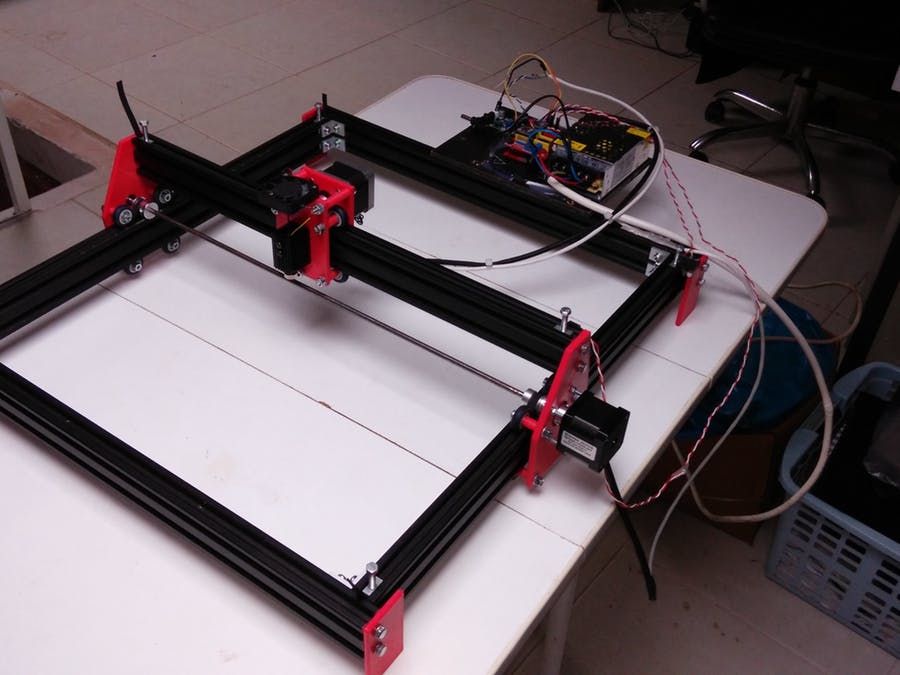
Дерево – материал, востребованный во все времена. Оно отличается своей прочностью, практичностью и, что немаловажно, пластичностью, позволяющей изготавливать из него абсолютно любые изделия и украшать их изысканной резьбой. Ранее дерево обрабатывалось вручную. Мастера-резчики месяцами трудились над изделиями, вырезая на них искусный узор. Сейчас с этим во много раз быстрее справляются станки с числовым программным управлением.
На нашем сайте представлен обширный каталог 3д моделей для ЧПУ станков по дереву. Компьютерное 3д-моделирование позволит вам существенно упростить производство сложных элементов.
Ассортимент:
Мы предлагаем вам большое разнообразие готовых моделей для деревообрабатывающих станков с ЧПУ.
3d модели мебели:
Готовые компьютерные 3д модели мебели снижают сроки и сложность производства столов, стульев, диванов, кресел, кушеток и других предметов обстановки из древесного массива. Stl-чертеж содержит все мельчайшие детали, которые передаются на фрезеровочный станок с ЧПУ. Это помогает обеспечить высокую точность производства и позволяет изготавливать самые сложные резные элементы.
Особняком стоят модели мебели в стиле модерн. Модерн – это полное отсутствие симметрии, сочетание самых причудливых форм. Режущий инструмент фрезерного станка по дереву, благодаря подгруженной 3д модели в формате stl, легко повторяет причудливые формы, и изготовление конечного продукта из древесного массива становится гораздо проще.
3d Декор:
Богатая коллекция моделей декоративных элементов позволит вам преобразить любой элемент вашего интерьера. Деревянные рамы для картин органично подчеркнут полотна, а резные статуэтки идеально впишутся в различный интерьер. Угловые элементы используются для украшения корпусной мебели, стен и потолков.
3d Двери:
Производство дверей – довольно сложный и затратный процесс. Наши модели дверей в формате 3d существенно снижают затраты и время на производство продукции на станках по дереву. Помимо размеров основы, в управляющую программу обязательно вносятся все элементы декора. В результате вы сможете получить качественный продукт с минимальными трудозатратами.
Религиозные изделия:
В каталоге stl моделей присутствует множество вариантов для изготовления деревянных изделий на религиозную тематику. В ассортименте вы найдете репродукции особо почитаемых икон и различных панно с популярными библейскими сюжетами. Фигурки ангелов станут символом умиротворения и успокоения. Помимо религиозного аспекта, деревянные фигурки являются прекрасным украшением.
3d Сундуки:
Объемные 3D модели сундуков созданы для фрезерных станков с ЧПУ, работающих по дереву. Красивый резной сундук станет украшением вашего дома. Фигурный корпус и остальные элементы производятся без участия человека – достаточно загрузить модель в программный блок станка.
3d шахматы и часы:
Если вы ищете эксклюзивные сувениры, то для вас можем предложить эксклюзивные 3д модели часов и шахмат. Оригинальная доска станет отличным презентом к любому торжеству, а сложные резные часы из дерева станут гордостью любого хозяина.
На этом ассортимент нашей продукции не ограничивается. На сайте вас ждет более 1000 готовых моделей для станков по дереву. Файлы в формате stl совместимы с большинством ЧПУ-устройств, что позволяет сразу приступить к производству.
Немаловажен и тот факт, что изготовление изделий из дерева и их реализация позволят вам предельно быстро окупить стоимость 3д моделей. Ведь древесный массив – весьма востребован и дорогостоящ, а стильные и оригинальные предметы обихода из него, оформленные искусной резьбой – высоко оцениваются дизайнерами, студиями элитной мебели и простыми обывателями, мечтающими о статусном интерьере и долговечной обстановке.
Заказать 3d модели:
Оформление покупки 3д модели для ЧПУ станка по дереву через наш сайт производится в кратчайшие сроки. После помещения нужной модели для деревообрабатывающего станка в корзину осуществляется переход на страницу оплаты. После проведения транзакции и получения подтверждения вы получаете ссылку на скачивание в удобном формате, готовом к использованию на станке с ЧПУ.
Следить за новостями и новинками компании вы можете любым удобным для вас способом: по телефону (Viber, Telegram, WhatsApp, Instagram), VK, Одноклассники или Skype.
3D резьба по дереву на станках с ЧПУ. 3D модели для ЧПУ. CNC станки. Резной декор
Большинство наших клиентов начинают с 2D-проектов на своих станках с ЧПУ. Несмотря на то, что существует неограниченное количество проектов с ЧПУ, которые являются строго 2D, наш фрезерный станок с ЧПУ Shapeoko и настольный ЧПУ Nomad способны выполнять полноценные 3D-проекты, и многие пользователи в конечном итоге решают, что они хотели бы попробовать что-то более сложное.
Хотя мы говорим конкретно о наших станках с ЧПУ, информация относится ко всем фрезерным станкам с ЧПУ и настольным станкам с ЧПУ.
Вот некоторая предварительная информация, которая поможет вам начать работу с файлами для 3D CNC.
Если вам также нужны 2D-модели для ЧПУ, у нас есть и они с нашими элементами 3D-дизайна Carbide
Типы файлов для 3D-моделей
Во-первых, в моделях для ЧПУ нет ничего особенного по сравнению с моделями для любого другого использования. например, 3D-печать или анимация. На самом деле, программное обеспечение ЧПУ более снисходительно относится к нестандартным файлам, чем 3D-принтеры, потому что станку с ЧПУ не нужно создавать законченный объект из ничего; ему просто нужно обработать внешние поверхности.
Файлы STL
Файлы STL являются наиболее распространенным типом файлов для сохранения 3D-моделей. Формат файла STL давно стал стандартом по умолчанию для 3D-принтеров и со временем стал надежным способом обмена 3D-объектами между всеми видами программ.
Файлы STL могут представлять полный объект, включая все стороны объекта, а также внутренние элементы. Хотя это очень полезно для 3D-принтера, который имеет доступ к внутренней структуре модели, станок с ЧПУ может получить доступ только к внешней части детали.
Файлы STL представляют базовую 3D-модель в виде набора треугольников, даже если исходный проект создан в высококлассной программе САПР, такой как Solidworks. Некоторые пользователи считают, что это приводит к потере точности готовой детали, поскольку ряд треугольников не может полностью представить 3D-модель. Это неверно по нескольким причинам:
3D STL может быть сгенерирован с почти произвольной точностью, и он определенно может быть более точным, чем ваш станок с ЧПУ.
Почти все современные программы CAM преобразуют ваш проект в серию треугольников перед созданием траектории. Математика очень медленная и подвержена ошибкам, чтобы не работать с треугольниками.
Некоторые файлы 3D STL доводят это количество треугольников до крайности и создают ОГРОМНОЕ количество треугольников. Это может привести к длительному расчету траектории, большому использованию памяти и не создать траекторию, которая приведет к лучшему конечному продукту. По нашему опыту, использование более 1 миллиона треугольников не приведет к созданию лучшего конечного продукта на любом обычном фрезерном станке с ЧПУ. (На самом деле 250 тыс. треугольников более чем достаточно)
OBJ-файлы
Файлы OBJ очень похожи на STL в том, что они представляют 3D-модель в виде набора треугольников. Различия заключаются в том, откуда берутся файлы и где вы можете их использовать.
Файлы OBJ предпочтительны для программного обеспечения для анимации, поэтому большинство из них исходят из программ 3D-дизайна, которые созданы для использования в программах для анимации или видео; это не модели для ЧПУ. Вы обнаружите, что большинство программ CAM, используемых для создания траектории движения инструмента из модели, не может открыть файл OBJ. Несмотря на наличие доступных программ преобразования, мы рекомендуем вам избегать файлов OBJ и предпочитать STL, если в конкретном файле нет чего-то очень привлекательного.
Файлы DXF
DXF — еще один долгоживущий формат файлов САПР. Он был разработан Autodesk для Autocad много лет назад и широко используется для перемещения файлов САПР из одной программы в другую. Хотя гораздо чаще можно увидеть, что DXF используется для 2D-моделей, он также может хранить 3D-модели.
Файлы DXF, как для 2D-, так и для 3D-моделей, широко поддерживаются программным обеспечением CAM, но вы, вероятно, не найдете много 3D-моделей в формате DXF для загрузки. 3D-файлы STL встречаются гораздо чаще.
Карты высот и изображения
Карты высот и многое другое, и их использование полностью зависит от программного обеспечения, которое вы используете. Мы рассмотрим их здесь, чтобы быть полными, но обычно это не то, что ищут люди, когда ищут 3D-модели для своего станка с ЧПУ.
Карта высот представляет собой сетку значений высоты, которая может представлять трехмерные объекты. Поскольку каждое местоположение может иметь только одно значение высоты, карта высот не может представлять несколько сторон 3D-объекта, поэтому они лучше всего подходят для проектов в стиле рельефа.
Некоторые программы позволяют преобразовать изображение в карту высот, где каждый пиксель преобразуется в высоту на основе яркости, при этом более светлые пиксели выше, чем более темные (или наоборот).
Обычное использование карт высот включает:
Карты местности
Литофан
Где взять 3D-модели
Купить 3D-модель
По мере того, как станки с ЧПУ становятся все более популярными, становится все проще находить места, где можно купить модель; они доступны для продажи во многих местах, которые никогда не предназначались для цифровых продуктов, которые вы загружаете. У них есть дополнительное преимущество, поскольку они предназначены для фрезерных станков с ЧПУ, поэтому они должны быть просты в использовании.
Etsy — поиск «3D-модель», «3D STL» или «Модели для ЧПУ»
EBay — Поиск «Модели для ЧПУ» или «3d stl модели для ЧПУ»
групп Facebook. Существует несколько групп Facebook для обмена моделями, к которым вы можете присоединиться, и многие из них посвящены файлам фрезерных станков с ЧПУ.
Сколько стоит 3D-модель?
Цены на 3D-модели могут сильно различаться, но, насколько мы можем судить, большинство из них поступают от создателей контента из Китая и России. Большинство из них стоят от 3 до 50 долларов, а некоторые продавцы предлагают пакеты контента с кучей моделей по гораздо более низкой цене. Почти во всех случаях они поставляются в виде файла 3D STL.
Скачать с сайтов обмена
CutRocket
Вселенная вещей
Турбосквид
Бесплатные модели также широко доступны на сайтах обмена. Как правило, их можно загрузить бесплатно, но они могут не предоставлять вам права на коммерческое использование, поэтому стоит изучить подробности о каждом сайте или пользователе.
Как создать 3D-модель с нуля
Создание 3D-модели — это большая тема, которая лучше подходит для отдельной страницы, но мы можем дать вам несколько отправных точек. (У нас также есть более подробная страница бесплатного программного обеспечения для ЧПУ. )
Программы 3D CAD/CAM для рельефов
Carbide Create Pro
Вектрик Стремление
И Carbide Create Pro, и Vectric Aspire позволяют создавать 3D-рельефы с нуля, используя упрощенный рабочий процесс по сравнению с полнофункциональными 3D-программами САПР, такими как Alibre или Solidworks. Они буквально только что созданы для 3D-моделирования на ЧПУ.
Существуют ограничения на то, что вы можете сделать, но если вы нацелены на фрезерный станок с ЧПУ, то он, как правило, очень хорошо подходит.
Программы 3D CAD
Алибре
Солидворкс
Alibre и Solidworks — это то, что мы бы назвали «программами САПР высокого класса». Они позволят вам сделать практически все с очень высокой точностью и большим контролем. Цена Alibre очень разумна, учитывая возможности программы. Solidworks, напротив, очень дорог, но имеет широкое распространение в отрасли.
Если вы пришли сюда в поисках «моделей для ЧПУ», возможно, это не те программы, которые вы ищете.
Как использовать 3D-модели для ЧПУ
Когда у вас есть файл, который вы хотели бы использовать, вам нужно каким-то образом преобразовать его в траекторию инструмента для запуска на вашем фрезерном станке с ЧПУ. (Надеюсь, это файл 3D STL)
Мы рекомендуем использовать MeshCAM, программное обеспечение 3D CAM, для преобразования файла STL в траекторию для вашего фрезерного станка с ЧПУ. MeshCAM позволяет относительно безболезненно загрузить STL, ввести информацию об инструменте, а затем получить gcode.
Другой альтернативой является использование чего-то вроде Fusion 360, который также может загружать файлы STL и генерировать траекторию. Несмотря на то, что Fusion может это сделать, у нас есть две оговорки, которые не позволяют нам искренне рекомендовать его:
Файлы STL на самом деле не являются первоклассным форматом файлов для Fusion 360. Он действительно намного лучше справляется с собственными проектами или файлами STEP.
Fusion — это продукт по подписке, поэтому вы никогда не станете его владельцем и вам придется платить каждый год.
Несмотря на это, Fusion 360 очень популярен среди владельцев фрезерных станков с ЧПУ, поэтому на него стоит обратить внимание, если вас не смущает цена.
Рекомендации
По возможности используйте файлы STL.
Ограничьте число треугольников STL до 1 миллиона для достижения наилучших результатов на фрезерном станке с ЧПУ.
3D-модели для ЧПУ
Большинство наших клиентов начинают с 2D-проектов на своих станках с ЧПУ. Несмотря на то, что существует неограниченное количество проектов с ЧПУ, которые являются строго 2D, наш фрезерный станок с ЧПУ Shapeoko и настольный ЧПУ Nomad способны выполнять полноценные 3D-проекты, и многие пользователи в конечном итоге решают, что они хотели бы попробовать что-то более сложное.
Хотя мы говорим конкретно о наших станках с ЧПУ, информация относится ко всем фрезерным станкам с ЧПУ и настольным станкам с ЧПУ.
Вот некоторая предварительная информация, которая поможет вам начать работу с файлами для 3D CNC.
Если вам также нужны 2D-модели для ЧПУ, у нас есть и они с нашими элементами 3D-дизайна Carbide
Типы файлов для 3D-моделей
Во-первых, в моделях для ЧПУ нет ничего особенного по сравнению с моделями для любого другого использования. например, 3D-печать или анимация. На самом деле, программное обеспечение ЧПУ более снисходительно относится к нестандартным файлам, чем 3D-принтеры, потому что станку с ЧПУ не нужно создавать законченный объект из ничего; ему просто нужно обработать внешние поверхности.
Файлы STL
Файлы STL являются наиболее распространенным типом файлов для сохранения 3D-моделей. Формат файла STL давно стал стандартом по умолчанию для 3D-принтеров и со временем стал надежным способом обмена 3D-объектами между всеми видами программ.
Файлы STL могут представлять полный объект, включая все стороны объекта, а также внутренние элементы. Хотя это очень полезно для 3D-принтера, который имеет доступ к внутренней структуре модели, станок с ЧПУ может получить доступ только к внешней части детали.
Файлы STL представляют базовую 3D-модель в виде набора треугольников, даже если исходный проект создан в высококлассной программе САПР, такой как Solidworks. Некоторые пользователи считают, что это приводит к потере точности готовой детали, поскольку ряд треугольников не может полностью представить 3D-модель. Это неверно по нескольким причинам:
3D STL может быть сгенерирован с почти произвольной точностью, и он определенно может быть более точным, чем ваш станок с ЧПУ.
Почти все современные программы CAM преобразуют ваш проект в серию треугольников перед созданием траектории. Математика очень медленная и подвержена ошибкам, чтобы не работать с треугольниками.
Некоторые файлы 3D STL доводят это количество треугольников до крайности и создают ОГРОМНОЕ количество треугольников. Это может привести к длительному расчету траектории, большому использованию памяти и не создать траекторию, которая приведет к лучшему конечному продукту. По нашему опыту, использование более 1 миллиона треугольников не приведет к созданию лучшего конечного продукта на любом обычном фрезерном станке с ЧПУ. (На самом деле 250 тыс. треугольников более чем достаточно)
OBJ-файлы
Файлы OBJ очень похожи на STL в том, что они представляют 3D-модель в виде набора треугольников. Различия заключаются в том, откуда берутся файлы и где вы можете их использовать.
Файлы OBJ предпочтительны для программного обеспечения для анимации, поэтому большинство из них исходят из программ 3D-дизайна, которые созданы для использования в программах для анимации или видео; это не модели для ЧПУ. Вы обнаружите, что большинство программ CAM, используемых для создания траектории движения инструмента из модели, не может открыть файл OBJ. Несмотря на наличие доступных программ преобразования, мы рекомендуем вам избегать файлов OBJ и предпочитать STL, если в конкретном файле нет чего-то очень привлекательного.
Файлы DXF
DXF — еще один долгоживущий формат файлов САПР. Он был разработан Autodesk для Autocad много лет назад и широко используется для перемещения файлов САПР из одной программы в другую. Хотя гораздо чаще можно увидеть, что DXF используется для 2D-моделей, он также может хранить 3D-модели.
Файлы DXF, как для 2D-, так и для 3D-моделей, широко поддерживаются программным обеспечением CAM, но вы, вероятно, не найдете много 3D-моделей в формате DXF для загрузки. 3D-файлы STL встречаются гораздо чаще.
Карты высот и изображения
Карты высот и многое другое, и их использование полностью зависит от программного обеспечения, которое вы используете. Мы рассмотрим их здесь, чтобы быть полными, но обычно это не то, что ищут люди, когда ищут 3D-модели для своего станка с ЧПУ.
Карта высот представляет собой сетку значений высоты, которая может представлять трехмерные объекты. Поскольку каждое местоположение может иметь только одно значение высоты, карта высот не может представлять несколько сторон 3D-объекта, поэтому они лучше всего подходят для проектов в стиле рельефа.
Некоторые программы позволяют преобразовать изображение в карту высот, где каждый пиксель преобразуется в высоту на основе яркости, при этом более светлые пиксели выше, чем более темные (или наоборот).
Обычное использование карт высот включает:
Карты местности
Литофан
Где взять 3D-модели
Купить 3D-модель
По мере того, как станки с ЧПУ становятся все более популярными, становится все проще находить места, где можно купить модель; они доступны для продажи во многих местах, которые никогда не предназначались для цифровых продуктов, которые вы загружаете. У них есть дополнительное преимущество, поскольку они предназначены для фрезерных станков с ЧПУ, поэтому они должны быть просты в использовании.
Etsy — поиск «3D-модель», «3D STL» или «Модели для ЧПУ»
EBay — Поиск «Модели для ЧПУ» или «3d stl модели для ЧПУ»
групп Facebook. Существует несколько групп Facebook для обмена моделями, к которым вы можете присоединиться, и многие из них посвящены файлам фрезерных станков с ЧПУ.
Сколько стоит 3D-модель?
Цены на 3D-модели могут сильно различаться, но, насколько мы можем судить, большинство из них поступают от создателей контента из Китая и России. Большинство из них стоят от 3 до 50 долларов, а некоторые продавцы предлагают пакеты контента с кучей моделей по гораздо более низкой цене. Почти во всех случаях они поставляются в виде файла 3D STL.
Скачать с сайтов обмена
CutRocket
Вселенная вещей
Турбосквид
Бесплатные модели также широко доступны на сайтах обмена. Как правило, их можно загрузить бесплатно, но они могут не предоставлять вам права на коммерческое использование, поэтому стоит изучить подробности о каждом сайте или пользователе.
Как создать 3D-модель с нуля
Создание 3D-модели — это большая тема, которая лучше подходит для отдельной страницы, но мы можем дать вам несколько отправных точек. (У нас также есть более подробная страница бесплатного программного обеспечения для ЧПУ.)
Программы 3D CAD/CAM для рельефов
Carbide Create Pro
Вектрик Стремление
И Carbide Create Pro, и Vectric Aspire позволяют создавать 3D-рельефы с нуля, используя упрощенный рабочий процесс по сравнению с полнофункциональными 3D-программами САПР, такими как Alibre или Solidworks. Они буквально только что созданы для 3D-моделирования на ЧПУ.
Существуют ограничения на то, что вы можете сделать, но если вы нацелены на фрезерный станок с ЧПУ, то он, как правило, очень хорошо подходит.
Программы 3D CAD
Алибре
Солидворкс
Alibre и Solidworks — это то, что мы бы назвали «программами САПР высокого класса». Они позволят вам сделать практически все с очень высокой точностью и большим контролем. Цена Alibre очень разумна, учитывая возможности программы. Solidworks, напротив, очень дорог, но имеет широкое распространение в отрасли.
Если вы пришли сюда в поисках «моделей для ЧПУ», возможно, это не те программы, которые вы ищете.
Как использовать 3D-модели для ЧПУ
Когда у вас есть файл, который вы хотели бы использовать, вам нужно каким-то образом преобразовать его в траекторию инструмента для запуска на вашем фрезерном станке с ЧПУ. (Надеюсь, это файл 3D STL)
Мы рекомендуем использовать MeshCAM, программное обеспечение 3D CAM, для преобразования файла STL в траекторию для вашего фрезерного станка с ЧПУ.
Сопрягаемые детали. Рассматривая соединения деталей машин, мы замечаем, что они в различных парах очень разнообразны по своему характеру. В некоторых случаях одна из деталей какой-либо пары во время работы машины остается неподвижной по отношению к другой детали этой же пары; в других случаях — совершает то или иное движение (например, вращательное, поступательное и т. д.) относительно другой детали.
Две детали, составляющие пару, подобную одной из только что рассмотренных, называются сопряженными.
Охватывающие и охватываемые детали. При сопряжении двух деталей одна из них как бы охватывает другую, поэтому первая из этих деталей (по отношению к другой) называется охватывающей, а вторая — охватываемой.
Формы сопрягаемых деталей весьма разнообразны и наименования их, точно соответствующие действительности, во многих случаях громоздки и неудобны для произношения и для записей. Поэтому условились во всех случаях охватывающую деталь(поверхность этой детали, участвующую в данном сопряжении) называть отверстием, а охватываемую деталь (поверхность, участвующую в данном сопряжении) — валом.
Понятие о посадке. Если бы при обработке сопряженных деталей (обеих или одной из них) либо при сборке машины не был учтентребуемый характер их сопряжения, то очевидно, что машина, собранная из таких деталей, оказалась бы негодной для работы
Другими словами, непременными условиями удовлетворительной работы всякой машины являются правильный выбор и осуществление характера сопряжений ее деталей, или, как говорят, посадок.
Посадкойназывается характер сопряжения двух деталей, определяющий большую или меньшую свободу их относительного перемещения, или степень сопротивления их взаимному смещению.
Посадки неподвижные и подвижные. Посадки, при которых должна быть обеспечена прочность соединения сопряженных деталей, называются неподвижными.
Соединения такого характера получаются в том случае, если до сборки сопряженных деталей диаметр вала несколько больше диаметра отверстия, в связи с чем после сборки деталей между ними возникает напряженное состояние.
Посадками для свободного движения, или (кратко) подвижными, называются такие, при которых предусматривается постоянное относительное движение сопряженных деталей во время ихработы. Возможность относительного движения этих деталей получается в том случае, если диаметр отверстия несколько больше диаметра вала.
Посадки, принятые в машиностроении. В нашем машиностроении установлен и применяется ряд посадок: от посадки, при которой вал вставляется в отверстие с большим напряжением, чем достигается высшая прочность соединения деталей, до посадки, при которой вал вращается в отверстии совершенно свободно:
Неподвижные посадки Подвижные посадка
Прессовая 3-я (ПрЗ)1. Скользящая (С)
Прессовая 2-я (Пр2)2. Движения (Д)
Прессовая 1-я (Пр1)3. Ходовая (X)
Горячая (Гр)4. Легкоходовая (Л)
Прессовая (Пр)5. Широкоходовая (Ш)
Легкопрессовая (Пл)6. Тепловая ходовая (ТХ)
Глухая (Г)
Тугая (Г)
Напряженная (Н)
Плотная (Я)
В скобках указаны принятые сокращенные условные обозначения посадок.
В приведенном перечне посадки указаны в известной последовательности: от наиболее прочной, обеспечивающей неподвижность соединения деталей (посадки ПрЗ и Гр), и кончая такой посадкой (посадка ТХ), при которой создается наиболее свободное относительное сопряжение деталей.
ПосадкиГ, Т, Н и П точнее называются переходными, так как при некоторых действительных размерах сопрягаемых деталей соединение их получается неподвижным, а при других размерах — подвижным.
Номинальные и действительные размеры.Размеры деталеймашин устанавливаются конструктором, проектирующим данную машину (или деталь), который исходит из самых разнообразных требований. Эти размеры (общие для вала и отверстия, если они являются сопряженными) указываются на чертеже детали и называютсяноминальными.
Выше мы видели, что по ряду причин невозможно обработать какую-либо деталь так, чтобы размеры ее, получившиеся после обработки, точно совпали с номинальными.
Размеры, полученные после обработки, условились называть действительными.Таким образом, действительный размер детали есть тот размер, который установлен путем измерения.
Алгебраическая разность между действительным и номинальным размерами называется действительным отклонением размера. Действительные отклонения могут быть положительными и отрицательными.
Предельные размеры.Действительные размеры одинаковых деталей, даже при одном и том же способе их обработки, не получаютсяравными между собой, а колеблются в некоторых пределах.
Предельныминазываются те размеры, между которыми может колебаться действительный размер. Один из них называется наибольшим, другой — наименьшим предельным размером.
Требуемый характер сопряжения двух деталей создается, очевидно, лишь в том случае, если допустимые предельные размеры деталей установлены заранее опытным или расчетным путем и действительные размеры лежат между предельными.
В зависимости от характера посадки наибольший и наименьшийпредельные размеры вала могут быть больше (рис. 69, а) или меньше(рис. 69, б) его номинального размера. Точно так же наибольший инаименьший предельные размеры отверстия могут быть больше (рис. 70, а) или меньше (рис. 70, б) его номинального размера. Возможно также расположение предельных размеров отверстия иливала по разные стороны от номинального.
На рис. 69 и 70 цифрами 00 обозначена так называемая нулевая линия. Она соответствует номинальному диаметру вала или отверстия и служит началом отсчета отклонений от номинального размера.
Предельные отклонения. Алгебраическую разность между наибольшим предельным и номинальным размерами называют верхним предельным отклонением.
Алгебраическую разность между наименьшим предельным и номинальным размерами называют нижним предельным отклонением.
Верхние и нижние предельные отклонения могут быть положительными, отрицательными и равными нулю, как и действительные.
Чтобы не смешивать положительные и отрицательные отклонения, принято перед их числовой величиной ставить знак плюс (+), если отклонение положительное, и знак минус (—), если отклонение отрицательное.
Допуск. Остановимся теперь на определении, отчетливое понимание которого необходимо для усвоения всего вопроса о допусках и посадках.
Допуском, точнее — допуском на неточность обработки называется разность между наибольшим и наименьшим предельными размерами.
Так, например, если наибольший предельный размер вала 65, 040 мм, а наименьший — 65, 020 мм, то допуск в данном случае равен 65, 040 — 65, 020 = 0, 020 мм.
На рис. 69 и 70 допуски (на графиках они называются полями допусков) показаны жирными линиями. Толщина этих линий берется на графиках всегда в увеличенном масштабе (в сравнении с номинальными размерами) для лучшего усвоения. Допуск на обработку колеблется, как правило, в пределах от нескольких десятых до нескольких тысячных долей миллиметра, что требует обязательного увеличения масштаба.
Величины отклонений и допусков в разных таблицах допускови посадок выражаются не в долях миллиметров, как это сделано в приведенном выше примере, а в микрометрах (микронах). Микрометр равен 0, 001 мм и обозначается сокращенно мкм.
Обозначения допусков на чертежах числовыми величинами отклонений. Допустимые предельные отклонения размеров детали от номинальных могут указываться на чертежах числовыми отклонениями, которые проставляются с соответствующими знаками: положительные со знаком (+), отрицательные со знаком (—) вслед за данным размером. Отклонение, равное нулю, на чертеже не указывается. Верхнее и нижнее отклонения записываются одно под другим: верхнее — выше, нижнее — ниже, в долях мм. Примеры простановки отклонений на чертежах показаны на рис. 71, а—е.
Натяги и зазоры. Выше мы установили, что характер посадки зависит от соотношения действительных размеров сопрягаемых деталей или, как говорят, от наличия натяга (рис. 72, а) илизазора (рис. 72, б)между данными деталями.
Натягом называется положительная разность между диаметрами вала и отверстия до сборки деталей (размер вала больше размера отверстия).
При различных соотношениях предельных размеров вала и отверстия натяг называется наибольшим или наименьшим (рис. 72, а).
Зазором называется положительная разность между диаметрами отверстия и вала (размер отверстия больше размера вала).
В зависимости от соотношения предельных размеров отверстияи вала определяются наибольший и наименьший зазоры (рис. 72, б).
Система отверстия и система вала.Стандартами допусков и посадок в нашей промышленности установлены две возможные к применению совокупности посадок — система отверстия и система вала.
Системойотверстия называется совокупность посадок, в которых предельные отклонения отверстий одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений валов (рис. 73, а). Во всех посадках системы отверстия нижнее предельное отклонение отверстия всегда равно нулю.
Такое отверстие называется основным отверстием. Из рисункавидно, что при одном и том же номинальном размере (диаметре) и постоянном допуске основного отверстия могут быть получены разные посадки за счет изменения предельных размеров вала. В самом деле, вал 1 даже наибольшего предельного диаметра свободно войдет в наименьшее отверстие. Соединив вал 2 при наибольшем предельном его размере с наименьшим отверстием, мы получим зазор, равный нулю, но при других соотношениях диаметров отверстия и вала в этом сопряжении получается подвижная посадка. Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
Основное отверстие в системе отверстия обозначается сокращенно буквой А в отличие от обозначения второй (не основной) детали, входящей в сопряжение, которая обозначается буквами соответствующей посадки.
Системой вала называется совокупность посадок, в которых преельные отклонения валов одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений отверстий. Во всех посадках системы вала верхнее предельное отклонение вала всегда равно нулю. Такой вал называется основным валом.
Схематическое изображение системы вала дано на рис. 73, б, из которого видно, что при одном и том же номинальном размере(диаметре) и постоянном допуске основного вала могут быть получены различные посадки за счет изменения предельных размеров отверстия. Действительно, соединяя с данным валом отверстие 1, мы при всех условиях будем получать подвижную посадку. Подобную же посадку, но с возможным получением зазора, равного нулю, мы получим при сопряжении с данным валом отверстия 2. Соединения вала с отверстиями 3 и 4 относятся к группе переходных посадок, а с отверстием 5 — к неподвижной посадке.
Основной вал в системе вала обозначается сокращенно буквой В.
Сопоставление системы отверстия и системы вала. Области применения этих систем. Каждой из этих систем свойственны достоинства и недостатки, определяющие области их применения.
Существенным преимуществом системы отверстия в сравнениис системой вала является то, что обработка валов одного номинального размера, но с разными предельными диаметрами может бытьвыполнена одним режущим инструментом (резцом или шлифовальным кругом), в то время как в тех же условиях для обработки точных отверстий требуется столько режущих инструментов (если обработка ведется одномерным инструментом, например разверткой), сколько имеется отверстий. Таким образом, для обработки отверстий и валов при наличии 12 посадок в системе отверстия для каждого номинального диаметра необходимо иметь одну развертку и резец или шлифовальный круг, а для обработки тех же деталей в системе вала требуется резец или шлифовальный круг и 12 разверток.
Система отверстия имеет и другие преимущества по сравнению с системой вала, но тем не менее последняя все же применяется в ряде областей машиностроения, хотя значительно реже, чем система отверстия.
Например, система вала применяется при изготовлении некоторых текстильных машин. Одной из основных деталей текстильных машин является обычно длинный гладкий вал одного номинального размера по всей длине, на который насаживаются с разными посадками различные шкивы, муфты, шестерни и т. д. При применении системы отверстия эти валы должны быть ступенчатыми, что усложняет их изготовление.
Классы точности. В нашем машиностроении для диаметров от 1 до 500 мм применяются следующие классы точности: 1-й, 2, 2а, 3, За, 4, 5, 7, 8, 9-й; 6-й класс отсутствует.
1-й класс является самым точным из поименованных. Он применяется сравнительно редко, так как обработка деталей по этому классу стоит очень дорого. Им пользуются в точном машиностроении, когда требуется очень строгая определенность посадок, например при изготовлении деталей шарикоподшипников.
2-й класс имеет значительно большее распространение и применяется главным образом в точном машиностроении и приборостроении, в станкостроении и моторостроении, частично при изготовлении текстильных машин и т. п. Этот класс является в нашем машиностроении основным.
3-й класс точности применяется в тех случаях, когда требования, предъявляемые к определенности посадок, не так велики, как во 2-м классе, но должен быть сохранен требуемый характер каждой посадки.
4-й класс точности применяется для деталей, между которыми допустимы сравнительно большие зазоры или натяги и которые могут обрабатываться с большими допусками.
5-й класс точности предназначается для подвижных посадок, к которым не предъявляются высокие требования определенности характера сопряжений. Кроме того, этот класс предусматривается для свободных размеров, т. е. относящихся к несопрягаемым поверхностям деталей машин, и для точных заготовок.
7, 8 и 9-й классы применяются главным образом для свободных размеров, а также для заготовок, изготовляемых горячей штамповкой, литьем и т. п.
В отдельных случаях применяются классы 2а — промежуточный между 2 и 3-м классами, а также За — промежуточный между 3 и 4-м. Они введены в систему допусков позднее и поэтому имеют такие обозначения.
Классы точности, применяющиеся в машиностроении, обозначаются так:
1-й класс обозначается цифрой 1
2-й обозначения не имеет
2а обозначается 2а
3-й цифрой 3
За класс обозначается За
4-й цифрой 4 и т. д.
Эти обозначения приписываются справа, несколько ниже обозначения основной детали системы или посадки.
Таким образом, А5 обозначает основное отверстие 5-го класса, В1 — основной вал 4-го класса, С3 — скользящую посадку 3-го класса, Гг — глухую посадку 1-го класса и т. д.
Посадки и основные детали систем 2-го класса точности как основного обозначаются без цифрового индекса, указывающего класс точности. Таким образом, буквы А и В обозначают основное отверстие и основной вал 2-го класса, буква Ш обозначает широкоходовую посадку 2-го класса, буква С — скользящую посадку этого же класса и т. д.
Обозначения посадок и классов точности на чертежах проставляются сразу же за цифрой, указывающей размер, к которому относится данное обозначение.
Посадки в разных классах точности. 2-й класс является основным, и в нем применяются все посадки, перечисленные на стр. 94, за исключением прессовой третьей(ПрЗ), прессовой второй (Пр2) и прессовой первой (Пр1).Обозначения этих посадок указаны там же.
Число применяемых посадок в 1, 3-м и в других классах точности значительно меньше, чем во 2-м, и различно в системе отверстия и системе вала.
В системе отверстия в 1-м классе применяются девять посадок, а именно: прессовая вторая (Пp21), прессовая первая (Пр11), глухая (Г1), тугая (Т1), напряженная (Н1), плотная (П1), скользящая (Cj), движения (Д1 )и ходовая (Xj).
В 3-м классе установлено шесть посадок: прессовая третья (Пр33), прессовая вторая (Ilp2s), прессовая первая (Пр13), скользящая (С, ), ходовая (Х3) и широкоходовая (Ш3).
4-й класс содержит четыре посадки: скользящую (С4), ходовую (Х4), легкоходовую(Л4) и широкоходовую, (Ш4).
В 5-м классе имеются всего только две посадки — скользящая (С5) и ходовая (Х5).
7, 8 и 9-й классы точности посадок не имеют ни в системе отверстия, ни а системе вала. Любое отверстие в этих классах обозначается соответственноА7, А8 или А9, а любой вал — В7, В8 или В9.
Пример чертежа вала с указанием посадок для некоторых его поверхностей приведен на рис, 74.
Практическое значение обработки деталей с обусловленными заранее предельными размерами. Изготовление деталей в таких условиях обеспечивает возможность их взаимозаменяемости.
Взаимозаменяемостью деталей называется такое их свойство, при наличии которого сборка станка, машины и пр. происходит без какой-либо подгонки или подбора деталей, причем посадка, требующаяся в каждом отдельном сопряжении, получается именнотакой, какой она должна быть в данном сопряжении.
Необходимость пригонки отпадает благодаря тому, что действительные размеры деталей, поступающих в сборочный цех, находятся в пределах допуска, и детали не требуют дополнительной обработки. Выполнение характера посадки обеспечивается тем, что отклонения действительных размеров сопрягаемых деталей от номинальных, создающие характер посадки, обеспечиваются рабочим (или рабочими), обрабатывающим данные детали, а назначаются и указываются на чертеже детали конструктором, проектирующим машину, в состав которой входят эти детали.
Достоинства взаимозаменяемости деталей мы наблюдаем постоянно. Всем известно, что любая деталь велосипеда заменяется новой без какой-либо пригонки, каждая электрическая лампочка ввертывается в любой патрон и т. д. Все сельскохозяйственные машины, начиная с плугов и кончая тракторами и комбайнами, состоят из взаимозаменяемых деталей, так как только при этомусловии возможна быстрая замена сломанных или износившихся деталей машин без пригонки даже в полевой обстановке.
В настоящее время почти вся продукция отечественного машиностроения, за исключением опытных образцов и отдельных сопряжений изделий серийного производства, изготавливается с обеспечением взаимозаменяемости деталей и сборочных единиц (узлов).
… смотреть все ->
🔥 Деталь автодвигателя — 8 букв (Ответ на кроссворд)
Разгадываешь кроссворд и не знаешь что такое деталь автомобиля? Вот подсказка и ответ на данный вопрос:
Первая буква «к», вторая буква «о», третья буква «л», четвертая буква «е», пятая буква «н», шестая буква «в», седьмая буква «а», восьмая буква «л». Всего 8 букв.
Ответ на вопрос «деталь автомобиля» в сканворде
Если вам не помогла подсказка, то вот вам готовый ответ: слово из 8 букв – коленвал.
Альтернативные вопросы для слова «коленвал»
Ответы на сканворды и кроссворды
Вопрос: Деталь автомобиля, 8 букв, на К начинается, на Л заканчивается
Слово из 8 букв: Первая буква — К, вторая буква — о, третья буква — л, четвертая буква — е, пятая буква — н, шестая буква — в, седьмая буква — а, восьмая буква — л
Полный ответ на кроссворд: Коленвал
Другие вопросы к сканвордам и кроссвордам
Набитый мешок, 3 буквыАктриса по имени Орнелла, 4 буквыПраздный повеса, 6 буквВождь с хитрым прищуром, 5 буквДеньги для похода в магазин, 3 буквыПродукт текстильщицы, 5 буквКто исследовал собак?, 6 буквБолотное место, 4 буквыСамый длинный канал, 9 буквРезультат пробоины, 4 буквы
Вопрос: Ремонтная авторабота, 8 букв, на Р начинается, на А заканчивается
Слово из 8 букв: Первая буква — Р, вторая буква — и, третья буква — х, четвертая буква — т, пятая буква — о, шестая буква — в, седьмая буква — к, восьмая буква — а
Полный ответ на кроссворд: Рихтовка
Город правительства Японии, 5 буквПора торжества крестьян на дровнях, 4 буквыТо же, что оладья или пышка, 8 буквПоловина обувной пары, 5 буквИзвестный город в Узбекистане, 6 буквДругое название обычного комара, 6 буквИскушение, перед которым трудно устоять, 7 буквСтарое название воинского знамени, 7 буквРисталище теннисных боев, 4 буквы”Вылет птенцов” из школы, 6 букв
Вопрос: Деталь автодвигателя, 8 букв, на К начинается, на Л заканчивается
Механизм, всегда знающий свою дозу, 7 буквИзбранник в государственную Думу, 7 буквПодставка, подножие, постамент, 9 буквРифлёные валы пилорамы, 6 буквКрапп (лекарственное растение), 6 буквИнструмент для камина, 7 буквАмериканская фирма первых джипов, 6 буквДревнегреческий покровитель кузнецов, 6 буквАдминистративный центр на острове Хонсю в Японии, 6 буквКоньяк в немецком ресторане, 8 букв
Ответы на вопрос Автомобильная запчасть 8 букв
Баланс — Деталь часового механизма в виде кольца с поперечиной, регулирующая его ход.
Колесо — Деталь механизма или машины в виде круга, служащая для передачи или регулирования движения.
Ползун — Деталь кривошипно-рычажного механизма, обычно служащая для получения поступательного движения по неподвижным направляющим.
7 букв
Барабан — Деталь машины, механизма и т.п. в виде полого цилиндра.
Железка — разговорное Небольшой кусок железа, железная пластинка, металлическая деталь сооружения, механизма и т.п.
Челюсть — переносное (значение) Деталь машины, механизма, инструмента и т.п., служащая для захватывания или размельчения чего-либо
Части машины
По запросу «части машины» найдено 44 слова длинной от 3 до 15 букв.
Ось — Стержень, на котором держатся колеса, вращающиеся части машин, механизмов
Ход — Рабочая часть машины, механизма
Бар — Основная режущая часть врубовой машины и горного комбайна.
Нож — Режущая часть разных инструментов, аппаратов, машин.
4 буквы
Ввод — Место, через которое что-нибудь входит, вставляется куда-нибудь; приемная часть машины или установки
Плуг — Сходное по устройству орудие – часть снегоуборочной машины, снегопаха
Рама — Несущая часть машины, станина; техническое приспособление в виде скрепленных под углом друг к другу брусьев балок
Фара — Электрический фонарь с отражателем в передней (иногда и в задней) части автомобиля, локомотива, мотоцикла и некоторых других машин, освещающий путь
Парк — Место стоянки и обслуживания материальной части машин воинских частей.
Тяга — Брус, соединяющий, стягивающий части машины или иных устройств.
Ярмо — Часть электрической машины, аппарата, соединяющая между собою полюсы.
5 букв
Балка — Часть сооружения, машины, станка – опорный брус
Зубец — Выступ, обычно острый, на инструменте, орудии, части машины; вообще острый выступ на чем-нибудь
Резак — Режущая часть машины, орудия или приспособление, инструмент для резки
Цевка — Деталь машины – цилиндрический стержень, часть колеса в зубчатой передаче
Якорь — Часть электрической машины, несущая на себе обмотку
Брюхо — переносное (значение) разговорное Нижняя сторона основной части корпуса самолета, машины и т. п.
Ротор — Вращающаяся часть машины (турбины, электрического генератора и т.п.).
Рычаг — Составная часть различных машин, механизмов, обычно в виде стержня, служащая для передачи движения чему-либо, управления чем-либо
Бандаж — Металлический пояс, обод, надеваемый на части машин, на железнодорожные колеса для увеличения их прочности или уменьшения износа
Деталь — Часть механизма, машины, приборы
Обойма — Скоба, обруч или иное приспособление, охватывающее и скрепляющее части сооружений, машин
Статор — Неподвижная часть электрической машины роторного типа
Станок — Опора для каких-либо механизмов, основа, к которой прикрепляются части машин, механизмов.
Стрела — Подвижная часть подъемно-погрузочных машин и сооружений.
Черпак — Часть машины, механизма – экскаватора, драги и т.п. – в форме ковша, предназначенная для выемки грунта или какой-либо массы.
Агрегат — Часть какой-нибудь машины, узел 1 N3 для выполнения определенных операций
Каретка — Подвижная, скользящая часть некоторых машин, механизмов
Лопасть — Вращающаяся широкая часть какого-нибудь устройства, машины
Тележка — Подвижная часть некоторых машин, технических устройств
Трепало — Рабочая часть трепальной машины
Цилиндр — Предмет такой формы, например часть поршневой машины
Станина — Чугунное или стальное основание, на котором монтируются части машины, станка.
Запчасти — Запасные части (машин, механизмов)
Покрытие — Верхняя ограждающая конструкция здания, верхняя ограждающая часть машины, механизма
Автостоп — Использование туристами попутных машин для проделывания части пути.
Веретено — Основная часть прядильных машин, при помощи которой производится закручивание и наматывание нити.
Кривошип — Часть механизма для приведения вала машины во вращательное движение.
Передача — Механизм, передающий движение от одной части устройства, машины к другой.
9 букв
Молотилка — Сельскохозяйственная машина(или часть машины)для молотьбы
Кондуктор — Часть электростатической машины, представляющая собою полый металлический шар, на котором накапливаются электрические заряды (в электротехнике).
Сердечник — Внутренняя часть различных машин, аппаратов, приборов и т.п.
Деталь автодвигателя
Добрый вечер! Здравствуйте, уважаемые дамы и господа! Пятница! В эфире капитал-шоу «Поле чудес»! И как обычно, под аплодисменты зрительного зала я приглашаю в студию тройку игроков. А вот и задание на этот тур:
Вопрос: Деталь автодвигателя (Слово из 8 букв)
Коленвал (8 букв)
Если этот ответ не подходит, пожалуйста воспользуйтесь формой поиска. Постараемся найти среди 775 682 формулировок по 141 989 словам.
Оцени полезность материала:
8
голосов, оценка
3. 6 из 5
Кривой вал автодвигателя
Что в авто коленки имеет
Что в авто ножные «локти» имеет?
Вопрос: Деталь автомобиля (Слово из 8 букв)
9
голосов, оценка
3. 9 из 5
Резервная деталь для замены изношенной.
Вопрос: Резервная деталь для замены изношенной. (Слово из 8 букв)
Запчасть (8 букв)
6
голосов, оценка
4. 2 из 5
Ответы на вопрос Деталь автомобиля 8 букв
Радиатор – Деталь автомобиля 8 букв
Разгадывать кроссворды
Коленвал – Деталь автомобиля 8 букв
Автолист – Мягкая листовая сталь для изготовления деталей автомобилей с помощью холодной штамповки 8 букв
Скорость – Степень быстроты движения или вращения некоторых машин (автомобиля, мотоцикла, станка и т. п.), зависящая от порядка взаимодействия деталей коробки скоростей 8 букв
Лонжерон – Продольный брус рамы автомобиля, трактора, служащий опорой для кузова, а также для крепления рессор и других деталей 8 букв
Токарный станок – Производственные процессы 4-5
Модуль 1: Токарный станок
После прохождения этого модуля вы сможете:
• Определите наиболее важные части станка и их функции.
• Знать правила техники безопасности при работе с токарным станком. • Описать настройку режущего инструмента для обработки.
• Опишите крепление заготовки на токарном станке.
• Объясните, как установить режущий инструмент.
• Опишите расположение инструмента.
• Опишите, как центрировать заготовку и центр задней бабки.
Токарный станок — очень универсальная машина, и важно уметь ею управлять. Эта машина вращает цилиндрический объект относительно инструмента, которым управляет человек. Токарный станок является предшественником всех станков. Заготовка удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается по линии желаемого разреза. Токарный станок является одним из самых универсальных станков, используемых в промышленности. С подходящими насадками станок можно использовать для точения, сужения, фасонного точения, нарезания резьбы, торцевания, притупления, сверления, прядения, шлифования, полирования. Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Рисунок 1. Детали токарного станка
1. Включение/выключение питания
2. Шпиндель вперед/назад (перевернуть ручку вверх или вниз)
3. Маховик каретки 4. Маховик поперечной подачи
5. Маховик комбикорма
6. Включение каретки/поперечной подачи
7. Нарезная полугайка
8. Диск для нарезания резьбы
9. Скорость шпинделя
10. Тормоз
11. Верхний/нижний диапазон шпинделя
12. Обратная нить/подача (втягивание/вытягивание)
13. Диапазоны подачи (A, B, C)
14. Диапазоны подачи (R, S, T)
15. Диапазоны подачи (V, W, X, Y, Z) – V и Z являются настройками для нарезания резьбы
16. Коробка передач
17. Коробка передач Низкая/Высокая
18. Задняя бабка
19. Стойка для инструментов
20. Резцедержатель
21. Трехкулачковый патрон
22. УЦИ (цифровое считывание) Переключатель заправки/подачи (см. пункт 15)
Как всегда, мы должны знать требования безопасности и стараться соблюдать правила безопасности, чтобы исключить серьезные травмы для себя или других.
Носить очки, короткие рукава, без галстука, без колец, без попыток остановить работу руками. Прежде чем пытаться проверить работу, остановите машину. Не знаете, как это работает? – «Не запускай». Не используйте тряпки во время работы машины.
1. Выньте ключ из патрона сразу после использования. Не включайте токарный станок, если патрон все еще находится в ключе патрона.
2. Проверните патрон или планшайбу рукой, если нет проблем с заеданием или зазором.
3. Важно, чтобы патрон или планшайба были надежно закреплены на шпинделе токарного станка.
4. Переместите насадку инструмента на безопасное расстояние от патрона, цанги или планшайбы при вставке или извлечении детали.
5. Поместите держатель резцедержателя слева от составного суппорта. Это гарантирует, что составной суппорт не будет наезжать на шпиндель или насадки патрона.
6. При установке и снятии патронов, планшайб и центров всегда следите за тем, чтобы все сопрягаемые поверхности были чистыми и не имели заусенцев.
7. Убедитесь, что насадка остро заточена и имеет правильные углы зазора.
8. Как можно короче зажмите насадку в держателе, чтобы предотвратить ее вибрацию или поломку.
9. Равномерно наносите и поддерживайте смазочно-охлаждающие жидкости. Это предотвратит морфинг.
10. Не вращайте шпиндель с резьбой в обратном направлении.
11. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала.
12. Если патрон или планшайба застряли на носовой части шпинделя, обратитесь к инструктору, чтобы удалить их.
13. Если при вращении на токарном станке выполняется какая-либо опиловка, напильник следует держать левой рукой во избежание соскальзывания в патрон.
14. Всегда останавливайте машину перед измерением.
15. Остановите машину при удалении длинной волокнистой стружки. Удалите их плоскогубцами.
16. Убедитесь, что задняя бабка зафиксирована на месте и правильно отрегулированы, если деталь поворачивается между центрами.
17. При точении между центрами избегайте полного прорезания детали.
18. Не пользуйтесь тряпками во время работы машины.
19. Снимите инструменты с резцедержателя и задней бабки перед очисткой.
20. Не используйте сжатый воздух для очистки станка.
21. Будьте осторожны при очистке токарного станка. Режущие инструменты острые, стружка острая, а заготовка может быть острой.
22. Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте разводной ключ после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при очистке станка, режущие инструменты острые, стружка острая, а заготовка может быть острой.
Вот несколько вопросов, которые важны при работе на токарном станке:
• Почему важна правильная скорость резки?
При слишком высоком значении инструмент быстро выходит из строя, теряется время на замену или восстановление инструмента. Слишком низкое значение CS приводит к низкой продуктивности.
Знать:
• Глубина резания для черновой обработки.
• Глубина резания для чистовой обработки.
Обратите внимание, что самые большие черновые проходы находятся в диапазоне от 0,010 до 0,030 в зависимости от обрабатываемого материала и от 0,002 до 0,012 для чистовой подачи для различных материалов.
• Подача для черновой обработки
• Скорость подачи для чистового прохода
Обратите внимание, что скорость подачи для черновой обработки находится в диапазоне от 0,005 до 0,020 в зависимости от обрабатываемого материала и от 0,002 до 0,004 для чистовой подачи для различных материалов.
Существует множество различных инструментов, которые можно использовать для токарной обработки, торцовки и отрезки на токарном станке. Каждый инструмент обычно состоит из карбида в качестве основного материала, но может включать и другие соединения. В этом разделе рассматриваются различные виды и способы использования режущих инструментов токарных станков.
Рисунок A: стандартный токарный инструмент для создания полуквадратного уступа. Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки.
Рисунок А
На рисунке B: изображен стандартный токарный инструмент с углом в плане. Этот угол позволяет выполнять тяжелые черновые резы. Также можно повернуть инструмент для создания полуквадратного плеча.
Рисунок В
Рисунок C: носик имеет очень большой радиус, что помогает при чистовой обработке как легких, так и тяжелых резов. Инструмент также можно использовать для формирования углового радиуса.
Рисунок С
Рисунок D: изображает повернутый стандартный токарный инструмент. Его носик ведет режущую кромку для создания легких чистовых пропилов по внешнему диаметру и поверхности уступа.
Рисунок D
Рисунок E: изображает инструмент формы. В инструмент можно втачивать различные формы, которые будут воспроизведены на детали.
Рисунок Е
Рисунок F: изображает торцовочный инструмент. Этот резак используется для обработки конца заготовки, чтобы обеспечить гладкую, плоскую поверхность. Если в ложе есть отверстие в центре, используйте полуцентр для стабилизации и поддержки заготовки.
Рисунок F
Рисунок G: изображает инструмент для нарезания канавок или подрезки. Как показано, он используется для вырезания канавок в заготовке. При наличии надлежащих зазоров инструмент может резать глубоко или резать влево или вправо.
Рисунок G
На рисунке H: изображен инструмент для разделения. Отрезные инструменты отрезают заготовку на определенную длину. Для этого инструмента требуется предварительно отформованное лезвие и держатель.
Рисунок Н
Рисунок I: изображает инструмент для нарезания резьбы под углом 60°, используемый для нарезания резьбы на заготовке.
Рисунок I
Настройка режущего инструмента для обработки
• Переместите резцедержатель на левую сторону составного упора.
• Установите резцедержатель в резцедержатель так, чтобы установочный винт в резцедержателе выступал примерно на 1 дюйм за резцедержатель.
• Вставьте соответствующий режущий инструмент в державку так, чтобы инструмент выступал за пределы державки на 0,500 дюйма.
• Установите вершину режущего инструмента на центральную высоту. Проверьте это прямой линейкой или задней бабкой.
• Надежно затяните резцедержатель, чтобы он не двигался во время резания
Рисунок 2: Резцедержатель и резцедержатель
Для установки заготовки на токарный станок
• Убедитесь, что центр линии работает правильно. Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.
• Очистите центральные точки токарного станка и центральные отверстия в заготовке.
• Отрегулируйте шпиндель задней бабки так, чтобы он выступал примерно на 3 дюйма за пределы задней бабки.
• Ослабьте зажимную гайку или рычаг задней бабки.
• Поместите конец заготовки в патрон и сдвиньте заднюю бабку вверх, пока она не поддержит другой конец заготовки.
• Затяните зажимную гайку задней бабки или уровень.
Рисунок 3: Заготовка на токарном станке
Установка режущего инструмента
• Держатели инструментов используются для крепления режущих инструментов токарных станков.
• Перед установкой очистите держатель и затяните болты.
• Держатель инструмента токарного станка крепится к стойке инструмента с помощью быстроразъемного рычага.
• Стойка для инструментов крепится к станку с помощью Т-образного болта.
Рисунок 4: Установка режущего инструмента
Чтобы изменить положение режущего инструмента, переместите поперечный салазок и седло токарного станка вручную. Также доступны силовые каналы. Точные процедуры зависят от машины. Компаунд обеспечивает третью ось движения, и его угол можно изменить, чтобы срезать конусы под любым углом.
1. Ослабьте болты, которыми компаунд крепится к седлу.
2. Поверните компаунд на правильный угол, используя циферблатный индикатор, расположенный в основании компаунда.
3. Снова затяните болты.
4. Резак можно подавать вручную под выбранным углом. Соединение не имеет силовой подачи.
5. При необходимости используйте две руки для более плавной подачи. Это сделает чистовую отделку.
6. Как на компаунде, так и на поперечном суппорте есть микрометрические циферблаты, но на седле их нет.
7. Если при позиционировании седла требуется большая точность, используйте циферблатный индикатор, прикрепленный к седлу. Циферблатные индикаторы упираются в упоры.
Рисунок 5: Позиционирование инструмента
Стальная линейка
1. Поместите стальную линейку между ложей и инструментом.
2. Инструмент центрируется, когда линейка расположена вертикально.
3. Инструмент находится высоко, когда линейка наклонена вперед.
4. Инструмент находится низко, когда линейка наклонена назад.
Центр задней бабки
1. Ориентируйтесь на центр задней бабки при установке инструмента.
2. Расположите кончик инструмента по центру задней бабки.
1. Перечислите десять наиболее важных частей токарного станка.
2. Перечислите пять правил техники безопасности на токарных станках.
3. Почему важна скорость резки?
4. Что такое державка?
5. Где вы устанавливаете резцедержатель?
6. Насколько далеко вы выдвигаете режущий инструмент в резцедержателе?
7. Укажите три различных режущих инструмента.
8. Пожалуйста, опишите расположение инструмента.
9. Объясните, как центрировать заготовку.
10. Какие существуют два способа центрирования заготовки?
Простые машины
Эта фокусная идея исследуется через:
Противопоставление студенческих и научных взглядов
Критические идеи обучения
Преподавательская деятельность
Дополнительные ресурсы
Противопоставление студенческих и научных взглядов
Студенческий повседневный опыт
Современный мир богат примерами сложных машин, работу которых редко понимают. Студенты (и многие взрослые) обычно используют слово «машина» для описания сложных механических устройств, приводимых в действие двигателем или электродвигателем и предназначенных для выполнения полезных задач по экономии труда.
Студенты часто считают, что все машины производят гораздо больше работы, чем затрачивают на них люди-операторы. бензопилы, электроинструменты и гидравлические экскаваторы.
Повседневный опыт учащихся редко признает такие устройства, как рычаги, наклонные плоскости, клинья и шкивы, типами «простых механизмов». Хотя большинство студентов имеют общий опыт использования простых механизмов, таких как рычаги и шкивы, немногие понимают, почему их конструкция может дать преимущество или как их лучше всего использовать. Многие учащиеся также испытывают трудности с идентификацией или объяснением этих переживаний другим и редко идентифицируют части человеческого тела, такие как руки или ноги, как состоящие из рычагов.
Исследования: Hapkiewicz (1992), Bryan, Laroder, Tippins, Emaz & Fox (2008), Meyer (1995), Norbury (2006). Греческое слово «мачос» означает «целесообразное» или что-то, что «облегчает работу». У римлян есть похожее понимание слова «machina», что означает «трюк» или «устройство».
Основная цель, для которой сконструировано большинство простых машин, состоит в том, чтобы уменьшить усилие (силу), необходимое для выполнения простой задачи. Чтобы достичь этого, приложенная сила должна действовать на более длинном расстоянии или в течение более длительного периода времени, в результате чего тот же объем работы выполняется меньшей силой. Винты, рычаги и наклонные плоскости предназначены для увеличения расстояния, на котором действует уменьшенная сила, чтобы мы могли толкать или тянуть с меньшими усилиями. Эффект этой конструкции часто называют «механическим преимуществом».
Термин «простая машина» обычно используется учеными для обозначения одного из шести различных типов устройств, которые часто объединяются в более сложные машины.
Рычаг (лом или молоток)
Состоит из жесткой балки, которая вращается вокруг фиксированной точки поворота (точки опоры), расположенной где-то вдоль балки. Движение одного конца луча приводит к движению другого конца в противоположном направлении. Расположение точки опоры может увеличить (или уменьшить) силу, приложенную к одному концу, за счет (или преимущества) расстояния, на которое проходит другой конец.
Клин (дровокол или нож)
Используется для преобразования силы, приложенной в направлении движения клина, в раскалывающее действие, действующее под прямым углом к лезвию. Он часто используется для раскалывания, разрезания или поднятия тяжелых предметов в зависимости от угла сторон клина.
Колесо и ось (рулевое колесо или отвертка)
Сочетает колесо с центральной неподвижной осью, что обеспечивает их совместное вращение. Небольшая сила, приложенная к краю колеса, при вращении преобразуется в более мощную силу на меньшей оси. Этот эффект можно обратить вспять, приложив большую силу к меньшей оси, что приведет к меньшей силе на краю большего колеса с гораздо большей скоростью вращения.
Винт (автомобильный домкрат ножничного типа или стеклоподъемник)
Вращение резьбового вала может быть преобразовано в движение в любом направлении вдоль оси вращения в зависимости от направления его спиральной резьбы. Винт действует как «наклонная плоскость», намотанная на вал. Они обычно используются с шестернями или в качестве крепежного механизма.
Наклонная плоскость (пандус или лестница)
Обычно используется для подъема или опускания тяжелых предметов. Большое перемещение объекта по рампе преобразуется углом подъема рампы в меньшее вертикальное перемещение. Учитывая, что трение на пандусе мало, для вертикального подъема тяжелого объекта требуется меньшая сила, хотя для достижения этого преимущества его необходимо переместить на большее расстояние по пандусу.
Блок (блок или шнур для штор)
Использование одного фиксированного блока и прикрепленного шнура позволяет изменять направление силы, приложенной к объекту. Хотя один верхний шкив не дает механических преимуществ, он может быть полезен, например, для лучшего достижения подъемной силы за счет перенаправления силы вниз к земле для подъема объекта. Шкивы можно использовать в сложных комбинациях, чтобы обеспечить большие механические преимущества, например, с конструкцией «блок и захват».
Критические обучающие идеи
Мы обычно используем слово «машина» для обозначения сложного механического устройства, приводимого в действие двигателем, что сильно отличается от нашего научного использования термина «простая машина».
Простые машины полезны, поскольку они сокращают усилия или расширяют возможности людей по выполнению задач, выходящих за рамки их обычных возможностей.
Простые машины, которые широко используются, включают колесо и ось, шкив, наклонную плоскость, винт, клин и рычаг.
Хотя простые машины могут увеличивать или уменьшать силы, которые могут быть к ним приложены, они не меняют общий объем работы, необходимой для выполнения общей задачи.
При рассмотрении этих критических идей обучения важно помочь учащимся определить распространенные примеры «простых машин» в их мире. Учащиеся не сразу находят примеры простых машин, которые они обычно используют, потому что многие из них настолько широко используются, что их легко и часто упускают из виду.
Например, в случае обычной дверной ручки расположение ручки по отношению к дверным петлям действует как рычаг, облегчающий ее открывание, а большая круглая ручка (или удлиненный рычаг) обеспечивает механическое преимущество для помочь с вращением ручки.
Исследуйте отношения между идеями в Карты разработки концепций – законы движения и преобразования энергии
Преподавательская деятельность
Учащиеся часто неосознанно имеют много общего с «простыми машинами». При преподавании этой темы постарайтесь помочь учащимся определить повседневные примеры использования ими «простых машин» и дать им представление о преимуществах того, почему конкретная «простая машина» могла быть использована для этой задачи, и о преимуществах, которые она может дать. пользователю. Первоначально старайтесь не вводить примеры предметов повседневного обихода, в которых используются сложные конструкции, включающие комбинации более чем одного типа «простой машины», чтобы учащиеся могли четко видеть цель конструкции. Более поздние учащиеся могут анализировать более сложные примеры с целью определения комбинации элементов, которые они используют в своем дизайне.
Открытое обсуждение на основе общего опыта
Принесите некоторые инструменты, которые явно предназначены для увеличения усилия, которое можно приложить к ним (открывалка для бутылок, лом, плоскогубцы, автомобильный домкрат) и начните обсуждение того, что каждый из них позволяет нам сделать проще. Направляйте это обсуждение так, чтобы учащиеся узнали, как каждый из них может увеличить приложенную к нему силу. Предложите учащимся приводить больше примеров из собственного опыта (использование отвертки, чтобы снять крышку с банки с краской, является хорошим примером опыта, с которым столкнулись многие учащиеся). Используйте это, чтобы познакомить с понятием того, как рычаги и другие простые механизмы используются в их жизни в целом.
Сосредоточьте внимание учащихся на упущенной из виду детали
Изучая конструкцию и использование ряда обычных рычагов, выявите идеи о том, что каждый из них использует «точку опоры», вокруг которой они вращаются, и что часть рычага, которую мы перемещаем ( часто при действии небольшой силы) перемещается на гораздо большее расстояние, чем участок, на который действует большая сила.
Другие простые машины можно представить одну за другой, приведя несколько примеров каждой и найдя общие черты. Рулевые колеса, рукоятки отверток и лебедки — все это примеры колеса и оси; топоры, дровоколы, гвозди и гвозди — все это примеры клиньев. В Интернете есть много сайтов, которые предоставляют несколько примеров различных простых машин. См. ссылки, приведенные в конце этой идеи фокуса.
Помогите учащимся самостоятельно разработать некоторые «научные» объяснения
Предложите учащимся попробовать вкрутить один и тот же шуруп в один и тот же кусок дерева с помощью отверток с рукоятками разного диаметра. Многие хозяйственные магазины продают недорогие наборы отверток с рукоятками разных размеров. Ювелирные отвертки скромных размеров являются хорошим примером уменьшения преимуществ, которые они обеспечивают из-за малого диаметра рукоятки. Попробуйте снять пластиковую ручку с отвертки и предложите учащимся испытать трудности при попытке повернуть винт одним стержнем. Этот опыт можно использовать, чтобы подчеркнуть взаимосвязь между диаметром «ручки» колеса и величиной силы, которую вы можете создать на «валу» оси.
Сбор данных для анализа
После составления списка предметов с использованием различных типов «простых механизмов» попросите разные группы учащихся собрать примеры каждого из них в общих контекстах, таких как садовые сараи, кухни, мастерские, хобби и спорт.
Предложите учащимся изучить конструкцию каждой из них, чтобы определить тип «простой машины», на которой они основаны, и то, как они обеспечивают механическое преимущество. Парусные лодки полны гениальных примеров шкивов; весла для гребных лодок представляют собой один из немногих примеров, когда точка опоры расположена таким образом, что уменьшает приложенную силу и увеличивает расстояние, на котором она действует. Обычно рычаги предназначены для увеличения приложенных к ним сил. Одна из целей — показать, насколько широко в нашей повседневной жизни используются простые машины.
Уточнение и закрепление идей для общения с другими
Поощряйте учащихся к исследованию примеров больших «простых машин», использовавшихся до широкого применения паровых двигателей или двигателей внутреннего сгорания.
В средние века общество очень зависело от того, что часто представляло собой очень большие «простые машины», увеличенные в размерах для создания больших сил. Водяные колеса и ветряные мельницы, средневековое оружие, такое как требушеты (которые бросали большие камни или дохлых коров через стены замка), мосты через ров, таран и башни замка — вот лишь некоторые примеры, которые были основаны на конструкции «простых машин».
Различные группы студентов могли проводить исследования, конструировать масштабные модели, изучать их конструкцию и сообщать о своих выводах классу на этих впечатляющих простых машинах.
Как откалибровать стол правильно, и почему на самом деле не работает метод «бумажки»
3D-печать
Подпишитесь на автора
Подписаться
Не хочу
94
Всем доброго времени суток, в этой статье хотелось бы разрушить твердо устоявшийся миф о том, что уровень стола необходимо настраивать при помощи листа бумаги.
Да, знаю, что многие люди это делают, и у них это даже работает — нет, не работает, физика ведь та еще стерва. 🙂
так делают все
Для начала разберем, что происходит при классической настройке уровня стола бумажкой:
Нагрели стол и сопло, опустили(подняли) стол до уровня сопла, винтами отрегулировали уровень стола так, чтобы сопло слегка(насколько?) прижало лист бумаги, повторили по всем углам стола.
что неверно?
А неверно то, что вы сбили ноль по оси Z!
Лист бумаги имеет толщину 0. 15-0.25 мм(вы же замеряли, да?), и выставив уровень стола таким образом вы не только сделали это на глаз, ведь бумага имеет свойство проминаться под нагрузкой, так еще и зазор между соплом и столом сделали не пойми какой.
чем грозит?
И когда принтер начнет печать, скажем, слоем 0.2 мм, то отсчет он начнет от вашего, нереального нуля, и вместо ожидаемого принтером расстояния между соплом и столом — он получит высоту слоя плюс толщину листа бумаги!
Здравствуй, родная деламинация!
А теперь представьте, что печатаете слоем 0.15 или даже 0.1 мм?
У вас зазор между соплом и столом станет в три-четыре раза больше толщины слоя!
Пожалуйста, не создавайте себе проблем на ровном месте. 🙂
Ноль по оси Z это ноль — сопло касается стола! И иного не дано!
как же правильно настроить?
выбросить бумажку и купить в автомагазине щуп на 0.2 мм(или набор щупов)
вручную, через слайсер или меню принтера поднять(опустить) стол на высоту 0. 2 мм, т.е. толщину щупа
барашками выровнять все четыре угла стола так, чтобы щуп плотно входил в зазор между соплом и столом. Касался своей поверхностью нижней части сопла, но не задевал его боковую поверхность
Всё — стол выровнен и реально существующий ноль по оси Z совпадает с ожиданием принтера.
Пластик ложится как положено, прилипание резко улучшается.
А как же зазор? Нам нужен зазор! Без него не работает!!!111
Нужен зазор — сделай его под конкретную печать.
А на этом у меня всё, всем желаю чистой печати. =)
Еще больше интересных статей
18
Подпишитесь на автора
Подписаться
Не хочу
Применение 3д принтеров в строительстве становится привычным. Этот год не стал исключением, даже нао…
Читать дальше
10
Подпишитесь на автора
Подписаться
Не хочу
Введение
Итак, доброго всем времени суток!Это моя вторая ст. ..
Читать дальше
261
Подпишитесь на автора
Подписаться
Не хочу
Продолжаю серию статей начатую частью, посвященной полимерам.
Данная часть будет посвящена…
Читать дальше
Виды столов для 3D принтера
Содержание
Материалы печатной платформы
Стол с подогревом
Стол без подогрева.
Поверхность стола
Виды калибровки
Автоматическая калибровка
Ручная калибровка
Калибровка стола 3D принтера с картезианской кинематикой
Калибровка стола дельта принтера
Итоги
Правильная калибровка стола 3D принтера, или как его еще называют Hot Bed, это очень важно. Первый слой — это как фундамент для дома, если фундамент непрочный то и дом долго не простоит.
Если плоскость печатной поверхности будет неровная то модель может частично отклеиться или деформироваться. Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
Пример неудачной печати
Поэтому очень важно правильно откалибровать стол. Печатные платформы условно можно разделить на два вида — регулируемый и нет.
Регулируемый стол крепится к принтеру при помощи подпружиненных винтов. Он не закреплен жестко по высоте и при помощи винтов можно калибровать плоскость и зазор между столом 3D принтера и соплом.
Регулировочный винт
Нерегулируемый — это печатная платформа которая жестко закреплена на корпусе принтера. Такое решение используется в дельта принтерах. Калибруют их только программно.
Нерегулируемый стол дельта принтера
Материалы печатной платформы
Материалом из которого изготавливается стол может различаться в зависимости от того подогреваемый это стол или нет.
Стол с подогревом
Существует несколько видов нагревательных элементов для платформы 3D принтера — алюминиевый, текстолитовый, силиконовый и каптоновый. У каждого из них есть свои плюсы и минусы.
Текстолитовый нагреватель — недорогой, но хрупкий и может сильно изгибаться при нагреве.
Силиконовый нагреватель — нельзя использовать самостоятельно. Обычно используется в связке с металлическим основанием.
Алюминиевый стол — дорогой, но равномернее нагревается и меньше подвержен температурной деформации, чем другие платформы.
Каптоновый нагреватель — очень дорогой, нельзя использовать самостоятельно. Обычно наклеивается на металлическое основание. Может нагреваться до 200 градусов.
Виды нагревательных печатных поверхностей
Чаще всего используется алюминиевый нагревательный стол или силиконовая грелка в связке с алюминиевой пластиной. Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов.
Основной плюс подогрева печатной поверхности — это повышение адгезии (прилипаемости) первого слоя пластика. Если принтер с закрытым корпусом и подогреваемой платформой — внутри создается “пассивная термокамера”. Благодаря этому пластики с высокой усадкой не трескаются по слоям во время печати, повышается слипаемость слоев (межслойная адгезия), более равномерно распределяется внутреннее напряжение при остывании.
Но есть и минусы — при нагреве металлический стол немного расширяется, а поскольку расширяться ему некуда, его начинает выгибать. Для печатной платформы размером до 200х200 — деформация будет не очень критична, но для более больших столов это становится ощутимой проблемой.
Каждый производитель 3D принтеров с большой областью печати решает проблему деформации металлического стола по своему. Например у Raise 3D — стол фиксируется по всей плоскости шпильками в 13 точках.
Фиксация нагреваемого стола Raise 3D
Стол без подогрева.
Печатная поверхность без нагревателя часто используется в 3D принтерах предназначенных для работы только с PLA и другими низкотемпературными пластиками. Например — принтеры для детей или большие принтеры с открытым корпусом.
Печатная поверхность без нагревателя часто используется в 3D принтерах предназначенных для работы только с PLA и другими низкотемпературными пластиками. Например — принтеры для детей или большие принтеры с открытым корпусом.
Детский принтер с акриловой печатной платформой
Столы без подогрева изготавливают из алюминия или акрила. Если стол алюминевый то сверху нужно использовать стекло или любое другое покрытие. Алюминий — мягкий метал и даже латунное сопло, при неправильной настройке, может поцарапать или испортить его.
Нагревательный стол с алюминиевым основанием и зеркалом
Акриловые столы часто используются в недорогих 3D принтерах предназначенных для детей. Акрил сложно испортить или разбить. На акриловом столе можно печатать без стекла или другого покрытия.
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Raise3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Raise3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Raise3D
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
FlashForge
Поверхность стола
Чтобы первый слой точно прилип к столу намертво — используются разные поверхности которые повышают адгезию. Со съемной поверхности удобнее снимать модель. Если вам нужно сразу же начать печатать другую модель, можно просто быстро заменить одну съемную поверхность на другую.
Самая популярная поверхность стола — это обычное закаленное стекло или зеркало. Оно не дорогое и доступное. Считается что класс точности у зеркала выше, но для небольших рабочих зон (до 200х200 мм) хватит обычного закаленного стекла.
Само по себе стекло плохо удерживает первый слой, поэтому для повышения адгезии используются различные клеи или наклейки.
Обычное стекло может лопнуть от перепада температур или “раскрошиться”, тогда модель отрывается вместе с кусочками стекла. Хорошо что его легко заменить.
Кусочек стекла оторвался вместе с моделью
Ситалловое стекло — по сути это обычное стекло с добавлением оксида бора. Это делает его более крепким чем обычное стекло и устойчивым к перепаду температур. Но стоимость такого стекла значительно выше чем обычного или закаленного.
Ситалловое стекло
Перфорированный стол — используется в основном для печати ABS пластика. Благодаря перфорации пластик прочно прилипает к печатной платформе. Что бы низ модели получился ровным в настройках слайсера нужно включить печать на рафте (подложке).
Перфорированный стол используется в принтерах UP!
Наклейки — существует огромное разнообразие наклеек на печатные платформы. Это может быть как и обычный малярный скотч, так и специализированная поверхность (шершавая с клеевой поверхностью).
Готовая модель проще снимается с гибкой подложки, чем например со стекла. С некоторых подложек модель легко снимается после остывания печатной платформы. Для некоторых нужно нагреть стол и уже потом отрывать модель.
Отдельно можно выделить разнообразные составы которые наносятся на поверхность печатной платформы для повышения адгезии первых слоев. 3D лаки, 3D клеи и т.д. Наверное у каждого 3D мейкера найдется свой особенный рецепт того самого состава на который липнет почти все. Это может быть клей БФ смешанный с растворителем или спиртом, ABS разведенный в ацетоне, квас с сахаром, клей карандаш и т.д.
Не стоит распылить лак и другие составы в виде спрея внутри принтера. Частички клея могут оседать на механизмах, вентиляторах и даже попасть на электронику Это может привести к поломкам 3D принтера. Просто достаньте поверхность печатного стола из принтера и нанесите клей.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Raise3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
FlashForge
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
FlashForge
Виды калибровки
Помимо выбора поверхности печатной платформы, важно правильно выровнять плоскость стола и выставить правильный зазор между столом и соплом. Калибровка может быть автоматическая и ручная.
Принтеры с большими печатными поверхностями, например Raise 3D Pro 2 и Pro 2 Plus, калибруются на заводе. Пользователю остается только проверить зазор между столом и соплом, т.к при транспортировке он может сбиться.
Автоматическая калибровка
Автоматическая калибровка производится при помощи датчика (оптического или контактного), который крепится рядом с экструдером. Принтер поочередно проверяет несколько точек на печатной платформе и запоминает значения. Первый слой будет печататься с поправкой на кривизну стола.
Можно встретить калибровку при помощи токопроводящей подложки которую размещают вместо печатной поверхности. Этот способ встречается редко, но все же имеет место быть. Обычно его используют для калибровки 3D принтеров с кинематикой дельта или дельта робот.
Автоматическая калибровка позволяет быстро и без усилий выровнять стол. Особенно незаменимой она становится для принтеров с кинематикой “дельта” или “дельта робот”. Оптические датчики “не видят” стекло, поэтому для принтеров с оптическим датчиком лучше использовать другие поверхности печатной платформы.
В некоторых моделях принтеров есть меню с подсказками помогающее правильно настроить плоскость платформы и зазор. Достаточно запустить “помощника” и следовать инструкции на экране. Это не совсем автоматическая калибровка, но с такой помощью новичку становится намного проще правильно откалибровать стол.
Пример 3D принтера с автоматической калибровкой — Raise E2. На экструдере Raise E2 расположен контактный датчик для определения расстояния между соплом и печатной поверхностью. Полученные значения помогают скорректировать высоту печати первого слоя. Калибровать можно не весь стол, а только область на которой будет располагаться модель.
Ручная калибровка
Ручная калибровка — это когда плоскость стола и зазор между столом и соплом пользователь выставляет сам. Для этого под печатной платформой есть винты или барашки которыми можно регулировать высоту печатной платформы.
Калибровочные винты
Стандартный зазор между платформой и соплом, у большинства принтеров, должен составлять — 0,1-0,2мм. Если под рукой нет набора щупов, его может заменить стандартный лист А4 сложенный пополам. Перед калибровкой печатную поверхность (если она с подогревом) и сопло нужно нагреть.
Иногда производители 3D принтеров рекомендуют зазор между столом и соплом — 0. Поэтому перед калибровкой прочитайте инструкцию.
Мы рассмотрим калибровку двух самых распространенных кинематик — картезианскую и дельта.
Картезианская кинематика основана на декартовой системе координат и движении головы 3D принтера по осям x, y, z.
Пример принтера с картезианской кинематикой
В дельтах перемещение экструдера происходит по 3 одинаковым осям при помощи кареток, перемещающихся по вертикальным направляющим. Дельта принтер можно назвать упрощенным дельта — роботом, но это все же две разных кинематики.
Пример принтера с кинематикой дельта
Калибровка стола 3D принтера с картезианской кинематикой
У разных производителей инструкция по калибровке может немного отличатся. Мы рассмотрим тут калибровку принтера со стандартной кинематикой.
Нагрейте стол и сопло. При нагреве металл немного расширяется, так что на “горячую” и на “холодную” зазор между печатной платформой и соплом может отличаться.
Через меню принтера отправьте стол и экструдер в “дом” или нулевое положение по всем осям. Обычно нулевая точка это — ближний левый угол у экструдера и верхнее положение печатной платформы. Обязательно нужно следить чтобы 3D принтер не уперся соплом в стол и не повредил его. Если это первая калибровка — при помощи гаек опустите стол максимально низко.
Через меню принтера или вручную (для этого нужно отключить двигатели через меню) передвиньте экструдер так чтобы сопло оказалось над регулировочным винтом.
При помощи щупа и регулировочного винта выставите зазор между печатной платформой и соплом.
Повторите все действия над всеми калибровочными винтами. Обычно винтов 3 или 4.
После выравнивания плоскости над винтами передвиньте экструдер в центр и проверьте зазор. Если зазор соответствует щупу, то плоскость стола и расстояние до платформы откалиброваны правильно.
Калибровка стола дельта принтера
Калибровка дельта принтера — это очень объемная тема, поэтому здесь мы опишем лишь общие принципы.
У дельта принтера нет привычных нам осей x, y и z. Вместо этого у дельта принтера есть 3 башни — A, B, C, по которым передвигаются каретки.
Поскольку стол у дельты статичный, то он калибруется программно. Калибруется зазор по 3м точкам (у колонн) и линза (центр) стола. Линза может быть вогнутая или выгнутая.
Перед калибровкой проверьте механику принтера — ремни должны быть натянуты равномерно, не должно быть люфтов кареток и эффектора (пластина к которой крепится экструдер). Если ремни будут натянуты плохо или неравномерно откалибровать принтер будет проблематично.
Некоторые 3D мейкеры проверяют натяжку ремней при помощи тюнера. Равномерно натянутые ремни будут звучать одинаково, а вот правильная “нота” находится опытным путем.
Для калибровки дельты есть огромное количество программ, но обычно используется одна из двух — Pronterface или Repetier-Host. При помощи них можно напрямую обращаться к принтеру используя специальные команды и менять значения в прошивке.
В качестве вспомогательных программ можно использовать виртуальный калькулятор и уже оттуда переносить значения в прошивку или скачать готовый GCode. В них необходимо указать параметры вашего принтера — прошивку (обычно это Marlin или Repetier) длину диагоналей, окружность и т.д. Эти параметры можно взять из прошивки или измерить штангенциркулем. Важно максимально точно указать все параметры иначе откалибровать принтер не удастся.
Сначала выравниваются 3 точки у башен A, B, C и только потом уже корректируется линза в центре стола.
Ручная калибровка дельты сложна, но повторять ее приходится не часто. Обычно повторно калибровать принтер нужно только после замены некоторых механических узлов, ремней или замены покрытия печатной платформы.
Итоги
Процесс калибровки может показаться муторным и сложным, но на самом стоит один раз сделать это самостоятельно и процесс уже не будет казаться таким пугающим. К тому же большинство производителей стараются помочь начинающим пользователям и оснащают свои принтеры датчиками автокалибровки или стараются максимально упростить этот процесс подробными подсказками в меню.
А разнообразие покрытий для печатного стола поможет найти именно ту поверхность которая подойдет под ваши задачи. Как показывает практика у каждого 3D мейкера, новичка или опытного, есть свой проверенный способ чтобы первый слой прилип намертво.
Не бойтесь экспериментов и пусть каждая 3D печать будет успешной.
Как вручную выровнять платформу 3D-принтера
(Изображение предоставлено Tom’s Hardware)
Независимо от того, используете ли вы новый 3D-принтер впервые или замечаете, что ваши отпечатки получаются неровными или, что еще хуже, не прилипают, вам необходимо выровнять платформу для печати. 3D-принтеры начального уровня, даже те, которые входят в число лучших 3D-принтеров , часто избавляются от таких излишеств, как цветные экраны, прямые приводы и датчики для автоматического выравнивания платформы. Не волнуйтесь, научиться выравнивать платформу 3D-принтера несложно; просто нужно немного практики.
«Выровнять кровать» — неправильное название. На самом деле мы «трамблируем» поверхность печати: следим за тем, чтобы сопло находилось на одинаковой высоте поперек платформы в каждой точке по осям X и Y.
Уровень — простое, хотя и не совсем точное слово, понятное каждому.
Самая большая проблема при ручном выравнивании платформы 3D-принтера — найти правильное расстояние между соплом и поверхностью печати. Слишком далеко, и ваши отпечатки не будут держаться. Слишком близко, и вы повредите поверхность печати.
К счастью для тех из нас, кто застрял с ручным выравниванием платформы 3D-принтера, нам не нужна лазерная точность. Мы имеем дело с долями миллиметра, поэтому чертовски близкое значение даст нам то качество, которое мы ищем.
Когда вам нужно выровнять платформу 3D-принтера?
После сборки и перед первой печатью.
После замены насадки убедитесь, что насадка остается на правильном расстоянии от кровати.
Один раз в неделю. Даже самый лучший принтер может выйти из строя при использовании, поэтому время от времени проверяйте уровень.
После неудачной печати. Отпечатки не прилипают? Возможно, вы не на своем уровне.
(Изображение предоставлено Tom’s Hardware)
Что вам понадобится для выравнивания платформы 3D-принтера
Лист бумаги: Используется для измерения расстояния между соплом и платформой для печати. Бумага для компьютера — хороший выбор, но кусок нежелательной почты или стикер для заметок тоже подойдут.
Нить: Загрузите в принтер PLA для пробной печати. PLA — это широко используемый филамент, который хорошо приклеивается без суеты. мы используем Inland PLA + Orange (открывается в новой вкладке) для этой статьи.
Изопропиловый спирт (открывается в новой вкладке) : Очистите поверхность печати перед выравниванием. Нить никогда не прилипает к грязной кровати.
Бумажное полотенце: Для очистки кровати.
Приложение для слайсера: Вам нужно будет нарезать пробный отпечаток — подойдет любой слайсер. Нам нравится использовать Ultimaker Cura.
Проверка уровня кровати Распечатайте: Есть несколько файлов онлайн, мы будем использовать этот из Thingiverse. Он соответствует размеру Ender 3. Вы можете подогнать его по размеру к платформе вашего принтера или найти тест, предназначенный для вашей конкретной машины.
Ваш 3D-принтер: В этой статье мы используем 3D-принтер Creality Ender 3 Pro FDM . Четырехточечная платформа для печати аналогична многим популярным 3D-принтерам, представленным сегодня на рынке, включая Elegoo Neptune 2 .
(Изображение предоставлено Tom’s Hardware)
Подготовьте принтер
1. Очистить кровать . Слегка протрите поверхность печати изопропиловым спиртом и бумажным полотенцем, чтобы удалить отпечатки пальцев и остатки нити.
2. Предварительно нагрейте принтер и платформу до нормальной рабочей температуры. Для PLA мы прогреваем принтер до 200° на сопле и 60° на станине. Подождите не менее 5–10 минут, чтобы принтер поглотил тепло.
Некоторые специалисты считают, что нет необходимости предварительно нагревать кровать, так как вероятность теплового расширения очень мала. Мы предпочитаем выравнивать кровать в тех же условиях, что и при печати.
3. Домашний принтер. Это переместит его в позицию 0,0,0.
4. Проверьте элементы управления принтера на наличие параметра , который называется «Выравнивание кровати», «Выравнивание углов» или «Трансляция кровати». При выборе этого варианта принтер будет перемещаться по четырем углам платформы, пока вы будете регулировать пружины под ним.
Некоторые модели Ender 3 поставляются с установленными приспособлениями для выравнивания. Вам нужно будет выбрать «Отключить шаговые двигатели», который отключит шаговые двигатели и позволит вам толкать печатающую головку вручную.
Примечание. Наш Ender 3 Pro был обновлен до прошивки Marlin 2, в которую добавлена процедура Bed Tramming.
5. Сдвиньте печатающую головку (или позвольте принтеру сделать это) в первый угол, примерно по центру над регулировочной ручкой под станиной. Подсуньте лист бумаги под сопло.
6. Используйте регулировочную ручку под станиной , чтобы поднять или опустить сопло , пока оно едва не коснется бумаги.
Сделайте это для всех четырех углов и центра. Затем сделайте это снова. Выравнивание кровати — это уравновешивание, когда регулировка одного угла может отбросить противоположный угол.
(Изображение предоставлено Tom’s Hardware)
Запуск тестовой печати
1. Загрузите тестовую распечатку уровня кровати в выбранный вами слайсер. Поскольку мы используем Creality Ender 3 Pro, мы будем использовать тот, который находится на Thingiverse, под названием « Ender 3 Bed Level ». Если ваш принтер имеет большую или меньшую поверхность печати, соответствующим образом отрегулируйте координаты x и y.
2. Уменьшите высоту Z до 0,4 для однослойной пробной печати.
3. Очистить кровать изопропиловым спиртом и бумажным полотенцем.
4. Запустить печать.
Диагностика результатов
Сопло слишком близко. Если сопло находится слишком близко к станине, оно пробьет нить накала, в результате чего поверхность станет шероховатой и неровной. У вас могут быть тонкие участки, где пластик вдавливается в поверхность кровати. Это может быть трудно удалить.
(Изображение предоставлено Tom’s Hardware)
Сопло слишком далеко. Если сопло находится слишком далеко от станины, между линиями нити будут промежутки. Линии пластика кажутся закругленными и могут вообще не прилипать к кровати.
(Изображение предоставлено Tom’s Hardware)
Сопло в самый раз. Когда сопло находится на оптимальном расстоянии от кровати, оно выглядит слегка сплющенным или слегка сплющенным. Линии будут сливаться друг с другом с однородным внешним видом. Будет очень мало шероховатостей.
(Изображение предоставлено Tom’s Hardware)
Если квадраты пробного отпечатка кажутся слишком далеко или близко к соплу, внесите необходимые коррективы и повторите пробный отпечаток.
Вспомогательные средства для выравнивания платформы 3D-принтера
Добиться идеального первого слоя при ручном выравнивании платформы 3D-принтера может быть сложно. Вот несколько вещей, которые стоит попробовать, прежде чем вы сдадитесь и купите BL Touch Auto Sensor (откроется в новой вкладке), который можно использовать для автоматического выравнивания на 3D-принтере в стиле Ender 3.
Очистите кровать. Чистая до скрипа постель чрезвычайно важна для адгезии постельного белья. Даже несколько отпечатков пальцев могут добавить достаточно смазки, чтобы отпечаток не прилипал.
Используйте плот. Ваш слайсер может укладывать толстый первый слой вниз, что помогает прилипать высоким или тонким отпечаткам. Недостатком является то, что у вас будет шероховатая поверхность в нижней части отпечатка. Вы найдете плоты в разделе Build Plate Adhesion в Cura и в разделе Support Material в PrusaSlicer. Другие слайсеры имеют свои параметры плота в других меню.
Используйте клей-карандаш. A w Пепельный исчезающий клей-карандаш (открывается в новой вкладке) — фиолетовый — из отдела для детского творчества — идеальный помощник в склеивании. Образует липкий слой, который помогает филаменту сцепляться с поверхностью. Слегка размажьте клей по всей поверхности, затем смойте после 3-4 отпечатков и нанесите повторно. Бренд не имеет значения, так что не стесняйтесь делать запасы во время следующей распродажи «Снова в школу».
Протирка кровати. К сожалению, в недорогих принтерах деформация платформы является обычным явлением. Если ваша кровать кажется ниже или выше посередине — и у вас есть съемная поверхность для печати — вы можете прикрыть кровать алюминиевой фольгой, малярным скотчем или даже стикером для заметок.
Для прокладки кровати
1. Снимите поверхность печати .
2. Поместите стальную линейку или аналогичную линейку на кровать и посветите за нее фонариком .
(Изображение предоставлено Tom’s Hardware)
3. Обратите внимание, насколько велик зазор , и отрежьте кусок фольги или ленты примерно такого размера.
4. Поместите его на платформу принтера и с помощью линейки найдите зазоры.
5. Наслаивайте дополнительные куски фольги или ленты , пока кровать не станет почти плоской.
6. Замените поверхность станины и выровняйте станину .
(Изображение предоставлено Tom’s Hardware)
Получите мгновенный доступ к последним новостям, подробным обзорам и полезным советам.
Свяжитесь со мной, чтобы сообщить о новостях и предложениях от других брендов Future. Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Дениз Бертакки (Denise Bertacchi) — автор статей для Tom’s Hardware US, посвященный 3D-печати.
Темы
3D-печать
Основы 3D-печати: как идеально выровнять кровать
Для некоторых выравнивание кровати 3D-принтера может быть сложной задачей, но это не обязательно. Прочитайте это важное руководство, чтобы узнать, что нужно сделать, чтобы сделать это правильно.
Опубликовано 30 декабря 2020 г.
от
Алек Рихтер
Частью опыта 3D-печати является четкое понимание того, как работает машина и как правильно ее откалибровать, чтобы дать вам наилучшие шансы на успех. Убедиться, что первый слой каждой 3D-печати находится на идеальном расстоянии от платформы, — не единственный фактор успеха вашей 3D-печати — вам также необходимо убедиться, что платформа вашего 3D-принтера находится на универсальном уровне. Ваш первый слой может выглядеть идеально в передней части кровати, но также важно учитывать, насколько хорошо он приклеивается к задней части кровати. Выравнивание платформы вашего 3D-принтера — важный шаг в получении высококачественных 3D-печатных деталей, но это может быть немного сложно. К счастью, специалисты MatterHackers всегда готовы помочь. Давайте взглянем на основные уроки выравнивания платформы вашего 3D-принтера.
Что означает «Выровнять станину 3D-принтера»?
Во-первых, есть важное различие: то, что в просторечии называют «выравниванием вашей кровати», правильнее было бы назвать «топтанием вашей кровати». Цель состоит не в том, чтобы платформа находилась на одном уровне с полом (как вы можете себе представить, используя пузырьковый уровень), а в том, чтобы платформа находилась на одинаковом расстоянии от сопла по всей поверхности рабочего стола ИЛИ располагалась по-разному. кровать параллельна порталу печатающей головки. На самом деле это может означать, что если вы поднесете пузырьковый уровень к столу вашего 3D-принтера, вы, вероятно, обнаружите, что он перекошен. Тем не менее, запустите 3D-печать, которая проходит по всей кровати, и вы увидите, что первый слой идеально плоский.
Проще говоря, выравнивание платформы принтера — это именно то, что звучит. Вы хотите убедиться, что ваша кровать ровная, чтобы между соплом и всей поверхностью рабочей пластины было точное расстояние. Теперь вы не можете просто поставить стандартный пузырьковый уровень на свою кровать и на этом остановиться, потому что опять же, искомый нами «уровень» находится между соплом и поверхностью печати, а не соплом и верстаком, столом, или пол, на котором стоит ваш принтер.
Ручное выравнивание кровати
С точки зрения конструкции, ручное выравнивание или ручная регулировка платформы вашего принтера — это самая простая форма выравнивания платформы, которую вы найдете на 3D-принтере. Как правило, чем доступнее 3D-принтер, тем больше вероятность того, что это будет регулируемая вручную кровать, поскольку для ее работы не требуются сложные расчеты или дополнительное оборудование. У кровати, выровненной вручную, рабочая пластина будет парить над тележкой кровати — она не закреплена жестко на тележке кровати. Вместо этого рабочая пластина крепится к каретке с помощью комбинации винтов, пружин и винтов с накатанной головкой. Эта комбинация позволяет кровати поворачиваться и регулироваться, оставаясь при этом достаточно жесткой, чтобы не подпрыгивать во время 3D-печати.
Выравнивание кровати вручную — проверенный и надежный метод, если сама кровать плоская и не имеет непреднамеренных контуров.
Как вручную выровнять платформу
Три точки определяют плоскость, но многие принтеры по-прежнему используют четыре винта для выравнивания платформы, по одному в каждом углу.
Затяните все винты в каждом углу, чтобы у вас было достаточно места для их последующего ослабления. Стремитесь закрутить наполовину, а не полностью или полностью — это даст вам больше возможностей для работы.
Исходное положение оси Z.
На некоторых принтерах Z0 (дом) может находиться слишком далеко от кровати, даже если все винты ослаблены. В этом случае для калибровки вам потребуется переместить ограничитель Z-минимума немного ниже.
С помощью меню ЖК-дисплея или другого интерфейса переместите печатающую головку через каждый винт, выравнивающий платформу, вставьте лист бумаги между соплом и станиной и ослабьте винт, пока не почувствуете очень небольшое сопротивление при вытягивании бумаги.
Вы не хотите, чтобы лист бумаги был зажат между ними, достаточно давления, чтобы почувствовать сопротивление при перемещении бумаги.
Повторите это для других винтов.
Вы хотите убедиться, что каждый винт зажимает лист бумаги с одинаковым усилием, чтобы получить ровную поверхность.
После регулировки всех винтов проверьте свою работу, снова наведя насадку на винты и убедившись, что они не сместились от предыдущих регулировок.
Начать печать.
Вы можете вносить коррективы, пока 3D-принтер печатает, чтобы точно настроить первый слой.
После того, как принтер выровнен, он некоторое время должен оставаться в таком положении. Тем не менее, хорошей идеей и практикой технического обслуживания является периодическая регулировка или выравнивание платформы вашего принтера, чтобы каждый раз получать отличные отпечатки.
Программное выравнивание
В идеале ручной регулировки кровати достаточно, чтобы первый слой был однородным. Однако, в зависимости от качества компонентов, используемых в 3D-принтере, кровать с самого начала может быть неравномерно плоской. В некоторых случаях более тонкие платформы 3D-принтеров имеют тенденцию изгибаться и деформироваться при нагревании и охлаждении, а это означает, что как бы вы ни старались, на платформе всегда будет какая-то точка, которая будет ниже или выше остальных. По сути, никакая регулировка винта с накатанной головкой не компенсирует 3D-принтер с основанием в форме чаши, если у вас нет какой-либо процедуры компенсации, например, выравнивания программного обеспечения.
Что такое выравнивание программного обеспечения?
В MatterControl, нашем программном обеспечении для нарезки, имеется управляемый мастер, который позволит даже самым нестандартным платформам для принтеров иметь однородный первый слой. Вручную сопоставляя платформу вашего 3D-принтера, MatterControl может регулировать значения Z в нарезанном G-коде, чтобы сопло постоянно перемещалось вверх и вниз для достижения постоянного расстояния от платформы на протяжении всей 3D-печати.
Использование MatterControl на «программном уровне» кровати позволит получить 3D-печать, идеально повторяющую контуры даже самой выпуклой и перекошенной кровати.
Как перейти на уровень программного обеспечения.
Вам нужно будет подключить 3D-принтер напрямую к MatterControl, подключив принтер к компьютеру через USB-порт. После завершения выравнивания вы можете продолжить 3D-печать из MatterControl или экспортировать нарезанный Gcode на внешнее устройство, такое как SD-карта или флэш-накопитель.
Подключите свой 3D-принтер к MatterControl.
На вкладке «Элементы управления» и подразделе «Калибровка» нажмите «Калибровка принтера»
Следуйте указаниям мастера
После этого ваш принтер вернется в исходное положение по осям X, Y и Z, а затем перейдет к первой точке, которую необходимо откалибровать.
Вставьте небольшой лист бумаги между соплом и станиной и медленно уменьшайте расстояние между ними, пока не почувствуете очень легкое сопротивление на принтере.
Недостаточно, чтобы крепко держать бумагу, но достаточно, чтобы почувствовать, что она больше не может легко скользить.
Повторяйте этот процесс для каждой точки сетки, пока не будет построена сетка.
Самое главное, чтобы сопротивление бумаги было одинаковым во всех точках, чтобы оно было однородным. Если вы используете это измерение по всей кровати, то немного слишком тесно.
Разрежьте тестовый отпечаток, чтобы проверить свою работу.
Большой прямоугольник, покрывающий кровать, покажет, находится ли какая-либо точка слишком близко или слишком далеко в этой конкретной точке.
Отрегулируйте смещение по оси Z, делая небольшие шаги дальше или ближе к кровати.
После того, как все сказано и сделано, ваша кровать сама по себе не будет ровной, но ваши первые слои будут иметь постоянное расстояние от кровати, что означает, что основа вашей 3D-печати будет прикреплена к кровати и приведет вас на путь к успеху. . Обязательно запустите этот мастер еще раз, если вы обнаружите, что у вас возникают высокие или низкие точки в вашем первом слое, или отрегулируйте количество точек, которые у вас есть в сетке сетки, если проблемные точки находятся между контрольными точками.
Уровень прошивки
На некоторых 3D-принтерах вмешательство пользователя сведено к минимуму благодаря нескольким функциям, встроенным в прошивку 3D-принтера, жестко запрограммированным в нем, чтобы максимально упростить поиск идеального первого слоя. Используя небольшой зонд для определения ложа и его относительного расстояния от минимума Z или максимума Z, прошивка может автоматически запустить процедуру выравнивания ложа и построить сетку, которая компенсирует неровности ложа. Думайте о выравнивании встроенного ПО как о том же самом, что и о выравнивании программного обеспечения, за исключением того, что принтер делает все мысли вместо вас и листа бумаги.
После использования зонда кровати (светящегося красным) вы можете 3D-печатать по всей платформе 3D-принтера, не беспокоясь о высоких или низких точках.
Как выровнять кровать в прошивке:
Если в вашем 3D-принтере есть выравнивание прошивки, скорее всего, оно включено по умолчанию, а не то, что вы включаете, если хотите. Лучше всего следовать инструкциям, приведенным в руководстве, прилагаемом к вашему 3D-принтеру. Большинство 3D-принтеров с выравниванием прошивки имеют встроенный мастер (пошаговое руководство), упрощающий настройку. В целом процесс будет одинаковым для разных типов 3D-принтеров и датчиков:
Сопло и платформа нагреваются, чтобы позволить им расшириться и получить более точные показания.
Печатающая головка будет двигаться вокруг 3D-принтера, исследуя различные точки, чтобы создать сетку обнаруженной поверхности.
Либо будет напечатана серия строк, чтобы определить, какое Z-смещение работает лучше всего, либо потребуется запустить небольшую пробную печать вручную.
Z-смещение будет регулироваться с помощью меню ЖК-дисплея, чтобы перемещать сопло ближе или дальше от кровати, чтобы получить надлежащий первый слой и определить расстояние между наконечником зонда и наконечником сопла.
Выравнивание прошивки — это простой процесс, цель которого — упростить то, что раньше было серьезным препятствием для новичков в 3D-печати. Интеграция автоматических систем упрощает получение воспроизводимых результатов. Тратьте меньше времени на беспокойство о своих 3D-принтах, которые вы только что начали, и больше времени на нарезку следующего. Существует множество различных датчиков, которые можно найти на 3D-принтерах, и вы можете ознакомиться с нашей статьей о различных типах, чтобы узнать, какие ограничения могут быть у вашего датчика, если таковые имеются.
Реверсивный мотор-редуктор постоянного тока с коническим редуктором МРПК-32, аналог IG-32RGM
ГЛАВНАЯ
ПРОДУКЦИЯ
ПУБЛИКАЦИИ
КОНТАКТЫ
(812) 703-09-81
(499) 642-60-67
Главная » Продукция » Мотор-редукторы постоянного тока » МРПК-32
< Вернуться к выбору мотор-редукторов
планетарный,
конический мотор-редуктор постоянного тока МРПК-32
Параметр
Значение
Мощность
8Вт
Скорость
7,2…1170об/мин
Крутящий момент
0,4…12.0кгс*см
Напряжение питания
12В; 24В
Максимальный ток
12В: <900мА;
24В: <500мА
Мотор-редуктор МРПК-32 является полным аналогом IG-32RGM и состоит из коллекторного реверсивного двигателя постоянного тока и встроенного конического редуктора. Реверсивный коллекторный двигатель 12В или 24В необслуживаемый. Мощность двигателей 7Вт и 8,5Вт. Передаточные отношения конического редуктора МРПК-32 — 1/5 — 1/939 и максимальный крутящий момент мотор-редуктора 12 кг*см, Скорость — от 7 до 1170 об/мин — зависит от передаточного отношения редуктора. Мотор-редуктор может поставляться со встроенным энкодером (датчиком Холла).
Скорость вращения ротора регулируется величиной напряжения питания, направление вращения — полярностью. Несмотря на ряд существенных недостатков, связанных с наличием скользящего контакта между щеткой и коллектором, двигатели такого рода широко используются в системах автоматического управления, регулирования и контроля, поскольку обладают и рядом положительных качеств, в частности плавным, широким и экономичным регулированием частоты вращения, практическим отсутствием ограничений на минимальную частоту вращения, большими пусковыми моментами и хорошей линейностью.
Передат. отн.
1/5
1/14
1/19
1/27
1/35
1/51
1/71
1/100
1/139
1/189
1/264
1/516
1/721
1/939
Исполнение 12В
Момент, кгс*см
0.4
0.9
1.2
1.7
2.3
2.8
3.9
5.4
7.6
8.3
11.6
12
12
12
Скорость, об/мин
1140
430
310
220
170
116
83
60
43
31.5
23.5
13
9.6
7.2
Исполнение 24В
Момент, кгс*см
0.47
1.1
1.5
2.1
2.7
3.3
4.6
6.4
9
9.8
12
12
12
12
Скорость, об/мин
1170
445
320
229
176
120
87
62
44. 5
34
25
13
9.8
7.2
Габаритные и присоединительные размеры:
Передаточное отношение
L, мм
Передаточное отношение
L
1/5
20,6
1/51 — 1/139
33,4
1/14 — 1/27
27
1/189 — 1/939
39,8
С этим мотор-редуктором рекомендуем использовать:
Блок управления:
7…24В пост.тока Ток до 12А Защита: 16А
BMD
Блок управления:
7…24В пост.тока Ток до 12А Защита: 16А RS-485 стабилизация скорости
BMSD
Блок управления:
220В 50Гц Ток до 12А Защита: 16А не требуется источник питания
BMD-220
соединительная муфта:
упругая Ø 5×6 мм 7600 об/мин 5 Н*м
SJC-20C RD
:
Двигатель 24В с червячным редуктором WG7152
Мотор-редуктор WG7152
Мотор-редуктор WG7152
Мощность, Вт
150
Напряжение питания, В
24
Скорость холостого хода, об/мин
2800
Номинальная скорость, об/мин
2450
Номинальный ток, А
6,25
Крутящий момент двигателя (без редуктора), кг*см
3,8
Режим работы
продолжительный
Скачать паспорт
Скачать описание
Заказать
Описание мотор-редуктора WG7152
Мотор-редуктор серии WG7152 состоит из реверсивного коллекторного двигателя постоянного тока и червячного редуктора. Возможна комплектация двигателя WG7152 оптическим энкодером и электромагнитным тормозом.
При необходимости для управления скоростью, направлением, а также для задания плавного пуска и торможения можно использовать блок управления двигателями постоянного тока BMD‑20DIN.
Источник питания для этого мотор-редуктора — NDR‑240‑24.
Технические характеристики
Передаточное отношение редуктора
10
15
20
25
30
40
50
Крутящий момент, кг•см
34,2
50,2
62,3
73,2
77,5
91,2
104,5
Скорость, об/мин
245
163
123
98
82
61
49
Габаритные и присоединительные размеры мотор-редуктора WG7152
С этим товаром покупают
BMD‑20DIN
Блоки управления коллекторными двигателеми постоянного тока
подробнее
BMSD‑20Modbus
Блоки управления коллекторными двигателями постоянного тока
подробнее
NDR-240-24 MW
Источник питания
подробнее
Муфта SJC
Безлюфтовая упругая муфта
подробнее
Связаться с нами
Хотите узнать дополнительную информацию о продукции — задайте вопрос. Наш специалист свяжется с вами в ближайшее время.
Реверсивные двигатели переменного тока и мотор-редукторы
Бесплатная доставка для онлайн-заказов. Принять условия.
Двигатели переменного тока и мотор-редукторы > Двигатели переменного тока с постоянной скоростью > Реверсивные двигатели
Сравнить продукты
Стандартные реверсивные двигатели и мотор-редукторы серии World K
Моторы переменного тока и мотор-редукторы серии World K предлагают широкий выбор надежных характеристик, одобрений международных агентств и соответствия директиве RoHS. Эти двигатели выпускаются мощностью от 1 Вт (1/750 л.с.) до 90 Вт (1/8 л.с.) и доступны только с двигателем с круглым валом или с параллельным или угловым редуктором.
Двигатели с параллельным валом, прямоугольным полым валом и прямоугольным червячным редуктором со сплошным валом или двигатели с круглым валом
Типы подводящих проводов или клеммных коробок
Электромагнитный тормоз Доступен
Однофазный 110/115 В переменного тока или однофазный 220-230 В переменного тока
Высокомощные реверсивные и мотор-редукторы серии KII с высоким крутящим моментом
Компания Oriental Motor, которая установила стандарты для двигателей переменного тока, прислушалась и искала новое поколение двигателей переменного тока с реверсивными или электромагнитными тормозными двигателями серии KII. Серия KII также предлагает высокопрочные редукторы с параллельным валом, которые максимизируют производительность двигателя благодаря простой проводке и гибким вариантам монтажа. Серия KII доступна от 6 Вт (1/125 л.с.) до 90 Вт (1/8 л.с.) с выходными валами стандартного британского или метрического стандарта.
Идеально подходит для работы в двух направлениях
Мотор-редуктор с параллельным валом
Высокомоментные высокопрочные редукторы
Высокоэффективные двигатели переменного тока
Имперские или метрические варианты вала
Подводящий провод или клеммная коробка типов
Однофазный 110/115 В переменного тока или однофазный 220-230 В переменного тока
Просмотрите выбор мотор-редукторов от Grainger. Вы можете найти хороший выбор мотор-редукторов переменного тока на замену. Они помогают обеспечить достаточную силу для управления подъемниками, медицинскими столами, домкратами и робототехникой. Существует также хороший выбор двигателей постоянного тока. Они обычно используются в автомобильной промышленности, включая лебедки с электроприводом на грузовиках, двигатели стеклоочистителей, сиденья с электроприводом и электрические стеклоподъемники.
DAYTON Split-Phase Parallel Shaft AC Gearmotors
DAYTON PSC Parallel Shaft AC Gearmotors
DAYTON Shaded Pole Parallel Shaft AC Gearmotors
DAYTON 3-Phase Parallel Shaft AC Gearmotors
DAYTON 3-фазные мотор-редукторы переменного тока с угловым валом
DAYTON PSC Мотор-редукторы переменного тока с угловым валом
3-фазные линейные мотор-редукторы NORD переменного тока
DAYTON Capacitor Start Right Angle Shaft AC Gearmotors
NORD Inverter Duty Inline Shaft AC Gearmotors
NORD 3-Phase Right Angle Shaft AC Gearmotors
LEESON 3-Phase Parallel Shaft AC Gearmotors
Мотор-редукторы BISON PSC с полым гипоидом
Мотор-редукторы переменного тока с 3-фазным угловым валом по LEESON
3-фазные инверторные мотор-редукторы BISON с полым гипоидом
Bison 3Pase Parallel 230VAC AC Gearmotors
Bison 3Pase Right Ange Geboid Gearmotors
Bison 3-фаза Праговой кольцевой кольцевой кольцо.
115 В переменного тока, 1-фазный
Двухфазные мотор-редукторы DAYTON с параллельными валами, 115 В переменного тока, 1-фазный, отсортированы по заводской табличке, по возрастанию
Loading…
DAYTON PSC Parallel Shaft AC Gearmotors
115/230V AC , 1 -Phase
DAYTON PSC Parallel Shaft AC Gearmotors 115 /230 В переменного тока, 1 -фаза, отсортированная с помощью rpm, восходящая
Загрузка . ..
.0065
115V AC , 1 -Phase
DAYTON PSC Parallel Shaft AC Gearmotors 115V AC , 1 -Phase, sorted by Nameplate RPM, ascending
DAYTON Shaded Pole Parallel Shaft Мотор-редукторы переменного тока 115 В переменного тока, 1-фазные, отсортированы по заводской табличке, по возрастанию
Загрузка…
0460
Loading. ..
230V AC , 1 -Phase
DAYTON Shaded Pole Parallel Shaft AC Gearmotors 230V AC , 1 -Phase, sorted by Nameplate RPM, ascending
. Мотор-редукторы 208-230/460 В перем. тока, 3-фазные, отсортированы по паспортной табличке, по возрастанию
Loading…
230/460V AC , 3 -Phase
DAYTON 3-Phase Parallel Shaft AC Gearmotors 230/460V AC , 3 -Phase, sorted by Nameplate RPM, ascending
Loading. ..
230V AC , 3 -Phase
DAYTON 3-Phase Parallel Shaft AC Мотор-редукторы 230 В переменного тока, 3-фазные, отсортированы по заводской табличке, число оборотов в минуту по возрастанию
Loading…
DAYTON 3-Phase Right Angle Shaft AC Gearmotors
208-230/460V AC , 3 -Phase
Дейтон 3-фазный правый вал шахта переменного тока AC Gearmotors 208-230/460V AC, 3-фаза, сортированная с помощью rpm, восходящая
9
9035
39
9035
9
. 0074
230V AC , 3 -Phase
DAYTON 3-Phase Right Angle Shaft AC Gearmotors 230V AC , 3 -Phase, sorted by Nameplate RPM, ascending
Загрузка …
Dayton PSC Правой угловой вал AC Gearmotors
115/230 В, 1 -фаза
Dayton PSC Right Angle Shafl Ac Mearmotors 115/230V AC 230V 1 -фаза. отсортировано по паспортной табличке RPM, по возрастанию
Loading…
115V AC , 1 -Phase
DAYTON PSC Right Angle Shaft AC Gearmotors 115V AC , 1 -Phase, sorted by Nameplate RPM, ascending
Loading…
230V AC , 1 -Phase
DAYTON PSC Right Angle Shaft AC Gearmotors 230V AC , 1 — Фаза, отсортированная по паспортной табличке RPM, по возрастанию
Loading. ..
NORD 3-Phase Inline Shaft AC Gearmotors
230/460V AC , 3 -Phase
NORD 3 -Фаза встроенного вала AC Gearmotors 230/460V AC, 3 -фаза, сортированная с помощью rpm, поднимая
9999962ING
2ING
2ING
2ING
9072 2
96962ING
2ING
9999962ING
2ING
.0002
DAYTON Мотор-редукторы переменного тока с пусковым конденсатором и угловым валом
115/208-230 В переменного тока, 1 фаза
RPM, ASCENDING
Загрузка . ..
9028 9000 2
NORD in nord in in in in in in in in in in in in in nord in nord in nord in nord in nord in in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord in nord
329
NORD Inverter Duty Inline Shaft AC Gearmotors 230/460V AC , 3 -Phase, sorted by Nameplate RPM, ascending
Loading…
NORD 3-фазные мотор-редукторы переменного тока с угловым валом
230/460 В переменного тока, 3-фазные
NORD 3-фазные мотор-редукторы переменного тока с угловым валом 230/460 В переменного тока, 3-фазные, по возрастанию 9 об/мин0333
Loading. ..
LEESON 3-Phase Parallel Shaft AC Gearmotors
208-230/460V AC , 3 -Phase
Leeson 3Phase Parallel Shaft AC Gearmotors 208-230/460V AC, 3-фаза, сортированная по rpm, поднимая
.0227
208-230V AC , 3 -Phase
LEESON 3-Phase Parallel Shaft AC Gearmotors 208-230V AC , 3 -Phase, sorted by Nameplate RPM, ascending
Загрузка . ..
Bison PSC Поклонные гипоидные шестерни
115/230 В, 1 -фазой
Bison PSCLORS GEALORS 230VER. Паспортная табличка RPM, по возрастанию
Loading…
115V AC , 1 -Phase
BISON PSC Hollow Hypoid Gearmotors 115V AC , 1 -Phase, sorted by Nameplate RPM , восходящая
Загрузка . ..
…
.0012
208-230V AC , 3 -Phase
LEESON 3-Phase Right Angle Shaft AC Gearmotors 208-230V AC , 3 -Phase, sorted by Nameplate RPM, ascending
Технические данные могут отличаться в зависимости от экспортного исполнения. Возможны конструктивные и технологические модификации инструмента и оснастки.
Описание цепной электропилы Makita UC4030A/05M
Макита UC 4030A — современная электрическая цепная пила, рассчитанная на активное использование в суровых и тяжелых условиях. Высокая мощность и производительность предусматривают интенсивное применение в профессиональной валке и распиле дерева.
Особенность модификации UC4030A/05M заключается в наличии короткого сетевого шнура длиной 0.5 метров.
Преимущества
Высокая мощность и производительность
Высокий крутящий момент
Надежная конструкция
Автоматические системы, повышающие продуктивность работы
Хорошая маневренность благодаря комфортной дугообразной трубчатой рукоятке
Качественный и быстрый распил
Удобный дизайн
Сбалансированный корпус двигателя
Прорезиненные мягкие рукоятки
Автоматическая смазка цепи
Большой удобный переключатель
Легкое обслуживание
Просторное окошко контроля уровня масла
Увеличенный объем масляного бака
Натяжение и замена пильной цепи без дополнительного инструмента
Удобный доступ к угольным щеткам
Современные средства безопасности
Плавный пуск
Защита от перегрузки
Тормоз двигателя
Инерционный тормоз цепи
Двойная защитная изоляция
Зубчатый металлический упор для уверенной резки древесины
Наличие конструктивных средств защиты рук
Блокирующая кнопка на задней рукоятке
Легкость использования и обслуживания – тот принцип, которым руководствовались профессионалы макита при создании данной модели. Это касается не только внешнего дизайна и электронной начинки, но и общего конструктивного устройства.
В первую очередь, UC 4030A оснащена высокопроизводительным двигателем, который придает пиле достаточную мощность для проведения работ любой сложности. При этом эргономичная верхняя рукоятка повышает маневренность пилы и значительно упрощает горизонтальный распил.
Высокая мощность позволяет при помощи данной цепной пилы производить валку деревьев, распил дров, брёвен, бруса, а также обрезку сучков и веток. Широкие возможности UC4030A делают ее востребованной не только в приусадебном, но и в лесном, садовом, фермерском и коммунальном хозяйствах, а также в строительстве.
Не меньшее внимание в конструкции цепной пилы макита уделено сбалансированности всех ее элементов, что позволяет одинаково продуктивно и комфортно распиливать древесину под любым безопасным углом вдоль или поперек. При этом для удобства и безопасности распила предусмотрен большой металлический зубчатый упор.
Среди полезных конструктивных особенностей также можно выделить систему автоматической смазки цепи. В данной модели увеличен объем бака для масла. А также для контроля его уровня предусмотрено просторное смотровое окошко, расположенное в нижней части корпуса.
С целью повышения уровня контроля над инструментом на задней и передней рукоятках находятся прорезиненные мягкие вставки. Они улучшают сопротивление поверхности и препятствуют случайному проскальзыванию.
За качество реза и простоту управления отвечают электронные системы цепной пилы. Посредством большого пускового переключателя с функцией плавного пуска производится управление скоростью. Также в makita UC 4030A присутствует электрическая защита от перегрузки.
Компания макита также старается создавать максимально безопасный электроинструмент, что особенно важно при эксплуатации цепных пил. Система безопасности состоит из ряда составляющих, которые в комплексе обеспечивают надежную защиту.
Данная система включает в себя электрический тормоз двигателя, электрический тормоз выбега, инерционный тормоз цепи, металлический зубчатый упор, верхняя и нижняя защиты рук, блокиратор кнопки пуска, двойную изоляцию и другие средства способствующие обеспечению безопасной работы. Необходимо отметить, что данные средства не являются достаточными, так как при работе цепной пилой самым главным гарантом безопасности является соблюдение пользователем правил эксплуатации.
Цепная пила макита UC 4030A выпускается с длиной шины равной 40см. В той же серии можно выделить модели UC 3030A с длиной шины в 30см, а также UC 3530A с длиной 35см и UC 4530A с 45см шиной.
Комплектация Макита UC4030A/05M
цепная пила
шина 400 мм
цепь
защитный чехол шины
Расходные материалы Makita UC4030 A /05M
цепи разных размеров для пил всех марок makita, а также практически для всех других марок
шины типа S для всех моделей цепных пил макита
кожухи для цепи
аксессуары для спасательных работ, диски для ограничения глубины реза
масло для пильных цепей
телескопический держатель пилы
Запчасти для Makita UC4030A (Макита UC4030A)
№
Наименование
Кол.
Код
32
Колпачок бака
1
154870-0
33
Крышка корп. редуктораUC4030A
1
419412-0
34
Масляный насос(new)
1
142002-1
34
⇊
142002-1 | Масляный насос (UC4030A) — в наличии
Выберите вариант
Масляный насос UC3530A(верс1)
1
140089-7
35
О-кольцо 6
1
213039-6
36
Прокладка резина
1
421959-2
37
Масляный бачок UC4030A
1
419407-3
38
Крышка маслянного канала
1
416274-7
39
Пружина
1
231975-4
40
Трубка маслян. насоса UC4030A
1
421958-4
41
Корпус редуктора левый
1
419408-1
42
Шток UC4030A
1
419413-8
43
Компрессионная пружина 6
1
233174-4
44
Передняя ручка безопасности
1
451130-4
45
Cоединительная пластина
1
158044-5
46
Компрессионная пружина 9
1
234005-0
47
О-кольцо 6
1
213039-6
48
Подшипник 606ZZ
1
211012-0
49
Кривошип масл. насоса UC4020A/
1
450230-7
50
Привод насоса UC3520A/UC4020A/
1
417405-1
51
⇊
930110120 | Стопорная шайба для UC4001A/ (UC3000A) — в наличии
Выберите вариант
Стопорное кольцо E-10
1
259034-2
52
Самонарезающий винт 5X60(new)
2
266044-2
52
Самонарез. винт. фланец PT5X55(верс1)
2
266095-5
53
Самонарез. винт. фланец PT5X30
4
266173-1
54
Зубчатое колесо UC3000A/
1
226741-2
55
Шпиндель к UC4030A
1
324662-3
56
Подшипник 6201ZZ
1
211107-9
57
FRONT HANDLE(new)
1
455487-5
57
Трубчатая ручка(верс1)
1
419409-9
58
Самонарез. винт. фланец PT5X30
2
266173-1
59
Болт с шестигранной гол. M8X30
1
921452-1
60
Корпус редуктора правый
1
318013-0
63
Когтявой зацеп для UC3020A/
1
345651-5
64
Самонарез. винт. фланец PT5X30
2
266173-1
65
Хомут тормоза
1
168426-3
66
Плоская шайба 4 для UC3520A/
1
267195-4
67
Самонарез винт зажимной CT4X12
1
266026-4
68
⇊
123886-6 | Звездочка (UC3550A) — в наличии
Выберите вариант
Ведущая звездочка для UC3530A
1
125331-7
69
Плоская шайба 8 2012NB/4191D/
1
253215-0
70
Стопорное кольцо E-6
1
259033-4
71
Самонарез винт зажимной РT3X10
1
266007-8
72
Крышка для UC4020
1
419241-1
73
Коническая спирал. шестерня 14
1
227496-2
74
Коническая спирал. шестерня 14
1
227495-4
75
Защита цепной шестерни
1
154869-5
76
Регулировочное колесо 40
1
419233-0
77
Плоская шайба 4
1
253874-0
78
Винт с обвязыв. головкой М4х8
1
915106-0
79
Компрессионная пружина 4
1
233033-2
80
Стальной шарик 4
1
216008-6
81
Рычаг в сборе
1
154763-1
82
Пружинный штифт 4-28 к 2012NB/
1
951122-8
83
CUP WASHER 20(new)
1
453061-3
83
Тарельчатая шайба 20 UC3020A/(верс1)
1
419271-2
84
Держатель рычага для UC3020A/
1
317977-5
85
Компрессионная пружина 8
1
231025-5
86
Шестигранная гайка M8-13
1
252168-0
87
Штифт натяжения цепи UC3020A/
1
324621-7
88
Регулировочный винт к UC3020A/
1
324620-9
90
Рычаг выключателя UC3030A(new)
1
187089-6
90
Рычаг выключателя UC3030A(верс1)
1
188859-6
1001
Защитный кожух для цепи 430
1
419560-5
1002
Крючок 5014NB/5016NB
1
158024-1
1003
⇊
165202-6 | Шина 3/8 1. 3ммх40см 442040661 (UC4030A) — в наличии
Выберите вариант
Шина 3/8 1.3ммх40см
1
165457-3
1003
Шина 3/8 1.3ммх40см 442040661
1
165202-6
1004
OIL ABSORBENT SHEET
1
195089-2
1004
OIL ABSORBENT SHEET
1
837010-2
1005
SAW CHAIN SET(new)
1
196213-0
1005
Цепь 40см. шаг 3/8×1.3мм(верс1)
1
528092656
1006
CHAIN OIL SET
1
195093-1
1008
METAL CASE
1
823333-4
4
Крыльчатка 80 для LS1013
1
240001-8
89
SPROCKET COVER SET(new)
1
187088-8
89
Крышка цепной шестерни(верс1)
1
188858-8
91
Масляный насос в сб.(new)
1
187573-1
91
⇊
187573-1 | Масляный насос в сб. (UC4030A) — в наличии
При весе всего 14 фунтов Makita UC4030A также является одной из лучших электрических бензопил с 16-дюймовой шиной. Это смертельное сочетание меньшего веса и большей мощности в компактном корпусе. Большой триггерный переключатель и плавный пуск для более плавного пуска помогают чувствовать себя безопаснее при резке дерева, как нож по горячему маслу. Что касается комфорта, то он оснащен прорезиненными рукоятками, автоматической смазкой цепи с большим прозрачным масляным резервуаром. Если вы еще не добавили бензопилу в свою коллекцию садовых инструментов, закажите электрическую пилу UC4030A сегодня, прежде чем Makita не сможет удовлетворить спрос. (в настоящее время 14 th самый популярный продукт в категории Косилки и электроинструменты для улицы на Amazon!)
Информация о продукте:
Садово-огородный инструмент
Электрическая бензопила
Электродвигатель откачивает пиковый ток 15 Amp2
Характеристики:
Простая регулировка натяжения лезвия и цепи с помощью системы без инструментов One-touch
Ergonomic rubberized grip handles
Chain speed rated at 2,600 RPM
Weight: 13.9 pounds
1 Year warranty and 30 day satisfaction guarantee from Makita
Makita UC4051A 16″ Electric Chain Saw
in stock
КУПИТЬ СЕЙЧАС
Amazon. com
по состоянию на 20 декабря 2022 г., 7:45
Особенности
Регулировка лезвий и цепи без использования инструментов для удобства эксплуатации и простоты обслуживания
Эргономичный дизайн прорезиненных рукояток обеспечивает комфорт
Большой триггерный переключатель с функцией плавного пуска для плавного пуска
Встроенный ограничитель тока помогает защитить двигатель от перегорания, снижая мощность двигателя при перегрузке пилы
Большой масляный резервуар с смотровое окно позволяет оператору проверить уровень масла в шине
Возможно, это прояснит, почему я оцениваю Makita UC4030A как лучшую электрическую цепную пилу. Чтобы использовать его, вы должны вынуть шину / цепь, проверить уровень масла, подключить его и нажать на курок. Это действительно так просто, потому что все предназначено для регулировки на лету, затягивания натяжного винта, регулировки шага и т. д. вообще не требует никаких инструментов. В долгосрочной перспективе я не вижу ни одной бензиновой бензопилы, которая бы прослужила больше, чем эта электрическая бензопила. Это одна средняя пила.
Прошло почти 2 месяца с тех пор, как я получил этот инструмент, и последний разрез ничуть не хуже первого. За эти пару месяцев я, должно быть, расколол 50 или более бревен диаметром от 6 до 15 дюймов, ни разу не почувствовав беспокойства. В тот момент, когда я чувствую небольшую вибрацию, я поворачиваю винт, предназначенный для натяжения цепи, и снова начинаю резать. Иногда я даже избавляюсь от триммера для кустов, когда подрезаю деревья в саду, если мне случается использовать эту бензопилу. Он легкий, и вы действительно не почувствуете, как ваши руки отягощают вас через несколько минут поднятия, достигая той странной ветки или двух. Ой! прежде чем я подпишусь, вы должны знать, что эта электрическая бензопила Makita поставляется из Германии, а не с Дальнего Востока, как упоминают интернет-магазины — еще одна причина, по которой я поставил ей первое место среди лучших электрических бензопил ТОП 5.
Мой взгляд на Электрическая пила UC4030A работы двигателя, не требует времени на подготовку и абсолютно никаких утечек
16-дюймовая шина с частотой вращения 2500 об/мин более чем достаточна для работы с бревнами толщиной от 10 до 12 дюймов
Отсутствие перегрева, пластиковая крышка цепи, поставляемая вместе с пилой, обеспечивает безопасность и надежность
Эргономичный дизайн верхней рукоятки и зоны пускового устройства с выемкой для пальца и большой мягкой кнопкой пуска для безопасного запуска
Прозрачный масляный резервуар продуман до мелочей купите удлинитель на 10 калибров, если вы хотите увеличить зону покрытия
Не будет резать толстые стволы деревьев начисто, остерегайтесь отдачи, если вы приближаетесь к концу пилы
Не забудьте проверить, циркулирует ли масло из масляного резервуара к цепи и бар, на форумах появилось несколько жалоб на несуществующий масляный резервуар
7,9 Общий балл
Приобретение без стресса! Легко увлечься дебатами о том, как бензин превосходит электричество, когда речь идет об электроинструментах, но этот садовый инструмент Makita определенно заставляет меня пересмотреть свое мнение. моя позиция. Я буду первым, кто скажет, переходите на газ, если вы можете справиться с минусами, но с бытовой бензопилой для вашего сада и патио, я не думаю, что вам действительно нужно смотреть дальше, чем электрическая бензопила Makita UC4030A. Приобретение без стресса, которое прослужит вам целую вечность, просто держите его смазанным и готовым к действию. И это говорю не только я: эта пила считается одной из лучших электрических цепных пил на рынке. Проверьте это сами!
Электрическая цепная пила Makita UC4030A предназначена для тяжелых условий эксплуатации, быстрой резки и проста в эксплуатации. Он оснащен мощным двигателем на 15 ампер для высокой производительности, а также регулировкой лезвия и цепи одним касанием без инструментов для простоты эксплуатации и обслуживания. Для безграничного комфорта и простоты использования он имеет эргономичные прорезиненные рукоятки.
Кроме того, Makita UC4030A имеет большой триггерный переключатель с плавным пуском для плавного пуска, а встроенный ограничитель тока помогает защитить двигатель от перегорания за счет снижения мощности двигателя при перегрузке пилы.
Болгарка Макита 9555HN: обзор, технические характеристики
В этой статье мы хотим поговорить о том, как и для чего использовать угловую шлифовальную машинку, а также ее комплектующие. На обзоре – болгарка Makita 9555HN.
Содержание:
1 Болгарка Макита 9555HN: обзор, технические характеристики
1.1 Назначение
1.2 Возможности и особенности инструмента
1.3 Преимущества и недостатки
1.4 Особенности применения
1.5 Комплектация
2 Как отличить подделку от оригинала
3 Альтернативы, аналоги и конкуренты
4 Все о сервисном обслуживании
5 Расходники и запчасти
Болгарка Макита 9555HN: обзор, технические характеристики
Назначение
Речь идет о ручном инструменте, который незаменимый во всевозможных сферах, к примеру, в области строительства (работы с кирпичом, бетоном, плиткой, а также обработка металла). Посредством такой болгарки увеличится производительность труда. На рынке есть множество самых разных насадок (лепестковый диск для шлифовки, диск по металлу, отрезные круги по бетону/керамике/металлу), что ощутимо расширяет функциональные возможности прибора. Если грамотно выбрать сменный рабочий инструмент, то он будет выполнять такие функции, как полирование, шлифование и резка.
Болгаркой можно обрабатывать такие материалы:
Пластик.
Кирпич.
Дерево.
Камень.
Плитка (керамика).
Стекло.
Металл.
Бетон.
К слову, если закрепить УШМ нет возможности, то можно точить на шлифовальном круге различные инструменты, такие как сверла, резцы, топоры, ножи и многое другое. Но самое главное, чтобы избежать травматизма, стоит по максимуму прочности зафиксировать инструмент – он способен набирать до 10 000 оборотов в минуту. Современный рынок электрических инструментов для строительства представлен огромным числом марок, тем более что они отличаются между собой по техническим характеристикам и условиям применения.
Выбор устройства стоит осуществить с учетом определенных параметров, что частично заводит в тупик простого обывателя. После рассмотрим, как грамотно выбрать угловую шлифовальную машинку. Но вначале предлагаем вам рассмотреть принцип действия болгарки и составные части.
Пластиковый ударопрочный корпус выполнен из 2 элементов, которые скрепляют между собой посредством шурупов. Возле двигателя размещения отверстия, которые требуются для охлаждения. Корпус редуктора выполнен из прочного алюминиевого сплава, который отлично проводит тепло и требуется для фиксации элементов редуктора. Также есть отверстия для монтажа дополнительной рукояти для удобства при рабочем процессе.
Электрический двигатель состоит из статора и ротора. Статор представляет собой механизм, который состоит из двухполюсных катушек с обмоткой, которая изготовлена из медной проволоки. Катушки обладают определенным числом витков. Ротор расположен в статоре и закреплен на подшипниковом соединении. Один из них расположен в корпусе, а второй около коллектора и закреплен в корпусе из пластмассы. Ротор сделан из технического железа, в котором есть прорези для обмоточных проводов. Также есть электрические щетки, посредством которых производится передача электрической энергии от кабеля до коллектора. При функционировании они имеют ровное свечение, которое можно заметить через отверстия для вентиляции. Если его нет или вы замечаете перебои, то это является первым признаком поломки.
Редуктор, который требуется для подачи энергии от якоря до обрезного диска, что дает ему возможность двигаться. Редуктор в полной мере отвечает за число дисковых оборотов.
Муфта болгарки (УШМ) Makita 9555HN требуется для того, чтобы предотвращать обратный удар, если диск заклинит в процессе работы.
Обратите внимание, что диаметр обрезного круга следует выбирать в зависимости от того, какова мощность болгарки. С большими дисками способно работать лишь высокомощное устройство.
Возможности и особенности инструмента
Такая модель болгарки имеет определенные достоинства, по сравнению с другими производителями болгарок – захват надежный, безопасность, удобство в удержании. К слову, рукоять можно фиксировать в одном положении, которое удобно для вас, а еще она покрыта накладкой из резины, за счет чего отлично держится в руках и даже не скользит. Благодаря малым размерам и веса УШМ будет удобно держать в руках. Также модель безопасна в применении, так как защищена кожухом, который помогает защитить устройство от искр и пыли. Те люди, которые пользуются УШМ Макита, в основном оставляют положительные отзывы – большой эксплуатационный срок, поломки если и бывают, то лишь такие, какие можно починить своими руками, а еще устройство удобно перевозить за счет малого размера. Еще одним преимуществом является модель с электронной системой контроля тока, что является гарантией безопасности мастера, если случайно произойдет рывок.
Преимущества и недостатки
Как считают пользователи болгарок Макита, мы решили составить перечень отрицательных и положительных свойств. Преимущества следующие:
Устройство легкое (удобно переносить).
Невысокая стоимость, причем соотношение цены-качества оптимальное.
Качество.
Мощность.
Отсутствует вибрация.
Тихая работа.
Легко разбирать самостоятельно.
Недостатки:
Короткий электрический кабель.
Отсутствует защита от пыли.
Кнопка тугая.
Отсутствует плавный пуск.
А теперь об использовании.
Особенности применения
Болгарку Макита 9555HN можно применять в области строительных работ, к примеру, чтобы шлифовать, резать, зачищать изделия из металла. Двигатель, имеющий мощность в 710 Вт, защищен от попадания пыли. За счет малого размера есть возможность обрабатывать поверхности даже в труднодоступных местах, а небольшая масса делает устройство удобным для применения, что и является плюсом. Набор инструмента обеспечивает широкую сферу использования.
Комплектация
В основном комплектация одинаковая, но она может отличаться в зависимости от компании-изготовителя:
Документация.
Коробка.
Диск для шлифования.
Шайба.
Зажимная гайка.
Опорный фланец.
Рукоять (боковая).
Защитный кожух.
Торцевой ключ.
А теперь перейдем к одной крайне важной теме.
Как отличить подделку от оригинала
Сразу стоит сказать, что если при поиске бренда Макита вы в первую очередь смотрите на стоимость и выбираете самую низкую, то есть большой шанс того, что вы купите не оригинальную продукцию, а подделку. На рынке продаж таких инструментов (розничные точки продаж, интернет магазины) встречаются 2 производителя – Япония и Румыния. Ни первая, ни вторая маркировка не дают 100% гарантию того, что это оригинал. Предлагаем подробнее рассмотреть, по каким признакам можно отличить поддельный прибор от оригинала.
Боковая рукоять – в комплектации ручных инструментов есть специализированная дополнительная ручка сбоку, причем на поддельном УШМ вы увидите надпись «Макита». В оригинале на рукояти надписей нет.
Электрический кабель – откройте упаковку, достаньте инструмент и проверьте наощупь провода – у оригинала мягкий провод, а у поддельного прибора он словно дубовый.
Упаковка у подделки глянцевая, у оригинала матовая.
Мощность – у производителя она заявлена как 710 Вт, а вот на подделке часто пишут 840 Вт.
В представленном ниже видеоролике показаны 2 типа подделки модели.
Важно! Упаковки разных производителей могут отличаться по размеру, маркировке (наклейки на коробке) и по комплектации.
Альтернативы, аналоги и конкуренты
У болгарки Makita 9555HN, цена которой, есть несколько аналогов в этой же ценовой категории:
УШМ GRAPHITE 59G072 – по соотношению цены и качества устройство в полной мере соответствует модели Макита. По отзывам пользователей все хорошо, но есть единственный минус, который выражается в хрупкой роторной шестерне.
УШМ DeWALT DWE8110S – устройство соответствует Маките по мощности и диаметру диска, но такую болгарку делают в Китае, хотя «родной» страной-изготовителем является Польша.
УШМ Bosch GWS 750-125 0.601.394.0R3 – можно сравнить это устройство с предыдущими вариантами по размеру, массе, диаметру диска, но Бош выигрывает по мощности (750 Вт), из-за чего немного дороже.
А теперь о ремонте.
Все о сервисном обслуживании
У компании «Макита Трейдинг» есть статус официального сервисного центра электрического инструмента Макита, в рамках которого производится обслуживание (по гарантии и постгарантии). Специалисты из центра ремонтируют электроинструменты любой сложности. В мелкий ремонт входит технический осмотр и замена комплектующих, которые можно выполнить своими руками. До того, как начать ремонтные работы, следует подготовиться и найти подходящие по размеру отвертки (в идеале оснащенные храповым механизмом), рожковый ключ, тестер, смазки и съемники подшипников. Интересно, что поломки в болгарке бывают механическими и электрическими. Стоит определиться, можете ли вы собственноручно исправлять поломку или лучше все-таки обратиться в сервисный центр. Поломки, которые можно устранить своими руками:
Не включается болгарка – неисправность может быть в цепи питания и управления, для чего стоит проверить угольные щетки.
Если перестал работать статор, то вы точно почувствуете характерный аромат гари. В процессе разбора заметны следы потемнения обмотки, а значит, статор будет неисправным.
По механической части из неисправностей можно выделить поломку редуктора, причем чаще всего это связано с тем, что из строя вышли зубья шестеренки, т.е. скололись часть зубцов.
Чтобы снять шестеренки, требуется специализированный съемник. Лучше не пользоваться молотком, потому что редуктор сделан из хрупкого материала. Ремонт редуктора заключается в замене косозубых шестеренок. Обратите внимание, что заменять шестеренки нужно только в паре.
Расходники и запчасти
Оборудование и техника Макита отличаются высокой степенью надежности, но даже у нее бывает поломки, а для любых ремонтных работ требуются запасные элементы. Их можно с легкостью купить в любом магазине, который занимается продажей, а также обслуживанием инструментов. Часто источниками поломки становятся высокие нагрузки, редкая замена щеток и смазки.
За счет возможности легкого съема корпуса угловая шлифовальная машина может быть отремонтирована за короткий временной промежуток. Угловые шлифовальные машинки стали довольно популярны у тех людей, которые обожают мастерить и производить ремонтные/строительные работы в быту.
Устройства дают возможность не просто отшлифовать всевозможные поверхности, но и разрезать камень, пластик, металл и остальные материалы. Инструменты надежные, но нуждаются в грамотном обслуживании при эксплуатационном процессе, к примеру, своевременно заменять смазку.
В угловой шлифовальной машинке редуктор – основной узе, который при эксплуатационном процессе подвергается высоким нагрузкам, а качественная смазка для него ощутимо уменьшает температуру нагревания, силу трения в самом инструменте и уменьшает изнашивание элементов. Компании-изготовители настаивают на том что в процессе обслуживания инструмента стоит применять их оригинальные смазочные материалы.
Использование состава иной марки способно стать причиной отказа в обслуживании по гарантии. В конце хочется отметить, что болгарки по устройству, вне зависимости от разновидностей, почти всегда одинаковы в плане обслуживания и отличаются только некоторыми свойствами по производительности. Для быта можно пользоваться болгаркой с малой мощностью, а для профработ требуется покупать мощные приборы.
Видео обзоры Makita 9555hn (154899) на CMP24
Где купитьКупить в кредит
{{message}}
{{message}}
Рейтинг:
(3/5)
Отзывы (12) Оставить отзыв
Описание Видео обзоры (3) Характеристики (7) Сравнить цены (1) Отзывы (12)
Видео Обзоры (3)
Углошлифовальная машинка Makita 9555 HN
Машина шлифовальная угловая Makita 9555 HN
Болгарка Makita 9555HN
Цены (1)
Последняя известная цена от 115 р. до 115 р. в 1 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах. Вы можете поискать его на других площадках:
Магазин
Цена
Наличие
21vek BY
Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Купить в кредит (0)
Компания
Предложение
Описание
Углошлифовальная машина MAKITA 9555HN это компактный инструмент для выполнения отрезных, зачистных и шлифовальных работ. Узкий корпус и небольшой вес позволяют работать даже одной рукой. Высокопроизводительный двигатель надежно защищен от воздействия пыли и грязи. Фиксация шпинделя для безопасной замены диска, блокировка кнопки пуска, низкий уровень шума.
Шлифмашина угловая оснащена компактным и мощным двигателем. Усиленный уровень защиты от пыли позволяет работать беспрепятственно с такими материалами как камень, кирпич или бетон. Все жизненно важные механизмы также надежно защищены благодаря системе лабиринтного уплотнения. Шлифмашина отличается компактными габаритами. Она позволяет выполнять работы даже в труднодосягаемых местах. Небольшой вес обеспечивает надежную фиксацию в руке пользоваться.
Угловая шлифмашина Makita 9555 HN может применяться в строительных работах для шлифовки, резки или очистки металлических изделий. Инструмент оснащен двигателем мощностью 710 Вт, защищенным от пыли, и диском диаметром 125 мм. Небольшие габариты и малый вес позволяют работать инструментом одной рукой.
Характеристики (7)
Параметр
Значение
Мощность
710
Тип
УШМ
Обороты
10000
Диаметр круга
125
Резьба шпинделя
М14
Страна происхождения
Япония
Поставляется в
коробке
Отзывы (12)
Spinoza Бенедикт — 10 Июня 2013
От макиты ожидал лучшего качества. Все таки фирма позиционирует себя как производитель профессионального инструмента.
Достоинства: Удобно держать в руке. Режет нормально.
Недостатки: Пользовался всего несколько раз, сломалась кнопка фиксации диска.
Период использования: менее месяца
dr.ws — 20 Марта 2015
Хорошая рабочая лошадка. Работает для дома для семьи, успешно пережила 1 кап ремонт однушки (но была в помощь интерсколовская на 180). Лично очень понравилась, особенно понравилось отсутствие поломок и неисправностей.
Достоинства: удобная, шнур длинный и не ломается на морозе, без поломок больше года
Недостатки: Как то нет.Может быть выключатель с непривычки не удобный — потом привык.
Период использования: более года
Все отзывы (12)
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите..
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
MAKITA 9555NB РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Pdf Скачать
Скачать
Оглавление
Добавить в мои руководства
Добавить эту страницу в закладки
Руководство будет автоматически добавлено в «Мои руководства»
распечатайте эту страницу
страница
из 12
Содержание
Оглавление
Закладки
Реклама
Содержание
Технические характеристики
Инструкции по технике безопасности
Дополнительные правила техники безопасности.
Угловая шлифовальная машина
МОДЕЛЬ 9553NB
МОДЕЛЬ 9554NB
МОДЕЛЬ 9555NB
ИНСТРУКЦИЯ
СОХРАНИТЕ ЭТИ ИНСТРУКЦИИ ДЛЯ БУДУЩЕГО ИСПОЛЬЗОВАНИЯ.
ДВОЙНОЙ
ИЗОЛЯЦИЯ
РУЧНОЙ
005801
Содержание
Предыдущая страница
Следующая страница
Содержание
Связанные руководства для Makita 9555NB
Болгарка Макита 9553NB Инструкция по эксплуатации
(61 страница)
Болгарка Makita 9553NB Инструкция по эксплуатации
(32 страницы)
Болгарка Makita 9553NB Инструкция по эксплуатации
(21 страница)
Углошлифовальная машина Makita 9553NB Инструкция по эксплуатации
(12 страниц)
Болгарка Makita 9556NB Инструкция по эксплуатации
Угловая шлифовальная машина (10 стр. )
Разборка деталей болгарки Makita 9553NB
Угловые шлифовальные машины Makita 9553nb: технические характеристики (3 страницы)
Разборка деталей болгарки Makita 9554NB
Угловые шлифовальные машины Makita 9554nb: технические характеристики (3 страницы)
Болгарка Makita 9553NBK Технические характеристики
Серии угловых шлифовальных машин 4″, 4-1/2″ и 5″ (2 страницы)
Разборка деталей болгарки Makita 9553NB
Угловая шлифовальная машина 4 дюйма (100 мм) (2 стр. )
Болгарка Makita 9553B Инструкция по эксплуатации
(13 страниц)
Болгарка Макита 9553B Руководство по эксплуатации
(32 страницы)
Болгарка Makita 9556PB Инструкция по эксплуатации
(56 страниц)
Болгарка Makita 9556PB Инструкция по эксплуатации
(44 страницы)
Болгарка Makita 9556PB Инструкция по эксплуатации
(49 страниц)
Болгарка Makita 9556PB Инструкция по эксплуатации
(12 страниц)
Болгарка Makita 9556PB Инструкция по эксплуатации
УШМ Makita 9556pb: руководство пользователя (29 страниц)
Краткое содержание для Makita 9555NB
Это руководство также подходит для:
9553nb9554nb
9555NB Запчасти и детали для Makita 9555NB (Инструменты для металлообработки)
Двумя пальцами перемещайте изображение
Скачать Иллюстрация:
с показателем 82 деталей, доступных
Ref:
Номер деталей:
Описание:
Цена:
QTY:
Доставка:
1
9000 2
£
Филд 110V 9553-955555
£
£
.
1
FIELD 110V 9553-9555
621711-0
1
621713-6
FIELD 220V 9553-9555
£9.60
1
FIELD 220V 9553-9555
621713-6
2
418795-5
BAFFLE PLATE 9553-9555NB
£1.20
2
BAFFLE PLATE 9553-9555NB
418795-5
3
421868-5
LABYRINTH RUBBER RING JS1602
£1.44
3
Лабиринт-резиновый кольцо JS1602
421868-5
4
210034-7
Бар.0003
5
681636-0
INSULATION WASHER MT814/815
£2.16
5
INSULATION WASHER MT814/815
681636-0
5
681667-9
*RESIN WASHER 9553-9555NB
£2.16
5
*RESIN WASHER 9553-9555NB
681667-9
6
515616-3
ARMATURE ASSY 110V 9553-9555NB
£11.76
6
ARMATURE ASSY 110V 9553- 9555НБ
515616-3
£11. 76
£11.76
6
515619-7
ARMATURE ASSY 220V 9553-9555NB
£12.24
6
ARMATURE ASSY 220V 9553-9555NB
515619-7
£12.24
£12.24
7
240076-7
FAN 56 JS1602/9553-9558NB
£1.44
7
FAN 56 JS1602/9553-9558NB
240076-7
8
317821-6
КРЫШКА КОРПУСА ПЕРЕДАЧ BPJ140/180
£ 3,24
8
Крышка корпуса зубчатого колеса BPJ140/180
317821-6
213445-5
o-коль. RING 26 BPJ140/BPJ180/BGA45
213445-5
10
210042-8
BALL BEARING 629LLB BPJ140/18
£2.94
10
BALL BEARING 629LLB BPJ140/18
210042-8
10
210053-3
*BALL BEARING 629LB 9553-9555N
£6.36
10
*BALL BEARING 629LB 9553-9555N
210053-3
10
210071-1
*BALL BEARING 629LB 9553-9555N
£2. 28
10
*Шаровой подшипник 629LB 9553-9555N
210071-1
11
227464-5
Спиральная кошелька 10 9553-955
£ 3,48
9000 2
.
227464-5
12
252186-8
HEX NUT M6 BUC250/GA4034/9553
£1.20
12
HEX NUT M6 BUC250/GA4034/9553
252186-8
13
417771-6
PIN-CAP BPJ140/180/PC5000/01C
£ 1,20
13
CIN-CAP BPJ140/180/PC5000/01C
417771-6
14
23376-29697
Spress Spress 8.
23376-2
.
14
ПРУЖИНА СЖАТИЯ 8 SMA900
233376-2
15
266050-7
PT SCREW 4X30 BUC121/122
£1.20
15
PT SCREW 4X30 BUC121/122
266050-7
15
266361-0
TAPPING SCREW 4X30 BGA454/504
£1.20
15
TAPPING SCREW 4X30 BGA454/504
266361-0
16
213960-9
O RING 5 DGA463/DGA467/DGA513
£1. 20
16
O RING 5 DGA463/DGA467/DGA513
213960-9
17
256486-8
SHOUDER PIN 4 9553-9558NB
£1.20
17
SHOUDER PIN 4 9553-9558NB
256486-8
18
317814-3
*GEAR HOUSING 9553-9558NB
£5.76
18
*GEAR HOUSING 9553-9558NB
317814-3
19
263002-9
RUBBER PIN 4 GA7050 /9050/5021
1,20 фунта стерлингов
19
Резиновый штифт 4 GA7050/9050/5021
263002-9
20
210033-9
Ball Hearing 696zz DGA454/504
£ 1,68
20 0001
Balling Bearing Bearing Baring.
210033-9
21
961052-5
EXT DIN 471 CIRCLIP-12 EM2651
£1.20
21
EXT DIN 471 CIRCLIP-12 EM2651
961052-5
22
267794-2
ВОЛНОВАЯ ШАЙБА 12 9553-9558NB
£1.20
22
WAVE WASHER 12 9553-9558NB
267794-2
23
227465-3
*SPIRAL BEVEL GEAR 37 9554/5NB
£4. 08
23
*Спиральный коник 37 9554/5NB
227465-3
23
227505-7
Спиральная кошелька 37 9554/5NB
£ 4,08
23
Spiral BEEL GEAR 37 9554/5NB
SPIRAL BEVEL GEAR 37 954/5NB
. 7
24
962151-6
RETAINING RING R-32 BPJ140/81
£1.20
24
RETAINING RING R-32 BPJ140/81
962151-6
25
211129-9
BALL BEARING 6201DDW BPJ140/ 8
£7.80
25
BALL BEARING 6201DDW BPJ140/8
211129-9
26
267238-2
FLAT WASHER 12 BGA450/MT952
£1.20
26
FLAT WASHER 12 BGA450 /MT952
267238-2
27
213622-9
O RING 45 BGS450/BPJ140/BPJ180
£1.20
27
O RING 45 BGS450/BPJ140/BPJ180
213622-9
28
317819-3
*BEARING BOX BGA450/SMA900
£2.64
28
*BEARING BOX BGA450/SMA900
317819-3
28
318331-6
BEARING BOX 9553NB/9556NB&PB
£3. 12
28
ПОДШИПНИКОВАЯ КОРОБКА 9553NB/9556NB&PB
318331-6
29
265099-4
PAN HD SCREW M4X14 9553-9555N
£1.20
29
PAN HD SCREW M4X14 9553-9555N
265099-4
30
345464-4
Labyrinth Ring PC5000/01C/GA5
£ 1,20
30
Labyrinth Ring PC5000/01C/GA5
345464-4
31
254011-9
31
254011-9
31
254011-9
31
254011-9
31
254011-9
31
254011-9
964-4 /5603R
1,20 фунта стерлингов
31
WOODRUFF KEY 4-8 BGA450/5603R
254011-9
32
324489-1
SPINDLE BGA450/9553NB-9555
£2.88
32
SPINDLE BGA450/9553NB-9555
324489-1
33
265103-9
PAN HD SCREW M5X14 BGA450/MT
£1.20
33
PAN HD SCREW M5X14 BGA450/MT
265103-9
33
265180-1
ВИНТ M5X16 GA5021/955
£ 1,20
33
PAN HD VINT M5X16 GA5021/955
265180-1
34
122887-1
*Колочное покрытие 9555/GA Model COVER 9555/GA MODELS
122887-1
£12. 36
£12.36
34
125268-8
*WHEEL COVER ASSY 9555NB/58NB
£12.36
34
*WHEEL COVER ASSY 9555NB/ 58НБ
125268-8
£ 12,36
£ 12,36
35
224298-7
*Внутренний фланцевый 35
224415-9
Внутренний фланец 42 GA7050/GA9050
£ 2,16
35
Внутренний фланцевый
36
Гайка блокировки
224554-5
37
266325-4
Винт M4X70 PC5000/01
£ 1,20
37
. -8
*TAPPING SCREW 4X70 9553-9555N
£1.20
37
*TAPPING SCREW 4X70 9553-9555N
266362-8
38
861248-7
NAME PLATE 9555NB
£1.20
38
NAME PLATE 9555NB
861248-7
39
266007-8
PT SCREW 3X10 TRILOBULAR/MS248
£1.20
39
PT SCREW 3X10 TRILOBULAR/MS248
266007-8
40
643760-7
BRUSH HOLDER BO6040/GD0801C
£2. 88
40
BRUSH HOLDER BO6040/GD0801C
643760-7
41
194074-2
CARBON BRUSH CB-325 9553-9555
£2.52
41
CARBON BRUSH CB-325 9553-9555
194074-2
43
650560-8
*SWITCH DPX-2110-R 9553NB
£2.28
43
*SWITCH DPX-2110-R 9553NB
650560-8
44
687124-5
Собрание деформации M9001/DVC/RP0900
£ 1,20
44
Семейный рельеф M9001/DVC/RVC.1P09003 9000 3
.
44
687123-7
СНЯТИЕ НАТЯЖЕНИЯ MT811/952/9554
£ 1,20
44
Снятие деформации MT811/952/9554
687123-7
45
266326-2
. SCREW M4X18 EBh353/EB3
266326-2
46
645233-6
NOISE SUPPRESOR
£1.20
46
NOISE SUPPRESOR
645233-6
46
638740-6
NOISE SUPPRESSOR 9553-9555NB
£2. 64
46
NOISE SUPPRESSOR 9553-9555NB
638740-6
47
682559-5
CORD GUARD 8
£1.20
47
CORD GUARD 8
682559 -5
47
682566-8
CORD GUARD 10 GD0801C/GD0811C
£1.44
47
CORD GUARD 10 GD0801C/GD0811C
682566-8
48
692527-0
LEAD WIRE ХС7100/ГД0801К/ХП16
£23.28
48
LEAD WIRE HS7100/GD0801C/HP16
692527-0
£23.28
£23.28
48
665918-8
POWER SUPPLY CORD 1.0-2-2.5
£ 9.12
48
Спиночный шнур питания 1.0-2-2.5
665918-8
48
663514-6
*Спинка питания 1,00-2-2.5
48
*Поставка питания. ШНУР 1,00-2-2,5
663514-6
Недоступно
Недоступно
48
692021-2
Береб питания 1,0-2-2.5
£ 7,08
48
. 49
418769-6
*SWITCH KNOB 9553-9555NB
£1.20
49
*SWITCH KNOB 9553-9555NB
418769-6
49
419566-3
SWITCH KNOB BPJ140/BPJ180/ 955
1,20 фунта стерлингов
49
SWITCH KNOB BPJ140/BPJ180/955
419566-3
50
418794-7
*MOTOR HOUSING 9554NB/9555NB
£8.76
50
*MOTOR HOUSING 9554NB/9555NB
418794-7
50
451126-5
Корпус двигателя 9553NB
£ 8,76
Двор.0003
£2.88
51
BRUSH HOLDER BO6040/GD0801C
643760-7
52
233121-5
COMPRESSION SPRING 4 9553NB
£1.20
52
COMPRESSION SPRING 4 9553NB
233121- 5
53
418796-3
SWITCH LEVER C 9553-9555NB
£1.20
53
SWITCH LEVER C 9553-9555NB
418796-3
54
418726-4
*REAR COVER 9553-9555NB/GD0602
£1. 80
54
*REAR COVER 9553-9555NB/GD0602
418726-4
55
266326-2
TAPPING SCREW M4X18 EBh353/EB3
£1.20
55
TAPPING SCREW M4X18 EBh353/EB3
266326-2
55
265995-6
TAPPING SCREW 4X18
£1.20
55
TAPPING SCREW 4X18
265995-6
1001
153489- 2
GRIP 36 Comp BGA450/9553-9558
£ 1,99
1001
GRIP 36 COMP BGA450/9553-9558
153489-2
1002
782421-5
782421-5
782421-5
782421-5 9000 2
782421-5 9000 2
782421-5 9000 2
782421-5 9000 2
782421-5989-2
1002
Гайки с блокировкой 35
782421-5
1002
782423-1
Гайка с блокировкой 35 GA5020/9554
£ 2,38
1002
Галке -1
1004
A-80656
GRINDING WHEEL 125MM
£3. 82
1004
GRINDING WHEEL 125MM
A-80656
1004
A-80933
DEPRESSED C WHEEL 125X6X22 A36
£2.50
1004
Depressed C Wheel 125x6x22 A36
A-80933
5001
655030-2
Цена на применение
Цена на заявление
0003
655030-2
Price on application
Price on application
5002
654091-9
NON INSULATED TERMINAL GD0801
£1.20
5002
NON INSULATED TERMINAL GD0801
654091-9
Что это значит?
Этот товар находится в группе доставки A и стоит 3,95 фунта стерлингов за доставку.
Вы можете добавить любое количество продуктов Band A без дополнительных затрат на доставку.
За товары в диапазонах B , C , D , E , F и G взимается дополнительная плата за доставку в размере .
Что это значит?
Этот товар находится в группе доставки B и стоит 4,95 фунта стерлингов за доставку.
Вы можете добавить любое количество продуктов Band B без дополнительных затрат на доставку.
Изделия в лентах C , D , E , Для F и G взимается дополнительная плата за доставку .
Что это значит?
Этот товар находится в группе доставки C и стоит 5,95 фунтов стерлингов за доставку.
Вы можете добавить любое количество продуктов Band C без дополнительных затрат на доставку.
За товары в диапазонах D , E , F и G взимается дополнительная плата за доставку .
Что это значит?
Этот товар находится в группе доставки D и стоит 6,95 фунтов стерлингов за доставку.
Вы можете добавить любое количество продуктов Band D без дополнительных затрат на доставку.
За товары в диапазонах E , F и G взимается дополнительная плата за доставку .
Что это значит?
Этот товар находится в группе доставки E и стоит 9,95 фунтов стерлингов за доставку.
Можно добавить сколько угодно полос E продукты, как вам нравится, без дополнительных затрат на доставку.
За товары в диапазонах F и G взимается дополнительная плата за доставку .
Что это значит?
Этот товар находится в группе доставки F и стоит 12,95 фунтов стерлингов за доставку.
Вы можете добавить любое количество продуктов Band F без дополнительных затрат на доставку.
За товары в диапазонах G взимается дополнительная плата за доставку .
Управление бесколлекторным двигателем по сигналам обратной ЭДС – понимание процесса / Хабр
Когда я начал разрабатывать блок управления бесколлекторным двигателем (мотор-колесом), было много вопросов о том, как сопоставить реальный двигатель с абстрактной схемой из трех обмоток и магнитов, на которой, как правило, все объясняют принцип управления бесколлекторными двигателями.
Когда я реализовал управление по датчикам Холла я еще не очень понимал, что происходит в двигателе дальше абстрактных трех обмоток и двух полюсов: почему 120 градусов и почему алгоритм управления именно такой.
Все встало на место, когда я начал разбираться в идее бездатчикового управления бесколлекторным двигателем — понимание процесса, происходящего в реальной железке, помогло разработать аппаратную часть и понять алгоритм управления.
Ниже я постараюсь расписать свой путь к пониманию принципа управления бесколлекторным двигателем постоянного тока.
Для работы бесколлекторного двигателя необходимо чтобы постоянное магнитное поле ротора увлекалось за вращающемся электромагнитным полем статора, как и в обычном ДПТ.
Вращение магнитного поля статора осуществляется коммутацией обмоток с помощью электронного блока управления.
Конструкция бесколлекторного двигателя схожа с конструкцией синхронного двигателя, если подключить бесколлекторный двигатель в трехфазную сеть переменного тока, удовлетворяющую электрическим параметрам двигателя, он будет работать.
Определенная коммутация обмоток бесколлекторного двигателя позволяет управлять им от источника постоянного тока. Чтобы понять, как составить таблицу коммутаций бесколлекторного двигателя необходимо рассмотреть управление синхронной машиной переменного тока.
Синхронная машина
Синхронная машина управляется от трехфазной сети переменного тока. Двигатель имеет 3 электрические обмотки, смещенные между собой на 120 электрических градусов.
Запустив трехфазный двигатель в генераторном режиме, постоянным магнитным полем будет наводиться ЭДС на каждую из обмоток двигателя, обмотки двигателя распределены равномерно, на каждую из фаз будет наводиться синусоидальное напряжение и данные сигналы будут смещены между собой на 1/3 периода (рисунок 1). Форма ЭДС меняется по синусоидальному закону, период синусоиды равен 2П(360), поскольку мы имеем дело с электрическими величинами (ЭДС, напряжение, ток) назовем это электрическими градусами и будем измерять период в них.
При подаче на двигатель трехфазного напряжения в каждый момент времени на каждой обмотке будет некое значение силы тока.
Рисунок 1. Вид сигнала трехфазного источника переменного тока.
Каждая обмотка формирует вектор магнитного поля пропорциональный току на обмотке. Сложив 3 вектора можно получить результирующий вектор магнитного поля. Так как с течением времени ток на обмотках двигателя меняется по синусоидальному закону, меняется величина вектора магнитного поля каждой обмотки, а результирующий суммарный вектор меняет угол поворота, при этом величина данного вектора остается постоянной.
Рисунок 2. Один электрический период трехфазного двигателя.
На рисунке 2 изображен один электрический период трехфазного двигателя, на данном периоде обозначено 3 произвольных момента, чтобы построить в каждом из этих моментов вектора магнитного поля отложим данный период, 360 электрических градусов, на окружности. Разместим 3 обмотки двигателя сдвинутые на 120 электрических градусов относительно друг друга (рисунок 3).
Рисунок 3. Момент 1. Вектора магнитного поля каждой обмотки (слева) и результирующий вектор магнитного поля (справа).
Вдоль каждой из фаз построен вектор магнитного поля, создаваемый обмоткой двигателя. Направление вектора определяется направлением постоянного тока в обмотке, если напряжение, прикладываемое к обмотке положительно, то вектор направлен в противоположную сторону от обмотки, если отрицательное, то вдоль обмотки. Величина вектора пропорциональна величине напряжения на фазе в данный момент.
Чтобы получить результирующий вектор магнитного поля необходимо сложить данные вектора по закону сложения векторов.
Аналогично построение для второго и третьего моментов времени.
Рисунок 4. Момент 2. Вектора магнитного поля каждой обмотки (слева) и результирующий вектор магнитного поля (справа).
Так, с течение времени, результирующий вектор плавно меняет свое направление, на рисунке 5 изображены получившиеся вектора и изображен полный поворот магнитного поля статора за один электрический период.
Рисунок 5. Вид вращающегося магнитного поля формируемого обмотками на статоре двигателя.
За этим вектором электрического магнитного поля увлекается магнитное поле постоянных магнитов ротора в каждый момент времени (рисунок 6).
Рисунок 6. Постоянный магнит (ротор) следует направлению магнитного поля формируемого статором.
Так работает синхронная машина переменного тока.
Имея источник постоянного тока необходимо самостоятельно формировать один электрический период со сменой направлений тока на трех обмотках двигателя. Поскольку бесколлекторный двигатель по конструкции такой же, как синхронный, в генераторном режиме имеет идентичные параметры, необходимо отталкиваться от рисунка 5, где изображено сформированное вращающееся магнитное поле.
Постоянное напряжение
Источник постоянного тока имеет только 2 провода «плюс питания» и «минус питания» это значит, что есть возможность подавать напряжение только на две из трех обмоток. Необходимо аппроксимировать рисунок 5 и выделить все моменты, при которых возможно скоммутировать 2 фазы из трех.
Число перестановок из множества 3 равняется 6, следовательно, имеется 6 вариантов подключения обмоток.
Изобразим возможные варианты коммутаций и выделим последовательность, при которой вектор будет шаг за шагом проворачиваться далее пока не дойдет до конца периода и не начнет сначала.
Электрический период будем отсчитывать от первого вектора.
Рисунок 7. Вид шести векторов магнитного поля которые можно создать от источника постоянного тока коммутацией двух из трех обмоток.
На рисунке 5 видно, что при управлении трехфазным синусоидальным напряжением имеется множество векторов плавно проворачивающихся с течением времени, а при коммутации постоянным током возможно получить вращающееся поле только из 6 векторов, то есть переключение на следующий шаг должно происходить каждые 60 электрических градусов.
Вид получившегося управляющего сигнала в соответствии с таблицей 1 изображен на рисунке 8. Где -V коммутация на минус источника питания (GND), а +V коммутация на плюс источника питания.
Рисунок 8. Вид управляющих сигналов от источника постоянного тока для бесколлекторного двигателя. Желтый – фаза W, синий – U, красный – V.
Однако реальная картина с фаз двигателя будет похожа на синусоидальный сигнал из рисунка 1. У сигнала образуется трапециевидная форма, так как в моменты, когда обмотка двигателя не подключена, постоянные магниты ротора наводят на нее ЭДС (рисунок 9).
Рисунок 9. Вид сигнала с обмоток бесколлекторного двигателя в рабочем режиме.
На осциллографе это выглядит так:
Рисунок 10. Вид окна осциллографа при измерении одной фазы двигателя.
Конструктивные особенности
Как было сказано ранее за 6 переключений обмоток формируется один электрический период 360 электрических градусов.
Необходимо связать данный период с реальным углом вращения ротора. Двигатели с одной парой полюсов и трехзубым статором применяются крайне редко, двигатели имеют N пар полюсов.
На рисунке 11 изображены модели двигателя с одной парой полюсов и с двумя парами полюсов.
а. б.
Рисунок 11. Модель двигателя с одной (a) и с двумя (б) парами полюсов.
Двигатель с двумя парами полюсов имеет 6 обмоток, каждая из обмоток парная, каждая группа из 3 обмоток смещена между собой на 120 электрических градусов. На рисунке 12б. отложен один период для 6 обмоток. Обмотки U1-U2, V1-V2, W1-W2 соединены между собой и в конструкции представляют 3 провода вывода фаз. Для простоты рисунка не отображены соединения, но следует запомнить, что U1-U2, V1-V2, W1-W2 одно и то же.
На рисунке 12, исходя из данных таблицы 1, изображены вектора для одной и двух пар полюсов.
а. б.
Рисунок 12. Схема векторов магнитного поля для двигателя с одной (a) и с двумя (б) парами полюсов.
На рисунке 13 изображены вектора, созданные 6 коммутациями обмоток двигателя с одной парой полюсов. Ротор состоит из постоянных магнитов, за 6 шагов ротор провернется на 360 механических градусов.
На рисунке обозначены конечные положения ротора, в промежутках между двумя соседними положениями ротор проворачивается от предыдущего к следующему скоммутированному состоянию. Когда ротор достигает данного конечного положения, должно происходить следующее переключение и ротор будет стремиться к новому заданному положению, так чтобы его вектор магнитного поля стал сонаправлен с вектором электромагнитного поля статора.
Рисунок 13. Конечные положения ротора при шестиступенчатой коммутации бесколлекторного двигателя с одной парой полюсов.
В двигателях с N парами полюсов необходимо пройти N электрических периодов для полного механического оборота.
Двигатель с двумя парами полюсов будет иметь два магнита с полюсами S и N, и 6 обмоток (рисунок 14). Каждая группа из 3 обмотки смещены друг относительно друга на 120 электрических градусов.
Рисунок 14. Конечные положения ротора при шестиступенчатой коммутации бесколлекторного двигателя с двумя парами полюсов.
Определение положения ротора бесколлекторного двигателя
Как было сказано ранее для работы двигателя необходимо в нужные моменты времени подключать напряжение на нужные обмотки статора. Подавать напряжение на обмотки двигателя нужно в зависимости от положения ротора, так чтобы магнитное поле статора всегда опережало магнитное поле ротора. Для определения положения ротора двигателя и коммутаций обмоток используют электронный блок управления.
Отслеживание положения ротора возможно несколькими способами:
1. По датчикам Холла
2. По обратной ЭДС
Как правило, датчиками Холла производители оснащают двигатель при выпуске, поэтому это самый распространённый метод управления.
Коммутирование обмоток в соответствии с сигналами обратной ЭДС позволяет отказаться от датчиков встроенных в двигатель и использовать в качестве датчика анализ свободной фазы двигателя, на которую будет наводиться магнитным полем противо-ЭДС.
Управление бесколлекторным двигателем с датчиками Холла
Чтобы коммутировать обмотки в нужные моменты времени необходимо отслеживать положение ротора в электрических градусах. Для этого применяются датчики Холла.
Поскольку имеется 6 состояний вектора магнитного поля необходимо 3 датчика Холла, которые будут представлять один абсолютный датчик положения с трехбитным выходом. Датчики Холла устанавливаются также как обмотки, смещенные между собой на 120 электрических градусов. Это позволяет использовать магниты ротора в качестве воздействующего элемента датчика.
Рисунок 15. Сигналы с датчиков Холла за один электрический оборот двигателя.
Для вращения двигателя необходимо чтобы магнитное поле статора опережало магнитное поле ротора, положение, когда вектор магнитного поля ротора сонаправлен с вектором магнитного поля статора является конечным для данной коммутации, именно в этот момент должно происходить переключение на следующую комбинацию, чтобы не давать ротору зависать в стационарном положении.
Cопоставим сигналы с датчиков Холла с комбинацией фаз которые необходимо скоммутировать (таблица 2)
Таблица 2. Сопоставление сигналов датчиков Холла с коммутацией фаз двигателя.
Положение двигателя
HU(1)
HV(2)
HW(3)
U
V
W
0
0
0
1
0
—
+
1
0
1
+
—
0
1
0
0
+
0
—
1
1
0
0
+
—
0
1
0
—
+
0
360/N
0
1
1
—
0
+
При равномерном вращении двигателя с датчиков поступает сигнал смещенный на 1/6 периода, 60 электрических градусов (рисунок 16).
Рисунок 16. Вид сигнала с датчиков Холла.
Управление с помощью сигнала обратной ЭДС
Существуют бесколлекторный двигатели без датчиков положения. Определение положения ротора осуществляется с помощью анализа сигнала ЭДС на свободной фазе двигателя. В каждый момент времени к одной из фаз подключен «+» к другой «-» питания, одна из фаз остается свободной. Вращаясь, магнитное поле ротора наводит ЭДС в свободной обмотке. По мере вращения напряжение на свободной фазе изменяется (рисунок 17).
Рисунок 17. Изменение напряжения на фазе двигателя.
Сигнал с обмотки двигателя разбит на 4 момента:
1. Обмотка подключена к 0
2. Обмотка не подключена (свободная фаза)
3. Обмотка подключена к питающему напряжению
4. Обмотка не подключена (свободная фаза)
Сопоставив сигнал с фаз с управляющим сигналом, видно, что момент перехода на следующее состояние можно детектировать пересечением средней точки (половины питающего напряжения) с фазой, которая в данный момент не подключена (рисунок 18).
Рисунок 18. Сопоставление управляющего сигнала с сигналом на фазах двигателя.
После детектирования пересечения необходимо выдержать паузу и включать следующее состояние. По данному рисунку составлен алгоритм переключений состояний обмоток (таблица 3).
Таблица 3. Алгоритм переключения обмоток двигателя
Текущее состояние
U
V
W
Следующее состояние
1
—
Ожидание пересечения средней точки из + в —
+
2
2
Ожидание пересечения средней точки из — в +
—
+
3
3
+
—
Ожидание пересечения средней точки из + в —
4
4
+
Ожидание пересечения средней точки из — в +
—
5
5
Ожидание пересечения средней точки из + в —
+
—
6
6
—
+
Ожидание пересечения средней точки из — в +
1
Пересечение средней точки проще всего детектировать компаратором, на один вход компаратора подается напряжение средней точки, а на второй текущее напряжение фазы.
Рисунок 19. Детектирование средней точки компаратором.
Компаратор срабатывает в момент перехода напряжения через среднюю точку и генерирует сигнал для микроконтроллера.
Обработка сигнала с фаз двигателя
Однако сигнал с фаз при регулировании скорости ШИМ отличается видом, и имеет импульсный характер (рисунок 21), в таком сигнале невозможно детектировать пересечение со средней точкой.
Рисунок 20. Вид сигнала фазы при регулировании скорости ШИМ.
Поэтому данный сигнал следует отфильтровать RC фильтром чтобы получить огибающую, а так же разделить под требования компаратора. По мере увеличения скважности шим сигнал будет возрастать по амплитуде (рисунок 22).
Рисунок 21. Схема делителя и фильтра сигнала с фазы двигателя.
Рисунок 22. Огибающая сигнала при изменении скважности ШИМ.
Схема со средней точкой
Рисунок 23. Вид виртуальная средней точки. Картинка взята с avislab.com/
С фаз снимаются сигналы через токограничительные резисторы и объединяются, получается вот такая картина:
Рисунок 24. Вид осциллограммы напряжения виртуальной средней точки.
Из-за ШИМ, напряжение средней точки не постоянно, сигнал так же необходимо фильтровать. Напряжение средней точки после сглаживания будет достаточно большим (в районе питающего напряжения двигателя), его необходимо разделить делителем напряжения до значения половины питающего напряжения.
После прохождения сигнала через фильтр колебания сглаживается и получается ровное напряжение относительно которого можно детектировать пересечение обратной ЭДС.
Рисунок 26. Напряжение после делителя и фильтра низких частот.
Средняя точка будет менять свое значение в зависимости от напряжения (скважности ШИМ), так же как и огибающая сигнала.
Полученные сигналы с компараторов заводятся на микроконтроллер, который их обрабатывает по алгоритму выше.
Пока на этом все.
Управление бесколлекторным двигателем постоянного тока, принцип работы
Содержание
Преимущества бесколлекторного двигателя
Как работает бесколлекторный двигатель постоянного тока
Управление бесколлекторным двигателем постоянного тока
Бесколлекторные двигатели применяются в самых разных областях, так как это надежные, долговечные и стойкие к поломкам агрегаты. В быту чаще всего используется двигатель постоянного тока на 12 вольт, но бывают модели с большей мощностью.
Преимущества бесколлекторного двигателя
По сравнению со своими коллекторными «собратьями» бесколлекторные механизмы обладают некоторыми преимуществами:
Компактность и небольшой вес. Двигатели можно установить на маленькие устройства.
Очень высокий КПД. Их использование выгодно.
Отсутствие контактов переключения и крутящего момента. Поскольку функции постоянных магнитов выполняют транзисторы МОП, источники потерь отсутствуют.
Отсутствие стирающихся и ломающихся элементов.
Широкий диапазон изменения скорости вращения.
Способность переносить большую нагрузку по моменту.
Бесколлекторный двигатель оснащается электронным блоком управления, который стоит достаточно дорого – это, пожалуй, единственный его недостаток.
Как работает бесколлекторный двигатель постоянного тока
Принцип работы бесколлекторного двигателя постоянного тока тот же, что и у агрегатов других моделей. Но, как видно из названия, основная особенность механизма – отсутствие коллектора (этот узел сложен, тяжел, требует обслуживания и может искрить). Роль ротора выполняет шпиндель, вокруг которого установлены проволочные обмотки с разными магнитными полями. Количество прямоугольных магнитов, установленных у ротора, может быть разным, но обязательно четным (как и число полюсов). В случае если несколько магнитов составляют один полюс, число полюсов меньше числа магнитов.
Вращение достигается благодаря смене направления магнитного поля в определенной последовательности. Взаимодействуя с магнитными полями ротора, постоянные магниты приводят статор в движение. От их мощности зависит момент силы.
Управление бесколлекторным двигателем постоянного тока
В двигателях подобного типа управление коммутацией осуществляется с помощью электроники. Регуляторы хода бывают двух видов:
Без датчиков, используемые при отсутствии существенного изменения пускового момента или необходимости в управлении позиционированием (в вентиляторе). Широкое распространение этого вида регуляторов объясняется простотой их изготовления.
С датчиками, устанавливаемые в агрегатах с существенным варьированием пускового момента (в низкооборотистых механизмах).
Положение ротора при подаче токовых сил на обмотки определяется электронной системой и датчиком положения. Наиболее распространены следующие типы датчиков:
Датчик Холла. Этот узел изменяет свои выводы при переключении обмоток. Для измерения тока и частоты вращения применяется устройство с разомкнутым контуром. К датчику присоединяются три ввода. При изменении показаний запускается переработка прерывания. Если нужно обеспечить быстрое реагирование обработки прерывания, датчик следует подключить к младшим выводам порта.
Датчик положения с микроконтроллером. Управление бесколлекторным двигателем постоянного тока осуществляется с помощью AVR ядра (чипа для выполнения тех или иных задач). Программа, вшитая в плату AVR, максимально быстро запускает двигатель при отсутствии дополнительных внешних приборов и управляет скоростью.
Система arduino. Эта аппаратная вычислительная платформа представляет собой плату, состоящую из микроконтроллера Atmel AVR и элементарной обвязки программирования. Ее задача – конвертирование сигналов с одного уровня на другой. Нужную программу можно установить через USB.
Для устранения погрешностей в определении положении ротора, провода при подключении контроллера делают максимально короткими (12-16 см). Среди программных настроек контроллеров можно перечислить:
смену направления;
плавное выключение и торможение;
ограничение тока;
опережение КПД и мощности;
жесткое/плавное выключение;
быстрый/жесткий/мягкий старт;
режим газа.
Некоторые модели контроллеров содержат драйвера двигателя, что дает возможность его запуска напрямую, без установки дополнительных драйверов.
Бесщеточный или щеточный двигатель
: что лучше для ваших электроинструментов?
istockphoto. com
Часто два электроинструмента одного производителя имеют очень похожие характеристики. Единственная явная разница может заключаться в том, что у одного есть щеточный двигатель, а у другого — бесщеточная версия. Последний всегда дороже, поэтому большой вопрос заключается в том, оправдывают ли бесщеточные электроинструменты такие дополнительные затраты.
Мы составили краткое объяснение, в котором основное внимание уделяется обоим типам, а также их плюсам и минусам. Нижеследующее поясняет споры о бесщеточных и щеточных двигателях, чтобы помочь вам сделать лучший выбор с точки зрения производительности и стоимости.
Бесщеточные двигатели больше подходят для аккумуляторных инструментов, чем для проводных.
На первый взгляд, тема щеточных и бесщеточных двигателей охватывает два типа. На самом деле существует четыре типа двигателей. Существуют бесщеточные двигатели переменного тока, щеточные двигатели переменного тока, бесщеточные двигатели постоянного тока и щеточные двигатели постоянного тока.
Переменный ток (AC) — это то, что выходит из розетки, поэтому все электроинструменты с питанием от сети должны быть оснащены двигателями переменного тока. Подавляющее большинство — это коллекторные двигатели, проверенная конструкция, используемая на протяжении нескольких поколений. Бесщеточные двигатели переменного тока существуют, но основные преимущества этого типа двигателя больше подходят для аккумуляторных инструментов. Когда они используются, бесщеточные двигатели переменного тока, как правило, встречаются на тяжелых профессиональных инструментах.
Постоянный ток (DC) — это то, что питают аккумуляторы, и оно используется в каждом беспроводном инструменте. Как и в случае с двигателями переменного тока, в инструментах с батарейным питанием могут использоваться как щеточные, так и бесщеточные двигатели постоянного тока (последний также известен как BLDC). Оба типа широко доступны, поэтому чаще всего возникают вопросы о бесщеточных двигателях по сравнению с щеточными.
Rel ated: Лучшие наборы электроинструментов
Как работает коллекторный двигатель?
Основные компоненты коллекторного двигателя размещены во внешней оболочке, содержащей постоянные (или статорные) магниты. Внутри этой оболочки находится ряд проволочных катушек, называемых якорем. Через середину якоря проходит приводной вал (или ротор), обеспечивающий механический привод. Коллекторный двигатель также имеет коллектор на конце якоря.
Реклама
Когда электричество проходит через якорь, якорь становится магнитным. Если полярность этого магнетизма такая же, как у постоянного магнита, то он отталкивается, заставляя якорь вращаться. Вместе с ним вращается центральный ротор, который приводит в действие патрон, пильный диск и т. д. Однако, когда якорь поворачивается наполовину, полярности будут противоположными. Поскольку противоположные полярности притягиваются, двигатель должен остановиться.
Чтобы предотвратить это и обеспечить работу двигателя, установлены щетки, которые трутся о коллектор. Одна щетка несет положительный заряд, другая отрицательный. Они обеспечивают постоянно меняющуюся полярность якоря, поэтому он продолжает отталкиваться. В результате двигатель продолжает вращаться.
istockphoto.com
Как работает бесщеточный двигатель?
Итак, что такое бесщеточный двигатель и что означает бесщеточный двигатель? Бесщеточный двигатель по-прежнему содержит статор, якорь и ротор, но не имеет физического коммутатора. Как следует из названия, он также не содержит кистей.
Эти детали заменены электронной схемой, называемой инвертором. Это создает одно постоянно вращающееся магнитное поле вокруг якоря для создания постоянного движения. Таким образом, двигатель этого типа не нуждается ни в физическом контакте щеток, ни в соответствующем коммутаторе.
Rel ated: Действуйте с осторожностью: 10 электроинструментов, которые могут вас убить
Бесщеточные двигатели более энергоэффективны.
Щетки щеточных двигателей вызывают трение, а это означает, что часть выделяемой ими энергии используется для преодоления этого трения. Трение также приводит к потере напряжения, что снижает количество энергии, приводимой в движение инструментом.
В бесщеточных двигателях отсутствует трение щеток; следовательно, они превращают гораздо больше произведенной электроэнергии в полезную энергию. Это особенно важно для инструментов с батарейным питанием, которые имеют ограниченное количество энергии, доступной на одну зарядку. Например, бесщеточная дрель может работать на 30-50% дольше, чем такая же аккумуляторная дрель, оснащенная щеточным двигателем.
Объявление
У бесколлекторных двигателей есть и другие преимущества. Отсутствие сопротивления или связанного с этим тепловыделения означает, что бесщеточные двигатели могут достигать желаемой скорости быстрее, чем их щеточные аналоги, работать быстрее и дольше и (обычно) обеспечивают больший крутящий момент при эквивалентном потреблении энергии.
Коллекторные двигатели требуют большего обслуживания, чем бесщеточные.
Трение щеток о щеточные коллекторы двигателя приводит к их износу. Очевидными признаками этого являются заикание двигателя или прерывистый пуск и остановка электроинструмента. Замена щеток технически несложна, и детали обычно доступны, но производители электроинструментов не всегда упрощают доступ к двигателю данного инструмента. Как минимум неудобно.
В конце концов, коллекторы также могут изнашиваться, а конструкция двигателя может сделать замену невозможной. Даже если это практично, цена запасных частей может удешевить просто покупку нового инструмента. Особенно это касается бюджетных моделей, в которых чаще используются коллекторные двигатели.
Бесщеточные электроинструменты, напротив, не имеют сменных частей и поэтому не требуют технического обслуживания. Они также, как правило, имеют значительно более длительный срок службы.
Rel ated: Лучшие осциллирующие инструменты
Фото: makitauk. com
Бесщеточные двигатели более компактны и работают тише, чем щеточные двигатели.
Отсутствие коммутаторов в бесколлекторных двигателях может сэкономить много места. В частности, бесщеточные дрели можно сделать очень компактными. Это также означает, что, когда физический размер электроинструмента не имеет большого значения, можно использовать более крупный и мощный двигатель. Например, обычно энергоемкие инструменты, такие как перфораторы, могут иметь повышенную производительность при сохранении размеров, аналогичных щеточным двигателям.
Благодаря отсутствию трения и связанной с ним вибрации бесщеточные инструменты работают тише. Хотя это не особенно заметно для дрелей/шуруповертов, лобзиков и шлифовальных машин, это может иметь существенное значение для таких инструментов, как циркулярные пилы и рубанки. Снижение вибрации также помогает сделать такие инструменты, как перфораторы, более удобными в использовании в течение более длительного времени.
Реклама
Безопасность также является важным фактором. Щеточные двигатели могут вызывать искрение, особенно если щетки изнашиваются и контакт становится нестабильным. В некоторых условиях это трение может представлять опасность возгорания или взрыва. Хотя могут потребоваться другие меры предосторожности, бесщеточные двигатели не создают искр, что делает их гораздо более безопасным вариантом.
Коллекторные двигатели стоят меньше, чем бесщеточные.
На данный момент все указывает на то, что бесщеточные двигатели являются явным победителем. Однако бесщеточный двигатель не всегда может быть лучшим выбором.
Коллекторные двигатели существуют уже несколько поколений, поэтому они надежны и намного дешевле, чем бесщеточные двигатели. Когда дело доходит до выбора между бесщеточной или щеточной дрелью, последняя может предложить очень похожие характеристики и сопоставимую производительность всего за полцены. То же самое можно сказать и о других типах электроинструментов.
Для профессиональных бесщеточных инструментов способность работать дольше и минимальные требования к обслуживанию могут дать большое преимущество. Однако эти элементы обычно оказывают меньшее влияние на пользователя DIY. Может не иметь значения, если работа должна быть остановлена, чтобы зарядить аккумулятор. Если инструмент не используется очень часто, набор щеток может никогда не изнашиваться. В результате фактор обслуживания становится менее значимым. Если щеточный инструмент не используется весь день, каждый день, тот факт, что он немного шумнее, может быть не так важен.
Для тех, кому нужна высокая производительность и долговечность на стройплощадке, бесщеточный двигатель имеет явные преимущества. В долгосрочной перспективе это, вероятно, окажется лучшим вложением. Однако, если вы ищете выгодную покупку, стоит подумать о беспроводном электроинструменте с щеточным двигателем.
Реклама
Бесщеточные двигатели постоянного тока | Двигатели BLDC от NANOTEC
Бесщеточные двигатели постоянного тока, сокращенно называемые двигателями BLDC, несмотря на свое название, представляют собой трехфазные синхронные машины: ротор следует за магнитным вращательным полем, а движение синхронно с напряжением переменного тока, приложенным к обмоткам. Этот тип двигателя часто называют «бесщеточным двигателем постоянного тока», потому что во многих приложениях он заменяет двигатели постоянного тока щетками (щеточные двигатели постоянного тока или коллекторные двигатели). В щеточном двигателе постоянного тока подается напряжение постоянного тока, генерирующее переменный ток, не зависящий от скорости, с помощью механического инвертора в двигателе — щеток.
Вместе с электронным контроллером привода, который берет на себя управление работой щеток и преобразует подаваемый постоянный ток в переменный, двигатель BLDC обеспечивает производительность, сравнимую с работой коллекторного двигателя постоянного тока — без щеток, которые имеют ограниченный срок службы. Поэтому двигатели BLDC также называют двигателями EC (с электронной коммутацией), чтобы отличить их от двигателей с механической коммутацией и щетками.
Другим часто используемым термином является синхронный двигатель с постоянными магнитами. Здесь «постоянный магнит» используется, чтобы отличить его от других синхронных двигателей, которые работают с обмоткой возбуждения на роторе, тогда как BLDC постоянно находится под напряжением. Другими словами, ротор двигателя создает магнитное поле с помощью постоянного магнита, даже если статор не находится под напряжением.
Термины PMSM и BLDC часто сопоставляют, чтобы различать двигатели PMSM с синусоидальным индуктивным напряжением (противо-ЭДС) и двигатели BLDC с трапециевидным индуктивным напряжением (см. ниже). Сегодня большинство двигателей BLDC демонстрируют синусоидальную противоЭДС.
1. Структура/типы
Большинство двигателей BLDC представляют собой «двигатели с внутренним ротором», в которых ротор вращается с помощью постоянных магнитов на валу в стационарном статоре с катушками. В «двигателях с внешним ротором» статор расположен внутри, а ротор состоит из вращающегося снаружи колоколообразного корпуса, в котором установлены магниты.
Преимущества двигателей с внутренним ротором заключаются в низкой инерции ротора и лучшем рассеивании тепла. Напротив, в двигателях с внешним ротором теплогенерирующие катушки изолированы от окружающей среды корпусом ротора и магнитами. Из-за высокого момента инерции ротора и того факта, что корпус ротора с трудом поддается балансировке, двигатели с внешним ротором не подходят для очень высоких скоростей вращения.
Соответственно, двигатели с внутренним ротором используются в большинстве промышленных применений. Двигатели с внешним ротором демонстрируют свои преимущества при серийном применении, поскольку их производство дешевле. Их также можно сделать короче и обычно они имеют меньший момент фиксации, а также больший крутящий момент — благодаря большему диаметру ротора при той же магнитной силе.
Оба двигателя обычно имеют три фазы. Однако существуют также конструкции с одной или двумя фазами. Далее будут описаны только трехфазные двигатели BLDC, потому что Nanotec производит только их.
Двигатели с внутренним и внешним ротором изготавливаются с щелевыми обмотками; здесь провод обмотки наматывается на башмаки полюсов статора (железный сердечник), что позволяет линиям магнитного поля обмотки вытекать и концентрироваться в определенной форме. Статор состоит из тонких, смещенных друг к другу изолированных металлических пластин для сведения к минимуму потерь на вихревые токи.
Двигатели BLDC без пазов представляют собой особый тип двигателя с внутренним ротором, который очень популярен в очень маленьких двигателях. Их статоры состоят только из кольцеобразных металлических пластин, а внутри закреплена плоская, склеенная или герметизированная обмотка. Поскольку нет железного сердечника, индуктивность двигателя очень мала и ток в обмотках быстро возрастает. Кроме того, потери в железе значительно снижены, а двигатели имеют более высокий КПД. При медленной работе положительно сказывается отсутствие пульсаций крутящего момента. В отличие от стандартных двигателей BLDC, магнитное поле не усиливается на полюсных башмаках и отсутствует фиксирующий крутящий момент. Этот тип конструкции особенно важен для двигателей диаметром менее 40 мм, так как их удельная мощность значительно выше, чем у щелевых двигателей. Это связано с тем, что в результате производства у щелевых двигателей относительно большая часть статора всегда остается незаполненной между обмотками. С другой стороны, в двигателях без пазов это пространство может быть полностью заполнено медной обмоткой. Чем меньше диаметр двигателей, тем более важным становится это преимущество бесщелевых двигателей.
Двигатель с внутренним ротором Двигатель с постоянным ротором Двигатель постоянного тока без пазов
2. Управление/коммутация двигателя
Двигатель постоянного тока вращается, потому что постоянный магнит на роторе пытается выровняться в направлении магнитного поля, создаваемого электромагнитами статора. При этом крутящий момент максимален, когда оба магнитных поля перпендикулярны друг другу. Тип управления различают двояко: по форме питания обмоток (блочное или синусоидальное) или по способам определения положения ротора. Необходимо определить положение ротора, так как токи в обмотках должны быть синхронизированы для переключения таким образом, чтобы магнитное поле статора всегда было перпендикулярно магнитному полю ротора, т.е. он продолжал вращаться с заданной скоростью.
2.1 Коммутация блока
Положение ротора можно легко определить с помощью датчиков Холла в двигателе. Затем они могут переключаться соответствующим образом совмещенным магнитом на роторе в точное время, когда обмотка должна быть переключена. Тогда три обмотки соответствуют трем датчикам Холла; их состояния определяют, как должны быть соединены обмотки. Если три обмотки переключаются цифровым способом, т. е. на обмотках нет тока или полный ток, это называется блочной коммутацией. Эта комбинация датчиков Холла и блочной коммутации является технически самым простым методом приведения в действие бесконтактного двигателя постоянного тока. Недостатком этого метода является то, что магнитное поле статора из-за дискретного переключения не всегда перпендикулярно магнитному полю ротора. Это связано с тем, что выравнивание магнитного поля статора остается постоянным через 60°, тогда как ротор вращается дальше до следующей точки переключения. Датчики Холла расположены таким образом, что магнитное поле статора в середине находится перпендикулярно между двумя точками переключения, что приводит к соответствующей угловой погрешности в 30° в точках переключения. В результате крутящий момент на 13,4% (1-косинус [30°]) ниже. Следовательно, при блочной коммутации на этом пике возникает пульсация крутящего момента с частотой, в шесть раз превышающей электрическую частоту вращения двигателя. Это приводит к вибрациям и шумам; особенно на низких оборотах двигатель будет вращаться неравномерно. Вот почему блочная коммутация не подходит для применений, в которых двигатели должны, по крайней мере, с перерывами, работать медленно (менее прибл. 10 % от номинальной скорости). В среднем пульсация крутящего момента вызывает потерю ок. 4,5% крутящего момента, а также соответствующее ухудшение КПД по сравнению с термически эквивалентным, оптимальным питанием обмоток.
2.2 Синусоидальная коммутация
Оптимальной формой питания является синусоидальная коммутация, при которой каждая обмотка двигателя питается синусоидальной волной, сдвинутой на 120°, что приводит к постоянно вращающемуся магнитному полю статора с постоянной напряженностью. Как правило, если для определения положения ротора доступны только датчики Холла, можно также использовать синусоидальную коммутацию путем интерполяции между точками переключения. В большинстве случаев это напрямую приводит к значительному улучшению характеристик мотора. Однако в случае изменения нагрузки между двумя датчиками Холла синусоида не может быть отрегулирована, что приводит к неправильному позиционированию магнитного поля. Это можно исправить только с помощью следующего сигнала датчика Холла.
Таким образом, для синусоидальной коммутации в идеале требуется система с более высоким разрешением для определения положения ротора. Обычно он состоит из оптического или магнитного энкодера, который постоянно определяет положение ротора с достаточной точностью и соответствующим образом регулирует ток.
2.3 Поле-ориентированное управление
Иногда поле-ориентированное управление все еще отличается от синусоидальной коммутации; однако часто оба термина используются взаимозаменяемо. Эти термины используются взаимозаменяемо, поскольку синусоидальная коммутация, как описано выше, оптимально управляет магнитным полем статора.
Если не учитывать, как работает сам регулятор тока, разница в описании синусоидальной коммутации не очевидна. Ранее предполагалось, что будет генерироваться синусоидальное значение тока, которое с достаточной скоростью будет вводиться в обмотку регулятором тока. Таким образом, обе задачи, значение тока (которое соответствует контуру управления крутящим моментом) и управление током обмоток, обрабатываются отдельно при синусоидальной коммутации или, соответственно, выполняются отдельными контроллерами. Однако в этом случае регуляторы тока для обмоток получают с увеличением скорости значение тока, которое изменяется с большей частотой. В то же время необходимо компенсировать все более сильное влияние противо-ЭДС двигателя. Поскольку полоса пропускания регулятора тока имеет верхний предел, при более высоких скоростях могут возникать фазовые сдвиги и искажения токовых потоков, так что магнитное поле статора больше не перпендикулярно ротору.
Управление по полю решает эту проблему, управляя вектором тока непосредственно во вращающейся системе координат ротора. Для этого измеренные токи трех фаз преобразуются посредством преобразования Кларка-Парка в двухосную систему координат ротора. Таким образом, значение крутящего момента больше не будет сначала преобразовываться в значения тока, как в случае с синусоидальной коммутацией для отдельных обмоток, каждая из которых затем управляется отдельно; но вместо этого одновременно контролируется в системе координат уровень тока ротора и ориентация магнитного поля. Затем рассчитываются токи для отдельных обмоток (через обратное преобразование Кларка-Парка). При этом методе управление не зависит от частоты и даже при более высоких скоростях вращения всегда будет обеспечивать оптимальный синусоидальный ток.
2.4 Бездатчиковое управление
Бездатчиковое управление – это не дополнительный метод управления, а скорее термин для методов, позволяющих определять положение ротора без датчиков (например, датчиков Холла, энкодеров). Эти методы можно условно разделить на два класса:
Простое бездатчиковое управление основано на прямом измерении противо-ЭДС в соответствующей обмотке, не находящейся под напряжением. Однако по сравнению со стандартным контролем этот метод требует специального оборудования и нестабилен ниже прибл. 20 % от номинальной скорости двигателя, так как сигнал измерения слишком мал. Кроме того, этот метод работает только в сочетании с блочной коммутацией, потому что при синусоидальной коммутации все три катушки всегда находятся под напряжением одновременно.
Более сложные решения основаны на так называемом «отслеживании наблюдателя», которое воспроизводит значения, не поддающиеся непосредственному измерению, такие как скорость или противо-ЭДС, из других значений, измеренных контроллером тока. Ядром системы этого типа является чрезвычайно точная модель двигателя, которая параллельно с реальным двигателем вычисляет из известных входных значений, таких как установленный ШИМ, те значения, которые также измеряются, такие как текущий уровень в обмотка. Затем рассчитанные значения сравниваются с измеренными значениями в каждом цикле. Из-за ошибки наблюдения, определяемой этим методом, внутренние значения модели двигателя постоянно корректируются. С помощью этого метода также получают более точную оценку значений, которые фактически не измеряются, например скорости. Хотя этот метод работает только потому, что реакция обмотки изменяется в зависимости от скорости из-за наведенного напряжения, непосредственно измеренные значения могут быть легко измерены даже при низких скоростях. Результатом является «виртуальный энкодер», который предоставляет информацию о положении и скорости, начиная с определенной минимальной скорости, с той же точностью, что и настоящий оптический или магнитный энкодер. Как и в этом методе, противо-ЭДС не обязательно измерять напрямую, его также можно комбинировать с синусоидальной коммутацией или управлением, ориентированным на поле.
Общим для обоих бессенсорных методов является то, что информация о положении ротора недоступна на холостом ходу, поэтому требуется специальный метод запуска. Подобно шаговому двигателю, двигатель работает в управляемом режиме в течение нескольких коммутационных циклов, пока не наберет требуемую скорость и бездатчиковое измерение не позволит определить положение ротора.
3. Важные параметры
Скорость холостого хода
Макс. скорость вращения ненагруженного двигателя, определяемая, прежде всего, константой напряжения
Ток холостого хода
Ток на холостом ходу (потребление, необходимое для преодоления трения)
Номинальная скорость/номинальный крутящий момент
Номинальная рабочая точка
Максимальный крутящий момент
Моментально достижимый крутящий момент, обычно в 3 раза больше номинального крутящего момента в течение прибл.
Как выбрать ЧПУ станок с лазерной резкой для домашней мастерской? Блог компании «АМУР-СТАН»
Домашний лазерный станок ─ высокотехнологичный станок, как правило, представляет собой комбинацию лазерной резки и автоматического станка с ЧПУ. Такое безукоризненное сочетание гарантирует высокую скорость, точность, эффективность и небольшие расходы. Лазерный станок для домашней мастерской выполняет функции маркировки и гравировки с высокой скоростью и точностью, предназначены для работы на металле и других материалах. Оборудование порадует мастера, предпочитающего создавать уникальные предметы своими руками. Лазерные станки могут работать с различными материалами:
по дереву ─ поможет в производстве сувенирной, декоративно-прикладной продукции, ремонте квартир;
резка фанеры ─ игрушки, декоративные украшения;
по бумаге и картону ─ поможет быстро и без потерь раскроить материал, создать всевозможную сувенирную и рекламную продукцию.
Станок для резки МДФ
Многие домашние мастера любят работать с МДФ. Неудивительно, ведь из этого универсального материала можно создать много красивых предметов для дома. Особенно активно используется в декоре, так как очень прочный, похожий на дерево, но дешевле, что также важно для индивидуального производства. Однако, чтобы откройте для себя универсальность этого материала, нужно приобрести станок для резки МДФ. Такого оборудования несколько видов, каждый из которых предназначен для разных нужд и производительности. Главный вопрос, который задают любители столярного дела: что выбрать и как использовать. В настоящее время есть два станка для работы с этим материалом: лазер и маршрутизатор. Выбор зависит от толщины материала, который будет использоваться:
Для работы с МДФ от 3 до 12 мм лучше всего подходят лазерные станки для домашней мастерской, поскольку они режут быстро, точно;
Для МДФ большей толщины рекомендуется приобрести фрезерный станок, так как резак делает рез точно.
Резаком для МДФ имеет множество применений, как правило, для внутренней отделки. Он поможет изготовить для себя и на заказ мебель, различные декоративные предметы. Ознакомьтесь с примерами, видеопрезентациями, которые многие производители предлагают вместе с оборудованием, и получите вдохновение
Что можно создать в домашней мастерской с помощью лазера?
Что можно создать с помощью станка с лазерной резкой? Оборудование используются практически во всех видах столярных работ, от производства рамок для фото и подставок для ножей до авторской мебели. Преимущества мини-станков:
Используя функции резки и гравировки можно создавать красивые вставки для шкафов, всевозможные сувениры, призы, украшать деки гитар и многого другого;
Лазерная система значительно ускоряет рабочий процесс, поскольку гарантирует быструю резку МДФ, фанеры и других материалов. Это даёт возможность максимально быстро перейти от идеи до ее воплощения;
Лазер работает с материалами практически любого размера и формы, даже теми небольшими кусочками, что остались после окончания предыдущего проекта;
Станки помогают персонализировать вещи, создавать уникальные эксклюзивные смысловые предметы. Гравировка чехлов для мобильных, призов, скейтбордов, различных предметов помогают создать безупречные индивидуальные подарки.
Возможности лазерных станков с ЧПУ для малого бизнеса и дома безграничны. Они идеальны для любых столярных работ, независимо оттого хобби это или серьезные проекты. Лазерное оборудование поможет быстро и качественно реализовать любые идеи.
Возможности и особенности
Резка ─ это приоритетная «миссия» лазерного станка. Это процесс вырезания формы для создания меньших размеров, частей или более сложных форм;
Гравировка ─ процесс удаления слоя с материала, чтобы оставить травление внизу. Чаще всего используется для гравировки штрих-кодов или для персонализации различных предметов;
Маркировка ─ процесс имеет много общего с гравировкой, с той разницей, что наносится отметка не настолько глубоко как гравировка;
Сверление ─ создание сквозных отверстий.
Лазерная резка обладает достаточной мощностью и точностью, работая с бумагой, деревом, акрилом, пластиком, картоном, фанерой и многими другими. Они лучшие помощники чтобы раскрыть свой потенциал и создавать уникальные вещи: браслеты, оправы, декор, украшения и т.д. Имея такое оборудование в домашней мастерской, можно не ограничивать свои творческие идеи, а быстро и легко воплощать их в жизнь.
Станки для любых задач
Производители предлагают подходящие станки для любых задач, независимо от того, какие типы
требуется обработать. Выбирая между CO 2 и твердотельными лазерами, нужно найти оптимальное и экономичное решение. Только от поставленных задач зависит, какой из станков подходит:
Твердотельный лазер. С помощью этого оборудования, можно быстро резать, особенно тонкие листы. Это возможно, так как излучение имеет длину волны около 1,03 мкм, что означает, что материал поглощает больше энергии, чем длина волны 10,6 мкм CO2 -лазера. Лазер передает листу больше энергии, что позволяет ускорить резку;
CO 2- лазер ─ проверенный годами, прочный, точный и надежный промышленный лазер. Обрезанные им края настольно безупречные, что как правило, дополнительная обработка не требуется. Длина волны 10,6 мкм гарантирует отсутствие разрывов на кромках.
Домашний гравировальный станок
Большая часть предложенных на рынке гравировальных станков, работают с Co2-лазером в качестве источника. Благодаря тому, что можно выбрать размер рабочей зоны, некоторые модели подходят для домашних мастерских, офисов, небольших производств. Это востребованное оборудование, так как может обрабатывать такие материалы как: текстиль, дерево, бумагу, стекло, акрил, пластмассы, кожу, камень. При использовании лазерного гравировального станка важно соблюдать меры безопасности, а в частности, защищать глаза при эксплуатации, так как прямой контакт глаза с лазерным лучом может привести к серьезным повреждениям! Как правило, в комплект со станком входят специальные защитные очки.
Простота и универсальность
Мини-станки для лазерной резки в домашней мастерской пользуются наибольшим спросом. Их универсальность и простота в эксплуатации помогли многим мастерам-любителям создавать невероятные предметы для дома, а также множество других вещей. Говорят, когда хобби приносит деньги ─ это счастье. Несмотря на повышенный спрос, есть и те, кто сомневается, что не сможет подготовить файлы для лазерной резки. Появляется много вопросов о домашнем гравировальном станке, на некоторые из которых мы ответим в этой статье:
Какие программы лучше всего подходят для подготовки чертежей к лазерной резке? Как правило, подходит любая программа для векторного рисования. Следует использовать ту, которая лучше всего соответствует потребностям. Это могут быть программы: Corel Draw, Adobe Illustrator, AutoCAD и другие;
Если рисовать дома, какой необходим файл? Станки для лазерной резки изначально работают с файлами .dxf. Можно использовать и другие виды векторных файлов;
Как подготовить файлы к лазерной резке в домашней мастерской? ПО оборудования считывает только линии, отчего значимо принести дизайн с разметкой контуров, без какой-либо заливки и дублирования линий. Более того, станку не понятны различные слои.
Настройки необходимо выполнять в соответствии с программным обеспечением машины.
Лазерные станки с рабочим полем 4060
Для тех, кто имеет желание приобрести функциональный недорогой лазерный станок, подойдёт модель из категории средних, рабочее поле которого составляет 400х600 мм. Такое оборудование имеет компактные габариты, при этом позволяет обрабатывать довольно большие площади материалов.
Средний лазерный станок подойдёт:
для домашней мастерской;
для небольшого цеха;
для крупного производства в качестве дополнительного или вспомогательного оборудования.
Станки данной категории находят широкое применение в самых различных сферах деятельности.
Где используются средние лазерные станки?
Рассматриваемая категория лазерного оборудования применяется в производстве рекламной продукции. На станках можно изготовлять щиты, вывески и панели для внешней и внутренней рекламы, объёмные буквы, световые панели с подсветкой.
Благодаря высокой точности гравировки на материалах различного качества становится возможным нанесение брендов, логотипов и надписей на всевозможные предметы, например, блокноты, ежедневники, визитные карточки, ручки и другие предметы. Поскольку гравировка может осуществляться на разном материале, то на станках этой категории открывается возможность нанесения рисунков на стекло, хрусталь, прозрачный пластик, а также камень, керамическую плитку.
Сувенирная продукция является ещё одной популярной сферой, где применяются средние лазерные станки. На них изготовляют фоторамки, рамки для картин, подставки для телефонов, органайзеры для ручек и бумаг, шкатулки, цветочные кашпо, наградная продукция, предметы интерьера, украшения и дизайнерские изделия.
Декор интерьеров и экстерьеров – в этой области также целесообразно использовать лазерные станки средние, поскольку площадь их рабочего поля позволяет обрабатывать довольно крупные предметы. На таких станках можно нанести рисунок на отделочную плитку, сделать гравировку на мраморе или граните, нанести узор на предметы малой архитектуры.
Благодаря максимально точной резке становится возможным изготовление элементов интерьерного декора, например, перегородок, полупрозрачных ширм, межкомнатных дверей. Оформление внутренних лестниц также можно сделать посредством резки деталей для подступенок, балясин, ограждений.
Производство мебели – в данной сфере применение лазерных станков средних оправдано тем, что их можно использовать как для нанесения гравировки и объёмного рисунка на фасады корпусной мебели, так и для раскроя обивки мягкой мебели. А также для создания отдельных элементов мебельного декора.
Пошив одежды – средние лазерные станки чаше всего используются в качестве инструмента для кроя. На станках можно раскраивать все виды текстильных и вязаных тканей, а также тонкие ткани, сложно поддающиеся ручному раскрою.
Производство обуви – станки лазерные средние используются для кроя заготовок, изготовления декоративных элементов, нанесения выбивного узора. Кроме того, средние станки пригодны для применения в производстве сумок, кошельков, портмоне, ремней и других аксессуаров из кожи.
Ещё одной областью применения, где целесообразно использовать станки средней категории с рабочим полем 4060 мм является производство игрушек из натурального дерева и фанеры. Из этих материалов вырезают различные пазлы, конструкторы, механические игрушки, Лего, кубики, головоломки и развивающие игры.
Поскольку на станках среднего размера можно раскраивать искусственный мех, то такое оборудование становится незаменимым при создании мягких игрушек.
Очень часто средние лазерные станки применяются для производства тары – коробки из гофрированного картона, фанерные ящики для вина, бумажная и картонная упаковка для конфет, чая, кофе и других продуктов.
Какими преимуществами обладают средние лазерные станки?
Станки лазерной резки среднего размера обладают целым рядом неоспоримых достоинств, среди которых следует выделить:
высокая точность реза;
ровный и гладкий срез, не требующий дополнительной обработки;
высокая производительность, обусловленная скоростью нанесения гравировки 600 мм в секунду и скоростью реза – 400 мм в секунду;
низкий уровень производимого шума во время работы;
наличие системы водяного охлаждения, благодаря чему открывается возможность беспрерывной работы в течение длительного времени;
система дымоотвода;
возможность регулировки рабочего поля по высоте;
сотовый тип рабочего поля.
Кроме того, средние лазерные станки оснащены ПО, которое поддерживает все популярные графические редакторы, имеют понятный интерфейс панели управления и USB порт для подключения персонального компьютера.
Ещё одним из немаловажных достоинств средних лазерных станков является их относительно невысокая стоимость.
Гравировальные станки по дереву — Лазерная гравировка по дереву [Руководство покупателя на 2022 год]
Гравировальные станки по дереву в настоящее время хорошо зарекомендовали себя в деревообрабатывающей промышленности. Лазерные граверы по дереву доступны с различными гравировальными головками, выходами лазерного луча и другими функциями. Сегодня лазерная гравировка становится все более популярной среди столяров из-за ее точности и скорости. Они используются для печати изображений на деревянных изделиях, таких как трофеи, рамы для картин, плакетки, шкатулки и другие вещи.
Может быть сложно узнать, какой станок для лазерной резки дерева является лучшим. Но мы нашли для вас несколько отличных. Они идеально подходят для любого бюджета, материала или варианта использования.
Здесь вы найдете всю информацию, необходимую для принятия взвешенного решения для себя и своего бизнеса.
Лазерные гравировальные станки по дереву отлично подходят, если вы хотите сделать свой проект по дереву индивидуальным. Прежде чем вы начнете искать лазерный гравер по дереву, убедитесь, что вы знаете, что искать. Вот почему мы составили это руководство вместе с некоторыми ключевыми советами, вопросами, которые необходимо рассмотреть, и несколькими конкретными рекомендациями по некоторым станкам, которые мы протестировали и обсудили с другими любителями и профессионалами в области дерева. Станок для лазерной гравировки вырезает детальный рисунок из фанеры
Руководство по покупке: что нужно учитывать
Что вы планируете гравировать? Заранее определив, для чего вы будете использовать гравировальные станки по дереву, вы сможете найти тот, который лучше всего соответствует вашим потребностям.
Если вы хотите гравировать дерево, вам нужно учесть несколько моментов.
1. Цена – на самом деле данность
Цена всегда является фактором, когда речь идет о покупке любого типа. Хорошая новость заключается в том, что вам не нужно тратить целое состояние на качественный лазерный гравер по дереву.
От дешевого лазерного гравера по дереву менее чем за 500 долларов до высокопроизводительного лазерного резака стоимостью около 12 000 долларов — мы рассмотрим множество доступных вариантов. Это означает, что вы можете найти что-то, что будет работать для вашего бюджета.
Но если у вас больший бюджет, вы можете найти гораздо более продвинутые машины с большим количеством функций. Коммерческие варианты обычно предоставляются местными магазинами и дистрибьюторами, которые предоставляют опытных инженеров для получения рекомендаций по подбору машины для конкретных потребностей вашего бизнеса.
Если это вы, мы настоятельно рекомендуем связаться с вашим местным дистрибьютором для подробного обсуждения. Их инженеры часто специально обучены, квалифицированы и имеют опыт работы с машинами, которые они продают. Это делает их невероятно ценными для владельцев бизнеса, когда возникают неизбежные проблемы в условиях интенсивного использования в бизнесе и в мастерских.
Они могут даже предоставить инженерную поддержку на месте, чтобы починить машины и помочь вам быстрее начать зарабатывать деньги с вашими клиентами. Тщательно обдумайте эту потребность, прежде чем нажимать кнопку «Купить сейчас».
2. Совместимость программного и аппаратного обеспечения
Очень важно убедиться, что ваш лазерный гравер поставляется с совместимым программным обеспечением и прост в использовании.
В основном станок для травления дерева поставляется с двумя различными программами для лазерной гравировки. Первый обеспечивает совместимость с вашим лазерным резаком и гравером, а другой обеспечивает поддержку вашего обычного программного обеспечения. Это означает, что вы можете использовать оба инструмента для разных задач, не беспокоясь о сбое между ними!
Вы можете использовать свойства CAD или Adobe для создания проекта лазерной резки. Оба из них доступны «в облаке» онлайн в стандартных веб-браузерах. Хотя для более детальной работы по проектированию вы будете использовать выделенный ПК или рабочую станцию Mac. Ligthburn (платно) и LaserGRBL (бесплатно) являются одними из широко используемых и хорошо зарекомендовавших себя в мире программ для проектирования лазерной гравировки. Оба имеют большие библиотеки дизайна на выбор и широкую совместимость с большинством компьютерных платформ. Обратите внимание, что на Mac Lightburn — ваш единственный вариант. И Ligthburn, и LaserGRBL — отличный выбор, и их довольно легко освоить.
На одних устройствах есть приложения для iOS/iPad/iPhone, на других – для Windows, а на других – для Android. Стоит подумать, какие устройства у вас есть сейчас и на каких вы планируете работать над дизайном.
После этого просто импортируйте проект в свою лазерную систему и приступайте к гравировке!
Как правило, использование прилагаемого программного обеспечения для лазерной гравировки обходится дешевле, но оно может ограничивать ваши возможности из-за шрифтов и рисунков. Здесь следует ожидать некоторого обучения, и вы будете разочарованы некоторыми ограничениями программного обеспечения и дизайном пользовательского интерфейса. У нас, конечно, со временем. Наш опыт показывает, что вы, естественно, будете тяготеть к той или иной платформе в зависимости от ваших собственных предпочтений, времени, потраченного на «выполнение» проектов лазерной гравировки, и типа проектов, которые вы часто выполняете. например Легкая гравировка по сравнению с детальной глубокой лазерной резкой и дизайнерскими работами по дереву.
3. Размер
На размер лазерного гравировального станка по дереву также следует обратить внимание. Потому что очень важно оценить, сколько места у вас есть и какой размер соответствует вашим потребностям, прежде чем покупать устройство.
Хотя все машины, которые мы рассмотрели, просты в использовании и эксплуатации, они бывают разных форм и размеров.
Размеры станков для лазерной гравировки не всегда легко определить по фотографиям. Пожалуйста, убедитесь, что вы прочитали технические характеристики продукта перед его покупкой и подумайте, где вы будете его использовать. Будет неловко, если вы получите посылку и обнаружите, что она не проходит через входную дверь.
4. Варианты материалов
Многие из этих продуктов совместимы с различными материалами, но в зависимости от того, что вы хотите гравировать или резать с помощью гравировальных станков по дереву. Там могут быть определенные функции, которые более важны для вас.
Например, если вы хотите резать только кожу и пластик, вам нужна машина, на которой указано, что она может это делать. С другой стороны, лазерные граверы для дерева должны быть совместимы с широким спектром материалов, включая более сложные поверхности, такие как металл.
Перед покупкой лазерного резака или гравировального станка вам необходимо знать, что вы будете делать. Это делается для того, чтобы устройство делало то, что вы хотите, а не только то, что оно делает.
Итак, еще раз, мой совет: читайте спецификации продукта от производителя, читайте отзывы других клиентов, таких как вы, и, если у вас все еще есть вопросы… свяжитесь со службой поддержки клиентов и получите ответы напрямую. Если вы покупаете более дорогие лазерные граверы по дереву, вы, вероятно, имели опыт работы с этими лазерными станками в своей мастерской и знаете, какие именно функции вам нужны.
5. Варианты подключения
Некоторые станки для лазерной гравировки по дереву поставляются с проводным подключением, в то время как другие имеют беспроводное подключение. Вы можете пойти на это, если у вас все в порядке с проводным соединением. Это дешевле и доступнее.
Хорошо, для более дешевых устройств потребительского класса может быть чехол для беспроводной связи для портативности. Но стоит ли это дополнительных затрат и возможных проблем с подключением? Подробно прочитайте другие отзывы клиентов об этом и спросите у специалистов по обслуживанию клиентов компании ПЕРЕД покупкой. Вот мой совет. Столяр направляет лазерного гравера с iPad
Лучший выбор: Комплект фрезерного станка с ЧПУ BobsCNC Evolution 4
Комплект фрезерного станка с ЧПУ BobsCNC Evolution 4 — наш лучший выбор благодаря своим характеристикам и качеству. Он имеет более 90% положительных отзывов на Amazon и является одним из лучших дешевых лазерных граверов для станков по дереву.
Он поставляется со всем, что вам нужно для начала работы, что делает его идеальным выбором для тех, кто плохо знаком с фрезерованием на станках с ЧПУ. Он имеет жесткую, вырезанную лазером, 5-слойную раму из балтийской березы с опорной системой рельсов SG20U. Ременная передача по осям X и Y плавная и точная. На оси Z используется Acme Rod Tr8, поддерживаемый гайкой ACME, для обеспечения плавного и точного движения.
Это недорогой станок для лазерной резки, который стоит на Amazon около 1200 долларов… Так что его стоит купить…
Наконец, если вы хотите купить недорогой небольшой лазерный гравер с ЧПУ для дерева, этот станок — лучший вариант.
Проверки цен
Лучшие лазерные лазерные лазерные машины для 2022
Лучший лазерный резак для менее 500 долларов
1. Neje Master 2S Plus Engraving Machin0002
NEJE Master 2S Plus — это профессиональный станок для гравировки по дереву с мощным лазером, который является сердцем устройства. Это доступная по цене машина со стабильной производительностью.
Эта компактная лазерная гравировка по дереву поставляется с 7 фунтами, которые можно установить в любом месте. Лезвие также изготовлено из высококачественной стали, и им легко можно резать фанеру толщиной 3 мм. Этот лазерный резак может легко резать различные материалы с производительностью резки или гравировки 255 на 420 мм. Вы можете особенно использовать его для гравировки рисунков и логотипов на других изделиях из дерева.
Этот простой в настройке станок для лазерной резки имеет инструмент для сброса и позиционирования кадра с многофункциональными клавишами. Он также поддерживает документы в различных форматах, включая JPEG, PNG, TIF, TIFF, SVG и несколько других типов файлов.
Безопасность всегда важнее всего. Защитный кожух защищает гравировальный станок, который более чем на 90% не протекает и включает в себя встроенную систему защиты рулона MEMS. Если вы прикоснетесь к устройству или машина начнет двигаться, она автоматически остановится. Это для предотвращения аварий.
Вся машина очень устойчива и надежна. Это высокоточный лазерный гравер с ЧПУ по дереву. Машина также оснащена устройством контроля температуры. В нем много предварительно загруженной графики, которую вы можете использовать, чтобы протестировать ее, прежде чем нарезать.
Особенности:
Скорость гравировки 1000 мм в секунду.
Защитная панель и автоматический сброс для предотвращения несчастных случаев
Позволяет контролировать температуру и автоматически регулировать скорость вращения вентилятора.
Проверить цены
ORTUR Laser Master 2 Pro S2 LU2-4: идеальный лазерный гравер и резак для тех, кому нужна точность, мощность и скорость. Этот станок режет или гравирует со скоростью 3 метра в минуту (около 10 футов/мин). Он точен, что делает его пригодным для резки и гладкой гравировки на различных материалах.
Эта машина более прочная, поэтому может работать долгое время без замены. Есть более новая прошивка Ortur Laser 1.8, в которой алгоритмы движения лучше. Скорость движения может достигать 10000 мм/мин, если качество не имеет значения, что очень быстро для лазера. Для качественной работы рекомендуются более низкие скорости до 3000 мм/мин.
Лазерный модуль FAC второго поколения — мощный инструмент для любого столяра. Он имеет выход 0,08 * 0,17 мм и может легко резать фанеру толщиной 3 мм или сосновую доску толщиной 6 мм! Имеются также функции аварийной остановки, которые защищают пользователя и машину.
ORTUR Laser Master может легко обрабатывать широкий спектр материалов, от дерева до пластика и металла. Кроме того, он прост в сборке и использовании, что делает его идеальным выбором как для профессионалов, так и для любителей.
Особенности:
Большая площадь гравировки. Бумага больше формата A3
Усовершенствованная схема 12 В
Максимальная скорость движения от 3000 мм/мин до 10000 мм/мм
Легко режут фанеру толщиной 3 мм и сосновую доску толщиной 6 мм.
Может также гравировать бумагу с настройками низкого энергопотребления
Вес всего 10,73 фунта
Несколько функций безопасности
Поставляется с 3 типами мощности лазера: 7 Вт, 15 Вт и 20 Вт. Обратите внимание, что это «входные» ватты, а не выходные. Например, входная мощность 20 Вт преобразуется примерно в 4,5 Вт на выходе. Этого вполне достаточно для большинства случаев использования дерева.
Проверить цены
Лучший лазерный резак менее чем за $1000 Его расширенные функции стали одним из самых популярных станков для гравировки по дереву как для малого бизнеса, так и для домашнего использования.
Orion Motor Tech — отличный выбор для гравировки по дереву, резьбе по дереву, гравировке по стеклу и пластику. Эта машина весом 50 фунтов поставляется с панелью управления с регулируемыми ручками. Четыре съемных колеса облегчают его перемещение.
Программное обеспечение совместимо с большинством сторонних программ векторного графического дизайна, включая CorelLaser и LaserDraw.
Вы также можете использовать его с принтерами, сканирующими машинами. Вы можете сохранять документы в форматах TIF, BMP, JPG, JPEG, WMF и PLT. Единственным недостатком является то, что программное обеспечение не поддерживает Mac.
Лазерный резак Orion Motor Tech оснащен вентилятором, который выдувает загрязненный воздух для повышения эффективности вентиляции. Как только вы запустите устройство, красная точка покажет, куда оно направляется. Он может работать на поверхностях размером 12 x 8 дюймов (300 x 200 мм).
Станок может резать дерево, бамбук, акрил, майлар, картон, резину, ткань, стекло. Он также может гравировать или резать бумагу, стекловолокно, кожу, мрамор, меламин и алюминий.
Характеристики:
Вы можете гравировать многие предметы, включая стекло, но не металл.
Имеет водяной насос, вентиляционную трубку, выхлопную трубу. Это обеспечивает превосходную охлаждающую способность для непрерывной работы в этой ценовой категории.
Порты USB могут подключаться к компьютерам и флэш-накопителям.
Это может работать с обновленной ОС Windows.
Вес всего 50 фунтов
Поверхность для гравировки 12 дюймов на 8 дюймов.
Проверить цены
Хотите вывести свои проекты лазерной гравировки и резки на новый уровень? Ищите не дальше, чем BobsCNC Evolution 3 CNC Router Kit .
Этот лазерный гравер на 24 В разработан для обеспечения точности и точности, имеет жесткую раму, ременный привод GT2, самоустанавливающийся портал и многое другое. Кроме того, он поставляется с отвалом из МДФ толщиной 3/4 дюйма для дополнительной универсальности. Являетесь ли вы любителем или профессиональным мастером, ORTUR Laser Master 2 Pro S2 LU2-2 обязательно поможет вам добиться превосходных результатов.
Кроме того, входящий в комплект маршрутизатор с регулируемой скоростью Makita RT0701C позволяет с легкостью персонализировать ваши проекты. Ремни GT2 перемещают оси X и Y. Acme Rod Tr8 крепится к оси Z с помощью ACME-гайки. Эта машина использует прошивку GRBL1.1 на Arduino Uno. Воспроизводимость отличная; это менее 0,002 дюйма до 0,004 дюйма. Кроме того, входящий в комплект маршрутизатор с регулируемой скоростью Makita RT0701C позволяет с легкостью персонализировать ваши проекты.
Характеристики:
Поставляется с лазерным гравером на 24 В
3/4-дюймовый спойлер из МДФ
Направляющая станка с ЧПУ
Вес всего 26 фунтов
Идеально подходит для резки и гравировки древесины
Используется прошивка GRBL1.1
5 Мощность 90: 600 Вт
Напряжение луковицы: 115 вольт
Продукт Dimantions составляет 25 x 19 x 25 дюймов
Проверка цен
0 Лучший режущий лазер.0003
Evolution 4 — самый совершенный фрезерный станок с ЧПУ на рынке. Он идеально подходит для точной резки и фрезерования. Этот комплект поставляется в комплекте с жесткой 5-слойной рамой из балтийской березы, вырезанной лазером, и системой опорных направляющих SG20U. Они переработали и улучшили Evolution 3, чтобы сделать его еще лучше.
Маршрутизатор BobsCNC Evolution 4 — это профессиональный инструмент, который легко настроить и использовать. Это отличное устройство для деревообработки, изготовления вывесок, гравировки печатных плат и многого другого. Он поставляется с 30-дневным возвратом 9Гарантия на детали 0 дней, которая распространяется на все, что есть в машине. Этот инструмент предназначен для использования с Arduino Uno. Он имеет повторяемость от 0,002 до 0,004 дюйма.
Он был спроектирован, разработан и изготовлен командой инженеров с богатым опытом и желанием создать один из лучших доступных фрезерных станков с ЧПУ. Неважно, являетесь ли вы любителем, серьезным мастером или профессионалом; Evolution 4 подойдет вам.
Особенности:
Мощный станок с ЧПУ
Резка и гравировка дерева и пластмассы
Компактный вес, который составляет всего 42 фунта
Напряжение: 110 вольт (AC)
Размер/размер 30 x 38 x 1
. Лучший лазерный резак менее чем за 2000 долларов
3D-принтер Snapmaker — это устройство профессионального уровня, предлагающее превосходное качество и производительность. Революционный 3D-принтер Snap Maker создан для того, чтобы воплотить ваши идеи в жизнь. Это устройство может гравировать, рисовать и рисовать непосредственно на различных более сложных материалах. Вы можете наслаждаться множеством новых функций, приобретая новые детали.
Лазерный резак Snapmaker имеет полезное программное обеспечение 3-в-1, которое вы можете загрузить. Вы можете использовать это для своего творчества, чтобы исследовать новые вещи, а также есть множество руководств, API и плагинов. Этот лазерный гравер имеет функцию, которая автоматически регулирует высоту лазера перед началом гравировки. Чтобы убедиться, что вы четко видите изображение, вам не нужно менять точку фокусировки.
Этот настольный лазерный гравер предназначен для травления и гравировки плоских материалов, таких как дерево, кожа, акрил и уплотнительная бумага. Если вы ищете универсальный, многоцелевой гравер, который также может обрабатывать лазерную резку и другие формы производства, такие как резьба с ЧПУ, то это машина для вас.
Характеристики:
Размер кровати 320 х 350 х 330 мм.
В нем есть пара специальных очков, которые защитят вас от пыли или других несчастных случаев.
Этот станок не гравирует золото и серебро.
Весит 50 фунтов.
Работает только с Android.
Проверить цены
Лучший лазерный резак менее чем за 3000 долларов США
Гравировальный станок TEN-HIGH CO2 представляет собой отличный выбор для гравировки дерева, кожи и различных материалов. Он также хорошо работает с бамбуковой бумагой из стеклоткани, практически со всем, что вы можете придумать.
Гравировальный станок TEN-HIGH CO2 имеет программное обеспечение для вашего устройства под названием LaserDraw. Эта машина совместима с CorelDRAW. Вы также можете использовать различные форматы изображений, такие как JPG, BMP, PNG, CDR, DXF, PLT, TIF и другие.
Функции резки и гравировки этого станка сделают ваши работы непохожими на другие! Компактный лазерный гравер обладает огромной мощностью, что делает его идеальным для любой профессиональной мастерской или домашнего бизнеса.
Модели мощностью 60 Вт, 70 Вт и 80 Вт могут использоваться как профессионалами, так и новичками, желающими быстро приступить к работе.
Программное обеспечение лазерной гравировки TEN-HIGH CO2 будет работать на всех компьютерах Windows, но не может работать на компьютерах Mac. Этот лазерный гравер подключается к вашему компьютеру через USB-соединение. Он не беспроводной и поэтому требует подключенной системы.
Особенности:
Гравировальный инструмент может резать различные тяжелые и мягкие материалы, включая кожу, дерево, бамбук, кожу, бумагу, стекло и многое другое.
Изделие весит 115 фунтов.
Изделие имеет длину 34,5 дюйма, ширину 25,7 дюйма и высоту 20,5 дюйма.
Можно гравировать 400 мм на 300 мм.
Если у вас есть CorelDraw, вы можете использовать его на этом компьютере.
Эта программа работает на Windows
Доступный опция порта USB
Проверка цен
Лучший лазерный реза инструмент для гравировки или резки. Он имеет мощный лазер, который может работать с CorelDraw или AutoCAD для вывода любого типа файла, который вам нужен!
Этот мощный лазерный гравировальный станок позволяет быстро и легко гравировать или резать различные материалы, включая дерево, стекло, камень, металл, нержавеющую сталь, ткань и т. д. Благодаря функции гравировки с подачей воздуха этот станок идеально подходит для детальная работа.
Точность позиционирования этой машины составляет 0,01 мм. Это означает, что он может выгравировать каждую крошечную деталь на материале. Воздушный насос и вытяжной вентилятор помогают охлаждать устройство во время его работы. Это предотвращает перегрев. Эта модель тяжелая и весит 946 фунтов. Вам нужно место, чтобы положить его, что не подвижно.
Он также поддерживает различные форматы файлов, включая BMP, JPEG, Dxf, ai, DST, что упрощает создание и редактирование ваших проектов. Со скоростью гравировки до 60000 мм в минуту и скоростью резки до 5000 мм в минуту. Если вы купите этот продукт, вы получите гарантию на один год. Гарантия покроет все. Есть поддержка как со стороны службы поддержки, так и со стороны технической поддержки.
Особенности:
Гравируйте дерево и другие твердые или мягкие материалы.
Этот аппарат работает на компьютерах с Windows и macOS.
Размеры упаковки: 76,77 x 72,83 x 44,49 дюймов.
Эта массивная машина весит 946 фунтов.
Она поставляется с воздушным насосом и вытяжным вентилятором.
Проверить цены
Часто задаваемые вопросы по лазерной гравировке и резке
Что такое CO2-лазерный гравер?
Лазерный гравер CO2 — это машина, в которой для гравировки материалов используется луч углекислотного лазера. СО2-лазеры — мощные лазеры. Этот станок идеально подходит для проектов лазерной гравировки по дереву. Вы можете использовать лазер для резки самых разных типов твердых и мягких материалов, таких как дерево, металл, пластик, акрил и т. д.
Что такое лазерный гравер по дереву?
Лазерный гравер по дереву — это машина, которая использует лазеры для гравировки рисунка или текста на поверхности дерева. Точный лазерный луч фокусируется на поверхности дерева, и энергия лазерного луча испаряет древесину, оставляя неизгладимую надпись. Лазерные граверы по дереву можно использовать для создания самых разных предметов, таких как вывески, мебель и украшения.
Где я могу купить лазерный гравер или лазерный резак?
Если вам нужен лазерный резак, соответствующий вашим потребностям, в Интернете есть множество вариантов. Интернет-магазины, такие как Amazon, предлагают множество различных моделей и цветов по конкурентоспособным ценам. Так что это будет идеально для того, чтобы захватить один по дешевке!
Зайдите в Интернет и найдите то, что лучше всего работает со всеми этими функциями одновременно, из огромного выбора Amazon.
Для коммерческих и профессиональных станков для гравировки по дереву вам лучше всего обратиться в местный магазин или к дистрибьютору, который может предоставить вам экспертную индивидуальную консультацию по выбору лазерного гравера по дереву, который соответствует вашим конкретным бизнес-потребностям. Преимущество такого подхода заключается в том, что многие из этих компаний имеют профессионалов и квалифицированных инженеров, работающих на протяжении длительного времени, для оказания постоянной специализированной поддержки после истечения стандартного гарантийного срока производителя для лазерного станка.
Хороший разговор напрямую с этими поставщиками и инженерами будет на вес золота для вашего бизнеса. Я предлагаю потратить дополнительное время и усилия, прежде чем тратить большие деньги на эти специализированные станки для лазерной гравировки.
Что может резать лазерный резак?
Лазерные резаки могут резать различные материалы, включая дерево, ткань, бумагу, картон, пенопласт, акрил и многое другое. Более прочные фрезы могут работать даже с тяжелыми материалами. Они подходят для твердых и мягких металлов, керамики и хрусталя. Однако, в зависимости от приобретаемого вами устройства, лазерные резаки полезны для комплексной резки, гравировки, маркировки и травления.
Сколько стоит лазерный гравер?
Доступно множество различных моделей для лазерной резки и гравировки по дереву по цене от 500 до более чем 3000 долларов или даже 12 000 долларов.
На вынос
Для тех, кто ищет новое деловое предприятие, могут подойти станки для гравировки по дереву. Рынок все еще растет, и есть много возможностей открыть собственную мастерскую по гравировке. Использование лазерной гравировки для создания высококачественных изделий из дерева по индивидуальному заказу.
Существует множество различных типов станков для лазерной резки и лазерной гравировки. Вам не нужен дорогой вариант, когда вы только начинаете; есть много дешевых вариантов менее чем за 500 долларов…
Гравировально-резальный станок DIY для дома, мастерской и вашего бизнеса
Endurance DIY — универсальное решение как для дома, так и для небольших мастерских и средних предприятий для гравировки сувениров, изготовления штампов и пломбы, делаем лазерную маркировку.
Недорогое и практичное решение для дома, офиса и небольшой мастерской.
Компактный настольный лазерный гравер с рабочей зоной 20×20 см (8″ x 8″). Доступны машины большего размера: 30×40 см (11 дюймов x 15 дюймов) и 65×50 см (25 дюймов x 19 дюймов).
Имеет отличный набор софта: GRBL, CNCC LaseAxe, Benbox, mDraw.
Прост в эксплуатации и не требует специальных знаний и навыков.
Режет и гравирует практически любые материалы, включая нержавеющую сталь, медь, латунь и анодированный алюминий.
Наш гравировально-резальный станок Endurance DIY оснащен мощным синим диодным лазером с длиной волны 445 нм и мощностью 2100 мВт (2,1 Вт) или 3500 мВт (3,5 Вт), 5600 мВт (5,6 Вт), 8000 мВт (5,6 Вт). 8 Вт), 8500 мВт (8,5 Вт), 10000 мВт (10 Вт). Выберите лучший лазер для ваших нужд. Мы разработали нашу машину «сделай сам», чтобы ее можно было просто подключить и работать. Просто подключите его к компьютеру, установите необходимое программное обеспечение для создания растрового или векторного изображения, которое вы хотите выгравировать, и сгенерируйте код для работы с гравером. Нажимайте «Давай» и наслаждайся тем, как эта красивая маленькая машина выполняет свою работу.
Гравировально-резной станок Endurance DIY гравирует и режет различные материалы, включая PLA, ABS, дерево, фанеру, кожу, ДВП, картон, фольгу и даже акрил. Это прекрасное дополнение для дома или небольшого офиса, дающее невероятные результаты.
Наш DIY -гравер будет вырезать и гравютировать:
Деревянная / фанера
. 0145
камень
стекло
и более
Лазерная маркировка металлических поверхностей возможна с использованием лазера мощностью 8,5/10 Вт со специальной пастой для гравировки.
Процесс установки не требуется. Просто откройте векторное или оценочное изображение или gcode в своем программном обеспечении и выгравируйте или вырежьте. Мы рекомендуем использовать CNCC, CNCC Laseraxe или GRBL.
Этот станок можно использовать как станок для лазерной гравировки и резки. Просто положите деталь, которую вы хотите вырезать или выгравировать, на рабочую поверхность и начните процесс гравировки или резки. Запустите процесс и наслаждайтесь тем, как машина выполняет свою работу.
Полное руководство по лазерной резке Полное руководство по подключению лазеров Руководство по запуску Inkscape Laser Plugin
Лазеры Endurance работают со всеми рамами для гравировки своими руками, такими как Ortur Master, CNCC Laser, Neje, Wainlux, Atom, CNCC Laseraxe и другими.
Очень прост в установке/монтаже и подключении.
Резка зеркала с использованием 10-ваттного DPSSL (импульсного лазера Nd:YAG 1064 нм)
Не пропустите нашу текущую скидку!
Продолжить покупку и получить лучшую цену!
Проводка A 10 Вт плюс Pro To Eleksmaker (Universal Laser Graver). Установите любой лазер, который вам нравится, на свой гравировальный станок своими руками
Проведите быструю и безопасную оплату. Бесплатная доставка DHL по всему миру. Получите лазер через 3-5 дней.
Endurance DIY — универсальное лазерное решение как для дома, так и для небольших мастерских и средних предприятий для гравировки сувениров, изготовления штампов и печатей + лазер маркировка (можно использовать как станок для лазерной гравировки и резки). Гравировально-резной станок Endurance DIY оснащен мощным синим диодным лазером с длиной волны 445 нм и мощностью 2000-2100 мВт (2-2,1 Вт) или 3000-3500 мВт (3-3,5 Вт), 5000-5600 мВт. (5-5,6 Вт), 8000 мВт (8 Вт), 8500 мВт (8,5 Вт), 10000 мВт (10 Вт), 10000 мВт+ (10 Вт+). Гравер/резак Endurance DIY гравирует и режет различные материалы, включая PLA, ABS, дерево, фанеру, кожу, ДВП, картон, фольгу и даже акрил.
Совместимость с лазерными модулями DPSS >>>
Лазерная резка и лазерная гравировка изображений
Лазерная резка и лазерная гравировка для дома и бизнеса
Преимущества лазеров Endurance
Стандарт высокого качества
Многоуровневая система тестирования. Промышленные компоненты.
Сверхнадежный
Гарантированная продолжительность непрерывной работы ~48-72 часа.
Реальная непрерывная выходная мощность
Наша продукция имеет заявленную номинальную выходную мощность – в отличие от китайских аналогов.
Режим TTL
Может включаться и выключаться при напряжении 3,5-24 В. Переменная выходная мощность.
Подключи и работай
Универсальное и совместимое крепление. Совместимость с большинством 3D-принтеров и станков с ЧПУ.
Дружественная политика возврата
Не нравится лазер? Просто верните товар в течение 30 дней и получите полный возврат средств.
Полное видео-руководство по сборке каркаса Endurance DIY (аналог Eleksmaker и универсального лазерного гравера)
* Все гравировальные станки Endurance DIY собраны и готовы к работе!
Добавление пневматической системы к раме Endurance DIY Eleksmaker. (рассказ Тома «Бомбардировщика» Рюкла)
Начало работы с 10-ваттной машиной Endurance DIY (доска Eleksmaker Mana)
Гравировка на анодированном алюминии и гравировка на специальной алюминиевой пластине CO2.
Опрыскиватель аккумуляторный PATRIOT PT- 5AC — «Раз экономит время, значит экономит и деньги.»
Здравствуйте!
Жене надоело возиться с опрыскивателями, которые надо накачивать насосом, а мне надоело постоянно в них что-то подправлять. Причем это «подправление» случается в самый неподходящий момент. Только разложишься чего-то делать, как зов о помощи: «Иди, у меня что-то заклинило!» Или подтекает, или нет струи и т. д. Кладбище погибших опрыскивателей тоже уже надоело.
Решили купить аккумуляторный опрыскиватель, с широким горлышком, но, чтобы был не тяжелым. Пришлось поездить, посмотреть, посоветоваться. Выбрали Патриот PT-5AC. Он пятилитровый. Есть и двенадцати литровый. Да плюс аккумулятор. Для женщины тяжеловато будет.
Не везде и не всегда они есть. Пришлось договориться, чтобы отложили.
Купили как раз в середине зимы. Опробовали в ванне. И стали ждать марта. В связи с потеплением.
Разберем состав.
Он был упакован в коробку.
На которой указаны данные производителя и поставщика.
Вес распылителя — 2,6 кг.
Указан сайт этого самого Патриота.
Там есть наша модель с основными характеристиками. Но самое ценное, там есть инструкция и деталировка. В этом плане мне понравилось. Сайт на русском языке.
Открываем коробку.
К распылителю прилагалась инструкция, которая лежала внутри распылителя.
С мелкими причиндалами. Перфекционистам лучше не смотреть.
Посмотрим некоторые моменты. Сначала, конечно, расправим.
Инструкция сразу на две модели.
Наша.
Посмотрим комплектацию.
Корпус опрыскивателя со шлангом и штангой.
Рукоятка распылительной штанги.
Штанга с распылителем. Не очень длинная, не телескопическая.
Фильтр. Достаточно большой и удобный.
Зарядное устройство.
Запасные уплотнительные кольца и держатель штанги и шланга.
Крышка распылителя.
На самом распылителе указана основная необходимая информация.
Тумблер включения и разъем подключения зарядного устройства.
А крышечку разъема зарядного устройства надо было бы развернуть в другую сторону. Попробуйте пальцем поддеть ее. Не получится.
Поставим на зарядку. Подключаем зарядное устройство.
Красный светодиод показывает, что зарядка идет.
Во время зарядки устройство ощутимо греется. И помехи по сети дает. Прием FM радио затруднен.
О полной зарядке аккумулятора индицирует зеленый светодиод.
Попробуем использовать опрыскиватель по прямому назначению.
Опрыскиватель на 5 литров. Что очень удобно при постоянном наличии пятилитровых баклажек.
Горлышко с фильтром широкие, поэтому что-либо развести и налить не вызывает проблем.
В принципе, и разводить ничего не надо. Оно получается как-то само. Крышка закручивается без усилий. Нажимается красная кнопка в положение «1», и все. Можно идти опрыскивать.
Огромный плюс, что давление внутри опрыскивателя поддерживается постоянное. Он сам подкачивает, когда надо.
Струю можно регулировать, от длинной водяной струи
до, практически, водяного пара.
Главный вредитель у нас — это Оленка. Она же Аленка или Олёнка мохнатая (Tropinota (Epicometis) hirta), она же бронзовка мохнатая. Кто как ни называет.
Используем синие тазы (видны на фото) и опрыскивание. Но когда цветения нет. А то еще пчелы, которых жалко.
С сорной травой боремся.
В общем, опрыскиватель не простаивает. Пришелся ко двору. Носить его не тяжело. Женскому организму подходит.
Как жена говорит: «Боюсь сглазить».
Хотя можно сделать достаточно большую струю, чтобы достать до верхушки дерева, но все же мы собираемся купить телескопическую штангу. С ней будет сподручнее.
Несмотря на мелкие недочеты, ставлю этому опрыскивателю пять звезд. Слишком большая разница в удобстве использования по сравнению с предыдущими.
Плюсы.
1. Автоматически накачивает и поддерживает давление в опрыскивателе.
2. Широкое горлышко с фильтром. Легко разводить, фильтровать и наливать растворы. Форсунка не забивалась.
3. Не тяжелый. Легко носить.
4. Плавная регулировка струи распыления.
5. Достаточно долго работает без подзаряда. На полдня точно хватает. А это пять баков. Просто никогда не вырабатывали заряд аккумулятора до нуля.
И, конечно, рекомендую.
В нашем экземпляре за два месяца работы ничего не подтекало и не ломалось. Работает без вопросов.
Другая садовая техника.
Полив поливу рознь. К хорошему привыкаешь.
Купил, забыл, а он сохранил мне, по крайней мере, здоровье.
Не гонялся бы ты, жлоб, за дешевизной.
Бюджетная рабочая лошадка для огорода и сада
Краткий обзор PATRIOT PT-16AC
Подробная информация
9. 6/ 10
Рейтинг
Основные характеристики
Тип питания
аккумулятор
Тип аккумулятора
свинцово-кислотный, блок
Количество аккумуляторов для работы
1 шт.
Напряжение аккумулятора
12 В
Емкость аккумулятора
8 А·ч
Способ транспортировки
ранцевый
Размеры (ДхШхВ)
39x21x50 см
Вес
5.5 кг
Характеристики распыления
Давление распыления
1.50 — 4 бар
Расход жидкости
5 л/мин
Максимальная дальность распыления по горизонтали
4 м
Длина шланга
1.3 м
Количество распылительных насадок
4 шт.
Номинальный объем бака для распыления
16 л
Оценка 4
Достоинства: Электропривод, высокая скорость опрыскивания, малый вес опрыскивателя, хороша сетка заливного стакана
Недостатки: Короткая штанга, короткий шланг, хлипкая ручка клапана штанги, Добавил бы колеса, возможно съемные.
Комментарий: Штанга опрыскивателя телескопическая, однако дли на штанги всего 1 метр. Высокие деревья не опрыскаешь. Шланг, я бы сказал, в меру жесткий. Поэтому он не переламывается и не пережимается при изгибе, как у многих других опрыскивателей. От себя добавлю: сетчатый стакан на заливной горловине СУПЕР, соринки не пропускает! Я лично собираюсь опрыскиватель приспособить маленько под свой возраст 65 лет. Да и жена тогда вполне сможет работать сим агрегатом. Поставлю на низкую устойчивую тележку, так как таскать полный или почти полный опрыскиватель весом до 20,5 кг, да еще поднимать на плечи, мягко сказать, трудновато. При этом необходимо удлинить шланг метров до трех. Шланг в комплекте, увы, слишком короткий – даже если опрыскиватель просто поставить на землю, опрыскивать практически невозможно, Приходится все время носить его в левой руке. Слава Богу, хоть ручка для переноски на корпусе очень удобная. Родная штанга длиной всего 1 метр. Удлинить возможно, навинтив на родную штангу последовательно еще 2 таких же. Остался пустяк: — найти шланг такого же сечения и прочности длиной 3 или более метра. — найти еще две штанги. Люди, обшарил интернет в поиске искомых запчастей и, увы, не нашел ничего. Кто знает, ссылочку, вышлите, плиз, на адрес: [email protected].
Александр З.
13 ноября 2019
\ Опыт использования: несколько месяцев
Оценка 5
Достоинства: За пару минут обработала весь огород
Недостатки: Хлипковатый вид всех частей.
8 ноября 2019
\ Опыт использования: менее месяца
Оценка 4
Достоинства: купил неделю назад. Сегодня все собрал согласно инструкции, проверил в ванной работу со всеми насадками. От всего в восторге. Даже для огорода многовато насадок. А если кому 16 литров много, так есть деления, можно и меньше залить.
Недостатки: Плохой контроль сборки. заглянул во внутрь. Торчит шуруп, рядом с заглушкой под шуруп.во время крепления клеммы соединения с аккумулятором , крепежный шуруп не попал в специальное гнездо и вышел в рабочею емкость. в дальнейшем была-бы течь и замыкание аккумулятора. Буду сдавать в магазин на обмен.
Виктор Г.
28 октября 2019, Псков
\ Опыт использования: менее месяца
Оценка 5
Комментарий: Супер вещь для сада! Пользовалась весь сезон, на опрыскивание растений на 10 сотках времени уходит 10-15 мин. , заряжала всего 1 раз! Обычный опрыскиватель вспоминаю как страшный сон! Отличное приобретение! Всем советую! Спасибо ПАТРИОТ!
Ольга Т.
17 октября 2019, Иркутск
\ Опыт использования: менее месяца
Оценка 1
Недостатки: Сразу обнаружился заводской брак-распылительная трубка по спаенному шву имела дырки-как такой явный брак пропускает заводское отк?
Марина Баштовая
7 июня 2019, Кострома
\ Опыт использования: менее месяца
Оценка 5
Достоинства: Пользуюсь пока две недели. Вполне себе удобный аппарат. А после ручного опрыскивателя, так вообще Мерседес. За 25 минут обработал 11 соток своего сада и кусты соседа. Раньше тратил на это дело, как минимум 3 часа. Напор мощный, штанга выдвигается, раствор прекрасно долетает до верхушки 6 метровой груши (если подобрать насадку). Простой в обращении, без всяких танцев с бубном — выставил, как тебе надо регулятор и радуйся струе.
Недостатки: Смутил, конечно, вес. Тут я не ожидал, что вставать на ноги с полным баком и тяжелым аккумулятором, будет проблематично. А так, посмотрим в процессе эксплуатации.
Комментарий: Модель с аккумулятором высвобождает кучу времени. Пока нахожусь в полной эйфории от покупки. Скорость обработки чумовая. Напор и возможность доставить раствор под каждый лист. Емкий аккумулятор — 4 полных обработки и промывки самого аппарата, а индикатор зарядки в зеленой зоне. Кстати, за счет напора, капли раствора совсем не попадают на одежду или лицо — мне понравилось. Из того, что смутило — это вес опрыскивателя с загрузкой, приличный расход препарата, но это и понятно, что выигрываешь в скорости, и еще момент — это довольно хлипкие крепления лямок к баку, шутка ли таскаешь больше пуда на спине.
сергей с.
4 июня 2019, Москва и Московская область
\ Опыт использования: менее месяца
Оценка 5
Достоинства: Этот агрегат просто выше всяких похвал! Напряжение: 12 В; Тип аккумулятора: свинцово-кислотный; Емкость аккумулятора: 8 Ач; Дальность распыления: 4 м; Объем бака: 16 л Зарядное устройство + АКБ идет в комплекте Есть насадки в комплекте
Недостатки: Нет!
Комментарий: Рекомендую! Мы брали не совсем профилировано, не для садов и огородов, а для строительных работ — грунтовали стены под обои, ровное и сильное давление, хороший качественный шланг. Справились минут за 10-15 с помещением 50кв.м. Далее будем использовать уже по назначению на даче, в ближ.выходные еще проверим как справится с мойкой фасада дома.
А.Л.
7 мая 2019, Белгород
\ Опыт использования: менее месяца
Оценка 4
Достоинства: работает, распыляет нормально
Недостатки: пока не обнаружил
Комментарий: существенно облегчает жизнь по сравнению с помповым
Комментарий: Очень понравилась регулируемая насадка «ромашка». Пока испытания провёл на работе. Помыл стены и батареи на рем,зоне. Результат отличный. Покупкой очень доволен. Понравилась телескопическая «удочка». Шланг в меру мягкий, практичный. Все соединения держат давление отлично. Ничего не капает. Немного разочаровали лямки, но это не проблема при руках из плеч. Не смог зарядить по индикатору до полного заряда. Индикатор врёт. Инструкция изменённая (новая), более подробная по с сравнению со старой. Лето впереди, посмотрим как выдержит полевые испытания. Пока впечатления только положительные. Советую к покупке.
Евгений
8 апреля 2019, Новосибирск
\ Опыт использования: менее месяца
Оценка 5
Достоинства: Брал за 2900. думал шляпа китайская. По факту СУПЕР. Качество за эти деньги просто запредельно. Два фильтра, стальная!!! телескоп штанга и несколько насадок. Смотрится как охотники за прмвеьеничми 😂😂😂. 16 литров в одно удовольствие. До этого были жук и гардения помпы. Товар очень достойный и облегчает работу в разы. Аккумулятор снимается легко и такие вроде не проблемны если что. Найти легко.
Недостатки: Немного жестковат шланг но не критично. И то это придирки за эти деньги.
alex b.
14 декабря 2018, Москва и Московская область
\ Опыт использования: несколько месяцев
PATRIOT PT-16AC выбран в рейтинг:
Дж.
И. Батареи для тракторов Case — Батареи для тракторов Case IH
J.I. Аккумуляторы Case для тракторов — Аккумуляторы для тракторов Case IH
Поиск
Дж.И. Аккумуляторы Case & Case IH для тракторов
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
Добавить в корзину
Быстрый просмотр
Аккумуляторная батарея Case 5120 для сельскохозяйственной техники (1989-1992) (8301071)
Универсальный
В настоящее время:
297,79 долларов США
Adventure Power Group 30H — это аккумулятор для запуска и глубокого цикла, который идеально подходит для морских судов, сельскохозяйственных и промышленных сред с высокими требованиями, где требуется мощный запуск и резервная мощность для гидравлики или электронного оборудования! . ..
Добавить в корзину
Быстрый просмотр
Корпус аккумуляторной батареи для трактора MXM 130 (2003-2004 гг.) (8301004)
Чемодан 8870, аккумулятор для косилки 8880 (1999–2001 гг.)
Спасательный круг
В настоящее время:
$374,98
Напряжение: номинальная емкость 12 В. Усилитель часов 20 ч Норма: 80 Длина в (мм): 11,13 Ширина в (мм): 6,77 Высота в (мм): 9,25 Вес: 56,00 фунтов / 25,50 кг Ток холодного пуска 68–800 32–680 0–550 Минуты разряда 25 А 149 15 ампер 259 8 ампер 524 …
Добавить в корзину
Быстрый просмотр
Аккумулятор для косилки Case 8840 (1987–1999 гг.)
Powerstride
В настоящее время:
189,42 доллара США
Группа 24F Напряжение батареи: 12 CCA: 750CA: 905RC: 120 мин. Длина: 10,50 дюйма, ширина: 6,75 дюйма, высота над клеммами: 8,75 дюйма, клеммы: Auto PostChemistry: не требует технического обслуживания — залитая свинцово-кислотная гарантия — 3 года — бесплатная замена 1 год / 2 года. ..
Добавить в корзину
Быстрый просмотр
Аккумулятор для косилки Case 8830 (1987–1999 гг.)
Powerstride
В настоящее время:
189 долларов США.42
Группа 24F Напряжение батареи: 12 CCA: 750CA: 905RC: 120 мин. Длина: 10,50 дюйма, ширина: 6,75 дюйма, высота над клеммами: 8,75 дюйма, клеммы: Auto PostChemistry: не требует технического обслуживания — залитая свинцово-кислотная гарантия — 3 года — бесплатная замена 1 год / 2 года…
Добавить в корзину
Быстрый просмотр
Аккумулятор для сельскохозяйственной техники Case 2120, 2130, 2140, 2150 (1987–1993 гг.
)
Powerstride
В настоящее время:
189,97 долларов США
Группа 48/91 Совместимое напряжение: 12 CCA: 700CA: 875RC: 100 мин. Длина: 11,00 дюйма, ширина: 6,87 дюйма, высота над клеммами: 6,87 дюйма, клеммы: Auto PostChemistry: Main. Бесплатный свинцово-кислотный, 3 года гарантии — 1 год бесплатной замены / 2 года пропорционального…
Добавить в корзину
Быстрый просмотр
Аккумулятор для сельскохозяйственной техники Case 5250 (1992–2000 гг.)
Универсальный
В настоящее время:
29 долларов7,79
Adventure Power Group 30H — это аккумулятор для запуска и глубокого цикла, который идеально подходит для морских судов, сельскохозяйственных и промышленных сред с высокими требованиями, где требуется мощный запуск и резервная мощность для гидравлики или электронного оборудования! . ..
Добавить в корзину
Быстрый просмотр
Аккумулятор для сельскохозяйственной техники Case 5240 (1992–2000 гг.)
Универсальный
В настоящее время:
297,79 долларов США
Adventure Power Group 30H — это аккумулятор для запуска и глубокого цикла, который идеально подходит для морских судов, сельскохозяйственных и промышленных сред с высокими требованиями, где требуется мощный запуск и резервная мощность для гидравлики или электронного оборудования! …
Добавить в корзину
Быстрый просмотр
Аккумулятор для сельскохозяйственной техники Case 5230 (1992–2000 гг.
)
Универсальный
В настоящее время:
29 долларов7,79
Adventure Power Group 30H — это аккумулятор для запуска и глубокого цикла, который идеально подходит для морских судов, сельскохозяйственных и промышленных сред с высокими требованиями, где требуется мощный запуск и резервная мощность для гидравлики или электронного оборудования! …
Добавить в корзину
Быстрый просмотр
Аккумулятор для сельскохозяйственной техники Case 5220 (1992–2000 гг.) (40603)
Универсальный
В настоящее время:
297,79 долларов США
Adventure Power Group 30H — это аккумулятор для запуска и глубокого цикла, который идеально подходит для морских судов, сельскохозяйственных и промышленных сред с высокими требованиями, где требуется мощный запуск и резервная мощность для гидравлики или электронного оборудования! . ..
Добавить в корзину
Быстрый просмотр
Аккумулятор для сельскохозяйственной техники Case 5140 (1989–1992 гг.)
Универсальный
В настоящее время:
29 долларов7,79
Adventure Power Group 30H — это аккумулятор для запуска и глубокого цикла, который идеально подходит для морских судов, сельскохозяйственных и промышленных сред с высокими требованиями, где требуется мощный запуск и резервная мощность для гидравлики или электронного оборудования! …
Отзыв Аккумулятор
Сводка отзыва
Это добровольный отзыв аккумуляторов, используемых в наших распылителях Earthsafe CA, EvaClean, в соответствии с нормами Комиссии по безопасности потребительских товаров (CPSC) и Министерства здравоохранения Канады. Нам стало известно, что в редких случаях аккумуляторы, используемые в Earthsafe CA, ручных и ранцевых электростатических распылителях марки EvaClean, могут представлять опасность возгорания, что может привести к травмам и/или материальному ущербу.
Мы решаем эту проблему как можно быстрее, чтобы убедиться, что наш продукт соответствует качеству, которого мы ожидаем и которого заслуживают наши клиенты.
Наименование продуктов, использующих отозванные батареи Earthsafe CA, электростатические распылители EvaClean Protexus
Способ устранения
Замените аккумулятор.
Потребителям следует немедленно прекратить использование отозванных опрыскивателей — извлечь аккумулятор и утилизировать его в соответствии с местными законами об утилизации литий-ионных аккумуляторов, а также обратиться в Earthsafe CA, EvaClean для получения бесплатной замены аккумуляторного блока, включая доставку. Подробнее об онлайн-регистрации запасных батарей см. ниже.
Контакт с потребителями
Телефон: США и Канада: позвоните в Earthsafe CA, EvaClean по бесплатному номеру (866) 666-2305 вариант 3 с понедельника по пятницу с 8:00 до 17:00. ЕТ.
Онлайн: Если ваш аккумулятор подлежит отзыву, отправьте претензию на аккумулятор по адресу https://www.es-sprayerbatteryrecall.expertinquiry.com/.
Если у вас есть какие-либо дополнительные вопросы об отзыве аккумуляторов, отправьте электронное письмо по адресу [email protected].
Описание
Этот отзыв касается Earthsafe CA, беспроводных портативных и ранцевых электростатических распылителей EvaClean Protexus, используемых для дезинфекции поверхностей. Они поставляются с насадкой, ключом для насадки, баком, литий-ионным аккумулятором и зарядным устройством. Аккумуляторные распылители Earthsafe CA, EvaClean имеют белый внешний вид. Логотип Protexus находится спереди или сбоку на белых распылителях, а модель PX20A или PX20B указана на задней стороне аккумуляторной батареи. Аккумуляторы на отзываемых устройствах имеют видимые головки винтов и корпус без линий разъема.
КАК ОТЛИЧИТЬ ЗАТРЯМШЕННЫЕ АККУМУЛЯТОРЫ ОТ ПРОДУКТОВ
Используйте изображения аккумуляторов (рис. 1 и 2) ниже, чтобы визуально идентифицировать Затронутые аккумуляторы.
После того, как вы подтвердите, что это Затронуто, вам нужно будет проверить модель, указанную на наклейке (рис. 3), чтобы определить, является ли это стандартной батареей, которая поставляется с устройством, или это дополнительная батарея большой емкости 2X.
Последней буквой модели будет «A» для стандартной батареи или «B» для батареи большой емкости.
КАК ОПРЕДЕЛИТЬ ПОСТРАДАВШИЕ ОТДЕЛЬНЫЕ АККУМУЛЯТОРНЫЕ БАТАРЕИ ПРИНАДЛЕЖНОСТИ
На передней части картонной коробки всех затронутых аккумуляторов будет указана емкость 3400 мАч или 6800 мАч.
Аккумуляторы, не затронутые этой проблемой, будут показывать либо 3350 мАч, либо 6700 мАч.
Earthsafe Chemical Alternatives сотрудничает с производителем через PHMSA и
EPA, чтобы убедиться, что мы соблюдаем надлежащие федеральные нормы.
Обратите внимание, что продажа, предложение к продаже любого продукта, на который распространяется этот отзыв, является нарушением Федерального закона.
Преимущества и особенности работы 3D-принтера и ЧПУ
Эксперты рекомендуют
Автор: Алексей Чехович
Автор: Алексей Чехович
Преимущества 3D-печати металлом уже давно знакомы большинству специалистов: сокращение количества отходов, повышение эффективности производства и расширение функциональных возможностей благодаря большей свободе проектирования и гибкости. В то же время, высокая повторяемость при крупносерийном производстве и прецизионная обработка поверхностей (особенно когда речь идет о жестких допусках) – возможности, которые прочно ассоциируются с обработкой на станках с ЧПУ. Но что, если конкуренции не будет и выбирать из двух технологий не придется?
Инго Уккельманн, главный инженер по 3D-печати компании Materialise, рассказывает, почему эти технологии могут (и должны) дополнять друг друга, а не конкурировать между собой.
– Принято думать, что 3D-печать лучше подходит для изготовления металлических деталей, чем другие технологии, в том числе ЧПУ-обработка. Так ли это на самом деле?
– Нет. Это распространенное заблуждение. 3D-печать металлом, как и любая другая производственная технология, имеет преимущества и недостатки, которые нужно оценивать применительно к каждой конкретной задаче. Суть в том, что эта технология предлагает производителям просто еще один способ производства.
Если сравнивать 3D-печать с ЧПУ-обработкой, налицо несколько фундаментальных различий. Cтанки с ЧПУ используют субтрактивный процесс, а это означает больший расход материала. Если стоимость материала высока (а в случае с металлами, как правило, это так), то сокращение его расхода само по себе становится серьезным преимуществом.
Далее, станок формирует поверхность детали с помощью резца. Если подходящего инструмента нет – например, в случае с поднутрениями, – для его создания запускается еще один производственный процесс. В процессе обработки деталь должна быть надежно зафиксирована, а резец – иметь доступ ко всем ее поверхностям. Иногда это не под силу даже пятикоординатному станку. Также большинство резцов имеет цилиндрическую форму, и обеспечить идеальное исполнение углов проблематично. Вертикальные внутренние углы всегда будут скруглены – кроме тех случаев, когда используется поднутрение.
3D-печать – это аддитивный процесс, и для нее не требуется никаких специальных инструментов, кроме поддержек. Обработка углов и кромок не представляет сложности. С помощью 3D-печати можно изготавливать детали сложной геометрии, в том числе с внутренними каналами и полостями – это позволяет снизить вес изделий и расширить область их применения. При использовании 3D-принтера необходимость в изготовлении физических инструментов исчезает, уступая место программному обеспечению.
Многие производители думают, что обязательно нужно выбирать одну из двух технологий! На самом деле, можно добиться выдающихся результатов, правильно используя преимущества обеих.
– Но ведь эти преимущества не означают, что 3D-печать всегда лучше?
– Конечно. У станков с ЧПУ тоже есть свои плюсы, и один из них – высокая точность, до нескольких микрон по каждой оси, что позволяет получать идеальные поверхности без дополнительной обработки. В том, что касается погрешностей, ЧПУ-обработка также обычно превосходит 3D-печать – ведь нагревать и заново формовать материал не требуется. Кроме того, станки с ЧПУ отлично подходят для конечных деталей из тяжелых материалов.
Когда нет проектных требований, делающих 3D-печать необходимостью (внутренние каналы, сложная геометрия, снижение веса, монолитные конструкции и т.д.), субтрактивная обработка оказывается более привлекательной для мелкосерийного производства с точки зрения скорости, стоимости.
Проблема в том, что многие производители думают, что обязательно нужно выбирать одну из двух технологий! На самом деле, можно добиться выдающихся результатов, правильно используя преимущества обеих.
– Можете привести примеры? Как производители могут использовать обе технологии одновременно?
– Я уже говорил о допусках. В автомобилестроении, авиакосмической промышленности и других отраслях, где требуется высокая точность изготовления металлических деталей, невозможно обеспечить допустимые погрешности, используя только 3D-печать. С другой стороны, выгоды 3D-печати в подобных случаях – возможность снизить массу и улучшить эргономику деталей. Обрабатывая напечатанные детали на станках с ЧПУ, производители «убивают двух зайцев»: в некоторых случаях можно добиться погрешности ±0,005 мм.
При жестких допусках необходима идеальная обработка поверхности, особенно когда критически важна абсолютно точная подгонка деталей. В таких ситуациях можно печатать детали с запасом по размеру, а затем обрабатывать их, например, на пятикоординатном фрезерном станке с ЧПУ, добиваясь требуемой точности.
Материалы представляют собой отдельное преимущество. Раньше 3D-принтеры зачастую не могли обеспечить надлежащие механические характеристики (прочность, коррозионную стойкость, теплоизоляционные свойства) титана, алюминия, инконеля или нержавеющей стали. Теперь же эти материалы, а также множество других сплавов и суперсплавов в полной мере доступны для 3D-печати. Используя станки с ЧПУ для высокоточной постобработки напечатанных изделий, инженеры-разработчики получают гораздо большую гибкость в работе с уже известными им материалами.
Важно не забывать и такой момент. 3D-печать открывает новые возможности для оптимизации конструкции; аналогично, файлы, предназначенные для 3D-печати, можно оптимизировать для станков с ЧПУ, что позволяет дополнительно сэкономить. Повороты, перемещения, сложный и долгий технологический процесс, специальные крепления – все известные недостатки ЧПУ-обработки при использовании 3D-печати устраняются полностью. 3D-принтер выполняет основную работу, создавая изначальную конструкцию, а конечная обработка (типа нарезки точной резьбы) – простой, но очень важный этап производства – остается за станками с ЧПУ.
И, наконец, 3D-печать металлических деталей с последующей обработкой на станках с ЧПУ часто намного быстрее и дешевле создания новой пресс-формы для литья под давлением. Добавьте к этому преимущества работы с CAD-моделями — и сразу станет ясно, почему эта «звездная пара» технологий привлекает внимание производителей.
– Оба производственных метода используют цифровые технологии. Значит ли это, что их проще объединить в один процесс?
– Несомненно. Если предполагается ЧПУ-обработка, повысить эффективность процесса можно при проектировании деталей для 3D-печати. Настройки данных сразу приводятся в строгое соответствие с требованиями ЧПУ, и это позволяет ускорить производство и финишную обработку. Интеграция позволяет устранить задержки, неизбежные при использовании двух отдельных решений. Общее время 3D-печати и фрезеровки детали сокращается до 12 рабочих дней!
Хотите увидеть лучшие примеры оптимизации производства с использованием 3D-печати готовых металлических изделий? Скачайте нашу обновленную бесплатную брошюру:
Статья опубликована 26. 08.2019 , обновлена 12.05.2021
3D-печать или обработка с ЧПУ
Ускоряем разработку продукта, сокращаем затраты с помощью цифровой производственной платформы.
Получить мгновенную оценку
Загрузка в производство за 5 мин.
Технология фрезерования с ЧПУ существует c 50-х годов 20 века и, по сути, является противоположностью 3D-печати. В случае с 3D-печатью компьютер управляет печатающей головкой принтера, которая «добавляет» материал в трёх измерениях, при обработке с ЧПУ управляется фрезерный инструмент, который удаляет материал. В способе формирования заданной геометрии и заключается ключевая разница между двумя технологиями.
Проектирование 3D-моделей для станков с ЧПУ и 3D-принтеров часто осуществляется на одном и том же программном обеспечении, но уже на следующем этапе подготовки выходных данных используются абсолютно различные методы преобразования. Так, для обработки с ЧПУ используется твердотельная модель, образованная объемными элементами — телами, а для 3D-печати поверхностная — состоящая из полигонов или оболочки.
Несмотря на то, что 3D-печать может показаться развивающейся и не до конца сформированной технологией, новые принтеры продолжают появляться на производствах в качестве альтернативы станкам с ЧПУ. Многие компании, знакомясь с 3D-печатью, сталкиваются со сложностью новой технологии, но продолжают искать способы и области ее применения в своем бизнесе.
Разные цели
Фрезерные станки с ЧПУ и 3D-принтеры обладают разными технологическими возможностями и ограничениям, которые позволяют решать разные задачи.
Фрезерный станок с ЧПУ позволяет эффективно производить в больших тиражах крупные, тяжелые и высокоточные изделия, которые можно использовать для производства торгового и промышленного оборудования, машин, двигателей. Технология с ЧПУ позволяет также производить небольшие партии продукции, но как правило, с более высокой стоимостью единицы.
Гибкость 3D-печати даёт возможность быстро переключаться между различными изделиями. Однако, поскольку стоимость единицы продукта всегда одинакова, независимо от количества, использование 3Д-печати экономически не обосновано для крупных тиражей.
Адаптируемость 3D-печати делает ее полезной для создания уникальных, персонализированных дизайнов, например, для производства индивидуальных имплантатов для травматологии или стоматологии.
Выбор технологии
При выборе между ЧПУ и 3D-печатью, есть несколько простых рекомендаций, которые можно применить к процессу принятия решений.
Выбирайте 3D-печать в следующих случаях:
• традиционные методы не позволяют изготовить деталь, например, для очень сложных геометрий
• время производства имеет решающее значение, напечатанные детали могут быть произведены в течение 24 часов
• низкая стоимость для небольших тиражей, количество идентичных деталей (менее 10)
• материалы, которые сложно обработать, но есть возможность напечатать, например, сплавы некоторых металлов
Обработка с ЧПУ:
• предлагает высокую точность и равномерность механических свойств во всему объему изделия (изотропность, в противовес анизотропным свойствам у напечатанных изделий), но обычно это обходится дороже, особенно при небольших объемах
• стабильность временных затрат и результат при отработанном технологическом процессе
При этом ключевым фактором является общее количество изделий — тираж. И если требуется массовое производство изделий (сотни и более), то ни ЧПУ, ни 3D-печать не могут быть экономически выгодным вариантом. Традиционные технологии формования, такие как литьё по выплавляемым моделям или литьё под давлением будут лучшим выбором.
Материалы
Обработка с ЧПУ в основном применяется для обработки металлов и модельных пластиков:
Существует ряд ограничений, которые необходимо учитывать при проектировании деталей для обработки с ЧПУ, включая доступ к инструменту и допуски. Особенность обработки с ЧПУ — внутренние углы изделия, которые всегда имеют радиус из-за формы режущего инструмента, но внешние поверхности могут иметь острые края. Также большинство нестандартных геометрий требуют вращения детали для доступа к различным сторонам. Перестановка заготовки увеличивает время обработки, также могут потребоваться нестандартные приспособления и дополнительный крепеж, что в совокупности влияет на окончательную стоимость изделия. Читайте рекомендации по проектированию для обработки с ЧПУ.
ЗD-печать
Способность создавать очень сложные геометрии является одним из ключевых преимуществ 3D-печати. Технология имеет меньше ограничений, но при этом следует учитывать возможную толщину стенки детали, габаритные размеры, а также необходимость в построении поддержки для большинства типов печати.
Производственный процесс
ЧПУ
Основное отличие процесса обработки с ЧПУ в том, что после поступления CAD-файла на производство технолог или инженер прорабатывает выбор инструмента, скорость обработки, траекторию движения инструмента и изменение положения детали. Все эти факторы сильно влияют на качество конечной детали и время работы. То есть процесс подготовки является трудоёмким, а также само производство в большинстве случает требует присутствия оператора.
3D-печать
В 3D-печати оператор принтера подготавливает выбирает ориентацию модели в принтере и добавляет поддержку, а затем отправляет файл на принтер, где он печатается без дополнительного участия специалиста.
Постобработка
Также к деталям как после механической обработки, так и 3D-печати может быть применён ряд методов постобработки, которые улучшают функциональность и внешний вид изделия:
• cтруйная обработка
• термическая обработка
• анодирование
• окрашивание, порошковое покрытие
• шлифовка и полировка
Для напечатанных изделий может дополнительно проводиться постобработка на станках с ЧПУ для повышения точности и качества поверхности, детали изготавливаются с заложенным припуском, после чего материал удаляется механически.
Выводы
В определенной степени технологии ЧПУ и 3D-печать частично совпадают по своим возможностям, но у каждой из них есть свои сильные и слабые стороны, которые делают их подходящими для решения конкретных задач.
Фрезерные станки с ЧПУ обычно лучше всего подходят для проектов, в которых требуются сложные высокоточные изделия с тиражом производства от 100 до 1000 изделий. 3D-печать идеально подходит для создания прототипов и персонализированных, индивидуальных продуктов.
Сравните также: Литьё полиуретана против литья под давлением Технологии 3D-печати Виды и свойства полиуретана
Ремесленная 3D-печать всеми металлами | Лазерный гравер с ЧПУ -Snapmaker
Основная информация
Стандартный модуль 3D-печати
ОДНОЙ экструзия
ОДНОЙ экструзия
Двойная экструзия
Стандартный лазерный модуль
1600MW
Стандартный модуль CNC
Включенные
Стандартный CNC Module
. Включенный
Стандартный CNC Module
. Включенный
Стандартный CNC Module
. Кнопка
Конструкция с быстрой заменой
Сенсорный дисплей
5 дюймов
5 дюймов
7 дюймов
Размеры машины (Ш × Г × В)
495 мм × 506 мм × 580 мм 405 мм × 424 мм × 490 мм
3 495 мм × 506 мм мм × 424 мм × 490 мм
580 мм × 620 мм × 634 мм
Размеры корпуса (Ш × Г × В)
820 мм × 626 мм × 603 мм 624 мм × 530 мм × 507 мм
2 820 мм × 626 мм × 603 мм
624 мм × 530 мм × 507 мм
665 мм × 943 мм × 705 мм
Программное обеспечение
Номинальная мощность
350W + 400W
Motion
Чип драйвера двигателя Linear Module
TMC2209
TMC2209
TMC2209
x-осо 100 мм/с
100 мм/с
180 мм/с
3D-печать
3D-печать Одинарный Модуль экструзии
Стандартный
0005
Двойной экструзионный модуль
Дополнительный
Дополнительный
Стандартный
Сборка
Стальная пластина с ПК на стикерах с обеих сторон
Стальная пластина с ПК на стилетах на обеих сторонах
Двойной PEI-Coated Glaser Coted Glaser.
Поддерживаемое сопло Диаметр
Стандарт: Сопло 0,4 мм, латунь
Стандарт: Сопло 0,4 мм, латунь
Стандарт: Сопло 0,4 мм, латунь
Дополнительное: 0,2 мм латунное сону, 0,6 мМ латунное сопла, 0,8 мМ латунное сопла, 0,4 мм закаленная сону
Максимум сопла Температура
Зона с высокой температурой
260 мм × 260 ММ
Зона
260 мм × 260 ММ
Зона
260 мм × 260 ММ
955
260 мм × 260 ММ
260 мм × 260 ММ
Зона
Скорость нагрева нагреваемого слоя
Нагрев до 60°C за 4–5 мин
Нагрев до 60°C за 4–5 мин
Зона высоких температур: Нагрев до 60°C за от 2 до 3 мин Вся зона обогрева: Нагрев до 60°C за 4-5 минут
[1] Данные получены при резке бука двухканальной плоской фрезой 3,175 мм и акрила одноканальной плоской фрезой 3,175 мм. В зависимости от используемых насадок с ЧПУ и материалов скорость резания может варьироваться.
Лучшие филаментные материалы PLA онлайн – Snapmaker
Перейти к содержимому
Фильтр FilterFeatureMaterialsSnapmaker 2.0Snapmaker ArtisanSnapmaker J1Snapmaker Original
Сортировка СортировкаЛучшиеЛучшие продажиПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к низкойДата, от старой к новойДата, от новой к старой
Быстрый просмотр
Нить PLA (1 кг)
Обычная цена 24,99 долларов США Цена продажи от 18,74 долларов США
Быстрый просмотр
Нить PETG (1 кг)
24,99 долл. США
Быстрый просмотр
Нить ТПУ (1 кг)
34,99 долл. США
Быстрый просмотр
Лист липы для Snapmaker 2.0 (5 шт. в упаковке)
Обычная цена 6,9 долларов США9 Цена продажи от 3,99 долларов США
Быстрый просмотр
Древесная нить PLA (750 г)
29,99 долл. США
Быстрый просмотр
Комплект материалов для поворотного модуля (3 шт.)
19,99 долл. США
Быстрый просмотр
Матовый акриловый лист для Snapmaker 2.0 (5 шт. в упаковке)
Обычная цена 9,99 долларов США Цена продажи от 4,99 долларов США
Быстрый просмотр
Светящаяся в темноте нить PLA зеленого цвета (1 кг)
27,99 долл. США
Быстрый просмотр
Лист липы для оригинального Snapmaker (10 шт.)
Обычная цена 5,99 долларов США Цена продажи 2,99 долл. США
Быстрый просмотр
Деревянный лист МДФ для Snapmaker 2.0 (5 шт. в упаковке)
от 9,99 долл. США
Быстрый просмотр
Лист из углеродного волокна (3 шт.)
Обычная цена 18,99 долларов США Цена продажи 9,99 долларов США
Быстрый просмотр
Лист POM (3 шт. )
Обычная цена 9,99 долларов США Цена продажи 4,99 долл. США
Быстрый просмотр
Нить ПВА (500 г)
34,99 долл. США
Быстрый просмотр
Нить ABS (1 кг)
24,99 долл. США
Быстрый просмотр
Черная нить TPU95 High Flow (1 кг)
44,99 долл. США
Быстрый просмотр
Лист липы для Snapmaker Artisan (5 шт. в упаковке)
19,99 долл. США
Быстрый просмотр
Черная нейлоновая нить (1 кг)
59,99 долл. США
Быстрый просмотр
Белая отрывная PLA-нить (1 кг)
54,99 долл. США
Быстрый просмотр
Деревянный лист МДФ для оригинального Snapmaker (10 шт.)
Обычная цена 9,99 долларов США Цена продажи 4,99 долл.
 Это помогает обеспечить высокую точность производства и позволяет изготавливать самые сложные резные элементы.
Это помогает обеспечить высокую точность производства и позволяет изготавливать самые сложные резные элементы. В результате вы сможете получить качественный продукт с минимальными трудозатратами.
В результате вы сможете получить качественный продукт с минимальными трудозатратами.

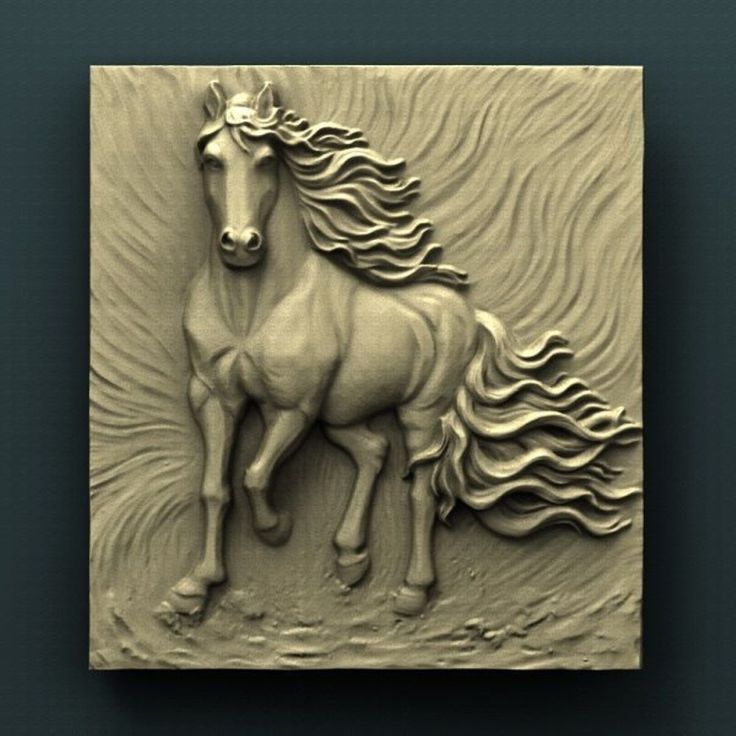 net
net
 youtube.com/embed/lX7yDKJWzVQ» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/lX7yDKJWzVQ» frameborder=»0″ allowfullscreen=»»/>


 Это может привести к длительному расчету траектории, большому использованию памяти и не создать траекторию, которая приведет к лучшему конечному продукту. По нашему опыту, использование более 1 миллиона треугольников не приведет к созданию лучшего конечного продукта на любом обычном фрезерном станке с ЧПУ. (На самом деле 250 тыс. треугольников более чем достаточно)
Это может привести к длительному расчету траектории, большому использованию памяти и не создать траекторию, которая приведет к лучшему конечному продукту. По нашему опыту, использование более 1 миллиона треугольников не приведет к созданию лучшего конечного продукта на любом обычном фрезерном станке с ЧПУ. (На самом деле 250 тыс. треугольников более чем достаточно)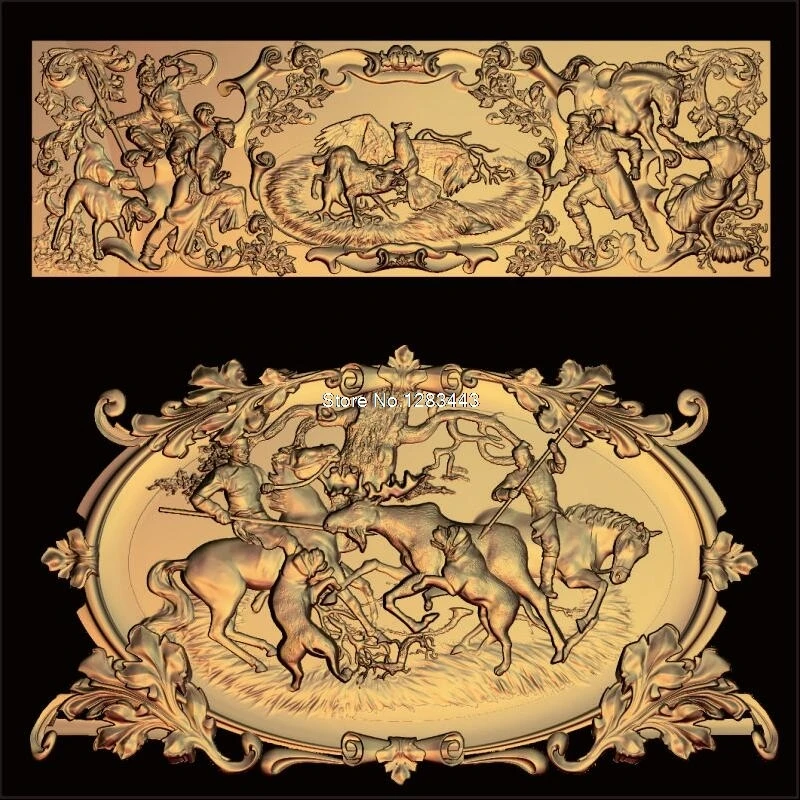



 )
)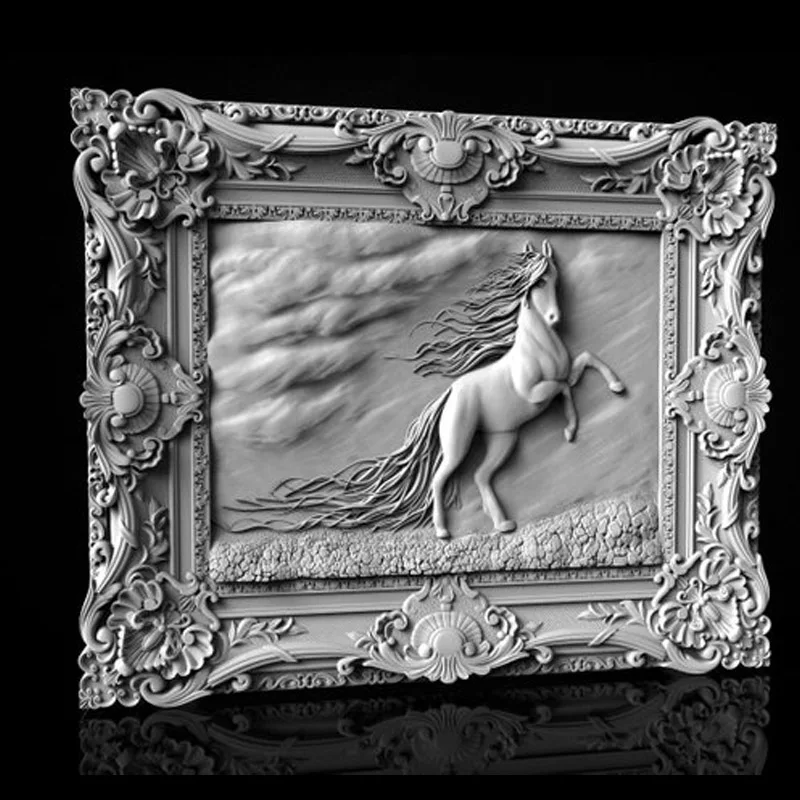



 (На самом деле 250 тыс. треугольников более чем достаточно)
(На самом деле 250 тыс. треугольников более чем достаточно) Хотя гораздо чаще можно увидеть, что DXF используется для 2D-моделей, он также может хранить 3D-модели.
Хотя гораздо чаще можно увидеть, что DXF используется для 2D-моделей, он также может хранить 3D-модели.
 Большинство из них стоят от 3 до 50 долларов, а некоторые продавцы предлагают пакеты контента с кучей моделей по гораздо более низкой цене. Почти во всех случаях они поставляются в виде файла 3D STL.
Большинство из них стоят от 3 до 50 долларов, а некоторые продавцы предлагают пакеты контента с кучей моделей по гораздо более низкой цене. Почти во всех случаях они поставляются в виде файла 3D STL. Они буквально только что созданы для 3D-моделирования на ЧПУ.
Они буквально только что созданы для 3D-моделирования на ЧПУ.
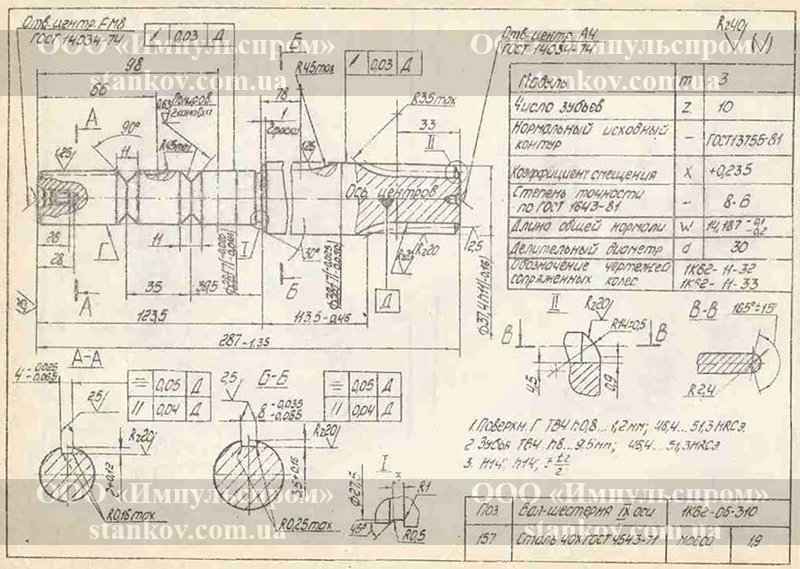


 69, а) или меньше(рис. 69, б) его номинального размера. Точно так же наибольший инаименьший предельные размеры отверстия могут быть больше (рис. 70, а) или меньше (рис. 70, б) его номинального размера. Возможно также расположение предельных размеров отверстия иливала по разные стороны от номинального.
69, а) или меньше(рис. 69, б) его номинального размера. Точно так же наибольший инаименьший предельные размеры отверстия могут быть больше (рис. 70, а) или меньше (рис. 70, б) его номинального размера. Возможно также расположение предельных размеров отверстия иливала по разные стороны от номинального.
 Микрометр равен 0, 001 мм и обозначается сокращенно мкм.
Микрометр равен 0, 001 мм и обозначается сокращенно мкм.
 Из рисункавидно, что при одном и том же номинальном размере (диаметре) и постоянном допуске основного отверстия могут быть получены разные посадки за счет изменения предельных размеров вала. В самом деле, вал 1 даже наибольшего предельного диаметра свободно войдет в наименьшее отверстие. Соединив вал 2 при наибольшем предельном его размере с наименьшим отверстием, мы получим зазор, равный нулю, но при других соотношениях диаметров отверстия и вала в этом сопряжении получается подвижная посадка. Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
Из рисункавидно, что при одном и том же номинальном размере (диаметре) и постоянном допуске основного отверстия могут быть получены разные посадки за счет изменения предельных размеров вала. В самом деле, вал 1 даже наибольшего предельного диаметра свободно войдет в наименьшее отверстие. Соединив вал 2 при наибольшем предельном его размере с наименьшим отверстием, мы получим зазор, равный нулю, но при других соотношениях диаметров отверстия и вала в этом сопряжении получается подвижная посадка. Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
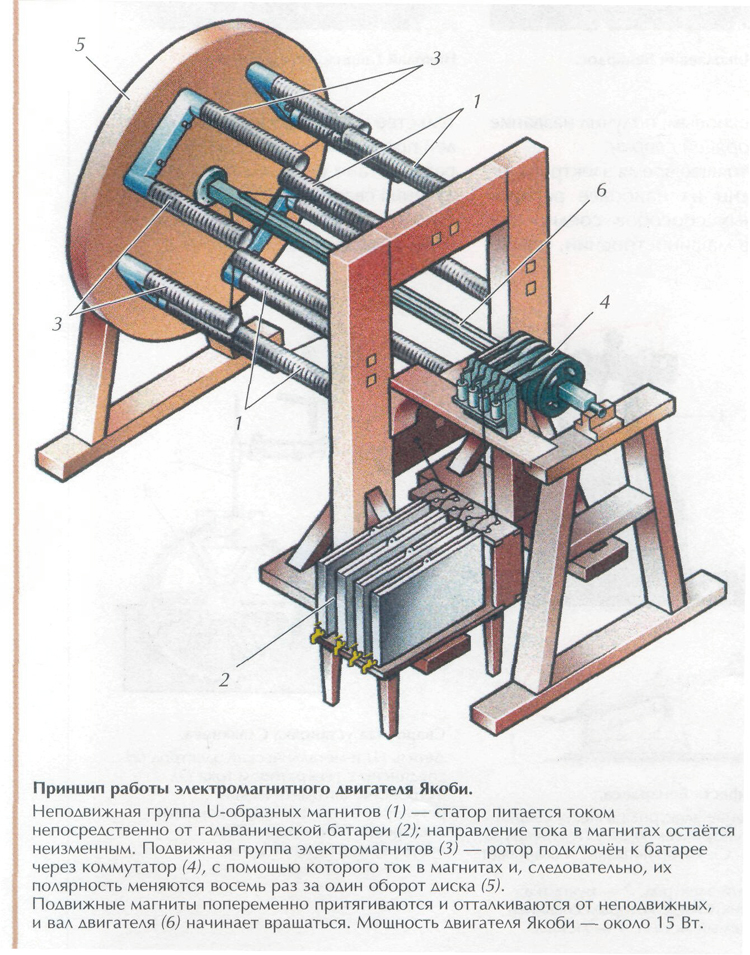
 п.
п.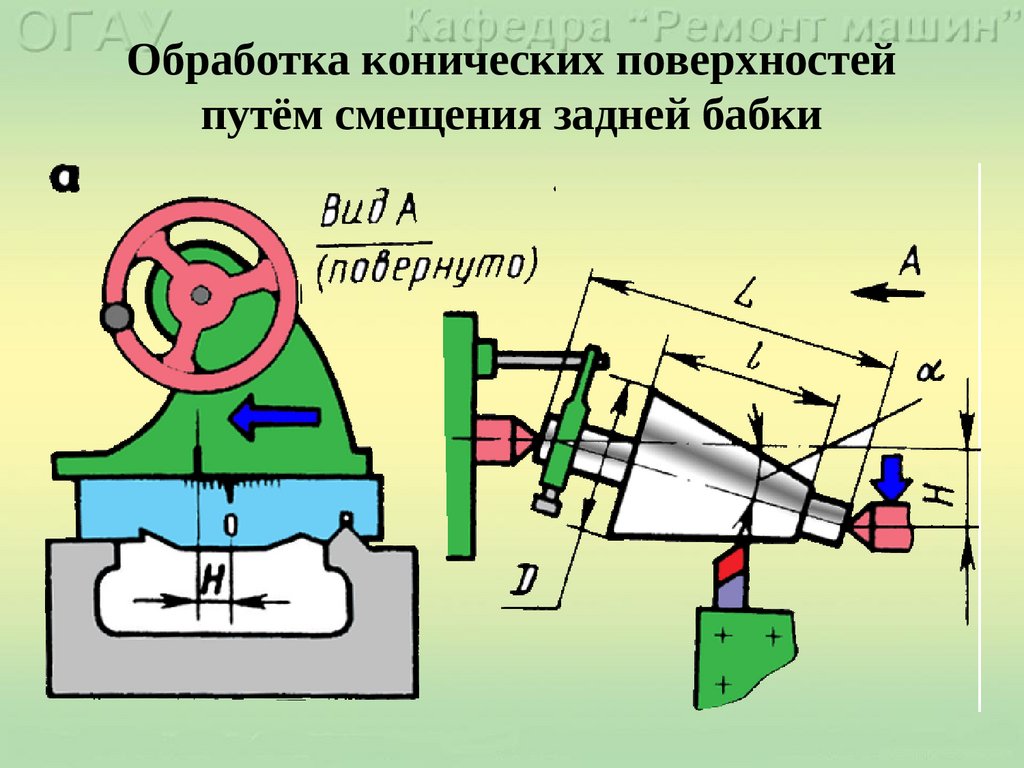 д.
д.
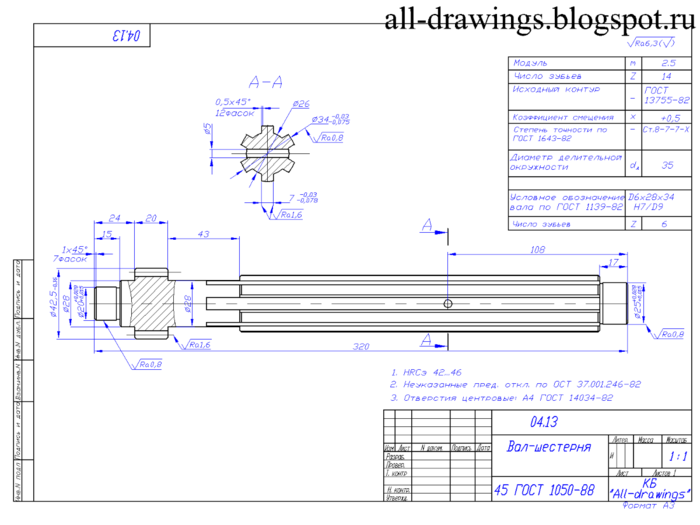
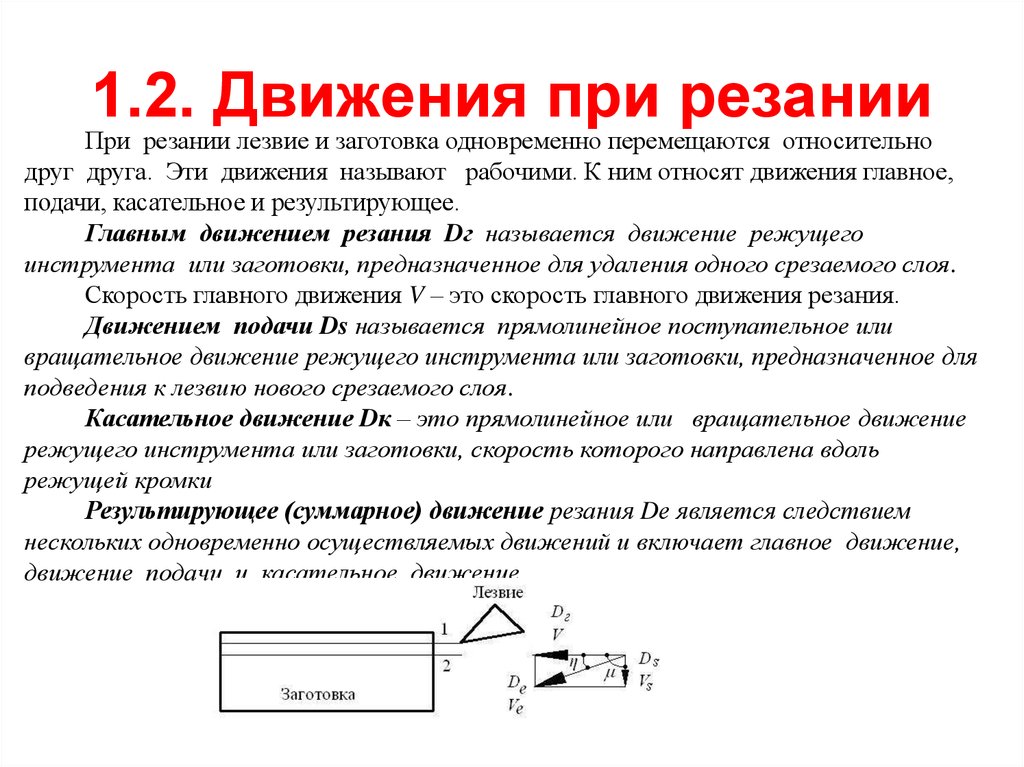
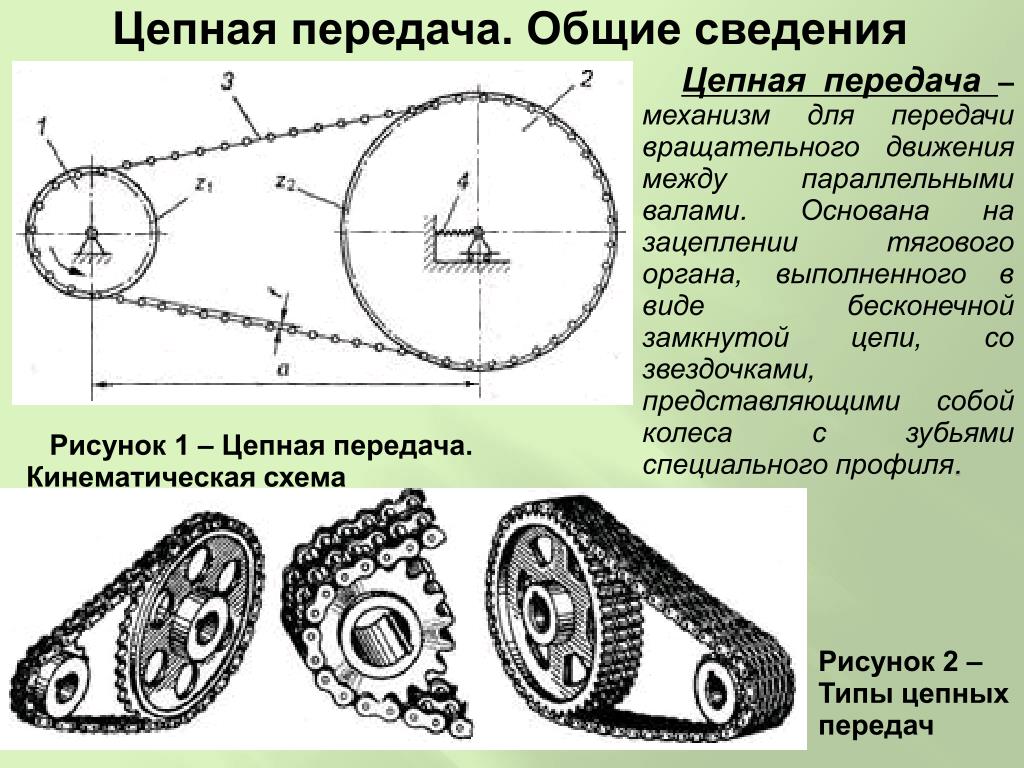
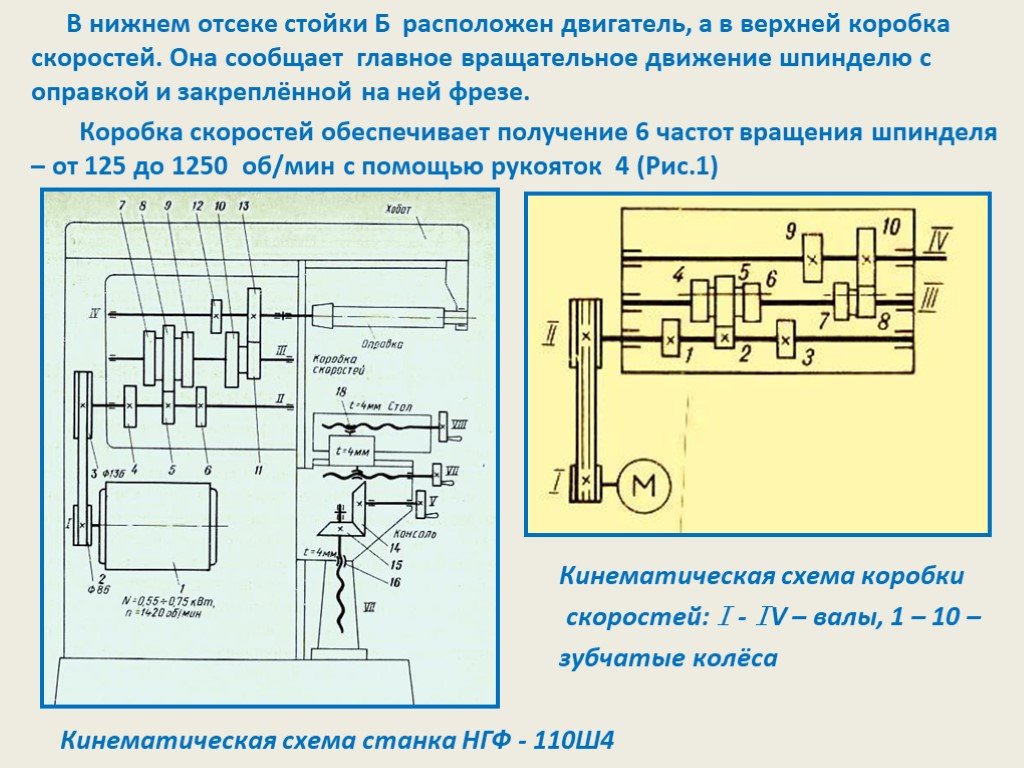 п.
п.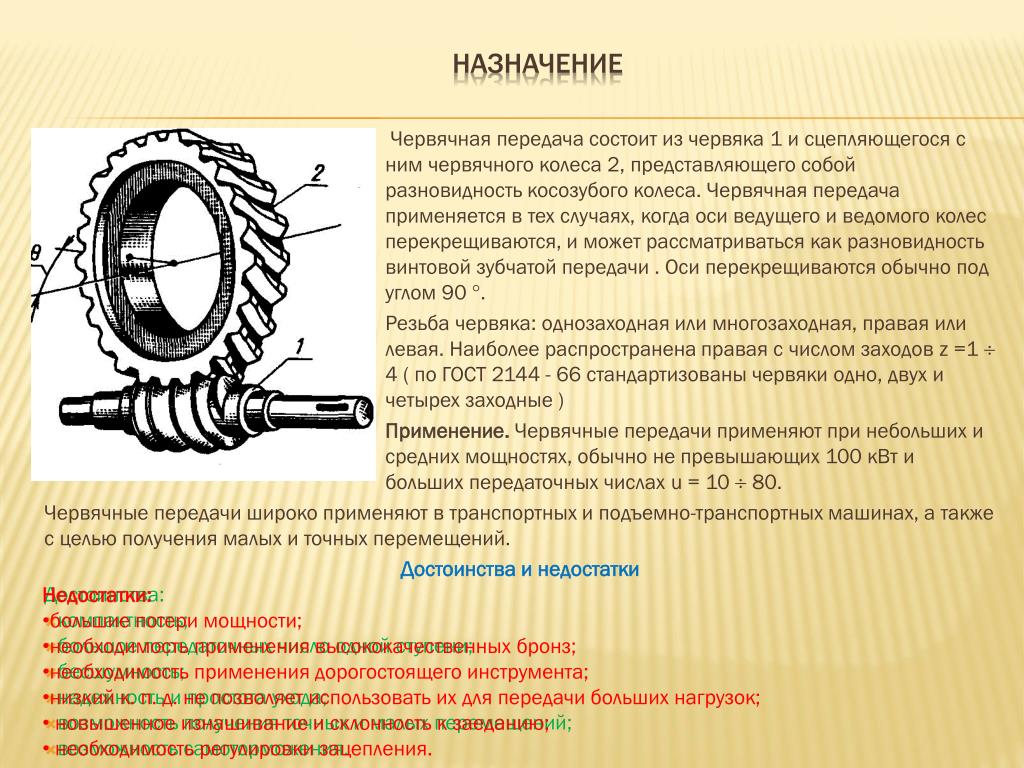
 А вот и задание на этот тур:
А вот и задание на этот тур: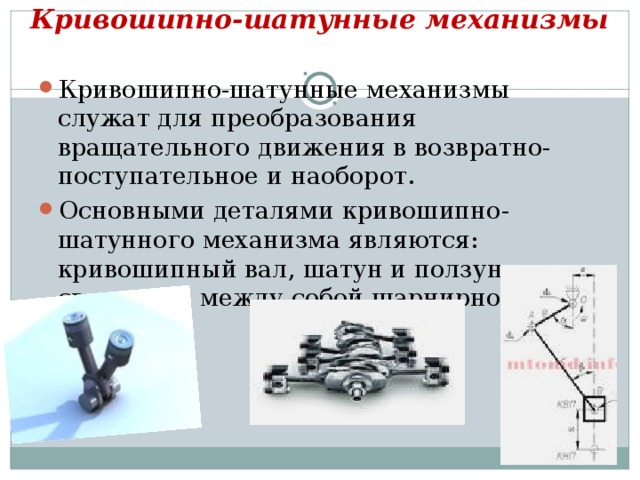 п.), зависящая от порядка взаимодействия деталей коробки скоростей 8 букв
п.), зависящая от порядка взаимодействия деталей коробки скоростей 8 букв Токарный станок является предшественником всех станков. Заготовка удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается по линии желаемого разреза. Токарный станок является одним из самых универсальных станков, используемых в промышленности. С подходящими насадками станок можно использовать для точения, сужения, фасонного точения, нарезания резьбы, торцевания, притупления, сверления, прядения, шлифования, полирования. Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов.
Токарный станок является предшественником всех станков. Заготовка удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается по линии желаемого разреза. Токарный станок является одним из самых универсальных станков, используемых в промышленности. С подходящими насадками станок можно использовать для точения, сужения, фасонного точения, нарезания резьбы, торцевания, притупления, сверления, прядения, шлифования, полирования. Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки. Трехкулачковый патрон
Трехкулачковый патрон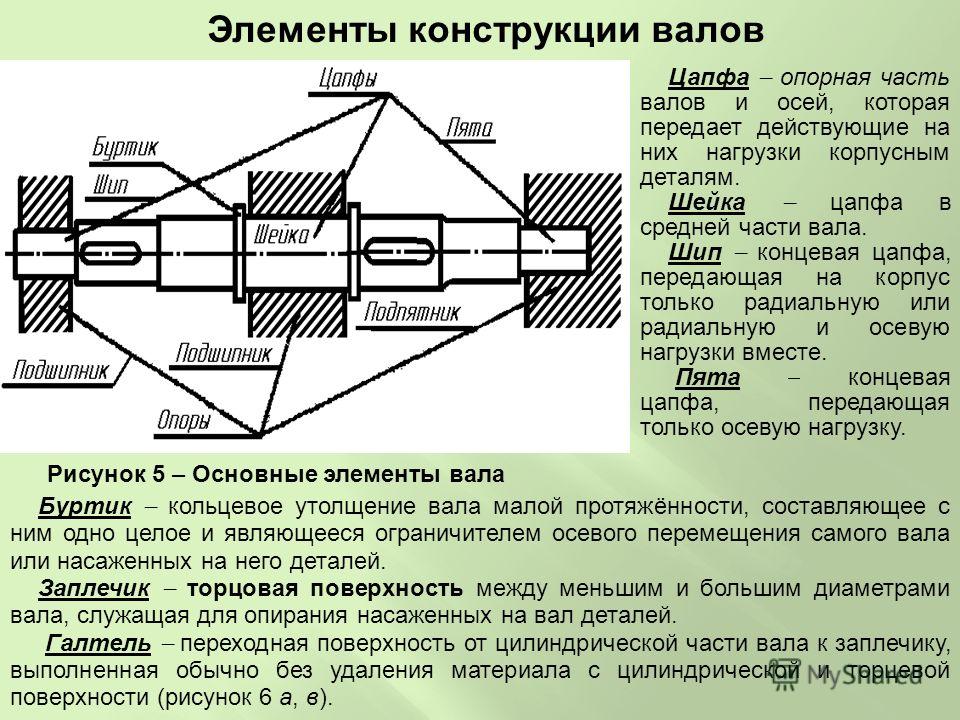 Поместите держатель резцедержателя слева от составного суппорта. Это гарантирует, что составной суппорт не будет наезжать на шпиндель или насадки патрона.
Поместите держатель резцедержателя слева от составного суппорта. Это гарантирует, что составной суппорт не будет наезжать на шпиндель или насадки патрона.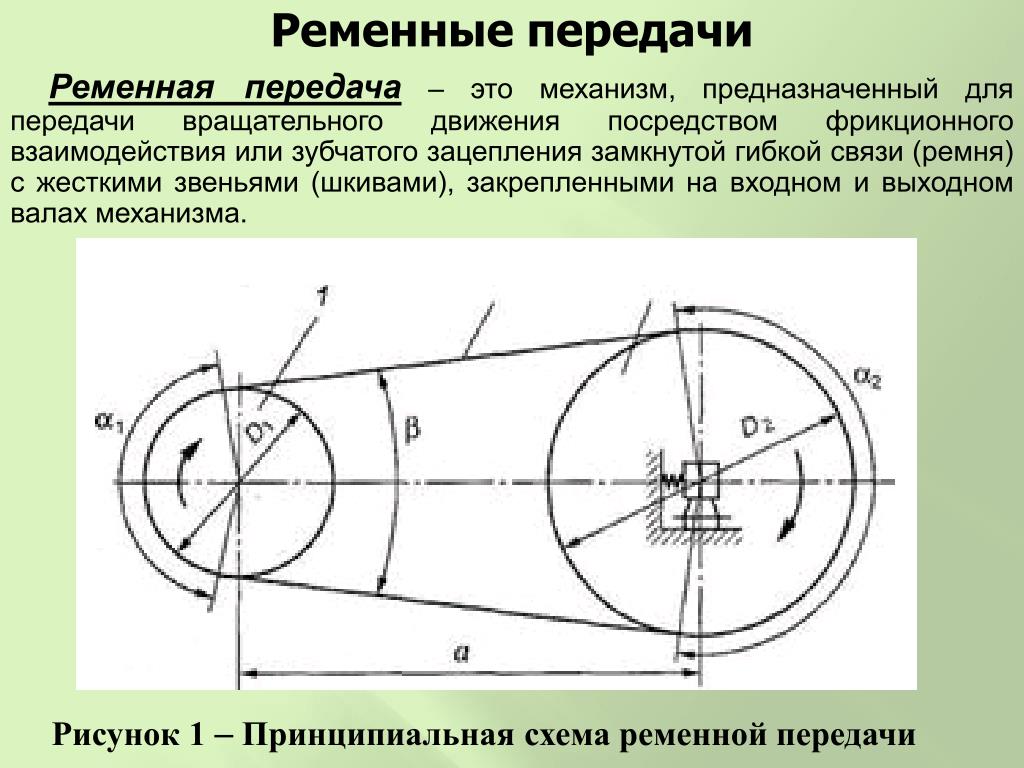

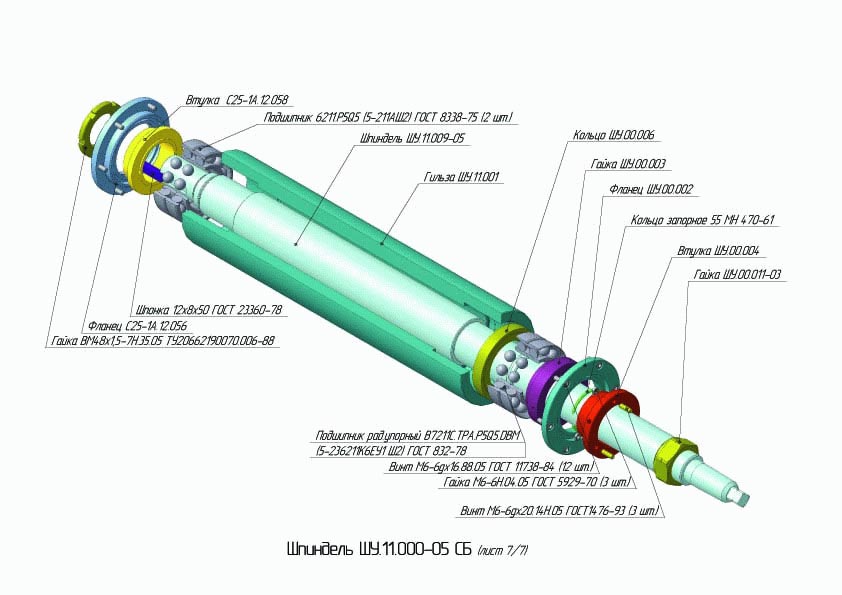
 Инструмент также можно использовать для формирования углового радиуса.
Инструмент также можно использовать для формирования углового радиуса.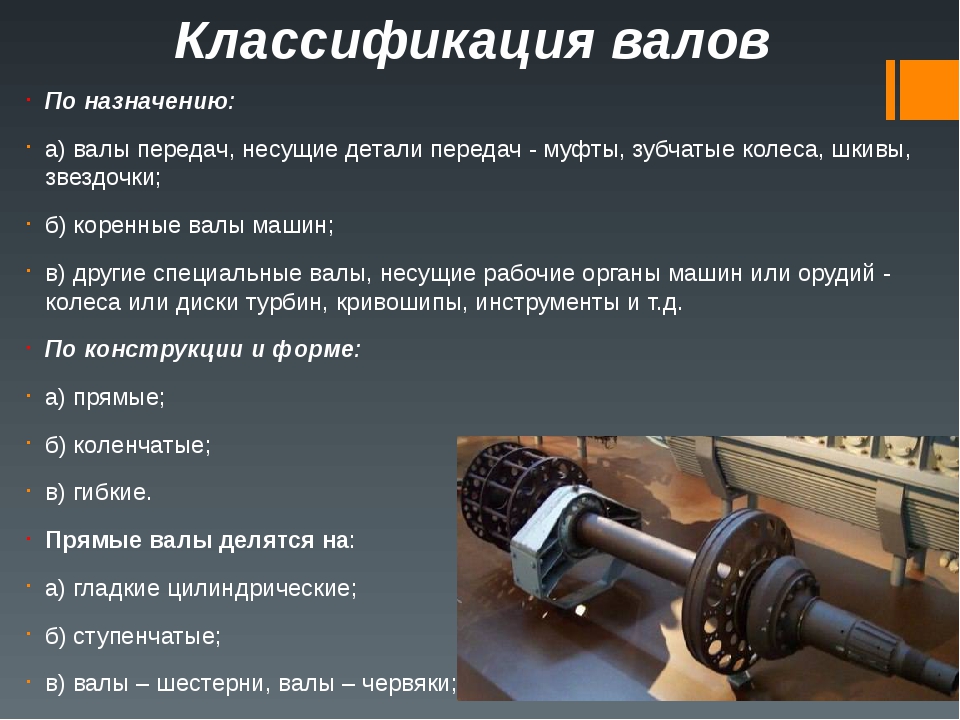 Как показано, он используется для вырезания канавок в заготовке. При наличии надлежащих зазоров инструмент может резать глубоко или резать влево или вправо.
Как показано, он используется для вырезания канавок в заготовке. При наличии надлежащих зазоров инструмент может резать глубоко или резать влево или вправо.

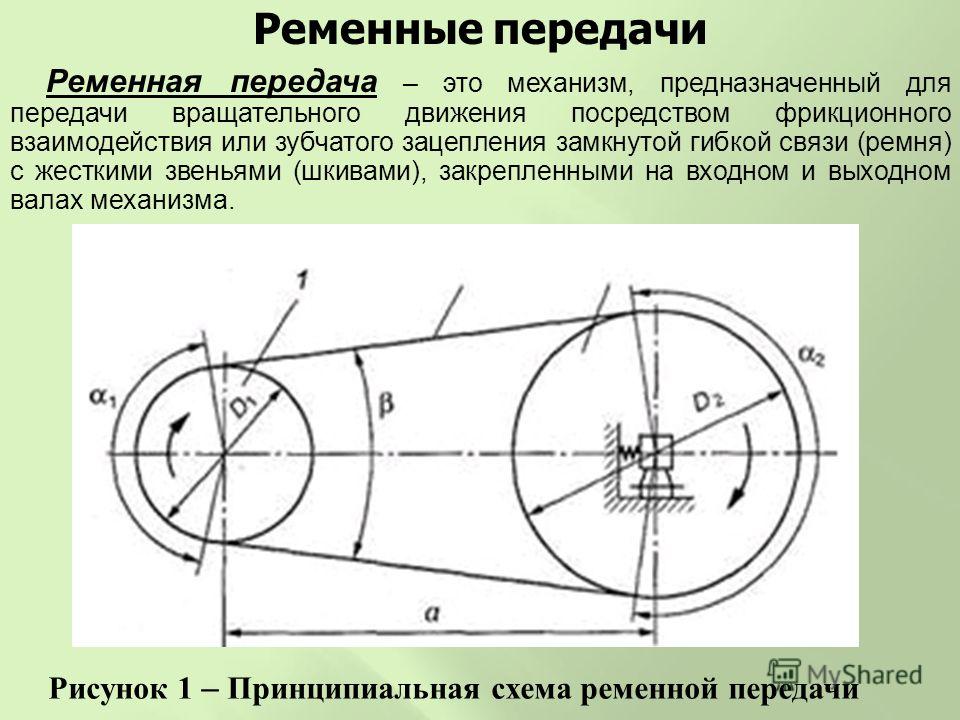

 Студенты (и многие взрослые) обычно используют слово «машина» для описания сложных механических устройств, приводимых в действие двигателем или электродвигателем и предназначенных для выполнения полезных задач по экономии труда.
Студенты (и многие взрослые) обычно используют слово «машина» для описания сложных механических устройств, приводимых в действие двигателем или электродвигателем и предназначенных для выполнения полезных задач по экономии труда.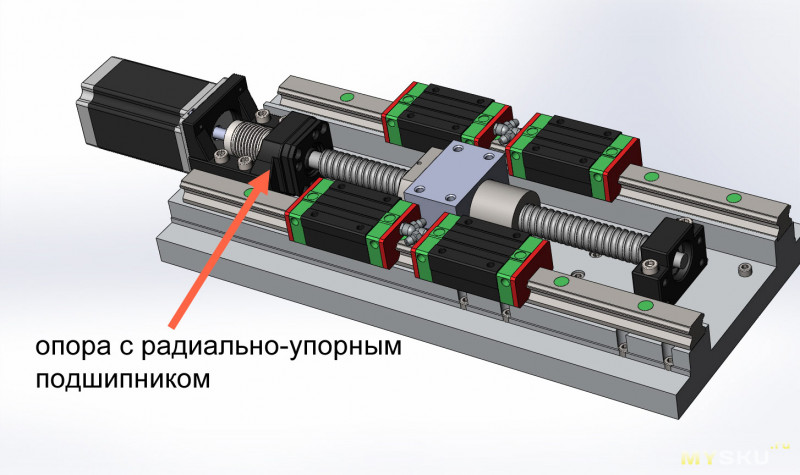 Греческое слово «мачос» означает «целесообразное» или что-то, что «облегчает работу». У римлян есть похожее понимание слова «machina», что означает «трюк» или «устройство».
Греческое слово «мачос» означает «целесообразное» или что-то, что «облегчает работу». У римлян есть похожее понимание слова «machina», что означает «трюк» или «устройство». Движение одного конца луча приводит к движению другого конца в противоположном направлении. Расположение точки опоры может увеличить (или уменьшить) силу, приложенную к одному концу, за счет (или преимущества) расстояния, на которое проходит другой конец.
Движение одного конца луча приводит к движению другого конца в противоположном направлении. Расположение точки опоры может увеличить (или уменьшить) силу, приложенную к одному концу, за счет (или преимущества) расстояния, на которое проходит другой конец.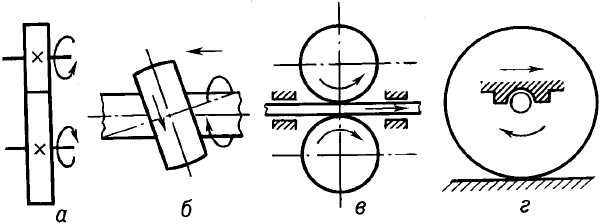
 Хотя один верхний шкив не дает механических преимуществ, он может быть полезен, например, для лучшего достижения подъемной силы за счет перенаправления силы вниз к земле для подъема объекта. Шкивы можно использовать в сложных комбинациях, чтобы обеспечить большие механические преимущества, например, с конструкцией «блок и захват».
Хотя один верхний шкив не дает механических преимуществ, он может быть полезен, например, для лучшего достижения подъемной силы за счет перенаправления силы вниз к земле для подъема объекта. Шкивы можно использовать в сложных комбинациях, чтобы обеспечить большие механические преимущества, например, с конструкцией «блок и захват».
 пользователю. Первоначально старайтесь не вводить примеры предметов повседневного обихода, в которых используются сложные конструкции, включающие комбинации более чем одного типа «простой машины», чтобы учащиеся могли четко видеть цель конструкции. Более поздние учащиеся могут анализировать более сложные примеры с целью определения комбинации элементов, которые они используют в своем дизайне.
пользователю. Первоначально старайтесь не вводить примеры предметов повседневного обихода, в которых используются сложные конструкции, включающие комбинации более чем одного типа «простой машины», чтобы учащиеся могли четко видеть цель конструкции. Более поздние учащиеся могут анализировать более сложные примеры с целью определения комбинации элементов, которые они используют в своем дизайне.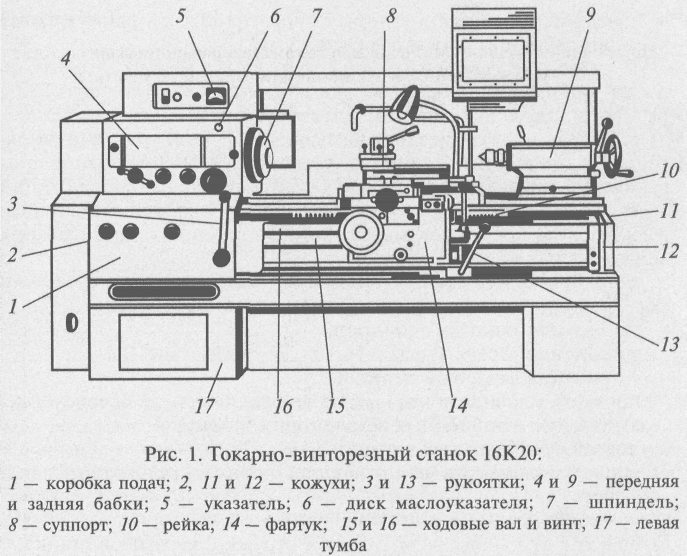 Используйте это, чтобы познакомить с понятием того, как рычаги и другие простые механизмы используются в их жизни в целом.
Используйте это, чтобы познакомить с понятием того, как рычаги и другие простые механизмы используются в их жизни в целом. Многие хозяйственные магазины продают недорогие наборы отверток с рукоятками разных размеров. Ювелирные отвертки скромных размеров являются хорошим примером уменьшения преимуществ, которые они обеспечивают из-за малого диаметра рукоятки. Попробуйте снять пластиковую ручку с отвертки и предложите учащимся испытать трудности при попытке повернуть винт одним стержнем. Этот опыт можно использовать, чтобы подчеркнуть взаимосвязь между диаметром «ручки» колеса и величиной силы, которую вы можете создать на «валу» оси.
Многие хозяйственные магазины продают недорогие наборы отверток с рукоятками разных размеров. Ювелирные отвертки скромных размеров являются хорошим примером уменьшения преимуществ, которые они обеспечивают из-за малого диаметра рукоятки. Попробуйте снять пластиковую ручку с отвертки и предложите учащимся испытать трудности при попытке повернуть винт одним стержнем. Этот опыт можно использовать, чтобы подчеркнуть взаимосвязь между диаметром «ручки» колеса и величиной силы, которую вы можете создать на «валу» оси. Обычно рычаги предназначены для увеличения приложенных к ним сил. Одна из целей — показать, насколько широко в нашей повседневной жизни используются простые машины.
Обычно рычаги предназначены для увеличения приложенных к ним сил. Одна из целей — показать, насколько широко в нашей повседневной жизни используются простые машины.
 2 мм, т.е. толщину щупа
2 мм, т.е. толщину щупа ..
.. Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
 Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов.
Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов.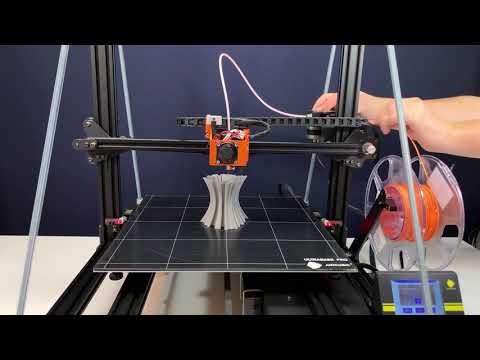 Например у Raise 3D — стол фиксируется по всей плоскости шпильками в 13 точках.
Например у Raise 3D — стол фиксируется по всей плоскости шпильками в 13 точках.
 Со съемной поверхности удобнее снимать модель. Если вам нужно сразу же начать печатать другую модель, можно просто быстро заменить одну съемную поверхность на другую.
Со съемной поверхности удобнее снимать модель. Если вам нужно сразу же начать печатать другую модель, можно просто быстро заменить одну съемную поверхность на другую.
 Но стоимость такого стекла значительно выше чем обычного или закаленного.
Но стоимость такого стекла значительно выше чем обычного или закаленного.
 3D лаки, 3D клеи и т.д. Наверное у каждого 3D мейкера найдется свой особенный рецепт того самого состава на который липнет почти все. Это может быть клей БФ смешанный с растворителем или спиртом, ABS разведенный в ацетоне, квас с сахаром, клей карандаш и т.д.
3D лаки, 3D клеи и т.д. Наверное у каждого 3D мейкера найдется свой особенный рецепт того самого состава на который липнет почти все. Это может быть клей БФ смешанный с растворителем или спиртом, ABS разведенный в ацетоне, квас с сахаром, клей карандаш и т.д. Калибровка может быть автоматическая и ручная.
Калибровка может быть автоматическая и ручная.
 Особенно незаменимой она становится для принтеров с кинематикой “дельта” или “дельта робот”. Оптические датчики “не видят” стекло, поэтому для принтеров с оптическим датчиком лучше использовать другие поверхности печатной платформы.
Особенно незаменимой она становится для принтеров с кинематикой “дельта” или “дельта робот”. Оптические датчики “не видят” стекло, поэтому для принтеров с оптическим датчиком лучше использовать другие поверхности печатной платформы.
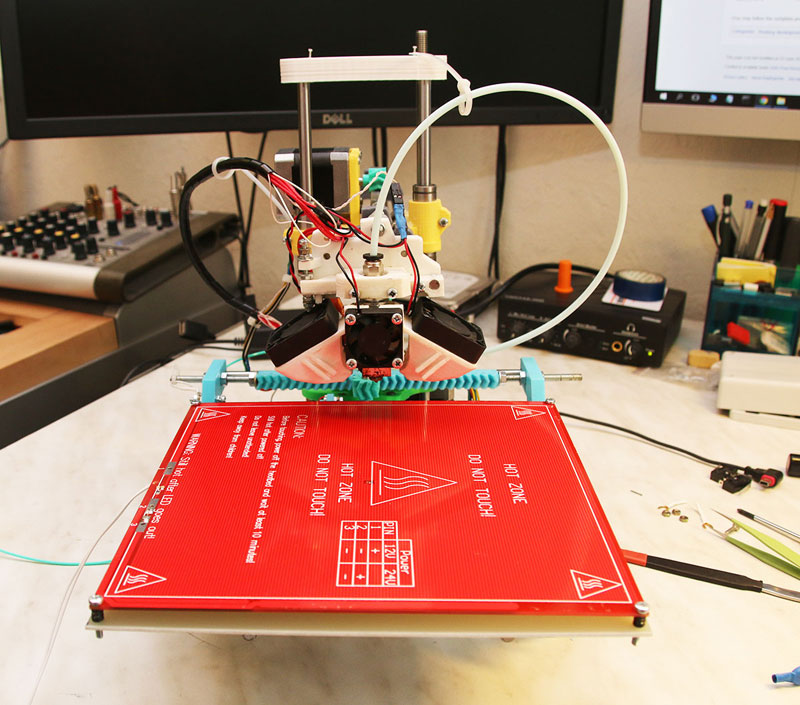 Для этого под печатной платформой есть винты или барашки которыми можно регулировать высоту печатной платформы.
Для этого под печатной платформой есть винты или барашки которыми можно регулировать высоту печатной платформы.
 Дельта принтер можно назвать упрощенным дельта — роботом, но это все же две разных кинематики.
Дельта принтер можно назвать упрощенным дельта — роботом, но это все же две разных кинематики.
 В них необходимо указать параметры вашего принтера — прошивку (обычно это Marlin или Repetier) длину диагоналей, окружность и т.д. Эти параметры можно взять из прошивки или измерить штангенциркулем. Важно максимально точно указать все параметры иначе откалибровать принтер не удастся.
В них необходимо указать параметры вашего принтера — прошивку (обычно это Marlin или Repetier) длину диагоналей, окружность и т.д. Эти параметры можно взять из прошивки или измерить штангенциркулем. Важно максимально точно указать все параметры иначе откалибровать принтер не удастся.
 На самом деле мы «трамблируем» поверхность печати: следим за тем, чтобы сопло находилось на одинаковой высоте поперек платформы в каждой точке по осям X и Y.
На самом деле мы «трамблируем» поверхность печати: следим за тем, чтобы сопло находилось на одинаковой высоте поперек платформы в каждой точке по осям X и Y.
 Нам нравится использовать Ultimaker Cura.
Нам нравится использовать Ultimaker Cura. Подождите не менее 5–10 минут, чтобы принтер поглотил тепло.
Подождите не менее 5–10 минут, чтобы принтер поглотил тепло.

 Линии будут сливаться друг с другом с однородным внешним видом. Будет очень мало шероховатостей.
Линии будут сливаться друг с другом с однородным внешним видом. Будет очень мало шероховатостей. Недостатком является то, что у вас будет шероховатая поверхность в нижней части отпечатка. Вы найдете плоты в разделе Build Plate Adhesion в Cura и в разделе Support Material в PrusaSlicer. Другие слайсеры имеют свои параметры плота в других меню.
Недостатком является то, что у вас будет шероховатая поверхность в нижней части отпечатка. Вы найдете плоты в разделе Build Plate Adhesion в Cura и в разделе Support Material в PrusaSlicer. Другие слайсеры имеют свои параметры плота в других меню.
 Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров. Ваш первый слой может выглядеть идеально в передней части кровати, но также важно учитывать, насколько хорошо он приклеивается к задней части кровати. Выравнивание платформы вашего 3D-принтера — важный шаг в получении высококачественных 3D-печатных деталей, но это может быть немного сложно. К счастью, специалисты MatterHackers всегда готовы помочь. Давайте взглянем на основные уроки выравнивания платформы вашего 3D-принтера.
Ваш первый слой может выглядеть идеально в передней части кровати, но также важно учитывать, насколько хорошо он приклеивается к задней части кровати. Выравнивание платформы вашего 3D-принтера — важный шаг в получении высококачественных 3D-печатных деталей, но это может быть немного сложно. К счастью, специалисты MatterHackers всегда готовы помочь. Давайте взглянем на основные уроки выравнивания платформы вашего 3D-принтера. Тем не менее, запустите 3D-печать, которая проходит по всей кровати, и вы увидите, что первый слой идеально плоский.
Тем не менее, запустите 3D-печать, которая проходит по всей кровати, и вы увидите, что первый слой идеально плоский. У кровати, выровненной вручную, рабочая пластина будет парить над тележкой кровати — она не закреплена жестко на тележке кровати. Вместо этого рабочая пластина крепится к каретке с помощью комбинации винтов, пружин и винтов с накатанной головкой. Эта комбинация позволяет кровати поворачиваться и регулироваться, оставаясь при этом достаточно жесткой, чтобы не подпрыгивать во время 3D-печати.
У кровати, выровненной вручную, рабочая пластина будет парить над тележкой кровати — она не закреплена жестко на тележке кровати. Вместо этого рабочая пластина крепится к каретке с помощью комбинации винтов, пружин и винтов с накатанной головкой. Эта комбинация позволяет кровати поворачиваться и регулироваться, оставаясь при этом достаточно жесткой, чтобы не подпрыгивать во время 3D-печати. В этом случае для калибровки вам потребуется переместить ограничитель Z-минимума немного ниже.
В этом случае для калибровки вам потребуется переместить ограничитель Z-минимума немного ниже.

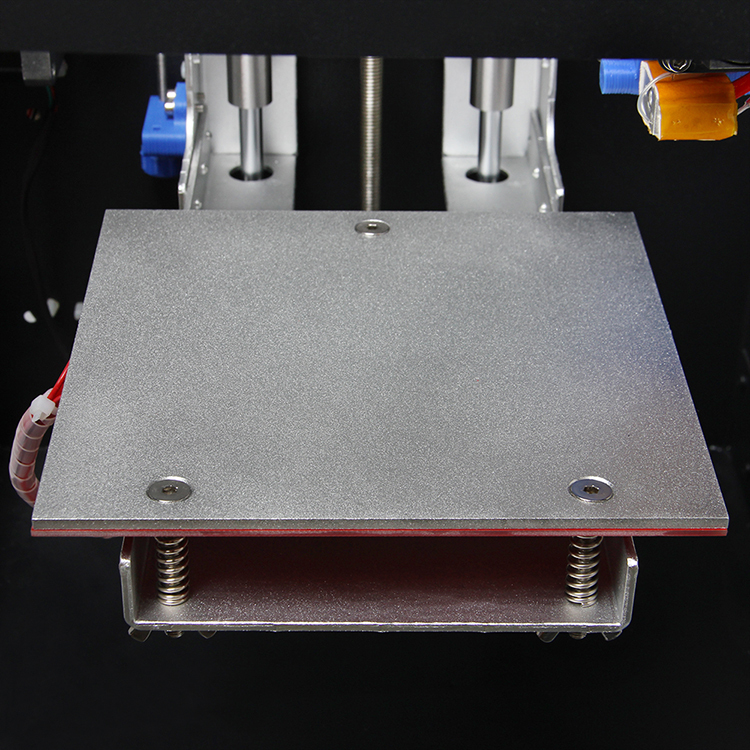 Используя небольшой зонд для определения ложа и его относительного расстояния от минимума Z или максимума Z, прошивка может автоматически запустить процедуру выравнивания ложа и построить сетку, которая компенсирует неровности ложа. Думайте о выравнивании встроенного ПО как о том же самом, что и о выравнивании программного обеспечения, за исключением того, что принтер делает все мысли вместо вас и листа бумаги.
Используя небольшой зонд для определения ложа и его относительного расстояния от минимума Z или максимума Z, прошивка может автоматически запустить процедуру выравнивания ложа и построить сетку, которая компенсирует неровности ложа. Думайте о выравнивании встроенного ПО как о том же самом, что и о выравнивании программного обеспечения, за исключением того, что принтер делает все мысли вместо вас и листа бумаги.


 5
5 Возможна комплектация двигателя WG7152 оптическим энкодером и электромагнитным
Возможна комплектация двигателя WG7152 оптическим энкодером и электромагнитным Наш специалист свяжется с вами в ближайшее время.
Наш специалист свяжется с вами в ближайшее время. Серия KII также предлагает высокопрочные редукторы с параллельным валом, которые максимизируют производительность двигателя благодаря простой проводке и гибким вариантам монтажа. Серия KII доступна от 6 Вт (1/125 л.с.) до 90 Вт (1/8 л.с.) с выходными валами стандартного британского или метрического стандарта.
Серия KII также предлагает высокопрочные редукторы с параллельным валом, которые максимизируют производительность двигателя благодаря простой проводке и гибким вариантам монтажа. Серия KII доступна от 6 Вт (1/125 л.с.) до 90 Вт (1/8 л.с.) с выходными валами стандартного британского или метрического стандарта. с.)
с.)  Вы можете найти хороший выбор мотор-редукторов переменного тока на замену. Они помогают обеспечить достаточную силу для управления подъемниками, медицинскими столами, домкратами и робототехникой. Существует также хороший выбор двигателей постоянного тока. Они обычно используются в автомобильной промышленности, включая лебедки с электроприводом на грузовиках, двигатели стеклоочистителей, сиденья с электроприводом и электрические стеклоподъемники.
Вы можете найти хороший выбор мотор-редукторов переменного тока на замену. Они помогают обеспечить достаточную силу для управления подъемниками, медицинскими столами, домкратами и робототехникой. Существует также хороший выбор двигателей постоянного тока. Они обычно используются в автомобильной промышленности, включая лебедки с электроприводом на грузовиках, двигатели стеклоочистителей, сиденья с электроприводом и электрические стеклоподъемники.
 ..
.. 0333
0333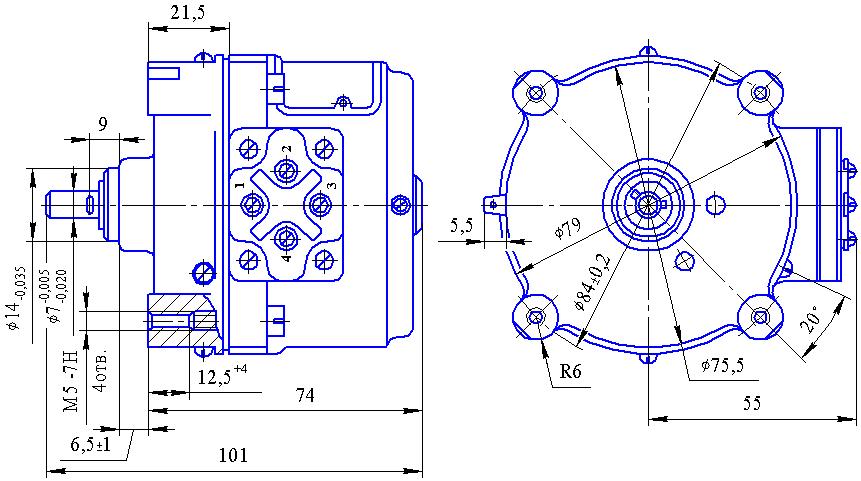 ..
.. ..
.. 0074
0074 отсортировано по паспортной табличке RPM, по возрастанию
отсортировано по паспортной табличке RPM, по возрастанию ..
.. ..
.. ..
.. ..
.. ..
.. , 3-фазный, отсортировано по паспортной табличке RPM, по возрастанию
, 3-фазный, отсортировано по паспортной табличке RPM, по возрастанию . .
. .
 Это касается не только внешнего дизайна и электронной начинки, но и общего конструктивного устройства.
Это касается не только внешнего дизайна и электронной начинки, но и общего конструктивного устройства.
 Необходимо отметить, что данные средства не являются достаточными, так как при работе цепной пилой самым главным гарантом безопасности является соблюдение пользователем правил эксплуатации.
Необходимо отметить, что данные средства не являются достаточными, так как при работе цепной пилой самым главным гарантом безопасности является соблюдение пользователем правил эксплуатации.
 насоса UC4030A
насоса UC4030A насоса UC4020A/
насоса UC4020A/ винт. фланец PT5X55(верс1)
винт. фланец PT5X55(верс1) винт. фланец PT5X30
винт. фланец PT5X30 шестерня 14
шестерня 14 головкой М4х8
головкой М4х8 3ммх40см 442040661 (UC4030A) — в наличии
3ммх40см 442040661 (UC4030A) — в наличии шаг 3/8×1.3мм(верс1)
шаг 3/8×1.3мм(верс1) (new)
(new) Если вы еще не добавили бензопилу в свою коллекцию садовых инструментов, закажите электрическую пилу UC4030A сегодня, прежде чем Makita не сможет удовлетворить спрос. (в настоящее время 14 th самый популярный продукт в категории Косилки и электроинструменты для улицы на Amazon!)
Если вы еще не добавили бензопилу в свою коллекцию садовых инструментов, закажите электрическую пилу UC4030A сегодня, прежде чем Makita не сможет удовлетворить спрос. (в настоящее время 14 th самый популярный продукт в категории Косилки и электроинструменты для улицы на Amazon!)  com
com Чтобы использовать его, вы должны вынуть шину / цепь, проверить уровень масла, подключить его и нажать на курок. Это действительно так просто, потому что все предназначено для регулировки на лету, затягивания натяжного винта, регулировки шага и т. д. вообще не требует никаких инструментов. В долгосрочной перспективе я не вижу ни одной бензиновой бензопилы, которая бы прослужила больше, чем эта электрическая бензопила. Это одна средняя пила.
Чтобы использовать его, вы должны вынуть шину / цепь, проверить уровень масла, подключить его и нажать на курок. Это действительно так просто, потому что все предназначено для регулировки на лету, затягивания натяжного винта, регулировки шага и т. д. вообще не требует никаких инструментов. В долгосрочной перспективе я не вижу ни одной бензиновой бензопилы, которая бы прослужила больше, чем эта электрическая бензопила. Это одна средняя пила. Ой! прежде чем я подпишусь, вы должны знать, что эта электрическая бензопила Makita поставляется из Германии, а не с Дальнего Востока, как упоминают интернет-магазины — еще одна причина, по которой я поставил ей первое место среди лучших электрических бензопил ТОП 5.
Ой! прежде чем я подпишусь, вы должны знать, что эта электрическая бензопила Makita поставляется из Германии, а не с Дальнего Востока, как упоминают интернет-магазины — еще одна причина, по которой я поставил ей первое место среди лучших электрических бензопил ТОП 5. моя позиция. Я буду первым, кто скажет, переходите на газ, если вы можете справиться с минусами, но с бытовой бензопилой для вашего сада и патио, я не думаю, что вам действительно нужно смотреть дальше, чем электрическая бензопила Makita UC4030A. Приобретение без стресса, которое прослужит вам целую вечность, просто держите его смазанным и готовым к действию. И это говорю не только я: эта пила считается одной из лучших электрических цепных пил на рынке. Проверьте это сами!
моя позиция. Я буду первым, кто скажет, переходите на газ, если вы можете справиться с минусами, но с бытовой бензопилой для вашего сада и патио, я не думаю, что вам действительно нужно смотреть дальше, чем электрическая бензопила Makita UC4030A. Приобретение без стресса, которое прослужит вам целую вечность, просто держите его смазанным и готовым к действию. И это говорю не только я: эта пила считается одной из лучших электрических цепных пил на рынке. Проверьте это сами! США
США


 Один из них расположен в корпусе, а второй около коллектора и закреплен в корпусе из пластмассы. Ротор сделан из технического железа, в котором есть прорези для обмоточных проводов. Также есть электрические щетки, посредством которых производится передача электрической энергии от кабеля до коллектора. При функционировании они имеют ровное свечение, которое можно заметить через отверстия для вентиляции. Если его нет или вы замечаете перебои, то это является первым признаком поломки.
Один из них расположен в корпусе, а второй около коллектора и закреплен в корпусе из пластмассы. Ротор сделан из технического железа, в котором есть прорези для обмоточных проводов. Также есть электрические щетки, посредством которых производится передача электрической энергии от кабеля до коллектора. При функционировании они имеют ровное свечение, которое можно заметить через отверстия для вентиляции. Если его нет или вы замечаете перебои, то это является первым признаком поломки. К слову, рукоять можно фиксировать в одном положении, которое удобно для вас, а еще она покрыта накладкой из резины, за счет чего отлично держится в руках и даже не скользит. Благодаря малым размерам и веса УШМ будет удобно держать в руках. Также модель безопасна в применении, так как защищена кожухом, который помогает защитить устройство от искр и пыли. Те люди, которые пользуются УШМ Макита, в основном оставляют положительные отзывы – большой эксплуатационный срок, поломки если и бывают, то лишь такие, какие можно починить своими руками, а еще устройство удобно перевозить за счет малого размера. Еще одним преимуществом является модель с электронной системой контроля тока, что является гарантией безопасности мастера, если случайно произойдет рывок.
К слову, рукоять можно фиксировать в одном положении, которое удобно для вас, а еще она покрыта накладкой из резины, за счет чего отлично держится в руках и даже не скользит. Благодаря малым размерам и веса УШМ будет удобно держать в руках. Также модель безопасна в применении, так как защищена кожухом, который помогает защитить устройство от искр и пыли. Те люди, которые пользуются УШМ Макита, в основном оставляют положительные отзывы – большой эксплуатационный срок, поломки если и бывают, то лишь такие, какие можно починить своими руками, а еще устройство удобно перевозить за счет малого размера. Еще одним преимуществом является модель с электронной системой контроля тока, что является гарантией безопасности мастера, если случайно произойдет рывок.
 Набор инструмента обеспечивает широкую сферу использования.
Набор инструмента обеспечивает широкую сферу использования.
 По отзывам пользователей все хорошо, но есть единственный минус, который выражается в хрупкой роторной шестерне.
По отзывам пользователей все хорошо, но есть единственный минус, который выражается в хрупкой роторной шестерне. Интересно, что поломки в болгарке бывают механическими и электрическими. Стоит определиться, можете ли вы собственноручно исправлять поломку или лучше все-таки обратиться в сервисный центр. Поломки, которые можно устранить своими руками:
Интересно, что поломки в болгарке бывают механическими и электрическими. Стоит определиться, можете ли вы собственноручно исправлять поломку или лучше все-таки обратиться в сервисный центр. Поломки, которые можно устранить своими руками:
 Компании-изготовители настаивают на том что в процессе обслуживания инструмента стоит применять их оригинальные смазочные материалы.
Компании-изготовители настаивают на том что в процессе обслуживания инструмента стоит применять их оригинальные смазочные материалы. до 115 р. в 1 магазинах
до 115 р. в 1 магазинах Узкий корпус и небольшой вес позволяют работать даже одной рукой. Высокопроизводительный двигатель надежно защищен от воздействия пыли и грязи. Фиксация шпинделя для безопасной замены диска, блокировка кнопки пуска, низкий уровень шума.
Узкий корпус и небольшой вес позволяют работать даже одной рукой. Высокопроизводительный двигатель надежно защищен от воздействия пыли и грязи. Фиксация шпинделя для безопасной замены диска, блокировка кнопки пуска, низкий уровень шума.
 Лично очень понравилась, особенно понравилось отсутствие поломок и неисправностей.
Лично очень понравилась, особенно понравилось отсутствие поломок и неисправностей.
 )
) )
)
 76
76 28
28 20
20 08
08 12
12 36
36 88
88 64
64 49
49 80
80 82
82

 Форма ЭДС меняется по синусоидальному закону, период синусоиды равен 2П(360), поскольку мы имеем дело с электрическими величинами (ЭДС, напряжение, ток) назовем это электрическими градусами и будем измерять период в них.
Форма ЭДС меняется по синусоидальному закону, период синусоиды равен 2П(360), поскольку мы имеем дело с электрическими величинами (ЭДС, напряжение, ток) назовем это электрическими градусами и будем измерять период в них.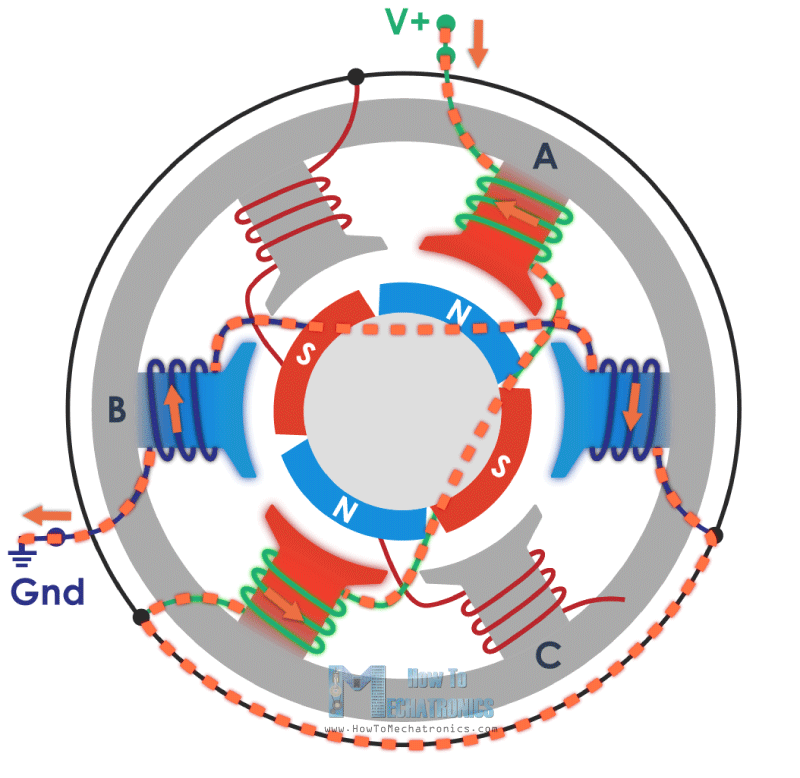 Один электрический период трехфазного двигателя.
Один электрический период трехфазного двигателя.


 Где -V коммутация на минус источника питания (GND), а +V коммутация на плюс источника питания.
Где -V коммутация на минус источника питания (GND), а +V коммутация на плюс источника питания.

 Для определения положения ротора двигателя и коммутаций обмоток используют электронный блок управления.
Для определения положения ротора двигателя и коммутаций обмоток используют электронный блок управления.  Датчики Холла устанавливаются также как обмотки, смещенные между собой на 120 электрических градусов. Это позволяет использовать магниты ротора в качестве воздействующего элемента датчика.
Датчики Холла устанавливаются также как обмотки, смещенные между собой на 120 электрических градусов. Это позволяет использовать магниты ротора в качестве воздействующего элемента датчика.


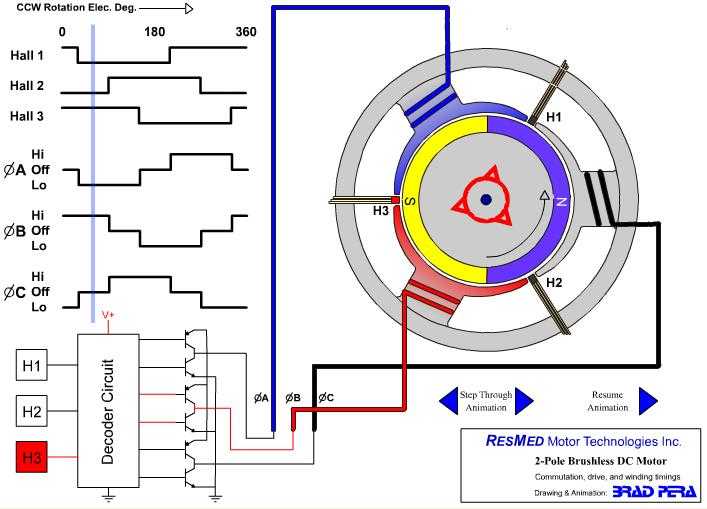


 Но, как видно из названия, основная особенность механизма – отсутствие коллектора (этот узел сложен, тяжел, требует обслуживания и может искрить). Роль ротора выполняет шпиндель, вокруг которого установлены проволочные обмотки с разными магнитными полями. Количество прямоугольных магнитов, установленных у ротора, может быть разным, но обязательно четным (как и число полюсов). В случае если несколько магнитов составляют один полюс, число полюсов меньше числа магнитов.
Но, как видно из названия, основная особенность механизма – отсутствие коллектора (этот узел сложен, тяжел, требует обслуживания и может искрить). Роль ротора выполняет шпиндель, вокруг которого установлены проволочные обмотки с разными магнитными полями. Количество прямоугольных магнитов, установленных у ротора, может быть разным, но обязательно четным (как и число полюсов). В случае если несколько магнитов составляют один полюс, число полюсов меньше числа магнитов. Широкое распространение этого вида регуляторов объясняется простотой их изготовления.
Широкое распространение этого вида регуляторов объясняется простотой их изготовления.
 com
com

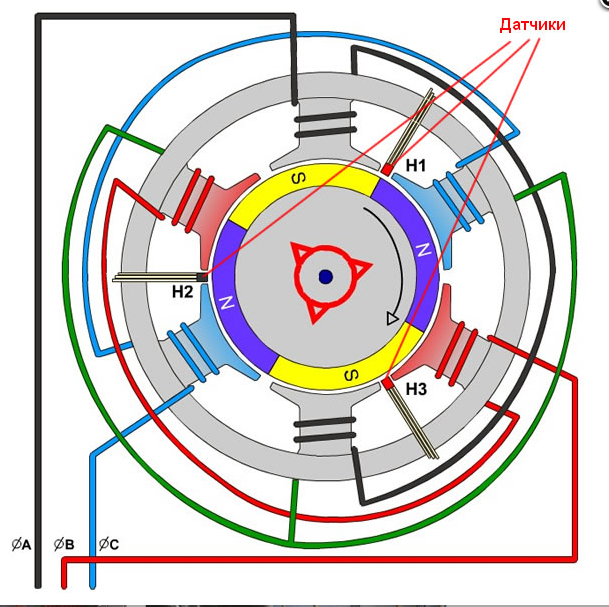


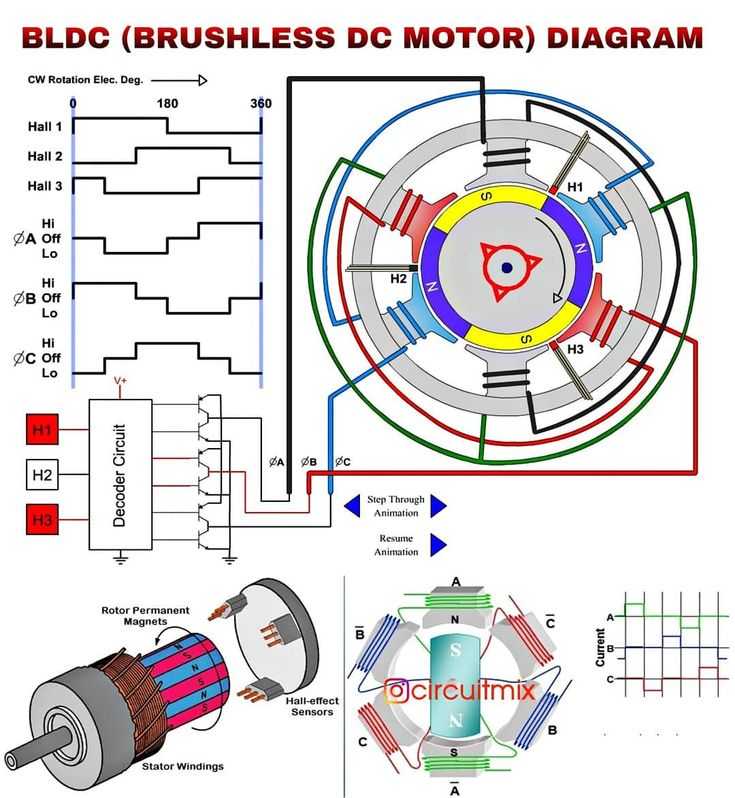 com
com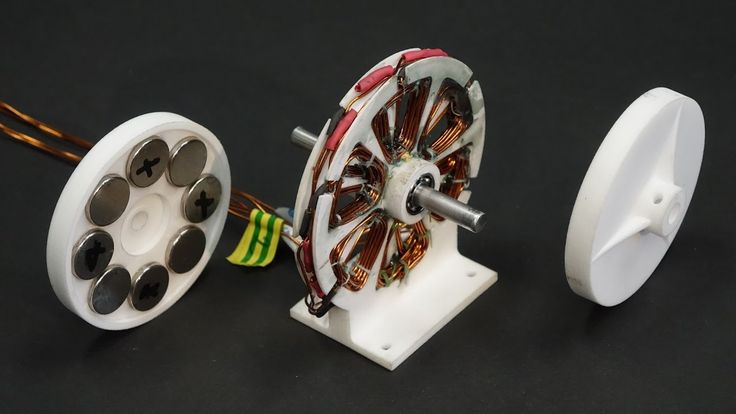 Щеточные двигатели могут вызывать искрение, особенно если щетки изнашиваются и контакт становится нестабильным. В некоторых условиях это трение может представлять опасность возгорания или взрыва. Хотя могут потребоваться другие меры предосторожности, бесщеточные двигатели не создают искр, что делает их гораздо более безопасным вариантом.
Щеточные двигатели могут вызывать искрение, особенно если щетки изнашиваются и контакт становится нестабильным. В некоторых условиях это трение может представлять опасность возгорания или взрыва. Хотя могут потребоваться другие меры предосторожности, бесщеточные двигатели не создают искр, что делает их гораздо более безопасным вариантом.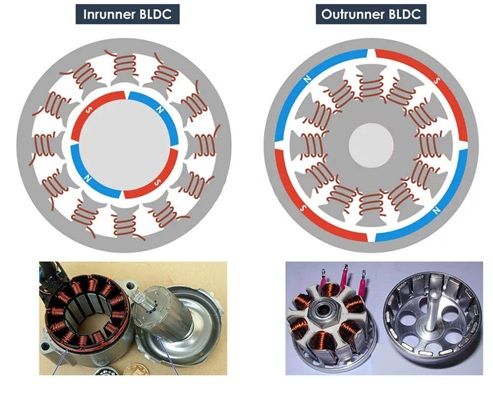 С другой стороны, в двигателях без пазов это пространство может быть полностью заполнено медной обмоткой. Чем меньше диаметр двигателей, тем более важным становится это преимущество бесщелевых двигателей.
С другой стороны, в двигателях без пазов это пространство может быть полностью заполнено медной обмоткой. Чем меньше диаметр двигателей, тем более важным становится это преимущество бесщелевых двигателей.
 В результате крутящий момент на 13,4% (1-косинус [30°]) ниже. Следовательно, при блочной коммутации на этом пике возникает пульсация крутящего момента с частотой, в шесть раз превышающей электрическую частоту вращения двигателя. Это приводит к вибрациям и шумам; особенно на низких оборотах двигатель будет вращаться неравномерно. Вот почему блочная коммутация не подходит для применений, в которых двигатели должны, по крайней мере, с перерывами, работать медленно (менее прибл. 10 % от номинальной скорости). В среднем пульсация крутящего момента вызывает потерю ок. 4,5% крутящего момента, а также соответствующее ухудшение КПД по сравнению с термически эквивалентным, оптимальным питанием обмоток.
В результате крутящий момент на 13,4% (1-косинус [30°]) ниже. Следовательно, при блочной коммутации на этом пике возникает пульсация крутящего момента с частотой, в шесть раз превышающей электрическую частоту вращения двигателя. Это приводит к вибрациям и шумам; особенно на низких оборотах двигатель будет вращаться неравномерно. Вот почему блочная коммутация не подходит для применений, в которых двигатели должны, по крайней мере, с перерывами, работать медленно (менее прибл. 10 % от номинальной скорости). В среднем пульсация крутящего момента вызывает потерю ок. 4,5% крутящего момента, а также соответствующее ухудшение КПД по сравнению с термически эквивалентным, оптимальным питанием обмоток. В большинстве случаев это напрямую приводит к значительному улучшению характеристик мотора. Однако в случае изменения нагрузки между двумя датчиками Холла синусоида не может быть отрегулирована, что приводит к неправильному позиционированию магнитного поля. Это можно исправить только с помощью следующего сигнала датчика Холла.
В большинстве случаев это напрямую приводит к значительному улучшению характеристик мотора. Однако в случае изменения нагрузки между двумя датчиками Холла синусоида не может быть отрегулирована, что приводит к неправильному позиционированию магнитного поля. Это можно исправить только с помощью следующего сигнала датчика Холла.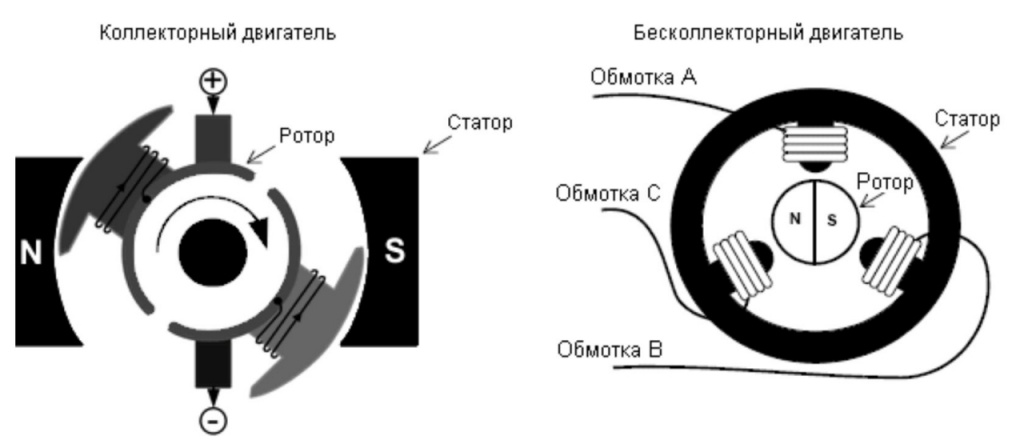 Ранее предполагалось, что будет генерироваться синусоидальное значение тока, которое с достаточной скоростью будет вводиться в обмотку регулятором тока. Таким образом, обе задачи, значение тока (которое соответствует контуру управления крутящим моментом) и управление током обмоток, обрабатываются отдельно при синусоидальной коммутации или, соответственно, выполняются отдельными контроллерами. Однако в этом случае регуляторы тока для обмоток получают с увеличением скорости значение тока, которое изменяется с большей частотой. В то же время необходимо компенсировать все более сильное влияние противо-ЭДС двигателя. Поскольку полоса пропускания регулятора тока имеет верхний предел, при более высоких скоростях могут возникать фазовые сдвиги и искажения токовых потоков, так что магнитное поле статора больше не перпендикулярно ротору.
Ранее предполагалось, что будет генерироваться синусоидальное значение тока, которое с достаточной скоростью будет вводиться в обмотку регулятором тока. Таким образом, обе задачи, значение тока (которое соответствует контуру управления крутящим моментом) и управление током обмоток, обрабатываются отдельно при синусоидальной коммутации или, соответственно, выполняются отдельными контроллерами. Однако в этом случае регуляторы тока для обмоток получают с увеличением скорости значение тока, которое изменяется с большей частотой. В то же время необходимо компенсировать все более сильное влияние противо-ЭДС двигателя. Поскольку полоса пропускания регулятора тока имеет верхний предел, при более высоких скоростях могут возникать фазовые сдвиги и искажения токовых потоков, так что магнитное поле статора больше не перпендикулярно ротору. Таким образом, значение крутящего момента больше не будет сначала преобразовываться в значения тока, как в случае с синусоидальной коммутацией для отдельных обмоток, каждая из которых затем управляется отдельно; но вместо этого одновременно контролируется в системе координат уровень тока ротора и ориентация магнитного поля. Затем рассчитываются токи для отдельных обмоток (через обратное преобразование Кларка-Парка). При этом методе управление не зависит от частоты и даже при более высоких скоростях вращения всегда будет обеспечивать оптимальный синусоидальный ток.
Таким образом, значение крутящего момента больше не будет сначала преобразовываться в значения тока, как в случае с синусоидальной коммутацией для отдельных обмоток, каждая из которых затем управляется отдельно; но вместо этого одновременно контролируется в системе координат уровень тока ротора и ориентация магнитного поля. Затем рассчитываются токи для отдельных обмоток (через обратное преобразование Кларка-Парка). При этом методе управление не зависит от частоты и даже при более высоких скоростях вращения всегда будет обеспечивать оптимальный синусоидальный ток. 20 % от номинальной скорости двигателя, так как сигнал измерения слишком мал. Кроме того, этот метод работает только в сочетании с блочной коммутацией, потому что при синусоидальной коммутации все три катушки всегда находятся под напряжением одновременно.
20 % от номинальной скорости двигателя, так как сигнал измерения слишком мал. Кроме того, этот метод работает только в сочетании с блочной коммутацией, потому что при синусоидальной коммутации все три катушки всегда находятся под напряжением одновременно. Хотя этот метод работает только потому, что реакция обмотки изменяется в зависимости от скорости из-за наведенного напряжения, непосредственно измеренные значения могут быть легко измерены даже при низких скоростях. Результатом является «виртуальный энкодер», который предоставляет информацию о положении и скорости, начиная с определенной минимальной скорости, с той же точностью, что и настоящий оптический или магнитный энкодер. Как и в этом методе, противо-ЭДС не обязательно измерять напрямую, его также можно комбинировать с синусоидальной коммутацией или управлением, ориентированным на поле.
Хотя этот метод работает только потому, что реакция обмотки изменяется в зависимости от скорости из-за наведенного напряжения, непосредственно измеренные значения могут быть легко измерены даже при низких скоростях. Результатом является «виртуальный энкодер», который предоставляет информацию о положении и скорости, начиная с определенной минимальной скорости, с той же точностью, что и настоящий оптический или магнитный энкодер. Как и в этом методе, противо-ЭДС не обязательно измерять напрямую, его также можно комбинировать с синусоидальной коммутацией или управлением, ориентированным на поле.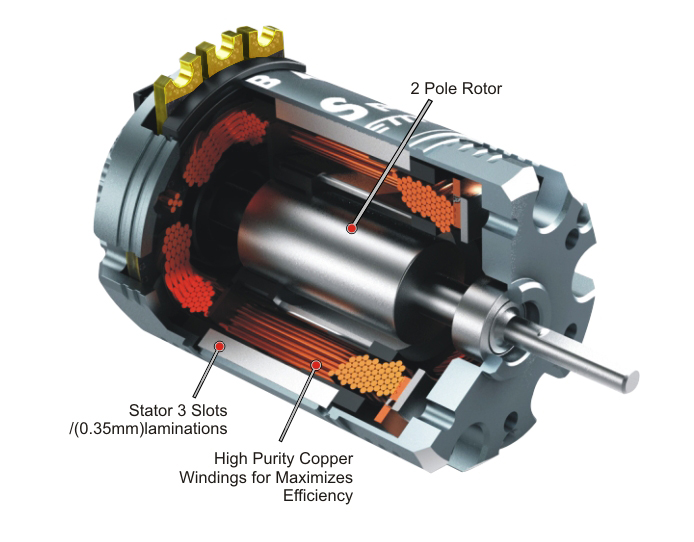 скорость вращения ненагруженного двигателя, определяемая, прежде всего, константой напряжения
скорость вращения ненагруженного двигателя, определяемая, прежде всего, константой напряжения
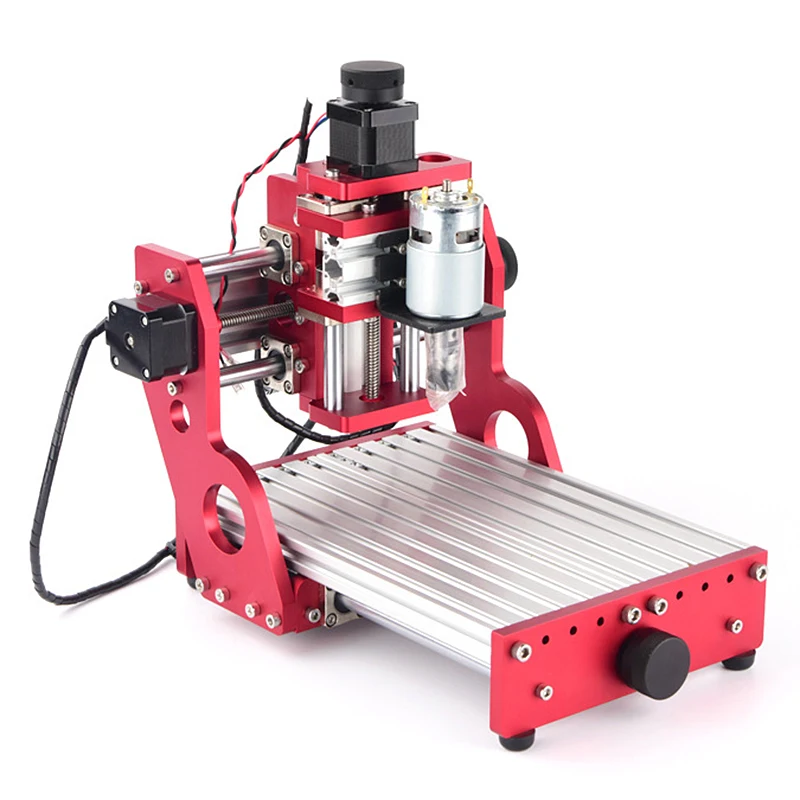 Он поможет изготовить для себя и на заказ мебель, различные декоративные предметы. Ознакомьтесь с примерами, видеопрезентациями, которые многие производители предлагают вместе с оборудованием, и получите вдохновение
Он поможет изготовить для себя и на заказ мебель, различные декоративные предметы. Ознакомьтесь с примерами, видеопрезентациями, которые многие производители предлагают вместе с оборудованием, и получите вдохновение Гравировка чехлов для мобильных, призов, скейтбордов, различных предметов помогают создать безупречные индивидуальные подарки.
Гравировка чехлов для мобильных, призов, скейтбордов, различных предметов помогают создать безупречные индивидуальные подарки. Они лучшие помощники чтобы раскрыть свой потенциал и создавать уникальные вещи: браслеты, оправы, декор, украшения и т.д. Имея такое оборудование в домашней мастерской, можно не ограничивать свои творческие идеи, а быстро и легко воплощать их в жизнь.
Они лучшие помощники чтобы раскрыть свой потенциал и создавать уникальные вещи: браслеты, оправы, декор, украшения и т.д. Имея такое оборудование в домашней мастерской, можно не ограничивать свои творческие идеи, а быстро и легко воплощать их в жизнь. Длина волны 10,6 мкм гарантирует отсутствие разрывов на кромках.
Длина волны 10,6 мкм гарантирует отсутствие разрывов на кромках. Говорят, когда хобби приносит деньги ─ это счастье. Несмотря на повышенный спрос, есть и те, кто сомневается, что не сможет подготовить файлы для лазерной резки. Появляется много вопросов о домашнем гравировальном станке, на некоторые из которых мы ответим в этой статье:
Говорят, когда хобби приносит деньги ─ это счастье. Несмотря на повышенный спрос, есть и те, кто сомневается, что не сможет подготовить файлы для лазерной резки. Появляется много вопросов о домашнем гравировальном станке, на некоторые из которых мы ответим в этой статье:

 На таких станках можно нанести рисунок на отделочную плитку, сделать гравировку на мраморе или граните, нанести узор на предметы малой архитектуры.
На таких станках можно нанести рисунок на отделочную плитку, сделать гравировку на мраморе или граните, нанести узор на предметы малой архитектуры.

 Прежде чем вы начнете искать лазерный гравер по дереву, убедитесь, что вы знаете, что искать. Вот почему мы составили это руководство вместе с некоторыми ключевыми советами, вопросами, которые необходимо рассмотреть, и несколькими конкретными рекомендациями по некоторым станкам, которые мы протестировали и обсудили с другими любителями и профессионалами в области дерева. Станок для лазерной гравировки вырезает детальный рисунок из фанеры
Прежде чем вы начнете искать лазерный гравер по дереву, убедитесь, что вы знаете, что искать. Вот почему мы составили это руководство вместе с некоторыми ключевыми советами, вопросами, которые необходимо рассмотреть, и несколькими конкретными рекомендациями по некоторым станкам, которые мы протестировали и обсудили с другими любителями и профессионалами в области дерева. Станок для лазерной гравировки вырезает детальный рисунок из фанеры
 Тщательно обдумайте эту потребность, прежде чем нажимать кнопку «Купить сейчас».
Тщательно обдумайте эту потребность, прежде чем нажимать кнопку «Купить сейчас». Оба имеют большие библиотеки дизайна на выбор и широкую совместимость с большинством компьютерных платформ. Обратите внимание, что на Mac Lightburn — ваш единственный вариант. И Ligthburn, и LaserGRBL — отличный выбор, и их довольно легко освоить.
Оба имеют большие библиотеки дизайна на выбор и широкую совместимость с большинством компьютерных платформ. Обратите внимание, что на Mac Lightburn — ваш единственный вариант. И Ligthburn, и LaserGRBL — отличный выбор, и их довольно легко освоить. например Легкая гравировка по сравнению с детальной глубокой лазерной резкой и дизайнерскими работами по дереву.
например Легкая гравировка по сравнению с детальной глубокой лазерной резкой и дизайнерскими работами по дереву. Там могут быть определенные функции, которые более важны для вас.
Там могут быть определенные функции, которые более важны для вас. Варианты подключения
Варианты подключения 
 Это доступная по цене машина со стабильной производительностью.
Это доступная по цене машина со стабильной производительностью. Это для предотвращения аварий.
Это для предотвращения аварий.
 Ремни GT2 перемещают оси X и Y. Acme Rod Tr8 крепится к оси Z с помощью ACME-гайки. Эта машина использует прошивку GRBL1.1 на Arduino Uno. Воспроизводимость отличная; это менее 0,002 дюйма до 0,004 дюйма. Кроме того, входящий в комплект маршрутизатор с регулируемой скоростью Makita RT0701C позволяет с легкостью персонализировать ваши проекты.
Ремни GT2 перемещают оси X и Y. Acme Rod Tr8 крепится к оси Z с помощью ACME-гайки. Эта машина использует прошивку GRBL1.1 на Arduino Uno. Воспроизводимость отличная; это менее 0,002 дюйма до 0,004 дюйма. Кроме того, входящий в комплект маршрутизатор с регулируемой скоростью Makita RT0701C позволяет с легкостью персонализировать ваши проекты. Этот комплект поставляется в комплекте с жесткой 5-слойной рамой из балтийской березы, вырезанной лазером, и системой опорных направляющих SG20U. Они переработали и улучшили Evolution 3, чтобы сделать его еще лучше.
Этот комплект поставляется в комплекте с жесткой 5-слойной рамой из балтийской березы, вырезанной лазером, и системой опорных направляющих SG20U. Они переработали и улучшили Evolution 3, чтобы сделать его еще лучше.
 Попробуйте пальцем поддеть ее. Не получится.
Попробуйте пальцем поддеть ее. Не получится. Он сам подкачивает, когда надо.
Он сам подкачивает, когда надо. С ней будет сподручнее.
С ней будет сподручнее. 6/ 10
6/ 10

 Сегодня все собрал согласно инструкции, проверил в ванной работу со всеми насадками. От всего в восторге. Даже для огорода многовато насадок. А если кому 16 литров много, так есть деления, можно и меньше залить.
Сегодня все собрал согласно инструкции, проверил в ванной работу со всеми насадками. От всего в восторге. Даже для огорода многовато насадок. А если кому 16 литров много, так есть деления, можно и меньше залить. , заряжала всего 1 раз! Обычный опрыскиватель вспоминаю как страшный сон! Отличное приобретение! Всем советую! Спасибо ПАТРИОТ!
, заряжала всего 1 раз! Обычный опрыскиватель вспоминаю как страшный сон! Отличное приобретение! Всем советую! Спасибо ПАТРИОТ! Вполне себе удобный аппарат. А после ручного опрыскивателя, так вообще Мерседес. За 25 минут обработал 11 соток своего сада и кусты соседа. Раньше тратил на это дело, как минимум 3 часа. Напор мощный, штанга выдвигается, раствор прекрасно долетает до верхушки 6 метровой груши (если подобрать насадку). Простой в обращении, без всяких танцев с бубном — выставил, как тебе надо регулятор и радуйся струе.
Вполне себе удобный аппарат. А после ручного опрыскивателя, так вообще Мерседес. За 25 минут обработал 11 соток своего сада и кусты соседа. Раньше тратил на это дело, как минимум 3 часа. Напор мощный, штанга выдвигается, раствор прекрасно долетает до верхушки 6 метровой груши (если подобрать насадку). Простой в обращении, без всяких танцев с бубном — выставил, как тебе надо регулятор и радуйся струе.
 Справились минут за 10-15 с помещением 50кв.м. Далее будем использовать уже по назначению на даче, в ближ.выходные еще проверим как справится с мойкой фасада дома.
Справились минут за 10-15 с помещением 50кв.м. Далее будем использовать уже по назначению на даче, в ближ.выходные еще проверим как справится с мойкой фасада дома.
 думал шляпа китайская. По факту СУПЕР. Качество за эти деньги просто запредельно. Два фильтра, стальная!!! телескоп штанга и несколько насадок. Смотрится как охотники за прмвеьеничми 😂😂😂. 16 литров в одно удовольствие. До этого были жук и гардения помпы. Товар очень достойный и облегчает работу в разы. Аккумулятор снимается легко и такие вроде не проблемны если что. Найти легко.
думал шляпа китайская. По факту СУПЕР. Качество за эти деньги просто запредельно. Два фильтра, стальная!!! телескоп штанга и несколько насадок. Смотрится как охотники за прмвеьеничми 😂😂😂. 16 литров в одно удовольствие. До этого были жук и гардения помпы. Товар очень достойный и облегчает работу в разы. Аккумулятор снимается легко и такие вроде не проблемны если что. Найти легко. И. Батареи для тракторов Case — Батареи для тракторов Case IH
И. Батареи для тракторов Case — Батареи для тракторов Case IH Иногда это не под силу даже пятикоординатному станку. Также большинство резцов имеет цилиндрическую форму, и обеспечить идеальное исполнение углов проблематично. Вертикальные внутренние углы всегда будут скруглены – кроме тех случаев, когда используется поднутрение.
Иногда это не под силу даже пятикоординатному станку. Также большинство резцов имеет цилиндрическую форму, и обеспечить идеальное исполнение углов проблематично. Вертикальные внутренние углы всегда будут скруглены – кроме тех случаев, когда используется поднутрение. У станков с ЧПУ тоже есть свои плюсы, и один из них – высокая точность, до нескольких микрон по каждой оси, что позволяет получать идеальные поверхности без дополнительной обработки. В том, что касается погрешностей, ЧПУ-обработка также обычно превосходит 3D-печать – ведь нагревать и заново формовать материал не требуется. Кроме того, станки с ЧПУ отлично подходят для конечных деталей из тяжелых материалов.
У станков с ЧПУ тоже есть свои плюсы, и один из них – высокая точность, до нескольких микрон по каждой оси, что позволяет получать идеальные поверхности без дополнительной обработки. В том, что касается погрешностей, ЧПУ-обработка также обычно превосходит 3D-печать – ведь нагревать и заново формовать материал не требуется. Кроме того, станки с ЧПУ отлично подходят для конечных деталей из тяжелых материалов. В автомобилестроении, авиакосмической промышленности и других отраслях, где требуется высокая точность изготовления металлических деталей, невозможно обеспечить допустимые погрешности, используя только 3D-печать. С другой стороны, выгоды 3D-печати в подобных случаях – возможность снизить массу и улучшить эргономику деталей. Обрабатывая напечатанные детали на станках с ЧПУ, производители «убивают двух зайцев»: в некоторых случаях можно добиться погрешности ±0,005 мм.
В автомобилестроении, авиакосмической промышленности и других отраслях, где требуется высокая точность изготовления металлических деталей, невозможно обеспечить допустимые погрешности, используя только 3D-печать. С другой стороны, выгоды 3D-печати в подобных случаях – возможность снизить массу и улучшить эргономику деталей. Обрабатывая напечатанные детали на станках с ЧПУ, производители «убивают двух зайцев»: в некоторых случаях можно добиться погрешности ±0,005 мм. Теперь же эти материалы, а также множество других сплавов и суперсплавов в полной мере доступны для 3D-печати. Используя станки с ЧПУ для высокоточной постобработки напечатанных изделий, инженеры-разработчики получают гораздо большую гибкость в работе с уже известными им материалами.
Теперь же эти материалы, а также множество других сплавов и суперсплавов в полной мере доступны для 3D-печати. Используя станки с ЧПУ для высокоточной постобработки напечатанных изделий, инженеры-разработчики получают гораздо большую гибкость в работе с уже известными им материалами. Добавьте к этому преимущества работы с CAD-моделями — и сразу станет ясно, почему эта «звездная пара» технологий привлекает внимание производителей.
Добавьте к этому преимущества работы с CAD-моделями — и сразу станет ясно, почему эта «звездная пара» технологий привлекает внимание производителей. 08.2019 , обновлена 12.05.2021
08.2019 , обновлена 12.05.2021 Так, для обработки с ЧПУ используется твердотельная модель, образованная объемными элементами — телами, а для 3D-печати поверхностная — состоящая из полигонов или оболочки.
Так, для обработки с ЧПУ используется твердотельная модель, образованная объемными элементами — телами, а для 3D-печати поверхностная — состоящая из полигонов или оболочки.
 И если требуется массовое производство изделий (сотни и более), то ни ЧПУ, ни 3D-печать не могут быть экономически выгодным вариантом. Традиционные технологии формования, такие как литьё по выплавляемым моделям или литьё под давлением будут лучшим выбором.
И если требуется массовое производство изделий (сотни и более), то ни ЧПУ, ни 3D-печать не могут быть экономически выгодным вариантом. Традиционные технологии формования, такие как литьё по выплавляемым моделям или литьё под давлением будут лучшим выбором. Особенность обработки с ЧПУ — внутренние углы изделия, которые всегда имеют радиус из-за формы режущего инструмента, но внешние поверхности могут иметь острые края. Также большинство нестандартных геометрий требуют вращения детали для доступа к различным сторонам. Перестановка заготовки увеличивает время обработки, также могут потребоваться нестандартные приспособления и дополнительный крепеж, что в совокупности влияет на окончательную стоимость изделия. Читайте рекомендации по проектированию для обработки с ЧПУ.
Особенность обработки с ЧПУ — внутренние углы изделия, которые всегда имеют радиус из-за формы режущего инструмента, но внешние поверхности могут иметь острые края. Также большинство нестандартных геометрий требуют вращения детали для доступа к различным сторонам. Перестановка заготовки увеличивает время обработки, также могут потребоваться нестандартные приспособления и дополнительный крепеж, что в совокупности влияет на окончательную стоимость изделия. Читайте рекомендации по проектированию для обработки с ЧПУ.
 Все эти факторы сильно влияют на качество конечной детали и время работы. То есть процесс подготовки является трудоёмким, а также само производство в большинстве случает требует присутствия оператора.
Все эти факторы сильно влияют на качество конечной детали и время работы. То есть процесс подготовки является трудоёмким, а также само производство в большинстве случает требует присутствия оператора.

 Включенный
Включенный
 2000/S.2000/S
2000/S.2000/S
 США
США )
)