Нівелір – це важливий вимірювальний прилад, без якого сьогодні не обходиться жодне будівництво чи професійний ремонт. Він допомагає визначити різницю висот на місцевості, побудувати осі, паралельні і перпендикулярні лінії і навіть площині, як в приміщенні, так і на відкритому просторі. Довгий час використовувались оптичні нівеліри, робота з якими вимагала певних знань і навичок. Але зараз, після появи такого пристрою як лазерний нівелір, виконання розмітки стало доступно кожному.
Поширений в наші дні лазерний рівень нівелір використовує в роботі лазерний промінь, службовець маркером. На вітчизняному ринку вимірювальних приладів можна знайти обладнання з різними характеристиками і функціями, ціна якого може серйозно відрізнятися. Збираючись купити лазерний нівелір, важливо знати головні параметри, згідно з якими вибираються ці пристрої.
Найважливішою характеристикою будь-якого лазерного нівеліра є кількість променів. У найпростіших моделях може бути один-два променя, чого цілком достатньо для виконання нескладних квартирних ремонтів, складання меблів, розбивки простого котловану. Простіше кажучи, простий нівелір – це лазерний рівень, купити який можна зовсім недорого.
Професійні лазерні нівеліри – це складні, багатофункціональні прилади, які можуть мати 10-12 променів. Такі апарати можуть будувати пересічні площини, тому незамінні при монтажі стель, перегородок, вирівнюванні підлоги стяжками, монтажі сталевих, залізобетонних, дерев’яних конструкцій. Ці лазерні рівні 3Dзазвичай оснащені додатковими опціями, такими як лазерний схил, зеніт, а також надир. Завдяки безлічі променів, пристрій можуть використовувати відразу кілька будівельників, що виконують зовсім різні завдання на одній ділянці.
При покупці приладу потрібно враховувати, що він, як і будь-який інший вимірювальний прилад, має похибку. У недорогих побутових моделей вона може становити 2-4 мм на метр, а професійні мають високу точність, їх похибка вимірюється в частках міліметра. Похибка безпосередньо пов’язана з дальністю дії нівеліра. Прості пристрої надають прийнятну точність на відстані до 10 метрів, а інструменти високого рівня – 50 метрів і більше.
Сучасні лазерні нівеліри мають безліч переваг перед оптичними, серед яких найбільш важливими прийнято вважати наступні:
просте використання, що не вимагає високої кваліфікації фахівця;
компактні розміри, невелика вага;
поєднання безлічі функцій в одному приладі;
добре помітний світловий промінь, що знижує ймовірність помилки.
При цьому важливо також згадати про те, що професійний лазерний нівелір купити в Україні можна набагато дешевше ніж оптичний, при цьому власник отримує незрівнянно більш функціональний вимірювальний інструмент.
Як купити лазерний нівелір в Україні
Компанія Fukuda Laser пропонує якісні брендові нівеліри різного рівня і цінової категорії з офіційною гарантією від виробника. В каталозі продукції на нашому сайті ви знайдете прилади таких відомих в усьому світі виробників якLSP, Fukuda, Nivoline, Fireco. Крім цього, компанія Fukuda Laser може запропонувати широкий вибір аксесуарів для роботи з геодезичними інструментами: штативи, триноги, власники, кронштейни, багато іншого.
Компанія отримує товар безпосередньо з виробниками приладів, тому можемо запропонувати ціну на 10-15% нижче, ніж у конкурентів. Прямі поставки також гарантують оригінальність нашого товару. Кожен наш нівелір перед продажем ретельно перевіряється, калібрується, настроюється, тому ви можете використовувати своє придбання в роботі відразу ж після покупки.
В работе с клиентами мы практикуем индивидуальный подход – наши менеджеры готовы рассказать покупателю о преимуществах той или иной модели и помочь сделать правильный выбор. Доставка продукции выполняется в любую точку страны. Мы отправляем заказ сразу же после оформления заявки на нашем сайте или у менеджера. Также вы можете сами забрать товар на нашем складе в Киеве и проверить его при получении.
Компанія Fukuda Laser завжди виконує свої гарантійні зобов’язання – наш сервісний центр розташований на території України, може виконувати ремонт приладів будь-якої складності. Ми працюємо на ринку більше 10 років, маємо репутацію відповідальних постачальників, що пропонують ефективне сучасне обладнання за прийнятною ціною і сервіс найвищого рівня.
Якщо ви шукаєте де купити лазерний нівелір в Україні недорого, з гарантією якості, то інтернет-магазин компанії Fukuda Laser найкраще місце для такої відповідальної покупки!
Лазерный уровень 3d в категории «Инструмент»
Лазерный уровень Hilda 3D 12 линий + ТРЕНОГА ЗЕЛЕНЫЙ ЛУЧ
Доставка по Украине
по 1 895 грн
от 2 продавцов
1 895 грн
Купить
Лазерный уровень/лазерный нивелир 3D Firecore F93T-XG + ТРЕНОГА БИРЮЗОВЫЙ ЛУЧ
На складе
Доставка по Украине
5 639 грн
4 749 грн
Купить
Лазерный уровень 3D FIRECORE F93TG 12 линий + ТРЕНОГА + КРОНШТЕЙН БИРЮЗОВЫЙ ЛУЧ
На складе
Доставка по Украине
6 790 грн
5 249 грн
Купить
Лазерный уровень Firecore 3D F93T XG с приёмником (максимальная комплектация) БИРЮЗОВЫЙ ЛУЧ
На складе
Доставка по Украине
6 900 грн
5 999 грн
Купить
Лазерный уровень/лазерный нивелир 3D Firecore F93T-XR КРАСНЫЙ ЛУЧ
На складе
Доставка по Украине
4 798 грн
3 849 грн
Купить
Лазерный уровень 3D с лазерным приёмником Firecore F93T XG БИРЮЗОВЫЙ ЛУЧ
На складе
Доставка по Украине
6 800 грн
5 599 грн
Купить
Лазерный уровень Hilda 3D 12 линий + ТРЕНОЖКА БИРЮЗОВЫЙ ЛУЧ
Доставка по Украине
1 895 грн
Купить
Лазерный уровень Huepar 3D green HP-903CG
На складе в г. Киев
Доставка по Украине
5 099 грн
4 999 грн
Купить
Лазерный уровень Hilda 3D + 2 АККУМУЛЯТОРА нивелир 12 линий Зеленые линии
На складе
Доставка по Украине
2 199 грн
Купить
Лазерный уровень FIRECORE 3D F93TG 12 линий + ТРЕНОГА + КРОНШТЕЙН БИРЮЗОВЫЙ ЛУЧ
На складе
Доставка по Украине
по 5 249 грн
от 2 продавцов
6 690 грн
5 249 грн
Купить
Лазерный уровень 3D Firecore F93T XG с приёмником (максимальная комплектация) БИРЮЗОВЫЙ ЛУЧ
На складе
Доставка по Украине
6 800 грн
5 999 грн
Купить
Лазерный уровень 3D лазерный нивелир Firecore F93T-XG БИРЮЗОВЫЙ ЛУЧ
На складе
Доставка по Украине
5 500 грн
4 349 грн
Купить
Лазерный уровень 3D лазерный нивелир Firecore F93T-XR КРАСНЫЙ ЛУЧ
На складе
Доставка по Украине
по 3 849 грн
от 2 продавцов
4 599 грн
3 849 грн
Купить
Лазерный уровень 3D F93T XR Firecore с приёмником красный луч!
На складе
Доставка по Украине
6 000 грн
5 099 грн
Купить
Лазерный уровень 3D Firecore F93T XG с приёмником (максимальная комплектация) БИРЮЗОВЫЙ ЛУЧ
На складе
Доставка по Украине
6 800 грн
5 999 грн
Купить
Смотрите также
Лазерный уровень 3D лазерный нивелир Firecore F93T-XG БИРЮЗОВЫЙ ЛУЧ
На складе
Доставка по Украине
5 500 грн
4 349 грн
Купить
Лазерный уровень 3D F93T XR Firecore с приёмником красный луч!
На складе
Доставка по Украине
6 000 грн
5 099 грн
Купить
Лазерный уровень/лазерный нивелир 3D Hilda БИРЮЗОВЫЙ ЛАЗЕР
На складе
Доставка по Украине
по 1 899 грн
от 2 продавцов
2 798 грн
1 899 грн
Купить
Лазерный уровень Hilda 3D 12 линий + ТРЕНОГА БИРЮЗОВЫЙ ЛУЧ
Доставка по Украине
по 1 895 грн
от 2 продавцов
1 895 грн
Купить
Лазерный уровень Hilda 3D 12 линий + МАГНИТНЫЙ КРОНШТЕЙН + мини ТРЕНОГА БИРЮЗОВЫЙ ЛУЧ
Доставка по Украине
по 2 195 грн
от 3 продавцов
2 195 грн
Купить
Лазерный уровень Hilda 3D 12 линий + МАГНИТНЫЙ КРОНШТЕЙН + мини ТРЕНОГА ЗЕЛЕНЫЙ ЛУЧ
Доставка по Украине
по 2 195 грн
от 3 продавцов
2 195 грн
Купить
3D Лазерный уровень, нивелир CUBIC 3D 50 м + ТРЕНОГА Гарантия!
На складе
Доставка по Украине
5 300 грн
Купить
Лазерный уровень Huepar 3D HP-603CG-BT бирюзовый луч!
На складе
Доставка по Украине
6 111 грн
5 499. 90 грн
Купить
Лазерный 3D уровень Huepar 3D HP-603CG + магнитный кронштейн FUKUDA
На складе
Доставка по Украине
6 777 грн
6 099.30 грн
Купить
Лазерный 3D уровень Huepar 3D HP-603CG + штатив 1,2м в комплекте
На складе
Доставка по Украине
6 666 грн
5 999.40 грн
Купить
Лазерный уровень Lanion 3D (аналог Fukuda)
На складе
Доставка по Украине
по 5 200 грн
от 3 продавцов
5 200 грн
Купить
Лазерный уровень 3D Fukuda MW-93T-2-3GX нивелир Diod Osram
На складе в г. Киев
Доставка по Украине
4 595 грн
Купить
DEKO DKLL12PB2 3D 12 линий Лазерный уровень МИНИ-ТРЕНОГА 360° + МАГНИТНЫЙ КРОНШТЕЙН + ОЧКИ
Доставка по Украине
3 295 грн
Купить
Лазерный уровень (нивелир) HILDA 3D 12 линий Бирюзовый луч!
На складе
Доставка по Украине
2 000 — 2 030 грн
от 2 продавцов
2 030 грн
Купить
Лазерный 3D-принтер для дома
Купите сегодня — каждый американский принтер Glowforge Pro & Plus доставляется в течение 3 дней.
Светокузнец 3D лазерный принтер.
Мы верим в будущее, в котором каждый сможет создать что угодно. Вот почему мы создали Glowforge, лазерный 3D-принтер, который режет, гравирует и маркирует сотни материалов.
Узнать большеКупить сейчас
В течение ограниченного времени: Получите 0% годовых с подтверждением. Заканчивается 31 августа
Подробнее ➔
Деревянный квадрокоптер, сделанный на Glowforge.
Кожаная сумка-ранец, сделанная на Светлячей горне.
Красочные макаруны с уникальными именами, вырезанными на них с помощью Glowforge.
Замысловато украшенная мандала, выгравированная лазером на задней панели портативного компьютера с помощью Glowforge.
Лампа в стиле ар-деко, сделанная из дерева, вырезанного на Glowforge.
Симпатичная маленькая модель в форме буквы А, сделанная из акрила с лазерной резкой и дерева с лазерной гравировкой.
Несколько кожаных брелоков и украшений, вырезанных и выгравированных с помощью Glowforge.
Подставка из сланца с очаровательными коровой, свиньей и цыпленком, выгравированными с помощью лазера Glowforge.
Посмотрите, что делают люди
Ваш Glowforge работает с сотнями материалов.
Созданная на основе технологии лазерной резки и гравировки, Glowforge использует луч света толщиной с человеческий волос для резки, гравировки и придания формы рисункам из различных материалов.
Особенности, отличающие Glowforge
Предварительный просмотр с камеры
Автофокус 3D
3D-гравировка в высоком разрешении
Laser Precision
Дизайн с помощью пера
Облачная простота
Автоматическая настройка
Предварительный просмотр с камеры2. Встроенные камеры показывают вам предварительный просмотр вашего дизайна на любом материале, который вы выберете. Поместите свой дизайн с помощью мыши или пальца и расположите его именно там, где вы хотите.
Нужно что-то выдающееся, быстро? Дизайн каталога — идеальный подарок.
Печатные украшения, игрушки, изделия из кожи, освещение, контейнеры, предметы искусства и многое другое. Дизайны тщательно тестируются и гарантируют идеальную печать каждый раз. Каждая из них снабжена подробными фото-инструкциями, чтобы их можно было легко закончить.
Просмотр каталога Дизайны
«…следующая волна компьютерного творчества».
Реальные люди, настоящая магия. Узнайте, что возможно.
Glowforge
Лазерный 3D-принтер
Мощный настольный лазер Glowforge режет, гравирует и сортирует сотни материалов.
«…следующая волна компьютерного творчества».
«…следующая волна компьютерного творчества».
Что вы создадите с Glowforge?
Пролистните, чтобы увидеть больше ⭤
Что вы создадите с Glowforge?
Ремесло из кожи
Дизайнерские товары для дома
Изготовление знаков и карт на заказ
Создание замысловатых произведений искусства
Персонализация подарков
Начни подрабатывать
Воплоти свои идеи в жизнь
.
Смотрите, как происходит волшебство.
Персонализируйте свои отпечатки.
Создавайте с сотнями материалов.
Листайте, чтобы увидеть больше ⟷
Давайте сделаем что-нибудь вместе.
Закажите бесплатную виртуальную демонстрацию с экспертом Glowforge и испытайте магию Glowforge в режиме реального времени.
Запланируйте демонстрацию
Создано такими же авторами, как вы.
Листайте, чтобы увидеть больше ⟷
Уважаемый Glowforge,
Glowforge — лазерный 3D-принтер
Выберите свою модель
Glowforge Pro
6 995 $
Выберите самый мощный и способный Glowforge. Glowforge Pro имеет тот же размер, но может печатать огромные объекты с помощью слота Pro Passthrough и имеет улучшенное охлаждение для использования в течение всего дня. Он также имеет модернизированные компоненты и увеличенную мощность лазера, с максимальной скоростью гравировки в 3 раза выше, чем у Glowforge Basic, и скоростью резки в 1,2 раза выше. Pro имеет двойную гарантию. Лазерный продукт класса 4.
Светлячок Плюс
4 995 долл. США
Наше домашнее предложение премиум-класса для максимального удобства печати. Plus предлагает модернизированные компоненты и максимальную скорость гравировки в 2 раза быстрее, чем Basic, и имеет двойную гарантию. Лазерный продукт класса 1.
Glowforge Basic
3 995 $
Glowforge Basic позволяет создавать прекрасные отпечатки на десятках материалов прямо у себя дома. Лазерный продукт класса 1.
Воздушный фильтр Glowforge
Воздушный фильтр Glowforge использует активированный уголь и фильтры HEPA для очистки воздуха, выходящего из вашего принтера Glowforge. Он стоит на полу рядом с принтером и снабжен ручками и колесиками, поэтому его легко перемещать. Он имеет переключатель включения/выключения и циферблат для регулировки мощности вентилятора для максимального срока службы фильтра.
Размеры
Внешний вид Glowforge (Pro, Plus и Basic): 38″ x 20,75″ x 8,25″ (965 мм x 527 мм x 210 мм)
Рабочая зона
Максимальная глубина материала: 18 дюймов (455 мм) для Basic и Plus; неограниченно для Pro
Максимальная ширина материала: 20″ (515 мм)
Площадь реза: ок. 11 дюймов (279 мм) в глубину и 19,5 дюймов (495 мм) в ширину
Максимальная высота материала: 2″ (50 мм)
Максимальная высота материала с лотком: 0,5″ (13 мм)
Возможности материала
Можно безопасно печатать на любом совместимом с лазером материале, примеры приведены ниже. Glowforge рекомендует материалы Proofgrade™ для автоматических настроек и идеальных результатов.
Резка и гравировка
дерево
ткань
кожа
бумага
картон
плексиглас (акрил)
Делрин (ацеталь)
майлар
резина
пробка
наждачная бумага
продукты
. ..и более
Только гравировка
стекло
мрамор
резиновые штампы
камень
керамическая плитка
анодированный алюминий
титан
кориан
…и более
Программное обеспечение
Простой и мощный интерфейс позволит вам печатать за считанные минуты
Веб-интерфейс работает на Mac, ПК, Linux и многих мобильных устройствах (требуется интернет)
Совместимость с JPG, PNG, SVG, PDF и другими форматами файлов. Glowforge Premium включает поддержку файлов DXF
Компоновка перетаскиванием с предварительным просмотром камеры в режиме реального времени для размещения рисунков на материале
Автоматическое сканирование чертежей и печать без программного обеспечения для проектирования
Каталог премиальных, настраиваемых, готовых к печати дизайнов
One Button Print
При использовании с материалами Proofgrade автоматически определяет настройки для идеальной резки и гравировки
Камеры
Широкоугольная камера — устанавливается на крышке, обеспечивает обзор всей области печати с точностью до 0,25 дюйма (6 мм)
Макрокамера — крепится на голове, обеспечивает максимально приближенную информацию для автофокусировки с точностью до 0,004 дюйма (0,1 мм)
Автофокус
Исключительно точные измерения — маломощный лазер сканирует поверхность материала для определения точной высоты
Полностью внутренняя — линза перемещается вверх и вниз внутри головки для печати на материалах толщиной до 0,5 дюйма (13 мм)
Многопроходный — фокус можно смещать между проходами гравировки, что позволяет выполнять детальную гравировку глубины
Опция ручной фокусировки — лазер можно сфокусировать на точной высоте, чтобы экспериментировать с различными методами
Освещение
Двойные высокоэффективные внутренние светодиодные ленты обеспечивают широкое освещение для работы и широкий угол обзора
Фары под крышкой обеспечивают точечную подсветку для точной прицельной обработки
Лазерная система
СО2-лазер — изготовленная на заказ стеклянная трубка для СО2-лазера, способная непрерывно работать на длине волны 10 600 нм; рассчитан на 45 Вт для Pro и 40 Вт для Plus и Basic
Фиксированное выравнивание — оптическая система, откалиброванная на заводе, не требует юстировки пользователем
Герметичная оптика — закрытый оптический тракт с очищаемыми и заменяемыми окнами защищает лазерную оптику от замены или перенастройки
Механические части
Корпус — высокомодульный литой пластик
Linear System — изготовленные на заказ линейные направляющие из экструдированного алюминия с V-образным колесом с ременным приводом
Motion — двойной гибридный шаговый двигатель по оси Y; один гибридный шаговый двигатель по оси X
Охлаждение — автономное внутреннее охлаждение с замкнутым контуром.
Air Assist — внутренняя подача воздуха без необходимости подключения внешнего компрессора
Рекомендуемая рабочая температура: 60F-75F (16C-24C) Basic и Plus; 60Ф-81Ф (16С-27С) Про
Требования
Требуется Wi-Fi (2,4 ГГц b/g/n и WPA2, WPA, WEP или открытый)
Вентиляция либо с компактным фильтром Glowforge, либо с открывающимся окном в пределах 8 футов
110/220 В переменного тока, 50 или 60 Гц, розетка
Glowforge Basic, Plus и Pro имеют пиковое энергопотребление 800 Вт
Компактный фильтр имеет дополнительную пиковую потребляемую мощность 350 Вт
Разное
Точные настройки мощности обеспечивают достаточный контроль для рисования линий на копировальной бумаге
Настройки 3D-гравировки позволяют вырезать детализированные поверхности
Точность позиционирования до 0,001 дюйма (0,025 мм)
Гравировка до 1355 DPI
Обновление Pro
Проходной слот Pro позволяет использовать материал высотой до 1/4 дюйма (6,3 мм), шириной до 20 дюймов (50,8 см) и любой длины
Торцешлифовальный ЧПУ станок для пружин WNM9 (WNJ), China
WNM9 | WNJ
Серия: WNM
Диаметр пружины 10мм — 100мм
Диаметр проволоки 1мм — 9мм
Метод управления ЧПУ / Matsushita
Длина пружины 10мм — 400мм
Цена и условия
2 616 029 RUB*
Получить КП
* Цена рассчитана на основе параметров: конфигурация оборудования — стандартная, город доставки — Москва. Стоимость товара и условия продажи не являются публичной офертой.
Нажмите здесь
для ознакомления с текущей конфигурацией.
Характеристики
Общие характеристики
Метод управления
ЧПУ / Matsushita
Производительность
Диаметр пружины
10мм — 100мм
Диаметр проволоки
1мм — 9мм
Длина пружины
10мм — 400мм
Рабочая зона
Количество лотков
1шт
Количество шлифовальных кругов
2шт
Размер шлифовального круга
450мм x 65мм
Скорость вращения шлифовального камня
740об/мин
Двигатели и источник питания
Напряжение
380В / 50Гц
Общая мощность двигателей
20кВт
Двигатель вертикальной подачи верхний
1кВт
Мощность двигателей шлифования
7. 5кВт / 7.5кВт
Мощность двигателя вращения лотка
1.5кВт
Габаритный размер и вес
Вес
3500кг
Габаритная длина
2100мм
Габаритная ширина
1900мм
Габаритная высота
2750мм
*Технические характеристики могут быть изменены без предварительного уведомления.
Серия
WNM12
WNM12-2
WNM2.5
WNM6
WNM9
WNM9-2
Общие характеристики
Метод управления
ЧПУ
ЧПУ
ЧПУ
ЧПУ
ЧПУ / Matsushita
ЧПУ / Matsushita
Производительность
Диаметр пружины
20мм — 120мм
20мм — 120мм
5мм — 30мм
5мм — 60мм
10мм — 100мм
10мм — 60мм
Диаметр проволоки
3мм — 12мм
3мм — 12мм
0. 5мм — 2.5мм
0.8мм — 6мм
1мм — 9мм
1мм — 9мм
Длина пружины
20мм — 400мм
20мм — 400мм
8мм — 90мм
10мм — 200мм
10мм — 400мм
20мм — 400мм
Рабочая зона
Количество лотков
1шт
2шт
1шт
1шт
1шт
2шт
Количество шлифовальных кругов
2шт
2шт
2шт
2шт
2шт
2шт
Размер шлифовального круга
660мм x 170мм x 100мм
660мм x 170мм x 100мм
300мм x 135мм x 50мм
400мм x 50мм
450мм x 65мм
450мм x 50мм x 65мм
Скорость вращения шлифовального камня
950об/мин
950об/мин
1430об/мин
1400об/мин
740об/мин
1400об/мин
Двигатели и источник питания
Напряжение
380В / 50Гц
380В / 50Гц
380В / 50Гц
380В / 50Гц
380В / 50Гц
380В / 50Гц
Общая мощность двигателей
31кВт
35кВт
3.55кВт
10кВт
20кВт
24кВт
Двигатель вертикальной подачи верхний
—
—
—
—
1кВт
—
Мощность двигателей шлифования
—
—
—
—
7. 5кВт / 7.5кВт
—
Мощность двигателя вращения лотка
—
—
—
—
1.5кВт
—
Пружинонавивочные станки от ООО «Вебер Комеханикс»
Каталог
Кулачковые пружинонавивочные станки Herdon серии СSC
Смотреть подробнее
Высокоточные пружинонавивочные станки Herdon серии HCA
Смотреть подробнее
Торцешлифовальные станки для пружин сжатия Herdon серии ATM
Смотреть подробнее
Универсальные кулачковые станки-мультиформеры Herdon серии СSM
Смотреть подробнее
Многофункциональные кулачковые станки-мультиформеры Herdon серии RFM
Смотреть подробнее
Многофункциональные высокоточные станки-мультиформеры Herdon серии HCM
Смотреть подробнее
Для изготовления пружин сжатия в современном производстве применяются пружинонавивочные станки. Для изделий типа пружины растяжения, торсионные и фасонные пружины, различных плоских и пространственных пружин используют мультиформеры с ЧПУ. В каталоге ООО «Вебер Комеханикс» представлены различные модели станков для навивки пружин.
Использование пружинонавивочных станков позволяет обеспечивать необходимые характеристики выпускаемой продукции:
число рабочих и общих витков;
шаг и высоту;
запас на последующую обработку;
внутренний, внешний и наружный диаметры;
дополнительные технологические витки.
После навивки на пружинонавивочных станках производится механическая обработка изделий:
торцевание — для спиралей сжатия из металла;
формирование технологических зацепов — для пружин кручения и растяжения.
После изготовления на пружинонавивочных станках в отпускных печах у готовых изделий снимаются внутренние напряжения, после чего они приобретают требуемые свойства.
Станки для навивки пружин имеют 3 и более координаты ЧПУ.
Подобная конструкция позволяет формировать из разогретых прутков и проволоки спирали растяжения и кручения. При этом имеется возможность задавать для каждого изделия индивидуальные характеристики. В настоящее время только ЧПУ модели пружинонавивочных станков способны с прецизионной точностью и высоким качеством производить разные модификации представленных изделий.
Возможность оперативной переналадки такого оборудования позволяет сокращать время на подготовку производства. Привод поворота заготовок дает возможность производить в пространстве операции любой сложности.
Использование системы ЧПУ с высокой точностью обеспечивает необходимые шаг, высоту и поджим конца изделия. Программа позволяет задать право- и левостороннюю навивку.
Торцешлифовальные станки предназначены для шлифовки пружин сжатия.
Станки для шлифования концов пружин — WAFIOS
Станок для шлифования концов пружин сжатия
Серия G
Преимущества Серия G
Настройка – подключение – готово к шлифованию концов пружин с помощью WAFIOS!
Стандартная машина включает в себя все функции, необходимые для удовлетворения высоких требований в отношении качества и производительности.
Новейшая концепция привода, все движения вниз выполняются сервоприводами
Автоматическая правка шлифовальных кругов
Устройство для измерения длины пружины
гарантирует надежный производственный процесс
Лазерные датчики для автоматической компенсации износа шлифовального круга
* Размер загрузочной пластины можно выбрать, преобразование невозможно!
** Доступны разные диаметры
Г 450
Диаметр проволоки
1–9 мм
Наружный диаметр пружины
макс. 100 мм
Длина пружины
ок. 350 мм для новых шлифовальных кругов
Шлифовальные круги
450x80x100 мм (наружный ø x высота x ø отверстия)
Окружная скорость шлифовального круга
35–50 м/с (плавная регулировка)
Установленная мощность шлифовальных шпинделей
ок. 2 х 7,5 кВт
Скорость загрузочной плиты
0,2–50 об/мин (плавная регулировка)
Количество загрузочных плит
1
Диаметр загрузочной пластины
740 мм*
Приемные отверстия, загрузочная пластина**
60 мм
Требуемая площадь (Д x Ш x В)
2200 x 2200 x 2900 мм (без пылеудаления)
Вес
прибл. 3625 кг (без пылеудаления)
* Размер загрузочной пластины можно выбрать, преобразование невозможно!
** Доступны разные диаметры
Г 450
Диаметр проволоки
1–9 мм
Наружный диаметр пружины
макс. 100 мм
Длина пружины
ок. 350 мм для новых шлифовальных кругов
Шлифовальные круги
450x80x100 мм (наружный ø x высота x ø отверстия)
Окружная скорость шлифовального круга
35 — 50 м/с (плавная регулировка)
Установленная мощность шлифовальных шпинделей
ок. 2 х 7,5 кВт
Скорость загрузочной плиты
0,2–50 об/мин (плавная регулировка)
Количество загрузочных плит
2
Диаметр загрузочной пластины
580 мм
Приемные отверстия, загрузочная пластина**
50 мм
Требуемая площадь (Д x Ш x В)
2400 x 2200 x 2900 мм (без пылеудаления)
Вес
прибл. 4500 кг (без пылеудаления)
** Доступны разные диаметры
Г 660
Диаметр проволоки
2–12 мм
Наружный диаметр пружины
макс. 140 мм
Длина пружины
12–350 мм
Шлифовальные круги
660x100x150 мм (Außen-Ø x Höhe x Bohrungs-Ø)
Окружная скорость шлифовального круга
35–50 м/с (stufenlos wählbar)
Установленная мощность шлифовальных шпинделей
ок. 2 х 11 кВт
Скорость загрузочной плиты
0,2–50 об/мин (плавная регулировка)
Количество загрузочных плит
1
Диаметр загрузочной пластины
740 мм
Приемные отверстия, загрузочная пластина**
60 мм
Необходимое пространство (Д x Ш x В)
3000 x 3000 x 3000 мм (без пылеудаления)
Вес
ок. 6300 кг (без пылеудаления)
** Доступны разные диаметры
Г 660
Диаметр проволоки
2–12 мм
Наружный диаметр пружины
макс. 140 мм
Длина пружины
12–350 мм
Шлифовальные круги
660x100x150 мм (Außen-Ø x Höhe x Bohrungs-Ø)
Окружная скорость шлифовального круга
35 — 50 м/с (плавная регулировка)
Установленная мощность шлифовальных шпинделей
ок. 2 х 11 кВт
Скорость загрузочной плиты
0,2–50 об/мин (плавная регулировка)
Скорость загрузки пластины
2
Диаметр загрузочной пластины
740 мм
Приемные отверстия, загрузочная пластина**
60 мм
Необходимое пространство (Д x Ш x В)
2400 x 3600 x 3000 мм (без пылеудаления)
Вес
ок. 7200 кг (без пылеудаления)
** Доступны разные диаметры
Изображения
Г 450
Видео
Загрузка плеера . ..
Загрузка плеера …
Загрузки
Производители станков для шлифования пружин с ЧПУ, поставщики OEM/ODM
Станки для навивки пружин с ЧПУ
Станок для формования пружин с ЧПУ
Пружинный бескулачковый станок с ЧПУ
Станок для гибки проволоки с ЧПУ
Станок для шлифовки пружин с ЧПУ
Пружинная печь для закалки
Образец пружины
HZJG-A3 ПЕРЕДВИЖНАЯ ПЕЧЬ ДЛЯ ЗАКАЛА
HZJG-A3 ПЕРЕДВИЖНАЯ ПЕЧЬ ДЛЯ ЗАКАЛА…
Подробнее
WNM2.5 WNM СТАНОК ДЛЯ ЗАТОЧКИ ПРУЖИН С ЧПУ
Тип WNM-2.5 СТАНОК ДЛЯ ЗАТОЧКИ ПРУЖИН С ЧПУ WNM…
Подробнее
WNM6 WNM СТАНОК ДЛЯ ЗАТОЧКИ ПРУЖИН С ЧПУ
Тип WNM-6 СТАНОК ДЛЯ ЗАТОЧКИ ПРУЖИН С ЧПУ WNM…
Подробнее
WNM9 WNM СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРУЖИН С ЧПУ
Тип WNM9 СТАНОК ДЛЯ ЗАТОЧКИ ПРУЖИН С ЧПУ WNM. ..
Подробнее
WNM9-2E СТАНОК ДЛЯ ЗАТОЧКИ ПРУЖИН С ЧПУ
Тип WNM9-2E СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРУЖИН С ЧПУ…
Подробнее
WNM12 WNM СТАНОК ДЛЯ ЗАТОЧКИ ПРУЖИН С ЧПУ
Тип WNM12 СТАНОК ДЛЯ ЗАТОЧКИ ПРУЖИН С ЧПУ WNM…
Подробнее
Серия станков для шлифования пружин с числовым программным управлением WNM, диаметр проволоки может варьироваться от 0,3 до 12 мм.
Станок для шлифовки концов пружин с ЧПУ WNM является новейшим разработанным станком для шлифования пружин, основанным на передовой технологии торцевого шлифования с ЧПУ в стране и за рубежом. Он использует серводвигатель для управления шлифовальным кругом и имеет автоматический контроль, компенсацию и функцию сигнализации. Скорость подачи, скорость подачи, давление шлифования и скорость подающего лотка можно запрограммировать на компьютере. Он удобен в эксплуатации и обладает высокой эффективностью, является идеальным оборудованием для массового производства двухсторонних шлифовальных пружин.
Zhejiang Omnipoten Spring Machine Co., Ltd (WNJ) является ведущим производителем пружинных шлифовальных станков с ЧПУ в Китае, специализирующимся на производстве оптовых пружинных шлифовальных станков и другого сопутствующего оборудования более 30 лет. WNJ — это глобальное предприятие, специализирующееся на пружинной технике, с продажами в Европе, Турции. Имеются международные агенты в Индии, Южной Корее, Аргентине и т. д. В то же время, чтобы обеспечить наличие запасных частей для старых машин, мы предоставляем вам с обслуживанием механических и электронных компонентов. Мы также предоставляем запасные части и расходные материалы для ремонта большого количества деталей, чтобы мы могли своевременно заменить поврежденные детали для вас. Как шлифовальный станок, поставщики, у нас есть полная производственная линия от проектирования, формовки, отделки, оснастки, проверки, тестирования, отладки и упаковки, и мы создали ориентированную на клиента систему управления качеством для укрепления долгосрочных инноваций и улучшения послепродажного обслуживания.
Виды и свойства пластмасс. Определение типа пластика
В современных автомобилях доля пластмассовых деталей постоянно растет, а значит растет и количество ремонтов на пластмассовых поверхностях.
Во многом окраска пластмасс отличается от окраски металлических поверхностей, что обусловлено, в первую очередь, самими свойствами пластмасс: они более эластичны и имеют меньшую адгезию к ЛКМ. А поскольку разнообразие пластмасс, применяемых в автомобилестроении, очень широко, то не будь каких-нибудь универсальных ремонтных материалов, обеспечивающих создание качественного ЛКП на большинстве из их типов, нам бы, наверное, пришлось с головой погружаться в изучение молекулярной химии полимеров.
К счастью, делать этого не придется: на практике ремонт пластмасс окажется значительно проще. Но все же некоторая информация о типах пластмасс и их свойствах нам пригодится.
ABS (сополимер акрилонитрила, бутадиена и стирола)
Поликарбонат — PC
Полиамиды — PA
Полиуретан — PU, PUR
Стеклопластики — SMC, BMC, UP-GF
Если тип пластика неизвестен
Бонусы
Расшифровка обозначения пластмасс
Обозначения наиболее распространенных пластиков
Классификация пластиков в зависимости от жесткости
Основные модификации полипропилена и области их применения в автомобиле
Методы определения типа пластмассы
Пластмассы — в массы
В XX веке человечество пережило синтетическую революцию, в его жизни появились новые материалы — пластмассы. Пластмассу можно смело отнести к одному из главных открытий человечества. Без изобретения этого материала многих других открытий получить бы не удалось или удалось бы намного позже.
Александр Паркс. Изобретатель пластмассы
Первая пластмасса была изобретена в 1855 году британским металлургом и изобретателем Александром Парксом. Когда он решил найти дешевый заменитель дорогостоящей слоновой кости, из которой в то время делались бильярдные шары, он и представить себе не мог, какое важное открытие ему удалось совершить.
Ингредиентами первой пластмассы стала нитроцеллюлоза, спирт и камфора. Смесь этих компонентов прогревалась до текучего состояния, а затем заливалась в форму и застывала при нормальной температуре. Так был изобретен родоначальник современных пластмасс — паркезин.
От природных материалов к полностью синтетическим развитие пластмасс пришло позже — когда профессор Фрейбургского университета немец Герман Штаудингер открыл макромолекулу — тот «кирпичик», из которого строятся все синтетические органические материалы, да и природные тоже. Это открытие принесло в 1953 году профессору Штаудингеру Нобелевскую премию.
С тех-то пор все и началось… Чуть ли не каждый год из химических лабораторий начали сообщать об открытии очередного синтетического материала с невиданными ранее свойствами, и сегодня в мире ежегодно производятся миллионы тонн всевозможных пластмасс, без которых жизнь современного человека и представить себе нельзя.
Пластмассы применяются везде, где только можно: в обеспечении комфортного быта людей, сельском хозяйстве, во всех сферах промышленности. Не стало исключением и автомобилестроение. Здесь пластик применяется все шире, стремительно смещая с позиций своего главного технологического конкурента — металл.
По сравнению с металлами пластмассы — очень молодые материалы. Их история не насчитывает и 200 лет, в то время как железо, олово и свинец были знакомы человеку еще в глубокой древности — за 3000-4000 лет до н. э. Но несмотря на это, пластмасса во многом превосходит металл.
Преимущества пластмасс
Во-первых, пластик значительно легче металла. Это позволяет снизить общий вес автомобиля и сопротивление воздуха при движении, и тем самым — уменьшить расход топлива, а значит и снизить выброс выхлопных газов.
Общее снижение веса автомобиля на 100 кг за счет применения пластмассовых деталей позволяет экономить до одного литра топлива на 100 км.
Во-вторых, применение пластмасс дает колоссальные возможности для формообразования, позволяя изготавливать детали самых сложных и хитроумных форм и реализовывать любые дизайнерские идеи.
К преимуществам пластмасс также относятся их высокая коррозионная стойкость, устойчивость к атмосферным воздействиям, кислотам, щелочам и другим агрессивным химическим веществам, высокий коэффициент шумоподавления, отменные электро- и теплоизоляционные характеристики.
Так что неудивительно, почему пластмассы получили такое широкое распространение в автомобилестроении.
Предпринимались ли попытки создать полностью пластмассовый автомобиль? А как же! Вспомните легендарный «Трабант», выпускавшийся в Германии более 40 лет назад. Кузов этого героя анекдотов был полностью изготовлен из слоистого пластика.
Для получения этого пластика использовалась поступавшая с текстильных фабрик хлопчатобумажная ткань. 65 слоев этой ткани, чередуясь со слоями размолотой крезолоформальдегидной смолы, спрессовывались в очень прочный материал толщиной 4 мм при давлении 40 атм. и температуре 160 °С в течение 10 мин.
Trabant. Самый популярный в мире автомобиль из пластика
Цельнопластмассовые кузова серийных авто разрабатываются и сейчас, многие кузова спортивных автомобилей полностью делают из пластика. Традиционно металлические детали (капоты, крылья) на многих автомобилях сейчас также меняют на пластиковые, например, у автомобилей Citroën, Renault, Peugeot и других.
Только если кузовные детали народного Трабанта вызывали скорее ироническую усмешку, то пластиковые элементы современных авто, обладающие высочайшей прочностью, антикоррозионной стойкостью и малым удельным весом, заставляют с уважением относиться к этому материалу.
Заканчивая разговор о преимуществах пластмасс нельзя обойти стороной тот факт, что большинство из них хорошо поддается окрашиванию, пускай и с некоторыми оговорками. Не будь у пластика такой возможности, вряд ли бы этот материал снискал столь высокую популярность.
Зачем красить пластик?
Необходимость покраски пластмасс продиктована с одной стороны эстетическими соображениями, а с другой — необходимостью защищать пластики. Ведь ничего вечного нет. Пластмасса хоть и не гниет, но в процессе эксплуатации и атмосферных воздействий она все равно повергается старению и деструкции. А нанесенный лакокрасочный слой защищает поверхность пластика от различных агрессивных воздействий и продлевает срок его службы.
На заводе покраска пластмассовых деталей трудностей не вызывает. Технологии здесь отлажены, да и речь в данном случае идет о покраске новых одинаковых деталей из одной и той же пластмассы. А вот в условиях мастерской маляры уже сталкиваются с проблемой, заключающейся в разнородности материалов различных деталей.
Вот здесь и приходится ответить себе на вопрос: «Что вообще такое пластмасса? Из чего ее делают, каковы ее свойства и основные виды?».
Что такое пластмасса?
В соответствии с отечественным государственным стандартом:
Пластмассами называются материалы, основной составной частью которых являются такие высокомолекулярные органические соединения, которые образуются в результате синтеза или же превращений природных продуктов. При переработке в определенных условиях они, как правило, проявляют пластичность и способность к формованию или деформации.
Если из такого сложного определения убрать первое слово «пластмассами», можно даже и не догадаться, о чем вообще идет речь. Что ж, попробуем немного разобраться.
«Пластмассы» или «пластические массы» назвали так потому, что эти материалы способны при нагреве размягчаться, становиться пластичными, и тогда под давлением им можно придать определенную форму, которая при дальнейшем охлаждении и отверждении сохраняется.
Основу любой пластмассы составляет полимер (то самое «высокомолекулярное органическое соединение» из определения выше).
Слово «полимер» происходит от греческих слов «поли» («много») и «мерос» («части» или «звенья»). Это вещество, молекулы которого состоят из большого числа одинаковых, соединенных между собой звеньев. Эти звенья называют мономерами («моно» — один).
Так, например, выглядит мономер полипропилена, наиболее применяемого в автомобилестроении типа пластика:
Молекулярные цепи полимера состоят из практически бесчисленного числа таких кусочков, соединенных в одно целое.
Цепочки молекул полипропилена
По происхождению все полимеры делят на синтетические и природные. Природные полимеры составляют основу всех животных и растительных организмов. К ним относят полисахариды (целлюлоза, крахмал), белки, нуклеиновые кислоты, натуральный каучук и другие вещества.
Хотя модифицированные природные полимеры и находят промышленное применение, большинство пластмасс являются синтетическими.
Синтетические полимеры получают в процессе химического синтеза из соответствующих мономеров.
В качестве исходного сырья обычно применяются нефть, природный газ или уголь. В результате химической реакции полимеризации (или поликонденсации) множество «маленьких» мономеров исходного вещества соединяются между собой, будто бусины на ниточке, в «огромные» молекулы полимера, который затем формуют, отливают, прессуют или прядут в готовое изделие.
Так, например, из горючего газа пропилена получают пластик полипропилен, из которого делают бамперы:
Теперь вы наверное догадались, откуда берутся названия пластмасс. К названию мономера добавляется приставка «поли-» («много»): этилен → полиэтилен, пропилен → полипропилен, винилхлорид → поливинилхлорид и т.д.
Международные краткие обозначения пластмасс являются аббревиатурами их химических наименований. Например, поливинилхлорид обозначают как PVC (Polyvinyl chloride), полиэтилен — PE (Polyethylene), полипропилен — PP (Polypropylene).
Кроме полимера (его еще называют связующим) в состав пластмасс могут входить различные наполнители, пластификаторы, стабилизаторы, красители и другие вещества, обеспечивающие пластмассе те или иные свойства, такие как текучесть, пластичность, плотность, прочность, долговечность и т.д.
Виды пластмасс
Пластмассы классифицируют по разным критериям: химическому составу, жирности, жесткости. Но главным критерием, объясняющим природу полимера, является характер поведения пластика при нагревании. По этому признаку все пластики делятся на три основные группы:
термопласты;
реактопласты;
эластомеры.
Принадлежность к той или иной группе определяют форма, величина и расположение макромолекул, вместе с химическим составом.
Термопласты — это пластмассы, которые при нагреве плавятся, а при охлаждении возвращаются в исходное состояние.
Эти пластмассы состоят из линейных или слегка разветвленных молекулярных цепей. При невысоких температурах молекулы располагаются плотно друг возле друга и почти не двигаются, поэтому в этих условиях пластмасса твердая и хрупкая. При небольшом повышении температуры молекулы начинают двигаться, связь между ними ослабевает и пластмасса становится пластичной. Если нагревать пластмассу еще больше, межмолекулярные связи становятся еще слабее и молекулы начинают скользить относительно друг друга — материал переходит в эластичное, вязкотекучее состояние. При понижении температуры и охлаждении весь процесс идет в обратном порядке.
Если не допускать перегрева, при котором цепи молекул распадаются и материал разлагается, процесс нагревания и охлаждения можно повторять сколько угодно раз.
Эта особенность термопластов многократно размягчаться позволяет неоднократно перерабатывать эти пластмассы в те или иные изделия. То есть теоретически, из нескольких тысяч стаканчиков из-под йогурта можно изготовить одно крыло. С точки зрения защиты окружающей среды это очень важно, поскольку последующая переработка или утилизация — большая проблема полимеров. Попав в почву, изделия из пластика разлагаются в течение 100–400 лет!
Кроме того, благодаря этим свойствам термопласты хорошо поддаются сварке и пайке. Трещины, изломы и деформации можно легко устранить посредством нагрева.
Большинство полимеров, применяемых в автомобилестроении, являются именно термопластами. Используются они для производства различных деталей интерьера и экстерьера автомобиля: панелей, каркасов, бамперов, решеток радиатора, корпусов фонарей и наружных зеркал, колпаков колес и т.д.
К термопластам относятся полипропилен (РР), поливинихлорид (PVC), сополимеры акрилонитрила, бутадиена и стирола (ABS), полистирол (PS), поливинилацетат (PVA), полиэтилен (РЕ), полиметилметакрилат (оргстекло) (РММА), полиамид (РА), поликарбонат (PC), полиоксиметилен (РОМ) и другие.
Если для термопластов процесс размягчения и отверждения можно повторять многократно, то реактопласты после однократного нагревания (при формовании изделия) переходят в нерастворимое твердое состояние, и при повторном нагревании уже не размягчаются. Происходит необратимое отверждение.
В начальном состоянии реактопласты имеют линейную структуру макромолекул, но при нагревании во время производства формового изделия макромолекулы «сшиваются», создавая сетчатую пространственную структуру. Именно благодаря такой структуре тесно сцепленных, «сшитых» молекул, материал получается твердым и неэластичным, и теряет способность повторно переходить в вязкотекучее состояние.
Из-за этой особенности термореактивные пластмассы не могут подвергаться повторной переработке. Также их нельзя сваривать и формовать в нагретом состоянии — при перегреве молекулярные цепочки распадаются и материал разрушается.
Эти материалы являются достаточно термостойкими, поэтому их используют, например, для производства деталей картера в подкапотном пространстве. Из армированных (например стекловолокном) реактопластов производят крупногабаритные наружные кузовные детали (капоты, крылья, крышки багажников).
К группе реактопластов относятся материалы на основе фенол-формальдегидных (PF), карбамидо-формальдегидных (UF), эпоксидных (EP) и полиэфирных смол.
Эластомеры
Эластомеры — это пластмассы с высокоэластичными свойствами. При силовом воздействии они проявляют гибкость, а после снятия напряжения возвращают исходную форму. От прочих эластичных пластмасс эластомеры отличаются способностью сохранять свою эластичность в большом температурном диапазоне. Так, например, силиконовый каучук остается упругим в диапазоне температур от -60 до +250 °С.
Эластомеры, так же как и реактопласты, состоят из пространственно-сетчатых макромолекул. Только в отличие от реактопластов, макромолекулы эластомеров расположены более широко. Именно такое размещение обуславливает их упругие свойства.
В силу своего сетчатого строения эластомеры неплавки и нерастворимы, как и реактопласты, но набухают (реактопласты не набухают).
К группе эластомеров относятся различные каучуки, полиуретан и силиконы. В автомобилестроении их используют преимущественно для изготовления шин, уплотнителей, спойлеров и т.д.
В автомобилестроении используются все три типа пластиков. Также выпускаются смеси из всех трех видов полимеров — так называемые «бленды» (blends), свойства которых зависят от соотношения смеси и вида компонентов.
Определение типа пластика. Маркировка
Любой ремонт пластиковой детали должен начинаться с определения типа пластмассы, из которой изготовлена деталь. Если в прошлом это давалось не всегда просто, то сейчас «опознать» пластик легко — все детали, как правило, маркируются.
Обозначение типа пластмассы производители обычно выштамповывают с внутренней стороны детали, будь то бампер или крышка мобильного телефона. Тип пластика, как правило, заключен в своеобразные скобки и может выглядеть следующим образом: >PP/EPDM<, >PUR<, <ABS>.
Задание: снимите крышку своего мобильного телефона и посмотрите из какого типа пластмассы он изготовлен. Чаще всего это >PC<.
Вариантов таких аббревиатур может быть очень много. Рассмотрим несколько самых распространенных в автомобилестроении типов пластмасс.
Примеры наиболее распространенных в автомобилестроении типов пластика
Полипропилен — самый распространенный в автомобильной промышленности тип пластика. В большинстве случаев при ремонте мы будем иметь дело с его различными модификациями.
Полипропилен обладает массой преимуществ: низкой плотностью (0,90 г/см³ — наименьшее значение среди всех пластмасс), высокой механической прочностью, химической стойкостью (устойчив к разбавленным кислотам и большинству щелочей, моющим средствам, маслам, растворителям), термостойкостью (начинает размягчаться при 140°C, температура плавления 175°C). Он почти не подвергается коррозионному растрескиванию, обладает хорошей способностью к восстановлению. Кроме того, полипропилен является экологически чистым материалом.
Столь ценные свойства этого пластика дают повод считать его идеальным материалом для автомобилестроения. Благодаря достоинствам полипропилена его даже начали называть «королем пластмасс».
На основе полипропилена изготовлены практически все бампера, также этот материал используется при изготовлении спойлеров, деталей салона, приборных панелей, расширительных бачков, решеток радиатора, воздуховодов, корпусов и крышек аккумуляторных батарей и т.д.
Только при литье большинства этих деталей используется не чистый полипропилен, а его различные модификации.
«Чистый» немодифицированный полипропилен очень чувствителен к кислороду и ультрафиолетовому излучению, в процессе эксплуатации он быстро теряет свои свойства и становится хрупким. По той же причине нанесенное на чистый полипропилен отделочное покрытие не может обладать прочной и долговечной адгезией.
Введенные же в полипропилен добавки — часто в виде резины и талька — существенно улучшают его свойства и дают возможность его покраски.
Покраске поддается только модифицированный полипропилен. На «чистом» полипропилене адгезия будет очень слабой! Из чистого полипропилена >РР< изготавливают, например, бачки омывателей, расширительные емкости, одноразовую посуду, стаканчики и т.д.
Все модификации полипропилена первыми двумя буквами обозначаются все равно, как >РР…<, какой бы длинной не была аббревиатура. Самый распространенный продукт этих модификаций — >PP/EPDM< (сополимер полипропилена и этиленпропиленового каучука).
ABS (сополимер акрилонитрила, бутадиена и стирола)
ABS — эластичный, но в тоже время ударопрочный пластик. За эластичность отвечает составляющая каучука (бутадиена), за прочность — акрилонитрил. Этот пластик чувствителен к ультрафиолетовому излучению — под его воздействием пластик быстро стареет. Поэтому изделия из ABS нельзя долго держать на свету и нужно обязательно окрашивать.
Чаще всего используется для производства корпусов фонарей и наружных зеркал, решеток радиатора, облицовки приборной панели, обивки дверей, колпаков колес, задних спойлеров и т. п.
Поликарбонат — PC
Один из наиболее ударопрочных термопластов. Чтобы понять, насколько прочен поликарбонат, достаточно того факта, что это материал используется при изготовлении пуленепробиваемых банковских стоек.
Помимо прочности поликарбонаты отличаются легкостью, стойкостью к световому старению и перепадам температур, пожаробезопасностью (это трудно воспламеняющийся самозатухающий материал).
К сожалению, поликарбонаты чувствительны к воздействию растворителей и имеют тенденцию к растрескиванию под воздействием внутренних напряжений.
Не подходящие агрессивные растворители могут сильно ухудшать прочность этого пластика, поэтому при покраске деталей, где прочность имеет ключевое значение (например мотоциклетного шлема из поликарбоната) нужно быть очень внимательными и четко соблюдать рекомендации производителя, а в некоторых случаях даже принципиально отказаться от покраски. Зато спойлеры, решетки радиатора и панели бамперов из поликарбоната можно красить без проблем.
Полиамиды — PA
Полиамиды — жесткие, прочные и при этом эластичные материалы. Детали из полиамида выдерживают нагрузки, близкие к нагрузкам, допустимым для цветных металлов и сплавов. Полиамид обладает высокой стойкостью к износу, химической устойчивостью. Он почти невосприимчив к большинству органических растворителей.
Чаще всего полиамиды используют для изготовления съемных автомобильных колпаков, различных втулок и вкладышей, хомутов трубок, языков замка дверей и защелок.
Полиуретан — PU, PUR
Пока свое широкое распространение в производстве не получил полипропилен, самым популярным материалом для изготовления различных эластичных деталей автомобиля был полиуретан. Из него делали рулевые колеса, грязезащитные чехлы, покрытия для педалей, мягкие дверные ручки, спойлеры и т.д.
У многих этот тип пластика вызывает ассоциации с маркой Mercedes. До недавнего времени почти на всех моделях из полиуретана делали бамперы, боковые накладки дверц, порогов.
Для производства деталей из этого пластика требуется не такое сложное оборудование, как для полипропиленовых. Поэтому сегодня многие частные компании предпочитают работать именно с полиуретаном при изготовлении различных деталей для тюнинга автомобилей.
Стеклопластики — SMC, BMC, UP-GF
Стеклопластики — один из главных представителей семейства так называемых «армированных пластиков». Эти материалы изготавливаются на базе эпоксидных или полиэфирных смол (это реактопласты) со стеклотканью в качестве наполнителя.
Благодаря своим высоким физико-механическим характеристикам, а также стойкости к различным агрессивным воздействиям, стеклопластики получили широкое применение во многих сферах промышленности. Этот материал используется, например, в производстве кузовов американских минивэнов.
В процессе производства деталей из стеклопластика могут применяться технологии типа «сэндвич», когда детали состоят из нескольких слоев тех или иных материалов, каждый из которых отвечает определенным требованиям (прочности, химической стойкости, абразивоустойчивости).
Если тип пластика неизвестен
Вот к нам в руки попала пластиковая деталь, не имеющая на себе никакой маркировки. Но нам позарез нужно выяснить что это за материал, или хотя бы его тип — термопласт это или реактопласт.
Потому что, если речь идет, например, о сварке, то она возможна лишь с термопластами (для ремонта термореактивных пластмасс применяются клеевые композиции). Кроме того, свариваться могут только одноименные материалы, разнородные просто не будут взаимодействовать. В связи с этим появляется необходимость «опознать» неизвестный пластик, чтобы правильно подобрать ту же сварочную присадку.
Идентификация типа пластика — задача непростая. Анализ пластмасс производится в лабораториях по различным показателям: по спектрограмме сгорания, реакции на различные реактивы, запаху, температуре плавления и т.д.
Тем не менее, существует несколько простейших тестов, позволяющих определить приблизительный химический состав пластика и отнести его к тому или иному типу полимеров. Один из таких — анализ поведения образца пластика в открытом источнике огня.
Для теста нам понадобится проветриваемое помещение и зажигалка (или спички), с помощью которой нужно осторожно поджечь кусочек испытуемого материала. Если материал плавится, значит мы имеем дело с термопластом, если не плавится — перед нами реактопласт.
Теперь убираем пламя. Если пластик продолжает гореть, то это может быть ABS-пластик, полиэтилен, полипропилен, полистирол, оргстекло или полиуретан. Если гаснет — скорее всего это поливинилхлорид, поликарбонат или полиамид.
Далее анализируем цвет пламени и запах, образующийся при горении. Например, полипропилен горит ярким синеватым пламенем, а его дым имеет острый и сладковатый запах, похожий на запах сургуча или жженной резины. Слабым синеватым пламенем горит полиэтилен, а при затухании пламени чувствуется запах горящей свечи. Полистирол горит ярко, и при этом сильно коптит, а пахнет довольно приятно — у него сладковатый цветочный запах. Поливинилхлорид, наоборот, пахнет неприятно — хлором или соляной кислотой, а полиамид — горелой шерстью.
Кое-что о типе пластика может сказать и его внешний вид. Например, если на детали наблюдаются явные следы сварки, то она наверняка изготовлена из термопласта, а если имеются следы снятых наждаком заусенцев, значит это реактопласт.
Также можно провести тест на твердость: попробовать срезать небольшой кусочек пластмассы ножом или лезвием. С термопласта (он более мягкий) стружка будет сниматься, а вот реактопласт будет крошиться.
Или еще один способ: погружение пластика в воду. Этот метод позволяет довольно просто определить пластики, входящие в группу полиолефинов (полиэтилен, полипропилен и др.). Эти пластмассы будут плавать на поверхности воды, так как их плотность почти всегда меньше единицы. Другие пластики имеют плотность больше единицы, поэтому они будут тонуть.
Эти и другие признаки, по которым можно определить тип пластика, представлены ниже в виде таблицы.
P.S. В следующей статье мы уделим внимание вопросам подготовки и покраски пластиковых деталей.
Бонусы
Расшифровка обозначения пластмасс
Обозначения наиболее распространенных пластиков
Классификация пластиков в зависимости от жесткости
Основные модификации полипропилена и области их применения в автомобиле
Методы определения типа пластмассы
Пластик или металл? Если главное — душевное спокойствие
На этапе проектирования любого продукта следует тщательно продумать важный аспект — материалы, которые можно использовать. Материалы обладают разными свойствами. Важно взвесить ключевые характеристики и сопоставить их с потребностями применения. Независимо от конечного продукта — будь то игрушка, пирожное или электронное устройство, — необходимо учитывать такие характеристики, как эстетичность, долговечность, вес, цвет, прочность, стоимость и многое другое, чтобы гарантировать наилучший результат и соответствие продукта предъявляемым к нему требованиям.
Одними из важнейших характеристик любого изделия, независимо от его предназначения, являются те, которые обеспечивают безопасность потребителя.
Несомненно, если речь идет об общественной безопасности, компромиссы недопустимы.
И хотя охрана здоровья и безопасность обеспечиваются соответствующими законами, есть и моральные обязательства — заботиться о благополучии людей и расценивать их безопасность как первоочередную задачу.
Рассмотрим свойства двух основных материалов, используемых в электронных устройствах отображения информации, и зададим вопрос — выберете вы пластик или металл для конкретных конструктивных элементов?
Огнезащита — чтобы сдерживать распространение огня
Стремление обеспечить защиту от пожара в общественных местах оказывает значительное влияние на выбор материалов. В соответствии с требованиями законодательства при строительстве зданий необходимо использовать огнезащитные элементы, призванные ограничивать распространение огня и давать людям больше времени для спасения.
В 2019 году администрация аэропорта Брюсселя объявила тендер, в котором видеостены из жидкокристаллических и светодиодных модулей описываются как «покрытия». Это оказало значительное влияние на производителей электронного оборудования, поскольку теперь их продукция относится к той же классификации по пожаробезопасности, что и строительные материалы. В испытаниях на пожаробезопасность измеряется реакция изделия на огонь, включая вклад в распространение и интенсивность пламени, а также образование дыма и горящих капель.
Успешное прохождение этого испытания будет зависеть прежде всего от используемых в электронном оборудовании материалов, и в основе процесса проектирования должно лежать понимание свойств конкретных материалов.
Металл — негорючий материал. Он обладает высокой теплостойкостью с очень высокой температурой плавления, что замедляет его разрушение при экстремально высоких температурах.
Пластик, напротив, очень горюч. При этом горящий пластик капает и выделяет опасные химические вещества.
Простой в изготовлении пластик, в той или иной форме, безусловно, будет необходим для производства определенных компонентов. Но если речь идет о корпусе или каркасе, на котором построено устройство, — занимающем обычно большое пространство и являющемся основной частью оборудования, — выбор материала будет иметь решающее значение. Что бы вы выбрали — пластик или металл?
Светодиодное изделие в пластиковом корпусе НЕ выдержит испытания на пожарную нагрузку. Можно использовать обходные пути, вкладывая средства в ряд структурных или производственных дополнений, таких как разбрызгиватели или дымоотводы. Это существенные дополнительные расходы, но самое главное, когда речь идет о душевном спокойствии, — вы выберете пластик или металл?
Теплостойкость — чтобы обеспечить длительное, эффективное использование
Будем надеяться, что уровень пожаробезопасности изделия никогда не придется проверять в реальной жизни. Однако остается такая серьезная проблема, как тепло, постоянно вырабатываемое электронным оборудованием.
Тепло — не друг для электронных устройств. Препятствование накоплению тепла для поддержания постоянной температуры является большой проблемой для производителей и операторов. Управление теплом не только оказывает влияние на срок службы устройства и стабильность его работы, но и крайне важно для защиты от возгорания.
Металл — отличный проводник тепла, и поэтому очень эффективно рассеивает тепло, отводя его от внутренних частей устройства.
Пластик — теплоизолятор. Высокие температуры удерживаются внутри устройства, накапливаясь с течением времени.
Если вы хотите защитить свои инвестиции и продлить срок службы вашего устройства, какой материал вы бы выбрали для корпуса — пластик или металл?
Точность — для идеального выравнивания
Точность выравнивания имеет первостепенное значение для создания общего визуального воздействия — ведь никто не хочет видеть зазоры между модулями на светодиодной стене. Тепло является основным фактором, непосредственно влияющим на целостность корпусов, которые поддерживают светодиодные пиксельные карты.
Металл точно обработан по размеру. Он прочный, жесткий и долговечный, даже при изменении температуры.
Пластик податлив. Он будет расширяться и сжиматься при изменении температуры.
Инвестируя в новейшие технологии визуализации, вы хотите, чтобы изображение было гладким и цельным, идеально ровным и однородным, — создавая впечатление единого огромного холста. Вы хотите привести вашу аудиторию в восторг. Какой материал позволит вам добиться этого — пластик или металл?
Возможность вторичной переработки — для экологической ответственности
Возможность переработки изделия будет оказывать влияние не только на окружающую среду, но и на репутацию вашей компании. Организации должны ответственно относиться к окружающей среде, чтобы соответствовать ожиданиям акционеров и общественности.
Металл подлежит вторичной переработке на 100%. Его можно перерабатывать снова и снова, без изменения свойств.
Не весь пластик подлежит вторичной переработке. В связи со способом изготовления пластика его не всегда возможно вернуть к исходным составляющим элементам.
Подсчитывая выбросы углекислого газа, об использовании какого материала вы можете с наибольшей уверенностью заявлять — пластика или металла?
Итак, что это будет, пластик или металл?
Суть вопроса не в простом соотношении цены и качества, а в соответствии требованиям при разумных затратах. Уже одно это делает выбор между пластиком и металлом существенно более простым. Конечно, сам вопрос значительно проще. Нужен ли Вам пластик?
Узнайте больше из нашего документа:
Загрузить документ
Пластики и полимеры: в чем разница?
16
Январь
Пластмассы и полимеры: в чем разница?
Автор: wkmounts / 16 января 2020 г.
Хотя эти термины часто используются взаимозаменяемо, полимеры и пластмассы не всегда одно и то же. Полимеры могут существовать органически или быть созданы синтетически и состоять из цепочек соединенных отдельных молекул или мономеров. Пластмассы представляют собой тип полимера, состоящий из цепочек полимеров, которые могут быть частично органическими или полностью синтетическими.
Проще говоря, все пластмассы являются полимерами, но не все полимеры являются пластмассами. Ниже мы рассмотрим состав, физические свойства и области применения полимеров и пластиков, чтобы дать четкое объяснение различий между ними.
Что такое полимеры?
Полимеры могут встречаться органически в форме природных или биополимеров, таких как шерсть, хлопок или дерево, или они могут быть синтезированы в полуорганические или полностью синтетические материалы. Синтетические полимеры делятся на три категории:
Эластомеры представляют собой эластичные материалы с высокой гибкостью и низкой прочностью молекулярных связей (как резина). Полимерные волокна состоят из полимерных цепей, которые имеют более прочные молекулярные связи, чем эластомеры. Волокна более жесткие и менее эластичные, чем эластомеры, и могут состоять как из натуральных, так и из синтетических материалов.
Термопласты более жесткие, чем волокна и эластомеры, и отличаются способностью сохранять свою молекулярную структуру при воздействии тепла. При нагревании до точки плавления термопласты будут плавиться, а не гореть, что делает их идеальными для формовки.
Основная структура, физические свойства и использование синтетического полимера помогают определить его классификацию. Учитывая, что существуют тысячи полимеров, важно понимать свойства и области применения полимеров, чтобы убедиться, что они используются в соответствующих целях.
Структура
Молекулярная структура полимера определяет основные свойства материала. При попытке классифицировать конкретный полимерный материал необходимо учитывать следующие структурные аспекты:
Мономерная композиция. Знание того, какие мономеры составляют полимерную цепь, сколько каждого из них и природа этих мономеров поможет классифицировать материал.
Характеристики цепи. Средняя длина и вес цепей в полимере помогают определить степень полимеризации и молекулярную форму полимера.
Молекулярные связи. Структура полимера может определяться способами, которыми мономеры связаны друг с другом, а также наличием перекрестных разветвленных связей между полимерными цепями.
Метод полимеризации. Способ, с помощью которого мономеры объединяются в полимеры, определяет структуру полимера, будь то естественный процесс или синтетическая полимеризация с использованием тепла, химикатов или конденсации.
Свойства
Полимеры бывают самых разных форм и могут быть дополнительно классифицированы на основе их физических свойств. Некоторые отличительные характеристики включают в себя:
Плотность
Термические свойства
Кристаллическая структура
Твердость
Прочность на растяжение
Обрабатываемость
Формуемость
Растворимость
Приложения
Полимеры также можно классифицировать по областям применения. Из-за разнообразия материалов, которые могут быть созданы путем полимеризации, полимеры находят широкое применение:
Формованные и формованные изделия
Тонкие пленки и листы
Эластомеры
Клеи
Покрытия, краски и чернила
Пряжа и прочие волокна
Что такое пластик?
Пластмассы представляют собой синтетические или полуорганические полимеры, изготовленные из нефти или нефти с использованием химических веществ и конденсации для образования молекулярных связей. Хотя полимеры могут встречаться в природе, пластмассы полностью созданы человеком.
Однако, поскольку пластик содержит полимеры, он обладает схожими физическими свойствами и универсальностью, что делает его пригодным для широкого спектра применений. Пластмассы можно разделить на две категории: термореактивные пластмассы и термопласты.
Термореактивные пластмассы
Термореактивные пластмассы закалены в постоянный дизайн. После того, как они были сформированы, термореактивные материалы остаются в фиксированной форме даже при повторном воздействии тепла. После затвердевания термореактивные материалы будут гореть, а не плавиться при воздействии экстремальных температур. Их высокая устойчивость к нагреву и коррозии делает термореактивные пластмассы особенно полезными в приложениях, где требуются надежные прецизионные компоненты, которые не будут изменять форму или ползти при воздействии экстремальных температурных изменений.
Обычно используемые термореактивные пластмассы включают:
Полиуретан
Эпоксидная смола
Фенольный
Некоторые полиэфиры
Фенольный
Благодаря своей долговечности и термостойкости реактопласты используются в различных областях, таких как:
Электронные компоненты и изоляторы
Тепловые экраны
Детали двигателя и крышки
Бытовая техника
Компоненты освещения
Энергетическое оборудование
Термопласты
В отличие от реактопластов, термопласты можно повторно нагревать и изменять форму без каких-либо изменений в их основном молекулярном составе. Термопласты плавятся при воздействии экстремальных температур, что делает их идеальными для процессов формования и литья под давлением. Они обычно используются для пластиковых изделий, которые не подвергаются воздействию экстремальных температур, таких как пластиковые игрушки, зубные щетки, пластиковые контейнеры для хранения, бутылки для напитков и другие потребительские товары.
Термопласты доступны в двух различных формах, аморфной и полукристаллической, в зависимости от их основной молекулярной структуры.
Термопласты аморфные. Аморфные термопласты состоят из полимерных цепей, которые не расположены каким-либо определенным образом — полимерные нити перемешаны друг с другом неравномерным и неорганизованным образом. Аморфные термопласты имеют очень низкую термостойкость, но прочны при низких температурах. Они имеют тенденцию быть прозрачными из-за отсутствия структуры, что делает их полезными для пластиковых окон и осветительных приборов.
Полукристаллические термопласты. Полукристаллические термопласты состоят из упорядоченно расположенных полимерных нитей или имеют кристаллическую структуру, смешанную с аморфными областями. Количество кристаллической или аморфной структуры определяет физические характеристики пластика. Чем выше кристаллическая организация, тем непрозрачнее становится материал. Полукристаллические термопласты обладают большей прочностью, стабильностью, термостойкостью и химической стойкостью, чем их полностью аморфные аналоги.
Термопласты охватывают широкий спектр материалов, в том числе:
Полиэтилен (ПЭ)
Полистирол (ПС)
Полипропилен
Поливинилхлорид (ПВХ)
Полиэстер
Нейлон
Термопластичные олефины
Сантопрен
Акрилонитрилбутадиенстирол (АБС)
Ацетали
Благодаря своей универсальности термопласты находят применение во множестве отраслей и областей применения, в том числе:
Выдувное формование и литье под давлением
Товары народного потребления
Автомобильные компоненты
Технические и механические детали
Медицинское оборудование
Контейнеры для хранения
Упаковочные материалы
Термопласты легко поддаются формованию, что делает их идеальными для использования в производстве выдувного формования. В процессе выдувного формования используется сжатый воздух, который нагнетает расплавленную пластиковую смолу в предварительно изготовленную форму для создания бутылок, контейнеров, ящиков и других полых деталей и компонентов.
Выдувное формование с OMICO
Имея более чем 50-летний опыт работы с полимерами и пластмассами, OMICO рада предоставить исключительную продукцию, изготовленную методом выдувного формования, для широкого спектра отраслей промышленности, включая автомобильную, медицинскую, бытовую технику, аэрокосмическую промышленность и товары для домашних животных. Наше предприятие, сертифицированное по стандарту IATF-16949, включает в себя парк передового оборудования для выдувного формования, гарантирующего изготовление деталей высочайшего качества. Мы используем только самую чистую пластиковую продукцию непосредственно от производителя, Exxon Mobil, и наша система включает в себя специальное контрольное оборудование, чтобы гарантировать, что наша продукция является стабильной и надежной.
Для получения дополнительной информации о наших исключительных возможностях выдувного формования свяжитесь с нами или запросите предложение сегодня!
Свяжитесь с нами для OMICO Plastics, Inc.
Вы ищете подходящего производителя выдувного формования для своей компании? OMICO Plastics — давно существующая компания по выдувному формованию в Оуэнсборо, Кентукки. Мы работали с такими компаниями, как Fisher-Price, Toyota, Whirlpool и многими другими.
Свяжитесь с намиПродукция и возможности
Ищете дополнительную информацию?
Посетите наш блог, чтобы узнать о последних новостях и смежных темах в области выдувного формования.
Готовы начать?
Запросить предложение сегодня
Пластик — это пластик, верно? Есть ли отличия?
Низкая плотность и высокая плотность — в чем разница?
Вопрос: В чем разница между полиэтилен низкой плотности и полиэтилен высокой плотности ?
Ответ: Самое большое различие заключается в том, насколько тесно молекулы связаны друг с другом в структуре продукта. Высокая плотность имеет гораздо больше молекул в том же объеме пространства. Это приводит к тому, что высокая плотность имеет разные качества по сравнению с низкой плотностью. Например, полиэтилен высокой плотности той же толщины будет более прочным, более устойчивым к проколам, более устойчивым к разрыву, более жестким, более жестким, более химически стойким, чем полиэтилен низкой плотности, изготовленный из полиэтилена той же марки. Полиэтилен низкой плотности — более мягкий материал, более податливый, более удобный. Это обычные виды полиэтилена. В каждом типе существуют различные уровни качества, добавки и многое другое, чтобы варьировать продукты от их естественного состояния, чтобы придать им качества, необходимые для приложений.
Есть много причин, по которым один может использоваться в данном приложении, по сравнению с использованием другого. Позвоните по номеру 866.597.9298 , если вам нужны дополнительные разъяснения.
Классификация пластмасс
Вопрос: Какие существуют классификации пластмасс?
Ответ: Полиэтилен подразделяется на несколько различных категорий в зависимости от его плотности и разветвленности.
Полиэтилен сверхвысокой молекулярной массы (СВМПЭ)
Полиэтилен сверхнизкой молекулярной массы (ULMWPE или PE-WAX)
Высокомолекулярный полиэтилен (HMWPE)
Полиэтилен высокой плотности (HDPE)
Сшитый полиэтилен высокой плотности (HDXLPE)
Сшитый полиэтилен (PEX или XLPE)
Полиэтилен средней плотности (MDPE)
Линейный полиэтилен низкой плотности (LLDPE)
Полиэтилен низкой плотности (LDPE)
Полиэтилен очень низкой плотности (VLDPE)
Полиолефин и полиэтилен. В чем разница
В чем разница между Полиолефин и Полиэтилен?
Полиолефин — это материал, состоящий только из атомов углерода и водорода. Когда молекула полиолефина связана более сложным образом, у вас есть множество материалов, изготовленных из полиолефинового материала. Полиолефин материалы, такие как полиэтилен, полипропилен и полибутен , имеют более сложные олефиновые разветвления, чем простые полиолефины.
Например, Полибутен – это жидкий полимер, используемый в герметиках, синтетическом каучуке и смазочных материалах. Полиэтилен используется для изготовления таких продуктов, как термоусадочная пленка и различные пластиковые листы. Полипропилен — это твердая смола, используемая в ковровых покрытиях, упаковке пищевых продуктов и электронике. Не смущайтесь, если пластиковая пленка называется «полиолефин». То, что это полиолефин, не означает, что это пластик высшего качества. В конце концов, теперь вы знаете, что пластиковая пленка состоит из Полиолефин .
Как измерить мил?
Вопрос: Как вы измеряете мил?
Ответ: Для пластиковой пленки в промышленности используется инструмент, называемый микрометром.
Какой толщины мил и что это такое?
Вопрос: Какая толщина в миле и что это такое?
Ответ: Мил — это единица длины, равная одной тысячной (10 -3 ) дюйма (0,0254 миллиметра). Он используется в мире пластиковых пленок для определения толщины пленки.
1 мил = 0,001 дюйма
1 мил = 0,0254 мм
1 мил = 25,40 мкм (микрон) 10 центов), что примерно равно 1,24461 мм.
GRI- что это означает?
Вопрос: Что обозначает GRI в отношении полиэтиленовой пленки толщиной 12 мил или различных пароизоляционных материалов/замедлителей схватывания? Научно-исследовательский институт геосинтетики.
Например, вы можете увидеть 9Стандартная спецификация 0207 GRI=GM22 , которая представляет собой метод испытаний, определяющий требуемые свойства и частоту испытаний для геомембран из полиэтилена, армированного холстом, которые используются на открытом воздухе (на открытом воздухе).
При включении станка зеленой кнопкой «пуск» идет запуск и… тут же выключается… ясно, что где-то в кнопке нет контакта.. так бывало раньше когда пылью забито кольцо вокруг кнопки… открыла, прочистила… та же картина.. При осмотре проводков, которые подходят к копке увидела горелость… Понятно, что видимо надо менять кнопку… Полезла дальше раскручивать.. Подписала проводки откуда открутила (я ж лошара в электрике, забуду потом чего куда подходит), места откуда открутила тоже подписала… Разобралась потом,что двойные проводки к плюсу крепятся, одинарные к минусу.. Занесла кнопку домой (в мастерской пока не запущено отопление, а на улице уже минус 25, грею мастрескую до работы, чтоб пар не шел). . разобрала.. видно, что контакт фиговничал, погнулась зеленая хрень внутри и дальше контакта нет из-за погнутости и искрило… Вопрос раз: где купить кнопку Вопрос два: почему это произошло (два года работала нормально) Вопрос три: могу ли (поскольку у меня второй станок особо не активничает пока) переставить кнопку со второго станка? кнопки одинаковые вроде…
Прикрепленные изображения
«По пути поиска Пути не сбиться бы с пути»
Наверх
#2
OFFLINE
3D-BiG
Отправлено 15 Декабрь 2011 — 09:32
Прежде всего — подобную кнопку можно купить в любом приличном магазине электрики — цена вопроса порядка +-150руб — подойти к продавцу с этой кнопкой и он подберет аналог, но вроде у вас кнопка без фиксации, а значит у вас есть для выключения станка другая кнопка, т. е. зеленая кнопка включает пускатель ( при этом слышен достаточно громкий хлопок подтягивания пускателем) , а вторая кнопка — выключает ( также с хлопком, но уже возврат контактов в разомкнутое состояние пружинами )… Ежели так-то вернее всего у вас либо проблема в пускателе, либо проблема в цепях пускателя… Здесь картинка с видом пускателя и схема подключения пускателя с термореле — в нашем случае термореле нет. Поэтому цепь термореле не используем ( контакт 4), ваша зеленая кнопка обозначена как 6 (только цепь запуска пускателя), а кнопка 2 — это Стоп… Ежели у Вас кнопка с фиксацией, то в станке нет пускателя, а это — плохо по ряду причин и первейшая из них, это требование к оборудованию, что ежели пропало напряжение питания то станок должен быть автоматически выключен ( за это и отвечает пускатель), т.к. при появлении питания возможны всякие проблемы и поэтому станок и должен встретить появление напряжения выключенным… При включении идут и перепады фаз и прочая ересь переходных процессов, а то и не редкость, когда пропадает напряжение из-за работ электриков, и бывает, что они путают фазы — и тогда при таком включении бывает очень много феерверков и синего дыма — так почти 2 года назад при запуске телевизора в 25кв. метров в Томске один электрик после восстановления перебитого монтажниками обшивки этого телека кабеля питания на 65А перепутал фазы, тем самым стал причиной сжигания в телеке 2=х кондиционеров климат-контроля, компьютера управления с монитором и в 5 кабинетах блоков питания (по 6 шт. в каждом кабинете) — прикупил только по комплектухе более чем на 70тыс, да плюс работы по восстановлению…. Или как у меня в пятиэтажке было приключение — покопались 4 года назад электрики в щитке, делая ремонт и из-за перепутанных фаз ЖЭК прикупил десятка по полтора телевизоров и холодильников и с пяток компьютеров, и еще прочей мелочи сотни полторы ( часы, радиоприемники и т. д.)… Умею я обнадеживать….
Сообщение отредактировал 3D-BiG: 15 Декабрь 2011 — 09:38
Наверх
#3
OFFLINE
$miller
Отправлено 15 Декабрь 2011 — 09:35
1) В магазине типа Планета Электрики или подобном; 2) У каждой кнопки свой ресурс — кол-во вкл. /выкл., вполне вероятно что ресурс этой кнопки закончился; 3) Да, можете переставить с другого станка, если кнопки одинаковые.
Наверх
#4
OFFLINE
Виктория
Отправлено 15 Декабрь 2011 — 10:12
Парни, благодарю.. Вадим, вот можешь ты успакакивать :-))) Кнопку вроде супружник где-то нашел в каких-то сервисных центрах или телемастерских, вечером посмотрю… по вопросу 2 — про ресурс успокоило.. ато всегда на себя рефлексирую… у меня есть копка еще красная.. по схеме, благодарю, Вадим… только вот при отключении напряжения один фиг ничего не срабатывает… а правильно я понимаю, что отключать станок надо только красной кнопкой? отжать в обратку зеленую нельзя? а я зеленой отключала.. (((
Прикрепленные изображения
«По пути поиска Пути не сбиться бы с пути»
Наверх
#5
OFFLINE
3D-BiG
Отправлено 15 Декабрь 2011 — 10:25
Если зеленой и включали и выключали, то эта кнопка с фиксацией и нет пускателя и через эту кнопку идет весь ток, потребляемый станком — поэтому она и мало пожила ( пускателем весь ток приходится на пускатель, а на кнопку идет только мизер обмотки пускателя. … А большая красная кнопка — это аварийный останов….
Сообщение отредактировал 3D-BiG: 15 Декабрь 2011 — 10:28
Наверх
Кнопка включения станка, 4 буквы
Ответ на вопрос в сканворде (кроссворде) «Кнопка включения станка», 4 буквы (первая — п, последняя — к):
пуск
(ПУСК)
Другие определения (вопросы) к слову «пуск» (72)
«Поехали!» для ракеты
Кнопка старта ракеты
Мгновение старта
Команда ракете
Приказ ракете
Что поисходит после отсчета от 10 до 1
Введение станка в эксплуатацию
Отправка ракеты в космос
Кнопка старта
Ввод в действие
Что происходит после отсчета?
Кнопка «поехали!»
Команда на старт ракеты
Завод двигателя
«Марш!» ракете
После отсчета от 10 до 1
Стартовая ситуация
Задача стартера
Приведение в движение
Старт двигателя
Введение в строй домны
Надпись
«Действо» после обратного отсчета
Начало функционирования
9, 8, 7, 6, 5, 4, 3, 2, 1, …
Три, два, один,
И введение в строй промышленного предприятия, и старт ракеты — всё одним словом
Ракетный старт
Главная кнопка на экране компьютера с Windows
Стартовая кнопка
Что происходит после отсчёта
Кнопка включения
Последний приказ ракете
Следует после обратного отсчёта
Момент старта
Ввод в действие электростанции
Ввод в строй АЭС
Старт
После отсчета от десяти до одного
Апофеоз Байконура
Три, два, один, …
Начало работы станка
Старт космического корабля
«Пли!» на космодроме
Команда для ракеты
Приведение в действие
Стартовая кнопка на пульте
Кнопка на рабочем столе Windows
Ввод завода в строй
Момент приведения в движение
Кнопка, включающая станок
Команда ракетчикам
Надпись на стартовой кнопке
Старт ракеты одним словом
Старт ракеты
Клавиша, начали
Кнопка, старт
Главное меню операционной системы Windows
Команда с ЦУП
Кнопка на рабочем столе «Windows»
Стартовая кнопка ракеты
Ввод в строй ГЭС
Момент взлёта ракеты
Старт на Байконуре
Введение в строй завода
Главное меню системы Windows
Кнопка, открывающая основное меню Windows
Момент старта ракеты
Испытательный …
Приведение в движение, в действие
Ввод ГЭС в строй
Кнопка старта у станка
Общее прототипическое значение — действие по значению гл. пускать, пустить.
то же, что запуск; приведение чего-либо в движение ◆ Пуск ракеты. ◆ Три раза он его разбирал и вновь собирал, потом закручивал для пуска — мотор сипел, а крутиться упорствовал. А. П. Платонов, «Сокровенный человек», 1928 г. ◆ Он нажал на кнопку пуска, и цепь электротали, лязгая по металлу, начала опускать ведро с бензином прямо на мотор, обдуваемый кислородом. Виктор Доценко, «Тридцатого уничтожить!», 2000 г.
приведение чего-либо в действие ◆ Пуск электростанции. ◆ Пуск завода. ◆ Пуск домны.
Определение 1
ПУСК, -а, мужской род Действие по глаголу пустить—пускать (во 2, 3, 4 и 5 знач.). Пуск турбины. Пуск пара. ◆ Виктор вспомнил, что еще с месяц назад читал о предполагаемом пуске завода. Добровольский, Трое в серых шинелях. В день, назначенный для пуска Дона в новое русло, я поехал с Лелей в Ново-Соленовск. Паустовский, Рождение моря.
1. Перестать удерживать силой, дать кому-, чему-либо свободу; отпустить. [Марфенька] хотела привстать, но почувствовала, что он держит ее крепко. Ей стало неловко. — Пустите, братец! — шепотом, будто стыдливо, сказала она. И. Гончаров, Обрыв. — Я знаю, милая, добрая княжна, — сказала Анна Михайловна, хватаясь рукой за портфель, и так крепко, что видно было, она не скоро его пустит. Л. Толстой, Война и мир. || Разрешить, позволить кому-, чему-либо что-либо делать, куда-либо идти, ехать. Пустить детей в театр. Не пустить в отпуск. ◆ — Что ты это, сударь? — прервал меня Савельич. — Чтоб я тебя пустил одного! Да этого 560 и во сне не проси. Пушкин, Капитанская дочка. || Выгнать, выпустить на пастьбу. Волов распрягли и пустили пастись в траву. Гоголь, Заколдованное место. Разыскав родник и лужайку, он пустил коня на траву, а сам подсел к воде. Бабаевский, Свет над землей.
2. Заставить или дать возможность кому-, чему-либо двигаться (бежать, катиться, плыть и т. д.). Пустить санки с горы. Пустить лошадь вскачь. ◆ Въехавши на середину Рейна, я попросил перевозчика пустить лодку вниз по течению. Тургенев, Ася. Разве можно по такому саду пустить трактор с плугами, культиваторами, боронами, если деревья в этом саду растут как попало, не образуя никаких рядов? Закруткин, Лесные клады. || также чем. С силой бросить, швырнуть чем-либо в кого-, что-либо Пустить камнем в окно. ◆ Хорь, нажевав бумаги, сделал комок — и пустил его в лицо спящего товарища. Помяловский, Очерки бурсы. || Устаревшее Отправить (письмо). Кстати, на случай если мое письмо сегодняшнее, пущенное к тебе в 6 часов, не дойдет до тебя —, то объявляю тебе, что — мне нужно в самом скором времени 100 фр. Достоевский, Письмо А. Г. Достоевской, 4 апр. 1868. Письмо пущено с родины 20 сентября настоящего года. Куприн, Ночная смена.
3. Позволить кому-, чему-либо пройти куда-либо; впустить, пропустить. Пустить пассажира в вагон. ◆ [Домна Пантелевна:] Ах, пустите меня вперед, господа! Пустите, а то не поспею. А. Островский, Таланты и поклонники. || Разговорное Дать приют кому-, чему-либо, поместить. — [Настя] услужлива была: пустит кто-нибудь ночевать, а она все норовит хозяевам помочь. Гладков, Повесть о детстве. || Разговорное Сдать кому-либо комнату, квартиру. [Поль:] Ну, купим дом да пустим жильцов. А. Островский, Не сошлись характерами! Нам с сестрой эта квартира велика: одна комната остается лишняя — отчего ж не пустить в нее хорошего человека? Гаршин, Трус.
4. Привести в действие, в движение, заставить действовать. Пустить турбину. Пустить электростанцию. ◆ [Левин] ушел пешком на хутор, где должны были пустить вновь установленную молотилку для приготовления семян. Л. Толстой, Анна Каренина. || Организовать движение транспорта в каком-либо направлении, между какими-либо пунктами. По Амуру пустили глиссеры, на севере Чукотки опробовали аэросани. Павленко, На Востоке. [Глаголин:] Вы сами взялись пустить нам автобус между городом и вокзалом. Погодин, Сотворение мира. || Открыть доступ чему-либо по специально сделанному устройству. Пустить газ.◆ Я побросал [кораллы] — в ванну и пустил воду: пусть промоются, вымокнут, станут чище. Солоухин, Открытки из Вьетнама.
5. (с предлогом „в“). В сочетании с отвлеченными существительными обозначает: подвергнуть действию, обозначаемому этим существительным. Пустить в продажу. Пустить в переработку. Пустить в варку. ◆ Когда появились более удобные автомобили, Шубников приобрел новый, а старый пустил в прокат. Федин, Необыкновенное лето. || (с предлогами „под“, „на“). В сочетании с конкретными существительными обозначает: предназначить, использовать таким образом, как указано существительным. Участок пустить под овес. ◆ Весь первый приплод был пущен на племя. Салтыков-Щедрин, Помпадуры и помпадурши. — С завтрашнего дня лес будут валить. Все, говорят, велел [хозяин] пустить под топор, до последней осины. Паустовский, Повесть о лесах.
6. Выделить, выпустить из себя что-либо Ягоды пустили сок. ◆ [Штабс-капитан] молча отвечал мне на поклон и пустил огромный клуб дыма. Лермонтов, Бэла. Чайник пустил пар. А. Яковлев, Человек и пустыня. || Образовать, распространить вокруг себя. Пустит круги рыба, прокричит птица, медленно оторвется от воды цапля — — и снова тихо кругом. Грибачев, Ночная гроза. Лихтер прошел по каналу, пустил волну. Горышин, День-деньской.
7. Дать росток, корни (о растении): Дубок и принялся, и отпрыски пустил. И. Крылов, Хмель. Между кокосами, которые я привез из Били-Били, было много уже пустивших ростки. Миклухо-Маклай, Путешествия.
8. Испустить, издать (какие-либо звуки). Григорий Григорьевич еще вздохнул раза два и пустил страшный носовой свист по всей комнате. Гоголь, Иван Федорович Шпонька и его тетушка. Сидя на стволе засохшего дерева, дятел пустил звонкую барабанную трель. Соколов-Микитов, Звуки весны. || Разговорное Сказать, произнести (обычно что-либо неожиданное или неприятное). Козелков потихоньку встал с своего места и направил шаги в бильярдную. — Бюрократ! — пустил ему вслед Гремикин. Салтыков-Щедрин, Помпадуры и помпадурши. В минуты раздражения она не стеснялась выражениями и любила пустить вульгарное словечко. Мамин-Сибиряк, Падающие звезды. || Разговорное Разгласить, распространить, сделать известным. Целые истории пущены были в публику про претерпеевскую барышню: рассказывали, что не дальше как третьего дня у Претерпеевых был помещик Арапников — и будто бы подарил ей брошку. Гл. Успенский, Нравы Растеряевой улицы. Нелюбов пустил слух, что мне досталось наследство в шестьдесят тысяч. Куприн, Как я был актером.
9.Разговорное Придать чему-либо какой-либо оттенок, тон и т. п. — Лодка будет называться «Стерлядь», — значит и выкрасить ее надо под цвет стерляди: спинку дать песочно-пепельную, бока оживить розовыми отсветами, а низ пустить посветлее. Закруткин, Плавучая станица. По резным наличникам и карнизам затейливо пущен голубой или белый бордюрчик. Полторацкий, Зеленая ветка.
◊ Пустить козла в огород смотреть козел. Пустить корни смотреть корень. Пустить (красного) петуха смотреть петух. Пустить (себе) пулю в лоб смотреть лоб. Пыль в глаза пустить смотреть пыль. Пустить слезу смотреть слеза. Пустить в дело смотреть дело. Пустить в оборот — ввести в употребление. Пустить в расходкого смотреть расход. Пустить в трубукого-что смотреть труба. Пустить в ход смотреть ход. Пустить на дносм. дно. Пустить по ветру смотреть ветер. Пустить по́ мирукого смотреть мир.
Меню «Пуск»
Главное меню системы Windows (меню «Пуск») — меню Windows, запускаемое нажатием кнопки «Пуск» на панели задач или нажатием клавиши ⊞ Win на клавиатуре. Оно является центральной отправной точкой для запуска программ, а также открытия недавних документов и доступа к свойствам системы. Впервые появилось в Windows 95. Начиная с Windows XP, есть два варианта: «Классический» — подобный тому, который есть в Windows 95 / 98 / Me / 2000, и «Стандартный» — по умолчанию в Windows XP, Windows Vista, в котором можно запускать часто используемые программы. В Windows 7 присутствует только стандартный вариант оформления меню «Пуск». В Windows 8 меню «Пуск» отсутствует, его заменяет экран «Пуск». В Windows 10 меню «Пуск» было возвращено на своё первоначальное место в новом виде — оно имеет дизайн, полностью переделанный под Metro-стиль, и поделено на две части — левую (классическую, как в Windows 7) и правую (плитки с экрана «Пуск» Windows 8, местоположение и размеры которых можно изменять).
Меню «Пуск», так же как и рабочий стол и панель задач, генерируется «Проводником Windows» (исключением являются более новые сборки Windows 10, в которых меню «Пуск» работает как отдельное приложение).
Во многих средах рабочего стола для UNIX-подобных операционных систем (например, GNOME, Xfce, IceWM, FVWM 95, JWM, Qvwm, KDE, LXDE, XPWM) имеются аналогичные меню.
Показать дальше
1. Значение слова пуск. 2. Синонимы «пуск». 3. Антонимы «пуск». 4. Разбор по составу «пуск». 5. Ассоциации «пуск». 6 фонетический разбор «пуск».
Поиск занял 0.05 сек. Вспомните, как часто вы ищете, чем заменить слово? Добавьте sinonim.org в закладки, чтобы быстро искать синонимы, антонимы, ассоциации и предложения.
Пишите, мы рады комментариям
Вверх ↑
Американские пуговичные машины: Производитель пуговиц
Американские пуговичные машины: Производитель пуговиц — Принадлежности для пуговиц
Дом
Магазин
О нас
Наша история
Свяжитесь с нами
Блог
Логин | Создать учетную запись
Корзина 0
Служба одного окна
Мы предлагаем машины для изготовления пуговиц и круговые резаки, которые позволяют вам создавать онлайн и создавать собственные пуговицы самых разных размеров и стилей, в том числе:
Кнопки Pinback
Тканевые пуговицы
Пуговицы с монограммой
Помимо того, что мы являемся вашим лучшим поставщиком наборов и расходных материалов для изготовления пуговиц, не забудьте ознакомиться с нашей гарантией лучшей цены!
Размеры машины для изготовления пуговиц
Какой размер машины для изготовления пуговиц вам нужен? У нас есть машины для изготовления пуговиц любого размера и пуговичные машины для любых целей!
Сделайте мгновенную пуговицу с помощью нашей удобной машины для изготовления пуговиц. На каждую продаваемую нами машину с пинбэк-пуговицами распространяется пожизненная гарантия от дефектов!
Наша полная линейка машин для изготовления пуговиц включает в себя лучшие расходные материалы для пуговиц, круговые резаки и аксессуары для нажима пуговиц, доступные где угодно!
Купить сейчас
Идеи для забавных пуговиц
Изготовитель фотокнопок
Изготовитель кнопок кампании
Катушки для бейджей
Кнопочные значки
Машины для производства пуговиц
Ожерелья с пуговицами
Школьные пуговицы
Университет пуговиц
Как сделать пуговицу
Программное обеспечение для изготовления пуговиц
Размеры пуговиц
Резак для бумаги
Другие вкусности
Узнайте, как сделать кнопку кампании
Дополнительные советы по созданию кнопки кампании
Научитесь делать взаимозаменяемые магнитные украшения
Последние сообщения в блоге
Вопросы по изготовлению пуговиц — Спросите ABM, общие проблемы с обжимом решены 12. 07.2022
Один из самых распространенных вопросов при изготовлении пуговиц: «Почему мои пуговицы расходятся» или «Почему майлар не заправлен сбоку моей пуговицы… Подробнее
Кнопка Создание вопросов, Спросите ABM — Почему я продолжаю получать reCAPTCHA при входе в систему? 17.05.2022
Почему я продолжаю получать reCAPTCHA при входе в систему? Это, безусловно, одна из величайших загадок Интернета, но не бойтесь, клиентский клиент ABM… Подробнее
Сделано в США
Все производители и расходные материалы для пуговиц с булавками сделаны в США, и наши покупатели ценят это отличие.
Узнайте, почему наборы для изготовления пуговиц «все в одном», сделанные в Америке, превосходят аналогичные машины для изготовления пуговиц «3 в 1», сделанные в Китае. Наборы для изготовления пуговиц американского производства имеют более высокое качество изготовления, но при этом они проще и эффективнее в использовании.
Независимо от того, что нужно вашему изготовителю пуговиц, включая дизайн ваших пуговиц, мы поможем вам сделать это правильно и сэкономить деньги в процессе.
БЕСПЛАТНАЯ ДОСТАВКА!
Если вы окажете компании ABM честь, купив полный комплект для изготовления пуговиц, мы выразим вам нашу признательность, предоставив вам бесплатную доставку наземным транспортом.
КАЧЕСТВО – НАШ ПРИОРИТЕТ
Мы гордимся превосходным обслуживанием клиентов. Свяжитесь с нами сегодня и узнайте, что отличает нас от конкурентов!
_RSConfig.shopMoneyFormat = ‘${{сумма}}’; _RSConfig.shopMoneyFormatWithCurrencyFormat = ‘${{сумма}} долларов США’;
}
Машины для изготовления пуговиц диаметром 3,5 дюйма – американские машины для изготовления пуговиц
Машины для изготовления пуговиц диаметром 3,5 дюйма — Американские пуговичные машины
Дом
Магазин
О нас
Наша история
Свяжитесь с нами
Блог
Логин | Создать учетную запись
Корзина 0
Наша пуговичная машина модели 350 — единственная доступная пуговичная машина размером 3,5 дюйма, которая производит пуговицы с использованием обычной бумаги для принтера или более плотной фотобумаги! 3,5-дюймовые пуговицы отлично подходят для:
Кнопки фото
Магниты и подставки для кнопок | Инструкции по подставке для 3,5-дюймовых подставок
Нажмите, чтобы купить понравившуюся машину для изготовления пуговиц 3,5 дюйма или систему изготовления пуговиц:
Модель 350 Машина для изготовления пуговиц 3,5 дюйма
Модель 350 3,5-дюймовая машина для изготовления пуговиц из ткани
Бумага для начинающих, модель 350 3,5 дюйма Система изготовления пуговиц
Модель 350 3,5″ Профессиональная система изготовления пуговиц из бумаги/фото
Модель 350 3,5″ Профессиональная система изготовления пуговиц для школ
Модель 350 3,5″ Профессиональная система изготовления пуговиц кампании
В таблице ниже приведен список расходных материалов, которые дополняют наш 3,5″
Не пропустите наше ПРЕДЛОЖЕНИЕ ПО БЕСПЛАТНОЙ ДОСТАВКЕ на все системы изготовления пуговиц!
Build-a-Button Online Design Center Лучшее программное обеспечение для создания пуговиц в истории создания пуговиц! Получите 3 месяца бесплатного доступа к Build-a-Button при покупке системы для начинающих или профессионалов!
3 бесплатных компакт-диска с дизайном кнопок! С каждой 3,5-дюймовой системой для начинающих или профессионалов вы получаете компакт-диски Button Essentials, Artistic Creations-Series One и Artistic Creations-Series Two Button Design.
Бесплатная доставка! Воспользуйтесь нашей «Специальной бесплатной доставкой» для всех 3,5-дюймовых пуговичных машин!
Регулируемый круговой резак Режет бумагу, фотографии, ткань и многое другое!
Перфоратор Настольный перфоратор для тяжелых условий эксплуатации.
Высокопроизводительный пресс для высечки Вам нужна скорость? Наш пресс режет 30-50 рисунков за раз.
Кнопки Pinback включают: майлар, передние оболочки и стопорные пружинные штифты
Наборы магнитов включают: майлар, передние кожухи, цанги и самоклеящийся магнит
Керамические магниты Сверхпрочные керамические магниты работают с 3,5-дюймовыми кнопками.
Зажимы Bulldog Для тех, кто хочет носить пуговицы, не прокалывая одежду.
Наборы зеркал Отлично подходят в качестве карманного зеркала, косметического зеркала или подарка для душа!
Фотокнопка с фотопуансоном Отлично подходит для спортивных пуговиц!
Mag Tag Для тех, кто хочет носить пуговицы, не прокалывая одежду.
Акцентные кольца Обрамите свою фотографию или бумажную кнопку цветным всплеском!
Картонный мольберт для кнопок Позволяет разместить кнопку на столе или книжной полке!
Кнопки с мигающими светодиодами Сделайте ваши кнопки ПОПУЛЯРНЫМИ со вспышкой! Наша мигающая пуговица проста в использовании и подчеркнет яркую идею вашей пуговицы.
Наборы кнопок для подставок Сделайте свои собственные подставки для фотографий!
Секрет всех наших машин для изготовления пуговиц заключается в запатентованном двухэтапном процессе изготовления пуговиц, который позволяет сделать пуговицу менее чем за пять секунд! С помощью производителя пуговиц от American Button Machines вы можете легко создавать несколько сотен пуговиц в час! В наших машинах используется конструкция «Кулачок на роликах», а также эффективное положение точки опоры, поэтому для работы требуется очень небольшое физическое усилие. 0017
Профессиональные токовые клещи ЗУБР оснащены дисплеем с подсветкой. С помощью функции DATA HOLD можно сохранить только что измеренное значение на экране. Благодаря малым габаритам, устройством удобно пользоваться в труднодоступных местах. При бездействии прибор автоматически отключается через 15 минут. Сумка обеспечивает удобство хранения и переноски изделия.
Применение
Используется для проведения измерений электрических параметров сети и приборов
Техническая информация
Артикул
Переменное напряжение, В
600 /200мВ
Постоянное напряжение, В
600 /0. 2
Переменный ток, А
1000/20
Захват клещей, мм
30
Сопротивление, Ом
20М/200
Индикация заряда батареи
да
Проверка цепи
да
Источник питания
2хААА
Комплектация
Токовые клещи
1 шт.
Щупы измерительные
2 шт.
Сумка-чехол
1 шт.
Документация
Инструкция (скачать pdf, 571.63 КБ)
Рекламная брошюра (скачать pdf, 2. 21 МБ)
Инструкция для печати (скачать pdf, 510.22 КБ)
Токоизмерительные клещи ЗУБР «ПРОФЕССИОНАЛ» PRO-824 по цене 5 590 руб. у официального партнера ЗУБР в России
Преимущества
Высокая точность измерений
Прорезиненный противоскользящий корпус обеспечивает защиту прибора от различных механических повреждений
Эргономичный корпус с большим экраном
Простое и интуитивно понятное управление
Подсветка ЖК-дисплея
Автоматическое отключение питания
Компактный размер
Захват клещей 30 мм
Сохранение результата измерений (функция Hold)
Сохранение максимальных значений (MAX)
Диодный тест
Прозвонка цепей со звуком
Автоматическая индикация перегрузки
Категория безопасности по ГОСТ Р 52319 (МЭК 61010-1): КАТ III 600 B
Изоляция корпуса: двойная, класс 2
Степень защиты по ГОСТ 14254: IP20
Описание
Профессиональные токовые клещи ЗУБР оснащены дисплеем с подсветкой. С помощью функции DATA HOLD можно сохранить только что измеренное значение на экране. Благодаря малым габаритам, устройством удобно пользоваться в труднодоступных местах. При бездействии прибор автоматически отключается через 15 минут. Сумка обеспечивает удобство хранения и переноски изделия.
Применение
Используется для проведения измерений электрических параметров сети и приборов
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Распродажа
67 819 ₽
30 760 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 867 ₽
Осталась 1 штука
Купить в 1 клик
[HK Warehouse] Защищенный телефон UMIDIGI BISON GT2 Pro 5G, камера 64 МП, 8 ГБ + 256 ГБ
Особенности 1. Размеры 900 5G, 6-нм восьмиъядерный процессор, 2 ядра cortex-A78 и 6 ядер cortex-A55 с тактовой частотой до 2,4 ГГц , высокая производительность, в сочетании с 8 ГБ + 256 ГБ, работает быстрее и работает более плавно. 2. 6,5-дюймовый дисплей FHD+ IPS, экран 2400×1080, полный угол, большой обзор, яркие цвета. 3. 64-мегапиксельная тройная камера с искусственным интеллектом: основная 64-мегапиксельная камера + 8-мегапиксельная сверхширокоугольная камера + 5-мегапиксельная макрокамера (макросъемка на расстоянии 2,5 см). 4. Задние функции: сверхширокоугольный режим, ночная съемка, макрорежим, портретный режим, режим панорамы, HDR, AI Beautify, сверхширокоугольная коррекция искажения краев, двойная светодиодная вспышка, распознавание лиц, фильтры в реальном времени. 5. Функции видео с задней камеры: запись видео 4K, 1080P, 720P, 480P, 30 кадров в секунду. 6. Фронтальная камера 24 МП (FF, F/2.0). Особенности: AI Beautify, распознавание лиц, обратный отсчет для селфи. 7. Возможности видео с фронтальной камеры: запись видео 1080p, 720p, 480p, 30 кадров в секунду. 8. Аккумулятор емкостью 6150 мАч обеспечивает работу телефона в течение нескольких дней при нормальном использовании.
Телефон работает в сети GSM 850(B5)/900(B8)/1800(B3)/1900(B2)МГц . Пожалуйста, проверьте, совместима ли ваша локальная сеть с этим телефоном. Вы можете нажать здесь, чтобы увидеть частоту сети для вашей страны. Пожалуйста, подтвердите с вашими операторами или поставщиками, прежде чем купить этот товар.
1. Примечание. Этот телефон с ОС Android предназначен только для работы с текущей установленной на нем ОС Android. Любые изменения, такие как обновления или прошивка более новой версии, аннулируют гарантию. 2. Указанный объем ПЗУ показывает максимально доступное ПЗУ, при котором ничего не установлено. Однако ОС Android и предустановленное программное обеспечение от производителя будут занимать часть этого ПЗУ. Доступное ПЗУ на устройстве.
Адвокаты Бизона — Сравните лучших адвокатов в Бизоне, штат Канзас
Find Bison Адвокаты по направлениям практики
Телесные повреждения
Врачебная ошибка
Уголовное право
DUI
Семейное право
Развод
Банкротство
Коммерческое право
Закон о защите прав потребителей
Трудовое право
Планирование недвижимости
Защита от выкупа
Закон об иммиграции
Интеллектуальная собственность
Злоупотребление в доме престарелых
Завещание
Ответственность за продукцию
Закон о недвижимости
Закон о налогах
Дорожные билеты
Компенсация работникам
Закон о сельском хозяйстве
Закон о животных и собаках
Антимонопольное законодательство
Апелляции и апелляции
Арбитраж и посредничество
Асбест и мезотелиома
Закон о каннабисе и марихуане
Гражданские права
Коллекции
Закон о связи и Интернете
Закон о строительстве
Насилие в семье
Закон об образовании
Закон старейшины
Закон об энергетике, нефти и газе
Закон о развлечениях и спорте
Закон об окружающей среде
Государственное и административное право
Закон о здравоохранении
Страховые претензии
Страховая защита
Международное право
Закон о несовершеннолетних
Арендодатель Арендатор
Юридическая ошибка
Морское право
Военный закон
Муниципальный закон
Закон коренных американцев
патентов
Закон о ценных бумагах
Инвалидность социального обеспечения
Мошенничество с биржевыми маклерами и инвестициями
Товарные знаки
Беловоротничковая преступность
Показать все области практики »
Юрист Рейтинг
Юрист Рейтинг
9+
7+
Видео-конференция
Видео-конференция
Предлагает видеоконференцсвязь
Бесплатная консультация и оплата
Бесплатная консультация и оплата
Предлагает бесплатную консультацию
Принимает кредитные карты
Дополнительные фильтры
Дополнительные фильтры
Показать больше фильтров
Адвокаты в близлежащих городах
Адвокаты в близлежащих округах
Часто задаваемые вопросы Юристы в списке
Researching Attorney Discipline
Узнайте, был ли когда-либо привлечен к ответственности адвокат.
Производственные технологии прошлого имели ряд недостатков и проблем. В первую очередь это касалось односторонней обработки изделий. В процессе работы заготовку необходимо было переустанавливать. Нужно было снять деталь с фрезерного станка, изменить ее положение и заново отрегулировать исходные размеры заготовок.
Особую сложность представляла точная работа со сложными компонентами. В числе таких изделий детали для космической и авиационной техники. Для их изготовления требовалась оснастка на каждый элемент и каждую операцию. В производственных цехах стояли отдельные специально отведенные склады, где хранились тысячи наименований для каждой детали технического оборудования. На подобное складирование затрачивалось много времени. Работа происходила в порядке классификации, упорядочивания, хранения, выдачи и транспортировки нужной оснастки для фрезерного станка до рабочего места. Чтобы поддерживать эффективность и скорость процесса требовалось большое количество грузчиков и кладовщиков.
В настоящее время процедура оснастки фрезерных станков облегчена. Благодаря универсальным станочным приспособлениям ситуация с креплением и подбором размеров решается намного быстрее. Новые технологии упрощают трудоемкость процессов. Затрачивается меньше времени и повышается эффективность производства. С применением технологической оснастки для фрезерных станков с ЧПУ снижается количество брака и повышается общая производительность труда.
Пройти тест
Фрезерные станки, управляемые системой числового программного управления, полностью автоматизированы. Программный модуль осуществляет контроль оборудования и его элементов. Фрезерный станок проводит различные типы работ согласно заданным командам управляющей программы.
Устройство и рабочие компоненты оснастки
Фрезерное оборудование — многокомпонентный комплекс, который включает в себя следующие элементы оснастки для станков:
Парк станочного типа.
Станочное приспособление (закрепление и фиксация деталей на станке).
Станки различного назначения — фрезерные или токарные устройства (обработка металлов, древесины, пластмассы и других материалов).
Приспособления для обработки заготовок под высоким давлением.
Вспомогательные устройства для резки металла.
Электрические привода двигателей асинхронного типа и векторного управления.
Промышленная роботизированная система управления (различные манипуляторы и контроллеры).
Дополнительные устройства периферии (3D-принтер, 3D-сканер).
Специальное программное обеспечение и управляющие программы.
Выбранные программы и вспомогательные инструменты определяют эксплуатационный профиль оборудования. Помимо этого, подбор необходимых рабочих компонентов оснастки влияет на уровень работы, качество и скорость производственных процессов.
Принцип работы
Управление станком с ЧПУ представляет собой поэтапное и многоплановое воздействие на механизмы системы. В значительно упрощенном процессе обработки участвуют различные устройства, которые обозначаются управляющей системой либо по отдельности, либо в совокупности.
Программное управление предполагает работу с большими объемами информации. Данные сначала записываются на жесткие носители. Они несут числовую информацию и являются дискретными. В процессе обработки используются исключительно цифровые технологии.
Для реализации поставленных задач используют контроллеры промышленного типа. Их координируют специальные программы, которые представлены целыми каталогами. Через микроконтроллер осуществляется управление подключенных к нему устройств. Электронные вычислительные устройства работают на основе цифровой обработки информации.
На данный момент числовое управление в сфере промышленного производства практически вытеснило другие аналогичные приспособления по управлению.
Особенности оснастки
Фрезерные станки с ЧПУ обладают рядом характерных особенностей и преимуществ. Современная конфигурация имеет следующую специфику:
Конфигурация и расположение станочных шпинделей не требуют снимать и переустанавливать изделие по трем плоскостям как прежде. Современные модификации фрезерного оборудования используют в работе от 3-х до 4-х шпинделей одновременно. Также возможен вариант с применением одного шпинделя, который оснащен поворотной головкой. Преимущества этой конфигурации заключаются в экономии занимаемого пространства и затрачиваемого на производство времени. В таких условиях увеличивается производительность, и отпадает потребность в дополнительной складской территории для хранения оснастки для станков с ЧПУ.
Вращающиеся токарные патроны увеличивают охват обрабатываемой поверхности и открывают большой доступ режущих инструментов к закрепленным изделиям. Такая особенность позволяет проводить сложные декоративные работы и тонкие технологические операции на деталях из любого материала.
Модули линейного перемещения, которые производятся с высокой точностью и отвечают за четкую работу, способствуют созданию деталей с точностью до микрона.
Данные характеристики улучшают оптимизацию и увеличивают скорость рабочих процессов. Также они позволяют выводить производство как на мелкосерийный, так и серийный уровни.
Вспомогательные системы
Функциональное назначение и технические характеристики определяют тип вспомогательных систем. Они бывают следующих видов:
Многоконтурный.
Этот вид отвечает за контроль работы элементов станка. Управление функциями механизмов может проводиться в последовательном порядке, либо одновременно.
Вспомогательное оборудование.
Используется для выгрузки заготовок на фрезерный станок.
Универсальный или комбинированный.
Данный тип вспомогательных систем предназначен для проведения установки и замены инструментальной оснастки станка с ЧПУ. Также он регулирует траекторию направления исполнительного инструментария и его дальнейшее перемещение.
Контроллеры непрерывного действия.
Такой вспомогательный тип отвечает за движение исполнительного комплекса и контролирует перемещение в границах заданной траектории. Как правило, она является криволинейной.
Позиционный.
Назначаются точки завершения цикла. В данных позициях оказываются исполнительные инструменты, когда они подходят к концу заданной траектории.
Также приспособления для станков с ЧПУ классифицируют по свойствам подготовки и вводу ознакомительной информации. Так, например, существуют системы оперативного типа. В данном случае программа контроля технологически подготавливается и корректируется напрямую в системе. Процедура осуществляется в процессе изготовления первичных деталей либо подготовки ее прототипа.
Работа с системой управления
Станки оснащаются контроллерами, которые предварительно программируются. Эти устройства отвечают за управление на оборудовании различных типов. Подготовительный этап работы с ЧПУ и программным модулем предусматривает определенные методы:
использование вычислительной техники,
программирование вручную вне системы,
другие способы автопрограммирования.
Большая часть систем использует вспомогательные модельные установки. Они включают в себя следующие элементы:
блок питания,
процессор,
память с программируемыми характеристиками,
модули ввода и вывода.
Программно-аппаратный комплекс предназначен для создания и настройки профессиональных программ. Оборудование считывает вводимые команды с модуля ввода и анализирует данные. Модуль вывода получает конечные результаты анализа и готовые решения, сделанные на основе логических задач и числовых вычислений. Так станок продолжает функционировать и стабильно работать.
Требования к оснастке
К оснастке фрезерных станков с ЧПУ предъявляют следующие требования:
Детали необходимо предварительно подготовить. Они должны находится на правильно установленных поверхностях. В случае их отсутствия используют дополнительные приспособления (бобышки, приливы и др.).
Чтобы избежать лишних переустановок изделия, важно не допускать попадание поверхностей и отверстий под прямым углом.
Поверхность, которая служит в качестве базовой и основной, должна быть предварительно обработана и выровнена.
Если обрабатываемый материал не фиксируется в 3-х плоскостях, то его крепят по одной плоскости и 2-м отверстиям.
Из-за высокой скорости переключения на следующие изделия, у станка с ЧПУ должна быть соответствующая оснастка. Так снижается простой и при должном инструментальном оснащении обеспечивается сокращение времени на смену, установку, транспортировку и крепление деталей.
Для увеличения эффективности применяются быстрые зажимы с пневматическим приводом.
Необходимо отметить, что на выбор оснастки влияет тип производства и эксплуатационная сфера. На данный момент приспособления объединяются в определенные группы в зависимости от области применения конкретного станка.
Обратите внимание: вы можете объединить сразу несколько станков с ЧПУ для того, чтобы проводить одновременный контроль их работы. Такая система оснащается дополнительными приспособлениями и оснасткой для фрезерных станков, например, участками с автоматизацией из гибких устройств, и становится совершенно автоматизированной технической линией.
Читайте также
Обновлено: 01.01.2023
Техника безопасности при работе на фрезерном станке
Во время работы на станке с ЧПУ оператор обязан неукоснительно соблюдать технику безопасности — это поможет не только продлить срок эксплуатации оборудования, но и, возможно, сохранит здоровье и жизнь специалиста…
Подробнее
Обновлено: 31.12.2022
Сервопривод или шаговый двигатель: какова разница и что выбрать?
В качестве электропривода порталов и исполнительных узлов фрезерно-гравировальных станков и оборудования для плазменной резки с ЧПУ применяются шаговые двигатели и сервоприводы. Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье…
Подробнее
Обновлено: 18.12.2022
Фрезерные станки с ЧПУ для малого бизнеса
Для построения и развития успешного бизнеса, связанного с работой на фрезерном станке с ЧПУ, важно наличие значительных преимуществ перед конкурентами: например, высочайшего качества продукции и доступных цен. В данной статье расскажем, какие именно станки с ЧПУ подходят для малого бизнеса, какова стоимость того или иного оборудования, и насколько рентабелен такой вид деятельности…
Подробнее
Обновлено: 18.12.2022
Технические характеристики и сфера применения фрезерных станков с ЧПУ
Станки с ЧПУ значительно повлияли на сферу металлообработки и на работу с другими материалами. Программируемые установки обеспечиваюют повышенную точность фрезеровки, что приводит к значительному увеличению производительности труда. Процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью. В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения…
Подробнее
Обновлено: 18.12.2022
Фрезы для деревообрабатывающих станков с ЧПУ
Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением…
Подробнее
Возврат к списку
Поделиться:
Технологическая оснастка для станков с ЧПУ.
Технологическаяоснасткадлястанковс ЧПУ представляет собой неотъемлемую составляющую процессов обработки ряда материалов. В первую очередь, наиболее существенные требования к ней предъявляются в металлообрабатывающей промышленности и ряде других производств. Полнота оснащения гравировального оборудования во многом определяет не только качество выпускаемой продукции, но и непосредственно общую производительность предприятия.
Ранее фрезеровка металлических заготовок и другие технологии обработки имели некоторые сложности. Прежде всего, этим характеризовалась односторонняя обработка изделий. В ходе процесса заготовка нуждалась в переустановке, когда на определенном этапе ее снимали и осуществляли настройку положения заново.
Особенно это было актуально при исполнении сложных изделий (к примеру, элементов конструкций летательных аппаратов), выпускаемых серийно. Для их фрезерования или других выполняемых на станках техпроцессов требовалась внушительная номенклатура оснастки. На каждый элемент и под различные операции предполагалась своя вспомогательная единица оснащения. Все это не только требовало огромных складов, временных и человеческих ресурсов, но также ощутимо снижало эффективность производства.
На сегодняшний день благодаря универсальным станочным приспособлениям технологическая оснастка для фрезерных станков с ЧПУ существенно облегчена. Они позволяют более оперативно и эффективно решать вопрос с креплением и подбором размеров, снижают трудоемкость производства продукции и процент возможного брака.
Технологическая оснастка для станков с ЧПУ могут быть разделены на две группы:
Оснастка для базирования и крепления заготовки. Эти элементы позволяет выполнять надежную и точную фиксацию и позиционирование заготовок на рабочем станке стола.
Вспомогательный инструмент для ЧПУ гравера. С его помощью осуществляют качественное крепление режущего инструмента того или иного оборудования.
Выбирая инструмент и оснастку ЧПУ-оборудования, стоит уделять должное внимание к требованиям его эксплуатации и техническим характеристикам. В особенности важную роль играют размер и емкость инструментального магазина, расположение шпинделя, режим использования станка. Если речь идет о значительной серии изделий, выполняемых на фрезерном или ином станке, на первый план выходит показатель производительности. Если необходимо изготовить единичные детали различной конфигурации, необходима вариативность. Только с учетом этого возможен грамотный подбор оснастки для того или иного техпроцесса, реализуемого на ЧПУ-станке.
Безусловно, что выбор вспомогательных инструментов и приспособлений должен также учитывать и тип обрабатывающего оборудования. Оснастка для станков с ЧПУ (фрезерного и токарного ) будет различаться не только в плане внешнего вида, но и в плане требований.
Требования к оснастке для станков с ЧПУ
К подобному оснащению, что используется в производстве различной продукции, предъявляют ряд общих требований:
Высокая жесткость конструкции элементов;
Надежное крепление заготовок, осуществляемое с их помощью;
Минимальная деформация заготовок при закреплении с помощью элементов оснащения;
Возможность обработки заготовки с различных сторон;
Отсутствие сложностей доступа к обрабатываемым поверхностям заготовок со стороны крепежных элементов;
Унификация элементов приспособлений;
Исключительная точность базирования обрабатываемых элементов в приспособлениях;
Оперативность установки и позиционирования. По нормам это время в процентном соотношении не должно превышать 2-10% от времени обработки заготовки.
Каждому приспособлению положен паспорт с обязательной информацией о нем. В документе приводятся обозначение элемента оснащения, его составные части, оборудование, дата изготовления, показатели точности, дата перепроверки (ремонта) и параметры после ее проведения.
Специфика оснастки для фрезерных станков с ЧПУ
Современные фрезеры (в том числе, фрезерное оборудование компании «Миртелс») имеет специфику, которая во многом обуславливает номенклатуру применяемой упрощенной оснастки. В частности:
Конструкция и локализаций шпинделей фрезерного оборудования позволяет забыть про необходимость съема и переустановки изделия по трем плоскостям. Используя несколько шпинделей или один с поворотной головкой, современный станок экономит пространство производственных помещений и время на изготовление изделия. Все это положительно сказывается на эффективности производства в целом;
Вращающиеся токарные патроны оптимизируют доступ фрезы к заготовке и повышают охват обрабатываемой поверхности. Это дает ряд преимуществ на ниве выполнения трехмерной обработке и декоративного фрезерования вне зависимости от материала обрабатываемой заготовки;
Высокую точность изготовлению конечного изделия и его соответствие размерам образца до микрометра обеспечивают модули линейного перемещения.
Все перечисленные особенности конструкции позволяют существенно оптимизировать процесс фрезеровки на ЧПУ станке. Это особенно эффективно проявляется при серийном производстве продукции в различных масштабах.
Вспомогательный инструмент и оснастка для фрезерных станков
Ввиду сложных конфигураций заготовок, что обрабатываются путем фрезерования на ЧПУ оборудовании, номенклатура применяемой оснастки для таких станков ощутимо больше, чем для токарных.
Из универсального оснащения можно выделить кулачковые патроны, тисы и другие приспособления. Магнитные плиты и вакуумные столы обеспечивают эффективное крепление заготовки. Поворотные столы, которыми могут оснащаться отдельные модели такой техники, позволяют обрабатывать деталь с нескольких сторон.
Заказывая тот или иной фрезерно-гравировальный станок из серии «Дедал» от компании Миртелс, Вы можете также уточнить у наших менеджеров необходимый перечень инструментов и оснастки для изготовления интересующей Вас продукции.
Отзывы
Оборудование для гравировки
Станки по камню
Купить станок для гравировки камня
Купить гравировальный станок
Настройка, ремонт, обслуживание гравера
Станок ЧПУ по камню
Гравировальные аппараты
Гравер купить
Граверы купить
Гравировальный станок Леонардо
Гравировальный станок Роботикс
ЧПУ станок купить
Граверный станок купить
tool.
com — ФРЕЗЕРНЫЕ ФРЕЗЫ С ЧПУ, ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ ИНСТРУМЕНТОВ, ПРИНАДЛЕЖНОСТИ И ВАКУУМНЫЕ НАСАДКИ ДЛЯ ДЕРЕВО, АЛЮМИНИЯ, ПЛАСТИКА INDUSTRIES.cs Industries.
Добро пожаловать на сайт CNC-TOOL.com
Ваш первоклассный источник качественных ЧПУ-ИНСТРУМЕНТОВ, твердосплавных фрез с ЧПУ и принадлежностей. Ваше оборудование с ЧПУ заслуживает качественного, высокопроизводительного инструмента с ЧПУ, а CNC-TOOL.com — ваш универсальный онлайн-источник качества по ЛУЧШЕЙ цене в отрасли. Кроме того, мы вооружены техническим опытом, чтобы помочь вам выбрать правильный инструмент для приложения. Мы предлагаем только высококачественную продукцию для деревообрабатывающей, пластмассовой и цветной металлургии от производителей, которым вы доверяете.
ТВЕРДОСПЛАВНЫЕ ФРЕЗЫ С ЧПУ
Фрезы с ЧПУ с покрытием
Фрезерные фрезы с ЧПУ-пластик, кориан, алюминий
Фрезерные фрезы с ЧПУ — стандартная серия
Фрезы с ЧПУ премиум-серии
Серия Ultimate Wear Разработан для износостойких ламинированных материалов
Держатели инструментов с ЧПУ
Цанги с ЧПУ
Стойки для затяжки
Вакуумные присоски с ЧПУ
Материал прокладки с ЧПУ
Смазки и смазочные материалы
СВЕРЛА С ЧПУ
Пылезащитная гайка AIRPRO с ЧПУ
Пылезащитная гайка TORNADO с ЧПУ
Оправка HSK с ЧПУ
Реверсивные твердосплавные пластины с ЧПУ
Инструмент для вставок с ЧПУ
Нож для обрезков досок
Фрезерные фрезы с ЧПУ
Адаптеры патрона для сверл
Цифровой пресеттер высоты
Вилки держателя инструмента с ЧПУ
Пильный агрегат
Начальный набор инструментов для станков с ЧПУ
Шлифовальные головки Flex Trim
Ручные ключи с ЧПУ
Динамометрический ключ Цанговые ключи
Динамометрические ключи с ЧПУ
ИНСТРУМЕНТ ДЛЯ ДВЕРЕЙ МДФ
Наборы для очистки держателя ЧПУ
Кабинео, Кламекс
Детали вакуумного насоса
Кромкооблицовочный инструмент Biesse
ПИЛЫ BIESSE SELCO
Сбор пыли
Камень, гранит, стеклянные вакуумные присоски
Суппорты
Тяговые шпильки с ЧПУ
Гайки подшипников с ЧПУ
CNC-HSK63F Фреза/спираль
Детали Biesse
Агрегатные головки с ЧПУ
Тестер дышла
Оборудование для настройки/тестирования
Длинные фрезы
Детали машин
Пневматические фитинги/шланги
Understanding Tooling Basics for CNC Machining
Ниже представлена статья GDP|GUHDO, представленная FDMCdigital. com в выпуске за январь 2015 г. (ранее FDM/Cabinetmaker) Понимание основ станков с ЧПУ может иметь огромное значение для ваших затрат, производительности и эффективности. . Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK. Моя любимая аналогия при обсуждении основ инструментов — это автомобиль (то есть станок с ЧПУ), диски (держатели инструмента) и шины (режущий инструмент). Даже самая хорошо спроектированная машина не уедет далеко, если у нее плохие диски и дешевые или неисправные шины. Давайте рассмотрим важность правильного выбора режущего инструмента и внешние факторы, влияющие на выбор инструмента, а также другие соображения, которые будут непосредственно влиять на цикл обработки.
Инструмент PCD
Начните с параметров В зависимости от процесса резки, который необходимо выполнить, важно понимать параметры станка, производительность, шпиндель, зажим и варианты инструментов. Прижим материала и настройка сбора пыли будут играть роль в процессе, равно как и качество, плотность, абразивность и чистота поверхности обрабатываемого материала. Выбор режущего инструмента будет основываться на понимании вышеупомянутых свойств, которые уже определены заранее, ожидаемых ожидаемых скоростях подачи, которые должны быть достигнуты (производительность) и экономической эффективности. Все это способствует принятию решения о том, какой инструмент является наиболее подходящим и экономически эффективным для работы. Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK (рис. 1). Стандартные держатели инструментов HSK имеют очень высокий уровень точности с допуском биения 0,003 мм (0,0001 дюйма). Предпочтение отдается держателю инструмента, который поставляется с цанговой гайкой на шарикоподшипнике, а не цельной неподвижной гайкой. Шариковый подшипник отсоединяет внутреннее кольцо от вращающейся/резьбовой части гайки (Рисунок 2), поэтому круговое движение гайки полностью преобразуется в усилие зажима без каких-либо потерь на трение. Преимущество: большее усилие зажима, меньший износ и возможность вращения держателя инструмента как по часовой, так и против часовой стрелки. В наиболее распространенных версиях держателей инструментов, используемых для обработки дерева/пластика/композитов, используются цанговые патроны ER32, ER40 или RDO35 (SYOZ25), и их различия показаны в этой таблице:
Collet Style
Overall Length
Clamping Tolerance
Max Size
Diameter Available
ER32
40mm
1mm
20mm
3 /4 ″
ER40
46 мм
1MM
25 мм
1 ″
RDO35/SYOZ25
522M17
0. 0017
25 мм
1″
Державки HSK63 F с любым из вышеперечисленных типов цанг взаимозаменяемы между станками при условии одинакового размера «A» (расстояние от верхней части буртика HSK до нижней цанговой гайки) то же самое.
Специальные держатели инструментов В то время как стандартные цанговые патроны являются отличным выбором зажима для большинства применений, существуют термоусадочные и гидравлические держатели инструментов для более специализированных применений. Держатели термоусадочных инструментов выгодны при высокоскоростных операциях обработки и не используют цанговую систему, поскольку хвостовик инструмента устанавливается прямо в термоусадочный патрон. Термоусадочный патрон может вмещать хвостовик инструмента только одного размера и, как правило, требует дополнительных (а иногда и значительных) затрат на нагревательное оборудование для установки и снятия инструмента с патрона. Например, это отличный выбор для инструментов с твердосплавными пластинами, когда инструмент и патрон собираются на заводе-изготовителе и их не нужно снимать для обслуживания. См. рис. 3. Другой вариант — гидропатрон, который также имеет то преимущество, что позволяет обойти цанговую систему, уменьшая комбинированные допуски между станком и инструментом. Гидропатроны сбалансированы до 25 000 об/мин и доступны во всех распространенных метрических размерах. (от 10 мм до 25 мм). См. рисунок 4.
Варианты режущего инструмента Переходя к вариантам режущего инструмента, важно понимать, что здесь не следует беспокоиться о первоначальной стоимости инструмента. Точная стоимость режущего инструмента измеряется стоимостью обработки одного погонного фута. Выбор неправильного инструмента может серьезно ограничить и ограничить возможности машины и даже вернуть некоторые ее коммерческие функции. Точность, рентабельность производства, превосходное качество отделки, сокращение отходов и поддержание целостности станка и шпинделя — все это сводится к выбору держателя инструмента и режущего инструмента. Некачественные держатели инструментов или несбалансированные режущие инструменты в конечном итоге будут стоить намного дороже, чем может показаться на первый взгляд. Независимо от того, идет ли речь о цельных твердосплавных спиральных инструментах, инструментах с пластинами, инструментах с нестандартным профилем или инструментах с PCD (поликристаллическим алмазом), внимательное изучение плюсов и минусов каждого типа стоит того, чтобы его изучить и понять. Одна компания может легко потерять тысячи долларов, если использует цельные твердосплавные компрессионные коронки ¾” с 2 канавками для обработки столешниц, например, когда сопоставимая компрессионная коронка с 2-лезвийными карбидными вставками легко превзойдет их по производительности за небольшую часть стоимости. Производитель фенольных сплавов может каждый день использовать множество цельных твердосплавных долот, в то время как долота из поликристаллического алмаза (PCD) (специальная конструкция для фенольных сплавов) будут работать значительно дольше и снизят общие затраты на обработку. Тот, кто купит закругленное сверло с твердосплавным наконечником для обработки на станке с ЧПУ, купит намного больше долот и никогда не будет поддерживать однородность, когда инструмент для вставок будет поддерживать постоянный диаметр и точность размеров при меньших затратах.
Правильно используйте инструменты Какой бы инструмент ни был выбран, самым важным аспектом будет его правильное использование. Лучший режущий инструмент может хорошо работать только в том случае, если он используется в соответствии с параметрами, для которых он был разработан. Основой успешной работы режущего инструмента является синергия качества/целостности станка, прижима материала, пылеудаления, системы зажима (держатель инструмента/цанги) и состава инструмента и материала, работающих при правильных параметрах обработки. Наиболее важным моментом, который следует учитывать при выборе любого режущего инструмента, является фактическая нагрузка на стружку, которую он будет генерировать во время цикла резания. Если количество стружки не находится в идеальном диапазоне для обрабатываемого материала, это приведет либо к перегреву инструмента и очень короткому сроку службы инструмента, либо к выходу инструмента за его пределы, что приведет к отказу инструмента (поломке). Например, очень известное мнение состоит в том, что чем больше канавок на фрезе, тем лучше будет финишная обработка. Это абсолютно не так. Наилучшие результаты резания приводит к тому, что режущая кромка движется по материалу с правильной скоростью, т. е. со стружкообразованием. Этот единственный фактор, вероятно, наиболее ответственен за срок службы инструмента.
Понимание нагрузки чипа Итак, что такое нагрузка чипа? Проще говоря, это размер/толщина стружки, снимаемой с каждой канавки/режущей кромки при каждом обороте инструмента. Таким образом, при переходе от 2-зубого к 3-канальному размер стружки уменьшается на 33%, если скорость подачи не регулируется соответствующим образом. Меньшая стружка увеличивает тепловыделение во время резки, так как стружка не может быть извлечена из реза достаточно быстро и повторно разрезается на еще более мелкие частицы. Диаграммы нагрузки стружки, найденные в Интернете или предоставленные производителями инструмента, должны рассматриваться только как отправная точка/контрольный диапазон, и пользователь должен найти конечную «золотую середину», которая обеспечивает сочетание самого длительного срока службы инструмента, отделки и стоимости. эффективность.
Формула нагрузки на стружку выглядит следующим образом: Нагрузка на стружку = скорость подачи (дюймы в минуту) / (об/мин x количество зубьев)
Пример: Нагрузка на стружку = скорость подачи 600 дюймов/минуту / (18 000×2 зубьев) Нагрузка на стружку = 0,017 дюйма. Увеличение размера стружки на зуб снизит качество резания, а уменьшение размера стружки на зуб сократит срок службы инструмента, поэтому важно найти идеальную середину, при которой и чистовая обработка, и стойкость инструмента будут оптимальными.
Цельная твердосплавная насадка с 3 зубьями
Направление резания Еще одно соображение заключается в том, будет ли резка восходящей или обычной. При резке внахлест направление подачи совпадает с направлением режущей кромки. (В качестве важного примечания: этот метод резки никогда не следует применять при ручной подаче материала, поскольку это может привести к очень опасному отскоку материала). Резка внахлест обеспечивает лучшее качество отделки.
Цанга – это сменный инструмент, имеющий форму усеченного конуса с поперечными срезами по бокам корпуса, благодаря которым получившиеся «лепестки» имеют свойство возвращаться в исходное положение.
Для зажима инструмента в шпинделе станка используется следующий алгоритм: цанга с зажимной гайкой монтируется в специальный цанговый патрон, который имеет конический хвостовик. Далее получившаяся конструкция инсталлируется в шпиндель для обеспечения передачи крутящего момента фрезе.
Цанги в ассортименете
При этом первостепенное значение имеет использование фрезерного инструмента с правильным размером хвостовика. Например, если необходимо зафиксировать хвостовик 14,5 мм, то ни в коем случае нельзя использовать цангу 14-13 мм. Верным будет диаметр 14-15 мм. Для получения нужного результата фрезерования принципиально устанавливать инструмент по всей длине.
В случае, когда необходимо использовать фрезу с диаметром хвостовика сравнимо меньшим, чем у имеющейся цанги, можно воспользоваться своеобразной переходной втулкой. Плюс конструкции в эксплуатации различного инструмента в одной и той же цанге, но минус очевиден – это ухудшение точности и качества обработки материала в силу возможного увеличения вибраций при нарушении соосности конструкции. При этом убытки производства могут во много раз превышать затраты на приобретение набора цанг с актуальными типоразмерами.
Цанги массово используются в токарных, сверлильных и фрезерных станках. Главными особенностями при их применении является высокая скорость инсталляции или извлечения инструмента.
Ранее цанги, как правило, производили из стали. Но сегодня актуальны и твердосплавные приспособления, такие как цанги из титана или вольфрама. Данные сплавы обеспечивают наиболее высокий ресурс работы, по сравнению со стандартным материалом. Главное их достоинство – это качественная работа на высоких скоростях. Такие материалы максимально защищены от повреждений и деформаций при термическом нагреве инструмента в процессе фрезерования.
При процессе работы в составе системы СОЖ применяют специально сконструированные влагонепроницаемые цанги, обеспечивающие приток смазочно-охлаждающей жидкости напрямую сквозь режущий инструмент.
Установка цанги:
1. Закрепите цангу в проем гайки.
2. Нажмите по вектору направления стрелки до упора.
3. Присоедините хвостовик и вкрутите гайку в цанговый патрон.
Извлечение цанги:
Отвинтите гайку с цангового патрона и нажмите на цангу с двух сторон (по векторному направлению указателя).
Типы цанг общего применения:
Подающий вид используется, если при процессе обработки инструмент требует периодического изъятия из зажимного устройства. Состоит из стального элемента, на боковине которого имеется три сечения, формирующих «пружинящие» крепежные лепестки, а также из переходника. Во время установки инструмента в патрон его хвостовик задвигается между «лепестками» цанги, раздвигая их в стороны. За счет давления «лепестки» крепко прижимаются к хвостовику. Сжатие в последующем увеличивается во время обработки с помощью сил трения.
Цельная зажимная цанга — это механизм с «лепестками», с реверсией в исходное положение при воздействии. Для хвостовиков диаметром менее трех мм, применяются 3-х лепестковые цанги, от 3 до 80 мм — 4-х лепестковые, более 80 мм — 6-ти лепестковые. Сцепление, так же как и в подающей, увеличивается за счет сдавливания «лепестков» во время втягивания цанги внутрь патрона.
Разъемная зажимная цанга — используется при работе с приспособлениями малого диаметра. В данном случае кулачки раздвигаются с помощью пружин. Разъемные цанги могут укомплектовываться замещающими вкладышами; их тип и размеры зависят от характеристик инструмента.
На сегодняшний день наиболее распространены цанги типа ER. Это цанги с поперечным отверстием и двумя участками зажима. Отличаются большим размерным рядом, прочностью, надежностью крепления и предельным диапазоном зажима. Актуальны как для шпинделей с ручной сменой инструмента, так и для шпинделей с авто заменой. Подразделяются на стандартные и высокоточные. Отличие составляют предельные допуски на точность размера и на величину биения. Унифицированы стандартами DIN 6499 и ISO 15488.
Рекомендации по выбору нужного типоразмера:
Мощность шпинделя
Рекомендуемая цанга
1,5 кВт
ER-11
2,2 кВт
ER-20
3 кВт
ER-25
Следует отметить, что наружный диаметр цанги имеет пропорциональную зависимость от мощности шпинделя, в то время как внутренний выбирают в соответствии с диаметром хвостовика закрепляемой фрезы.
Таким образом, цанга должна не только прочно захватывать фрезу, но и надежно фиксировать весь механизм крепления в целом. Кроме того, тандем цанги и патрона, во избежание вибраций, не должен иметь в конструкции дополнительных элементов. Несоблюдение этого условия влечет за собой потерю точности обработки детали на больших скоростях резания. Для работы с фрезами, имеющими различный диаметр хвостовиков, рекомендуется выбирать соответствующий набор цанг нужного типоразмера. Чтобы не столкнуться с проблемой приобретения цанг низкого качества и некорректного размера, лучше остановить свой выбор на продукции проверенных производителей.
Цанги диаметра 6.0, 6.35 и 8мм для фрезера. Электро и ручной инструмент для ремонтных и строительных работ, приспособления и аксессуары. Купоны на скидки. Инструменты
$2.27
Перейти в магазин
Есть у меня в хозяйстве пара мелких фрезеров-кромочников и как-то в комментариях попалась ссылка на цанги для них, причем не только базового диаметра в 6. 35мм, а и двух дополнительных, 6 и 8мм. Подумалось, а почему бы и не заказать, вдруг пригодятся.
Как обычно, напоминаю, чтобы быть постоянно в курсе новых тем в блоге, рекомендую подписаться на мой инстаграмм, где я буду выкладывать уведомления о всех новых темах и возможно писать просто о чем-то интересном — ссылка на аккаунт
Речь идет про эти фрезеры, сетевой и аккумуляторный, а также весьма любопытные удлиненные цанги, но под них точно придется рассверливать шпиндель, причем с точной центровкой.
На самом деле сначала хотел заказать только 6мм, потом решил, ну наверное не помешает и 6.35, так сказать «про запас», ну а когда выяснилось что по цене выходит почти то же самое что заказывать сразу комплектом, то заказал все три. Кроме того могу порекомендовать пару поштучных лотов с большим количеством продаж — раз, два.
Через время забрал на почте сборную посылочку, где и лежал конвертик с цангами. но удивила наклейка, где написано мол Германия…
Как и было обещано, прислали три цанги трех размеров.
Размеры цанг со страницы товара, весьма подробно.
А это уже я решил сам измерить, просто на всякий случай. Сначала 6мм.
Потом 6.35мм, так как в основном размеры совпадают с предыдущей, то здесь в сокращенном виде. Да, если 6мм и 8мм цанги метрические, то эта является дюймовой, на 1/4 дюйма, фрезы с таким хвостовиком в нашей рознице почти не попадаются, именно потому я и заказал себе цангу на 6мм.
Если насчет 6 и 6.35мм я как-то и не сомневался, то вот наличие возможности установить фрезу с хвостовиком 8мм в патрон фрезера под 6/6.35 весьма удивило. Эта цанга заметно отличается, как минимум она короче, а кроме того в самом узком месте сходит фактически в ноль, а не как пара предыдущих.
В процессе осмотра и измерений заметил пару нюансов: 1. Самая мелкая цанга имеет разрез и надрез, с противоположной стороны, у 6.35мм цанг (что новой что родной) такого нет. 2. Обработка внутреннего отверстия судя по всему не производилась, на фото это плохо видно, но хотелось бы аккуратнее потому как это влияет на биения.
А это сравнение с родной цангой на 6.35мм. Есть небольшая визуальная разница, но она больше связана с тем, что основной цангой я уже пользовался и соответственно чернение (если это было именно чернение) частично стерлось. В остальном цанга почти один в один с новой на те же 6.35мм.
Решил немного проверить фиксацию оснастки в цангах. Сначала 6мм, ставится также как и родная, в этом плане разницы не заметил.
Фрез с таким хвостовиком дома не нашел потому просто взял сверло на 6мм. Сначала показалось что есть небольшие биения. Затягивается почти на максимуме момента затяжки, запас совсем небольшой, но это субъективно.
Вынул сверло и подумал что биения из-за выбитой на хвостовике маркировки, измерил где зажимает цанга, оказалось что маркировка никак не может влиять потому как она значительно глубже. Зажал еще раз, биений не заметил, либо их и не было, либо просто установилось лучше.
Цанга на 6.35мм стала точно также как родная, зажимает отлично, биений не обнаружил, есть запас усилию.
С 8мм цангой есть некоторые проблемы, из-за которых я пока её не пробовал. Во первых у меня просто нет фрез с таким хвостовиком, во вторых надо рассверливать отверстие в шпинделе и в третьих надо рассверливать отверстие в зажимной гайке.
Могу сказать, что после рассверливания вполне должно зажимать хвостовики 8мм, но не уверен, надо ли это мне вообще, пока хватает фрез и под 6.35мм. Единственно в чем не уверен, будет ли зажимать надежно, потому как сама цанга короче.
Выводы будут в основном субъективными. В общем-то неплохо, нормально ставятся все три цанги, 6 и 6.35мм зажимают, но насколько долго они это будут делать нормально, большой вопрос, я взял их скорее на всякий случай, когда родная умрет, ну и если придется покупать фрезы 6мм в оффлайне. Насчет цанги 8мм вопрос на мой взгляд сильно спорный, она короче, требует рассверливания шпинделя и гайки, стоит ли оно того, не уверен, но так как она по сути «бонусная», то пусть будет, вдруг пригодится. Вот к чему точно есть нарекания, так это к обработке внутреннего отверстия, скорее при первой попытке зажать 6мм сверло небольшие биения были именно из-за этого.
Если коротко, то за эти деньги можно купить, хорошими не назову, но и на откровенно плохие тоже непохоже.
На этом пока все, надеюсь что было полезно.
$2.27
Перейти в магазин
Эту страницу нашли, когда искали: цанга 6.35, разница в фрезерных цангах диаметров 6 и 6.35мм, можно ли поменять цангу на фрезере с 6мм на 8мм, можно ли фрезу 6 мм зажать в цангу 6,35, диаметр цанги на шлифмашине 6 мм какого диаметра брать насадки, какие срезы лучше купить для ручного фрезера с цангами 6,8 мм, цанга для фрезера wert, цанга на 8 мм для фрезер размеры, что такое цанга 6,35, цанги для фрезера 6,35, цанга для фрезера 8 мм, цанга для фрезера 635 мм, цанговый патрон на фрезер 6мм, диаметр хвостовика фрезы 6.35 под какую цангу, подходят ли фрезы с алиэкспресс 6.35 мм на фрезер с цангой 6 мм, какая цанга лучше 8 или 6, как зажать фрезу 6мм в цангу 6.35, цанга для фрез с 6 мм на 8, отличие фрез на 8 от 6.35, цанга 6.35 мм для фрезера, цанга 6.35 для фрезера, цанга festool 6 mm, самый распространенный диаметр цанги фрезера, фрезер верт 1450 ватт подойдет ли цанга на 6 35 миллиметров, цанга 6. 35 мм для фрезера и 6 мм в чем отличие
Размеры цанг
ER — LittleMachineShop.com
Цанги
ER имеют широкий диапазон зажима и высокую точность. Пока они рассчитаны для удержания инструмента, они отлично подходят для удержания работы на небольших токарных станках. С полный набор цанг ER, вы можете использовать любой диаметр, который находится в диапазоне зажима набора.
Цанга ER
Длина
Диаметр
Диапазон зажима
ER-11
18 мм (0,71 дюйма)
11,5 мм (0,45 дюйма)
0,5—7 мм (0,020—0,276 дюйма)
ER-16
27,5 мм (1,08 дюйма)
17 мм (0,67 дюйма)
0,5–9 мм (0,020–0,354 дюйма)
ER-20
31,5 мм (1,24 дюйма)
21 мм (0,83 дюйма)
1–13 мм (0,039–0,512 дюйма)
ЭР-25
34 мм (1,34 дюйма)
26 мм (1,02 дюйма)
1–16 мм (0,039–0,630 дюйма)
ER-32
40 мм (1,57 дюйма)
33 мм (1,30 дюйма)
1–21 мм (0,039–0,827 дюйма)
ER-40
46 мм (1,81 дюйма)
41 мм (1,61 дюйма)
3–26 мм (0,118–1,024 дюйма)
Существует несколько типов цанг, которые выглядят как цанги ER. Если ваша цанга выглядит как цанга ER, но не соответствует ни одному из размеров, показанных выше, это цанга другого типа, а не цанга ER.
Советы Криса Во всех цанговых патронах ER цанга должна быть защелкнута в гайке, прежде чем вставлять ее в патрон. Внутри гайки находится эксцентриковое кольцо, которое входит в канавку в цанге. Это то, что делает их самоизвлекающимися. Снова наклоните цангу, чтобы снять ее с гайки.
В таблице ниже показаны доступные размеры цанг ER. Щелкните размер цанги в вверху столбца (например, ER-32), чтобы перейти на страницу со списком всех цанги в этом диапазоне размеров. Это делает заказ нескольких цанг в одинаковый размерный ряд простой.
Размер
Диапазон (дюймы)
Диапазон (мм)
ER-11
ЭР-16
ER-20
ЭР-25
Метрическая система ER-25
ЭР-32
Метрическая система ER-32
ЭР-40
1/32″
0,020—0,039 дюйма
0,5—1,0 мм
4797
4613
1/16 дюйма
0,039—0,079 дюйма
1,0—2,0 мм
4601
4614
4620
5053
4558
3/32″
0,079—0,118 дюйма
2,0—3,0 мм
4398
4615
4621
5054
4332
4559
4333
1/8″
0,118—0,157 дюйма
3,0—4,0 мм
4454
4434
2443
5055
4332
4560
4333
5885
3/16″
0,157—0,197 дюйма
4,0—5,0 мм
4455
4435
4622
5056
4332
4561
4333
5886
7/32 дюйма
0,197—0,236 дюйма
5,0—6,0 мм
4399
4616
4623
5057
4332
4562
4333
5887
1/4″
0,236—0,276 дюйма
6,0—7,0 мм
4456
4436
2444
5058
4563
5888
5/16″
0,276—0,315 дюйма
7,0—8,0 мм
4617
4624
5059
4332
4564
4333
5889
11/32″
0,315—0,354 дюйма
8,0—9,0 мм
4619
4625
5060
4565
5890
3/8″
0,354—0,394 дюйма
9,0—10 мм
4618
2445
5061
4332
4566
4333
5891
13/32″
0,394—0,433 дюйма
10—11 мм
4626
5062
4567
5892
7/16″
0,433—0,472 дюйма
11—12 мм
4627
5063
4332
4568
4333
5893
1/2″
0,472—0,512 дюйма
12—13 мм
4628
5064
4569
5894
17/32 дюйма
0,512—0,551 дюйма
13—14 мм
5065
4332
4570
4333
5895
9/16″
0,551—0,591 дюйма
14—15 мм
5066
4332
4571
4333
5896
5/8 дюйма
0,591—0,630 дюйма
15—16 мм
5067
4332
4572
4333
5897
21/32″
0,63—0,669 дюйма
16—17 мм
4573
5898
11/16″
0,669—0,709 дюйма
17—18 мм
4574
4333
5899
23/32 дюйма
0,709—0,748 дюйма
18-19 мм
4575
5900
3/4″
0,748—0,787 дюйма
19—20 мм
4576
4333
5901
13/16″
0,787—0,827 дюйма
20—21 мм
4578
5903
27/32 дюйма
0,827—0,866 дюйма
21—22 мм
5904
7/8″
0,866—0,906 дюйма
22—23 мм
5905
15/16″
0,906—0,945 дюйма
23—24 мм
5906
31/32 дюйма
0,945—0,984 дюйма
24—25 мм
5907
1″
0,984—1,024 дюйма
25—26 мм
2908
Основные сведения о цанге ER — что нужно знать для начала работы
С момента своего появления в 1973 году цанга ER стала важным элементом каждого механического цеха. Независимо от того, хотите ли вы удерживать инструменты или даже круглый материал, эти цанги являются отраслевым стандартом для машинной обработки.
Стандарты цанг ER
Эти цанги обычно входят в стандартную серию: ER-8, ER-11, ER-16, ER-20, ER-25, ER-32, ER-40 и ER- 50. Цифры обозначают диаметр отверстия конической розетки в миллиметрах. Когда вы затягиваете гайку на держателе, цанга ER складывается вместе, чтобы удерживать круглые инструменты или заготовки размером от 0,5 до 2 мм (или 0,019 мм).7-0,0787 дюйма, в зависимости от размера цанги) меньше внутреннего диаметра цанги.
В то время как первоначальная система ER основана на метрической системе, существуют также цанги ER с дюймовыми размерами.
Цанга ER какого размера мне нужна?
Краткий ответ на вопрос «Цанга ER какого размера мне нужна?» есть: вся серия. Настоящая сила цанг ER заключается в том, что они складываются, чтобы соответствовать тому, что вы пытаетесь удержать, но один размер не может вместить все.
Поскольку диаметр уменьшается только от 0,5 до 2 мм (в зависимости от размера цанги), наличие набора размеров с различными приращениями позволяет удерживать любой инструмент в диапазоне зажима серии цанг. Имейте в виду, что чем ближе ваш инструмент к номинальному размеру цанги, тем точнее он будет его зажимать, поэтому наличие этих промежуточных размеров может оказаться полезным, особенно когда вы используете цанги ER для удержания сверл. Биение важно при сверлении, и наличие цангового патрона, близкого к размеру вашего сверла, поможет вам свести биение к минимуму.
Очень важно иметь в своем арсенале большое количество цанг ER. Это очень универсальный держатель, предлагающий широкий диапазон зажима. Другие держатели инструментов, такие как установочный винт, термоусадочные или фрезерные патроны, могут предложить вам еще более высокий уровень жесткости и точности, но не предлагают такой универсальности, поскольку они ограничены одним размером.
Еще одна важная деталь цанг ER, которую обычно упускают из виду, – это то, насколько сильно вы затягиваетесь. Это ходячая шутка, что спецификация крутящего момента была немецкой… Goutensnug… Но на практике крутящий момент, с которым вы затягиваете гайку, обеспечивает надлежащее зажатие инструмента. Чрезмерное затягивание гайки может привести к повреждению цанги, а также к плохому биению инструмента.
Правильная установка цанг ER
Цанги ER кажутся простыми, но есть несколько способов неверно истолковать механическую простоту этих держателей.
Начинающему слесарю может показаться, что эти зажимные гайки изготовлены неправильно из-за смещенной кромки внутри цанги (иногда это не смещение, а свободное кольцо). Он встроен в цанговые гайки, и без него вы не сможете вставить цангу в гайку
Ключевым моментом является полное зацепление (защелкивание) цангового зажима внутри гайки, прежде чем затягивать его на держателе. При правильной посадке поверхность цангового патрона должна быть на одном уровне с поверхностью гайки — почти плотно входить в гайку. В этот момент вы готовы поместить инструмент в цангу и затянуть детали в держателе.
Существует два распространенных типа цанговых гаек, которые фиксируют цангу в держателе и помогают закрыть саму цангу. Стандартная цанговая гайка довольно проста: в ней используется цельная гайка со всеми функциями для удержания и зажима врезанной в нее цанги, в то время как зажимная гайка на шарикоподшипнике состоит из нескольких частей, что увеличивает сложность и цену. Преимуществом использования зажимной гайки на шарикоподшипнике является увеличение силы зажима. Чаще всего зажимные гайки для шарикоподшипников необходимы только в особых случаях использования.
Удержание концевой фрезы (или других инструментов/приклада)
Чтобы обеспечить наилучшую фиксацию при установке инструмента или припуска в цангу ER, лучше, чтобы инструмент находился в контакте с цангой, насколько это возможно. Если возможно, в идеале, чтобы инструмент работал как минимум на всю длину цанги.
Это обеспечивает два основных преимущества, которые на самом деле являются одним и тем же. Во-первых, удержание власти.
Очевидно, вы хотите, чтобы ваш инструмент оставался в цанге. Чем больше цанга захватывает инструмент, тем надежнее он будет. Повышенная удерживающая сила не только предотвращает выскальзывание инструмента во время обработки, но также может помочь уменьшить биение инструмента.
Во-вторых, жесткость.
Независимо от того, в каком помещении вы находитесь и какую машину используете, чем больше жесткости вы можете добиться, тем лучше. Наличие большей удерживающей силы на самом инструменте приводит к меньшему биению концевой фрезы при резке. Лучшая жесткость означает более быструю резку, более длительный срок службы инструмента и лучшее качество поверхности.
Если вы новичок и хотите добавить аксессуары к своей машине, одна из лучших покупок, которую вы можете сделать, — это надежный набор цанг ER. Начиная с полного набора, вы можете держать практически любой инструмент, а затем вы можете добавлять нужные вам размеры в несколько раз.
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
комментариев Обязательно
Сабельная пила Makita JR3050T, 11 А, с чемоданом
Сабельная пила Makita, 11 А (модель JR3050T) сочетает в себе мощный двигатель на 11 А, меньший вес (7,3 фунта) для использования в течение всего дня и повышенную производительность. Двигатель на 11 ампер с регулируемой скоростью (0-2800 об/мин) имеет ход лезвия 1-1/8 дюйма для эффективной резки. Он идеально подходит для резки металла, дерева, гипсокартона и штукатурки, пластика, реконструкции и сноса.
Модель JR3050T также оснащена внутренней системой пылеудаления для удаления мусора с линии пропила для улучшения видимости, усиленным башмаком и возможностью смены лезвия без инструментов для быстрой замены и снятия лезвия. JR3050T оснащен полностью шариковыми и игольчатыми подшипниками для увеличения срока службы инструмента, а также прочной конструкцией корпуса с защитным резиновым кожухом для защиты двигателя и подшипников от пыли и мусора.
Универсальная конструкция для различных областей применения
JR3050T — это универсальная и мощная сабельная пила с меньшим весом, которая идеально подходит для строителей, кровельщиков, производителей металлоконструкций, ремонтников и генеральных подрядчиков.
Курок с регулируемой скоростью для точной резки в самых разных областях применения
Замена полотна и регулировка башмаков без инструментов для быстрой установки и снятия полотна
Длинный ход 1-1/8 дюйма для более быстрой резки
Хорошо сбалансированная конструкция (всего 7,3 фунта) для снижения утомляемости оператора и использования в течение всего дня
Встроенный пылеуловитель очищает линию реза для большей точности
Полностью шариковые и игольчатые подшипники для увеличения срока службы инструмента
Большой курок для двух пальцев с кнопкой блокировки для дополнительного удобства
Мягкая ручка и ручка для большего удобства
Идеально подходит для каркасников, плотников, электриков, сантехников и строителей
Двойная изоляция
ПРЕДУПРЕЖДЕНИЕ. Предложение штата Калифорния 65
Обратите внимание: цены, акции, стили и доступность могут различаться в зависимости от магазина и онлайн-магазина. Инвентарь продается и поступает непрерывно в течение дня; поэтому указанное количество может быть недоступно, когда вы доберетесь до магазина.
Сабельная пила Makita JR3050T
Официальный дилер
Highlights
Чрезвычайно легкий для использования в течение всего дня
Идеально подходит для работ по сносу, резке металла, дерева, гипсокартона и штукатурки, пластика, реконструкции и т. д.
Amazon’s Choice предлагает товары с высокими оценками и выгодными ценами, доступные для немедленной отправки.
Выбор Amazon в мощных угловых шлифовальных машинах BOSCH
В настоящее время недоступен. Мы не знаем, когда и будет ли этот товар снова в наличии.
Видно краткое содержание, дважды нажмите, чтобы прочитать полное содержание.
Отображается полный контент, дважды нажмите, чтобы прочитать краткий контент.
Шлифовальный станок
Регулируемый
Обновлены другие опции на основе этого выбора
Просмотреть все 2 опции
Brand
BOSCH
Material
Metal
Item Dimensions LxWxH
10. 5 x 4.5 x 4.5 inches
Style
Grinder
Power Source
Corded Electric
Подходит для вашего .
Убедитесь, что это подходит, введя номер модели.
КОМПАКТНЫЙ: компактный шлифовальный станок весом всего 3,75 фунта идеально подходит для рабочих по металлу, производителей транспортных средств, сантехников и других специалистов, ежедневно использующих шлифовальные станки. профессиональные режущие и шлифовальные приложения; эффективный двигатель был разработан с чрезвычайно малым диаметром поля, что позволяет пользователю легко шлифовать или резать
КОМФОРТ: дополнительная боковая рукоятка с 2 положениями, специально разработанная для наклона в естественное положение для максимального комфорта оператора; верхняя рукоятка угловой шлифовальной машины также имеет эргономичный дизайн
УДОБСТВО: оснащена системой щеток Service Minder от Bosch, которая устраняет сомнения и останавливает инструмент, когда требуется профилактическое обслуживание; Шпиндель размером от 5/8 до 11 дюймов работает с широким диапазоном размеров, устанавливая самые популярные принадлежности.
ПРОЧНОСТЬ: конструкция с эпоксидным покрытием для защиты инструмента от абразивного мусора; также разработан с герметичным переключателем для предотвращения попадания пыли и мусора в механизм переключателя
Примечание. Изделия с электрическими вилками предназначены для использования в США. Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Amazon.com: Угловая шлифовальная машина BOSCH 4-1/2 дюйма GWS8-45: Все остальное
4,7 из 5 звезд 6 315 оценок
Amazon’s Choice предлагает товары с высокими оценками и выгодными ценами, доступные для немедленной отправки.
Выбор Амазонки в мощных угловых шлифовальных машинах BOSCH
В настоящее время недоступен. Мы не знаем, когда и будет ли этот товар снова в наличии.
Видно краткое содержание, дважды нажмите, чтобы прочитать полное содержание.
Отображается полный контент, дважды нажмите, чтобы прочитать краткий контент.
Регулируемый
Измельчитель
Обновлены другие варианты на основе этого выбора
См. Все 2 варианты
Бренд
BOSCH
Материал
Пластик
MATION
Стиль
Регулируемый
Источник питания
Пневматический
Подходит для вашего .
Убедитесь, что это подходит, введя номер модели.
КОМПАКТНОСТЬ: Угловая шлифовальная машина Bosch GWS8-45 весом всего 4,2 фунта отличается малым весом и компактностью. Его тонкая окружность захвата позволяет пользователям комфортно работать дольше.
МОЩНОСТЬ: Угловая шлифовальная машина оснащена мощным двигателем на 7,5 А, обеспечивающим 11 000 об/мин без нагрузки для профессиональной резки и шлифовки.
ЭРГОНОМИЧНОСТЬ: Угловая шлифовальная машина GWS8-45 с тонкой рукояткой обеспечивает исключительный комфорт пользователя. Его двухпозиционная боковая рукоятка обеспечивает больший контроль и удобство.
ЗАЩИТА: Шлифовальный станок также обеспечивает направленный поток воздуха для отвода пыли от жизненно важных компонентов, что увеличивает надежность и срок службы инструмента. Защита от разрыва обеспечивает быструю настройку безопасности пользователя.
ДОЛГОВЕЧНОСТЬ: Система щеток Bosch Service Minder отключает инструмент, когда требуется профилактическое обслуживание, продлевая общий срок службы инструмента.
See more product details
Ergonomic
4.6 4.6
Longevity
4.6 4.6
Maneuverability
4.6 4.6
Value for money
4.6 4.6
See all reviews
Примечание. Изделия с электрическими вилками предназначены для использования в США. Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе.
Бесколлекторный двигатель FL42BLS — характеристики двигателя, цена.
Основные характеристики
Основные характеристики
Размер фланца, мм
42
Число полюсов
8
Число фаз
3
Напряжение питания, В
24
Номинальная скорость, об/мин
4000
Максимальная допустимая радиальная нагрузка на валу
(в 20 мм от фланца), Н
28
Максимальная допустимая осевая нагрузка на валу, Н
28
Расположение датчиков Холла, град.
120
Скачать паспорт
Скачать описание
Заказать
Описание бесколлекторных двигателей серии FL42BLS
Главное преимущество бесколлекторных двигателей – отсутствие вращающихся и переключающихся контактов. Как следствие, основные достоинства бесконтактных двигателей:
высокая надежность работы, поскольку отсутствует щеточный узел;
большой ресурс электродвигателя ограничен, практически, только ресурсом подшипников;
линейность регулировочной характеристики и меньший уровень электромагнитного шума по сравнению с коллекторными двигателями постоянного тока;
применение в конструкции электродвигателя балансировочных колец потенциально может обеспечить стабильность работы при очень высоких скоростях вращения (десятки тысяч оборотов в мин).
Технические характеристики
Для управления рекомендуем использовать блок управления BLD‑20DIN или контроллер BLSD‑20Modbus.
Наименование
Максимальный потребляемый ток, A
Мощность, на выходном валу, Вт
Номинальный крутящий момент, кг• см
Максимальный крутящий момент, кг• см
Сопротивление между линиями, Ом
Индуктивность между линиями, мГн
ЭДС обратной связи, В/1000об/мин
Момент инерции ротора, г•см2
Длина L, мм
FL42BLS01
5,4
26
0,62
1,9
1,0
2,6
3,66
24
41
FL42BLS02
10,5
52,5
1,25
3,8
0,8
1,2
3,72
48
61
FL42BLS03
15,5
77,5
1,85
5,6
0,55
0,8
3,76
72
81
FL42BLS04
20
105
2,5
7,5
0,28
0,54
3,94
96
100
Габаритные и присоединительные размеры бесколлекторных двигателей FL42BLS
Электрическая схема бесколлекторных двигателей FL42BLS
Несколько примеров использования бесконтактных электрических машин:
Нефтегазовая промышленность – отсутствие искрообразующих элементов и, как следствие, высокая взрывобезопасность делают бесколлекторные идеальным силовым элементом в запорном оборудовании нефте- и газопроводов
Муниципальная отрасль – низкая стоимость бесколлекторных двигателей и их обслуживания, надежность и долговечность делают их применение чрезвычайно привлекательным в условиях ограниченного бюджета
Автомобильная промышленность – использование бесколлекторных двигателей при производстве автомобильной фурнитуры (стеклоподъемники, стеклоочистители, подъем и опускание кресел и т. д.) позволяет существенно снизить габариты и массу таких устройств.
Наружная реклама – автоматические жалюзи, презентационная техника, вращающиеся витрины с приводом на основе бесколлекторных двигателей компактны и бесшумны.
Медицинское оборудование – бесшумность и низкий уровень электромагнитных излучений делают его незаменимым в медицинском оборудовании, высокие скорости вращения делают эти двигатели чрезвычайно востребованными в стоматологическом оборудовании.
Системы автоматического управления и робототехника – наличие встроенного датчика угла поворота позволяет создавать обратную связь двигателей и систем управления, что делает бесколлекторный двигатель удобным при построении систем автоматического управления.
Бесколлекторные двигатели постоянного тока 24 В являются одними из наиболее востребованных в промышленности. Полный список двигателей постоянного тока 24В разных типов можно посмотреть здесь.
С этим товаром покупают
BLSD‑20Modbus
Блоки управления бесколлекторнымиными двигателями постоянного тока
подробнее
BLD‑20DIN
Блоки управления коллекторными двигателями постоянного тока
подробнее
EDR-150-24 MW
Источник питания
подробнее
Муфта SD
Безлюфтовая дисковая (мембранная) муфта
подробнее
Связаться с нами
Хотите узнать дополнительную информацию о продукции — задайте вопрос. Наш специалист свяжется с вами в ближайшее время.
Бесколлекторные двигатели со встроенным блоком управления FL42BLS-IE
Основные характеристики
Основные характеристики
Электрическая схема
«треугольник»
Расположение датчиков Холла, град.
120
Радиальное биение, мм
0,025
Максимальная допустимая радиальная нагрузка на валу, Н
28
Максимальная допустимая осевая нагрузка на валу,Н
10
Класс изоляции
Class B
Диэлектрическая прочность
500В
Сопротивление изоляции
100
Заказать
Технические характеристики
Модель бесколлекторного двигателя со встроенным блоком управления
FL42BLS01‑IE
FL42BLS02‑IE
Число полюсов
8
Число фаз
3
Напряжение питания, В
24
Номинальная скорость, об/мин
4000
Номинальный крутящий момент, кг•см
0,625
0,125
Максимальный крутящий момент, кг•см
1,9
3,8
Мощность, Вт
26
52,5
Максимальный потребляемый ток, А
5,4
10,6
Сопротивление между линиями, Ом
1,8
0,8
Индуктивность между линиями, мГн
2,6
1,2
Моментный коэффициент, кг•см/А
0,35
0,35
ЭДС обратной связи, В/(1000 об/мин)
3,66
3,72
Момент инерции ротора, г•см2
24
48
Длина L, мм
76
96
Назначение выводов и управляющие сигналы
«+5В» — выход +5В
«F/R» – направление
«SV» – скорость (вход 0-5В)
«PG» – выходная частота, 12 импульсов на оборот
«GND» — земля
«+Vp» — питание 24В пост. т.
Габаритные и присоединительные размеры бесколлекторных двигателей FL42BLS‑IE
Связаться с нами
Хотите узнать дополнительную информацию о продукции — задайте вопрос. Наш специалист свяжется с вами в ближайшее время.
Бесщеточный двигатель 42 мм со встроенным драйвером
Бесщеточный двигатель диаметром 42 мм с внутренним драйвером отличается небольшими размерами и высокой мощностью. Он имеет прямое и обратное управление, выходной сигнал скорости, регулировку скорости и другие функции.
Применение Автомобильная промышленность: Инженерный автомобильный воздушный фильтр Промышленная автоматизация: Автоматические двери Промышленность бытовой техники: фен, доильный аппарат Промышленность научного приборостроения: детектор шахтных газов, детектор окружающей среды Медицинская промышленность: Биохимический анализатор, гематологический анализатор, центрифуга Прочее: промышленность оптической коррекции и т. д.
Технические характеристики
Режим подключения обмотки
Треугольник
Распределительный уголок
Электрический угол 120 градусов
Биение вала
0,025 мм
Радиальный зазор
0,02 мм при 450 г
Конечный ход
0,08 мм при 450 г
Макс. Радиальная сила
10 Н на расстоянии 10 мм от фланца
Макс. Осевая сила
10Н
Класс изоляции
Класс Б
Диэлектрическая прочность
500 В постоянного тока в течение одной минуты
Сопротивление изоляции
Мин. 100 МОм, 500 В пост. тока
Model
FL42BLS01-IE
FL42BLS02-IE
FL42BLS03-IE
FL42BLS04-IE
Number of Poles
8
Number of Phases
3
Rated Voltage В постоянного тока
24
Rated Speed RPM
4000
Rated Torque N·m
0. 0625
0.125
0.185
0.25
Rated Power W
26
52.5
77.5
105
Пиковой крутящий момент N · M
0,19
0,38
0,56
0,75
Пик ток A
5.4
0019 10.6
15.5
20
Resistance Ω
1.8
0.8
0.8
0.54
Inductance mH
2.6
1.2
0.8
0.54
Torque Constant
0,035
0,0355
0,036
0,0376
Константа Back-EMF V/KRPM
2,45
2,71
019 2,74
2.62
Ротор Инерция G · CM2
24
48
72
96
Длина тела MM
Длина тела MM
. кг
0,45
0,60
0,75
0,95
Связанные имена Бесщеточное электрическое устройство для фильтрации воздуха технических транспортных средств | Доильный аппарат Б/у мотор без щеток | Бесщеточный двигатель для научного инструмента | Медицинское устройство с использованием электрического устройства без щетки
Бесщеточный двигатель с квадратным фланцем 42 мм
Особенности Многополюсная конструкция, стабильная работа, высокая удельная мощность
Применение Промышленная автоматизация: электронные компоненты, автоматические двери Автомобильная промышленность: Инженерный автомобильный воздушный фильтр Бытовая техника: Фен, косилка Медицинская промышленность: биохимический анализатор, гематологический анализатор, центрифуга Промышленность научного приборостроения: детектор шахтных газов, аналитические приборы качества угля, детектор окружающей среды, прецизионные компьютерные встроенные устройства Прочее: промышленность оптической коррекции и т. д.
 У найпростіших моделях може бути один-два променя, чого цілком достатньо для виконання нескладних квартирних ремонтів, складання меблів, розбивки простого котловану. Простіше кажучи, простий нівелір – це лазерний рівень, купити який можна зовсім недорого.
У найпростіших моделях може бути один-два променя, чого цілком достатньо для виконання нескладних квартирних ремонтів, складання меблів, розбивки простого котловану. Простіше кажучи, простий нівелір – це лазерний рівень, купити який можна зовсім недорого. У недорогих побутових моделей вона може становити 2-4 мм на метр, а професійні мають високу точність, їх похибка вимірюється в частках міліметра. Похибка безпосередньо пов’язана з дальністю дії нівеліра. Прості пристрої надають прийнятну точність на відстані до 10 метрів, а інструменти високого рівня – 50 метрів і більше.
У недорогих побутових моделей вона може становити 2-4 мм на метр, а професійні мають високу точність, їх похибка вимірюється в частках міліметра. Похибка безпосередньо пов’язана з дальністю дії нівеліра. Прості пристрої надають прийнятну точність на відстані до 10 метрів, а інструменти високого рівня – 50 метрів і більше./cdn.vox-cdn.com/uploads/chorus_asset/file/13897645/DSC01428.1419964041.jpg) В каталозі продукції на нашому сайті ви знайдете прилади таких відомих в усьому світі виробників як LSP, Fukuda, Nivoline, Fireco. Крім цього, компанія Fukuda Laser може запропонувати широкий вибір аксесуарів для роботи з геодезичними інструментами: штативи, триноги, власники, кронштейни, багато іншого.
В каталозі продукції на нашому сайті ви знайдете прилади таких відомих в усьому світі виробників як LSP, Fukuda, Nivoline, Fireco. Крім цього, компанія Fukuda Laser може запропонувати широкий вибір аксесуарів для роботи з геодезичними інструментами: штативи, триноги, власники, кронштейни, багато іншого.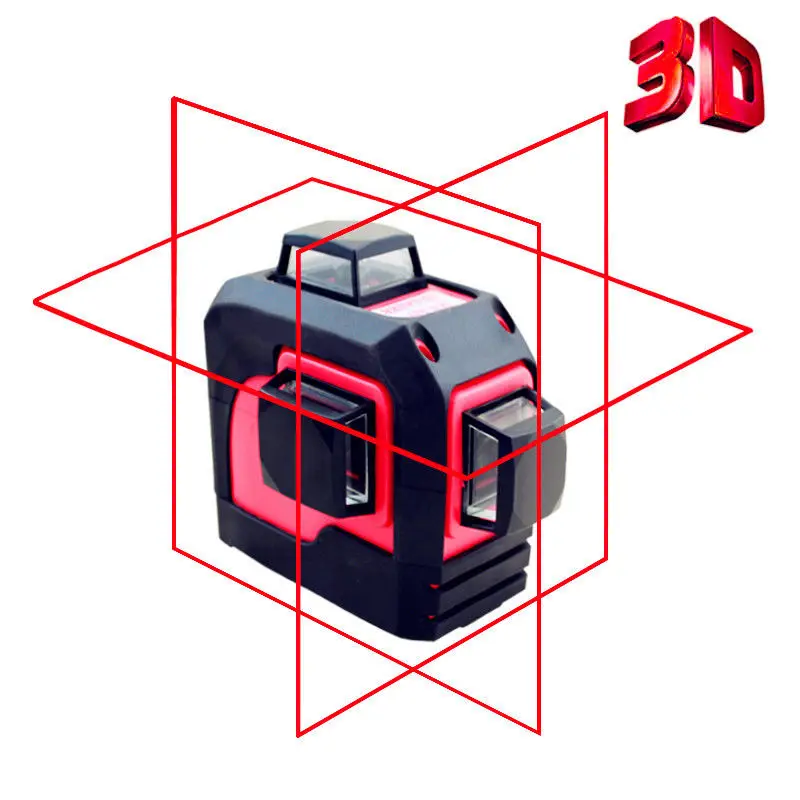 Доставка продукции выполняется в любую точку страны. Мы отправляем заказ сразу же после оформления заявки на нашем сайте или у менеджера. Также вы можете сами забрать товар на нашем складе в Киеве и проверить его при получении.
Доставка продукции выполняется в любую точку страны. Мы отправляем заказ сразу же после оформления заявки на нашем сайте или у менеджера. Также вы можете сами забрать товар на нашем складе в Киеве и проверить его при получении. Киев
Киев 90 грн
90 грн

 Встроенные камеры показывают вам предварительный просмотр вашего дизайна на любом материале, который вы выберете. Поместите свой дизайн с помощью мыши или пальца и расположите его именно там, где вы хотите.
Встроенные камеры показывают вам предварительный просмотр вашего дизайна на любом материале, который вы выберете. Поместите свой дизайн с помощью мыши или пальца и расположите его именно там, где вы хотите.

 Он также имеет модернизированные компоненты и увеличенную мощность лазера, с максимальной скоростью гравировки в 3 раза выше, чем у Glowforge Basic, и скоростью резки в 1,2 раза выше. Pro имеет двойную гарантию. Лазерный продукт класса 4.
Он также имеет модернизированные компоненты и увеличенную мощность лазера, с максимальной скоростью гравировки в 3 раза выше, чем у Glowforge Basic, и скоростью резки в 1,2 раза выше. Pro имеет двойную гарантию. Лазерный продукт класса 4.
 ..и более
..и более ..и более
..и более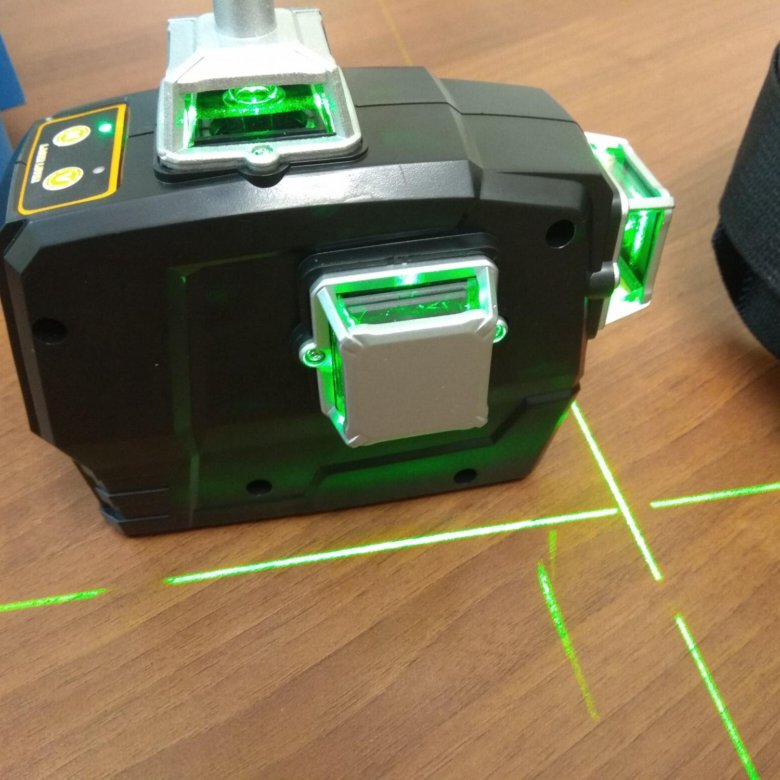

 5мм — 2.5мм
5мм — 2.5мм 5кВт / 7.5кВт
5кВт / 7.5кВт Для изделий типа пружины растяжения, торсионные и фасонные пружины, различных плоских и пространственных пружин используют мультиформеры с ЧПУ. В каталоге ООО «Вебер Комеханикс» представлены различные модели станков для навивки пружин.
Для изделий типа пружины растяжения, торсионные и фасонные пружины, различных плоских и пространственных пружин используют мультиформеры с ЧПУ. В каталоге ООО «Вебер Комеханикс» представлены различные модели станков для навивки пружин.


 100 мм
100 мм 100 мм
100 мм 100 мм
100 мм 140 мм
140 мм 140 мм
140 мм ..
.. ..
.. Он удобен в эксплуатации и обладает высокой эффективностью, является идеальным оборудованием для массового производства двухсторонних шлифовальных пружин.
Он удобен в эксплуатации и обладает высокой эффективностью, является идеальным оборудованием для массового производства двухсторонних шлифовальных пружин.
 Изобретатель пластмассы
Изобретатель пластмассы

 Традиционно металлические детали (капоты, крылья) на многих автомобилях сейчас также меняют на пластиковые, например, у автомобилей Citroën, Renault, Peugeot и других.
Традиционно металлические детали (капоты, крылья) на многих автомобилях сейчас также меняют на пластиковые, например, у автомобилей Citroën, Renault, Peugeot и других. А нанесенный лакокрасочный слой защищает поверхность пластика от различных агрессивных воздействий и продлевает срок его службы.
А нанесенный лакокрасочный слой защищает поверхность пластика от различных агрессивных воздействий и продлевает срок его службы.

 К названию мономера добавляется приставка «поли-» («много»): этилен → полиэтилен, пропилен → полипропилен, винилхлорид → поливинилхлорид и т.д.
К названию мономера добавляется приставка «поли-» («много»): этилен → полиэтилен, пропилен → полипропилен, винилхлорид → поливинилхлорид и т.д.


 Из армированных (например стекловолокном) реактопластов производят крупногабаритные наружные кузовные детали (капоты, крылья, крышки багажников).
Из армированных (например стекловолокном) реактопластов производят крупногабаритные наружные кузовные детали (капоты, крылья, крышки багажников).
 Чаще всего это >PC<.
Чаще всего это >PC<.

 п.
п.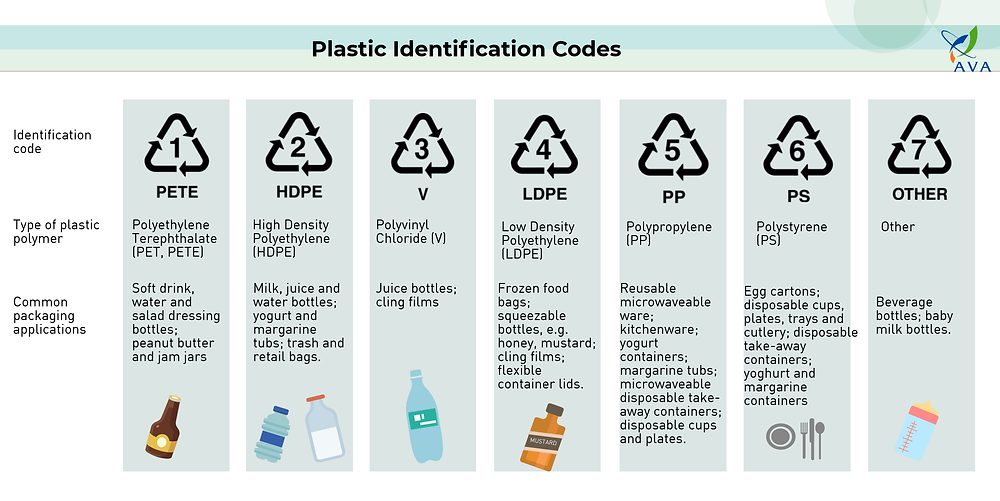


 Один из таких — анализ поведения образца пластика в открытом источнике огня.
Один из таких — анализ поведения образца пластика в открытом источнике огня.


 Это оказало значительное влияние на производителей электронного оборудования, поскольку теперь их продукция относится к той же классификации по пожаробезопасности, что и строительные материалы. В испытаниях на пожаробезопасность измеряется реакция изделия на огонь, включая вклад в распространение и интенсивность пламени, а также образование дыма и горящих капель.
Это оказало значительное влияние на производителей электронного оборудования, поскольку теперь их продукция относится к той же классификации по пожаробезопасности, что и строительные материалы. В испытаниях на пожаробезопасность измеряется реакция изделия на огонь, включая вклад в распространение и интенсивность пламени, а также образование дыма и горящих капель. Но если речь идет о корпусе или каркасе, на котором построено устройство, — занимающем обычно большое пространство и являющемся основной частью оборудования, — выбор материала будет иметь решающее значение. Что бы вы выбрали — пластик или металл?
Но если речь идет о корпусе или каркасе, на котором построено устройство, — занимающем обычно большое пространство и являющемся основной частью оборудования, — выбор материала будет иметь решающее значение. Что бы вы выбрали — пластик или металл? Препятствование накоплению тепла для поддержания постоянной температуры является большой проблемой для производителей и операторов. Управление теплом не только оказывает влияние на срок службы устройства и стабильность его работы, но и крайне важно для защиты от возгорания.
Препятствование накоплению тепла для поддержания постоянной температуры является большой проблемой для производителей и операторов. Управление теплом не только оказывает влияние на срок службы устройства и стабильность его работы, но и крайне важно для защиты от возгорания.


 Знание того, какие мономеры составляют полимерную цепь, сколько каждого из них и природа этих мономеров поможет классифицировать материал.
Знание того, какие мономеры составляют полимерную цепь, сколько каждого из них и природа этих мономеров поможет классифицировать материал. Из-за разнообразия материалов, которые могут быть созданы путем полимеризации, полимеры находят широкое применение:
Из-за разнообразия материалов, которые могут быть созданы путем полимеризации, полимеры находят широкое применение: После того, как они были сформированы, термореактивные материалы остаются в фиксированной форме даже при повторном воздействии тепла. После затвердевания термореактивные материалы будут гореть, а не плавиться при воздействии экстремальных температур. Их высокая устойчивость к нагреву и коррозии делает термореактивные пластмассы особенно полезными в приложениях, где требуются надежные прецизионные компоненты, которые не будут изменять форму или ползти при воздействии экстремальных температурных изменений.
После того, как они были сформированы, термореактивные материалы остаются в фиксированной форме даже при повторном воздействии тепла. После затвердевания термореактивные материалы будут гореть, а не плавиться при воздействии экстремальных температур. Их высокая устойчивость к нагреву и коррозии делает термореактивные пластмассы особенно полезными в приложениях, где требуются надежные прецизионные компоненты, которые не будут изменять форму или ползти при воздействии экстремальных температурных изменений. Термопласты плавятся при воздействии экстремальных температур, что делает их идеальными для процессов формования и литья под давлением. Они обычно используются для пластиковых изделий, которые не подвергаются воздействию экстремальных температур, таких как пластиковые игрушки, зубные щетки, пластиковые контейнеры для хранения, бутылки для напитков и другие потребительские товары.
Термопласты плавятся при воздействии экстремальных температур, что делает их идеальными для процессов формования и литья под давлением. Они обычно используются для пластиковых изделий, которые не подвергаются воздействию экстремальных температур, таких как пластиковые игрушки, зубные щетки, пластиковые контейнеры для хранения, бутылки для напитков и другие потребительские товары. Полукристаллические термопласты состоят из упорядоченно расположенных полимерных нитей или имеют кристаллическую структуру, смешанную с аморфными областями. Количество кристаллической или аморфной структуры определяет физические характеристики пластика. Чем выше кристаллическая организация, тем непрозрачнее становится материал. Полукристаллические термопласты обладают большей прочностью, стабильностью, термостойкостью и химической стойкостью, чем их полностью аморфные аналоги.
Полукристаллические термопласты состоят из упорядоченно расположенных полимерных нитей или имеют кристаллическую структуру, смешанную с аморфными областями. Количество кристаллической или аморфной структуры определяет физические характеристики пластика. Чем выше кристаллическая организация, тем непрозрачнее становится материал. Полукристаллические термопласты обладают большей прочностью, стабильностью, термостойкостью и химической стойкостью, чем их полностью аморфные аналоги.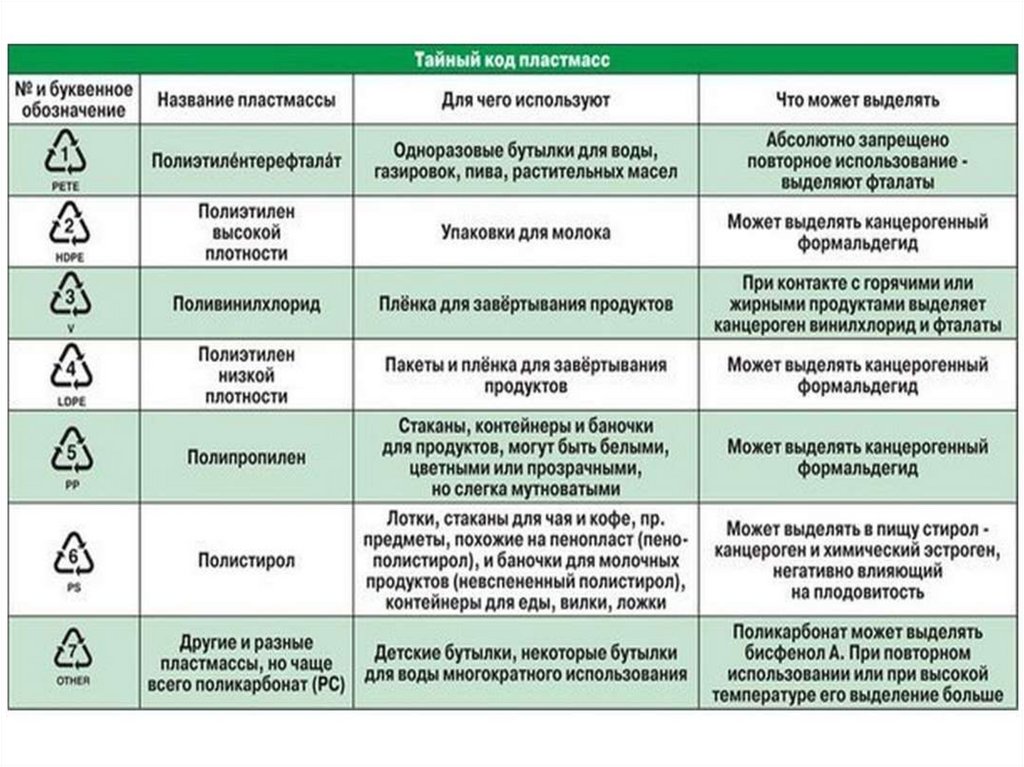 В процессе выдувного формования используется сжатый воздух, который нагнетает расплавленную пластиковую смолу в предварительно изготовленную форму для создания бутылок, контейнеров, ящиков и других полых деталей и компонентов.
В процессе выдувного формования используется сжатый воздух, который нагнетает расплавленную пластиковую смолу в предварительно изготовленную форму для создания бутылок, контейнеров, ящиков и других полых деталей и компонентов.
 Высокая плотность имеет гораздо больше молекул в том же объеме пространства. Это приводит к тому, что высокая плотность имеет разные качества по сравнению с низкой плотностью. Например, полиэтилен высокой плотности той же толщины будет более прочным, более устойчивым к проколам, более устойчивым к разрыву, более жестким, более жестким, более химически стойким, чем полиэтилен низкой плотности, изготовленный из полиэтилена той же марки. Полиэтилен низкой плотности — более мягкий материал, более податливый, более удобный. Это обычные виды полиэтилена. В каждом типе существуют различные уровни качества, добавки и многое другое, чтобы варьировать продукты от их естественного состояния, чтобы придать им качества, необходимые для приложений.
Высокая плотность имеет гораздо больше молекул в том же объеме пространства. Это приводит к тому, что высокая плотность имеет разные качества по сравнению с низкой плотностью. Например, полиэтилен высокой плотности той же толщины будет более прочным, более устойчивым к проколам, более устойчивым к разрыву, более жестким, более жестким, более химически стойким, чем полиэтилен низкой плотности, изготовленный из полиэтилена той же марки. Полиэтилен низкой плотности — более мягкий материал, более податливый, более удобный. Это обычные виды полиэтилена. В каждом типе существуют различные уровни качества, добавки и многое другое, чтобы варьировать продукты от их естественного состояния, чтобы придать им качества, необходимые для приложений.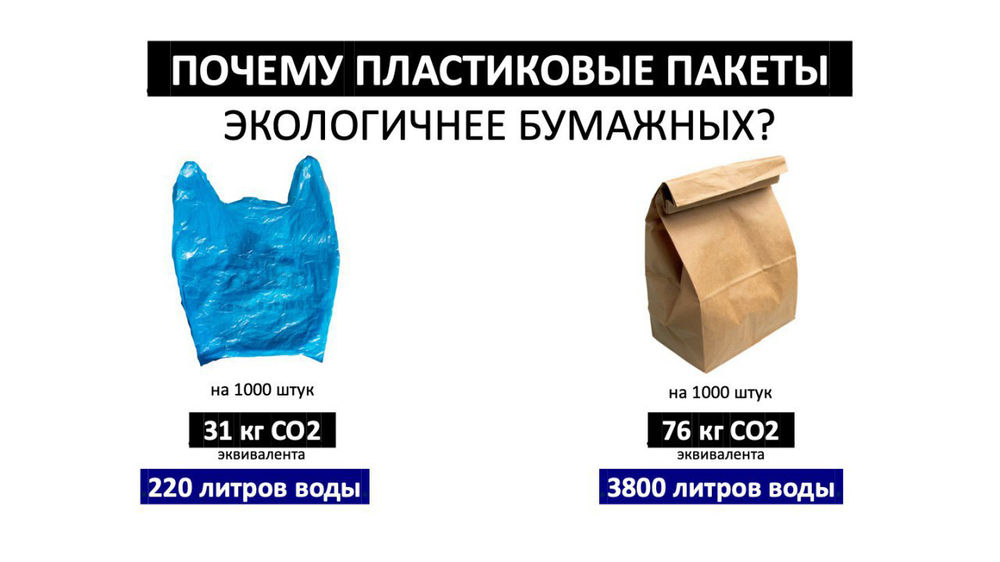
 Когда молекула полиолефина связана более сложным образом, у вас есть множество материалов, изготовленных из полиолефинового материала. Полиолефин материалы, такие как полиэтилен, полипропилен и полибутен , имеют более сложные олефиновые разветвления, чем простые полиолефины.
Когда молекула полиолефина связана более сложным образом, у вас есть множество материалов, изготовленных из полиолефинового материала. Полиолефин материалы, такие как полиэтилен, полипропилен и полибутен , имеют более сложные олефиновые разветвления, чем простые полиолефины.

 е. зеленая кнопка включает пускатель ( при этом слышен достаточно громкий хлопок подтягивания пускателем) , а вторая кнопка — выключает ( также с хлопком, но уже возврат контактов в разомкнутое состояние пружинами )… Ежели так-то вернее всего у вас либо проблема в пускателе, либо проблема в цепях пускателя… Здесь картинка с видом пускателя и схема подключения пускателя с термореле — в нашем случае термореле нет. Поэтому цепь термореле не используем ( контакт 4), ваша зеленая кнопка обозначена как 6 (только цепь запуска пускателя), а кнопка 2 — это Стоп…
е. зеленая кнопка включает пускатель ( при этом слышен достаточно громкий хлопок подтягивания пускателем) , а вторая кнопка — выключает ( также с хлопком, но уже возврат контактов в разомкнутое состояние пружинами )… Ежели так-то вернее всего у вас либо проблема в пускателе, либо проблема в цепях пускателя… Здесь картинка с видом пускателя и схема подключения пускателя с термореле — в нашем случае термореле нет. Поэтому цепь термореле не используем ( контакт 4), ваша зеленая кнопка обозначена как 6 (только цепь запуска пускателя), а кнопка 2 — это Стоп… метров в Томске один электрик после восстановления перебитого монтажниками обшивки этого телека кабеля питания на 65А перепутал фазы, тем самым стал причиной сжигания в телеке 2=х кондиционеров климат-контроля, компьютера управления с монитором и в 5 кабинетах блоков питания (по 6 шт. в каждом кабинете) — прикупил только по комплектухе более чем на 70тыс, да плюс работы по восстановлению….
метров в Томске один электрик после восстановления перебитого монтажниками обшивки этого телека кабеля питания на 65А перепутал фазы, тем самым стал причиной сжигания в телеке 2=х кондиционеров климат-контроля, компьютера управления с монитором и в 5 кабинетах блоков питания (по 6 шт. в каждом кабинете) — прикупил только по комплектухе более чем на 70тыс, да плюс работы по восстановлению….  /выкл., вполне вероятно что ресурс этой кнопки закончился;
/выкл., вполне вероятно что ресурс этой кнопки закончился; … А большая красная кнопка — это аварийный останов….
… А большая красная кнопка — это аварийный останов…. пускать, пустить.
пускать, пустить.

 Достоевский, Письмо А. Г. Достоевской, 4 апр. 1868. Письмо пущено с родины 20 сентября настоящего года. Куприн, Ночная смена.
Достоевский, Письмо А. Г. Достоевской, 4 апр. 1868. Письмо пущено с родины 20 сентября настоящего года. Куприн, Ночная смена. Л. Толстой, Анна Каренина.
Л. Толстой, Анна Каренина.

 Куприн, Как я был актером.
Куприн, Как я был актером.

 На каждую продаваемую нами машину с пинбэк-пуговицами распространяется пожизненная гарантия от дефектов!
На каждую продаваемую нами машину с пинбэк-пуговицами распространяется пожизненная гарантия от дефектов! 07.2022
07.2022 Наборы для изготовления пуговиц американского производства имеют более высокое качество изготовления, но при этом они проще и эффективнее в использовании.
Наборы для изготовления пуговиц американского производства имеют более высокое качество изготовления, но при этом они проще и эффективнее в использовании. subscription.wg.yearsFrequencyTextV2\»:\»Годы\»,\»appstle.subscription.wg.weekFrequencyTextV2\»:\»Неделя\»,\»appstle.subscription.wg. oneTimePurchaseTextV2\»:\»Единоразовая покупка\»,\»appstle.subscription.wg.loyaltyPerkDescriptionTextV2\»:\»{{#isDiscountTypeFreeProduct}}
subscription.wg.yearsFrequencyTextV2\»:\»Годы\»,\»appstle.subscription.wg.weekFrequencyTextV2\»:\»Неделя\»,\»appstle.subscription.wg. oneTimePurchaseTextV2\»:\»Единоразовая покупка\»,\»appstle.subscription.wg.loyaltyPerkDescriptionTextV2\»:\»{{#isDiscountTypeFreeProduct}} subscription.wg.oneTimeFrequencyTextV2\»:\»Один раз\»,\»appstle.subscription.wg .dayFrequencyTextV2\»:\»день\»,\»appstle.subscription.wg.allowFulfilmentCountViaPropertiesV2\»:\»true\»,\»appstle.subscription.wg.monthsFrequencyTextV2\»:\»Месяцы\»,\»appstle .subscription.wg.deliveryEveryFrequencyTextV2\»:\»Доставка каждые\»,\»приложение stle.subscription.wg.subscribeAndSaveInitalV2\»:\»Подпишитесь и сохраните\»,\»appstle.subscription.wg.offFrequencyTextV2\»:\»Выкл\»,\»appstle.subscription.wg.yearFrequencyTextV2\»:\» Год\»,\»appstle.subscription.wg.daysFrequencyTextV2\»:\»Дни\»,\»appstle.subscription.wg.subscribeAndSaveSuccessV2\»:\»Успех подписки\»,\»appstle.subscription.wg.monthFrequencyTextV2 \»:\»Месяц\»,\»appstle.subscription.wg.selectDeliverOptionV2\»:\»выберите вариант доставки\»}»,
subscription.wg.oneTimeFrequencyTextV2\»:\»Один раз\»,\»appstle.subscription.wg .dayFrequencyTextV2\»:\»день\»,\»appstle.subscription.wg.allowFulfilmentCountViaPropertiesV2\»:\»true\»,\»appstle.subscription.wg.monthsFrequencyTextV2\»:\»Месяцы\»,\»appstle .subscription.wg.deliveryEveryFrequencyTextV2\»:\»Доставка каждые\»,\»приложение stle.subscription.wg.subscribeAndSaveInitalV2\»:\»Подпишитесь и сохраните\»,\»appstle.subscription.wg.offFrequencyTextV2\»:\»Выкл\»,\»appstle.subscription.wg.yearFrequencyTextV2\»:\» Год\»,\»appstle.subscription.wg.daysFrequencyTextV2\»:\»Дни\»,\»appstle.subscription.wg.subscribeAndSaveSuccessV2\»:\»Успех подписки\»,\»appstle.subscription.wg.monthFrequencyTextV2 \»:\»Месяц\»,\»appstle.subscription.wg.selectDeliverOptionV2\»:\»выберите вариант доставки\»}», shop = ‘американские кнопки-машины.myshopify.com’;
shop = ‘американские кнопки-машины.myshopify.com’; youtube.com/embed/OPXqGJHy-WM?rel=0″ allowfullscreen=»» frameborder=»0″>
youtube.com/embed/OPXqGJHy-WM?rel=0″ allowfullscreen=»» frameborder=»0″> 

 0017
0017 subscription.wg. oneTimePurchaseTextV2\»:\»Единоразовая покупка\»,\»appstle.subscription.wg.loyaltyPerkDescriptionTextV2\»:\»{{#isDiscountTypeFreeProduct}}
subscription.wg. oneTimePurchaseTextV2\»:\»Единоразовая покупка\»,\»appstle.subscription.wg.loyaltyPerkDescriptionTextV2\»:\»{{#isDiscountTypeFreeProduct}} subscription.wg.allowFulfilmentCountViaPropertiesV2\»:\»true\»,\»appstle.subscription.wg.monthsFrequencyTextV2\»:\»Месяцы\»,\»appstle .subscription.wg.deliveryEveryFrequencyTextV2\»:\»Доставка каждые\»,\»приложение stle.subscription.wg.subscribeAndSaveInitalV2\»:\»Подпишитесь и сохраните\»,\»appstle.subscription.wg.offFrequencyTextV2\»:\»Выкл\»,\»appstle.subscription.wg.yearFrequencyTextV2\»:\» Год\»,\»appstle.subscription.wg.daysFrequencyTextV2\»:\»Дни\»,\»appstle.subscription.wg.subscribeAndSaveSuccessV2\»:\»Успех подписки\»,\»appstle.subscription.wg.monthFrequencyTextV2 \»:\»Месяц\»,\»appstle.subscription.wg.selectDeliverOptionV2\»:\»выберите вариант доставки\»}»,
subscription.wg.allowFulfilmentCountViaPropertiesV2\»:\»true\»,\»appstle.subscription.wg.monthsFrequencyTextV2\»:\»Месяцы\»,\»appstle .subscription.wg.deliveryEveryFrequencyTextV2\»:\»Доставка каждые\»,\»приложение stle.subscription.wg.subscribeAndSaveInitalV2\»:\»Подпишитесь и сохраните\»,\»appstle.subscription.wg.offFrequencyTextV2\»:\»Выкл\»,\»appstle.subscription.wg.yearFrequencyTextV2\»:\» Год\»,\»appstle.subscription.wg.daysFrequencyTextV2\»:\»Дни\»,\»appstle.subscription.wg.subscribeAndSaveSuccessV2\»:\»Успех подписки\»,\»appstle.subscription.wg.monthFrequencyTextV2 \»:\»Месяц\»,\»appstle.subscription.wg.selectDeliverOptionV2\»:\»выберите вариант доставки\»}»,

 21 МБ)
21 МБ) С помощью функции DATA HOLD можно сохранить только что измеренное значение на экране. Благодаря малым габаритам, устройством удобно пользоваться в труднодоступных местах. При бездействии прибор автоматически отключается через 15 минут. Сумка обеспечивает удобство хранения и переноски изделия.
С помощью функции DATA HOLD можно сохранить только что измеренное значение на экране. Благодаря малым габаритам, устройством удобно пользоваться в труднодоступных местах. При бездействии прибор автоматически отключается через 15 минут. Сумка обеспечивает удобство хранения и переноски изделия. Размеры 900 5G, 6-нм восьмиъядерный процессор, 2 ядра cortex-A78 и 6 ядер cortex-A55 с тактовой частотой до 2,4 ГГц , высокая производительность, в сочетании с 8 ГБ + 256 ГБ, работает быстрее и работает более плавно.
Размеры 900 5G, 6-нм восьмиъядерный процессор, 2 ядра cortex-A78 и 6 ядер cortex-A55 с тактовой частотой до 2,4 ГГц , высокая производительность, в сочетании с 8 ГБ + 256 ГБ, работает быстрее и работает более плавно. 
 S. Cellular 4G, Verizon 4G, Rock Wireless 4G, United Wireless 4G, Rise Broadband 4G, West Central Wireless 4G, Sprint 4G, Silver Star 4G, Adams Networks 4G, BIT Broadband (Wildfire) 4G, Bluegrass Cellular 4G, C Spire 4G, ClearTalk 4G, Colorado Valley Com 4G, ETC 4G, Evolve Broadband 4G, Infrastructure Networks 4G, iWireless 4G, безлимитный мобильный 4G, Mosaic Telecom 4G, Nex-Tech Wireless 4G, Nortex (SkyFi) 4G, PTCI 4G, PTC 4G, Speed Connect 4G, Space Data Corporation 4G
S. Cellular 4G, Verizon 4G, Rock Wireless 4G, United Wireless 4G, Rise Broadband 4G, West Central Wireless 4G, Sprint 4G, Silver Star 4G, Adams Networks 4G, BIT Broadband (Wildfire) 4G, Bluegrass Cellular 4G, C Spire 4G, ClearTalk 4G, Colorado Valley Com 4G, ETC 4G, Evolve Broadband 4G, Infrastructure Networks 4G, iWireless 4G, безлимитный мобильный 4G, Mosaic Telecom 4G, Nex-Tech Wireless 4G, Nortex (SkyFi) 4G, PTCI 4G, PTC 4G, Speed Connect 4G, Space Data Corporation 4G 1
1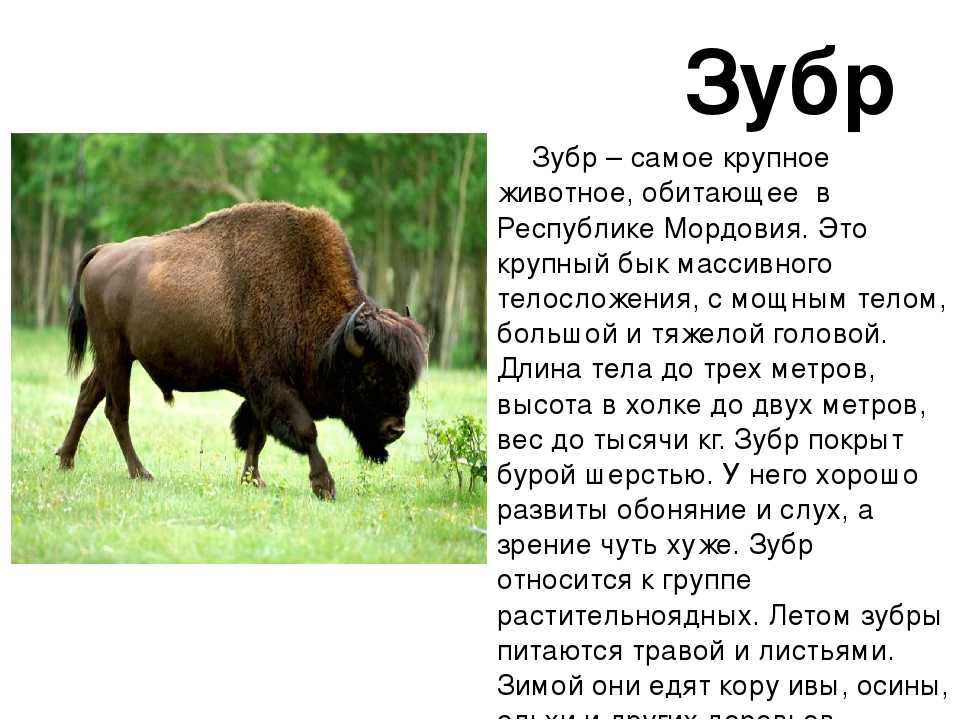 11 a/b/g/n/ac
11 a/b/g/n/ac 8+F2.2+F2.4, спереди: F2.0
8+F2.2+F2.4, спереди: F2.0 = 15860 шт.
= 15860 шт. 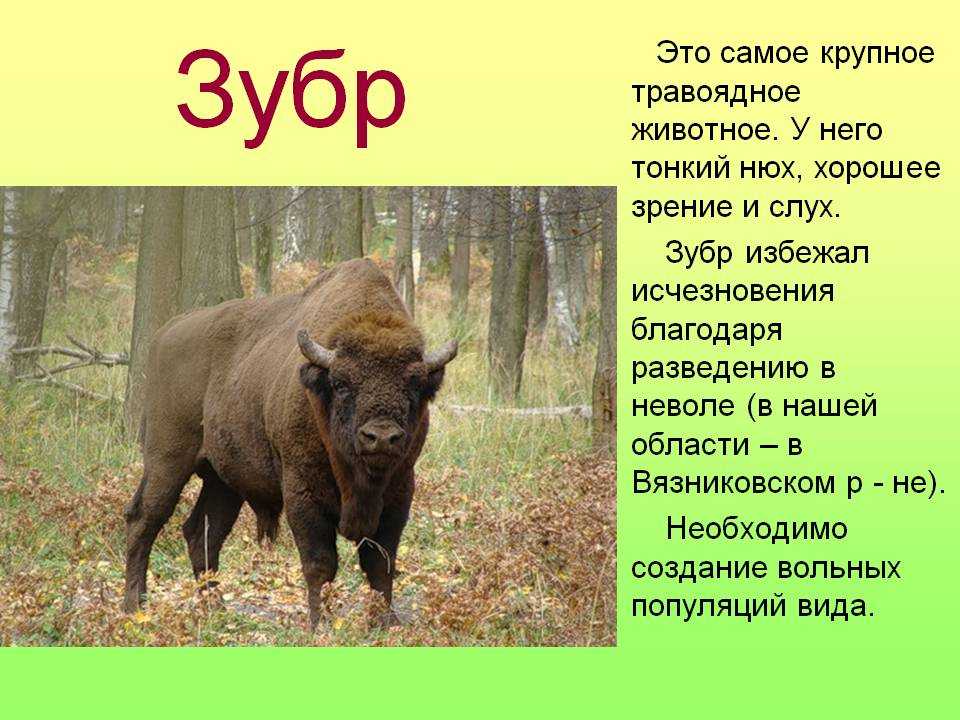 Любые изменения, такие как обновления или прошивка более новой версии, аннулируют гарантию.
Любые изменения, такие как обновления или прошивка более новой версии, аннулируют гарантию. 

 В значительно упрощенном процессе обработки участвуют различные устройства, которые обозначаются управляющей системой либо по отдельности, либо в совокупности.
В значительно упрощенном процессе обработки участвуют различные устройства, которые обозначаются управляющей системой либо по отдельности, либо в совокупности.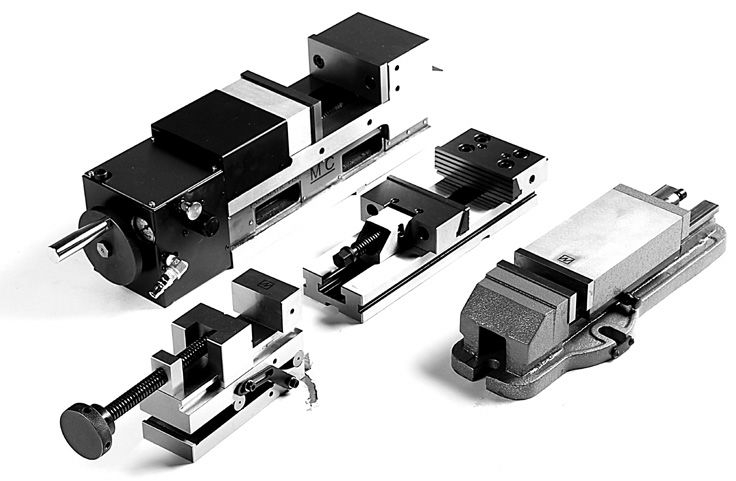 Современная конфигурация имеет следующую специфику:
Современная конфигурация имеет следующую специфику:
 Как правило, она является криволинейной.
Как правило, она является криволинейной.

 Такая система оснащается дополнительными приспособлениями и оснасткой для фрезерных станков, например, участками с автоматизацией из гибких устройств, и становится совершенно автоматизированной технической линией.
Такая система оснащается дополнительными приспособлениями и оснасткой для фрезерных станков, например, участками с автоматизацией из гибких устройств, и становится совершенно автоматизированной технической линией. Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье…
Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье… Процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью. В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения…
Процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью. В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения… В первую очередь, наиболее существенные требования к ней предъявляются в металлообрабатывающей промышленности и ряде других производств. Полнота оснащения гравировального оборудования во многом определяет не только качество выпускаемой продукции, но и непосредственно общую производительность предприятия.
В первую очередь, наиболее существенные требования к ней предъявляются в металлообрабатывающей промышленности и ряде других производств. Полнота оснащения гравировального оборудования во многом определяет не только качество выпускаемой продукции, но и непосредственно общую производительность предприятия.
 Если речь идет о значительной серии изделий, выполняемых на фрезерном или ином станке, на первый план выходит показатель производительности. Если необходимо изготовить единичные детали различной конфигурации, необходима вариативность. Только с учетом этого возможен грамотный подбор оснастки для того или иного техпроцесса, реализуемого на ЧПУ-станке.
Если речь идет о значительной серии изделий, выполняемых на фрезерном или ином станке, на первый план выходит показатель производительности. Если необходимо изготовить единичные детали различной конфигурации, необходима вариативность. Только с учетом этого возможен грамотный подбор оснастки для того или иного техпроцесса, реализуемого на ЧПУ-станке. По нормам это время в процентном соотношении не должно превышать 2-10% от времени обработки заготовки.
По нормам это время в процентном соотношении не должно превышать 2-10% от времени обработки заготовки. Это дает ряд преимуществ на ниве выполнения трехмерной обработке и декоративного фрезерования вне зависимости от материала обрабатываемой заготовки;
Это дает ряд преимуществ на ниве выполнения трехмерной обработке и декоративного фрезерования вне зависимости от материала обрабатываемой заготовки;
 com — ФРЕЗЕРНЫЕ ФРЕЗЫ С ЧПУ, ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ ИНСТРУМЕНТОВ, ПРИНАДЛЕЖНОСТИ И ВАКУУМНЫЕ НАСАДКИ ДЛЯ ДЕРЕВО, АЛЮМИНИЯ, ПЛАСТИКА INDUSTRIES.cs Industries.
com — ФРЕЗЕРНЫЕ ФРЕЗЫ С ЧПУ, ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ ИНСТРУМЕНТОВ, ПРИНАДЛЕЖНОСТИ И ВАКУУМНЫЕ НАСАДКИ ДЛЯ ДЕРЕВО, АЛЮМИНИЯ, ПЛАСТИКА INDUSTRIES.cs Industries. com в выпуске за январь 2015 г. (ранее FDM/Cabinetmaker) Понимание основ станков с ЧПУ может иметь огромное значение для ваших затрат, производительности и эффективности. . Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK. Моя любимая аналогия при обсуждении основ инструментов — это автомобиль (то есть станок с ЧПУ), диски (держатели инструмента) и шины (режущий инструмент). Даже самая хорошо спроектированная машина не уедет далеко, если у нее плохие диски и дешевые или неисправные шины. Давайте рассмотрим важность правильного выбора режущего инструмента и внешние факторы, влияющие на выбор инструмента, а также другие соображения, которые будут непосредственно влиять на цикл обработки.
com в выпуске за январь 2015 г. (ранее FDM/Cabinetmaker) Понимание основ станков с ЧПУ может иметь огромное значение для ваших затрат, производительности и эффективности. . Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK. Моя любимая аналогия при обсуждении основ инструментов — это автомобиль (то есть станок с ЧПУ), диски (держатели инструмента) и шины (режущий инструмент). Даже самая хорошо спроектированная машина не уедет далеко, если у нее плохие диски и дешевые или неисправные шины. Давайте рассмотрим важность правильного выбора режущего инструмента и внешние факторы, влияющие на выбор инструмента, а также другие соображения, которые будут непосредственно влиять на цикл обработки. Прижим материала и настройка сбора пыли будут играть роль в процессе, равно как и качество, плотность, абразивность и чистота поверхности обрабатываемого материала. Выбор режущего инструмента будет основываться на понимании вышеупомянутых свойств, которые уже определены заранее, ожидаемых ожидаемых скоростях подачи, которые должны быть достигнуты (производительность) и экономической эффективности. Все это способствует принятию решения о том, какой инструмент является наиболее подходящим и экономически эффективным для работы. Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK (рис. 1). Стандартные держатели инструментов HSK имеют очень высокий уровень точности с допуском биения 0,003 мм (0,0001 дюйма). Предпочтение отдается держателю инструмента, который поставляется с цанговой гайкой на шарикоподшипнике, а не цельной неподвижной гайкой. Шариковый подшипник отсоединяет внутреннее кольцо от вращающейся/резьбовой части гайки (Рисунок 2), поэтому круговое движение гайки полностью преобразуется в усилие зажима без каких-либо потерь на трение.
Прижим материала и настройка сбора пыли будут играть роль в процессе, равно как и качество, плотность, абразивность и чистота поверхности обрабатываемого материала. Выбор режущего инструмента будет основываться на понимании вышеупомянутых свойств, которые уже определены заранее, ожидаемых ожидаемых скоростях подачи, которые должны быть достигнуты (производительность) и экономической эффективности. Все это способствует принятию решения о том, какой инструмент является наиболее подходящим и экономически эффективным для работы. Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK (рис. 1). Стандартные держатели инструментов HSK имеют очень высокий уровень точности с допуском биения 0,003 мм (0,0001 дюйма). Предпочтение отдается держателю инструмента, который поставляется с цанговой гайкой на шарикоподшипнике, а не цельной неподвижной гайкой. Шариковый подшипник отсоединяет внутреннее кольцо от вращающейся/резьбовой части гайки (Рисунок 2), поэтому круговое движение гайки полностью преобразуется в усилие зажима без каких-либо потерь на трение. Преимущество: большее усилие зажима, меньший износ и возможность вращения держателя инструмента как по часовой, так и против часовой стрелки. В наиболее распространенных версиях держателей инструментов, используемых для обработки дерева/пластика/композитов, используются цанговые патроны ER32, ER40 или RDO35 (SYOZ25), и их различия показаны в этой таблице:
Преимущество: большее усилие зажима, меньший износ и возможность вращения держателя инструмента как по часовой, так и против часовой стрелки. В наиболее распространенных версиях держателей инструментов, используемых для обработки дерева/пластика/композитов, используются цанговые патроны ER32, ER40 или RDO35 (SYOZ25), и их различия показаны в этой таблице:  0017
0017 См. рис. 3. Другой вариант — гидропатрон, который также имеет то преимущество, что позволяет обойти цанговую систему, уменьшая комбинированные допуски между станком и инструментом. Гидропатроны сбалансированы до 25 000 об/мин и доступны во всех распространенных метрических размерах. (от 10 мм до 25 мм). См. рисунок 4.
См. рис. 3. Другой вариант — гидропатрон, который также имеет то преимущество, что позволяет обойти цанговую систему, уменьшая комбинированные допуски между станком и инструментом. Гидропатроны сбалансированы до 25 000 об/мин и доступны во всех распространенных метрических размерах. (от 10 мм до 25 мм). См. рисунок 4.  Независимо от того, идет ли речь о цельных твердосплавных спиральных инструментах, инструментах с пластинами, инструментах с нестандартным профилем или инструментах с PCD (поликристаллическим алмазом), внимательное изучение плюсов и минусов каждого типа стоит того, чтобы его изучить и понять. Одна компания может легко потерять тысячи долларов, если использует цельные твердосплавные компрессионные коронки ¾” с 2 канавками для обработки столешниц, например, когда сопоставимая компрессионная коронка с 2-лезвийными карбидными вставками легко превзойдет их по производительности за небольшую часть стоимости. Производитель фенольных сплавов может каждый день использовать множество цельных твердосплавных долот, в то время как долота из поликристаллического алмаза (PCD) (специальная конструкция для фенольных сплавов) будут работать значительно дольше и снизят общие затраты на обработку. Тот, кто купит закругленное сверло с твердосплавным наконечником для обработки на станке с ЧПУ, купит намного больше долот и никогда не будет поддерживать однородность, когда инструмент для вставок будет поддерживать постоянный диаметр и точность размеров при меньших затратах.
Независимо от того, идет ли речь о цельных твердосплавных спиральных инструментах, инструментах с пластинами, инструментах с нестандартным профилем или инструментах с PCD (поликристаллическим алмазом), внимательное изучение плюсов и минусов каждого типа стоит того, чтобы его изучить и понять. Одна компания может легко потерять тысячи долларов, если использует цельные твердосплавные компрессионные коронки ¾” с 2 канавками для обработки столешниц, например, когда сопоставимая компрессионная коронка с 2-лезвийными карбидными вставками легко превзойдет их по производительности за небольшую часть стоимости. Производитель фенольных сплавов может каждый день использовать множество цельных твердосплавных долот, в то время как долота из поликристаллического алмаза (PCD) (специальная конструкция для фенольных сплавов) будут работать значительно дольше и снизят общие затраты на обработку. Тот, кто купит закругленное сверло с твердосплавным наконечником для обработки на станке с ЧПУ, купит намного больше долот и никогда не будет поддерживать однородность, когда инструмент для вставок будет поддерживать постоянный диаметр и точность размеров при меньших затратах.
 Например, очень известное мнение состоит в том, что чем больше канавок на фрезе, тем лучше будет финишная обработка. Это абсолютно не так. Наилучшие результаты резания приводит к тому, что режущая кромка движется по материалу с правильной скоростью, т. е. со стружкообразованием. Этот единственный фактор, вероятно, наиболее ответственен за срок службы инструмента.
Например, очень известное мнение состоит в том, что чем больше канавок на фрезе, тем лучше будет финишная обработка. Это абсолютно не так. Наилучшие результаты резания приводит к тому, что режущая кромка движется по материалу с правильной скоростью, т. е. со стружкообразованием. Этот единственный фактор, вероятно, наиболее ответственен за срок службы инструмента. эффективность.
эффективность.

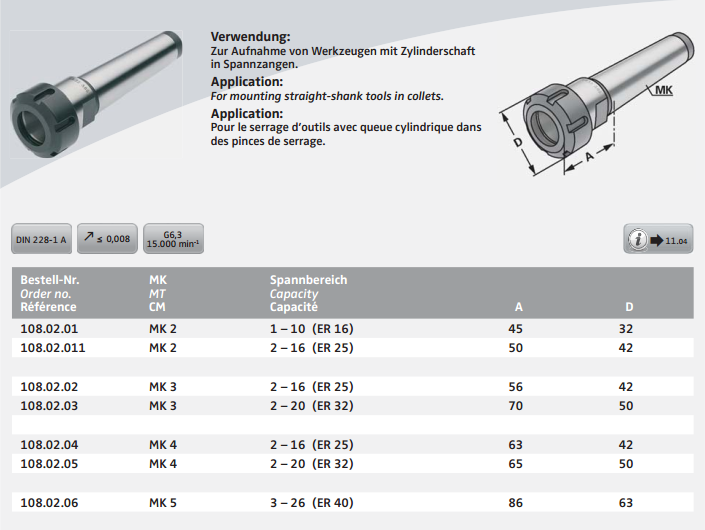
.jpg) Подразделяются на стандартные и высокоточные. Отличие составляют предельные допуски на точность размера и на величину биения. Унифицированы стандартами DIN 6499 и ISO 15488.
Подразделяются на стандартные и высокоточные. Отличие составляют предельные допуски на точность размера и на величину биения. Унифицированы стандартами DIN 6499 и ISO 15488.
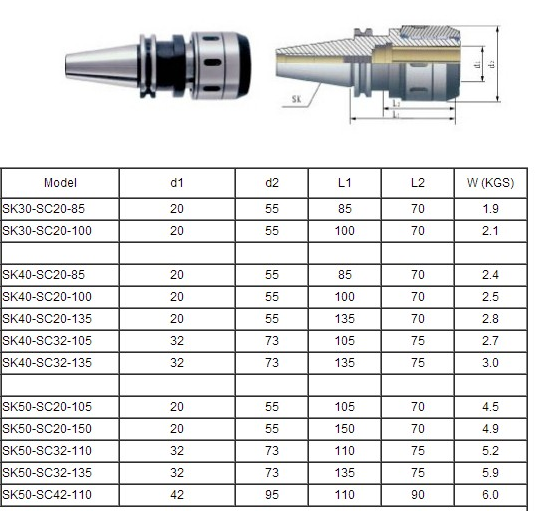
 35мм, а и двух дополнительных, 6 и 8мм. Подумалось, а почему бы и не заказать, вдруг пригодятся.
35мм, а и двух дополнительных, 6 и 8мм. Подумалось, а почему бы и не заказать, вдруг пригодятся.
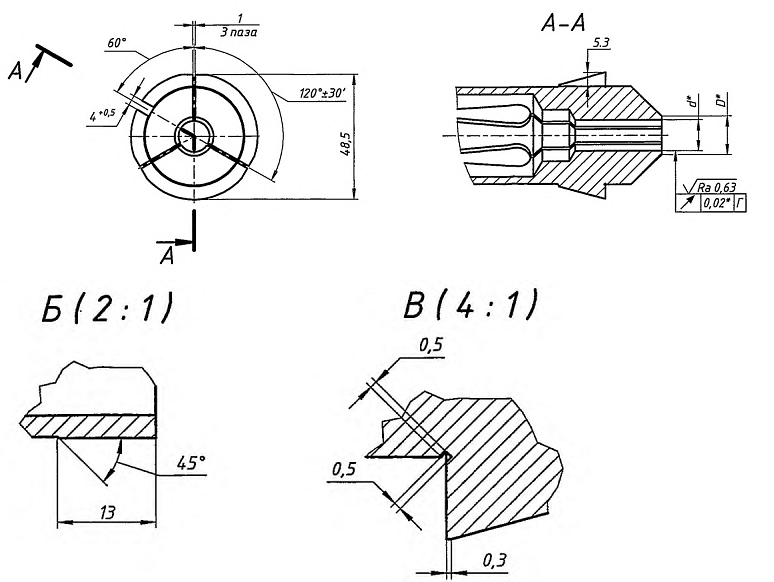

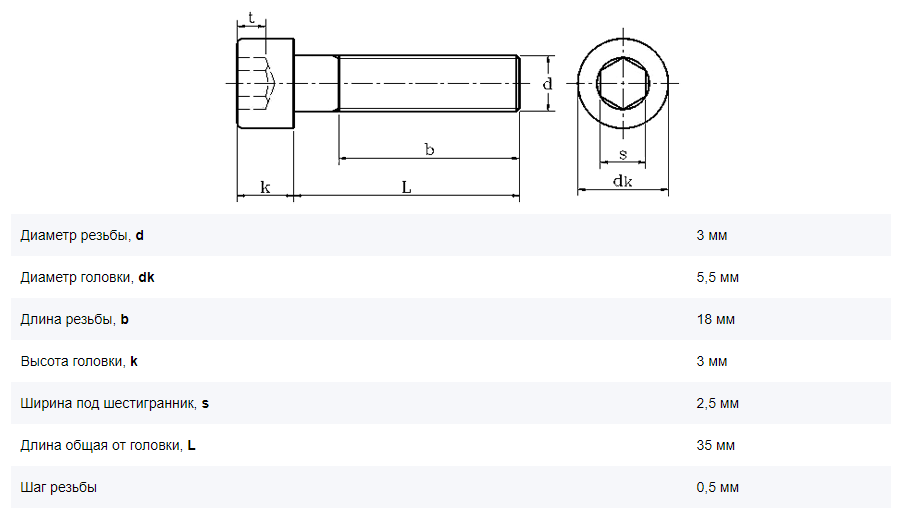
 35 мм для фрезера и 6 мм в чем отличие
35 мм для фрезера и 6 мм в чем отличие Если ваша цанга
Если ваша цанга Независимо от того, хотите ли вы удерживать инструменты или даже круглый материал, эти цанги являются отраслевым стандартом для машинной обработки.
Независимо от того, хотите ли вы удерживать инструменты или даже круглый материал, эти цанги являются отраслевым стандартом для машинной обработки.
 Это ходячая шутка, что спецификация крутящего момента была немецкой… Goutensnug… Но на практике крутящий момент, с которым вы затягиваете гайку, обеспечивает надлежащее зажатие инструмента. Чрезмерное затягивание гайки может привести к повреждению цанги, а также к плохому биению инструмента.
Это ходячая шутка, что спецификация крутящего момента была немецкой… Goutensnug… Но на практике крутящий момент, с которым вы затягиваете гайку, обеспечивает надлежащее зажатие инструмента. Чрезмерное затягивание гайки может привести к повреждению цанги, а также к плохому биению инструмента.
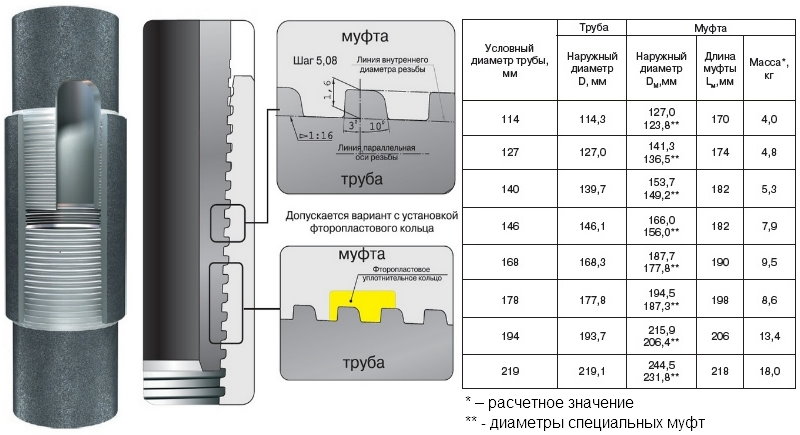 Во-первых, удержание власти.
Во-первых, удержание власти.
 шестигран. BJR181(new)
шестигран. BJR181(new) шестигран. М5Х8(new)
шестигран. М5Х8(new) к JR3050T
к JR3050T шестигран. 5X45(new)
шестигран. 5X45(new) 0-2-4.0(new)
0-2-4.0(new) пилка 152.5мм./металл 5шт.(new)
пилка 152.5мм./металл 5шт.(new) org/BreadcrumbList»>
org/BreadcrumbList»> паспорт на автомобиль
паспорт на автомобиль
 Двигатель на 11 ампер с регулируемой скоростью (0-2800 об/мин) имеет ход лезвия 1-1/8 дюйма для эффективной резки. Он идеально подходит для резки металла, дерева, гипсокартона и штукатурки, пластика, реконструкции и сноса.
Двигатель на 11 ампер с регулируемой скоростью (0-2800 об/мин) имеет ход лезвия 1-1/8 дюйма для эффективной резки. Он идеально подходит для резки металла, дерева, гипсокартона и штукатурки, пластика, реконструкции и сноса. Предложение штата Калифорния 65
Предложение штата Калифорния 65
 35 кВт, 150 мм)
35 кВт, 150 мм) 200мм, 220В NORDBERG EG2009 Тип: станок,
200мм, 220В NORDBERG EG2009 Тип: станок, круги250х40х51мм,1490об/мин)/619250000 Производитель:
круги250х40х51мм,1490об/мин)/619250000 Производитель: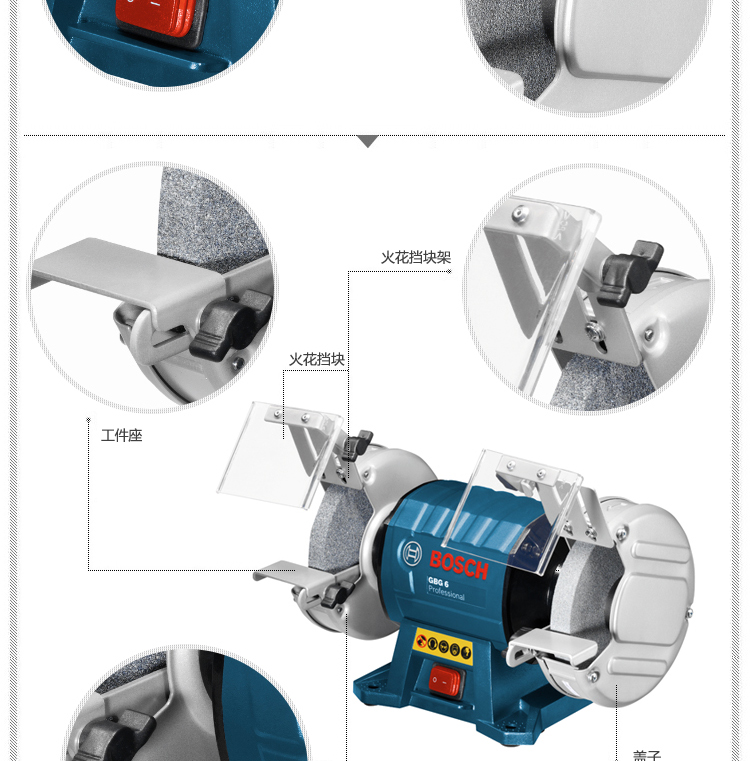 com: BOSCH 1375A Проводная 4-1/2-дюймовая угловая шлифовальная машина, 6 А: Все остальное
com: BOSCH 1375A Проводная 4-1/2-дюймовая угловая шлифовальная машина, 6 А: Все остальное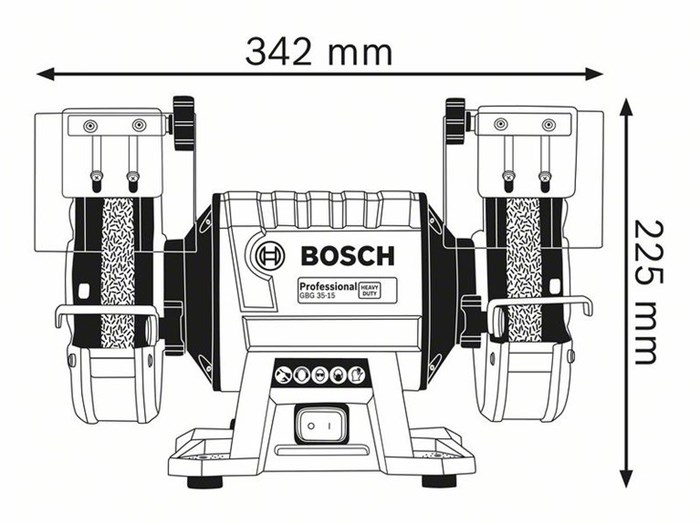 5 x 4.5 x 4.5 inches
5 x 4.5 x 4.5 inches

 Все 2 варианты
Все 2 варианты  Его двухпозиционная боковая рукоятка обеспечивает больший контроль и удобство.
Его двухпозиционная боковая рукоятка обеспечивает больший контроль и удобство.

 д.) позволяет существенно
д.) позволяет существенно
 Наш специалист свяжется с вами в ближайшее время.
Наш специалист свяжется с вами в ближайшее время. т.
т. д.
д. 0625
0625 кг
кг д.
д. DC
DC