При заказе техники от 30 смен, вернем вам 10% от суммы договора!
Характеристики
Длина борта: 1,117 м
Ширина: 685 мм
Усилие: 68 т
Цена аренды за час
Договорная
Стоимость доставкиДоговорная
Заказать
Собственный парк спецтехники
Техника сдается с водителями и с ГСМ
Низкие цены
Работаем в Туле и Тульской области
Бонусы и скидки за долгосрочную аренду
Описание
Спецификации
Видео
Использование мини-погрузчика, на котором установлены гидравлические ножницы, позволяет очень быстро и легко очищать пространство от бетона и прочего мусора. Такие дробилки могут свободно вращаться, что позволяет использовать дробление под прямым углом, практически не внося больших корректировок. Такая техника просто идеально подходит для разрушения конструкций как внутри помещения, так и за его пределами. Арендовать гидравлические ножницыможно на нашем сайте, на страницах которого представлены и другие виды навесного оборудования, а также детали для мини-погрузчиков и прочей строительной техники. Наше преимущество – это опыт, позволяющий быстро обслуживать каждого человека, обратившегося на наш сайт.
Модель
900775
Длина, мм
1117
Ширина, мм
685
Усилие, т
68
Рабочее давление, Бар
203
Диаметр отверстия на зубьях, мм
134
Максимальное открытие, мм
356
Вес, кг
180
Шнековый бур для земляных работ
Дорожная фреза трасса 400
Адрес:
ул. Большая Кулига, д.4, Тула, 300005, Россия
Телефон:
ежедневно, 08:30-22:30
Автовышки
Автокраны
Гидромолоты
Краны манипуляторы
Мини-погрузчики
Мини-экскаваторы
Навесное оборудование
Низкорамные тралы
Самосвалы
Траншеекопатели
Тракторы
Экскаваторы
Экскаваторы-погрузчики
Ямобуры
Катки
Благоустройство территории
Высотные работы
Земляные работы
Кронирование деревьев
Ландшафтные работы
Уборка снега
Доставка и укладка тротуарной плитки
Услуги спецтранспорта
Художественная ковка
Снос зданий и сооружений
Спил деревьев
Расчистка участка
Уборка территории
О нас
Аренда спецтехники
Услуги
Клиенты
Контакты
Отзывы
Гидравлические ножницы для шин HN 22
Описание
Гидравлические ножницы для шин HN 22
Материал для резки: шины легковых и грузовых автомобилей диаметром до 2-х метров.
Место использования: мусоросортировочные станции, линии по переработке шин, станции по сбору шин.
Преимущества ножниц для шин:
• резка крупноформатных шин диаметром до 2-х метров.
• возможность использования в линиях сортировки отходов и переработки шин.
• массивная и прочная конструкция.
• лезвия изготовлены из высокопрочной стали.
• наша компания способна разработать под Вас ножницы и для более крупногабаритных шин.
Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка:
Продолжить
Ручные гидравлические ножницы для продажи
Звоните 888-813-9225 для аренды гидравлических ножниц!
*Сейчас доступно для аренды. Свяжитесь с нами, чтобы узнать цены и наличие.*
О промышленном оборудовании для резки
Ручные гидравлические ножницы — это мощные портативные инструменты. Они справятся с более точными разрезами, чем ножницы типа «крокодил», и вы можете подносить инструмент к материалу, а не подносить материал к ножницам. Ручные ножницы просты в использовании и относительно легкие. Гидравлический инструмент высокого давления можно использовать везде, где вам нужно работать.
Этот промышленный инструмент для переработки можно использовать для отделения определенных типов металлов, например, меди от латуни, а также для резки кабелей большого диаметра (бронированных). Гидравлические ножницы часто используются для разделения отдельных частей автомобиля для повторного использования и переработки. Эти ножницы также можно использовать для различных работ по сносу, а также под водой.
Для получения дополнительной информации о нашем промышленном режущем оборудовании звоните по телефону 888-813-9225!
Посмотреть демонстрацию резки кабеля
Наши гидравлические ножницы также используются для уменьшения образования искр в некоторых случаях. Для некоторых работ требуется, чтобы резка была безыскровой. Это исключает использование плазменных резаков или режущих дисков. Наши ручные ножницы — это билет!
Гидравлические ножницы для проектов по сносу
Быстро выполните демонстрационную работу с помощью наших ручных ножниц. Независимо от того, режете ли вы трубы сортамента Schedule 40, арматуру или уголки, у нас есть ножницы для вас. Благодаря дополнительному газовому насосу и тележке вы можете брать эту установку с собой куда угодно.
Аренда ручных гидравлических ножниц
У нас есть несколько вариантов комбинаций насос/ножницы/шланг/тележка, которые можно арендовать в зависимости от области применения. Пожалуйста, свяжитесь с нами для уточнения цен и наличия.
Для получения дополнительной информации об аренде наших гидравлических ножниц позвоните по телефону 888-813-9225!
Переработка листового металла и крупных металлических изделий
Прежде чем любой переработанный металл можно будет транспортировать для переработки, объемные детали необходимо уменьшить до приемлемых размеров. Когда большое оборудование и перегородки, изготовленные из больших листов алюминия или нержавеющей стали, выбрасываются, использование правильного оборудования для резки и измельчения материала имеет первостепенное значение.
Независимо от того, перерабатывается ли металл на месте или за его пределами, переносные ручные ножницы справляются с любыми листами из нержавеющей стали, алюминия или стали, измельчая их до более мелких частей для облегчения работы. Это портативное устройство способно снять крышу с автомобиля, а затем разрезать ее на куски.
Для получения дополнительной информации о наших гидравлических ножницах для продажи или аренды звоните 888-813-9225!
Простые в использовании ручные гидравлические ножницы
Благодаря гидравлической конструкции эти ручные ножницы обладают большей мощностью, чем можно было бы предположить из-за их небольшого веса. Удобные в использовании и обладающие большой мощностью, эти гидравлические ножницы оснащены функциями безопасности и защиты, разработанными для предотвращения травм. Специалисты компании Solid Equipment Company проведут для вас и вашей команды специальный инструктаж и инструктаж по технике безопасности для правильного использования этих переносных гидравлических ножниц. знает, что тяжелая работа требует большой мощности, но такая мощность должна сочетаться с равными мерами контроля. Их ручные промышленные ножницы отражают и удовлетворяют эту потребность рынка.
Обратитесь в компанию Solid Equipment за новыми и бывшими в употреблении ручными гидравлическими промышленными ножницами
Каждый бизнес предъявляет различные требования к переработке и восстановлению. Наши специалисты посоветуют оптимальное оборудование для вашего ассортимента и объема материала. Несмотря на то, что от сноса и переработки можно получить прибыль, убедитесь, что вы используете правильное оборудование, чтобы максимизировать ее. Свяжитесь с нами, и мы поможем вам принять самое экономичное решение!
Гидравлические ножницы | Продажа новых и подержанных ножниц типа «крокодил»
Новые и подержанные гидравлические ножницы на продажу
Вы ищете новые или подержанные ножницы типа «крокодил» или промышленные ножницы? Если да, то вы знаете, что они являются бесценными инструментами для промышленной переработки. Наши гидравлические ножницы теперь:
Safer
Более мощный
Зажигалка
Более удобный в различных условиях работы
Нужны ли вам более легкие и мощные гидравлические ножницы для более требовательных работ или в основном стационарные, тяжелые ножницы, промышленные ножницы справятся практически с любым проектом по переработке, который вы рассматриваете.
Позвоните в компанию Solid Equipment Company по телефону 888-813-9225, чтобы заказать гидравлические ножницы для вашего коммерческого бизнеса!
Промышленные ножницы для продажи
Компания Solid Equipment предлагает следующее оборудование для гидравлических ножниц:
Ножницы Forfex-400, -500 и -600
доступны в трех различных моделях: 400, 500 и 600. Эти устройства имеют 16-дюймовые, 20-дюймовые и 24-дюймовые лезвия. Эти прочные ножницы типа «крокодил» оснащены механически регулируемым прижимным зажимом, предотвращающим отбрасывание материала. Он предназначен для очистки и резки цветных металлов. Все три размера имеют одинаковый двигатель, насосы и размер цилиндра. Отличие только в длине лезвия. Более длинные лезвия могут разрезать радиатор за один раз, а не разрезать его наполовину, повернуть на 180 градусов и снова разрезать.
Ручные гидравлические ножницы Holmatro
Ручные гидравлические ножницы Holmatro — это мощные портативные инструменты. Они справятся с более точными разрезами, чем ножницы типа «крокодил», и вы можете подносить инструмент к материалу, а не подносить материал к ножницам. Ручные ножницы просты в использовании и относительно легкие. Вы можете использовать гидравлический инструмент высокого давления в любом месте работы. Этот промышленный инструмент для переработки можно использовать для разделения определенных типов металлов, таких как медь и латунь, а также для резки кабеля большого диаметра (армированного). Гидравлические ножницы часто используются для разделения отдельных частей автомобиля для повторного использования и переработки. Эти ножницы также можно использовать для различных работ по сносу, а также под водой.
Узнайте больше о бренде Holmatro на их сайте.
A-600 E Ножницы типа «крокодил»
Для измельчения и резки больших металлических деталей на более удобные сегменты для целей промышленной переработки наши мощные A-600 являются отличным вариантом. Безопасный в эксплуатации и легко регулируемый, A-600 E будет резать все типы металла практически любого формата и формы с усилием 250 тонн. Оборудование компактное и прочное. Модель A-600 E предназначена для выполнения самых тяжелых работ, включая работу с высокой прочностью на растяжение, крупногабаритные детали, нержавеющую сталь и титан.
Свяжитесь с компанией Solid Equipment Company онлайн или позвоните по телефону 888-813-9225, чтобы заказать новые или подержанные промышленные гидравлические ножницы!
Ножницы-крокодилы для тяжелых работ
Ножницы-крокодилы также называются рычажными ножницами и ножницами-крокодилами. Аллигаторные ножницы имеют шарнирную челюсть и гладкие прочные «зубья», которые могут разрезать практически любой металлический лом. Ножницы типа «крокодил» используются по всему миру на свалках и свалках металлолома, чтобы убирать цветные металлы, разрезая их на более мелкие и простые в обращении куски.
Промышленные ножницы типа «крокодил» помогут вам обработать:
Радиаторы
Кабель/провод
Армированная арматура
Профили
Катализаторы
Ножницы типа «крокодил» могут быстро разрезать эти и другие продукты благодаря мощному режущему действию и губкам из закаленной стали. Эти ножницы бывают трех размеров в зависимости от области применения:
16″
20″
24″
В то время как в ранних версиях промышленных ножниц для привода челюстей использовался маховик, наши ножницы типа «крокодил» намного безопаснее в работе и делают разрезы более точными.
Вы ищете промышленные ножницы типа «крокодил» для своего бизнеса? Позвоните по телефону 888-813-9225, чтобы узнать о различных ножницах для крокодилов, которые мы продаем.
Прецизионная обработка ручными гидравлическими ножницами для металлолома
Хотя ножницы типа «крокодил» прекрасно справляются с длинными и крупными заготовками и ломом, устройство стационарно, и вы должны доставить материал к ножницам. Наши ручные гидравлические ножницы Holmatro эргономичны и легче по весу и помогут вам выполнять работу эффективно и правильно.
Как следует из названия, промышленные ножницы достаточно легкие, чтобы их можно было использовать вручную, что делает их идеальными для более точной резки и придания формы изделиям. Они также отлично работают в полевых условиях, чтобы сократить материал для транспортных целей. Кроме того, у нас есть резак Cat для извлечения каталитических нейтрализаторов из металлолома.
Ручные гидравлические ножницы имеют верхнюю и нижнюю режущие поверхности, которые смыкаются при режущем движении, разрезая металлолом. Ручные гидравлические промышленные ножницы напоминают клешню лобстера с двумя изогнутыми и зазубренными челюстями, которые быстро разбирают металлолом. Они также отлично подходят для понижения в должности.
Хотите срезать крышу у разбитой машины? С этим справятся ручные ножницы. Вы имеете дело с большим куском лома, который слишком громоздкий, чтобы подавать его на ножницы для крокодилов? Ваши ручные гидравлические промышленные ножницы вырежут небольшие секции. А если вам нужен кусок лома определенного размера, ваши ручные гидравлические ножницы станут идеальным инструментом для этой работы.
Новые и подержанные промышленные ножницы на продажу
Ножницы типа «крокодил» и ручные гидравлические промышленные ножницы относительно просты в использовании. По сути, это простые инструменты с базовыми элементами управления.
Если у вас на рабочем месте есть гидравлические ножницы и ножницы типа «крокодил», у вас будут наилучшие инструменты для промышленной переработки отходов. Вы должны быть в состоянии эффективно перерабатывать лом или быстро уменьшать размер определенных материалов.
Позвоните в компанию Solid Equipment Company по телефону 888-813-9225, чтобы получить промышленные гидравлические ножницы!
Часто задаваемые вопросы о гидравлических ножницах
Что такое гидравлические ножницы?
Гидравлические ножницы являются стандартными в операциях по изготовлению металла, когда требуются точные и быстрые разрезы на металлических листах. Эти автономные устройства довольно большие и имеют острые лезвия внутри, которые режут металл точно в соответствии с требованиями оператора. Гидравлические ножницы также могут быть ручными устройствами, когда пользователю нужны точные разрезы на небольших работах. Гидравлическая мощность дает им большую мощность, чем у традиционных ножниц, что имеет решающее значение при работе с металлом.
Нужны ли мне гидравлические ножницы?
Гидравлические ножницы незаменимы для металлоконструкций во многих отраслях промышленности. При изготовлении металлических изделий гидравлические ножницы позволяют вырезать четкие линии. Ручные гидравлические ножницы полезны при переработке металла, поскольку они могут быстро демонтировать металлолом в полевых условиях. Они также хорошо работают в демонтаже.
Гидравлические ножницы новые или бывшие в употреблении?
Новые гидравлические ножницы будут стоить дороже, но вы сможете избежать некоторых проблем с техническим обслуживанием, характерных для подержанного оборудования, таких как затупившиеся лезвия, протекающие гидравлические уплотнения, задиры на цилиндрах или неисправные шланги. Качественные бывшие в употреблении гидравлические ножницы также могут стать хорошей инвестицией. С небольшим дополнительным обслуживанием по сравнению с новым оборудованием вы можете значительно сэкономить на первоначальных затратах или перейти на более крупную и мощную модель при тех же первоначальных инвестициях. В компании Solid Equipment мы предлагаем широкий выбор новых и качественных гидравлических ножниц б/у.
Какие гидравлические ножницы выбрать?
Если вам нужны гидравлические ножницы для быстрой обработки небольших деталей, таких как листовой металл, автомобильные радиаторы или выхлопные системы, которые можно перенести на станок, лучшим вариантом могут быть ножницы типа «крокодил». Доступны как для черных, так и для цветных металлов различных размеров и мощностей. Для разборки предметов, слишком больших для переноски на ножницы, таких как кузова автомобилей, бытовая техника или большие массы кабелей и проводов, хорошей альтернативой являются ручные гидравлические ножницы, которые можно комбинировать со стационарными ножницами для комплексного решения по переработке металлолома.
Для чего их можно использовать?
Гидравлические ножницы широко используются для переработки металлолома и металлолома, а также для сноса. Они могут довольно легко резать медь, латунь, алюминий и другие мягкие металлы, а сверхмощные модели могут резать мягкую сталь, нержавеющую сталь, титан и многое другое.
Бетоносмеситель Сибртех БСЛ-200 самый мощный в своей линейке. Производит 110 литров цемента, бетона или штукатурки. Мощность 2000 Вт и надежный привод позволяют эксплуатировать его длительное время.
Прочный чугунный венец и стальная втулка ведомого шкива обеспечивают уверенное применение бетоносмесителя во время ремонтных или строительных работ. Скорость перемешивания увеличена благодаря качественному барабану широкой формы и прочным лопастям, установленным под углом.
Единственный в линейке, бетоносмеситель имеет бак из стальных листов повышенной прочности: толщина верхней части 1.5 мм, нижней – 2 мм. Такое решение увеличило ресурс барабана почти в 2 раза по сравнению с аналогами.
Термозащита препятствует перегреву двигателя и отключает его, как только температура превышает допустимый предел. Это позволяет избежать поломок.
Приводная часть закрыта пластиковым кожухом. Это защищает не только двигатель от повреждений и грязи, но и пользователя от ожогов.
Клавиши управления закрыты кожухом, защищающим внутренний узел от попадания пыли и воды.
Прямоугольный профиль рамы имеет опору с подкосами, поэтому уверенно выдерживает интенсивные нагрузки и не разрушается от вибраций.
Траверса с барабаном представляют собой единый узел, это позволяет сэкономить время на сборку бетоносмесителя и быстрее начать работу.
Узлы крепления траверсы к опорной раме сделаны с охватом осей в 360°, поэтому изделие устойчиво к вибрациям и прослужит минимум 5 лет.
Бочка бетоносмесителя сделана разъемной, поэтому ее удобно хранить и перевозить в ограниченном пространстве.
Подшипники можно заменить при необходимости – они без труда вынимаются из разборного узла оси барабана.
Фиксация угла наклона бочки обеспечивает быструю загрузку компонентами и облегчает подачу готовых смесей.
2 транспортировочных колеса диаметром 205 мм упрощают перемещение бетономешалки на объекте.
Характеристики
Объем бака
200 л
Номинальная / Максимальная мощность двигателя
1000/2000 Вт
Напряжение
230 В
Тип двигателя
электрический
Объем готового замеса бетонной смеси
110 л
Особенности
отсутствие редуктора
Венец
чугунный
Напишите свой отзыв о «Бетоносмеситель Сибртех БСЛ-200 (чугунный венец, 200 л, 2000 Вт, Новосибирск) / 95475»
Имя / Псевдоним
Минусы
Комментарий
Оценка товара
BSL-200 — Горизонтальный станок для резки пенопласта
Горизонтальный станок для резки пенопласта
Обработка пеноблоков для производства листов различной толщины, реверсивная ленточная система, идеальная модель для начинающих
Резка мягких пеноматериалов с большим объемным весом при сохранении постоянного качества резки.
Горизонтальный отрезной станок с бесконечным ленточным ножом. BSL-200 гарантирует постоянное качество резки при резке мягких пеноматериалов с большим объемом.
BSL-200: Резка мягких пен с высочайшей точностью
Горизонтальный раскройный станок с системой разгрузочного конвейера.
Технические данные
Горизонтальный отрезной станок с бесконечным ленточным ножом. BSL-200 гарантирует постоянное качество резки мягких пеноматериалов различной толщины.
Размеры
Стандарт
Опции
Width
2200 mm
Height
1300 mm
Length
3050 mm
Material
Полиуретан на основе эфира, огнестойкий полиуретан на основе эфира, высокоэластичный пенополиуретан, вязкоупругий полиуретан на основе эфира, огнестойкий вязкоупругий пенополиуретан, высокоэластичный пенополиуретан, модифицированный горением, сетчатый полиуретан на основе эфира, пенопласт на основе эфира CM-PU, сложный эфир на основе полиуретана, сетчатая пена на основе сложного эфира полиуретана, повторно связанный полиуретан, меламиноформальдегидная смола
Режущие инструменты
ГБ2, ТБ1 № 22, ТБ1 № 41
Скорость резания
Максимум. 50 м/мин
Загрузки
Шлифовальный блок
Эффективное шлифование с очень стабильным и мощным шлифовальным агрегатом с электроприводом и чашечными шлифовальными кругами.
Регулировка угла резки
Путем ручного поворота бандажа ножа от -1 до +5° достигаются очень хорошие результаты резки.
Вакуумный блок
Вакуумный агрегат обеспечивает оптимальную фиксацию разрезаемого материала в процессе резки.
Удаление шлифовальной пыли
Он используется для удаления шлифовальной пыли в процессе шлифования.
СОФИДоступ
Объединение в сеть машин и оперативных функций.
Дополнительная информация
Погрузочно-разгрузочные конвейеры
Загрузочные и разгрузочные конвейеры обеспечивают автоматическую загрузку и разгрузку для непрерывного потока продукции. Они позволяют использовать на линии резки. Устанавливается до и после машины.
Удаление шлифовальной пыли
Он используется для удаления шлифовальной пыли в процессе шлифования.
Центральный держатель для бинта
Перемещаемая вручную центральная опора повышает стабильность бандажа при резке материалов с большим объемным весом и жесткостью при сжатии, таких как полиуретановый ребонд и виско-пена.
Сравните другие станки категории «Горизонтальная резка»
ЗБТ
Горизонтальная машина для резки
Резка гибких мягких пенопластов на листы, подвижный режущий блок, встроенная система разборки, полностью автоматический
Сравнивать
БСЛ-204
Горизонтальная машина для резки
Очень быстрая обработка (80 м/мин) мягких материалов в листы, реверсивный стол, движущийся вакуум
Сравнивать
БСЛ-214
Горизонтальная машина для резки
Очень быстрая обработка (80 м/мин) мягких материалов в листы, реверсивная ленточная система
Сравнивать
БСЛ-Д
Горизонтальная машина для резки
Обработка мягких и твердых материалов в листы, поворотный стол, для обработки больших объемов
Разделочные листы, поворотный стол (карусель), для резки больших количеств
Сравнивать
Basler Standard Light Back-200×200-x | Basler
Basler Standard Backlights можно разместить вплотную за объектом, например, для измерения контуров.
Основные характеристики
Внутренний контроллер светодиодов с 2 режимами работы
Совместимость с контроллером стробоскопа Basler SLP
Preconfigured hardware components
Various sizes and LED colors
General Specifications
Basler Standard Light Back-200×200-Red
Basler Standard Light Back-200×200-White
Basler Standard Light Back-200×200- Синий
Basler Standard Light Back-200×200-Infrared
Номер для заказа
2200000832
2200000728
8200300037
2200000863
LED Color
Red
White
Blue
Infrared
Luminous Area
200 x 200 mm
200 x 200 mm
200 x 200 mm
200 x 200 ММ
Рекомендуемое освещение рабочего расстояния
1–100 мм
1–100 мм
1–100 мм
1–100 мм
9
9
9
69
69
9
69
Basler Standard Light Back-200×200-x
Соответствие
CE (включая RoHS), FCC, IP54, KC, UKCA Сертификаты для вашей модели светильника Дополнительную информацию см. в разделе «Соответствие требованиям» на веб-сайте Basler .
Светодиодные спецификации
Серия подсветки 200x200x
Иллюстрация Белых светодиодов на 0 мм.0037
64 klux
Приведены приблизительные значения с допуском ± 7 %.
Электрические спецификации
Серия подсветки 200x200x
Обязательная мощность для режима управления напряжением
24 VDC ± 10 %. Красный, белый и синий: 1200 мА Инфракрасный: 1500 мА
Рекомендуемая макс. Ток светодиода для стробоскопического режима (ПВ 50 %, импульсы 100 мс)
Красный, белый и синий: 2400 мА Инфракрасный: нельзя использовать.
Рекомендуемая макс. Ток светодиода для стробоскопического режима (рабочий цикл 25 %, импульсы 20 мс)
Красный, белый и синий: 3600 мА Инфракрасный: нельзя использовать.
Десять лучших 3D-сканеров от 100 до 100 000 долларов / Хабр
Вам нужна 3Д-модель для 3D-печати? Для вас есть несколько путей: вы конечно можете создать свою 3Д-модель с нуля в программе 3Д-моделирования или найти подходящую в интернете, но вы также можете отсканировать существующий объект! Цель этого обзора — помочь вам разобраться в разнообразии существующих 3D-сканеров и предложить лучшие в каждом ценовом сегменте от фотограмметрического приложения для смартфона, до профессиональных 3D-сканеров.
Сканеры идут в порядке возрастания цены так, что вы сможете выбрать подходящий в рамках своего бюжета и использовать полученные 3D-модели, как для 3D-печати, так и для анимации.
Если вам не хватит предложенных решений по этой ссылке есть расширенный обзор.
3D сканер в руке:
1. Лучшее приложение для смартфона: Autodesk 123D Catch (free)
Autodesk 123D Catch — это бесплатное приложение работающее по фотограмметрическому принципу. Оно позволяет создать 3Д-модель по фотографиям объекта снятым с разных сторон. Вы можете использовать его для сканирования объектов, людей и даже ландшафта. Для некоторых приложений, если вам не нужна совершенная точность, вам не потребуется специальное оборудование. Это приложение на самом деле обеспечивает весьма неплохую детализацию и просто в использовании. Тем не менее, вам понадобится как минимум 30 минут, пока приложение обработает ваши фотографии, так-как обработка происходит на сервере и нужно время, чтобы их переслать.
2.Лучший 3D сканер «сделай сам»: Kinect ($99,99)
Xbox Kinect создан для расширения игровых возможностей. Он не предназначен для 3Д сканирования, но вы легко найдёте руководства и стороннее ПО (например ReconstructMe) чтобы превратить его в 3Д-сканер. Если ваши руки растут из плеч это интересное и недорогое решение для 3Д-сканирования.
Цена: $99.99 Разрешение: 0.051 мм
3. Лучший 3Д-сканирующий аксессуар для мобильного устройства: Occipital Structure Sensor ($379)
Этот сканер можно присоединить к вашему планшету или телефону (вообще он предназначен для аЙпада, но можно приспособить и к другим устройствам). Лёгкий и простой в использовании, при этом имеет весьма хорошее разрешение. Подходит для больших предметов (можно отсканировать человека в полный рост) и сканирования на улице. Вы сможете использовать его с ПО работающим на Occipital’s SDK. Это повысит разрешение и даст доступ к спец возможностям вроде сканирования комнаты. Это, вероятно, будет не то, что вы будете использовать для 3D-печати, но это интересно для разработки игр, например.
Цена: $379 Разрешение до: 0.5 мм Точность до: 4 мм
4. Лучший из дешёвых ручных 3D-сканеров: Cubify ($399)
3D-сканеры могут быть довольно доступными по цене и простыми в использовании, если выбирать из недорогих портативных моделей. Cubify очень хорошо подходит под эти критерии и обладает сравнительно неплохим разрешением. Но всё-таки его возможностей не хватает для сканирования текстуры и его лучше использовать для последующей 3Д-печати одноцветных моделей.
Цена: $399 Разрешение: 0.9 мм Разрешение по глубине при расстоянии 0.5 м: 1 мм
3D-сканер на столе:
5. Лучший и самый дешёвый настольный 3D-сканер: Matter and Form ($519)
Если вы планируете перейти на новый уровень качества, можете приобрести настольный 3Д-сканер. Эта модель компактна, проста в использовании, и обеспечивает хорошее разрешение, особенно учитывая цену (это не ваш вариант если вы стремитесь к совершенству, но отлично подойдёт для образовательных и демонстрационных целей). Процесс сканирования происходит с помощью лазера и вращающейся платформы. Сканирование занимает около пяти минут и одновременно считывает текстуру объекта.
Цена: $519 Разрешение: 0.43 мм Точность: ±0.25 мм
6. Лучшее устройство «два в одном»: XYZprinting Da Vinci 1.0 ($600)
Это недорогое устройство совмещает в себе 3Д-сканер и 3Д-принтер. Качество моделей не слишком высокое, но и цена весьма низкая для такого комбинированного устройства. Это делает XYZprinting Da Vinci самым простым решением для новичка желающего приобщиться к миру 3Д-сканирования-печати.
Профессиональные 3D-сканеры:
7. Лучшее соотношение цены и качества для портативного 3D-сканера: Fuel3D Scanify ($1490)
Очень простой в использовании, интуитивно понятный, хорошо лежит в руке — этот сканер обеспечивает хорошую точность и качество текстур. Единственное ограничение — размер сканируемой области ограничен, что замечательно для небольших предметов, но для сканирования например человека в полный рост он не подойдёт.
Цена: $1490 Разрешение: 0.35 мм Точность: до 0.3 мм
8. Лучшая цена\качество для настольного 3D-сканера: DAVID Laserscanner – SLS3 ($3995)
Этот сканер использует отличную от других технологию сканирования. Вместо двухлазерной сканирующей системы, здесь используется источник структурированного света и камеры для быстрого сканирования с весьма высокой детализацией до 0.06 мм! Сканер поставляется с ПО DAVID Pro Edition 3 которое работает с OBJ, STL и PLY форматами 3Д файлов, которые могут быть экспортированы в другие программы для дальнейшего редактирования.
Цена: $3995 Разрешение: 0.06 мм Точность: 0.5% от размера объекта
9. Лучший настольный профессиональный 3D-сканер: Solutionix Rexcan 4 ($79 900)
Это профессиональный 3Д-сканер и его цена обеспечивает гораздо лучшее качество сканирования. Solutionix Rexcan оснащён двумя камерами для большей точности. Он использует в работе технологию оптической триангуляции по фазовому сдвигу и две CCD камеры высокого разрешения для получения высокоточных данных. Сканер может быть использован для сканирования бОльших объектов за счёт повышения производительности с помощью фотограмметрической системы. В качестве опции может оснащаться автоматически вращающейся платформой способной выдерживать до 50 кг веса.
Цена: $79 900 Точность: от 0,03 до 0,71 мм
10. Лучший профессиональный ручной 3D сканер: MetraSCAN 750 ($50 000 – $100 000)
Creaform MetraSCAN 750 — это полноценное профессиональное, производственное решение для точного 3Д-сканирования. Он лёгок, точен, быстр, и сканирует с великолепной точностью предметы с любым качеством поверхности, с любой текстурой.
Цена: $79 900 Разрешение: 0.050 мм Точность: До 0.03 мм
Надеемся это было полезное чтение и вы нашли решение для 3Д-сканирования подходящее для ваших потребностей и ваших финансовых возможностей! Если вы хотите узнать больше о фотограмметрии, вы можете прочесть эту статью.
Удачного вам 3Д-сканирования!
Обзор 10 лучших программ для 3д-сканеров:самое популярное ПО для 3д-сканирования
30. 04.2021
Содержание
Photomodeler Scanner
RapidForm
RangeVision ScanCenter
Geomagic Control X/Design X/Wrap
FARO Scene
3DF Zephyr
Colmap
PolyWorks
Vxmodel
Artec Studio
Заключение
3D-принтеры уже давно перестали быть диковинкой для россиян. Эти устройства все чаще можно встретить не только на производственных предприятиях и в компаниях, занимающихся проектированием и дизайном. Они активно используются потребителями как для личных нужд (создание сувениров, фигурок), так и в рабочих целях, причем, в самых разных областях — медицине, строительстве, науке, автоделе и т. д. Однако, все это было бы невозможно без 3D-сканеров, которые переносят данные о физическом объекте в цифровой формат и при помощи специальных компьютерных программ создают трехмерную модель, которую впоследствии уже можно отправлять на печать. Сканирование, по факту, является лишь первым этапом работы, основная же ее часть приходится на обработку собранной информации.
Специализированное ПО не только анализирует полученные сведения и на их основе создает виртуальную копию, но также помогает устранять возможные ошибки и погрешности, допущенные в процессе сканирования и много чего еще.
Сегодня мы расскажем о самых популярных программах для 3D-сканеров, позволяющих решать практически любые задачи пользователей.
Photomodeler Scanner
Очень простое и функциональное ПО, способное создавать 3D-модели разной степени сложности. В нем сможет разобраться практически каждый и научиться с его помощью воссоздавать виртуальные копии всего, чего угодно, даже человека.
Задавать характеристики у будущего объекта в Photomodeler Scanner можно 3 методами:
прописав параметры вручную;
автоматически, из уже заложенных маяков;
из облака точек от перекрывающихся изображений.
В последнем варианте пользователю понадобится также указать положение камеры в процессе съемки и пометить опорные точки на снимках, связав их между собой.
Создание 3D-модели в программе Photomodeler Scanner
В Photomodeler Scanner вы можете создавать всевозможные схемы, графики, различные плоскости, расширять трехмерную линию и многое другое.
Данное приложение очень доступно по цене и при этом позволяет получить профессиональный результат при минимуме усилий.
RapidForm
Одна из самых часто используемых и удобных программ. Отличается своим качеством и универсальностью, так как подходит для многих моделей 3D-принтеров.
Она анализирует полученные с помощью 3D-сканера данные и создает точную трехмерную модель. Если требуется внести какие-то изменения, то сделать это будет довольно легко, так как программа очень проста и понятна в использовании.
Пример работы в Rapid Form
RapidForm имеет несколько видов программ:
XOS – предназначена для регулирования и контроля 3D-сканирования, а также обработки полученных изображений.
XOR – широко применяется в проектировании, так как обладает огромным количеством инструментов для 3D-моделирования. С ее помощью можно создавать высокоточные трехмерные модели (по облаку точек) практически чего угодно.
XOV — позволяет контролировать качество полученного трехмерного изображения, что дает возможность максимально его детализировать.
RangeVision ScanCenter
Программное обеспечение, предоставляющее пользователю огромный выбор функций и инструментов для создания высокоточной цифровой трехмерной копии объекта любой степени сложности. Для анализа данных используются уникальные алгоритмы, которые позволяют максимально четко передать не только геометрию сканируемого объекта, но и его цвет (вплоть до оттенков, в том числе белого) и текстуру. При этом разобраться в RangeVision ScanCenter сможет каждый, так как она интуитивно понятна и проста в использовании.
Скриншот процесса создания трехмерной модели в Range Vision
Может работать в различных режимах сканирования: свободном, с нанесением маркеров и на поворотном столике. Полученный файл можно экспортировать во все популярные форматы.
Все действия программы максимально автоматизированы (калибровка, настройка, анализ качества сканов), что существенно облегчает задачу и при этом дает наилучший результат на выходе.
Geomagic Control X/Design X/Wrap
Профессиональные программы для 3д-сканирования Geomagic представлены в 3 вариантах: Wrap, Control X, Design X. В них применены новейшие технологии топологического распознавания форм. Они могут не только спроектировать трехмерное изображение объекта, но и проанализировать степень его возможного износа и отклонений. Часто используются в реверс-инжиниринге.
Geomagic Design X — ПО для трехмерного реверсивного проектирования. Дает возможность объединять обработку САПР и данных 3D-сканирования на основании конструкции, получая на выходе подробные CAD-модели. Это можно делать как в автоматическом режиме, так и вручную задавая параметры и редактируя обработку облака точек и полигональных сеток.
Geomagic Control X — софт для контроля качества и геометрии 3D-моделей. Предоставляет пользователям большой выбор инструментов для улучшения работы по сканированию с возможностью составления отчетов и анализа данных.
Wrap: служит для обработки облака точек и полигональной сетки, применяется в моделировании и дизайне. Работает быстро и четко, давая возможность оптимизировать полученную модель, без потери изначальных свойств объекта, таких как текстура и фактура. После обработки данных сканирования с помощью Wrap, созданный 3D-проект можно выводить на печать. Подходит для работы как с малыми, так и с большими предметами.
Так создается 3D-модель в Geomagic Wrap
Пакет программ Geomagic, как и другие аналоги, позволяет контролировать качество сканов и экспортировать созданные на их основе 3д-модели в различные форматы.
FARO Scene
Faro – всемирно известный производитель 3D-сканеров, которая также выпускает и одно из самых продвинутых ПО к ним. Одна из таких программ — Faro Scene. Она подходит для работы как с «родными» устройствами этой же марки, так и для многих других.
Faro Scene широко используют для создания трехмерных моделей различных зданий
Очень эффективна в обработке сканов: может их объединять, проводить всевозможные измерения, визуализацию данных и т. д. Кроме того, благодаря расширенным функциям программы, существует возможность переноса цвета с фото на готовую модель путем наложения и его дальнейшая балансировка.
3DF Zephyr
Пожалуй, самая популярная у пользователей программа, что обусловлено ее удобством и простотой. Интерфейс настолько понятен, что разобраться в нем не составляет труда.
С 3D-Zephyr не возникнет проблем даже у новичков
Подходит и для любителей, и для профессионалов. Последним особенно придется по душе большой выбор инструментов и настроек, в том числе — возможность передачи полученной трехмерной модели в ПО САПР.
Colmap
Незаменима в тех случаях, когда необходимо быстро и легко создать 3D-копию объекта. Colmap дает возможность использовать 3D-сетку как с одной камеры, так и с нескольких. Такой подход очень удобен там, где требуется отсканировать большое количество предметов в сжатые сроки.
Пример работы в Colmap
«Минус» в том, что отредактировать 3D-модели не получится без дополнительного ПО. Тем не менее, качество таких трехмерных изображений вполне приемлемое.
PolyWorks
Возможности программы позволяют провести анализ точности полученной трехмерной копии, а также ее качества.
3D-объект, созданный в PolyWorks
PolyWorks широко применяется в тех областях, где требуется максимальная детализация 3D-объекта и его точное воспроизведение: медицина, автомобилестроение, строительство, проектирование и т. п.
Vxmodel
ПО, созданное специально для обратного проектирования изделий, а также доработки данных 3D-сканирования. Имеет функцию редактуры полигональной модели, ее выравнивания, извлечения примитивов, построения поверхностей и экспорта объектов.
В Vxmodel можно создавать 3D-модели различных деталей
Может обрабатывать информацию от любых 3D-сканеров и переводить ее для работы в САПР и подготавливать для 3D-печати, поэтому очень удобна в применении. Выпускается компанией Creaform.
Artec Studio
Качественное ПО с большим набором инструментов. При этом им можно воспользоваться, даже не имея навыков работы с подобными программами. Специально для таких пользователей был разработан режим «Автопилот», который упрощает процесс обработки данных 3D-сканирования насколько это возможно, самостоятельно подбирая алгоритмы, основываясь на ответах юзера.
3D-модель, полученная с помощью программы Artec Studio
Позволяет контролировать качество 3D-модели не только на этапе обработки (совместим с Geomagic Control X), но и в процессе, подавая цветовой сигнал о том, насколько близко/далеко оператор находится от объекта при сканировании.
Программа сама способна подбирать степень чувствительности сканера, так как умеет анализировать тип и сложность поверхности. Это дает возможность оцифровывать даже темные и блестящие предметы.
Хорошо определяет цвета и конфигурацию сканируемого объекта, делая ненужным нанесение маркеров. Подходит для форматирования сканов под САПР.
Artec Studio легко справляется с большими объемами данных, благодаря чему идеально подходит при 3D-сканировании различных зданий и сооружений и т. д. При этом все операции выполняются очень быстро и качественно.
Заключение
Все рассмотренные выше программы для 3D-сканирования имеют хороший инструментарий и достаточный объем опций, чтобы выполнять задачи любой степени сложности. Они подойдут как профессионалам, так и обычным пользователям, не имеющим опыта работы с подобным ПО, поскольку обладают высокой степенью автоматизации и имеют достаточно понятный интерфейс.
Каждый крупный производитель 3D-сканеров выпускает свой софт для них, который постоянно обновляется и улучшается. Однако, многие из этих программ легко можно применять и на устройствах сторонних марок без потери качества работы. Вы можете воспользоваться любым из перечисленных ПО для 3D-моделирования.
Если вам требуется оборудование для 3D-печати, но трудно сделать выбор самостоятельно — обращайтесь в “Цветной мир”. Специалисты нашей компании знают абсолютно все о процессе создания трехмерных моделей и помогут подобрать 3D-принтер или сканер, исходя из ваших задач и возможностей. Для нас важно, чтобы клиенты получили именно то, что нужно им.
Звоните по телефонам: +7 (495) 287-41-45, 8(800) 550-02-09, и мы ответим на любые ваши вопросы!
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Shining 3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Shining 3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
RangeVision
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
RangeVision
#Полезное
Эксперт в области аддитивных и субтрактивных технологий, 3D-оборудования и ЧПУ станков с опытом работы более 10 лет.
Поделиться
Все материалы
3D-сканеры
: какие самые доступные недорогие решения?
Опубликовано 16 июля 2022 г. автором Carlota V.
3D-сканирование часто используется в секторе аддитивного производства (AM) для более легкого проектирования 3D-моделей, чем с помощью программного обеспечения для моделирования. Он собирает данные, которые затем преобразуются в 3D-модель, которую затем можно распечатать на 3D-принтере. 3D-сканеры основаны на двух основных технологиях — лазерной триангуляции и структурированном свете — которые позволят получать более или менее точные детали в зависимости от выбранного устройства. Несколько доступных решений, по сравнению с профессиональными сканерами, которые намного дороже, доступны сегодня, чтобы позволить многим пользователям воплотить свои проекты в жизнь: будь вы изготовителем, учителем или лидером отрасли, один из этих недорогих 3D-сканеров обязателен. чтобы удовлетворить ваши потребности! Простые в обращении и транспортировке, мы выбрали несколько 3D-сканеров стоимостью менее 8000 долларов (7000 евро), отсортированных по возрастанию цены.
3D Scanner 2.0 от XYZprinting
Тайваньский производитель XYZprinting в настоящее время предлагает 5 сканеров, хотя сегодня мы сосредоточимся на одном из их более недорогих 3D сканеров, портативном 3D Scanner 2.0 с высоким разрешением. Обладая более широким диапазоном сканирования, чем его младший брат 1,0 A, сканер может сканировать объекты размером 5 x 5 x 5 ~ 100 x 100 x 200 см с помощью камеры Intel® RealSense™. Разрешение сканирования также выше, чем у 1,0 А, от 0,2 до 1,5 мм с рабочим диапазоном от 25 до 60 см. Производитель также предоставляет XYZScan Handy, программное обеспечение для сканирования и постредактирования для редактирования ваших моделей после сканирования. Изделие имеет небольшие размеры 41 х 157 х 61 мм при весе 238 г. Он доступен от 19 евро.9.
Датчик структуры от Occipital
Датчик структуры добавляет точное 3D-видение на ваше мобильное устройство, включая 3D-сканирование среди других функций. Единственное оборудование, которое вам понадобится для работы этого 3D-сканера, — это iPad, после чего, как только вы загрузите приложение Skanect Pro, оно заработает мгновенно.
Новая версия этого устройства меньше предыдущей, 109 мм x 18 мм x 24 мм, и весит около 65 г. Рекомендуется использовать его в диапазоне сканирования от 0,3 м до 5 м. Некоторые другие функции этого устройства включают картографирование помещений и игры в виртуальной реальности! Датчик структуры продается по цене 527 долларов, что делает его недорогим сканером по сравнению со многими другими вариантами.
3D-сканер POP от Revopoint
Revopoint POP является уникальным среди 3D-сканеров, поскольку он является частью крупнейшей краудфандинговой кампании для 3D-сканера на Kickstarter, собрав более 2,28 миллиона долларов США. Он был разработан Revopoint, компанией, основанной в 2014 году группой молодых врачей и исследователей из Массачусетского технологического института, Кентского университета и других высших учебных заведений, когда они решили сосредоточиться на разработке простых в использовании и экономичных 3D-сканеров. Можно с уверенностью сказать, что со своим 3D-сканером POP они, безусловно, преуспели. Бинокулярный 3D-сканер структурированного света, использующий инфракрасное излучение в качестве источника света, Revopoint POP представляет собой полноцветный сканер с точностью до 0,3 мм, сканированием текстуры и скоростью сканирования 8 кадров в секунду. Он имеет ряд интересных особенностей, в том числе тот факт, что его легко использовать на открытом воздухе, поскольку он портативный и может питаться от внешнего аккумулятора. При стоимости сканера всего 549 долларов США в США и около 599 долларов США в Европе, это один из самых доступных вариантов в нашем списке, при этом являясь эффективным, точным сканером с высоким разрешением. Не говоря уже о том, что его могут использовать самые разные пользователи, поскольку он поддерживает четыре платформы ОС: Windows, Android, Mac и iOS.
Creality CR-Scan 01
Производитель Creality, известный своими доступными настольными 3D-принтерами, также разработал недорогой 3D-сканер CR-Scan 01. Этот портативный сканер весом всего 1,91 кг удобен в обращении и прост в использовании. предлагает область сканирования 536 x 378 мм. Вы сможете сканировать свои объекты с точностью до 0,1 мм и экспортировать их в формат stl или obj. Предлагается несколько режимов сканирования: вручную или на поворотном столе. В настоящее время он доступен от 589€.
3D-сканер SOL от Scan Dimension
Этот сканер был разработан датской компанией Scan Dimension и представляет собой гибридное решение. Он использует комбинацию лазерной триангуляции и технологии белого света для 3D-сканирования реальных объектов. 3D-сканер SOL может обеспечить разрешение до 0,1 мм. Процесс 3D-сканирования автоматизирован, и вы можете выбирать между режимами ближнего и дальнего сканирования.
В комплект поставки 3D-сканера SOL также входит программное обеспечение, упрощающее весь рабочий процесс. Через несколько шагов вы отправите свою 3D-модель на 3D-принтер. Это решение предназначено для производителей, любителей, преподавателей и предпринимателей, которые могут не иметь большого опыта работы с 3D-сканерами, но все же хотят добиться отличных результатов при относительно низких затратах. 3D-сканер SOL продается по цене 69 долларов.9.
V2 от Matter & Form
3D-сканер Matter and Form V2 — это настольное решение для 3D-сканирования, производимое Matter & Form, компанией, основанной в 2013 году. Эта компания поставила перед собой задачу разрабатывать и распространять доступные , 3D сканеры высокого разрешения. С V2 эта миссия выполнена: 3D-сканер доступен по цене от 750 долларов и способен производить высококачественные сканы с точностью до 0,1 мм. Он весит 1,71 кг (3,77 фунта), имеет высоту 35,5 см (13,5 дюйма) и ширину 21 см (8,25 дюйма). Тонкий и складной дизайн позволяет разместить устройство на небольшом столе. V2 позволяет сканировать объекты с максимальной высотой 25 см (90,8 дюйма) и диаметром 18 см (7,0 дюйма). Поддерживаются файлы сканирования Windows и Mac, а также несколько вариантов экспорта для 3D-печати.
RangeVision NEO
3D-сканер NEO от производителя RangeVision — устройство начального уровня с двумя 2-мегапиксельными камерами, работающее по технологии структурированного светового сканирования (SLS). С автоматическим режимом сканирования сканер подойдет всем тем, у кого мало опыта в оцифровке объектов. Сканер SLS-3D может сканировать объекты размером от 30 мм до 1200 мм с точностью до 0,05 мм, а 3D-сканы создаются с помощью программного обеспечения RangeVision. Также в комплект входит поворотный стол и штатив, облегчающие пользователю сканирование. По словам производителя, сканы NEO подходят для реверс-инжиниринга, 3D-моделирования, сохранения исторических памятников и, конечно же, 3D-печати. RangeVision NEO доступен примерно от 2,19 евро.0, что делает его одним из немногих недорогих доступных настольных 3D-сканеров.
Calibry, недорогой 3D-сканер от Thor3D
Thor3D — российский производитель портативного 3D-сканера Calibry. Основанный на технологии структурированного света, он оснащен сенсорным экраном, так что пользователь может следить за точками, которые он фиксирует, в режиме реального времени. Он обеспечивает точность до 0,1 мм и способен сканировать объекты длиной от 30 см до 10 метров. Черные и глянцевые поверхности можно легко сканировать и экспортировать в форматы stl, obj, ply или WRML. Наконец, Calibry быстр и удобен, способен сканировать до 3 миллионов точек в секунду и весит всего 900 грамм. Он доступен от 4990 евро.
EINSCAN H от Shining 3D
EinScan H — одна из самых продвинутых версий портативных 3D-сканеров, разработанных китайским производителем Shining3D. Основанный на гибридной технологии светодиодного и невидимого инфракрасного света, EinScan H может выполнять сканирование человеческого лица более комфортно и без яркого света. Он также включает в себя полноцветную камеру и большое поле зрения для действительно впечатляющего конечного качества моделей, готовых к обработке всего за несколько минут. Его высокое разрешение 0,25 мм и точность данных до 0,05 мм делают его хорошим выбором на рынке с учетом соотношения цена/качество. Кроме того, он отличается небольшим весом (почти 700 г) и интуитивно понятным пользовательским интерфейсом. Базовая цена этой модели составляет 5000 долларов, а дополнительную информацию вы можете получить на сайте производителя.
Eva Lite от Artec 3D
Компания Artec 3D из Люксембурга предлагает Eva Lite как самый дешевый вариант для 3D-сканирования. Этот профессиональный сканер специализируется на оцифровке сложных геометрий, таких как человеческое тело, и поэтому все чаще используется в медицинской сфере. Он работает на основе технологии структурированного света и, хотя не имеет возможности фиксировать цвета и текстуры, как большинство сканеров марки, имеет точность 0,5 мм.
Этот 3D-сканер работает с программным пакетом Artec Studio. Artec Studio — это мощный инструмент для оптимизации процесса 3D-сканирования. Это программное обеспечение может выполнять, собирать и восстанавливать 3D-сканы. В настоящее время он доступен по цене 9800 долларов. Дополнительную информацию можно найти ЗДЕСЬ.
Какие еще недорогие сканеры для 3D-печати, по вашему мнению, должны быть в этом списке? Дайте нам знать в комментариях ниже или на наших страницах Facebook и Twitter! И не забудьте подписаться на нашу бесплатную еженедельную новостную рассылку, чтобы получать все последние новости в области 3D-печати прямо на свой почтовый ящик! Для получения дополнительных статей 3Dnatives о 3D-сканерах нажмите ЗДЕСЬ.
Профессиональные 3D-сканеры | Artec 3D
Ручные 3D-сканеры
Легкое сканирование объекта под любым углом на высокой скорости
Leo
Наш самый универсальный 3D-сканер с беспроводной технологией и встроенным сенсорным экраном для мгновенной проекции данных.
Space Spider
Этот метрологический прибор нового поколения оснащен автоматической стабилизацией температуры для высокоточного сканирования.
Eva
Наш самый популярный продукт Eva — быстрый, универсальный и точный.
Eva Lite
3D-сканер структурированного света начального уровня с отслеживанием только геометрии и сбором данных.
Решения для 3D-сканирования метрологического класса
Сканирование мелких и крупных объектов или областей с максимальной точностью. Идеально подходит для обеспечения качества
Ray
Профессиональный лазерный 3D-сканер дальнего действия со встроенным аккумулятором и субмиллиметровой точностью.
Micro
Высокоточный настольный 3D-сканер для мельчайших деталей, таких как клапаны и разъемы двигателей, ювелирные изделия или стоматологические компоненты.
Комплект Artec Metrology Kit
Измерительное решение с шагом 2 микрона, идеально подходящее для контроля и обратного проектирования.
Сравните сканеры
Найдите 3D-сканер, наиболее подходящий для вашей отрасли или области применения.
Как выполнять 3D-сканирование объекта с помощью портативного сканера структурированного света
При использовании 3D-сканера структурированного света существуют определенные правила и факторы, которые должен знать каждый профессионал.
Инструкции
Лучшие 3D-сканеры — обзор Artec 3D
Изучив доступные в Интернете списки лучших 3D-сканеров, мы заметили, что в большинстве из них отсутствует информация о ключевых параметрах объектов, которые необходимо сканировать. Важные категории, такие как размер объекта и приложения, для которых вы будете использовать сканер, не рассматриваются. Этот обзор призван заполнить этот пробел и помочь вам найти лучшее 3D-решение для вашего проекта.
Отзывы
Как работает технология 3D-сканирования?
Начинать знакомство с миром 3D-сканирования может быть пугающе, но все становится ясно, как только вы уделите время тому, чтобы понять лежащую в его основе технологию. От ваших собственных глаз (оригинальный сканер!) до новейшего 3D-сканера на рынке — вот как все это работает!
Объяснители
Что такое лазерное 3D-сканирование?
В этом руководстве мы более подробно рассмотрим одну из самых популярных технологий 3D-сканирования — лазерное 3D-сканирование. Прочитав ее, вы узнаете, какие типы сканеров называются «лазерными», как они работают, где они наиболее полезны и для чего используются.
Объяснители
Выбор подходящих 3D-сканеров для успешной 3D-печати
Когда дело доходит до 3D-печати, программное обеспечение часто так же важно, как и аппаратное обеспечение. Вот посмотрите, какие 3D-сканеры лучше всего подходят для 3D-печати и с чего начать.
Направляющие
3D-сканирование тела от А до Я
От изготовленных на заказ протезов до идеально подогнанной одежды, от напечатанных на 3D-принтере фигурок до реалистичных игровых аватаров — 3D-сканеры тела становятся ключевым инструментом для получения ценных сведений о человеческом теле. В этой статье мы рассмотрим различные типы 3D-сканеров тела, основные проблемы, связанные с захватом человеческого тела, и посмотрим, как они используются в медицине, спорте, производстве одежды и индустрии развлечений.
Направляющие
Посмотреть все материалы
Тематическое исследование
Как Artec Space Spider помогает измерять изменение формы птиц в ответ на изменение климата
Наука и образование
Обновлять
Artec 3D присоединяется к ассоциации FEDIL по развитию экономической активности в Люксембурге
Режимы резания для станков с ЧПУ, используемые на практике в зависимости от обрабатываемого материала и типа фрезы
Теоретические основы по выбору режимов резания на фрезерных станках Скорость вращения шпинделя, скорость подачи — всё это основы резания. Получить информацию об этом сравнительно легко. В любой книге по фрезерному делу можно найти данную информацию. Ниже приводится краткий конспект одной из таких книг. Выбор диаметра фрезы для работы определяется по двум параметрам — ширине и глубине фрезерования.
Режимы резания
Ширина фрезерования — ширина обрабатываемой поверхности задается, как правило, в чертеже и определяется размером детали или заготовки. В случае обработки нескольких заготовок закреплённых рядом, ширина фрезерования кратно увеличивается.
Глубина фрезерования (или глубина резанья) — толщина слоя снимаемого фрезой материала за один проход. Если снимать много то фреза делает два и более проходов. При этом последний проход производят с небольшой глубиной резанья для получения более чистой поверхности обработки. Такой проход называют чистовым фрезерованием в отличие от предварительного или чернового фрезерования, которое производят с большей глубиной резанья. Однако при небольшом припуске на обработку, фрезерование производится за один проход.
Скорость резанья — это путь (обычно обозначаемый в метрах), который проходят режущие кромки зубьев фрезы в одну минуту. Скорость резанья рассчитывается по следующей формуле: длину окружности фрезы умножаем на количество зубьев фрезы и на количество оборотов в минуту и все делим всё на 1000 (переводим миллиметры в метры). Скорость резанья обычно определяют по справочным таблицам режимов резанья. Так как скорость резанья при фрезеровании зависит от стойкости конкретной фрезы, то рекомендуемая в таблицах скорость резанья соответствует тому, на какой максимальной скорости может происходить резанье без поломки фрезы.
Подача — это величина (обычно обозначаемая в миллиметрах) перемещения шпинделя станка в продольном — Y, поперечном — X или вертикальном — Z направлении.
Подача в одну минуту — величина перемещения шпинделя в миллиметрах за время, равное одной минуте. Вычисляется по формуле: подача в одну минуту равна подачи на один зуб фрезы умноженной на число зубьев фрезы и умноженной на количество оборотов фрезы в минуту.
Режимы резания для станков с ЧПУ
Как известно, основами резания являются скорость вращения шпинделя и скорость подачи. Выбор диаметра фрезы для работы определяется по двум параметрам — ширине и глубине фрезерования. Ширина фрезерования, или ширина обрабатываемой поверхности, задается, как правило, в чертеже и определяется размером детали или заготовки. В случае обработки нескольких заготовок, закрепленных рядом, ширина фрезерования кратно увеличивается.
Глубина фрезерования — толщина слоя снимаемого фрезой материала за один проход. Если снимать много, то фреза делает два и более проходов. При этом последний проход производят с небольшой глубиной резанья для получения более чистой поверхности обработки. Такой проход называют чистовым фрезерованием в отличие от предварительного или чернового фрезерования, которое производят с большей глубиной резанья. Однако при небольшом припуске на обработку фрезерование производится за один проход.
Скорость резанья — это путь (обычно обозначаемый в метрах в минуту), который проходят режущие кромки зубьев фрезы в одну минуту.
Скорость резанья обычно определяют по справочным таблицам режимов резанья. Так как скорость резанья при фрезеровании зависит от стойкости конкретной фрезы, то рекомендуемая в таблицах скорость резанья соответствует тому, на какой максимальной скорости может происходить резанье без поломки фрезы.
Подача в одну минуту — величина перемещения шпинделя в миллиметрах за время, равное одной минуте. Вычисляется она по следующей формуле: подача в одну минуту равна подаче на один зуб фрезы, умноженной на число зубьев фрезы и умноженной на количество оборотов фрезы в минуту.
Выбирать фрезы для 3D — в качестве режущего инструмента для мощных скоростных фрезерных станков с ЧПУ используют в основном цельные концевые твердосплавные фрезы. Основным требованием к режущему инструменту является твёрдость сплава,
Приведенная ниже таблица содержит справочную информацию параметров режима резания, взятые из практики. От этих режимов рекомендуется отталкиваться при обработке различных материалов со схожими свойствами, но не обязательно строго придерживаться их.
Необходимо учитывать, что на выбор режимов резания, при обработке одного и того же материала одним и тем же инструментом, влияет множество факторов, основными из которых являются: жесткость системы Станок – Приспособление – Инструмент – Деталь (СПИД), охлаждение инструмента, стратегия обработки, высота слоя снимаемого за проход и размер обрабатываемых элементов.
Режимы резания
Скорость вращения шпинделя, скорость подачи — всё это основы резания. Получить информацию об этом сравнительно легко. В любой книге по фрезерному делу можно найти данную информацию. Ниже приводится краткий конспект одной из таких книг. Выбор диаметра фрезы для работы определяется по двум параметрам — ширине и глубине фрезерования.
Ширина фрезерования — ширина обрабатываемой поверхности задается, как правило, в чертеже и определяется размером детали или заготовки. В случае обработки нескольких заготовок закреплённых рядом, ширина фрезерования кратно увеличивается.
Глубина фрезерования (или глубина резанья) — толщина слоя снимаемого фрезой материала за один проход. Если снимать много то фреза делает два и более проходов. При этом последний проход производят с небольшой глубиной резанья для получения более чистой поверхности обработки. Такой проход называют чистовым фрезерованием в отличие от предварительного или чернового фрезерования, которое производят с большей глубиной резанья. Однако при небольшом припуске на обработку, фрезерование производится за один проход.
Скорость резания — это путь (обычно обозначаемый в метрах), который проходят режущие кромки зубьев фрезы в одну минуту. Скорость резания рассчитывается по следующей формуле: длину окружности фрезы умножаем на количество зубьев фрезы и на количество оборотов в минуту и все делим всё на 1000 (переводим миллиметры в метры). Скорость резания обычно определяют по справочным таблицам режимов резания. Так как скорость резания при фрезеровании зависит от стойкости конкретной фрезы, то рекомендуемая в таблицах скорость резания соответствует тому, на какой максимальной скорости может происходить резание без поломки фрезы.
Подача — это величина (обычно обозначаемая в миллиметрах) перемещения шпинделя станка в продольном — Y, поперечном — X или вертикальном — Z направлении.
Подача в одну минуту — величина перемещения шпинделя в миллиметрах за время, равное одной минуте. Вычисляется по формуле: подача в одну минуту равна подачи на один зуб фрезы умноженной на число зубьев фрезы и умноженной на количество оборотов фрезы в минуту.
Как известно, основами резания являются скорость вращения шпинделя и скорость подачи. Выбор диаметра фрезы для работы определяется по двум параметрам — ширине и глубине фрезерования. Ширина фрезерования, или ширина обрабатываемой поверхности, задается, как правило, в чертеже и определяется размером детали или заготовки. В случае обработки нескольких заготовок, закрепленных рядом, ширина фрезерования кратно увеличивается.
Глубина фрезерования — толщина слоя снимаемого фрезой материала за один проход. Если снимать много, то фреза делает два и более проходов. При этом последний проход производят с небольшой глубиной резанья для получения более чистой поверхности обработки. Такой проход называют чистовым фрезерованием в отличие от предварительного или чернового фрезерования, которое производят с большей глубиной резанья. Однако при небольшом припуске на обработку фрезерование производится за один проход.
Скорость резанья — это путь (обычно обозначаемый в метрах в минуту), который проходят режущие кромки зубьев фрезы в одну минуту.
Скорость резанья обычно определяют по справочным таблицам режимов резанья. Так как скорость резанья при фрезеровании зависит от стойкости конкретной фрезы, то рекомендуемая в таблицах скорость резанья соответствует тому, на какой максимальной скорости может происходить резанье без поломки фрезы.
Подача в одну минуту — величина перемещения шпинделя в миллиметрах за время, равное одной минуте. Вычисляется она по следующей формуле: подача в одну минуту равна подаче на один зуб фрезы, умноженной на число зубьев фрезы и умноженной на количество оборотов фрезы в минуту.
Общие рекомендации по режимам резания:
Для мягкой древесины (сосна)
Тип инструмента Рабочая подача мм/мин Скорость вращения Глубина за проход
Торцевая 6мм 2000-3000 20 000-24 000 7,5-8
Торцевая 3мм 1000-1500 20 000-24 000 4,5
Гравер 30°х0,2 800-600 20 000-24 000 3
Для твердой древесины (бук, дуб, фанера)
Торцевая 6мм 1500-2500 20 000-24 000 7,5-8
Торцевая 3мм 500-1000 20 000-24 000 4,5
Гравер 30°х0,2 300-600 20 000-24 000 3
Для двухслойного пластика
Торцевая 3 мм 2000 12 000 0,3
Гравер 30°х0,2 2000 20 000 0,3
Для акрила и полистирола
Торцевая 6 мм 1000-1300 10 000-12 000 3
Торцевая 3 мм 800-1000 12 000-16 000 1,5
Гравер 30°х0,2 300-500 18 000-20 000 0,3-0,6
Для ПВХ
Торцевая 6 мм 1500-2000 12 000 8-10
Торцевая 3 мм 1500-2000 12 000-15 000 4-6
Для алюминиевых сплавов
Торцевая 6 мм 800-1000 14 000 — 18000 0,6
Торцевая 3 мм 500-800 13 000-15 000 0,3
Главная
Форум
Модели для обработки на станках с чпу
Объяснение скоростей подачи
— продлите срок службы ваших инструментов и станков с ЧПУ
Объяснение скоростей подачи — продлите срок службы ваших инструментов и станков с ЧПУ
Скорость подачи является одним из наиболее важных факторов, которые следует учитывать при реализации любой стратегии ЧПУ. Проще говоря, скорость подачи — это скорость, с которой фреза взаимодействует с деталью, и обычно измеряется в единицах в минуту. Рекомендуемая скорость подачи при резке зависит от типа материала, который вы режете (например, алюминий, сталь, дерево, акрил и т. д.), материала фрезы (твердый сплав, быстрорежущая сталь, керамика и т. д.) и многих других факторов. факторы резания, включая желаемую поверхность и характеристики самого станка с ЧПУ.
Почему скорость подачи при резке важна?
Скорость подачи важна, поскольку она напрямую связана практически со всеми аспектами обработки с ЧПУ, от безопасности и производительности до стойкости инструмента, чистоты поверхности и качества деталей. Это также может способствовать износу механических компонентов станка с ЧПУ. В станках с ЧПУ используются серводвигатели для электромеханического управления линейным движением фрезы по каждой главной оси (X, Y и Z). Учти это. Резак входит в материал и ускоряется со скоростью 100 дюймов/минуту по линейной траектории. Когда дело доходит до изменения направления, такого как угол, он должен замедлиться до полной остановки точно в точке угла, изменить направление, а затем разогнаться до 100 дюймов/минуту, чтобы продолжить резку. Это быстрое замедление приводит к увеличению крутящих моментов на станке с ЧПУ.
Рис. 1: Главные оси 3-осевого станка с ЧПУ. Изображение предоставлено AirMotive Specialties, Inc. и ShopSabre.
В приведенном ниже примере показана скорость подачи для операции профилирования по 2½ оси на 2-дюймовом квадратном прямоугольнике, состоящем из четырех линейных разрезов, каждый из которых имеет длину 2 дюйма. Для практических целей мы используем скорость подачи реза 100 дюймов/мин. Инструментальная фреза показана в позиции подвода. Когда он начинает резать, инструмент быстро разгоняется до 100 дюймов/мин. Когда он достигает первых 9В повороте 0 градусов он замедляется до нуля, меняет направление, а затем снова быстро разгоняется до 100 дюймов/мин.
Опубликованный g-код траектории инструмента для контроллера ShopSabre (WinCNC) показан справа на рисунке ниже. Обратите внимание, что на линии N8 инструмент погружается со скоростью 50 дюймов/мин (F50.) в начальную точку резания, а затем на линии N9 ускоряется до 100 дюймов/мин, чтобы начать резку (F100.). Также обратите внимание, что на линиях с N10 по N13 скорость подачи остается на уровне 100 дюймов/мин вокруг каждого угла 90 градусов.
При скорости подачи при резке для траектории, установленной на 100 дюймов/мин, вы не видите в g-коде, что фреза должна останавливаться в каждом углу, показанном на рисунке как «0» точек, для изменения направления . Контроллер станка с ЧПУ справляется с этим.
Если использовать аналогию с автомобилем и водителем, представьте себя резчиком, и вы едете на своей машине со скоростью 100 миль в час «в лоб» до 90-градусного левого поворота! Стоит притормозить перед поворотом, верно? Именно здесь вступает в действие оптимизация скорости подачи.
Рис. 2: (слева) Пример скорости подачи при резке для операции профилирования по 2½ осям на 2-дюймовом квадрате. (Справа) Опубликованный g-код примера траектории для контроллера ShopSabre (WinCNC).
Каждый из CAM-продуктов MecSoft 2017 года включает функцию оптимизации скорости подачи (конфигурации Professional и Premium), которая напрямую решает проблему скорости подачи на углах. После создания траектории выберите ее и перейдите в Редактор траекторий. Вы увидите новый значок на панели инструментов под названием «Оптимизация скорости подачи» (показан ниже).
Рис. 3: Значок оптимизации скорости подачи во всех продуктах CAM 2017 (конфигурации Professional и Premium).
Отображает диалоговое окно Оптимизация скорости подачи, в котором можно установить параметры уменьшения скорости подачи. На приведенном ниже рисунке показано, как установка этих параметров может повлиять на операцию профилирования по 2½ оси на 2-дюймовом квадратном прямоугольнике, состоящем из четырех линейных разрезов, каждый из которых имеет длину 2 дюйма. Мы устанавливаем предельный угловой угол на 90 градусов. У нас есть Расстояние до угла, чтобы начать уменьшение, и Расстояние после угла, чтобы сбросить федерацию, оба установлены на 0,5. У нас также есть процент снижения скорости подачи, равный 0,5 9.0005
Опять же, обратите внимание, что на линии N8 инструмент погружается со скоростью 50 дюймов/мин (F50.) в начальную точку резания, а затем на линии N9 ускоряется до 100 дюймов/мин, чтобы начать резку (F100.). Однако за 0,5 дюйма до первого 90-градусного угла (см. линию N10) скорость подачи при резке падает до 50 дюймов/мин. На этой пониженной скорости инструмент продолжает двигаться к углу, меняет направление и движется со скоростью 50 дюймов/мин, пока не достигнет 0,5 дюйма за угловой точкой (см. линию N11), а затем возвращается к заданной скорости подачи при резке 100 дюймов/мин ( см. линию N12), пока не приблизится к следующему углу.
Рис. 4: (слева вверху) Пример скорости подачи при резке для операции профилирования по 2½ оси на 2-дюймовом квадрате с применением оптимизации подачи. (Слева-внизу) Диалоговое окно «Оптимизация скорости подачи» (конфигурации «Профессиональная» и «Премиум»). (Справа) Опубликованный g-код примера траектории для контроллера ShopSabre (WinCNC).
Что ж, если использовать аналогию с автомобилем и водителем — вам действительно может понадобиться затормозить, прежде чем вы достигнете левого поворота на 90 градусов, двигаясь «лоб в лоб» со скоростью 100 миль в час!
Использование оптимизации скорости подачи может не спасти вам жизнь, но поможет продлить срок службы ваших инструментов и станка с ЧПУ!
Дон Лакурс
Дон Лакурс (Don LaCourse) работает инженером по приложениям в MecSoft Corporation. Дон обладает более чем 20-летним опытом работы с системами CAD/CAM как в автомобильной промышленности, так и в приложениях для проектирования пресс-форм. Дон также имеет большой опыт в документировании продуктов CAD/CAM и активно участвует в написании интерактивной справки, а также в создании обучающих руководств для продуктов MecSoft.
Технический — Скорости и подачи
Существуют определенные параметры, которые необходимо учитывать перед настройкой любого напильника для резки, если вы хотите добиться требуемой чистоты и точности. Одним из наиболее важных из этих факторов является нагрузка на зуб (Cpt). Нагрузка на стружку может быть определена как размер или толщина стружки, которая удаляется с каждой канавкой за один оборот.
При обработке материала фреза должна вращаться с определенным числом оборотов в минуту и подавать с определенной скоростью подачи для достижения надлежащей нагрузки на стружку. Есть также несколько факторов, которые следует учитывать при выборе правильного числа оборотов и скорости подачи.
Используемая скорость подачи зависит от множества факторов, включая мощность и жесткость станка, жесткость прижима детали, мощность шпинделя, глубину и ширину резания, остроту режущего инструмента, конструкцию и тип фрезы, а также разрезаемый материал.
Чтобы получить оптимальную нагрузку на стружку, необходимо учитывать эти переменные, а также станок и материалы, которые вы собираетесь резать. Это поможет вам найти наилучшую скорость подачи и число оборотов в минуту для любого инструмента и материала.
Помните, что нужно делать чипсы, а не пыль. Стружка помогает отводить тепло, выделяемое в процессе резания, тем самым увеличивая срок службы инструмента и улучшая качество кромки. Подачи и скорости обычно устанавливаются в программном обеспечении, которое используется для создания программы станка. Существует множество доступных ресурсов, которые помогут определить подходящие настройки для конкретных комбинаций материала/фрезы.
Они часто служат хорошей отправной точкой, но обычно их можно улучшить путем небольшого количества проб и ошибок. Большинство контроллеров станков позволяют вам регулировать скорость подачи во время выполнения программы, и прослушивание звука, издаваемого фрезой, может быть хорошим способом оптимизации параметров.
Подача рассчитывается по следующему уравнению:
Подача = N x T x Z
N = количество режущих кромок (канавок) T = количество стружки (стружка на зуб) — количество материала, которое должно быть удалено каждым зубом фрезы по мере ее вращения и продвижения в работу. (мм на зуб) Z = об/мин, скорость вращения фрезы в шпинделе. (Оборотов в минуту)
Теперь мы разберем взаимосвязь между скоростью подачи, количеством режущих кромок, стружечной нагрузкой и числом оборотов в минуту. Для большинства материалов существует рекомендуемая нагрузка стружки.
Если вы работаете со скоростью 18 000 об/мин, используя фрезу 25 мм с двумя канавками и рекомендуемую толщину стружки 0,1 мм/зуб:
Подача = 2 x 0,1 x 18000 = 3600 мм в минуту
Если число оборотов в минуту увеличить до 24000 об/мин, новая скорость подачи будет равна: Подача = 2 x 0,1 x 24000 = 4800 мм в минуту в этом уравнении, по мере увеличения числа оборотов скорость подачи также будет увеличиваться, если все остальные настройки остаются прежними. Однако если количество режущих кромок изменится, скорость подачи будет либо увеличиваться, либо уменьшаться в зависимости от того, увеличивается или уменьшается число. То же самое относится к стружкообразованию, если рекомендуемое стружкообразование составляет 0,1 мм/зуб, число оборотов, подача или количество режущих кромок могут увеличиваться или уменьшаться для поддержания требуемого стружкообразования. Следовательно, если количество стружки остается прежним, а скорость подачи увеличивается, необходимо увеличить либо число оборотов в минуту, либо количество режущих кромок, чтобы поддерживать рекомендуемое количество стружки.
Таким образом, при расчете скорости подачи для любого материала количество стружки является одним из наиболее важных факторов, которые необходимо учитывать, поскольку количество стружки определяет количество материала, удаляемого каждым зубом, плюс усилие, которое приходится на каждый зуб. брать. Еще одним фактором, влияющим на количество стружки, является диаметр фрезы. Фреза большего размера сможет справиться с большей нагрузкой стружки.
Количество режущих кромок (Z)
Толщина стружки (мм)
Скорость подачи (мм/мин)
при
об/мин
18000
21000
24000
1
0,1
1800
2100
2400
2
0,1
3600
4200
4800
3
0,1
5400
6300
7200
1
0,4
7200
8400
9600
2
0,4
14400
16800
19200
3
0,4
21600
25200
28800
Таким образом, в зависимости от диаметра инструмента, если число оборотов в минуту и количество режущих кромок останутся прежними, количество стружки увеличится при использовании фрезы большего диаметра, а значит, повысится и скорость подачи. При обработке более мягких материалов или использовании короткой фрезы количество стружки может быть увеличено. Если используется очень длинный фрезерный бит, загрузку чипа следует уменьшить.
Для большинства материалов, которые вы будете резать на фрезерном станке с ЧПУ, вы обычно устанавливаете число оборотов в минуту от 12000 до 24000 и регулируете скорость подачи для получения требуемых результатов. На выбранные скорости и подачи может влиять мощность используемого шпинделя. Шпиндели с более высокой мощностью будут производить больший крутящий момент, что позволит станку работать на различных оборотах (крутящий момент падает при уменьшении числа оборотов).
Типовые значения толщины стружки для фрез различных размеров
Диаметр фрезы
Твердая древесина
Мягкая древесина/слой
МДФ/ДСП
Мягкий пластик
Твердый пластик
Алюминий
3 мм
. 08 -.13
.1 — .15
.1 — .18
.1 — .15
.15 — .2
.05 — .1
6 мм
.23 — .28
.28 — .33
.33 — .41
.2 — .3
.25 — .3
.08 — .15
10 мм
.38 — .46
.43 — .51
.51 — .58
.2 — .3
.25 — .3
.1 — .2
12 мм и более
.48 — .53
.53 — .58
.64 — .69
.25 — .36
.3 — .41
.2 — .25
Несмотря на то, что существуют формулы для расчета скорости подачи, вы обнаружите, что оптимальная скорость подачи определяется опытным путем. Обычно вы начинаете с рассчитанной скорости подачи. В идеальных условиях обычно предлагается, чтобы фактическая скорость подачи была установлена примерно на половину расчетной величины и постепенно увеличивалась до производительности станка и желаемого результата.
После того, как вы определили начальную подачу и скорость, необходимо принять во внимание и другие факторы. Следующее, что нужно учитывать, — это направление резки, то есть направление, в котором фреза подается в материал. Обычное фрезерование или резка вперед является наиболее часто используемым методом. При этом способе заготовка подается против направления вращения фрезы. Другой метод — фрезерование с подъемом или резка в обратном направлении. Для этого метода обработки заготовка и станок должны быть жесткими. При обработке цветных металлов следует использовать попутное фрезерование для достижения хорошего качества отделки.
Другим фактором является глубина резания. Глубина резания влияет на качество обработки кромки, а также на срок службы инструмента. Вам придется отрегулировать глубину для достижения желаемых результатов в зависимости от типа материала и размера фрезы. Обычно глубина резания, равная радиусу фрезы, является хорошей отправной точкой при резке цветных металлов.
ОЗ-Exd-Н-Прометей 220 В Взрывозащищенный звуковой оповещатель, габариты: 123х108х74 мм, вес: 1,1 кг, IP68, -70 ÷ +85
Артикул: 811047
Бренд: Спектрон
18 900 р.
Кол-во:
Заказать Нет в наличии В корзину
О товаре
Характеристики
Отзывы 0
ОЗ-Exd-Н-Прометей 220 В Взрывозащищенный звуковой оповещатель, габариты: 123х108х74 мм, вес: 1,1 кг, IP68, -70 ÷ +85.
Взрывозащищенный звуковой оповещатель применяется в качестве средства звукового оповещения в системах пожарной сигнализации и пожаротушения во взрывоопасных зонах классов «1» и «2» закрытых объектов и открытых установок, а также в подземных выработках рудников, шахт и их наземных строениях.
Оповещатель в корпусе из нержавеющей стали рекомендован к применению в условиях воздействия кислотных, щелочных и других химически агрессивных сред, морской воды и соляного тумана.
Высокая степень защиты оболочки IP68 обеспечивает применение в условиях сильной запыленности, во влажных и сырых помещениях, на открытых площадок с ветром и атмосферными осадками.
Напряжение питания оповещателя:
— ОЗ-Exd-А/Н-Прометей 12-36 В – постоянное или переменное напряжение от 12 до 36 В; — ОЗ-Exd-А/Н-Прометей 220 В – переменное напряжение 220 В.
Температурный режим работы от -70 до +85 ºС.
Подключение оповещателя: 2-х проводное – включается при подаче питания, 4-х проводное – при постоянно подключенном питании оповещатель переходит в режим «Тревога» при поступлении сигнала управления. .
Общие
Производитель
Спектрон
Вы смотрели
Оповещатели звуковые взрывозащищенные
18 900 р.
Заказать
Решить {l}{x+y=220}{3/5x=38y-5} | Microsoft Math Solver
\left\{ \begin{array} { l } { x + y = 220 } \\ { \frac { 3 } { 5 } x = 38 y — 5 } \end{array} \right.
x = \frac{41775}{193} = 216\frac{87}{193} \approx 216.450777202
y = \frac{685}{193} = 3\frac{106}{193} \approx 3.549222798
Викторина
Simultaneous Equation
5 задач, подобных этой:
\left\{ \begin{array} { l } { x + y = 220 } \\ { \frac { 3 } { 5 } x = 38 y — 5 } \end{array} \right.
Подобные задачи из результатов поиска в Интернете
Поделиться
Скопировано в буфер обмена
\frac{3}{5}x-38y=-5
Рассмотрите второе уравнение. Вычтите 38y из обеих частей уравнения.
x+y=220,\frac{3}{5}x-38y=-5
Чтобы решить два уравнения методом подстановки, сначала решите одно из уравнений для одной из переменных. Затем подставьте результат для этой переменной в другое уравнение.
x+y=220
Выберите один из уравнений и решите его для x, изолируя x в левой части знака равенства.
x=-y+220
Вычтите y из обеих частей уравнения.
\frac{3}{5}\left(-y+220\right)-38y=-5
Подставьте -y+220 вместо x в другом уравнении \frac{3}{5}x-38y=-5.
-\frac{3}{5}y+132-38y=-5
Умножьте \frac{3}{5} на -y+220.
-\frac{193}{5}y+132=-5
Прибавьте -\frac{3y}{5} к -38y.
-\frac{193}{5}y=-137
Вычтите 132 из обеих частей уравнения.
y=\frac{685}{193}
Разделите обе стороны уравнения на -\frac{193}{5}, что равносильно умножению обеих частей на обратную дробь.
x=-\frac{685}{193}+220
Подставьте \frac{685}{193} вместо y в x=-y+220. Так как получившееся уравнение содержит только одну переменную, вы можете напрямую найти решение для x.
x=\frac{41775}{193}
Прибавьте 220 к -\frac{685}{193}.
x=\frac{41775}{193},y=\frac{685}{193}
Система решена.
\frac{3}{5}x-38y=-5
Рассмотрите второе уравнение. Вычтите 38y из обеих частей уравнения.
x+y=220,\frac{3}{5}x-38y=-5
Приведите уравнения к стандартному виду, а затем решите систему уравнений с помощью матриц.
Для матрицы \left(\begin{matrix}a&b\\c&d\end{matrix}\right) с размерностью 2\times 2 обратная матрица имеет вид \left(\begin{matrix}\frac{d}{ad-bc}&\frac{-b}{ad-bc}\\\frac{-c}{ad-bc}&\frac{a}{ad-bc}\end{matrix}\right), поэтому матричное уравнение можно переписать в виде задачи умножения матриц.
Рассмотрите второе уравнение. Вычтите 38y из обеих частей уравнения.
x+y=220,\frac{3}{5}x-38y=-5
Для решения методом исключения коэффициенты одной из переменных должны быть одинаковыми в обоих уравнениях, чтобы переменная сократилась при вычитании одного уравнения из другого.
Чтобы сделать x и \frac{3x}{5} равными, умножьте все члены в обеих частях первого уравнения на \frac{3}{5} и все члены в обеих частях второго уравнения на 1.
\frac{3}{5}x+\frac{3}{5}y=132,\frac{3}{5}x-38y=-5
Упростите.
\frac{3}{5}x-\frac{3}{5}x+\frac{3}{5}y+38y=132+5
Вычтите \frac{3}{5}x-38y=-5 из \frac{3}{5}x+\frac{3}{5}y=132 путем вычитания подобных членов в обеих частях уравнения.
\frac{3}{5}y+38y=132+5
Прибавьте \frac{3x}{5} к -\frac{3x}{5}. Члены \frac{3x}{5} и -\frac{3x}{5} сокращаются, после чего в уравнении остается только одна переменная, и его можно решить.
\frac{193}{5}y=132+5
Прибавьте \frac{3y}{5} к 38y.
\frac{193}{5}y=137
Прибавьте 132 к 5.
y=\frac{685}{193}
Разделите обе стороны уравнения на \frac{193}{5}, что равносильно умножению обеих частей на обратную дробь.
Подставьте \frac{685}{193} вместо y в \frac{3}{5}x-38y=-5. {2}+2 x-3}
характеристики Huawei Ascend Y220 — PhoneArena
Главная
Телефоны Huawei
Huawei Ascend Y220
ОС
Android 2.3
Дисплей
3,5 дюйма 480 x 320 пикселей
Камера
0,3 Мп VGA (одиночная камера)
Оборудование
MediaTek 0,25 ГБ ОЗУ
Память
0,512 ГБ, microSDXC
Аккумулятор
1350 мАч
Описание
Huawei Ascend Y220 — это Android-смартфон начального уровня с небольшим 3,5-дюймовым дисплеем HVGA, двухъядерным процессором с тактовой частотой 1 ГГц, 256 МБ ОЗУ, 512 МБ памяти, Wi-Fi, Bluetooth и FM-радио.
Минусы
Толстый корпус (0,48 дюйма)
Дисплей
Размер:
3,5 дюйма
Разрешение:
480 x 320 пикселей, 165 пикселей на дюйм
От экрана к корпусу — Показывает, какую приблизительную часть фронтальной области телефона занимает его экран. Значение рассчитывается автоматически на основе экрана, измеренного по диагонали как полный прямоугольник без учета закругленных углов и выреза/выемки.
«>Экран-тело:
51,54 %
Сенсорный экран:
емкостный, мультитач
Особенности:
Датчик внешнего освещения, Датчик приближения
Оборудование
Системный чип — Система-на-чипе включает в себя многие аппаратные модули устройства, такие как процессор, графический процессор, Wi-Fi, Bluetooth и беспроводное радио. В этом поле показано, какой именно системный чип используется в телефоне.
«>Системный чип:
MediaTek MT6572M
Процессор — это основной вычислительный компонент телефона и основной фактор, когда речь идет об общей скорости устройства.
«>Процессор:
Двухъядерный, 1000 МГц, ARM Cortex-A7
GPU — Графический процессор важен для бесперебойной работы системы, особенно в играх и других приложениях, которые могут включать сложную графику и анимацию.
«>ГП:
Мали-400
RAM — это тип памяти, который устройство использует для временного хранения данных из ОС или запущенных в данный момент приложений. Чем больше оперативной памяти доступно для устройства, тем лучше будет производительность при запуске нескольких или более тяжелых программ.
«>ОЗУ:
0,25 ГБ LPDDR2
Внутренняя память:
0,512 ГБ
Расширение памяти:
microSDXC до 32 ГБ
Тип устройства:
Смартфон
ОС:
Android (2.3)
Аккумулятор
Вместимость — Чем больше, тем лучше! Однако емкость батареи — не единственный фактор, влияющий на срок службы батареи. К ним относятся используемый набор микросхем, программное обеспечение, работающее на устройстве, а также уникальный шаблон использования потребителя.
«>Вместимость:
1350 мАч
Тип:
Заменяемый пользователем
Камера
Задняя часть:
Одиночная камера
Основная камера:
0,3 Мп VGA
Дизайн
Сравнение размеров
Размеры:
4,59 x 2,39 x 0,48 дюйма (116,5 x 60,6 x 12,3 мм)
Вес:
4,59 унции (130,0 г)
Цвета:
Черный, Белый
Сотовая связь
UMTS:
Диапазоны 5 (850), 2 (1900)
Скорость передачи данных:
HSDPA+ (4G) 21,1 Мбит/с, HSUPA
Мультимедиа
Наушники:
разъем 3,5 мм
Динамики:
Наушник, громкоговоритель
Особенности:
Обложка альбома, Фоновое воспроизведение
Возможности подключения и функции
Bluetooth:
3. 0, ЭДР
Wi-Fi:
802.11 б, г, н; Wi-Fi Прямой
USB:
микроUSB, USB 2.0
Особенности:
Запоминающее устройство, Зарядка
Датчики:
Акселерометр, компас
Другое:
Модем, синхронизация с компьютером, синхронизация OTA
Функции телефона
Уведомления:
Тактильная обратная связь, Музыкальные мелодии (MP3), Полифонические мелодии, Вибрация, Режим полета, Беззвучный режим, Громкая связь
Прочие характеристики:
Голосовой набор, Голосовые команды, Запись голоса
Разрешение регулирующих органов
Одобрение FCC — Федеральная комиссия по связи (FCC) — это независимое правительственное учреждение США, непосредственно подотчетное Конгрессу. Каждое беспроводное телефонное устройство, продаваемое в США, должно быть протестировано и одобрено для продажи Федеральной комиссией по связи (FCC).
«>Одобрение FCC:
Дата утверждения — показывает дату утверждения конкретного телефона Федеральной комиссией по связи.
«>Дата утверждения:
11 сентября 2013 г.
Значение идентификатора FCC — Показывает идентификационное значение FCC для конкретного телефона.
«>Значение идентификатора FCC:
КИСИ220-У17
Измеренный SAR — Тесно сотрудничая с федеральными агентствами по охране труда и технике безопасности, такими как Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA), FCC установила пределы безопасного воздействия радиочастотной (РЧ) энергии. Эти пределы указаны в единицах, называемых удельным коэффициентом поглощения (SAR), которые являются мерой количества радиочастотной энергии, поглощаемой телом при использовании мобильного телефона.
«> Измеренный SAR:
Головка:
0,67 Вт/кг
Корпус:
1,35 Вт/кг
Одновременная передача:
1,28 Вт/кг
Беспроводной маршрутизатор:
1,35 Вт/кг
Информация для покупателей
В коробке:
Аккумулятор
, зарядное устройство, USB-кабель, краткое руководство пользователя.
Последние новости
Популярные истории
Тесла | Зарядка
Подробнее
Настенный соединитель
350 $
Подробнее
J1772 Настенный соединитель
$550
Подробнее
Подставка для настенного соединителя
425 $
Подробнее
Посмотреть детали
Посмотреть детали
Посмотреть подробности
Настенный разъем Лицевая панель подобрана по цвету
Лицевая панель настенного соединителя, подобранная по цвету
Лицевая панель настенного соединителя, подобранная по цвету
Здесь мы будем размещать модели серийных каминов европейских производителей.которые можно заказать в салонах. адреса которых указаны в файле «описанме»
Мраморные порталы для камина
Здесь мы будем размещать модели мраморных порталов российского производства. Любой из этих порталов можно заказать в любом салоне каминов, адреса которых указаны в файле «описание»
3d модели Каминов
Здесь мы будем выкладывать модели каминов с адресами фирм поставщиков, у которых их можно приобрести.
3d модели узоров
3d модели гербов, орденов, медалей
Надоело покупать втридорога модели? Купите видеокурс и научитесь моделить сами. Это не сложно.
ОБУЧЕНИЕ ARTCAM С «НОЛЯ» ДО ПРОФИ
Программа курса:
Введение и настройка программ.
Возможности программ
— возможности ArtCam — обзор и изучение интерфейса ArtCam — возможности CorelDRAW — обзор и изучение интерфейса CorelDRAW 3. Учусь рисовать вектор. 4. Сложное моделирование в ArtCam урок 1 5. Сложное моделирование в ArtCam урок 2 6. Сложное моделирование в ArtCam урок 3 7. 2D обработка 8. 3D обработка 9. Mach 3 10. Техника безопасности
ОБУЧЕНИЕ 4-й ОСИ
Возможности программы PowerMill, основные элементы создания проектов для ЧПУ.
— общие сведения о программе PowerMill — изучение интерфейса PowerMill — объекты проекта PowerMill и их контекстное меню — вспомогательные элементы (докеры) проекта PowerMill 2. Программирование детали для 4-ой оси и написание УП для ЧПУ — загрузка модели в программу PowerMill — ориентирование и масштабирование модели в программе PowerMill — визуализация и анализ модели в программе PowerMill — назначение инструмента для фрезеровки — создание системы координат для PowerMill — назначение и корректировка заготовки для модели — создание траекторий для выбранных инструментов — создание NCфайлов под постпроцессор 4-й оси — запись готовой УП в G-кодах для станка ЧПУ 3. Программирование и написание УП для 4-й оси в ArtCam — загрузка модели в программу ArtCam — разворачивание модели на плоскости программы — проверка разворота модели для создания УП — сохранение и загрузка развёрнутой модели для обработки — подбор заготовки и выбор фрез для создания УП — написание УП для 4-й оси — запоминание УП в G-кодах 4. Программирование и написание УП для 4-й оси в VtctricAspire — загрузка модели в программу VtctricAspire — разворачивание модели на плоскости программы — проверка разворота модели для создания УП — сохранение и загрузка развёрнутой модели для обработки — подбор заготовки и выбор фрез для создания УП — написание УП для 4-й оси — запоминание УП в G-кодах
3D max для ЧПУ
Что Вы получите после его прохождения:
• Вы научитесь настраивать 3dsMax под Ваш проект • Вы сможете подготавливать фото или чертежи для Вашего проекта • Без труда выполните работу над референсом модели и его подгонке • Научитесь непосредственно самому 3D моделированию • Попутно освоите тонкости и секреты 3dsMax • Узнаете как правильно сохранять Ваши проекты • Получите дополнительные плагины, позволяющие упростить и ускорить работу в разы + видео инструкция по их установке.
Бесплатные модели для ArtCAM
15.12.2019
добавлены новые модели в раздел «Гербы»
разработают 3D модель вашего изделия по вашим эскизам
произведут для вас необходимую вам 3d резьбу, выточат узоры, вырежут детали по точным размерам на фрезерном станке с ЧПУ с размерами стола 600х900 мм
выполнят лазерную гравировку или кройку (вырезку) на материалах дерево, фанера, ПЭТ(пластик), акрил, оргстекло, кожа, ткани, картон на лазерном станке с ЧПУ с размерами стола 600 х 400 мм
Подробности — на сайте laserbum.ru или в группе Вконтакте
Новое на сайте
20_059_часы майя
20_058_узор двери
20_057_часы
20_056_часы
20_055_часы
20_054_часы
20_053_трофей Лось
20_052_трофей косуля
20_051_часы
20_050_шкатулка
20_044_дверь Игра престолов Дракон
20_043_часы
20_042_часы
20_041_фасад с ангелами
20_040_решетка декоративная
20_039_решетка
20_038_шкатулка
20_037_часы
20_036_часы с ангелами
12_018_амулет ацтеков
14_209_рама
14_208_рама
14_206_рама
14_207_растительный декор
14_205_декор Жар птица
14_203_багет
14_201_элемент декора фигарея
14_202_багет
14_204_декор
14_196_рама
14_198_рама
14_199_рама
14_200_рама
05_334_медаль голова коня
05_140_ящерица
05_139_птица Феникс
05_138_глухарь
05_137_сова
05_136_лось
05_135_волк
05_134_щука
05_133_бык
05_132_лиса и заяц
05_131_ястреб
05_130_белка
05_129_лев
05_128_ежик
05_127_карп
05_126_воробьи
05_125_лось
05_124_ворон
05_123_кабан
05_122_аист
05_121_лебеди
05_120_птица в стиле древней руси
05_119_рысь_
05_118_дятел_
05_117_голуби_
05_116_селезень_
05_115_медведь_
05_114_волки_
05_113_зайцы_
05_112_лиса_
05_110_филин_
05_111_окунь_
04_289_панно винный погребок
04_288_космонавт СССР в открытом космосе
04_287_поклонение девушки солнцу
04_286_панно Слоны
04_285_панно Павлин Египетский
04_284_две пумы
04_283_голгофский крест
04_282_панно петух
04_281_роза на клавишах
04_280_панно рыбы и лотос
04_279_панно Спартак
04_278_охотник на оленей
04_277_парусник
04_276_Генералиссимус
04_275_орел на скале
На этом сайте Вы сможете скачать совершенно бесплатно специально подготовленные для Вас 3D-модели для станков ЧПУ в формате *. stl
Найти их Вы сможете в одной из многочисленных галерей моделей.
Также здесь Вы сможете найти бесплатные рельефы для программы ArtCAM 2009 и более поздних версий — ArtCAM 2010 и ArtCAM 2011
Ищите их в галереях моделей.
Здесь Вы сможете научиться работе в программе ArtCAM 2011 при помощи подробных видеоуроков. Смотреть…
Здесь Вы сможете заказать изготовление 3D-моделей для Ваших прототипов: медалей, орденов, памятных знаков, панно, досок для нард и многих других.
Условия заказа и оплаты…
Люди, фигуры и лица, бюсты
Авто, мото и военная техника
Таблички и вывески
Части моделей и рельефов
Рамы и багет, декор
Оружие
Языческие символы
Мусульманские символы
Христианские символы и иконы
Шахматные поля
Нарды
Логотипы и эмблемы
Животные и птицы
Панно
Гербы
Ордена, медали и нагрудные знаки
Эмблемы футбольных клубов
Мебель и ее детали
Знаки зодиака
Розетки и картуши
Подвески и медальоны
Модели Игоря Безфамилии FREE
Декоративные 2D решетки
Растения. цветы и их части
▷ artcam скачать 3d модели 【STLFinder 】
дракон artcam
грабкад
дракон artcam
Artcam — рельеф
грабкад
Artcam — рельеф
Artcam дизайн
грабкад
Artcam 3D Design с artcam pro и Autodesk artcam для обучения: 08486906046
рельеф — Artcam
грабкад
Artcam рельеф 1. kullu men : bütün kişiler, bütün bilinçli varlıklar, bütün insanlar ve bütün cinler, herkes2. …aleyhâ fânin : fanilik üzeredir, yok olucudur
Download
скетчфаб
Описание не предоставлено.
Скачать
скетчфаб
Модель находится в стадии разработки, просто для того, чтобы протестировать распаковку и стиль в материалах для ручной росписи.
скачать
вещьвселенная
Индивидуальная версия http://www.thingiverse.com/thing:2352493 Создано с помощью настройщика! …http://www.thingiverse.com/apps/customizer/run?thing_id=2352493
не скачивать
грабкад
не скачивать
Megaman СКАЧАТЬ!
скетчфаб
Это модель которая может быть как odj так и dae. … Так что вы можете поместить его как в Maya, так и в Blender или любую другую программу. Это должно быть доступно для скачивания!
кольцо с арткамом 2012
грабкад
кольцо с artcam 2012
ARTCAM RELIEF CNC ROUTER
игольчатый
ФРЕЗЕРНЫЙ СТАНОК С ЧПУ ARTCAM RELIEF
ЛОРД ГАНЕША ARTCAM RELIEF
грабкад
ПРОСТО РАЗВИВАЙТЕ ARTCAM RELIFE ИЗ ИЗОБРАЖЕНИЯ
Файл рельефа двери ArtCAM
грабкад
Это файл рельефа двери ArtCAM для фрезерного станка с ЧПУ
ARTCAM RELIEF CNC ROUTER
игольчатый
ARTCAM RELIEF CNC ROUTER для получения дополнительной информации напишите мне на ismail.[email protected]
Быстрый ящик, который я сделал, чтобы протестировать кое-что из личного конвейера, сделанный бесплатно для скачивания. …Если скачаешь, поставь лайк.
[Полный][Альбом] Скачать Squarepusher —
игольчатый
Download Squarepusher — Lamental EP Album 10.04,2020 [FulL.Album] Squarepusher — Lamental EP ~Mp3~ Full Zip 10.04,2020 Is утечка Squarepusher — Lamental EP Download 2020 [Zip Torrent Rar] [Full][Album] Download Squarepusher — Lamental EP 2020 Working…
королевская колонна с арткамом 2012
грабкад
projict with artcam 2012
[(Скачать)] Полный Лейпцигский симфонический оркестр —
игольчатый
Download Leipziger Symphonieorchester — Offenbach Fantastique Album 03. 04,2020 [FulL.Album] Leipziger Symphonieorchester — Offenbach Fantastique ~Mp3~ Full Zip 03.04,2020 Album #Full# Download Leipziger Symphonieorchester — Offenbach Fantastique 2020…
3 No
No
No
No
скетчфаб
Это проверка, чтобы увидеть, будут ли загружаемые текстуры включаться при загрузке модели без текстур, добавлении текстур вручную с помощью менеджера текстур и последующей загрузке модели.
гавно только боты скачать
вещьвселенная
Когда я что-то загружаю, я получаю миллион загрузок в первый же день. … Я думаю, это из-за загружаемых ботов. Так что я сделал кое-что для них, чтобы доказать свою точку зрения. Так что не скачивайте это, потому что это бесполезно и уродливо. …
Скачать Орнамент Снежинка
вещьвселенная
Загрузите эту снежинку и поделитесь своей картинкой! Советы приветствуются. …
С праздником — Пусть идет снег!
Рождественская елка- Скачать бесплатно
вещьвселенная
Рождественская елка- Скачать бесплатно Поделитесь своей маркой и оставьте мне чаевые, если можете! …
Счастливых праздников!
Скачать все файлы
вещьвселенная
… скачайте файлы как раньше. Когда вы увидите то, что хотите скачать, просто дважды щелкните в адресной строке, и вы увидите, что /files выделены. Замените /files на /zip и нажмите Enter. Вы должны увидеть все файлы в zip-папке. …
Паладин Длинный Меч [Скачать бесплатно]
скетчфаб
. .. 2. Щит: https://sketchfab.com/3d-models/paladin-shield-free-download-0ae0f62030ad48d88364b327b7cd3fc3 Не стесняйтесь скачивать его и использовать для любых целей. … Просто, пожалуйста, не забудьте указать меня в конце 🙂 ~Efarys
Щит паладина [Скачать бесплатно]
скетчфаб
… 2. Длинный меч: https://sketchfab.com/3d-models/paladin-longsword-free-download-7baa85e6e5d74526b2dd461d15f2b4ea Вы можете скачать его и использовать для любых целей. … Просто, пожалуйста, не забудьте указать меня в конце 🙂 ~Эфарис
Булава Паладина [Скачать бесплатно]
скетчфаб
… 2. Длинный меч: https://sketchfab.com/3d-models/paladin-longsword-free-download-7baa85e6e5d74526b2dd461d15f2b4ea Вы можете скачать его и использовать для любых целей.
Предназначены для крепления монтажной ленты ЛКС на опорах
Материал: нержавеющая корабельная сталь AISI 316L
Продукт сертифицирован по Российскому морскому регистру судоходства № 17.03344.120 от 12.07.2017 г
Температура эксплуатации: от -80 °С до +538 °С
Устойчивы к коррозии, воздействию экстремальных температур, влажности и радиации
После затягивания бандажа из стальной ленты усы скрепы загибаются внутрь при помощи молотка
Инструмент для монтажа: ИН-20, ИНТ-20 мини, ИНТу-20, молоток
Бренд
Fortisflex
Страна производства
Россия
Антиспам поле. Его необходимо скрыть через css
Оценка
Ваше имя
Email
Ваше сообщение
Под заказ
49. 1 BYN
В корзинe
Под заказ
2.7 BYN
В корзинe
Под заказ
54.76 BYN
В корзинe
Под заказ
83. 12 BYN
В корзинe
Под заказ
12.98 BYN
В корзинe
Под заказ
10.25 BYN
В корзинe
Под заказ
29. 64 BYN
В корзинe
Под заказ
17.08 BYN
В корзинe
Под заказ
28.03 BYN
В корзинe
Под заказ
1. 45 BYN
В корзинe
Под заказ
3.52 BYN
В корзинe
Под заказ
91.25 BYN
В корзинe
Под заказ
176. 89 BYN
В корзинe
Под заказ
17.47 BYN
В корзинe
Под заказ
35.87 BYN
В корзинe
Под заказ
1. 54 BYN
В корзинe
Под заказ
318.23 BYN
В корзинe
Под заказ
17.28 BYN
В корзинe
Под заказ
19. 56 BYN
В корзинe
Под заказ
83.12 BYN
В корзинe
Под заказ
127.19 BYN
В корзинe
Под заказ
27. 85 BYN
В корзинe
Под заказ
3 028.1 BYN
В корзинe
Под заказ
5.98 BYN
В корзинe
Под заказ
5. 78 BYN
В корзинe
Под заказ
7.61 BYN
В корзинe
Под заказ
8.32 BYN
В корзинe
В наличии
57. 72 BYN
В корзинe
Под заказ
2.33 BYN
В корзинe
Под заказ
2.26 BYN
В корзинe
Под заказ
24. 85 BYN
В корзинe
Под заказ
3.88 BYN
В корзинe
Под заказ
13.9 BYN
В корзинe
Под заказ
28. 84 BYN
В корзинe
Под заказ
1.99 BYN
В корзинe
Под заказ
35.54 BYN
В корзинe
Под заказ
157. 78 BYN
В корзинe
Под заказ
67.15 BYN
В корзинe
Под заказ
1.13 BYN
В корзинe
Под заказ
12. 35 BYN
В корзинe
Под заказ
371.32 BYN
В корзинe
Под заказ
6.66 BYN
В корзинe
Под заказ
1. 7 BYN
В корзинe
В наличии
27.94 BYN
В корзинe
Под заказ
167.96 BYN
В корзинe
Под заказ
36. 37 BYN
В корзинe
Под заказ
6.49 BYN
В корзинe
Под заказ
16.37 BYN
В корзинe
В наличии
8. 99 BYN
В корзинe
Под заказ
2.92 BYN
В корзинe
Заказать Скрепы монтажные из нержавеющей стали СМ (316)-12
Скрепы монтажные из нержавеющей стали СМ (316)-12
7 623,15 Тг.
Под заказ
Купить
+7 (708) 850-30-27
менеджер Зарина
+7 (777) 557-68-68
менеджер Руфина
+7 (777) 557-18-18
менеджер Асель
+7 (702) 075-01-72
+7 (727) 321-80-28
Описание
Характеристики
Информация для заказа
Звоните нам по телефону +77775576868
Или пишите в Whatsapp
Предназначены для крепления монтажной ленты ЛКС на опорах
Материал: нержавеющая сталь марки AISI 316
Продукт сертифицирован по Российскому морскому регистру судоходства № 17. 03344.120 от 12.07.2017 г
Температура эксплуатации: от -80 °С до +538 °С
Устойчивы к коррозии, воздействию экстремальных температур, влажности и радиации
После затягивания бандажа из стальной ленты усы скрепы загибаются внутрь при помощи молотка
Инструмент для монтажа: ИН-20, ИНТ-20 мини, ИНТу-20, молоток
Назначение: Крепление монтажной ленты ЛКС на опорах Цвет: стальной Единица измерения: упак Вес нетто: ,29 Длина ед.товара (см): — Ширина ед.товара (см): — Высота ед.товара (см): — Гарантийный срок эксплуатации (лет): 1 Технические характеристики: Тип: крепеж Материал: нержавеющая сталь AISI 316 Покрытие: отсутствует Длина, мм: 15 Ширина, мм: 13.2 Толщина, мм: .7 Замковое устройство: скрепа Монтажное отверстие, мм: 3.1 Многоразовое использование: 1 Мин. усилие на разрыв, Н: 2 Температура эксплуатации, °C: -8 …+538 Специальные свойства: Стойкость к УФ-излучению|HF (Halogen free)|Вибростойкость|Морозостойкость|Термостойкость|Всепогодные|Устойчивость к радиации|Устойчивость к химическим реагентам|Устойчивость к морской воде|Устойчивость к экстремальному перепаду температур|металлодетектируемость Цвет: стальной
Фитинги | ФИТОК
Дом > Продукты > Фитинги > Трубные фитинги серии 6 > Прямые соединители
FittingsValvesManifoldsFiltersQuick-ConnectsHoses and ConnectorsTubingSampling SystemsToolingSubsea ProductsOthers6 Series Tube Fittings20D Series Tube FittingsFace Seal Fittings60 Series High Pressure Fittings20M Series Medium Pressure Fittings6 Series Weld FittingsUHP Weld Fittings6 Series Pipe FittingsPMH Series Pipe FittingsGrease FittingsFusible PlugsVL Series Vacuum Tube FittingsVA Series Vacuum Adapter FittingsAMH Series Adapter Fittings37° Flared Трубные фитингиЦилиндрические соединения6 Серия трубных фитингов с одним обжимным кольцомПрямые соединителиОтводыТройникиКресты Union — CДругие
Материал корпуса
Нержавеющая сталь 316
Нержавеющая сталь 316L
321 нержавеющая сталь
304 нержавеющая сталь
Нержавеющая сталь 904L
Сплав С-276
Сплав 400
Сплав 600
Сплав 825
Супердуплекс 2507
Латунь
ПТФЭ
Все
Порт 1, тип
Метрический наконечник
Дробный наконечник
Метрическая трубка
Дробная трубка
Вспышка 37°
Дробный фитинг с внутренней резьбой
Все
Порт 1 Размер
1/16 дюйма
1/8 дюйма
3/16 дюйма
1/4 дюйма
5/16 дюйма
3/8 дюйма
1/2 дюйма
5/8 дюйма
3/4 дюйма
7/8 дюйма
1 дюйм
1 1/4 дюйма
1 1/8 дюйма
1 1/2 дюйма
2 мм
3 мм
4 мм
6 мм
8 мм
10 мм
12 мм
14 мм
15 мм
16 мм
18 мм
20 мм
22 мм
25 мм
28 мм
30 мм
32 мм
38 мм
Все
Порт 2 Тип
Метрический наконечник
Дробный наконечник
Метрическая трубка
Дробная трубка
Наружная резьба NPT
Внутренний NPT
Наружная коническая резьба ISO
Внутренняя коническая резьба ISO
Цилиндрическая резьба ISO (для RS)
Цилиндрическая резьба ISO (для RP)
Цилиндрическая резьба ISO (калибр)
Цилиндрическая резьба ISO (ORS)
Цилиндрическая резьба ISO (японский калибр)
Цилиндрическая резьба ISO (для RG)
Уплотнительное кольцо с резьбой NPT
Уплотнительное кольцо с цилиндрической резьбой SAE/MS
O-Seal с метрической резьбой
Цилиндрическая резьба SAE/MS (ST)
Прямая резьба SAE/MS (США)
Цилиндрическая резьба SAE/MS (SH)
Цилиндрическая резьба SAE/MS (OST)
Цилиндрическая резьба SAE/MS
Вспышка 37°
Дробная трубная сварка враструб
Сварка враструб с метрической трубой
Дробный стыковой сварной шов
Сварка встык с метрической трубой
Сварка труб встык
Трубная раструбная сварка
Наружная метрическая резьба (для RS-M)
Наружная метрическая резьба (для RG-M)
Внутренняя метрическая резьба (MS)
Мужская метрическая резьба (MS)
Дробный фитинг с внутренней резьбой
Санитарный фланец серии SC
Фланец ANSI
фланец трубы внахлестку
Фланец JIS
EN Фланец
Фланец DIN
Все
Порт 2 Размер
1/16 дюйма
1/8 дюйма
3/16 дюйма
1/4 дюйма
5/16 дюйма
3/8 дюйма
1/2 дюйма
5/8 дюйма
3/4 дюйма
7/8 дюйма
1 дюйм
1 1/4 дюйма
1 1/8 дюйма
1 1/2 дюйма
2 дюйма
2 мм
3 мм
4 мм
6 мм
8 мм
10 мм
12 мм
14 мм
15 мм
16 мм
18 мм
20 мм
22 мм
25 мм
28 мм
30 мм
32 мм
38 мм
1 7/8-12
1 5/8-12
1 5/16-12
1 1/16-12
3/4-12
7/8-14
3/4-16
9/16-18
1/2-20
16/7-20
8/3-24
16-24 мая
1/4-28
М4×0,7
М5 х 0,8
М6 х 1
М8 х 1
М10 х 1
М12 х 1,5
М14 х 1,5
М16 х 1,5
М18 х 1,5
М20 х 1,5
М22 х 1,5
М24 х 1,5
М27 х2
М12 х 1
NPS 1/2 дюйма
NPS 1 дюйм.
NPS 2 дюйма.
Ду 15
Ду 25
Ду 50
Все
Сертификация
Все
Последняя 1 2 3 4 5 … 162 Следующая Всего 162 страницы
страница
Распространенный вариант гена FTO связан с индексом массы тела и предрасполагает к ожирению у детей и взрослых
. 2007 11 мая; 316 (5826): 889-94.
doi: 10.1126/наука.1141634.
Epub 2007, 12 апреля.
Тимоти М Фрайлинг 1 , Николас Дж. Тимпсон, Майкл Н. Уидон, Элефтерия Зеггини, Рэйчел М. Фрити, Сесилия М. Линдгрен, Джон Р. Б. Перри, Кэтрин С. Эллиотт, Хана Ланго, Найджел В. Рейнер, Беверли Шилдс, Лорна В. Харрис, Джеффри С. Барретт, Сиан Эллард, Кристофер Дж. Гроувс, Бриджит Найт, Энн-Мари Пэтч, Эндрю Р. Несс, Шах Эбрахим, Дебби А. Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти
Принадлежности
принадлежность
1 Генетика сложных признаков, Институт биомедицинских и клинических наук, Медицинская школа Пенинсула, Магдален Роуд, Эксетер, Великобритания.
PMID:
17434869
PMCID:
PMC2646098
DOI:
10. 1126/наука.1141634
Бесплатная статья ЧВК
Тимоти М. Фрайлинг и др.
Наука.
.
Бесплатная статья ЧВК
. 2007 11 мая; 316 (5826): 889-94.
doi: 10.1126/наука.1141634.
Epub 2007, 12 апреля.
Авторы
Тимоти М Фрайлинг 1 , Николас Дж. Тимпсон, Майкл Н. Уидон, Элефтерия Зеггини, Рэйчел М. Фрити, Сесилия М. Линдгрен, Джон Р. Б. Перри, Кэтрин С. Эллиотт, Хана Ланго, Найджел В. Рейнер, Беверли Шилдс, Лорна В. Харрис, Джеффри С. Барретт, Сиан Эллард, Кристофер Дж. Гроувс, Бриджит Найт, Энн-Мари Пэтч, Эндрю Р. Несс, Шах Эбрахим, Дебби А. Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти
принадлежность
1 Генетика сложных признаков, Институт биомедицинских и клинических наук, Медицинская школа Пенинсула, Магдален Роуд, Эксетер, Великобритания.
PMID:
17434869
PMCID:
PMC2646098
DOI:
10. 1126/наука.1141634
Абстрактный
Ожирение является серьезной международной проблемой здравоохранения, которая увеличивает риск нескольких распространенных заболеваний. Генетические факторы, предрасполагающие к ожирению, плохо изучены. Полногеномный поиск генов предрасположенности к диабету 2 типа выявил распространенный вариант гена FTO (связанный с жировой массой и ожирением), который предрасполагает к диабету за счет влияния на индекс массы тела (ИМТ). Аддитивная ассоциация варианта с ИМТ была воспроизведена в 13 когортах с 38 759участники. 16% взрослых, гомозиготных по аллелю риска, весили примерно на 3 кг больше и имели в 1,67 раза больше шансов на ожирение по сравнению с теми, кто не наследовал аллель риска. Эта связь наблюдается с 7 лет и старше и отражает специфическое увеличение жировой массы.
Цифры
Рис. 1
Ассоциации SNP в…
Рис. 1
Ассоциации SNP в FTO/KIA1005 области хромосомы 16 с ( A…
рисунок 1
Ассоциации SNP в области FTO/KIA1005 хромосомы 16 с ( A ) диабетом 2 типа с использованием 1924 случаев и 2938 контролей и ( B ) ИМТ взрослых пациентов с диабетом 2 типа. ( C ) Неравновесие по сцеплению ( r 2 ) между ассоциированным SNP rs9939609 и всеми другими SNP в данных HapMap в образцах европеоидной расы. ( D ) Положения генов.
Рис. 2
( А и Б )…
Рис. 2
( A и B ) Графики метаанализа вероятности (A) избыточного веса и…
Рис. 2
( A и B ) Графики метаанализа шансов (A) избыточного веса и (B) ожирения по сравнению с нормальным весом у взрослых для каждой копии аллеля A rs9939609. ( C и D ) Гистограммы, показывающие (C) жировую массу, измеренную с помощью DEXA, у 9-летних детей и (D) измеренную с помощью DEXA безжировую массу у 9-летних детей, обе из исследования ALSPAC. Столбики погрешностей представляют собой 95% доверительные интервалы
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Комбинированное влияние общих генетических вариантов MC4R и FTO на ожирение в популяциях Европы в целом.
Коши С., Штуцманн Ф., Кавальканти-Проенса С., Дюран Э., Пута А., Хартикайнен А.Л., Марре М., Вол С., Таммелин Т., Лайтинен Дж., Гонсалес-Искьердо А. , Блейкмор А.И., Эллиот П., Мейре Д., Балкау Б. , Ярвелин М.Р., Фрогуэль П. Коши С. и др. J Mol Med (Берл). 2009 г.Май; 87 (5): 537-46. doi: 10.1007/s00109-009-0451-6. Epub 2009 3 марта. J Mol Med (Берл). 2009.
PMID: 19255736
Вариант FTO связан с диабетом 2 типа у населения Южной Азии после учета индекса массы тела и окружности талии.
Рис С.Д., Ислам М., Хайдри М.З., Чаудхари Б., Беллари С., Хашми С., О’Хара Дж.П., Кумар С., Сангера Д.К., Чатурведи Н., Барнетт А.Х., Шера А.С., Уидон М.Н., Басит А., Фрайлинг Т.М., Келли Массачусетс, Джафар ТХ. Рис С.Д. и соавт. Диабет Мед. 2011 июнь; 28 (6): 673-80. дои: 10.1111/j.1464-5491.2011.03257.х. Диабет Мед. 2011.
PMID: 21294771 Бесплатная статья ЧВК.
Распространенный вариант в гене FTO, rs9939609, ожирение и диабет 2 типа у населения Карачи, Пакистан.
Фаввад А., Сиддики И.А., Басит А., Зишан Н.Ф., Шахид С.М., Наваб С.Н., Сиддики С. Фаввад А и др. Синдром метаболического диабета. 2016 янв-март;10(1):43-7. doi: 10.1016/j.dsx.2015.02.001. Epub 2015 24 февраля. Синдром метаболического диабета. 2016.
PMID: 25757373
Низкая физическая активность усиливает влияние полиморфизма FTO rs9939609 на накопление жира в организме.
Андреасен К.Х., Стендер-Петерсен К.Л., Могенсен М.С., Тореков С.С., Вегнер Л., Андерсен Г., Нильсен А.Л., Альбрехтсен А., Борх-Йонсен К., Расмуссен С.С., Клаусен Д.О., Сандбек А., Лауритцен Т., Хансен Л., Йоргенсен Т. , Педерсен О, Хансен Т. Андреасен С.Х. и др. Сахарный диабет. 2008 Январь; 57 (1): 95-101. дои: 10.2337/db07-0910. Epub 2007, 17 октября. Сахарный диабет. 2008.
PMID: 17942823
Полногеномное сканирование ассоциации показывает, что генетические варианты в гене FTO связаны с чертами, связанными с ожирением.
Скутери А., Санна С., Чен В.М., Уда М., Албай Г., Стрейт Дж., Наджар С., Нагараджа Р., Орру М., Усала Г., Дей М., Лай С., Маскио А., Бусонеро Ф., Мулас А., Эрет Г.Б., Финк А.А., Ведер А.Б., Купер Р.С., Галан П., Чакраварти А., Шлессингер Д., Цао А., Лакатта Э., Абекасис Г.Р. Скутери А. и др. Генетика PLoS. 2007 июль; 3 (7): e115. doi: 10.1371/journal.pgen.0030115. Генетика PLoS. 2007.
PMID: 17658951 Бесплатная статья ЧВК.
Посмотреть все похожие статьи
Цитируется
Более высокий коэффициент генетического риска для талии и бедер связан со снижением потери веса у пациентов с тяжелым ожирением, проходящих программу замены питания.
Хэндли Д., Рафи М.Ф., Альмансури С., Бразилия Дж.Ф., Маккарти А., Амин Х.А., О’Доннелл М., Блейкмор А.И., Финукейн FM. Хэндли Д. и др. J Pers Med. 2022 9 ноя;12(11):1881. дои: 10.3390/jpm12111881. J Pers Med. 2022.
PMID: 36579607 Бесплатная статья ЧВК.
Влияние избыточного веса/ожирения до беременности на характер ассоциации генов предрасположенности к гипертензии с преэклампсией.
Абрамова М., Чурносова М., Ефремова О., Аристова И., Решетников Е., Полоников А., Чурносов М., Пономаренко И. Абрамова М. и соавт. Жизнь (Базель). 2022 3 декабря; 12(12):2018. дои: 10.3390/жизнь12122018. Жизнь (Базель). 2022.
PMID: 36556383 Бесплатная статья ЧВК.
Всесторонний обзор предполагаемого виртуального скрининга на основе структуры для раннего открытия лекарств за последние пятнадцать лет.
Чжу Х., Чжан Ю., Ли В., Хуан Н. Чжу Х и др. Int J Mol Sci. 2022 15 декабря; 23 (24): 15961. дои: 10.3390/ijms232415961. Int J Mol Sci. 2022.
PMID: 36555602 Бесплатная статья ЧВК.
Рассмотрение.
Метилирование РНК при сосудистых заболеваниях: систематический обзор.
Шу И, Го И, Чжэн И, Хе С, Ши З. Шу Ю и др. J Cardiothorac Surg. 2022 19 декабря; 17 (1): 323. doi: 10.1186/s13019-022-02077-1. J Cardiothorac Surg. 2022.
PMID: 36536469 Бесплатная статья ЧВК.
Рассмотрение.
Полиморфизмы, диета и нутригеномика.
Киани А.К., Бонетти Г., Донато К., Кафталли Дж., Хербст К.Л., Ступпиа Л., Фьоретти Ф., Нодари С., Перроне М., Кьюрацци П., Беллинато Ф., Гизонди П., Бертелли М. Киани А.К. и др. J Prev Med Hyg. 2022, 17 октября; 63 (2 Дополнение 3): E125-E141.
Строгальные ножи. Строгальные ножи подразделяют на тонкие и толстые. Размеры ножей тонких: длина от 40 до 1810 мм, ширина 30, 35, 40 и 45 мм, толщина — 3 мм; толстых соответственно: 40 — 800, 75 — 120; 6, 8 — 10 мм. Тонкие ножи изготовляют целиком из высококачественной инструментальной стали. У толстых ножей из такой стали наваривают со стороны режущей кромки по всей ее длине и на половину ширины ножа слой толщиной 1,5 — 2 мм.
Толстые ножи имеют со стороны обушка прорези для зажимных болтов. Глубина прорезей равна 0,55 ширины ножа, ширина прорезей на 1 — 1,5 мм больше диаметра зажимного болта. Количество прорезей — от 2 до 10, расстояние между ними 60 и 80 мм, в зависимости от длины ножа. Тонкие ножи прорезей не имеют.
Строгальные ножи со стороны режущей кромки нередко имеют равномерный прогиб по ширине величиной 0,25 — 0,5 мм. При зажиме ножа в ножевом валу прогиб увеличивает прочность крепления ножа, кроме того, повышается жесткость режушей кромки.
Рис. 1. Строгальные ножи: а — тонкий; б — толстый; в — прогиб ножа по ширине
Передняя грань ножа должна быть ровной, шлифованной; задняя грань может быть гладкой или рифленой. Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина.
Угол заострения строгальных ножей 40°. Заточку ножей производят в ножепилоточной мастерской на точильных станках; вручную можно только править ножи оселком.
Все ножи, устанавливаемые на одном ножевом валу, должны иметь одинаковую толщину и одинаковый вес. Вес ножей проверяют поочередным их взвешиванием. Кроме того, каждый нож должен быть выбалансирован, т. е. уравновешен так, чтобы его Центр тяжести был точно посередине. Выбалансировку ножей производят на специальных балансировочных весах (рис. 80). Нож укладывают на коромысле весов концом вплотную к Упору и весы приводят в равновесие при помощи навески. После этого нож переворачивают и укладывают вплотную к упору другим концом. Если при этом равновесие весов нарушилось, значит нож по отношению к оси симметрии не сбалансирован,
Для уравнивания веса обеих половин ножа и веса всех ножей одной головки стачивают часть металла с обушка того или иного ножа. Реже производят наваривание металла на обушок.
Ножевые валы. Рабочие валы в строгальных станках чаще называют ножевыми валами, иногда — ножевыми головками, патронами. Ножевой вал может быть цельным, изготовленным из одной поковки и составным. У составного вала ось вытачивается отдельно и на нее наглухо насаживается на шпонках патрон для ножей.
Рис. 3. Ножевые валы: а — квадратный вал и болты для крепления ножей; б — крепление на квадратном валу толстых ножей; в — крепление на квадратном валу тонких ножей при помощи накладок; г — превращение квадратного ножевого вала в круглый посредством сегментообразных накладок; д — крепление ножей в круглых валах (стрелками показаны сгружколомательные откосы)
Ножевые валы бывают квадратные и круглые.
Квадратные валы (рис. 3, а) имеют на гранях продольные канавки Т-образного или трапециевидного сечения, в которые заводятся болты для крепления ножей. Вид болтов показан на рис. 3, а, крепление — на рис. 3,б. При установке тонких ножей применяются накладки (рис. 3, в).
Основной недостаток квадратных валов состоит в том, что во время их вращения между валом и краями рабочего стола при каждом ббороте образуются значительные расстояния, представляющие опасность, так как в эти промежутки станочник может попасть пальцами рук. В открытых строгальных станках квадратные ножевые валы не допускаются. Другие недостатки квадратных валов заключаются в следующем: 1) ножи получают крепление только в местах, где ставятся болты, поэтому в промежутках между болтами возможна вибрация (дрожание) ножей во время работы; 2) на валу нельзя крепить больше четырех ножей. Чтобы устранить квадратносгь валов, применяют под болты накладки сегментообразной формы (рис. 3, г).
Наиболее безопасны цельноточеные круглые валы. Для крепления ножей на боковой поверхности этих валов имеются продольные пазы, в которые вставляются ножи и трапециевидные прижимные вкладыши с винтами (рис. 3, д). Такой способ крепления ножей вполне надежный, исключающий возможность вылета ножа и вкладыша из паза во время работы, а также вибрацию режущей кромки, так как нож равномерно зажимается по всей его длине. Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном.
Рис. 4. Определение угла заточки, угла резания и угла наклона строгального ножа, вставленного в ножевой вал
Для образования сгружколомателя делают в квадратных валах перед режущей кромкой ножа откос, а в валах с накладками — сегментообразную продольную выемку. В круглых валах откос делают во вкладышах.
Ножевой вал при любой его форме должен быть прямым и выбалансированным, т. е. иметь по всей длине одинаковую толщину (диаметр), одну и ту же плотность и одинаковый объемный вес.
Угол резания установленных на валу строгальных ножей 50 — 65°, угол уклона равен 10 — 15°. Углы определяют, как показано на рис. 4.
Режущие кромки всех установленных ножей должны располагаться на одинаковом расстоянии от центра вала и равномерно выступать над кромкой стружколомателя на 0,5 — 1,5 мм. Затягивают болты от середины к концам ножа. После того как станок поработает 5 — 10 мин. , его останавливают и болты подтягивают.
Выбалансированность вала с ножами проверяют повертыванием его вокруг оси вращения с остановками. Если вал после остановок сохраняет полную неподвижность, его считают выба-лансированным. Невыбалансированный вал, как принято говорить, «скатывается вниз», т. е. делает до полной остановки еще какое-то дополнительное вращательное движение. Перед проверкой выбалансированности обязательно снимают приводной ремень.
Более точную выбалансировку вала делают путем провертывания его на балансировочных ножах (рис. 5).
Рис. 5. Ножевая головка на балансировочных ножах
Рис. 6. Строгание вращающимися ножами: а — длина волны; б — высота гребня
Для проверки правильности установки ножей по высоте подводят к кромке какого-нибудь одного ножа точно отфугованную линейку и провертывают ножевой вал. Если при этом режущие кромки всех ножей не цепляют за линейку и зазор между ними и линейкой остается одинаковым, считают, что ножи по высоте установлены правильно.
Строгание вращающимися ножами отличается от строгания ручным инструментом. При строгании ручным фуганком, например, получается длинная непрерывная стружка, при строгании вращающимися ножами вырезается короткая стружка в виде сегмента. В материале поперек его волокон образуется на месте срезанной стружки впадина, которую принято называть волной. Строганая поверхность получается волнистой (рис. 6).
Чем короче волны, чем ниже гребни между ними, тем строганая поверхность чище. Чистота строгания (длина волн) зависит от числа оборотов ножевого вала, количества ножей на валу и
скорости подачи материала. Чем выше число оборотов вала и чем больше ножей на нем, тем чище строгание. Строгальные станки прежних конструкций делали всего 3000 — 4000 об/мин, в современных строгальных станках вал делает 5000 — 6000 об/мин; устанавливают на нем 4 — 8 ножей.
Уменьшение скорости подачи повышает чистоту строгания, но одновременно снижает производительность труда. Поэтому уменьшать скорость подачи можно лишь в исключительных случаях, например, при строгании древесины очень свилеватой, древесины ценных пород.
Рис. 7. Схема конструкции фуговального станка: 1 — станина; 1 — ножевой вал; 3 — винт для подъема и опускания плиты; 4 — рабочий стол; 5 — направляющая линейка
Реклама:
Читать далее:
Строгание на фуговальном станке
Статьи по теме:
Техническое нормирование
Основные принципы организации труда в социалистическом производстве
Виды производства столярных изделий
Технологическая документация
Понятие о производственном процессе, технологическом процессе и технологии производства
Главная → Справочник → Статьи → Блог → Форум
Ножи и строгальные станки из карбида и быстрорежущей стали Kinves, строгальные станки DeWalt
Поиск
Поиск
«Только наш сервис превосходит наше качество»
Посмотреть как Сетка
Список
6 шт.
Сортировать по
Должность наименование товара Цена Бренд Установить нисходящее направление
Посмотреть как Сетка
Список
6 шт.
Сортировать по
Должность наименование товара Цена Бренд Установить нисходящее направление
Infinity Cutting Tools с гордостью предлагает эксклюзивные сменные ножи для фуганка и рубанка по дереву. Мы предлагаем сменные строгальные и фуганочные ножи из высококачественной быстрорежущей стали (HSS) и с твердосплавными напайками для всех марок и моделей строгальных и фуганочных станков, включая портативные настольные строгальные станки DeWalt DW734 и DeWalt DW735.
Ножи для строгальных станков и фуганков из быстрорежущей стали
Каждый строгальный и фуганковый нож из быстрорежущей стали рассчитан на увеличенный срок службы между заточками, и качество является нашим главным приоритетом. Наши строгальные и фуганочные ножи выкованы из высококачественной европейской быстрорежущей инструментальной стали D2, которая производится на знаменитом сталелитейном заводе Bohler в Австрии. Мы указываем твердость по Роквеллу 60 HRC, чтобы максимизировать стойкость к истиранию, повысить способность стали удерживать режущую кромку и повысить ее устойчивость к деформации при повышенных температурах.
Но использование материалов ультра-премиум класса — это только начало. Производственный процесс, который мы используем для наших фуганочных и строгальных ножей, отличает нас от других. Мы закаляем эту специальную сталь в трехкамерной вакуумной печи, а затем закаливаем ее в масле, чтобы получить идеально однородный строгальный или фуганочный нож с повышенной прочностью и ударопрочностью. Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез.
Фуговальные и строгальные ножи с твердосплавными напайками
Компания Infinity Cutting Tools с гордостью предлагает эксклюзивные строгальные и фуганочные ножи с твердосплавными напайками, которые прослужат примерно в 10 раз дольше, чем наши высококачественные строгальные и фуганочные ножи из быстрорежущей стали. Наши ножи с твердосплавными наконечниками изготовлены из высококачественного микрозернистого карбида, прочно связанного с прочным стальным корпусом. Эта комбинация стали и карбида на каждом строгальном ноже и фуганке обеспечивает сверхпрочность и способна выдерживать высокоскоростные нагрузки внутри вашего фуганка или строгального станка намного лучше, чем лезвия любой другой марки. Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
Мы постоянно стремимся предлагать наилучшие условия для совершения покупок — это включает в себя лучшее в отрасли обслуживание клиентов, удобный для мобильных устройств дизайн, быструю и доступную доставку, неизменно доступные цены и доступ к самым востребованным продуктам на рынке. Не верьте нам на слово, вот несколько отзывов, которые оставили наши прошлые клиенты!
Сменные ножи для большинства строгальных станков и фуганков (прямые и h
Категории
Мы предлагаем большой выбор сменных ножей для большинства строгальных и фуганочных станков. Многие стандартные ножи для рубанков и фуганков также доступны из твердого сплава, который прослужит вам до 10 раз дольше, чем ножи из обычной стали (HSS).
Мы также предлагаем сменные ножи для большинства винтовых режущих головок.
Если вы не нашли то, что искали, или если у вас возникли вопросы, звоните нам по телефону 1-855-699-6635 или:
Уточнить поиск
Сравнение товаров (0)
Сортировать по:
Имя по умолчанию (A — Z) Название (Z — A) Цена (Низкая > Высокая) Цена (Высокая > Низкая) Рейтинг (Самый высокий) Рейтинг (Самый низкий) Модель (A — Z)Модель (Z — A)
Полировка и обработка изделий из PLA, ABS, HIPS, PETG, SBS растворитель дихлорметан
Иногда для доводки (полировки, обработки парами и даже склейки) изделий из ABS применяется ацетон. С таким же успехом для этих целей некоторыми используется метилэтилкетон и дихлорэтан (оба высоко токсичны). Но лучше всего с такого рода задачами справляется тетрагидрофуран и дихлорметан, с одной лишь разницей — тетрагидрофуран является прекурсором и запрещен к свободной продаже. Растворитель универсален, и подходит для всех видов пластика: ABS, PLA, HIPS, SBS и некоторые другие. Для сглаживания и плавления HIPS и SBS используется самый безопасный из известных нам растворитель D-Limonene, мало того он безвреден, он еще пахнет вкусными апельсинами. Часто спользуется как ароматизатор.
Запомните: дихлорЭтан — сильный яд. ДихлорМетан — менее ядовитый. Тетрагидрофуран — относительно не токсичен, но свободно не продается.
При работе с этим веществом, да и любой химией нужно принимать серьезные меры безопасности. Этот способ один из нескольких возможных по обработке изделий.
ПРЕДУПРЕЖДЕНИЕ:
Мы описываем методы, которые МОЖНО использовать, но которые подразумевают соблюдение разумной предосторожности. Пожалуйста, ознакомьтесь с главой «Меры безопасности», прочитайте паспорт безопасности химической продукции, и будем считать, что мы вас предупредили.
Зачем нужна постобработка?
В результате доводки сглаживаются неровности в местах соединения слоев, возникающие в процессе 3D-печати (методом послойного наплавления нитей), разного рода артефакты процесса (вроде точек соприкосновения с креплениями) и прочие мелкие недоработки. Деталь в конце концов выглядит менее «слоистой» и более аккуратной. Посмотрите на размещенные ниже фотографии или погуглите.
Дихлорметан
Получить дополнительную информацию можно, например, в Википедии. Обратите внимание: Хотя он и является наименее ядовитым среди галогеналканов, но нужно быть осторожным при обращении, так как он очень летуч и может вызвать острое отравление. Работы следует проводить при работающей вытяжной вентиляции. Насколько нам известно, это наименее токсичный растворитель для PLA-пластика, однако при работе с ним следует проявлять повышенную осторожность, поскольку долговременный эффект его воздействия чрезвычайно опасен. Горюч, поэтому избегайте соприкосновения его паров с источниками открытого огня или искр. То же самое относится к ацетону, тетрагидрофурану и т.п.
Его важным свойством является высокая летучесть. Класс опасности IV, также как у ацетона. Пахнет значительно слабее ацетона. Все работы желательно проводить в хорошо проветриваемом помещении!
Не следует выливать дихлорметан в униаз, раковину или другую сантехнику, он не смешивается с водой и пластиковые трубы вашей канализации могут оказаться в опасности.
D-Limonene
Менее вредный, можно сказать безопасный растворитель D-Limonene, сильно пахнет цитрусовыми. Но воздействует только на HIPS и SBS пластик. Рекомендуем работать с ним в хорошо проветриваемом помещении. D-Limonene имеет основу масла, поэтому чтобы нейтрализовать рекацию пластика и растворителя, их надо промыть с мылом.
При каких бы обстоятельствах вы ни работали с растворителями, делать это следует только в перчатках, потому что они могут быстро обезвоживать кожу, что потенциально опасно. При использовании сильных растворителей легко можно получить ожог кожи. Перчатки при этом должны быть не латексные (латекс он разъедает), а нитриловые или неопреновые.
Самый простой способ — обработка погружением
Очень простая и быстрая обработка, на одну распечатку уходит не более 3 минут. Мы погружали Йоду в дихлорметан на 1-5 секунд, а за последующие 1-2 минуты растворитель полностью испарялся с поверхности. Чтобы сделать глянцевую поверхность, последний раз окуните деталь в растворитель на 0.5 секунды, он не успеет впитаться и сразу испарится, конфетный глянец обеспечен.
Очень быстро, не нужна баня, не нужен ацетон. Дихлорметан универсален для PLA, ABS, HIPS, а также возможно и для многих других экзотических материалов. Литра хватает надолго. Очень важна герметичность емкости для хранения раствора.
Нанесение кистью
Любой чистой натуральной кисточкой наносите дихлорметан, пока слои не сгладятся. Этот растворить чрезвычайно летуч, так что долго ждать высыхания не придётся. Очевидное преимущество данного способа в том, что наносить растворитель можно выборочно, оставляя острые углы не тронутыми, а наиболее заметные дефекты печати обработать более тщательно. Наилучшие результаты обработки достигаются именно этим способом. Соблюдайте меры предосторожности, дышать химией не безопасно!
Обработка парами
Процедура обработки PLA парами в сущности такая же, как в случае ABS и ацетона. Здесь используется тетрагидрофуран. Объект из PLA, который будет обрабатываться, располагается на нерастворимой подложке (алюминиевой фольге, проволочной сетке, деревянной подставке и др.) и помещается в герметичную емкость. При нагревании растворитель начнет испаряться и взаимодействовать с поверхностью объекта.
Для примера этот акулий зуб был распечатан на Makerbot Replicator 2 коричневым PLA, был обработан парами тетрагидрофурана и высушен.
Обратите внимание на неровность наверху. Здесь объект касался опоры во время доводки. Поэтому всегда важно обдумывать, что к чему какой частью прислонять. Также имейте в виду, что чем меньше объем вашей камеры, тем сложнее правильно подобрать время, чтобы газ внутри распределился равномерно. Из-за этой проблемы и само выравнивание может оказаться неравномерным.
Теперь, пару слов о дополнительных мерах безопасности, о которых мы обещали упомянуть. Все процедуры следует на улице, и плотно закрывать колбу, банку, бутылку или иную емкость. Мыть изнутри шкаф-камеру до и после использования. Короче говоря, нужно работать осторожно и с умом, чтобы случайно что-нибудь не сжечь и не взорвать.
Ручная полировка
Вам не нравится обработка парами? Можно полировать вручную, нанеся растворитель на кусок ткани.
Тряпочка должна быть белой (не окрашенной), без ворса и использоваться только для этой цели, потому что на ней будет скапливаться PLA и для чего-то другого она уже не годится.
Когда вы нашли подходящую тряпочку, наденьте нитриловые или неопреновые перчатки, выйдите в хорошо проветриваемое помещение или на улицу и смочите ткань дихлорметаном. И теперь этой мокрой тряпочкой просто полируйте деталь. Конечный результат будет зависеть от направления ваших движений, прилагаемой силы и текстуры тряпочки, т.е. насколько она жесткая. Если нет каких-нибудь особых оговорок, лучше всего полировать круговыми движениями.
Затем объект должен высохнуть (чтобы излишки дихлорметана испарились с поверхности) — и все готово.
Вот образец отполированного акульего зуба, который был распечатан на Makerbot Replicator 2 с использованием PLA белого цвета.
Эти фотографии в фокусе. Они были сделаны макросъемкой, глубина резкости относительно мала, так что выделяется только основной фокус, и можно разглядеть подробности, хотя по краям изображение и смазано.
Полировалась только середина зуба, то, что выделяется. По фото не совсем хорошо понятно, но это очень гладко отполированная поверхность. Сравните ее с левым краем, который не полировался, где видно даже слои распечатки.
Очевидно, что чем меньше ваш объект, чем выше разрешение печати (если все правильно откалибровано), тем меньше времени придется потратить на доводку, чтобы получить хорошо отполированную, гладкую поверхность.
На фото можно также заметить, что обработанная поверхность немного обесцветилась. Но тут дело в умелых ручках. Тряпочка была не совсем белой, на ней был какой-то цветной узор, и краска вступила в реакцию с растворителем и заодно и с пластиком.
Дополнение: Другие методы постобработки
Следует также отметить, что PLA легко доводится обычной наждачкой. В некоторых случаях ее вполне достаточно, чтобы поверхность получилась такой, как надо, особенно если требуется только удалить следы от опоры или аналогичные дефекты. Зачистка очень полезна также перед химической обработкой. Просто пройдитесь наждачкой по проблемным местам и особенно крупным артефактам, а дальше действуйте, как описано выше. Это позволит сэкономить и время, и реактив, и доводка получится точнее, без значительных геометрических искажений.
Чем склеить детали из PLA?
Детали из PLA можно также склеивать различными клеями, у нас хорошо получалось эпоксидкой и с помощью Super Glue (суперклей секундный), который на самом деле всего лишь этилцианоакрилат.
Удачи! Безопасной работы! Гладкой печати!
Руководство для начинающих по сглаживанию 3D моделей
3DPrintStory
  
Процесс 3D печати
  
Сглаживание PLA: Руководство для начинающих по сглаживанию 3D моделей
Рано или поздно все владельцы 3D принтеров задумываются о сглаживании поверхности напечатанных 3D моделей. В этой статье мы рассмотрим как достичь гладкой поверхности напечатанной модели, если вы используете для 3D печати PLA пластик.
Шлифовка напечатанной модели
Практически в любой модели для сглаживания потребуется шлифовка. Лучше всего использовать наждачную бумагу с разным уровнем зернистости. Начать можно с зернистости 200, и продолжать увеличивать зернистость вплоть до 4000. Шлифовать лучше всего круговыми движениями против волокон линий слоя.
Не поддавайтесь желанию использовать электроинструмент, потому что сильные вибрации, создаваемые электрическими инструментами, легко расплавят пластик, деформируя поверхность. Даже при шлифовании вручную помните, что трение вызывает нагревание, которое может повредить 3D модель, расплавив пластик.
Лучшая наждачная бумага — водостойкая или «влажная/сухая», потому что вы можете намочить ее, чтобы охладить пластик. Также следует постоянно ополаскивать 3D модель, чтобы удалить любые частицы, образующиеся в процессе шлифовки. Дополнительным преимуществом является то, что вода предотвращает попадание мелких частиц пластика в воздух и их вдыхание. Влажную/сухую наждачную бумагу можно отличить по цвету. Ее зерна черного цвета, а не коричневого или бежевого.
Варианты полировки пастами и специальными покрытиями
При сглаживании PLA шлифование никогда полностью не устранит линии слоев. Один из эффективных методов — нанесение полировальной пасты на оставшиеся линии слоя. Полировальные пасты имеют разную степень качества по примеру наждачной бумаги. Эти составы обычно предназначены для использования с металлами, но достаточно хорошо работают с пластиком. Просто нанесите состав на шлифовальный круг или аналогичную насадку для вращающегося инструмента, затем нанесите его на пластик, чтобы получить гладкую и блестящую поверхность. Как и при шлифовании, помните, что при полировке возникает трение и, следовательно, тепло. При сглаживании PLA с помощью шлифовального круга лучше использовать более низкую скорость.
Другой метод разглаживания PLA — использование шлифуемой грунтовочной краски с высоким содержанием наполнителя. Тонкие ровные слои быстро сохнут, после чего можно отшлифовать грунтовку до пластика, чтобы она оставалась только в углублениях линий слоя. Повторяйте процесс до тех пор, пока все недостатки 3D печати не пропадут.
При обоих процедурах всегда используйте грунтовку и краску одного производителя и никогда не смешивайте акрил и эмаль. Это может привести к растрескиванию краски и поставит крест на всей той тяжелой работе, которую вы проделывали до этого.
Еще один продукт, о котором стоит упомянуть — покрытие для финишной обработки XTC3D от Smooth-On. В нем используются две жидкости, одна из которых катализирует другую, чтобы создать подобный смоле материал, который можно нанести кистью на 3D модель. Покрытие равномерно выравнивается, не оставляя мазков кисти. Хотя Smooth-On утверждает, что XTC3D не плавит пластик, смола определенно нагревается, когда смесь начинает схватываться. Конечный результат — гладкий и твердый внешний вид, который можно закрасить или использовать в качестве окончательного покрытия.
Тепловой пистолет
Менее популярным вариантом разглаживания PLA пластика является использование теплового пистолета. Этот метод требует определенной практики, потому что инструмент явно выделяет много тепла, которое может разрушить вашу 3D модель. Предварительное шлифование модели помогает обнажить пластик, делая окончательный эффект намного более эффективным. Главное — держать пистолет в движении по поверхности модели, никогда не позволяя пистолету задерживаться на одной области, которая может легко расплавить пластик.
Хотя PLA, как правило, не выделяет неприятных запахов при экструдировании, нагрев, безусловно, приведет к образованию паров по мере размягчения пластика. Независимо от того, какой метод разглаживания PLA вы выберете, всегда старайтесь работать в хорошо вентилируемом помещении, потому что нагретый пластик, смолы и аэрозольные краски выделяют потенциально вредные пары.
Использование Polisher от Polymaker
Хорошо известный метод получения гладких 3D моделей из ABS пластика заключается в помещении модели в герметичный контейнер, заполненный ацетоновым туманом. Ацетон взаимодействует с ABS и медленно плавит пластик, создавая супергладкую модель. Примечание: обязательно ознакомьтесь с необходимыми мерами предосторожности, если решите попробовать этот способ.
К сожалению, вы не можете выполнить ту же процедуру с PLA, потому что он не взаимодействует таким же образом с ацетоном. Некоторые другие химические вещества будут делать то же самое, но их сложно приобрести, и они очень опасны и токсичны в использовании.
Компания Polymaker, наиболее известная своими материалами для 3D печати, представила собственное сглаживающее средство под названием Polysher. Используя собственную формулу PLA-подобной нити, 3D модель опускается в герметичную камеру, где распыляется изопропиловый спирт, создавая туман вокруг объекта, который нужно сгладить. 3D модель вращается в спиртовом тумане, который вступает в реакцию с пластиком и расплавляет его. Чем дольше процесс, тем более гладкой будет модель. Когда вы достаните 3D модель из Polysher, ее поверхность будет липкой, поэтому лучше оставить ее примерно на полчаса. Это также улучшает окончательный внешний вид, который может показаться не таким гладким, как вы ожидали.
Как и в случае с другими процедурами, описанными здесь, небольшая шлифовка помогает процессу, но в этом нет необходимости. Совет: подвергайте 3D модель более коротким сессиям обработки в Polysher и переворачивайте модель между сеансами. Удивительно также то, что этот метод позволяет получать почти прозрачные модели при использовании прозрачного материала PolySmooth от Polymaker.
Выводы
Создание гладких поверхностей 3D моделей потребует некоторой работы. Шлифовка либо подготовит вашу модель для других процессов, либо сама по себе создаст почти безупречную поверхность. Независимо от того, какую процедуру вы выберете, всегда есть некоторые предостережения в отношении любого процесса сглаживания PLA.
Все процессы удаляют материал с вашей модели. Острые края будут сглаженными, и очень сложно обойти мелкие детали. Так что если разбить вашу модель на отдельные узлы, каждый из них можно будет сгладить с помощью наиболее подходящего процесса. И в результате можно будет собрать окончательную, гладкую и профессионально выглядящую модель.
Знаете ли вы, что PLA — единственный полимер, который производится из возобновляемых ресурсов? Некоторыми из исходных материалов, которые используются для производства полимолочной кислоты, являются кукурузный крахмал, корни тапиоки или сахарный тростник.
Из-за этой аномалии материал используется для изготовления упаковки для хранения продуктов питания, устройств, которые входят в тело человека и возвращаются, не вызывая инфекции, в производстве изоляционных деталей, в текстильной и косметической промышленности.
Как получилось, что такой хрупкий материал используется в столь изощренных целях?
Что ж, качественная 3D-печать функциональных прототипов деталей PLA — это, безусловно, первый ответ, который придет вам в голову. Но не забудьте включить в этот ответ постобработку PLA!
При создании 3D-печатных объектов с использованием PLA необходимо учитывать многое, поскольку его свойства отличаются от свойств ABS.
Тем не менее, постобработка PLA требует еще большего внимания. И если на первое обычно обращают внимание, то есть сомнения в том, что второму уделяется должное внимание.
Эта частичность может быть вызвана любой причиной, наиболее распространенной из которых является то, что для постобработки PLA недостаточно информации, как и для ее 3D-печати.
Итак, сегодня мы хотели бы обратить ваше внимание на постобработку PLA: процедура, которая заставит ваши 3D-печатные детали PLA или функциональные прототипы сиять.
И хотя это зависит от типа продукта, который вы произвели, и его применения, мы объясним вам все необходимые шаги. Начиная от предварительной шлифовки, заканчивая покраской!
После того, как ваша деталь, напечатанная на 3D-принтере PLA, пройдет эти этапы, вам больше никогда не захочется поставлять детали без постобработки. Это так эффективно.
РЕКЛАМА
Простые методы постобработки PLA
Чтобы ваши окончательные детали были готовы к показу в выставочном зале, они должны пройти процесс постобработки, который можно разделить на две категории:
Очистка
Отделка
К первой категории относятся; предварительная шлифовка, шлифовка и выравнивание, тогда как вторая категория включает грунтовку и покраску. Покраску деталей, напечатанных на 3D-принтере PLA, можно выполнить двумя способами:
Щетка.
Спрей.
В этом руководстве мы покрываем картину спреем, потому что это занимает меньше времени и сопряжено с меньшим риском.
Выбор краски полностью зависит от растворителя, который вы используете в процессе выравнивания. Однако наиболее распространенными являются масла, эмали, лаки и акриловые краски. Эксперты рекомендуют новичкам использовать акриловые краски, так как они быстро сохнут и их можно смыть водой.
Предварительное шлифование
Некоторым оборудованием, используемым в этом процессе, являются ремесленные ножи, наждачная бумага, пинцет, зубная щетка и плоскогубцы.
С помощью этого оборудования вам необходимо обрезать шероховатые печатные поверхности, например, такие элементы, как опорные заглушки.
Эффективный процесс предварительной шлифовки заключается в том, чтобы очистить деталь от выступов, прежде чем она перейдет к следующему этапу, т. е. к шлифованию.
Иногда вам даже не понадобится это оборудование, и вы будете делать это голыми руками. Только если это не сработает, вы можете использовать нож, чтобы убедиться, что задача выполнена.
Цель состоит в том, чтобы гарантировать, что деталь не будет иметь выпуклостей или выступов, пока она достигает стадии шлифования.
РЕКЛАМА
Шлифовка
На рынке доступны наждачные бумаги различной зернистости. Для постобработки PLA рекомендуется начать с наждачной бумаги с зернистостью 120 и набраться терпения, выполняя круговые движения, чтобы избавиться от царапин.
Стороны — это места, которые потребуют больше внимания, чем лица. Вам рекомендуется избегать краев, углов и других мелких деталей, потому что наждачная бумага с зернистостью 120 будет слишком прочной для таких мелких деталей, и вы можете в конечном итоге повредить свою деталь.
Помните, что шлифование выполняется для сглаживания деформации, поэтому оно может занять много времени в зависимости от размера отпечатка или желаемого результата.
Итак, вы должны четко представлять себе, какое качество вы хотите иметь. В зависимости от того же, вам придется решить, сколько шлифовки необходимо.
Например, вы завершили шлифование детали наждачной бумагой с зернистостью 120, но все еще не достигли требуемого качества; продолжайте наждачной бумагой с зернистостью 200.
Хотя это не относится к каждой детали, напечатанной на 3D-принтере PLA, это может быть в некоторых редких случаях.
После того, как вы закончите с наждачной бумагой с зернистостью 200, начните использовать воду, чтобы предотвратить засорение и получить более чистую поверхность. Ощупывание поверхности вашей детали через определенные промежутки времени даст вам представление о ее идеальной гладкости.
При прикосновении, если вы находите его достаточно хорошим, продолжайте; если нет, продолжайте шлифование. Если вы хотите использовать электроинструмент, вас просят не делать этого, иначе высокие вибрации, создаваемые электрическими инструментами, легко расплавят этот пластик.
РЕКЛАМА
Сглаживание
Пожалуй, самым важным этапом постобработки PLA является сглаживание. Одно лишь шлифование никогда не сможет полностью устранить линии слоев, присутствующие на детали, напечатанной из PLA.
Для его устранения нужно нанести полировальный состав, тот, что продается в брусках, как на рынке продаются наждачки.
Хотя эти компаунды предназначены для использования с металлами, они хорошо работают и с пластмассами. Нанесение смытой пасты на шлифовальное колесо или крепление вращающегося инструмента на пластик обеспечит гладкую и блестящую поверхность.
Еще один метод сглаживания деталей, напечатанных на 3D-принтере PLA, — это распыление грунтовки, например, Rustoleum. XTC3D от Smooth-on тоже работает нормально.
Две жидкости, которые используются при изготовлении последнего, создают похожий на смолу материал, который можно наносить кистью на печатную деталь из PLA.
Он не плавит пластик, но смола нагревается, обеспечивая гладкий конечный результат и твердую поверхность, которую можно красить в качестве окончательного покрытия.
Грунтовка
Так же, как мы прошли половину статьи, мы подошли к постобработке PLA. Грунтовка — это процесс, который придает вашей напечатанной на 3D-принтере детали профессиональный вид и создает безупречную окончательную поверхность, готовую к демонстрации.
Праймер-распылитель обычно предпочтительнее для 3D-печатных деталей PLA, потому что он быстро покрывает всю поверхность ровным слоем и отличается от грунтовок, наносимых кистью, которые хороши для окончательной подкраски.
Этапы нанесения распыляемой грунтовки
Проще говоря, начните с распыления праймера круговыми движениями, пока он не покроет всю печатную деталь PLA. И избегайте встряхивания грунтовки, а также объекта; в противном случае при распылении покрытия могут образоваться пузыри.
Держите грунтовку на расстоянии десяти-двенадцати дюймов от напечатанной детали и наносите ее быстрыми движениями. Продолжайте вращать деталь во время распыления. Если вы хотите, вы можете установить свою модель на опору, где она может свободно и стабильно вращаться, чтобы обеспечить равномерный процесс распыления.
После завершения второго этапа проверьте области, требующие дополнительной шлифовки или обработки напильником. Если что-то из этого требуется, очистите деталь от пыли перед повторным окрашиванием. Чтобы получить гладкую поверхность, между шлифованием и распылением можно использовать точечную шпаклевку для восстановления дефектов. Наносится с помощью скребка. Вы можете распределить его по всей детали для заполнения пробелов, но при этом необходима детализация.
Наконец, вы можете нанести последний слой на деталь, напечатанную из PLA. Здесь также рекомендуются быстрые удары. Не наносите толстый слой; будь как можно легче. Убедитесь, что вы не накапливаете и не капает.
РЕКЛАМА
Живопись
Это последний этап постобработки PLA. Прежде чем сделать это, вы должны иметь мысленный образ готовой детали, над которой вы работаете. Как вы уже догадались, покраска аналогична грунтовке.
Для покраски детали, напечатанной на 3D-принтере из PLA, вам понадобится малярная лента и аэрозольный баллончик.
Формовка прочно прилипает к поверхностям и легко снимается. Он также замаскирует некоторые области и предотвратит попадание краски внутрь.
Рекомендуется последний вариант, так как он бывает разных цветов и отделки. Кроме того, они очень хорошо совместимы с пластиком.
Этапы нанесения краски на печатные детали из PLA:
Начните с того, что поднесите сопло распылителя к вращающейся модели и начните быстро двигать рукой. Рекомендуется начинать с двух легких слоев краски и заканчивать тремя-четырьмя в зависимости от требований. В промежутках, то есть после нанесения двух легких слоев и перед нанесением трех или четырех слоев, подождите, чтобы избежать провисания. Если вы хотите улучшить поверхность, полировка и полировка окрашенной поверхности рекомендуется только в тех случаях, когда вы действительно чувствуете в этом необходимость.
Как вы отметили на рисунке, у вас есть дополнительные покрытия для сохранения деталей. Верхние слои тоньше, чем первый или второй слой. После нанесения верхнего слоя терпеливо подождите, пока цвет высохнет, и посмотрите, пропитался ли он так, как вы хотели.
Если вы хотите запечатать распечатанную модель, вы можете нанести прозрачный слой поверх уже нанесенного слоя. Рекомендуется нанесение прозрачного покрытия одним или двумя тонкими равномерными слоями с последующим ожиданием в течение десяти минут. Картина считается законченной. И если вы хотите, вы можете отполировать или нанести воск на случай, если вы хотите получить суперглянцевую поверхность.
РЕКЛАМА
Что нужно помнить при постобработке PLA?
Чтобы убедиться, что у вас есть четкие и четкие границы между цветами, вам нужно будет правильно удалить ленту после маскирования 3D-печатной детали PLA. При этом не беспокойтесь о покрытии маски, потому что клейкая лента предотвратит попадание краски в те части, которые вам не нужны.
Первый слой предназначен для блокирования нейтрального цвета грунтовки и, следовательно, рекомендуется только тогда, когда вам нужен насыщенный цвет в деталях и функциональных прототипах. Белый рекомендуется для грунтовок на объектах, которые в конечном итоге будут светлых тонов, и наоборот для черного.
Верхние покрытия на любые принты не обязательны. Если вам нужен контраст, это позволит вам создавать градиенты насыщенных цветовых смесей. В то время как, если вы хотите, чтобы первый и второй слои проявились, не зацикливайтесь на верхних слоях.
Сложные печатные детали PLA выглядят привлекательно, когда они напечатаны слоями. Это применимо даже к первому слою, который является зачатком для полностью окрашенной модели. Здесь есть простор для импровизации в зависимости от деталей, которые вы хотите выделить, создать отражения или получить какой-то определенный вид.
РЕКЛАМА
Заключение
Создание гладких и привлекательных 3D-печатей PLA всегда требует значительных усилий. Шлифование является основой полной постобработки PLA, которая подготавливает вашу деталь к обработке и, следовательно, создает почти безупречные отпечатки.
Следует отметить, что все процессы, упомянутые в приведенной выше статье, удалят материал в некоторых других количествах из вашего отпечатка. Например, если ваша напечатанная на 3D-принтере деталь имеет острые края, она затупится. И вам будет сложно работать с мелкими деталями в таких деталях.
Сглаживание хорошо работает, особенно когда вы разбиваете модель на подсборки. Каждой детали уделяется отдельное внимание, что повышает качество обработки поверхности готовой детали или функционального прототипа после финишной постобработки.
Окрашивание и грунтование должны выполняться в контролируемой среде, особенно там, где ветер и сквозняки невелики.
Даже малейшее движение воздуха изменит направление выброса краски из сопла вашего распылителя.
Распыление слишком близко или слишком далеко от 3D-печатной детали PLA приведет к заметным каплям и зазорам соответственно.
Для обеспечения хорошей печати при постобработке PLA мы советуем окрашивать деталь, оставив ее на подставке.
Берегите аэрозольные отпечатки, поскольку они опасны, токсичны и легко воспламеняются. Лучший способ покраски — принять все меры безопасности, надеть соответствующую одежду, перчатки и маску.
Лучшие методы окончательной обработки ваших 3D-печатей из PLA
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные от продаж и другими способами.
Какими бы универсальными ни были 3D-принтеры, когда они превращают цифровые 3D-модели в объекты реального мира, 3D-печатные проекты редко выходят с профессиональным качеством без некоторой степени постобработки. Используя правильную технику отделки, вы можете придать своим простым пластиковым 3D-отпечаткам более отполированный, зеркальный вид.
Подходящая техника отделки зависит от желаемых результатов и типа пластика, с которым вы работаете. В этой статье мы сосредоточимся на одном из самых распространенных в мире 3D-печати — PLA.
Зачем вообще доделывать печать из PLA?
Подход принтеров FDM к аддитивному производству включает в себя укладку тонких слоев расплавленной нити друг на друга, постепенное создание объекта на основе эталонной 3D-модели. Хотя этот метод дает технологии невероятную гибкость дизайна, он также имеет присущие ему недостатки.
Одной из очевидных характеристик необработанной FDM-печати являются видимые линии слоев. Это линии, разделяющие отдельные слои нити, и они будут отображаться независимо от того, насколько тонкими вы установите свои слои.
Если вы хотите профессионально предлагать услуги 3D-печати или продавать готовые 3D-отпечатки, то сохранение этих строк слоев просто неприемлемо. Даже если вы занимаетесь 3D-печатью просто для удовольствия, изучение постобработки отпечатков — отличный способ улучшить свои навыки. Это может быть особенно важно, если вы печатаете из PLA, который известен как один из самых щадящих и простых в работе нитей для 3D-печати.
Что нужно помнить о PLA
При выборе наилучшей техники отделки для вашей печати PLA есть определенные характеристики, которые вы можете учитывать при принятии решения.
1. Несовместим с большинством растворителей
PLA является необычным пластиком, поскольку он получен из органических, а не нефтяных источников. Это означает, что в его молекулярной структуре не так много полярных групп, которые делают его уязвимым для воздействия типичных растворителей, таких как ацетон.
Таким образом, существует не так много методов отделки PLA, в которых используются растворители. Разглаживание с использованием тетрагидрофурана (ТГФ) раньше было довольно распространенным явлением, но с тех пор ТГФ был объявлен потенциальным канцерогеном. Любые другие химические альтернативы практически невозможно приобрести без сопроводительной документации. Мы предлагаем вам придерживаться старомодных методов, которые не подвергают вас ненужным опасностям.
2. Низкая температура стеклования
Одним из факторов, делающих PLA удобным в работе волокном, является тот факт, что он плавится при относительно низких температурах. Несмотря на то, что вам не следует использовать достаточно тепла, чтобы расплавить отпечаток из PLA во время постобработки, все же можно ввести достаточно тепла, чтобы превысить температуру стеклования, что может привести к значительной деформации. Вы должны быть особенно осторожны, используя любой метод, который приводит к нагреву или трению вашей печати PLA.
3. Низкая прочность и жесткость
PLA дешев и прост в работе, но его прочность неизвестна. По этой причине использование PLA часто зарезервировано для элементов, предназначенных только для демонстрации, или для проверки концептуальных прототипов. Это отсутствие общей прочности и долговечности означает, что можно легко повредить отпечаток PLA во время постобработки, если вы не будете обращаться с ним осторожно.
Что нужно сделать перед завершением
Прежде чем приступить к какой-либо постобработке, первое, что вам нужно сделать, это удалить поддерживающие конструкции, если они использовались. Вам также придется склеить все детали, которые вы распечатали по отдельности, и заполнить все ненужные промежутки или отверстия. Заполнение зазоров наполнителем для кузова (например, этим комплектом для ремонта кузова от 3M) перед шлифовкой сэкономит вам время, поскольку вы сможете сгладить любые неровности нанесения наполнителя.
Используйте острый нож X-acto или пару плоскогубцев, чтобы удалить жесткие опоры. Если есть очень маленькие выступы, которые трудно удалить, не повредив готовый отпечаток, вы можете рассмотреть возможность их удаления с помощью шлифования.
Способ 1: шлифовка
Первый способ удалить линии слоя с необработанного PLA-отпечатка — отшлифовать их с помощью обычной наждачной бумаги. Это самая старая техника в книге, и она должна быть доступна практически всем. Однако для достижения наилучших результатов вам придется выполнить многоэтапный процесс шлифования.
Техника предполагает использование нескольких кусочков наждачной бумаги с разной зернистостью. Вы можете начать с наждачной бумаги с зернистостью 200 и постепенно переходить к более мелким аналогам. Рекомендуются следующие номера зернистости: 400, 600, 800, 1000, 1500, 2500 и 3000. Вы можете купить полный набор наждачной бумаги, чтобы не покупать их по одному. Этот набор из 45 предметов должен иметь более чем достаточно вариантов зернистости и стоит менее 10 долларов.
Этот процесс работает следующим образом: вы начинаете с самой крупной наждачной бумаги, которая у вас есть, и сглаживаете отпечаток до тех пор, пока не будете удовлетворены результатом. Затем вы последовательно переходите к следующему размеру зернистости, пока не достигнете самой тонкой наждачной бумаги, которая у вас есть. На каждом этапе усилия и время, затрачиваемые на сглаживание деталей вашего отпечатка, должны уменьшаться.
При шлифовании PLA необходимо соблюдать осторожность, чтобы не выделять слишком много тепла из-за трения при слишком быстром шлифовании. Как мы уже упоминали, PLA легко деформировать, когда он подвергается воздействию слишком большого количества тепла. Также лучше шлифовать вращательными движениями, чтобы не получить явных линий смещения.
Для получения лучших результатов за меньшее время мы предлагаем использовать метод «мокрого шлифования». Это можно сделать, слегка смачивая наждачную бумагу, когда вы протираете ею отпечаток из PLA. Это служит для мобилизации частиц пластика, которые удаляются с поверхности отпечатка, тем самым ускоряя процесс шлифования. Сохраняя поверхность отпечатка и наждачную бумагу влажными, вы также избегаете выделения тепла, достаточного для деформации пластикового материала. Вы можете использовать эту технику независимо от размера наждачной бумаги, но вам понадобится наждачная бумага с пометкой «водостойкая».0003
Метод 2: полировка
Хотя результаты шлифования мелкозернистой наждачной бумагой в некоторой степени удовлетворительны, их будет недостаточно, если вы хотите, чтобы ваши PLA-отпечатки имели «зеркальную поверхность». Чтобы достичь такого уровня отделки, вам придется нанести на отпечаток полировочную пасту. Любая полироль для жидких металлов должна справляться с этой задачей. Для простоты мы предлагаем использовать надежный многоцелевой полироль для металла Brasso Multi-Purpose Metal Polish.
Чтобы нанести жидкую полироль для металлов, просто нанесите небольшое количество полировальной пасты на мягкую хлопчатобумажную ткань. Нанесите лак на поверхность отпечатка круговыми движениями. Вы должны увидеть заметное улучшение гладкости поверхности отпечатка и появление блестящей зеркальной поверхности. Вы можете улучшить это, отполировав поверхность отпечатка другим куском мягкой ткани. Вы можете повторять цикл полировки и полировки, пока не будете удовлетворены результатами.
Если вы не можете достать жидкую полироль для металлов, то подойдет и твердая полироль для металлов на восковой основе. Они часто поставляются в виде очень недорогих батончиков, таких как этот набор из шести штук от Enkay. Чтобы использовать твердый полировщик, потрите кусок ткани о поверхность бруска и приложите его к поверхности отпечатка PLA. Небольшое количество полироли для металла будет нанесено на поверхность и заполнит любые небольшие пробелы, которые вы могли пропустить во время шлифования. Полироль для металла на основе воска также можно полировать с помощью повторяющихся циклов, как и для полировки жидким металлом.
Метод 3: Грунтовка
Метод шлифовки и полировки включает в себя сглаживание неровностей и заполнение мелких неровностей полировальным составом. Вы можете сделать это наоборот, используя метод прайминга. Нанеся грунтовку, вы можете заполнить все пробелы, а затем отшлифовать слой грунтовки, чтобы получить более однородную и гладкую поверхность.
Этот метод также не требует использования дорогостоящего соединения. Банка Rust-oleum, которая стоит менее 10 долларов за штуку, должна работать прекрасно. Просто убедитесь, что вы приобрели шлифуемую версию грунтовки.
Перед нанесением грунтовки можно выполнить метод шлифования, чтобы избавиться от грубых неровностей. Когда вы будете удовлетворены результатами шлифовки, нанесите тонкий и равномерный слой грунтовки на отпечаток. Грунтовка заполнит небольшие места на поверхности отпечатка, которые не были отшлифованы. Чтобы покрытие высохло, потребуется несколько минут.
Преимущество использования шлифуемой грунтовки, такой как Rust-oleum, заключается в том, что ее нужно просто отшлифовать, чтобы получить гладкую поверхность. Если вы по-прежнему обнаружите, что некоторые части вашего отпечатка не такие гладкие, как вам хотелось бы, вы можете просто нанести дополнительный слой Rust-oleum на эти части и повторить процесс шлифования.
Метод 5: Эпоксидная смола
Шлифовка, полировка и грунтовка — это методы отделки, которые требуют много времени и усилий. Между прохождением целого ряда наждачной бумаги, полировкой металла или ожиданием высыхания грунтовки необходимость выполнять все эти методы для большого количества отпечатков PLA может быть утомительной и очень утомительной. Однако есть гораздо более быстрый, хотя и более дорогой способ отделки отпечатков — эпоксидное покрытие, наносимое кистью.
Эпоксидная смола XTC-3D была очень популярна среди любителей 3D-печати из-за того, насколько быстро и легко ее использовать. Просто смешайте два компонента эпоксидной смолы и нанесите кистью на поверхность необработанного отпечатка. Эпоксидная смола заполнит любые неровности и даже обладает свойством самовыравнивания, чтобы обеспечить гладкую и однородную поверхность.
Одно предостережение заключается в том, что XTC-3D довольно дорог, особенно по сравнению со стоимостью полировки металла, аэрозольного грунта или наждачной бумаги. Думайте об этом как о небольшой дополнительной оплате, чтобы вам не пришлось тратить столько времени и труда.
Метод 5: Термическая обработка
Зная, что PLA очень уязвим при воздействии умеренно высоких температур, о термообработке как методе окончательной обработки PLA-печати редко можно услышать. Если вы не знаете, что делаете, вы можете легко испортить печать PLA, на которую уже потратили несколько часов.
Если вы знакомы с использованием тепловой пушки, например, этой регулируемой тепловой пушки мощностью 1550 Вт от DeWalt. Мы по-прежнему рекомендуем хорошо отшлифовать перед термообработкой, чтобы пластиковая поверхность была немного более открытой, что сделает термообработку более последовательной.
Чтобы завершить печать PLA с помощью нагревания, просто направьте термофен, установленный на температуру около 80 °C, на поверхность отпечатка и перемещайте пистолет медленными и продолжительными движениями. Не позволяйте тепловому пистолету задерживаться на одном месте слишком долго, чтобы не получить деформированные черты лица.
Китай является одной из крупнейших стран-производителей стекла в мире с конца прошлого века. Ожидается, что в связи с быстрым ростом во многих отраслях промышленности и строительства, в ближайшие 10 лет китайская стекольная промышленность станет важным разделом внешней торговли.
Китайские производители стекла, некоторые известные производители являются следующими:
Тайвань Гласс Групп
Ориентируясь на глобальные операции и постоянно исследуя и внедряя различные технологии производства и обработки стекла, общий доход компании составил 390 миллионов фунтов стерлингов в 2017 году, когда было подсчитано, что в компании работало 10,000 10 сотрудников в 1993 странах. Поглощайте продукты с эстетической конкурентоспособностью со всего мира. Основанная в XNUMX году, продукция охватывает области архитектурного стекла, автомобильного стекла, декоративного стекла, стекловолокна, пищевой стеклянной тары, обработанного стекла (офлайн-покрытие, онлайн-покрытие, LOW-E, полое, ламинированное, закаленное, цветная глазурь, серебряное зеркало. ), так далее.
Стекло FUYAO
Основанная в 1987 году, это первая стекольная компания Китая с современной производственной базой. Компания активно сотрудничает с другими ассоциациями и университетами и совместно разработала несколько уникальных технологий. Fuyao Group — крупнейший отечественный поставщик автомобильного стекла с высочайшим уровнем технологий и крупнейшим объемом экспорта. Fuyao предоставляет полные комплекты для известных автомобильных брендов на китайском рынке комплектных автомобилей, занимая более 50% рынка страны.
Гарбо Стекло
Компания Guangdong Garbo Industrial Co. Ltd, специализирующаяся на разработке, проектировании, производстве и маркетинге, представляет собой крупное предприятие, объединяющее промышленность и торговлю бытовой стеклянной посудой. Ассортимент продукции: стеклянные стаканы, гравированные стеклянные чашки, рюмки, стеклянные кружки, стеклянные кувшины, стеклянные графины, набор стеклянной посуды, стеклянные чаши, стеклянные тарелки, стеклянные горшки для конфет, стеклянные вазы, стеклянные банки для хранения, выпечка стеклянной посуды, боросилированной посуды, стекла Бокалы, стеклянная пепельница, стеклянные салфетницы, стеклянные вазы и тарелки для фруктов, стеклянные подсвечники.
Стекло Цзиньцзин
Jinjing Glass популярен своей особой эффективностью. Это крупная групповая компания, которая занимается разработкой, производством, переработкой и эксплуатацией стекла, кальцинированной соды и продуктов ее переработки и постепенно выходит на новые солнечные энергетические и энергосберегающие материалы. Это высокотехнологичное предприятие в Китае. Его продукция включает в себя сенсорный экран, стеклоблок, противотуманное зеркало, отражатель, экран дисплея, U-образное стекло, 2-миллиметровое стекло, противотуманное стекло, платформенное стекло, стекло высокой четкости, прозрачное стекло, анти-взрывное стекло, армированное стекло , дуговое стекло и щепа.
Голубое звездное стекло
Компания в основном занимается выпуском высококачественного флоат-цветного стекла (цветное стекло), офлайн-закаленного стекла с покрытием LOW-E, онлайн-покрытия с покрытием LOW-E, офлайнового закаленного стекла с покрытием, контролируемым солнечным светом, онлайн-покрытием, контролируемым солнечным светом, и онлайн-солнцем легко моющееся стекло с покрытием. теперь он имеет более десяти видов цветных продуктов в пяти сериях зеленого, серого, синего, чайного и золотого цветов, а также обладает способностью к исследованиям и разработкам для разработки других цветных продуктов в срок для рынка. Компания разработала 59 производственных баз, 29 офисов продаж и 4 научно-исследовательских центра.
SYP Стекло
Основанная в 1993 году, она является представителем качественного стекла Китая. Он предлагает современные и структурные решения из стекла, а также занимается исследованиями, разработками и производством продуктов из возобновляемых источников. Он имеет самое современное в мире стекло с покрытием с низким коэффициентом излучения, стекло для солнечных батарей и энергосберегающее полое стекло. Компания производит высококачественное флоат-стекло в мире и предоставляет лучшие исходные материалы для автомобилей, самолетов, кораблей, покрытий, навесных стен, пустотелых, строительных и других отраслей промышленности. С момента запуска в производство в августе 1997 года, стекло различных спецификаций толщиной от 2 до 19 мм было успешно произведено и, по результатам проверки национального центра контроля качества стекла, соответствовало техническим требованиям к высококачественным изделиям из листового стекла. В этой же отрасли технологический уровень и качество стекла уже вышли на первое место.
SG Стекло
Основанная в 1984 году, специализирующаяся на производстве энергосберегающего стекла, передовые технологии позволяют производить высококачественные изделия из стекла без увеличения производственных затрат. Ранее китайские производители энергосберегающего стекла с низким уровнем выбросов, основными направлениями деятельности которых являются производство, производство и продажа энергосберегающих строительных материалов, таких как листовое стекло, инженерное стекло, продуктов из возобновляемых источников энергии, таких как кремниевые материалы, фотоэлектрические модули, а также новые материалы и высокотехнологичные продукты, такие как тонкое стекло. Выпускаемая продукция отличается энергосбережением, декоративностью и конкурентоспособностью.
Синьи стекло
Основанная в 1988 году, всемирно известные производители высококачественного флоат-стекла, производители солнечного фотоэлектрического стекла, а также изделия и решения из стекла xinyi охватывают области высококачественного флоат-стекла, фотоэлектрического стекла, автомобильного стекла, инженерного стекла и т. Д. И поставляют свою продукцию. для клиентов по всему миру с гибкими возможностями цепочки поставок, разумными затратами на производство, универсальным режимом поставок и профессиональными логистическими каналами. Специальные стеклянные изделия в основном используются для глубокой обработки энергосберегающего стекла, чтобы удовлетворить потребности автомобильного стекла, LOW-E, полого и других энергосберегающих областей инженерного стекла, а также для производства различных специальных цветных стекол, чтобы удовлетворить потребности различных клиентов. дома и за границей.
Китай Стеклянный лист, Китай Стеклянный лист список товаров на ru.Made-in-China.com
Китай Стеклянный лист, Китай Стеклянный лист список товаров на ru.Made-in-China.com
Главная Металлургия, Минерал и Энергия Алюминиевый Лист Стеклянный лист
2023 Список Товаров
Стеклянный лист 44,232 Товары найдены у 2,211 производителей и поставщиков
Посмотреть:
Особенности Товара
Сокращение в процентах
Материал
Водопоглощение
0,1% ~ 0,3% (2552)
0,2% ~ 0,3% (1454)
0,2% ~ 0,4% (1308)
1. 5% ~ 3.5% (617)
0.12% ~ 0.25% (166)
сертификация
заявка
Характер
Обработка поверхности
Техника
Предел Прочности
Особенности Компании
Тип Членства
Бриллиантовое Членство
Золотое Членство
Сертифицированный Поставщик
Тип Бизнеса
Возможности НИОКР
Провинция &Регион
Производители и поставщики стекла, Китай производители стекла Цена
4 мм, 5 мм, 6 мм, 8 мм, 10 мм 12 мм прозрачное бескаркасное закаленное стекло / закаленное стекло с сертификатом CE
Рекомендуемый продукт
3 мм 4 мм 5 мм 6 мм 8 мм 10 мм Здание Стекло /Безопасное Стекло /Закаленное Стекло /Ламинированное Стекло /Закаленное Стекло для мебели/двери/окна/декоративного/выставочного зала
9
Рекомендуемый продукт
8,38 мм, 10,38 мм, 10,76 мм, 12,76 мм Прозрачное закаленное строительное закаленное многослойное безопасное стекло для окон, дверей, лестниц, перил,
Рекомендуемый продукт
8,38 мм, 10,38 мм, 10,76 мм, 12,76 мм прозрачное закаленное строительное закаленное многослойное безопасное стекло для окон, дверей, лестниц, перил,
5,6,8,10,12 мм, прозрачное/с низким содержанием железа/матовое/бескаркасное, плоское, изогнутое, закаленное/закаленное, душевая дверь Стекло для перегородки/ванной/душевой/раздвижной/амбарной/распашной двери/здания
Рекомендуемый продукт
Большой размер Jumbo Одинарное/Двойное/Тройное серебро Low E Отражающее полое/Изолированное/Изолирующее/Закаленное/Ламинированное стекло Стекло для фасадных занавесок, окон, стен, мансардных окон
Рекомендуемый продукт
3 мм, 4 мм, 5 мм, 6 мм Декоративные краски для внутренней отделки зданий/матовое покрытие/трафаретная печать Окрашенная керамика Фриттированная печать Закаленное Закаленное ламинированное Изолированное Стекло
стекло суда паделя 10мм/12мм, теннисный корт 9 паделя0005 Стекло , Закаленное Стекло /Закаленное Стекло для строительства корта для игры в падель/корт для паделя Стекло Стена
Рекомендуемый продукт
8 мм/10 мм/12 мм прозрачное/с низким содержанием железа закаленное/закаленное стекло для душевых дверей, душевых кабин, душевых перегородок, внутренних помещений Стекло Двери, Стекло Перегородки
Рекомендуемый продукт
Справочник по хрупким товарам
Импорт стекла из Китая — довольно простая задача по сравнению с импортом товаров из страны. Тем не менее, вы должны строго следовать правилам импорта, чтобы гарантировать успешную доставку ваших товаров в страну.
При импорте стекла из Китая вы должны сначала определить, соответствует ли код HTS вашего продукта расширению исключения тарифов 301. Затем следуйте любым федеральным нормам, применимым к вашим стеклянным изделиям. Наконец, вам нужно найти поставщика, оплатить товар и найти перевозчика для перевозки вашего импорта.
Если этот процесс кажется запутанным, не бойтесь. В этой статье мы проведем вас через каждый шаг и порекомендуем несколько хороших источников, к которым можно обратиться за любой помощью, которая может вам понадобиться.
Можно ли импортировать стекло из Китая?
Прежде всего, вы можете импортировать стекло из Китая. США импортируют из Китая всевозможные товары, в том числе стекло. Тем не менее, есть несколько предосторожностей, о которых вы должны знать, прежде чем начать импорт.
Нужно ли разрешение на импорт стекла из Китая?
В некоторых случаях вам потребуется разрешение на ввоз изделий из стекла из Китая, а в других случаях — нет. Разрешение необходимо, если вы ввозите товары со стеклом, которые регулируются определенными федеральными агентствами.
Тем не менее, многие стеклянные изделия не регулируются федеральными агентствами и не нуждаются в этой специальной документации. Импорт из Китая – сложная задача, которую не стоит делать в одиночку. Подумайте о том, чтобы заказать консультационную сессию с лицензированным таможенным брокером для получения дополнительной помощи.
Получение разрешения на импорт стекла из Китая
Индивидуальные индивидуальные консультации по импорту
Точный код HTS и тарифная классификация
Гарантированная консультация по приемлемости импорта стекла
*После подачи заявки одобрение залога может быть получено от CBP в тот же день.
301 Расширение исключений тарифов
Другим фактором, который вам необходимо учитывать, являются расширения исключений тарифов 301. Если вы не знаете, что такое Раздел 301, это часть Закона о торговле 1974 года. Среди прочего, он позволяет президенту вводить тарифы против стран. Благодаря разделу 301 в отношении Китая введено множество тарифов.
В 2018 году администрация Трампа ввела дополнительные тарифы на китайские товары, используя Раздел 301. Чтобы смягчить экономические последствия этого, Торговое управление США (USTR) создало список исключений.
В 2022 году USTR восстановил 352 таких тарифных исключения, некоторые из которых касаются изделий из стекла. Прежде чем импортировать стекло из Китая, вам необходимо выяснить, защищено ли стекло, которое вы хотите импортировать, этими исключениями. Вы все еще можете ввезти свое стекло, если его нет, но вам придется заплатить за него тариф.
Какие стеклянные изделия покрываются исключениями из тарифа 301
Просмотр всех 352 предметов, исключенных из тарифов 301, только для того, чтобы найти стеклянные, занимает много времени. Чтобы упростить вам задачу, мы привели ниже коды HTS для исключенных стеклянных предметов:
7007. 19: Защитные пленки из закаленного безопасного стекла, прозрачные, вырезанные и обработанные. У них должен быть клей на одной стороне в прямоугольных листах. Каждая банка имеет размеры:
Вес не менее 6 г
Вес не более 77 г
Высота не менее 2,8 см
Высота не более 28 см
Ширина не менее 1,9 см
Ширина не более 21 см
Толщина не более 0,1 см
7007.19: Листы закаленного стекла, покрытые оксидом кремния, площадью поверхности 2,5 м2. Этот тип стекла предназначен для размещения над панелями солнечных батарей для защиты от повреждений.
7009.10: Зеркала заднего вида из выпуклого стекла для автомобилей. Их размер может быть0012
Ширина не менее 97 мм
Ширина не более 180 мм
Масса не менее 74 г
Масса не более 188 г
7009.10 Зеркала заднего вида из плоского стекла . Их размеры могут быть:
Толщина не менее 1,75 мм
Толщина не более 2,4 мм
Длина не менее 163 мм
Длина не более 210
Ширина не менее 107 мм
Ширина не более 167
Вес не менее 80 г
Вес не более 188 г
Не менее 304 мм на 304 мм
Не более 305 мм на 305 мм
Если вы не уверены, подпадает ли импортируемое из Китая стекло под один из кодов HTS, попробуйте использовать наш код HTS инструмент поиска, чтобы найти для себя. Вы по-прежнему можете импортировать стекло, на которое не распространяются исключения. Однако вам придется оплатить тарифный сбор, связанный с этим.
Для получения дополнительной информации о свободном от тарифов китайском импорте ознакомьтесь с преимуществами расширения исключения тарифов 301.
Насколько высоки китайские тарифы?
По состоянию на начало 2021 года тарифы на китайские товары составляют в среднем 19,2 процента. В зависимости от того, какой тип стекла вы импортируете, вы можете платить немного больше или меньше. Несмотря на это, импорт стекла из Китая будет намного дороже из-за этого. Это то, что вы должны учитывать, когда начинаете разрабатывать свой бюджет на импорт.
Каковы федеральные требования к импорту стекла из Китая?
Федеральные агентства США, отвечающие за надзор за ввозом товаров в США, требуют от импортеров соблюдения определенных правил. Это включает в себя получение надлежащей документации для вашего импорта, использование правильных кодов HTS и соблюдение любых указаний соответствующих государственных органов.
Глава 70 HTSUS
Чтобы убедиться, что ваш импорт получает правильную тарифную ставку, вы должны применить правильный код HTS к вашему импорту. Применение неправильного кода HTS может привести к тому, что к импортируемому вами стеклу будет применена неправильная тарифная ставка.
Это может привести к тому, что вы заплатите за импорт больше, чем следовало бы. Если вы забудете прикрепить код HTS, это приведет к штрафам и даже аресту вашего импорта таможней. Вы можете найти все соответствующие коды HTS для изделий из стекла в главе 70 HTSUS.
В главе 70 приведены многочисленные подзаголовки кода HTS для различных типов стеклянных предметов. Многие из этих подзаголовков кода HTS имеют схожие описания, что, в свою очередь, облегчает импортеру выбор неправильного подзаголовка. Например, импортеры часто путают подсубпозиции HTS с декоративной стеклянной посудой и столовой и кухонной посудой.
Просмотр различных кодов HTS занимает много времени и утомляет. Чтобы избежать использования неправильных кодов HTS для вашего импорта, наймите одного из наших лицензированных таможенных брокеров, чтобы помочь вам в этом процессе.
Предотвращение штрафов за использование неправильных кодов HTS
Индивидуальные индивидуальные консультации по импорту
Точный код HTS и тарифная классификация
Гарантированная консультация по приемлемости стального стекла
*После заполнения заявки можно получить одобрение залога от CBP в тот же день.
Государственные агентства, регулирующие импорт стекла
В США нет специального федерального агентства, которое бы регулировало весь импорт стекла в страну. Тем не менее, некоторые федеральные агентства регулируют определенные продукты, содержащие стекло.
Например, Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) регулирует стеклянные изделия, которые вступают в контакт с людьми и пищевыми продуктами. Это включает в себя стеклянные миски, чашки и другие предметы, такие как солнцезащитные очки. Хотя ограничения FDA для непродовольственных товаров не такие строгие, есть несколько сведений, которые вы должны будете им предоставить:
К ним относятся:
Информация о продукте
Код продукта
Использование по назначению
Производитель
Другим государственным органом, который регулирует определенные изделия из стекла, является Министерство транспорта (DOT). Стеклянные предметы, такие как ветровые стекла, зеркала заднего вида и другие стеклянные изделия, используемые для транспортных средств, будут регулироваться их правилами.
DOT будет регулировать импорт на основе Федеральных стандартов безопасности транспортных средств (FMVSS). Стандарты регулирования FMVSS 111, 212 и другие применяются к стеклянным изделиям на автомобилях.
Необходимые документы для импорта стекла из Китая
Многие документы, которые вам потребуются при импорте стекла из Китая, относятся к тому же типу документов, которые вы использовали бы, если бы импортировали товары из любой другой страны.
Необходимые документы:
Въездная накладная
Страховой сертификат
Аккредитив
Импортная лицензия
Таможенный залог
Коносамент (BOL)
Коммерческий счет-фактура
Сертификат происхождения
В нашей статье о документах, необходимых для экспорта и импорта, каждый из них рассматривается более подробно.
Как импортировать стекло из Китая
Узнав требования к импорту стекла в США, вы должны начать выяснять, как импортировать стекло. Это включает в себя поиск поставщика, оплату ваших товаров и поиск грузовой компании, которая доставит ваши товары в США из Китая.
Как найти китайских поставщиков стекла
Есть несколько потенциальных путей, по которым вы можете пойти, когда ищете потенциального поставщика стекла. Один из способов — посетить выставку стекла в Китае. Здесь вы сможете встретиться с несколькими поставщиками и проверить их работу.
Однако из-за COVID-19 и строгих ограничений, установленных для него в Китае, поездка в страну, скорее всего, невозможна. Вариант без поездки в Китай — нанять агента по подбору персонала. Эти агенты могут найти потенциальных поставщиков, которые предоставят вам необходимую стеклянную посуду. Также существует множество различных онлайн-каталогов и даже вебинаров, на которых можно взаимодействовать с поставщиками.
Чтобы сузить круг поиска поставщика, попробуйте изучить различные оптовые рынки Китая. Один из таких рынков называется Гуанчжоу. Этот рынок является одним из крупнейших в Китае, на нем присутствуют оптовые поставщики из самых разных отраслей.
Поставщики стекла в Гуанчжоу известны своей высококачественной продукцией из многослойного стекла. Помимо качественного стекла, цены в Гуанчжоу довольно разумные. Другими оптовыми рынками в Китае, где, как известно, есть хорошие поставщики стекла, являются Шанхай и Цзянсу.
Если вы ищете именно оконное стекло, в Китае есть множество поставщиков, из которых можно выбрать. Некоторые китайские компании по производству оконного стекла, на которые стоит обратить внимание:
Xinyi Glass Holdings Limited
China Glass Holdings Limited
KunXing Glass Company
Rexi Industries
Beijing Northglass Technologies
импортируете ли вы какие-либо товары из Китая произведены или получены из региона Синьцзян? Любые товары или материалы, произведенные в регионе, запрещены к ввозу в США. Прочтите нашу статью о запрете на ввоз в Синьцзян, чтобы узнать больше и избежать штрафа и задержания вашего груза .
Оплата товаров из Китая
Цены на изделия из стекла могут различаться в зависимости от того, для чего они используются. Прежде чем платить за стеклянные изделия для импорта, вы должны сначала подумать, насколько они дороги. Хотя при импорте предметов вы понесете дополнительные расходы, вы должны убедиться, что сумма, которую вы платите за сам предмет, разумна.
В приведенной ниже таблице показаны некоторые диапазоны цен, по которым продаются различные изделия из стекла, чтобы дать вам представление о том, сколько вы должны потратить.
Price Ranges For Glass Items
Item
Price Range
Rear View Mirror
$13-$110
House Window
$100-$1,080
Windshields
$ 90- 680 $
Стеклянные чашки
$ 24- 100-100
Двери для шкафа
$ 12-200
. заплатить за них китайскому поставщику. Оплата китайскому поставщику за товары, которые вы хотите импортировать, отличается от оплаты в США или даже в другой стране.
Эти формы оплаты принимаются большинством поставщиков в Китае:
Международный банковский перевод
Открытый счет
Аккредитив
Онлайн условное депонирование
Аванс наличными
Документарное инкассо
12 90 вы можете узнать о деталях этих форм оплаты в нашей статье, в которой обсуждаются общие сведения о том, что вам нужно знать при импорте из Китая.
Найдите перевозчика, который доставит ваше стекло из Китая
После того, как вы нашли стекло для импорта и купили его у своего поставщика, вам нужно будет найти перевозчика, который перевезет его по морю. Компании грузовых судов могут быть не такими популярными или известными, как стандартные наземные и воздушные грузовые компании.
Если вам нужна консультация по вопросам доставки товаров в США, обратитесь к одному из наших таможенных брокеров. Мы можем помочь перемещать ваши товары по всей цепочке поставок, включая доставку, складирование и распределение.
Мы знаем поставщиков и перевозчиков для перевозки ваших товаров
Индивидуальные индивидуальные консультации по импорту
Точный код HTS и тарифная классификация
Гарантированная консультация по приемлемости импорта стекла
*После заполнения заявки одобрение залога может быть получено от CBP в тот же день.
Должен ли я получить страховку на доставку моего импорта?
Когда вы импортируете товары со всего мира, рекомендуется застраховать их. Стекло в большинстве случаев хрупкое и уязвимо для внешних повреждений. Несмотря на то, что поставщик стекла обеспечит ваш заказ в меру своих возможностей, есть так много вещей, которые могут пойти не так.
Ваш стеклянный импорт может удариться о другие товары или упасть в грузовой контейнер. Таких простых действий может быть достаточно, чтобы повредить стекло. Даже персонал, загружающий и разгружающий контейнеры, может нанести ущерб импортируемому вами стеклу, если он не будет осторожен с ним.
Это всего лишь несколько примеров, но существует множество случаев, когда наличие страховки может оказаться полезным. К счастью, для этих различных ситуаций существуют разные виды страхования. Хотя это может стоить вам немного больше при импорте, это стоит того, чтобы защититься от всех вещей, которые могут пойти не так.
Типы страхования, которые вы можете использовать:
Страхование экспортных кредитов
Морское страхование
Страхование политических рисков
Международная ответственность за качество продукции
вы можете получить для ваших изделий из стекла.
Таможенная служба США поможет вам с импортом стекла из Китая
Команда таможенной службы США может помочь вам с импортом стекла в страну. Независимо от того, выбираете ли вы консультационную сессию или напрямую нанимаете одного из наших лицензированных таможенных брокеров, они могут определить коды HTS, ставки пошлин и любые тарифы, которые могут применяться к вашему грузу.
 Такие дробилки могут свободно вращаться, что позволяет использовать дробление под прямым углом, практически не внося больших корректировок. Такая техника просто идеально подходит для разрушения конструкций как внутри помещения, так и за его пределами. Арендовать гидравлические ножницыможно на нашем сайте, на страницах которого представлены и другие виды навесного оборудования, а также детали для мини-погрузчиков и прочей строительной техники. Наше преимущество – это опыт, позволяющий быстро обслуживать каждого человека, обратившегося на наш сайт.
Такие дробилки могут свободно вращаться, что позволяет использовать дробление под прямым углом, практически не внося больших корректировок. Такая техника просто идеально подходит для разрушения конструкций как внутри помещения, так и за его пределами. Арендовать гидравлические ножницыможно на нашем сайте, на страницах которого представлены и другие виды навесного оборудования, а также детали для мини-погрузчиков и прочей строительной техники. Наше преимущество – это опыт, позволяющий быстро обслуживать каждого человека, обратившегося на наш сайт. Большая Кулига, д.4, Тула, 300005, Россия
Большая Кулига, д.4, Тула, 300005, Россия
 youtube.com/embed/wacKBx79R2A?list=PL_D6ykf1LACYh4_dB1FpFvUJ9CwZPJPz2″>
youtube.com/embed/wacKBx79R2A?list=PL_D6ykf1LACYh4_dB1FpFvUJ9CwZPJPz2″>  youtube.com/embed/wacKBx79R2A?list=PL_D6ykf1LACYh4_dB1FpFvUJ9CwZPJPz2″>
youtube.com/embed/wacKBx79R2A?list=PL_D6ykf1LACYh4_dB1FpFvUJ9CwZPJPz2″>  Ручные ножницы просты в использовании и относительно легкие. Гидравлический инструмент высокого давления можно использовать везде, где вам нужно работать.
Ручные ножницы просты в использовании и относительно легкие. Гидравлический инструмент высокого давления можно использовать везде, где вам нужно работать. Для некоторых работ требуется, чтобы резка была безыскровой. Это исключает использование плазменных резаков или режущих дисков. Наши ручные ножницы — это билет!
Для некоторых работ требуется, чтобы резка была безыскровой. Это исключает использование плазменных резаков или режущих дисков. Наши ручные ножницы — это билет! Когда большое оборудование и перегородки, изготовленные из больших листов алюминия или нержавеющей стали, выбрасываются, использование правильного оборудования для резки и измельчения материала имеет первостепенное значение.
Когда большое оборудование и перегородки, изготовленные из больших листов алюминия или нержавеющей стали, выбрасываются, использование правильного оборудования для резки и измельчения материала имеет первостепенное значение. Специалисты компании Solid Equipment Company проведут для вас и вашей команды специальный инструктаж и инструктаж по технике безопасности для правильного использования этих переносных гидравлических ножниц. знает, что тяжелая работа требует большой мощности, но такая мощность должна сочетаться с равными мерами контроля. Их ручные промышленные ножницы отражают и удовлетворяют эту потребность рынка.
Специалисты компании Solid Equipment Company проведут для вас и вашей команды специальный инструктаж и инструктаж по технике безопасности для правильного использования этих переносных гидравлических ножниц. знает, что тяжелая работа требует большой мощности, но такая мощность должна сочетаться с равными мерами контроля. Их ручные промышленные ножницы отражают и удовлетворяют эту потребность рынка. Наши гидравлические ножницы теперь:
Наши гидравлические ножницы теперь: Он предназначен для очистки и резки цветных металлов. Все три размера имеют одинаковый двигатель, насосы и размер цилиндра. Отличие только в длине лезвия. Более длинные лезвия могут разрезать радиатор за один раз, а не разрезать его наполовину, повернуть на 180 градусов и снова разрезать.
Он предназначен для очистки и резки цветных металлов. Все три размера имеют одинаковый двигатель, насосы и размер цилиндра. Отличие только в длине лезвия. Более длинные лезвия могут разрезать радиатор за один раз, а не разрезать его наполовину, повернуть на 180 градусов и снова разрезать. Эти ножницы также можно использовать для различных работ по сносу, а также под водой.
Эти ножницы также можно использовать для различных работ по сносу, а также под водой. Аллигаторные ножницы имеют шарнирную челюсть и гладкие прочные «зубья», которые могут разрезать практически любой металлический лом. Ножницы типа «крокодил» используются по всему миру на свалках и свалках металлолома, чтобы убирать цветные металлы, разрезая их на более мелкие и простые в обращении куски.
Аллигаторные ножницы имеют шарнирную челюсть и гладкие прочные «зубья», которые могут разрезать практически любой металлический лом. Ножницы типа «крокодил» используются по всему миру на свалках и свалках металлолома, чтобы убирать цветные металлы, разрезая их на более мелкие и простые в обращении куски.
 Ручные гидравлические промышленные ножницы напоминают клешню лобстера с двумя изогнутыми и зазубренными челюстями, которые быстро разбирают металлолом. Они также отлично подходят для понижения в должности.
Ручные гидравлические промышленные ножницы напоминают клешню лобстера с двумя изогнутыми и зазубренными челюстями, которые быстро разбирают металлолом. Они также отлично подходят для понижения в должности. Вы должны быть в состоянии эффективно перерабатывать лом или быстро уменьшать размер определенных материалов.
Вы должны быть в состоянии эффективно перерабатывать лом или быстро уменьшать размер определенных материалов.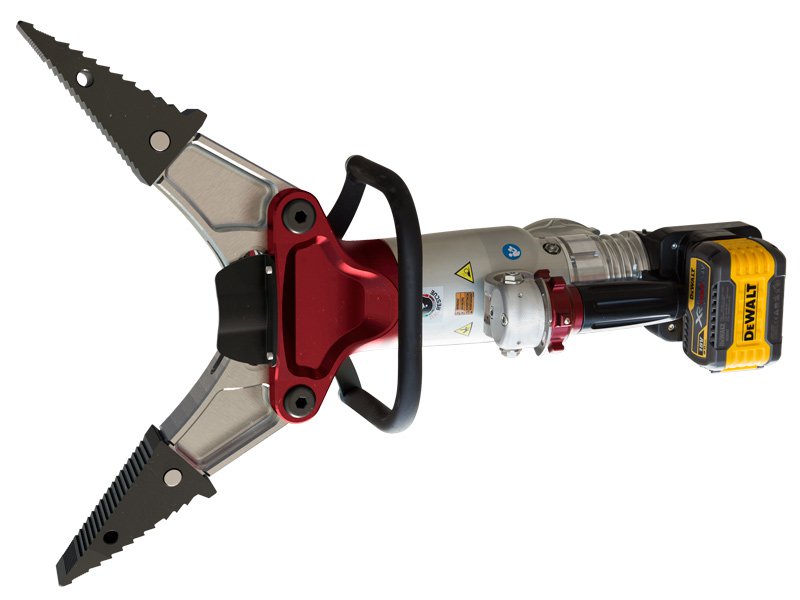 При изготовлении металлических изделий гидравлические ножницы позволяют вырезать четкие линии. Ручные гидравлические ножницы полезны при переработке металла, поскольку они могут быстро демонтировать металлолом в полевых условиях. Они также хорошо работают в демонтаже.
При изготовлении металлических изделий гидравлические ножницы позволяют вырезать четкие линии. Ручные гидравлические ножницы полезны при переработке металла, поскольку они могут быстро демонтировать металлолом в полевых условиях. Они также хорошо работают в демонтаже.



 50 м/мин
50 м/мин Они позволяют использовать на линии резки. Устанавливается до и после машины.
Они позволяют использовать на линии резки. Устанавливается до и после машины.
 в разделе «Соответствие требованиям» на веб-сайте Basler .
в разделе «Соответствие требованиям» на веб-сайте Basler .
 Лёгкий и простой в использовании, при этом имеет весьма хорошее разрешение. Подходит для больших предметов (можно отсканировать человека в полный рост) и сканирования на улице. Вы сможете использовать его с ПО работающим на Occipital’s SDK. Это повысит разрешение и даст доступ к спец возможностям вроде сканирования комнаты. Это, вероятно, будет не то, что вы будете использовать для 3D-печати, но это интересно для разработки игр, например.
Лёгкий и простой в использовании, при этом имеет весьма хорошее разрешение. Подходит для больших предметов (можно отсканировать человека в полный рост) и сканирования на улице. Вы сможете использовать его с ПО работающим на Occipital’s SDK. Это повысит разрешение и даст доступ к спец возможностям вроде сканирования комнаты. Это, вероятно, будет не то, что вы будете использовать для 3D-печати, но это интересно для разработки игр, например.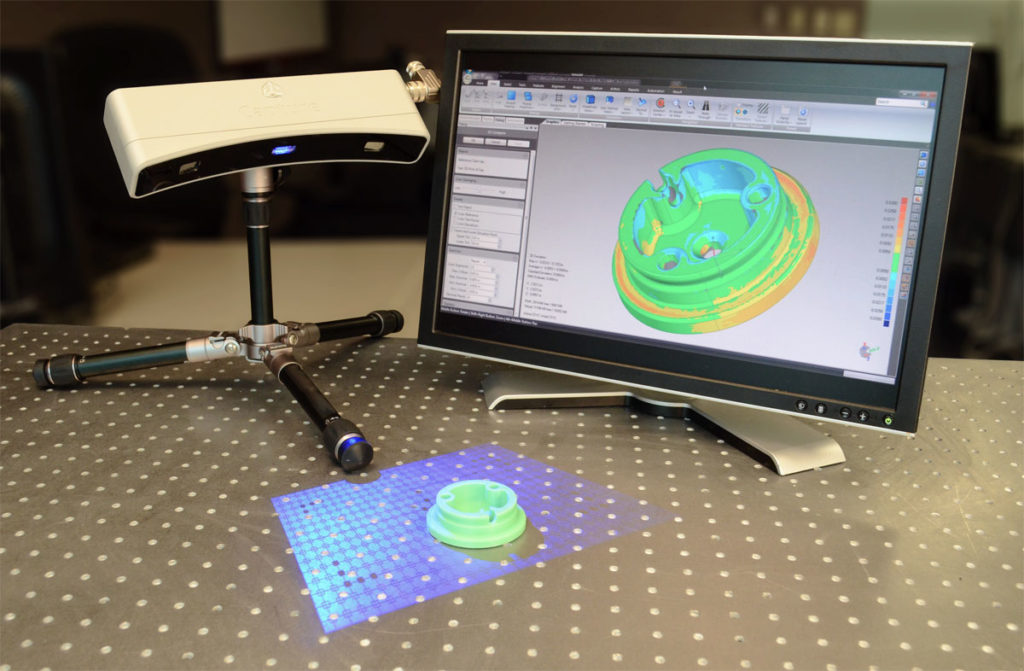
 Качество моделей не слишком высокое, но и цена весьма низкая для такого комбинированного устройства. Это делает XYZprinting Da Vinci самым простым решением для новичка желающего приобщиться к миру 3Д-сканирования-печати.
Качество моделей не слишком высокое, но и цена весьма низкая для такого комбинированного устройства. Это делает XYZprinting Da Vinci самым простым решением для новичка желающего приобщиться к миру 3Д-сканирования-печати. Вместо двухлазерной сканирующей системы, здесь используется источник структурированного света и камеры для быстрого сканирования с весьма высокой детализацией до 0.06 мм! Сканер поставляется с ПО DAVID Pro Edition 3 которое работает с OBJ, STL и PLY форматами 3Д файлов, которые могут быть экспортированы в другие программы для дальнейшего редактирования.
Вместо двухлазерной сканирующей системы, здесь используется источник структурированного света и камеры для быстрого сканирования с весьма высокой детализацией до 0.06 мм! Сканер поставляется с ПО DAVID Pro Edition 3 которое работает с OBJ, STL и PLY форматами 3Д файлов, которые могут быть экспортированы в другие программы для дальнейшего редактирования. В качестве опции может оснащаться автоматически вращающейся платформой способной выдерживать до 50 кг веса.
В качестве опции может оснащаться автоматически вращающейся платформой способной выдерживать до 50 кг веса. 04.2021
04.2021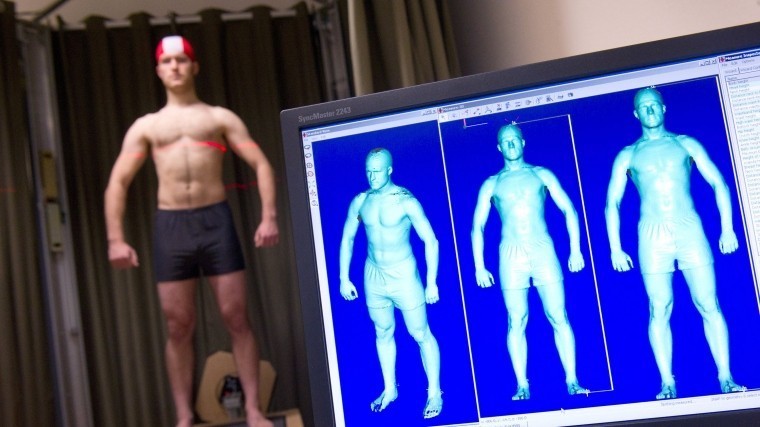


 Для анализа данных используются уникальные алгоритмы, которые позволяют максимально четко передать не только геометрию сканируемого объекта, но и его цвет (вплоть до оттенков, в том числе белого) и текстуру. При этом разобраться в RangeVision ScanCenter сможет каждый, так как она интуитивно понятна и проста в использовании.
Для анализа данных используются уникальные алгоритмы, которые позволяют максимально четко передать не только геометрию сканируемого объекта, но и его цвет (вплоть до оттенков, в том числе белого) и текстуру. При этом разобраться в RangeVision ScanCenter сможет каждый, так как она интуитивно понятна и проста в использовании.
 Они могут не только спроектировать трехмерное изображение объекта, но и проанализировать степень его возможного износа и отклонений. Часто используются в реверс-инжиниринге.
Они могут не только спроектировать трехмерное изображение объекта, но и проанализировать степень его возможного износа и отклонений. Часто используются в реверс-инжиниринге.
 После обработки данных сканирования с помощью Wrap, созданный 3D-проект можно выводить на печать. Подходит для работы как с малыми, так и с большими предметами.
После обработки данных сканирования с помощью Wrap, созданный 3D-проект можно выводить на печать. Подходит для работы как с малыми, так и с большими предметами.



 Подходит для форматирования сканов под САПР.
Подходит для форматирования сканов под САПР.
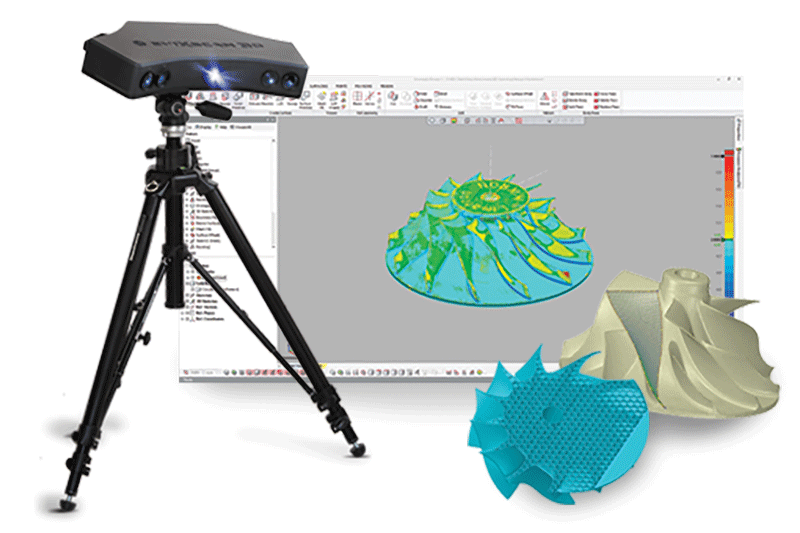 Специалисты нашей компании знают абсолютно все о процессе создания трехмерных моделей и помогут подобрать 3D-принтер или сканер, исходя из ваших задач и возможностей. Для нас важно, чтобы клиенты получили именно то, что нужно им.
Специалисты нашей компании знают абсолютно все о процессе создания трехмерных моделей и помогут подобрать 3D-принтер или сканер, исходя из ваших задач и возможностей. Для нас важно, чтобы клиенты получили именно то, что нужно им.



 предлагает область сканирования 536 x 378 мм. Вы сможете сканировать свои объекты с точностью до 0,1 мм и экспортировать их в формат stl или obj. Предлагается несколько режимов сканирования: вручную или на поворотном столе. В настоящее время он доступен от 589€.
предлагает область сканирования 536 x 378 мм. Вы сможете сканировать свои объекты с точностью до 0,1 мм и экспортировать их в формат stl или obj. Предлагается несколько режимов сканирования: вручную или на поворотном столе. В настоящее время он доступен от 589€. 3D-сканер SOL продается по цене 69 долларов.9.
3D-сканер SOL продается по цене 69 долларов.9.  С автоматическим режимом сканирования сканер подойдет всем тем, у кого мало опыта в оцифровке объектов. Сканер SLS-3D может сканировать объекты размером от 30 мм до 1200 мм с точностью до 0,05 мм, а 3D-сканы создаются с помощью программного обеспечения RangeVision. Также в комплект входит поворотный стол и штатив, облегчающие пользователю сканирование. По словам производителя, сканы NEO подходят для реверс-инжиниринга, 3D-моделирования, сохранения исторических памятников и, конечно же, 3D-печати. RangeVision NEO доступен примерно от 2,19 евро.0, что делает его одним из немногих недорогих доступных настольных 3D-сканеров.
С автоматическим режимом сканирования сканер подойдет всем тем, у кого мало опыта в оцифровке объектов. Сканер SLS-3D может сканировать объекты размером от 30 мм до 1200 мм с точностью до 0,05 мм, а 3D-сканы создаются с помощью программного обеспечения RangeVision. Также в комплект входит поворотный стол и штатив, облегчающие пользователю сканирование. По словам производителя, сканы NEO подходят для реверс-инжиниринга, 3D-моделирования, сохранения исторических памятников и, конечно же, 3D-печати. RangeVision NEO доступен примерно от 2,19 евро.0, что делает его одним из немногих недорогих доступных настольных 3D-сканеров. Черные и глянцевые поверхности можно легко сканировать и экспортировать в форматы stl, obj, ply или WRML. Наконец, Calibry быстр и удобен, способен сканировать до 3 миллионов точек в секунду и весит всего 900 грамм. Он доступен от 4990 евро.
Черные и глянцевые поверхности можно легко сканировать и экспортировать в форматы stl, obj, ply или WRML. Наконец, Calibry быстр и удобен, способен сканировать до 3 миллионов точек в секунду и весит всего 900 грамм. Он доступен от 4990 евро. Кроме того, он отличается небольшим весом (почти 700 г) и интуитивно понятным пользовательским интерфейсом. Базовая цена этой модели составляет 5000 долларов, а дополнительную информацию вы можете получить на сайте производителя.
Кроме того, он отличается небольшим весом (почти 700 г) и интуитивно понятным пользовательским интерфейсом. Базовая цена этой модели составляет 5000 долларов, а дополнительную информацию вы можете получить на сайте производителя. Это программное обеспечение может выполнять, собирать и восстанавливать 3D-сканы. В настоящее время он доступен по цене 9800 долларов. Дополнительную информацию можно найти ЗДЕСЬ.
Это программное обеспечение может выполнять, собирать и восстанавливать 3D-сканы. В настоящее время он доступен по цене 9800 долларов. Дополнительную информацию можно найти ЗДЕСЬ.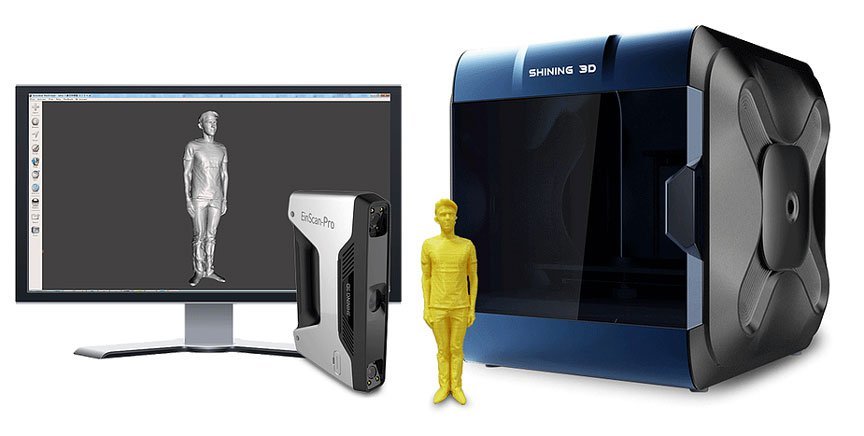
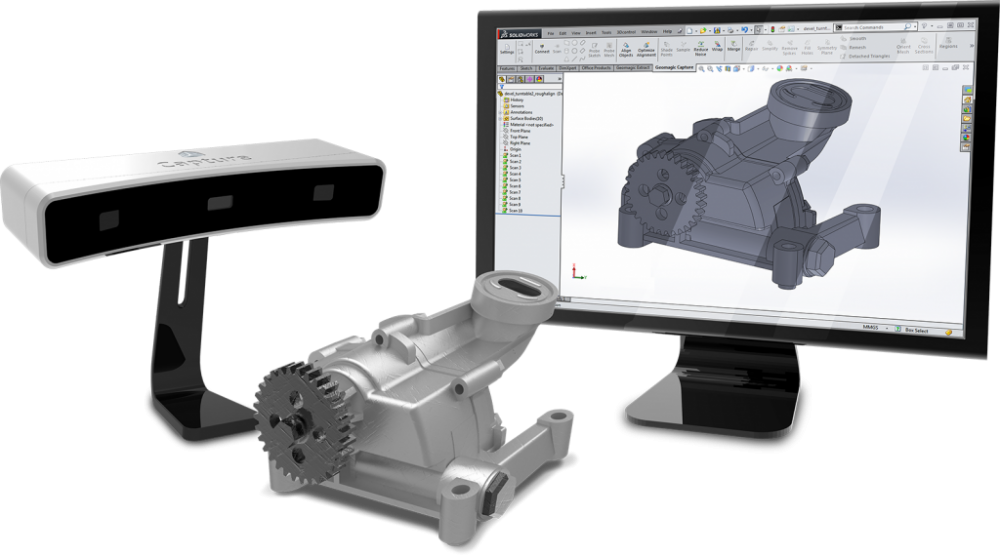
 От ваших собственных глаз (оригинальный сканер!) до новейшего 3D-сканера на рынке — вот как все это работает!
От ваших собственных глаз (оригинальный сканер!) до новейшего 3D-сканера на рынке — вот как все это работает! В этой статье мы рассмотрим различные типы 3D-сканеров тела, основные проблемы, связанные с захватом человеческого тела, и посмотрим, как они используются в медицине, спорте, производстве одежды и индустрии развлечений.
В этой статье мы рассмотрим различные типы 3D-сканеров тела, основные проблемы, связанные с захватом человеческого тела, и посмотрим, как они используются в медицине, спорте, производстве одежды и индустрии развлечений.

 При этом последний проход производят с небольшой глубиной резанья для получения более чистой поверхности обработки. Такой проход называют чистовым фрезерованием в отличие от предварительного или чернового фрезерования, которое производят с большей глубиной резанья. Однако при небольшом припуске на обработку фрезерование производится за один проход.
При этом последний проход производят с небольшой глубиной резанья для получения более чистой поверхности обработки. Такой проход называют чистовым фрезерованием в отличие от предварительного или чернового фрезерования, которое производят с большей глубиной резанья. Однако при небольшом припуске на обработку фрезерование производится за один проход.
 В любой книге по фрезерному делу можно найти данную информацию. Ниже приводится краткий конспект одной из таких книг. Выбор диаметра фрезы для работы определяется по двум параметрам — ширине и глубине фрезерования.
В любой книге по фрезерному делу можно найти данную информацию. Ниже приводится краткий конспект одной из таких книг. Выбор диаметра фрезы для работы определяется по двум параметрам — ширине и глубине фрезерования.
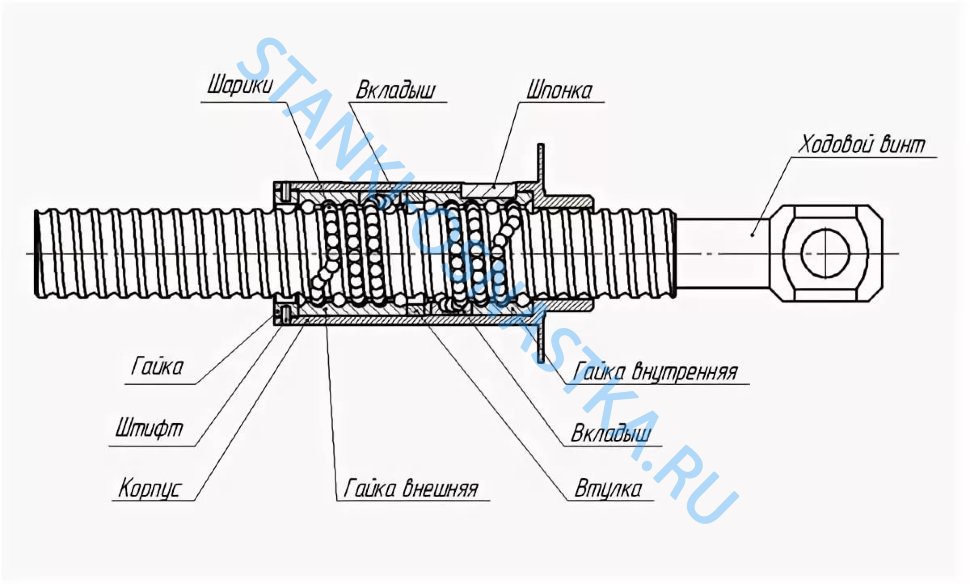

 Проще говоря, скорость подачи — это скорость, с которой фреза взаимодействует с деталью, и обычно измеряется в единицах в минуту. Рекомендуемая скорость подачи при резке зависит от типа материала, который вы режете (например, алюминий, сталь, дерево, акрил и т. д.), материала фрезы (твердый сплав, быстрорежущая сталь, керамика и т. д.) и многих других факторов. факторы резания, включая желаемую поверхность и характеристики самого станка с ЧПУ.
Проще говоря, скорость подачи — это скорость, с которой фреза взаимодействует с деталью, и обычно измеряется в единицах в минуту. Рекомендуемая скорость подачи при резке зависит от типа материала, который вы режете (например, алюминий, сталь, дерево, акрил и т. д.), материала фрезы (твердый сплав, быстрорежущая сталь, керамика и т. д.) и многих других факторов. факторы резания, включая желаемую поверхность и характеристики самого станка с ЧПУ. Когда дело доходит до изменения направления, такого как угол, он должен замедлиться до полной остановки точно в точке угла, изменить направление, а затем разогнаться до 100 дюймов/минуту, чтобы продолжить резку. Это быстрое замедление приводит к увеличению крутящих моментов на станке с ЧПУ.
Когда дело доходит до изменения направления, такого как угол, он должен замедлиться до полной остановки точно в точке угла, изменить направление, а затем разогнаться до 100 дюймов/минуту, чтобы продолжить резку. Это быстрое замедление приводит к увеличению крутящих моментов на станке с ЧПУ.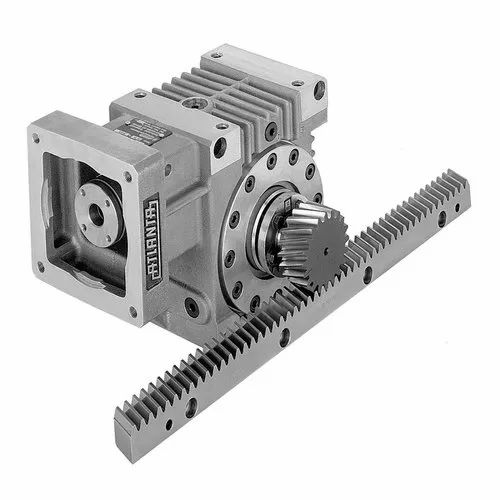

 Мы устанавливаем предельный угловой угол на 90 градусов. У нас есть Расстояние до угла, чтобы начать уменьшение, и Расстояние после угла, чтобы сбросить федерацию, оба установлены на 0,5. У нас также есть процент снижения скорости подачи, равный 0,5 9.0005
Мы устанавливаем предельный угловой угол на 90 градусов. У нас есть Расстояние до угла, чтобы начать уменьшение, и Расстояние после угла, чтобы сбросить федерацию, оба установлены на 0,5. У нас также есть процент снижения скорости подачи, равный 0,5 9.0005 (Слева-внизу) Диалоговое окно «Оптимизация скорости подачи» (конфигурации «Профессиональная» и «Премиум»). (Справа) Опубликованный g-код примера траектории для контроллера ShopSabre (WinCNC).
(Слева-внизу) Диалоговое окно «Оптимизация скорости подачи» (конфигурации «Профессиональная» и «Премиум»). (Справа) Опубликованный g-код примера траектории для контроллера ShopSabre (WinCNC).
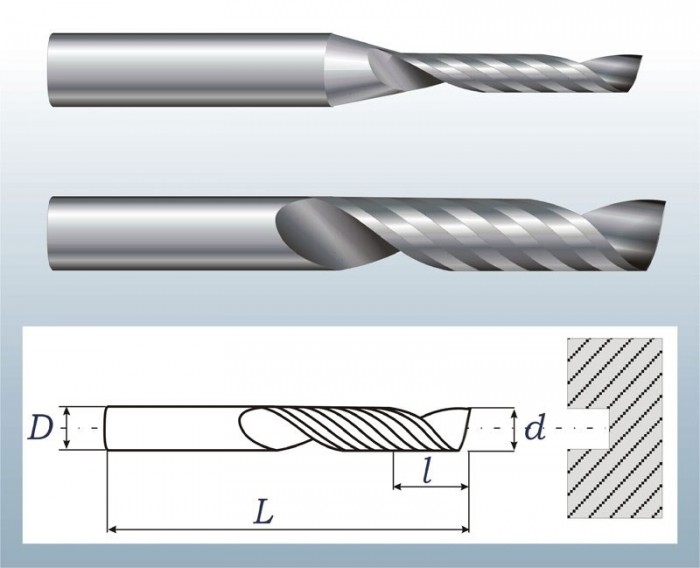 Это поможет вам найти наилучшую скорость подачи и число оборотов в минуту для любого инструмента и материала.
Это поможет вам найти наилучшую скорость подачи и число оборотов в минуту для любого инструмента и материала. (мм на зуб)
(мм на зуб)  Следовательно, если количество стружки остается прежним, а скорость подачи увеличивается, необходимо увеличить либо число оборотов в минуту, либо количество режущих кромок, чтобы поддерживать рекомендуемое количество стружки.
Следовательно, если количество стружки остается прежним, а скорость подачи увеличивается, необходимо увеличить либо число оборотов в минуту, либо количество режущих кромок, чтобы поддерживать рекомендуемое количество стружки. При обработке более мягких материалов или использовании короткой фрезы количество стружки может быть увеличено. Если используется очень длинный фрезерный бит, загрузку чипа следует уменьшить.
При обработке более мягких материалов или использовании короткой фрезы количество стружки может быть увеличено. Если используется очень длинный фрезерный бит, загрузку чипа следует уменьшить. 08 -.13
08 -.13






 {2}+2 x-3}
{2}+2 x-3} В этом поле показано, какой именно системный чип используется в телефоне.
В этом поле показано, какой именно системный чип используется в телефоне. Чем больше оперативной памяти доступно для устройства, тем лучше будет производительность при запуске нескольких или более тяжелых программ.
Чем больше оперативной памяти доступно для устройства, тем лучше будет производительность при запуске нескольких или более тяжелых программ.
 0, ЭДР
0, ЭДР Каждое беспроводное телефонное устройство, продаваемое в США, должно быть протестировано и одобрено для продажи Федеральной комиссией по связи (FCC).
Каждое беспроводное телефонное устройство, продаваемое в США, должно быть протестировано и одобрено для продажи Федеральной комиссией по связи (FCC). Эти пределы указаны в единицах, называемых удельным коэффициентом поглощения (SAR), которые являются мерой количества радиочастотной энергии, поглощаемой телом при использовании мобильного телефона.
Эти пределы указаны в единицах, называемых удельным коэффициентом поглощения (SAR), которые являются мерой количества радиочастотной энергии, поглощаемой телом при использовании мобильного телефона.

 Программирование детали для 4-ой оси и написание УП для ЧПУ
Программирование детали для 4-ой оси и написание УП для ЧПУ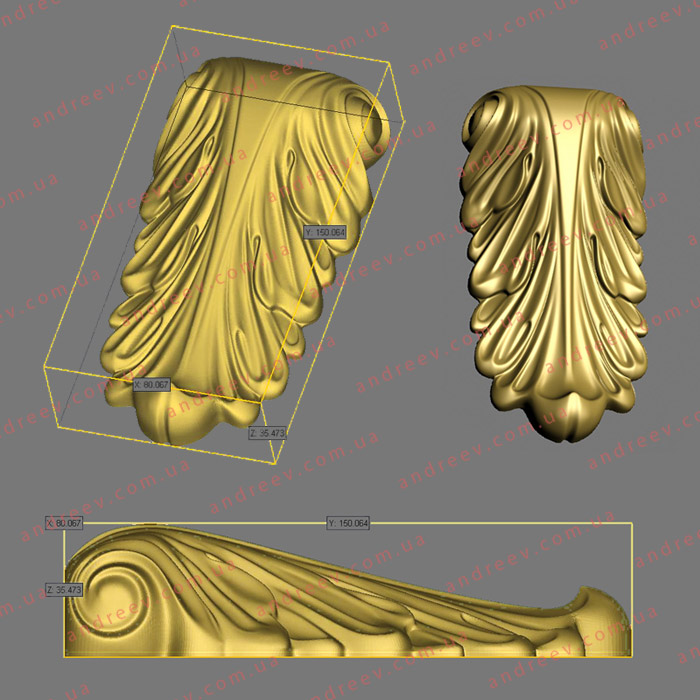
 stl
stl цветы и их части
цветы и их части
 … Так что вы можете поместить его как в Maya, так и в Blender или любую другую программу.
… Так что вы можете поместить его как в Maya, так и в Blender или любую другую программу.
 …Если скачаешь, поставь лайк.
…Если скачаешь, поставь лайк. 04,2020 [FulL.Album] Leipziger Symphonieorchester — Offenbach Fantastique ~Mp3~ Full Zip 03.04,2020 Album #Full# Download Leipziger Symphonieorchester — Offenbach Fantastique 2020…
04,2020 [FulL.Album] Leipziger Symphonieorchester — Offenbach Fantastique ~Mp3~ Full Zip 03.04,2020 Album #Full# Download Leipziger Symphonieorchester — Offenbach Fantastique 2020…
 .. 2. Щит: https://sketchfab.com/3d-models/paladin-shield-free-download-0ae0f62030ad48d88364b327b7cd3fc3 Не стесняйтесь скачивать его и использовать для любых целей. … Просто, пожалуйста, не забудьте указать меня в конце 🙂
.. 2. Щит: https://sketchfab.com/3d-models/paladin-shield-free-download-0ae0f62030ad48d88364b327b7cd3fc3 Не стесняйтесь скачивать его и использовать для любых целей. … Просто, пожалуйста, не забудьте указать меня в конце 🙂
 12 BYN
12 BYN 64 BYN
64 BYN 45 BYN
45 BYN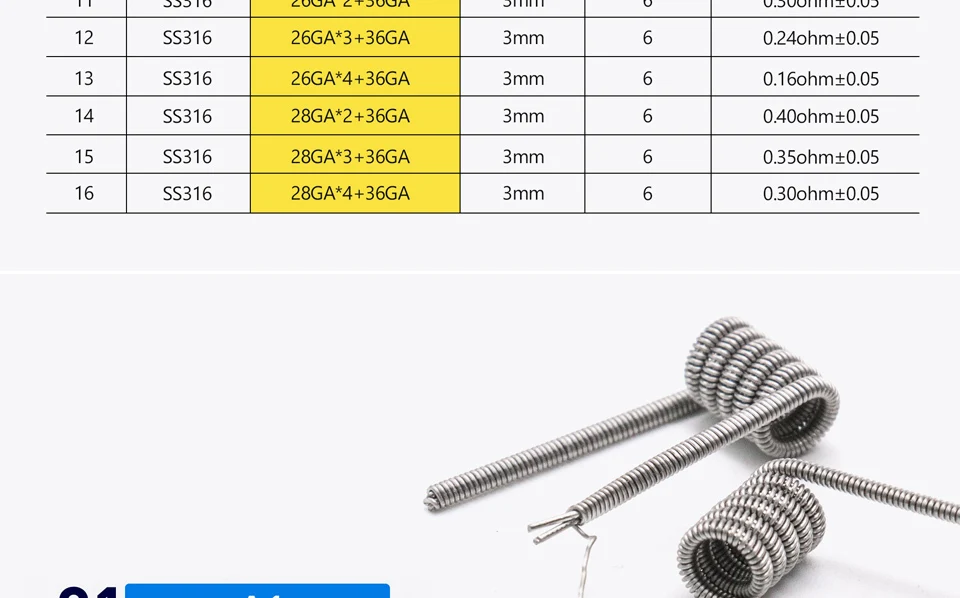 89 BYN
89 BYN 54 BYN
54 BYN 56 BYN
56 BYN 85 BYN
85 BYN 78 BYN
78 BYN 72 BYN
72 BYN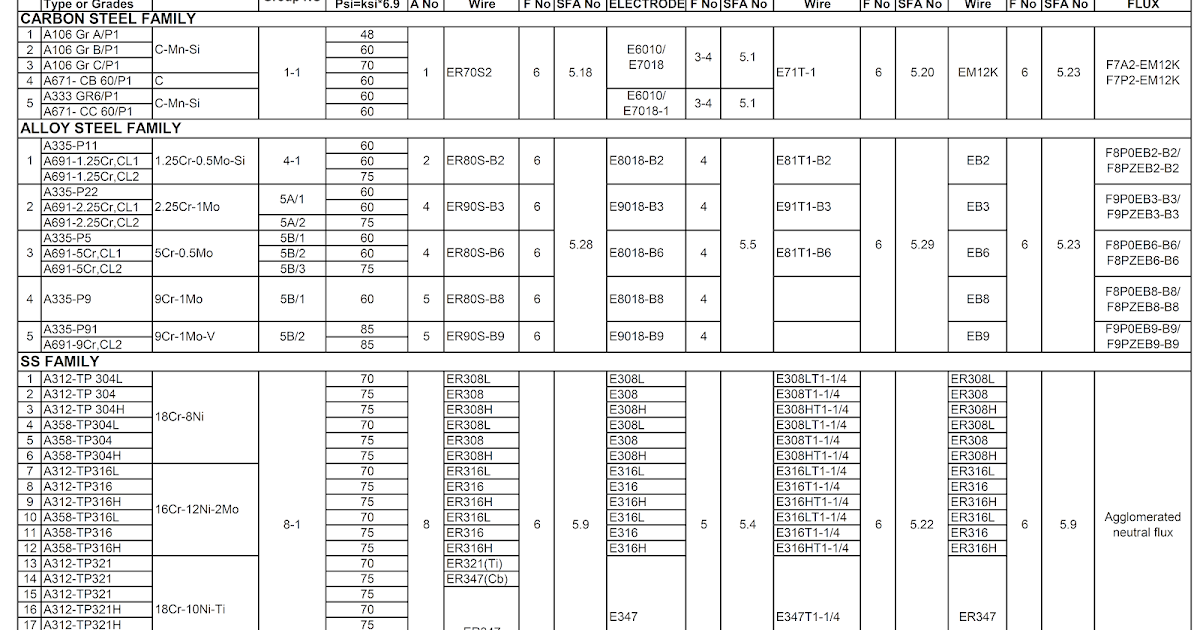 85 BYN
85 BYN 84 BYN
84 BYN 78 BYN
78 BYN 35 BYN
35 BYN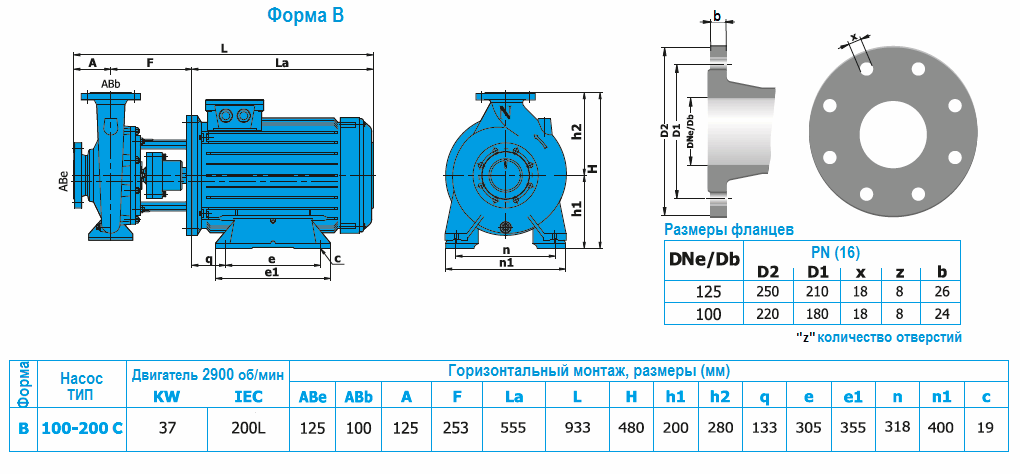 7 BYN
7 BYN 37 BYN
37 BYN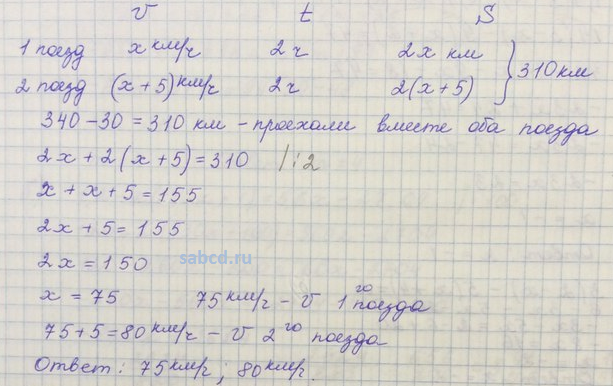 99 BYN
99 BYN
 03344.120 от 12.07.2017 г
03344.120 от 12.07.2017 г
 Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти
Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти 1126/наука.1141634
1126/наука.1141634 Гроувс, Бриджит Найт, Энн-Мари Пэтч, Эндрю Р. Несс, Шах Эбрахим, Дебби А. Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти
Гроувс, Бриджит Найт, Энн-Мари Пэтч, Эндрю Р. Несс, Шах Эбрахим, Дебби А. Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти 1126/наука.1141634
1126/наука.1141634 1
1 2
2 , Блейкмор А.И., Эллиот П., Мейре Д., Балкау Б. , Ярвелин М.Р., Фрогуэль П.
, Блейкмор А.И., Эллиот П., Мейре Д., Балкау Б. , Ярвелин М.Р., Фрогуэль П.



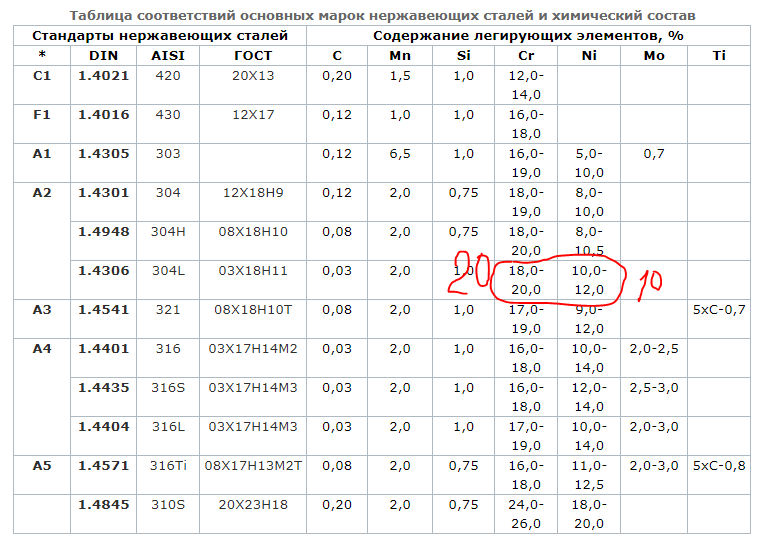
 Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина.
Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина. Реже производят наваривание металла на обушок.
Реже производят наваривание металла на обушок. 3, в).
3, в). Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном.
Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном. , его останавливают и болты подтягивают.
, его останавливают и болты подтягивают.


 Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез.
Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез. Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
 США) $52,25
США) $52,25 США) $37,00
США) $37,00 США) $37,00
США) $37,00 США) $14,00
США) $14,00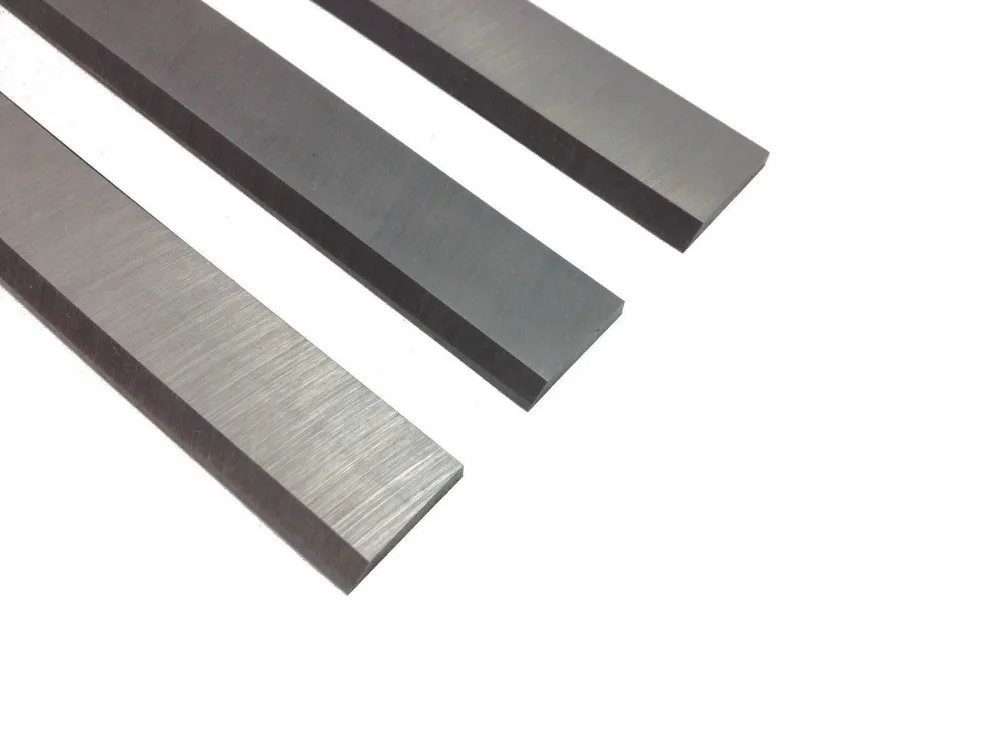
 Работы следует проводить при работающей вытяжной вентиляции. Насколько нам известно, это наименее токсичный растворитель для PLA-пластика, однако при работе с ним следует проявлять повышенную осторожность, поскольку долговременный эффект его воздействия чрезвычайно опасен. Горюч, поэтому избегайте соприкосновения его паров с источниками открытого огня или искр. То же самое относится к ацетону, тетрагидрофурану и т.п.
Работы следует проводить при работающей вытяжной вентиляции. Насколько нам известно, это наименее токсичный растворитель для PLA-пластика, однако при работе с ним следует проявлять повышенную осторожность, поскольку долговременный эффект его воздействия чрезвычайно опасен. Горюч, поэтому избегайте соприкосновения его паров с источниками открытого огня или искр. То же самое относится к ацетону, тетрагидрофурану и т.п.  D-Limonene имеет основу масла, поэтому чтобы нейтрализовать рекацию пластика и растворителя, их надо промыть с мылом.
D-Limonene имеет основу масла, поэтому чтобы нейтрализовать рекацию пластика и растворителя, их надо промыть с мылом. Литра хватает надолго. Очень важна герметичность емкости для хранения раствора.
Литра хватает надолго. Очень важна герметичность емкости для хранения раствора.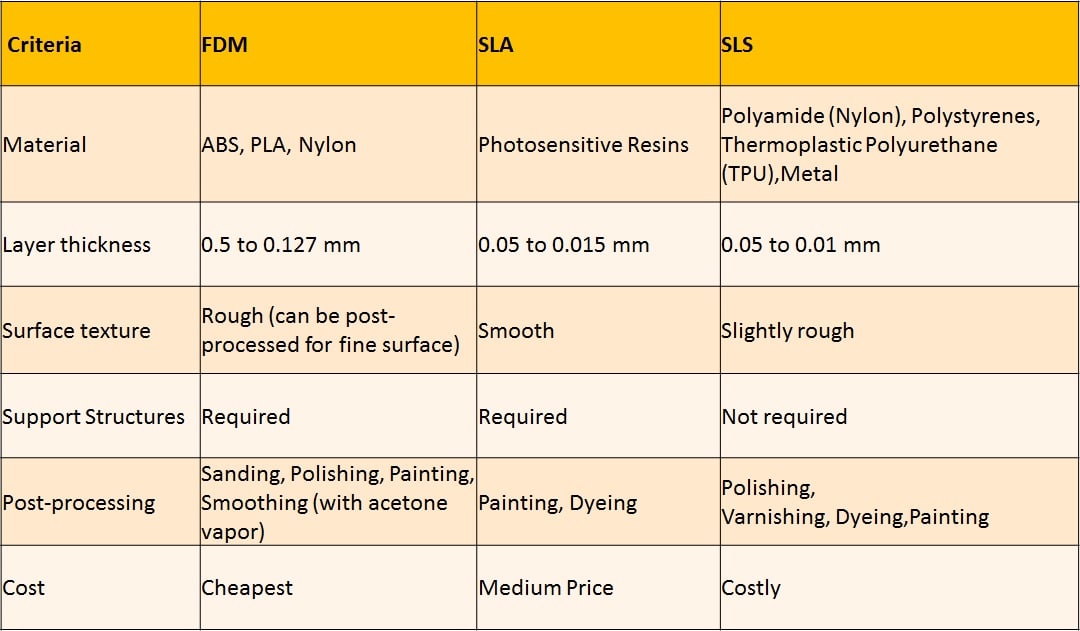

 Сравните ее с левым краем, который не полировался, где видно даже слои распечатки.
Сравните ее с левым краем, который не полировался, где видно даже слои распечатки. Это позволит сэкономить и время, и реактив, и доводка получится точнее, без значительных геометрических искажений.
Это позволит сэкономить и время, и реактив, и доводка получится точнее, без значительных геометрических искажений.
 Влажную/сухую наждачную бумагу можно отличить по цвету. Ее зерна черного цвета, а не коричневого или бежевого.
Влажную/сухую наждачную бумагу можно отличить по цвету. Ее зерна черного цвета, а не коричневого или бежевого. Тонкие ровные слои быстро сохнут, после чего можно отшлифовать грунтовку до пластика, чтобы она оставалась только в углублениях линий слоя. Повторяйте процесс до тех пор, пока все недостатки 3D печати не пропадут.
Тонкие ровные слои быстро сохнут, после чего можно отшлифовать грунтовку до пластика, чтобы она оставалась только в углублениях линий слоя. Повторяйте процесс до тех пор, пока все недостатки 3D печати не пропадут.
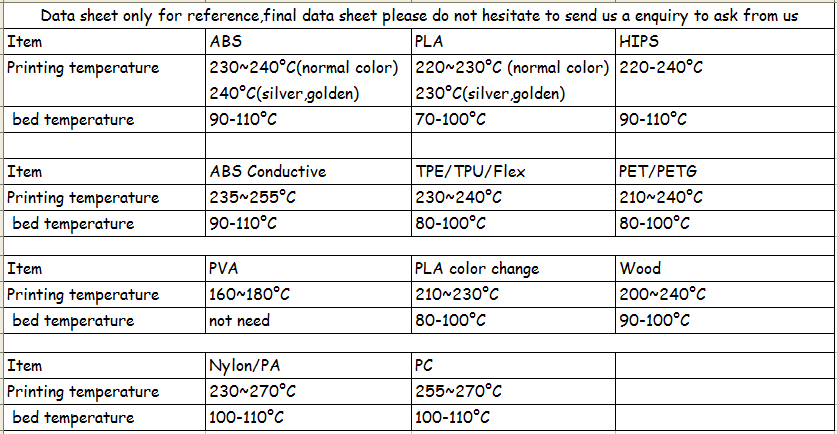 Ацетон взаимодействует с ABS и медленно плавит пластик, создавая супергладкую модель. Примечание: обязательно ознакомьтесь с необходимыми мерами предосторожности, если решите попробовать этот способ.
Ацетон взаимодействует с ABS и медленно плавит пластик, создавая супергладкую модель. Примечание: обязательно ознакомьтесь с необходимыми мерами предосторожности, если решите попробовать этот способ.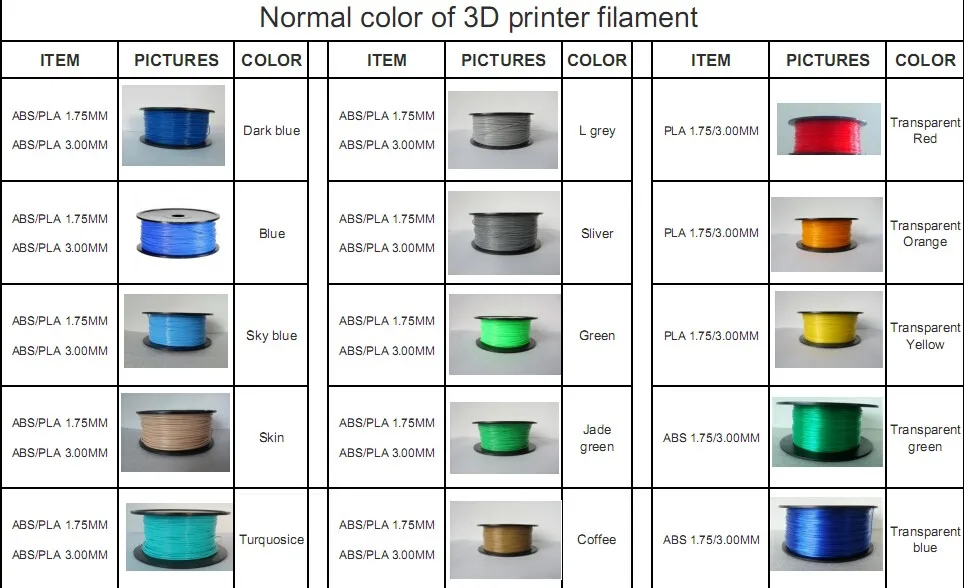 Это также улучшает окончательный внешний вид, который может показаться не таким гладким, как вы ожидали.
Это также улучшает окончательный внешний вид, который может показаться не таким гладким, как вы ожидали. И в результате можно будет собрать окончательную, гладкую и профессионально выглядящую модель.
И в результате можно будет собрать окончательную, гладкую и профессионально выглядящую модель.
 Начиная от предварительной шлифовки, заканчивая покраской!
Начиная от предварительной шлифовки, заканчивая покраской! Однако наиболее распространенными являются масла, эмали, лаки и акриловые краски. Эксперты рекомендуют новичкам использовать акриловые краски, так как они быстро сохнут и их можно смыть водой.
Однако наиболее распространенными являются масла, эмали, лаки и акриловые краски. Эксперты рекомендуют новичкам использовать акриловые краски, так как они быстро сохнут и их можно смыть водой.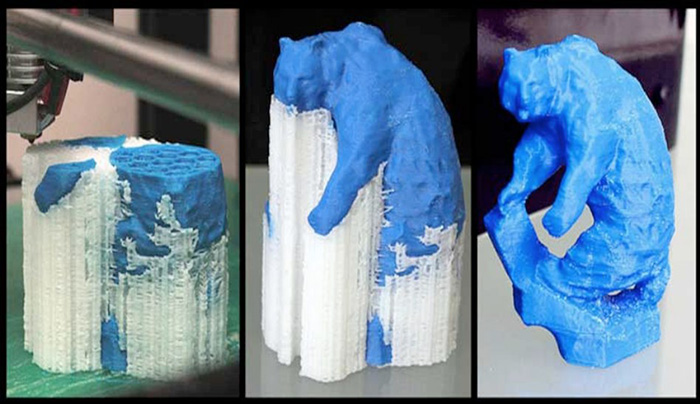

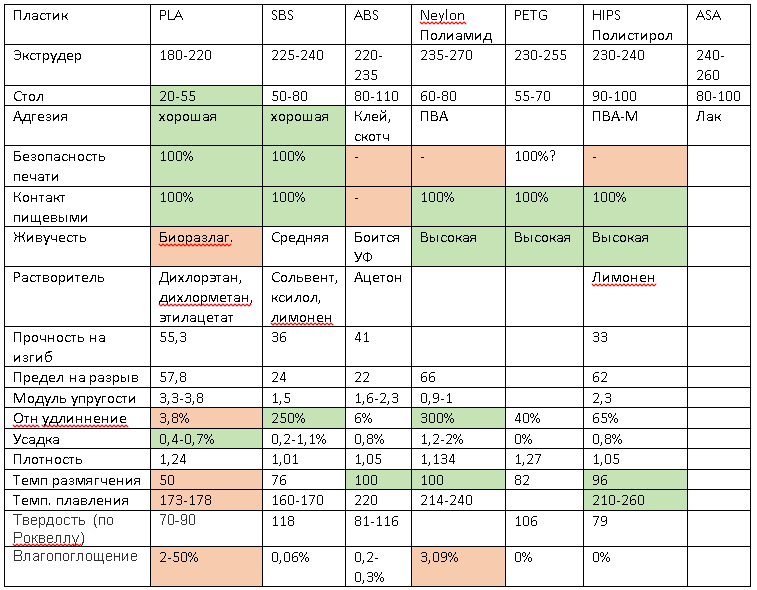

 Если что-то из этого требуется, очистите деталь от пыли перед повторным окрашиванием. Чтобы получить гладкую поверхность, между шлифованием и распылением можно использовать точечную шпаклевку для восстановления дефектов. Наносится с помощью скребка. Вы можете распределить его по всей детали для заполнения пробелов, но при этом необходима детализация.
Если что-то из этого требуется, очистите деталь от пыли перед повторным окрашиванием. Чтобы получить гладкую поверхность, между шлифованием и распылением можно использовать точечную шпаклевку для восстановления дефектов. Наносится с помощью скребка. Вы можете распределить его по всей детали для заполнения пробелов, но при этом необходима детализация. Он также замаскирует некоторые области и предотвратит попадание краски внутрь.
Он также замаскирует некоторые области и предотвратит попадание краски внутрь. После нанесения верхнего слоя терпеливо подождите, пока цвет высохнет, и посмотрите, пропитался ли он так, как вы хотели.
После нанесения верхнего слоя терпеливо подождите, пока цвет высохнет, и посмотрите, пропитался ли он так, как вы хотели. Белый рекомендуется для грунтовок на объектах, которые в конечном итоге будут светлых тонов, и наоборот для черного.
Белый рекомендуется для грунтовок на объектах, которые в конечном итоге будут светлых тонов, и наоборот для черного.
 Хотя этот метод дает технологии невероятную гибкость дизайна, он также имеет присущие ему недостатки.
Хотя этот метод дает технологии невероятную гибкость дизайна, он также имеет присущие ему недостатки. Это означает, что в его молекулярной структуре не так много полярных групп, которые делают его уязвимым для воздействия типичных растворителей, таких как ацетон.
Это означает, что в его молекулярной структуре не так много полярных групп, которые делают его уязвимым для воздействия типичных растворителей, таких как ацетон. Вы должны быть особенно осторожны, используя любой метод, который приводит к нагреву или трению вашей печати PLA.
Вы должны быть особенно осторожны, используя любой метод, который приводит к нагреву или трению вашей печати PLA.
 Сохраняя поверхность отпечатка и наждачную бумагу влажными, вы также избегаете выделения тепла, достаточного для деформации пластикового материала. Вы можете использовать эту технику независимо от размера наждачной бумаги, но вам понадобится наждачная бумага с пометкой «водостойкая».0003
Сохраняя поверхность отпечатка и наждачную бумагу влажными, вы также избегаете выделения тепла, достаточного для деформации пластикового материала. Вы можете использовать эту технику независимо от размера наждачной бумаги, но вам понадобится наждачная бумага с пометкой «водостойкая».0003 Вы должны увидеть заметное улучшение гладкости поверхности отпечатка и появление блестящей зеркальной поверхности. Вы можете улучшить это, отполировав поверхность отпечатка другим куском мягкой ткани. Вы можете повторять цикл полировки и полировки, пока не будете удовлетворены результатами.
Вы должны увидеть заметное улучшение гладкости поверхности отпечатка и появление блестящей зеркальной поверхности. Вы можете улучшить это, отполировав поверхность отпечатка другим куском мягкой ткани. Вы можете повторять цикл полировки и полировки, пока не будете удовлетворены результатами. Вы можете сделать это наоборот, используя метод прайминга. Нанеся грунтовку, вы можете заполнить все пробелы, а затем отшлифовать слой грунтовки, чтобы получить более однородную и гладкую поверхность.
Вы можете сделать это наоборот, используя метод прайминга. Нанеся грунтовку, вы можете заполнить все пробелы, а затем отшлифовать слой грунтовки, чтобы получить более однородную и гладкую поверхность.
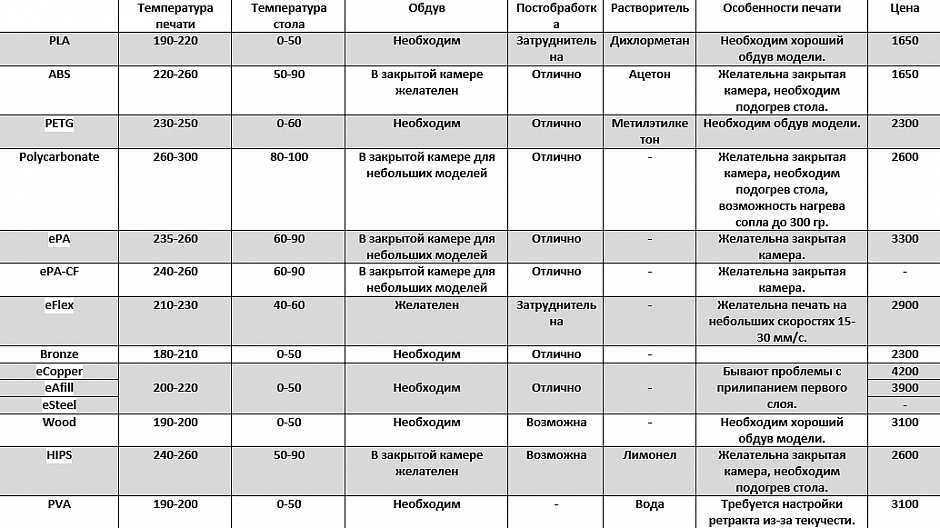 Думайте об этом как о небольшой дополнительной оплате, чтобы вам не пришлось тратить столько времени и труда.
Думайте об этом как о небольшой дополнительной оплате, чтобы вам не пришлось тратить столько времени и труда.
 Ассортимент продукции: стеклянные стаканы, гравированные стеклянные чашки, рюмки, стеклянные кружки, стеклянные кувшины, стеклянные графины, набор стеклянной посуды, стеклянные чаши, стеклянные тарелки, стеклянные горшки для конфет, стеклянные вазы, стеклянные банки для хранения, выпечка стеклянной посуды, боросилированной посуды, стекла Бокалы, стеклянная пепельница, стеклянные салфетницы, стеклянные вазы и тарелки для фруктов, стеклянные подсвечники.
Ассортимент продукции: стеклянные стаканы, гравированные стеклянные чашки, рюмки, стеклянные кружки, стеклянные кувшины, стеклянные графины, набор стеклянной посуды, стеклянные чаши, стеклянные тарелки, стеклянные горшки для конфет, стеклянные вазы, стеклянные банки для хранения, выпечка стеклянной посуды, боросилированной посуды, стекла Бокалы, стеклянная пепельница, стеклянные салфетницы, стеклянные вазы и тарелки для фруктов, стеклянные подсвечники. Выпускаемая продукция отличается энергосбережением, декоративностью и конкурентоспособностью.
Выпускаемая продукция отличается энергосбережением, декоративностью и конкурентоспособностью.
 5% ~ 3.5%
5% ~ 3.5% Тем не менее, вы должны строго следовать правилам импорта, чтобы гарантировать успешную доставку ваших товаров в страну.
Тем не менее, вы должны строго следовать правилам импорта, чтобы гарантировать успешную доставку ваших товаров в страну. Разрешение необходимо, если вы ввозите товары со стеклом, которые регулируются определенными федеральными агентствами.
Разрешение необходимо, если вы ввозите товары со стеклом, которые регулируются определенными федеральными агентствами. Среди прочего, он позволяет президенту вводить тарифы против стран. Благодаря разделу 301 в отношении Китая введено множество тарифов.
Среди прочего, он позволяет президенту вводить тарифы против стран. Благодаря разделу 301 в отношении Китая введено множество тарифов. 19: Защитные пленки из закаленного безопасного стекла, прозрачные, вырезанные и обработанные. У них должен быть клей на одной стороне в прямоугольных листах. Каждая банка имеет размеры:
19: Защитные пленки из закаленного безопасного стекла, прозрачные, вырезанные и обработанные. У них должен быть клей на одной стороне в прямоугольных листах. Каждая банка имеет размеры: Вы по-прежнему можете импортировать стекло, на которое не распространяются исключения. Однако вам придется оплатить тарифный сбор, связанный с этим.
Вы по-прежнему можете импортировать стекло, на которое не распространяются исключения. Однако вам придется оплатить тарифный сбор, связанный с этим. Чтобы избежать использования неправильных кодов HTS для вашего импорта, наймите одного из наших лицензированных таможенных брокеров, чтобы помочь вам в этом процессе.
Чтобы избежать использования неправильных кодов HTS для вашего импорта, наймите одного из наших лицензированных таможенных брокеров, чтобы помочь вам в этом процессе. Хотя ограничения FDA для непродовольственных товаров не такие строгие, есть несколько сведений, которые вы должны будете им предоставить:
Хотя ограничения FDA для непродовольственных товаров не такие строгие, есть несколько сведений, которые вы должны будете им предоставить:
 Вариант без поездки в Китай — нанять агента по подбору персонала. Эти агенты могут найти потенциальных поставщиков, которые предоставят вам необходимую стеклянную посуду. Также существует множество различных онлайн-каталогов и даже вебинаров, на которых можно взаимодействовать с поставщиками.
Вариант без поездки в Китай — нанять агента по подбору персонала. Эти агенты могут найти потенциальных поставщиков, которые предоставят вам необходимую стеклянную посуду. Также существует множество различных онлайн-каталогов и даже вебинаров, на которых можно взаимодействовать с поставщиками. Прочтите нашу статью о запрете на ввоз в Синьцзян, чтобы узнать больше и избежать штрафа и задержания вашего груза .
Прочтите нашу статью о запрете на ввоз в Синьцзян, чтобы узнать больше и избежать штрафа и задержания вашего груза . заплатить за них китайскому поставщику. Оплата китайскому поставщику за товары, которые вы хотите импортировать, отличается от оплаты в США или даже в другой стране.
заплатить за них китайскому поставщику. Оплата китайскому поставщику за товары, которые вы хотите импортировать, отличается от оплаты в США или даже в другой стране. Мы можем помочь перемещать ваши товары по всей цепочке поставок, включая доставку, складирование и распределение.
Мы можем помочь перемещать ваши товары по всей цепочке поставок, включая доставку, складирование и распределение.