Обзор OLIGHT WARRIOR X PRO. Сверхмощный тактический фонарь
Подствольный тактический фонарь Olight Warrior X Pro — идеальное решение для охоты в темное время суток. Благодаря светодиоду Cree XH-P 35 HI Neutral White яркость свечения достигает 2100 люмен, что обеспечивает обзор местности до 500 метров.
Модель оснащена бесшумной кнопкой, поэтому включение и выключение происходит без посторонних клацающих звуков. Это особенно пригодится на охоте, когда нужно не спугнуть зверя.
5%скидка Для читателей нашего блога скидка 5% на весь ассортимент
Ваш промокод:BLOGСмотреть все фонари
Мощный аккумулятор
Емкость батареи в 5000 мАч (это на порядок выше, чем в предыдущей модели) увеличивает время работы и позволяет использовать более яркий светодиод без потери автономности. Благодаря этому длительность функционирования в минимальном режиме (300 люмен) достигает 8 часов. А на самом высоком уровне яркости (2100 люмен) автономность составляет 2 минуты.
После двух минут работы в самом высоком режиме устройство переключается на яркость в 1000 люмен и светит так еще 100 минут. Затем прибор автоматически включает еще более слабое свечение в 300 люмен, которое гарантированно проработает еще 23 минуты.
Модель обладает интересной «фишкой»: когда заряд фонаря падает до низких показателей, прибор начинает вибрировать с разной частотой. При заряде меньше 30% — 1 раз/5 мин, меньше 10% — 1 раз/мин, меньше 5% — 6 раз/мин. Такая особенность позволяет вовремя заряжать устройство.
Питание батареи осуществляется с помощью магнитного USB-кабеля Olight MMC3 Magnetic. Также в комплекте находится аккумулятор 21700 на 5000 мАч, который подстрахует, если заряд закончится вдали от источников электричества.
Сверхъяркий светодиод
Данный фонарь использует светодиод марки Cree XH-P 35 HI Neutral White, который имеет дальнобойную яркость в 2100 люмен с нейтральной температурой света. Он создает шикарную видимость на 500 метров даже в туманную или дождливую погоду. Такого эффекта помогает достичь параболический гладкий рефлектор из алюминия, который и фокусирует луч.
Бывает так, что мощность светодиода становится проблемой, так как при длительной работе фонарь перегревается. Однако в модели Warrior X Pro это исключено благодаря системе Safety, которая снижает яркость светового луча после 2 минут функционирования в полную мощность, предотвращая перегрев.
Светодиод, используемый для этой модели, прослужит около 5 лет (или 50 000 часов). Поэтому можно надолго забыть о необходимости искать ему замену.
Линза из минерального стекла с просветлением обеспечивает дополнительную защиту при падении на твердую поверхность. Данный материал имеет литую структуру, поэтому выдержит даже сильные удары без возникновения трещин.
Высокий уровень защиты
Фонарь Warrior X Pro имеет степень влагозащиты IPX8, благодаря чему его можно погружать под воду на глубину до 2 метров в течение 30 минут. Как показывает тестирование, модель спокойно выдерживает отдачу при стрельбе из любого оружия 12 калибра. А благодаря технологии FL1 Standart фонарь выдерживает падение с высоты 3 метров.
Авиационный алюминий, из которого выполнен фонарь, позволил совместить две важные характеристики: легкость корпуса и достаточную прочность. Жесткое анодирование 3 степени защищает корпус от коррозии, поэтому покрытие не будет затираться и ржаветь от активной эксплуатации.
Эргономичная форма корпуса позволяет фонарику удобно лежать в руке. Фактурная поверхность с многочисленными глубокими ребрами очень цепкая, поэтому прибор не выскользнет, даже если использовать его во время дождя.
На задней части модели имеется мощный магнит, благодаря которому фонарь можно зафиксировать вертикально на гладкой поверхности из металла. Также его можно просто поставить на зубья, выступающие за пределы торцевой кнопки. А клипса на корпусе фонаря позволит с легкостью закрепить устройство на ремне.
Функционал
При наличии всего одной кнопки фонарь имеет два режима: минимальный (300 люмен, до 8 часов работы) и максимальный (2100 люмен, до 2 минут работы).
По необходимости вы можете запрограммировать фонарь на тот режим работы, который вам необходим. Чтобы переключаться между ними, нужно открутить торцевую кнопку, зажать ее и в таком положении вкрутить обратно.
Аксессуары
Доступны пять цветов корпуса: черный, серый, зеленый, коричневый и камуфляжный.
В комплекте идут сам фонарь, кабель зарядки, чехол, кольцо-упор, темляк и руководство. Магнитное зарядное устройство имеет приличную мощность: немного меньше 2 А, поэтому заряжает аккумулятор до 100% за 5,5 часов.
Чехол тоже представляет некоторый интерес:
во-первых, в нем есть отверстие под размер линзы. Так что вы можете светить фонарем, не вынимая его из кейса. Также ваш чехол не расплавится, если вы случайно забудете выключить прибор, ведь свет не попадает на сам материал;
во-вторых, крышка закрывается на кнопку, а не на липучку, что очень
удобно, ведь последняя быстро теряет свою прилипающую способность.
То, что в наборе имеются такие аксессуары как кольцо-упор и темляк, еще раз напоминает, что вещь брендовая, ведь созданы все условия для комфортного пользования. С помощью кольца-упора вы сможете удобно держать фонарь сигарным хватом, когда он не на оружии. А наличие темляка позволит использовать функционал устройства по максимуму — например, закрепить его на дереве или палатке.
Некоторые находят очень удобным заказать магнитную выносную кнопку, чтобы облегчить доступ к фонарю. Она поможет сосредоточиться и сохранять полную тишину.
Вывод
Дальнобойный светодиод фонаря Olight Warrior X Pro откроет прекрасную видимость на 500 метров, а мощная батарея обеспечит до 8 часов непрерывной работы. Бесшумная кнопка поможет не потерять из виду цель и сохранять полную конспирацию в самый ответственный момент.
Такой спектр возможностей делает Warrior X Pro незаменимым помощником для каждого охотника.
ZERO X PRO — Infinix
Двойной чип
Игровой процессор с выделенным
графическим ядром
6.
67″
AMOLED дисплей
120 Гц
Высокая частота обновления экрана
60-кратный перископический зум
Функция “Съемка луны”
108 Мп OIS
Камера с высоким разрешением
“Космический” дизайн корпуса
45 Вт быстрая зарядка Сертификат TÜV Rheinland
60-кратный перископический зум
Функция “Съемка луны”
108 Мп OIS
Камера с высоким разрешением
6.67″
AMOLED дисплей
120 Гц
Высокая частота обновления экрана
“Космический” дизайн корпуса
45W TÜV Rheinland Safe & Flash Charge
до 11 Гб расширение памяти
8 Гб RAM+3 Гб RAM
7.8 ультратонкий корпус
Думай
Смотри
Исследуй
Расширьте границы восприятия.
Приоткройте завесу будущего.
Найдите свое место во вселенной.
Навстречу неизведанному
Навстречу мощности
Максимальная производительность
Минимальная потребляемая мощность
Ультрасовременный флагманский процессор G95 призван обеспечить максимальную мощность,
производительность и удобство пользования смартфоном.
+64%Последовательная запись 386.29 МБ/с
Последовательная запись 386.29 МБ/с
+22%Случайное чтение 217.97 МБ/с
Случайное чтение 217.97 МБ/с
+19%Случайная запись 232.54МБ/с
Случайная запись 232.54МБ/с
ZERO X Pro
ZERO 8
Модуль Intelligent Display
Четкое и плавное изображение в любой ситуации
Получайте четкие и плавные изображения каждый раз с помощью суперумных чипов.
UFS2.2
Загружайте приложения, изображения и видео на 20%
быстрее.
Тратьте время на то, что действительно важно.
Случайная запись данных
+1000%
UFS2.1
Случайное считывание данных
UFS2. 1
Последовательная запись данных
UFS2.1
Навстречу новым кадрам
Система камер с полнокадровым фокусным объективом
Ваш новый подход в фотосъемке
60Х гибридный зум
Функция “Съемка луны”
108 Мп OIS
Основная камера
120°
Сверхширокоугольная камера
OIS+EIS
Технология стабилизации
108 Мп основная Venti камера
Диафрагма f1.79
Сенсор 1 / 1,52″
OIS
Сверхширокоугольная камера 8 Мп
Угол обзора 120 °
Диафрагма f2.25
8 Мп зум-камера
Диафрагма f3.4
5Х Оптический зум
60Х Гибридный зум
OIS
4Х Сверхяркая вспышка
60X
Перископическая камера
Увеличь до бесконечности и даже больше
Зумируй как никогда раньше. Благодаря 5-кратному оптическому зуму и 60-кратному гибридному
зуму вы сможете снимать захватывающие дух крупные планы удаленных объектов, где бы вы ни
находились.
Режим “Съемка луны”
Фотографии луны в профессиональном качестве теперь доступно на вашем смартфоне.
108 Мп ночная камера с OIS
Получайте потрясающие фото в любое время суток
Ночные селфи с технологией ИИ
Сохраняйте сияние даже в темноте
Двойная передняя вспышка и усовершенствованная технология съемки с ИИ позволят вам сделать
лучшую версию фото независимо от угла съемки или условий освещения.
Двойная передняя вспышка и усовершенствованная технология съемки с ИИ позволят вам сделать
лучшую версию фото независимо от угла съемки или условий освещения.
Ночная видеосъемка
Отсутствие яркого света — больше не проблема.
Снимайте видео даже в темноте с AI-камерой ZERO X PRO
Полный кадр
Фокусное расстояние
Прекрасный результат
Благодаря качеству изображения, в 4 раза более четкому, чем изображение FHD, и
технологии OIS, вы получаете возможность снимать как потрясающие пейзажи, так и очень
крупные планы.
Суперзамедленная съемка.
Снимайте Slo-mo со скоростью 960 кадров в секунду и покадровую съемку 4K, чтобы получать
высококачественные видео, которые редко можно снять на любой другой смартфон.
Навстречу новым горизонтам
Большой иммерсивный дисплей,
смелые цвета, безупречная отзывчивость
Супер-контраст
AMOLED-дисплей FHD + с диагональю 6,67″
Цветовой контраст 400000: 1
103% цветовой гаммы DCI-P3
Супер пиковая яркость
Пиковая яркость 700 нит
Типичная пиковая яркость
Мгновенная пиковая яркость
Супер плавное изображение
Частота дискретизации дисплея 240 Гц
Частота обновления дисплея 120 Гц.
Подэкранный сканер отпечатков пальцев
Яркий дисплей
сертификация от TÜV Rheinland о безопасности для глаз
Сертифицированный TÜV Rheinland, ZERO X Pro теперь обеспечивает более комфортную работу со
смартфоном для ваших глаз, особенно в ночное время.
Поразительный футуристический Galaxy дизайн
Стильный и легкий
ZERO X PRO весом всего 193 гр. и толщиной 7.8 мм демонстрирует максимум
производительности при минимальных размерах.
Навстречу совершенству
Технология быстрой зарядки 45 Вт, сертифицированная TÜV Rheinland
Беспрерывное воспроизведение
180-минутного видео
после 5 минут зарядки
Сертифицированное TÜV Rheinland сверхбыстрое зарядное устройство мощностью 45 Вт
позволяет зарядить аккумулятор емкостью 4500 мАч до 40% за 15 минут с дополнительной
безопасностью и надежностью.
Game Booster Dar-link 2.0
Полностью обновлен для ярких игровых моментов
Благодаря набору алгоритмов искусственного интеллекта Dark-link 2.0 улучшает стабильность
изображения и чувствительность сенсорных элементов управления, снижая при этом температуру
устройства, чтобы обеспечить полное погружение в игровой процесс.
Модуль 2.0 с тепловыми трубками
3D Мастер охлаждения
Система охлаждения использует специальные медные трубки для отвода тепла, что обеспечивает
более высокую теплопроводность и сверхвысокую производительность, поэтому вы можете
погрузиться в игру, не беспокоясь о перегреве смартфона.
Превосходное качество звука
ZERO X PRO объединил в себе технологии SMART PA и DTS, чтобы обеспечить вас качественным,
объемным звуком, будоражащим все ваши чувства: на 20% больше амплитуда, на 13% больше
громкость.
XOS 7.6
Система, которая всегда с тобой
Функция Phone Cloner
Одним касанием вы можете быстро и легко передать все свои данные, такие как фотографии,
файлы и контакты, без использования мобильного интернета.
Редактор
Теперь вносить правки в документы стало еще проще.Функция редактор автоматически видит
края страницы и увеличивает ее для вашего удобства.
Голосовой помощник AI
AI Голосовой помощник, который поможет вам управлять телефоном на основе алгоритма
машинного обучения — даже в автономном режиме.
Game Zone
Game Zone помогает эффективно управлять игровым временем, блокируя сообщения и входящие
звонки. В свою очередь, это позволяет вам сосредоточиться на игре, не беспокоясь о других
отвлекающих факторах.
Процессор Mediatek Helio G95
60X гибридный зум
108 Мп камера с OIS
6,67” AMOLED дисплей 120 Гц
45 Вт быстрая зарядка
Ультратонкий 7,8 мм
до 11 Гб RAM
Android is a trademark of Google LLC; Product pictures are for reference only. Please
refer to the actual product. all data are from test trials, the might differ in various
circumstances.
Гигиеническая чистота вашего рабочего места
Приверженность сохранению вашего рабочего места
— Сертифицированные профессиональные уборщики —
— Гигиеническая чистота при каждой уборке —
— 100% гарантия качества —
— Доступно по вечерам и выходным —
Следующий 9
Предыдущий
Сообщение от H-Pro …
Прочитав заявление на нашем веб-сайте, вы поймете, что имеете дело не с какой-либо обычной клининговой компанией. Становится очевидным, что мы НЕ типичная клининговая компания. Борьба с грязью, бактериями и вирусами с помощью передовой практики гигиены является ключом к поддержанию безопасной и санитарной среды в раннем обучении.
Спросите себя…
Имею ли я дело с профессиональной клининговой компанией, специализирующейся только на центрах раннего развития?
Предлагаем
Комплексное решение для ежедневной гигиены
Стандарты очистки, обеспечивающие до 30 раз большую защиту от вирусов и бактерий по сравнению со стандартным чистящим раствором
Очистка инфекции при возникновении вспышек
Цены на уборку, которые могут вас удивить
Уборщики, прошедшие обучение в отрасли, прошли обучение в академии обучения и развития h-pro.
НАШИ УСЛУГИ
Мы дифференцируем наш уровень обслуживания с помощью определенных эталонов, наши уборщики гарантируют, что стандарты обслуживания находятся в прямом соответствии с обсуждениями, проведенными до начала работы.
Early Learning
H-Pro — специализированная клининговая компания, которая занимается исключительно Центрами раннего развития, мы ведем себя по-другому, мы разумно идем в ногу с инновациями и исследованиями. Наша уборка защищает ваших детей, персонал и семьи, защищая при этом ваш бренд.
Инфекционный контроль
Служба инфекционного контроля H-Pro на сегодняшний день имеет 100% успех. Итак, если в вашем Центре имеется вспышка гастроэнтерита, ладонно-ротового стоматита или контакт с Covid 19, мы поможем.
Обслуживание этажей
Полы Центра раннего развития являются неотъемлемой частью обучения и развития маленьких детей. Многофункциональное пространство уравновешивает пешеходный трафик и учебную среду.
H-Pro использует технологии очистки пола в каждой игровой комнате для контроля распространения грязи, бактерий и вирусов
Когда на карту поставлены здоровье и защита детей и персонала, можете ли вы позволить себе ошибиться! Включите графику в соответствии с информационным листом «Почему H-Pro представляет собой оптимальное соотношение цены и качества».
Обратная связь с клиентами
Отличный сервис, очень отзывчивый и очень доступный. Я не мог бы говорить более высоко, они первоклассные. Гигиена — это то, о чем они говорят, и, что более важно, то, что они приносят.
RobertCEO
Тренажерный зал выглядит великолепно, пол, зеркала, ванные комнаты, везде просто удовольствие, и наши члены действительно ценят чистоту, гигиена важна, для тех, кто ищет клининговую компанию, которая делает то, что они говорят, что они делают H-PRO гвоздь, спасибо, ребята.
Менеджер LindaGym
H-PRO превзошел все наши ожидания. .. Я очень доволен результатами. Нам нужны наши офисы ок. 800 квадратных метров нужно очистить, и я рад сообщить, что они сделали это и даже больше, ванные комнаты безупречны, команда H-PRO исключительна. Команда старается изо всех сил заботиться о своих клиентах, и это видно. Мы будем пожизненным клиентом, и мы так счастливы, что нашли их.
НикольОфис-менеджер
Предыдущий
Следующий
Как мы помогаем — H Pro
Как мы помогаем — H Pro
Компания по уборке специализированных детских учреждений
Каждый день наши бригады по уборке находятся в центрах раннего развития по всему Квинсленду, ограничивая распространение болезней, в частности желудочно-кишечных, ручных, ножных и ротовых, с помощью специализированных и строгих процессов очистки. Наши команды обучены методам уборки, которые препятствуют переносу и перекрестному загрязнению между комнатами. Это наш базовый стандарт практики уборки, который вы можете ожидать при каждой уборке.
На самом деле каждый день H-Pro убирает десятки тысяч квадратных метров центров раннего развития. Так что, можно сказать, мы уверены в своих силах! Хотя каждый центр уникален, беспрецедентные и профессиональные результаты уборки, которые способствуют созданию гигиеничной и свободной от вирусов среды, остаются неизменными.
Мы развиваем нашу практику и Процедуры по уничтожению вирусов И бактерии в вашем центре
Мы НЕ типичная клининговая компания. Борьба с бактериями и вирусами с помощью передовой практики гигиены является ключом к поддержанию безопасной и санитарной среды. Наши уборщики прошли профессиональную подготовку по процессам, которые гарантируют, что они не переносят бактерии и вирусы из одной точки или из одного центра в другой.
Индустрия уборки можно не регулировать.. но мы точно есть!
БЕСПЛАТНАЯ ЦЕНА
Ищете специалиста по уборке для вашего центра? Свяжитесь с нашей дружной командой сегодня для бесплатной цитаты!
Имя
Телефон
Электронная почта
Компания
Пригород
Сообщение
Наш технологический процесс
Этап 1
Установите базовый уровень уборки. Для поддержания эффективности гигиенических процедур после этого этапа требуются чистые поверхности.
Наша стандартная базовая уборка включает в себя мытье полов, уборку пылесосом, уборку ванных комнат, чистку поверхностей и влажную уборку пыли на периодической основе, указанной ниже в соответствии с периодичностью и графиком. В этом процессе очистки используются коммерческие химикаты с поставляемым SDS.
Этап 2
Обеспечение дополнительного уровня защиты. Этот этап необратимо зависит от использования коммерческих химических продуктов, в том числе с одобрением TGA, технологии оборудования и процедур, поддерживающих текущие исследования и инновации. Продукты, адаптированные к вашей среде и потребностям.
Водный озон используется в помещениях для замены дезинфицирующего средства для поверхностей, в зонах отдыха. Водный озон обеспечивает полное гигиеническое покрытие всех поверхностей, включая мебель. Водный озон одобрен TGA.
Коммерческие химикаты с поставленным SDS будут использоваться на месте.
Возможности лазерной резки: какие материалы можно резать лазером?
8 (804) 333-68-30Задать вопрос
Лазерный луч расплавляет материал, поток сжатого воздуха, направленный в область реза, выдувает расплав — и вот готово: чистое ровное отверстие или прорезанная линия. Это эффективно, качество реза получается выше, чем у более старых методов резки. Но все ли материалы можно разрезать таким образом?
6 видов материалов, которые можно резать лазером
Лазерной резке поддаются:
Металлы — черная сталь, легированные сплавы и цветные металлы вроде алюминия и меди.
Пластик.
Стекло.
Оргстекло.
Сухое дерево и его производные — фанера, ДСП и ДВП.
Бумага и картон.
Как видите, ограничений нет — разве что нельзя резать лазером зеркальные материалы. Откуда такая свобода?
При лазерной резке нет механического воздействия
А это значит, что лазером можно спокойно резать хрупкие или мягкие материалы, не боясь их разбить или смять, испортив линию реза. Лазерный луч не может быть «недостаточно остро наточенным», чтобы разрезать их ровно.
Лазерный луч не может повести из‑за перепадов фактуры материала
На небольшом расстоянии, используемом при резке, луч остается идеально прямым. Вне зависимости от того, скрыты ли в материале изъяны, которые могли бы сбить с курса жесткий резец. Те же сучки в древесине, например.
Как можно резать лазером прозрачные материалы?
Распространен миф, что лазером нельзя резать стекло и оргстекло. Якобы из‑за того, что луч проходит сквозь материал и начинает резать то, что находится за ним — а стекло остается неразрезанным и как бы насмехающимся над жалкими людишками, которые решили испытать его прозрачность таким образом.
Это было бы верно, если бы на свете существовало абсолютно прозрачное стекло. Но абсолютно прозрачного стекла не существует. Даже воздух не абсолютно прозрачен, что уж говорить о твердом теле. И лазерный луч, проходящий сквозь материал, всё‑таки нагревает его.
Вопрос только в том, чтобы выбрать подходящую мощность. Учесть коэффициент прозрачности конкретного материала и выбрать лазерную установку, мощность луча которой будет достаточной для того, чтобы расплавить стекло в зоне резки. И оно будет разрезано.
Выбор мощности для лазерного раскроя различных материалов
Это один из ключевых моментов при составлении программы лазерной резки. Лазерный луч должен двигаться не слишком быстро — чтобы материал успевал качественно разрезаться — но и не слишком медленно — чтобы установка не работала впустую и не тратила лишней энергии.
Требуемая мощность сильно разнится в зависимости от выбранного материала.
Для обработки металлов требуется относительно мощный лазер. Например, черная сталь толщиной 15 миллиметров. Лазерная установка мощностью 2,5 киловатта будет резать ее со скоростью от 16 до 20 миллиметров в секунду.
А вот дерево, его производные, пластик и оргстекло — менее плотные материалы, поэтому их раскрой лазером проходит легче и быстрее. Например, оргстекло с той же самой толщиной 15 миллиметров. Для его раскроя потребуется станок с мощностью в 5 раз меньше — всего лишь 0,5 киловатта. И при этом раскрой еще и будет идти быстрее, чем раскрой металла на более мощном станке.
Какие материалы режут в «Металл‑Кейсе»?
Мы не стремимся влезть во все возможные сферы лазерной резки — лучше будем делать что‑то одно, но делать это со стопроцентной отдачей и компетентностью. В «Металл‑Кейсе» мы занимаемся только раскроем металла для промышленности.
Если вам нужно именно это — обращайтесь и давайте обсудим подробности.
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
Расчет точной стоимости и сроков выполнения интересующего вас заказа.
Информацию о похожих заказах, которые мы уже выполнили.
Консультацию по возможностям нашего производства.
Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Какие материалы можно резать с помощью оптоволоконного лазерного станка?
Лазерная резка так популярна во многом благодаря своей универсальности. Оптоволоконные лазерные станки могут резать самые разные материалы — от бумаги, дерева, пробки, акрила и пены до различных типов металлов. Несмотря на свои возможности зачастую на оптоволоконных лазерных станках режут металлы и их сплавы, поэтому давайте рассмотрим особенности резки металлов более подробно.
Металлические материалы, подходящие для резки на оптоволоконном лазерном станке
Нержавеющая сталь
Более концентрированный источник света создает меньшее пятно и большую глубину фокуса, поэтому оптоволоконные лазеры могут быстро резать тонкие материалы, а материалы средней толщины — более эффективно. Нержавеющую сталь и тонкую низкоуглеродистую сталь толщиной до 6 мм 1,5-киловаттный волоконный лазер может резать так же быстро, как 3-киловаттный CO2-лазер.
Легированная сталь
Большинство легированных сталей можно резать лазером, и качество резки будет хорошее. Однако инструментальные стали с высоким содержанием вольфрама и горячекатаные штамповые стали будут иметь эрозию и липкий шлак во время лазерной резки.
Углеродистая сталь
Современные системы лазерной резки позволяет вырезать максимальную толщину пластины из углеродистой стали, близкую к 20 мм, а щель тонкой пластины может быть сужена примерно до 0,1 мм.
Лазерная резка низкоуглеродистой стали имеет очень небольшую зону термического воздействия, она плоская, гладкая и имеет хорошую вертикальность.
Для высокоуглеродистой стали качество кромки лазерной резки лучше, чем для низкоуглеродистой стали, но зона термического влияния больше.
Алюминий и сплав
Резка алюминия относится к плавильной резке. Вспомогательный газ используется для удаления расплавленного материала в зоне резки, что позволяет получить более высокое качество резки.
Другие металлические материалы
Рениевая медь не подходит для лазерной резки, она может быть разрезана слишком тонко.
Неметаллические материалы
Лазер может резать органические материалы, такие как пластик (полимер), резина, дерево, бумажные изделия, кожа, натуральные и синтетические ткани; он также может резать неорганические материалы, такие как кварц и керамика, и другие композитные материалы, такие как новые легкие армирующие волокнистые полимеры.
На что следует обратить внимание при лазерной резке металлических материалов?
Для резки конструкционных стальных материалов следует обратить внимание на:
В зависимости от толщины листа можно также использовать различные схемы резки.
Например, для пластин из конструкционной стали обычной толщины использование кислорода в качестве обрабатывающего газа позволит достичь очень хороших результатов.
Недостатком является то, что на режущей кромке имеются незначительные признаки окисления, но это не влияет на использование.
Для толстых пластин толщиной более 4 мм, согласно опыту, использование азота может помочь режущему станку при резке под высоким давлением, так что конструкционная сталь толщиной более 4 мм может иметь лучший эффект резки.
Причина, по которой азот используется в качестве рабочего газа, заключается в том, чтобы принять во внимание, что текущий период не будет окислен, чтобы предотвратить эффект окисления режущей кромки.
На самом деле, наиболее сложной для обработки в настоящее время является сверхтолстая сталь толщиной более 10 мм. При резке такого типа стали использование специальной пластины для лазера и нанесение масла на поверхность заготовки во время обработки позволяет добиться лучших результатов.
При резке материалов из нержавеющей стали следует обратить внимание на:
В зависимости от потребности можно выбрать различные технологические газы.
Если выбран кислород, то в условиях высокотемпературной резки кислород будет легко окисляться, и режущая кромка становится слегка матовой.
Однако если в качестве обрабатывающего газа используется азот, то, поскольку азот плохо окисляется при высокой температуре, режущая кромка может быть очень гладкой.
Конечно, если вы столкнетесь с очень толстой пластиной, вы можете нанести масляную пленку на поверхность пластины, чтобы улучшить эффект перфорации, и это не повредит качеству обработки.
Начинающим инженерам по резке следует уделять большое внимания резке нержавеющей стали. Если они не будут достаточно осторожны, оптические приборы будут повреждены из-за высокотемпературного нагрева вследствие сильного отражающего тепло эффекта нержавеющей стали.
Для резки алюминиевых материалов, пожалуйста, обратите внимание:
Резка алюминиевых материалов также очень распространена в повседневной резке.
При использовании хороших станков для лазерной резки легко обрабатывать алюминиевые материалы толщиной менее 6 мм.
В зависимости от качества шероховатости поверхности резки вы можете использовать кислород или азот в качестве обрабатывающего газа, в основном в зависимости от ваших требований к гладкости поверхности резки.
Однако, поскольку алюминий обладает высокой отражательной способностью, при резке алюминия необходимо установить специальное устройство для поглощения теплового отражения алюминия, чтобы предотвратить повреждение оптических компонентов. Как и в случае с мерами предосторожности при резке нержавеющей стали, повреждения от теплового отражения алюминия очень сильны, особенно для высокоточных оптических линз.
При резке материалов из меди и латуни обратите внимание на следующее:
Особое внимание при резке медных и латунных пластин уделите внимание их высокой отражательной способности и теплопроводности.
Когда толщина латуни, которую необходимо разрезать, составляет менее 1 мм, азот является лучшим вспомогательным газом для резки.
Когда толщина превышает 2 мм, необходим кислород. В это время азот нельзя использовать в качестве режущего газа.
Следует отметить, что из-за сильной излучательной способности этих материалов перед установкой необходимо установить специальные устройства поглощения излучения, иначе высокое тепловое отражение повредит линзы.
Какие материалы подходят для лазерной резки?
Лазерная резка так популярна во многом благодаря своей универсальности. Лазерные резаки могут резать самые разные материалы — что угодно, от бумаги, дерева, пробки, акрила и пенопласта до различных металлов .
Тем не менее, есть некоторые материалы, которые, казалось бы, хорошо вписываются в этот список, но их никогда не следует резать с помощью лазерного резака. Итак, давайте дальше изучать возможности.
я Подходящие материалы для лазерной резки
II Материалы, которые не стоит пытаться разрезать
Подходящие материалы для лазерной резки
Одним из самых больших преимуществ лазерной резки является возможность резать широкий спектр материалов. При этом следует знать свойства каждого материала. Некоторые из них требуют особого внимания при резке.
Помните, здесь речь идет только о материалах. Но помимо этого, лазерная резка труб также может обрабатывать широкий спектр профилей, от квадратных труб до открытых каналов.
Различные металлы
Лазерные резаки могут резать все типы металлов, от мягкой стали до нержавеющей стали, а также цветные металлы. Более отражающие металлы, такие как алюминий, труднее резать. В таких случаях лучшим вариантом являются волоконные лазеры.
Толщина металла может быть до 30 мм. Однако максимальная толщина зависит от службы лазерной резки. Это зависит от мощности лазера, а также от опыта оператора станка.
Дерево
Для резки подходят различные породы дерева, включая фанеру и МДФ. Однако вам следует помнить о маслах или смоле, так как они представляют угрозу возгорания.
Бумага и картон
Да, также подходит для лазерной резки. Именно так делаются популярные замысловатые свадебные приглашения.
Пластик
Акрил, полиметилметакрилат и люцит — это прозрачные пластики. Все они также оставляют отличный результат при лазерной резке. Края оплавлены таким образом, что кажутся отполированными.
POM
Другие пластмассовые лазерные резаки. ПОМ — это широко используемый пластик в машиностроении, который находит применение в зубчатых колесах, направляющих и скользящих элементах, медицинских инструментах, упаковке пищевых продуктов и т. д.
Возможность выполнять сложные разрезы с помощью лазера, безусловно, способствует разнообразию вариантов использования ПОМ.
Может ли лазерный резак резать стекло?
Лазерная резка стекла кажется невыполнимой задачей из-за его хрупкости и отражающих свойств. Однако 9Лазерные резаки 0003 могут резать стекло .
Отражательная способность стекла предъявляет требования к мощности вашего оборудования для лазерной резки. Также резак должен иметь систему охлаждения. Только тогда оператор станка сможет полностью контролировать направление излома на каждом этапе, что приведет к хорошему результату.
Материалы, которые не следует пытаться резать
Хотя кажется, что лазер может резать практически все, существуют некоторые ограничения. Основная масса материалов, которые не стоит пытаться резать, — это различные пластики.
ПВХ
При резке поливинилхлорида выделяются кислоты и токсичные пары. Они вредны как для оператора станка, так и для самого лазерного резака, поскольку могут быть источником коррозии. Поэтому резку ПВХ следует оставить для механических методов.
Поликарбонат
Тонкий (менее 1 мм) поликарбонат можно резать. Но даже это приводит к пятнам обесцвечивания.
В случае более толстого материала не следует использовать лазерную резку. Поликарбонат поглощает инфракрасное излучение, которое лазеры используют для резки материалов. Неэффективная резка может превратиться в кошмар, так как материал может сильно обесцвечиваться, а также начать гореть.
ABS
Обычно лазерный луч достаточно горячий, чтобы материал испарялся. Но не с АБС. Он имеет тенденцию таять, оставляя после себя беспорядок на рабочем столе и качество нарезки, которое на самом деле никого не удовлетворяет.
HDPE
Вы можете прочитать последний абзац, так как HDPE реагирует на лазеры аналогично ABS.
Полистирол и полипропиленовая пена
Оба материала очень легко воспламеняются. Есть и другие проблемы. Но огня должно быть достаточно, чтобы вы не пытались использовать лазерную маркировку или резать эти материалы.
Стекловолокно
Стекловолокно представляет собой смесь двух материалов – стекла и эпоксидной смолы. Как мы уже знаем, резать стекло самостоятельно сложно. Добавьте в смесь смолу, вызывающую дым, и вы должны остановиться прямо сейчас.
Какие материалы можно резать с помощью станка для лазерной резки?
Инструменты 2000 | 21 сентября 2020 г.
Пятиосевой станок для лазерной резки
Лазерная резка произвела революцию в производстве во многих отраслях. Возможность делать быстрые и точные разрезы на различных материалах увеличила скорость и качество производства и позволила, наконец, использовать определенные материалы в производственном процессе.
В то время как многие люди думают о широком промышленном использовании лазерной резки в таких отраслях, как автомобилестроение или аэрокосмическая промышленность, факт заключается в том, что существует множество материалов, которые можно резать с помощью лазера. Это не просто масштабные изделия, станки для лазерной и 3D-лазерной резки становятся все более популярными среди ремесленников, которые используют их для создания предметов домашнего обихода.
Итак, какие материалы можно использовать на станке для лазерной резки?
Металлы
Когда большинство людей думают о лазерной резке в промышленных условиях, они, вероятно, думают о резке металла. Лазерным резаком можно резать большинство видов металла. Сталь и железо являются наиболее популярными металлами, разрезаемыми таким способом. Толщина металла будет зависеть от размера лазерного резака, но некоторые могут работать с толщиной до 30 мм.
Пластмассы
Вероятно, одним из самых больших преимуществ лазерной резки является ее универсальность. Лазерные резаки можно использовать для резки практически всех материалов, включая различные типы металлов, МДФ, дерево, акрил и многое другое. Лазерный резак также может резать эти различные материалы различной толщины.
Кроме того, как обсуждалось ранее, лазерная резка может удовлетворить любые требования к дизайну, от небольших и тонких до более крупных и сложных конструкций. 3D-лазерная резка, более известная как пятиосевая лазерная резка, дает вам такую универсальность. Это связано с его способностью прорезать материалы и компоненты в трех измерениях, что позволяет быстро и точно изготавливать эти сложные детали.
С помощью лазерного резака можно успешно резать многие породы дерева, в том числе такие композитные материалы, как фанера и МДФ. В некоторых случаях не следует резать древесину, например, если она пропитана смолой или другими маслами. Тепло от лазера может представлять опасность воспламенения материала.
Хотя это и не просто, вы можете разрезать стекло с помощью лазерного резака. Однако отражающая природа материала означает, что это должны делать только опытные операторы с мощными системами охлаждения на своих машинах.
Картон и бумага
Как упоминалось ранее, теперь вы можете купить лазерные резаки для дома, если вы интересуетесь рукоделием. Они умеют выполнять замысловатые узоры на бумаге и картоне, которые часто можно встретить на открытках и пригласительных.
Какие материалы нельзя резать на лазерном резаке?
Большое количество тепла, выделяемое лазерным резаком, делает его непригодным для резки определенных материалов. В некоторых случаях состав самих материалов делает их плохими материалами для лазерной резки из-за риска возгорания или выделения токсичных паров.
Полистирол — Использование лазера на этом материале приведет к его возгоранию.
Стекловолокно . Этот материал состоит из стекла и эпоксидной смолы, которая выделяет токсичные пары при резке лазером.
Поликарбонат — Если материал не очень тонкий, поликарбонат следует резать другим способом. На этом материале трудно получить хорошую отделку, так как он будет поглощать энергию и сильно обесцвечиваться.
HDPE и ABS — Тепло от лазерного резака заставляет эти материалы очень легко плавиться, а это означает, что вы не можете получить какой-либо чистый край. Это также испортит ваш станок для лазерной резки.
ПВХ — При лазерной резке ПВХ выделяется высокий уровень токсичных паров; Вы не должны использовать лазерный резак для резки ПВХ любого вида.
Свяжитесь с нами сегодня
Tooling 2000 имеет более чем двадцатичетырехлетний опыт работы в сфере лазерной резки.
⭐LightWELD 1500 Laser — ручная лазерная сварка по цене производителя
PROFLASERMET X IPG PHOTONICS
IPG Photonics
LET’S GO!
Оставить заявку
КОМПАНИЯ PROFLASERMET
ПРЕДСТАВЛЯЕТ КОМПАКТНУЮ И ЭФФЕКТИВНУЮ СИСТЕМУ РУЧНОЙ ЛАЗЕРНОЙ СВАРКИ LIGHTWELD 1500
Cистема не требует от оператора особых профессиональных навыков сварщика
ВЫСОКАЯ СКОРОСТЬ
Система ручной лазерной сварки до 4х раз быстрее TIG сварки, и до 1,5 раз быстрее MIG сварки. При использовании системы ручной лазерной сварки значительно возрастает эффективность работы оператора из-за простоты процесса выбора режима сварного соединения. Нет необходимости выполнять предварительную разделку кромок. Также нет необходимости дожидаться остывания сварного шва между проходами.
Система ручной лазерная сварки имеет очень высокую удельную плотность мощности, и малую зону нагрева соединяемых деталей, благодаря чему остаточная деформация и коробление деталей сведены к минимуму. Отсутствует возможность повреждения чувствительных к перегреву деталей. Кроме того, это обеспечивает более красивый и аккуратный сварной шов, который не требует последующей механической или химической зачистки.
УНИКАЛЬНЫЕ
СПОСОБНОСТИ
— Быстрый выбор режима
— Не надо выполнять предварительную разделку
— Нет необходимости дожидаться остывания сварного шва между проходами
— До 4-х раз быстрее TIG и MIG сварки
— Воздушная система охлаждения позволяет осуществлять перевозку установки и ее эксплуатацию
ВЫСОКОЕ
КАЧЕСТВО
ВЫСОКАЯ СКОРОСТЬ
Система ручной лазерной сварки до 4х раз быстрее TIG сварки, и до 1,5 раз быстрее MIG сварки. При использовании системы ручной лазерной сварки значительно возрастает эффективность работы оператора из-за простоты процесса выбора режима сварного соединения. Нет необходимости выполнять предварительную разделку кромок. Также нет необходимости дожидаться остывания сварного шва между проходами.
Система ручной лазерная сварки имеет очень высокую удельную плотность мощности, и малую зону нагрева соединяемых деталей, благодаря чему остаточная деформация и коробление деталей сведены к минимуму. Отсутствует возможность повреждения чувствительных к перегреву деталей. Кроме того, это обеспечивает более красивый и аккуратный сварной шов, который не требует последующей механической или химической зачистки.
УНИКАЛЬНЫЕ СПОСОБНОСТИ
— Быстрый выбор режима
— Не надо выполнять предварительную разделку
— Нет необходимости дожидаться остывания сварного шва между проходами
— До 4-х раз быстрее TIG и MIG сварки
— Воздушная система охлаждения позволяет осуществлять перевозку установки и ее эксплуатацию
ВЫСОКОЕ КАЧЕСТВО
НЕ НУЖНО БЫТЬ
ПРОФЕССИОНАЛЬНЫМ СВАРЩИКОМ
Для дополнительной оптимизации сварочного процесса и решения нестандартных задач опытные операторы могут создавать и сохранять свои персональные кастомизированные режимы сварки с помощью подключения к разъёму «ETHERNET», а новички использовать уже сохраненные режимы для достижения превосходного результата.
— С первого пуска показывает отличные, стабильные результаты
— Простое меню выбора параметров позволяет быстро приступить к работе и добиться отличных результатов как новичкам, так и опытным сварщикам
— Сварочный пистолет компактный и удобный, позволяет оператору выполнять качественные сварные швы в любом положении пистолета и соединяемых заготовок
— Простота в эксплуатации и освоении оператором
— Предустановленные режимы сварки позволяют быстро перейти на другие материалы, толщины, и виды швов
— Опытные операторы могут создавать и сохранять свои персональные режимы сварки, а новички использовать уже сохраненные режимы для достижения превосходного результата
Неоспоримые
преимущества
Разъёмы на задней стенке установки для подключения питания установки, опто- волоконного кабеля, сварочного пистолета, клеммы заземления, блокировок системы безопасности, управления опциональным аппаратом подачи сварочной проволоки а так же подачи технологических газов четко обозначены и интуитивно понятны.
НЕ НУЖНО БЫТЬ ПРОФЕССИОНАЛЬНЫМ СВАРЩИКОМ
Для дополнительной оптимизации сварочного процесса и решения нестандартных задач опытные операторы могут создавать и сохранять свои персональные кастомизированные режимы сварки с помощью подключения к разъёму «ETHERNET», а новички использовать уже сохраненные режимы для достижения превосходного результата. Разъёмы на задней стенке установки для подключения питания установки, опто- волоконного кабеля, сварочного пистолета, клеммы заземления, блокировок системы безопасности, управления опциональным аппаратом подачи сварочной проволоки а так же подачи технологических газов четко обозначены и интуитивно понятны
— С первого пуска показывает отличные, стабильные результаты
— Простое меню выбора параметров позволяет быстро приступить к работе и добиться отличных результатов как новичкам, так и опытным сварщикам
— Сварочный пистолет компактный и удобный, позволяет оператору выполнять качественные сварные швы в любом положении пистолета и соединяемых заготовок
— Простота в эксплуатации и освоении оператором
— Предустановленные режимы сварки позволяют быстро перейти на другие материалы, толщины, и виды швов
— Опытные операторы могут создавать и сохранять свои персональные режимы сварки, а новички использовать уже сохраненные режимы для достижения превосходного результата
Неоспоримые преимущества
ШИРОКИЙ ВЫБОР
СВАРИВАЕМЫХ МЕТАЛЛОВ
Система ручной лазерной сварки отлично подходит для выполнения соединений нержавеющей, оцинкованной, низкоуглеродистой, легированной стали и алюминия. При выполнении одностороннего шва система LightWELD 1500 способна осуществить провар листов толщиной до 4 мм, при выполнении двухстороннего шва — до 10мм. Если возникнет технологическая необходимость увеличения толщины свариваемых деталей, или заполнения технологического зазора между свариваемыми деталями, имеется возможность подключения опционального интегрированного в систему аппарата подачи присадочной проволоки.
Cистема ручной лазерной сварки умеет сваривать даже высокоотражающие материалы, такие, например, как медь. Возможно соединение сплавов с высокой и низкой тепло и электропроводностью. Возможно соединение ультратонких материалов и деталей существенно различной толщины. Так же возможно сварное соединение разнородных металлов! Таких, например, как «медь- алюминий» или «медь- нержавеющая сталь».
до 2 мм
до 10 мм
до 10 мм
до 10 мм
до 10 мм
до 1 мм
до 4 мм
до 4 мм
до 4 мм
до 4 мм
Двусторонняя сварка
Односторонняя сварка
Металлы
Алюминевые сплавы
Низкоуглеродная сталь
Оцинкованная сталь
Нержавеющая сталь
Свариваемые
металлы
— Сварка разнородных металлов (“медь-алюминий” или “медь-нержавеющая сталь)
— Сварка сверхтонких (от 0,2мм) металлов
— Сварка деталей существенно разной толщины
— Сварка отражающих (медь, алюминий.
..) металлов
Безграничные
возможности
ШИРОКИЙ ВЫБОР СВАРИВАЕМЫХ МЕТАЛЛОВ
Система ручной лазерной сварки отлично подходит для выполнения соединений нержавеющей, оцинкованной, низкоуглеродистой, легированной стали и алюминия. При выполнении одностороннего шва система LightWELD 1500 способна осуществить провар листов толщиной до 4 мм, при выполнении двухстороннего шва — до 10мм. Если возникнет технологическая необходимость увеличения толщины свариваемых деталей, или заполнения технологического зазора между свариваемыми деталями, имеется возможность подключения опционального интегрированного в систему аппарата подачи присадочной проволоки.
Cистема ручной лазерной сварки умеет сваривать даже высокоотражающие материалы, такие, например, как медь. Возможно соединение сплавов с высокой и низкой тепло и электропроводностью. Возможно соединение ультратонких материалов и деталей существенно различной толщины. Так же возможно сварное соединение разнородных металлов! Таких, например, как «медь- алюминий» или «медь- нержавеющая сталь».
до 10 мм
до 4 мм
Двусторонняя сварка
Односторонняя сварка
Металлы
Алюминевые сплавы
Низкоуглерод-ная сталь
Оцинкованная сталь
Нержавеющая сталь
Свариваемые металлы
— Сварка сверхтонких (от 0,2мм) металлов
— Сварка разнородных металлов (“медь-алюминий” или “медь-нержавеющая сталь)
— Сварка деталей существенно разной толщины
— Сварка отражающих (медь, алюминий…) металлов
Безграничные возможности
до 4 мм
до 10 мм
до 4 мм
до 10 мм
до 4 мм
до 10 мм
до 1 мм
до 2 мм
МОБИЛЬНОСТЬ И
КОМПАКТНОСТЬ
Система ручной лазерной сварки LightWELD 1500 имеет воздушное охлаждение лазерного источника и других компонентов системы. Это позволяет отказаться от использования громоздких жидкостных систем охлаждения (чиллеров). Отсутствие таких жидкостных систем охлаждения позволяет осуществлять перевозку системы и её мобильную эксплуатацию при, практически, любых погодных условиях. Отсутствует необходимость в регулярном трудоемком сервисном обслуживании системы охлаждения.
Конструкция сварочного пистолета компактна и эргономична. Пистолет имеет небольшой вес и позволяет осуществлять оперативную смену сварочных наконечников (сопел) и регулировку фокусного расстояния. Эргономичная конструкция пистолета позволяет оператору выполнять качественные сварные швы в любом положении пистолета и соединяемых заготовок. Двухступенчатое включение лазерного источника обеспечивает дополнительную безопасность системы.
Конструктивная простота системы ручной лазерной сварки, простота внешних подключений и интуитивно понятное меню выбора параметров сварки позволяют быстро приступить к работе и добиться отличных результатов как новичкам, так и опытным сварщикам.
СИСТЕМА КОЛЕБАНИЯ ЛУЧА WOBBLE
Характеристики
Частота Wobble
Система охлаждения
до 300 Гц
Воздушная
Система ручной лазерной сварки LightWELD 1500 обеспечивает простое и удобное регулирование ширины сварного шва (амплитуды «качания» луча) до 5 мм и выбор частоты качания (осцилляции) выходного луча. Функция улучшает внешний вид сварных швов и делает возможным сварное содинение деталей с плохой подгонкой кромок.
до 1500 Вт
Мощность лазера
641 х 316 х 534
Размеры ДхШхВ
до 2500 Вт
Пиковая мощность
до 5 мм
Ширина шва в режиме Wobble
50/60 Гц
Частота
ПОЧЕМУ ВЫБИРАЮТ НАС
У НАС МНОГО
ПРЕИМУЩЕСТВ
Наше сотрудничество с ведущими лизинговыми компаниями позволит вам пробрести LightWeld 1500 наиболее удобным способом.
— Сервис, запчасти и комплектующие
— Дистанционная диагностика
Гарантийное и сервисное обслуживание
Помощь в финансировании
Доп. оборудование
— Экзамены и сертификат
— Практика на производстве
— Теоретический курс
Обучение операторов
Мобильные стойки и тележки для LightWELD 1500
Интегрируемый аппарат подачи проволоки
Сварочные столы «EVIDENCE» различных размеров и модификаций
Proflasermet
Мы являемся производственной компанией с более чем 10-ти летним опытом работы в области металлообработки и изготовления различных изделий из металла.
Мы активно используем Установки ручной лазерной сварки в собственной производственной деятельности, поэтому у нас вы сможете увидеть Установки ручной лазерной сварки LightWELD 1500 не только «на витрине» демонстрационного зала, но и в «боевой» обстановке эксплуатации в условиях реально действующего производства!
Мы накопили огромный практический опыт реальной эксплуатации Установок ручной лазерной сварки и приглашаем вам на презентацию.
Оставьте заявку чтобы получить консультацию или записаться на презентацию
Система ручной лазерной сварки LightWELD 1500
Ручная лазерная сварка LightWELD легка в освоении, проста в настройке и обеспечивает неизменно высокое качество результатов для широкого диапазона металлов разных толщин.
Благодаря более продвинутым технологиям LightWELD быстрее и проще чем традиционная сварка MIG и TIG. Опытные пользователи аппаратов полуавтоматической и аргонодуговой сварки легко оценят преимущества более гибкой и производительной системы LightWELD:
до 4-х раз быстрее, чем TIG,
проще в обучении и эксплуатации,
высококачественная сварка толстых, тонких и отражающих металлов без коробления, деформации, подрезов и прожогов
существенно меньшее тепловложение и минимальная зона термического влияния,
минимальная последующая обработка деталей, шлифовка или полировка.
Недостатки применения MIG
Для сварки металлов больших толщин с глубоким проплавлением по технологии MIG необходимо выполнять разделку кромок, предварительно зачищать поверхность и использовать присадочную проволоку. Углы перемещения для удобной работы ограничены, а сварка в вертикальном положении чрезвычайно сложна.
Недостатки применения сварки TIG
Сварка TIG может создавать избыточное тепло, которое деформирует тонкие материалы, хуже выглядит визуально, затруднена при сварке меди. Сварка металлов разной толщины имеет ограничения.
Преимущества LightWELD в сравнении с TIG/MIG
LightWELD обеспечивает значительно более скоростную сварку, легка в обучении и эксплуатации, обеспечивает более качественные (без короблений, деформаций. подрезов. прожогов) и стабильные результаты в широком диапазоне материалов и толщин.
LightWELD легко сваривает разнородные металлы различных толщин, позволяет создавать эстетичные высокопрочные соединения.
Традиционные технологии сварки
Технология LightWELD
Скорость
Средняя
До 4-х раз быстрее, чем TIG
Качество
Зависит от опыта сварщика
Стабильные высококачественные результаты
Освоение
В несколько этапов
Стабильно высокие результаты
Гибкость в выборе материала
Ограниченная, требует переналадки
Широкий диапазон материалов без переналадки
Коробление и деформации
Высокие значения
Незначительные
Зона термического влияния
Большая
Малая
Сварка с осцилляцией (колебанием) луча
Недоступна
Доступна — расширение шва до 5 мм
LightWELD — Встроенные параметры и сохраненные режимы обеспечивают оптимизацию сварки
Простой выбор режима для повторяющихся сварных швов
Операторам требуется меньше времени для обучения, что снижает трудозатраты при сохранении качества сварки
В каждом режиме можно задать параметры качения луча для получения широких швов и для деталей с плохой подгонкой
Опытные пользователи сохраняют программы для разных материалов и могут мнгновенно переключаться между режимами
Сохраненные режимы могут быть использованы менее опытными операторами, что позволяет сохранить высокое качество, повысить производительность, снизить брак.
Light
WELD — это уникальный лазерный источник и система управления, соединенные в едином компактном блоке
Регулируемая мощность лазера до 1500 Вт.
Предустановленные и пользовательские режимы оптимизируют сварку материалов с разной толщиной, доступны режимы с высокой пиковой мощностью до 2500 Вт для расширения возможностей сварки.
Управление частотой и амплитудой колебания луча расширяет возможности и позволяет улучшить внешний вид швов.
На задней панели располагаются интуитивно понятные разъёмы для подключения электропитания, технологического газа и управления внешним оборудованием.
Уникальное воздушное охлаждение исключает дополнительные расходы по сравнению с системами, нуждающимися в водяном охлаждении.
LightWELD Свариваемые материалы
Нерж.стали
до 4 мм
до10 мм
Оцинкованная сталь
до 4 мм
до 10 мм
Низкоуглерод. стали
до 4 мм
до 10 мм
Алюминиевые сплавы
до 4 мм
до 10 мм
Медь
до 1 мм
до 2 мм
С помощью LightWELD возможна сварка толстых, тонких, разнородных ,высокоотражающих металлов без использования присадочной проволоки, что трудно или невозможно осуществить традиционными методами сварки. Также возможна сварка металлов с различной электропроводностью.
Light
WELD это максимальные сварочные возможности при минимальном браке
Сварка металлов, которые трудно или невозможно сварить с помощью TIG
Медь и металлы с высокой/низкой электропроводностью
Листы разных толщин, тонкие листы
Разные типы сварных соединений с минимальным использованием присадочной проволоки или без неё
Получение эстетичных швов с высокой прочностью
Значительное снижение постобработки, что приводит к снижению трудозатрат
Не требуется зачистка швов
Подающий механизм Прогресс Драйв
Специализированный подающий механизм для лазерной сварки.
Представитель LightWELD (IPG Photonics) в Пермском крае — компания АСОИК
Наши сотрудники соответствующее обучение подтверждённое сертификатами:
Пермь
614033, г. Пермь, ул. 1-я Бахаревская, д. 58 тел. (342) 215-85-58 (многоканальный), добавочные номера отдела продаж:
201 Алексей Некрасов
202 Николай Портнов
203 Тимур Арзыев
эл. почта: [email protected]Сервис-центр тел. сервис-центра (342) 215-88-58, доб. 2 эл. почта сервис-центра: [email protected] Часы работы: с 8:30 до 17:30 с пн по пт
Екатеринбург
620142, г. Екатеринбург, ул. Большакова, 75 тел: +7 (343) 224-10-58 эл. почта: [email protected] Часы работы: с 9:00 до 18:00 с пн по пт
Портативная система лазерной сварки и очистки LightWELD XR — кабель 5 м
Наведите курсор, чтобы увеличить | нажмите, чтобы увеличить
Ручная система лазерной сварки и очистки с расширенными возможностями
Опытные пользователи MIG и TIG получают выгоду от более быстрых и гибких возможностей обработки Light WELD:
Все сварочные возможности LightWELD 1500
Все возможности очистки LightWELD XC
Быстрое и простое переключение между функциями лазерной сварки и лазерной очистки простым переключением сопла
Меньшее тепловложение, чем у LightWELD и LightWELD XC
Возможность сварки и очистки различных материалов и толщин с дополнительными предустановленными режимами, сохраненными на заводе
Алюминиевые и никелевые сплавы до 0,250 дюйма (6,35 мм), титан до 0,200 дюйма (5 мм), медь до 0,080 дюйма (2,00 мм)
Узнайте больше о LightWELD — посетите страницу обзора продукта
ЧТО ВКЛЮЧЕНО:
Лазерный сварочный пистолет IPG 5 м (16 футов)
Зажим заготовки 5 м (16 футов)
(4) Сварочные насадки
(3) Насадки для чистки форсунок
(5) Защитные слайды
Сварочная маска с ИК-экраном
Очки для защиты от лазерного излучения OD 6+
Ethernet-кабель CAT 6, 3 м (10 футов)
Руководство по началу работы
Режим высокочастотного импульсного лазера, пиковая мощность 2500 Вт
Широкое (15 мм) поле сканирования для высокоскоростного охвата
Программное обеспечение для предустановленного режима очистки
Портативные системы лазерной сварки и очистки
00}»> 00}»> 00}»> 00}»> 00}»>
Ничего не найдено
Интегрированный блок лазерной сварки Включает в себя следующее: Сборная стальная конструкция, включающая в себя лазерный генератор, системный контроллер, панельные дисплеи и интерфейсную электронику
Ш 316 мм, Г 641 мм, В 534 мм (12,5 x 25,2 x 21 дюйм)
Встроенный 5-метровый шлангокабель для подключения к ручной лазерной сварочной головке
Удобные ручки для переноски
Лазерный генератор Пиковая мощность 2500 Вт с воздушным охлаждением, одномодовая иттербиевая волоконная лазерная система, размещенная в базовом блоке
Высокочастотный импульсный режим
Одномодовое выходное волокно с подачей волокна длиной 5 м (≈16 футов) к головке
Мощность регулируется от 10% до 100% от максимальной выходной мощности
Направляющий лазер
класса 2M с пиковой мощностью 1 мВт. Следует избегать попадания в глаза или на кожу. Не смотрите прямо в луч и не пользуйтесь оптическими инструментами
.
Контроллер промышленного класса, размещенный в базовом блоке
Обеспечивает управление всеми функциями системы, параметрами лазера, потоком газа и мониторинг цепей защитной блокировки.
Интерфейс через элементы управления на передней панели и веб-страницу порта Ethernet GUI с выбором программ
Элементы управления на передней панели
Поворотные ручки управления и дисплеи для мощности лазера, длины и частоты колебаний
Сенсорная кнопка для доступа к сохраненным технологическим режимам для сварки и очистки
Индикаторы состояния системы
Клавишный переключатель включения системы
Кнопка аварийного отключения (EMO)
Ручная лазерная сварочно-очистительная головка
Оптическая конфигурация для обеспечения целевого луча диаметром 150 мкм (0,006 дюйма)
Фокусное расстояние 120 мм
Красная направляющая по оси
Функция колебания: линейное сканирование луча. Длина 0–15 мм, частота 0–300 Гц
2-позиционный курок
Встроенный датчик безопасности при прикосновении к сварочной части
Встроенная подача технологического газа (поток регулируется базовым блоком)
Четыре сменных насадки для прецизионной сварки для различных конфигураций соединения:
6 мм, двухконечный наконечник
9 мм, двухконечный наконечник
Одноточечный наконечник
Круглый наконечник
Три сменных насадки для прецизионной очистки для различных конфигураций швов:
Однозубая насадка для чистки внутренних углов
Однозубая насадка для очистки внешних углов
Двухзубая насадка для очистки плоских поверхностей
IPG предоставит один (1) орган управления аварийным остановом для лазерной системы. Схема будет связана со всеми операциями лазерной системы. Когда система заблокирована в режиме E-Stop, спусковой крючок лазера будет отключен. Чтобы снова включить лазер, просто разблокируйте E-stop для сброса системы.
Для лазерных систем, проданных клиентам, находящимся либо в США, либо в странах, где нет правил обращения с лазерами, в ценовом предложении будет указан рейтинг системы как Центр устройств и радиологического здоровья (CDRH), класс IV.
Системы
CDRH класса IV требуют использования защитных очков и других мер предосторожности оператором и другими лицами, находящимися поблизости, во время эксплуатации, технического обслуживания и обслуживания.
Очки
Laser Safety должны подходить для используемого лазера. Обратитесь к стандарту ANSI Z136.1, чтобы определить подходящие очки для защиты от лазерного излучения и получить дополнительную информацию о требованиях к лазерной безопасности.
Все лазерные изделия, продаваемые IPG Photonics, сертифицированы в соответствии с 21 Сводом федеральных правил (CFR), глава I, подраздел J.
Мониторинг соответствия проводится Центром устройств и радиологического здоровья (CDRH), который является подразделением FDA (Управления по санитарному надзору за качеством пищевых продуктов и медикаментов).
Система
спроектирована и изготовлена в соответствии со стандартами OSHA.
Покупатель несет все расходы и риски, связанные с доставкой товара из помещения IPG в желаемое место назначения. Международные или внутренние перевозки, наземный транспорт и страховые сборы оплачиваются покупателем, а также любые расходы, связанные с соблюдением местных правил использования лазеров, экспортных/импортных лицензий и сборов. Это включает в себя все соответствующие налоги с продаж и/или использования для государственных органов, включая пошлины, брокерские сборы и т. д. IPG может предоставить клиенту упаковку и доставку за свой счет, если это требуется.
Полностью упакованная система весит приблизительно 160 фунтов. и имеет размеры 40” Д x 23” Ш x 32” В.
На систему, представленную в данном предложении, распространяется гарантия сроком на один год, если не указано иное. Это предложение также включает неограниченную поддержку по телефону и через Интернет после истечения гарантийного срока.
Покупка этой системы означает согласие покупателя со Стандартными условиями продажи IPG.
Гарантия на изделие один год.
Инкотермс EXW Мальборо, Массачусетс.
Одно (1) руководство по эксплуатации и обслуживанию системы IPG прилагается к каждой системе или рабочей станции. Руководство будет включать технику безопасности, установку оборудования, инструкции по эксплуатации, руководство по подключению к компьютеру, руководство по устранению неполадок и техническому обслуживанию, а также направления для обслуживания и поддержки.
Ручная лазерная сварка LightWELD проста в освоении, проста и быстра в настройке и обеспечивает стабильные высококачественные результаты для широкого спектра материалов и толщин.
Длина кабеля:
5 метров
10 метров
Какой LightWELD подходит именно вам? Помогите решить!
Загрузить спецификацию
Ручная лазерная сварка
Изображения: IPG Photonics
Популярность автоматизированной лазерной сварки за последние несколько лет возросла, поскольку владельцы магазинов увидели, насколько эффективным может быть этот процесс при правильном применении. Из-за уменьшенной зоны термического влияния, достигаемой с помощью лазера, и возможности производить качественные сварные швы без использования сварочной проволоки, это было естественным соображением для всех, кто работает с тонкими материалами, такими как нержавеющая сталь, где качество продукта часто имеет первостепенное значение. До недавнего времени экспорт этой технологии в ручные приложения казался маловероятным из-за сложности и стоимости традиционного лазерного оборудования и проблем со здоровьем и безопасностью, связанных с плохо спроектированными продуктами.
В конце 2020 года IPG Photonics решила эти проблемы, представив свою ручную систему лазерной сварки LightWELD 1500, и в этом году в сварочном цехе FABTECH Chicago она представила свою новую модель XC, включающую в себя функция очистки.
Основные сведения о аппарате
Внешний вид источника сварочного тока IPG напоминает коробчатую конструкцию, к которой привык сварщик, с размерами 12,4 на 25,2 на 21 дюйм и весом 118 фунтов. Он включает в себя панель управления, которая позволяет оператору регулировать мощность лазера в диапазоне от 150 до 1500 Вт, обеспечивая быструю сварку материала толщиной до 4 мм простым поворотом ручки. Система может хранить до 74 предустановленных режимов, включающих рецепты сварки, рекомендованные производителем, с местом для разработанных пользователем. Система дает оператору возможность настраивать эти предустановленные режимы для конкретных материалов и конфигураций деталей.
Несмотря на то, что сварочная горелка работает как горелка GMAW, но выглядит как горелка GTAW, источник питания не создает дугу. Вместо этого для создания ванны расплава используется очень сильно сфокусированная световая энергия, генерируемая источником волоконного лазера (так называемый потому, что он использует полностью твердотельную технологию оптоволокна для повышения эффективности и надежности). При полной мощности 1500 Вт возможна толщина шва до 4 мм при одностороннем сварном шве из нержавеющей стали, оцинкованной стали, мягкой стали и алюминия и 10 мм при двустороннем сварном шве. Возможны толщины шва до 1 мм в меди при использовании импульсного режима для одностороннего шва и 2 мм для двустороннего шва.
Лазеры, конечно, довольно точны, поэтому для качественной сварки деталей с далеко не идеальной посадкой требуется настройка качания.
«IPG и другие производители лазеров используют термин «колебание» для описания функции оборудования, при которой положение луча сканируется на небольших расстояниях, — сказал Дэвид Фишер, директор по корпоративному маркетингу IPG. «В этом случае луч качается или сканируется из стороны в сторону, чтобы увеличить ширину ванны расплава».
С помощью функции качания оператор может установить ширину шва до 5 мм. Для точной настройки внешнего вида и качества сварного шва можно использовать дополнительный элемент управления, известный как частота колебания.
«Частота и ширина колебаний уже установлены в предустановленных программах», — сказал Фишер. «Вы его не видите, но он на заднем плане. Если вам нужно больше или меньше этого, вы можете набрать его, чтобы приспособиться к вашим потребностям ».
В дополнение к основному режиму сварки, известному как режим CW, поскольку лазерный луч работает в непрерывной волне, машина также оснащена режимом прихватки, режимом стежковой сварки и импульсным режимом, все различные настройки оптимизированы для конкретные приложения. Машина поставляется с матричной диаграммой для различных материалов и толщин, чтобы помочь оператору выбрать наилучший режим обработки. Для применений с менее точными деталями, требующими некоторого заполнения металлом, к горелке может быть прикреплен дополнительный автоматический механизм подачи проволоки. Опять же, предустановленные настройки режима доступны для получения хороших результатов прямо из коробки.
Комбинированная сварка и очистка
На выставке FABTECH 2021 компания IPG представила модель 1500 XC. В дополнение ко всем функциям сварки, описанным выше, XC включает функцию высокочастотного импульсного лазера, которую можно использовать для очистки деталей.
Здесь мы видим, как модель XC используется для очистки материала перед сваркой.
«Работа режимов уборки аналогична воблингу. Модель XC обеспечивает более широкое расстояние сканирования и обеспечивает очистку до 15 мм с помощью высокочастотного импульсного луча», — сказал Фишер. «Эти режимы можно использовать как для пред-, так и для послесварочных операций. Таким образом, независимо от того, удаляете ли вы ржавчину на деталях или удаляете сажу или мусор после сварки, это позволяет вам добиться этого без шлифовки или химикатов».
Для переключения со сварки на функцию очистки на XC требуется только выключение сопла и выбор режима, поэтому задача занимает менее 20 секунд.
Безопасность прежде всего
Компания Fisher отметила, что в дополнение к тем же мерам безопасности и СИЗ, которые применяются к стандартному сварочному аппарату, операторы, использующие лазерную систему, должны соблюдать несколько дополнительных мер безопасности. Во-первых, система должна работать в так называемой зоне лазерного контроля; обычно светонепроницаемое закрытое помещение или помещение с защитными блокировками и визуальными индикаторами на дверях для предотвращения проникновения незащищенных лиц в помещение и воздействия лазерного луча. Во-вторых, каждый, кто находится в зоне, контролируемой лазером, должен носить предоставленные поставщиком защитные очки и защитный шлем, когда работает лазер.
В качестве дополнительной защиты для операторов лазера машина также оснащена другими предохранительными устройствами. Как и все лазерные изделия, переключатель с ключом позволяет заблокировать его, если он не используется обученным оператором.
Подобно аппаратам GMAW, ручная лазерная система должна быть заземлена для работы, поэтому она оснащена заземляющим кабелем, который создает петлю сигнала от сварочной горелки, контактирующей с деталью на столе и аппаратом. Если сварочная головка не соприкасается со свариваемой деталью, мощность лазера отключается и машина не работает.
Аппарат также имеет двухступенчатый пусковой механизм сварочной горелки — активация и затем запуск — для преднамеренного срабатывания.
«Мы создали обучающие видеоролики по технике безопасности и вводные видеоролики, которые наши клиенты должны просмотреть перед запуском машины, — сказал Фишер. «Очень важно, чтобы пользователи прочитали и поняли руководство оператора и все инструкции по технике безопасности перед использованием оборудования», — подчеркнул он.
Расходные материалы
Машина оснащена четырьмя типами насадок, каждая из которых оптимизирована для разных типов сварки, конфигураций и геометрии деталей: раздвоенные насадки, подходящие для внешних угловых точек, и более узкие насадки для внутренних швов.
«Машина поставляется с матрицей, которая рекомендует, какие наконечники использовать с какой геометрией», — сказал Фишер.
Самое большое изменение, которое, по словам Фишера, пользователи обнаруживают при первом использовании лазерного сварочного аппарата, — это скорость.
«Операторы откалиброваны для работы со сварными швами с определенной скоростью», — сказал он. «У них есть мышечная память. Задача для них изначально состоит в том, чтобы понять, что, хотя оборудование может быть настроено в соответствии с их скоростью, процесс легко может быть в два или четыре раза быстрее, чем то, к чему они привыкли с GMAW и GTAW.
Мы похоже где-то намудрили. Будем разбираться! Такой страницы не оказалось в поиске.
Масло Stihl HP Ultra (1 л.) с дозатором
2`862.50 ₽
Синтетическое масло для длительного использования при высоких требованиях. Превосходные смазочные свойства, сгорание топливной смеси почти без остатка, способность к биологическому разложению – более 80% за 21 день, особенно низкое содержание серы, соотношение компонентов смесь 1:50.
В корзину
Масло моторное Addinol Professional 1030 SAE 10/30 CK-4 (205 л.)
190`218.75 ₽
Высокоэффективное моторное масло класса SHPD (Super High Performance Diesel) для турбодизельных двигателей, функционирующих при высоких нагрузках.
В корзину
Масло моторное ADDINOL Professional 1040 SAE 10/40 E8/E11 (205 л.)
146`250. 00 ₽
Высокоэффективное моторное масло класса SHPD (Super High Performance Diesel) для турбодизельных двигателей, функционирующих при высоких нагрузках.
В корзину
Масло веретенное Oil Right АУ (200 л.)
28`544.85 ₽
Рекомендовано для применения в гидравлических системах машин и промышленного оборудования. Обладает высокой стабильностью эксплуатационных свойств. Температурный интервал применения: от −30°С до +100°С.
В корзину
Масло веретенное Роснефть АУ (180 кг, 216,5 л.)
28`544.85 ₽
Веретенное масло АУ предназначено для гидрообъемных передач наземной техники, как универсальное индустриальное масло, а также в качестве основы для производства масел и присадок.
ADDINOL Hydrauliköl HLP – специальное гидравлическое масло, изготовленное на базе высококачественных рафинатов минеральных масел, плюс комбинацией цинковых присадок и других активных веществ, улучшающих антиокислительные, антикоррозионные и общие смазывающие и защитные св-ва.
В корзину
Масло индустриальное C.N.R.G. И20А (10 л.)
Индустриальное масло общего назначения, полученное путем селективной очистки без добавления присадок. Предназначено для смазывания наиболее распространенных узлов и механизмов оборудования в различных отраслях промышленности. Используется в качестве рабочей жидкости в гидросистемах промышленного оборудования, строительно-дорожных машин, автоматических линий, прессов, для смазывания легко- и средненагруженных зубчатых передач, направляющих качения и скольжения станков, где не требуются специальные масла.
В корзину
Масло индустриальное C.N.R.G. И20А (20 л.)
Индустриальное масло общего назначения, полученное путем селективной очистки без добавления присадок. Предназначено для смазывания наиболее распространенных узлов и механизмов оборудования в различных отраслях промышленности. Используется в качестве рабочей жидкости в гидросистемах промышленного оборудования, строительно-дорожных машин, автоматических линий, прессов, для смазывания легко- и средненагруженных зубчатых передач, направляющих качения и скольжения станков, где не требуются специальные масла.
В корзину
Масло индустриальное C.N.R.G. И20А (205 л.)
Индустриальное масло общего назначения, полученное путем селективной очистки без добавления присадок. Предназначено для смазывания наиболее распространенных узлов и механизмов оборудования в различных отраслях промышленности. Используется в качестве рабочей жидкости в гидросистемах промышленного оборудования, строительно-дорожных машин, автоматических линий, прессов, для смазывания легко- и средненагруженных зубчатых передач, направляющих качения и скольжения станков, где не требуются специальные масла.
В корзину
Масло трансмиссионное Addinol ATF CVT (1 л.)
Синтетическое масло для автоматических бесступенчатых трансмиссий легковых автомобилей (CVT). Обеспечивает удобное переключение и длительный срок службы узлов, великолепные противоизносные свойства и характеристики пенообразования.
В корзину
Масло трансмиссионное Addinol ATF CVT (20 л.
)
Синтетическое масло для автоматических бесступенчатых трансмиссий легковых автомобилей (CVT). Обеспечивает удобное переключение и длительный срок службы узлов, великолепные противоизносные свойства и характеристики пенообразования.
В корзину
Масло трансмиссионное Addinol ATF CVT (205 л.)
Синтетическое масло для автоматических бесступенчатых трансмиссий легковых автомобилей (CVT). Обеспечивает удобное переключение и длительный срок службы узлов, великолепные противоизносные свойства и характеристики пенообразования.
В корзину
Вверх
Kluber Amblygon TA 15/2 1 кг Водостойкая смазка — K2Group
Kluber Amblygon TA 15/2 Специальная смазка для долговременной смазки и высоких температур
Kluber Amblygon TA 15/2 — долговременная высокотемпературная смазка на основе минерального масла и полимочевины.
Эта консистентная смазка используется для долговременной или пожизненной смазки в машиностроительном секторе, охватывающей широкий диапазон рабочих температур до 150 ° C.
AMBLYGON TA 15/2 обладает хорошей адгезией, устойчивостью к горячей и холодной воде и разбавленным щелочным и кислотным растворам.
AMBLYGON TA 15/2 устойчив к окислению и старению, а также защищает от коррозии.
Преимущества для применения Kluber Amblygon TA 15-2
Универсальная смазка для многих областей применения, подверженных высоким нагрузкам
Длительный срок службы даже при воздействии высоких температур или агрессивных сред
Длительный срок службы благодаря высокой устойчивости к воде и водяному пару
Долгий срок службы благодаря отличной адгезии к точкам трения
Улучшенный эффект уплотнения благодаря высокой адгезии
Низкие эксплуатационные расходы благодаря хорошей защите от коррозии
Применение
AMBLYGON TA 15/2 смазывает подшипники и соединения, подверженные высоким температурам и нагрузкам, например, в:
Конвейеры
Печи (вращающиеся трубчатые печи)
Водяные насосы
Горячие ролики
Машины для укладки асфальта
Задвижки
Уплотнения
Стиральные и посудомоечные машины
Ударный механизм в электроинструментах
Соединения, петли
Штифты AMBLYGON TA 15/2 также используется в сочетании с минералоустойчивыми эластомерными уплотнениями.
Замечания по применению:
Перед серийным применением мы рекомендуем проверить совместимость с эластомерами, если это возможно, в компоненте в условиях, аналогичных фактическому использованию.
Типичные Характеристики:
Номер статьи
020109
Химический состав, загуститель
полимочевины
Химический состав, тип масла
минеральное масло
Более низкая рабочая температура
-20 ° C / -4 ° F
Верхняя рабочая температура
150 ° C / 302 ° F
Плотность при 20 ° C
ок. 0,93 г / см³
Кинематическая вязкость базового масла, DIN 51562 пт. 01 / ASTM D-445 / ASTM D 7042, 40 ° C
ок. 220 мм² / с
Кинематическая вязкость, DIN 51562 пт. 01 / ASTM D-445 / ASTM D 7042, 100 ° C
ок. 18 мм² / с
Проработанное проникновение, DIN ISO 2137, 25 ° C, нижнее предельное значение
285 х 0,1 мм
Проработанное проникновение, DIN ISO 2137, 25 ° C, верхний предел
315 х 0,1 мм
Коэффициент скорости (nx дм)
ок. 350 000 мм / мин
Давление подачи смазки, DIN 51805, температура испытания: -20 ° C
<= 1 400 мбар
Разделение масла, DIN 51817 N, после 7 дней / 40 ° C
<= 5% по весу
Точка падения, DIN ISO 2176
> = 220 ° C
Антикоррозионные свойства консистентных смазок, DIN 51802 (SKF-EMCOR), продолжительность испытания: 1 неделя, дистиллированная вода
<= 1 степень коррозии
Водостойкость, DIN 51807 pt. 01, 3ч / 90 ° C, рейтинг
0 — 90
Минимальный срок годности с даты изготовления в сухом, незамерзающем месте и в закрытой оригинальной упаковке , ок.
60 месяцев
Амблигон ТА 15/2
Амблигон ТА 15/2
Продукция Klüber Lubrication — Специальные смазочные материалы Компоненты Компрессор
Производитель: KLÜBER LUBRICATION (Германия)
Специальная смазка для долговременной смазки и высоких температур АМБЛИГОН ТА 15/2 — долговременная и высокотемпературная смазка на основе минерального масла и полимочевины. Эта консистентная смазка используется для долговременной или пожизненной смазки в машиностроении в широком диапазоне рабочих температур до 150°C. АМБЛИГОН ТА 15/2 обладает хорошей адгезией, устойчивостью к горячей и холодной воде, разбавленным щелочным и кислотным растворам. АМБЛИГОН ТА 15/2 устойчив к окислению и старению, а также защищает от коррозии.
Преимущества для вашего применения
Универсальная смазка для многих областей применения, подверженных высоким нагрузкам
Долгий срок службы даже при воздействии высоких температур или агрессивных сред
Долгий срок службы благодаря высокой стойкости к воде и водяному пару
Долгий срок службы благодаря превосходной адгезии к точкам трения
Улучшенное уплотнение благодаря высокой адгезии
Низкие эксплуатационные расходы благодаря хорошей защите от коррозии
Продукт
Особенности, применение
Высокочистая консистентная смазка для подшипников качения для долговременной смазки Kluberquiet BQH 72-102 — синтетическая высокотемпературная консистентная смазка. Благодаря тщательному отбору компонентов продукта и чистой производственной среде, Kluberquiet Это смазка для подшипников качения с особенно низким уровнем шума. Обладает отличными эксплуатационными характеристиками благодаря использованию высококачественного полиэфирного масла, нового загустителя на основе полимочевины и специальных присадок. Он особенный тем, что сочетает в себе высокую термостойкость и исключительную чистоту.
Синтетические масла для воздушных компрессоров для интервалов замены масла до 10 000 часов работы Масла Kluber Summit SH — это масла для воздушных компрессоров на основе синтетического углеводорода и присадок. Их можно смешивать с минеральными маслами и синтетическими углеводородными маслами, однако они не смешиваются с полигликолевыми маслами.
Масло холодильное специально для аммиачных компрессоров в пищевой промышленности Kluber Summit RHT FG 68 на основе высокоочищенных и гидрогенизированных белых масел специально для смазывания аммиачных холодильных компрессоров. Гидрогенизированное базовое масло химически стабильно и было специально разработано, чтобы выдерживать воздействие аммиака. В то время как обычные минеральные масла склонны к почернению при взаимодействии с аммиаком и образованию отложений в контуре охлаждения, это не относится к Klüber Summit RHT FG 68. Интервалы замены масла могут быть значительно увеличены. Благодаря низкой растворимости в аммиаке Kluber Summit RHT FG 68 способствует повышению эффективности охлаждения. Опыт показал, что Kluber Summit RHT FG 68 можно использовать при температуре испарителя до -33°C в зависимости от условий эксплуатации. Kluber Summit RHT FG 68 соответствует требованиям DIN 51 5031, KAA. Он зарегистрирован как NSF h2 и, следовательно, соответствует требованиям FDA 21 CFR 178.3570.
Полностью синтетические компрессорные масла для пищевой и фармацевтической промышленности Масла Kluber Summit HySyn FG — это масла для воздушных компрессоров на основе синтетических углеводородных масел. Их можно смешивать с минеральными маслами и другими синтетическими углеводородными маслами. Благодаря синтетическому базовому маслу масла обладают хорошей устойчивостью к окислению, что сводит к минимуму образование остатков окисления в компрессорах, продлевает интервалы замены масла и срок службы масляных фильтров и сепараторов. Они зарегистрированы NSF h2.
Синтетические гидравлические масла для пищевой и фармацевтической промышленности Масла Klüberfood 4 NH 1-15…100 представляют собой гидравлические масла на основе синтетических углеводородов. Масла Klüberfood NH 1 обладают хорошей устойчивостью к окислению благодаря синтетическому базовому маслу, а также хорошей стабильностью при низких температурах и защитой от трения и износа. Они соответствуют требованиям HLP в соотв. DIN 51524 часть 2. Помимо отличной коррозионной стойкости, масла Klüberfood 4 NH 1 обладают хорошей водоотделяющей способностью.
Синтетические масла для воздушных компрессоров для интервалов замены масла до 8000 часов работы Масла Kluber Summit SB — это масла для воздушных компрессоров на основе синтетических углеводородов и присадок. Эти масла смешиваются с минеральными маслами и синтетическими углеводородными маслами, но не с маслами на основе полигликоля. Масла Kluber Summit SB обладают отличной устойчивостью к окислению и старению, а также демонстрируют хорошие температурно-вязкостные характеристики.
Техническая служба
Надзор за установкой оборудования Aumund
Ремонт и шлифование открытых зубчатых колес
Осмотр и регулировка открытых зубчатых колес
Установка приводных ремней на заводах МДФ, текстильных фабриках, фабриках по производству нетканых материалов
Услуги по соединению ремней на месте в аэропорту
Организация курсов технического обучения, технических мастерских на заводах клиентов
АМБЛИГОН-ТА-15-2-1КГ — ДОЛГОСРОЧНАЯ И ВЫСОКОТЕМПЕРАТУРНАЯ СМАЗКА
Химические вещества
Обычные консистентные смазки
ДОЛГОСРОЧНАЯ И ВЫСОКОТЕМПЕРАТУРНАЯ СМАЗКА
Наши обязательства
Вкл.
Время
Доставка
99,4%
Вкл.
Качество
Доставка
99,3%
На
Безопасность
Доставка
0 по умолчанию
JavaScript в настоящее время отключен. Пожалуйста, включите его, чтобы получить больше удовольствия от Jumi.
Продукты, которые стоит открыть …
В настоящее время JavaScript отключен. Пожалуйста, включите его, чтобы получить больше удовольствия от Jumi.
В наличии
Шелл
СИНТЕТИЧЕСКАЯ СМАЗКА ДЛЯ РАМОВ — MIL-G-21164D
Обычные консистентные смазки
Артикул AEROSHELL-GREASE-64-3KG
Обратитесь к файлу
В наличии
Шелл
СМАЗКА — MIL-PRF-23827C TY2
Обычные консистентные смазки
Артикул AEROSHELL-GREASE-7-400GM
Обратитесь к файлу
В наличии
Селеста
МНОГОФУНКЦИОНАЛЬНАЯ ЧИСТЯЩАЯ ПОЛОТЕНКА
Чистящие средства
Артикул САНИ-КОМ-3205-БОКС
Обратитесь к файлу
В наличии
Селеста
ДЕЗИНФИЦИРУЮЩЕЕ И МНОГОФУНКЦИОНАЛЬНОЕ ОЧИСТИТЕЛЬНОЕ СРЕДСТВО
Чистящие средства
Артикул САНИ-ЦИД-EX3-1QT
Обратитесь к файлу
В наличии
3 м
АБС5649A12 — ЛЕНТА ИЗ СТЕКЛЯННОЙ ТКАНИ
Клейкие ленты
Артикул 3М-361-12ММ
Обратитесь к файлу
В наличии
3 м
ЛЕНТА ГАЛЬЯНИРОВОЧНАЯ ЖЕЛТАЯ
Клейкие ленты
Артикул 3М-470-50ММ
Обратитесь к файлу
В наличии
Шелл
СИНТЕТИЧЕСКОЕ ЗАМЕЩЕННОЕ ЭФИРНОЕ МАСЛО
Масла
Артикул AEROSHELL-TURBINE-OIL-500-1QT
Обратитесь к файлу
В наличии
Шелл
МАШИННОЕ МАСЛО
Масла
Артикул AEROSHELL-OIL-W15W50-1QT
Обратитесь к файлу
В наличии
Селеста
ЖИДКИЙ ДЕЗОДОРАНТ ДЛЯ ТУАЛЕТА
Чистящие средства
Артикул САНИ-ПАК-ЖИДКОСТЬ-1QT
Обратитесь к файлу
В наличии
Солютия
ОГНЕСТОЙКАЯ ГИДРАВЛИЧЕСКАЯ ЖИДКОСТЬ
Гидравлическое топливо
Артикул СКАЙДРОЛ-PE-5-1QT
Обратитесь к файлу
Доу Корнинг
ТВЕРДАЯ СМАЗОЧНАЯ ПАСТА С НИЗКИМ ТРЕНИЕМ
Смазочные материалы
Артикул MOLYKOTE-G-RAPID-PLUS-50GM
Обратитесь к файлу
В наличии
Орапи
ЧИСТЯЩИЕ И ДЕЗИНФИЦИРУЮЩИЕ САЛФЕТКИ
Дезинфицирующие средства
Артикул BACTINYL-WIPES-BOX
Обратитесь к файлу
В наличии
Чемметалл
ПЕНЕТРАНТНЫЙ ПРОЯВИТЕЛЬ — БЕЗ ГАЛОГЕНА
Чистящие средства
Артикул АРДРОКС-9D4E-400ML
Обратитесь к файлу
В наличии
Итв
ПРЕМЬЕР-ИНГИБИТОР РЖАВЧИНЫ
Очиститель/обезжириватель Industrial
SKU ЛПС-3-11ОЗ
Обратитесь к файлу
Эйр Ликид
ДЕТЕКТОР УТЕЧКИ
Расходные материалы Разное
Артикул 1000-БУЛЬЗ-425GM
Обратитесь к файлу
В наличии
Эксон Мобил
СМАЗКА ДЛЯ ГАЗОТУРБИН САМОЛЕТА
Масла
Артикул MOBIL-JET-OIL-II-1QT
Обратитесь к файлу
В наличии
Хенкель
АКРИЛОВЫЙ ФИЛЬТР
Герметики
Артикул LOCTITE-243-10ML
Обратитесь к файлу
В наличии
Вд 40
ПРОФИЛАКТИКА КОРРОЗИИ
Средства защиты от коррозии
Артикул ВД40-400МЛ
Обратитесь к файлу
В наличии
Шелл
СИНТЕТИЧЕСКОЕ СМАЗОЧНОЕ МАСЛО
Масла
Артикул AEROSHELL-TURBINE-OIL-560-1QT
Обратитесь к файлу
В наличии
Шелл
СМАЗКА — MIL-PRF-81322G
Обычные консистентные смазки
Артикул AEROSHELL-GREASE-22-3KG
Обратитесь к файлу
Услуги с высокой добавленной стоимостью
Центральный отдел закупок
Мы гарантируем, что необходимые химикаты и крепежные детали всегда будут доступны для профессионалов в области аэронавтики.
УЗНАТЬ БОЛЬШЕ
Предотвращение рисков
REACH, Способы транспортировки, Установка, классифицированная для защиты окружающей среды (ICPE) / Хранение, Технические паспорта и паспорта безопасности, Упаковка… Мы освоили правила, относящиеся к химическим продуктам .
УЗНАТЬ БОЛЬШЕ
Запасы и консигнационные запасы
Управление консигнационными запасами адаптировано к конкретным потребностям каждого клиента.
УЗНАТЬ БОЛЬШЕ
Комплектация
Мы предлагаем индивидуальные комплекты продукции, предназначенные для повышения производительности производственной линии наших клиентов.
УЗНАТЬ БОЛЬШЕ
Восстановление
Мы поставляем необходимое количество в зависимости от конкретного запроса клиента. Мы обеспечиваем отслеживаемость и безопасность на каждом этапе этого процесса.
УЗНАТЬ БОЛЬШЕ
Окружающая среда
Осознавая воздействие распространяемой нами продукции на окружающую среду, мы обеспечиваем строгий контроль качества на каждом этапе с соблюдением всех требований законодательства.
Фотографии станка с ЧПУ с вакуумной подготовкой и комбинированным столом
Напишите нам
Главная / Продукция / Большой класс / Фотографии станков E30HVM
Станок ЧПУ с полуавтоматической сменой инструмента (15)
Станок ЧПУ с полуавтоматической сменой инструмента (16)
Станок ЧПУ с полуавтоматической сменой инструмента (3)
Станок ЧПУ с полуавтоматической сменой инструмента (11)
Станок ЧПУ с полуавтоматической сменой инструмента (9)
Станок ЧПУ с полуавтоматической сменой инструмента (13)
Станок ЧПУ с полуавтоматической сменой инструмента (4)
Станок ЧПУ с полуавтоматической сменой инструмента (7)
Фрезерный станок с ЧПУ E40HVM с вакуумным прижимом материала
Общий вид станка Росфрезер E30HVM_0
Общий вид станка Росфрезер E30HVM_2
Общий вид станка Росфрезер E30HVM_1
Общий вид станка Росфрезер E30HVM
Японский редуктор SHIMPO
Цилиндрический датчик HOME
Регулируемая пластина датчика HOME
Плавающий стружкоприемник на линейных подшипниках
Ось X станка с ЧПУ
Лампы освещения станка Росфрезер D25HTM
Комбинированный рабочий стол
Комбинированный вакуумный стол
вакууметр системы вакуумной фиксации материала
Вакуумный насос и система охлаждения шпинделя
Защитный поддон для сбора масла
Косозубая рейка производства Германии
Виброопоры станка Росфрезер
Чугунная стойка портала коробчатой формы
Стойка портала чугунная
Стойка портала коробчатой формы, литье, чугун
Плавающий стружкоприемник
Ось Z
Новая конструкция осей X и Z
Централизованная система смазки
Датчик измерения длины инструмента
Каретка в сборе ось X и Z
Станок с ЧПУ E40HTM с осью вращения
Станок с ЧПУ E40HTM (3)
Станок с ЧПУ E40HTM (4)
Если у Вас есть вопросы, позвоните нам по телефону:
+7 495 205-1-205
ИЛИ
Станки с ЧПУ: Классификация.
Примеры. Какой выбрать?
Станок с ЧПУ – автоматизированный робот, который способен самостоятельно выполнять различные операции: обрабатывать металл, древесину, пластик, стекловолокно, полипропилен и другие материалы. Управляет работой такого аппарата специальная компьютерная программа, отсюда и название – «станок с числовым программным управлением».
Человеку требуется лишь настроить, задать буквенно-числовой код — и можно наблюдать, как станок сам создает сложную деталь.
В сравнении с управляемым вручную устройства с ЧПУ
обеспечивают высокие скорость и точность обработки материала;
позволяют создавать изделия с любой геометрией;
могут точно воспроизводить элемент неограниченное количество раз;
работают без перерывов круглосуточно;
ускоряют сроки изготовления изделий в десятки раз;
отличаются высоким уровнем безопасности для человека;
минимизируют участие человека в процессе производства.
Сегодня аппараты с ЧПУ используются во многих сферах промышленного производства: в аэрокосмической отрасли, самолетостроении, электросвязи и телекоммуникациях, производстве медицинского оборудования и инструментов; автомобилестроении, деревообработке, металлургии, ювелирном деле и других областях.
Принцип работы и программирования
Такое оборудование действует по принципу «убрать лишнее». Оно буквально отсекает ненужные части, чтобы в результате получился трехмерный объект. Процесс удаления ненужного на профессиональном производственном языке называется механической обработкой.
Для программирования станка с ЧПУ применяется две программы — CAD (автоматизированное проектирование) CAM (автоматизированное производство).
Первая служит для разработки двух- либо трехмерной модели будущего объекта – детали или готового изделия. Вторая необходима, чтобы воплотить модель в реальность.
Компьютерные программы – одна из обязательных составляющих. Второй необходимый элемент – устройство, через которые вводятся данные для работы машины. Чаще всего применяется один из вариантов: ввод с перфоленты, с магнитной ленты, через интерфейс последовательной передачи информации. Третья составляющая – блок управления (MCU), который
читает и расшифровывает закодированные инструкции;
осуществляет программы, чтобы перемещать рабочий инструмент;
передает команды в схемы усилителя, чтобы управлять механизмом оси;
принимает сигналы обратной связи для каждого из приводов;
включает и отключает поступление жидкости для охлаждения, меняет инструмент и так далее.
Четвертый элемент – механизм: комбинация схем усилителя, приводных двигателей, шарико-винтовых передач. Команды механизм получает от блока управления.
Кроме того, присутствует подвижный рабочий стол и рабочая голова, на которой крепится обрабатывающий инструмент. Программа управляет положением стола и головы относительно друг друга по осям. Отслеживает правильность работы аппарата система обратной связи: скорость и положение инструмента и стола считываются датчиками – данные передаются в блок управления. Если необходимо, он исправляет ошибки.
Задача оператора – сформировать числовой код, а затем загрузить его в память устройства. После этого требуется провести тест. Если неточности обнаруживаются, их исправляют и уже после этого вводят код в постпроцессор. Здесь числовые данные преобразуются в
G-код, который представляет собой ряд инструкций в форме последовательности цифр и букв. Машина считывает их и выполняет необходимые операции с заданной скоростью, по намеченным линиям, с нужной глубиной и так далее.
Классификация станков с ЧПУ
В соответствии с тем, какая технология применяется, станок относится к определенному классу.
Фрезерный
Токарный
Лазерный
Плазменный
Гибочный
Фрезерные
Применяются для обработки металлических элементов из черного или цветного металла, сплавов и стали, 3D модели – для пластика и дерева.
Рабочий инструмент вращается, постепенно отсекая материал по контуру заготовки. Она может быть неподвижной: тогда перемещается инструмент. Либо сама передвигается относительно него.
Рабочим инструментом является фреза, оснащенная режущими резцами – мелкими прочными зубьями. Можно выполнять разрезы, делать углубления, проводить гравировку.
Рекомендуется приобретать оборудование
с расширенным набором функций;
с порталом из толстой стали (станиной), чтобы исключить вибрацию и деформацию заготовок;
с электрошпинделем – самым неприхотливым элементом;
с серводвигателем, который не пропускает шаги, работает быстрее и точнее шаговых двигателей;
с достаточно широким выбором инструментов.
На рынке представлены три разновидности фрезерных станков – вертикальные, горизонтальные, 3D, 4-ех и 5-осевые. Первые применяются для механической обработки. Исходная деталь крепится на рабочем столе, положение которого может меняться в горизонтальной плоскости – в продольном и поперечном направлениях. В комплектацию входит набор фрез, состоящие из инструментов торцевого, шпоночного, концевого, углового, фасонного и других видов.
Вертикально-фрезерный аппарат позволяет вести обработку плоских поверхностей – вертикальных и горизонтальных. Можно выполнять окружности и концентрические канавки с помощью делительной головки с поворотным столом.
Горизонтально-фрезерный способен обрабатывать детали малого веса и небольшого размера. В некоторых моделях есть поворотная головка фрезы, что увеличивает точность работы. Преимущество – широкий диапазон скоростей и высокая мощность.
3D фрезерные устройства отличаются компактными габаритами. Кроме металла, могут обрабатывать пластик и древесину. Высокая точность обработки позволяет создавать изделия с большим числом мелких деталей, например, сувениры.
5-осевые координатные разновидности фрезерных аппаратов способны вести обработку сразу по пяти осям: в продольном, поперечном, вертикальном направлениях, а также с поворотом рабочего инструмента вокруг двух осей. Благодаря этому можно изготавливать сложные поверхности – фасонные и криволинейные, например, для автомобилей.
Выпускаются также четырех-осевые станки, в которых движение шпинделя осуществляется по осям X, Y, Z, а стол вращается вокруг собственной оси по вертикали.
Токарные
В токарных аппаратах вращается заготовка, а не головка бура. Заготовка предварительно зажимается в шпинделе. А режущий инструмент движется по двум осям координат – параллельной и поперечной. Постепенно с детали снимается стружка – формируются заданные контуры.
Скорость работы и размеры обрабатываемых элементов определяются мощностью конструкции шпинделя и двигателя. Сложные дорогостоящие модели оснащаются многошпиндельными головками, снабженными несколькими резцами. Это позволяет выполнять многоплановую обточку.
В соответствии с тем, как именно размещается шпиндель, аппараты делятся на горизонтальные и вертикальные (токарно-карусельные).
Проводятся операции по точению и расточке металла, нарезается резьба, торцы металлических деталей подрезаются и обрабатываются; выполняются отверстия с помощью развертывания, зенкерования, сверления; осуществляются иные операции.
При выборе эксперты рекомендуют обратить внимание на
максимальный диаметр заготовки, которую можно свободно обтачивать;
допустимую длину детали, что определяется расстоянием между центрами крепления;
размер обтачиваемого прутка, который соответствует диаметру отверстия шпинделя;
класс точности готового изделия: определяется массивностью станины и весом устройства – чем выше эти параметры, тем ниже вибрация обрабатываемого элемента.
Главное ограничение– возможность создавать только изделия цилиндрической, конической или сферической форм. Если необходимо сделать деталь другой конфигурации, предварительно исходник обрабатывают на фрезерном аппарате.
Либо используют фрезерную токарную станцию – комбинацию фрезеровального и токарного станков. Как правило, она представляет собой токарный станок, в котором установлены инструменты для фрезерования. Здесь деталь удерживается шпинделем, который способен или вращаться или находиться под точным углом, подобно тому, как располагается детали в пятиосевом фрезерном аппарате с ЧПУ.
Лазерные
Рабочий инструмент – сфокусированный лазерный луч. Его концентрированная энергия способна проникать в материал, расплавляя его, испаряя или воспламеняя. В результате часть исчезает, за счет чего формируется заданный рельеф. Внешне процесс похож на механические разрезание материала, только при этом не образуется стружки – отходы просто испаряются.
Глубина воздействия луча определяется его мощностью. Чем сильнее, тем более глубокие разрезы он оставляет. Таким образом, данная технология позволяет выполнять как сквозные резы, так и небольшие углубления, создающие конфигурацию детали или рисунок на ее поверхности – гравировку.
Преимущество такого способа обработки – возможность делать максимально тонкие срезы и минимально влиять на исходный материал. Это способствует высокой точности работы.
Второй важный плюс применения лазерных станков с ЧПУ, например, марки Rabbit или Elixmate, – обработка практически всех конструкционных материалов и исходных заготовок любых форм и габаритов. Это могут быть как очень твердые и плотные материалы (металл, камень), так и более мягкие (древесина, полиуретан, пластик, резина), хрупкие (стекло) и даже нежные (бумага, картон, кожа, полиэтилен и другие).
Принцип работы лазерно-гравировального оборудования напоминает функционирование фрезерных устройств. Основные составляющие те же: монолитный корпус, рабочий стол, расположенный по горизонтали; сверху – подвижный рабочий инструмент – лазерный излучатель.
Портал с лазером перемещается при помощи шагового электродвигателя. Скорость движения луча и его мощность задаются процессором в соответствии с программой.
Конструкция оптической системы (лазера) включает лазерную трубку, зеркала, отражающие свет; головку излучателя, фокусирующую линзу. Охлаждение трубки происходит водой, которая циркулирует по системе, нагнетаемая насосом.
При всей универсальности лазерные аппараты делятся на несколько разновидностей.
Граверы настольные лазерные. Отличаются небольшими габаритами, поэтому могут использоваться в домашних условиях. Преимущество – хорошая оптика, что позволяет делать гравировку высокого качества, резать не слишком толстые материалы насквозь (кроме металлических). Недостаток – невысокая мощность.
Напольные гравировальные модели. Высота рабочего стола – от 50 см до 1,5-2 метров и выше. Устанавливается в производственных помещениях. Применяется для интенсивной работы для резки и раскроя материалов, в том числе больших размеров; а также для гравировки.
Лазерные маркеры – компактные устройства, позволяющие гравировать изображения на большой скорости на объемных заготовках, например, ручках и брелоках. За счет двухосной конструкции оптики со специальным объективом лазерный луч формируется в двухмерном формате и может направляться под заданным углом на нужный участок заготовки. Такие устройства способны выполнять гравировку на небольших рабочих областях. Обычно комплектуются микрокомпьютером и соответствующим ПО.
Плазменные
В таких аппаратах применяется плазменная резка для обработки стали, чугуна, цветного металла. Режущий инструмент – струя плазмы, которую получают путем пропускания газа через электрическую дугу в плазмотроне (устройстве генерирования плазмы). Температура такой струи — 5000-30000◦C, скорость – 500-1500 м/с. Она способна прорезать (прожигать) материал толщиной до 150 сантиметров – полутора метров.
Позволяет создавать рез высокого качества, раскраивать листовой металл по прямым и изогнутым линиям. Скорость резки зависит от толщины листа и может достигать 6 метров в минуту. Благодаря тому, что термическое воздействие осуществляется в небольшой зоне, можно резать тонкий металл – до 5 сантиметров.
Плазморез размещается в портальной системе, которая передвигается с помощью реечного привода. Обрабатываемая металлическая деталь закрепляется на координатном столе шириной от полутора до восьми метров.
Плазменные станки с ЧПУ выпускаются в двух основных вариациях.
Переносные. Обладают небольшими габаритами (ширина рабочей зоны – полтора-три метра), позволяя кроить металлические листы ограниченного размера. Можно передвигать оборудование без необходимости демонтажа.
Стационарные. Представляют собой крупные автоматизированные комплексы. Ширина координатного стола может доходить до восьми метров. Монтируются на определенном месте. Если нужно передвинуть, станок приходится демонтировать и применять подъемные устройств.
Минусы плазменных станков — плохое качество реза, большой расход электроэнергии, требуется постобработка деталей. Зато из плюсов может дешево резать толстый металл.
Домашние станки с ЧПУ
Станки с числовым программным управлением могут использоваться не только на производстве, в мастерских, но и дома. Для этого выпускаются мини-модели, обладающие достаточной мощностью для обработки сравнительно небольших заготовок и подключающиеся к бытовой однофазной электросети.
Лазерные подходят для изготовления сувениров, портретов, в том числе для рекламных целей.
Фрезерные по дереву помогут сделать интересные фигурные изделия, например, элементы мебели. Самый подходящий вариант – устройства в пластиковом прозрачном ящике, чтобы не разлеталась стружка.
Фрезерные по металлу смогут обработать детали из меди или алюминия, а вот со стальными не справятся. Можно гравировать надписи на украшениях, значках, делать небольшие сувениры.
Модульные станки, которые могут совмещаться с дозаторами для пастообразных веществ, применяют в домашних условиях для рисования, например, картинок на тортах.
При желании фрезерный станок можно собрать самостоятельно. Сначала необходимо начертить схему, затем закупить комплектующие, подготовить инструменты. Можно купить уже готовый комплект или приобрести все, что нужно, по отдельности.
Понадобятся шаговый двигатель, алюминиевые профиль 30х60 мм, нарезанный на части по 10 сантиметров; алюминиевая пластина толщиной 15 мм, стальной стержень с резьбой М10 и гайкой, сделанной из делрина; шариково-винтовая пара (диаметр 16 мм, шаг 5 мм), направляющие SBR 16 и SBR 20, ножки, чтобы исключить вибрацию. Также нужны три шаговых двигателя и драйверы для них, интерфейсная плата, блок питания на 36 В, источник питания для платы (на 5 В), многожильный кабель 18 AWG, выключатель двухпозиционный, шпиндель, три сенсорных выключателя концевых. Кроме того, компьютерные программы – CamBam и Mach4.
На первом этапе создается ось X из двух боковых панелей и алюминиевого профиля, на концах отрезков которого выполняется резьба. К профилям подводятся рельсы – направляющие. Создается каретка оси Y – из одной пластины с линейными подшипниками для осей Z и Y. Далее формируется ось Z.
Двигатель крепят на отдельной стойке. К приводному винту его можно подсоединить с помощью винтовой передачи. Затем требуется создать опорные блоки для осей Y и X, опору для приводных гаек.
Следующий шаг – создание рабочей поверхности, желательно из листа алюминия с Т-образными пазами. Можно взять обычную столешницу.
Подключают оборудование к источнику питания и компьютеру.
Но сборка самостоятельно такого станка не гарантирует качество конечного изделия, больше для хобби, если вам интересно капаться в механике и электронике. О каком то даже начальном производстве на таких станках не может быть и речи.
Какой станок ЧПУ выбрать?
Выбор зависит от того, какой материал планируется обрабатывать, изделия какой сложности и точности создавать.
По назначению. Для обработки металла подойдет соответствующий токарный, фрезерный или лазерный аппарат. Для работы с деревом – фрезерный. Для создания элементов из пластика – фрезерный. Универсальные модели позволят работать с разными материалами – древесиной, металлом, ПВХ и пластиком.
По технологии. Корпусные элементы обрабатывают на фрезерных устройствах, цилиндрические, конические, сферические изделия создают на токарных. Максимальная точность резка и гравировки достигается на лазерных. С помощью многофункциональных станков можно выполнять фрезерование, расточку, сверление, нарезать резьбу и проводить токарные работы.
По скорости. Для лазерной резки, например, нужна высокая скорость движения рабочей головки, соответственно, более мощный двигатель. Высокую скорость при отсутствии погрешности реза способны обеспечить серводвигатели.
По параметрам рабочего пространства. Размеры рабочей зоны по всем осям определяются габаритами заготовок, которые планируется обрабатывать.
По мощности шпинделя или лазера, плазмотрона. Чем более твердый материал вы намерены резать, тем более мощные устройства потребуются.
По точности реза. Это показатель проверяется по 20-30 контрольным критериям.
По типу управления. Фрезерные станки с ЧПУ могут управляться через специальную автономную стойку или компьютер, где установлено соответствующее ПО. В первом случае обеспечиваются более высокие интеграция и стабильность функционирования оборудования за счет прямого подключения к блоку управления. Во втором оператор может моделировать в программе будущее изделие и в ней отслеживать процесс его создания.
По сложности изделий. Для сложных конструкций понадобится высокофункциональное оборудование с набором шпинделей и выбором функций, возможностью резки по нескольким осям – 3-8-осевые центры.
По стоимости готовой детали. Затраты на покупку оборудования влияют на цену конечного продукта, так же, как и расходы на его эксплуатацию.
По уровню обслуживания. Чем сложнее и функциональнее оборудование, тем больше знаний и навыков понадобится, чтобы его обслуживать.
Учитывая все эти моменты, можно подобрать станок с ЧПУ, который позволит с минимальными затратами и усилиями реализовать задуманное.
Machine — Bilder und stockfotos
Bilder
Bilder
FOTOS
Grafiken
Vektoren
Videos
Durchstöbern Sie 2.155
CNCAFTERAFTERAFE 2. Oder suchen Sie nach metallverarbeitung oder maschinenbau, um noch mehr faszinierende Stock-Bilder zu entdecken.
Sortieren nach:
Am beliebtesten
junge auszubildende in der berufsausbildung an einer drehmaschine in der Branche — станок с ЧПУ, фото и фото
Junge Auszubildende in der Berufsausbildung an einer…
Ingenieur Studenten lernen die verwendung computergesteuerten drehmaschine — cnc machine stock-fotos und bilder
Ingenieur Studenten lern die Verwendung computergesteuerten…
hand auf der touchscreen — cnc machine stock-fotos
Hand auf der Touchscreen
laser schneiden aus metall mit funken blatt — cnc stock-fotos und bilder0003 laser schneiden, nahaufnahme — станки с ЧПУ, фото и изображения
Laser Schneiden, Nahaufnahme
drehmachine cnc verarbeitung. — станок с ЧПУ с фотографиями и изображениями
CNC Drehmaschine Verarbeitung.
cnc walken bei der arbeit — станок с ЧПУ, фото и фото
CNC Walken bei der Arbeit
Detailaufnahme der CNC-Maschinenbearbeitung
arbeiter betrieb cnc machine-center — cnc stock-fotos und bilder
станок
zwei arbeiter bei werkzeug-werkstatt — станки с ЧПУ, фотографии и изображения
Zwei Arbeiter bei Werkzeug-Werkstatt
cnc fräser in power — станки с ЧПУ, фото и изображения
CNC Fräser in Power
фрезерное действие — станки с чпу, фото и изображения
Milling Aktion
Eine Bohrung Clansch aufine Flanch in einem -Bearbeitungszentrum mit einem Hartmetallfräser gefräst
Ingenieur und Jugendliche mit Automaticischer Fräse — cnc stock-fotos und bilder
Ingenieur und Jugendliche mit Automaticischer Fräse
Ausgebildeter Ingenieur und Lehrling 9 mit Automaticmaschine0003 close-up prozess der metall processing von Mill — cnc machine stock-fotos und bilder
Close-up Prozess der Metall processing von Mill
industrielle Metallbearbeitung Schneidprozess von Platinendetails durch Fräser
детали станков с чпу — cnc stock-fotos und изображение
Детали Станки с ЧПУ
Сверлильный станок с ЧПУ — Фото и фото станков с ЧПУ
Сверлильный станок с ЧПУ
Инженеры и югенды с автоматическими станками — Станки с ЧПУ Сток фото и изображения
Ingenieur und Jugendliche mit Automaticischer Fräse
ingenieur arbeiten computer kontrolliert drehmaschine — cnc machine stock-fotos und bilder символ
ЧПУ Компьютер числовой Steuerlinie Символ Вектор-Иллюстрация
Laser Metall Schneiden производственный инструмент в наличии — фото и изображения станков с ЧПУ
Laser Metall Schneiden производственный инструмент в Betrieb
программатор станков — станки с ЧПУ стоковые фотографии и изображения
Programmierbare-Maschine
Mensch, der an einer Programmierbaren Maschine . Биген фон Блехен. Konzentrieren Sie sich auf den Monitor.
arbeiter betrieb cnc обрабатывающий центр — cnc stock-fotos und bilder
arbeiter betrieb cnc обрабатывающий центр
cnc lpg schneiden — станки с чпу фото и фотографии — станок с ЧПУ с фото и изображением
High-speed-Baumwolldrillich.
spezialwerkzeuge isoliert auf schwarzem hintergrund. auf bestellung von spezialwerkzeugen. beschichtete schrittbohrer und развертка детали. hss zementiertes hartmetall. Hartmetall-schneidwerkzeug für industrielle anwendungen. инженерные инструменты. — станок с ЧПУ с фотографиями и изображениями
Spezialwerkzeuge isoliert auf schwarzem Hintergrund. Ауф…
Arbeiter Bei Werkzeug-Werkstatt-Machine Cnc Stock-fotos und Bilder
Arbeiter Bei Werkzeug-Werkstatt
Maschinenbautechniker в Der Nähe des Cnc-fräsmashinenenzentrums in der werkzeugwerkstatt nreaker raincer raincer raincer raincer raincer rainter raintruler neffer neffer neffer neffer neffer neffer neffer neffer neffer neffer neffer neffer neffer nefferrular nefferr -drehmaschine — станок с ЧПУ, фото и фото
Fabrikarbeitersteuerung CNC-Drehmaschine
штамповочный станок — станок с ЧПУ, фото и фото
Штамповочный станок
Hochpräzise CNC-Blechstanz- und Stanzmaschinen.
ringmaß zur kalibrierung von technischen messgeräten — cnc machine stock-fotos und bilder
Ringmaß zur Kalibrierung von technischen Messgeräten
Ringmessgerät zur Kalibrierung technischer Messgeräte
manager und weibliche ingenieur in der fabrik disscusing projekt — cnc machine stock-fotos und bilder
Manager und Weibliche Ingenieur in der Fabrik Disscusing Projekt
gruppe von jugendlichen in der technischen berufsausbildung mit lehrer — станки с ЧПУ, фотографии и изображения
Gruppe von Jugendlichen in der technischen Berufsausbildung mit. ..
cnc — cnc stock-fotos und bilderindustrielle metallform rohfräsen. металлообработка. дреммашины и бохпромышленность. — станок с ЧПУ фото и фото
Fräse nahaufnahme — станки с ЧПУ, фото и изображения
Fräse Nahaufnahme
cnc.external durchmesser drehen — станки с ЧПУ, стоковые фотографии и изображения
CNC.external Durchmesser drehen
arbeiter betrieb cnc machine stock-center 1 lderfotons machine stock-center — cncund machine Arbeiter Betrieb CNC обрабатывающий центр
Maschinenbautechniker Mitarbeiter des CNC-Fräsmaschinenzentrums in der Werkzeugwerkstattfertigung
алюминиевая охлаждающая пластина — станки с ЧПУ, фото и фотографии
Алюминиевая охлаждающая пластина
станок с ЧПУ. — станок с ЧПУ фото и изображения
CNC Durchmesser drehen.
Группа молодых специалистов по техническому оборудованию с лерером — станки с ЧПУ, фото и фотографии
Группа молодых специалистов по техническим работам с… станки с ЧПУ фото и фото
Станок в мастерских
Maschinenbautetechniker bei der Arbeit am modernen CNC-Metallbearbeitungsfräszentrum in der Werkzeugbauwerkstatt
CNC Drehmaschine Bearbeitung — станки с ЧПУ фото и фотографии
CNC Drehmaschine Bearbeitung
CNC-Drehbearbeitung.
arbeiter betrieb cnc machine-center — cnc stock-fotos und bilder
arbeiter betrieb cnc machine-center
holz schneiden mit einer cnc aufbereitung geräte — cnc stock-fotos und bilder
Holz Schneiden mit einer cnc 903 Geräte 903 Geräte 903 Geräte einer CNC-Fräsmaschine
fräse — фото и фото станков с ЧПУ
Fräse
Nahaufnahme der Fräsmaschine
eine reihe von vektor zeitlose abstrakte geometrische technologie symbole, symbole, logos. минималистский стиль на вкус. шварц, вайс, граускала, антрацит фарбе. kreis, sechseck, linear, punkte, Spiralformen, пиктограмма для технической науки, биологии труда — станок с ЧПУ, графика, -клипарт, -мультфильмы и -символ
Eine Reihe von Vektor zeitlose abstrakte geometrische… стоковые фотографии и изображения
Maschinentechniker von cnc machine
drehmaschine high-speed — cnc machine stock-fotos und bilder
Drehmaschine High-Speed
Drehmaschine in Betrieb
waterjet Innovationn Maschine Detail — cnc machine stock-fotos und bilder
Waterjet novative 9n003 maschine — станки с ЧПУ фото и фото
Mensch und Maschine
Mann, der geschlossene Drehmaschine bedient
große gruppe von technikern arbeitet in druckereihalle — cnc stock-fotos und bilder
Große Gruppe von Technikern arbeitet in Druckereihalle
Große Gruppe von Arbeitern Druckmaschine Techniker Bediener arbeitet in Digitaldruck Presse Halle und Druckerei Büro mit vielen verschiedenen Arten von Maschinen
porträt des schreinerhandwerks arbeiter mit cnc machine — cnc machine stock-fotos und bilder
Porträt des Schreinerhandwerks Arbeiter mit CNC machine
Porträt einer jungen Positivschreinerei vor der Möbelfertigung an der CNC-Holzschneidemaschine
Молодые элегантные компоненты завода Weibliches Personal — станки с ЧПУ фото и фотографии
Молодые элегантные компоненты Fabrik Personal Personal
Junge Elegant Components Factory Mitarbeiterinnen mit Technologie Bearbeitung machen Fräsarbeiten und Bearbeiten sorgfältig in der Studioabteilung.
Фрезерный станок с чпу своими руками, самодельный чпу, чертежи
Зная о том, что фрезерный станок с ЧПУ считается усложненным техническим и электронным оборудованием, многие мастера думают, что его просто нельзя сделать своими руками.
Однако это мнение не соответствует действительности: своими руками сделать такое устройство можно, но для этого необходимо иметь не только его полный чертеж, но и набор определенных инструментов и подходящих комплектующих.
ЧПУ станок своими руками (чертежи)
Решившись на создание самодельного специального станка с ЧПУ, помните, что на это может уйти много времени. Помимо этого, понадобится много денег.
Чтобы изготовить фрезерный станок, который оснащается системой ЧПУ, можно воспользоваться 2 способами: приобрести готовый набор из специально выбранных деталей, из которых и собирается такое оборудование, либо отыскать все комплектующие и самостоятельно собрать устройство, полностью подходящее всем вашим требованиям.
Подготовка к работе
Если вы запланировали изготовить станок с ЧПУ самостоятельно, не применяя готового набора, то первое, что вам нужно будет сделать, — это остановиться на специальной схеме, по которой будет работать такое мини-устройство.
За основание фрезерного оборудования можно взять ненужный сверлильный станок, в котором рабочая головка со сверлом поменяется на фрезерную. Самое трудное, что придется создавать в таком оборудовании, — это механизм, который обеспечит передвижение приспособления в трех разных плоскостях. Этот механизм можно изготовить на основании кареток от старого принтера, он обеспечит перемещение приспособления в двух плоскостях.
К устройству, сделанному по этой принципиальной схеме, просто подключить программное управление. Однако его главный минус заключается в том, что обрабатывать на этом станке с ЧПУ можно будет лишь изделия из пластика, древесины или небольшого листового металла. Таким образом происходит, потому что каретки от ненужного принтера, которые будут производить перемещение режущего приспособления, не обладают нужной степенью жесткости.
Чтобы ваше самодельное устройство было способно выполнять важные фрезерные действия с заготовками из разных материалов, за перемещение рабочего приспособления должен отвечать очень мощный специальный двигатель. Не нужно пытаться найти двигатель именно шагового вида, его можно сделать из простого электромотора, подвергнув небольшой доработке.
Использование шагового двигателя в вашем оборудовании даст возможность избежать применения винтовой передачи, а остальные возможности и характеристики самодельного инструмента от этого не будут хуже. Если же вы все-таки захотите применить для своего мини-устройства каретки от принтера, то стоит подобрать их от более большой модели печатного устройства.
Для передачи усилия на вал фрезерного станка лучше брать не простые, а зубчатые ремни, которые не смогут проскальзывать на шкивах. Одним из главных узлов любого похожего станка считается механизм фрезера. Именно его созданию нужно уделить много внимания. Чтобы качественно изготовить такой механизм, вам понадобятся подробные чертежи, которым придется строго следовать.
Сборка оборудования
Основанием собранного фрезерного оборудования может стать балка прямоугольного типа, которую надо крепко фиксировать на направляющих.
Несущая конструкция оборудования должна обладать большой жесткостью. При ее монтаже лучше не применять сварных соединений, а присоединять все детали лишь с помощью винтов.
Во фрезерном оборудовании, которое вы будете собирать самостоятельно, должен быть предусмотрен механизм, который обеспечит перемещение рабочего приспособления в вертикальном направлении. Лучше всего взять для него винтовую передачу, вращение на которую будет передаваться с помощью зубчатого ремня.
Основная часть станка
Важная часть такого станка — его вертикальная ось, которую для самодельного прибора можно сделать из алюминиевой плиты. Помните, чтобы размеры такой оси были точно подобраны под габариты создаваемого устройства.
Если у вас есть муфельная печь, то сделать вертикальную ось устройства можно своими руками, отливая ее из алюминия по размерам, которые будут указаны в готовом чертеже. Когда все комплектующие нашего будущего фрезерного оборудования подготовлены, можно переходить к его сборке. Начинается этот процесс с монтажа 2 шаговых электрических двигателей, которые закрепляются на корпус станка за его вертикальной осью.
Один из таких электрических двигателей будет отвечать за перемещение специальной головки в горизонтальной части, а второй — за перемещение головки, именно, в вертикальной части. Потом монтируются другие узлы и агрегаты самодельного оборудования.
Вращение на все узлы собранного оборудования с ЧПУ должно передаваться лишь посредством ременных передач. Прежде чем подключать к самодельному оборудованию систему программного управления, стоит проверить его работоспособность в ручном режиме и сразу убрать все выявленные проблемы в его работе.
Подготовка к работе
Сборка оборудования
Основная часть станка
Где найти чертежи для станков с ЧПУ
Современное обрабатывающее оборудование способно из любого материала изготовить качественную продукцию. Использование системы числового программного обеспечения для лазерных и фрезерных станков обеспечивает высокую скорость и точность выполнения сложных объемных моделей, деталей различного размера и конфигурации, высокохудожественных изображений. Станок с ЧПУ осуществляет обработку по заданному алгоритму и способен выполнять многоэтапную работу в непрерывном режиме. Последовательность действий подвижных элементов и траектория движения фрезы содержится в программном файле.
Важным этапом является создание графической модели, на основе которой потом составляется маршрут обработки. Для построения электронного чертежа плоской заготовки или 3-D модели используются специальные программы. Некоторые из них имеются в бесплатном доступе в Интернете, так что можно попробовать создать файл самостоятельно.
Использование программного обеспечения для самостоятельного моделирования
Для подготовки эскиза плоской контурной резки достаточно графического редактора, с помощью которого можно создавать двухмерные векторные изображения. Создание образа рельефных поверхностей и объемных деталей требует более сложных программ проектирования трехмерных моделей. Наиболее известные графические софты, применимые для 2D и 3D моделирования, — CorelDraw, AutoCAD. Это продуманные и удобные в управлении программы, которые имеют большое количество инструментов. Но несмотря на простоту использования, для выполнения сложных моделей вам придется приложить немалые усилия и потратить много времени.
Библиотеки программ по трехмерному моделированию
Пакет программного обеспечения, поставляемый вместе с ЧПУ станком, может содержать готовые файлы для фрезерной или лазерной резки. Также можно найти образцы в библиотеках программ по 3d моделированию.
Помощь профессионалов
Опытные бизнесмены часто заказывают услуги трехмерного моделирования компаниям или частным разработчикам, специализирующимся на изготовлении 3d моделей под заказ. Для работы над трехмерной моделью им необходимо предоставить эскиз, чертеж или фото заготовки с указанием точных размеров, для деталей сложной формы может потребоваться ее изображение в разрезе. Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею.
Фирмы, предоставляющие услуги раскроя
Часто можно скачать файлы для фрезеровки и лазерной резки на сайте компаний, предоставляющих подобные услуги. Некоторые несложные модели доступны для бесплатного скачивания. Для создания более сложных макетов следует заказать создание файла дизайнеру. Конечно же, за эту работу придется заплатить, но не каждая компания согласится изготовить только макет, чаще они нацелены на оказание комплексных услуг.
Просторы Интернета
Пользователи Интернета могут не только знакомиться с различной информацией, но и скачивать нужные файлы. Существуют интернет-магазины, продающие эскизы и чертежи для станков с ЧПУ, на которых можно также выставлять на продажу собственные разработки. На различных сайтах, посвященных работе на ЧПУ оборудовании, имеются страницы с платным и бесплатными предложениями. Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах:
сайты для скачивания;
тематические форумы;
группы и сообщества в соцсетях.
Кроме электронных макетов здесь можно получить полезную информацию, изучить опыт, которым делятся подписчики. Даже если вы не найдете необходимых чертежей, можно обратиться за помощью к форумчанам или участникам групп.
Составление технических чертежей для производства с ЧПУ | by Factorem
Миссия Factorem — обеспечить беспрепятственный доступ к быстрому и высококачественному индивидуальному производству в Юго-Восточной Азии.
Создавая нашу базу данных знаний, мы хотим поделиться с вами всем, что мы знаем — от советов по проектированию и проектированию до производства оборудования — в рамках нашей миссии #HelpMakersMake. Узнать больше .
Вот статья, написанная нашей командой инженеров, которая поможет вам извлечь максимальную пользу из вашего опыта черчения. Мы надеемся дать вам краткое, но полное описание шагов, необходимых для создания технического чертежа, что является особенно широкой темой.
Технические чертежи должны быть представлены вместе с файлами САПР, если детали содержат:
Характеристики резьбы (внутренней или внешней)
Различные требования к чистоте поверхности для различных поверхностей детали (например, шероховатость поверхности и т. д.)
Допуски любой функции, которые отличаются от стандартных
Невозможно точно указать эти требования только с помощью модели САПР.
На практике, как правило, лучше включать технические чертежи в файлы 3D CAD для производства с ЧПУ, даже если они не содержат ни одной из вышеупомянутых функций. Файлы 3D CAD используются для программирования станка с ЧПУ, а чертежи используются оператором в качестве визуального ориентира. Фактически, производители ЧПУ могут обрабатывать и изготавливать детали, используя только технические чертежи, и многие из них фактически предпочитают их 3D-моделям CAD. Основными причинами этого являются:
Визуальная оценка деталей стала проще без необходимости загружать их в сложное программное обеспечение для просмотра CAD-моделей, что упрощает и ускоряет расчет стоимости.
Производители обучены быстро идентифицировать деталь с помощью 2D-чертежей.
Им легче определить основные размеры и важные компоненты деталей.
Существует множество различных стандартов и методов, используемых для составления технического чертежа. Используемая техника не имеет значения, если четко указаны все важные технические требования.
Типичный технический чертеж состоит из следующих различных компонентов:
Основная надпись:
Основная надпись, показанная красной рамкой на приведенном выше образце чертежа, является неотъемлемой частью каждого технического чертежа, содержащего основная информация о детали, включая ее название, материал, отделку, масштаб, стандарты размеров и допусков, а также информацию о разработчике детали и/или компании. Основная надпись помогает производителям понять полезность и функцию представленной детали, позволяя им лучше понять требуемые спецификации.
Изометрический вид детали:
Изометрический вид детали обеспечивает трехмерное представление детали, что облегчает читателю визуализацию и быстрое понимание детали. Для этого используются изометрические виды, так как они сочетают иллюзию глубины с неискаженным представлением геометрии детали (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 градусов).
Размеры ортогональных видов детали:
Основные ортогональные виды представляют собой более подробные 2D-изображения 3-мерной части, точно видимые с внешней стороны ограничивающей рамки по одной стороне за раз. Таким образом нарисованы только края деталей, чтобы обеспечить более четкое представление размеров и характеристик. Эти виды в основном используются для отображения всех подробных размеров, элементов и характеристик детали, таких как длина, шероховатость поверхности, диапазоны допусков, описания элементов и т. д.
Для большинства деталей вся деталь может быть визуализирована и изготовлена с использованием двух или трех ортогональных видов.
Виды в разрезе и узлы детали:
Виды в разрезе можно использовать для изображения основных внутренних элементов детали, особенно тех элементов, которые скрыты на основных ортогональных и изометрических видах. Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает области, где был удален материал. Стрелки линии разреза указывают направление, в котором вы смотрите. Для чертежей с несколькими видами сечения линия разреза может быть названа буквами, такими как A-A, B-B и т. д., чтобы связать каждый вид сечения с соответствующей линией разреза. Обычно разрезы размещаются на одной линии с ортогональным видом, но их также можно размещать в другом месте чертежа. Деталь может быть разрезана по всей ширине, по половине ширины или под углом. Красный квадрат в нижней части рисунка выше является примером вида в разрезе.
Детальные виды используются для выделения сложных или сложных для измерения областей основного ортогонального вида. Обычно они имеют круглую форму (размещены со смещением во избежание путаницы) и снабжены аннотацией одной буквы, которая связывает вид детали с основным чертежом (например, A, B и т. д.).
Детальные виды могут быть размещены в любом месте на чертеже и могут иметь другой масштаб, чем остальная часть чертежа, при условии, что это четко указано, как указано в верхнем красном квадрате выше.
Специальные примечания для производителей по изготовлению:
Примечания для производителя могут быть добавлены к техническому чертежу внизу слева, чтобы передать любую дополнительную важную информацию, не включенную в технический чертеж. Например, в этот раздел можно добавить инструкции по слому (удалению заусенцев) всех острых кромок, общий радиус скругления, общие требования к шероховатости поверхности или ссылку на другой компонент, с которым взаимодействует деталь на чертеже.
Иногда вместо текста используются символы. Например, шероховатость поверхности обычно обозначается с помощью символов.
Важные размеры, осевая линия, зенковка и раззенкованное отверстие.
Размеры на чертежах должны совпадать с размерами загруженной детали. Это обеспечивает плавный процесс оценки и цитирования и позволяет нам гарантировать, что мы можем полностью оценить вашу часть на предмет проблем с DFM, если таковые имеются.
Вот шаги, которые мы предлагаем вам выполнить, чтобы сделать надежный инженерный чертеж:
Добавьте основные размеры детали, которые определяют ее граничные значения.
Добавьте размеры важных элементов, необходимых для бесперебойной работы детали. Это может быть прорезь, отверстие или штифт.
Добавить Теперь необходимо добавить оставшиеся измерения. Для обеспечения единообразия рекомендуется добавлять размеры относительно базы.
Для нескольких элементов одного типа, например, в шаблоне, допустимо добавлять описание элемента в дополнение к количеству элементов этого конкретного типа (например, 2X или 6X, как показано в следующем изображение).
Отверстия могут быть обработаны на станке с ЧПУ и состоят из множества вариантов, таких как сквозные отверстия, отверстия с резьбой, отверстия с зенковкой и отверстия с зенковкой. Чаще всего вы обнаружите, что используете стандартные размеры.
Обозначение отверстия
Резьба используется для размещения фиксирующих элементов, которые фиксируют выравнивание или положение между двумя или более объектами. Можно определить резьбу, указав ее внешние размеры или стандартный размер резьбы (например, M3/M4/M5).
Возможно, самый разумный способ определить поток — использовать выноску, как и другие ключевые функции. Это в первую очередь потому, что выноски позволяют зрителю смотреть на функции так, чтобы они были взаимно дискретными, ясными и краткими.
Таким образом, добавление размеров резьбы представляет собой двухэтапный процесс. Во-первых, добавьте диаметр отверстия, а затем добавьте детали резьбы в дополнение к различным типам допусков. Это также может служить хорошей документальной процедурой для добавления косметической резьбы к чертежам, что позволит нашим поставщикам более точно оценить ваш чертеж. Для получения дополнительной информации вы можете обратиться к этому документу с открытым исходным кодом MIT.
Допуски определяют, насколько может варьироваться размер и, по сути, каков диапазон допустимых измерений для элемента. Они сообщают производителю уровень детализации и время, которое ему нужно потратить на управление определенной функцией. Жесткий или жесткий допуск относится к размеру, который не может сильно изменяться, а более свободный или широкий допуск относится к размеру, который может значительно варьироваться. Важно отметить, что эти значения являются не количественными, а скорее качественными. Их можно сравнивать друг с другом в зависимости от типа используемого процесса и оборудования. Они могут быть применены к любым измерениям, размерам или элементам, таким как отверстия, угловые сечения и даже диагональные сечения деталей.
Допуски первого типа — двусторонние допуски. Они симметричны относительно номинального или базового размера (например, здесь +-0,2 мм). Второй и менее распространенный вид допусков называется односторонним допуском. Они определяются на основе верхней и нижней границ отдельно (например, +0,02 и -0,01 здесь). Третьим наиболее распространенным видом допусков являются допуски на натяг или допуски на посадку, которые определяются степенью перекрытия сопрягаемых деталей и могут быть найдены в стандартных таблицах.
Пример условных обозначений отверстий
Возможно, наиболее совершенным типом допусков являются допуски GD&T, которые могут указывать, что каждый элемент, кривая и размер должны находиться в допустимом диапазоне.
GD&T: Задание допусков
GD&T работает по принципу указания теоретически точного размера и последующего определения всех других размеров относительно этого конкретного размера. Это дополнение к базовому черчению, и оно не будет рассматриваться в этом документе. Отличный ресурс для этого можно найти здесь.
Спасибо за прочтение!
О Factorem:
Factorem — это первый в Юго-Восточной Азии универсальный портал для индивидуального производства по запросу. Мы делаем процессы закупки оборудования и создания прототипов умнее, быстрее и эффективнее. Благодаря нашей надежной партнерской сети мы помогаем командам, занимающимся аппаратным обеспечением, получать высококачественные детали по оптимальной цене и в кратчайшие сроки, а также получать отзывы от DFM. Возможности наших партнеров включают обработку с ЧПУ, производство листового металла, 3D-печать и многое другое.
Фрей Д. и Госсард Д. (без даты). Справочник по проектированию: инженерный чертеж и эскиз. Получено 19 июля 2020 г. с https://ocw.mit.edu/courses/mechanical-engineering/2-007-design-and-manufacturing-i-spring-2009/related-resources/drawing_and_sketching/
Контрольный чертеж SOLIDWORKS. Программное обеспечение для автоматизации отчетов. (2020, 10 февраля). Получено 19 июля 2020 г. с https://www.javelin-tech.com/3d/technology/solidworks-inspection/ 9.0005
Технический чертеж для обработки с ЧПУ
Технические чертежи для обработки с ЧПУ обычно включают в себя основную надпись, координаты, несколько видов и любые соответствующие примечания для производителя. Теперь давайте подробнее рассмотрим каждый из этих компонентов.
Основная надпись
Основная надпись, расположенная в правом нижнем углу документа, содержит основную информацию о дизайне. Эта основная информация включает в себя название детали, имена специалистов, разработавших и утвердивших деталь, и название компании.
Основная надпись может также содержать техническую информацию, включая масштаб, угол проекции, систему измерения, инструкции по обработке поверхности и материалы. Структура и формат основной надписи могут быть изменены по желанию инженера или дизайнера.
Координаты
Для более крупных деталей или деталей со сложными элементами используются координаты вдоль границ чертежа. Эти координаты действуют как точки отсчета при обмене информацией о чертеже.
Орфографические виды
Проще говоря, ортогональные виды предоставляют наиболее важные данные о геометрии детали. Это связано с тем, что ортогональные виды обеспечивают большинство допусков и размеров для конструкции вашей детали. Эти виды представляют собой 2D-представления вашей 3D-детали с разных точек зрения.
Скрытые линии могут использоваться в ортогональных видах для описания ключевых элементов, которые не видны. Для большинства деталей достаточно двух или трех ортогональных видов, чтобы охватить всю геометрию.
Изометрический вид
Изометрические виды — это трехмерные изображения вашей детали. Несмотря на то, что изометрический вид не является обязательным для всех деталей, обычно лучше включить этот вид, поскольку он позволяет производителю лучше понять геометрию вашей детали. Кроме того, изометрические виды также могут предоставлять ценные данные, такие как ориентация сборки или направление установки.
Разрезы
Разрезы представляют собой 2D-изображения разрезов деталей. Эти виды описывают внутренние элементы деталей, которые не включены в изометрические и орфографические виды. Полезно знать, что разрезы обычно располагаются в соответствии с ортогональными видами.
Принтер MAESTRO SOLO имеет большую точность позиционирования и плавность перемещений. В Solo применены профильные рельсовые направляющие и система управления приводами от немецкой компании TRINAMIC. Solo практически бесшумен при работе. Новая программная платформа Euphoria базируется на высокопроизводительном контроллере, оснащенном цветным дисплеем и Wi-Fi-модулем. В ближайшее время ожидается запуск облачного сервиса, для удаленного контроля и управления принтером. Принтер может комплектоваться резервным источником питания, позволяющим продолжить печать при пропадании напряжения в электросети. В принтер может быть установлена USB фото-видео камера для удаленного наблюдения через облачный сервис. Принтер представляет из себя «коробочное» изделие не нуждающееся в настройках. Достаточно установить принтер на стол, заправить филамент, подготовить при помощи, поставляемого в комплекте программного обеспечения Maestro Wizard, задание и дождаться результат печати.
Преимущества: – Жесткая несущая конструкции из стали, толщиной 1.5 мм и корпус из стали, толщиной 1мм. – Закрытый корпус с термостабилизацией и принудительной конвекцией. – Увеличенный, для своего класса, подогреваемый рабочий стол. – Малое время выхода на рабочий температурный режим.
Характеристики: Технология печати: FDM/FFF Количество экструдеров: 1 Диаметр сопла(мм): 0.4 (опционально 0.2, 0.3, 0.5) Рабочая область(мм): 240х240х300 Точность позиционирования: 100мкм (X,Y,), 10мкм (Z) Толщина слоя для сопла 0.4мм: 50-300мкм Материал печатного стола: стекло Подогрев печатного стола: есть Автоматическая юстировка печатного стола: есть Датчик движения/окончания расходного материала: есть Тип дисплея: IPS полноцветный. Разрешение дисплея (точек): 480×320 Поддерживаемые интерфейсы: USB-B Слот для карт памяти: USB Резервное питание: опция Встроенная фото-видео камера: опция Тип корпуса: закрытый с принудительной конвекцией. Программное обеспечение: Maestro Wizard Пластик: PLA, PVA, ABS, HIPS, SBS, NYLON, FLEX, RUBBER, PC.
Детали
Характеристики товара
Вес
20 kg
Габариты
43.5 × 40 × 54.5 cm
Страна происхождения
Россия
Производитель
Maestro
Отзывы (0)
Только зарегистрированные клиенты, купившие данный товар, могут публиковать отзывы.
Больше предложений
Больше никаких предложений по этому товару!
Вопросы
Общие вопросы
Запросов пока нет.
Сопутствующие товары
Маэстро принтер 3д
Home » Misc » Маэстро принтер 3д
3D принтер Maestro SOLO — Studia3D
3D принтер Maestro SOLO
190000. 00 ₽
Доступен для предзаказа
Описание
Общая информация
Принтер MAESTRO SOLO имеет большую точность позиционирования и плавность перемещений. В Solo применены профильные рельсовые направляющие и система управления приводами от немецкой компании TRINAMIC. Solo практически бесшумен при работе. Новая программная платформа Euphoria базируется на высокопроизводительном контроллере, оснащенном цветным дисплеем и Wi-Fi-модулем. В ближайшее время ожидается запуск облачного сервиса, для удаленного контроля и управления принтером. Принтер может комплектоваться резервным источником питания, позволяющим продолжить печать при пропадании напряжения в электросети.
В принтер может быть установлена USB фото-видео камера для удаленного наблюдения через облачный сервис. Принтер представляет из себя «коробочное» изделие не нуждающееся в настройках. Достаточно установить принтер на стол, заправить филамент, подготовить при помощи, поставляемого в комплекте программного обеспечения Maestro Wizard, задание и дождаться результат печати.
Преимущества: – Жесткая несущая конструкции из стали, толщиной 1.5 мм и корпус из стали, толщиной 1мм. – Закрытый корпус с термостабилизацией и принудительной конвекцией. – Увеличенный, для своего класса, подогреваемый рабочий стол. – Малое время выхода на рабочий температурный режим.
Характеристики: Технология печати: FDM/FFF Количество экструдеров: 1 Диаметр сопла(мм): 0.4 (опционально 0.2, 0.3, 0.5) Рабочая область(мм): 240х240х300 Точность позиционирования: 100мкм (X,Y,), 10мкм (Z) Толщина слоя для сопла 0.4мм: 50-300мкм Материал печатного стола: стекло Подогрев печатного стола: есть Автоматическая юстировка печатного стола: есть Датчик движения/окончания расходного материала: есть Тип дисплея: IPS полноцветный. Разрешение дисплея (точек): 480×320 Поддерживаемые интерфейсы: USB-B Слот для карт памяти: USB Резервное питание: опция Встроенная фото-видео камера: опция Тип корпуса: закрытый с принудительной конвекцией. Программное обеспечение: Maestro Wizard Пластик: PLA, PVA, ABS, HIPS, SBS, NYLON, FLEX, RUBBER, PC.
Детали
Характеристики товара
Вес
20 kg
Габариты
43.5 × 40 × 54.5 cm
Страна происхождения
Россия
Производитель
Maestro
Отзывы (0)
Только зарегистрированные клиенты, купившие данный товар, могут публиковать отзывы.
Больше предложений
Больше никаких предложений по этому товару!
Вопросы
Общие вопросы
Запросов пока нет.
Сопутствующие товары
Советы для новичка по первому запуску 3D принтера, калибровка стола и настройка слайсера
Несмотря на обилие видео и статей, информация в них разрознена и начинающему 3D мейкеру бывает сложно разобраться в таком обилии фактов. На самом деле все не так уж сложно, на первых этапах достаточно разобраться всего с несколькими важными нюансами.
Первое включение
Перед первым запуском принтера лучше всего изучить инструкцию. В каждом принтере могут быть свои особенности использования и настройки. Некоторые 3D принтеры умеют калиброваться в автоматическом режиме, без участия пользователя, а некоторые надо настраивать вручную.
Если в коробке не оказалось бумажной инструкции, можно скачать ее на сайте производителя. Некоторые производители наклеивают на коробку стикер с ссылкой на актуальную версию инструкции.
Перед первым запуском убедитесь, что все транспортировочные стопора удалены с 3D принтера. Можно аккуратно руками попробовать переместить экструдер по осям, чтобы убедиться, что ничто не мешает его свободному перемещению.
Калибровка стола
От калибровки стола зависит итог всей работы принтера. Очень обидно наблюдать, что модель после многих часов печати оторвалась от поверхности стола и деформировалась или “съехала”. Для того что бы этого не произошло, необходимо правильно выставить рабочую плоскость и зазор между столом и соплом.
Во многих принтерах производители стали добавлять датчик автоматической калибровки печатной поверхности. Специальный датчик измеряет расстояние от стола до сопла и составляет “карту” неровностей, которые учитываются при печати.
Датчик автокалибровки стола
Есть полу-автоматическая калибровка. В таком случае принтер при помощи датчика определяет расстояние до стола и подсказывает в какую сторону необходимо крутить регулировочный винт.
Здесь мы рассмотрим ручную калибровку рабочей поверхности самых популярных механик FDM принтеров — Prusa, H-BOT, CoreXY и т.д.
Выравнивание плоскости стола
Сначала нужно выровнять плоскость стола. Для этого при помощи регулировочных болтов необходимо выставить одинаковое расстояние между столом и соплом. В качестве щупа можно использовать все что угодно, но лучше взять щуп, рекомендуемый производителем (обычно это 0,1мм).
Калибровка стола
Нагреть стол. Стол 3D принтера изготавливается из металлической пластины, при нагреве металл расширяется, поэтому перед калибровкой стол лучше нагреть.
Максимально закрутите калибровочные болты внизу печатной поверхности. Это поможет избежать столкновения рабочей поверхности и сопла в следующем шаге.
Отправить стол и экструдер в нулевое положение. Поднять стол максимально высоко или опустить экструдер максимально вниз при кинематики Prusa. Это можно сделать из меню командой HOME. Следите чтобы сопло не “врезалось” в рабочую поверхность.
При помощи меню переместите сопло так чтобы оно находилось над калибровочным винтом.
Разместите щуп между рабочей поверхностью и соплом, при помощи винта поднимайте или опускайте рабочую поверхность чтобы щуп оказался плотно зажат. Повторите это со всеми калибровочными болтами стола. Их может быть 3 или 4.
Переместите экструдер в центр стола и при помощи щупа проверьте зазор между столом и соплом. Если зазор такой же как над калибровочными болтами, то плоскость выровнена правильно, если зазор отличается то стоит повторить калибровку или проверить ровность печатной поверхности.
Для проверки равномерности калибровки плоскости стола можно использовать тест с квадратами.
Тест для проверки плоскости рабочей поверхности
В зависимости от размера рабочей поверхности, можно размещать тестовые квадраты в разных местах.
Тестовые квадраты на печатной поверхности 30х30 см
Для этого теста нужно напечатать несколько тонких квадратов (толщина 1 слой) на печатной поверхности. В зависимости от того, как они напечатаются, можно увидеть равномерно ли откалибрована плоскость стола.
Таблица для определения правильности калибровки стола и сопла.
Иногда печатная поверхность немного неровная сама по себе и в некоторых местах присутствуют небольшие впадины или возвышенности. Если нет возможности поменять рабочую поверхность или нет времени заново делать калибровку, можно попробовать напечатать модель на “рафте”.
Рафт — это толстая подложка которая печатается под моделью. Более толстый слой пластика лучше прилипает к печатной поверхности и “сглаживает” ее неровности.
3D модель напечатанная на рафте
Калибровка зазора между столом и соплом
Если при выравнивании рабочей плоскости был использован щуп, который совпадает с необходимым зазором между столом и соплом, то экструдер отдельно калибровать не нужно. Если у принтера 2 экструдера, то необходимо откалибровать только второй экструдер.
Некоторые 3D принтеры, например Raise 3D, приходят с завода с выровненной рабочей областью, но перед печатью рекомендуется проверить зазор между столом и соплом. Настройки могут сбиться при транспортировке.
При помощи меню нужно отправить стол и экструдер в нулевое положение (HOME).
При помощи щупа выставить расстояние между рабочей поверхностью и соплом, рекомендуемое производителем (обычно это 0,1мм). Некоторые производители рекомендуют калибровать сопло “в стол” без зазора. Расстояние между соплом и рабочей поверхностью может регулироваться калибровочным винтом, который находится у концевика оси z, программно или экструдером.
Если у принтера 2 экструдера, то калибровку необходимо повторить со вторым экструдером.
После замены сопла, термобарьера, поверхности стола или перемещения принтера — необходимо проверять калибровку зазора между рабочей поверхностью и соплом, а иногда и плоскость стола.
Загрузка филамента
После настройки печатной платформы можно загружать филамент (пластик).
В некоторых 3D принтерах процесс загрузки пластика автоматизирован и запускается из меню.
Нужно нагреть экструдер до температуры плавления пластиковой нити. Диапазон температур обычно указан на коробке или катушке с пластиком.
После нагрева экструдера до заданной температуры отожмите рычаг, который прижимает филамент в подающем механизме и продавите пластик в экструдер, пока он не начнет течь из сопла.
При необходимости зафиксируйте прижимной рычаг так, чтобы он плотно прижимал пластиковую нить к подающей шестерне. (Если рычаг не подпружинен и сам не возвращается в исходное положение).
После загрузки филамента нужно немного продавить пластиковый пруток, пока из сопла не выйдут остатки старого пластика.
Настройка параметров печати
Чтобы получить аккуратную и точную модель недостаточно хорошей механики 3D принтера, важно правильно подготовить модель при помощи специальной программы — слайсера.
Температура стола и сопла
Пожалуй, два самых важных параметра — это температура сопла и рабочей поверхности. Эти параметры могут влиять на другие настройки слайсера.
Слайсер CURA
Настройки температуры стола
Подогреваемая рабочая поверхность необходима для лучшей адгезии пластиков с высоким процентом усадки, иначе деталь просто оторвется от печатной поверхности во время печати. Но из-за слишком высокой температуры нижние слои могут размягчиться и деформироваться под весом растущей модели.
В зависимости от поверхности стола рекомендуемая температура может отличаться. Например, если ABS печатается на специальной подложке, рекомендуемая температура стола — 100 градусов, а если в качестве рабочей поверхности используется стекло с канцелярским клеем, температуру не стоит повышать выше 80 градусов.
Некоторые производители указывают рекомендуемую температуру стола на коробке или у себя на сайте. Но есть общие диапазоны температур, на которые можно ориентироваться.
PLA — 0 — 50 градусов. Во время печати пластик необходимо обдувать.
ABS — 80 — 90 градусов. Во время печати нужно избегать сквозняков.
Нейлон — 80 — 90 градусов. Во время печати нужно избегать сквозняков.
Флекс — 80 — 90 градусов. Во время печати нужно избегать сквозняков.
Настройки температуры сопла
Необходимый температурный диапазон производитель указывает на катушке с пластиком, но лучше напечатать пару небольших тестов, чтобы определить идеальную температуру для данного филамента.
После замены сопла на сопло с другим диаметром или значительном увеличении скорости печати необходимо немного поднять температуру экструдера. Из-за небольшой “камеры расплава” пластик может не успевать прогреваться до нужной температуры.
Существуют экструдеры с большим объемом “камеры плавления” пластика, но они подойдут не на каждый 3D принтер и предназначены для работы с соплами большого диаметра.
Обычный нагревательный блок и блок Вулкано с увеличенной “плавильной камерой”
Печатные тесты
Для настройки некоторых параметров слайсера удобно использовать специальные тесты, а не выставлять настройки наугад. Некоторые из тестов можно печатать при каждой замене катушки с филаментом. Например, у пластика одного производителя, но с разным красителем могут немного отличаться настройки температуры.
Кубик XYZ
Напечатанный кубик
Это один из самых популярных тестов, по которому можно оценить качество поверхности и точность кинематики 3D-принтера (натяжка ремней, количество шагов на мм и т. д). Скачать его можно здесь
Кораблик 3D Benchy
Небольшой тестовый кораблик, который позволяет оценить множество параметров 3D принтера и настроек слайсера. 3DBenchy стал настолько популярен, что энтузиасты стали придумывать для него различные забавные и практичные аксессуары.
Параметры, на которые стоит обратить внимание в готовой модели
Для двух экструдерных принтеров есть свой кораблик, который нужно печатать двумя цветами. Скачать модельку или найти модели аксессуаров для готового кораблика можно здесь.
Кораблик для двухцветной печати
Простая температурная башня
Настройка правильной температуры печати — это один самых важных факторов для получения крепкой модели с качественной поверхностью. На плавкость пластика может влиять множество факторов — качество сырья, добавление красители, скорость печати, толщина слоя и т. д.
Для того чтобы понять, как ведет себя пластик при разной температуре, энтузиасты придумали простую тестовую башенку, которая на разной высоте печатается с разной температурой. Существует несколько разновидностей таких тестов. На некоторых добавлены нависающие элементы и “мосты”. Скачать тест можно здесь.
Температурная башня с мостами и нависающими элементами
Башенки
Башенки для настройки ретракта
Эти небольшие башенки позволяют точно настроить ретракт в настройках слайсера. Благодаря небольшому размеру они печатаются очень быстро. Скачать модельку можно здесь.
Тест печати мостов
Тестовый мостик
Некоторые нависающие элементы допустимо печатать без поддержек, в слайсере даже есть специальные настройки для печати таких “мостиков”. Чтобы подобрать оптимальные параметры, можно использовать эту небольшую тестовую модель.
Нависание поверхности
Тестовая модель
Небольшой тест, который позволяет понять, как будет вести себя пластик при печати нависающих элементов. С помощью этого теста можно настроить в слайсере параметры поддержки. Скачать модель можно здесь.
Тест Все-в-одном
Есть печатные тесты — все в одном, но новичку может быть сложно разобраться, какие настройки необходимо корректировать. Поэтому для начала лучше печатать простые тесты, а с опытом можно пользоваться универсальными.
Печатный тест все в одном
Модель можно скачать здесь
Распространенные ошибки
Плохо прилипает первый слой
Обычно это происходит из-за неправильной калибровки печатной поверхности или недостаточной адгезии первого слоя.
Для начала нужно проверить правильность зазора между столом и соплом. При необходимости откалибровать плоскость печатной поверхности и зазор между рабочей поверхностью и соплом.
Для повышения адгезии можно использовать специальные клеи, которые наносятся на печатную поверхность. Проверить правильность температуры экструдера, стола и толщину первого слоя, в настройках слайсера. Чем выше температура экструдера, тем лучше адгезия. Первый слой обычно толще чем последующие, т.к более толстый слой пластика лучше прилипает к рабочей поверхности.
Принтер не выдавливает пластик
Если принтер перестал выдавливать пластик, а механизм подачи начинает щелкать, то скорее всего проблема в забитом сопле. Сопло можно прожечь или прочистить, но в 3D печати сопла — это расходники и лучше его сразу заменить.
Пластик пузырится при печати
Если пластик при выходе из сопла пузырится, то его необходимо просушить. Некоторые инженерные пластики, например нейлон, необходимо сушить перед каждой печатью.
Модель печатается с ошибками
Слайсер не всегда может правильно обработать модель, если в ней есть ошибки. Например, перевернутые нормали, внутренние стенки или модель не замкнута. Такие модели перед печатью нужно “пролечить”.
Модель напечатанная с ошибкой
Некоторые слайсеры умеют самостоятельно исправлять несложные ошибки, но если слайсер оказывается бессилен, можно использовать специальные программы предназначенные для работы с STL файлами. Например, Autodesk Netfabb позволяет исправить недостатки модели нажатием пары кнопок.
Исправление модели при помощи Autodesk Netfabb
Итоги
Несмотря на то что 3D принтер является по сути ЧПУ станком, производители стараются максимально упростить работу с ним. Появляется множество дополнительных опций, которые позволяют начинающему пользователю не вникать в нюансы настройки и калибровки принтера, а начинать печатать сразу “из коробки”.
Большинство слайсеров тоже максимально упрощаются для более комфортного знакомства с 3D печатью. Появляются универсальные профили, в которых пользователю необходимо только указать тип пластика и отправить файл на печать. А в последствии, можно использовать расширенное меню настроек для более тонкого контроля параметров печати.
Maestro 3D Ortho — www.shining3ddental.com
Перейти к содержимому
×
Искать:
УЧЕБНЫЕ МОДЕЛИ
Базовый ортодонтический модуль позволяет управлять клиникой, врачами, пациентами и случаями через базу данных. Позволяет создавать виртуальные базы (ABO, ABO-2013, Ricketts, Parallel, Tweed) и добавлять их к отсканированным моделям камней. Также можно выполнять окклюзионный контрольный анализ, 2D/3D срезы, измерения на зубах и полных дугах. Этот модуль необходим для использования других модулей.
ВИРТУАЛЬНАЯ НАСТРОЙКА
Модуль виртуальной настройки позволяет перемещать зубы для обеих дуг, оценивая расстояния контактов и пересечений. Он также позволяет добавлять и настраивать вложения / метки (как положительные, так и отрицательные), а также выполнять удаление зубов и IPR (интерпроксимальную репозицию).
MODELS BUILDER
Модуль построения переходных моделей позволяет создавать набор 3D-моделей, необходимых для всего ортодонтического лечения, готовых к экспорту в файловый формат STL/PLY/OBJ и оптимизированных для 3D-печати. Пользователь может выбрать количество переходных моделей, максимальное перемещение по каноническим осям и максимальное ожидаемое вращение для каждой модели.
CUT & CLOSE
Удалите лишние детали, чтобы сэкономить материал и ускорить процесс печати.
РАСПОЛОЖЕНИЕ БРЕКЕТОВ
Модуль установки брекетов позволяет автоматически устанавливать брекеты на зубы. Он предлагает различные техники размещения (Step, Roth, Wick Alexander, Dwight Damon, MBT, Andrews) и в сочетании с модулем прозрачных элайнеров позволяет создавать несколько типов ложек для переноса брекетов во рту пациента.
VIRTUAL CLEAR ALIGNER
Модуль прозрачного выравнивателя позволяет проектировать и создавать прозрачные выравниватели в виртуальном режиме; с помощью этого модуля можно нарисовать форму элайнера, установить переменную толщину и смоделировать термоформование. Это также позволяет изготовить лотки для переноса брекетов для установки брекетов (с шаблоном или без него) и направляющую для травления для установки аттачмента.
ОБЪЕДИНЕНИЕ НАСТОЯЩИХ КОРНЕЙ, ПОЛУЧАЕМЫХ ИЗ УСТРОЙСТВ КЛКТ
Использование настоящих корней, когда они доступны, очень важно для точного определения осей зубов и точного положения корней. Программное обеспечение позволяет комбинировать отсканированные коронки с реальными корнями, получая очень точную и подробную окончательную 3D-модель, очень полезную на последующих этапах. На рисунке ниже показан пример отсканированных коронок, объединенных с корнями, полученными при КЛКТ-сканировании. Процесс слияния быстрый, простой и полностью автоматический.
PDF3D
Позволяет вставлять в отчет в формате PDF 3D-модели случая, содержащие обзор движения и детали выполненной виртуальной настройки. Очень мощный и эффективный способ поделиться выполненной работой с врачом.
Получить предложение
ПОСЛЕДНИЕ ДЕЛА
Больше дел
Maestro 3D Dental Syste — AGE Solutions — Каталоги в формате PDF
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Maestro 3D Dental System Инновационные решения для стоматологии
AGE Solutions началась в 2007 году с идеи двух бывших исследователей C.N.R. (Национальный исследовательский совет) Пизы, Италия, специализирующийся на разработке, визуализации, сравнении и обработке трехмерных данных и создании систем трехмерного сбора данных. Истоки AGE Solutions можно найти в общей страсти двух членов-основателей к компьютерной графике и в научно-техническом опыте, который сформировался за годы работы внутри V.C.L. (Visual Computer Lab) ISTI-C.N.R. Пизы, Италия. AGE Solutions — это компания, которая…
Технические характеристики Подключи и работай Наложение цвета текстуры Сканирование оттиска Настраиваемая стратегия сканирования Движение объекта Рабочее напряжение Поверхность сканирования Выходные форматы Размеры сканера Рабочая температура Утвержденные правила 2, высокое разрешение с высококачественными линзами, поворотный стол, 1 или 2 оси Модуль наложения цвета текстуры Это Модуль полезен для получения моделей с цветовой текстурой RGB или шкалой серого. Например, это помогает создать очень точные линии маржи, отмеченные на модели. Автоматическое сканирование любых моделей полностью автоматическое и не требует ручного вмешательства пользователя…
Ortho Studio — это специальный программный пакет, используемый для осмотра, редактирования и анализа с использованием высококачественных 3D-данных пациентов, отсканированных с помощью стоматологического 3D-сканера Maestro. Он сопровождается бесплатным просмотрщиком, который позволяет распространять цифровые модели среди клиентов. Доступно для ПК и iPad. Мощный, это надежный и точный инструмент для редактирования, проверки и анализа всех случаев пациентов. В дополнение к операциям редактирования моделей он может обрабатывать информацию о пациентах, операциях и врачах с использованием базы данных AGE DB. Быстро позволяет за несколько минут выполнить все операции анализа….
Модуль виртуальной настройки Модуль позволяет перемещать зубы обеих дуг, оценивая расстояния и столкновения, и автоматически строить набор виртуальных моделей и четких готовых элайнеров — Сегментация зубов. — Удаление зуба. — Конструктор вложений. — Дизайнер этикеток. — Модуль кронштейнов. — Интеллектуальный и быстрый набор инструментов для лепки. Maestro ID Ortho Studio Дизайнер аттачментов Дизайнер этикеток Модуль брекетов Интерпроксимальная редукция Удалите лишние детали, чтобы сэкономить материал и ускорить процесс печати.
Модуль восстановления моделей Автоматически восстанавливает модели, полученные от других сканеров, особенно от внутриротовых сканеров. — удалить дефекты геометрии. Модуль Models Builder Автоматическое построение виртуальных моделей, готовых к отправке на 3D-принтер. Maestro 3D Ortho Studio iPad Viewer Позволяет просматривать 3D-модели, созданные в Ortho Studio. Средство просмотра обеспечивает масштабирование, панорамирование и полное трехмерное вращение моделей. Конкретные данные о модели, пациенте и т. д. также отображаются на экране. Модели загружаются, а затем сохраняются на iPad для дальнейшего просмотра. Очистить модуль выравнивания…
Автоматическое размещение промежуточного звена и мощные инструменты редактирования для настройки размера и формы промежуточного звена. Все операции проектирования можно выполнить за несколько простых шагов, используя предопределенные параметры по умолчанию. Интеллектуальный и быстрый набор инструментов для скульптинга для улучшения наложения и моделирования моста. Проектирование до 16 мостов с обратной связью в режиме реального времени и контролем всех операций моделирования.
Learn more
Как копировать в линуксе
Линейная аппроксимация в excel
Epson l3150 очистка печатающей головки
Как найти телефон самсунг если он потерян
В сяоми пропали контакты
Загрузка windows 10 ход выполнения 0 что делать
Импорт и экспорт контактов что это такое
Войти в любую почту
Самый легкий движок для создания игр
Почему ноутбук шумит при работе
Пульт для телевизора xiaomi на телефоне
SHINING 3D выпускает свой новый металлический 3D-принтер для стоматологии.
AfghanistanALAND ISLANDSAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua And BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State OfBosnia And HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCook IslandsCosta RicaC?te D’IvoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island And Mcdonald IslandsСвятой Престол (город-государство Ватикан)ГондурасГонконгHunga ryIcelandIndiaIndonesiaIran, Islamic Republic OfIraqIrelandIsle Of ManIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Republic OfKosovoKuwaitKyrgyzstanLao People’S Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States OfMoldova, Republic OfMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayNORTH KOREAOmanPakistanPalauPalestinian Territory, OccupiedPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint BarthélemySaint HelenaSaint Kitts And NevisSaint LuciaSaint MartinSaint Pierre And MiquelonSaint Vincent And The ГренадиныСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияС eychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSudanSurinameSvalbard And Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province Of ChinaTajikistanTanzania, United Republic OftestThailandTimor-LesteTogoTokelauTongaTrinidad And TobagoTunisiaTurkeyTurkmenistanTurks And Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic OfViet NamVirgin Islands, BritishVirgin Islands, U. S.Wallis And FutunaWestern SaharaYemenZambiaZimbabweMACEDONIASOUTH GEORGIADemocratic Republic of the Congo
* Escáner Intraoral* Escáner de Laboratorio* CAD Software* Impresora de Resina* Otro
отправить…
Файл STL Санган-Югиох!・Дизайн для 3D-печати для скачивания・Культы
Небесный дракон Слифер — Югиох!
3,13 €
Крылатый дракон Ра — Югиох!
2,95 €
Обелиск Мучителя — Югиох!
2,45 €
Волшебник времени — Югиох!
0,99 €
Соборная базилика Арекипы — Перу
1,90 €
Маска Кейна
2,38 €
Футляр для пульта дистанционного управления — Xiaomi TV Mi stick
0,62 €
Спасите Кролика Дэбса! — Югиох! Мастер-дуэль
0,90 €
Лучшие файлы для 3D-принтеров в категории «Игра»
Рождественский адвент-календарь Шахматы
Бесплатно
Crusader Darkest Dungeon mini v2
2,50 €
Эсканор, лев Грех гордыни
4,75 €
Имир — дробовик/гранатомет для страйкбола
Бесплатно
Квадратный деревянный сундук с сокровищами — мультиматериал
1,89 €
One Must Fall 2097 — Thorn
4 €
Fiat Nuova 500 упрощенный ЧПУ/лазер
Бесплатно
Беби Вегета
3,27 €
Бестселлеры категории Игры
Морской дракон
1,50 €
Арбалет Бэтмена / Печать на месте
€2,50
-25%
€1,88
Шарнирный дракон
3,79 €
Тордейрский буревестник
9,50 €
Nice Flexi Unicorn
1,05 €
НЕХРОН ЛОХУСТ РАЗРУШИТЕЛИ
€3
Змея и гремучая змея
3,79 €
ГИГАНТСКИЙ КРОКОДИЛ
4,18 €
Ленивые псы
4,74 €
Внедорожник
€2
Армейский джип
2 €
Флекси Панголин
€3,66
-30%
€2,56
Док-станция Nintendo Switch Crystal — классическая и OLED-версия
3,15 €
Flexi Flying Unicorn
1,77 €
Beaky Boyz Builder: PF_MK-Six
12,36 €
НАБОР ДЛЯ УЛУЧШЕНИЯ ЭКЗОКОСТЮМОВ WARFORGED VOIDWALKER
9,50 €
Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому нам очень просто поддерживать деятельность и создавать будущие разработки .
Разъём (колодка, фишка) для 5-ти контактного реле керамический, с проводом
На складе в г. Днепр
Доставка по Украине
85 грн
Купить
Реле 5ти контактное 12В 40А с кронштейном и светодиодом (КНР) 12V-40A-5P
На складе в г. Харьков
Доставка по Украине
42 грн
Купить
Relays — Как работают реле
Как работают реле
Магазин реле
Реле — это переключатели, которые размыкают и замыкают цепи электромеханическим или электронным способом. Реле управляют одной электрической цепью, размыкая и замыкая контакты в другой цепи. Как показывают схемы реле, когда контакт реле нормально разомкнут (НО), контакт остается разомкнутым, когда реле не находится под напряжением. Когда контакт реле является нормально замкнутым (НЗ), это означает, что контакт замкнут, когда реле не находится под напряжением. В любом случае подача электрического тока на контакты изменит их состояние.
Реле обычно используются для переключения меньших токов в цепи управления и обычно не управляют устройствами, потребляющими энергию, за исключением небольших двигателей и соленоидов, потребляющих малые токи. Тем не менее, реле могут «управлять» большими напряжениями и токами, оказывая усиливающий эффект, потому что небольшое напряжение, приложенное к катушке реле, может привести к переключению контактов большим напряжением.
Защитные реле могут предотвратить повреждение оборудования путем обнаружения электрических отклонений, в том числе перегрузки по току, минимального тока, перегрузок и обратных токов. Кроме того, реле также широко используются для переключения пусковых катушек, нагревательных элементов, контрольных ламп и звуковой сигнализации.
Электромеханические реле против твердотельных реле
Реле бывают либо электромеханическими, либо полупроводниковыми. В электромеханических реле (ЭМР) контакты размыкаются или замыкаются под действием магнитной силы. В твердотельных реле (SSR) контакты отсутствуют, а переключение полностью электронное. Решение об использовании электромеханических или твердотельных реле зависит от электрических требований приложения, ограничений по стоимости и ожидаемого срока службы. Хотя твердотельные реле стали очень популярными, электромеханические реле остаются распространенными. Многие функции, выполняемые тяжелым оборудованием, требуют коммутации. возможности электромеханических реле. Твердотельные реле переключают ток с помощью неподвижных электронных устройств, таких как выпрямители с кремниевым управлением.
Эти различия в двух типах реле приводят к преимуществам и недостаткам каждой системы. Поскольку твердотельные реле не должны подавать питание на катушку или размыкать контакты, требуется меньшее напряжение для «включения» твердотельных реле. Точно так же твердотельные реле включаются и выключаются быстрее, потому что нет физических частей, которые нужно перемещать. Хотя отсутствие контактов и движущихся частей означает, что твердотельные реле не подвержены искрению и не изнашиваются, контакты в электромеханических реле можно заменить, тогда как все твердотельные реле должны быть заменены, когда какая-либо часть выходит из строя. Из-за конструкции твердотельных реле существует остаточное электрическое сопротивление и/или утечка тока независимо от того, разомкнуты или замкнуты переключатели. Возникающие небольшие перепады напряжения обычно не представляют проблемы; однако электромеханические реле обеспечивают более чистое состояние ВКЛ или ВЫКЛ из-за относительно большого расстояния между контактами, которое действует как форма изоляции.
Хотя твердотельные реле обеспечивают те же результаты, что и электромеханические реле, физическая структура и функциональные возможности твердотельных реле отличаются от электромеханических реле.
Электромеханические реле
Основные части и функции электромеханических реле включают в себя:
Рама: Прочная рама, содержащая и поддерживающая части реле.
Якорь: Подвижная часть реле А. Якорь размыкает и замыкает контакты. Прикрепленная пружина возвращает якорь в исходное положение.
Контакты: Проводящая часть переключателя, которая замыкает (замыкает) или разрывает (размыкает) цепь.
Реле включают две цепи: цепь питания и цепь контакта. Катушка находится на питающей стороне; а контакты реле находятся на контактной стороне. Когда катушка реле находится под напряжением, ток, протекающий через катушку, создает магнитное поле. Будь то в блоке постоянного тока, где полярность фиксирована, или в блоке переменного тока, где полярность меняется 120 раз в секунду, основная функция остается неизменной: магнитная катушка притягивает пластину из железа, которая является частью якоря. Один конец якоря прикреплен к металлической раме, выполненной таким образом, что якорь может поворачиваться, а другой конец размыкает и замыкает контакты. Контакты бывают разных конфигураций, в зависимости от количества размыкателей, полюсов и бросков, составляющих реле. Например, реле можно описать как однополюсное, однонаправленное (SPST) или двухполюсное, однонаправленное (DPST).
Эти термины дадут мгновенное представление о конструкции и функциях различных типов реле.
Разрыв — Это количество отдельных мест или контактов, которые переключатель использует для размыкания или замыкания одной электрической цепи. Все контакты либо одинарные, либо двойные. Одноразмыкающий контакт (SB) разрывает электрическую цепь в одном месте, а двойной размыкающий контакт (DB) разрывает ее в двух местах. Одинарные размыкающие контакты обычно используются при переключении маломощных устройств, таких как световые индикаторы. Контакты с двойным разрывом используются при переключении мощных устройств, таких как соленоиды.
Полюс — это количество полностью изолированных цепей, которые реле могут проходить через переключатель. Однополюсный контакт (SP) может одновременно проводить ток только по одной цепи. Двухполюсный контакт (ДП) может проводить ток по двум изолированным цепям одновременно. Максимальное количество полюсов 12, в зависимости от конструкции реле.
Throw — Это количество закрытых контактов на полюс, доступных на переключателе. Выключатель с однопозиционным контактом может управлять только одной цепью, а двухпозиционный контакт может управлять двумя.
Типы реле: Электромеханические
Реле общего назначения представляют собой электромеханические переключатели, обычно управляемые магнитной катушкой. Реле общего назначения работают с переменным или постоянным током при обычных напряжениях, таких как 12 В, 24 В, 48 В, 120 В и 230 В, и могут управлять токами в диапазоне от 2 до 30 А. Эти реле экономичны, легко заменяемы и допускают широкий диапазон конфигураций переключателей.
Реле управления машиной также управляются магнитной катушкой. Это сверхмощные реле, используемые для управления стартером и другими промышленными компонентами. Хотя они дороже, чем реле общего назначения, они, как правило, более долговечны. Самым большим преимуществом реле управления машиной по сравнению с реле общего назначения является расширяемая функциональность реле управления машиной за счет добавления аксессуаров. Для реле управления машинами доступен широкий выбор принадлежностей, включая дополнительные полюса, трансформируемые контакты, устройства подавления переходных электрических помех, блокировку управления и приспособления для синхронизации.
Герконовые реле представляют собой небольшой, компактный, быстродействующий переключатель с одним замыкающим контактом. Герконовые реле герметично заключены в стеклянную оболочку, что делает контакты невосприимчивыми к загрязнениям, дыму или влаге, обеспечивает надежное переключение и увеличивает ожидаемый срок службы контактов. Концы контакта, которые часто покрываются золотом или другим материалом с низким сопротивлением для повышения проводимости, сближаются и закрываются магнитом. Герконовые реле способны переключать промышленные компоненты, такие как соленоиды, контакторы и стартеры. Герконовые реле состоят из двух герконов. Когда применяется магнитная сила, такая как электромагнит или катушка, она создает магнитное поле, в котором концы язычков принимают противоположную полярность. Когда магнитное поле достаточно сильное, сила притяжения противоположных полюсов преодолевает жесткость язычков и сближает их. Когда магнитная сила исчезает, язычки возвращаются в исходное открытое положение. Эти реле работают очень быстро из-за небольшого расстояния между камышами.
Твердотельные реле
Твердотельные реле состоят из входной цепи , цепи управления и выходной цепи . Входная цепь — это часть корпуса реле, к которой подключен компонент управления. Входной контур выполняет ту же функцию, что и обмотка электромеханического реле. Цепь активируется, когда на вход реле подается напряжение, превышающее заданное напряжение срабатывания реле. Входная цепь деактивируется, когда приложенное напряжение меньше указанного минимального напряжения отключения реле. Диапазон напряжения от 3 В до 32 В постоянного тока, обычно используемый с большинством твердотельных реле, делает его пригодным для большинства электронных схем. Цепь управления — это часть реле, которая определяет, когда выходной компонент находится под напряжением или обесточивается. Цепь управления функционирует как связь между входной и выходной цепями. В электромеханических реле эту функцию выполняет катушка. Выходная цепь реле — это часть реле, которая включает нагрузку и выполняет ту же функцию, что и механические контакты электромеханических реле. Однако твердотельные реле обычно имеют только один выходной контакт.
Твердотельные реле, подобные изображенному выше, способны коммутировать высокие напряжения до 600 В переменного тока (среднеквадратичное значение). Эти реле предназначены для коммутации различных нагрузок, таких как нагревательные элементы, двигатели и трансформаторы.
Типы реле: твердотельные
Реле нулевой коммутации — реле включают нагрузку при подаче управляющего (минимального рабочего) напряжения и напряжении нагрузки, близком к нулю. Реле с нулевым переключением отключают нагрузку, когда напряжение управления снимается и ток в нагрузке близок к нулю. Наиболее распространены реле с нулевым переключением.
Реле мгновенного включения — немедленно включает нагрузку при наличии напряжения срабатывания. Реле мгновенного включения позволяют включать нагрузку в любой момент ее повышения и понижения.
Реле пикового переключения — включает нагрузку, когда присутствует управляющее напряжение, и напряжение нагрузки находится на пике. Реле пикового переключения выключаются, когда исчезает управляющее напряжение и ток в нагрузке близок к нулю.
Аналоговые переключающие реле — имеет бесконечное количество возможных выходных напряжений в пределах номинального диапазона реле. Аналоговые переключающие реле имеют встроенную схему синхронизации, которая управляет величиной выходного напряжения в зависимости от входного напряжения. Это позволяет использовать функцию времени нарастания нагрузки. Аналоговые переключающие реле выключаются, когда исчезает управляющее напряжение и ток в нагрузке близок к нулю.
A Срок службы контактов реле
Срок службы реле зависит от его контактов. При перегорании контактов необходимо заменить контакты реле или все реле. Механическая долговечность — это количество операций (размыканий и замыканий), которые контакт может выполнить без электрического тока. Механический срок службы реле относительно велик, предлагая до 1 000 000 срабатываний. Электрическая долговечность реле — это количество операций (размыканий и замыканий), которые контакты могут выполнять с электрическим током при данном номинальном токе. Срок службы контактов реле составляет от 100 000 до 500 000 циклов.
Что такое реле?
(назад к реле)
Электрическое реле: обзор контактов реле
Введение
Реле представляет собой электрическое устройство, рассматриваемое как переключатель в цепи. То есть ток в цепи управления зависит от «размыкания» и «замыкания» контактов реле . Поэтому надежность и срок службы реле во многом зависят от качества и работоспособности контактов. На характеристики контакта влияют такие факторы, как материал контакта, контактное напряжение, тип нагрузки, рабочая частота, атмосферная среда, конфигурация контакта и дребезг.
Если какой-либо из этих факторов не соответствует заданному значению, могут возникнуть проблемы с контактом, такие как электрохимическая коррозия металла между контактами, приваривание контактов, износ контактов и контактное сопротивление. Объем нагрузки определяет величину напряжения и тока, которыми может управлять реле (номинальная нагрузка на контакт относится к напряжению и току, которые электромагнитное реле позволяет отключать). Если не обращать на это внимания при использовании, то легко повредить контакты реле.
Relay Contact
Catalog
Introduction
Ⅰ Relay Contact Form Configuration
Ⅱ Relay Contact Symbol
Ⅲ Relay Contact Fault Analysis
3. 1 Терминология
3.2 Контактное соединение и сварка плавлением
3.3 Контактная эрозия
3.4 Контактная миграция металла
3.5 Ослабление контакта и трещины
3.6 Контактная пыль
ⅳ Методы защиты контактов
ⅴ Часто задаваемые вопросы о контакте с ретрансляцией
A. Нормально разомкнутый контакт
Это означает, что контакты нормально разомкнуты, когда катушка реле не находится под напряжением или поблизости нет магнитного поля в герконе.
б. Нормально замкнутый контакт
Это означает, что контакты нормально замкнуты, когда катушка реле не находится под напряжением или поблизости в герконе нет магнитного поля.
в. Общий контакт
Он будет иметь 3 вывода и одну нормально разомкнутую и одну нормально замкнутую цепь. Это также называется «переключением», потому что общий контакт переходит из нормально замкнутого положения в нормально разомкнутое положение, когда на катушку реле подается питание или магнитное поле находится поблизости в герконе.
3.1 Терминология
Есть что-то, в чем контакт реле кажется замкнутым, но иногда цепь работает ненормально. Это связано с наличием переходного сопротивления контактов реле. Когда ток проходит через замкнутый контакт, контактное сопротивление потребляет определенную мощность, что увеличивает температуру контакта. Если ток большой, контактный материал размякнет и деформируется, что приведет к большему контактному сопротивлению и даже к нарушению сварки в тяжелых случаях, что сделает замкнутый контакт неразъемным.
Другой формой контактного сопротивления является « мембранное сопротивление ». Поскольку контакты реле в течение длительного времени подвергаются воздействию воздуха, всегда будут соединения, образуемые пылью, водяным паром и химическим газом, которые будут прилипать к контактам, образуя тонкую пленку. Из-за него проводимость контактов ухудшится, а в тяжелых случаях даже станет непроводящим.
3.
2 Контактное соединение и сварка плавлением
Залипание контактов обычно происходит, когда контакты находятся в статическом соединении. Контактное сопротивление, из-за которого температура проводящих пятен и близлежащих материалов увеличивается, что приводит к значительному увеличению скорости диффузии и большому расширению площади контакта. Молекулярная сила, образующаяся при взаимном выдавливании и проникновении молекул металла в точке контакта, является внутренним фактором, приводящим к контактному сцеплению, кроме того, трение скольжения между контактами является необходимым условием ускорения молекулярного выдавливания и накопления силы сцепления. . Величина силы сцепления зависит от жесткости контактного материала и физических условий, вызывающих экструзию и проникновение молекул. Скреплены ли контакты, зависит от того, сила сцепления больше, чем сила возврата язычка.
Сварка плавлением относится к явлению, при котором контактные площадки двух электродов соединяются вместе посредством сварки металла. По причинам образования сварку можно разделить на статическую сварку и динамическую сварку. Тепло Джоуля, выделяемое контактным резистором, расплавляет контактную часть, и явление, когда они соединяются и не могут быть разъединены, называется статической сваркой. В процессе контактов, управляющих внешней цепью, контактное давление контактов близко к нулю или выше, а между тем между контактами образовалась жидкометаллическая перемычка. Явление сварки, происходящее за счет расплавления контактов тепловым потоком дуги, называется динамической сваркой.
3.3 Эрозия контактов
Нагрузка переключения контактов в основном индуктивная. Когда индуктивная нагрузка отключена, ее накопленная магнитная энергия будет генерировать высокую противоэлектродвижущую силу на обоих концах контакта, что приведет к разрыву воздушного зазора между контактами с образованием искр и электрической коррозией. Если контактная поверхность вмятина или прилипает и не может быть отделена, все они относятся к плохому контакту, что приведет к короткому замыканию.
Основными факторами, влияющими на дуговую эрозию, являются характеристики дуги и ее влияние на тепловой поток и силу электрода, а также реакцию контактного материала на тепло и силу дуги. В целом существует две основные формы дуговой эрозии:
1) Парообразование и испарение: под действием энергии дуги материал поверхности контакта переходит из твердого состояния в жидкое, а затем в газообразное состояние, чтобы покинуть контакт. За исключением того, что в определенных условиях контактный материал также имеет процесс сублимации из твердого состояния в газообразное.
2) Разбрызгивание жидкости: Под действием энергии дуги плавится определенный участок поверхности контакта. Жидкий металл выплескивается в виде мельчайших капель под действием различных сил, что приводит к большим потерям материала. Эти силы включают точечное давление, силу электростатического поля, электромагнитную силу, силу и силу реакции движения материала, контактное поверхностное натяжение и т. д.
Форма дуговой эрозии зависит от материала контакта и условий тока нагрузки. Когда ток нагрузки мал, в эрозии материала контактов преобладают парообразование и испарение. При увеличении тока происходит не только испарение и испарение контактного материала, но и явление разбрызгивания жидкого металла. При дальнейшем увеличении тока разбрызгивание металлической жидкости становится основной формой эрозии контактов. Предотвратить электрическую коррозию между контактами можно путем создания резистивно-емкостной схемы искрогашения и резистивно-емкостной схемы искрогашения.
Поэтому при выборе реле следует учитывать напряжение, подаваемое на контакт, и нагрузочную способность контакта. Например, реле с контактной нагрузкой 28 В (постоянного тока) × 10 А. означает, что контакт реле может работать только при постоянном напряжении 28 В, а ток контакта составляет 10 А. Если эти два номинала будут превышены, это повлияет на срок службы реле, и даже контакты будут сожжены и повреждены. Кроме того, количество цепей, которыми должно управлять реле, должно определяться в соответствии с фактическими требованиями. В одной и той же модельной серии реле, как правило, есть различные формы контактов для выбора, и каждая группа контактов должна быть полностью использована при использовании.
3.4 Миграция металла контактов
В процессе работы обычно происходит взаимный перенос материалов между двумя контактами. Если эта взаимная передача не может быть компенсирована, происходит чистая передача материалов. Значительная миграция контактного металла представляет собой большой чистый перенос. Асимметрия различных факторов в работе контакта является основной причиной миграции металла контакта. К этим факторам относятся дуга, характеристики контактного материала и различные внешние силы. Подробности следующие:
1) Дуга имеет различные формы подвода энергии к контактам. Для контакта на катоде кинетическая энергия ионного тока, сталкивающегося с катодом после ускорения декомпрессии, потенциальная энергия, высвобождаемая ионным током на поверхности катода и электронами, излучение столба дуги или энергия, переданная на поверхности катода, а катодное джоулево тепло выделяется током в теле. Все эти энергии будут повышать температуру контактного материала, что приведет к плавлению и испарению контактного материала.
2) В процессе работы на контакт действуют различные силы, в том числе электронная сила, электростатическая сила, электромагнитная сила, сила реакции движения материала, сила потока плазмы, эти силы могут привести к тому, что металл в расплавленной ванне окажется на поверхности контакта Происходит разбрызгивание жидкости.
3) Свойства материала, влияющие на миграцию контактного металла, включают электропроводность, удельную теплоемкость, скрытую теплоту плавления и парообразования, температуру плавления и кипения, металлургическую динамику и так далее. Кроме того, размер, форма и форма соединения контактов также будут влиять на миграцию металла.
3.5 Ослабление контакта и трещина
Контакты представляют собой электрические контактные части реле для переключения нагрузок. Некоторые изделия имеют контакты, запрессованные заклепками. Основными недостатками этого метода установки являются ослабленные контакты, трещины в контактах или чрезмерный размер и так далее. Они будут влиять на надежность контактов реле. Ослабление контактов вызвано неподходящим размером сопрягаемой части язычка и контакта или неправильным усилием регулировки оператором. Контактное растрескивание вызвано слишком высокой твердостью материала или слишком большим давлением. Для контактов из разных материалов следует использовать разные ремесла, а некоторые контактные материалы с более высокой твердостью следует отжигать перед изготовлением контактов, клепкой или сваркой.
3.6 Контактная пыль
Через некоторое время после использования пыль и грязь оседают на контактах реле, что приводит к образованию черной оксидной пленки на поверхности, что приводит к ухудшению контакта. Поэтому контакты необходимо регулярно чистить. Например, для обеспечения хороших контактных характеристик можно использовать жидкий четыреххлористый углерод.
Рисунок 1. Контактная осциллограмма (время действия контакта, время отпускания, время отскока и время стабилизации)
Мы знаем, что защита контактов реле должна быть более тщательной, чем MOSFET. Как правило, нагрузка реле намного больше, чем у MOSFET. Обычные двигатели постоянного тока, муфты постоянного тока и электромагнитные клапаны постоянного тока с большими нагрузками постоянного тока, эти индуктивные выключатели нагрузки часто замыкают, потому что выбросы, вызванные сотнями или даже тысячами противоэлектродвижущих сил, сокращают срок службы контактов или даже полностью их повреждают. Напротив, если ток мал, например, около 1 А, обратная электродвижущая сила вызовет дуговой разряд, что приведет к загрязнению контактов оксидами металлов, что приведет к выходу из строя контактов и увеличению контактного сопротивления.
Защищайте контакты в основном для продления срока службы реле, потому что контакты всегда будут накапливать нагар и стареть, а поверхность не будет такой чистой, как была изначально. Более того, когда срок службы реле подходит к концу, его контактное сопротивление будет быстро увеличиваться.
Обычно при нормальной температуре и давлении напряжение пробоя ключевого диэлектрика в воздухе составляет 200~300 В. Поэтому наша цель, как правило, контролировать напряжение ниже 200 В или меньше.
Рисунок 2. Напряжение пробоя
Обычно это можно сделать следующими способами:
Метод
Цепь
Характеристика
Выбор компонентов
Резистор и конденсатор
Если нагрузка зависит от времени, начальный ток утечки может привести к неисправности нагрузки.
R: Контактное напряжение 1В
C: контактный ток равен 1 А, а значение RC зависит от реле и нагрузки.
Функция конденсатора С заключается в подавлении избыточного напряжения при разрядке катушки индуктивности.
Значение сопротивления R определяется потребностями испытаний.
Напряжение пробоя конденсатора C составляет 200~300 В.
Если нагрузкой является реле или электромагнитный клапан, время срабатывания будет увеличено. Когда диапазон напряжения питания контактов составляет 24–48 В, напряжение на нагрузке составляет 100–200 В.
Диод
Диод (рассматриваемый как диод свободного хода) действует как канал для выделения энергии катушкой и способ рассеивания тепла. По сравнению с RC-цепью значительно изменяется время срабатывания реле (в 2-5 раз).
Обратное напряжение пробоя как минимум в 10 раз превышает напряжение источника питания, а прямой ток эквивалентен нагрузке.
Стабилитрон
Эта схема эффективно предотвращает влияние диода на время отпускания реле.
Напряжение пробоя стабилитрона должно соответствовать напряжению питания реле.
Варистор
Основываясь на характеристиках варистора для стабилизации напряжения, эта схема может предотвратить слишком высокое напряжение прикосновения, а также немного задержать время срабатывания реле. Когда напряжение питания контакта нагрузки составляет 24 В или 48 В, а напряжение на нагрузке составляет от 100 до 200 В, варистор очень эффективен.
*
Стандартные диоды могут значительно увеличить время восстановления. Подключение обычных диодов последовательно со стабилитронами повлияет на это незначительно. Если это индуктивная нагрузка, когда контакты разделены, более длительное время отскока продлевает время генерации дуги и сокращает срок службы контактов. Например, реле с диодом, подключенным к катушке, требует 9,8 мс для размыкания контакта. Комбинация стабилитрона с малосигнальным диодом может сократить время до 1,9РС. Кроме того, время возврата реле без подключенного к катушке диода составляет 1,5 мс.
Хотя с индуктивной нагрузкой сложнее обращаться, чем с резистивной нагрузкой, использование эффективной защиты улучшит производительность. Есть два метода, которые нельзя использовать.
Рисунок 3. Цепь конденсатора и реле
В реальной цепи устройство защиты (диод, резистор, конденсатор, варистор и т.д.) и нагрузка должны находиться на определенном расстоянии. Если они находятся слишком далеко друг от друга, эффект защитного устройства может быть ослаблен. Как правило, расстояние между ними должно быть в пределах 50 см.
Нагрузки постоянным током при более высоких частотах вызовут аномальную коррозию переключателя (генерирование электрической искры). Когда электромагнитный клапан постоянного тока или муфта управляются с более высокой частотой, контакты могут подвергнуться коррозии. Причина этого в том, что при возникновении электрической искры (дугового разряда) реакция между азотом и кислородом вызывает контактную коррозию.
1. Как работают контакты реле?
Реле представляет собой выключатель с электрическим приводом. Обычно они используют электромагнит (катушку) для управления своим внутренним механическим механизмом переключения (контактами). Когда контакт реле разомкнут, это включит питание цепи, когда активируется катушка.
2. Что такое контактный выход реле?
Релейный контактный выход работает как выключатель. Для упрощения, если выход «выключен», цепь будет разорвана (разомкнута). Если выход «включен», контакт замыкается, замыкая цепь. Таким образом, контроллер сам по себе не подает ток или напряжение.
3. Почему привариваются контакты реле?
Следовательно, когда контакты снова замыкаются, ток короткого замыкания от емкости может привести к сварке контактов. Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако, когда контакты снова замыкаются, зарядный ток течет к конденсатору, что может привести к сварке контактов.
4. Как защитить контакты реле?
Различные способы защиты контактов реле от воздействия коммутации индуктивной нагрузки – слева направо: диод, искрогасящий конденсатор, стабилитроны или переходник, варистор.
5. Что такое контактное реле?
Контактная форма: Расположение контактов в реле. Это определяет, сколько цепей реле может работать. Форма 1А (или «1 Форма А»): одна цепь размыкается и замыкается с контактами в нормально разомкнутом положении.
6. Что такое контакт реле?
Реле управляют одной электрической цепью, размыкая и замыкая контакты в другой цепи. … Если контакт реле нормально замкнут (НЗ), то контакт замкнут, когда реле не находится под напряжением. В любом случае подача электрического тока на контакты изменит их состояние.
7. Сколько контактов у реле?
Два. Простое электромагнитное реле состоит из катушки с проволокой, намотанной на сердечник из мягкого железа, железного ярма, обеспечивающего путь магнитного потока с низким магнитным сопротивлением, подвижного железного якоря и одного или нескольких наборов контактов.
8. В чем разница между реле и контактором?
Контактор соединяет 2 полюса вместе без общей цепи между ними, а реле имеет общий контакт, который подключается к нейтральному положению. Кроме того, контакторы обычно рассчитаны на напряжение до 1000 В, а реле обычно рассчитаны только на 250 В.
9. Каково назначение контактора или реле?
Контактор представляет собой большое реле, обычно используемое для переключения тока на электродвигатель или другую нагрузку большой мощности. Большие электродвигатели могут быть защищены от перегрузки по току с помощью нагревателей и контактов защиты от перегрузки.
10. Из каких трех основных частей состоит контактор или реле?
Контактор или реле состоит из трех основных частей: катушки, механического соединения и контактов. Катушка используется для создания магнитного поля и рассчитана на напряжение (24 В, 120 В, 208/204 В, 480 В). Механическая связь соединяет якорь с контактами, когда катушка находится под напряжением, замыкая цепь.
Рекомендуемая литература
Учебное пособие по основам релейной электроники с видео Роль реле и принцип его работы Как работают реле? Функции и приложения реле
Launch X-431 PRO v.4.0 (Version 2020) сканер с открытой диагностической платформой
Launch X431 Pro 2020 – самый новый сканер в линейке PRO. Изменения коснулись практически всего – новый планшет, новый диагностический адаптер DBScar, новое приложение, новый кейс и его внутренняя компоновка. Компания отказалась от использования планшета стороннего производителя и перешла на планшет собственной разработки, в корпусе которого появилось место для хранения адаптера DBScar. Подобное уже было в первой версии X431 PRO, но тогда это был обычный планшет в чехле с местом под адаптер, а теперь это полностью цельная конструкция, с механизмом фиксации и извлечения адаптера. Характеристики планшета скромные по сегодняшним меркам — 2 ГБ оперативной памяти, 32 ГБ для хранения, 8 дюймовый экран с разрешением 1280 х 800 пикселей и литий-ионная батарея объёмом 4680 мАч. Диагностический адаптер DBScar IV стал меньше по габаритам, но его характеристики остались прежними — напряжение питания 9-18 и поддержка всех современных протоколов.
Возможности
Сканер для автодиагностики X431 Pro ver 2020 поддерживает такие марки как: MERCEDES-BENZ, BMW, PORSCHE, VW, AUDI, SKODA, OPEL, CITROEN, PEUGEOT, RENAULT, SEAT, FIAT, LAND ROVER, SAAB, VOLVO, FERRARI, ASTON MARTIN, MASERATI, GM, FORD, CHRYSLER, NISSAN, TOYOTA, MITSUBISHI, HONDA, SUZUKI, ISUZU, MAZDA, SUBARU, DAIHATSU, KIA, HYUNDAI, SSANGYONG, DAEWOO, SAMSUNG, GREAT WALL, CHERY, LIFAN и другие. Также поддерживает стандарт OBD II (шины данных SAE J1850 VPW, SAE J1850 PWM, ISO 9141-2, ISO 14230, ISO-15765-4 CAN).
В комплектацию Launch X431 Pro входят программы для диагностики автомобилей российского производства ВАЗ, ГАЗ, УАЗ и др. , но работают они некорректно. Исключение – модели автомобилей ВАЗ последних поколений, созданных на общей платформе с Renault и Nissan.
Функции
Кодирование блоков управления
Адаптация блоков управления
Сброс сервисных интервалов
Считывание потоков данных систем автомобиля
Отображение текущих параметров системы
Проверка исполнительных механизмов
Чтение и стирание кодов неисправностей систем автомобиля
Преимущества
Удобное русское меню
Универсальные программы спецфункций в отдельном меню
Встроенный держатель для адаптера DBScar IV
Отсутствие блокировки после окончания срока подписки
Поддержка эндоскопа VSP-600
Поддержка программатора ключей X-PROG
Печать результатов диагностики на беспроводном мини-принтере (опционально)
Функциональные возможности и карта покрытия постоянно расширяются
Особенности
Связь между устройствами может выполняться как с помощью Bluetooth, так и по USB
Прибор обновляется по Wi-Fi непосредственно из приложения с сервера производителя
Интернет соединение необходимо только для загрузки обновлений и онлайн операций (справка, обмен информацией и пр. )
Epson представляет новый сканер документов со встроенным сетевым подключением для предприятий, интенсивно использующих бумагу сетевые технологии, такие как решения для беспроводного сканирования документов, для повышения продуктивности совместной работы в динамично развивающейся бизнес-среде. Epson America, один из самых быстрорастущих брендов сканеров в Америке, сегодня представил DS-79.Беспроводной сетевой цветной сканер документов 0WN с универсальными возможностями подключения. Разработанный для надежности и простоты использования в самых разных отраслях, таких как правительство, бюро обслуживания, высшее образование, финансы и корпорации здравоохранения, DS-790WN обеспечивает высококачественное сканирование с высокой скоростью, поэтому предприятия могут уверенно управлять документами.
«Потребность в эффективном управлении документами и бесшовной интеграции в рабочие процессы продолжает расти, и потребность в сетевых сканерах как никогда очевидна, — сказал Тим Андерсон, менеджер по продукции Epson America. «Новейшее дополнение к отмеченной наградами линейке сканеров документов Epson, DS-79.0WN оснащен надежными функциями, включая сетевое подключение и интуитивно понятную сенсорную панель, поэтому предприятия могут легко сканировать и обмениваться большими объемами документов без использования ПК».
DS-790WN обеспечивает высококачественное сканирование со скоростью до 45 стр./мин/90 изобр./мин. 1 с пиковым дневным рабочим циклом до 7000 листов, однопроходное двустороннее сканирование 2 и устройство АПД большой емкости на 100 страниц, вмещающее визитные и удостоверения личности и листы размером до 8,5 на 240 дюймов. Созданный для поддержки совместных рабочих групп, DS-790WN включает в себя 4,3-дюймовый цветной сенсорный ЖК-экран и встроенную локальную сеть и беспроводную связь для простого доступа к нескольким заданиям сканирования или сканирования на USB-накопитель, электронную почту, в сеть 3 или в облачные сервисы хранения 4,5 , такие как Dropbox ® , Evernote ® и Google Drive ™4,5 — без компьютера. Индивидуальная аутентификация пользователя 6 с помощью сенсорного экрана или дополнительного устройства чтения карт 7 обеспечивает доступ к личным записям об использовании и пользовательским настройкам сканирования, чтобы обеспечить беспроблемное сканирование.
Обладая полной совместимостью с большинством существующих систем управления документами, DS-790WN оснащен встроенными драйверами TWAIN и ISIS ® , а также включает программное обеспечение OCR для простого создания PDF-файлов с возможностью поиска и настраиваемых документов Office. 3 Пользователи также могут сканировать с мобильных устройств с помощью приложения Epson Smart Panel ® 8 на iOS ® или Android ™ .
Доступность и поддержка
DS-790WN (рекомендованная розничная цена 849 долларов США).) уже доступен у авторизованных реселлеров CapturePro SM . Благодаря ведущей в отрасли поддержке коммерческие сканеры документов Epson имеют 3-летнюю ограниченную гарантию с программой Advanced Exchange, включая доставку на следующий рабочий день. 9 Для получения дополнительной информации и сведений о наличии посетите веб-сайт https://epson.com/document-scanners-for-business.
О компании Epson Epson — мировой лидер в области технологий, стремящийся к совместному обеспечению устойчивого развития и обогащению сообществ за счет использования своих эффективных, компактных и точных технологий, а также цифровых технологий для объединения людей, вещей и информации. Компания сосредоточена на решении социальных проблем посредством инноваций в области домашней и офисной печати, коммерческой и промышленной печати, производства, визуального оформления и образа жизни. Цель Epson — стать к 2050 году углеродно-отрицательным и отказаться от использования истощаемых подземных ресурсов, таких как нефть и металл9.0005
Возглавляемая японской корпорацией Seiko Epson Corporation международная компания Epson Group производит около 1 трлн иен в год. global.epson.com/
Epson America, Inc., базирующаяся в Лос-Аламитосе, Калифорния, является региональной штаб-квартирой Epson в США, Канаде и Латинской Америке. Чтобы узнать больше о Epson, посетите: epson.com. Вы также можете связаться с Epson America через Facebook (facebook.com/Epson), Twitter (twitter.com/EpsonAmerica), YouTube (youtube.com/epsonamerica) и Instagram (instagram.com/EpsonAmerica).
# # #
1 На основе сканов формата Letter с разрешением 300 dpi в черно-белом, оттенках серого или цветном режиме с использованием интерфейса USB.
2 Пиковый дневной рабочий цикл — это максимальное рекомендуемое количество отсканированных листов в день. Для достижения наилучших результатов не превышайте пиковый дневной рабочий цикл. Расчеты основаны на скорости сканирования 45 страниц в минуту и предполагаемом ежедневном времени использования. Скорость сканирования зависит от условий сети.
3 С программами Epson Document Capture и Epson Scan, установленными на подключенном ПК с ОС Windows или Mac.
4 Беспроводное сканирование на смартфоны или планшеты (устройства Android/iOS) через приложение Epson Smart Panel; беспроводное сканирование в облако, ПК или Mac с помощью программного обеспечения Epson Document Capture, установленного на подключенном ПК с Windows или Mac. Требуется подключение к Интернету.
5 Требуется учетная запись Epson Connect™ и активация.
6 С программным обеспечением Document Capture Pro Server Authentication Edition, работающим на сервере Windows. Требуется подключение к сети.
7 Совместимые устройства чтения карт продаются отдельно.
8 Требуется загрузка приложения Epson Smart Panel и совместимое мобильное устройство. Может взиматься плата за использование данных.
9 Для получения дополнительной информации перейдите по адресу www.epson.com/3yearscannerwarranty . В соответствии с условиями ограниченной гарантии. Ускоренная доставка доступна не во всех регионах. Заказы дорожной службы должны быть размещены и обработаны до 15:00. Восточное время для доставки на следующий рабочий день.
EPSON и Epson Smart Panel — зарегистрированные товарные знаки, EPSON Exceed Your Vision — зарегистрированный логотип, а Better Products for a Better Future и Epson Connect — товарные знаки Seiko Epson Corporation. Mac является товарным знаком Apple Inc., зарегистрированным в США и других странах. Android и Google Диск являются товарными знаками Google LLC. Excel, PowerPoint и Windows являются либо зарегистрированными товарными знаками, либо товарными знаками корпорации Microsoft в США и других странах. Wi-Fi® является зарегистрированным товарным знаком Wi-Fi Alliance®. Все остальные названия продуктов и торговых марок являются товарными знаками и/или зарегистрированными товарными знаками соответствующих компаний. Epson отказывается от каких-либо прав на эти знаки. Copyright 2022 Epson America, Inc.
10-дюймовый OEM-сканер OBD2 Автомобильный считыватель кодов Professional Full Systems Ve — THINKCAR
от Thinkcar
Поделись этим:
Распродажа
Распродажа
Первоначальная цена
2 099,99 долл. США
Первоначальная цена
2099,99 долларов США
— Изначальная цена
2 099,99 долл. США
Первоначальная цена
$2,099.99
Текущая цена
1499,95 долл. США
1499,95 долл. США — $1499,95
Текущая цена
1499,95 долларов США
| /
Автомобильный диагностический сканер Thinkcar Platinum S10 — это новейшая модель с новейшей технологией Android 10. Этот автомобильный диагностический планшет является передовым профессиональным автомобильным диагностическим инструментом со специальными функциями уровня OE. Этот сканирующий инструмент имеет полные функции для техников, такие как сканирование автомобиля, чтение / очистка кодов неисправностей, данные в реальном времени. Мощные возможности полной диагностики системы с использованием новейшего превосходного оборудования. Поддерживает Benz, BMW, Audi, Nissan, VW, Ford, GM и другие. Поддерживает до 28 сбросов сервисного обслуживания, средство повторного обучения и программирования TPMS, функцию ADAS и охватывает 99% марок автомобилей на рынке. Этот профессиональный сканер также имеет доступный принтер, видеоскоп, рабочий свет, тепловизор, прицел, модель активации TPMS и тестер батареи, готовый к подключению.
28 Функции сброса обслуживания
10-дюймовый сенсорный экран
Диагностика уровня OEM
Тип продукта: сканер OBD2, считыватель кодов ошибок автомобилей, диагностический инструмент для автомобилей, профессиональный автомобильный диагностический сканер
Цвет: черный
Прочный корпус, выдерживающий падение с высоты 3 футов
Имеет дополнительное покрытие для большегрузных автомобилей, функцию TPMS и калибровку ADAS для обеспечения дополнительных функций
Графическая запись и воспроизведение потоков данных
Двухфункциональное управление работой транспортного средства, выявление проблем и устранение ненужного ремонта
Обеспечивает покрытие на 98% автомобилей отечественного производства
Подходит для легковых автомобилей 12 В и 24 В, коммерческих автомобилей, гибридных автомобилей и автомобилей большой грузоподъемности
Прочный внешний корпус изготовлен из магниевого сплава, а его углы усилены прорезиненными накладками
В современное время большой популярностью пользуется спецтехника, которая применяется во многих отраслях. Кран-манипуляторы также являются востребованной техникой, которая способна облегчить строительные работы и выполнить транспортировку грузов. Наша фирма «Вовди» предоставляет в аренду кран-манипуляторы на долгий или короткий срок. Сотрудничаем с крупными организациями и с физическими лицами.
Сферы использования кран-манипуляторов
Кран-манипулятор служит грузовым транспортным средством, которое снабжено крановой установкой. С его помощью погружают груз, перевозят его и в дальнейшем разгружают на объекте. Это основное назначение работы такой специальной техники.
Манипуляторы нашли свое применение в областях:
промышленной;
строительной;
сфере обслуживания;
в бытовых и хозяйственных нуждах.
Кран-манипуляторы довольно маневренные, что позволяет их использовать на небольших площадках. Использоваться такая спецтехника может не только в вышеперечисленных областях. Она также может использоваться при эвакуации автомобильных средств и при доставке грузов в тяжело доступные места.
Благодаря функциональности, данная грузовая техника может помочь в ландшафтной, строительной, коммунальной, сельскохозяйственной отрасли.
Особенностями манипуляторов служат:
надежность;
мобильность;
точность передвижения;
маневренность.
С их помощью можно осуществлять работы различной сложности. Современная спецтехника может взять груз, расположенный на расстоянии до 20 метров от платформы и переместить его аккуратно и точно. Манипуляторы можно применять при перевозке хрупких грузов. При работе на таком транспорте нет необходимости привлекать вспомогательные единицы грузовой техники. В нашем автопарке есть манипуляторы от отечественных и импортных производителей. Все они отличаются грузоподъемностью и габаритами. Предоставляем в аренду манипуляторы, которые наиболее всего подходят для выполнения тех или иных задач.
Преимущества использования кран-манипуляторов в аренду
С помощью кран-манипулятора можно перевозить крупногабаритное оборудование, грузы, вывезти строительный мусор, доставить стройматериалы до объекта. Наша компания «Вовди» предоставляет в аренду кран-манипуляторы на выгодных условиях.
Преимущества аренды такой спецтехники заключаются в следующем:
Высокий показатель экономичности — с помощью такой спецтехники можно произвести большой объем различных работ. Таким образом, любая организация, которой необходим манипулятор в работе, экономит средства на аренде другой спецтехники.
Нет необходимости приобретать дорогостоящую технику и в дальнейшем обслуживать ее.
Не придется нанимать сотрудника для управления кран-манипулятором, а соответственно — это экономия бюджета организации.
Арендовать грузовую технику можно в любое время на длительный или короткий период.
Манипулятор будет отличным помощником на стройплощадке и в остальных отраслях. Чтобы арендовать кран-манипулятор в нашей организации, необходимо позвонить нашим операторам и пояснить, для каких работ необходима спецтехника и на какой срок. Наши специалисты помогут подобрать наиболее подходящую модель техники. После согласования, с клиентом подписываются соответствующие документы, и отдается в пользование кран-манипулятор. При необходимости предоставляем квалифицированных водителей с большим опытом работы и стажем вождения такой спецтехники.
Для чего нужен кран манипулятор. Варианты применения — Служба эвакуации 112
Кран-манипулятор – это вид техники, которая выделяется мобильной платформой и наличием телескопической стрелы. Такое оснащение позволяет расширить сферу возможностей транспортного средства, упрощает процесс погрузки и разгрузки, особенно тяжелых предметов, существенно экономит финансовые затраты, рационализирует время, потраченное на эти работы. Основные функции крана-манипулятора – это подъем грузов и их перевозка. В большинстве случаев его удобнее и дешевле брать в аренду на время выполнения работ.
Малоэтажное строительство — в качестве крана
Манипуляторы – это уменьшенные аналоги стандартных кранов, которые удобно арендовать при возведении небольших построек. Основное его применение связано с подъемом грузов на высоту. Для этой цели достаточно оборудования с боковой платформой длиной 4-6 м. В пользу выбора этой техники говорят следующие ее качества:
маневренность,
небольшие размеры,
подъем грузов весом до 1500 кг.
С помощью манипулятора можно подавать строительные материалы на крышу здания или в оконный проем, устанавливать емкости на территории.
Доставка материалов
Аренда манипулятора часто востребована, когда нужно доставить строительные материалы на объект. Бетонные блоки, арматура, дерево, плиты – все это можно транспортировать с помощью этого оборудования. В зависимости от перевозимого материала может потребоваться техника определенной грузоподъемности, при этом длина стрелы может быть 6 м или 8 м. Крановая установка крепится позади автомобиля, а водитель изнутри управляет ею и выгружает товары на территорию. Аренда существенно экономит время на процесс перевозки, а маневренному автомобилю легче подъехать к объекту, особенно в условиях ограниченной по размерам территории.
Погрузка/выгрузка
Краны-манипуляторы – отличное решение, когда нужно доставить товары из магазина до получателя или от склада/ поставщика в магазин. В зависимости от объема груза можно подобрать модель разной грузоподъемности (от 3 тонн до 10 тонн) с бортовой платформой определенной длины (минимум 4 м). Манипуляторная установка отличается устойчивой платформой, поэтому на ней можно перевозить грузы на любые расстояния.
Строительно-монтажные работы
С помощью манипулятора часто ведутся строительно-монтажные работы, например, устанавливаются рекламные щиты на высоте, металлические конструкции, опоры. Оборудование также помогает погрузить на платформу и выгрузить с установкой на объекте киоски, торговые павильоны.
Эвакуация авто
Очень часто услуги эвакуатора-манипулятора востребованы для транспортировки автомобиля. Конструктивные особенности техники позволяют аккуратно погрузить машину, вышедшую из строя, на платформу и перевезти ее до сервисного центра. Эвакуация может потребоваться в разных случаях:
блокировка колес, руля,
невозможность управления автомобилем,
поломка пневматической подвески,
ДТП, приведшее к сильным повреждениям,
отсутствие колес.
Выдвигающаяся стрела позволяет эвакуировать поврежденное авто из кювета, канавы и вообще в стесненных условиях. Однако техникой можно воспользоваться не только в печальных ситуациях, но и в радостных, например, при покупке нового транспортного средства для его доставки владельцу.
Преимущества кранов-манипуляторов
Манипуляторная техника является эффективным помощником в решении проблем с транспортировкой, погрузкой и выгрузкой. От грузоподъемности транспортных средств зависит сфера их применения и их функциональные возможности. В пользу аренды оборудования говорят следующие факторы:
маневренность и пространственная свобода, что дает возможность использовать технику на узких улицах города или на небольшой строительной площадке,
высокая скорость работ по погрузке, выгрузке, перевозке,
сочетание в одном транспорте возможностей погрузчика с перевозчиком на любые расстояния,
нет необходимости в грузчиках: процессом руководит сам водитель из кабины авто,
за счет свободного ориентирования грузов в пространстве краны справляются с решением любых погрузочно-разгрузочных работ,
экономичность, так как техника арендуется на определенное время.
При необходимости кран-манипулятор можно дополнительно оснастить оборудованием, например, ковшом, если планируется работа с сыпучими материалами.
Какой манипулятор выбрать?
Краны-манипуляторы – это универсальное оборудование, которое подбирается под особенности груза, условий, где они будут работать, объемов работ и целей его применения. Для техники важными являются следующие характеристики:
Тип складывания стрелы. Они бывают двух типов: Z-образная (без лебедки) проста в управлении, имеет высокую грузоподъемность и компактные размеры. L-образная (с лебедкой и крюком) может работать с перемещением груза под любым углом, полностью контролируя его расположение.
Вылет и грузоподъемность стрелы. Они выбираются под тип груза, при этом стрела должна быть длиннее кузова на 1-2 м.
Грузоподъемность борта. Краны бывают малого (1-3 тонны), среднего (5-10 тонн) и большего (более 10 тонн) тоннажа. При аренде рекомендуется выбирать машину с небольшим запасом по грузоподъемности.
Наиболее популярны машины грузоподъемностью 1,5-3 тонн при длине кузова до 6 м. Как правило, их технических свойств и возможностей достаточно для выполнения стандартных работы – подъема и перевозки грузов.
Наша компания предлагает заказать эвакуатор с краном манипулятором в Екатеринбурге, если вы вдруг оказались в неприятной ситуации на дороге. Мы гарантируем оперативную техническую помощь, быстро решая вопрос с транспортировкой поврежденного автомобиля до сервисного центра. У нас можно заказать эвакуатор с краном манипулятором , грузоподъемность которых составляет от 3 до 7 тонн. Работаем быстро, качественно и круглосуточно!
Что такое роботы-манипуляторы? Обзор типов и приложений
Роботы регулярно используются для перемещения объекта из одного места в другое. Это может быть перемещение тяжелой экструзии из одной области производственного цеха в другую или деликатная операция на человеческом глазу.
Робот-манипулятор или робот-манипулятор является важным устройством в подобных задачах. Используемые для манипулирования материалами и объектами без непосредственного прикосновения человека, манипуляторы могут быть быстрее и точнее, чем люди-операторы, и иногда могут поднимать гораздо более тяжелые веса. Из-за этих важных преимуществ манипуляторы имеют широкий спектр типов и приложений.
В этой статье объясняются основы роботов-манипуляторов: что это такое, как они работают, их различные варианты и некоторые из наиболее полезных приложений в реальном мире.
В области робототехники манипуляторы представляют собой электронные устройства, предназначенные для взаимодействия с окружающей средой путем перемещения объектов из одного места в другое.
Манипуляторы обычно можно считать синонимами роботизированных рук; «манипуляция» описывает задачу, которую выполняют эти устройства, а «роботизированная рука» описывает их структуру, которая может (хотя и не всегда) напоминать человеческую руку. Роботизированная рука содержит различные сегменты, которые взаимодействуют друг с другом посредством скольжения или шарниров, что дает руке несколько степеней свободы (DoF). На крайнем конце руки (кисти, как ее иногда называют) находится концевой эффектор, такой как захват, который отвечает за непосредственное манипулирование объектом.
Манипуляторы могут быть автоматизированы — как в случае со многими задачами на заводе — или управляться оператором, например, во время операций с замочной скважиной в больнице или для подъема груза на складе. Известные роботы-манипуляторы, такие как производства Kuka и ABB, можно считать типами манипуляторов.
Поскольку манипуляторы состоят из нескольких секций, каждая из которых может двигаться по-своему, для управления общим движением руки используются сложные алгоритмы.
Прежде чем мы начнем рассматривать применение манипуляторов, мы классифицируем их по способу кинематической работы.
Руки роботов-манипуляторов обычно имеют от трех до шести степеней свободы, обеспечиваемых рядом суставов (аналогично плечевому, локтевому или запястному), которые соединяют различные звенья устройства (аналогично плечу, предплечью или Пальма). Соединения манипулятора обычно представляют собой вращательные или призматические соединения. [1]
Вращательное соединение (поворотное соединение): вращение вокруг одной оси, т. е. скручивающее движение
Призматическое соединение (линейное соединение): поступательное движение вокруг одной оси, т. е. движение разгибания
Цилиндрический шарнир: вращение и поступательное движение вокруг одной оси
Сферический шарнир (шаровой шарнир): три степени вращения
Тип рычага определяет его число степеней свободы, а также рабочее пространство (насколько далеко оно может простираться).
Различные конфигурации манипуляторов роботов
Робот с шарнирными руками
Шарнирные роботы с шарнирными руками предлагают максимально возможные степени свободы и обычно имеют от трех до шести шарнирных соединений. Самым большим преимуществом робота с шарнирной рукой является его широкий диапазон движений; однако он может быть менее точным, чем другие типы. Общие области применения включают дуговую сварку и окраску распылением.
Робот SCARA
Манипуляторы робота-манипулятора с селективным соответствием (SCARA) имеют один призматический шарнир для перемещения по оси Z и два параллельных вращательных шарнира. Роботы SCARA широко используются при сборке. Они часто могут поднимать более тяжелые грузы, чем другие типы роботов, поскольку два вращающихся шарнира не поднимают.
Декартовский (портальный) робот
Декартовы или портальные манипуляторы могут перемещаться по трем осям по системе рельсов, подобно печатающей головке 3D-принтера для моделирования наплавленным методом (FDM). Их очень легко программировать, и они могут поднимать тяжелые грузы. Обычное использование включает в себя самовывоз и нанесение герметика.
Сферический (полярный) робот
Сферические или полярные роботы-манипуляторы имеют два вращающихся шарнира, в том числе один в основании, и третий призматический шарнир, позволяющий выдвигать руку. Эти манипуляторы требуют менее сложных алгоритмов и полезны для операций сварки и захвата.
Цилиндрический робот
Цилиндрические роботы-манипуляторы имеют вращающееся соединение в основании и два призматических соединения: одно для перемещения по оси Z и одно для перемещения по горизонтальной плоскости. Эта роботизированная система жесткая и точная, но встречается реже, чем другие типы.
Дельта-робот (параллельный)
Дельта-роботы обычно крепятся к потолку рабочей зоны и имеют три или шесть рук, каждая со своим вращающимся или призматическим шарниром. Жесткие и быстродействующие дельта-роботы-манипуляторы используются для таких задач, как захват и установка, сборка и нанесение герметика.
Мы также можем классифицировать манипуляторы по их концевым эффекторам, инструментам на концах рук, которые в конечном итоге определяют, какую операцию может выполнять манипулятор. Концевые эффекторы манипулятора обычно представляют собой некую форму захвата, при этом количество и материал «пальцев» зависят от конечного использования устройства.
Робот-манипулятор с концевыми эффекторами на присосках
Электрические захваты
Электрические захваты имеют пальцы, приводимые в действие отдельными двигателями, что позволяет надежно захватывать объекты, с которыми манипулируют, и высокий уровень контроля над скоростью и размещением.
Пневматический захват
Пневматические захваты используют для движения сжатый воздух, а не электрическую систему, что обеспечивает большее усилие захвата, чем электрические захваты.
Магнитный захват
Магнитные захваты используются для перемещения черных металлов. Магнитность сводит к минимуму риск падения и не требует электричества или воздуха.
Механический захват
Механические захваты не питаются, но имеют штыри или другие конструктивные особенности, которые позволяют им соединяться с объектами, которыми манипулируют.
Присоска
Захваты с присоской используют вакуум для захвата предметов и манипулирования ими. Они представляют собой полезный недорогой вариант, но имеют более ограниченное применение, чем другие типы концевых эффекторов.
Роботы-манипуляторы чаще всего используются на промышленных предприятиях. В связи с этим возможности их использования многочисленны и разнообразны. Однако манипуляторов можно найти и за пределами производства, в таких областях, как здравоохранение.
Промышленность
Роботы-манипуляторы широко используются в промышленных условиях благодаря их точности, воспроизводимости, возможностям автоматизации, способности поднимать тяжелые грузы и универсальности с точки зрения различных концевых эффекторов, которые можно использовать. Таких промышленных роботов иногда называют серийными манипуляторами.
Промышленное использование роботов-манипуляторов включает:
Сборка: когда манипулятор используется для добавления различных компонентов в сложную деталь путем прикрепления каждого компонента в правильном месте
переместить объект из одной области в другую, например. с рабочего стола на поддон
Упаковка: когда манипулятор используется для помещения объекта в коробку, поддон или другую форму упаковки перед, в некоторых случаях, запечатыванием упаковки
Контроль качества: манипуляторы могут использоваться для стресс-тестирования определенных деталей, например, путем их вытягивания или скручивания управляемые телеманипуляторы играют важную роль в здравоохранении
Управление роботом может помочь во многих хирургических операциях. Роботизированная хирургия может быть более точной и, следовательно, привести к лучшим результатам для пациентов, чем ручная хирургия.
В большинстве роботизированных операций используются телеманипуляторы, роботизированные манипуляторы, которые позволяют хирургу-человеку управлять рукой и концевым эффектором манипулятора, используя собственные движения рук. Другие роботизированные операции полностью контролируются компьютером, без использования телеманипулятора.
Одним из наиболее ярких примеров роботов-манипуляторов в здравоохранении является хирургическая система Да Винчи, которая используется для хирургических процедур, таких как простатэктомия, гистерэктомия и восстановление сердечного клапана. Система, управляемая с помощью консоли, имеет концевые эффекторы, которые могут функционировать как скальпели, ножницы, электрохирургические устройства или захваты. Одним из ограничений конструкции является отсутствие тактильной обратной связи для оператора.[2]
Космос
Некоторые из наиболее заметных (и дорогостоящих) применений роботов-манипуляторов можно найти в космосе, где имеется ограниченное количество людей-операторов, способных выполнять техническое обслуживание и другие потенциально опасные задачи.
Одним из примеров космического манипулятора является Canadarm. Огромный манипулятор Canadarm весом 450 кг был разработан для манипулирования полезными нагрузками на космических челноках НАСА. Вместо того, чтобы использовать когтеобразный концевой эффектор, космический робот использовал трехпроводную систему, вдохновленную эластичными лентами.
Рекомендуем прочитать: Рука лунного вездехода расширяет функциональные возможности космических миссий
Роботизированные манипуляторы являются одними из наиболее важных устройств в современном производстве, и их использование позволяет создавать эффективные автоматизированные сборочные линии в таких областях, как автомобилестроение, судостроение и производство потребительских товаров. товары. Однако они также используются в других областях, и их использование в будущем будет только увеличиваться благодаря их точности, эффективности и способности достигать труднодоступных мест.
Важнейшей отличительной чертой манипулятора является кинематическое движение его руки, другими словами, конструкция его различных звеньев и шарниров. Тип руки во многом определяет пригодность манипулятора для решения той или иной задачи (поскольку концевые эффекторы более универсальны и взаимозаменяемы). Например, роботы-манипуляторы SCARA широко используются для захвата и перемещения грузов, а портальные роботы-манипуляторы отлично подходят для подъема тяжелых грузов.
[1] Льюис, Ф.Л., Доусон, Д.М., Абдалла, Коннектикут. Управление роботом-манипулятором: теория и практика. КПР Пресс; 2003 12 декабря
[2] Freschi C, Ferrari V, Melfi F, Ferrari M, Mosca F, Cuschieri A. Технический обзор хирургического телеманипулятора да Винчи. Международный журнал медицинской робототехники и компьютерной хирургии. 2013 г., декабрь 9(4):396-406.
Применение смешанной реальности в программировании роботов-манипуляторов
Чтобы прочитать этот контент, выберите один из следующих вариантов:
Жоао Невеш (Машиностроительный факультет, Коимбрский университет, Португалия)
Диого Серрарио (Кафедра машиностроения, Университет Коимбры, Португалия)
J. Norberto Pires (Кафедра машиностроения, Университет Коимбры, Португалия)
Промышленный робот
«> ISSN : 0143-991x
Дата публикации статьи: 3 декабря 2018 г.
Дата публикации номера: 7 декабря 2018 г.
Загрузки
Аннотация
Цель
Смешанная реальность расширяется на промышленном рынке, и несколько компаний в различных областях адаптируют этот набор технологий для различных целей, таких как оптимизация процессов, улучшение задач программирования и продвижение интерактивности своих продуктов с пользователями или даже улучшение преподавания или обучения. Робототехника — еще одна область, которая может извлечь выгоду из этих новейших технологий. На самом деле, большинство современных и будущих роботизированных приложений, а именно области, связанные с передовыми производственными задачами (например, аддитивное производство, совместная робототехника и т. д.), требуют новой техники для реального восприятия результата нескольких действий, включая задачи программирования, прогнозировать траектории, визуализировать движение и связанную с ним информацию, взаимодействовать с программистами и пользователями, а также ряд других человеко-машинных интерфейсов. Следовательно, эта статья призвана объяснить новую концепцию человеко-машинных интерфейсов, направленную на улучшение взаимодействия между продвинутыми пользователями и рабочими ячейками промышленных роботов.
Дизайн/методология/подход
Представленная концепция использует два разных приложения (приложения), разработанных для изучения расширенных функций устройства Microsoft HoloLens. Цели проекта, описанного в этой статье, заключаются в том, чтобы оптимизировать пути роботов, просто позволяя продвинутому пользователю настраивать выбранный путь в среде смешанной реальности и создавать новые пути, просто позволяя продвинутому пользователю вставлять точки в смешанную реальность. среды, исправлять их по мере необходимости, связывать их с помощью определенного типа движения, параметризовать их (с точки зрения скорости, точности движения и т. д.) и задавать их контроллеру робота.
Выводы
Решения, продемонстрированные в этом документе, показывают, как можно использовать смешанную реальность, чтобы пользователи с ограниченным опытом программирования могли в полной мере использовать области робототехники. Они также ясно показывают, что интеграция технологии смешанной реальности в существующие роботизированные системы станет поворотным моментом в снижении сложности для конечных пользователей.
Ограничения/последствия исследования
В разработанных приложениях есть две проблемы. Первый относится к идентификации инструментов робота, которая очень чувствительна к условиям освещения или к очень сложным инструментам робота. Это может привести к ошибкам позиционирования, когда программное обеспечение показывает путь в сцене смешанной реальности. В статье представлены пути решения этой проблемы. Еще одна нерешенная проблема связана с обработкой особенностей робота при настройке или создании новых путей. Текущая работа сосредоточена на создании механизмов, которые не позволяют конечному пользователю создавать пути, содержащие недостижимые точки, или пути, которые невозможны из-за плохих параметров движения.
Практические выводы
В этом документе демонстрируется использование устройства смешанной реальности для улучшения задач программирования и управления производственными рабочими ячейками на основе промышленных роботов [см. видео в (Pires et al. , 2018)]. Поскольку представленные устройства и роботизированные ячейки являются основой для целей Индустрии 4.0, эта демонстрация имеет обширную область применения в ближайшем будущем, положительно влияя на то, как сложные приложения, требующие тесного сотрудничества между людьми и машинами, обдумываются, планируются и построен. В документе представлены два разных приложения, полностью готовых к использованию в промышленных условиях. Эти приложения представляют собой научные эксперименты, призванные продемонстрировать принципы и технологии смешанной реальности применительно к промышленной робототехнике, а именно для улучшения задачи программирования.
Социальные последствия
Хотя устройство HoloLens открывает новые выдающиеся области для управления роботами и программирования, оно по-прежнему дорого и несколько тяжело для повседневного использования. Следовательно, это открывает окно возможностей для объединения этих устройств с другими мобильными устройствами, такими как планшеты и телефоны, для создания приложений, использующих преимущества их объединенных функций.
Оригинальность/ценность
В документе представлены два различных приложения, полностью готовых к использованию в промышленных условиях. Эти приложения представляют собой научные эксперименты, призванные продемонстрировать принципы и технологии смешанной реальности применительно к промышленной робототехнике, а именно для улучшения задачи программирования. Первое приложение связано с визуализацией пути, то есть позволяет пользователю визуализировать в среде смешанной реальности любой путь, заранее запланированный для роботизированной ячейки. С помощью этой функции опытный пользователь может отслеживать путь робота, выявлять проблемы, связывать любые трудности в конечном продукте с конкретной проблемой на пути робота, предвидеть проблемы с выполнением, которые повлияют на качество конечного продукта, и т. д. Это особенно важно для не только для расширенных приложений, но и для случаев, когда путь робота определяется пакетом САПР (в автономном режиме). Второе приложение состоит из процедуры графического управления траекторией, которая позволяет опытному пользователю создавать и оптимизировать траекторию робота. Просто изучив эту функцию, конечный пользователь может настроить любой путь, полученный с помощью любого метода программирования, используя подход смешанной реальности для управления (визуально) процедурой манипулирования путями.

 Он создает шикарную видимость на 500 метров даже в туманную или дождливую погоду. Такого эффекта помогает достичь параболический гладкий рефлектор из алюминия, который и фокусирует луч.
Он создает шикарную видимость на 500 метров даже в туманную или дождливую погоду. Такого эффекта помогает достичь параболический гладкий рефлектор из алюминия, который и фокусирует луч. Как показывает тестирование, модель спокойно выдерживает отдачу при стрельбе из любого оружия 12 калибра. А благодаря технологии FL1 Standart фонарь выдерживает падение с высоты 3 метров.
Как показывает тестирование, модель спокойно выдерживает отдачу при стрельбе из любого оружия 12 калибра. А благодаря технологии FL1 Standart фонарь выдерживает падение с высоты 3 метров.


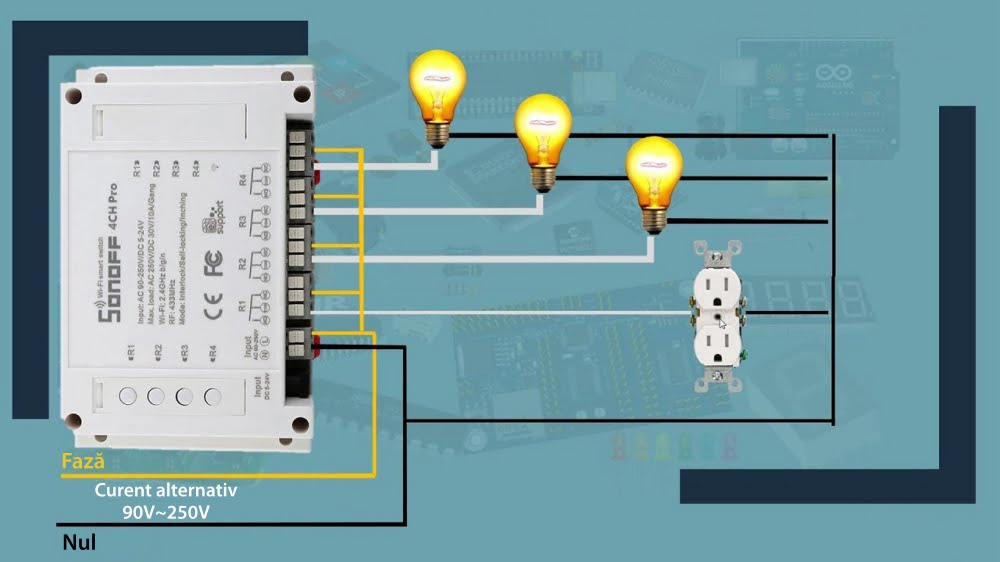 67″
67″
 1
1 Благодаря 5-кратному оптическому зуму и 60-кратному гибридному
Благодаря 5-кратному оптическому зуму и 60-кратному гибридному




 Please
Please


 .. Я очень доволен результатами. Нам нужны наши офисы ок. 800 квадратных метров нужно очистить, и я рад сообщить, что они сделали это и даже больше, ванные комнаты безупречны, команда H-PRO исключительна. Команда старается изо всех сил заботиться о своих клиентах, и это видно. Мы будем пожизненным клиентом, и мы так счастливы, что нашли их.
.. Я очень доволен результатами. Нам нужны наши офисы ок. 800 квадратных метров нужно очистить, и я рад сообщить, что они сделали это и даже больше, ванные комнаты безупречны, команда H-PRO исключительна. Команда старается изо всех сил заботиться о своих клиентах, и это видно. Мы будем пожизненным клиентом, и мы так счастливы, что нашли их.
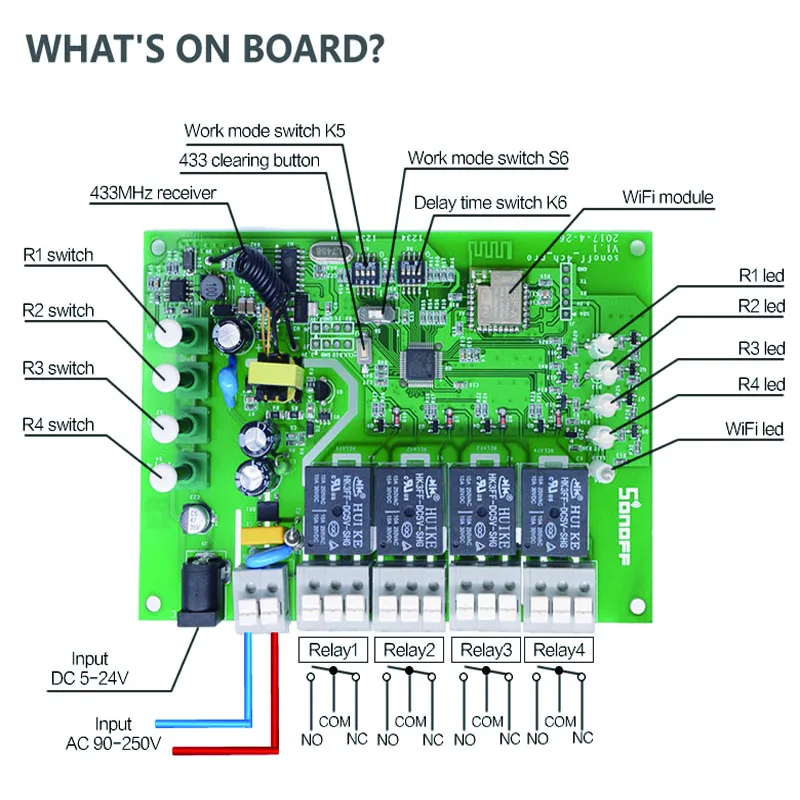 Для поддержания эффективности гигиенических процедур после этого этапа требуются чистые поверхности.
Для поддержания эффективности гигиенических процедур после этого этапа требуются чистые поверхности.
 Например, оргстекло с той же самой толщиной 15 миллиметров. Для его раскроя потребуется станок с мощностью в 5 раз меньше — всего лишь 0,5 киловатта. И при этом раскрой еще и будет идти быстрее, чем раскрой металла на более мощном станке.
Например, оргстекло с той же самой толщиной 15 миллиметров. Для его раскроя потребуется станок с мощностью в 5 раз меньше — всего лишь 0,5 киловатта. И при этом раскрой еще и будет идти быстрее, чем раскрой металла на более мощном станке.

 Вспомогательный газ используется для удаления расплавленного материала в зоне резки, что позволяет получить более высокое качество резки.
Вспомогательный газ используется для удаления расплавленного материала в зоне резки, что позволяет получить более высокое качество резки.


 В это время азот нельзя использовать в качестве режущего газа.
В это время азот нельзя использовать в качестве режущего газа. При этом следует знать свойства каждого материала. Некоторые из них требуют особого внимания при резке.
При этом следует знать свойства каждого материала. Некоторые из них требуют особого внимания при резке. Именно так делаются популярные замысловатые свадебные приглашения.
Именно так делаются популярные замысловатые свадебные приглашения. Также резак должен иметь систему охлаждения. Только тогда оператор станка сможет полностью контролировать направление излома на каждом этапе, что приведет к хорошему результату.
Также резак должен иметь систему охлаждения. Только тогда оператор станка сможет полностью контролировать направление излома на каждом этапе, что приведет к хорошему результату.
 Возможность делать быстрые и точные разрезы на различных материалах увеличила скорость и качество производства и позволила, наконец, использовать определенные материалы в производственном процессе.
Возможность делать быстрые и точные разрезы на различных материалах увеличила скорость и качество производства и позволила, наконец, использовать определенные материалы в производственном процессе.
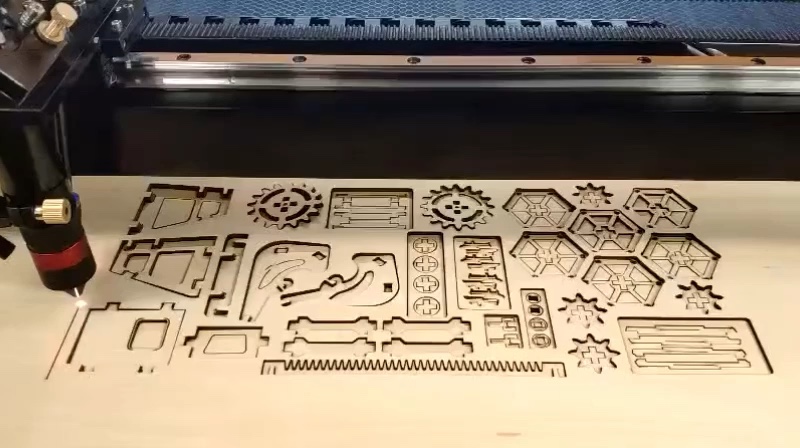 В некоторых случаях не следует резать древесину, например, если она пропитана смолой или другими маслами. Тепло от лазера может представлять опасность воспламенения материала.
В некоторых случаях не следует резать древесину, например, если она пропитана смолой или другими маслами. Тепло от лазера может представлять опасность воспламенения материала.

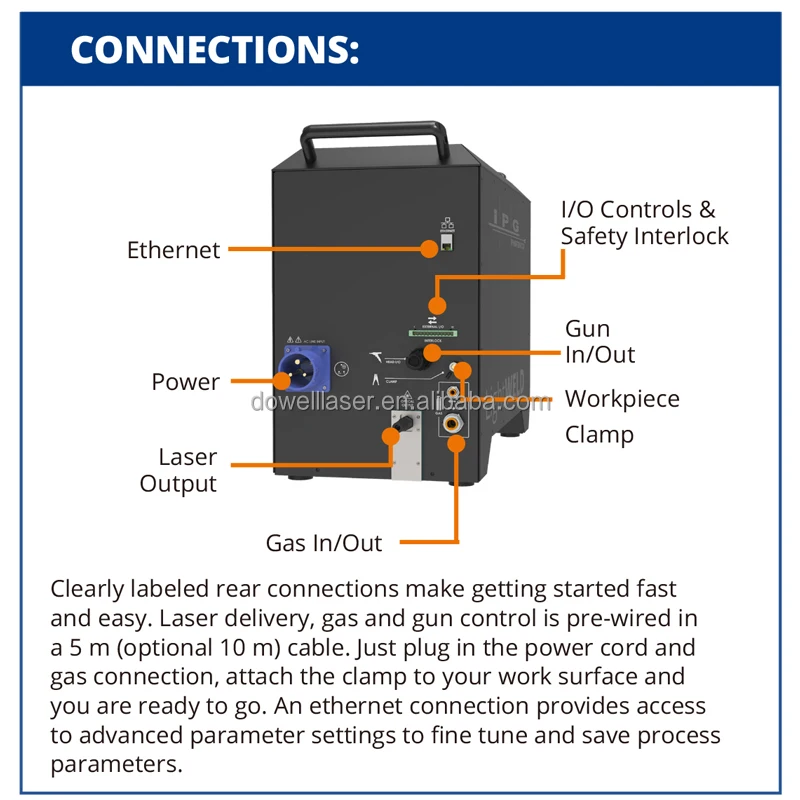


 При выполнении одностороннего шва система LightWELD 1500 способна осуществить провар листов толщиной до 4 мм, при выполнении двухстороннего шва — до 10мм. Если возникнет технологическая необходимость увеличения толщины свариваемых деталей, или заполнения технологического зазора между свариваемыми деталями, имеется возможность подключения опционального интегрированного в систему аппарата подачи присадочной проволоки.
При выполнении одностороннего шва система LightWELD 1500 способна осуществить провар листов толщиной до 4 мм, при выполнении двухстороннего шва — до 10мм. Если возникнет технологическая необходимость увеличения толщины свариваемых деталей, или заполнения технологического зазора между свариваемыми деталями, имеется возможность подключения опционального интегрированного в систему аппарата подачи присадочной проволоки. ..) металлов
..) металлов Так же возможно сварное соединение разнородных металлов! Таких, например, как «медь- алюминий» или «медь- нержавеющая сталь».
Так же возможно сварное соединение разнородных металлов! Таких, например, как «медь- алюминий» или «медь- нержавеющая сталь». Это позволяет отказаться от использования громоздких жидкостных систем охлаждения (чиллеров). Отсутствие таких жидкостных систем охлаждения позволяет осуществлять перевозку системы и её мобильную эксплуатацию при, практически, любых погодных условиях. Отсутствует необходимость в регулярном трудоемком сервисном обслуживании системы охлаждения.
Это позволяет отказаться от использования громоздких жидкостных систем охлаждения (чиллеров). Отсутствие таких жидкостных систем охлаждения позволяет осуществлять перевозку системы и её мобильную эксплуатацию при, практически, любых погодных условиях. Отсутствует необходимость в регулярном трудоемком сервисном обслуживании системы охлаждения.
 оборудование
оборудование Видное, Белокаменное шоссе, дом 1А
Видное, Белокаменное шоссе, дом 1А


 стали
стали
 00}»>
00}»> 00}»>
00}»>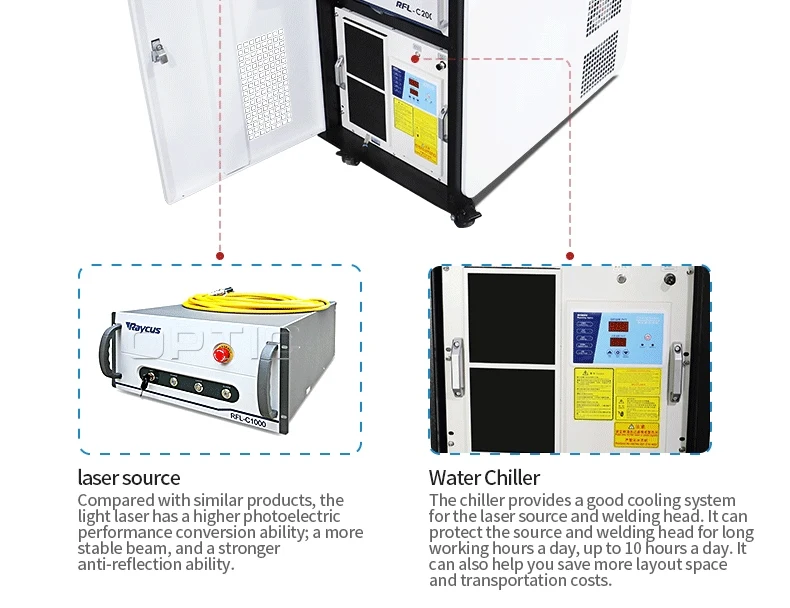 00}»>
00}»> 00}»>
00}»> 00}»>
00}»> Следует избегать попадания в глаза или на кожу. Не смотрите прямо в луч и не пользуйтесь оптическими инструментами
Следует избегать попадания в глаза или на кожу. Не смотрите прямо в луч и не пользуйтесь оптическими инструментами Длина 0–15 мм, частота 0–300 Гц
Длина 0–15 мм, частота 0–300 Гц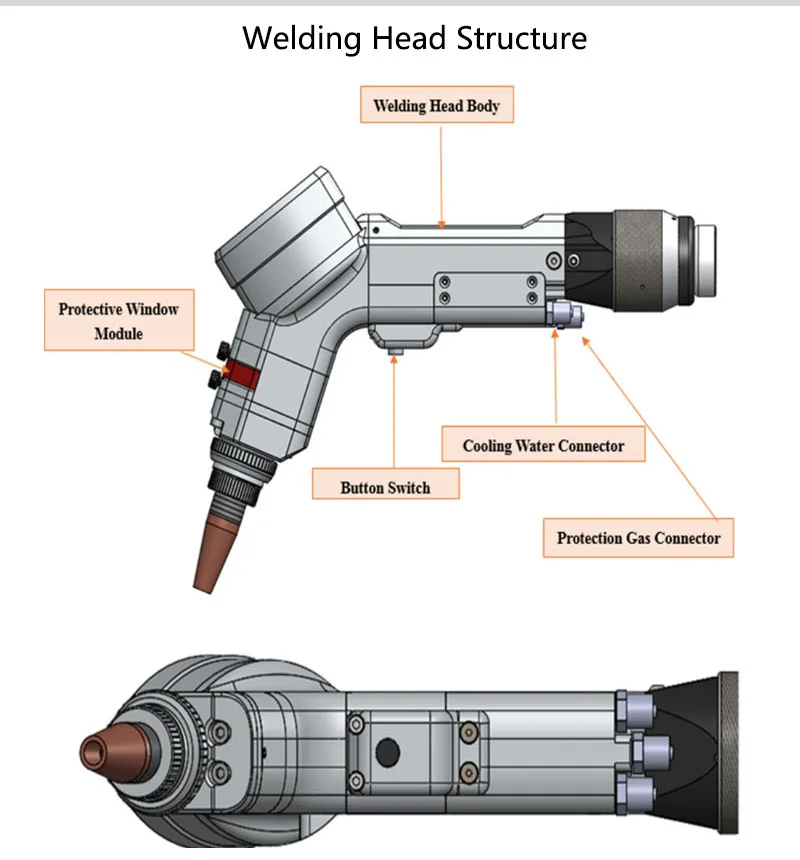
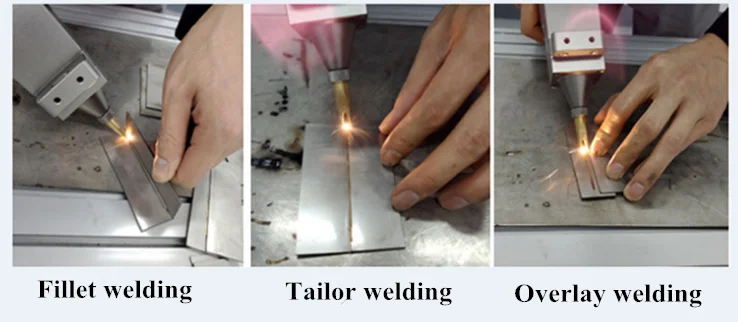


 Из-за уменьшенной зоны термического влияния, достигаемой с помощью лазера, и возможности производить качественные сварные швы без использования сварочной проволоки, это было естественным соображением для всех, кто работает с тонкими материалами, такими как нержавеющая сталь, где качество продукта часто имеет первостепенное значение. До недавнего времени экспорт этой технологии в ручные приложения казался маловероятным из-за сложности и стоимости традиционного лазерного оборудования и проблем со здоровьем и безопасностью, связанных с плохо спроектированными продуктами.
Из-за уменьшенной зоны термического влияния, достигаемой с помощью лазера, и возможности производить качественные сварные швы без использования сварочной проволоки, это было естественным соображением для всех, кто работает с тонкими материалами, такими как нержавеющая сталь, где качество продукта часто имеет первостепенное значение. До недавнего времени экспорт этой технологии в ручные приложения казался маловероятным из-за сложности и стоимости традиционного лазерного оборудования и проблем со здоровьем и безопасностью, связанных с плохо спроектированными продуктами.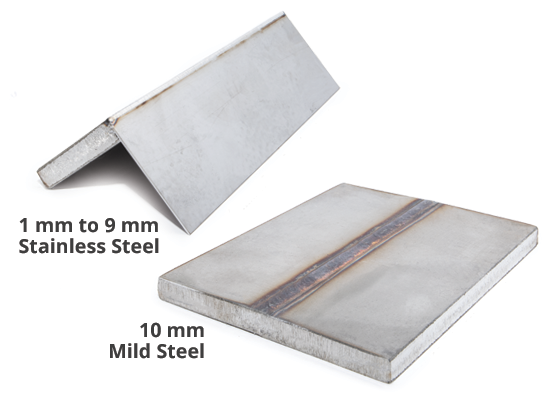 Он включает в себя панель управления, которая позволяет оператору регулировать мощность лазера в диапазоне от 150 до 1500 Вт, обеспечивая быструю сварку материала толщиной до 4 мм простым поворотом ручки. Система может хранить до 74 предустановленных режимов, включающих рецепты сварки, рекомендованные производителем, с местом для разработанных пользователем. Система дает оператору возможность настраивать эти предустановленные режимы для конкретных материалов и конфигураций деталей.
Он включает в себя панель управления, которая позволяет оператору регулировать мощность лазера в диапазоне от 150 до 1500 Вт, обеспечивая быструю сварку материала толщиной до 4 мм простым поворотом ручки. Система может хранить до 74 предустановленных режимов, включающих рецепты сварки, рекомендованные производителем, с местом для разработанных пользователем. Система дает оператору возможность настраивать эти предустановленные режимы для конкретных материалов и конфигураций деталей. Возможны толщины шва до 1 мм в меди при использовании импульсного режима для одностороннего шва и 2 мм для двустороннего шва.
Возможны толщины шва до 1 мм в меди при использовании импульсного режима для одностороннего шва и 2 мм для двустороннего шва.

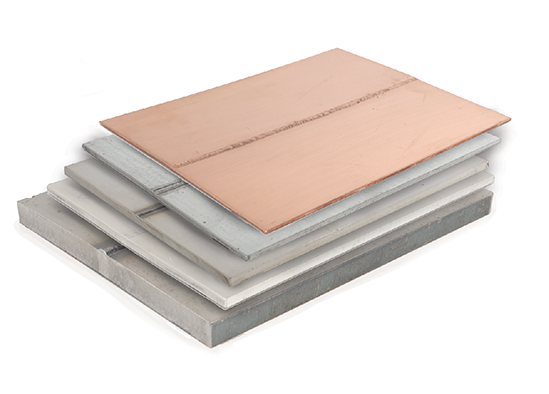 Во-вторых, каждый, кто находится в зоне, контролируемой лазером, должен носить предоставленные поставщиком защитные очки и защитный шлем, когда работает лазер.
Во-вторых, каждый, кто находится в зоне, контролируемой лазером, должен носить предоставленные поставщиком защитные очки и защитный шлем, когда работает лазер. «Очень важно, чтобы пользователи прочитали и поняли руководство оператора и все инструкции по технике безопасности перед использованием оборудования», — подчеркнул он.
«Очень важно, чтобы пользователи прочитали и поняли руководство оператора и все инструкции по технике безопасности перед использованием оборудования», — подчеркнул он.


 )
)

 350 000 мм / мин
350 000 мм / мин Эта консистентная смазка используется для долговременной или пожизненной смазки в машиностроении в широком диапазоне рабочих температур до 150°C. АМБЛИГОН ТА 15/2 обладает хорошей адгезией, устойчивостью к горячей и холодной воде, разбавленным щелочным и кислотным растворам. АМБЛИГОН ТА 15/2 устойчив к окислению и старению, а также защищает от коррозии.
Эта консистентная смазка используется для долговременной или пожизненной смазки в машиностроении в широком диапазоне рабочих температур до 150°C. АМБЛИГОН ТА 15/2 обладает хорошей адгезией, устойчивостью к горячей и холодной воде, разбавленным щелочным и кислотным растворам. АМБЛИГОН ТА 15/2 устойчив к окислению и старению, а также защищает от коррозии. Благодаря тщательному отбору компонентов продукта и чистой производственной среде, Kluberquiet Это смазка для подшипников качения с особенно низким уровнем шума. Обладает отличными эксплуатационными характеристиками благодаря использованию высококачественного полиэфирного масла, нового загустителя на основе полимочевины и специальных присадок. Он особенный тем, что сочетает в себе высокую термостойкость и исключительную чистоту.
Благодаря тщательному отбору компонентов продукта и чистой производственной среде, Kluberquiet Это смазка для подшипников качения с особенно низким уровнем шума. Обладает отличными эксплуатационными характеристиками благодаря использованию высококачественного полиэфирного масла, нового загустителя на основе полимочевины и специальных присадок. Он особенный тем, что сочетает в себе высокую термостойкость и исключительную чистоту.
 Их можно смешивать с минеральными маслами и другими синтетическими углеводородными маслами.
Их можно смешивать с минеральными маслами и другими синтетическими углеводородными маслами.  Эти масла смешиваются с минеральными маслами и синтетическими углеводородными маслами, но не с маслами на основе полигликоля.
Эти масла смешиваются с минеральными маслами и синтетическими углеводородными маслами, но не с маслами на основе полигликоля.  Все права защищены.
Все права защищены. Пожалуйста, включите его, чтобы получить больше удовольствия от Jumi.
Пожалуйста, включите его, чтобы получить больше удовольствия от Jumi.



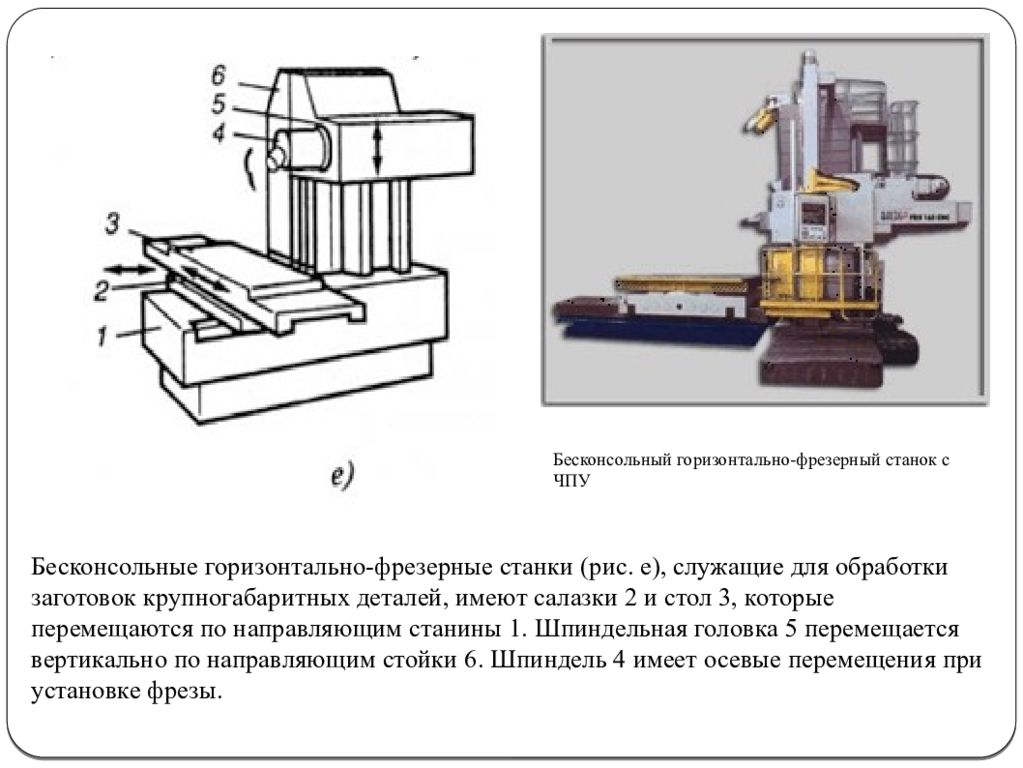
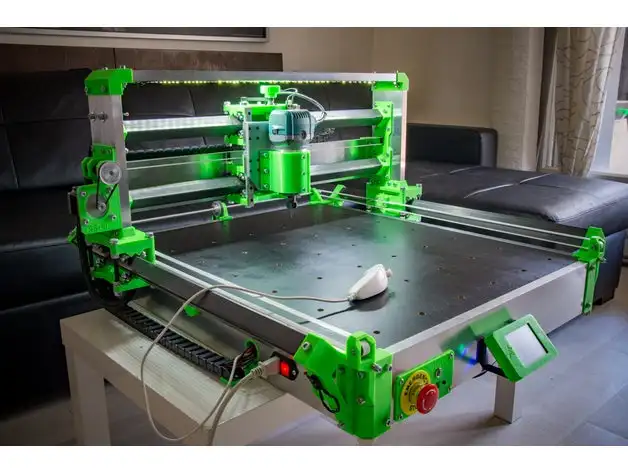
 Высокая точность обработки позволяет создавать изделия с большим числом мелких деталей, например, сувениры.
Высокая точность обработки позволяет создавать изделия с большим числом мелких деталей, например, сувениры.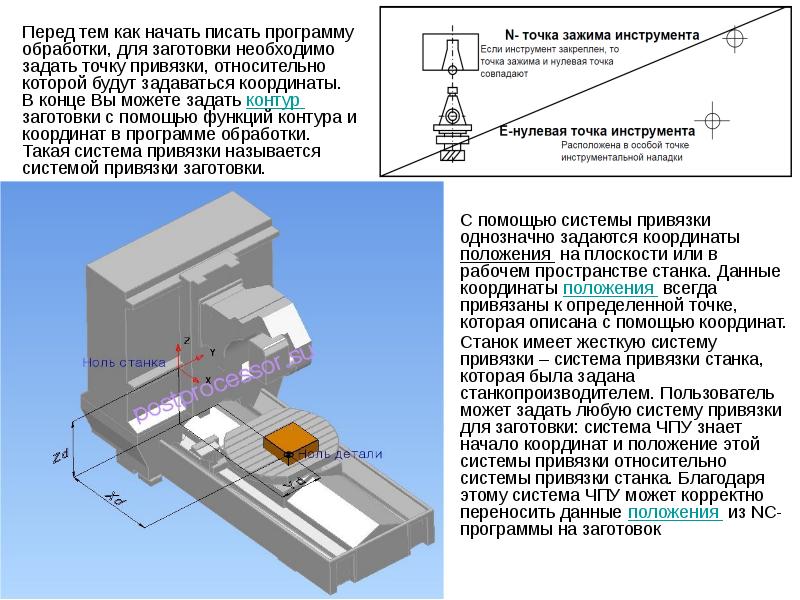 Сложные дорогостоящие модели оснащаются многошпиндельными головками, снабженными несколькими резцами. Это позволяет выполнять многоплановую обточку.
Сложные дорогостоящие модели оснащаются многошпиндельными головками, снабженными несколькими резцами. Это позволяет выполнять многоплановую обточку.
 Чем сильнее, тем более глубокие разрезы он оставляет. Таким образом, данная технология позволяет выполнять как сквозные резы, так и небольшие углубления, создающие конфигурацию детали или рисунок на ее поверхности – гравировку.
Чем сильнее, тем более глубокие разрезы он оставляет. Таким образом, данная технология позволяет выполнять как сквозные резы, так и небольшие углубления, создающие конфигурацию детали или рисунок на ее поверхности – гравировку.

 Скорость резки зависит от толщины листа и может достигать 6 метров в минуту. Благодаря тому, что термическое воздействие осуществляется в небольшой зоне, можно резать тонкий металл – до 5 сантиметров.
Скорость резки зависит от толщины листа и может достигать 6 метров в минуту. Благодаря тому, что термическое воздействие осуществляется в небольшой зоне, можно резать тонкий металл – до 5 сантиметров. Зато из плюсов может дешево резать толстый металл.
Зато из плюсов может дешево резать толстый металл.
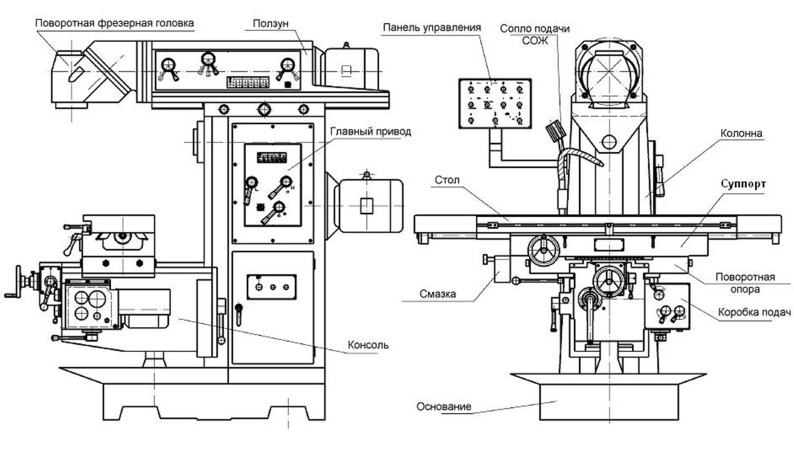 Создается каретка оси Y – из одной пластины с линейными подшипниками для осей Z и Y. Далее формируется ось Z.
Создается каретка оси Y – из одной пластины с линейными подшипниками для осей Z и Y. Далее формируется ось Z.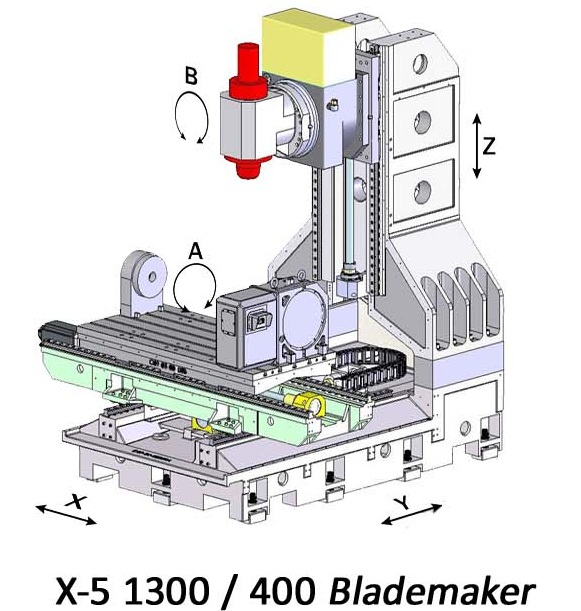 Для работы с деревом – фрезерный. Для создания элементов из пластика – фрезерный. Универсальные модели позволят работать с разными материалами – древесиной, металлом, ПВХ и пластиком.
Для работы с деревом – фрезерный. Для создания элементов из пластика – фрезерный. Универсальные модели позволят работать с разными материалами – древесиной, металлом, ПВХ и пластиком.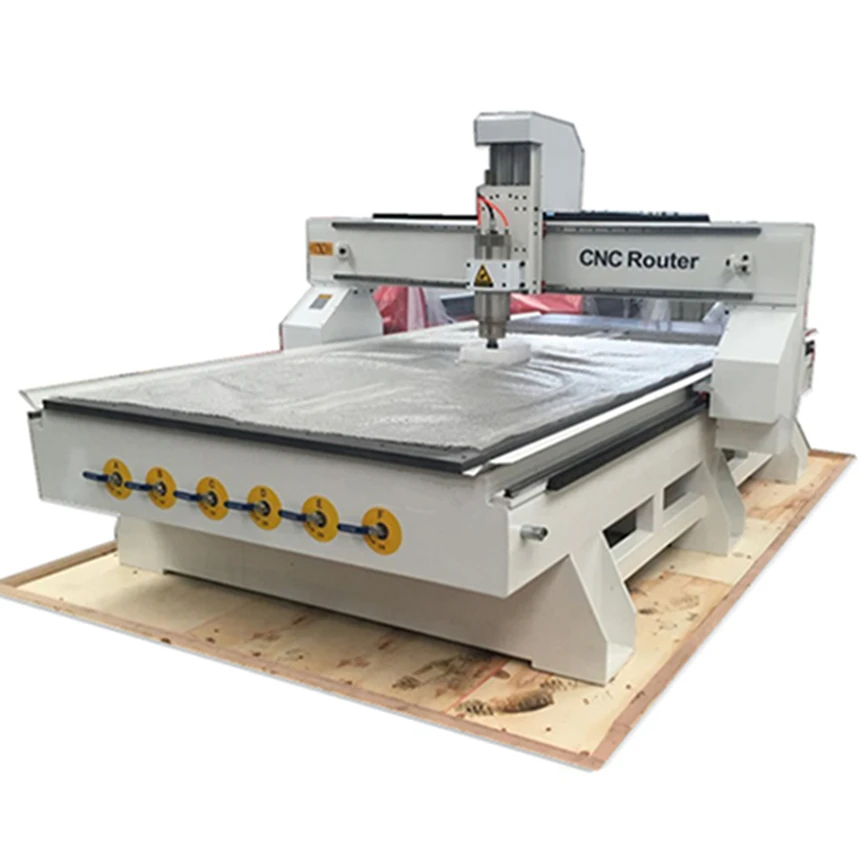

 — станок с ЧПУ с фотографиями и изображениями
— станок с ЧПУ с фотографиями и изображениями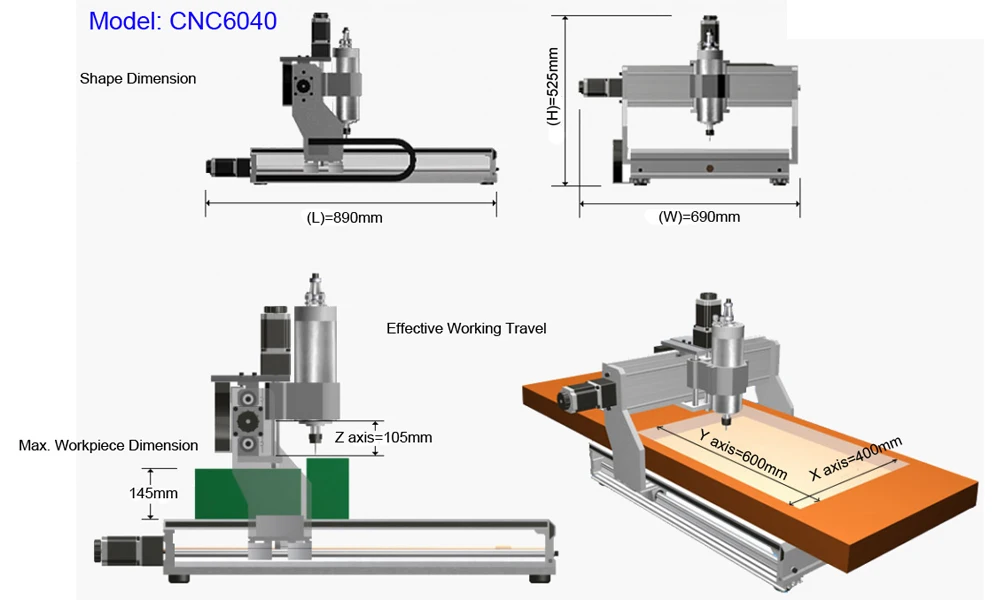 CNC-Computer numerisches Steuerzeichen. isoliertes Kontursymbol schwarze Иллюстрация
CNC-Computer numerisches Steuerzeichen. isoliertes Kontursymbol schwarze Иллюстрация — станок с ЧПУ с фотографиями и изображениями
— станок с ЧПУ с фотографиями и изображениями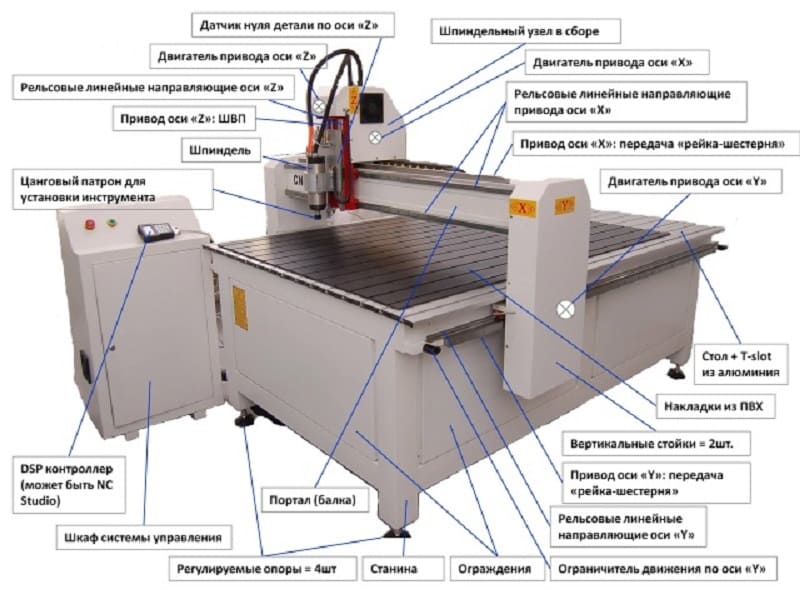 ..
.. — станок с ЧПУ фото и изображения
— станок с ЧПУ фото и изображения минималистский стиль на вкус. шварц, вайс, граускала, антрацит фарбе. kreis, sechseck, linear, punkte, Spiralformen, пиктограмма для технической науки, биологии труда — станок с ЧПУ, графика, -клипарт, -мультфильмы и -символ
минималистский стиль на вкус. шварц, вайс, граускала, антрацит фарбе. kreis, sechseck, linear, punkte, Spiralformen, пиктограмма для технической науки, биологии труда — станок с ЧПУ, графика, -клипарт, -мультфильмы и -символ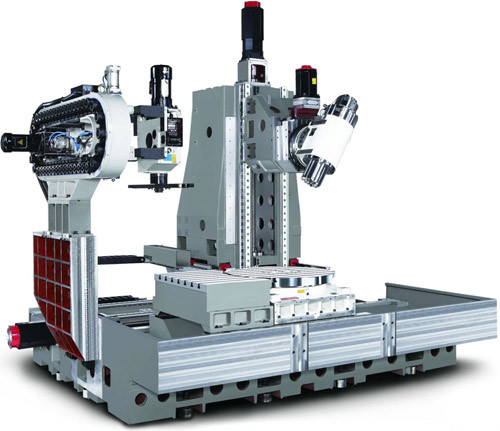
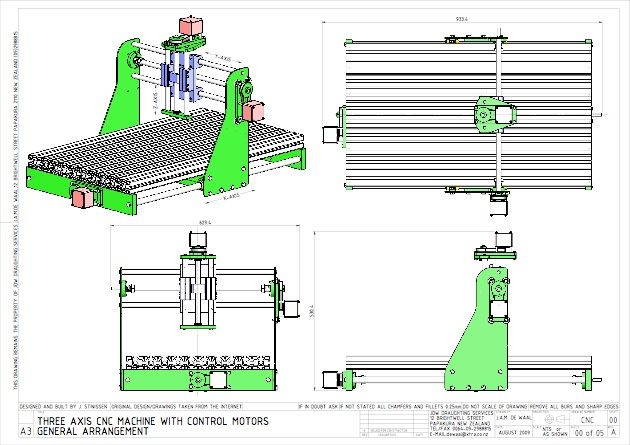 Не нужно пытаться найти двигатель именно шагового вида, его можно сделать из простого электромотора, подвергнув небольшой доработке.
Не нужно пытаться найти двигатель именно шагового вида, его можно сделать из простого электромотора, подвергнув небольшой доработке.
 Начинается этот процесс с монтажа 2 шаговых электрических двигателей, которые закрепляются на корпус станка за его вертикальной осью.
Начинается этот процесс с монтажа 2 шаговых электрических двигателей, которые закрепляются на корпус станка за его вертикальной осью. Использование системы числового программного обеспечения для лазерных и фрезерных станков обеспечивает высокую скорость и точность выполнения сложных объемных моделей, деталей различного размера и конфигурации, высокохудожественных изображений. Станок с ЧПУ осуществляет обработку по заданному алгоритму и способен выполнять многоэтапную работу в непрерывном режиме. Последовательность действий подвижных элементов и траектория движения фрезы содержится в программном файле.
Использование системы числового программного обеспечения для лазерных и фрезерных станков обеспечивает высокую скорость и точность выполнения сложных объемных моделей, деталей различного размера и конфигурации, высокохудожественных изображений. Станок с ЧПУ осуществляет обработку по заданному алгоритму и способен выполнять многоэтапную работу в непрерывном режиме. Последовательность действий подвижных элементов и траектория движения фрезы содержится в программном файле.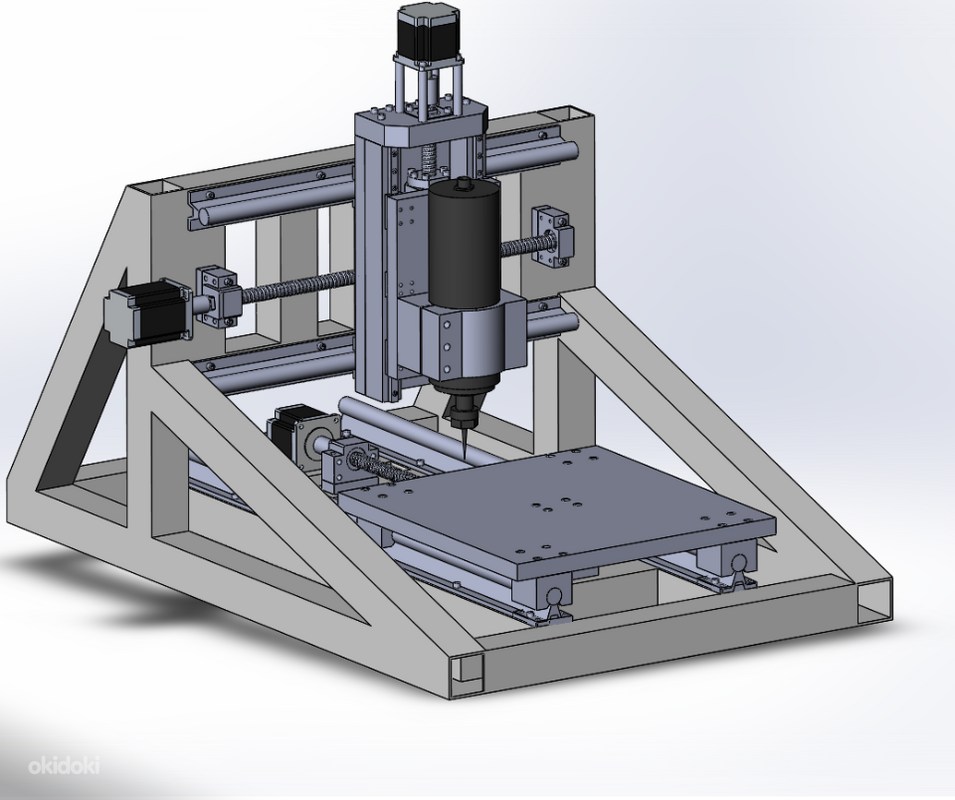 Создание образа рельефных поверхностей и объемных деталей требует более сложных программ проектирования трехмерных моделей. Наиболее известные графические софты, применимые для 2D и 3D моделирования, — CorelDraw, AutoCAD. Это продуманные и удобные в управлении программы, которые имеют большое количество инструментов. Но несмотря на простоту использования, для выполнения сложных моделей вам придется приложить немалые усилия и потратить много времени.
Создание образа рельефных поверхностей и объемных деталей требует более сложных программ проектирования трехмерных моделей. Наиболее известные графические софты, применимые для 2D и 3D моделирования, — CorelDraw, AutoCAD. Это продуманные и удобные в управлении программы, которые имеют большое количество инструментов. Но несмотря на простоту использования, для выполнения сложных моделей вам придется приложить немалые усилия и потратить много времени. Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею.
Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею. Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах:
Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах: Мы надеемся дать вам краткое, но полное описание шагов, необходимых для создания технического чертежа, что является особенно широкой темой.
Мы надеемся дать вам краткое, но полное описание шагов, необходимых для создания технического чертежа, что является особенно широкой темой. Основными причинами этого являются:
Основными причинами этого являются: Основная надпись помогает производителям понять полезность и функцию представленной детали, позволяя им лучше понять требуемые спецификации.
Основная надпись помогает производителям понять полезность и функцию представленной детали, позволяя им лучше понять требуемые спецификации. д.
д. Красный квадрат в нижней части рисунка выше является примером вида в разрезе.
Красный квадрат в нижней части рисунка выше является примером вида в разрезе.
 Для получения дополнительной информации вы можете обратиться к этому документу с открытым исходным кодом MIT.
Для получения дополнительной информации вы можете обратиться к этому документу с открытым исходным кодом MIT. Второй и менее распространенный вид допусков называется односторонним допуском. Они определяются на основе верхней и нижней границ отдельно (например, +0,02 и -0,01 здесь). Третьим наиболее распространенным видом допусков являются допуски на натяг или допуски на посадку, которые определяются степенью перекрытия сопрягаемых деталей и могут быть найдены в стандартных таблицах.
Второй и менее распространенный вид допусков называется односторонним допуском. Они определяются на основе верхней и нижней границ отдельно (например, +0,02 и -0,01 здесь). Третьим наиболее распространенным видом допусков являются допуски на натяг или допуски на посадку, которые определяются степенью перекрытия сопрягаемых деталей и могут быть найдены в стандартных таблицах. Мы делаем процессы закупки оборудования и создания прототипов умнее, быстрее и эффективнее. Благодаря нашей надежной партнерской сети мы помогаем командам, занимающимся аппаратным обеспечением, получать высококачественные детали по оптимальной цене и в кратчайшие сроки, а также получать отзывы от DFM. Возможности наших партнеров включают обработку с ЧПУ, производство листового металла, 3D-печать и многое другое.
Мы делаем процессы закупки оборудования и создания прототипов умнее, быстрее и эффективнее. Благодаря нашей надежной партнерской сети мы помогаем командам, занимающимся аппаратным обеспечением, получать высококачественные детали по оптимальной цене и в кратчайшие сроки, а также получать отзывы от DFM. Возможности наших партнеров включают обработку с ЧПУ, производство листового металла, 3D-печать и многое другое. Эти виды представляют собой 2D-представления вашей 3D-детали с разных точек зрения.
Эти виды представляют собой 2D-представления вашей 3D-детали с разных точек зрения.
 00 ₽
00 ₽


 Для того что бы этого не произошло, необходимо правильно выставить рабочую плоскость и зазор между столом и соплом.
Для того что бы этого не произошло, необходимо правильно выставить рабочую плоскость и зазор между столом и соплом.
 В качестве щупа можно использовать все что угодно, но лучше взять щуп, рекомендуемый производителем (обычно это 0,1мм).
В качестве щупа можно использовать все что угодно, но лучше взять щуп, рекомендуемый производителем (обычно это 0,1мм).
 Повторите это со всеми калибровочными болтами стола. Их может быть 3 или 4.
Повторите это со всеми калибровочными болтами стола. Их может быть 3 или 4.
 Настройки могут сбиться при транспортировке.
Настройки могут сбиться при транспортировке.

 Но есть общие диапазоны температур, на которые можно ориентироваться.
Но есть общие диапазоны температур, на которые можно ориентироваться.
 3DBenchy стал настолько популярен, что энтузиасты стали придумывать для него различные забавные и практичные аксессуары.
3DBenchy стал настолько популярен, что энтузиасты стали придумывать для него различные забавные и практичные аксессуары.
 На некоторых добавлены нависающие элементы и “мосты”. Скачать тест можно здесь.
На некоторых добавлены нависающие элементы и “мосты”. Скачать тест можно здесь.
 Скачать модель можно здесь.
Скачать модель можно здесь.
 Чем выше температура экструдера, тем лучше адгезия. Первый слой обычно толще чем последующие, т.к более толстый слой пластика лучше прилипает к рабочей поверхности.
Чем выше температура экструдера, тем лучше адгезия. Первый слой обычно толще чем последующие, т.к более толстый слой пластика лучше прилипает к рабочей поверхности.
 Например, Autodesk Netfabb позволяет исправить недостатки модели нажатием пары кнопок.
Например, Autodesk Netfabb позволяет исправить недостатки модели нажатием пары кнопок.
 Позволяет создавать виртуальные базы (ABO, ABO-2013, Ricketts, Parallel, Tweed) и добавлять их к отсканированным моделям камней. Также можно выполнять окклюзионный контрольный анализ, 2D/3D срезы, измерения на зубах и полных дугах. Этот модуль необходим для использования других модулей.
Позволяет создавать виртуальные базы (ABO, ABO-2013, Ricketts, Parallel, Tweed) и добавлять их к отсканированным моделям камней. Также можно выполнять окклюзионный контрольный анализ, 2D/3D срезы, измерения на зубах и полных дугах. Этот модуль необходим для использования других модулей.
 Программное обеспечение позволяет комбинировать отсканированные коронки с реальными корнями, получая очень точную и подробную окончательную 3D-модель, очень полезную на последующих этапах. На рисунке ниже показан пример отсканированных коронок, объединенных с корнями, полученными при КЛКТ-сканировании. Процесс слияния быстрый, простой и полностью автоматический.
Программное обеспечение позволяет комбинировать отсканированные коронки с реальными корнями, получая очень точную и подробную окончательную 3D-модель, очень полезную на последующих этапах. На рисунке ниже показан пример отсканированных коронок, объединенных с корнями, полученными при КЛКТ-сканировании. Процесс слияния быстрый, простой и полностью автоматический. Истоки AGE Solutions можно найти в общей страсти двух членов-основателей к компьютерной графике и в научно-техническом опыте, который сформировался за годы работы внутри V.C.L. (Visual Computer Lab) ISTI-C.N.R. Пизы, Италия. AGE Solutions — это компания, которая…
Истоки AGE Solutions можно найти в общей страсти двух членов-основателей к компьютерной графике и в научно-техническом опыте, который сформировался за годы работы внутри V.C.L. (Visual Computer Lab) ISTI-C.N.R. Пизы, Италия. AGE Solutions — это компания, которая…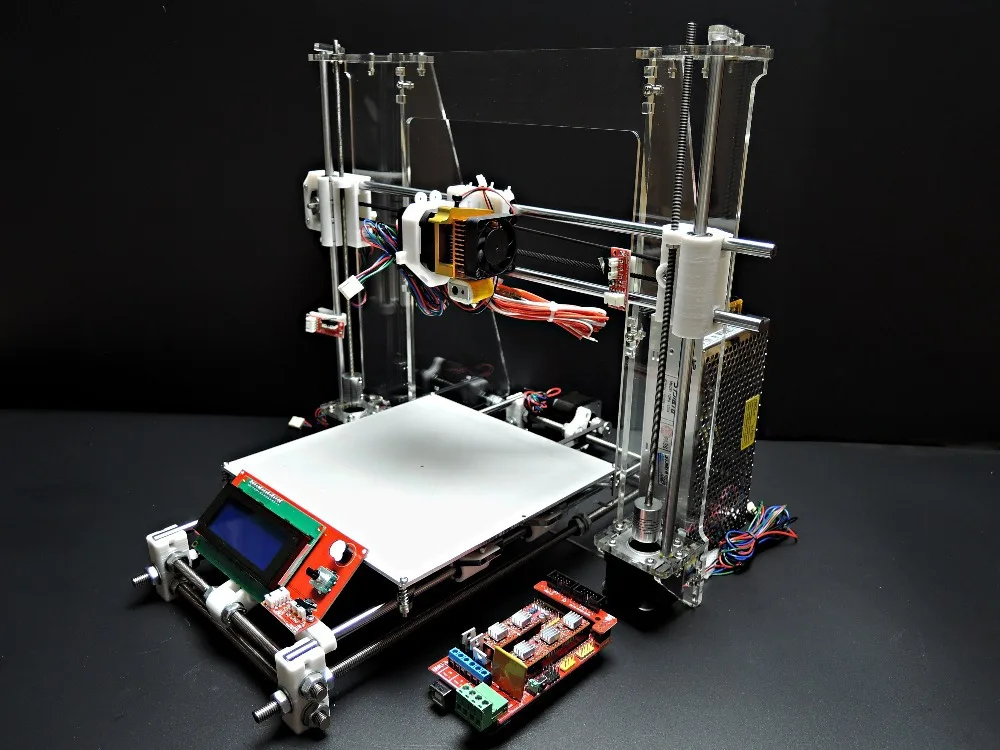 Он сопровождается бесплатным просмотрщиком, который позволяет распространять цифровые модели среди клиентов. Доступно для ПК и iPad. Мощный, это надежный и точный инструмент для редактирования, проверки и анализа всех случаев пациентов. В дополнение к операциям редактирования моделей он может обрабатывать информацию о пациентах, операциях и врачах с использованием базы данных AGE DB. Быстро позволяет за несколько минут выполнить все операции анализа….
Он сопровождается бесплатным просмотрщиком, который позволяет распространять цифровые модели среди клиентов. Доступно для ПК и iPad. Мощный, это надежный и точный инструмент для редактирования, проверки и анализа всех случаев пациентов. В дополнение к операциям редактирования моделей он может обрабатывать информацию о пациентах, операциях и врачах с использованием базы данных AGE DB. Быстро позволяет за несколько минут выполнить все операции анализа….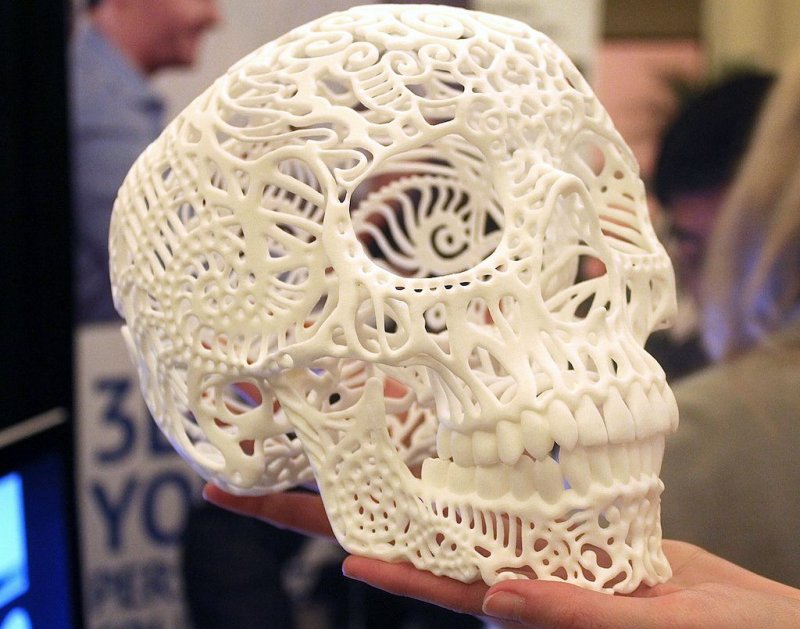 — удалить дефекты геометрии. Модуль Models Builder Автоматическое построение виртуальных моделей, готовых к отправке на 3D-принтер. Maestro 3D Ortho Studio iPad Viewer Позволяет просматривать 3D-модели, созданные в Ortho Studio. Средство просмотра обеспечивает масштабирование, панорамирование и полное трехмерное вращение моделей. Конкретные данные о модели, пациенте и т. д. также отображаются на экране. Модели загружаются, а затем сохраняются на iPad для дальнейшего просмотра. Очистить модуль выравнивания…
— удалить дефекты геометрии. Модуль Models Builder Автоматическое построение виртуальных моделей, готовых к отправке на 3D-принтер. Maestro 3D Ortho Studio iPad Viewer Позволяет просматривать 3D-модели, созданные в Ortho Studio. Средство просмотра обеспечивает масштабирование, панорамирование и полное трехмерное вращение моделей. Конкретные данные о модели, пациенте и т. д. также отображаются на экране. Модели загружаются, а затем сохраняются на iPad для дальнейшего просмотра. Очистить модуль выравнивания…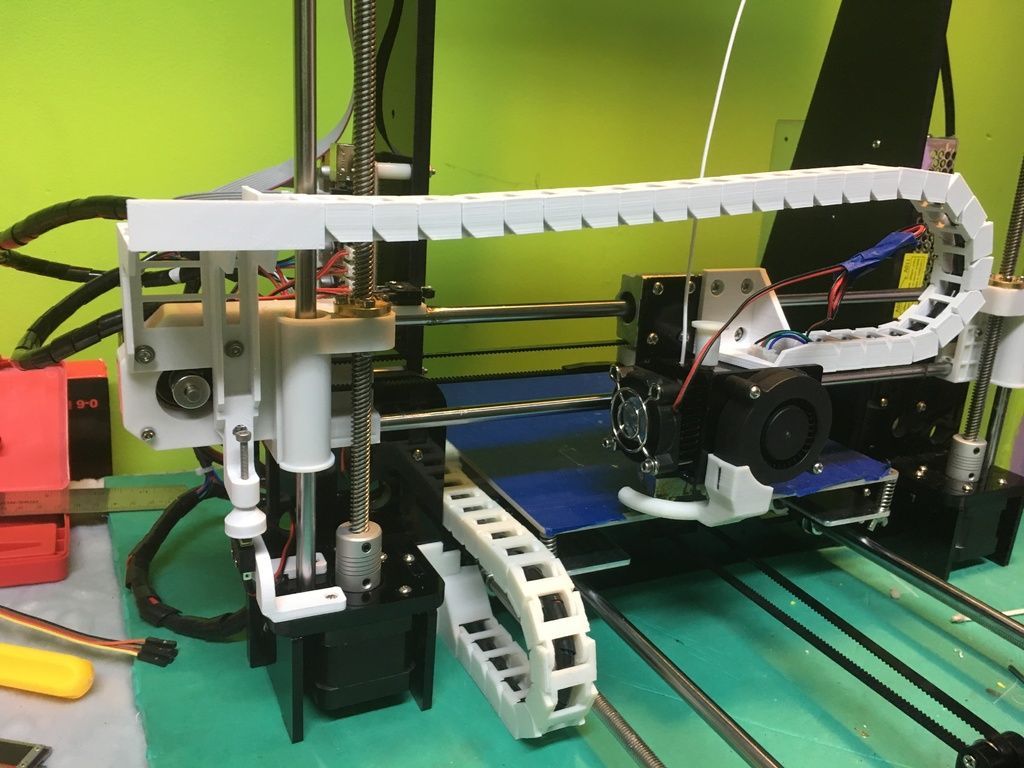
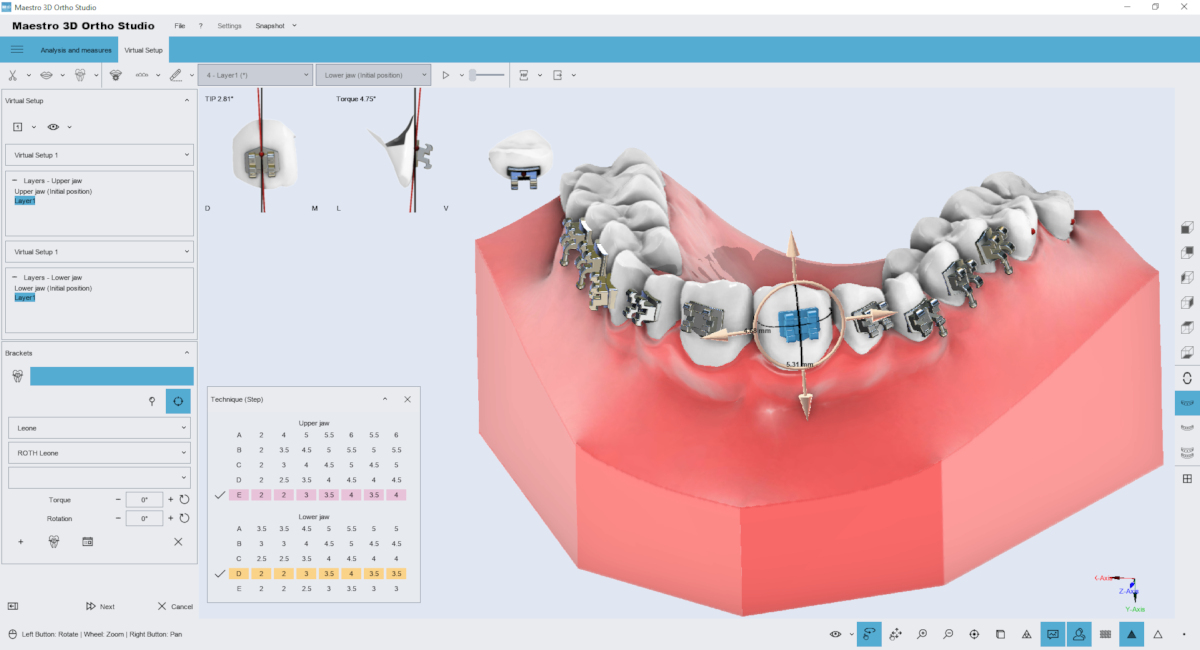 S.Wallis And FutunaWestern SaharaYemenZambiaZimbabweMACEDONIASOUTH GEORGIADemocratic Republic of the Congo
S.Wallis And FutunaWestern SaharaYemenZambiaZimbabweMACEDONIASOUTH GEORGIADemocratic Republic of the Congo
 CZCZ (Чехия)DAKEN (Италия)DAKEN (Италия)DENSO (Япония)DENSO (Япония)Detail LineDITTONELDIX (Болгария)ELDIX (Болгария)ESPRA (Испания)ESPRA (Испания)FENOXFleetguardFleetguardFORTECHFOTONGAS CAPGeneral ElectricGeneralTechGOLD WHEELGoodyearHERZOGHOFERHOLA (Голландия)JUNTAKENO KET-TUNINGKOOSHESH (Иран)Kraft (Agrokom)KRAFT (Турция)KRENZ ГерманияLION (Ростов)LOGO-RKLUK (Германия)LUZARMagnum (Россия)MANDOMANN ГерманияMANNOLMasterWax (Россия)MaxBoxMaxboxPROMOBILMoravanMotoristMTA (Италия)NGK (Япония)NIPPON (ЯПОНИЯ)NOKSNOKS ДимитровградNORMA (Германия)Nova BrightOptibelt ГерманияOSRAMOSVAT ИталияPHILIPSPILENGAPRAVTPROдетальREZKONREZKONRS DETALRUBENA (Чехия)SACHS (Германия)SACHS (Германия)SCT (Германия)SCT (Германия)SDV motorsSDV motorsSIMENSSINTECSKFSKF (Швеция)SKV-LightingSLONSOLLERSSTALServisSTAR (Ростов)STARCO (Турция)SUFORCETANAKITechnikTESLATIRSANTOREROTORNADO (ТОРНАДО)TOTALTRANSMASTERTRIALLITRIANGLETRMTRUCKMANTUC (Иран)V-NNVETTLER (Германия)Vita-TruckVoron GlassWEBERWONDERFULX-TURBOZF (Германия)ZICZOMMERАВАР (Псков)АвтоDелоАвтоАрматураАвтоблюзАвтоконАвтоКонтинентАвтомагнатАвтооптикаАвтопартнерАвтопровод ВОСАВТОРАДАВТОРАДАВТОРГАвтоРусь77АвтоСателлитАвтоТрейд (Калуга)Автошланг (Балаково)АВТЭЛАГАТАГРЕГАТАгрокомАЗГАЗГ-ДетальАКОМАЛПАСАПОГЕЙ (Ульяновск)АСТРОАШК (Барнаул)БАГУ (Борисов)Баки-ННБалаковоБАТЭБелАвтоКомплектБЕЛМАГБИГ-ФИЛЬТРБОН ЧелябинскБОРБРТБРТ (Балаково)ВАТИВолжскийВПТГАЗПРОМНЕФТЬГерманияГЛАВДОРДААЗДайдо Металл РусДайдо Металл РусьДельта-АвтоДЗСДЗТАДЗТАДиалучДимитровградДПКЗавод АвтокомпонентЗаволжьеЗЗА (Заволжье)ЗМЗ (Заволжье)ЗМЗ (Соллерс)ИдеALИжавтотормИмпортИП КосойИранКардан-Сервис (Арзамас)КЗАТЭКитайКНРКОРДКОРЕЯКрасная ЭтнаЛВ-АвтоЛИДЕРЛихославльЛУКОЙЛМарКонМОСТатНабережные ЧелныНАЧАЛОНижний НовгородНПП ОРИОНОАО ВолнаОренбургОРИГИНАЛОСВОСВ (Мелитополь)ОСВАРПЕКАРПКТППластформПРАМО-ИСКРАПРЗПРТИРТИ-СервисРусАвтоЛидерРФРФСаранскСаратовСЕВиЕМ (Самара)СЗРТСЗССИБДЕТАЛЬСкопинСкопинСмоленскСОАТЭСТЕЛСТАНДЕМТД АвтокомпонентТДКТДКТехАвтоСветТехнопластТехнопрофильТИИРТольяттиТосол-СинтезТРАНСМАШТРИАЛТУРБОКОМУАЗУАЗ ОРИГИНАЛУКДУМЗУтесФормПластФормула СветаХИМ-СИНТЕЗЦИТРОНЧайковскийЧебоксарыЧМЗ (Чусовой)ШААЗЭкомашЭЛКАРЭнергомашЮККАЮККАЯРТИ
CZCZ (Чехия)DAKEN (Италия)DAKEN (Италия)DENSO (Япония)DENSO (Япония)Detail LineDITTONELDIX (Болгария)ELDIX (Болгария)ESPRA (Испания)ESPRA (Испания)FENOXFleetguardFleetguardFORTECHFOTONGAS CAPGeneral ElectricGeneralTechGOLD WHEELGoodyearHERZOGHOFERHOLA (Голландия)JUNTAKENO KET-TUNINGKOOSHESH (Иран)Kraft (Agrokom)KRAFT (Турция)KRENZ ГерманияLION (Ростов)LOGO-RKLUK (Германия)LUZARMagnum (Россия)MANDOMANN ГерманияMANNOLMasterWax (Россия)MaxBoxMaxboxPROMOBILMoravanMotoristMTA (Италия)NGK (Япония)NIPPON (ЯПОНИЯ)NOKSNOKS ДимитровградNORMA (Германия)Nova BrightOptibelt ГерманияOSRAMOSVAT ИталияPHILIPSPILENGAPRAVTPROдетальREZKONREZKONRS DETALRUBENA (Чехия)SACHS (Германия)SACHS (Германия)SCT (Германия)SCT (Германия)SDV motorsSDV motorsSIMENSSINTECSKFSKF (Швеция)SKV-LightingSLONSOLLERSSTALServisSTAR (Ростов)STARCO (Турция)SUFORCETANAKITechnikTESLATIRSANTOREROTORNADO (ТОРНАДО)TOTALTRANSMASTERTRIALLITRIANGLETRMTRUCKMANTUC (Иран)V-NNVETTLER (Германия)Vita-TruckVoron GlassWEBERWONDERFULX-TURBOZF (Германия)ZICZOMMERАВАР (Псков)АвтоDелоАвтоАрматураАвтоблюзАвтоконАвтоКонтинентАвтомагнатАвтооптикаАвтопартнерАвтопровод ВОСАВТОРАДАВТОРАДАВТОРГАвтоРусь77АвтоСателлитАвтоТрейд (Калуга)Автошланг (Балаково)АВТЭЛАГАТАГРЕГАТАгрокомАЗГАЗГ-ДетальАКОМАЛПАСАПОГЕЙ (Ульяновск)АСТРОАШК (Барнаул)БАГУ (Борисов)Баки-ННБалаковоБАТЭБелАвтоКомплектБЕЛМАГБИГ-ФИЛЬТРБОН ЧелябинскБОРБРТБРТ (Балаково)ВАТИВолжскийВПТГАЗПРОМНЕФТЬГерманияГЛАВДОРДААЗДайдо Металл РусДайдо Металл РусьДельта-АвтоДЗСДЗТАДЗТАДиалучДимитровградДПКЗавод АвтокомпонентЗаволжьеЗЗА (Заволжье)ЗМЗ (Заволжье)ЗМЗ (Соллерс)ИдеALИжавтотормИмпортИП КосойИранКардан-Сервис (Арзамас)КЗАТЭКитайКНРКОРДКОРЕЯКрасная ЭтнаЛВ-АвтоЛИДЕРЛихославльЛУКОЙЛМарКонМОСТатНабережные ЧелныНАЧАЛОНижний НовгородНПП ОРИОНОАО ВолнаОренбургОРИГИНАЛОСВОСВ (Мелитополь)ОСВАРПЕКАРПКТППластформПРАМО-ИСКРАПРЗПРТИРТИ-СервисРусАвтоЛидерРФРФСаранскСаратовСЕВиЕМ (Самара)СЗРТСЗССИБДЕТАЛЬСкопинСкопинСмоленскСОАТЭСТЕЛСТАНДЕМТД АвтокомпонентТДКТДКТехАвтоСветТехнопластТехнопрофильТИИРТольяттиТосол-СинтезТРАНСМАШТРИАЛТУРБОКОМУАЗУАЗ ОРИГИНАЛУКДУМЗУтесФормПластФормула СветаХИМ-СИНТЕЗЦИТРОНЧайковскийЧебоксарыЧМЗ (Чусовой)ШААЗЭкомашЭЛКАРЭнергомашЮККАЮККАЯРТИ 30А з кронштейном
30А з кронштейном 3747
3747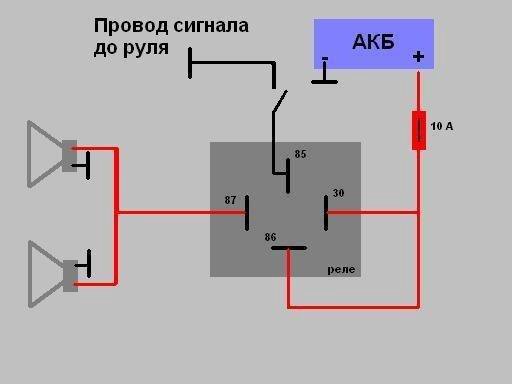 4-3.2 92-09
4-3.2 92-09 Днепр
Днепр Тем не менее, реле могут «управлять» большими напряжениями и токами, оказывая усиливающий эффект, потому что небольшое напряжение, приложенное к катушке реле, может привести к переключению контактов большим напряжением.
Тем не менее, реле могут «управлять» большими напряжениями и токами, оказывая усиливающий эффект, потому что небольшое напряжение, приложенное к катушке реле, может привести к переключению контактов большим напряжением. Хотя твердотельные реле стали очень популярными, электромеханические реле остаются распространенными. Многие функции, выполняемые тяжелым оборудованием, требуют коммутации.
Хотя твердотельные реле стали очень популярными, электромеханические реле остаются распространенными. Многие функции, выполняемые тяжелым оборудованием, требуют коммутации. Возникающие небольшие перепады напряжения обычно не представляют проблемы; однако электромеханические реле обеспечивают более чистое состояние ВКЛ или ВЫКЛ из-за относительно большого расстояния между контактами, которое действует как форма изоляции.
Возникающие небольшие перепады напряжения обычно не представляют проблемы; однако электромеханические реле обеспечивают более чистое состояние ВКЛ или ВЫКЛ из-за относительно большого расстояния между контактами, которое действует как форма изоляции.
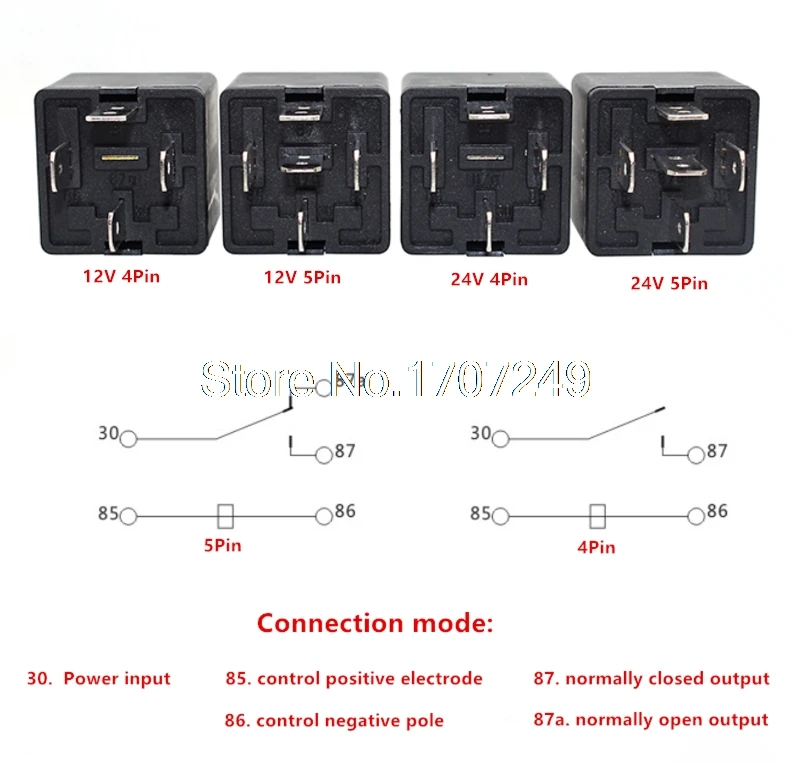
 Максимальное количество полюсов 12, в зависимости от конструкции реле.
Максимальное количество полюсов 12, в зависимости от конструкции реле. Самым большим преимуществом реле управления машиной по сравнению с реле общего назначения является расширяемая функциональность реле управления машиной за счет добавления аксессуаров. Для реле управления машинами доступен широкий выбор принадлежностей, включая дополнительные полюса, трансформируемые контакты, устройства подавления переходных электрических помех, блокировку управления и приспособления для синхронизации.
Самым большим преимуществом реле управления машиной по сравнению с реле общего назначения является расширяемая функциональность реле управления машиной за счет добавления аксессуаров. Для реле управления машинами доступен широкий выбор принадлежностей, включая дополнительные полюса, трансформируемые контакты, устройства подавления переходных электрических помех, блокировку управления и приспособления для синхронизации. Герконовые реле состоят из двух герконов. Когда применяется магнитная сила, такая как электромагнит или катушка, она создает магнитное поле, в котором концы язычков принимают противоположную полярность. Когда магнитное поле достаточно сильное, сила притяжения противоположных полюсов преодолевает жесткость язычков и сближает их. Когда магнитная сила исчезает, язычки возвращаются в исходное открытое положение. Эти реле работают очень
Герконовые реле состоят из двух герконов. Когда применяется магнитная сила, такая как электромагнит или катушка, она создает магнитное поле, в котором концы язычков принимают противоположную полярность. Когда магнитное поле достаточно сильное, сила притяжения противоположных полюсов преодолевает жесткость язычков и сближает их. Когда магнитная сила исчезает, язычки возвращаются в исходное открытое положение. Эти реле работают очень Диапазон напряжения от 3 В до 32 В постоянного тока, обычно используемый с большинством твердотельных реле, делает его пригодным для большинства электронных схем. Цепь управления — это часть реле, которая определяет, когда выходной компонент находится под напряжением или обесточивается. Цепь управления функционирует как связь между входной и выходной цепями. В электромеханических реле эту функцию выполняет катушка. Выходная цепь реле — это часть реле, которая включает нагрузку и выполняет ту же функцию, что и механические контакты электромеханических реле. Однако твердотельные реле обычно имеют только один выходной контакт.
Диапазон напряжения от 3 В до 32 В постоянного тока, обычно используемый с большинством твердотельных реле, делает его пригодным для большинства электронных схем. Цепь управления — это часть реле, которая определяет, когда выходной компонент находится под напряжением или обесточивается. Цепь управления функционирует как связь между входной и выходной цепями. В электромеханических реле эту функцию выполняет катушка. Выходная цепь реле — это часть реле, которая включает нагрузку и выполняет ту же функцию, что и механические контакты электромеханических реле. Однако твердотельные реле обычно имеют только один выходной контакт. Реле с нулевым переключением отключают нагрузку, когда напряжение управления снимается и ток в нагрузке близок к нулю. Наиболее распространены реле с нулевым переключением.
Реле с нулевым переключением отключают нагрузку, когда напряжение управления снимается и ток в нагрузке близок к нулю. Наиболее распространены реле с нулевым переключением. Аналоговые переключающие реле выключаются, когда исчезает управляющее напряжение и ток в нагрузке близок к нулю.
Аналоговые переключающие реле выключаются, когда исчезает управляющее напряжение и ток в нагрузке близок к нулю. То есть ток в цепи управления зависит от «размыкания» и «замыкания» контактов реле . Поэтому надежность и срок службы реле во многом зависят от качества и работоспособности контактов. На характеристики контакта влияют такие факторы, как материал контакта, контактное напряжение, тип нагрузки, рабочая частота, атмосферная среда, конфигурация контакта и дребезг.
То есть ток в цепи управления зависит от «размыкания» и «замыкания» контактов реле . Поэтому надежность и срок службы реле во многом зависят от качества и работоспособности контактов. На характеристики контакта влияют такие факторы, как материал контакта, контактное напряжение, тип нагрузки, рабочая частота, атмосферная среда, конфигурация контакта и дребезг. 1 Терминология
1 Терминология
 2 Контактное соединение и сварка плавлением
2 Контактное соединение и сварка плавлением По причинам образования сварку можно разделить на статическую сварку и динамическую сварку. Тепло Джоуля, выделяемое контактным резистором, расплавляет контактную часть, и явление, когда они соединяются и не могут быть разъединены, называется статической сваркой. В процессе контактов, управляющих внешней цепью, контактное давление контактов близко к нулю или выше, а между тем между контактами образовалась жидкометаллическая перемычка. Явление сварки, происходящее за счет расплавления контактов тепловым потоком дуги, называется динамической сваркой.
По причинам образования сварку можно разделить на статическую сварку и динамическую сварку. Тепло Джоуля, выделяемое контактным резистором, расплавляет контактную часть, и явление, когда они соединяются и не могут быть разъединены, называется статической сваркой. В процессе контактов, управляющих внешней цепью, контактное давление контактов близко к нулю или выше, а между тем между контактами образовалась жидкометаллическая перемычка. Явление сварки, происходящее за счет расплавления контактов тепловым потоком дуги, называется динамической сваркой.
 д.
д. Кроме того, количество цепей, которыми должно управлять реле, должно определяться в соответствии с фактическими требованиями. В одной и той же модельной серии реле, как правило, есть различные формы контактов для выбора, и каждая группа контактов должна быть полностью использована при использовании.
Кроме того, количество цепей, которыми должно управлять реле, должно определяться в соответствии с фактическими требованиями. В одной и той же модельной серии реле, как правило, есть различные формы контактов для выбора, и каждая группа контактов должна быть полностью использована при использовании. Все эти энергии будут повышать температуру контактного материала, что приведет к плавлению и испарению контактного материала.
Все эти энергии будут повышать температуру контактного материала, что приведет к плавлению и испарению контактного материала. Основными недостатками этого метода установки являются ослабленные контакты, трещины в контактах или чрезмерный размер и так далее. Они будут влиять на надежность контактов реле. Ослабление контактов вызвано неподходящим размером сопрягаемой части язычка и контакта или неправильным усилием регулировки оператором. Контактное растрескивание вызвано слишком высокой твердостью материала или слишком большим давлением. Для контактов из разных материалов следует использовать разные ремесла, а некоторые контактные материалы с более высокой твердостью следует отжигать перед изготовлением контактов, клепкой или сваркой.
Основными недостатками этого метода установки являются ослабленные контакты, трещины в контактах или чрезмерный размер и так далее. Они будут влиять на надежность контактов реле. Ослабление контактов вызвано неподходящим размером сопрягаемой части язычка и контакта или неправильным усилием регулировки оператором. Контактное растрескивание вызвано слишком высокой твердостью материала или слишком большим давлением. Для контактов из разных материалов следует использовать разные ремесла, а некоторые контактные материалы с более высокой твердостью следует отжигать перед изготовлением контактов, клепкой или сваркой.
 Более того, когда срок службы реле подходит к концу, его контактное сопротивление будет быстро увеличиваться.
Более того, когда срок службы реле подходит к концу, его контактное сопротивление будет быстро увеличиваться.

 Комбинация стабилитрона с малосигнальным диодом может сократить время до 1,9РС. Кроме того, время возврата реле без подключенного к катушке диода составляет 1,5 мс.
Комбинация стабилитрона с малосигнальным диодом может сократить время до 1,9РС. Кроме того, время возврата реле без подключенного к катушке диода составляет 1,5 мс.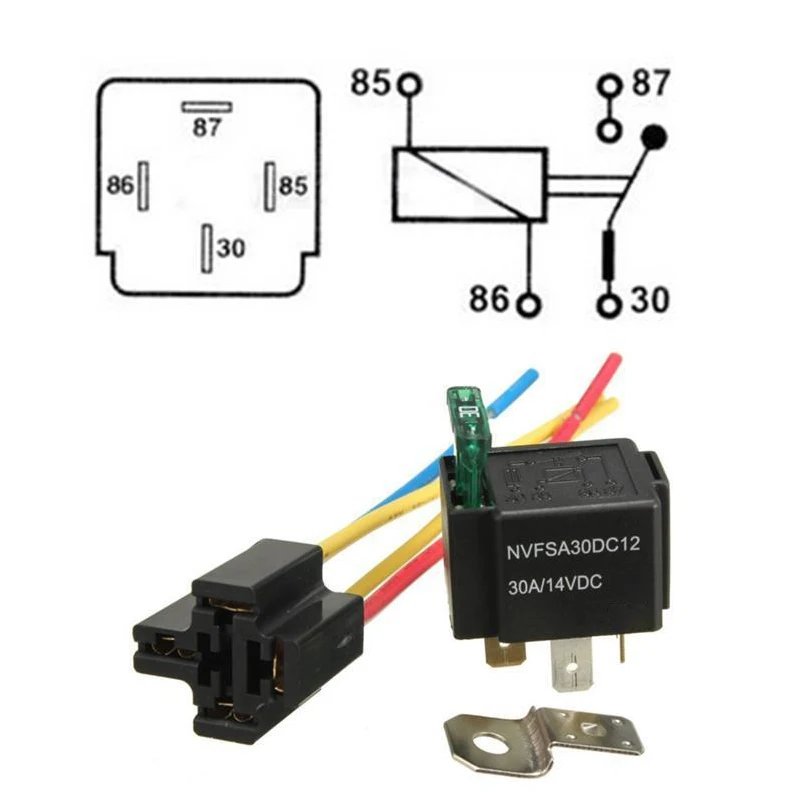 Причина этого в том, что при возникновении электрической искры (дугового разряда) реакция между азотом и кислородом вызывает контактную коррозию.
Причина этого в том, что при возникновении электрической искры (дугового разряда) реакция между азотом и кислородом вызывает контактную коррозию. Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако, когда контакты снова замыкаются, зарядный ток течет к конденсатору, что может привести к сварке контактов.
Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако, когда контакты снова замыкаются, зарядный ток течет к конденсатору, что может привести к сварке контактов.

 США)
США)
 Характеристики планшета скромные по сегодняшним меркам — 2 ГБ оперативной памяти, 32 ГБ для хранения, 8 дюймовый экран с разрешением 1280 х 800 пикселей и литий-ионная батарея объёмом 4680 мАч. Диагностический адаптер DBScar IV стал меньше по габаритам, но его характеристики остались прежними — напряжение питания 9-18 и поддержка всех современных протоколов.
Характеристики планшета скромные по сегодняшним меркам — 2 ГБ оперативной памяти, 32 ГБ для хранения, 8 дюймовый экран с разрешением 1280 х 800 пикселей и литий-ионная батарея объёмом 4680 мАч. Диагностический адаптер DBScar IV стал меньше по габаритам, но его характеристики остались прежними — напряжение питания 9-18 и поддержка всех современных протоколов.  , но работают они некорректно. Исключение – модели автомобилей ВАЗ последних поколений, созданных на общей платформе с Renault и Nissan.
, но работают они некорректно. Исключение – модели автомобилей ВАЗ последних поколений, созданных на общей платформе с Renault и Nissan. «Новейшее дополнение к отмеченной наградами линейке сканеров документов Epson, DS-79.0WN оснащен надежными функциями, включая сетевое подключение и интуитивно понятную сенсорную панель, поэтому предприятия могут легко сканировать и обмениваться большими объемами документов без использования ПК».
«Новейшее дополнение к отмеченной наградами линейке сканеров документов Epson, DS-79.0WN оснащен надежными функциями, включая сетевое подключение и интуитивно понятную сенсорную панель, поэтому предприятия могут легко сканировать и обмениваться большими объемами документов без использования ПК». Индивидуальная аутентификация пользователя 6 с помощью сенсорного экрана или дополнительного устройства чтения карт 7 обеспечивает доступ к личным записям об использовании и пользовательским настройкам сканирования, чтобы обеспечить беспроблемное сканирование.
Индивидуальная аутентификация пользователя 6 с помощью сенсорного экрана или дополнительного устройства чтения карт 7 обеспечивает доступ к личным записям об использовании и пользовательским настройкам сканирования, чтобы обеспечить беспроблемное сканирование. 9 Для получения дополнительной информации и сведений о наличии посетите веб-сайт https://epson.com/document-scanners-for-business.
9 Для получения дополнительной информации и сведений о наличии посетите веб-сайт https://epson.com/document-scanners-for-business. Чтобы узнать больше о Epson, посетите: epson.com. Вы также можете связаться с Epson America через Facebook (facebook.com/Epson), Twitter (twitter.com/EpsonAmerica), YouTube (youtube.com/epsonamerica) и Instagram (instagram.com/EpsonAmerica).
Чтобы узнать больше о Epson, посетите: epson.com. Вы также можете связаться с Epson America через Facebook (facebook.com/Epson), Twitter (twitter.com/EpsonAmerica), YouTube (youtube.com/epsonamerica) и Instagram (instagram.com/EpsonAmerica). Требуется подключение к Интернету.
Требуется подключение к Интернету.  Mac является товарным знаком Apple Inc., зарегистрированным в США и других странах. Android и Google Диск являются товарными знаками Google LLC. Excel, PowerPoint и Windows являются либо зарегистрированными товарными знаками, либо товарными знаками корпорации Microsoft в США и других странах. Wi-Fi® является зарегистрированным товарным знаком Wi-Fi Alliance®. Все остальные названия продуктов и торговых марок являются товарными знаками и/или зарегистрированными товарными знаками соответствующих компаний. Epson отказывается от каких-либо прав на эти знаки. Copyright 2022 Epson America, Inc.
Mac является товарным знаком Apple Inc., зарегистрированным в США и других странах. Android и Google Диск являются товарными знаками Google LLC. Excel, PowerPoint и Windows являются либо зарегистрированными товарными знаками, либо товарными знаками корпорации Microsoft в США и других странах. Wi-Fi® является зарегистрированным товарным знаком Wi-Fi Alliance®. Все остальные названия продуктов и торговых марок являются товарными знаками и/или зарегистрированными товарными знаками соответствующих компаний. Epson отказывается от каких-либо прав на эти знаки. Copyright 2022 Epson America, Inc.  США
США Этот профессиональный сканер также имеет доступный принтер, видеоскоп, рабочий свет, тепловизор, прицел, модель активации TPMS и тестер батареи, готовый к подключению.
Этот профессиональный сканер также имеет доступный принтер, видеоскоп, рабочий свет, тепловизор, прицел, модель активации TPMS и тестер батареи, готовый к подключению.

 Чтобы арендовать кран-манипулятор в нашей организации, необходимо позвонить нашим операторам и пояснить, для каких работ необходима спецтехника и на какой срок. Наши специалисты помогут подобрать наиболее подходящую модель техники. После согласования, с клиентом подписываются соответствующие документы, и отдается в пользование кран-манипулятор. При необходимости предоставляем квалифицированных водителей с большим опытом работы и стажем вождения такой спецтехники.
Чтобы арендовать кран-манипулятор в нашей организации, необходимо позвонить нашим операторам и пояснить, для каких работ необходима спецтехника и на какой срок. Наши специалисты помогут подобрать наиболее подходящую модель техники. После согласования, с клиентом подписываются соответствующие документы, и отдается в пользование кран-манипулятор. При необходимости предоставляем квалифицированных водителей с большим опытом работы и стажем вождения такой спецтехники.
 Крановая установка крепится позади автомобиля, а водитель изнутри управляет ею и выгружает товары на территорию. Аренда существенно экономит время на процесс перевозки, а маневренному автомобилю легче подъехать к объекту, особенно в условиях ограниченной по размерам территории.
Крановая установка крепится позади автомобиля, а водитель изнутри управляет ею и выгружает товары на территорию. Аренда существенно экономит время на процесс перевозки, а маневренному автомобилю легче подъехать к объекту, особенно в условиях ограниченной по размерам территории. Оборудование также помогает погрузить на платформу и выгрузить с установкой на объекте киоски, торговые павильоны.
Оборудование также помогает погрузить на платформу и выгрузить с установкой на объекте киоски, торговые павильоны. От грузоподъемности транспортных средств зависит сфера их применения и их функциональные возможности. В пользу аренды оборудования говорят следующие факторы:
От грузоподъемности транспортных средств зависит сфера их применения и их функциональные возможности. В пользу аренды оборудования говорят следующие факторы: Для техники важными являются следующие характеристики:
Для техники важными являются следующие характеристики: Мы гарантируем оперативную техническую помощь, быстро решая вопрос с транспортировкой поврежденного автомобиля до сервисного центра. У нас можно заказать эвакуатор с краном манипулятором , грузоподъемность которых составляет от 3 до 7 тонн. Работаем быстро, качественно и круглосуточно!
Мы гарантируем оперативную техническую помощь, быстро решая вопрос с транспортировкой поврежденного автомобиля до сервисного центра. У нас можно заказать эвакуатор с краном манипулятором , грузоподъемность которых составляет от 3 до 7 тонн. Работаем быстро, качественно и круглосуточно!

 [1]
[1] Общие области применения включают дуговую сварку и окраску распылением.
Общие области применения включают дуговую сварку и окраску распылением. Эти манипуляторы требуют менее сложных алгоритмов и полезны для операций сварки и захвата.
Эти манипуляторы требуют менее сложных алгоритмов и полезны для операций сварки и захвата.
 Они представляют собой полезный недорогой вариант, но имеют более ограниченное применение, чем другие типы концевых эффекторов.
Они представляют собой полезный недорогой вариант, но имеют более ограниченное применение, чем другие типы концевых эффекторов. с рабочего стола на поддон
с рабочего стола на поддон
 Вместо того, чтобы использовать когтеобразный концевой эффектор, космический робот использовал трехпроводную систему, вдохновленную эластичными лентами.
Вместо того, чтобы использовать когтеобразный концевой эффектор, космический робот использовал трехпроводную систему, вдохновленную эластичными лентами. Например, роботы-манипуляторы SCARA широко используются для захвата и перемещения грузов, а портальные роботы-манипуляторы отлично подходят для подъема тяжелых грузов.
Например, роботы-манипуляторы SCARA широко используются для захвата и перемещения грузов, а портальные роботы-манипуляторы отлично подходят для подъема тяжелых грузов. «> ISSN :
«> ISSN : д.), требуют новой техники для реального восприятия результата нескольких действий, включая задачи программирования, прогнозировать траектории, визуализировать движение и связанную с ним информацию, взаимодействовать с программистами и пользователями, а также ряд других человеко-машинных интерфейсов. Следовательно, эта статья призвана объяснить новую концепцию человеко-машинных интерфейсов, направленную на улучшение взаимодействия между продвинутыми пользователями и рабочими ячейками промышленных роботов.
д.), требуют новой техники для реального восприятия результата нескольких действий, включая задачи программирования, прогнозировать траектории, визуализировать движение и связанную с ним информацию, взаимодействовать с программистами и пользователями, а также ряд других человеко-машинных интерфейсов. Следовательно, эта статья призвана объяснить новую концепцию человеко-машинных интерфейсов, направленную на улучшение взаимодействия между продвинутыми пользователями и рабочими ячейками промышленных роботов. среды, исправлять их по мере необходимости, связывать их с помощью определенного типа движения, параметризовать их (с точки зрения скорости, точности движения и т. д.) и задавать их контроллеру робота.
среды, исправлять их по мере необходимости, связывать их с помощью определенного типа движения, параметризовать их (с точки зрения скорости, точности движения и т. д.) и задавать их контроллеру робота. В статье представлены пути решения этой проблемы. Еще одна нерешенная проблема связана с обработкой особенностей робота при настройке или создании новых путей. Текущая работа сосредоточена на создании механизмов, которые не позволяют конечному пользователю создавать пути, содержащие недостижимые точки, или пути, которые невозможны из-за плохих параметров движения.
В статье представлены пути решения этой проблемы. Еще одна нерешенная проблема связана с обработкой особенностей робота при настройке или создании новых путей. Текущая работа сосредоточена на создании механизмов, которые не позволяют конечному пользователю создавать пути, содержащие недостижимые точки, или пути, которые невозможны из-за плохих параметров движения. В документе представлены два разных приложения, полностью готовых к использованию в промышленных условиях. Эти приложения представляют собой научные эксперименты, призванные продемонстрировать принципы и технологии смешанной реальности применительно к промышленной робототехнике, а именно для улучшения задачи программирования.
В документе представлены два разных приложения, полностью готовых к использованию в промышленных условиях. Эти приложения представляют собой научные эксперименты, призванные продемонстрировать принципы и технологии смешанной реальности применительно к промышленной робототехнике, а именно для улучшения задачи программирования. Эти приложения представляют собой научные эксперименты, призванные продемонстрировать принципы и технологии смешанной реальности применительно к промышленной робототехнике, а именно для улучшения задачи программирования. Первое приложение связано с визуализацией пути, то есть позволяет пользователю визуализировать в среде смешанной реальности любой путь, заранее запланированный для роботизированной ячейки. С помощью этой функции опытный пользователь может отслеживать путь робота, выявлять проблемы, связывать любые трудности в конечном продукте с конкретной проблемой на пути робота, предвидеть проблемы с выполнением, которые повлияют на качество конечного продукта, и т. д. Это особенно важно для не только для расширенных приложений, но и для случаев, когда путь робота определяется пакетом САПР (в автономном режиме). Второе приложение состоит из процедуры графического управления траекторией, которая позволяет опытному пользователю создавать и оптимизировать траекторию робота. Просто изучив эту функцию, конечный пользователь может настроить любой путь, полученный с помощью любого метода программирования, используя подход смешанной реальности для управления (визуально) процедурой манипулирования путями.
Эти приложения представляют собой научные эксперименты, призванные продемонстрировать принципы и технологии смешанной реальности применительно к промышленной робототехнике, а именно для улучшения задачи программирования. Первое приложение связано с визуализацией пути, то есть позволяет пользователю визуализировать в среде смешанной реальности любой путь, заранее запланированный для роботизированной ячейки. С помощью этой функции опытный пользователь может отслеживать путь робота, выявлять проблемы, связывать любые трудности в конечном продукте с конкретной проблемой на пути робота, предвидеть проблемы с выполнением, которые повлияют на качество конечного продукта, и т. д. Это особенно важно для не только для расширенных приложений, но и для случаев, когда путь робота определяется пакетом САПР (в автономном режиме). Второе приложение состоит из процедуры графического управления траекторией, которая позволяет опытному пользователю создавать и оптимизировать траекторию робота. Просто изучив эту функцию, конечный пользователь может настроить любой путь, полученный с помощью любого метода программирования, используя подход смешанной реальности для управления (визуально) процедурой манипулирования путями.