Заказать строительный 3D-принтер АМТ-СПЕЦАВИА S-500 с доставкой и установкой в Москве
Под заказ
Добавить в сравнение
Товар добавлен в сравнение
Перейти
по запросу
Официальный дистрибьютор
Мы работаем напрямую с производителями.
Любая форма оплаты
Возможность увидеть 3D принтер в действии в нашем демо-зале.
Собственный гарантийный сервис
Гарантийное и постгарантийное сервисное обслуживание оборудования, купленного у нас.
Постоянная скидка 10% на расходники
При покупке 3D принтера у нас, вы получаете скидку 10% на все расходные материалы.
3D-принтер S-500 от компании АМТ является самым большим строительным принтером в мире. Представляет собой портальный СОР-принтер большого формата для постройки многоэтажных зданий на фундаменте высотой до 80 м и общей площадью до 340 кв.м.
Особенности 3D-принтера S-300:
Высокая производительность, составляющая до 2,5 куб.м. /час
Большая рабочая зона — 11000 х 29000 х 14000 мм
Простое обслуживание и управление
Рабочий ресурс составляет до 60 тыс. часов.
Высококачественные комплектующие для профессионального использования полной загрузки
В комплекте идут вертикальные электроподъемники высотой 14 метров, подходящие для построения 5-х этажных зданий. Рабочее поле может быть увеличено до 80 метров по высоте.
Вертикальные подъемники крепятся к фасаду с интервалами до 7 метров и устанавливаются на основание, состоящее из опор, оборудованных винтами для поддержания устойчивости всей конструкции.
Стандартное рабочее поле принтера 11 х 29 х 14 м. По пожеланию заказчика рабочее поле принтера может быть увеличено.
Станция приготовления и подачи бетона, разработанная специально для этой модели принтера, входит в базовую комплектацию. Станция согласована с печатающей головкой по производительности и скорости экструзии.
Стандартная комплектация COP-принтера S-500 является достаточной для работы и включает в себя мойку высокого давления, станцию подачи смеси. Также в комплект поставки входит компьютер управления с предустановленным лицензионным ПО. Дополнительно принтер укомплектовывается комплектом ЗИП. Все без исключения принтеры проходят контрольную сборку и тестирование на предприятии-изготовителе. Оборудование поставляется заказчику в отлаженном состоянии, проверенным на работоспособность. Специалисты компании «АМТ» научат моделированию, приготовлению рабочих смесей и управлению принтером.
Принтер S-500 оснащен печатающей головкой нового поколения для быстрой печати и печатает товарными и конструкционными бетонами на основе цемента серии 400-500 с фракцией нерудных материалов до 6 мм. Можно использовать для 3D печати геополимерный бетон. В инструкции по эксплуатации есть базовые технологические регламенты на бетоны разных марок.
Дополнительно: конструкция принтера позволяет проводить фасадные работы. Суппортные балки оборудованы платформами. При выключенном принтере не каждой платформе могут работать 2 человека. Платформы оборудованы розетками 220 В 6А. Максимальная нагрузка инструмента на фасад — 1000Н.
Оборудование сертифицировано на территории Таможенного Союза и в Евросоюзе (CE)
Мощность подъемников (суммарная)
12 кВт
Скорость вертикального перемещения
12 м/с
Максимальная вертикальная статическая нагрузка на портальную балку
3700 кг
Максимальное количество человек на одной платформе суппортной балки
2
Максимальное усилие, приложенное инструментами к фасаду при его обработке с платформ принтера
1000 Н
Максимальная скорость ветра во время монтажа и демонтажа
11 м/с
Максимальная скорость ветра при простое
20 м/с
Максимальная скорость ветра при работе принтера
11 м/с
Максимальное удаление от фасада
1,8 м
Максимальная длинна суппортной балки
30 м
Максимальная высота от последнего крепления
3 м
Максимальное расстояние между анкерными креплениями подъемников
7 м
Максимальная высота с подъемниками
90 м
Максимальная высота свободностоящего подъемника
7 м
Принтер
Ноутбук
Лицензионное ПО
Шкаф управления
Электроподъемники
Паспорт
Руководство по эксплуатации на русском языке
Транспортная упаковка
Мойка высокого давления
Станция автоматизированного приготовления и подачи смеси
Дополнительные сопла 3 шт.
Масштабы доставки
Доставка во все регионы России и страны Таможенного союза.
Бесплатная доставка
При покупке 3D-принтера (кроме наборов для сборки) Вы получаете бесплатную доставку.
Наличный расчет
В нашем магазине вы можете оплатить заказ наличными средствами.
Оплата онлайн на сайте
Вы можете оплачивать заказы банковской картой на сайте нашего интернет-магазина.
Строительный 3D принтер «АМТ» S-6044 LONG
Навигация:Главная›Для ВУЗов, техникумов и ПУ›Строительные учебные 3D принтеры›Строительный 3D принтер «АМТ» S-6044 LONG
В избранномВ избранное
Артикул: СА-002
Цена: предоставляется по запросу
Задать вопрос по оборудованию
Портальный строительный принтер (COP-printer, Construction Objects Printing) с рабочим полем 8 х 8 метров «АМТ» S-6044 LONG позволяет организовать 3-х сменное поточное внутрицеховое производство строительных элементов зданий и сооружений до 53 кв. м. Это открывает отличные возможности для организации бизнеса в строительстве и смежных сферах строительного производства.
О принтере
Принтер АМТ S-6044 LONG (medium-format portal COP-printer, Construction Objects Printing) — средний по размерам в линейке принтеров серии S, создан на базе принтера S-6044, позволяет печатать различные элементы для зданий и любые малые формы площадью до 55 кв.м.
Относится к разряду профессионального цехового оборудования. Все комплектующие промышленного производства и рассчитаны на высокую эксплуатационную нагрузку. Одним из достоинств принтера является большой эксплуатационный ресурс — 60 000 часов. Модель S-6044 LONG — исключительно надёжное и ремонтопригодное оборудование.
Гарантийный срок составляет 12 месяцев.
При комплектации принтера учитываются пожелания заказчика, в т.ч. исполнение принтера может быть с креплением на стены, на стойках, либо комбинированное.
Базовая комплектация предполагает ручную загрузку смеси в бункер печатающей головки. Для оптимизации рабочего процесса принтер может быть укомплектован растворной мешалкой либо автоматической станцией подачи смеси. Стоимость дополнительных опций уточняется техническим заданием (ТЗ), являющимся приложением к договору поставки.
Все без исключения принтеры проходят контрольную сборку на предприятии. Оборудование поставляется покупателю в отлаженном состоянии, проверенным на работоспособность. Базовая комплектация является достаточной для работы: в комплект поставки входит компьютер управления с предустановленным лицензионным программным обеспечением.
Принтер АМТ S-6044 LONG печатает стандартными составами на основе цемента серии 300 — 500, т.е. тем, что есть в свободной продаже на любом строительном рынке. Еще можно печатать конструкционными и геополимерными бетонами, гипсом, глиной, использовать смеси с минеральными добавками и фиброволокном. В инструкции по эксплуатации оборудования есть технологические регламенты на смеси, по которым приготовить необходимый бетон для печати не составит труда.
Принтер лёгок в управлении и обслуживании. Программа обучения персонала работе на принтере рассчитана на 16 часов. Специалисты нашей компании научат моделированию, приготовлению рабочих смесей и управлению принтером. Либо специализированные смеси для строительной 3D печати можно приобретать у нас.
По запросу оказываем слуги по переводу 3D-моделей изделий в исполняемый код (g-code) для принтера. Стоимость зависит от сложности модели.
Характеристики
Производитель
«АМТ»
Страна-производитель
Россия.
Оборудование сертифицировано на территории Таможенного Союза и в Евросоюзе (CE).
Регистрационный номер Декларации о соответствии ТС N RU Д- RU.AЛ92.В.17528
Код ТН ВЭД ТС 8479100000, Серийный выпуск.
Тип привода
Шаговые электродвигатели с цилиндрическими редукторами
Тип
Портальный строительный 3D-принтер среднего формата (с увеличенным рабочим полем) серии S- (Medium-format portal COP-printer series S)
Продукция изготовлена в соответствии с ТУ 4833-001-21740072-2016
Назначение
Печать элементов зданий, малых форм до 55 кв. м. Принтер предназначен для установки в цехе.
Производительность, куб.м./ч
0,6
Рабочая зона, мм
7500х7100х1050
Комплектация
Принтер, ноутбук, комплект лицензионного ПО, шкаф управления, паспорт, руководство по эксплуатации на русском языке, невозвратная транспортная упаковка
Скорость позиционирования,
Точность позиционирования
12 м/мин
2 мм
Потребляемая мощность, кВт
4,0
Размер печатаемого слоя, мм
(высота, ширина)
10 х 30-40
Расход бетона, м3 на 1 кв.м стены при 4-х слойной печати
0,12
Гарантия
12 месяцев
Габариты
Длина, мм
8100
Ширина, мм
8000
Высота, мм
3600
Вес, кг
1320
Опции:
Дополнительно принтер может быть укомплектован: растворной мешалкой, станцией подачи смеси, мойкой высокого давления.
← Назад
Обработка пищевых продуктов. ИТАЛИЯ
Химические технологии. EDIBON
Пищевые технологии. EDIBON
Окружающая среда. EDIBON
3D Физика. EDIBON.
Энергия. EDIBON
Механика и материалы. EDIBON
Гидромеханика и аэродинамика. EDIBON
Термодинамика и термотехника. EDIBON.
Оборудование PHYWE (Германия)
Гидромеханика
Обучающие тренажеры по системам самолетов и кораблей
Конструкции. Архитектура
Испытания материалов
Аэродинамика
Строительные учебные 3D принтеры
Лаборатории National Instruments
Автоматика. Автоматизация и управление производством
Автомобили и автомобильное хозяйство
Альтернативные и возобновляемые источники энергии
Аэрокосмическая техника
Безопасность жизнедеятельности. Защита в чрезвычайных ситуациях
Военная техника.
Вычислительная и микропроцессорная техника. Схемотехника
Газовая динамика. Пневмоприводы и пневмоавтоматика.
Газовое хозяйство
Гидропневмоавтоматика и приводы
Детали машин
ЖД
Информатика
Источники напряжения, тока и сигналов. Измерительные приборы
Легкая промышленность. Оборудование и технологии общественного питания.
Медицина. Биоинженерия
Метрология. Технические и электрические измерения
Механика жидкости и газа
Микроскопы
Научное и лабораторное исследовательское оборудование
Начертательная геометрия
Нефть, газ.
Оборудование для мастерских электромонтажа и наладки, производственных практик и технического творчества
Прикладная механика
Радиотехника. Телекоммуникации. Сети ЭВМ
Радиоэлектронная аппаратура и бытовая техника
Робототехника и мехатроника
Сельскохозяйственная техника. Контроль качества сельхозпродуктов
Силовая электроника. Преобразовательная техника
Сопротивление материалов
Симуляторы печатных машин
Станки и прессы с компьютерными системами ЧПУ. CAD/CAM-технологии
Строительные 3D принтеры АМТ / 3D принтеры для строительства от производителя АМТ
«АМТ» эксперт в строительной 3D печати Производитель строительных принтеров №1
Строительная 3D печать позволяет строить быстрее, дешевле, качественнее и больше экологически чистый.
3D СТРОИТЕЛЬНЫЕ ПРИНТЕРЫ «АМТ»
«АМТ» — ведущий разработчик и первый производитель строительных 3D принтеров.
С начала производства в 2015 году реализовано несколько десятков единиц оборудования. Пожалуйста, спросите у других «ведущих компаний», сколько единиц они продали.
На наших 3D-принтерах были напечатаны такие архитектурно-знаковые здания, как:
Первый жилой 3D-дом в Европе (Ярославль, Россия). Одноэтажное здание высотой 3 м, площадью 298,5 кв.м. ).
Первое 3D офисное здание в Европе (Копенгаген, Дания. Одноэтажное здание высотой 5 м, площадью 50 кв.м).
Первый в мире 3D фонтан (Палех, Россия. Диаметр – 26 м, глубина – 2,2 м)
Один из домов поселка под Ярославлем (Ярославль, Россия. 1 этаж, площадь застройки 64 м2)
«Летний павильон» комплексное архитектурное сооружение, выполняющее функции летней кухни (г. Ярославль, Россия, 1 этаж, площадь 23 м2)
Предлагаем готовое решение
Наши преимущества
Профессиональное оборудование, рассчитанное на высокие нагрузки
Реально работающая техника заводского изготовления, ни одного прототипа, собранного в гараже
Наши принтеры не требуют специальных смесей. Можно использовать любые виды бетона и местные материалы
Быстрая доставка в Россию и другие страны
Мы используем только надежных поставщиков и качественные комплектующие. Принтеры сертифицированы в России и Евросоюзе
Обучение, гарантия, техническая поддержка
ВЫСТАВКИ СТРОИТЕЛЬНОЙ 3D-ПЕЧАТИ
Строительные 3D-принтеры АМТ в Европе
Российский производитель, Группа компаний «АМТ-СПЕЦАВИЯ» (Ярославль), представил строительные 3D-принтеры (КС-принтеры, Печать объектов строительства) на крупнейшей строительной выставке – BAUMA, которая проходила 8-14 апреля 2019 г.в Мюнхене.
Более
КОМПАНИЯ АМТ ПРЕДСТАВЛЯЕТ ПЕРВЫЙ В МИРЕ ОБЪЕКТ СЛОЖНОЙ АРХИТЕКТУРНОЙ ФОРМЫ, НАПЕЧАТАННЫЙ НА СТРОИТЕЛЬНОМ 3D ПРИНТЕРЕ!
Компания АМТ, резидент Фонда «Сколково», 19 октября 2021 года в г. Ярославле представила павильон сложной архитектурной формы.
Ранее объекты такой сложной формы не печатались на принтерах в мире.
Форма здания — кошка, держащая в лапах разноцветный куб. Высота здания 5 м 40 см.
Более
КОМПАНИЯ «АМТ» РАСШИРЯЕТ ЛИНЕЙКУ СТРОИТЕЛЬНЫХ ПРИНТЕРОВ
Компания «АМТ» расширяет линейку строительных принтеров, предназначенных для печати индивидуальных жилых домов непосредственно на фундаменте.
На базе строительного принтера С-300, предназначенного для печати зданий площадью до 120 м2 и высотой 1 этаж, созданы модификации.
Это принтер С300-1, позволяющий печатать здания площадью от 120 м2 до 2-х этажей и принтер С300-2, позволяющий печатать здания и сооружения площадью до 180 м2 и выше. до 7 м высотой.
Если у вас есть вопросы, звоните +7 962 205 52 52 или пишите на . Ссылки на все соцсети здесь: контакты
Более
Дом
ПРОИЗВОДСТВО 3D-ПЕЧАТИ НЕ ОСТАНАВЛИВАЕТСЯ НА ПРИНТЕРЕ.
Постобработка необходима для окончательной обработки напечатанных на 3D-принтере деталей для конечного использования. Традиционные методы медленны, их постоянство трудно предсказать, и они могут составлять до 60% стоимости детали.
PostPro, разработанная AMT, представляет собой цифровую технологическую платформу для постпроизводства, которая автоматизирует ручные и дорогостоящие этапы, связанные с постобработкой устаревшей версии 1.0 «малосерийное и прототипирование», и позволяет производить функциональные «крупносерийные детали для конечного использования» из 3D принтеры.
PostPro позволяет компаниям использовать преимущества аддитивного производства в масштабе, обеспечивая на порядок повышение производительности, производительности, качества, стоимости и безопасности деталей.
НАША ТЕХНОЛОГИЯ
ПРОТОТИПИРОВАНИЕ МАЛЫХ ОБЪЕМОВ
БОЛЬШОЕ ПРОИЗВОДСТВО
НЕПРЕРЫВНОЕ АВТОМАТИЗИРОВАННОЕ ПРОИЗВОДСТВО
УТВЕРЖДЕН ДЛЯ ВЕДУЩИХ В ОТРАСЛИ ТЕХНОЛОГИЙ И МАТЕРИАЛОВ
УСТАНОВЛЕНИЕ НОВЫХ СТАНДАРТОВ ПРОИЗВОДСТВА И ЭФФЕКТИВНОСТИ
Технология, ориентированная на рентабельность инвестиций, позволяющая производителям сократить общее время и стоимость производства.
Технология PostPro легко контролируется, что позволяет получать воспроизводимые результаты без ухудшения механических свойств деталей. Доставка высокопроизводительных и эстетически привлекательных деталей за считанные минуты.
узнать больше
АДДИТИВНОЕ ПРОИЗВОДСТВО СДЕЛАНО БЕЗГРАНИЧНЫМ
Технология, разработанная для того, чтобы превзойти потенциал аддитивного производства.
Независимо от того, нужны ли вам прочные автомобильные и аэрокосмические компоненты, медицинские и стоматологические устройства, соответствующие требованиям, или потребительские товары с улучшенными эстетическими характеристиками, технология PostPro разработана специально для вас.
нажмите, чтобы узнать больше!
Перед После
ОТПРАВЬТЕ НАМ СВОИ ДЕТАЛИ ДЛЯ БЕНЧМАРКИНГА
Чтобы лично увидеть результаты, пришлите нам свои детали для бесплатного сравнительного анализа.
нажмите для сравнения
Преимущества сглаживания паром
Преимущества сглаживания паром для герметизации поверхностей для облегчения очистки и стерилизации меняют правила игры в медицинской и пищевой промышленности.
Трехмерную графику можно реализовать в браузере не только применяя WebGL или
библиотеки созданные на основе WebGL, но и путем простой отрисовки на 2D-холсте используя для этого функции HTML5 Canvas.
Существует множество книг, статей и информации в интернет о том как использовать холст HTML5 Canvas для отображения рисунков, графиков и даже анимации в некоторых браузерных играх.
Однако практически никогда не рассматривается возможность непосредственного использования холста для отображения трехмерных объектов.
Остановимся на этом чуть подробнее.
Если создается трехмерная компьютерная игра, например 3D-шутер, то разработчики стараются сделать ее как можно более реалистичной и используют для этого графические ускорители. В этом случае без соответствующих программных инструментов обойтись не удастся. Для таких игр в браузере есть прямой смысл использовать WebGL и Three. js. Самое главное, что с помощью шейдеров предназначенных для этих программных инструментов можно осуществить реалистичное освещение сцены и находящихся на сцене объектов.
Но если требуется просто показать трехмерный объект со всех сторон, то можно обойтись без WebGL и шейдеров. Например некоторые программы CAD/CAM предназначены только для моделирования формы объектов и не предполагают использования реалистичного освещения.
На сайте Canvas и геометрия я последовательно и очень подробно объясняю как используя исключительно HTML5 Canvas можно создать изображения 3D-моделей многогранников.
Полгода тому назад была опубликована моя статья Three.js и геометрия, которая относилась к серии из 30 глав (уроков) на одноименном сайте Three.js и геометрия где
мной описывалось отображение 3D-моделей многогранников при помощи three.js. Теперь все модели на новом сайте созданы только с помощью HTML5 Canvas. Однако сам расчет координат вершин моделей на обеих сайтах сделан абсолютно одинаково. Отличие заключается лишь в способе вывода изображения на экран.
В принципе эти два сайта можно рассматривать как единый учебный курс в котором
рассматриваются два способа отображения одних и тех же моделей на холст — с использованием библиотеки three.js и отображение моделей на холст без использования этой библиотеки. Можно посмотреть как выглядит программа отображения одного и того же многранника зайдя по очереди или одновременно на оба сайта.
Перечислю некоторые из тех возможностей которые доступны на обоих сайтах, но сделаны они на них по-разному:
Можно задать практически все параметры модели определяющие размеры ее отдельных частей, наклон граней модели и т.д.
Просмотр нумерации вершин модели.
Масштабирование модели.
Возможность выбора любой грани модели мышью (при использовании three.js это делается с помощью RayCaster‘а).
Возможность просмотра значений координат любой точки находящейся на поверхности модели.
Проверка корректности построенной модели. При желании можно выключать/включать проверку корректности построения модели.
Показано как на 3D-модели отобразить размеры ее частей при помощи выносных и размерных линий. На сайте сделанном при помощи three.js эта возможность отсутствует.
Имитация простейшего освещения.
Задание цвета и яркости падающего на модель света.
Задание прозрачности модели.
Если используется WebGL/three.js программист может не заботиться об удалении невидимых линий — это делается автоматически при помощи Z-буфера.
На сайте Canvas и геометрия показано как можно отображать только внешние (направленные к наблюдателю) грани модели двумя различными способами.
При создании online-программ находящихся на сайте использовались лишь самые простые конструкции языка JavaScript.
Самая сложная конструкция этого языка, которая используется на сайтах это prototype в моей библиотеке WebGeometry, при помощи которой производятся геометрические расчеты. Хотя можно было бы в принципе при создании этой библиотеки обойтись и без prototype. В самом начале моей работы по отображению трехмерных моделей в браузере мне было весьма непривычно пользоваться JavaScript. Мне казалось «диким», что в языке нет заранее прдопределенных типов данных. Да и некоторые другие его особенности также казались весьма странными.
В течение многих лет я программировал на C/C++ и поэтому поначалу JavaScript мне показался ущербным языком.
Но спустя некоторое время до меня дошло, что имея только браузер (я в основном использую Chrome и иногда Firefox) и Notepad++ работать на JavaScript очень удобно — результат виден сразу — особенно это относится к небольшим
графическим программам.
Если не относться заранее предвзято к особенностям языка, то он оказывается достаточно комфортен.
Поэтому сейчас я изменил свое отношение к этому языку в гораздо лучшую для него сторону.
Иногда правда я с тоской вспоминаю замечательный (это мое личное мнение) отладчик в Visual Studio.
Поэтому, когда требуется найти сложную ошибку в геометрических вычислениях,
я обращаюсь к Visul C++ и этому отладчику. Но отладчики в Chrome и Firefox тоже производят самое хорошее впечатление.
Сейчас для создания больших программ на JavaScript все время появляются новые инструменты такие как React, Angular, Vue.
Освоение этих программ требует значительных усилий. К счастью для создания простых графических программ можно обойтись без них. У меня даже пока не возникала потребность в использовании новых (на данный момент уже и не новых) возможностей ES6.
Однако для понимания работы этих программ требуется некоторый опыт в использовании обработчиков событий мыши возникающих при ее движении по холсту и при нажатии ее клавиш.
Все online-программы сделаны максимально интерактивными. При помощи мыши можно не только выбрать любую грань модели, но также посмотреть значения координат модели в любой ее точке, координаты точек на самом холсте, вращать модель и (на одной странице сайта) осуществлять масштабирование модели колесиком мыши.
Для отрисовки моделей и нанесения их размеров на холст была сделана библиотека canvas2D,
которая фактически представляет собой небольшую обертку вокруг функций HTML5 Canvas.
При этом функции входящие в библиотеку canvas2D сделаны таким образом, чтобы их было максимально удобно использовать совместно с функциями входящими в состав библиотеки WebGeometry
, предназначенной для геометрических расчетов на плоскости и в пространстве.
Несколько слов про использование библиотеки WebGeometry. Эта библиотека сделана таким образом, чтобы программист, который создает 3D-модель с нуля не задумывался о том как решить очередную задачу аналитической геометрии на плоскости и в пространстве для прямых и плоскостей. В основном для решения таких задач требуются неплохие знания работы с матрицами, и если у вас нет соответствующих готовых функций то перед вами возникают дополнительные проблемы. В библиотеке WebGeometry нет функций
для перспективных преобразований в пространстве, которые производятся при помощи не трехмерных, а четырехмерных матриц.
Перспективные преобразования не требуются при создании трехмерных моделей. Поэтому они и не включены в состав библиотеки WebGeometry. Если потребуется выполнить такие преобразования, то соответствующие функции можно найти, если вы используете three.js, то в самой этой библиотеке или в популярной библиотеке glMatrix
.
Однако в этих двух упомянутых библиотеках практически нет функций для решения задач аналитической геометрии.
Поэтому и была сделана библиотека функций WebGeometry. В библиотеке Sylvester есть некоторые (но не все требуемые) такие функции и поэтому я решил сделать библиотеку полностью подходящую под мои задачи с нуля на основе уже существующих функций на C/C++.
Для себя я сделал вывод, что простую отрисовку трехмерных моделей без реалистичного освещения на холсте можно сделать достаточно просто и значительно легче чем с использованием three.js.
На мой взгляд это можно сравнить как отрисовку трехмерной модели с помощью OpenGL с фиксированным конвейером с отрисовкой той же модели и использованием OpenGL с программируемым конвейером.
Например, во втором случае придется делать триангуляцию многоугольников, что значительно усложняет процесс программирования.
Тем кого заинтересует этот сайт, возможно, покажутся интересными и некоторые
другие страницы моих сайтов связанные с отображением моделей на экране компьютера:
На сайте Three.js и геометрия все 16 моделей многогранников расчитаны с помощью библиотеки WebGeometry (так же как и на текущем сайте), но отображены они на холст с помощью three.js.
На сайте Diamond Cuts модели 7 многогранников также расчитаны спомощью библиотеки WebGeometry и отображены на холст с помощью three. js. При этом используется несколько типов шейдеров и кубические текстуры. Все программы на этом сайте снабжены подробными комментариями и поэтому на их примере можно посмотреть как
шейдеры встраиваются в three.js.
На страницах Diamond Cuts collection in environments
и Diamond Cuts with Dispersion Light можно найти множество моделей различных многогранников отображенных при помощи шейдеров и кубических текстур.
Вывод на экран моделей с этих страниц осуществляется при помощи three.js.
При определении координат вершин всех этих моделей координаты предварительно рассчитывались на Visual C++ и их значения записывались в файлы. Эти файлы с сохраненными в них значениями координат используются в программах отображения моделей на экран (three.js и API WebGL).
По ссылке
Pages можно перейти на страницы этого сайта на которых находятся 36 моделей различных огранок.
Вывод на экран на этих страницах осуществляется при помощи чистого API WebGL.
Также отсюда можно скачать exe-файл моей программы под Windows сделаной на C/C++
и OpenGL для просмотра моделей огранок. DLL-файлы нескольких моделей скачиваются с этой же страницы.
На страницах
Shine on You Crazy Diamond ! того же сайта можно под музыку Pink Floyd и других музыкальных групп двигаться по сцене и рассматривать модели огранок. Управление движением — мышь и клавиатура (←, →, ↑, ↓, <, > ) как в компьютерных играх. Вывод на экран осуществляется при помощи three.js.
На мой взгляд получилось весьма интересно. Не забудьте при прсмотре включить звук!
Надеюсь, что мои сайты окажут помощь изучающим и использующим трехмерную графику и вычислительную геометрию. Кроме просмотра сайтов можете зайти в мой репозиторий.
Спасибо всем за просмотр моей статьи!
ВЫБЕРИТЕ свой художественный холст Horizon ZD Tallneck или Watcher в
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
j2artist
4,5 из 5 звезд
(2724) 2724 отзыва
ВЫБЕРИТЕ холст для рисования! Horizon ZD Tallneck или Watcher, размеры 16×24″ и 20×30″
от 98,96 €
Похожие товары на Etsy
( Результаты включают рекламу
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Купить похожие товары
ВЫБЕРИТЕ свой художественный холст Horizon ZD Tallneck или Watcher в
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
j2artist
4,5 из 5 звезд
(2724) 2724 отзыва
ВЫБЕРИТЕ свой художественный холст! Horizon ZD Tallneck или Watcher, размеры 16×24″ и 20×30″
8 535 ₹
Аналогичные товары на Etsy
( Результаты включают рекламу
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик.
stl 3d модель декоративной панели для станков с ЧПУ
Фрагмент кровать 0015 для ЧПУ
stl модель для ЧПУ
Тестовые форматы 3d модели | stl, tif, rlf, bmp форматы модели
3d модель в форматах stl, art, rlf
Фрагмент декор горизонтальный 1093 для ЧПУ
3d stl модель для станков с ЧПУ
Фрагмент декор горизонтальный 1007 для ЧПУ
3d stl модель для станков с ЧПУ
Фрагмент зеркала 0690 для ЧПУ
3d stl модель для станков с ЧПУ
Фрагмент зеркала 0548 для ЧПУ
3d stl модель для станков с ЧПУ
Фрагмент зеркала 0346 для ЧПУ
3d stl модель для станков с ЧПУ
Фрагмент багета 0692 для ЧПУ
3d stl модель для станков с ЧПУ
Фрагмент багета 0631 для ЧПУ
3d stl модель для станков с ЧПУ
Фрагмент модели «Религиозная 0019»
3d stl модель для ЧПУ
Фрагмент багета 0805 для ЧПУ
3d stl модель для станков с ЧПУ
Фрагмент модели «Крест 0010» для ЧПУ
Фрагмент модели «Крест 0001» для ЧПУ
3d stl модель для ЧПУ
Фрагмент «Пума»
3d stl фрагмент модели животного
Фрагмент панно по фото 0002
3d stl фрагмент модели резного панно
Фрагмент панно по фото 0001
3d stl фрагмент модели панно по фото
Фрагмент православного распятия
3d stl фрагмент модели креста
Фрагмент панно «Город»
3d stl панно для ЧПУ
Фрагмент панно «Ангелы»
3d stl панно с ангелами
Фрагмент панно «Агнец открывает книгу»
3d stl религиозное панно
Фрагмент панно «Песнь песней»
3d модель для резки на ЧПУ
Фрагмент панно «Создание»
3d stl модель панно сотворения
Фрагмент стола «Змей»
3d stl модель — подставка для стола
Фрагмент стола «Кабриол»
фрагмент резного стола
Фрагмент стола с лебедями
3d stl стол с изображением лебедей
Фрагмент статуэтки
3d stl фигурка-стол
Фрагмент ножки для стола| бесплатно stl 3d модель
3d stl резные ножки
Фрагмент стола «Адам и Ева»
3d stl фигуры Адама и Евы
Фрагмент панно «Рождение Иисуса»
3d stl панно Рождество
Фрагмент панно «Охота на диких кабанов»
3d stl фрагмент панно охота
Фрагмент панно «Охота на оленя»
3d панно охота
Фрагмент Тайная вечеря круглая
3d stl панно
Фрагмент Распятие Иисус и Скорбящие
3d stl распятие для храма
Фрагмент «Лев»
3d stl фрагмент навершие
Фрагмент лестницы с конем
3d stl балясина
Фрагмент филенка цветы 0002
3d stl фрагмент цветы
Фрагмент филенка цветы 0001
3d stl корзина с цветами
Фрагмент «Дракон»
3d stl резной дракон
Фрагмент двери 0001
3d stl фрагмент резной двери для бесплатного скачивания
Фрагмент декора 0005
3d stl фрагмент узора
Фрагмент декора 0004
3d stl цветочный узор
Фрагмент декора 0003
3d stl горизонтальный узор для бесплатного скачивания
Фрагмент декора 0002
3d stl фрагмент украшения
Фрагмент декора 0001
3d stl узор для мебели
Фрагмент спинки кровати
3d stl украшение кровати
Фрагмент филенки 0008
3d stl корзина цветов для бесплатного скачивания
Фрагмент филенки 0007
3d stl узор для камина
Фрагмент филенки 0006
3d stl узор на мебели
Фрагмент филенки 0005
3d stl узор
Фрагмент филенки 0003
3d stl фрагмент модели
Фрагмент филенки 0002
3d stl модель
Фрагмент филенки 0001
3d stl фрагмент модели бесплатно
Фрагмент филенки 0000
3d stl фрагмент модели бесплатно
Не каждая разработка модели и конвертация ее в нужный формат стоит денег. Студия «For3d.ru» собрала огромную коллекцию бесплатных рельефов для станков с ЧПУ, которые размещены на нашем сайте в свободном доступе, с подробным описанием для удобного поиска. Данные модели для ЧПУ и их фрагменты может получить каждый – для ознакомления, оценки качества исполнения, личного или коммерческого использования.
Свободные для скачивания модели STL | ArtCam | 3D MAX
3D stl модели выложены в данном разделе для бесплатного доступа. Это разработанные по всем правилам объемные рельефы, подготовленные для дальнейшего использования. Скачать их можно для создания управляющей программы и непосредственной загрузки в станок, чтобы иметь возможность проверить качество нашей продукции, запустив изготовление одного из фрагментов.
Здесь можно скачать отдельный документ или архив, который потребуется распаковать после заливки на свой ПК. Мы представляем вам фото эскиза, с которого делалась модель и непосредственно саму 3D модель для ЧПУ в формате ArtCAM, – ее изображение, а затем фото готового изделия, которое получилось после загрузки нашего файла в станок с ЧПУ и завершения производственного процесса.
Ознакомительные фрагменты:
Мы предлагаем 3d модели в качестве образца абсолютно бесплатно всем своим клиентам. Вы можете выбрать любой рельеф, панно или найти иное изделие, который планируете запускать в серийное производство. Эта возможность позволит вам, не тратя лишнее время и деньги, выполнить пробное изготовление, оценить качество моделирования, точность проработки самых маленьких деталей и увидеть прототип вживую.
Пробная печать поможет выявить недочеты и недостатки в вашем конкретном случае, принять решение о внесении изменений и корректировок в модель перед масштабным запуском в производство.
Какой сайт выбрать?
Сегодня существует множество различных сайтов для свободного скачивания 3д моделей, как отечественных, так и зарубежных (для поиска вторых достаточно ввести в поиске 3d models stl free download). Однако далеко не все из них адаптированы для CNC, кроме того большинство имеют низкое качество. На некоторых ресурсах требуется обязательная регистрация, а на других и вовсе можно словить вирус. Знаменитое выражение про бесплатный сыр и мышеловку остается в действии и в данном случае. Однако не на for3d.
На нашем сайте есть возможность скачать 3D модели и выполнить пробную печать самых сложных и спорных фрагментов, потому что мы уверены в качестве своих работ. Конечно, в свободном доступе преобладают лишь отдельные элементы, детали, рельефы. Полностью модель можно приобрести только за деньги. Однако каждая модель, купленная на сайте, окупится предельно быстро, уже после изготовления 1-2 деталей.
Всего же на сайте представлено более 10 000 разнообразных 3д моделей мебели, декора, фактур, сувениров и многих других изделий. Есть возможность купить по спец. цене целый сборник, насчитывающий почти 300 лучших моделей.
Также предоставляем хорошие скидки постоянным покупателям (благодаря удобной бонусной программе).
Если вы не нашли подходящей для ваших целей моделей – смело обращайтесь к нам с помощью формы заказа. В штате трудятся опытные специалисты, готовые выполнить абсолютно любую работу по фотографиям, эскизам или картинкам из интернета.
Мы работаем с 2005 года и сотрудничаем как с физическими, так и с юридическими лицами. Нам доверяют!
Бесплатный онлайн-инструмент для ремонта модели STL
Восстановите исходные файлы STL для печати.
Powered by aspose.com and aspose.cloud
Перетащите или загрузите свой файл
Enter Url
*Загружая свои файлы или используя наш сервис, вы соглашаетесь с нашими Условиями использования и Политика конфиденциальности.
Приложение для восстановления STL используется для печати 3D, оно может обнаруживать и исправлять дефекты из загруженных файлов STL, например неправильные векторы нормалей, отсутствующие векторы нормалей, модель не имеет толщины, неожиданные отверстия. Вы также можете предварительно просмотреть, прежде чем принять решение какие проблемы нужно исправить. Вам не нужно устанавливать специальное программное обеспечение, чтобы открыть документ STL, просто откройте это приложение с помощью веб-браузера, перетащите документ в область загрузки и нажмите кнопку просмотра, ваш документ откроется в браузере независимо от того, вы используете Windows, Linux, MacOS, Android или даже мобильное устройство.
Aspose.3D STL Восстановление модели
Поддержка различных форматов 3D.
Автоматическое обнаружение ошибок модели.
Один клик, чтобы исправить все ошибки.
Сохраните как AMF, OBJ, STL для печати.
Попробуйте другой инструмент для восстановления: 3DS 3MF AMF ASE DAE DXF DRC FBX GLTF GLB JT OBJ PLY PDF RVM STL U3D VRML X MA USD USDZ
Как использовать приложение для восстановления STL для восстановления файла STL.
Щелкните внутри области перетаскивания файлов, чтобы загрузить файл, или перетащите файл.
Ваш файл будет загружен, и мы покажем вам дефекты файла с предварительным просмотром.
Выберите проблемы, которые мы можем исправить для вас, и нажмите кнопку «Исправить».
Ссылка для скачивания восстановленного файла будет доступна сразу после восстановления.
Стереолитография
STL, аббревиатура от стереолитографии, представляет собой взаимозаменяемый формат файла, представляющий трехмерную геометрию поверхности. Формат файла находит свое применение в нескольких областях, таких как быстрое прототипирование, 3D печать и автоматизированное производство. Он представляет поверхность как серию маленьких треугольников, известных как грани, где каждая грань описывается перпендикулярным направлением и тремя точками, представляющими вершины треугольника.
Прочитайте больше
1
❓ Как восстановить файл 3D?
Во-первых, вам нужно загрузить файл для восстановления, перетащите файл 3D или щелкните внутри белой области, чтобы выбрать файл. Затем нажмите кнопку «ИСПРАВИТЬ СЕЙЧАС». Наше приложение будет перечислять проблемы, которые мы нашли, выберите, какие проблемы вы хотите, чтобы мы исправили для вас, а затем вы сможете загрузить исправленный файл.
2
⏱️ Сколько времени занимает ремонт 3D?
Это ремонтное приложение работает быстро. Вы можете восстановить файл 3D за несколько секунд.
3
🛡 Безопасно ли восстанавливать файл 3D с помощью бесплатного приложения для восстановления?
Конечно! Ссылка для скачивания файлов результатов будет доступна сразу после восстановления. Мы удаляем загруженные файлы через 24 часа, и ссылки для скачивания перестают работать по истечении этого периода. Никто не имеет доступа к вашим файлам. Восстановление файлов абсолютно безопасно.
4
💻 Можно ли восстановить файл 3D в Linux, Mac OS или Android?
Да, вы можете использовать бесплатное приложение для восстановления в любой операционной системе с веб-браузером. Наше приложение для восстановления 3D работает онлайн и не требует установки программного обеспечения.
Другие поддерживаемые ремонты
Вы также можете восстановить во многие другие форматы файлов. Пожалуйста, ознакомьтесь с полным списком ниже.
3DS Восстановление модели (3D Формат файла Studio Mesh)
3MF Восстановление модели (3D Формат производственного файла)
AMF Восстановление модели (Файл аддитивного производства)
ASE Восстановление модели (Файл спрайта Aseprite)
DAE Восстановление модели (Формат файла обмена цифровыми активами)
DXF Восстановление модели (Формат файла обмена чертежами Autodesk)
DRC Восстановление модели (Google Draco)
FBX Восстановление модели (Файл обмена Filmbox)
GLTF Восстановление модели (Формат передачи GL)
GLB Восстановление модели (Двоичный файл glTF)
JT Восстановление модели (JT Формат файла)
OBJ Восстановление модели (OBJ формат файла)
PLY Восстановление модели (Формат файла многоугольника)
3D PDF Восстановление модели (3D PDF)
RVM Восстановление модели (RVM Формат файла)
STL Восстановление модели (Стереолитография)
U3D Восстановление модели (Universal 3D Формат файла)
VRML Восстановление модели (Язык моделирования виртуальной реальности)
X Восстановление модели (Файл модели DirectX)
MA Восстановление модели (Autodesk Майя)
USD Восстановление модели (Описание универсальной сцены)
USDZ Восстановление модели (Универсальное описание сцены Zip-архив)
3d Stl Files — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
лучших сайтов для бесплатных файлов STL и моделей 3D-принтеров
Ищете бесплатные модели 3D-принтеров для загрузки?
Вот лучшие сайты и поисковые системы для получения бесплатных файлов STL / файлов 3D-принтеров.
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Как прочистить засорившееся сопло экструдера
Засорение сопла экструдера — это проблема, которая неизбежно требует немедленного решения, и эта статья поможет вам правильно ее диагностировать, а также решить ее наиболее простым и легким способом.
Набор сверл для прочищения сопла экструдера при засорах.
В отличие от многих других сложностей, которые возникают во время 3D-печати, засорение сопла отрицательно влияет не только на качество результата печати, но и, чаще всего, на возможность печатать вообще. Давайте рассмотрим основные причины засорения сопла экструдера, и как можно легко и быстро исправить эту ситуацию.
1 Причины засорения
1.1 Чрезмерно высокая температура экструдера
1.2 Пыль и мусор, попавший в сопло экструдера
2 Пошаговое решение этой проблемы
3 Комментарии специалистов (Михаил Щекочихин)
Причины засорения
Чрезмерно высокая температура экструдера
При использовании пластика PLA оптимальной температурой экструзии может быть от 160 до 220 градусов Цельсия. Попытки печатать при слишком низкой температуре, скорее всего, приведут к тому, что экструзии не будет совсем, но обратная ситуация может стать более проблематичной. На деле, если вы пытаетесь печатать при слишком высокой температуре для данного материала, ваш филамент может просто остекловаться прямо в экструдере и таким образом забить его.
Остекловываться — превращаться в стекло или стекловидное вещество, особенно при воздействии высоких температур
Остеклование представляет собой процесс, в результате которого PLA или другие виды пластика становятся крайне твердыми и забивают сопло.
То же самое верно и для ABS, нейлона, PVA и других пластиков.
Пыль и мусор, попавший в сопло экструдера
Такое часто случается после нескольких выполненных заданий, поскольку в сопло вместе с филаментом попадает пыль и другой мусор. Накапливаясь, они начинают забивать сопло экструдера. Этот мусор может прилипать к внутренним стенкам вашего экструдера и таким образом затруднять поток пластика, что, в конечном итоге, приводит к засорению сопла.
Пошаговое решение этой проблемы
Прочищение сопла с помощью тонкого сверла.
Эта проблема решается довольно просто, но требует соответствующих инструментов.
Вам понадобится небольшое сверло <0,35 мм или что-нибудь еще, что может послужить сверлом, но при этом будет достаточно тонким, чтобы войти в отверстие вашего экструдера.
Очень удобно использовать для этой цели гитарную струну толщиной 0.33мм, которую можно легко найти в любых магазинах музыкальных инструментов.
Другая альтернатива — использование ножек резистора или светодиода, так как они достаточно тонки, чтобы пройти через отверстие сопла экструдера.
Выньте весь оставшийся филамент из экструдера.
Нагрейте экструдер до оптимальной температуры для данного материала.
Вставьте небольшое сверло в отверстие сопла и очистите его от остатков, немного поворачивая сверло (будьте осторожны, чтобы не сломать его!).
Теперь вы можете снова приступать к печати!
Комментарии специалистов (Михаил Щекочихин)
Совет нужный, но технологически не верный.
Порядок действия такой:
остановить экструдер
прочистить нагретое сопло, лучше специальным сверлом
пустить экструдер, что бы расплав промыл сопло
повторить так несколько раз. Можно даже на ходу экструдера
в итоге отверстие сопла будет прочищено и промыто
Если действовать так, как указано в статье, то можно затолкать пробку нагара в глубину экструдера, и после пуска экструдера она снова его забьет.
Перейти на главную страницу Энциклопедии 3D-печати
Руководство по соплам для 3D-принтеров — все о соплах для 3D-принтеров
При рассмотрении темы 3D-печати необходимо учитывать многое. Перед тем, как только приступить к печати, следует изучить возможности и настройки вашего 3D-принтера, чтобы добиться наилучших результатов печати и сохранить срок службы устройства. Важной и часто недооцениваемой частью 3D-принтера является сопло принтера, которому часто уделяется мало внимания. Даже если сопло 3D-принтера является очень маленьким компонентом, оно оказывает существенное влияние на скорость и качество печати.
В этом подробном руководстве мы хотели бы объяснить вам, что такое сопло для 3D-принтера, чем отличаются разные типы сопел и как выбрать сопло, соответствующее вашим требованиям.
Под этим постом вы также найдете наше новое видео на YouTube, в котором мы суммируем преимущества и недостатки различных типов сопел и показываем, как легко и просто заменить сопло на вашем 3D-принтере.
Что такое насадка и для чего она используется?
Сопло расположено на хотэнде и через него нагретый филамент печатается на печатной платформе. В большинстве 3D-принтеров сопло можно заменить. В зависимости от требований замена сопла принтера может быть очень полезной, поэтому вы должны осмелиться попробовать разные сопла.
Чем отличаются сопла для 3D-принтеров?
Основные различия между соплами для 3D-принтеров основаны на следующих свойствах:
Диаметр сопла
Материал
В зависимости от материала и диаметра сопла сопло отвечает различным требованиям печати.
Диаметр сопла
Доступны сопла для 3D-принтеров с различными диаметрами от 0,1 до 2,0 мм. Диаметр сопла также определяет возможную высоту слоя и, таким образом, косвенно скорость печати, потому что:
По сути, речь идет о том, сколько нити экструдируется и как быстро.
Как правило, максимальные значения высоты слоя не должны превышать 80% диаметра сопла. Например, для сопла 0,4 мм рекомендуемая максимальная высота слоя составляет 0,32 мм.
Если вы хотите узнать, какую максимальную и минимальную высоту слоя вы можете печатать с помощью своего сопла, воспользуйтесь следующим эмпирическим правилом:
⇒ Максимальная высота слоя = 0,75 * диаметр сопла
⇒ Минимальная высота слоя = 0,25 * диаметр сопла
Сопло 0,4 мм в стандартной комплектации
Для большинства 3D-принтеров стандартом стало сопло 0,4 мм, поскольку оно обычно устанавливается в стандартной комплектации и обеспечивает хороший баланс между разрешением, точностью и скоростью печати.
Маленькие сопла
<0,4 мм
Маленькие сопла идеально подходят для изготовления объектов с очень мелкими, точными деталями и едва заметными следами слоев.
Поскольку диаметр сопла настолько мал, время печати больше, чем, например, при использовании сопла 0,4 мм. Кроме того, специальные материалы, такие как нити с частицами, нельзя обрабатывать маленькими насадками. Риск засорения сопла также намного выше, чем с большими соплами.
Большие сопла > 0,4 мм
Большие сопла для принтера обеспечивают больший расход материала, большую высоту слоя и сокращение времени печати. Более широкая экструзия и более высокие слои придают отпечатанным моделям большую устойчивость, но они не так хорошо пропечатаны и не богаты деталями. Кроме того, более широкие насадки почти не засоряются и поэтому идеально подходят для специальных материалов, таких как дерево, углеродное волокно или светящиеся в темноте нити.
Из-за возможности быстрой печати большие сопла особенно рекомендуются для быстрого прототипирования.
⇒ Факт: При печати с высотой слоя 0,4 мм время печати сокращается почти вдвое по сравнению с высотой слоя 0,2 мм.
Материалы для сопла
Из-за своей относительно высокой теплопроводности сопла для 3D-принтеров изготавливаются из разных металлов, которые по-разному влияют на процесс 3D-печати. Поскольку некоторые нити обладают абразивными свойствами и, следовательно, некоторые виды металла изнашиваются быстрее, чем другие, материал сопла следует выбирать соответствующим образом.
Далее мы перечислим различные материалы сопла с их преимуществами и недостатками, чтобы составить обзор их возможностей.
Латунные сопла
→ макс. 300 °C.
Латунь — наиболее часто используемый материал для сопел 3D-принтеров. Он предлагает отличную теплопередачу при относительно низкой стоимости. Однако при обработке абразивных специальных нитей с древесными, углеродными или металлическими волокнами латунная насадка очень быстро изнашивается и становится неточной.
Чтобы защитить относительно мягкий материал сопла от чрезмерного истирания и уменьшить трение между нитью накала и соплом, латунное сопло может быть покрыто никелем или хромом.
Преимущества
Низкая стоимость
Высокая теплопроводность
Недостатки
Низкая износостойкость
Не подходит для высокоабразивных материалов
Форсунки с покрытием
→ макс. 500 °C.
Чтобы защитить относительно мягкий материал сопла от чрезмерного истирания и уменьшить трение между нитью накала и соплом, латунные или медные сопла также доступны с никелевым или хромовым покрытием.
Покрытие не только повышает устойчивость к царапинам, но и значительно повышает термостойкость сопла.
Преимущества
Более высокая износостойкость, чем у обычной латуни или меди
Идеальный универсал
Стойкость к высоким температурам
Высокая теплопроводность
Недостатки
Не такая твердая, как закаленная сталь
Не подходит для постоянного использования с абразивными материалами
Форсунки из нержавеющей стали
→ макс. 500 °C.
Сталь — еще один популярный материал для форсунок, поскольку он обеспечивает немного лучшую износостойкость, чем латунные форсунки. Также они в некоторой степени предотвращают прилипание расплавленного пластика к его поверхностям и загрязнение печати свинцом, что часто бывает с латунными соплами. Таким образом, стальные сопла теоретически подходят для материалов, безопасных для пищевых продуктов.
Сталь позволяет обрабатывать более широкий спектр волокон, но не рекомендуется, если часто используются абразивные волокна. Он также менее теплопроводен по сравнению с латунью.
Преимущества
Более высокая износостойкость, чем у латуни
Может использоваться для нитей, безопасных для пищевых продуктов
Недостатки
Теплопроводность ниже, чем у латуни
Износостойкость ниже, чем у закаленной стали
Сопла из закаленной стали
→ макс. 500 °C.
Форсунки из закаленной стали являются полезной модернизацией 3D-принтера, поскольку они достаточно прочны для частого использования абразивных материалов (в 10 раз более износостойкие, чем латунные форсунки) и могут буквально годами использоваться без замены.
Однако этот материал имеет еще более низкую теплопроводность, чем два предыдущих материала, и стоит дороже. Поскольку внутренняя поверхность сопла не такая гладкая, как у других «более мягких» материалов, это может привести к ухудшению качества печати.
Преимущества
Высокая износостойкость
Очень прочный
Подходит для абразивных материалов
Недостатки
Более низкая теплопроводность
Более низкое качество печати
Более высокая стоимость
рубиновые сопла / латунные рубиновые сопла
→ макс. 550 °C.
Сопла с рубиновыми наконечниками относятся к соплам для 3D-принтеров класса люкс. Как правило, рубиновые форсунки представляют собой латунные форсунки с покрытием или без него, имеющие рубин на наконечнике. Поскольку отверстие в рубине можно сделать очень точно, допуски на его диаметр очень малы.
Рубиновый кончик сопла обеспечивает дополнительную износостойкость, что особенно полезно при обработке специальных нитей. По сравнению с другими типами насадок рубиновая насадка является самой дорогой.
Преимущества
Высокая теплопроводность благодаря латунному корпусу
Высокая износостойкость
Стойкость к высоким температурам
Недостатки
Более высокая стоимость
Замена сопла 3D-принтера — как это работает
Хотите заменить сопло 3D-принтера? В нашем видео мы покажем вам, на что именно следует обращать внимание при замене сопла 3D-принтера.
Мы будем рады, если вы посетите нас на YouTube и оставите лайк или комментарий. Если вы хотите увидеть что-то конкретное на нашем канале в будущем, сообщите нам об этом в комментариях!
Форсунки E3D | MatterHackers
Технические характеристики
Доступные диаметры нити: 1,75 мм и 3,00 мм
Диаметры сопел доступны в диапазоне от 0,15 мм до 1,20 мм
При замене форсунок убедитесь, что хотэнд прогрет до рабочей температуры, чтобы не повредить форсунку или терморазрыв.
Поиск по марке форсунки
Насадки Solex 3D
Высококачественные насадки, предназначенные для широкого спектра 3D-принтеров.
Форсунки Bondtech
Ознакомьтесь с невероятными форсунками CHT от Bondtech
Насадки CleanTip
Насадки со специальным покрытием, препятствующим прилипанию нити
Форсунки Dyze Design
Не упустите преимущества износостойкости и высокой производительности этих карбид-вольфрамовых форсунок Dyze Design!
Насадки E3D
От маленьких до больших — эти насадки идеально подходят для модернизации любого 3D-принтера.
Насадки MakerGear
Ознакомьтесь с этими насадками MakerGear, разработанными для конкретных проектов.
Насадки Micro Swiss
Обновите свой 3D-принтер с помощью этих насадок Micro Swiss
Рубиновые насадки Olsson
Латунные насадки с рубиновым наконечником, устойчивым к любым абразивным волокнам.
Насадки Raise3D
Изучите износостойкие насадки для Raise3D
Сопла Slice Engineering
Абразивные материалы для печати, не беспокоящиеся об износе ванадиевого сопла.
Насадки Ultimaker
Расширьте творческие возможности с помощью насадок различных размеров.
Руководства и статьи
Как добиться успеха при 3D-печати полипропиленом
Успешно изготавливайте 3D-печатные детали из полипропиленовой нити с помощью этих советов по достижению более прочной адгезии к основанию и минимизации усадки.
Как добиться успеха при 3D-печати с использованием нити PLA
Узнайте о передовых методах 3D-печати с использованием нити PLA — от выбора правильной температуры до поверхностей для 3D-печати — это пошаговое руководство поможет вам добиться успеха в 3D-печати. печать пла.
Как добиться успеха при печати из АБС-пластика
Нить из АБС-пластика — это универсальный материал, который является отличным вариантом, когда вам нужно, чтобы напечатанные на 3D-принтере детали были прочными и термостойкими. Узнайте, как распечатать этот материал как профессионал, из этого подробного руководства.
Советы и рекомендации по печати: Адгезия к кровати из АБС-пластика
АБС-пластик: прочнее, долговечнее и термостойчее, чем PLA. Отличный материал для 3D-печати, но ABS склонен к деформации. Прекратите деформацию отпечатков из АБС-пластика и создайте прочную адгезию к основанию для получения плоских отпечатков, следуя этим советам.
Живая петля: рекомендации по проектированию и выбор материала
Оживите свои отпечатки, добавив дополнительную степень подвижности вашим проектам — живые петли являются основой расширенных механических решений.
Печать с использованием Bronzefill
Нить Bronzefill изготовлена из настоящего бронзового порошка и придает вашим декоративным напечатанным на 3D-принтере деталям уникальный внешний вид
Как добиться успеха при 3D-печати из нейлона
Узнайте, как профессиональнее печатать из нейлона в 3D.
20 самых популярных 3D моделей 2015 года на Pinshape
3DPrintStory
  
Обзоры
  
20 самых популярных 3D моделей 2015 года на Pinshape
Этот список 20 самых популярных 3D моделей на сайте Pinshape в 2015 году составлен на основании активности пользователей.
Pinshape — это сообщество обладателей 3D принтеров, на котором представлено огромное количество бесплатных STL файлов (если вы не знаете, что такое STL файлы и какие еще типы файлов используются для 3D моделей, то можете ознакомиться со списком самых популярных типов файлов 3D моделей и их особенностями). Пользователи могут загружать и выкладывать 3D модели, а функционал сайта оптимизирован для поиска и успешной дальнейшей 3D печати.
Веб-сайт взаимодействует с любыми 3D принтерами и на нем есть возможность загрузить настройки 3D печати и фото модели.
Топ 20 самых популярных 3D моделей 2015 года составлен на основании нескольких критериев, включая количество загрузок, просмотров, лайков и помещения в коллекции за 2015 год.
Кстати, в списке оказались и некоторые уже давно известные, «классические» модели.
1 — Low-Poly Pokemon
Эта модель для 3D печати набрала 17185 просмотров и 582 лайка, была загружена в 6305 коллекций. В 2015 году Low-Poly Pokemon стал безусловным лидером. Ретро-модели из самой длительной франшизы в истории видеоигр просто обречены на успех, так как насытить аппетиты сообщества практически невозможно. К слову, коллекция регулярно пополняется новыми покемонами.
2 — Elephant
3D модель Elephant — это не просто слон. В модели предусмотрены шарниры, хотя печатается она за один установ. Шарниры установлены для головы и ног. После печати надо немного провернуть голову или ноги и вы сможете выставить их в разных конфигурациях. На конец 2015 года у этой модели слона было 11881 просмотр, 312 лайков и 7088 добавлений в коллекцию.
3 — MakerTron Design Kit
На 3 месте — 3D модель MakerTron Design Kit. Это эксклюзивные модели Pinshape, которые являются частью соревнования сообщества для «восстановления MakerTron популяции». Библиотека взаимозаменяемых узлов продолжает активно расти. С учетом активной рекламы и большого сообщества, не удивительно, что в 2015 году эта модель была так популярна. У нее 14888 просмотров, 58 лайков и 12 добавлений в коллекцию.
4 — Holder for Tablet Pens
Разбавьте свое рабочее пространство с помощью этой подставки для ручек в виде самурая на коленях. Модель разработана именно для ручек, но можете использовать и для других подходящих предметов. Может быть, вы напечатаете огромный меч самурая? 🙂 У этой 3D модели 9897 просмотров, 363 лайка и 38 добавлений в коллекцию.
5 — The Eiffel Tower Miniature
Как использовать эту Эйфелеву башню в миниатюре понятно не сразу. Но вот вам несколько идей: можно использовать эту модель для калибровки вашего 3D принтера; или как интересный DIY брелок для связки с ключами. суммарно эта 3D модель набрала 4286 просмотров, 61 лайк и была добавлена в 29 коллекций.
6 — Spiral Vase
Изысканная и простая, спиральная ваза — это отличная небольшая модель для 3D печати. Вы можете выбрать один из трех дизайнов, каждый из которых по своему интересен. Эта 3D модель набрала 4821 просмотр, 77 лайков и была добавлена в 36 коллекций в 2015 году.
7 — Fully Assembled 3D Printable Wrench
Автор 3D модели регулируемого пластикового ключа — Daniel Norée (вы еще увидите его модели в дальнейшем). Вероятно, он не такой надежный как стальные аналоги, но с учетом того, что печатается этот ключ за один установ и есть возможность регулировать расстояние между губками — это отличная 3D модель. Пользователи Pinshape согласны с этим утверждением и у напечатанного на 3D принтере ключа 5141 просмотр, 57 лайков и 18 добавлений в коллекции.
8 — Yoda Bust Pencil Holder
На первый взгляд, выглядит не очень… Такое ощущение, что это странная жутковатая скульптура, изготовленная из швейцарского сыра, но на самом деле — это бюст легендарного персонажа из Star Wars — мастер Йоды. Узнаете заостренные ушки? А отверстия сделаны не просто так, а предназначены для охраны ваших ручек, карандашей и т.п. от темных лордов Ситхов. 3D модель мастера Йода набрала 5494 просмотра, 91 лайк и был добавлена в 45 коллекций.
9 — Terminator REX
Что может быть круче черепа тираннозавра на вашем камине? Что ж, мы вам подскажем — симбиоз тираннозавра и терминатора — Terminator Rex! Эта модель для печати на 3D принтере не нуждается в пояснениях. На момент конца 2015 года у нее было 5386 просмотров, 112 лайка и 38 добавлений в коллекции.
10 — 3DBenchy
Эта модель знакома многим любителям 3D печати. 3DBenchy — это больше чем милая безделушка. Эта модель кораблика была специально разработана для тестирования возможностей 3D принтеров. Автор модели — Daniel Norée… Помните его? Верно, именно его модель разводного гаечного ключа находится на 7 позиции этого топа. Калибровочный корабль набрал 6354 просмотра, 84 лайка и сумасшедшее количество добавлений в коллекцию — 12481!
11 — Baymax
Еще один персонаж диснея в списке — 3D модель Baymax из мультфильма «Город героев». Модель не двигается и уж точно не летает, но вы всегда можете рассчитывать, что Baymax будет теплым и обнадеживающим персонажем на вашем рабочем столе. 4096 просмотров, 91 лайк и 29 добавлений в коллекции.
12 — Low-Medium Poly Alduin from Skyrim
Эта впечатляющая 3D модель — скульптура дракона Aldiun из серии видеоигр Skyrim. Особо и нечего добавить… кроме того, что размах крыльев у него огромный. 4865 просмотров, 71 лайк и 23 добавления в коллекции.
13 — Halo/Tron Inspired Ring
Эта красивое кольцо, которое особенно эффектно выглядит при качественном рендеринге в вашей программе для формирования 3D моделей, заинтересовало пользователей не просто так. Ведь это аксессуар из популярной фрашизы видеоигр Halo и фильма Трон. 4481 просмотр, 64 лайка и 62 добавления в коллекции.
14 — Phone Holder Phone Stand
Есть телефон (и не обязательно с первой буквой «i»)? Напечатайте для него подставку на 3D принтере! Модель напоминает человека, совершающего один из подвигов Геракла, пытаясь удержать ваш телефон в вертикальном положении. Можете напечатать подставку и побольше, ведь планшеты тоже нуждаются в героической опоре… Эта 3D модель подставки для телефона набрала 3869 просмотров, 33 лайка и была добавлена в 19 коллекций.
15 — Zheng3 Penny Ballista
Эта 3D модель арбалета для монеток может стать опасных оружием в плохих руках… Однозначно не стоит давать его детям или офисным коллегам-социопатам. В 2015 году на сайте Pinshape арбалет для монеток набрал 4277 просмотра, 67 лайков и был добавлен в 29 коллекций.
16 — Thin Man
Худой человечек — это достояние массовой культуры 21 века. Это серия маленький, плоских фигурок, которые можно разместить в самых неожиданных местах по дому или офису. Кроме фана, никаких функциональных задач эти человечки не выполняют, но сообщество Pinshape их любит. 3882 просмотра, 81 лайк, 12508 добавлений в коллекцию!
17 — Islamic Christmas Ball
Концепт совмещения Ислама и Рождества выглядит странновато, но нет сомнений, что этот рождественский шар, дизайн которого выполнен в арабских традициях — отличная 3D модель. На конец 2015 года у этой 3D модели рождественского шара было 3902 просмотра, 68 лайков и 19 добавлений в коллекции. Хороших Вам праздников :)!
18 — Voronoi Style Bracelet
Украсьте свои руки не одним или двумя и даже не тремя, а четырьмя разными браслетами! Отличный вариант для модников, математических гиков и просто любителей 3D печати. 3148 просмотров, 60 лайков и 17 добавлений в коллекции.
19 — Spiral Chess Set
Приятно видеть хотя бы один набор шахмат в топе. В конце концов, это интеллектуальная игра. Кстати, обратите внимание, человек, который делал фото набора спиральных шахмат тоже умен. Судя по всему, для игры ему даже нужна шахматная доска :). 3450 просмотров, 71 лайк и 12493 добавления в коллекции!
20 — Heavenly Warrior Steel
Завершает топ 20 3D модель бесстрашного небесного воина. Почему бесстрашного? А вы взгляните на его доспехи и клинок. Такой персонаж вряд ли ужаснется при виде потусторонних сил. 2707 просмотров, 55 лайков, 17 добавлений в коллекции… и 666 фаталити!
Надеемся, этот топ 20 моделей для 3D печати был полезен и вдохновил вас. Также предлагаем вам ознакомится с топом сайтов для бесплатного скачивания 3D моделей.
10 правил подготовки модели к 3D печати / Хабр
Скачал модель, распечатал, пользуйся — что может быть проще!? Но, если говорить про FDM 3D-принтеры, то не каждую модель можно распечатать, и практически каждую модель(не подготовленную для 3D-печати) приходится подготавливать, а для этого необходимо представлять как проходит эта 3D-печать.
Для начала пара определений: Слайсер – программа для перевода 3D модели в управляющий код для 3D принтера. (есть из чего выбрать: Kisslacer, Slic3r, Skineforge и др.). Она необходима, т.к. принтер не сможет скушать сразу 3D модель (по крайней мере не тот принтер о котором идёт речь).
Слайсинг (слайсить) – процесс перевода 3D модели в управляющий код.
Модель режется (слайстися) по слоям. Каждый слой состоит из периметра и/или заливки. Модель может иметь разный процент заполнения заливкой, также заливки может и не быть (пустотелая модель).
На каждом слое происходят перемещения по осям XY с нанесением расплава пластика. После печати одного слоя происходит перемещение по оси Z на слой выше, печатается следующий слой и так далее.
1.Сетка
Пересекающиеся грани и ребра могут привести к забавным артефактам слайсинга. Поэтому если модель состоит из нескольких объектов, то их необходимо свести в один.
Но нужно сказать, что не все слайсеры чувствительны к сетке (например, Slic3er).
И даже если сетка кривая, а исправлять её руками лень, то есть прекрасный бесплатный облачный сервис сloud. nettfab.com, который поможет в большинстве случаев.
2. Плоское основание
Желательное, но не обязательное правило. Плоское основание поможет модели лучше держаться на столе принтера. Если модель отклеится (этот процесс называют деламинацией), то нарушится геометрия основания модели, а это может привести к смещению координат XY, что ещё хуже.
Если модель не имеет плоское основание или площадь основания мала, то её печатают на рафте — напечатанной подложке. Рафт портит поверхность модели, с которой соприкасается. Поэтому при возможности лучше обойтись без него.
3. Толщина стенок
Стенки должны быть равными или толще, чем диаметр сопла. Иначе принтер просто не сможет их напечатать. Толщина стенки зависит от того, сколько периметров будет печататься. Так при 3 периметрах и сопле 0,5mm толщина стенок должна быть от 0.5, 1, 1.5, 2, 2.5, 3mm, а свыше может быть любой. Т.е.толщина стенки должна быть кратна диаметру сопла если она меньше N*d, где N — количество периметров, d — диаметр сопла.
4. Минимум нависающих элементов
Для каждого нависающего элемента необходима поддерживающая конструкция – поддержка. Чем меньше нависающих элементов, тем меньше поддержек нужно, тем меньше нужно тратить материала и времени печати на них и тем дешевле будет печать.
Кроме того поддержка портит поверхность, соприкасающуюся с ней.
Допускается печать без поддержек стенок, которые имеют угол наклона не более 70 градусов.
5. Точность
Точность по осям XY зависит от люфтов, жёсткости конструкции, ремней, в общем, от механики принтера. И составляет примерно 0.3 мм для хоббийных принтеров.
Точность по оси Z определяется высотой слоя ( 0.1-0.4 мм). Отсюда и высота модели будет кратна высоте слоя.
Также необходимо учитывать, что после остывания материал усаживается, а вместе с этим изменяется геометрия объекта.
Существует ещё программная сторона проблемы — не каждый слайсер корректно обрабатывает внутренние размеры, поэтому диаметр отверстий лучше увеличить на 0. 1-0.2 мм.
6. Мелкие детали
Мелкие детали достаточно сложно воспроизводятся на FDM принтере. Их вообще невозможно воспроизвести, если они меньше, чем диаметр сопла. Кроме того при обработке поверхности мелкие детали станут менее заметны или исчезнут вовсе.
7. Узкие места
Узкие места очень сложно обрабатывать. По возможности необходимо избегать таких мест, требующих обработки, к которым невозможно подобраться со шкуркой или микродрелью. Конечно, можно обрабатывать поверхность в ванне с растворителем, но тогда оплавятся мелкие элементы.
8. Большие модели
При моделировании необходимо учитывать максимально возможные габариты печати. В случае если модель больше этих габаритов, то её необходимо разрезать, чтобы напечатать по частям. А так как эти части будут склеиваться, то неплохо бы сразу предусмотреть соединения, например, «ласточкин хвост».
9. Расположение на рабочем столе
От того, как расположить модель на рабочем столе зависит её прочность.
Нагрузка должна распределяться поперек слоев печати, а не вдоль. Иначе слои могут разойтись, т.к. сцепление между слоями не 100%.
Чтобы было понятно, взглянем на две Г-образные модели. Линиями показаны слои печати.
От того как приложена сила относительно слоёв зависит прочность напечатанной детали. В данном случае для правой «Г» достаточно будет небольшой силы, чтобы сломать её.
10. Формат файла
Слайсеры работают с форматом файла STL. Поэтому сохранять модель для печати нужно именно в этом формате. Практически любой 3D редактор умеет экспортировать в этот формат самостоятельно или с использованием плагинов.
PS:
Теперь вы знаете тонкости моделирования для FDM 3D печати и, надеюсь, они вам пригодятся. Удачного 3D-моделирования!
Руководство по 3D-печати архитектурных моделей
Несмотря на переход от чертежной доски к цифровым экранам, физические архитектурные модели по-прежнему играют важную роль, помогая архитекторам визуализировать чертежи.
Технологии 3D-печати помогают преодолеть разрыв между цифровым и физическим мирами и позволяют архитекторам и создателям моделей быстро и экономично создавать высокоточные архитектурные модели непосредственно из цифровых чертежей.
В этом руководстве содержится исчерпывающая информация об использовании 3D-печати для создания архитектурных моделей, различных процессах 3D-печати для архитектуры и рабочем процессе создания 3D-печатных моделей из программного обеспечения для архитектурного автоматизированного проектирования (САПР).
Технический документ
В этом техническом документе рассказывается, как принимать разумные решения по моделированию, от выбора масштаба до проектирования для сборки и постобработки, а также как использовать эти стратегии в обычных программных экосистемах.
Загрузить информационный документ
Со времен фараонов архитектурные модели служили физическими представлениями во время разработки структур, чтобы помочь продать проект, поддержать усилия по сбору средств и решить проблемы строительства.
Традиционно изготовление моделей — это ручное ремесло, включающее работу с такими материалами, как дерево, керамика, картон или глина, что может занимать очень много времени и повторяться. Сегодня архитектурные студии и практики имеют доступ к более широкому спектру инструментов, включая фрезерные станки с ЧПУ, лазерные резаки и 3D-принтеры, которые могут сократить потребность в рабочей силе и ускорить рабочий процесс.
Современные процессы 3D-печати предоставляют архитекторам и создателям моделей средства для революционного изменения способов создания моделей. Они делают это по:
Ускорение процесса создания архитектурной модели.
Преобразование чертежей САПР непосредственно в физические 3D-модели с высоким уровнем точности.
Разработка сложных деталей, которые сложно или невозможно изготовить вручную.
Упростите общение и продемонстрируйте определенные области, которые было бы трудно передать с помощью обычных 2D-чертежей.
Создание большего количества итераций дизайна при снижении производственных затрат.
Например, создатели моделей Renzo Piano Building Workshop (RPBW), основанная архитектором, лауреатом Притцкеровской премии, используют 3D-принтер SLA для быстрой разработки и изготовления точных моделей.
«Наши модели меняются каждый день или даже каждый час. Поскольку архитекторы меняют проект очень быстро, в большинстве случаев у нас не хватает времени, чтобы сделать это вручную. Поэтому мы должны найти способ сделать это быстрее», — сказал Франческо Терранова, модельер RPBW.
3D-принтеры могут создавать модели в течение нескольких часов и даже работать всю ночь, чтобы сэкономить время. «Хорошо то, что мы можем запустить принтер ночью, а когда вернемся утром, то обнаружим, что модель готова. Таким образом, мы не теряем время в течение дня», — сказал г-н Терранова.
3D-печать в архитектуре идеально подходит для сложных деталей — деревья на этой модели были напечатаны на 3D-принтере Formlabs SLA.
3D-печать можно использовать для создания архитектурных моделей целых зданий, а также в сочетании с другими инструментами и процессами. Создатели моделей RPBW могут использовать станки с ЧПУ или лазерную резку для производства базовых частей своих архитектурных моделей, а также 3D-принтер для разработки более сложных или замысловатых компонентов, таких как лестницы, деревья, сферы и криволинейные поверхности, изготовление которых требует много времени. рука. Например, команда RPBW напечатала на 3D-принтере сложные соединения колонн для модели нового автодорожного моста Сан-Джорджо в Генуе, который недавно заменил мост Моранди, обрушившийся в 2018 году. Такое сочетание 3D-печати с традиционными производственными решениями ускоряет творческий процесс и повышает уровень точности архитектурных моделей.
Одной из основных целей архитектурных 3D-моделей является упрощение коммуникации между архитекторами и упрощение демонстрации планов клиентам. Проекты дизайнерской фирмы Laney LA из Лос-Анджелеса в основном представляют собой дома на заказ, поэтому особенно важно передать масштаб дома или строения. Архитектор Пол Чой и его команда используют 3D-печать для демонстрации определенных областей проекта, которые сложнее передать с помощью обычных 2D-чертежей.
Архитекторы Laney LA используют 3D-печать для создания моделей, которые позволяют им рассматривать проект с новой точки зрения, одновременно предоставляя точки обзора.
«Всегда интересно попытаться изобразить определенную идею проекта и изолировать ее через модель, будь то определенная комната или пространство, которое мы хотим выделить с помощью разреза модели, или даже топографии сайте», — сказал Чой.
Производители моделей RPBW используют SLA-принтер Form 3 для ускорения производства масштабных моделей.
Когда дело доходит до 3D-печати архитектурных моделей, не все методы одинаковы. Важно правильно выбрать технологию печати для конкретных случаев использования.
Наиболее популярные технологии 3D-печати для архитектурных моделей включают стереолитографию (SLA), моделирование методом наплавления (FDM), селективное лазерное спекание (SLS) и распыление связующего.
Стереолитография была первой в мире технологией 3D-печати, изобретенной в 1980-х годах, и до сих пор остается одной из самых популярных технологий среди профессионалов. 3D-принтеры SLA смолы используют лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией. Детали
SLA имеют самое высокое разрешение и точность среди всех технологий 3D-печати пластиком. Детали SLA также имеют самую гладкую поверхность, которую легко красить.
Детали SLA имеют острые края, гладкую поверхность и минимально видимые линии слоев, что идеально подходит для высокодетализированных презентационных моделей. Эта модель была напечатана на принтере Form 3 SLA.
SLA — отличный вариант для высокодетализированных презентационных моделей для представления концепций и идей клиентам или публике.
Благодаря материалам для быстрой печати, таким как Draft Resin, SLA также является самым быстрым процессом 3D-печати для большинства деталей. В то время как настольные SLA-принтеры предлагают более компактную сборочную емкость, с помощью широкоформатных SLA-3D-принтеров, таких как Form 3L, архитекторы и моделисты могут создавать действительно крупномасштабные модели.
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Моделирование методом наплавления (FDM), также известное как изготовление плавленых нитей (FFF), является наиболее широко используемой формой 3D-печати на потребительском уровне, чему способствовало появление 3D-принтеров для любителей. 3D-принтеры FDM создают детали путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области сборки.
FDM имеет самое низкое разрешение и точность из четырех процессов 3D-печати и не является лучшим вариантом для печати сложных конструкций или деталей со сложными элементами. Он идеально подходит для базовых моделей концептуального дизайна, созданных на начальных этапах проектирования, поскольку позволяет создавать относительно большие модели быстро и с низкими затратами.
Принтеры FDM имеют проблемы со сложными конструкциями или деталями со сложными функциями (слева) по сравнению с принтерами SLA (справа).
Избирательное лазерное спекание является наиболее распространенной технологией аддитивного производства для промышленного применения. В 3D-принтерах SLS используется мощный лазер для сплавления мелких частиц полимерного порошка. Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях.
SLS-печать идеально подходит для сложной геометрии, включая внутренние элементы, подрезы, тонкие стенки и негативные элементы. Детали, изготовленные с помощью SLS-принтеров, обладают превосходными механическими характеристиками, что делает их пригодными также для изготовления конструкционных деталей.
SLS идеально подходит для сложной геометрии и сложных деталей. Детали этой модели были напечатаны на принтере Fuse 1 SLS.
Струйное нанесение связующего Технология 3D-печати похожа на SLS-печать, но вместо нагревания используется цветной связующий агент для связывания порошкообразного материала из песчаника. Струйные принтеры Binder могут создавать яркие полноцветные 3D-модели архитектуры.
Детали, изготовленные струйной обработкой связующим, имеют пористую поверхность и очень хрупкие, что означает, что этот процесс рекомендуется только для статических применений.
Струйные принтеры Binder могут создавать яркие полноцветные архитектурные модели.
Стереолитография (SLA)
Моделирование осаждения FDM).0117 ★★★★★
★★☆☆☆
★★★★☆
★★★☆☆
Accuracy
★★★★★
★★★★☆
★★ ★★★
★★★ ☆☆
Поверхностная отделка
★★★★★
★★ ☆☆☆
★★★ ☆
★★ ☆☆
111119
★★★ ☆☆
111119
★★★ ☆☆
1111119
СУДОВА Используйте
★★★★★
★★★★★
★★★★ ☆
★★★★ ☆
Комплексные дизайны
★★★ ☆
★
★★★ ☆
★
★★★ ☆
★
★★★ ☆
★
★★★ ☆
★
★ ★ ★ ★ ☆
★
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ эй жела
★★★★★
★★★ ☆☆
Построить объем
До 300 x 335 x 200 мм (настольный компьютер и стенд 3D) 3D-принтеры)
До 165 x 165 x 300 мм (настольные промышленные 3D-принтеры)
До 254 x 381 x 203 мм (промышленные 3D-принтеры)
-форматные настольные принтеры доступны от 11 000 долларов.
Стоимость бюджетных принтеров и комплектов для 3D-принтеров начинается от нескольких сотен долларов. Настольные принтеры среднего класса более высокого качества стоят от 2000 долларов, а промышленные системы — от 15 000 долларов.
Настольные промышленные системы стоят от 18 500 долларов, а традиционные промышленные принтеры — от 100 000 долларов.
Струйные 3D-принтеры Binder — это дорогие промышленные машины, стоимость которых варьируется от 30 000 до 100 000 долларов США.
Команда из Института архитектуры Высшей школы Майнца (Университет прикладных наук) реконструировала средневековые немецкие города Вормс, Шпейер и Майнц с помощью крупномасштабных 3D-моделей.
Сегодня большинство архитекторов уже работают в цифровом пространстве, используя архитектурные САПР, такие как BIM (Revit и ArchiCAD), Rhino 3D или SketchUp, для создания цифровых проектов САПР. Однако эти цифровые файлы не всегда можно использовать для создания моделей в физическом масштабе непосредственно с помощью 3D-печати.
Успешный переход от модели САПР к файлу для 3D-печати зависит от базового понимания дизайна для 3D-печати, того, как обычные ограничения при создании моделей связаны с подготовкой файла для правильный масштаб для проектирования, сборки и постобработки.
Архитектурные модели традиционно собираются из различных материалов и компонентов. 3D-принтеры помогают объединить эти компоненты в минимально возможное количество отдельных частей, но некоторая сборка по-прежнему требуется по двум причинам:
Ограничения объема сборки: Если вы не используете широкоформатный 3D-принтер, такой как Form 3L, вам может потребоваться разделить модель на несколько частей, чтобы она поместилась внутри объема сборки 3D-принтера.
Необходимость показать детали интерьера или материальность: Для некоторых моделей требуются компоненты, которые разбираются, чтобы показать больше информации о дизайне.
Размер и геометрия различных компонентов архитектурной модели являются ключевыми факторами при подготовке архитектурной модели к 3D-печати. Как правило, большие модели, модели с несколькими компонентами и модели со сложными функциями разбиваются на компоненты для 3D-печати для сборки. После этого детали можно легко соединить с помощью химической адгезии или механической сборки; высокая точность отпечатков с использованием таких технологий, как SLA и SLS, обеспечивает бесшовное соединение деталей.
Для получения наилучших результатов необходимо применять стратегии моделирования для сборки, в том числе:
Поскольку все жилые единицы имеют одинаковую конструкцию, имело смысл просто напечатать одну съемную единицу, которая позволит клиенту понять общую типологию единиц. Модель Стэнли Сайтовица | Natoma Architects Inc.
Достижения в технологии САПР значительно упростили процесс разработки файлов для 3D-печати. Современные платформы САПР имеют специальные модули 3D-печати, помогающие архитекторам преобразовывать проект САПР в модель для печати. Однако помните, что вы по-прежнему работаете в масштабе 1:1 — потребуется несколько быстрых преобразований для получения правильных размеров в масштабе печати.
Разработка архитектурных моделей требует некоторых важных соображений в зависимости от используемой платформы САПР. Эти особенности САПР включают:
Рабочий процесс BIM: Разработка 3D-моделей для печати с помощью программного обеспечения BIM, использующего параметрическое моделирование, такого как Autodesk Revit или Graphisoft ArchiCAD, требует некоторого управления компонентами. Такие компоненты, как воздуховоды, окна с двойным остеклением и системы отопления, вентиляции и кондиционирования воздуха, не переводятся в 3D-печать и должны быть удалены, в то время как другие части, такие как двери, окна, стены, плиты, необходимо утолщать.
Рабочий процесс моделирования поверхности: Этот рабочий процесс часто является более простым подходом, начиная с 2D-чертежей исключительно с целью 3D-печати. Он включает в себя экспорт упрощенного рисунка, его уменьшение, а также выдавливание и обрезку до тех пор, пока не появится внешняя оболочка.
Загрузите наш технический документ, чтобы узнать о пошаговых рабочих процессах в распространенных экосистемах архитектурного программного обеспечения САПР.
Следующим шагом в 3D-печати архитектурных моделей является преобразование вашей цифровой 3D-модели в язык, который понимает ваш 3D-принтер. Для этого необходимо использовать программное обеспечение для нарезки или подготовки к печати, такое как PreForm. Независимо от того, новичок вы или опытный, программное обеспечение для нарезки, как правило, интуитивно понятно в использовании. Программное обеспечение выделяет такие детали, как стены, которые могут потребовать укрепления, неподдерживаемые области и закрытые объемы, влияющие на структуру 3D-печати, которые можно устранить перед печатью. Используя программное обеспечение, вы также можете оптимизировать такие параметры, как разрешение, положение платформы и опорные конструкции.
Материалы играют важную роль в передаче основной концепции дизайна. Не всегда обязательно имитировать точный цвет и текстуру материала, но это может помочь различить разные материалы. Разделение модели на ее компоненты позволяет отображать материальность, поскольку детали могут быть изготовлены из различных материалов для 3D-печати или индивидуально окрашены в разные цвета.
Эта модель сайта создана из ДСП лазерной резки. Основное здание было напечатано на 3D-принтере из прозрачной и белой смолы. Модель Schwarz Silver Architects.
Постобработка зависит от конкретной технологии 3D-печати, но обычно включает шлифовку, склеивание и покраску моделей.
Вот обзор процесса 3D -печати:
Пост обработка.
Шлифовка
Для удаления следов поддержки рекомендуется легкая шлифовка.
Более низкое качество FDM-отпечатков означает, что для получения гладкой поверхности требуется шлифовка.
Благодаря качеству готовых деталей шлифовка не требуется.
Шлифование не требуется.
Склеивание
Склеивание компонентов SLA выполняется с помощью суперклея или жидких смол.
Компоненты FDM можно собирать с помощью таких клеев, как суперклей.
Компоненты SLA можно собирать с помощью таких клеев, как суперклей.
Компоненты, напечатанные с помощью струйных принтеров, можно склеивать с помощью суперклея.
Грунтовка и покраска
Компоненты SLA можно окрашивать для достижения желаемого результата.
Компоненты FDM могут быть окрашены для достижения желаемого результата.
Компоненты SLS могут быть окрашены для достижения желаемого результата.
Для полноцветных деталей покраска не требуется.
Профессиональные 3D-принтеры SLA и SLS предоставляют архитекторам инструменты для создания точных и привлекательных архитектурных 3D-моделей. Выберите Form 3 для компактного решения, которое можно разместить на рабочем столе, Form 3L для крупноформатных моделей с высоким разрешением и Fuse 1 для структурных деталей и самых сложных форм.
См. Форму 3 См. Форму 3L См. Fuse 1
Загрузите нашу техническую документацию, чтобы получить подробный обзор стратегий моделирования, пошаговые рабочие процессы в распространенных экосистемах архитектурного программного обеспечения САПР, а также рекомендации по печати и постобработке. .
Загрузить информационный документ сейчас
Загрузить платные и бесплатные проекты для 3D-печати об архитектуре・Культы
«Ты чувствуешь Башню Культов? » Г. Эйфель
Создайте своими руками архитектурные шедевры, предложенные лучшими дизайнерами 3D-печати. Будь то современный, современный или классический, Cults скрывает ультра-шикарные городские сокровища! Скачайте бесплатные 3D-модели и распечатайте их на 3D-принтере. Радоваться, веселиться!
Набор брелоков для влюбленных
0,80 €
1 87 в масштабе Гараж для грузовых автомобилей
5 €
Hyundai Tucson масштабная модель автомобиля
€2,83
-30%
€1,98
LH — Маяк Кап-де-ла-Эв
1,25 €
Pack 10 Наружная мебель
1,50 €
дрон coperchio allegerito X
€500
-80%
€100
Точечная шайба
0,50 €
Стенд для автомойки 1/64
€2
дом на деревьях
28 €
*NEW Denver Big Blue Bear
5,65 €
масштабный стул с ЧПУ
1 €
Петля с 4 отверстиями.
Бесплатно
Замок
1,50 €
Замок
3 €
Замок
€3
Замок
2,50 €
Посмотреть все 3D модели
Эйфелева башня — Париж
1,29 €
Золотые Башни
3,99 €
Базилика Нотр-Дам-де-ла-Гард
Бесплатно
Кинг-Конг на Эмпайр Стейт Билдинг — Нью-Йорк
3,39 €
Кормушка для птиц из старой пивной
Бесплатно
Фантастический замок
Бесплатно
Starriost в Боснии и Герцеговине
Бесплатно
Пирамиды Мероэ, Судан,
Бесплатно
Прием Параметрический
3,20 €
Эспланада Дефанс
Бесплатно
Мон-Сен-Мишель
Бесплатно
Генератор Grand Castle
Бесплатно
Собор Гранады
Бесплатно
Изогнутая ваза M4
1,72 €
Каменный колодец
Бесплатно
Эйфелева башня — цвет (французский флаг)
Бесплатно
Самые продаваемые 3D-файлы в категории «Архитектура»
Модель Мачу-Пикчу
4,72 €
Башня ужаса Диснейленд Париж
3,50 €
Зерновой бункер
1,75 €
Эльбская филармония Гамбург
5,90 €
Парижский Диснейленд Замок Золушки
3,50 €
Селетти — Птица смотрит на лампу — Lampara de pajaro
Nylon (нейлон) — это полиамид, который часто (хотя и не всегда) встречается в вариантах PA 11 и PA 12. Нейлон — очень прочный и долговечный материал, обеспечивающий некоторую гибкость при тонких стенках. Поскольку Nylon имеет высокую температуру плавления и очень низкий коэффициент трения, он в основном используется для 3d печати функциональных узлов, которые обладают хорошей прочностью.
Еще одно важное свойство Nylon пластиков — гигроскопичность, другими словами, он впитывает влагу. Это свойство может оказаться полезным, так как напечатанные 3D модели легко обрабатываются красками для тканей и аэрозольными красками. Но это также делает Nylon склонным к впитыванию влаги из воздуха, что влияет на его характеристики и вызывает проблемы во время непосредственной 3D печати.
3D-печать нейлоном можно реализовать с помощью моделирования наплавлением (FDM), селективного лазерного спекания (SLS) и MultiJet Fusion (MJF).
Стандартные настройки 3D принтера для печати Nylon пластиком
Температура сопла: от 220° C до 270° C
Температура стола: от 75° C до 90° C
Скорость печати: около 40 мм/с (может отличаться)
Растворимый: Нет
Гигроскопичность: да
Устойчивость к усталости: Да
Термостойкость: Да
Ударопрочный: Да
Гибкость: Да (с тонкими стенками)
Деформация: умеренная
Используемые технологии 3D печати для Nylon пластиков
Работа с нейлоном может вызвать некоторые трудности настройки, если вы используете FDM 3D печать, но если вы используете SLS и MJF варианты 3D печати, то эти проблемы будут для вас не актуальны, поэтому ниже мы рассмотрим особенно 3D печати нейлоном с с использованием различных технологий.
FDM 3D печать
Нейлон очень гигроскопичен, то есть впитывает влагу из воздуха. Таким образом, нейлон следует хранить в сухом месте с силикагелем. На практике он поглощает около 10% своего веса в виде воды. Когда материал нагревается во время 3D печати, влага вырывается, влияя не только на основание и адгезию слоев, но и придавая поверхности нежелательную шероховатость.
Поэтому перед 3D печатью рекомендуется его просушить. Сушка в духовке — один из лучших вариантов для успешной печати.
У Nylon также есть проблемы с адгезией первого слоя. При 3D-печати нейлоном рекомендуется использовать стол с подогревом. В дополнение к подогреву стола стоит также задуматься о нанесении клея на его поверхность. Избегайте использования охлаждающих вентиляторов.
Рекомендации по просушке нейлона в духовке. Прежде чем засовывать пластик, духовку необходимо предварительно нагреть до нужной температуры. Убедитесь, что температура установлена правильно, поскольку перегрев может привести к расплавлению пластика. Общие настройки сушки. Обычно температура предварительного нагрева: от 70° C до 80° C. Требуемое время: от 4 до 6 часов. После завершения описанного выше процесса сушки нейлон надо поместить в герметичный контейнер с влагопоглотителем.
ВАЖНО. Установите температуру сушки такой, чтобы она была ниже температуры стеклования (Tg) иначе вы можете испортить пластик.
Селективное лазерное спекание (SLS)
SLS — наиболее подходящая технология для 3D-печати нейлоном. Нейлон для 3D-печати в основном существует как PA 11 и PA 12 или в виде композитных материалов, таких как нейлон с углеродным волокном и стекловолокно. Нейлон PA 11 более гибкий, чем PA 12, в то время как последний имеет отличные механические свойства, идеально подходящие для функциональных прототипов.
При печати с использованием SLS нейлон вводится в виде порошка. Эта технология позволяет получать отличные 3D модели с отличными свойствами материала, хотя и с слегка шероховатой поверхностью.
Стандартные настройки SLS печати нейлоном:
Допуск: ± 0,3% (мин: ± 0,3 мм)
Толщина стенки: 0,7 мм
Высота слоя: 80 — 120 мкм
MultiJet Fusion (MJF)
MJF предлагает следующие Nylon материалы для 3D-печати:
HP 3D High Reusability PA 12: этот материал идеально подходит для производства прочных и качественных деталей при минимальных затратах на каждую.
HP 3D High Reusability PA 12 Glass Beads: этот материал идеально подходит для изготовления жестких, недорогих и качественных деталей.
HP 3D High Reusability PA 11: этот материал идеально подходит для производства пластичных качественных деталей при минимальных затратах на каждую деталь.
HP 3D High Reusability PA 12 соответствует требованиям REACH. REACH — регистрация, оценка, разрешение и ограничение химических веществ — это постановление Европейского Союза, принятое для повышения качества защиты здоровья человека и окружающей среды от рисков, связанных с химическими веществами.
HP 3D High Reusability PA 12 является биосовместимым и соответствует требованиям RoHS.
Купить Nylon филамент вы можете как у западных производителей, так и на Aliexpress. Выбор на Aliexpress довольно высокий и цены тоже могут порадовать, так что кому интересно попробовать — велкам по ссылке для покупки Nylon пластика.
Надеемся, материал был вам интересен и полезен. Успехов вам в мире 3D печати!
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Ultimate Materials Guide — 3D-печать с использованием нейлона
Обзор
Нейлон (он же полиамид) — популярный материал в индустрии пластмасс, известный своей прочностью и гибкостью. Для нейлоновых нитей обычно требуется температура экструдера около 250 ºC, однако некоторые бренды позволяют печатать при температурах до 220 ºC из-за их химического состава. Многие принтеры не оснащены хотэндом, который может безопасно достигать температуры 250 ºC, поэтому эти более низкотемпературные версии могут быть полезны и потенциально избавят вас от необходимости обновлять хотэнд. Одна большая проблема с нейлоновыми нитями заключается в том, что они гигроскопичны, что означает, что они легко поглощают влагу из окружающей среды. Печать нейлоном после того, как он впитает влагу, приведет к нескольким проблемам с качеством печати, поэтому хранение нити становится очень важным и требует особого внимания.
Жесткий и частично гибкий
Высокая ударопрочность
Отсутствие неприятного запаха при печати
Хорошая стойкость к истиранию
Склонен к деформации
Требуется герметичное хранение для предотвращения впитывания воды
Неправильно высушенные нити могут вызвать дефекты печати
Не подходит для влажной и влажной среды
Требования к оборудованию
Перед 3D-печатью из нейлона убедитесь, что ваш 3D-принтер соответствует перечисленным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 70-90 ° C Нагретый слой Требуется . Рекомендованная корпуса
Сборная поверхность
Клейк PEI
Экстрадер
. Температура: 225-265 ° C Может требовать All-Metrader
9004
9003 9003 9003 9003 9003 9003 9003 9003 9004
. Охлаждение
Деталь Охлаждающий вентилятор Не требуется
Best Practices
Эти советы помогут вам снизить вероятность возникновения распространенных проблем 3D-печати, связанных с нейлоном, таких как деформация и поглощение влаги.
Хранение нитей
Одним из сложных аспектов использования нейлона является необходимость в специальной системе хранения. В отличие от других нитей, вы не можете держать катушку с нитью на воздухе в течение длительного периода времени. Нейлон легко впитывает влагу из окружающей среды. Печать влажной нитью приведет к проблемам с качеством печати, таким как запотевание шероховатых поверхностей или даже крошечные отверстия или пузырьки на внешней стороне. Эти проблемы с печатью также могут значительно снизить прочность и производительность печатных деталей. Типичным решением этой проблемы является извлечение нейлоновых катушек из принтера после завершения работы и хранение катушек в герметичном контейнере вместе с некоторыми влагопоглотителями для удаления влаги изнутри. Если вы не хотите постоянно монтировать и снимать катушку с нитью, в продаже также имеются контейнеры для хранения, в которых нить будет оставаться сухой, но при этом она будет вытягиваться из отверстия в контейнере.
Используйте корпус для предотвращения деформации
Некоторые высокотемпературные нейлоны склонны к деформации из-за большой разницы температур между экструдированным пластиком и окружающей средой. Подогреваемые столы могут в некоторой степени уменьшить коробление, но идеальным решением было бы использование принтера с обогреваемой камерой или корпусом. Поддержание температуры воздуха вокруг детали около 45 ºC поможет устранить деформацию за счет уменьшения колебаний температуры. Если в вашем принтере нет камеры с подогревом и вы не можете добавить корпус, есть другие советы, которые вы можете использовать, чтобы предотвратить деформацию. В нашем Руководстве по качеству печати есть целый раздел, посвященный этой проблеме, в котором обобщаются другие распространенные методы: Как предотвратить деформацию.
Использование полей и плотов
В ситуациях, когда добавление вторичного корпуса может быть не идеальным вариантом, рассмотрите возможность использования края или плота, чтобы улучшить адгезию первого слоя. Добавление поля добавит несколько петель вокруг нижнего слоя вашей модели, создав большую площадь поверхности для удержания краев вашего отпечатка. Версия 4.0 Simplify3D представила совершенно новый дизайн плота, который также может быть очень полезен, если у вас по-прежнему возникают проблемы с печатью. Для получения дополнительной информации о различиях между плотами, юбками и полями, пожалуйста, обратитесь к нашей подробной статье на эту тему.
Pro-Tips
Если у вас нет герметичных контейнеров для хранения филамента, вы можете высушить катушки непосредственно перед использованием, пропустив их через пищевой дегидратор. Несколько часов в этом устройстве значительно высушивают нить.
Нейлон — хорошая нить для очистки сопла. Вы можете использовать технику, называемую «холодным вытягиванием», когда вы позволяете нейлону сцепляться с мусором внутри сопла, а затем, после того как он частично остынет, вы вытягиваете нить (и мусор) из хотэнда.
Начало работы с нейлоном
Нейлон может стать отличным материалом, как только вы освоите основы. Когда вы будете готовы попробовать, вот несколько советов, которые помогут вам начать.
Общие области применения
Пластиковые шестерни
Винты, гайки, болты
Кабельные стяжки
Примеры проектов
Кабельные стяжки
Гайка, Болт, Шайба
Шестерни сервопривода
Популярные бренды
Таулман Нейлон
Нейлон Matterhackers PRO
Нейлон HobbyKing
GizmoDorks Нейлон
Как добиться успеха при 3D-печати из нейлона
Узнайте, как профессиональнее печатать из нейлона в 3D. Нейлон является более прочной и долговечной альтернативой PLA или ABS, и его легко печатать на 3D-принтере с помощью этих советов и рекомендаций.
Обновлено 14 ноября 2022 г.
от
MatterHackers
Каждый, у кого есть 3D-принтер, знаком с PLA и ABS.
Если вы занимались 3D-печатью из PLA, вы, вероятно, знаете, что, хотя он довольно прочный, он также очень хрупкий. Вы не можете оставлять детали на солнце или в любом другом месте, где температура превышает 100 ° F.
Если вы печатали на 3D-принтере из ABS, вы знаете, что он намного прочнее, чем PLA, но детали из ABS, напечатанные на 3D-принтере, не обладают такой прочностью, как детали, изготовленные методом литья под давлением, и часто недостаточно прочны для функциональных деталей.
Введите Нейлон.
Нейлоновая нить
— невероятно прочный, долговечный и универсальный материал для 3D-печати. Гибкий, когда он тонкий, но с очень высокой межслойной адгезией, нейлон хорошо подходит для таких вещей, как живые петли и другие функциональные детали. Низкий коэффициент трения и высокая температура плавления делают его отличным выбором для различных предметов повседневного обихода, таких как 3D-печатные инструменты, шестерни, радиоуправляемые автомобили и многое другое.
Ознакомьтесь с нашими советами ниже о том, как успешно выполнять 3D-печать с нейлоновой нитью.
Это руководство подготовит вас к знаниям и инструментам, необходимым для достижения успеха при печати нейлоном.
Не все хотэнды созданы одинаковыми
Большинство 3D-принтеров стандартно поставляются с хотэндами, в которых используются ПЭЭК и ПТФЭ. Как PEEK, так и PTFE начинают разрушаться при температуре выше 240°C, горят и выделяют вредные пары. Для успешной печати нейлоновой нитью вам понадобится хотэнд, который достигает температуры не менее 250°C. Если вы не уверены, настроен ли ваш хотэнд для 3D-печати нейлоном, отправьте нам электронное письмо или свяжитесь с производителем вашего принтера, и мы сообщим вам об этом.
Большинство 3D-принтеров можно легко модернизировать с помощью цельнометаллического хотэнда, чтобы печатать при температуре выше 240°C (температура экструзии). Мы используем E3D V6 All Metal HotEnd на наших машинах из-за цельнометаллической конструкции, которая позволяет безопасно достигать температуры до 300°C. Это отличные горячие концы, которые мы настоятельно рекомендуем. Перед заменой хотэнда вашего текущего принтера убедитесь, что вы напечатали правильное крепление для подключения хотэнда E3D V6 к вашему 3D-принтеру.
E3D V6 All Metal HotEnd идеально подходит для нейлоновой 3D-печати. Вы можете найти их предустановленными на многих принтерах, в том числе на наших собственных 3D-принтерах Pulse.
Поверхность кровати имеет значение: гаролит, стекло и клей ПВА
Как и в случае с любым другим типом нити, поверхность кровати, на которой вы выбираете печать из нейлона, может стать решающим фактором между деформацией и успешной 3D-печатью. Для нейлона листы гаролита и стеклянные пластины — это две поверхности сборки, которые, как мы видели, дают наиболее стабильные успешные результаты. С добавлением клеевого стержня ПВА обе поверхности обеспечивают адгезию, необходимую для приклеивания отпечатков к поверхности сборки для гладкой 3D-печати.
Наша любимая поверхность для использования с нейлоновой нитью — LayerLock Garolite Build Surface. Эта поверхность, изготовленная из льняной ткани из стекловолокна, ламинированной эпоксидной смолой, обладает высокой термостойкостью, поэтому она легко выдерживает температуру 60°C, рекомендованную для успешного приклеивания нейлоновой подложки к нагретой подложке. Еще одним преимуществом использования гаролитовой поверхности является ее высокая адгезия, которая сохраняется в течение тысяч отпечатков наждачной бумагой. Используя лист наждачной бумаги с зернистостью 220, слегка отшлифуйте верхнюю часть гаролита, чтобы удалить любые дефекты и получить более текстурированную и ровную поверхность. Это позволяет нейлону добиться лучшего сцепления со станиной для успешного плоского первого слоя, что приводит к успешной нейлоновой 3D-печати в целом на долгие годы.
LayerLock Garolite Build Surface предназначен для работы с нейлоном, нитями на основе нейлона, такими как NylonX, и другими материалами для 3D-печати.
Мы настолько уверены в успехе гаролита, что предлагаем его в качестве базовой поверхности для нашего 3D-принтера Pulse XE, предназначенного для успешной 3D-печати нейлоном и нитями на основе нейлона (поверх стандартных нитей). Для максимального успеха клей ПВА и наждачная бумага также включены в состав LayerLock Garolite Build Surfaces для дополнительной адгезии и минимального обслуживания для долговечности. Чтобы узнать больше о печати на гаролите, ознакомьтесь с нашей статьей «Как: 3D-печать нейлоном на печатных платформах из гаролита».
Нейлоновая нить должна быть высушена перед печатью
Нейлоновая нить невероятно гигроскопична, то есть легко поглощает воду из воздуха. Нейлон может поглотить более 10% своего веса в воде менее чем за 24 часа, поэтому лучше не оставлять гигроскопичные нити на открытом воздухе. При 3D-печати с нейлоновой нитью, которая не является сухой, вода в нити взрывается, вызывая пузырьки воздуха во время печати, что препятствует хорошей адгезии слоев, значительно ослабляет деталь и портит качество поверхности. Насчет этого сомнений нет; Для успешной 3D-печати нейлоном и материалами на основе нейлона требуется сухая нить.
Сухой нейлон, с другой стороны, обеспечивает гладкую маслянистую печать и глянцевую поверхность.
Влагопоглотитель помогает сохранить филаменты сухими, но пакетов с влагопоглотителем недостаточно для удаления влаги из материалов для 3D-печати. MatterHackers предпочитает использовать систему PrintDry для сушки нейлона. Просто поместите катушки в камеру PrintDry, установите систему на 75°C и оставьте сохнуть на 8-12 часов.
Другой способ высушить нейлоновую нить – поместить ее в печь при температуре 160–180°F на 6–8 часов. Имейте в виду, что большинство конвекционных и бытовых печей плохо регулируют свою температуру при этих более низких температурах и могут легко деформировать вашу катушку или размягчить пластик, что приведет к его деформации и даже склеиванию подставок для нити.
После высыхания либо сразу же печатайте с его помощью в помещении, где нет холода и сквозняков, либо храните его в герметичном контейнере с влагопоглотителем, чтобы использовать его позже. При использовании такой системы, как PrintDry, вы можете оставить катушку в устройстве и печатать прямо с нее, не допуская проникновения влаги во время длинных отпечатков. Чтобы узнать больше об осушителе, а также о некоторых полезных инструментах для 3D-печати, нажмите здесь.
Сухой нейлон, напечатанный на 3D-принтере слева, влажный Распечатанный на 3D-принтере нейлон справа
В то время как кухонные духовки могут сушить нить, мы настоятельно рекомендуем вместо нее использовать систему сушки нити PrintDry PRO. PrintDry — это безопасная настольная машина, разработанная специально для удаления влаги из нитей. Благодаря компактной портативной конструкции вы можете просто разместить PrintDry PRO рядом с 3D-принтером и подавать в него сухую нить во время печати. Если вы не можете подавать нить в PrintDry PRO непосредственно в принтер, эта система сушки нити по-прежнему очень хорошо работает для простой сушки нити и последующего хранения ее в герметичном контейнере на потом. Чтобы получать отпечатки максимально возможного качества, системы сушки нити, такие как PrintDry, являются аксессуаром для 3D-печати, который мы настоятельно рекомендуем для стабильного успеха.
Чтобы узнать больше о преимуществах сушки нитей, ознакомьтесь с нашей статьей здесь.
Системы сушки нити
, такие как PrintDry, настоятельно рекомендуются для удаления влаги из гигроскопичных нитей для максимальной прочности и долговечности ваших 3D-отпечатков.
Нейлон может деформироваться
Мы обнаружили, что нейлон, напечатанный на 3D-принтере, может деформироваться примерно так же, как и АБС-пластик.
При печати на стекле или гаролите требуется подогреваемый стол с нейлоновой нитью. Клей-карандаш на основе ПВА, нанесенный на кровать, является лучшим методом приклеивания кровати. Перманентные клеевые стержни Elmer’s или Scotch недороги и их легко найти по разумной цене.
Мы обнаружили, что нагретая до 75°C подложка с тонким слоем клея, нанесенным штриховкой, лучше всего подходит для стеклянных пластин.
При печати на гаролитовой поверхности требуется рабочая пластина с нейлоновой нитью. Будь то непосредственно на нагреваемой платформе, листе стекла, стекле PEI или системе FlexPlate, мы рекомендуем прикрепить лист гаролита к какой-либо рабочей пластине, которая способна передавать тепло на эту рабочую поверхность. Как и при печати на стекле, клей-карандаш на основе ПВА, нанесенный на основу, может быть полезен для приклеивания основы к поверхностям сборки из гаролита. Мы рекомендуем клеевые стержни Elmer для этой поверхности. Если требуется больше адгезии, используйте наждачную бумагу 220 г, чтобы слегка отшлифовать гаролит по всей поверхности, чтобы получить текстурированную ровную поверхность, на которую можно будет сцепить отпечаток.
Для рабочей температуры мы рекомендуем от 55°C до 65°C в зависимости от типа марки и нейлона или нити на основе нейлона, с которой вы печатаете. Если это NylonX, мы рекомендуем 60°C. Если это NylonG, мы рекомендуем 65°C.
Не используйте вентиляторы многослойного охлаждения и избегайте сквозняков или прохладных помещений для достижения наилучших результатов. Если вы не можете избежать размещения принтера в сквозняках или в холодных помещениях, подумайте о том, чтобы переместить корпус принтера самостоятельно или приобрести один из продаваемых здесь комплектов корпусов для 3D-принтеров.
Нейлоновые плавники для доски для серфинга, армированные углеродным волокном, напечатаны на 3D-принтере MarkForged
Рекомендуемые настройки нейлоновой 3D-печати:
Температура экструдера: 240°C — 260°C
Начните печать при 250°C и регулируйте с шагом 5°C, пока не найдете правильную температуру, при которой получается прочный, долговечный отпечаток с красивой отделочной поверхностью
Правильная температура может варьироваться между нейлоновыми и нейлоновыми нитями
Правильная температура может варьироваться в зависимости от марки нейлона и нити на основе нейлона
Температура слоя: 55-65°C
Для гаролитовых поверхностей с клеем на основе ПВА
Температура слоя: 70-80°C
Для стекла и других поверхностей с клеем на основе ПВА
Скорость: 30-60 мм/с
0,2 мм — 0,4 мм высота слоя
Вентилятор охлаждения слоя 0%
Мы надеемся, что это поможет вам добиться успеха в 3D-печати из нейлона.
KM GERMANY отзывы о запчастях, страна производитель, официальный сайт
Уникальных запчастей-
Товарных групп 7
www.kmgermany.de
Бренд принадлежит концерну KM Auto Technik. Участниками концерна являются следующие производители автокомпонентов: KM Germany.
KM Germany – собственная марка немецкого KM Auto Technik. Под его именем реализуется свыше 4000 наименований запчастей главным образом для европейского автотранспорта. Около 70% продукции реализуется в странах Европы. Кроме того, KM Auto Technik входит в списки официальных поставщиков на конвейеры Iveco, MAN, Volvo, Mercedes и Scania.
В каталогах KM Germany автолюбители смогут найти корзины, диски, маховики, а также выжимные подшипники и готовые комплекты сцепления собственного производства. Согласно отзывам автолюбителей, автозапчасти KM Germany являются недорогим, но довольно качественным решением для ремонта автомобильного сцепления. Процент брака продукции под именем этого бренда минимален. Также было отмечено, что между комплектующими из разных поставок нет «разброса» в качестве исполнения.
Запчасти KM Germany подделывают довольно часто. Покупателям важно обращать внимание на упаковку, коды, гравировку и общее качество исполнения каждого из покупаемых элементов сцепления. На упаковке должны быть напечатаны коды и некоторая информация о фирме-производителе. Также стоить помнить о том, что каждый из элементов сцепления в коробке должен быть запечатан в индивидуальных пакет из плотного целлофана с фирменным дизайном.
Сравнение KM Germany с другими брендами
Производитель
Код
Описание
Отправка ГОРОД
Цена, EUR
Продавец
Peugeot/Citroen
1611266880
8 original новое в оригинальной упаковке 2052t5 комплект сцепления (3 части)»>22.8 original новое в оригинальной упаковке 2052t5 комплект сцепления (3 части)
Запчасти для автоматизации промышленных машин с управлением электрическим двигателем
KMParts.com — Запчасти для автоматизации промышленных машин
У НАС ЕСТЬ ЗАПЧАСТИ!
Отправка деталей, имеющихся на складе, в тот же день.
Один звонок, и вы готовы к работе. ЗВОНИТЕ СЕГОДНЯ! 1-866-595-9616
Североамериканский склад запчастей для Eaton/Moeller Electric с 1980 года
Контакторы Moeller (до 170 А)
До 170 А, DILEEM, DILEM, DILM
Контактор — это переключатель с электрическим управлением, используемый для переключения силовой цепи, аналогичный реле, но с более высоким номинальным током. При одинаковых размерах контакторов переменного и постоянного тока планирование и проектирование могут выполняться с еще большей эффективностью. Всего четыре типоразмера компонентов, охватывающих номинальный диапазон до 170 А, еще больше упрощают проектирование.
УЗНАТЬ БОЛЬШЕ
Контакторы Moeller (185–2000 А)
DILM185-DIL M1000/DILh3000
Контактор — это переключатель с электрическим управлением, используемый для переключения силовой цепи, аналогичный реле, но с более высоким номинальным током. Контакторы DIL M от 580 А и контакторы DIL H от 2000 А представляют собой вакуумные контакторы со значительными преимуществами по сравнению с контакторами с воздушным разрывом.
ПОДРОБНЕЕ
Реле перегрузки Moeller
ZE, ZB, Z5, ZW7, ZEV, C441, EMT6
Реле перегрузки защищают двигатель, определяя ток, подаваемый на двигатель. Они обеспечивают надежную защиту двигателей в случае перегрузки или обрыва фазы. Тепловое реле перегрузки вместе с контакторами может составить компактное пусковое решение.
УЗНАТЬ БОЛЬШЕ
Разъединители в литом корпусе
Moeller NS1, NS2, NS3, NS4
Устройство или группа устройств или другие средства, с помощью которых проводники цепи могут быть отключены от источника питания.
УЗНАТЬ
Мы являемся экспертами в области замены деталей Eaton/Moeller:
Позвоните сейчас! (866) 595-9616
Автоматические выключатели в литом корпусе NZM
NZM1, NZM2, NZM3, NZM4
Автоматические выключатели в литом корпусе используются для защиты цепей в альтернативных источниках энергии, коммерческих, промышленных, горнодобывающих и военных приложениях, где они защищают от перегрузок и коротких замыканий в проводниках.
УЗНАТЬ БОЛЬШЕ
Ручные устройства защиты двигателей Moeller
Комбинации PKZM0, PKZM01, PKZM4, PKE, PKZ2
Ручные пускатели и устройства защиты двигателей обеспечивают защиту от неисправностей низкого уровня, которые не будут игнорироваться предохранителями или автоматическими выключателями в ответвленной цепи.
УЗНАТЬ БОЛЬШЕ
Твердотельные пускатели двигателей
DS7, тип S701, S511, S611, S801, S811
Электронное устройство плавного пуска отвечает требованиям безударного увеличения крутящего момента и определенного снижения тока во время фазы пуска двигателя.
УЗНАТЬ БОЛЬШЕ
Поворотные выключатели-разъединители
Разъединители UL/CSA, CE SРазъединители
Для применений, требующих простых выключателей питания или запуска и остановки двигателей. Эти переключатели являются только переключателями и не заменяют плавкие предохранители или автоматические выключатели.
УЗНАТЬ
Не знаете, что вам нужно? Работаем по вашим фото:
Звоните! (866) 595-9616
FAZ Миниатюрные выключатели и дополнительные защитные устройства
Автоматические выключатели UL489 для DIN-рейки, UL1077 Дополнительные защитные устройства для DIN-рейки.
FAZ (Автоматические выключатели в литом корпусе) разработаны и одобрены для промышленного и коммерческого применения, обеспечивая широкий спектр различных характеристик защиты. Серия FAZ включает в себя вспомогательные устройства, отключающие модули, блокировки, сборные шины и аксессуары.
УЗНАТЬ БОЛЬШЕ
Реле измерения и контроля
EMR4-N, EMR4-R, EMR4-I, EMR4-F, EMR4-A, EMR4-W
Реле измерения и контроля предназначены для широкого спектра применений в технология электрических распределительных устройств. Все реле одобрены для мировых рынков в соответствии с IEC/EN 60947 и одобрением UL/CSA. Многие реле имеют катушки с несколькими напряжениями.
ПОДРОБНЕЕ
Реле управления Moeller
Реле управления DILR, DILA, DILER Mini
Реле управления представляет собой электрический компонент, который размыкает или замыкает переключатель, чтобы позволить току течь через проводящую катушку, при этом катушка не вступает в непосредственный контакт с переключателем. Реле управления — это электромагнитные устройства, которые обычно контролируют поток энергии в цепях.
ПОДРОБНЕЕ
Реле времени Moeller
DILET, ETR4, контактный монтаж
Реле, обеспечивающие переключение с выдержкой времени для запуска двигателя, управления нагрузкой или воздействия на технологический процесс. TDR обычно используются в промышленности и OEM-оборудовании.
УЗНАТЬ
Неполные номера деталей. Требуется дополнительная информация:
Позвоните сейчас! (866) 595-9616
Кнопки и селекторные переключатели
RMQ Titan Кнопки, селекторные переключатели, световые индикаторы и аварийная остановка
Эта линейка 22 мм предлагает широкий выбор стилей управления. Доступны кнопки с двумя и четырьмя кнопками, которые экономят ценное пространство на небольших панелях. Четырехпозиционный джойстик и потенциометр также обеспечивают гибкость применения, а сигнальные лампы прямого подключения и модуль звуковой сигнализации избавляют от необходимости покупать и хранить на складе контактные блоки и монтажные защелки.
Исследуйте
Potentiometers & M22 аксессуары
Один из Bootstrap 4 Big Points
22 -мм линия потенциометров и аксессуаров: расширенные актуальные актуины, пластины для наборов, и акустические индикаторы
,
Devices
Davices
Davices
. RMQ-Titan, LS-Titan, Выключатели-разъединители
Eaton Moeller предлагает вам подходящие компоненты для снижения неотъемлемого риска посредством SRP/CS с технологией безопасности, соответствующей самым высоким требованиям международных стандартов безопасности! В зависимости от области применения и требуемого уровня защиты от опасности используются подходящие функции безопасности.
Реле управления easy500/700 и easy800 поставляются с полным спектром технических ресурсов для реализации приложений в промышленной и строительной автоматизации, машиностроение или строительство завода.
От систем обработки материалов до литья пластмасс под давлением, от автомоек до дверей трамваев, предохранительные/позиционные выключатели LS-Titan используются везде, где требуется точное позиционирование.
УЗНАТЬ БОЛЬШЕ
Стековые фонари Eaton Moeller
Стековые светильники серий SL4, SL7
Новые стековые фонари доступны в двух размерах: 70 мм (SL7) и 40 мм (SL4). и опасности. Модули доступны с широким выбором звуковых, световых и монтажных вариантов, которые хорошо подходят для любого промышленного применения.
Все устаревшие автоматические выключатели и переключатели в литом корпусе могут быть заменены новыми версиями.
УЗНАТЬ БОЛЬШЕ
Контакторы Eaton Freedom Series, пускатели двигателей, защита от перегрузок, нагревательные блоки, вспомогательные контакты
NEMA — CN15**3*, CN55**3*, CN15**2* компактная, компактная конструкция с использованием самых современных технологий и новейших высокопрочных, ударопрочных и термостойких изоляционных материалов.
ПОДРОБНЕЕ
Контакторы, пускатели, реле перегрузки Eaton Space Saver NEMA
CN13/53, AN13/53, XTOE Реле перегрузки при замыкании на землю электронные реле перегрузки и различные сопутствующие аксессуары. Соответствует стандартам IEC, UL®, CSA® и CE
ПОДРОБНЕЕ
Позвоните СЕГОДНЯ, чтобы получить БЕСПЛАТНУЮ поддержку по поиску подходящих запасных частей
Звоните сейчас! (866) 595-9616
Eaton A200 Series
NEMA Контакторы, пускатели, реле и башмачные выключатели
Магнитные контакторы используются для переключения трансформаторов и конденсаторов, а также для управления электрическими цепями, такими как отопление, освещение и двигатели, которые не требуют защиты от перегрузки или где защита от перегрузки есть. предоставляется отдельно. Они могут управляться дистанционно с помощью ручных или автоматических пилотных устройств.
ИССЛЕДУЙ
Автоматические выключатели в литом корпусе Eaton
Серия EG — самый компактный в отрасли автоматический выключатель на 125 А
Разработанные для OEM-производителей электрооборудования и оборудования, обслуживающих различные отрасли промышленности и области применения, эти проверенные конструкции сочетают в себе последние инновации с высокой надежностью, которая наша отличительная черта с момента появления автоматического выключателя в 1920-х годах.
ПОСМОТРЕТЬ
Уже более 36 лет KMParts.com поставляет детали для управления промышленными двигателями и автоматизации машин
Специализируясь на заводских запасных частях
KMParts.com, Inc. предоставляет решения для коммутации, управления и связи с 1980 года. Как авторизованный дистрибьютор Eaton/Moeller, KMParts.com гордится непревзойденным обслуживанием клиентов и быстрым выполнением заказов.
Мы являемся экспертами в области замены деталей Eaton/Moeller
Звоните сейчас! (866) 595-9616
Мы верим в построение отношений: Мы строим долгосрочные отношения на основе имени с высоким уровнем обслуживания и поддержки клиентов.
Moeller теперь называется EATON: Со временем все меняется – компании покупают другие компании – меняются номера деталей. Мы являемся экспертами в перекрестных ссылках старого на новое.
Зависит от приложения: Мы работаем с нашими клиентами, чтобы проанализировать детали, которые им нужны, исходя из конкретного применения и доступности.
Все дело в номере детали: Нечитаемый номер детали — поцарапан или поврежден? Для использования тележки требуется полный и актуальный номер детали. Мы будем работать с вами по телефону, чтобы определить правильные запасные части. Наш отдел продаж быстрого реагирования является экспертом и знает, какие вопросы следует задавать. Во многих случаях единственным решением является работа с фотографиями, предоставленными заказчиком.
Мы верим в бренды, которые предлагаем: В большинстве случаев можно заменить деталь одного производителя на другую. Мы гарантируем, что любая новая деталь, которую мы рекомендуем, будет соответствовать ожиданиям наших клиентов или превосходить их, а также удовлетворять потребности их применения. Часто по более низкой цене.
KNOWLEDGABLE
Наши компетентные торговые представители могут помочь вам подобрать компонент для модернизации или замены, на который распространяется заводская гарантия и который разработан в соответствии с вашими требованиями к управлению или превосходит их.
УДОВЛЕТВОРЕНИЕ
Мы искренне заботимся о наших клиентах и хотим, чтобы вы всегда работали на 100%. Обслуживание клиентов на KMParts. com уступает только знанию продукта.
EXPERTS
Мы продаем только детали управления электродвигателями Eaton/Moeller. Мы являемся экспертами в этой области.
ДОСТАВКА В ЖЕ ДЕНЬ
99,9 % заказов отправляются в тот же день, что сводит к минимуму время простоя и поддерживает производительность.
Контактор Moeller DILM185
ТАКАЯ ЖЕ ЧАСТЬ — ТОЛЬКО ИЗМЕНЕНИЕ НОМЕРА ДЕТАЛИ
DILM185/22 состоит из DILM185 и два (2) дополнительных контакта DILM1000-XHI11-SI.
Самодельный миниатюрный лазерный гравер на Arduino Uno / Хабр
Полагаю, что проект, о котором я хочу рассказать, будет интересен всем, кто занимается электроникой. А именно, речь идёт о миниатюрном лазерном гравере, с помощью которого можно наносить изображения на картон, на дерево, на виниловые наклейки и на прочие подобные материалы. Идею проекта я почерпнул из этого руководства, сделав кое-что по-своему.
Лазерный гравер в действии и процесс сборки устройства
Материалы и инструменты
Для создания гравера вам понадобятся следующие основные компоненты:
Arduino UNO (с USB-кабелем).
2 шаговых двигателя от DVD-приводов.
2 контроллера для шаговых двигателей A4988 и соответствующая плата расширения для Arduino.
Лазер мощностью 250 мВт с настраиваемой оптикой.
Блок питания (минимум — 12В, 2А).
1 N-канальный полевой транзистор IRFZ44N.
Вот список необходимых инструментов:
Паяльник.
Дрель.
Напильник по металлу.
Наждачная бумага.
Кусачки.
Клеевой пистолет.
Шаг 1. Шаговый двигатель
В нашем проекте понадобится два шаговых двигателя из DVD-приводов. Один нужен для перемещения стола гравера по оси X, а второй — по оси Y. Поискать подходящие приводы можно в нерабочих компьютерах или в местном магазине подержанной электроники. Я нашёл то, что мне было нужно, очень дёшево, именно в таком магазине.
Винты на корпусе DVD-привода
DVD-привод со снятой крышкой
Необходимые нам части DVD-приводов
DVD-приводы нужно разобрать. Последовательность действий по «добыванию» из привода того, что нам нужно, выглядит так:
Откручиваем все винты, воспользовавшись отвёрткой с профилем Phillips.
Отключаем все кабели.
Открываем корпус и откручиваем винты, крепящие шаговый двигатель и соответствующий механизм.
Извлекаем двигатель и присоединённый к нему механизм.
В результате в нашем распоряжении окажется два 4-пиновых биполярных шаговых двигателя.
Шаг 2. Изучаем шаговый двигатель
Шаговый двигатель
Шаговый двигатель — это электромеханическое устройство, которое преобразует последовательности электрических импульсов в дискретные угловые перемещения ротора. То есть — ротор такого двигателя может, реагируя на поступающий на него сигнал, выполнить определённое количество шагов. Шаговые двигатели можно сравнить с цифро-аналоговыми преобразователями, превращающими цифровые сигналы от управляющих схем в нечто, имеющее отношение к физическому миру. Такие двигатели применяются в самых разных электронных устройствах. Например — в компьютерной периферии, в приводах дисководов, в робототехнике.
Шаг 3. Подготовка шаговых двигателей
Кабель для подключения шагового двигателя к контроллеру
Кабель для подключения шагового двигателя к контроллеру
Для начала, используя мультиметр в режиме проверки целостности цепи, найдём контакты, подключённые к двум катушкам двигателя — к катушке A, и к катушке B.
Я подготовил 2 пары проводов разного цвета, одну пару для подключения к катушке А, вторую — для подключения к катушке B.
Шаг 4. Сборка стола гравера
Сборка стола гравера
Для сборки подвижного стола гравера я склеил механизмы шаговых двигателей, разместив их перпендикулярно друг другу. Основание стола сделано из ДСП.
Шаг 5. Сборка держателя для лазера
Сборка держателя для лазера
Установка держателя
Держатель для лазера собран из дерева. Модуль лазера крепится к нему кабельной стяжкой.
Шаг 6. Прикрепление лазера к держателю
Лазер, стол гравера и лазер, закреплённый на держателе
В этом проекте используется лазерный модуль мощностью 200-250 мВт (длина волны — 650 нм). Оптическая система этого модуля позволяет сфокусировать лазер на нужном расстоянии.
Для того чтобы обеспечить охлаждение гравера при его длительной работе — можно воспользоваться радиатором. Его можно купить или снять со старой материнской платы.
Шаг 7. Подключение электронных компонентов
Подключение электронных компонентов
Теперь нужно подключить к Arduino плату расширения. К ней надо подключить контроллеры шаговых двигателей, шаговые двигатели, лазер и блок питания.
Шаг 8. Загрузка и установка Benbox Laser Engraver, Arduino IDE и драйвера Ch440
Материалы Benbox Laser Engraver
Теперь пришло время загрузить и установить необходимое ПО. В частности, нам нужны следующие программы:
Benbox Laser Engraver 3.7.99.
Arduino IDE.
Драйвер Ch440 для Arduino (входит в состав дистрибутива Benbox Laser Engraver).
После установки программного обеспечения нужно перезагрузить компьютер и подключить Arduino к компьютеру по USB.
Шаг 9. Установка прошивки для Arduino Nano
Окно обновления прошивки
Теперь в окне Benbox Laser Engraver нужно нажать на кнопку с изображением молнии (она находится в верхнем ряду кнопок, справа). Далее, в появившемся окне надо выбрать подходящий COM-порт, выбрать устройство (UNO(328p)) и указать путь к .hex-файлу прошивки. Теперь надо нажать на кнопку с галочкой. После успешного завершения прошивки Arduino в заголовке окна появится зелёная галочка.
Теперь нужно настроить параметры гравера. Для этого надо нажать на синюю кнопку меню, которая находится в правом верхнем углу окна программы. Потом, для открытия списка параметров, надо щёлкнуть по кнопке с изображением стрелки, направленной вправо. Далее, надо заполнить список параметров так, как показано на предыдущем рисунке.
После этого надо щёлкнуть по кнопке со стрелкой, направленной влево, и выбрать порт, к которому подключён гравер.
Выбор порта
Шаг 11. Первый сеанс гравировки
Создание простого изображения для проверки работы системы
Начальная точка гравировки (0, 0) отмечена маркером, который выглядит на рисунке как красная дуга. Он находится в левом верхнем углу рабочего поля программы. При проверке правильности работы системы можно нарисовать в рабочем поле какую-нибудь простую фигуру, воспользовавшись инструментами, находящимися в левой части окна программы. После того, как изображение готово, запустить гравировку можно, нажав на зелёную кнопку со стрелкой, расположенную в верхней панели инструментов. Но перед этим надо сфокусировать луч лазера.
Шаг 12. Работа с гравером
Если у вас получилось всё то, о чём мы говорили выше, это значит, что теперь у вас есть собственный лазерный гравер.
Процесс гравировки изображения
Планируете ли вы сделать лазерный гравер?
Мини лазерный гравер на деталях от DVD приводов и сканеров, с рабочей зоной 100х100 мм
Мини лазерный гравер на деталях от DVD приводов и сканеров, с рабочей зоной 100х100 мм
Дома есть коробка деталей от ДВД, сканеров, принтеров и хочется чего-нибудь заваять из этого. Тем более стартовал в этой тематике именно с лазерного выжигателя из ДВД.
Вот и подумалось сотворить чего-нибудь с текущим опытом и наличием 3D-принтера.
Проблем у лазерного выжигателя из DVD-rom много: это в первую очередь маленькая рабочая зона 40мм на 40 мм, низкое разрешение, слабый лазер и т. д. Но он позволяет получить почти настоящий лазерный выжигатель с управлением с компьютера.
Вот прикинул, что есть вналичие и какое надо разрешение. Сделал несколько прикидочных вариантов и вот такое получилось.
Пример выжженной картинки на гофрокартоне.
Рабочая зона 105 мм на 110 мм. Разрешение 6 линий на мм. Но лучшее качество получается на разрешении 4 линии на 1 мм. Скорость прожига 300 мм/мин (5 мм/сек). Скорость прожига определяется мощностью лазера и качеством его фокусирующей системы.
Лазер синий (450 нм) 2500 миллиВатта (2,5 ватта) на 12 вольт. Валы не стандарт — 5,75 мм и 5,9 мм. Шаговые двигатели от компьютерных струйных принтеров — 48 шагов на оборот — 7,5 градусов на шаг. Плата управления — шилд для ЧПУ -CNC shield 111330 v. 4.0 на Arduino NANO. Прошивка GRBL 1.1. Блок питания 12 вольт 4,5 ампера для запитки светодиодных лент. Программа для подготовки G-кодов для выжигания — бесплатная LaserGRBL .
Работает и без подключения к компьютеру, если подключить экран с кардридером MKS TFT 24.
Можно не только выжигать, но резать насквозь ватман, картон 0,5 мм (гофрокартон не прорезает), пенопласт, тонкий цветной пластик.
Всё началось с линейных осей и двигателей. Валялись без дела круглые шаговые двигатели от струйных принтеров. Но для 3D принтера они не подходят — слабые, мало шагов на оборот — всего 48 шагов, большой угол поворота на шаг 7,5 градуса. Поэтому если их ставить то только с редуктором.
Достал коробку с б.у. пластиковыми шестернями с принтеров и сканеров и нарисовал редуктор в солидворксе.
Напечатал……. Снова нарисовал, снова напечатал…….. и так пока не заработало.
Потом нарисовал оси. Так как валы разного диаметра и полный не стандарт и редукторы получились разные на оси. То есть повторяемости- ни какой. Даже для себя , даже хотя бы одинаковое для двух осей не получилось.
Далее берём корпус от ДВД привода, и прикручиваем с боков две прямоугольных трубы 15*30мм. У ДВД привода с боков есть отверстия с резьбой 3мм — с двух сторон, в два ряда, для крепления привода в корпусе компьютера. Очень удобно, к этим отверстиям, приделать вертикальные стойки.
Сваял из лазерного диода от ДВД привода — лазерный тракт.
Тракт для лазерного диода — DC-DC преобразователь — 12 вольт -5 вольт. Плата стабилизации регулируемого тока и TTL-включения и сам лазерный диод. Я выставил ток на 250 мА.
Объектив сделан из линзы от головки каретки ДВД привода. Линза вставлена в резиновую втулку. Резиновая втулка в трубку с резьбой. Фокусное расстояние меняется вывинчиванием трубки из стопорной гайки — штуцера .
Вот так светит без фокусирующего объектива
А вот так с фокусирующим объективом. Но получился лазер слабым. Пенопласт выжигает, а на картоне или фанере не получается в приемлемое время получить прожиг.
Поэтому поставил китайский фабричный лазер на 2,5 ватта на 12 вольт -синий (450нм)
Плата управление CNC shield 111330 + ARDUINO NANO
Всю управляющую.электронику прикрутил сзади -за осью Х.
Питание от блока питания светодиодных лент на 12 вольт 4,5 ампера. Но лазер сильно просаживает линию питания в момент включение, хотя общее стабильное потребление при включённом лазере не превышает 1,5 амперов. Поэтому пришлось повесить дополнительных конденсаторов на линию питания.
Прошивка GRBL 1.1. Сперва стояла GRBL 0.9 , но в 1.1 добавили функционал для управления лазером. Чтобы прошить GRBL 1.1f через ARDUINO Ide требуется добавить GRBL.zip в библиотеку. А саму GRBL 1.1f открыть через ‘пример’ скетча GRBL .
В этом примере только одна строчка — ‘используем библиотеку GRBL ‘. И всё. Если открывать по другому, то ARDUINO Ide ругается, что чего то там не находит. А параметры GRBL 1.1f забиваем через сервисную программу управления. Я использовал для этого LaserGRBL.
Мои настройки GRBL 1.1.
Коды для выжигания формируются очень просто из обычной картинки в бесплатной программе LaserGRBL. Скачать её можно с официального сайта. Как с ней работать есть несколько видео на ю-тубе.
Сперва обрабатываем картинку
Потом запускаем прожиг или сохраняем файл на СД-карту.
В итоге получаем вот такой результат.
Для удаленной работы прикрутил MKS TFT 24 .
GRBL не умеет работать с экраном, кардридером. Да и Ардуино НАНО ног имеет мало. Подключить, конечно можно было бы, но в прошивке нет этого функционала. По крайней мере в старых версиях не было. Да и в настройках нет ничего по подключению экрана ,энкодера, карты памяти.
Но хочется иметь возможность печати отдельно от компьютера.
А вот у MKS TFT 24 есть специализированная прошивка для управления лазерным гравёром, только она заточены под свою плату MKS DLC GRBL CNC Shield controller . Но процессор совпадает с Ардуино НАНО и прошивка тоже совпадает. Значит берём и разбираемся как подключить и подключаем. А на шилде 111330 есть даже специальный разъём для подключения ‘RX TX +5v GND’. И питания и тока вполне хватило с этого разъёма для работы экрана.
Вот такой забавный выжигатель получился .
Как сделать мини-лазерный гравер из DVD-диска?
Вы собираете собственный мини-гравировальный станок для лазерной резки? Просмотрите это руководство «Сделай сам» о том, как сделать небольшой комплект лазерного гравера из DVD-ROM, включая сборку деталей, установку и отладку программного обеспечения, а также операции механической обработки.
Введение
Я скептически отношусь к тому, что кто-то может собрать комплект для настольного лазерного гравера с двумя использованными DVD-ROM (CD-ROM и DVD-RW на выбор) и несколькими мелкими деталями. Итак, я сделал это сам, что длилось 5 дней (включая время на покупку вещей и прочую экспресс-доставку), и, наконец, сделал набор для лазерного гравера своими руками. Вполне чувство достижения, теперь я научу вас на практике.
В Интернете есть различные статьи об использовании отработанных оптических приводов для модификации лазерных граверов и лазерных резаков, но существующие статьи либо неясны, либо стоимость высока, а инструментов много. В этой статье объединены ресурсы, выбрано лучшее решение и используется простой и недорогой метод модификации только для справки.
Здесь я собираюсь показать, как сделать простой лазерный гравировальный станок, используя DVD-ROM, снятый со старого настольного компьютера, который использует Arduino в качестве основного контроллера и программное обеспечение GRBL для управления движением шаговых двигателей и работой лазерного модуля можно использовать для гравировки и резки дерева, бумаги, кожи, акрила и пластика.
Список предметов
Все предметы, которые могут понадобиться, были рассмотрены здесь в максимально возможной степени. Кроме очков, другие инструменты не нужны. Они используются в процессе строительства, поэтому они перечислены кстати.
Некоторые люди также используют DVD-RW для замены лазерной головки, но это требует сильных практических навыков. Не рекомендуется его использовать новичкам.
250mV 650nm Laser
1
12mm Laser Radiator
1
MOS Trigger Switch Driver Module
1
Преобразование сигнала ШИМ в напряжение лазера.
Питание 12 В
1
Можно использовать литиевую батарею или блок питания 12 В.
Необходимые инструменты
1. Мультиметр.
2.Паяльник.
3. Клеевой пистолет.
4.Мини электрическая шлифовальная машина.
Лазерные очки 5,650 нм (Лазер может вызвать необратимое повреждение глаз, убедитесь, что все надевают лазерные очки, прежде чем включать лазер, и убедитесь, что очки могут защитить лазер с длиной волны 650 нм).
Пошаговые инструкции
Шаг 1. Разберите DVD-Rom
1.1. Все, что вам нужно для привода DVD-Rom, — это шаговый двигатель в сборе и лазерный диод. Мне не повезло узнать, что мой DVD-Rom поставляется с очень сложными для работы пластиковыми компонентами. Поэтому я разобрал три привода DVD-Rom и использовал только детали из двух. Процесс разборки довольно сложен, и это в значительной степени относится к большинству дисководов DVD-Rom, которые я когда-либо открывал.
1.2. После удаления винтов в нижней части диска вы можете снять его, как крышку. Скорее всего, под нижней крышкой вы увидите две печатные платы, обе из которых нам не нужны. Но не забудьте сохранить другие полезные детали для других проектов крафта. Например, под передней печатной платой стоит разместить небольшой двигатель постоянного тока.
1.3. Теперь следует снять переднюю панель вместе с передним лотком. Передняя панель отсоединяется, когда вы вытаскиваете лоток (просто используйте шпильку и маленькое отверстие на передней панели).
1.4. Следующие шаги потребуют удаления винтов и, возможно, некоторой грубой силы. Снимите обе печатные платы. Будьте осторожны с кабелями, подключенными к шаговым двигателям. Этот мотор нужно снять.
1.5. Если вы поместите привод DVD-Rom правой стороной вверх и снимите верхнюю крышку, вы должны найти то, что мы ищем, — шаговый двигатель в сборе. Отвинтите винт и просто снимите его.
1.6. Теперь, когда у нас есть шаговый двигатель в сборе, пришло время почистить его. Снимите шпиндельный двигатель, он может быть полезен, но мне он показался слишком громоздким, поэтому я его выбросил. Обычно они удерживаются на месте тремя очень маленькими винтами, хотя иногда они являются частью более крупного узла, поэтому будьте осторожны, чтобы не сломать два стержня, поддерживающих объектив, при их снятии.
1.7. Что касается линзы, просто используйте наиболее подходящий метод для ее удаления, нам нужно оставить гладкую поверхность, а затем соединить на ней некоторые другие детали. Будьте осторожны, чтобы не повредить лазерный диод DVDR-привода.
Шаг 2. Припаяйте кабель шагового двигателя
В разобранной конструкции положение шагового двигателя показано на рисунке:
Шаговые двигатели разных оптических приводов разные, поэтому последовательность строк непростая. чтобы определить, но мы можем наблюдать кабели, протянутые от шаговых двигателей, просто следуйте последовательности сварки кабелей. (Проблема проводки не рассматривается в первую очередь)
Шаг 3.
Подключение цепи
Схема подключения показана на рисунке:
Настройте мультиметр на двухпозиционную передачу и подключите положительный и отрицательный полюсы мультиметра к двум соседним контактам. Звук мультиметра — это канал, то есть та же катушка. Этот шаговый двигатель представляет собой четырехпроводной двухфазный шаговый двигатель с двумя наборами катушек, нам просто нужно убедиться.
Модуль драйвера шагового двигателя A4988, который необходимо использовать в проекте.
Конфигурация определения контактов и разрешения подразделения.
A4988 типовая схема применения.
Определения контактов для функций, связанных с CNC Shield V3.
Определение контактов Arduino UNO R3. Зеленые маркеры — это определения контактов для Arduino, а фиолетовые — для CNC Shield V3.
Далее следует использовать Arduino UNO R3, CNC Shield V3 и релейные модули. При установке просто подключите CNC Shield V3 к соответствующему разъему интерфейса Arduino UNO R3.
Установите механизм перемещения шагового двигателя осей X, Y и лазерный модуль на предварительно подготовленный кронштейн.
Шаг 4. Запись прошивки GRBL
Прошивку можно записать с помощью XLoader или скомпилировать и загрузить с помощью Arduino IDE.
В этой работе для записи используется XLoader, номер версии прошивки GRBL — grbl_v0_9j, другие версии прошивки аналогичны, пожалуйста, проверьте сами.
Метод 1: Запись XLoader
1. Подготовить программу записи XLoader, grbl_v0_9j.hex.
2. Плата управления Arduino подключается к последовательному порту USB компьютера.
3. Откройте программу записи XLoader, выберите grbl_v0_9j.hex и нажмите «Загрузить для записи».
4. После того, как программное обеспечение будет успешно запрограммировано и снова включено, следующая информация будет выводиться через последовательный порт. Обратите внимание, что скорость передачи данных должна быть установлена на 115200.
Метод 2: Компиляция Arduino IDE
1. Загрузите архив grbl_v1_1h.zip на Github (https://github.com/gnea/grbl).
2. Откройте среду разработки Arduino, выберите «Проект» -> «Загрузить библиотеку» -> «Добавить библиотеку .ZIP» и выберите загруженный сжатый пакет.
3.Выберите File->Examples->grbl->grblUpload
4.Нажмите кнопку загрузки для загрузки, файл конфигурации находится в config.h, здесь нет необходимости изменять его, просто используйте конфигурацию по умолчанию.
Шаг 5. Проверка прошивки
После того, как прошивка успешно загружена, вы можете установить прошивку и открыть программное обеспечение хост-компьютера GRBL CNCjs (CNCjs используется здесь в качестве тестового программного обеспечения, другое программное обеспечение управления GRBL используется таким же образом, цель состоит в том, чтобы отправить g- код или инструкции по настройке Arduino, вы можете обратиться к обучению использованию).
5. 1. Подключить Ардуино.
5.2. Настройка прошивки GRBL.
Введите в консоли следующие команды:
$100 = 106,666 (x, шаг/мм) // Установите скорость оси X.
$101 = 106,666 (г, шаг/мм) // Установите скорость оси Y.
130 $ = 36 000 (x макс. ход, мм) // Установите максимальный ход по оси X.
$131 = 36.000 (макс. ход по оси Y, мм) // Установите максимальный ход по оси Y.
5.3. Протестируйте прошивку.
Используйте кнопку перемещения в компоненте оси координат, чтобы проверить правильность хода перемещения. Если ход перемещения неправильный, отрегулируйте скорость перемещения по осям X и Y.
Используйте [Laser Test] и [Laser Off] в блоке лазера, чтобы проверить, можно ли успешно включать и выключать лазер (перед включением лазера обязательно наденьте защитные очки).
Этап 6. Структура рамы
Никакие другие материалы в производстве не используются, и все они построены с использованием выброшенных корпусов оптических приводов, поэтому рама станка для лазерной гравировки несложна, а для соединения используется клей-расплав. Пока реализуется гибкое движение по оси X и оси Y.
Подготовьте опорную пластину подходящего размера (здесь используется корпус оптического привода) и наклейте ее на нижний ползунок, с помощью кабельной стяжки свяжите лазерную головку в сборе с радиатором слева и правый ползунок, ось Y здесь приводит в движение опорную пластину, двигающуюся вперед и назад, ось X заставляет лазерную головку двигаться влево и вправо.
На этом этапе все аппаратные части подключены. Если нет аварий, система лазерной гравировки может работать нормально.
Шаг 7. Гравировка и отладка
Для гравировки вам нужно только загрузить файл G-кода в программное обеспечение верхнего уровня (CNCjs) и нажать кнопку для запуска. Есть много способов сгенерировать G-код, вы можете поискать самостоятельно.
Затем наступает захватывающее время, когда вы можете печатать свой любимый текст или графику на дереве, МДФ, фанере, акриле, пластике и других материалах.
На что следует обратить внимание
1. Прежде чем принять решение уйти, вы должны четко понимать, что мощность этого лазерного гравировального станка позволяет гравировать только акрил, кожу и мелкую древесную стружку, не отражающую красный свет, такой как синий, зеленый или черный. Ход 37ммХ37мм. Его можно использовать только для обучения и тестирования, а не для коммерческого использования.
2. Трижды произнесите важную вещь: обязательно наденьте защитные очки перед включением питания лазера и напомните окружающим, чтобы они обращали внимание на опасность лазерной гравировки и резки.
3. Если шаговый двигатель очень горячий, необходимо использовать крестообразную отвертку, чтобы повернуть потенциометр на драйвере A4988, чтобы уменьшить рабочий ток.
Прочитав вышеизложенное, вы думаете, что сделать такой лазерный гравер самостоятельно очень просто? Если вам это интересно, поторопитесь и сделайте его тоже.
Вт — Какова мощность лазерного диода DVD
спросил
Изменено 6 лет, 5 месяцев назад
Просмотрено 9к раз
\$\начало группы\$
Я делаю «Карманный лазерный гравер» по инструкциям, но мне нужно найти замену лазерному диоду DVD-привода. (Уже сломал оба моих)
В сети Я мог бы захотеть получить лазерный диод 12×20 мм, 5 мВт, 650 нм и корпус от AixiZ.
Однако мне нужно знать мощность лазерного диода в 5,25-дюймовом DVD-приводе IDE, чтобы я мог получить точно такой же. Я довольно долго искал точный ответ, но пока безуспешно. Я уверен, что кто-то знает, каков на самом деле ответ!
лазер
Вт
\$\конечная группа\$
1
\$\начало группы\$
Лазерный диод, к которому вы подключились, — это считывает диод , а не записывает диод . Считывающие диоды (обычно) красные и, как правило, ужасны даже для маломощных лазерных указок. Однако он имеет высочайшую стабильность и очень чистый луч.
Большинство записывающих устройств DVD используют фиолетовый лазер с длиной волны 405 нм для записи дисков. Лазеры с длиной волны 405 нм отлично подходят для гравировки, так как они являются наиболее фокусируемой длиной волны лазера, которую вы найдете на рынке сегодня.
Мощность — еще одна проблема. Вам НЕОБХОДИМА защита для глаз, особенно при использовании лазеров с длиной волны 405 нм. Пока вы не смотрите прямо на точку, вы не повредите глаза (но возможен случайный взгляд на точку). Однако вам понадобится защита, чтобы сфокусировать точку. Как правило, вам понадобится что-то, что можно использовать постоянно без перегрева, насколько это возможно.
При мощности 120 мВт вы можете сжигать предметы, а гравировка легко стирается.
При мощности 300 мВт вы можете начать гравировать нечерные объекты, причем гравировка несколько текстурируется, и вы ее почти не чувствуете.
При мощности 500 мВт вам потребуется установить 3 НЕЗАВИСИМЫХ предохранительных механизма на ваш гравер, чтобы он был законным в Великобритании и США. у вас будет широкий спектр вещей, на которых вы можете гравировать на этом уровне мощности, вы можете захотеть, чтобы вентилятор работал для охлаждения материала.
8 составов и рецептов самодельной эмульсии, 19 аналогов и видео изготовления
ПРЕДУПРЕЖДАЕМ: ПРИМЕНЕНИЕ САМОДЕЛЬНЫХ СОЖ МОЖЕТ БЫТЬ ОПАСНО ДЛЯ ОБОРУДОВАНИЯ И ВАШЕГО ЗДОРОВЬЯ! АДМИНИСТРАЦИЯ САЙТА НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ВОЗМОЖНЫЕ ПОСЛЕДСТВИЯ! Применение смазочно-охлаждающих жидкостей (СОЖ) во время токарных работ:
продлевает срок службы инструмента и станка;
повышает класс чистоты обрабатываемых поверхностей;
позволяет вести высокоскоростную металлообработку.
В магазинах представлен широкий выбор СОЖ, но эмульсию для токарного станка можно приготовить и своими руками, причем по простым рецептам.
Самодельные аналоги СОЖ делают на основе масла (при необходимости лучшей смазки заготовки и инструмента) или воды (если требуются более высокие охлаждающие свойства).
На вопрос о том, из чего лучше самому приготовить СОЖ для станка, нет однозначного ответа. Например, дорогую смазку WD-40 для сверления алюминия можно заменить смесью керосина (70 %) и скипидара (30 %). При изготовлении эмульсий для обработки черных металлов нужно помнить о том, что в их составе обязательно должны быть ингибиторы коррозии.
Как самому сделать СОЖ на основе масла
Чтобы приготовить эмульсию на масляной основе своими руками, достаточно тщательно смешать три компонента – масло, воду и ПАВ (поверхностно-активное вещество).
На форумах по металлообработке предлагают и более сложные рецепты изготовления самодельных СОЖ для токарных станков. Например:
смешать по одному граненому стакану ароматизированного жидкого мыла, нерафинированного подсолнечного масла, керосина и кальцинированной соды + полстопки бельевого отбеливателя + четверть стопки Fairy, долить теплой водой до объема в 10 л и нагреть до 90 ° при непрерывном перемешивании. Полученный концентрат разводить водой в пропорции 1:3.
65 л воды +7 л солярки + 1 кусок натертого на терке 60% хозяйственного мыла + 1 пачка стирального порошка Пемос Автомат + 200г жидкости для мытья посуды Фери (Fairy) + 2 столовые ложки кальцинированной соды. После заливки в бак для СОЖ погонять помпу 10 минут – и самодельная эмульсия готова.
В рецептах самодельных эмульсий часто встречается индустриальное масло. Его можно заменить моторным.
Как самому приготовить СОЖ на водной основе
На изготовление самодельных СОЖ для токарного станка по этим рецептам вы потратите минимум времени и денег: все компоненты дешевые и доступные, быстро растворяются в теплой воде.
Состав
Весовое содержание, %
Применение
Сода кальцинированная
Вода (теплая)
1,5
98,5
Черновая обработка.
Растворы соды и тринатрий-фосфата оказывают одинаковое охлаждающее действие.
Сода кальцинированная
Нитрит натрия
Вода (теплая)
0,8
0,25
98,95
Тринатрий-фосфат
Вода (теплая)
1.5
98,5
Тринатрий-фосфат
Нитрит натрия
Вода (теплая)
0,8
0,25
98,95
Мыло специальное калийное
Сода кальцинированная техническая или тринатрийфосфат
Нитрит натрия
Вода (теплая)
0,5 — 1
0,5 — 0,75
0,25
98,75 — 98
Черновое и фасонное точение.
Мыло специальное калийное
Сода кальцинированная техническая
Вода (теплая)
4,0
1,5
94,5
Сода в составе СОЖ, изготовленной своими руками, выполняет две важные функции:
нейтрализует жесткость и снижает кислотность воды, за счет чего уменьшается риск коррозии металла заготовки, инструмента, деталей станка;
препятствует развитию бактерий и грибков, чем продлевает срок службы раствора.
Введение в рецепты нитрита натрия улучшает защиту металлов от коррозии.
Калийное мыло повышает смазывающие и очищающие характеристики самодельных аналогов водосмешиваемых СОЖ, оказывает дезинфицирующее действие. Его можно заменить любым водорастворимым мылом, не содержащим хлористых соединений (например, хозяйственным, натертым мелкой стружкой).
Чем можно заменить СОЖ
Точные аналоги современных эмульсий для станков приготовить своими руками невозможно, но ряд из них вполне реально заменить, воспользовавшись этой таблицей:
Здесь по пятибалльной шкале резание «всухую» — это 1 балл. Если применение заменителя СОЖ дает улучшение/ухудшение по сравнению с сухой обработкой, баллы добавляются/вычитаются.
Если вы решите заменить эмульсию в станке самодельным аналогом, тщательно промойте и продезинфицируйте бачок и систему подачи. Это необходимо, чтобы избежать проблем из-за совместимости составов, уничтожить бактерии, грибки и плесень. Для этой процедуры вы можете использовать системные очистители Oilcool XR.
Некоторые «домашние Кулибины» считают аналогами СОЖ тормозную жидкость и незамерзайку. Эти жидкости действительно обладают отличными охлаждающими и смазывающими свойствами, но содержат вещества (метанол, этиленгликоль, пропиленгликоль), которые могут вызвать тяжелое отравление, привести к инвалидности и даже летальному исходу. Поэтому заменять ими эмульсию для станка нельзя.
Что лучше: приготовить СОЖ самому или купить фабричную
Хоббийщики-металлообработчики упорно разрабатывают собственные рецепты изготовления эмульсий для станков по разным причинам: кто-то хочет создать аналог импортной СОЖ, которая исчезла из продажи, кому-то просто нравится самому достигать желаемых результатов.
Сделанные своими руками СОЖ дешевле фабричных, но проигрывают им по эксплуатационным характеристикам и сроку службы, а некоторые самодельные составы еще и весьма опасны для здоровья.
Сегодня российские предприятия производят полные аналоги СОЖ мировых брендов и публикуют таблицы взаимозаменяемости, с помощью которых можно самому выбрать качественную и недорогую эмульсию для токарного станка. Поэтому не стоит проводить рискованные домашние эксперименты с изготовлением составов по рецептам из интернета.
СОЖ — видео изготовления своими руками
Для тех, кто всё-таки решился сделать СОЖ самостоятельно, напоследок, предлагаем ознакомиться с одним из популярных видео по этой теме
Купить модульную систему для подачи СОЖ 1/4″ Loc-Line – значит, задать собственному производству самые высокие стандарты качества. Метод, при котором подача смазочно-охлаждающих жидкостей к месту обработки детали осуществляется через гибкий шарнирный рукав – прост, эффективен, безопасен.
Показывать: таблицей
Гибкие трубки 1/4″
Вентили 1/4″
Резьбовые соединители, переходники 1/4″
Наконечники 1/4″
Адаптеры 1/4″
Щипцы 1/4″
Наборы 1/4″
Система подачи СОЖ 1/4» Loc-Line разработаны с учетом использования в самых сложных условиях.
• Верхняя граница рабочих температур доступных трубкам СОЖ Loc-Line, может достигать значения в 77˚C, при точке плавления в 246˚C.
• Системы подачи СОЖ стойко переносят воздействие агрессивных химических составов – кислот, щелочей, растворителей.
• Диэлектрические свойства системы подачи СОЖ для токарного станка исключают электростатические явления. Это огромный плюс к сохранности электронной составляющей оборудования.
• Материал, из которого изготовлены элементы «Лок-Лайн» – это прочный полимер (пластик), идеально подходящий для подачи СОЖ на токарном станке еще и потому, что при контакте с деталью, инструментом или руками оператора не причиняет никакого ущерба.
ООО «ЮСМ Групп» гарантирует соответствие заявленным характеристикам набора 1/4″ Loc-Line.
Подача СОЖ на токарном станке определяется технологическим циклом. Обработка заготовок из металла приводит к намного большему нагреву, как самой детали, так и режущего инструмента, чем в ситуации с деталью из пластика.
При необходимости, конструкция «Лок-Лайн» позволяет легко умножить не только число сопел или резьбовых наконечников, направляющих поток СОЖ к точке нагрева, но и легко увеличить/уменьшить внутренний диаметр модульных шлангов (доступны размеры 1,4″, 1/2″, 3/4″). Система подачи СОЖ для токарного станка без труда монтируется на любую металлическую поверхность благодаря наличию магнитных креплений.
Условия продажи
Купить модульную систему для подачи СОЖ 1/4″ Loc-Line в Санкт-Петербурге, предлагает ООО «ЮСМ Групп». Один звонок и мы соберем конструкцию по индивидуальному заказу с учетом абсолютно всех деталей интересного заказчику проекта.
Система скидок, обязательная сертификация все товарной номенклатуры, отгрузка в течение одного дня и доставка по всей России – мы умеем делать свою работу!
ООО «ЮСМ Групп» – профессионалы для профессионалов!
типов охлаждающей жидкости для токарного станка
Опубликовано Penn Tool Co. , Inc. 25 августа 2021 г.
Типы охлаждающей жидкости для токарного станка
Операторы токарных станков знают, что их работа вызывает довольно много трения. На самом деле настолько, что они полагаются на охлаждающую жидкость для обеспечения безопасности своих операций.
СОЖ для токарной обработки имеет жизненно важное значение для минимизации трения, смывания деталей заготовки и предотвращения опасного накопления избыточного тепла. На самом деле правильная смазка защищает ваши заготовки и инструменты от коррозии.
Но как узнать, какая смазка лучше всего подходит для системы охлаждения вашего токарного станка? К счастью, специалисты Penn Tool Co. рассмотрели наилучшие варианты смазки вашего токарного станка.
Лучшие типы СОЖ для механической обработки
Видя разнообразие вариантов СОЖ в металлообрабатывающей и механической промышленности, вам может быть трудно решить, какой из них лучше. Начните с узкого круга задач и инструментов, которые вы используете.
Если вы ищете охлаждающую жидкость для токарного станка, вы уже сузили длинный список вариантов, но есть еще несколько вариантов. Два основных варианта охлаждающей жидкости при механической обработке:
Охлаждающие жидкости на масляной основе
Охлаждающие жидкости на химической основе
Каждый из них имеет свои уникальные качества, области применения и преимущества. Ниже мы обсудим эти различия, чтобы помочь вам найти идеальные системы охлаждения токарных станков для ваших операций.
СОЖ на основе растворимого масла
Охлаждающие жидкости на масляной основе являются одними из самых популярных охлаждающих жидкостей, которые люди используют при механической обработке. На самом деле, говоря об охлаждающих жидкостях при обработке, многие операторы часто в первую очередь думают о охлаждающих жидкостях на масляной основе.
Этот тип охлаждающей жидкости может иметь чистую масляную основу или эмульсию. Эмульсия представляет собой смесь воды и масла, и существует множество различных соотношений воды и масла в эмульсионных смесях охлаждающих жидкостей.
Машинные охлаждающие жидкости на масляной основе обеспечивают хорошую «подушку» между вашим инструментом и заготовкой. С другой стороны, они могут не так эффективно рассеивать тепло, как некоторые смазочные материалы на химической основе.
Охлаждающие жидкости на химической основе: синтетические жидкости и полусинтетические жидкости
Химические охлаждающие жидкости не так популярны для использования в металлообработке и механообработке. Люди часто используют химические охлаждающие жидкости в других областях, например, в автомобильной промышленности.
Антифриз является примером химической охлаждающей жидкости, которая работает с деталями двигателя. Химические охлаждающие жидкости для машин также включают различные синтетические и полусинтетические охлаждающие жидкости, которые люди чаще используют при механической обработке.
Как выбрать охлаждающую жидкость для токарного станка
Ваш выбор подходящей охлаждающей жидкости для вашего токарного станка зависит от нескольких факторов. Вам потребуются различные охлаждающие жидкости в зависимости от процесса обработки, который вы выполняете, и материалов, с которыми вы работаете.
Фрезерование, сверление, нарезание резьбы и токарная обработка — все процессы на токарных станках требуют уникальных типов СОЖ. Например, при сверлении латуни, бронзы и легированных сталей на токарном станке необходимо использовать растворимую масляную охлаждающую жидкость.
Однако при сверлении алюминия лучше всего использовать соотношение воды и растворимого масла 70-90%. Обязательно изучите, какие материалы наиболее совместимы с каждой охлаждающей жидкостью, прежде чем выбрать один из них.
Почему важно выбрать правильную охлаждающую жидкость для машин
Независимо от того, используете ли вы скоростной, автоматический или настольный токарный станок, вы должны обратить внимание на тип охлаждающей жидкости, в которой он нуждается.
Использование правильной охлаждающей жидкости имеет решающее значение для предотвращения пожаров, предотвращения перегрева вашего токарного станка и технического обслуживания инструмента.
Используйте это руководство по типам охлаждающей жидкости для токарного станка, чтобы понять, что лучше всего подходит для вашего оборудования.
Найдите лучшую охлаждающую жидкость для обработки в Penn Tool Co.
Правильная смазка предотвращает повреждение ваших инструментов, ошибки в заготовке и потенциальный вред операторам. Однако существует множество различных типов охлаждающей жидкости, которые можно использовать в системе охлаждения токарного станка.
С таким количеством разнообразных приложений часто может показаться сложным выбрать идеальное решение для ваших операций. К счастью, компания Penn Tool Co. имеет более чем 50-летний опыт работы в области механической обработки и производства.
Это означает, что у нас была возможность проводить тесты методом проб и ошибок, чтобы вам не пришлось этого делать. Чтобы воспользоваться преимуществами наших экспериментов и найти лучшую охлаждающую жидкость для токарных станков для вашего цеха, свяжитесь с нашей командой сегодня.
Система насоса охлаждающей жидкости — mikesworkshop
Система насоса охлаждающей жидкости.
Обычно при работе на токарном станке я использую кисть для нанесения охлаждающей жидкости/смазки на заготовку. Это хорошо работает для большинства работ, связанных с простыми токарными операциями. Однако для некоторых операций, таких как нарезание резьбы, кажется, что для подачи охлаждающей жидкости требуется третья рука, потому что две другие руки полностью заняты. Также легко забыть нанести смазку при выполнении сложных операций.
Я рассматривал возможность покупки системы охлаждения, но все коммерческие устройства кажутся слишком подходящими для использования на мини-токарном станке. Они были большими, для заполнения требовалось несколько литров охлаждающей жидкости, а скорость потока измерялась в литрах в минуту, в то время как потребность в охлаждающей жидкости на мини-токарном станке составляла порядка 10 мл в минуту.
Затем я начал выяснять, смогу ли я сделать простой и экономичный модуль. Критерии проектирования были следующие:
1. Блок должен быть небольшим и компактным — у меня только небольшая мастерская 2. Он должен легко сниматься со станка, когда он не требуется. 3. Количество охлаждающей жидкости в системе должно быть небольшим, не более 500 мл. 4. Расход охлаждающей жидкости должен быть переменным в пределах 0 — 100 мл/мин, т.е. от капельного до мелкоструйного 5. Должен быть безопасным. Это означает низковольтный насос и полностью закрытый двигатель. 6. Компоненты должны быть дешевыми и легкодоступными.
Я легко мог себе представить, какая система мне нужна. Небольшой резервуар с большим водосборным лотком помещался под токарный станок. СОЖ из резервуара будет подаваться к соплу, расположенному непосредственно над режущим инструментом. Затем излишки охлаждающей жидкости собираются в поддоне и стекают обратно в бачок. Все это звучит очень просто, но камнем преткновения на протяжении многих месяцев было то, что использовать в качестве насоса. Ответ смотрел мне в лицо каждый раз, когда я вел машину. Омыватель ветрового стекла оснащен небольшим компактным низковольтным насосом, способным подавать значительную струю жидкости. Единственные реальные вопросы, которые у меня возникали, заключались в том, совместим ли насос омывателя ветрового стекла с охлаждающими жидкостями на основе минерального масла и насколько он надежен, если будет работать непрерывно.
В одном из ящиков для мусора у меня лежала пара старых насосов омывателя ветрового стекла. Оба побывали в какой-то предыдущей службе. Я частично разобрал их и обнаружил, что один из них был насосом с резиновой крыльчаткой, а другой — шестеренчатым насосом. Я отказался от первого насоса на том основании, что резиновая крыльчатка, вероятно, не будет хорошо контактировать с охлаждающей жидкостью на масляной основе. Второй насос имел пластиковые шестерни, вероятно, ацеталь, и я решил испытать этот насос на предмет применения в качестве насоса охлаждающей жидкости. Первые испытания проводились с использованием воды и при номинальном напряжении поток составлял несколько литров в минуту. После нескольких минут работы двигатель был довольно горячим. В этом нет ничего удивительного, поскольку омыватели ветрового стекла предназначены для периодического использования. При снижении напряжения поток насоса уменьшился, и при 2 В подача по-прежнему превышала 100 мл/мин. При таком напряжении насос будет работать часами и не нагреваться. Тоже было практически бесшумно. Затем я заменил перекачиваемую жидкость на смесь 50% уайт-спирита и 50% моторного масла и настроил насос на 2 вольта на несколько часов. По истечении этого периода я снова разобрал насос и осмотрел шестерни и уплотнения на наличие признаков повреждения. Ни один из них не был очевиден, поэтому я решил, что насос может стать основой для моей системы охлаждения.
Чтобы установить водосборный лоток под токарный станок, его необходимо поднять, чтобы обеспечить зазор. Я уже делал это в рамках другой модификации, см. здесь .
Показывает бачок охлаждающей жидкости. Это небольшая посуда из нержавеющей стали диаметром 90 мм и высотой 45 мм, выполненная в виде контейнера для пищевых продуктов. Вмещает около 250 мл охлаждающей жидкости. В нижней части просверлено отверстие диаметром 6 мм. Латунный болт с шестигранной головкой M6 диаметром 25 мм был высверлен на 3 мм, а резьба отвернута примерно на 13 мм. Этот болт был пропущен через отверстие с использованием волокнистой шайбы в качестве уплотнения и затянут сбоку тарелки с помощью гайки M6.
Крупный план выпускного патрубка резервуара.
Противень для сбора представляет собой жестяной противень размером 320 x 230 x 13 мм. Он был просверлен в центре, а также в четырех точках вокруг центрального отверстия, как показано на рисунке.
Под поддоном прикручен круглый алюминиевый диск, который входит в верхнюю часть резервуара. Диск имеет толщину 12 мм, но центральная перемычка находится на 6 мм ниже верхней поверхности диска. Когда диск прикручен к нижней стороне поддона, центр поддона опускается, создавая неглубокое углубление, в котором собирается охлаждающая жидкость и стекает в резервуар.
Диск представлял собой алюминиевую отливку, которая затем была обработана с обеих сторон и по периметру.
В центральном отверстии диска имеется резьба M6, и он крепится к лотку с помощью винта M6.
Диск закрыт куском фильтровальной ткани. Это кусок нетканой ткани для уборки дома.
Резервуар плотно прилегает к фильтровальной ткани и удерживает ее на месте. При использовании этот узел переворачивается так, чтобы резервуар находился под лотком.
Здесь показан приемный лоток в положении под станиной станка с резервуаром под ним.
Узел сопла состоит из короткого отрезка квадратной латуни диаметром 12 мм, просверленного для установки короткой латунной трубки с наружным диаметром 5 мм для подачи охлаждающей жидкости. Он просверлен наполовину и имеет резьбу M5 для пластикового сопла. Эта насадка поставлялась как гибкий носик для масленки. (Еще одна жесткая насадка также была поставлена и использовалась вместе с масленкой). Гибкая трубка имеет внутри отрезок жесткой проволоки, позволяющей сгибать гибкую трубку в любом положении.
Латунный блок крепится к короткому отрезку стальной полосы толщиной 4 мм с помощью винтов с потайной головкой M3. В стальной полосе также просверлены отверстия для винта с накатанной головкой, который ввинчивается в тройниковую гайку.
Узел сопла крепится к Т-образному пазу в поперечном скольжении, при этом наконечник находится прямо над режущим инструментом.
Альтернативой использованию тройника для зажима сопла является прикрепление небольшого мощного неодимового магнита к латунному блоку. Это позволяет закрепить сопло либо на поперечном салазках, либо на верхнем салазках. Единственным недостатком такой конструкции является то, что магнит имеет тенденцию притягивать много стружки при обработке стали.
На этой фотографии показан насос. Он имеет маркировку SEIM и сделан во Франции.
Резервуар соединяется с входом насоса, а выход соединяется с насадкой. Первоначально для жидкостных линий использовалась прозрачная гибкая трубка из ПВХ. Однако при длительном контакте с минеральным маслом они становились твердыми и жесткими. Они были заменены трубками из нитрилового каучука, которые используются для топливопроводов дизельного топлива, которые гораздо более маслостойки. Это два лепестковых разъема в верхней части насоса для электропитания.
Электрика.
Насос подключен к штепсельному трансформатору постоянного тока (настенная бородавка в США). Это рассчитано на 9 В и 500 мА, что более чем достаточно для насоса. Штепсельный трансформатор подключен к диммеру лампы, чтобы обеспечить переменную подачу насоса. Электрическая схема показана ниже.
Лампа 40Вт включена в цепь для нагрузки диммера. Сам насос потребляет менее 1 Вт, а диммеры ламп требуют минимальной нагрузки (обычно 40 Вт) для правильной работы. При таком расположении скорость насоса может варьироваться, чтобы обеспечить что угодно: от медленной капельки до струи хладагента.
На практике диммер, розетка и лампа устанавливаются на небольшой доске над токарным станком. Эту розетку переменной мощности можно также использовать для подачи переменной мощности на другое оборудование, если это необходимо в рамках ограничений мощности диммера (250 Вт). не хватает рук или когда концентрация на обработке может привести к пренебрежению охлаждением и смазкой. Большая проблема с использованием системы при высоких расходах заключается в том, что охлаждающая жидкость имеет тенденцию разбрызгиваться повсюду, особенно если она работает близко к патрону.
Брызговик.
Чтобы свести к минимуму проблему разбрызгивания, был сконструирован брызгозащитный экран из плексигласа (оргстекло в США), см. выше. Защитный экран крепится к поперечным салазкам, так что после установки над инструментом он будет двигаться вместе с ним. Шейл был изготовлен путем нагревания полосы плексигласа 80 x 370 x 2,5 мм в бытовой печи, пока она не станет гибкой. Во время процесса нагрева она полностью поддерживалась на полосе из фибрового картона толщиной 1/8 дюйма. Когда она была гибкой, она была извлечена и обернута вокруг банки с краской (диаметром около 130 мм), чтобы придать изогнутую форму. Изогнутая полоса была привинчена к куску 12-миллиметровый квадратный стальной лист с использованием 13-миллиметрового алюминиевого листа для распределения напряжения вокруг винтов. 12-миллиметровый квадратный стальной лист был просверлен на 6-миллиметровом диаметре и стержень закреплен на месте с помощью Loctite. Был сделан простой кронштейн, чтобы прикрепить его к поперечный слайд
Примечание по охлаждающим жидкостям.
Я использовал охлаждающие жидкости на водной основе (растворимое масло, пена) на токарном станке, но я обнаружил, что это приводит к небольшой поверхностной коррозии направляющих, если токарный станок не будет тщательно очищен после использования. По этой причине я предпочитаю использовать охлаждающие жидкости на масляной основе. Обычно я использую смесь моторного масла SAE30, разбавленного 50/50 уайт-спиритом. Я считаю, что это хорошо работает для алюминия и стали.
Несколько улучшений.
Описанная выше система охлаждения работает хорошо. Единственная реальная проблема заключается в том, что подсунуть блок под токарный станок — грязное дело, потому что всегда было разлив масла. Чтобы преодолеть это, были внесены некоторые изменения.
В качестве резервуара использовался более мелкий лоток. Это была губка диаметром 200 мм. Форма имеет высоту около 30 мм, что позволяет ей легко проскользнуть под токарный станок. Банку приклеили к куску листовой стали 200 х 250 мм с помощью силиконового герметика, а на лист установили насос.
Насос был закреплен на листе с помощью двух винтов M3 с потайной головкой. Лист был перфорирован, чтобы сделать углубления для головок винтов, чтобы он лежал ровно под токарным станком
Использовался тот же лоток для сбора, что и ранее.
Фрезы для деревообрабатывающих станков с ЧПУ — MULTICUT
Обновлено: 18.11.2022
Фрезерная обработка — быстрый и надежный способ придать древесине необходимую форму. Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Необходимо также учитывать не только соответствие типа фрезы выполняемой задаче и режиму фрезеровки, но и конструктивные особенности режущей области. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением.
Общие сведения
Фрезы для проведения различных видов обработки отличаются формами режущих кромок и способами заточки. Затылованные имеют криволинейную форму и фронтальную заточку; применяются они в работе с профилями. Остроконечные с прямым профилем используются при сверлении; их заточка производится по фронтальным или задним сторонам. Существуют фрезы с двумя режущими кромками. Такая конструкция позволяет сделать инструмент и обработку дешевле, увеличить скорость работы и улучшить качество готового изделия.
Со временем режущая кромка инструмента тупится и стирается. Во избежание частой замены фрезы производят из высокопрочных сплавов с длительным сроком службы.
Пройти тест
Разновидности фрез по дереву
Фрезы для станков с ЧПУ по дереву делятся на два основных вида:
Фрезы из быстрорежущей стали с добавлением вольфрама или молибдена для работы с древесиной мягких пород.
Твердосплавные инструменты для работы с твердыми породами дерева. Их отличают сбалансированность, износостойкость и прочность. Подобные 3D-фрезы для ЧПУ-станков по дереву широко применяют в производстве мебели по индивидуальному заказу.
Кроме того, существуют фрезы из хромокобальтового сплава.
На установках с ЧПУ выполняют большое число операций. Этим обусловлено различие типов, форм и размеров фрез.
Типы фрез по форме и назначению:
Пазовые
— для нарезания пазов разной конфигурации.
Кромочные
— для фрезеровки кромки и придания ей формы.
Торцевые
— для обработки вертикальных поверхностей.
Дисковые
— для фрезеровки канавок (бывают пазовые, двух- и трехсторонние).
Угловые
— для фрезеровки угловых пазов.
Концевые
— для вырезания контурных выемок и уступов.
Шпоночные
— для просверливания отверстий.
Фасонные
— бывают затылованными и остроконечными.
Наиболее широко в деревообрабатывающей промышленности применяют пазовые и кромочные типы фрез. Далее рассмотрим более подробно их виды и назначение.
Пазовые фрезы
Этот тип фрез применяют для выполнения следующих работ:
фрезеровка разных типов соединительных пазов для конструктивных элементов,
выполнение пазогребневых соединений,
фрезеровка соединений вида «шип-паз».
Что касается формы, существует 2 вида пазовых фрез:
Диски.
Их режущие кромки (от двух и больше), находятся по периметру и служат для выборки, выравнивания или расширения паза. Они бывают слитыми с основанием диска или заменяемыми.
Цилиндрические стержни.
Бывают из быстрорежущей или твердосплавной стали.
Все типы пазовых фрез производят по соответствующим стандартам.
Виды пазовых фрез и сферы их применения
Эти инструменты делятся на типы соответственно выполняемым задачам:
прямые,
конические,
галтельные,
конические,
v-образные,
т-образные,
ласточкин хвост,
фасонные,
комбинированные,
конструкционные,
кромочные фальцевые,
торцевые,
дисковые.
Пазовая v-образная разновидность служит для выполнения наклонных канавок под разными углами. В крупногабаритных деталях для увеличения надежности соединения делают углубленные выборки. Для этого применяют фрезы с длинным хвостовиком. Для повышения скорости и результативности работы используют несколько режущих лезвий, которые производят из твердосплавной стали и закрепляют способом латунной припайки. Торцевые фрезы нужны для производства соединения типа «шип-паз».
Прямые
Такие фрезы служат для выполнения прямых пазов. Они имеют параллельные режущие кромки, которые вращаясь создают выемки в виде цилиндра. Величина кромок влияет на ширину отверстия и качество обработки. Соответственно стандартам, основные размеры фрез:
внешний диаметр,
длина хвостовика,
величина режущей части,
глубина режущей части.
Конические
Для углубленной фрезеровки применяют удлиненную коническую фрезу. К коническому типу относят режущий инструмент под названием фреза «кукуруза» по дереву для станков с ЧПУ. Основное назначение «кукурузы» — создания декоративной резьбы по дереву.
Галтельные
С их помощью выполняют пазы прямой формы, на дне которых фрезеруется выемка под названием «галтель». Такие пазы используются как направляющие, по которым происходит перемещение отдельных элементов мебели (выдвижных ящиков и др.).
Кроме того, пазовые галтельные фрезы служат для:
обработки кромок,
наклонной фрезеровки.
3D обработка материала при создании крупногабаритных объемных объектов.
Эти фрезы имеют форму треугольника или полукруга.
Фасонные пазовые фрезы
Служат для создания больших по площади углублений и для обработки боковых поверхностей: от закругления до создания сложных форм. Такие фрезы нужны для производства декоративной деревянной посуды, домашней утвари, шкатулок и др.
Конструкционные
Они необходимы для создания надежных соединений при помощи пазов специальных форм.
Бывают разных видов:
«ласточкин хвост»,
т-образные,
перевернутые т-образные.
Такие пазы служат в качестве направляющих для перемещения выдвижных ящиков, крышек сложных шкатулок. Величина выполняемого паза зависит от общей длины инструмента и его диаметра.
Дисковые
Бывают двух или трехсторонними, с мелкими или нормальными зубьями. Они служат для создания технических пазов и канавок.
Дисковые фрезы бывают:
целые с прямыми лезвиями;
с лезвиями, направленными в противоположные стороны;
со вставными лезвиями;
затылованные.
Дисковые фрезы имеют несколько уступов, что повышает точность обработки и уменьшает шероховатость поверхности. Они создают пазы любой глубины и ширины.
Кромочные фрезы
Такие виды фрез по дереву для станков с ЧПУ, как кромочные, применяются для обработки кромки и придания ей формы. Они состоят из нескольких частей:
Хвостовик, который зажимается в принимающем устройстве.
Режущая часть. Бывает 2 видов: цельнолитая с хвостовиком и сменная. Существуют модели с возможностью установки несколько режущих элементов.
Виды кромочных фрез
В следующем списке перечислены функции, для выполнения которых предназначены кромочные фрезы для станков с ЧПУ по дереву того или иного вида:
Калевочная.
Для выполнения сложных орнаментов, прямой обработки, создания волнистой и дугообразной кромки.
Прямая.
Для создания плоских прямых кромок перпендикулярного типа, выполнения обработки округлой формы применяется фреза прямая.
Конусная.
Для обработки заготовок перед соединением при изготовлении мебели частно используется именно конусная фреза.
Радиусная.
Бывает двух видов: вогнутая и выпуклая. Может вращаться в обе стороны. Служит для фигурной обработки разной сложности.
Фальцевая.
Для изготовления прямоугольных пазов на изогнутых или ровных деталях, в том числе путем двойного прохода.
Фигурная.
Отличается большой массой и может выполнять работу на большой площади для ускорения обработки. Комбинация разных элементов позволяет создать кромку нужной формы.
Галтельная v-образная.
Для формирования v-образных вырезов с разным наклоном угла.
Сферы применения
Основные функции кромочной фрезы:
фигурная обработка кромок при производстве мебели и предметов интерьера (плинтусов и др.),
выработка канавок и пазов разной формы,
выполнение вырезов для установки петель дверей или окон,
выработка углублений для сборки декоративных элементов,
обработка и обрезка прямых кромок.
Таким образом, кромочные фрезы подходят для выполнения большинства операций по обработке древесины.
В заключение
Наибольшему износу среди всех элементов фрезерных станков с ЧПУ по дереву подвержена фреза, работа которой в интенсивном режиме затупляет режущую кромку, вследствие чего ее геометрия может нарушиться. Обработка затупленной фрезой приводит к увеличению площади ее соприкосновения с поверхностью. Это повышает температуру инструмента и перегревает материал. Высокая температура снижает твердость лезвия, спаивает между собой частицы стружки: они липнут на фрезу и забивают отводящие канавки. Это еще больше затупляет фрезу и приводит к ее деформации. Работа таким инструментом отрицательно влияет на качество обработки и повышает вероятность брака.
Продлить срок службы фрезы и сэкономить средства на покупку новой поможет периодическая заточка, которую можно проводить не более трех раз.
Шаговое устройство — бесщеточный двигатель с несколькими обмотками, функционирующий по синхронному принципу. Принцип работы шагового двигателя заключается в поочередной активации обмоток, которые обеспечивают вращение / остановку ротора…
Подробнее
Обновлено: 06.12.2022
Специфика сверлильных станков с ЧПУ
Современные сверлильные станки с ЧПУ используются на производствах, на которых в больших объемах осуществляется обработка деталей всевозможного назначения, например, на мебельных фабриках. Сегодня производители предлагают покупателям модели сверлильных станков с ЧПУ во всем функциональном многообразии…
Подробнее
Обновлено: 15.12.2022
Программы для станков с ЧПУ
Станок с ЧПУ (числовым программным управлением) — сложное устройство, позволяющее создавать детали различных форм из дерева, металла или пластмассы. Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Подробнее
Обновлено: 14.12.2022
Особенности правильного выбора фрезерного станка с ЧПУ: советы и рекомендации
Существует широкий ассортимент фрезерных ЧПУ-станков, которые предназначены для выполнения разного рода работ. Выбор фрезерного станка с ЧПУ профессионалы осуществляют, руководствуясь богатым опытом и профильными навыками…
Подробнее
Обновлено: 17.12.2022
Шипорезный станок
Некоторые элементы мебели или столярные изделия соединяются между собой «на шип». Шипом называют выступ на конце одной из двух заготовок, который входит в паз, предусмотренный в другой…
Подробнее
Возврат к списку
Поделиться:
Фрезы для ЧПУ станков по дереву — виды, типы, классификация
У большинства предприятий, работающих с древесиной, есть в арсенале фрезы по дереву. Они дают возможность расширить производство и оптимизировать его. При правильном подборе и использовании деталей можно изготавливать, профилировать и декорировать разные типы пиломатериалов.
В зависимости от вида деревообрабатывающих фрез можно создать кессонные потолки, стеновые панели, дверные арки, коробки, двери и многое другое.
Что представляет собой фреза?
Инструмент представляет собой многолезвийную деталь. В зависимости от вида она может насаживаться на шпиндель станка или же устанавливаться на рабочий вал. Для изготовления изделий используются разные типы сплавов прочных металлов.
Чтобы инструмент работал качественно, важно выбирать его, учитывая не только свои потребности, но и технические характеристики станка.
Виды фрез в зависимости от способа изготовления
Существуют сборные и монолитные инструменты. Сборный тип представляет собой болванку, на которую в заводских условиях были напаяны лезвия. Острая часть детали производится из специальной инструментальной стали либо же из твердосплавных типов металлов.
Монолитные виды фрез по дереву изготавливаются из цельного металла. Чаще всего производители используют инструментальную сталь. Они изначально включают в себя лезвия. Оба варианта хорошо себя зарекомендовали на деревообрабатывающих предприятиях.
Нужно учитывать, что фрезы с напаянным типом лезвий не перетачиваются.
Также существуют фрезы со сменными лезвиями (подвид сборного инструмента). Их можно и нужно менять по мере изнашивания. Это самый практичный вариант для тех, кто занимается фрезеровкой постоянно.
Разновидности лезвий
Виды фрез для фрезера по дереву также различаются по типу лезвий. Они бывают быстрорежущими (маркировка: НМ) и твердосплавными (маркировка HSS). Первый вариант отлично подходит для работы с мягкими сортами дерева, а второй — для твердых разновидностей древесины.
Лезвия могут быть расположены вертикально либо же под наклоном. Наклонный тип лезвий дает возможность аккуратно срезать слой дерева, не допустив сколы по краям. Вертикальные лезвия рубят пиломатериал.
Для каких устройств подойдут фрезы?
В зависимости от вида и параметров инструмент можно подобрать для таких устройств:
Разные типы станков: фрезерные, копировальные, строгальные, комбинированные.
Обычные дрели.
Промышленные агрегаты.
Варианты деталей в зависимости от геометрии и конструкции
Существует немало вариантов фрез для удовлетворения потребностей производств. Основные из них: цилиндры, угловые, торцовые, фасонные, концевые. Каждая из них предназначена для определенного типа работ с деревом.
Если вы хотите узнать больше информации о видах фрез по дереву для станков, специалисты интернет-магазина Многофрез всегда готовы вас проконсультировать по всем техническим вопросам. Также у нас вы можете купить инструмент для станков по доступной цене.
Обращайтесь к нам, и своим выбором будете довольны!
СМОТРИТЕ ТАКЖЕ: Фрезы для деревообработки • Назначение фрез по числу заходов • Серии и сплавы инструмента DJTOL
Фрезы с ЧПУ
и как их использовать [Полное руководство]
Фрезерные фрезы с ЧПУ — это специальные биты, в которых используются преимущества особых возможностей фрезерных станков с ЧПУ, а также конкретных материалов и ситуаций, в которых они используются. Чтобы понять разницу между фрезерным станком с ЧПУ и фрезерным станком, ознакомьтесь с нашей статьей.
Хотя вы можете использовать концевые фрезы и спиральные сверла, которые являются типичными для станков с ЧПУ (маршрутизаторы также называются портальными фрезами, если хотите) в мире ЧПУ, существует ряд специальных фрез с ЧПУ, которые могут помочь в различных операциях. ситуации, и это то, о чем эта статья. Чтобы узнать больше об обычных фрезах (большинство из которых также можно использовать на фрезерном станке, за исключением более крупных инструментов, таких как торцевые фрезы), ознакомьтесь с нашим Полным руководством по фрезам. Чтобы получить еще более общее представление о том, как правильно выбрать фрезу, ознакомьтесь с нашей серией статей о выборе фрез для фрезерных и фрезерных станков.
Давайте проведем краткий обзор с некоторыми советами:
Верхний и нижний рез
Верхний и нижний рез геометрии (любезно предоставлено Eagle America) резак, который перемещает стружку вверх или вниз. В каком бы направлении не летела стружка, на заготовку действует сила в тех же направлениях. Таким образом, вертикальный рез будет перемещать стружку вверх и из реза, и он будет притягивать заготовку. Кстати, в мире традиционных концевых фрез некоторые фрезы называются левосторонними или правосторонними. Это не то же самое, потому что это относится к фактическому вращению шпинделя. Вы можете получить фрезы с левым вращением (против часовой стрелки), но 95% долот с понижающим вращением имеют правое вращение.
Зачем вам долото с занижением?
Вставная фреза — это обычная концевая фреза для любых целей. Для дерева и материалов, которые могут откалываться, у него есть недостаток, заключающийся в том, что он хочет тянуть стружку вдоль верхнего края. Поскольку срез давит вниз, он оставляет более чистый срез сверху, но может потрепать нижний край.
Закрепление — это другой вопрос. Верхний рез хочет подтянуть заготовку. Если у вас есть гибкая заготовка (подумайте о листе фанеры или алюминиевой пластине толщиной 1/2 дюйма — фанера гибкая), вытягивание ее вверх может привести к ее искривлению и сделать рез неточным. В этом очень помогает вакуумный стол.
Хорошо, почему бы не всегда использовать Downcut, чтобы получать более чистые пропилы и плотно прижимать заготовку к столу?
Ответ заключается в том, что при резке вниз стружка опускается на дно отверстия, что далеко не идеально. Если вы читали блоги CNCCookbook, вы наверняка слышали, как я говорил о необходимости быть параноиком в отношении очистки чипсов. С деревом проблем меньше, чем с металлом, но все же это большая проблема. Рассмотрите возможность использования прямого пропила для окончательного чистового прохода, когда нужно убрать меньше стружки и где вы хотите избежать сколов на верхнем краю пропила.
При использовании нашего программного обеспечения G-Wizard Feeds and Speeds относитесь к вертикальным резцам как к обычным концевым фрезам. Для врезания выберите тип концевой фрезы, а затем выберите тип наконечника «вниз».
Это выглядит так:
G-Wizard — это первый калькулятор подачи и скорости, разработанный специально с учетом потребностей пользователей фрезерных станков с ЧПУ.
У меня был слесарь, который написал следующий анекдот о резке вниз:
На резке вниз торцевая заглушка часто не «разрезана». Он заканчивается вращением на конце бита. У меня не один раз пробка крутилась внутри пореза…. они нагреваются настолько, что загораются ДСП низкой плотности вакуумного стола. Поскольку вакуумный насос выходит наружу, вы часто не понимаете, что у вас возник пожар.
Ой. Пожары маршрутизатора могут быть опасны, ознакомьтесь с нашей статьей о них.
Еще один совет: левосторонняя концевая фреза меньше диаметра застрявшего винта может стать отличным способом извлечения винта. Противоположное вращение создает давление «отвинчивания», поскольку материал срезается, чтобы ослабить резьбу.
Компрессионные фрезы
Компрессионные фрезы…
Представьте, что вы комбинируете прямой и нижний рез, и у вас есть компрессионный резак. Флейты буквально идут в одну сторону в нижней половине длины флейты, а в другую — в верхней. Компрессионные фрезы предназначены для фанеры, композитов и ламината. Они используются, потому что тянут к середине фрезы, что уменьшает сколы как сверху, так и снизу. Используйте один, чтобы полностью разрезать лист фанеры, и у вас будут более чистые края с обеих сторон.
Учитывая проблемы с удалением стружки и желательное использование для предотвращения образования стружки, G-Wizard имеет специальную настройку для компрессионных фрез. При использовании нашего калькулятора подачи и скорости фрезерного станка с ЧПУ G-Wizard выберите тип концевой фрезы, а затем нажмите «Сжатие». Тип наконечника:
Не пытайтесь использовать компрессионную фрезу для обработки металла!
Алмазные насадки
Фрезерная насадка с алмазной огранкой…
Теперь мы говорим о сумасшедших флейтах. Алмазная огранка очень похожа на рашпиль по дереву, и в значительной степени это то, чем она является. Они отлично подходят для чистовой обработки, но их производительность по удалению материала ограничена по сравнению с другими типами бит. Поскольку они бережно относятся к материалу, их часто используют с композитами, материалами для печатных плат и другими многослойными материалами. Сверяйтесь с рекомендациями производителя, пока мы не добавим опцию «Diamond Cut» в G-Wizard, хотя вы, вероятно, можете использовать ее как концевую фрезу из быстрорежущей стали (даже твердосплавную) с Tortoise-Hare, установленным на «Full Tortoise».
Стружколом
Это то, что в мире металлов называют «грубее» или «грубее кукурузного початка». Края зубчатые, чтобы разбить стружку на более мелкие части и действительно быстро перемещать материал при черновой обработке. Мне очень нравятся эти плохие парни: ознакомьтесь с нашей статьей о грубиянах, чтобы узнать больше.
В G-Wizard выберите концевую фрезу и выберите тип наконечника «Serrated Rougher», чтобы повысить производительность.
Фрезы с прямыми канавками
Сохранил их напоследок, так как я не большой фанат. Спиральная канавка позволяет лезвию постепенно усиливать зацепление со стружкой. Для прямой флейты это происходит сразу, когда вся кромка врезается в заготовку. Металлический мир не видит этой геометрии, за исключением разверток, которые имеют совершенно другую функцию. Причина, по которой эти резаки производятся и продаются, заключается в том, что они намного дешевле. Для ЧПУ они кажутся пустой тратой времени, и я бы определенно никогда не использовал их ни на чем, кроме дерева или пластика. Согласно Wealden Tool, фреза со спиральными канавками может работать в 3 раза быстрее и оставляет более качественную отделку. ОТО, они дешевые. Один машинист написал, что он в основном использует фрезы с прямыми канавками для работ по дереву, потому что они намного дешевле.
Для подачи и скорости при использовании нашего программного обеспечения G-Wizard Speeds and Feeds выберите тип концевой фрезы, а затем щелкните тип наконечника «Прямая канавка».
Наплавка спойлборда
Фрезы для спойлборда похожи на фрезы и фрезы, используемые на обычных фрезерных станках с ЧПУ. Их цель – как можно быстрее сделать всю поверхность спойлборда ровной.
Типичная фреза для наплавки спойлера, любезно предоставлена компанией Rockler…
Чтобы узнать, как использовать эти фрезы, как правильно выбрать фрезу для фрезерного станка с ЧПУ, какие из них наиболее популярны и как рассчитать их подачу и скорости, ознакомьтесь с нашим полным руководством по резакам для спойлборда.
Подачи и скорости фрезы с ЧПУ
Если вы режете древесину, обратитесь к нашему специальному руководству по подачам и скоростям по дереву . Если вам нужно рассчитать подачу и скорость для фрезерного станка с ЧПУ, обязательно ознакомьтесь с G-Wizard. Он имеет ряд особенностей, которые делают его самым мощным Калькулятором подачи и скорости фрезерного станка с ЧПУ . Кроме того, вы можете получить бесплатную 30-дневную пробную версию:
Улучшить каналы и скорость Для
Tools Today Buying Guide
Опубликовано 16 сентября 2022 г. автором ttadmin
Существует множество различных методов крепления, но это серьезное руководство с некоторыми из лучших методов крепления. В методах крепления нет недостатка, но Мэтт Пламли из Toolstoday рассмотрит каждую категорию методов крепления для дерева, разберет, для чего используется каждый из них, и обсудит, что лучше всего сработало для него. Верхний прижимной зажим Верхний прижимной зажим, вероятно, является наиболее распространенным методом закрепления материала… нажмите, чтобы прочитать подробнее
Опубликовано в Биты с ЧПУ, Общие советы для столяров |
Tagged cnc, станок с чпу, советы для столяров, советы по ящикам для инструментов, инструменты, toolstoday, деревообработка, советы по деревообработке, инструменты для деревообработки | Оставить комментарий
Опубликовано 29 апреля 2022 г. автором ttadmin
Эти 5 предметов — одни из лучших предметов, которые помогут вам делать высококачественные знаки на вашем станке с ЧПУ. Есть много предметов, которые помогут улучшить качество ваших знаков. Мэтт Пламли из Toolstoday поделится топ-5, которые он использует для изготовления высококачественных вывесок из дерева. Некоторые из самых простых в изготовлении, но наиболее эффективных знаков создаются с использованием траектории v-carve и v-биты. Использование высококачественной твердосплавной насадки с V-образной канавкой… нажмите, чтобы прочитать подробнее
Опубликовано в Сверла с ЧПУ, Общие советы для деревообработчиков, Фрезы, Без рубрики |
Tagged cnc, биты с чпу, станок с чпу, CNC V Groove, бит маршрутизатора, биты маршрутизатора, советы для столяров, дерево, деревообработка, советы по деревообработке, инструменты для деревообработки | Оставить комментарий
Опубликовано 18 февраля 2022 г. автором ttadmin
У вас есть вопросы о ЧПУ Shapeoko 4? Это руководство по покупке поможет ответить на них! О станке с ЧПУ Shapeoko 4 можно многое узнать, но Мэтт Пламли из Toolstoday расскажет вам о характеристиках станка, расскажет о том, как он работает, и, надеюсь, ответит на все ваши вопросы! Независимо от того, ищете ли вы свой первый станок с ЧПУ или хотите добавить новый станок с ЧПУ к вашему производству, Shapeoko 4 — это просто фантастика… нажмите, чтобы прочитать подробнее
Опубликовано в Биты с ЧПУ, Общие советы для столяров |
Tagged карбид 3d, чпу, станок с чпу, shapeko 4, shapeoko cnc, советы для столяров | Оставить комментарий
Опубликовано 2 июня 2021 г. автором ttadmin
Эти 5 полотен для настольных пил — одни из лучших в деревообрабатывающей мастерской! Существует множество различных типов полотен для настольных пил, используемых для резки дерева, но Мэтт Пламли из Toolstoday предлагает 5 наиболее важных полотен для вашей настольной пилы! Все перечисленные здесь полотна предназначены для настольных пил, в которых используется полотно 10 дюймов с оправкой 5/8 дюйма, мы предлагаем полотна других диаметров и отверстий, но… нажмите, чтобы прочитать подробнее
Posted in Общие советы для столяров, Пильные полотна, Без рубрики |
Инструмент амана, комбинированный пильный диск, поперечный пильный диск, отрезной пильный диск, пильные диски, советы для столяров, деревообработка, инструменты для деревообработки | Оставить комментарий
Опубликовано 4 ноября 2020 г. автором ttadmin
Эти 5 предметов обязательно придутся по вкусу любому плотнику! Ищете идеальный подарок для плотника в вашей жизни? Тогда не смотрите дальше! Мэтт Пламли из Toolstoday расскажет о 5 главных вещах, которые понравятся любому столяру в праздничный сезон! 55227 – Каждому мастеру по дереву нужна хорошая зенкерная фреза для работы в мастерской по чистовой отделке мебели. Зенковка 55227 с твердосплавным наконечником и регулируемым упором по глубине — идеальный инструмент для этой работы. Это будет… нажмите, чтобы прочитать подробнее
Опубликовано в Без рубрики |
Tagged amana tool, купить фрезы, чпу, фрезы с чпу, станок с чпу, сжатие, Downcut, идеи подарков, фрезы, советы для столяров, toolstoday, Upcut, деревообработка, советы по деревообработке | Оставить комментарий
Опубликовано 23 октября 2020 г. автором ttadmin
Все, что вам нужно знать о том, какой бит лучше всего подходит для вашего проекта: бит с понижением, повышением или сжатием! Понимание того, какой стиль резки использовать для конкретного разреза, может иметь огромное значение для качества ваших проектов. Мэтт Пламли из Toolstoday разберет его и упростит выбор биты для использования. Насадка с нисходящим резом — идеальный выбор для резов, когда чистая верхняя поверхность, например, создание несквозных карманов,… нажмите, чтобы прочитать больше
Опубликовано в Биты с ЧПУ, Общие советы для столяров, Фрезы |
Tagged amana tool, купить фрезы, чпу, фрезы с чпу, станок с чпу, сжатие, Downcut, фрезы, советы для столяров, toolstoday, Upcut, деревообработка, советы по деревообработке | 1 комментарий
Опубликовано 11 декабря 2019 г. автором ttadmin
Этот постер будет отлично смотреться в вашем магазине, гараже, офисе и на стене. На нашем веб-сайте Toolstoday представлен самый полный список всех инструментов, которые мы предлагаем, но приятно быстро найти лучшие инструменты для дерева и современных материалов с помощью этого плаката размером 24 x 36 дюймов. Поднимите свой БЕСПЛАТНЫЙ плакат с руководством по инструментам с ЧПУ, чтобы повесить рядом со своим станком для удобства. Обязательно загрузите бесплатную PDF-копию постера с руководством по инструментам с ЧПУ ЗДЕСЬ! Правильный выбор биты для материала… нажмите, чтобы прочитать подробнее
Опубликовано в Сверла с ЧПУ, Общие советы для деревообработчиков, Фрезы, Без рубрики |
Tagged акрил, алюминий, инструмент амана, латунь, купить фрезы, углеродное волокно, чпу, станок с чпу, CNC V Groove, композит, медь, недорогие фрезы, фрезы, фрезы, советы для столяров, toolstoday, дерево, деревообработка , советы по деревообработке, инструменты для деревообработки | Оставить комментарий
Опубликовано 28 октября 2019 г. автором ttadmin
Эти 5 фрез должны быть у каждого столяра! Существует множество различных типов фрез, используемых для резки дерева, но Мэтт Пламли из Toolstoday разбивает их на 5 наиболее важных фрез, которые вам нужны для фрезера! Для каждого типа бита будет указано два номера позиций. Если у вас есть возможность использовать сверло с хвостовиком 1/2″, всегда используйте его для дополнительной устойчивости, но если вы используете триммер… нажмите, чтобы прочитать подробнее
Опубликовано в Общие советы для столяров, Фрезы |
Tagged amana tool, купить фрезы, дешевые фрезы, фрезы с промывкой, недорогие фрезы, фрезы, фрезы, советы для столяров, инструменты, toolstoday, деревообработка, советы по деревообработке, инструменты для деревообработки | Оставить комментарий
Опубликовано 6 сентября 2019 г. автором ttadmin
Эти 5 битов вы будете использовать чаще всего в своем ЧПУ! Существует множество различных типов битов с ЧПУ, используемых для резки дерева, но Мэтт Пламли из Toolstoday собирается разбить их на 5 наиболее важных бит или наборов бит, которые вам нужны для вашего ЧПУ! 1. 46202-K. Независимо от размера вашей машины, такая фреза на 1/4″, как эта, вероятно, будет одной из ваших наиболее часто используемых фрез. Резка вниз… нажмите, чтобы прочитать подробнее
Опубликовано в Сверла с ЧПУ, Общие советы для деревообработчиков, Фрезы, Без рубрики |
Tagged amana tool, cnc, станок с чпу, CNC V Groove, бит маршрутизатора, советы для столяров, деревообработка, советы по деревообработке, инструменты для деревообработки | Оставить комментарий
Опубликовано 18 июля 2019 г. автором ttadmin
Неважно, над каким проектом вы работаете, у нас есть для вас подходящая фреза с ЧПУ! Мэтт Пламли из ToolsToday подробно расскажет о том, что следует учитывать при выборе новой фрезы для ЧПУ! Первое, что нужно учитывать, это размер хвостовика, который может принять ваш шпиндель.

 Рабочее поле может быть увеличено до 80 метров по высоте.
Рабочее поле может быть увеличено до 80 метров по высоте.  Рабочее поле может быть увеличено до 80 метров по высоте.
Рабочее поле может быть увеличено до 80 метров по высоте.  Оборудование поставляется заказчику в отлаженном состоянии, проверенным на работоспособность. Специалисты компании «АМТ» научат моделированию, приготовлению рабочих смесей и управлению принтером.
Оборудование поставляется заказчику в отлаженном состоянии, проверенным на работоспособность. Специалисты компании «АМТ» научат моделированию, приготовлению рабочих смесей и управлению принтером.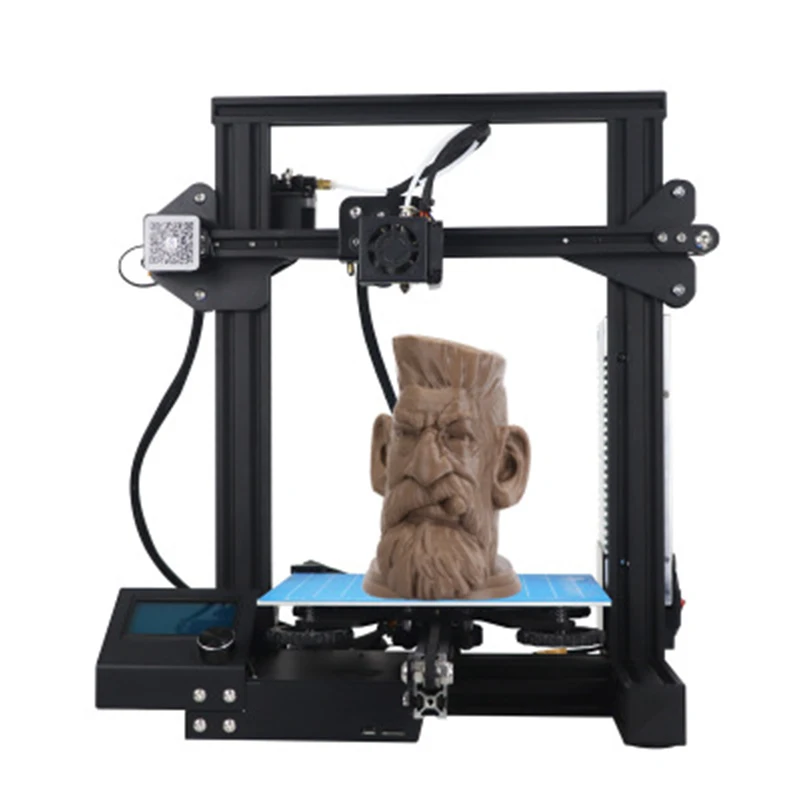
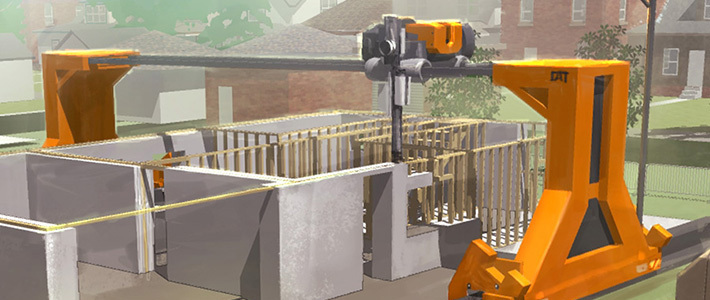 м. Это открывает отличные возможности для организации бизнеса в строительстве и смежных сферах строительного производства.
м. Это открывает отличные возможности для организации бизнеса в строительстве и смежных сферах строительного производства. Для оптимизации рабочего процесса принтер может быть укомплектован растворной мешалкой либо автоматической станцией подачи смеси. Стоимость дополнительных опций уточняется техническим заданием (ТЗ), являющимся приложением к договору поставки.
Для оптимизации рабочего процесса принтер может быть укомплектован растворной мешалкой либо автоматической станцией подачи смеси. Стоимость дополнительных опций уточняется техническим заданием (ТЗ), являющимся приложением к договору поставки.
 м. Принтер предназначен для установки в цехе.
м. Принтер предназначен для установки в цехе.
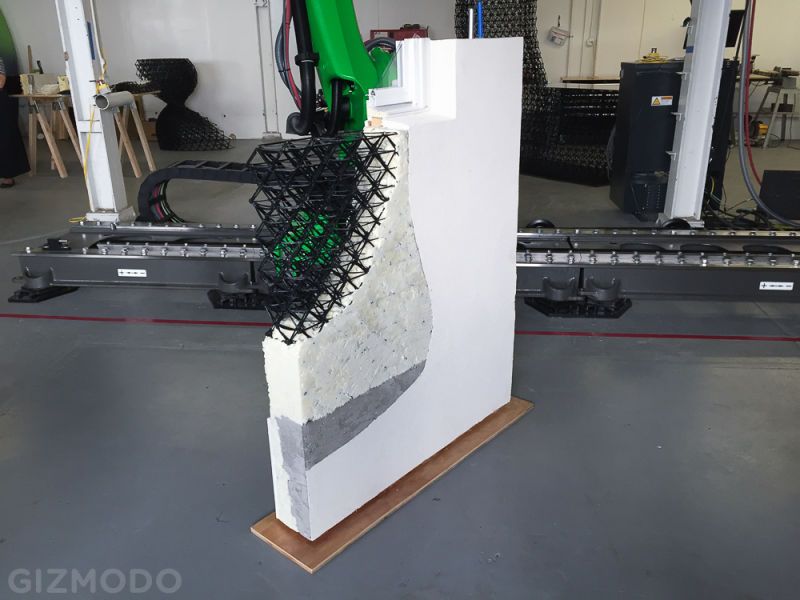 Пневмоприводы и пневмоавтоматика.
Пневмоприводы и пневмоавтоматика. CAD/CAM-технологии
CAD/CAM-технологии
 Можно использовать любые виды бетона и местные материалы
Можно использовать любые виды бетона и местные материалы
 Традиционные методы медленны, их постоянство трудно предсказать, и они могут составлять до 60% стоимости детали.
Традиционные методы медленны, их постоянство трудно предсказать, и они могут составлять до 60% стоимости детали.

 Однако сам расчет координат вершин моделей на обеих сайтах сделан абсолютно одинаково. Отличие заключается лишь в способе вывода изображения на экран.
Однако сам расчет координат вершин моделей на обеих сайтах сделан абсолютно одинаково. Отличие заключается лишь в способе вывода изображения на экран.



 В основном для решения таких задач требуются неплохие знания работы с матрицами, и если у вас нет соответствующих готовых функций то перед вами возникают дополнительные проблемы. В библиотеке WebGeometry нет функций
В основном для решения таких задач требуются неплохие знания работы с матрицами, и если у вас нет соответствующих готовых функций то перед вами возникают дополнительные проблемы. В библиотеке WebGeometry нет функций
 js. При этом используется несколько типов шейдеров и кубические текстуры. Все программы на этом сайте снабжены подробными комментариями и поэтому на их примере можно посмотреть как
js. При этом используется несколько типов шейдеров и кубические текстуры. Все программы на этом сайте снабжены подробными комментариями и поэтому на их примере можно посмотреть как 
 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии. Учить больше.
Учить больше. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.

 Знаменитое выражение про бесплатный сыр и мышеловку остается в действии и в данном случае. Однако не на for3d.
Знаменитое выражение про бесплатный сыр и мышеловку остается в действии и в данном случае. Однако не на for3d.



 Вы можете восстановить файл 3D за несколько секунд.
Вы можете восстановить файл 3D за несколько секунд.
 Наше приложение для восстановления 3D работает онлайн и не требует установки программного обеспечения.
Наше приложение для восстановления 3D работает онлайн и не требует установки программного обеспечения.
 de
de
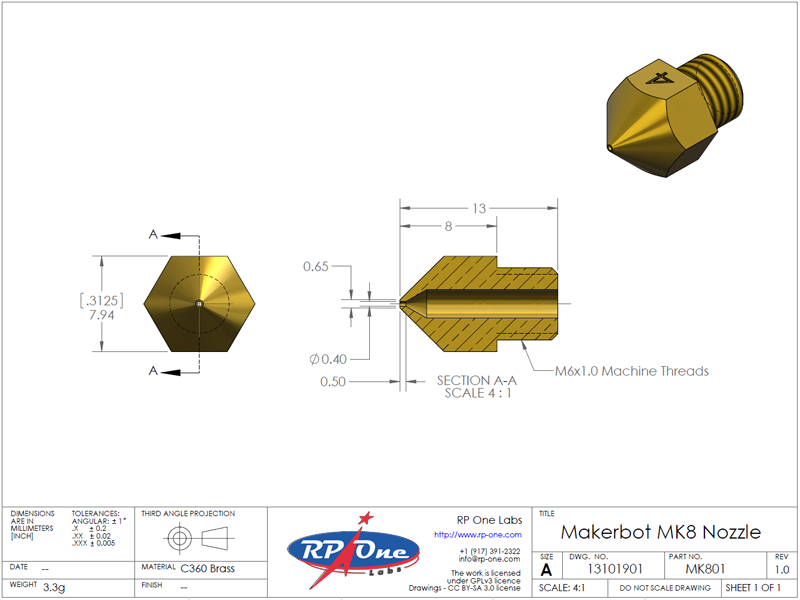 Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам. 
 На деле, если вы пытаетесь печатать при слишком высокой температуре для данного материала, ваш филамент может просто остекловаться прямо в экструдере и таким образом забить его.
На деле, если вы пытаетесь печатать при слишком высокой температуре для данного материала, ваш филамент может просто остекловаться прямо в экструдере и таким образом забить его.
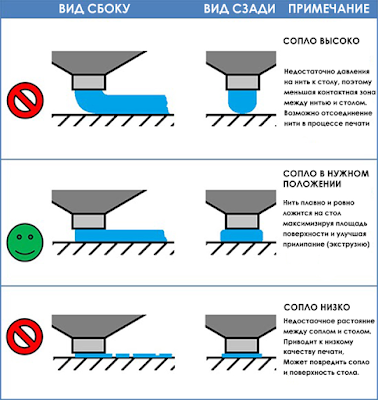
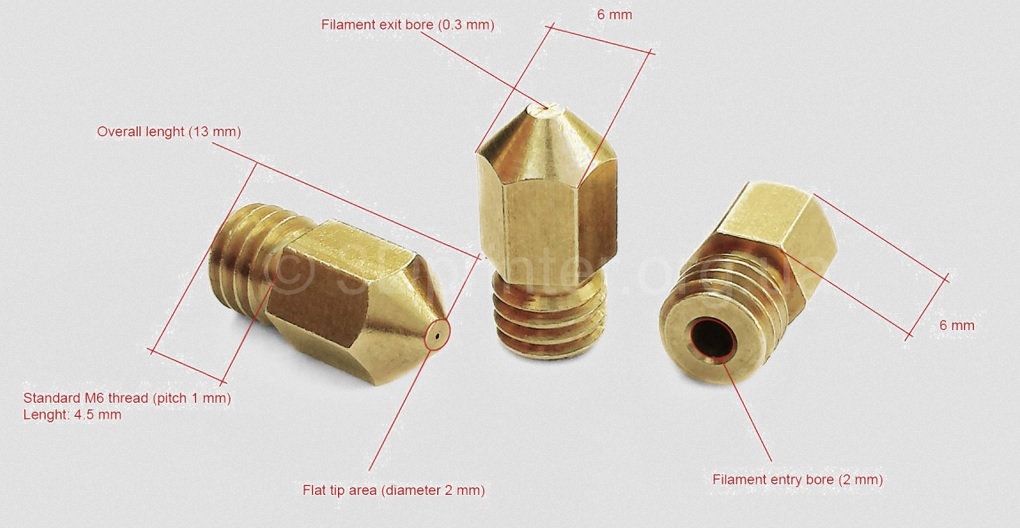 Даже если сопло 3D-принтера является очень маленьким компонентом, оно оказывает существенное влияние на скорость и качество печати.
Даже если сопло 3D-принтера является очень маленьким компонентом, оно оказывает существенное влияние на скорость и качество печати.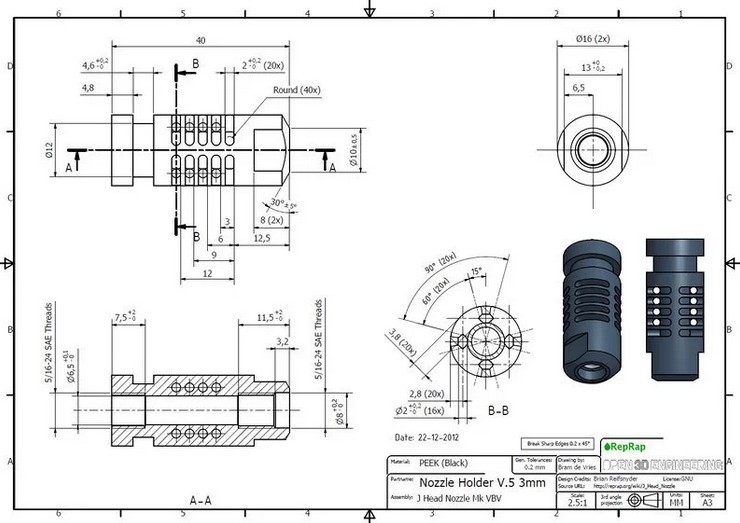

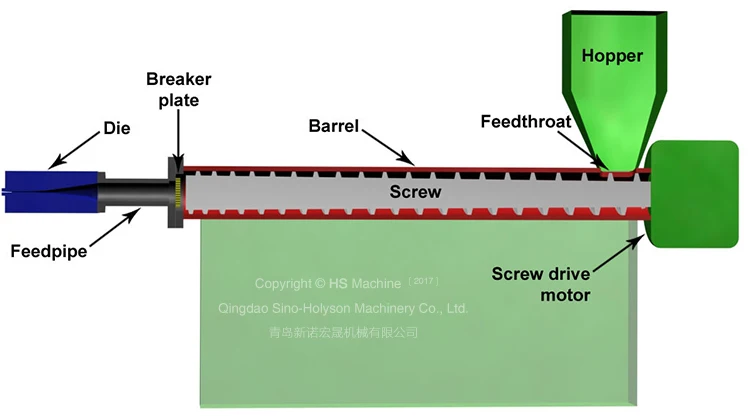
 Однако при обработке абразивных специальных нитей с древесными, углеродными или металлическими волокнами латунная насадка очень быстро изнашивается и становится неточной.
Однако при обработке абразивных специальных нитей с древесными, углеродными или металлическими волокнами латунная насадка очень быстро изнашивается и становится неточной.
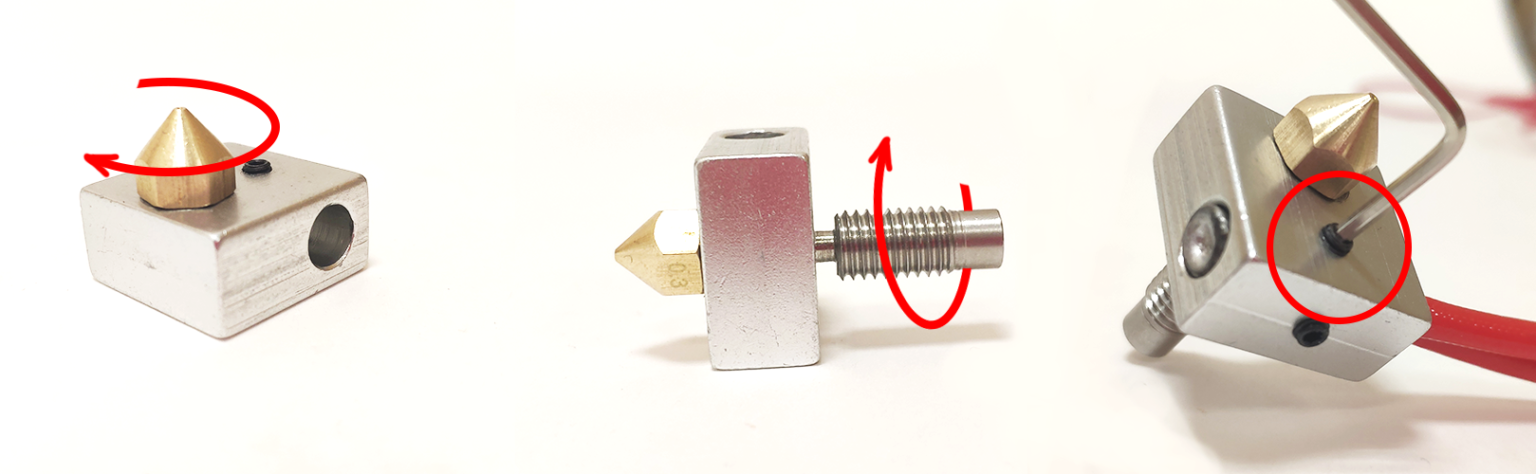 Он также менее теплопроводен по сравнению с латунью.
Он также менее теплопроводен по сравнению с латунью.
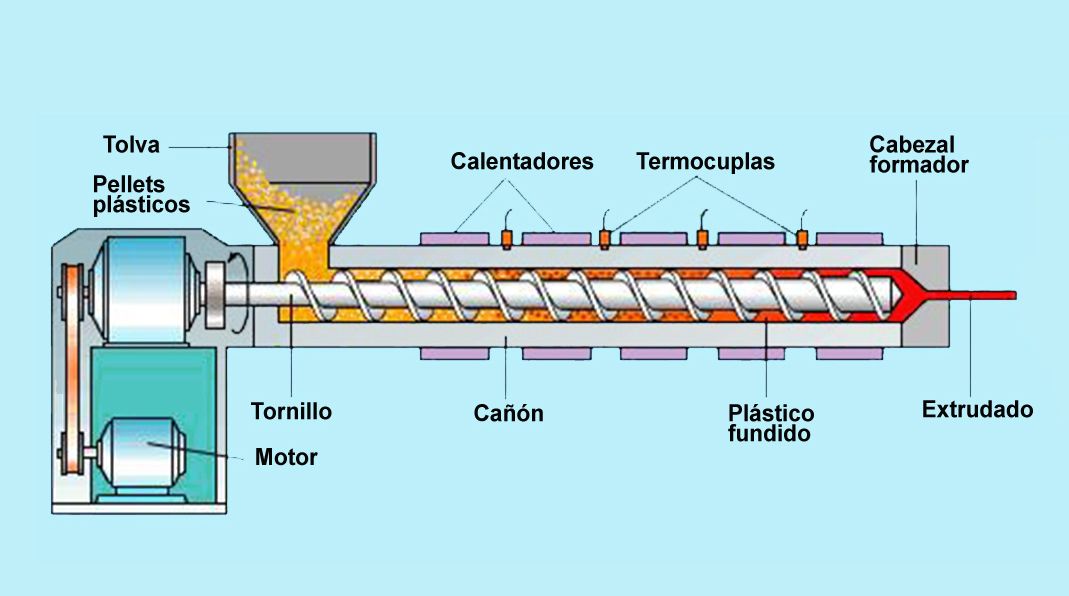
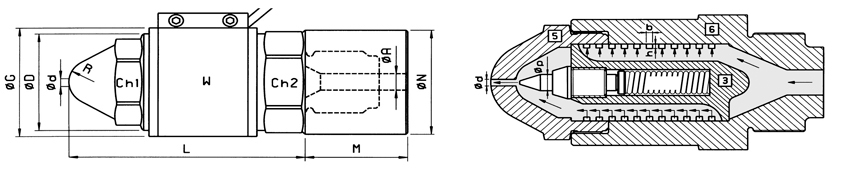
 печать пла.
печать пла.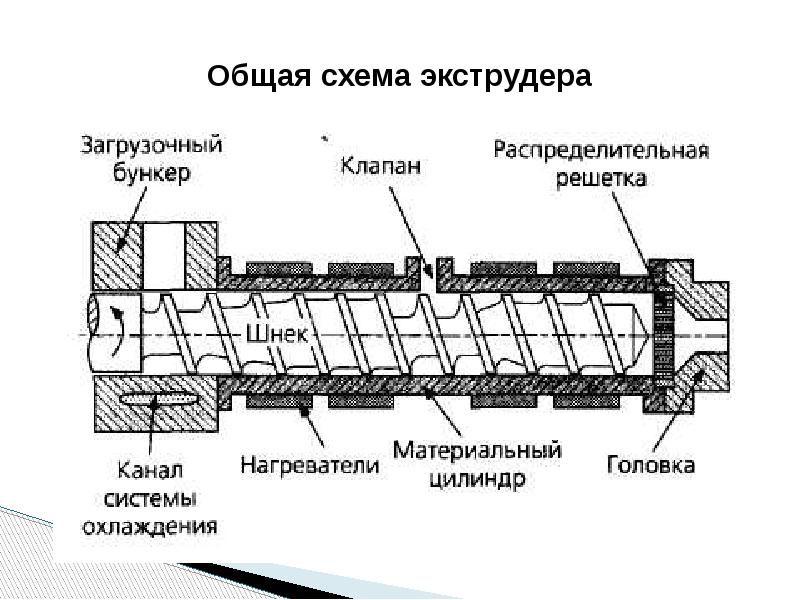
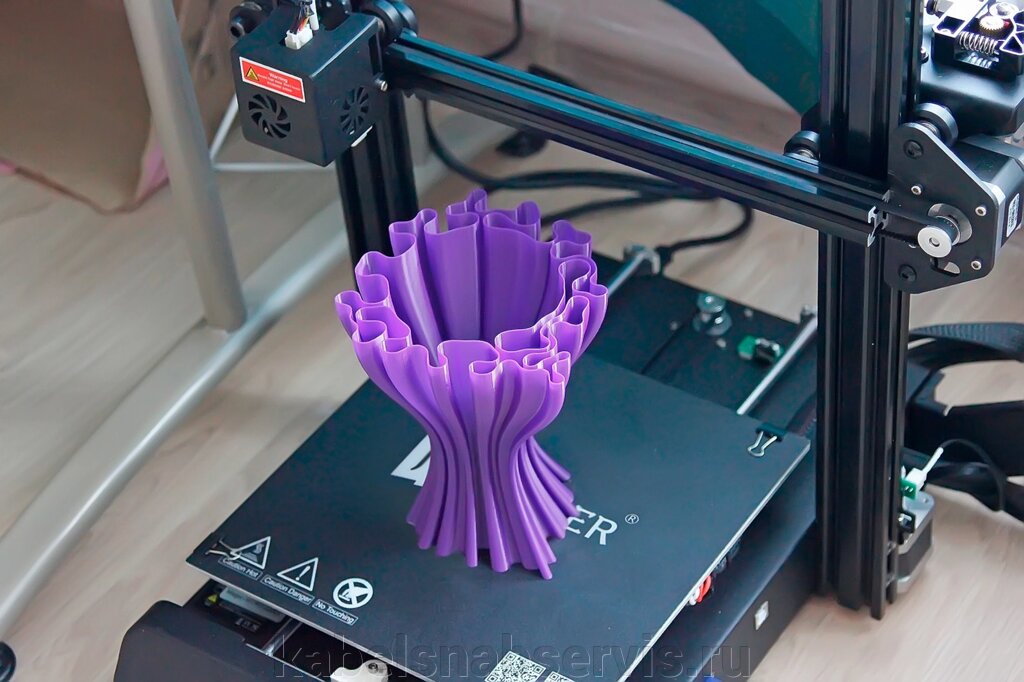 На конец 2015 года у этой модели слона было 11881 просмотр, 312 лайков и 7088 добавлений в коллекцию.
На конец 2015 года у этой модели слона было 11881 просмотр, 312 лайков и 7088 добавлений в коллекцию. Но вот вам несколько идей: можно использовать эту модель для калибровки вашего 3D принтера; или как интересный DIY брелок для связки с ключами. суммарно эта 3D модель набрала 4286 просмотров, 61 лайк и была добавлена в 29 коллекций.
Но вот вам несколько идей: можно использовать эту модель для калибровки вашего 3D принтера; или как интересный DIY брелок для связки с ключами. суммарно эта 3D модель набрала 4286 просмотров, 61 лайк и была добавлена в 29 коллекций.
 Автор модели — Daniel Norée… Помните его? Верно, именно его модель разводного гаечного ключа находится на 7 позиции этого топа. Калибровочный корабль набрал 6354 просмотра, 84 лайка и сумасшедшее количество добавлений в коллекцию — 12481!
Автор модели — Daniel Norée… Помните его? Верно, именно его модель разводного гаечного ключа находится на 7 позиции этого топа. Калибровочный корабль набрал 6354 просмотра, 84 лайка и сумасшедшее количество добавлений в коллекцию — 12481! Ведь это аксессуар из популярной фрашизы видеоигр Halo и фильма Трон. 4481 просмотр, 64 лайка и 62 добавления в коллекции.
Ведь это аксессуар из популярной фрашизы видеоигр Halo и фильма Трон. 4481 просмотр, 64 лайка и 62 добавления в коллекции. Кроме фана, никаких функциональных задач эти человечки не выполняют, но сообщество Pinshape их любит. 3882 просмотра, 81 лайк, 12508 добавлений в коллекцию!
Кроме фана, никаких функциональных задач эти человечки не выполняют, но сообщество Pinshape их любит. 3882 просмотра, 81 лайк, 12508 добавлений в коллекцию! Судя по всему, для игры ему даже нужна шахматная доска :). 3450 просмотров, 71 лайк и 12493 добавления в коллекции!
Судя по всему, для игры ему даже нужна шахматная доска :). 3450 просмотров, 71 лайк и 12493 добавления в коллекции! (есть из чего выбрать: Kisslacer, Slic3r, Skineforge и др.). Она необходима, т.к. принтер не сможет скушать сразу 3D модель (по крайней мере не тот принтер о котором идёт речь).
(есть из чего выбрать: Kisslacer, Slic3r, Skineforge и др.). Она необходима, т.к. принтер не сможет скушать сразу 3D модель (по крайней мере не тот принтер о котором идёт речь). nettfab.com, который поможет в большинстве случаев.
nettfab.com, который поможет в большинстве случаев.
 1-0.2 мм.
1-0.2 мм.


 Архитектор Пол Чой и его команда используют 3D-печать для демонстрации определенных областей проекта, которые сложнее передать с помощью обычных 2D-чертежей.
Архитектор Пол Чой и его команда используют 3D-печать для демонстрации определенных областей проекта, которые сложнее передать с помощью обычных 2D-чертежей.


 Струйные принтеры Binder могут создавать яркие полноцветные 3D-модели архитектуры.
Струйные принтеры Binder могут создавать яркие полноцветные 3D-модели архитектуры.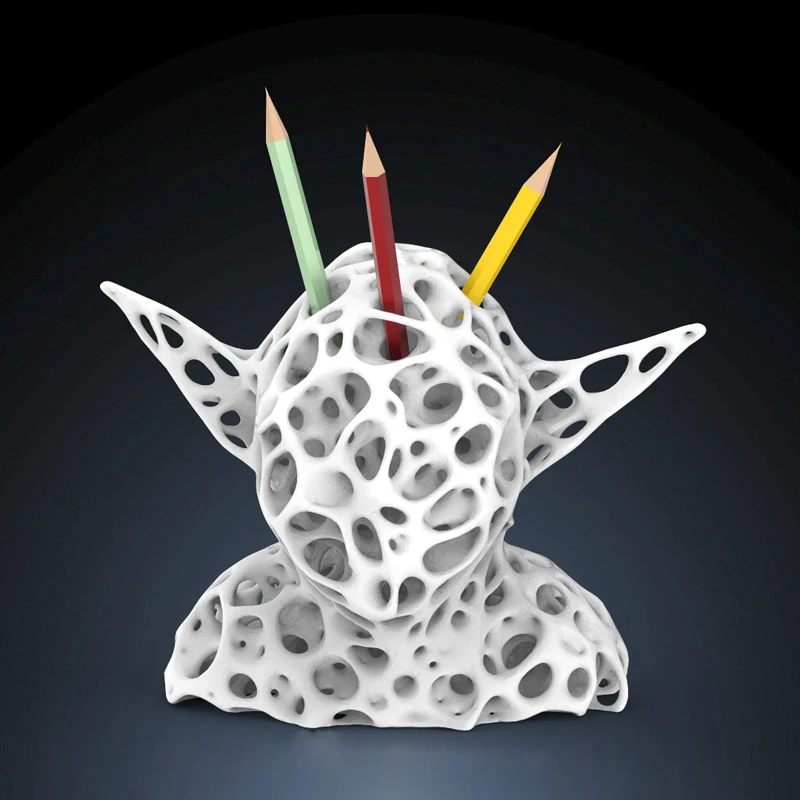
 Как правило, большие модели, модели с несколькими компонентами и модели со сложными функциями разбиваются на компоненты для 3D-печати для сборки. После этого детали можно легко соединить с помощью химической адгезии или механической сборки; высокая точность отпечатков с использованием таких технологий, как SLA и SLS, обеспечивает бесшовное соединение деталей.
Как правило, большие модели, модели с несколькими компонентами и модели со сложными функциями разбиваются на компоненты для 3D-печати для сборки. После этого детали можно легко соединить с помощью химической адгезии или механической сборки; высокая точность отпечатков с использованием таких технологий, как SLA и SLS, обеспечивает бесшовное соединение деталей.
 Не всегда обязательно имитировать точный цвет и текстуру материала, но это может помочь различить разные материалы. Разделение модели на ее компоненты позволяет отображать материальность, поскольку детали могут быть изготовлены из различных материалов для 3D-печати или индивидуально окрашены в разные цвета.
Не всегда обязательно имитировать точный цвет и текстуру материала, но это может помочь различить разные материалы. Разделение модели на ее компоненты позволяет отображать материальность, поскольку детали могут быть изготовлены из различных материалов для 3D-печати или индивидуально окрашены в разные цвета.
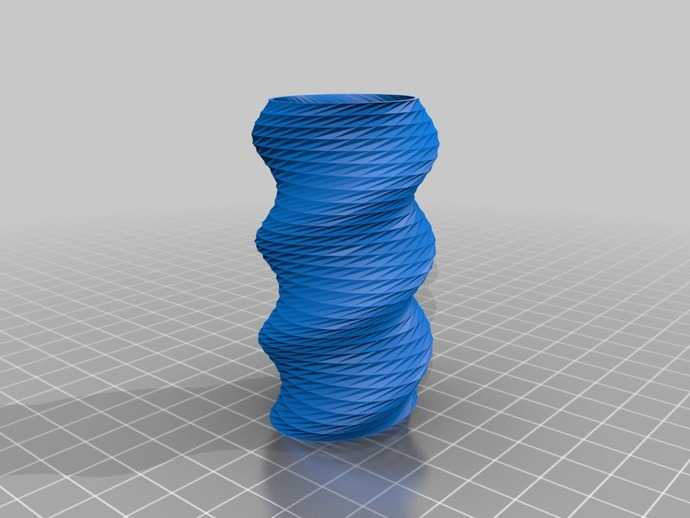



 В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн  Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо 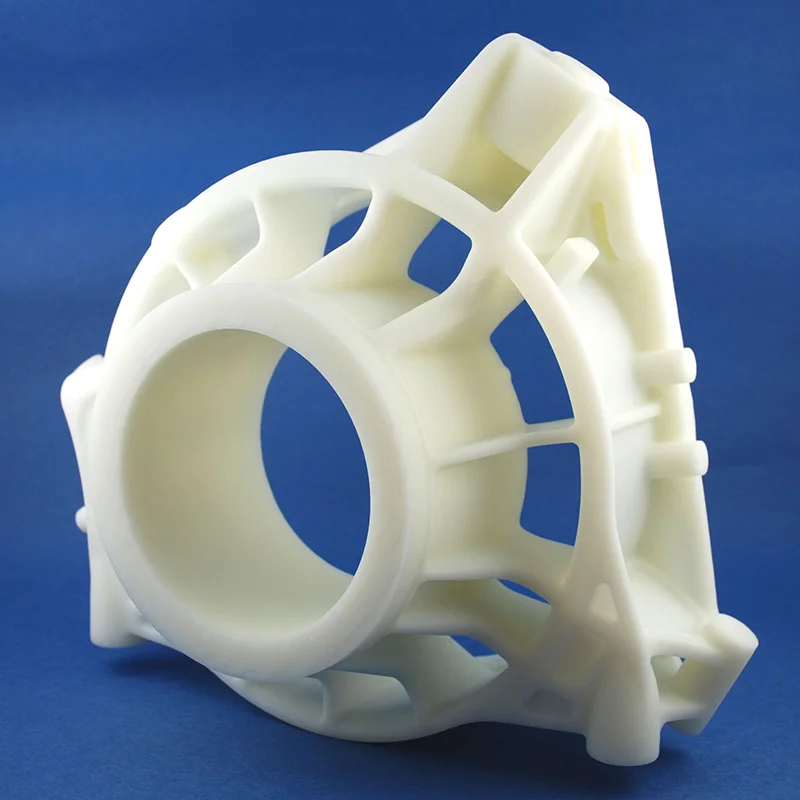
 Многие принтеры не оснащены хотэндом, который может безопасно достигать температуры 250 ºC, поэтому эти более низкотемпературные версии могут быть полезны и потенциально избавят вас от необходимости обновлять хотэнд. Одна большая проблема с нейлоновыми нитями заключается в том, что они гигроскопичны, что означает, что они легко поглощают влагу из окружающей среды. Печать нейлоном после того, как он впитает влагу, приведет к нескольким проблемам с качеством печати, поэтому хранение нити становится очень важным и требует особого внимания.
Многие принтеры не оснащены хотэндом, который может безопасно достигать температуры 250 ºC, поэтому эти более низкотемпературные версии могут быть полезны и потенциально избавят вас от необходимости обновлять хотэнд. Одна большая проблема с нейлоновыми нитями заключается в том, что они гигроскопичны, что означает, что они легко поглощают влагу из окружающей среды. Печать нейлоном после того, как он впитает влагу, приведет к нескольким проблемам с качеством печати, поэтому хранение нити становится очень важным и требует особого внимания.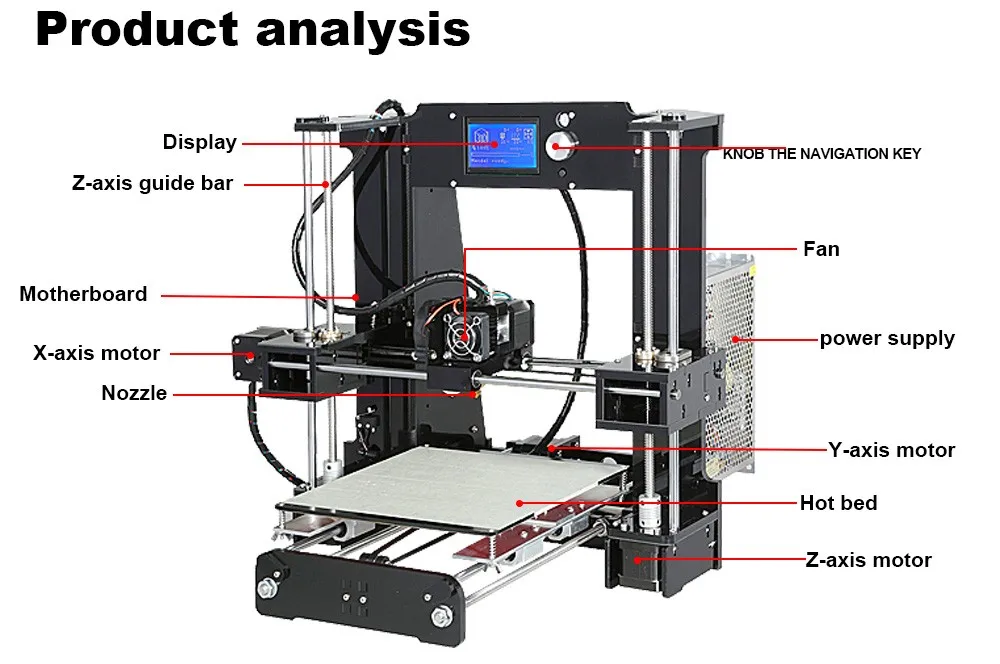
 Эти проблемы с печатью также могут значительно снизить прочность и производительность печатных деталей. Типичным решением этой проблемы является извлечение нейлоновых катушек из принтера после завершения работы и хранение катушек в герметичном контейнере вместе с некоторыми влагопоглотителями для удаления влаги изнутри. Если вы не хотите постоянно монтировать и снимать катушку с нитью, в продаже также имеются контейнеры для хранения, в которых нить будет оставаться сухой, но при этом она будет вытягиваться из отверстия в контейнере.
Эти проблемы с печатью также могут значительно снизить прочность и производительность печатных деталей. Типичным решением этой проблемы является извлечение нейлоновых катушек из принтера после завершения работы и хранение катушек в герметичном контейнере вместе с некоторыми влагопоглотителями для удаления влаги изнутри. Если вы не хотите постоянно монтировать и снимать катушку с нитью, в продаже также имеются контейнеры для хранения, в которых нить будет оставаться сухой, но при этом она будет вытягиваться из отверстия в контейнере. Если в вашем принтере нет камеры с подогревом и вы не можете добавить корпус, есть другие советы, которые вы можете использовать, чтобы предотвратить деформацию. В нашем Руководстве по качеству печати есть целый раздел, посвященный этой проблеме, в котором обобщаются другие распространенные методы: Как предотвратить деформацию.
Если в вашем принтере нет камеры с подогревом и вы не можете добавить корпус, есть другие советы, которые вы можете использовать, чтобы предотвратить деформацию. В нашем Руководстве по качеству печати есть целый раздел, посвященный этой проблеме, в котором обобщаются другие распространенные методы: Как предотвратить деформацию.
 Нейлон является более прочной и долговечной альтернативой PLA или ABS, и его легко печатать на 3D-принтере с помощью этих советов и рекомендаций.
Нейлон является более прочной и долговечной альтернативой PLA или ABS, и его легко печатать на 3D-принтере с помощью этих советов и рекомендаций. Низкий коэффициент трения и высокая температура плавления делают его отличным выбором для различных предметов повседневного обихода, таких как 3D-печатные инструменты, шестерни, радиоуправляемые автомобили и многое другое.
Низкий коэффициент трения и высокая температура плавления делают его отличным выбором для различных предметов повседневного обихода, таких как 3D-печатные инструменты, шестерни, радиоуправляемые автомобили и многое другое.
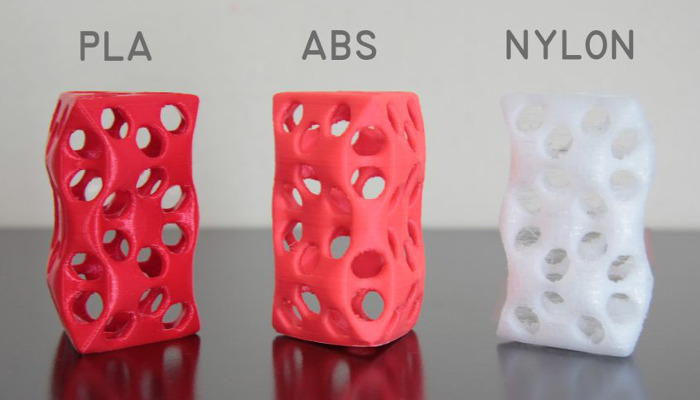 Для нейлона листы гаролита и стеклянные пластины — это две поверхности сборки, которые, как мы видели, дают наиболее стабильные успешные результаты. С добавлением клеевого стержня ПВА обе поверхности обеспечивают адгезию, необходимую для приклеивания отпечатков к поверхности сборки для гладкой 3D-печати.
Для нейлона листы гаролита и стеклянные пластины — это две поверхности сборки, которые, как мы видели, дают наиболее стабильные успешные результаты. С добавлением клеевого стержня ПВА обе поверхности обеспечивают адгезию, необходимую для приклеивания отпечатков к поверхности сборки для гладкой 3D-печати. Это позволяет нейлону добиться лучшего сцепления со станиной для успешного плоского первого слоя, что приводит к успешной нейлоновой 3D-печати в целом на долгие годы.
Это позволяет нейлону добиться лучшего сцепления со станиной для успешного плоского первого слоя, что приводит к успешной нейлоновой 3D-печати в целом на долгие годы. Нейлон может поглотить более 10% своего веса в воде менее чем за 24 часа, поэтому лучше не оставлять гигроскопичные нити на открытом воздухе. При 3D-печати с нейлоновой нитью, которая не является сухой, вода в нити взрывается, вызывая пузырьки воздуха во время печати, что препятствует хорошей адгезии слоев, значительно ослабляет деталь и портит качество поверхности. Насчет этого сомнений нет; Для успешной 3D-печати нейлоном и материалами на основе нейлона требуется сухая нить.
Нейлон может поглотить более 10% своего веса в воде менее чем за 24 часа, поэтому лучше не оставлять гигроскопичные нити на открытом воздухе. При 3D-печати с нейлоновой нитью, которая не является сухой, вода в нити взрывается, вызывая пузырьки воздуха во время печати, что препятствует хорошей адгезии слоев, значительно ослабляет деталь и портит качество поверхности. Насчет этого сомнений нет; Для успешной 3D-печати нейлоном и материалами на основе нейлона требуется сухая нить. Имейте в виду, что большинство конвекционных и бытовых печей плохо регулируют свою температуру при этих более низких температурах и могут легко деформировать вашу катушку или размягчить пластик, что приведет к его деформации и даже склеиванию подставок для нити.
Имейте в виду, что большинство конвекционных и бытовых печей плохо регулируют свою температуру при этих более низких температурах и могут легко деформировать вашу катушку или размягчить пластик, что приведет к его деформации и даже склеиванию подставок для нити. PrintDry — это безопасная настольная машина, разработанная специально для удаления влаги из нитей. Благодаря компактной портативной конструкции вы можете просто разместить PrintDry PRO рядом с 3D-принтером и подавать в него сухую нить во время печати. Если вы не можете подавать нить в PrintDry PRO непосредственно в принтер, эта система сушки нити по-прежнему очень хорошо работает для простой сушки нити и последующего хранения ее в герметичном контейнере на потом. Чтобы получать отпечатки максимально возможного качества, системы сушки нити, такие как PrintDry, являются аксессуаром для 3D-печати, который мы настоятельно рекомендуем для стабильного успеха.
PrintDry — это безопасная настольная машина, разработанная специально для удаления влаги из нитей. Благодаря компактной портативной конструкции вы можете просто разместить PrintDry PRO рядом с 3D-принтером и подавать в него сухую нить во время печати. Если вы не можете подавать нить в PrintDry PRO непосредственно в принтер, эта система сушки нити по-прежнему очень хорошо работает для простой сушки нити и последующего хранения ее в герметичном контейнере на потом. Чтобы получать отпечатки максимально возможного качества, системы сушки нити, такие как PrintDry, являются аксессуаром для 3D-печати, который мы настоятельно рекомендуем для стабильного успеха.

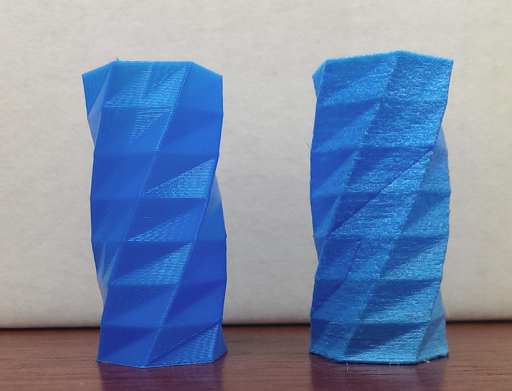
 8 original новое в оригинальной упаковке 2052t5 комплект сцепления (3 части)»>22.8 original новое в оригинальной упаковке 2052t5 комплект сцепления (3 части)
8 original новое в оригинальной упаковке 2052t5 комплект сцепления (3 части)»>22.8 original новое в оригинальной упаковке 2052t5 комплект сцепления (3 части) sale» data-dtr=»0″ data-in-cart=»0″>
sale» data-dtr=»0″ data-in-cart=»0″> {0}»>Сегодня
{0}»>Сегодня {0}»>В наличии
{0}»>В наличии {0}»>Завтра
{0}»>Завтра 1000Э в г.
1000Э в г.










 При одинаковых размерах контакторов переменного и постоянного тока планирование и проектирование могут выполняться с еще большей эффективностью. Всего четыре типоразмера компонентов, охватывающих номинальный диапазон до 170 А, еще больше упрощают проектирование.
При одинаковых размерах контакторов переменного и постоянного тока планирование и проектирование могут выполняться с еще большей эффективностью. Всего четыре типоразмера компонентов, охватывающих номинальный диапазон до 170 А, еще больше упрощают проектирование.

 Серия FAZ включает в себя вспомогательные устройства, отключающие модули, блокировки, сборные шины и аксессуары.
Серия FAZ включает в себя вспомогательные устройства, отключающие модули, блокировки, сборные шины и аксессуары. TDR обычно используются в промышленности и OEM-оборудовании.
TDR обычно используются в промышленности и OEM-оборудовании. RMQ-Titan, LS-Titan, Выключатели-разъединители
RMQ-Titan, LS-Titan, Выключатели-разъединители
 Все устаревшие реле перегрузки могут быть переведены на более новые версии.
Все устаревшие реле перегрузки могут быть переведены на более новые версии. предоставляется отдельно. Они могут управляться дистанционно с помощью ручных или автоматических пилотных устройств.
предоставляется отдельно. Они могут управляться дистанционно с помощью ручных или автоматических пилотных устройств.
 Наш отдел продаж быстрого реагирования является экспертом и знает, какие вопросы следует задавать. Во многих случаях единственным решением является работа с фотографиями, предоставленными заказчиком.
Наш отдел продаж быстрого реагирования является экспертом и знает, какие вопросы следует задавать. Во многих случаях единственным решением является работа с фотографиями, предоставленными заказчиком. com уступает только знанию продукта.
com уступает только знанию продукта. рейтинг на троих
рейтинг на троих 
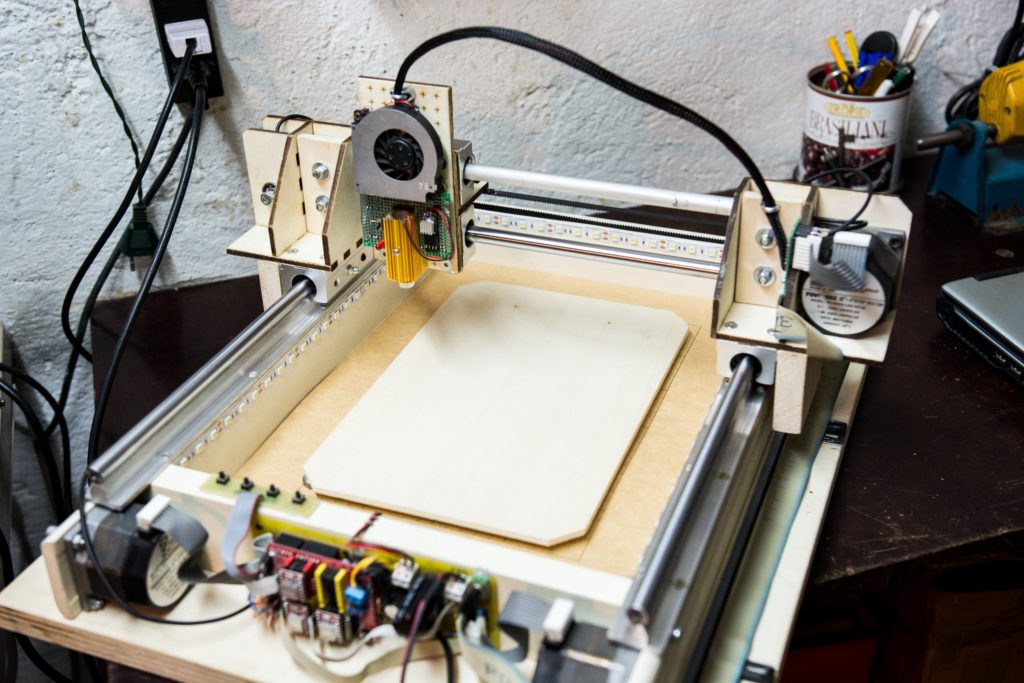
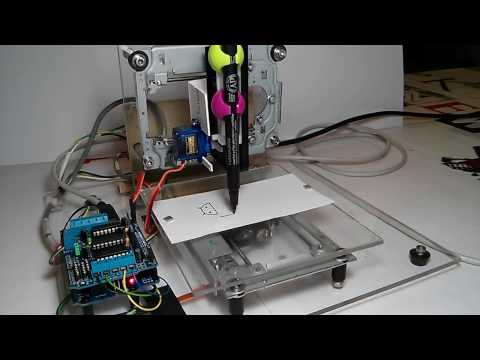 Модуль лазера крепится к нему кабельной стяжкой.
Модуль лазера крепится к нему кабельной стяжкой.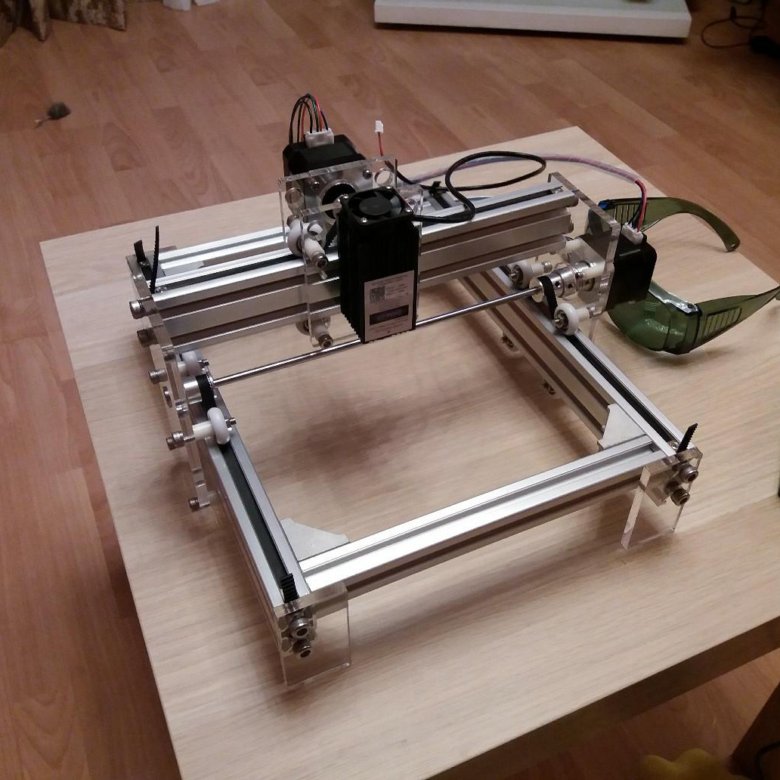 В частности, нам нужны следующие программы:
В частности, нам нужны следующие программы: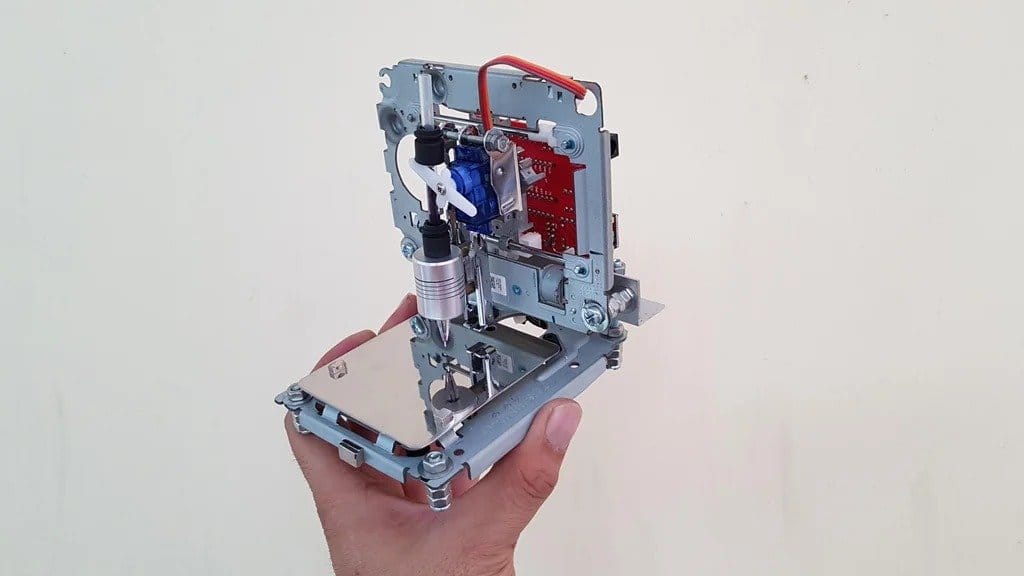 Для этого надо нажать на синюю кнопку меню, которая находится в правом верхнем углу окна программы. Потом, для открытия списка параметров, надо щёлкнуть по кнопке с изображением стрелки, направленной вправо. Далее, надо заполнить список параметров так, как показано на предыдущем рисунке.
Для этого надо нажать на синюю кнопку меню, которая находится в правом верхнем углу окна программы. Потом, для открытия списка параметров, надо щёлкнуть по кнопке с изображением стрелки, направленной вправо. Далее, надо заполнить список параметров так, как показано на предыдущем рисунке. Но перед этим надо сфокусировать луч лазера.
Но перед этим надо сфокусировать луч лазера. д. Но он позволяет получить почти настоящий лазерный выжигатель с управлением с компьютера.
д. Но он позволяет получить почти настоящий лазерный выжигатель с управлением с компьютера.
 То есть повторяемости- ни какой. Даже для себя , даже хотя бы одинаковое для двух осей не получилось.
То есть повторяемости- ни какой. Даже для себя , даже хотя бы одинаковое для двух осей не получилось. Но получился лазер слабым. Пенопласт выжигает, а на картоне или фанере не получается в приемлемое время получить прожиг.
Но получился лазер слабым. Пенопласт выжигает, а на картоне или фанере не получается в приемлемое время получить прожиг. И всё. Если открывать по другому, то ARDUINO Ide ругается, что чего то там не находит. А параметры GRBL 1.1f забиваем через сервисную программу управления. Я использовал для этого LaserGRBL.
И всё. Если открывать по другому, то ARDUINO Ide ругается, что чего то там не находит. А параметры GRBL 1.1f забиваем через сервисную программу управления. Я использовал для этого LaserGRBL.
 Итак, я сделал это сам, что длилось 5 дней (включая время на покупку вещей и прочую экспресс-доставку), и, наконец, сделал набор для лазерного гравера своими руками. Вполне чувство достижения, теперь я научу вас на практике.
Итак, я сделал это сам, что длилось 5 дней (включая время на покупку вещей и прочую экспресс-доставку), и, наконец, сделал набор для лазерного гравера своими руками. Вполне чувство достижения, теперь я научу вас на практике. Кроме очков, другие инструменты не нужны. Они используются в процессе строительства, поэтому они перечислены кстати.
Кроме очков, другие инструменты не нужны. Они используются в процессе строительства, поэтому они перечислены кстати.
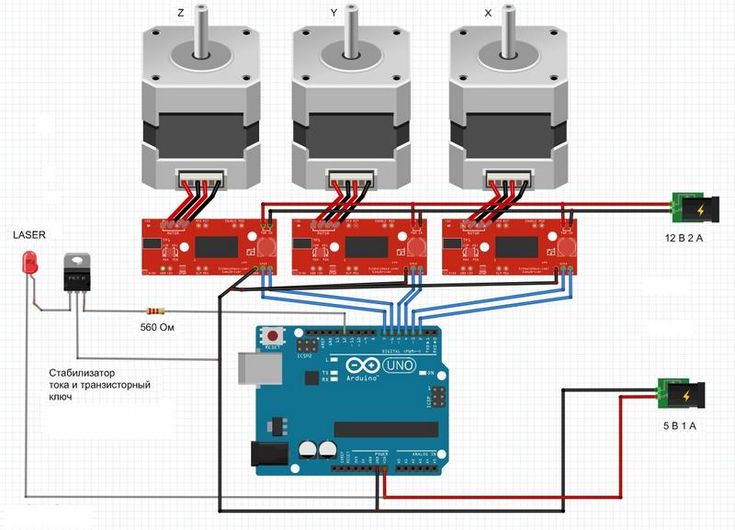 Снимите шпиндельный двигатель, он может быть полезен, но мне он показался слишком громоздким, поэтому я его выбросил. Обычно они удерживаются на месте тремя очень маленькими винтами, хотя иногда они являются частью более крупного узла, поэтому будьте осторожны, чтобы не сломать два стержня, поддерживающих объектив, при их снятии.
Снимите шпиндельный двигатель, он может быть полезен, но мне он показался слишком громоздким, поэтому я его выбросил. Обычно они удерживаются на месте тремя очень маленькими винтами, хотя иногда они являются частью более крупного узла, поэтому будьте осторожны, чтобы не сломать два стержня, поддерживающих объектив, при их снятии.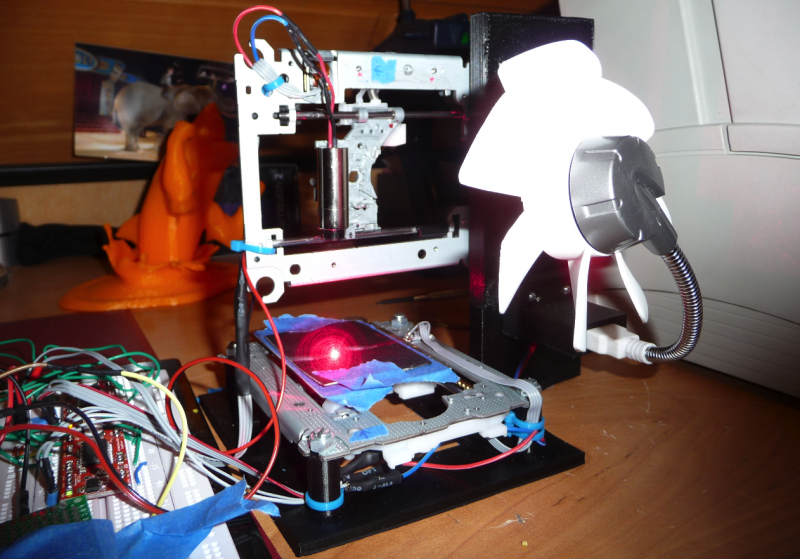 Подключение цепи
Подключение цепи

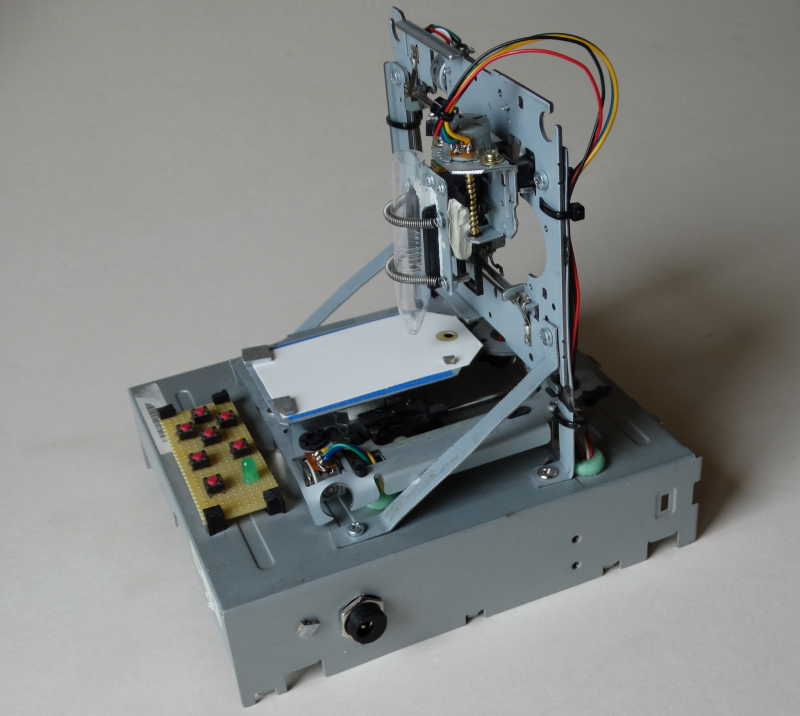 1. Подключить Ардуино.
1. Подключить Ардуино. Пока реализуется гибкое движение по оси X и оси Y.
Пока реализуется гибкое движение по оси X и оси Y.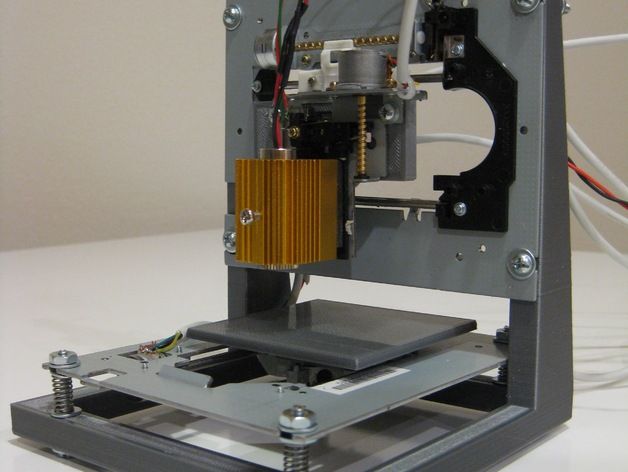
 (Уже сломал оба моих)
(Уже сломал оба моих) Лазеры с длиной волны 405 нм отлично подходят для гравировки, так как они являются наиболее фокусируемой длиной волны лазера, которую вы найдете на рынке сегодня.
Лазеры с длиной волны 405 нм отлично подходят для гравировки, так как они являются наиболее фокусируемой длиной волны лазера, которую вы найдете на рынке сегодня.
 После заливки в бак для СОЖ погонять помпу 10 минут – и самодельная эмульсия готова.
После заливки в бак для СОЖ погонять помпу 10 минут – и самодельная эмульсия готова.


 Поэтому заменять ими эмульсию для станка нельзя.
Поэтому заменять ими эмульсию для станка нельзя. youtube.com/embed/hwoJv6tRM3o?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/hwoJv6tRM3o?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>


 , Inc. 25 августа 2021 г.
, Inc. 25 августа 2021 г. Начните с узкого круга задач и инструментов, которые вы используете.
Начните с узкого круга задач и инструментов, которые вы используете. Эмульсия представляет собой смесь воды и масла, и существует множество различных соотношений воды и масла в эмульсионных смесях охлаждающих жидкостей.
Эмульсия представляет собой смесь воды и масла, и существует множество различных соотношений воды и масла в эмульсионных смесях охлаждающих жидкостей.

 Чтобы воспользоваться преимуществами наших экспериментов и найти лучшую охлаждающую жидкость для токарных станков для вашего цеха, свяжитесь с нашей командой сегодня.
Чтобы воспользоваться преимуществами наших экспериментов и найти лучшую охлаждающую жидкость для токарных станков для вашего цеха, свяжитесь с нашей командой сегодня.
 Ответ смотрел мне в лицо каждый раз, когда я вел машину. Омыватель ветрового стекла оснащен небольшим компактным низковольтным насосом, способным подавать значительную струю жидкости. Единственные реальные вопросы, которые у меня возникали, заключались в том, совместим ли насос омывателя ветрового стекла с охлаждающими жидкостями на основе минерального масла и насколько он надежен, если будет работать непрерывно.
Ответ смотрел мне в лицо каждый раз, когда я вел машину. Омыватель ветрового стекла оснащен небольшим компактным низковольтным насосом, способным подавать значительную струю жидкости. Единственные реальные вопросы, которые у меня возникали, заключались в том, совместим ли насос омывателя ветрового стекла с охлаждающими жидкостями на основе минерального масла и насколько он надежен, если будет работать непрерывно. После нескольких минут работы двигатель был довольно горячим. В этом нет ничего удивительного, поскольку омыватели ветрового стекла предназначены для периодического использования. При снижении напряжения поток насоса уменьшился, и при 2 В подача по-прежнему превышала 100 мл/мин. При таком напряжении насос будет работать часами и не нагреваться. Тоже было практически бесшумно. Затем я заменил перекачиваемую жидкость на смесь 50% уайт-спирита и 50% моторного масла и настроил насос на 2 вольта на несколько часов. По истечении этого периода я снова разобрал насос и осмотрел шестерни и уплотнения на наличие признаков повреждения. Ни один из них не был очевиден, поэтому я решил, что насос может стать основой для моей системы охлаждения.
После нескольких минут работы двигатель был довольно горячим. В этом нет ничего удивительного, поскольку омыватели ветрового стекла предназначены для периодического использования. При снижении напряжения поток насоса уменьшился, и при 2 В подача по-прежнему превышала 100 мл/мин. При таком напряжении насос будет работать часами и не нагреваться. Тоже было практически бесшумно. Затем я заменил перекачиваемую жидкость на смесь 50% уайт-спирита и 50% моторного масла и настроил насос на 2 вольта на несколько часов. По истечении этого периода я снова разобрал насос и осмотрел шестерни и уплотнения на наличие признаков повреждения. Ни один из них не был очевиден, поэтому я решил, что насос может стать основой для моей системы охлаждения. Вмещает около 250 мл охлаждающей жидкости. В нижней части просверлено отверстие диаметром 6 мм. Латунный болт с шестигранной головкой M6 диаметром 25 мм был высверлен на 3 мм, а резьба отвернута примерно на 13 мм. Этот болт был пропущен через отверстие с использованием волокнистой шайбы в качестве уплотнения и затянут сбоку тарелки с помощью гайки M6.
Вмещает около 250 мл охлаждающей жидкости. В нижней части просверлено отверстие диаметром 6 мм. Латунный болт с шестигранной головкой M6 диаметром 25 мм был высверлен на 3 мм, а резьба отвернута примерно на 13 мм. Этот болт был пропущен через отверстие с использованием волокнистой шайбы в качестве уплотнения и затянут сбоку тарелки с помощью гайки M6.
 (Еще одна жесткая насадка также была поставлена и использовалась вместе с масленкой). Гибкая трубка имеет внутри отрезок жесткой проволоки, позволяющей сгибать гибкую трубку в любом положении.
(Еще одна жесткая насадка также была поставлена и использовалась вместе с масленкой). Гибкая трубка имеет внутри отрезок жесткой проволоки, позволяющей сгибать гибкую трубку в любом положении. Он имеет маркировку SEIM и сделан во Франции.
Он имеет маркировку SEIM и сделан во Франции. При таком расположении скорость насоса может варьироваться, чтобы обеспечить что угодно: от медленной капельки до струи хладагента.
При таком расположении скорость насоса может варьироваться, чтобы обеспечить что угодно: от медленной капельки до струи хладагента. Шейл был изготовлен путем нагревания полосы плексигласа 80 x 370 x 2,5 мм в бытовой печи, пока она не станет гибкой. Во время процесса нагрева она полностью поддерживалась на полосе из фибрового картона толщиной 1/8 дюйма. Когда она была гибкой, она была извлечена и обернута вокруг банки с краской (диаметром около 130 мм), чтобы придать изогнутую форму. Изогнутая полоса была привинчена к куску 12-миллиметровый квадратный стальной лист с использованием 13-миллиметрового алюминиевого листа для распределения напряжения вокруг винтов. 12-миллиметровый квадратный стальной лист был просверлен на 6-миллиметровом диаметре и стержень закреплен на месте с помощью Loctite. Был сделан простой кронштейн, чтобы прикрепить его к поперечный слайд
Шейл был изготовлен путем нагревания полосы плексигласа 80 x 370 x 2,5 мм в бытовой печи, пока она не станет гибкой. Во время процесса нагрева она полностью поддерживалась на полосе из фибрового картона толщиной 1/8 дюйма. Когда она была гибкой, она была извлечена и обернута вокруг банки с краской (диаметром около 130 мм), чтобы придать изогнутую форму. Изогнутая полоса была привинчена к куску 12-миллиметровый квадратный стальной лист с использованием 13-миллиметрового алюминиевого листа для распределения напряжения вокруг винтов. 12-миллиметровый квадратный стальной лист был просверлен на 6-миллиметровом диаметре и стержень закреплен на месте с помощью Loctite. Был сделан простой кронштейн, чтобы прикрепить его к поперечный слайд По этой причине я предпочитаю использовать охлаждающие жидкости на масляной основе. Обычно я использую смесь моторного масла SAE30, разбавленного 50/50 уайт-спиритом. Я считаю, что это хорошо работает для алюминия и стали.
По этой причине я предпочитаю использовать охлаждающие жидкости на масляной основе. Обычно я использую смесь моторного масла SAE30, разбавленного 50/50 уайт-спиритом. Я считаю, что это хорошо работает для алюминия и стали.

 Далее рассмотрим более подробно их виды и назначение.
Далее рассмотрим более подробно их виды и назначение.

 К коническому типу относят режущий инструмент под названием фреза «кукуруза» по дереву для станков с ЧПУ. Основное назначение «кукурузы» — создания декоративной резьбы по дереву.
К коническому типу относят режущий инструмент под названием фреза «кукуруза» по дереву для станков с ЧПУ. Основное назначение «кукурузы» — создания декоративной резьбы по дереву.




 youtube.com/embed/wsmPPdtybEo?rel=0″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/wsmPPdtybEo?rel=0″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья… Они дают возможность расширить производство и оптимизировать его. При правильном подборе и использовании деталей можно изготавливать, профилировать и декорировать разные типы пиломатериалов.
Они дают возможность расширить производство и оптимизировать его. При правильном подборе и использовании деталей можно изготавливать, профилировать и декорировать разные типы пиломатериалов.
 Острая часть детали производится из специальной инструментальной стали либо же из твердосплавных типов металлов.
Острая часть детали производится из специальной инструментальной стали либо же из твердосплавных типов металлов.
 Наклонный тип лезвий дает возможность аккуратно срезать слой дерева, не допустив сколы по краям. Вертикальные лезвия рубят пиломатериал.
Наклонный тип лезвий дает возможность аккуратно срезать слой дерева, не допустив сколы по краям. Вертикальные лезвия рубят пиломатериал.
 Также у нас вы можете купить инструмент для станков по доступной цене.
Также у нас вы можете купить инструмент для станков по доступной цене.
 Чтобы получить еще более общее представление о том, как правильно выбрать фрезу, ознакомьтесь с нашей серией статей о выборе фрез для фрезерных и фрезерных станков.
Чтобы получить еще более общее представление о том, как правильно выбрать фрезу, ознакомьтесь с нашей серией статей о выборе фрез для фрезерных и фрезерных станков. Для дерева и материалов, которые могут откалываться, у него есть недостаток, заключающийся в том, что он хочет тянуть стружку вдоль верхнего края. Поскольку срез давит вниз, он оставляет более чистый срез сверху, но может потрепать нижний край.
Для дерева и материалов, которые могут откалываться, у него есть недостаток, заключающийся в том, что он хочет тянуть стружку вдоль верхнего края. Поскольку срез давит вниз, он оставляет более чистый срез сверху, но может потрепать нижний край. Рассмотрите возможность использования прямого пропила для окончательного чистового прохода, когда нужно убрать меньше стружки и где вы хотите избежать сколов на верхнем краю пропила.
Рассмотрите возможность использования прямого пропила для окончательного чистового прохода, когда нужно убрать меньше стружки и где вы хотите избежать сколов на верхнем краю пропила.
 При использовании нашего калькулятора подачи и скорости фрезерного станка с ЧПУ G-Wizard выберите тип концевой фрезы, а затем нажмите «Сжатие». Тип наконечника:
При использовании нашего калькулятора подачи и скорости фрезерного станка с ЧПУ G-Wizard выберите тип концевой фрезы, а затем нажмите «Сжатие». Тип наконечника:
 Согласно Wealden Tool, фреза со спиральными канавками может работать в 3 раза быстрее и оставляет более качественную отделку. ОТО, они дешевые. Один машинист написал, что он в основном использует фрезы с прямыми канавками для работ по дереву, потому что они намного дешевле.
Согласно Wealden Tool, фреза со спиральными канавками может работать в 3 раза быстрее и оставляет более качественную отделку. ОТО, они дешевые. Один машинист написал, что он в основном использует фрезы с прямыми канавками для работ по дереву, потому что они намного дешевле.
 Верхний прижимной зажим Верхний прижимной зажим, вероятно, является наиболее распространенным методом закрепления материала… нажмите, чтобы прочитать подробнее
Верхний прижимной зажим Верхний прижимной зажим, вероятно, является наиболее распространенным методом закрепления материала… нажмите, чтобы прочитать подробнее автором ttadmin
автором ttadmin автором ttadmin
автором ttadmin Мэтт Пламли из Toolstoday разберет его и упростит выбор биты для использования. Насадка с нисходящим резом — идеальный выбор для резов, когда чистая верхняя поверхность, например, создание несквозных карманов,… нажмите, чтобы прочитать больше
Мэтт Пламли из Toolstoday разберет его и упростит выбор биты для использования. Насадка с нисходящим резом — идеальный выбор для резов, когда чистая верхняя поверхность, например, создание несквозных карманов,… нажмите, чтобы прочитать больше Обязательно загрузите бесплатную PDF-копию постера с руководством по инструментам с ЧПУ ЗДЕСЬ! Правильный выбор биты для материала… нажмите, чтобы прочитать подробнее
Обязательно загрузите бесплатную PDF-копию постера с руководством по инструментам с ЧПУ ЗДЕСЬ! Правильный выбор биты для материала… нажмите, чтобы прочитать подробнее автором ttadmin
автором ttadmin