Лазерный нивелир SKIL 0560 — обзор, сравнение, характеристики
Содержание
Принцип работы
Плюсы и минусы
Где купить лазерный уровень выгодно и надёжно?
Как заказать уровень из Китая?
Отзывы
SKIL 0560 – это ротационный лазерный нивелир, проецирующий горизонтальную плоскость 360° путем вращения лазерной точки вокруг своей оси.
Лазерный уровень SKIL 0560 относится к ряду ротационных нивелиров, выставляемых в уровень вручную. Можно также проецировать и вертикальную плоскость 360°, положив нивелир набок и установив уровень вручную.
Не совсем понятно для чего разработана эта модель, ведь полноценные лазерные ротационные нивелиры работают с приемником, так как применяются в основном для работы на улице на больших расстояниях от 200 до 1000 метров.
У лазерного уровня SKIL 0560 не предусмотрена работа с приемником, а диапазон проецирования очень мал, поэтому прибор бесполезен уже на расстоянии 5 метров и выше.
В помещении в режиме вращения лазерной точки вокруг своей оси постоянно складывается ощущение, что линия прыгает, а поэтому использование ротационных нивелиров в небольших помещениях до 40 метров не очень удобно и лучше всего для этого подходят лазерные построители плоскостей, которые строят статичные перманентные линии, к примеру уровень Huepar 902CG с зелёным лучом.
Точность лазерного нивелира SKIL 0560, опять же, оставляет желать лучшего. Она составляет 0,7 мм на метр, очень слабый результат.
Производитель не счёл нужным указать код степени защиты прибора от пыли и влаги по европейскому стандарту, остаётся только надеяться, что внутренности нивелира не запылятся после первого же объекта.
Принцип работы
Как же работает лазерный уровень SKIL 0560? Для начала требуется установить его в горизонтальном или вертикальном положении или закрепить на штатив с помощью резьбы 5/8 дюйма таким образом, чтобы «голова», проецирующая лазерный луч, находилась сверху.
При помощи подъемных винтов выровняйте прибор так, чтобы пузырьки находились по центру. Далее, чтобы включить проецирование необходимо нажать клавишу “│”, находящуюся на панели управления в верхней части лазерного нивелира.
В это время включится соответствующий индикатор, который означает, что SKIL 0560 AC находится в режиме проецирования. Точка отвеса вверх также проецируется.
Если нужно включить вращающуюся головку, нажмите клавишу “┼” (индикатор выключается). Если поочередно нажимать данную клавишу скорость вращения точки будет увеличиваться. Максимально возможная скорость 6-ая.
Чтобы уменьшить скорость вращения, нажмите клавишу “─”. Также нажав клавишу несколько раз, скорость постепенно будет падать.
Для установки лазерного нивелира SKIL 0560 AC на штатив, нужно, во-первых, установить треногу в устойчивое положение, во-вторых, закрепить прибор на резьбу 5/8 дюйма. Для установки в вертикальное положение необходимо зафиксировать лазерный уровень на специальный адаптер.
Нивелир достаточно низкой точности, но при проверке в заявленные границы погрешности, успешно уложился.
Плюсы и минусы
« + » Неплохой элевационный штатив в комплекте, возможность проецирования горизонтальной и вертикальной плоскости 360° (только, по отдельности), выбор скорости вращения точки, наличие точки отвеса вверх.
« — » Низкая точность проецирования, малый диапазон работ, создается впечатление, что линия прыгает, достаточно большие габариты, не выравнивается автоматически.
Где купить лазерный уровень выгодно и надёжно?
Из огромного количества сайтов, продающих строительные приборы, не подготовленному человеку очень сложно определить добросовестных продавцов.
Приобретая приборы в сомнительных интернет-магазинах, люди сталкиваются с проблемами нарушения сроков доставки или некачественным сервисным обслуживанием, и тем самым понижают уровень доверия к онлайн покупкам.
Именно поэтому, мы подобрали несколько магазинов, где Вы можете абсолютно безопасно сделать онлайн заказ по лучшим ценам, не опасаясь, что Вас обманут.
1. интернет-магазин
2. интернет-магазин
3. интернет-магазин Хорошие цены
Как заказать уровень из Китая?
Совсем безопасно и очень выгодно можно заказать профессиональный лазерный уровень прямо из Китая!
Единственное, придётся немного подождать. Те кто воспользовался этой возможностью, остались очень довольны качеством и функционалом нивелиров за несоизмеримо меньшие деньги.
Подобрать качественный и недорогой лазерный уровень с бесплатной доставкой из Китая можно на одном из двух проверенных сайтов:
1. интернет-магазин Лучшие цены!
2. интернет-магазин Самые низкие цены! ( При переходе в поиске сайта введите — Laser Level )
Процесс заказа очень прост, разобраться сможет каждый за пару минут. А так как в большинстве случаев доставка абсолютно бесплатна, то всё сводится к простому алгоритму — выбрали, оплатили и получили у себя на почте или дома курьером.
Рекомендуемые обзоры и статьи
Обзор лазерного нивелира Firecore 3D F93TG
Обзор лазерного уровня SHIJING 3D GREEN (7169)
Обзор лазерного уровня FUKUDA MW-93T-3GJ
Вступайте в наш Telegram канал и группу в Контакте, и вы первыми узнаете о свежих новинках лазерных уровней! Мы надеемся, что наши обзоры помогут вам определится с выбором и сэкономить.
3D Лазерний рівень STIF Germany BL-05 + СШАв в подарунок
Недоступен
3 070 грн
Смотреть
3D Лазерний рівень STIF Germany BL-05TS (Штав + 2 АКБ у комплекті)
Недоступен
3 390 грн
Смотреть
3D Лазерний рівень STIF Germany BL-05B (2 акумулятори у комплекті)
Недоступен
3 080 грн
Смотреть
Amazon.
com: SKIL 65 футов. Красный самонивелирующийся лазерный уровень с перекрестной линией 360° с горизонтальными и вертикальными линиями Перезаряжаемая литиевая батарея с USB-портом для зарядки, компактный штатив и сумка для переноски в комплекте
4,5 из 5 звезд 2,660 оценок
Amazon’s Choice выделяет товары с высокими оценками и выгодными ценами, доступные для немедленной отправки.
Выбор Amazon Горизонтальные и вертикальные лазеры Skil
Цена:
87,86 $ 87,86 $
В наличии только 1 шт. — закажите в ближайшее время
Краткое содержание видно, нажмите дважды, чтобы прочитать полное содержание.
Отображается полный контент, дважды нажмите, чтобы прочитать краткий контент.
Красный перекрестный лазерный луч с углом обзора 360° со штативом
Красный перекрестный лазерный луч с зажимом
Обновлены другие варианты на основе этого выбора
Посмотреть все 2 варианта
Марка
Skil
Material
Blend
Color
Red/Black
Item Dimensions LxWxH
3. 77 x 2.89 x 4.22 inches
Style
Red 360° Cross Line Laser w/Tripod
Подходит для вашего .
Убедитесь, что это подходит, введя номер модели.
ПРОЕКТЫ ДО 65 ФУТОВ — Лазерный уровень проецирует ярко-красную непрерывную горизонтальную линию по всей комнате.
САМОВЫВОРЕНИЕ — Наш лазерный уровень автоматически выравнивает, чтобы исключить любые догадки.
УДОБНАЯ ЗАРЯДКА — Встроенный перезаряжаемый литий-ионный аккумулятор имеет удобный порт для зарядки micro-USB и индикаторы, показывающие, сколько времени осталось от аккумулятора.
ШТАТИВ В КОМПЛЕКТЕ. Регулируемый штатив можно поднять на максимальную высоту 3-½ фута, что позволяет надежно расположить инструмент на полу или столе.
ПРОЕКТИРОВАНИЕ ЛИНИИ ПОД ЛЮБЫМ УГЛОМ. Для проектов, в которых ваши линии не являются ровными или вертикальными, как диагональный плиточный фартук, инструмент имеет режим блокировки, который позволяет вам размещать проецируемые линии под любым углом по вашему выбору.
См. Подробнее о продукте
Точность
4,5 4,5
Легко в использовании
4,5 4,5
Строгость
4,5 4,5
Деньги
4,5 4,5
0006
4.4 4.4
Просмотреть все отзывы
Примечание. Изделия с электрическими вилками предназначены для использования в США. Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Лазерный уровень SKIL, 360-градусный зеленый перекрестный лазер со штативом, встроенный литий-ионный аккумулятор с зарядкой через микро-USB
LL9322G-01
Самонивелирующийся лазерный уровень SKIL проецирует ярко-зеленую непрерывную горизонтальную линию на 360 градусов вокруг всей комнаты, покрывая до 100 футов в диаметре. Этот лазер автоматически выравнивает и имеет интуитивно понятные индикаторы, чтобы вы знали, когда ваши линии не выровнены. Встроенный перезаряжаемый литий-ионный аккумулятор оснащен портом micro-USB для удобства зарядки и работы, а также зеленым, желтым и красным светодиодными индикаторами, показывающими текущий уровень заряда. Входящий в комплект регулируемый штатив позволяет легко расположить лазерные линии именно там, где вы хотите. А для проектов, в которых вы, возможно, не хотите, чтобы ваши линии были ровными или вертикальными, например, при специальной окраске или работе с диагональной плиткой, функция блокировки самонивелирующегося лазерного уровня SKIL позволяет вам размещать проецируемые линии под любым углом, который вы выберете.
Что включено: Самонивелирующийся лазерный уровень, кабель для зарядки, нейлоновый футляр для хранения и 43 дюйма. Штатив
Отсканируйте QR-код, чтобы просмотреть этот предмет в своем пространстве.
С помощью камеры мобильного устройства* отсканируйте приведенный ниже QR-код и следуйте инструкциям на экране, чтобы увидеть, как этот предмет выглядит в вашем пространстве.
*Технические требования: iOS версии 11 и выше или Android 8 и выше.
Характеристики
ПРОЕКТЫ ДО 100 ФУТОВ – Лазер проецирует ярко-зеленый перекрестный лазерный луч с горизонтальным лазерным лучом 360, который проходит по всей комнате
ПРЕВОСХОДНАЯ ВИДИМОСТЬ – Ярко-зеленые лазерные линии обеспечивают улучшенную видимость для простоты измерения
САМОНИВЕЛИРОВАНИЕ – Лазерный уровень автоматически выравнивает, чтобы исключить любые догадки
УДОБНАЯ ЗАРЯДКА — встроенная перезаряжаемая литий-ионная батарея оснащена зарядным портом micro-USB с индикаторами, показывающими срок службы батареи
ШТАТИВ В КОМПЛЕКТЕ — регулируемый штатив можно поднять на максимальную высоту 3-1/2 фута, что позволяет надежно расположить инструмент на полу или столе
ПРОЕКТИРОВАНИЕ ЛИНИИ ПОД ЛЮБЫМ УГЛОМ — Для проектов, в которых ваши линии не являются ровными или отвесными, например, диагональная облицовка фартука, режим блокировки инструментов позволяет расположить проецируемые линии под любым выбранным вами углом
Технические характеристики
Срок службы батареи (часы): 6
Индикатор состояния батареи: Да
Тип батареи: 3,7 В, 2000 мАч, зарядка Micro USB
Точность лазера: ±3/16 дюйма на расстоянии 30 футов ±0,5 мм/м
Лазерная проекция: 360 градусов по горизонтали и одна вертикальная линия
Тип лазера (нанометр): Зеленый луч, 520 нм, класс 2, <1 мВт
Операция выравнивания: Самовыравнивание
Количество лазерных лучей: 2
Рабочие функции: режим самонивелирования, режим ручного нивелирования
Токарно винторезный станок – оборудование, которое используется для обработки заготовок из металлов и других материалов точением (резанием). С помощью токарных станков осуществляют расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование, развертывание отверстий и другие работы.
На Токарно винторезном станке простой принцип работы: заготовка, которая зажата в горизонтальном положении, начинает вращаться и резцом, который подвижен, снимается не нужный материал. Но для того чтобы осуществить этот принцип, нужен механизм, который состоит из большого количества точно пригнанных элементов.
Токарные станки объединяют девять видов станков, которые отличаются по различным признакам: по конструктивной компоновке, по назначению, по степени автоматизации.
Использование на станках специальных дополнительных устройств (для фрезерования, для шлифования, для сверления радиальных отверстий) сильно расширяет технологическую функциональность оборудования.
Токарные станки, автоматы и полуавтоматы, делятся на вертикальные и горизонтальные, в зависимости от размещения шпинделя, который несет приспособление для установки заготовки детали, которая обрабатывается.
Вертикальные станки в основном используются для обработки деталей крупных размеров и массы, но небольшой
длины. Наиболее известные токарные станки во времена советского союза — 16К20 и 1К62.
Токарный станок предназначен для обработки материалов резанием, для того чтобы получить детали в форме тел вращения. На сегодняшний день есть несколько основных видов токарных станков. Самая универсальная техника токарной группы – это токарно-винторезные станки, которые применяют в условиях мелкосерийного
производства. А токарно-винторезные станки, в свою очередь, тоже разделяются на виды:
Устройство токарно винторезного станка
Токарно-винторезный станок имеет свое индивидуальное устройство. Основной корпус техники является
неподвижным, а инструмент начинает свою работу, нажатием специальных головок. Деталь, которая получается в
процессе обработки можно применять в таких операциях. Сейчас многие считают, что использование токарно-
винторезного станка осуществляется не оптимально. Обработку материалов можно увеличить и проводить с большей
эффективностью. Но элементом, получаемым производителями после работы, обычно довольны.
Токарно-винторезный станок — оси
Токарно-винторезный станок оси – это достаточно новое оборудование. Но, тем не менее, он уже успел завоевать популярность у специалистов промышленной сферы. Токарный станок оси, иначе называемый ОЗУ, объединяет в себе черты обычных токарных инструментов с пинолем стиля оси.
На токарном станке данного типа принцип работы достаточно
простой и понятный даже тем людям, которые никогда не сталкивались с промышленностью. В момент, когда
оборудование стыкуется с заготовкой, которую нужно обработать, то он начинает скользить по её поверхности. И
поэтому процесс обработки становится быстрым, легким, ну и качественным.
Токарно-винторезный станок типа CNC
Данный станок в состоянии заменить старый вид оборудования. Мультишпиндель и другие инструменты станков CNC
имеют ряд преимуществ: просты в установке и легки в эксплуатации. Такая техника в полном объеме отвечает
тенденциям сегодняшней разработки рабочих мест.
Показатели токарно-винторезных станков CNC намного
выше других существующих типов оборудования данного класса. Можно отметить, что организации, которые
приобретают такие станки, решают свои проблемы с производительностью на все сто процентов.
Токарно-винторезный станок с легкостью можно считать наиболее универсальным станком из всех существующих
станков токарной группы. Он используется в условиях мелкосерийного и единичного производства разнообразных
деталей. Сейчас за счет своей универсальности он пользуется большим спросом во многих организациях, которые
работают в металлообрабатывающей промышленности.
Такую популярность обеспечивает большой спектр
задач, которые он выполняет. Это и большая степень производительности, и надежность, и высокая точность
обработки деталей. Наиболее известным токарно-винторезным станком в советском союзе был 16К20. Работа этого
станка базируется на снятии стружки с заготовок продукции при точении, таким образом обрабатываются чаще
всего тела вращения. Также к станкам токарной группый входят и токарно карусельные станки.
Токарные станки позволяют обрабатывать внутренние и наружные поверхности. Техника дает возможность обтачивать
детали разнообразных форм (фасонных, конических, цилиндрических), выполнять сверление, растачивание,
развертывание отверстий, подрезку торцов, накатку рифлений, нарезание резьбы и другие операции. Также
возможность применения специального оборудования даст вам возможность выполнять и другую работу. К примеру,
вы сможете осуществлять фрезерование, шлифование, нарезание зубьев и другие.
Токарно-винторезная техника, в первую очередь, предназначена для единичного и мелкосерийного
производства. Но, если необходимо, его можно будет оборудовать дополнительными приспособлениями и
устройствами, которые дадут возможность расшириться до серийного производства. В массовом производстве
используются токарные и револьверные полуавтоматы и автоматы. Обслуживание автомата подразумевает
периодическую наладку, подачу материала на станок и контроль обрабатываемых деталей.
В полуавтомате
же движения, которые связаны со снятием и загрузкой заготовок, не автоматизированы. Автоматическое управление
рабочим процессом таких токарно-винторезных станков выполняется благодаря распределительному валу, где установлены кулачки.
устройство, назначение и технические характеристики
Токарно-винторезные станки имеют похожие конструкции и схожие принципы работы вне зависимости от модели и серии выпуска.
Основная функция данного оборудования – выполнять операции точения, сверления, обработка торцов, нарезание резьбы.
Обрабатывать могут металлические и неметаллические изделия. Поэтому токарно-винторезные станки пользуются популярность на производстве с небольшим размером выпускаемых серий продукции.
Содержание:
1 Назначение и область применения универсального станка по металлу
2 Основные конструктивные особенности
2.1 Передние и задние бабки
2.2 Суппорт
2.3 Коробка скоростей
2.4 Шпиндель
2.5 Станина
2.6 Нарезание резьбы
2.7 Электрический блок управления
2.8 Фартук
3 Методы классификации
3.1 Масса
3.2 Максимальная длина детали
3.3 Максимальный диаметр
4 Какие операции можно производить на устройстве
5 Основные технические характеристики
5. 1 Количество оборотов
5.2 Класс точности
5.3 Число передач
5.4 Размеры обрабатываемой детали
5.5 Вес и габаритные размеры
5.6 Величина подачи и максимального перемещения по оси
6 Применение ЧПУ
7 Обзор и схемы распространенных моделей
7.1 1Л532
7.2 16У04П
7.3 1П611
7.4 1Д601
7.5 16К40
Назначение и область применения универсального станка по металлу
Детали, обрабатываемые универсальными токарно-винторезными станками, в основном изготовлены из черных и цветных металлов.
Точение конусов ин нарезание резьбы – дополнительные функции станка. Если в комплекте идут дополнительные инструменты и сверла, то функциональные возможности станка еще больше.
Поскольку данные станки имеют большие габариты и внушительный вес, их редко можно встретить в частных мастерских. Сферы применения:
производство мелких серий продукции;
единичный выпуск и обработка деталей;
в редких случаях – массовое производство.
Но в промышленных масштабах токарно-винторезные станки используются редко. Читайте также: токарный станок 16У04П, технические характеристики, описание основных узлов
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
суппорт;
станина;
упорная и шпиндельная бабки;
электрическое оборудование;
ходовой вал;
гитары шестерен;
коробка, которая обеспечивает выбор и смену подач;
ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Читайте также: токарный станок 16К20 технические характеристики
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
система зубчатых передач;
клиноременная передача;
реверсивный электродвигатель;
электромагнитная муфта с системой торможения;
рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Читайте также: токарный станок это? Узнай больше по ссылке
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу. При использовании резца важно соблюдать полностью технологию. Она включает:
правильную заточку резца;
аккуратную настройку режимов работы станка;
при помощи шаблона правильная установка резца по центру детали;
замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
рукоятка для настройки количества оборотов;
система управления для установки параметров резцовой поверхности;
рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
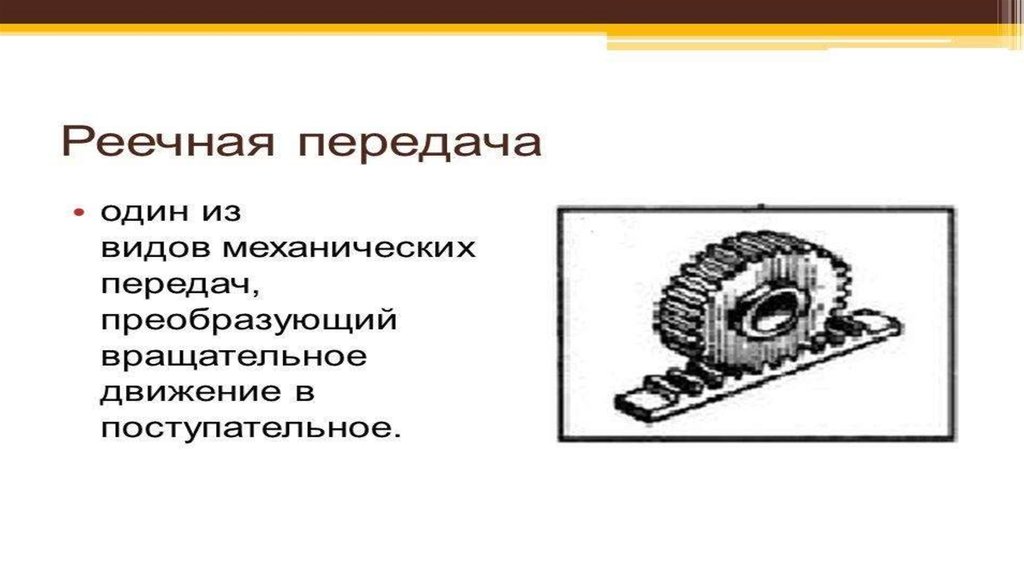
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.
Какие операции можно производить на устройстве
К основным процессам, которые можно сделать при помощи токарно-винторезного станка:
выполнение сверления и зенкерования;
расточка отверстий;
расточка и обтачивание поверхностей с самой разной конфигурацией: конические, цилиндрические, фасонные;
подрезка и обработка торцов;
нарезание резьбы разных типов.
Полный набор возможных работ зависит напрямую от количества и разнообразия дополнительных инструментов.
Основные технические характеристики
У токарно-винторезного станка есть ряд технических характеристик, на которые стоит ориентироваться при выборе токарного станка по металлу как на производство, так и для личной небольшой мастерской.
Количество оборотов
Количество оборотов может отличаться в зависимости от размеров и предназначения токарного станка, но максимальное количество оборотов – 2000 в мин.
Большие обороты предназначены для тонких отверстий в маленьких деталях. Для личных целей в небольшой мастерской достаточно станка, который работает на скорости 1000 об/мин.
Класс точности
Существует несколько классов по точности станков. Для обработки мелких деталей и в промышленных масштабах используются станки повышенной точности с пометкой П.
Для бытовых условий достаточно станков с нормальным уровнем точности, которые имеют пометку Н. Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Число передач
Всего в станке 24 скорости. При этом 12 из них переключаются с помощью автоматики, а остальные 12 – вручную посредством шестеренок.
Размеры обрабатываемой детали
Диаметр обрабатываемых деталей очень широк и может лежать в пределах от 0.5 см до 10 см при этом по техническим характеристикам длина обрабатываемой заготовки может быть от 2.5 метров до 12.5 м.
Вес и габаритные размеры
Размеры токарных станков сильно отличаются. В зависимости от комплектации и модели вес может достигать 400 тонн. Но настольные, домашние модели обычно не превышают по весу 3–4 тонны. Габаритные размеры также могут отличаться, например, для станка 1К62 они равны 2812/3200х1166х1324 мм.
Величина подачи и максимального перемещения по оси
Также зависит от конкретной модели и указывается в паспорте оборудования. У станка 1К62 максимальное перемещение пиноли 20 см.
Применение ЧПУ
Современные токарные станки, особенно иностранного производства, имеют числовое управление. Это позволяет добиться высокой точности обработки.
Особенностями таких станков являются следующие нюансы:
Все подвижные органы станка управляются мини блоком управления. Станок имеет сложную электрическую схему.
Все параметры станка с ЧПУ точно соответствуют ГОСТу и также расписаны в паспорте оборудования. Здесь указаны показатели точности, габариты, скорость.
Станки такого рода могут работать в домашних условиях, поскольку имеют небольшой размер, но при этом выдерживают поразительно высокие для своих габаритов нагрузки.
Оборудование имеет индикацию, а также табло для ввода информации.
Настольные станки с ЧПУ используются для высокоточной обработки небольших деталей. При этом у домашнего производства получается высокий показатель рентабельности.
Важно!
Большинство таких станков производят за границей, а потому они не соответствуют Российскому ГОСТу.
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.
16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.
1П611
Токарный станок 1И611, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
Сверление.
Отрезка.
Нарезание резьбы внутренней и наружной.
Обработка различных поверхностей.
Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Токарный станок 1Д601 лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.
16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.
Такое оборудование поможет расточить отверстие, подровнять необходимую поверхность, просверлить уже имеющееся отверстие. Важно, ориентируясь на начальные паспортные характеристики оборудования приобрести наиболее подходящую модель. Читайте также: чем так хорош токарно-винторезный станок 1М63, технические характеристики.
Что такое токарно-винторезный станок и как он работает?
Нарезание резьбы является неотъемлемой частью производственного процесса, но что такое токарно-винторезный станок и как он работает?
В этой статье мы расскажем, как работают токарно-винторезные станки и как выбрать правильную пластину для нарезания резьбы. В R.D. Barrett мы снабжаем инженеров и экспертов прецизионными инструментами с 1975 года, за это время мы накопили непревзойденные отраслевые знания и самый большой в Великобритании запас инженерных инструментов, включая резьбонарезные пластины и расходные материалы для механической обработки.
Что такое токарно-винторезный станок?
Токарно-винторезные станки существуют уже сотни лет и позволяют инженерам нарезать как внутреннюю, так и внешнюю резьбу. Современные передовые инженерные станки с ЧПУ выполняют ту же функцию с точностью, о которой предыдущие поколения инженеров могли только мечтать.
Станки с ЧПУ используют сменные пластины как для резки, так и для формовки заготовки. Единственная режущая точка (резьбонарезной инструмент) перемещается вверх и вниз по длине заготовки, удаляя материал для создания резьбы. Станки с ЧПУ могут нарезать как внутреннюю, так и внешнюю резьбу. Для этого заготовке может потребоваться пройти через ЧПУ несколько раз (так называемые многократные проходы).
Этот процесс известен как нарезание резьбы в одной точке. Нарезание резьбы в одной точке позволяет инженерам нарезать заготовки с различными размерами и формами резьбы, используя один держатель инструмента. Теоретически заготовки могут быть любого размера (хотя они, естественно, будут ограничены размерами станка с ЧПУ).
Но как работает токарно-винторезный станок? Давайте взглянем.
Как работает токарно-винторезный станок?
Когда заготовка вращается на токарном станке, из нее удаляется материал для формирования резьбы. Скорость движения фрезы и скорость вращения заготовки определяют глубину резания и сближение резьбы (шаг резьбы). Равномерность резьбы обеспечивается запрограммированной скоростью подачи на оборот.
Станки с ЧПУ работают на высочайшем уровне, обеспечивая высококачественные готовые заготовки, не требующие дополнительной обработки или инструментов. После снятия со станка с ЧПУ они готовы к использованию.
Способ входа режущего инструмента в заготовку можно запрограммировать различными способами в зависимости от применения. Опции включают радиальную подачу, угловую подачу и модифицированную угловую подачу. Выбор входа зависит от прочности материала, с которым вы работаете.
На качество нарезания резьбы могут влиять несколько факторов, в том числе износ инструмента, температура и отсутствие охлаждающей жидкости на заготовке.
Для нарезания резьбы на токарном станке требуются сменные пластины. Сменные пластины бывают разных размеров и материалов, включая высококачественные твердосплавные пластины.
Мы рекомендуем инвестировать в пластину для нарезания резьбы самого высокого качества, чтобы обеспечить постоянное качество и долговечность. Дешевые резьбонарезные пластины не прослужат долго и в некоторых случаях могут вызвать проблемы, включая сколы, которые могут повредить заготовку.
Для нарезания резьбы в самых тяжелых условиях мы рекомендуем использовать твердосплавные режущие пластины. Твердосплавные винтовые пластины могут работать при невероятно высоких температурах, точно обрабатывая металлы, включая стали, углерод, чугун и жаропрочные сплавы.
Чтобы выбрать правильную резьбонарезную пластину, вам потребуется следующая информация, в том числе:
Форма резьбы (THFT)
Тип инструмента
Минимальный диаметр отверстия (DMIN)
Обозначение производителя сплава (GRDMFG)
Диаметр соединения со стороны машины (DCONMS)
Тип требуемой резьбонарезной пластины также зависит от обрабатываемого материала. Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора.
В RD Barrett мы всегда готовы обсудить ваши требования к инженерному инструменту и помочь вам определить резьбонарезные пластины, которые вам нужны для текущей работы.
Точное машиностроение
В прошлом нарезание резьбы выполнялось опытными операторами станков. Современные станки с ЧПУ позволяют операторам создавать программы, обеспечивающие воспроизводимость и качество, раз за разом обеспечивая точные детали и точную резьбу.
В R.D. Barrett мы являемся инженерами-экспертами и можем дать беспристрастный совет, чтобы помочь вам выбрать пластины правильного размера для внутренней и внешней резьбы. Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
Нарезание резьбы на токарном станке
Механическое создание нитей — это, по сути, очень простой процесс, и в следующей статье излагаются основные принципы, но не делается попыток охватить детали, которые уже неоднократно публиковались. Книга с информацией по нарезанию резьбы, наиболее подходящая для любителя (и идеально подходящая для освежения памяти профессионала), называется «Токарный станок для любителей». Это дает полное описание процесса с простыми инструкциями, которые позволят даже новичку успешно нарезать резьбу. Другие полезные публикации с полными инструкциями по резьбе и нарезанию резьбы включают недорогую книгу «Нарезание резьбы на токарном станке» и более новую, красиво оформленную книгу в твердом переплете «Нарезание резьбы» 9.0211 Калькуляторы зубчатых передач для помощи при нарезании резьбы, типичных схемах сменных колес, вычислении шагов, не указанных на схеме, определении того, какие шестерни составляют полный набор и т. д. можно найти здесь Как была создана первая резьба? Вы можете повторить процесс самостоятельно. Возьмите деревянную скалку и положите ее на ровную поверхность. Возьмите нож, держите его горизонтально и поместите острый край на верхнюю поверхность ролика рядом с одним концом и немного поверните лезвие горизонтально, скажем, на 10 или около того, нажмите вниз и используйте его, чтобы откатить штифт от себя. При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку. Нити не являются изобретением механического века: Герой Александра изобрел метод изготовления более крупных нитей две тысячи или более лет назад, и на протяжении столетий краснодеревщики и часовщики изготавливали свои собственные изделия вручную, как и мастерские по ремонту железных дорог, когда они производили партии грубых, скрученных вручную винтов с крупным шагом, которые использовались для крепления опорных пластин к деревянным шпалам. Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя. Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм).
Хотя длинный стержень с резьбой вдоль станины первоначально назывался основной резьбой, или ходовым винтом , теперь обычно называют ходовой винт . Любой ходовой винт должен быть изготовлен очень точно (их часто производят специализированные производители, а не сами производители станков) с трапецеидальной, квадратной или другой формой резьбы, оптимизированной для этой задачи, но никогда со стандартной формой Витворта или метрической формы, поскольку к сожалению встречается на многих более дешевых токарных станках с Дальнего Востока. Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой). Дополнительным преимуществом нарезания резьбы было осознание того, что автоматическая и, следовательно, постоянная подача вдоль станины обеспечивает гораздо лучшее качество поверхности, особенно если подача была медленной и инструмент имел правильную форму. Таким образом, для повседневного использования сменные колеса обычно устроены так, чтобы обеспечить очень точную подачу каретки; настроить их для нарезки означает удалить большую часть или все из них и построить новый шлейф, следуя инструкциям в «схеме нарезки» (обычно прилагается к машине). По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может производить каждый шаг резьбы, и иногда необходимо заменить сменные ролики, чтобы расширить диапазон редуктора — или создать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину. Если отсутствует таблица сменных колес токарного станка, не все потеряно, книга Нарезание резьбы на токарном станке поможет рассчитать новый комплект. Дополнительную помощь можно найти в наборе инструкций по использованию калькуляторов с разменным колесом, а необходимые загрузки программ можно найти здесь. Как уже объяснялось, привод режущих инструментов за счет прямого механического соединения с передней бабкой также позволял при обычной работе получать более гладкую и однородную отделку и в то же время значительно снижал утомляемость оператора. Эта форма силового движения первоначально называлась самодействующий или самодействующий — и оба термина когда-то широко использовались для различения токарно-винторезных станков. Когда каретка соединена с ходовым винтом, используется некоторая форма «гайки»: она может быть сплошной и постоянно зацепленной или одинарной или двойной «зажимной гайкой», которую оператор может зацеплять и расцеплять по своему желанию. Однако после того, как «зажимные гайки» были открыты и каретка отодвинулась назад, чтобы можно было сделать еще один разрез, возникает проблема, как снова зацепить гайки в нужном месте — проблема, решаемая простым, но остроумным способом. устройство, « D ial T hread I Индикатор». DTI состоит из шестерни, находящейся в зацеплении с ходовым винтом, но установленной на валу с циферблатом на другом конце, на котором выгравированы линии, чтобы оператор, следуя таблицам, (которые меняются в зависимости от шага нарезаемой резьбы), можно безопасно зацепить гайки и продолжить точное нарезание резьбы. К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы : Первый вопрос, который приходит в голову новичку: «Сможет ли мой токарный станок нарезать различные типы резьбы?» (Whitworth, British Standard Fine, American National Coarse, British Standard Brass, American National Fine, British Standard Brass, Unified National Coarse, Unified National Fine, British Association, British Cycle Standard, Metric и т. д.) Ответ: да. Обеспечьте токарный станок сменными колесами, необходимыми для передачи шпинделя на переднюю бабку, чтобы инструмент перемещался на нужное расстояние, пока шпиндель делает один оборот — это можно сделать. «Форма» или «форма» резьбы (которая, проще говоря, составляет существенное различие между «типами» резьбы, а не ее шагом) полностью зависит от «формы» используемого инструмента (или инструментов). чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой. Урок истории : Сядьте сзади — следует тест: два инженера, наиболее тесно связанных с разработкой механически разработанной резьбы (хотя они не изобрели этот процесс), оба работали в 1800-х годах: Генри Модсли (1771–1831) «Машиностроитель» из Лондона, Англия («инженер-инженер»), и один из его учеников, Джозеф Уитворт (1803–1887) Инструментальщик из Манчестера, Англия, известный своей прямолинейностью, если не сказать резкостью. способами (и, вероятно, воплощением изречения Шоу о том, что « весь прогресс зависит от неразумного человека ». ). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт длиной 5 футов и диаметром 2 дюйма (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчена гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта»), примеры которых можно увидеть в Лондонский музей науки и музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003
Нарезание резьбы вручную : Можно нарезать резьбу на вращающейся цилиндрической поверхности без использования механической помощи, используя «нарезчик». Они больше похожи на токарные резцы по дереву с «формой резьбы», вырезанной на их торцах или боковых сторонах, и сделаны из твердой стали — инструментальной стали для самых качественных — и различаются по ширине и толщине в зависимости от шага резьбы и работы. они должны делать. Полноразмерные модели обычно крепятся к прочным деревянным ручкам, чтобы обеспечить необходимую покупку (которая может быть значительной), и стоят дорого. Однако есть более дешевая альтернатива — бегунки, которые изготавливаются из держателей штампов с автоматическим освобождением; эти узлы используются на токарных станках с токарными станками и удерживают четыре небольших одинаковых секции из инструментальной стали с очень точной резьбой по одному краю. Если их снять и установить в подходящий металлический держатель, их можно использовать точно так же, как их полноразмерных собратьев. К сожалению, использовать любой тип сложно, и новичкам рекомендуется полностью избегать их использования, хотя они могут играть роль в «очистке» резьбы, нарезанной механически, и придании радиуса или другой формы гребню и основанию резьбы. , процесс, который невозможен при описанном выше методе создания одноточечного потока. При использовании бегунок упирается в подходящую опору с небольшим количеством смазки между ними и вставляется в заготовку на центральной высоте с устойчивым скользящим движением. Продолжение ниже:
Форма резьбы Витворта с углом 55 градусов и закругленными основаниями и гребнями. Другие нити имеют плоские гребни с закругленными корнями или наоборот, или и гребень, и корень могут быть плоскими. Угол также может различаться — стандартная метрическая резьба составляет 60 градусов, в то время как некоторые резьбы имеют «квадратную нарезку» под углом 9 градусов.0 градусов. В то время как «одноточечный» инструмент, обычно используемый на токарном станке, может правильно обрезать углы, он не может создать радиусы в основании и на гребне, и они иногда формируются на этапе постобработки с помощью «нарезки» из твердой стали.
Основная форма одноточечного резьбонарезного инструмента, используемого для нарезания наружной резьбы.
Неотъемлемая часть набора инструментов для нарезания резьбы — резьбовой калибр с маркировкой общих углов резьбы. Это позволяет установить инструмент «прямо» для работы, как показано ниже.
Использование резьбомера для установки наружной резьбы.
Использование резьбомера для настройки инструмента для нарезания внутренней резьбы. Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба.
Режущая кромка внешней нарезки.
Резьбонарезной станок для внутренних работ
Продолжение: С умением (и удачей для новичка) чеканка вгрызается в поверхность и начинает формировать спиральный разрез; по мере того как другие точки на бегунке взаимодействуют со спиралью, действие становится до некоторой степени самостабилизирующимся и его легче выполнять; однако обычно требуется много проходов, прежде чем будет создана резьба на полную глубину. Нарезание резьбы резьбой Другая форма нарезки резьбы носит механический характер и иногда используется на прецизионных и специальных токарных станках, ее можно увидеть здесь. Система, вероятно, была изобретена Джозефом Нейсоном и получила патент 10 383 в Америке 3 января 1854 г. Метрическая резьба Существует интересное различие между «английской» резьбой (определение, включающее американские типы) и метрической. Все английские (иногда называемые «имперскими») и американские резьбы основаны на том, что происходит в пределах длины в один дюйм. В пределах этой длины в дюймах у вас может быть любое количество витков (шагов), хотя обычно оно ограничено на токарных станках либо со сменными колесами, либо с редуктором для нарезки винтов диапазоном от 2 до 56 t.p.i. Обычный предел шага резьбы на гайках и болтах составляет 40 tpi, спецификация ME (моделирование), выше которого они нарезаются только для специальных целей). Метрическая резьба устроена по-разному, нет фиксированной длины, в которую должны вписываться шаги, и каждая из них составляет долю или кратность миллиметра. Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов. Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями). Какая нить может быть наиболее часто «используемой» в мире — например, «используется» для застегивания и расстегивания вещей, а не для постоянного крепления (например, велосипедная спица, выпущенная в несколько триллионов раз)? Давайте разворошим осиное гнездо и предложим долгоживущую резьбу Уитворта 1/4″ x 20 tpi, которую можно найти в основании почти каждой камеры, чтобы можно было прикрепить штатив (это свойственно всем производителям и каждой модели, которую они выпускают, хотя некоторые более тяжелые профессиональные типы были, в качестве уступки жесткому использованию, оснащены либо двумя головками, либо одной более прочной головкой 3/8 «x 16 tpi). Являются ли верхушки тюбиков зубной пасты одного размера или ограничены несколькими? Если это так, этот фитинг также может быть претендентом. Мелкая подача Если вы не хотите нарезать винты, а просто нуждаетесь в очень тонкой подаче каретки для чистовой обработки токарных работ, шестерни располагаются в «компаунде» следующим образом: a) Конец ходовой винт: установите самую большую шестерню из комплекта сменных колес (часто 70 или 75 т) b) шестерня ходового винта представляет собой пару шестерен (набор B), закрепленных вместе на одном валу: большая из пары будет второй по величине в наборе сменных колес меньшая шестерня является второй после наименьшей. c) На валу над набором B находится еще одна пара шестерен, скрепленных вместе (набор C), состоящая из третьей по величине шестерни в наборе вместе с самой маленькой шестерней в наборе, d) приводной набор C будет маленькой шестерней, обычно на выходном валу узла реверса барабана. Конечно, возможность сделать это зависит от наличия всех шестерен в наборе — обычно от 10 до 14 для типичного маленького токарного станка. В некоторых случаях самая большая шестерня может оказаться слишком большой для работы с составными шестернями (или может не поместиться под крышкой шестерни) и может быть предназначена для преобразования дюймов в метрические или метрические в дюймы (в этом случае они может быть помечен как имеющий 127 или 135 зубов..
Типичное расположение сменных колес, ведущих вниз к редуктору для нарезания резьбы — в случае токарного станка Boxford модели VSL. На рисунке также показан умный, но простой рычажно-реверсивный механизм, с помощью которого направление привода к ходовому винту (и приводному валу, если он установлен) может быть изменено на обратное, а каретка перемещается либо в направлении, либо в направлении от бабка. В нейтральном центральном положении он позволяет шпинделю передней бабки вращаться, не приводя в движение ни одну из шестерен. Перемещение зацепляющий рычаг вверх или вниз (шпиндель, конечно, должен быть неподвижен) зацепляет одну или другую из пары барабанных шестерен под шестерней шпинделя , заставляя следующую шестерню в цепи вращаться либо по часовой стрелке, либо против часовой стрелки. Рычаг обычно, но не всегда, каким-то образом подпружинен, с плунжером, который входит в одно из трех отверстий на передней или боковой поверхности передней бабки. На всех типах барабанно-реверсивных механизмов шпилька обычно выполняется съемной, что позволяет ей быть частью токарно-винторезного станка и обеспечивает быстрое и простое средство замедления или ускорения минимальной скорости подачи каретки.
Станочный парк современных российских предприятий частично, а иногда в значительной мере представлен станками еще советского ☭ производства. Высокий запас прочности советских станков позволяет, и сегодня успешно эксплуатировать станочное оборудование, произведенное несколько десятилетий назад. Правда у таких пожилых станков иногда утрачен внешний вид, например таблички и шильдики на станках могут уже быть не читаемыми, а в ряде случаев просто отсутствовать ⛔. Станок сохраняет свою работоспособность, правда для операторов, особенно малоопытных, работа осложнена.
Наше предприятие занимается производством широкого спектра запасных частей для любого станочного оборудования, включая давно снятое с производства. Изготовленные по оригинальным технологиям производителей на основании технической документации разработчиков, они представляют собой адекватную замену изношенным комплектующим. Наши детали помогают восстановить любой станок, возвращая ему исходные характеристики и фактически давая новую «путевку в жизнь».
В случае необходимости у нас можно приобрести таблички на оборудование, что позволит полностью обновить информационное пространство вокруг Вашего станка. Качественные, изготовленные по требованиям действующих стандартов шильдики облегчат работу с металлорежущим оборудованием, и исключат вероятность ошибок персонала.
Таблички и шильдики на станки и оборудование. Изготовлены из алюминиевой пластины толщиной 0,5 мм. Рассмотрим возможность изготовления шильдов по Вашим запросам.
Назначение табличек и шильдиков
По сути эти два слова синонимы. Только шильдик, произошедший от немецкого слова schild носит скорее обиходный, а не технический характер. В техническом плане более верным вариантом названия будет табличка на станок или паспортная табличка. Но как бы этот элемент наружного оформления станочного оборудования ни назывался, его основным назначением считается предоставление информации. Обычно это:
модель и завод изготовитель станка;
расшифровка органов управления;
выбор режимов управления станком и многое другое.
Словом любую информацию, которая необходима в процессе работы оператора, несут на себе таблички на токарный станок. Металлические шильдики крепятся на корпусах различных узлов станка, как правило, в непосредственной близости к обозначаемому элементу. Таблички чисто информационного характера устанавливаются на видном месте. Основными требованиями, предъявляемыми к информационным табличкам на станок, считаются:
отличная читаемость, гарантирующая доходчивость информации, нанесенной на поле шильдика;
сохранность в процессе транспортировки, хранения и эксплуатации станочного оборудования.
Первое условие выполняется благодаря изготовлению по техническим требованиям (ГОСТ 12969-67), согласно которым информация должна наноситься рельефным способом (выпуклой либо углубленной). Среди современных способов маркировки табличек можно назвать лазерную гравировку, дающую четкое контрастное изображение. С сохранностью дело обстоит сложнее. Высокие механические нагрузки и сложные условия эксплуатации со временем не гарантируют, как сохранности нанесенных изображений, так и целостности самих табличек. По этой причине шильдики на токарный станок требуют периодической замены. Кроме того необходимость установки новых табличек возникает после проведения капитального ремонта станка.
Выполненные в заводских условиях на высокотехнологичном оборудовании наши комплекты табличек, обновят информацию на Вашем оборудовании и придадут ему презентабельный внешний вид.
Связки крепежных пластин — идеальный способ получить детали для изготовления станков!
SMW предлагает комплекты для нашей линейки крепежных пластин, чтобы механики любого уровня могли изготавливать детали, как только они установят свои крепежные пластины. Пакеты полностью настраиваются в соответствии с вашими потребностями! Чтобы просмотреть варианты, нажмите здесь.
дюймовая метрическая
$ 199,99
У нас есть 7 пластин для выбранного материала. Срок поставки пластин, которых нет в наличии, обычно составляет 7-10 дней. Пожалуйста, свяжитесь с нами, чтобы узнать конкретные сроки поставки, или ознакомьтесь с разделом часто задаваемых вопросов. Инвентарь может быть изменен.
11,81″ x 11,81″ x 0,50″ (300 мм x 300 мм x 12,7 мм) модульное алюминиевое приспособление 6061 и инструментальная пластина для фрезерных станков Shapeoko 4 серии, Shapeoko Pro и Shapeoko HDM. Крепежные пластины SMW совместимы только с фрезерными станками Shapeoko с опцией Hybrid Table — см. фото
Поддерживаемые маршрутизаторы:
Shapeoko 4 и Pro (4* пластины для максимального охвата)
Shapeoko 4 XL и Pro XL (6 пластин для максимального покрытия)
Shapeoko 4 XXL и Pro XXL (9 пластин для максимального покрытия)
Shapeoko HDM (4 пластины для максимального покрытия — см. фото)
ДЮЙМОВЫЕ ПЛАСТИНЫ: отверстия диаметром 0,75 дюйма по центру и резьбой 1/4 дюйма-20. Отверстия не расточены.
МЕТРИЧЕСКИЕ ПЛАСТИНЫ: центральные отверстия диаметром 20 мм с резьбой M6. Отверстия не расточены.
Наша новая модульная конструкция крепежной пластины для линеек Shapeoko 4 и Shapeoko Pro использует расстояние между Т-образными пазами 100 мм (стандартное для всех фрезерных станков Shapeoko 4 и Pro) для более гибкого решения для крепления с более низким порогом входа для начинающих и любителей. Пластины могут быть установлены в любой ориентации в любом месте вдоль Т-образных пазов на станине фрезера и могут быть объединены бок о бок для случаев использования, когда требуется полное покрытие.
Для лучшей ровности пластины должны быть установлены непосредственно на алюминиевый профиль, однако пластины также могут быть установлены поверх полос МДФ Shapeoko. В этом случае мы рекомендуем обработать поверхность МДФ перед монтажом наших крепежных пластин.
Можно настроить и выровнять несколько пластин с помощью наших приспособлений для выравнивания, которые можно распечатать на 3D-принтере* (доступно ниже). Для каждого зажимного приспособления требуется три наших фиксирующих штифта 1/4″ для дюймовых пластин или три наших фиксирующих штифта M6 для метрических пластин. Они не нужны для установки пластин, но могут быть полезны при сборке комплектов пластин.
Примечание. Крепежное оборудование не входит в комплект. QTY5 18 мм M6 SHCS и Т-образные гайки следует использовать на пластину. Можно использовать существующие Т-образные гайки и крепежные детали M6 (для крепления планок МДФ), прилагаемые к маршрутизатору, в противном случае можно приобрести комплекты крепежных деталей здесь.
*Для машин серии 4 может потребоваться снять металлические крышки для чипов, чтобы разместить пластины в определенных ориентациях. Фиксирующие пластины затем действуют как крышки для чипов вместо снятых. Для станков Shapeoko 4 стандартного размера может потребоваться слегка отогнуть выступы крепления защиты от стружки, чтобы установить полный набор из четырех пластин. Shapeoko Pro (стандартный размер) может потребовать дополнительной модификации для установки полного набора из четырех пластин.
Загрузка твердотельной модели (шаг, дюймы)
Шаблон для выравнивания для 3D-печати (STL, дюймы)
Загрузка твердотельной модели (STEP, метрические единицы)
Шаблон для выравнивания для 3D-печати (STL, метрические единицы)
Решетчатые пластины и крепежные пластины
Решетчатые пластины и крепежные пластины | Компания Advanced Machine and Engineering Co.
Перейти к навигации Перейти к содержимому
Все начинается с прочного основания
Если вам нужны решетчатые или крепежные пластины, разработанные с учетом самых жестких отраслевых допусков, выберите AMROK.
Решетчатые пластины
Решетчатые пластины разработаны как низкопрофильная подложка с ЧПУ, оснащенная точной буквенно-цифровой 2-дюймовой сеткой. Устанавливаемые непосредственно на стол вашего станка с ЧПУ, эти сетчатые пластины изготовлены с учетом самых жестких отраслевых допусков и оснащены для использования с любой 2-дюймовой совместимой системой крепления.
Крепежные пластины
Крепежные пластины различных размеров доступны для установки на любой из наших 2-дюймовых решетчатых фундаментов. С возможностью установки как горизонтально, так и вертикально для быстрой смены специализированной обработки эти крепежные пластины устанавливаются с помощью прецизионных втулок и установочных винтов.
Найдите свою тональную основу Precision
Мы облегчаем поиск идеального решения
При таком большом количестве требований к размерам и типам станков варианты крепления могут быть ошеломляющими. Мы считаем, что найти правильную решетчатую пластину или надгробная плита должны быть простыми, поэтому мы создали инструмент выбора удерживающего фундамента. Этот инструмент может помочь вам найти марку/модель вашей машины, выбрать из доступных вариантов, которые соответствуют вашим потребностям, и оформить заказ.
Начните с выбора типа вашей машины
Используйте инструмент выбора фундамента
Почему решетчатые пластины AMROK?
Усовершенствованные материалы
Материалы, из которых изготовлены наши решетки, включают чугун, сталь и алюминий. Наши инженеры работают с вашим магазином, чтобы выбрать лучший материал для вашего приложения.
БЫСТРОЕ ВРЕМЯ ОБРАБОТКИ
Наши стандартные решетки и варианты фундамента поставляются вам быстрее, чем когда-либо прежде.
Предварительно установленные заглушки
Наши надгробные плиты поставляются с заглушками, предварительно установленными в нашу решетку, чтобы предотвратить образование стружки и облегчить очистку.
Буквенно-цифровая сетка
Обеспечивает более быструю загрузку и последовательную настройку для легкой воспроизводимости
Файлы CAD
Мы предоставляем файлы автоматизированного проектирования (CAD), поэтому вы можете быть уверены, что выбранные вами пластины сетки будут работать для вас
Точность деталей Инспекция
Мы проверяем каждую решетчатую пластину с помощью координатно-измерительной машины (КИМ) перед отправкой вам
Как вы будете строить на скале?
Ищете дополнительные варианты?
Надгробные плиты и инструментальные колонны с ЧПУ
Все надгробные плиты изготавливаются и проверяются на месте с соблюдением самых высоких отраслевых допусков. Предлагая различные передовые материалы и настраиваемые параметры, надгробия AMROK сделаны так, что вам не нужно ограничивать свои возможности.
Столы с цапфами 4-й оси
Готовые 4-осевые решения обеспечивают значительное повышение эффективности вашего вертикального обрабатывающего центра (VMC) и поворотного стола.
Алмазный диск Bosch Standard for Asphalt 450х25,4 мм 2608602627
Алмазный диск Bosch Standard for Asphalt 450х25,4 мм 2608602627
Главная
Алмазная оснастка
Алмазные диски
Алмазные диски по асфальту
Артикул
2608602627
Материал обработки: асфальт. Диаметр диска: 450 мм. Толщина диска: 3,2 мм. Высота сегмента: 10 мм. Посадка диска: 25,4 мм. Тип диска: Сегментированный.
Категория:Алмазные диски по асфальту
ХАРАКТЕРИСТИКИ
ОПИСАНИЕ
Доставка
ОТЗЫВЫ 0
Диаметр, мм
450
Материал обработки
бетон, асфальт, битумы
Бренд
BOSCH
Страна-производитель
Китай
Высота сегмента, мм
10
Толщина сегмента, мм
3,2
Посадочный диаметр, мм
25,4
Уровень продукции
средний
Тип диска
алмазный
Форма сегмента
сегментный
Тип реза
сухой, мокрый
Алмазные отрезные диски по асфальту Standard for Asphalt оптимально подходят для обработки асфальта и нерегулярной работы по обработке бетона.
Алмазные режущие сегменты с технологией лазерной сварки.
Здесь еще никто не оставлял отзывы. Вы можете быть первым!
Ваша оценка
Представьтесь, пожалуйста *
Электронная почта *
Ваш отзыв *
Изображение
Нажимая на кнопку «Отправить» вы принимаете условия Публичной оферты.
Покупатели также смотрели
Распродано
Алмазный диск по асфальту 450х25,4 мм MESSER A/L 01-12-450
0
22 538 р.
Распродано
Алмазный диск Bosch Best for Asphalt 450-20/25,4 мм 2608603643
0
27 748 р.
Распродано
Алмазный диск по асфальту 450х25,4 мм MESSER A/A 01-19-450
0
14 725 р.
Вы смотрели
«>
Отрезные алмазные диски Bosch по керамике
Наша компания заботится о том, чтобы товар был доставлен адресату в целости и в строго установленные строки. Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков.
Производитель: Bosch (Германия)
Алмазные отрезные диски Bosch Professional for Ceramic со сплошной режущей кромкой
Для аккуратных кромок при резке керамической плитки.
Универсальное экономичное решение для обработки керамической плитки и резки мрамора.
Артикул
Диаметр, мм
Диаметр отверстия, мм
Ширина реза, мм
Высота сегмента, мм
Цена, руб
2608602535
110
22,23
1,6
7,5
528. 64
2608602201
115
22,23
1,6
7
537.73
2608602202
125
22,23
1,6
7
674.02
2608602203
150
22,23
1,6
7
1193.57
2608602536
180
25,4
1,6
7
1394.29
2608602537
200
25,4
1,6
7
1860.98
2608602205
230
22,23
1,6
7
2035.26
2608602539
250
30/25,4
1,6
7
2727.45
2608602540
300
30/25,4
2
7
4802.36
2608602541
350
30/25,4
2
7
5602. 76
Алмазные отрезные круги Best for Ceramic со сплошным режущим слоем
Круг с сегментами высотой 10 мм, отвечающий самым высоким требованиям по сроку службы.
Оптимальный рез без сколов даже в очень твердых плитах из керамогранита и в мраморе.
Артикул
Диаметр, мм
Диаметр отверстия, мм
Ширина реза, мм
Высота сегмента, мм
Цена, руб
2608600856
100
22,23
1,6
8
по запросу
2608602629
110
22,23
1,8
10
1933.67
2608602630
115
22,23
1,8
10
2001.40
2608602631
125
22,23
1,8
10
2133.56
2608602632
150
22,23
1,9
10
3602. 19
2608602633
180
22,23
2,2
10
4270.42
2608602635
180
25,4
2,2
10
4270.42
2608602636
200
25,4
2,2
10
4535.57
2608602634
230
22,23
2,4
10
5069.16
2608602637
230
25,4
2,4
10
5069.16
2608602638
250
30/25,40*
2,4
10
5602.76
2608602639
300
30/25,40*
2,8
10
8271.56
2608602640
350
30/25,40*
3
10
10405.12
Алмазные диски Bosch Best for Ceramic Extraclean Turbo
Алмазный отрезной круг высочайшего качества для точных пропилов без сколов в твердых материалах, таких как Gres, сверхтвердый керамогранит и натуральный камень.
Высокая скорость резки в любой керамической плитке.
Артикул
Диаметр, мм
Диаметр отверстия, мм
Ширина реза, мм
Высота сегмента, мм
Цена, руб
2608602478
115
22,23
1,4
7
1333.99
2608602479
125
22,23
1,4
7
1466.98
2608602240
230
22,23
2,8
10
4669.38
2608602241
300
25,4
3,2
10
8003.94
Тонкие алмазные диски Bosch Best for Ceramic Extraclean для керамонранита и мрамора
Самый тонкий диск.
Алмазный круг для ровных кромок без сколов: точные кромки реза и значительно меньший излом керамической плитки любых видов и мрамора.
Фланец для уменьшения вибрации и еще большей стабильности.
Артикул
Диаметр, мм
Диаметр отверстия, мм
Ширина реза, мм
Высота сегмента, мм
Цена, руб
2608602368
115
22,23
1,2
5
по запросу
2608602369
125
22,23
1,2
5
по запросу
Электрический плиткорез Husqvarna TS 66 R 35 988 р. Длина реза: до 660 мм
Глубина реза: до 40 мм
∅ диска: 200 мм
Наклон: 45°
Камнерезный станок SIMA Dakar Plus 107 066 р. Длина реза: 650 мм
Глубина реза: 100 мм
∅ диска: 300/350 мм
Наклон: 45°
Камнерезный станок Dr. Schulze BS 230 Top (Германия) 60 060 р. Длина реза: до 700 мм
Глубина реза: 50 мм
∅ диска: 230 мм
Наклон: 45°
DC530SG | 5 дюймов Чашечный круг Turbo Diamond для бетона
Поделиться с
Преимущества
Технические характеристики
Другие размеры
Отзывы
Преимущества
Прецизионно сбалансированный
Предназначен для уменьшения вибрации и плавного окончательного шлифования бетона
Использование для борьбы с пылью
Идеально подходит для использования с угловыми шлифовальными машинами Bosch и системами пылеудаления
Сегменты для турбошлифования
обеспечивают контролируемое удаление материала
Прочная конструкция
Более долговечны, чем абразивные круги на связке
Предназначены для использования на плоскошлифовальных станках
имеют диаметр 7/8 дюйма. беседка
Технические характеристики
Технические характеристики
*Примечание
Используйте только с полным защитным кожухом или пылезащитными кожухами Bosch.
cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=grinding-wheels&srule=price-high-to-low&start=0&sz=11″ data-id=»price-high-to-low»> Цена (от высокой к низкой)
Рейтинги
Фильтры: 11 результатов
Сравнивать
$44,99
БЕСПЛАТНАЯ доставка при заказе $149+
ИЛИ ОПЛАТА С НОМЕРА
ИЛИ ОПЛАТА С НОМЕРА
ИЛИ ОПЛАТА С НОМЕРА
Сравнивать
Цена снижена с
$57,99
к
Сохранять 29%
40,99 долларов США
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
Сравнивать
$23,99
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
Сравнивать
Цена снижена с
47,99 долларов США
к
Сохранять 63%
$17,99
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
Сравнивать
$19,16
БЕСПЛАТНАЯ доставка при заказе $149+
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
Сравнивать
$78,99
БЕСПЛАТНАЯ доставка при заказе $149+
ИЛИ ОПЛАТА С НОМЕРА
ИЛИ ОПЛАТА С НОМЕРА
ИЛИ ОПЛАТА С НОМЕРА
Сравнивать
$262,99
Этот товар доставляется напрямую от производителя в течение 3-5 дней.
МС-36 сверлильный станок на магните производства ВЕКТОР — цена, отзывы, характеристики с фото, инструкция, видео
Магнитный сверлильный станок МС-36 ВЕКТОР — наименьшая из модельного ряда машина сверлильная машина МС-36 обладает следующими преимуществами:
Облегченная конструкция.масса всего 9,95 кг
Износостойкие трубчатые направляющие
Энергосберегающее
Электромагнитное основание с увеличенной силой притяжения к неровным поверхностям (система MFSC)
Система контроля силы притяжения
Система защиты от перегрузки
Впервые применена специальная обмотка ротора,устойчивая к работам на предельных нагрузках.
Минимальная высота машины всего 306 мм позволяет выполнять работы в местах с ограниченным пространством. Имеет интегрированную систему подачи СОЖ в стандартной комплектации. Характеризуется высокой надежностью и неприхотливостью в обслуживании. Основной рабочий инструмент — корончатые сверла.
При их использовании без труда выполняются сквозные отверстия до 50 мм. Комплект поставки включает все необходимое для того, чтобы немедленно приступить к работе – ЗИП, страховочная цепь, патрон для крепления инструмента.
Особенности станка:
возможность работы в любых положениях — минимальная масса
компактная жесткая конструкция
высокая энерговооруженность
большая сила притяжения электромагнитного основания
Станок MC-36 имеет возможность выполнения отверстий диаметром до 130 мм и глубиной до 200 мм (при использовании кольцевых фрез)
возможность нарезания резьбы, зенкования, рассверливания отверстий
возможность сверление отверстий внахлест
возможность выполнения отверстий в трубах
высокая жесткость, обеспечивающая точность отверстий (до девятого квалитета)
интегрированная система подачи СОЖ
Совместимость с разными инструментами
Корончатое сверло
Твердосплавная фреза
Спиральное сверло
Зенкер
Характеристика
Значение
Мощность, Вт
1050
Напряж/частота тока, В/Гц
220/50
Шпиндель
19мм Weldon
Кол-во скоростей
1
Частота вращения, об\мин
350
Диаметр сверления кольцевой фрезой, макс. мм
40
Диаметр сверления спиральным сверлом, макс.мм
—
Зенкерование, мм
40
Диам.нарез. резьбы, макс.мм
—
Размеры основания, мм
80х160х36,5
Высота макс/мин, мм
376/306
Рабочий ход, мм
70
Расстояние от оси шпинделя до основания
39
Длина, мм
265
Ширина, мм
206
Высота, мм
570
Масса, кг
9,95
Комплект поставки:
Станок магнитный сверлильный вектор мс-36 поставляется в эргономичном металлическом ящике.
Металлический ящик обеспечивает сохранность машины во время транспортировки и удобное хранение в период эксплуатации. Стандартный комплект поставки включает в себя:
МС-36 Станок сверлильный магнитный. Паспорт, схемы, описание, характеристики
Сведения о производителе сверлильного магнитного станка МС-36
Изготовитель сверлильного магнитного станка МС-36 — Вектор — специализированный производитель сверлильных станков на магнитном основании. Год основания предприятия: 1990 г.
ЗАО «Научно-производственное объединение «Вектор»: Беларусь, г. Гродно, https://industry.by
Магнитные сверлильные станли производства ЗАО НПО Вектор:
PRO-112T — Ø 100 мм, 2300 Вт
PRO-132T — Ø 130 мм, 2300 Вт
PRO-62 — Ø 65 мм, 1600 Вт
PRO-52T — Ø 50 мм, 1600 Вт
PRO-200 ATEX — Ø 200 мм, 3650 Вт
МС-36 — Ø 40 мм, 1050 Вт
PRO-36AD — Ø 36 мм, 920 Вт
MC-2 — Ø 50 мм, 1080 Вт
МС-40 — Ø 40 мм, 1020 Вт
MC-76 — Ø 76 мм, 1650 Вт
МС-51 — Ø 51 мм, 1260 Вт
МС-8+ — Ø 110 мм, 1860 Вт
МС-111 — Ø 111 мм, 1650 Вт
МС-36 Авто — Ø 36 мм, 1050 Вт
PRO-35AD ATEX — Ø 35 мм, 800 Вт
PRO-45 ATEX — Ø 45 мм, 800 Вт
Сверлильный станок на магнитном основании.
Общие сведения
Сверлильный станок на магнитном основании представляет собою небольшое портативное устройство, которое может крепиться к любым металлическим поверхностям.
Для неровных, либо неустойчивых поверхностей, на которых магнитная плита не способна обеспечить полноценную фиксацию, предусмотрены специальные вспомогательные адаптеры – вакуумные и цепные фиксаторы.
Преимущества переносных магнитных сверлильных станков перед стационарными:
Нет ограничений на габариты обрабатываемой детали, т.к. станок крепится непосредственно в месте сверления (зенкования, нарезания резьбы и т.д.). В стационарных станках габариты рабочего пространства ограничены расстоянием между сверлом и рабочей поверхностью стола и расстоянием между осью сверла и стойкой (вылет станка).
Нет необходимости транспортировать громоздкие детали к станку.
Поверхность обрабатываемой детали может находиться под любым углом к горизонту – горизонтальным, наклонным, вертикальным. Ось сверления может быть направлена даже снизу вверх.
Магнитные сверлильные станки наиболее востребованы в сферах промышленности, строительства, судостроительной отрасли, где необходим монтаж стальных конструкций и трубопроводов с жесткими условиями работы. Такие станки на магнитном основании без проблем могут крепиться к любым поверхностям – горизонтальным, наклонным либо вертикальным, чему способствует использование фиксирующих магнитов мощностью до 26 кН.
В зависимости от функционального предназначения конкретного станка на него могут устанавливаться либо стандартные спиралевидные сверла и корончатые фрезы, с помощью которых могут создаваться отверстия диаметром до 32 миллиметров, либо усиленные корончатые сверла или корончатые фрезы, для сверления толстых поверхностей, либо создания больших отверстий диаметром до 150 миллиметров.
Сверлильная переносная машина на магнитном основании способна выполнять следующие операции:
сверление отверстий в металлических конструкциях
нарезка резьбы
фрезерование
зеркерование
МС-36 Станок сверлильный на магнитном основании.
Назначение и область применения
Cтанок сверлильный магнитный МС-36 на магнитном основании предназначен для сверления, зенкования отверстий в условиях, где применение стационарного оборудования является невозможным.
Применяется для ремонта крупногабаритной техники, станков и технологического оборудования, в промышленности, в производстве металлических конструкций.
Применяется в полевых условиях при ремонте военной и специальной техники, судостроении, строительстве мостов и других работах.
Наименьший из модельного ряда станок сверлильный магнитный станок МС-36 обладает следующими преимуществами:
облегченная конструкция станка. Масса всего 9,95 кг.
износостойкие трубчатые направляющие
энергосберегающее электромагнитное основание с увеличенной силой притяжения к неровным поверхностям (система MFSC)
система контроля силы притяжения
система защиты от перегрузки
Применена новая технология обмотки ротора, устойчивая к работам на предельных нагрузках.
Минимальная высота машины всего 306 мм позволяет выполнять работы в местах с ограниченным пространством. Имеет интегрированную систему подачи СОЖ в стандартной комплектации. Характеризуется высокой надежностью и неприхотливостью в обслуживании. Основной рабочий инструмент — корончатые сверла.
При их использовании без труда выполняются сквозные отверстия до 50 мм.
Комплект поставки включает все необходимое для того, чтобы немедленно приступить к работе – ЗИП, страховочная цепь, патрон для крепления инструмента.
В статье приняты следующие сокращения:
ПРО — переносное ремонтное оборудование
МС — машина сверлильная в комплекте ПРО
СОЖ — смазочно-охлаждающая жидкость
ПКТ — приспособления для крепления на трубах
Режим работы — повторно-кратковременный (ПВ) 80% ГОСТ 183-74. 4 минуты работы, 1 минута перерыва (4 минуты/1 минута)
Вид климатического исполнения — У 1* ГОСТ 15150.
Группа механического исполнения — М 10 ГОСТ 17516.1.
Помехоустойчивость машин соответствует требованиям СТБ ЕН 55014-2.
Индустриальные радиопомехи соответствуют требованиям СТБ ЕН 55014-1.
Закрепление машины за конкретным исполнителем отражается в разделе 7 настоящего РЭ.
Состав комплекта ПРО (переносное ремонтное оборудование)
Машина сверлильная МС-36 1 шт.
Система охлаждения в комплекте 1 шт.
Рукоятка подачи 3 шт.
Страховочная цепь с карабином 1 шт.
Ключ шестигранный S=4 1 шт.
Защита фрезы 1 шт.
Специальный комплект (комплектуется по согласованию с Заказчиком)
Щетки к электродвигателю 2 комп.
Ротор электродвигателя 1 шт.
Фреза кольцевая 12 мм 1 шт.
Фреза кольцевая 16 мм 1 шт.
Фреза кольцевая 20 мм 1 шт.
Фреза кольцевая 25 мм 1 шт.
Фреза кольцевая для твердых сталей 12 мм 1 шт.
Фреза кольцевая для твердых сталей 16 мм 1 шт.
Пилот для фрез 3 шт.
Очки защитные 1 шт.
Наушники защитные 1 шт.
Приспособление ПКТ-250 1 шт.
Концентрат СОЖ 1 л.
Монтажный пояс с карманами 1 шт.
Баллон подачи СОЖ под давлением 1 шт.
Стальные пластины t = 10 мм 2 шт.
Габаритные размеры магнитного сверлильного станка МС-36
Габаритные размеры магнитного сверлильного станка мс-36
Общий вид магнитного сверлильного станка МС-36
Фото магнитного сверлильного станка мс-36
Фото магнитного сверлильного станка мс-36
Панель управления магнитного сверлильного станка МС-36
Панель управления магнитного сверлильного станка мс-36
Устройство и работа магнитного сверлильного станка МС-36
Магнитный сверлильный станнок МС-36 представляет собой электрическую сверлильную машину с электромагнитным креплением к базовой поверхности.
Основой конструкции станка является корпус. Для крепления станка на базовой поверхности служит электромагнитное основание. На корпусе смонтирован привод станка, перемещающийся по направляющим суппорта. Перемещение привода осуществляется посредством вращения рукояток управления подачей через механизм привода подачи.
На корпусе станка смонтирована панель управления. Выключатель электромагнитного основания МАГНИТ одновременно служит общим выключателем станка. Для управления двигателем служит выключатель МОТОР.
Зеленая клавиша с символом I запускает двигатель, а красная с символом О служит для выключения двигателя. Включение питания двигателя невозможно без предварительного включения электромагнитного основания.
Внутри корпуса, за панелью управления, смонтирован электронный блок управления. Выполняет следующие функции:
обеспечивает питание электромагнита
обеспечивает контроль напряжения электромагнита и управление (включение и выключение) напряжением
отключает станок в случае возникновения аварийной ситуации
Электромагнитное основание обеспечивает крепление станка к базовой поверхности с силой, гарантирующей уверенную работу оборудования и безопасность оператора при толщине базовой поверхности более 10 мм. Необходимо помнить, что при толщине метала менее 10 мм фиксации кнопки Старт не происходит. Для работы в этой ситуации необходима ручная фиксация кнопки. Такой тип крепления делает возможным выполнение отверстий, как в нормальном положении, так и в нетипичных позициях, например, при закреплении станка к стальной вертикальной стенке или стальному перекрытию. При этом необходимо, с целью соблюдения техники безопасности, закрепить машину страховочной цепью, входящей в комплект поставки.
Схема электрическая магнитного сверлильного станка МС-36. Смотреть в увеличенном масштабе
Эксплуатационные ограничения сверлильного станка на магнитном основании МС-36
Машина должна подключаться к сети переменного тока напряжением 220В с защитным контуром (заземление) и имеющей в своём составе выключатель автоматический дифференциальный (дифавтомат) типа АД… со следующими характеристиками:
номинальный коммутируемый ток – 16А;
уставка срабатывания (дифференциальный остаточный ток (тип АС)) – 30 мА (например, АД12 УХЛ4 ~230В 50 Гц №14 In≤16А IΔn=30мА)
В случае работ на открытых площадках электропитание станка должно производиться от автотрансформатора с вышеуказанным вариантом подключения. Параметры питающей сети должны соответствовать техническим характеристикам станка.
Машина предназначена для работы в следующих условиях:
среда невзрывоопасная;
отклонение напряжения питающей сети в пределах + 10% от номинального значения;
колебания частоты тока питающей сети в пределах + 5% от номинального значения;
при эксплуатации станка ниже -5 °С в качестве СОЖ применяется масло инструментальное И-30 ГОСТ 1707-56
При эксплуатации станка в условиях пониженной температуры окружающей среды (от -10 ºС) перед началом работы необходимо прогреть машину на холостом ходу в течение 5 минут.
После хранения или транспортирования станка при низких температурах с последующим вносом в помещение с более высокой температурой для эксплуатации, необходимо выдержать машину при данной температуре не менее 4-6 часов (в зависимости от величины разности температур) необходимых для удаления влаги (инея, росы).
При выполнении работ на немагнитных материалах и деталях, имеющих недостаточную площадь для установки магнитного основания станка, использовать стальные пластины толщиной 10 мм, надёжно прикрепив их к обрабатываемым деталям.
МС-36 Станок сверлильный магнитный. Видеоролик.
Технические характеристики магнитного сверлильного станка МС-36
Наименование параметра
МС-36
МС-51
Основные параметры станка
Наибольший диаметр сверления кольцевой фрезой в стали 45, мм
40
51
Наибольший диаметр зенкерования, мм
40
50
Наибольший глубина сверления, мм
55
55
Расстояние от оси шпинделя до основания (вылет), мм
39
Наибольший диаметр сверления спиральным сверлом, мм
13
23
Наибольший диаметр сверления корончатым сверлом, мм
40
51
Наибольший диаметр нарезания резьбы, мм
—
—
Шпиндель
Наибольший ход ползуна, мм
70
79
Число скоростей вращения шпинделя
1
2
Частота вращения шпинделя, об/мин
350
200/ 400
Патрон
Weldon 19мм
Weldon 19/ КМ2, AMT2С-19/3-2
Электрооборудование. Привод
Напряжение сети питания, В
~220±10% 50±5% Гц
~220±10% 50±5% Гц
Электродвигатель привода главного движения, Вт
1000
1300
Номинальная сила притяжения электоромагнита, Н
9500
12000
Размеры электоромагнитного основания, мм
80 х 160
90 х 180
Длина шнура, м
3
3
Класс изоляции
I
I
Степень защиты оболочки (ГОСТ 14254)
IP20
IP20
Температурный режим работы, град
-40 +45
-40 +45
Габарит станка
Длина и ширина станка, мм
240 х 167
297 х 206
Высота станка в верхнем положении ползуна, мм
376
460
Высота станка в сложенном состоянии, мм
306
381
Масса станка полная, кг
10,5
16,5
Список литературы
МС–36 Сверлильная машина на электромагнитном основании. Руководство по эксплуатации. ЗАО НПО Вектор
Сверлильный станок с магнитным сердечником Euroboor ECO. 36+ — это самый низкий сверлильный станок на рынке, его высота составляет всего 6 1/2″ (165 мм). Этот сверлильный станок с магнитным сердечником идеально подходит для сверления в пространствах с ограниченной высотой, таких как двутавровые балки, стальные конструкции, пластины, профили и т. д. Портативный ECO.36+ оснащен инновационной электроникой, которая обеспечивает большую безопасность, значительно снижает риск повреждения станка, инструмента и заготовки и защищает пользователя в случае чрезмерных вибраций или внезапных перемещений. Срок службы значительно больше, и вы избегаете высоких затрат на техническое обслуживание.
Свяжитесь с нами сейчас: +1 844-266-8527
Категория: Мелкое производство
Получить предложение Информация о продукте
Дополнительные характеристики
Односкоростной редуктор
Удобная система крепления фрез Quick-Connect
Встроенный кабель двигателя, ручка для переноски и ремень безопасности
Возможность установки слева и справа съемной рукоятки подачи с храповым механизмом
Встроенная система охлаждения и смазки инструмента
Съемный и скользящий защитный кожух
Бутылка для смазки с магнитной насадкой
Удвойте гарантийный срок
Обязательно заполните нашу регистрационную форму как можно скорее и удвойте гарантийный срок на свои машины.
Это касается всех магнитных сверлильных станков и станков для снятия фаски Euroboor.
Двойной гарантийный срок
Зарегистрированная история ремонта
Быстрое и профессиональное обслуживание
Актуальная информация о продукте
Получить информацию о специальных предложениях
Удвойте гарантийный срок
Технические характеристики
Технические характеристики
Метрическая система
Империал
Кольцевая резка
Ø 12–36 мм
Ø 7/16 » — 1 7/16″
Twist Drilling
Ø 1 — 14 мм
Ø 1/16 » — 9/16″
. мм
Ø 3/8″ — 1 9/16″
Угловое сверление
0˚ — 50 мм (от центра до края) 90˚ — 53 мм (от центра до края) 45˚ — 60 мм (от центра до края)
0˚ — 2″ (от центра до края) 90˚ — 2 1/16″ (от центра до края) 45˚ — 2 3/8″ (от центра до края)
✅ ЛАЗЕРНЫЙ СТАНОК для резки фанеры с ЧПУ. Советы перед покупкой! Лайфхаки
Перед тем, как купить лазерный станок для резки фанеры, узнайте, как его выбрать и правильно им пользоваться. Это поможет вам точно определиться с характеристиками этого оборудования и понять, какая у него должна быть цена. Только полезная информация, лайфхаки и советы от опытных специалистов по лазерной резке фанеры.
Как выбрать лазерный станок для резки фанеры
Выбрать лазерный станок для резки фанеры опытному специалисту очень легко. Ведь у него большой опыт, знания, а главное, практика. Но что делать новичку, с чего начать поиски своего лазерного оборудования с ЧПУ для резки и раскроя фанеры? Как купить действительно то, что нужно по соответствующей цене, включая дополнительные опции? Как опытные специалисты рассказываем обо всем по-порядку.
Сперва-наперво вам необходимо знать, листы фанеры какой площади вы будете раскраивать. Под большую выбираем лазерный станок с большим рабочим полем, под меньшую — с маленьким (типа мини, настольный). Цена лазерного станка для резки фанеры зависит от его размера. С другой стороны, если вы имеете возможность разрезать крупноформатные листы фанеры на небольшие части, к примеру, фрезером или циркуляркой, то можете сразу обратить внимание на средне- или даже малоформатные аппараты лазерной резки. Так, к примеру, поступают на производствах мелких элементов и деталей из фанеры. Такие станки подходят для дома. Однако в этом случае нужно будет позаботиться о системе вентиляции.
Помимо площади вы должны знать, фанеру какой толщины вы будете резать. При этом помните, что если на лазерном станке с ЧПУ раскраивать толстую фанеру, то края реза у вас останутся обугленными. Да, есть один лайфхак, который поможет вам решить эту проблему, но о нем чуть ниже. С другой стороны, некоторые конечные изделия с черными краями получаются привлекательными.
Когда вам требуются чистый торец, то лучше для резки толстой фанеры использовать другие станки, среди которых могут быть фрезерные, а лазерное оборудование применять уже для гравировки.
Толщина фанеры, которую вы будете резать, влияет на мощность лазерного излучателя СО2 и, как следствие на стоимость лазерного станка для резки фанеры. Для его выбора можете ориентироваться на эти данные:
Фанера до 6 мм — 50 Вт
Фанера до 8 мм — 60 Вт
Фанера до 10 мм — 80 Вт
Для нанесения лазером на фанеру изображений (гравировки) можете остановиться на лазерной трубке мощностью 50 Вт. Но, как говорится, экономика должна быть экономной, поэтому, если стоит задача выпускать в единицу времени больше продукции и наладить доходное производство, то лучше купить лазерный станок с ЧПУ для резки фанеры с излучателем помощнее.
ВИДЕО. Сравнение лазерных станков для резки фанеры
Профессиональная промышленная и полупрофессиональная модели.
ВИДЕО. Бюджетные лазерные станки по фанере
Малоформатные модели.
А теперь мы расскажем о самой фанере для лазерной резке, как ее лучше раскраивать и нюансах обработки.
Лазерная резка фанеры: Все, что нужно знать
Если вы хотите создавать сложные вырезы на фанере для своего ремесленного или художественного проекта, лазерная резка должна стать вашим основным методом. Хотя лазеры могут помочь создавать потрясающее искусство на фанере, есть и трудности, которые необходимо преодолеть.
Твердость фанеры, образование сильного дыма и перегоревшие края — вот часть проблем, которые могут возникнуть.
Обеспечение оптимальных параметров и эффективный контроль процесса может помочь преодолеть эти проблемы и получить отличные результаты при лазерной резке фанеры.
В этой статье рассматривается процесс лазерной резки фанеры и различные способы решения проблем, возникающих в ходе этого процесса.
Важные аспекты при лазерной резке фанеры
Фанера требует высокой мощности лазера для выполнения чистых разрезов с минимальными ожогами по краю. Как правило, для лазерной резки фанеры различной толщины рекомендуется CO2-лазер мощностью около 60-100 Вт. Также рекомендуется использовать несколько проходов при высокой скорости резки.
Лазерная резка — это быстрый и точный метод, который можно использовать для вырезания сложных рисунков на фанере.
Существуют различные параметры, которые влияют на качество резки при лазерной резке фанеры.
Рекомендуемые параметры для лазерной резки фанеры:
Параметр
Рекомендация
Тип лазера
CO2 или диодный лазер
Мощность лазера
Высокая мощность (60 — 100 Вт CO2 лазер)
Скорость резки
Как можно выше
Размер пятна
Как можно меньше
Обдув воздухом
Настоятельно рекомендуется
Рабочий стол
Сотовый или штыревой
Вытяжная система
Необходима для уменьшения скопления дыма
Какой лазер использовать для резки фанеры?
Фанера — это органический материал, который демонстрирует хорошую поглощаемость длин волн CO2-лазеров (9500-10600 нм) и диодных лазеров (450-950 нм).
Это означает, что энергия CO2 и диодных лазеров легко поглощается фанерой и поэтому рекомендуется для лазерной резки фанеры.
С другой стороны, длина волны волоконного лазера (950-1060 нм) не подходит для лазерной резки фанеры.
Диодные лазеры доступны в относительно более низких вариантах мощности, чем CO2-лазеры, что ограничивает применение диодных лазеров для лазерной резки тонких листов фанеры.
В то время как мощные CO2-лазеры могут выполнять гладкие разрезы в листах фанеры толщиной около 1,5 мм.
Диодный лазер с выходной мощностью более 10 Вт — отличный выбор для проектов «сделай сам» и малого бизнеса.
Мощность лазера для резки фанеры
Мощность лазера определяет его способность прожигать материал.
Лазерный резак с высокой мощностью может выполнять сквозные резы в более толстых материалах по сравнению с маломощным лазерным резаком.
Однако маломощные лазеры также могут использоваться для резки толстого материала за несколько проходов со значительным увеличением ширины пропила.
Как правило, для фанеры рекомендуются CO2-лазеры мощностью 60-100 Вт, так как они могут резать фанеру различной толщины.
Высокая мощность лазера желательна для резки фанеры, так как она может быстро прожечь материал, сокращая время выдержки и минимизируя зону термического воздействия.
Чем меньше зона термического воздействия (ЗТВ), тем меньше будет прожогов кромок вдоль реза.
Скорость резки
Скорость резки во время процесса зависит от толщины материала и мощности лазера.
При лазерной резке фанеры желательно использовать высокую скорость резки, чтобы минимизировать время пребывания лазера.
Однако толщина и прочность фанеры могут ограничить достижение лазером очень высокой скорости резки.
Например, при использовании 100-ваттного CO2-лазера для резки 5-слойной фанеры толщиной 9 мм рекомендуется использовать 85% мощности лазера со скоростью резки 24 мм/сек для достижения гладкого реза с минимальными ожогами кромок.
Для лазерной резки толстой фанеры рекомендуется использовать многопроходную технику вместе с высокой скоростью резки.
Как правило, перед выполнением фактической резки рекомендуется провести пробные проходы.
Размер пятна
Размер пятна — это диаметр лазерного луча на поверхности заготовки.
Для достижения минимально возможного размера пятна лазер должен быть сфокусирован на поверхности заготовки.
Сведение лазерного луча в узкое пятно увеличивает плотность энергии лазера, тем самым повышая способность лазера быстро сжигать, плавить и испарять материал.
Узкое пятно рекомендуется для лазерной резки фанеры, так как оно позволяет лазеру прорезать фанеру с высокой скоростью.
Обдув воздухом
Обдув воздухом помогает в процессе лазерной резки, выдувая расплавленный материал из пропила и увеличивая скорость резки.
Он также защищает фокусирующую линзу, предотвращая попадание горячих осколков на линзу и ее повреждение.
Кроме того, он помогает регулировать температуру в зоне резки и уменьшает зону термического влияния (ЗТВ).
Поэтому при лазерной резке фанеры рекомендуется использовать обдув воздухом при максимальном давлении.
Рабочий стол
При лазерной резке фанеры образуется много дыма. Этот дым задерживается между заготовкой и рабочим столом, что приводит к образованию дымовых пятен на задней стороне заготовки.
Штыревой стол приподнимает заготовку над основанием стола и обеспечивает легкое удаление дыма, образующегося при резке. Еще один эффективный рабочий стол, который позволяет легко удалять дым, — это сотовый рабочий стол.
Он состоит из сотовой структуры, которая способствует легкому выходу дыма через зазоры на поверхности рабочего стола.
Кроме того, если вы ищете лазерный резак специально для фанеры, рекомендуется выбрать лазерный резак, который предлагает самую большую рабочую зону в своей ценовой категории.
Большая рабочая зона позволяет обрабатывать большие листы фанеры без необходимости разрезать их на более мелкие куски.
Вытяжная система
Хотя хороший рабочий стол может легко удалить дым, скопление дыма вокруг зоны резки может повлиять на работу лазера и ухудшить качество резки.
Хорошая вытяжная система помогает отводить дым от зоны резки, тем самым повышая качество резки.
Проблемы при лазерной резке фанеры
Лазерная резка фанеры может дать отличные результаты с гладкими срезами и высокой точностью, чего не могут достичь другие традиционные процессы резки.
Однако при этом могут возникнуть некоторые проблемы, которых следует опасаться.
Ожоги кромок
Ожоги кромок при лазерной резке фанеры.
Ожоги кромок — одна из самых распространенных проблем при лазерной резке фанеры.
Она приводит к обугливанию по краю реза и обычно возникает из-за высокой мощности лазера или низкой скорости резки.
Чтобы избежать краевых ожогов, рекомендуется уменьшить мощность лазера или увеличить скорость резки, а также выполнять резку за несколько проходов.
Обгорание
Использование многопроходной техники помогает избежать ожогов краев, но приводит к обгоранию поверхности.
Обгорание происходит из-за избыточного тепла, выделяемого в результате многократных проходов, что увеличивает зону термического воздействия и приводит к появлению следов ожога на поверхности фанеры.
Рекомендуется использовать малярный скотч, чтобы закрыть область вокруг среза и предотвратить обгорание.
Дым
Пятна дыма на древесине, гравированной лазером.
При лазерной резке высокоэнергетический лазерный луч прожигает слои фанеры, чтобы получить желаемый срез. Фанера состоит из нескольких слоев древесины, соединенных между собой клеящим материалом. При лазерной резке слоев древесины, имеющихся в фанере, образуется сильный дым.
Клеевой материал горит с выделением вредных испарений и еще больше увеличивает количество дыма, образующегося при лазерной резке фанеры. Этот дым мешает процессу лазерной резки, окрашивая заготовку и снижая производительность лазера за счет рассеивания лазерного луча.
Образования дыма избежать невозможно, но хорошая вытяжная система может помочь в удалении этого дыма из зоны резки.
Кроме того, использование штифтового стола и использование обдува воздухом может улучшить качество резки за счет удаления дыма от заготовки.
Виды фанеры, пригодной для лазерной резки
Лазерная резка фанеры дает отличные результаты с коричневатым краем, который придает срезу некоторый контраст.
Хотя все виды фанеры можно резать лазером, некоторые виды фанеры дают лучшие результаты, чем другие.
Более того, многие производители выпустили специальные серии фанеры, известные как «лазерная фанера».
Эти фанеры предназначены исключительно для лазерной резки и дают отличные результаты при лазерной резке и гравировке.
Фанера из березы
Березовая фанера — одна из наиболее часто используемых фанер для бытовых проектов.
Это прочная фанера, которая имеет небольшой вес и обеспечивает хорошую обработку поверхности.
При лазерной резке березы получается чистый срез со светло-коричневым краем.
Возможно, из нее получаются не самые качественные срезы, но она легко режется и может использоваться для различных проектов.
Березовая фанера для лазерной резки — одна из самых простых фанер для лазерной резки и является отличным выбором для начинающих.
Бамбуковая фанера
Бамбуковая фанера хорошо известна среди мастеров благодаря своему красивому цвету и плотной текстуре древесины.
При лазерной резке бамбуковой фанеры получаются чистые срезы с красивым коричневым краем, который придает проекту контрастность и подчеркивает красоту вырезанного рисунка.
Красивый коричневый контраст делает ее идеальной для проектов лазерной гравировки.
Кроме того, бамбуковая фанера доступна в различных оттенках, и использование комбинации светлой и темной бамбуковой фанеры добавит контраста проекту.
Буковая фанера
Фанера из бука известна своим насыщенным золотисто-коричневым цветом, который выделяет ее среди других видов фанеры.
Эстетическая красота делает ее идеальной для декоративного применения и художественных работ.
Фанера из бука дает отличные результаты при лазерной резке.
Она идеально подходит для таких проектов, как вырезанные лазером визитные карточки или свадебные приглашения.
Фанера из сосны
Она имеет красивую текстуру и обычно обладает отличными водостойкими характеристиками.
Высокая степень обработки поверхности и прочная конструкция сосны делают ее идеальной для таких проектов, как мебель и ювелирные изделия.
При лазерной резке фанеры из сосны получаются чистые срезы со сравнительно меньшим контрастом, чем при лазерной резке бамбуковой фанеры.
Фанера джарра
Фанера Джарра выделяется среди других фанер благодаря своему темному и насыщенному красному цвету.
Она легко поддается лазерной резке и создает темный контраст, что повышает визуальную эстетику среза.
Ее уникальный цвет делает ее идеальным выбором для добавления контраста в деревообрабатывающие проекты.
Часто задаваемые вопросы:
Можно ли резать лазером древесину твердых пород?
Да выполнять лазерную резку древесины твердых пород можно. Для лазерной резки твердой древесины требуется умеренно мощный CO2 или диодный лазер для выполнения чистых разрезов с минимальными ожогами кромки. При обжиге древесины образуется коричневатый край, который придает проекту контрастность.
Можно ли гравировать фотографии лазером на фанере?
Да, при лазерной гравировке фанеры получается высококачественная гравировка с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Можно ли выполнить лазерную резку МДФ?
МДФ — это прочный материал, изготовленный из древесных волокон, который дает отличные результаты при лазерной резке или гравировке. Как правило, для резки плит МДФ различной толщины рекомендуется использовать лазер CO2 мощностью более 60 Вт.
Лазерная резка фанеры: Полное руководство
от Winnie Li Опубликовано 27 марта 2023 г.
Фанера — это универсальный и прочный материал, который можно использовать для изготовления различных изделий и предметов, таких как мебель, украшения, предметы декора и многое другое. Если у вас есть навыки и инструменты для резки и гравировки фанеры, вы можете создать широкий ассортимент продукции для своего инвентаря.
Но как точно и качественно резать и гравировать фанеру? Какую фанеру следует использовать? Какая машина вам нужна? В этом подробном руководстве по лазерной резке фанеры мы ответим на все эти и другие вопросы. Мы также поможем вам выбрать лучшую фанеру и правильный станок для лазерной резки фанеры с совершенством.
Можно ли резать фанеру лазером?
Да. Фанеру можно легко разрезать с помощью лазерного резака, поэтому ее в основном предпочитают как для резки, так и для гравировки. Производители мебели, художники, декораторы, владельцы бизнеса и профессионалы используют лазерные резаки для резки фанеры, потому что они обеспечивают точность и отличные результаты за минимальное время.
Что такое фанера?
Фанера – это инженерная древесина, состоящая из тонких слоев шпона. Эти слои склеены вместе в чередующихся направлениях волокон. Толщина каждого слоя может варьироваться от 1,5 мм до 2,5 мм в зависимости от требований. Слои укладываются до тех пор, пока не будет достигнута нужная толщина.
Таким образом, фанера не тверже цельной древесины. В большинстве случаев твердая древесина более твердая, а иногда и такая же твердая. Это означает, что если лазерный резак режет твердую древесину определенного типа, он также может резать и фанеру.
Как работает лазерная резка фанеры?
Лазерная резка — это технология, в которой используется высокоэнергетический лазерный луч для точного и быстрого разрезания материалов.
Процесс лазерной резки фанеры включает в себя фокусировку лазерного луча на поверхности фанеры и перемещение его по заданной траектории, которая управляется компьютером. Лазерный луч нагревает и испаряет древесный материал вдоль линии разреза, придавая фанере желаемую форму.
Кроме того, лазерные резаки могут также гравировать сложные рисунки и узоры на фанере с мелкими деталями.
Какой лазер следует использовать для резки фанеры?
Для лазерной резки фанеры необходим подходящий тип лазера. Для резки и гравировки дерева и фанеры можно использовать только диодный лазер или CO2-лазер. Волоконные лазерные резаки в основном предназначены для резки металлов и не рекомендуются для резки фанеры. Волоконные лазеры слишком мощные и могут привести к возгоранию фанеры. Более того, волоконные лазеры оставляют на древесине плохие следы, которые не читаются и не эстетичны.
Какой толщины фанеру может резать лазерный резак?
Толщина фанеры, которую может разрезать лазерный резак , зависит от типа лазера и мощности лазера. Давайте разберемся с этими переменными.
Что касается типа лазера, CO2-лазеры довольно мощные. Им легко резать фанеру. Поэтому для этой задачи предпочтительны CO2-лазеры. Тем не менее, диодные лазеры также превосходны, и благодаря новым технологиям они могут работать лучше, чем традиционные диодные лазеры. Самое главное в диодных лазерах то, что они имеют более длительный срок службы по сравнению с CO2.
Мощность лазера играет очень важную роль. Чем выше мощность, тем легче он может резать дерево или другие материалы.
Под мощностью мы подразумеваем оптическую/выходную мощность лазера. Вы можете увидеть различные номинальные мощности, указанные в спецификации. Мощность машины представляет собой мощность, потребляемую машиной.
Лазерный модуль также имеет две мощности; один — это оптическая/выходная мощность лазера, а другой — электрическая мощность лазера. Вы должны видеть оптический/выходной сигнал при выборе станка для лазерной гравировки или резки.
Доступные на рынке станки для лазерной гравировки и резки своими руками могут резать фанеру толщиной до 15 мм за один проход. CO2-лазеры мощностью около 40 Вт могут резать липу толщиной 10-15 мм, а диодные лазеры могут резать липу толщиной 3-10 мм за один проход, в зависимости от оптической/выходной мощности. Например, xTool D1 Pro (20 Вт) может резать липу толщиной 10 мм за один проход.
Если лазерный станок не может разрезать фанеру за один проход, потребуется еще один или два прохода. Но несколько проходов означают, что машине потребуется больше времени, что снизит производительность.
5 простых проектов из фанеры, которые можно сделать с помощью лазерного резака
С помощью лазерного резака вы можете превратить фанеру в удивительные творения, демонстрирующие ваши творческие способности и навыки. В этом разделе мы покажем вам пять простых проектов из фанеры, которые вы можете сделать с помощью лазерного резака. Эти проекты просты в исполнении и подходят как новичкам, так и экспертам. Если вы хотите сделать что-то для себя или в подарок, эти проекты вдохновят вас на изучение возможностей лазерной резки фанеры.
Деревянные настенные часы
Источник: 1LasercutFile через Etsy
Ничто не сравнится с настенными часами ручной работы, которые добавят очарования и индивидуальности вашему дому. С помощью лазерного резака вы можете превратить кусок фанеры в красивый циферблат, отражающий ваш стиль и вкус. Предпочитаете ли вы простой или замысловатый дизайн, круглую или квадратную форму, естественную или красочную отделку, вы можете сделать это с помощью лазерного резака. Все, что вам нужно, это часовой механизм и крепеж, чтобы повесить его на стену.
Картины из дерева
источник: Maker Design Lab через instructables
Если вы ищете способ оживить свои стены, почему бы не попробовать сделать свое собственное настенное искусство из дерева с помощью лазерного резака? Вы можете вырезать любую фигуру или рисунок из фанеры и создать потрясающее произведение искусства, которое произведет впечатление на ваших гостей. Вы также можете добавить глубины и объема, сложив вместе разные слои фанеры. Просто склейте их вместе и прикрепите крючки или вешалки сзади.
Деревянная дверная вешалка
Источник: JLeighDesignco через Etsy
Дверная вешалка — это веселый и простой способ украсить дверь к праздникам. С помощью лазерного резака вы можете вырезать любую фигуру из фанеры и раскрасить ее праздничными красками. Вы также можете добавить текст или украшения, чтобы сделать его более личным и привлекательным. Например, вы можете сделать снеговика, пряничного человечка, северного оленя или дверную вешалку на рождественской елке и добавить ленточки, колокольчики или украшения, чтобы они сверкали.
Рождественские украшения
Рождественские украшения — это особый и значимый подарок, который вы можете сделать для себя или кого-то другого. С помощью лазерного резака вы можете вырезать из фанеры любую форму и выгравировать на ней свое имя, инициалы или сообщение. Вы также можете выбрать один из различных дизайнов, таких как звезда, сердце, снежинка или круг. Затем просто обвяжите его шпагатом или веревкой и повесьте на дерево.
Набор деревянных подставок
источник: Лазарис через Etsy 9№ 0003
Набор подставок для подставок — это практичный и стильный предмет из фанеры, который можно сделать для дома или в подарок. С помощью лазерного резака вы можете вырезать любой дизайн из фанеры и защитить свой стол от пятен и брызг. Вы также можете добавить немного пробки или резины, чтобы сделать их более устойчивыми и долговечными. Вы можете выбирать из различных дизайнов, таких как изображения, текст, логотипы или узоры. Вы также можете нанести немного лака или герметика, чтобы сделать их более устойчивыми к влаге и теплу.
Лучшая фанера для лазерной резки и гравировки
Доступны разные виды фанеры, поэтому новичку сложно выбрать какой-то один. Но становится легче, если вы знаете, какие факторы необходимо учитывать.
Сначала нужно проверить тип фанеры и оттенок фанеры .
Цвет фанеры зависит от ваших требований и предпочтений. Тип фанеры даст вам лучшее представление о содержании смолы, текстуре, доступных оттенках и отделке.
Вам также нужно обратить внимание на текстуру дерева. Это может не выглядеть привлекательно на продукте, который вы производите, или может добавить ему красоты.
Вы можете получить представление о содержании смолы, выполнив поиск. Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой.
Учтя эти факторы, вы легко сможете выбрать подходящую фанеру для своей работы. Вот некоторые типы фанеры, а также их детали. Это даст вам лучшее представление о том, что вам нужно посмотреть.
Березовая фанера
Новички могут начать лазерную резку фанеры с березовой фанеры. Это одна из наиболее часто покупаемых видов фанеры для лазерной резки и гравировки. Внешний вид, отделка и цвет фанеры превосходны. Его можно разрезать без каких-либо хлопот и в более быстром темпе.
Бамбуковая фанера
Бамбуковая фанера известна своими превосходными результатами резки. Он доступен в нескольких оттенках, которые вы можете выбрать. Он дает привлекательный светло-коричневый цвет по краям. Он имеет натуральную подкладку или древесную текстуру, которая хорошо видна. Если вы не хотите плотное зерно, то эта фанера вам не подходит.
Сосна обруча
Фанера из сосны обруча имеет невероятную отделку, которая может использоваться для изготовления предметов высокого класса и роскоши в зависимости от качества/класса. У него гладкое зерно, которое также подходит для гравировки. Он прочный, долговечный и водостойкий.
Other types of plywood that are suitable for laser cutting and engraving are,
Walnut plywood
Cherry plywood
Item2″> Basswood plywood
Maple plywood
Ash plywood
Bubinga plywood
Red oak plywood
White oak Фанера
Фанера из красного дерева
Фанера из сосны
Фанера Fraxinus mandshurica
Купить Фанера
Лучшие лазерные резаки для резки фанеры
xTool D1 Pro
xTool D1 Pro — это станок для гравировки и резки с диодным лазером. Лучшее в этом станке то, что его можно использовать как для гравировки, так и для резки, так как вы можете менять лазерный модуль в зависимости от задачи.
Лазерный модуль мощностью 40 Вт, который является самым мощным в мире диодным лазерным модулем, может резать липу толщиной 15 мм всего за один проход. Это идеальный лазерный станок, который может быстро и без проблем резать фанеру. Вы можете добиться более высокой производительности с этой режущей машиной.
Станок способен резать более толстую фанеру по сравнению с аналогичными продуктами на рынке благодаря уникальной лазерной технологии. Он использует несколько лазерных источников внутри лазерного модуля, и лучи от всех источников объединяются в одну точку. Это делает лазер более мощным.
Вы также можете приобрести лазерный модуль мощностью 5 Вт для D1 Pro. Он специально разработан для гравировки. Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.
Рабочая зона достаточно большая и имеет размеры 430 х 390 мм. Плюс результат резки и гравировки невероятный. Если вы прикрепите Air Assist, вам не нужно беспокоиться о прожогах и изменении цвета дерева.
Функция безопасности D1 Pro делает его идеальным станком для резки/гравировки дерева или фанеры. Он имеет функцию обнаружения пламени, которая предупреждает пользователя о появлении пламени во время процесса и автоматически останавливает машину.
Лазерный гравер xTool D1 Pro
Цена:
Цвет
Металлический серый, золотисто-красный
Упаковка
D1 Pro 20WD1 Pro 20 Вт + RA2 Pro + проставки (8 шт. )D1 Pro 20 Вт + RA2 Pro + проставки (8 шт.) + Air AssistD1 Pro 10000 + RA2 Pro + переходники (8 шт.) D1 Pro 10 Вт + RA2 Pro + переходники (8 шт.) + Air Assist
Вилка питания переменного тока
Вилка стандарта США (110 В) Вилка стандарта Австралии (220 В)
Узнать больше
xTool Laserbox Rotary
Laserbox Rotary — это CO2-лазер с невероятной номинальной мощностью 40 Вт. Он может резать до 15 мм фанеры из липы всего за один проход. Кроме того, его невероятная скорость достигает 350 мм/с.
Если вы ищете самодельный станок для резки фанеры с помощью CO2-лазера, этот станок может стать лучшим выбором благодаря своим характеристикам. Автофокус машины с искусственным интеллектом может регулировать лазер в зависимости от материала и его толщины, что очень удобно для начинающих. Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.
Laserbox Rotary — мощная, но безопасная в использовании машина. Он имеет защитную крышку для предотвращения лазерных лучей, и машина останавливается, когда крышка открыта. Самое главное, он имеет умный очиститель дыма, который удаляет пыль и дым, образующиеся при лазерной резке фанеры. Кроме того, в случае перегрева, возгорания и других проблем пользователь получает немедленные оповещения.
xTool M1
xTool M1 — удобный для начинающих, простой в использовании и компактный станок для лазерной и ножевой резки. Он доступен с оптической мощностью лазера 5 Вт и 10 Вт.
Лазерный станок мощностью 10 Вт идеально подходит для резки. Он может резать липу толщиной до 8 мм за один проход. Невероятная технология с несколькими лазерными источниками помогает резать древесину на очень высокой скорости. С другой стороны, станок мощностью 5 Вт подходит для гравировки. Однако он может резать фанеру толщиной до 3 мм.
Устройство имеет встроенную камеру, которая помогает в извлечении изображений, пакетной обработке и автофокусировке. Он предлагает визуальную обработку и плавную работу.
Если вы также хотите разрезать другие деликатные материалы, такие как винил, вы можете использовать режущий нож машины, чтобы идеально разрезать материал. Таким образом, это универсальная машина для различных типов материалов.
Машина полностью безопасна благодаря многочисленным функциям безопасности. Он также имеет защитную крышку, а также функцию автоматического отключения.
Дополнительные советы по лазерной резке и гравировке фанеры
Прожигание кромок
Обжигание кромок при лазерной резке фанеры или дерева является довольно распространенным явлением. Выглядит совсем не привлекательно. Есть несколько приемов, позволяющих уменьшить ожог кромки при резке.
Во-первых, вы можете попробовать другие настройки на вашем лазерном станке. Попробуйте уменьшить мощность и увеличить скорость.
В случае обгорания краев поверхности можно попробовать нанести на фанеру малярный скотч перед гравировкой и резкой. На малярном скотче появятся следы прожогов, а древесина останется целой.
Основной причиной этих ожогов является выделение дыма. Таким образом, система подачи воздуха и выхлопа в лазерном станке может быть очень полезной.
Обгоревшие края можно удалить наждачной бумагой. Вы также можете попробовать мыло и денатурат, чтобы очистить место ожога.
Запах
Запах из-за клея, используемого в фанере. Вы не можете устранить этот запах, но если вы используете подачу воздуха и выхлопную систему, то проблемы с запахом не будет.
Некоторые лазерные станки закрыты и имеют вытяжную систему, например Laserbox Rotary. В то время как в некоторых машинах можно присоединить выхлопную систему и использовать кожух.
Пожарный
Лазерный станок должен быть оснащен функцией безопасности или комплектом пожарной безопасности для обнаружения любого пламени или пожара. Никогда не оставляйте его без присмотра, когда он работает. Кроме того, вы также должны организовать огнетушитель, чтобы справиться с любой проблемой.
Пожар при резке фанеры чаще всего возникает из-за обломков и частиц, образующихся при резке. Должен быть пневматический помощник, чтобы сдуть остатки.
Заключение
Фанеру можно резать на станке для резки и гравировки с использованием углекислотного или диодного лазера. Соблюдая необходимые меры предосторожности и хитрости, можно добиться наилучших результатов. Мы поделились, как выбрать фанеру и лучший станок для ее раскроя и гравировки. Вы можете выбрать любой из них в соответствии с вашими требованиями и типом продукции, которую вы хотите сделать.
Дополнительные вопросы. Пожалуйста, присоединяйтесь к нашей группе Facebook, чтобы получить вдохновение!
Статьи по теме
Интернет-магазин xTool | 30 марта 2023 г.
Защитный колпачок для объектива лазера: все, что вам нужно знать
Winnie Li | 27 марта 2023 г.
Лазерная резка фанеры: полное руководство
Винни Ли | 17 марта 2023 г.
Лазерная гравировка по дереву: руководство для начинающих
Удалить
Удалить
Лазерная резка фанеры | Trotec Laser
Trotec Laser
Материалы для лазерной резки
Фанера
Все, что вам нужно знать о лазерной резке фанеры. Изделия и компоненты из фанеры можно гравировать и резать экономично и точно.
Резка листов фанеры
Лазерная обработка вывесок, подарков, игрушек, моделей или мебели.
Как можно использовать лазерный станок для резки фанеры.
Будь то архитектура и моделирование, прототипирование, подарки, игрушки, декоративно-прикладное искусство или изготовление мебели — фанера может похвастаться легким весом и стабильностью размеров. С помощью лазерной технологии вы можете резать материал быстро, без контакта и, следовательно, без износа. Лазерная гравировка обеспечивает тонкое и естественное изменение цвета материала. Логотипы, имена или маркировка могут повысить ценность подарков или рекламных материалов и сделать их уникальными.
Вам нужна дополнительная информация о лазерной резке фанеры?
Мы проконсультируем вас бесплатно.
Мы будем рады проконсультировать вас с самого начала. Свяжитесь с нами сейчас.
Свяжитесь с нами
Какие виды фанеры подходят для лазерной гравировки и лазерной резки?
Выберите материал
Фанера
Почему лазерный станок является правильным инструментом для лазерной резки фанеры.
Сравнение технологий.
Что можно сделать с помощью фанеры и лазерного станка Trotec.
Что делает наших клиентов успешными при лазерной резке фанеры.
«Мы выбрали лазер Trotec, потому что область его применения чрезвычайно велика. Это стало для нас решающим фактором, потому что позволяет дать волю нашим идеям. Простота эксплуатации и обслуживания машины особенно впечатляет. Мы используем его каждый день, поэтому приятно знать, что вы можете положиться как на лазерный станок, так и на сервис Trotec».
Тобиас, Армин, Флориан
taf-Laser GmbH (Южный Тироль)
«В нашей охраняемой мастерской мы производим, например, инновационные ящики для вина и многое другое из дерева. Многие изделия из дерева реализуются и производятся с использованием лазерного станка Trotec Speedy 400».
Настройка любого станка с ЧПУ ( https://vektorus.ru/cnc/ ) — это необходимое подготовительное мероприятие, без которого не удастся нормально запустить оборудование. Производители используют стандартные системы ориентации, что позволяет вырабатывать единый подход. Калибровка станка ЧПУ является одним из этапов настройки, и ее необходимо провести по всем правилам.
Система координат
Система позиционирования места нахождения инструмента и рабочих органов станка с ЧПУ базируется на декартовой системе координат, т. е. с использованием осей X, Y, Z. Они определяют линейное перемещение. Если предусмотрено еще и круговое движение вокруг указанных осей, то дополнительно вводятся оси А (вращение вокруг Х), В (вращение вокруг Y) и С (вращение вокруг Z). Таким образом, станки могут иметь от 3 до 6 контролируемых осей движения. Помимо основных осей, в системе могут быть задействованы вспомогательные оси для передвижения дополнительных устройств и приспособлений.
Иллюстрирует расположение основных осей «правило правой руки». Если правую кисть со сжатыми пальцами расположить ладонью вверх, затем средний палец поднять вверх, указательный вытянуть вперед, а большой отставить в сторону, то средний палец укажет положительное направление оси Z, указательный — Y, большой — Х. Соответственно, противоположное направление будет считаться отрицательным. На практике, по оси Х осуществляется перемещение инструмента и узлов влево и вправо, по Y — вперед и назад, по Z — вверх и вниз.
Калибровка станка ЧПУ
Калибровка станка ЧПУ представляет собой обнуление всех основных и вспомогательных осей, т. е. установку начальной точки отсчета. Именно с нее управляющая программа начнет отсчет траектории движения инструмента или рабочего органа. Данная процедура может выполняться автоматически или вручную.
На простых трехосевых станках предусматривается ручная калибровка, заключающаяся в совмещении начала системы координат с осью вращения шпинделя. По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC.
Для чего нужна калибровка? Управляющая программа выдает команду на движение инструмента по определенной траектории. Это движение должно осуществляться в нужную сторону. Если инструмент находится в произвольной точке, то программа не сможет сориентироваться в пространстве и не начнет работу. Только после обнуления всех предыдущих передвижений можно запустить ее со стартовой позиции.
База данных
Для составления алгоритма взаимосвязи всех рабочих органов станка при выполнении определенной операции необходимы сведения о параметрах и координатах рабочего инструмента, основных узлов, линии упора, инструментального магазина и других элементов системы в опорных точках. Эта информация помещается в базу данных станка. Все данные вводятся в виде числовых значений координат с учетом смещения относительно нулевой точки. По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка.
Начальные точки станка
Начальная точка — это ноль в системе декартовых координат, где пересекаются все 3 оси. Именно от этой точки начинается отсчет траектории движения инструмента. Позиционирование его в любой момент осуществления операции производится относительно данной нулевой отметки. Для работы управляющей программы устанавливается не только абсолютная начальная точка с калибровкой всех осей, но и нулевые точки рабочего стола. Эти отметки позволяют производить отсчет программы обработки. Они особенно важны при наличии на станке нескольких линий упоров и при обработке нескольких заготовок одновременно.
Как правило, абсолютная начальная точка задается производителем станка, и она устанавливается с помощью специальных датчиков и концевых выключателей. Система координат рабочего стола может иметь такие нулевые точки:
Прямые «нули». Они устанавливаются по углу заготовки, расположенном на точке, соответствующей абсолютной начальной точке, в которой пересекаются линии упоров осей X и Y.
Симметричные или зеркальные начальные точки. Отсчет ведется от линии упора оси Y на рабочем столе, расположенной противоположно линии упоров абсолютного нуля.
Смещенные точки. При отсчете учитывается смещение на величину рабочего стола за вычетом размера заготовки.
Важно! Нулевые точки и линии упоров вводятся в управляющую программу, а инструмент и рабочие узлы возвращаются в них, после чего станок может начинать работать в заданном режиме.
Как откалибровать станок CNC: пошаговая инструкция
Автоматическую калибровку станков с ЧПУ обеспечивает программа CNC с пакетом Mach4. Она совмещается с операционными системами Windows 7, 2000 и XP. Для проведения калибровки необходимо совершить следующие действия:
Установить программу.
Проверить работу драйвера. Для этого запускается файл DriverTest.exe.
Установить порт. В меню «Конфигурации» отыскивается «Порты и Пины» и ставится отметка на выбранный порт.
Настроить пины управления шаговыми двигателями. Чтобы задействовать двигатели, надо найти вкладку «Выходы двигателей» и внести необходимые изменения. Если двигателей более трех, то следует добавить пины по дополнительным осям, например: A-axis = Enabled, Step Pin = 8, Dir Pin = 9. При необходимости изменения направления вращения двигателей ставится отметка в окне Dir Low Active соответствующей оси.
Настроить выходные сигналы. Устанавливается вкладка Output Signals, в которую вносятся нужные изменения. Включаются управляющие контроллеры путем нажатия кнопки Reset. Если контроллер не включается, надо задействовать поле Active Low.
Установить скорости холостых перемещений и передаточных чисел. В меню «Конфигурации» задействуется «Настройка двигателя». По каждой оси устанавливаются передаточные числа, скорости и ускорения.
Автоматическое определение параметров калибровки осуществляется путем введения в окошко «Шаги в мм» необходимых данных. По результатам расчета происходит перемещение калибруемой оси в нулевую точку. Далее надо перейти в режим настроек и запустить калибровку.
Калибровка станка ЧПУ необходима для его запуска. Без ее проведения управляющая программа просто не может определить истинное размещение инструмента. Калибровка обнуляет все предыдущие перемещения и приводит станок в исходное положение. После ее завершения программа запускается с нуля, и осуществляется полноценная обработка детали.
23 ноября 2020
7224
Получите консультацию специалиста
Система координат станка ЧПУ и Калибровка
Работа на станках и обрабатывающих центрах ЧПУ тесно связана с системами координат, которые определяют положение основных частей станка и заготовок обрабатываемых деталей относительно друг друга.
Производители станков ЧПУ, в целях упрощения понимания устройства и работы своего оборудования, в качестве единой системы координат применяют стандартную декартову систему, которая используется в геометрии для описания позиции точки на плоскости или в пространстве. В качестве системы отсчета на станках ЧПУ используются оси X, Y, Z, которые определяют линейные перемещения основных узлов и агрегатов станка ЧПУ.
Круговые движения узлов и агрегатов станка ЧПУ, а также заготовок, закрепленных на вращающихся рабочих столах, обозначаются осями A (при вращении вокруг оси X), B (при вращении вокруг оси Y), C (при вращении вокруг оси Z).
В терминологии конструкция станка ЧПУ определяется возможностями обрабатывающего инструмента перемещаться в направлении осей координат. При возможном перемещении инструмента только по осям X, Y, Z станок ЧПУ определяется как 3-х осевой. При добавлении устройств позиционирования инструмента или заготовки на оси A, B, C, по отдельности или в группе по два, по три, станок ЧПУ будет определяться соответственно как 4-х, 5-ти или 6-ти осевой.
В устройстве станков ЧПУ также могут присутствовать вспомогательные оси. Они непосредственно не задействованы в обработке деталей и используются для перемещения вспомогательных устройств, например цепных или револьверных магазинов инструмента.
Калибровка станка ЧПУ
Чтобы определить местоположение какого-либо элемента на станке, предварительно необходимо найти и выставить в базе данных станка начальную точку (или «абсолютный ноль») от которой производится отчет. Для этого перед началом работы выполняют калибровку (обнуление) основных и вспомогательных осей станка.
Калибровка станка ЧПУ, в зависимости от конструкции, может выполняться как вручную, так и в автоматическом режиме. Ручная калибровка производится на простейших 3-х осевых станках ЧПУ совмещением нулевой точки осей X, Y рабочего стола и оси вращения фрезерного шпинделя. Обнуление оси Z на таких станках может выполняться совмещением нижнего кончика инструмента и верхней плоскости рабочего стола или заготовки детали. Калибровка инструмента по координатной оси Z также может производиться в рабочем процессе при смене инструмента с использованием специального датчика калибровки и измерения инструмента.
Для калибровки станков ЧПУ с более сложным оборудованием запускается специальная программа, которая приводит в движение механизмы устройств и агрегатов, движущихся вдоль или вокруг основных координатных осей станка. «Абсолютный ноль» станка здесь определяется посредством срабатывания концевиков и датчиков расположенных на пути их движения.
База данных станка ЧПУ
Параметрические данные и координаты инструментов, агрегатов, линий упоров, магазинов инструмента и прочих рабочих элементов, как правило, должны быть прописаны в базе данных станка ЧПУ. База данных предназначена для хранения сведений об инструментах, агрегатах и управлении ими. Вся информация в ней прописана в виде числовых значений декартовых координат с поправкой на смещение относительно абсолютной начальной точки.
При программировании процессов обработки, база данных станка ЧПУ служит для составления управляющих программ, алгоритмов взаимодействия рабочих инструментов с заготовками деталей и их безопасного перемещения относительно других элементов станка.
Начальные точки станка ЧПУ
Для позиционирования деталей заготовок на рабочем столе станка ЧПУ используют начальные точки.
Начальная точка – это предварительно определенная в системе координат станка ЧПУ точка («ноль»), от которой производится отсчет положения какого-либо элемента на станке. Кроме абсолютной начальной точки, которая определяется способом калибровки осей станка и его устройств, на станке есть «нули рабочего стола». Это программируемые начальные точки рабочих зон станка ЧПУ, от которых производится отсчет программы обработки.
Использование начальных точек рабочего стола особенно актуально на станках и обрабатывающих центрах ЧПУ имеющих несколько линий упоров и позволяющих производить обработку одновременно нескольких заготовок деталей. В этом случае системе координат рабочего стола станков ЧПУ различают следующие типы начальных точек:
Прямые начальные точки. В качестве точки отсчета используется угол детали, расположенный на точке пересечения линий упоров осей X, Y, соответствующей «абсолютному нолю» системы координат рабочего стола.
Зеркальные (симметричные) начальные точки. Отсчет и позиционирование заготовок производится от линии упоров оси Y рабочего стола противоположной линии упоров абсолютной начальной точки. Используются для реализации левых и правых симметричных частей мебели.
Смещенные прямые и зеркальные начальные точки. Детали располагаются на линиях упоров противоположных нулевым линиям упоров. Отсчет производится из расчета смещения на величину размера рабочего стола за вычетом размера детали.
Таким образом, без дополнительной подготовки можно точно позиционировать несколько заготовок на рабочем столе станка ЧПУ и по единой программе изготавливать симметричные детали мебельных корпусов, фасадов и т.д.
Калибровка станка с ЧПУ | Разнообразные машинные системы
от DMS Team | 24 августа 2020 г. | Разнообразные станочные системы
Станок с ЧПУ — это тщательно продуманный инструмент, который требует правильного выравнивания для оптимальной работы. Если машина не откалибрована должным образом, конечный продукт может иметь деформации или размеры могут быть неправильными. Хуже того, машина, которая постоянно выходит из строя, будет иметь более короткий срок службы.
Это особенно важно, если вы попали в аварию. После сбоя машины вы можете ожидать четыре типичных проблемы:
Поворотные исходные позиции могут быть потеряны.
Положение моста на колоннах может смещаться.
Положение Z на подшипниках может смещаться.
Рельсы могут смещаться.
Чтобы быть уверенным в конечном продукте, калибровка имеет ключевое значение. В Diversified Machine Systems (DMS) есть команда экспертов, которые регулярно выезжают на место для калибровки наших машин по всей стране, но вместо этого мы лучше обучим вас, чтобы вы стали экспертом. При надлежащем обучении вы будете знать, как «заглянуть под капот» вашей машины и уверенно ее откалибровать.
В этом блоге мы познакомим вас со всеми пятью настройками осей для высокофункциональной машины. Мы поможем вам освоить элементы линейного возведения в квадрат, которые будут включать все три основных отношения перпендикулярности — XY, XZ и YZ.
Для начала мы рекомендуем несколько инструментов. Уровень машиниста, индикатор подметания, подметальный рычаг, индикатор погружения, основание магазина, инструментальный шарик и установочный штифт — все это полезно иметь под рукой. DMS рада предоставить вам любой из этих инструментов по разумной цене.
Квадратура машины включает в себя точный порядок операций. Шаги с первого по пятый должны быть выполнены в заданном порядке; в противном случае вы рискуете отменить предыдущий шаг.
1. Выровняйте основание
Прежде чем приступить к работе на машине, вам необходимо установить ровное основание. Последствия неровной платформы многообразны: рельсы, несущие блоки и сварные детали основания будут подвергаться чрезмерным нагрузкам. Повторяемость становится невозможной, и вам могут потребоваться запасные части.
Чтобы выровнять основание, используйте трехплоскостной лазер или машинный уровень на поручнях моста и опорных поручнях в нескольких фиксированных точках, чтобы убедиться, что машина выровнена. При этом вы создаете ровную плоскость вдоль линейных направляющих, прикрепленных к основанию машины. Хотя это и не обязательно, мы рекомендуем, чтобы самолет был на уровне земли для простоты использования.
2. Выровняйте мост (X-Y)
После того, как у вас есть ровное основание, мост должен быть квадратным. Это потребует создания перпендикулярной оси между X и Y, где X — поперечное перемещение моста, а Y — подвижный стол или подвижный портал. Вы сместите фиксированную ось X относительно Y.
Чтобы отрегулировать мост, начните с шести крепежных болтов. Держите нижний правый болт затянутым как точку поворота и полностью снимите верхний левый болт. Затем ослабьте оставшиеся четыре болта. Используя магнитное основание и циферблатный индикатор, вы можете проверить выравнивание моста. Прикрепите магнитное основание к шпинделю или коромыслу шпинделя, а затем переместите его к одной стороне стола и обнулите индикатор. Оттуда двигайтесь по передней части стола и следите за линейным отклонением. Если такое отклонение есть, можно считать, что мост не квадратный. Используя индикатор, вы можете повторно выровнять мост, а затем заменить шесть болтов.
3. Выровняйте остов спереди-назад (Z-к-Y)
Затем вы выровняете остов спереди-назад. Может показаться заманчивым прикрепить магистраль к Z-образным направляющим, но это не решит никаких проблем. Вместо этого вставьте всю опорную тележку между рельсами моста. Вы можете использовать лазер или гранитные блоки для этого шага. Выровняйте гранит по плоскости Y, а затем укажите край гранита под углом 90 градусов. При необходимости отрегулируйте прокладку, чтобы ось Z была перпендикулярна оси Y.
4. Выровняйте магистраль из стороны в сторону (Z-к-X)
Теперь вы выровняете магистраль из стороны в сторону, где Z перпендикулярен мосту. Повторите предыдущий шаг, указывая на сторону, а не на основание. Сдвиньте позвоночник, оставив один из 16 болтов затянутым в качестве точки поворота. Поместите регулировочный клин с правой или левой стороны, создавая клин между позвоночником и верхней частью беговой колодки. С помощью индикатора отрегулируйте, пока Z-X не станет квадратным.
5. 4-е и 5-е выравнивание
Четвертый и пятый мировоззрения самые сложные. На станке DMS четвертая ось — это ось C, которая вращается вокруг оси Z. Пятая — это ось вращения шпинделя, которая может быть осью A (которая вращается вокруг X) или осью B (которая вращается вокруг Y). Поскольку эти выравнивания более сложны, мы рекомендуем посмотреть учебник с визуальными эффектами здесь . Четвертое и пятое выравнивание начинается примерно в 20:00, но не стесняйтесь смотреть видео полностью, чтобы получить полный обзор всех пяти шагов.
В случае аварии Z-рельсы с большей вероятностью, чем рельсы моста, сместятся. Они также являются наиболее сложными для повторного выпрямления. Если ваши Z-направляющие не выровнены, мы приглашаем вас вызвать эксперта DMS, чтобы он выровнял их для вас.
Чтобы выпрямить поручни моста, снимите подшипник и прикрепите магнитное основание и погружной индикатор. Обнулите индикатор и затем начните перемещать его по рельсу. Отметьте каждое место, где индикатор показывает, что рейка не прямая, а затем ослабьте все болты в этом окне. Один за другим толкайте или тяните рельс с помощью монтировки и обнуляйте индикатор, затягивая каждый болт по мере выпрямления рельса. Продолжайте систематически вдоль всей рейки, пока она не станет квадратной.
С помощью этих пяти шагов калибровки вы можете найти и устранить большинство проблем с калибровкой с помощью нескольких инструментов и новых знаний. И, конечно же, DMS всегда рада помочь, предоставив дальнейшие инструкции или отправив специалиста для помощи на месте.
Если у вас есть какие-либо вопросы о калибровке машины DMS, позвоните нам по телефону 855-266-5063 или напишите нам по адресу [email protected].
The Manufacturing Minute — это наш ежемесячный информационный бюллетень. Мы предоставляем последние новости обрабатывающей промышленности, обновления событий DMS и последний контент из нашего блога. Подпишитесь сегодня, чтобы быть в курсе того, что происходит на производстве и в DMS.
Спасибо за подписку!
Подписаться
Как откалибровать систему позиционирования станка с ЧПУ
Автор: Dozuki System
Избранное: 0
Сложность
Умеренный
Шаги
24
Необходимое время
Подскажите время??
Секции
1
Как откалибровать систему позиционирования станка с ЧПУ 24 шага
Флаги
0
BackSafety Процедуры
Полный экран
Опции
История
Скачать PDF
Править
Перевести
Встроить это руководство
Введение.
Сначала убедитесь, что система датчиков и соединения с машиной работают правильно. Во-первых, убедитесь, что система датчиков и соединения с машиной работают правильно. Во-первых, убедитесь, что система датчиков и соединения с машиной работают правильно.
См. шаги 3 и 4 для правильного процесса.
Пожалуйста, посмотрите электрическую схему
Редактировать
org/HowToDirection»>
В режиме MDI введите: M59 P1133 ; G04 P1.0: M59 P1134 .
При открытых дверях нажмите и удерживайте ЗАПУСК ЦИКЛА .
После запуска программы осторожно коснитесь пальцем щупа инструмента.
Подвесной пульт управления издает звуковой сигнал каждый раз, когда нажимается щуп инструмента. Зонд инструмента активирован.
org/HowToDirection»>
Нажмите RESET , чтобы завершить активацию.
Убедитесь, что винт затянут.
Редактировать
В MDI введите: M59 P1134 .
Держите рабочий щуп в пределах досягаемости OMI . Нажмите и удерживайте СТАРТ ЦИКЛА .
Осторожно нажмите на стилус, пульт управления издаст звуковой сигнал, указывающий на то, что доказательство активировано.
Редактировать
Контрольный индикатор с точностью до 0,0005 дюйма или 0,013 мм
Магнитное основание для крепления индикатора
«Калибровочный стержень», обычно состоящий из калибровочного штифта 1/2 дюйма или 12 мм, зажатого в цанговой оправке.
«Кольцо калибра», обычно с диаметром отверстия 2000 дюймов или 50000 мм.
Примечание: точно просверленное отверстие в детали или приспособлении также можно использовать вместо калибра-кольца.
Кусачки для проволоки Необходимы для этого шага.
Редактировать
Вот как отрегулировать биение щупа Work Probe.
Сначала вставьте рабочий датчик в шпиндель.
Поместите магнитное основание на стол и совместите наконечник индикатора со стержнем зонда.
Перемещайте оси с шагом 0,001 дюйма, пока индикатор не коснется стилуса.
Установив наконечник индикатора на щуп, нажмите E-STOP , чтобы случайно не вытолкнуть датчик во время регулировки.
Редактировать
Поверните датчик вручную, чтобы проверить биение.
Если биение превышает 0,0005 дюйма или 0,013 мм, требуется регулировка.
Введите значение биения.
том
Редактировать
На корпусе зонда слегка ослабьте два верхних СТОПОРНЫХ установочных винта, а затем слегка затяните их.
org/HowToDirection»>
ПРЕДУПРЕЖДЕНИЕ : Четыре нижних набора винтов регулируют положение держателя щупа. Очень небольшие корректировки оказывают большое влияние на биение иглы.
Решите, в каком направлении необходимо отрегулировать иглу, чтобы уменьшить биение.
Ослабьте, а затем слегка затяните два (2) противоположных винта, которые НЕ совпадают с этим направлением, чтобы увеличить трение.
текст
Редактировать
org/HowToDirection»>
Аккуратно ослабьте второй набор (2) противоположных винтов. Они будут использоваться для выравнивания крепления щупа.
Затяните винт С ТОЙ ЖЕ СТОРОНЫ, где указано максимальное значение индикатора. Это отодвигает кончик стилуса от индикатора.
Когда вы затягиваете «толкающий» винт, вам нужно немного ослабить противоположный регулировочный винт и стопорный винт, чтобы обеспечить движение.
Редактировать
Продолжайте регулировку внутрь с каждым набором винтов, чтобы уменьшить биение как можно ближе к нулю.
Если биение меньше 0,0005 дюйма или 0,013 мм, осторожно затяните каждый верхний стопорный винт, одновременно затягивая противоположный нижний регулировочный винт.
Затем сделайте другой набор.
Редактировать
Затянув стопорные винты, еще раз проверьте биение щупа.
Теперь, когда щуп рабочего датчика отцентрирован, можно начинать калибровку обоих пруфов.
Это правильный способ сделать это.
Редактировать
Меню калибровки WIPS объясняются в Руководстве оператора Haas VMC.
Нажмите MDI/DNC.
Затем нажмите PRGRM/CONVRS.
На экране выберите вкладку НАСТРОЙКА.
Затем выберите вкладку КАЛИБРОВКА ИНСТРУМЕНТА.
Вставьте калибровочный стержень в шпиндель.
Редактировать
Редактировать
Используя ось Z и индикатор, проверьте расстояние от торца шпинделя до кончика измерительного штифта.
Это , а НЕ измерение измерительной линии.
Используйте этот метод последовательно для измерения калибровочного стержня, и результаты всегда будут воспроизводимыми для качественной работы.
1. КОНТРОЛЬНЫЙ ШТИФТ
2. ДЕРЖАТЕЛЬ ИНСТРУМЕНТА ИЗМЕРИТЕЛЬНАЯ ЛИНИЯ
3. ПОВЕРХНОСТЬ ШПИНДЕЛЯ
Редактировать
org/HowToDirection»>
Обнулить индикатор на торце шпинделя.
Затем обнулите положение оси Z на экране.
Переместите ось Z так, чтобы кончик калибровочной линейки достиг того же нуля, что и индикатор.
Редактировать
С помощью микрометра определите диаметр измерительного штифта, используемого в калибровочном стержне, и запишите это число.
org/HowToDirection»>
Следуйте инструкциям на экране. Перемещая ось Z в толчковом режиме, поднесите калибровочную линейку непосредственно к щупу инструмента и нажмите F1 .
Затем выполните толчковое перемещение по оси X, чтобы центрировать стержень над датчиком инструмента, и снова нажмите F1 . Сделайте то же самое для оси Y.
Затем введите номер инструмента, который вы будете использовать для калибровочной линейки.
Редактировать
org/HowToDirection»>
Теперь введите длину калибровочного стержня. Используйте значение, которое вы записали на шаге 15.
Затем введите показания микрометра, отмеченные ранее в шаге 16. ВНИМАНИЕ: ЭТО ДОЛЖЕН БЫТЬ ДИАМЕТР, А НЕ РАДИУС.
Редактировать
Нажмите CYCLE START, чтобы запустить процедуру автоматической калибровки.
Калибровочная планка будет касаться верхней части щупа инструмента и в четырех местах сбоку от щупа.
Редактировать
Когда программа завершится, в окне состояния КАЛИБРОВКА будет отображаться ВЫПОЛНЕНО . Можно начинать калибровку рабочего датчика.
Нажмите ОТМЕНА и выберите вкладку Калибровка рабочего датчика .
Закрепите калибр-кольцо на столе в пределах досягаемости датчика. Введите рабочее смещение, которое будет использоваться для калибровки рабочего датчика.
Редактировать
org/HowToDirection»>
С калибровочным стержнем в шпинделе расположите штифт над краем калибра-кольца.
Поместите прокладку, щуп или лист бумаги поверх датчика.
Нажмите кнопку .0001/.1. Переместите ось Z так, чтобы кончик стержня слегка касался бумаги. Нажмите F1 .
Введите длину калибровочного стержня из шага 15. Нажмите кнопку WRITE/ENTER .
Введите толщину используемой прокладки, в данном случае листа бумаги толщиной 0,003 дюйма. Нажмите НАПИШИТЕ/ВВЕДИТЕ еще раз.
Редактировать
Снимите калибровочный стержень со шпинделя и вставьте на его место рабочий щуп.
Измерьте длину рабочего щупа с помощью линейки механика (точность 1/16 дюйма или 1,5 мм).
Обратите внимание, что в стандартном датчике Renishaw используется шарик диаметром 0,2362 дюйма или 6 мм.
Теперь введите длину рабочего датчика, а также диаметр индикаторного шарика.
Редактировать
Измерьте калибр-кольцо нутрометром или нутромером. Если внутренний диаметр выгравирован на манометре, можно использовать это число.
Затем введите диаметр кольцевого калибра и нажмите WRITE/ENTER .
Перемещайте оси до тех пор, пока кончик щупа не окажется в центре кольца и на высоте около 0,3 дюйма или 7 мм над поверхностью.
Токарные станки высокой точности обработки. Поставка в Санкт Петербург, Казань, Челябинск
Обработка металла с высокой (прецизионной) точностью требует особого подхода для изготовления станочного оборудования. Все прецизионные станки делятся на классы по степени предельной точности, с которой они способны обрабатывать детали:
Станки класса А (особо высокая точность).
Класс B (оборудование высокой точности).
Класс C (станки особой точности).
Станки класс П (повышенная точность обработки).
Прецизионное оборудование обеспечивает обработку деталей идеальной геометрической формы, особо точным пространственным расположением осей вращения. Станки позволяют получить шероховатость поверхности до одиннадцатого класса чистоты. Параметры изготовления, при определенных условиях, достигают значений характерных для первого класса чистоты.
Для достижения таких показателей необходимо применение станочных узлов и агрегатов, изготовленных по соответствующим стандартам, имеющих минимальные погрешности при их производстве. Особое значение придается используемым подшипникам. На прецизионных станках по металлу используются гидродинамические и аэростатические подшипники высокого класса изготовления.
При работе металлообрабатывающего оборудования происходит большое выделение тепла, воздействующее как на узлы станка, так и на заготовки. При этом и те, и другие испытывают механические деформации, приводящие к снижению точности изготовления. В высокоточных станках реализована функция активного отвода тепла, препятствующая геометрическим отклонениям элементов станка и деталей. Понижение уровня нежелательных вибраций также способствует точности изготовления.
Основы теории высокоточной обработки металла
Современный металлорежущий станок можно рассматривать как некую систему из трех составляющих: измерительной, вычислительной, исполнительной. Ни одна из них несовершенна, каждая вносит погрешности в точность изготовления.
Точность измерительной части зависит от показаний применяемых датчиков. Точность измерения повышается с применением более совершенных датчиков — измерительных устройств. Сегодня подобные устройства способны отслеживать размеры до нескольких нанометров.
Прецизионные станки с ЧПУ содержат вычислительные процессоры с высоким быстродействием и решающие многие задачи с заданной точностью. В режиме реального времени просчитываются огромные массивы данных с любой разрядностью чисел. Благодаря достижениям электроники, вычислительная система обладает наибольшей точностью.
Исполнительная точность непосредственно зависит от узлов и агрегатов станка. Чем выше будут параметры составляющих оборудования, тем меньшая сложится окончательная погрешность.
К погрешностям металлообрабатывающих станков относятся:
Геометрические, зависящие от качества изготовления комплектующих станка и их сборки. От этого зависит точность расположения относительно друг друга рабочего инструмента и заготовки в процессе обработки.
Кинематические погрешности зависят от соответствия передаточных чисел в механизмах станка. Кинематические цепи особое влияние оказывают на точность изготовления зубчатых элементов, резьбы.
Упругие погрешности определяются деформациями станка. В процессе резания происходит отклонение, под действием возникающих сил, взаимного расположения инструмента и заготовки. В прецизионных станках, для борьбы с такими проявлениями, создают особо жесткие конструкции.
Температурные. Неравномерный нагрев узлов станка приводит к потере начальной геометрической точности, снижая качество изготовления.
Динамические погрешности объясняются относительными колебаниями рабочего инструмента и заготовки.
Погрешности изготовления и установки режущего инструмента.
Двигатели, редукторы содержат подвижные части, имеющие люфты, поверхности скольжения со временем претерпевают износ — все это непосредственно влияет на качество обработки. Такое понятие,
как точность позиционирования системы «станок — деталь», напрямую зависит от исполнительной точности.
Некоторые модели прецизионных токарных станков способны обрабатывать детали с точностью до 0,0002 мм, при частоте вращения шпинделя 15000 об/мин. Такие показатели имеют и оборотную сторону. Стоимость оборудования значительно выше по сравнению с обычными станками. Это является следствием применения новейших наукоемких технологий при изготовлении станков. В качестве примера можно указать использование аэростатических направляющих, где суппорт с рабочим инструментом скользит на расстоянии в несколько микрон от поверхности. То есть фактически находится в «воздухе».
Современный прецизионный шлифовальный станок — это автоматизированный комплекс, позволяющий обрабатывать детали с точностью до 0,01 мм. Служит для заточки инструментов из алмазов, твердых сплавов, инструментальной стали. Ультрапрецизионные шлифовальные станки способны обрабатывать внутренние и внешние поверхности детали за одну установку. Прецизионный сверлильный станок обладает жесткой конструкцией, оборудован цифровой индикацией, отображающей параметры сверления.
Общим для всех типов прецизионных станков является использование в приводах фрикционных передач. При этом повышается качество изготовления, упрощаются кинематические цепи. Более высокий КПД снижает себестоимость работ.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Проверка токарного станка на точность
04. 05.2018
Когда речь идет о геометрической и технологической точности токарного станка проверяются следующие параметры оборудования:
точность перемещения частей, на которых располагается деталь;
расположение поверхностей, на которых должен находиться инструмент или материал;
форма базовых поверхностей.
Оборудование должно начать эксплуатироваться только после проверки точности и получения акта о приемке. При этом такой акт составляется не только после сборки на заводе-изготовителе, но и после проведения ремонтных работ.
Параметры точности агрегата должны быть указаны в его паспорте. Измерять точность и выявлять погрешности нужно регулярно. Частота проверок оборудования регламентируется соответствующим ГОСТом.
Во время эксплуатации токарного станка его элементы постоянно изнашиваются. Во время работы агрегат неизбежно нагревается, соответственно, происходит тепловая деформация. Кроме этого, на рабочие части и механизмы постоянно воздействуют различные силы, приводящие к изменению их формы и снижению четкости оборудования. В конечном итоге износ и деформации негативно сказываются на качестве изготавливаемой продукции. Чтобы восстановить правильность работы агрегата, следует постоянно проверять его на степень износа и своевременно производить замену деталей и узлов.
Как правильно проверять токарный станок
Качество проверки во многом зависит от того, насколько правильно оборудование установлено на испытательном стенде. Устанавливать станок необходимо строго следуя чертежу. Наиболее популярным и надежным способом является установка агрегата на несколько опор (более трех). Все подвижные узлы и элементы должны быть установлены в среднее положение.
Качество изготавливаемых изделий зависит от геометрической точности оборудования. Поэтому устанавливать заготовку нужно на геометрически правильную поверхность.
Чтобы определить степень износа линейка устанавливается по очереди на каждую направляющую станка. После чего при помощи щупа нужно измерить зазор между линейкой и направляющей. ГОСТ определяет максимально допустимое значение этого зазора – не более 0,02 мм. При большем отклонении обрабатываемые детали могут иметь недопустимую погрешность на выходе.
Точность во многом зависит и от горизонтальности направляющих станка. Этот показатель измеряется при помощи специального уровня. Предельное отклонение должно быть не более 0,05 мм.
При проверке оборудования на исправность обращайте внимание на все вращающиеся детали. Их движение должно осуществляться строго по оси, биение во время вращения недопустимо. Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора. При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
Во время проверки оборудования важно определить также точность шага винта. Для определения погрешности и отклонения имеется специальная методика:
в бабки станка устанавливается оправка;
на нее фиксируется цилиндрическая гайка с пазом;
в паз гайки фиксируется державка с индикатором, который должен упереться в торец гайки;
аппарат нужно настроить на резьбовой шаг;
в процессе работы индикатор фиксирует погрешность.
Основные геометрические дефекты, вызванные низкой точностью станка:
изделие получается не прямолинейным;
цилиндрическое изделие может получиться конусообразным;
основные линии заготовки не параллельны друг другу;
в сечении изделие не круглое, а овальное или иной формы;
места разного сечения не концентричны.
Инструменты для проверки точности станка:
контрольная линейка;
специальный уровень;
измерительный щуп;
угольник;
оправка, державка с индикатором;
пазовая гайка.
Во время проведения испытаний оборудования на четкость используйте только те приспособления и инструменты, которые прошли метрологическую проверку. Испытания непроверенными измерительными инструментами могут дать неправильный результат, который непременно скажется на качестве работы оборудования.
Токарные станки | Sharp Industries Inc.
Токарные станки Toolroom
Эта модель предназначена для обработки небольших деталей, требующих сверхвысокой точности. Биение шпинделя находится в пределах 50 миллионных долей дюйма.
Просмотр моделей токарных станков Toolroom
Токарные станки
1118H
Поворот x Центральное расстояние
11 x 18 дюймов
Скорость шпинделя
4000 об/мин
Отверстие шпинделя, двигатель
1,06 дюйма, 5 л.с.
Точность шпинделя TIR
0,000050 дюйма
Прецизионные токарные станки
Эти модели широко используются профессиональными учебными заведениями и ремонтными мастерскими из-за их полного набора функций и простоты в эксплуатации.
Посмотреть модели прецизионных токарных станков
Токарные станки
1340ВС
Поворот x Центр Расст.
13 x 40 дюймов
Скорость шпинделя
40 – 2000 об/мин вари. скорость
Отверстие, HP
1,6 д., Д1-4, 3 л.с.
Токарные станки
1440F
Поворот x Центр Расст.
14 x 40 дюймов
Скорость шпинделя
45 – 1800 об/мин (16)
Отверстие, HP
1,5 д., Д1-4, 3 л.с.
Токарные станки
1440 В
Поворот x Центр Расст.
14 x 40 дюймов
Скорость шпинделя
30 – 2200 об/мин, регулируемая скорость
Отверстие, HP
1,5 д., Д1-4, 3 л.с.
Токарные станки
1640л
Качели
16 дюймов
Расстояние до центра
40 дюймов
Отверстие, HP
3,1 д. , Д1-8, 7,5 л.с.
Скорость шпинделя
40 – 2000 об/мин (12)
Токарные станки
1660л
Качели
16 дюймов
Расстояние до центра
60 дюймов
Отверстие, HP
3,1 д., Д1-8, 7,5 л.с.
Скорость шпинделя
40 – 2000 об/мин (12)
Токарные станки
1860л
Качели
18 дюймов
Расстояние до центра
40, 60 и 80 дюймов
Отверстие, HP
3,1 д., Д1-8, 7,5 л.с.
Скорость шпинделя
40 – 2000 об/мин (12)
Токарные станки
1880л
Качели
18 дюймов
Расстояние до центра
40, 60 и 80 дюймов
Отверстие, HP
3,1 д. , Д1-8, 7,5 л.с.
Скорость шпинделя
40 – 2000 об/мин (12)
Токарные станки
1640LV
Качели
16 дюймов
Расстояние до центра
40, 60 и 80 дюймов
Отверстие, HP
3,1 д., Д1-8, 7,5 л.с.
Скорость шпинделя
20 – 2000 об/мин (2), вари.
Токарные станки
1660LV
Качели
16 дюймов
Расстояние до центра
40, 60 и 80 дюймов
Отверстие, HP
3,1 д., Д1-8, 7,5 л.с.
Скорость шпинделя
20 – 2000 об/мин (2), вари.
Токарные станки
1860LV
Качели
18 дюймов
Расстояние до центра
40, 60 и 80 дюймов
Отверстие, HP
3,1 д. , Д1-8, 7,5 л.с.
Скорость шпинделя
20 – 2000 об/мин (2), вари.
Токарные станки
1880LV
Качели
18 дюймов
Расстояние до центра
40, 60 и 80 дюймов
Отверстие, HP
3,1 д., Д1-8, 7,5 л.с.
Скорость шпинделя
20 – 2000 об/мин (2), вари.
Токарные станки для тяжелых условий эксплуатации
Благодаря большему отверстию шпинделя, чем у большинства других аналогичных моделей, эта серия обеспечивает большую производительность для обработки материалов различных размеров.
Посмотреть модели тяжелых токарных станков
Токарные станки для тяжелых условий эксплуатации
Серия 22-В
Качели
22 дюйма
Расстояние до центра
40, 60, 80, 100, 120, 160 дюймов
Отверстие, HP
4,5 дюйма, Д1-11, 15 л. с.
Скорость шпинделя
10 – 1000 об/мин (12)
Токарные станки для тяжелых условий эксплуатации
Серия 26-B
Качели
26 дюймов
Расстояние до центра
40, 60, 80, 100, 120, 160 дюймов
Отверстие, HP
4,5 дюйма, Д1-11, 15 л.с.
Скорость шпинделя
10 – 1000 об/мин (12)
Токарные станки для тяжелых условий эксплуатации
Серия 30-В
Качели
30 дюймов
Расстояние до центра
40, 60, 80, 100, 120, 160 дюймов
Отверстие, HP
4,5 дюйма, Д1-11, 15 л.с.
Скорость шпинделя
10 – 1000 об/мин (12)
Токарные станки для тяжелых условий эксплуатации
Серия 24V
Качели
24 дюйма
Расстояние до центра
80, 120 и 160 дюймов
Отверстие, HP
4,125 дюйма, Д1-11, 15 л. с.
Скорость шпинделя
10 – 1200 об/мин (18)
Токарные станки для тяжелых условий эксплуатации
Серия 30V
Качели
30 дюймов
Расстояние до центра
80, 120 и 160 дюймов
Отверстие, HP
4,125 дюйма, Д1-11, 15 л.с.
Скорость шпинделя
10 – 1200 об/мин (18)
Токарные станки с большим отверстием для тяжелых условий эксплуатации
Благодаря широкому выбору диаметра шпинделя и длины станины эта серия моделей идеально подходит для большинства промышленных применений, включая ремонтные мастерские, нефтепромыслы, энергетические предприятия и судостроение.
Посмотреть модели токарных станков большого диаметра для тяжелых условий эксплуатации
Сверхмощные токарные станки с большим отверстием
Серия M24-34
Качели
34 дюйма
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
24 дюйма
Сверхмощные токарные станки с большим отверстием
Серия M24-40
Качели
40 дюймов
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
24 дюйма
Сверхмощные токарные станки с большим отверстием
Серия M24-50
Качели
50 дюймов
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
24 дюйма
Сверхмощные токарные станки с большим отверстием
Серия M24-60
Качели
60 дюймов
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
24 дюйма
Сверхмощные токарные станки с большим отверстием
Серия M24-70
Качели
70 дюймов
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
24 дюйма
Сверхмощные токарные станки с большим отверстием
Серия M32-40
Качели
40 дюймов
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
32 дюйма
Сверхмощные токарные станки с большим отверстием
Серия M32-50
Качели
50 дюймов
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
32 дюйма
Сверхмощные токарные станки с большим отверстием
Серия M32-60
Качели
60 дюймов
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
32 дюйма
Сверхмощные токарные станки с большим отверстием
Серия M32-70
Качели
70 дюймов
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
32 дюйма
Сверхмощные токарные станки с большим отверстием
Серия M32-80
Качели
80 дюймов
Расстояние до центра
60–315 дюймов
Отверстие шпинделя
6, 9, 12 и 15 дюймов
Ширина кровати
32 дюйма
Начните печатать и нажмите Enter для поиска
Поиск …
LevinLathe.
com: ТОЧНЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАНКИ.
ЛЕВИН ® ТОЧНОСТЬ ИНСТРУМЕНТАЛЬНЫЕ ТОКАРНЫЕ СТАНКИ
Деталь №
Цанга Колпачок.
Передняя бабка Цанга
Задняя бабка Цанга
Цена
0213-02
1/2″
3С
Д
21 420,00 $
Максимальное расстояние Между Центрами
Задняя бабка Шпиндель Ход
9-1/2″
1-1/2″
—
—
Деталь №
Цанга Колпачок.
Передняя бабка Цанга
Задняя бабка Цанга
Цена
2223-02
1/2″
3С
Д
28 420,00 $
Максимальное расстояние Между Центрами
Задняя бабка Шпиндель Ход
Шкаф**
9-1/2″
1-1/2″
—
В комплекте
**Включает шкаф, двигатель 1/3 л.с. и регулятор скорости, полностью собранные и готовые к работе.
Деталь №
Цанга Колпачок.
Передняя бабка Цанга
Задняя бабка Цанга
Цена
0212-02
5/16″
Д
Д
$19 020,00
Максимальное расстояние Между Центрами
Задняя бабка Шпиндель Ход
9-1/2″
1-1/2″
—
—
Деталь №
Цанга Колпачок.
Передняя бабка Цанга
Задняя бабка Цанга
Цена
2222-02
5/16″
Д
Д
$27 000,00
Максимальное расстояние Между Центрами
Задняя бабка Шпиндель Ход
Шкаф**
9-1/2″
1-1/2″
—
В комплекте
**Включает шкаф, двигатель 1/3 л.с. и регулятор скорости, полностью собранные и готовые к работе.
Это базовая машина линии Levin, Чрезвычайно точный и чувствительный токарный станок, разработанный для удовлетворения большинство высокие требования, необходимые при обработке миниатюрных и микроминиатюрные детали. Это стандарт для инструментальных цехов и механические лаборатории, требующие самого современного оборудование для производства мелких деталей с участием деликатных операции с предельной точностью. При правильном оснащении, эти станки позволяют изготавливать детали что в противном случае было бы трудно или невозможно изготавливать на больших токарных станках.
Инструментальный токарный станок может быть оснащен соответствующими инструменты для использования в качестве токарного станка, револьверного станка, Микросверлильный станок или, где указано, он может быть настроены так, чтобы выполнять функции всех трех типы. Эти токарные станки можно заказать как простой токарный станок. без какой-либо скамьи, шкафа или привода; они могут быть устанавливается на скамью или тумбу Formica-top. Независимо от крепления или привода базовая машина та же.
ПЕРЕДНЯЯ БАБКА — Передняя бабка полностью закрыта с предварительно нагруженным радиально-упорным шариком особой точности подшипники. Передние подшипники состоят из предварительно нагруженного пара радиально-упорных подшипников с одним радиальным подшипник сзади. Шпиндель полностью закален из концы с концами. На передних бабках с цангами типа 3C передняя бабка снабжена специальным переходником и узел дышла, который позволяет использовать более точные и чувствительные цанги типа D для удержания работы диаметром менее 8,0 мм.
ЗАДНЯЯ БАБКА — Задняя бабка управляется рычагом через чувствительная реечная система подачи. Веретено полностью закален от начала до конца и принимает все Цанги типа D. Поставляется с микрометрическим упором с делением на циферблате 0,0005 дюйма. Устройство с кулачковым замком на задней бабке позволяет жестко зафиксировать шпиндель в любая выбранная позиция.
СТАНОК КРОВАТЬ — Станина станка отлита из механита. и имеет полностью отшлифованные пути точности. Он имеет общий длиной 18 3/4 дюйма и комплектуется Т-образным болтом, Гайка и кольцо в сборе для крепления оснастки. пьедесталы отлиты за одно целое со станиной и имеют Т-образный паз по всей длине грядки.
МОТОР ПРИВОДЫ — Три стандартных привода доступны для этих токарных станков. Отдельная переменная 1/8 л.с. скоростной привод доступен для установки на столе сзади конфигурации, где высокий крутящий момент не является существенным. Токарные станки на стальных скамьях и токарных станках с покрытием Formica на стальных шкафах поставляются в комплекте с Привод SCR мощностью 1/3 л. с. с компенсацией падения ИК-излучения. Все приводные устройства обеспечивают бесступенчатую регулировку скорости шпинделя от От 0 до 5000 об/мин с динамическим торможением, запуск ножным переключателем и стоп, и полная защита от перегрузок для использования на 115 В, Электроснабжение 60 Гц, 1 фаза переменного тока.
ПОДДОН ДЛЯ СТРУЖЕК — Лоток для стружки из нержавеющей стали с слив охлаждающей жидкости включен во все настольные токарные станки, и доступен за дополнительную плату для заказанных токарных станков без скамьи или шкафа.
ХЛАДАГЕНТ СИСТЕМА — Дополнительная система охлаждения доступен для использования с этими токарными станками. Электрический система каждого моторного привода предварительно смонтирована на завод принимает стандартную систему охлаждения Levin. Ан независимый переключатель управления на блоке управления позволяет одновременная работа станка и системы охлаждения когда ножной переключатель нажат.
Изготовление изделий с художественной ковкой представляет собой целое искусство. В процессе создания конструкции при помощи умелой работы мастера и основных инструментов металлу придается необходимая форма в соответствии с заранее разработанными эскизами. Существует две разновидности ковки металла: горячая (ручная) и холодная (машинная). Для каждой из них используется специальное оборудование.
Инструменты для горячей ковки металла
При горячей ковке металл предварительно разогревают, чтобы сделать его мягким и пластичным. В таком виде ему легче придать красивую эластичную форму. Базовыми инструментами в данном случае будут являться:
молот,
щипцы и клещи,
горн,
наковальня,
бочка с водой для охлаждения металлических заготовок.
Необходимую форму изделию кузнец придает при помощи молотов. Они могут различаться по форме и весу. Чаще всего используют молоток с закругленным бойком — стальной головкой цилиндрической формы, либо тяжелую кувалду. Рукоятки этих инструментов обычно выполнены из дерева.
Следующий инструмент — клещи. Они служат для фиксации раскаленного железа и также имеют разнообразные формы и размеры. Прежде чем начать работу над определенным нестандартным изделием, мастер изготавливает для него специальные щипцы.
Для нагрева заготовок применяют кузнечный горн. Он состоит из топки для угля и рычага, который соединяется с мехами. Кузнец, поворачивая рычаг, подает в рабочую камеру воздух под давлением и разжигает огонь. Железные заготовки выкладываются поверх угля и быстро разогреваются. В настоящее время также существуют и другие устройства для нагрева металла, которые работают на нефтяном или газовом топливе. В кузницах над горном устанавливаются вытяжки, которые отводят дым и пыль, образующиеся в процессе обработки железа.
Практически все виды работ производятся на наковальне — стальной плите, которая чаще всего крепится на деревянной колоде. Она представляет собой твердый железный блок, который служит опорой для ковки металла. Коническая форма одной из сторон наковальни используется для сгибания заготовок. Эта конструкция для обработки железа считается самой прочной и устойчивой. Ее вес иногда достигает нескольких сотен килограммов.
От технической оснащенности кузницы зависит конечный вид изготавливаемых изделий. Использование механических молотов и гидравлических прессов позволяет ускорить производственный процесс, что позволяет создавать более сложные изделия.
Оборудование для холодной ковки
Холодная ковка — более современный вид обработки металла. В данном случае готовое изделие составляется из заготовок, которые вырезаются и загибаются при помощи специального оборудования. Оно подразделяется на станки и приспособления для сгибания металлических прутьев:
Гнутик — основной инструмент холодной ковки, который позволяет сгибать железные бруски под определенным углом, или создавать дуги различных радиусов. На нем можно изготавливать различные элементы или все изделие полностью.
Упрощенный гнутик служит для придания заготовке квадратной формы.
Волна – оснастка с говорящим названием. Она придает изделию идеальную волнообразную форму.
Улитка – это инструмент, который скручивает из металлического прутка спирали.
Твистер – инструмент для накручивания металлического прутка вокруг оси.
Фонарик – вид оснастки, который дает возможность получить элементы с переплетенными в особой комбинации железными прутьями.
Объемник – оборудование, позволяющее изготавливать узоры объемного вида, загибать их под определенным углом и формировать квадрат.
Шаблон – оснастка, служащая для сгибания квадрата или круга.
Это основной набор инструментов, который необходим для кузнечного ремесла. Многие мастера сами изготавливают себе некоторые приспособления. В качестве дополнительного оборудования используется ручной пресс. Он служит для изготовления элементов треугольной формы, или узора «гусиная лапка». В настоящее время для производства кованых изделий широко используются новейшие станки для обработки металла: кузнечно-прессовая машина для изготовления различных кованых элементов, плазменная и лазерная резка металла, а также гибочный станок.
Виды и назначение инструментов для художественной ковки
Оборудование для мастерских художественной ковки практически не отличается от приспособлений, применяемых в обычной кузнице. Основными устройствами являются наковальня и горн, доступ к которому должен быть обеспечен с трех сторон. Это особенно важно при изготовлении крупногабаритных изделий, их последующей укладке и выносе после нагревания.
Требования к кузнечным мастерским
Обязательное требование, предъявляемое к мастерским ручной художественной ковки — наличие хорошей вытяжки. Для данной цели может использоваться дополнительный дымоход, который будет способствовать выводу продуктов горения. Для поддержания тяги и предотвращения вероятности задымления многие мастера устанавливают в помещении вентилятор.
Наковальня надежно закрепляется на деревянной подушке или жестком чурбане. В первом случае она размещается в железной бочке, для заполнения которой может использоваться глина или песок. Для исключения риска расшатывания основание должно быть заглублено в пол. Для укрепления наковальни достаточно одного центрального шипа, расположенного снизу. Чтобы заглушить излишний шум, возникающий в процессе работы, можно уложить дополнительную прокладку, изготовленную из твердой резины. Если на поверхности подушки имеются неровности, ее необходимо выровнять.
Виды кузнечных инструментов
Важным элементом кузнечной оснастки является ручник. Его масса может варьироваться в пределах от 1 до 2,5 кг и подбирается с учетом физических данных кузнеца. Длина рукоятки должна составлять не менее 35 см.
При изготовлении более крупных изделий применяется кувалда, которую следует держать двумя руками. В процессе ковки она движется по скругленной траектории.
Для захвата нагретого материала используются клещи. Подобные инструменты состоят из двух соединенных между собой клещевин. В зависимости от формы губок они могут быть поперечными, продольными или продольно-поперечными.
Перечень оборудования, применяемых в мастерских художественной ковки, также включает в себя следующие приспособления:
Формовочная и пробойная плита.
Молоток для протяжки.
Бородки.
Подбойки для гладилки и высадки.
Лезвие кузнечного зубила может иметь различную толщину, которая подбирается с учетом особенностей обрабатываемого материала. Перед рубкой металла данный инструмент рекомендуется протирать смоченной в масле тряпкой. Это предотвратит вероятность схватывания с железом при ударах.
В крупных мастерских могут устанавливаться механические или пневматические молоты, значительно облегчающие работу кузнеца. Рукоятки инструментов должны изготавливаться из качественного дерева и быть тщательно обработаны во избежание травм.
Дополнительные приспособления
Для холодной ковки металла кузнецам необходимы дополнительные приспособления. К ним относится оборудование для разгонки, зернения, рифления и чеканки. При проведении тонких отделочных работ используются комплекты напильников, чеканочных штампов, резцов и шаберов.
В настоящее время метод горячей сварки для художественной ковки практически не применяется, поэтому в мастерских часто можно увидеть газовые сварочные аппараты. Пробивание отверстий в металлических заготовках осуществляется с помощью кузнечных бородок. Для окончательного выравнивания изделий с плоскими поверхностями используются гладилки.
Для придания поковке нужной формы могут применяться обжимки. Приспособления данного типа состоят из верхней и нижней части, причем оба конца имеют выемки. Это позволяет более быстро изготавливать изделия с заданными очертаниями.
Для выделки вогнутых поверхностей, желобков и вытяжки металла используются подбойки. Для изготовления головок у заклепок, гвоздей и болтов применяются одноместные или многоместные гвоздильни. Гнезда в них бывают шестигранными, прямоугольными или цилиндрическими. Стенки отверстий в таких приспособления имеют определенный уклон, что значительно облегчает удаление поковки.
Советы по эксплуатации
Все кузнечные инструменты должны быть правильно заточены. Перед началом работы следует проверить оборудование на предмет наличия вмятин, трещин, зарубов и других дефектов. Для очистки наковальни может использоваться металлическая щетка или скребок. В случае обнаружения неисправностей инструмент необходимо немедленно отремонтировать или заменить.
Forged Tools — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Кузнечные инструменты | Товары для кузнечного дела онлайн
Не ведитесь на более дешевую доставку. Инструменты для кузнечного дела лучшего качества и по лучшим ценам в магазине Blacksmiths Depot . Мы хотели бы быть вашим первым поставщиком инструментов для ковки.
В 1995 году мы начали продавать новые инструменты для ковки со всего мира. Но история намного, намного старше, и о ней можно прочитать на странице о нас. Мы использовали эти кузнечные инструменты за десятилетия до того, как начали их продавать. Мы знаем, как их использовать и из каких материалов они должны быть изготовлены, чтобы они прослужили всю жизнь.
Мы продолжили поиск инструментов для ковки и создали множество инструментов, чтобы охватить растущее число ситуаций, в которые попадают рабочие по металлу.
Если вы кузнец или кузнец-художник, кузнец или подковщик, мастер ножей или клинков, оружейник или ювелир, или просто любите играть с металлом, у нас есть качественные инструменты и расходные материалы, которые вам нужны ………. и хотите. И у нас есть намного больше.
Наковальни
Центральный элемент любой кузнечной мастерской. Если вы покупаете новую наковальню, вы хотите, чтобы она десятилетиями выглядела как новая или деградировала за короткое время. Зачем покупать новый, если он быстро устареет. Мы продаем прочные наковальни и постоянно тестируем другие бренды, чтобы убедиться, что у нас есть отличные наковальни для продажи вам. У нас есть первоклассные кованые и литые наковальни, изготовленные из сплавов, предназначенных для тяжелых условий эксплуатации, которые должна выдерживать наковальня.
Кузнечные и специальные молоты
Выберите свой молот… у нас есть em’. Переместите материал в нужном вам направлении. Все, что для этого нужно, — это управление молотком и качественный молоток из Blacksmiths Depot. У нас есть молотки всех известных брендов, а также собственный бренд. Ручные работы Peddinghuas, MOB, Picard и многие другие. Прямые, поперечные, скругляющие, обрезающие, выдавливающие, чеканные, утопающие, куполообразные, поднимающие…………
Щипцы
Если вы не можете надежно удерживать его, это может быть чрезвычайно опасно. Щипцы очень специфичны по форме и размеру, но у нас есть и более универсальные. Попробуйте нашу собственную марку, выкованную в нашем собственном магазине, или попробуйте европейскую марку, такую как Peddinghaus Handwerk или Perun. У нас также есть литые щипцы Economy, которые прочны и удобны в использовании. У нас есть щипцы, предназначенные для удержания лезвий, плоских стержней, круглых и квадратных стержней, а также многие другие формы.
Пружинные обжимки и инструменты для текстурирования
Итак, вы получили работу с гораздо большим количеством элементов, чем вы привыкли, и не хотите сваривать детали, которые выглядят литыми. Быстро создайте его с помощью одного из наших весенних инструментов или текстурных инструментов. Они не выкованы из поковок. Они выкованы из штампов из легированной стали с хрустящей механической обработкой. Получайте из них поковки первого поколения каждый раз.
Пробойники и зубила
Прочные инструменты
Книги и видео
Коржи
Bolts, винты и Rivets 3
. Сетка
Список
Пункты 1-18 из 492
Показывать
12 18 24
на страницу
Сортировать по
Позиция Имя Цена Размер запаса размер элемента нить Литая бронза Размер хвостовика размер тип ручки игольчатый тип Угол челюсти диаметр хвостовика финишное покрытие длина ниже головы материал Финиал или острие OC Длина повода количество в упаковке плоскогубцы ширина диаметр диам.
Выбор типа механической передачи | Статьи компании «ЮСТО»
Механическая передача – устройство, преобразующее механическую энергию привода к остальным исполнительным механизмам машины. Такой передаче свойственна смена характера движения, изменение его направления,преобразование скорости или силы.
Существуют следующие передачи зацепления,используемые на фрезерно-гравировальных станках с ЧПУ:
Червячные
Ременные
Зубчатые
Цепные
Гипоидные
Винтовые
Волновые
При проектировании станков с ЧПУ наибольшее распространение получили винтовые и зубчатые механические передачи.
Зубчатая передача предполагает использование в своем механизме зубчатых колес и предназначена для преобразования вращательного движения в поступательное.
Преимущества зубчатой передачи:
Длительный срок службы
Высокая надёжность
Работа на высоких скоростях
Преобразование больших мощностей
Высокая точность перемещения
В зависимости от расположения зубьев выделяют передачи:
Прямозубые
Косозубые
Шевронные
Применение прямозубых колёс в передаче целесообразно при малых скоростях. Главным достоинством является его дешевизна, а недостатком– вибрации в работе, быстрый износ и возникновение погрешностей.
Косозубые передачи обладают возможностью уменьшать действие механических колебаний и используются в изготовлении ответственных узлов и механизмов. Это обосновано большей площадью зацепления, нежели у прямозубой передачи.
Винтовая передача включает в свою конструкцию винт и гайку и также обладает способностью к преобразованию вращательного движения в поступательное и наоборот.
Выделяют два основных вида винтовых механических передач: качения (шарико-винтовые) и скольжения.
Шарико-винтовая передача нашла свое применение на различных металлообрабатывающих станках. Элементы качения, содержащиеся в винтовой передаче, преобразуют механическую энергию между винтом и гайкой.
В сравнении с зубчатыми передачами шарико-винтовые являются более точными,но работают на меньших скоростях, атакже возрастает вероятность прогиба при работе на большой длине перемещения.
Применение передач в рекламной сфере производства
Главной целью в работе компаний, специализирующихся на рекламе производственной деятельности,является криволинейная обработка и раскрой листовых материалов. Поэтому более целесообразным является применение станков с зубчатыми передачами. Они дают возможность производить скоростную обработку, увеличить производительность,при этом сохранить требуемую точность необходимых материалов (композитные,акриловые, пластмассы и другие).
Применение передач в обработке металлов и дерева
Деревообработка,производимая на фрезерно-гравировальных станках с ЧПУ, ведется в плоскостной системе координат по осям X,Y.Поэтому в данном случае рационально использовать зубчатую передачу типа рейка-шестерня. При необходимости обработки в пространственной системе координат, то есть с использованием третьей координаты Z, целесообразна установка шарико-винтовой передачи.
В обработке металлов резанием главным критерием качества является позиционная точность. Поэтому в станках с ЧПУ на всех координатных осях должны использоваться шарико-винтовые передачи.
Бывают случаи, когда могут возникнуть не совсем стандартные задачи, а использование механических передач не соответствовать данным критериям выбора. Наши квалифицированные специалисты всегда рады вам помочь и подобрать необходимый тип передач.
Выбор типа механической передачи | Статьи
Механическая передача – это механизм, который служит для преобразования механической энергии от привода к исполнительному механизму. Как правило, при этом, происходит изменение характера движения: изменение момента, скорости, силы либо изменение направления.
В фрезерно-гравировальных станках с ЧПУ, используются так называемые, передачи зацепления.
Чаще всего, при изготовлении механических станков с ЧПУ, применяют зубчатые либо винтовые передачи. Реже все остальные.
Зубчатые передачи преобразуют вращательное движение ведущий шестерни в поступательное движение рейки. Данные вид передач имеет высокий эксплуатационный ресурс и отличную надежность. Применяются они, как правило, при высоких скоростях перемещения, а так же, для преобразования больших мощностей. Типы передач рейка\шестерня, подразделяются на прямозубые, косозубые и шевронные. В станках, поставляемых нашей компанией, используются прямозубые и косозубые передачи.
Основные минусы прямозубых передач типа рейка\шестерня – это создаваемые при работе вибрации, что приводит к их достаточно быстрому изнашиванию и как следствию, появлению погрешностей. Так же, данный тип передачи достаточно шумный. К плюсам можно отнести дешевизну производства.
Косозубые передачи обладают лучшей плавностью хода и более низким уровнем шума. При зацеплении рейки с шестерней, площадь сопряжения у косозубых передач больше, чем у прямозубых. Данное зацепление происходит постепенно, а не сразу, как у прямозубых типов передач.
Зубчатые передачи, позволяют добиться точности перемещения, в пределах 0,05 мм на 300 мм пути.
Винтовая передача преобразует вращательное движение в поступательное и наоборот. Подразделяют их на передачи скольжения и качения. Во фрезерных станках, поставляемых нашей компанией, используются передачи качения. А именно, шариковинтовые передачи (ШВП). Шариковинтовые передачи отличаются более высокой точностью, относительно зубчатых передач, но имеют меньшие скоростные характеристики. Шариковинтовая передача содержит элементы качения, которые передают механическую энергию между гайкой и винтом. Концы винта, закрепляются на подшипниковых опорах, а гайка, непосредственно соединена с перемещаемым узлом. При вращении винта, гайка линейно перемещается по нему.
Существуют варианты и с вращением гайки, но такая схема не применяется в станках, поставляемых нашей компанией.
Одним из основных ограничений при использовании ШВП, является необходимая длина перемещений. При достаточно большой длине ШВП, происходит её прогиб. Для его устранения приходится применять винт с большим сечением, что негативно влияет на его тепловое расширение.
Именно по этой причине, не целесообразно покупать станок форматом более 1500х1500 мм, с шариковинтовой передачей.
И так, попробуем подвести итоги и сделать выводы:
Вывод №1. Тип передачи Рейка\шестерня, применяется на станках, где скорость является основным параметром и не предъявляются высокие требования к точности перемещений. Так же они применяются на станках, с рабочим полем более 1500х1500 мм.
Вывод №2. Шариковинтовая пара, используется при необходимости добиться высокой точности перемещения при относительно невысоких скоростях. Имеет ограничения по длине.
Выбор типа передачи для рекламных производств:
Основной задачей для РПК (рекламно-производственных компаний), является криволинейный раскрой неметаллических листовых материалов, а следовательно, целесообразно приобретение станка на зубчатых передачах. Высокие скорости обработки, а так же скорости холостых перемещений, позволят существенно увеличить количество производимых операций и выпускаемых изделий в смену. Применение косозубой передачи по осям X и Y, позволит выполнять работу быстрее, при сохранении точности, достаточной для основных рекламных материалов (ПВХ, оргстекло, композитных материалов и т.д.).
Типы передач для дерево- и металлообработки:
Дерево, имеет достаточно крупную частицу, т.е. относится к низкодисперсным системам. Фрезерно-гравировальные станки с ЧПУ по дереву, не требует повышенной точности. Для деревообработки, в основном применяют станки на рейках/шестернях по осям X и Y. При необходимости высокоточной 3D обработки рельефа по оси Z, устанавливают шариковинтовую передачу.
При металлообработке, одними из основных параметров, являются точность обработки и позиционирования. Редко когда требуется обработка металла на станке с ЧПУ, с точностью менее 0,02 мм/300 мм. Для этих целей подходят станки только на шариковинтовых парах, установленных по всем осям. При обработке металлов, происходит относительно небольшой съем материала на один оборот фрезы и следовательно, любая повышенная погрешность может быть губительной как для инструмента, так и для самой заготовки. Для металлообработки на станках с ЧПУ, как правило, не требуется высоких значений скорости перемещения и обработки, т.к. резание происходит на достаточно низких скоростях.
Необходимо понимать, что бывают не совсем стандартные задачи и материалы, для которых выше озвученные параметры выбора, могут являться не правильными. Если у Вас есть сомнения по поводу правильного выбора типа передач, обращайтесь к нам, и мы с удовольствием Вам поможем определиться.
Вернуться обратно
ОПУБЛИКОВАТЬ В СОЦ.СЕТЯХ
типов шестерен | KHK Производитель зубчатых колес
org/BreadcrumbList»>
ТОП
>
Знание передач
>
Введение в шестерни
>
Типы передач
Типы шестерен
Существует много типов зубчатых колес, таких как прямозубые, косозубые, конические, червячные, зубчатые рейки и т. д. Их можно классифицировать по расположению осей, таких как параллельные валы, пересекающиеся валы и непересекающиеся валы.
Необходимо точно понимать различия между типами зубчатых колес, чтобы обеспечить необходимую передачу усилия в механических конструкциях. Даже после выбора общего типа важно учитывать такие факторы, как: размеры (модуль, количество зубьев, угол подъема, ширина торца и т. д.), стандарт класса точности (ISO, AGMA, DIN), потребность в шлифовке зубьев. и/или термообработка, допустимый крутящий момент и КПД и т. д.
Помимо этой страницы, мы представляем более подробную техническую информацию о шестернях в разделе Gear Knowledge (отдельная страница в формате PDF). В дополнение к приведенному ниже списку, каждый раздел, такой как червячная передача, рейка и шестерня, коническая передача и т. д., имеет собственное дополнительное пояснение, касающееся соответствующего типа передачи. Если просмотр PDF затруднен, обратитесь к этим разделам.
Лучше всего начать с общих знаний о типах шестерен, как показано ниже. Но помимо них существуют и другие типы, такие как плоское зубчатое колесо, шевронное зубчатое колесо (двойное косозубое зубчатое колесо), коронное зубчатое колесо, гипоидное зубчатое колесо и т. д.
Короткометражный фильм «Легкий выбор передач»
Цилиндрическое зубчатое колесо
Зубчатые колеса с цилиндрическими делительными поверхностями называются цилиндрическими зубчатыми колесами. Цилиндрические зубчатые колеса относятся к группе зубчатых колес с параллельными валами и представляют собой цилиндрические зубчатые колеса с линией зубьев, которая является прямой и параллельной валу. Цилиндрические зубчатые колеса являются наиболее широко используемыми зубчатыми колесами, которые позволяют достичь высокой точности при относительно простых производственных процессах. Они имеют характеристику отсутствия нагрузки в осевом направлении (осевая нагрузка). Большую часть зацепляющей пары называют шестерней, а меньшую — шестерней. Нажмите здесь, чтобы выбрать цилиндрические шестерни Шестерни с защитой от люфта KHK
Эскиз цилиндрических шестерен
Косозубое зубчатое колесо
Косозубое зубчатое колесо используется с параллельными валами, подобными прямозубым зубчатым колесам, и представляет собой цилиндрическое зубчатое колесо с намотанным зубчатым рядом. Они имеют лучшее зацепление зубьев, чем цилиндрические шестерни, обладают превосходной бесшумностью и могут передавать более высокие нагрузки, что делает их подходящими для высокоскоростных приложений. При использовании косозубых передач они создают осевое усилие в осевом направлении, что обуславливает необходимость использования упорных подшипников. Косозубые шестерни бывают с правым и левым вращением, что требует наличия противоположных шестерен для зацепления пары. Нажмите здесь, чтобы выбрать косозубые шестерни
Эскиз косозубых шестерен
Зубчатая рейка
Зубья одинакового размера и формы, расположенные на равных расстояниях вдоль плоской поверхности или прямого стержня, называются зубчатой рейкой. Зубчатая рейка представляет собой цилиндрическую шестерню с бесконечным радиусом делительного цилиндра. Зацепляясь с цилиндрической шестерней, он преобразует вращательное движение в поступательное движение. Зубчатые рейки можно условно разделить на рейки с прямыми зубьями и рейки с косыми зубьями, но обе они имеют прямые зубья. Обрабатывая концы зубчатых реек, можно соединить зубчатые рейки встык. Щелкните здесь, чтобы выбрать зубчатую рейку
Эскиз зубчатой рейки
Коническое зубчатое колесо
Коническое зубчатое колесо имеет форму конуса и используется для передачи усилия между двумя валами, которые пересекаются в одной точке (пересекающиеся валы). Коническая шестерня имеет конус в качестве поверхности шага, и ее зубья нарезаны вдоль конуса. Виды конических зубчатых колес включают прямые конические зубчатые колеса, косозубые конические зубчатые колеса, спирально-конические зубчатые колеса, угловые зубчатые колеса, угловые конические зубчатые колеса, коронные зубчатые колеса, нулевые конические зубчатые колеса и гипоидные зубчатые колеса. Нажмите здесь, чтобы выбрать конические шестерни
Эскиз конических шестерен
Спирально-коническое зубчатое колесо
Спирально-коническое зубчатое колесо представляет собой коническое зубчатое колесо с изогнутыми линиями зубьев. Благодаря более высокому коэффициенту контакта зубьев они превосходят прямозубые конические шестерни по эффективности, прочности, вибрации и шуму. С другой стороны, их сложнее производить. Кроме того, поскольку зубья изогнуты, они вызывают осевое усилие. В спирально-конических зубчатых колесах зубчатое колесо с нулевым углом закручивания называется нулевым коническим зубчатым колесом. Нажмите здесь, чтобы выбрать спирально-конические шестерни
Эскиз спирально-конических шестерен
Винтовые шестерни
Винтовые передачи представляют собой пару одноручных косозубых шестерен с углом закручивания 45° на непараллельных, непересекающихся валах. Поскольку контакт зуба является точечным, их грузоподъемность низкая, и они не подходят для передачи большой мощности. Поскольку мощность передается за счет скольжения поверхностей зубьев, необходимо обратить внимание на смазку при использовании винтовых передач. Нет никаких ограничений в отношении комбинаций количества зубьев. Щелкните здесь, чтобы выбрать винтовые передачи
Эскиз винтовых передач
Угловая шестерня
Угловая шестерня представляет собой коническую шестерню с передаточным отношением 1. Они используются для изменения направления передачи мощности без изменения скорости. Различают прямые угловые и спиральные угловые передачи. При использовании спиральных угловых передач возникает необходимость рассмотреть возможность использования упорных подшипников, поскольку они создают осевое усилие в осевом направлении. Помимо обычных угловых передач с 9Углы вала 0 °, косые шестерни с любыми другими углами вала называются угловыми косыми шестернями. Щелкните здесь, чтобы выбрать угловые зубчатые колеса
Эскиз угловых зубчатых колес
Червячная передача
Винтовая форма, нарезанная на валу, называется червяком, сопряженная шестерня — червячным колесом, а вместе на непересекающихся валах называется червячной передачей. Червяки и червячные колеса не ограничиваются цилиндрическими формами. Существует тип песочных часов, который может увеличить коэффициент контакта, но его производство становится более сложным. За счет скользящего контакта поверхностей зубчатых колес необходимо уменьшить трение. По этой причине обычно для червяка используется твердый материал, а для червячного колеса — мягкий материал. Несмотря на низкую эффективность из-за скользящего контакта, вращение плавное и бесшумное. Когда угол опережения червяка мал, он создает функцию самоблокировки. Щелкните здесь, чтобы выбрать червячные передачи
Эскиз червячных передач
Внутреннее зубчатое колесо
Внутреннее зубчатое колесо имеет зубья, нарезанные внутри цилиндров или конусов, и работает в паре с внешним зубчатым колесом. В основном внутренние шестерни используются для планетарных зубчатых передач и муфт зубчатого вала. Существуют ограничения на разницу в количестве зубьев между внутренними и внешними шестернями из-за эвольвентного взаимодействия, трохоидного взаимодействия и проблем с обрезкой. Направления вращения внутреннего и внешнего зубчатых колес в зацеплении одинаковы, но они противоположны, когда два внешних зубчатых колеса находятся в зацеплении. Щелкните здесь, чтобы выбрать внутреннюю шестерню
Эскиз внутренней шестерни
Что такое шестерня?
Зубчатое колесо представляет собой элемент машины, в котором зубья нарезаны вокруг цилиндрических или конусообразных поверхностей с одинаковым шагом. Зацепив пару этих элементов, они используются для передачи вращения и усилий от ведущего вала к ведомому валу. По форме зубчатые колеса можно разделить на эвольвентные, циклоидальные и трохоидальные. Кроме того, их можно классифицировать по положению вала как шестерни с параллельными валами, шестерни с пересекающимися валами, а также шестерни с непараллельными и непересекающимися валами. История зубчатых колес стара, и использование зубчатых колес появилось еще в Древней Греции в до н.э. в сочинениях Архимеда.
Коробка для образцов различных типов шестерен
Обзор шестерен
(Важная терминология и номенклатура шестерен на этом рисунке)
Червяк
Червячное колесо
Внутренняя шестерня
Зубчатая муфта
Винтовая передача
Эвольвентные шлицевые валы и втулки
Угловой редуктор
Цилиндрическая шестерня
Косозубая шестерня
Трещотка
Собачка
Стойка
Шестерня
Прямая коническая шестерня
Спирально-коническая шестерня
Существует три основных категории зубчатых колес в соответствии с ориентацией их осей
Конфигурация:
Параллельные оси / прямозубые, косозубые, зубчатые рейки, внутренние зубчатые колеса
Другое / Эвольвентный шлицевой вал и втулка, зубчатая муфта, собачка и храповик
Разница между шестерней и звездочкой
Проще говоря, шестерня входит в зацепление с другой шестерней, а звездочка входит в зацепление с цепью и не является шестерней. Помимо звездочки, предмет, который чем-то похож на шестерню, представляет собой храповик, но его движение ограничено одним направлением.
Классификация типов зубчатых передач с точки зрения взаимного расположения присоединяемых валов
Когда два вала шестерен параллельны (параллельные валы) Цилиндрическое зубчатое колесо, зубчатая рейка, внутреннее зубчатое колесо и косозубое зубчатое колесо и т. д. Как правило, они имеют высокий КПД передачи.
Когда два вала шестерен пересекаются друг с другом (пересекающиеся валы) Коническая шестерня относится к этой категории. Как правило, они имеют высокую эффективность передачи.
Когда два вала шестерен не параллельны или не пересекаются (оси со смещением) Червячная передача и винтовая передача относятся к этой группе. Из-за скользящего контакта эффективность передачи относительно низкая.
Класс точности зубчатых колес
При группировке типов зубчатых колес по точности используется класс точности. Класс точности определяется стандартами, установленными ISO, DIN, JIS, AGMA и т. д. Например, JIS определяет погрешность шага, погрешность профиля зуба, отклонение спирали, погрешность биения и т. д. для каждого класса точности.
Наличие шлифования зубьев
Наличие шлифовки зубьев сильно влияет на работу зубчатых колес. Таким образом, при рассмотрении типов зубчатых колес шлифование зубьев является важным элементом, который следует учитывать. Шлифование поверхности зубьев делает шестерни тише, увеличивает мощность передачи усилия и влияет на класс точности. С другой стороны, добавление процесса шлифования зубьев увеличивает стоимость и подходит не для всех зубчатых колес. Для получения высокой точности помимо шлифовки существует процесс, называемый бритьем, с использованием бритвенных резцов.
Виды формы зуба
Чтобы классифицировать типы шестерен по форме зуба, различают эвольвентную форму зуба, циклоидальную форму зуба и трохоидную форму зуба. Среди них чаще всего используется эвольвентная форма зуба. Они просты в изготовлении и имеют возможность правильно создавать сетку, даже если расстояние между центрами немного отличается. Циклоидная форма зуба в основном используется в часах, а трохоидная форма зуба — в основном в насосах.
Создание Gears
Эта статья воспроизводится с разрешения. Масао Кубота, Хагурума Нюмон, Токио: Ohmsha, Ltd., 1963.
Шестерни — это колеса с зубьями, которые иногда называют зубчатыми колесами.
Шестерни представляют собой механические компоненты, передающие вращение и мощность от одного вала к другому, если каждый вал имеет выступы (зубья) соответствующей формы, равномерно расположенные по его окружности, так что при вращении следующий зуб входит в пространство между зубьями другой вал. Таким образом, это компонент машины, в котором мощность вращения передается поверхностью зуба первичного двигателя, толкающей поверхность зуба ведомого вала. В крайнем случае, когда одна сторона представляет собой прямолинейное движение (это можно представить как вращательное движение вокруг бесконечной точки), это называется зубчатой рейкой.
Существует множество способов передачи вращения и мощности от одного вала к другому, например, за счет трения качения, оборачивающей передачи и т. д. Однако, несмотря на простую конструкцию и относительно небольшой размер, зубчатые колеса имеют много преимуществ, таких как надежность передачи , точное соотношение угловых скоростей, длительный срок службы и минимальная потеря мощности.
От небольших часов и прецизионных измерительных приборов (применения для передачи движения) до больших зубчатых колес, используемых в морских трансмиссионных системах (применения для передачи энергии), шестерни широко используются и считаются одним из важных механических компонентов наряду с винтами и подшипниками.
Существует множество типов шестерен. Однако самыми простыми и наиболее часто используемыми передачами являются те, которые используются для передачи определенного передаточного числа между двумя параллельными валами на определенном расстоянии. В частности, шестерни с зубьями, параллельными валам, как показано на рисунке 1. 1, называемые цилиндрическими шестернями, являются наиболее популярными.
[Рисунок 1.1 Цилиндрические зубчатые колеса]
Простейшим способом передачи удельного отношения угловых скоростей между двумя параллельными валами является привод трения качения. Это достигается, как показано на рис. 1.2, за счет наличия двух цилиндров, диаметры которых обратно пропорциональны передаточному отношению скоростей, которые соприкасаются и вращаются без проскальзывания (если два вала вращаются в противоположных направлениях, контакт происходит снаружи; направление, контакт внутри). То есть вращение получается за счет силы трения контакта качения. Однако избежать некоторых проскальзываний невозможно и, как следствие, на надежную передачу рассчитывать не приходится. Чтобы получить большую передачу мощности, требуются более высокие контактные усилия, что, в свою очередь, приводит к высоким нагрузкам на подшипники. По этим причинам такая компоновка не подходит для передачи большого количества энергии. В результате возникла идея создать подходящую форму зубьев, равномерно расположенных на поверхностях качения цилиндров таким образом, чтобы хотя бы одна пара или несколько зубьев всегда находились в контакте. Сталкивая зубья ведомого вала с зубьями ведущего вала, можно гарантировать надежную передачу. Это называется цилиндрическим зубчатым колесом, а эталонный цилиндр, на котором вырезаны зубья, называется делительным цилиндром. Цилиндрические зубчатые колеса представляют собой один из видов цилиндрических зубчатых колес.
[Рисунок 1.2 Цилиндры шага]
Когда два вала пересекаются, ориентирами для нарезных зубьев являются конусы в контакте качения. Это конические шестерни, как показано на рис. 1.3, где базовый конус, на котором вырезаны зубья, называется делительным конусом. (рис. 1.4).
[Рис. 1.3 Конические зубчатые колеса]
[Рис. 1.4 Делительные конусы]
Когда два вала не параллельны и не пересекаются, криволинейные поверхности, контактирующие с качением, отсутствуют. В зависимости от типа зубчатых колес зубья создаются на паре эталонных контактирующих вращающихся поверхностей. Во всех случаях необходимо установить профиль зуба таким образом, чтобы относительное движение контактирующих поверхностей шага соответствовало относительному движению зацепления зубьев на эталонных криволинейных поверхностях.
Если зубчатые колеса рассматриваются как твердые тела, то для того, чтобы два тела сохраняли заданное отношение угловых скоростей при контакте поверхностями зубьев, не наталкиваясь друг на друга и не разделяясь, необходимо, чтобы общие нормальные компоненты скорости две шестерни в точке контакта должны быть равными. Другими словами, в этот момент относительного движения поверхностей зубчатых колес в направлении общей нормали нет, а относительное движение существует только по поверхности контакта в точке контакта. Это относительное движение есть не что иное, как скольжение поверхностей зубчатых колес. Поверхности зубьев, за исключением особых точек, всегда связаны так называемой передачей скольжения.
Для того, чтобы формы зубьев удовлетворяли условиям, описанным выше, использование огибающей поверхности может привести к желаемой форме зуба в качестве общего метода.
Теперь задайте одну сторону поверхности шестерни A как криволинейную поверхность FA и придайте обеим шестерням указанное относительное вращение. Затем в системе координат, привязанной к зубчатому колесу В, проводится группа последовательных положений поверхности зубчатого колеса FA. Теперь подумайте об огибающей этой группы кривых и используйте ее как поверхность зуба FB шестерни B. Тогда из теории огибающих поверхностей ясно, что две поверхности шестерни находятся в постоянном линейном контакте, и две шестерни будут иметь желаемое относительное движение.
Также можно привести формы зуба следующим способом. Рассмотрим, кроме пары шестерен A и B с заданным относительным движением, третью воображаемую шестерню C в зацеплении, где A и B находятся в зацеплении, и зададим ей произвольную поверхность формы зуба FC (криволинейная поверхность только без тела зуба) и соответствующее относительное движение.
Теперь, используя тот же метод, что и раньше, из воображаемого зацепления шестерни А с воображаемой шестерней С получите форму зуба FA как оболочку формы зуба FC. Обозначим линию контакта поверхностей зубьев FA и FC как IAC. Точно так же получите контактную линию IBC и поверхность зуба FB из воображаемого зацепления шестерни B и воображаемой шестерни C. Таким образом, поверхности зуба FA и FB получаются при посредничестве FC. В этом случае, если контактные линии IAC и IBC совпадают, шестерни A и B находятся в прямом контакте, а если IAC и IBC пересекаются, шестерни A и B будут иметь точечный контакт в этом пересечении.
Это означает, что с помощью этого метода можно получить формы зубьев с точечным контактом, а также формы зубьев с линейным контактом.
Однако существуют ограничения геометрических форм зубьев, как описано выше, особенно когда тела зубьев поверхностей FA и FB заходят друг на друга или когда эти области нельзя использовать в качестве форм зубьев. Это вторжение одного тела зуба в другое называется интерференцией профилей зуба.
Как видно из приведенного выше объяснения, теоретически существует множество способов изготовления зубьев, создающих заданное относительное движение. Однако в действительности учет зубчатого зацепления, прочности формы зуба и сложности нарезания зубьев ограничит использование этих видов форм зубьев лишь немногими.
Бесплатные технические данные редуктора доступны в формате PDF
Компания KHK предлагает бесплатно книгу «Технические данные редуктора» в формате PDF. Эта книга очень полезна для изучения зубчатых колес и зубчатых передач. В дополнение к типам зубчатых колес и терминологии зубчатых передач, книга также включает разделы, касающиеся профиля зубьев, расчетов размеров, расчетов прочности, материалов и термической обработки, идей о смазке, шуме и т. д. Из этой книги вы можете многое узнать о зубчатых передачах. .
Способы использования зубчатых колес в механических конструкциях
Шестерни в основном используются для передачи мощности, но, исходя из идей, их можно использовать как элементы машин по-разному. Ниже приводится введение в некоторые из способов.
Захватывающий механизм Используйте две цилиндрические шестерни одинакового диаметра в зацеплении, чтобы при реверсировании ведущей шестерни ведомая шестерня также реверсировалась. Используя это движение, вы можете получить механизм захвата рабочей детали. Заготовки различных размеров можно размещать, регулируя угол раскрытия захватного кулачка, что обеспечивает универсальную конструкцию механизма захвата.
Механизм прерывистого движения Существует Женевский механизм в качестве механизма прерывистого движения. Однако из-за необходимости в специализированных механических компонентах он стоит дорого. Используя шестерни с отсутствующими зубьями, можно получить недорогой и простой прерывистый механизм. Под шестерней с отсутствующими зубьями мы подразумеваем шестерню, в которой любое количество зубьев шестерни удалено из корней. Шестерня, соединенная с шестерней с отсутствующими зубьями, будет вращаться до тех пор, пока она находится в зацеплении, но остановится, как только встретится с участком с отсутствующими зубьями ведущей шестерни. Однако у него есть недостаток, заключающийся в переключении при приложении внешней силы, когда шестерни выключены. В этих случаях необходимо поддерживать его положение с помощью таких средств, как использование фрикционного тормоза.
Специальный механизм передачи мощности Установив обгонную муфту (механизм, обеспечивающий вращательное движение только в одном направлении) на одной ступени зубчатой передачи зубчатого редуктора, можно создать механизм, который передает движение в одном направлении, но работает на холостом ходу. задом наперед. Используя этот механизм, вы можете создать систему, которая приводит в действие двигатель при подаче электроэнергии, но когда питание отключается, он перемещает выходной вал под действием силы пружины. Благодаря внутренней установке пружины (витой пружины кручения или спиральной пружины), которая наматывается в направлении вращения в зубчатой передаче, редуктор приводится в действие по мере наматывания пружины. Когда пружина полностью закручена, двигатель останавливается, и электромагнитный тормоз, встроенный в двигатель, удерживает это положение. При отключении электричества тормоз отпускается, и сила пружины приводит в движение шестерню в направлении, противоположном вращению двигателя. Этот механизм используется для закрытия клапанов при отключении питания (аварийный режим) и называется «аварийный запорный клапан с пружинным возвратом».
Почему трудно достать нужные шестерни?
Для самого зубчатого колеса стандарта не существует.
Зубчатые колеса использовались во всем мире с древних времен во многих областях и являются типичными компонентами элементов машин. Однако, что касается класса точности зубчатых колес, в различных странах существуют промышленные стандарты, такие как AGMA (США), JIS (Япония), DIN (Германия) и т. д. С другой стороны, нет никаких стандартов в отношении факторов. который в конечном итоге определяет [саму шестерню], такую как ее форма, размер, диаметр отверстия, материал, твердость и т. д. В результате нет единого подхода, но это набор фактических спецификаций шестерни, определенных отдельными дизайнерами. дизайн их машин или тех, которые определены отдельными производителями передач.
Существует множество спецификаций шестерен
Как упоминалось выше, существует множество спецификаций шестерен. За исключением очень простых шестерен, не будет преувеличением сказать, что существует столько видов, сколько мест, где используются шестерни. Например, среди многих зубчатых колес, когда совпадают характеристики угла прижатия, шага зубьев и количества зубьев, существует множество других характеристик, определяющих зубчатые колеса, таких как размер отверстия, ширина торца, термообработка, окончательная твердость, шероховатость поверхности после шлифования, наличие вала и т. д. Можно сказать, что вероятность совместимости двух шестерен мала. Это одна из причин, по которой (например, при поломке шестерни) трудно получить замену шестерни.
Не удается получить нужные шестерни
Иногда бывает так, что вы не можете получить замену изношенной или сломанной шестерни на месте эксплуатации машины. В этом случае, в большинстве случаев, нет проблем, если есть руководство или список деталей для машины, содержащий чертеж, необходимый для изготовления шестерни. Также нет проблем, если есть возможность связаться с производителем машины и что производитель может поставить необходимое оборудование. К сожалению, во многих случаях: — В инструкции к машине не показан чертеж шестерни сам по себе — Невозможно получить только шестерню от производителя машины и т. д. По таким причинам трудно получить необходимую шестерню. В этих случаях возникает необходимость изготовления производственного чертежа сломанной шестерни. Это часто сложно без специальных технических знаний о снаряжении. Для производителей зубчатых колес ситуация часто бывает столь же сложной из-за недостаточности данных о зубчатом колесе. Кроме того, для создания чертежа из сломанной шестерни требуется много инженерной рабочей силы, и это ставит вопрос о том, кто будет нести эти затраты.
Когда требуется только одно зубчатое колесо, стоимость производства высока
Когда машина, использующая зубчатое колесо, производится серийно, то и зубчатое колесо изготавливается для определенного размера производственной партии, распределяя удельную стоимость зубчатого колеса, принимая преимущество экономии на масштабе. С другой стороны, пользователи, использующие машину после ее изготовления, когда одна или две шестерни нуждаются в замене, часто сталкиваются с высокой себестоимостью производства, что делает окончательную стоимость ремонта иногда очень высокой. Короче говоря, разница в двух методах производства (массовое производство или мелкосерийное производство) оказывает большое влияние на стоимость снаряжения. Например, покупка 300 шестерен за один раз для проекта по производству нового оборудования (изготовление 300 шестерен одной партией) по сравнению с покупкой одной шестерни на замену позже (с производственной партией из 1 штуки) имеет огромную разницу в себестоимости единицы продукции. Это та же самая ситуация на этапе проектирования новой машины, когда для прототипа нужна одна шестерня с той же высокой стоимостью.
Возможность использования стандартных зубчатых колес
Если при проектировании новой машины технические характеристики используемых зубчатых колес могут быть согласованы со стандартными зубчатыми колесами производителя, упомянутые выше проблемы могут быть решены. По этому методу:
Вы можете избежать этапа проектирования новых шестерен при проектировании машины
Вы можете использовать 2D/3D модели САПР, чертежи деталей для печати, расчеты прочности и т. д., предоставленные производителем зубчатых колес
Даже если вам нужна только одна шестерня для пробы, стандартные шестерни обычно производятся производителями шестерен серийно и имеют разумную цену
Вот некоторые из удобств, которыми вы можете воспользоваться.
Кроме того, когда шестерня в используемой машине нуждается в замене, если ее технические характеристики аналогичны характеристикам производителя шестерен, может быть возможно заменить ее стандартной шестерней отдельно или стандартной шестерней с дополнительной операцией. В этой ситуации также можно избежать неудобств при выполнении следующих задач:
Ищите чертежи
Создать новые чертежи
Ищите подрядчика для изготовления шестерни
Принять высокую стоимость штучного производства
Ссылки по теме : 齿轮的种类 — 中文版 Зубчатые колеса, подходящие для машин пищевой промышленности Знать типы зубчатых колес и соотношения между двумя валами и шестерня
Типы зубчатых колес: руководство по различным механическим зубчатым колесам
Зубчатые колеса — важнейшая часть двигателей — представляют собой механические устройства, позволяющие изменять крутящий момент и скорость машин. Существуют различные типы зубчатых колес со специфическими требованиями и спецификациями, начиная от простых форм и заканчивая более сложными.
Часто несколько шестерен образуют сложные машины, но это не всегда так. Например, шестерни присутствуют в простых машинах, таких как часы, где они регулируют скорость часовой стрелки. В этой статье мы обсудим различные механические передачи и их применение. Давайте читать дальше.
Что такое Gears?
Шестерни представляют собой вращающиеся механические устройства с зубьями, обеспечивающие передачу крутящего момента и скорости. Часто механические шестерни имеют цилиндрическую форму с наборами зубьев вокруг корпуса. Когда две или более передач работают синхронно, они находятся в трансмиссии. Передача мощности — это то, что приводит к изменению скорости или крутящего момента.
Преимущества шестерен
Шестерни механически прочны. Следовательно, они могут поднимать более высокие грузы.
С помощью редуктора они позволяют изменять соотношение скоростей.
Хорошо работают на низких скоростях.
Высокоэффективная передача мощности.
Идеально подходят для передачи больших значений крутящего момента.
Шестерни требуют только регулярной смазки, следовательно, мало внимания уделяется техническому обслуживанию.
Обладают высокой прочностью, поэтому зубчатая система служит долго.
Недостатки зубчатых колес
Зубчатые колеса не подходят для передачи движения на большие расстояния.
Они не гибкие.
Шестерни шумят, особенно на высоких скоростях.
Не подходят для удаленных валов.
Различные типы зубчатых колес и их применение
В механике группировка зубчатых колес в различные классы зависит от конфигурации зубьев, использования и направления движения. Ниже приведены наиболее важные виды зубчатых колес.
Цилиндрическое зубчатое колесо
Цилиндрическое зубчатое колесо передает мощность в одной плоскости, когда два вала (ведущий и ведомый) параллельны. Зубья цилиндрических шестерен параллельны оси вала. Поэтому, когда он входит в зацепление с другим цилиндрическим зубчатым колесом, он передает мощность на параллельный вал. Это самые распространенные формы зубчатых колес, которые применяются в автомобилях, конвейерных системах, шестеренных насосах и двигателях, редукторах и т. д.
Косозубая шестерня
Зубья косозубой шестерни расположены под углом к валу, в отличие от цилиндрических шестерен, которые расположены параллельно. У них несколько зубов соприкасаются во время передачи. В результате косозубые механические передачи могут выдерживать большие нагрузки. Кроме того, они работают с меньшим шумом и вибрациями, так как нагрузки лучше распределяются. Кроме того, они подвержены меньшему износу из-за меньшего трения. Ниже показаны различные типы винтовых зубчатых колес.
Одинарная или двойная косозубая шестерня
Одинарная косозубая шестерня имеет зубья либо в левой, либо в правой спирали. Однако шестерни с двойной спиралью имеют зубья в обоих направлениях. В двойных косозубых передачах есть две винтовые поверхности рядом друг с другом с промежутком между ними. Грани идентичны, но имеют противоположные спиральные углы. Использование двойной косозубой шестерни обеспечивает более значительное перекрытие зубьев, что приводит к более плавной передаче.
Шестерня-елочка
Этот набор очень похож на двойную косозубую шестерню. Однако они меньше и не имеют пространства между двумя спиральными гранями. Шестерни типа «елочка» имеют две косозубые шестерни, соединенные из стороны в сторону. Они не так распространены из-за высоких производственных затрат и производственных трудностей, хотя они лучше подходят для применения в условиях вибрации и сильных ударов.
Винтовые передачи
Винтовые передачи представляют собой пару косозубых передач, работающих под углом закручивания 45 градусов. Они возникают на непараллельных и непересекающихся валах. Они имеют низкую грузоподъемность из-за контакта с одним зубом. Поэтому эти шестерни не идеальны для передачи большой мощности.
Применение косозубых передач
Водяные насосы
Смесители
Автомобили
Шестерни конические конические, с коническими зубьями
2 90 Они передают усилие между перпендикулярными валами. То есть валы, которые пересекаются под прямым углом (90 градусов). Однако конические зубчатые колеса дороги и не передают большой крутящий момент в зависимости от размера, как конфигурация с параллельным валом.
Прямые конические шестерни
Прямые конические шестерни являются наиболее распространенными конфигурациями зубьев конической шестерни. Причина тому – простота конструкции и простота изготовления. Прямые скошенные зубья входят в зацепление все сразу, а не постепенно при правильном подборе. Делительная поверхность прямозубых конических зубчатых колес имеет коническую форму с прямыми зубьями, сужающимися к кончику.
Спирально-конические зубчатые колеса
Спирально-конические механические зубчатые колеса имеют криволинейные линии зубьев, и они имеют лучшее отношение контакта зубьев, чем прямозубая коническая шестерня. Следовательно, они превосходят по эффективности и прочности и производят меньше вибрации и шума. Однако у них есть производственные трудности.
Конические зубчатые колеса Zerol®
Конические зубчатые колеса Zerol® являются зарегистрированным товарным знаком Gleason Co. Зубчатое колесо сочетает в себе черты как прямых, так и спиральных конических зубчатых колес с изогнутыми зубьями. Таким образом, редуктор подходит для обоих применений. Однако у них нулевые углы закручивания, и, следовательно, зубья могут вращаться в любом направлении.
Угловые шестерни
Угловые шестерни представляют собой особый тип конических шестерен, поскольку они имеют одинаковое количество зубьев. У них валы расположены на 90 градусов друг к другу, и эти шестерни меняют передачу мощности, не влияя на скорость. Угловые зубчатые колеса уникальны, потому что они имеют передаточное отношение 1. В отличие от этого, другие конические зубчатые колеса могут иметь передаточное число в диапазоне от 10: 1 до 500: 1.
Корончатые шестерни
Корончатые шестерни, которые иногда называют торцевыми шестернями, также имеют зубья под прямым углом к поверхности колеса. У них конус тангажа 90 градусов. В промышленности коронные зубчатые колеса входят в зацепление с другими коническими зубчатыми колесами или прямозубыми зубчатыми колесами при силовом круговом движении.
Гипоидные шестерни
Гипоидные шестерни внешне похожи на спирально-конические шестерни, но они функционируют на непересекающихся валах. Они работают под углом 90 градусов и широко используются в автомобильной промышленности. Вы видите эти шестерни на осях транспортных средств.
Применение конических зубчатых колес
Миксеры
Системы полива
Дробители
Зубчатая шестерня
Звоной шестерня состоит из шестерни (черви для кольца (Черная рукавая кольца (Черная ручка) и Вварная шестерня (и наборная кольца (черви для наборочного вала (Черная колеса). ). Этот тип редуктора передает мощность на непересекающиеся валы, образующие прямые углы. Типы зубчатых колес работают за счет скользящего контакта с меньшим трением, а за счет плавного и бесшумного вращения. Таким образом, они подходят для применения в условиях сильного удара. Однако они имеют низкий КПД, что ограничивает их использование в маломощных приложениях.
Применение червячных передач
Сельскохозяйственные машины
Небольшие конвейеры
Упаковочное оборудование
Зубчатая рейка 9003 9003 Они состоят из двух круговых шестерен: шестерня входит в зацепление с линейной шестерней – рейкой. Они переводят вращательное движение в поступательное. Эти шестерни распространены в системе рулевого управления автомобилей. В системах реечной передачи могут использоваться как прямые, так и косозубые шестерни. Реечные передачи в основном применяются в автомобильном рулевом управлении 9.0340 .
Вам необходимо обработать шестерни? RapidDirect — ваш лучший партнер в области обработки зубчатых колес. Получите предложение сегодня!
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
A Brief Table of Different Types of Mechanical Gears
Types of Gears
Characteristics
Applications
Цилиндрическая шестерня
а. Самый распространенный вид снастей. б. Простота изготовления. с. Используйте для конфигурации шестерни с параллельными осями. д. Круглый корпус шестерни.
а. Часы б. Малые конвейеры c. Автомобильная
Винтовая передача
а. Круглый корпус шестерни. б. КПД ниже, чем у прямозубых. с. Конфигурация с параллельными осями. Более плавная работа с меньшим уровнем шума.
а. Водяные насосы б. Смесители в. Автомобили
Коническая шестерня
а. Конический корпус шестерни. б. Конфигурация пересекающихся осей. с. Существуют прямые, спиральные конструкции и конструкции со скосом Zerol®.
а. Смесители б. Системы полива c. Дробилки
Червячная передача
а. Зубчатая пара состоит из круглой и винтовой шестерен. б. Низкая эффективность. с. Непараллельные и непересекающиеся конфигурации.
а. Сельскохозяйственные машины б. Небольшие конвейеры
Реечная передача
a. Зубчатая пара состоит из зубчатой рейки и цилиндрической шестерни. б. Конфигурация параллельных осей. с. Изменяет вращательное движение на прямолинейное и наоборот.
а. Автомобильное рулевое управление b. Весы
Основные параметры конструкции зубчатого колеса
Ниже мы обсудим основные параметры зубчатого колеса , влияющие на конструкцию зубчатого колеса.
Форма шестерни
Большинство зубчатых колес имеют круглую форму с зубьями, выровненными вокруг цилиндрического корпуса. Однако они также встречаются в конической, эллиптической, квадратной и треугольной формах. Круглые зубчатые передачи имеют постоянное передаточное число для скорости вращения и крутящего момента. Таким образом, одинаковые входные данные обеспечивают одинаковую скорость и выходной крутящий момент. Противоположным является то, что существует в некруглых зубчатых колесах. Следовательно, они могут выполнять специальные требования к неравномерным движениям, такие как изменение скорости и обратное движение.
Модуль
Модуль относится к размеру зуба шестерни в миллиметрах. Следовательно, модуль напрямую связан с размером зубьев шестерни. Это важный параметр, на который следует обращать внимание при подборе передач. Модуль представляет собой значение, полученное путем деления делительного диаметра на количество зубьев в шестерне. Математически это выглядит так:
Модуль = Делительный диаметр / Количество зубьев.
Однако существуют общие значения для модулей, которые соответствуют тому, как они встречаются в промышленных приложениях.
Конфигурация осей зубчатых колес
Конфигурации осей зубчатых колес бывают трех видов: параллельные, пересекающиеся и непараллельные (или непересекающиеся). Зубчатые колеса с параллельными осями встречаются параллельно с валами, вращающимися в противоположных направлениях. Пересекающиеся шестерни пересекаются в одной плоскости, а оси непараллельных шестерен пересекаются в разных плоскостях. Однако конфигурации с пересекающимися и параллельными зубчатыми колесами имеют большую эффективность и скорость, чем непараллельные зубчатые колеса.
Угол давления
Угол давления — это угол, который зуб образует с нормалью к делительной линии. Как правило, часто используется угол давления 20 градусов. Хотя в некоторых случаях встречаются углы 14,5 и 17,5. Большие углы давления указывают на широкое выпячивание, что приводит к большей прочности зуба.
Количество зубьев
Количество зубьев и значения модуля и угла давления имеют решающее значение при расчете размеров зубчатых колес. Количество зубьев имеет жизненно важное значение при расчете скорости передачи (передаточного отношения) с использованием следующего выражения:
Число зубьев ведущей шестерни / Число зубьев ведомой шестерни.
Направление закручивания
Шестерня считается правосторонней, если ее зубья обращены вправо, и левосторонней, если они расположены слева. Чтобы передача мощности происходила в паре косозубых или конических шестерен, две шестерни, работающие рука об руку, должны иметь противоположные направления закручивания. Например, две косозубые шестерни с зубьями, движущимися в одном направлении, никогда не зацепятся. Однако винтовые и червячные передачи являются однонаправленными, но с зацеплением.
Угол кручения
Угол кручения — это угол наклона зуба относительно оси цилиндра. Увеличение угла кручения шестерен приводит к более значительному направлению тяги. В результате снижается КПД машины. Как правило, угол кручения менее 25 градусов идеально подходит для косозубых передач, чтобы уменьшить тягу.
Рекомендации по проектированию и выбору зубчатых колес
Ниже приведены некоторые важные факторы, которые необходимо учитывать при проектировании и выборе зубчатых колес.
Условия эксплуатации и окружающей среды
Условия эксплуатации и окружающей среды зубчатых передач имеют решающее значение для их долговечности и производительности. Рабочие условия включают нагрузку и трение на зубья. С другой стороны, условия окружающей среды включают влажность, температуру и чистоту. Эти два условия влияют на тип редуктора и конструктивные факторы, такие как конструкция, обработка поверхности, смазочные материалы и метод смазки.
Ограничения по размерам
Размерные ограничения ограничивают пространство, занимаемое зубчатыми колесами. Например, шестерни должны быть в центре между валами. Однако бывают случаи, когда они немного дальше от центра, чтобы лучше соответствовать системе передач. В таких случаях профиль зубов изменяется. Использование специального оборудования и конструкций, которые лучше всего подходят для пространства, является еще одним эффективным способом управления размерными ограничениями.
Требования к трансмиссии
Механические передачи часто передают движение и крутящий момент внутри компонентов машины. Однако, в зависимости от дизайна и конструкции, они могут изменять направление движения и увеличивать скорость или выходной крутящий момент. При проектировании зубчатых передач необходимо учитывать технические характеристики и требования к применению: изменение направления или увеличение скорости или крутящего момента. Они могут влиять на тип шестерни, конструкцию и конфигурацию.
Стандарты проектирования
Шестерни имеют различные спецификации, но не имеют общего отраслевого стандарта. Часто конструкции зубчатых колес соответствуют либо стандарту производителя, либо проектным спецификациям машины или системы. Однако несколько стран создали стандарт для своих отраслей. Например, в Соединенных Штатах шестерни сгруппированы Американской ассоциацией производителей зубчатых колес (AGMA). В Японии и Германии тоже есть такие ассоциации.
Затраты
Стоимость является важным фактором, особенно при работе с нестандартными шестернями. Материалы конструкции, конструкция, отделка поверхности, требования к точности и смазке влияют на стоимость. Хотя необходимо использовать шестерни, соответствующие всем спецификациям, необходимо учитывать стоимость. Итак, если стандартные шестерни соответствуют стандартам, лучше использовать их, так как индивидуальные шестерни повлекут за собой другие расходы.
Как производить зубчатые колеса
Зубчатые колеса производятся с использованием нескольких технологических процессов. Среди них:
Ковка
Экструзия и холодное волочение
Порошковая металлургия
Вырубка
Обработка зубчатых колес
Механическая обработка часто выполняется для придания зубчатым колесам окончательной формы и размеров. После изготовления зубчатых колес можно применить обработку поверхности, такую как шлифование и хонингование, для улучшения общих характеристик зубчатого колеса.
RapidDirect – услуги по механической обработке зубчатых колес
Читая эту статью, вы, должно быть, накопили обширные знания о зубчатых колесах, требованиях к их спецификациям и их применении. Теперь у вас есть представление о типах шестерен, которые вам нужны для вашей машины. Однако вы можете не знать, как это сделать. В этом случае свяжитесь с RapidDirect для получения дополнительной информации о зубчатых колесах и наших услугах по механической обработке.
Мы предлагаем комплексные услуги по механической обработке зуборезных операций. Мы работаем с доступными материалами, рекомендованными для удовлетворения ваших индивидуальных требований к снаряжению. Кроме того, мы можем похвастаться высококвалифицированными машинистами. Таким образом, наши услуги по механической обработке гарантируют единообразие и точность всех работ, чтобы обеспечить высочайшее качество продукции.
Мы предоставляем онлайн-платформу котировок, где вы мгновенно получаете котировку после загрузки файлов САПР. Кроме того, вы можете выбрать различные материалы и варианты отделки поверхности для ваших деталей по конкурентоспособным ценам. Более того, вы можете отслеживать свой заказ на этой платформе и просматривать весь процесс производства вашей детали. Мы предлагаем скидку до 30 процентов.
Получите быстрое предложение по обработке зубчатых колес!
Часто задаваемые вопросы
В чем разница между шестерней и звездочкой?
а. Шестерни и звездочки похожи, оба механических устройства содержат зубья, которые способствуют передаче мощности. Однако ниже приведены некоторые ключевые различия между ними. б. Зубья шестерни сцепляются, а ракеты сцепляются с цепью велосипеда или гусеницами военных танков. с. Шестерни могут передавать крутящий момент в параллельной, перпендикулярной и других конфигурациях, тогда как ракеты работают только вдоль параллельной оси. д. Зубчатые колеса лучше подходят для передачи на короткие расстояния, а звездочка и цепь — на большие расстояния. эл. Шестерни передают крутящий момент в противоположных направлениях. Однако с ракетами дело обстоит наоборот.
В чем разница между шестернями и шестернями?
Там, где две шестерни сцеплены вместе, шестерня меньше.





 Киев
Киев com: SKIL 65 футов. Красный самонивелирующийся лазерный уровень с перекрестной линией 360° с горизонтальными и вертикальными линиями Перезаряжаемая литиевая батарея с USB-портом для зарядки, компактный штатив и сумка для переноски в комплекте
com: SKIL 65 футов. Красный самонивелирующийся лазерный уровень с перекрестной линией 360° с горизонтальными и вертикальными линиями Перезаряжаемая литиевая батарея с USB-портом для зарядки, компактный штатив и сумка для переноски в комплекте
 77 x 2.89 x 4.22 inches
77 x 2.89 x 4.22 inches
 Встроенный перезаряжаемый литий-ионный аккумулятор оснащен портом micro-USB для удобства зарядки и работы, а также зеленым, желтым и красным светодиодными индикаторами, показывающими текущий уровень заряда. Входящий в комплект регулируемый штатив позволяет легко расположить лазерные линии именно там, где вы хотите. А для проектов, в которых вы, возможно, не хотите, чтобы ваши линии были ровными или вертикальными, например, при специальной окраске или работе с диагональной плиткой, функция блокировки самонивелирующегося лазерного уровня SKIL позволяет вам размещать проецируемые линии под любым углом, который вы выберете.
Встроенный перезаряжаемый литий-ионный аккумулятор оснащен портом micro-USB для удобства зарядки и работы, а также зеленым, желтым и красным светодиодными индикаторами, показывающими текущий уровень заряда. Входящий в комплект регулируемый штатив позволяет легко расположить лазерные линии именно там, где вы хотите. А для проектов, в которых вы, возможно, не хотите, чтобы ваши линии были ровными или вертикальными, например, при специальной окраске или работе с диагональной плиткой, функция блокировки самонивелирующегося лазерного уровня SKIL позволяет вам размещать проецируемые линии под любым углом, который вы выберете.

 Основной корпус техники является
Основной корпус техники является
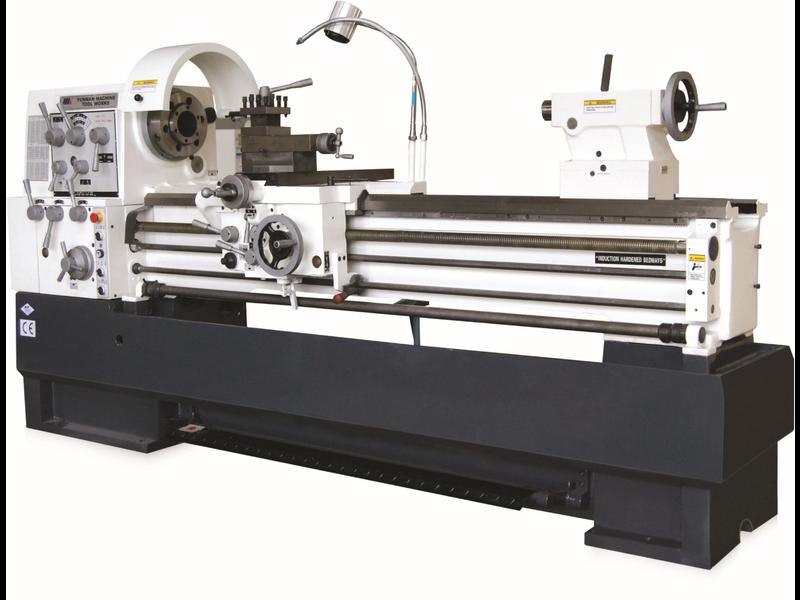 В момент, когда
В момент, когда
 Он используется в условиях мелкосерийного и единичного производства разнообразных
Он используется в условиях мелкосерийного и единичного производства разнообразных
 Также
Также

 1 Количество оборотов
1 Количество оборотов

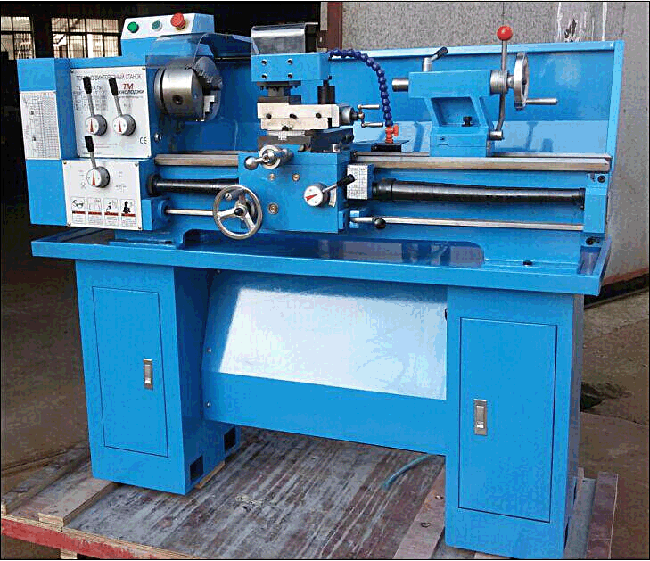 Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.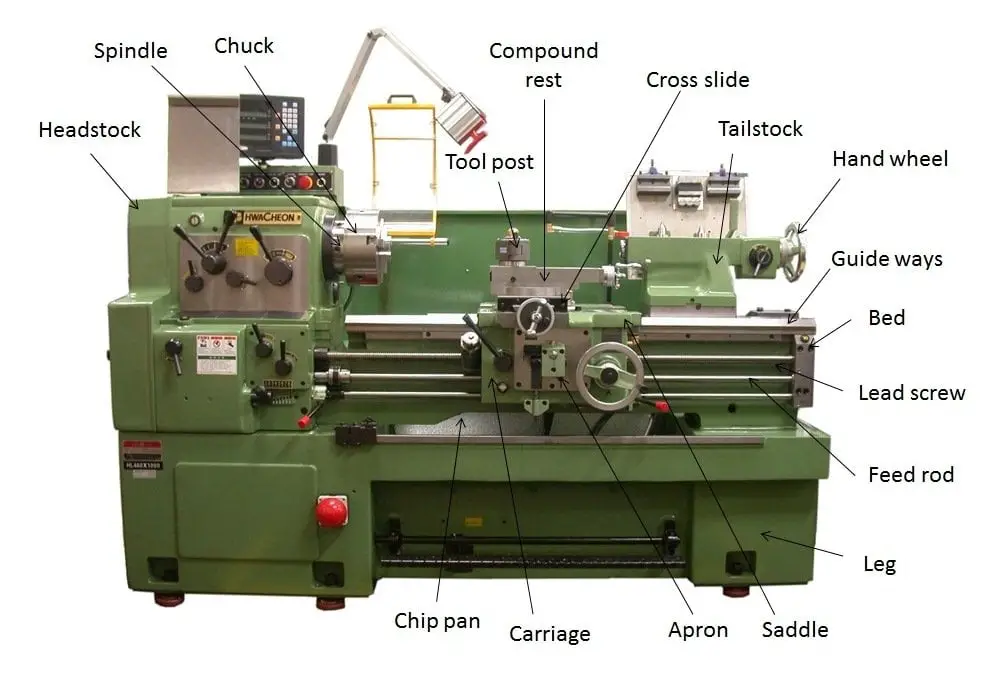 На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.



 Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.






 Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора.
Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора. Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
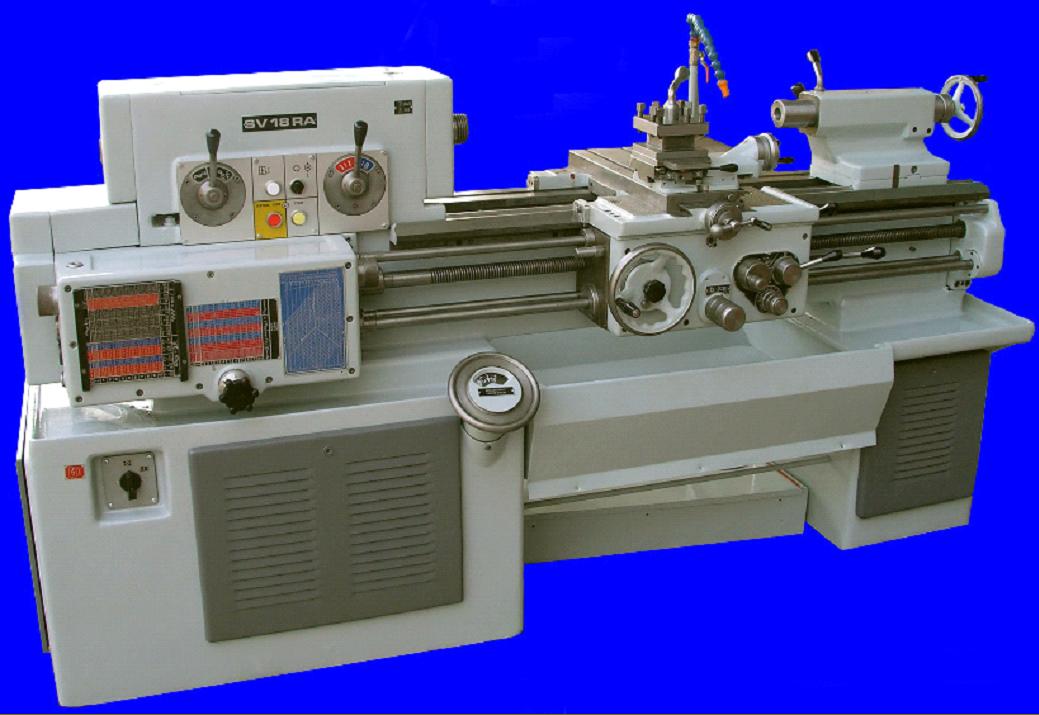 При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.
При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.  Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя. Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм).
Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм). Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).
Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).  По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может производить каждый шаг резьбы, и иногда необходимо заменить сменные ролики, чтобы расширить диапазон редуктора — или создать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину.
По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может производить каждый шаг резьбы, и иногда необходимо заменить сменные ролики, чтобы расширить диапазон редуктора — или создать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину. 
 К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы :
К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы :  чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.
чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.  ). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт длиной 5 футов и диаметром 2 дюйма (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчена гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта»), примеры которых можно увидеть в Лондонский музей науки и музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование.
). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт длиной 5 футов и диаметром 2 дюйма (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчена гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта»), примеры которых можно увидеть в Лондонский музей науки и музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003
Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003 они должны делать.
они должны делать. 

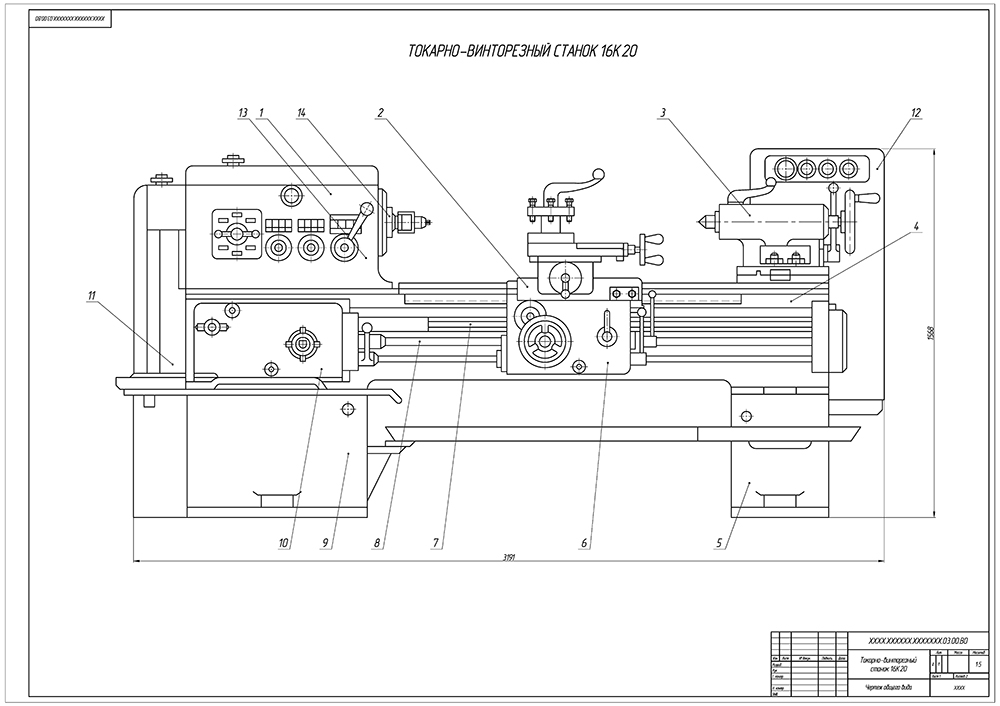 Это позволяет установить инструмент «прямо» для работы, как показано ниже.
Это позволяет установить инструмент «прямо» для работы, как показано ниже.  Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба.
Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба. 
 Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов.
Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов. Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями).
Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями). 

 Обычно это:
Обычно это: Среди современных способов маркировки табличек можно назвать лазерную гравировку, дающую четкое контрастное изображение.
Среди современных способов маркировки табличек можно назвать лазерную гравировку, дающую четкое контрастное изображение. Полтава
Полтава Шильда металлическая. Таблички производственные.
Шильда металлическая. Таблички производственные. shopify.com/s/files/1/1205/7334/products/S4ProPlate_1500x.png?v=1622819749″>
shopify.com/s/files/1/1205/7334/products/S4ProPlate_1500x.png?v=1622819749″> Крепежные пластины SMW совместимы только с фрезерными станками Shapeoko с опцией Hybrid Table — см. фото
Крепежные пластины SMW совместимы только с фрезерными станками Shapeoko с опцией Hybrid Table — см. фото 

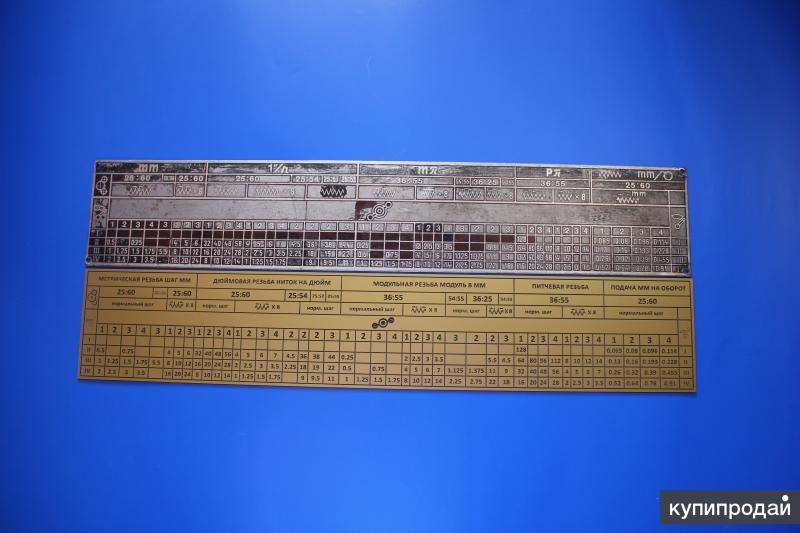
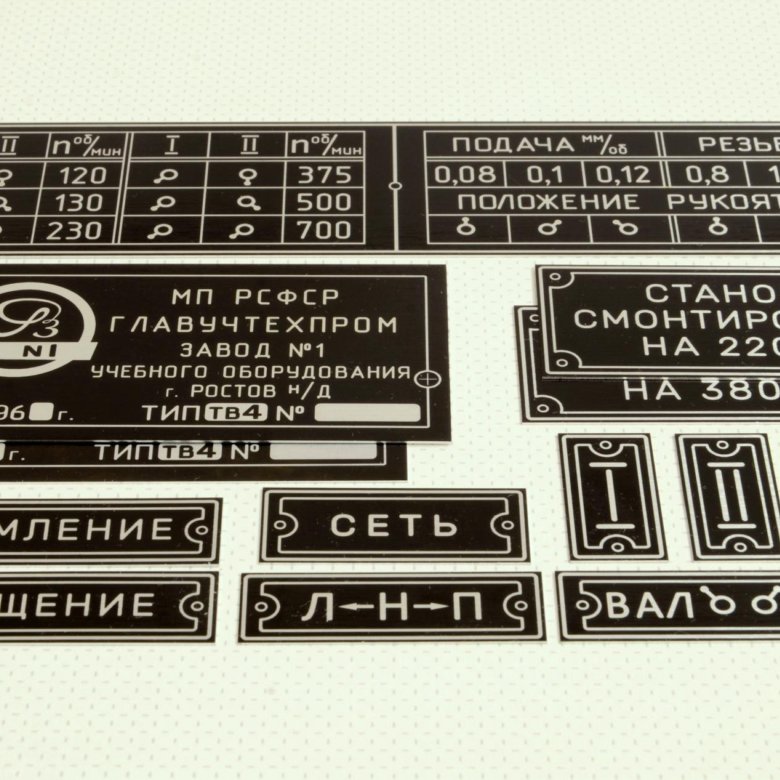 Мы считаем, что найти правильную решетчатую пластину
Мы считаем, что найти правильную решетчатую пластину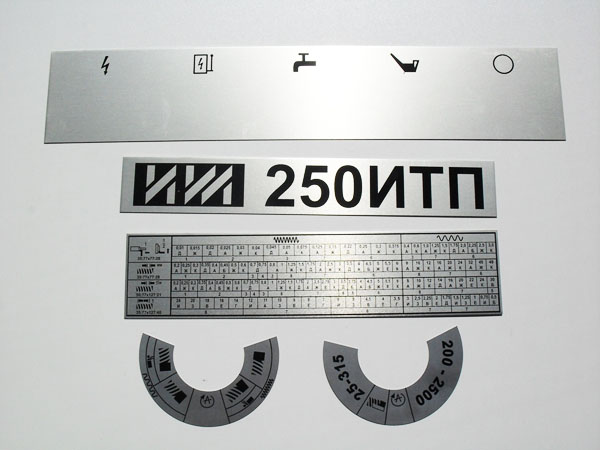


 Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков.
Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков. 64
64 76
76 19
19

 беседка
беседка алмазная чашка с турбонаддувом
алмазная чашка с турбонаддувом Колесо с алмазной чашкой Turbo Row
Колесо с алмазной чашкой Turbo Row Bosch 1773AK
Bosch 1773AK ряд сегментный
ряд сегментный
 cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=grinding-wheels&srule=featured-items&start=0&sz=11″ data-id=»featured-items»>
cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=grinding-wheels&srule=featured-items&start=0&sz=11″ data-id=»featured-items»> cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=grinding-wheels&srule=turnto-ratings&start=0&sz=11″ data-id=»ratings»>
cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=grinding-wheels&srule=turnto-ratings&start=0&sz=11″ data-id=»ratings»> cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=grinding-wheels&srule=price-high-to-low&start=0&sz=11″ data-id=»price-high-to-low»>
cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=grinding-wheels&srule=price-high-to-low&start=0&sz=11″ data-id=»price-high-to-low»>
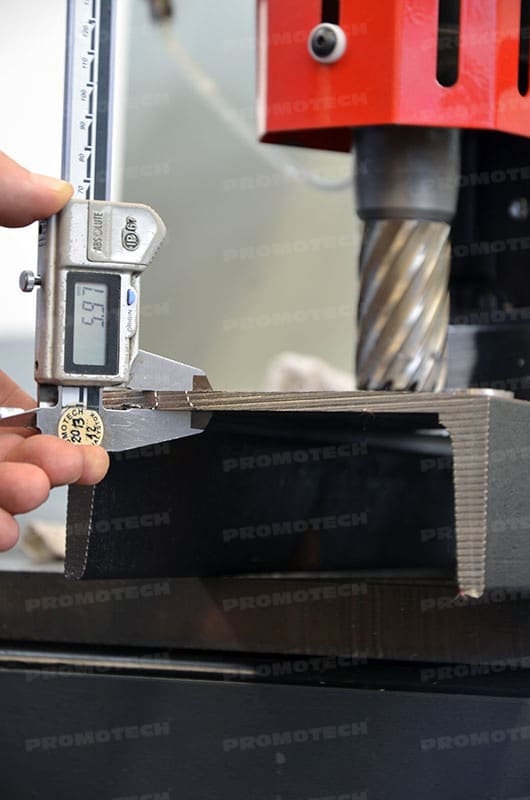 мм
мм
 20.1270N-12 )
20.1270N-12 ) 20.1270N-15 )
20.1270N-15 ) 20.1270u-17 )
20.1270u-17 ) 20.1270u-20 )
20.1270u-20 ) 20.1270N-24 )
20.1270N-24 ) 20.1270N-27 )
20.1270N-27 ) 20.1270u-30 )
20.1270u-30 ) 20.1270N-34 )
20.1270N-34 )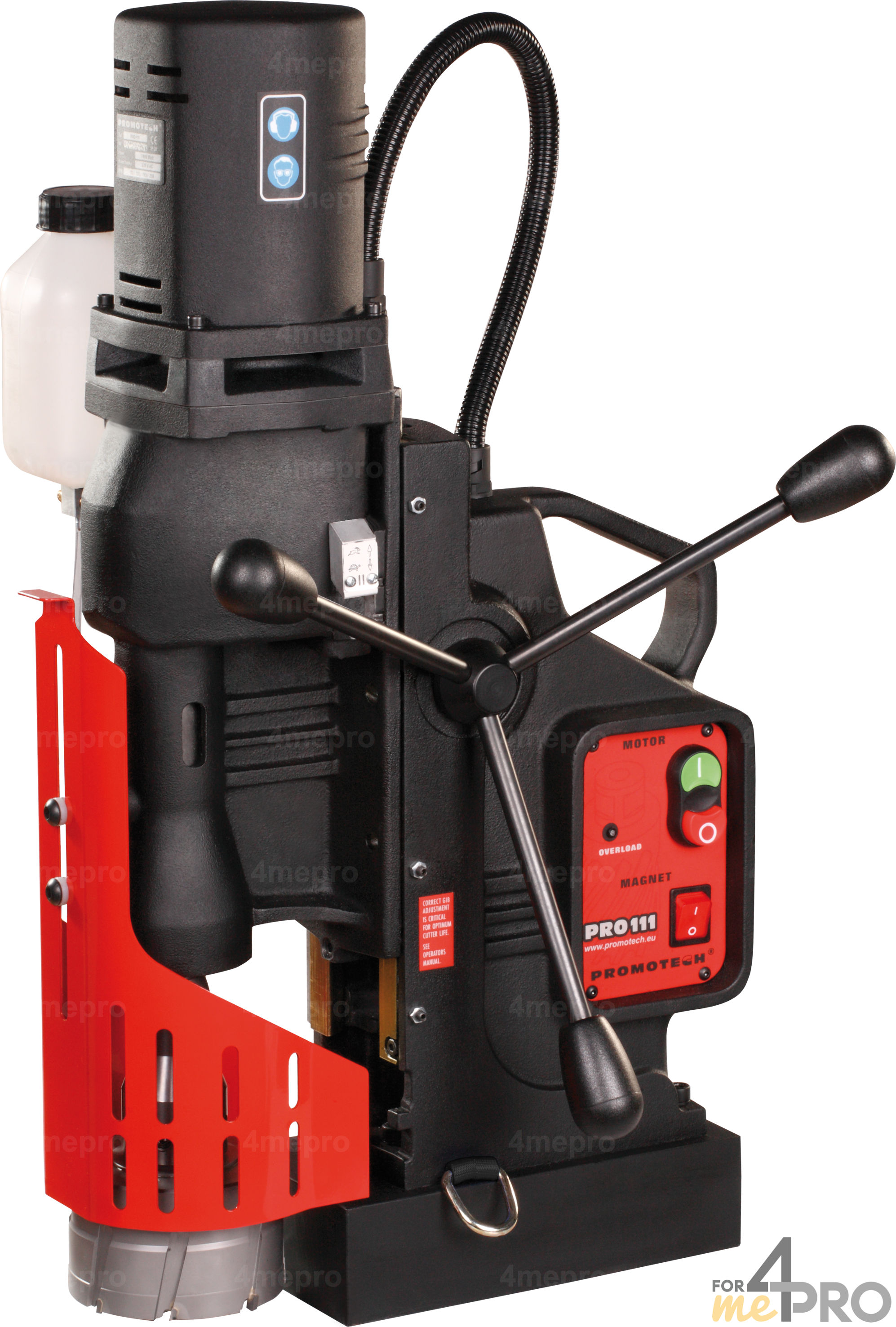 20.1270u-37 )
20.1270u-37 )
 Общие сведения
Общие сведения Ось сверления может быть направлена даже снизу вверх.
Ось сверления может быть направлена даже снизу вверх. Назначение и область применения
Назначение и область применения


 Для крепления станка на базовой поверхности служит электромагнитное основание. На корпусе смонтирован привод станка, перемещающийся по направляющим суппорта. Перемещение привода осуществляется посредством вращения рукояток управления подачей через механизм привода подачи.
Для крепления станка на базовой поверхности служит электромагнитное основание. На корпусе смонтирован привод станка, перемещающийся по направляющим суппорта. Перемещение привода осуществляется посредством вращения рукояток управления подачей через механизм привода подачи. Необходимо помнить, что при толщине метала менее 10 мм фиксации кнопки Старт не происходит. Для работы в этой ситуации необходима ручная фиксация кнопки. Такой тип крепления делает возможным выполнение отверстий, как в нормальном положении, так и в нетипичных позициях, например, при закреплении станка к стальной вертикальной стенке или стальному перекрытию. При этом необходимо, с целью соблюдения техники безопасности, закрепить машину страховочной цепью, входящей в комплект поставки.
Необходимо помнить, что при толщине метала менее 10 мм фиксации кнопки Старт не происходит. Для работы в этой ситуации необходима ручная фиксация кнопки. Такой тип крепления делает возможным выполнение отверстий, как в нормальном положении, так и в нетипичных позициях, например, при закреплении станка к стальной вертикальной стенке или стальному перекрытию. При этом необходимо, с целью соблюдения техники безопасности, закрепить машину страховочной цепью, входящей в комплект поставки. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
 Привод
Привод Руководство по эксплуатации. ЗАО НПО Вектор
Руководство по эксплуатации. ЗАО НПО Вектор 100S+/TD
100S+/TD 30
30 50S+Euroboor ECO.50+/TEuroboor ECO.40S+Euroboor ECO.40/2+Euroboor ECO.32 +Euroboor RAIL.60SEuroboor RAIL.40SEuroboor EBM.360Euroboor TUBE.30Euroboor ECO.200Euroboor ECO.60SEuroboor ECO.50SEuroboor ECO.40SEuroboor TUBE.55S/TEuroboor F16Euroboor ECO.40/2Euroboor ECO.32ECO3Euroboor ECO.300008
50S+Euroboor ECO.50+/TEuroboor ECO.40S+Euroboor ECO.40/2+Euroboor ECO.32 +Euroboor RAIL.60SEuroboor RAIL.40SEuroboor EBM.360Euroboor TUBE.30Euroboor ECO.200Euroboor ECO.60SEuroboor ECO.50SEuroboor ECO.40SEuroboor TUBE.55S/TEuroboor F16Euroboor ECO.40/2Euroboor ECO.32ECO3Euroboor ECO.300008 36+ — это самый низкий сверлильный станок на рынке, его высота составляет всего 6 1/2″ (165 мм). Этот сверлильный станок с магнитным сердечником идеально подходит для сверления в пространствах с ограниченной высотой, таких как двутавровые балки, стальные конструкции, пластины, профили и т. д. Портативный ECO.36+ оснащен инновационной электроникой, которая обеспечивает большую безопасность, значительно снижает риск повреждения станка, инструмента и заготовки и защищает пользователя в случае чрезмерных вибраций или внезапных перемещений. Срок службы значительно больше, и вы избегаете высоких затрат на техническое обслуживание.
36+ — это самый низкий сверлильный станок на рынке, его высота составляет всего 6 1/2″ (165 мм). Этот сверлильный станок с магнитным сердечником идеально подходит для сверления в пространствах с ограниченной высотой, таких как двутавровые балки, стальные конструкции, пластины, профили и т. д. Портативный ECO.36+ оснащен инновационной электроникой, которая обеспечивает большую безопасность, значительно снижает риск повреждения станка, инструмента и заготовки и защищает пользователя в случае чрезмерных вибраций или внезапных перемещений. Срок службы значительно больше, и вы избегаете высоких затрат на техническое обслуживание.







 При обжиге древесины образуется коричневатый край, который придает проекту контрастность.
При обжиге древесины образуется коричневатый край, который придает проекту контрастность. Если у вас есть навыки и инструменты для резки и гравировки фанеры, вы можете создать широкий ассортимент продукции для своего инвентаря.
Если у вас есть навыки и инструменты для резки и гравировки фанеры, вы можете создать широкий ассортимент продукции для своего инвентаря.

 Волоконные лазерные резаки в основном предназначены для резки металлов и не рекомендуются для резки фанеры. Волоконные лазеры слишком мощные и могут привести к возгоранию фанеры. Более того, волоконные лазеры оставляют на древесине плохие следы, которые не читаются и не эстетичны.
Волоконные лазерные резаки в основном предназначены для резки металлов и не рекомендуются для резки фанеры. Волоконные лазеры слишком мощные и могут привести к возгоранию фанеры. Более того, волоконные лазеры оставляют на древесине плохие следы, которые не читаются и не эстетичны.
 Например, xTool D1 Pro (20 Вт) может резать липу толщиной 10 мм за один проход.
Например, xTool D1 Pro (20 Вт) может резать липу толщиной 10 мм за один проход.
 Вы также можете добавить глубины и объема, сложив вместе разные слои фанеры. Просто склейте их вместе и прикрепите крючки или вешалки сзади.
Вы также можете добавить глубины и объема, сложив вместе разные слои фанеры. Просто склейте их вместе и прикрепите крючки или вешалки сзади. С помощью лазерного резака вы можете вырезать из фанеры любую форму и выгравировать на ней свое имя, инициалы или сообщение. Вы также можете выбрать один из различных дизайнов, таких как звезда, сердце, снежинка или круг. Затем просто обвяжите его шпагатом или веревкой и повесьте на дерево.
С помощью лазерного резака вы можете вырезать из фанеры любую форму и выгравировать на ней свое имя, инициалы или сообщение. Вы также можете выбрать один из различных дизайнов, таких как звезда, сердце, снежинка или круг. Затем просто обвяжите его шпагатом или веревкой и повесьте на дерево.
 Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой.
Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой. Он доступен в нескольких оттенках, которые вы можете выбрать. Он дает привлекательный светло-коричневый цвет по краям. Он имеет натуральную подкладку или древесную текстуру, которая хорошо видна. Если вы не хотите плотное зерно, то эта фанера вам не подходит.
Он доступен в нескольких оттенках, которые вы можете выбрать. Он дает привлекательный светло-коричневый цвет по краям. Он имеет натуральную подкладку или древесную текстуру, которая хорошо видна. Если вы не хотите плотное зерно, то эта фанера вам не подходит. Item2″> Basswood plywood
Item2″> Basswood plywood Лучшее в этом станке то, что его можно использовать как для гравировки, так и для резки, так как вы можете менять лазерный модуль в зависимости от задачи.
Лучшее в этом станке то, что его можно использовать как для гравировки, так и для резки, так как вы можете менять лазерный модуль в зависимости от задачи. Он специально разработан для гравировки. Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.
Он специально разработан для гравировки. Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.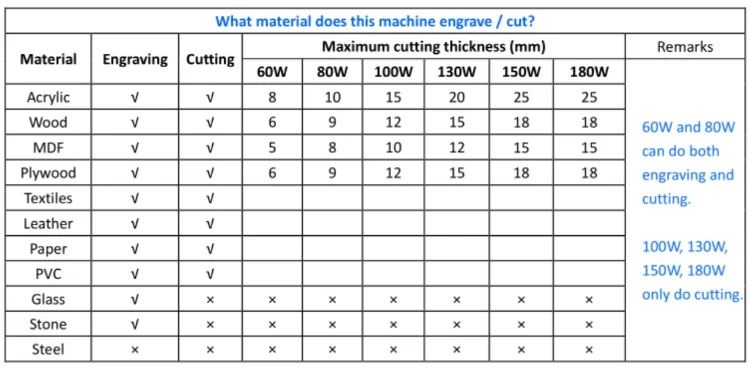 )D1 Pro 20 Вт + RA2 Pro + проставки (8 шт.) + Air AssistD1 Pro 10000 + RA2 Pro + переходники (8 шт.) D1 Pro 10 Вт + RA2 Pro + переходники (8 шт.) + Air Assist
)D1 Pro 20 Вт + RA2 Pro + проставки (8 шт.) + Air AssistD1 Pro 10000 + RA2 Pro + переходники (8 шт.) D1 Pro 10 Вт + RA2 Pro + переходники (8 шт.) + Air Assist Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.
Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.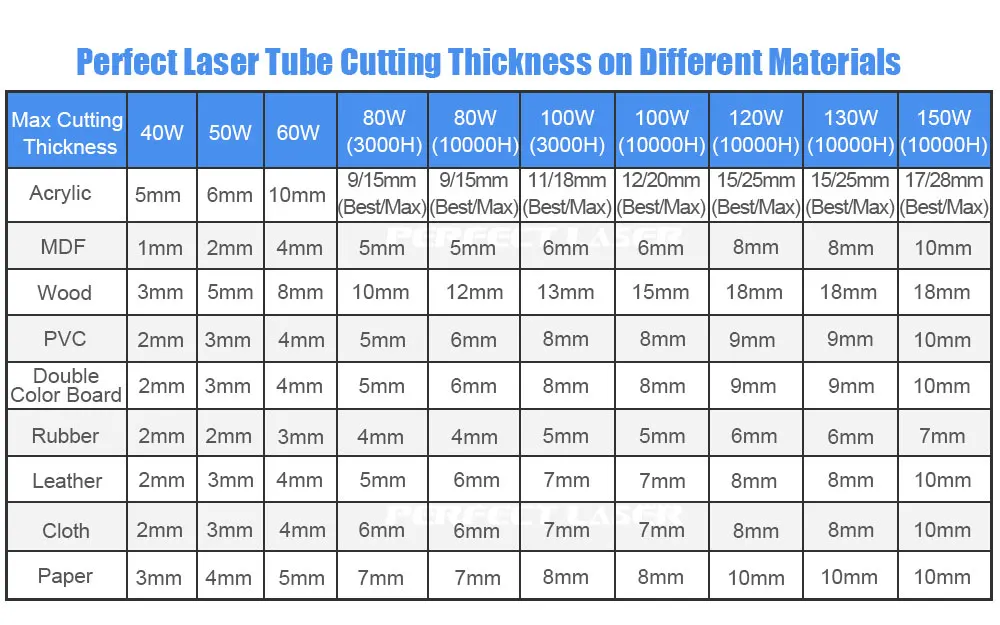 Невероятная технология с несколькими лазерными источниками помогает резать древесину на очень высокой скорости. С другой стороны, станок мощностью 5 Вт подходит для гравировки. Однако он может резать фанеру толщиной до 3 мм.
Невероятная технология с несколькими лазерными источниками помогает резать древесину на очень высокой скорости. С другой стороны, станок мощностью 5 Вт подходит для гравировки. Однако он может резать фанеру толщиной до 3 мм. Выглядит совсем не привлекательно. Есть несколько приемов, позволяющих уменьшить ожог кромки при резке.
Выглядит совсем не привлекательно. Есть несколько приемов, позволяющих уменьшить ожог кромки при резке. Вы не можете устранить этот запах, но если вы используете подачу воздуха и выхлопную систему, то проблемы с запахом не будет.
Вы не можете устранить этот запах, но если вы используете подачу воздуха и выхлопную систему, то проблемы с запахом не будет.

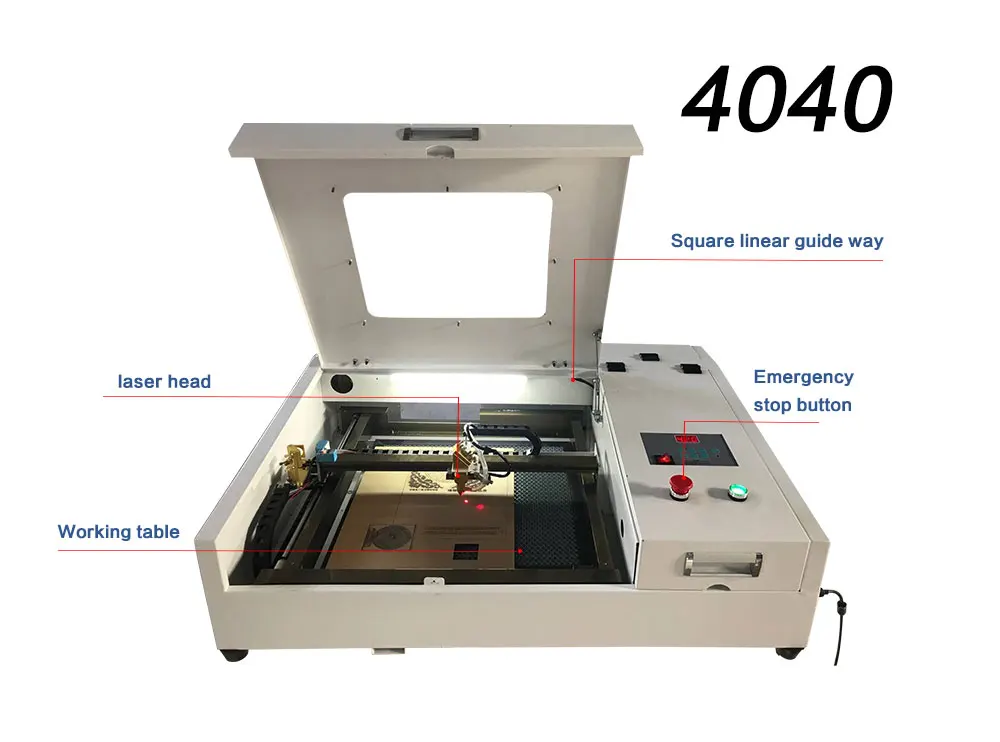
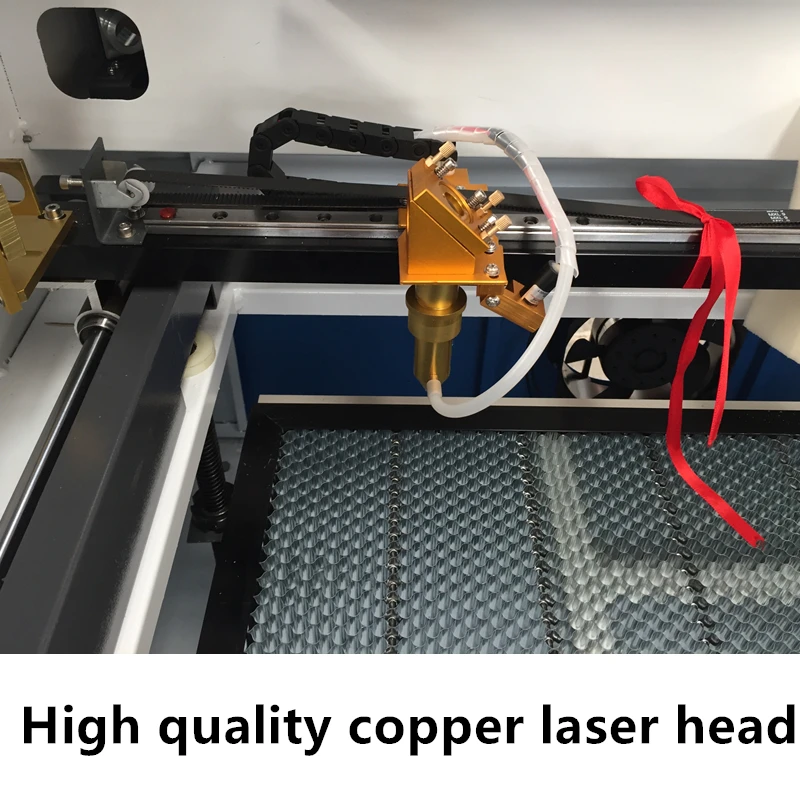 Сравнение технологий.
Сравнение технологий.
 По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC.
По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC. По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка.
По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка.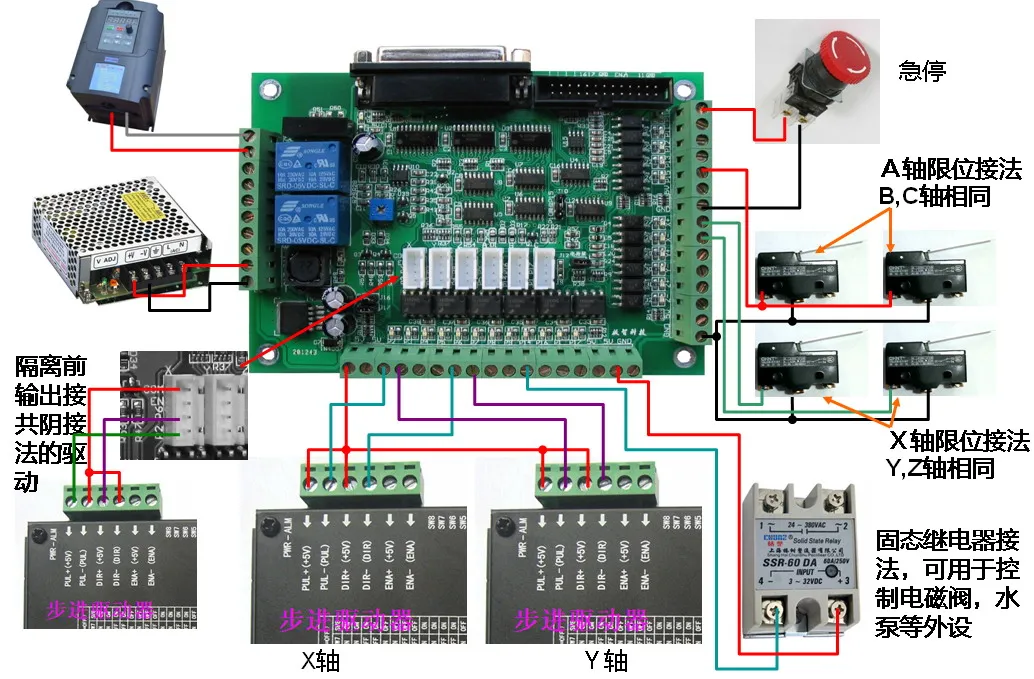 Они устанавливаются по углу заготовки, расположенном на точке, соответствующей абсолютной начальной точке, в которой пересекаются линии упоров осей X и Y.
Они устанавливаются по углу заготовки, расположенном на точке, соответствующей абсолютной начальной точке, в которой пересекаются линии упоров осей X и Y. Для этого запускается файл DriverTest.exe.
Для этого запускается файл DriverTest.exe.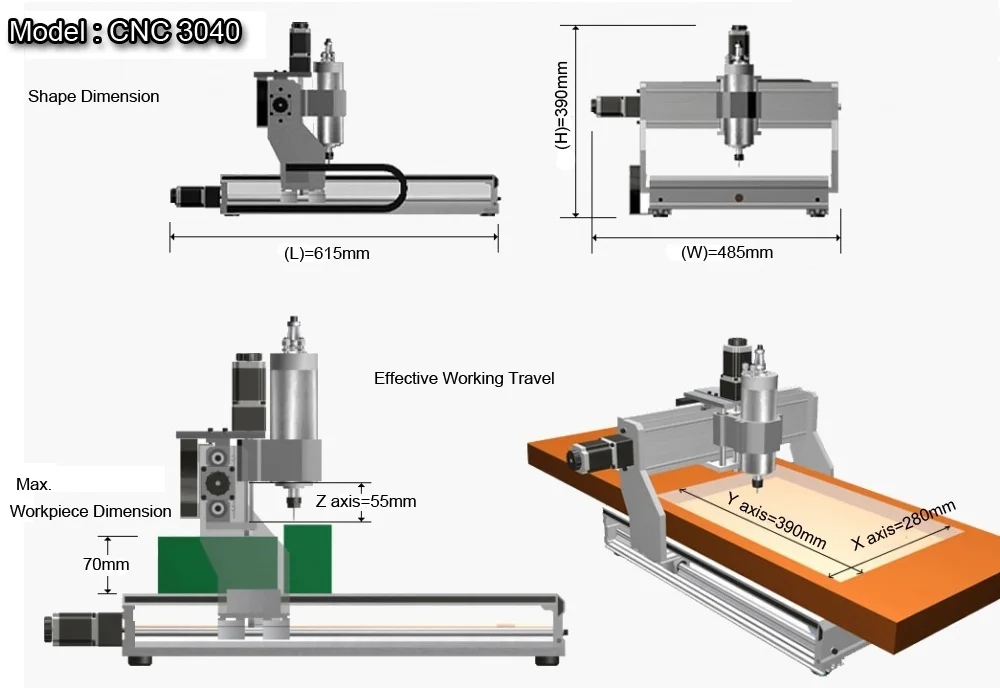

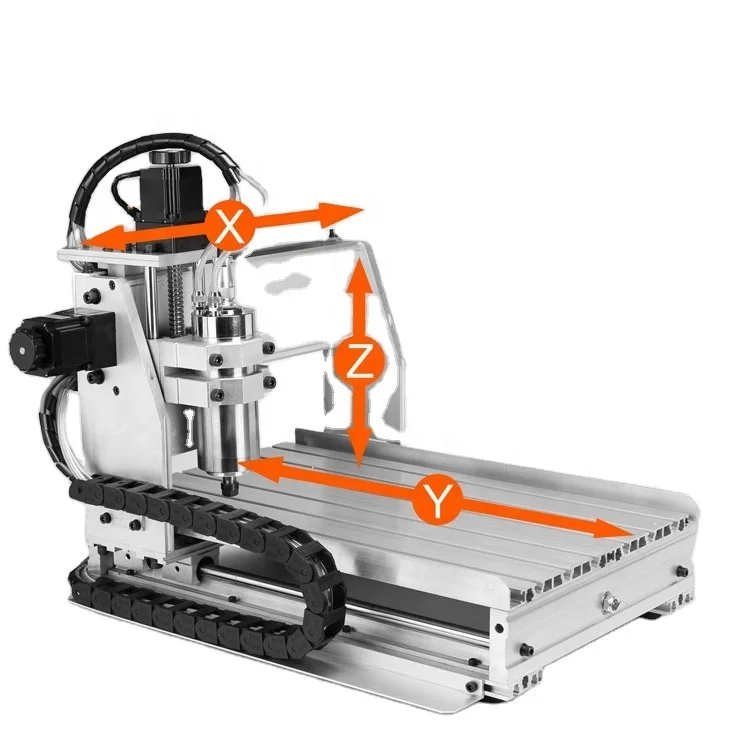
 Калибровка инструмента по координатной оси Z также может производиться в рабочем процессе при смене инструмента с использованием специального датчика калибровки и измерения инструмента.
Калибровка инструмента по координатной оси Z также может производиться в рабочем процессе при смене инструмента с использованием специального датчика калибровки и измерения инструмента.
 Если машина не откалибрована должным образом, конечный продукт может иметь деформации или размеры могут быть неправильными. Хуже того, машина, которая постоянно выходит из строя, будет иметь более короткий срок службы.
Если машина не откалибрована должным образом, конечный продукт может иметь деформации или размеры могут быть неправильными. Хуже того, машина, которая постоянно выходит из строя, будет иметь более короткий срок службы. Мы поможем вам освоить элементы линейного возведения в квадрат, которые будут включать все три основных отношения перпендикулярности — XY, XZ и YZ.
Мы поможем вам освоить элементы линейного возведения в квадрат, которые будут включать все три основных отношения перпендикулярности — XY, XZ и YZ. При этом вы создаете ровную плоскость вдоль линейных направляющих, прикрепленных к основанию машины. Хотя это и не обязательно, мы рекомендуем, чтобы самолет был на уровне земли для простоты использования.
При этом вы создаете ровную плоскость вдоль линейных направляющих, прикрепленных к основанию машины. Хотя это и не обязательно, мы рекомендуем, чтобы самолет был на уровне земли для простоты использования. Если такое отклонение есть, можно считать, что мост не квадратный. Используя индикатор, вы можете повторно выровнять мост, а затем заменить шесть болтов.
Если такое отклонение есть, можно считать, что мост не квадратный. Используя индикатор, вы можете повторно выровнять мост, а затем заменить шесть болтов. С помощью индикатора отрегулируйте, пока Z-X не станет квадратным.
С помощью индикатора отрегулируйте, пока Z-X не станет квадратным. Обнулите индикатор и затем начните перемещать его по рельсу. Отметьте каждое место, где индикатор показывает, что рейка не прямая, а затем ослабьте все болты в этом окне. Один за другим толкайте или тяните рельс с помощью монтировки и обнуляйте индикатор, затягивая каждый болт по мере выпрямления рельса. Продолжайте систематически вдоль всей рейки, пока она не станет квадратной.
Обнулите индикатор и затем начните перемещать его по рельсу. Отметьте каждое место, где индикатор показывает, что рейка не прямая, а затем ослабьте все болты в этом окне. Один за другим толкайте или тяните рельс с помощью монтировки и обнуляйте индикатор, затягивая каждый болт по мере выпрямления рельса. Продолжайте систематически вдоль всей рейки, пока она не станет квадратной.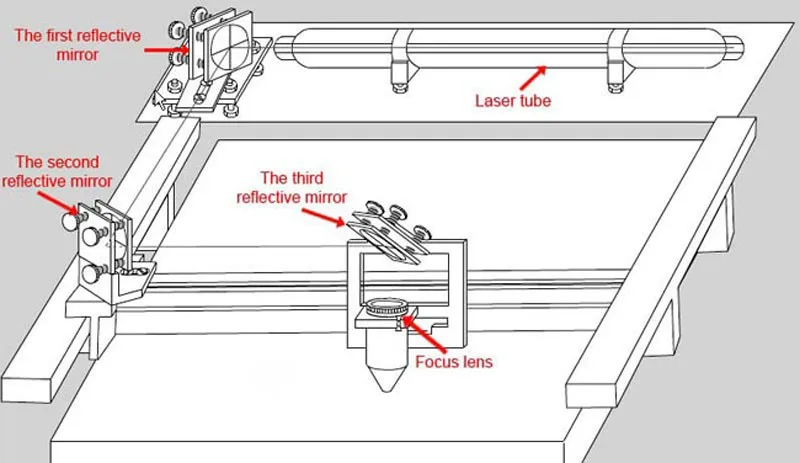 Подпишитесь сегодня, чтобы быть в курсе того, что происходит на производстве и в DMS.
Подпишитесь сегодня, чтобы быть в курсе того, что происходит на производстве и в DMS.
 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>


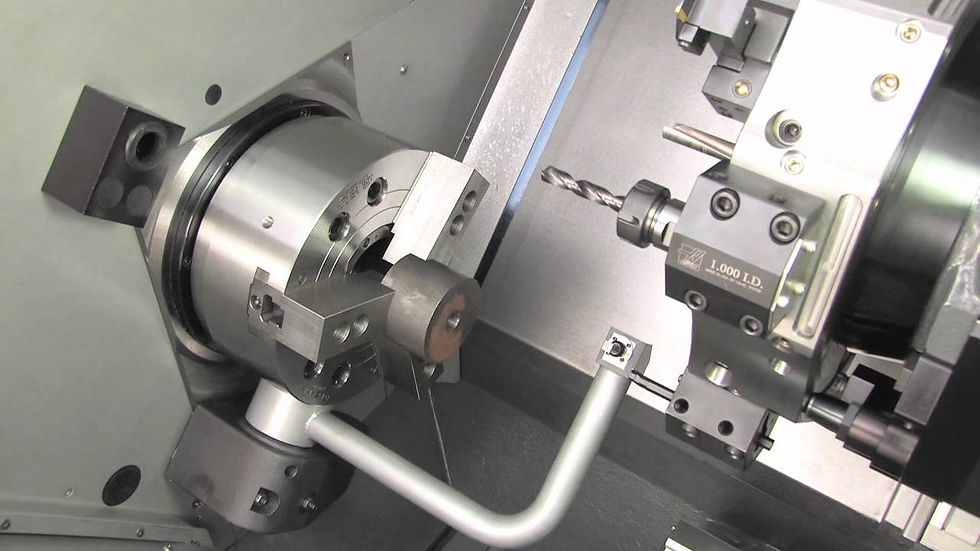
 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>



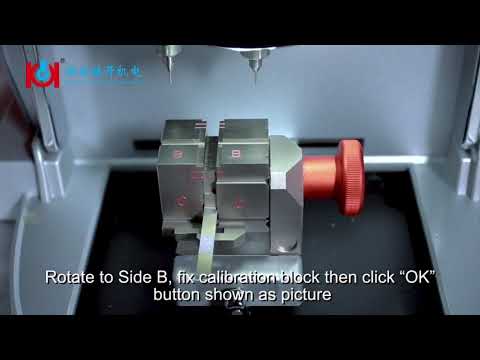 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>
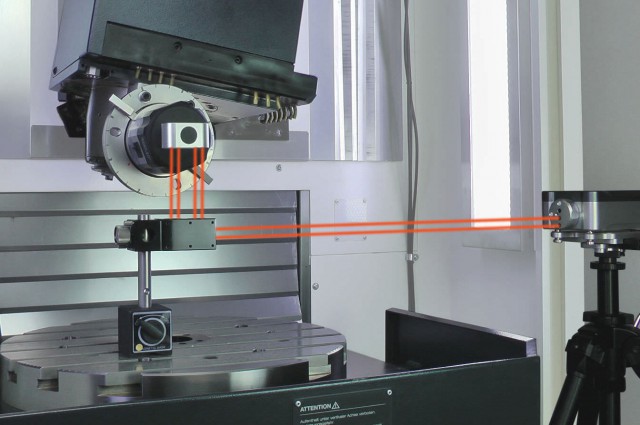 org/HowToDirection»>
org/HowToDirection»> Нажмите НАПИШИТЕ/ВВЕДИТЕ еще раз.
Нажмите НАПИШИТЕ/ВВЕДИТЕ еще раз.
 Точность измерения повышается с применением более совершенных датчиков — измерительных устройств. Сегодня подобные устройства способны отслеживать размеры до нескольких нанометров.
Точность измерения повышается с применением более совершенных датчиков — измерительных устройств. Сегодня подобные устройства способны отслеживать размеры до нескольких нанометров.
 Такое понятие,
Такое понятие,  Прецизионный сверлильный станок обладает жесткой конструкцией, оборудован цифровой индикацией, отображающей параметры сверления.
Прецизионный сверлильный станок обладает жесткой конструкцией, оборудован цифровой индикацией, отображающей параметры сверления. 05.2018
05.2018 Во время работы агрегат неизбежно нагревается, соответственно, происходит тепловая деформация. Кроме этого, на рабочие части и механизмы постоянно воздействуют различные силы, приводящие к изменению их формы и снижению четкости оборудования. В конечном итоге износ и деформации негативно сказываются на качестве изготавливаемой продукции. Чтобы восстановить правильность работы агрегата, следует постоянно проверять его на степень износа и своевременно производить замену деталей и узлов.
Во время работы агрегат неизбежно нагревается, соответственно, происходит тепловая деформация. Кроме этого, на рабочие части и механизмы постоянно воздействуют различные силы, приводящие к изменению их формы и снижению четкости оборудования. В конечном итоге износ и деформации негативно сказываются на качестве изготавливаемой продукции. Чтобы восстановить правильность работы агрегата, следует постоянно проверять его на степень износа и своевременно производить замену деталей и узлов.


 Биение шпинделя находится в пределах 50 миллионных долей дюйма.
Биение шпинделя находится в пределах 50 миллионных долей дюйма.
 , Д1-8, 7,5 л.с.
, Д1-8, 7,5 л.с. , Д1-8, 7,5 л.с.
, Д1-8, 7,5 л.с. , Д1-8, 7,5 л.с.
, Д1-8, 7,5 л.с.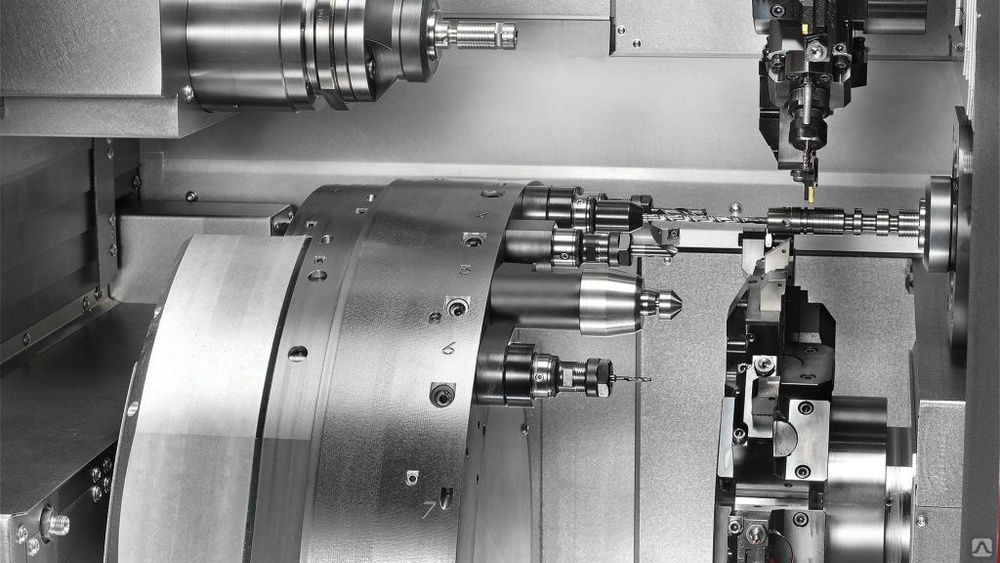 с.
с.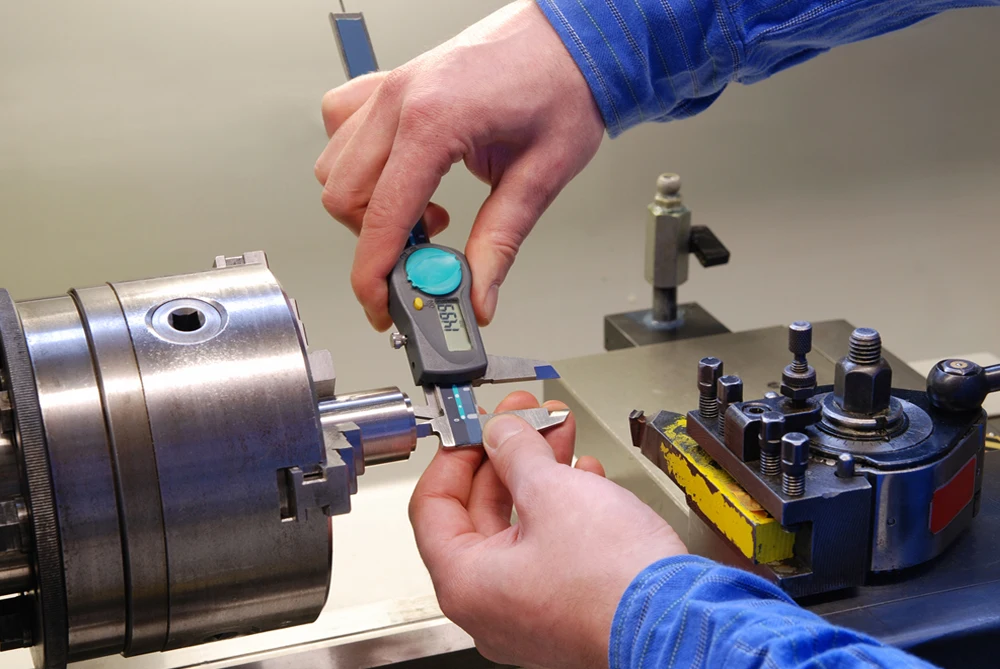 с.
с.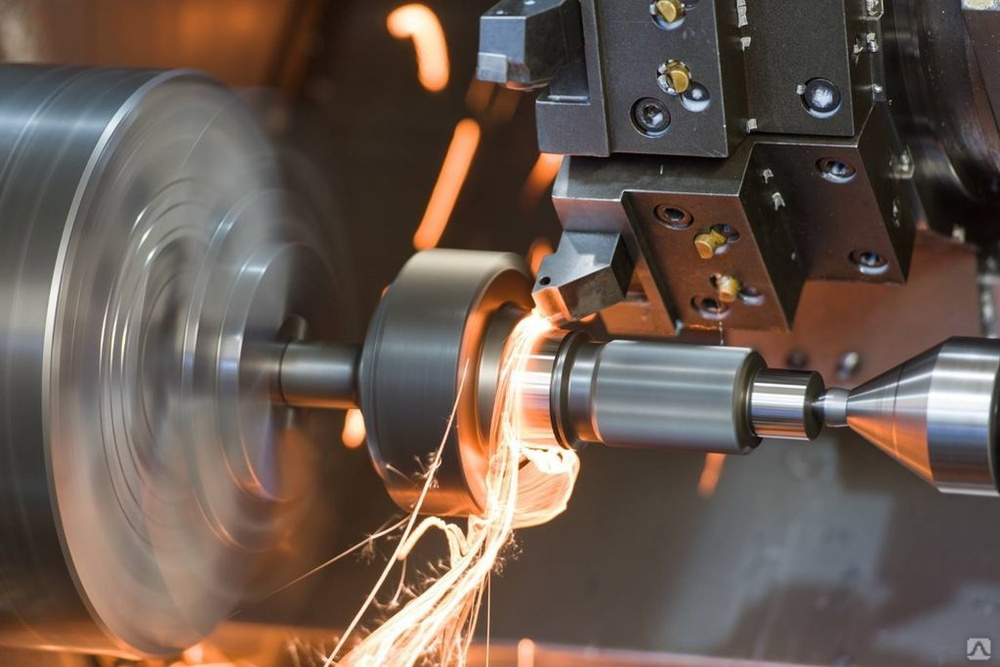 com: ТОЧНЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАНКИ.
com: ТОЧНЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАНКИ.
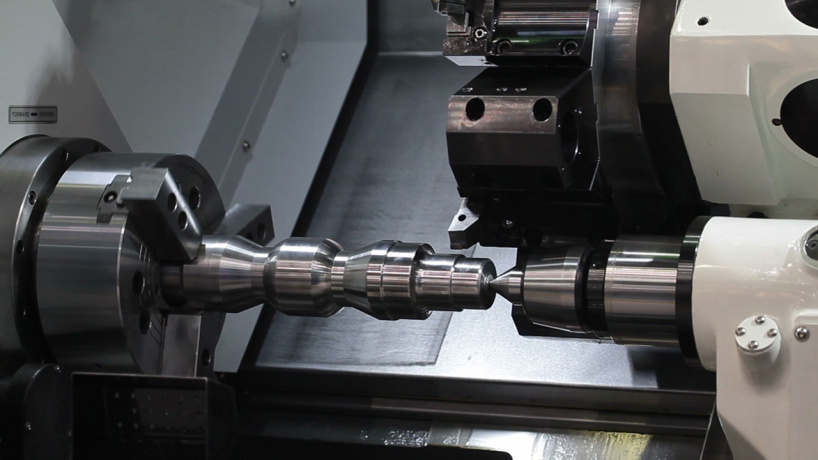


 Эти токарные станки можно заказать как простой токарный станок.
Эти токарные станки можно заказать как простой токарный станок. Веретено
Веретено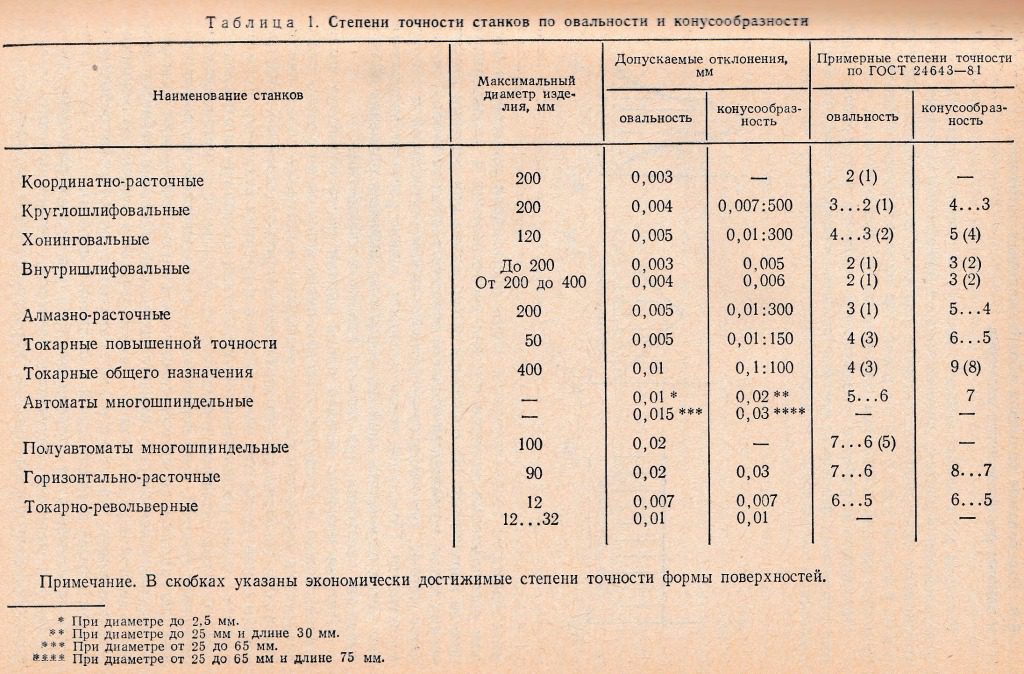 с. с компенсацией падения ИК-излучения. Все
с. с компенсацией падения ИК-излучения. Все
 Она представляет собой твердый железный блок, который служит опорой для ковки металла. Коническая форма одной из сторон наковальни используется для сгибания заготовок. Эта конструкция для обработки железа считается самой прочной и устойчивой. Ее вес иногда достигает нескольких сотен килограммов.
Она представляет собой твердый железный блок, который служит опорой для ковки металла. Коническая форма одной из сторон наковальни используется для сгибания заготовок. Эта конструкция для обработки железа считается самой прочной и устойчивой. Ее вес иногда достигает нескольких сотен килограммов. На нем можно изготавливать различные элементы или все изделие полностью.
На нем можно изготавливать различные элементы или все изделие полностью. Многие мастера сами изготавливают себе некоторые приспособления. В качестве дополнительного оборудования используется ручной пресс. Он служит для изготовления элементов треугольной формы, или узора «гусиная лапка». В настоящее время для производства кованых изделий широко используются новейшие станки для обработки металла: кузнечно-прессовая машина для изготовления различных кованых элементов, плазменная и лазерная резка металла, а также гибочный станок.
Многие мастера сами изготавливают себе некоторые приспособления. В качестве дополнительного оборудования используется ручной пресс. Он служит для изготовления элементов треугольной формы, или узора «гусиная лапка». В настоящее время для производства кованых изделий широко используются новейшие станки для обработки металла: кузнечно-прессовая машина для изготовления различных кованых элементов, плазменная и лазерная резка металла, а также гибочный станок. Для данной цели может использоваться дополнительный дымоход, который будет способствовать выводу продуктов горения. Для поддержания тяги и предотвращения вероятности задымления многие мастера устанавливают в помещении вентилятор.
Для данной цели может использоваться дополнительный дымоход, который будет способствовать выводу продуктов горения. Для поддержания тяги и предотвращения вероятности задымления многие мастера устанавливают в помещении вентилятор.
 Рукоятки инструментов должны изготавливаться из качественного дерева и быть тщательно обработаны во избежание травм.
Рукоятки инструментов должны изготавливаться из качественного дерева и быть тщательно обработаны во избежание травм.

 Инструменты для кузнечного дела лучшего качества и по лучшим ценам в магазине Blacksmiths Depot . Мы хотели бы быть вашим первым поставщиком инструментов для ковки.
Инструменты для кузнечного дела лучшего качества и по лучшим ценам в магазине Blacksmiths Depot . Мы хотели бы быть вашим первым поставщиком инструментов для ковки.  и хотите. И у нас есть намного больше.
и хотите. И у нас есть намного больше. Щипцы очень специфичны по форме и размеру, но у нас есть и более универсальные. Попробуйте нашу собственную марку, выкованную в нашем собственном магазине, или попробуйте европейскую марку, такую как Peddinghaus Handwerk или Perun. У нас также есть литые щипцы Economy, которые прочны и удобны в использовании. У нас есть щипцы, предназначенные для удержания лезвий, плоских стержней, круглых и квадратных стержней, а также многие другие формы.
Щипцы очень специфичны по форме и размеру, но у нас есть и более универсальные. Попробуйте нашу собственную марку, выкованную в нашем собственном магазине, или попробуйте европейскую марку, такую как Peddinghaus Handwerk или Perun. У нас также есть литые щипцы Economy, которые прочны и удобны в использовании. У нас есть щипцы, предназначенные для удержания лезвий, плоских стержней, круглых и квадратных стержней, а также многие другие формы.


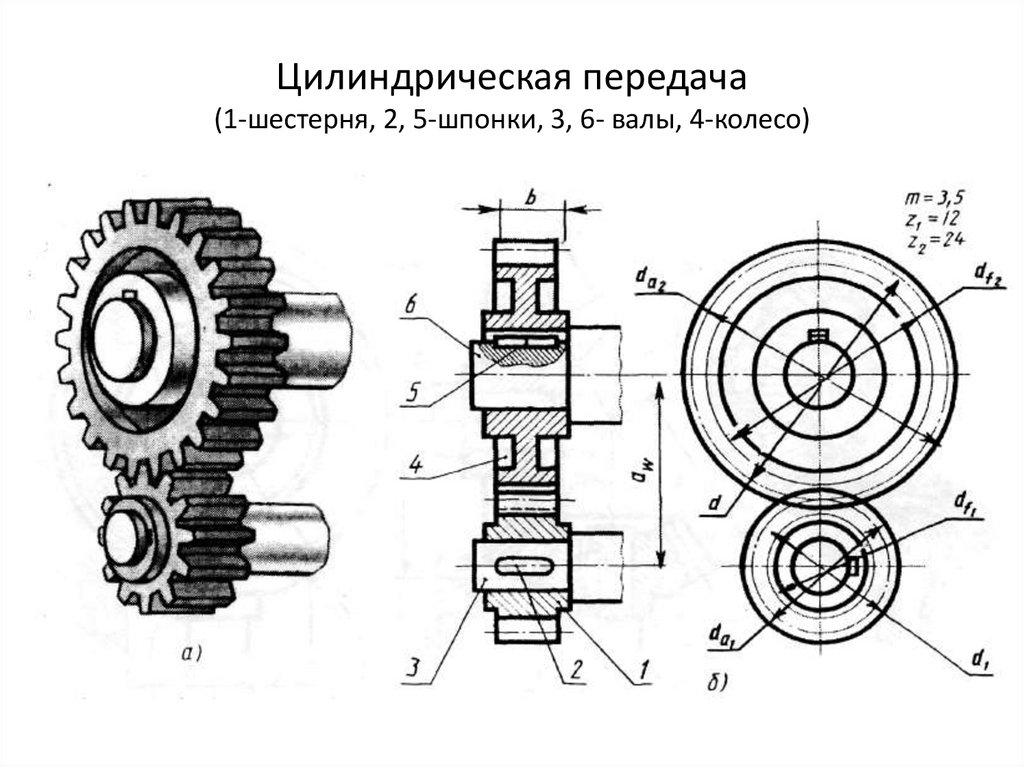 Поэтому в станках с ЧПУ на всех координатных осях должны использоваться шарико-винтовые передачи.
Поэтому в станках с ЧПУ на всех координатных осях должны использоваться шарико-винтовые передачи. Реже все остальные.
Реже все остальные.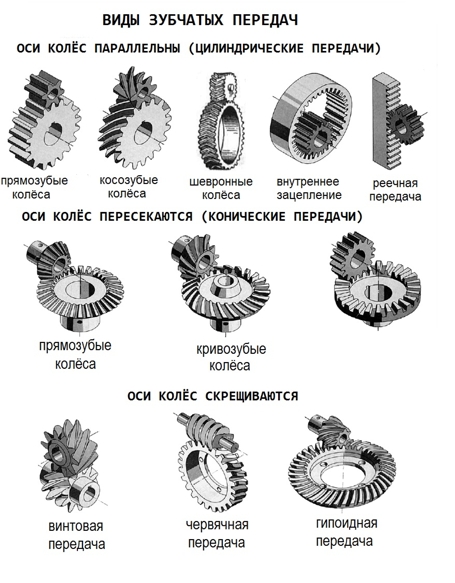


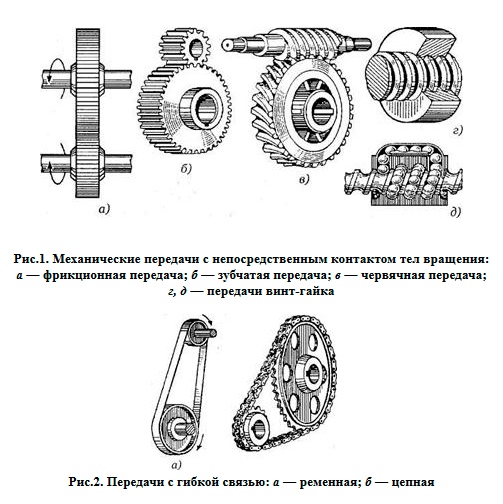 Для этих целей подходят станки только на шариковинтовых парах, установленных по всем осям. При обработке металлов, происходит относительно небольшой съем материала на один оборот фрезы и следовательно, любая повышенная погрешность может быть губительной как для инструмента, так и для самой заготовки.
Для этих целей подходят станки только на шариковинтовых парах, установленных по всем осям. При обработке металлов, происходит относительно небольшой съем материала на один оборот фрезы и следовательно, любая повышенная погрешность может быть губительной как для инструмента, так и для самой заготовки.  org/BreadcrumbList»>
org/BreadcrumbList»> д.), стандарт класса точности (ISO, AGMA, DIN), потребность в шлифовке зубьев. и/или термообработка, допустимый крутящий момент и КПД и т. д.
д.), стандарт класса точности (ISO, AGMA, DIN), потребность в шлифовке зубьев. и/или термообработка, допустимый крутящий момент и КПД и т. д. Цилиндрические зубчатые колеса относятся к группе зубчатых колес с параллельными валами и представляют собой цилиндрические зубчатые колеса с линией зубьев, которая является прямой и параллельной валу. Цилиндрические зубчатые колеса являются наиболее широко используемыми зубчатыми колесами, которые позволяют достичь высокой точности при относительно простых производственных процессах. Они имеют характеристику отсутствия нагрузки в осевом направлении (осевая нагрузка). Большую часть зацепляющей пары называют шестерней, а меньшую — шестерней.
Цилиндрические зубчатые колеса относятся к группе зубчатых колес с параллельными валами и представляют собой цилиндрические зубчатые колеса с линией зубьев, которая является прямой и параллельной валу. Цилиндрические зубчатые колеса являются наиболее широко используемыми зубчатыми колесами, которые позволяют достичь высокой точности при относительно простых производственных процессах. Они имеют характеристику отсутствия нагрузки в осевом направлении (осевая нагрузка). Большую часть зацепляющей пары называют шестерней, а меньшую — шестерней. 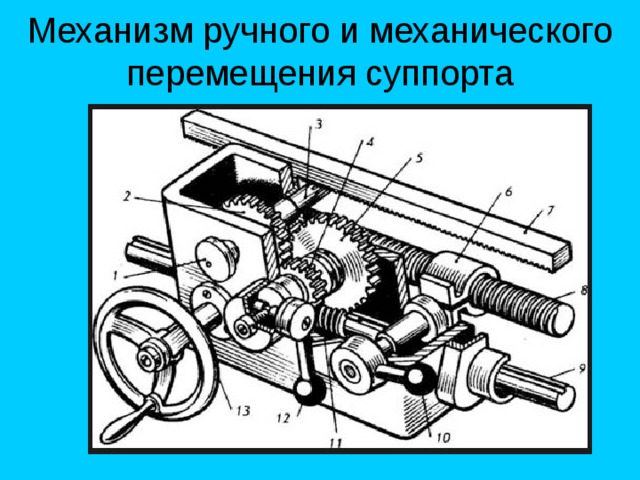 При использовании косозубых передач они создают осевое усилие в осевом направлении, что обуславливает необходимость использования упорных подшипников. Косозубые шестерни бывают с правым и левым вращением, что требует наличия противоположных шестерен для зацепления пары.
При использовании косозубых передач они создают осевое усилие в осевом направлении, что обуславливает необходимость использования упорных подшипников. Косозубые шестерни бывают с правым и левым вращением, что требует наличия противоположных шестерен для зацепления пары.  Коническая шестерня имеет конус в качестве поверхности шага, и ее зубья нарезаны вдоль конуса. Виды конических зубчатых колес включают прямые конические зубчатые колеса, косозубые конические зубчатые колеса, спирально-конические зубчатые колеса, угловые зубчатые колеса, угловые конические зубчатые колеса, коронные зубчатые колеса, нулевые конические зубчатые колеса и гипоидные зубчатые колеса.
Коническая шестерня имеет конус в качестве поверхности шага, и ее зубья нарезаны вдоль конуса. Виды конических зубчатых колес включают прямые конические зубчатые колеса, косозубые конические зубчатые колеса, спирально-конические зубчатые колеса, угловые зубчатые колеса, угловые конические зубчатые колеса, коронные зубчатые колеса, нулевые конические зубчатые колеса и гипоидные зубчатые колеса. 
 Различают прямые угловые и спиральные угловые передачи. При использовании спиральных угловых передач возникает необходимость рассмотреть возможность использования упорных подшипников, поскольку они создают осевое усилие в осевом направлении. Помимо обычных угловых передач с 9Углы вала 0 °, косые шестерни с любыми другими углами вала называются угловыми косыми шестернями.
Различают прямые угловые и спиральные угловые передачи. При использовании спиральных угловых передач возникает необходимость рассмотреть возможность использования упорных подшипников, поскольку они создают осевое усилие в осевом направлении. Помимо обычных угловых передач с 9Углы вала 0 °, косые шестерни с любыми другими углами вала называются угловыми косыми шестернями.  По этой причине обычно для червяка используется твердый материал, а для червячного колеса — мягкий материал. Несмотря на низкую эффективность из-за скользящего контакта, вращение плавное и бесшумное. Когда угол опережения червяка мал, он создает функцию самоблокировки.
По этой причине обычно для червяка используется твердый материал, а для червячного колеса — мягкий материал. Несмотря на низкую эффективность из-за скользящего контакта, вращение плавное и бесшумное. Когда угол опережения червяка мал, он создает функцию самоблокировки. 
 Помимо звездочки, предмет, который чем-то похож на шестерню, представляет собой храповик, но его движение ограничено одним направлением.
Помимо звездочки, предмет, который чем-то похож на шестерню, представляет собой храповик, но его движение ограничено одним направлением. Класс точности определяется стандартами, установленными ISO, DIN, JIS, AGMA и т. д. Например, JIS определяет погрешность шага, погрешность профиля зуба, отклонение спирали, погрешность биения и т. д. для каждого класса точности.
Класс точности определяется стандартами, установленными ISO, DIN, JIS, AGMA и т. д. Например, JIS определяет погрешность шага, погрешность профиля зуба, отклонение спирали, погрешность биения и т. д. для каждого класса точности.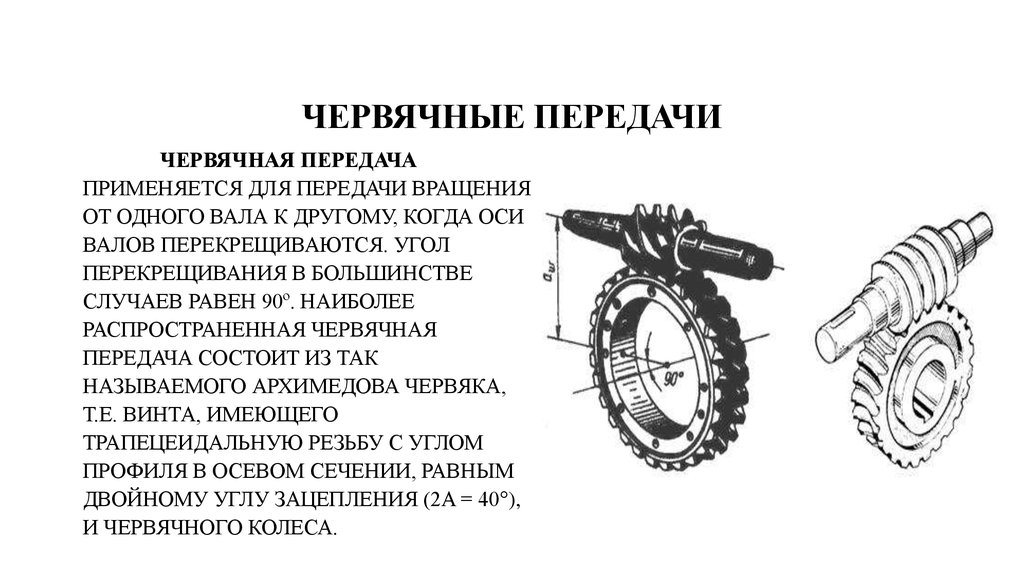 Они просты в изготовлении и имеют возможность правильно создавать сетку, даже если расстояние между центрами немного отличается. Циклоидная форма зуба в основном используется в часах, а трохоидная форма зуба — в основном в насосах.
Они просты в изготовлении и имеют возможность правильно создавать сетку, даже если расстояние между центрами немного отличается. Циклоидная форма зуба в основном используется в часах, а трохоидная форма зуба — в основном в насосах. 1, называемые цилиндрическими шестернями, являются наиболее популярными.
1, называемые цилиндрическими шестернями, являются наиболее популярными. В результате возникла идея создать подходящую форму зубьев, равномерно расположенных на поверхностях качения цилиндров таким образом, чтобы хотя бы одна пара или несколько зубьев всегда находились в контакте. Сталкивая зубья ведомого вала с зубьями ведущего вала, можно гарантировать надежную передачу. Это называется цилиндрическим зубчатым колесом, а эталонный цилиндр, на котором вырезаны зубья, называется делительным цилиндром. Цилиндрические зубчатые колеса представляют собой один из видов цилиндрических зубчатых колес.
В результате возникла идея создать подходящую форму зубьев, равномерно расположенных на поверхностях качения цилиндров таким образом, чтобы хотя бы одна пара или несколько зубьев всегда находились в контакте. Сталкивая зубья ведомого вала с зубьями ведущего вала, можно гарантировать надежную передачу. Это называется цилиндрическим зубчатым колесом, а эталонный цилиндр, на котором вырезаны зубья, называется делительным цилиндром. Цилиндрические зубчатые колеса представляют собой один из видов цилиндрических зубчатых колес. В зависимости от типа зубчатых колес зубья создаются на паре эталонных контактирующих вращающихся поверхностей. Во всех случаях необходимо установить профиль зуба таким образом, чтобы относительное движение контактирующих поверхностей шага соответствовало относительному движению зацепления зубьев на эталонных криволинейных поверхностях.
В зависимости от типа зубчатых колес зубья создаются на паре эталонных контактирующих вращающихся поверхностей. Во всех случаях необходимо установить профиль зуба таким образом, чтобы относительное движение контактирующих поверхностей шага соответствовало относительному движению зацепления зубьев на эталонных криволинейных поверхностях.


 Ниже приводится введение в некоторые из способов.
Ниже приводится введение в некоторые из способов. Однако у него есть недостаток, заключающийся в переключении при приложении внешней силы, когда шестерни выключены. В этих случаях необходимо поддерживать его положение с помощью таких средств, как использование фрикционного тормоза.
Однако у него есть недостаток, заключающийся в переключении при приложении внешней силы, когда шестерни выключены. В этих случаях необходимо поддерживать его положение с помощью таких средств, как использование фрикционного тормоза.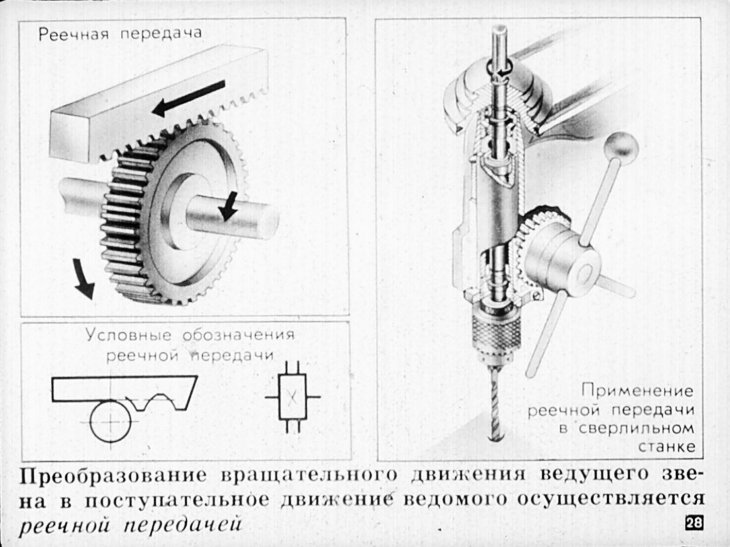
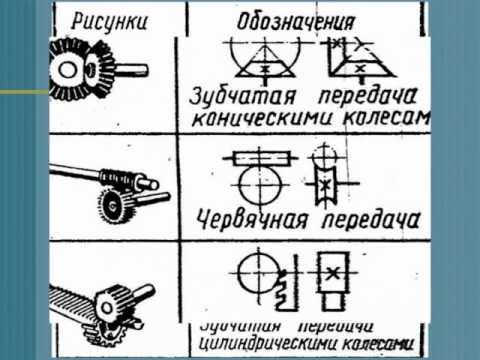 дизайн их машин или тех, которые определены отдельными производителями передач.
дизайн их машин или тех, которые определены отдельными производителями передач. В этом случае, в большинстве случаев, нет проблем, если есть руководство или список деталей для машины, содержащий чертеж, необходимый для изготовления шестерни. Также нет проблем, если есть возможность связаться с производителем машины и что производитель может поставить необходимое оборудование. К сожалению, во многих случаях:
В этом случае, в большинстве случаев, нет проблем, если есть руководство или список деталей для машины, содержащий чертеж, необходимый для изготовления шестерни. Также нет проблем, если есть возможность связаться с производителем машины и что производитель может поставить необходимое оборудование. К сожалению, во многих случаях:  С другой стороны, пользователи, использующие машину после ее изготовления, когда одна или две шестерни нуждаются в замене, часто сталкиваются с высокой себестоимостью производства, что делает окончательную стоимость ремонта иногда очень высокой. Короче говоря, разница в двух методах производства (массовое производство или мелкосерийное производство) оказывает большое влияние на стоимость снаряжения. Например, покупка 300 шестерен за один раз для проекта по производству нового оборудования (изготовление 300 шестерен одной партией) по сравнению с покупкой одной шестерни на замену позже (с производственной партией из 1 штуки) имеет огромную разницу в себестоимости единицы продукции. Это та же самая ситуация на этапе проектирования новой машины, когда для прототипа нужна одна шестерня с той же высокой стоимостью.
С другой стороны, пользователи, использующие машину после ее изготовления, когда одна или две шестерни нуждаются в замене, часто сталкиваются с высокой себестоимостью производства, что делает окончательную стоимость ремонта иногда очень высокой. Короче говоря, разница в двух методах производства (массовое производство или мелкосерийное производство) оказывает большое влияние на стоимость снаряжения. Например, покупка 300 шестерен за один раз для проекта по производству нового оборудования (изготовление 300 шестерен одной партией) по сравнению с покупкой одной шестерни на замену позже (с производственной партией из 1 штуки) имеет огромную разницу в себестоимости единицы продукции. Это та же самая ситуация на этапе проектирования новой машины, когда для прототипа нужна одна шестерня с той же высокой стоимостью. По этому методу:
По этому методу: Существуют различные типы зубчатых колес со специфическими требованиями и спецификациями, начиная от простых форм и заканчивая более сложными.
Существуют различные типы зубчатых колес со специфическими требованиями и спецификациями, начиная от простых форм и заканчивая более сложными.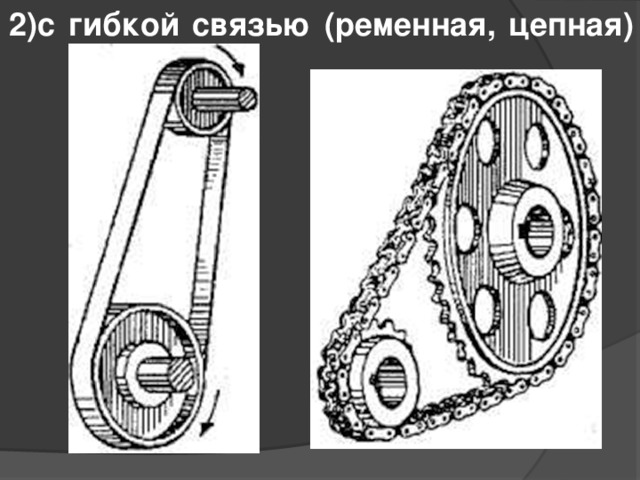

 Ниже показаны различные типы винтовых зубчатых колес.
Ниже показаны различные типы винтовых зубчатых колес.
 Причина тому – простота конструкции и простота изготовления. Прямые скошенные зубья входят в зацепление все сразу, а не постепенно при правильном подборе. Делительная поверхность прямозубых конических зубчатых колес имеет коническую форму с прямыми зубьями, сужающимися к кончику.
Причина тому – простота конструкции и простота изготовления. Прямые скошенные зубья входят в зацепление все сразу, а не постепенно при правильном подборе. Делительная поверхность прямозубых конических зубчатых колес имеет коническую форму с прямыми зубьями, сужающимися к кончику. Однако у них нулевые углы закручивания, и, следовательно, зубья могут вращаться в любом направлении.
Однако у них нулевые углы закручивания, и, следовательно, зубья могут вращаться в любом направлении.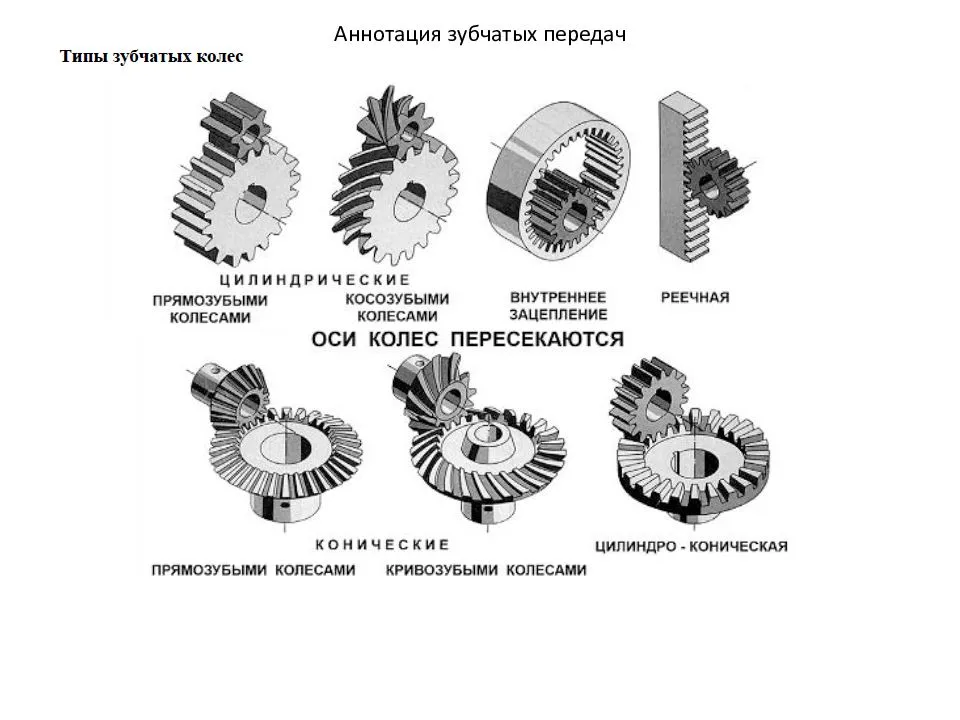 Они работают под углом 90 градусов и широко используются в автомобильной промышленности. Вы видите эти шестерни на осях транспортных средств.
Они работают под углом 90 градусов и широко используются в автомобильной промышленности. Вы видите эти шестерни на осях транспортных средств.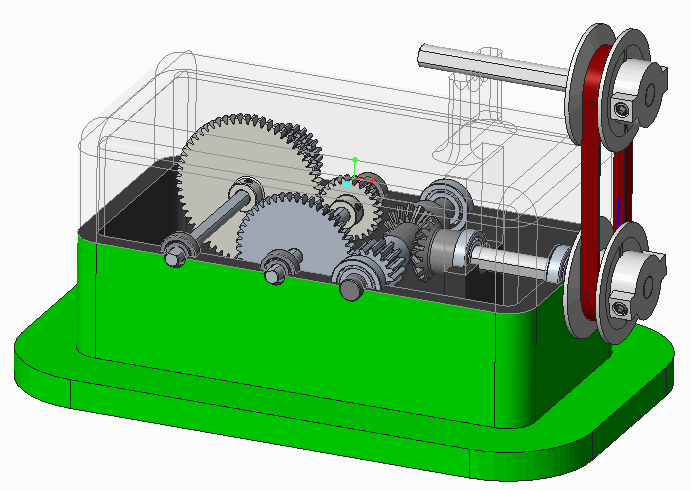 Они переводят вращательное движение в поступательное. Эти шестерни распространены в системе рулевого управления автомобилей. В системах реечной передачи могут использоваться как прямые, так и косозубые шестерни. Реечные передачи в основном применяются в автомобильном рулевом управлении 9.0340 .
Они переводят вращательное движение в поступательное. Эти шестерни распространены в системе рулевого управления автомобилей. В системах реечной передачи могут использоваться как прямые, так и косозубые шестерни. Реечные передачи в основном применяются в автомобильном рулевом управлении 9.0340 . 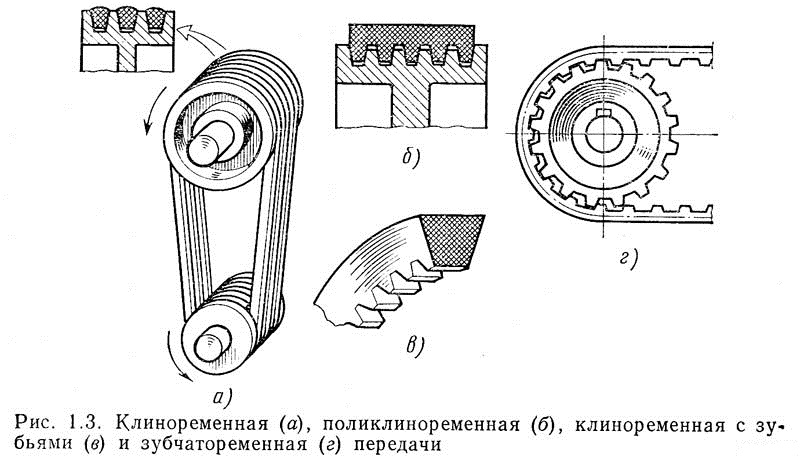


 Однако конфигурации с пересекающимися и параллельными зубчатыми колесами имеют большую эффективность и скорость, чем непараллельные зубчатые колеса.
Однако конфигурации с пересекающимися и параллельными зубчатыми колесами имеют большую эффективность и скорость, чем непараллельные зубчатые колеса. Чтобы передача мощности происходила в паре косозубых или конических шестерен, две шестерни, работающие рука об руку, должны иметь противоположные направления закручивания. Например, две косозубые шестерни с зубьями, движущимися в одном направлении, никогда не зацепятся. Однако винтовые и червячные передачи являются однонаправленными, но с зацеплением.
Чтобы передача мощности происходила в паре косозубых или конических шестерен, две шестерни, работающие рука об руку, должны иметь противоположные направления закручивания. Например, две косозубые шестерни с зубьями, движущимися в одном направлении, никогда не зацепятся. Однако винтовые и червячные передачи являются однонаправленными, но с зацеплением. Рабочие условия включают нагрузку и трение на зубья. С другой стороны, условия окружающей среды включают влажность, температуру и чистоту. Эти два условия влияют на тип редуктора и конструктивные факторы, такие как конструкция, обработка поверхности, смазочные материалы и метод смазки.
Рабочие условия включают нагрузку и трение на зубья. С другой стороны, условия окружающей среды включают влажность, температуру и чистоту. Эти два условия влияют на тип редуктора и конструктивные факторы, такие как конструкция, обработка поверхности, смазочные материалы и метод смазки. При проектировании зубчатых передач необходимо учитывать технические характеристики и требования к применению: изменение направления или увеличение скорости или крутящего момента. Они могут влиять на тип шестерни, конструкцию и конфигурацию.
При проектировании зубчатых передач необходимо учитывать технические характеристики и требования к применению: изменение направления или увеличение скорости или крутящего момента. Они могут влиять на тип шестерни, конструкцию и конфигурацию. Итак, если стандартные шестерни соответствуют стандартам, лучше использовать их, так как индивидуальные шестерни повлекут за собой другие расходы.
Итак, если стандартные шестерни соответствуют стандартам, лучше использовать их, так как индивидуальные шестерни повлекут за собой другие расходы. Однако вы можете не знать, как это сделать. В этом случае свяжитесь с RapidDirect для получения дополнительной информации о зубчатых колесах и наших услугах по механической обработке.
Однако вы можете не знать, как это сделать. В этом случае свяжитесь с RapidDirect для получения дополнительной информации о зубчатых колесах и наших услугах по механической обработке.