Вы можете очень быстро сравнить цены комбинированного станка ML-292 и подобрать оптимальные варианты из более чем 1012 предложений
Реклама
Комбинированный станок MLQ342 300
Комбинированный деревообрабатывающий станок — изделие современного технического уровня предназначено для комплексной обработки столярных изделий на малых предприятиях, фермерских и личных подсобных. ..
Подробное описание и цена >>>
Реклама
Комбинированный станок MLQ342
Комбинированный деревообрабатывающий станок — изделие современного технического уровня предназначено для комплексной обработки столярных изделий на малых предприятиях, фермерских и личных подсобных…
Комбинированный деревообрабатывающий станок ML353G предназначен для обработки заготовок на различных предприятиях по производству мебели. На данном станке можно производить такие операции как…
Подробное описание и цена >>>
КОМБИНИРОВАННЫЙ СТАНОК ML393A (220-380В), 300 ММ
Состояние: Новый
В наличии
ОБЛАСТЬ ПРИМЕНЕНИЯКак и прочие комбинированные станки, ML393A способен на выполнение множества работ. От других его отличает большая ширина рейсмусования и фугования.ПРИМЕНЕНИЕ ML 393AСреди функций…
14.04.2023
Уфа (Россия)
95 000
Комбинированный станок ML392B1
Состояние: Новый
В наличии
Комбинированные станки предназначены для комплексной обработки столярных изделий на малых предприятиях, фермерских и личных подсобных хозяйствах.Комбинированные деревообрабатывающие станки ―…
03.06.2019
Уфа (Россия)
72 900
Комбинированный станок ML393А
Состояние: Новый
В наличии
Комбинированные деревообрабатывающие станки предназначены для комплексной обработки столярных изделий на малых предприятиях и личных подсобных хозяйствахКомбинированные деревообрабатывающие станки…
03.06. 2019
Уфа (Россия)
79 000
Комбинированный станок ML292A
Состояние: Новый
В наличии
Предназначенные для комплексной обработки столярных изделий на малых предприятиях, а также фермерских и личных подсобных хозяйствах.Предназначенные для комплексной обработки столярных изделий на…
03.06.2019
Уфа (Россия)
36 000
Комбинированный д/о станок мод. Д300/260
Состояние: Новый Год выпуска: 2015
В наличии
Применяется для поперечной и продольной распиловки древесины вдоль и поперек волокон, фрезерования, фугования (строгания), сверления.На станке можно выполнять шесть функций:1. Фугование2. Сверление…
20.03.2015
Уфа (Россия)
163 800
станки для производства пластиковых окон
Состояние: Новый Год выпуска: 2015
В наличии
станки для производства пластиковых оконВ составе комплекта за 59000 руб:станок распиловочный «Калибр» 255 мм, 6500 руб;станок сварочный РС-1 (любые сварочные углы, эксцентриковые зажимы), 25000. ..
18.05.2015
Уфа (Россия)
59 000
Станок листогибочный
Состояние: Новый
Станок комбинированный листогибочный, механический с длиной режущей части не менее 600 мм (аналог станка «Сорокин»)
LTT-1325A Фрезерный станок с ЧПУ с вакуумным столом
Состояние: Новый Производитель: Ltt (Китай)
В наличии
Фрезерный станок с ЧПУмод. LTT-К1325АСфера использования: Данные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при…
14.04.2023
Уфа (Россия)
530 000
ФРЕЗЕРНЫЙ СТАНОК С ЧПУ LTT-2130A
Состояние: Новый
В наличии
ОБЛАСТЬ ПРИМЕНЕНИЯДанные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при строительстве и декорировании. Станок используется для…
14.04.2023
Уфа (Россия)
10 500
ФРЕЗЕРНЫЙ СТАНОК С ЧПУ LTT-2140 A
Состояние: Новый
В наличии
ОБЛАСТЬ ПРИМЕНЕНИЯДанные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при строительстве и декорировании. Станок используется для…
14.04.2023
Уфа (Россия)
12 500
MJ6132TYA Форматно-раскроечный станок
Состояние: Новый Год выпуска: 2012
В наличии
Форматно-раскроечный станок MJ6132TYA наклон/ подъем пилы вручную, макс. 400 мм с защитой типа -R Направляющие Y типа (роликовые)Форматно-раскроечный станок MJ6132TYA наклон/ подъем пилы…
14.04.2023
Уфа (Россия)
250 000
Координатно расточной станок 2Е440А 1975 г.в
Состояние: Б/У
Продаем координатно расточной станок 2Е440А 1975 г.в.
Станок в хорошем состоянии, рабочий, комплектный.
Демонтирован, хранится на закрытом, отапливаемом складе.
В комплект поставки входит…
20.06.2013
Уфа (Россия)
координатно-расточной станок HAUSER 3DR
Год выпуска: 1982
В наличии
Продаем координатно-расточной станок HAUSER 3DR 1982 г. в.
Станок в отличном состоянии, полностью комплектный (в комплект поставки входит механизированный поворотный стол).
Демонтирован, хранится…
20.06.2013
Уфа (Россия)
координатно-шлифовальный станок HAUSER 3SM-DR
Состояние: Б/У Год выпуска: 1982
Продаем координатно-шлифовальный станок HAUSER 3SM-DR 1982 г.в.
Станок в отличном состоянии, полностью комплектный (в комплект поставки входит механизированный поворотный стол)
Демонтирован,…
20.06.2013
Уфа (Россия)
универсальный токарно-винторезный станок 1К62
Состояние: Б/У Год выпуска: 1978
Продаем универсальный токарно-винторезный станок 1К62 1978 г.в.
Станок в хорошем состоянии, комплектный, рабочий. Демонтирован и хранится на закрытом, отапливаемом складе.
В комплект поставки…
20.06.2013
Уфа (Россия)
100 000
Станок для обработки кромки стекла ENKONG ZM 4
Состояние: Б/У Год выпуска: 2010
Продается станок для обработки кромки стекла.
Станок для обработки кромки стекла ENKONG ZM 4.
Оборудование в идеальном рабочем состоянии в эксплуатации 3 года.
26.08.2013
Уфа (Россия)
320 000
станок для изготовления гофроотводов ЕКМ-60
Состояние: Б/У Год выпуска: 2012
станок для изготовления гофроотводов ЕКМ – 60.В связи с расформированием цеха по производству дымоходов ООО «ГазСтройИнвест» предлагает к продаже станок для изготовления гофроотводов ЕКМ –. ..
19.09.2013
Уфа (Россия)
2 900 000
Фрезерный станок с ЧПУ 1325
Состояние: Новый
В наличии
Сфера использования: Данные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при строительстве.
Фрезерный станок с ЧПУ BL-M1325B…
14.04.2023
Уфа (Россия)
500 000
Кулачки для левого патрона трубонарезного станка 1983М
Интересуют кулачки на левый патрон трубонарезного станка (4 шт)Здравствуйте, у нас в наличии есть трубонарезной станок
1983М ( Станкостроительный завод имени С.М. Кирова). На левом патроне…
19.03.2014
Уфа (Россия)
Популярные категории в Уфе
Да кстати, на портале ProСтанки выбор предложений по комбинированному станку ML-292 почти как на Авито и TIU
/china/ml/0-s-i-1/Search. html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов.
ПРЕДОХРАНИТЕЛЬНЫЙ НАКЛОННЫЙ ПРЕСС ОТКРЫТОГО ТИПА, 100B
Деревообработка Auto Log & Panel Multi Rip
Гидравлическая односторонняя рама в сборе
Комбинированный деревообрабатывающий станок 3 в 1,
3800 долларов США
Станок для полировки кромок Auto Profice
1700 долларов США
Фрезерный станок по дереву, GYMX506
Деревообработка изогнутой и прямой линии
735 долларов США
Токарный станок по дереву, MFC900, МФЦ1000, МФЦ1100
Двойной станок для сверления петель,
Этот участник берет на себя полную ответственность за содержание этого списка. DIYTrade не несет никакой ответственности за такое содержание. Чтобы сообщить о мошенническом или незаконном содержимом, нажмите здесь.
Китайские поставщики Быстрый поиск:
Деревообрабатывающие изделия, сделанные в Китае
,
Деревообрабатывающие китайские поставщики и китайские производители
Средства измерения точности металлорежущих станков
Классификация металлорежущих станков по точности
Сравнение норм точности ГОСТ и иностранных стандартов
Общие замечания
Испытание станков на точность является одним из основных разделов программы испытаний при приемке серийных станков и опытных образцов новых моделей.
Измерения геометрической точности станков относятся к области метрологических работ.
Под геометрической точностью станка, характеризующей качество его изготовления и установки, понимается:
степень приближения поверхностей, базирующих заготовку и инструмент, к геометрически правильным поверхностям;
соответствие перемещений в направляющих опорах основных узлов станка, несущих заготовку и инструмент, расчетным геометрическим перемещениям;
точность расположения базирующих поверхностей относительно друг друга и относительно направляющих опор, определяющих основные перемещения и обусловливающих формообразование обрабатываемых поверхностей;
точность установки линейных и угловых размеров и точность кинематических цепей передачи.
В процессе обработки изделий возникают усилия, вызывающие деформацию узлов станка, обрабатываемой заготовки и инструмента, а также выделяется тепло, вызывающее тепловые деформации их.
Геометрическая точность станка является важной его характеристикой, но не может в полном объеме характеризовать точность обрабатываемых на станке изделий.
Геометрическая точность станка определяется рядом проверок с помощью измерительных инструментов и приборов. Измерение обработанных на чистовых режимах образцов является косвенной оценкой этой точности и дополняет указанные проверки.
Установка станков перед испытанием на точность
Перед испытанием на точность станок устанавливается на испытательном стенде или на фундаменте на опоры, предусмотренные конструкцией станка. Это должно быть проделано очень тщательно, так как геометрическая точность станка в ряде случаев зависит от точности его установки. Существуют следующие виды установки станков при испытании:
1. Установка станка на три точки опоры обычно применяется для прецизионных станков небольших размеров с жесткой станиной, работающей без дополнительного повышения ее жесткости фундаментом.
Установка станка в горизонтальное положение производится регулировкой опор. Выверка производится уровнями, устанавливаемыми в продольном и поперечном направлениях.
При установке станка все его перемещающиеся части (столы, каретки, суппорты, бабки и др.) должны занимать средние положения.
Следует учитывать возможность изменения положения станка на опорах во время испытания; для исключения ошибок необходимо контролировать положение станины дополнительным уровнем.
2. Установка станка (при эксплуатации) на число опор более трех является наиболее распространенным способом. Станина станка при этом жестко связывается с фундаментом болтами, чем увеличивается ее жесткость.
При установке такого станка для испытания на стенде или фундаменте выверкой с помощью клиньев или башмаков станина станка, не обладающая достаточной жесткостью, деформируется под действием собственного веса и веса смонтированных на ней узлов.
Поэтому установка станка на многих опорах производится с помощью измерения уровнями деформаций станины в отдельных ее частях. Регулировкой опор станина устанавливается в положение, при котором ее деформации будут наименьшими. В процессе испытания станка на точность может иметь место дополнительная регулировка опор в пределах допустимых деформаций станины с проверкой взаимного расположения отдельных частей станка.
При испытании станков, станины которых обладают достаточной жесткостью и работают без закрепления их фундаментными болтами или на виброизолирующих опорах, не допускается в процессе испытания на точность дополнительная регулировка опор.
Установка станка перед испытанием должна быть произведена согласно установочному чертежу, но без затяжки фундаментных болтов.
Точность установки станка перед испытанием указана в каждом разделе приведенных ниже норм точности.
Определение основных отклонений
Основные понятия отклонений формы и расположения линейчатых поверхностей, применяемых в стандартах на нормы точности в соответствии с общими условиями испытания станков на точность по ГОСТ 8-53:
1.
Непрямолинейность поверхности (в заданном направлении, рис. 124)
Определение
Наибольшее отклонение от прямой линии (AB) профиля сечения проверяемой поверхности, образованного перпендикулярной к ней плоскостью (I), проведенной в заданном направлении; прямая линия проводится через две выступающие точки (a, b) профиля сечения.
2. Неплоскостность поверхности (рис. 125)
Определение
Наибольшее отклонение проверяемой поверхности от плоскости, проведенной через три выступающие точки поверхности (а, Ь, с).
3. Непараллельность поверхностей (рис. 126)
Определение
Наибольшая разность расстояний между плоскостями, проходящими через три выступающие точки каждой из поверхностей (Н и H1), на заданной длине (L).
4. Неперпендикулярность поверхностей (рис. 127)
Определение
Наибольшее отклонение угла, образованного двумя поверхностями и измеренного в заданной точке линии их пересечения или в двух крайних и средней точке этой линии (углы a, γ. δ), от прямого угла.
5. Овальность (рис. 128)
Определение
Наибольшая разность между наибольшим и наименьшим диаметрами в двух крайних и среднем сечениях или в одном обусловленном сечении (D — d; D1—d1).
6. Конусность (рис. 129)
Определение
Отношение наибольшей разности диаметров двух поперечных сечений проверяемой поверхности (D — d) к расстоянию между этими сечениями (L).
7. Огранка (рис. 130)
Определение
Наибольшая разность между диаметром окружности, в которую вписан контур сечения проверяемой поверхности, и расстоянием между двумя параллельными плоскостями, касательными к этой поверхности.
8. Непрямолинейность образующей (рис. 131)
Определение
Наибольшее отклонение профиля осевого сечения проверяемой поверхности от прямой линии (АВ; CD), проведенной через две выступающие точки профиля.
9. Радиальное биение (рис.
132)
Определение
Наибольшая разность расстояний (а) от проверяемой поверхности до оси ее вращения.
10. Торцовое биение (рис. 133)
Определение
Наибольшая разность измеренных параллельно оси проверяемой торцовой поверхности расстояний до плоскости, перпендикулярной к оси вращения (l2—l1) на заданном диаметре.
11. Осевое биение (рис. 134)
Определение
Наибольшее перемещение (x) проверяемой детали вдоль оси ее вращения в течение полного ее оборота вокруг этой оси.
12. Несовпадение осей (рис. 135)
Определение
Наибольшее расстояние (с) между центрами поперечных сечений проверяемых поверхностей в пределах заданной длины (l)•
Примечание. В ГОСТ 10356—63 приведены определения отклонений формы и расположения поверхностей, несколько отличающиеся от приведенных выше определений, принятых по действующему ГОСТ 8—53.
Измерение прямолинейности и плоскостности направляющих поверхностей станков
Прямолинейное движение в металлорежущих станках наряду с круговыми представляет главный и наиболее распространенный вид движения и перестановки подвижных частей станка относительно его базовых деталей (станины, стоек, траверс и т д.) и осуществляется с помощью направляющих поверхностей.
Прямолинейность движения определяет точность формы и взаимное расположение обрабатываемых на станке поверхностей, точность координатных и расчетных перемещений, точность установки переставляемых деталей, узлов и механизмов, взаимодействие механизмов, соединяющих подвижные и неподвижные части станка.
В свою очередь, точность прямолинейного движения определяется точностью изготовления и монтажа направляющих поверхностей базовой детали, т. е. степенью приближения их по форме и взаимному расположению к заданным геометрическим формам.
Измерение прямолинейности системы направляющих включает:
проверку прямолинейности отдельных направляющих поверхностей или следов их пересечения;
определение взаимного расположения в одной или параллельных плоскостях двух направляющих поверхностей или следа пересечения двух поверхностей и третьей направляющей.
Реальные направляющие поверхности не представляют геометрически правильных плоскостей из-за погрешностей, вносимых в процесс их формообразования совокупностью технологических и других факторов, и только в большей или меньшей степени приближаются по своей форме к плоскостям.
Измерение прямолинейности направляющей поверхности имеет целью установление ее действительной формы с помощью координат, выраженных в линейных величинах и определяющих отклонения направляющей поверхности от исходной геометрической плоскости или следа пересечения поверхностей от геометрической прямой.
Методы и средства измерения прямолинейности основываются на двух видах измерений:
измерение линейных величин, определяющих координаты элементарных площадок поверхности направляющей относительно исходной прямой линии;
измерение угловых величин, определяющих углы наклона отдельных участков направляющей, ограниченных элементарными площадками относительно исходной прямой линии
За исходную прямую линию принимаются: линия горизонта, прямолинейный луч света, проекция горизонтально натянутой струны на горизонтальную плоскость, материализованный эталон прямой — линейки и т. д.
Сущность методов измерения линейных величин (оптическим методом визирования, измерением по струне, гидростатическими методами) заключается в том, что координаты элементарных площадок поверхности направляющей определяются непосредственным измерением. Изменение определяет координату элементарной площадки относительно исходной прямой.
Измерение каждой данной площадки не зависит от измерения координат других площадок, за исключением крайних, по которым устанавливаются относительно друг друга измеряемый объект и исходная прямая.
Сущность методов измерения угловых величин (уровнем, коллимационным и автоколлимационным методами) заключается в том, что положение элементарных площадок не измеряется относительно исходной прямой, а определяется взаимное расположение двух соседних площадок последовательно по всей длине направляющей.
Кроме проверки прямолинейности отдельной направляющей, возникает необходимость проверки идентичности формы двух направляющих, которая осуществляется с помощью уровня.
Сущность метода проверки идентичности формы направляющих (извернутости или винтообразности направляющих) заключается в определении посредством уровня углов поворота мостика, установленного в поперечном направлении на две направляющие и перемещаемого вдоль этих направляющих.
Так как допуски на извернутость направляющих назначаются в угловых величинах (часто в делениях шкалы уровня), то результаты измерения непосредственно отражают идентичность формы направляющих. Извернутость определяется наибольшей разностью показаний уровня.
При проверке точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков необходимо измерение точности всей винторезной цепи, включая передаточные зубчатые колеса и механизм ходового винта. Отдельные погрешности, определяющие точность этой цепи: осевое биение шпинделя, прямолинейность направляющих, осевое биение ходового винта и т. д. регламентируются рядом самостоятельных проверок.
Измерение точности винторезной цепи производится с помощью эталонного винта, устанавливаемого в центрах испытываемого станка, и измерительного прибора (отсчетного или самопишущего), устанавливаемого на месте режущего инструмента.
Измерение осуществляется на ходу путем непосредственного контакта измерительного стержня прибора витка эталонного винта при настройке станка на шаг этого винта. Таким образом, проверка производится в условиях аналогичных нарезанию резьбы.
При проверке точности кинематических цепей зуборезных станков применяется теодолит с коллиматором или специализированная аппаратура.
Измерение точности абсолютных перемещений по шкалам производится, главным образом, на прецизионных координатно-расточных станках, координатные системы которых перемещаются на заданные размеры с помощью штриховых мер (шкал и масштабных устройств) или по ходовым винтам, снабженным коррекционными устройствами.
Проверка точности абсолютных перемещений производится по образцовым штриховым мерам с помощью отсчетного микроскопа.
Испытания точности координатно-расточных станков должны производиться высококвалифицированным персоналом в особых температурных условиях по аттестованным образцовым штриховым мерам.
Замеренная точность координатных перемещений будет зависеть от места установки образцовой меры в рабочем пространстве станка. При этом следует выбирать наиболее часто встречающиеся зоны обработки в рабочем пространстве.
Необходимо также учитывать отклонения образцовой штриховой меры по ее аттестату с тем, чтобы определить действительные величины координатных перемещений.
Средства измерения точности металлорежущих станков
Приборы и инструмент общего назначения, применяемые для большинства испытаний точности станков (контрольные линейки и угольники, уровни, щупы, концевые меры, контрольные оправки, индикаторы и микрокаторы и т. д.), достаточно просты и не требуют специальных указаний по их применению.
Все средства измерения, применяемые для проверки точности станков, должны быть соответствующим образом проверены и аттестованы, а их погрешности учтены при проведении измерений.
Необходимо иметь в виду, что в ряде случаев погрешности измерительных приборов и инструмента могут быть автоматически исключены из результатов измерений путем известных в измерительной технике приемов, например: перестановки контрольных оправок с поворотом их на 180°, «раскантовки» уровня при проверке горизонтальности, «раскантовки» угольника при проверке перпендикулярности, измерения прямолинейности двумя гранями проверочной линейки с учетом их непараллельности и др.
Такие приемы измерения обеспечивают высокую точность проверок и должны применяться во всех случаях, где это представляется возможным.
Относительно небольшое количество ответственных проверок, характеризующих точность станка, требует применения специальных измерительных приборов.
Применение этих приборов предполагает наличие квалифицированного персонала, владеющего навыками работы с такими приборами.
К числу специальных измерительных приборов относятся:
оптические приборы для измерения прямолинейности направляющих — коллимационные и автоколлимационные приборы, визирные трубы, применяемые также для проверки соосности и других целей;
оптические приборы для измерения углов — теодолиты и коллиматоры, делительные диски с отсчетными микроскопами, применяемые для проверки делительных цепей станков, делительных механизмов и др. ;
эталонные винты и специальные измерительные и самопишущие приборы для проверки точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков;
прецизионные штриховые меры и отсчетные микроскопы для измерения точности перемещений координатных систем прецизионных координатно-расточных и некоторых других станков;
приборы для непрерывной проверки делительных цепей зуборезных станков.
При проведении измерений специальными приборами и при обработке результатов измерения необходимо руководствоваться инструкциями и наставлениями к этим приборам.
Методы проверки и средства измерения, указанные в стандартах на нормы точности станков являются обязательными; применение других методов и средств измерения допускается при условии, что они полностью обеспечивают определение требуемой стандартами точности станков. При проверке станков на точность (без резания) движения узлов станка производятся от руки, а при отсутствии ручного привода — механически на наименьшей скорости.
Если конструктивные особенности станка не позволяют произвести измерение на длине, к которой отнесен допуск, последний пересчитывается на наибольшую длину, на которой может быть произведено измерение. Для длин, значительно отличающихся от той длины, для которой указан допуск, правило пропорциональности допусков неприменимо.
Классификация металлорежущих станков по точности
По разработанной в СССР классификации станков по точности они подразделяются на пять классов, приведенных в табл. 171.
Таблица 171
Класс точности станка
Обозначение класса точности
Соотношение основных допусков точности станков
Нормальной точности станки
Н
1
Повышенной точности станки
П
0,6
Высокой точности станки
В
0,4
Особо высокой точности станки
А
0,25
Сверхточные станки
С
0,15
Как видно из табл. 171 соотношение между величинами допусков при переходе от класса к классу для большинства показателей точности принято равным φ = 1,6.
Это соотношение позволяет согласовать требования к точности станка с требованиями к точности обрабатываемых на нем изделий, так как коэффициент 1,6 учитывается в системах допусков параметров, характеризующих точность поверхностей изделий широкого применения. Станки повышенной точности, как правило, изготавливаются на базе станков нормальной точности, отличаясь от них, в основном, более точным изготовлением и подбором отдельных деталей и повышенным качеством монтажа.
Станки высокой и особо высокой точности отличаются от предыдущих специальными конструктивными особенностями отдельных элементов, высокой точностью их изготовления и специальными условиями эксплуатации.
Сверхточные станки предназначены для обработки деталей наивысшей точности — делительных зубчатых колес и дисков, эталонных зубчатых колес, измерительных винтов и т. п.
При приемке станков более высокого класса точности, чем регламентируется приведенными ниже нормами, можно использовать принятое соотношение основных показателей точности при переходе от более низкого к более высокому классу путем умножения допускаемых отклонений на 0,6.
Сравнение норм точности ГОСТ и иностранных стандартов
Сравнивая стандарты СССР (ГОСТ) на нормы точности металлорежущих станков с аналогичными стандартами других стран, следует отметить:
По количеству и номенклатуре охваченных стандартами на нормы точности станков (около 65 действующих ГОСТ) СССР занимает ведущее место.
Объем испытаний станков на точность, регламентированных в ГОСТ, в основном соответствует принятому в большинстве иностранных стандартов.
Различие, главным образом, касается проверок отдельных деталей (станин, ходовых винтов, делительных дисков), которые контролируются при их изготовлении и сборке и в ГОСТ, как правило, не включаются.
Величины допускаемых отклонений параметров, приведенные в ГОСТ на нормы точности, также в, основном, соответствуют принятым в большинстве иностранных стандартов.
Возросшие требования промышленности к качеству выпускаемых станков, в особенности к их точности, надежности и долговечности, а также условия поставки станков на экспорт, ставят перед станкостроительной промышленностью Советского Союза задачу обеспечения достаточной продолжительности работы станков с заданной точностью.
В частности, при изготовлении станков, поставляемых на экспорт, разрешается использовать только часть поля допуска на точность станков. Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров.
В ближайшее время будут выпущены новые и пересмотренные ГОСТ с более высокими требованиями по ряду показателей точности станков и добавлением повышенных классов точности в соответствии с разработанной классификацией.
Следует иметь в виду, что в отдельных случаях допуски, указанные в иностранных стандартах, неоправдано завышены и поэтому, при сравнении их с нормами точности ГОСТ нужно проверять целесообразность этого завышения, а также анализировать влияние пониженных требований к точности отдельных параметров на точность работы станка в соответствии с его назначением.
В приведенных таблицах сравнения норм точности ГОСТ и иностранных стандартов (табл. 172—192) не всегда даются совершенно идентичные проверки как по методике их проведения и применяемой контрольной аппаратуре, так и по длинам, к которым отнесены допуски на точность.
В таких случаях в таблицах приведены соответствующие оговорки. Допуски пересчитываются в зависимости от длин, к которым они отнесены. Нужно, также, учитывать, что в различных стандартах принята своя собственная система взаимосвязи отдельных проверок, и буквальное сравнение точности их без учета этой взаимосвязи не всегда дает возможность судить о действительной точности работы станков.
В этих случаях требуется более глубокий анализ сравниваемых показателей точности, а также проверка точности работы станков в совершенно одинаковых условиях.
При сравнении допускаемых отклонений по ГОСТ и иностранным стандартам следует учитывать, что при изготовлении станков, поставляемых заводами Советского Союза на экспорт, разрешается использовать только часть поля допуска на точность по ГОСТ:
0,6 — от величины допуска — для станков нормальной и повышенной точности;
0,8 — от величины допуска — для станков высокой и особо высокой точности.
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6Р12, 6P82, 6P82Ш, 6610 и т. д). по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая — к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована. Буква п конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой еще в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
Пример обозначения фрезерного станка
Рассмотрим, например, 6PI2. Это фрезерный станок (цифра 6), модернизированный (буква Р). вертикально фрезерный (цифра I). типоразмер стайка №2 (цифра 2).
Степень универсальности станка
Металлорежущие станки подразделяют по степени универсальности. Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной-двумя буквами, к которым добавляют порядковый номер модели станка.
Классы точности станка
В металлорежущих стайках различают пять классов точности: Н, П, В. А и С. К классу Н принадлежат станки нормальной точности (например. 6PI2). Класс П — это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П). Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к из
готовлению, сборке и регулировке станка (например, 6А75В). Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В. Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А к В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В. А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
Габариты и масса станка
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т), средине (до 10 т) и тяжелые (свыше 10т). Последние делят на крупные (10-30 т). тяжелые (30-100 т) и особо тяжелые -уникальные (свыше 100 т).
Похожие материалы
Как выбрать точность линейной направляющей
Даниэль Коллинз 2 комментария
При выборе рециркуляционной линейной направляющей необходимо указать несколько критериев, включая размер, предварительную нагрузку и точность. И хотя термин «точность» часто используется в общем смысле, применительно к рециркуляционным шариковым или роликовым направляющим он обозначает пять характеристик:
Допуск по высоте узла рельса и блока
Допустимая разница в высоте между несколькими блоками на одном рельсе
Допуск ширины рельса и блока в сборе
Допустимая разница ширины между несколькими блоками на одном рельсе
Параллельность между опорными кромками рельса и блока
Выбор класса точности линейной направляющей зависит от способа монтажа направляющих и подшипников и требуемой точности хода.
Класс точности определяет допуски по высоте, ширине и параллельности. Изображение предоставлено: Thomson Linear
Рекомендации по установке
Существует три основных сценария монтажа рециркуляционных линейных направляющих: один блок на одной направляющей, несколько блоков на одной направляющей и несколько блоков на нескольких направляющих.
Одиночный блок на одиночном рельсе
Для узла, состоящего из одного направляющего рельса и одного подшипникового блока, допуски по высоте (1) и ширине (2) узла важны не только для крепления рельса к его основанию, но также и для установки внешней нагрузки или инструмента на подшипниковый узел. В этой конфигурации требования к позиционированию приложения являются основным фактором при выборе класса точности. Например, приложения, в которых используется жесткая оснастка или где необходимо соблюдать жесткие допуски на положение полезной нагрузки, должны использовать подшипниковые блоки и направляющие с более высокой точностью.
Несколько блоков на одном рельсе
Если на направляющем рельсе установлено более одного блока подшипников, любые отклонения по высоте (2) или ширине (4) могут стать проблемой. Это особенно верно при установке полезной нагрузки или оснастки на подшипники. Различия в высоте могут вызвать неравномерную нагрузку на узел линейной направляющей, что приведет к преждевременному выходу из строя более нагруженного подшипника. Когда грузы жестко закреплены или прикреплены более чем к одному подшипниковому блоку на одном направляющем рельсе, часто требуется более высокий класс точности, чтобы избежать неравномерной нагрузки на подшипники.
Несколько подшипников на нескольких рельсах
Вероятно, наиболее часто используемой конфигурацией рециркуляционных направляющих является комбинация двух параллельных направляющих с двумя подшипниковыми блоками на рельс, поскольку при этом моменты на подшипниках распределяются на вертикальные и горизонтальные силы. Однако такое расположение означает, что шесть элементов (две направляющие и четыре опорных блока) должны быть выровнены. В этой ситуации спецификации 1, 2, 3 и 4 играют роль в результирующих нагрузках на сборку. Означает ли это, что при выборе этой конфигурации вам нужны «супер» прецизионные подшипниковые блоки и направляющие? Не обязательно, но обычно рекомендуется класс точности линейной направляющей «высокий» или выше.
Приложения, в которых используется более двух параллельных рельсов или более двух опорных блоков на одном рельсе, встречаются относительно редко из-за ограничений, введенных в систему, и сложности выравнивания компонентов.
Точность хода
Класс точности линейной направляющей также играет важную роль в поведении подшипника при перемещении, что является рабочей характеристикой, которую большинство людей связывают с термином «точность».
Независимо от размера, предварительного натяга или конфигурации монтажа, спецификация 5 — параллельность между базовыми кромками рельса и блока — играет большую роль в определении точности хода направляющей системы. Этот допуск параллельности определяет, как будет вести себя подшипниковый узел при перемещении вниз по рельсу. Другими словами, кажется ли, что блок подшипников отклоняется из стороны в сторону или вверх-вниз во время движения?
Параллельность линейной направляющей зависит от ее класса точности и длины рельса. . Изображение предоставлено Bosch Rexroth Corp. толщина клея из-за движения подшипника из стороны в сторону, вызывающего колебания расстояния между дозирующей головкой и заготовкой. А если клей растекается по горизонтальной траектории, движения опорного блока вверх и вниз не позволят клею распределиться по красивой прямой линии.
Некоторые конструкторы предполагают, что использование линейной направляющей с более высокой точностью позволяет использовать монтажную поверхность с меньшей точностью, что требует меньше времени и затрат на обработку и подготовку. Другими словами, точность сборки направляющих компенсирует неточность установочной поверхности. Но верно как раз обратное: направляющие имеют тенденцию соответствовать поверхности, на которой они установлены. Чтобы реализовать все преимущества высокоточной линейной направляющей, монтажная поверхность должна быть обработана по крайней мере в соответствии с теми же стандартами, что и направляющая.
Все стальные детали каретки изготовлены из коррозионностойкой мартенситной стали. Каретки поставляются смонтированными на оправках.
Номера деталей для кареток Стандартные уплотнения: уплотнения с низким коэффициентом трения. Номер детали: R0442 … 01 (см. таблицу)
Специальные версии: Также доступны каретки: – с уплотнениями N (отличное очищающее действие) Размеры 15 и 20 имеют дополнительные продольные уплотнения для полного уплотнения. Номер детали: R0442 … 00 (иначе согласно таблице) – без основной смазки для индивидуальной смазки. -Размеры 15 и 20 дополнительно с n уплотнениями и продольными уплотнениями Номер деталей: R0442 … 40 (иначе в соответствии с таблицей) -с уплотнениями с низким содержанием флэт.
Размер
Класс точности
Каталожные номера кареток
Зазор 9
Преднатяг 1
7
—
P
P
114 R0442 712 01
H
R0442 793 01
R0442 713 01
N
R0442 794 01
—
9/M3
P
–
R0442
1501 9001 114 H
R0442 893 01
R0442 813 01
N
R0442 894 01
–
12
P
–
94112 R1
H
R0442 293 01
R0442 213 01
N
R0442 294 01
–
15
P
–
R0442 512 01
4 H 4 R0442 593 01
R0442 513 01
Н
R0442 594 01
–
20
P
–
R0442 012 01
9
9
9
R0442 093 01
R0442 013 01
N
R0442 094 01
–
Пример заказа 1: Размер каретки 12, класс точности P, с предварительным натягом, стандартных уплотнения Данные для заказа:
900 902 211 пример 2: размер каретки 7, класс точности Н, клиренс, Уплотнения N Данные для заказа: R0442 793 00
Пример заказа 3: Размер каретки 15, класс точности H, с предварительным натягом, Уплотнения N и продольные уплотнения, без основной смазки
Пример заказа 4 : Размер каретки 9/M3, класс точности N, зазор, стандартные уплотнения, без основной смазки 2
70107
7
7
Размер
Размеры (мм)
A
A 2
А 3
В
В 1
В 2
Н
Н 3) 8 1
5
Н 1 2)
В 1
Е 1
Е 2
К
5
1
Н
114 Н 5
С 2
7
17
7
5,0
24,0
14,9
–
8
6,5
9,12
–
5
12
8
–
2,5
–
M2
9/M3
20
9
5,5
31,0
20,7
– 5
1 80901 1 0
–
2,8
15
10
–
3,0
–
М3
12
27
12
7,5
34,8
21,5
1,5
114 13
10,0
–
3,3
20
15
–
3,5
–
M3
15
32
15
4 8
43,0
27,2
46,0
16
12,0
12,65
4,7
25
20
4
4,0
2,1
М3
20
4 46 115
13,0
66,0
45,1
69. 0
25
17,5
18,15
7,0
38
38
1,5 30115
6 1
M4
1) Без продольного уплотнения 2) С продольным уплотнением
Размер
Вес Каретка (г) 7
Нагрузка 3 N)
Моменты нагрузки (Нм)
5
C
3 8) 4 C 0 1)
M t 2)
M t0 2)
M L 2)
M L0 2)
9
0 9 5
9
860
1400
3.1
5. 1
1,9
3,2
9/M3
16
1180
2100
9,5 19
5 9,4
5 114 3,6
6,4
12
33
2310
3470
13,7
20,6
7,9
11,8
15
47
4200
9,214 61260
46,3
18,3
27,0
20
177
7900
12230
81.4
126.0
51.7
20.119 10114 80 63
1) Расчетные значения в соответствии с DIN 636, часть 2 2) Расчетные значения (на основе C, C 0 )
Определение динамической грузоподъемности и моментов основано на сроке службы 100 000 м. Часто на самом деле оговаривается только 50 000 м. Для сравнения: умножьте значения C, M t и M L из таблицы на 1.26.
Как превратить ваш 3D принтер в лазерный гравер/резак
3DPrintStory
  
Обзоры
  
Как превратить ваш 3D принтер в лазерный гравер/резак
Если вы хотите создать нечто большее, чем детали, напечатанные на 3D принтере, или просто расширить набор материалов, с которыми вы работаете, лазерная резка и гравировка — отличный выбор. Он позволяет работать с другими материалами и не требует особого опыта.
Но, пожалуй, самое приятное то, что эту технологию можно без проблем использовать, модернизировав ваш 3D принтер. Система движения 3D принтеров намного превосходит требования для лазерной резки, а лазерные диодные модули могут быть такими же маленькими, как узлы хот-энда.
Преобразование 3D принтера в лазерный резак и гравер — довольно серьезное решение. В этой статье мы поговорим о лазерных технологиях в целом, а затем обсудим основные этапы преобразования вашего 3D принтера.
Что такое лазерная резка и гравировка?
Лазерная резка — это процесс, в котором лазерный луч выборочно удаляет материал по определенной траектории, испаряя его. Гравировка в основе такая же, но вместо удаления материала она маркирует поверхность, изменяя ее внешний вид за счет окисления.
Для изготовления настольных станков в основном используются две лазерные технологии: CO2 и диодная. CO2-лазеры достаточно мощные для резки большинства материалов, в том числе некоторых металлов, и широко используются в промышленности.
Однако станки с CO2-лазером громоздкие и требуют довольно дорогого и хрупкого оборудования, такого как трубки CO2, зеркала и линзы. С другой стороны, диодные лазеры легки и относительно дешевы, поскольку состоят в основном из одного небольшого модуля.
Диодные лазеры намного менее мощные, чем CO2, они больше всего подходят для гравировки и резки тонких листов бальзы и фанеры. Для сравнения: CO2-лазер может выдавать мощность до 400 Вт, а диодные лазеры — только 10 Вт максимум.
Нужно ли вам преобразовать 3D принтер в лазерный гравер?
Преобразование 3D-принтера в установку для лазера CO2 может оказаться довольно сложной задачей, учитывая размеры трубок и сложную систему зеркал. По этой причине гораздо лучше использовать диодные лазеры.
Однако имейте в виду, что с помощью этих лазеров можно резать только некоторые материалы, такие как бумага, картон, бальза и фанера толщиной от 3 до 5 мм. Из-за длины волны лазера он не может резать или гравировать прозрачные материалы, такие как акрил.
Также помните о требованиях безопасности при использовании лазеров. Лазеры класса 4 опасны для глаз, поэтому использование защитных очков обязательно. Кроме того, продукты сгорания, выделяющиеся во время работы лазера, могут быть вредными для нашего здоровья, поэтому требуется ограждение и надлежащая вентиляция.
Примите все это во внимание, прежде чем принимать решение о преобразовании вашего 3D принтера в лазерную машину. Учитывая связанные с этим риски, особенно важно соблюдать меры предосторожности.
Как превратить 3D принтер в лазерный резак/гравер?
Процесс преобразования 3D принтера в лазерный станок различается, но обычно включает одни и те же этапы.
Прежде всего, нам нужно выбрать лазерный модуль, который наилучшим образом соответствует нашим требованиям (например, по функциональности и цене). Затем нам нужно выяснить, как адаптировать его к электронике и физическому интерфейсу 3D принтера.
Лазерный модуль
Мощные твердотельные лазеры — относительно недавняя разработка, но рынок быстро догнал спрос на диодные лазерные модули.
Мощность лазера неизменно составляет от 1 до 10 Вт. Некоторые лазеры с белой этикеткой, которые вы видите в Интернете, указаны как 30 или даже 40 Вт, но это определенно не выходная оптическая мощность.
Мощность будет определять, какие материалы можно гравировать и можно ли резать такие материалы, как дерево (и какой толщины). Производители лазеров обычно предоставляют список материалов, которые можно гравировать и вырезать, поэтому обязательно проверьте его.
Регулируемое фокусное расстояние, которое вы иногда видите как рекламируемую функцию, здесь не очень важно, поскольку ось Z 3D-принтера может поднимать или опускать модуль, чтобы соответствовать фиксированному расстоянию.
Подача воздуха — интересная особенность, поскольку она нагнетает воздух прямо на поверхность, чтобы рассеять частицы, мешающие работе лазера, обеспечивая более чистые разрезы. В некоторых лазерах есть эта встроенная функция.
Совместимость и подключение
Большинство лазерных модулей можно подключить непосредственно к плате управления 3D принтером. Вентилятор с частичным охлаждением на 3D принтере требует регулируемой выходной мощности для управления его скоростью, и именно этот порт может питать и управлять лазером.
Для некоторых лазеров требуется специальный вход питания 12 В. Обычно это осуществляется через отдельную плату драйвера, которая может получать питание либо от блока питания принтера, либо от внешнего источника питания. Эта установка также требует подключения к принтеру через порт вентилятора.
Обратитесь к документации производителя лазера для получения инструкций по правильному подключению.
Установка
Установка и монтаж лазерного модуля, пожалуй, единственное серьезное изменение оборудования во всем процессе преобразования. Хотя некоторые лазеры поставляются с нестандартными кронштейнами, всегда потребуется какая-то адаптация.
К счастью, у вас уже есть 3D принтер, так что все возможно. Возможно, вы сможете найти подходящие проекты на таких сайтах как Thingiverse. В противном случае, возможно, пришло время попробовать какое-нибудь программное обеспечение для 3D моделирования, например Tinkercad или подобное. Модель не обязательно должна быть изысканной, просто стык между отверстиями и винтами, который будет использоваться для удержания хотэнда.
После того, как вы прикрепили лазерный модуль к 3D принтеру, готово! Однако, чтобы начать гравировку или резку, вам может потребоваться новая прошивка.
Следующие шаги
Лазерный резак и гравер — одна из самых крутых машин, которые могут быть у нас дома, поскольку они позволяют нам изготавливать вещи из более широкого спектра материалов, чем экструдированная пластиковая нить. Преобразование 3D принтера в лазерный — недорогой вариант, и, в конце концов, вы всегда можете вернуться к 3D-печати.
Кстати, для пользователей Ender и CR-10 Creality предлагает специальные лазерные комплекты для добавления (не замены) лазерных модулей в эти принтеры.
Обязательно ознакомьтесь с некоторыми пошаговыми руководствами в интернете. Например, пользователь Instructables Госс Адема задокументировал преобразование Anet A8 в лазерный резак и гравер, а на канале TeachingTech на YouTube есть отличные пошаговые инструкции, как это сделать на любом 3D принтере.
3D принтер, как лазерный гравер. Добавляем функционала. Доработка и первый тест.
Применение
Подпишитесь на автора
Подписаться
Не хочу
17
Здравствуйте!
Спешу поделиться буквально жареными новостями. ..
Давно хотел проверить на практике использование 3Д принтера не только для печати. И наконец-то это было сделано!
Остановился на оснащении принтера лазерной головой, так как это один из самых не пыльных способов доработки принтера.
Для придания дополнительного функционала моему Nephila понадобились следующие вещи:
кронштейн для крепления головы
сама лазерная головка
блок питания головки, так как она рассчитана на 5 вольт
комплект крепежа
немного пайки
Небольшая лазерная головка собственной персоной
[IMG ID=208546 WIDTH=284 HEIGHT=211]
Итак, сперва смоделировал кронштейн, примерил его на голове принтера, все хорошо вписалось…
Прикручивание всего этого хозяйства к голове Nephila. Такой вот вполне гармоничный симбиоз получился.
Коммутация питания. Питание было взято с турбовентилятора обдува. Просто отключил обдув, подключил лазер
[IMG ID=208541 WIDTH=279 HEIGHT=259]
Далее проверил включение лазера с помощью меню принтера
[IMG ID=208540 WIDTH=375 HEIGHT=293]
Все засветилось и заработало! Очень футуристично все это смотрится внутри принтера
[IMG ID=208539 WIDTH=353 HEIGHT=385]
После этого естественно захотелось сделать тестовую печать тестовый рисунок. Для этого при помощи того же редактора моделей был сделан логотип, преобразован в STL формат и отслайсен в Slic3R со специальными настройками. Один слой, скорость побольше, чтобы не прожгло насквозь, смещение оси Z для нужной фокусировки, момент включения лазера.
Заправил GCODE на карточку, вставил в принтер и вперед…
Nephila не спеша опускает свой стол примерно на 20 см, затем голова резко подается на точку старта и включается ослепительный синий лазер! Он быстро начинает делать свою работу! Появляется запах жженой бумаги. .. Очень ярко…
[IMG ID=208549 WIDTH=408 HEIGHT=291]
В итоге получился не плохой результат! Такой симбиоз имеет место быть! Расширение функционала при минимальных доработках. Как минимум можно выжигать по дереву, логотипы, надписи, рисунки, вполне не плохо!
А это результат. Всем знакомый рисунок заливки, но только выжжен на бумаге)
[IMG ID=208534 WIDTH=642 HEIGHT=360]
Далее буду тестировать, на что еще способен данный лазер совместно с Nephila!
Полное видео процесса апгрейда:
Подпишитесь на автора
Подписаться
Не хочу
17
Лучший 3D-принтер, лазерный гравер, фрезерный станок с ЧПУ на продажу
3D-печать может создавать практически все, что угодно, практически из любого материала за небольшую часть стоимости и времени, традиционно связанных с такими процессами, от критически важных деталей для самолетов до строительных блоков для индивидуальные дома и предметы повседневного обихода — далеко за пределами того, что мы можем себе представить сегодня. Но что такое 3D-печать? Как это работает? И почему вы должны его использовать? Что ж, мы рады, что вы спросили! Вот все, что нужно знать об использовании 3D-принтер .
Мы, наверное, слышали о 3D-печати и, возможно, даже экспериментировали с ней. Тем не менее, большинство людей не знают, что такое 3D-печать . 3D-печать — одна из самых популярных новых технологий в мире прямо сейчас, и в ближайшее время она не исчезнет. Это процесс, который позволяет нам создавать физические объекты, соединяя тонкие слои материала слой за слоем, пока мы не получим конечный продукт. Мы можем сделать это практически с любым материалом: металлом, пластиком, керамикой, стеклом — даже с пищей! Итак, что это значит для нашей повседневной жизни? Это означает, что если у нас есть идея чего-то, что мы хотим сделать, но у нас нет времени или ресурсов, чтобы сделать это самостоятельно (или если мы слишком заняты), то 3D-печать может помочь.
3D-печать работает следующим образом: сначала вы загружаете модель из Интернета или создаете ее самостоятельно. Затем вы импортируете модель в программу для нарезки для обработки. Наконец, вы печатаете модель с помощью 3D-принтера. Принтер делает это, укладывая последовательные слои материала один за другим, пока объект не будет готов. Принтеру необходимо знать размер каждого слоя и место его размещения, чтобы объект правильно соединился. Кроме того, принтеру требуется сырье (обычно пластик), которое можно расплавить и придать ему форму. После того, как эти исходные материалы расплавлены и приобретают окончательную форму, они выдавливаются через крошечные отверстия в так называемой «печатной головке». Эта печатающая головка подает материал через небольшие отверстия в любое пространство, которое необходимо заполнить пластиковая нить . На самом деле принтер ничего не создает из ничего; он создает объект из ранее существующей модели или чертежа. Поскольку каждая часть этого процесса выполняется компьютеризированным оборудованием, нет никаких ограничений на то, насколько сложным или подробным может быть наше творение — единственным ограничением является наше воображение!
Возможности создания с помощью этой технологии безграничны. 3D-технология позволяет нам проектировать и создавать наши собственные продукты, не беспокоясь о том, как они будут сочетаться друг с другом или будут ли они функционировать должным образом. Некоторые преимущества, предлагаемые 3D-технологиями, включают: Он предлагает множество возможностей для дизайна. Мы можем выбирать из сотен различных материалов, цветов и дизайнов. Гибкость, предлагаемая этой технологией, означает, что не будет двух одинаковых предметов. 1. Недорогое использование Начало работы с 3D-принтером не требует больших затрат . Все, что вам нужно, это компьютер и доступ в Интернет. Мы можем выбрать из множества различных типов принтеров с разным ценовым диапазоном. Более дешевые модели по-прежнему будут печатать качественные модели, но они могут быть не в состоянии справиться с крупными проектами, такими как мебель или крупные предметы, которые необходимо распечатать в нескольких частях. 2. Экологичность и сокращение отходов 3D-принтеры оказывают огромное воздействие на окружающую среду, поскольку они чрезвычайно энергоэффективны. Вместо того, чтобы создавать детали из отходов пластика или металлолома, мы можем создавать их из переработанных материалов, таких как алюминий и пластик, что сокращает количество отходов на свалках до 90%. 3. Изготовление изделий на заказ с минимальными затратами 3D-печать можно использовать для изготовления одежды, бижутерии, игрушек, статуэток и многого другого. Мы также используем 3D-принтеры, чтобы делать вещи для себя или продавать их в качестве подарков. Кроме того, мы можем кастомизировать нашу собственную обувь, использовать 3D-принтеры для быстрого прототипирования (что означает, что мы можем быстро создавать рабочие прототипы), производства и даже в теплицах, где выращиваются тропические растения.
3D-технологии прошли долгий путь с тех пор, как в 1984 году был построен первый 3D-принтер, и сегодня на рынке существует множество различных типов принтеров. 3D-принтеры бывают всех форм и размеров, и их возможности сильно различаются в зависимости от выбранной нами марки и модели. Например, новички, которые хотят познакомиться с 3D-технологией, прежде чем тратить деньги на более совершенную модель, могут купить принтеры начального уровня всего за 1000 долларов. При выборе подходящего принтера следует помнить о некоторых ключевых характеристиках: · Хорошее разрешение (или качество печати): 3D-принтер с высоким разрешением будет давать лучшие результаты, чем принтер с более низким разрешением. Помните, нам нужно четко видеть детали при разработке нашего проекта. · Размер печати: Размер печати соответствует размеру готового объекта. Обычно он измеряется в миллиметрах или дюймах, но некоторые модели имеют больший (или меньший) размер печати, чем другие. Когда мы хотим производить полноразмерные продукты, мы должны знать, какой размер подходит для наших нужд, прежде чем инвестировать в машину! · Скорость: Скорость принтера определяет, насколько быстро он может выполнять свою работу: если он медленный, он не может поддерживать большие проекты, такие как мебель или предметы искусства.
из 3139 отзывов
Ryan Daw
Платформа для лазерной гравировки и резки для Snapmaker 2.0
Удивительно!
Удалось сделать высокодетализированные изображения на плитке без каких-либо проблем Очень впечатляющие результаты на плитке
18.07.2022
Николя Белин
Модульный 3D-принтер Snapmaker 2.0 F350/F250
Большой Snapterrarium эхх Snapmaker.
Большой снэптеррариум, эх Снэпмейкер.
Отлично работает. Был неисправный сенсорный экран, но SM прислали мне новый, и теперь все работает как часы.
30.06.2022
Хайме Рамирез
Модуль лазера высокой мощности Snapmaker 10 Вт
Очень хороший лазер
Моей первой работой был нониус на моем модуле мощностью 1600 мВт, на его резку ушло 55 минут, теперь только на модуле мощностью 10 Вт. мин.
09.05.2022
Эрик Уорролл
Модульные 3D-принтеры 3-в-1 Snapmaker 2.0
Делает именно то, что заявлено
Я полюбил свой Snapmaker с тех пор, как распаковал его.
Это не идеально, это сложно, вам нужно посвятить время изучению 3D-технологий. Программное обеспечение иногда необходимо перезапустить, чтобы оно заработало, а иногда оно содержит досадные ошибки.
Но инженерная точность захватывает дух, я создал красивые 3D-печати PLA, которые не нуждаются в отделке, высококачественные механические детали, такие как держатель велосипедного насоса, и декоративные деревянные подарочные коробки с выгравированными лазером сообщениями для близких.
Если у вас есть желание и время для изучения нового навыка, Snapmaker поможет вам реализовать свое творческое видение.
14.04.2022
Robert Allard
Корпус для Snapmaker 2.0
Хорошее дополнение к моему a350
Очень доволен своей покупкой, и обслуживанием за помощь в решении проблем у меня была сборка.
24.03.2022
Mike L
Оригинальный 3D-принтер Snapmaker 3-в-1
Печать за час!
Я был действительно впечатлен тем, как легко все было собрано, я собрался и начал печатать примерно через час, простая калибровка и никаких проблем. Отличный выбор для новичка! Простое программное обеспечение, занимает мало места, а меньшая по размеру кровать по-прежнему достаточно велика для большинства задач, которые пожелает любой новичок. Лазерная гравировка тоже работает! Не жалею, что выбрал Snapmaker в качестве своего первого принтера, отличное соотношение цены и качества. Очень рекомендую! На фото: реплика Enigma Rotor
12.03.2022
Maker Leigh
Модульный 3D-принтер Snapmaker 2.0 F350/F250
Это мой второй принтер 🙂
Это была моя вторая покупка SM2 350. вверх. Супер быстрая доставка к Новому году в Великобритании. Молодец Снапмейкер.
10.02.2022
gotsung Peng
V-образные насадки с прямыми канавками (3 бита)
Небольшие проблемы с использованием V-насадок с прямыми канавками
несколько дней назад, и все было почти идеально. Мой материал — дерево диаметром 50см. Когда V-образная насадка с прямой канавкой входит глубоко в центр древесины, поскольку радиус древесины превышает длину канавки, древесина касается вала и создает сильное трение и шум, в результате чего 3-х кулачковый патрон срабатывает. ослабить. Диаметр 3-кулачкового патрона с внутренним зажимом вращающегося модуля может достигать 60 см. Вышеупомянутая проблема может быть более очевидной. Есть ли решение?
22.09.2021
Yousif Alsabbagh
Snapmaker 2.0 Модульные 3D-принтеры 3-в-1
A350
Единственный минус — это то, что машина издает громкий шум, в остальном она просто фантастическая!
20.09.2021
Преобразование вашего 3D-принтера в лазерный гравер
Заменив ваш принтер (или инструментальную головку с ЧПУ) лазером, вы можете использовать движение XY для управления траекторией лазера для гравировки металлы и резать другие материалы.
Компания Endurance Laser, расположенная во Флориде, производит свои лазерные системы plug-and-play для систем ЧПУ и 3D-принтеров с 2015 года. Лазеры очень просты в настройке и не требуют дополнительного программного обеспечения или навыков для установки.
По этой ссылке вы можете увидеть, как легко подключить лазер к наиболее распространенным платам для 3D-принтеров.
Начиная с систем мощностью 4 Вт для маркировки металлов и до 15 Вт с двухлучевым лазером DUOS, существует целый ряд лазеров различных типов и уровней мощности, соответствующих разным бюджетам и потребностям.
Давайте начнем с 4-ваттной системы и будем двигаться дальше.
Лазер DPSS мощностью 4 Вт
Модуль лазера DPSS мощностью 4 Вт (твердотельный с диодной накачкой) — отличное место для начала для тех, кто хочет окунуться в маркировку металлов с помощью существующего оборудования ЧПУ/принтера. Его YAG-лазер с длиной волны 1064 нм идеально подходит для маркировки ювелирных изделий и цветной гравировки на различных металлах, включая золото, серебро, медь, алюминий, железо и сталь, и даже может использоваться на керамике, например на сапфировом стекле.
DPSS мощностью 4 Вт идеально подходит для маркировки металлов (Изображение предоставлено Endurance Lasers).
Он также хорошо работает с такими пластиками, как пластиковая пленка, и подходит для использования на пластиковой упаковке. Пример многоцветной маркировки на листе титана вы можете увидеть на изображении ниже.
Цветная маркировка на титане очень проста (Изображение предоставлено Endurance Lasers)
В комплект входят следующие предметы:
– лазерный модуль DPSS (1064 нм) с оптической мощностью 4 Вт.
— AC/DC 12В 25А (блок питания).
– Усовершенствованный монтажный кронштейн.
Подробнее о маркировочном лазере мощностью 4 Вт можно прочитать здесь.
Лазер Delux мощностью 10 Вт
Модель лазера Delux мощностью 10 Вт предлагает наилучшее сочетание цены и мощности, поэтому это самый продаваемый лазер от Endurance Lasers. Оснащенный лазером диодного типа Nichia с длиной волны 445 нм, Delux подходит для гравировки таких материалов, как полированный и анодированный алюминий, сталь, нержавеющая сталь, без использования пасты для гравировки. С пастой для гравировки можно легко выполнить гравировку как на меди, так и на латуни.
Легко добавить лазер к вашему принтеру (Изображение предоставлено: Endurance Lasers)
Лазер мощностью 10 Вт позволяет легко резать определенные материалы и может резать фанеру толщиной 3,8 мм за один проход, как вы можете видеть на изображении ниже.
Простая лазерная резка на 3D-принтере (Изображение предоставлено Endurance Lasers)
Пластмассы, такие как темный акрил, можно точно разрезать толщиной до 8 мм всего за пару проходов лазера, а более толстые породы дерева и фанеры толщиной до 5 мм также могут резать за 2-3 прохода.
В комплект входят следующие элементы:
– модуль диодного лазера мощностью 10 Вт, 445 нм.
— Лазерный бокс (лазерный драйвер) с ШИМ Mo1.
— БП (12В 5-6А)
– 3 фиксирующих кольца для линз лазера.
– Воздушная форсунка версии 1.0 с трубкой
Подробнее о лазере Delux можно прочитать по этой ссылке.
Лазер PLUS PRO мощностью 10 Вт
PLUS PRO мощностью 10 Вт предлагает самый мощный модуль однолучевого диодного лазера с длиной волны 445 нм для лазерной резки и лазерной гравировки с усовершенствованным блоком управления лазером. Он оснащен самой передовой электроникой в линейке и имеет двойную систему охлаждения TEC, чтобы лазерный диод постоянно оставался холодным.
Кроме того, он оснащен воздушным соплом и воздушным компрессором для эффективной лазерной резки, как только вы установите его на свой 3D-принтер или станок с ЧПУ. PLUS PRO может без проблем разрезать фанеру толщиной 5 мм и отлично подходит для резки мягких материалов, таких как кожа и даже материалы для парусов.
PLUS PRO Лазерный модуль и контроллер (Изображение предоставлено Endurance Lasers)
В комплект этого лазерного модуля входит следующее:
— Лазерный модуль PLUS PRO мощностью 10 Вт
– Лазерная коробка вер. 2.0
– Обычный 3-элементный объектив
– Кольца фокусировки большего размера x 3 шт.
— 2 блока питания постоянного тока 12 В, 8 А переменного тока (блок питания)
— Воздушный компрессор и воздушная форсунка (версия 1.0)
– 2x DC/DC для охлаждения TEC
Для получения более подробной информации о лазерном комплекте 10 Вт PLUS PRO перейдите по этой ссылке.
Лазер DUOS мощностью 15 Вт
Модель DUOS — это самый мощный диодный лазер на рынке с комбинированным 2 лучом, способный резать широкий спектр материалов на высокой скорости до 500 мм в минуту. Естественно, DUOS поставляется с двумя соплами для подачи воздуха, как вы можете видеть на изображении ниже.
Двойные насадки для двойных лазеров (Изображение предоставлено Endurance Lasers)
Например, DUOS с длиной волны 445 нм может разрезать кедровую древесину толщиной 3,5 мм всего за два прохода двойного лазера.
На видео ниже показано, как 15-ваттный DUOS сравнивается с 10-ваттным лазером.
Фрезерный станок с ЧПУ применяется для обработки материалов различного назначения фрезой — металлическим резаком, который имеет одну или несколько режущих кромок. В зависимости от назначения их производят в разных формах: с различным типом крепления, диаметром, числом кромок. Фреза разных типов может быть использована для следующих работ:
нарезка резьбы;
сверление;
изготовление пазов;
распиловочные и отрезные работы;
рельефная обработка.
Возможности современного фрезерного оборудования с ЧПУ этим не ограничиваются. Промышленный комплекс с автоматизированным управлением, предназначенный для фрезерной обработки, способен без вмешательства оператора осуществлять полный рабочий цикл по многим типам работ, в том числе замену инструмента.
Типы фрезеровщиков с ЧПУ
Фрезерное оборудование является универсальным, и включает в себя несколько систем, которые различаются типом подачи, размещением головки, конструкцией станины, назначением. На сегодняшний день наиболее распространены следующие виды:
вертикальные — рабочий стол расположен под фрезой;
горизонтальные — ось неподвижно закреплена сбоку от рабочего стола, который может перемещаться по двум осям;
продольные — такие станки используют для работы с заготовками больших размеров
токарно-фрезерные — используется для фрезерования и расточки заготовок самой высокий сложности;
универсальные — представляет собой комплекс с горизонтально фиксированным шпинделем и поворотным столом, что позволяет фрезеровать поверхности, ориентированные параллельно или перпендикулярно горизонтальной плоскости;
широкоуниверсальные — следующий этап совершенствования универсальных комплексов, позволяющий обрабатывать заготовки по нескольким плоскостям одновременно. У них предусмотрено несколько шпиндельных головок. Существуют трех-, четырех- и пятиосевые разновидности.
Настольные — они отличаются компактностью, имеют невысокую производительность, используются для производства штучных изделий. Благодаря небольшим габаритам помещаются на столе.
Практически все фрезерные станки с ЧПУ, представленные на рынке оборудования для обработки материалов, обладают возможностью работать в полуавтоматическом или полностью в автоматическом режиме.
Такую возможность обеспечивает комплектация контроллерами, передающими управляющие команды от компьютера к исполнительным механизмам станка, которыми являются шаговые электродвигатели.
Это позволяет значительно повысить производительность процесса и повысить культуру производства:
обеспечивается высокое качество реза;
высокая степень автоматизации позволяет практически исключить брак;
снижается количество отходов;
автоматизированные станки безопаснее для персонала.
Для чего нужен ЧПУ Фрезер
Фрезерное ЧПУ оборудование универсально, и позволяет решать самые разнообразные задачи: от массового выпуска однотипной продукции, обеспечивая при этом высокую воспроизводимость результатов, до производства оригинальных изделий штучным тиражом.
Станки с ЧПУ приобретают и промышленные предприятия с большим объемом производства, и владельцы частных мастерских, в большей степени ориентированных на выполнение уникальных изделий по индивидуальным заказам. Фрезерам под силу обрабатывать самый широкий спектр материалов, в том числе металлы, независимо от твердости, древесину, пластик, резину и многое другое, вплоть до бумаги. На ней специальными тонкими фрезами гравируют рисунки, логотипы, надписи.
Благодаря высокой точности и производительности фрезеры используется в следующих областях деятельности:
Деревообработка
В производстве дверей и мебели фрезерный комплекс с ЧПУ является неотъемлемым атрибутом. Используя фрезы разного типа, на одном станке можно распилить материал до нужных размеров, изготовить паз, выполнить сверление, торцевание, выгравировать изображение.
Помимо этого фрезерные станки широко используются для изготовления и обработки плинтусов, балясин, и других изделия из дерева. Разнообразные узоры наносятся с высокой точностью. В некоторых случаях орнамент, изготавливаемый при обработке невозможно воспроизвести вручную.
Обработка металлов
Фрезерные станки с ЧПУ позволяют выполнять любые технологические операции, применяемые в металлообработке, не оглядываясь на прочность металла:
токарные работы
гравировка металлических поверхностей
шлифовка
изготовление заготовок по заданным размерам
нарезание резьбы
расточка
черновая и финишная обработка
нанесение рельефных изображений, и многое другое.
Дизайн и архитектура, макетирование
Фрезер с ЧПУ позволяет создавать объемные и плоские логотипы, рекламные и дизайнерские объекты, макеты зданий, элементы уличной архитектуры, барельефы, псевдо 3D-панно. Объекты могут выполняться из различных материалов, в числе которых камень, стекло, древесина и т.д. ювелирная промышленность
Станки с ЧПУ в сфере обработки драгоценных камней не имеют конкурентов. Ручной труд не состоянии обеспечить сопоставимую производительность и точность. Ювелирные фрезерные станки позволяют производить следующие работы:
нанесение гравировок;
создание коллекционных монет;
производство сувенирных изделий;
изготовление восковых форм.
Ортопедия
Изготовление стоматологических протезов с использованием фрезерных станков ЧПУ позволяет добиться максимально точного соответствия изделия слепкам, поэтому в области протезирования зубов оборудование подобного типа используется достаточно интенсивно. К изготовленным протезам (мостам, имплантам, коронкам) не требуются длительного привыкания.
Машиностроение
Многие узлы и детали машин обрабатываются на фрезерах. Работы включают в себя изготовление шестерен, втулок, обработку цилиндров, в том числе для двигателей внутреннего сгорания, и тому подобное.
Handmade
Это широкая сфера применения фрезерного оборудования, в которую входит производство подарков, украшений, игрушек, других товаров бытового применения.
Многофункциональность, универсальность, высокая эффективность, точность обработки и высокая воспроизводимость результатов делают фрезерные комплексы с ЧПУ необходимым условием для успешного развития любого производства, а также для изготовления оригинальных, уникальных изделий.
Принцип работы фрезерных станков по дереву
Фрезерные станки по дереву используются во многих областях промышленности. Их основным предназначением является производство всевозможных деталей из древесины различных пород. Кроме того, такие устройства применяются для фрезерования и обрабатывания профилей.
Нередко деревообрабатывающие фрезерные станки дополняются специальными пылесосами, которые удаляют стружку, пыль с поверхностей устройств и рабочих зон. Станина у подобных аппаратов представляет собой прочную литую конструкцию, устойчивую к вибрациям. Немаловажное значение имеет возможность безопасной замены инструмента, которую можно произвести в процессе работы.
Изначально фрезерные станки использовались исключительно для строгания, как плоского, так и профильного. Например, с их помощью осуществлялась обработка краев деталей, изготавливались плинтуса, простые шипы. Сейчас же, благодаря специальным приспособлениям, сфера их применения значительно расширилась, поэтому деревообрабатывающие станки стали незаменимыми и актуальными устройствами, которые используются не только в частных мастерских, но и на предприятиях.
Разновидности
Существует множество видов фрезерных станков, предназначенных для обработки древесины. Все они выполняют различные задачи и имеют свои особенности. Рассмотрим наиболее популярные из них:
Ручной фрезерный аппарат – отличается мобильностью и компактностью. Его удобно использовать в небольших домашних мастерских и при необходимости перевозить из одного места в другое. Однако, он не способен справиться с большими объемами работы. В основном, такое устройство используется для изготовления декоративных элементов и мелких вещей. Его конструкция крайне проста, она включает в себя двигатель, надежно спрятанный в прочном корпусе, а также шпиндель или патрон, в который вставляется режущий инструмент.
Токарно-фрезерный станок – предназначается для придания форм заготовкам. Использовать при этом можно различные фрезы и токарные ножи.
Вертикальный станок – осуществляет растачивание пазов и отверстий. В домашних мастерских применяется довольно редко.
Горизонтальный станок – отличается от прочих осью расположения шпинделя, при этом, обрабатываемая болванка способна перемещаться в разных направлениях.
Настольное устройство – имеет довольно высокую мощность, устанавливается практически на любую поверхность. С его помощью осуществляется растачивание пазов, изготавливаются мелкие детали.
Аппарат бытового типа – его основными предназначениями являются шлифование, сверление, строгание, распиливание (как продольное, так и поперечное). Он имеет скоромные габариты, поэтому может использоваться в стесненных условиях, к таковым относится модель JET JWS-34KX 230 В.
Копировально-фрезерный станок – предназначается для проведения сложных работ, связанных с изготовлением большого количества деталей, требующих максимальной точности, к таковым относится модель ФСШ-1А. 10.
Станок с ЧПУ – оборудуется микропроцессором с оперативной системой и памятью. Способен работать по заранее выбранной программе и справляться сразу с несколькими задачами, при этом участие мастера не требуется.
Устройство и принцип работы
Основными элементами деревообрабатывающего фрезерного станка, вне зависимости от его типа, являются:
рабочая поверхность;
суппорт;
станина;
режущий элемент;
вставной и вал-шпиндели;
планка, расположенная направленно;
каретка, позволяющая обрабатывать детали под углом.
Вал-шпиндель располагается на суппорте под рабочей поверхностью, а его верхняя часть проходит через отверстие в столешнице. Суппорт имеет регулирующий механизм, позволяющий установить его в необходимом положении. Вставной шпиндель и режущий инструмент располагаются в верхней части вал-шпинделя.
Для фрезерования по прямой требуются направляющие элементы, например, линейка. Она отличается подвижностью и регулируется в необходимом положении. Для закрепления упоров деревообрабатывающие фрезерные станки оборудуются пазами. В роли режущих инструментов могут выступать ножи, головки, диски и фрезы.
Другие статьи по теме:
… смотреть все ->
Мега-гид по фрезерным станкам
— что это такое, типы и характеристики
🛠 Фрезерный станок — один из самых увлекательных инструментов для тех из нас, кто увлечен производством и обработкой.
В этой статье мы рассказываем о том, что такое фрезерные станки, какие виды существуют, для чего они используются и какие виды деталей и операций можно на них выполнять.
👇 Продолжайте читать! Вы найдете видео, персонализированные изображения…
📖 Что вы хотите прочитать?
Что такое фрезерный станок и для чего мы его используем?
Пример классического универсально-фрезерного станка, модель OPTIMUM MT 230 S с цифровой индикацией, промышленный станок. Цена около 27.000€
Фрезерный станок – это станок, который выполняет черновую обработку, резку или (даже) сверление различных твердых материалов, обычно металла. Это делается путем удаления стружки за счет высокоскоростного вращения фрезы и движения осей либо элемента, либо механизма.
Этот вид технологии изготовления деталей путем их вырезания называется механической обработкой.
Фреза — это режущий инструмент, используемый во фрезерных станках. Фреза содержит одну или несколько режущих кромок, удаляющих металлическую стружку при вращении инструмента. Существует множество различных типов фрез, в зависимости от типа работы, которую необходимо выполнить на детали. Вот несколько примеров:
Различные типы фрез (фрезерных инструментов) для различных операций, которые можно выполнять на фрезерном станке.
Все еще не понятно, что такое фрезерный станок и как им пользоваться? Я думаю, что эти концепции лучше всего объяснить с помощью видео. Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:
Части фрезерного станка
Теперь, когда мы знаем, каковы его функции, давайте познакомимся с анатомия фрезерного станка. Для этого мы должны учитывать, что его детали и аксессуары будут различаться в зависимости от модели машины. По этой причине мы назовем наиболее важные из них.
Стол
Сюда мы поместим деталь, которую нужно фрезеровать. На столе блок необработанного металла, подлежащий фрезерованию, фиксируется с помощью различных систем. Наиболее распространенная система заключается в удержании детали с помощью тисков или зажимов, винтов и Т-образных гаек, так как перед началом фрезерования деталь должна быть прочно закреплена и находиться в правильном положении.
Шатуны
Это те, которые придают движение декартовым осям. Есть по одному «X», «Y» и «Z» соответственно. С их помощью мы будем перемещать компонент, закрепленный на станине, и шпиндель, содержащий фрезу. Фрезерный станок может иметь больше этих элементов в зависимости от количества возможных движений или если мы поместим четвертую ось вращения.
Головка
Содержит устройство, удерживающее и фиксирующее режущий элемент. В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости. И содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
Двигатель
Еще один из основных элементов фрезерного станка. Это сердце машины. Его мощность, обороты и крутящий момент варьируются в зависимости от модели и предполагаемого использования.
Существуют двигатели с регулируемой скоростью, которая осуществляется электронным способом, и двигатели с фиксированной скоростью, которые регулируют скорость и мощность с помощью системы шкивов или шестерен.
Редуктор
Не все материалы, не все металлы режут с одинаковой скоростью. Любая комбинация режущего материала и материала, подлежащего резке, требует скорости инструмента, чтобы обеспечить наилучшую отделку и гарантировать, что срок службы инструмента не пострадает.
Вот почему фрезерные станки имеют редуктор, который берет выходную мощность двигателя и преобразует ее с различными регулируемыми скоростями или даже в разных направлениях (чтобы можно было фрезеровать вертикально или горизонтально) или элементы машины (чтобы иметь возможность иметь автоматическую движение по одной из осей).
Какие существуют типы фрезерных станков?
Как и для большинства инструментов, существуют различные фрезерные станки со специфическими функциями, размерами и характеристиками. Их можно классифицировать по разным критериям.
Вот некоторые классификации фрезерных станков в соответствии с характеристиками, которые мы считаем наиболее важными, с практическим объяснением и иллюстрациями 👇
По ориентации шпинделя
Относится к направлению режущего инструмента. В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
Горизонтально-фрезерный станок . Ось шпинделя горизонтальная, фрезы установлены на горизонтальном валу, называемом оправкой. Эти станки являются первыми конструкциями фрезерных станков. Они имеют горизонтальный шпиндель, мост, поддерживающий оправку в очень жестком положении, и координатный стол, который перемещается вверх и вниз по консоли (вертикальной оси).
Вертикально-фрезерный станок . Здесь положение на шпинделе вертикальное, перпендикулярное координатному столу. Может иметь поворотную головку, если имеется возможность наклона шпинделя для выполнения определенных операций под углом. Вертикально-фрезерные станки сегодня более распространены, и они являются стандартом, когда речь идет о фрезерных станках и центрах с ЧПУ. На старых моделях деталь обычно двигается вверх и вниз (так же, как и на горизонтальных), но на большинстве современных фрезеров головка движется вверх и вниз для обработки детали.
Универсальный фрезерный станок . Этот станок сочетает в себе два предыдущих типа и имеет возможность использования инструмента в горизонтальном и вертикальном положении.
В зависимости от количества осей
Они будут определять типы движения нашего фрезерного станка. Чем больше количество осей, тем больше возможности обработки, а также стоимость станка и сложность программирования операций:
3 оси . Это основные ортогональные направления машины с такими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства.
4 оси . К упомянутым добавляется возможность вращения обрабатываемого объекта на столе. 4 боковые грани могут быть отфрезерованы или также может быть установлен инструмент для фиксации 4 деталей вместо одной в каждом цикле.
5 осей . Добавьте к 3 типичным осям стол, способный вращаться по 2 различным осям. Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим уголкам и закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
В соответствии с их структурой
Структура обычного фрезерного станка
Обычные фрезерные станки имеют С-образная конструкция , на которой распределены элементы машины. Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и поддерживать допуски заготовки.
Классические вертикальные или горизонтальные фрезерные станки ( коленные фрезы ) обычно имеют координатный стол (X и Y), который перемещается вверх и вниз по оси Z на жесткой опоре, называемой консолью. Большинство современных фрезерных станков и вертикальных обрабатывающих центров обычно имеют стационарные оси X и Y, и именно головка (а не деталь) перемещается вверх и вниз по независимым направляющим (9). 0013 станины ). Оба имеют схожую структуру C.
Конструкции, поддерживающие усилия фрезерного станка, обычно изготавливают из чугуна для получения очень тяжелых и жестких деталей, поддерживающих форму фрезерного станка и поглощающих вибрации. Существуют также сварные стальные рамы, которые обычно менее жесткие.
Передвижной мост или портал
В этом случае перемещается не стол и, следовательно, не заготовка. Двигается структура, удерживающая голову. Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
Колонно-фрезерный станок
В них шпиндель размещен в вертикальной колонне, по которой он перемещается вверх и вниз и из которой выходит и входит через плечо. Эта конструкция используется, когда детали большие или тяжелые, так как это машина, которая перемещается вокруг детали, чтобы обработать ее, и движения сведены к минимуму. Расточные станки, которые специализируются на обработке отверстий с очень точными допусками, обычно представляют собой стационарные или мобильные станки с колонной.
По методу контроля
Ручные фрезерные станки
В самых простых фрезерных станках используются кривошипы с нониусом (шкалы для контроля подачи), чтобы оператор мог перемещать оси при их повороте. Некоторые фрезерные станки также включают автоматическую подачу на один из своих валов, оператор может задействовать вал для его автоматического перемещения и завершить операцию, не перемещая кривошип.
Фрезерный станок с УЦИ (цифровое считывание)
Одним из наиболее распространенных аксессуаров для станков с ручным управлением является УЦИ. Считыватель указывает положение осей на экране, поэтому нет необходимости использовать рукоятки нониуса или выполнять больше измерений, чем необходимо.
Короче говоря, управление по-прежнему ручное, но вам поможет читатель.
УЦИ можно приобрести непосредственно установленным на фрезерный станок или установить позже в относительно простой модификации. Вот видео о том, как использовать и устанавливать УЦИ на фрезерный станок:
Фрезерные станки с ЧПУ (ЧПУ)
Этот тип станков полностью оснащен цифровым управлением. Идеально подходит для автоматизации производственных процессов. Операции резки и фрезерования предварительно проектируются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
Эти фрезерные станки можно приобрести с числовым программным управлением или можно модифицировать до ручного фрезерного станка, чтобы им можно было управлять с помощью ЧПУ. Вот один из примеров того, как преобразовать фрезерный станок в систему ЧПУ:
Фрезерные станки для любителей и небольших мастерских
Мы говорили о промышленных станках, стоимость которых составляет порядка нескольких десятков тысяч евро. Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?
Мы собрали несколько обзоров существующих более дешевых моделей и типов, чтобы вы могли получить представление о вариантах, которые существуют помимо промышленных фрезерных станков.
Tormach
Фрезерные станки Tormach значительно дороже и очень популярны в США в качестве станков для начинающих или для небольших мастерских.
Фрезерные станки Grizzly
Фрезерные станки с ЧПУ
Подобно тому, как мы говорили о лучших портальных фрезерных станках для фрезерования очень больших деталей, этот тип конструкции также используется в станках для любителей, известный как Фрезерные станки с ЧПУ .
Они не обладают такой жесткостью, как обычные фрезерные станки с чугунной рамой, поэтому их часто используют для фрезерования дерева, пластика, углеродного волокна или алюминия. Из-за больших размеров по осям X и Y и уменьшенного хода по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда имеют числовое управление.
Фрезерный станок с ЧПУ с алюминиевым профилем, модель OX CNC. Фрезерный станок с ЧПУ с алюминиевой структурой для легкой обработки алюминия. Модель 6040.
Какие области применения у фрезерного станка?
Для чего используется фрезерный станок? Фрезерные станки используются для изготовления механически обработанных деталей, которые обычно изготавливаются из металла (стали, алюминия или других металлов), хотя они также могут быть изготовлены из пластмассы или дерева.
Детали, изготавливаемые механической обработкой, могут быть единичными, мелкими или средними сериями; для промышленного применения, машиностроения, аэрокосмической, медицинской промышленности. .. Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.
Фрезерные станки, которые мы представили в этой статье, в основном представляют собой открытые фрезерные станки, 3 оси, ручные, с цифровым считыванием… Этот тип традиционных фрезерных станков используется для небольших серий или отдельных деталей, они позволяют работать быстро, а ручное или автоматическое управление машиной. Они обычно используются в небольших мастерских, в мастерских по изготовлению оснастки или прототипов, в школах механообработки, мастерских механиков…
Мастерская прототипирования с вертикальными фрезерными станками с цифровым считыванием (DRO)
Для производственных циклов в крупных мастерских часто используются обрабатывающие центры с ЧПУ, которые представляют собой станки, по сути являющиеся фрезерным станком, но закрытые и управляемые компьютером (ЧПУ), обычно имеющие автоматическую смену инструмента и часто более 3-х осей.
Обрабатывающий цех с обрабатывающими центрами и токарными станками с ЧПУ
Детали с более сложной геометрией изготавливаются на 5-ти осевых обрабатывающих центрах , которые позволяют вращать деталь по двум осям вращения, чтобы фреза могла получить доступ ко всем сторонам объекта (кроме рукояти) и фрезеровать под любым углом.
Фрезерные работы
Функции этого устройства очень разнообразны и будут зависеть от особенностей каждого станка. Тем не менее, мы можем назвать основные из них.
Строгание.
Канавка. Для создания точных полостей в некоторых материалах. Они могут быть прямыми или фигурными. Они будут иметь толщину, определяемую фрезой, и траекторию, ограниченную движением осей.
Сверление. Универсальность фрезерного станка позволяет выполнять отверстия точного диаметра и длины. Первый обычно определяется размером используемой фрезы. Эти отверстия могут быть гладкими, коническими или с резьбой.
Производство зубчатых колес. Одним из основных применений четырехосевого фрезерного станка с винтовой функцией является изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.
Чем фрезерный станок отличается от токарного станка?
Токарный станок и фрезерный станок являются двумя столпами механической обработки, но они имеют совершенно разные области применения и характеристики.
Токарный станок используется для изготовления вращающихся деталей . То есть детали, которые можно создать, обтачивая металлический цилиндр и удаляя металл токарными инструментами.
Токарный станок появился раньше, чем фрезерный станок, и его можно использовать для производства более дешевых деталей, если они имеют правильную форму и могут быть адаптированы к станку. Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
Вот видео с дополнительной информацией о токарном станке, если вам интересно узнать об этом станке:
Что такое обрабатывающий центр?
Обрабатывающие центры — это машины, которые имеют много общих характеристик с фрезерными станками. По сути, можно сказать, что они являются подгруппой фрезерных станков, но они были модернизированы для производства обрабатываемых деталей в больших объемах и с высокой точностью.
Обрабатывающие центры имеют следующие характеристики:
Имеют числовое управление (ЧПУ)
Могут выполнять различные операции механической обработки, кроме фрезерования, нарезания резьбы и сверления
Имеют крышку, которая их закрывает
Имеют автоматическую смену инструмента
Могут иметь более 3 осей
Как и у фрезерных станков, существуют вертикальные и горизонтальные обрабатывающие центры, хотя различие не такое простое, как у фрезерные станки.
В настоящее время фрезерные станки обычно используются в небольших мастерских и для изготовления прототипов, отдельных деталей, крупных деталей… Обрабатывающие центры с ЧПУ несут большую часть производственной нагрузки на детали с ЧПУ.
Вы хотите производить детали механической обработкой?
В Bitfab мы можем помочь вам с вашими проектами по механической обработке.
Если вы пришли к этой статье в поисках дополнительной информации о механической обработке и считаете, что это правильный выбор для ваших производственных нужд, не стесняйтесь оставить нам контактное сообщение.
Свяжитесь с Bitfab
Что делает фрезерный станок?
Что делает фрезерный станок?
Машины позволяют многим отраслям оптимизировать свои производственные процессы. При наличии подходящего типа оборудования рабочие могут быстро и точно производить изделия, а предприятия могут сократить свои эксплуатационные расходы. В настоящее время на производственных предприятиях используются сотни различных видов оборудования. Прекрасным примером может служить фрезерный станок. По сути, это часть оборудования, которое рабочие используют для придания металлическим деталям нужной формы, размера или дизайна.
Как работает фрезерный станок?
Фрезерный станок был разработан еще в 18 веке. Его модель-предшественник использовалась для создания крошечных шестерен внутри часов. Несколько лет спустя производители начали производить их для металлообрабатывающего сектора. Более ранние модели были специально разработаны, чтобы во многом полагаться на точность и аккуратность оператора. В то время как последние или станки с ЧПУ управляются компьютерными программами или алгоритмами.
На первый взгляд вы можете принять его за циркулярную пилу, которая просто нарезает материал на более мелкие части. Однако при ближайшем рассмотрении можно увидеть, что он нарезает заготовку определенной формы. Он также может создавать плоские поверхности, сглаживать края и сверлить отверстия с резьбой в зависимости от типа используемого крепления.
Фрезерные или режущие приспособления, вращающиеся с высокой скоростью, удаляют некоторые части заготовки. Машинист подает заготовку в оборудование для получения желаемых результатов.
Вы также можете обнаружить существенные различия между ориентацией подвижных и неподвижных компонентов некоторых моделей мельниц.
Типы мельниц
Мельницы подразделяются на два основных типа, а именно вертикальные и горизонтальные. Основное различие между ними заключается в ориентации шпинделя, компонента фрезы, который удерживает режущее приспособление. Хотя оба типа мельниц работают одинаково, важно понимать, что у них разные возможности.
Вертикально-фрезерный станок
Более дешевый вертикальный вариант лучше всего подходит только для тех, кому нужно изготавливать металлические детали небольшими партиями. Кроме того, хотя он относительно более удобен для пользователя по сравнению с горизонтальным типом, он в значительной степени зависит от навыков оператора и владения механикой. Операторы должны как можно точнее контролировать свои измерения, чтобы получить превосходную отделку продукта.
Вот некоторые варианты использования вертикальной мельницы:
Штамповочная штамповка больших стальных блоков
Удаление припуска на металлических пластинах
Индексация и обработка пазов и отверстий
Горизонтальный фрезерный станок
Горизонтальный фрезерный станок, с одной стороны, особенно удобен для предприятий, которые хотят расширить свои производственные возможности. Тем не менее, этот тип оборудования имеет тенденцию быть более дорогим. В результате это менее популярный выбор. Вдобавок ко всему, существует небольшое количество операторов, которые могут умело обращаться с горизонтально-фрезерным станком.
Ниже приведены некоторые основные области применения горизонтальной мельницы:
Нарезание нескольких канавок в материале
Работа над проектами с несколькими плоскостями или сторонами
Вставка пазов в тяжелые и твердые металлы, такие как медь, нержавеющая сталь и титан как ручной или ЧПУ. Более ранние модели используют ручную систему. Многие компании предпочитают использовать ручную модель, потому что она не стоит так дорого, как тип ЧПУ. Кроме того, он не требует программирования, что означает, что традиционные машинисты могут с легкостью использовать это оборудование.
Однако компании, которые хотят производить более точные и однородные металлические детали, предпочитают использовать фрезерные станки с ЧПУ, а не ручные. Хотя станки с ЧПУ, как правило, имеют высокие первоначальные затраты, это позволяет производителям сократить бюджет на рабочую силу. Фрезерные станки с ЧПУ также являются лучшим выбором для производителей, которым необходимо производить изделия большими партиями.
Основные компоненты фрезерного станка
При использовании любого оборудования очень важно понимать, как работает каждый из его компонентов. Как для горизонтальных, так и для вертикальных мельниц вы можете найти следующие основные детали:
Основание – Основание служит основанием оборудования и резервуаром для смазочно-охлаждающей жидкости. Обычно он изготавливается из чугуна, поэтому он может полностью поддерживать инструмент и заготовку.
Шпиндель — это неподвижная часть, которая удерживает навесное оборудование, такое как оправки и фрезы.
Колонна — еще одна фундаментальная опорная часть оборудования. В нем также находятся приводные шестерни и двигатель.
Стол – это неподвижная часть, которая удерживает заготовку на месте во время ее перемещения к режущему инструменту. Стол в основном оснащен зажимными болтами для фиксации заготовки.
Колено – С его помощью слесарь может регулировать расстояние между заготовкой и инструментом. Он может приводиться в действие механическими частями или гидравлическими насосами.
Седло – Седло обеспечивает горизонтальное перемещение заготовки.
Оправка – Одна из механических частей оборудования. Он служит продолжением шпинделя и позволяет оператору управлять движением инструмента.
Опорная опора – Горизонтально-фрезерные станки в основном оснащены опорной оправкой. По сути, он удерживает беседку и прикрепляет ее к нависающему рычагу.
Режущие инструменты – это насадки, используемые для придания формы заготовке. Каждый инструмент используется для разных целей.
При правильном использовании основных частей станка слесарь может выполнять широкий спектр задач по изготовлению металла.
Что делают фрезерные станки?
Как вертикальные, так и горизонтальные мельницы достаточно универсальны. Их можно использовать как на плоских, так и на неровных рабочих поверхностях. Они также могут выполнять различные функции. Помимо обработки больших блоков материала, фрезы также можно использовать для фрезерования, строгания, вырезания шпоночных пазов и штамповки. Ключом к универсальности оборудования является широкий выбор доступных насадок для инструментов.
Каждый инструмент имеет определенную форму и размер, поэтому они оставляют отчетливые следы. Ниже приведен список обычно используемых инструментов и функций, которые они выполняют.
Фрезы Миллера – Используются для различных операций, таких как сглаживание поверхностей и вырезание фигур на поверхности материала.
Зубофрезы – Этот тип инструмента создает зубчатые колеса путем врезания зубьев в заготовку.
Концевые фрезы – Режут материалы в осевом направлении. Они используются для вырезания пазов, облицовки кромок и врезания.
Прорезные фрезы – Создание узких прорезей или удаление материала на поверхности заготовки.
Фрезы для скоса – Делает скосы на заготовке.
Фрезы со смещенными зубьями – Эти фрезы нарезают глубокие пазы и обеспечивают максимальное удаление стружки.
Финишная концевая фреза – Оставляет гладкую и чистую поверхность на заготовке.
Благодаря технологиям ЧПУ, такое оборудование как токарный или фрезерный станок, которые ранее полностью управлялись человеком, теперь управляются компьютерной системой.
Станки с ЧПУ позволили значительно повысить сложность производимых изделий, а также увеличить скорость и точность их производства. В то же время к имеющимся знаниям специалистов добавилось компьютерное программирование в CAD / CAM системах и умение управлять самим станком
Токарные и фрезерные работы на станках с ЧПУ
ОЦК на базе ФГУП «Приборостроительный завод» в г. Трехгорный
ОЦК на базе ФГУП «Приборо- строительный завод» в г. Трехгорный
Подготовка участников профессиональных чемпионатов мастерства по компетенции «Фрезерные работы на станках с ЧПУ»
Программа включает следующие аспекты:
Вступление, представление информации о компетенции
Панель управления фрезерным станком ЧПУ
Задание и описание параметров режущего инструмента
Режимы работы: «Позиционирование с ручным вводом данных» и «Программирование и редактирование»
Режим «Отработка программы»
Разработка управляющих программ для станков с числовым программным управлением
Выполнение работ на станке с ЧПУ
Выполнение практического задания
Подробнее
Переподготовка специалистов по компетенции «Фрезерные работы на станках с ЧПУ»
Программа включает следующие аспекты:
Панель управления фрезерным станком ЧПУ
Задание и описание параметров режущего инструмента
Режимы работы: «Позиционирование с ручным вводом данных» и «Программирование и редактирование»
Режим «Отработка программы»
Выполнение работ на станке с ЧПУ
Подробнее
Основы программирования станков с ЧПУ в среде системы Mastercam по компетенции «Фрезерные работы на станках с ЧПУ»
Программа включает следующие аспекты:
Основы проектирования и работы в среде Mastercam
Основы фрезерной обработки в Mastercam
Выполнение практического задания
Подробнее
Подготовка участников профессиональных чемпионатов мастерства по компетенции «Токарные работы на станках с ЧПУ»
Программа включает следующие аспекты:
Вступление, представление информации о компетенции
Панель управления токарным станком ЧПУ
Задание и описание параметров режущего инструмента
Режимы работы: «Позиционирование с ручным вводом данных» и «Программирование и редактирование»
Режим «Отработка программы»
Разработка управляющих программ для станков с ЧПУ
Выполнение работ на станке с ЧПУ
Выполнение практического задания
Подробнее
Переподготовка специалистов по компетенции «Токарные работы на станках с ЧПУ»
Программа включает следующие аспекты:
Панель управления токарным станком ЧПУ
Задание и описание параметров режущего инструмента
Режимы работы: «Позиционирование с ручным вводом данных» и «Программирование и редактирование»
Режим «Отработка программы»
Выполнение работ на станке с ЧПУ
Подробнее
Основы программирования станков с ЧПУ в среде системы Mastercam по компетенции «Токарные работы на станках с ЧПУ»
Программа включает следующие аспекты:
Основы проектирования и работы в среде Mastercam
Основы токарной обработки в Mastercam
Выполнение практического задания
Подробнее
Лучшие практики в работе на токарных станках с ЧПУ
Подробнее
ОЦК на базе АО «Владимирское производственное объединение «Точмаш» в г. Ковров
Тренировка участников на чемпионат «Молодые профессионалы» по компетенции «Фрезерные работы на станках с ЧПУ»
Чемпионат «Молодые профессионалы» проводится ежегодно среди молодых специалистов от 16 до 22 лет, обучающихся в системе профессионального образования. Программа нацелена на подготовку участников к чемпионатам «Молодые профессионалы» по компетенции «Фрезерные работы на станках с ЧПУ»
Подробнее
Переподготовка операторов фрезерных станков с ЧПУ
Программа направлена на переподготовку операторов фрезерных станков с ЧПУ на наладчиков
Подробнее
Тренировка участников на чемпионат «Молодые профессионалы» по компетенции «Токарные работы на станках с ЧПУ»
Чемпионат «Молодые профессионалы» проводится ежегодно среди молодых специалистов от 16 до 22 лет, обучающихся в системе профессионального образования. Программа нацелена на подготовку участников к чемпионатам «Молодые профессионалы» по компетенции «Токарные работы на станках с ЧПУ»
Подробнее
Переподготовка операторов токарных станков с ЧПУ
Программа направлена на переподготовку операторов токарных станков с ЧПУ на наладчиков
Подробнее
Подготовка участников профессиональных чемпионатов мастерства по компетенции «Токарные работы на станках с ЧПУ»
Программа нацелена на подготовку потенциальных участников к чемпионатам профессионального мастерства по компетенции «Токарные работы на станках с ЧПУ». Программа включает теоретическое обучение с применением дистанционных технологий (32 ч.) и очное практическое обучение (32 ч.)
Подробнее
Подготовка участников профессиональных чемпионатов мастерства по компетенции «Фрезерные работы на станках с ЧПУ»
Программа нацелена на подготовку потенциальных участников к чемпионатам профессионального мастерства по компетенции «Фрезерные работы на станках с ЧПУ». Программа включает теоретическое обучение с применением дистанционных технологий (32 часа) и очное практическое обучение (32 часа)
Подробнее
Начните обучаться уже сейчас
Начните обучаться уже сейчас
Вебинар «Работы на станках с ЧПУ»
Вебинар «Введение в программирование. Составление управляющей программы для токарных станков с ЧПУ в G-кодах»
Вебинар «Составление управляющих программ для токарных станков с ЧПУ в системе диалогового программирования ShopTurn»
Вебинар «Программирование фрезерных станков с ЧПУ в системе Mastercam. Введение»
Вебинар «Программирование фрезерных станков с ЧПУ в системе Mastercam. Введение»
Видеоинтервью Д. Подберезкина на чемпионате Хайтек-2022
Оставить отзыв по итогам прохождения обучения можно здесь или по qr коду
Вебинар «Составление управляющих программ для фрезерных станков с ЧПУ в системе Shopmill. Часть 1»
Оставить отзыв по итогам прохождения обучения можно здесь или по qr коду
Вебинар «Составление управляющих программ для фрезерных станков с ЧПУ в системе Shopmill. Часть 2»
Оставить отзыв по итогам прохождения обучения можно здесь или по qr коду
Вебинар Урок 1. «Циклы сверления и точения. Часть 1»
Оставить отзыв по итогам прохождения обучения можно здесь или по qr коду
Вебинар Урок 2. «Циклы сверления и точения. Часть 2»
Оставить отзыв по итогам прохождения обучения можно здесь или по qr коду
Вебинар Урок 3. «Контур и его обработка»
Оставить отзыв по итогам прохождения обучения можно здесь или по qr коду
Как выглядят наши центры обучения
Добро пожаловать в ФГУП «Приборостроительный завод»
После прохождения обучения вы получите
В зависимости от выбранной программы и заявки на обучение:
Сертификат о прохождении программы
Свидетельство об аттестации
Удостоверение о повышение квалификации
Раздаточные материалы, которые использовались в рамках проведенной программы
Советы и рекомендации по дальнейшему профессиональному развитию
Фрезерные работы на станках с ЧПУ в Челябинске
ВОПЛОЩАЕМ ЧЕРТЕЖ В ИЗДЕЛИЕ
ПОСМОТРЕТЬ ПРАЙС-ЛИСТ
Бесплатная консультация
высококвалифицированного инженера-технолога в любое удобное время
Оказание помощи
в оптимизации или упрощении конструкций механизмов, деталей и узлов
Изготовление чертежей
по образцу или эскизу
Любое кол-во деталей
выполнение деталей в любом количестве
Скорость
изготовления деталей
Крупные партнеры
сотрудничество как с крупными организациями, так и с физическими лицами
Доставка транспортными компаниями
изделий не только на территории Челябинска, но и по всей России
Предварительная стоимость
возможность узнать информацию о стоимости и сроках
Компания «Фрезеровка74» в Челябинске выполняет различные виды фрезерных работ на заказ с помощью современного высокоточного оборудования. В нашем штате состоят опытные специалисты с высоким уровнем квалификации. Мы осуществляем фрезерную резку по следующим материалам:
оргстекло;
вспененный ПВХ;
полистирол;
фанера, ДСП, МДФ;
поликарбонат;
композит.
Услуги по выполнению фрезерных работ имеют ряд плюсов. Во-первых, это позволяет проводить обработку тех материалов, к которым невозможно применять другие способы. Файлы для фрезеровки отличаются простотой и оперативностью подготовки. Работы имеют относительно невысокую стоимость при малых тиражах и, кроме того, выполняются в короткие сроки при малых объемах.
Материалы, обрабатываемые на фрезере
Акрил
Гетинакс
ДСП
Композит
МДФ
Фанера
Оргстекло
ПВХ
Области применения
Чаще всего потребность в выполнении фрезерно-гравировальных работ возникает в следующих сферах:
наружная реклама – изготовление табличек, логотипов, элементов световых коробов, плоских и объемных букв, ценников, подставок, номерков, POS-материалов и т. д.;
мебельное производство – изготовление фасадов мебели, сложных узлов столярных изделий, декоративных деталей, снятие фаски, фигурная резка по контуру;
производство клише, шаблонов, штампов, пресс-форм, лекал, рельефных изображений, декоративных элементов интерьера, перфорированных решеток, инкрустация различных материалов.
При выполнении фрезерных работ на станках с ЧПУ мы используем многолезвийные инструменты, поэтому обработка проводится с высокой точностью и поверхность получается без зазубрин. Также большое значение имеет профессионализм наших мастеров. Благодаря дополнительному контролю качества каждого изделия мы работаем практически без брака и имеем безупречную репутацию среди заказчиков.
Использование высокотехнологичного оборудования позволяет нам качественно обрабатывать вертикальные, горизонтальные и наклонные поверхности, а также производить обратное фрезерование и другие виды таких работ. Мы применяем длиннокромочные концевые фрезы, делающие возможной точную обработку сложных геометрических форм. Также производим качественное фрезерование торцевыми фрезами с использованием высокоточных станков.
Фрезерные работы в Челябинске
Стоимость работ на фрезерном станке с ЧПУ рассчитывается индивидуально в зависимости от их сложности и объема. Чтобы узнать цены на наши услуги, позвоните по указанному в «Контактах» телефону. Менеджеры компании предоставят всю необходимую информацию. Также вы можете оформить заказ в режиме онлайн, заполнив специальную форму на нашем сайте. Обращайтесь в компанию «Фрезеровка74», сотрудничать с нами выгодно и надежно!
Отличия фрезерной и лазерной резки
3D фрезер против 3D принтера
Преимущества фрезеровки
Фрезеровка в Челябинске
Стоимость работ на фрезерном станке с ЧПУ определяется индивидуально, в зависимости от их сложности. Мы оказываем услуги на выгодных условиях.
Как только к нам поступит ваша заявка, мы рассчитаем стоимость услуг, а при необходимости, наши опытные сотрудники ответят на все ваши вопросы, связанные с услугами фрезеровки. Звоните: +7 (922) 750-50-87.
Понимание процесса фрезерования с ЧПУ
Опубликовано wpengine на | Оставить комментарий
Фрезерование с числовым программным управлением (ЧПУ) произвело революцию в механическом цехе, предоставив возможность массового производства детализированных компонентов быстрее и с большей точностью, чем традиционные методы. После того, как станок с ЧПУ запрограммирован и настроен, операторы могут производить больше деталей на более высоких скоростях с хорошей повторяемостью от детали к детали, что делает процесс идеальным для крупносерийного производства.
Фрезерный станок с ЧПУ сочетает в себе точность компьютеризированного управления для вращения и позиционирования многоточечных режущих инструментов. По мере того, как заготовка проходит через предварительно запрограммированную операцию обработки, инструмент перемещается по трем основным осям, X, Y и Z, чтобы точно срезать материал. Для сложных геометрических форм 5-осевой фрезерный станок с ЧПУ будет перемещаться по трем линейным осям, одновременно перемещаясь по двум осям вращения.
MF Engineering является экспертом в области фрезерной обработки с ЧПУ, а также других услуг по обработке с ЧПУ, и мы можем помочь вам выбрать правильный материал и методы для вашего производственного цикла. В этом сообщении в блоге основное внимание будет уделено возможностям фрезерной обработки с ЧПУ и общим материалам, используемым в этом процессе.
Свяжитесь с нами
Фрезерные работы с ЧПУ
Методы фрезерования с ЧПУ
Фрезерование с ЧПУ — это субтрактивная форма производства, что означает, что материал удаляется из заготовки для получения окончательной проектной формы. Процесс начинается с чертежа автоматизированного проектирования (САПР) или 3D-модели конечного компонента. Затем эти размерные данные экспортируются на язык, понятный программному обеспечению автоматизированного производства (CAM). Фрезерный станок с ЧПУ считывает сгенерированные инструкции CAM и выполняет ряд точных движений станка по разным траекториям и осям.
Вот наиболее распространенные методы фрезерования с ЧПУ:
Плоское фрезерование . Этот процесс, также известный как фрезерование поверхности, использует режущий инструмент для удаления материала с поверхности заготовки. При плоском фрезеровании ось вращения параллельна заготовке.
Торцевое фрезерование . Торцевое фрезерование использует ось вращения, перпендикулярную поверхности материала. Режущий или шлифовальный инструмент обращен вниз к поверхности заготовки для удаления материала.
Угловое фрезерование . Этот метод фрезерования позиционирует ось вращения режущего инструмента под углом к поверхности заготовки для получения угловых надрезов в соответствии с конструкцией, таких как канавки или ласточкины хвосты.
Фасонное фрезерование . Фасонное фрезерование позволяет выполнять неплоские вырезы, такие как контуры, кривые и радиусы. Каждый тип кривой потребует определенного режущего инструмента для создания точной формы разреза.
Типы фрезерных станков с ЧПУ
Фрезерные станки с ЧПУ очень универсальны и могут использоваться для облегчения различных операций по резке и механической обработке. Однако в целом заготовка остается неподвижной, в то время как режущий инструмент движется и вращается, удаляя материал и реализуя дизайн. Различные фрезерные станки с ЧПУ будут иметь различные конфигурации шпинделя, которые удерживают и перемещают заготовку по-разному.
Горизонтальное фрезерование : Шпиндель с установленным режущим инструментом ориентирован горизонтально, поскольку он давит на заготовку. Горизонтальное фрезерование позволяет выполнять более глубокие и тяжелые резы с использованием более толстых и коротких режущих инструментов.
Вертикальное фрезерование : Вертикально ориентированный шпиндель перемещает вращающийся режущий инструмент вверх и вниз для удаления материала с неподвижной заготовки. Фрезерный станок револьверного типа оснащен шпинделем и столом, которые перемещаются как перпендикулярно, так и параллельно оси.
Многоосевое фрезерование : 4-осевые и 5-осевые фрезерные станки с ЧПУ облегчают высокодетализированные или сложные станочные операции. Многоосевые фрезерные станки перемещаются по осям X, Y и Z в дополнение к вращению по осям A и B. Это позволяет подходить к заготовке с любого направления, часто облегчая выполнение нескольких операций одновременно.
Фрезерные станки с ЧПУ
Преимущества фрезерной обработки с ЧПУ включают ее способность резать широкий спектр материалов и производить детали по индивидуальному заказу намного быстрее, чем обычная обработка. Фрезерование с ЧПУ может использоваться для обработки деталей из различных материалов, таких как:
Металлы
Алюминий
Бериллий
Латунь
Бронзовые сплавы
Углеродистая сталь
Медь
Железо
никель
Нержавеющая сталь
Стальные сплавы
Титан
Экзотические и драгоценные металлы
Инконель
Монель
Платина
Серебро
Суперсплавы
Пластик
АБС
Ацеталь
Акрил
Пластик, армированный волокном
Нейлон
Фенольный
Поликарбонат
Полиэфиркетон
ПТФЭ
ПВХ
Тефлон
Фрезерование с ЧПУ
можно использовать в любой отрасли, где требуются точные компоненты, включая сложные отрасли, такие как аэрокосмическая и военная промышленность. Независимо от геометрии или материала вашего компонента, MF Engineering предлагает правильный процесс фрезерования с ЧПУ, отвечающий вашим потребностям. Чтобы узнать больше о наших возможностях, свяжитесь с нами или запросите предложение.
Что такое фрезерование с ЧПУ? Все, что вам нужно знать о фрезеровании с ЧПУ
Бесчисленное количество продуктов, от смартфонов до сверхзвуковых самолетов, стало возможным благодаря надежности и универсальности фрезерных станков с ЧПУ. Это идеальный метод для быстрого прототипирования, а также для массового производства изделий из пластика и металла. Давайте подробнее рассмотрим некоторые замечательные преимущества и области применения фрезерной обработки с ЧПУ.
Что такое фрезерование с ЧПУ?
Фрезерование с ЧПУ — это производственный процесс, в котором используется режущий инструмент, установленный на вращающемся шпинделе, для выборочного удаления материала с блока необработанного субстрата. Заготовка жестко закреплена на столе, и этот стол перемещается или вращается в разных плоскостях, поэтому инструмент может работать под разными углами. Сложные фрезерные станки с ЧПУ могут иметь 5 или более осей независимого движения, чтобы создавать более сложные формы или избегать перемещения заготовки на отдельный станок.
Какие оси движения на типичном фрезерном станке с ЧПУ?
Ось движения фрезерного станка с ЧПУ основана на системе измерения координат X-Y-Z. Все машинисты ссылаются на это при описании основных движений мельницы относительно оператора, стоящего лицом к машине. Например, стандартный фрезерный станок с ЧПУ имеет три оси. Фрезерный шпиндель представляет собой ось Z, перемещающуюся вверх и вниз. Ось X — слева направо, ось Y — спереди назад.
Поворотные столы могут быть добавлены к фрезерным станкам с ЧПУ для обеспечения дополнительных движений, в то время как 5-осевые станки уже имеют встроенные вращающиеся рабочие столы.
Каковы преимущества компьютерного числового управления для фрезерования с ЧПУ?
Все эти движения станков с ЧПУ основаны на компьютерном числовом управлении, которое представляет собой компьютерную программу, полученную из цифрового 3D-файла желаемой готовой детали.
Ранние автоматизированные станки полагались на перфокарты для систематического управления их основными движениями. Эта технология работала, но это была медленная и громоздкая система, и перфокарты нельзя было модифицировать после изготовления. Позже они были заменены магнитными лентами, дисководами и теперь полностью цифровыми инструкциями в G-коде.
Изображение предоставлено Solidworks
Эта система управления не только быстра и точна, но, в отличие от более ранних систем, ее можно легко модифицировать по мере необходимости, построчно и в режиме реального времени, для точной настройки программы обработки. для наилучших результатов фрезерования с ЧПУ.
Каковы преимущества автоматических устройств смены инструмента для фрезерных станков с ЧПУ?
Для изготовления готовой детали из блока материала требуется множество различных инструментов, каждый из которых выполняет очень специфическую функцию обработки с ЧПУ. Изменение этих инструментов по одному вручную было бы непомерно трудоемким и неэффективным.
Чтобы противостоять этому, фрезерные станки с ЧПУ имеют вращающиеся карусели, где все необходимые инструменты предварительно загружены в отдельные держатели. При необходимости эти фрезерные и обрабатывающие инструменты с ЧПУ можно автоматически заменить на шпинделе в течение нескольких секунд.
Карусель для инструментов Haas VF-2SS
Карусель на этом фрезерном станке Haas VF-2SS может вмещать до 30 инструментов, плюс один на шпинделе. Это гарантирует, что все обычные фрезерные операции с ЧПУ могут быть выполнены за один установ. Мы еще больше повышаем эту эффективность, используя автоматизированную систему подачи инструмента от Gühring. Имея на складе более десяти тысяч фрез, мы всегда уверены, что у нас есть подходящий инструмент для обработки с ЧПУ для каждой фрезерной и токарной работы с ЧПУ.
Различные предустановленные режущие инструменты
Важность удержания заготовки для обрабатывающих центров с ЧПУ
На обрабатывающем центре с ЧПУ заготовка устанавливается в фиксированном положении на рабочем столе, в то время как инструмент перемещается вокруг нее. . В этом принципиальное отличие от токарной обработки с ЧПУ на токарном станке, где заготовка вращается, а инструмент остается неподвижным.
Из-за этой принципиальной разницы в движении детали удерживаются на месте совершенно по-разному на этих двух машинах. Например, при токарной обработке с ЧПУ все детали устанавливаются на шпиндель. Они концентричны и поэтому надежно удерживаются трехкулачковым патроном точно по центральной линии детали, каждый раз одинаково. Этого нельзя сказать о фрезеровании с ЧПУ, где требуются разные стратегии удержания.
5-осевая система крепления инструмента
Простые прямоугольные формы легко удерживать на месте, либо закрепляя их в станочных тисках, либо прижимая непосредственно к поверхности стола.
Однако для других необычных форм или деталей могут потребоваться нестандартные удерживающие приспособления, которые могут сделать проект обработки с ЧПУ более сложным и трудоемким. Мы разработали несколько собственных, которые позже были запатентованы.
Как фрезерование с ЧПУ помогает получать качественные детали?
Симметричные детали круглой или радиальной формы лучше всего обрабатывать на токарном станке с ЧПУ для максимальной эффективности и точности. Но большинство деталей, с которыми мы работаем, не круглые и не симметричные, поэтому их приходится обрабатывать на фрезерном станке.
Изображение предоставлено evden.com
Многоосевые фрезерные станки не имеют себе равных в создании квадратных форм, фасок, углов, пазов и сложных кривых – на фрезерном станке можно выполнять любой процесс субтрактивной обработки, включая изготовление круглых форм.
РЕЖИМ РАБОТЫ: Пн-Пт: с 9 до 18. РАБОТАЕМ ОПТОМ, ТОЛЬКО С ЮРИДИЧЕСКИМИ ЛИЦАМИ!
В связи со сложившимися обстоятельствами, изменением курса валют, стоимость продукции просим Вас уточнять по телефону +7 (495) 796-10-72, WhatsApp или по запросу на почту [email protected]
Главная
Товары
Средства защиты органов дыхания
Фильтры
Регенеративные патроны
Регенеративный патрон РП-4-01
Заказать
Производитель: Тамбовмаш
Страна: Россия
Артикул:
Под заказ
823
CкидкиДоставка Контакты
ОПИСАНИЕ
ПАРАМЕТРЫ
Все предлагаемые регенеративные патроны (далее — патроны) должны быть новыми (не бывшим в употреблении, не прошедшим ремонт, в том числе восстановление, замену составных частей, восстановление потребительских свойств), серийно выпускаемыми и иметь официальную гарантию от производителя.
Поставляемые регенеративные патроны должны соответствовать ТУ 6-16-3100-89, требованиям ГОСТ и другой технической документации, предъявляемым к регенеративным патронам.
Регенеративные патроны РП-4-01 предназначены для снаряжения изолирующих противогазов ИП-4М для выделения кислорода в необходимом для дыхания количестве и поглощения двуокиси углерода и влаги из выдыхаемой газовой смеси.
Технические характеристики:
Сопротивление постоянному потоку воздуха 60 дм3/мин. – не более 150 Па (15 мм вод.ст.) Температурный режим эксплуатации – от минус 400С до 400С. Температура поверхности регенеративного патрона во время работы, °С – не более 1900С. Габаритные размеры: 125х256 мм. Масса – не более 2,2 кгю Запас кислорода в РП-4-01 позволяет выполнять работы в изолирующем противогазе при тяжелых физических нагрузках в течении 45 мин, а при легких и в состоянии относительного покоя — 3 часа (180 мин.). Гарантийный срок хранения РП-4-01 — не менее 7 лет.
Состав:
патрон регенеративный РП-4-01, — шт.1;
мешок, — шт.1;
завязка, — шт. 1;
памятка, — шт.1.
паспорт – шт. 1 (на партию).
При поставке товара, каждая поставляемая партия товара сопровождается следующими документами:
Паспортом с отметкой представителя заказчика ВП МО РФ, заверенная печатью изготовителя. Гарантийным письмом завода-изготовителя о подтверждении поставки изделий компаниями-посредниками.
Артикул
Под заказ
823
Производитель
Тамбовмаш
Страна
Россия
Категория
Регенеративные патроны
Регенеративный патрон РП-100 | ООО «НПП «ЦСО»
Назначение
Основным назначением регенеративного патрона РП-100 является очистка воздуха от двуокиси углерода в III режиме вентиляции (режиме регенерации) путем ее поглощения. Регенеративный патрон РП-100 используется при оборудовании воздухоочистительных и вентиляционных систем убежищ и других сооружений гражданской обороны.
Регенеративный патрон РП-100 предназначен для работы, как под давлением, так и в условиях разрежения. Подача воздуха в патрон осуществляется с помощью вентиляционного оборудования.
Основные комплектующие и принцип работы
Основными комплектующими регенеративных патронов РП-100 являются: кожух 1, заглушка с ручкой 2, крышка 3, донышко 4, поглотитель 5 (см. рис. 1).
Рисунок 1 – Регенеративный патрон РП-100
Обозначения на чертеже:
Кожух
Заглушка с ручкой
Крышка
Донышко
Поглотитель
Регенеративный патрон РП-100 имеет три отверстия диаметром 100 мм: одно боковое – для входа воздуха, два торцевых – для выхода. Воздух, подлежащий очистке, поступает в патрон через боковое отверстие, проходит через слой поглотителя, где и очищается от двуокиси углерода.
Регенеративный патрон РП-100 предназначен для разовой эксплуатации, его включают в случае, если концентрация двуокиси углерода в воздухе убежища достигла 2%. Если показания приборов сообщают, что концентрация двуокиси углерода достигла 2,5-3%, значит, ресурс регенеративного патрона РП-100 исчерпан, и патрон подлежит замене.
Регенеративный патрон РП-100 рассчитан на работу в диапазоне температур от плюс 18°С до плюс 35°С, и относительной влажности воздуха от 30 до 95%.
Технические характеристики
Таблица 1 – Основные технические характеристики РП-100
Показатель
Значение
Производительность м3/ч
100
Сопротивление воздуха в патроне, Па (кгс/м2), не более
264,6 (27)
Тепловыделения, ккал/ч на одного чел.
15
Влаговыделения, г/ч на одного чел.
14
Габариты: диаметр, мм
550
Габариты: высота, мм
510
Масса, кг
92
Площадь, занимаемая оборудованием, м2
0,4
Площадь обслуживания установки, м2
0,7
Комплектность
Регенеративный патрон РП-100 монтируется в установки (колонки) из одного, двух или трёх патронов. Подача воздуха в патроны, контроль и регулирование его расхода осуществляются с помощью вентиляционного, запорного оборудования и измерительных приборов. Работать они могут как под разрежением, так и под напором. Регенеративный патрон РП-100 может монтироваться перед установкой или после неё.
Важная информация.
Регенеративный патрон РП-100 предназначен для разовой эксплуатации.
Минимальное расстояние от пола до низа регенеративного патрона РП-100 – 50мм. В мирное время не используется.
Клиника регенерации хряща | Отделение ортопедической хирургии Джона Хопкинса
Повреждение хряща из-за чрезмерного использования или травмы может значительно повлиять на качество жизни. Специалисты Johns Hopkins по регенерации хряща помогают пациентам с хронической болью в колене вернуться к занятиям, которые им нравятся, отсрочив или устраняя необходимость в замене сустава.
Почему стоит выбрать Johns Hopkins
В нашу команду входят специалисты с многолетним опытом в области хирургии регенерации хряща — сложного набора процедур — которые специализируются на минимально инвазивных подходах.
Наши хирурги-ортопеды подходят к хирургии регенерации хряща с использованием передовых технологий, включая новейшие методы в свою практику.
Не каждый является хорошим кандидатом на регенерацию хряща. Эти процедуры идеально подходят для активных людей в возрасте до 55 лет. Наша опытная команда оценит ваше состояние и поможет принять взвешенное решение.
MACI — это хирургическая процедура, при которой используются хрящеобразующие клетки вашего тела для восстановления поврежденного хряща в коленях. Он включает в себя биопсию для сбора хондроцитов (клеток, образующих хрящ), которым позволяют размножаться в лаборатории, и операцию по их имплантации в поврежденный участок.
Наши специалисты используют для забора клеток метод биопсии с небольшим проколом, а не более инвазивную артроскопическую процедуру. Этот подход объединяет две операции в одну, сокращая время восстановления и стоимость.
Остеохондральная пластика
Остеохондральная пластика — это процедура регенерации хряща, при которой замещается не только хрящ, но и подлежащая кость. Его часто используют, когда хрящ изнашивается до кости. Здоровая кость и хрящ, используемые для операции (трансплантат), могут быть получены от донора (аллотрансплантат) или из других частей вашего тела (аутотрансплантат).
Остеоартикулярная система переноса (OATS) Процедура
Процедура OATS, также называемая мозаичной пластикой, включает забор здорового хряща из ненесущих частей сустава и его пересадку в поврежденные участки. Поскольку перенос происходит в пределах одного и того же сустава, эта процедура лучше всего подходит для небольших участков поврежденного хряща. Суставы, значительно пораженные остеоартритом, могут потребовать другого подхода. Поскольку используются ваши собственные ткани, процедура OATS устраняет риски, связанные с аллергией или отторжением трансплантата.
Остеотомия
Остеотомия — это хирургическая процедура, включающая рассечение и/или изменение формы кости. Эта процедура часто проводится наряду с другими методами регенерации хряща. В колене остеотомию можно использовать для переноса веса с поврежденной части сустава на более здоровую, а также для восстановления выравнивания сустава.
Свяжитесь с клиникой регенерации хряща Джона Хопкинса, чтобы получить дополнительную информацию о вариантах хирургического вмешательства и назначить оценку.
Наша команда по регенерации хряща
PH007 Картридж фильтра крана для регенерата pH – Активированная вода
60 Day Money Гарантия возврата
100% не содержит бисфенола-А Нетоксично
100% безопасно Для продуктов питания
PH007 Картридж фильтра для крана для регенерации pH
$48.00 53,96 долл. США
СУПЕРМОЩНЫЙ ФИЛЬТР ДЛЯ ВАШЕЙ КУХНИ И ВАННОЙ КОМНАТЫ И СУПЕРПРОСТОЙ УСТАНОВКИ Большинство фильтров для кранов, которые не требуют прорезания отверстий в столешнице, обладают ограниченными возможностями фильтрации.
Почему бы вам не добавить
60 Day Money Гарантия возврата
100% не содержит BPA Нетоксично
100% безопасно Для пищевых продуктов
Сверхмощный фильтр для вашей кухни и ванной комнаты и очень простая установка
Большинство фильтров для кранов, которые не требуют прорезания отверстий в стойке, предлагают ограниченные возможности фильтрации.
Фильтр PH007 в нашем фильтре для смесителя pH REGENERATE обеспечивает сверхвысокую фильтрацию благодаря двум фильтрам, включенным в наш PH007.
PH007 обеспечивает щелочную воду с высоким pH и снижает ОВП при ионизации воды. Добавляет минералы, такие как магний и железо, улучшая вкус и запах воды.
PH007 удаляет тяжелые металлы, включая алюминий, мышьяк и ртуть, а также удаляет хлор, хлорамин и известковый налет.
Срок службы каждого фильтра PH007 составляет целых 12 месяцев для большинства источников воды и 9 месяцев для источников с более жесткой водой и большим количеством загрязнений. Серьезно большое значение!
Система pH REGENERATE/PH007 проста в установке, не требует инструментов или имеет базовые инструменты. В большинстве случаев диспенсер можно установить самостоятельно или поручить это мастеру.
МНОГОСТУПЕНЧАТЫЙ ФИЛЬТР ДЛЯ ЩЕЛОЧНОЙ ИОНИЗИРОВАННОЙ ВОДЫ PH007 — повышение pH воды и СУПЕРСОВРЕМЕННЫЙ ДИЗАЙН, ИЗГОТОВЛЕННЫЙ ИЗ ВЫСОКОКАЧЕСТВЕННОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ. Наша совершенно новая система фильтрации смесителя pH REGENERATE прекрасно смотрится в вашем доме, рядом с кухонной раковиной или в ванной комнате. кран, обеспечивающий отфильтрованную щелочную воду с высоким pH.
ВКЛЮЧАЕТ МНОГОСТУПЕНЧАТЫЙ ЩЕЛОЧНОЙ ИОНИЗИРОВАННЫЙ ФИЛЬТР ДЛЯ ВОДЫ PH007 — повышает pH и ОВП воды, добавляя минералы, включая цинк, магний, селен и железо, удаляя тяжелые металлы, такие как мышьяк, ртуть, медь и свинец, а также хлор, хлорамин и известковый налет.
ОГРОМНАЯ ЕМКОСТЬ ФИЛЬТРА — Каждый фильтр PH007 работает невероятно много 12 месяцев (это ориентир, районы с очень жесткой или загрязненной водой сокращают срок службы фильтра на 1-3 месяца), обеспечивая удивительную ценность и помогая вам быть более ответственными к окружающей среде. больше не покупая одноразовые бутылки с водой.
Улучшает вкус и запах питьевой воды.
СУПЕРПРОСТАЯ УСТАНОВКА ЗА МИНУТЫ — основные инструменты не требуются, простая установка самостоятельно или с помощью мастера. ПОДХОДИТ ДЛЯ БОЛЬШИНСТВА СМЕСИТЕЛЕЙ, включает в себя 5 наиболее часто используемых разъемов, а также универсальный разъем.
Помогает нашему организму в детоксикации, что может привести к улучшению обмена веществ и даже помочь в потере веса.
Удаляет такие материалы, как ржавчина, ил и песок.
Структурирует воду в микрокластеры, которые могут легче проникать в клетки нашего тела, улучшая гидратацию, ясность ума и энергию.
Изготовлен из пищевых материалов, не содержащих BPA.
Включает один многоступенчатый фильтр PH007, активированный уголь из скорлупы кокосового ореха, смесь каменных и керамических шариков и цеолит.
Сверхмощный фильтр для вашей кухни и ванной комнаты и очень простая установка
РАЗМЕРЫ И ВЕС:
Высота: 10,5″/26,67 см
Длина: 3,25 дюйма/8,27 см
Ширина: 2 дюйма/5,08 см
Вес: 1,2 фунта/0,40 кг
Код UPC:
760625671701
ВМЕСТИМОСТЬ:
До 12 месяцев
СОДЕРЖИМОЕ ФИЛЬТРА:
В нашем фильтре PH007 используется запатентованная смесь нескольких фильтрующих материалов, включая KDF, природные биоминералы и частицы отрицательных ионов внутри нашего керамического фильтра из диатомовых водорослей. Он также использует угольный фильтр против накипи.
PH007 Картридж фильтра для крана для регенерата pH Характеристики
Увеличение рН и -ОВП
Добавление минералов
Удаление загрязняющих веществ, фтора и хлора
Удаление тяжелых металлов
Улучшение вкуса и запаха
Уменьшение воспаления и помощь в снижении заболеваемости, травм и болезней
Улучшение иммунной системы и самочувствия
Лучшее поглощение воды и увлажнение
Повышение уровня энергии и ясности ума
Замедление старения и управление весом
отзывов
Подпишитесь + Сэкономьте
Позвольте нам спланировать и сэкономить 10 % с помощью нашей программы Подпишитесь и Сохраните – гарантия того, что вы никогда не закончите.
Я УЧАСТВУЮ!
Преимущества щелочной воды
Только
Лучший
Без вредных химикатов, токсинов, хлора, фтора или тяжелых металлов.
Улучшенный
Гидратация
pH до 9 и добавление минералов, таких как кальций и магний.
Фрезерные работы на станках с ЧПУ: быстро, точно и выгодно.
Фрезерование – это одна из важнейших операций, связанных с обработкой металла, применяется во многих областях производственной деятельности. Фрезерные станки нового поколения управляются с помощью числового программного управления (ЧПУ), их возможности увеличились. В статье пойдет речь о фрезерных работах на станках с ЧПУ. В настоящее время они становятся все более востребованными.
Что представляют собой фрезерные работы, в основе которых ЧПУ
Фрезерные работы, выполняемые с помощью ЧПУ – относительно новый способ обработки металла, начало которому было положено при внедрении систем рычагов на обычные фрезерные станки.
По мере развития электроники и ЭВМ, фрезерный станок постепенно был переведен на управление компьютером. Фрезеровщик стал оператором станков с ЧПУ, который управляет станком посредством специально разработанных программ.
Фрезерные работы по металлу, выполненные с помощью ЧПУ, отличаются большей точностью, что сокращает количество брака в изделиях, а также появляется возможность наладки серийного выпуска деталей со сложной геометрией.
Посредством компьютера оператор дает станку задание, в котором прописаны, например, количество оборотов шпинделя и параметры его движения (линейные координаты и глубина фрезеровки).
Новейшие модели фрезерных станков с ЧПУ выполняют 3D-фрезеровку, которая заключается в том, что на изделие воздействуют сразу несколько рабочих органов, причем в разных плоскостях.
Прежде чем приступать к работе, оператор в специальной компьютерной программе строит 3D-модель изделия, которую станок затем изготавливает с максимально возможной точностью.
К работе на фрезерном станке с ЧПУ допускается фрезеровщик с определенной квалификацией.
Спросом пользуется лазерная обработка изделия на станке с ЧПУ, причем такого рода фрезерование осуществляется именно на таком оборудовании.
Станки с ЧПУ стоит недешево, поэтому и работа, выполняемая с их помощью, имеет более высокую цену по сравнению с обычным фрезерным оборудованием. Однако обработка изделия лазером обеспечивает максимальную точность работ при меньших затратах времени.
Лазерные станки с ЧПУ могут не только с высокой точностью фрезеровать материал, но также и вырезать сложные объемные геометрические детали, кроме изделий в форме сфер.
Фрезерование заготовки лазером выполняется одним из следующих способов:
Тепловой лазер выжигает заготовку из подготовленного материала, затем шлифуется кромка.
Шлифовочный лазер снимает с материала слой за слоем, много раз проходя по одному и тому же месту.
После лазерной обработки не остается заусениц на верхнем слое полученной детали, поэтому дальнейшая ее обработка (шлифовка) не требуется.
Читайте также:Методы фрезерования
Для чего нужны фрезерные работы на станках с ЧПУ
Фрезерная обработка металла сейчас очень востребована. Изготовление деталей таким способом может осуществляться сериями и единичными образцами. Такое фрезерование позволяет в короткие сроки выпускать изделия высокого качества.
Обработка металла на фрезерных станках с ЧПУ позволяет обрабатывать большие поверхности, поэтому производимые изделия могут быть любых размеров. Детали, полученные на выходе, будут соответствовать заданным требованиям и ожиданиям.
Станки с ЧПУ используются практически во всех сферах производственной деятельности. Такая обработка позволяет изготавливать самые разные изделия: от простых форм до сложнейших конструкций. Наиболее востребованные фрезерные работы на станках с ЧПУ – это изготовление единичных деталей по индивидуально составленным чертежам.
Фрезерные станки с ЧПУ используются для обработки фасонных и линейных поверхностей, из которых затем собирают металлические корпуса и другие конструкции. Бывают ситуации, когда необходимо изготовить детали нестандартной формы. Подобного рода сложные фрезерные работы лучше доверить профессионалам своего дела.
Фрезерные работы по металлу на станках с ЧПУ отличаются тем, что у используемого инструмента каждый из зубьев находится в работе за один его оборот малое количество времени. И еще, каждый зуб убирает стружку переменной толщины. На производственных предприятиях фрезерные работы на станках с ЧПУ осуществляются следующими способами: по подаче изделия (попутный) или против нее (встречный).
Первым пользуются гораздо чаще, так как встречный способ применяют лишь при отсутствии корки на детали. И еще, второй способ имеет смысл только в случае обработки материала, который склонен к сильному обработочному упрочнению.
В каких сферах деятельности применяются работы на фрезерных станках с ЧПУ
Обработкой металла на фрезерных станках с ЧПУ получают детали, которые находят применение в самых разных областях жизнедеятельности человека.
Можно в качестве примера привести рекламные компании, для которых при помощи таких станков с ЧПУ специально изготавливают объемные буквы, стойки, лайт-боксы, рельефные изображения и пр. Используемое фрезерное оборудование позволяет раскраивать МДФ и фанеру, вырезать разнообразные накладки и узоры.
В отраслях приборостроения и машиностроения фрезерные работы по металлу на станках с ЧПУ используются для производства различных металлических пресс-форм, форм для литья, панелей управления, приборных панелей и штампов.
Для строительной отрасли на таком оборудовании изготавливают кассеты для фасадов, модели будущих зданий, декоры, вентилируемые фасады и пр.
Читайте также:Токарные работы по металлу
Какие преимущества имеют фрезерные работы на станках с ЧПУ
Фрезерные работы на станках с ЧПУ имеют множество плюсов по сравнению с обработкой на обычном фрезерном оборудовании:
Точность выполняемых работ. Фрезерование станками с ЧПУ позволяет изготавливать детали с минимальными допусками, что невозможно получить при управлении оборудованием человека.
Высокая производительность фрезерных работ. Процесс полностью автоматизирован, поэтому человеческий фактор сводится к минимуму, что приводит к значительному увеличению производительности обработки.
Постоянный контроль. В зависимости от применения замкнутого или разомкнутого управления, программа беспрерывно контролирует движения работающих элементов станка или его узлов.
Станки с ЧПУ значительно увеличили возможности фрезерной металлообработки, используемой в промышленности длительное время (около двух веков).
Виды фрезерных работ на станках с ЧПУ
Выделяют следующие виды фрезерных работ на станках с ЧПУ:
1. В зависимости от расположения обрабатываемой детали
горизонтальная;
вертикальная;
под углом.
2. В зависимости от вида используемой фрезы:
Торцевая фрезеровка представляет собой обработку заготовки со значительной площадью поверхности. Этот процесс осуществляется по направлению оси вращения или в плоскости вращения фрезы.
Концевая фрезеровка подразумевает изготовление карманов, пазов, подсечек, окон, колодцев и канавок. Благодаря этому виду работ можно получать углубления любых конфигураций, которые могут выходить на одну или на несколько поверхностей (включая сквозные).
Фасонная фрезеровка – это обработка профилей разного типа в процессе производства изделий сложных форм (шестерней, червяков и т. д.). Для этих работ требуются фасонные фрезы с контуром сечения, повторяющим необходимый профиль.
Периферийная фрезеровка металла требует наличия режущих кромок по окружности фрезы. Она используется для силового фрезерования и нарезки сложных пазов.
Фрезерные работы на станках с ЧПУ осуществляются автоматически. Для каждого случая прописывается программа, информация о которой предварительно фиксируется на одном из носителей. Кроме этого, для деталей создают чертежи (если есть образец детали), что позволяет осуществить фрезеровку с максимально высокой точностью.
Читайте также:Лазерная резка металла
В чем заключается принцип работы фрезерных станков с ЧПУ
Новейший фрезерный станок с ЧПУ – это сложный автоматизированный комплекс, используемый для обработки заготовок из дерева, пластика, металла, камня и других материалов. В его составе как стандартные механизированные узлы, так и электронные элементы, необходимые для автоматического контроля и управления режимами обработки. Используемая электроника работает по алгоритмам ЧПУ и делает работу на оборудовании проще (станок функционирует по предварительно введенной программе, и нет необходимости вмешиваться в процесс оператора).
Механическая часть фрезерного станка с ЧПУ включает в себя станину, рабочий стол с зажимными приспособлениями, подвижной портал со шпинделем, цанговым патроном и цангой для закрепления инструмента, шаговые электродвигатели и большое количество других вспомогательных деталей.
Фреза – это одна из важнейших составляющих станка, она обрабатывает заготовку. Острие фрезы может иметь любой размер и форму, нужно выбирать наиболее подходящую деталь для выполнения поставленной задачи, при этом учитывать материал заготовки. Цилиндрическая часть фрезы («хвостовик») при помощи цанги крепится к цанговому патрону, сцепленному с валом шпинделя. Электромотор шпинделя заставляет фрезу вращаться. При соприкосновении фрезы с обрабатываемой поверхностью снимается слой материала. Шпиндель находится в подвешенном состоянии на подвижном портале. Электромоторы станка по командам контроллера ЧПУ двигают портал по трем координатным осям и устанавливают фрезу над поворотным столом с закрепленной заготовкой. Так происходит фрезерование заготовки для изготовления детали требуемых форм и размеров.
К электронной части станка относятся контроллер ЧПУ, вспомогательные электронные элементы, включая соединения. Для управления системой в комплекте со станком может идти специальный DSP-контроллер, а также может быть предусмотрено подключение к PC.
Электроника станка с ЧПУ управляется собственным программным обеспечением. Его задачей является перекодирование загруженной программы (чертеж-рисунок требуемой детали) и трансляция ее в особые G-коды, представляющие собой электрические команды для двигателей станка. Получается, что алгоритм программе задает файл векторного графического формата (он может быть построенным в AutoCAD, Corel Draw). Сначала записывается файл с программой в оперативную память контроллера, а затем оператор выбирает наиболее подходящий режим работы станка (черновой, чистовой, трехмерный) и частоту оборотов – это зависит от вида материала заготовки.
Фрезерные станки с ЧПУ имеют следующие преимущества:
Выполняют работу быстро и очень точно, у них достаточно высокий запас надежности, они удобны в эксплуатации.
Высокая точность достигается наличием прецизионного автоматизированного управления и специальными конструктивными мероприятиями, направленными на увеличение жесткости системы. Повышение жесткости происходит за счет сокращения длины кинематических цепей и количества механических передач, уменьшения зазоров между деталями, снижения потерь от трения, а также увеличения скорости.
Надежность оборудования и длительная безаварийная работа – это следствие увеличения износостойкости подвижных элементов и снижения потерь тепла и механического трения. Для этого скользящие направляющие делают в виде «твердый материал – мягкий» (например, сталь/чугун по пластику/фторопласту). У сопрягаемых пар качения (в направляющих, подшипниках) потери еще меньше, а долговечность – больше. Рабочими телами могут быть ролики с преднатягом, не допускающие биение и износ.
Как дополнительные системы используются вакуумный стол, улавливатель стружки, охлаждение режущего инструмента, переносной пульт (DSP-контроллер) и множество других, но все они делают управление оборудованием более простым и увеличивают культуру производства.
Оператор фрезерного станка с ЧПУ должен лишь менять и крепить заготовки, устанавливать необходимую фрезу, инсталлировать управляющую программу, активировать процесс и наблюдать за ходом работы оборудования.
До начала работы необходимо проверить функциональность станка с помощью специальной тестирующей программы. Оператор должен проверить, надежно ли установлено крепление заготовки и фрезы, соответствует ли она обрабатываемому материалу.
До запуска серийного цикла необходимо обработать сначала первую заготовку, убедиться в правильности ее размеров и соответствии чертежу.
Читайте также:Технология сварки нержавеющей стали
В какую сумму обойдутся фрезерные работы на станках с ЧПУ на заказ
Стоимость фрезерных работ, выполненных специализированными фирмами, рассчитывается с учетом сложности изделий и затрат времени. Компания, предоставляющая подобного рода услуги, приступает к выполнению заказа после получения чертежей. Сложность эскиза – это основной фактор, от которого зависит цена.
Сумма, которую вам придется отдать за фрезерные работы на станке с ЧПУ, будет также зависеть от конфигурации изделий (габаритов), сложности их форм, размеров и материалов.
На стоимость таких услуг будет влиять не только материал, но и время работы управляющей программы ЧПУ.
Вам необходимо качественное выполнение фрезерных работ? Рекомендуем обратиться в нашу компанию «Треком» в Москве. Кроме того, ООО «Треком» предоставляет такие услуги, как:
Разработка и изготовление средств отображения информации для объектов пассажирского транспорта.
Разработка и изготовление экранирующих конструктивов для электронных устройств, которые необходимо защитить от утечек информации по каналам ПЭМИН.
Разработка и производство корпусов для РЭА.
Также наша компания предлагает металлообработку (пробивку, резку, гибку, сварку, фрезеровку, токарную обработку, покраску), обработку пластиков и композитных материалов, сборку радиоэлектронной аппаратуры.
ООО «Треком» специализируется на проектировании и изготовлении корпусов для РЭА. При изготовлении сопутствующих конструктивов для корпусов используется технология фрезерования на трехкоординатных обрабатывающих центрах HAAS материалов (сталь, алюминий, латунь, пластики) различных марок.
Итак, со своей стороны ООО «Треком» всегда предлагает:
Отработанные технические процессы.
Опытные специалисты используют только высокопрофессиональное оборудование, которое отвечает всем используемым сегодня техническим стандартам. Применение программных средств способствует точности и оперативности исполнения заказов наших клиентов.
Комплексный подход.
Наши специалисты берутся за любые сопроводительные работы: гравировка, дополнительные покрытия, присоединение функциональных элементов (например, выключателей, ножек, ручек и т. д.), упаковка и доставка готовых изделий в зависимости от желания заказчика.
Собственное производство
Производство осуществляется собственными силами без привлечения сторонних исполнителей. Это позволяет держать под контролем весь процесс изготовления изделий. Кроме того, такой подход исключает какие-либо перебои поставок и позволяет добиться максимальной оперативности работы.
Гибкая система оплаты.
Предусмотрен индивидуальный подход к сотрудничеству с постоянными заказчиками. Например, возможно постепенное изготовление большой партии с необходимостью оплаты только того количества изделий, которое требуется заказчику на конкретный период.
Вы можете позвонить нам по телефону: +7(495)642-51-25
Я принимаю политику конфиденциальности
Основные принципы работы фрезерного станка с ЧПУ
Фрезерные станки с числовым программным управлением (ЧПУ) – это оборудование, предназначенное для механической обработки различных листовых материалов при помощи специального инструмента – фрезы. Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево.
Фрезы — это металлические инструменты различной формы с несколькими режущими зубьями. По форме фрезы бывают:
конические,
цилиндрические,
концевые,
торцевые и других видов.
Материал, из которого изготавливается режущая часть, должен быть намного прочнее обрабатываемого материала, потому для фрез подбираются твердые сплавы быстрорежущей стали, может быть использована также минералокерамика или алмаз. Кроме того фрезы различаются по конструкции и типу зубьев: они могут быть:
цельные (или монолитные, так называемые «пальчиковые фрезы»),
со сварным режущим элементом,
сборным или с напаянным режущим элементом.
Вращаясь с большой скоростью, они обрабатывают материал, разрезая, высверливая, раскраивая и гравируя его в соответствии с заданной программой под контролем оператора ЧПУ.
В зависимости от расположения рабочего инструмента, фрезерование может быть горизонтальным или вертикальным. Большое распространение получили универсальные станки, дающие возможность фрезеровать сложные детали под любым углом, применяя разные фрезы.
Фреза, закрепленная в цанге, является основным элементом, находящимся в непосредственном контакте с обрабатываемым материалом. Цанга с закрепленной в ней фрезой устанавливается в шпиндель, обеспечивающий вращение фрезы. В свою очередь шпиндель с фрезой установлен на подвижной балке — портале, который перемещает шпиндель и фрезу в трех осях координат над обрабатываемым материалом, укрепленном на рабочем столе. Перемещение портала, а также перемещение шпинделя по порталу обеспечивают три микрошаговых двигателя. Портал, станина, двигатели, шпиндель и фреза представляют собой механическую часть фрезерного станка. Каждый двигатель обеспечивает перемещение портала и шпинделя по своей оси по заданной программе.
Управляющие станции фрезерных станков с ЧПУ представляют собой электронную часть оборудования и поставляются вместе со станком. Программное обеспечение станка обрабатывает векторные изображения из графических файлов, переводит их в G-коды, управляющие работой микрошаговых двигателей. Таким образом, для изготовления той или иной детали необходимо её построение в графическом редакторе такой компьютерной программы, как, например, AutoCad или Corel Draw. После установки разработанной программы в ОЗУ станка (оперативное запоминающее устройство или оперативная память), оператор может начать работу, предварительно выбрав нужные режимы и параметры в соответствии с поставленной технологической задачей и обрабатываемым материалом.
Числовое программное управление позволяет автоматизировать сложные технологические процессы по обработке тех или иных материалов. Станок с ЧПУ в процессе работы не требует никаких сложных действий от оператора. Станок работает по программе, заложенной в него до начала процесса обработки. Ввод программы осуществляется оператором с пульта, предназначенного для управления станком в ручном режиме. В случае аварийной ситуации пульт используется для отключения станка. Вся текущая информация о работе станка отображается на панели оператора, который визуально контролирует выполнение технологических операций.
Фрезерные станки с ЧПУ – это высокотехнологичное современное оборудование, способное обеспечить необходимую производительность труда и отменное качество обработки материала. Применение станков с ЧПУ повышает уровень безопасности и культуры производства и не требует от станочника виртуозности и высокого профессионализма.
CNC Machining & Milling Process
Первые фрезерные станки были основаны на практике ротационной подачи. Процесс, который развился в бесчисленных механических мастерских по всему миру, позволил сократить время и энергию, затрачиваемые ранее на ручную заточку, за счет помещения дисковой фрезы с зубьями в переднюю бабку токарного станка.
Примерно 200 лет назад в магазинах американских мастеров появились первые инструменты, предназначенные исключительно для фрезерного станка. С тех пор процесс фрезерования продвинулся до уровня компьютеризированного управления.
Что такое фрезерование с ЧПУ?
Фрезерование с ЧПУ
— это процесс обработки, в котором используются компьютеризированные элементы управления для управления движением и работой многоточечных вращающихся режущих инструментов. Когда инструменты вращаются и перемещаются по поверхности заготовки, они медленно удаляют лишний материал для достижения желаемой формы и размера.
Процесс фрезерования с ЧПУ можно разбить на четыре отдельных этапа:
Дизайн модели CAD: инженеров создают 2D или 3D дизайн нужной детали
Преобразование модели CAD в программу ЧПУ: проект экспортируется в совместимый формат файла и преобразуется в машинные инструкции с помощью программного обеспечения CAM
Настройка фрезерного станка с ЧПУ: оператор станка подготавливает станок и заготовку
Выполнение операции фрезерования: оператор станка запускает программу обработки
Системы, используемые при фрезерных операциях с ЧПУ, известны как фрезерные станки с ЧПУ. Они могут иметь подвижную заготовку и неподвижный вращающийся инструмент, неподвижную заготовку и подвижный вращающийся инструмент или подвижную заготовку и вращающийся инструмент, в зависимости от их конструкции и требований к фрезерованию. Поскольку фрезерование с ЧПУ обычно служит вторичным или чистовым процессом для обработанных компонентов, фрезерные станки можно использовать для создания таких элементов дизайна, как плоские поверхности, контуры, канавки, пазы, выемки, отверстия и карманы.
Фрезерование с ЧПУ
подходит для различных материалов, включая металлы, пластмассы, керамику и другие инженерные материалы, что позволяет производителям легко выбрать материал, который точно соответствует их потребностям. Эта гибкость материала приносит пользу ряду отраслей, включая, помимо прочего, следующие:
Аэрокосмическая и авиационная промышленность
Автомобилестроение
Коммерческий
Электроника
Промышленный и OEM
Техническое обслуживание
Медицинский
Технологии и безопасность
Телекоммуникации
Транспорт
Рабочий процесс станка с ЧПУ
ЧПУ или компьютерное числовое управление размещает инструменты под непосредственным управлением компьютеризированной операционной системы.
Успешная высококачественная фрезеровка — это сочетание трех элементов:
1. Фреза с большим количеством зубьев и идеальной остротой для материала 2. Вращение инструмента с достаточно высокой скоростью для правильной обработки материала 3. Подходящая скорость подачи для продвижения выбранного материала в процессе
ЧПУ позволяет очень точно контролировать эти элементы. Компьютеризированные системы считывают проектную информацию непосредственно с инженерных чертежей или моделей, исключая возможность ошибок между проектированием и производством.
Процесс CNC-фрезерования использует настраиваемые коды программного обеспечения, такие как код NC, G-код и код ISO, которые преобразуются прямо из проектов CAM или CAD проекта. Затем коды переводятся в органы управления станка, которые работают по крайней мере по двум осям (X и Y), в дополнение к шпинделю инструмента, работающему по глубине или оси Z. Некоторые обрабатывающие центры позволяют контролировать до пяти уникальных осей.
Хотите узнать больше о фрезеровании с ЧПУ?
Для получения дополнительной информации о процессах прецизионной обработки свяжитесь со специалистами Ardel сегодня. Вы также можете нажать на одну из информационных ссылок ниже:
Что такое фрезерование с ЧПУ
Фрезерные инструменты с ЧПУ
Горизонтально-фрезерные станки с ЧПУ
Вертикально-фрезерные станки с ЧПУ
Что такое фрезерование с ЧПУ? Полное руководство
CNC расшифровывается как Computer Numerical Control, что означает, что компьютер управляет фрезерным станком. Если вы хотите узнать больше об обработке с ЧПУ, ознакомьтесь с нашим подробным руководством.
Читайте дальше, чтобы подробно изучить процесс фрезерования с ЧПУ, устройство станка с ЧПУ и различные доступные типы фрезерования с ЧПУ.
Это вводное руководство представляет собой введение в фрезерование с ЧПУ и охватывает следующее:
Что такое фрезерный станок с ЧПУ?
Как работает фрезерный станок с ЧПУ?
Что делает фрезерный станок с ЧПУ?
Процесс фрезерования с ЧПУ
Характеристики фрезерного станка
Типы фрезерования с ЧПУ
Сколько стоит фрезерование с ЧПУ?
Преимущества фрезерного станка с ЧПУ
Что такое фрезерный станок с ЧПУ?
Фрезерный станок производит высококачественные детали с высоким уровнем детализации и отделки. Фрезерные станки с ЧПУ используют вращающиеся инструменты для резки материала с инструкциями, полученными из файла САПР, для создания дизайна детали. Функция и координаты фрезы контролируются компьютером фрезерного станка с минимальным вмешательством человека, необходимым для завершения производства.
Фрезерные станки с ЧПУ предназначены для массового производства многих компонентов из различных материалов и пластмасс. Основная функция фрезерного станка заключается в механическом вырезании заготовки до желаемой формы.
Как работает фрезерный станок с ЧПУ?
Процесс фрезерования с ЧПУ заключается в том, что машина считывает закодированные инструкции и затем выполняет их. Все начинается с разработки файла 3D CAD, представляющего конечную деталь. После завершения дизайн преобразуется в машиночитаемый формат. Программное обеспечение CAM (автоматизированное производство) затем экспортирует это в программу станка с ЧПУ, обычно в формате G-кода, которая действует как инструкции, направляя каждое движение, которое делает машина. Это воспроизводит дизайн САПР в выбранном материале с высокой точностью и эффективностью.
Щелкните здесь для получения дополнительной информации о САПР и программном обеспечении, необходимом для обработки с ЧПУ.
Используя технологию субтрактивной обработки, фрезерные станки с ЧПУ могут производить большие и малые объемы очень сложных и сложных деталей. Материал удаляется с заготовки, а фрезерный станок использует вращающийся цилиндрический инструмент, называемый фрезой. В зависимости от используемого фрезерного станка, станок может резать под разными углами и перемещаться по разным осям.
Окончательная деталь будет сначала разработана с помощью САПР или автоматизированного проектирования, а затем передана на фрезерный станок для окончательного производства.
Что делает фрезерный станок с ЧПУ?
Фрезерный станок с ЧПУ изготавливает сложные детали для различных отраслей промышленности с использованием технологии субтрактивной обработки. Фрезерный станок отрезает заготовку и обрабатывает конечную деталь по 3, 4 или 5 осям. В зависимости от количества осей фрезерного станка с ЧПУ, более сложной и сложной может быть конечная деталь. Фрезерный станок с ЧПУ используется в различных отраслях промышленности, в том числе в аэрокосмической и медицинской, для изготовления сложных деталей.
Процесс фрезерования с ЧПУ
Некоторые фрезерные станки будут более подходящими, чем другие, в зависимости от различных факторов. Сложность процесса фрезерования с ЧПУ будет зависеть от конструкции конечной детали. Чем более структурно важна и качественна деталь или продукт, тем более сложной должна быть конструкция.
Например, более сложная машина может потребоваться для сложных конструкций, требующих высокой точности, таких как медицинские или аэрокосмические компоненты. Это необходимо для достижения окончательного дизайна, отделки и эстетики. Основные детали, которые обрабатываются для более общего использования, могут не требовать такой высокой точности или высококачественной обработки. Сложные и замысловатые конструкции обычно требуют дополнительной фрезеровки.
Часто фрезерные станки используют 3, 4 или 5 осей.
Для более простых деталей требуется меньше осей для достижения окончательного дизайна. Простые геометрические формы обычно можно использовать на 3-осевом фрезерном станке. Они просты в программировании и эксплуатации, обеспечивая превосходную точность при низких затратах. Режущие инструменты прикреплены к шпинделю, работающему по трем линейным осям. Они могут вращаться со скоростью тысячи оборотов в минуту, а это означает, что даже самые прочные материалы можно разрезать с легкостью и точностью.
3-осевые станки являются наиболее распространенной разновидностью фрезерных станков и могут резать вертикально (ось Z) и в направлениях X и Y. Однако обычно невозможно обработать поднутрения на 3-осевом фрезерном станке. Эти функции недоступны при использовании стандартной концевой фрезы. Это означает, что для более сложных конструкций может потребоваться более сложный фрезерный станок.
4-х осевой фрезерный станок более сложный, с дополнительной возможностью вращения по оси X (по аналогии с токарным станком).
5-осевые фрезерные станки включают вращение как по оси X, так и по оси Y. Это наиболее полные фрезерные станки из имеющихся, и они применяются для очень сложных конструкций, таких как медицинские устройства и имплантаты для медицинской промышленности, импеллеры и аэрокосмические конструкции.
Верхний совет: Прочтите наше руководство Понимание процесса фрезерования с ЧПУ Верхний совет: 901 58 Прочтите наше руководство Как обрабатывать квадратные углы на фрезерном станке с ЧПУ
Характеристики фрезерного станка
Основные характеристики фрезерного станка обычно можно свести к семи отдельным частям. К ним относятся:
Колено — Колено закреплено на стойке, но регулируется. Он поддерживает седло и рабочий стол. Его можно опускать или поднимать по оси Z.
Колонна — Колонна является основной несущей конструкцией машины. Он работает как усиление для других частей машины.
Седло — Седло расположено над коленом и ниже рабочего стола и может перемещаться параллельно оси шпинделя. При необходимости он перемещает заготовку горизонтально.
Рабочий стол — Участок, расположенный сверху седла, где крепится заготовка. Рабочий стол фрезерного станка может регулироваться в зависимости от типа станка и использоваться как в вертикальном, так и в горизонтальном положении.
Шпиндель — это вращающийся компонент, удерживающий станок или оправку и приводимый в движение электродвигателем.
Оправка — Оправка используется в горизонтально-фрезерных станках. Он вставляется в шпиндель и работает как вал, который можно использовать для крепления различных станков.
Поршень — Поршень обычно используется в вертикально-фрезерных станках и крепится к верхней части цапфы, где поддерживается шпиндель.
Станок — Станок — это компонент, выполняющий операции фрезерования. Он удерживается шпинделем и снимает материалы с заготовки. Существует широкий спектр станков.
Типы фрезерных станков с ЧПУ
Вертикальное фрезерование
При вертикальном фрезеровании 3-осевой фрезерный стол представляет собой рабочую поверхность, расположенную ниже рычага, к которому прикреплен шпиндель.
Шпиндель может быть стационарным, если используется вертикальная револьверная мельница. При этом стол перемещался по обеим осям X и Y. Между тем, стол перемещается по оси X только в том случае, если используется вертикальная фрезерная станина. Шпиндель перемещается по длине рычага в направлении оси Y.
Горизонтальное фрезерование
При горизонтальном фрезеровании шпиндель работает горизонтально, а не вертикально, а все остальные компоненты аналогичны вертикальному фрезерованию. Вообще говоря, горизонтальные мельницы лучше всего подходят для более тяжелых или более длинных проектов. Они также подходят для деталей, которые требуют удаления большого количества материала по мере того, как стружка падает с детали и резака.
Торцевое фрезерование
Ось вращения режущего инструмента перпендикулярна поверхности заготовки.
Используются торцевые фрезы с зубьями как на периферии, так и на торце инструмента, последний из которых используется для чистовой обработки. Торцевое фрезерование также используется для создания плоских поверхностей и контроля готовой детали. Торцевое фрезерование может обеспечить более высокое качество отделки, чем другие процессы фрезерования, и совместимо с вертикальными и горизонтальными фрезерными станками.
Плоское фрезерование
Ось вращения режущего инструмента параллельна поверхности заготовки. Плоские фрезы имеют на периферии зубья, которые выполняют операцию резания. Используются как узкие, так и широкие фрезы. Это позволяет выполнять более глубокие пропилы и обрабатывать большие площади поверхности. Используются как ходовая, так и мелкозубая фреза. Низкие скорости резания и высокие скорости подачи используются для обычной фрезы и наоборот для фрезы с мелкими зубьями. Это позволяет более детализировать заключительную часть.
Угловое фрезерование
Это операция фрезерования, при которой ось вращения режущих инструментов расположена под углом к поверхности заготовки. Таким образом, одиночные угловые фрезы могут создавать более угловатые элементы, такие как канавки, зубцы или фаски.
Фасонное фрезерование
Фасонное фрезерование лучше всего использовать для операций фрезерования с более неровными поверхностями. Контуры, очертания, кромки или детали с изогнутыми плоскими поверхностями. В нем использовались фрезы или летучие фрезы, специализированные для конкретных применений, например, вогнутые фрезы или фрезы для скругления углов. Полусферические или полукруглые конструкции или другие подобные сложные конструкции со сложными деталями выиграют от метода фрезерования формы.
Типы фрезерных станков
Поскольку существуют различные типы фрезерных станков с ЧПУ, существует также ряд уникальных фрезерных станков с различными характеристиками и функциями. Некоторые различные типы фрезерных станков:
Поршневой тип: Этот станок позволяет станку маневрировать по осям XY через шпиндель, прикрепленный к подвижному рычагу на колонне. Горизонтально-фрезерные станки чаще всего бывают поршневого типа.
Колено: Станки коленного типа будут регулировать по вертикали рабочий стол вместо шпинделя. Колено опустит и поднимет рабочий стол вдоль колонны, чтобы добраться до станка. Плоское фрезерование часто выполняется на станке коленного типа.
Тип планировщика: В этом фрезерном станке рабочий стол фиксируется по осям YZ со шпинделями, которые могут перемещаться по осям XYZ. Они также могут одновременно поддерживать до четырех станков.
Тип кровати: На этих фрезерных станках заготовка фиксируется под режущим инструментом. Станок может перемещаться по осям XYZ.
Сколько стоит фрезерование с ЧПУ?
Стоимость фрезерных станков с ЧПУ зависит от различных факторов. Расходы на фрезерование с ЧПУ в значительной степени связаны с тем, сколько времени требуется для обработки каждой детали. Более длительное время фрезерования может быть результатом необходимости удаления большого количества материала или твердых материалов. В зависимости от конструкции детали для некоторых деталей могут потребоваться более сложные инструменты или резка. Другими факторами, определяющими стоимость фрезерных станков с ЧПУ, являются сложность материалов и деталей. Вы можете щелкнуть здесь, чтобы согласовать стоимость фрезерных станков с ЧПУ с командой Get It Made, в противном случае узнайте больше о наших услугах по фрезерным станкам с ЧПУ.
Преимущества процесса фрезерования с ЧПУ
Гарантия высокого качества и точности
Сама природа обработки с ЧПУ как процесса оставляет очень мало места для ошибок и обеспечивает высокий уровень точности и прецизионности. Это связано с тем, что он работает из компьютерной программы, вводя 3D-проекты, разработанные с помощью CAD (автоматизированное проектирование). Все операции запускаются через машинный интерфейс.
Машина выполняет эти инструкции без необходимости ручного ввода. Эти автоматизированные процессы обеспечивают максимальную точность, чтобы технически управлять даже самой конечной и сложной геометрией.
Фрезерование с ЧПУ обеспечивает высокую производительность
Уровень, на котором работают станки с ЧПУ, означает, что они способны к высокому уровню производства благодаря задействованным автоматизированным процессам. Фрезерование с ЧПУ является надежным и популярным вариантом, если деталь необходимо производить в больших объемах, при этом каждая деталь соответствует одинаковому уровню согласованности с точки зрения качества и отделки. Особенно легко программировать и управлять 3-осевым станком, достигая высокой точности при низких затратах.
Фрезерование с ЧПУ — менее трудоемкий процесс
Использование фрезерного станка с ЧПУ значительно снижает трудоемкость производственного процесса. При полной мощности инструменты, используемые в фрезерном станке с ЧПУ, могут вращаться со скоростью тысячи об/мин (оборотов в минуту), что обеспечивает высокую производительность, а также экономит время. Никакие ручные процессы не могли обеспечить аналогичный результат. Стоит отметить, что чем проще конструкция, тем меньше требуется вмешательства человека. Например, если сложная конструкция требует перемещения заготовки в процессе, для обеспечения безопасного и надежного завершения процесса потребуется участие машинистов.
Однородные фрезерные станки с ЧПУ
Обрабатывающие станки с ЧПУ спроектированы и разработаны для обработки заготовок с высочайшим уровнем точности. Движение управляется компьютерной программой, что означает, что каждая деталь производится с одинаковым уровнем точности.
Регистрация пройдена успешно! Пожалуйста, перейдите по ссылке из письма, отправленного на
Политика
В мире
Экономика
Общество
Происшествия
Армия
Наука
Спорт
Культура
Религия
Туризм
У берегов Южной Кореи загорелось российское судно, четыре человека пропали
Популярное
Штаты поставили России ядерный ультиматум
Сергей Савчук
Турция уже сделала свой выбор
Петр Акопов
Не доставайся же ты никому: Америка уничтожает мировую экономику
Дмитрий Косырев
Специальный репортаж
Аналитика
Фото
Видео
Инфографика
Тесты
Опросы
Подкасты
«Дали гораздо меньше». На Украине обвинили Пентагон в собственных проблемах
С Юга на Север: Лавров завершил турне по Латинской Америке
Хорошие новости
Рекомендуемое
«Лишнего нет»: Европе опять преподнесли сюрприз
Вчера, 08:00
Что делать, если вы обнаружили на себе клеща
«Быстрый и внеплановый демонтаж»: Starship взорвался вскоре после старта11
Вчера, 18:10
Туризм
Здесь вам не материк! Как живут в Норильске и чем он удивляет туристов
Вчера, 08:00
Специальная военная операция на Украине
«Ударят там, где не ждут». Как будут наступать ВСУ
Путь длиной в 240 лет. Как присоединяли и возвращали Крым
Запад подарков не делает. Чем будет расплачиваться Украина
Наука
Перспективнее нефти. Россия сделала ставку на другое сырье
Культура
Политики не смогли: провал «культуры отмены» на Западе
Превратить предательство в норму: план англосаксов потерпел неудачу
Ирина Алкснис
США несут новые геополитические потери
Виктория Никифорова
Запад начал осознавать свою смертельную ошибку
Кирилл Стрельников
Единоборства
Российские самбисты завоевали восемь золотых медалей на чемпионате Европы
Вчера, 18:18
Хоккей
«Чайка» увеличила отрыв в финале Кубка Харламова с «Омскими ястребами»
Украинского комментатора V1lat забанили в Twitch
Футбол
Губерниев раскритиковал игроков «Спартака» после поражения от «Акрона»
Футбол
«Локомотив» ведет переговоры о новом контракте с капитаном
Вход на сайт
Почта
Пароль
Восстановить пароль
Зарегистрироваться
Срок действия ссылки истек
Назад
Регистрация на сайте
Почта
Пароль
Я принимаю условия соглашения и даю своё согласие на обработку персональных данных в соответствии с Политикой конфиденциальности Федерального Государственного Унитарного Предприятия «Международное информационное агентство «Россия сегодня», расположенного по адресу: Россия, 119021, г. Москва, Зубовский бульвар, д. 4.
Войти с логином и паролем
Ваши данные
Восстановление пароля
Почта
Назад
Восстановление пароля
Ссылка для восстановления пароля отправлена на адрес
Восстановление пароля
Новый пароль
Подтвердите пароль
Написать автору
Тема
Сообщение
Почта
ФИО
Нажимая на кнопку «Отправить», Вы соглашаетесь с Политикой конфиденциальности
Задать вопрос
Ваше имя
Ваш город
Ваш E-mail
Ваше сообщение
Сообщение отправлено!
Спасибо!
Произошла ошибка!
Попробуйте еще раз!
Обратная связь
Чем помочь?
Если ни один из вариантов не подходит, нажмите здесь для связи с нами
Обратная связь
Чтобы воспользоваться формой обратной связи, Вы должны войти на сайт.
Разблокировать аккаунт
Вы были заблокированы за нарушение правил комментирования материалов
Срок блокировки — от 12 до 48 часов, либо навсегда.
Если Вы не согласны c блокировкой, заполните форму.
Назад
Разблокировать аккаунт
Имя в чате
Дата сообщения
Время отправки сообщения
Блокировался ваш аккаунт ранее?
ДаНет
Сколько раз?
Удалили мое сообщение
Ваше сообщение было удалено за нарушение правил комментирования материалов
Если Вы не согласны c блокировкой, заполните форму.
Назад
Удалили мое сообщение
Чтобы связаться с нами, заполните форму ниже:
Ваше сообщение
Перетащите, или выберите скриншот
Связаться с нами
Если вы хотите пожаловаться на ошибку в материале, заполните форму ниже:
Ссылка на материал
Опишите проблему
Перетащите, или выберите скриншот
Связаться с нами
Чтобы связаться с нами, заполните форму ниже:
Ваше сообщение
Перетащите, или выберите скриншот
Показать
Сбор за телевидение в Германии ARD-ZDF Rundfunkbeitrag
В Германии вещание государственных каналов и радио платное. Бюргеры обязаны платить телевизионный налог. За неуплату грозит штраф до 1000€.
Телевизионный сбор в Германии
Обязательная абонентская плата за услугу, которую не заказывал и которой возможно даже не пользуешься. Казалось бы, верх несправедливости! Но в Германии это обыденность. Речь о немецком сборе за телевидение.
18,36€ ежемесячно или 220,32€ в год платят жители Германии за общественное теле- и радиовещание. Официально сбор называется Rundfunkbeitrag, а раньше использовалось название GEZ-Gebühr. Сбор платится с каждого домохозяйства: с квартиры или частного дома, независимо от состава семьи, количества телевизоров и радиоприёмников.
Не платить сбор разрешается только в отдельных случаях. Например, получающие социальное пособие жители Германии освобождаются от уплаты. Отмазка “я не буду платить, ведь я по-немецки ничего не понимаю” не сработает!
Платят, даже если у бюргера нет ни телевизора, ни радио ни, что совсем сложно представить, доступа в интернет. Кому-то это покажется несправедливым, но закон есть закон. Как с этим жить в Германии, давайте разберёмся.
Закон об абонентской плате за телевидение
Сразу развею сомнения по поводу законности. Сбор платится на основании государственного договора с милым немецким названием Rundfunkbeitragsstaatsvertrag, сокращённо RBStV. По сути это контракт между немецкими федеральными землями и сервисом.
В договоре отрегулированы нюансы до мельчайших подробностей. Там даже предусмотрен выход из соглашения для федеральных земель. Правительство, например, Баварии, теоретически может, предупредив за год, разорвать соглашение.
Такое положение вещей позволило отсрочить увеличение сбора в 2020, когда федеральная земля Саксония-Анхальт не согласилась с повышением и отказалась одобрить новый контракт. Однако, старый продолжил действовать дальше. А в 2021 цену всё-таки подняли.
Протесты бюргеров против взноса и суды
Конечно, многие бюргеры не согласны с существование сбора. В суд подавали, общественные инициативы организовывали, демонстрации проводили. А в марте 2021 житель города Боркен Георг Тиль, инициатор движения за отказ платить сбор, даже сел в тюрьму на полгода!
Вопросы к справедливости сбора уместны. Почему, например, одинокая бабушка-пенсионерка платит столько же, сколько многодетная семья? Но в 2018 федеральный конституционный суд ФРГ постановил, что существование сбора не нарушает немецкой конституции. Это решение подтверждено европейским трибуналом. Выше инстанции в европейском праве не существует, а значит, приговор окончательный и обжалованию не подлежит.
Совет иммигрантам: не слушайте храбрецов, которые рассказывают, что не платят сбор много лет. Речь скорее всего о безрассудстве, либо о банальном непонимании, что в некоторых случаях по закону сбор всё-таки разрешается не платить.
Иностранцам лучше вести себя более осмотрительно. В Германии с просрочками платежей довольно строго. Последствия аукнутся в самых неожиданных местах, например, продления вида на жительство, получения немецкого гражданства или оформления ипотеки.
Как собираются взносы ARD-ZDF
Сразу же после регистрации по месту проживания в Германии данные уходят в организацию ARD ZDF Deutschlandradio Beitragsservice. Так официально называется компания, собирающая налог.
Кроме того, время от времени немецкие ведомства учёта проживания жителей передают данные, чтобы уже точно никто не потерялся. Сервис проверяет информацию и высылает счета должникам. Но не надо ждать, пока сервис зарегистрирует неплательщика. Каждый житель Германии обязан зарегистрироваться самостоятельно в течение максимум одного месяца после прописки.
Деньги поступают прямо на счёт компании, минуя посредников вроде налоговой службы или других ведомств. Тем самым подчёркивается финансовая независимость немецкого государственного теле- и радиовещания.
Как грамотно отказаться платить двойной сбор
При такой системе не уплатить сбор — это ещё надо постараться. Скорее не заплатить бы лишнего. По закону неважно, сколько людей живут вместе. Сбор платится один на домохозяйство. Но в немецких адресах номер квартиры не указан. Поэтому в многоквартирном доме не просто определить, живут люди вместе или в разных квартирах. В итоге сервис на всякий случай сначала высылает счета всем новичкам в базе данных, а потом смотрит, как они выкручиваются.
Часто этот казус происходит с мигрантами. Например, для немцев Бабкин и Бабкина — это разные фамилии, пусть и похожие. Склонения фамилии по родам в немецком нет. Поэтому нередко вновь прибывшие получают два счёта на одну квартиру.
По закону требуется оплатить один сбор, но важно отказаться от второго правильно, на немецкий лад. Нельзя просто выбросить несправедливый запрос. Сервис пришлёт требование снова спустя месяца три, но уже со штрафом за неуплату 8€ дополнительно. Кроме того, факт неуплаты станет известен организации, которая подтверждает кредитоспособность жителей Германии — SCHUFA.
Надо сообщить в сервис об ошибке. Воспользуйтесь формуляром на сайте Rundfunkbeitrag. Если пришёл счёт, значит, получатель зарегистрирован, как проживающий в отдельном жилье. Надо сняться с учёта, сделать Abmeldung, указав, что домохозяйство оплачивается другим плательщиком — Mitbewohner.
При заполнении формуляра главное знать оба Beitragsnummer. Это номер плательщика, 9 цифр, которые указаны в письмах со счетами. Надо ввести номер платящего по счёту и номер снимающегося с учёта. На последней странице подгрузите копию подтверждения совместной прописки. Можно использовать бумагу, которую выдали в Wohnmeldeamt при регистрации. Но лучше заказать новую справку, где указано, кто прописан в жилье. Недоразумение исправят, но на всякий случай проконтролируйте через пару недель звонком в службу поддержки, что данные получены и обработаны верно. Этот же формуляр используется вначале совместного проживания, например, после брака, когда супруги съезжаются в одно жильё.
Последствия за неуплату Rundfunkbeitrag
Во избежание недоразумений можно сразу после прописки зарегистрироваться на сайте сервиса самостоятельно. Вскоре придёт письмо на одного из членов семьи.
С августа 2021 взнос составляет 18,36€ в месяц, но платится ежеквартально по 55,08€ четыре раза в год.
Важное замечание: сервис не обязан напоминать о необходимости платить сбор. Это обязанность каждого жителя Германии разобраться, должен ли он платить взносы.
В комментариях и на форуме иногда пишут: А мне не пришло письмо, я платить не должен, ура! Если речь не о получателе социальных пособий, письмо не пришло по ошибке или потерялось. Когда факт неуплаты обнаружится, даже не возникнет сомнений в виновности неплательщика. Он автоматически будет виновен в неуплате, что приводит к немедленному взысканию пропущенных платежей плюс штрафу от 5€ до 1000€.
Минимальную сумму взимают, например, если запоздать с оплатой на несколько недель после переезда. Но если человек не платит месяцы и годы, тут уж пощады ждать не приходится.
Можно ли оплатить взнос за ТВ наличкой
Другая тяжба противников сбора за телевидение в Германии связана с формой оплаты. По умолчанию предполагается, что плательщик переводит деньги со своего счёта или же заполняет формуляр SEPA-Lastschriftmandat, прилагающийся к письму, который разрешает сервису снимать абонентскую плату самостоятельно. Но есть в Германии попытки «поломать систему» путём заявления “а я хочу платить наличкой”!
Сервис наличку принимать отказывается и штрафует за неуплату. Начинаются суды. В Германии прошло уже три заседания, освещаемых средствами массовой информации. Процессы закончились в пользу сервиса. Но в одном случае дело дошло до европейского трибунала и находится на рассмотрении. Когда решение европейского суда огласят, подключится немецкий федеральный конституционный суд и примет решение, можно ли в Германии запрещать платить сбор за телевидение наличкой.
Кто освобождён от уплаты телевизионного налога
В ряде случаев абонентскую плату за телевидение можно не платить. От сбора освобождены:
Получатели социальной помощи для неработоспособных Sozialhilfe.
Получатели базового пособия для безработных в Германии ALG 2.
Пожилые люди, получающие базовое пособие по возрасту Grundsicherung im Alter или постоянно проживающие в доме для престарелых Pflegeheim.
Студенты, получающие ссуды на обучение BAföG.
Слепые и глухие жители Германии.
Инвалиды, у которых в свидетельстве Behindertenausweis указаны буквы RF разрешается снизить размер платы до 5,83€ в месяц.
В случае с инвалидами есть нюанс. Освобождение от уплаты сбора действует только если инвалид живёт сам или вместе с супругом. Если он живёт, например, с родителями, освобождение теряет силу.
Право на освобождение не означает, что можно просто перестать или не начинать платить взносы. Это же Германия! Нужно заполнить соответствующий формуляр с запросом на освобождение от сбора или на снижение размера взносов.
А если причина льготы пропадает, например, человек был безработным, но нашёл новую работу, он должен заявить об этом факте отдельным формуляром, чтобы возобновить платежи.
Формуляры на все случаи жизни доступны на сайте сервиса.
Освобождение для не основного жилья
Дополнительно разрешается просить освобождение от сбора для неосновного жилья. Например:
Человек живёт в одной квартире, а вторую снял только для работы.
Супруги съезжаются вместе, одно жильё остаётся пустым.
Жильё не сдаётся в аренду, там фактически никто не живёт.
Другими словами, позволено не платить за второе жильё, если оно пользуется тем же самым домохозяйством не на постоянной основе.
Если муж прописан в одной квартире, а жена — в другой, тогда платят оба. Если оба прописаны в одной квартире, а вторая — это не основное жильё, например, используется время от времени, тогда можно запросить освобождение от уплаты второго сбора.
Сбор за телевещание для бизнеса
Фирмы в Германии тоже платят сбор на теле- и радиовещание. Количество взносов в месяц у предприятия зависит от количества работников в каждом офисе или филиале.
Rundfunkbeitrag для предприятий за каждый филиал
Количество работников
Количество месячных взносов
1-8
1/3
9-19
1
20-49
2
50-249
5
250-499
10
500-999
20
1000-4999
40
5000-9999
80
10000-19999
120
свыше 20000
180
Можно подумать, что всё отлично. Малое предприятие платит до пяти взносов, ерунда.
Но фирмы также дополнительно платят треть взноса за каждый находящийся на балансе автомобиль! Получается, большая фирма аренды автомобилей с десятком тысяч машин выплачивает свыше 50000€ ежемесячно на абонентскую плату.
По этому поводу в Германии тоже идёт судебная тяжба, но пока что решения принимаются в пользу сервиса.
Моё отношение к немецкому ТВ-налогу
Я не разделяю чувство возмущения по поводу сбора. Ведь Германия — это не только сбор за телевидение. Очевидно, что в стране существует масса плюсов.
Простите уж Германии этот побор, проявите такую щедрость и заплатите. Не злитесь, не втягивайтесь в негатив и не тратьте энергию на борьбу с ветряными мельницами.
В утешение скажу, что Германия не является единственной страной в мире, где государство обязывает граждан платить сборы за телевещание. Похожие организации существуют в Австрии, Италии, Швейцарии и Великобритании.
Как расходуются собранные деньги
По официальному отчёту ARD в 2020 каждые 17,50€ расходовались так:
0,33€ отчисляются на нужды телеканалов федеральных земель
0,48€ получает немецкое государственное радио Deutschlandradio
4,32€ уходят в бюджет ZDF
4,12€ попадают в бюджет ARD федерального уровня, в том числе каналу Das Erste 2,88€
8,25€ финансируют ARD на уровне земель
03-06-2021, Степан Бабкин
Impressum ARD.
de, ARD Mediathek и ARD Audiothek
ARD.de, ARD Mediathek и ARD Audiothek sind Gemeinschaftsangebote der Arbeitsgemeinschaft der öffentlich-rechtlichen Rundfunkanstalten der Bundesrepublik Deutschland (ARD). Dem Südwestrundfunk отвечает за Federführung ARD Mediathek и ARD Audiothek.
Vertretungsberechtigter und Gesamtverantwortlicher Интендант проф. д-р Кай Гниффке Südwestrundfunk Neckarstraße 230 70190 Stuttgart Телефон: 0711 929-0 Эл.
Динштенбитер-им-Синне des § 5 Absatz 1 TMG und damit inhaltlich verantwortlich ist der im jeweiligen Online-Inhalt genannte, den Inhalt einbringende Anbieter.
Bayerischer Rundfunk Anstalt des öffentlichen Rechts Rundfunkplatz 1 80335 München Gesetzliche Vertreterin und inhaltlich verantwortlich: Dr. Katja Wildermuth Телефон: 089 5900-01 Эл. unk Anstalt des öffentlichen Rechts Bertramstraße 8 60320 Frankfurt Gesetzlicher Vertreter und inhaltlich verantwortlich: Florian Hager Телефон: 069 155-1 Электронная почта: hzs@hr. de Umsatzsteueridentifikationsnummer DE114110440
Mitteldeutscher Rundfunk Anstalt des öffentlichen Rechts Kantstraße 71 — 73 04275 Leipzig Gesetzliche Vertreterin und inhaltlich verantwortlich: проф. 000 Электронная почта: [email protected] Umsatzsteueridentifikationsnummer DE141510836
Norddeutscher Rundfunk Anstalt des öffentlichen Rechts Rothenbaumchaussee 132 — 134 20149 Гамбург Gesetzlicher Vertreter und inhaltlich verantwortlich: Joachim Knuth Телефон: 040 4156-0 Эл. 6 Gesetzliche Vertreterin und inhaltlich verantwortlich: Dr. Yvette Gerner Телефон : 0421 246-0 Электронная почта: [email protected] Umsatzsteueridentifikationsnummer DE114397654
Rundfunk Berlin-Brandenburg Anstalt des öffentlichen Rechts Masurenallee 8 — 14 14057 Berlin Gesetzliche Vertreter und inhaltlich verantwortlich: Interimsintendantin Dr. Katrin Vernau Телефон: 030 97993-0 Эл. 5
Saarländischer Rundfunk Anstalt des öffentlichen Rechts Funkhaus Halberg 66100 Saarbrücken Gesetzlicher Vertreter und inhaltlich verantwortlich: Martin Grasmück Телефон: 0681 602-0 Электронная почта: [email protected] Umsatzsteueridentifikationsnummer DE138117038
Südwestrundfunk Anstalt des öffentlichen Rechts Neckarstraße 230
9 Stutztz 70006 ее Vertreter und inhaltlich verantwortlich: Prof. Dr. Kai Gniffke Телефон: 0711 929- 0 Электронная почта: [email protected] Umsatzsteueridentifikationsnummer DE812481116
Westdeutscher Rundfunk Anstalt des öffentlichen Rechts Appellhofplatz 1 50667 Köln Gesetzlicher Vertreter und Inhaltlich verantwortlich: Tom Buhrow Телефон: 0221 220-0 Электронная почта: [email protected] Umsatzsteueridentifikationsnummer DE1227 05
3
Deutsche Welle Anstalt des öffentlichen Rechts Kurt-Schumacher-Straße 3 53113 Bonn Gesetzlicher Vertreter und Inhaltlich verantwortlich: Peter Limbourg Телефон: 0228 429-0 Электронная почта: info@dw-world. de Umsatzsteueridentifikationsnummer DE123052407
Gemeinschaftsprogramm der ARD Das Erste Bayerischer Rundfunk Anstalt des öffentlichen Rechts Rundfunkplatz 1 80335 München Gesetzliche Vertreterin 9ja vertreterin und inhaltlich: 006 Телефон: 089 5900-01 Электронная почта: info@BR. de Umsatzsteueridentifikationsnummer DE129523494
funk ARD и ZDF sind gemeinsam Träger des Content-Netzwerks funk. Die Federführung für die laufenden Geschäfte von funk obliegt dem Südwestrundfunk Anstalt des öffentlichen Rechts Neckarstraße 230 70190 Stuttgart Gesetzlicher Vertreter und inhaltlich verantwortlich: Prof. Dr. Kai Gniffke Tel. Umsatzsteueridentifikationsnummer DE812481116
KiKA ARD и ZDF sind gemeinsam Träger und gleichberechtigte rundfunkrechtliche Veranstalter. Die Federführung für die laufenden Geschäfte obliegt dem Mitteldeutschen Rundfunk Anstalt des öffentlichen Rechts Kantstraße 71 — 73 04275 Leipzig Gesetzliche Vertreterin und inhaltlich verantwortlich: проф. д-р Карола Вилле Телефон: 0341 3000
6 E-Mail:
6 Upublikums publikums идентификационный номер DE141510836
арте ARTE GEIE 4 quai du Chanoine Winterer 67000 Страсбург – Франция Эл.6382865624 Verantwortlicher im Sinne von Art. 6 III.-1 der LCEN (Loi n°2004-575 от 21 июня 2004 г. для подтверждения численной экономики): Bruno Patino, Präsident
3sat ARD и ZDF sind gemeinsam Veranchterchtrechtigtäger und gleichberechtigte Die Federführung für die laufenden Geschäfte obliegt
für das ZDF: ZWEITES DEUTSCHES FERNSEHEN Anstalt des öffentlichen Rechts ZDF-Straße 1 55127 Verchanthalter in Mainz wortlich: д-р Норберт Гиммлер Телефон: 06131 70-0 Эл. 006 80335 Мюнхен Gesetzliche Vertreterin und inhaltlich verantwortlich: Dr. Katja Wildermuth Телефон: 089 5900-01 Эл. ger und gleichberechtigte rundfunkrechtliche Veranstalter. Die Federführung für die laufenden Geschäfte obliegt
für das ZDF: ZWEITES DEUTSCHES FERNSEHEN Anstalt des öffentlichen Rechts ZDF-Straße 1 55127 Mainz Vertrechundlicher Geschäfte ortlich: Dr. Norbert Himmler Телефон: 06131 70-0 Электронная почта: [email protected] Umsatzsteuer-Identifikation-Nr.: DE149065327
für die ARD: Westdeutscher Rundfunk (WDR) Anstalt des öffentlichen Rechts Appellhofplatz 1 Köln6 50060006 Gesetzlicher Vertreter und inhaltlich verantwortlich: Tom Buhrow Телефон: 0221 220-0 Электронная почта: [email protected] Umsatzsteueridentifikationsnummer DE1227
Die 06 Audiothek enthält auch: Landradio Körperschaft des öffentlichen Rechts Raderberggürtel 40 50968 Köln Gesetzlicher Vertreter: Stefan Raue Телефон: 0221 435-0 Электронная почта: [email protected] Umsatzsteueridentifikationsnummer: DE12305235
ARD-ZDF-Streaming-Netzwerk ARD и ZDF vernetzen Einzelinhalte der Telemediengebote ARD Mediathek und ZDFmediathek im Rahmen des ARD-ZDF-Streaming-Netzwerk (§ 30 Abs. 4 S. 3 MStV). Dadurch werden Inhalte des ZDF auch in der ARD Mediathek abspielbar. Diensteanbieter im Sinne des § 5 Absatz 1 TMG und damit inhaltlich verantwortlich ist der im jeweiligen Online-Inhalt genannte Anbieter.
Verantwortlich für die vernetzten ZDF-Inhalte: ZWEITES DEUTSCHES FERNSEHEN Anstalt des öffentlichen Rechts ZDF-Straße 1 55127 Mainz Gesetzlicher Vertreter und inhaltlich verantwortlich: Dr. Norbert Himmler Телефон: 06131 70-0 Электронная почта: info@zdf66 9000u : DE149065327
Diese Seite enthält Informationen und Funktionen, die Nur mithilfe von JavaScript verfügbar sind. Bitte aktivieren Sie JavaScript, um alle Funktionen von www.rundfunkbeitrag.de nutzen zu können.
Общая информация
Плата за лицензию
Служба поддержки ARD, ZDF и Deutschlandradio
Служба взносов регулярно проверяет свою базу данных
Защита данных
Освобождение и снижение
Правила оплаты для определенных целевых групп
Лица, ищущие убежища, и лица, имеющие право на убежище
Студенты и ученики
Компании, учреждения и органы общественного интереса
Лицензионный сбор
Лицензионный сбор является установленным законом взносом для граждан, компаний и учреждений, а также для органов общественного интереса. Для частных домохозяйств текущая плата составляет 18,36 евро в месяц.
Взнос служит для финансирования службы общественного вещания на основе модели взносов. Вклад означает, что в принципе все взрослые граждане, компании и учреждения, а также общественные организации в Германии должны вносить свой вклад – независимо от их фактического использования средств массовой информации. Таким образом, каждый может извлечь выгоду из разнообразия и качества бесплатно доступных услуг общественного вещания — даже те, кто платит за лицензию по сниженной цене или вообще не платит. Цель состоит в том, чтобы обеспечить максимально возможный уровень справедливости в финансировании.
В основном, для граждан, достигших 18-летнего возраста, применяется следующее: Одно жилое помещение – одна плата. Если несколько человек проживают вместе в одном жилище, плату платит только одно лицо, независимо от того, сколько человек проживает в нем или сколько устройств они используют.
К компаниям и учреждениям, а также к органам общественного интереса применяются особые правила.
Сбор уплачивается непосредственно в службу общественного вещания, а не, например, в налоговую инспекцию. Это гарантирует, что общественное радио, телевидение и Интернет услуги могут производиться независимо от влияния правительства.
Размер платы не определяется самими вещательными корпорациями. По рекомендации независимой экспертной комиссии главы правительств федеральных земель устанавливают сумму на период действия пошлины (как правило, четыре года) в многоэтапной процедуре, после чего она утверждается парламентами земель. .
вернуться к «Общей информации»
Служба поддержки ARD, ZDF и Deutschlandradio
Являясь совместным учреждением ARD, ZDF и Deutschlandradio, служба поддержки собирает лицензионные сборы на основании установленных законом правил. Эти правила устанавливаются не самой службой взносов, а главами правительств федеральных земель в Государственном договоре о плате за общественное вещание [на немецком языке]. Здесь также соответствующие положения требуют последующей ратификации парламентами штатов.
Являясь центральным контактным лицом для граждан, компаний, учреждений и органов общественного интереса, сотрудники службы взносов решают запросы и вопросы, связанные с лицензионными сборами. Например, они регистрируют и обрабатывают заявки, изменения данных и запросы на сокращение и освобождение.
Связаться со службой пожертвований можно различными способами. Большинство проблем участников могут быть решены онлайн [на немецком языке] круглосуточно. На веб-сайте rundfunkbeitrag.de есть много общей информации о лицензионных сборах, специальных правилах и дополнительных контактных возможностях [на немецком языке].
вернуться к «Общей информации»
Служба взносов регулярно проверяет свою базу данных
Если граждане въезжают в жилое помещение и законно регистрируют новое место жительства, отдел регистрации жильцов уведомляет об этом службу взносов. Затем последний напишет заинтересованным лицам, чтобы уточнить обязанность взноса за жилье.
Кроме того, через регулярные промежутки времени проводится общенациональная проверка регистрационных данных. В установленную отчетную дату все отделы регистрации резидентов передают регистрационные данные всех взрослых в Германии в службу взносов. В ходе этого связываются с теми лицами, в чьем жилище не было записи о счете взносов на момент сверки данных.
вернуться к «Общей информации»
Защита данных
Служба взносов управляет счетами вкладчиков в Германии и, таким образом, уделяет особое внимание защите данных. Защита личных данных очень важна для службы пожертвований. Он соответствует законодательным положениям о защите данных и положениям Государственного договора о плате за общественное вещание.
вернуться к «Общим сведениям»
Освобождение и снижение
Не все лица должны платить полную стоимость лицензии. Законодательство определило ряд положений об исключениях, которые допускают снижение лицензионных сборов или освобождение от обязательств по взносам.
Таким образом, люди, получившие код РФ из-за тяжелой инвалидности, могут подать заявление на снижение их лицензионного сбора [на немецком языке] до одной трети, а именно 6,12 евро в месяц.
Лица, страдающие тяжелыми физическими ограничениями, такие как слепоглухие люди или лица, получающие помощь для слепых в соответствии с SGB (Кодексом социального обеспечения) XII, могут подать заявление об освобождении от обязанности платить лицензионный сбор [на немецком языке].
Однако освобождение также может быть предоставлено по заявлению, если плательщики получают определенные пособия по социальному обеспечению от государства. Это включает в себя поддерживаемую государством финансовую помощь для студентов, известную как BAföG. Однако те, кто получает другие пособия по социальному обеспечению, такие как доход граждан (ранее пособие по безработице II) или гарантированная минимальная пенсия, имеют право подать заявление об освобождении от обязанности платить лицензионный сбор [на немецком языке].
Лазерный нивелир Skil 0515 AB в Екатеринбурге (Лазерные нивелиры, уровни)
Цена: 3 677 ₽
за 1 шт
Описание товара
Режимы линий и перекрестий, автостабилизация лучей, функция самонивелирования.
Товары, похожие на Лазерный нивелир Skil 0515 AB
Не надо медлить, оформите заказ на «Лазерный нивелир Skil 0515 AB» от организации «ООО ГЕОКРАФТ» в нашей системе БизОрг. Стоимость 3677 ₽ при минимальной заявке в 1 шт.
Преимущества «ООО ГЕОКРАФТ»:
специальные условия по цене и сервису для посетителей сайта BizOrg.Su;
четкое выполнение взятых на себя обязательств;
работа с такими марками как Stonex. Bosch, Berger, Skil;
удобные способы оплаты.
Оставьте заявку прямо сейчас!
Ответы на популярные вопросы
Описание не актуально, контактный номер телефона не отвечает и т. п.
Если у вас появились проблемы с «ООО ГЕОКРАФТ», то напишите идентификационные данные организации (3203) и услуги или продукта (1940440). Наше отделение по работе с клиентами возьмет на себя решение данной трудности.
Как оформить заявку
Хотите «Лазерный нивелир Skil 0515 AB»? Созвонитесь с компанией «ООО ГЕОКРАФТ» по контактам, указанным сверху справа. Обязательно укажите, что увидели фирму у нас – на сайте BizOrg.Su.
Как получить еще больше сведений об организации «ООО ГЕОКРАФТ»
Чтобы посмотреть более подробную информацию об организации, нажмите в правом верхнем углу на ссылку с названием организации, а потом нажмите на интересную Вам ссылку с описанием.
Служебная информация
«Лазерный нивелир Skil 0515 AB» и другие подобные предложения можно найти в категориях: «Строительная техника, строительное оборудование, вентиляция», «Геодезическое оборудование», «Лазерные нивелиры, уровни»;
Дата создания предложения — 30.08. 2013, дата последнего изменения — 16.11.2013;
За все время предложение было просмотрено 196 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией ООО «ГЕОКРАФТ» цена товара «Лазерный нивелир Skil 0515 AB» (3 677 ₽) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «ГЕОКРАФТ» по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+7 (343) 260-23-23
+7 (343) 251-27-25
+7 (3452) 63-50-24
+7 (922) 222-29-46
Купить лазерный нивелир Skil 0515 АВ в Екатеринбурге:
ул. Щорса, 24, 1 этаж, Екатеринбург, 620142, Россия
Условия доставки из другого региона:
Доставка в страны:
– Россия
Лазерный нивелир Skil 0515 AB
електроінструмент та акумуляторний інструмент.
Україна Київ.
Код товару F0150515AC
2439 грн.
Опис та технічні характеристики
Лазерный диод 650 нм
Класс лазерного излучения 2
Точность нивелирования ± 0,5 мм/м
Рабочий диапазон 10 м
Источники питания 4 х ААА 1,5 В
Вес 0,46 кг
Лазерный нивелир SKIL 0515 это многофункциональное лазерное устройство с неограниченной областью применения.
Характеристики SKIL 0515:
— самоварывнивающийся (Auto Level). Не требует ручного нивелирования
— проецирует горизонтальные, вертикальные и крестообразные, а также диагональные линии. Линия не деформируется в угловых стыках
— при превышение допустимого угла наклона прибора при самовыравнивании издаётся звуковое предупреждение
— простота в использовании, смена режимов производится при помощи одной кнопки
— лазерный уровень SKIL 0515оборудован системой стабилизации лазерного луча, время самовыравнивания — 5 секунд
— мягкое покрытие для оптимального комфорта
— устройство можно легко закрепить на стандартном штативе для фотоаппарата
— допустимый угол наклона при самовыравнивании
Комплектация:
SKIL 0515:
— нивелир
— штатив
— сумка
Відгук про Лазерный нивелир SKIL 0515
Залиште відгук першим — Ваш досвід стане у нагоді тисячам відвідувачам нашого магазину!
Ваше ім’я
Ваша думка
Будь ласка, вкажіть своє ім’я та не залишайте поле відгука пустим.
Переваги
Недоліки
E-TOOL
Акумуляторний інструмент
Електроінструмент
Електрогенератори
Витратні матеріали
Auto Nivel Laser Skil 0515 — F0120515Ad
Начальная страница
>
Medição
>
Нивель
Код. сделать продукт: 7094
Описание товара
Auto Nível à Laser Skil 0515 / F0120515AD
Характеристики: — Лазерная регулировка: горизонтальная, вертикальная, песни и кресты. — Система стабилизации. Лазерная линия устанавливается в течение 5 секунд. — Автоматический уровень Função или автоматический лазерный датчик. — Звуковой сигнал, автоматически активируемый на лазерном уровне. — Praticidade, Fácil botão де лиги и desliga ком função да травы сделать лазерный пункт ум транспорта mais seguro.
Технические характеристики: Тип лазера: 650 нм Точность: 0,5 мм/м Стандартный темп: 5 с
Включено: 01 пластиковый каучук 01 основа для трепана 03 пила AA 01 глаз для реального 01 трепан
90 036
Гарантия
2 anos
Atenção para a compra de peças de reposição, verifique se a peça comprada é a peça correta para sua maquina.
Imagens meramente ilustrativas, podendo ter modificações pelos Fabricantes.
Não nos responsabilizamos por montagens e instalações dos produtos.
Подтвердите, как размеры продукта. Na dúvida Entre em contato!
Ver mais Верменос
Avaliações dos Clientes
Nossos clientes falam por nós!
veja algumas avaliações de produtos da nossa loja.
пр. Expedicionário José Pedro Coelho, 940 Sala 01 Centro CEP 88. 704-306 — Tubarão — Santa Catarina — SC
Сегуранса
Лоха Сегура
Formas de Pagamento
Entrega
Entregamos em todo o Brasil
Коррейос
Транспортадора
Central de Atendimento
Лазерный уровень Skil 360° Green Cross Line со штативом Review L9322G-01
Зеленый лазерный нивелир с перекрестными линиями Skil 360° обеспечивает выдающуюся ценность
Если ваш список текущих проектов по установке выходит из-под контроля, а цена профессионального лазерного лазера с перекрестными линиями премиум-класса недосягаема, есть хорошие новости. . Существует зеленый перекрестный лазер Skil 360 ° и комплект штатива, который предлагает профессиональные функции по очень доступной цене.
Штатив в комплекте отлично подходит для работ по дому
Минусы 9 0038
Штатив может быть более прочный
Skil 360° Green Cross Line Laser Level Upgrades
Skil добавляет в этот лазер два основных улучшения: зеленые лучи и перезаряжаемую батарею.
Человеческий глаз улавливает зеленые лучи лучше, чем красные, и в результате вы получаете более длинный рабочий диапазон. Однако зеленые лучи потребляют больше энергии.
Это одна из причин, по которой в этом зеленом перекрестном лазере Skil для питания используется встроенный литий-ионный аккумулятор. Вам не придется беспокоиться о том, чтобы держать в ящике кучу щелочных батареек типа АА или отложить свой проект, чтобы бежать в магазин.
Эта батарея работает до 6 часов. Мы получаем максимальную отдачу от этого, используя тот луч, который нам нужен в данный момент (вертикальный или горизонтальный), вместо того, чтобы постоянно держать их оба включенными.
Недостатком встроенных батарей является то, что их нельзя просто заменить, как в лазерах, использующих щелочные батареи или батареи для электроинструментов. Во время нашего тестирования мы заметили, что вы можете использовать лазер, пока он подключен к сети. Если вы находитесь в затруднительном положении, вы можете использовать питание переменного тока в качестве резервного варианта.
Skil 360° Green Cross Line Laser Level Точность
Skil набрала точность этого лазерного уровня до ±3/16 дюйма на расстоянии более 30 футов. Мы протестировали лазер на подвешивании некоторых картин, установке карниза и установке полки с отличными результатами. Есть некоторые работы, на которые профессиональные подрядчики хотят более жесткого допуска, но точность Skil вполне подходит для большинства проектов по благоустройству дома.
Самовыравнивающийся лазерный диод до 4°. Если вы выйдете за пределы этого, лучи будут мигать, чтобы вы знали, что нужно установить его ближе к уровню.
Если вы намеренно хотите использовать неправильный луч, вы можете зафиксировать лучи на месте и наклонить лазер, чтобы получить нужный угол. Полезно добавить творческий интерес к серии изображений, установить плитку не под прямым углом к стене, а также множество других декоративных идей.
Штатив в комплекте
Нам нравится, что этот лазер Skil зеленого цвета с перекрестными линиями поставляется со штативом. Это то, что вам просто необходимо иметь, если вы собираетесь часто работать с лазерным уровнем. Попытка найти правильную комбинацию коробок и книг, которые можно сложить на нужной высоте, выглядит комично и разочаровывает, когда вы пытаетесь выполнить работу.
Нам очень нравится легкий вес штатива. В отличие от большинства штативов для камер (которые обычно имеют такое же резьбовое соединение 1/4 дюйма), этот штатив достигает только 3 1/2 футов. Вы можете без проблем установить его на стол или прилавок. Оттуда вертикальная регулировка штатива может помочь вам выбрать идеальную высоту. Однако мы несколько раз сталкивались с работой в шкафу, где нам нужно было больше высоты.
Несмотря на то, что штатив легкий, он не предназначен для того, чтобы каждый день возиться в кузове грузовика. Для такой работы требуется более надежная конструкция. Если вы путешествуете с ним, просто позаботьтесь о том, чтобы его ноги не повредились от ударов других предметов.
Skil 360° Green Cross Line Laser Feature Set
360° горизонтальный луч
Зеленые лучи, видимые на расстоянии до 100 футов в диаметре (50 футов в радиусе)
мигает при отклонении от уровня)
Блокируемый диод для проецирования лучей под углом, отличным от уровня
Встроенная перезаряжаемая литий-ионная батарея (шнур для зарядки micro USB входит в комплект)
Штатив входит в комплект
Skil 360° Green Cross Line Laser Combo Цена
Мы очень довольны ценой Skil на этот зеленый лазер с перекрестными линиями.
Папка «МКК тест «дельта»- — Старший механик; Второй механик, Вахтенный механик — Танкер- Рядовой состав; Младший комсостав; Старший комсостав
Папка «МКК» — — Бланки документов — Справка о плавании — Требования по работе с документами- — Для обмена диплома выданного капитаном рыбного порта — Для повышения диплома — Для получения КС рядовогод — Для получения первого диплома — Для продления диплома
Вопросы по ПДМНВ: 1.Проверки знаний согласно Правилу А–Ш/4 МК ПДМНВ–78/95. Функция : Судовые механические установки на вспомогательном уровне. 2. Проверки знаний вахтенных механиков судов с традиционно обслуживаемым или периодически безвахтенно обслуживаемым машинным отделением согласно Правилу А –Ш / 1 МК ПДМНВ –78 /95. Функция: Судовые механические установки на уровне эксплуатации 3. Проверки знаний старших и вторых механиков судов с мощностью главной двигательной установки 3000 кВт и более согласно ПДМНВ – 78 /95. Функция: Морская механика на уровне управления. 4. Проверки знаний рядового состава машинной вахты согласно ПДМНВ-78/95. Функция : Судовые механические установки на вспомогательном уровне . Литература для подготовки к экзамену:
Папка — Библиотека 1- — Судовая документация — Маркировка трубопроводов — Конвенция и законы — Правила технической эксплуатации судовых дизелей — ПТЭ 1997; СУБ; Марпол; Регистр РФ; ПДНВ — Требование к получению дипломов паспорта моряка — Устав службы на судах рыбопромыслового флота РФ — Безопасность — Маркировка закрытий — Руководство по техническому надзору за судами в эксплуатации — Резолюция 1995г. — Правила технической эксплуатации СВМ паровых котлов — Кодекс торгового мореплавания Российской Федерации — Р Д — 31.60.14 — 81 Наставление по борьбе за живучесть судов (НБЖС) — Р Д — 31. 21. 30 — 97. ПТЭ судовых технических средств и конструкций — РД 31.04.23-94. Наставление по предотвращению загрязнения с судов — РД 31.81.10-91 Правила техники безопасности на судах морского флота
Папка — Библиотека 2- — Автоматика справочник — Борьба с пожаром на судах — Грузовое устройство — Эксплуатация тяжеловесных стрел — Эксплуатация легких грузовых стрел — Техническая эксплуатация грузового устройства — Стропы и грузозахватные приспособления — Назначение и размещение грузового устройства — Люковые закрытия — Материаловедение и технология материалов — Неполадки СЭУ — Остойчивость — Контроль остойчивости и посадке судна при погрузке и выгрузке — СИСТЕМА ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ СУДОВЫХ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК — Судовые вспомогательные механизмы — Винты регулируемого шага — Рулевые машины — Якорно-швартовные устройства — Судовые водоопреснительные установки — Сепараторы — Судовые холодильные установки — Аммиачные двухступенчатые компрессоры — Воздухоотделители — Испарители, воздухоохладители и охлаждающие батареи — Классификация компрессоров — Конденсаторы — Маслоотделители — Поршневые компрессоры с регулируемой производительностью — Правила классификационных освидетельствований судов — Предохранительные клапаны, запорные и регулирующие устройств — Принцип работы холодильной установки — Промежуточные сосуды — Отделители жидкости — Ресиверы — Ротационные и винтовые компрессоры — Узлы и детали поршневых компрессоров — Фильтры и осушители — Фреоновые компрессоры — Элементы холодильной установки — Судоремонт справочник — Фундаментные рамы и поддоны — Дефекты подшипников. Оценка их технического состояния — Неисправности втулок цилиндров и способы их устранения — Неисправности крышек цилиндров и способы их устранения — Обозначения отечественных подшипников — Ремонтно-расходные материалы — Подшипники скольжения — Укладка коленвалов — Моменты затяжки резьбы — Набивки сальниковые. Применение и характеристики — ТИПОВАЯ ИНСТРУКЦИЯ ПО ПОДГОТОВКЕ К РЕМОНТУ — Электрооборудование судов (10 тем)
Папка — Библиотека 3- — ДВС — обнаружение неисправностей — Краткий справочник судового механика — Правила обслуживания судовых холл. установок и ухода за ними — Судовые рефрижераторные установки — Судовые электроизмерительные приборы — Электротехника и эл. оборудование судов — Холодильные установки — ДВС- И.В. Возницкии — Справочник по теплотехнике — Судовые паровые котлы — Теория и устройство морских промысловых судов В.Д.Кулагин — Электрооборудование, электронная аппаратура и системы управления —Справочник Судового механика том 1 (Грицай) —Справочник Судового механика том 2 (Грицай)
Папка -«ТЕСТ Экипаж 2002» — ТЕСТ «Экипаж 2002 механик»
Здесь Вы можете оставить свой отзыв
Чтобы оставить отзыв на товар Вам необходимо войти или зарегистрироваться
Серия книг «Механик» — читать и слушать онлайн книги серии по порядку📚Хайдарали Усманов
Серия книг «Механик» — читать и слушать онлайн книги серии по порядку📚Хайдарали Усманов
Что выбрать
Библиотека
Подписка
📖Книги
🎧Аудиокниги
👌Бесплатные книги
🔥Новинки
❤️Топ книг
🎙Топ аудиокниг
🎙Загрузи свой подкаст
📖Книги
🎧Аудиокниги
👌Бесплатные книги
🔥Новинки
❤️Топ книг
🎙Топ аудиокниг
🎙Загрузи свой подкаст
org/BreadcrumbList»>
Главная
⭐️Хайдарали Усманов
Серия «Механик»
Отправим уведомление, когда появятся новинки. Вы можете найти серию в разделе Мои Книги «Избранное»
Хайдарали Усманов
Автор серии
Фильтры
Фильтры
1
Механик. Быть или не быть
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
2
Механик. Цивилизация или Дикость?
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
3
Механик. Охота на ведьм
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
4
Механик. Кольцо интриг
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям. Кто-то сомневается? Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
5
Механик. Охота на крупную дичь
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
6
Механик. И вашим, и нашим
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
7
Механик. Старые враги
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
8
Механик. Сложный выбор
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
9
Механик. Сложный выбор
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
10
Механик. Кругом враги
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям. Кто-то сомневается?.. Да, есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр…
Фильтры
Фильтры
На этой странице представлены все книги из серии «Механик» по порядку. Начните читать книги на сайте онлайн или скачайте приложение для iOS или Android, чтобы не расставаться с любимыми книгами даже без интернета.
О проекте
Что такое MyBook
Правовая информация
Правообладателям
Документация
Помощь
О подписке
Купить подписку
Бесплатные книги
Подарить подписку
Как оплатить
Ввести подарочный код
Библиотека для компаний
Настройки
Другие проекты
Издать свою книгу
MyBook: Истории
The Mechanic (2011) — IMDb
Cast & crew
User reviews
Trivia
IMDbPro
2011
R
1h 33m
IMDb RATING
6.5/10
164K
Ваш рейтинг
Популярность
Play Trailer2
:
19
12 видео
54 Фотографии
ActionCrimethriller
Элитный наимень элитный наемный убийца обучает своему ремеслу ученика, который связан с одной из его предыдущих жертв. Элитный наемный убийца обучает своему ремеслу ученика, который связан с одной из его предыдущих жертв.
Director
Simon West
Writers
Richard Wenk
Lewis John Carlino
Stars
Jason Statham
Ben Foster
Donald Sutherland
See production, box office & информация о компании
РЕЙТИНГ IMDb
6.5/10
164K
ВАШ РЕЙТИНГ
ПОПУЛЯРНОСТЬ
Директор
Саймон Уэст
Writers
Richard Wenk
Lewis John Carlino
Stars
Jason Statham
Ben Foster
Donald Sutherland
233User reviews
253Critic reviews
49Metascore
See подробнее на IMDbPro
Награды
1 номинация
Видео12
Трейлер 2:36
Смотреть The Mechanic: Redband Trailer
Трейлер 2:19
Смотреть Механик
Клип 0:47
Смотреть «Ты должен мне»
Клип 1:00
Смотреть «Не очень хорошо для твоей стороны»
111 0
Клип 0:0019 Смотреть «Rooftop Repel»
Клип 1:39
Смотреть Механик: Расширенный конвой. Клип
Клип 0:54
Смотреть Механик: Отталкивание крыш
Клип 0:46
Смотреть Механик 1 Owe 1 Owe 90
Клип 1:32
Смотреть Механик: Расширенный конвой
Клип 1:00
Смотрите механик: не очень хорошо для вашей стороны
Промо 0:32
Смотрите механик
Промо 0:32
Смотрите механик
Photo54
Топ
JASOS. Statham
Arthur Bishop
Ben Foster
Steve McKenna
Donald Sutherland
Harry McKenna
Tony Goldwyn
Jeff Chase
Mini Anden
James Logan
Jorge Lara
Eddie J. Fernandez
Lara’s Guard
(as Eddie Fernandez)
Joshua Bridgewater
Car Jacker
John McConnell
Vaughn
Криста Кэмпбелл
Джоэл Дэвис
Муж
Марк Наттер
Мистер Финч
(как Марк Энтони Наттер)
9 Арди Брент Карлсон0011
Bell Hop
Lara Grice
Mrs. Finch
Lance E. Nichols
Henry
(как Lance Nichols).
Ada Michelle Loridans
Дочь Финча
Режиссер
Саймон Уэст
Писатели
Ричард Венк (Сценарий)
Lewis John Carlin (Screenplay) (Story Stories) (Story Stories) (Story Stories) (Story Stories) (Story Stories) (Story Stories) (Story Stories.0004
All Cast & Crew
Производство, касса и многое другое на IMDBPRO
Подробнее это
Механик: Воскресение
Parker
Transporter 3
Transporter 2
Crant.
Death Race
Homefront
Crank: High Voltage
Killer Elite
Blitz
Сюжетная линия
Знаете ли вы
Connections
Избранное в Ebert Presents: At the Movies: No Strings Attached/The Company Men/The Way Back/The Dilemma/The Green Hornet (2011) 10
Это работает
Некоторые вещи могут быть бессмысленными, а повествование может показаться чрезвычайно быстрым, но знаете что, в те моменты, когда «Механик» обещал развлечь вас, он делает это наилучшим образом. И не поймите меня неправильно, потому что я не фанат Стэтхэма. Мне не понравился «Перевозчик», потому что игра (особенно плохого парня) была слишком нереальной. Мне тоже не понравился «Crank», потому что режиссура была очень плохой. «Механик» — это фильм, сфокусированный не на истории, а на действии, и именно здесь он сияет. Боевые сцены действительно великолепны, и они не прекращаются до последней минуты. Актеры тоже вписались в интересную историю. Опять же, режиссер решил не развивать сюжет, а дать взрывной опыт, и я считаю, что ему это удалось. Не ищите здесь глубоких впечатлений, и вы не будете разочарованы.
Полезно • 39
12
Artalmarcelo
13 июня 2011 г.
Top Picks
Воспитывание, чтобы оценить и часы для персонала
. Все новинки Prime Video в апреле
Освежите свой список наблюдения, добавив в Prime Video новейший список фильмов и телепередач в потоковом режиме, включая старые любимые фильмы и новые фильмы и сериалы.
Посмотреть полный список
Фотографии
Как называется песня, которая играет в трейлере?
Подробная информация
Дата выпуска
28 января 2011 г. (Соединенные Штаты)
Страна Происхождения
Соединенные Штаты
9003
Язы Чт май
Места съемок
Шривпорт, Луизиана, США
Production companies
CBS Films
Millennium Films
Chartoff-Winkler Productions
See more company credits at IMDbPro
Box office
Budget
$40,000,000 (estimated)
Gross США и Канада
29 121 498 долларов США
Выходные дни США и Канада
11 422 006 долларов США
30 января 2011 года
Gross worldwide
$76,130,093
See detailed box office info on IMDbPro
Technical specs
Runtime
1 hour 33 minutes
Color
Sound mix
Dolby Digital
SDDS
DTS
Соотношение сторон
2,35 : 1
Новости по теме
Внести вклад в эту страницу
Предложить отредактировать или добавить отсутствующее содержимое
Top Gap
Какова дата выхода фильма «Механик» (2011) в Австралии?
Ответить
Еще для изучения
Недавно просмотренные
У вас нет недавно просмотренных страниц
Серия «Механик» — IMDb
от basharatrasool | создано — 23 ноября 2016 г. | обновлено — 23 ноября 2016 г. |
Общественный
Параметры мгновенного просмотра
Жанры
Фильмы или ТВ
Рейтинг IMDb
В кинотеатрах
Год выпуска
Ключевые слова
Prime Video (аренда или покупка) (2)
Действие (2)
Преступление (2)
Триллер (2)
Приключение (1)
Художественный фильм (2)
Рейтинг пользователей IMDb (средний)
11. 11.21.31.41.51.61.71.81.92.02.12.22.32.42.52.62.72.82.93.03.13.23.33.43.53.73.83.94.04.14.24.34.44.54.74.84.95.05.15.25.55.55.55.75.75.965.965.965.965.965. 06.16.26.36.46.56.66.76.86.97.07.17.27.37.47.57.67.77.87.98.08.18.28.38.48.58.68.78.88.99.09.19.29.39.49.59.69.79.89.910 к 109.99.89.79.69.59.49.39.29.19.08.98.88.78.68.58.48.38.28.18.07.97.87.77.67.57.47.37.27.17.06.96.86.76.66.56.46.36.26.16.05.95.85.75.65.55.45.35.25.15.04.94.84.74.64.54.44.34.24.14.03.93.83.73.63.53.43.33.23.13.02.92.82.72.62.52.42.32.22.12.01. 91.81.71.61.51.41.31.21.11Количество голосов

 0
0 ..
.. От других его отличает большая ширина рейсмусования и фугования.ПРИМЕНЕНИЕ ML 393AСреди функций…
От других его отличает большая ширина рейсмусования и фугования.ПРИМЕНЕНИЕ ML 393AСреди функций… 2019
2019 ..
.. LTT-К1325АСфера использования: Данные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при…
LTT-К1325АСфера использования: Данные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при…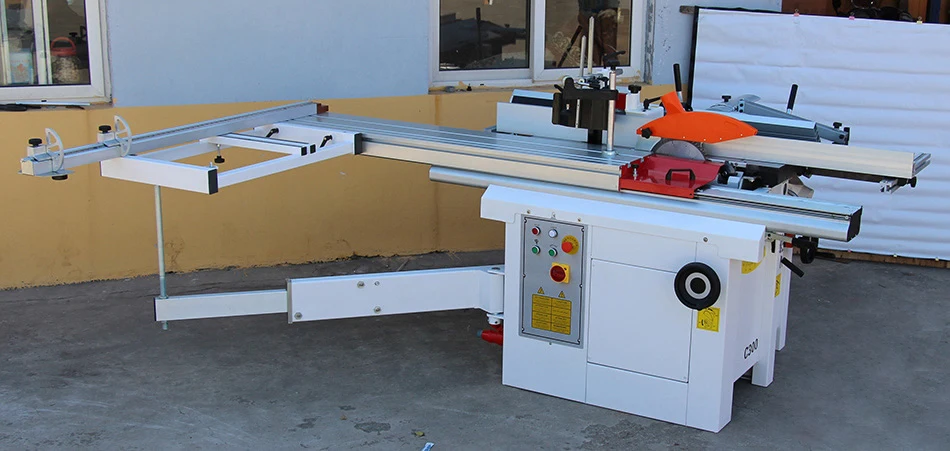 Станок используется для…
Станок используется для… в.
в.

 ..
..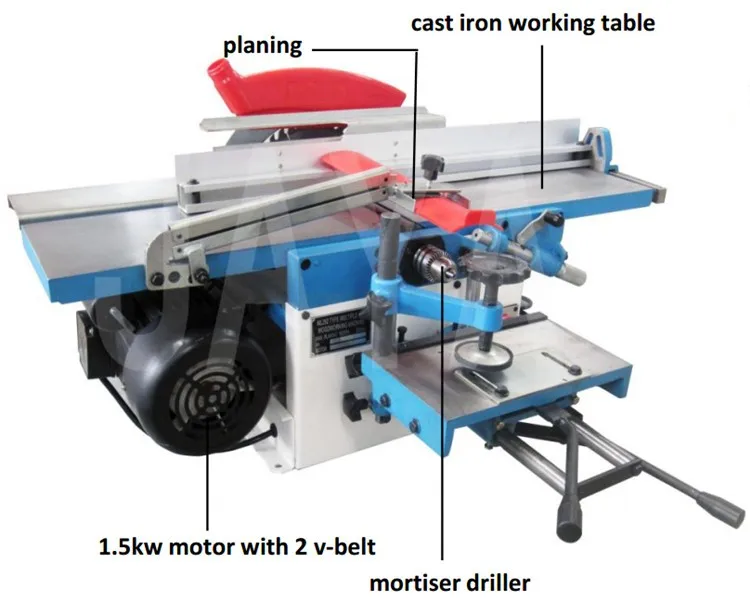 html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов.
html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов. planing width «> Макс. ширина строгания
planing width «> Макс. ширина строгания  США
США
 00
00
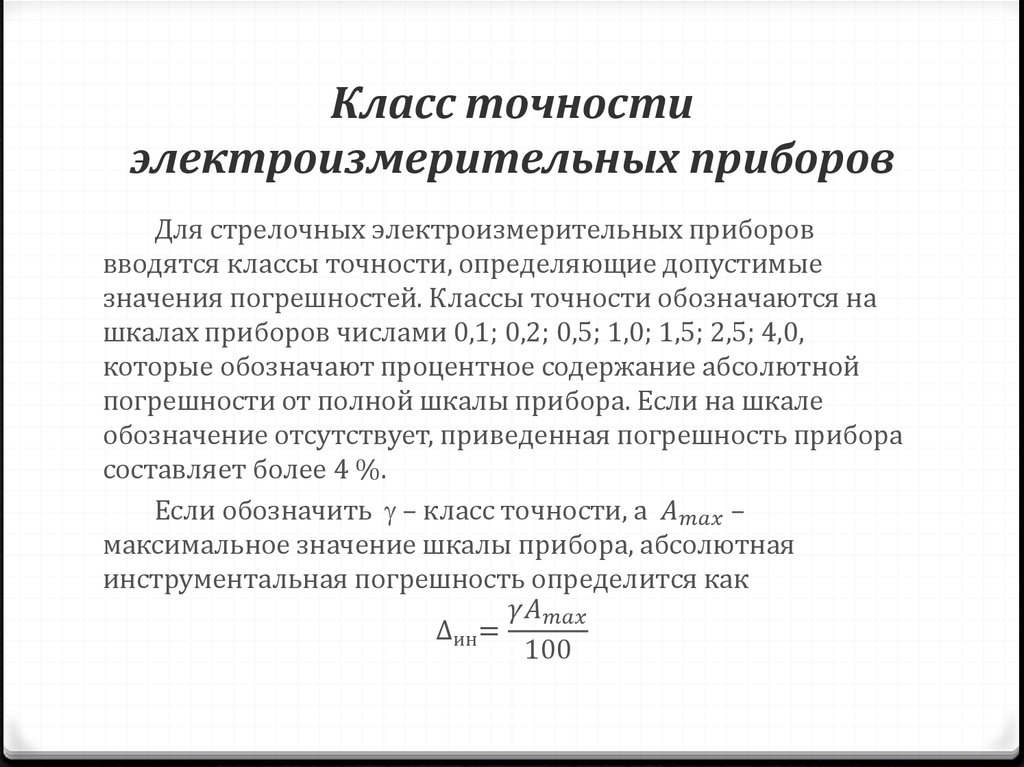 Установка станка на три точки опоры обычно применяется для прецизионных станков небольших размеров с жесткой станиной, работающей без дополнительного повышения ее жесткости фундаментом.
Установка станка на три точки опоры обычно применяется для прецизионных станков небольших размеров с жесткой станиной, работающей без дополнительного повышения ее жесткости фундаментом.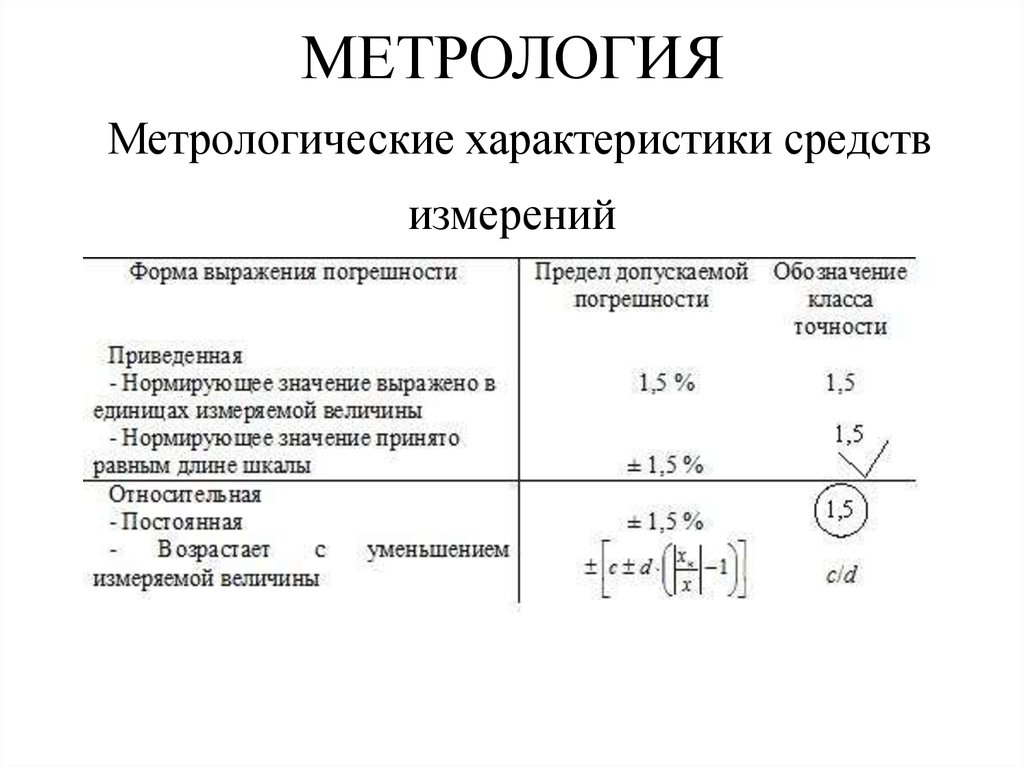
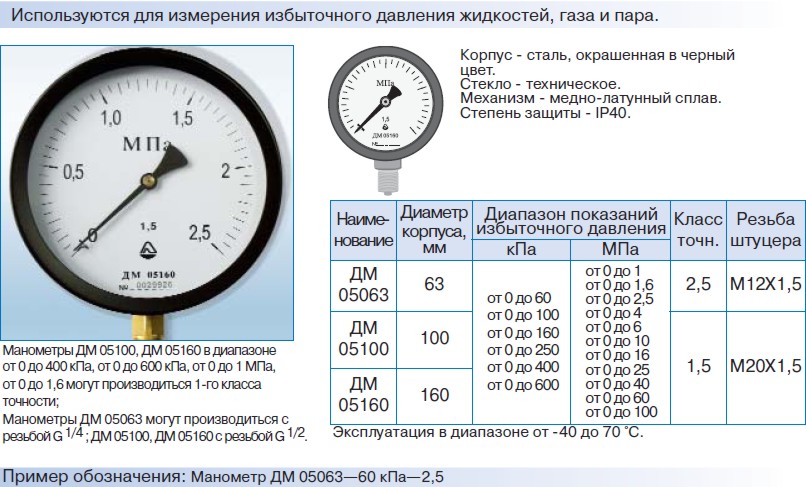 Непрямолинейность поверхности (в заданном направлении, рис. 124)
Непрямолинейность поверхности (в заданном направлении, рис. 124)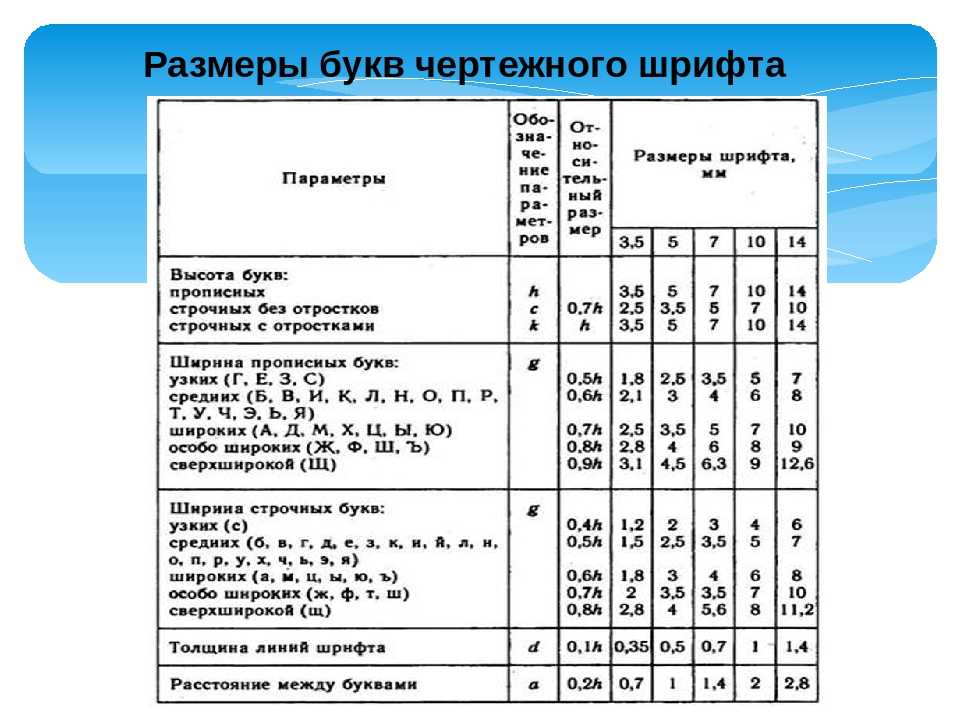 δ), от прямого угла.
δ), от прямого угла. 132)
132)
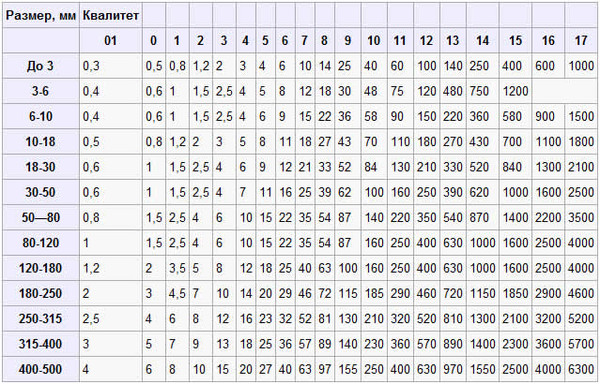
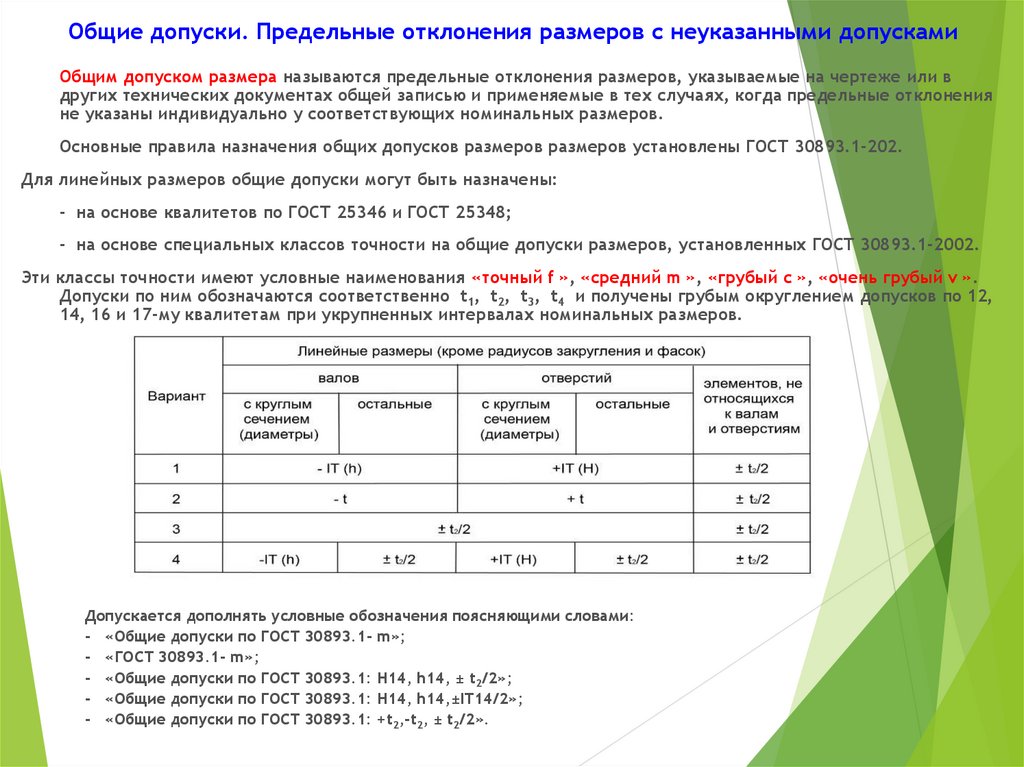 д.
д.

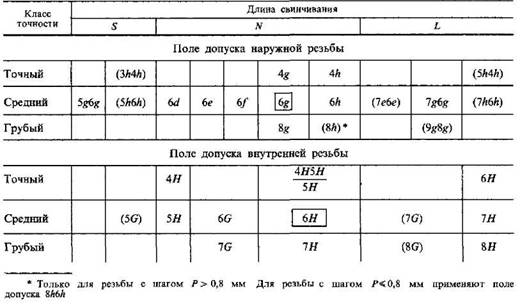
 ;
;
 171 соотношение между величинами допусков при переходе от класса к классу для большинства показателей точности принято равным φ = 1,6.
171 соотношение между величинами допусков при переходе от класса к классу для большинства показателей точности принято равным φ = 1,6.

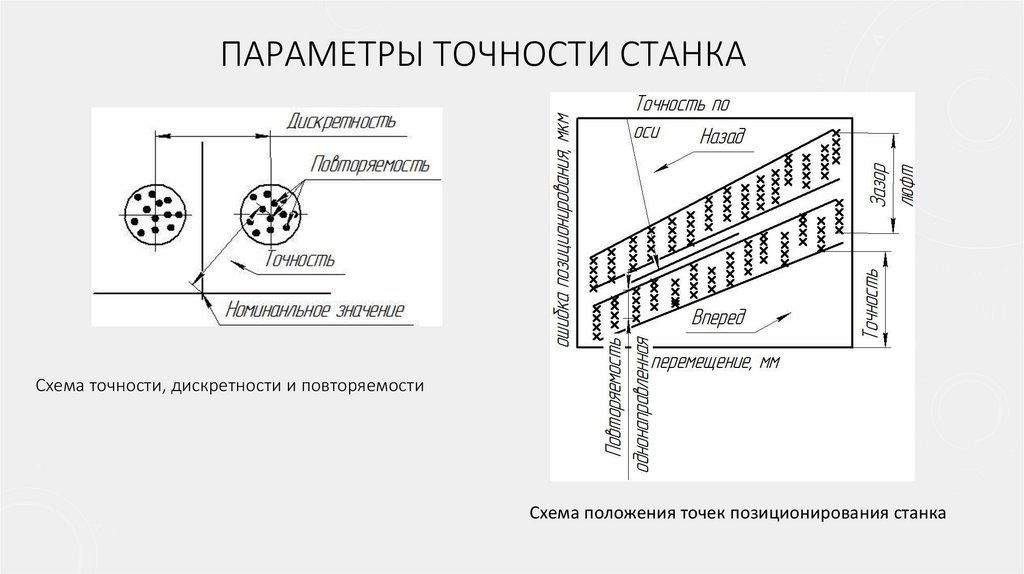 172—192) не всегда даются совершенно идентичные проверки как по методике их проведения и применяемой контрольной аппаратуре, так и по длинам, к которым отнесены допуски на точность.
172—192) не всегда даются совершенно идентичные проверки как по методике их проведения и применяемой контрольной аппаратуре, так и по длинам, к которым отнесены допуски на точность.
 Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая — к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована. Буква п конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая — к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована. Буква п конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели. Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве. Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В. Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А к В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В. Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А к В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала. И хотя термин «точность» часто используется в общем смысле, применительно к рециркуляционным шариковым или роликовым направляющим он обозначает пять характеристик:
И хотя термин «точность» часто используется в общем смысле, применительно к рециркуляционным шариковым или роликовым направляющим он обозначает пять характеристик:
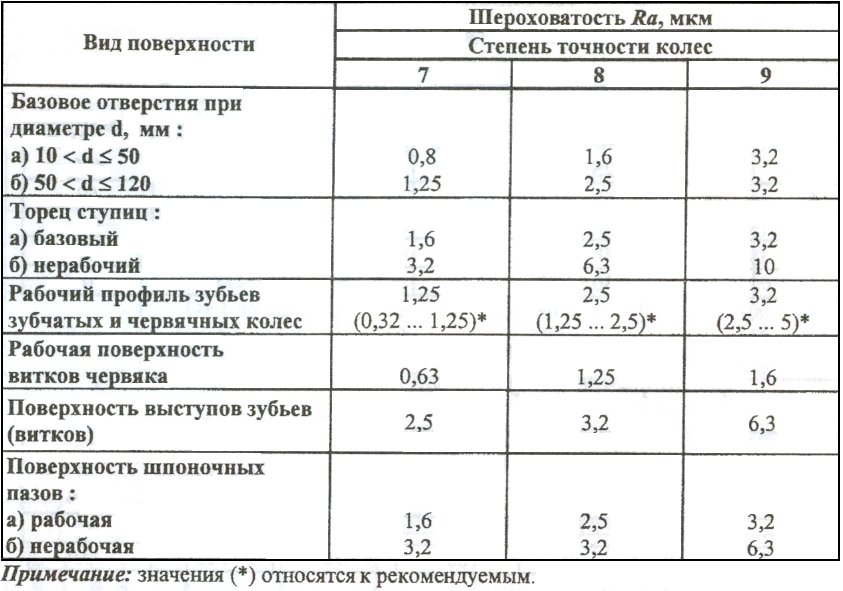 Когда грузы жестко закреплены или прикреплены более чем к одному подшипниковому блоку на одном направляющем рельсе, часто требуется более высокий класс точности, чтобы избежать неравномерной нагрузки на подшипники.
Когда грузы жестко закреплены или прикреплены более чем к одному подшипниковому блоку на одном направляющем рельсе, часто требуется более высокий класс точности, чтобы избежать неравномерной нагрузки на подшипники.
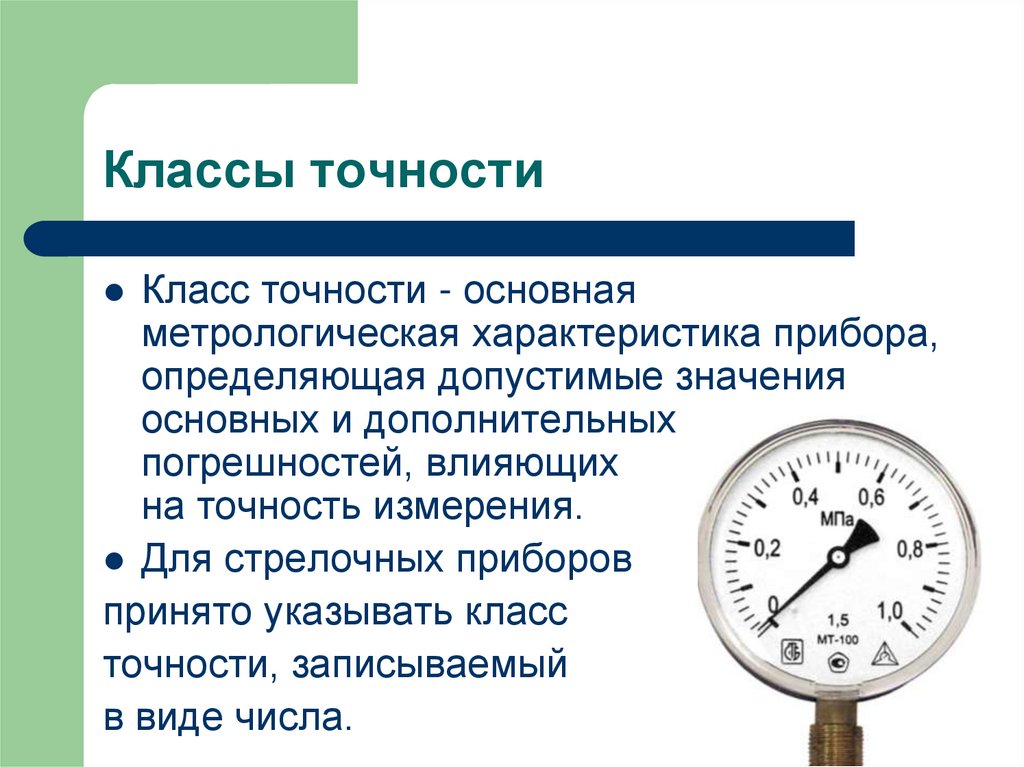
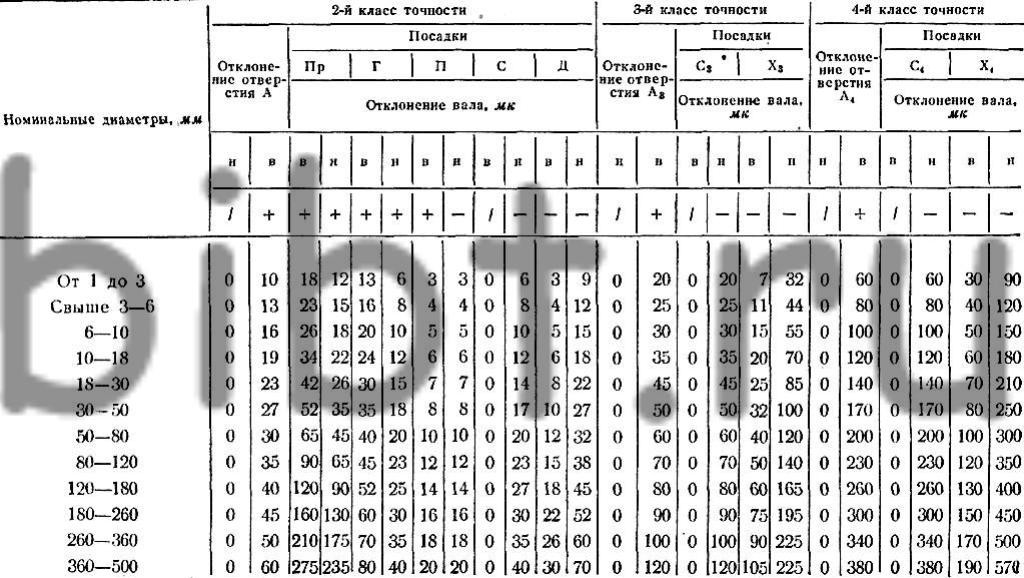 .. ..
.. ..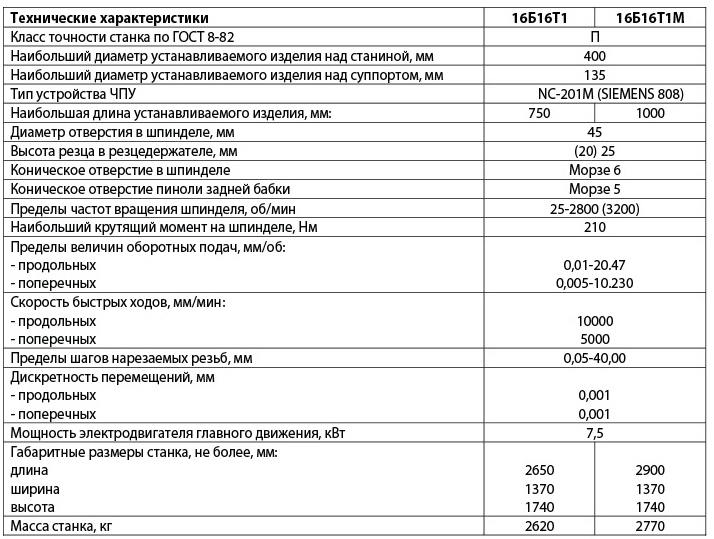 0
0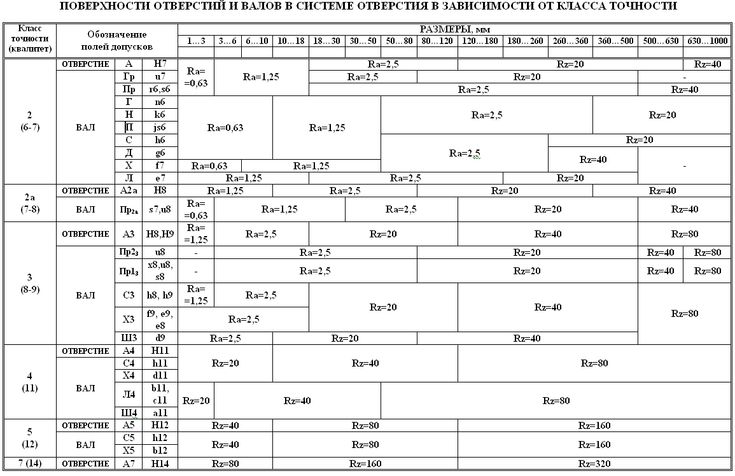 1
1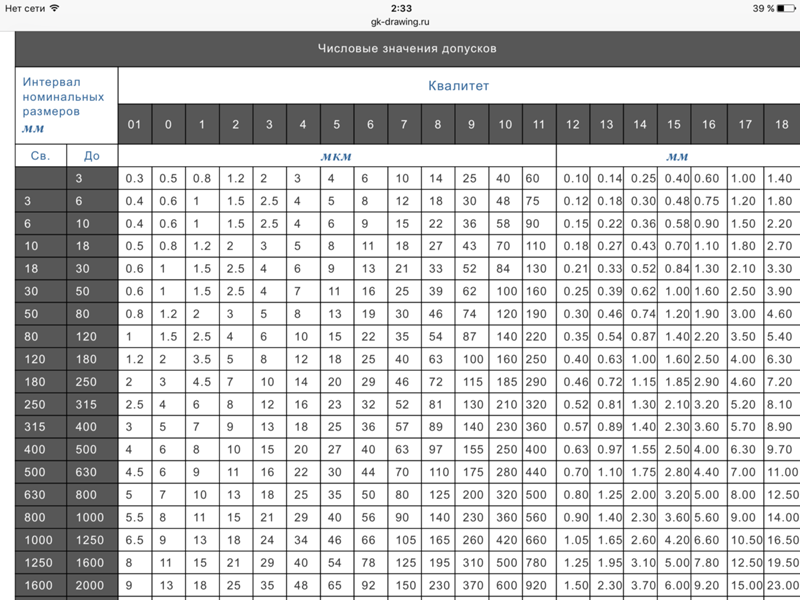
 Для сравнения: CO2-лазер может выдавать мощность до 400 Вт, а диодные лазеры — только 10 Вт максимум.
Для сравнения: CO2-лазер может выдавать мощность до 400 Вт, а диодные лазеры — только 10 Вт максимум.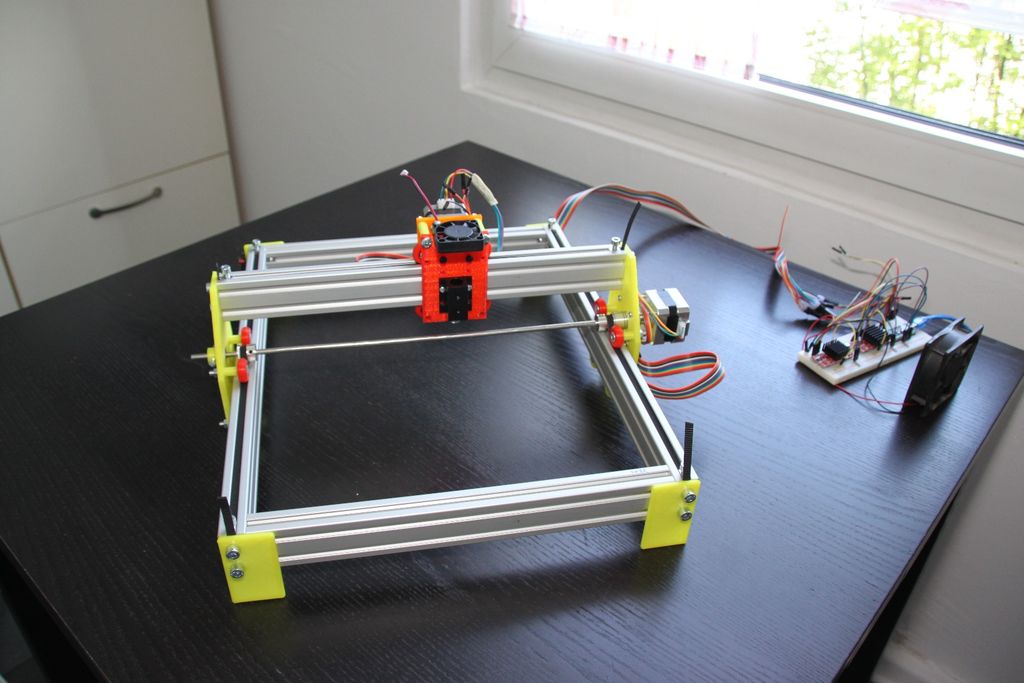 Учитывая связанные с этим риски, особенно важно соблюдать меры предосторожности.
Учитывая связанные с этим риски, особенно важно соблюдать меры предосторожности. Производители лазеров обычно предоставляют список материалов, которые можно гравировать и вырезать, поэтому обязательно проверьте его.
Производители лазеров обычно предоставляют список материалов, которые можно гравировать и вырезать, поэтому обязательно проверьте его.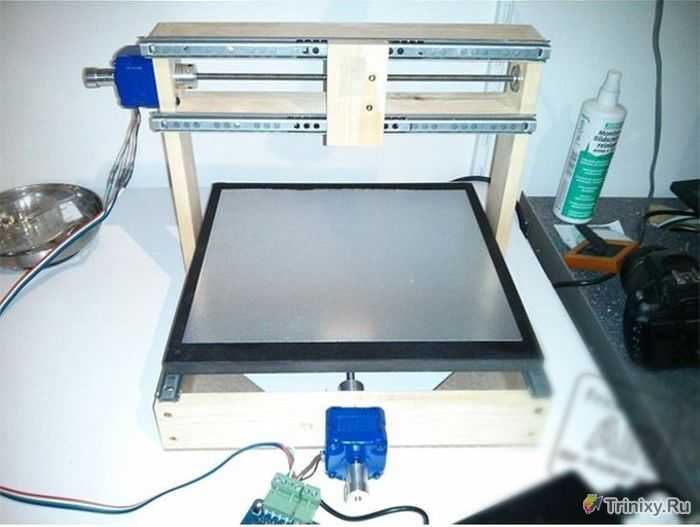 Эта установка также требует подключения к принтеру через порт вентилятора.
Эта установка также требует подключения к принтеру через порт вентилятора.
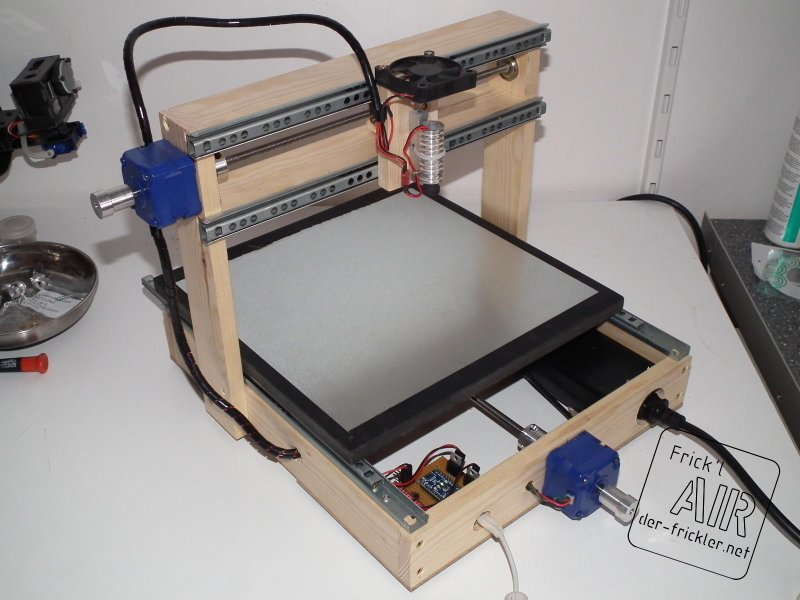 ..
..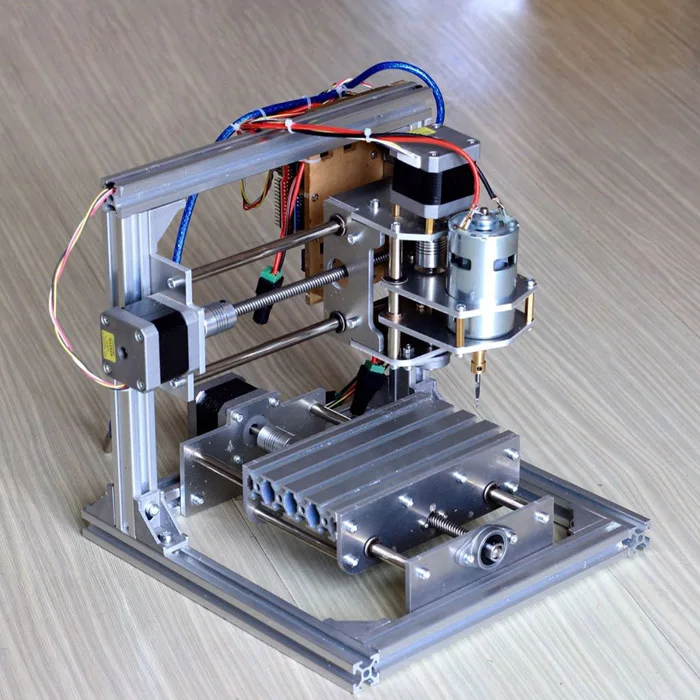 Такой вот вполне гармоничный симбиоз получился.
Такой вот вполне гармоничный симбиоз получился. .. Очень ярко…
.. Очень ярко… Но что такое 3D-печать? Как это работает? И почему вы должны его использовать? Что ж, мы рады, что вы спросили! Вот все, что нужно знать об использовании 3D-принтер .
Но что такое 3D-печать? Как это работает? И почему вы должны его использовать? Что ж, мы рады, что вы спросили! Вот все, что нужно знать об использовании 3D-принтер . 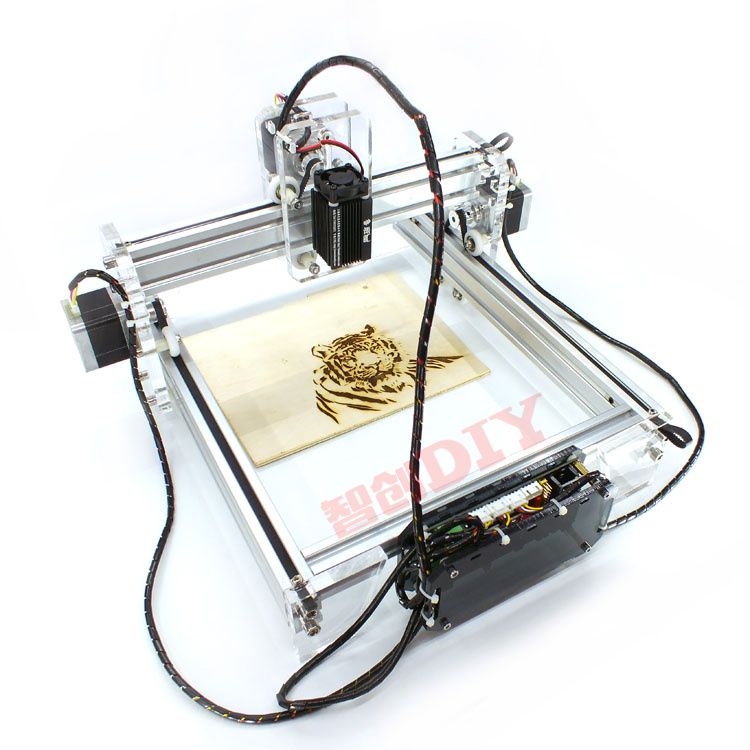 Затем вы импортируете модель в программу для нарезки для обработки. Наконец, вы печатаете модель с помощью 3D-принтера. Принтер делает это, укладывая последовательные слои материала один за другим, пока объект не будет готов. Принтеру необходимо знать размер каждого слоя и место его размещения, чтобы объект правильно соединился.
Затем вы импортируете модель в программу для нарезки для обработки. Наконец, вы печатаете модель с помощью 3D-принтера. Принтер делает это, укладывая последовательные слои материала один за другим, пока объект не будет готов. Принтеру необходимо знать размер каждого слоя и место его размещения, чтобы объект правильно соединился.  3D-технология позволяет нам проектировать и создавать наши собственные продукты, не беспокоясь о том, как они будут сочетаться друг с другом или будут ли они функционировать должным образом. Некоторые преимущества, предлагаемые 3D-технологиями, включают: Он предлагает множество возможностей для дизайна. Мы можем выбирать из сотен различных материалов, цветов и дизайнов. Гибкость, предлагаемая этой технологией, означает, что не будет двух одинаковых предметов.
3D-технология позволяет нам проектировать и создавать наши собственные продукты, не беспокоясь о том, как они будут сочетаться друг с другом или будут ли они функционировать должным образом. Некоторые преимущества, предлагаемые 3D-технологиями, включают: Он предлагает множество возможностей для дизайна. Мы можем выбирать из сотен различных материалов, цветов и дизайнов. Гибкость, предлагаемая этой технологией, означает, что не будет двух одинаковых предметов.  Экологичность и сокращение отходов
Экологичность и сокращение отходов 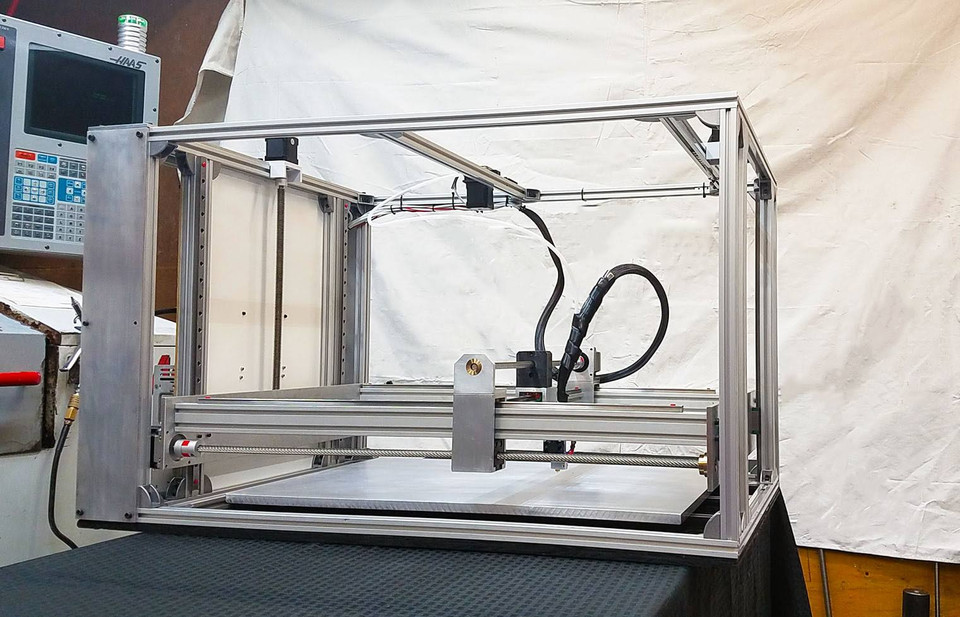 3D-принтеры бывают всех форм и размеров, и их возможности сильно различаются в зависимости от выбранной нами марки и модели. Например, новички, которые хотят познакомиться с 3D-технологией, прежде чем тратить деньги на более совершенную модель, могут купить принтеры начального уровня всего за 1000 долларов. При выборе подходящего принтера следует помнить о некоторых ключевых характеристиках:
3D-принтеры бывают всех форм и размеров, и их возможности сильно различаются в зависимости от выбранной нами марки и модели. Например, новички, которые хотят познакомиться с 3D-технологией, прежде чем тратить деньги на более совершенную модель, могут купить принтеры начального уровня всего за 1000 долларов. При выборе подходящего принтера следует помнить о некоторых ключевых характеристиках: 
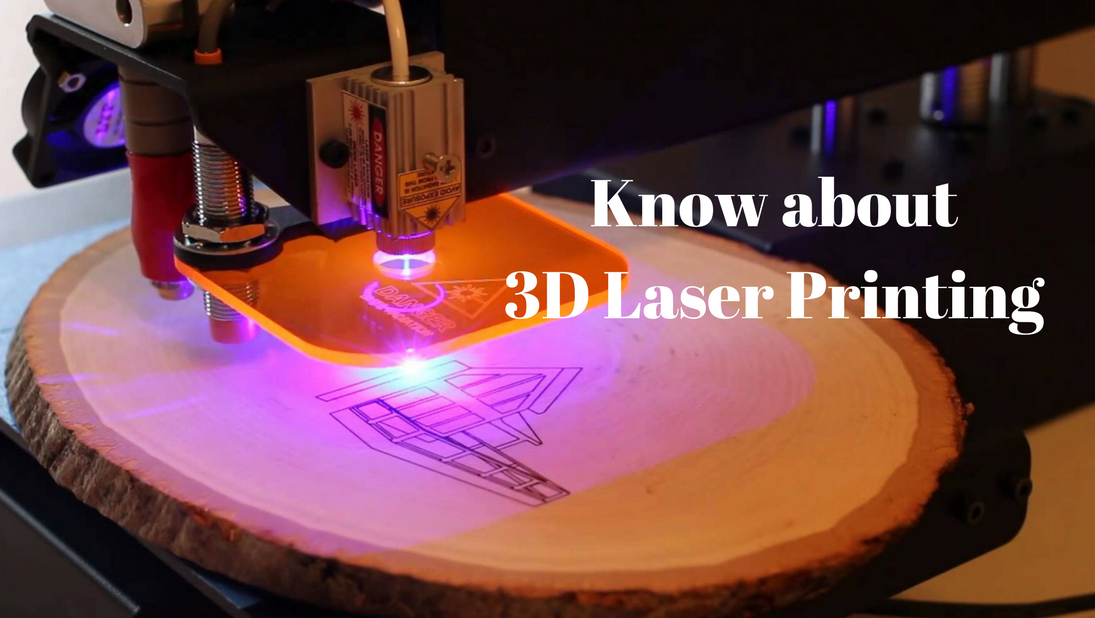
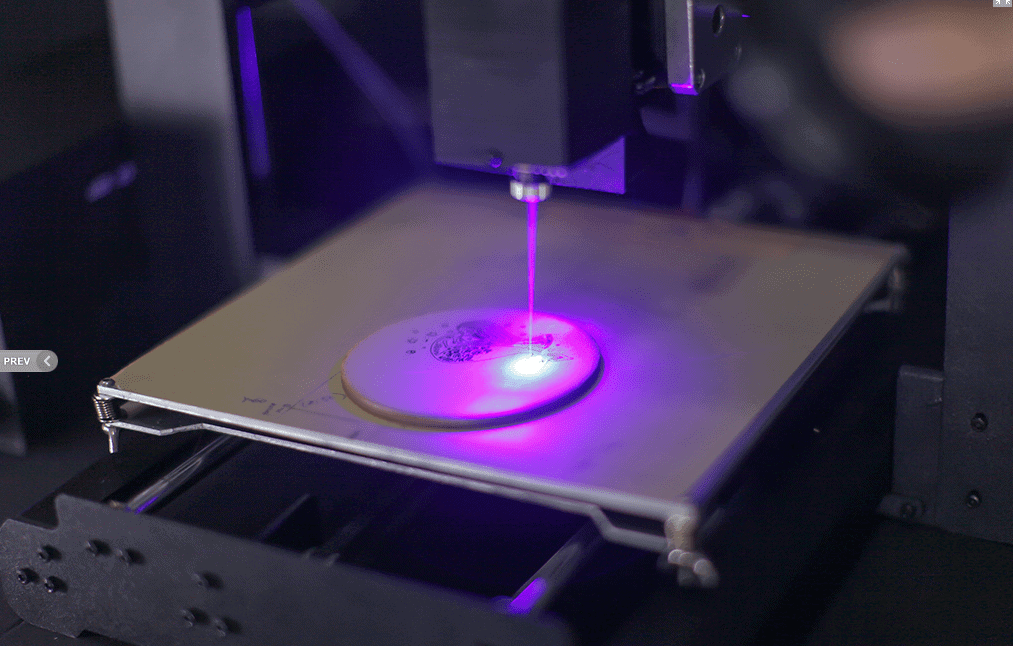 Отличный выбор для новичка! Простое программное обеспечение, занимает мало места, а меньшая по размеру кровать по-прежнему достаточно велика для большинства задач, которые пожелает любой новичок. Лазерная гравировка тоже работает! Не жалею, что выбрал Snapmaker в качестве своего первого принтера, отличное соотношение цены и качества. Очень рекомендую! На фото: реплика Enigma Rotor
Отличный выбор для новичка! Простое программное обеспечение, занимает мало места, а меньшая по размеру кровать по-прежнему достаточно велика для большинства задач, которые пожелает любой новичок. Лазерная гравировка тоже работает! Не жалею, что выбрал Snapmaker в качестве своего первого принтера, отличное соотношение цены и качества. Очень рекомендую! На фото: реплика Enigma Rotor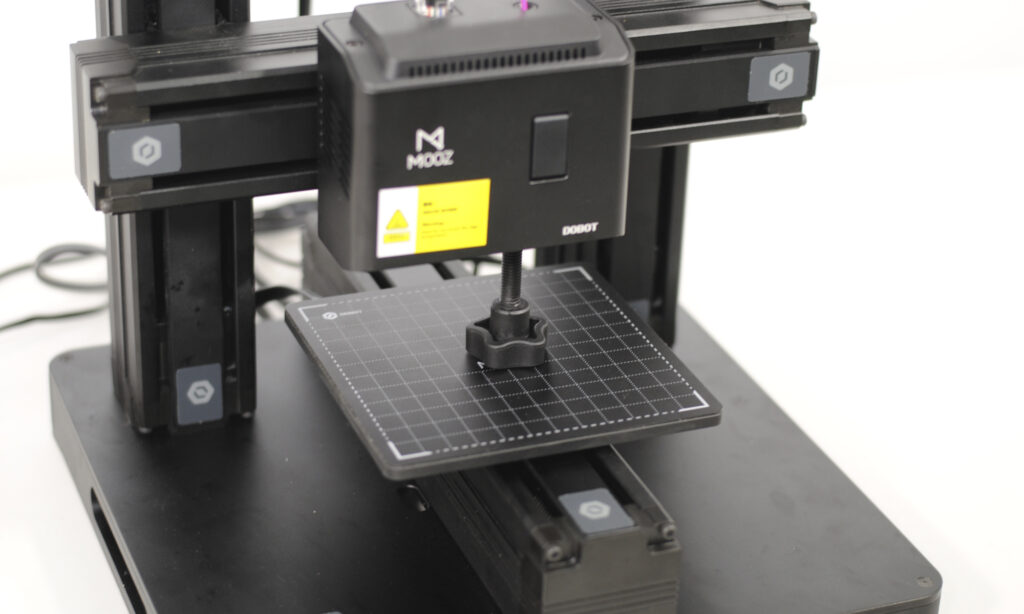 ослабить. Диаметр 3-кулачкового патрона с внутренним зажимом вращающегося модуля может достигать 60 см. Вышеупомянутая проблема может быть более очевидной. Есть ли решение?
ослабить. Диаметр 3-кулачкового патрона с внутренним зажимом вращающегося модуля может достигать 60 см. Вышеупомянутая проблема может быть более очевидной. Есть ли решение?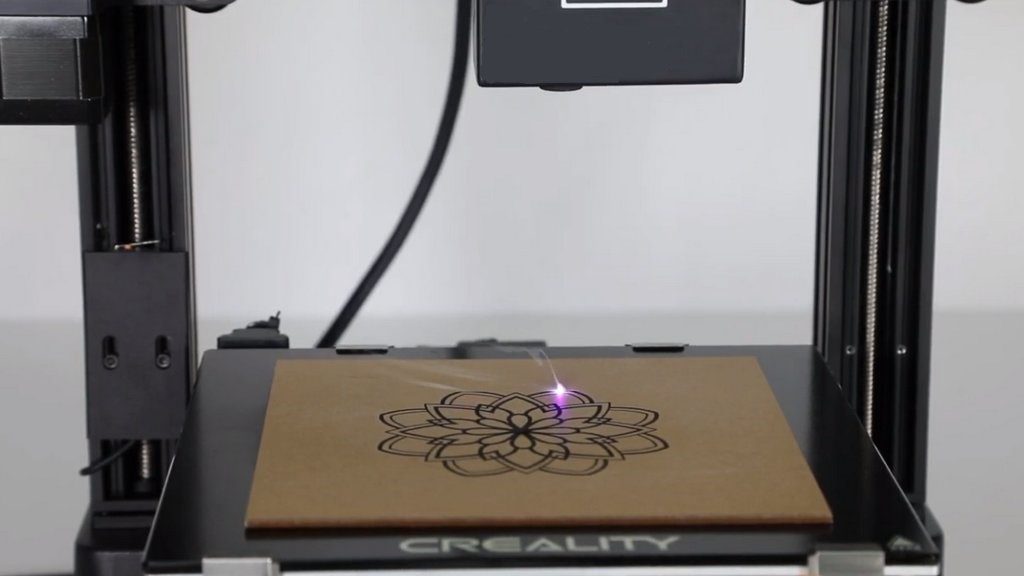
 Пример многоцветной маркировки на листе титана вы можете увидеть на изображении ниже.
Пример многоцветной маркировки на листе титана вы можете увидеть на изображении ниже.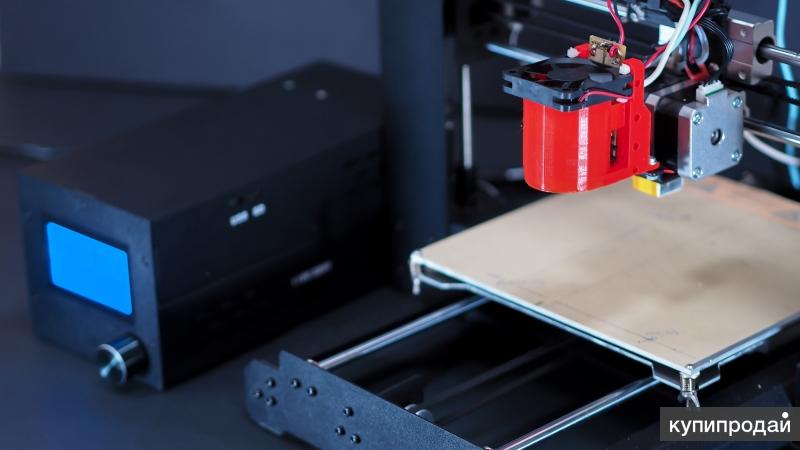

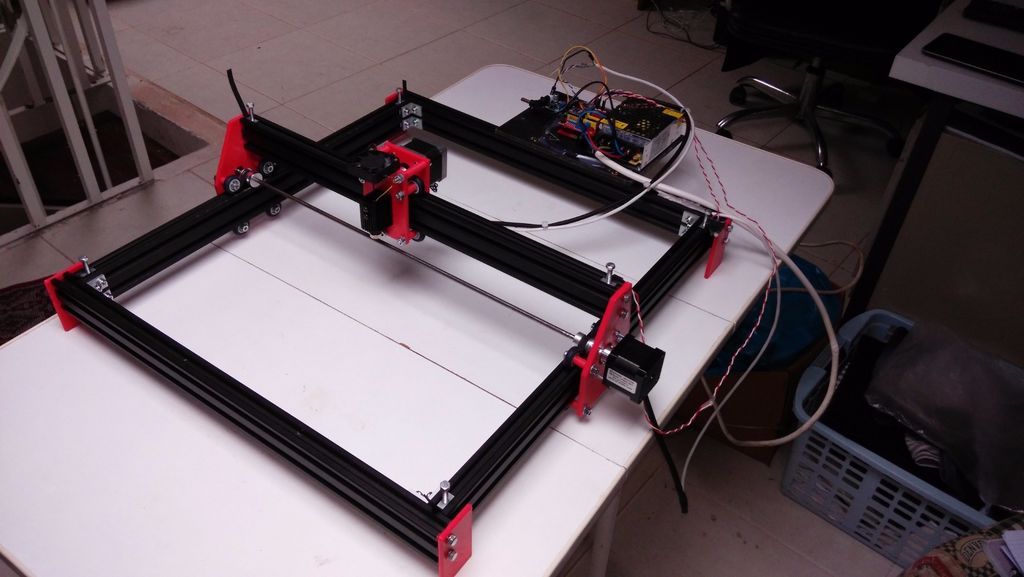

 Благодаря небольшим габаритам помещаются на столе.
Благодаря небольшим габаритам помещаются на столе.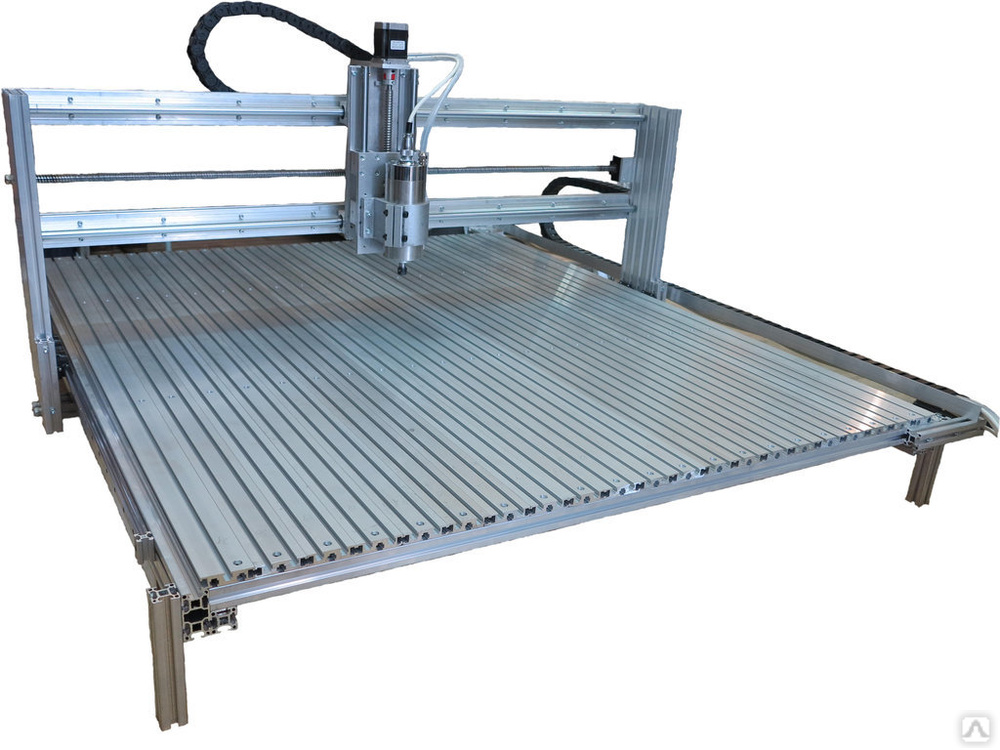
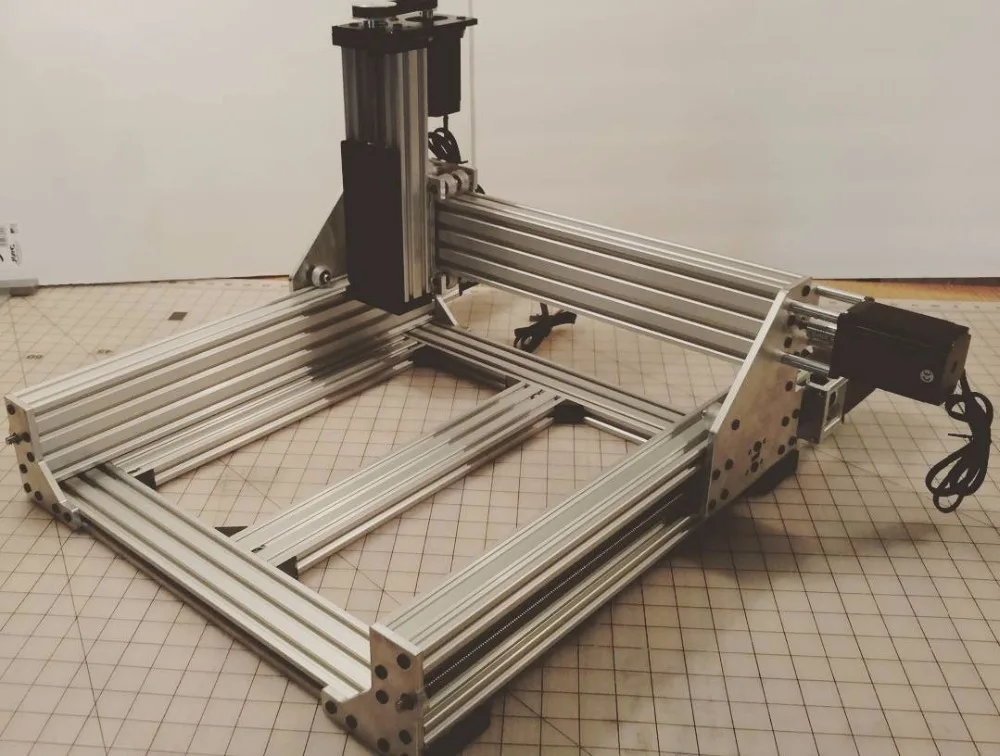 В некоторых случаях орнамент, изготавливаемый при обработке невозможно воспроизвести вручную.
В некоторых случаях орнамент, изготавливаемый при обработке невозможно воспроизвести вручную.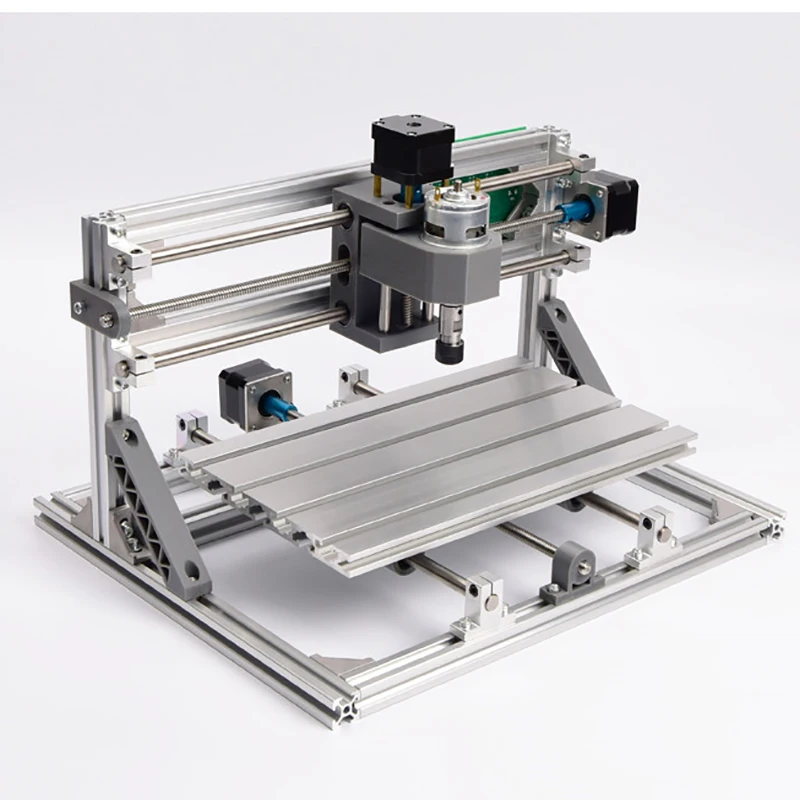 Ручной труд не состоянии обеспечить сопоставимую производительность и точность. Ювелирные фрезерные станки позволяют производить следующие работы:
Ручной труд не состоянии обеспечить сопоставимую производительность и точность. Ювелирные фрезерные станки позволяют производить следующие работы:
 Например, с их помощью осуществлялась обработка краев деталей, изготавливались плинтуса, простые шипы. Сейчас же, благодаря специальным приспособлениям, сфера их применения значительно расширилась, поэтому деревообрабатывающие станки стали незаменимыми и актуальными устройствами, которые используются не только в частных мастерских, но и на предприятиях.
Например, с их помощью осуществлялась обработка краев деталей, изготавливались плинтуса, простые шипы. Сейчас же, благодаря специальным приспособлениям, сфера их применения значительно расширилась, поэтому деревообрабатывающие станки стали незаменимыми и актуальными устройствами, которые используются не только в частных мастерских, но и на предприятиях.

 10.
10. Она отличается подвижностью и регулируется в необходимом положении. Для закрепления упоров деревообрабатывающие фрезерные станки оборудуются пазами. В роли режущих инструментов могут выступать ножи, головки, диски и фрезы.
Она отличается подвижностью и регулируется в необходимом положении. Для закрепления упоров деревообрабатывающие фрезерные станки оборудуются пазами. В роли режущих инструментов могут выступать ножи, головки, диски и фрезы.
 Цена около 27.000€
Цена около 27.000€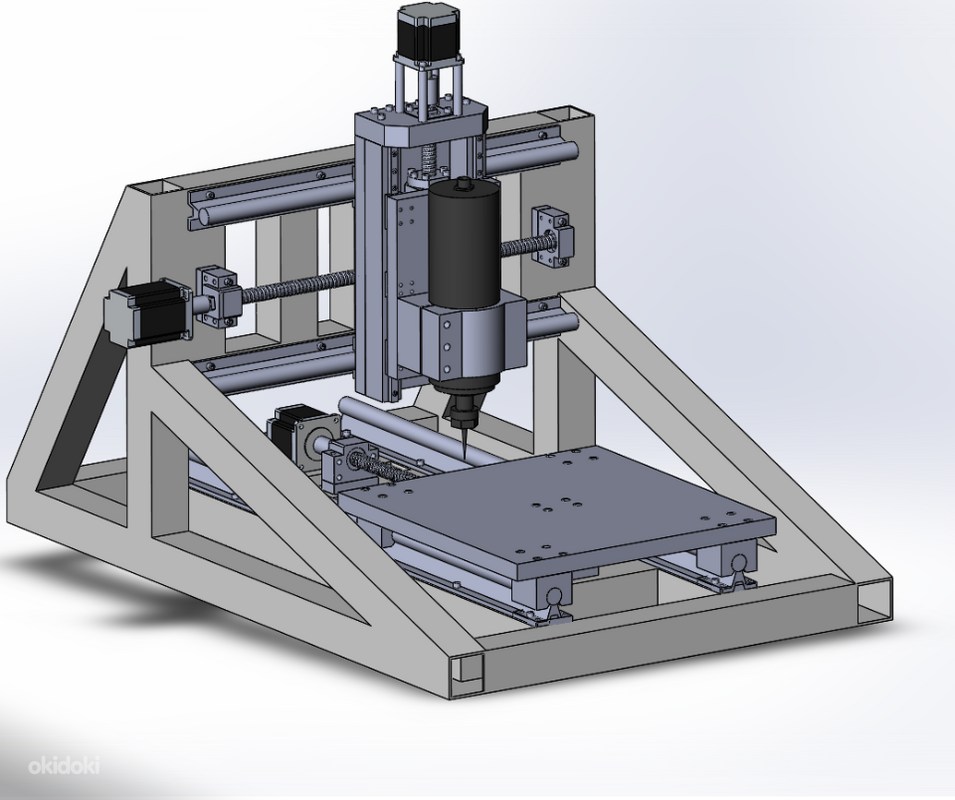 Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:
Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:

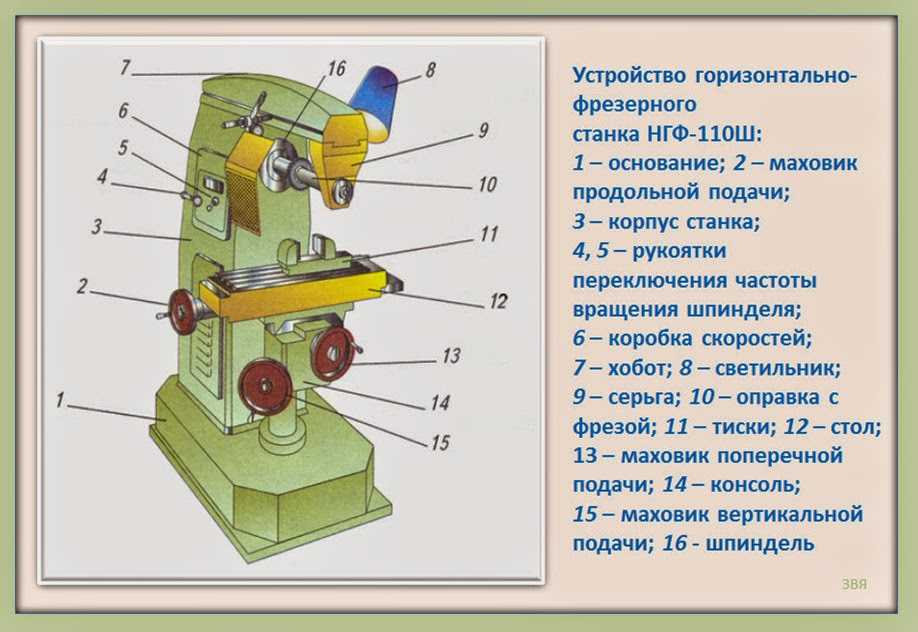 В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
 Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим уголкам и закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим уголкам и закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.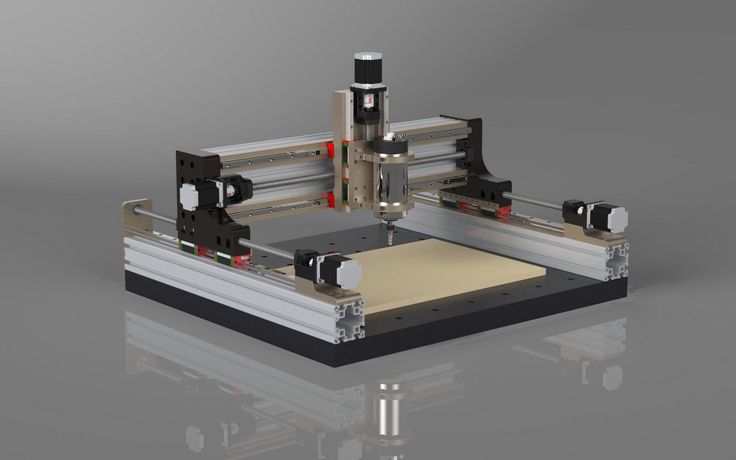 0013 станины ). Оба имеют схожую структуру C.
0013 станины ). Оба имеют схожую структуру C.
 Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?
Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?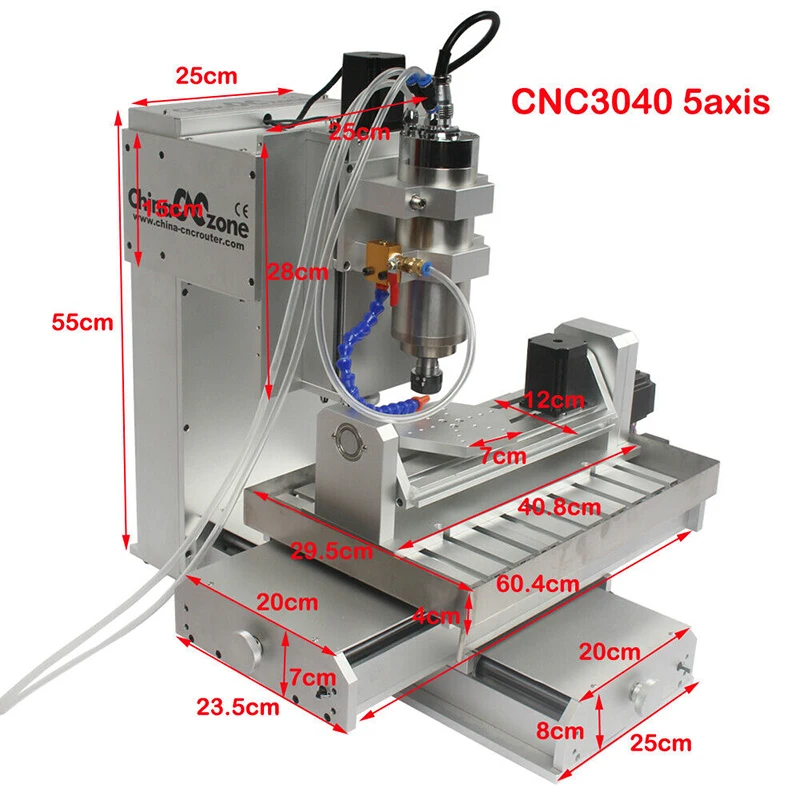
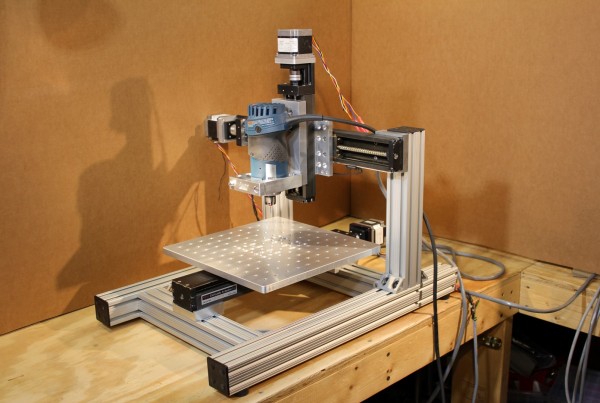 .. Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.
.. Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.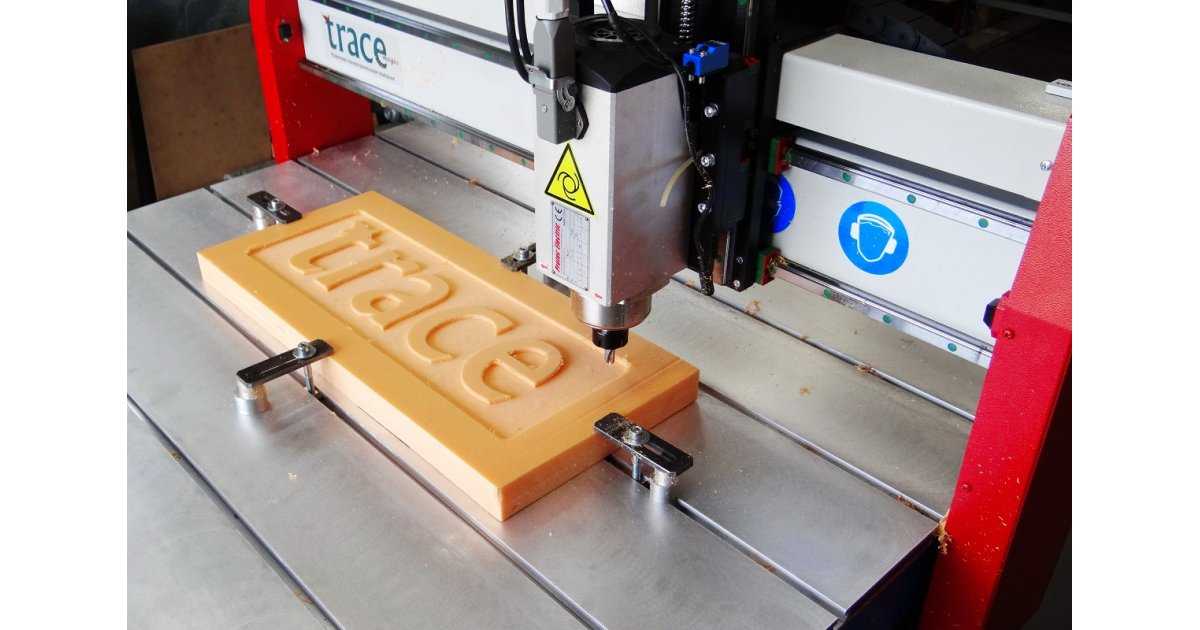

 Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
 В настоящее время на производственных предприятиях используются сотни различных видов оборудования. Прекрасным примером может служить фрезерный станок. По сути, это часть оборудования, которое рабочие используют для придания металлическим деталям нужной формы, размера или дизайна.
В настоящее время на производственных предприятиях используются сотни различных видов оборудования. Прекрасным примером может служить фрезерный станок. По сути, это часть оборудования, которое рабочие используют для придания металлическим деталям нужной формы, размера или дизайна.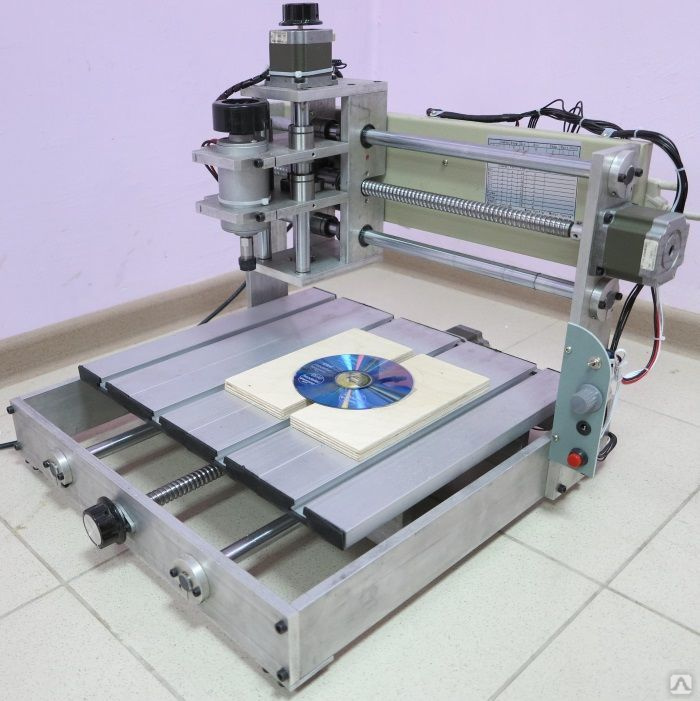
 Операторы должны как можно точнее контролировать свои измерения, чтобы получить превосходную отделку продукта.
Операторы должны как можно точнее контролировать свои измерения, чтобы получить превосходную отделку продукта. Более ранние модели используют ручную систему. Многие компании предпочитают использовать ручную модель, потому что она не стоит так дорого, как тип ЧПУ. Кроме того, он не требует программирования, что означает, что традиционные машинисты могут с легкостью использовать это оборудование.
Более ранние модели используют ручную систему. Многие компании предпочитают использовать ручную модель, потому что она не стоит так дорого, как тип ЧПУ. Кроме того, он не требует программирования, что означает, что традиционные машинисты могут с легкостью использовать это оборудование.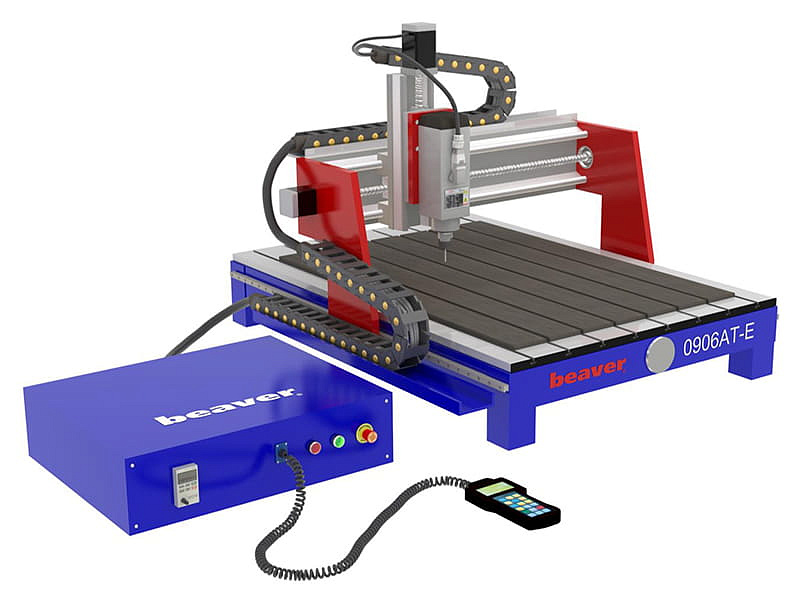 Обычно он изготавливается из чугуна, поэтому он может полностью поддерживать инструмент и заготовку.
Обычно он изготавливается из чугуна, поэтому он может полностью поддерживать инструмент и заготовку.
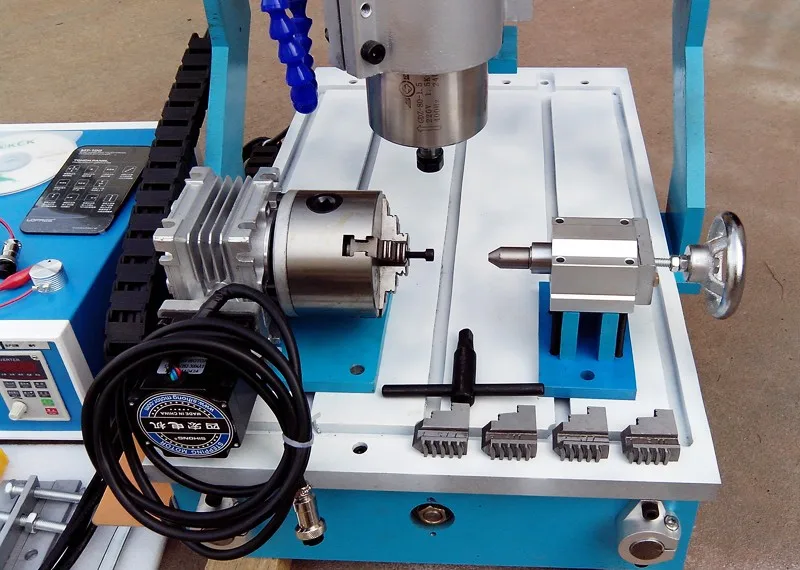 Ниже приведен список обычно используемых инструментов и функций, которые они выполняют.
Ниже приведен список обычно используемых инструментов и функций, которые они выполняют.

 Введение»
Введение»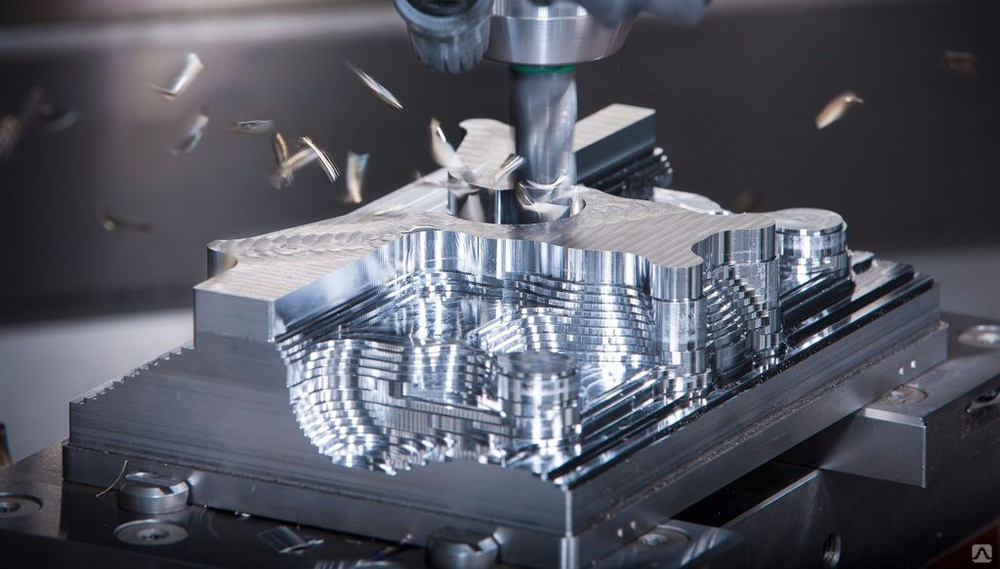 В нашем штате состоят опытные специалисты с высоким уровнем квалификации. Мы осуществляем фрезерную резку по следующим материалам:
В нашем штате состоят опытные специалисты с высоким уровнем квалификации. Мы осуществляем фрезерную резку по следующим материалам: д.;
д.; Также производим качественное фрезерование торцевыми фрезами с использованием высокоточных станков.
Также производим качественное фрезерование торцевыми фрезами с использованием высокоточных станков.
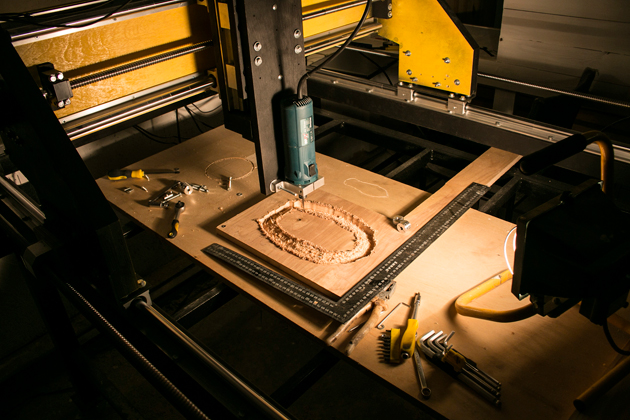 По мере того, как заготовка проходит через предварительно запрограммированную операцию обработки, инструмент перемещается по трем основным осям, X, Y и Z, чтобы точно срезать материал. Для сложных геометрических форм 5-осевой фрезерный станок с ЧПУ будет перемещаться по трем линейным осям, одновременно перемещаясь по двум осям вращения.
По мере того, как заготовка проходит через предварительно запрограммированную операцию обработки, инструмент перемещается по трем основным осям, X, Y и Z, чтобы точно срезать материал. Для сложных геометрических форм 5-осевой фрезерный станок с ЧПУ будет перемещаться по трем линейным осям, одновременно перемещаясь по двум осям вращения.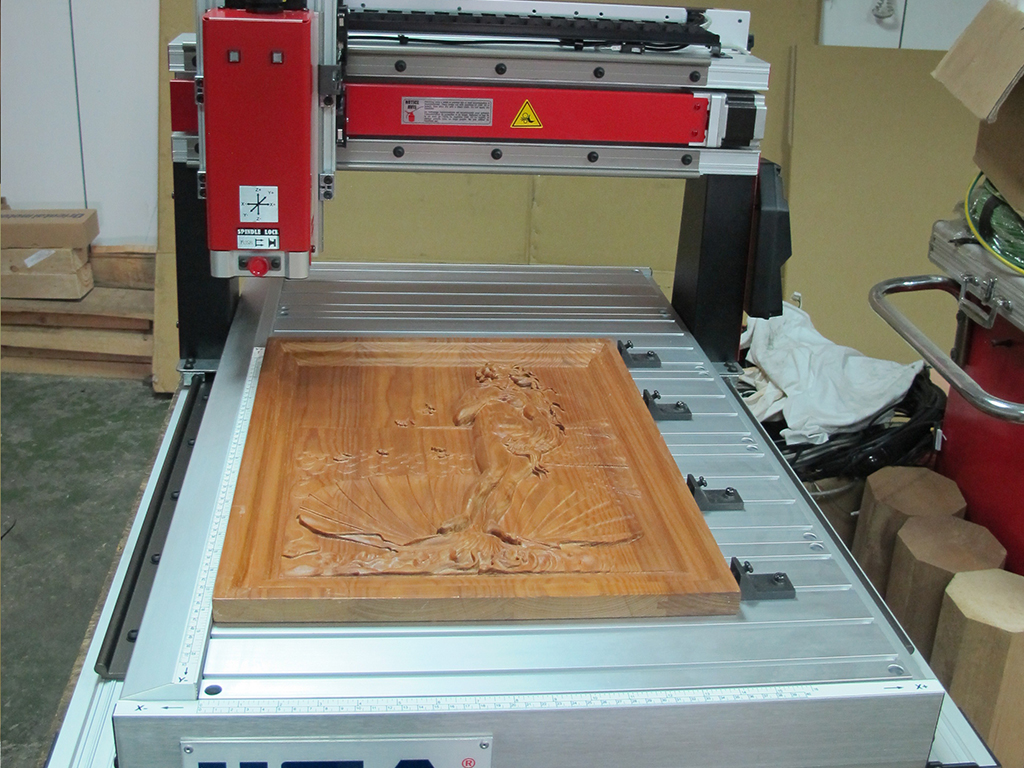 Процесс начинается с чертежа автоматизированного проектирования (САПР) или 3D-модели конечного компонента. Затем эти размерные данные экспортируются на язык, понятный программному обеспечению автоматизированного производства (CAM). Фрезерный станок с ЧПУ считывает сгенерированные инструкции CAM и выполняет ряд точных движений станка по разным траекториям и осям.
Процесс начинается с чертежа автоматизированного проектирования (САПР) или 3D-модели конечного компонента. Затем эти размерные данные экспортируются на язык, понятный программному обеспечению автоматизированного производства (CAM). Фрезерный станок с ЧПУ считывает сгенерированные инструкции CAM и выполняет ряд точных движений станка по разным траекториям и осям.
 Горизонтальное фрезерование позволяет выполнять более глубокие и тяжелые резы с использованием более толстых и коротких режущих инструментов.
Горизонтальное фрезерование позволяет выполнять более глубокие и тяжелые резы с использованием более толстых и коротких режущих инструментов.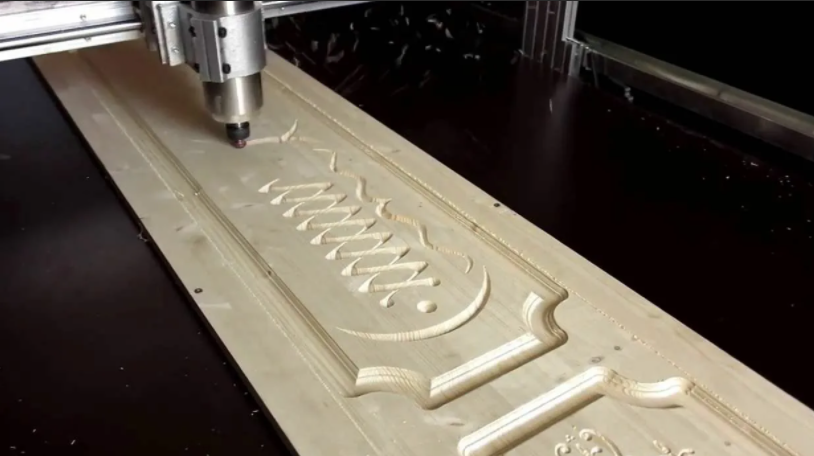 Фрезерование с ЧПУ может использоваться для обработки деталей из различных материалов, таких как:
Фрезерование с ЧПУ может использоваться для обработки деталей из различных материалов, таких как: Независимо от геометрии или материала вашего компонента, MF Engineering предлагает правильный процесс фрезерования с ЧПУ, отвечающий вашим потребностям. Чтобы узнать больше о наших возможностях, свяжитесь с нами или запросите предложение.
Независимо от геометрии или материала вашего компонента, MF Engineering предлагает правильный процесс фрезерования с ЧПУ, отвечающий вашим потребностям. Чтобы узнать больше о наших возможностях, свяжитесь с нами или запросите предложение. Заготовка жестко закреплена на столе, и этот стол перемещается или вращается в разных плоскостях, поэтому инструмент может работать под разными углами. Сложные фрезерные станки с ЧПУ могут иметь 5 или более осей независимого движения, чтобы создавать более сложные формы или избегать перемещения заготовки на отдельный станок.
Заготовка жестко закреплена на столе, и этот стол перемещается или вращается в разных плоскостях, поэтому инструмент может работать под разными углами. Сложные фрезерные станки с ЧПУ могут иметь 5 или более осей независимого движения, чтобы создавать более сложные формы или избегать перемещения заготовки на отдельный станок.
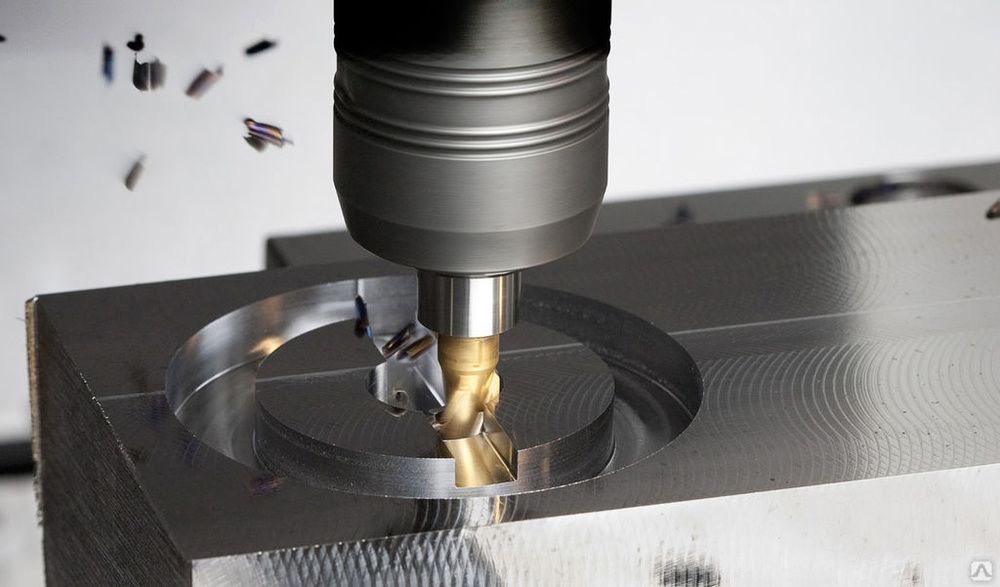
 Имея на складе более десяти тысяч фрез, мы всегда уверены, что у нас есть подходящий инструмент для обработки с ЧПУ для каждой фрезерной и токарной работы с ЧПУ.
Имея на складе более десяти тысяч фрез, мы всегда уверены, что у нас есть подходящий инструмент для обработки с ЧПУ для каждой фрезерной и токарной работы с ЧПУ.
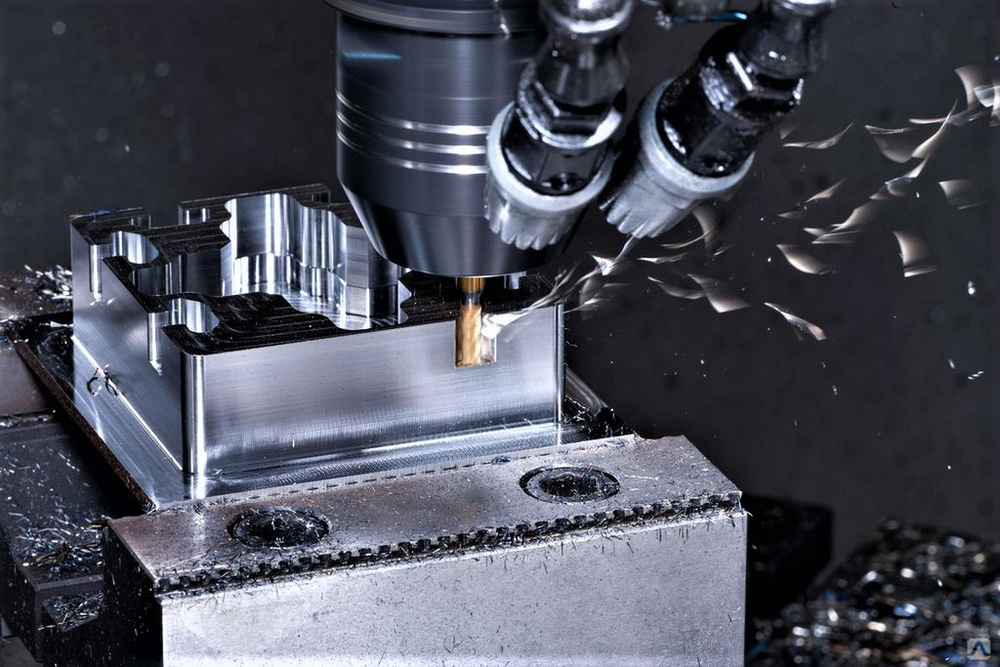

 Регенеративный патрон РП-100 используется при оборудовании воздухоочистительных и вентиляционных систем убежищ и других сооружений гражданской обороны.
Регенеративный патрон РП-100 используется при оборудовании воздухоочистительных и вентиляционных систем убежищ и других сооружений гражданской обороны.

 Подача воздуха в патроны, контроль и регулирование его расхода осуществляются с помощью вентиляционного, запорного оборудования и измерительных приборов. Работать они могут как под разрежением, так и под напором. Регенеративный патрон РП-100 может монтироваться перед установкой или после неё.
Подача воздуха в патроны, контроль и регулирование его расхода осуществляются с помощью вентиляционного, запорного оборудования и измерительных приборов. Работать они могут как под разрежением, так и под напором. Регенеративный патрон РП-100 может монтироваться перед установкой или после неё.
 Этот подход объединяет две операции в одну, сокращая время восстановления и стоимость.
Этот подход объединяет две операции в одну, сокращая время восстановления и стоимость.

 Серьезно большое значение!
Серьезно большое значение! больше не покупая одноразовые бутылки с водой.
больше не покупая одноразовые бутылки с водой. Он также использует угольный фильтр против накипи.
Он также использует угольный фильтр против накипи.
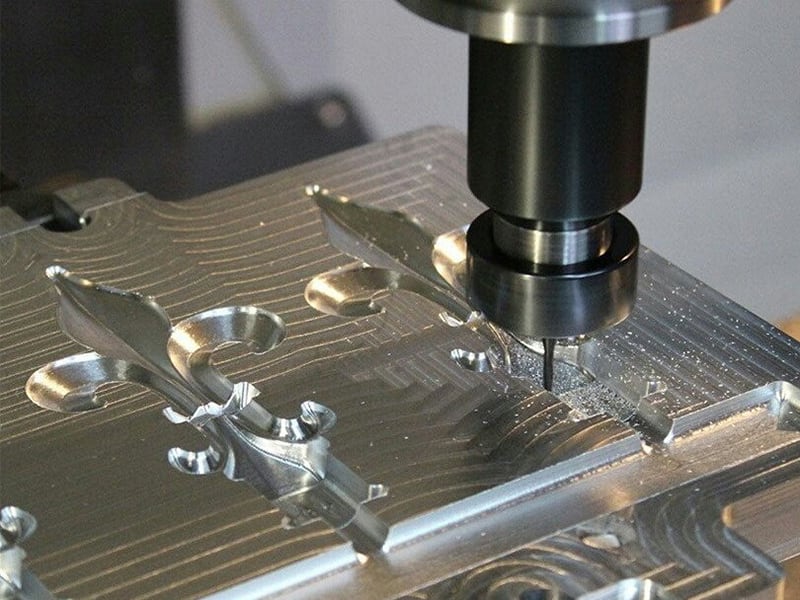


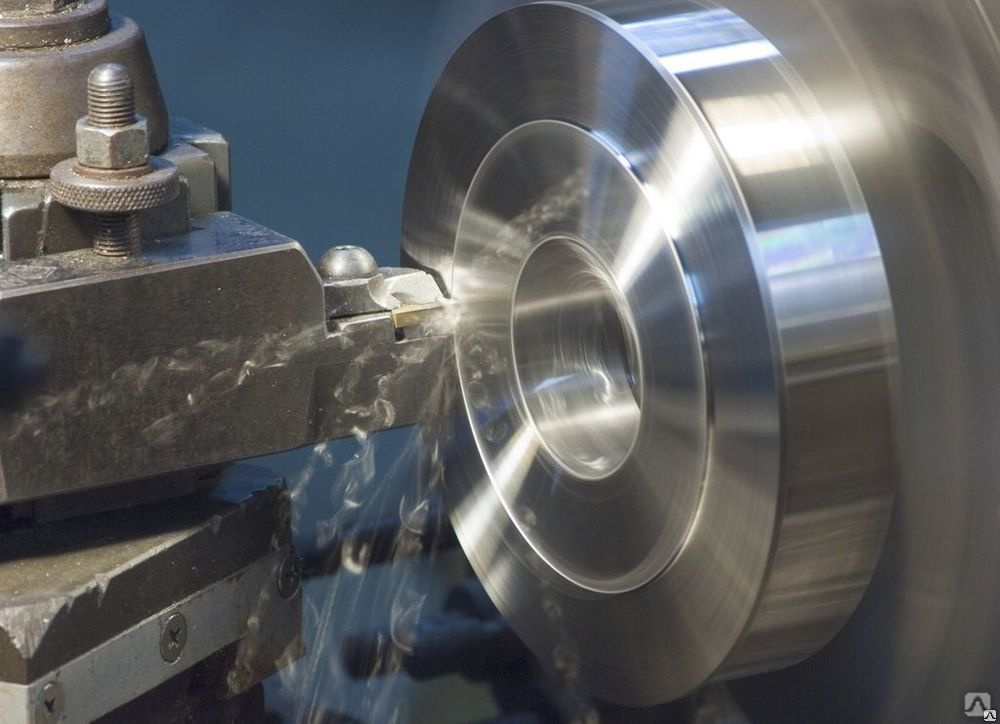

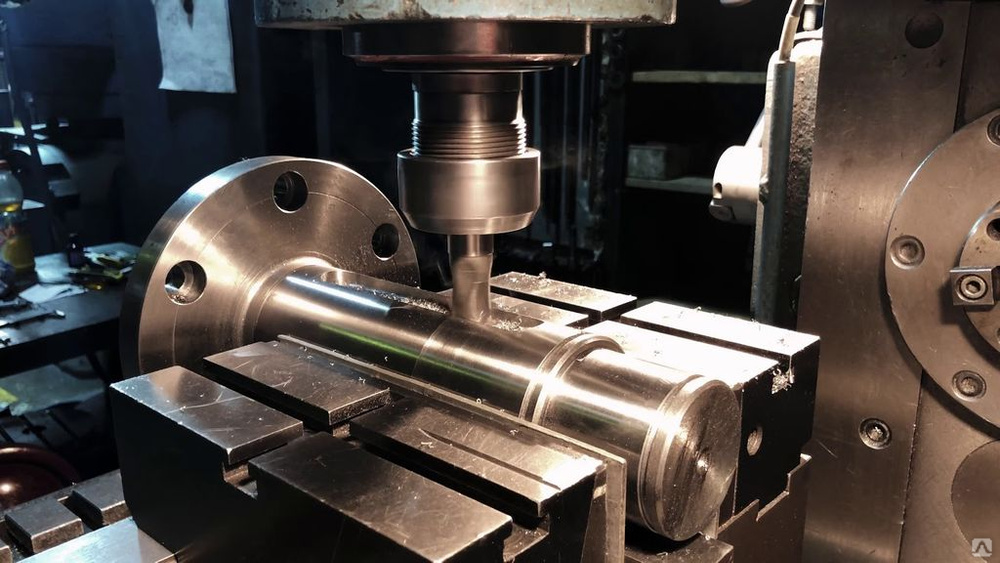 Так происходит фрезерование заготовки для изготовления детали требуемых форм и размеров.
Так происходит фрезерование заготовки для изготовления детали требуемых форм и размеров.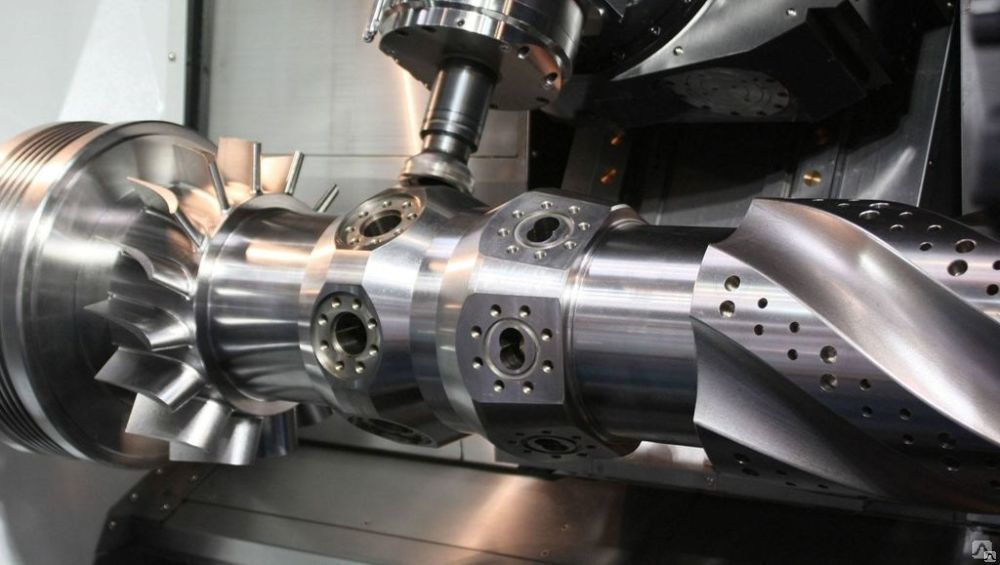
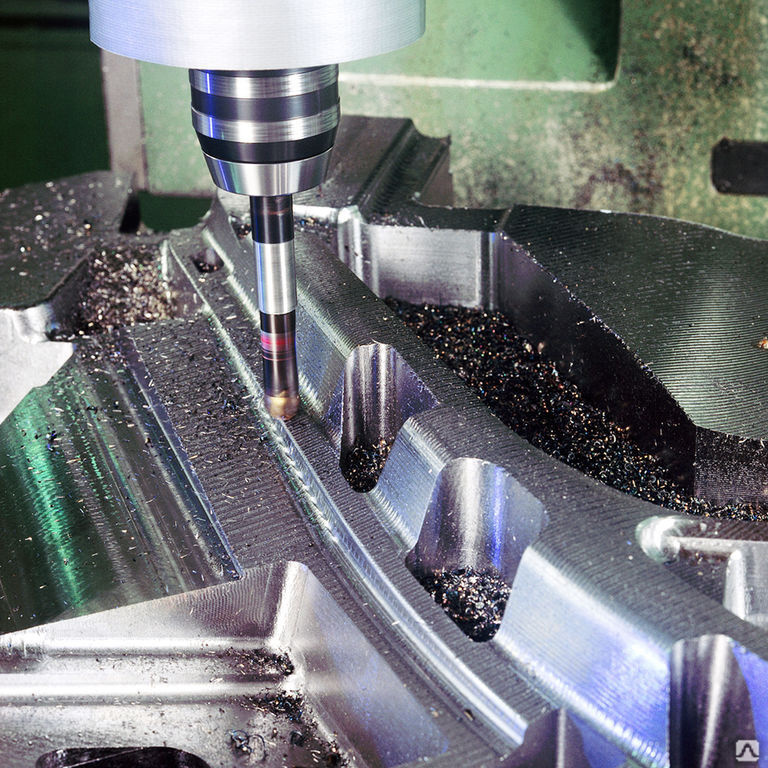

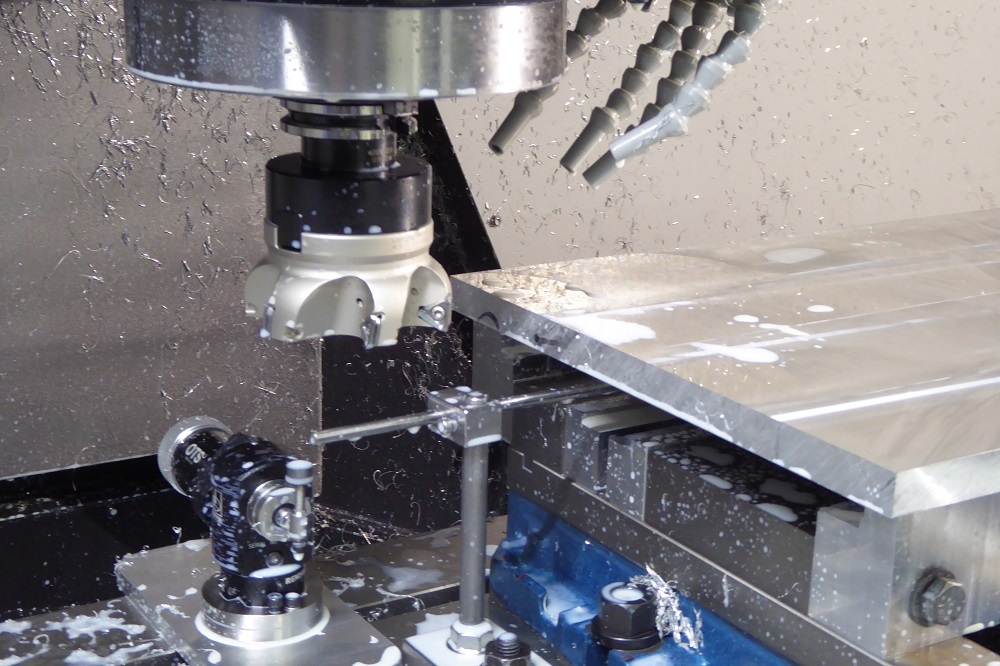

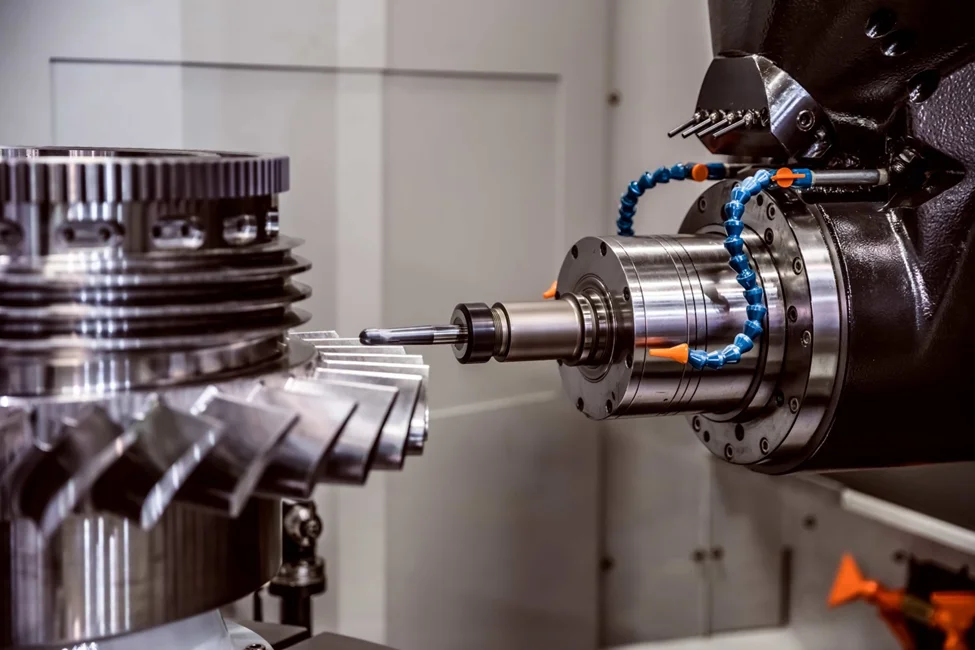 Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево.
Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево.
 Они могут иметь подвижную заготовку и неподвижный вращающийся инструмент, неподвижную заготовку и подвижный вращающийся инструмент или подвижную заготовку и вращающийся инструмент, в зависимости от их конструкции и требований к фрезерованию. Поскольку фрезерование с ЧПУ обычно служит вторичным или чистовым процессом для обработанных компонентов, фрезерные станки можно использовать для создания таких элементов дизайна, как плоские поверхности, контуры, канавки, пазы, выемки, отверстия и карманы.
Они могут иметь подвижную заготовку и неподвижный вращающийся инструмент, неподвижную заготовку и подвижный вращающийся инструмент или подвижную заготовку и вращающийся инструмент, в зависимости от их конструкции и требований к фрезерованию. Поскольку фрезерование с ЧПУ обычно служит вторичным или чистовым процессом для обработанных компонентов, фрезерные станки можно использовать для создания таких элементов дизайна, как плоские поверхности, контуры, канавки, пазы, выемки, отверстия и карманы.
 Основная функция фрезерного станка заключается в механическом вырезании заготовки до желаемой формы.
Основная функция фрезерного станка заключается в механическом вырезании заготовки до желаемой формы. Материал удаляется с заготовки, а фрезерный станок использует вращающийся цилиндрический инструмент, называемый фрезой. В зависимости от используемого фрезерного станка, станок может резать под разными углами и перемещаться по разным осям.
Материал удаляется с заготовки, а фрезерный станок использует вращающийся цилиндрический инструмент, называемый фрезой. В зависимости от используемого фрезерного станка, станок может резать под разными углами и перемещаться по разным осям. Сложность процесса фрезерования с ЧПУ будет зависеть от конструкции конечной детали. Чем более структурно важна и качественна деталь или продукт, тем более сложной должна быть конструкция.
Сложность процесса фрезерования с ЧПУ будет зависеть от конструкции конечной детали. Чем более структурно важна и качественна деталь или продукт, тем более сложной должна быть конструкция. Они могут вращаться со скоростью тысячи оборотов в минуту, а это означает, что даже самые прочные материалы можно разрезать с легкостью и точностью.
Они могут вращаться со скоростью тысячи оборотов в минуту, а это означает, что даже самые прочные материалы можно разрезать с легкостью и точностью.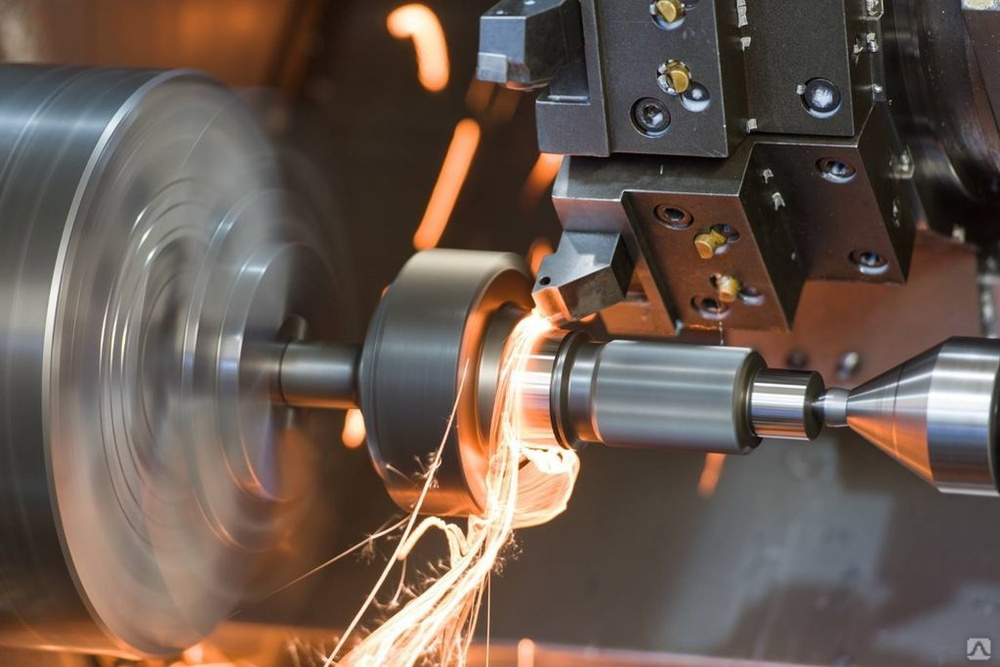 К ним относятся:
К ним относятся: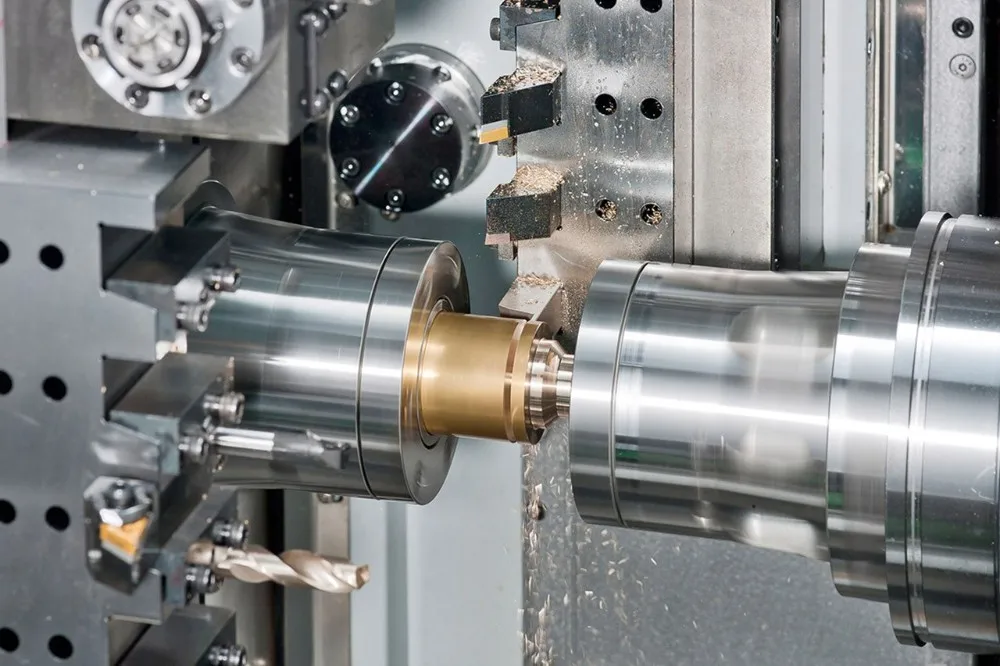 Он вставляется в шпиндель и работает как вал, который можно использовать для крепления различных станков.
Он вставляется в шпиндель и работает как вал, который можно использовать для крепления различных станков.
 Плоские фрезы имеют на периферии зубья, которые выполняют операцию резания. Используются как узкие, так и широкие фрезы. Это позволяет выполнять более глубокие пропилы и обрабатывать большие площади поверхности. Используются как ходовая, так и мелкозубая фреза. Низкие скорости резания и высокие скорости подачи используются для обычной фрезы и наоборот для фрезы с мелкими зубьями. Это позволяет более детализировать заключительную часть.
Плоские фрезы имеют на периферии зубья, которые выполняют операцию резания. Используются как узкие, так и широкие фрезы. Это позволяет выполнять более глубокие пропилы и обрабатывать большие площади поверхности. Используются как ходовая, так и мелкозубая фреза. Низкие скорости резания и высокие скорости подачи используются для обычной фрезы и наоборот для фрезы с мелкими зубьями. Это позволяет более детализировать заключительную часть. Полусферические или полукруглые конструкции или другие подобные сложные конструкции со сложными деталями выиграют от метода фрезерования формы.
Полусферические или полукруглые конструкции или другие подобные сложные конструкции со сложными деталями выиграют от метода фрезерования формы. Они также могут одновременно поддерживать до четырех станков.
Они также могут одновременно поддерживать до четырех станков.
 Особенно легко программировать и управлять 3-осевым станком, достигая высокой точности при низких затратах.
Особенно легко программировать и управлять 3-осевым станком, достигая высокой точности при низких затратах.

 Бюргеры обязаны платить телевизионный налог. За неуплату грозит штраф до 1000€.
Бюргеры обязаны платить телевизионный налог. За неуплату грозит штраф до 1000€. Кому-то это покажется несправедливым, но закон есть закон. Как с этим жить в Германии, давайте разберёмся.
Кому-то это покажется несправедливым, но закон есть закон. Как с этим жить в Германии, давайте разберёмся. В суд подавали, общественные инициативы организовывали, демонстрации проводили. А в марте 2021 житель города Боркен Георг Тиль, инициатор движения за отказ платить сбор, даже сел в тюрьму на полгода!
В суд подавали, общественные инициативы организовывали, демонстрации проводили. А в марте 2021 житель города Боркен Георг Тиль, инициатор движения за отказ платить сбор, даже сел в тюрьму на полгода! Сбор платится один на домохозяйство. Но в немецких адресах номер квартиры не указан. Поэтому в многоквартирном доме не просто определить, живут люди вместе или в разных квартирах. В итоге сервис на всякий случай сначала высылает счета всем новичкам в базе данных, а потом смотрит, как они выкручиваются.
Сбор платится один на домохозяйство. Но в немецких адресах номер квартиры не указан. Поэтому в многоквартирном доме не просто определить, живут люди вместе или в разных квартирах. В итоге сервис на всякий случай сначала высылает счета всем новичкам в базе данных, а потом смотрит, как они выкручиваются. Если пришёл счёт, значит, получатель зарегистрирован, как проживающий в отдельном жилье. Надо сняться с учёта, сделать Abmeldung, указав, что домохозяйство оплачивается другим плательщиком — Mitbewohner.
Если пришёл счёт, значит, получатель зарегистрирован, как проживающий в отдельном жилье. Надо сняться с учёта, сделать Abmeldung, указав, что домохозяйство оплачивается другим плательщиком — Mitbewohner. Вскоре придёт письмо на одного из членов семьи.
Вскоре придёт письмо на одного из членов семьи. По умолчанию предполагается, что плательщик переводит деньги со своего счёта или же заполняет формуляр SEPA-Lastschriftmandat, прилагающийся к письму, который разрешает сервису снимать абонентскую плату самостоятельно. Но есть в Германии попытки «поломать систему» путём заявления “а я хочу платить наличкой”!
По умолчанию предполагается, что плательщик переводит деньги со своего счёта или же заполняет формуляр SEPA-Lastschriftmandat, прилагающийся к письму, который разрешает сервису снимать абонентскую плату самостоятельно. Но есть в Германии попытки «поломать систему» путём заявления “а я хочу платить наличкой”!



 de, ARD Mediathek и ARD Audiothek
de, ARD Mediathek и ARD Audiothek de
de  Katrin Vernau
Katrin Vernau  de
de  д-р Карола Вилле
д-р Карола Вилле  Norbert Himmler
Norbert Himmler  Diensteanbieter im Sinne des § 5 Absatz 1 TMG und damit inhaltlich verantwortlich ist der im jeweiligen Online-Inhalt genannte Anbieter.
Diensteanbieter im Sinne des § 5 Absatz 1 TMG und damit inhaltlich verantwortlich ist der im jeweiligen Online-Inhalt genannte Anbieter. Для частных домохозяйств текущая плата составляет 18,36 евро в месяц.
Для частных домохозяйств текущая плата составляет 18,36 евро в месяц.
 Здесь также соответствующие положения требуют последующей ратификации парламентами штатов.
Здесь также соответствующие положения требуют последующей ратификации парламентами штатов. Затем последний напишет заинтересованным лицам, чтобы уточнить обязанность взноса за жилье.
Затем последний напишет заинтересованным лицам, чтобы уточнить обязанность взноса за жилье. Законодательство определило ряд положений об исключениях, которые допускают снижение лицензионных сборов или освобождение от обязательств по взносам.
Законодательство определило ряд положений об исключениях, которые допускают снижение лицензионных сборов или освобождение от обязательств по взносам.
 2013, дата последнего изменения — 16.11.2013;
2013, дата последнего изменения — 16.11.2013; Україна Київ.
Україна Київ.


 2023
2023
 704-306 — Tubarão — Santa Catarina — SC
704-306 — Tubarão — Santa Catarina — SC

 Это то, что вам просто необходимо иметь, если вы собираетесь часто работать с лазерным уровнем. Попытка найти правильную комбинацию коробок и книг, которые можно сложить на нужной высоте, выглядит комично и разочаровывает, когда вы пытаетесь выполнить работу.
Это то, что вам просто необходимо иметь, если вы собираетесь часто работать с лазерным уровнем. Попытка найти правильную комбинацию коробок и книг, которые можно сложить на нужной высоте, выглядит комично и разочаровывает, когда вы пытаетесь выполнить работу.
 Наставление по предотвращению загрязнения с судов
Наставление по предотвращению загрязнения с судов Оценка их технического состояния
Оценка их технического состояния org/BreadcrumbList»>
org/BreadcrumbList»> И именно тогда приходит осознание того, что за монстр п…
И именно тогда приходит осознание того, что за монстр п… И именно тогда приходит осознание того, что за монстр п…
И именно тогда приходит осознание того, что за монстр п… И именно тогда приходит осознание того, что за монстр п…
И именно тогда приходит осознание того, что за монстр п…
 Элитный наемный убийца обучает своему ремеслу ученика, который связан с одной из его предыдущих жертв.
Элитный наемный убийца обучает своему ремеслу ученика, который связан с одной из его предыдущих жертв. Клип
Клип Fernandez
Fernandez Finch
Finch
 Боевые сцены действительно великолепны, и они не прекращаются до последней минуты. Актеры тоже вписались в интересную историю. Опять же, режиссер решил не развивать сюжет, а дать взрывной опыт, и я считаю, что ему это удалось. Не ищите здесь глубоких впечатлений, и вы не будете разочарованы.
Боевые сцены действительно великолепны, и они не прекращаются до последней минуты. Актеры тоже вписались в интересную историю. Опять же, режиссер решил не развивать сюжет, а дать взрывной опыт, и я считаю, что ему это удалось. Не ищите здесь глубоких впечатлений, и вы не будете разочарованы. (Соединенные Штаты)
(Соединенные Штаты)
 11.21.31.41.51.61.71.81.92.02.12.22.32.42.52.62.72.82.93.03.13.23.33.43.53.73.83.94.04.14.24.34.44.54.74.84.95.05.15.25.55.55.55.75.75.965.965.965.965.965. 06.16.26.36.46.56.66.76.86.97.07.17.27.37.47.57.67.77.87.98.08.18.28.38.48.58.68.78.88.99.09.19.29.39.49.59.69.79.89.910
11.21.31.41.51.61.71.81.92.02.12.22.32.42.52.62.72.82.93.03.13.23.33.43.53.73.83.94.04.14.24.34.44.54.74.84.95.05.15.25.55.55.55.75.75.965.965.965.965.965. 06.16.26.36.46.56.66.76.86.97.07.17.27.37.47.57.67.77.87.98.08.18.28.38.48.58.68.78.88.99.09.19.29.39.49.59.69.79.89.910