Презентация токарные станки: Презентация — Токарные станки
Презентация — Токарные станки
Поделиться
9,062
просмотра
Презентации / Технология / Токарные станки
Скачать презентацию Понравилось | 9
Текст этой презентации
Слайд 1
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕМЕТАЛЛООБРАБАТЫВАЮЩИЕ СТАНКИ
Токарные станки.
Слайд 2
Назначение токарных станков.
Токарные станки предназначены для обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей, нарезания резьбы у деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
Слайд 3
Станки токарной группы составляют значительную долю всего станочного парка и широко применяются во всех типах производства от единичного до массового. Их можно найти в равной степени как в маленькой ремонтной мастерской, так и на крупном машиностроительном предприятии.
Слайд 4
Применение в токарных станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных и торцовых отверстий, а также для других видов обработки) значительно расширяет их технологические возможности. Вспомним, чтов зависимости от расположения шпинделя, несущего приспособление для установки заготовки, токарные станки подразделяют на горизонтальные и вертикальные.
Вспомним, чтов зависимости от расположения шпинделя, несущего приспособление для установки заготовки, токарные станки подразделяют на горизонтальные и вертикальные.
Слайд 5
Типовые детали, изготавливаемые на токарных станках
Слайд 6
шпиндель
Слайд 7
Еще один шпиндель
Слайд 8
Шкив
Слайд 9
Колесо зубчатое
Слайд 10
Заготовка болта
Слайд 11
Кольцо подшипника внутреннее
Слайд 12
Вал — шестерня
Слайд 13
Типы токарных станков
Одношпиндельные автоматы и полуавтоматы;
Многошпиндельные автоматы и полуавтоматы;
Токарно-револьверные станки;
Сверлильно-отрезные станки;
Карусельные токарные станки;
Токарные, токарно-винторезные и лоботокарные станки;
Многорезцовые и копировальные станки;
Специализированные станки;
Разные токарные станки.
Слайд 14
Некоторые типы токарных станков
6
1
2
3
5
6
6
Слайд 15
1). Одношпиндельные токарные автоматы и полуавтоматы
Одношпиндельные токарные автоматы и полуавтоматы
Автомат продольного точения Предназначен для изготовления деталей из холоднотянутого калиброванного прутка в условиях серийного производства
Слайд 16
Одношпиндельные прутковые токарные автоматы используют в условиях крупносерийного производства для обработки сложных по форме деталей с применением нескольких последовательно или параллельно работающих инструментов. Одношпиндельные полуавтоматы, снабженные магазинным устройством, превращаются в автоматы.
Слайд 17
2). Многошпиндельные токарные автоматы и полуавтоматы
Применяются для изготовления из прутка деталей простых и сложных геометрических форм в крупносерийном и массовом производстве На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку торцов, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб, накатывание резьб.
Слайд 18
Токарный шестишпиндельный автомат 1Б265 6К.
Применяется для изготовления деталей простых и сложных геометрических форм из прутка диаметром до 65 мм в условиях серийного и массового производства
Слайд 19
вертикальный токарный двухшпиндельный автомат с ЧПУ
предназначен для
высокопроизводительной токарной обработки деталей типа «фланец», «муфта», «втулка», «шестерня» из различных конструкционных материалов в условиях серийного производства
Слайд 20
Универсальный токарно-револьверный станок Модель 1Е365БП
Применяется для изготовления деталей сложных геометрических форм в условиях единичного и серийного производства
Слайд 21
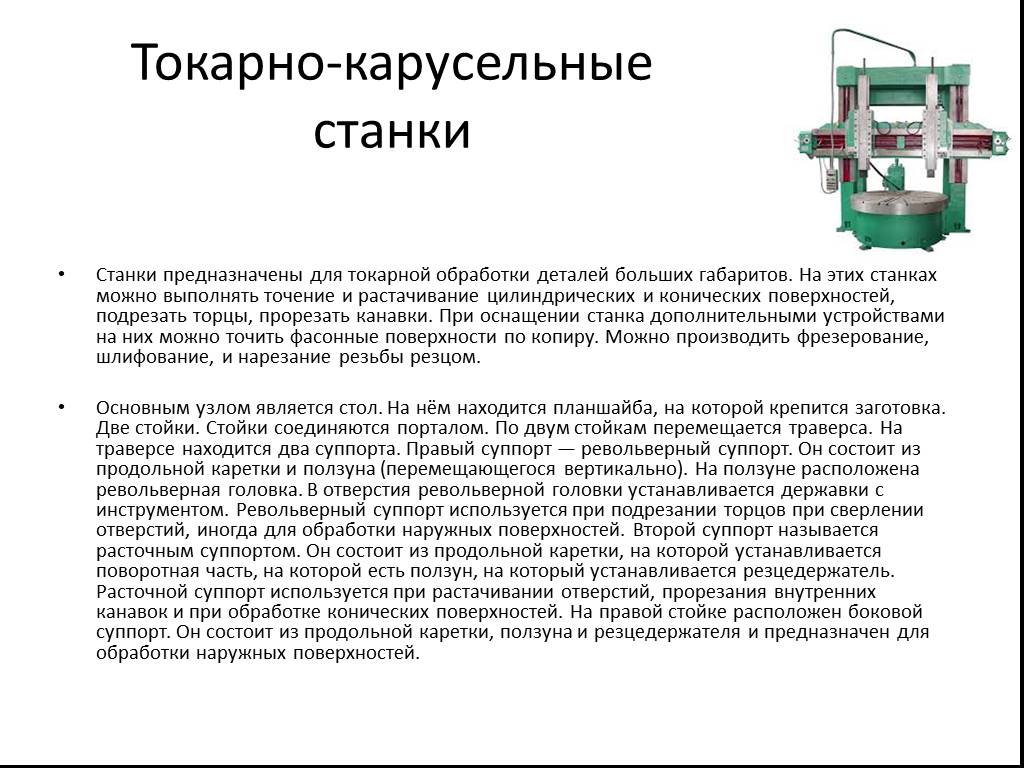
Для изготовления деталей больших диаметров, но имеющих небольшую толщину изобрели лобовые токарные станки. Более точными производительными, и удобными при обработке деталей диаметром от 1500 до 4000 мм. оказались токарные карусельные станки. Их применяют в серийном и массовом производстве.
Слайд 22
Токарные карусельные станки
О
Д
Н
О
С
Т
О
Е
Ч
Н
Ы
Е
Слайд 23
Токарные карусельные станки
Д
В
У
Х
С
Т
О
Е
Ч
Н
Ы
Е
Слайд 24
Основные параметры токарных станков
наибольший диаметр заготовки, обрабатываемой над станиной;
максимальный диаметр обрабатываемого прутка;
наибольшее расстояние между центрами. Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Похожие презентации
Токарные металлорежущие станки
Виды кокеток и их моделирование
Как создать оригинальный светильник
Художественное моделирование юбки
Разработка функциональных блюд из творога
Презентация по технологии «Устройство токарного станка ТВ-6»
| 12+ Свидетельство СМИ ЭЛ № ФС 77 — 70917 Лицензия на образовательную деятельность №0001058 | Пользовательское соглашение Контактная и правовая информация |
Педагогическое сообщество | Бесплатные всероссийские конкурсы | Бесплатные сертификаты | Нужна помощь? Инструкции для новых участников | Бесплатная онлайн-школа для 1-4 классов |
 РФ
РФВсё для аттестацииПубликация в сборникеВебинарыЛэпбукиПрофтестыЗаказ рецензийНовости
Библиотека▪Публикации▪Статьи▪Презентации
Материал опубликовал
#7 класс #Технология #Учебно-методические материалы #Презентация #Учитель-предметник #Школьное образование
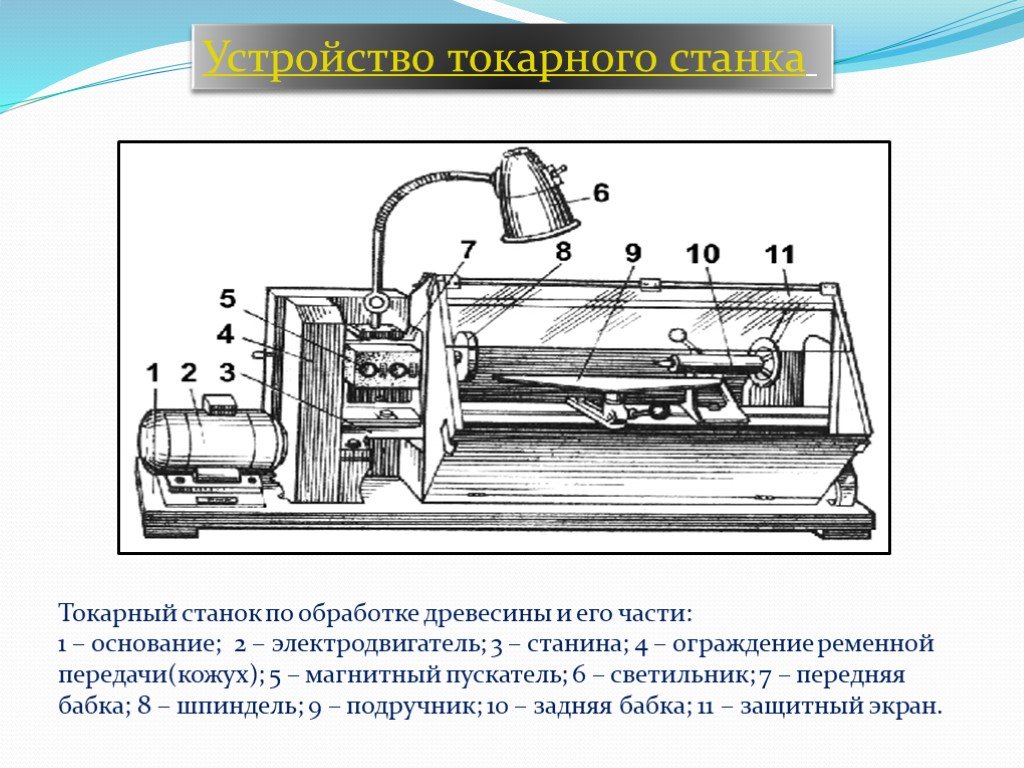
Устройство токарного станка ТВ-6
Автор презентации;
Байда Сергей Геннадьевич
Технология 7 класс
Начало создания достаточно совершенных
токарно-винторезных станков относится к XVIII веку, к эпохе преобразований, проводившихся Петром I. Возглавлял этот процесс талантливый русский механик и изобретатель А. К. Нартов (1693—1756). Он около 25 лет посвятил изобретению и усовершенствованию токарных станков.
Возглавлял этот процесс талантливый русский механик и изобретатель А. К. Нартов (1693—1756). Он около 25 лет посвятил изобретению и усовершенствованию токарных станков.
2. В марке станка ТВ-6 буквы ТВ означают токарно-винторезный, а число 6 — номер модели.
3. Современными аналогами станка ТВ-6 являются настольный токарный станок ТВ-7М (Россия),
напольный токарный станок JET BD-920 W (Швейцария) и др.
Токарные станки
Устройство
Задняя бабка
1 — специальный центр, 2 — корпус, 3 — маховичек, 4 — зажимы.
1 2 3
4 4
Суппорт
1 — продольные салазки, 2- поперечные салазки,
3 — поворотные салазки, 4 — резцедержатель
1
2
4
3
Передняя бабка
1 — корпус, 2 — рукоятки, 3 — таблица схем переключения рукояток, 4 – патрон, 5 – рукоятка реверса.
2
1
3
4
5
Лабораторная работа.
Ознакомление с устройством
токарно-винторезного станка.
1. Получите у учителя задание на ознакомление с устройством токарно-винторезного станка ТВ-6.
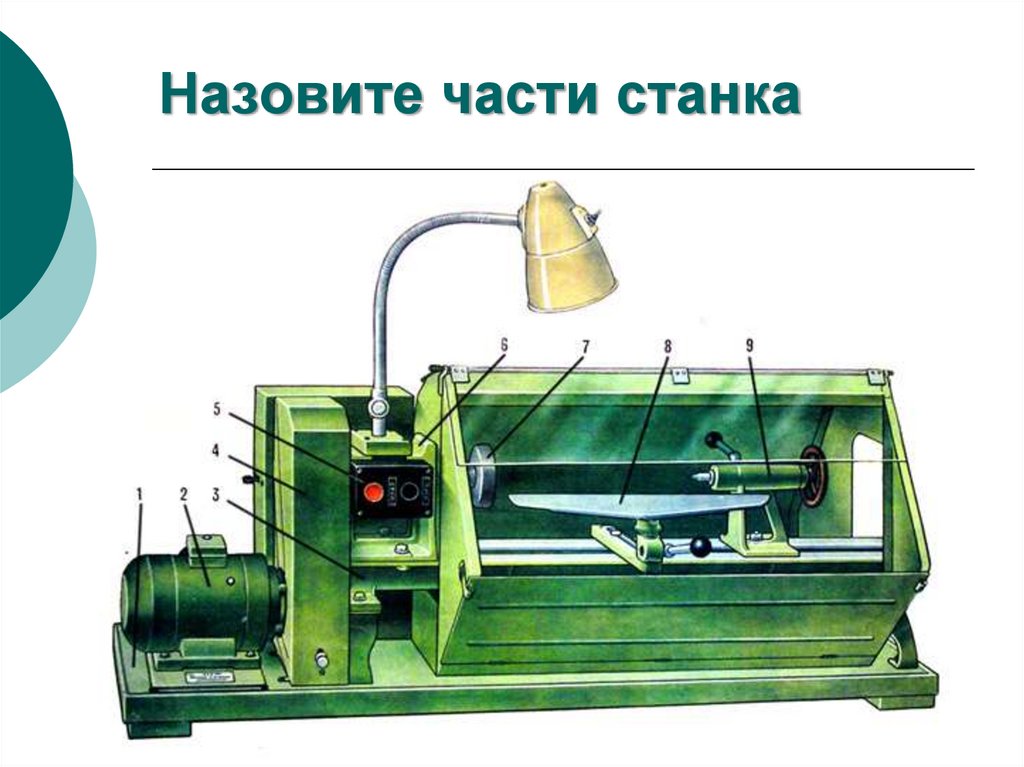
2. Назовите основные части станка. Определите типовые детали.
3. Ознакомьтесь с устройством шпинделя, суппорта, фартука, передней и задней бабок.
4. Запишите названия основных частей станка в рабочую тетрадь.
Органы управления станком ТВ-6:
1 — рукоятка изменения направления подачи суппорта
2, 3 — рукоятки изменения частоты вращения
шпинделя
4 — рукоятка крепления резцедержателя
5 — рукоятка перемещения поперечных салазок
6 — рукоятка перемещения верхних салазок
7 — маховик задней бабки
8— рукоятка включения
ходового винта
9 — рукоятка включения
продольной механической подачи суппорта
10 — маховик продольного перемещения суппорта
12 — выключатель подачи электроэнергии
13 — рукоятка включения ходового винта или ходового
вала
14 — рукоятка изменения величины подачи.
4
1 2 3
5
6 7
9 8
10
12
13 14
Установка и закрепление заготовки
в трехкулачковом патроне
Закрепление резца
Схема точения заготовки
S — подача, t — глубина резания, D —диаметр
заготовки до точения, d — диаметр после парохода резца.
Практическая работа.
1. Организуйте учебное место для механической
обработки металлов, соблюдая требования по охране
труда.
2. Получите у учителя заготовку и резцы, внимательно осмотрите их.
3. Вставьте ключ в отверстие трех кулачкового патрона и разведите его кулачки на необходимую величину.
4. Вставьте правильно заготовку между кулачков и вращением ключа закрепите ее.
5. С помощью учителя (включив станок) проверьте отсутствие «биения» заготовки. При его наличии закрепите заготовку заново.
6. Установите в резцедержатель предложенные
резцы.
7. Проверьте величины их «вылета» и расположение вершин, используя задний центр.
PPT – Презентация PowerPoint «Токарный станок» | скачать бесплатно
Об этой презентации
Стенограмма и примечания докладчика
Название: Токарный станок
1
Токарный станок
2
История
- Ла предшественник всех станков
- Первым применением был гончарный круг
- Вращающаяся глина, что позволило сформирован в цилиндрическую форму
- Очень универсальный 9
3
Типы токарных станков
- Токарный станок
- Несерийный токарный станок, б/у в школьных мастерских,
инструментальных мастерских и мастерских - Преимущественно для единичных изделий или мелкосерийного производства
- С ручным управлением
4
Токарный станок с двигателем
5
Специальные типы токарных станков
- Токарно-револьверный станок
- Используется, когда требуется много дублирующих деталей
- Оснащен многосторонней стойкой (револьверной головкой) до
, на которой установлено несколько различных режущих инструментов - Используется в заданной последовательности
90 002 6
Токарно-револьверный станок
7
Специальные типы токарных станков
- Одношпиндельные и многошпиндельные автоматические токарные станки
- Шесть или восемь различных операций могут быть
выполняется на многих деталях одновременно - Будет производить детали столько времени, сколько потребуется
- Копирные токарные станки
- Используется там, где требуется несколько дублирующих деталей
- Поперечные салазки с гидравлическим приводом, управляемые игольчатым подшипником
по круглому или плоскому шаблону
8
Специальные типы токарных станков
- Обычный/программируемый токарный станок
- Работает как стандартный токарный станок или программируемый токарный станок
для автоматического повторения операций обработки - 2-осевой (DRO), чтобы можно было видеть точное положение режущего
инструмента и заготовки по осям X и Z - Токарные станки с числовым программным управлением
- Движения режущего инструмента, управляемые
компьютерной программой для автоматического выполнения последовательности
операций
9
Токарный станок с ЧПУ
10
Размер и грузоподъемность токарного станка
- Обозначается по наибольшему рабочему диаметру, который может
поворачиваться на токарных направляющих, и, как правило, максимальному
расстояние между центрами - Производится в широком диапазоне размеров
- Наиболее распространенные качели от 9 до 30 дюймов с грузоподъемностью
Расстояние от 16 дюймов до 12 футов между центрами - Типовой токарный станок 36
дюймов - Средний метрический токарный станок 230-330 мм с поворотом и станиной
длина 500 3000 мм
11
Размер станка
12
Размер станка
13
Размер станка
14
Размер станка
15
Части станка
Передняя бабка
Задняя бабка
Станина
Быстросменная коробка передач
Каретка
16
Станина станка 90 003
- Тяжелое прочное литье
- Предназначен для поддержки рабочих частей токарного станка
- В верхней части расположены направляющие
- Направление и выравнивание основных частей станка
17
Станина станка
18
Передняя бабка
- Закрепляется на левом конце станины
- Шпиндель передней бабки
- Полый цилиндрический вал, поддерживаемый подшипниками
- Обеспечивает привод через шестерни к устройствам удержания заготовки
работа привода - Приводится в действие ступенчатым шкивом или шестернями трансмиссии
- Рычаг реверса подачи
- Реверсирует вращение тяги подачи и ходового винта
19
Передняя бабка
20
Быстросменный редуктор
- Содержит ряд шестерен разного размера
- Обеспечивает подающий стержень и ходовой винт с различными скоростями
для токарных и резьбонарезных операций - Подающий стержень продвигает каретку при автоматической подаче 900 13 рычаг
- Ходовой винт продвигает каретку для
операций нарезания резьбы при включенном рычаге с разрезной гайкой
21
Быстросменный редуктор
Вид сверху
22
Каретка
- Используется для перемещения режущего инструмента по станине станка
- Состоит из трех основных частей
- Седло
- Н-образная отливка, установленная поверх направляющих станка,
обеспечивает средства крепления поперечная горка и фартук - Поперечные салазки
- Фартук
23
Каретка
24
Каретка
25 9000 8
Поперечные салазки
- Устанавливаются на седло
- Обеспечивает ручное или автоматическое поперечное перемещение режущего инструмента
- Составная опора (устанавливается на верхнюю часть поперечного суппорта)
- Используется для поддержки режущего инструмента
- Поворачивается на любой угол для конусного точения
настройки режущего инструмента (0,001 дюйма) (также
поперечные салазки)
26
поперечные салазки
27
фартук
- Крепится к седлу
- Вмещает шестерни и механизмы, необходимые для перемещения
каретка или поперечные салазки автоматически - Рычаг блокировки внутри фартука предотвращает зацепление
рычага с разрезной гайкой и рычага автоматической подачи
одновременно
Фартук
29
Рычаг автоматической подачи- Включает муфту, которая обеспечивает автоматическую подачу на каретку
- Рычаг переключения подачи может быть установлен на продольное
подача или для поперечной подачи - В нейтральном положении, позволяет задействовать рычаг разрезной гайки
для нарезания резьбы - Каретка перемещается автоматически, когда рычаг разрезной гайки
задействован
30
Задняя бабка- Верхняя и нижняя задняя бабка отливки
- Регулируется для конусного или параллельного точения двумя винтами
, установленными в основании - Зажим задней бабки фиксирует заднюю бабку в любом положении
вдоль станины станка - Шпиндель задней бабки имеет внутренний конус для приема
Мертвая точка - Обеспечивает поддержку правого конца заготовки
31
Задняя бабка
32
Установка скоростей на токарном станке- Скорость измеряется в оборотах в минуту
- Изменяется ступенчатыми шкивами или рычагами переключения передач
- Токарный станок с ременным приводом
- Различные скорости, получаемые заменой плоского ремня и
заднего зубчатого привода - Токарный станок с зубчатой головкой
- Скорости, изменяемые путем перемещения рычагов скорости в соответствующие
позиций по таблице об/мин крепится к
передняя бабка
33
Подача двигателя токарного станка- Расстояние, которое пройдет каретка за один оборот
шпинделя - Зависит от скорости подающий стержень или ходовой винт
- Управляется сменными шестернями в быстросменном редукторе
- Получает привод от шпинделя передней бабки до конца
зубчатой передачи - Диаграмма, установленная на передней части быстросменного редуктора
, указывает различные подачи 9- Предотвращает повреждение механизма подачи от перегрузки или резкого крутящего момента
- Находится на подающем стержне, ходовом винте и концевой зубчатой передаче
- Подпружиненные фрикционные муфты
- Только на подающих стержнях
- При перегрузке механизма подачи срезной штифт
ломается или фрикционная муфта проскальзывает, что приводит к остановке подачи
35
Срезной штифт в концевом зубчатом механизме предотвращает повреждение
шестерен в случае перегрузки
Пружинная муфта будет проскальзывать при слишком большой нагрузке
на подающий стерженьО PowerShow.
 com
comТокарный станок — введение, принцип работы, детали, работа, спецификация
Содержание
ВВЕДЕНИЕ:
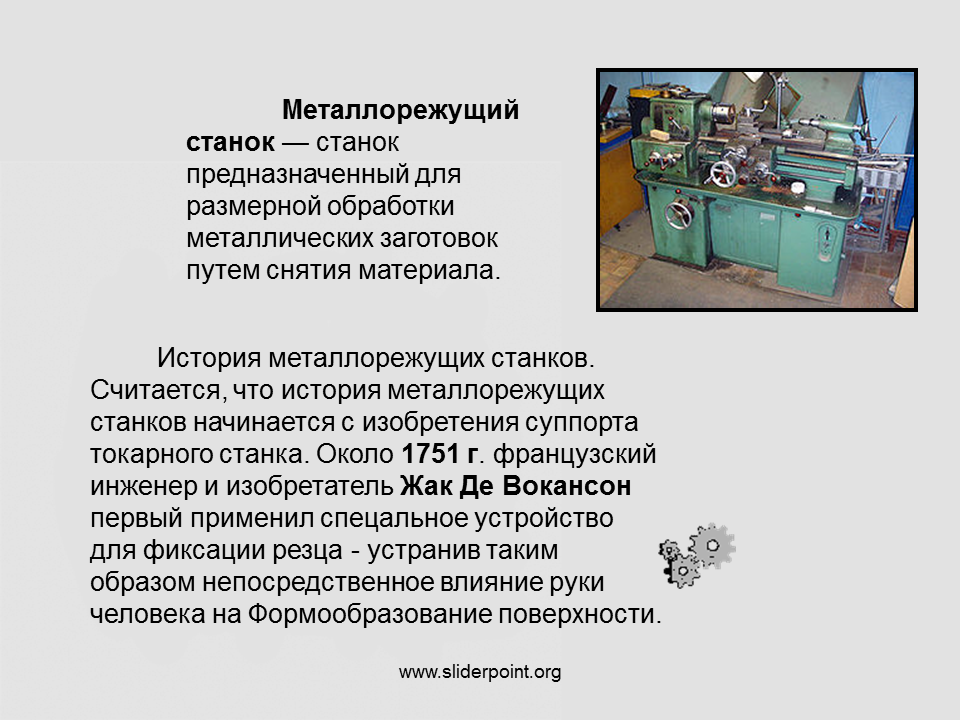
В области Машиностроение Токарный станок играет важную роль в Производство. В этой статье я подробно расскажу о токарном станке.
- Токарный станок — это инструмент станка , который используется для удаления нежелательных металлов с заготовки для придания желаемой формы и размера.
- является одним из наиболее важных станков, которые используются в металлообрабатывающей промышленности .
- Он работает по принципу вращающейся заготовки и неподвижного режущего инструмента.
- Режущий инструмент подается в заготовку, которая вращается вокруг своей оси , заставляя заготовку принять желаемую форму.
- Он также известен как «мать/отец всего семейства инструментов» .
- Он был изобретен ДЭВИДОМ УИЛКИНСОНОМ ( 05 января 1771 — 03 февраля 1852).
Токарный станок
Определение токарного станка
- Станок, который используется для удаления нежелательных металлов с заготовки для придания желаемой формы и размера, так называемый « Токарный станок» .
- Токарный станок также известен как «Токарный центр » из-за двух центров, между которыми можно удерживать и вращать работу.
Функции токарного станка
- Основной функцией токарного станка является удаление лишнего материала в виде стружки путем вращения заготовки относительно неподвижного режущего инструмента.
- Это достигается путем надежного и жесткого удерживания изделия на станке, а затем поворота его против режущего инструмента, который удалит металл с изделия.
- Чтобы правильно резать материал, инструмент должен быть тверже материала обрабатываемой детали, должен жестко удерживаться на станке и должен подаваться или продвигаться определенным образом относительно работы.

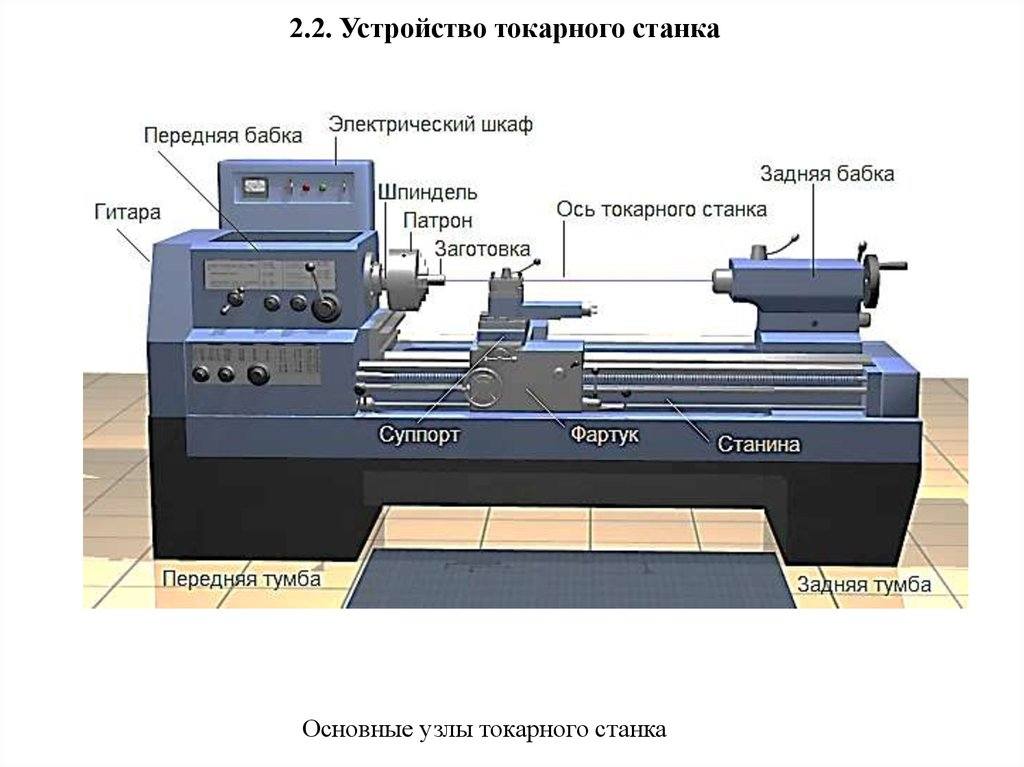
Основные части токарного станка
- В токарном станке каждая отдельная деталь выполняет важную задачу.
- Некоторые важные детали токарного станка:
Линейная схема : Основные части токарного станка
1. Станина
2. Передняя бабка
3. Главный шпиндель
90 010 4. Задняя бабка
5. Ходовой винт
6. Активный центр
7. Мертвая точка
8. Каретка
i. Седло
ii. Фартук
iii. Инструментальный пост
iv. Поперечный суппорт
v. Составной упор
vi. Составной суппорт
9. Механизм подачи
i.
 Механизм ленточной подачи
Механизм ленточной подачиii. Механизм зубчатой подачи
1. Станина
- Станина образует основу станка.
- Устанавливается на ножки токарного станка, которые крепятся болтами к полу.
- Он изготовлен из чугуна, а его верхняя поверхность обработана точно и точно.
2. Передняя бабка
- Передняя бабка является важной частью токарного станка, которая постоянно устанавливается на внутренних направляющих – направляющих с левой стороны станины.
- Состоит из основного шпинделя, патрона, установленного на носовой части шпинделя, задней шестерни и всей зубчатой передачи .
3. Главный шпиндель
- Главный шпиндель представляет собой полый цилиндрический вал.
- Его лицевая сторона имеет стандартную конусность moarse .
- Используется для крепления приводного центра или цанги .
- Шпиндель вращается на двух больших подшипниках , размещенных на литой передней бабке.
- Передний конец шпинделя имеет резьбу, они используются для удержания патрона, планшайбы, приводной пластины и захватывающей пластины.
- Известен как носик шпинделя .
4. Задняя бабка
- Задняя бабка расположена на внутренней направляющей – направляющей с правой стороны станины напротив передней бабки.
- Корпус задней бабки просверлен и содержит шпиндель задней бабки.
- Шпиндель перемещается вперед и назад внутри отверстия.
- Имеет коническое отверстие для установки мертвых Центр или хвостовик таких инструментов, как сверло или развертка .

- Корпус изготовлен из чугуна .
5. Ходовой винт
- Используется для передачи мощности на каретку через шестерню и муфту в фартуке каретки .
6. Приводной центр
- Приводной центр устанавливается на подшипниках и вращается вместе с работой.
- Подвижные центры используются для удержания или поддержки заготовки.
7. Мертвая точка
- Мертвая точка может использоваться для поддержки заготовки как на неподвижном, так и на вращающемся конце станка.
- Мертвые точки обычно полностью закалены, чтобы предотвратить повреждение важных сопрягаемых поверхностей конуса и сохранить угол 60° носовой части.
8. Каретка
- Каретка расположена между передней и задней бабками на станине направляющие – направляющие.

- Его можно перемещать вдоль станины как в направлении, так и в направлении от передней бабки.
- Он состоит из нескольких частей для поддержки, перемещения и управления режущим инструментом.
Изображение: Каретка
i. Седло
- Н – фасонное литье.
- Седло соединяет пару кровати 9Руководство 0007 – пути в качестве моста.
- Надевается на станину и скользит вдоль станины между передней бабкой и задней бабкой .
- Седло можно перемещать с ручной или автоматической подачей.
ii. Фартук
- Передняя часть вагона называется Фартук . Он состоит из всех клавиш управления.
- Ручка управляет кареткой.
 Он имеет корпус, в котором есть набор шестерен и разрезная гайка.
Он имеет корпус, в котором есть набор шестерен и разрезная гайка. - Автоматическая подача и контроль заправки нити находятся на фартуке.
iii. Стойка для инструментов
- Расположена в верхней части составного суппорта . Используется для жесткой фиксации инструментов.
- Инструменты подбираются в соответствии с типом операции, устанавливаются на инструментальную стойку и устанавливаются в удобное рабочее положение.
- Существуют различные типы резцедержателей, а именно:
а. Односторонняя / Резьбовая стойка
b. Четырехходовой резцедержатель
c. Быстросменный резцедержатель
d. Инструментальная стойка британского типа
iv. Салазки поперечные
- Расположены на седле и скользят по направляющим типа «ласточкин хвост» под прямым углом к направляющим станины.

- Он содержит составную опору, составную направляющую и резцедержатель.
- Маховик с поперечными салазками вращается для перемещения под прямым углом к оси токарного станка.
- Маховик с поперечными салазками имеет градуировку на ободе, что позволяет подавать известную величину подачи с точностью до 0,05 мм .
v. Составной упор
- Это деталь, которая соединяется с крестовиной и составным ползуном 9.0008 .
- Устанавливается на поперечную направляющую с помощью шпунтового соединения .
- Составной упор можно поворачивать на требуемый угол при повороте конусов.
- Верхний салазок, известный как составной салазок , прикрепляется к составному упору с помощью соединения типа «ласточкин хвост» .
vi.
 Составной ползун
Составной ползун - Составной ползун представляет собой Т-образный закругленный паз, который фиксируется с верхней поверхностью поперечного ползуна двумя болтами, связанными с микрометровая втулка и винтовая рукоятка с внешней кромкой винта.
- Коническое точение возможно, если установить составной суппорт на половине требуемого угла.
- Этот салазок используется только для точения конусов менее длинных заданий.
- Автоматическая подача невозможна в составных суппортах.
9. Механизм подачи
- Существует несколько механизмов для автоматического перемещения каретки и поперечных салазок для изменения направления их движения.
- Некоторые важные механизмы подачи :
я. Механизм ленточной подачи
- Механизм ленточной подачи широко используется в самых старых токарных станках.

- В этом конус ступенчатый шкив используется для обеспечения различных типов скорости.
- Для изменения скорости используется рычаг для перетаскивания ремня с одного шкива на другой.
- Механизм подачи ремня имеет недостаток проскальзывания ремня в процессе замены шкива.
ii. Механизм зубчатой подачи
- В механизме зубчатой подачи мощность передается от шпинделя к подающему стержню или ходовому винту посредством силовой зубчатой передачи.
- Шестерня 1 расположена на задней стороне шпинделя, а кронштейн тумблера состоит из шестерен 2 , 3 , 4 и 5 .
- Рычаг управления кронштейном. это 9Кронштейн 0007 поворачивается вокруг оси шпильки.
- Это положение кронштейна можно расположить в три этапа, а именно:
а.
 Нейтральное положение
Нейтральное положениеb. Передняя позиция
c. Обратное положение
Принцип работы токарного станка
Принцип
- Токарный станок — это станок, который используется для удаления нежелательных материалов с заготовки в виде стружки с помощью инструмента, который перемещается по заготовке и может быть подан глубоко в работу.
- При перемещении инструмента параллельно заготовке образуется цилиндрическая поверхность .
- Если инструмент перемещается наклонно к оси, то он создает коническую поверхность и поэтому называется конусным точением.
Рабочий
- Удерживает работу между двумя опорами, так называемые центры.
- Планшайба или патрон используются для удержания изделия.
- Планшайба или патрон устанавливаются на шпиндель станка .
- Режущий инструмент держится с помощью инструментальной стойки.
- Движение задания вращается вокруг оси шпинделя .
- Против вращательной работы подается инструмент.
- Инструмент перемещается либо параллельно, либо под наклоном к рабочей оси.
Работа на токарном станке
Изображение: Работа на токарном станке
1 . Токарная обработка
i. Конусы и конусная токарная обработка
ii. Прямое точение
iii. Профилирование
iv. Внешние канавки и т. д.
2 . Облицовка
3. Сверление
4. Сверление
i. Контррасточка
ii.
 Растачивание конуса
Растачивание конуса5. Развёртывание
6. Накатка
7. Снятие фаски
8. Заполнение
9. Разделение
10. Нарезание резьбы
11. . Токарная обработка
- Точение – это операция по уменьшению диаметра заготовки для получения конусообразной или цилиндрической поверхности, как показано на рис. выше.
- Простые одноточечные режущие инструменты используются для токарных операций.
- Токарная обработка может быть разных типов, например,
i. Конусы и точение конусов
ii. Прямое точение
iii. Профилирование
iv. Наружные канавки и т. д.
i. Конусы и конусная токарная обработка
- Конусность может быть определена как равномерное увеличение или уменьшение диаметра детали, измеренной по ее длине.

- На токарном станке точение конуса означает получение конической поверхности путем постепенного уменьшения диаметра цилиндрической заготовки.
ii. Прямое точение
- Прямолинейный токарный станок позволяет получить цилиндрическую поверхность путем удаления лишнего металла с заготовки.
iii. Профилирование
- В профилирование рез может варьироваться в зависимости от глубины резания, подачи и скорости.
iv. Наружная обработка канавок
- В наружная токарная обработка операций обработки наружного диаметра заготовки.
2 . Торцовка
- Торцовка — это операция уменьшения длины заготовки для получения плоского квадрата поверхности с осью.
- Обычный токарный инструмент также можно использовать для торцевания больших заготовок.
3. Сверление
- Сверление — это операция по созданию цилиндрического отверстия в заготовке с помощью вращающейся режущей кромки фрезы, известной как сверло .
4. Растачивание
- Растачивание — операция увеличения отверстия или цилиндрической полости до сделать круглые внутренние канавки.
- Отверстия могут быть прямыми и коническими.
я. Встрочное растачивание
- Встрочное растачивание — операция увеличения отверстия на определенное расстояние с одного конца вместо увеличение всей просверленной поверхности.

ii. Растачивание конуса
- Расточка конуса аналогична операции наружного точения конуса и выполняется путем вращения патрона или планшайбы и подачи инструмента под углом к оси вращения заготовки. .
5. Расширение
- Расширение — это операция чистовой обработки и определения размера отверстия, которое ранее было просверлено или расточено.
- Инструмент использует так называемую развертку , которая имеет несколько режущих кромок.
6. Knurling
- Knurling — это процесс тиснения рисунка в форме алмаза на поверхности рабочей части.
- Цель накатки состоит в том, чтобы обеспечить эффективную поверхность захвата на заготовке, чтобы предотвратить ее скольжение при работе вручную.

7. Снятие фаски
- Снятие фаски — это операция снятия фаски с крайнего конца заготовки.
- Это делается для удаления заусенцев, защиты конца заготовки от повреждения и улучшения внешнего вида.
8. Шпатлевка
- Шпатлевка – это чистовая операция, выполняемая после токарной обработки.
- Это делается на токарном станке для удаления заусенцев, острых углов и следов подачи на заготовке, а также для доведения ее до нужного размера путем удаления очень небольшого количества металл .
- Операция заключается в проведении плоского напильника с одинарной насечкой над заготовкой, которая вращается с высокой скоростью.
9. Отрезка
- Отрезка — это операция по резке заготовки после ее механической обработки до желаемого размера и формы.

- Этот процесс включает в себя вращение заготовки на патроне или планшайбе со скоростью, вдвое меньшей, чем при токарной обработке, и подачу с помощью узкого отрезка – выкл. перпендикулярно оси, вручную вращая винт с поперечным салазками.
10. Нарезание резьбы
- или патроном.
- Резьба может быть изготовлена как на внутренней, так и на внешней поверхности цилиндрического стержня.
11. Нарезание канавок
- Нарезание канавок — это процесс уменьшения диаметра заготовки на очень узкой поверхности.
- Это часто делается на конце нити или рядом с плечом, чтобы оставить небольшой запас.
- Операции по нарезанию канавок :
а. Квадратная канавка
b. Круглая канавка
c.
 Скошенная канавка
Скошенная канавка12. Формование
- Формование – это процесс придания выпуклой, вогнутой или любой неправильной формы.
13. Полировка
- Это в основном обработка поверхности операция по улучшению качества поверхности заготовки.
- Полировка наждачной бумагой более тонкой зернистости после заполнения дает очень гладкую, блестящую поверхность.
Типы токарных станков
Токарные станки классифицируются в зависимости от их конструкции и конструкции. Некоторые из них:
1. Настольный токарный станок
2. Скоростной токарный станок
3. Токарный станок с двигателем или центральный токарный станок
4. Инструментальный токарный станок
5.
 Токарно-револьверный станок
Токарно-револьверный станок6. Токарный станок специального назначения
7. Автоматический токарный станок
1. Настольный токарный станок
- Настольный токарный станок представляет собой небольшой токарный станок , обычно устанавливаемый на верстаке.
- Используется для мелкой и точной работы .
2. Скоростной токарный станок
- Скоростной токарный станок — самый простой из всех типов токарных станков по конструкции и эксплуатации.
- Состоит из станины, передней бабки, задней бабки и 9Инструмент 0007 – стойка , установленная на регулируемом ползунке.
- Скорость шпинделя около 4000 об/мин .
- Они названы так из-за очень High Speed шпинделя передней бабки.
3.
 Токарный станок с двигателем (центральный токарный станок )
Токарный станок с двигателем (центральный токарный станок ) - Термин « двигатель » связан с токарным станком, который раньше приводился в движение паровыми двигателями.
- Токарный станок с двигателями также известен как репродуктивная машина из-за его производственных мощностей с.
- — это отличный инструмент , который помогает в создании многих современных инструментов.
Токарные станки
Преимущества
- Используется для массового производства продуктов.
- Используется для изготовления цилиндрических форм , таких как стали и пластмассы.
Недостатки
- Очень сложно запрограммировать на машинном языке.
- коррупция, плохое обслуживание и расовые проблемы.
4.
 Комната для инструментов Токарный станок Машина
Комната для инструментов Токарный станок Машина - Токарный станок для инструментов аналогична плату с двигателем .
- Этот токарный станок в основном используется для точной работы с инструментами, штампами, калибрами и для выполнения работ, где необходима точность.
- Используется для изготовления прецизионных деталей в инструментальном цехе.
5. Токарно-револьверный станок https://mechanicalnotes.com/capstan-and-turret-lathe-introduction-working-advantage-difference/
a. Токарный станок с токарным станком
- Имеют характеристик основного станка и имеют короткую заднюю бабку скольжения.
- Машина Capstan — это обрабатывающая машина, используемая для , которая снова и снова изготавливает одни и те же детали.
Преимущества
- Высокая производительность.

Недостатки
- Более тяжелая заготовка не может быть обработана токарным станком.
б. Револьверный токарный станок
- Револьверный токарный станок представляет собой токарный станок для металлообработки.
- Используется для серийного производства дублирующих деталей.
- В токарно-револьверном станке шестигранная револьверная головка с продольной подачей заменяет заднюю бабку.
Преимущества
- Револьверный токарный станок используется для обработки длинных и тяжелых заготовок.
- Имеют шестигранную резцедержатель или головку.
- Нет необходимости менять инструмент.
Недостатки
- Имеют ручные индексы.
6. Токарный станок специального назначения
- Токарный станок специального назначения используются для специальных целей и для работ, которые не могут быть выполнены или удобно обработаны на стандартном токарном станке.

7. Токарный автомат
- В токарном автомате различные операции, такие как смена заготовки, автоматизированы.
- Рабочий цикл полностью автоматизирован и повторяется для изготовления дубликатов деталей без участия оператора.
Преимущества
- Во время работы машины оператор может управлять другой машиной.
- Больше экономии места на полу.
Недостатки
- Большое внимание уделяется исправлению установки .
Принадлежности для токарных станков
- Принадлежности для токарных станков обычно делятся на две категории: —
1. Удерживающее устройство и
2. Удерживающее устройство для режущего инструмента
1. Удерживающее устройство
- используется для удержания и вращения заготовок вдоль со шпинделем.

- Используются различные удерживающие устройства в зависимости от формы, длины, диаметра и веса заготовки, а также места поворота заготовки. Они следующие: —
A. Патроны
- Патрон — это особый тип зажима, используемый для удержания заготовки.
- Патрон устанавливается на шпиндель, который вращается внутри передней бабки.
Типы патронов:
- Трехкулачковый патрон
- Четырехкулачковый патрон
- Собери Чака
- Шпиндельный патрон
- Магнитный патрон
- Комбинированный патрон
- Пневматический патрон
B. Лицевая пластина
- Лицевая пластина представляет собой круглый диск с резьбой, который подходит к носовой части шпинделя токарного станка.
- Имеют радиальные плоские и Т-образные прорези для удержания изделия болтами и зажимами.

C. Оправки
- Оправка — это устройство, которое используется для удержания полой заготовки.
- Оправка устанавливается между центрами и работает с ней.
D. Центры
- Токарный центр — это инструмент, заточенный до точки для точного позиционирования заготовки.
- Есть два центра: —
а. Подвижный центр
- Подвижный центр — это центр, который вставляется в шпиндель передней бабки и вращается вместе с заготовкой.
- Подвижный центр сконструирован так, что центр 60 градусов движется по собственному подшипнику.
б. Мертвая точка
- Мертвая точка — это центр, который использует шпиндель задней бабки и не вращается.
c.
 Полуцентр
Полуцентр - Полуцентр – это центр, который часто используется в задней бабке для обращения или для поворота ближе к концу работы.
- Он обрывается почти до конца.
E. Приводная пластина или фиксирующая пластина
- Прижимная пластина представляет собой плоский диск, изготовленный из чугуна или стали марки .
- Имеющие центральный
Ж. Каретка
- Каретка представляет собой устройство, которое зажимает заготовку.
- Они позволяют вращательному движению шпинделя станка передавать заготовку.
- Существует два типа вагонов: —
а. Прямая хвостовая тележка
- Используется для приводной работы с помощью штифта, предусмотренного в приводной плите.
б. Каретка с отогнутым хвостом
- Вставляется в паз защелки для привода работы.
в. Угловые тиски
- Угловые тиски — это регулировка угла на основании, позволяющая оператору сверлить отверстия под углом без наклона стола.
2 . Устройство для удержания режущего инструмента
- Устройство для удержания режущего инструмента представляет собой устройство, которое используется для удержания режущего инструмента.
- Различные приспособления для крепления режущего инструмента:
A. Стойка для инструмента
- Стойка для инструмента — это устройство, которое удерживает режущий инструмент на токарном станке и некоторых других станках.
B. Collect
- Collect — это устройство, которое используется для удержания режущего инструмента в шпинделе фрезерного станка.
C.
 Сверлильные патроны
Сверлильные патроны - Это наиболее распространенные устройства, которые используются для удержания с прямым хвостовиком режущие инструменты.
- Существует два распространенных типа:
а. Тип ключа
- Ослабляется или затягивается ключом.
б. Типы без ключа
- Ослаблено или затянуто вручную без ключа.
D. Сверлильные втулки
- Сверлильные втулки используются для адаптации меньших инструментов с коническим хвостовиком Морзе к большим шпинделям станков.
E. Насадка для сверла
- Насадка для сверла используется для крепления спиральных сверл с хвостовиками.
- Они часто использовали удлинительную розетку.
F. Прямые держатели инструментов
- Прямые используются для резания в любом направлении и для общих операций обработки.
Характеристики токарного станка:
- Токарный станок в основном определяется:-
1. Поворот – это наибольший рабочий диаметр, который может быть повернут станиной станка.
2. Расстояние между задней бабкой и центром передней бабки.
3. Длина станины станка в метрах (м).
4. Ходовой винт шага.
5. Мощность машины в лошадиных силах.
6. Число скоростей шпинделя HS и диапазон скоростей.
7. Вес машины в тонне.
Некоторые ключевые точки
1. Подача
- Скорость, с которой режущий инструмент пересекает заготовку в направлении , перпендикулярном 9044 1 заготовка ось так называемая подача.
2. Глубина резания
- Это расстояние по перпендикуляру, измеренное от обработанной поверхности до UN – обработанной поверхности заготовки.


 Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
 Станок устанавливается на виброопоры с удобной системой регулировки высоты.
Станок устанавливается на виброопоры с удобной системой регулировки высоты. д.
д.

 Не уверен, что вам нужно? Позвоните нам, и мы подскажем, какие аксессуары лучше всего соответствуют вашим требованиям.
Не уверен, что вам нужно? Позвоните нам, и мы подскажем, какие аксессуары лучше всего соответствуют вашим требованиям.
 Вы можете позвонить в нашу команду обученных и проверенных экспертов, когда столкнетесь с проблемой или у вас возникнет вопрос.
Вы можете позвонить в нашу команду обученных и проверенных экспертов, когда столкнетесь с проблемой или у вас возникнет вопрос.
 org/Product»>
org/Product»> org/Product»>
org/Product»> ..
.. Благодаря плотной набивки ворса щетки работают более агрессивно. Доступные зернистости Р46, Р60, Р80.
Благодаря плотной набивки ворса щетки работают более агрессивно. Доступные зернистости Р46, Р60, Р80.

 Доступные зернистости: Р46, Р60, Р80, Р120. Примерная площадь обработки 50 м2, так же зависит от оборотов вращения щетки и от требуемого результата обработки.
Доступные зернистости: Р46, Р60, Р80, Р120. Примерная площадь обработки 50 м2, так же зависит от оборотов вращения щетки и от требуемого результата обработки. Доступные зернистости: Р46, Р60, Р80, Р120.
Доступные зернистости: Р46, Р60, Р80, Р120.

 Благодаря хорошей равномерной структуре волокон тампико, достигается глубокое проникание цвета в поверхность изделий из дерева.
Благодаря хорошей равномерной структуре волокон тампико, достигается глубокое проникание цвета в поверхность изделий из дерева.
 Идеальны для шлифовки дерева после браширования стальной щеткой, удаляют заусенцы, сглаживают выявленную структуру.
Идеальны для шлифовки дерева после браширования стальной щеткой, удаляют заусенцы, сглаживают выявленную структуру.
 Специалисты используют их для удаления ржавчины или лакокрасочного покрытия с поверхности, шершевания, удаления резинового слоя. Особые щетки могут использоваться для изменения текстуры древесины.
Специалисты используют их для удаления ржавчины или лакокрасочного покрытия с поверхности, шершевания, удаления резинового слоя. Особые щетки могут использоваться для изменения текстуры древесины. США9
США9 )
)

 Инструмент из нержавейки является очень долговечным, поскольку не подвержен влиянию коррозии. Его лопатка отполирована до блеска, поэтому зачерпнутые на нее растворы с легкостью слетают, так как между ними и инструментом отсутствует адгезия. С одной стороны это хорошо, поскольку облегчается процесс чистки кельмы, ведь к ней почти ничего не липнет. С другой стороны раствор может слететь раньше необходимого, что вынуждает действовать медленней и более аккуратно.
Инструмент из нержавейки является очень долговечным, поскольку не подвержен влиянию коррозии. Его лопатка отполирована до блеска, поэтому зачерпнутые на нее растворы с легкостью слетают, так как между ними и инструментом отсутствует адгезия. С одной стороны это хорошо, поскольку облегчается процесс чистки кельмы, ведь к ней почти ничего не липнет. С другой стороны раствор может слететь раньше необходимого, что вынуждает действовать медленней и более аккуратно. Все они описываются в ГОСТ.
Все они описываются в ГОСТ. Таким инструментом удобно зачерпывать кладочный раствор из ведра и накладывать его на кирпич или другой строительный блок. Кельмы бетонщиков и каменщиков практически взаимозаменяемы. То есть при необходимости можно работать любым из них вне зависимости от основного назначения. Мастерки слегка отличаются между собой углом загиба шейки. Однако достаточно ее просто согнуть в нужную сторону, чтобы сделать кельму более удобной, если она используется не по основному назначению.
Таким инструментом удобно зачерпывать кладочный раствор из ведра и накладывать его на кирпич или другой строительный блок. Кельмы бетонщиков и каменщиков практически взаимозаменяемы. То есть при необходимости можно работать любым из них вне зависимости от основного назначения. Мастерки слегка отличаются между собой углом загиба шейки. Однако достаточно ее просто согнуть в нужную сторону, чтобы сделать кельму более удобной, если она используется не по основному назначению.
 Фактически такая кельма может применяться и при нанесении штукатурки на стены или потолок. Однако для подобного использования инструмента требуется сноровка. В основном кельма сочетается вместе с декоративными и венецианскими штукатурками. Инструмент является необходимым при выполнении железнения. Им проводится уплотнение и полировка застывающего штукатурного слоя. В результате тот становится глянцевым и плотным.
Фактически такая кельма может применяться и при нанесении штукатурки на стены или потолок. Однако для подобного использования инструмента требуется сноровка. В основном кельма сочетается вместе с декоративными и венецианскими штукатурками. Инструмент является необходимым при выполнении железнения. Им проводится уплотнение и полировка застывающего штукатурного слоя. В результате тот становится глянцевым и плотным. Ее ширина зависит от типа материалов, с которыми применяется кельма.
Ее ширина зависит от типа материалов, с которыми применяется кельма. Для каждого человека требования к ней отличаются. На удобство влияет рост, размер ладони, длина рук. В связи с этим шею мастерка можно подгибать, как бы настраивая инструмент под себя. Однако она может быть усиленной, поэтому не гнуться без выполнения нагрева, что зачастую невозможно по причине наличия газовой горелки или резака.
Для каждого человека требования к ней отличаются. На удобство влияет рост, размер ладони, длина рук. В связи с этим шею мастерка можно подгибать, как бы настраивая инструмент под себя. Однако она может быть усиленной, поэтому не гнуться без выполнения нагрева, что зачастую невозможно по причине наличия газовой горелки или резака. 40 грн
40 грн 46 х 1.51 (м), строительный помост
46 х 1.51 (м), строительный помост 46 х 1.51 (м)
46 х 1.51 (м)
 Сравните
Сравните
 Сравнить
Сравнить Пожалуйста, введите 5-значный почтовый индекс США.
Пожалуйста, введите 5-значный почтовый индекс США.
 P.I.
P.I. диаметр изделия типа диск, мм
диаметр изделия типа диск, мм револьверная головка, с
револьверная головка, с Если вы продолжите навигацию, вы принимаете использование файлов cookie. Предупреждение: блокировка файлов cookie препятствует правильной работе сайта.
Если вы продолжите навигацию, вы принимаете использование файлов cookie. Предупреждение: блокировка файлов cookie препятствует правильной работе сайта.
 все
все

 (1 мм) до 0,59“ (15 мм).
(1 мм) до 0,59“ (15 мм). Доступный по цене станок для профилирования труб — это настоящая рабочая лошадка, вобравшая в себя все передовые технологии и опыт HGG.Высокое качество работы позволяет снизить затраты
Доступный по цене станок для профилирования труб — это настоящая рабочая лошадка, вобравшая в себя все передовые технологии и опыт HGG.Высокое качество работы позволяет снизить затраты SPC доступен с интерфейсами кислородного топлива, плазмы, маркировки и CAD-CAM.
SPC доступен с интерфейсами кислородного топлива, плазмы, маркировки и CAD-CAM.
 Одно дело прикатать рулонку по горизонтали без примыканий, и совсем другое – работать на стенах.
Одно дело прикатать рулонку по горизонтали без примыканий, и совсем другое – работать на стенах.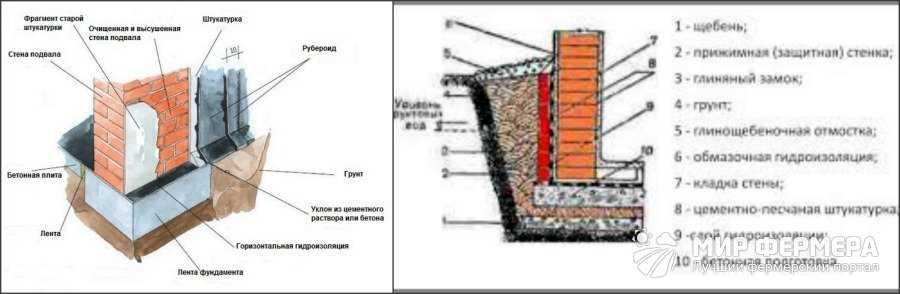 В том смысле, что напрягать мозги и отвечать на такие вопросы не следует.
В том смысле, что напрягать мозги и отвечать на такие вопросы не следует.

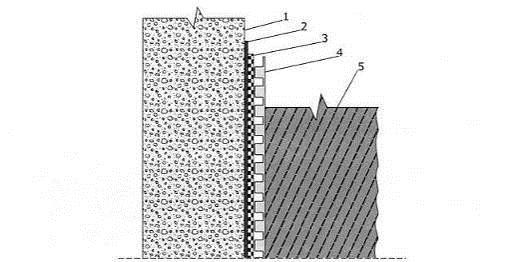
 Вода по прежнему проникает в стены, что приводит к выщелачиванию бетона. Вода внутри бетона при замерзании расширяется и разрушает стены. Это происходит на глубину промерзания, если не была предусмотрена теплоизоляция гидроизоляции и утепленная широкая отмостка. О морозном пучении грунта и про глубину промерзания рассказывается здесь.
Вода по прежнему проникает в стены, что приводит к выщелачиванию бетона. Вода внутри бетона при замерзании расширяется и разрушает стены. Это происходит на глубину промерзания, если не была предусмотрена теплоизоляция гидроизоляции и утепленная широкая отмостка. О морозном пучении грунта и про глубину промерзания рассказывается здесь. Тогда через какое-то время на стенах подвала появятся пузыри или по полу образуются вздутия. Если их проколоть, оттуда потечёт вода. Почему?
Тогда через какое-то время на стенах подвала появятся пузыри или по полу образуются вздутия. Если их проколоть, оттуда потечёт вода. Почему? И таких полостей может быть множество. Гипотетически, когда-нибудь от стены может оторвать гидроизоляцию по всей поверхности.
И таких полостей может быть множество. Гипотетически, когда-нибудь от стены может оторвать гидроизоляцию по всей поверхности. Сопротивляться напору воды может новая стенка в полкирпича или в кирпич или монолитная стена или еще что-нибудь аналогичное. Монументальность и толщина прижимной стенки зависят от предполагаемого напора воды.
Сопротивляться напору воды может новая стенка в полкирпича или в кирпич или монолитная стена или еще что-нибудь аналогичное. Монументальность и толщина прижимной стенки зависят от предполагаемого напора воды. b2bb2c.ru про гидроизоляцию подвала.
b2bb2c.ru про гидроизоляцию подвала.

 Х.Такташ г.Казань; очистные сооружения по ул.Торфяная г.Казань; очистные сооружения по ул.Саид Галеева г.Казань; очистные сооружения поселок Васильево Зеленодольский район РТ; очистные сооружения муниципальный район Тетюши РТ; очистные сооружения село Высокая Гора РТ.
Х.Такташ г.Казань; очистные сооружения по ул.Торфяная г.Казань; очистные сооружения по ул.Саид Галеева г.Казань; очистные сооружения поселок Васильево Зеленодольский район РТ; очистные сооружения муниципальный район Тетюши РТ; очистные сооружения село Высокая Гора РТ.




 В. Лазуткин
В. Лазуткин
 )
)
 В соответствии с Кодексом эксплуатации жилья г. Нью-Йорка при установке временной герметичной стены необходимо обеспечить следующее:
В соответствии с Кодексом эксплуатации жилья г. Нью-Йорка при установке временной герметичной стены необходимо обеспечить следующее:  Подобно герметичным стенам, частичные стены устанавливаются без шурупов или гвоздей. Частичные стены обычно заканчиваются примерно в 12 дюймах от потолка (или больше), как того требует закон арендодателя и город Нью-Йорк. Кроме того, частичная стена будет иметь проем, а не дверь, что, по общему признанию, не так эстетично, поэтому вам, возможно, придется проявить творческий подход, когда дело доходит до создания дополнительной конфиденциальности.
Подобно герметичным стенам, частичные стены устанавливаются без шурупов или гвоздей. Частичные стены обычно заканчиваются примерно в 12 дюймах от потолка (или больше), как того требует закон арендодателя и город Нью-Йорк. Кроме того, частичная стена будет иметь проем, а не дверь, что, по общему признанию, не так эстетично, поэтому вам, возможно, придется проявить творческий подход, когда дело доходит до создания дополнительной конфиденциальности. д. Однако только герметичная стена крепится к потолку и в целом выглядит как настоящая стена. Кроме того, еще одним преимуществом является удобство дополнительной конфиденциальности.
д. Однако только герметичная стена крепится к потолку и в целом выглядит как настоящая стена. Кроме того, еще одним преимуществом является удобство дополнительной конфиденциальности. На самом деле, установка полной, герметичной стены требует прыжков через все те же обручи, что и установка постоянной стены, что означает получение одобрения от DOB.
На самом деле, установка полной, герметичной стены требует прыжков через все те же обручи, что и установка постоянной стены, что означает получение одобрения от DOB.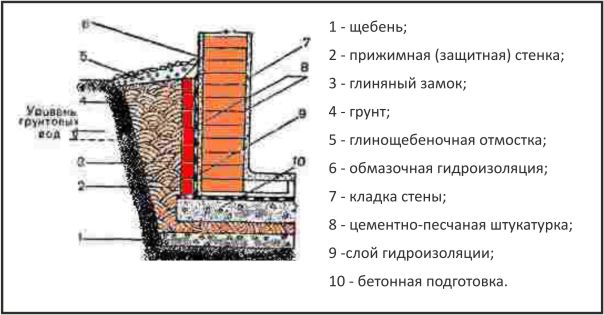 Однако имейте в виду, что вы можете укрепить стену для установки более тяжелых предметов, таких как телевизор с плоским экраном.
Однако имейте в виду, что вы можете укрепить стену для установки более тяжелых предметов, таких как телевизор с плоским экраном. Certificate of Occupancy (обычно называемый CO) — это документ, выдаваемый DOB г. Нью-Йорка и удостоверяющий, что здание/квартира соответствует применимым строительным нормам и правилам и является безопасным для использования по назначению. Как правило, большинство СО выдаются после того, как начальник пожарной охраны проинспектировал здание/квартиру и провел проверку электрооборудования.
Certificate of Occupancy (обычно называемый CO) — это документ, выдаваемый DOB г. Нью-Йорка и удостоверяющий, что здание/квартира соответствует применимым строительным нормам и правилам и является безопасным для использования по назначению. Как правило, большинство СО выдаются после того, как начальник пожарной охраны проинспектировал здание/квартиру и провел проверку электрооборудования.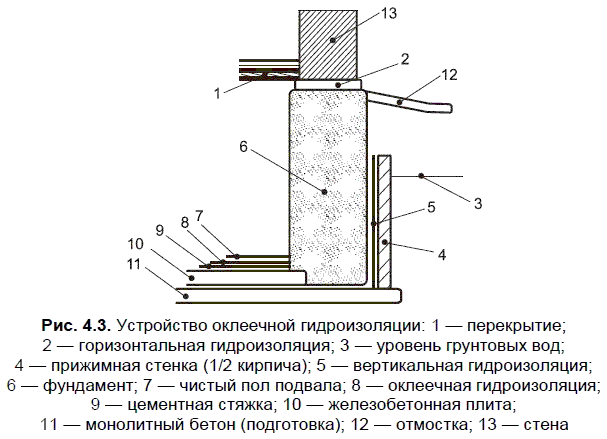 Возможно, вам удастся договориться об установке временной стены, особенно если вы подпишете договор аренды на более длительный срок.
Возможно, вам удастся договориться об установке временной стены, особенно если вы подпишете договор аренды на более длительный срок.
 В зависимости от размера и типа материалов (таких как звукоизоляция), высоты потолка и требуемых настроек качественные стены могут стоить до 9 0091 1000–3500 долларов. У вас будет возможность арендовать некоторые стены на срок до трех лет или ежегодно с оплатой продления. Тем не менее, вы можете рассмотреть возможность покупки стены сразу, особенно если вы планируете остаться в квартире на длительный срок.
В зависимости от размера и типа материалов (таких как звукоизоляция), высоты потолка и требуемых настроек качественные стены могут стоить до 9 0091 1000–3500 долларов. У вас будет возможность арендовать некоторые стены на срок до трех лет или ежегодно с оплатой продления. Тем не менее, вы можете рассмотреть возможность покупки стены сразу, особенно если вы планируете остаться в квартире на длительный срок.

 ***
***
 Игра в доктора. Три кота (5 кн. 5 песен. Книга с ручкой). 210х250мм. 10 стр.
Игра в доктора. Три кота (5 кн. 5 песен. Книга с ручкой). 210х250мм. 10 стр. Танки СССР, Германии и США, самоходные орудия и грузовики — всё едет, всё стреляет!
Танки СССР, Германии и США, самоходные орудия и грузовики — всё едет, всё стреляет!

 …
… …
…

 Me.
Me. 





 Безопасно и быстро передавайте большие файлы на телефоны Android, планшеты и Chromebook даже в автономном режиме с помощью функции Nearby Share 9.0530 8 .
Безопасно и быстро передавайте большие файлы на телефоны Android, планшеты и Chromebook даже в автономном режиме с помощью функции Nearby Share 9.0530 8 .
 Это должно занять около минуты.
Это должно занять около минуты.
 е. от
е. от Никакой вращающий момент,
Никакой вращающий момент, Это позволяет применять зубчатые
Это позволяет применять зубчатые Классический
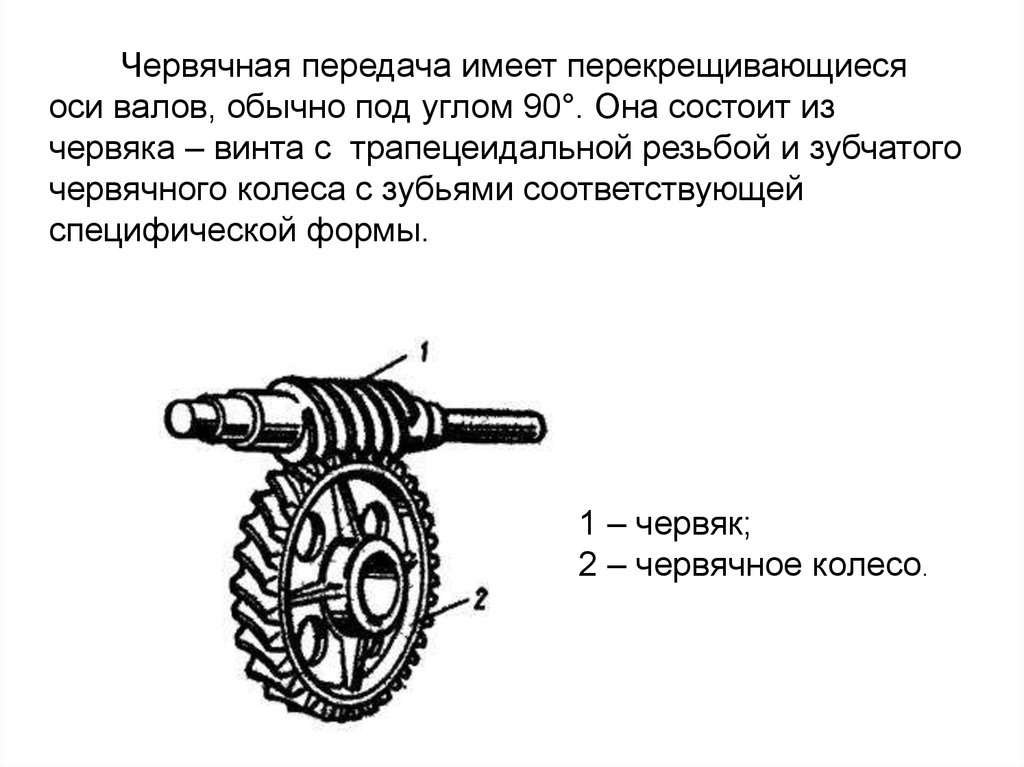
Классический Червяк вращается против колеса, а поверхность винта давит на зубья колеса. Колесо прижимается к грузу.
Червяк вращается против колеса, а поверхность винта давит на зубья колеса. Колесо прижимается к грузу.
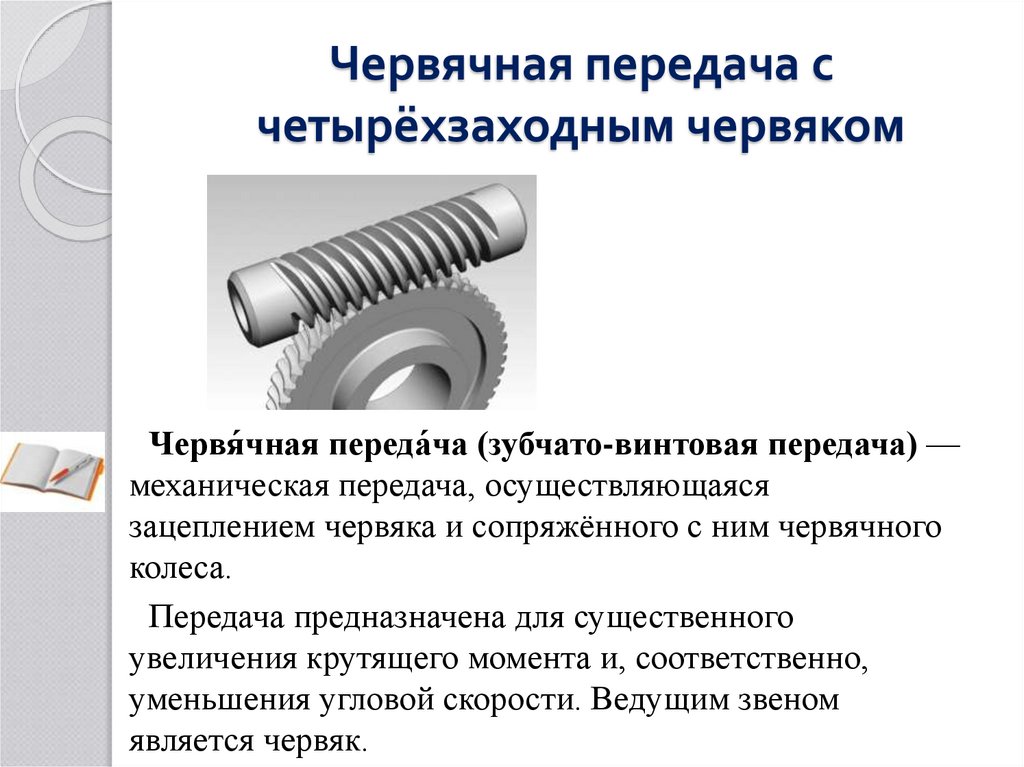
 Спиралевидное движение позволяет добиться значительного уменьшения на сравнительно небольшом пространстве для того, что требуется, если бы использовалась стандартная косозубая передача.
Спиралевидное движение позволяет добиться значительного уменьшения на сравнительно небольшом пространстве для того, что требуется, если бы использовалась стандартная косозубая передача.
 Нет никаких присадок, которые можно было бы добавить в смазку, чтобы она могла преодолевать износ скольжения на неопределенный срок, но комбинация натуральных или синтетических жирных добавок в компаундированных трансмиссионных маслах обеспечивает хорошую смазывающую способность, обеспечивая дополнительную меру защиты от контакта металла с металлом. .
Нет никаких присадок, которые можно было бы добавить в смазку, чтобы она могла преодолевать износ скольжения на неопределенный срок, но комбинация натуральных или синтетических жирных добавок в компаундированных трансмиссионных маслах обеспечивает хорошую смазывающую способность, обеспечивая дополнительную меру защиты от контакта металла с металлом. .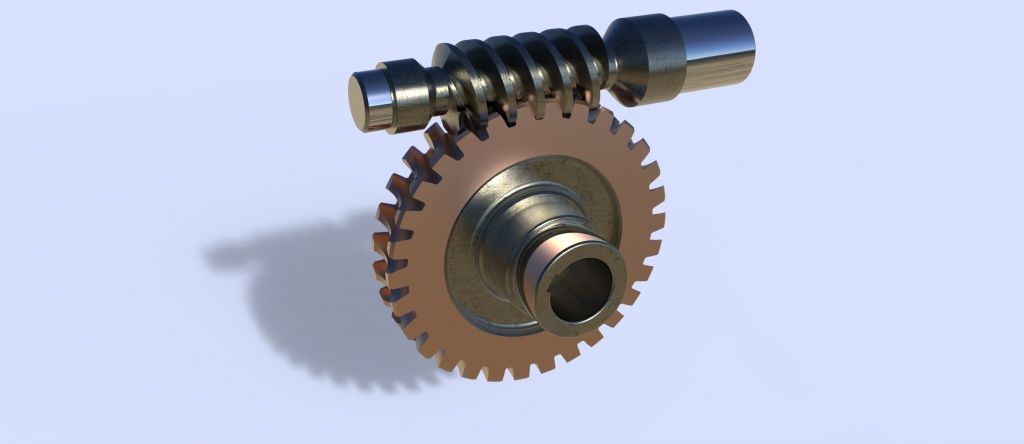 Обогащенное трансмиссионное масло для стандартных условий эксплуатации с противоизносными свойствами (AW), как правило, приемлемо, но убедитесь, что его свойства совместимы с большинством металлов.
Обогащенное трансмиссионное масло для стандартных условий эксплуатации с противоизносными свойствами (AW), как правило, приемлемо, но убедитесь, что его свойства совместимы с большинством металлов. Следует соблюдать осторожность при использовании масел PAG, поскольку они несовместимы с минеральными маслами, некоторыми уплотнениями и красками.
Следует соблюдать осторожность при использовании масел PAG, поскольку они несовместимы с минеральными маслами, некоторыми уплотнениями и красками. В обычных стальных шестернях эта активация создает тонкий слой окисления на поверхности, который помогает защитить зубья шестерни от ударных нагрузок и других экстремальных механических условий.
В обычных стальных шестернях эта активация создает тонкий слой окисления на поверхности, который помогает защитить зубья шестерни от ударных нагрузок и других экстремальных механических условий.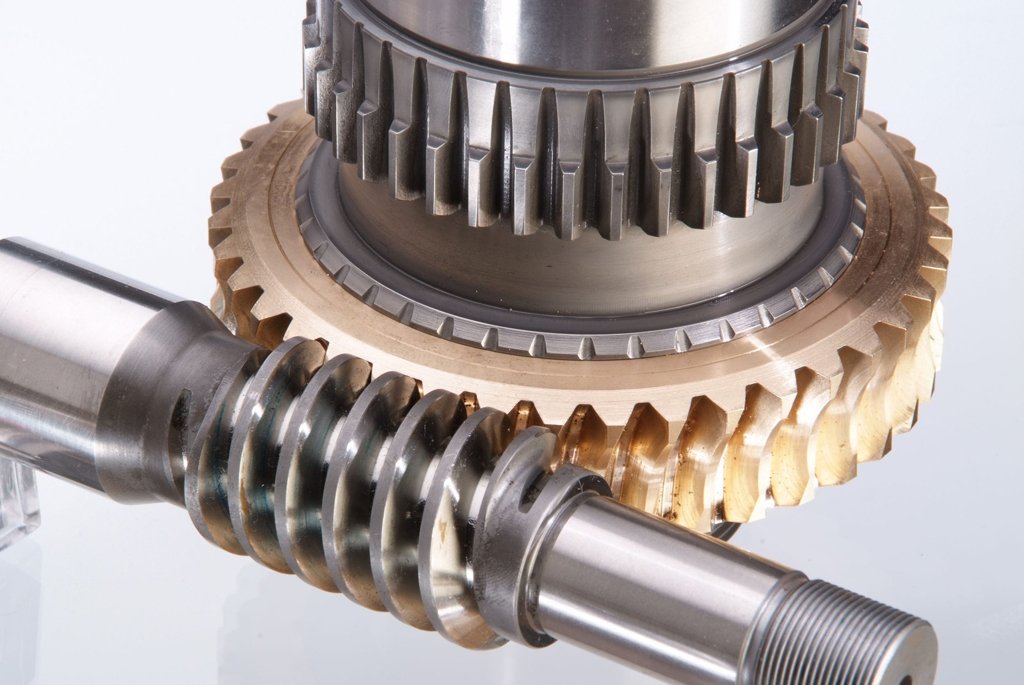
 При небольшом внимании к настройке и выбору смазки червячные передачи могут обеспечить надежную работу, а также любой другой тип зубчатых передач.
При небольшом внимании к настройке и выбору смазки червячные передачи могут обеспечить надежную работу, а также любой другой тип зубчатых передач. Червяк аналогичен винту с V-образной резьбой, а шестерня аналогична цилиндрической шестерне. Червяк обычно является ведущим компонентом, а червячная резьба продвигает зубья шестерни.
Червяк аналогичен винту с V-образной резьбой, а шестерня аналогична цилиндрической шестерне. Червяк обычно является ведущим компонентом, а червячная резьба продвигает зубья шестерни. Это скользящее действие вызывает трение и нагрев, что ограничивает эффективность червячных передач от 30 до 50 процентов. Чтобы свести к минимуму трение (и, следовательно, нагрев), червяк и шестерню изготавливают из разнородных металлов — например, червяк может быть изготовлен из закаленной стали, а шестерня — из бронзы или алюминия.
Это скользящее действие вызывает трение и нагрев, что ограничивает эффективность червячных передач от 30 до 50 процентов. Чтобы свести к минимуму трение (и, следовательно, нагрев), червяк и шестерню изготавливают из разнородных металлов — например, червяк может быть изготовлен из закаленной стали, а шестерня — из бронзы или алюминия.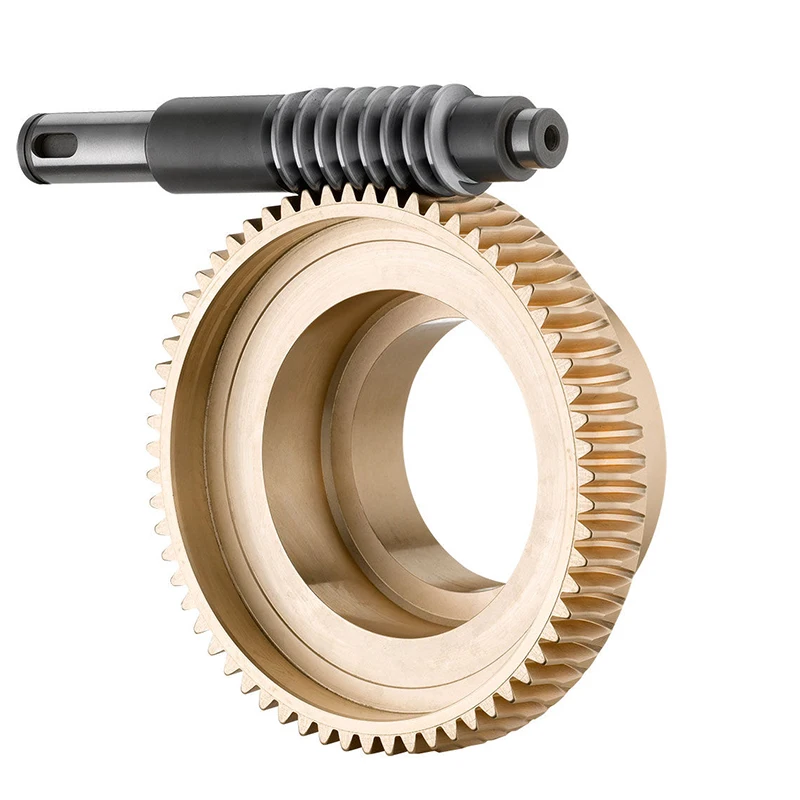
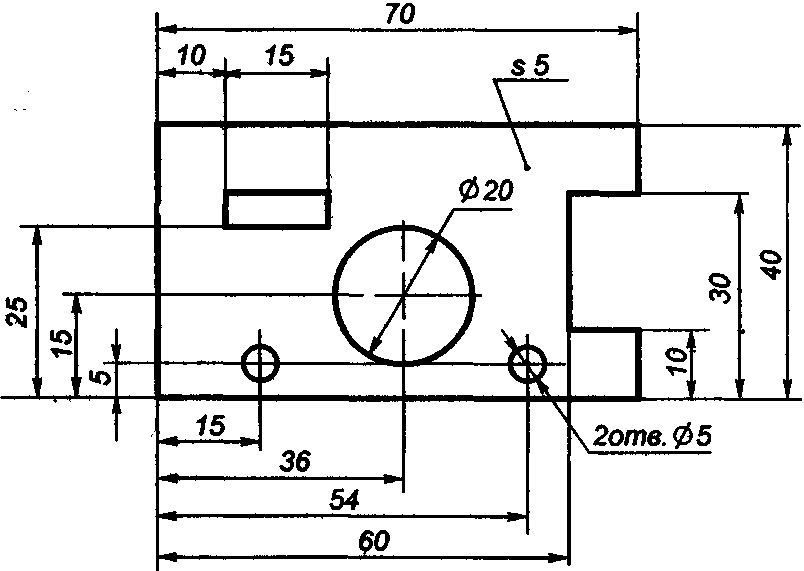
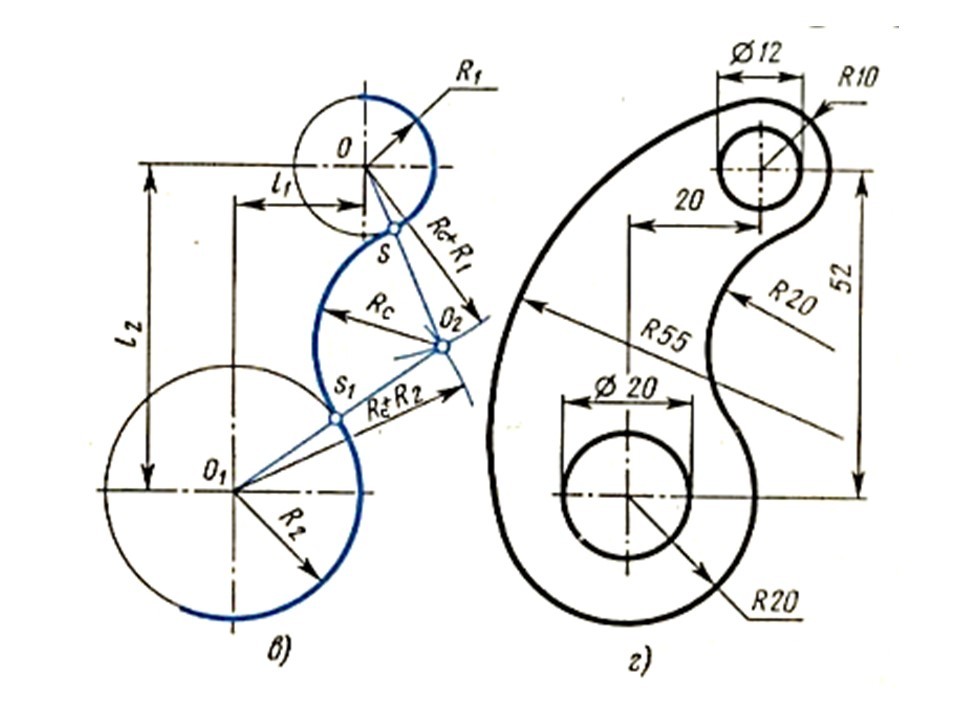
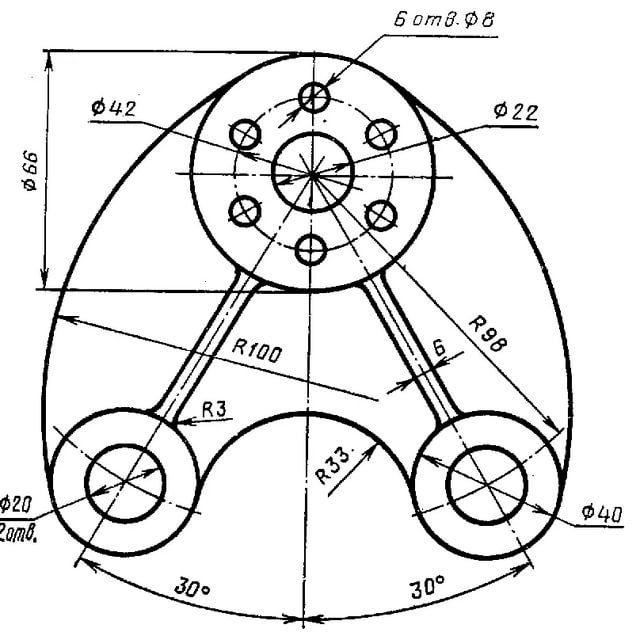
 42, б). Далее проводим дуги, положение центров которых определяется по заданным условиям, и строим сопряже-
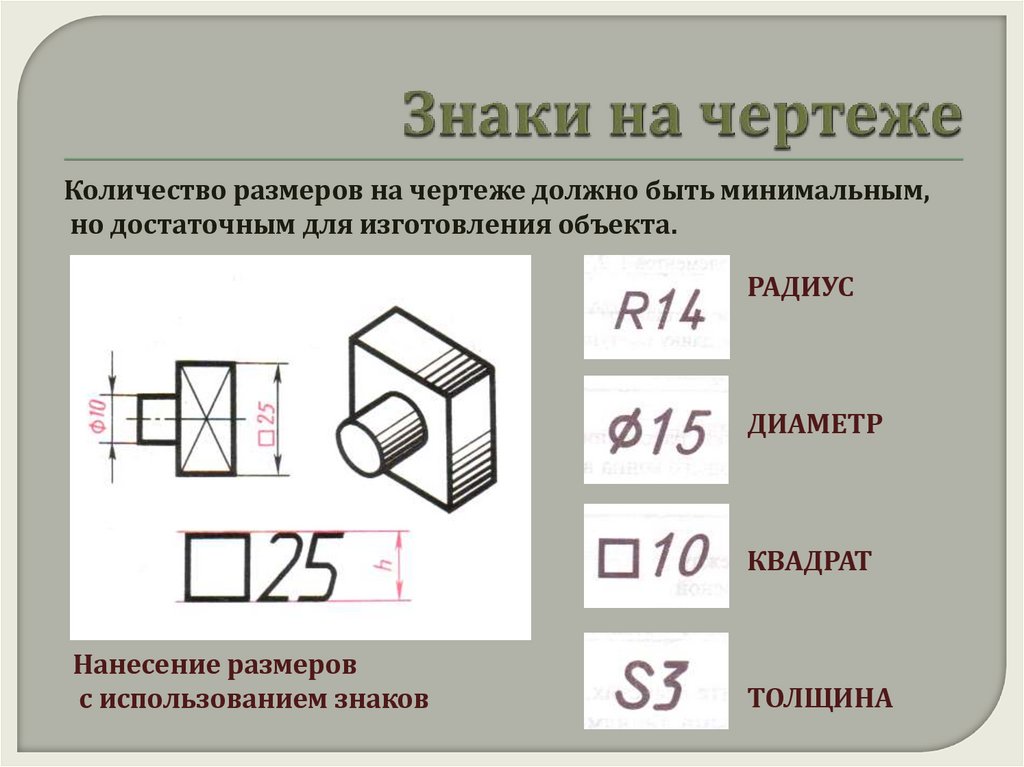
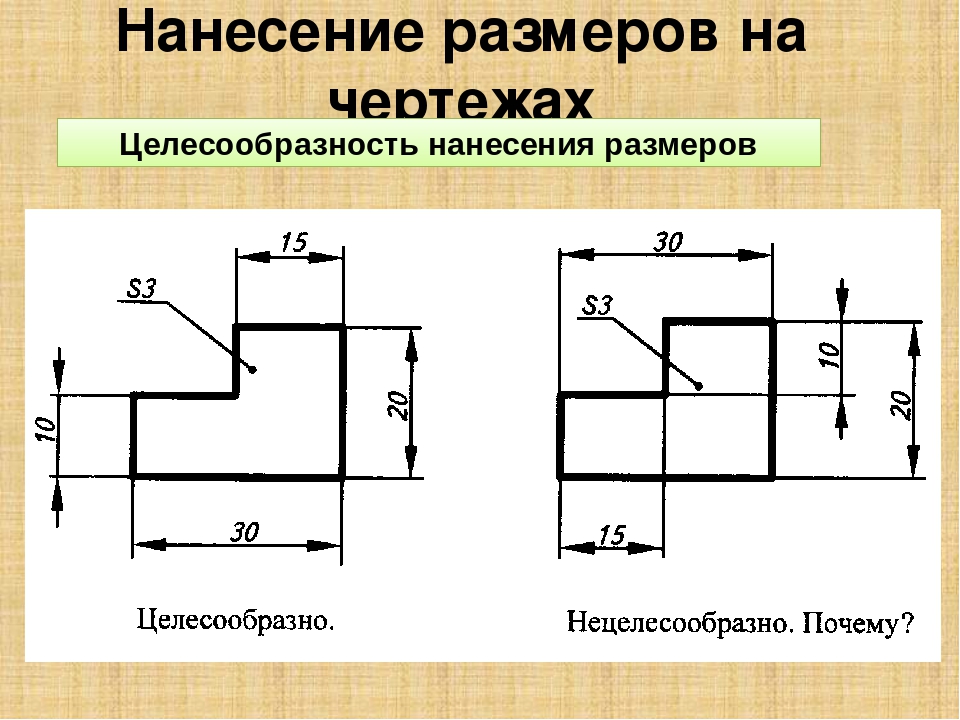
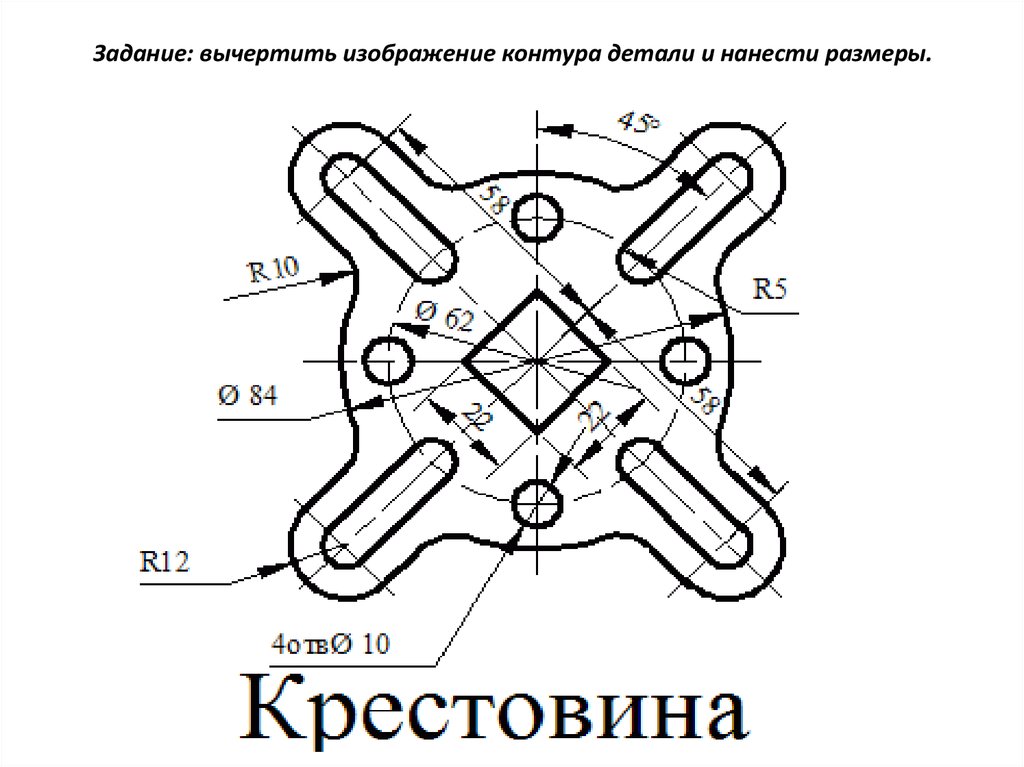
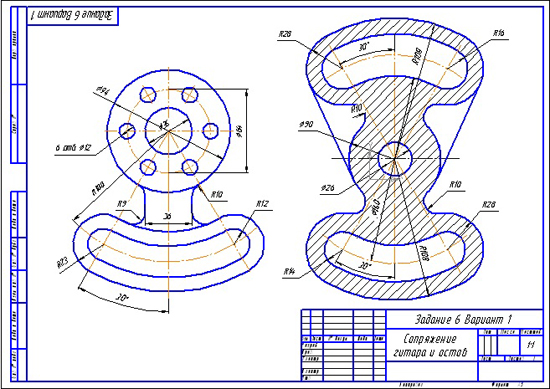
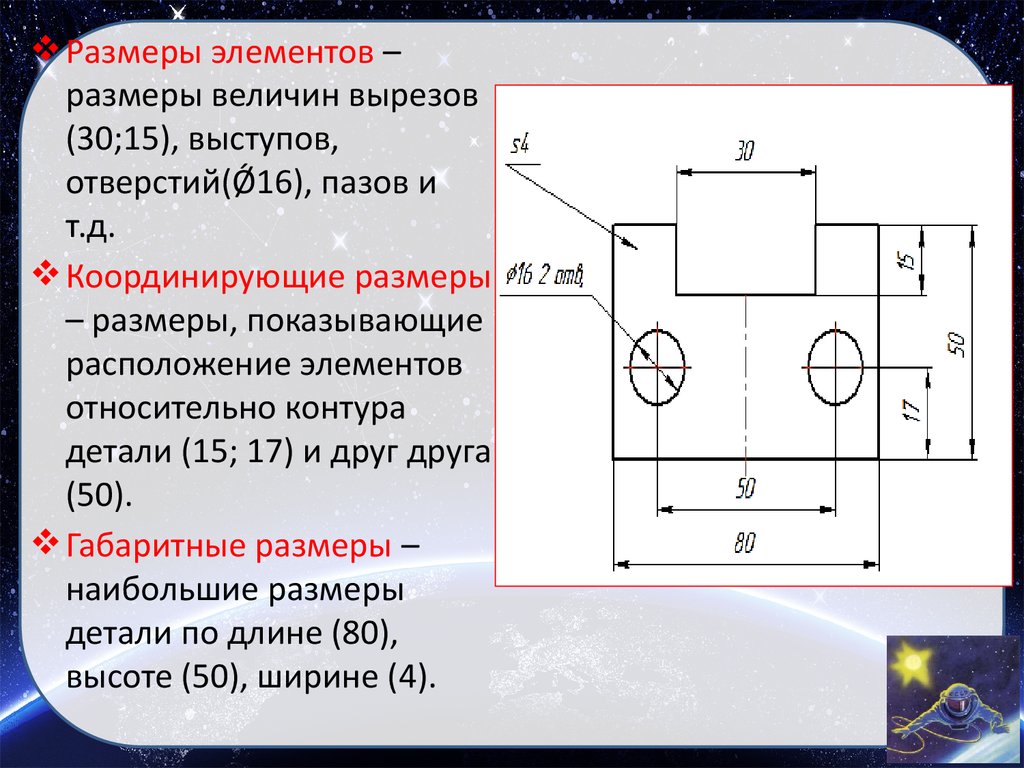
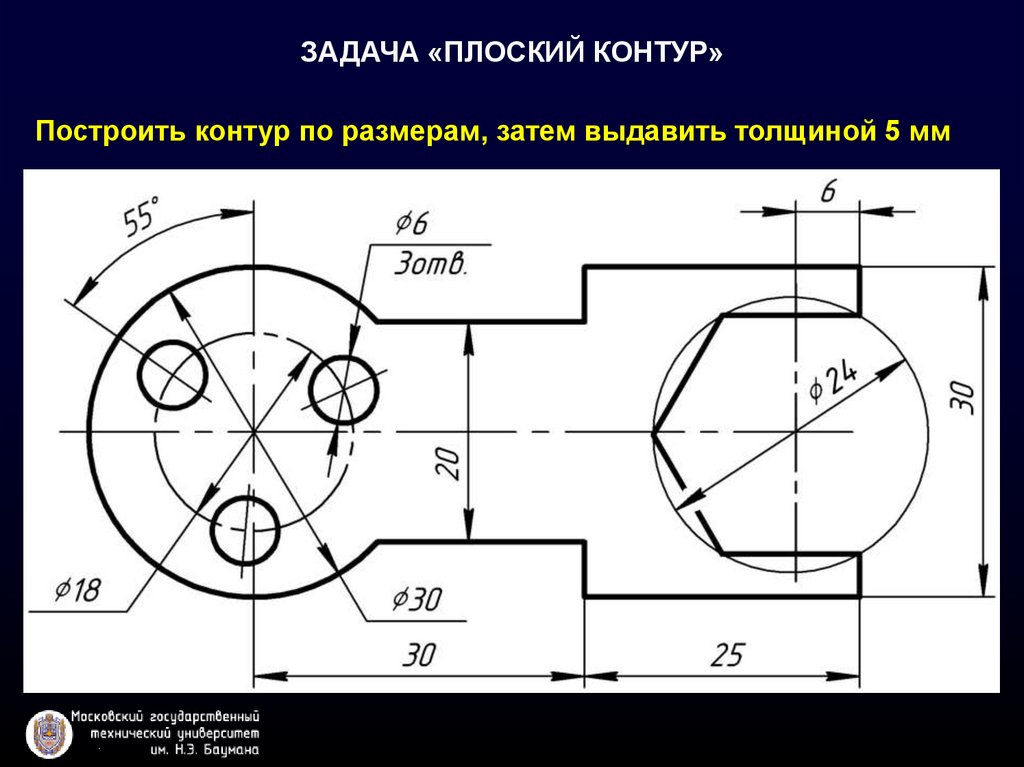
42, б). Далее проводим дуги, положение центров которых определяется по заданным условиям, и строим сопряже-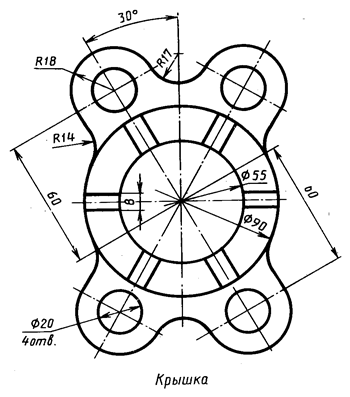 Проставить размеры.
Проставить размеры.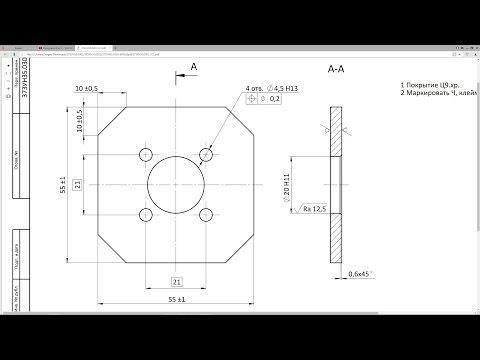
 1)
1)
 5).
5).
 11).
11). 13.
13. 16).
16).
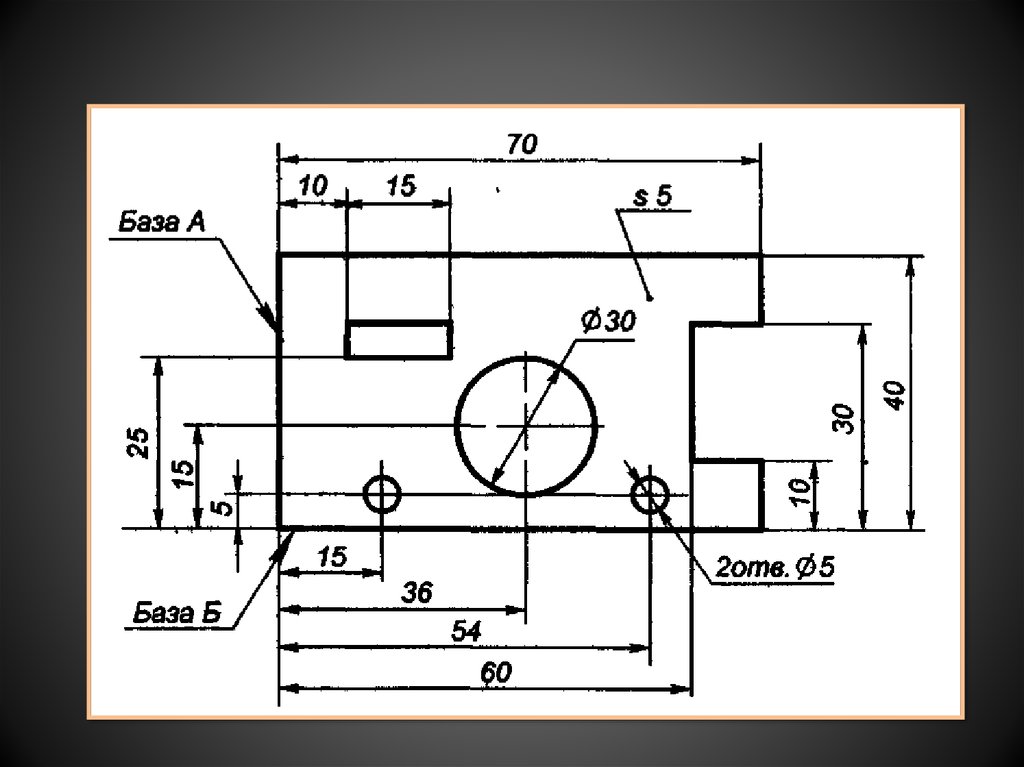
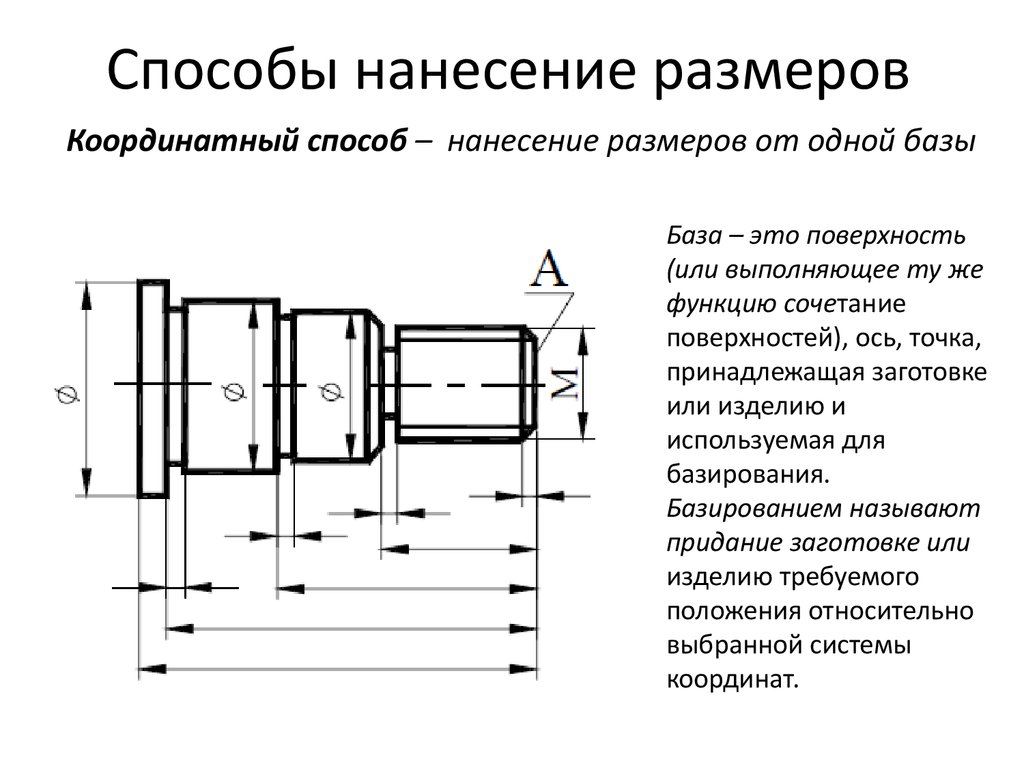 Расстояние же каждой ступени от базы зависит от точности изготовления всех предыдущих ступеней. Значительная суммарная погрешность может привести к непригодности изготовления детали.
Расстояние же каждой ступени от базы зависит от точности изготовления всех предыдущих ступеней. Значительная суммарная погрешность может привести к непригодности изготовления детали.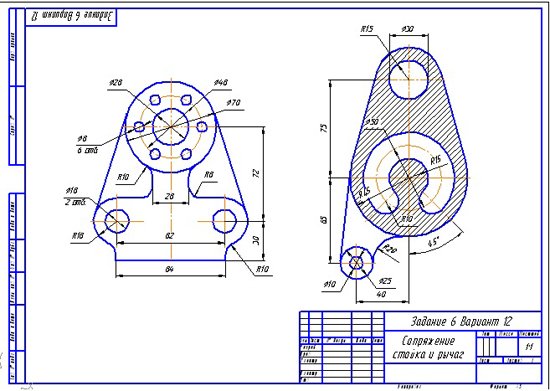 В первом случае стремятся проставить ограниченное число размеров. К ним относятся, главным образом, сопрягаемые размеры. Остальные размеры, удовлетворяя требованиям производства, наносят от технологических баз.
В первом случае стремятся проставить ограниченное число размеров. К ним относятся, главным образом, сопрягаемые размеры. Остальные размеры, удовлетворяя требованиям производства, наносят от технологических баз. Нанесенные размеры доступны и контролируются простым измерительным инструментом.
Нанесенные размеры доступны и контролируются простым измерительным инструментом. 23
23 Поэтому при выполнении чертежа сборочной единицы после сварки необходимо выполнить и чертежи деталей, входящих в сборку. На сборочном чертеже должны быть нанесены размеры, относящиеся к взаимному расположению свариваемых деталей, и размеры механической обработки. Чертежи деталей, изготовленных сваркой, оформляют согласно ГОСТ 2.109- 73, п. 3.3 (рис. 25).
Поэтому при выполнении чертежа сборочной единицы после сварки необходимо выполнить и чертежи деталей, входящих в сборку. На сборочном чертеже должны быть нанесены размеры, относящиеся к взаимному расположению свариваемых деталей, и размеры механической обработки. Чертежи деталей, изготовленных сваркой, оформляют согласно ГОСТ 2.109- 73, п. 3.3 (рис. 25).
 п.
п.
 2em;
}
2em;
}

 Для значения цвета, если значение полупрозрачное, вычисленное значение будет соответствовать
Для значения цвета, если значение полупрозрачное, вычисленное значение будет соответствовать 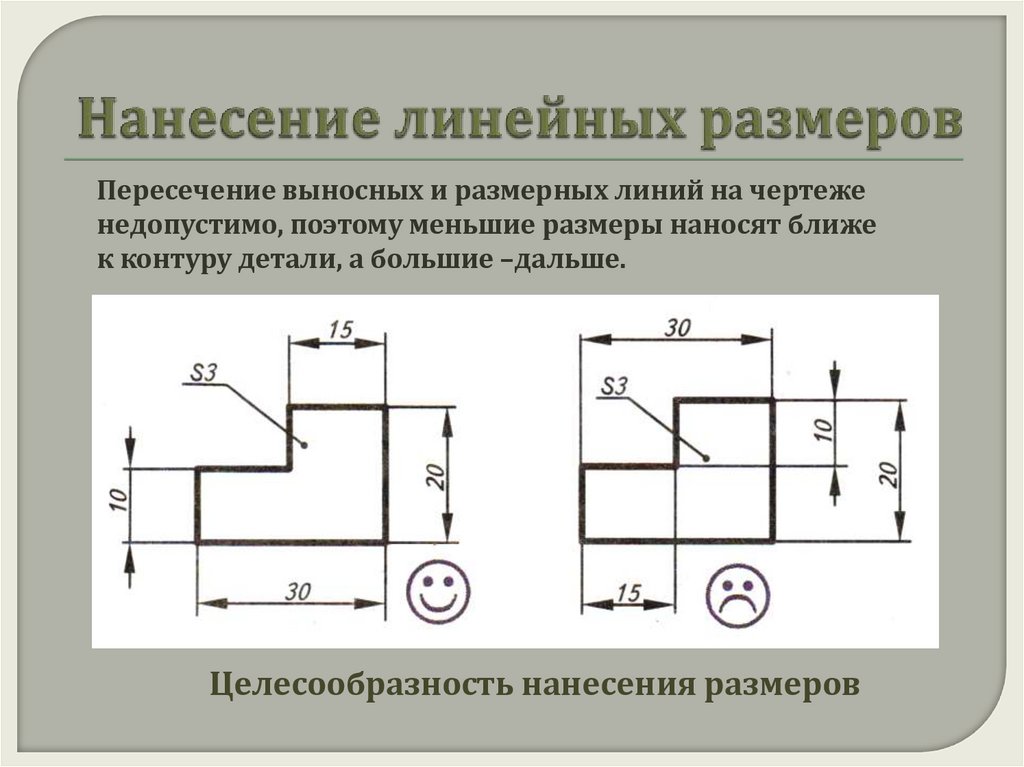
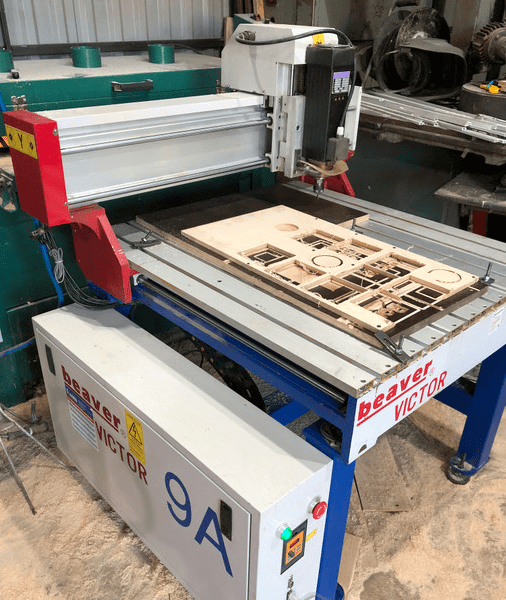
 Это дает возможность получить гарантированно высокую точность и качество при обработке заготовок любых размеров.
Это дает возможность получить гарантированно высокую точность и качество при обработке заготовок любых размеров. Увеличенная базовая опорная площадка имеет «Т» образную форму с шестью крепежными отверстиям, что позволяет значительно увеличить нагрузочные показатели станка, без потери качества обработки.
Увеличенная базовая опорная площадка имеет «Т» образную форму с шестью крепежными отверстиям, что позволяет значительно увеличить нагрузочные показатели станка, без потери качества обработки. Данная картриджная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. Самосмазывающиеся подшипники THK способны работать до 5000 км без обслуживания. Превосходная защита от пыли, особенно в производстве мебели и деревообработке.
Данная картриджная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. Самосмазывающиеся подшипники THK способны работать до 5000 км без обслуживания. Превосходная защита от пыли, особенно в производстве мебели и деревообработке.
 Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели.
Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели.

 к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации.
к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации. Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания.
Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания. Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом.
Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом. ;
;

 Криволинейный раскрой ДСП, ДВП, МДФ в
Криволинейный раскрой ДСП, ДВП, МДФ в
 д.
д.
 Подшипники закрыты герметичными уплотнениями. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
Подшипники закрыты герметичными уплотнениями. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
 Сокращается время переналадки станка и возрастает производительность работы.
Сокращается время переналадки станка и возрастает производительность работы. Сканирование происходит лазерным лучом благодаря чему достигается высокое качество получаемой модели. «Штрих 1» нашёл широкое применение при производстве эксклюзивных изделий. В комплекте со сканером идёт программа ASHERA , благодаря понятому русскому интерфейсу и возможностям лазерного сканера ( генератор луча и высокоточная цифровая матрица) достигается высокоточное создание компьютерной 3D модели сканируемого образца.
Сканирование происходит лазерным лучом благодаря чему достигается высокое качество получаемой модели. «Штрих 1» нашёл широкое применение при производстве эксклюзивных изделий. В комплекте со сканером идёт программа ASHERA , благодаря понятому русскому интерфейсу и возможностям лазерного сканера ( генератор луча и высокоточная цифровая матрица) достигается высокоточное создание компьютерной 3D модели сканируемого образца.
 «>Обратная связь: запрос цены на Фрезерные станки с ЧПУ Beaver 12A2; 12A5; 12AV2; 12AV
«>Обратная связь: запрос цены на Фрезерные станки с ЧПУ Beaver 12A2; 12A5; 12AV2; 12AV ), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 1968 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание.
), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 1968 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание. Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.
Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.  Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.
Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.  с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице.
с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице. Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь
Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь  2 и Мк. 2 Револьверно-фрезерный станок VBPR
2 и Мк. 2 Револьверно-фрезерный станок VBPR 
 Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена вправо. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны.
Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена вправо. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны. «Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…)
«Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…) 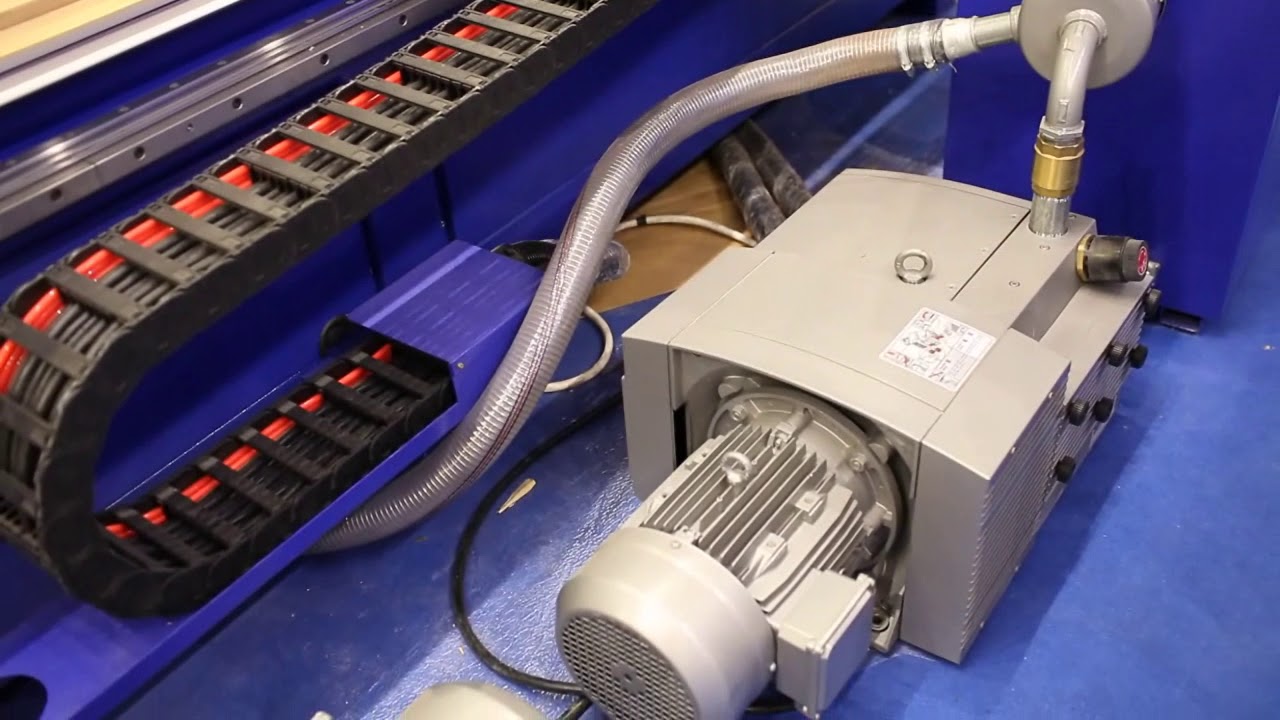 Пренебрежение может привести к износу или поломке шестерни.
Пренебрежение может привести к износу или поломке шестерни.  Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200
Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200 толстый.
толстый.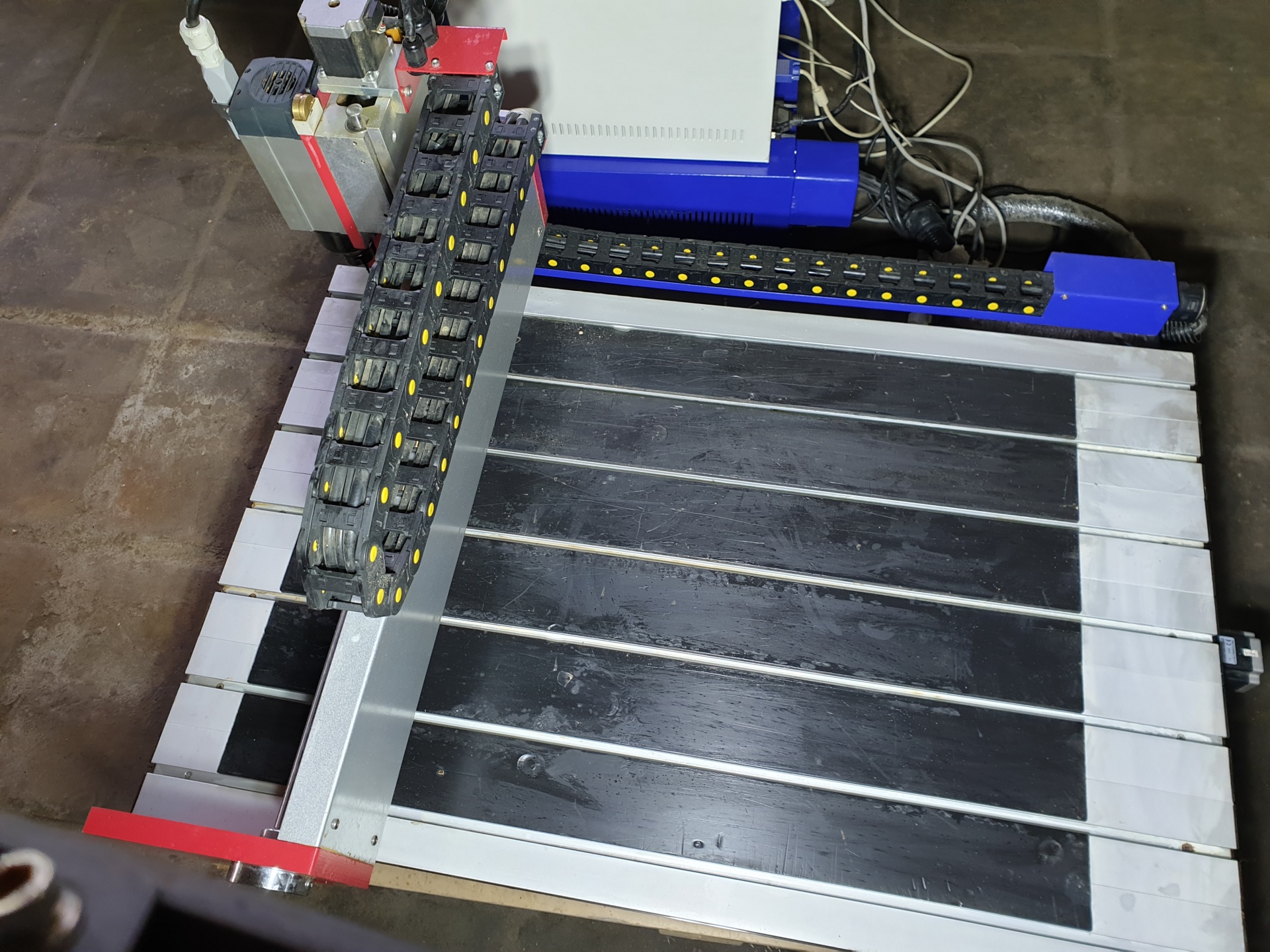 Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов.
Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов. с.
с. 
 и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
 Система понижения мощности ужасна и часто проскальзывает. У меня он проработал всего два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько мне известно, они появились в США только в тот период, когда Бриджпорт настолько сильно отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.
Система понижения мощности ужасна и часто проскальзывает. У меня он проработал всего два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько мне известно, они появились в США только в тот период, когда Бриджпорт настолько сильно отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков. Это более крупный станок, поэтому, возможно, было бы не совсем справедливо сравнивать его с Bridgeport.
Это более крупный станок, поэтому, возможно, было бы не совсем справедливо сравнивать его с Bridgeport.