Печать органов: как продвинулись технологии 3D-биопринтинга и что мешает их развитию
Rusbase
12 ноября 2019
Искусственное создание человеческой кожи, тканей и внутренних органов может восприниматься как фантастика, но большая часть всего этого происходит прямо сейчас. В исследовательских центрах и больницах по всему миру достижения в области 3D-печати и биопечати предоставляют новые возможности для лечения людей и научных исследований. В ближайшие десятилетия биопечать может стать следующей важной вехой в здравоохранении и персонализированной медицине.
Расскажем о технологии биопечати, последних достижениях отрасли и ограничениях, с которыми сталкиваются специалисты.
Как работает 3D-принтер
Традиционные принтеры, такие, как у вас дома или офисе, работают в двух измерениях. Они могут печатать текст или изображения на плоской поверхности (обычно на бумаге), используя размеры x (горизонтальный) и y (вертикальный). 3D-принтеры добавляют еще одно измерение — глубину (z). В процессе печати головки принтера могут перемещаться вверх и вниз, влево и вправо, вперед и назад, но вместо того, чтобы доставлять чернила на бумагу, распределяют различные материалы — полимеры, металл, керамику и даже шоколад — до «печати» целостного, объемного предмета, слой за слоем в процессе, известном как «аддитивное производство».
Чтобы создать 3D-объект, нужен его план — цифровой файл, созданный с помощью программного обеспечения для моделирования. После его создания сгенерированная компьютером модель отправляется на принтер. Выбранный вами материал загружен в устройство и готов к нагреву, чтобы легко вытекать из сопла принтера. Когда принтер читает план, его головка перемещается, внося последовательные слои выбранного материала для создания конечного продукта.
Когда каждый слой печатается, он превращается в твердую форму либо путем охлаждения, либо за счёт смешивания двух разных растворов, доставляемых головкой принтера. Новые слои точно ложатся на предыдущие, чтобы получился устойчивый, связный элемент. Таким способом можно создать практически любую форму, включая движущуюся.
3D-печать позволяет создавать объекты с геометрическими структурами, которые было бы трудно или невозможно сделать другими способами. Широкий ассортимент продуктов уже создается с использованием 3D-принтеров, включая ювелирные изделия, одежду, игрушки, высококачественные промышленные товары. Даже 10-летний московский школьник научился работать на 3D-принтере: печатает 3D-фигуры на заказ и продает их через Instagram.
Как работает биопринтер
Биопринтеры работают почти так же, как и 3D-принтеры, с одним ключевым отличием — они наносят слои биоматериала, который может включать живые клетки, для создания сложных структур, таких как кровеносные сосуды или ткани кожи.
Живые клетки? Где они их берут? Каждая ткань в организме состоит из разных типов клеток. Необходимые клетки (почек, кожи и так далее) берут у пациента и затем культивируют до тех пор, пока их не станет достаточно для создания «био-чернил», которые загружаются в принтер. Это не всегда возможно, поэтому для некоторых тканей берут стволовые клетки, которые способны становиться любой клеткой в теле (организме), или, например, свиной коллагеновый белок, морские водоросли и другие.
Часто в биопечати используют хитозан — полисахарид, полученный из внешнего скелета моллюсков (например, креветок) или путем брожения грибов. Этот материал имеет высокую биосовместимость и обладает антибактериальными свойствами. Его недостаток — низкая скорость гелеобразования. Другой популярный материал — полисахарид, выделенный из морских водорослей, под названием агароза. Его преимущества — высокая стабильность и возможность нетоксичного сшивания при исследованиях. Однако этот биоматериал не разлагается и обладает плохой клеточной адгезией (способностью клеток слипаться друг с другом и с другими субстратами).
Первичный структурный белок, который содержится в коже и других соединительных тканях — коллаген — имеет высокую биологическую значимость. Он является наиболее распространенным белком млекопитающих и основным компонентом соединительной ткани. К его недостаткам для биопечати относят свойство кислоторастворимости. Больше информации о биоматериалах можно найти здесь.
На основе компьютерных проектов и моделей, часто сканирований и МРТ, сделанных непосредственно у пациента, головки принтера размещают ячейки именно там, где они необходимы, и в течение нескольких часов органический объект строится из большого количества очень тонких слоев.
Биопринтер Organovo создает ткани, которые имитируют структуру и состав различных органов человека
Источник: Pbs.org
«Строительные леса» для замены ушей или носа в лаборатории Университета Уэйк Форест в Уинстон-Сейлеме, Северная Каролина
Источник: CBS News
Компьютер отображает изображение «лесов» для человеческого уха, созданного в лаборатории Университета Уэйк Форест в Уинстон-Сейлеме, Северная Каролина
Источник: CBS News
Как правило, нужно больше, чем просто клетки, поэтому большинство биопринтеров также поставляют какой-то органический или синтетический «клей» — растворимый гель или коллагеновый каркас, к которому клетки могут прикрепляться и расти. Это помогает им формироваться и стабилизироваться в правильной форме. Удивительно, но некоторые клетки могут принять правильное положение сами по себе без каких-либо «строительных лесов». Как они узнают, куда идти? А как клетки эмбриона развиваются в матке или ткань взрослого человека движется для восстановления повреждений? Так же и здесь.
Университеты, исследователи и частные компании по всему миру вовлечены в развитие технологий биопечати. Давайте посмотрим на некоторые из удивительных вещей, над которыми они работают.
Биопринтинг в России
3D Bioprinting Solutions — лаборатория биотехнологических исследований, основанная медицинской компанией INVITRO. Деятельность лаборатории — разработка и производство биопринтеров и материалов в области трехмерной биопечати и научные исследования. 23 августа 2019 года лаборатория «3Д Биопринтинг Солюшенс» отправила на МКС новую партию кювет для продолжения экспериментов по биопечати в космосе, начатых в 2018 году. Об этом сообщили в пресс-центре лаборатории. На этот раз на первом в мире космическом биопринтере Organ.Aut планируется использовать органические и неорганические компоненты для сборки костной ткани.
Симпозиум «Биофабрикация в космосе»
Источник: Zdrav.Expert
Магнитный биопринтер Organ.Aut
Источник: Zdrav.Expert
Также космонавты будут выращивать белковые кристаллы и экспериментировать с печатью биоплёнок бактерий для изучения их поведения в условиях невесомости. Российские учёные ожидают получить уникальные научные данные, которые могут быть применимы при разработке новых лекарственных препаратов.
Научный руководитель компании «3Д Биопринтинг Солюшенс» и ведущий научный сотрудник Института регенеративной медицины, кандидат медицинских наук Владимир Миронов в своем выступлении на кафедре анатомии Сеченовского Университета 2 сентября отметил: «Живые клетки, ткани и органы человека будут синтезированы уже в текущем столетии. Для этого морфологические науки, такие как микроскопическая анатомия и гистология, надо оцифровизировать или диджитализировать, то есть перевести в цифровой формат и сделать доступными для компьютерных программ роботических биопринтеров, так как без цифровых моделей нельзя напечатать человеческие ткани и органы».
Биопринтинг в мире
Ежегодно миллионы людей во всем мире нуждаются в пересадке кости. Современные костные трансплантаты часто используют синтетический материал на основе цемента в сочетании с собственной костью пациента. Однако применение этих материалов имеет ряд ограничений — некоторые трансплантаты вызывали отторжение и воспалительные процессы у пациентов. Воспроизведение естественного «интерфейса» кость-хрящ также было проблематичным.
Тем не менее, команда из Университета Суонси в 2014 году разработала технологию биопечати, которая позволяет создать искусственный костный протез в точной форме требуемой кости, используя биосовместимый материал, который является одновременно долговечным и регенеративным. Над аналогичными исследованиями в то же время работали и ученые из Ноттингемского университета в Англии.
Чтобы напечатать небольшую кость, требуется около двух часов. Поэтому хирурги могут сделать её прямо в операционной. Затем эта часть кости покрывается стволовыми клетками взрослого человека, способными развиваться практически в любой другой тип клеток. Это сочетается с био-чернилами из принтера — комбинацией полимолочной кислоты (которая обеспечивает механическую прочность кости) и альгината — гелеобразного вещества, которое служит амортизирующим материалом для клеток. Затем конечный продукт имплантируется в организм, где в течение примерно трех месяцев полностью исчезнет и будет заменен новой костью.
Исследователи надеются, что в будущем биопечатаемые кости могут быть созданы с достаточной надежностью, чтобы поддержать сложную реконструкцию позвоночника, и что костный материал будет дополнительно улучшен для повышения его совместимости с клетками хряща.
Источник: ETH Zurich
Успешные опыты 3D-печати человеческого хряща в скором времени могут полностью заменить искусственные имплантаты людям, нуждающимся в реконструктивной хирургии. Еще в 2015 году ученые в Цюрихе разработали технологию, которая позволит больницам печатать полноразмерный имплантат человеческого носа менее чем за 20 минут. Они считают, что любой хрящевой имплантат может быть изготовлен по их методике.
Исследователь Матти Кести описал технологию так:
“
«Серьезная автомобильная авария может привести к тому, что водитель или пассажир получат сложные травмы носа. Нос можно восстановить, создав 3D-модель на компьютере. В то же время выполняется биопсия пациента, и клетки хряща удаляются из тела пострадавшего, например, из колена, пальца, уха или осколков разбитого носа. Клетки нерестятся в лаборатории и смешиваются с биополимером. Из этой суспензии с помощью биопринтера создается модель хряща носа, которая имплантируется пациенту во время операции. В процессе биополимер используется просто как форма. Впоследствии он расщепляется собственными хрящевыми клетками организма. И через пару месяцев невозможно будет различить трансплантат и собственный носовой хрящ человека».
Матти Кести
Поскольку имплантат был выращен из собственных клеток организма, риск отторжения будет гораздо ниже, чем для имплантата, сделанного, скажем, из силикона. Дополнительное преимущество заключается в том, что биоимплантат растет вместе с пациентом, что особенно важно для детей и молодых людей.
Если человек сильно обожжен, здоровую кожу можно взять из другой части тела и использовать для покрытия пораженного участка. Иногда неповрежденной кожи не хватает.
Исследователи, работающие в Медицинской школе Уэйк Форест, успешно разработали, построили и протестировали принтер, который может печатать клетки кожи непосредственно на ожоговой ране. Сканер очень точно определяет размер и глубину повреждений. Эта информация передается на принтер, и печатается кожа для покрытия раны. В отличие от традиционных кожных трансплантатов, требуется только участок кожи, размер которого составляет одну десятую от размера ожога, чтобы вырастить достаточное количество клеток для печати. Пока эта технология находится на экспериментальной стадии, и исследователи надеются, что она будет широко доступна в течение следующих пяти лет.
Как уже упоминалось, 3D-принтеры печатают изделия послойно, и поскольку кожа представляет собой многослойный орган с различными типами клеток, она хорошо подходит для данного типа технологий. Тем не менее, исследователям предстоит решить еще много задач, в частности, как предотвратить повреждение клеток от тепла, выделяемого принтером. И конечно же, как и большинство частей человеческого тела, кожа более сложная, чем кажется на первый взгляд — есть нервные окончания, кровеносные сосуды и множество других аспектов, которые необходимо учитывать.
Кровеносные сосуды
Инженер-биомеханик Моника Мойя держит чашку Петри с печатными биотрубками на основе альгината. Биотрубки могут действовать как временные кровеносные сосуды, аналогичные кровеносным сосудам, которые помогают создать участок живой ткани.
Источник:embodi3D
Учитывая, что в теле человека десятки тысяч километров вен, артерий и капилляров, исследователи работают над тем, чтобы заменить их, если они когда-нибудь износятся. Создание жизнеспособных кровеносных сосудов также важно для правильной работы всех других потенциальных биопечатных частей тела.
Инженер-биомеханик Моника Мойя из Ливерморской национальной лаборатории им. Лоуренса использует биопечать для создания кровеносных сосудов. Материалы, созданные ее биопринтерами, спроектированы таким образом, чтобы позволить маленьким кровеносным сосудам развиваться самостоятельно.
Эта разработка требует времени, поэтому распечатываются пробирки с клетками и другими биоматериалами, чтобы помочь доставить жизненно важные питательные вещества в окружающую печатную среду. Через некоторое время самосборные капилляры соединяются с биопечатными трубками и начинают самостоятельно доставлять питательные вещества в клетки, имитируя работу этих структур в организме человека.
Внутренние органы
Многие исследователи надеются, что через 20 лет списки пациентов, ожидающих пересадки органов, уйдут в прошлое. Они представляют мир, в котором любой орган может быть напечатан и пересажен всего за несколько часов, без отторжения и осложнений, потому что эти органы будут созданы из клеток тела в соответствии с индивидуальными особенностями каждого пациента. В настоящее время биопечать полностью функциональных сложных внутренних органов невозможна, но исследования постоянно ведутся (и не без успеха).
Мочевой пузырь
Например, мочевой пузырь уже печатают. В 2013 году в Университете Уэйк Форест в США исследователи успешно взяли клетки из исходного, плохо функционирующего мочевого пузыря пациента, культивировали их и добавили дополнительные питательные вещества. Затем была напечатана трехмерная форма мочевого пузыря пациента и пропитанные через нее культивируемые клетки. Форма была помещена в инкубатор и, когда она достигла нужной кондиции, её пересадили в тело пациента. Форма со временем разрушится, оставив только органический материал. Та же команда успешно создала жизнеспособные уретры.
Врачи и ученые Института регенеративной медицины Уэйк Форест (WFIRM) были первыми в мире, кто создал органы и ткани, выращенные в лабораторных условиях, которые были успешно пересажены в человека. Прямо сейчас они работают над выращиванием тканей и органов для более чем 30 различных областей тела, от почек и трахеи до хрящей и легких. Также они стремятся ускорить доступность этих методов лечения для пациентов.
Ученые в Австралии тоже занимаются подобными исследованиями. Они использовали человеческие стволовые клетки для выращивания почечного органа, который содержит все необходимые типы клеток для почек. Такие клетки могут служить ценным исходным источником для биопечати более сложной структуры почек.
Доктор медицины, профессор урологии, профессор Института регенеративной медицины Энтони Атала показывает почку, созданную биопринтером. Модифицированный настольный струйный принтер распыляет клетки вместо чернил. Клетки культивировали у пациента, а структурный шаблон для почки получили из МРТ (поэтому он имеет правильный размер и форму).
Используя эту технологию, еще в 2001 году Атала напечатал и успешно пересадил мочевой пузырь для молодого человека Джейка.
Источник: TedEd
Сердце
Клетки сердца, органоиды, выращенные в лаборатории. Источник
Удивительно, но именно сердце человека может стать одним из самых легких органов для печати, поскольку оно, по сути, представляет собой насос с трубками. Конечно, всё не так просто, но многие исследователи считают, что человечество научится печатать сердца раньше, чем почки или печень.
Исследователи Института регенеративной медицины Уэйк Форест в апреле 2015 года создали «органоиды» — напечатанные на 3D-принтере полностью функциональные, бьющиеся сердечные клетки.
В апреле 2019 года израильские ученые напечатали первое в мире трехмерное сердце. Оно еще очень маленькое, размером с вишню, но способно выполнять свои функции. Трехмерное сердце с кровеносными сосудами использует персонализированные «чернила» из коллагена, белка, который поддерживает клеточные структуры, и других биологических молекул.
Исследователь из Тель-Авивского университета держит первое в мире трехмерное печатное сердце, 15 апреля 2019 года. Источник: Haaretz
«Это первый случай, когда кто-либо где-либо успешно спроектировал и напечатал целое сердце с клетками, кровеносными сосудами, желудочками и камерами», — рассказал ученый Тель-Авивского университета профессор Тал Двир.
До сих пор ученым удавалось печатать ткани хряща и, например, аортального клапана, но задача заключалась в том, чтобы создать ткани с васкуляризацией — кровеносными сосудами, включая капилляры, без которых органы не могут выжить, не говоря уже о функционировании.
Тель-авивские ученые начали с жировой людской ткани и разделили клеточные и неклеточные компоненты. Затем они перепрограммировали клетки, чтобы те превратились в недифференцированные стволовые клетки, которые затем могли бы стать сердечными или эндотелиальными. Эндотелий — однослойный пласт плоских клеток, выстилающий внутреннюю поверхность сердечных полостей, кровеносных и лимфатических сосудов. Клетки эндотелия исполняют множество функций сосудистой системы, например, контролируют артериальное давление, регулируют компоненты свертывания крови и формирование новых кровеносных сосудов.
Неклеточные материалы, включая большое количество белков, были переработаны в «персонализированный гидрогель», который служил «чернилами для печати».
Пройдут годы, прежде чем эта технология сможет создавать органы для эффективной трансплантации. Тем не менее, достижения ученых в Тель-Авиве являются огромной вехой на этом пути.
Медицинские исследования и фармакология
Одна из ключевых потенциальных областей использования биопечатных живых материалов — это область медицинских испытаний и исследований лекарственных препаратов. Биопечатные ткани обладают несколькими типами клеток с разной плотностью и ключевыми архитектурными особенностями. Благодаря этому исследователи могут изучать воздействие различных заболеваний на организм, этапы прогрессирования заболевания и возможные способы лечения в естественной микросреде.
Одним из самых впечатляющих достижений последних лет является разработка «настольного мозга» в Центре передовых технологий ARC в 2016 году. Исследователи смогли с помощью 3D-принтера создать трехмерную печатную шестислойную структуру, включающую нервные клетки, которые имитируют структуру мозговой ткани.
Это открывает огромные потенциальные выгоды для исследователей, фармацевтических и частных компаний, потому что позволит им тестировать новые продукты и лекарства на ткани, которая точно отражает реакции ткани человеческого мозга, в отличие от образцов животных, которые могут вызывать совершенно другую реакцию. «Настольный мозг» также может быть использован для дальнейшего исследования таких заболеваний, как шизофрения или болезнь Альцгеймера.
Мы еще далеки от печати мозга, но способность располагать клетки так, чтобы они образовывали нейронные сети, является значительным шагом вперед. Позволяя исследователям работать с человеческими тканями в режиме реального времени, можно значительно ускорить процессы тестирования и давать более реалистичные и точные результаты. Это также снизит необходимость использования лабораторных животных для медицинских анализов и потенциально опасных испытаний на людях.
Медицинские тренажеры и реестры данных
Источник: Simbionix
В настоящее время в мире используется около 3000 медицинских тренажеров, помогающих врачам практиковаться в выполнении сложных процедур. Виртуальные кровеносные сосуды, 3D-печатные органы… и ни одно животное не страдает!
Американская компания 3D Systems создала отраслевой сегмент под названием VSP (Virtual Surgical Planning). Этот подход к персонализированной хирургии сочетает в себе знания в области медицинской визуализации, хирургического моделирования и 3D-печати. Хирурги, впервые использующие медицинский симулятор Simbionix, часто сообщают о чувстве физической боли, сопереживая своему виртуальному пациенту — опыт настолько реалистичен. Органы и ткани выглядят совершенно реальными. При сшивании органа хирург видит на экране иглу, попадающую в ткань, и натягивает нить. Если врач делает что-то не так, виртуальные кровеносные сосуды ломаются, и орган начинает кровоточить. Эти симуляторы были разработаны израильской компанией «Симбионикс», которую в 2014 году выкупила 3D Systems.
3 сентября 2019 года Общество радиологии Северной Америки (RSNA) и Американский колледж радиологии (ACR) объявили о запуске нового реестра клинических данных медицинской 3D-печати, чтобы собирать сведения о результатах лечения с использованием 3D-печати по месту оказания медицинской помощи. Эта информация станет мощным инструментом для оценки и улучшения качества обслуживания пациентов в режиме реального времени, будет стимулировать текущие исследования и разработки, информировать пациентов и медицинских работников о наилучшем курсе лечения.
“
«Создание объединенного реестра 3D-печати RSNA-ACR имеет важное значение для развития клинической 3D-печати. Реестр позволит собирать данные в поддержку надлежащего использования этой технологии и ее значения для принятия клинических решений».
Уильям Уидок, профессор радиологии в Университете Мичигана и председатель RSNA 3D Printing Special Interest Group (SIG)
По данным RSNA, сведения в реестре позволят провести необходимый анализ, чтобы продемонстрировать клиническую ценность 3D-печати. Из-за большого разнообразия клинических показаний, различных технологий для создания физических моделей из медицинских изображений и сложности моделей проблематично выбрать оптимальный метод лечения. Реестр поможет решить эту проблему.
Программное обеспечение для биопечати
Производитель биопринтеров и программного обеспечения для биопечати Allevi 5 сентября 2019 года представил программное обеспечение Allevi Bioprint Pro. Встроенная генерация моделей и интегрированная нарезка позволит больше сосредоточиться на проведении экспериментов, а не на настройке принтера. Программа работает полностью в облаке, а это означает, что можно создавать свои биоструктуры, определять материалы и отслеживать отпечатки прямо из веб-браузера на любом компьютере.
По словам команды разработчиков, новый биопринтер с вышеуказанным ПО мощный и простой в использовании и представляет собой еще один кусочек головоломки на пути к печати органов с помощью 3D-принтера.
В то же время первая компания в сегменте bio-ink CELLINK объявила о выпуске нового продукта, призванного стать самой гибкой платформой для биопечати на рынке. В не имеющем на данный момент аналогов биопринтере BIO X6 реализована возможность объединения большего количества материалов для биопечати, ячеек и инструментов.
Почему всё это так долго?
Сложная структура тела
Тело человека и его различные компоненты намного сложнее пластиковой игрушки. Человеческий орган имеет сложную сеть клеток, тканей, нервов и структур, которые должны быть расположены определенным образом для правильного функционирования. От размещения тысяч крошечных капилляров в печени до фактического получения напечатанного сердца, которое «бьётся» и сжимается в людском теле — еще много исследований и испытаний.
Правовое регулирование
Кроме того, биопечатные технологии, как и все новые медицинские методы лечения, должны пройти тесты безопасности и надлежащие процессы правового регулирования, прежде чем станут доступны.
Специальное программное и аппаратное обеспечение
Также необходимо время для разработки специального программного и аппаратного обеспечения. Написать эти программы можно лишь имея соответствующие данные (медицинские, клинические, статистические, математические и так далее), которые кто-то должен предварительно собрать, проанализировать, систематизировать и перевести в цифровую форму.
Работа над всеми этими этапами требует интеграции технологий из различных областей, включая инженерию, науку о биоматериалах, клеточную биологию, физику, математику и медицину. Так что нам нужно быть немного более терпеливыми.
Главное — знать, что те, кто работает на местах, врачи и инженеры, программисты и ученые каждый день делают успехи как в самой технологии биопечати, так и в понимании того, как ее можно использовать и совершенствовать. Хотя мы еще не совсем там, нет сомнений, что лет через 10-20 медицина будет совсем другой в том числе благодаря биопечати.
Коротко о главном
Биопечать – это расширение традиционной 3D-печати.
Биопринтинг может производить живые ткани, кости, кровеносные сосуды и, возможно, целые органы для использования в медицинских процедурах, тренировках медперсонала и тестировании.
Клеточная сложность живого организма привела к тому, что 3D-биопечать развивается медленнее, чем обычная 3D-печать.
Технология биопечати может дать возможность генерировать ткани, специфичные для пациента, для разработки точных, целенаправленных и полностью персонализированных процедур.
Нам еще предстоит пройти долгий путь, прежде чем мы сможем создать полностью функционирующие и жизнеспособные органы для трансплантации человеку.
Материалы по теме:Россия первой в мире напечатала живые ткани в космосе с помощью биопринтера
5 самых удивительных вещей, созданных с помощью 3D-печати
В 2021 году на орбиту отправится ракета, напечатанная на 3D-принтере
«Экспонаты трогать разрешается»: как 3D-печать трансформирует музеи
что такое биопринтинг и как с этой технологией работают в ИТМО
3D-печать применяется для производства одежды, автомобилей, медицинского оборудования, в строительстве и других сферах. Возможно, у вас даже есть друг, который печатает на 3D-принтере фигурки для настолок — этим уже никого не удивишь. Новый тренд в науке — трехмерная биопечать живыми клетками, с помощью которой уже можно создавать биологические системы и ткани. Подробнее о том, как работает биопринтинг и какие проекты в этой сфере развивают в ИТМО, рассказываем в нашем материале.
Биопринтинг — это технология послойного наращивания и синтеза объектов, которые содержат живые клетки и имитируют поведение и структуру биологических тканей. Направление объединяет в себе сразу несколько подходов ― из клеточной инженерии, материаловедения, молекулярной биологии и химии.
Принцип работы биопринтера такой же, как и у обычного, всем известного 3D-принтера. Различие только в используемом материале ― вместо пластика, керамики или металла здесь используется специальные биочернила, которые состоят из смеси живых клеток, питательных веществ и гелевых материалов, имитирующих внеклеточный матрикс. Последним называют структуры ткани, которые обеспечивают механическую поддержку клеток и транспорт химических веществ — в его состав входят гликопротеины (например, коллаген), гиалуроновая кислота, минералы и другие компоненты.
Биопринтер создает органический объект методом послойного нанесения чернил на основании компьютерной модели. Модели делают под конкретного пациента, опираясь на МРТ его органов и другие способы медицинского исследования.
3D-биопринтер позволяет создавать тканеинженерные структуры, которые можно использовать в различных областях медицины и тканевой инженерии ― например, для регенерации и пересадки костей, кожи, сосудов и других тканей и органов. В перспективе такие технологии могут помочь решить проблему нехватки органов и тканей для трансплантации — предполагается, что в будущем на биопринтере можно будет напечатать даже сердце, почки и печень.
Сейчас работать с такими органами, к сожалению, невозможно — у них сложная форма и набор функций, которые технологически трудно воспроизвести при помощи печати. Например, сердце, должно не только иметь подходящую структуру ткани, но и выполнять такие функции, как васкуляризация (формирование новых кровеносных сосудов внутри ткани), сокращение и распространение электрического сигнала.
А вот печатать более простые органы на биопринтере уже получается. Например, исследователи из Университета Уэйк-Форест в США уже напечатали и успешно имплантировали искусственные ткани мочевого пузыря семи пациентам с соответствующими заболеваниями.
Еще одно направление биопринтинга — печать растительными клетками, которая позволит создавать искусственную древесину и другие растительные материалы. Их можно будет применить для сокращения вырубки лесов, озеленения ландшафта и в качестве сырья для биопромышленности.
Проекты по биопринтингу есть и в ИТМО. Этим направлением, в частности, занимается лаборатория 3D-печати функциональных наноматериалов ― работа поддержана мегагрантом для развития технологии биопечати в Петербурге. Проект ученых ИТМО посвящен печати имплантов для регенерации дефектов гиалинового хряща — соединительной ткани, из которой состоят суставные и реберные хрящи, а также хрящи носа, гортани и трахеи.
Дефекты гиалинового хряща возникают из-за травм, активного образа жизни, лишнего веса и других причин. Некоторые из них можно купировать консервативным лечением, но более серьезные повреждения лечат хирургическими методами, в том числе хондропластикой (пересадка хряща) и имплантацией хондроцитов (хрящевых клеток). Однако у этих методов есть существенные недостатки: не всегда удается восстановить морфологическую структуру, близкую к гиалиновому хрящу, а восстановленная ткань со временем может разрушаться под действием собственных чужеродных ферментов. Одним из самых многообещающих подходов к решению этой проблемы считается клеточная инженерия гиалинового хряща, а массовое, точное и стандартизированное создание таких объектов просто невозможно без технологии 3D-биопечати.
Проектом занимается студентка химико-биологического кластера Виктория Егорова. Эта работа ― часть ее магистерской диссертации. Инициатором исследования стал кандидат биологических наук сотрудник НМИЦ травматологии и ортопедии им Р. Р. Вредена Михаил Божокин, он же выступает научным консультантом проекта, а доцент химико-биологического кластера, заведующая лабораторией прикладных материалов для энергетики доктор химических наук Елена Кривошапкина ― научным руководителем. Также в работе участвуют исследователи из СПбГУ и Института цитологии РАН.
«Мне интересно печатать клетками и понимать, что происходит с ними, когда они находятся в окружении, имитирующем их естественную среду. Так совпало, что в ИТМО зашел сторонний специалист, который отливал хрящевые импланты и заселял в них клетки — биолог Михаил Божокин. Он рассказал Елене Кривошапкиной о своем желании создать проект по биопринтингу, чтобы автоматизировать печать имплантов и поставить клеточные исследования по ним на поток. Ведь чем больше данных, тем выше их релевантность, точнее статистика и заметнее прогресс», — рассказала автор проекта, студентка химико-биологического кластера Виктория Егорова.
В качестве биочернил для печати используется стандартизированная культура клеток человека, смешанная с другими органическими веществами. В виде желеобразной субстанции эту смесь помещают в экструдер 3D-принтера, который создает биологические изделия путем продавливания материала (в данном случае — клеток) через формующее отверстие. В результате получается клеточно-инженерная конструкция определенной архитектуры и заданной точности. Такая технология 3D-печати называется гель-экструзионной.
В биопечати используется особый материал с живыми клетками — важно, чтобы он был не токсичен для них: клетки должны выжить и в составе чернил, и в процессе экструзии, и в течение дальнейшего выращивания таких объектов. При этом материал должен обладать подходящими свойствами для малоинвазивного вмешательства: определенными жесткостью и вязкостью.
Создатели проекта уже научились получать материал с оптимальными свойствами и напечатали импланты, в которых выживают клетки. Имплант имеет полимерный каркас и содержит гель, который поддерживает жизнеспособность клеток — для этого исследователи соединили две технологии: 3D гель-экструзионную печать и LCD 3D-печать каркаса. Полученную конструкцию инкубируют, то есть выращивают в ней клетки, и наблюдают за ними. Если клетки выживают, делятся и формируют тканеподобную структуру, то жесткость импланта повышается, так как клетки начинают вырабатывать коллаген. Это делает имплант пригодным для хирургического вмешательства.
Дальше авторы проекта планируют провести эксперименты in vitro для анализа совместимости материалов импланта с клетками и определения оптимальных характеристик состава гидрогеля и его физико-химических свойств (например, жесткости). Чтобы имплантировать созданный 3D-биообъект в заранее смоделированный дефект гиалинового хряща, ученые проведут эксперименты на кроликах. И хоть попыток напечатать импланты для регенерации дефектов гиалинового хряща действительно немало, пока совсем немногие попытались поставить это на поток и вживить импланты подопытным животным, отмечает Виктория Егорова.
Также исследователи проводят эксперименты с использованием специального аппарата в НМИЦ травматологии и ортопедии имени Р.Р. Вредена. Этот прибор проделывает в хряще кролика модельный дефект определенной формы и размеров. Затем исследователи создают в программе 3D-модель с такими же параметрами, которую можно напечатать на биопринтере и имплантировать.
«Мир меняется с большой скоростью, и я считаю, что важно проявлять гибкость. Я планирую закончить исследование в рамках магистерской работы с выживаемостью клеток и с удачными экспериментами in vivo, чтобы мы показали, что такой автоматизированный подход открывает путь к развитию клеточной инженерии в России. В будущем я хочу поступить в аспирантуру, развивать этот проект и дойти до более сложной микрофлюидной системы, которая не просто будет имитировать внеклеточный матрикс, а еще и обеспечивать контролируемый обмен веществами между различными культурами клеток. Также я бы хотела создать структуру, подобную органу на чипе (устройство для выращивания различных клеточных культур)», — рассказывает Виктория Егорова.
Авторы проекта предполагают, что в будущем 3D-биоимпланты для замещения дефектов гиалинового хряща можно будет широко использовать для восстановления поврежденной суставной поверхности у людей. Это актуальное направление в медицине, так как заболевания опорно-двигательного аппарата выходят сегодня на первый план и большую долю среди них составляют как раз дефекты гиалинового слоя крупных суставов (коленного и тазобедренного). С ними нередко сталкиваются как спортсмены, которые часто получают травмы, так и малоактивные люди пожилого возраста, страдающие артритом и артрозом. Кроме того, биопечать открывает возможности для развития персонализированной медицины — можно будет исправить дефект, зная его архитектуру, форму, размеры и другие характеристики.
«Если наша технология будет воспроизводима, то потенциально может стать патентом, который будет актуален для медицинских организаций, исследовательских институтов и частных клиник», — резюмирует Виктория Егорова.
К началу
3D-биопечать живых тканей
Прогресс в тестировании лекарств и регенеративной медицине мог бы значительно выиграть от лабораторно-инженерных тканей человека, построенных из различных типов клеток с точной трехмерной архитектурой. Но производство человеческих тканей размером более миллиметра было ограничено из-за отсутствия методов создания тканей со встроенными поддерживающими жизнь сосудистыми сетями.
Воспроизвести
В этом видео команда Института Висса и Гарвардского университета SEAS использует настраиваемый метод 3D-биопечати для создания толстой васкуляризированной тканевой структуры, состоящей из стволовых клеток человека, коллективного матрикса и эндотелиальных клеток кровеносных сосудов. Их работа закладывает основу для продвижения методов замещения тканей и тканевой инженерии. Предоставлено: Лаборатория Льюиса, Институт Висса Гарвардского университета
Междисциплинарные исследования в Институте Висса привели к разработке метода 3D-биопечати из нескольких материалов, который позволяет создавать васкуляризированные ткани, состоящие из живых клеток человека, которые почти в десять раз толще, чем ткани, сконструированные ранее, и которые могут поддерживать свою архитектуру и функции в течение более длительного времени. из шести недель. В этом методе используется настраиваемая силиконовая форма с печатным рисунком для размещения и размещения печатной ткани на чипе. Внутри этой формы печатается сетка более крупных сосудистых каналов, содержащих живые эндотелиальные клетки в силиконовых чернилах, в которую в отдельном задании на печать наслаиваются самоподдерживающиеся чернила, содержащие живые мезенхимальные стволовые клетки (МСК). После печати жидкость, состоящая из фибробластов и внеклеточного матрикса, используется для заполнения открытых областей внутри конструкции, добавляя компонент соединительной ткани, который сшивает и дополнительно стабилизирует всю структуру.
Изображение конфокальной микроскопии, показывающее поперечное сечение напечатанной на 3D-принтере конструкции васкуляризированной ткани толщиной 1 сантиметр, показывающей дифференцировку стволовых клеток в направлении развития костных клеток после одного месяца активной перфузии жидкостей, питательных веществ и факторов роста клеток. Структура была изготовлена с использованием новой стратегии 3D-биопечати, изобретенной Дженнифер Льюис и ее командой в Институте Висса и Гарвардском университете SEAS. Предоставлено: Лаборатория Льюиса, Институт Висса при Гарвардском университете,
. Полученная структура мягких тканей может быть немедленно перфузирована питательными веществами, а также факторами роста и дифференцировки через один вход и выход на противоположных концах чипа, которые соединяются с сосудистым каналом для обеспечения выживания. и созревание клеток. В экспериментальном исследовании биопринтированные тканевые конструкции толщиной один сантиметр, содержащие МСК костного мозга человека, окруженные соединительной тканью и поддерживаемые искусственной сосудистой оболочкой, выстланной эндотелием, обеспечивают циркуляцию факторов роста костей и, следовательно, индукцию развития костей. .
Этот инновационный подход к биопечати можно модифицировать для создания различных васкуляризированных трехмерных тканей для регенеративной медицины и тестирования лекарств. Команда Wyss также исследует возможность использования 3D-биопечати для изготовления новых версий органов Института на чипах, что делает их производственный процесс более автоматизированным и позволяет разрабатывать все более сложные микрофизиологические устройства. Результатом этих усилий стал первый полностью напечатанный на 3D-принтере орган на чипе — сердце на чипе — со встроенными мягкими датчиками деформации.
2/7 Вид сверху вниз на долговременную перфузию сосудистой сети, покрытой HUVEC (красный цвет), поддерживающей матрикс HNDFladen (зеленый цвет).
3/7 Фотография поперечного сечения печатной ткани, помещенной в перфузионную камеру.
4/7 Фотография поперечного сечения печатной ткани, помещенной в перфузионную камеру.
5/7 Фотография печатной тканевой конструкции, помещенной в перфузионную камеру.
6/7 Фотография сосудистой сети и клеточных чернил.
7/7 Фотография напечатанной на 3D-принтере сосудистой сети (красная) внутри Red is the
Следующая
Предыдущая
Что такое 3D биопринтинг? | Технология 3D-биопечати
История 3D-биопечати – с чего все началось?
Трехмерная биопечать быстро развивается, так как исследователи внедряют инновации и продвигают эту область вперед. Однако как технология 3D-печать не является новым изобретением. Первые шаги в 3D-печати были сделаны в 1980-х, когда в 1984 году Чарльз Халл подал патент на первую коммерческую технологию 3D-печати. Это стало символом рождения 3D-печати, а также создало основу для 3D-биопечати. Биопечать появилась в 1988 году, когда Роберт Дж. Клебе использовал струйный принтер для печати клеток. 1 После этих первых шагов область постоянно развивалась, открывались новые методы и приемы. Бесчисленные возможности и возможности для создания чего-то новаторского продолжают интриговать ученых, и поэтому биопечать стала популярной технологией.
Что такое 3D-биопечать и как она работает?
3D-биопечать — это процесс аддитивного производства, в котором используются биочернила для печати живых клеток, развивающих структуры слой за слоем, которые имитируют поведение и структуру естественных тканей. Биочернила, которые используются в качестве материала для биопечати, изготавливаются из природных или синтетических биоматериалов, которые можно смешивать с живыми клетками.
Технология и биопечатные структуры позволяют исследователям изучать функции человеческого тела in vitro . 3D-биопечатные структуры более биологически релевантны по сравнению с исследованиями in vitro , выполненными в 2D.
В основном 3D-биопечать может использоваться для нескольких биологических приложений в области тканевой инженерии, биоинженерии и материаловедения. Эта технология также все чаще используется для фармацевтической разработки и проверки лекарств. Клинические параметры, такие как 3D-печатные кожные и костные трансплантаты, имплантаты и даже полные 3D-печатные органы, в настоящее время находятся в центре исследований в области биопечати.
Трехмерная биопечать тканей и органов для регенеративной медицины
Трехмерная биопечать играет важную роль в тканевой инженерии, целью которой является изготовление функциональной ткани для применения в регенеративной медицине и тестировании лекарств. Регенерация и реконструкция тканей могут дать возможность восстановить или заменить поврежденные ткани и органы.
Преимущества и недостатки 3D-биопечати
Преимущества 3D-биопечати
Позволяет имитировать реальную структуру желаемой ткани/органа и т. д.
Возможность революционизировать будущие возможности лечения
Возможное создание лечения для конкретного пациента и органа
Воздействие наркотиков можно исследовать более точно
Уменьшает количество испытаний на животных
Биосовместимость с клетками и тканями человека
Автоматизация сложных процессов
Согласованность, меньше человеческих ошибок
Недостатки 3D-биопечати
Цена, дорогая технология
Сложность
Поддержание клеточной среды может быть затруднено
Этические вопросы
Потребление энергии
Биочернила для 3D-биопечати
Биочернила используются в качестве основного материала при биопечати структур, подобных тканям, органам или костям, с помощью биопринтеров. 3D-биочернила могут быть нагруженными клетками, без каркаса или без клеток, как, например, GrowInk™, который представляет собой легко настраиваемый биочернил на основе гидрогеля, изготовленный из нанофибриллярной целлюлозы и воды.
Бесклеточная форма GrowInk позволяет адаптировать его для различных областей исследований и целей.
Выбор правильного состава биочернил и плотности биочернил может повлиять на жизнеспособность и плотность клеток, поэтому очень важно выбирать наиболее подходящие биочернила для каждой исследовательской цели.
Подробнее о GrowInk
3D-биопринтеры
3D-принтеры и 3D-биопринтеры похожи друг на друга, но 3D-принтеры предназначены для печати на твердых материалах, тогда как 3D-биопринтеры предназначены для печати жидкими или гелевыми материалами. 3D-биопринтеры также предназначены для работы с чувствительным материалом, содержащим живые клетки, не нанося слишком большого ущерба конечному результату. Биопринтеры могут быть струйными, лазерными или экструзионными. Каждый тип принтера имеет свои плюсы и минусы, когда речь идет о стоимости, жизнеспособности клеток, плотности клеток, разрешении и так далее. Совместимость биопринтеров с биочернилами также различается, поэтому важно обеспечить совместную работу биопринтера и биочернил.
Имеющиеся в продаже клеточные принтеры
Решения для 3D-биопечати – советы и рекомендации по биопечати
Выберите биочернила, наиболее подходящие для ваших исследовательских целей, и убедитесь, что используемые биочернила совместимы с выбранным методом печати и типами клеток
Знайте, что вы печатаете — создайте новую цифровую 3D-модель конструкции, которую хотите напечатать, или получите лицензию на существующую модель
Используйте свежие или новые наконечники для принтеров, специально предназначенные для вашей системы
Протестируйте различные размеры сопел/игл, скорости печати и высоты слоя и оптимизируйте их на основе результатов
Убедитесь, что рабочая температура подходит для принтера и используемых материалов
Установите оптимальное давление печати. При печати с ячейками
обычно требуется немного более высокое давление.
Ознакомьтесь с советами и рекомендациями по использованию GrowInk
Будущее 3D-биопечати
Быстрое развитие технологий также можно увидеть в развитии биопечати. Технология трехмерной биопечати может решить множество проблем в таких областях, как здравоохранение. Функционирующие мочевые пузыри, выращенные с использованием биопечати из собственных клеток пациентов, уже успешно трансплантированы в организм человека 2,3 . Исследователи постоянно изучают возможность биопечати других функционирующих органов.
Один из будущих сценариев 3D-биопечати может заключаться в том, что доноры органов больше не нужны, поскольку персонализированные человеческие органы можно печатать с использованием собственных клеток пациента или стволовых клеток в качестве основы. Эта технология может произвести революцию в профилактике и лечении заболеваний. В конце концов, есть надежда, что технология биопечати улучшит медицинское обслуживание и сделает его более эффективным.
Применение 3D-биопечати
3D-печать GrowInk
™ -N и GrowInk ™ -T с биопринтером Poietis NGB-R ™
Высокопроизводительное производство моделей GrowInk
™ -T с помощью 3D-биопечати по требованию
Публикации биопечати
Wang, Q. , et al., (2021). Оценка реологических свойств и пригодности для печати чернил из биоматериала из наноцеллюлозы/фото-сшиваемого биополимера в светоавтоматической 3D-печати. Доступно по адресу: https://doi.org/10.3389./fceng.2021.723429.
Фонсека, А.К. и др., (2020). Эмуляция тканей и органов человека: перспектива биопечати в направлении персонализированной медицины. Химические обзоры . Доступно по адресу: https://doi.org/10.1021/acs.chemrev.0c00342.
Ван, X., К. Ван и К. Сюй, (2020). Чернила на основе наноцеллюлозы для 3D-биопечати: ключевые аспекты развития исследований и сложные перспективы в приложениях — мини-обзор. Биоинженерия (Базель), 7(2). Доступно по адресу: https://doi.org/10.3390/bioengineering7020040
Yadav, C., et al., (2020). Наноцеллюлоза на растительной основе: обзор рутинных и последних методов приготовления с текущим прогрессом в ее применении в качестве модификатора реологии и 3D-биопечати. Международный журнал биологических макромолекул . Доступно по адресу: http://www.sciencedirect.com/science/article/pii/S0141813020349631.
Ашаммахи Н. и др., (2019). Биочернила и технологии биопечати для создания гетерогенных и биомиметических тканевых конструкций. Materials Today Bio, 1: с. 100008. Доступно по адресу: https://www.sciencedirect.com/science/article/pii/S25
419300146.
Ди Марцио, Н. и др., (2020). Биопроизводство: конвергенция 3D-биопечати и нано-биоматериалов в тканевой инженерии и регенеративной медицине. Границы биоинженерии и биотехнологии, 8(326). Доступно по адресу: https://www.frontiersin.org/article/10.3389/fbioe.2020.00326.
Йович Т.Х. и др. (2019 г.). Биоматериалы растительного происхождения: обзор 3D-биопечати и биомедицинских приложений. Границы в машиностроении, 5(19). Доступно по адресу: https://www.
Все обращения поступают в отдел по работе с обращениями граждан организационно-контрольного комитета администрации города Барнаула и рассматриваются в соответствии с Федеральным Законом от 2 мая 2006 года № 59-ФЗ «О порядке рассмотрения обращений граждан Российской Федерации», законом Алтайского края от 29.12.2006 № 152-ЗС «О рассмотрении обращений граждан Российской Федерации на территории Алтайского края», постановлением администрации города Барнаула от 21.08.2013 № 2875 «Об утверждении Порядка ведения делопроизводства по обращениям граждан, объединений граждан, в том числе юридических лиц, организации их рассмотрения в администрации города, органах администрации города, иных органах местного самоуправления, муниципальных учреждениях, предприятиях».
Прием письменных обращений граждан, объединений граждан, в том числе юридических лиц принимаются по адресу: 656043, г. Барнаул, ул.Гоголя, 48, каб.114.
График приема документов: понедельник –четверг с 08.00 до 17.00, пятница с 08.00 до 16.00, перерыв с 11.30 до 12.18. При приеме документов проводится проверка пунктов, предусмотренных ст.7 Федерального закона от 02.05.2006 № 59-ФЗ «О порядке рассмотрения обращений граждан Российской Федерации»:
1. Гражданин в своем письменном обращении в обязательном порядке указывает либо наименование государственного органа или органа местного самоуправления, в которые направляет письменное обращение, либо фамилию, имя, отчество соответствующего должностного лица, либо должность соответствующего лица, а также свои фамилию, имя, отчество (последнее — при наличии), почтовый адрес, по которому должны быть направлены ответ, уведомление о переадресации обращения, излагает суть предложения, заявления или жалобы, ставит личную подпись и дату.
2. В случае необходимости в подтверждение своих доводов гражданин прилагает к письменному обращению документы и материалы либо их копии.
3. Обращение, поступившее в государственный орган, орган местного самоуправления или должностному лицу в форме электронного документа, подлежит рассмотрению в порядке, установленном настоящим Федеральным законом.
В обращении гражданин в обязательном порядке указывает свои фамилию, имя, отчество (последнее — при наличии), адрес электронной почты. Гражданин вправе приложить к такому обращению необходимые документы.
В соответствии со статьей 12 Федерального закона от 2 мая 2006 года № 59-ФЗ письменное обращение, поступившее в государственный орган, орган местного самоуправления или должностному лицу рассматривается в течение 30 дней со дня его регистрации.
Ответ на электронное обращение направляется в форме электронного документа по адресу электронной почты, указанному в обращении, или в письменной форме по почтовому адресу, указанному в обращении.
Итоги работы с обращениями граждан в администрации города Барнаула размещены на интернет-странице организационно-контрольного комитета.
Веб камеры Бийска онлайн в реальном времени
Сортировать:
По популярности По названию В случайном порядке По новизне
Работает
На перекрёстке Репина/Мартьянова в Бийске
Смотреть
Работает
На перекрёстке Васильева/Мартьянова
Смотреть
Работает
На перекрёстке Трофимова/Васильева
Смотреть
Работает
На улице Мерлина в Бийске
Смотреть
Работает
У остановки «Кристалл» в Бийске
Смотреть
Работает
У парковки бассейна «Дельфин»
Смотреть
Работает
На площади Владимира Ленина в Бийске
Смотреть
Работает
У Гимназии №1 в Бийске
Смотреть
Работает
На перекрёстке Краснооктябрьская/Красноярский…
Смотреть
Работает
Площади Якова Савченко, Бийск
Смотреть
Работает
На Площади 9 Января в Бийске
Смотреть
Работает
На перекрёстке Мерлина/Гастелло, Бийск
Смотреть
Работает
На улице Советская, 27
Смотреть
Работает
На улице Михаила Митрофанова, 2/3
Смотреть
Работает
В парке БТИ
Смотреть
Работает
На перекрёстке Ленинградская/Пугачева в Бийск.
..
Смотреть
Работает
На перекрёстке Ленина/Мопровский в Бийске
Смотреть
Работает
На перекрёстке Ленина/Кожевенный в Бийске
Смотреть
Работает
У перекрёстка Красноармейская/Митрофанова в Б…
Смотреть
Работает
На перекрёстке Кошевого/Трофимова
Смотреть
Работает
На перекрёстке Короленко/Литейный
Смотреть
Работает
На Коммунальном мосту в Бийске
Смотреть
Работает
На Верхне-Цесовской улице в Бийске
Смотреть
Работает
На перекрёстке Мерлина/Митрофанова, Бийск
Смотреть
Работает
На перекрёстке Воинов-Интернационалистов/Друж…
Смотреть
Работает
На перекрёстке Воинов-Интернационалистов/8 Ма…
Смотреть
Работает
На перекрёстке Гилева/Толстого
Смотреть
Работает
На перекрёстке Васильева/8 Марта в Бийске
Смотреть
Работает
На Коммунальном мосту в сторону Врорбьёвки
Смотреть
Работает
На перекрёстке Ударная/Социалистическая, г.
Б…
Смотреть
Работает
На парковке на улице Петра Мерлина, 51
Смотреть
Работает
На перекрёстке Разина/Липового, г. Бийск
Смотреть
Работает
На перекрёстке Ленинградская/Разина в Бийске
Смотреть
Работает
У остановки «Табачная фабрика» в Бийске
Смотреть
Работает
На перекрёстке Социалистическая/Можайского в …
Смотреть
Работает
На перекрёстке Горького/Ключевской в Бийске
Смотреть
Работает
На набережной посёлка Молодёжный
Смотреть
Работает
Пляжа «Зелёный клин» в Бийске
Смотреть
Работает
У Понтонного моста в Бийске
Смотреть
Работает
Обводной мост в Бийске
Смотреть
Комментарии
Суд постановил, что слежение за удаленным сотрудником с помощью веб-камеры является вторжением в частную жизнь
Голландский суд постановил, что решение об увольнении удаленного сотрудника из-за того, что он отказался оставлять свою веб-камеру включенной в рабочее время, было необоснованным. Сотрудник работал удаленно в компании по разработке программного обеспечения из Флориды с голландским офисом.
Суд постановил, что просьба о включении веб-камеры в течение всего рабочего времени не является обоснованной. В 2017 году Европейский суд по правам человека постановил, что видеонаблюдение за сотрудником на рабочем месте, скрытое или нет, является вмешательством по смыслу статьи 8 Европейской конвенции о защите прав человека и основных свобод.
Статья 8 Конвенции предусматривает право на уважение частной и семейной жизни, жилища и корреспонденции при соблюдении определенных ограничений, предусмотренных законом и необходимых в демократическом обществе.
Соображения
В свете решения суда необходимо сделать некоторые дополнительные соображения:
Сотрудник поделился своим экраном, чтобы его действия на компьютере можно было контролировать в любом случае.
Требование оставить его веб-камеру не было предусмотрено в его первоначальном контракте, но было добавлено позже.
В течение двух дней после получения электронного письма о включенной веб-камере сотрудник ответил, что это заставит его чувствовать себя неловко и что он считает это вторжением в свою частную жизнь.
В качестве оснований для немедленного увольнения работодатель представил отказ от работы и неподчинение.
Постановление
В решении суда Нидерландов поясняется, что расторжение не имеет юридической силы. Фактически весь трудовой договор был недействителен, поскольку он предусматривал, что договор может быть расторгнут каждой из сторон в любой момент. Это противоречит применимому трудовому законодательству Нидерландов, тем более что на момент подписания контракта у компании был голландский офис. (Компании должны осознавать, что во многих странах трудовые договоры не заменяют собой местные нормативные законы.)
Суд также постановил, что об отказе от работы не может быть и речи и что возражения работника по соображениям конфиденциальности обоснованы. Указание оставить камеру включенной противоречит праву сотрудника на уважение частной жизни.
Суд признал бывшему сотруднику возмещение убытков в размере 73 000 долларов США и признал недействительными положения о неконкуренции и конфиденциальности в его трудовом договоре.
В соответствии с законодательством Нидерландов компания может включить пункт о неконкуренции в трудовой договор сотрудника, чтобы защитить свои деловые интересы при увольнении. В соответствии с законодательством Нидерландов такой пункт не может быть слишком ограничительным для работника и может быть включен только в постоянный контракт. Пункты о неконкуренции не могут быть включены в срочные (временные) контракты, за исключением случаев, когда на карту поставлены «законные деловые интересы».
Удаленная работа
В результате Covid и из-за нехватки навыков в некоторых регионах современная офисная среда изменилась, и удаленная работа стала обычным явлением и практичной. Мы уже обсуждали последствия удаленной работы для безопасности, но, как вы можете узнать из этого случая, существуют также проблемы с конфиденциальностью и другие соображения для работодателей, нанимающих за границей.
Мониторинг сотрудников, независимо от того, удалены они или нет, должен оставлять место для конфиденциальности сотрудников. В конце концов, счастливый сотрудник делает больше, чем неудобный. Глобальный опрос миллениалов Deloitte, проведенный в 2019 году, показал, что 55% миллениалов планируют уйти от работодателей, для которых прибыль важнее людей.
Работа в Барнауле — Вакансии в Барнауле Россия от 800,00 €
О работе в Барнауле
Довольно хлопотно найти удовлетворительная работа на родине и процент безработных растет с каждым годом. Особенно тяжело это сделать, если ты уже перешагнул 40-летний рубеж и не имеют более высокое образование.
Преимущества работы в Барнауле
Много стран СНГ заинтересованы в рабочей силе в Барнауле. Наниматели в этой стране очень заинтересованы в найм сотрудников из-за границы для самых разных работ, от высококвалифицированных рабочие для сбора монтажники.
Если вы успешно нашли работу в Барнауле, то следующая цепочка способностей перед вами открывается:
Высокий уровень оплаты труда, который может быть в 3, 4, 5 раз выше, чем в вашей стране. Кроме того, большим преимуществом является возможность заработать приличную сумму в короткие сроки;
Многие горожане мечтают о кроссовере в Барнауле на постоянное место жительства, и еду на работу даст возможность осмотреться, проверить воду и, наконец, разобраться, есть ли смысл переезжать жить за границу;
Возможность получить полезные знакомства и связи, которые в будущем могут служить сущностью для трудоустройство на более высокооплачиваемую работу, а также у вас будет возможность вернуться в страну в качестве приглашенного гостя;
Вы можете легко подать заявление на получение гражданства в эта страна, если ваш пост предполагает перспектива карьерного роста;
И, конечно же, возможность начать с новой строки для себя, а именно изучение нового иностранного языка.
От чего зависит уровень заработной платы?
Стремление получить работу в Барнауле в любое время обслуживает множественность вопросов. И, конечно, главное одно это какие зарплаты в барнауле. Ведь это зависит от того, какой будет ваша жизнь, что вы можете предоставить с наличными вы получите, будет ли планы по доходам увеличиться и будете ли вы самодовольный}.
Размер начисления полагается на несколько агентов:
работник формирования,
продолжение службы,
повышение квалификации,
пол,
район проживания,
претензии на работу.
Сварщик нередко получить больше инженера с высшее образование. В соответствии со статистикой из открытых источников, в среднем зарплата в Барнауле 2021 варьируется в пределах диапазон от 2000 до 5000 долларов.
Как устроиться на работу в Барнауле
Существует несколько режимов получения работа в Барнауле. У них у всех свои плюсы и минусы.
Вы можете начать поиск работы за границей самостоятельно, подключив друзей и знакомые, у которых есть практика трудоустройства в Барнауле и сможет порекомендовать, как лучше получить работа через границу и где искать предложения.
Основной способ найти работу за границей осуществляется через Интернет удаленно из вашего города. Этот акт не быстрый. Вам нужно будет отправить свое резюме самостоятельно в отдел кадров подразделения интересующих вас фирм.
Вы можете найти работу за границей по телефону прибытие в страну. Для этого, пока вы принимаете агентства по подбору персонала и пройти диалог, вам понадобятся наличные для проживания и питания.
К работе могут приступить высококвалифицированные специалисты за рубежом, стать работниками филиала международного агентства.
Самый удобный способ, который можно найти в этом условием является снятие вопроса о поиске работы за границей знатокам — вербовщикам, выступающим в роли посредники между претендентом и нанимателем. Самое важное здесь — найти надежную компанию.
Как подать предложение о работе в Барнауле
Условная форма формат заявки — сопроводительное письмо, оно же мотивационное письмо, автобиография и свидетельства. Ваша фотография размещается на обложке, должность, на которую вы претендуете, и указаны контактные данные. Для работ, связанных с творчеством, таких как веб-дизайн или электронной коммерции, креативный формат с большей визуализацией приемлемый. Копия диплома, свидетельство из прошлого работы или практики, языковые сертификаты служат для признайте, что вы рассказали о себе на обложке письмо и резюме. Это существенно для подобрать бумаги подходящие для должности.
FAQ
Какую работу можно найти в Барнауле?
Работу в Барнауле может получить любой желающий, не обращая внимания на стаж работы и знание иностранных языков.
Можно ли устроиться на работу в Барнауле без опыта работы?
В Барнауле работа найдется для всех, забывая о навыках.
Насос скважинный Джилекс Водомет Проф 40/50 4050 — технические характеристики на сайте РУСКЛИМАТ
код товара: НС-1052675
2.4 м3/час
ПРОИЗВОДИТЕЛЬНОСТЬ до
520 Вт
МОЩНОСТЬ ПОТРЕБЛЕНИЯ до:
Отзывов: 2
Описание
Характеристики
Отзывы (2)
Документация
Основные
Артикул
4050
Бренд
ДЖИЛЕКС
Гарантийный срок
3 года
Страна производства
РОССИЯ
Цвет корпуса
Зеркальный хром
Потребительские
Область применения
Водоснабжение
Производительность
Макс. производительность
2.4 м3/час
Управление
Вид управления
Механическое
Режимы
Количество режимов производительности
1
Защита и безопасность
Защита от перегрева
Да
Защита от протечек
Нет
Клапан обратного потока
Нет
Монтажные
Вариант размещения
Вертикальное
Вид установки (крепления)
В скважину
Длина кабеля
20 м
Макс. глубина погружения
30 м
Макс. диаметр пропускаемых частиц
1.5 мм
Макс. потребляемая мощность, Вт
520 Вт
Макс. рабочее давление
5 Па
Макс. температура жидкости
30 °С
Максимальный напор
50 м
Напряжение электропитания, В
220
Резьба присоединения насоса
1 (внутренняя)
Вес и габариты товара
Вес товара (нетто)
8.6 кг
Высота товара
0.13 м
Глубина товара
0. 77 м
Ширина товара
0.215 м
Дополнительные
Гарантийный документ
Гарантийный талон
Сравнить
В избранное
9 700 ₽
1 617 ₽
6 мес
Товары можно приобрести в рассрочку без доплаты. Рассрочка предоставляется на 6 месяцев, стоимость товара делится на равные платежи. Возможно досрочное погашение.
Нашли дешевле? Снизим цену!
Статус
в наличии
Доставка
бесплатно
Срок доставки
1 день
Забери из магазина
При онлайн-оплате
Забери из магазина — скидка 10%
При онлайн-оплате скидка 3%
Беспроцентная рассрочка 0-0-6
Бесплатная доставка по г. Москва
Закажите коммерческое предложение
Закажите звонок!
Удобная функция заказа обратного звонка.
8 (495) 777-19-77
Помогаем по любым вопросам продажи и сервиса.
[email protected]
Не стесняйтесь написать нам письмо.
Сайт РУСКЛИМАТ.ру предлагает посмотреть технические характеристики Насоса скважинного Джилекс Водомет Проф 40/50 4050, которые могут вам помочь сделать правильный выбор при покупке товара.
Загрузка…
Загрузка…
ТРЕБУЕТСЯ ПОМОЩЬ?
ЗАЯВКА НА РАСЧЕТ
бюджета на кондиционирование, отопление, вентиляцию.
8 (495) 777-19-77
Помогаем по любым вопросам продажи и сервиса.
[email protected]
Не стесняйтесь написать нам письмо.
8 (495) 777-19-77
Сравнение
0 товаров
Товар добавлен к сравнению!
Товар удален из сравнения!
Корзина
0 товаров, 0a
Оформить
Загрузка…
Продолжая работу с rusklimat.ru, вы подтверждаете использование сайтом cookies вашего браузера.
ОК
Подробнее
Оставьте номер вашего телефона и мы вам перезвоним
Вы успешно заказали покупку товара в один клик!
Наши менеджеры свяжутся с вами в ближайшее время.
Неверно указан номер телефона, пожалуйста, повторите ввод!
Оставьте номер вашего телефона и мы вам перезвоним
Заказать
Ваша заявка принята!
Наши менеджеры свяжутся с вами в ближайшее время.
Провод БПВЛ 50 — Цены, диаметр, вес и др. характеристики
Кабельная энциклопедия → Провода для бортовой сети → Провод БПВЛ
ТУ 16-505.911-76
БПВЛ 0,5
БПВЛ 35
БПВЛ 4,0
Расшифровка
БП
В
Л
50
провод для бортовой сети изоляция из ПВХ пластиката лакированная оплётка номинальное сечение жилы 50 мм2
Конструкция
1. Одна многопроволочная токопроводящая жила номинальным сечением 50 мм2, скрученная
из 259 медных лужёных проволок номинальным диаметром 0,49 мм семипроволочными стренгами
по системе 1+6+12+18.
2. Изоляция из ПВХ пластиката номинальной толщиной 0,8 мм.
3. Оплётка из антисептированной кручёной хлопчатобумажной пряжи плотностью не менее 90%,
покрытая этилцеллюлозным или нитролаком.
Технические характеристики
Номинальное переменное напряжение
250 В частотой до 2000 Гц
Номинальное постоянное напряжение
500 В
Испытательное переменное напряжение
1500 В частотой 50 Гц
Время выдержки при испытании
1 мин
Электрическое сопротивление жилы
не более 0,4 Ом/км
Сопротивление изоляции при 20 °С
не менее 0,01 МОм·км
Строительная длина
не менее 15 м
Маломеры в партии
не более 10% кусками от 5 м
Минимальный радиус изгиба
10 наружных диаметров
Диапазон рабочих температур
−60. ..+70 °C
Срок службы
не менее 12 лет
Массо-габаритные характеристики
Расчетная масса (вес)
515,0 кг/км
Наружный диаметр
13,6 мм
Минимальный барабан
№ 8 — 265 м
№ 8а — 460 м
№ 10 — 1030 м
№ 12 — 1660 м
№ 14а — 1760 м
№ 14 — 3210 м
Макс. длина в бухте
97 м
Калькулятор массы
км → 0 кг
Купить из наличия
БПВЛ 50
Пермь
2,721
км
БПВЛ 50
Москва
2,344
км
БПВЛ 50
Долгопрудный
1,630
км
БПВЛ 50
Нижний Новгород
1,045
км
БПВЛ 50
Екатеринбург
0,433
км
показать ещё 3 ↓
БПВЛ 50
Санкт-Петербург
0,310
км
БПВЛ 50
Омск
0,132
км
БПВЛ 50
Красноярск
0,076
км
Посмотреть поставщиков
Производители
ООО «Камский кабель», Пермь
ОАО «НП «Подольсккабель», Подольск
ООО «Рыбинсккабель», Рыбинск
ОАО «Щучинский завод «Автопровод», Щучин
Цены из заявок
Уже 30 дней нет предложений на БПВЛ 50.
Посмотреть заявки
Кабельные муфты
Мы не знаем муфты для БПВЛ 50. Попробуйте подобрать муфту по характеристикам.
50 Положительные черты характера для работы
Люди сейчас так привыкли постоянно выражать себя. Они размещают фотографии с подписями в Instagram, публикуют свои самые сокровенные мысли в WordPress и излагают всю историю работы в LinkedIn. И все же многим канадцам сложно говорить о себе в единственном случае, когда это беззастенчиво необходимо: в интервью.
В то время как на первом свидании можно описать себя как «беззаботного и сострадательного», таких ключевых слов для интервью не существует. Вот почему важно брать простые прилагательные и превращать их в навыки, которые можно применить в текущей работе. Теперь мы включаем список личностных качеств на рабочем месте.
Авантюрный : Я иду на риск.
Амбициозный : Я стремлюсь к успеху.
Доступный : Я хорошо работаю с другими.
Articulate : Я могу хорошо выражать свои мысли перед группами.
Автономный : Я использую инициативу.
Спокойствие : Я остаюсь уравновешенным в кризисной ситуации.
Харизматичный : Я могу быть лидером, когда это необходимо.
Веселый : Я создаю благоприятную рабочую среду.
Умный : Я могу совмещать несколько задач.
Конкурентный : Я процветаю под давлением.
Уверенный : Я не боюсь задавать вопросы.
Кооператив : Я хорошо справляюсь в коллективе.
Вежливый : Меня волнует атмосфера на рабочем месте.
Creative : Я думаю нестандартно.
Любопытство : Я очень хочу учиться.
Определено : Я самомотивирован.
Преданный : Я привержен успеху компании.
Прилежный : Я всегда работаю изо всех сил.
Спокойный : Я легко адаптируюсь к новым ситуациям.
Образование : У меня есть формальное образование.
Эффективный : У меня очень быстрое время оборота.
Красноречивый : У меня хорошие коммуникативные навыки.
Энергичный : Я могу работать долгие и тяжелые часы.
Энтузиазм : Я вкладываю все свои силы в каждый проект.
Гибкость : Я могу адаптировать свои приоритеты.
Сосредоточенность : Я целеустремлен.
Дружелюбный : Со мной легко работать.
Честность : Я ценю честность.
Воображение : Я изобретателен в своем рабочем процессе.
Независимый : Мне нужно небольшое направление.
Неопытный : Я пустой поддон.
Любознательный : Я отлично умею собирать информацию.
Проницательный : Я умею читать между строк.
Интуитивный : Я чувствую, когда есть проблема.
Дотошный : Я обращаю внимание на мелкие детали.
Невротик : Я перфекционист.
Непредвзятость : Я хорошо воспринимаю конструктивную критику.
Мнение : Мне удобно высказывать свое мнение.
Организованный : Я дотошный планировщик.
Пациент : Меня нелегко вывести из себя.
Проницательный : Я могу легко читать людей.
Убедительный : Я прирожденный продавец.
Процедурный : Я лучше всего работаю со структурой.
Пунктуальность : У меня отличные навыки тайм-менеджмента.
Тихо : Я хороший слушатель.
Расслабленный : Я не поддаюсь стрессу.
Находчивый : Я использую все подручные средства.
Ответственный : Я всегда заканчиваю работу вовремя.
Разговорчивый : Мне удобно начинать диалог.
Технологический : Я промышленно подкован.
Надеюсь, вы нашли себя в этом списке черт. Присоединяйтесь к Monster бесплатно сегодня и получайте другие полезные статьи на ваши любимые темы работы и карьеры.
Положительные качества: Откройте для себя более 100 положительных черт характера
Положительные качества: откройте для себя более 100 положительных черт характера
Чики Дэвис, Массачусетс, доктор философии
Что такое положительные качества и характеристики? Откройте для себя массу положительных качеств, навыков и черт. И узнайте, какие положительные качества относятся к вам.
*Эта страница может содержать партнерские ссылки; это означает, что я зарабатываю на соответствующих покупках продуктов.
Что такое положительные качества?
Положительные качества — это личные качества, черты характера, навыки или сильные стороны, которые считаются хорошими или помогают нам каким-то образом. Важно знать свои положительные качества и помнить о них, чтобы развить здоровый уровень уверенности и самооценки.
Синонимы положительных качеств Качества могут также называться личностными чертами, личными характеристиками или темпераментом. Все они означают немного разные вещи, но эти слова, как правило, могут использоваться взаимозаменяемо.
Вы терапевт, тренер или предприниматель в области велнеса?
Получите нашу бесплатную электронную книгу, чтобы узнать, как
расширить свой оздоровительный бизнес в геометрической прогрессии!
✓ Сэкономьте сотни часов времени ✓ Зарабатывайте больше долларов быстрее ✓ Повысьте доверие к себе ✓ Представляйте высокоэффективный контент3 9000
Примеры положительных качеств
Как отмечалось выше, существует много разных типов положительных качеств. Например, черты, навыки и атрибуты. Некоторые из них могут частично совпадать, но вот несколько примеров каждого из них:
Положительные черты
Positive interpersonal traits
kindness
leadership
consideration
empathy
reliable
Positive intellectual traits
intelligent
innovative
thoughtful
conscientious
effective
Положительные эмоциональные черты
жизнестойкие
смелый
спокойный
оптимистичный
юморной
Положительные личные качества
Positive appearance
pretty eyes
fit body
nice smile
cute dimples
smooth legs
Positive bodily attributes
«good genes»
fast metabolism
flexible
быстрый бегун
сильный
Положительные навыки
General positive skills
good cook
good painter
fast reader
good with computers
fast typer
Positive work skills
good doctor
good teacher
good pilot
хороший механик
хороший бухгалтер
Список положительных качеств и характеристик
Учитывая эти различные типы положительных качеств, их гораздо больше. Вот список некоторых из них:
Warm
Friendly
Clean
Honest
Loyal
Trustworthy
Dependable
Open-Minded
Thoughtful
Wise
Mature
Ethical
Courageous
Constructive
Productive
Progressive
Индивидуалист
Наблюдательный
Аккуратный
Пунктуальный
Logical
Prompt
Accurate
Self-Reliant
Independent
Inventive
Wholesome
Attentive
Frank
Purposeful
Realistic
Adventurous
Relaxed
Curious
Modern
Charming
Модест
Восторженный
Вежливый
Терпеливый
Talented
Perceptive
Forgiving
Ambitious
Respectful
Grateful
Resourceful
Courteous
Helpful
Appreciative
Imaginative
Self-Disciplined
Decisive
Humble
Self-Confident
Спокойный
Последовательный
Позитивный
Артистичный
Модный
Убедительный
Бережный
Bold
Suave
Methodical
Interesting
Unselfish
Responsible
Reasonable
Likable
Clever
Cooperative
Romantic
Proficient
Положительные качества для работы
Обслуживание клиентов
Межличностное общение
Критическое мышление
Решение проблем
Public Speaking
Командная работа
Сотрудничество
Учет
.
Деятельность в области положительных качеств
В этом упражнении вы немного глубже погрузитесь в личностные черты, которые делают вас особенными. Это может помочь повысить вашу самооценку.
Посмотрите на приведенный ниже список черт характера и отметьте в уме все положительные черты, которые относятся к вам. Когда вы закончите, выберите 3 качества, которыми вы больше всего гордитесь. Для каждой из этих черт следуйте приведенным ниже инструкциям, чтобы описать время, когда вы проявляли эти черты. Это занятие поможет напомнить вам о ваших положительных качествах.
Пожалуйста, выберите три черты личности (положительные качества) из приведенных выше, которые наиболее важны для вас или которыми вы больше всего гордитесь, и напишите о них ниже:
Признак 1 *
Пожалуйста, напишите об одном случае, когда вы действовали таким образом: *
Признак 2: *
Пожалуйста, напишите об одном случае, когда вы действовали таким образом: *
Признак 3: *
Пожалуйста, напишите об одном случае, когда вы действовали таким образом: *
Чувствуете ли вы себя лучше после выполнения этого упражнения? *
1 — Совсем нет 2 — Немного 3 — Несколько 4 — Много 5 — тонн
Токарно винторезный станок – оборудование, которое используется для обработки заготовок из металлов и других материалов точением (резанием). С помощью токарных станков осуществляют расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование, развертывание отверстий и другие работы.
На Токарно винторезном станке простой принцип работы: заготовка, которая зажата в горизонтальном положении, начинает вращаться и резцом, который подвижен, снимается не нужный материал. Но для того чтобы осуществить этот принцип, нужен механизм, который состоит из большого количества точно пригнанных элементов.
Токарные станки объединяют девять видов станков, которые отличаются по различным признакам: по конструктивной компоновке, по назначению, по степени автоматизации.
Использование на станках специальных дополнительных устройств (для фрезерования, для шлифования, для сверления радиальных отверстий) сильно расширяет технологическую функциональность оборудования.
Токарные станки, автоматы и полуавтоматы, делятся на вертикальные и горизонтальные, в зависимости от размещения шпинделя, который несет приспособление для установки заготовки детали, которая обрабатывается.
Вертикальные станки в основном используются для обработки деталей крупных размеров и массы, но небольшой
длины. Наиболее известные токарные станки во времена советского союза — 16К20 и 1К62.
Токарный станок предназначен для обработки материалов резанием, для того чтобы получить детали в форме тел вращения. На сегодняшний день есть несколько основных видов токарных станков. Самая универсальная техника токарной группы – это токарно-винторезные станки, которые применяют в условиях мелкосерийного
производства. А токарно-винторезные станки, в свою очередь, тоже разделяются на виды:
Устройство токарно винторезного станка
Токарно-винторезный станок имеет свое индивидуальное устройство. Основной корпус техники является
неподвижным, а инструмент начинает свою работу, нажатием специальных головок. Деталь, которая получается в
процессе обработки можно применять в таких операциях. Сейчас многие считают, что использование токарно-
винторезного станка осуществляется не оптимально. Обработку материалов можно увеличить и проводить с большей
эффективностью. Но элементом, получаемым производителями после работы, обычно довольны.
Токарно-винторезный станок — оси
Токарно-винторезный станок оси – это достаточно новое оборудование. Но, тем не менее, он уже успел завоевать популярность у специалистов промышленной сферы. Токарный станок оси, иначе называемый ОЗУ, объединяет в себе черты обычных токарных инструментов с пинолем стиля оси.
На токарном станке данного типа принцип работы достаточно
простой и понятный даже тем людям, которые никогда не сталкивались с промышленностью. В момент, когда
оборудование стыкуется с заготовкой, которую нужно обработать, то он начинает скользить по её поверхности. И
поэтому процесс обработки становится быстрым, легким, ну и качественным.
Токарно-винторезный станок типа CNC
Данный станок в состоянии заменить старый вид оборудования. Мультишпиндель и другие инструменты станков CNC
имеют ряд преимуществ: просты в установке и легки в эксплуатации. Такая техника в полном объеме отвечает
тенденциям сегодняшней разработки рабочих мест.
Показатели токарно-винторезных станков CNC намного
выше других существующих типов оборудования данного класса. Можно отметить, что организации, которые
приобретают такие станки, решают свои проблемы с производительностью на все сто процентов.
Токарно-винторезный станок с легкостью можно считать наиболее универсальным станком из всех существующих
станков токарной группы. Он используется в условиях мелкосерийного и единичного производства разнообразных
деталей. Сейчас за счет своей универсальности он пользуется большим спросом во многих организациях, которые
работают в металлообрабатывающей промышленности.
Такую популярность обеспечивает большой спектр
задач, которые он выполняет. Это и большая степень производительности, и надежность, и высокая точность
обработки деталей. Наиболее известным токарно-винторезным станком в советском союзе был 16К20. Работа этого
станка базируется на снятии стружки с заготовок продукции при точении, таким образом обрабатываются чаще
всего тела вращения. Также к станкам токарной группый входят и токарно карусельные станки.
Токарные станки позволяют обрабатывать внутренние и наружные поверхности. Техника дает возможность обтачивать
детали разнообразных форм (фасонных, конических, цилиндрических), выполнять сверление, растачивание,
развертывание отверстий, подрезку торцов, накатку рифлений, нарезание резьбы и другие операции. Также
возможность применения специального оборудования даст вам возможность выполнять и другую работу. К примеру,
вы сможете осуществлять фрезерование, шлифование, нарезание зубьев и другие.
Токарно-винторезная техника, в первую очередь, предназначена для единичного и мелкосерийного
производства. Но, если необходимо, его можно будет оборудовать дополнительными приспособлениями и
устройствами, которые дадут возможность расшириться до серийного производства. В массовом производстве
используются токарные и револьверные полуавтоматы и автоматы. Обслуживание автомата подразумевает
периодическую наладку, подачу материала на станок и контроль обрабатываемых деталей.
В полуавтомате
же движения, которые связаны со снятием и загрузкой заготовок, не автоматизированы. Автоматическое управление
рабочим процессом таких токарно-винторезных станков выполняется благодаря распределительному валу, где установлены кулачки.
В чем отличие токарного станка от токарно-винторезного
О компании
Документация
Сертификаты
Отзывы о компании
Новости
Лизинг
Наши хобби
Производители
Сервис
Шефмонтажные и пусконаладочные работы
Модернизация, реновация и капремонт
Справочник
Библиотека станочника
Станки советские, российские, импортные — справочная информация
КПО советское, российское, импортное — справочная информация
ГОСТы станков и КПО
Каталог станков производства СССР, РОССИЯ и стран СНГ
Каталог КПО производства СССР, РОССИЯ и стран СНГ
Инструкции по охране труда при работе на станках
Доставка
Контакты
Главная /
FAQ/Вопросы-ответы
В чем отличие токарного станка от токарно-винторезного
В чем отличие токарного станка от токарно-винторезного
Ответ:
Ни в чем.Токарно-винторезные станки являются представителями большой группы металлообрабатывающего оборудования под названием Токарные станки, в которую еще входят автоматы и полуавтоматы одношпиндельные, автоматы и полуавтоматы многошпиндельные, токарно-револьверные, сверлильно-отрезные, токарно-карусельные, лобовые, многорезцовые, специализированные и разные станки.
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
ОАО «ГЗСиУ» – основной производитель новых станков
Классификация и расшифровка токарных станков
Токарные станки и работа на них Т. И. Тишенина, В. Б. Федоров
Токарные станки В.П. Батов
Назначение токарных станков
Школьные станки ТВ и их аналоги
Самодельные мини токарные станки по металлу
Отечественный токарный станок ГС526У – лучший выбор
Микромодели токарных и фрезерных станков
Необычные маленькие токарные станки из дерева, алюминия и стали
Популярные модели
В наличии
Производители
Что такое токарно-винторезный станок и как он работает?
Нарезание резьбы является неотъемлемой частью производственного процесса, но что такое токарно-винторезный станок и как он работает?
В этой статье мы расскажем, как работают токарно-винторезные станки и как выбрать правильную пластину для нарезания резьбы. В R.D. Barrett мы снабжаем инженеров и экспертов прецизионными инструментами с 1975 года, за это время мы накопили непревзойденные отраслевые знания и самый большой в Великобритании запас инженерных инструментов, включая резьбонарезные пластины и расходные материалы для механической обработки.
Что такое токарно-винторезный станок?
Токарно-винторезные станки существуют уже сотни лет и позволяют инженерам нарезать как внутреннюю, так и внешнюю резьбу. Современные передовые инженерные станки с ЧПУ выполняют ту же функцию с точностью, о которой предыдущие поколения инженеров могли только мечтать.
Станки с ЧПУ используют сменные пластины как для резки, так и для формовки заготовки. Единственная режущая точка (резьбонарезной инструмент) перемещается вверх и вниз по длине заготовки, удаляя материал для создания резьбы. Станки с ЧПУ могут нарезать как внутреннюю, так и внешнюю резьбу. Для этого заготовке может потребоваться пройти через ЧПУ несколько раз (так называемые многократные проходы).
Этот процесс известен как нарезание резьбы в одной точке. Нарезание резьбы в одной точке позволяет инженерам нарезать заготовки с различными размерами и формами резьбы, используя один держатель инструмента. Теоретически заготовки могут быть любого размера (хотя они, естественно, будут ограничены размерами станка с ЧПУ).
Но как работает токарно-винторезный станок? Давайте взглянем.
Как работает токарно-винторезный станок?
Когда заготовка вращается на токарном станке, из нее удаляется материал для формирования резьбы. Скорость движения фрезы и скорость вращения заготовки определяют глубину резания и сближение резьбы (шаг резьбы). Равномерность резьбы обеспечивается запрограммированной скоростью подачи на оборот.
Станки с ЧПУ работают на высочайшем уровне, обеспечивая высококачественные готовые заготовки, не требующие дополнительной обработки или инструментов. После снятия со станка с ЧПУ они готовы к использованию.
Способ входа режущего инструмента в заготовку можно запрограммировать различными способами в зависимости от применения. Опции включают радиальную подачу, угловую подачу и модифицированную угловую подачу. Выбор входа зависит от прочности материала, с которым вы работаете.
На качество нарезания резьбы могут влиять несколько факторов, в том числе износ инструмента, температура и отсутствие охлаждающей жидкости на заготовке.
Для нарезания резьбы на токарном станке требуются сменные пластины. Сменные пластины бывают разных размеров и материалов, включая высококачественные твердосплавные пластины.
Мы рекомендуем инвестировать в пластину для нарезания резьбы самого высокого качества, чтобы обеспечить постоянное качество и долговечность. Дешевые резьбонарезные пластины не прослужат долго и в некоторых случаях могут вызвать проблемы, включая сколы, которые могут повредить заготовку.
Для нарезания резьбы в самых тяжелых условиях мы рекомендуем использовать твердосплавные режущие пластины. Резьбонарезные пластины из карбида могут работать при невероятно высоких температурах, точно обрабатывая металлы, в том числе стали, углерод, чугун и жаропрочные сплавы.
Чтобы выбрать правильную резьбонарезную пластину, вам потребуется следующая информация, в том числе:
Форма резьбы (THFT)
Тип инструмента
Минимальный диаметр отверстия (DMIN)
Обозначение производителя сплава (GRDMFG)
Диаметр соединения со стороны машины (DCONMS)
Тип требуемой резьбонарезной пластины также зависит от обрабатываемого материала. Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора.
В RD Barrett мы всегда готовы обсудить ваши требования к инженерному инструменту и помочь вам определить резьбонарезные пластины, которые вам нужны для текущей работы.
Точное машиностроение
В прошлом нарезание резьбы выполнялось опытными операторами станков. Современные станки с ЧПУ позволяют операторам создавать программы, обеспечивающие воспроизводимость и качество, раз за разом обеспечивая точные детали и точную резьбу.
В компании R.D. Barrett мы являемся инженерами-экспертами и можем дать беспристрастный совет, чтобы помочь вам выбрать пластины правильного размера для нарезания внутренней и внешней резьбы. Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
Нарезание резьбы на токарном станке
Механическое создание нитей — это, по сути, очень простой процесс, и в следующей статье излагаются основные принципы, но не делается попыток охватить детали, которые уже неоднократно публиковались. Книга с информацией по нарезанию резьбы, наиболее подходящая для любителя (и идеально подходящая для освежения памяти профессионала), называется «Токарный станок для любителей». Это дает полное описание процесса с простыми инструкциями, которые позволят даже новичку успешно нарезать резьбу. Другие полезные публикации с полными инструкциями по резьбе и нарезанию резьбы включают недорогую книгу «Нарезание резьбы на токарном станке» и более новую, красиво оформленную книгу в твердом переплете «Нарезание резьбы» 9.0211 Калькуляторы зубчатых передач для помощи при нарезании резьбы, типичном расположении сменных колес, вычислении шагов, не указанных на схеме, определении того, какие шестерни составляют полный набор и т. д. можно найти здесь Как была создана первая резьба? Вы можете повторить процесс самостоятельно. Возьмите деревянную скалку и положите ее на ровную поверхность. Возьмите нож, держите его горизонтально и поместите острый край на верхнюю поверхность ролика рядом с одним концом и немного поверните лезвие по горизонтали, скажем, на 10 или около того, нажмите вниз и используйте его, чтобы откатить булавку от себя. При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку. Нити не являются изобретением механического века: Герой Александра изобрел метод изготовления более крупных нитей две тысячи или более лет назад, и на протяжении столетий краснодеревщики и часовщики изготавливали свои собственные изделия вручную, как и мастерские по ремонту железных дорог, когда они производили партии грубых, скрученных вручную винтов с крупным шагом, которые использовались для крепления опорных пластин к деревянным шпалам. Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя. Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = нитей на дюйм).
Хотя длинный стержень с резьбой вдоль станины первоначально назывался основной резьбой, или ходовым винтом , теперь обычно называют ходовой винт . Любой ходовой винт должен быть изготовлен очень точно (их часто производят специализированные производители, а не сами производители станков) с трапецеидальной, квадратной или другой формой резьбы, оптимизированной для этой задачи, но никогда со стандартной формой Витворта или метрической формы, поскольку к сожалению встречается на многих более дешевых токарных станках с Дальнего Востока. Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой). Дополнительным преимуществом нарезания резьбы было осознание того, что автоматическая и, следовательно, постоянная подача вдоль станины значительно улучшает качество поверхности, особенно если подача была медленной и инструмент имел правильную форму. Таким образом, для повседневного использования сменные колеса обычно устроены так, чтобы обеспечить очень точную подачу каретки; настроить их для нарезки означает удалить большую часть или все из них и построить новый шлейф, следуя инструкциям на «схеме нарезки» (обычно прилагается к машине). По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может генерировать каждый шаг резьбы, и иногда необходимо заменить сменные шкивы, чтобы расширить диапазон редуктора — или генерировать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину. Если отсутствует таблица сменных колес токарного станка, не все потеряно, книга Нарезание резьбы на токарном станке поможет рассчитать новый комплект. Дополнительную помощь можно найти в наборе инструкций по использованию калькуляторов с разменным колесом, а необходимые загрузки программ можно найти здесь. Как уже объяснялось, привод режущих инструментов за счет прямого механического соединения с передней бабкой также позволял при обычной работе получать более гладкую и однородную отделку и в то же время значительно снижал утомляемость оператора. Эта форма силового движения первоначально называлась самодействующий или самодействующий — и оба термина когда-то широко использовались для различения плоско-токарных и токарно-винторезных станков. Когда каретка соединена с ходовым винтом, используется некоторая форма «гайки»: она может быть сплошной и постоянно зацепленной или одинарной или двойной «зажимной гайкой», которую оператор может зацеплять и расцеплять по своему желанию. Однако после того, как «зажимные гайки» были открыты и каретка отошла назад, чтобы можно было сделать еще один разрез, возникает проблема, как снова зацепить гайки в нужном месте — проблема, решаемая простым, но остроумным способом. устройство, « D ial T hread I Индикатор». DTI состоит из шестерни, находящейся в зацеплении с ходовым винтом, но установленной на валу с циферблатом на другом конце, на котором выгравированы линии, чтобы оператор, следуя таблицам, (которые меняются в зависимости от шага нарезаемой резьбы), можно безопасно зацепить гайки и продолжить точное нарезание резьбы.К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы : Первый вопрос, который приходит в голову новичку: «Сможет ли мой токарный станок нарезать различные типы резьбы?» (Whitworth, British Standard Fine, American National Coarse, British Standard Brass, American National Fine, British Standard Brass, Unified National Coarse, Unified National Fine, British Association, British Cycle Standard, Metric и т. д.) Ответ: да. Обеспечьте токарный станок сменными колесами, необходимыми для передачи шпинделя на переднюю бабку, чтобы инструмент перемещался на нужное расстояние, пока шпиндель делает один оборот — это можно сделать. «Форма» или «форма» резьбы (которая, проще говоря, составляет существенное различие между «типами» резьбы, а не ее шагом) полностью зависит от «формы» используемого инструмента (или инструментов). чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой. Урок истории : Сядьте сзади — следует тест: два инженера, наиболее тесно связанных с разработкой механически разработанной резьбы (хотя они не изобрели этот процесс), оба работали в 1800-х годах: Генри Модсли (1771–1831) «Машиностроитель» из Лондона, Англия («инженер-инженер»), и один из его учеников, Джозеф Уитворт (1803–1887) Инструментальщик из Манчестера, Англия, известный своей прямолинейностью, если не сказать резкостью. способами (и, вероятно, воплощением изречения Шоу о том, что « весь прогресс зависит от неразумного человека ».). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт 5 футов в длину и 2 дюйма в диаметре (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчивалась гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки маркировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта») примеры которых можно увидеть в Лондонский музей науки и Музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем, производителем инструментов и дизайнером (и бизнесменом-миллионером), который привнес дисциплинированный подход к инженерии. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003
Нарезание резьбы вручную : Можно нарезать резьбу на вращающейся цилиндрической поверхности без использования механической помощи, используя «нарезчик». Они больше похожи на токарные резцы по дереву с «формой резьбы», вырезанной на их торцах или боковых сторонах, и сделаны из твердой стали — инструментальной стали для самых качественных — и различаются по ширине и толщине в зависимости от шага резьбы и работы. они должны делать. Полноразмерные модели обычно крепятся к прочным деревянным ручкам, чтобы обеспечить необходимую покупку (которая может быть значительной), и стоят дорого. Однако есть более дешевая альтернатива — бегунки, которые изготавливаются из держателей штампов с автоматическим освобождением; эти узлы используются на токарных станках с токарными станками и удерживают четыре небольших одинаковых секции из инструментальной стали с очень точной резьбой по одному краю. Если их снять и установить в подходящий металлический держатель, их можно использовать точно так же, как их полноразмерных собратьев. К сожалению, использовать любой тип сложно, и новичкам рекомендуется полностью избегать их использования, хотя они могут играть роль в «очистке» резьбы, нарезанной механически, и придании радиуса или другой формы гребню и основанию резьбы. , процесс, который невозможен при описанном выше методе создания одноточечного потока. При использовании бегунок упирается в подходящую опору с небольшим количеством смазки между ними и вставляется в заготовку на центральной высоте с устойчивым скользящим движением. Продолжение ниже:
Форма резьбы Витворта с углом 55 градусов и закругленными основаниями и гребнями. Другие нити имеют плоские гребни с закругленными корнями или наоборот, или и гребень, и корень могут быть плоскими. Угол также может различаться — стандартная метрическая резьба составляет 60 градусов, в то время как некоторые резьбы имеют «квадратную нарезку» под углом 9 градусов. 0 градусов. В то время как «одноточечный» инструмент, обычно используемый на токарном станке, может правильно обрезать углы, он не может создать радиусы в основании и на гребне, и они иногда формируются на этапе постобработки с помощью «нарезки» из твердой стали.
Основная форма одноточечного резьбонарезного инструмента, используемого для нарезания наружной резьбы.
Неотъемлемая часть набора инструментов для нарезания резьбы — резьбовой калибр с маркировкой общих углов резьбы. Это позволяет установить инструмент «прямо» для работы, как показано ниже.
Использование резьбомера для установки наружной резьбы.
Использование резьбомера для настройки инструмента для нарезания внутренней резьбы. Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба.
Режущая кромка внешней нарезки.
Резьбонарезной станок для внутренних работ
Продолжение: С умением (и удачей для новичка) чеканка вгрызается в поверхность и начинает формировать спиральный разрез; по мере того как другие точки на бегунке взаимодействуют со спиралью, действие становится до некоторой степени самостабилизирующимся и его легче выполнять; однако обычно требуется много проходов, прежде чем будет создана резьба на полную глубину. Нарезание резьбы резьбой Другая форма нарезки резьбы носит механический характер и иногда используется на прецизионных и специальных токарных станках, ее можно увидеть здесь. Система, вероятно, была изобретена Джозефом Нейсоном и получила патент 10 383 в Америке 3 января 1854 г. Метрическая резьба Существует интересное различие между «английской» резьбой (определение, включающее американские типы) и метрической. Все английские (иногда называемые «имперскими») и американские резьбы основаны на том, что происходит в пределах длины в один дюйм. В пределах этой длины в дюймах у вас может быть любое количество витков (шагов), хотя обычно оно ограничено на токарных станках либо со сменными колесами, либо с редуктором для нарезки винтов диапазоном от 2 до 56 t.p.i. Обычный предел шага резьбы на гайках и болтах составляет 40 tpi, спецификация ME (моделирование), выше которого они нарезаются только для специальных целей). Метрическая резьба устроена по-разному, нет фиксированной длины, в которую должны вписываться шаги, и каждая из них составляет долю или кратность миллиметра. Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов. Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями). Какая нить может быть наиболее часто «используемой» в мире — например, «используется» для застегивания и расстегивания вещей, а не для постоянного крепления (например, велосипедная спица, выпущенная в несколько триллионов раз)? Давайте разворошим осиное гнездо и предложим долгоживущую резьбу Уитворта 1/4″ x 20 tpi, которую можно найти в основании почти каждой камеры, чтобы можно было прикрепить штатив (это свойственно всем производителям и каждой модели, которую они выпускают, хотя некоторые более тяжелые профессиональные типы были, в качестве уступки жесткому использованию, оснащены либо двумя головками, либо одной более прочной головкой 3/8 «x 16 tpi). Являются ли верхушки тюбиков зубной пасты одного размера или ограничены несколькими? Если это так, этот фитинг также может быть претендентом. Мелкая подача Если вы не хотите нарезать винты, а просто нуждаетесь в очень тонкой подаче каретки для чистовой обработки токарных работ, шестерни расположены в «компаунде» следующим образом: a) Конец ходовой винт: установите самую большую шестерню из комплекта сменных колес (часто 70 или 75 т) b) приводная шестерня ходового винта представляет собой пару шестерен (набор B), закрепленных вместе на одном валу: большая из пары будет второй по величине в наборе сменных колес меньшая шестерня является второй после наименьшей. c) На валу над набором B находится еще одна пара шестерен, скрепленных вместе (набор C), состоящая из третьей по величине шестерни в наборе вместе с самой маленькой шестерней в наборе, d) приводной набор C будет маленькой шестерней, обычно на выходном валу узла реверса барабана. Конечно, возможность сделать это зависит от наличия всех шестерен в наборе — обычно от 10 до 14 для типичного маленького токарного станка. В некоторых случаях самая большая шестерня может оказаться слишком большой для работы с составными шестернями (или может не поместиться под крышкой шестерни) и может быть предназначена для преобразования дюймов в метрические или метрические в дюймы (в этом случае они может быть помечен как имеющий 127 или 135 зубов..
Типичное расположение сменных колес, ведущих вниз к редуктору для нарезания резьбы — в случае токарного станка Boxford модели VSL. На рисунке также показан умный, но простой рычажно-реверсивный механизм, с помощью которого направление привода к ходовому винту (и приводному валу, если он установлен) может быть изменено на обратное, а каретка перемещается либо в направлении, либо в направлении от бабка. В нейтральном центральном положении он позволяет шпинделю передней бабки вращаться, не приводя в движение ни одну из шестерен. Перемещение зацепляющий рычаг вверх или вниз (шпиндель, конечно, должен быть неподвижен) зацепляет одну или другую из пары барабанных шестерен под шестерней шпинделя , заставляя следующую шестерню в цепи вращаться либо по часовой стрелке, либо против часовой стрелки. Рычаг обычно, но не всегда, каким-то образом подпружинен, с плунжером, который входит в одно из трех отверстий на передней или боковой поверхности передней бабки. На всех типах барабанно-реверсивных механизмов шпилька обычно выполняется съемной, что позволяет ей быть частью токарно-винторезного станка и обеспечивает быстрое и простое средство замедления или ускорения минимальной скорости подачи каретки.
Станочный парк современных российских предприятий частично, а иногда в значительной мере представлен станками еще советского ☭ производства. Высокий запас прочности советских станков позволяет, и сегодня успешно эксплуатировать станочное оборудование, произведенное несколько десятилетий назад. Правда у таких пожилых станков иногда утрачен внешний вид, например таблички и шильдики на станках могут уже быть не читаемыми, а в ряде случаев просто отсутствовать ⛔. Станок сохраняет свою работоспособность, правда для операторов, особенно малоопытных, работа осложнена.
Наше предприятие занимается производством широкого спектра запасных частей для любого станочного оборудования, включая давно снятое с производства. Изготовленные по оригинальным технологиям производителей на основании технической документации разработчиков, они представляют собой адекватную замену изношенным комплектующим. Наши детали помогают восстановить любой станок, возвращая ему исходные характеристики и фактически давая новую «путевку в жизнь».
В случае необходимости у нас можно приобрести таблички на оборудование, что позволит полностью обновить информационное пространство вокруг Вашего станка. Качественные, изготовленные по требованиям действующих стандартов шильдики облегчат работу с металлорежущим оборудованием, и исключат вероятность ошибок персонала.
Таблички и шильдики на станки и оборудование. Изготовлены из алюминиевой пластины толщиной 0,5 мм. Рассмотрим возможность изготовления шильдов по Вашим запросам.
Назначение табличек и шильдиков
По сути эти два слова синонимы. Только шильдик, произошедший от немецкого слова schild носит скорее обиходный, а не технический характер. В техническом плане более верным вариантом названия будет табличка на станок или паспортная табличка. Но как бы этот элемент наружного оформления станочного оборудования ни назывался, его основным назначением считается предоставление информации. Обычно это:
модель и завод изготовитель станка;
расшифровка органов управления;
выбор режимов управления станком и многое другое.
Словом любую информацию, которая необходима в процессе работы оператора, несут на себе таблички на токарный станок. Металлические шильдики крепятся на корпусах различных узлов станка, как правило, в непосредственной близости к обозначаемому элементу. Таблички чисто информационного характера устанавливаются на видном месте. Основными требованиями, предъявляемыми к информационным табличкам на станок, считаются:
отличная читаемость, гарантирующая доходчивость информации, нанесенной на поле шильдика;
сохранность в процессе транспортировки, хранения и эксплуатации станочного оборудования.
Первое условие выполняется благодаря изготовлению по техническим требованиям (ГОСТ 12969-67), согласно которым информация должна наноситься рельефным способом (выпуклой либо углубленной). Среди современных способов маркировки табличек можно назвать лазерную гравировку, дающую четкое контрастное изображение. С сохранностью дело обстоит сложнее. Высокие механические нагрузки и сложные условия эксплуатации со временем не гарантируют, как сохранности нанесенных изображений, так и целостности самих табличек. По этой причине шильдики на токарный станок требуют периодической замены. Кроме того необходимость установки новых табличек возникает после проведения капитального ремонта станка.
Выполненные в заводских условиях на высокотехнологичном оборудовании наши комплекты табличек, обновят информацию на Вашем оборудовании и придадут ему презентабельный внешний вид.
Таблички и шильды на станки
Основная таблица подач 1А62 «Красный пролетарий». Шильд (7z)
От Vilf
Главная таблица подач 1А62 «Красный пролетарий» в формате CorelDraw. для корректного отображения необходимо скачать в сети и установить на комп указанные на скрине шрифты.
12 раз скачали
Обновлено
Шильд. СССР Саратовский завод тяжелых зуборезных станков модель 2СС1
От aleks_kolos
Всем здравия, восстанавливали с братом станок 2СС1 сделали новый шильдик, выкладываю на благо сообщества.
9 раз скачали
Отправлено
Таблички на станки 16К20, 16К25
От Trotyl
Несколько вариантов табличек для станков 16К20 и 16К25 в формате DWG.
146 раз скачали
Обновлено
Шилдик на станок ВМС-2А
От Nikolay Borisov
Шилдик для станка ВМС-2А 1995 года.,
17 раз скачали
Обновлено
Табличка ИТ-1М
От Михайлович ТВ16
Таблица резьб токарно винторезного станка ИТ-1М
17 раз скачали
Обновлено
Шильд 16б16КА 1990г. Таблица дополнительных резьб и подач
От Scula
Отредактированный скан из руководства. Таблица 17 с кожуха станка 16Б16КА в натуральном размере.
Качество 300dpi. Распечатываете в рекламной мастерской на белом или прозрачном оракале, закатываете поверх прозрачным и клеите на что решите.
27 раз скачали
Обновлено
Шильд станка 16Б16КА 1990г. головной и режимы переключателей
От Scula
Два шильда станка 16Б16КА в натуральном размере.
Качество 600dpi. Распечатываете в рекламной мастерской на белом или прозрачном оракале, закатываете поверх прозрачным и клеите на что решите.
Файл в формате BMP в архиве.
39 раз скачали
Обновлено
Таблица на коробку подач ТВ-7
От дядя Сэм
Табличка на коробку подач ТВ-7, расширенная. Сделана в Sprint-Layout 6, для использования ЛУТ.
20 раз скачали
Обновлено
Таблички НГФ 110 Ш4 (Вектор)
От Доброслав
Таблички для НГФ 110 Ш4 с высоким основанием станины в формате cdr (Corel).
Нигде не нашёл их в открытом доступе, поэтому рисовал чисто для себя, подбирал шрифты похожие на оригинал.
49 раз скачали
Обновлено
1М61 Таблица резьб и шильдики на ручки коробки скоростей
От Анатолий68
Таблички шильдики для токарного станка 1М61 Ереван в редактируемом формате
552 раза скачали
Обновлено
ТВ320 таблички для гравировки и печати
От Aviator73
Таблички для токарного станка ТВ-320. Для печати и гравировки. Формат CorelDraw и PDF.
131 раз скачали
Обновлено
Шильдик токарного станка ТВ-4 (6) с карболитовыми ручками
От Maks_BY
Шильдик токарного станка ТВ-4, ТВ-6 с карболитовыми ручками. Фото и векторная модель для гравировки.
266 раз скачали
Обновлено
Табличка резьб и подач токарного станка ИЖ 95ТС, 1И611П
От itur
Табличка резьб и подач токарного станка ИЖ 95ТС, 1И611П. Разрешение 300х300, размер 4019 x 948.
Тема на форуме:
https://www.chipmaker.ru/topic/74366/
https://www.chipmaker.ru/topic/57067/
95 раз скачали
Обновлено
1М95, токарно-винторезный станок. Таблица по нарезке резьб и фото табличек с передней бабки и крышки коробки подач
От kot63
Токарно-винторезный станок 1М95.
Таблица по нарезке резьб — 1M95_plate.jpg
Фото табличек с передней бабки и крышки коробки подач — 1M95_metal_plate.djvu
179 раз скачали
Обновлено
Шильд на токарный станок Металмастер MML 1830 V
От VOVAN_L300
Шильдик токарного станка Metalmaster MML1830V
Для темы на форуме https://www.chipmaker. ru/topic/175217/
59 раз скачали
Обновлено
Таблички на токарный станок ТВ-16, Завод им. Кирова
От Andrei’
Шильды на токарный станок ТВ16, Завод завод им Кирова, 1950-е годы (нарисованы в векторе)
95 раз скачали
Обновлено
Таблица настройки станка для резьб и подач 1А616
От fray26
Для распечатки таблицу делал в Компасе по бумажной версии из паспорта
Таблица для 1М61 станка, с 3 ручками коробки подач.
1 032 раза скачали
Обновлено
Таблички на токарный станок ТВ-4
От Andrei’
Таблички для станка ТВ4 и шрифт (если не установлен). Для темы на форуме: http://www.chipmaker.ru/topic/201701/
742 раза скачали
Обновлено
1М61 Символы для рукояток коробки скоростей
От Wan
1М61 Символы для рукояток коробки скоростей Размер картинок уже подогнан. При печати нужно настроить масштаб оригинального размера.
301 раз скачали
Обновлено
Чертежи, модельки подачи на ФГ 6М80Ш (Жальгирис)
От vasili4
Если кто захочет изготовить этот узел, то здесь практически вся информация.
94 раза скачали
Обновлено
Шильдики коробки подач 1Е61М
От Сокол174
Шильдики для коробки подач токарного станка 1Е61М(МТ). Исходник в формате КомпасV15, нехочет прикрепляться.
453 раза скачали
Отправлено
Шильдики НС12А, 1967 год, Комунарас, Вильнюс
От SysCat
Шильдики на настольно-сверлильный станок НС-12-А, 1967 год, Комунарас, Вильнюс, 2 варианта исполнения. Шильдики сняты и отсканированы 600 dpi. Сняты размеры.
935 раз скачали
Обновлено
16Д20 Набор табличек
От Zhan Zhak
Набор табличек в формате tif. В таблице 3 есть ошибка для нарезания левых метрических резьб, недавно обнаружил. Положениие ручек F/G вместо 6/1 должно быть 7/1, а вместо 7/1 — 8/1 соответственно. Если буду переделывать для себя, перезалью новые.
378 раз скачали
Отправлено
Шкала (лимб) для поворота малой продольной подачи ТВ-4(6)
От Metal Ghost
Я себе распечатал на лазернике и заламинировал. Приклеил на поперечку. Выставил малую продольную (методика есть на фото).
212 раза скачали
Отправлено
Полное руководство по крепежным пластинам, инструментальным пластинам и модульным приспособлениям
Фиксирующая пластина (также называемая инструментальными пластинами и модульными приспособлениями) может сэкономить вам огромное количество времени и усилий при настройке станка с ЧПУ. В этом полном руководстве вы узнаете, что это такое, как их использовать, как сделать или купить, а также обзор одной популярной пластины для крепления.
Краткое видео-введение в крепежные пластины
Вот видео CNC Chef, которое я сделал для журнала Cutting Tool Magazine о крепежных пластинах:
Что такое крепежная пластина (инструментальная пластина или крепежная пластина модуля)?
На изображении выше показана типичная пластина крепления. Несколько замечаний по этому поводу:
Там есть сетка резьбовых отверстий. Они защищены от сколов установочными винтами, которые вы удаляете, когда будете готовы использовать конкретное отверстие.
Выгравированные буквы и цифры создают систему координат для уникальной идентификации каждого отверстия.
Установите фиксирующую пластину на стол фрезерного станка с ЧПУ. Большинство фрезерных станков с ЧПУ имеют такие столы с Т-образными пазами:
Закрепите удерживающие приспособления, такие как приспособления и тиски, на столе станка с помощью болтов и гаек с Т-образным пазом:
Гайки скользят по Т-образному пазу до тех пор, пока не займут нужное положение.
С крепежной пластиной, прикрутите крепления с помощью резьбовых отверстий в пластине.
Зачем использовать фиксирующую пластину?
Мы можем прикрутить приспособления к столу фрезерного станка с помощью Т-образных пазов. Так зачем вообще использовать крепежную пластину?
С Т-образными пазами гайки с Т-образными пазами скользят. Таким образом, приспособление может быть расположено где угодно . Звучит здорово, за исключением того, что осветители могут быть где угодно . С Fixture Plate ваши приборы не могут быть расположены где угодно. Они должны войти в сетку доступных отверстий. Другими словами, с пластиной для крепления, приспособления всегда находятся в четко определенном месте .
Что, если бы ваши программы G-кода могли воспользоваться преимуществом того, что прибор всегда находится в одном и том же месте? С Т-образными пазами вы устанавливаете приспособление, измеряете его местоположение, а затем устанавливаете рабочее смещение, чтобы сообщить G-коду, где находится приспособление. Это занимает много времени.
С пластиной для крепления вы измеряете положение один раз, и если вы всегда устанавливаете приспособление в одни и те же отверстия, вам не нужно будет измерять снова.
Это экономит много времени при установке. На самом деле приспособление не только находится в одном и том же месте, но и ориентировано одинаково. С помощью Т-образных пазов вы можете зажать приспособление в пазах, и оно не только не всегда находится в одном и том же месте, но и может быть слегка повернуто или взведено в своем месте.
Это проблема для таких вещей, как станочные тиски, где мы хотим, чтобы губки были параллельны ходу оси X станка. На самом деле, операторы тратят время на выравнивание тисков с этим ходом, процесс, называемый откатывание тисков . Но с крепежной пластиной тиски могут быть точно установлены и подогнаны, поэтому вы пропускаете шаг откатывания. Больше времени сэкономлено!
В современных магазинах часто встречается так называемая работа High Mix Low Volume. Это означает, что они делают много разных деталей, но очень мало каждой конкретной детали. Из-за этого время настройки составляет больший процент от времени магазина, чем раньше. Использование фиксирующей пластины сокращает это время и поэтому очень важно для работы с большим количеством смеси и малым объемом.
Крепежные пластины сэкономят вам время, но у них есть и другие преимущества. Они обеспечивают чистый путь для выхода охлаждающей жидкости и стружки. Они также помогают защитить стол вашего станка от сбоев, вмятин и других повреждений.
Еще одно преимущество крепежных пластин — они облегчают обработку деталей, которые слишком велики для перемещения вашего станка.
С помощью точной фиксирующей пластины вы можете обрабатывать большие детали по частям, перемещая деталь, чтобы обеспечить доступ к каждой секции. Это очень сложно или невозможно сделать с T-Slots.
Подробнее об обработке больших деталей см. в этой статье:
[Советы для деталей, которые слишком велики для вашего станка с ЧПУ]
Фиксирующая пластина Программирование G-кода
Давайте посмотрим, как комбинировать крепежные пластины с небольшими простыми программирование g-кода для экономии времени.
Одна из идей состоит в том, чтобы воспользоваться сеткой отверстий на пластине крепления путем предварительного программирования рабочих смещений относительно места установки ваших приспособлений. Но, с другой стороны, с некоторыми элементами управления у вас довольно быстро заканчиваются рабочие смещения. Вам придется использовать их повторно, так как их мало. Или вы находитесь в цеху, где кто-то другой мог изменить рабочее смещение, не сообщив вам об этом. Вы не можете полагаться на то, что они останутся прежними.
Как вы справляетесь с этим?
Ну, можно было бы каждый раз указывать рабочее смещение от тисков (или приспособлений). Однако это тратит впустую потенциал модульной установки крепления.
Что, если бы вы могли запустить небольшую программу G-кода, чтобы установить рабочие смещения для каждого приспособления? Может быть, у вас есть стандартная библиотека этих маленьких программ инициализации, или, может быть, USB-ключ с программой прилагается к каждому прибору. В любом случае, если бы вы могли просто запустить эту маленькую программу и инициализировать свои рабочие смещения с правильными значениями для вашего прибора, это было бы очень удобно и могло бы сэкономить вам много времени, верно?
Вам повезло — оказывается, G-код под названием «G10» идеально подходит для этого!
С помощью G10 вы можете установить значения для любого рабочего смещения. Допустим, координаты фиксированной задней челюсти, левый передний угол, на левых тисках на рисунке выше равны X20.0 Y11.733 Z0.0 на этой левой челюсти, когда вы опускаете ее в правильное положение сетки на пластине крепления. У вас также есть набор фиксированных координат для правильных тисков. Запустите свою короткую программу g-кода с парой G10, а Боб — ваш дядя (не совсем), рабочие смещения установлены, и вы готовы начать обкатку деталей.
Для получения полной информации о том, как использовать G10, ознакомьтесь с новой главой, которую я только что создал для нашего бесплатного курса G-кода: Инструмент настройки G10 и рабочие смещения. Вам понравится простота использования G10 и то, насколько он поможет вам автоматизировать настройку с помощью модульных приборов. Эй, если вы никогда не программировали G-код, не волнуйтесь. У нас есть бесплатный курс по основам программирования G-кода, G10 — это просто, а наше программное обеспечение G-Wizard Editor даже смоделирует его, чтобы вы могли попрактиковаться в работе с G10, прежде чем запускать его на реальной машине.
Вскоре вы удивитесь, почему тратите столько времени на настройку вручную!
Давайте немного подробнее рассмотрим конкретную пластину с особенностями. Я получил пластину от Дэна Бай из Tosa Tool для ознакомления и установил ее на свой фрезерный станок с ЧПУ Tormach PCNC 1100. Да, журналисты часто получают бесплатный продукт, но я все равно скажу вам прямо 411 о продукте. Мой бизнес с CNCCookbook гораздо важнее для меня, чем любой обзор, поэтому я не боюсь быть критичным, если это необходимо.
Tosa Tool специализируется на модульных крепежных решениях. Крепежные пластины буквально являются основой для модульного крепления. Пластина, которую я получил, была их моделью TT1634C, но с некоторыми незначительными дефектами, не влияющими на ее работу. Я получил свой бесплатно, но обычная стоимость точно такой же пластины составляет 1100 долларов. Его размеры 34″ x 16″ x 3/4″ в толщину, и он больше, чем стол Tormach.
Он по-прежнему прекрасно подходит для корпуса PCNC 1100. Кроме того, больший размер означает, что есть место для вещей, связанных с приспособлениями, которые могут находиться за пределами рабочей зоны. Это может быть важно при попытке использовать полный конверт:
Обратите внимание, что некоторые стойки для этой буровой установки с прямым углом отсутствуют. Удобно иметь большую пластину крепления!
Установка пластины крепления инструмента Tosa
Установка пластины крепления инструмента Tosa заняла в общей сложности около 20 минут. Убедиться, что он настроен правильно, было легко, используя их систему ключей.
Эти тарелки ТЯЖЕЛЫ, поэтому будьте осторожны и при необходимости обратитесь за помощью. При работе с тяжелыми компонентами следует помнить одну вещь: никогда не поднимайте их отдельно. Все дело в наклоне и повороте, чтобы большая часть веса приходилась на стол станка. Затем все, что вам нужно сделать, это безопасно направить пластину в нужное место. Кроме того, будьте осторожны, чтобы не защемить кожу между пластиной крепления и столом, иначе вы пожалеете!
Для установки фиксирующей пластины на Tormach я использовал следующую процедуру:
Распакуйте фиксирующую пластину из ящика.
Очистите стол станка, чтобы на нем не было стружки и мусора. Камень прочь любые ники и недостатки. Вам нужна хорошая поверхность, на которой будет лежать крепежная пластина.
Положите на стол станка средство от ржавчины. Мне нравится использовать продукт, предназначенный для огнестрельного оружия, под названием «Break-Free». Его можно недорого купить на Amazon — около 22 долларов за хороший пульверизатор, когда я пишу это. Я постоянно использую его в магазине, чтобы защитить свои инструменты от ржавчины. Отложите гораздо больше, чем вы думаете, что вам нужно. Я сделал виртуальное масляное пятно, которое позволяло легко перемещать фиксирующую пластину, пока она не заняла идеальное положение.
Возьмите крепежную пластину из ящика, расположите ее нижней стороной вверх и положите ее на стол станка. Да, правильно, положите его туда вверх дном.
Установите шпонки в 2 отверстия под штифты на нижней стороне пластины.
Поверните пластину, чтобы открыть Т-образные пазы с правой стороны стола. Поворачиваться легко с масляным пятном от ржавчины!
Установите 3 гайки для Т-образных пазов, по одной в каждый паз. Расположите верх и низ на правом конце Т-образного паза. Сдвиньте средний как можно ближе к центру.
Поверните в другую сторону, чтобы открыть Т-образные пазы с левой стороны.
Установите 2 гайки Т-образных пазов в верхний и нижний Т-образные пазы слева. Расположите их в конце Т-образного паза.
Переверните фиксирующую пластину так, чтобы ключи оказались внизу рядом со средним Т-образным пазом или на нем
Поверните фиксирующую пластину так, чтобы она находилась на одном уровне с задним и правым краями стола. Если он еще не был установлен вместе с ключами, они встанут на место.
Теперь, убедившись, что крепежная пластина находится в нужном месте, вы можете увидеть, где находятся гайки Т-образного паза. Используйте инструмент, например выколотку, чтобы проникнуть через отверстия в пластине крепления и совместить гайки с Т-образными пазами с соответствующими отверстиями.
Вручную затяните 5 винтов с головкой под ключ, затем вернитесь и затяните их шестигранным ключом.
Вы завершили установку новой пластины крепления инструмента Tosa! И не было ли это легко?
Ключи для выравнивания Т-образных пазов и масляное пятно от ржавчины упростили мне задачу.
Nice Features
Пластины для крепления инструментов Tosa хорошо сделаны и имеют некоторые премиальные функции, которые можно найти на гораздо более дорогих пластинах и которых нет у других недорогих поставщиков. Вот мои любимые:
Упакован в деревянный ящик, а не в картон
Моя пластина для крепления Tosa прибыла в красивом деревянном ящике. Здесь нет картона! Это точный компонент, поэтому я ценю дополнительную защиту, обеспечиваемую ящиком.
Ключи для Т-образных пазов
Мне нравится система ключей для выравнивания пластины крепления инструмента Tosa с Т-образными пазами станка.
Сочетание установочного штифта (гладкого) и резьбовых отверстий
В сетке отверстий на пластине крепления инструмента Tosa чередуются гладкие (установочный штифт) и резьбовые отверстия. Резьбовые отверстия подходят для болтов 1/2-13, а отверстия для штифтов имеют диаметр 0,5005 дюйма и гладкие.
Почему 2 вида отверстий?
Некоторые поставщики нарезают резьбу в каждом отдельном отверстии пластины, но лучше иметь как гладкие, так и резьбовые отверстия. При использовании крепежной пластины отверстия выполняют 2 функции:
Расположение: это роль отверстий для штифтов (гладких) на крепежных пластинах Tosa.
Крепление: это роль резьбовых отверстий.
Если мы заставим одно отверстие выполнять обе функции, мы уменьшим допуск и повторяемость, с которыми мы можем выполнять функцию местоположения. Представьте, что вы опускаете установочный штифт в два отверстия. Один вдвое или даже на 1/3 длиннее другого. Помните, мы говорим о диаметре 1/2″ в отверстиях глубиной от 3/4 до 0,8″. Сверху и снизу есть фаска, поэтому у нас есть еще меньшая доступная длина. Какое отверстие будет удерживать штифт более точно в вертикальном положении?
Мои деньги на полную глубину бурения. Если вы используете комбинированное отверстие (резьбовые и гладкие участки), убедитесь, что гладкий участок имеет глубину не менее 1 диаметра, чтобы установочные штифты располагались с достаточной точностью
место для установочного штифта, мы уменьшаем количество резьбы, доступной для крепления. Как это повлияет на прочность и стабильность нашего рабочего решения?
Стальные и алюминиевые крепежные пластины
Дэн изготавливает крепежные пластины из нескольких сортов стали (горячекатаной («H»-листы) и 4140 («C-пластины»)), но он не продает алюминиевые пластины. Он пробовал их какое-то время, рекомендуя только тем, кто работает с деревом и пластиком. Я думаю, что у него может быть несколько «сделок» на складе, но он прекратил их выпуск.
Стальные пластины обработаны черным оксидом для защиты от ржавчины, а алюминиевые пластины анодированы. Пластины «С» из стали 4140 являются самыми дорогими из-за больших материальных затрат.
Алюминиевые пластины для крепления можно приобрести у некоторых других поставщиков, и они значительно дешевле. Так зачем использовать сталь? На это есть ряд причин:
Вибрация всегда является проблемой станков, а алюминий обладает гораздо меньшей демпфирующей способностью, чем сталь.
Тепловое расширение алюминия также выше, чем у стали. Мы рассчитываем на точность и воспроизводимость пластин Fixture Plates, но если температура сильно изменится, алюминий сделает это проблемой. Особенно, если принять во внимание большой размер пластины крепления, который может усугубить проблему.
Как мы все знаем, сталь немного прочнее алюминия. Опять же, мы обращаемся к нашей крепежной пластине с точки зрения точности, но нам также нужна долговечность. Алюминий гораздо чаще подвергается царапинам. Отверстия для дюбелей могут деформироваться из-за бокового давления на стальные штифты (особенно если они не на всю глубину), а резьбу легче вытащить из алюминия. Если ваши отверстия многоцелевые (т. е. гладкие сверху и с резьбой снизу) и вы вбиваете в отверстие установочный штифт, вы довольно быстро собьете алюминиевую резьбу внизу.
Алюминий и чугун вашего стола будут подвергаться гальванической коррозии вместе. Твердое анодирование алюминия поможет значительно уменьшить это.
Алюминий — отличный материал для многих целей, но я предпочитаю сталь для крепежных пластин. Единственным исключением являются случаи, когда вес является проблемой. Скорее всего, это проблема надгробий с вращающейся осью, а не пластин для крепления.
Одним из способов улучшить алюминиевую пластину является установка закаленных втулок. Конечно, это сведет на нет большую часть, если не все преимущество в цене. Можно также выбрать установку закаленной втулки только в поврежденные отверстия.
Precision Made
Проверка инструментальных пластин Tosa на КИМ для обеспечения жестких допусков…
Когда Дэн Бай изготавливает пластину для крепления, он указывает, что отверстия отверстий расположены в пределах допуска 0,0004″. Пластины бланшируются в начале и в конце. Каждая пятая пластина проверяется на КИМ (координатно-измерительной машине), чтобы гарантировать соблюдение допусков. Звучит здорово, но почему это так важно?
На первый взгляд точность не влияет на большинство функций крепежной пластины. В конце концов, тот факт, что отверстие отклонено от теоретического идеального положения на 0,001″, не влияет на воспроизводимость или большинство других факторов. На что это действительно влияет, так это на то, насколько легко мы можем использовать более одного отверстия, чтобы найти и сориентировать все, что мы позиционируем на пластине крепления.
В приведенном ниже примере я установил тиски на крепежную пластину, и она правильно перемещается без дополнительных усилий. Это означает, что три установочных штифта должны быть расположены относительно друг друга с достаточным допуском, чтобы это произошло.
Но становится еще хуже. Допустим, я хочу сделать небольшую вспомогательную пластину, которая падает на пластину крепления. Мы будем использовать дюбельные штифты, чтобы установить опорную плиту, и болты, чтобы удерживать ее. Это очень распространенный сценарий, когда, например, крепление пластины помещается на пластину крепления.
Ни в одном из отверстий под штифты не может быть и речи — они должны быть достаточно тугими, чтобы все совпало. На самом деле, нам, возможно, придется забить их на место с помощью нашего медного слесарного молотка. Теперь представьте, что каждое отверстие на крепежной пластине смещено на 0,001 дюйма. Это означает, что нам, вероятно, нужно точно знать, с какими отверстиями будет соединяться плита, и она не может находиться где угодно на столе. Мы также должны точно знать, где находятся эти отверстия, буквально измеряя их.
Внезапно наша пластина для крепления стала намного менее удобной в использовании. Альтернативой является ослабление допусков и увеличение отверстий в монтажной плите. Конечно, это означает, что он будет расположен менее точно.
Вам не нужна пластина для крепления, которая не изготовлена в соответствии с довольно строгими стандартами, иначе она не сможет хорошо выполнять свою работу по точному и воспроизводимому расположению объектов.
Экономичная цена
Крепежные пластины Tosa Tool не самые дешевые, но они очень экономичны, если учесть, насколько хорошо они сделаны и какие есть альтернативы с аналогичными функциями.
Часть Системы
Лучшее я оставил напоследок. Крепежные пластины — это только отправная точка для настоящих модульных крепежных решений. Tosa Tool имеет обширную линейку аксессуаров, которые удовлетворят практически любые потребности. В его ценовых категориях это необычно, но это норма для гораздо более дорогих high-end решений. Замечательно иметь возможность добавить больше возможностей с помощью этих аксессуаров, которые также очень разумны по цене.
У меня есть несколько аксессуаров, и скоро появятся новые. Я буду добавлять их либо в эту статью, либо в отдельные статьи, чтобы рассказывать о них со временем.
Пример: установка тисков на пластину крепления
Теперь, когда у вас есть пластина крепления на мельнице, давайте сделаем с ней что-нибудь полезное. Подумайте о том, чтобы установить тиски на пластину крепления. Мы будем использовать наши обычные зажимы для установки тисков, за исключением того, что они ввернуты в крепежную пластину вместо гаек с Т-образным пазом. Я не собираюсь это показывать, потому что в этом нет ничего нового.
Но вот что нового:
Мы можем обеспечить повторную установку тисков в одно и то же место и очень легкое перемещение. По сути, крепежная пластина размещает ваши тиски в направлении Z, поэтому нам нужно повторно расположить прямоугольное основание в точном месте и убедиться, что оно квадратное.
Для этого нам нужно найти 3 точки, которые показаны здесь:
Я использую несколько штифтов, которые являются частью комплекта модульных креплений Tosa. Он поставляется с различными штуковинами. Вот лишь некоторые из разновидностей установочных штифтов:
Установочные штифты для резьбовых отверстий, штифты для гладких отверстий и два ключа для фрезерных тисков Tormach…
Чтобы использовать три штифта, поместите тиски на крепежную пластину и сдвиньте их к двум боковым штифтам. При этом тиски размещаются на оси X и обеспечиваются их перпендикулярность (прижатие) к пластине крепления.
Затем сдвиньте его назад, чтобы задний край коснулся заднего установочного штифта. Это находит тиски на оси Y.
Теперь мы установили тиски на всех трех осях и убедились, что они перпендикулярны столу. Если при зажиме мы позаботимся о том, чтобы тиски оставались в контакте с тремя штифтами, мы установим их готовыми к работе за очень короткое время. Трамвай не требуется!
Мы можем настроить рабочее смещение на станке для левого угла неподвижной челюсти, и g-код также будет точно знать, где найти тиски, и может предположить, что угол является нулевой частью. Теперь, если мы разрабатываем детали с учетом этого, мы экономим массу времени.
И, если нам нужно снять тиски и использовать другое приспособление, мы можем снова надеть тиски, когда закончим с другим приспособлением, и даже не нужно менять наше рабочее смещение (при условии, что оно все еще имеет старое значение).
Вы начинаете осознавать ценность модульных приспособлений и крепежных пластин?
Мы можем ускорить установку, используя вспомогательную плиту, к которой крепятся тиски. Tosa Tool делает его именно для этой цели.
Создайте свою собственную пластину для крепления
Если вы похожи на меня, вы думали о том, чтобы создать свою собственную пластину для крепления. Кажется довольно простым, не так ли? Я выложу то, что вам нужно знать, чтобы построить пластину крепления, но прежде чем это сделать, давайте поговорим о том, стоит ли это того.
Вы должны учитывать две вещи. Во-первых, это стоимость материала. Во-вторых, точность не так легко достичь, особенно для пластины, которая будет больше, чем ход вашей машины. Если вы не являетесь выдающимся механиком, вы, вероятно, не сможете построить пластину, превышающую ход вашего станка, которая при этом будет достаточно точной.
Если учесть все это, цены на коммерческие крепежные пластины вдруг обретают смысл, но давайте пробежимся по упражнению и немного разберемся, как их сделать. По крайней мере, вы можете использовать некоторые из этих методов для изготовления субпластин, которые вы установите на приобретенную вами коммерческую пластину Fixture Plate.
Материальные затраты
Начнем с материальных затрат. Учитывая, что из-за проблем пластина больше, чем ход моей машины, я рассмотрю размеры 34 x 12 x 3/4″. Я также буду стрелять в предварительно закаленные пластины 4140.
Я нашел котировки, которые варьировались от 739 до 837 долларов за закаленную и шлифованную плиту. Так что моя отправная точка уже не из дешевых. Я могу купить алюминий 6061 за 433 доллара, но мы говорили о проблемах с алюминиевыми пластинами. Если я собираюсь приложить все усилия, чтобы сделать пластину для крепления, я хочу, чтобы она прослужила долго.
Процесс обработки
Я бы начал с обработки нескольких шпоночных штифтов, которые можно использовать для фиксации пластины в Т-образных пазах.
Обратите внимание, что мне понадобятся 2 комплекта этих ключей:
Первый комплект увеличен досягаемости. Он должен пройти через 1-2-3 блока, которые будут удерживать пластину со стола, пока я буду обрабатывать сквозные отверстия.
Второй набор — это нормальный вылет, и он будет использоваться после того, как мы закончим обработку пластины, поддерживаемой блоками 1-2-3.
Изготовить эти ключи на токарном станке несложно.
У меня также возникло бы сильное искушение отправить пластину в мастерскую для обработки краев под прямым углом. Получив пластину обратно, пришло время выточить отверстия для шпоночных штифтов. У меня уже есть проблема с зажимом, потому что крепежная пластина полностью закрывает стол. Я буду использовать большие зажимы с ЧПУ (ступенчатые зажимы), которые могут проникнуть под стол и установить пластину на 1-2-3 блока, чтобы я мог просверлить сквозные отверстия.
После закрепления на месте отверстия для штифтов сверлятся меньшего размера, чем их размеры, и расширяются до нужного размера. Их положение не является сверхкритическим, но нам все же следует засверлить и использовать спиральные сверла длиной с винтовой станок.
Сделав отверстия под штифты для ключей, делаем большие сквозные отверстия для винтов с потайной головкой, которые будут удерживать пластину с помощью гаек с Т-образным пазом. Мы сделаем их немного больше, чтобы у нас было достаточно места, чтобы не мешать клавишам.
Как только это будет сделано, я разблокирую пластину и установлю набор ключей, затем снова зажму пластину, чтобы она была прикреплена к столу и закреплена гайками с Т-образными пазами.
Теперь начинается настоящее веселье. Нам нужно просверлить около миллиона отверстий. Мы будем делать чередующиеся резьбовые и гладкие отверстия, все отверстия рассверливаются по крайней мере в одном, если не в двух размерах, все они имеют фаску, и все они засверливаются. Кроме того, нам нужно как можно точнее расположить эти отверстия.
Это означает, что нам нужно запрограммировать G-коды точной остановки, а также запрограммировать так, чтобы мы двигались достаточно далеко в одном направлении, чтобы не было возможности вмешательства люфта. Также помогает точечное сверление, использование спиральных сверл длиной с винтовой станок и развертывание.
Фу!
Не знаю, как у вас, но это просто куча работы. Если вам это нравится, отлично, дерзайте. Но я не вижу, чтобы вы сэкономили кучу денег. А если удастся облажаться? Черт, это дорогой рабочий материал для замены.
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Решетчатые пластины и пластины для крепления
Решетчатые и крепежные пластины | Компания Advanced Machine and Engineering Co.
Перейти к навигации Перейти к содержимому
Все начинается с прочного основания
Если вам нужны решетчатые или крепежные пластины, разработанные с учетом самых жестких отраслевых допусков, выберите AMROK.
Решетчатые пластины
Решетчатые пластины разработаны как низкопрофильная подложка с ЧПУ, оснащенная точной буквенно-цифровой 2-дюймовой сеткой. Устанавливаемые непосредственно на стол вашего станка с ЧПУ, эти решетчатые пластины изготовлены с учетом самых строгих отраслевых допусков и оснащены для использования с любой 2-дюймовой совместимой системой крепления.
Крепежные пластины
Крепежные пластины различных размеров доступны для установки на любой из наших 2-дюймовых решетчатых фундаментов. С возможностью установки как горизонтально, так и вертикально для быстрой смены специализированной обработки эти крепежные пластины устанавливаются с помощью прецизионных втулок и установочных винтов.
Найдите свою тональную основу Precision
Мы облегчаем поиск идеального решения
При таком большом количестве требований к размерам и типам станков варианты крепления могут быть ошеломляющими. Мы считаем, что найти правильную решетчатую пластину или надгробная плита должны быть простыми, поэтому мы создали инструмент выбора удерживающего фундамента. Этот инструмент может помочь вам найти марку/модель вашей машины, выбрать из доступных вариантов, которые соответствуют вашим потребностям, и оформить заказ.
Начните с выбора типа вашей машины
Используйте инструмент выбора фундамента
Почему решетчатые пластины AMROK?
Усовершенствованные материалы
Материалы, из которых изготовлены наши решетки, включают чугун, сталь и алюминий. Наши инженеры работают с вашим магазином, чтобы выбрать лучший материал для вашего приложения.
БЫСТРОЕ ВРЕМЯ ОБРАБОТКИ
Наши стандартные сетки и варианты фундамента поставляются вам быстрее, чем когда-либо прежде.
Предустановленные заглушки
Наши надгробные плиты поставляются с заглушками, предварительно установленными в нашу решетку, чтобы предотвратить образование стружки и упростить очистку.
Буквенно-цифровая сетка
Обеспечивает более быструю загрузку и последовательную настройку для легкой воспроизводимости
Файлы CAD
Мы предоставляем файлы автоматизированного проектирования (CAD), поэтому вы можете быть уверены, что выбранные вами пластины сетки будут работать для вас
Точность деталей Инспекция
Мы проверяем каждую решетчатую пластину с помощью координатно-измерительной машины (КИМ) перед отправкой вам
Как вы будете строить на камне?
Ищете дополнительные варианты?
Надгробия с ЧПУ и инструментальные колонны
Все надгробные плиты изготавливаются и проверяются на месте с соблюдением самых высоких отраслевых допусков.
Подсветка Green-Lite High Intensity LED Linear от компании O.C. White имеет литой алюминиевый корпус для отвода тепла от электронных компонентов и оснащена безопасным закаленным стеклом с никелированным обрамлением. Фотография предоставлена компанией O.C. White
Современные станки – потрясающие воображение монстры, способные на невероятные вещи. Однако в погоне за эффективностью из виду постоянно упускается базовый аспект работы со станком – как выполняемая операция выглядит для невооруженного глаза.
«Мы видим, что многие станки с ЧПУ иностранного производства оснащены подсветкой очень низкого качества, – отметил Ричард Мей младший (Richard May Jr.), менеджер по продажам промышленной продукции в компании O.C. White Co. (Торндайк, штат Массачусетс), занимающейся производством рабочего освещения. – Кажется, что такая элементарная вещь не должна упускаться из виду, но производители настолько озабочены временем задержки, продолжительностью цикла и характеристиками станка, что оператор, который будет эксплуатировать его, вообще не принимается во внимание. Вместе с тем освещение играет огромную роль не только в обеспечении безопасности оператора, но и в производительности».
История компании O.C. White началась в 1883 году, а ее первые световые приборы работали на керосине. С развитием технологий развивалась и компания, переходя от масляных ламп к лампам накаливания, а от них – к галогенным и флуоресцентным. И хотя на данный момент выбор освещения широк как никогда, производители зачастую поставляют станки, оборудованные устаревшей светотехникой.
«Каждая новая разработка представляет собой большой технологический скачок, но при этом потребители обычно не обращают на нее никакого внимания, вероятно думая: «Свет как свет, ничего особенного», – добавляет Мей. – Но не все освещение одинаково. Значение имеет практическое и специфическое применение освещения, которое позволит выполнить работу. Высококачественные осветительные приборы обеспечивают точное применение света, соответствующее требованиям покупателя. Они также способны выдержать суровые условия работы современных станков с ЧПУ».
Блестящий выбор
По словам Луиса Кальво (Louis Calvo), директора по продажам и маркетингу компании Waldmann Lighting (Вилинг, штат Иллинойс), светодиодное освещение резко изменило рынок промышленного освещения, несмотря на наличие таких привычных технологий, как лампы накаливания, флуоресцентные и галогенные лампы. Он отметил, что компания Waldmann отказывается от флуоресцентной и галогенной подсветки станков в пользу светодиодной.
«Мы отучаем потребителей от флуоресцентных или галогенных источников, срок службы которых может составлять от 1000 до 5000 часов, и предлагаем им источник, срок службы которого составляет 50000 часов. Единственная причина, по которой стоит применять флуоресцентные, галогенные лампы или лампы накаливания – необходимость дешевой альтернативы. Рано говорить, что время таких ламп прошло – они по-прежнему занимают большую долю на рынке бытовых приборов – но со временем единственным аргументом против перехода на светодиодное освещение останется лишь его цена. Высокая стоимость может повлиять на выбор некоторых покупателей, однако она снижается по мере увеличения объемов производства светодиодов», – отмечает Кальво.
Рон Роэл (Ron Roehl), президент компании CNC Solutions LLC (Джонсон-Крик, штат Висконсин), поставщика робототехнических и инженерных решений, отмечает, что начальная стоимость может превышать цену аналогичного лампового источника света в 1,5-3 раза. Но компании, оправившись от ценового шока, смогут увидеть преимущества такой покупки.
«Для примера возьмем станок, работающий круглосуточно, – продолжает он. – Если лампа перегорает, его необходимо остановить. Затем нужно нанять электрика, который снимет световой прибор, разберет защитный корпус (остается надеяться, что он не повредит гидроизоляцию), заменит лампу, а потом повторит весь процесс в обратном порядке. Если сложить стоимость лампочки и затраты за весь период простоя машины, сколько вы на самом деле сэкономите? В конечном счете, стоимость замены двух лампочек покроет разницу в цене светодиодной лампы».
Подсветка станка, такая как Mach LED Plus от компании Waldmann, должна быть полностью водонепроницаемой, чтобы ее электронные компоненты были надежно защищены от среды внутри станка с ЧПУ. Фотография предоставлена компанией Waldmann Lighting
Луис Кальво разделяет это мнение и отмечает значительно более длительный срок службы светодиодной лампы: «В итоге за флуоресцентную лампу вы заплатите значительно больше, даже не принимая во внимание потребление электричества и затраты на материально-техническое обеспечение».
Ричард Мей из O.C. White добавляет, что светодиоды светят по-другому. Традиционные ламповые источники света дают заполняющий свет, т.е. они обеспечивают освещение на 360°, а светодиоды – точечный. Однако не все светодиоды одинаковы.
«В низкокачественных светодиодных световых приборах используются технологии 70-х годов, и это заметно по их качеству и светоотдаче, – поясняет Мей. – В современном машиностроении время – деньги. Высококачественное светодиодное освещение не только сокращает время наладки станка, но и уменьшает количество отходов, так как у вас есть возможность наблюдать за его работой и быстро обнаруживать проблемы».
По словам Мея, на данный момент компания O.C. White производит исключительно светодиодное освещение, хотя постоянные покупатели могут приобрести и такие устаревшие продукты, как лампы накаливания на гибкой или жесткой ножке. По его оценке, продажа светодиодов составляет 95% от всего объема продаж компании. При этом Мей считает, что обычные светодиоды безнадежно устареют уже в самое ближайшее время.
«Разница в эффективности сегодняшних светодиодов и светодиодов, какими они были 10 лет назад, феноменальна. На рынке уже появились новейшие органические светодиоды (OLED), абсолютно не похожие на другие продукты. Появились прототипы световых панелей толщиной с лист бумаги. Эти новые технологии перевернут представление о том, как должны выглядеть осветительные приборы. Самое время разрабатывать качественные светодиодные продукты», – рассказал Мей.
Электрический вопрос
Потребление электричества – еще один важный фактор, который нужно учитывать при выборе освещения, а эффективность является одним из огромных преимуществ твердотельных источников света.
«Светодиоды превращают электричество в свет не так, как другие источники света. Световая отдача галогенных, флуоресцентных ламп или ламп накаливания составляет от 15 до 45 люменов на ватт. Светодиоды, которые мы используем в наших осветительных приборах, отдают 118 люменов на ватт, а это означает, что мы получаем значительно больше света, используя значительно меньше электричества», – продолжает Мей.
Если другие источники света используют от 110 до 277 ватт переменного тока, то светодиодам требуется 24 ватта постоянного тока. Поэтому, если ваша мастерская или станок с ЧПУ не оборудованы источником постоянного тока на 24 ватта, вам понадобится стабилизатор, чтобы снизить напряжение от основного источника питания. Помимо энергосбережения, меньшее напряжение делает эксплуатацию станка более безопасной, так как операторы при контакте с токонесущими элементами будут подвержены значительно меньшему напряжению.
По словам Кальво, дело не только в повышении безопасности. Частота флуоресцентных ламп составляет 50-60 Гц, и очень часто операторы, работающие с таким освещением весь день, жалуются на головные боли и усталость глаз. Светодиоды пульсируют с частотой 300 МГц, которая не видна человеческому глазу и не вызывает эффекта мерцания, как бывает с флуоресцентными лампами.
Это важно, так как более медленная пульсация может привести к возникновению стробоскопического эффекта, при котором частота мерцания света совпадает с частотой движения предмета, такого как, например, шпиндель.
Линейка Lumatris от компании Waldmann использует высокопроизводительные светодиоды со специально разработанной оптикой, которая направляет свет точно туда, где он необходим, минимизируя при этом отблески и исходящее от лампы тепло. Фотография предоставлена компанией Waldmann
Кальво отмечает, что если режущий инструмент и источник света мерцают с одинаковой частотой, будет казаться, что шпиндель не вращается. Это означает, что прикоснувшись к инструменту, который кажется неподвижным (что на самом деле лишь оптическая иллюзия), можно получить травму. Однако такая проблема в основном характерна для очень старых станков, потому что на новых устанавливается целый комплект защитных устройств для предотвращения подобных случаев. Смысл в том, что в процессе эксплуатации светодиоды обеспечивают более насыщенное освещение, что устраняет возможность возникновения стробоскопического эффекта.
Защита
Несмотря на то, что светодиоды являются новым стандартом в индустрии, все освещение для станков имеет одну общую черту – его нужно как следует защитить, так как подсветка внутри станка подвержена воздействию летящей стружки, кусочков металла и охлаждающей жидкости. Защитный кожух должен быть стойким к воздействию воды и отходов производства, при этом уровень защиты должен соответствовать классу IP67.
Как поясняет Роэл из CNC Solutions, по классификации МЭК (Международная электротехническая комиссия) класс IP67 касается воздействия воды и пыли и свидетельствует о самом высоком уровне защиты от погружения и разбрызгивания в механообрабатывающей среде.
Защитный кожух для осветительных приборов делается из прозрачного акрилового или боросиликатного стекла. Акриловое стекло считается менее дорогим и менее устойчивым.
«При попадании стружки по акриловому стеклу его поверхность царапается, и в итоге оно перестает быть прозрачным. Боросиликатное стекло – это тяжелое стекло, устойчивое к царапинам и ударам, поэтому более 99 процентов осветительного оборудования в нашем ассортименте защищено именно им», – поясняет Роэл.
При этом Кальво отмечает, что простой переход на боросиликатное стекло полностью проблему с видимостью не решает.
В основном станки подсвечивают при помощи светодиодов, но дешевые флуоресцентные световые приборы до сих пор занимают определенную нишу на рынке. Фотография предоставлена компанией CNC Solutions
«Галогенные лампы очень сильно нагреваются. Настолько сильно, что стекло перед лампой фактически сжигает попадающую на нее смазочно-охлаждающую жидкость, создавая пленку, очень быстро снижающую яркость света».
Компания Waldmann представила на рынке светодиодов новый продукт SpotLED, в котором эта проблема решена. Так как тепло, вырабатываемое светодиодными осветительными приборами, в основном исходит от стабилизаторов напряжения в задней части прибора, для отвода тепла от электронных компонентов можно использовать алюминиевый корпус. При этом боросиликатное стекло остается относительно холодным.
Освещение является важным аспектом машиностроения, которым не следует пренебрегать. Даже если производители станков об этом не догадываются, это не причина оставлять владельцев производственных мастерских в темноте.
«Мы имеем дело с недооцененной и, честно говоря, недостаточно представленной частью производственной среды, – говорит Мей. – Подумайте о количестве станков с ЧПУ в нашей стране. На каждого довольного освещением оператора приходится 15 недовольных. Им приходится пользоваться фонариком и мечтать о чем-то лучшем. Светодиодное освещение – одна из лучших инвестиций, которые может сделать производитель, так как это повысит не только производительность труда, но и моральный дух работников».
Источник материала: перевод статьи Light it up, Cutting Tool Engineering (CTE)
Автор статьи: Эван Джонс Торн (Evan Jones Thorne), помощник редактора
Станок точильный, увеличенная мощность + лампа подсветки
Преимущества
Описание
Заточить нож или топор, отшлифовать заготовку, зачистить от ржавчины — точильный станок будет отличным выбором в помощь мастеру
Применение
Для заточки и сухой шлифовки металлических заготовок и режущего инструмента
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип станка
Заточной
Тип электродвигателя
асинхронный
Мощность, Вт
150
Частота вращения, мин-1
2950
Диаметр круга, мм
125
Диаметр посадочного отвверстия, мм
32
Толщина точильного круга, мм
20
Зернистость 1-го круга
60
Зернистость 2-го круга
80
Передача
прямая
Лампа подсветки
есть
Пылезащищенный выключатель
есть
Защитный экран
есть
Напряжение питания, В/Гц
220±10% /50
Габариты, см
29х19х22
Масса изделия, кг
4. 7
Масса в упаковке, кг
5.2
Комплектация
Станок заточной
1
Точильный круг
2
Защитный экран с кронштейном
2
Металлический упор
2
Набор крепежный
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 816. 36 КБ)
Рекламная брошюра (скачать pdf, 873.3 КБ)
Инструкция для печати (скачать pdf, 877.97 КБ)
ЗТШМ-125-150_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Напольные стабилизаторы
Защита рук
Защита органов дыхания
Защита органов слуха
Одежда защитная
Machine Lighting Solutions
Подготовьте предложение
Чтобы получить доступ, войдите или Создать учетную запись
Хорошо освещенные машины легче контролировать, устранять неисправности и обслуживать. Яркое равномерное освещение машины позволяет операторам эффективно контролировать процессы машины и четко видеть при устранении неполадок, заправке материала или выполнении других ручных задач на машине.
Сверхмощные светодиодные фонари от Banner Engineering созданы для работы в суровых условиях и обеспечивают многолетнее яркое освещение, не требующее обслуживания.
Загрузить информационный документ по выбору освещения стрелка вместо кнопки
Проблемы
Решения
Рекомендуемые продукты
Проблемы с освещением машин
Суровые условия внутри машин
Освещение машин может быть проблемой из-за суровых условий внутри многих машин. Осветительные решения могут быть чувствительны к различным условиям, включая пыль, воду, экстремальные или переменные температуры, а также вибрацию или удары. В некоторых отраслях фары также могут подвергаться воздействию высокотемпературной промывки под высоким давлением.
Традиционные фонари могут выйти из строя и разбиться в таких суровых условиях. Поэтому высококачественные светодиодные светильники, предназначенные для промышленного использования, необходимы. Кроме того, в опасных зонах требуются осветительные приборы, специально предназначенные для безопасного использования в опасной среде.
Продолжайте читать, чтобы узнать больше о решениях для распространенных приложений освещения машин, или свяжитесь с нами, чтобы обсудить ваше конкретное приложение.
Свяжитесь с инженером
Решения для освещения машин
Вода, пыль и промывка водой
Выберите правильный рейтинг IP для окружающей среды
Выбор светильника с правильным классом IP для окружающей среды имеет важное значение для обеспечения долгосрочной надежной работы.
Лампы с классом защиты IP67 и выше пыле- и водостойкие, что делает их идеальным выбором для многих областей промышленного освещения, включая освещение машин и станков. Устройства со степенью защиты IP67 могут выдерживать кратковременное погружение в воду.
Лампы со степенью защиты IP68g устойчивы к проникновению масла и воды.
Устройства со степенью защиты IP69K способны выдерживать промывку под высоким давлением, необходимую для санитарных процедур, обычных для производителей продуктов питания, напитков и фармацевтических препаратов.
Узнайте, как выбрать освещение для суровых условий окружающей среды
Опасные места
Выберите правильное освещение для класса и категории
Для освещения опасных зон требуется решение, рассчитанное на безопасную работу в определенном классе и категории.
Например, освещение вблизи флексографской печатной машины затруднено из-за присутствия взрывоопасных химикатов. В этом применении взрывчатые вещества имеют низкую вероятность присутствия в непосредственной близости. Из-за близости к опасности это будет классифицироваться как класс I, раздел 2.
Светодиодная лента HLS27 специально разработана для использования в опасных зонах Класса I Раздела 2, Класса II Раздела 2 и Класса III Раздела 1 и 2, Зоны 2 и Зоны 22.
Светильник оснащен яркими светодиодами в прочном алюминиевом корпусе и небьющемся корпусе с водостойкостью IEC IP66 и IP67.
Узнайте больше об этом приложении
Комбинированное освещение и индикация
Разноцветные полосы света выполняют двойную функцию
Многоцветные полосы света могут менять цвет, чтобы оператор, менеджер или другой находящийся поблизости работник могли немедленно узнать, когда требуется внимание.
Для более крупных машин многоцветное освещение может помочь операторам направить их к определенному месту на машине, требующему внимания, путем освещения всей секции красным или желтым цветом.
Когда оператор открывает защитную дверцу, чтобы оценить проблему, освещение внутри машины можно настроить так, чтобы оно переключалось на белое рабочее освещение, обеспечивая четкую видимость для оператора — и все это с помощью одного устройства.
Узнайте больше о комбинированной подсветке и индикации
Рекомендуемые продукты
Серия WLS27
Ударопрочный светодиодный светильник для суровых условий эксплуатации
Сверхмощные светодиодные ленты полностью заключены в небьющийся корпус из сополиэстера и обеспечивают яркое освещение для широкого спектра применений в сложных условиях.
Прочная водостойкая конструкция IP66, IP67 и IP69K
Химически стойкий корпус из полиэстера
Доступны восемь вариантов длины от 145 мм до 1130 мм
Возможность приглушать свет с помощью разводки проводки (Hi/Lo/Off)
Автоматическая защита от перегрева, встроенная в устройство. При температуре выше 50 °C свет тускнеет для управления теплом и продления срока службы изделия
Трех- и пятицветные модели с EZ-STATUS® сочетают в себе подсветку и индикацию в одном прочном светильнике
Теперь доступно с тяжелыми рассеивающими окнами для снижения интенсивности и более равномерное распределение света
См. полную информацию о продукте
Серия HLS27
Светодиодная лента для опасных зон
Светодиодная лента HLS27 компании Banner для опасных зон имеет прочный алюминиевый корпус и заключена в небьющийся, устойчивый к ультрафиолетовому излучению поликарбонатный корпус, что делает ее идеальной для использования в суровых условиях как внутри помещений, так и снаружи Приложения. Возможность иметь два цвета в одном устройстве делает его идеальным для мобильных транспортных средств, состояния машин и приложений визуального освещения.
Низкопрофильная конструкция сертифицирована cULus для использования в помещениях Класса I Раздела 2, Класса II Раздела 2 и Класса III Раздела 1 и 2, Зоны 2 и Зоны 22
Прочная водостойкая конструкция IP67
Доступны восемь вариантов длины от 145 мм до 1130 мм
Автоматическая защита от перегрева, встроенная в блок. При температуре выше 50 °C свет затемняется для управления теплом и продления срока службы изделия
Модели с проводкой Hi/Lo/Off и ШИМ доступны для регулировки яркости
См. полную информацию о продукте
Серия WLH60
Высокая температура Светодиодная лента
Banner WLH60 — это сверхмощный светодиодный светильник, обеспечивающий лучшую в своем классе яркость для освещения приложений в условиях высоких температур. Его прочная термостойкая конструкция позволяет устанавливать его в зонах с высокой температурой или рядом с ними, что не позволяет использовать другие осветительные решения.
Одобрено для использования в средах с температурой до 100 °C (212 °F)
Классы IEC IP67, IEC IP68G и IEC IP69K
Прочный и долговечный для суровых условий масла и многие химикаты
Простота установки благодаря широкому выбору монтажных решений
Точечные и линейные светильники для машин и оборудования для приготовления пищи
Наши лампы для машин подходят для суровых условий и ограниченного пространства. У нас есть множество фонарей, которые обеспечивают защиту от пыли и водяных брызг, имеют регулируемый угол наклона, различные углы луча и могут выдерживать температуру до 60ºC.
Мы предлагаем ряд осветительных приборов, которые можно использовать в различных установках. Их можно использовать в качестве настольного светильника или на рабочих станциях, а также с микропрецизионными станками и штамповочными прессами. Если вам необходимо выдерживать высокие температуры, то вам следует выбрать серию CLK из нержавеющей стали или алюминия. У нас также есть осветительные приборы, которые можно использовать в суровых условиях и/или в условиях ограниченного пространства.
TUBELED 40-элементный светодиодный светильник для поверхностного монтажа
Элемент TUBELED 40 разработан для применений, где высокий уровень защиты не является таким важным фактором, как правило, в сухих условиях и на технологических линиях, где отсутствуют охлаждающие и смазочные материалы.
Общее светодиодное освещение машины
Посмотреть больше вариантов
Прожектор CLN IP69k
Яркое освещение со всех сторон, самый тонкий в отрасли, монтируемый в любом месте водо- и маслостойкий светодиодный рабочий фонарь!
Посмотреть больше вариантов
CENALED Универсальный прожектор
CENALED SPOT представляет собой модульное решение для освещения с возможностью выбора прямого крепления поворотной головки, решения с гибким кронштейном и версии с шарнирным соединением, что делает его идеальным выбором для многих применений. Благодаря высокой степени герметичности — IP67 (24 В постоянного тока) или IP65 (100–230 В переменного тока) — светильник подходит для использования в суровых производственных условиях, таких как станки и освещение рабочих мест.
Прожектор для промышленных машин
Посмотреть больше вариантов
Увеличивающий свет LEDSLED II
LENSLED II — это превосходная увеличительная лампа. Разработанный для стационарного использования на сборочных или контрольных рабочих местах, светодиодный фонарь с увеличительной линзой можно расположить по желанию благодаря алюминиевому пружинному рычагу. Линза с чрезвычайно устойчивым к царапинам стеклом обеспечивает 1,85-кратное увеличение и идеально подходит для различных областей применения, таких как ювелирное дело, стоматология, изготовление часов и ремонт.
Посмотреть больше вариантов
ПРОДАЖА — КОНЕЦ СЛУЖБЫ — CWF IP20 Светодиодные полосы
СКИДКА 40% — ВСЕ НАЛИЧИЕ ДОЛЖНО ПРОДАВАТЬСЯ!!!
Серия CWF — идеальный выбор для рабочих станций или для освещения внутри машин или шкафов управления. Ассортимент CWF предлагает экономичный выбор для зон с низкими требованиями к защите от проникновения загрязнений. CWF представляет собой универсальную и удобную световую панель с простым в использовании кулисным переключателем включения/выключения, а также различными вариантами монтажа.
Посмотреть больше вариантов
Светодиодная панель CWA IP65
Недорогая замена тонкой светодиодной панели, способной превзойти обычную люминесцентную лампу. Класс защиты IP65 является стандартом, позволяющим устанавливать его в наиболее распространенных условиях.
Посмотреть больше вариантов
Светодиодная панель CLA IP69к
Светодиодная панель серии CLA обеспечивает яркое равномерное освещение в корпусе IP-69K для применения в условиях промывки при высоких температурах в пищевой и фармацевтической промышленности, а также для освещения панелей управления и рабочих станций.
Посмотреть больше вариантов
CLK Алюминий IP69k
Стандартная версия машинного освещения CLK имеет алюминиевый корпус с рассеивателем из закаленного стекла. Он устойчив к воде, маслу и химическим веществам IP66G, IP67G и IP69.K, и может использоваться в самых разных приложениях и установках.
Посмотреть больше вариантов
CWK Алюминий IP66G/IP67G
Серия PATLITE CWK была специально разработана для станкостроения. Серия CWK предлагает идеальное сверхяркое светодиодное решение с длительным сроком службы для освещения внутри машин в суровых условиях. Благодаря компактной и прочной конструкции фонари CWK непроницаемы для летящего металлолома, а степень защиты IP66G/IP67G делает их идеальными для машин, где необходима водо- и маслостойкость.
Посмотреть больше вариантов
CLK из нержавеющей стали IP69k
Светильник CLK из нержавеющей стали с рассеивателем из закаленного стекла идеально подходит для станков. Он устойчив к воде, маслу и химическим веществам в соответствии со стандартами IP66G, IP67G и IP69K и может использоваться в самых разных приложениях и установках.
Посмотреть больше вариантов
TUBELED 70 Светодиодный светильник IP67
Светодиодный фонарь диаметром 70 мм для тяжелых условий эксплуатации, предназначенный для механической обработки, пригодный для работы при температуре окружающей среды 60º. Прямая замена светодиодов люминесцентным лампам. Обратите внимание, что для этих ламп требуется разъем M12 (продается отдельно).
Основные правила работы на токарном станке по металлу
Многие полагают, что переход на автоматизированное производство является залогом безопасности и эффективности проводимых работ. Однако, это утверждение считается верным только в том случае, когда четко соблюдаются правила безопасности и выполняются инструкции.
Токарный станок, как и любое другое оборудование, нуждается в техническом обслуживании на всех стадиях проводимых работ. Это позволяет существенно повысить производительность, срок его службы и сэкономить на ремонтных работах. Соблюдать эксплуатационные правила совсем несложно, так как через короткий промежуток времени эти действия становятся привычными и выполняются на автомате. Если же не уделять этому вопросу достаточное внимание, станок очень скоро начнет сбоить и способен вовсе выйти из строя. Рассмотрим наиболее важные моменты, о которых стоит знать каждому мастеру.
Правильная организация рабочего пространства
Станочные светильники
Важно, чтобы зона проведения работ была хорошо освещена, обычно для этой цели лампы устанавливают непосредственно на станок. Во время проведения работ, оператор должен стоять на диэлектрической решетке, выполненной из пластика или резины, это повышает его устойчивость и оберегает от поражения электрическим током. Все необходимые детали и инструменты следует располагать поблизости, но ни в коем случае не на самом оборудовании. Наиболее подходящим местом для их хранения является инструментальный шкаф или тумба, устанавливающиеся с наиболее удобной для оператора стороны. Это не только повышает уровень безопасности, но и экономит рабочее пространство, а также время.
Наладка оборудования и рабочий процесс
Нанесение смазки.
Перед тем, как приступить к выполнению работ, следует смазать все элементы станка. Это повышает эффективность эксплуатации, исключает возможность коррозии, перегрева и полного выхода из строя. В особом внимании нуждаются трущиеся детали.
Далее следует проверить коробки скоростей и передач. Их бачки должны быть наполнены достаточным количеством масла. На новом оборудовании его следует менять после 10 дней эксплуатации, следующий срок составляет 20 дней, после чего этот процесс можно выполнять строго раз в месяц.
Прочие детали станка, такие как пиноль, винт задней бабки, скользящие поверхности суппорта следует обрабатывать смазочным маслом по поверхности не более, чем один раз за смену.
Регулирование.
К этому пункту относятся настройки, которые выполняются как периодически, так и регулярно. Точный перечень деталей и частота их регулирования указаны в прилагаемой к каждому станку инструкции. Токарь может выполнять все эти действия самостоятельно только в том случае, если имеет должную квалификацию, при отсутствии таковой, следует прибегнуть к помощи специалистов.
Однако, существуют и такие элементы, которые настраиваются довольно легко и часто, к ним относятся:
Режущий инструмент – его замена осуществляется несколько раз за смену. В большинстве случаев устанавливается сразу несколько резцов. Благодаря сменному картриджу или особенностям держателя, этот процесс происходит быстро.
Крепление детали – выполняется путем ее зажима в трехкулачковом самоцентрирующем патроне.
Правила техники безопасности
Перед тем, как приступить к работе, токарь проходит инструктаж, включающий в себя несколько основных правил, обязательных для соблюдения:
Ни при каких обстоятельствах не оставлять в патроне ключ, так как он может отлететь в сторону и стать причиной травмирования. Такими же последствиями чревато хранение инструментов на самом станке.
Обязательно проверять прочность крепления оснасток и заготовок, это поможет избежать возникновения чрезвычайных ситуаций и преждевременной поломки оборудования.
При обтачивании деталей использовать смазочно-охлаждающие жидкости, таким образом исключается возможность перегрева резцов и, как следствие, возникновения пожароопасных ситуаций.
Уходя, следует всегда отключать станок.
Это далеко не все правила, более полный список указан в инструкции, он напрямую зависит от модели оборудования и выполняемых операций.
Спецодежда
Немаловажное значение при работе на токарном станке имеет экипировка. Она должна включать в себя робу, подходящую по размеру, очки, головной убор, респиратор, удобную и устойчивую обувь.
Другие статьи по теме:
… смотреть все ->
Виды работ, выполняемых на токарных станках
Токарные станки предназначены для механической обработки поверхностей вращения. На этих станках обрабатывают самые разнообразные детали: валы и оси, втулки и зубчатые колеса, гильзы и стаканы и т. д.. Объединяет эти детали то, что они состоят в основном из поверхностей вращения: цилиндрических, конических, торцовых, сферических, резьбовых и др. . Валы и оси (рис. 1.1, а) характеризуются длиной, которая обычно в несколько раз больше наибольшего диаметра. Часто вал имеет несколько ступеней различного диаметра для посадки зубчатых колес, различных кулачков, подшипников, хотя иногда в машинах используют и гладкие валы и оси.
Втулки и гильзы (рис. 1 . 1 , б) имеют соосные цилиндрические внутренние и внешние поверхности высокой точности. Отношение длины таких деталей к диаметру колеблется от 0,8 до 2. При обработке втулок и гильз технологическая задача заключается в достижении соосности внутренних и внешних цилиндрических точных поверхностей. Такая же задача возникает и при обработке дисков, например заготовки зубчатого колеса (рис. 1 . 1 , в). Эти детали отличаются от предыдущих большим диаметром внешних поверхностей и малой длиной. Кроме деталей типа тел вращения, на токарных станках обрабатывают поверхности вращения на корпусных деталях (отверстия под подшипники валов), в рычагах и других деталях.
Рис. 1.1. Детали, обрабатываемые на токарных станках
Рис. 1.2. Точение внешних цилиндрических поверхностей
Среди других типов станков токарные по праву имеют наибольший удельный вес в станочном парке страны. Универсальность этих станков иллюстрируется перечислением основных (далеко не всех) видов работ, выполняемых на них.
На рис. 1.2 представлены способы точения цилиндрических внешних поверхностей. Заготовке 1 придается главное вращательное вижение, указанное стрелкой А, Резцу 2 сообщается прямолинейное движение, параллельное оси вращения заготовки — движение подачи, показанное стрелкой Б.
В результате сочетания этих двух движений вершина резца описывает относительно оси вращения заготовки винтовую линию, образуя на заготовке цилиндрическую обработанную поверхность 3. При обработке вершина резца проходит длинный путь, и поэтому резец после нескольких деталей изнашивается и требует переточки. На рис. 1.2, б представлен второй способ получения цилиндрической поверхности — точение заготовки 1 резцом 2 с поперечной радиальной подачей (стрелка В).
В этом случае цилиндрическая поверхность 3 образуется всей режущей кромкой, установленной параллельно оси заготовки. Таким способом можно точить короткие поверхности длиной до 25—30 мм, так как при снятии широкой стружки возрастает вероятность возникновения вибраций. Вместе с тем без переточки ђдним резцом можно обработать большее число деталей, так как нуть, проходимый резцом при обработке одной детали, значительно ороче, чем в предыдущем случае.
. На рис. 1.3, а показаны движения заготовки 1 и резца 2 при подрезании плоского торца с поперечной подачей.
Рис. 1.3. Точение торцовых поверхностей
Особенности данного способа точения плоской поверхности аналогичны особенностям точения цилиндрической поверхности с продольной подачей резца. При подрезании торца с продольной пода чей резца, режущая кромка которого перпендикулярна оси вращения заготовки (рис. 1.3, б), как и при точении цилиндрической поверхности с поперечной подачей, форма обрабатываемой поверхности 3 образуется линией режущей кромки резца. Плоская торцовая поверхность 3 (рис. 1.3, в) может образоваться при проточке прямоугольной канавки отрезным резцом с поперечной подачей или отрезке детали.
Точение конических поверхностей. Для образования конической поверхности резец необходимо перемещать под заданным углом к оси вращения заготовки. Небольшой угол конусности можно получить на токарном станке смещением центра 2 закрепления заднего конца заготовки 1 (рис. 1.4, а), тогда ось ее вращения наклоняется к направлению продольного движения резца на угол а, тангенс которого равен отношению величины смещения к длине заготовки.
Рис. 1.4. Точение конических поверхностёй:
а — со смещением заднего центра; б — поворотом направляющих частей верхней части суппорта; в — по копиркой линейке; г — широким резцом с поперечной подачей
При обработке конических поверхностей 1 с большим углом необходимо изменять направление движения резца З поворотом направляющих каретки 2 верхней части суппорта (рис. А, б) либо применением копировального устройства (рис. 1.4, в), которое при включении продольной подачи с помощью копировальной линейки 1, установленной под углом а, перемещает суппорт с резцом 2 в этом же направлении. Короткие конические поверхности 1 (рис. I А, г) можно обработать широким резцом 2 с поперечной подачей.
Обработка фасонных поверхностей. На токарном станке обрабатывают фасонные поверхности. Один из самых простых способов — точение с поперечной подачей фасонного резца 2 (рис. 1.5, а), имеющего профиль контура 1. Фасонные поверхности 1 большой длины (рис. 1.5, б) обрабатывают с помощью копира 2, позволяющего при постоянной продольной подаче инструмента 3 перемещать его в поперечном направлении в соответствии с профилем копира 2 (рис. 1.5, б) . Станки с ЧПУ, в которых можно одновременно управлять продольной поперечной подачей, имеют возможность задавать необходимую траекторию резца 1 путем изменения величины подач по осям Х и Z (рис. 1.5, в).
Рис. l.5. Точение фасонных поверхностёй:
а—фасонным резцом с поперечной подачей; б—по копиру; в—путем изменения продольной и поперечной подач
Станки с ЧПУ, в которых можно одновременно управлять продольной поперечной подачей, имеют возможность задавать необходимую траекторию резца 1 путем изменения величины подач по осям Х и Z (рис. 1.5, в) .
Нарезание резьбы. Одним из наиболее универсальных способов обработки резьбовых поверхностей является нарезание резьбы резцом 2 (рис. 1.6, а) с профилем при вершине, соответствующим профилю впадины резьбы 1.
Рис. 1.6. Нарезание внешней резьбы:
а — резьбовым резцом; б — гребенкой; в плашкой; г — охватывающее (вихревое) фрезерование; д — наружное фрезерование голанкой
Чтобы получить заданную точность резьбы, необходима жесткая кинематическая связь шпинделя с инструментом: за один оборот заготовки резец должен переместиться с высокой точностью на величину шага резьбы. Чтобы прорезать впадину резьбы на полную глубину, нужно выполнить несколько рабочих ходов, углубляя с каждым ходом резец в заготовку. Гребенка 2, имеющая несколько режущих зубьев разной высоты (рис. 1.6, б), позволяет нарезать резьбу 1 за один рабочий ход.
Более простой способ; нарезание резьбы 1 плашкой 2 (рис. 1.6, в), для которой продольная подача необходима лишь в начальный момент врезания, после чего плашка сама навинчивается на заготовку по нарезанному участку резьбы. Используя приспособления для вращения инструмента 2 (рис. 1.6, г, Д), на токарных станках осуществляют фрезерование резьбы 1.
Обработка внутренних поверхностей. На рис. 1.7 показаны способы обработки внутренних поверхностёй: растачивание цилиндрической поверхности 1 (рис. 1.7, а) с продольной подачей резца 2; прорезание канавки 1 прямоугольного или фасонного профиля с поперечной подачей (рис. 1.7, 6), сверление и развертывание отверстий 1 (рис. I .7, в) инструментом
г)
Рис. 1.7. Точение внутренних поверхностей
2 с продольной подачей; нарезание резьбы 1 резцом 2 (рис. 1.7, г) и метчиком З (рис. 1.7, д).
Другие виды обработки. На токарных станках обрабатывают поверхности путем пластического деформирования поверхностных слоев металла: накатывание рифлений 1 (рис. 1.8, а) роликом 2 и обкатывание поверхности 1 гладким роликом 2 (рис. 1.8, б) для ее упрочения и уменьшения шероховатости (вместо шлифования)
На токарных станках осуществляют обработку поверхностей, требующую сложных кинематических связей рабочих органов станка. К таким способам обработки можно отнести точение по копиру и методом двух подач. Для получения заданного профиля требуется согласованное движение инструмента по двум координатам (см. рис. 1.5, б, в) : продольного по координате Z и поперечного по координате Х перемещений.
Продольное профильное точение (рис. 1.9, а) требует трех согласованных между собой движений: вращения шпинделя с заготовкой 1, продольного перемещения суппорта с инструментом и вращения инструмента 2, в процессе которого он как бы катится по обрабатываемой поверхности.
Рис. 1.9. Точение вращающимся инструментом
Если инструмент имеет сложный профиль, то он позволяет обработать поверхность такого же профиля. Так, на рис, 1.9, б показана схема нарезания резьбы червяка 1 долбяком 2, выполненным в виде зубчатого колеса с режущими зубьями. Долбяк установлен на суппорте, и при продольной подаче ему сообщается вращательное движение. В результате обкатного движения зубья долбяка нарезают модульную резьбу червяка.
Некруглые детали получают путем сообщения инструменту 2 качательного (рис. 1.10, а) движения, согласованного с вращением заготовки 1. Суппорту З (рис. 1.10, б) с.инструментом 2 может сообщаться при этом и продольная подача.
Рис. 1.10. Точение некруглых деталей
1 — заготовка; 2 — инструмент; З — механизм дополнительного движения инструмента
Аналогично может выполняться некруглый торцовый паз и другие некруглые поверхности.
Что такое токарный станок и как он работает
Сегодня мы собираемся ответить на популярный вопрос по механической обработке:
Что такое токарный станок?
Если вы подумываете о работе на токарном станке и хотите узнать больше о том, что делает этот инструмент, вы обратились по адресу. Вот некоторые основы токарного станка, которые помогут вам понять, что это такое, как он работает и почему он может быть полезен в вашем следующем проекте:
1. Токарный станок 101: Что такое токарный станок?
Токарный станок — это обрабатывающий инструмент, который используется в основном для обработки металла или дерева. Он работает путем вращения заготовки вокруг неподвижного режущего инструмента. Основное применение — удаление ненужных частей материала, оставляя после себя заготовку красивой формы.
Существует множество типов токарных станков, предназначенных для обработки различных материалов и технологий. Здесь, в All Metals Fabricating, у нас есть четыре различных типа токарных станков, в том числе токарный станок с инструментами для работы в многозадачном режиме.
Люди использовали токарные станки для изготовления деталей для других механизмов, а также специальных предметов, таких как чаши и музыкальные инструменты. Независимо от типа и функции, все они работают с использованием этого основного удерживающего и вращающегося механизма.
2. Детали токарного станка
Основными частями токарного станка являются станина, передняя и задняя бабки, шпиндели, подручник и двигатель. Вот как это работает:
Станина удерживает все вместе
Все части токарного станка крепятся к станине. Это формирует основу токарного станка и является одним из факторов, определяющих размер детали. То есть расстояние от основного шпинделя до станины подскажет вам предел максимального диаметра.
Правильная ориентация
Передняя бабка должна быть слева, а задняя — справа. Если вы видите обратное, проверьте и убедитесь, что вы не стоите не с той стороны станка.
Передняя бабка — это место, где происходит основное действие. Здесь мощность двигателя передается на заготовку. Частью его назначения является удержание основного шпинделя, так что вы должны увидеть и этот шпиндель здесь.
Двигатель можно найти на нижней стороне станины станка, слева возле передней бабки. Часто это какой-то тип электродвигателя, но токарный станок может иметь и гидравлический двигатель.
Регулируемые детали
Подручник можно отрегулировать по высоте и повороту, но из соображений безопасности это следует делать только при выключенном станке. После того, как вы ослабите его для регулировки, дважды проверьте, чтобы убедиться, что он снова затянут, прежде чем продолжить.
Задняя бабка также регулируется, и вы, вероятно, сможете полностью ее снять. Как и в случае с подручником, вы никогда не должны выполнять эти регулировки во время работы токарного станка. Подробнее об этом читайте в разделе «Безопасность токарного станка» этого поста.
Приспособления и принадлежности
Шпиндели, включая вращающийся главный шпиндель, удерживающий заготовку, могут быть оснащены различными приспособлениями и принадлежностями. Чтобы учесть эти фитинги, главный шпиндель часто является полым и имеет резьбу снаружи.
Некоторые полезные приспособления для главного шпинделя включают центры, патроны и планшайбы. Вы можете использовать их, чтобы расположить заготовку и удерживать ее на месте.
3. Кто должен использовать токарный станок?
Токарные станки, известные как «матери обрабатывающих инструментов», могут использоваться для самых разных целей. К ним относятся формование, сверление, шлифование, накатка, токарная обработка, резка и деформация. Такую универсальность инструмента трудно превзойти, и именно поэтому так много рабочих по металлу и дереву полагаются на токарные станки в качестве основы своей работы.
Если вам нужен прецизионный инструмент для резки и формовки, токарный станок может идеально подойти для вашего проекта. Токарные станки хороши для команд, которым требуется универсальное оборудование, способное выполнять работу нескольких инструментов.
4. Безопасность токарного станка
Вы должны освоиться с токарным станком, если хотите хорошо им пользоваться, но не слишком.
Вы знаете момент, когда вы используете машину, выполняете какое-то повторяющееся движение, и ваш мозг медленно переключается на автопилот? Как вы, возможно, знаете из опыта, именно в такие моменты случаются ошибки.
В этих руководствах по технике безопасности для токарных станков Университета Пердью и Университета Западной Вирджинии приведены некоторые важные моменты, на которые следует обратить внимание:
Носите правильное снаряжение протекторы или, может быть, даже лицевой щиток. Если нет, то правильное время для снаряжения — до токарной операции.
Соберите волосы, если они длинные, и закатайте длинные рукава. Никогда не надевайте перчатки, кольца или часы при работе на токарном станке. Если какой-либо из этих предметов попадет в сверло или шпиндель, вы быстро окажетесь в смертельной ситуации.
Проверка щитков и ограждений
Перед началом использования станка убедитесь, что все находится на своих местах. Если что-то выглядит не так, четко обозначьте это, прежде чем покинуть это место. Вы можете написать что-то вроде «Не работает». Вы же не хотите, чтобы кто-нибудь, пришедший после вас, столкнулся с проблемами, которые вы могли бы предотвратить.
Держите инструменты острыми
Тупые и поврежденные токарные инструменты не только неэффективны, но и опасны в использовании. Пометьте и зафиксируйте, прежде чем двигаться вперед.
Выключите питание перед регулировкой
Никогда не регулируйте токарный станок во время его работы. Если вы заметили что-то, что хотите переместить, подождите, пока токарный станок полностью не выключится, прежде чем делать это. Аналогичным образом, если вам необходимо выполнить какое-либо техническое обслуживание токарного станка, вы должны заранее полностью отключить источник питания.
Партнерство с опытным механическим цехом
Самым большим преимуществом, когда речь идет о безопасности токарного станка, является то, что нелегко исправить: опыт и навыки. Если вы обнаружите, что вам не хватает собственных отбивных, не волнуйтесь. Все, что вам нужно сделать, это найти хорошую механическую мастерскую, которая знает, что они делают, и создать прочное партнерство, чтобы выполнить работу.
Вы готовы использовать токарный станок!
Итак, что такое токарный станок?
Токарный станок — это, помимо прочего, формовщик, резец, шлифовальный станок и деформатор. Он использует навесное оборудование для выполнения специальных работ и создает достаточно точные результаты, чтобы их можно было использовать на другом оборудовании. Короче говоря, токарный станок является важной частью металло- и деревообрабатывающего оборудования и одним из самых универсальных инструментов.
Свяжитесь с нами, если у вас есть какие-либо вопросы об этом удивительном инструменте, и узнайте, что мы можем сделать для вас!
Как работает токарный станок? Все, что вам нужно знать
Токарные станки — невероятно важный инструмент для механической обработки, используемый при изготовлении изделий из металла и дерева. Они предшествуют промышленной революции: древние египтяне разработали токарный станок еще в 1300 г. до н. э., а французы изобрели более современный токарный станок в 1569 году. бейсбольные биты. Современные ремесленники используют станки меньшего размера для создания красивых произведений искусства, в то время как слесари используют станки большего размера для производства промышленных материалов.
Итак, как работает токарный станок? Читайте все, что вам нужно знать об этих инструментах.
Что такое токарный станок?
Токарный станок использует силу вращения и стационарный режущий инструмент для придания формы заготовке, которая обычно изготавливается из металла или дерева.
Удаление материала с заготовки — основная функция токарного станка. Когда деталь вращается, режущий инструмент прижимается к ней. Это может создать резьбу, отверстия, грани и другие конструкции.
Благодаря своей универсальности токарный станок получил прозвище «Мать всех станков».
Как работает токарный станок?
Токарный станок работает по простому принципу, но имеет много сложных движущихся частей. Большинство токарных станков содержат переднюю бабку, заднюю бабку, шпиндель, двигатель, патрон и набор режущих инструментов.
Сначала заготовка крепится к патрону. Это часть машины, которая удерживает деталь на месте. Патрон обычно захватывает заготовку снаружи.
Шпиндель, прикрепленный к патрону, соединен с двигателем, вращающим заготовку. Это та часть, которая позволяет заготовке вращаться. Как только кусок вращается, он готов к резке.
Затем слесарь прикрепляет режущий инструмент к держателю инструмента. Держатель инструмента прочно удерживает режущий инструмент на месте и позволяет инструменту перемещаться по длине детали при вращении.
Режущие инструменты бывают самых разных размеров, каждый из которых служит своему назначению.
Токарные инструменты могут срезать материал с заготовки. Эти плоские лезвия являются наиболее распространенным типом режущего инструмента, используемого в токарных работах.
Другие режущие инструменты включают расточные оправки для увеличения отверстий, инструменты для снятия фасок для создания фасок и инструменты для разделения, чтобы разрезать заготовку пополам.
Токарные станки и изделия из дерева
Принципиально все токарные станки работают одинаково. Однако не все токарные станки режут один и тот же материал. Токарные станки, предназначенные для обработки дерева, не могут резать металл.
Токарный станок по дереву может только формовать древесину. Эти токарные станки меньше по размеру и имеют менее мощный двигатель, чем их металлорежущие аналоги.
Токарные станки по дереву работают со скоростью 500-1200 оборотов в минуту (об/мин). Некоторые токарные станки по дереву имеют регулировку скорости, а другие нет.
Токарные станки с регулируемой скоростью предпочтительны для деревообработки, так как возможность точить древесину на более низкой скорости может снизить вибрацию, которую испытывает заготовка. Вибрация может вызвать неравномерную резку, что приведет к получению неудовлетворительного конечного продукта.
В деревообработке токарные станки чаще всего используются для изготовления из дерева цилиндрических деталей. Эти части становятся ножками стульев или столов, или далее обрабатываются в декоративные шпиндели.
Токарные станки и металлообработка
Токарные станки по металлу крупнее и вращаются намного быстрее, чем токарные станки по дереву. Эти токарные станки могут резать некоторые из наиболее распространенных промышленных металлов, таких как алюминий, железо и сталь.
Важно отметить, что токарный станок по металлу также может придавать форму деревянным заготовкам.
Токарные станки по металлу имеют более крупные и острые режущие инструменты, чем токарные станки по дереву. Это связано с тем, что металл гораздо труднее резать, чем дерево.
Большинство специализированных токарных станков по металлу могут работать с переменной скоростью. Некоторые металлы, такие как алюминий, требуют высоких оборотов, в то время как другие металлы, такие как мягкая сталь, должны вращаться медленно.
Различные виды токарных станков
Токарные станки являются неотъемлемой частью производственного процесса и могут создавать широкий ассортимент продукции. Из-за этого некоторые токарные станки имеют специальные функции.
Токарные станки с двигателями
Эти токарные станки получили свое название от паровых двигателей, которые приводили их в действие во время промышленной революции. Машинисты используют токарные станки в металлообработке для выполнения таких задач, как сверление и растачивание. Это наиболее распространенные виды токарных станков, используемых в промышленности.
Скоростные токарные станки
Скоростные токарные станки — это небольшие токарные станки, используемые в деревообработке. Это одни из самых простых токарных станков с точки зрения их конструкции, поскольку они имеют только переднюю бабку, заднюю бабку и револьверную головку. Они получили свое название из-за своего шпинделя, способного вращаться с высокой скоростью.
Токарно-револьверные станки
Токарно-револьверные станки имеют револьверную головку вместо задней бабки. Башня способна удерживать несколько режущих инструментов, каждый из которых можно использовать последовательно. Это позволяет оператору производить идентичные заготовки на одном и том же станке, экономя время и обеспечивая идентичность каждой детали.
Токарные станки для инструментальных цехов
Эти токарные станки по функциям аналогичны токарным станкам с двигателями, но обеспечивают больший контроль. Токарные станки инструментального цеха используются, когда точность резов имеет первостепенное значение. Они имеют регулируемую скорость и могут вращаться быстро или очень медленно, в зависимости от потребностей оператора.
Токарные станки по стеклу
Токарные станки по стеклу похожи на другие токарные станки тем, что они используют энергию вращения для придания формы материалу, но у них нет режущих инструментов. Вместо этого они используют горелку, чтобы нагреть стекло, пока оно не станет пластичным.
Эти токарные станки вращают нагретое стекло, которое оператор формирует вручную.
какие бывают разновидности, виды и классификация промышленных станков по типам (таблица)
Классификация промышленных станков по группам. Наиболее распространенные типы производственных установок: фрезерные, токарные, сверлильные, шлифовальные и другие. Различие моделей по типу управления и материалу обработки.
Что такое промышленный станок?
Промышленный станок – агрегат для обработки металлов, камня, дерева, стекла и других производственных материалов. Главными элементами станины выступают шлифовальный круг, сверло, режущие устройства. Оборудование задействуют на предприятиях и в цехах как отдельную единицу либо как часть автоматизированной линии. Самые востребованные в промышленности – металлообрабатывающие машины, с их помощью налаживается серийное производство или единичный выпуск заготовок.
Какие бывают станки?
Станки – сложные агрегаты, используются для придания устройству формы, высверливания необходимых отверстий. Без них не обойтись в машиностроении, промышленности, на мелких производственных предприятиях. Устройства могут быть стационарные и мобильные. Не передвижные станины с силовой установкой надежнее в работе по сравнению с малогабаритными машинами.
Номер
Группа станка
Классификация по типу
1
2
3
4
5
6
7
8
9
1
Токарный
Автомат и полуавтомат
Револьверный
Сверлильно-отрезной
Карусельный
Винторезный
Многорезцовый
Для модельных заготовок
Другой токарный
Одношпиндельный
Многошпиндельный
2
Сверлильный, расточный
С вертикальным расположением сверла
Одношпиндельный полуавтомат
Многошпиндельный полуавтомат
Координатно-расточный с одной стойкой
Радиально-сверлильный
С горизонтальной расточкой
Алмазно-расточный
С горизонтальным расположением сверла
Другой сверлильный
3
Шлифовально-полировочный
Круглошлифовальный
Внутришлифовальный
Обдирочно-шлифовальный
Специализированный
—
Заточный
Полировальный с квадратной или круглой станиной
Полировальный, притирочный
Другой с абразивным инструментом
4
Комбинированный
Универсальный
Полуавтомат
Автомат
Электрохимический
Электроискровой
—
Электроэрозионный, ультразвуковой
Анодно-механический
—
5
Для обработки резьбы и зубьев
Зубострогальный для цилиндрических колес
Для резьбы на зубьях конических колес
Зубофрезерные для шпицевых валиков и цилиндрических колес
Зубофрезерные для червячных колес
Для обработки торцов зубьев
Резьбофрезерные
Зубоотделочные
Для шлифовки зубьев и резьбы
Другой резьбо- и зубоотделочный
6
Фрезерные
С вертикальной фрезой
Непрерывного действия
—
Копировальный и гравировальный
Вертикальный бесконсольный
Продольный
Универсальный широкого спектра
Горизонтальный консольный
Другой фрезерный
7
Строгальный, долбежный, протяжный
Продольный с одной стойкой
Продольный с двумя стойками
Поперечно-строгальный
Долбежный
Горизонтальный протяжный
—
Вертикальный протяжный
—
Другой строгальный
8
Разрезной
Отрезной с рабочим органом:
Правильно-отрезной
Пила
токарный резец
отрезной круг
фрикционный блок
ленточная
дисковая
ножовочная
—
—
9
Другой
Для обработки труб и муфт
Пилонасекательный
Правильно- и бесцентровообдирочный
—
Для тестирования инструментов
Делительный агрегат
Балансировочный
—
—
Таблица 1. Типы станков
Токарные станки
Агрегаты первой группы составляют 30 % станочного парка промышленных предприятий. Их используют практически при всех операциях по обточке металлических и других изделий, имеющих форму вращаемых тел:
корректировка заготовок;
нарезка резьбы;
проточка пазов;
резка металлов;
обработка торцов деталей.
Токарные станки незаменимы при изготовлении болтов, втулок, шайб, осей и других деталей конической или цилиндрической формы. Сырая заготовка крепится фиксирующим патроном шпинделя:
с проходным отверстием;
самоцентрирующийся;
с независимым перемещением кулачков;
со штоком.
Чем мощнее конструкция шпинделя и привода станка, тем выше производительность токарного оборудования при резьбе по деталям и тем большая заготовка на нем обрабатывается.
Схема обычного токарно-резцового станка с основными узлами: 1 – шпиндельная бабка; 2 – суппорт для закрепления режущего элемента; 3 – задняя бабка; 4 – станина; 5, 9 – тумбы-подставки; 6 – фартук; 7 – ходовой винт; 8 – ходовой валик; 10 – коробка подач вращательных движений от шпинделя к суппорту; 11 – гитара сменных шестерен; 12 – пусковое устройство и двигатель; 13 – коробка скоростей; 14 – шпиндель.
Производители предлагают разные типы токарных станков крупногабаритных размеров для предприятий, мини-машины по металлу, удобные для частного пользования.
Сверлильные станки
Эти установки не менее популярны среди мастеров и на производстве, чем токарные. Их используют для создания сквозных и глухих отверстий заготовок и сверлильных работ по листовому металлу.
Примечание: преимущества агрегатов перед дрелью – высокая точность и возможность просверливать отверстия большого диаметра.
Вертикально-сверлильные станки распространены и часто используются при работе со сравнительно небольшими деталями. Принцип действия устройства заключается в подвижности заготовки относительно рабочего органа.
Основные узлы вертикально-сверлильного станка: 1 — станина в виде колонны; 2 — двигатель; 3 — сверлильная головка; 4 — рычаги переключения коробок скоростей и подач; 5 — ручная подача; 6 — лимб контроля глубины обработки; 7 — шпиндель; 8 — шланг для подачи СОЖ; 9 — столешница; 10 — рукоятка подъема столешницы; 11 — основа; 12 — короб электроустановки.
Настольные одношпиндельные станки применяют в приборостроении для изготовления маленьких отверстий. Аналогичные многошпиндельные машины значительно повышают производительность.
Сверлильно-долбежные станки способны выполнять несколько операций, работать фрезой, но эти опции отличаются ограниченными возможностями.
Для сверления больших отверстий используются радиально-сверлильные агрегаты, при обработке которыми заготовка остается неподвижной, а шпиндель перемещается.
Примечание: крупногабаритные радиально-сверлильные станки переносятся подъемным краном непосредственно к самой детали. Другие модификации оснащаются тележками и при работе фиксируются башмаками.
Расточные агрегаты
Станки предназначаются для работы по металлу, без них не обойтись в серийном и единичном производстве. На этих машинах можно:
сверлить;
растачивать;
зенкеровать;
нарезать резьбу;
обтачивать и фрезеровать цилиндрические поверхности;
подрезать торцы.
Необходимый для операции инструмент крепится на борштангу в отверстии шпинделя, расположение которого может быть горизонтальным или вертикальным.
Горизонтальный расточный станок.
Вертикальный расточный станок.
Координатно-расточные станки выполняют сходные действия, различие состоит в возможности сделать предварительную разметку.
Алмазно-расточные агрегаты отличаются высокой точностью, и при растачивании погрешность не превышает 3–5 мкм.
Шлифовальные и заточные
Этой группой станков проводится наружная и внутренняя обработка заготовок в форме тел вращения, шлифовка резьбы, зубьев колес, разрезаются детали, затачиваются инструменты. Исходя из типа шлифовки и обрабатываемой поверхности, станки бывают:
круглошлифовальные;
внутришлифовальные;
бесцентрово-шлифовальные;
плоскошлифовальные;
специальные.
Примечание: главный рабочий инструмент в шлифовальных станках – абразивный круг или брусок, который снимает с поверхности тонкий слой металла.
Шлифовальные станки различают по видам подачи:
движение детали вместе со столом и перемещение шлифовального круга – круглошлифовальный станок;
вращение заготовки или шлифовального круга и перемещение бабки шлифовального круга – внутришлифовальный станок;
движение стола и периодическое поперечное перемещение бабки с вертикальным сдвигом абразивного круга – плоскошлифовальный станок.
Притирочные агрегаты
Металлорежущие притирочные машины применяются для тонкой доводки и притирки – поверхность детали обрабатывается до идеального состояния с помощью мелкозернистой абразивной смеси, которая снимает тонкий слой металла или другого материала. Используются:
алмазная пыль;
наждак;
электрокорунд.
Порошок наносится на плоские или круглые притиры из чугуна, низкосортной стали, свинца, меди, дерева и удерживается керосином или скипидаром, смешанным со специальной смазкой или пастой (окись алюминия, хрома, венская известь).
Важно: доводка детали происходит на медленной скорости с постоянным изменением направления.
Станки оснащаются регулируемыми и нерегулируемыми притирами. Для первых характерна разрезная рубашка, внутренний конус и устройство для изменения диаметра доводочного элемента.
Хонинговальные установки
Группа шлифовально-притирочных агрегатов для обработки наружных поверхностей деталей цилиндрической формы. Это втулки, валики, пальцы и др. Для резки в шпинделе закрепляется хонинговальная головка с абразивными брусками.
Стандартно выпускают станки с горизонтальным, вертикальным и наклонным расположением одного или нескольких шпинделей.
Зубообрабатывающие машины
Станки для нарезки и отделки цилиндрических зубьев колес в зависимости от вида рабочего инструмента бывают:
зубофрезерные;
зубошлифовальные;
зубопротяжные;
зубострогальные и пр.
Агрегаты справляются с функциями нарезки зубьев, чистовой и отделочной обработкой цилиндрических и конических колес с прямыми, косыми и криволинейными зубьями, шевронных, червячных колес, зубчатых реек.
Методы нарезки:
Копирование – фреза имеет идентичные зубьям детали впадины и продвигается вдоль впадин колеса, оставляя отпечаток. После работы над отдельной впадиной деталь разворачивают на окружной шаг и приступают к следующей. Неудобство такого способа обработки в том, что для каждого колеса нужна отдельная фреза, а замена отнимает время. Однако работать с таким агрегатом просто.
Информация: метод копирования выгоден при единичном производстве или ремонте. Для серийного используют зубодолбежные установки.
Обкатка – распространенный способ с высокой производительностью и точностью нарезаемых колес. Один инструмент обрабатывает различные по числу зубьев заготовки. Режущие кромки инструмента последовательно располагаются в зубьях колес и прокатываются, сцепленные друг с другом. При методе обкатки чаще всего используются червячные фрезы.
Помимо основных способов обработки зубчатых колес, существуют другие методы с высокой производительностью:
долбление всех впадин детали сразу фрезой с аналогичными впадинами на режущей кромке;
протяжка всех зубьев;
прокатка способом холодной или горячей обработки;
волочение или накатка без снятия верхнего слоя материала;
прессование зубьев (подходит для синтетических изделий).
Резьбообрабатывающие и резьбонакатные
Это пятая группа промышленных станков, которые используются в машиностроении для нарезки резьбы. К ним относятся резьбофрезерные, гайконарезные, резьбо- и червячно-шлифовальные машины.
Способы нарезки в зависимости от рабочего инструмента:
внутренняя резьба – применяются резцы, гребенчатые фрезы, метчики;
наружная резьба – гребенчатые и дисковые фрезы, резцы, винторезные и круглые плашки;
многозаходные винты и червяки – вихревые головки в условиях массового производства.
Информация: резьбонакатные агрегаты используют способ нарезки резьбы без снятия стружки с заготовки. Деталь сдавливается между плоскими или круглыми рабочими элементами и на ней отпечатывается нужная форма.
В станках с круглыми плашками изделие размещается между подвижной и неподвижной плашками. Затем двигающийся элемент подводится к заготовке, прижимает ее и накатывает резьбу несколькими оборотами детали.
Гайконарезные станки
Для изготовления изделий с точной резьбой на линиях серийного производства используются гайконарезные автоматы и полуавтоматы с прямыми или изогнутыми хвостовиками. Агрегаты могут быть одно- и многошпиндельными.
Фрезерные станки
Группа состоит из машин с режущим многолезвийным инструментом – фрезой, которая вращательными движениями обрабатывает поступательно движущуюся заготовку плоского или фасонного типа.
Широкий спектр выполняемых работ обеспечивается разнообразием фрез:
цилиндрические (а) – для обработки поверхностей;
дисковые (б) – для изготовления пазов;
концевые (в) – для обработки уступов, пазов, фасонных деталей;
торцевые (г) – для торцовки уступов, пазов, поверхностей;
фасонные (д) – для изготовления фасонных поверхностей.
Стрелки на рисунке указывают направление движения фрез и заготовок при резке.
Виды фрезерных станков
Консольные агрегаты оснащаются рабочим столом в виде консоли и горизонтально или вертикально расположенным шпинделем. Стол двигается в продольном, поперечном и вертикальном направлении относительно вала шпинделя. Возможности таких станков ограничены: могут изготавливать детали сравнительно небольшого веса и размера.
Универсальные станки отличаются оснасткой в виде поворотного стола, а широкоуниверсальные – поворотной шпиндельной головкой. Функционал таких машин расширенный.
Бесконсольные станки имеют жесткое основание для установки заготовки, стол двигается в поперечно-продольном направлении, а шпиндель совершает вертикальные перемещения. Предназначаются для обработки крупногабаритных деталей с солидной массой.
Продольно-фрезерные станки оснащаются столом, совершающим продольные перемещения. Шпиндель двигается поперечно и вертикально, поворачивается под заданным углом.
Установки карусельного и барабанного типа непрерывного действия имеют один или несколько вертикальных шпинделей, поочередно обрабатывающие поступающие детали.
Копировально-фрезерные станки выполняют контурную и фрезеровальную обработку по образцу.
Шпоночно-фрезерным агрегатам характерны возвратно-поступательные перемещения стола и планетарные движения шпинделя.
Классификация станков по возможному материалу обработки
Технические характеристики промышленных установок рознятся в зависимости от обрабатываемого материала. Чаще всего станочное оборудование требуется для работы с металлом и деревом. Для древесины можно использовать менее мощное оборудование, но с более точными настройками операций. По обработке металла требуется использование качественных инструментов и высокой мощности. Самые востребованные в производстве заготовок – токарные, сверлильные и фрезерные машины.
Классификация по типу управления
Постепенно уровень автоматизации на предприятиях повышается, станков с механическим управлением становится все меньше. Разделить машины по типу управления можно так:
ручное;
полуавтомат;
автомат;
ЧПУ – числовое программное управление;
компьютерное.
Последние способы контроля обеспечивают высокую точность настройки при обработке с минимальной погрешностью. Важный плюс – отсутствует необходимость в постоянном наблюдении за процессом производства – оператор вносит параметры перед запуском.
29 августа 2020
29208
Получите консультацию специалиста
Виды станков
В зависимости от основных операций обработки станки с ЧПУ объединены в различные технологические группы.
Токарные станки с ЧПУ являются наиболее многочисленной группой в парке станков с ЧПУ. Их выпускают в следующих исполнениях: центровые, патронные, патронно-центровые и карусельные. В основном токарные станки имеют горизонтально расположенную ось шпинделя. Исключение составляют двухсуппортные станки и карусельные станки для обработки крупных деталей. По расположения направляющих суппорта токарные станки с ЧПУ выпускают с горизонтальным, вертикальным или наклонным расположением. Станки с вертикальными и наклонными направляющими оригинальны в своем исполнении и имеют следующие преимущества: удобство обслуживания, облегчение схода и удаление стружки, расположение ходового винта станка между направляющими, что способствует повышению точности перемещения суппорта.
Расточные станки с ЧПУ можно разделить на две основные группы: с горизонтальным или вертикальным расположением шпинделя. На расточных станках фрезеруют плоскости и пазы, сверлят и зенкеруют отверстия, растачивают отверстия, подрезают торцы, нарезают резьбу метчиками. На расточных станках с вертикальным расположением шпинделя целесообразно обрабатывать плоские заготовки, на горизонтально-расточных – корпусные детали.
Сверлильные станки с ЧПУ изготавливают в двух исполнениях: вертикально-сверлильные и радиально-сверлильные. На них можно выполнять разнообразные работы: сверление, зенкование, зенкерование, развертывание, нарезание резьб, фрезерование и т.д. Наличие крестового стола, возможность работать последовательно несколькими инструментами, а в некоторых случаях и многоинструментальными головками значительно расширяют возможности станка.
Фрезерные станки с ЧПУ компонуют по типу вертикальных и горизонтальных консольных и бесконсольных одно- и двухжстоечных станков. Горизонтально-фрезерные станки оснащают поворотным столом, управляемым по программе. На фрезерных станках с вертикальным шпинделем преимущественно изготавливают плоскостные и коробчатой формы детали небольших габаритных размеров, а также сложные поверхности плоских и объемных кулачков, шаблонов и других деталей. На станках с горизонтальным шпинделем обрабатывают поверхности корпусных деталей, расположенные в различных плоскостях.
Многоцелевые станки обеспечивают выполнение большой номенклатуры технологических операций без перебазирования детали и с автоматической сменой инструмента. Режущий инструмент расположен в специальных инструментальных магазинах большой емкости, что дает возможность в соответствии с принятой программой автоматически устанавливать в шпинделе станка любой инструмент, требуемый для обработки соответствующей поверхности детали.
Многоцелевые станки отличаются особо высокой концентрацией обработки. На них производят черновую, получистовую и чистовую обработку сложных корпусных заготовок, содержащих десятки обрабатываемых поверхностей, выполняют самые разнообразные технологические переходы: фрезерование плоскостей, уступов, канавок, окон, колодцев; сверление, зенкерование, развертывание, растачивание гладких и ступенчатых отверстий; растачивание отверстий инструмента с тонким регулированием на размер: обработку наружных и внутренних поверхностей и др.
лучших наборов движений для изменения с помощью технических машин (ТМ) в Pokémon Go
(Изображение предоставлено iMore)
В Pokémon Go даже самый лучший покемон может оказаться бесполезным, если у него неправильный набор движений. К счастью, если вы проводите достаточно времени, сражаясь в рейдах и PvP-битвах, ваш покемон не застрянет на этих второстепенных движениях. Технические машины (ТМ) — это то, что позволяет вам менять наборы движений в Pokémon Go. Вы можете получить их за победы в рейдах и PvP-битвах, а также за некоторые исследования. Вы даже можете получить специальные элитные ТМ в редких случаях. Но знать, на каких покемонах использовать ваши ТМ, может быть непросто. К счастью, мы здесь, в iMore, знаем, какие движения вы должны отдавать приоритет для TM, и обязательно ознакомьтесь с нашими лучшими аксессуарами Pokémon Go, чтобы вы были полностью экипированы в своем путешествии покемонов!
Что такое ТМ в Pokémon Go?
Почему вы можете доверять iMore Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Что вообще такое ТМ в Pokémon Go?
(Изображение предоставлено iMore/Rene Ritchie)
В любой игре про покемонов ТМ или технические машины — это специальные устройства, используемые для обучения ваших покемонов новым движениям. В Pokémon Go ТМ бывают четырех видов: Fast, Charged, Elite Fast и Elite Charged. Каждый из них можно получить несколькими способами и использовать один раз, чтобы изменить быстрое или заряженное движение покемона. Вы можете узнать больше о том, как получить и использовать ТМ в нашем Руководстве по ТМ, однако, если вы уже знакомы с основами, читайте дальше, чтобы узнать о лучших ходах, которые вы можете заменить своими ТМ!
Какие наборы движений лучше всего изменить с помощью ТМ в Pokémon Go?
Если вам нравятся рейдовые сражения, и вы хотите победить рейдовых боссов, вот покемоны, на которых вы хотите использовать свои ТМ, а также быстрые и заряженные движения, которые вы хотите получить. Все они с одним сейфом Fast TM или одинарным Charged TM, а это значит, что вы гарантированно получите что-то лучше, чем у вас есть. Хотя для каждого покемона есть «лучшие наборы движений», существует множество исключений и особых случаев. У нас есть лучшие наборы движений, но вы можете найти и другие наборы движений.
Примечание : прежде чем менять какой-либо ход, убедитесь, что у вас нет устаревшего хода. Устаревший прием — это прием, которого больше нет в наборе приемов покемонов. Иногда прием удаляется во время обновления, а иногда он был доступен только для Дня сообщества или специальных рейдов. В то время как некоторые Legacy Move менее полезны или даже откровенно плохи, некоторые из них выдающиеся, и некоторые игроки собирают покемонов Legacy Move.
Проведите по экрану для горизонтальной прокрутки
Pokémon
Use
Change From
Change To
Machamp
Fast TM
Bullet Punch
Counter
Charge TM
Heavy Slam or Close Combat
Dynamic Punch
Gengar
Fast TM
Sucker Punch or Hex
Shadow Claw
Charge TM
Focus Blast
Shadow Ball
Kingler
Flash TM
Any Move
Bubble
Charge TM
Any Move
Crabhammer
Zapdos
Charge TM
Any Move
Thunderbolt
Moltres
Fast TM
Wing Attack
Fire Spin
Charge TM
Ancient Power, Heat Wave or Fire Blast
Overheat
Dragonite
Fast TM
Any Move
Dragon Tail
Charge TM
Any Move
Outrage
Mewtwo
Fast TM
Psycho Cut
Confusion
Charge TM
Focus Blast, Hyper Beam, Flamethrower, Ice Beam или Thunderbolt
Psychic
Raikou
Fast TM
Volt Switch
Thunder Shock
Charge TM
Thunder Bolt or Shadow Ball
Wild Charge
Tyranitar
Fast TM
Iron Tail
Bite
Charge TM
Fire Blast
Crunch*
Blaziken*
Charge TM
Focus Blast, Stone Edge или Brave Bird
Blaze Kick
Swampert*
Fast TM
Mud Shot
Water Gun
Breloom*
Charge TM
Sludge Bomb or Seed Bomb
Dynamic Punch
Salamence
Fast TM
Fire Fang
Dragon Tail
Charge TM
Fireblast or Hydro Pump
Draco Meteor
Metagross
Fast TM
10041
Bullet Punch
Charge TM
Flash Cannon
Psychic
Kyogre
Charge TM
Any Move
Surf
Rayquaza
Fast TM
Air Slash
Dragon Хвост
Charge TM
Any Move
Outrage
Roserade
Charge TM
Dazzling Gleam or Solar Beam
Grass Knot or Sludge Bomb
Rampardos
Fast TM
Zen Headbutt
Smack Down
Charge TM
Any Move
Rock Slide
Garchomp
Fast Move
Mud Shot
Dragon Tail
Charge TM
Any Move
Outrage
Electivire
Lowick 1 TM
041
Thunder Shock
Charge TM
Any Move
Wild Charge
Mamoswine
Fast TM
Mud Slap
Powder Snow
Charge TM
Any Move
Avalanche Дыхание дракона0041
Palkia
Fast TM
Dragon Tail
Dragon Breath
Charge TM
Any Move
Draco Meteor
Giratina (Origin Forme)
Fast TM
Dragon Tail
Shadow Ball
Charge TM
Any Move
Shadow Ball
Darkrai
Fast TM
S
Any Move0041
Charge TM
Any Move
Shadow Ball
Excadrill
Fast TM
Metal Claw
Mud Slap
Charge TM
Any Move
Drill Run
Chandelure
Charge TM
Energy Ball
Overheat or Shadow Ball
Haxorus
Fast TM
Counter
Dragon Tail
Charge TM
Any Move
Dragon Claw
Terrakion
Fast TM
Zen Headbutt
Smack Down
Charge TM
Any Move
Rock Slide
Какие наборы движений Pokémon Go лучше всего изменить с помощью TM для Mega Evolution?
С введением Мега Эволюции вам понадобятся наборы движений для покемонов, способных к Мега Эволюции. Некоторые из лучших наборов движений для Mega Evolved Pokémon включают в себя Legacy Moves, поэтому, если у вас нет движения, отмеченного звездочкой, для него потребуется Elite TM:
Swipe to scroll horizontally
Pokémon
Fast Move
Charged Move
Mega Venusaur
Vine Whip
Frenzy Plant*
Mega Charizard X
Dragon Breath*
Dragon Claw
Mega Charizard Y
Fire Spin
Blast Burn*
Mega Blastoise
Water Gun
Hydro Cannon*
Mega Beedrill
Bug Bite* or Poison Jab
Sludge Bomb
Mega Pidgeot
Gust*
Brave Bird
Mega Gengar
Shadow Claw
Shadow Ball
Mega Gyarados
Водопад
Гидравлический насос
Mega Ampharos
Переключатель напряжения
Мегазвуковая пушка
0041
Snarl
Foul Play
Mega Manectric
Charge Beam
Wild Charge
Mega Altaria
Dragon Breath
Dazzling Gleam
Mega Lopunny
Low Kick
Focus Blast
Mega Abomasnow
Powder Snow
Weather Ball
Какие наборы движений Pokémon Go лучше всего менять с помощью TM для Gym Battles?
Трудно рекомендовать кому-либо «тратить» ТМ на защитников, учитывая, как сейчас работает система тренажерного зала в Pokémon Go. Наказывая защитников с CP 3000 или выше, ограничивая каждый спортзал только одним покемоном одного и того же вида в любой момент времени и значительно упрощая уничтожение спортзалов, остается очень мало места для классических «защитников спортзала».
Вам лучше инвестировать TM — и звездную пыль — в жетоны рейдовых боссов (см. выше), поскольку все, что вы вкладываете в защитника спортзала, в лучшем случае замедлит атакующего лишь на секунды. Тем не менее, если лучшая защита является для вас предметом гордости, и у вас есть ТМ, которые нужно сжечь, вот некоторые из лучших защитников спортзала.
Swipe to scroll horizontally
Pokémon
Use
Change From
Change To
Exeggcutor
Fast TM
Any Move
Confusion
Charge TM
Any Move
Seed Bomb
Chansey*
Fast TM
Pound
Zen Headbutt
TM Charge TM 0041
Any Move
Dazzling Gleam
Snorlax*
Fast TM
Lick
Zen Headbutt
Charge TM
Any Move
Body Slam or Heavy Slam
Dragonite
Fast TM
Any Move
Dragon Tail
Charge TM
Any Move
Dragon Claw
Steelix Charge 9 TM
0041
Any Move
Crunch
Donphan
Fast TM
Any Move
Charm
Charge TM
Any Move
Play Rough
Bilssey
Fast TM
Pound
Zen Headbutt
Charge TM
Any Move
Dazzling Gleam
Gardevoir
Confusion 1 TM
041
Charm
Charge TM
Dazzling Gleam or Psychic
Shadow Ball or Synchronoise
Slaking*
Charge TM
Any Move
Play Rough
Milotic
Fast TM
Водопад
Хвост дракона
Charge TM
Hyper Beam
Surf or Blizzard
Получите правильные движения для покемонов0005
Всякий раз, когда вы имеете дело с ТМ, наилучшие варианты будут зависеть от используемого вами покемона и того, что вы с ним делаете. Воспользуйтесь преимуществами изменения этих наборов приемов по своему усмотрению, чтобы дать вашему покемону боевое преимущество.
Рене Ритчи — один из самых уважаемых аналитиков Apple в бизнесе, аудитория которого составляет более 40 миллионов читателей в месяц. Его канал на YouTube Vector насчитывает более 90 тысяч подписчиков и 14 миллионов просмотров, а его подкасты, включая Debug, были загружены более 20 миллионов раз. Он также регулярно является соведущим MacBreak Weekly для сети TWiT и соорганизатором CES Live! и Talk Mobile. Рене живет в Монреале и является бывшим директором по маркетингу продуктов, веб-разработчиком и графическим дизайнером. Он написал несколько книг и появлялся в многочисленных теле- и радиопрограммах, обсуждая Apple и индустрию высоких технологий. Когда он не работает, он любит готовить, бороться и проводить время со своими друзьями и семьей.
Как получить и использовать ТМ для смены наборов движений в Pokémon Go
(Изображение предоставлено iMore)
Наборы движений
— один из самых важных элементов Pokémon Go. Сгенерированные случайным образом с помощью броска виртуальных кубиков наборы приемов могут сделать вашего любимого покемона разрушительным… или просто оставить вас опустошенными.
Раньше один плохой набор движений и ваш покемон был готов. Теперь, с техническими машинами — Quick TM и Charge TM — вы можете «перебросить» наборы движений вашего покемона и изменить его судьбу.
Что такое техническая машина?
Что такое техническая машина (ТМ)?
Техническая машина, которую часто называют просто ТМ, — это способ научить вашего покемона новому движению. В реализации Pokémon Go:
«Технические машины — это предметы, которые вы можете использовать для постоянного обучения покемонов новой быстрой атаке или заряженной атаке».
Другими словами, TM позволит вам «перебросить» Quick Move или Charge Move для вашего покемона, навсегда изменив его набор движений.
Почему ТМ важны?
В отличие от эволюции, которая устанавливается, наборы ходов в Pokémon Go определяются случайным образом и, по сути, «прокручиваются» каждый раз, когда вы нажимаете кнопку эволюции.
Многие из нас были там: Вы ловите или высиживаете почти идеального или абсолютно идеального Дратини. Вы идете по нему сто километров или больше, ловя и вылупляя больше по пути, пока у вас, наконец, не будет 125 конфет, необходимых для эволюции Драгонайта.
Ваши глаза загораются. Ваш палец дрожит на вашем iPhone или телефоне Android. Вы нажимаете кнопку развития. И…
Steel Wing + Hyper Beam
Pokemon Go Dragonite TM (Изображение предоставлено iMore/Rene Ritchie)
Худший набор приемов в текущем пуле и тот, который далеко не так эффективен, как лучший, Dragon Tail + Outrage.
Итак, вся эта прогулка, вся эта ловля, все это ожидание и вся эта работа выброшены в окно. Печально известный генератор случайных чисел (RGN) Pokémon Go — бросок костей — испортил ваш идеальный Дратини.
Но не с ТМ. С ТМ вы перебрасываете один или оба этих хода и получаете что-то лучшее.
Почему существует два вида ТМ?
Есть два вида ТМ, потому что есть два вида движений: Быстрое и Заряженное.
Если у вас есть Quick TM, вы можете использовать его, чтобы изменить Quick Move одного из ваших покемонов.
Если у вас есть Charge TM, вы можете использовать его для изменения заряда Move одного из ваших покемонов.
Оба хранятся и могут быть использованы из вашего списка предметов.
Можно ли использовать ТМ на вторичных Заряженных Движениях?
Да! Представленный в PvP Trainer Battles, теперь вы можете получить второй Charge Move для своего покемона. Если вы готовы заплатить стоимость Candy и Stardust. Но они тоже генерируются случайным образом. Итак, если вы получите что-то ужасное, вы можете Заряжать ТМ, пока не получите то, что хотите.
Как получить ТМ в Pokémon Go?
Pokemon Go как получить ТМ (Изображение предоставлено iMore/Rene Ritchie)
Не легко! Pokémon Go не сделал технические машины доступными в PokéStops, как ягоды, зелья, воскрешения, яйца и даже предметы эволюции. Нет. Если вам нужна техническая машина, вам придется победить рейдового босса или выполнить специальное исследование и надеяться получить TM как часть ваших наград. Ваши очень случайные награды.
Чем выше уровень рейда — от одного до четырех обычно, пять для Легендарного — тем больше наград вы получите и тем больше шансов получить одну или несколько технических машин.
Однако в последние месяцы Niantic экспериментирует с вероятностью выпадения ТМ. Многие игроки сообщают, что прошли десятки рейдов только для того, чтобы получить один или два TM, в то время как другие игроки, похоже, получают их каждый второй рейд. Нет гарантии получения ТМ в рейдах.
Как использовать Quick TM или Charge TM в Pokémon Go?
Pokemon Go Как использовать TM (Изображение предоставлено iMore/Rene Ritchie)
Вы можете использовать Quick TM или Charge TM прямо на экране предметов в Pokémon Go.
Коснитесь кнопки Меню внизу по центру. (Похоже на покебол.)
Нажмите кнопку Items внизу справа. (Похоже на рюкзак.)
Нажмите на Fast TM или Charge TM . (прокрутите вниз, чтобы увидеть их).
Нажмите на покемонов , на которых вы хотите использовать ТМ.
Нажмите Да для подтверждения.
Тогда скрестите пальцы и надейтесь на лучшее!
Гарантируется ли вам новый ход от Технической машины, или она может перебрасывать один и тот же ход снова и снова?
Когда вы используете Quick TM или Charge TM, вам гарантировано отличных хода от того, что есть у вашего покемона в настоящее время, но не обязательно новых хода. Например, вы можете использовать Quick TM на Exeggutor с Extrasensory и получить Bullet Seed, который является новым, но затем использовать другой Quick TM и снова получить Extrasensory, который отличается от текущего, но не является новым для этого покемона.
Теоретически, Pokémon Go может заблокировать TM после того, как вы прошли через существующий пул, чтобы вы случайно не потеряли их. Но если вы обнаружите, что для другого приема лучше использовать или комбинации или расчеты урона снова изменились, вы можете захотеть вернуть предыдущий ход.
Бывают также случаи, когда набор доступных движений покемона меняется, и новый потенциальный прием значительно лучше, чем ранее доступные. Возьмем, к примеру, Crabhammer Кинглера; У Кинглера одна из самых высоких характеристик атаки в игре (даже выше, чем у Гьярадоса!), но до того, как Крабхаммер был представлен, ни одна из его доступных атак не использовала эту характеристику. Теперь Кинглер — бесценный покемон водного типа.
Если для вашего покемона доступен только один Quick Move, как будет работать Quick TM?
У некоторых покемонов может быть только одно быстрое движение, по крайней мере, в текущей версии игры. Например, Вапореон может использовать Водяной Пистолет только как Быстрое Движение. В этих случаях вы не можете использовать Quick TM. Это просто не вариант. (Эй, по крайней мере, вы не будете тратить его впустую, перебрасывая одно и то же Быстрое движение снова и снова!)
Точно так же, если покемон может иметь только одно из двух быстрых движений, ТМ будет чередоваться между ними. Например, в Machamp раньше были только Bullet Punch или Counter, поэтому Quick TM просто переключал вас между ними.
Можно ли получить наборы движений Legacy через Technical Machines?
Время от времени Pokémon Go меняет приемы, доступные покемонам. Когда старый ход больше не доступен, он считается «устаревшим». Например, вы больше не можете получить Драгонита с Дыханием Дракона в качестве Быстрого движения. Niantic особенно любит использовать Legacy Moves для Дня сообщества, во время которого вы можете заработать движение, только развивая этого конкретного покемона, поэтому очень важно, чтобы вы сделали это в День сообщества, если хотите получить доступ к этим ограниченным движениям!
И технические машины этого не меняют. Если вы используете Quick TM или Charge TM, вы когда-либо будете получать только те наборы движений, которые доступны для покемонов из текущего игрового пула.
RIP Rock Throw Omaster…
Что делает одни приемы лучше других?
Есть несколько факторов, влияющих на то, что некоторые наборы приемов становятся разрушительными, а другие… бесполезными.
STAB, или бонус атаки того же типа, означает, что вы наносите дополнительный урон при использовании движения, соответствующего вашему покемону. Например, Мачамп (боевой) получит STAB, если у него есть динамический удар (боевой), но не тяжелый удар (стальной).
Счетчик типов или способность наносить больше урона определенным типам. Например, Лапрас с Blizzard или Ice Beam — худший кошмар для Dragonite. Лапрас с гидронасосом, не так уж и много.
Скорость как в атаке, так и в защите. Например, иногда вы можете сделать три движения на полбара и закончить битву до того, как вы сможете сделать два движения на полный такт. Некоторые приемы также мешают вам уклоняться дольше, оставляя вас открытыми для атакующих приемов.
Вот почему набор движений, который дает вам STAB, эффективен для типа и наносит значительный урон в секунду, великолепен. А тот, который не… не является.
Или почему Мачамп с Контр-ударом + Динамический удар — это Блисси-брейк и бич Тиранитара, а один с Пулевым ударом + Тяжелый удар часто остается на скамейке запасных.
Иногда, однако, даже знать все это недостаточно. Niantic часто перебалансирует Pokémon Go, изменяя то, как определенные движения и действия покемонов. То, что является лучшим набором движений для лучшего покемона сегодня, может измениться завтра, и с постоянным добавлением новых покемонов это также может изменить игру. Если вы хотите оставаться на вершине, вы должны быть всегда бдительны к этим изменениям!
Как узнать, какие наборы приемов самые лучшие?
Мнения расходятся. Некоторые люди смотрят на математику и статистику, в то время как другие запускают бесконечные симуляции, а третьи сосредотачиваются на реальном опыте, личных предпочтениях или поведенческих наблюдениях. Лично я делаю все вышеперечисленное.
Для дополнительной помощи мы храним список лучших наборов приемов Pokémon Go для атаки и защиты и обновляем его всякий раз, когда Pokémon Go вносит изменения или появляются новые покемоны и приемы:
TM для более сильного покемона
TM являются важной частью того, чтобы сделать вашего покемона более сильным в Pokémon Go. Иногда у покемонов, которых вы поймаете, не будет лучших наборов движений, и ТМ позволяют вам их изменить. В кратчайшие сроки у вас будет длинный список грозных покемонов в вашей команде, которые сделают многое для захвата спортивных залов или победы над рейдами.
Рене Ритчи — один из самых уважаемых аналитиков Apple в бизнесе, аудитория которого составляет более 40 миллионов читателей в месяц. На его YouTube-канале Vector более 90 тысяч подписчиков и 14 миллионов просмотров, а его подкасты, включая Debug, были скачаны более 20 миллионов раз. Он также регулярно является соведущим MacBreak Weekly для сети TWiT и соорганизатором CES Live! и Talk Mobile. Рене живет в Монреале и является бывшим директором по маркетингу продуктов, веб-разработчиком и графическим дизайнером. Он написал несколько книг и появлялся в многочисленных теле- и радиопрограммах, обсуждая Apple и индустрию высоких технологий. Когда он не работает, он любит готовить, бороться и проводить время со своими друзьями и семьей.
Первый Московский государственный медицинский университет имени И. М. Сеченова
Центральный институт ботулинотерапии и актуальной неврологии (ЦИБиАН)
Московский клинический научный центр им. А.С. Логинова
Работа за границей
Airlangga University, Surabaya, Indonesia
University of Wurzburg, Germany
Образование
Первый Московский государственный медицинский университет имени И.М. Сеченова, факультет научно-педагогических кадров «Медицина будущего», лечебное дело, 2019. Диплом с отличием с золотой медалью «Преуспевающему»
Повышение квалификации
Ординатура: Первый Московский государственный медицинский университет имени И.М. Сеченова на базе Московского Клинического Научного Центра им. А. С. Логинова, неврология, 2021
Сертификаты
Сертификат по терапии
Сертификат по неврологии
Повышение квалификации
Применение ботулотоксина при болезни Паркинсона и атипичном Паркинсонизме, 2021
Повышение квалификации по ботулинотерапии в лечении бруксизма и болевых синдромов кранио-фациальной локализации (в неврологической и стоматологической практике), 2020
Повышение квалификации по использованию ботулинического токсина типа А при спастичности верхних и нижних конечностей, 2020
Повышение квалификации по ботулинотерапии в лечении фокальных дистоний, гемифациального спазма и хронической мигрени, 2019
Сертификационный цикл по кинезиотейпированию, 2019
Обучение по электромиографии жевательных мышц в стоматологической практике, 2019
Публикации врача
Невролог Мещерякова назвала серьезные болезни, от которых можно избавиться при помощи ботокса
Некоторые до сих пор думают, что инъекции ботулотоксина — или ботокса, как его привыкли называть с легкой руки косметологов — используют исключительно для красоты, чтобы избавиться от морщин. Но это совсем не так.
Читать статью
Коллекционирование хлама и еще 7 ранних признаков снижения памяти и мышления
Ежегодно в мире у 10 миллионов человек выявляют когнитивные расстройства, которые потом могут перерасти в деменцию. Чаще всего — в болезнь Альцгеймера, лекарства от которой нет. Как не пропустить момент, когда все только начинается?
Читать статью
Достижения
Член международного общества головной боли
Член Межрегиональной общественной организации специалистов ботулинотерапии (МООСБТ).
Преподаватель Центрального института Ботулинотерапии и Актуальной неврологии (ЦИБиАН).
Автор более 20 публикаций в научных журналах. Принимает ежегодное участие в конференциях международного и российского уровнях.
Добавить отзыв
Ваше имя
Имя *
Поле, обязательное для ввода
Ваш телефон
Телефон *
Поле, обязательное для ввода
Врач
Врач *
Мещерякова Анна Юрьевна
Поле, обязательное для ввода
review
Ваш отзыв *
Нажимая на кнопку, я даю согласие на обработку персональных данных
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Анна Мещерякова
Аренда студии для записи
Продолжительность от 50 минут.
В студии одновременно могут находиться три гостя( эксперта) других экспертов можно подключить онлайн.
В стоимость входит полное звуковое и видеосопровождение инженером трансляции, три камеры, три микрофона, три пары наушников, студийное освещение.
На экран монитора возможно установить логотип или любую заставку.
Так же возможно выведение трансляции на любой сервис (ваш сайт, YouTube, Вконтакте, Одоклассники и т.д.), подключение спикеров через Zoom, Skype.
Анна изучала управление предпринимательским дизайном в Лондонском университете Лафборо.
Сейчас Анна работает научным сотрудником и преподавателем в Университете Вупперталя в Германии.
Почему вы решили учиться в Лондонском университете Лафборо?
Получив степень бакалавра в области управления дизайном, я искал курс последипломного образования, который позволил бы мне узнать об инновациях и изучить связь между дизайном и бизнесом на продвинутом уровне. Есть много степеней с этой целью, но что выделяет Лондонский университет Лафборо, так это то, что это не школа классического дизайна и не школа бизнеса, а скорее уникальное пространство, ориентированное на конструктивное сотрудничество между различными дисциплинами.
Кроме того, моя программа также включала модули по культурологии, что позволило мне наиболее целостно изучить инновации. Расположение в Лондоне, одном из самых инновационных городов мира, сделало университет Лафборо лучшим выбором для моих целей.
Как Лондонский университет Лафборо вдохновил вас и помог продвинуться по карьерной лестнице?
Время, проведенное в Лондонском университете Лафборо, чрезвычайно важно для меня, поскольку оно позволило мне изучать дизайн академическим путем и открыть в себе любовь к исследованиям в таких темах, как дизайн услуг и социальные инновации, которые являются двумя важными новыми проблемами в моей области. При этом моя программа очень хорошо подготовила меня к моему продолжающемуся пути к моей докторской степени.
Кроме того, во время моего пребывания в Лафборо я оказался в среде, изобилующей возможностями для общения, общения, изучения, обучения и участия во многих мероприятиях, конкурсах и проектах. Узнав, как много захватывающих и великих вещей можно сделать всего за один год, время, проведенное в Лондонском университете Лафборо, изменило мой взгляд на мою карьеру и сделало меня намного смелее, когда дело доходит до формирования будущего.
Расскажите нам о своем карьерном пути и о компании/организации, в которой вы сейчас работаете.
После получения степени магистра я начал работать в программе для выпускников, посвященной цифровым инновациям в сфере финансовых услуг, где я занимался цифровой стратегией и разработкой продуктов в различных ролях, от бизнес-стратега до исследователя UX.
Летом 2020 года мне предложили принять участие в спонсируемой правительством Германии программе стипендий, направленной на оцифровку государственных услуг с использованием дизайн-мышления и гибкой методологии. Я провел три месяца в качестве менеджера по продукту, разрабатывая упрощенный онлайн-инструмент налогообложения для пожилых людей с Федеральным министерством финансов. Помимо возможности применить свои знания в области дизайна, инноваций и оцифровки в одном проекте, я поработал с замечательными коллегами и представил результаты нашего проекта федеральному министру финансов Германии.
После года глубокого погружения в разработку цифровых продуктов я вернулся в академию и теперь занимаюсь образованием в области дизайна. В настоящее время я работаю научным сотрудником и преподавателем в отделе дизайна Университета Вупперталя (который, по совпадению, сотрудничает со Школой дизайна Лафборо) и работаю над докторской диссертацией, в которой планирую проводить исследования творческого процесса и совместного дизайна.
Отделы
О направлении
Здоровье семьи – относительно новое направление в развитии системы здравоохранения нашей страны. Наши врачи применяют индивидуальный подход к пациентам, зная индивидуальные потребности их организма и реакцию на лекарства и конкретные методы лечения. Это позволяет нашим врачам оказывать качественную профилактическую помощь, направленную на предотвращение заболевания, и назначать более эффективные методы лечения, ведущие к быстрому выздоровлению и реабилитации пациента. Семейный врач становится другом вашей семьи, доступным для консультации по медицинским вопросам в любое время дня и ночи.
Специалисты нашего центра семейной медицины – это профессиональные врачи с большим опытом работы, которые умеют выявлять и диагностировать заболевания на ранних стадиях, при легких симптомах. Все семейные врачи GMS Clinic прошли специальное обучение и имеют соответствующие сертификаты. Для поддержания высокого уровня квалификации и освоения современных методов лечения сотрудники Центра семейного здоровья постоянно проходят дополнительные курсы, посещают семинары и международные конференции.
Хорошее здоровье всех членов вашей семьи вполне может быть самым важным в жизни. Внимательно следите за своим здоровьем и здоровьем своих близких – а если возникнут неприятные симптомы, наши специалисты помогут вам!
Врачи 21
Константин Дмитриев
Директор Центра семейной медицины, кардиолог
Людмила Колычева
Заместитель главного врача по лечебно-экспертной работе. Семейный врач, врач по гигиене труда
Светлана Артемова
Семейный врач, Терапевт, Ведущий специалист
Андрей Беседин
Семейный врач
Анна Мещерякова
Невролог, семейный врач, терапевт
Кристина Шавгулидзе
Заведующий стационаром, семейный врач
Елизавета Казачкина
Врач общей практики
Федор Михневич
Семейный врач
Галина Зубкова
Эндокринолог, семейный врач, гастроэнтеролог, ведущий специалист
Ираклий Лория
Семейный врач, Кардиолог
Юрий Мещеряков
Семейный врач
Поленова Наталья
Семейный врач, кардиолог, детский кардиолог, диетолог
Николай Мясников
Главный врач GMS Hospital, невролог, семейный врач
Для профильной обработки деревянных деталей в промышленных условиях, столярных мастерских и в быту используются фрезерные станки. С их помощью специалисты выполняют: продольное профильное, криволинейное, профильное фигурное фрезерование; обработку заготовок различной длины по профилю; фрезерование шипов. Отечественные и зарубежные производители предлагают оборудование нескольких видов, имеющее как общие черты, так и отличия, и обладающие схожим принципом работы.
Как работает фрезерный станок по дереву?
Фрезерные станки представляют собой устройства с прочным столом, на котором располагается шпиндель с режущим элементом. Именно он передает фрезе вращательное движение. При этом сама заготовка перемещается относительно оси шпинделя. Для изменения глубины обработки в станках предусмотрена возможность регулировки выхода режущего края фрезы и высоты рабочего вала. Работу оборудования обеспечивают основные и вспомогательные детали, одни из которых входят в базовую комплектацию, а другие – нет. К основным элементам, помимо шпинделя и стола, относится станина, фреза и электродвигатель.
Станина
Представляет собой сварную или цельнолитую деталь, которая служит опорой для всех конструктивных элементов станка. Независимо от габаритов, станина оснащается ребрами жесткости, придающими оборудованию прочность и гасящими вибрации при обработке.
Фрезы
Деталь конструкции, установленная на шпинделе и отвечающая за непосредственное воздействие на заготовку. Современные станки оборудуются режущими элементами нескольких типов. Стандартным решением являются торцевые, пазовые и кромочные фрезы, позволяющие выполнять большую часть работ.
Электродвигатель
Еще одним обязательным элементом фрезерных станков является электродвигатель, от мощности которого напрямую зависит производительность оборудования. Для комплектации фрезерных станков очень часто используются асинхронные двигатели, отличающиеся простотой и надежностью.
Чем отличается работа фрезерных станков по дереву различных категорий?
Несмотря на схожесть конструкции фрезерных станков различных групп у изделий имеется ряд особенностей. Учитывая их, можно подобрать оптимальное оборудование, характеристики которого будут полностью соответствовать требованиям покупателя.
Станки с нижним и верхним расположением шпинделя
Устройства этой категории предназначены для выполнения на брусковых деталях профиля, сквозного и несквозного паза. При использовании шипорезной каретки станки применяются для получения шипов и проушин. Еще один вариант комплектации – наклоняемый шпиндель, предназначенный для создания на заготовках скошенных кромок. При выполнении работ с высокими требованиями к качеству обзора зоны обработки применяются станки с верхним расположением шпинделя. Благодаря такому размещению удается гарантировать высокую точность при фигурной резке и художественной обработке заготовок. К устройствам этих категорий принадлежат станки JET JWS-34KX, PROMA TFS-75/30 и др.
Управление оборудованием
Большинство устройств, используемых как в серийном производстве, так и в быту, имеет ручное управление. Особенность таких устройств – высокая степень зависимости качества выполнения задач от человеческого фактора. Преимущества станков с ручным управлением заключаются в простоте обслуживания и более доступной стоимости. В качестве альтернативы такому оборудованию на крупных производствах все чаще используются станки с ЧПУ. К их достоинствам относится высокая точность выполнения работ, многофункциональность, возможность сбора, обработки и хранения информации.
Фрезерный станок по дереву с ЧПУ RJ 6090
Другие статьи по теме:
… смотреть все ->
Как работает фрезерный станок?
Фрезерный станок предназначен для обработки ровных и неровных поверхностей: кромок, пазов, канавок.
Фрезер незаменим при создании высокохудожественных изделий из любых пород дерева, фанеры, пластика, оргстекла, мягких металлов и др.
Чтобы разобраться, как работает фрезерный станок рассмотрим его конструкцию на примере нашей модели Orson 1325.
Конструкция фрезерного станка ЧПУ Orson 1325:
1. Станина – основание, на которое устанавливается стол и портал. Чем больше ребер жесткости имеет станина и толще сталь, тем дольше и точнее будет работать станок.
2. Стол – поверхность, куда крепится заготовка для обработки. Стол может быть:
алюминиевый с покрытием бакелит и креплением Т-паз;
вакуумный с ячеистой поверхностью с креплением присосками и вакуумной помпой;
гибридный вакуумный стол с креплением Т-паз.
Для обработки металла и камня используется алюминиевый стол, во всех остальных случаях покупатели отдают предпочтение гибридному столу, т. к. он лучше закрепляет заготовки.
3. Портал – конструкция, установленная на рабочий стол. Передвигается по направляющим с помощью двигателей (шаговых или серво).
4. Шпиндель – вал, куда устанавливается фреза в цанге. Шпиндель бывает с водяным и воздушным охлаждением и крепится на портале станка.
5. Блок управления – специальный шкаф, куда устанавливаются драйверы, инвертор, контроллеры, системы электрораспределения.
6. Программа управления – устанавливается на персональный компьютер и подключается к блоку управления фрезера. Для управления 3х-осевым станком используют программу NC Studio, для 4-х, 5-ти осевых, с асинхронной работой шпинделей, автосменой инструмента применяется Syntec.
Принцип работы фрезерного станка. 7 фактов.
Механика:
Обработка материала производится с помощью фрезы, которая устанавливается в цангу. Фреза способна шлифовать, сверлить, гравировать, раскраивать заготовку. В комплекте со станком обычно поставляется набор от 5-ти фрез для черновой и чистовой обработки.
Цанга с фрезой устанавливается в шпиндель, который крепится на портале.
Портал передвигает шпиндель с фрезой по трем осям над заготовкой, расположенной на рабочем столе.
Движение шпинделя и портала по осям обеспечивают двигатели (обычно шаговые, в количестве 3 шт).
Программа:
Для того, чтобы механическая часть выполняла нужные команды используется управляющая программа (NC Studio), поддерживающая 3 оси, 3 концевых датчика и управление шпинделем. Состоит из интерфейсной платы, платы развязки и программного обеспечения, которое устанавливается на ПК.
Перед началом производства оператор ЧПУ создает проект изделия в графическом редакторе (AutoCad, ArtCam, CorelDraw) и сохраняет в G-коде.
Далее файл загружается в NC Studio, которая его визуализирует и подает соответствующие команды механической части.
Таким образом, принцип работы фрезерного станка с ЧПУ заключается в том, что:
оператор создает команду в программе на ПК,
программа передает импульс на фрезу
фреза обрабатывает материал по заданной команде.
ЧПУ автоматизирует процессы обработки, повышает скорость производства и минимизирует брак. От того как работает фрезер зависит качество изделий, и, в итоге, ваша прибыль.
Нужна консультация?
Оставьте заявку, инженер перезвонит вам течение 5-ти минут.
Как работают фрезерные станки
4 марта
Фрезерование лучше всего понимать как сверление, но «сверло» движется вбок, а не прямо вверх и вниз.
Фрезерное оборудование
Вращающееся опиливание, которое со временем превратилось в фрезерование, впервые было замечено около 1760 года. Фрезерование является важным производственным процессом и имеет решающее значение для многих заводов по обработке материалов. Его целью является удаление материала с поверхности заготовки с помощью вращающегося режущего инструмента. Подобно дрели, ось вращения фрезы остается неизменной, вращаясь, чтобы сделать необходимые разрезы. Однако, в отличие от сверления, фрезерование требует, чтобы желаемая заготовка располагалась перпендикулярно режущей заготовке.
Процесс фрезерования можно использовать для самых разных целей, включая металлы, дерево, пластмассы и даже пеноматериалы. Отрасли, которые они обслуживают, также разнообразны, так как металлурги, аэрокосмические инженеры, производители медицинских технологий и даже столяры используют фрезерные станки.
Итак, как режут фрезерные станки?
Наука о том, как работают фрезерные станки, аналогична тому, как работает дрель. Когда сверло прижимается к заготовке, материал, по которому ударяет фреза, удаляется с заготовки как в вертикальном направлении, так и под углом. Вместо этого при фрезеровании «сверло» в этом случае сохраняет тот же угол, но движется вбок. При фрезеровании направление заготовки (обычно) остается вертикальным, а направление реза становится горизонтальным (или вертикальным, если сама фреза горизонтальная). Поскольку режущая часть работает над материалом в горизонтальном направлении, заготовка остается неподвижной.
Существует множество различных типов режущих материалов, используемых при фрезеровании. Большинство из них устойчивы к температуре, поэтому фреза не изнашивается (поскольку процесс фрезерования создает МНОГО тепла). Резец может быть изготовлен из быстрорежущей стали, цементированного карбида и нитрида бора. Чтобы режущий элемент прослужил много раз, его можно покрыть дополнительным слоем термостойкого материала, чтобы уменьшить трение или увеличить твердость.
Вертикальное фрезерование выглядит как вертикальное сверло, движущееся вбок, так что же такое горизонтальное фрезерование?
Горизонтальное фрезерование — это точно такой же процесс, повернутый на 90 градусов. Фреза располагается на горизонтальном шпинделе поперек стола. Горизонтально-фрезерный станок с таким же поперечным сечением, как и у горизонтальной ленточной пилы, обычно шире и меньше в диаметре.
Knuth производит первоклассные фрезерно-сверлильные станки. Подробнее здесь.
Как определить хороший фрезерный станок?
Фрезерные станки наиболее эффективны, когда оптимизированы следующие показатели:
Скорость резания: двигатель шпинделя является важным фактором. Наблюдать за машиной в действии или проводить собственное исследование того, насколько быстро машина будет резать, может быть важно, особенно если фрезерование является важной частью ваших операций.
Размер станка: Для некоторых любителей настольные фрезерные станки кажутся хорошей сделкой. Однако, если вы хотите заняться фрезерованием металла, есть 9 вариантов.0046 лот сил, необходимых для его правильного выполнения.
Требования к питанию: 3-фазные двигатели могут быть проблематичными для домашних хобби-магазинов. В большинстве домов нет трехфазного питания, но во многих промышленных предприятиях оно есть. Как бы это ни звучало как неважная информация, для работы вашей машины необходимо убедиться, что все требования к питанию соблюдены.
И, очевидно:
Торговая марка: Как бы мы все ни хотели поддержать «маленького парня», небольшие бренды производителей машин могут быть менее надежными и могут стоить вам дороже на техническое обслуживание и поддержку, чем более крупные компания, которая десятки раз сталкивалась с одними и теми же проблемами.
Стоимость машины: Производительность машины по стоимости ее эксплуатации. Это просто: вашему бизнесу необходимо оптимизировать расходы, поэтому убедитесь, что это даст вам максимальную отдачу от затраченных средств.
Компания Direct Machines предлагает широкий выбор фрезерных станков. Наша продуктовая линейка постоянно расширяется, и мы стремимся обеспечить превосходное обслуживание и ценность для наших клиентов. Свяжитесь с нами по телефону (781) 937-5655 или [email protected], если у вас есть вопросы о наших машинах или о том, кто мы такие.
Рекомендуемый продукт
Вертикально-сверлильный станок Knuth SBF TV:
.html
Фрезерные станки; Кто они и что они делают?
Фрезерные станки являются одними из самых распространенных и полезных машин во многих отраслях промышленности. Тем не менее, они бывают разных вариаций с нюансами назначения, дизайна и функциональности. В этом руководстве мы покажем вам, что такое фрезерные станки, что они делают и как они работают. Мы также рассмотрим различные типы машин, чтобы у вас было более четкое представление о том, какая машина лучше всего соответствует вашим потребностям.
Что такое фрезерные станки?
Фрезерные станки представляют собой тип оборудования для удаления материала с заготовки с помощью вращающихся фрез. Эти машины могут сверлить, сверлить и резать множество материалов. Этот процесс удаления кусков материала вдоль оси инструмента известен как фрезерование, поэтому машины, используемые в этом процессе, называются фрезерными станками. Фрезерные станки бывают разных типов и используются в различных отраслях промышленности.
Как работают фрезерные станки
Во многих отношениях фрезерные станки используются для достижения результатов, аналогичных токарным станкам. Однако, в отличие от токарных станков, которые вращают заготовку, фрезерные станки удерживают заготовку с помощью тисков или приспособления. Фрезерные станки используют цилиндрические инструменты, такие как сверла и концевые фрезы, для удаления материала. Фрезерные станки в основном используются на плоских поверхностях, хотя могут работать и с некоторыми неровными поверхностями.
Типы фрезерных станков
Фрезерные станки бывают разных форм, включая колонные, револьверные, c-образные, с горизонтальным управлением копировальным аппаратом, станины и строгальные станки. Эти станки могут быть ручными или с числовым программным управлением (ЧПУ). Фрезерные станки с ЧПУ представляют собой компьютеризированные версии ручных фрезерных станков.
Рассмотрим различные типы фрезерных станков:
Фрезерные станки для колонн
Часто используемые для изготовления деталей автомобилей, фрезерные станки для колонн являются одним из самых простых типов фрезерных станков. Они состоят из 5 основных частей: рабочего стола, головы, седла, колена и плеча и используют вертикально подвешенную дрель.
Револьверно-фрезерные станки
Револьверно-фрезерный станок — это универсальный фрезерный станок, который можно использовать для изготовления многих деталей. Кроме того, эти машины, известные как фрезерные станки типа Bridgeport, могут быть перемещены в другое положение, открывая более широкий спектр применения.
Фрезерные станки с С-образной рамой
Фрезерные станки с С-образной рамой прочны и мощны. В них используется гидравлический двигатель, и их лучше всего использовать в промышленных условиях.
Горизонтально-фрезерные станки
Горизонтально-фрезерные станки, названные так потому, что они расположены горизонтально относительно земли, работают за счет перемещения стола, на котором находится заготовка, в то время как режущий инструмент перемещается вертикально.
Фрезерные станки с копирным управлением
Предназначенные для изготовления дубликатов деталей на основе эталонной модели, фрезерные станки с копирным управлением могут использоваться для обработки канавок и контурных поверхностей.
Фрезерные станки со станиной
Рабочий стол фрезерного станка со станиной расположен на самой станине, а не сверху, как у других фрезерных станков. На тренажере кроватного типа колено отсутствует, чтобы обеспечить продольное движение.
Строгально-фрезерные станки
Строгально-фрезерный станок аналогичен станку станочного типа. Однако этот тип фрезерного станка предлагает больше возможностей фрезерования благодаря добавлению фрез и головок.
Портальные фрезерные станки
Портальные фрезерные станки необходимы для точного машиностроения, создания пресс-форм, штампов и моделей, а также механической обработки. Эти машины часто можно найти в аэрокосмической и энергетической отраслях.
Станки с подвижной колонной
Фрезерные станки с подвижной колонной способны обрабатывать более крупные детали и выполнять несколько задач одновременно. С элементами, которые перемещаются, поворачиваются и наклоняются, машины с подвижной колонной часто используются в автомобильной, аэрокосмической, оборонной, энергетической и нефтяной промышленности.
Для кого предназначены фрезерные станки?
Являясь ведущим оборудованием для резки металла, фрезерные станки широко используются для изготовления деталей в автомобильной и аэрокосмической промышленности.
 3D-принтеры добавляют еще одно измерение — глубину (z). В процессе печати головки принтера могут перемещаться вверх и вниз, влево и вправо, вперед и назад, но вместо того, чтобы доставлять чернила на бумагу, распределяют различные материалы — полимеры, металл, керамику и даже шоколад — до «печати» целостного, объемного предмета, слой за слоем в процессе, известном как «аддитивное производство».
3D-принтеры добавляют еще одно измерение — глубину (z). В процессе печати головки принтера могут перемещаться вверх и вниз, влево и вправо, вперед и назад, но вместо того, чтобы доставлять чернила на бумагу, распределяют различные материалы — полимеры, металл, керамику и даже шоколад — до «печати» целостного, объемного предмета, слой за слоем в процессе, известном как «аддитивное производство». Новые слои точно ложатся на предыдущие, чтобы получился устойчивый, связный элемент. Таким способом можно создать практически любую форму, включая движущуюся.
Новые слои точно ложатся на предыдущие, чтобы получился устойчивый, связный элемент. Таким способом можно создать практически любую форму, включая движущуюся. Это не всегда возможно, поэтому для некоторых тканей берут стволовые клетки, которые способны становиться любой клеткой в теле (организме), или, например, свиной коллагеновый белок, морские водоросли и другие.
Это не всегда возможно, поэтому для некоторых тканей берут стволовые клетки, которые способны становиться любой клеткой в теле (организме), или, например, свиной коллагеновый белок, морские водоросли и другие.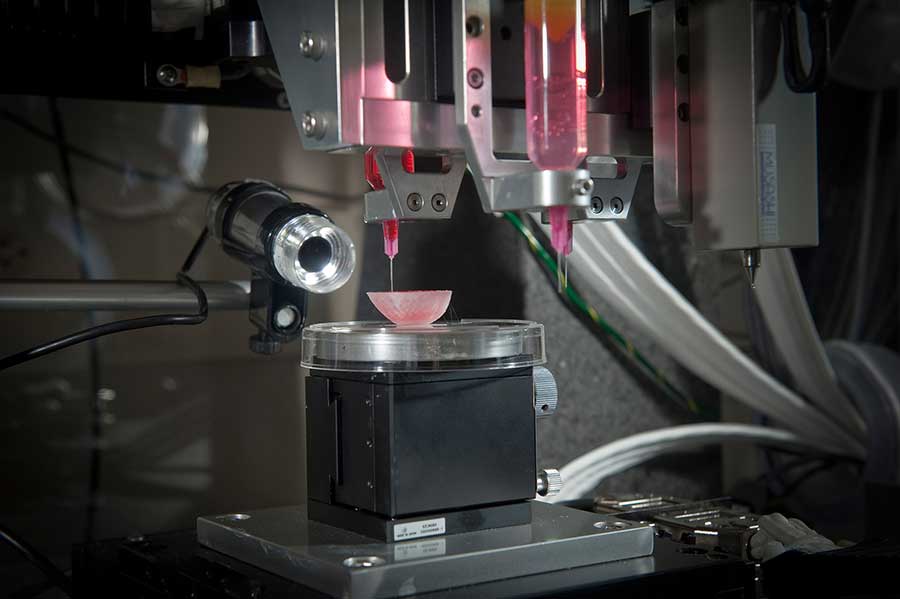 Он является наиболее распространенным белком млекопитающих и основным компонентом соединительной ткани. К его недостаткам для биопечати относят свойство кислоторастворимости. Больше информации о биоматериалах можно найти здесь.
Он является наиболее распространенным белком млекопитающих и основным компонентом соединительной ткани. К его недостаткам для биопечати относят свойство кислоторастворимости. Больше информации о биоматериалах можно найти здесь. Это помогает им формироваться и стабилизироваться в правильной форме. Удивительно, но некоторые клетки могут принять правильное положение сами по себе без каких-либо «строительных лесов». Как они узнают, куда идти? А как клетки эмбриона развиваются в матке или ткань взрослого человека движется для восстановления повреждений? Так же и здесь.
Это помогает им формироваться и стабилизироваться в правильной форме. Удивительно, но некоторые клетки могут принять правильное положение сами по себе без каких-либо «строительных лесов». Как они узнают, куда идти? А как клетки эмбриона развиваются в матке или ткань взрослого человека движется для восстановления повреждений? Так же и здесь.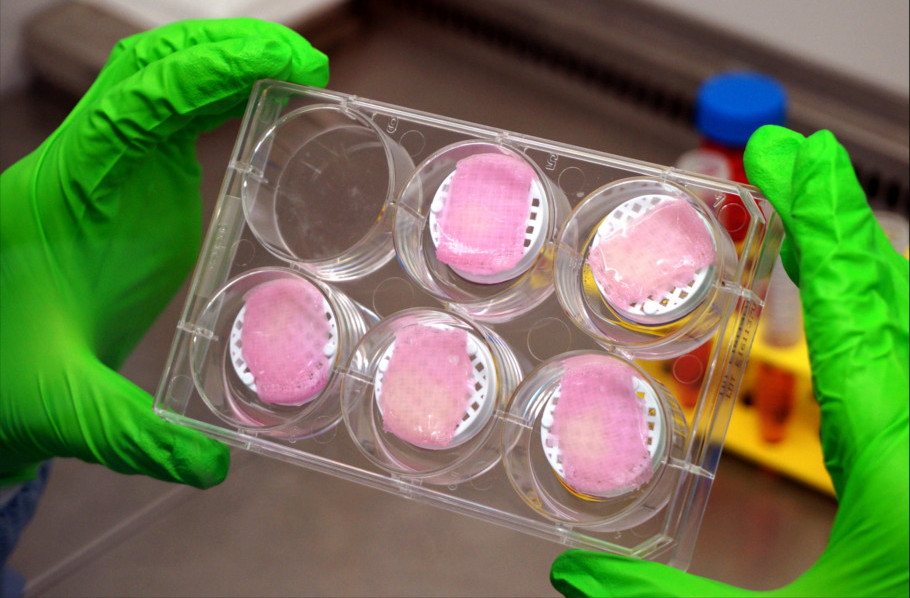 На этот раз на первом в мире космическом биопринтере Organ.Aut планируется использовать органические и неорганические компоненты для сборки костной ткани.
На этот раз на первом в мире космическом биопринтере Organ.Aut планируется использовать органические и неорганические компоненты для сборки костной ткани.
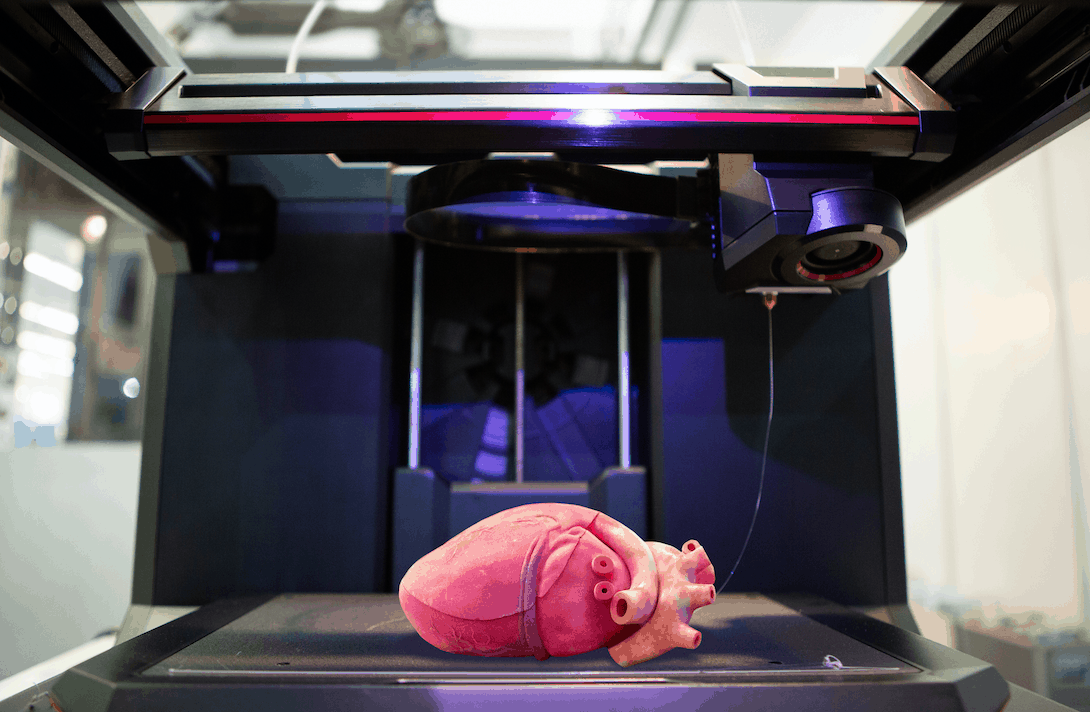 Затем эта часть кости покрывается стволовыми клетками взрослого человека, способными развиваться практически в любой другой тип клеток. Это сочетается с био-чернилами из принтера — комбинацией полимолочной кислоты (которая обеспечивает механическую прочность кости) и альгината — гелеобразного вещества, которое служит амортизирующим материалом для клеток. Затем конечный продукт имплантируется в организм, где в течение примерно трех месяцев полностью исчезнет и будет заменен новой костью.
Затем эта часть кости покрывается стволовыми клетками взрослого человека, способными развиваться практически в любой другой тип клеток. Это сочетается с био-чернилами из принтера — комбинацией полимолочной кислоты (которая обеспечивает механическую прочность кости) и альгината — гелеобразного вещества, которое служит амортизирующим материалом для клеток. Затем конечный продукт имплантируется в организм, где в течение примерно трех месяцев полностью исчезнет и будет заменен новой костью. Они считают, что любой хрящевой имплантат может быть изготовлен по их методике.
Они считают, что любой хрящевой имплантат может быть изготовлен по их методике.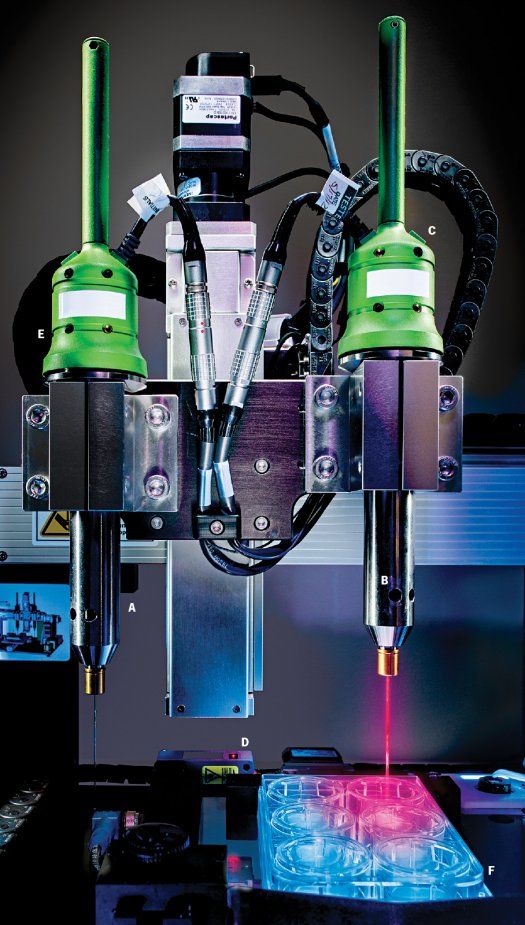 Дополнительное преимущество заключается в том, что биоимплантат растет вместе с пациентом, что особенно важно для детей и молодых людей.
Дополнительное преимущество заключается в том, что биоимплантат растет вместе с пациентом, что особенно важно для детей и молодых людей.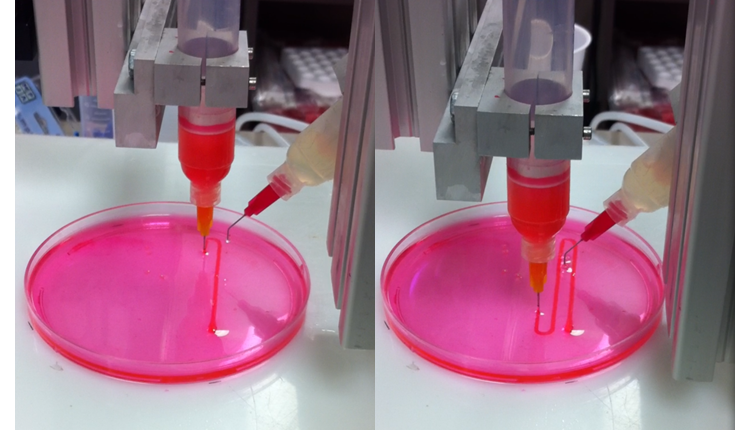
 Создание жизнеспособных кровеносных сосудов также важно для правильной работы всех других потенциальных биопечатных частей тела.
Создание жизнеспособных кровеносных сосудов также важно для правильной работы всех других потенциальных биопечатных частей тела. В настоящее время биопечать полностью функциональных сложных внутренних органов невозможна, но исследования постоянно ведутся (и не без успеха).
В настоящее время биопечать полностью функциональных сложных внутренних органов невозможна, но исследования постоянно ведутся (и не без успеха). Также они стремятся ускорить доступность этих методов лечения для пациентов.
Также они стремятся ускорить доступность этих методов лечения для пациентов. Конечно, всё не так просто, но многие исследователи считают, что человечество научится печатать сердца раньше, чем почки или печень.
Конечно, всё не так просто, но многие исследователи считают, что человечество научится печатать сердца раньше, чем почки или печень.

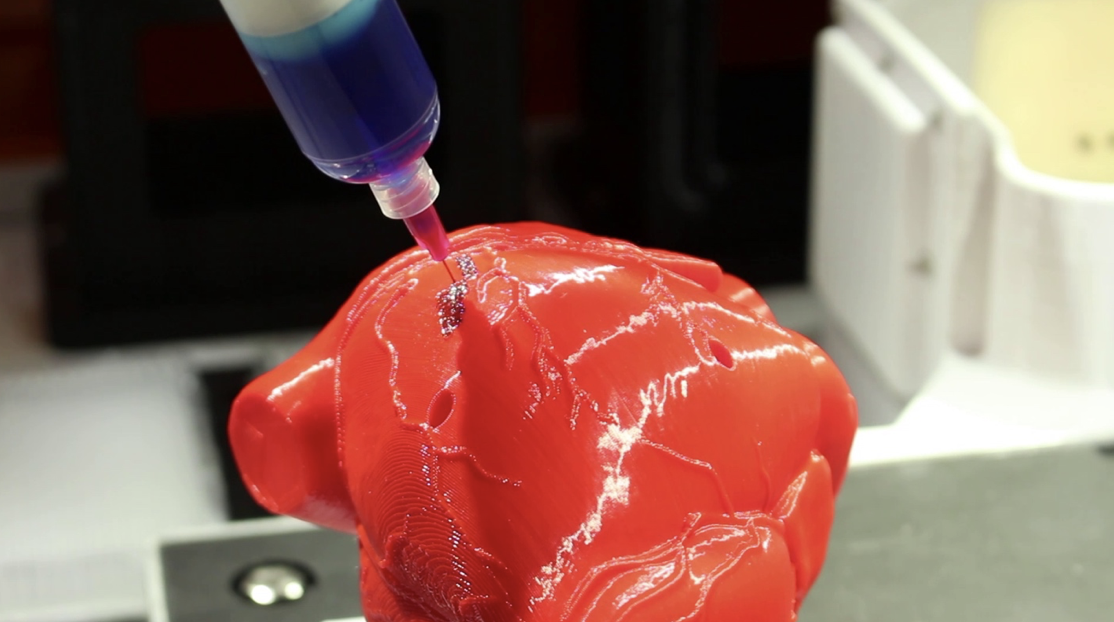
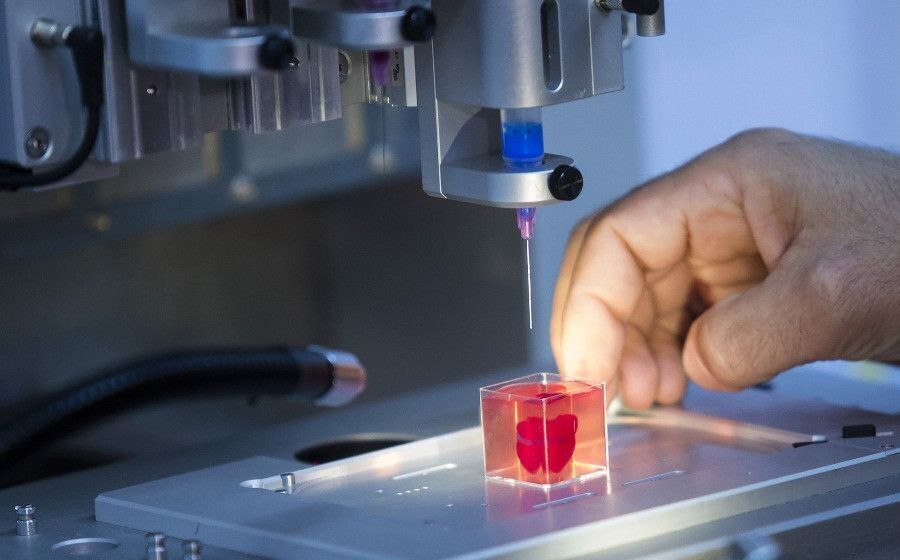 Виртуальные кровеносные сосуды, 3D-печатные органы… и ни одно животное не страдает!
Виртуальные кровеносные сосуды, 3D-печатные органы… и ни одно животное не страдает!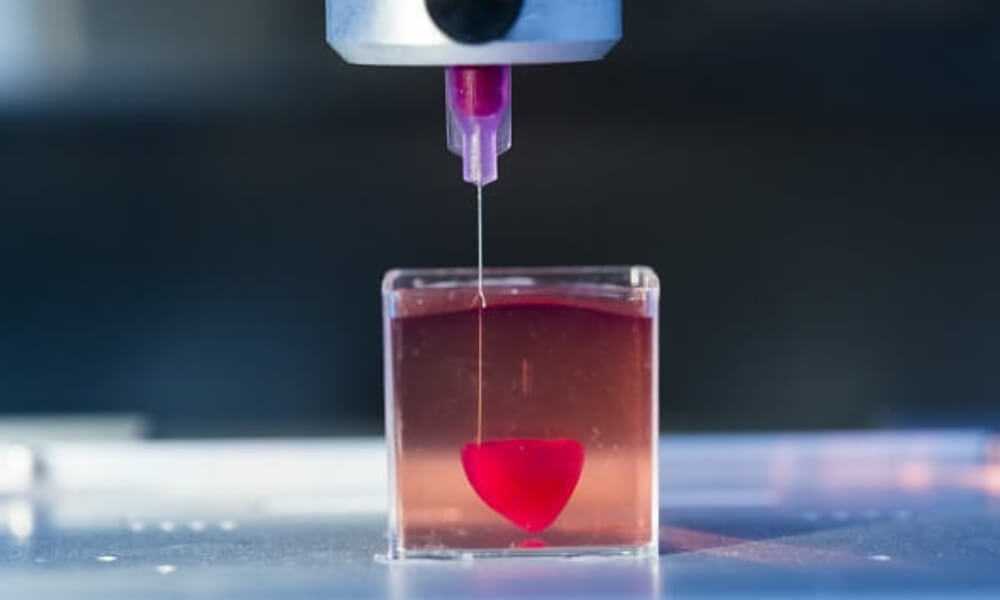 Эта информация станет мощным инструментом для оценки и улучшения качества обслуживания пациентов в режиме реального времени, будет стимулировать текущие исследования и разработки, информировать пациентов и медицинских работников о наилучшем курсе лечения.
Эта информация станет мощным инструментом для оценки и улучшения качества обслуживания пациентов в режиме реального времени, будет стимулировать текущие исследования и разработки, информировать пациентов и медицинских работников о наилучшем курсе лечения.



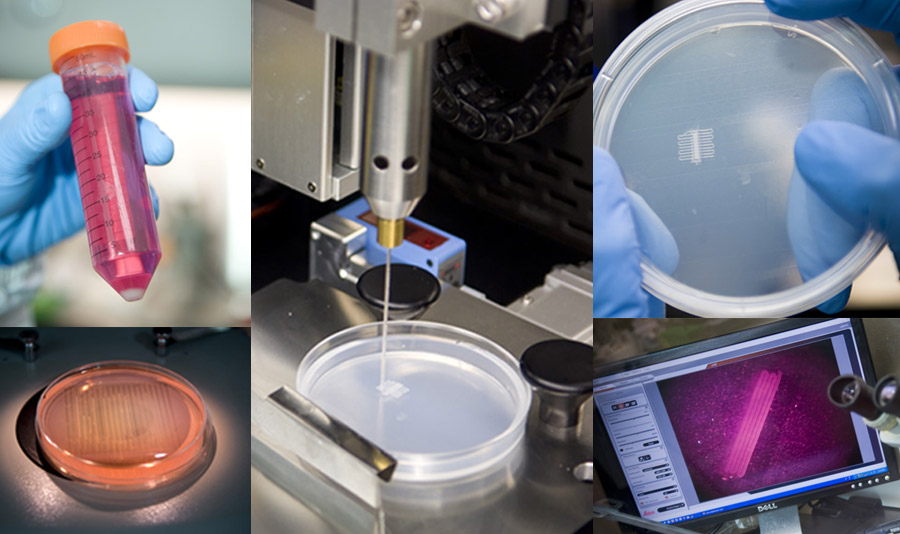 Возможно, у вас даже есть друг, который печатает на 3D-принтере фигурки для настолок — этим уже никого не удивишь. Новый тренд в науке — трехмерная биопечать живыми клетками, с помощью которой уже можно создавать биологические системы и ткани. Подробнее о том, как работает биопринтинг и какие проекты в этой сфере развивают в ИТМО, рассказываем в нашем материале.
Возможно, у вас даже есть друг, который печатает на 3D-принтере фигурки для настолок — этим уже никого не удивишь. Новый тренд в науке — трехмерная биопечать живыми клетками, с помощью которой уже можно создавать биологические системы и ткани. Подробнее о том, как работает биопринтинг и какие проекты в этой сфере развивают в ИТМО, рассказываем в нашем материале. 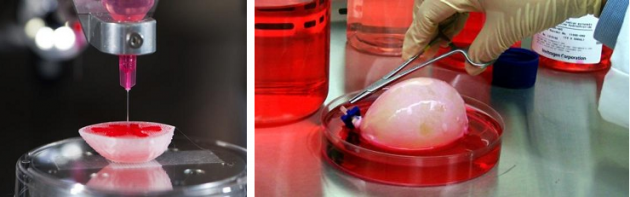 Последним называют структуры ткани, которые обеспечивают механическую поддержку клеток и транспорт химических веществ — в его состав входят гликопротеины (например, коллаген), гиалуроновая кислота, минералы и другие компоненты.
Последним называют структуры ткани, которые обеспечивают механическую поддержку клеток и транспорт химических веществ — в его состав входят гликопротеины (например, коллаген), гиалуроновая кислота, минералы и другие компоненты.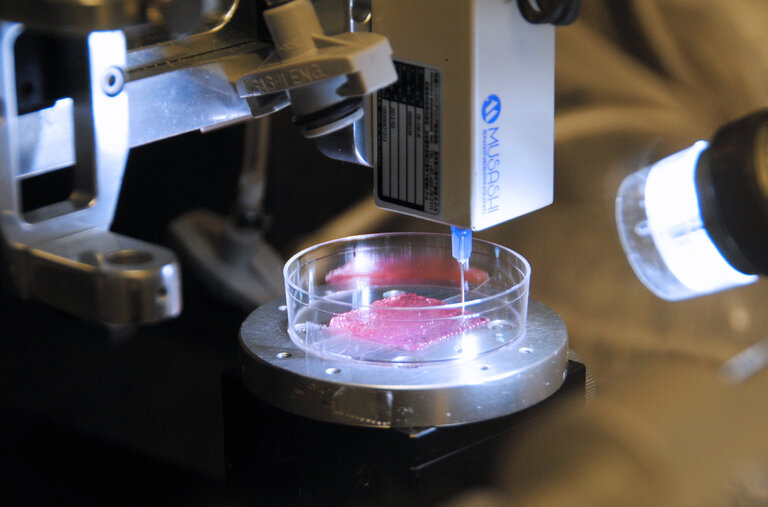 Например, сердце, должно не только иметь подходящую структуру ткани, но и выполнять такие функции, как васкуляризация (формирование новых кровеносных сосудов внутри ткани), сокращение и распространение электрического сигнала.
Например, сердце, должно не только иметь подходящую структуру ткани, но и выполнять такие функции, как васкуляризация (формирование новых кровеносных сосудов внутри ткани), сокращение и распространение электрического сигнала.
 Р. Вредена Михаил Божокин, он же выступает научным консультантом проекта, а доцент химико-биологического кластера, заведующая лабораторией прикладных материалов для энергетики доктор химических наук Елена Кривошапкина ― научным руководителем. Также в работе участвуют исследователи из СПбГУ и Института цитологии РАН.
Р. Вредена Михаил Божокин, он же выступает научным консультантом проекта, а доцент химико-биологического кластера, заведующая лабораторией прикладных материалов для энергетики доктор химических наук Елена Кривошапкина ― научным руководителем. Также в работе участвуют исследователи из СПбГУ и Института цитологии РАН. 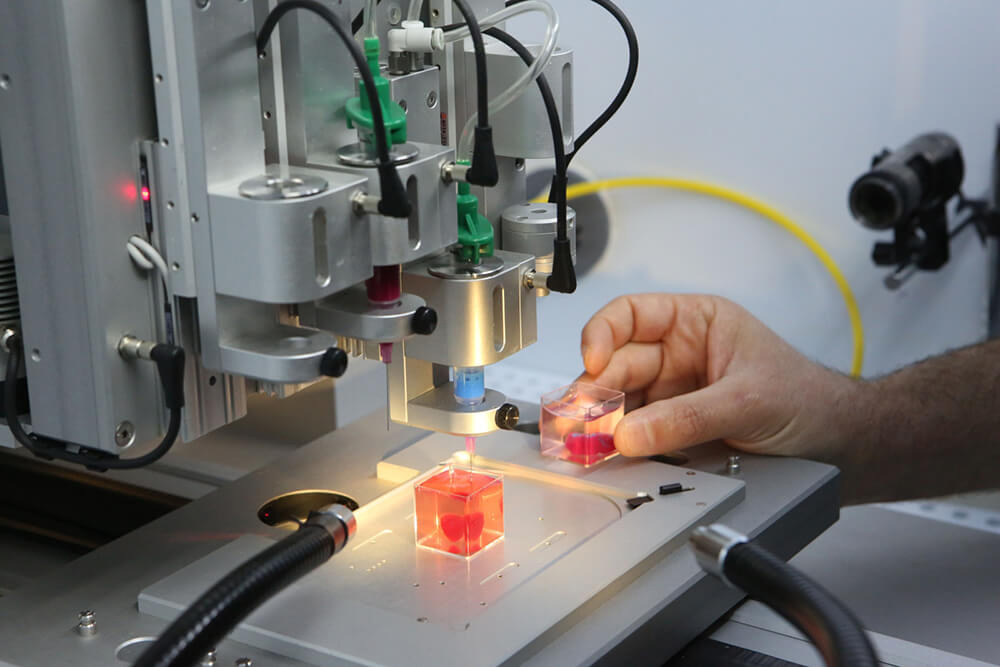
 Имплант имеет полимерный каркас и содержит гель, который поддерживает жизнеспособность клеток — для этого исследователи соединили две технологии: 3D гель-экструзионную печать и LCD 3D-печать каркаса. Полученную конструкцию инкубируют, то есть выращивают в ней клетки, и наблюдают за ними. Если клетки выживают, делятся и формируют тканеподобную структуру, то жесткость импланта повышается, так как клетки начинают вырабатывать коллаген. Это делает имплант пригодным для хирургического вмешательства.
Имплант имеет полимерный каркас и содержит гель, который поддерживает жизнеспособность клеток — для этого исследователи соединили две технологии: 3D гель-экструзионную печать и LCD 3D-печать каркаса. Полученную конструкцию инкубируют, то есть выращивают в ней клетки, и наблюдают за ними. Если клетки выживают, делятся и формируют тканеподобную структуру, то жесткость импланта повышается, так как клетки начинают вырабатывать коллаген. Это делает имплант пригодным для хирургического вмешательства.

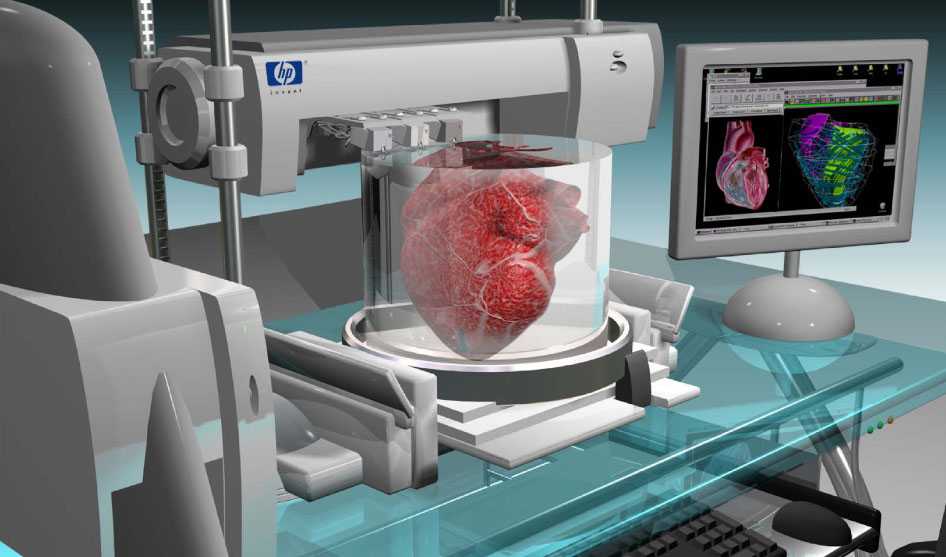
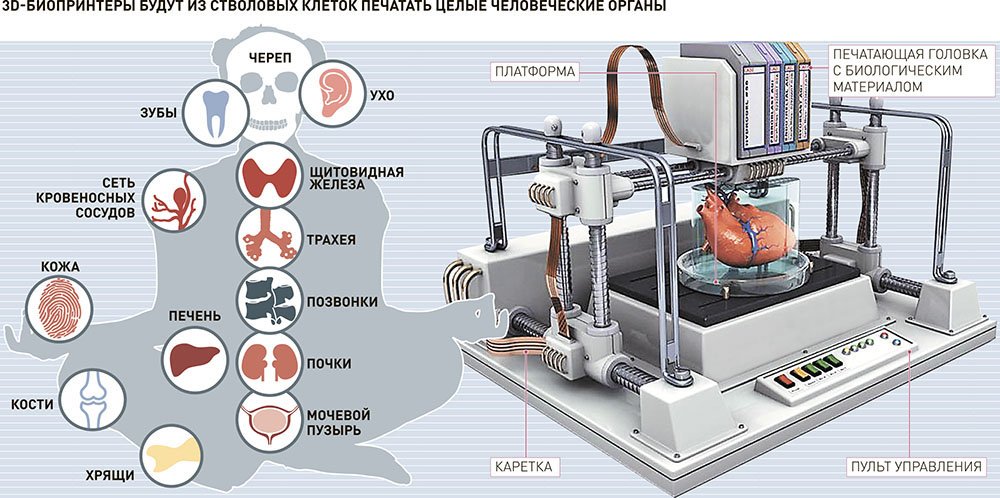 Их работа закладывает основу для продвижения методов замещения тканей и тканевой инженерии. Предоставлено: Лаборатория Льюиса, Институт Висса Гарвардского университета
Их работа закладывает основу для продвижения методов замещения тканей и тканевой инженерии. Предоставлено: Лаборатория Льюиса, Институт Висса Гарвардского университета
 .
.
 Клебе использовал струйный принтер для печати клеток. 1 После этих первых шагов область постоянно развивалась, открывались новые методы и приемы. Бесчисленные возможности и возможности для создания чего-то новаторского продолжают интриговать ученых, и поэтому биопечать стала популярной технологией.
Клебе использовал струйный принтер для печати клеток. 1 После этих первых шагов область постоянно развивалась, открывались новые методы и приемы. Бесчисленные возможности и возможности для создания чего-то новаторского продолжают интриговать ученых, и поэтому биопечать стала популярной технологией. 
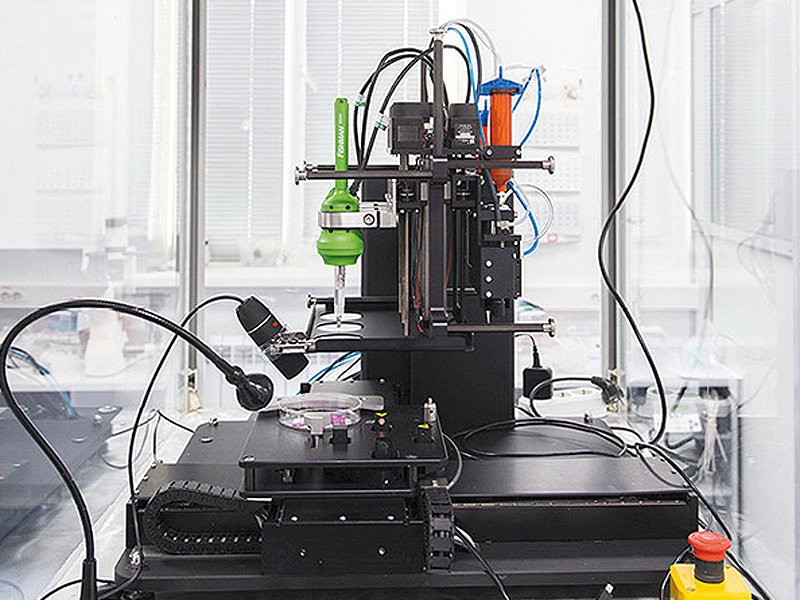 д.
д.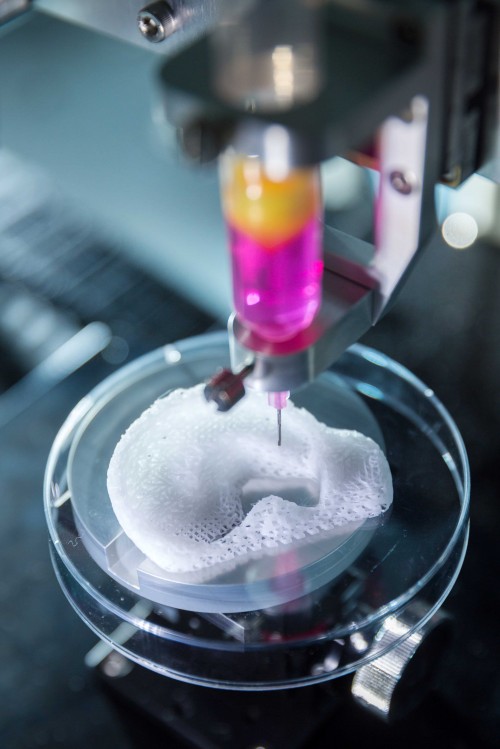
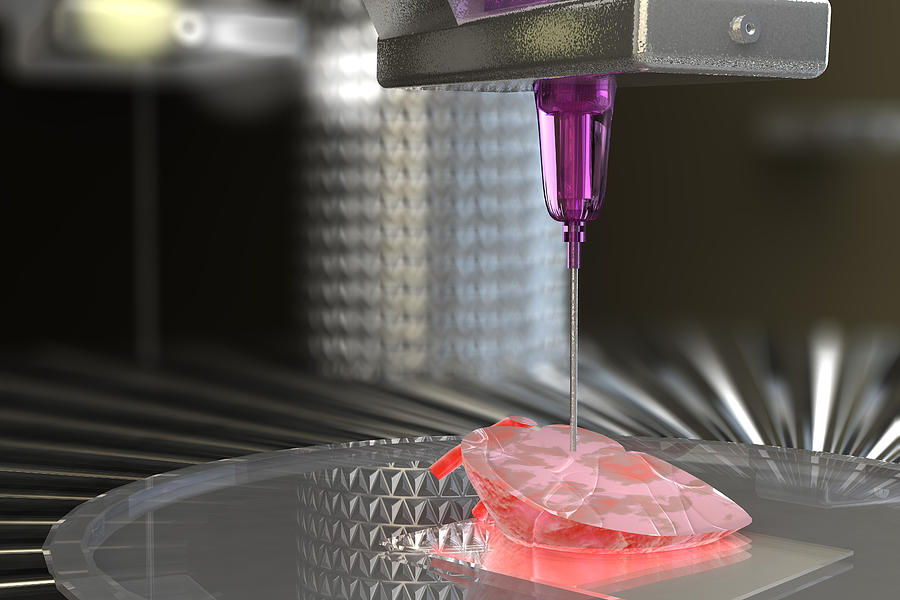
 Технология трехмерной биопечати может решить множество проблем в таких областях, как здравоохранение. Функционирующие мочевые пузыри, выращенные с использованием биопечати из собственных клеток пациентов, уже успешно трансплантированы в организм человека 2,3 . Исследователи постоянно изучают возможность биопечати других функционирующих органов.
Технология трехмерной биопечати может решить множество проблем в таких областях, как здравоохранение. Функционирующие мочевые пузыри, выращенные с использованием биопечати из собственных клеток пациентов, уже успешно трансплантированы в организм человека 2,3 . Исследователи постоянно изучают возможность биопечати других функционирующих органов.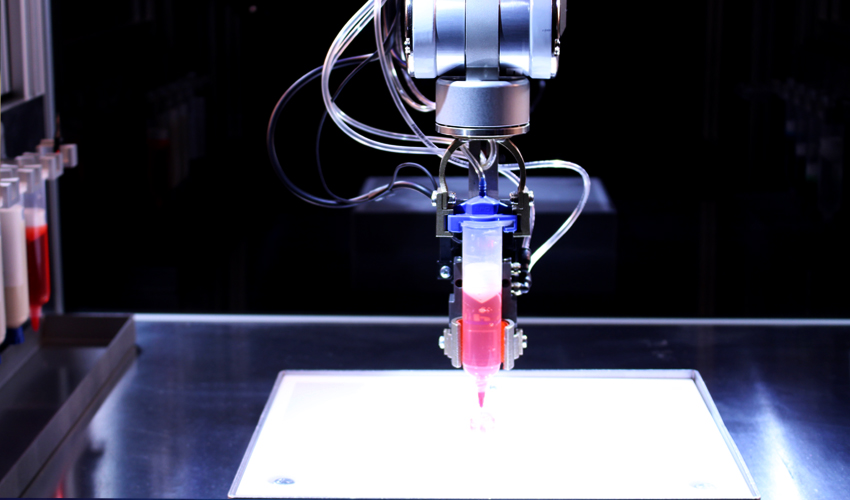 , et al., (2021). Оценка реологических свойств и пригодности для печати чернил из биоматериала из наноцеллюлозы/фото-сшиваемого биополимера в светоавтоматической 3D-печати. Доступно по адресу: https://doi.org/10.3389./fceng.2021.723429.
, et al., (2021). Оценка реологических свойств и пригодности для печати чернил из биоматериала из наноцеллюлозы/фото-сшиваемого биополимера в светоавтоматической 3D-печати. Доступно по адресу: https://doi.org/10.3389./fceng.2021.723429.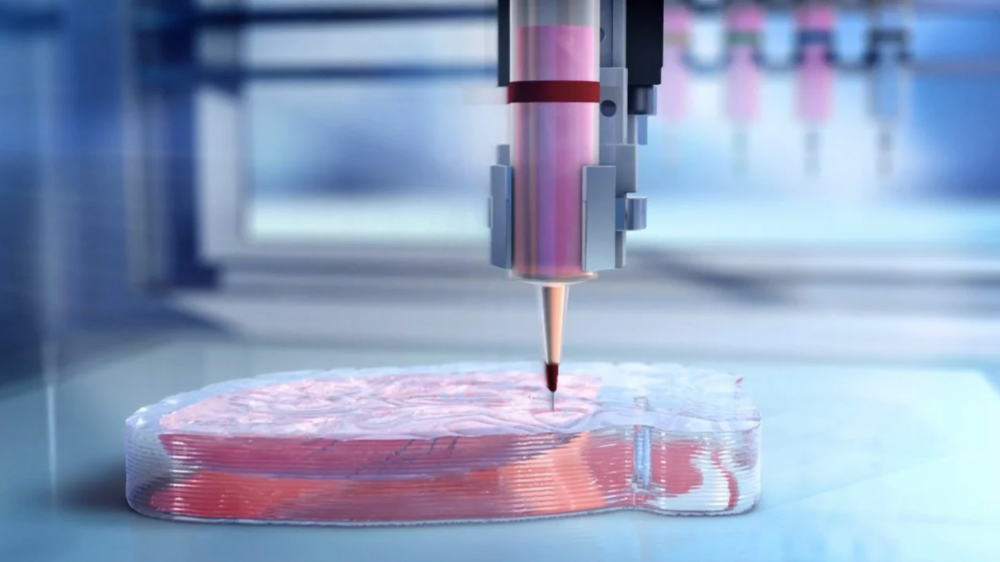 Международный журнал биологических макромолекул . Доступно по адресу: http://www.sciencedirect.com/science/article/pii/S0141813020349631.
Международный журнал биологических макромолекул . Доступно по адресу: http://www.sciencedirect.com/science/article/pii/S0141813020349631.


 ..
.. Б…
Б… Сотрудник работал удаленно в компании по разработке программного обеспечения из Флориды с голландским офисом.
Сотрудник работал удаленно в компании по разработке программного обеспечения из Флориды с голландским офисом.
 Указание оставить камеру включенной противоречит праву сотрудника на уважение частной жизни.
Указание оставить камеру включенной противоречит праву сотрудника на уважение частной жизни. Мы уже обсуждали последствия удаленной работы для безопасности, но, как вы можете узнать из этого случая, существуют также проблемы с конфиденциальностью и другие соображения для работодателей, нанимающих за границей.
Мы уже обсуждали последствия удаленной работы для безопасности, но, как вы можете узнать из этого случая, существуют также проблемы с конфиденциальностью и другие соображения для работодателей, нанимающих за границей.




 глубина погружения
глубина погружения 77 м
77 м

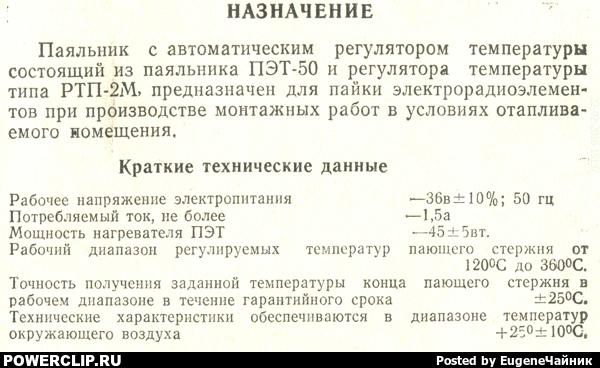 Одна многопроволочная токопроводящая жила номинальным сечением 50 мм2, скрученная
Одна многопроволочная токопроводящая жила номинальным сечением 50 мм2, скрученная
 ..+70 °C
..+70 °C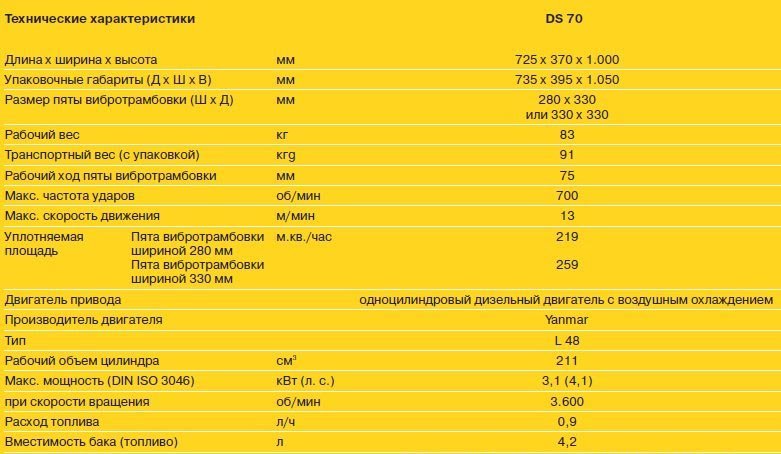
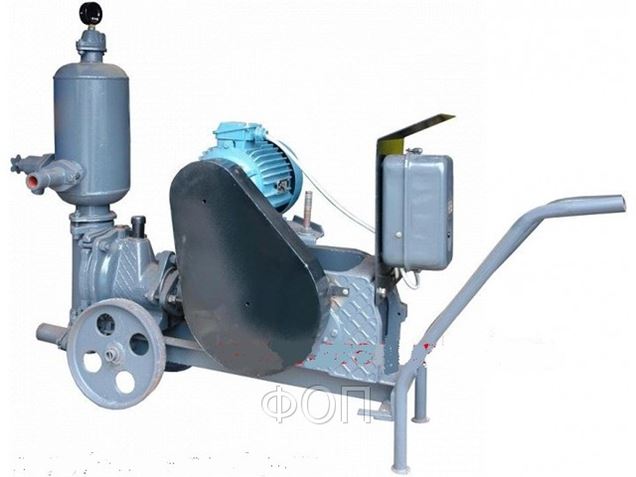




 Например, черты, навыки и атрибуты. Некоторые из них могут частично совпадать, но вот несколько примеров каждого из них:
Например, черты, навыки и атрибуты. Некоторые из них могут частично совпадать, но вот несколько примеров каждого из них: Вот список некоторых из них:
Вот список некоторых из них:

 Основной корпус техники является
Основной корпус техники является
 В момент, когда
В момент, когда
 Он используется в условиях мелкосерийного и единичного производства разнообразных
Он используется в условиях мелкосерийного и единичного производства разнообразных
 Также
Также

 Токарно-винторезные станки являются представителями большой группы металлообрабатывающего оборудования под названием Токарные станки, в которую еще входят автоматы и полуавтоматы одношпиндельные, автоматы и полуавтоматы многошпиндельные, токарно-револьверные, сверлильно-отрезные, токарно-карусельные, лобовые, многорезцовые, специализированные и разные станки.
Токарно-винторезные станки являются представителями большой группы металлообрабатывающего оборудования под названием Токарные станки, в которую еще входят автоматы и полуавтоматы одношпиндельные, автоматы и полуавтоматы многошпиндельные, токарно-револьверные, сверлильно-отрезные, токарно-карусельные, лобовые, многорезцовые, специализированные и разные станки. В R.D. Barrett мы снабжаем инженеров и экспертов прецизионными инструментами с 1975 года, за это время мы накопили непревзойденные отраслевые знания и самый большой в Великобритании запас инженерных инструментов, включая резьбонарезные пластины и расходные материалы для механической обработки.
В R.D. Barrett мы снабжаем инженеров и экспертов прецизионными инструментами с 1975 года, за это время мы накопили непревзойденные отраслевые знания и самый большой в Великобритании запас инженерных инструментов, включая резьбонарезные пластины и расходные материалы для механической обработки.
 Опции включают радиальную подачу, угловую подачу и модифицированную угловую подачу. Выбор входа зависит от прочности материала, с которым вы работаете.
Опции включают радиальную подачу, угловую подачу и модифицированную угловую подачу. Выбор входа зависит от прочности материала, с которым вы работаете.
 Современные станки с ЧПУ позволяют операторам создавать программы, обеспечивающие воспроизводимость и качество, раз за разом обеспечивая точные детали и точную резьбу.
Современные станки с ЧПУ позволяют операторам создавать программы, обеспечивающие воспроизводимость и качество, раз за разом обеспечивая точные детали и точную резьбу.
 При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.
При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.  Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя. Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = нитей на дюйм).
Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = нитей на дюйм). Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).
Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).  По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может генерировать каждый шаг резьбы, и иногда необходимо заменить сменные шкивы, чтобы расширить диапазон редуктора — или генерировать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину.
По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может генерировать каждый шаг резьбы, и иногда необходимо заменить сменные шкивы, чтобы расширить диапазон редуктора — или генерировать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину. 
 DTI состоит из шестерни, находящейся в зацеплении с ходовым винтом, но установленной на валу с циферблатом на другом конце, на котором выгравированы линии, чтобы оператор, следуя таблицам, (которые меняются в зависимости от шага нарезаемой резьбы), можно безопасно зацепить гайки и продолжить точное нарезание резьбы.К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы :
DTI состоит из шестерни, находящейся в зацеплении с ходовым винтом, но установленной на валу с циферблатом на другом конце, на котором выгравированы линии, чтобы оператор, следуя таблицам, (которые меняются в зависимости от шага нарезаемой резьбы), можно безопасно зацепить гайки и продолжить точное нарезание резьбы.К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы :  д.) Ответ: да. Обеспечьте токарный станок сменными колесами, необходимыми для передачи шпинделя на переднюю бабку, чтобы инструмент перемещался на нужное расстояние, пока шпиндель делает один оборот — это можно сделать. «Форма» или «форма» резьбы (которая, проще говоря, составляет существенное различие между «типами» резьбы, а не ее шагом) полностью зависит от «формы» используемого инструмента (или инструментов). чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.
д.) Ответ: да. Обеспечьте токарный станок сменными колесами, необходимыми для передачи шпинделя на переднюю бабку, чтобы инструмент перемещался на нужное расстояние, пока шпиндель делает один оборот — это можно сделать. «Форма» или «форма» резьбы (которая, проще говоря, составляет существенное различие между «типами» резьбы, а не ее шагом) полностью зависит от «формы» используемого инструмента (или инструментов). чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.  способами (и, вероятно, воплощением изречения Шоу о том, что « весь прогресс зависит от неразумного человека ».). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт 5 футов в длину и 2 дюйма в диаметре (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчивалась гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки маркировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта») примеры которых можно увидеть в Лондонский музей науки и Музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта.
способами (и, вероятно, воплощением изречения Шоу о том, что « весь прогресс зависит от неразумного человека ».). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт 5 футов в длину и 2 дюйма в диаметре (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчивалась гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки маркировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта») примеры которых можно увидеть в Лондонский музей науки и Музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем, производителем инструментов и дизайнером (и бизнесменом-миллионером), который привнес дисциплинированный подход к инженерии. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003
Уитворт был плодовитым изобретателем, производителем инструментов и дизайнером (и бизнесменом-миллионером), который привнес дисциплинированный подход к инженерии. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003 Они больше похожи на токарные резцы по дереву с «формой резьбы», вырезанной на их торцах или боковых сторонах, и сделаны из твердой стали — инструментальной стали для самых качественных — и различаются по ширине и толщине в зависимости от шага резьбы и работы. они должны делать.
Они больше похожи на токарные резцы по дереву с «формой резьбы», вырезанной на их торцах или боковых сторонах, и сделаны из твердой стали — инструментальной стали для самых качественных — и различаются по ширине и толщине в зависимости от шага резьбы и работы. они должны делать. 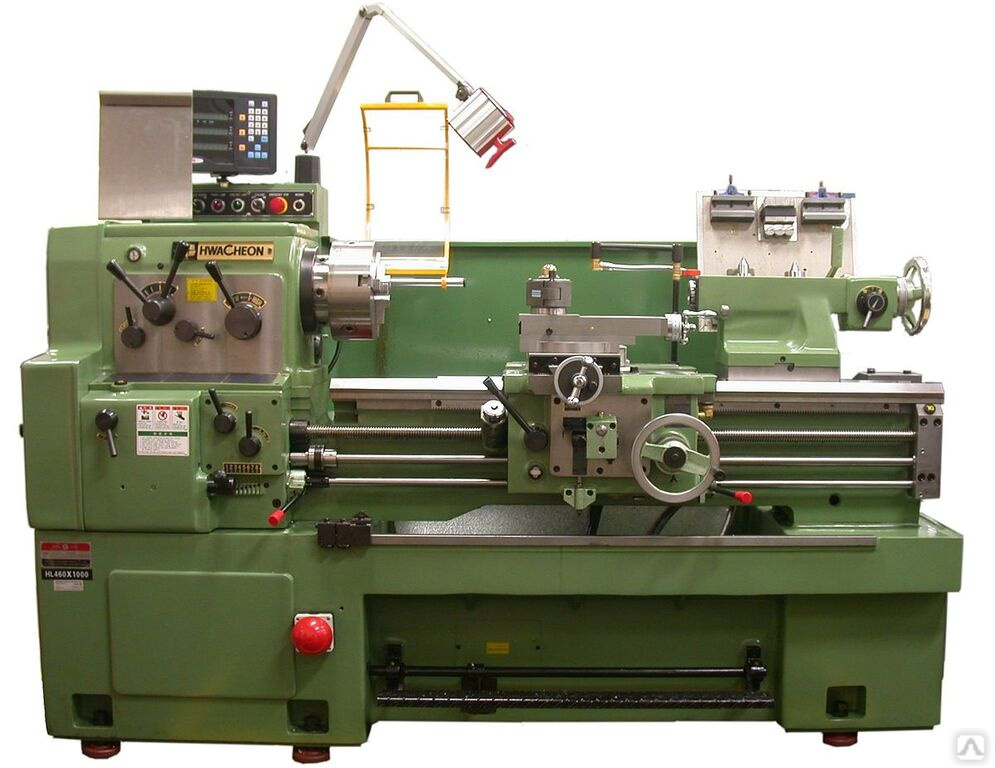 , процесс, который невозможен при описанном выше методе создания одноточечного потока. При использовании бегунок упирается в подходящую опору с небольшим количеством смазки между ними и вставляется в заготовку на центральной высоте с устойчивым скользящим движением.
, процесс, который невозможен при описанном выше методе создания одноточечного потока. При использовании бегунок упирается в подходящую опору с небольшим количеством смазки между ними и вставляется в заготовку на центральной высоте с устойчивым скользящим движением.  0 градусов. В то время как «одноточечный» инструмент, обычно используемый на токарном станке, может правильно обрезать углы, он не может создать радиусы в основании и на гребне, и они иногда формируются на этапе постобработки с помощью «нарезки» из твердой стали.
0 градусов. В то время как «одноточечный» инструмент, обычно используемый на токарном станке, может правильно обрезать углы, он не может создать радиусы в основании и на гребне, и они иногда формируются на этапе постобработки с помощью «нарезки» из твердой стали.  Это позволяет установить инструмент «прямо» для работы, как показано ниже.
Это позволяет установить инструмент «прямо» для работы, как показано ниже.  Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба.
Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба. 
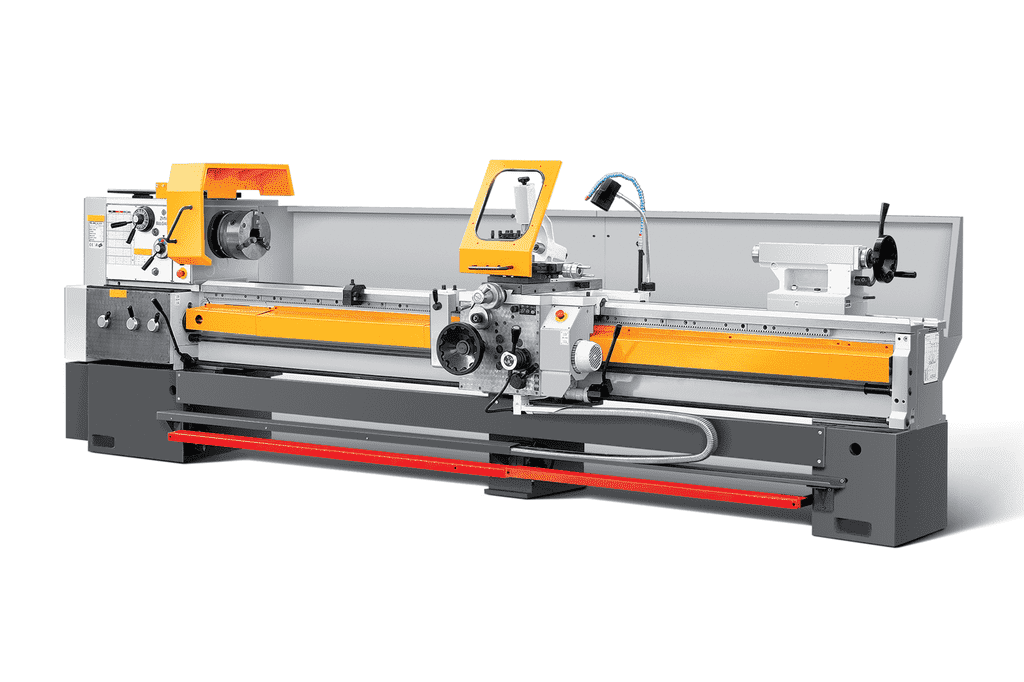 Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов.
Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов. Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями).
Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями). 
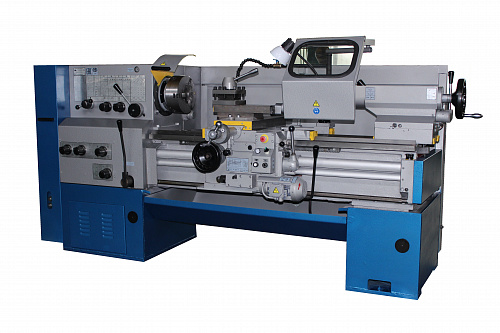

 Обычно это:
Обычно это: Среди современных способов маркировки табличек можно назвать лазерную гравировку, дающую четкое контрастное изображение.
Среди современных способов маркировки табличек можно назвать лазерную гравировку, дающую четкое контрастное изображение. для корректного отображения необходимо скачать в сети и установить на комп указанные на скрине шрифты.
для корректного отображения необходимо скачать в сети и установить на комп указанные на скрине шрифты. 
 ru/topic/175217/
ru/topic/175217/
 Несколько замечаний по этому поводу:
Несколько замечаний по этому поводу: Таким образом, приспособление может быть расположено где угодно . Звучит здорово, за исключением того, что осветители могут быть где угодно . С Fixture Plate ваши приборы не могут быть расположены где угодно. Они должны войти в сетку доступных отверстий. Другими словами, с пластиной для крепления, приспособления всегда находятся в четко определенном месте .
Таким образом, приспособление может быть расположено где угодно . Звучит здорово, за исключением того, что осветители могут быть где угодно . С Fixture Plate ваши приборы не могут быть расположены где угодно. Они должны войти в сетку доступных отверстий. Другими словами, с пластиной для крепления, приспособления всегда находятся в четко определенном месте . С помощью Т-образных пазов вы можете зажать приспособление в пазах, и оно не только не всегда находится в одном и том же месте, но и может быть слегка повернуто или взведено в своем месте.
С помощью Т-образных пазов вы можете зажать приспособление в пазах, и оно не только не всегда находится в одном и том же месте, но и может быть слегка повернуто или взведено в своем месте. Они обеспечивают чистый путь для выхода охлаждающей жидкости и стружки. Они также помогают защитить стол вашего станка от сбоев, вмятин и других повреждений.
Они обеспечивают чистый путь для выхода охлаждающей жидкости и стружки. Они также помогают защитить стол вашего станка от сбоев, вмятин и других повреждений.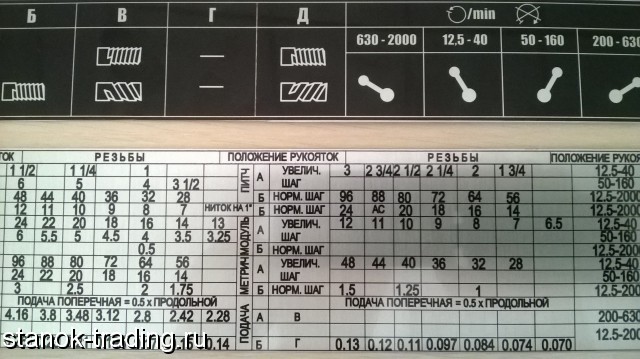 Но, с другой стороны, с некоторыми элементами управления у вас довольно быстро заканчиваются рабочие смещения. Вам придется использовать их повторно, так как их мало. Или вы находитесь в цеху, где кто-то другой мог изменить рабочее смещение, не сообщив вам об этом. Вы не можете полагаться на то, что они останутся прежними.
Но, с другой стороны, с некоторыми элементами управления у вас довольно быстро заканчиваются рабочие смещения. Вам придется использовать их повторно, так как их мало. Или вы находитесь в цеху, где кто-то другой мог изменить рабочее смещение, не сообщив вам об этом. Вы не можете полагаться на то, что они останутся прежними. Допустим, координаты фиксированной задней челюсти, левый передний угол, на левых тисках на рисунке выше равны X20.0 Y11.733 Z0.0 на этой левой челюсти, когда вы опускаете ее в правильное положение сетки на пластине крепления. У вас также есть набор фиксированных координат для правильных тисков. Запустите свою короткую программу g-кода с парой G10, а Боб — ваш дядя (не совсем), рабочие смещения установлены, и вы готовы начать обкатку деталей.
Допустим, координаты фиксированной задней челюсти, левый передний угол, на левых тисках на рисунке выше равны X20.0 Y11.733 Z0.0 на этой левой челюсти, когда вы опускаете ее в правильное положение сетки на пластине крепления. У вас также есть набор фиксированных координат для правильных тисков. Запустите свою короткую программу g-кода с парой G10, а Боб — ваш дядя (не совсем), рабочие смещения установлены, и вы готовы начать обкатку деталей.

 Кроме того, будьте осторожны, чтобы не защемить кожу между пластиной крепления и столом, иначе вы пожалеете!
Кроме того, будьте осторожны, чтобы не защемить кожу между пластиной крепления и столом, иначе вы пожалеете! Да, правильно, положите его туда вверх дном.
Да, правильно, положите его туда вверх дном.
 Здесь нет картона! Это точный компонент, поэтому я ценю дополнительную защиту, обеспечиваемую ящиком.
Здесь нет картона! Это точный компонент, поэтому я ценю дополнительную защиту, обеспечиваемую ящиком.
 Он пробовал их какое-то время, рекомендуя только тем, кто работает с деревом и пластиком. Я думаю, что у него может быть несколько «сделок» на складе, но он прекратил их выпуск.
Он пробовал их какое-то время, рекомендуя только тем, кто работает с деревом и пластиком. Я думаю, что у него может быть несколько «сделок» на складе, но он прекратил их выпуск. Опять же, мы обращаемся к нашей крепежной пластине с точки зрения точности, но нам также нужна долговечность. Алюминий гораздо чаще подвергается царапинам. Отверстия для дюбелей могут деформироваться из-за бокового давления на стальные штифты (особенно если они не на всю глубину), а резьбу легче вытащить из алюминия. Если ваши отверстия многоцелевые (т. е. гладкие сверху и с резьбой снизу) и вы вбиваете в отверстие установочный штифт, вы довольно быстро собьете алюминиевую резьбу внизу.
Опять же, мы обращаемся к нашей крепежной пластине с точки зрения точности, но нам также нужна долговечность. Алюминий гораздо чаще подвергается царапинам. Отверстия для дюбелей могут деформироваться из-за бокового давления на стальные штифты (особенно если они не на всю глубину), а резьбу легче вытащить из алюминия. Если ваши отверстия многоцелевые (т. е. гладкие сверху и с резьбой снизу) и вы вбиваете в отверстие установочный штифт, вы довольно быстро собьете алюминиевую резьбу внизу. Конечно, это сведет на нет большую часть, если не все преимущество в цене. Можно также выбрать установку закаленной втулки только в поврежденные отверстия.
Конечно, это сведет на нет большую часть, если не все преимущество в цене. Можно также выбрать установку закаленной втулки только в поврежденные отверстия.
 Мы также должны точно знать, где находятся эти отверстия, буквально измеряя их.
Мы также должны точно знать, где находятся эти отверстия, буквально измеряя их. В его ценовых категориях это необычно, но это норма для гораздо более дорогих high-end решений. Замечательно иметь возможность добавить больше возможностей с помощью этих аксессуаров, которые также очень разумны по цене.
В его ценовых категориях это необычно, но это норма для гораздо более дорогих high-end решений. Замечательно иметь возможность добавить больше возможностей с помощью этих аксессуаров, которые также очень разумны по цене.
 Трамвай не требуется!
Трамвай не требуется!
 Так что моя отправная точка уже не из дешевых. Я могу купить алюминий 6061 за 433 доллара, но мы говорили о проблемах с алюминиевыми пластинами. Если я собираюсь приложить все усилия, чтобы сделать пластину для крепления, я хочу, чтобы она прослужила долго.
Так что моя отправная точка уже не из дешевых. Я могу купить алюминий 6061 за 433 доллара, но мы говорили о проблемах с алюминиевыми пластинами. Если я собираюсь приложить все усилия, чтобы сделать пластину для крепления, я хочу, чтобы она прослужила долго. Получив пластину обратно, пришло время выточить отверстия для шпоночных штифтов. У меня уже есть проблема с зажимом, потому что крепежная пластина полностью закрывает стол. Я буду использовать большие зажимы с ЧПУ (ступенчатые зажимы), которые могут проникнуть под стол и установить пластину на 1-2-3 блока, чтобы я мог просверлить сквозные отверстия.
Получив пластину обратно, пришло время выточить отверстия для шпоночных штифтов. У меня уже есть проблема с зажимом, потому что крепежная пластина полностью закрывает стол. Я буду использовать большие зажимы с ЧПУ (ступенчатые зажимы), которые могут проникнуть под стол и установить пластину на 1-2-3 блока, чтобы я мог просверлить сквозные отверстия.
 Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе: С возможностью установки как горизонтально, так и вертикально
С возможностью установки как горизонтально, так и вертикально Наши инженеры работают с вашим магазином, чтобы выбрать лучший материал для вашего приложения.
Наши инженеры работают с вашим магазином, чтобы выбрать лучший материал для вашего приложения.

 Высокая стоимость может повлиять на выбор некоторых покупателей, однако она снижается по мере увеличения объемов производства светодиодов», – отмечает Кальво.
Высокая стоимость может повлиять на выбор некоторых покупателей, однако она снижается по мере увеличения объемов производства светодиодов», – отмечает Кальво.


 Светодиоды пульсируют с частотой 300 МГц, которая не видна человеческому глазу и не вызывает эффекта мерцания, как бывает с флуоресцентными лампами.
Светодиоды пульсируют с частотой 300 МГц, которая не видна человеческому глазу и не вызывает эффекта мерцания, как бывает с флуоресцентными лампами. Смысл в том, что в процессе эксплуатации светодиоды обеспечивают более насыщенное освещение, что устраняет возможность возникновения стробоскопического эффекта.
Смысл в том, что в процессе эксплуатации светодиоды обеспечивают более насыщенное освещение, что устраняет возможность возникновения стробоскопического эффекта.
 При этом боросиликатное стекло остается относительно холодным.
При этом боросиликатное стекло остается относительно холодным. Служба качества контролирует процесс производства на каждом этапе.
Служба качества контролирует процесс производства на каждом этапе. 7
7 36 КБ)
36 КБ) количество}}
количество}} Осветительные решения могут быть чувствительны к различным условиям, включая пыль, воду, экстремальные или переменные температуры, а также вибрацию или удары. В некоторых отраслях фары также могут подвергаться воздействию высокотемпературной промывки под высоким давлением.
Осветительные решения могут быть чувствительны к различным условиям, включая пыль, воду, экстремальные или переменные температуры, а также вибрацию или удары. В некоторых отраслях фары также могут подвергаться воздействию высокотемпературной промывки под высоким давлением.
 В этом применении взрывчатые вещества имеют низкую вероятность присутствия в непосредственной близости. Из-за близости к опасности это будет классифицироваться как класс I, раздел 2.
В этом применении взрывчатые вещества имеют низкую вероятность присутствия в непосредственной близости. Из-за близости к опасности это будет классифицироваться как класс I, раздел 2. 
 При температуре выше 50 °C свет тускнеет для управления теплом и продления срока службы изделия
При температуре выше 50 °C свет тускнеет для управления теплом и продления срока службы изделия При температуре выше 50 °C свет затемняется для управления теплом и продления срока службы изделия
При температуре выше 50 °C свет затемняется для управления теплом и продления срока службы изделия полную информацию о продукте
полную информацию о продукте
 Благодаря высокой степени герметичности — IP67 (24 В постоянного тока) или IP65 (100–230 В переменного тока) — светильник подходит для использования в суровых производственных условиях, таких как станки и освещение рабочих мест.
Благодаря высокой степени герметичности — IP67 (24 В постоянного тока) или IP65 (100–230 В переменного тока) — светильник подходит для использования в суровых производственных условиях, таких как станки и освещение рабочих мест. Ассортимент CWF предлагает экономичный выбор для зон с низкими требованиями к защите от проникновения загрязнений. CWF представляет собой универсальную и удобную световую панель с простым в использовании кулисным переключателем включения/выключения, а также различными вариантами монтажа.
Ассортимент CWF предлагает экономичный выбор для зон с низкими требованиями к защите от проникновения загрязнений. CWF представляет собой универсальную и удобную световую панель с простым в использовании кулисным переключателем включения/выключения, а также различными вариантами монтажа.


 На новом оборудовании его следует менять после 10 дней эксплуатации, следующий срок составляет 20 дней, после чего этот процесс можно выполнять строго раз в месяц.
На новом оборудовании его следует менять после 10 дней эксплуатации, следующий срок составляет 20 дней, после чего этот процесс можно выполнять строго раз в месяц.
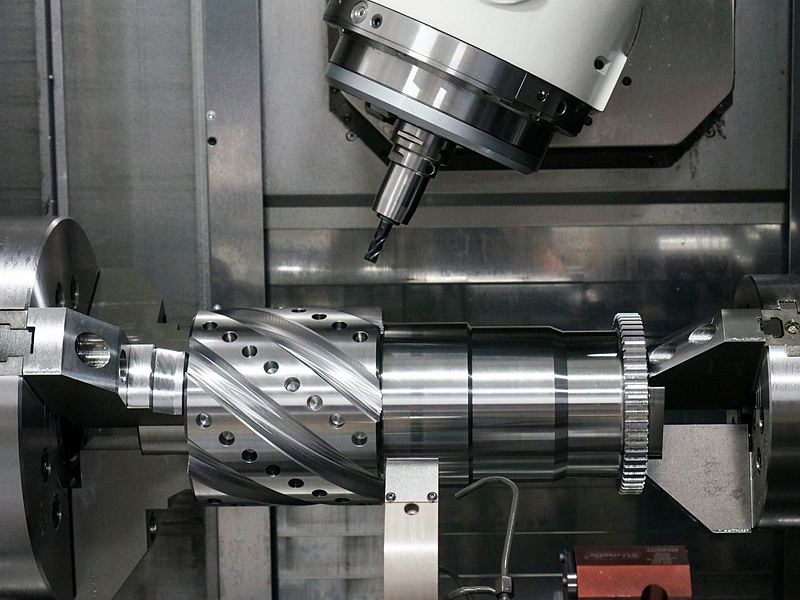 В большинстве случаев устанавливается сразу несколько резцов. Благодаря сменному картриджу или особенностям держателя, этот процесс происходит быстро.
В большинстве случаев устанавливается сразу несколько резцов. Благодаря сменному картриджу или особенностям держателя, этот процесс происходит быстро.
 . Валы и оси (рис. 1.1, а) характеризуются длиной, которая обычно в несколько раз больше наибольшего диаметра. Часто вал имеет несколько ступеней различного диаметра для посадки зубчатых колес, различных кулачков, подшипников, хотя иногда в машинах используют и гладкие валы и оси.
. Валы и оси (рис. 1.1, а) характеризуются длиной, которая обычно в несколько раз больше наибольшего диаметра. Часто вал имеет несколько ступеней различного диаметра для посадки зубчатых колес, различных кулачков, подшипников, хотя иногда в машинах используют и гладкие валы и оси. 1.1. Детали, обрабатываемые на токарных станках
1.1. Детали, обрабатываемые на токарных станках
 Плоская торцовая поверхность 3 (рис. 1.3, в) может образоваться при проточке прямоугольной канавки отрезным резцом с поперечной подачей или отрезке детали.
Плоская торцовая поверхность 3 (рис. 1.3, в) может образоваться при проточке прямоугольной канавки отрезным резцом с поперечной подачей или отрезке детали. 1.4, в), которое при включении продольной подачи с помощью копировальной линейки 1, установленной под углом а, перемещает суппорт с резцом 2 в этом же направлении. Короткие конические поверхности 1 (рис. I А, г) можно обработать широким резцом 2 с поперечной подачей.
1.4, в), которое при включении продольной подачи с помощью копировальной линейки 1, установленной под углом а, перемещает суппорт с резцом 2 в этом же направлении. Короткие конические поверхности 1 (рис. I А, г) можно обработать широким резцом 2 с поперечной подачей.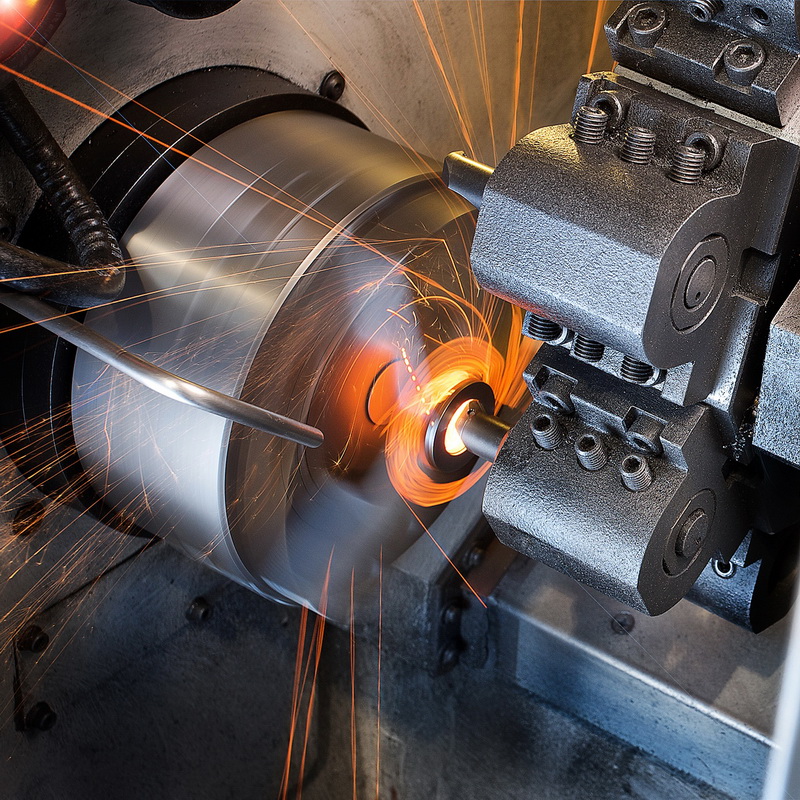 1.5, в) .
1.5, в) . Используя приспособления для вращения инструмента 2 (рис. 1.6, г, Д), на токарных станках осуществляют фрезерование резьбы 1.
Используя приспособления для вращения инструмента 2 (рис. 1.6, г, Д), на токарных станках осуществляют фрезерование резьбы 1. 1.8, б) для ее упрочения и уменьшения шероховатости (вместо шлифования)
1.8, б) для ее упрочения и уменьшения шероховатости (вместо шлифования) Так, на рис, 1.9, б показана схема нарезания резьбы червяка 1 долбяком 2, выполненным в виде зубчатого колеса с режущими зубьями. Долбяк установлен на суппорте, и при продольной подаче ему сообщается вращательное движение. В результате обкатного движения зубья долбяка нарезают модульную резьбу червяка.
Так, на рис, 1.9, б показана схема нарезания резьбы червяка 1 долбяком 2, выполненным в виде зубчатого колеса с режущими зубьями. Долбяк установлен на суппорте, и при продольной подаче ему сообщается вращательное движение. В результате обкатного движения зубья долбяка нарезают модульную резьбу червяка.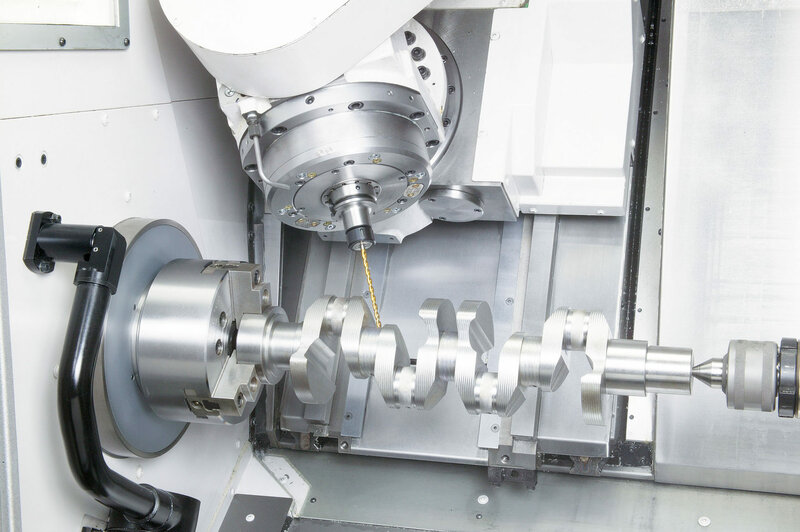 Вот некоторые основы токарного станка, которые помогут вам понять, что это такое, как он работает и почему он может быть полезен в вашем следующем проекте:
Вот некоторые основы токарного станка, которые помогут вам понять, что это такое, как он работает и почему он может быть полезен в вашем следующем проекте:
 Часто это какой-то тип электродвигателя, но токарный станок может иметь и гидравлический двигатель.
Часто это какой-то тип электродвигателя, но токарный станок может иметь и гидравлический двигатель. Вы можете использовать их, чтобы расположить заготовку и удерживать ее на месте.
Вы можете использовать их, чтобы расположить заготовку и удерживать ее на месте.

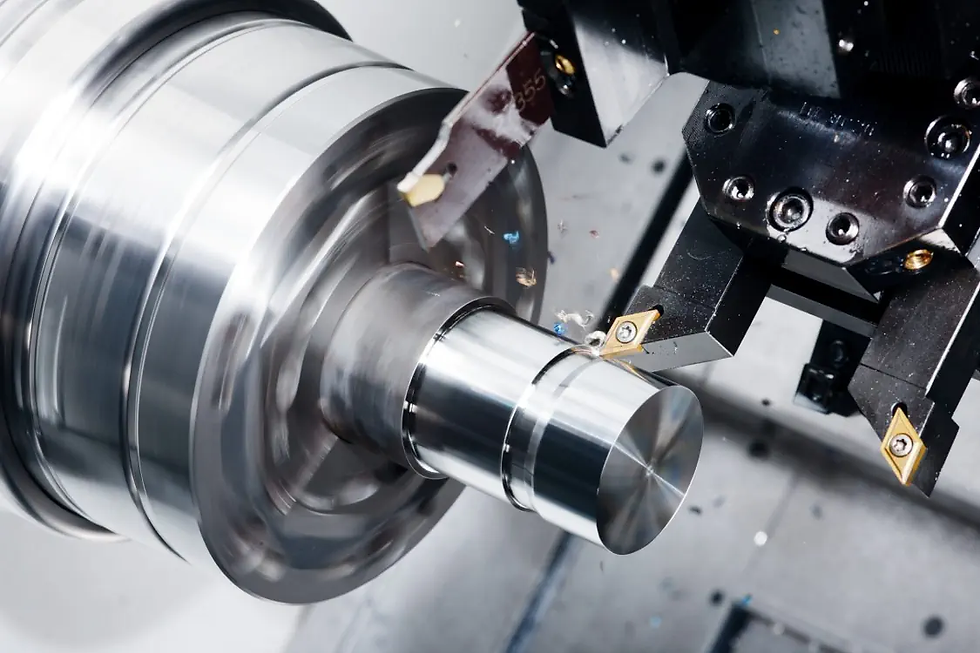
 бейсбольные биты. Современные ремесленники используют станки меньшего размера для создания красивых произведений искусства, в то время как слесари используют станки большего размера для производства промышленных материалов.
бейсбольные биты. Современные ремесленники используют станки меньшего размера для создания красивых произведений искусства, в то время как слесари используют станки большего размера для производства промышленных материалов. Большинство токарных станков содержат переднюю бабку, заднюю бабку, шпиндель, двигатель, патрон и набор режущих инструментов.
Большинство токарных станков содержат переднюю бабку, заднюю бабку, шпиндель, двигатель, патрон и набор режущих инструментов.
 Эти части становятся ножками стульев или столов, или далее обрабатываются в декоративные шпиндели.
Эти части становятся ножками стульев или столов, или далее обрабатываются в декоративные шпиндели. Из-за этого некоторые токарные станки имеют специальные функции.
Из-за этого некоторые токарные станки имеют специальные функции.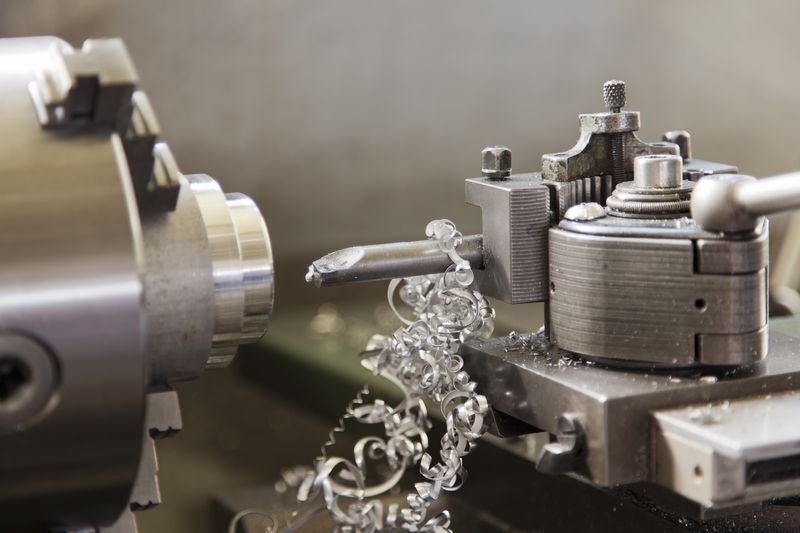 Башня способна удерживать несколько режущих инструментов, каждый из которых можно использовать последовательно. Это позволяет оператору производить идентичные заготовки на одном и том же станке, экономя время и обеспечивая идентичность каждой детали.
Башня способна удерживать несколько режущих инструментов, каждый из которых можно использовать последовательно. Это позволяет оператору производить идентичные заготовки на одном и том же станке, экономя время и обеспечивая идентичность каждой детали.
 Типы станков
Типы станков
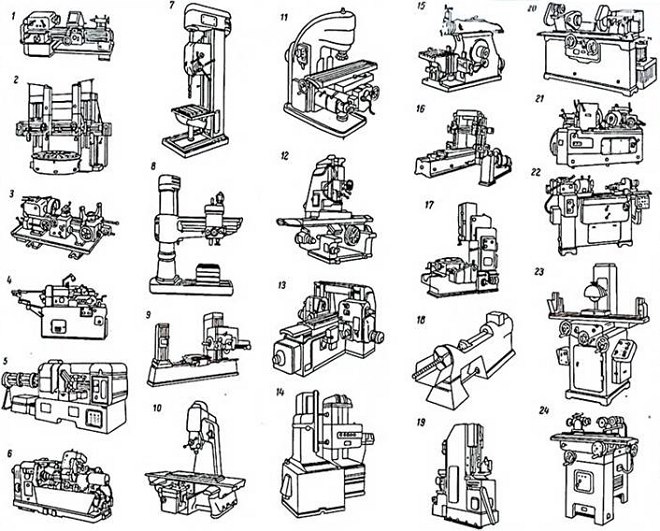






 Стол двигается в продольном, поперечном и вертикальном направлении относительно вала шпинделя. Возможности таких станков ограничены: могут изготавливать детали сравнительно небольшого веса и размера.
Стол двигается в продольном, поперечном и вертикальном направлении относительно вала шпинделя. Возможности таких станков ограничены: могут изготавливать детали сравнительно небольшого веса и размера.

 На фрезерных станках с вертикальным шпинделем преимущественно изготавливают плоскостные и коробчатой формы детали небольших габаритных размеров, а также сложные поверхности плоских и объемных кулачков, шаблонов и других деталей. На станках с горизонтальным шпинделем обрабатывают поверхности корпусных деталей, расположенные в различных плоскостях.
На фрезерных станках с вертикальным шпинделем преимущественно изготавливают плоскостные и коробчатой формы детали небольших габаритных размеров, а также сложные поверхности плоских и объемных кулачков, шаблонов и других деталей. На станках с горизонтальным шпинделем обрабатывают поверхности корпусных деталей, расположенные в различных плоскостях.

 Все они с одним сейфом Fast TM или одинарным Charged TM, а это значит, что вы гарантированно получите что-то лучше, чем у вас есть. Хотя для каждого покемона есть «лучшие наборы движений», существует множество исключений и особых случаев. У нас есть лучшие наборы движений, но вы можете найти и другие наборы движений.
Все они с одним сейфом Fast TM или одинарным Charged TM, а это значит, что вы гарантированно получите что-то лучше, чем у вас есть. Хотя для каждого покемона есть «лучшие наборы движений», существует множество исключений и особых случаев. У нас есть лучшие наборы движений, но вы можете найти и другие наборы движений. Некоторые из лучших наборов движений для Mega Evolved Pokémon включают в себя Legacy Moves, поэтому, если у вас нет движения, отмеченного звездочкой, для него потребуется Elite TM:
Некоторые из лучших наборов движений для Mega Evolved Pokémon включают в себя Legacy Moves, поэтому, если у вас нет движения, отмеченного звездочкой, для него потребуется Elite TM: Наказывая защитников с CP 3000 или выше, ограничивая каждый спортзал только одним покемоном одного и того же вида в любой момент времени и значительно упрощая уничтожение спортзалов, остается очень мало места для классических «защитников спортзала».
Наказывая защитников с CP 3000 или выше, ограничивая каждый спортзал только одним покемоном одного и того же вида в любой момент времени и значительно упрощая уничтожение спортзалов, остается очень мало места для классических «защитников спортзала». Воспользуйтесь преимуществами изменения этих наборов приемов по своему усмотрению, чтобы дать вашему покемону боевое преимущество.
Воспользуйтесь преимуществами изменения этих наборов приемов по своему усмотрению, чтобы дать вашему покемону боевое преимущество. Сгенерированные случайным образом с помощью броска виртуальных кубиков наборы приемов могут сделать вашего любимого покемона разрушительным… или просто оставить вас опустошенными.
Сгенерированные случайным образом с помощью броска виртуальных кубиков наборы приемов могут сделать вашего любимого покемона разрушительным… или просто оставить вас опустошенными.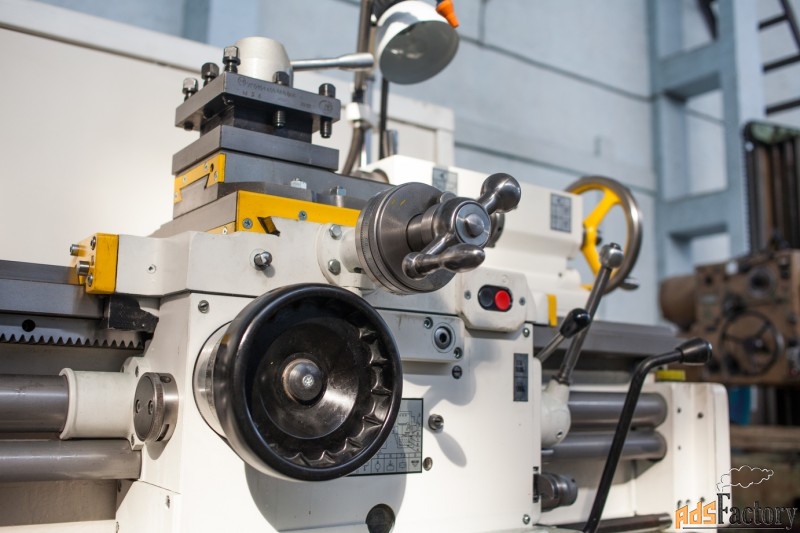
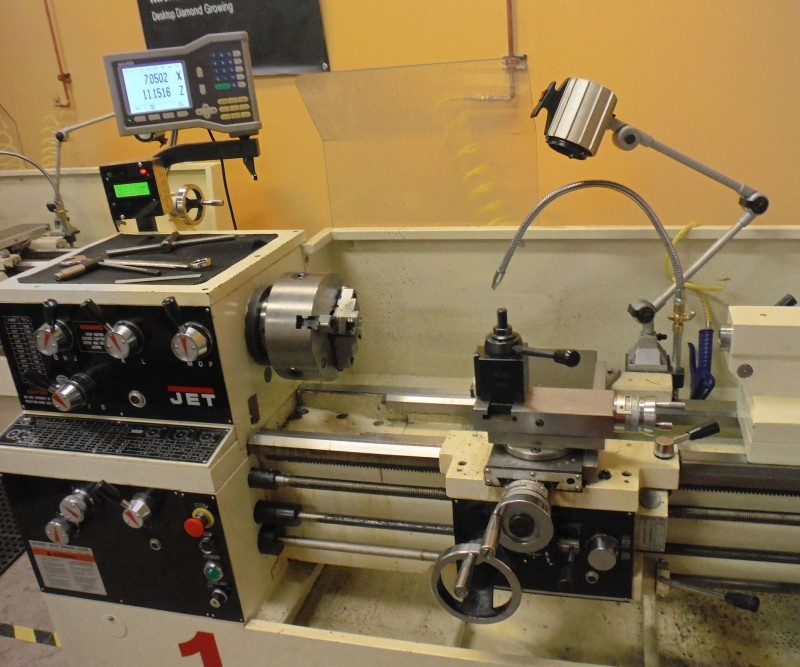
 Ваши очень случайные награды.
Ваши очень случайные награды.
 Например, в Machamp раньше были только Bullet Punch или Counter, поэтому Quick TM просто переключал вас между ними.
Например, в Machamp раньше были только Bullet Punch или Counter, поэтому Quick TM просто переключал вас между ними.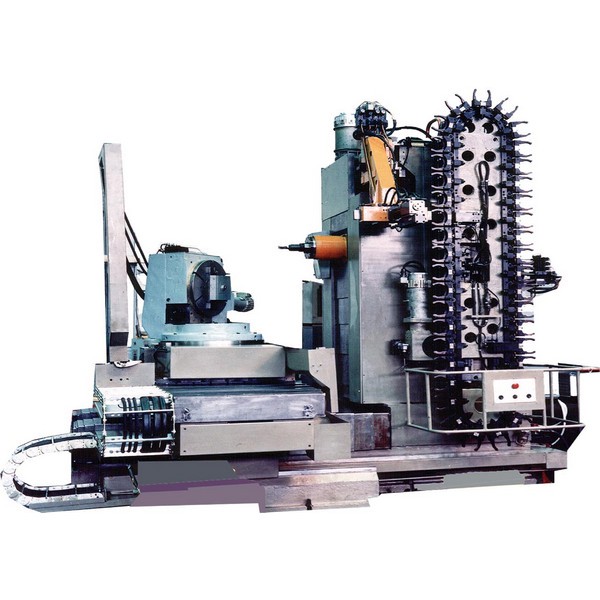
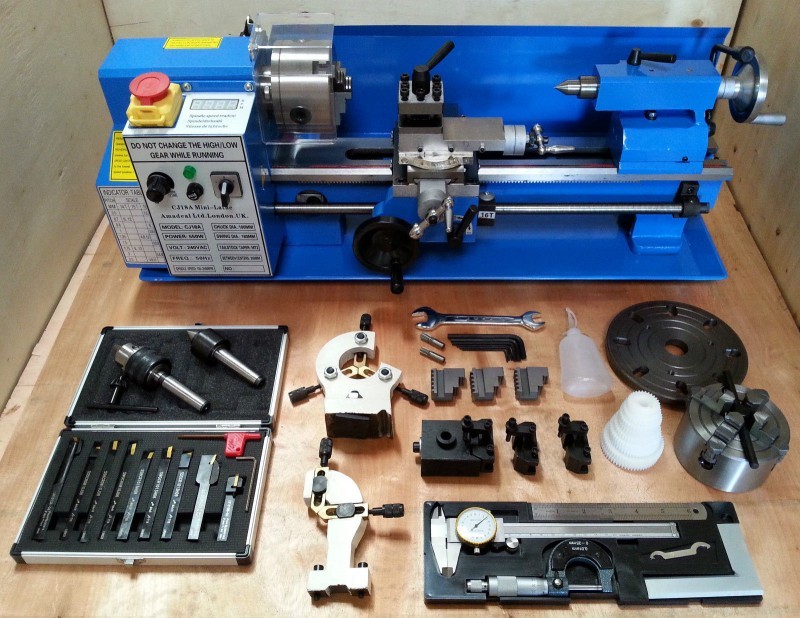
 Иногда у покемонов, которых вы поймаете, не будет лучших наборов движений, и ТМ позволяют вам их изменить. В кратчайшие сроки у вас будет длинный список грозных покемонов в вашей команде, которые сделают многое для захвата спортивных залов или победы над рейдами.
Иногда у покемонов, которых вы поймаете, не будет лучших наборов движений, и ТМ позволяют вам их изменить. В кратчайшие сроки у вас будет длинный список грозных покемонов в вашей команде, которые сделают многое для захвата спортивных залов или победы над рейдами.
 Но это совсем не так.
Но это совсем не так.
 …
…

 При этом моя программа очень хорошо подготовила меня к моему продолжающемуся пути к моей докторской степени.
При этом моя программа очень хорошо подготовила меня к моему продолжающемуся пути к моей докторской степени. Я провел три месяца в качестве менеджера по продукту, разрабатывая упрощенный онлайн-инструмент налогообложения для пожилых людей с Федеральным министерством финансов. Помимо возможности применить свои знания в области дизайна, инноваций и оцифровки в одном проекте, я поработал с замечательными коллегами и представил результаты нашего проекта федеральному министру финансов Германии.
Я провел три месяца в качестве менеджера по продукту, разрабатывая упрощенный онлайн-инструмент налогообложения для пожилых людей с Федеральным министерством финансов. Помимо возможности применить свои знания в области дизайна, инноваций и оцифровки в одном проекте, я поработал с замечательными коллегами и представил результаты нашего проекта федеральному министру финансов Германии. Наши врачи применяют индивидуальный подход к пациентам, зная индивидуальные потребности их организма и реакцию на лекарства и конкретные методы лечения. Это позволяет нашим врачам оказывать качественную профилактическую помощь, направленную на предотвращение заболевания, и назначать более эффективные методы лечения, ведущие к быстрому выздоровлению и реабилитации пациента. Семейный врач становится другом вашей семьи, доступным для консультации по медицинским вопросам в любое время дня и ночи.
Наши врачи применяют индивидуальный подход к пациентам, зная индивидуальные потребности их организма и реакцию на лекарства и конкретные методы лечения. Это позволяет нашим врачам оказывать качественную профилактическую помощь, направленную на предотвращение заболевания, и назначать более эффективные методы лечения, ведущие к быстрому выздоровлению и реабилитации пациента. Семейный врач становится другом вашей семьи, доступным для консультации по медицинским вопросам в любое время дня и ночи.


 К устройствам этих категорий принадлежат станки JET JWS-34KX, PROMA TFS-75/30 и др.
К устройствам этих категорий принадлежат станки JET JWS-34KX, PROMA TFS-75/30 и др.

 к. он лучше закрепляет заготовки.
к. он лучше закрепляет заготовки.
 В комплекте со станком обычно поставляется набор от 5-ти фрез для черновой и чистовой обработки.
В комплекте со станком обычно поставляется набор от 5-ти фрез для черновой и чистовой обработки.
 Его целью является удаление материала с поверхности заготовки с помощью вращающегося режущего инструмента. Подобно дрели, ось вращения фрезы остается неизменной, вращаясь, чтобы сделать необходимые разрезы. Однако, в отличие от сверления, фрезерование требует, чтобы желаемая заготовка располагалась перпендикулярно режущей заготовке.
Его целью является удаление материала с поверхности заготовки с помощью вращающегося режущего инструмента. Подобно дрели, ось вращения фрезы остается неизменной, вращаясь, чтобы сделать необходимые разрезы. Однако, в отличие от сверления, фрезерование требует, чтобы желаемая заготовка располагалась перпендикулярно режущей заготовке. При фрезеровании направление заготовки (обычно) остается вертикальным, а направление реза становится горизонтальным (или вертикальным, если сама фреза горизонтальная). Поскольку режущая часть работает над материалом в горизонтальном направлении, заготовка остается неподвижной.
При фрезеровании направление заготовки (обычно) остается вертикальным, а направление реза становится горизонтальным (или вертикальным, если сама фреза горизонтальная). Поскольку режущая часть работает над материалом в горизонтальном направлении, заготовка остается неподвижной. Фреза располагается на горизонтальном шпинделе поперек стола. Горизонтально-фрезерный станок с таким же поперечным сечением, как и у горизонтальной ленточной пилы, обычно шире и меньше в диаметре.
Фреза располагается на горизонтальном шпинделе поперек стола. Горизонтально-фрезерный станок с таким же поперечным сечением, как и у горизонтальной ленточной пилы, обычно шире и меньше в диаметре. В большинстве домов нет трехфазного питания, но во многих промышленных предприятиях оно есть. Как бы это ни звучало как неважная информация, для работы вашей машины необходимо убедиться, что все требования к питанию соблюдены.
В большинстве домов нет трехфазного питания, но во многих промышленных предприятиях оно есть. Как бы это ни звучало как неважная информация, для работы вашей машины необходимо убедиться, что все требования к питанию соблюдены. Наша продуктовая линейка постоянно расширяется, и мы стремимся обеспечить превосходное обслуживание и ценность для наших клиентов. Свяжитесь с нами по телефону (781) 937-5655 или [email protected], если у вас есть вопросы о наших машинах или о том, кто мы такие.
Наша продуктовая линейка постоянно расширяется, и мы стремимся обеспечить превосходное обслуживание и ценность для наших клиентов. Свяжитесь с нами по телефону (781) 937-5655 или [email protected], если у вас есть вопросы о наших машинах или о том, кто мы такие. Эти машины могут сверлить, сверлить и резать множество материалов. Этот процесс удаления кусков материала вдоль оси инструмента известен как фрезерование, поэтому машины, используемые в этом процессе, называются фрезерными станками. Фрезерные станки бывают разных типов и используются в различных отраслях промышленности.
Эти машины могут сверлить, сверлить и резать множество материалов. Этот процесс удаления кусков материала вдоль оси инструмента известен как фрезерование, поэтому машины, используемые в этом процессе, называются фрезерными станками. Фрезерные станки бывают разных типов и используются в различных отраслях промышленности. Эти станки могут быть ручными или с числовым программным управлением (ЧПУ). Фрезерные станки с ЧПУ представляют собой компьютеризированные версии ручных фрезерных станков.
Эти станки могут быть ручными или с числовым программным управлением (ЧПУ). Фрезерные станки с ЧПУ представляют собой компьютеризированные версии ручных фрезерных станков. В них используется гидравлический двигатель, и их лучше всего использовать в промышленных условиях.
В них используется гидравлический двигатель, и их лучше всего использовать в промышленных условиях. Однако этот тип фрезерного станка предлагает больше возможностей фрезерования благодаря добавлению фрез и головок.
Однако этот тип фрезерного станка предлагает больше возможностей фрезерования благодаря добавлению фрез и головок.