В этой статье мы постараемся описать те материалы, которые чаще всего применяются в производстве, чем это характеризуется и как правильно подобрать материал под ту или иную потребность. Существует огромное множество разновидностей термопластов используемых при производстве пластиковых изделий методом литья под давлением в металлические пресс-формы, а также в рамках одного основного материала можно менять характеристики за счет добавок.
За основу возьмем небольшой список самых популярных материалов, которые покрывают 95% требований, предъявляемых клиентами к своим изделиям:
Обозначение
Марки-ровка
Название
Рабочая температура °С
Прочность МПа
Дороговизна,
1 дешево –
10 дорого
ABS
Акрилонитрил-бутадиенстирол
-20 – +80
36 – 60
9
PE
Полиэтилен высокого давления (ПЭВД)
-70 – +80
11. 7 – 19.6
1
Полиэтилен низкого давления (ПЭНД)
-80 – +95
19 – 35
2
PP
Полипропилен
-5 – +110
24 – 39
7
PA
Полиамид
-40 – +150
77 – 180
10
PET
Полиэтилентерефталат
-40 – +60
80 – 120
4
*значения усредненные и могут отличаться от характеристик конкретной марки
Рассмотрим основные виды поверхностей изделий:
Глянцевая
Матовая
Гальванизированная
Текстурированная
Цвет пластика может быть практически любой и задается номером из таблицы RAL, ниже пример некоторых цветов:
ABS (АБС) – Акрилонитрилбутадиенстирол является одним из самых распространенных материалов с широчайшей сферой применения, при этом достаточно прочный. Его используют для производства корпусных изделий в приборостроении, разъемов в электронике, бытовой техники, фурнитуры, розеток, выключателей и т.д. Большинство пластиковых изделий в автомобильной промышленности делается именно из АБС-пластика: бампера, решетки радиаторов, колпаки колесных дисков, элементы салона и многое другое. Не мало применений данный тип пластика находит в медицинской промышленности. В пищевой промышленности ABS не так популярен, тут господствует материал под названием полипропилен (PP), о нем чуть позже. Поверхность АБС-пластика легко поддается гальванизации, тем самым расширяя круг применения в декоративных изделиях.
Данный вид пластика имеет хороший коэффициент усадки (0,4-0,7 %) позволяя изготавливать изделия с высокой точностью.
Не используется АБС-пластик там, где необходима устойчивость к высоким или низким температурам, где необходима износостойкость, к примеру, в подвижных механизмах, где необходима эластичность.
Справедливости ради, нужно отметить, что существует множество марок АБС-пластика, а также комбинации АБС с другими пластиками, поэтому выбор марки лучше оставить специалистам на производстве.
Примеры изделий:
PE – (ПЭ) полиэтилен это самый производимый полимер в мире, его процентная доля среди прочих полимеров составляет более 30%. Технология производства изделий относительно простая и не требует узкоспециализированного оборудования как, к примеру, с поливинилхлоридом. Существует огромное множество добавок и красителей для придания необходимых свойств и характеристик конечному продукту. Самые валовые продукты делают именно из полиэтилена. ПЭ находит свое применение в производстве шлангов и труб, изоляции для электрических кабелей. Пленки из полиэтилена широко используются в быту и для нужд самых разнообразных видов промышленности. Из них делают упаковки, пакеты, мешки для мусора и т.д. Полиэтилен высокого давления (ПЭВД) применяется в ламинировании картонных и металлических поверхностей.
Полиэтилен легко поддается переработке всеми известными способами, хорошо сваривается, пластичен, ударостоек, обладает хорошими диэлектрическими свойствами, устойчив к бензину, воде, алкоголю, маслу. Из минусов – довольно большой коэффициент усадки, что затрудняет производство высокоточных изделий, низкая прочность у большинства марок.
Примеры изделий:
PP – (ПП) полипропилен по количеству производства в мире идет сразу после полиэтилена и занимает более 20% от объема всех полимеров. Полипропилен, как правило, имеет более высокую рабочую температуру, чем у полиэтилена, легко выдерживает кипячение, после введения стабилизаторов в состав пластика становится устойчивым к кислороду и свету, является хорошим гидроизолятором.
Широчайшее применение PP нашел в пищевой промышленности: упаковки для продуктов могут обладать хорошей прозрачностью, устойчивостью к перегибам и замятиям, такая упаковка довольно прочная и практически не тянется. Благодаря барьерным свойствам не пропускает кислород, пары и жидкости, уберегая продукт внутри упаковки от посторонней влаги и запахов.
Определенные марки полипропилена не имеют практически никаких выделений даже при нагреве и выдерживают температуру более 110°С, благодаря чему этот материал получил широкое применение в производстве всевозможных продуктовых контейнеров, разовой посуды, крышек для бутылок, футляров с гибкими петлями и многого другого.
Примеры изделий:
PA – (ПА) Полиамид обладает повышенной прочностью, термостойкостью, стойкостью к истиранию и циклическим нагрузкам, обладает хорошими фрикционными качествами. Благодаря этим свойствам данный материал часто используют в механических изделиях с подвижными элементами. Рассмотрим один из самых распространенных полиамидов – PA6, его также называют капролоном или нейлоном (в США), чем прочнее марка полиамида, тем выше ее гигроскопичность, тоесть свойство впитывать влагу, что влечет за собой ухудшение диэлектрических характеристик. Чаще всего прочностные характеристики полиамида усиливают добавлением стекловолокна, в итоге получается еще одна распространенная марка – PA6-GF30, где приставка GF30 обозначает наполнение полиамида стекловолокном на 30%.
Полиамид относится к конструкционным пластикам, из него производят всевозможные шестерни, валики и ролики, корпуса для техники с повышенной вибрационной и ударной стойкостью. Коэффициент трения полиамида при соприкосновении с металлом довольно низок, что обеспечивает износостойкость. Помимо конструкционного применения, полиамид совершил революцию в текстильной промышленности. Из волокон производят пряжу, нити и нейлоновые ткани.
Примеры изделий:
PET – (ПЭТ) полиэтилентерефталат занимает пятое место по объемам производства в мире, однако в России он не имеет столь широкого разнообразия применений. Более 90% материала идет на производство преформ для изготовления пластиковых бутылок.
Преформа производится на термопластавтаматах методом литья под давлением в металлическую пресс-форму и является сырьем для производства всевозможных пластиковых бутылок. Полиэтилентерефталат обладает хорошей ударной стойкостью и выдерживает многократное сгибание, низкая гигроскопичность позволяет материалу легко хранить всевозможные жидкости в том числе газированные. Обладая такой же прозрачностью, что и оргстекло, PET в 10 раз прочнее. Кроме бутылок из полиэтилентерефталата можно увидеть такую продукцию, как прозрачные пленки и упаковочную ленту, которая по прочности сопоставима со стальной лентой.
Примеры изделий:
Виды пластика — Блог Просто Ремонта
Пластик — одно из величайших изобретений 20-го века. Без него мы бы не смогли увидеть многие другие изобретения. Мы попытались кратко и доступно описать различные виды пластика, для чего они предназначены и где используются.Эта статья будет полезна не только тем, кто собирается делать ремонт, но и для тех, кому важно своё здоровье.
1. PET (PETE), полиэтилентерефталат.
Самый часто используемый вид пластмассы, дешевый в производстве. ПЭТ используется при производстве большинства пластиковых бутылок для напитков, кетчупа, растительного масла, упаковки косметической продукции. Нехрупкий и эластичный материал. Отличная жесткость и ударостойкость. Именно поэтому его любят производители товаров народного потребления, так как упаковка не трескается при транспортировке или при падении с полок в супермаркетах. ПЭТ растворим в ацетоне, бензоле, толуоле, этилацетате, четыреххлористом углероде, хлороформе, метиленхлориде, метилэтилкетоне.
Токсичность: Что касается токсичности ПЭТ, следует помнить, что чистый ПЭТ не токсичен. Однако ПЭТ может содержать фталаты и другие токсичные химические соединения, которые вводят в полимер для повышения термо-, свето-, и огнеупорных свойств. Следует запомнить, что такой пластик действительно одноразовый. Категорически не рекомендуется использовать бутылки из такого пластика повторно — при повторном использовании изделия из ПЭТ могут выделять фталат и тяжелые металлы, что может вызвать заболевания сердечно-сосудистой, нервной систем и повлиять на гормональный баланс. В странах Европы и в США запрещено производить детские игрушки из ПЭТ.
2. HDPE или PE HD, полиэтилен высокой плотности низкого давления.
Это жесткий тип пластика, который практически не выделяет вредных веществ и устойчив к маслам, бензину и температурным воздействиям. Его используют для изготовления контейнеров для еды, упаковки молока, моющих средств, детских игрушек, спортивных и туристических многоразовых бутылок, дорожных отбойников и даже для производства детских горок. По горючести ПНД согласно стандарту DIN 4102 относится к классу В: В1 — трудно возгораемые и В2 — нормально возгораемые. Температура самовоспламенения около 350°С.
Токсичность: Не токсичен. По существу в химическом составе полиэтилена содержится только углерод и водород. Поэтому практически единственными веществами, выделяющимися при горении полиэтилена, являются углекислый газ, монооксид углерода (угарный газ), вода и незначительное количество сажи.
Что почитать: Почему многоразовые бутылки так популярны ( VC.ru )
3. ПВХ (Поливинилхлорид)
Мягкий и гибкий пластик, который часто используют в ремонте и строительстве. Из него делают пластиковые окна, натяжные потолки, садовые шланги, линолеум, сантехнические трубы, пленки для бассейнов. ПВХ активно используется в автомобильной индустрии — приборная панель, подстаканники, ручки, подлокотники сделаны из ПВХ. Также часто он встречается и в быту — пищевая пленка и искусственная кожа сделаны из этого вида пластика. Благодаря тому, что такой материал гибок, его также используют для оплётки компьютерных кабелей.
В обычном состоянии, ПВХ твёрдый и ломкий, поэтому для придания ему гибкости и мягкости добавляют пластификаторы, а именно вещества из группы фталатов. ПВХ долговечен, не боится ни влаги, ни солнца, температурных перепадов, устойчив к химическим соединениям.
Краткая заметка. ПВХ-кожа или экокожа — в чем разница? Экокожу производят из полиуретана. В отличие от ПВХ кожи, она пропускает воздух и воду, может иметь более натуральную текстуру
Токсичность:
ПВХ считают совершенно безвредным. Хлор, входящий в его состав, находится в связанном состоянии. Вредное воздействие он оказывает, только когда разрушается. Процесс разрушения может начаться при окислении, при сильном нагревании или горении с выделением бензола.
Важное замечание:
В обычном состоянии ПВХ не должен пахнуть. Если натяжной потолок, ПВХ панели или другие изделия резко пахнут, значит, была нарушена технология изготовления материала и использованы более дешевые присадки. В этом случае лучшим решением будет избавиться от этих изделий, если это возможно. То же самое касается и «запаха нового автомобиля». После изготовления элементов салона химические соединения нестабильны и в них происходит процесс отвода газов, в результате которого высвобождаются химические пары и появляется запах. Поэтому в первые полгода лучше почаще проветривать новую машину и не оставлять её надолго под прямыми лучами солнца. В интернете часто советуют промыть пластик мыльным раствором или лимоном, но, к сожалению, это не поможет. Выделение газов из самой структуры материала будет происходить ещё некоторое время.
4. LDPE полиэтилен низкой плотности высокого давления (ПВД, ПНП)
Гибкий и эластичный материал. Не боится низкой температуры и не становится хрупким на холоде. При контакте с пищевыми продуктами ПВД не выделяет вредных веществ. Из этого материала делают гладкие нешуршащие пакеты, пищевую упаковку, парниковые пленки, детские игрушки, мусорные мешки. Также его используют в ремонтах для разводки труб водоснабжения. Например, трубы Rehau Rautitan Stabil, которые мы используем в своих ремонтах, сделаны из полиэтилена низкой плотности. ПВД влаго- и воздухонепроницаем, устойчив к ультрафиолетовому излучению, сжатию и растяжению, не проводит электричество.
Токсичность: Не токсичен, биологически инертен и легко перерабатывается
5. Полипропилен
Полипропилен имеет высокую термостойкость и выдерживает температуру до 150 градусов по Цельсию. Он менее плотный, чем полиэтилен, но при этом более твердый. Единственный существенный недостаток полипропилена — высокая чувствительность к ультрафиолетовому излучению и кислороду. Чувствительность к кислороду понижается при введении стабилизаторов.
Из полипропилена делают упаковочные материалы, пленки, ламповые патроны, ковры, термобелье и флисовую одежду, корпуса телевизоров, блоки предохранителей, некоторые автозапчасти и автомобильные бамперы, ингаляторы, одноразовые шприцы и другое пластиковое медицинское оборудование, которое требует стерилизации. Полипропилен легко воспламеняется, образуя при этом капли. Горит полипропилен светлым пламенем с голубой сердцевиной, выделяя резкий запах парафина.
Токсичность: Полипропилен считается безопасным материалом.
Полипропиленовые сетки используют в качестве имплантационного материала при операциях по лечению грыж. Такие сетки могут оставаться в теле человека по нескольку лет. Однако стоит помнить, что полипропилен не рассчитан на длительные нагревания до высоких температур.
6. PS (ПС), Полистирол
Полистирол – термопластичный материал, обладающий высокой твёрдостью и хорошими диэлектрическими свойствами, химически стойкий по отношению к щелочам и кислотам, кроме азотной и уксусной. Растворяется в ацетоне и бензине. Не устойчив к ультрафиолетовому излучению. Обладает низким влагопоглощением и высокой влагостойкостью и морозостойкостью.
Разделяют 3 вида полистирола — общего назначения, ударопрочный и экструдированный. Из полистирола изготавливают всем известный пенопласт, упаковочные материалы В строительстве из полистирола производят теплоизоляционные материалы, потолочные галтели и декоративные плитки. Также из него делают одноразовую термопосуду и используют при упаковке бытовой техники в виде пенопласта.
Токсичность:
В обычном состоянии безвреден. Токсичен при нагревании.
7. (PC, O, OTHER) –Поликарбонат, полиамид, смесь различных видов пластиков или полимеры, не указанные выше
В данную группу входят виды пластмасс, не получившие отдельный номер. Пластик под данной маркировкой не подлежит переработке. Маркировка PC означает, что изделие состоит из поликарбоната, одного из самых опасных видов пластика. Из него могут изготавливаться бутылочки для детей, пищевая упаковка, игрушки, бутылки для воды. При частом мытье или нагревании изделия из поликарбоната выделяют бисфенол А — вещество, которое может привести к гормональным нарушениям в организме человека.
Что следует запомнить
Сам по себе пластик безвреден, опасны вспомогательные вещества, которые используются при его изготовлении. Чаще всего это присадки для придания пластику определенных свойств: термоустойчивость, эластичность или устойчивость к кислороду.
Самыми безопасными видами пластика считаются полиэтилен высокого и низкого давления и полипропилен.
Не используйте PET упаковку вторично
Избегайте пластмассовые изделия с маркировкой 7
Как уменьшить свое влияние на окружающую среду
Не храните продукты в холодильнике в одноразовых пакетах. Используйте для этого контейнеры или многоразовые мешочки
Всегда носите с собой сумку для покупок. Она занимает мало места, но при этом не нужно будет каждый раз покупать пакеты
Используйте многоразовые бутылки для воды
Сдавайте пластик и стекло на переработку. Что и куда сдавать можно посмотреть на портале Раздельный сбор
Если у вас есть домашний питомец, то переведите его на экологичный древесный наполнитель
Что посмотреть по теме
Небольшое познавательное видео от компании Сибур о том, как получают полимеры и производят пластик:
Не каждый вид пластика подходит для этих тяжелых работ. Но те, которые есть, могут помочь оптимизировать рабочий процесс, сэкономить деньги и выполнять проекты более эффективно, чем когда-либо прежде.
Акрилонитрил-бутадиен-стирол (АБС)
Лист из АБС-пластика является одним из наиболее широко используемых пластиков на рынке благодаря своей доступности и прочности. Другие ключевые особенности, которые делают его идеальным для тяжелого пластикового оборудования, включают его невероятную ударопрочность и простоту обработки, требующие небольшой мощности для придания формы и доводки до желаемых размеров для применения. Он также хорошо поддается термоформованию, поэтому его можно легко нагревать и сгибать в нужную форму.
Общие области применения оборудования из АБС-пластика
Корпуса машин для заводского оборудования
Приборные панели автомобиля
Ящики для хранения на строительных площадках
Прототипирование и моделирование
Ограждения и кожухи для машин/оборудования
Полиэтилен высокой плотности (ПЭВП)
Пластиковый лист из ПЭВП — еще один универсальный член семейства тяжелых пластиков, прочный и простой в изготовлении. Его можно использовать в широком диапазоне температур (от -50 ° F до 180 ° F), что делает его пригодным для очень жарких и очень холодных условий. Он также обладает высокой ударной вязкостью и химической стойкостью, а также низким водопоглощением. Как и ABS, HDPE легко обрабатывается; его можно обрабатывать резанием, клепкой, фрезерованием, сверлением, лазерной резкой, сваркой и многими другими способами.
Общие области применения поликарбонатного пластикового оборудования
Водопроводные трубы и их части (фланцы)
Нефтяные вышки и другие морские конструкции
Резервуары для химикатов
Противоскользящие поверхности для лодок и кораблей/других влажных сред
Прицеп-самосвал, футеровка бака и желоба
Поликарбонат (ПК)
Поликарбонат — самый прочный пластик, более чем в 20 раз прочнее акрила и в 200 раз прочнее стекла. Он обладает отличной прозрачностью, поэтому его часто используют в пластиковом оборудовании, требующем прозрачности. Поликарбонат также обладает отличным балансом инженерных свойств, которые дают ему возможность работать в широком диапазоне температур, противостоять ударам и сохранять стабильность размеров. Это также термопласт, поэтому его можно повторно нагревать и формировать в новые формы по мере необходимости.
Общие области применения пластикового оборудования из полиэтилена высокой плотности
Промышленное и коммерческое остекление (окна)
Прозрачные защитные кожухи
Окна и ветровые стекла тяжелой техники
Маски и смотровые очки
Полупроводниковые компоненты
Продолжить знакомство с популярными тяжелыми пластиками
Компания A&C Plastics может рассказать гораздо больше о многих типах тяжелых пластиков и о том, как они используются в самом прочном пластиковом оборудовании. Просмотрите остальные наши ресурсы по тяжелому пластику или свяжитесь с нами сегодня, чтобы получить индивидуальное предложение по типу пластика, который вы хотели бы использовать для своего проекта.
Свяжитесь с нами
ПОПУЛЯРНЫЕ ТИПЫ ПЛАСТИКА
ПОЛИКАРБОНАТ
Товары в магазине
HDPE
Товары в магазине
АБС
Товары в магазине
4 АКРИЛ
1 Товары в магазине 1
Топ-3 самых ударопрочных пластика и для чего они используются
Лучшие ударопрочные пластики и их преимущества
Опубликовано
Пластмассы, как правило, прочные, устойчивые к коррозии и химическим веществам, легкие, простые в изготовлении и менее дорогие по сравнению с альтернативными материалами, такими как металл. Как и в случае любого производственного материала, у каждого материала могут быть свои преимущества и недостатки. Несмотря на то, что существует множество ударопрочных пластиков, некоторые из них превосходны в своих областях применения. Ниже мы обсудим потенциал трех наиболее распространенных ударопрочных пластиков.
АБС-пластик
ABS (акрилонитрил-бутадиен-стирол) — это широко используемый термопластичный полимер, который используется во всем: от популярных игрушек Lego ® до деталей автомобилей. Тепло, при котором формуется АБС-пластик, влияет на его конечные свойства: низкие температуры обеспечивают большую ударопрочность, а высокие температуры обеспечивают более высокую термостойкость.
Преимущества:
Хорошая обрабатываемость
Нижний предел ценовой шкалы
Высокая ударопрочность
Хорошая прочность и жесткость
Прекрасные эстетические качества
Легко клеится и окрашивается
Недостатки:
Опасность для окружающей среды (на масляной основе)
Не подходит для пищевых продуктов
Приложения:
Багаж
Корпуса приборов
Корпуса электроинструментов
Корпус камеры
Ящики для инструментов
Клюшки для гольфа
Автомобильные бамперы
Поликарбонат Пластик
Поликарбонатный пластик представляет собой термопластичный полимер, который можно сделать полностью прозрачным (как стекло). Из-за того, что он может быть прозрачным, этот пластик обычно используется в качестве менее хрупкой альтернативы стеклу.
Преимущества:
Отличная прочность и жесткость
Отличная электроизоляция
Простота обработки, изготовления и термоформования
Хорошо сцепляется с растворяющими цементами
Превосходная оптическая прозрачность
Недостатки:
Дорого
Не устойчив к царапинам
Приложения:
Мансардные окна
Знаки (внутренние и наружные)
Защита машин
Очки
Дисплеи и графические держатели
Лицевые щитки
Архитектурное остекление для защиты федеральных и правительственных зданий, медицинских учреждений и станций метро/ж/д/автобусов от вандализма
pDCPD Пластик
В отличие от АБС и поликарбоната, pDCPD представляет собой термореактивный пластик (см.
Точило в хозяйстве — нужная вещь. Его присутствие среди инструментов незаметно и обыденно, но отсутствие сразу дает о себе знать потерей возможностей. Я это остро почувствовал, когда после переезда лишился старого точила. Что бы восстановить функционал, купил небольшой станок, хорошо подходящий для условий квартиры. О нем и будет обзор.
Станок заказывал с алиэкспресс, но у русской компании.
Бесплатная доставка из Москвы, в отделение СДЭК в Белгороде дошло быстро, буквально за несколько дней.
Бренд Калибр
Модель ТЭ+ВГ-160
Характеристики:
— Мощность 160 Ватт;
— Количество оборотов вала 0-10000 об/мин.;
— Диаметр круга 75 мм;
— Толщина круга 17 мм;
— Номинальное напряжение 220В;
— Частота 50 Гц;
— Номинальная потребляемая мощность — 160 Вт.;
— Посадочный диаметр 10 мм;
— Уровень вибрации 2,1 м/с2
— Электродвигатель однофазный коллекторный;
— Габариты в упаковке (ДхШхВ)270х175х220 мм
Вес (брутто/нетто) 3. 2/2.8 кг
Более подробные характеристики в скане инструкции ниже.
Внешний вид посылки.
Картонный коробок с краткой информацией о точиле.
Содержимое.
Инструкция, гарантия.
Скан инструкции
.
Гибкий вал метровой длинны.
Крепеж защитных экранов
Сменные цанги головки гибкого вала, инструмент для их установки/замены и элементы крепления защитных экранов.
Защитные экраны. Сделаны из полистирола.
Сам станок
Провода около полутора метров.
На нижней стороне основания, антивибрационные опоры.
Станок очень компактный. Свободно размещается на половинке листа А4.
Снимаем боковую крышку защитного кожуха.
И снимаем с оси вала шлифовальный круг.
Таким же образом и полировальный.
Полностью в сборе.
Узел крепления экрана более детально.
Тросик вала имеет квадратный профиль, сторона 2 мм.
Сменные цанги под насадки разного диаметра, ключ и шестигранник для их замены, сверла.
В руке. Вал не бьет. Малые размеры позволяют работать в трудно доступных местах.
Старая мора с лезвием из углеродистой стали. Половина лезвия отполирована.
Немного макрофотографий.
Шлифовальный круг.
Полировальный круг.
Корпус
Вопрос о хранении/размещении точила мне помогли решить вот эти две старые петли.
Их я снял при утилизации старого шкафа, и сохранил из-за необычной конструкции. И как видно не зря — пригодились.
Нарезаем на петлях резьбу.
Вырезаем пазы в полке, для установки петель заподлицо.
Прикручиваем станок болтами к петлям. Дополнительный крепеж не требуется, полку повесил, под небольшим углом — точило самое себя прижимает к поверхности гравитацией.
В сложенном состоянии.
Под ноутбуком.
В такой позиции можно работать гибким валом.
На досуге, пытаюсь понемногу шить из кожи. И здесь точило имеет много применений.
Подготавливаем кожу, инструмент, нитки.
Кроим.
Срезаем фаски фаскорезом.
Можно и сточить.
Делаем разметку под отверстия.
Делаем отверстия. Для очень толстой кожи (свыше 4 мм) такой способ пробивки отверстий порой единственно возможный.
Вшиваем змейку.
Получился простой, незамысловатый пенал.
Еще, полировальный круг, можно использовать для искусственного состаривания кожи.
Используя специальные насадки и вал, можно быстро и хорошо полировать торцы кожи.
Работа с абразивами неизменно приводит к появлению большого количества пыли. Что бы этого избежать в квартире, я придумал небольшое приспособление — насадку на пылесос, для отсоса пыли из рабочей зоны.
Это простейшая конструкция. В идеале, я хотел ее изготовить из алюминиевой трубы, но не нашел подходящей.
Вот так выглядит в сборе.
Станок хорошо использовать для заточки сверл.
Нашел безобразно сточенное, лысое сверло.
Немного реанимировал его на точиле. Результат далек от совершенства. но теперь им по крайней мере можно сверлить.
Конечно, для более качественной и точной заточки нужно пользоваться специальными приспособлениями. Их большое количество конструкций, но подумываю о создании по подобию, изображенной ниже.
Картинка из интернета.
У каждого диска есть рабочие упоры. Они регулируются в довольно широком диапазоне
Но они удобны не для вех случаев использования.
Под себя смоделировал более длинный упор, с отличной конфигурацией. У которого сзади крепится маленький неодимовый магнит, для мягкой фиксации затачиваемого инструмента.
Из недостатков, отмечу, что шлифовальный диск немногим превышает диаметр самого мотора. Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex.
Выводы: Компактный, тихий, многофункциональный и с регулируемыми оборотами — отличный аппарат. Станок покрывает 90% моих бытовых и хозяйственных нужд, хобби. Я доволен.
Планирую купить
+77
Добавить в избранное
Обзор понравился
+111 +205
Маленькое точило в категории «Промышленное оборудование и станки»
Точило электрическое ELTOS ТЭ-150
На складе в г. Одесса
Доставка по Украине
от 1 271 грн
Купить
Строй Дом Сам
100% SWISS ORIGINAL Точило Victorinox 7.8714 (маленькое)
Наши редакторы самостоятельно исследуют, тестируют и оценивают лучшие продукты. Мы зарабатываем деньги только в том случае, если вы покупаете продукт по нашим ссылкам, и мы никогда не принимаем бесплатные продукты от производителей. Узнайте больше
Лучший общий общий точилка для карандашей
X-ACTO School Pro Electric
1
2
3
4
5
4
5
0002 34,31 $
(скидка 18%) на Amazon
Посмотреть
Максимальный диаметр карандаша: 10 мм | Время затопления: 3 секунды
Причины купить
Флеты. Обновленная модель, изображенная выше, имеет более гладкий внешний вид, а ручка диаметра карандаша была переработана для более легкого поворота. Мы ссылаемся на обновленный X-ACTO School Pro в нашем обзоре.
X-ACTO School Pro Electric — это рабочая точилка для карандашей, предназначенная для использования в больших объемах с различными типами карандашей, включая цветные, графитовые и угольные карандаши различной твердости. Это устройство имеет шесть предустановленных диаметров карандашей, охватывающих широкий диапазон размеров до 10 миллиметров. Стружка собирается в большой прозрачный контейнер, поэтому легко увидеть, когда его нужно опорожнить. Эта машина помогает бороться с чрезмерной заточкой (и, следовательно, с отходами карандаша), отключая «улетающее» спиральное лезвие, как только оно достигает тонкой точки.
Несмотря на то, что мы были весьма впечатлены этой точилкой, мы столкнулись с одной проблемой: ножки на присосках часто требовали перестановки на нашем гладком рабочем столе. Кроме того, эта модель не такая тихая, как хотелось бы для использования в библиотеке или классе. Эта проблема более очевидна при заточке карандашей большого диаметра, потому что станок замедляется под нагрузкой. Наконец, этот продукт относительно дорог по сравнению с другими, которые мы тестировали. Тем не менее, немногие из точилок в нашем обзоре могут довести такое разнообразие карандашей до идеального состояния так же быстро, как X-ACTO School Pro.
Эта непритязательная рабочая лошадка отлично смотрится на любом рабочем столе.
Credit: Laura Casner
Best Personal Size
Kum Long Point
1
2
3
4
5
$6 List
Check price at Amazon
See It
Максимальный диаметр карандаша: 8 мм | Время заточки: 30 секунд
Причины купить
Super Fine Point
Clear Bang Bin
Причины избежать
Двухстанов отдельные точилки в одном блоке. Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.
KUM использует два лезвия, по одному на каждый этап процесса заточки. Эти лезвия эффективны, но вторая ступень может сломать тонкий наконечник, если вы не будете осторожны. Кроме того, этот блок плохо справляется с углем или цветными карандашами. Карандаши нестандартной формы также сложны, например, с треугольным поперечным сечением. Наконец, учитывая ручной характер этой модели, заточка нового карандаша происходит довольно медленно. Несмотря на эти недостатки, точилка является боссом для своего размера и производит один из лучших наконечников в группе.
№
С этой компактной точилкой никогда не бывает скучно.
Credit: Laura Casner
Best Bang for Your Buck
Toolsand Electric
1
2
3
4
5
$12.99
at Amazon
See It
Максимальный диаметр карандаша: 8 мм | Время заточки: 7 секунд (электрический режим)
Причины для покупки
батареи включали
запасное лезвие включали
Причины избежать
Требуется жесткая ручка
Hexagonal Pencils — это боли
. уникально тем, что это как ручное устройство, так и устройство с батарейным питанием. Если ситуация требует этого или у вас просто закончились батарейки, вы можете молча почистить кончик карандаша. Эта модель может работать с карандашами различных форм, размеров (до 8 мм) и типов (цветные, графитовые и мягкоугольные).
Несмотря на то, что Toolsand универсален, он не справляется с некоторыми задачами. А именно, точилка плохо справляется с шестигранными углями или карандашами, которые находятся на более твердой стороне спектра. Более того, мы бы не рекомендовали эту точилку для детей, потому что она требует достаточной силы захвата, чтобы удерживать карандаши против единственного лезвия бритвы, которое их сбривает. Несмотря на эти ограничения, этот продукт недорог, универсален, компактен и эффективен.
Возможность работы как с ручным, так и с аккумуляторным питанием делает этот прибор уникальным в своем классе.
Credit: Laura Casner
Best for Multiple Pencil Diameters
X-ACTO Ranger Wall Mount
1
2
3
4
5
$9.99
at Amazon
See It
Максимальный диаметр карандаша: 12 мм | Время заточки: 7–15 секунд (зависит от пользователя)
Причины купить
Тихий
долговечный
Причины, чтобы избежать
Невозможно обострить уголь
, должны быть установлены
Стеной Стена Классика Классика Класса и ремесла. Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки.
Есть несколько особенностей, которые нам нравятся в этой модели, но в глазах некоторых людей эти же особенности могут быть восприняты как недостатки. Так обстоит дело с требованием настенного крепления Ranger. Если у вас нет места на стене для крепления этой модели или вы не хотите вкручивать шурупы в стену, то это не для вас. Кроме того, если вам не нравится ручная рукоятка, то это невозможно, потому что нет электрического варианта. Наконец, эта модель не точит уголь. Однако не смотрите дальше, если вам нужна надежная и тихая машина, произведенная компанией, которая будет поддерживать свой продукт.
Мега-классическая школьная точилка.
Credit: Laura Casner
Best for Adjustable Sharpness
OfficeGoods Electric and Battery Operated
1
2
3
4
5
$25 List
Check price на Amazon
Посмотреть
Максимальный диаметр карандаша: 8 мм | Время затопления: 7 секунд
Причины купить
Три уровни заточки
Обрабатывание цвета и карандаша для древесных угольных коэффициентов
Для избегания
Требуются прочность на сцепление
. Точилка для карандашей с батарейным питанием — это продукт с приятным дизайном, и он справился со всеми типами карандашей, которые мы ей бросили, а именно с графитовыми, цветными и угольными. Станок затачивается довольно быстро (7 секунд для 8-миллиметрового графитового карандаша), и, что, возможно, лучше всего, вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями.
И наоборот, точилка OfficeGoods требует от вас быть внимательным при подведении карандашей к острию, потому что машина не прекращает заточку эффективно, когда достигается желаемый угол. Таким образом, если вы не обращаете внимания, он может нежелательно съесть карандаш. Одно лезвие вонзается в карандаш достаточно сильно, чтобы удерживать карандаш в неподвижном состоянии относительно сложно. Тем не менее, мы считаем, что этот станок является хорошим продуктом для тех, кто затачивает разнообразные карандаши под разными углами. Кроме того, два варианта питания (аккумулятор или подключаемый модуль) обеспечивают пользователю гибкость.
Три варианта заточки этого устройства удовлетворят всех пользователей.
Credit: Laura Casner
Best for Standard Pencils
AFMAT Heavy Duty Electric
1
2
3
4
5
$30.49
at Amazon
See It
Максимальный диаметр карандаша: 8 мм | Время заточки: 3 секунды
Причины для покупки
ДОБАВЛЕНИЕ БЕРНАЯ БИНА
Все-металлический шпиндель/Cradle Construction
Причины избежать
Нет вырубки
Футов Не очень цепкие
. имеет узкий диапазон типов карандашей, на которых он хорошо работает. Однако при использовании стандартного 8-миллиметрового карандаша он отлично работает. Хотя в устройстве используется только одно спиральное лезвие, его конструкция полностью металлическая, что, безусловно, обеспечивает более прочную конструкцию. Наконец, его корзина для стружки достаточно вместительна для нечастого опорожнения и интенсивного использования.
К сожалению, ножки AFMAT не очень цепкие, поэтому его можно использовать двумя руками — одной для удержания машины на месте, а другой для карандаша. К тому же, если не следить за заточкой, машинка может съедать карандаш. Тем не менее, эта машина заточит большинство угольных карандашей, а также сделает красивые кончики круглых, треугольных или шестигранных графитовых карандашей.
Эта точилка лучше всего подходит для стандартных карандашей диаметром 8 мм.
Авторы и права: Лора Каснер
Best for One-Handed Sharpening
Bostitch Personal Electric
1
2
3
4
5
$14.98
at Amazon
See It
Максимальный диаметр карандаша: 8 мм | Время заточки: 6 секунд
ПРИЧИНЫ КУПИТЬ
Относительно тупой угол заточки
Точит все стандартные карандаши
ПРИЧИНЫ, КОТОРЫЕ НЕ НУЖНЫ
Громко
Грязно при опорожнении
Уникальный дизайн Bostitch Personal Electric придает ему интересный вид. Он затачивает стандартные карандаши до тонкой, хотя и более крутой точки. Кроме того, ножки устройства имеют достаточно прочный захват, чтобы можно было работать одной рукой.
Хотя нам нравится внешний вид Personal, скошенные боковые стенки делают опорожнение полного лотка грязным делом. Кроме того, этот продукт ограничен стандартными 8-миллиметровыми карандашами. Хотя он не может работать с цветным грифелем, он может без особых усилий доводить угольные карандаши до точки. Так что, если вы ищете электрическую модель, которую можно использовать одной рукой и которая выглядит интересно при загрузке, это билет.
В отличие от некоторых конкурентов, этот настольный блок остается на месте во время работы.
Credit: Laura Casner
Best for Manual Sharpening
STAEDTLER Sharpener
1
2
3
4
5
$3.79
(24% off) at Amazon
See It
Максимальный диаметр карандаша: 11 мм | Время заточки: 40 секунд
Причины купить
Тихий
Маленькие
Причины избежать
Невидимовые. сумка или рюкзак. Цилиндрическая форма удобна для захвата, а наконечник очень острый. Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог.
С другой стороны, этому ручному устройству требовалось много времени, чтобы заточить новый карандаш. Кроме того, корзина для документов маленькая, а поскольку она непрозрачная, проверить ее наполнение можно, только отвинтив крышку. Тем не менее, STAEDTLER будет работать с различными типами грифелей (включая цветные и, в меньшей степени, угольными) и формами карандашей (включая треугольные).
Просто, надежно и эффективно. Чего еще можно желать от точилки для путешествий?
Авторы и права: Лора Каснер
Почему нам стоит доверять
Старший аналитик Остин Палмер тестирует потребительские товары уже почти десять лет. Он часто использует карандаш номер два, чтобы рисовать схемы и инструменты для тестирования, а также делать подробные записи. Он знает цену острому карандашу и хорошо сконструированной точилке. Дополняет опыт Остина старший редактор обзоров Ник Майли. В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
Независимо от ваших предпочтений, для вас есть тип жала. Анализ типа острия имел решающее значение для нашей оценки этих продуктов. Уровень шума этих машин был важным аспектом нашего анализа.
Анализ точилок для карандашей, проведенный нашей командой, был простым, но исчерпывающим. Мы заточили все доступные карандаши и оценили их производительность. А именно, это были карандаши круглой, шестиугольной и треугольной формы с графитовыми, цветными и угольными графитами. Мы также оценили машины по диапазону диаметров, которые они могли приспособить. Возможно, самое главное, мы углубились в удобные функции, предлагаемые каждой машиной. Например, мы подсчитали, сколько времени требуется для заточки стандартного карандаша, сколько шума производит машина и есть ли в лезвии механизм автоматической остановки для предотвращения чрезмерной заточки.
Анализ и результаты испытаний
Наш анализ точилок для карандашей основывается на четырех показателях для изучения всех аспектов хорошей точилки для карандашей. В частности, это удобство, тип грифеля, диаметр и форма карандаша, а также острота и тип острия. Для каждой из этих широких категорий были тщательно разработаны тесты, чтобы дать полное представление о каждой машине и о том, кому она лучше всего подойдет. Для получения подробной информации о каждой метрике и машинах, которые работали лучше всего, пожалуйста, продолжайте читать.
Удобство
Следует признать, что понятие «удобство» не говорит само за себя. Для наших целей он охватывает аспекты точилки, такие как количество рук, необходимых для работы со станком, насколько шумно при заточке нового карандаша, сколько времени требуется, чтобы довести новый карандаш до острия, и размер стружки. мусорное ведро Кроме того, мы проверили, есть ли у станка автоматическая остановка для предотвращения чрезмерной заточки, какой тип лезвия он использует и доступны ли запасные части. Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость.
Измерение уровня звука может показаться немного придирчивым, но мы думаем, что библиотекари и учителя оценят эту информацию.
Авторы и права: Остин Палмер
В качестве альтернативы, если вам нужна точилка на ходу, настольная машина будет совсем неудобна. Если это ваша ситуация, обратите внимание на KUM Long Point и Toolsand Electric Pencil Sharpener . Оба устройства удобны для путешествий и предлагают достаточную гибкость для заточки различных типов карандашей. Toolsand уникален тем, что работает как вручную, так и на батарейках. Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки.
Инструмент и инструмент идеально подходят для карандашей различных диаметров и форм.
Авторы и права: Остин Палмер
Тип грифеля
Как следует из названия, показатель типа грифеля рассматривает типы карандашей, которые формовщик может надежно довести до конца. В частности, для этого анализа мы протестировали графитовые и цветные карандаши, а также мягкие, средние и твердые угольные карандаши. Удивительно, но многие модели в нашем обзоре имеют системы лезвий, которые не справляются ни с чем, кроме стандартного графитового карандаша. Если вам нужна точилка, которая может все, обратите внимание на рабочий стол 9.0033 X-ACTO School Pro или карманный компьютер OfficeGoods . Обе точилки, вероятно, впечатлят, потому что мы видели, как они эффективно затачивают все типы грифелей, включая сложные угольные карандаши.
Здесь мы видим идеально заточенные мягкие, средние и твердые угольные карандаши. Хотя это кажется банальным, многие точилки не справились с этой задачей.
Кредит: Остин Палмер
Если вас интересует только заточка стандартных графитных карандашей, взгляните на Х-АКТО Рейнджер . Эта классическая настенная машина с ручным приводом — рабочая лошадка для доводки графита до мельчайших деталей. Если вас больше всего интересуют цветные карандаши, инструменты и — это то, что вам нужно. Что касается древесного угля, электрический AFMAT работает очень хорошо, но имейте в виду, что трудно сказать, когда карандаш острый, что делает чрезмерную заточку и трату ваших карандашей реальной проблемой.
Хотя эта модель не может работать с цветными или угольными карандашами, она отлично справляется со стандартным графитом.
Авторы и права: Остин Палмер
Диаметр и форма карандаша
Существует множество разных форм и диаметров карандашей. Таким образом, мы рассмотрели диапазон форм и размеров, которые будут принимать эти машины. В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0033 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
Не так много вещей, которые эта точилка не может заточить.
Авторы и права: Остин Палмер
Другим примечательным продуктом является X-ACTO Ranger , который охватывает диаметры до 11 мм и практически любую форму. Кроме того, STAEDTLER может работать с любой формой карандаша, но его диаметр ограничен 8 мм.
Старый резервный Ranger подходит для карандашей любой формы диаметром до 11 мм.
Авторы и права: Лаура Каснер
Острота и тип острия
Независимо от типа острия всем нужен острый карандаш. Однако угол этой точки зависит от предполагаемого использования и предпочтений. Например, длинное узкое острие, такое как у KUM Long Point или X-ACTO Ranger , может оказаться желательным, если вы выполняете тонкие линии. Тем не менее, вам, вероятно, понадобится тупой наконечник, если вы работаете с грубым материалом, таким как дерево. К счастью для тех, кто хочет вариантов, 9Точилка 0033 OfficeGoods имеет три настройки (тупая, средняя и острая), поэтому вы можете принимать решения для конкретных задач.
Если вам нужны чаевые, обратите внимание на OfficeGoods.
Кредит: Остин Палмер
Заключение
В этом обзоре мы анализируем и описываем каждый аспект хорошей точилки для карандашей. Хотя желаемая головка карандаша является индивидуальным предпочтением, мы предоставляем все детали, чтобы вы могли выбрать точилку, соответствующую вашим потребностям. В частности, к этим функциям относятся формы карандашей и типы стержней, с которыми могут работать точилки, время, необходимое для их заточки, качество отрисовки кончика и шум, который они производят, и это лишь некоторые из них. Так что, если вы плотник, ищущий широкоугольный наконечник для шероховатых поверхностей, или художник-набросок, которому нужен длинный тонкий наконечник для проработки деталей, то для вас найдется точилка.
официальный интернет -магазин Staples®
Staples® Официальный интернет -магазин
Пропустить основной контент
Skip To Coneer
30%Back in All Ink and Toner
Business Advantage
Поиск
Стейплс. Всегда получайте идеальные отпечатки
Независимо от того, работаете ли вы дома или в офисе, убедитесь, что каждый отпечаток идеален, выбрав правильный принтер и чернила для задания. Для частой печати или печати больших объемов выберите сверхемкий принтер или картриджи повышенной емкости, чтобы сэкономить время и деньги. У Staples есть лучшие бренды, технологии и чернильные картриджи, которые вам нужны:
У нас есть широкий выбор принтеров HP, включая фотопринтеры HP, струйные принтеры HP и лазерные принтеры HP. У вас уже есть принтер HP? Не забудьте запастись самыми популярными картриджами HP, включая HP 952, HP 63 и HP 902.
Просмотрите наш выбор принтеров Brother, включая лазерные принтеры Brother, струйные принтеры Brother и фотопринтеры Brother. Если вам нужны чернила, запаситесь самыми популярными чернильными картриджами Brother, включая тонер Brother LC103, Brother LC201 и Brother TN350.
Staples предлагает принтеры Epson, которые вам нужны, в том числе струйные принтеры Epson, фотопринтеры Epson и матричные принтеры Epson. Если у вас уже есть принтер Epson, не забудьте приобрести самые популярные картриджи Epson, включая Epson 252, Epson 127 и Epson 220.
Если вы ищете принтер Canon, у нас есть полный выбор, включая лазерные принтеры Canon, фотопринтеры Canon и струйные принтеры Canon. Не нужен новый принтер Canon? Обязательно поймайте чернила, которые вам нужны; наши самые популярные чернильные картриджи Canon включают Canon 245, Canon 240 и Canon CLI-251.
Независимо от ваших потребностей в печати, у нас есть подходящие принтеры, чернила и тонер для работы.
Подходящая бумага для любой работы
Куда бы ни привел вас ваш бизнес, мы предоставим вам подходящую бумагу для работы. Для меню, вывесок, приглашений или поделок выбирайте картон. Сделайте свои презентации уникальными или сохраните воспоминания с помощью качественной фотобумаги для вашего принтера. Для всех ваших потребностей в ведении заметок у нас есть блокноты, папка-наполнитель и многое другое. Не знаете, что взять? Подберите универсальную бумагу, которую можно использовать для копирования, печати или быстрого написания письма.
Наведите порядок с помощью папок с файлами
Папки Manila являются классическим офисным продуктом по той причине, что у них так много применений, от медицинских кабинетов до школ и повседневного ведения домашнего хозяйства.
Сварочный инвертор Сварог TECH ARC 205 B (Z203) за 22 840 руб. с НДС.
TECH ARC 205 В (Z203)— инверторный сварочный аппарат с силой сварочного тока до 200 А, который можно использовать для ручной дуговой (MMA) и аргонодуговой сварки (TIG). Инвертор отличается высокой степенью защиты и обладает набором дополнительных функций для комфортной работы.
Отличительными особенностями аппарата являются:
Сочетание нескольких видов сварки
Большой набор функций и регулировок
Оснащен функцией удаленного управления и функцией снижения напряжения VRD
Длительная бесперебойная работа при больших нагрузках
Есть все необходимое в комплекте для выполнения сварочных работ
TECH ARC 205 B работает от однофазной питающей сети 220 В
Работа в широком диапазоне сетевого напряжения: от 160 до 270 В обеспечивает качественную сварку от просаженной сети, что является преимуществом для проведения работ в условиях гаражных и дачных хозяйств
Инвертор может работать от автономных электростанций, генераторов, необорудованных цифровыми инверторами. Подключение возможно через удлинитель большой длины, с правильно подобранным сечением кабеля— чтобы исключить потерю мощности
Благодаря увеличенному разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Компактный и легкий аппарат весом 8 кг
TECH ARC 205 B это надежный, долговечный и ударопрочный инструмент для сварочных мастерских и работы на объектах.
Аппарат имеет компактные размеры, прочный металлический корпус и удобный плечевой ремень для переноски.
Производительная система вентиляции
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву
Аппарат TECH ARC 205 B имеет удобную систему управления и дисплей для отображения параметров сварки:
Показатель силы сварочного тока отражаются на цифровом дисплее
Индикатор перегрева загорается в случае перегрева аппарата
При включении аппарата загорается индикатор сети
Регулировка силы тока осуществляется бесступенчато
Выбор способа сварки ММА DC или TIG Lift DC
Включение функции снижения напряжения холостого хода до безопасного (VRD)
Форсаж дуги для MMA сварки регулируется бесступенчато
Тумблер для включения ДУ
Производитель
Сварог
Режимы сварки
MMA, TIG
Тип питания
Инвертор
Напряжение питающей сети
220 В
Частота питающей сети
50 Гц
Сварочный ток MMA
10 — 200 А
Сварочный ток TIG
10 — 200 А
Способ возбуждения дуги
Lift
Минимальное напряжение
187 В
ПН
80 %
Сварочный ток MMA при ПН 100%
170 А
Сварочный ток TIG при ПН 100%
170 А
Потребляемая мощность
8. 4 KW
Потребляемая мощность ММА
8.4 KW
Потребляемая мощность TIG
4.7 KW
Напряжение холостого хода
63 В
Напряжение холостого хода MMA
63 В
Напряжение холостого хода TIG
12 В
Диаметр электрода MMA
1. 6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм
Потребляемый ток
41 А
Рабочее напряжение
20.4 — 28 В
Рабочее напряжение ММА
20. 4 — 28 В
Рабочее напряжение TIG
10.4 — 18 В
Antistick
Да
Hot Start
Да
Форсаж дуги
Да
VRD
Да
Возможность приобретения с НАКС
Да
Класс изоляции
B
Класс защиты
21
Коэффициент мощности
0. 93
КПД
85 %
Габариты
410 × 160 × 260 мм
Вес
8 кг
Гарантия
5 лет
Электрододержатель 200 А в сборе с кабелем 3 м, разъемы ОКС 35-50— 1 шт.
Клемма заземления 200 А в сборе с кабелем 3 м— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
Инвертор сварочный СВАРОГ REAL SMART ARC 200 (Z28303)
10377,00₽
2 в наличии
Наличие товара в магазинах/Откуда будете забирать:
Саммера, 64: 1 шт
Ленинградская, 115: 0 шт
Маяковского, 45: 1 шт
Quantity
1
Артикул: р13431
Описание и характеристики
Детали
Инверторный сварочный аппарат SMART ARC 200 (Z28303) предназначен для ручной дуговой сварки, наплавки покрытыми электродами и аргонодуговой сварки.
REAL SMART ARC 200 (Z28303) – доступная по цене модель с уникальным функционалом. Аппарат прост в применении, достаточно надежен в процессе эксплуатации, подходит как для «новичков», так и для опытных сварщиков.
Аппарат REAL SMART MMA 200 может работать, как в ручном, так и в синергетическом режиме. Режим Synergy ММА позволяет сварщику сконцентрироваться на процессе сварки, а не подборе характеристик – это новый этап развития сварочной техники. В этом режиме любой сварщик будет работать в наиболее подходящих для этого настройках, которые установятся автоматически. Это важно тем, кто не хочет тратить время на подбор режима сварки и доверяется профессиональной технике.
Синергетические настройки в режиме ММА позволяют быстро и оптимально настроить режим сварки. В режиме Synergy MMA, в зависимости от выбранного диаметра электрода, сила сварочного тока находится в оптимальном диапазоне, функции «Форсаж дуги» и «Горячий старт» подстраиваются автоматически. Данный режим позволяет быстро и оптимально настроить процесс сварки.
Ключевые особенности:
Режим Synergy для ММА сварки
Автоматические функции: горячий старт и форсаж дуги для режима Synergy
Регулируемые функции: горячий старт и форсаж дуги в ручном режиме
Индикация и предустановка параметров сварки
Динамическая шкала параметров
Отключаемый Antistick и VRD
Устойчивая работа при напряжении сети от 140 В
Уверенная сварка электродом до 4.0 мм
Уникальный дизайн
Характеристики
Напряжение питающей сети:
140 – 270 В
Частота питающей сети:
50 Гц
Потребляемый ток:
32.3 А
Потребляемая мощность ММА:
7.1 кВА
Потребляемая мощность TIG:
4.4 кВА
Сварочный ток MMA:
20–200 А
Сварочный ток TIG:
20–200 А
Рабочее напряжение ММА:
20. 8–26.4 В
Рабочее напряжение TIG:
10.8–16.4 В
Напряжение холостого хода MMA:
81 В
Напряжение холостого хода MMA (VRD):
14 В
Напряжение холостого хода TIG:
14 В
ПН (40°C):
60%
Сварочный ток MMA (ПН 100%):
160 А
Сварочный ток TIG (ПН 100%):
160 А
Коэффициент мощности:
0.7
КПД:
85%
Диаметр электрода MMA:
1.6–4.0 мм
Диаметр электрода TIG:
1.6–3.2 мм
Класс изоляции:
F
Класс защиты:
IP 21S
Габариты:
347×120×212 мм
Вес:
3.8 кг
Antistick
✓
Hot Start
✓
Synergy
✓
VRD
✓
Регулируемый форсаж дуги
✓
Режим сварки TIG
✓
Lift-Tig
✓
Вес
4 кг
Габариты
12 × 35 × 22 см
Инверторные и трансформаторные сварочные аппараты: пояснение различий
Каждый сварщик хоть раз задумывался над этим, инверторные или трансформаторные сварочные аппараты?
Основное отличие заключается в том, что инверторный сварочный аппарат значительно эффективнее и легче. Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Итак, ответ не так прост, как вы думаете. Некоторые сварщики доверяют трансформаторному сварочному аппарату, а другие никогда не откажутся от удобства инверторного сварочного аппарата, несмотря ни на что.
Помимо этого краткого введения существует еще много различий, и в этой статье подробно рассматривается каждая технология, чтобы помочь вам решить, какая из них лучше всего соответствует вашим потребностям.
Inverter vs Transformer Welder: A Quick Overview
Inverters
Transformers
Weight
Low
High
Size
Compact
Huge
Efficiency
High
Low
Duty Cycle
Longer
Shorter
Generator Support
Worse
Better
Current Output
AC и DC
AC и DC (только с выпрямителем)
Advanced Digital Arc Control
Да
Нет
Multiple Processes In One Welder
Yes
No
Arc Stability
Better
Worse
Cost
$$
$$$$
Технология Возраст
Относительно новый
старый
Срок службы
Шортер
Долго
0012 Сварочные аппараты с трансформаторами
По правде говоря, в каждом сварочном аппарате есть трансформатор, даже в сварочных инверторах. Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника.
Итак, когда мы говорим «трансформаторный» или «трансформаторный сварочный аппарат», мы имеем в виду старую технологию громоздких, тяжелых машин.
Что такое сварочный аппарат с трансформатором
Традиционный сварочный аппарат с трансформатором представляет собой надежную технологию с ограниченным контролем дуги и значительным весом. Поэтому сегодня трансформаторные сварочные аппараты в основном используются в тяжелой промышленности или в качестве стационарных рабочих лошадок в сварочных цехах.
Благодаря долговечности трансформатора эти машины могут дожить до ваших внуков. Многие сварочные цеха до сих пор используют такое оборудование, которому более 50 лет.
Однако, поскольку их трансформаторный сердечник огромен и тяжел, их трудно перемещать и почти невозможно транспортировать.
Краткая история трансформатора
Первые сварочные аппараты на основе трансформатора появились в начале 1900-х годов, но эти ранние модели были в основном экспериментальными. Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой.
Только в 1920-х и 1930-х годах трансформаторные сварщики получили реальное распространение. В то время соединение стали в основном осуществлялось заклепками, газовой сваркой и ковкой.
Дуговая сварка стала широко применяться ближе к концу Второй мировой войны. К 1980-м годам почти все выпускаемые аппараты для дуговой сварки были трансформаторными. Таким образом, сварочные аппараты с трансформаторными сердечниками прошли почти сто лет исследований и разработок, что во многом объясняет их надежность.
Как работает трансформаторный сварочный аппарат?
Сварщики с трансформаторами используют «понижающий трансформатор». Эта простая технология берет высоковольтный ток с малой силой тока и преобразует его в низковольтный ток с большой силой тока.
Итак, вход переменного тока высокого напряжения (110В, 220В, 380В и т.д.) с малой силой тока (30А, 40А, 60А и т. д.) становится 17В-45В при 200А-600А.
Схема понижающего трансформатора
«Сердечник» трансформатора состоит из трех частей:
Первичная катушка – Обмотка из медного провода, подключенная к основному входному напряжению от источника питания.
Вторичная катушка – Обмотка, подключенная к сварочным проводам. Эта катушка имеет меньше провода, чем первичная катушка. Итак, когда магнитное поле от первичной катушки индуцирует электричество во вторичной катушке, напряжение и сила тока меняются местами. В этом суть системы с понижающим трансформатором.
Сердечник – концентрирует магнитное поле, создаваемое в первичной обмотке, во вторичной обмотке.
Мостовой выпрямитель
Сварочные аппараты на основе трансформатора выдают только переменный ток, если они не имеют моста выпрямителей. Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
Related read : AC vs DC Welding Differences
Advantages & Disadvantages of Transformer Welders
Pros
Time-tested technology, developed over a century
Simple, redundant design without digital elements
Reliable
Проще ремонтировать и обслуживать, чем инверторные аппараты
Недостатки
Тяжелый
Громоздкий
Иногда сварочные кабели должны быть очень длинными, поскольку аппарат трудно перемещать, что может привести к падению постоянного тока
Менее стабильная дуга по сравнению с инверторами
Низкий рабочий цикл в портативных сварочных аппаратах на основе трансформатора
Ограниченное количество функций для управления дугой
Дорогой
Сварочные аппараты с инвертором
Сварочные аппараты с инвертором используют современные технологии для повышения эффективности и резко снизить вес машины.
Кроме того, инверторные сварочные аппараты могут улучшить качество дуги и обеспечить ценные функции, которые были невозможны со старыми трансформаторными сварочными аппаратами.
Что такое инверторный сварочный аппарат
Инверторный сварочный аппарат — это сварочный аппарат, в котором используются полупроводниковые электронные компоненты для повышения эффективности преобразования электрического тока. Инверторные сварочные аппараты легкие, портативные и часто не больше вашей коробки для завтрака.
Кроме того, инверторные сварочные аппараты часто имеют множество цифровых функций для управления дугой. Они используют аппаратное и программное обеспечение для управления стабильностью дуги, частотой, шириной конуса дуги, профилем валика, начальной и конечной силой тока, балансом переменного тока, потоком защитного газа, прогоранием проволоки, индуктивностью и настройками многих других параметров сварки.
Часто сварочные аппараты на инверторной основе включают цифровой дисплей, который помогает вам со всеми настройками, но некоторые современные аппараты на основе трансформатора имеют его. Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
Как работает инверторный сварочный аппарат?
Сварочные инверторы работают за счет увеличения частоты входной мощности с 50 Гц до 20 000–100 000 Гц. Для этого высокочастотного тока требуется значительно меньший сердечник трансформатора, чем у старых трансформаторных сварочных аппаратов. В старой технологии трансформатор был рассчитан на использование стандартной частоты переменного тока 50–60 Гц, доступной в настенной розетке.
Поскольку в инверторных сварочных аппаратах используются электронные переключатели, которые включают и выключают питание до 1 миллиона раз в секунду, эта технология позволяет инвертору значительно увеличить частоту переменного тока.
Таким образом, используя более высокую частоту, инверторные сварочные аппараты «заряжают» сердечник намного быстрее, 100 000 раз в секунду вместо 60 раз в секунду. Это позволяет использовать сердечник меньшего размера без потери выходной мощности, что делает инверторные сварочные аппараты намного более эффективными.
Что такое технология IGBT?
Биполярные транзисторы с изолированным затвором, или IGBT, представляют собой полупроводниковую технологию с тремя выводами, используемую для высокоэффективного переключения электроэнергии. БТИЗ были разработаны для удовлетворения потребности в синтезе сигналов сложной формы и используются не только в сварочных аппаратах.
Вы можете найти системы IGBT в электромобилях, поездах, холодильниках, кондиционерах и т. д. Это второй наиболее широко используемый силовой транзистор в мире.
БТИЗ имеют значительное преимущество по сравнению с предыдущими системами MOSFET, особенно в высоковольтных и сильноточных системах сварочных аппаратов. Таким образом, инверторные сварочные аппараты с технологией IGBT более долговечны, чем инверторные сварочные аппараты на основе MOSFET.
Преимущества и недостатки сварщиков инверторов
Pros
Низкий вес и небольшой размер
Высокий уровень эффективности
Нижняя мощность
требует более низкого уровня. количество цифровых функций для управления дугой
Более длительный рабочий цикл
Позволяет машине выполнять сварку в несколько процессов
Минусы
Меньший ожидаемый срок службы
Сложность ремонта
Менее прочный и легко повреждаемый из-за чувствительной электроники
Только специализированные инверторные сварщики могут эффективно работать с электродом E6010
Инверторные и трансформаторные сварочные аппараты – что лучше?
Хотя выбор технологии носит субъективный характер, кажется, что все больше сварщиков ежедневно присоединяются к клубу инверторных технологий.
Да, инверторные машины первого поколения были не очень надежными. Но сегодня большинство инверторных сварочных аппаратов используют современные технологии.
Итак, приобретя сварочный аппарат известного бренда, вы сможете воспользоваться преимуществами современной техники без особых недостатков.
Производительность
Сварочные аппараты с трансформатором обеспечивают достаточно приличную дугу, но аппараты с инвертором выдают более стабильную дугу с большей консистенцией. Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.
Внутренний микроконтроллер управляет IGBT в инверторных сварочных аппаратах, позволяя контролировать дугу в реальном времени. Это обеспечивает надежное постоянное напряжение, более стабильную дугу и позволяет использовать значительно больше функций, о которых мы поговорим позже.
Таким образом, инверторные машины обеспечивают более высокую производительность. Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга.
Надежность и ожидаемый срок службы
Хотя инверторные сварочные аппараты претерпели значительные улучшения за последние 30 лет, трансформаторные аппараты по-прежнему более надежны. В настоящее время нет инверторного сварочного аппарата старше 30 лет, кроме как в музее. Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии.
Но это не значит, что инверторные сварочные аппараты ненадежны. На качественные инверторные сварочные аппараты распространяется расширенная гарантия (3 года и более), и большинство из них переживает гарантийный срок. Но сварочные аппараты на основе трансформатора имеют более длительный срок службы.
Затраты
Сварочные инверторы были дорогими, когда они только появились. Но сегодня IGBT-аппараты значительно дешевле, чем трансформаторные сварочные аппараты, если только вы не покупаете бывшее в употреблении оборудование.
Инверторы сделали сварочное оборудование доступным для всех. То, что раньше стоило несколько тысяч долларов, теперь стоит всего несколько сотен долларов или даже меньше. Конечно, стоимость зависит от множества факторов, таких как марка машины и качество сборки. Но нельзя отрицать влияние инверторов на рынок. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.
Сварочные среды
Аппараты на основе трансформаторов лучше справляются с пыльными и влажными средами, чем сварочные аппараты на основе инверторов. Они заслужили свою надежную репутацию. Тем не менее, вы должны соблюдать рейтинг безопасности вашего устройства и руководство по эксплуатации. Многие инверторные сварочные аппараты лучше подходят для сомнительных условий, чем трансформаторные.
Кроме того, многие старые аппараты на основе трансформаторов не имеют устройства снижения напряжения («VRD»), в то время как качественные инверторные сварочные аппараты MMA имеют его. VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
Энергия
Сварочные инверторные аппараты намного эффективнее старых трансформаторных агрегатов. Они могут выдавать такое же количество энергии, но требуют на 50% меньше входной мощности. Вот почему многие инверторные машины поддерживают стандартную домашнюю розетку 110 В.
Например, трансформаторный сварочный аппарат Hobart Ironman 240 требует входа 50 А и 240 В для выхода 200 А. Напротив, для инверторного устройства Eastwood MIG 250 требуется вход 46 А и 240 В для выхода 250 А. Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В.
Портативность и вес
Благодаря своему огромному весу трансформаторные сварочные аппараты лучше всего использовать в качестве стационарных в сварочных цехах и на производственных предприятиях. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.
Машины на базе инвертора мобильны, легки и портативны. Кроме того, портативность инверторов позволяет быстро перемещаться на новое рабочее место. Вы можете сваривать в своем гараже или загрузить машину в кузов грузовика, чтобы работать в другом месте.
Рабочий цикл
Обычные сварочные трансформаторы имеют массивный сердечник, который аккумулирует тепло из-за электрического сопротивления. Небольшие трансформаторы в инверторных машинах также нагреваются от сопротивления, но они могут быстро рассеивать это тепло благодаря значительно меньшей массе. Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки.
Кроме того, небольшие электрические компоненты, такие как печатные платы в инверторных сварочных аппаратах, быстро нагреваются, но их легко охладить. Итак, вы часто увидите инверторные машины с системами вентиляторов и решетками для потока воздуха. Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.
На генераторе
Некоторые генераторы имеют тенденцию выдавать «грязную» мощность, что является причудливым способом сказать, что их выходное напряжение может колебаться. Иногда выходное напряжение генератора может быть достаточно высоким, чтобы повредить чувствительные детали инверторных сварочных аппаратов.
Однако вам не о чем беспокоиться, если вы используете качественный генератор. Ищите генератор с суммарным коэффициентом гармонических искажений («THD») ниже 6%. Чем ниже THD, тем меньше возникновение непредсказуемых скачков напряжения от генератора.
Таким образом, трансформаторные сварочные аппараты более неприхотливы и не выдерживают никаких повреждений на большинстве современных генераторов. Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность.
Например, коррекция коэффициента мощности («PFC») автоматически компенсирует скачки напряжения и обеспечивает необходимое напряжение для инвертора. Кроме того, многие производители используют высоковольтные конденсаторы для предотвращения повреждений и позиционируют эти инверторы как безопасные для генераторов.
Характеристики
Модели на основе трансформатора не могут сравниться с многочисленными функциями, доступными на инверторных сварочных аппаратах. Таким образом, хотя у старых трансформаторных сварочных аппаратов есть свои способы обеспечения основных полезных функций с помощью механических методов, они не могут сравниться с универсальностью инверторов с цифровым управлением.
Например, инверторные аппараты для сварки TIG на переменном токе могут выводить сигналы различной формы, такие как прямоугольные, треугольные и мягкие волны. Сварщики трансформаторов ограничены простой синусоидой. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла.
Но MIG, FCAW и дуговая сварка также не лишены улучшений. Инверторная технология позволяет выполнять импульсную сварку MIG, что снижает тепловложение и разбрызгивание, обеспечивая при этом высокую скорость наплавки и визуально ошеломляющие сварные швы. Многие инверторные сварочные аппараты имеют «синергический» или «автоматический» режим, который автоматически обновляет скорость подачи проволоки и напряжение в режиме реального времени, что упрощает работу для новичков.
Инверторная технология также позволила объединить несколько сварочных процессов в одной машине. Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.
Прекрасным примером этого является аппарат для сварки и плазменной резки Yeswelder MP200 5-в-1.
Известные проблемы
Не все сварочные аппараты с инвертором могут работать со штучным электродом E6010. Этот целлюлозный электрод используется для сварки труб, сварки в нерабочем положении и соединения ржавой стали. Сварщики трансформаторов не испытывают затруднений с электродом E6010, потому что он имеет высокое OCV, обеспечивая достаточное напряжение для поддержания дуги.
Однако большинство инверторных сварочных аппаратов не имеют достаточно высокого OCV или необходимых алгоритмов для эффективного управления дугой с помощью электрода E6010. Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Сварочные аппараты на основе трансформатора также имеют одну менее известную оговорку. Так как это в первую очередь стационарные машины, для маневрирования на работе необходимо использовать очень длинные тросы. Это не проблема, если вы используете выход переменного тока. Но поскольку в большинстве сварочных процессов используется выходная мощность постоянного тока (за исключением TIG переменного тока), напряжение будет падать в длинных проводах и ухудшать результаты сварки.
Wrapping It
Сварочные аппараты на основе инвертора гораздо проще сваривать благодаря многочисленным полезным функциям. Кроме того, они легкие и портативные. Благодаря низкой стоимости и лучшей стабильности дуги домашние мастера и сварщики-любители получают наибольшую выгоду от инверторных аппаратов. Но профессионалы также получают большую выгоду от более дорогих, высококачественных инверторных машин.
Итак, инверторные сварочные аппараты имеют значительное преимущество перед старыми трансформаторными агрегатами. Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов.
Только вы можете решить, что лучше для вас, исходя из ваших потребностей. Надеемся, что информация в этой статье предоставила вам полезную информацию, которая поможет вам с выбором. Спасибо за чтение!
Инверторный сварочный аппарат — это относительно новый и инновационный тип сварочного аппарата, который имеет множество преимуществ по сравнению с обычными сварочными аппаратами, к которым привыкло большинство из нас. Инверторные сварочные аппараты используют сложную технологию на основе кремния по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Нельзя отрицать, что, когда инверторные сварочные аппараты были впервые представлены, они создали довольно много проблем, связанных с прорезыванием зубов, как и любая новая технология. Однако с тех пор инверторная технология стала надежной, экономичной и имеет свои достоинства.
Одним из основных преимуществ инверторного сварочного аппарата является его небольшой размер, компактность и портативность, и его можно носить с собой, как легкий портфель. В инверторах используются трансформаторы гораздо меньшего размера, поэтому они гладкие, более компактные, легкие и портативные. Это разительно отличается от обычного сварочного аппарата , который, как известно, громоздок и не может поместиться в узких местах.
Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока. Меньшее энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В с бытовым током, а не с током высокого напряжения.
Это разительно отличается от обычного сварочного аппарата , который, как известно, громоздок и не может поместиться в узких местах. Инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В, имеющей бытовой ток вместо тока высокого напряжения, что устраняет необходимость в использовании промышленного генератора.
Меньшее энергопотребление означает экономию общих затрат на электроэнергию. Кроме того, инверторный сварочный аппарат лучше воспринимает нечистую энергию от генераторов, чем обычные сварочные аппараты, и это может привести к более быстрой работе и меньшему количеству плохих сварных швов.
Поскольку выходная мощность инверторов регулируется электронным способом, у вас есть широкий диапазон регулировки мощности от нуля до 100%, что позволяет точно настроить их в соответствии с вашими конкретными потребностями. Например, в отношении сварочных аппаратов MIG иногда значение 2 может означать недостаточную мощность, а значение 3 может быть избыточным. Вот здесь и помогает инверторный сварочный аппарат.
Конечно, это не означает, что инверторный сварочный аппарат является совершенным и идеальным устройством для всех видов сварки . Тот факт, что инверторный сварочный аппарат может работать с током более низкого напряжения, обусловлен высокотехнологичными электронными компонентами. Аргумент о том, что инверторные сварочные аппараты относительно хрупкие и, следовательно, подвержены более частым поломкам, имеет право на существование, а их использование также приведет к более высокой стоимости на ампер.
Обычный сварочный аппарат, с другой стороны, имеет гораздо более простую и устойчивую конструкцию и будет намного надежнее в долгосрочной перспективе. Можно сказать, не опасаясь возражений, что традиционные сварщики будут более дешевыми долгосрочными инвестициями. Если размер, внешний вид и вес не имеют большого значения, вероятно, правильным выбором будет обычный сварочный аппарат.
Алюминиевая многоместная зажимная стойка 4,5″ x 4,5″ x 20″
Обрабатывайте сразу несколько деталей
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Плита и опора QuikChange
Повысьте свою производительность с помощью высшей передачи
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Только пластина QuikChange
Повысьте свою производительность с помощью высшей передачи
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Присоединительная плита для резцовой головки на HRT160
Увеличение прибыли, сокращение времени цикла
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Присоединительная плита для резцовой головки на HRT210
Увеличение прибыли, сокращение времени цикла
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Присоединительная плита для инструментального блока на HRT310
Увеличение прибыли, сокращение времени цикла
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Система инструментальных блоков, 12″ х 4″
Увеличение прибыли, сокращение времени цикла
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Система инструментальных блоков, 12 х 4,5″
Увеличение прибыли, сокращение времени цикла
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Система инструментальных блоков, 20 х 4,5″ а
Увеличение прибыли, сокращение времени цикла
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Система инструментальных блоков, 19″ x 6″
Увеличение прибыли, сокращение времени цикла
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Алюминиевая многоместная зажимная стойка 4 x 4 x 12″ ов
Обрабатывайте сразу несколько деталей
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Алюминиевая многоместная зажимная стойка 4,5 x 4,5 x 12″ ов
Обрабатывайте сразу несколько деталей
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Алюминиевая многоместная зажимная стойка 6″ x 6″ x 19″
Обрабатывайте сразу несколько деталей
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Опора рамы А, 5″
Опора для системы инструментальных блоков Haas или изготовленных на заказ оправок для вашего станка серии HRT160
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Опора рамы А, 6″
Опора для системы инструментальных блоков Haas или изготовленных на заказ оправок для вашего станка серии HRT210
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Опора рамы А, полукруглый вырез
Внешняя поддержка QuikChange пластин
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Опора рамы А, подшипник скольжения, 7″ ов
Опора для системы инструментальных блоков Haas или изготовленных на заказ оправок для вашего станка серии HRT210М
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Опора рамы А, игольчатый подшипник, 7″ ов
Опора рамы А для использования с HRT210M и индивидуализированными оправками
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Опора рамы А, 9″ ов
Опора для системы инструментальных блоков Haas или изготовленных на заказ оправок для вашего станка серии HRT310
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Планшайба 8″ ов
Принадлежности OEM для оптимальной настройки станка
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Планшайба 11″
Принадлежности OEM для оптимальной настройки станка
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Система QuikChange Cube для HRT210
Повысьте свою производительность с помощью высшей передачи
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Система QuikChange Plate для HRTA6
Повысьте свою производительность с помощью высшей передачи
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Система QuikChange Cube для HRTA6
Повысьте свою производительность с помощью высшей передачи
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Переходники для пластин QuikChange
Увеличение прибыли, сокращение времени цикла
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Тяговые стержни QuikChange, к-во: 5
Увеличение прибыли, сокращение времени цикла
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
No results for the selected model.
:
Spindle Speed (Low to High)
Spindle Speed (High to Low)
Стандартный комплект инструментальной оснастки «Gang-style» с высотой центра 1/2″
Заполните ваш набор инструментов OEM для обеспечения возможности практически любой работы
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Поперечный суппорт, инструменты готовы
Выберите резцедержатель или автоматическую револьверную головку
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Комплект державок BOT, 3/4″
Заполните ваш набор инструментов OEM для обеспечения возможности практически любой работы
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Комплект инструментальных державок BOT, 1″
Заполните ваш набор инструментов OEM для обеспечения возможности практически любой работы
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Комплект инструментальных державок BOT, 1,25″
Заполните ваш набор инструментов OEM для обеспечения возможности практически любой работы
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Комплект державок ВОТ для головки толщиной 7,25″
Заполните ваш набор инструментов OEM для обеспечения возможности практически любой работы
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Стандартный комплект державок BMT65
Включенный комплект инструментов BMT65 поможет вам начать
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Стандартный комплект державок, метрический BMT65
Включенный метрический комплект инструментов BMT65 поможет вам начать
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Стандартный дюймовый комплект оснастки для револьверной головки BMT65, контршпиндель
Полный комплект инструментов для револьверной головки BMT65 с дюймовыми державками
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Стандартный метрический комплект державок для револьверной головки BMT65 для работы с контршпинделем
Полный комплект инструментов для револьверной головки BMT65 с метрическими державками
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Управляемый комплект державок BMT65
Включенный управляемый комплект инструментов поможет вам начать
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Комплект державок приводного инструмента VDI
Включенный управляемый комплект инструментов поможет вам начать
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Наборы для установки устройства подачи прутка, 1,75″
Все необходимое для установки устройства подачи прутка Haas
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Наборы для установки устройства подачи прутка, 2,50″ а
Все необходимое для установки устройства подачи прутка Haas
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Наборы для установки устройства подачи прутка, 3,00″
Все необходимое для установки устройства подачи прутка Haas
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Наборы для установки устройства подачи прутка, 4,00″
Все необходимое для установки устройства подачи прутка Haas
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Автоматический загрузчик деталей в комплекте, ST-10Y/15Y
Все необходимое для установки автоматического загрузчика деталей Haas
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Автоматический загрузчик деталей в комплекте, с ST-20/Y по ST-28/Y
Все необходимое для установки автоматического загрузчика деталей Haas
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
Анкерный комплект для станка
Закрепите ваш станок анкерными соединениями для наилучшей производительности
ТОЛЬКО В КИТАЙСКИХ ЮАНЯХ
No results for the selected model.
Нужны инструменты или зажимы для уже имеющегося у вас станка Haas?
Посетите наш онлайн-каталог деталей, чтобы просмотреть все, что мы предлагаем, а также найти запасные и сервисные детали специально для вашего станка Haas.
Cookies
To make this site work properly, we sometimes place small data files called cookies on your device. Most big websites do this too.
What are cookies?
A cookie is a small text file that a website saves on your computer or mobile device when you visit the site. It enables the website to remember your actions and preferences (such as login, language, font size and other display preferences) over a period of time, so you don’t have to keep re-entering them whenever you come back to the site or browse from one page to another.
Просмотреть уведомление о соблюдении конфиденциальности и файлах Cookie
Мы используем файлы cookie для улучшения Вашего пользовательского опыта. Наше уведомление о файлах cookie описывает, какие файлы cookie мы используем, почему мы их используем и как Вы можете найти больше информации о них. Пожалуйста, подтвердите свое согласие на использование файлов cookie для аналитики. Если Вы не согласны, Вы все равно можете использовать наш веб-сайт с ограниченным пользовательским интерфейсом.
Functional Cookies
Analytics Cookies
Токарные патроны для станков — виды, нюансы выбора различных токарных патронов. Кулачки для токарных патронов.
Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона — зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления — стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя — это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Виды токарных патронов
Токарные патроны делятся на такие виды:
Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
Токарный патрон с механическим управлением
Патрон с пневматическим приводом
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Двухкулачковые патроны
Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Главный недостаток двухкулачковых патронов — при перекосе кулачков в направляющих из-за боковых зазоров происходит смещение центра заготовки. Поэтому направляющие тщательно шлифуют, а кулачки подгоняют под них с минимальным зазором.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Выбор токарного патрона
Выбор патрона ведется в зависимости от обрабатываемой детали. Двухкулачковые патроны применяются для зажима небольших фасонных заготовок. Для простых симметричных заготовок чаще всего используются трехкулачковые патроны, которые позволяют быстро закрепить деталь на шпинделе. Чтобы зажать несимметричную деталь, применяются двух- или четырехкулачковые патроны. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Если длина заготовки превышает ее диаметр в 4 раза и более, то ее крепление выполняется патроном, в зависимости от формы, и подвижным центром задней бабки. Другим вариантом является применение крепления заготовки в центрах с использованием поводкового патрона для передачи вращающего момента. Таким образом можно закреплять деталь, длина которой превышает диаметр в 10 раз. Для еще более длинных заготовок используются дополнительные опоры — люнеты.
Несмотря на все разнообразие патронов для токарных станков с ЧПУ, некоторые детали сложной и несимметричной формы невозможно закрепить в них. Для таких заготовок используются планшайбы с противовесом.
Дата внесения последних изменений 16.06.2020
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Зажим штока для токарного станка Chheda Design из нержавеющей стали
Чхеда Дизайн
Артикул:
020300208
$18. 00
(4 отзыва)
Chheda Design
Зажим штока для токарного станка Chheda Design из нержавеющей стали
Рейтинг Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Требуется
Электронная почта Требуется
Тема отзыва Требуется
комментариев Требуется
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
Надежно удерживает стержень по центру для поворота с подвижным центром, фиксирующим его. Нужен токарный станок и живой центр.
Изготовлен из нержавеющей стали
Самоцентрирующийся
Подходящая ширина пуговицы: от 0,80 до 0,50 дюйма / от 20 до 13 мм
Размеры: Диаметр стержня: 0,48 дюйма / 12 мм Длина: 1,70 дюйма / 43 мм
Наконечники Premal: область на кнопке, чтобы иметь возможность удалить немного. U-образные прорези немного вдавливают края кнопки.
2. Нагрейте область пуговицы на штоке, чтобы вернуть ей форму. (Будьте осторожны, чтобы не сжечь)
3. Сначала вставьте конец пуговицы в зажим, прежде чем закреплять активный центр. Это позволит облегчить самоцентрирование штока.
Зажим для штока Chheda Design
Зажим для штока Chheda Design, вырезающий шип на акриловом штоке с…
Отзывы
5
Отличный маленький инструмент
Опубликовано DS 9 июня2022 г.
Очень удобен для ремонта существующих штоков или их установки на другую трубу. Я не часто использую формованные стержни, но когда я это делаю, этот маленький инструмент незаменим. На вес золота за удобство, которое он предлагает.
5
Зажим штока
Опубликовано Джимом 14 февраля 2022 г.
Идеальный инструмент для ремонта штоков
5
Отличное дополнение к моему токарному станку по дереву.
Опубликовано Джош Андерсон 29 апреля 2021 г.
Это необходимо, если у вас нет токарного станка по металлу. Будут моменты, когда вам захочется повернуть шток по ряду причин, это поможет получить максимальную часть штока, действительно отцентрованную и устойчивую для точения/шлифования/и т. д.
5
Отличное дополнение к моему токарному станку по дереву.
Опубликовано Джош Андерсон 29 апреля 2021 г.
Это необходимо, если у вас нет токарного станка по металлу. Будут моменты, когда вам захочется повернуть шток по ряду причин, это поможет получить максимальную часть штока, действительно отцентрованную и устойчивую для точения/шлифования/и т. д.
Тормозные токарные зажимы колокола
Тормозные токарные зажимы колокола
Домашний
Покупка
Оборудование
Поддержка
Связаться с
gif»>
Добро пожаловать на склад продукции ACCU
Просмотр категорий
Рекламные акции
Как приобрести
Финансирование
Оборудование для ремонта автомобилей
Тормозные станки
Настольные токарные станки
На автомобильных токарных станках
Тормозной токарный станок Детали/принадлежности
Пакеты переходников
Наборы адаптеров
Аксессуары для токарных станков
Адаптеры для токарных станков
Беседки
Колокольные зажимы
Центрирующие адаптеры
Глушители
Режущие инструменты
Инструменты
Руководство по установке
На автомобильных аксессуарах
Запасные части
Балансировочные станки
Детали/аксессуары
Шиномонтажные станки
Сверхмощный
Детали/аксессуары
Схождение колес
Проводное выравнивание
Настройка беспроводной сети
Сопутствующий ремонт транспортных средств Связи оборудования
описание, содержание, интересные факты и многое другое о фильме
Фильм Цифровая радиостанция
2012
1 ч. 29 мин.
16+
Великобритания
Боевики
Триллеры
Зарубежные
Развернуть трейлер
Трейлер
2012
1 ч. 29 мин.
16+
Великобритания
Боевики
Триллеры
Зарубежные
Джону Кьюсаку поручено обеспечить прикрытие Малин Акерман, но ее ли он охраняет? В напряженном боевике будет немало неожиданных поворотов. Разбросанные по всему миру засекреченные радиостанции – единственный надежный способ связи с тайными агентами. Получая зашифрованные задания, они действуют быстро и не задавая вопросов. Обеспечивать функционирование одной из таких точек контроля поручено Эмерсону Кенту. От этого назначения проштрафившийся правительственный спецагент ничего кроме будничной рутины не ожидает. Но когда в него и его напарницу, опытную шифровальщицу Кэтрин, начинают палить неизвестные, герой понимает – легким это задание не будет. Укрывшись глубоко в бункере, они пережидают нападение. А выйдя из укрытия, ужасаются увиденному: неизвестные вломились на станцию, чтобы запустить в эфир задания, последствия которых навсегда изменят мир. Теперь героям нужно сделать невозможное, чтобы предотвратить трагедию. Как они будут это делать, узнаете, начав смотреть онлайн «Цифровая радиостанция».
Рейтинг Иви
актёры
2021, Россия, Боевики
Призрак
актёры
2008, Россия, Боевики
Непобедимый
актёры
2003, Россия, Боевики
Родина ждет
актёры
2007-2009, Россия, Боевики
Группа «Зета»
2012, Россия, Драмы
87 минут
Часовщик
актёры
2014, Россия, Боевики
Джокер. Возмездие
актёры
2004, Россия, Боевики
Антикиллер 2: Антитеррор
актёры
2003, Россия, Военные
125 минут
Невыполнимое задание
2018, Россия, Драмы
138 минут
Последнее испытание
2018, Казахстан, Драмы
90 минут
Саташ (на казахском языке)
2018, Россия, Боевики
92 минуты
Последний шанс
актёры
2007, Россия, Боевики
101 минута
Непобедимый
2001-2002, Россия, Драмы
актёры
2002, Россия, Боевики
Спецназ (2002)
актёры
2014, Россия, Детективы
Охотники за головами
2005, Россия, Боевики
97 минут
актёры
2005, Россия, Боевики
Охота на асфальте
2016, Россия, Боевики
2015, Казахстан, Боевики
111 минут
Рэкетир 2
2009, Беларусь, Драмы
105 минут
2020, Россия, Триллеры
108 минут
Смертельные иллюзии
актёры
2009-2012, Россия, Боевики
Хозяйка тайги
2017, Казахстан, Детективы
Противостояние
2020, Россия, Драмы
101 минута
Гудбай, Америка
2022, Россия, Фэнтези
88 минут
Легенды Орлёнка
Каспер
Барфоэд
Джон
Кьюсак
Малин
Акерман
Лиам
Каннингэм
Ричард
Брэйк
Брайан
Дик
Финбар
Линч
Люси
Гриффитс
Джои
Анса
Виктор
Гарднер
Трейлер (русский язык)
2 мин.
Триллеры
Боевики
Пoпуляpныe фильмы
Фильмы про выживание
Фильмы 2012 года
Правительственный агент Эмерсон Кент на секретном задании. После ликвидации цели он выясняет, что за происшествием наблюдал посторонний. Агент выслеживает свидетеля и убивает, снова попадая в неприятности. Второе убийство происходит на глазах у девушки, которую теперь тоже нужно устранить.
Кент просит своего начальника Грея отпустить свидетельницу. Но руководитель оглушает подчиненного и сам убивает девушку. После случившегося спецагента отправляют в Англию для охраны цифровой радиостанции.
На новом месте Кент пытается забыть прошлое и заводит дружбу с Катериной — сотрудницей станции. Однако воспоминания об убийствах на службе преследуют его.
Внезапно на сооружение нападают. Забаррикадировавшись вместе с соратницей, агенту удается уничтожить врага. Но противник успевает взломать систему безопасности, и теперь станция передает в эфир неизвестные данные.
Кент получает приказ убить подругу, которая после всего слишком много знает. Агент решает соврать про ее смерть и с помощью девушки узнает о сути передаваемых данных. Оказывается, станция рассылает другим агентам инструкции по ликвидации чиновников.
Кент с Катериной вычисляют оператора, который управляет трансляцией. Агент убивает его, а девушке удается остановить передачу инструкций. Ее действия спасают многих начальников Кента. За это узнавший обо всем Грей позволяет сбежать девушке со своим подчиненным.
Alex
полное калище, скучно, предсказуемо, глупо, снято все в темноете, дешево..бредятина, выключил даже не досмотрев
10 сентября 2014
Filman
Триллер для домохозяек, с сюжетом вписанным в шпионские декорации. Но посмотреть можно, если Вам делать нечего…
13 сентября 2014
Вадим
Если вообще смотреть нечего одним глазом моно посмотреть
4 июля 2017
Санька
один раз можно посмотреть
22 августа 2017
Виктор
Я бы её грохнул сразу же как сказали. Никакой жалости к таким стервам быть не может. Кроме того это работа, а он давал присягу.
7 января 2018
Ради дебютного сценария, о котором он мечтал всю сознательную жизнь, Ф. Скотт Фрэйзер в 2009 году решил покончить со своей блестящей карьерой гейм продюсера
Когда Катрин передает коды отмены, она использует и слова и цифры, что невозможно сделать на современных цифровых радиостанциях
Первоначально к проекту был прикреплен Итан Хоук, который в последствии отказался от роли
Фильм «Цифровая радиостанция» («The Numbers Station»)
Выберите удобный вариант просмотра и качество, подходящее для вашего экрана
Видео недоступно для просмотра в вашем регионе
Канал не доступен
подробнее
Обнаружены проблемы с воспроизведением данного видео. Попробуйте проиграть его позже.
Канал не доступен
подробнее
Описание
Персоны и команды
37 отзывов
2012, Боевики, Триллеры, Зарубежные, Великобритания, США
Еще со времен Второй мировой войны секретные агенты получали очередные задания с номерных радиостанций. Хотя ни одна власть не признает их существования, сигналы с этих станций можно слышать и сейчас. Главному герою фильма поручено следить за одним из таких объектов. Цифровая радиостанция — остросюжетный триллер, снятый в лучшем духе Голливуда!
Секретный агент Эммерсон допускает тотальную ошибку при выполнении миссии. В качестве наказания его отстраняют от дел, поручив ему последнее задание — охранять старую военную базу, не отмеченную ни на одной из карт и присматривать за единственным сотрудником странной базы — шифровальщицей Кэт. Задача Кэт состоит в кодировании и передаче специальных посланий. Эммерсон не догадывается, что эта миссия станет, пожалуй, самой опасной в жизни секретного агента, ведь совсем скоро объект подвергнется атаке неизвестных и безопасность Америки в который раз окажется под угрозой.
Примечательно, что изначально на роль главного героя режиссер планировал утвердить Итана Хоука, но, в конце концов, отважного агента Эммерсона сыграл именно Кьюс, а вот в напарницы актеру досталась очаровательная блондинка Малин Акерман, боле известная по фильмам Медальон и Предложение.
Еще со времен Второй мировой войны секретные агенты получали очередные задания с номерных радиостанций. Хотя ни одна власть не признает их существования, сигналы с этих станций можно слышать и сейчас. Главному герою фильма поручено следить за одним из таких объектов. Цифровая радиостанция — остросюжетный триллер, снятый в лучшем духе Голливуда! Секретный агент Эммерсон допускает тотальную ошибку п
СвернутьПодробнее
Доступно на устройствах
iOS
Android
Smart TV
Консоли
Приставки
Перевод
Английский, Азербайджанский, Грузинский, Литовский, Русский, Украинский
Модуль цифровой станции Avaya IP500 30 (700426216)
Цифровая станция IP500 30 предоставляет 30 дополнительных портов цифровой станции для вашей системы Avaya IP Office.
Сертифицировано Восстановленное: 494,95 $
Наличие: В наличии
Производитель: Avaya | Артикул: 7400-130R
Состояние Сертифицировано Восстановлено Монтаж в стойку Мне не нужен комплект для монтажа в стойкуДобавить НОВЫЙ комплект для монтажа в стойку IP500 (+29.99) Добавить восстановленный компактный комплект для монтажа в стойку (+16) Стандартная гарантия на 1 год (БЕСПЛАТНО) Платиновая гарантия на 2 года (+89,99)
⚑ На этот продукт распространяется двухлетняя защита Platinum. Узнать больше
Количество
★ Гарантия Rock Solid 1 год ★ Возврат в течение 30 дней ★ Более 33 лет превосходных продаж, обслуживания и поддержки DS) порты для цифровых телефонов
Те же функции, что и у цифровой станции IP400 30 V2, но с соответствующим внешним видом блока управления IP500
Совместимость
Поддерживается основным программным обеспечением IP Office уровня 2. 1(31) минимум
IP403, IP406 V1, IP406 V2 и IP412 IP500 с версией R4.2 или более ранней; Требуется профессиональная версия
IP500 с версией R5.0 или выше
Блок управления IP500 V2 с версией R6.0 или выше
Порты цифровых станций для использования с цифровыми телефонами серий 1400, 2400 и 5400; также совместим с цифровыми телефонами серии 9500 на IP Office R7.0 или выше
Совместим с беспроводным телефоном 3810
Accessories and Related Items
Avaya IP500 Compact Rack Mount Kit
Certified Refurbished: $16.00
Availability: In Stock
7400-010-C
Condition Certified Refurbished Warranty 1 Year Standard (FREE)
Quantity
Avaya IP500 Комплект для монтажа в стойку (700429202)
Сертифицировано Восстановленное: 23,99 долл. США Новое: 29,99 долл. США
Наличие: В наличии
7400-010
Восстановленное
0016 Warranty 1 Year Standard (FREE)
Quantity
Avaya IP Office 60W Earthed Power Supply (700357387) OEM Совместимость
Новинка: 29,95 $
Доступность: В наличии
7300-PWR
Состояние Новое Гарантия 1 год Стандарт (+9 лет Platinum) 2 года.99)
Quantity
Video Overview: Avaya IP500 Digital Station 30
Digital station solutions and railway communication | Железнодорожная автоматика
Digital Station Manager объединяет функции SCADA, PIS/PA и CCTV в единую систему с возможностью будущей интеграции в системы ATS. Эта интеграция облегчает обмен информацией, координацию и взаимодействие между различными подсистемами, позволяя им действовать как единое целое.
В последние месяцы мы столкнулись с беспрецедентным кризисом, который изменил то, как мы живем и работаем, и, вероятно, еще долгое время изменил то, как мы путешествуем.
Более
Обзор продукта
Основываясь на нашей тесной интеграции систем сигнализации и систем управления станциями, Siemens Mobility предлагает продукты и услуги, специально предназначенные для оптимизации операций и повышения качества обслуживания пассажиров. Элементы портфолио Siemens Mobility Digital Station могут быть добавлены на основе моделей OPEX, что оптимизирует инвестиции и затраты в течение жизненного цикла для клиента. Например: подключение к Wi-Fi на станциях и в туннелях или мобильные решения для продажи билетов.
Siemens Mobility обеспечивает модульную, адаптированную реализацию пакета решений Digital Station. Это позволяет легко интегрировать существующие устаревшие продукты, сохраняя при этом акцент на снижении капитальных затрат, например. предлагая программное обеспечение как услугу.
Целый ряд преимуществ для всех
Решения Siemens Mobility Digital Station предлагают множество преимуществ для каждой конкретной группы клиентов.
Пассажиры
Улучшенный опыт путешествий благодаря интермодальному планированию поездок и точной информации о поездках в случае сбоев с помощью приложений для путешествий HaCon
Руководство по станции в приложении для пассажира
Подключение к WiFi на станциях и в поездах
Повышение комфорта в путешествии за счет предоставления пассажирам информации о прогнозируемой загрузке пассажирского поезда через приложения для путешествий и дисплеи платформы
Операторы
Возможность интеграции диспетчерского центра сигнализации и управления станцией
Программное обеспечение
Digital Station Manager (доступно в виде облачного решения) объединяет устаревшие и новые системы управления станциями для улучшения синхронизации операций станции
Оптимизация загрузки поездов и использование пропускной способности как первый шаг к гибкой мобильности
Оптимизированное использование емкости увеличивает пропускную способность на 5%
Уменьшение времени простоя и незапланированных длительных остановок на станциях
Владельцы инфраструктуры
Снижение капитальных затрат (CAPEX) благодаря модульной и гибкой конструкции Digital Station Manager
Инновационная конфигурация системы с возможностью предложения «ПО как услуга»
Экономия эксплуатационных расходов (OPEX) до 20 % за счет оптимизированных подсистем и сниженного энергопотребления
Флаер «Цифровая станция»
Скачать
Больше, чем сумма его частей
Узнайте больше о ключевых компонентах, из которых состоят наши решения для цифровых станций и железнодорожной связи.
Диспетчер цифровой станции
Digital Station Manager объединяет функции SCADA, PIS/PA и CCTV в единую систему с возможностью будущей интеграции в системы ATS (например, Rail9000). Эта интеграция облегчает обмен информацией, координацию и взаимодействие между различными подсистемами, позволяя им действовать как единое целое. Оператору станции/линии предоставляется один общий человеко-машинный интерфейс (ЧМИ), который может отслеживать и контролировать все различные подсистемы. Siemens Mobility Digital Station Manager может поставляться в виде облачного решения для оптимизации капитальных затрат и обеспечения более быстрого участия в инновационных циклах.
Бесшовная информационная система для пассажиров и прогнозирование пропускной способности
Siemens Mobility Digital Station может интегрировать мобильные приложения расписания, такие как HaCon HAFAS, с инфраструктурой PIS на станциях. Это позволяет эффективно направлять пассажиров, в том числе на последней миле от железнодорожного вокзала и обратно. С помощью решения Siemens Mobility Digital Station Capacity операторы могут получать точные данные о количестве пассажиров в режиме реального времени и сообщать пассажирам о загрузке прибывающих поездов. Модуль прогнозирования, основанный на самообучающемся программном обеспечении, может прогнозировать количество пассажиров в течение дня и улучшать регулирование пропускной способности поездов, а также оптимизировать пропускную способность линии.
Радио решение Traincom
Первоначально разработанная и спроектированная для высококачественной радиопередачи на шанхайском маглеве, Siemens Traincom постоянно совершенствуется в ведущий продукт для радиопередачи для приложений общественного транспорта. Как единая интегрированная широкополосная радиосистема, она может одновременно передавать данные различных приложений, гарантируя степень безопасности и надежности до 99,9995%.
Каталог промышленных роботов — Промышленные роботы
Коллаборативные роботы. Коботы. От англ. «cooperative robot» или «collaborative robot» — коллаборативный робот.
Как правило недорогой (от $10 тыс. в 2017 году), легкий в установке и использовании, а также в переналаживании робот. Безопасен для тех, кто находится рядом с ним. Вариант промышленного робота, оснащенного системой сенсоров и компьютерного зрения, что позволяет с высокой степенью вероятности предотвращать столкновения устройства с человеком и другими препятствиями, включая ситуацию сбоя встроенного ПО. Такие роботы предназначены для использования не в специальных огороженных зонах, как в случае с промышленными роботами, а в тесной кооперации с людьми, буквально рядом с ними.
Декларируемые плюсы
Упрощенное программирование за счет «показа» необходимых движений роботу работником. Работник перемещает манипулятор руками по желательным траекториям в необходимые позиции. В дальнейшем робот будет повторять эти движения самостоятельно.
Безопасны для людей. Не требуют значительных выделенных площадей и огораживания периметра безопасности, невелики по размеру — это позволяет использовать роботов в помещении с людьми
Удобны для использования в малом и среднем бизнесе, т.к. их внедрение не требует больших инвестиций. Коботы обычно способны манипулировать грузами весом до 10 кг и могут быть достаточно небольшими. Особенно хорошо они могут выполнять повторяющиеся действия, такие, как выбор или расстановка, упаковка, нанесение клея или пайка.
Не выдвигают особых требований к условиям эксплуатации — могут устанавливаться, например, на воздушных судах или в обычных квартирах
Универсальны и могут выполнять различные задачи. Их можно быстро переналадить на решение разнообразных задач
Сравнительно низкая цена обеспечивает возможность создания различных бизнес-проектов с их применением. Срок окупаемости, как правило, невелик. Стоимость кобота может не превышать $10 тысяч, хотя типовая их стоимость — примерно вдвое или втрое выше в 2015 году.
Просты в развертывании и интеграции
Не требуют больших затрат электроэнергии
Известные минусы
Скорость движений ограничена на более низких уровнях, нежели у обычных промышленных роботов
Создаваемые усилия меньше, чем у обычных промышленных роботов
Прогнозы
2025
Объемы мирового рынка коллаборативных роботов достигнут $10.14 млрд к 2025 году при среднегодовом приросте на уровне 44.5%. На повышение спроса влияет усиление инвестиций в автоматизацию производственных процессов. В 2018 году на рынке коботов лидировали европейские государства: их доля составила порядка 37%. “Чуткость” коботов позволит задействовать их как в производственном секторе, так и в сфере упаковки товаров. Коллаборативные системы смогут поднимать большие грузы. Вероятнее всего, в ближайшие годы доступные по цене коботы привлекут внимание представителей малого и среднего бизнеса. Источник: finance.yahoo.com
По данным Universal Robots и Shenzhen Gaogong Industry Research Consulting Co. , объем китайского рынка коботов в 2017 году составил $54 млн, но уже к 2020 году он вырастет до $190 млн или 12 тысяч коллаборативных систем. В ABI Research уверены, что среднегодовой прирост на рынке коботов в период с 2016 по 2025 год составит %50, тогда как рынок традиционных промышленных роботов будет расти в среднем на 12% в год. / Zen.yandex.ru
$11,5 млрд — прогноз объема рынка коллаборативных роботов от аналитиков Barclays на 2025 год в 2016 году. / robotrends.ru
2023
2021.02 Согласно прогнозам, сделанным в ABB, мировой рынок всех промышленных роботов увеличится с $45 млрд в 2020 г. до $58 млрд в 2023 г. со среднегодовым темпом роста в 9%.
2021
2021.05 Глобальный рынок коллаборативных роботов в 2020 году оценивается в $856,7 млн и, как ожидается, достигнет $15,310 млн в конце 2026 года, что соответствует среднегодовым темпам роста в 50,4% в этот период. / 360 Research Reports.
2020
2021.11.14 Мировой рынок промышленной робототехники глазами IFR / World Robotics. Оценка общемирового прироста числа промышленных роботов и коботов за 2018-2020 годы.
2021.02 Согласно прогнозам, сделанным в ABB, мировой рынок всех промышленных роботов в 2020 году можно оценить в $45 млрд.
Мировой спрос на коботов вырастет на порядок в период с 2015 по 2020 год. К этому времени объемы рынка коллаборативных роботов увеличатся до $9 млрд. Крупнейший вклад внесет Китай — в Поднебесной среднегодовой прирост спроса на роботов составит 110%, что на 50% больше, чем в среднем по миру. / zen.yandex.ru
Прогноз объемов продаж коботов (коллаборативных роботов) на 2020 год — $3 млрд в 2016 году. /news.nationalgeographic.com
Ожидаемый объем использования коллаборативных роботов на 2020 год — 40 тыс. / ABI Research
2019
В 2019 году по оценкам Interact Analysis The Collaborative Robot Market в мире внедрено более 22 тысяч новых коллаборативных роботов, что на 19% больше, чем годом ранее. Ожидается дальнейший рост в период 2020-2025 со среднегодовыми темпами в 17%.
Ожидаемый объем использования коллаборативных роботов на 2019 год в штуках — 23,8 тыс. / ABI Research
2018
К 2018 году до 30% развертываемых роботов будут относиться к категории “коллаборативных” (кооперативных), к этому времени такие роботы научатся работать втрое быстрее современных моделей, сохранив безопасность функционирования в непосредственной близости от людей. / IDC, 2016.01.11
2016
Прогноз объема использования коллаборативных роботов в 2016 году — 5 тыс. / ABI Research
2015
Коллаборативные роботы (коботы) также пользовались повышенным спросом, их доля при этом не достигла 5%. В Barclays Capital в 2016 году оценивали объем рынка коботов более, чем в $116 млн (на конец 2015 года). Прогноз на 2020 год — $3 млрд. / news.nationalgeographic.com
Оценка числа развернутых коллаборативных роботов в 2015 году — 3 тысячи / ABI Research
Тренды
2020
2020.05.30 Компания Native Robotics заявила о готовности «гипер-реалистичных» AR моделей всех коллаборативных роботов компании Universal Robots, включая дополнительный хардвер и даже роботизованные ячейки. С помощью этих моделей можно показать предлагаемое заказчику решение в любом месте и в любое время. Например, можно «установить» предлагаемую систему на базе кобота в реальное окружение заказчика. Так заказчик сможет увидеть, как выглядит система, сколько места она займет, как движется робот, насколько быстро идет процесс. Модель интерактивна, что позволяет убрать скрытые операционные расходы при необходимости ее реконфигурациях. / native-robotics.com
2017
Появляются доступные коллаборативные захваты. 2017.06.03 Коллаборативному роботу нужен коллаборативный захват #R800 и GEH6060IL, Zimmer Group US
Снижается стоимость коллаборативных роботов. Стартап Franka Emika, Германия, намерен продавать свой коллаборативный манипулятор за $10 тысяч в 2017 году. 7 степеней свободы, до 3 кг.
В 2016 году доходы компании Universal Robots выросли на 62% год к году. Доход компании составил более 88.9 млн евро. В 2017 году компания ожидает увеличения дохода на 50% до 134 млн евро. В 2016 году компания увеличила инвестиции в R&D более, чем в 3 раза. Более 50% инвестиций пошли на развитие кадрового ресурса компании.
2016
Успехи в распространении коллаборативных роботов связывают, прежде всего, с возможностью применения тандемов человек-кобот. Такая рабочая связка может обеспечивать большую производительность и качество работы. Робот в тандеме служит чем-то вроде многофункционального инструмента для человека. Машина выполняет малоинтересные, повторяющиеся действия, например, подготавливая тот или иной объект для того, чтобы человек затем уделил ему толику креативного внимания. Этот вариант применения коботов не грозит потерей человеком рабочего места, но позволяет ставить перед производством более сложные задачи. Основные требования к коботам — быть безопасными, легко программируемыми и гибкими в плане способности к выполнению тех или иных операций.
«Мы уже сэкономили три человеко-года монотонной работы благодаря двум нашим UR5», говорит директор Mjolkursamsalan Ayureyri, крупнейшего в Исландии производителя молочных продуктов.
В компании Paradigm Electronics, что в Торонто, Канада, робот UR10 трудится бок-о-бок с сотрудником, который полирует корпуса звуковых колонок.
Кооперативные роботы Carmen работают на SEW-Eurodrive в Baden-Württemberg, помогая собирать автомобили. Благодаря коботам, работа стала более интересной для людей. Средняя цена кооперативного робота — около $24 тысяч. / news.nationalgeographic.com
Лидеры рынка промышленных роботов — это Fanuk и Yaskawa из Японии, ABB из Швейцарии, Kuka из Германии, все располагают решениями в области коллаборативных роботов, доступными для коммерческого потребления, хотя объемы их продаж все еще не слишком велики. Лидером рынка коллаборативных роботов остается Universal Robots, Дания — стартап, который начал выпуск коллаборативных роботов еще в 2009 году. «Мы примерно удваиваем выпуск кооперативных роботов каждый год, в терминах штук. Таковы наши цели и мы близки к их выполнению вот уже шестой год подряд», — говорит совладелец UR Esben Ostergaard в интервью Reuters.
Растет интерес к кооперативным роботам со стороны пищевой промышленности.
Возрастает интерес к коботам от больших игроков рынка. Например, в 2016 году анонсированы планы DHL задействовать несколько коботов Baxter и Sawyer для тестирования на своих складах, где они займутся упаковкой и сборкой.
По заказу DARPA компания Aurora Flight Sciences разрабатывает робота — второго пилота, который сможет летать на любых типах самолетов и вертолетов. / RoboTrends.ru
Стартап Sewbo задействовал коллаборативный манипулятор Universal Robots в роботе для автоматизированного пошива одежды / 2016.11.02 Робот-швея от Sewbo оставит без работы десятки миллионов?.
Важный плюс коботов — они окупаются за считанные месяцы. Это несомненно будет стимулировать их активное распространение. Причем на этом рынке будет место не только для больших компаний, но и для небольших активных бизнесов типа Unversal Robotics и Rethink Robotics.
2015
Отмечается стабильный рост спроса на коллаборативных роботов, но доля их рынка в объемах рынка традиционных промышленных роботов — единицы процентов. Прогнозируется дальнейший рост распространения этих роботов.
2021.11.02 На Kickstarter появился коллаборативный робот UFACTORY Lite6. Заявленная стоимость — $1500. 6 степеней свободы, 9 кг, способность поднятия до 1 кг, радиус действия до 44 см, отклонение при повторяемости — до 0.2 мм. Корпус из углеродного волокна. Может оснащаться вакуумным или пневмозахватом. Простое программирование. Управление от ПК.
2020.05.30 Компания Native Robotics заявила о готовности «гипер-реалистичных» AR моделей всех коллаборативных роботов компании Universal Robots, включая дополнительный хардвер и даже роботизованные ячейки. С помощью этих моделей можно показать предлагаемое заказчику решение в любом месте и в любое время. Например, можно «установить» предлагаемую систему на базе кобота в реальное окружение заказчика. Так заказчик сможет увидеть, как выглядит система, сколько места она займет, как движется робот, насколько быстро идет процесс. Модель интерактивна, что позволяет убрать скрытые операционные расходы при необходимости ее реконфигурациях. / native-robotics.com
2020.05.21 Автоматизация покраски на примере использования коллаборативного робота. Видео.
2019.06.20 Объемы мирового рынка коллаборативных роботов достигнут $10.14 млрд к 2025 году при среднегодовом приросте на уровне 44.5%. На повышение спроса влияет усиление инвестиций в автоматизацию производственных процессов. В 2018 году на рынке коботов лидировали европейские государства: их доля составила порядка 37%. “Чуткость” коботов позволит задействовать их как в производственном секторе, так и в сфере упаковки товаров. Коллаборативные системы смогут поднимать большие грузы. Вероятнее всего, в ближайшие годы доступные по цене коботы привлекут внимание представителей малого и среднего бизнеса. Источник: finance.yahoo.com
2017.08.05 На заводах Audi нашлось место для коллаборативных роботов. Universal Robots
2017.06.03 Коллаборативному роботу нужен коллаборативный захват #R800 и GEH6060IL, Zimmer Group US
2017.06.03 Пример использования коллаборативного робота Universal Robots для нанесения клея
2017.06.03 Пример использования коллаборативного робота Universal Robots для массажа
2017. 05.19 Робот ALIAS посадил Boeing 737 без помощи человека / RoboTrends.ru
2017.04.29 Конспекты. Коллаборативные роботы. Исследования технологии и приложения. #коллаборативныероботы
2017.04.20 Интервью: Universal Robots — впереди планеты всей. Часть 2. #UniversalRobots
2017.04.19 Интервью: Universal Robots — впереди планеты всей. Часть 1. #UniversalRobots
2017.04.13 Интервью: Коллаборативный робот Pulse — родом из Беларуси. #ROZUM Robotics
2017.04.06 Что везет Universal Robots на Automate 2017. Компания наращивает экосистему UR+ — только на стенде компании показано более 20 новых продуктов, представленных 14-ю различными разработчиками. Новые бюджетные многоосевые датчики усилий и крутящего момента — Axia80 и т.п.
2017.03.13 Flippy — кухонный робот-ассистент для производства бургеров. Манипулятор Universal Robots задействован в кухонном роботе. #Flippy
2016.11.02 Робот-швея от Sewbo оставит без работы десятки миллионов?. Манипулятор Universal Robots задействовали в роботе для автоматизированного пошива одежды. #Sewbo.
2016.10.19 По заказу DARPA компания Aurora Flight Sciences разрабатывает робота — второго пилота, который сможет летать на любых типах самолетов и вертолетов. Используется манипулятор Universal Robots. / RoboTrends.ru
2016.09.20 Universal Robots и МТИ представят коллаборативного робота UR3.
2016.07.16 Роботы KUKA собирают автомобили и готовят кофе на заводе Ford. На заводе Ford задействовали пару коботов KUKA. Если эксперимент увенчается успехом, будут закупать их в больших количествах, тем более, что Ford активно использует на производстве промышленных роботов Kuka.
2016.07.04 Коллаборативные роботы открывают новые границы автоматизации. Хороший обзор современной ситуации на рынке коботов и перспектив его развития.
2016.06.28 Universal Robot приглашает к сотрудничеству разработчиков. Компания Universal Robots, пионер в области коллаборативных роботов (коботов), заявила о запуске новой среды для разработчиков, дистрибуторов и конечных пользователей коллаборативными роботами компании. Новая экосистема включает пространство для разработчиков, где они могут представлять разработанные ими компоненты для роботов UR, например, системы зрения, ПО, грипперы. Также в экосистему входит сообщество +YOU , где разработчики могут обмениваться знаниями для улучшения приложений, предназначенных для использования совместно с коботами UR. Ожидается, что продукты UR от такого нововведения получат новый, расширенный набор возможностей. Разработчики смогут сертифицировать свои продукты у Universal Robots, что будет гарантией того, что данный продукт успешно установлен на робота семейства UR и признан успешно функционирующим. Сертифицировать можно будет практически все, что относится к доработкам роботов — эффекторы, предназначенные для крепления к манипуляторам (грипперы или отвертки), ПО — плагины, разработанные с помощью SDK, компьютерные программы для симулирования робототехнической системы или программирования, различные дополнения для робота, например, кабели или система технического зрения.
2016.05.14 Промышленность 5.0 — возвращение людей. Говорится о выигрыше, который можно получить при использовании тандемов из человека и кооперативного робота. UR10 обеспечивает первичную полировку деревянных корпусов звуковых колонок в тандеме с человеком на предприятии Paradigm Electronicsв в Торонто, Канада. два UR5 работают на крупнейшем в России молочном предприятии Mjolkursamsalan Ayureyri в Исландии.
2016.06.08 Кооперативные роботы Carmen работают на SEW-Eurodrive в Baden-Württemberg, помогая собирать автомобили. Благодаря коботам, работа стала более интересной для людей. Средняя цена кооперативного робота — около $24 тысяч. / news.nationalgeographic.com
2016.03.08 Внедрению коллоборативных роботов в практику производства должен поспособствовать выход гайденса ISO/TS 15066:2016, цель которого — обеспечить разработчиков, производителей и интеграторов рекомендациями по безопасному использованию коллаборативных робототехнических систем. Напомню, что в отличие от традиционных промышенных роботов, коллаборативные системы предназначены для применения не в выгороженных рабочих зонах, а в непосредственной близости от людей, рядом с ними и вместе с ними. Вместе с тем, не следует переоценивать значение темы «коллаборативных роботов». Они годятся только для тех задач, где допустимо медленное движение. Для задач, где важна высокая скорость движения робота, коллаборативные роботы пока мало пригодны.
Коллаборативные роботы: шесть сфер применения
Перевод Владимир Рентюк
Опубликовано в номере: Control Engineering Россия сентябрь 2020
PDF версия
Шесть наиболее распространенных вариантов использования для коллаборативных роботов предусматривают: поднятие и размещение грузов, обслуживание машин, упаковку и укладку грузов на поддоны, технологические задачи, отделочные работы и контроль качества. Статья представляет собой перевод специального совместного отчета журналов Control Engineering (США) и Plant Engineering.
Сфера коллаборативной, то есть совместной, робототехники, которая подразумевает возможность «интеллектуальной» машины работать в общем рабочем пространстве совместно с человеком, за 10 лет существенно расширилась и на текущий момент является самым быстрорастущим сегментом мирового рынка промышленной робототехники. Лидерами этого расширения являются шесть сфер применения: поднятие и размещение грузов, обслуживание машин, упаковка и укладка грузов на поддоны, технологические задачи, отделочные работы и контроль качества. Коллаборативный робот, или, как его иногда называют, кобот — это автоматическое устройство, способное действовать в общем рабочем пространстве совместно с человеком. Как и промышленные роботы, коботы состоят из манипулятора и перепрограммируемого устройства управления, которое формирует управляющие воздействия, задающие требуемые движения исполнительных органов манипулятора. Более подробно об этом типе роботов в [1, 2, 3]. Удобство обращения и технического обслуживания за счет простоты развертывания также является неотъемлемой частью определения коллаборативного робота. Как правило, управление и программирование у коботов на порядок проще, чем у промышленных роботов, и включает в том числе элементы ручного управления, но «интеллекта».
В отличие от промышленных роботов коллаборативные роботы оснащены датчиками, которые контролируют положение человека и не допускают причинения ему вреда. Некоторые модели можно устанавливать непосредственно на рабочих местах. Также эти роботы дешевле и не требуют дополнительных производственных площадей.
В Интернете есть дополнительная информация о каждом из шести приложений и советы о том, как внедрить коллаборативного робота в приложение, какие аксессуары требуются, а также советы по программированию.
Подъем и перемещение грузов. Задача подъема и перемещения груза — это задача, в которой робот должен поднять заготовку и поместить ее в другое заданное место или поменять ее ориентацию. Здесь именно обработка заготовки является ключевым действием, а не каким-либо другим сторонним процессом. В простейшем случае продукты будут представлены роботу на лотке или поддоне с единообразной компоновкой или на конвейере в предсказуемом положении, где в более сложных случаях система технического зрения сможет определять ориентацию продукта. Задача подъема и перемещения является отличным первым приложением для автоматизации на основе коллаборативных роботов, потому что она довольно проста и повторяема.
Обслуживание станка или оборудования. Обслуживание станка или оборудования — еще одна распространенная прикладная задача. Предлагаемое для этого оборудование включает станки с числовым программным управлением (ЧПУ), литьевые машины, лазерные граверы и прессы для штамповки металлов.
Упаковка и палетирование. Прежде чем какой-либо продукт покинет фабрику или предприятие, вполне вероятно, что перед отправкой ему потребуется какая-либо упаковка. Задачи по упаковке и укладке на поддоны (палеты) могут включать упаковку продукта путем помещения его в упаковочную машину с термоусадочной пленкой, сбор упакованных продуктов с конвейерной ленты и укладка их в коробки с последующей установкой эти коробок на поддон для отправки (рис.).
Технологические задачи. Для технологических задач, таких как склеивание, дозирование или сварка, ключевые детали одинаковы: робот перемещает инструмент по фиксированной траектории, в то время как инструмент взаимодействует с заготовкой. В каждой из этих технологических операций требуется значительное количество времени на обучение нового сотрудника управлению многочисленными переменными, необходимыми для достижения нужного качества финишной отделки. Если вместо этого элемент управления можно скопировать напрямую от одного робота к другому, процесс станет более простым.
Задачи финишной обработки. Задача чистовой, или финишной, обработки требует, чтобы рабочий орган робота приложил силу к поверхности заготовки для удаления определенного количества материала. Полировка, шлифовка и удаление заусенцев различаются по количеству, форме и расположению удаляемого материала, но требования к роботу, по существу, одинаковы.
Рисунок. В компании Darex, производителе сверл и точилок для ножей в штате Орегон (США), коллаборативный робот UR5 выполняет операции упаковки. Источник изображения: Universal Robots
Литература
Халл Т. Что необходимо знать о коллаборативных роботах // Control Engineering Россия. 2019. № 6.
Анандан Т. М. Роботы и люди: безопасное сотрудничество // Control Engineering Россия. 2017. № 6.
Рентюк В. Человек + робот + искусственный интеллект: BionicWorkplace от компании Festo // Control Engineering Россия IIoT. 2018. Май.
коллаборативных роботов | АББ Робототехника
Созданы, чтобы работать вместе с вами
Наши коллаборативные роботы спроектированы так, чтобы быть современными и превосходить ожидания. Автоматизация никогда не была проще.
Давайте поговорим
Вы готовы к автоматизации? Познакомьтесь с нашей семьей коботов. Наши коллаборативные роботы предназначены для решения огромного количества задач в операциях любого масштаба. Их легко настраивать, программировать, эксплуатировать и масштабировать. Создан ведущими экспертами отрасли. И обслуживается самой широкой сервисной сетью в отрасли. Что бы вам ни понадобилось, мы здесь, чтобы поддержать вас на каждом этапе пути к автоматизации.
ЮМи®
ГоФа™
СВИФТИ™
47 лет опыта. К вашим услугам.
В 53 странах, во всех мыслимых отраслях, мы занимаемся робототехникой дольше, чем кто-либо другой. И мы используем весь этот опыт для удовлетворения ваших уникальных потребностей, идей и целей.
Закажите онлайн-демонстрацию прямо сейчас
Кобот для каждой команды
Чтобы узнать цену, посетите наш интернет-магазин
Создайте собственное приложение для коботов
Попробуйте прямо сейчас
Посмотрите на наших коботов в действии
Лабораторная автоматизация
Автоматизация лаборатории с YuMi в Каролинской больнице в Швеции
Обслуживание машин
Приложение GoFa для ухода за машинами
Сборка
SWIFTI Demo по сборке часов с IRB 1300
Упаковка
GoFa™ помогает Dan-D Pak максимизировать производство, защищая персонал и сохраняя конкурентоспособность
Возьми и положи
Демонстрация выбора и размещения GoFa
Образование
Как роботы АББ помогают обучать новое поколение молодых итальянских инженеров
Коботы в действии
Посмотреть все видео
Начать работу проще простого
Настройка кобота
В нашем электронном учебном пособии вы найдете все инструкции и полезные советы, необходимые для запуска и запуска вашего робота, от распаковки вашего робота до создания вашей первой программы.
Создайте свое приложение
Сконфигурируйте и настройте приложение робота. Посетите наш сайт конструктора приложений и изучите ряд приложений и макетов, доступных для коботов.
Научите своего робота задачам
С помощью Wizard Easy Programming вы можете обучить своего робота новым позициям и задачам за считанные минуты. Не имея предварительных навыков программирования, вы можете просто перетаскивать графические блоки в приложение и с легкостью создавать новые программы для роботов.
Экосистема коботов
Откройте для себя широкий выбор захватов, инструментов и других готовых к использованию наборов аксессуаров, которые подойдут для ваших задач.
Мобильное приложение «Робот-помощник»
Для быстрого и легкого доступа к документам, видео и учебным пособиям по коботам на телефон можно загрузить приложение RobotAssist, которое позволит вам всегда и везде оставаться на связи с нашими коботами.
Вы готовы к автоматизации?
Давай поговорим
Обучение и услуги, позволяющие получить максимальную отдачу от вашего кобота
Онлайн-учебники
Бесплатный доступ к набору онлайн-учебников для самостоятельного изучения, которые помогут легко начать работу и программирование, включая руководство для начинающих по новым коботам, руководство по простому программированию Wizard и многое другое.
Горячая линия для начинающих коботов
Получите поддержку по телефону для вопросов о коботах, касающихся заказа, приложений и программирования, установленной базы и всех связанных цифровых инструментов. Найдите подходящую горячую линию для вашего региона.
Форум RobotStudio
Присоединяйтесь к форуму сообщества, чтобы находить новые идеи и обмениваться решениями с нашим разнообразным сообществом пользователей роботов для постоянной поддержки на пути к автоматизации.
Мониторинг и диагностика состояния ABB Ability™
Подключите свой Cobot к облаку, чтобы обеспечить круглосуточный мониторинг и диагностику для более быстрого реагирования, повышения эффективности и лучшей подготовки специалистов по обслуживанию к вызовам на месте и технической поддержке.
Познакомьтесь с коллаборативным роботом GoFa от ABB
Иди быстрее. Идите дальше, чем когда-либо. Лучшая в своем классе скорость, безопасность и простота использования GoFa выведут ваш бизнес на новый уровень. GoFa включает в себя ряд функций, которые позволяют безопасно использовать его непосредственно вместе с людьми и без необходимости проектировать и строить громоздкие барьеры или ограждения. GoFa может постоянно делиться рабочим пространством с людьми, обеспечивая максимальную гибкость и эффективность.
Робот и человек совместно выполняют одни и те же задачи, не ставя под угрозу производительность и безопасность.
Свяжись с нами
Представляем GoFa™
Разработанный для работы с полезными нагрузками до 5 кг, GoFa имеет встроенные датчики крутящего момента в каждом из шести шарниров, что обеспечивает превосходные характеристики ограничения мощности и усилия. Вместе они предотвращают риск получения травмы, немедленно останавливая GoFa при любом контакте с работником-человеком.
Установка и настройка очень проста благодаря интуитивно понятным графическим приложениям непосредственно на пульте FlexPendant. Вы можете быстро перемещать своего робота с помощью проводника.
GoFa обеспечивает максимальную скорость центральной точки инструмента (TCP) до 2,2 м/с*, что выше, чем у других коботов этого класса. GoFa может выполнять больше операций за установленный период, чем конкурирующие роботы.
Совместная безопасность
Превосходное ограничение мощности и усилия благодаря встроенным датчикам крутящего момента
Безопасная конструкция робота, закругленная геометрия, без точек захвата/защемления
Сертификат безопасности Категория 3, PL d
Простой в использовании
Расширенное взаимодействие с интерфейсом на стороне руки
Сквозное программирование в любом месте робота
Мастер простого программирования
Приложение-конфигуратор SafeMove на пульте FlexPendant
Производительность
Благодаря скорости TCP до 2,2 м/с* GoFa быстрее других коботов в своем классе
Дальность действия 950 мм: на 12 % больше, чем у сопоставимых коботов весом 5 кг
На базе OmniCore с лучшим в своем классе управлением движением
Как мы помогаем нашим клиентам
Откройте для себя наше приложение для просмотра дополненной реальности RobotStudio
Смотреть GoFa™ в действии
Повышает гибкость производства для обслуживания машин
Совместный сбор и упаковка
Максимальная гибкость благодаря установке AGV
Повышает гибкость завинчивания
Галерея изображений
Дополнительная информация
5 кг 950 мм OmniCore
ПДФ
CRB 15000 Технические данные
ПДФ
Брошюра о семействе коботов
Веб-страница
Исправление проблем
Веб-страница
Конструктор онлайн-приложений
Веб-страница
Мастер простого программирования
Откройте для себя наше портфолио
Интернет-магазин
Роботы
Контроллеры
РоботСтудия
обслуживание
* Скорость безопасной совместной работы может быть ниже в зависимости от макета вашего приложения.
Работа лазерных установок на производстве: Цифровая. Нестираемая. Бесконтактная. Резка и маркировка функциональной пленки, конструкционного пластика и корпусов в точном машиностроении или производстве транспортных средств снижает затраты на обработку и повышает гибкость.
Преимущества лазерных установок на производстве.
Лазерная установка на производстве имеет широкий диапазон сфер применения: от безупречной маркировки обода вокруг циферблата до резки с сохранением размеров при изготовлении архитектурных моделей и высокоточной маркировки в автомобильной промышленности.
Производителям часто требуется очень индивидуализированный и надежный процесс изготовления их продукции. Производство с помощью лазера цифровое, без контакта и без износа. Высококачественная резка и гравировка повышает ценность продукции.
+Urban and town planning concept — laser cut 3D model
Хотите сократить свои затраты на обработку в производстве? Мы можем порекомендовать вам, какую лазерную установку выбрать в соответствии с вашими индивидуальными требованиями.
Запросить дополнительную информацию сейчас.
Связаться с нами
Почему имеет большой смысл использовать лазерную установку Trotec на производстве. Сравнение технологий.
Что можно изготавливать.
Как лазерная установка сокращает производственные издержки?
Если в производстве использовать лазерные технологии, можно сократить издержки во много раз. Эти примеры показывают экономию на каждой маркировке или за инвестиционный период. Полезно знать: Затраты на лазерный станок включают в себя инвестиционные затраты и эксплуатационные затраты.
Давайте посчитаем вместе. Мы оказываем вам поддержку, начиная с анализа нынешней технологии производства и до обеспечения максимальной производительности.
Назначить встречу сейчас.
Связаться с нами
Какая лазерная установка нужна на производстве?
Лазерные резаки серии SP означают максимальную производительность и удобство, лучшее качество резки и надежную работу 24/7. Эти качества делают лазерную установку правильным выбором для производства.
Откройте для себя лазерные резаки серии SP
Что говорят наши клиенты?
«Помимо улучшения качества резки и возможности принимать более индивидуальные заказы, наши лазерные резаки SP2000 позволили нам изготавливать собственные акриловые инструменты для других деталей оборудования нашего завода. Мы также смогли обойтись без работы со сторонними мастерскими по изготовлению форм и прототипов для новых проектов. Теперь мы можем изготавливать эти детали на собственных лазерных установках в рекордное время!»
Джефф Шух, Майк Шух и Джефф Грин
Директор по производству и разработке — Президент, генеральный директор Graffiti Shield
Прочитать историю клиента
«У лазерного резака много преимуществ, каждый это знает. Но для успеха компании ключевыми являются производительность и эффективность. Клиенты ожидают высокого качества, а также быстрой и пунктуальной доставки. Простои неприемлемы. Поэтому при покупке лазерной системы важно учитывать не только работу самой системы, но и обслуживание и поддержку, предоставляемые поставщиком».
Александр Эвенхуис
Управляющий директор Tapir
Прочитать историю клиента
«Наш Trotec помогает нам удовлетворять нужды клиентов гораздо быстрее!»
Том Уиппл
Ameritape
Хотите сократить производственные затраты и одновременно с этим повысить гибкость? Мы можем порекомендовать вам, какую лазерную установку выбрать в соответствии с вашими индивидуальными требованиями.
Назначьте 30-минутную встречу сейчас.
Связаться с нами
Применение лазерного оборудования в швейной промышленности
Как совершенно новый метод обработки, лазерная обработка постепенно получила широкое распространение в кожевенной, текстильной и швейной промышленности благодаря своим преимуществам, связанным с точностью, скоростью, простым управлением и высокой степенью автоматизации.
Лазерная вышивка на одежде
Более двух третей текстильных и одежных тканей могут быть произведены с использованием лазеров для создания различных цифровых рисунков. Традиционный процесс производства текстильных тканей требует последующей обработки, такой как шлифовка, глажка и тиснение, в то время как лазерное выжигание является удобным, быстрым, гибким, четким, трехмерным и может полностью выразить текстуру оригинального цвета различных тканей.
Лазерная вышивка на швейных тканях и одежде подходит для: фабрик по отделке текстильных тканей, фабрик по обработке тканей, швейных фабрик, предприятий по обработке тканей и материалов.
Лазерная гравировка джинсовой ткани
Благодаря лазерному облучению с ЧПУ красители на поверхности джинсовых тканей испаряются, создавая неувядающие узоры изображений, градиентные формы цветов и деревьев на различных джинсовых тканях, привнося новые изюминки в джинсовую моду. Основные моменты. Лазерная обработка джинсовой ткани — это развивающийся метод по обработке с огромной прибылью и рыночным пространством. Он очень подходит для фабрик по пошиву джинсовой одежды, перерабатывающих предприятий и частных лиц чья работа связана с джинсовой тканью.
Лазерная маркировка кожаной ткани
В настоящее время лазерные технологии широко используются в обувной и кожевенной промышленности. Преимущество лазера заключается в том, что он может быстро гравировать и выжигать различные узоры на различных кожаных тканях, также он удобен и гибок в использовании, а гравировка происходит без какой-либо деформации поверхности кожи. Он также имеет много преимуществ, таких как высокая точность гравировки, отсутствие заусенцев, гибкий выбор параметров и т. д. Он подходит для обрабатывающих нужд производителей обуви, обувных материалов, изделий из кожи, сумок, кожаной одежды и аксессуаров.
Лазерная гравировка — это операция, при которой лазерное оборудование подключается к программному обеспечению для лазерной гравировки, и вводится чертеж для автоматической гравировки. В настоящее время экономичная оптическая гравировка является наиболее технически развитой и широко используемой технологией в области лазерной обработки. Используя эту технологию, можно выгравировать любой сложный эскиз. Можно выполнять гравировку углублений и непроникающую гравировку глухих канавок, что позволяет гравировать разнообразные магические узоры различных оттенков и текстур, со слоями и переходными цветовыми эффектами. Благодаря этим преимуществам лазерная гравировка отвечает новой международной тенденции в обработке одежды.
Лазерная резка для вышивки аппликаций
В процессе компьютерной вышивки есть два важных этапа: раскрой ткани перед вышивкой и раскрой материала после вышивки. В традиционном процессе для предварительной резки вышивки используется вырубной штамп, который имеет недостатки, связанные с тенденцией к образованию бахромы на концах ткани, точность процесса резки ограничена штампом, фигурные формы трудно обрабатывать, время цикла изготовления штампа длительное, а стоимость высокая, что ограничивает развитие аппликационной вышивки. Большинство вышивок вырезается методом горячей резки, которая имеет такие недостатки, как большие зазоры в обрезанных краях, пожелтение и жесткие края, а также сложность выравнивания. Фигурные формы вырезаются вручную, что может легко привести к расслоению краев и образованию брака, поэтому существует острая необходимость в передовом методе обработки, который заменит эти два старых способа обработки.
Хотя лазерная обработка также является методом термической обработки, она очень подходит для резки текстильных волокон из-за высокой фокусировки лазера, тонкого пятна и небольшой зоны термодиффузии. Это выражается в широком ассортименте обрабатываемых тканей, гладкости реза и отсутствии расслаивающихся кромок, автоматическом закрытии, отсутствии деформации, графика может быть разработана и выведена по желанию с помощью компьютера, без штампа и т. д.
Это делает лазерную обработку признанной альтернативой в отрасли.
Руководство NIF по тому, как лазеры работают
«Лазер» — это аббревиатура для L Iight A Mplification на S Timeled E Миссия R Adiation
A Laser создается, когда электроны в электроне в в рамках электрона в в рамках электронов атомы в оптических материалах, таких как стекло, кристалл или газ, поглощают энергию электрического тока или света. Эта дополнительная энергия «возбуждает» электроны настолько, что они переходят с орбиты с более низкой энергией на орбиту с более высокой энергией вокруг ядра атома.
Лазер использует квантовые свойства атомов, которые поглощают и излучают частицы света, называемые фотонами. Когда электроны в атомах возвращаются на свою нормальную орбиту — или в «основное» состояние — либо спонтанно, либо при «стимулировании» светом или другим источником энергии, в некоторых случаях даже другим лазером, они излучают больше фотонов.
Энергия света «возбуждает» электроны в атомах оптических материалов, и они переходят на орбиту с более высокой энергией. Когда электроны спонтанно возвращаются на свою нормальную орбиту или «стимулируются» светом или энергией, они испускают частицы света, называемые фотонами. Кредит: Джеймс Викболдт (Щелкните, чтобы развернуть, используйте клавиши со стрелками на клавиатуре, чтобы просмотреть все изображения.)
Свет движется волнами. Обычный видимый свет, скажем, от бытовой лампочки или фонарика, включает несколько длин волн или цветов и является некогерентным, что означает, что гребни и впадины световых волн движутся на разных длинах волн и в разных направлениях.
В лазерном луче световые волны «когерентны», что означает, что луч фотонов движется в одном направлении на одной длине волны. Это достигается путем отправки возбужденных электронов через оптическую «усиливающую среду», такую как твердый материал, такой как стекло, или газ.
Конкретная длина волны света определяется количеством энергии, высвобождаемой, когда возбужденный электрон падает на более низкую орбиту. Уровни вводимой энергии могут быть адаптированы к материалу усиливающей среды для получения желаемого цвета луча.
Зеркало на одной стороне оптического материала лазера отражает фотон обратно к электронам. Пространство между зеркалами, или «полость», спроектировано таким образом, чтобы фотон, необходимый для определенного типа оптической усиливающей среды, возвращался обратно в среду, чтобы стимулировать излучение почти точного клона этого фотона. Они оба движутся в одном направлении и с одинаковой скоростью, чтобы отразиться от другого зеркала на другой стороне, чтобы повторить процесс клонирования.
Два становятся четырьмя, четыре становятся восемью и так далее, пока фотоны не будут достаточно усилены, чтобы все они могли двигаться мимо зеркал и оптического материала в идеальном унисоне. Думайте о них как о синхронизированных членах марширующего оркестра на Параде роз. И этот унисон придает лазеру его силу. Лазерные лучи могут оставаться четко сфокусированными на огромных расстояниях, даже до Луны и обратно.
1. Базовый лазер, такой как красный рубиновый лазер, состоит из стержня из кристаллов рубина с зеркалом на каждом конце и импульсной трубки.
2. Вспышка света от лампы-вспышки добавляет энергию внутри стержня, возбуждая атомы рубина и производя частицы света, называемые фотонами.
3. Фотоны ударяются об атомы, создавая все больше и больше фотонов, отражающихся между зеркалами внутри стержня.
4. Количество фотонов становится настолько большим, что они проходят через одно из зеркал, которое является частично отражающим, и появляется лазерный луч. Кредит: Марк Мембер и Джон Джетт
Лазеры повсюду
Лазеры существуют с 1960 года, хотя сама идея восходит к 1900 году (см. «Наследие пионеров лазеров и лазерного синтеза»).
Сегодня лазеры бывают разных размеров, форм, цветов и уровней мощности и используются для всего: от хирургии в больницах до сканеров штрих-кода в продуктовом магазине и даже для воспроизведения музыки, фильмов и видеоигр дома. . Возможно, вам сделали операцию LASIK, которая корректирует ваше зрение с помощью крошечного лазера для изменения формы роговицы вашего глаза.
Некоторые лазеры, такие как рубиновые лазеры, излучают короткие световые импульсы. Другие, такие как газовые гелий-неоновые лазеры или лазеры на жидких красителях, излучают непрерывный свет. NIF, подобно рубиновому лазеру, испускает световые импульсы длительностью всего лишь миллиардные доли секунды. Лазерный свет не обязательно должен быть видимым. Лучи NIF начинаются как невидимый инфракрасный свет, а затем проходят через специальную оптику, которая преобразует их в видимый зеленый свет, а затем в невидимый высокоэнергетический ультрафиолетовый свет для оптимального взаимодействия с целью.
Лазеры могут быть крошечными компонентами микрочипов или такими огромными, как NIF, самый большой и самый мощный лазер в мире, размещенный в здании высотой в 10 этажей и шириной в три футбольных поля.
Дополнительная информация:
Как работает NIF
45 лет лидерства в области лазеров
Видео: Празднование 60-летия лазера
7 Наиболее частое применение лазеров в производстве
Сегодня лазеры являются одним из наиболее широко используемых инструментов в производстве, тем более что аддитивное производство и Индустрия 4. 0 позволяют инженерам создавать более сложные функции и конструкции продуктов, требующие жестких допусков. Лазерная обработка может создавать тонкие детали, которые трудно или невозможно выполнить с помощью традиционного обрабатывающего оборудования. Лазерная резка очень чистая, без заусенцев или теплового воздействия на окружающий материал, что устраняет необходимость в некоторых вторичных этапах отделки. Лазерные процессы становятся популярными производственными технологиями для производителей медицинского оборудования, поскольку они разрабатывают более мелкие и более совершенные продукты.
Ниже приведены семь вариантов применения лазеров в производстве.
1. Лазерная маркировка
Лазеры все чаще используются для печати уникальных идентификационных номеров (UID) на деталях и продуктах, что позволяет легко отследить их в случае отзыва. Лазерная маркировка очень долговечна и для медицинских устройств может выдерживать множество циклов стерилизации. Как удобочитаемая информация, так и штрих-коды, включая коды партий и даже истории разработки, могут быть нанесены лазером на изделия с плоской или изогнутой геометрией деталей.
2. Текстурирование поверхности
Лазеры могут создавать текстуры или узорчатые микроструктуры на поверхностях компонентов или продуктов, которые улучшают физические характеристики, такие как скорость износа, сцепление, оптические свойства и грузоподъемность. Лазерное микротекстурирование может создать шероховатость на медицинских имплантатах, что облегчает закрепление новой ткани или кости и их врастание в новый имплантат. Узоры размером до 10 мкм могут быть созданы с очень высоким разрешением по глубине.
Рекомендуется для вас: 9 открытий в области материалов, которые могут изменить производство
3. Лазерная абляция
Этот метод субтрактивной обработки по существу испаряет материал с большой точностью с помощью лазерного луча. Длина импульса, длина волны и интенсивность регулируются в зависимости от обрабатываемого материала. Абляция особенно полезна для обработки чувствительных материалов, таких как наноматериалы или сверхпроводящие материалы, поскольку бесконтактный метод не изменяет структуру материала и не повреждает его поверхность при истирании или нагреве.
4. Лазерное сверление
Лазеры невероятно точны при сверлении отверстий микронного размера в самых разных материалах. Изображение: лазерный луч
Лазеры невероятно точны при сверлении отверстий микронного размера в самых разных материалах, включая металлы, полимеры и керамику. «Многие из производимых сегодня деталей требуют микроскопических характеристик, которые можно создать только с помощью лазерного сверления», — сказал Мэтт Ниппер, директор по разработке продуктов Laser Light Technologies. «Очень маленькие, сложные элементы могут быть изготовлены из различных материалов с помощью таких методов, как прямое написание, трепанация и проекция маски, без теплового воздействия или повреждения материала».
5. Лазерная резка
Подобно лазерному сверлению, лазерная резка основана на сфокусированном лазерном луче для абляции материала, прямого разреза или шаблона разреза на очень точную глубину материала или компонента. Сверхбыстрые лазеры обычно используются для различных типов металлов и полимеров, поскольку они режут чистые края и не создают зон термического влияния. Лазеры могут резать широкий спектр материалов, включая алюминий, титан и сталь, с допусками на микронном уровне.
Вам также может понравиться: 8 способов, которыми 3D-печать помогает бороться с коронавирусом
6. Лазерная сварка
Этот процесс особенно эффективен для продуктов со сложной геометрией или из разнородных материалов, которые трудно соединить вместе. В зависимости от продукта лазерная сварка может быть лучшим процессом соединения по сравнению со склеиванием или пайкой, особенно для соединения металлов и пластмасс. Он также создает прочные, высокоточные сварные швы размером всего 0,004 дюйма и обеспечивает повторяемое качество.
7. Зачистка проводов
При зачистке проводов удаляются участки изоляции или экранирования проводов и кабелей, чтобы обеспечить точки электрического контакта и подготовить провод к заделке. «Лазерная зачистка проводов — это быстрый процесс, который обеспечивает превосходную точность и контроль процесса, а также исключает контакт с проводом, что позволяет обрабатывать тонкие провода калибром более 32 AWG», — сказал Ниппер. «Изоляцию можно снять с точностью до 0,005 дюйма. Зачистку можно запрограммировать на удаление изоляции в любой точке провода, что позволяет выполнять высокоточное удаление в середине пролета».
Новые области применения лазеров
Лазеры являются ключевыми элементами оборудования для Индустрии 4.0. Ведутся исследования о том, как более эффективно использовать их в производственных процессах, в том числе на более высоких скоростях.
Для того, чтобы закрепить заготовку на токарном станке в определённом положении, необходимо особое приспособление – вращающийся или упорный токарный центр. Оснастка позволяет обрабатывать детали на максимальных скоростях при минимальных вибрациях.
Токарный центр – это небольшая металлическая деталь, которая состоит из двух частей: хвостовика в виде вала или конуса Морзе, который закрепляется в пиноли задней бабки, и конусовидного упора, фиксирующего заготовку. Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом токарный центр применяется для центрирования и фиксации обрабатываемой детали в нужном положении во время точения.
Существует два вида токарных центров: вращающиеся и неподвижные, или упорные.
Невращающийся (упорный) центр выполняет одну функцию: удерживает заготовку. При этом, как следует из названия, он остаётся неподвижным даже при вращении болванки. Оснастка имеет единую цельнометаллическую конструкцию. Фиксация очень точная, однако основным минусом упорного центра является ограниченное число режимов резания при его применении.
Кроме того, на токарном станке поджим упорным центром должен быть дозированным по усилию, чтобы вместе с отсутствием радиального люфта, деталь могла легко поворачиваться.
Вращающийся центр применяется, если при обработке появляется излишнее давление и увеличивается трение, ведущее к перегреву и деформации детали. В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
Какой токарный центр выбрать?
Основным отличием вращающегося центра от упорного — это наличие подшипника, который позволяет наконечнику и обрабатываемой заготовке вращаться одновременно.
Однозначным достоинством вращающегося центра является его высокая износостойкость и возможность вести высокоскоростную обработку. Они бывают двух видов — Вращающиеся центры А-типа и Вращающиеся центры Б-типа:
А-тип (с постоянным центровым валиком) — наконечник расположен и вращается внутри хвостовика хвостовика. Основное преимущество — большая точность (незначительное биение).
Б-тип (с насадкой на центровой валик) — наконечник располагается на центровом валике и вращается вокруг него. Он герметичен и защищен от попадания СОЖ в подшипник.
Напротив, упорные центра характеризуются большей точностью (меньшим биением) и невысокой ценой из-за более простой конструкции. Они бывают с обычным и срезанным наконечником. Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
И вращающиеся центры и упорные центры бывают разных исполнений, которые улучшают их характеристики и позволяют использовать максимально эффективно:
Удлинённые центры — используются, когда необходимо обработать небольшую заготовку на крупногабаритных станках.
Центры с твердосплавным наконечником — твердосплавный наконечник очень износостоек – такой центр прослужит дольше.
Центры с отжимной гайкой — без нее не обойтись в станках, где отсутствует механизм автоматического или полуавтоматического извлечения. Эта гайка помогает извлечь центр из задней бабки.
Износостойкие центры — используются очень дорогие высокопроизводительные подшипники, они служат долго даже при очень интенсивном и тяжелом использовании.
Чтобы вам было удобно подобрать вращающийся или упорный центр, мы подготовили сводную таблицу со всеми характеристиками и свойствами (смотрите в самом низу страницы).
Токарные станки с ЧПУ, горизонтальные токарные станки с ЧПУ и вертикальные токарные станки с ЧПУ от компании ОКУМА компания OKUMA (ОКУМА)
Главная » Каталог продукции » Токарные обрабатывающие центры
Горизонтальные токарные обрабатывающие центры
Серия LB
Серия LU
Серия LT
Серия LOC
Серия LAW
Серия 2SP-H
Серия Simul Turn LU
Вертикальные токарные обрабатывающие центры
Серия 2SP-V
Серия V
Серия VTM
Серия VTM-Yb
Серия VTR
Серия VTT
Горизонтальные токарные обрабатывающие центры серии LB
Серия LB является базовой в группе токарных станков с ЧПУ корпорации OKUMA. Данные обрабатывающие центры предназначены для обработки деталей, в конфигурации которых преобладают элементов тел вращения. Сочетание высокой жесткости конструкции, мощного мотора-шпинделя и прецизионности станков позволяют успешно сочетать силовое резание с чистовой обработкой и производить обработку стальных деталей в закаленном состоянии. Токарные обрабатывающие центры LB оснащены одной револьверной головкой с возможностью выполнения как токарных, так и сверлильно-фрезерных, резьбонарезных операций с использованием вращающегося и стационарного инструмента, который устанавливается на револьверную головку.
Подробнее
Горизонтальные токарные обрабатывающие центры серии LU
Токарные обрабатывающие центры серии LU оснащены двумя револьверными головками. В отличие от классической схемы станков LB в станках LU добавляется вторая револьверная головка с нижним расположением. Для станка LU300 добавляется восемь инструментов, для станков LU400, LU35, LU45 − десять инструментов.
Подробнее
Горизонтальные токарные обрабатывающие центры серии LT
Токарные обрабатывающие центры серии LT — так называемые сдвоенные центры — токарные обрабатывающие центры с двумя шпинделями (левым и правым), расположенными в одной оси. Имеют две револьверные головки, которые отличаются от предыдущих модификаций станков с субшпинделями тем, что на станках LT передача детали из одного патрона в другой осуществляется автоматически без остановки шпинделей с высокой точностью позиционирования (по углу разворота — 0,01 градуса). Работа шпинделя в режиме силового стола с дискретностью 0,001 градуса. Сами станки позволяет эффективно обрабатывать детали любой сложности и практически из любых материалов (с твердостью поверхности до 58 HRC), обеспечивая высокую точность (6-ой квалитет) и шероховатость поверхности по восьмому-девятому классам. Станки сохраняет точность и стабильность обработки в широком температурном диапазоне от +5 C до +45 С.
Подробнее
Горизонтальные токарные обрабатывающие центры серии 2SP-H
Токарные обрабатывающие центры серии2SP—H предназначены для высокопроизводительной токарной обработки деталей типа тел вращения из самых различных материалов. Высокая жесткость конструкции рабочих органов станков, применение прецизионных серводвигателей, позволяют успешно сочетать черновое силовое резание с чистовой обработкой и производить обработку деталей в закаленном состоянии, а также при наличии дополнительной опции производить обмеры деталей на станках в процессе обработки.
Подробнее
Горизонтальные токарные обрабатывающие центры серии LAW
Токарные станки с ЧПУ серии LAW используются в автомобилестроении для обработки алюминиевых дисков.
Подробнее
Горизонтальные токарные обрабатывающие центры серии LOC
Токарные станки с ЧПУ серии LOC с одним/двумя суппортами предназначены для обработки концов труб большого диаметра.
Подробнее
Вертикальные токарные обрабатывающие центры серии 2SP-V
Особенность токарных обрабатывающих центров серии2SP-V является наличие двух вертикально расположенных шпинделей, что упрощает установку заготовок и позволяет выполнять большой спектр работ. Станки данной серии оснащены термостабильной и вибропоглощающей станиной,позволяющей при изменении окружающей температуры сохранять постоянство точностных характеристик, а при возникновении вибраций гасить их за счет демпфирующих свойств материала станины, изготовленной по особой запатентованной технологии.
Подробнее
Вертикальные токарные обрабатывающие центры серии V
Токарные обрабатывающие центры серии V сочетают высокую жесткость конструкции, мощного мотора-шпинделя и высокую точность. Всё это позволяет успешно сочетать черновое силовое резание с чистовой обработкой и производить обработку стальных деталей в закаленном состоянии. Станки оснащены термостабильной и вибропоглощающей станиной, позволяющей при изменении окружающей температуры сохранять постоянство точностных характеристик, а при возникновении вибраций гасить их за счет демпфирующих свойств материала станины, изготовленной по особой запатентованной технологии.
Подробнее
Вертикальные токарные обрабатывающие центры серии VTM
Токарные обрабатывающие центры серии VTM предназначены для комплексной токарно-фрезерной обработки деталей сложного профиля из различных материалов, в том числе из высоколегированных закаленных сталей с твердостью поверхности до HRC 58…60. Технические возможности станков обеспечивают высокую производительность и точность при любом типе производства: от единичного и опытного до крупносерийного.
Подробнее
Вертикальные токарные обрабатывающие центры серии VTM-Yb
Вертикальные обрабатывающие центры серии VTM Ybпозволяют осуществлять интенсивный процесс обработки крупных деталей сложной формы. На этих обрабатывающих центрах производится обработка наклонных поверхностей (пятиградусное индексирование оси В) в дополнение к токарной обработке и обработке вертикальным/горизонтальным шпинделем. Многосторонняя обработка с одним патроном обеспечивает значительное сокращение времени на установку и повышение точности.
Подробнее
Вертикальные токарные обрабатывающие центры серии VTR
Токарные станки с ЧПУ серии VTR-A демонстрируют возможности обработки тонких, цилиндрических и сложных материалов. «Двухстоечная система» OKUMA в значительной степени изменила большие многоцелевые токарные станки. Производитель интегрироваланоу-хау двухстоечных обрабатывающих центров в модельный ряд больших многоцелевых токарных станков VTR-A, обеспечив тем самым непревзойденную устойчивость и точность.
Подробнее
Токарный станок с ЧПУ VTT
Многоцелевой токарный станок с ЧПУ VTT-70 имеет высокие показатели обработки резанием и съема металла.
Подробнее
Широкий модельный ряд токарных станков предлагает более 400 вариантов комплектации оборудования. Такое разнообразие позволяет горизонтальным и вертикальным токарным станкам Окума отвечать требованиям любого производства. Один станок способен производить широкий сортамент деталей.
Что отличает токарные обрабатывающие центры OKUMA от остальных ?
CAS Система предупреждения столкновений — предотвращение столкновений компонентов машины в любом режиме работы
TFC Thermo-Friendly Concept — компенсация тепловой деформации для достижения очень высокой точности обработки
Okuma OSP-P200 ЧПУ — уникальная и удобная Dual-OS система управления обеспечивает высокую производительность и надежность
Абсолютное положение Encoder — обеспечивает немедленное возвращение к производству в случае потери питания или другом прерывании работы обрабатывающего центра
Компактный дизайн и многозадачность удваивает производительность в расчете на габариты стандартной машины.
Новости:
22.05.2017
Положительная динамика и растущий интерес машиностроительных предприятий к продуктам и услугам свидетельствует об их высоком качестве, востребованности и экономической эффективности на производстве.
читать дальше
Металлорежущие станки и оборудование OKUMA
Металлообрабатывающее оборудование применяется для резки и обработки металла. Посредством металлорежущего оборудования производятся…
читать дальше
Токарная обработка
Что такое поворот?
Токарная обработка — это процесс механической обработки, используемый для изготовления цилиндрических деталей, при котором режущий инструмент движется линейно, а заготовка вращается. Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
Несмотря на то, что наши токарные станки с ЧПУ различаются по размеру и мощности, от моделей с двумя осями до станков с вращающимся шпинделем и вторым шпинделем, мы проектируем каждый из них с учетом качества, надежности, простоты в эксплуатации и безопасности. Кроме того, благодаря нашей философии производства «Производство по требованию» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Наш язык программирования MAZATROL берет свое начало в наших токарных станках. Для обработки как простых, так и сложных деталей, требующих 4-осевой токарной обработки, MAZATROL дает вам возможность программировать эти детали с помощью либо диалогового программирования, либо программирования G-кода (EIA/ISO) — или даже комбинации два типа программирования.
Благодаря нашей философии производства «Производство по запросу» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Высокоскоростные токарные и фрезерные шпиндели с высоким крутящим моментом обеспечивают быстрое, точное и агрессивное удаление металла
Вторые шпиндели обеспечивают чистовую обработку обратной стороны или последовательную обработку деталей
Вращающиеся инструментальные шпиндели обеспечивают производительность фрезерования, сверления и нарезания резьбы на уровне обрабатывающего центра
Конфигурации с двумя шпинделями и двумя револьверными головками обеспечивают инновационные возможности обработки деталей
Конструкции тормозов передней бабки по оси C по всей окружности
Функциональность по оси Y обеспечивает больший диапазон обработки геометрии деталей
Мощные встроенные задние бабки с ЧПУ позволяют автоматизировать процессы
Гибридные роликовые направляющие
MX обеспечивают долговечность и надежность для долговременной точности
Опциональная длинная расточная оправка с возможностью обработки глубоких отверстий обеспечивает чрезвычайно производительную обработку
Удобные и функциональные системы ЧПУ упрощают программирование и повышают производительность
Совместимость с устройством подачи прутка, портальным загрузчиком и артикуляционным роботом повышает производительность и позволяет выполнять операции без освещения
Наш широкий выбор усовершенствованных токарных станков с ЧПУ, некоторые из которых обладают многозадачностью, эффективно справляются со всем, от токарной обработки мелких деталей до тяжелой обработки больших заготовок с длинным валом, а также в производственных количествах, которые варьируются от отдельных деталей до тысяч компонентов в неделю. На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
Серия QUICK TURN
Серия горизонтальных токарных станков мирового класса, преимущественно производимых во Флоренции, Кентукки, которые могут обрабатывать все, от мелкосерийных цехов до высокопроизводительных работ и всего, что между ними. Прочная конструкция ступенчатой платформы превосходит все ожидания даже в самых требовательных приложениях.
Встроенный главный и второй шпиндель/передняя бабка
Доступны конфигурации станков с вращающимся инструментом, осью Y и вторым шпинделем
MX-Роликовая направляющая, машиностроение
Система ЧПУ MAZATROL SmoothG и оборудование
Варианты автоматизации, такие как устройства подачи прутка, портальные роботизированные системы, автоматическая дверь, улавливатель автозапчастей и интерфейс робота
Подробнее
Серия QT-Ez
Горизонтальные токарные станки серии QT-Ez, произведенные в Кентукки, делают качество и надежность Mazak доступными практически для любой мастерской, обеспечивая производительность и компактность по доступной цене. Доступные опции включают задние бабки, управление стружкой и многозадачность, которые добавляют DONE IN ONE ® для обработки за один установ.
Мощные и надежные шпиндельные бабки со встроенным двигателем
Гибридная система роликовых направляющих MX повышает жесткость, точность и надежность
Конфигурации револьверной головки
включают 2-осевой барабан, Mazak с болтовым креплением или BMT 55 для вращающихся инструментов
Вращающийся инструмент (M) и внеосевая обработка по оси Y (Y) для многозадачной обработки
Высокопроизводительный второй шпиндель (S) доступен для обработки деталей DONE IN ONE
Подробнее
Переворачивание фотографий
Свяжитесь с местным представителем Mazak или посетите один из наших технологических центров , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.
Связанные страницы
5 уровней многозадачности
Автоматика
ЧПУ
Цифровые решения
СОВЕРШЕНО ЗА ОДИН РАЗ
Мазак СмартБокс
Гладкое звено Mazak
Мазак SUPERFLOW®
МТКоннект
Многозадачность
Основы токарного станка с ЧПУ и токарного центра с ЧПУ
*Обновлено 3 февраля 2021 г.
Токарные станки с ЧПУ и токарные станки могут показаться идентичными, но обычно они относятся к немного разным станкам. Токарные станки обычно только точат, в то время как токарные центры могут быть более совершенными. Эти станки могут выполнять торцевание, нарезание резьбы, накатку, сверление, растачивание, развертывание и токарную обработку конуса. Горизонтальные токарные станки с ЧПУ более распространены, но вертикальные станки используют гравитацию. Между токарной обработкой с ЧПУ, токарными станками с ЧПУ, различными типами станков с ЧПУ и многим другим это может быть довольно запутанным. В этой статье мы сосредоточимся на основах токарной обработки с ЧПУ, чтобы дать вам прочную основу и ответить на наиболее часто задаваемые вопросы.
Не стесняйтесь пропускать это руководство, если у вас есть конкретный вопрос:
Что такое токарная обработка с ЧПУ?
Какой материал можно обрабатывать на станке с ЧПУ?
Что такое токарный станок с ЧПУ?
Какие части токарного станка с ЧПУ?
Каковы преимущества токарной обработки с ЧПУ?
В чем разница между токарной и фрезерной обработкой с ЧПУ?
В чем разница между станками с ЧПУ и станками с ЧПУ?
Что такое токарная обработка с ЧПУ?
Что такое токарный центр с ЧПУ? (Центр)
В чем разница между токарными центрами с ЧПУ и токарными станками с ЧПУ?
Какие существуют типы токарных станков с ЧПУ?
В чем разница между обрабатывающим центром и токарным центром?
Что такое оси станка в токарном центре с ЧПУ?
Что такое токарная обработка с ЧПУ?
Токарная обработка с ЧПУ — это субтрактивный производственный процесс, в котором куски материала вращаются по мере того, как станок подается на деталь, удаляя материал для создания готовой детали. Он в основном используется для изготовления деталей цилиндрической формы.
Крупный план токарной обработки с ЧПУ в действии. [Источник]
Какой материал можно обрабатывать на станке с ЧПУ?
Существует множество материалов, которые можно использовать для токарной обработки с ЧПУ, как показано в этом руководстве. Однако наиболее распространенными являются металлические сплавы, такие как алюминий.
Что такое токарный станок с ЧПУ?
Токарные станки с ЧПУ или токарные станки с ЧПУ представляют собой станки, которые вращают брусок материала, позволяя режущему инструменту удалять материал из бруска до тех пор, пока не останется желаемый продукт.
Сам материал прикреплен к основному шпинделю и вращается им, в то время как режущий инструмент может перемещаться по нескольким осям. Типы деталей, создаваемых на токарном станке с ЧПУ, часто бывают цилиндрическими или симметричными относительно оси.
Какие части токарного станка с ЧПУ?
Вы можете разбить станки с ЧПУ на следующие части, и если вы хотите изучить их подробнее, эта статья может помочь:
Передняя бабка
Токарный станок с ЧПУ Станина
Чак
Задняя бабка
Перо задней бабки
Ножной переключатель/педаль
Панель управления ЧПУ
Револьверная головка
Каковы преимущества токарной обработки с ЧПУ?
Обработка с ЧПУ намного лучше, чем ручная обработка, по нескольким конкретным причинам:
Точность: Программирование ЧПУ для выполнения задания обеспечивает последовательную и точную резку для обеспечения качества продукции. Его можно повторять снова и снова в одной и той же манере.
Экономическая эффективность: стоимость найма человека для ручной обработки деталей в больших масштабах намного дороже, чем использование машины, поскольку машина не устает, не нуждается в перерывах на обед и теоретически может работать круглосуточно и без выходных.
Скорость: токарная обработка с ЧПУ позволяет производить сотни и сотни деталей, сохраняя неизменность конечного продукта.
В чем разница между токарной и фрезерной обработкой с ЧПУ?
В то время как токарная обработка с ЧПУ вращает деталь для резки, фрезерная обработка с ЧПУ вращает инструмент для резки детали.
Токарная обработка с ЧПУ обычно используется для цилиндрических деталей, поскольку вы полагаетесь на вращение самой детали и создаете трение для удаления материала, когда режущий инструмент помещается на нее.
С другой стороны, фрезерование с ЧПУ позволяет создавать более сложные детали, поскольку вращается режущий инструмент (а не материал).
Разница между токарной и фрезерной обработкой на станках с ЧПУ. [Источник]
В чем разница между станками с ЧПУ и станками с ЧПУ?
ЧПУ — это станки с числовым программным управлением, тогда как ЧПУ — это станки с числовым программным управлением. Хотя оба они являются автоматическими машинами, которые в большинстве случаев работают с металлическими деталями и запрограммированы на выполнение желаемой операции, они различаются по принципу действия.
Числовое управление (ЧПУ) Машины управляются с помощью перфокарт, которые вводятся в машину, что затрудняет изменение программ. Даже для того, чтобы внести небольшое изменение в программу, ленту нужно было удалить, изменить и вернуть обратно в машины.
Компьютер с числовым программным управлением (ЧПУ) Станки имеют встроенный компьютер для хранения программ и изменения программы с помощью системы управления на станке.
Что такое токарная обработка с ЧПУ?
Процесс токарной обработки с ЧПУ включает в себя прикрепление материала к шпинделю станка с ЧПУ, а режущий инструмент движется линейно, воздействуя на материал и удаляя ненужный материал до тех пор, пока не останется готовая деталь.
Токарные станки с ЧПУ представляют собой передовые станки с числовым программным управлением. Они могут иметь 3, 4 или даже 5 осей, а также множество возможностей резки, включая фрезерование, сверление, нарезание резьбы и, конечно же, токарную обработку. Часто эти станки имеют закрытую конструкцию, чтобы любой разрезаемый материал, охлаждающая жидкость и компоненты оставались внутри станка.
Токарные станки с ЧПУ являются более совершенными формами токарных станков с ЧПУ. Оба являются станками, которые вращают брусок материала, позволяя режущему инструменту удалять материал из бруска до тех пор, пока не останется желаемый продукт. Однако токарные станки, как правило, имеют только 2 оси и только один шпиндель, тогда как токарные центры могут иметь до 5 осей и гораздо более универсальны с точки зрения режущей способности. Кроме того, токарные станки не имеют защитного кожуха вокруг станка и просто не обладают высокими производственными возможностями токарных центров.
Существует две широкие категории токарных станков с ЧПУ (центры), которые включают горизонтальные токарные станки и вертикальные токарные станки .
Оптимальные температуры стола и хот энда для 3D печати PLA
3DPrintStory
  
Процесс 3D печати
  
Оптимальные температуры стола и хот энда для 3D печати PLA
В идеальном мире существовала бы идеальная температура, при которой вы могли бы один раз настроить свой 3D принтер и просто нажать кнопку начала 3D печати. Но в реальности идеальной температуры для PLA пластиков не существует. И для того, чтобы получить хороший результат 3D печати, надо потратить некоторое время и приложить усилия.
PLA довольно снисходителен, когда дело касается температуры, и если вы не слишком отклоняетесь от рекомендованных температур 3D печати, то результат будет хорошим. Более того, PLA — отличный вариант для старта в мире 3D печати и экспериментов, поскольку его легче использовать, чем, например, ABS или PETG.
При проверке диапазонов подходящих температур следует помнить одну важную вещь: разные марки и даже цвета PLA пластиков могут отличаться оптимальными температурами 3D печати.
Оптимальный диапазон температур для хот энда
Как уже упоминалось выше, было бы классно знать одну температуру для печати PLA материалами, но по факту ее нет. Есть рекомендованный диапазон, в пределах которого вам надо подстроить температуру сопла вашего 3D принтера. Для PLA пластиков рекомендованный диапазон температур хот энда составляет от 190° C до 220° C.
Если во время 3D печати вы замечаете, что слои не прилегают друг к другу, можете повысить температуру в пределах указанного выше рекомендованного диапазона. С другой стороны, охлаждение хотэнда может улучшить качество 3D печати. Если экструдер слишком горячий, нить PLA может стать очень мягкой и хрупкой. Это приводит к тому, что модель печатается с визуальными дефектами.
Признаки неправильной температуры хот энда 3D принтера
Еще один индикатор того, что хот энд слишком горячий — если ваш 3D принтер плохо печатает мосты. Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.
Между тем, если 3D модель недостаточно хорошо схватывается со столом, то это может быть признаком недостаточной температуры хот энда. Холодный хот энд также может затруднить формирование качественных углов на ваших 3D моделях.
Один из лучших способов достичь идеальной температуры хот энда — это поэкспериментировать. Медленно регулируя температуру, повышая или понижая, вы постепенно найдете оптимальную именно для вашего 3D принтера и пластика температуру.
Пластики от разных производителей и разных цветов также влияют на оптимальную температуру хот энда. Например, катушка с черным PLA, может отлично печатать при температуре около 215° C, а аналогичная катушка синего цвета от того же производителя покажет себя хорошо при 210° C. Даже небольшие различия температур могут значительно повлиять на качество ваших 3D моделей.
Лучшие диапазоны температур стола для 3D печати
Столы с подогревом очень сильно влияют на качество 3D-печати. Хотя они есть не на всех 3D принтерах, для тех, где они установлены, температуру тоже надо настраивать корректно. Несмотря на то, что рекомендуемая температура стола для 3D печати PLA составляет 70° C, это не всегда работает идеально. Есть рекомендации по диапазону температур стола с подогревом от от 55° C до 70° C для PLA пластиком. Так что температуру стола также как и хот энда стоит настроить под собственные реалии.
Признаки неправильной температуры стола 3D принтера
Самый очевидный признак того, что температура вашего стола слишком низкая — это то, что ваши 3D модели к нему не прилипают. Если они плохо прилипают, вы можете немного поднять температуру. Более теплый стол 3D принтера может помочь смягчить пластик, позволяя ему лучше схватиться в основании модели. Только будьте осторожны, чтобы не перегреть стол, иначе вы столкнетесь проблемой «слоновья лапа». Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
«Слоновья нога» проявляется особенно сильно, особенно когда 3D модель очень тяжелая, поскольку на нее оказывается большее давление. Этот неприятный побочный эффект легко исправить, немного уменьшив температуру стола 3D принтера. И опять таки, не переусердствуйте и не сделайте температуру слишком низкой. Везде нужна мера!
Внешние воздействия
Внешние эффекты также могут повлиять на температуру печати PLA пластиком. Если, например, из окна дует прохладный ветерок, можно повысить температуру хот энда и стола для 3D печати на пару градусов. Вентиляционные отверстия для кондиционирования воздуха также могут понижать температуру 3D печати.
Для минимизации воздействия внешних факторов настоятельно рекомендуем сделать корпус для вашего 3D принтера. Что касается температуры, то корпус выполняет две функции: не позволяет внешней температуре влиять на ваши 3D модели и удерживают тепло внутри.
Вариантов проектов корпусов для 3D принтеров в открытом доступе довольно много, так что не стесняйтесь, погуглите либо сделайте собственный. В качестве материалов для корпуса часто используют фанеру, оргстекло и крепежные детали, которые печатают на том же 3D принтере.
Как найти оптимальные настройки температуры 3D принтера?
Выше уже уже не раз упоминалось, но повторимся еще раз: лучший способ определить температуру стола и хот энда — это метод проб и ошибок в ваших конкретных условиях, с вашим 3D принтером, вашим пластиком и месте, где 3D принтер стоит во время печати. Если вы обнаружите, что ваши изделия неровные, немного уменьшите температуру хот энда. Если ваши модели не прилипают к столу, возможно, вам нужно снизить температуру хот энда и повысить температуру стола. «Слоновья лапа» также может быть ключевым индикатором того, что ваш стол слишком горячий.
Так что экспериментируйте в рекомендованных диапазонах и у вас получится отличная 3D печать PLA пластиком!
Температура плавления пластика на 3D-принтере и тонкости её выбора
Содержание
Виды пластиков и их температуры плавления
PLA
ABS
PETG
HIPS
SBS
Nylon
TPU
PVA
PEEK
Композитные пластики
Настройка температуры на принтере
Правильная установка термопары в хотенде
Настройка прошивки
Настройка PID
Температура размягчения и постобработка
Универсальная таблица
В мире 3D-печати существует множество различных пластиков, обладающих различными характеристиками, в том числе и разными температурными режимами. Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
Виды пластиков и их температуры плавления
Самым важным является выбор температуры сопла, ведь от нее зависит как именно пластик будет выдавливаться и прилипать к предыдущим слоям.
Слишком высокая приведет к нарушению геометрии модели, появлению полостей или даже к поломке принтера. На модели это также отразится: пластик не будет успевать застыть в том месте, куда его выдавил принтер, и немного сдвигаться. Также, при слабом охлаждении горла, в нем будут возникать пробки, полностью останавливающие печать.
А при слишком низкой температуре пластик может выдавливаться в недостаточном объеме, тем самым ухудшая прочность и внешний вид модели. Если пластик будет слишком твердым, то принтер не сможет продавить необходимый объём.
Температура стола важна для прилипания (адгезии) первого слоя. Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
PLA
Данная аббревиатура расшифровывается как полилактид. Изготавливается из кукурузы и сахарного тростника, вследствие чего PLA является одним из самых безопасных пластиков для бытового использования. Из-за лёгкости 3D-печати и низкой токсичности этот пластик является самым популярным для начинающих 3D-печатников.
Настройки температур:
Температура сопла: 190-210°C
Температура стола: 60-70°C
Скорость вентилятора: 100%
Температура печати PLA пластиком является одной из самых низких среди всего разнообразия материалов, но стоит обратить внимание на скорость вентилятора обдува модели, так как этот пластик остается гибким в большом диапазоне температур. При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
ABS
Несмотря на сложности при 3D-печати этим пластиком, он является вторым по популярности, так как сочетает дешевизну и универсальность. Намного гибче, чем PLA пластик, что позволяет печатать пружины и гнущиеся детали. Из-за меньшей прочности его легче обрабатывать механическим образом: надфилями и наждачной бумагой. Но из-за выделения токсинов при нагреве этот пластик лучше не использовать при печати посуды или кухонных приспособлений.
Настройки температур:
Температура сопла: 230-250°C
Температура стола: 90-100°C
Скорость вентилятора: 50-75%
ABS пластик имеет большую усадку, поэтому скорость вентилятора лучше не увеличивать выше 40-60%, но если есть маленькие детали или печать мостов, то скорость можно увеличить до 75-80%. При слишком быстром остывании деталь может потрескаться прямо во время печати.
Прочность данного пластика сильно зависит от температуры, поэтому если точность не столь важна, то температуру лучше увеличить вплоть до 250°C. Если печатать с самой низкой температурой, то прочность детали может уменьшиться в 2 раза, относительной той же модели, напечатанной при максимально допустимой температуре.
Будьте осторожны: при печати ABS пластиком в закрытом помещении у вас может возникнуть головокружение или головная боль! Печать на 3D-принтере необходимо проводить в хорошо проветриваемых помещениях, закрывая 3D-принтер от прямого сквозняка, чтобы испарения из пластика не вредили вам.
PETG
Данный пластик имеет большую химическую стойкость, поэтому его используют при изготовлении посуды. При этом он объединяет прочность PLA пластика и гибкость ABS. Но необходима долгая настройка правильных температур именно для вашего принтера, чтобы убрать все дефекты печати.
Настройки температур:
Температура сопла: 230-260°C
Температура стола: 60-90°C
Скорость вентилятора: 25-50%
Часто встречается проблема с “волосками” в некоторых частях модели. В таких случаях можно увеличить расстояние ретракта. Изменение температуры почти никак не изменит ситуацию. Из-за малой адгезии пластика к самому себе, скорость вентилятора не следует настраивать выше 50%, иначе модель будет легко разламываться между слоями.
HIPS
Этот пластик используется в качестве материала поддержек при печати на принтерах с несколькими экструдерами. Обычно основным пластиком выступает ABS или PLA, так как они нейтральны к D-лимонену, а HIPS в нём полностью растворяется. Это позволяет получить почти идеальное качество нависающих элементов.
Настройки температур:
Температура сопла: 230-240°C
Температура стола: 90-100°C
Скорость вентилятора: 0%
Так как прочность и твёрдость данного пластика крайне мала (иногда его можно продавить ногтем), его не следует использовать как основной материал модели. Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
SBS
Основным свойством данного пластика является прозрачность и гибкость. Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
Настройки температур:
Температура сопла: 220-230°C
Температура стола: 60-80°C
Скорость вентилятора: 50-100%
Совет: Если необходимо распечатать герметичную деталь, то поток следует увеличить на 1-2%. Это увеличит расхождение размеров относительно модели, но сделает модель полностью герметичной.
Nylon
Данный пластик многим знаком в повседневной жизни благодаря одежде из нейлона. Используется в изготовлении шестерней и других подвижных элементов из-за своей гибкости, прочности и малого коэффициента трения.
Настройки температур:
Температура сопла: 240-260°C
Температура стола: 70-90°C
Скорость вентилятора: 0-25%
Пластик требует долгого выбора правильных температур, так как имеет множество проблем: плохая спекаемость между слоями, низкая адгезия, гигроскопичность (способность впитывать влагу из воздуха). Последняя характеристика крайне важна, так как она кардинально меняет поведение пластика. Из-за наличия частичек воды в пластике, модель становится очень хрупкой, а поверхность шероховатой, например, как на фото ниже.
Поэтому крайне важно хранить пластик в сухости. А если неизвестно, набрал ли пластик влагу, то лучше его просушить с помощью специальных устройств или в духовке при температуре 60-70°C на протяжении 2-5 часов.
TPU
Некоторые называют данный пластик “резиновым”. И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
Настройки температур:
Температура сопла: 210-240°C
Температура стола: 50-70°C
Скорость вентилятора: 50-100%
Из-за его гибкости могут возникнуть проблемы при печати, а именно зажевывание пластика в механизме подачи. Печатать этим пластиком рекомендуется только в директ экструдерах при маленьких скоростях, не превышающих 40 мм/с. Можно попробовать печатать им в боуденах, но тогда скорость должна быть не более 20-30 мм/с, так как иначе филамент будет сворачиваться в трубке и печать прекратиться.
Причиной данной неполадки служит зазор между отверстием, где филамент выходит из экструдера, и шестерней подачи. Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
PVA
Водорастворимый пластик, использующийся для печати поддержек. Обладает малой прочностью, из-за чего использование в качестве основного материала детали невозможно. В отличии от HIPS, обладающим схожими свойствами и применением, PVA намного легче удалять с детали, так как даже при нагреве и растворении в воде он остается абсолютно безвредным.
Настройки температур:
Температура сопла: 220-230°C
Температура стола: 65-75°C
Скорость вентилятора: 0-50%
Так как данный пластик необходим только для создания поддержек, то обдув лучше не использовать. Если же необходима качественная деталь, полностью состоящая из PVA пластика (например, растворимая пробка или крепление), то скорость обдува должна быть ниже 50%, так как адгезия слоев у данного пластика крайне мала. Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Bestfilament
PC
Расшифровывается данное название как поликарбонат. Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.
Настройки температур:
Температура сопла: 290-310°C
Температура стола: 90-120°C
Скорость вентилятора: 0-25%
Так же как PETG, данный пластик очень гигроскопичен, поэтому требует хранение в сухом пространстве, а лучше в пакете с силикагелем. Из-за необходимости поддержания высоких температур и особенностей хранения, поликарбонат мало распространен в 3D-печати.
PEEK
Данный пластик является сложным для 3D-печати, но при этом обладает выдающимися механическими характеристиками. Поэтому из него изготавливают детали, рассчитанные на работу с большой нагрузкой и трением. Также он нейтрален к различным химикатам.
Настройки температур:
Температура сопла: 350-410°C
Температура стола: 120-150°C
Скорость вентилятора: 0-25%
Для печати PEEK необходимо иметь профессиональные 3D-принтеры. Если использовать 3D-принтер, предназначенный для домашнего использования, то есть вероятность сжечь экструдер и нагревательный элемент в нём. Также необходима нагреваемая термокамера.
Композитные пластики
В данную категорию можно отнести филаменты, содержащие частички какого-либо материала. Такой материал состоит из двух частей: основа (обычно PLA, ABS или иной пластик) и добавляемый компонент (древесина, металл, керамика или углеродные волокна) . Различаются данные пластики не только по виду добавляемого компонента, но и по процентному содержанию. Обычно чем выше содержание дополнительного компонента, тем сильнее свойства пластика отличаются от свойств основы.
Температура зависит от основы, из которой состоит филамент. Все необходимые параметры необходимо узнать у производителя.
Общей особенностью всех пластиков данной категории является необходимость использования сопла с большим диаметром выходного отверстия (от 0.5мм). Иначе сопло быстро забьётся добавляемым компонентом. Также крайне важен материал сопла, так как обычные латунные сопла быстро сотрутся. Обычно хватает сопел из закаленной стали.
Настройка температуры на принтере
Прежде чем приступать к печати очень важно быть уверенным, что принтер нагревает сопло до правильной температуры и делает это без скачков. Для этого нужно удостовериться в настройке прошивки принтера и правильности установки термопары.
Правильная установка термопары в хотенде
Принтер получает данные о температуре хотенда с помощью термопары, которая устанавливается в хотенд. Обычно для этого есть специальное отверстие, в него нужно как можно глубже вставить термопару. Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
Внимание: плохо закреплённая термопара может выпасть из хотенда, тем самым создавая вероятность возникновения пожара!
Настройка прошивки
Если принтер собирается самостоятельно, то важно выбрать тип термопары в прошивке. Если вы собираетесь использовать прошивку Marlin, то необходимо зайти в файл Configuration.h, и найти строку:
#define TEMP_SENSOR_0 0
На месте последней цифры может стоять не ноль, а другая цифра. В большинстве случаев, если у вашего принтера стоит термистор в виде “капельки”, то вместо последней цифры необходимо поставить 1. В итоге у вас должна получиться строка:
#define TEMP_SENSOR_0 1
Если принтер определяет температуру неправильно, то стоит попробовать изменить последнюю цифру на иную. Список цифр и термопар, которые они обозначают, написан над этой настройкой.
Такая же настройка есть и у стола, её можно найти по строке:
#define TEMP_SENSOR_BED 0
Здесь также следует поменять 0 на 1.
Настройка PID
Под этой аббревиатурой скрывается сложное название: пропорционально-интегрально-дифференциальный регулятор. Если говорить простым языком, то это функция, позволяющая точнее держать температуру в заданных рамках. Так как принтер может только включать и выключать нагревательный элемент, то единственный способ контроля температуры это выключение нагревательного элемента при достижении необходимой температуры, и включение его, если температура упала ниже заданного значения. Но в таком случае температура будет сильно “скакать” из-за инертности нагревателя. Именно для этого и существует функция PID — компенсировать инертность нагревателя. Но для каждого принтера необходима своя настройка PID, так как инертность может сильно отличаться в зависимости от многих параметров.
Для настройки PID необходимо проводное подключение к принтеру. Для отправки команд лучше всего использовать Repetier-Host. Как только вы подключитесь к принтеру, на него нужно отправить команду:
M303 C3 S210
Здесь цифра, стоящая после C отвечает за количество циклов нагревания-остывания, через которые пройдёт принтер, а цифра после S отвечает за температуру, для которой настраивается PID. Несмотря на то, что настраиваться принтер будет на определенной температуре, эти настройки подойдут и для более высоких температур.
После некоторого времени принтер отправит в консоль значения трёх параметров PID: Kp, Ki и Kd. Эти параметры и отвечают за настройку PID. Чтобы ввести эти цифры в настройку принтера нужно отправить команду:
M301 P14. 82 I0.8 D68.25
Здесь после букв P, I и D идут соответствующие значения Kp, Ki, и Kd из предыдущего шага. Если ввести эту команду, то настройка PID сохранится только до выключения принтера. Можно добавить эту команду в стартовый GCODE для каждой модели, которую вы будете печатать. В некоторых принтерах можно изменить эти параметры через меню самого принтера.
Температура размягчения и постобработка
После 3D-печати можно обработать деталь с помощью воздействия высокой температуры. Это позволяет увеличить ее прочность и изменить геометрию детали. В домашних условиях для этих целей можно использовать духовку. Но следует быть осторожным: некоторые пластики при нагреве выделяют опасные вещества, поэтому лучше использовать другие методы. Например, альтернативой может послужить паровая баня, горячая вода или фен. Главным параметром такой обработки является температура. Необходимо иметь достаточно высокую температуру, чтобы материал модели начал переходить из твёрдого состояния в вяло-текучее, но не превышать некоторый порог температуры, после которого деталь может неконтролируемо изменить свою геометрию.
Список пластиков и их температур размягчения:
PLA ‒ 70°C
ABS ‒ 105°C
PETG ‒ 80°C
HIPS ‒ 85°C
Nylon ‒ 125°C
TPU ‒ 95°C
PC ‒ 145°C
PEEK ‒ 255°C
Данные относительно неточные, так как у пластиков нет определенной температуры, когда они полностью переходят в из одного состояния в другое.
Универсальная таблица
Для тех, кто часто использует различные пластики, мы подготовили таблицу, содержащую всю необходимую информацию для настройки температуры 3D-принтера “на лету”.
Пластик
Температура сопла, °C
Температура стола, °C
Скорость обдува, %
Особенности
PLA
190 — 210
60 — 70
100
Безопасность
Прочность
ABS
230 — 250
90 — 100
50 — 75
Гибкость
PETG
230 — 260
60 — 90
25 — 50
Химически нейтрален
Устойчивость к трению
HIPS
230 — 240
90 — 100
0
Растворимые поддержки
SBS
220 — 230
60 — 80
50 — 100
Прозрачность, большая гибкость
Nylon
240 — 260
70 — 90
0 — 25
Химически нейтрален
Термостойкость
TPU
210 — 240
50 — 70
50 — 100
Огромная гибкость
Морозостойкость
PVA
220 — 230
65 — 75
0 — 50
Водорастворимость
PC
290 — 310
90 — 120
0 — 25
Прочность
Теплостойкость
PEEK
350 — 410
120 — 150
0 — 25
Прочность
Тепло-/морозостойкость
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Raise3D
Настройки температуры слоя PLA и температуры печати
Нить из полимолочной кислоты (PLA) является наиболее популярным материалом для потребительской 3D-печати FDM, и есть несколько причин, почему это так. Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.
При этом найти идеальную температуру слоя PLA и температуру печати не всегда просто. Хотя материал обычно требует низких температур, идеальный диапазон может варьироваться в зависимости от марки нити и типа оборудования для 3D-печати. И, как и в случае с другими нитями, печать ниже или выше оптимального диапазона температур может привести к таким проблемам, как недоэкструзия или натяжение. Кроме того, особенно низкая температура плавления PLA делает его восприимчивым к целому ряду связанных с температурой проблем 3D-печати даже после того, как он был напечатан.
Эта статья служит вводным руководством по настройке температуры слоя PLA и температуры печати. Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.
Одним из ключевых преимуществ PLA, особенно для начинающих, является возможность печати без подогрева печатной платформы. Это делает его пригодным даже для недорогих принтеров без возможности нагрева стола.
Как правило, для материалов для 3D-печати FDM нагретый стол обеспечивает некоторые важные преимущества. Во-первых, это помогает прилипанию к кровати. Когда температура печатной платформы выше температуры окружающей среды, первый слой экструдированного волокна дольше остается мягким, что дает больше времени для адгезии первого слоя. Кроме того, когда нагреваемый стол в конце концов выключается, быстрое снижение температуры может облегчить удаление деталей; в некоторых случаях готовые детали просто «выскакивают» из поверхности сборки. Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания.
Температура слоя PLA должна быть около 50 °C или вообще быть ниже
Из-за низкой температуры печати PLA на самом деле достаточно устойчив к проблемам с адгезией первого слоя и деформации, особенно по сравнению с такими распространенными альтернативами, как ABS. Однако использование нагреваемого стола 3D-принтера иногда может привести к лучшим результатам при печати PLA, особенно когда комнатная температура ниже или при печати особенно больших деталей.
Если для печати PLA используется нагретая рабочая пластина, лучше всего подходит температура около 50 °C. Cura, популярное приложение для слайсеров, использует значение 60 °C в своем профиле печати PLA. Вот некоторые рекомендуемые настройки температуры печатной платформы PLA от различных производителей материалов:
MatterHackers СЕРИЯ СЕРИЯ PLA: 40 ± 15 ° C
Fillamentum Extrafill PLA: 55 ° C
Ultimaker PLA: 60 ° C
Примечание. влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
При попытке получить наилучшие результаты от нити PLA температура сопла или горячего конца важнее, чем температура слоя. Температура печати влияет на печать несколькими способами: более высокие температуры улучшают текучесть материала, обеспечивая более быструю печать и хорошее сцепление между слоями.[1] Однако слишком высокая температура может привести к чрезмерному расплавлению экструдированных слоев, которые затем провисают и вызывают деформацию детали, в дополнение к другим проблемам, таким как случайное просачивание материала из сопла. Таким образом, использование самой низкой температуры, которую вы можете себе позволить, может привести к наилучшему визуальному результату.
Для PLA требуется более низкая температура сопла, чем для ABS или PETG. Для сравнения, это примерно на 50 °C холоднее, чем для ABS, и на 30 °C холоднее, чем для PETG. Причиной низкой температуры печати PLA является очень низкая (около 60 °C) температура стеклования материала.[2] Однако оптимальная температура печати зависит от нескольких переменных. К ним относятся конкретный сорт нити, скорость печати (для более быстрой печати требуется более высокая температура) и размер сопла (для больших диаметров требуется более высокая температура).
Вместо того, чтобы пытаться вычислить все эти различные переменные одновременно, лучший способ определить температуру печати PLA — выполнить несколько тестовых отпечатков, как описано в последнем разделе этой статьи.
Большинство пользователей принтеров FDM устанавливают температуру печати PLA примерно на 210 °C. Вот некоторые рекомендуемые настройки температуры печати PLA от ряда производителей материалов:
Неудачные или низкокачественные отпечатки из PLA часто являются результатом слишком высоких температур платформы или печати. Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Признаки чрезмерной температуры платформы PLA:
Слоновья лапка: распространенная проблема печати PLA — это когда первые несколько слоев отпечатка выпячиваются наружу из-за чрезмерного расплавления нагретой печатной платформы, а затем подвергаются нагрузке от последующих слоев. Слоновью ногу можно решить, уменьшив температуру кровати или полностью отключив функцию нагрева.
Чрезмерная адгезия: Нагретый слой может улучшить адгезию первого слоя деталей из PLA. Но установка слишком высокой температуры слоя может фактически привести к слишком хорошему прилипанию детали и необходимости тщательного соскабливания, чтобы удалить ее с поверхности сборки. Немного более низкие температуры могут поддерживать адгезию, уменьшая при этом потребность в соскабливании и растирании.
Признаки чрезмерной температуры печати PLA:
Тепловая ползучесть: если температура сопла слишком высока, оно может непреднамеренно расплавить нить за пределами обозначенной зоны плавления, особенно при использовании цельнометаллического хотэнда. Тепловая ползучесть часто возникает в середине печати, после того как температура постепенно поднимается вверх по горячему концу, что приводит к неоднородным или неполным участкам.
Провисание: При печати при слишком высокой температуре детали из PLA могут провисать и провисать, особенно во время соединения (печать неподдерживаемых горизонтальных элементов). Часто эту проблему можно решить, снизив температуру печати или увеличив мощность охлаждающего вентилятора. Обратите внимание, однако, что чрезмерное охлаждение потенциально может привести к другим проблемам, таким как плохая межслойная адгезия.
Вытекание и натяжение: Высокая температура сопла может привести к непреднамеренной утечке материала из сопла во время движения. Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Рекомендуемое чтение: Натяжка 3D-принтера: как исправить
Низкие температурные требования PLA означают, что проблемы, вызванные слишком низкой температурой, встречаются реже. Тем не менее, эти проблемы все же могут возникнуть при определенных обстоятельствах: при использовании нестандартного филамента PLA, когда температура окружающей среды особенно низкая или при использовании сопла большого диаметра, например.
Симптомы недостаточной температуры платформы PLA:
Плохая адгезия первого слоя: В редких случаях PLA может не прилипать к платформе печати, что приводит к смещению детали и окончательному отказу печати. Эту проблему можно решить, увеличив температуру слоя, но другие решения могут включать снижение мощности охлаждающего вентилятора, очистку поверхности сборки (или нанесение клеевого покрытия) и выравнивание слоя.
Признаки недостаточной температуры печати PLA:
Недоэкструзия: При печати PLA недостаточная температура сопла может привести к недоэкструзии, что может проявляться в виде отверстий в отпечатке или шероховатой текстуры поверхности.
Засоры и замятия: Недостаточная температура может привести к недостаточному расплавлению нити PLA, что может привести к засорению сопла и застреванию, которое прерывает печать. Эти проблемы можно решить, повысив температуру печати или используя более широкое сопло.
Рекомендуемое прочтение: Как исправить при экструзии: техническое обслуживание и настройки печати
Производители нитей PLA обычно предоставляют рекомендуемые настройки температуры слоя и температуры сопла, оптимизированные для их уникального продукта. Однако в некоторых случаях эти рекомендуемые настройки не приводят к удовлетворительным результатам.
Один из способов найти оптимальную температуру печати PLA для вашей конкретной установки 3D-печати — принтера, сопла, материала и т. д. — это запустить несколько тестовых отпечатков и оценить результаты. Но вместо того, чтобы печатать набор обычных деталей, может быть полезно распечатать конкретную 3D-модель, известную как термометр.
Термостат, демонстрирующий отказ при самой низкой температуре
Термостат, подобный этому, состоит из нескольких горизонтальных блоков, каждый из которых печатается при постепенно более высокой или более низкой температуре, чем предыдущий. Цифры напечатаны на боковой стороне башни (200, 205, 210 и т. д.), поэтому пользователь может быстро определить, какой блок был напечатан при какой температуре. Каждый блок временной башни обычно содержит такие элементы, как зазоры, выступы и тонкие элементы, что дает четкое представление о производительности принтера при различных настройках температуры.
Конечно, распечатать градирню температуры немного сложнее, чем обычную печать, потому что слайсер должен указывать принтеру регулировать температуру при каждом соответствующем приращении. (Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
Когда термометр закончит печать, пользователи могут просто визуально проверить отпечаток, чтобы увидеть, какие блоки были напечатаны хорошо. а у которых нет. Блок с наименьшими нитями или артефактами и лучшим качеством мелких деталей указывает на оптимальную температуру печати для материала при данной конкретной настройке печати.
Как правило, наилучшая температура слоя PLA составляет около 50 °C, а наилучшая температура печати PLA — около 210 °C. Однако, как мы видели, на оптимальный температурный диапазон могут влиять разные факторы, что делает обязательным тестирование при первой печати PLA.
[1] Ванаи Х.Р., Раисси К., Делигант М., Ширинбаян М., Фитусси Дж., Хеллади С., Чархчи А. К пониманию влияния температуры на прочность сцепления, размеры и геометрию 3D-печатных деталей. Журнал материаловедения. 2020 окт;55(29):14677-89.
[2] Bergström JS, Hayman D. Обзор механических свойств и моделирования материалов полилактида (PLA) для медицинских применений. Анналы биомедицинской инженерии. 2016 февраль;44(2):330-40.
КАК ДОСТИГНУТЬ ПРИ ПЕЧАТИ ИЗ PLA
Давайте углубимся в детали 3D-печати нитью PLA. Мы обсудим, что такое PLA и как заставить его работать с вашим принтером, как найти правильную температуру и на каких поверхностях печатать.
PLA — прекрасный материал для 3D-печати. Это возобновляемый, биоразлагаемый ресурс. Он нетоксичен и имеет приятный запах при печати. Нить PLA выпускается в широком диапазоне цветов, и благодаря своим тепловым характеристикам с ее помощью особенно легко получать отличные отпечатки.
Содержание
Что такое PLA
Правильный выбор первого слоя
Печать на синей ленте
Печать на стекле с подогревом стола
Другие поверхности для печати
Правильная температура
Замена нити
Печать с помощью Makerbot Replicator
Краткий справочник температуры PLA MatterHackers
Что делать, если что-то пойдет не так
ЧТО ТАКОЕ PLA
PLA или полимолочная кислота представляет собой термопластичный полиэфир. Его обычно получают из возобновляемых ресурсов, таких как кукурузный крахмал, корни тапиоки или сахарный тростник. Одна из самых привлекательных особенностей PLA заключается в том, что он естественным образом разлагается под воздействием окружающей среды. Например, изделие из PLA в океане имеет время деградации от шести месяцев до двух лет. Сравните это с обычным пластиком, который разлагается от 500 до 1000 лет. Важно отметить, что, хотя PLA будет разлагаться в открытой природной среде, он очень прочен при использовании в любом обычном приложении, таком как печатная игрушка или важная часть принтера. В этом отношении вы можете думать о нем как о железе. Если вы подвергнете его постоянному воздействию влаги или оставите снаружи, он «заржавеет» и вскоре станет непригодным для использования. Но если бы он был у вас дома, вы бы ожидали, что он продлится почти бесконечно.
PLA используется во многих отраслях промышленности: от упаковки пищевых продуктов (например, бутылок с водой на фото) до биоразлагаемых медицинских имплантатов, таких как швы, тканевые винты и кнопки. PLA бывает нескольких марок; научный, медицинский, безопасный для пищевых продуктов, а затем к типу PLA, используемому в потребительской 3D-печати. Естественная температура плавления PLA составляет около 80°C, но его смешивают с другими пластиками, чтобы сделать его пригодным для 3D-печати.
Если вы печатали с помощью ABS, вы обнаружите, что PLA более твердый, изнашивается медленнее и с ним легче получить хорошую плоскую деталь. PLA менее термически сжимается, и из него гораздо легче печатать большие детали. Следует учитывать, что более жесткая и твердая также означает, что она более хрупкая. Если деталь, которую вы печатаете, будет использоваться там, где она может подвергаться сильным ударам или резким столкновениям, PLA может быть не лучшим материалом.
Еще одно важное соображение при печати деталей из PLA – это знание того, каким температурам они будут подвергаться. PLA становится мягким при температуре 70–80 °C и деформируется при использовании в условиях, когда температура остается выше этих значений в течение длительного времени. Вот почему вы должны использовать ABS или какой-либо другой материал рядом с экструдером. В MatterHackers мы обычно используем PLA для всех деталей нашего принтера, за исключением тех, которые находятся непосредственно вокруг экструдера (таких как x-каретка, монтажная пластина и блок экструдера), которые мы печатаем из ABS.
ПОДГОТОВКА ПЕРВОГО СЛОЯ
Первый слой является наиболее важной частью любого отпечатка. Есть несколько вещей, которые вам нужно сделать, чтобы первый слой хорошо приклеился.
Платформа для печати (или поверхность для печати) должна быть ровной.
Необходимо установить экструдер на нужной высоте от станины.
Вам нужен хороший базовый материал, к которому будет прилипать PLA.
ПЕЧАТЬ НА СИНЕЙ ЛЕНТЕ
Голубая лента или малярная лента — это один из самых простых и быстрых способов получить качественную печать из PLA. Вот краткий контрольный список вещей, которые вы хотите убедиться, что вы делаете.
Убедитесь, что синяя лента создает ровный слой. Не пропустите ни одного места. Не перекрывайте края.
Не нагревайте платформу при использовании Blue Tape, она плохо приклеится к PLA 9.0003
Замените все полоски ленты, поврежденные при снятии деталей.
Замените ленту после 5-10 отпечатков или когда детали перестанут прилипать.
Если ваш первый слой не прилипает, убедитесь, что печатающая головка находится достаточно близко, чтобы получилась красивая сплющенная линия из PLA. Если это не решит вашу проблему, вы можете увеличить «температуру первого слоя» с 5 до 10 градусов (начните с 5 и при необходимости увеличьте).
Голубая лента не идеальна, но очень проста в использовании и обычно дает отличные результаты. Однако иногда ваши детали могут отрывать ленту от стекла во время печати, и при этом вы увидите некоторую деформацию. Чтобы уменьшить вытягивание Blue Tape, мы добились отличных результатов, поместив Blue Tape поверх ленты PET, но это просто безумие :).
ПРИМЕЧАНИЕ. PLA плохо прилипает к синей ленте, когда она теплая. Вы не хотите нагревать кровать, если планируете печатать на Blue Tape. Кроме того, поверхность Blue Tape теряет способность удерживать деталь по мере использования. Вы должны заменить ленту, когда начнете видеть ухудшение адгезии (обычно где-то между 5-10 отпечатками на одном и том же месте).
ПЕЧАТЬ НА СТЕКЛЕ С ПОДОГРЕВОМ
Если у вас есть стол с регулируемой температурой, печать непосредственно на стекле может быть отличным вариантом. Рекомендуемая температура слоя для PLA составляет 70°C.
При печати на стекле чрезвычайно важно, чтобы уровень платформы и экструдер находились на нужной высоте. Если ваш экструдер находится слишком далеко от стекла, ваш PLA ВООБЩЕ не приклеится, если слишком низко, стекло полностью заблокирует выдавливание материала, и он ВООБЩЕ не приклеится.
Если первый слой не прилипает
1. Убедитесь, что кровать стоит ровно.
2. Убедитесь, что печатающая головка расположена достаточно близко, чтобы первый слой получился хорошо сплющенным.
3. Перед началом печати убедитесь, что экструдер достаточно запущен, чтобы нить попадала на платформу в течение всего первого слоя. В slic3r можно увеличить количество петель до 4 или 5 и более в зависимости от детали.
4. Очистите стекло денатуратом
Когда вы можете заставить его работать хорошо, стекло — это лучший способ печати PLA. Это создает отличный блестящий нижний слой, а нагретая платформа гарантирует, что детали останутся красивыми и плоскими.
ДРУГИЕ ПОВЕРХНОСТИ ДЛЯ ПЕЧАТИ
Печать на каптоновой ленте
Многие люди успешно печатают на каптоновой ленте. Для печати PLA на каптоновой ленте вам понадобится нагревательный стол. Раньше мы печатали на каптоновой ленте на подогреве, но после освоения печати на стекле больше не рекомендуем печатать на каптоновой ленте в качестве первого варианта. Процедура печати на каптоновой ленте почти идентична печати на стекле, но требует больше настройки и очистки. Если у вас есть советы о других преимуществах Kapton Tape, сообщите нам об этом. Мы всегда работаем над улучшением нашего процесса.
Печать на поликарбонате
Мы немного поэкспериментировали с поликарбонатом, слегка смазав его растительным маслом. Поликарбонат сработал, и печать получилась отличной. Однако эту часть было трудно удалить, и польза не была очевидна. Мы считаем, что этот метод заслуживает более подробного изучения, и мы будем обновлять этот раздел по мере того, как узнаем больше. На данный момент мы рекомендуем придерживаться Blue Tape.
УСТАНОВКА ПРАВИЛЬНОЙ ТЕМПЕРАТУРЫ
При работе с новым рулоном нити в первый раз мы обычно начинаем печать при температуре около 200°C, а затем регулируем температуру вверх или вниз с шагом 5 градусов, пока не получим качество печати и прочность части, чтобы быть в хорошем балансе друг с другом.
На что обратить внимание:
Если температура слишком высокая
Вы увидите больше нитей между отдельными частями вашего отпечатка, и вы можете заметить, что экструдер пропускает много пластика во время движения между отдельными областями печати. Если это произойдет, вы должны попытаться постепенно снизить температуру на 5 градусов, пока из экструдера не будет течь столько материала.
Иногда у вас будет материал, который просто менее вязкий, чем другие PLA, и будет больше течь даже при более низких температурах. Мы рекомендуем вам увеличить втягивание на несколько миллиметров (3-4 кажется хорошим числом для большинства всех PLA, которые мы пробовали).
Если температура слишком низкая
Вы либо увидите, что нить не прилипает к предыдущему слою, и у вас получится шероховатая поверхность (как на картинке ниже), либо вы получите деталь, которая не прочный и легко разбирается. В любом случае вам следует увеличить температуру на 5 градусов и повторить попытку, пока вы не получите хорошие линейные сегменты на каждом слое и не получите четкую часть после завершения печати.
Экструдированная нить недостаточно горячая
ЗАМЕНА НИТИ
При смене цветов PLA:
8
Пока экструдер холодный, установите температуру 80°C и подождите, пока он нагреется.
Когда вы достигнете 80c, удалите текущую нить из экструдера. Возможно, вы сможете вывернуть его вручную или вам может потребоваться перевернуть экструдер.
Если у вас возникли проблемы с удалением нити накала, увеличьте температуру до 100 °C и повторите попытку.
Увеличьте нагрев и загрузите новую нить в обычном режиме.
Пропускайте новый цвет через экструдер до тех пор, пока он не станет чистым и новый цвет не будет единственным, что выходит из экструдера. Если вы переключаетесь с темного цвета (например, черного) на светлый (например, белый или натуральный), запустите еще немного, чтобы убедиться, что у вас нет темного загрязнения:
.
Очистите шестерню экструдера и выдуйте любые частицы из входа экструдера.
Напечатайте что-нибудь, что вас не волнует, есть ли в нем кусочки предыдущего цвета, или запустите экструдер на несколько минут. Может потребоваться от 10 до 15 минут экструзии, прежде чем вы сможете быть уверены, что темный материал не будет смешиваться с более светлым материалом.
Примечание. Мы рекомендуем удалять нить в мягком состоянии, а не в полностью расплавленном, чтобы уменьшить вероятность отложения расплавленного материала на приводной шестерне экструдера или оставить материал высоко над входом в камеру расплава. Оба из них могут вызвать заедание и их трудно очистить. Мягкое удаление также помогает гарантировать, что вы вытащите все из наконечника экструдера.
ПЕЧАТЬ С ПОМОЩЬЮ MAKERBOT REPLICATOR
Экструдер Makerbot Replicators не такой мощный, как некоторые экструдеры RepRap с редуктором, поэтому вот несколько дополнительных советов, которые действительно могут помочь в достижении отличных результатов.
Убедитесь, что ваша кровать идеально выровнена.
Измерьте нить штангенциркулем. Сделайте 5 измерений, отбросьте нижнее и верхнее значения и усредните оставшиеся 3. Введите это число в качестве диаметра нити.
Очистите экструдер. Если у вас были проблемы, вам, вероятно, нужно это сделать.
Очистите зубья ведущей шестерни.
И БОЛЬШОЙ! Используйте крошечную каплю масла канолы на конце нити во время замены нити. Мы получили этот совет от клиента, и это было УДИВИТЕЛЬНО, с тех пор ни одного замятия нити!
ПРЕДСТАВЬТЕ, ЧТО ТЕМПЕРАТУРА 3D PLA БЫСТРЫЙ СПРАВОЧНИК
Рекомендуемый цвет Рекомендуемый диапазон
Black 195C 190-210C
Glow-In-The-The-The Dark 190C 185-205C
Все остальные цвета 210C 205-220C
Примечание: вам может понадобиться эксперимент с температурой. который лучше всего напечатает на вашем принтере. Температура окружающей среды, влажность, а также калибровка и уникальность вашего принтера играют определенную роль в том, какими будут ваши отпечатки.
ЧТО ДЕЛАТЬ, ЕСЛИ ДЕЛАЮТ НЕПРАВИЛЬНОЕ
Есть несколько ключевых моментов, которые необходимо проверить, если ваши отпечатки не работают. Но прежде чем мы рассмотрим решения, нам нужно кратко описать ваши симптомы.
«Я не могу приклеить первый слой.»
«Деталь имеет плохие внутренние слои и верхние поверхности».
Проверьте температуру экструзии (может потребоваться увеличить ее на 5 градусов)
Проверьте натяжение нити.
Очистите шестерню привода нити
«На внешних краях моих частей много маленьких выпуклостей.»
Источник лучше PLA. Мы обнаружили, что качество вашего печатного материала может иметь большое влияние на качество вашей детали. Улучшение PLA может помочь вам получить более качественные детали. Однако не спешите предполагать, что проблема в вашем PLA. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
«Высокие части моих отпечатков выглядят расплавленными или сплющенными».
«Мой принтер не печатает никаких материалов».
Очистите ведущую шестерню и отрегулируйте натяжение. Первое, что мы собираемся сделать, это очистить приводную шестерню, касающуюся нити, и убедиться, что у нас есть надлежащее натяжение нити. Обычно неправильное натяжение или засорение ведущей шестерни делает отпечаток более похожим на изображение, которое мы имеем для низкотемпературной нити, но иногда это все вместе препятствует экструзии. Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). .
Проверьте и устраните застревание между экструдером и горячей частью. Это самый экстремальный тип проблемы, потому что теперь пришло время разобрать вещи. Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PLA, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали.
Вертикально-фрезерный станок мод. 6820Ф1 является универсальным станком и подходит для решения большинства задач, связанных с обработкой малогабаритных деталей из стали, чугуна, алюминия.
Размер стола
2000х530 мм
Конус шпинделя
ISO50
Масса станка
7000 кг
Токарные станки с ЧПУ
СА500Ф2/Ф3/Ф4
Станки предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
Диаметр отверстия в шпинделе
55 мм
Наибольший диаметр заготовки,
устанавливаемой над станиной
500 мм
Наибольший диаметр заготовки,
обрабатываемой над суппортом
250 (290)* мм
Токарные обрабатывающие центры с наклонными направляющими
НТ250С05Ф3/Ф4
Станок сочетает в себе возможности для высокоскоростной обработки, высокую точность позиционирования и повторяемость, а также большой крутящий момент. Все эти особенности расширяют технологические возможности оборудования, позволяя более гибко подходить к выполнению задач.
Диаметр отверстия в шпинделе под пруток
⌀52 (⌀67)*мм
Наибольший диаметр заготовки, устанавливаемый над станиной
500 мм
Наибольший диаметр заготовки, обрабатываемой над суппортом
210 мм
НТ500Ф3/Ф4
Многофункциональные токарные обрабатывающие центры с ЧПУ предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилями, а также для нарезания всех видов резьб.
Диаметр отверстия в шпинделе
102 (62, 166) мм
Наибольший диаметр заготовки, устанавливаемой над станиной
700 мм
Наибольший диаметр заготовки, обрабатываемой над суппортом
600 мм
Трубонарезные станки с ОСУ (Ф2) и ЧПУ (Ф3)
СА983Ф2/Ф3
Станкостроительный завод «Саста» выпускает ряд специализированных станков для обработки труб и деталей трубных соединений, применяемых при добыче и транспортировке нефти и природного газа.
Диаметр отверстия в шпинделе
340 мм
Наибольший диаметр детали, устанавливаемой над станиной
830 мм
Наибольший диаметр, обрабатываемой над над суппортом
410 мм
Металлообрабатывающие станки из Тайваня уже в наличии на складе
Предлагаем новое оборудование производства Республики Тайвань для обработки металлов резанием:
1. Вертикально-фрезерный станок модели TLV-450APC с ЧПУ Fanuc компании TMT (Тайвань)
Обрабатывающий центр TLV-450APC с системой смены паллет предназначен для обработки изделий широкой номенклатуры с высокой производительностью.
Все основные элементы станка выполняются цельнолитыми из высококачественного чугуна. Впоследствии все они проходят операции термообработки для снятия внутренних напряжений и придания структуре деталей однородности по всему объему. Это определяет высокую стабильность геометрии станка и обеспечивает неизменность его точностных характеристик на протяжении срока службы.
Основные технические характеристики станка
№
Наименование
Ед. изм.
Значение
1.
Размер стола
мм
500 х 300
2.
Т-образные пазы стола, Размер х Количество х Шаг
тип
14 х 3 х 100
3.
Макс. нагрузка на стол
кг
200 х 2
4.
Максимальная высота заготовки
мм
290
5.
Величина рабочего хода по оси X
мм
450
6.
Величина рабочего хода по оси Y
мм
320
7.
Величина рабочего хода по оси Z
мм
330
8.
Величина ускоренного хода по осям X / Y / Z
м/мин
48 / 48 / 60
9.
Величина рабочей подачи по осям
мм/мин
10 000
10.
Точность позиционирования по X / Y / Z (VDI3441)
мм
0,01
11.
Повторяемость по X / Y / Z (VDI3441)
мм
0,006
12.
Мощность привода по осям X / Y / Z
кВт
1,8 / 1,8 / 2,5
13.
Макс. скорость вращения шпинделя
об/мин
10 000
[24 000]
14.
Привод шпинделя
тип
прямой
[мотор-шпиндель]
15.
Мощность мотора привода шпинделя (непрерывно/30мин)
кВт
2,5/3,7
16.
Присоединительный конус шпинделя
тип
ВТ-30
17.
Расстояние от торца шпинделя до поверхности стола
мм
180 — 510
18.
Емкость инструментального магазина
поз.
14
19.
Макс. длина инструмента
мм
200
20.
Макс. диаметр инструмента в магазине
мм
100
21.
Макс. вес инструмента
кг
2,5
22.
Время смены инструмент-инструмент
сек
1,5
23.
Потребляемая мощность
кВА
15
24.
Вес станка, нетто (ориентировочно)
кг
4 000
25.
Габариты станка (ориентировочно)
мм
1 755 x 3 027 x 2 523
ЗАПРОСИТЬ КОМПЛЕКТАЦИЮ И ЦЕНУ
2. Электроэрозионный проволочно-вырезного станка с ЧПУ BSW645 погружного типа с автоматической заправкой проволоки производства компании MAXSEE INDUSTRY CO., Ltd (Тайвань)
Станок предназначен для выполнения электроэрозионной вырезной обработки не профилированным электродом (проволокой) заготовок высотой до 250 мм, весом до 500 кг, и габаритами до 1000х800 мм, формируя при этом конусность до ±15º на 60 мм и обеспечивая чистоту поверхности до 0.35 µ Ra при производительности 150 мм2/мин.
На станке можно успешно выполнять как черновые операции, так и чистовую обработку поверхностей, требующих высокую точность исполнения, изделий из различных электропроводных материалов, в том числе из твердых сплавов
Основные технические характеристики станка
№п/п
Показатель
Ед. изм.
Величина
1
Макс. габариты заготовки (ДхШхВ)
мм
1100x800x250
2
Макс. масса заготовки
кг
500
3
Перемещение по осям X и Y
мм
600×450
4
Перемещение по оси Z
мм
300
5
Перемещение по осям U и V
мм
100/100
6
Скорость быстрого перемещения стола
мм/мин
800
7
Макс. конус
мм
±15/60 мм
8
Натяжение проволоки
г
2000
9
Диаметры проволоки
мм
0,15-0,30
10
Объем диэлектрика
л
1450
11
Масса станка
кг
3800
12
Размеры станка (ДхШхВ)
мм
3400x3500x2500
13
Размеры стола (мм)
мм
868х668
14
Тип обработки
погружной
15
Скорость проволоки (мм/сек)
мм/сек
400
16
Материал фильтров
Бумага
17
Объем ионообменной смолы
л
10
18
Контроль проводимости/температуры жидкости
автоматический
ЗАПРОСИТЬ КОМПЛЕКТАЦИЮ И ЦЕНУ
Как рассчитать и повысить доступность оборудования
Для поддержания эффективной работы оборудования требуется управление динамическим балансом времени безотказной работы, времени работы, времени полной продуктивности и множества других факторов. Сделайте все правильно, и готовый продукт можно будет производить с наименьшими затратами и с максимальной эффективностью. Если ошибетесь, производительность предприятия пострадает от незапланированных простоев, незапланированного обслуживания и высокой частоты отказов.
Все эти переменные являются частью доступности машины . Во всех производственных средах повышение доступности для максимально продуктивного использования времени имеет первостепенное значение для успеха.
Что такое доступность машины?
Доступность машины, или время безотказной работы, — это общее количество времени, в течение которого машина фактически работает, по сравнению с запланированным временем ее работы. Доступность — это процент времени, в течение которого машина находится в работе.
Запланированное время основано на понимании доступных мощностей, наличии сырья в соответствующих количествах, а также наличии персонала и заказов на продажу, необходимых для выполнения.
Время простоя может замедлить или остановить машину в течение запланированного времени. Общее время простоя включает в себя профилактическое обслуживание, переналадку и другие контролируемые известные переменные. Незапланированные простои означают поломку, ухудшение качества, застревание или другие непредвиденные остановки.
При возникновении события простоя планшет MachineMetrics на машине предлагает оператору классифицировать событие простоя.
Например, машина может работать восемь часов, а быть активной только шесть часов. В этом случае показатель доступности машины составляет 75%.
Все производственные операции должны измерять доступность и время простоя с учетом продолжительности и причины простоя. Однако, если это отслеживается вручную, это, вероятно, будет очень неточным, сильно запаздывающим и гораздо менее действенным.
Функция доступности оборудования
Доступность оборудования — это базовый, но критический KPI в производстве. Измеряя время, продолжительность и причину простоя, доступность используется в качестве «якоря». Понимание доступности, использования конкретного оборудования и того, почему оно работает или не работает, помогает составить другие ключевые показатели эффективности для оптимизации процессов на уровне машины или завода.
Поскольку данные о времени простоя собираются, такие переменные, как максимальное время, фактическое время, частота отказов и запланированное время производства, могут напрямую влиять на то, как оборудование работает в соответствии с общими бизнес-целями и как решения принимаются персоналом и руководством.
Доступность машины — это один из трех ключевых показателей эффективности, используемых для определения общей эффективности оборудования (OEE). Два других KPI — это производительность и качество, о которых мы поговорим ниже. Каждый KPI имеет собственную формулу и помогает производителям понять эффективность своей работы, выявляя процессы, требующие оптимизации.
Практический пример: с помощью MachineMetrics компания Carolina Precision смогла определить причину простоя и использовала диаграммы Парето, чтобы сэкономить 1,5 миллиона долларов в первый год. Прочитайте полную историю.
Что такое расчет доступности машины?
Доступность машины рассчитывается как:
Доступность = Время работы / Запланированное время производства
Например, если машина работает 8 часов с 4 часами простоя в течение 12-часовой смены, тогда доступность для этой машины составляет 66,6%.
Одной из проблем, связанных с расчетом доступности оборудования традиционными способами, является необходимость регистрации каждого экземпляра. Это включает время простоя, причину и фактическую продолжительность. Этот процесс предполагает, что операторы, техники и менеджеры правильно регистрируют каждый фактор.
Однако реальные приложения показывают, что частота записана ошибочно, и причины этого зависят от оператора. Машинные данные и аналитика в режиме реального времени — более точный способ определения доступности.
Связь между доступностью и общей эффективностью оборудования (OEE)
Общая эффективность оборудования (OEE) — это показатель, используемый для измерения общей эффективности производственного оборудования. Он также может измерять параметры группы машин на заводе или всего многопрофильного предприятия. OEE используется для определения того, как со временем повышается производительность.
Оценка OEE состоит из трех компонентов: доступности, качества и производительности. Качество и производительность также зависят от формулы и рассчитываются как:
Производительность = (Идеальное время цикла X Общее количество) / Время работы
и
Качество = Хорошее количество / Общее количество собирать и сообщать об этой информации. Чем точнее сбор данных, тем ценнее будет информация. Однако ручному и разрозненному сбору данных будет недоставать ценности глубокой аналитики, предлагаемой программным обеспечением для мониторинга производства на одной платформе.
Доступность — отличный пример необходимости автоматизации. Рассмотрим элементы, необходимые только для формулы доступности. Используя формулу « Доступность = Время работы / Запланированное время производства », операторы, техники и менеджеры должны будут полностью записывать причины и продолжительность незапланированных остановок.
Даже если сбор данных вручную был точным, человеческий анализ часто предвзят и фрагментирован; тенденции и причины незапланированного технического обслуживания могут быть неочевидны для наблюдателя. Доступность связана с OEE в качестве точки привязки для расчета других показателей, и если сотрудники не могут точно измерить доступность, то расчеты качества и производительности также будут отключены.
Различие между доступностью и надежностью машины
Доступность машины не следует путать с надежностью машины. Обе эти метрики являются ценными показателями, помогающими определить действенные стратегии повышения доступности, но между ними есть разница.
Доступность машины
Надежность машины
Доступность машины измеряет время безотказной работы по отношению к запланированному времени, а также количество времени, в течение которого машина может выполнять задачи.
Надежность станка измеряет частоту отказов по сравнению с фактической производительностью и вероятностью того, что станок сможет производить качественные детали в течение заданного времени. Если машина выходит из строя из-за поломки при техническом обслуживании, заклинивания, поломки инструмента или по другой причине, это снизит показатель надежности оборудования, даже если машина была доступна.
Нет ничего необычного в том, что машина имеет более низкий показатель надежности, чем показатель доступности. В совокупности они играют важную роль и представляют собой еще один способ, с помощью которого множественные показатели могут способствовать улучшению процесса. Однако для расчета OEE используется только доступность.
Как повысить доступность машины?
Доступность машины зависит от времени безотказной работы. Его увеличение означает широкое применение лучших практик, изменение культуры и программного обеспечения. Если незапланированные простои велики, компания понесет потери доступности. Точно так же, если запланированное время простоя неэффективно, доступность оборудования ниже.
Вот несколько способов оптимизировать время безотказной работы оборудования:
Культура
Многие предприятия считают, что их OEE намного выше, чем это есть на самом деле. Поскольку они работают с одной и той же системой, СОП и инструментами измерения, управляемыми вручную, менеджеры нередко ошибаются на 20% и более. Повышение доступности машин начинается с изменения культуры. Для этого менеджеры должны хотеть понимать доступное время для производства и то, как их система должна измениться, чтобы улучшить OEE. Это изменение обычно является нисходящим решением, обусловленным конкурентным давлением, затратами, волатильностью рынка и другими факторами.
Техническое обслуживание
Большая часть времени простоя связана с проведением технического обслуживания. Часто это незапланировано, например, ремонт оборудования, ремонт шпинделя, поломка инструмента или обучение. Однако это также может отражаться в запланированных простоях, когда неэффективное размещение деталей, письменные процедуры, организация инструментов и другие факторы приводят к тому, что ремонт занимает больше времени, чем должен.
Чтобы сократить ненужные простои из-за чрезмерного обслуживания, производители могут собирать данные об оборудовании, чтобы лучше понять производительность и состояние машин. Однако выполнение этого вручную не только отнимает много времени, но и приводит к задержке и неточности данных.
С помощью платформы машинных данных можно автоматизировать сбор и стандартизацию данных. Таким образом, ремонтные бригады знают о производительности и исправности оборудования и могут использовать данные о состоянии машин, чтобы понять, как часто происходят простои и их причины.
Затем эти ценные сведения можно использовать для оптимизации стратегий технического обслуживания, таких как развертывание подхода на основе состояния, автоматическое создание рабочих заданий в CMMS в случае простоя или даже прогнозирование неизбежного отказа оборудования в целом.
Оптимизированные процессы
Многие случаи простоя связаны с неэффективными SOP, такими как время ожидания из-за WIP и проблем с промежуточной стадией. Или неоптимальные методы управления запасами могут сократить время. По мере увеличения времени ожидания для этих причин доступность снижается.
Обучение также может быть причиной чрезмерного простоя. Если оператору требуется на 14 % больше времени для устранения замятия и перезапуска машины, чем в другие смены, стандартизация правильных процедур позволит привести это время в соответствие. Благодаря точному сбору и анализу данных менеджеры могут выявлять эти проблемы на машине и переходить к разработке более эффективных стандартных процедур или предлагать корректирующее обучение.
Наряду с обязательством изменить культуру и улучшить методы технического обслуживания комплексная программа улучшения процессов, основанная на данных, поможет выявить проблемы. Оптимизация процессов управления запасами, подготовки, незавершенного производства и обучения может напрямую повлиять на доступность машины.
Платформы IIoT
Хотя каждое из вышеперечисленных действий может быть реализовано для повышения доступности машин, все они могут быть достигнуты более эффективно с помощью программного обеспечения. Благодаря мониторингу машин в режиме реального времени фабрики могут избежать усилий и ошибок, связанных с ручным или фрагментарным сбором данных.
Используя лучшие в своем классе периферийные устройства, такие как MachineMetrics, данные собираются, структурируются, очищаются и отправляются в облачный аналитический механизм без составления отчетов и ввода данных вручную. Выбрасывая буфер обмена, операторы получают широкие возможности визуализации, которые помогают контекстуализировать данные и предлагать полезную информацию.
Анализ состояния машин и производительности в режиме реального времени может помочь сократить запланированные и незапланированные простои. Данные можно использовать для дополнения программ технического обслуживания обслуживанием по техническому состоянию, что снижает затраты и продлевает срок службы оборудования.
Мониторинг машин IIoT в режиме реального времени может даже анализировать частоту, генерируемую машинами, чтобы прогнозировать сбои и устранять их в оптимальные сроки, например, во время переналадки. Они также предлагают надежные отчеты, настроенные таким образом, чтобы сосредоточиться на наиболее серьезных проблемах.
Имея доступ к этой информации, менеджеры и руководители могут быстро понять свою истинную OEE и внедрить процедуры улучшения процессов, которые работают с беспристрастными, полными данными.
Данные в режиме реального времени уменьшают итеративный характер ручных улучшений процессов и позволяют операторам и техническим специалистам сосредоточиться на работе оборудования, а не отвлекаться на ручной сбор данных и подверженный ошибкам анализ.
Использование MachineMetrics для повышения доступности машин
MachineMetrics — это платформа машинных данных, которая автономно собирает и стандартизирует данные об оборудовании. С помощью нашего решения plug-and-play вы можете мгновенно подключить свое оборудование и начать предоставлять действенную информацию своей команде.
Используйте информационные панели, чтобы видеть, когда оборудование отстает от целей по количеству деталей, используйте уведомления, чтобы предупредить вашу команду по обслуживанию о событиях простоя, разработайте точные контрольные показатели для времени цикла, запланированного времени простоя и других ключевых показателей эффективности.
С помощью MachineMetrics вы можете быстро определить свои самые большие возможности и области потерь, помогая вам сократить время простоя оборудования и увеличить производительность. Закажите демонстрацию сегодня, чтобы узнать больше.
Хотите увидеть платформу в действии?
Смотреть сейчас
Формула доступности машины| Матикс
Что такое доступность машины?
Доступность оборудования в контексте обрабатывающей промышленности является одним из трех основных факторов при расчете OEE (общая эффективность оборудования). Он учитывает все события, которые могли прервать запланированное время производства, если оно было остановлено на значительный период времени.
Что такое расчет доступности машины?
Наряду с показателями производительности и качества, которые учитываются при измерении OEE, коэффициент готовности машины рассчитывается первым в этом уравнении, и его не следует путать с общей доступностью, в которой используется общее календарное время, а не запланированное время производства.
Доступность машин представлена в виде процентов и измеряется путем анализа времени безотказной работы всего оборудования на заводе, которое относится к количеству времени, которое требуется машинам для выполнения своей работы (время работы), и деления его на максимальное время, когда оно было бы доступно, если бы не было простоев на ремонт или внеплановое техническое обслуживание. И чтобы зафиксировать фактическую доступность, важно выделять каждый случай простоя, будь то запланированный или незапланированный.
Доступность = Время работы / Запланированное время производства
Вот как выглядит полный расчет OEE:
Доступность (%) = Время работы / Запланированное время производства
Производительность (%) = Идеальное время цикла × Общее количество) / Время работы
Качество (%) = количество хороших / общее количество
Доступность и надежность
Поскольку доступность машины измеряет общее время работы, надежность машины измеряет количество отказов, а затем делит его на общее количество время безотказной работы. Проще говоря, надежность машин зацикливается на частоте отказов производства. Машины могут быть надежными, но недоступными, и наоборот в зависимости от вида выполняемого обслуживания. Или они могут быть и тем, и другим, с общим подходом к надежности и обслуживанию оборудования (ERM), который фокусируется на обеих идеях как на одной концепции, которая должна быть реализована для повышения общей эффективности производственных операций.
 7 – 19.6
7 – 19.6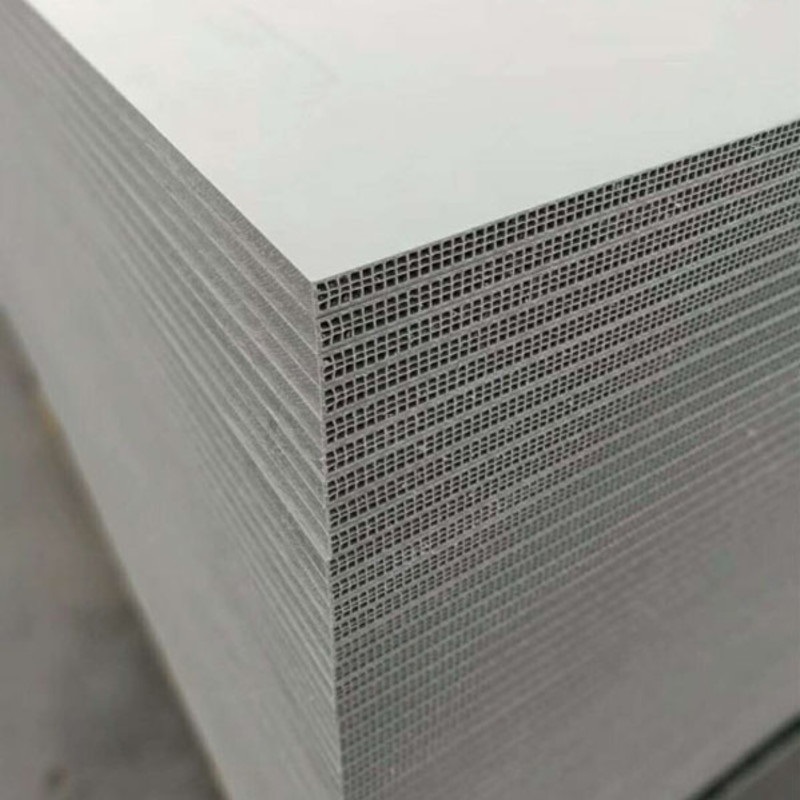 Его используют для производства корпусных изделий в приборостроении, разъемов в электронике, бытовой техники, фурнитуры, розеток, выключателей и т.д. Большинство пластиковых изделий в автомобильной промышленности делается именно из АБС-пластика: бампера, решетки радиаторов, колпаки колесных дисков, элементы салона и многое другое. Не мало применений данный тип пластика находит в медицинской промышленности. В пищевой промышленности ABS не так популярен, тут господствует материал под названием полипропилен (PP), о нем чуть позже. Поверхность АБС-пластика легко поддается гальванизации, тем самым расширяя круг применения в декоративных изделиях.
Его используют для производства корпусных изделий в приборостроении, разъемов в электронике, бытовой техники, фурнитуры, розеток, выключателей и т.д. Большинство пластиковых изделий в автомобильной промышленности делается именно из АБС-пластика: бампера, решетки радиаторов, колпаки колесных дисков, элементы салона и многое другое. Не мало применений данный тип пластика находит в медицинской промышленности. В пищевой промышленности ABS не так популярен, тут господствует материал под названием полипропилен (PP), о нем чуть позже. Поверхность АБС-пластика легко поддается гальванизации, тем самым расширяя круг применения в декоративных изделиях.
 Из минусов – довольно большой коэффициент усадки, что затрудняет производство высокоточных изделий, низкая прочность у большинства марок.
Из минусов – довольно большой коэффициент усадки, что затрудняет производство высокоточных изделий, низкая прочность у большинства марок.
 Кроме бутылок из полиэтилентерефталата можно увидеть такую продукцию, как прозрачные пленки и упаковочную ленту, которая по прочности сопоставима со стальной лентой.
Кроме бутылок из полиэтилентерефталата можно увидеть такую продукцию, как прозрачные пленки и упаковочную ленту, которая по прочности сопоставима со стальной лентой. Его используют для изготовления контейнеров для еды, упаковки молока, моющих средств, детских игрушек, спортивных и туристических многоразовых бутылок, дорожных отбойников и даже для производства детских горок. По горючести ПНД согласно стандарту DIN 4102 относится к классу В: В1 — трудно возгораемые и В2 — нормально возгораемые. Температура самовоспламенения около 350°С.
Его используют для изготовления контейнеров для еды, упаковки молока, моющих средств, детских игрушек, спортивных и туристических многоразовых бутылок, дорожных отбойников и даже для производства детских горок. По горючести ПНД согласно стандарту DIN 4102 относится к классу В: В1 — трудно возгораемые и В2 — нормально возгораемые. Температура самовоспламенения около 350°С.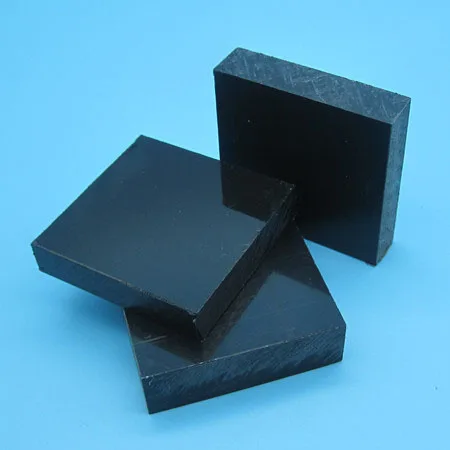 ПВХ активно используется в автомобильной индустрии — приборная панель, подстаканники, ручки, подлокотники сделаны из ПВХ. Также часто он встречается и в быту — пищевая пленка и искусственная кожа сделаны из этого вида пластика. Благодаря тому, что такой материал гибок, его также используют для оплётки компьютерных кабелей.
ПВХ активно используется в автомобильной индустрии — приборная панель, подстаканники, ручки, подлокотники сделаны из ПВХ. Также часто он встречается и в быту — пищевая пленка и искусственная кожа сделаны из этого вида пластика. Благодаря тому, что такой материал гибок, его также используют для оплётки компьютерных кабелей.
 Не боится низкой температуры и не становится хрупким на холоде. При контакте с пищевыми продуктами ПВД не выделяет вредных веществ. Из этого материала делают гладкие нешуршащие пакеты, пищевую упаковку, парниковые пленки, детские игрушки, мусорные мешки. Также его используют в ремонтах для разводки труб водоснабжения. Например, трубы Rehau Rautitan Stabil, которые мы используем в своих ремонтах, сделаны из полиэтилена низкой плотности. ПВД влаго- и воздухонепроницаем, устойчив к ультрафиолетовому излучению, сжатию и растяжению, не проводит электричество.
Не боится низкой температуры и не становится хрупким на холоде. При контакте с пищевыми продуктами ПВД не выделяет вредных веществ. Из этого материала делают гладкие нешуршащие пакеты, пищевую упаковку, парниковые пленки, детские игрушки, мусорные мешки. Также его используют в ремонтах для разводки труб водоснабжения. Например, трубы Rehau Rautitan Stabil, которые мы используем в своих ремонтах, сделаны из полиэтилена низкой плотности. ПВД влаго- и воздухонепроницаем, устойчив к ультрафиолетовому излучению, сжатию и растяжению, не проводит электричество. Чувствительность к кислороду понижается при введении стабилизаторов.
Чувствительность к кислороду понижается при введении стабилизаторов.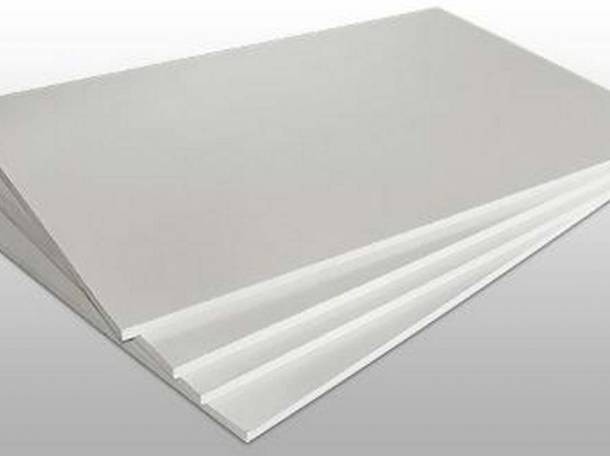 Растворяется в ацетоне и бензине. Не устойчив к ультрафиолетовому излучению. Обладает низким влагопоглощением и высокой влагостойкостью и морозостойкостью.
Растворяется в ацетоне и бензине. Не устойчив к ультрафиолетовому излучению. Обладает низким влагопоглощением и высокой влагостойкостью и морозостойкостью.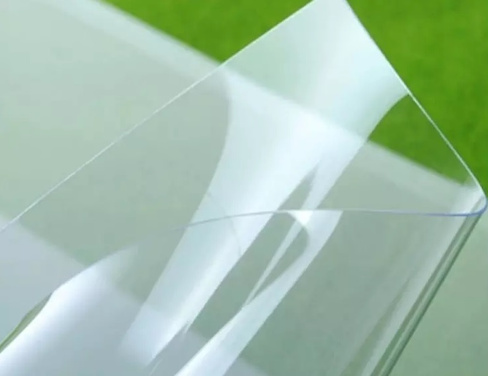 Из него могут изготавливаться бутылочки для детей, пищевая упаковка, игрушки, бутылки для воды. При частом мытье или нагревании изделия из поликарбоната выделяют бисфенол А — вещество, которое может привести к гормональным нарушениям в организме человека.
Из него могут изготавливаться бутылочки для детей, пищевая упаковка, игрушки, бутылки для воды. При частом мытье или нагревании изделия из поликарбоната выделяют бисфенол А — вещество, которое может привести к гормональным нарушениям в организме человека.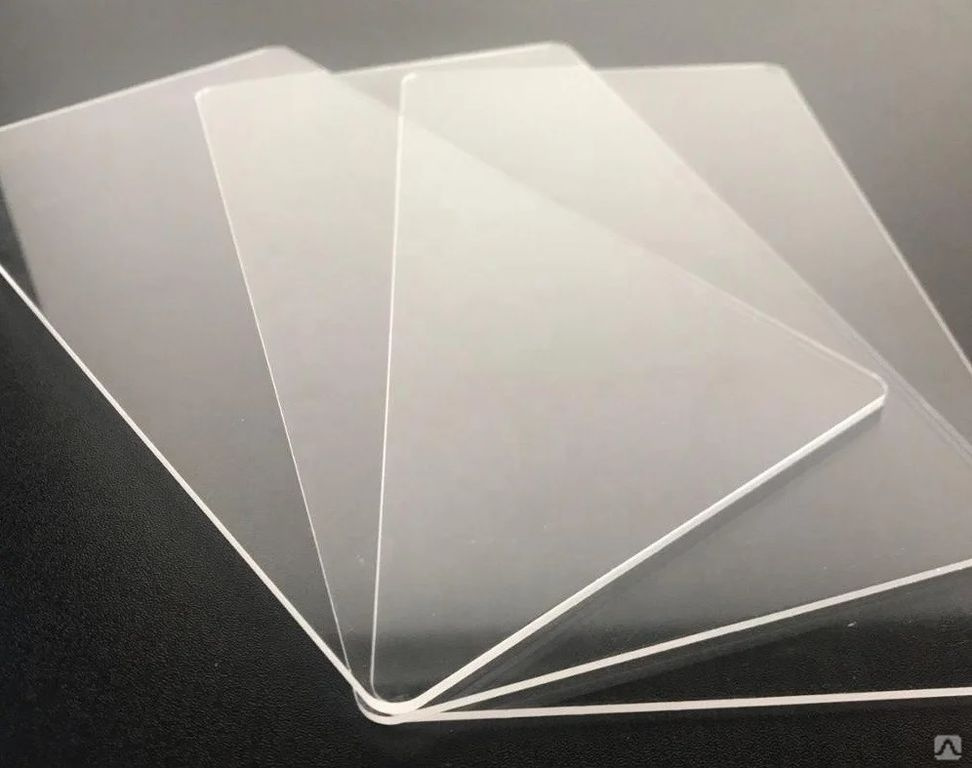 Что и куда сдавать можно посмотреть на портале Раздельный сбор
Что и куда сдавать можно посмотреть на портале Раздельный сбор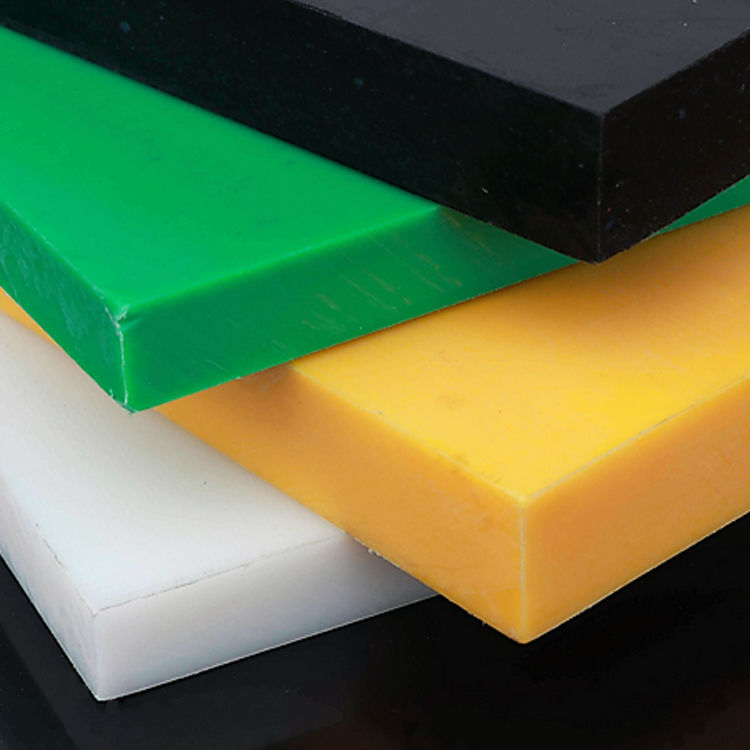 org/ListItem»>
org/ListItem»>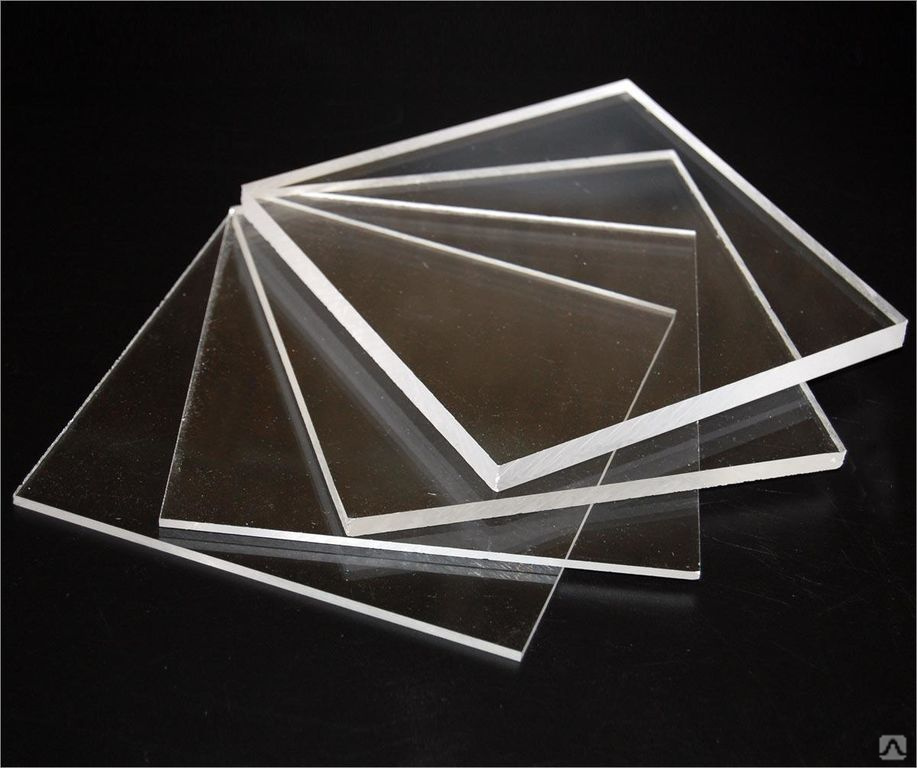 Его можно использовать в широком диапазоне температур (от -50 ° F до 180 ° F), что делает его пригодным для очень жарких и очень холодных условий. Он также обладает высокой ударной вязкостью и химической стойкостью, а также низким водопоглощением. Как и ABS, HDPE легко обрабатывается; его можно обрабатывать резанием, клепкой, фрезерованием, сверлением, лазерной резкой, сваркой и многими другими способами.
Его можно использовать в широком диапазоне температур (от -50 ° F до 180 ° F), что делает его пригодным для очень жарких и очень холодных условий. Он также обладает высокой ударной вязкостью и химической стойкостью, а также низким водопоглощением. Как и ABS, HDPE легко обрабатывается; его можно обрабатывать резанием, клепкой, фрезерованием, сверлением, лазерной резкой, сваркой и многими другими способами. Поликарбонат также обладает отличным балансом инженерных свойств, которые дают ему возможность работать в широком диапазоне температур, противостоять ударам и сохранять стабильность размеров. Это также термопласт, поэтому его можно повторно нагревать и формировать в новые формы по мере необходимости.
Поликарбонат также обладает отличным балансом инженерных свойств, которые дают ему возможность работать в широком диапазоне температур, противостоять ударам и сохранять стабильность размеров. Это также термопласт, поэтому его можно повторно нагревать и формировать в новые формы по мере необходимости.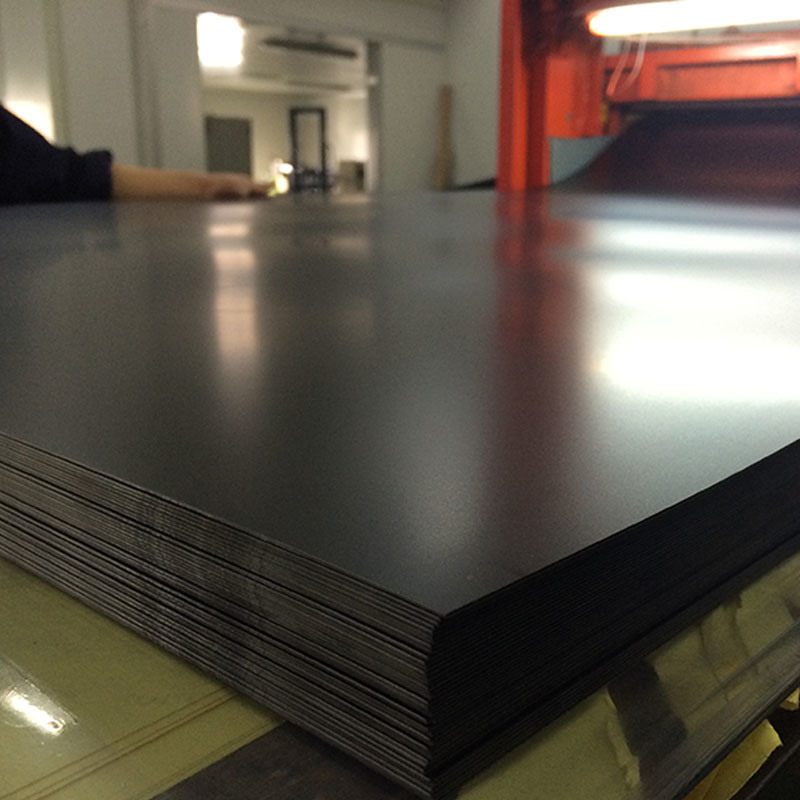
 Ниже мы обсудим потенциал трех наиболее распространенных ударопрочных пластиков.
Ниже мы обсудим потенциал трех наиболее распространенных ударопрочных пластиков.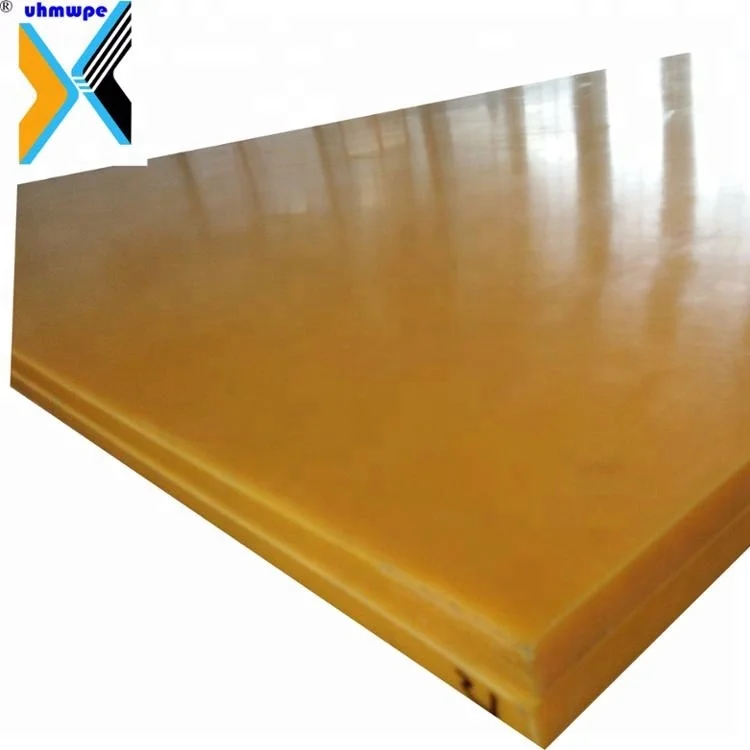 Из-за того, что он может быть прозрачным, этот пластик обычно используется в качестве менее хрупкой альтернативы стеклу.
Из-за того, что он может быть прозрачным, этот пластик обычно используется в качестве менее хрупкой альтернативы стеклу.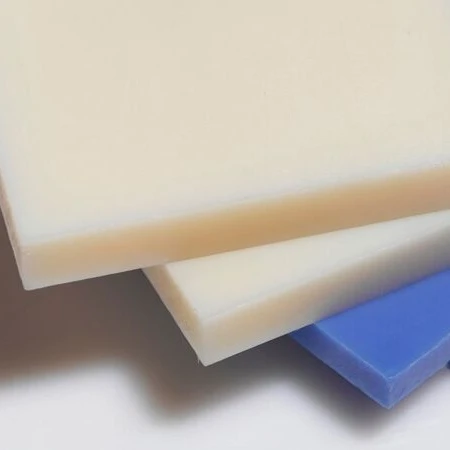



 Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex.
Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex. Одесса
Одесса Днепр
Днепр Днепр
Днепр Днепр
Днепр Обновленная модель, изображенная выше, имеет более гладкий внешний вид, а ручка диаметра карандаша была переработана для более легкого поворота. Мы ссылаемся на обновленный X-ACTO School Pro в нашем обзоре.
Обновленная модель, изображенная выше, имеет более гладкий внешний вид, а ручка диаметра карандаша была переработана для более легкого поворота. Мы ссылаемся на обновленный X-ACTO School Pro в нашем обзоре. Кроме того, эта модель не такая тихая, как хотелось бы для использования в библиотеке или классе. Эта проблема более очевидна при заточке карандашей большого диаметра, потому что станок замедляется под нагрузкой. Наконец, этот продукт относительно дорог по сравнению с другими, которые мы тестировали. Тем не менее, немногие из точилок в нашем обзоре могут довести такое разнообразие карандашей до идеального состояния так же быстро, как X-ACTO School Pro.
Кроме того, эта модель не такая тихая, как хотелось бы для использования в библиотеке или классе. Эта проблема более очевидна при заточке карандашей большого диаметра, потому что станок замедляется под нагрузкой. Наконец, этот продукт относительно дорог по сравнению с другими, которые мы тестировали. Тем не менее, немногие из точилок в нашем обзоре могут довести такое разнообразие карандашей до идеального состояния так же быстро, как X-ACTO School Pro. Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.
Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.

 Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки.
Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки. Точилка для карандашей с батарейным питанием — это продукт с приятным дизайном, и он справился со всеми типами карандашей, которые мы ей бросили, а именно с графитовыми, цветными и угольными. Станок затачивается довольно быстро (7 секунд для 8-миллиметрового графитового карандаша), и, что, возможно, лучше всего, вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями.
Точилка для карандашей с батарейным питанием — это продукт с приятным дизайном, и он справился со всеми типами карандашей, которые мы ей бросили, а именно с графитовыми, цветными и угольными. Станок затачивается довольно быстро (7 секунд для 8-миллиметрового графитового карандаша), и, что, возможно, лучше всего, вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями.
 Наконец, его корзина для стружки достаточно вместительна для нечастого опорожнения и интенсивного использования.
Наконец, его корзина для стружки достаточно вместительна для нечастого опорожнения и интенсивного использования. Он затачивает стандартные карандаши до тонкой, хотя и более крутой точки. Кроме того, ножки устройства имеют достаточно прочный захват, чтобы можно было работать одной рукой.
Он затачивает стандартные карандаши до тонкой, хотя и более крутой точки. Кроме того, ножки устройства имеют достаточно прочный захват, чтобы можно было работать одной рукой. сумка или рюкзак. Цилиндрическая форма удобна для захвата, а наконечник очень острый. Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог.
сумка или рюкзак. Цилиндрическая форма удобна для захвата, а наконечник очень острый. Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог. Дополняет опыт Остина старший редактор обзоров Ник Майли. В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
Дополняет опыт Остина старший редактор обзоров Ник Майли. В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
 Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость.
Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость. Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки.
Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки. Хотя это кажется банальным, многие точилки не справились с этой задачей.
Хотя это кажется банальным, многие точилки не справились с этой задачей. В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0033 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0033 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
 В частности, к этим функциям относятся формы карандашей и типы стержней, с которыми могут работать точилки, время, необходимое для их заточки, качество отрисовки кончика и шум, который они производят, и это лишь некоторые из них. Так что, если вы плотник, ищущий широкоугольный наконечник для шероховатых поверхностей, или художник-набросок, которому нужен длинный тонкий наконечник для проработки деталей, то для вас найдется точилка.
В частности, к этим функциям относятся формы карандашей и типы стержней, с которыми могут работать точилки, время, необходимое для их заточки, качество отрисовки кончика и шум, который они производят, и это лишь некоторые из них. Так что, если вы плотник, ищущий широкоугольный наконечник для шероховатых поверхностей, или художник-набросок, которому нужен длинный тонкий наконечник для проработки деталей, то для вас найдется точилка. У Staples есть лучшие бренды, технологии и чернильные картриджи, которые вам нужны:
У Staples есть лучшие бренды, технологии и чернильные картриджи, которые вам нужны: Не нужен новый принтер Canon? Обязательно поймайте чернила, которые вам нужны; наши самые популярные чернильные картриджи Canon включают Canon 245, Canon 240 и Canon CLI-251.
Не нужен новый принтер Canon? Обязательно поймайте чернила, которые вам нужны; наши самые популярные чернильные картриджи Canon включают Canon 245, Canon 240 и Canon CLI-251.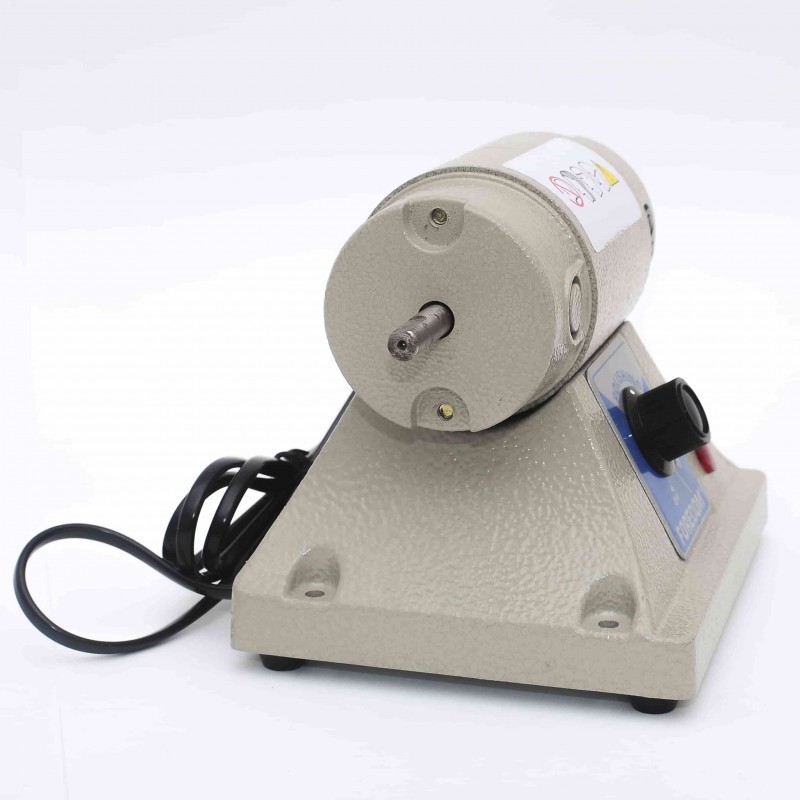
 4 KW
4 KW 6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм
6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм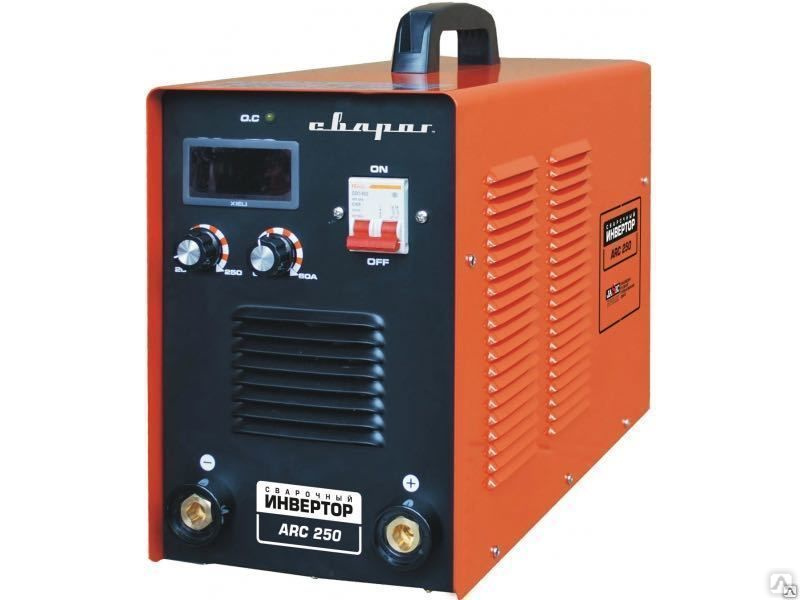 4 — 28 В
4 — 28 В 93
93


 8–26.4 В
8–26.4 В Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий. Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника.
Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника. Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой.
Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой. д.) становится 17В-45В при 200А-600А.
д.) становится 17В-45В при 200А-600А.

 Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
 количество цифровых функций для управления дугой
количество цифровых функций для управления дугой Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.
Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой. Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии.
Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.
Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок._b-700x700.jpg) К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.
Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности. Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.
Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов. Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность.
Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла.
Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.
Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Эта информация обычно включается в рекламную брошюру или лист спецификаций. Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов.
Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов. Инверторные сварочные аппараты используют сложную технологию на основе кремния по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Инверторные сварочные аппараты используют сложную технологию на основе кремния по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах. Меньшее энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В с бытовым током, а не с током высокого напряжения.
Меньшее энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В с бытовым током, а не с током высокого напряжения. Например, в отношении сварочных аппаратов MIG иногда значение 2 может означать недостаточную мощность, а значение 3 может быть избыточным. Вот здесь и помогает инверторный сварочный аппарат.
Например, в отношении сварочных аппаратов MIG иногда значение 2 может означать недостаточную мощность, а значение 3 может быть избыточным. Вот здесь и помогает инверторный сварочный аппарат.



 Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
 С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы. 00
00 Нужен токарный станок и живой центр.
Нужен токарный станок и живой центр.

 gif»>
gif»> 




 Агент решает соврать про ее смерть и с помощью девушки узнает о сути передаваемых данных. Оказывается, станция рассылает другим агентам инструкции по ликвидации чиновников.
Агент решает соврать про ее смерть и с помощью девушки узнает о сути передаваемых данных. Оказывается, станция рассылает другим агентам инструкции по ликвидации чиновников. Кроме того это работа, а он давал присягу.
Кроме того это работа, а он давал присягу.
 Хотя ни одна власть не признает их существования, сигналы с этих станций можно слышать и сейчас. Главному герою фильма поручено следить за одним из таких объектов. Цифровая радиостанция — остросюжетный триллер, снятый в лучшем духе Голливуда!
Хотя ни одна власть не признает их существования, сигналы с этих станций можно слышать и сейчас. Главному герою фильма поручено следить за одним из таких объектов. Цифровая радиостанция — остросюжетный триллер, снятый в лучшем духе Голливуда!

 1(31) минимум
1(31) минимум США
США  Эта интеграция облегчает обмен информацией, координацию и взаимодействие между различными подсистемами, позволяя им действовать как единое целое.
Эта интеграция облегчает обмен информацией, координацию и взаимодействие между различными подсистемами, позволяя им действовать как единое целое. Это позволяет легко интегрировать существующие устаревшие продукты, сохраняя при этом акцент на снижении капитальных затрат, например. предлагая программное обеспечение как услугу.
Это позволяет легко интегрировать существующие устаревшие продукты, сохраняя при этом акцент на снижении капитальных затрат, например. предлагая программное обеспечение как услугу.
 Это позволяет эффективно направлять пассажиров, в том числе на последней миле от железнодорожного вокзала и обратно. С помощью решения Siemens Mobility Digital Station Capacity операторы могут получать точные данные о количестве пассажиров в режиме реального времени и сообщать пассажирам о загрузке прибывающих поездов. Модуль прогнозирования, основанный на самообучающемся программном обеспечении, может прогнозировать количество пассажиров в течение дня и улучшать регулирование пропускной способности поездов, а также оптимизировать пропускную способность линии.
Это позволяет эффективно направлять пассажиров, в том числе на последней миле от железнодорожного вокзала и обратно. С помощью решения Siemens Mobility Digital Station Capacity операторы могут получать точные данные о количестве пассажиров в режиме реального времени и сообщать пассажирам о загрузке прибывающих поездов. Модуль прогнозирования, основанный на самообучающемся программном обеспечении, может прогнозировать количество пассажиров в течение дня и улучшать регулирование пропускной способности поездов, а также оптимизировать пропускную способность линии.
 , объем китайского рынка коботов в 2017 году составил $54 млн, но уже к 2020 году он вырастет до $190 млн или 12 тысяч коллаборативных систем. В ABI Research уверены, что среднегодовой прирост на рынке коботов в период с 2016 по 2025 год составит %50, тогда как рынок традиционных промышленных роботов будет расти в среднем на 12% в год. / Zen.yandex.ru
, объем китайского рынка коботов в 2017 году составил $54 млн, но уже к 2020 году он вырастет до $190 млн или 12 тысяч коллаборативных систем. В ABI Research уверены, что среднегодовой прирост на рынке коботов в период с 2016 по 2025 год составит %50, тогда как рынок традиционных промышленных роботов будет расти в среднем на 12% в год. / Zen.yandex.ru  Оценка общемирового прироста числа промышленных роботов и коботов за 2018-2020 годы.
Оценка общемирового прироста числа промышленных роботов и коботов за 2018-2020 годы. 
 С помощью этих моделей можно показать предлагаемое заказчику решение в любом месте и в любое время. Например, можно «установить» предлагаемую систему на базе кобота в реальное окружение заказчика. Так заказчик сможет увидеть, как выглядит система, сколько места она займет, как движется робот, насколько быстро идет процесс. Модель интерактивна, что позволяет убрать скрытые операционные расходы при необходимости ее реконфигурациях. / native-robotics.com
С помощью этих моделей можно показать предлагаемое заказчику решение в любом месте и в любое время. Например, можно «установить» предлагаемую систему на базе кобота в реальное окружение заказчика. Так заказчик сможет увидеть, как выглядит система, сколько места она займет, как движется робот, насколько быстро идет процесс. Модель интерактивна, что позволяет убрать скрытые операционные расходы при необходимости ее реконфигурациях. / native-robotics.com  В 2016 году компания увеличила инвестиции в R&D более, чем в 3 раза. Более 50% инвестиций пошли на развитие кадрового ресурса компании.
В 2016 году компания увеличила инвестиции в R&D более, чем в 3 раза. Более 50% инвестиций пошли на развитие кадрового ресурса компании. 
 Прогнозируется дальнейший рост распространения этих роботов.
Прогнозируется дальнейший рост распространения этих роботов.  Заявленная стоимость — $1500. 6 степеней свободы, 9 кг, способность поднятия до 1 кг, радиус действия до 44 см, отклонение при повторяемости — до 0.2 мм. Корпус из углеродного волокна. Может оснащаться вакуумным или пневмозахватом. Простое программирование. Управление от ПК.
Заявленная стоимость — $1500. 6 степеней свободы, 9 кг, способность поднятия до 1 кг, радиус действия до 44 см, отклонение при повторяемости — до 0.2 мм. Корпус из углеродного волокна. Может оснащаться вакуумным или пневмозахватом. Простое программирование. Управление от ПК.  Видео.
Видео.  05.19 Робот ALIAS посадил Boeing 737 без помощи человека / RoboTrends.ru
05.19 Робот ALIAS посадил Boeing 737 без помощи человека / RoboTrends.ru  Манипулятор Universal Robots задействовали в роботе для автоматизированного пошива одежды. #Sewbo.
Манипулятор Universal Robots задействовали в роботе для автоматизированного пошива одежды. #Sewbo.  Новая экосистема включает пространство для разработчиков, где они могут представлять разработанные ими компоненты для роботов UR, например, системы зрения, ПО, грипперы. Также в экосистему входит сообщество +YOU , где разработчики могут обмениваться знаниями для улучшения приложений, предназначенных для использования совместно с коботами UR. Ожидается, что продукты UR от такого нововведения получат новый, расширенный набор возможностей.
Новая экосистема включает пространство для разработчиков, где они могут представлять разработанные ими компоненты для роботов UR, например, системы зрения, ПО, грипперы. Также в экосистему входит сообщество +YOU , где разработчики могут обмениваться знаниями для улучшения приложений, предназначенных для использования совместно с коботами UR. Ожидается, что продукты UR от такого нововведения получат новый, расширенный набор возможностей. 
 Вместе с тем, не следует переоценивать значение темы «коллаборативных роботов». Они годятся только для тех задач, где допустимо медленное движение. Для задач, где важна высокая скорость движения робота, коллаборативные роботы пока мало пригодны.
Вместе с тем, не следует переоценивать значение темы «коллаборативных роботов». Они годятся только для тех задач, где допустимо медленное движение. Для задач, где важна высокая скорость движения робота, коллаборативные роботы пока мало пригодны.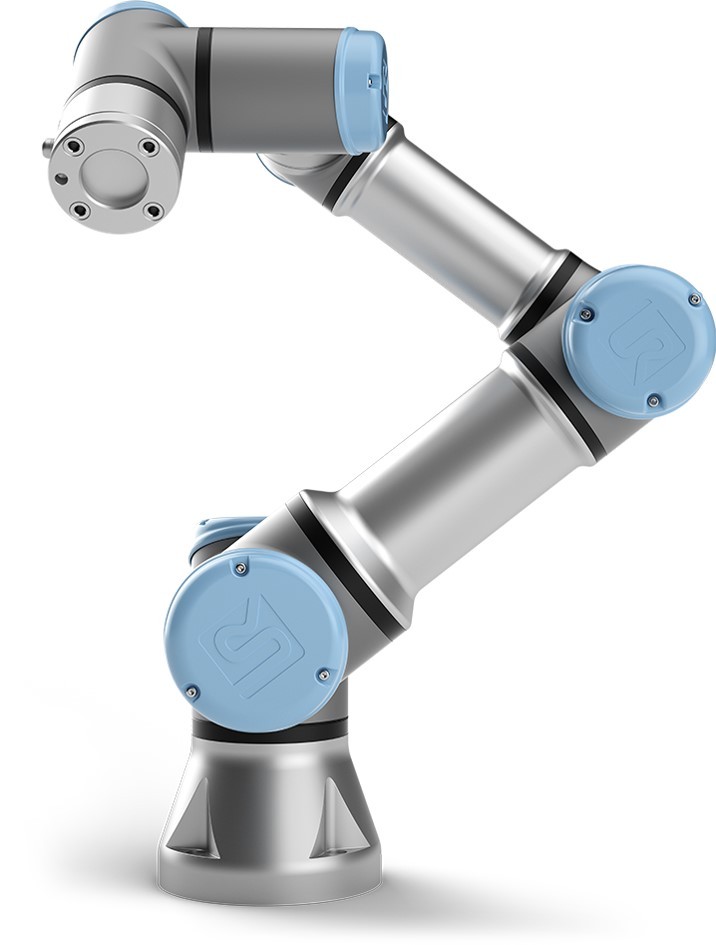 Лидерами этого расширения являются шесть сфер применения: поднятие и размещение грузов, обслуживание машин, упаковка и укладка грузов на поддоны, технологические задачи, отделочные работы и контроль качества. Коллаборативный робот, или, как его иногда называют, кобот — это автоматическое устройство, способное действовать в общем рабочем пространстве совместно с человеком. Как и промышленные роботы, коботы состоят из манипулятора и перепрограммируемого устройства управления, которое формирует управляющие воздействия, задающие требуемые движения исполнительных органов манипулятора. Более подробно об этом типе роботов в [1, 2, 3]. Удобство обращения и технического обслуживания за счет простоты развертывания также является неотъемлемой частью определения коллаборативного робота. Как правило, управление и программирование у коботов на порядок проще, чем у промышленных роботов, и включает в том числе элементы ручного управления, но «интеллекта».
Лидерами этого расширения являются шесть сфер применения: поднятие и размещение грузов, обслуживание машин, упаковка и укладка грузов на поддоны, технологические задачи, отделочные работы и контроль качества. Коллаборативный робот, или, как его иногда называют, кобот — это автоматическое устройство, способное действовать в общем рабочем пространстве совместно с человеком. Как и промышленные роботы, коботы состоят из манипулятора и перепрограммируемого устройства управления, которое формирует управляющие воздействия, задающие требуемые движения исполнительных органов манипулятора. Более подробно об этом типе роботов в [1, 2, 3]. Удобство обращения и технического обслуживания за счет простоты развертывания также является неотъемлемой частью определения коллаборативного робота. Как правило, управление и программирование у коботов на порядок проще, чем у промышленных роботов, и включает в том числе элементы ручного управления, но «интеллекта». Некоторые модели можно устанавливать непосредственно на рабочих местах. Также эти роботы дешевле и не требуют дополнительных производственных площадей.
Некоторые модели можно устанавливать непосредственно на рабочих местах. Также эти роботы дешевле и не требуют дополнительных производственных площадей.
 Если вместо этого элемент управления можно скопировать напрямую от одного робота к другому, процесс станет более простым.
Если вместо этого элемент управления можно скопировать напрямую от одного робота к другому, процесс станет более простым. Человек + робот + искусственный интеллект: BionicWorkplace от компании Festo // Control Engineering Россия IIoT. 2018. Май.
Человек + робот + искусственный интеллект: BionicWorkplace от компании Festo // Control Engineering Россия IIoT. 2018. Май. К вашим услугам.
К вашим услугам.

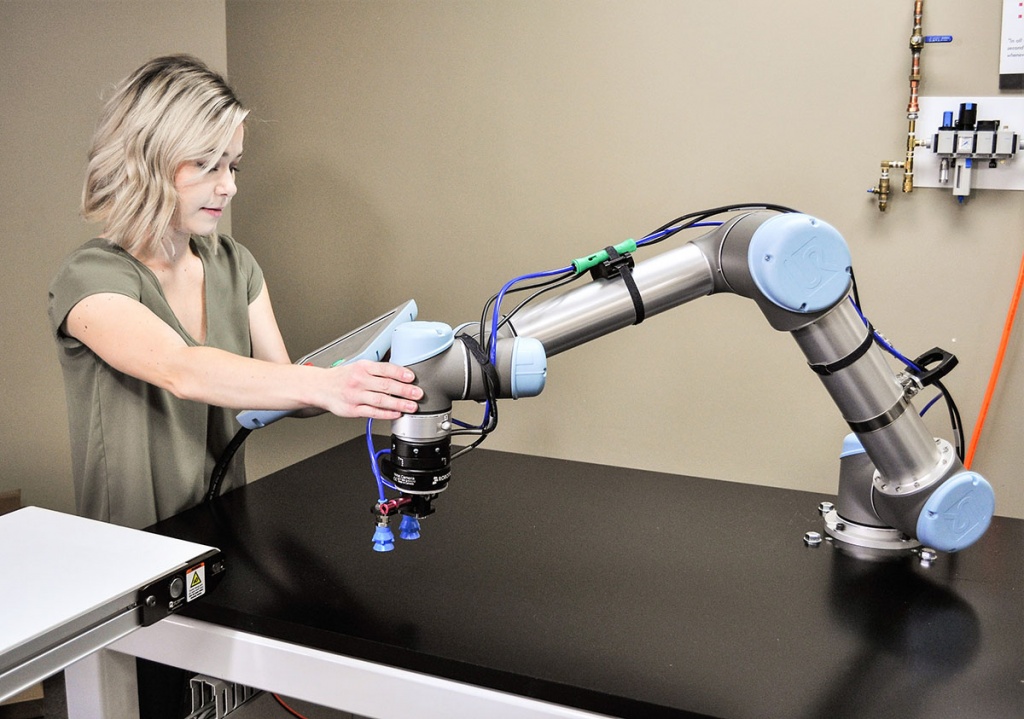 Робот и человек совместно выполняют одни и те же задачи, не ставя под угрозу производительность и безопасность.
Робот и человек совместно выполняют одни и те же задачи, не ставя под угрозу производительность и безопасность. GoFa может выполнять больше операций за установленный период, чем
GoFa может выполнять больше операций за установленный период, чем
 Полезно знать: Затраты на лазерный станок включают в себя инвестиционные затраты и эксплуатационные затраты.
Полезно знать: Затраты на лазерный станок включают в себя инвестиционные затраты и эксплуатационные затраты. Теперь мы можем изготавливать эти детали на собственных лазерных установках в рекордное время!»
Теперь мы можем изготавливать эти детали на собственных лазерных установках в рекордное время!»
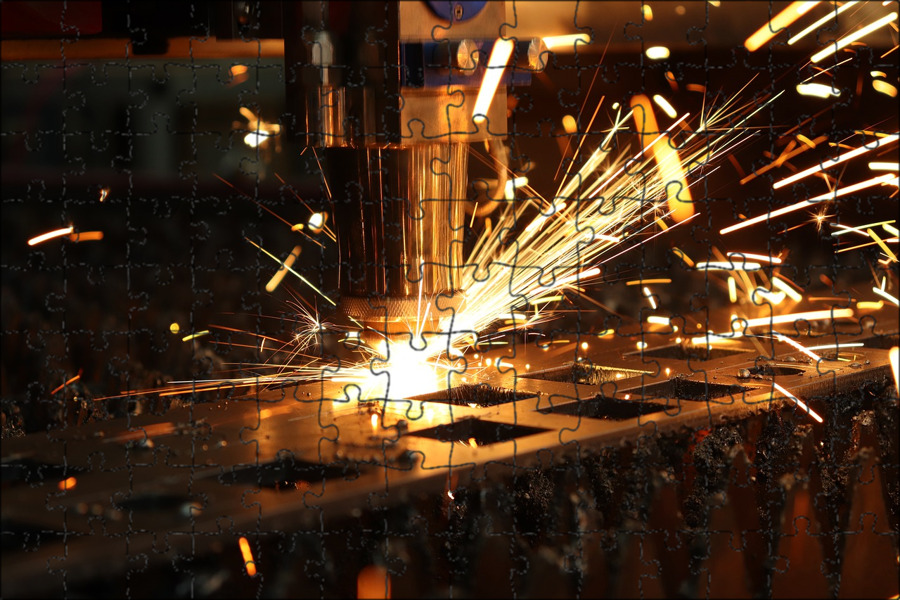
 д. Он подходит для обрабатывающих нужд производителей обуви, обувных материалов, изделий из кожи, сумок, кожаной одежды и аксессуаров.
д. Он подходит для обрабатывающих нужд производителей обуви, обувных материалов, изделий из кожи, сумок, кожаной одежды и аксессуаров. В традиционном процессе для предварительной резки вышивки используется вырубной штамп, который имеет недостатки, связанные с тенденцией к образованию бахромы на концах ткани, точность процесса резки ограничена штампом, фигурные формы трудно обрабатывать, время цикла изготовления штампа длительное, а стоимость высокая, что ограничивает развитие аппликационной вышивки. Большинство вышивок вырезается методом горячей резки, которая имеет такие недостатки, как большие зазоры в обрезанных краях, пожелтение и жесткие края, а также сложность выравнивания. Фигурные формы вырезаются вручную, что может легко привести к расслоению краев и образованию брака, поэтому существует острая необходимость в передовом методе обработки, который заменит эти два старых способа обработки.
В традиционном процессе для предварительной резки вышивки используется вырубной штамп, который имеет недостатки, связанные с тенденцией к образованию бахромы на концах ткани, точность процесса резки ограничена штампом, фигурные формы трудно обрабатывать, время цикла изготовления штампа длительное, а стоимость высокая, что ограничивает развитие аппликационной вышивки. Большинство вышивок вырезается методом горячей резки, которая имеет такие недостатки, как большие зазоры в обрезанных краях, пожелтение и жесткие края, а также сложность выравнивания. Фигурные формы вырезаются вручную, что может легко привести к расслоению краев и образованию брака, поэтому существует острая необходимость в передовом методе обработки, который заменит эти два старых способа обработки. д.
д.
 Уровни вводимой энергии могут быть адаптированы к материалу усиливающей среды для получения желаемого цвета луча.
Уровни вводимой энергии могут быть адаптированы к материалу усиливающей среды для получения желаемого цвета луча.
 . Возможно, вам сделали операцию LASIK, которая корректирует ваше зрение с помощью крошечного лазера для изменения формы роговицы вашего глаза.
. Возможно, вам сделали операцию LASIK, которая корректирует ваше зрение с помощью крошечного лазера для изменения формы роговицы вашего глаза.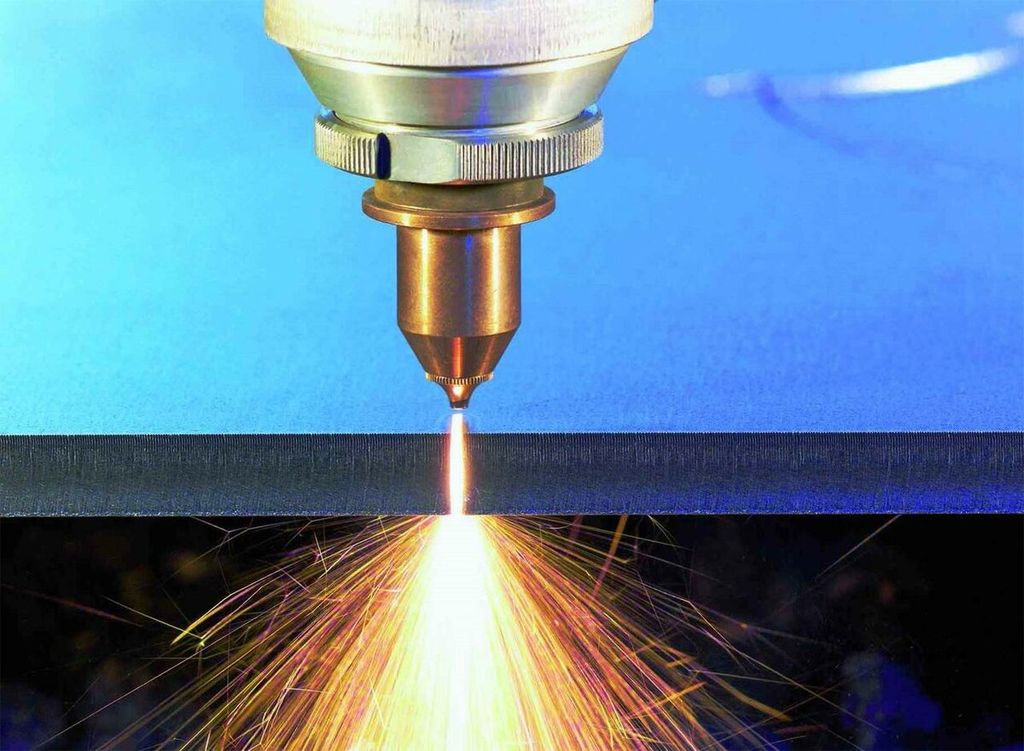 0 позволяют инженерам создавать более сложные функции и конструкции продуктов, требующие жестких допусков. Лазерная обработка может создавать тонкие детали, которые трудно или невозможно выполнить с помощью традиционного обрабатывающего оборудования. Лазерная резка очень чистая, без заусенцев или теплового воздействия на окружающий материал, что устраняет необходимость в некоторых вторичных этапах отделки. Лазерные процессы становятся популярными производственными технологиями для производителей медицинского оборудования, поскольку они разрабатывают более мелкие и более совершенные продукты.
0 позволяют инженерам создавать более сложные функции и конструкции продуктов, требующие жестких допусков. Лазерная обработка может создавать тонкие детали, которые трудно или невозможно выполнить с помощью традиционного обрабатывающего оборудования. Лазерная резка очень чистая, без заусенцев или теплового воздействия на окружающий материал, что устраняет необходимость в некоторых вторичных этапах отделки. Лазерные процессы становятся популярными производственными технологиями для производителей медицинского оборудования, поскольку они разрабатывают более мелкие и более совершенные продукты. Как удобочитаемая информация, так и штрих-коды, включая коды партий и даже истории разработки, могут быть нанесены лазером на изделия с плоской или изогнутой геометрией деталей.
Как удобочитаемая информация, так и штрих-коды, включая коды партий и даже истории разработки, могут быть нанесены лазером на изделия с плоской или изогнутой геометрией деталей. Длина импульса, длина волны и интенсивность регулируются в зависимости от обрабатываемого материала. Абляция особенно полезна для обработки чувствительных материалов, таких как наноматериалы или сверхпроводящие материалы, поскольку бесконтактный метод не изменяет структуру материала и не повреждает его поверхность при истирании или нагреве.
Длина импульса, длина волны и интенсивность регулируются в зависимости от обрабатываемого материала. Абляция особенно полезна для обработки чувствительных материалов, таких как наноматериалы или сверхпроводящие материалы, поскольку бесконтактный метод не изменяет структуру материала и не повреждает его поверхность при истирании или нагреве.
 Он также создает прочные, высокоточные сварные швы размером всего 0,004 дюйма и обеспечивает повторяемое качество.
Он также создает прочные, высокоточные сварные швы размером всего 0,004 дюйма и обеспечивает повторяемое качество.

 Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.

 Токарные обрабатывающие центры LB оснащены одной револьверной головкой с возможностью выполнения как токарных, так и сверлильно-фрезерных, резьбонарезных операций с использованием вращающегося и стационарного инструмента, который устанавливается на револьверную головку.
Токарные обрабатывающие центры LB оснащены одной револьверной головкой с возможностью выполнения как токарных, так и сверлильно-фрезерных, резьбонарезных операций с использованием вращающегося и стационарного инструмента, который устанавливается на револьверную головку. Имеют две револьверные головки, которые отличаются от предыдущих модификаций станков с субшпинделями тем, что на станках LT передача детали из одного патрона в другой осуществляется автоматически без остановки шпинделей с высокой точностью позиционирования (по углу разворота — 0,01 градуса). Работа шпинделя в режиме силового стола с дискретностью 0,001 градуса. Сами станки позволяет эффективно обрабатывать детали любой сложности и практически из любых материалов (с твердостью поверхности до 58 HRC), обеспечивая высокую точность (6-ой квалитет) и шероховатость поверхности по восьмому-девятому классам. Станки сохраняет точность и стабильность обработки в широком температурном диапазоне от +5 C до +45 С.
Имеют две револьверные головки, которые отличаются от предыдущих модификаций станков с субшпинделями тем, что на станках LT передача детали из одного патрона в другой осуществляется автоматически без остановки шпинделей с высокой точностью позиционирования (по углу разворота — 0,01 градуса). Работа шпинделя в режиме силового стола с дискретностью 0,001 градуса. Сами станки позволяет эффективно обрабатывать детали любой сложности и практически из любых материалов (с твердостью поверхности до 58 HRC), обеспечивая высокую точность (6-ой квалитет) и шероховатость поверхности по восьмому-девятому классам. Станки сохраняет точность и стабильность обработки в широком температурном диапазоне от +5 C до +45 С. Высокая жесткость конструкции рабочих органов станков, применение прецизионных серводвигателей, позволяют успешно сочетать черновое силовое резание с чистовой обработкой и производить обработку деталей в закаленном состоянии, а также при наличии дополнительной опции производить обмеры деталей на станках в процессе обработки.
Высокая жесткость конструкции рабочих органов станков, применение прецизионных серводвигателей, позволяют успешно сочетать черновое силовое резание с чистовой обработкой и производить обработку деталей в закаленном состоянии, а также при наличии дополнительной опции производить обмеры деталей на станках в процессе обработки. Станки данной серии оснащены термостабильной и вибропоглощающей станиной,позволяющей при изменении окружающей температуры сохранять постоянство точностных характеристик, а при возникновении вибраций гасить их за счет демпфирующих свойств материала станины, изготовленной по особой запатентованной технологии.
Станки данной серии оснащены термостабильной и вибропоглощающей станиной,позволяющей при изменении окружающей температуры сохранять постоянство точностных характеристик, а при возникновении вибраций гасить их за счет демпфирующих свойств материала станины, изготовленной по особой запатентованной технологии.
 На этих обрабатывающих центрах производится обработка наклонных поверхностей (пятиградусное индексирование оси В) в дополнение к токарной обработке и обработке вертикальным/горизонтальным шпинделем. Многосторонняя обработка с одним патроном обеспечивает значительное сокращение времени на установку и повышение точности.
На этих обрабатывающих центрах производится обработка наклонных поверхностей (пятиградусное индексирование оси В) в дополнение к токарной обработке и обработке вертикальным/горизонтальным шпинделем. Многосторонняя обработка с одним патроном обеспечивает значительное сокращение времени на установку и повышение точности.

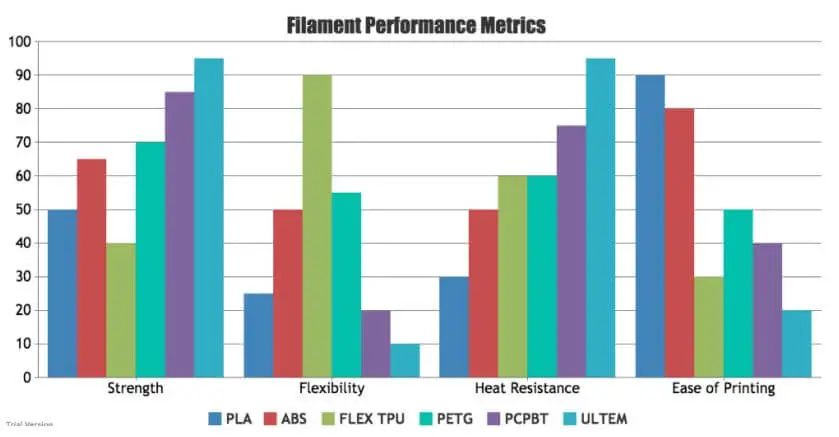 Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.
Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.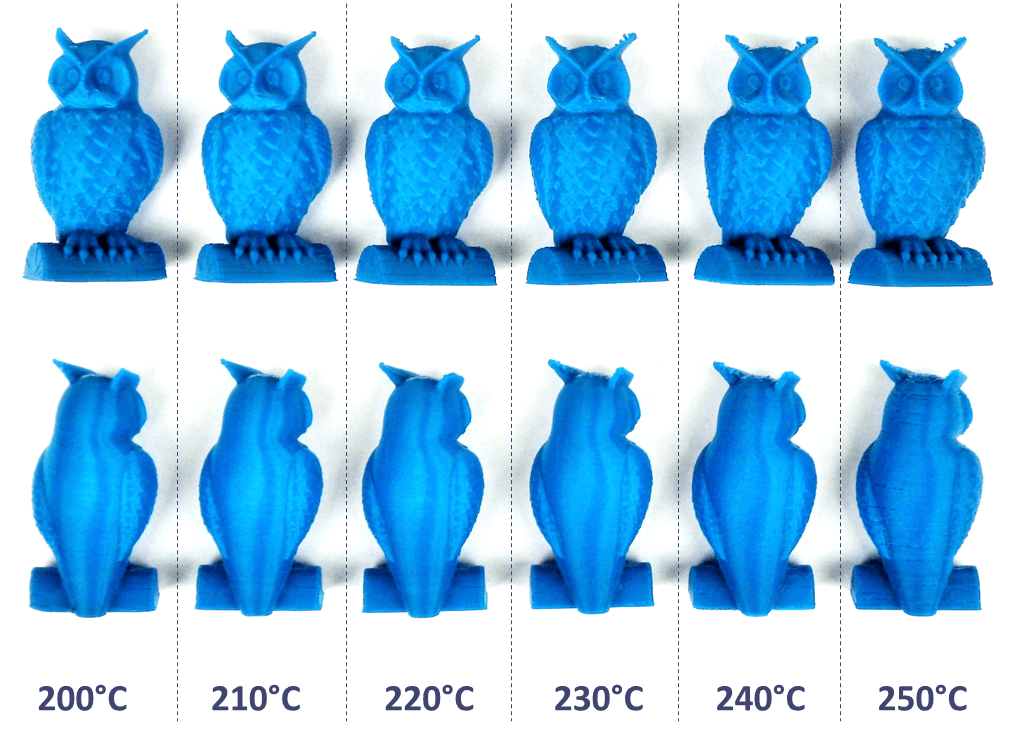
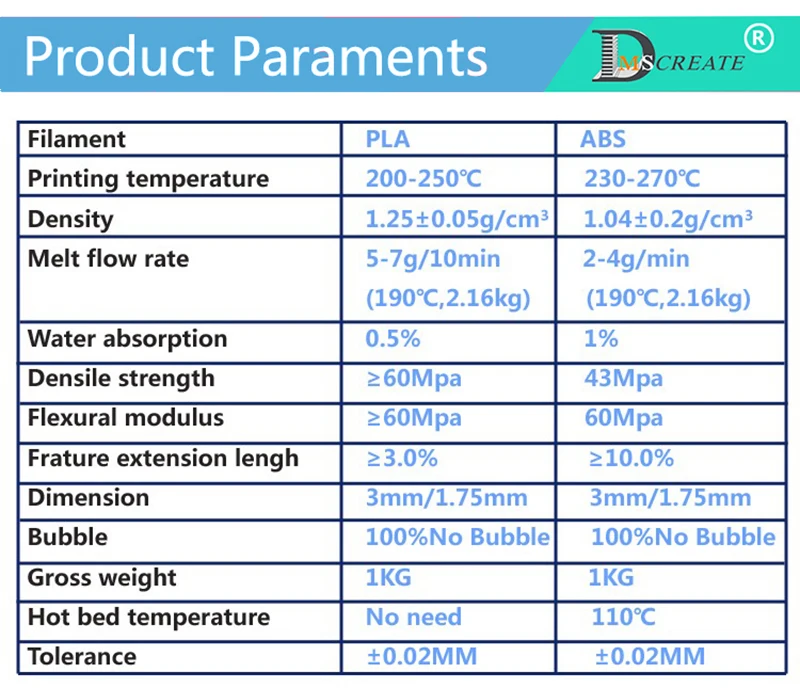 Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
 Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
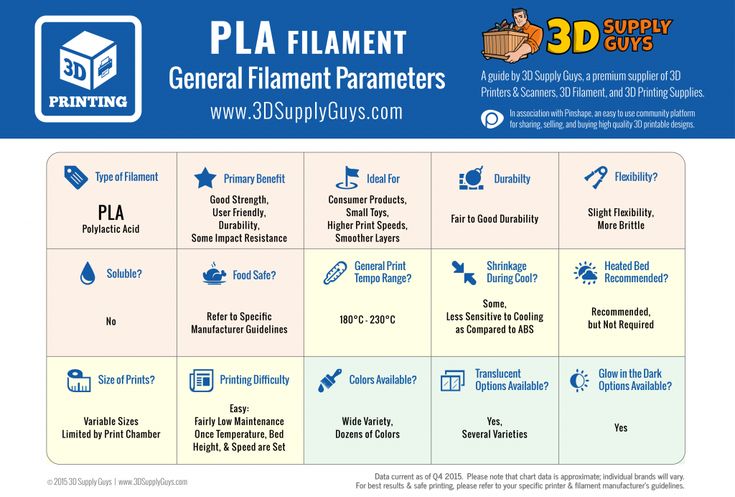 Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
 При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
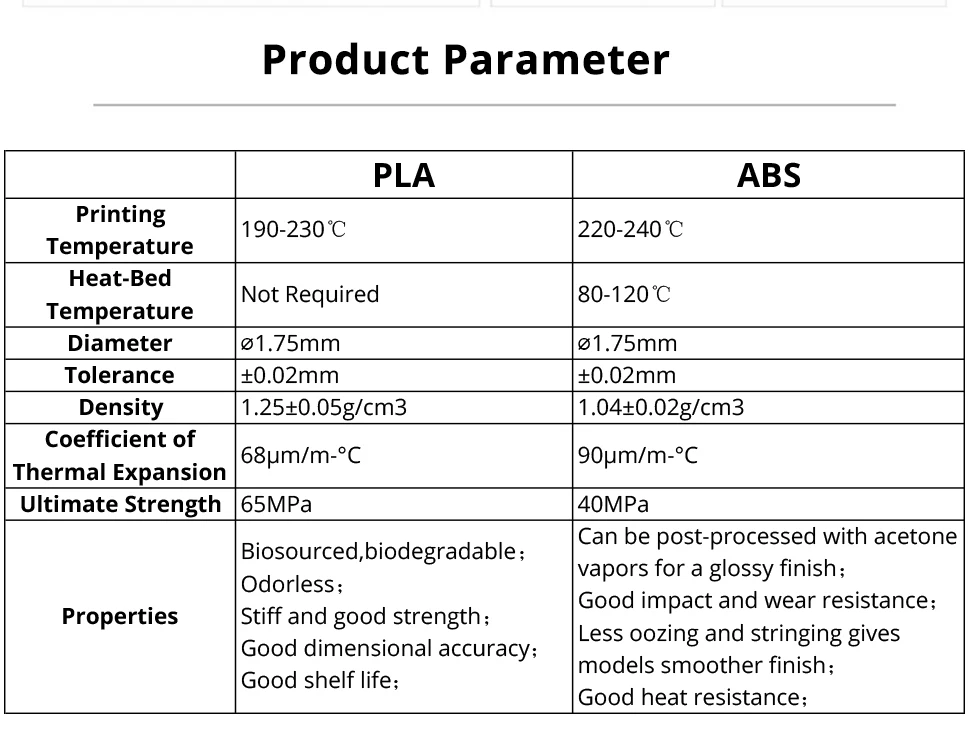 При слишком быстром остывании деталь может потрескаться прямо во время печати.
При слишком быстром остывании деталь может потрескаться прямо во время печати.
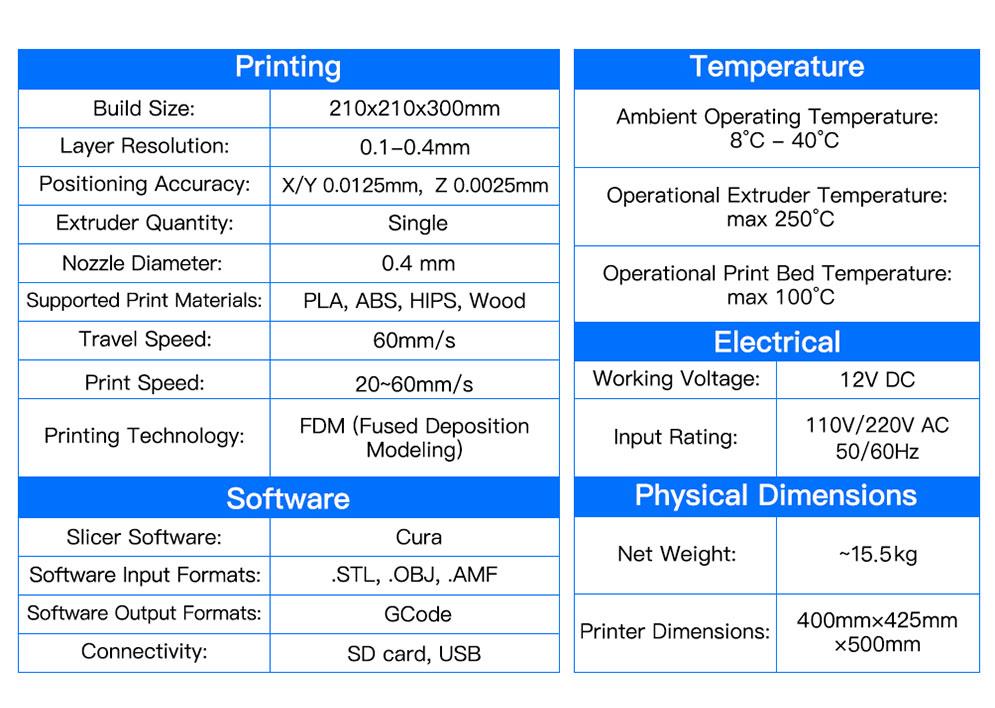
 Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
 Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
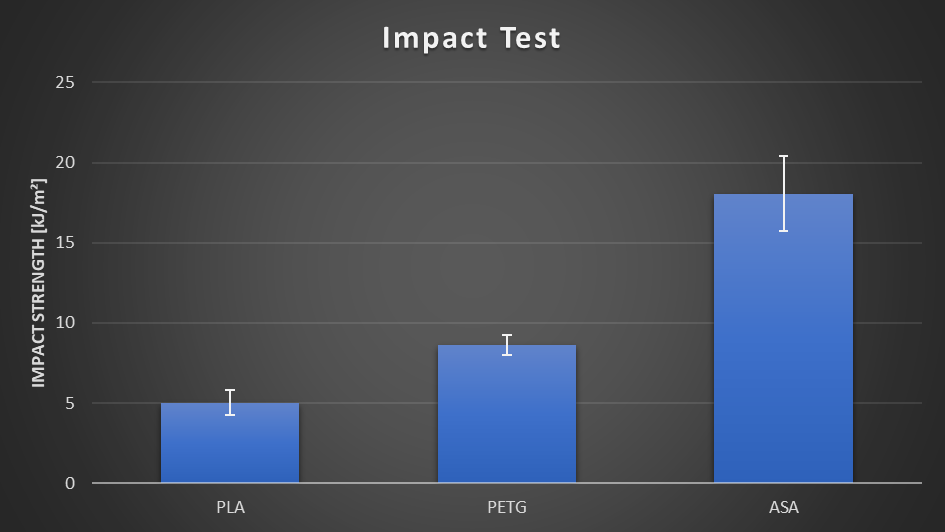
 И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
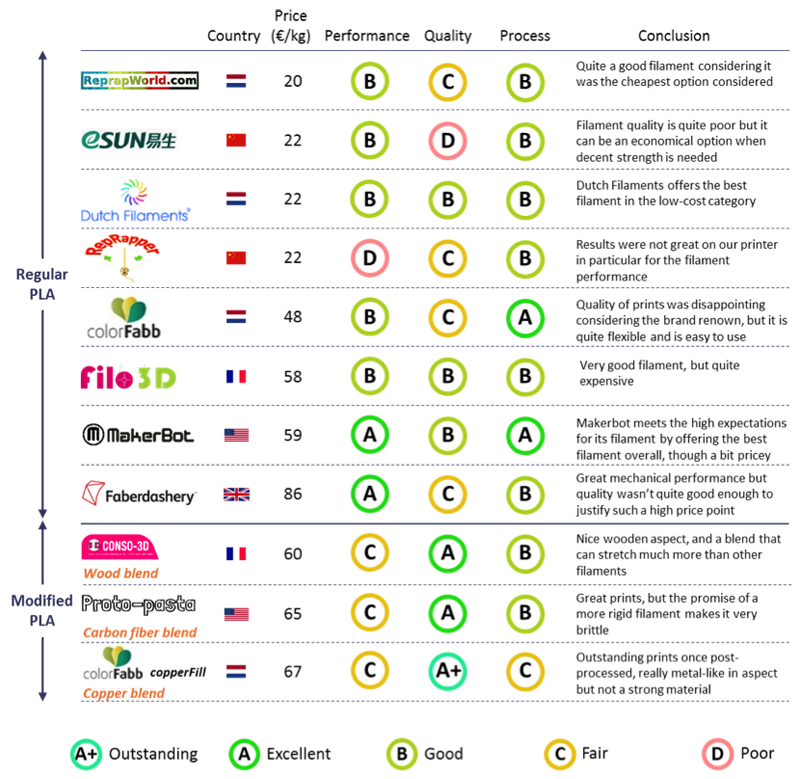 Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
 Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
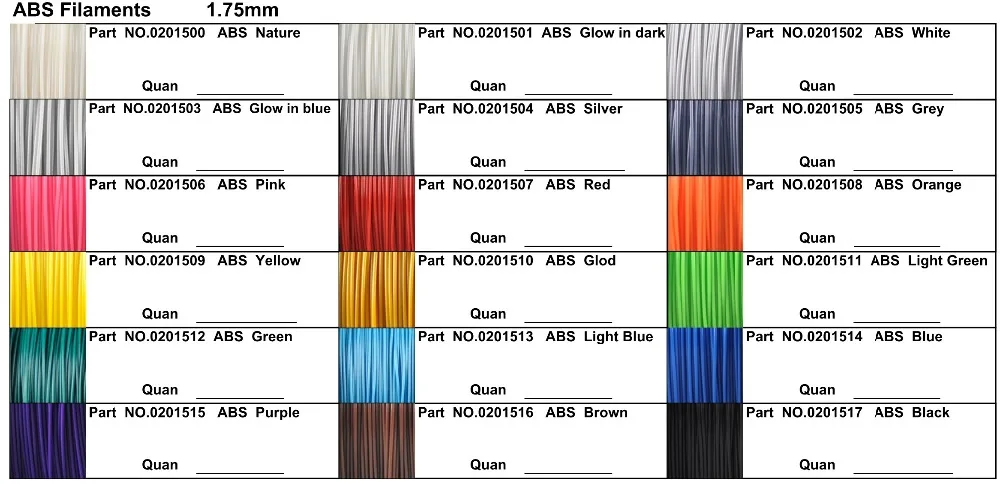 Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.
Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.

 Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
 В итоге у вас должна получиться строка:
В итоге у вас должна получиться строка:
 Именно для этого и существует функция PID — компенсировать инертность нагревателя. Но для каждого принтера необходима своя настройка PID, так как инертность может сильно отличаться в зависимости от многих параметров.
Именно для этого и существует функция PID — компенсировать инертность нагревателя. Но для каждого принтера необходима своя настройка PID, так как инертность может сильно отличаться в зависимости от многих параметров.
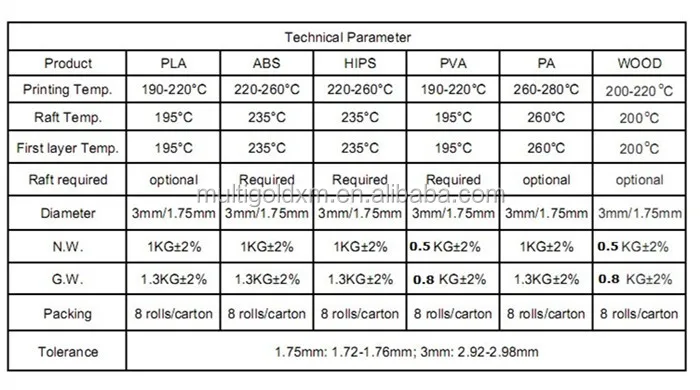 82 I0.8 D68.25
82 I0.8 D68.25
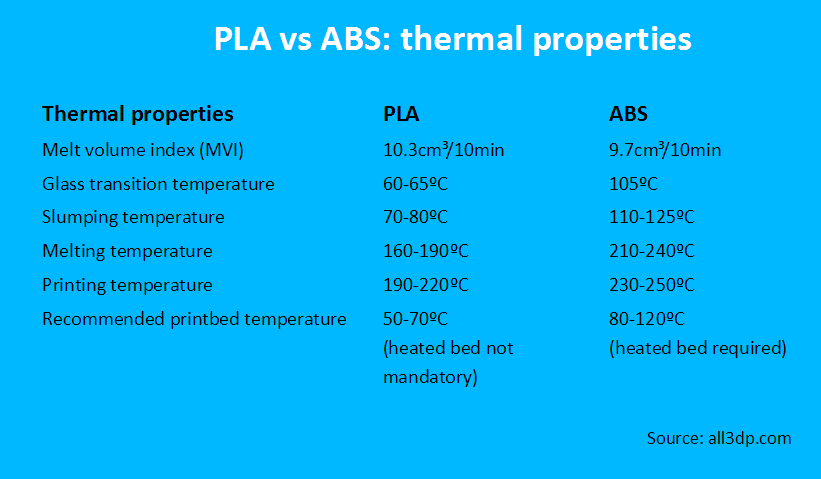
 Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.
Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.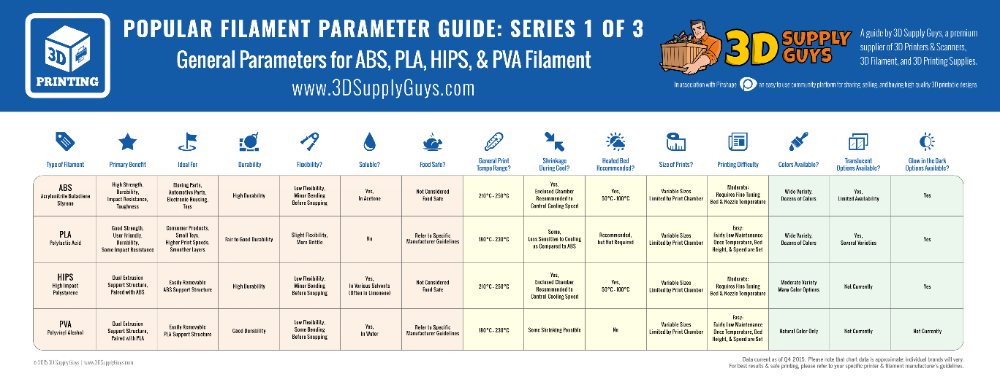 Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.
Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.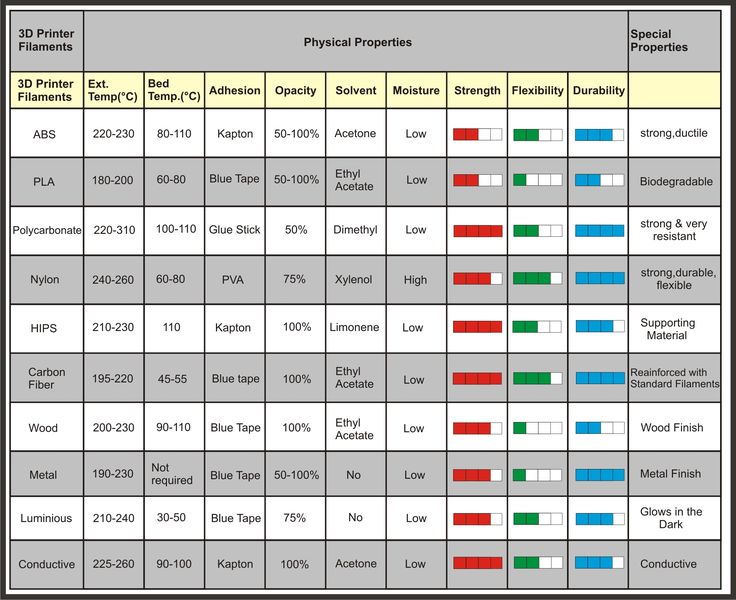 Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания.
Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания. влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.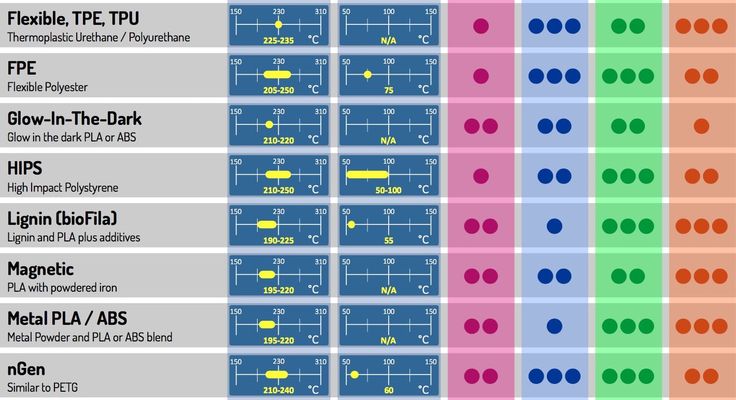
 Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
 Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
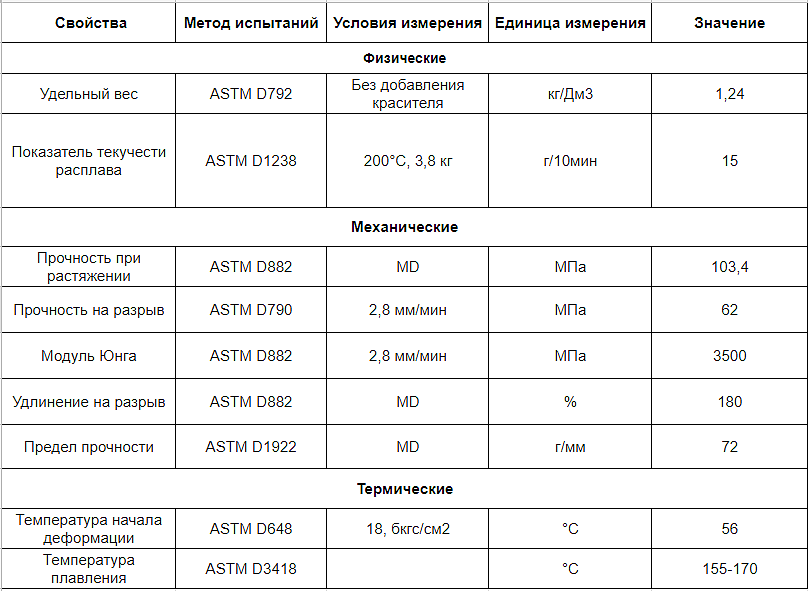
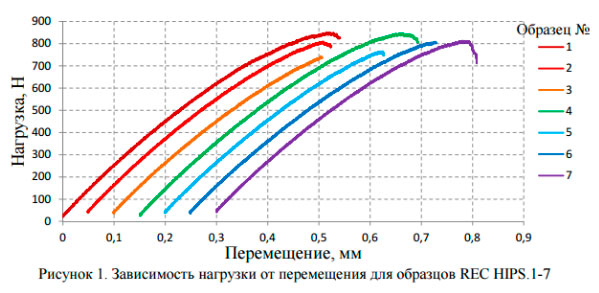 (Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
(Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)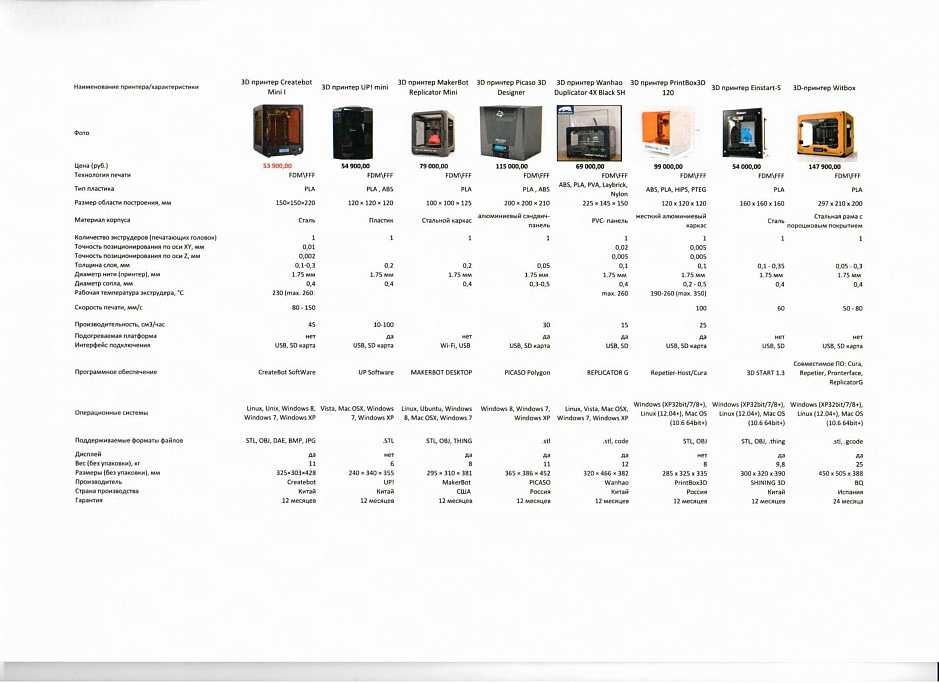 2020 окт;55(29):14677-89.
2020 окт;55(29):14677-89.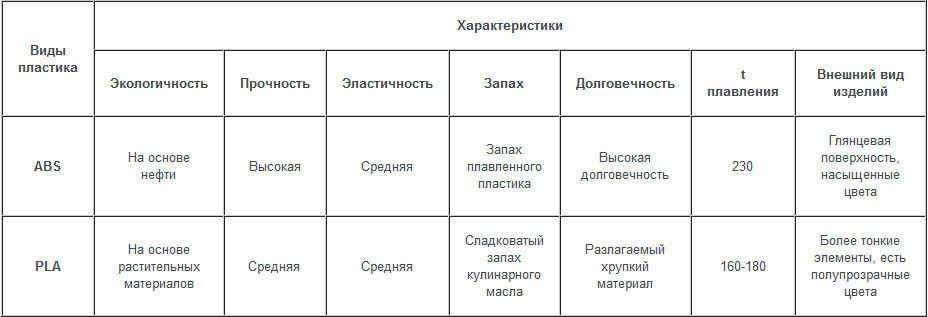 Его обычно получают из возобновляемых ресурсов, таких как кукурузный крахмал, корни тапиоки или сахарный тростник. Одна из самых привлекательных особенностей PLA заключается в том, что он естественным образом разлагается под воздействием окружающей среды. Например, изделие из PLA в океане имеет время деградации от шести месяцев до двух лет. Сравните это с обычным пластиком, который разлагается от 500 до 1000 лет. Важно отметить, что, хотя PLA будет разлагаться в открытой природной среде, он очень прочен при использовании в любом обычном приложении, таком как печатная игрушка или важная часть принтера. В этом отношении вы можете думать о нем как о железе. Если вы подвергнете его постоянному воздействию влаги или оставите снаружи, он «заржавеет» и вскоре станет непригодным для использования. Но если бы он был у вас дома, вы бы ожидали, что он продлится почти бесконечно.
Его обычно получают из возобновляемых ресурсов, таких как кукурузный крахмал, корни тапиоки или сахарный тростник. Одна из самых привлекательных особенностей PLA заключается в том, что он естественным образом разлагается под воздействием окружающей среды. Например, изделие из PLA в океане имеет время деградации от шести месяцев до двух лет. Сравните это с обычным пластиком, который разлагается от 500 до 1000 лет. Важно отметить, что, хотя PLA будет разлагаться в открытой природной среде, он очень прочен при использовании в любом обычном приложении, таком как печатная игрушка или важная часть принтера. В этом отношении вы можете думать о нем как о железе. Если вы подвергнете его постоянному воздействию влаги или оставите снаружи, он «заржавеет» и вскоре станет непригодным для использования. Но если бы он был у вас дома, вы бы ожидали, что он продлится почти бесконечно. PLA бывает нескольких марок; научный, медицинский, безопасный для пищевых продуктов, а затем к типу PLA, используемому в потребительской 3D-печати. Естественная температура плавления PLA составляет около 80°C, но его смешивают с другими пластиками, чтобы сделать его пригодным для 3D-печати.
PLA бывает нескольких марок; научный, медицинский, безопасный для пищевых продуктов, а затем к типу PLA, используемому в потребительской 3D-печати. Естественная температура плавления PLA составляет около 80°C, но его смешивают с другими пластиками, чтобы сделать его пригодным для 3D-печати.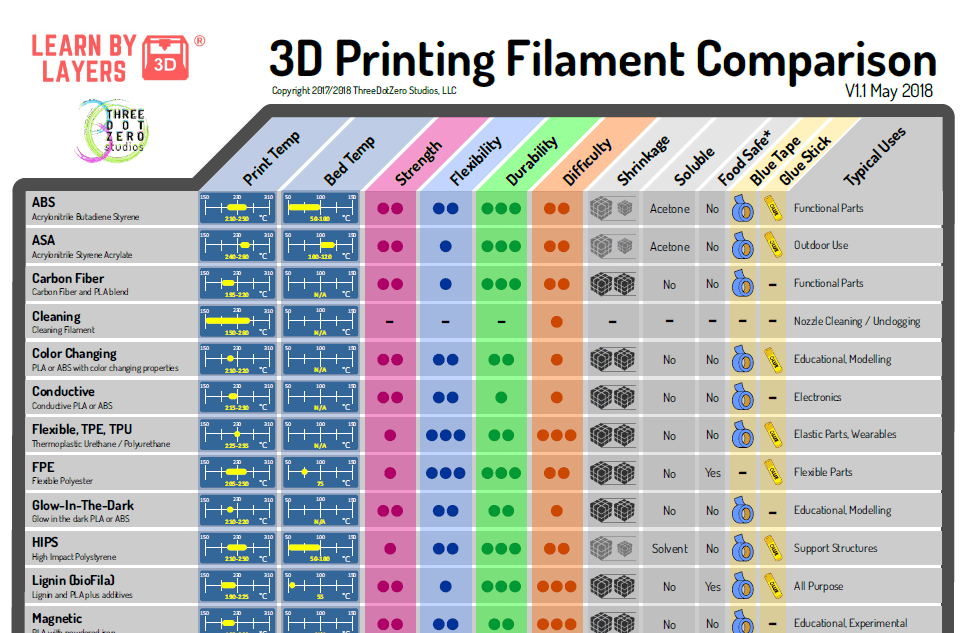 Вот почему вы должны использовать ABS или какой-либо другой материал рядом с экструдером. В MatterHackers мы обычно используем PLA для всех деталей нашего принтера, за исключением тех, которые находятся непосредственно вокруг экструдера (таких как x-каретка, монтажная пластина и блок экструдера), которые мы печатаем из ABS.
Вот почему вы должны использовать ABS или какой-либо другой материал рядом с экструдером. В MatterHackers мы обычно используем PLA для всех деталей нашего принтера, за исключением тех, которые находятся непосредственно вокруг экструдера (таких как x-каретка, монтажная пластина и блок экструдера), которые мы печатаем из ABS. Вот краткий контрольный список вещей, которые вы хотите убедиться, что вы делаете.
Вот краткий контрольный список вещей, которые вы хотите убедиться, что вы делаете. Чтобы уменьшить вытягивание Blue Tape, мы добились отличных результатов, поместив Blue Tape поверх ленты PET, но это просто безумие :).
Чтобы уменьшить вытягивание Blue Tape, мы добились отличных результатов, поместив Blue Tape поверх ленты PET, но это просто безумие :).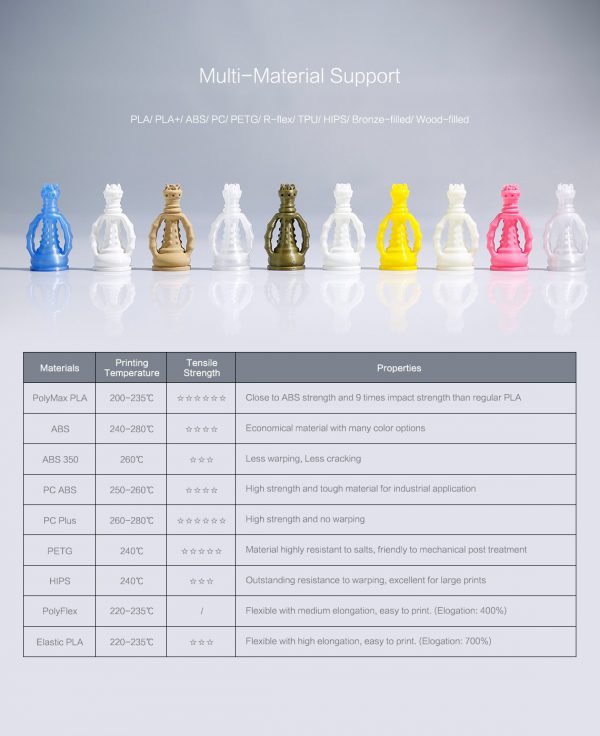
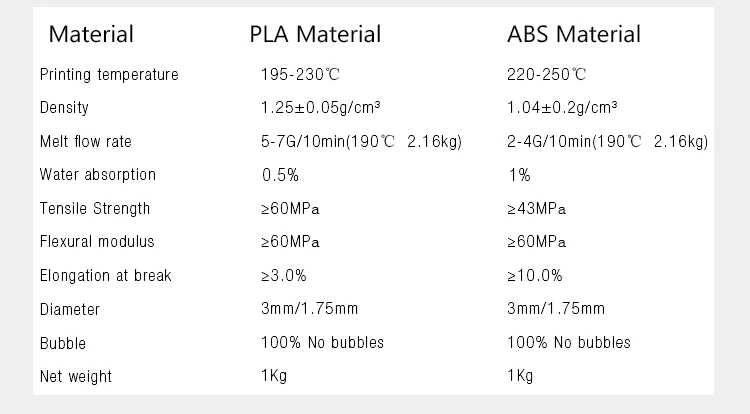 Процедура печати на каптоновой ленте почти идентична печати на стекле, но требует больше настройки и очистки. Если у вас есть советы о других преимуществах Kapton Tape, сообщите нам об этом. Мы всегда работаем над улучшением нашего процесса.
Процедура печати на каптоновой ленте почти идентична печати на стекле, но требует больше настройки и очистки. Если у вас есть советы о других преимуществах Kapton Tape, сообщите нам об этом. Мы всегда работаем над улучшением нашего процесса.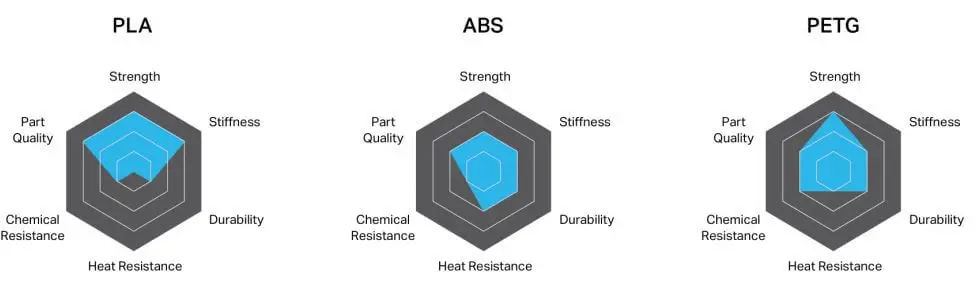
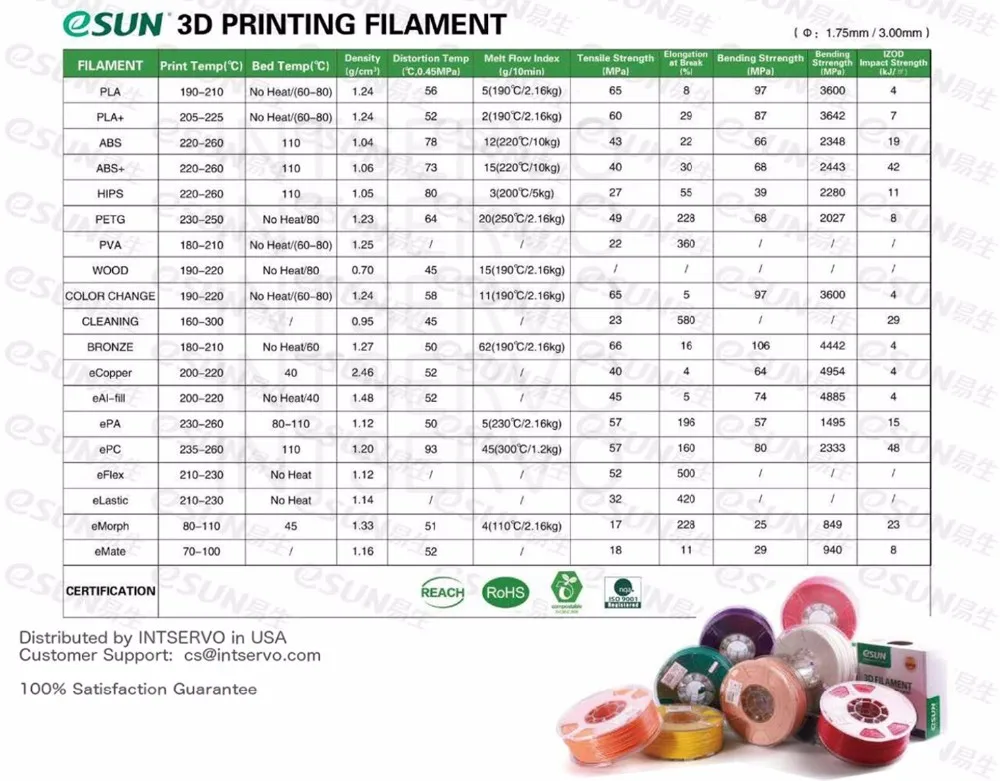
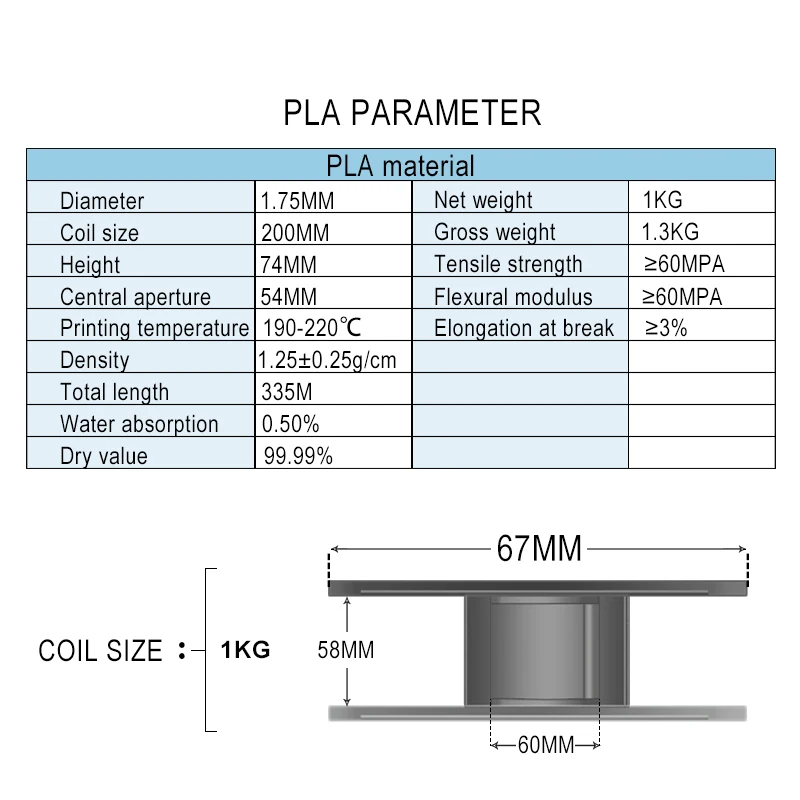
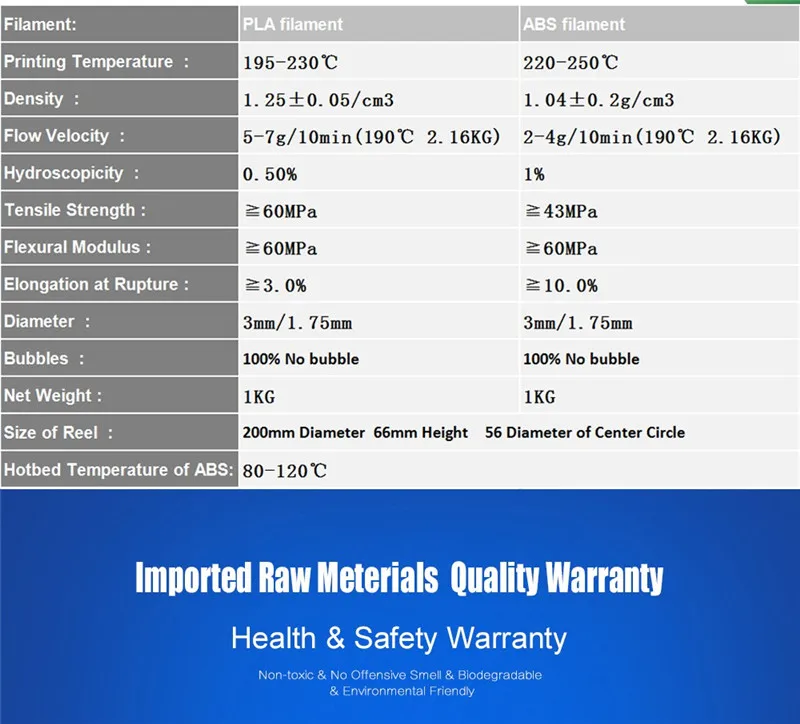
 Температура окружающей среды, влажность, а также калибровка и уникальность вашего принтера играют определенную роль в том, какими будут ваши отпечатки.
Температура окружающей среды, влажность, а также калибровка и уникальность вашего принтера играют определенную роль в том, какими будут ваши отпечатки. Улучшение PLA может помочь вам получить более качественные детали. Однако не спешите предполагать, что проблема в вашем PLA. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Улучшение PLA может помочь вам получить более качественные детали. Однако не спешите предполагать, что проблема в вашем PLA. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.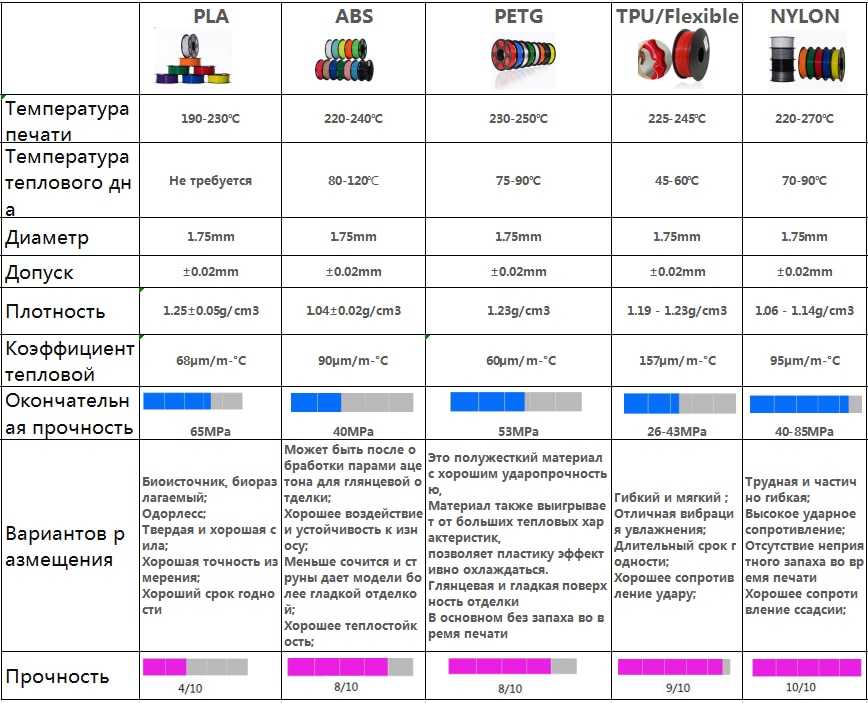 Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). .
Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). .

 Вертикально-фрезерный станок модели TLV-450APC с ЧПУ Fanuc компании TMT (Тайвань)
Вертикально-фрезерный станок модели TLV-450APC с ЧПУ Fanuc компании TMT (Тайвань)






 изм.
изм.
 конус
конус
 Сделайте все правильно, и готовый продукт можно будет производить с наименьшими затратами и с максимальной эффективностью. Если ошибетесь, производительность предприятия пострадает от незапланированных простоев, незапланированного обслуживания и высокой частоты отказов.
Сделайте все правильно, и готовый продукт можно будет производить с наименьшими затратами и с максимальной эффективностью. Если ошибетесь, производительность предприятия пострадает от незапланированных простоев, незапланированного обслуживания и высокой частоты отказов.
 Измеряя время, продолжительность и причину простоя, доступность используется в качестве «якоря». Понимание доступности, использования конкретного оборудования и того, почему оно работает или не работает, помогает составить другие ключевые показатели эффективности для оптимизации процессов на уровне машины или завода.
Измеряя время, продолжительность и причину простоя, доступность используется в качестве «якоря». Понимание доступности, использования конкретного оборудования и того, почему оно работает или не работает, помогает составить другие ключевые показатели эффективности для оптимизации процессов на уровне машины или завода.
 Машинные данные и аналитика в режиме реального времени — более точный способ определения доступности.
Машинные данные и аналитика в режиме реального времени — более точный способ определения доступности.

 Однако для расчета OEE используется только доступность.
Однако для расчета OEE используется только доступность.




 Он учитывает все события, которые могли прервать запланированное время производства, если оно было остановлено на значительный период времени.
Он учитывает все события, которые могли прервать запланированное время производства, если оно было остановлено на значительный период времени.