Лазерные станки СО2 для резки и гравировки по цене от 44 800 руб.
Отзывы покупателей
Инга
15 марта 2019 17:56
Лазерный станок СО2 1080
Сквозной стол
А у этого станка сквозной стол?
Аноним
30 апреля 2021 23:35
Лазерный станок СО2 1060 "MooN"
Отличный станок
Отличный станок. Но все испортила долгая доставка.
Константин
15 марта 2019 12:44
Лазерный станок СО2 4060
Отлично
Станок по спец заказу.
Сделали все очень качественно
Удивился цене, у Москвичей дороже почти в 2 раза. По этому долго сомневался.
Качество металла даже лучше чем тот что я…
Еще
Хасанов Радик
8 января 2019 18:55
Лазерный станок СО2 1060
Купил станок
Наконецто я купил станок с рабочим полем в метр)))
Станок приехал через 19 дней, огромное спасибо за такую быструю доставку. Был упакован замечательно. Все целое, ничего не…
Еще
Валерий Н
2 марта 2021 14:10
Лазерный станок СО2 1610 с Авто подачей
Покупаю уже 3 станок в этой компании. Великолепная сборка станка, отзывчивый сервис. Но в последнее время страдает доставка из Китая. Но это у всех так.
Олег
28 декабря 2018 10:05
Лазерный станок СО2 3020
Отлично
Создаю модели самолетов.
Этот станок подходит лучше всего.
Техподдержка помогла настроить станок и минут через 10 я уже начал пробовать резать.
Хотя размер рабочего поля…
Еще
Лазерный станок СO2 – это высокотехнологичный инструмент в производстве различных деталей и заготовок с высокой точностью обработки. Установки с углекислотным лазером используются для решения следующих задач:
резка;
гравировка;
раскрой;
перфорация;
Как подобрать лазерный станок для бизнеса?
Современные лазерные установки оснащаются числовым программным управлением, что упрощает работу с аппаратами и повышает их производительность. Чтобы купить лазерный гравировальный станок с ЧПУ нужно учитывать ряд факторов:
Производственная мощность – для штучного и мелкосерийного производства используются установки с маломощными лазерами, а для крупного производства – широкоформатные лазеры с высокой рабочей мощностью;
Размеры рабочего поля – можно купить станок лазерной резки настольного типа, среднеформатный и крупноформатный вариант;
Параметры излучателя – рабочая мощность углекислотных лазеров находится в пределах 40-400 Вт. Для резки материала толщиной 2-3 мм достаточно маломощных лазеров, для заготовок с большей толщиной потребуются лазеры с большей мощностью
Число режущих головок – станок лазерной резки СO2 может иметь не одну, а несколько рабочих головок, что позволяет производить большие партии одинаковых изделий по индивидуальному макету;
Возможность работы с рулонами – станок способен автоматически подавать материал с рулона, предварительно его разглаживая. Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом;
Наличие видеокамеры – посредством камеры получают фото с материала, находящегося в этот момент на станке, рисунок автоматически распознается компьютером и генерирует точный контур для дальнейшего раскроя;
Подъемный рабочий стол – возможность подъема, опускания и перемещения рабочего стола расширит возможности работы с заготовками нестандартных размеров;
Скорость работы — чем больше мощность, тем быстрее выполняется резка материала. Так, например, лазер с мощностью 50 Вт разрежет фанеру толщиной 3 мм со скоростью 10 мм/сек., а лазер мощностью 100 Вт сделает ту же операцию со скоростью 30 мм/сек.
Лазерный станок по дереву (фанера, МДФ, ДСП)
В мебельном производстве, для декора деревянных изделий, изготовления сувениров часто используют лазерную резку и гравировку. Излучение лазера позволяет разрезать достаточно толстые деревянные заготовки, наносить на их поверхность различные надписи и рисунки. Современный станок для лазерной гравировки по дереву выжигает рисунок на поверхности изделия с точностью позиционирования 0,1 мм, это помогает достичь впечатляющей детализации.
Лазерные станки для обработки металлов
Разрезать металлическую заготовку может углекислотный лазер с мощностью от 180 Вт, такие станки называются MIX. Но для работы с металлом лучше всего использовать оптоволоконные установки. Волоконные лазеры позволяют не только раскраивать металлические изделия, но и маркировать продукцию, выполнять сварочные работы и микрообработку металлов. Это становится возможным, посредством использования в установках оптических волокон, в которые интегрированы волноводы для лазерной накачки.
Станки для пластика и оргстекла
В производстве рекламной продукции, сувениров, элементов декора часто используют лазерную резку. Тонкий высокоэнергетический луч позволяет получать идеально ровный срез. Используя гравировочные станки, на поверхности оргстекла можно создавать художественные рисунки любой сложности.
Лазерные установки для ткани и кожи
Лазерный станок СO2 с ЧПУ широко используется при изготовлении одежды, сумок, кошельков, обивок для мебели. Использование лазерного луча позволяет получать высокоточные срезы, которые имеют хорошо отделанные кромки. Углекислотный луч лазера слегка оплавляет кромку, исключая возникновение бахромы на краях заготовок.
Почему стоит заказывать у нас?
Перечисленные требования для работы с различным типом материала учитываются нами при постройке того или иного станка. Наши станки универсальны, поэтому компания “LaserBIZ” способна построить для вас любой лазерный станок, с учетом ваших пожеланий. Обращаясь к нам вы получите в свое распоряжение современную лазерную установку для работы с материалом, который вы используете.
Мы всегда нацелены на долгосрочное сотрудничество, поэтому:
подберем станок для решения именно ваших задач;
исходя из заданных вами параметров для станка сделаем индивидуальное по цене предложение;
поставим заказанное оборудование, выполним его настройку и наладку;
обучим ваш персонал правильной работе с ним;
выполним ремонт оборудования в случае поломки;
предоставим гарантию на 1 год
У нас большой опыт конструирования лазерных станков, поэтому мы всегда знаем, что посоветовать нашим клиентам для оптимизации производства, не выходя за рамки заданного бюджета.
Универсальный лазерный станок 1610 мощностью 120Вт
Лазерный станок CO2 KAMACH GO 1610 LF120 — обзор и видео
Лазерный станок CO2 KAMACH GO 1610 LF120 — популярность оборудования с числовым программным управлением увеличивается от сезона к сезону и на то есть ряд причин. Прежде всего, купить лазерный станок сейчас ощутимо проще. Цены на промышленные станки оптимизировались, а расходники стали доступнее. Совершенно неважно, хотите ли вы станок для лазерной резки акрила или стекла – на нашем сайте вы запросто найдёте искомое!
Для начала, вести речь мы будем не о гравировальных станках. Тут ясно из названия, гравер – это оборудование для нанесения гравировки, и крайне редко пользователи, которые твёрдо решили купить лазерный станок, будут довольны столь узким функционалом станка.
— Лазерная резка фанеры – самый распространённый формат реализации потенциала ЧПУ оборудования. Фанера по праву является одним из самых востребованных материалов на конечном рынке, а также легко обрабатывается. Её несложно купить, а совладать с лазерной резкой фанеры сможет лазер с трубкой с мощностью от 50 Вт.
— Лазерная резка ткани – очевидно, с обработкой ткани справится даже гравер, но для того, чтобы поставить на поток раскрой рулонной ткани, вам необходим лазерный станок с минимальным рабочим полем 1610.
— Лазерная гравировка материалов – преимущество стандартного лазерного станка в том, что он способен играючи справляться с гравировкой практически любых объектов. Естественно, делать это он будет в разы медленнее, чем волоконный маркер, но в то же время с его помощью вы вольны гравировать и фанеру, и даже камень!
Очень интересный лазерный станок по дереву, разработанный специально, чтобы гравировать и резать (за редкими исключениями) материалы от ткани, до тонкого металла, а кроме того эффективно справляться с любой поставленной перед ним задачей. Даже не учитывая низкую стоимость по сравнению со станками этого класса, лазер выгодно отличается комфортным рабочим пространством, благодаря чему можно резать крупногабаритные объекты после минимального раскроя. Корпус лазера, а также качественная механика позволяют установить излучатель значительно большей мощности, чем тот, что шел в комплекте со станком. Этот лазерный станок по дереву с ЧПУ идеально подойдёт как для новичков, так и для мастеров с опытом.
Пример внешнего вида лазерной трубки Lasea
Трубка лазера — режущий инструмент любого лазерного оборудования, ведь именно в нём создаётся луч, который и используется для воздействия на материал, с целью его резки или гравирования. От мощности лазерного излучателя зависит эффективность вашего оборудования, ведь она определяет, насколько толстый материал и как качественно и быстро вы сможете резать. Лазерную трубку можно легко выбрать делая упор на характеристику срока службы, ведь при поточной, посменной работе оборудования, именно он будет определять, насколько рентабельно вам использовать именно такую же модель лазерной трубки.
Сравнение производительности в зависимости от мощности лазерной трубки
150‑180 Вт
9. 5х
130‑150 Вт
7.5х
100‑130 Вт
6.5х
90‑100 Вт
5.0х
80‑95 Вт
3.5х
75‑90 Вт
3.0х
65‑75 Вт
2.3х
40‑50 Вт
1.3х
30‑40 Вт
1.0х
* В таблице приведены усредненные относительные значения скорости резки основных материалов.
Обрабатываемые материалы
Лазерный станок CO2 KAMACH GO 1610 LF120 — особенности и достоинства
Лазерный ЧПУ станок СО2 отличается акцентированной точностью и специально изготовлен для работы в отраслях, где точность лазерного луча имеет особое значение. В отличие от базовых моделей, такие станки отличаются малым размером и повышенной массой, а также усиленными направляющими и качественными шаговыми двигателями, позволяющими наносить гравировку на объекты с повышенной степенью детализации. Так для чего же именно требуется этот лазерный станок с ЧПУ? Купить его можно перейдя в карточку товара, а детальнее о работе оборудования мы расскажем ниже. Традиционно станки с ЧПУ применяются для гравировки привычных материалов, таких, как оргстекло, но сейчас, когда огромная часть рынка уже занята, нужно изучить другие прибыльные ниши лазерной резки.
Лазерный станок с ЧПУ
Сравнительно часто лазерное оборудование подобного типа применяются конкретно для резки фанеры и акрила. Лазер с ЧПУ в базовой комплектации работает с такими материалами более чем эффективно. Лазерный ЧПУ станок СО2 — разработан для решения именно подобных заказов! Его массивный корпус и лучшие комплектующие позволяют ему гравировать практически любые материалы с упором именно на качество изображения, вне зависимости от его габаритов.
Хотите знать больше? Переходите по ссылке! Производство — всегда сложный, технологический процесс, в который вы вкладываете уйму труда, времени и сил. И ничто так не деморализует, как малый, почти незаметный фактор, который словно соринка в идеальном механизме, мешает получать от производства максимальную прибыль. Но как найти и обнаружить все те проблемные зоны, которые мешают вам зарабатывать? С Conintel это останется в прошлом. Больше никаких перекуров каждые полчаса и избыточного холостого хода станка. Никакой резки на минимуме мощности и простоя. Теперь вы сможете увидеть реальный КПД своего оборудования и людей, которые с ним работают. Уже через неделю после установки у вас на руках будут все карты!
Поможем в монтаже, запуске, ремонте оборудования и обучении оператора. Собственный склад запасных частей и расходников.
Быстро и качественно смонтируем, настроим, обучим. Работаем в Москве, Санкт-Петербурге, Ярославле и оперативно приедем к вам в России и страны ЕАЭС.
Сервисные услуги и ремонт станков с ЧПУ в Ярославле и области: 7-920-129-19-22 [email protected]
Станок для лазерной резки дерева Лучший в 2023 году
Станок для лазерной резки дерева одновременно прост и сложен. Работает по трем осям. Инструмент обрабатывает материал, режет или гравирует по двум основным параметрам – мощности и скорости. В то же время лазерный резак сложнее всех остальных. Эта особенность возникает из-за огромного перечня материалов, которые он способен обрабатывать.
Как выбрать лазерный резак по дереву для домашнего использования?
При неправильном выборе лазерного резака по дереву для деревообработки можно столкнуться со многими негативными факторами. Сегодня доступны различные категории машин. Есть более простые модели и профессиональные инструменты, рассчитанные на круглосуточную работу.
Неподходящий станок может привести к тому, что заказчик рискует не иметь возможности изготовить некоторые сложные изделия. Часто это происходит из-за неправильного выбора:
Размера рабочей области;
Мощность трубки СО2;
Элементы конструкции.
В результате станок для лазерной резки не может обрабатывать определенный материал. Например, если выбрано устройство с недостаточной жесткостью, толщиной стенок и отсутствием рамы, оно исключает возможность работы по камню или выполнения операций с другими тяжелыми изделиями непосредственно на рабочем столе и требует наличия тележки с захватом, конструкция которой бюджетный станок с ЧПУ часто не позволяет.
Поддержка и техническое обслуживание станка по дереву
Основными негативными факторами, возникающими при неисправности лазерного резака по дереву, являются поломки. Возникают из-за:
Неправильной эксплуатации;
Использование некачественных комплектующих для конкретной задачи;
Влияние внешних факторов.
Если станок для лазерной резки сломался, поломку необходимо устранить в кратчайшие сроки. Чтобы ремонт не вызывал затруднений, необходимо приобрести станок с ЧПУ, комплектующие для которого производятся известными брендами.
В случае выбора лазерного резака, который не подходит для резки дерева или требуемой задачи, это побудит пользователей внести модификации для последующего станка с ЧПУ. Такой подход неприемлем и значительно замедляет производственный процесс.
Возможны дефекты. При производстве лазерной резки с этим явлением обычно не приходится иметь дело. Чтобы этого избежать, необходимо покупать станки по дереву с ЧПУ известных производителей.
Чтобы убедиться в оригинальности товара, нужно обратить внимание на название. Оно должно совпадать с названием завода. Зарекомендовавшие себя производители поставляют комплектующие для своей продукции. Если производитель заботится о своей репутации, он старается не допускать даже мелких неточностей.
Размер и мощность лазерного резака по дереву
Станки по дереву с ЧПУ состоят из ряда конструктивных элементов. Они делятся на несколько групп:
Инструментальная оснастка;
конструктивный;
Кинематика;
Программное обеспечение;
Параметры.
Оснастка – одна из основных групп конструктивных элементов станка лазерной резки с ЧПУ. В эту категорию входит трубка CO2.
Чаще всего лазерные резаки позволяют использовать более одной трубы по типу мощности. Это значит, что их можно менять в зависимости от задачи заказчика. От этого также будет зависеть охлаждение оборудования. С учетом того, какая трубка выбрана, и приобретается чиллер.
В основной связке с лазерной трубкой находится блок розжига (высоковольтный блок). На самом деле это источник питания для лазерной трубки. На это также влияет мощность трубки. Сегодня производители предлагают блоки розжига, которые можно регулировать при работе по дереву или другим материалам. Однако при замене трубки часто приходится менять и блок высокого напряжения. Обычно в машинах используется эмиттер CO2.
Линзы могут быть разного диаметра и иметь разное фокусное расстояние, что влияет на размер моста. Их называют:
Короткофокусный;
Средний фокус;
Дальний фокус.
Если клиенту необходимо разрезать толстый материал на станке с ЧПУ, используется длиннофокусный объектив. При лазерной резке дерева или другого материала толщиной 4-8 мм достаточно использовать короткофокусный объектив. Это позволяет работать без возникновения конусности. Важно отметить, что замена оптики занимает у оператора от нескольких секунд до минуты.
Мы рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Оформить заявку
Также головка снабжена воздухом, который необходим для охлаждения места лазерной резки или выдувания продуктов горения. Основное назначение такой системы — защита линзы от копоти. Некоторые материалы можно резать без доступа воздуха. Но тогда есть вероятность поджечь материал.
Лазерный резак по дереву Wattsan
Станки для лазерной резки по дереву Wattsan оснащены функцией подъема и опускания стола. Маркируется буквами «ST» и «LT». Функция доступна на станках с ЧПУ с размером рабочей зоны:
6090;
1290;
1610.
Функция необходима тем, кто выполняет лазерную резку объемных плоских материалов. Кроме того, есть функция ST. Он представляет собой стационарный стол для резки с ЧПУ. Эта функция необходима тем, кто режет только плоские материалы.
Ватсан 6090
Рабочая зона
900 х 600 мм
Мощность трубки
80-90 Вт
Максимальная скорость гравировки
700 мм
Размеры
1030 мм * 1490 мм * 670 мм + 315 мм (если на колесах)
Подробнее
Сегодня самым популярным лазерным резаком для резки, гравировки и деревообработки в целом является Wattsan 60 90 LT или ST. Эту модификацию отличает уникальная рабочая зона, которая предназначена для резки листов фанеры. 60 90 так популярен именно из-за своего размера, низкой цены и большого количества внесенных в него улучшений.
Толщина корпуса станка с ЧПУ такая же, как и у более крупных инструментов, что делает его за счет меньшего размера еще более жестким и стабильным. Станок оснащен цепным механизмом подъема и опускания стола, который приводится в движение асинхронным двигателем.
Воронкообразная ниша для мусора защищает цепь от мелких осколков. Кроме того, он придает дополнительную жесткость. У Wattsan 60 90 необычайно прочный портал и правильный подбор всех компонентов.
Для резки дерева станок с ЧПУ можно оснастить более узким соплом, что при штатном компрессоре и меньшей площади сечения дает более высокий выброс. Иногда используется широкая насадка, необходимая для гравировки. Тогда мощность продувки несколько снижается, а остатки горения не прилипают к материалу.
Wattsan 60 90 — самая популярная машина на рынке. Это было достигнуто благодаря сочетанию следующих факторов:
Размер рабочей зоны;
Цена;
Количество улучшений.
Машина может быть оснащена несколькими трубками CO2. Стандартная версия поставляется с лазерной трубкой мощностью 80 Вт.
Ватсан 1610
Рабочая зона
1600 х 1000 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
700 мм
Размеры
1505 мм * 2200 мм * 670 + 315 мм (если на колесах)
Подробнее
Станок Wattsan 1610 LT/ST позволяет резать дерево лазером практически без предварительной резки, используя сквозной стол. На него можно положить лист, если конечный продукт меньше размера рабочей зоны. Wattsan NC-C1612 может резать металл.
Часть материала будет свисать позади станка после предварительной резки. Его можно либо отрезать сразу, либо подтянуть под портал лист фанеры или дерева.
В стандартной комплектации лазерный резак поставляется с трубкой мощностью 100-120 Вт для лазерной резки и может быть оснащен трубкой как меньшей мощности, так и большей в зависимости от толщины и требуемой скорости резки по дереву.
Станок Wattsan 16 10 LT/ST имеет большое количество усовершенствований, упрощающих распил. Помимо того, что все машины имеют правильную конструкцию, они имеют толстостенные металлические корпуса. Клиенты предпочитают этот тип оборудования из-за:
Правильная конструкция;
Планетарные редукторы, что значительно продлевает срок службы шаговых двигателей;
Резиновые ремни.
Резиновые ремни можно натягивать сильнее, чем обычные ремни, и это не вызовет биения. В результате удается получить идеально ровную кромку при работе по дереву.
Для фрезерования древесины используйте фрезерные станки с ЧПУ.
Ватсан 2030
2030
ПЛОСКАЯ КРОВАТЬ
Рабочая зона
3000 х 2000 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
500 мм
Размеры
2400 мм * 3750 мм * 800 мм
Подробнее
Wattsan 2030 предназначен для резки дерева и других материалов в натуральную величину. В него легко поместится лист фанеры. Его можно разрезать на нужные элементы без предварительной резки, что необычайно удобно, особенно при работе с фанерой толщиной более 6 мм. Тонкая фанера может несколько прогибаться, нарушая фокусное расстояние. Именно поэтому на этой машине часто используются утяжелители.
Wattsan 20 30 также предназначен для резки акрила в натуральную величину. Там есть портал, в котором находится трубка. Он позволяет сохранить маленькую точку лазерного луча, благодаря чему достигается отличное качество лазерной резки.
Станок оснащен 2 шаговыми двигателями. Некоторые производители используют один двигатель для перемещения портала по Y, что в корне неверно. Такой подход быстро приводит к перекосам портала при работе по дереву.
Этот лазерный резак обычно не используется для гравировки, хотя и способен на это. При необходимости процесс будет вестись с меньшей скоростью, чем на машинах с меньшей рабочей площадью.
Главным преимуществом Wattsan 20 30 является его размер. Однако в то же время это и главный его недостаток. Именно из-за своих размеров он стоит дороже аналогов и не так популярен среди покупателей. Чаще всего его приобретают крупные промышленные компании.
Ватсан 6040
Рабочая зона
600 х 400 мм
Мощность трубки
80-90 Вт
Максимальная скорость гравировки
500 мм
Размеры
765 мм * 1165 мм * 600 мм
Подробнее
Wattsan 60 40 — это станок для лазерной резки с ЧПУ с лазерной трубкой мощностью 80 Вт. Это настольная модель для домашнего использования, в которой есть возможность замены лазерной трубки на более мощную за счет универсальных креплений.
Однако, как правило, в этом нет необходимости, так как толщина основных материалов, обрабатываемых на станке, не превышает 8 мм. Обычно используется для работы с материалами толщиной 4 мм.
При необходимости машину можно модернизировать. Хотя это случается редко. Лазерный инструмент имеет правильную конструкцию и усиленный портал, позволяющий работать на высокой скорости. Как правило, 50% времени работы данного станка используется для гравировки, а 50% — для резки.
Ватсан 1290
Рабочая зона
1200 х 900 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
700 мм
Размеры
1410 мм * 1790 мм * 670 мм + 315 мм (если на колесах)
Подробнее
Wattsan 12 90 чаще всего выбирают те клиенты, которые покупают свой первый станок для лазерной резки с ЧПУ. Его выбирают, если есть потребность в промышленной машине, но бюджет ограничен. Цена на Wattsan 12 90 не такая высокая, как на 16 10, и не такая низкая, как на более дешевые аналоги. Станок поставляется с лазерной трубкой мощностью 100-120 Вт, которая в основном предназначена для лазерной резки. Однако гравировка возможна и на этом лазерном оборудовании благодаря потенциометру, позволяющему регулировать мощность менее 10%.
Ватсан 0503
Рабочая зона
500 х 300 мм
Мощность трубки
60 Вт
Максимальная скорость гравировки
700 мм
Размеры
650 мм * 1040 мм * 575 мм
Подробнее
Лазерный настольный станок Wattsan 05 03 является одним из самых популярных среди наших клиентов. Его главный недостаток — лазерная трубка мощностью 60 Вт и отсутствие универсальных креплений. В основном используется для гравировки.
Чаще всего начинающие покупатели покупают этот станок с поворотным устройством. Однако мы бы не рекомендовали это, если вы не уверены, что будете обрабатывать цилиндрические объекты. Но если это основная цель покупки, то срок окупаемости машины сократится в разы.
При этом модернизировать этот инструмент на более мощную лазерную трубку достаточно сложно. Лазерный станок является самым дешевым среди упомянутых выше. Именно поэтому он так популярен.
Мы рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Сделать запрос
Как работает станок для лазерной резки дерева?
Чтобы понять, как работает лазерный станок для резки дерева, нужно усвоить простое правило. Он выглядит следующим образом: 10 Вт мощности лазерной трубки достаточно, чтобы разрезать 1 мм фанеры. Необходимо учитывать этот материал в связи с тем, что фанера наиболее близка к дереву.
Этот лайфхак означает, что для резки 6 мм фанеры пользователю нужна лазерная трубка мощностью 60 Вт. Эту особенность необходимо учитывать при выборе лазерного станка. Но есть некоторые нюансы. Например, лампа должна работать на 80% заявленной мощности.
В результате требования изменились. Для резки фанеры толщиной 6 мм требуется лазерная трубка мощностью не менее 80 Вт. По мере увеличения мощности трубки скорость обработки также будет увеличиваться.
Важно уделять внимание резке различных пород древесины. Большинство из них обрабатываются так же, как и фанера. Разница лишь в том, что он имеет клей. Однако некоторые породы дерева легче резать, а некоторые сложнее. Это зависит от:
Влажности древесины;
Плотность материала;
Наличие дополнительных компонентов, например клея.
Чтобы понять особенности лазерной резки дерева, важно изучить детали процесса.
Основан на лазерном луче. Он генерируется в лазерной трубке, а затем через систему зеркал поступает непосредственно в лазерную головку, в которой расположена оптика. Линза собирает попадающий в нее лазерный луч в точке минимума. Размер этой точки настраивается оператором при начальной настройке при включении. Его размер зависит от используемого материала. Сконцентрированный и сфокусированный луч попадает на материал и заставляет его испаряться.
Кроме того, в лазерную головку подается воздух под давлением. Это убережет материал от воспламенения. Воздух сдувает продукты сгорания и существенно влияет на частоту резки. С помощью этого простого метода происходит лазерная резка по дереву.
Лазерные станки с ЧПУ имеют два основных параметра; это сила и скорость. Чтобы разрезать любой материал, необходимо увеличить мощность и уменьшить скорость. При гравировке ситуация обратная. Для реализации процедуры нужно увеличить скорость и уменьшить мощность.
Последовательность лазерной резки и гравировки с ЧПУ строго определена. Сначала выполняется гравировка, а затем лазер режет дерево. Если сделать наоборот, лазерная головка не распознает, что деталь опустилась ниже.
В результате лазерный станок будет работать на пустом месте. Вот почему сначала выполняется гравировка, а затем лазерная резка.
Что можно сделать с помощью станка для лазерной резки?
Оборудование универсальное. Может использоваться для производства:
Деревянные пазлы;
Игрушки;
прототипов;
Прочие деревянные изделия.
При рассмотрении сферы применения следует обратить внимание на сувенирную промышленность. Лазерную резку или гравировку можно наносить как на чистую древесину без предварительной обработки, так и с последовательным рисунком.
Второй способ используется при изготовлении магнитов или деревянных головоломок. Кроме того, он актуален при производстве мебели, сложных предметов и изделий с внутренними прямыми или острыми углами, что невозможно сделать ни на одном другом станке.
Из дерева можно делать детские игрушки. Благодаря тому, что древесина является экологически чистым продуктом, а лазерная резка нисколько не ухудшает и не улучшает свойства продукта, она получила широкое распространение в детской индустрии.
Очень часто машина используется крупными компаниями для создания прототипа. Его даже используют в самолетостроении. Перед изготовлением любых крупных изделий создается прототип. Он позволяет заранее оценить особенности объекта, понять, как лучше над ним работать. Метод используется при создании:
Самолеты;
Сложные машины;
Другое оборудование, ошибка при изготовлении которого приведет к большим затратам.
Прототип изготовлен из дерева или пластика. Изделие изготавливается непосредственно на лазерном станке. Это возможно благодаря необычайной гибкости режущего станка. Это означает, что если деталь неудовлетворительна после резки дерева, ее можно почти сразу же изменить, запустив лазерный станок заново.
Допускается использование станка с ЧПУ в сочетании с другими типами оборудования. Например, при производстве пазлов древесина сначала окрашивается, а затем вырезается на станке с ЧПУ. В процессе участвует не только лазер, но и фрезерные станки с ЧПУ.
С использованием возможностей лазерного станка изготавливается разнообразная упаковка. Он сделан из дерева. Обычно оборудование используется, если необходимо создать уникальный продукт. Однако есть машины для масштабирования, такие как Wattsan 16 10, где два продукта можно делать параллельно.
Другими словами, станок повсеместно используется для рубки леса. Зачастую это единственно возможный вариант рисования или резки по дереву из-за сложности конструкции. Такие возможности дает небольшая помощь лазерного луча.
Выводы
Приступая к модернизации станков лазерной резки по дереву Watson, мы ставили перед собой цель добиться их эксклюзивности и сделать их удобными для использования в максимально возможном количестве сфер. Многие модификации машины были сделаны после:
Анализ отзывов клиентов;
Изучение мнений наших инженеров;
Проверка результатов тестирования.
Например, один из крупнейших в мире производителей деревянных головоломок внес четыре или пять усовершенствований в наш лазерный деревообрабатывающий станок. Они сказались на качестве продукции и необходимой постобработке.
Во главе списка мы ставим сочетание следующих факторов:
Использование самых надежных и качественных комплектующих;
Подбор деталей в зависимости от распространенности на рынке;
Возможность быстрой замены комплектующих.
Мы понимаем, что комплектующие должны быть не только надежными, но и взаимозаменяемыми.
Вторым фактором, влияющим на безотказную работу по дереву, является сервисная поддержка. На данный момент это осуществляется удаленно.
Любой покупатель Watson, даже если он купил машину на вторичном рынке, может обратиться на наш сайт по серийному номеру машины и получить исчерпывающую консультацию по возникшей проблеме.
Нам все равно, у кого вы купили деревообрабатывающий станок. Для нас важно, что вы являетесь клиентом Wattsan.
Также мы всегда работаем над лучшей системой логистики. Наши лазерные деревообрабатывающие и гравировальные станки поставляются по всему миру. Сегодня наиболее распространенными пользователями нашей продукции являются:
Европа;
Россия;
Азия.
С каждым звонком от наших клиентов мы все лучше и лучше прорабатываем логистику. Помимо стандартных условий доставки, в некоторых регионах мы можем предложить как дроворезные станки со склада, так и доставку с помощью уже зарекомендовавших себя брокеров.
Станки с ЧПУ Wattsan предназначены для обработки древесины и получения продукта высочайшего качества без постобработки. Мы постоянно их совершенствуем, позволяя клиенту не заниматься дополнительной чисткой кромки и сразу отправлять полученную продукцию в продажу.
Кроме того, мы работаем над тем, чтобы время, затрачиваемое на изготовление продукта, было как можно короче. Используя наше оборудование, вы сможете получать наиболее конкурентоспособную продукцию. Те, кто не занимается постобработкой продукции, имеют конкурентное преимущество в 20-30% от стоимости.
Мы будем рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Сделать запрос
Часто задаваемые вопросы
Можно ли поставить дерево на станок с ЧПУ?
Нет, целое дерево нельзя поместить в лазерный станок. Необходимо учитывать размеры обрабатываемого материала. В целом работа с деревом возможна.
Какая древесина подходит для лазерной резки?
Большинство пород древесины подходят для резки. Исключением являются твердые виды материала. Резать их на станке с ЧПУ нецелесообразно. Также лучше отказаться от работы с сильносмолистыми материалами, полой древесиной. Это связано с тем, что лазерный луч может быть расфокусирован, что может спровоцировать возгорание.
Древесину какой толщины может резать станок с ЧПУ?
Это зависит от мощности трубки CO2. Стоит соблюдать правило: 10 Вт мощности на 1 миллиметр фанеры. Это означает, что трубкой мощностью 100 Вт можно разрезать 10 миллиметров фанеры. Чтобы трубка прослужила дольше, лучше использовать ее на 80% мощности.
Может ли лазер резать фанеру?
Да, подходит для резки практически всех видов фанеры, не выделяющих вредных горючих веществ. Это его основная сфера применения.
Подходит ли МДФ для резки с ЧПУ?
Да, есть, но стоит обратить особое внимание на обдув. При резке толстых материалов МДФ лазером образуется много пыли и образуется больше нагара. МДФ рекомендуется резать не толще 6 миллиметров.
5 2 голосов
Рейтинг статьи
Сколько стоят станки лазерной резки?
Оборудование для лазерной резки может предоставить вашему бизнесу быстрый и эффективный способ резки, травления и гравировки изделий. Резка и гравировка с помощью лазерных станков более точны и чисты, чем большинство других методов резки, и требуют меньшего удаления заусенцев или финишной обработки после резки. Хотя это зависит от материалов, которые вы режете, лазерная резка известна тем, что делает точные и точные разрезы. Цены и стоимость станков для лазерной резки сильно колеблются в зависимости от конструкции, типа и возможностей лазера. Если вы планируете резать металл, твердую древесину или другие плотные материалы, вам понадобится лазер большей мощности, чем если бы вы хотели резать более тонкие материалы, такие как ткань. С другой стороны, чем сложнее мощность лазера, тем выше стоимость. Это ваш выбор, чтобы сбалансировать цену и практичность.
Оценка аппаратного и программного обеспечения управляющего компьютера поможет вашему станку для резки работать быстрее, хотя обновление может быть дорогостоящим.
Компоненты лазерной резки начального уровня обычно содержат очень слабые лазеры, подходящие только для легкой гравировки или резки. Использование маломощного лазера для резки толстого или твердого материала может испортить поверхность, что потребует дорогостоящей замены материала.
Большинство поставщиков станков для лазерной резки продают версии различных размеров. Для резки более крупных объектов потребуется более дорогая машина большего размера. Покупка станка для лазерной резки высокой мощности может быть рентабельной для плодовитых резчиков. Если вы не знаете, что собираетесь резать, или хотите резать самые разные материалы, лучше всего подойдет лазер максимальной мощности. Этот тип лазера достаточно силен, чтобы резать и гравировать практически все, обеспечивая вам необходимую гибкость.
Вам нужно потратить деньги на мощный лазерный станок?
Однако машины для лазерной резки высокой мощности обычно намного дороже устройств начального уровня. Вы можете заплатить от 4000 до 15 000 долларов за некоторые модели лазерного резака. Работая с нашими сотрудниками в Thunder Laser, мы можем помочь вам найти цену, которая соответствует именно тому, что вам нужно. Цены сильно различаются для каждой модели станков для резки Thunder Laser. При оценке стоимости конкретной модели следует учитывать следующие факторы: мощность, размер рабочей поверхности, тип лазера и некоторые другие необходимые дополнительные функции — как правило, чем больше мощность и рабочая поверхность, тем выше стоимость. .
Позвоните нам, чтобы обсудить, какие дополнительные надстройки должны быть у вашей модели лазерного станка, и получить подробный расчет стоимости. Аддоны могут стоить от 2000 до 5000 долларов, хотя это зависит от вложений.
Различия в цене между CO2- и волоконными лазерами
Вам может быть интересно узнать о разнице в стоимости между CO2-лазерами и волоконными лазерами… Лазерная резка с помощью волоконных лазеров гораздо более энергоэффективна, точна, но и более экономична для производства предметов роскоши.
Глава 3. Общие сведения о металлорежущих станках и технологическом процессе обработки на них Для изготовления детали рабочим органам станка необходимо сообщить определенные согласованные движения, при которых с заготовки снимается избыточный материал — припуск (см.гл.2). В станках бывает вращательное или поступательное (возвратно-поступа¬тельное) движение резания, сообщаемое заготовке или режущему инстру¬менту. На всех изучаемых станках — токарных, фрезерных, сверлильных и шлифовальных, — движение резания вращательное. На станках для лезвий¬ной обработки резанием (токарных, фрезерных, сверлильных) скорость ре¬зания (м/мин) определяется по формуле: v=пdn/1000, где d — диаметр обра¬батываемой поверхности заготовки или инструмента, мм; n — частота их вращения, мин1 (об/мин). Для шлифовальных станков (при абразивной об¬работке) скорость резания (м/с) vшл=пdкрnКр/(1000-60). Движение подачи непрерывное на токарных, фрезерных и сверлильных станках. На шлифовальных станках может быть прерывистое движение по¬дачи (плоскошлифовальные, круглошлифовальные), а также движение по¬дачи может состоять из нескольких движений. Кинематическая схема станка представляет собой схему, на которой с по¬мощью условных обозначений изображаются звенья механизмов и кинема¬тические пары с указанием размеров, необходимых для кинематического анализа. Зависимость движений, связанных между собой элементов передач и механизмов определяется кинематической связью. Каждая связь состоит из механических, электрических, гидравлических и других кинематических це¬пей, по которым осуществляется передача движения. Кинематические цепи обеспечивают также изменение скоростей и направления движения испол¬нительных органов, в т.ч. при неизменной скорости привода (электродвига¬теля), преобразование и суммирование движений и т.п. Кинематические це¬пи состоят из отдельных звеньев. Элементы кинематических цепей (ГОСТ 2.770-68*) изображаются в ЕСКД1 на схемах условными обозначениями (табл. 3.1). Для станков, имеющих наряду с механическими передачами гидравличе¬ские, электрические и пневматические устройства, составляются соответст¬вующие гидравлические, электрические и пневматические схемы. Элементы расчета кинематических цепей. Основным кинематическим параметром, характеризующим все виды механических передач вращатель¬ного движения и необходимым для определения показателей промежуточ¬ных и выходных элементов устройств приводов в станках, является отноше-
3.1. Условное обозначение элементов кинематики
ние i2 частоты вращения n — ведомого вала II(рис.3.1,а) к частоте вращения n1 ведущего вала (мин1):Следовательно, для ременной передачи (рис.3.1,6) i=d1/d2, где d1 и d2 — диаметр соответственно ведущего и ведомого шкивов; для зубчатых (рис.3.1,а) и цепных передач i=z1/z2, где z1 и z2 — число зубьев соответственно ведущего и ведомого колес или ведущей и ведомой звездочек; для червячной передачи (рис.3.1,в) i’=K/z, где К— число заходов червяка; г — число зубьев червячного колеса.
Рис.3.1. Передачи в станках: а — зубчатая; б — ременная; в — червячная; г — винтовая; д — реечная При последовательном расположении нескольких передач соотношение характеристик движения начального nн и конечного nк элементов кинемати¬ческой цепи определяется произведением отношений Г отдельных передач: Передачи, преобразующие вращательное движение в поступательное, ха¬рактеризуются расстоянием, на которое поступательно перемещается дви¬жущийся элемент за один оборот приводного. Так, для передачи винт-гайк2 перемещение винта (рис.3.1,г), l=РК, где Р— шаг винта, мм; К— число за¬ходов винта. Реечная передача характеризуется расстоянием l, на которое перемеша¬ется рейка (мм) за один оборот зубчатого колеса (рис.3.1.д): 1=пmz, где г — число зубьев; т — модуль, мм. Скорость перемещения (мм/мин) конечного элемента (узла) кинемати¬ческой цепи vк=пнi’0бЩl. Математическое выражение связи движений ведущего и ведомого эле¬ментов (начального и конечного звеньев) кинематической цепи станка на¬зывается уравнением кинематического баланса. В него входят составляю¬щие, характеризующие все элементы цепи от начального до конечного зве¬на, в том числе и преобразующие движение, например, вращательное в по¬ступательное. В этом случае в уравнение баланса входит единица параметра. определяющего условия этого преобразования: мм/об (шаг винта) — при использовании передачи винт — гайка или мм (модуль) — при использовании передачи зубчатое колесо — рейка. Этот параметр позволяет также согласо¬вывать характеристики движения начального и конечного звеньев кинема¬тической цепи. При передаче только вращательного движения в уравнение входят безразмерные составляющие (отношения i механизмов и отдельных передач), в связи с чем единицы параметров движения конечного и началь¬ного звеньев одинаковы. Для станков с главным вращательным движением предельные значения частот вращения шпинделя nmin и nmах обеспечивают обработку заготовки с диаметром обрабатываемых поверхностей в диапазоне от dmах до dmin. Диапазон регулирования частоты вращения шпинделя определяется отношение наибольшей частоты вращения шпинделя станка к наименьшей: D=nmax/NMIN. ЭТОТ диапазон характеризует эксплуатационные возможности станка. Значения частот вращения от nmin до nmax образуют ряд. В станкостроении, как правило, применяют геометрический ряд, в котором смежные значения и различаются в ф раз (ф — знаменатель ряда): n2/n1=n3/п2=n4/n3=…=nj/nj-1=ф. Приняты и нормализованы следующие знаменатели ф: 1,06; 1,12; 1,26, 1,41; 1.58; 1,78; 2,00. Значения указанных знаменателей ф положены в основу таб¬личных рядов частот вращений шпинделя.
Автор — nastia19071991
Схема кинематики токарного станка
Токарные станки составляют основную часть станочного парка многих металлообрабатывающих предприятий. Токарные станки используются для обработки внутренних и наружных поверхностей тел вращения. Режущим инструментом выступают резцы, сверла, развертки, зенкера, метчики и плашки. При помощи специальных приспособлений, таких как планшайбы, на токарных станках можно обрабатывать сложные и неправильные формы. Использование специальных устройств расширяет возможности оборудования, позволяет выполнять многие другие операции машинной обработки металла.
Расположение шпинделя — вала, на котором закрепляется патрон с обрабатываемой заготовкой, определяет всю конструкцию станка. Более распространены станки с горизонтальным расположением шпинделя, ими являются токарно-винторезные, револьверные, лоботокарные станки. Вертикальный шпиндель имеют токарно-карусельные станки, они предназначены для обработки низких заготовок большого диаметра.
Строение токарно-винторезного станка
Токарно-винторезные станки имеют максимальные технологические возможности из всего оборудования этой группы, что позволяет их эффективно использовать для изготовления небольших серий изделий. Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Как и у большинства промышленного оборудования, основой этого станка выступает станина. Она выполняется литьем или сваркой и обязательно крепится к полу анкерными болтами. С левой стороны относительно рабочего на станине располагается передняя или шпиндельная бабка. Она представляет собой пустотелый корпус, в котором находятся, шестерни, шпиндель, подшипники, система смазки и переключения диапазонов. На передней панели бабки находятся многочисленные элементы управления станком. Шпиндель выходит из передней бабки в рабочую зону. На шпиндель устанавливаются приспособления для удержания заготовки, основная часть которых — патроны с разным количеством кулачков.
Ниже передней бабки располагается коробка подач. На её передней панели находятся регуляторы для управления подачей. Коробка подач передает вращение на фартук, располагающийся в центральной зоне станка, при помощи вала при обработке поверхностей или винта при нарезке резьбы. Винт располагается над валом, на большей части его длины нарезана червячная спираль. Вал имеет более короткую спираль червячной передачи, но большего диаметра. В фартуке находится механизм, который преобразует вращательное движение вала или винта в возвратно-поступательное движение суппорта.
Суппорт является элементом станка, на котором устанавливается основной инструмент. Нижние салазки суппорта перемещаются по продольным направляющим, расположенным на станине. Сверху находятся верхние салазки, они расположены перпендикулярно к нижним. Перемещающаяся по ним резцовая каретка имеет возможность повтора в горизонтальной плоскости. На ней находится резцедержатель, в котором закрепляется инструмент. Таким образом, конструкция суппорта и направляющих станины обеспечивает инструменту возможность продольного и поперечного движения, а также наклона относительно центра. Это позволяет обрабатывать инструментом цилиндрические и конические поверхности.
На противоположной стороне станка, с правой стороны, располагается задняя бабка. При обработке длинных заготовок она используется как вторая точка опора, помимо шпинделя. Также на ней размещается инструмент, выполняющий сверление или обработку осевого отверстия в заготовке.
Кинематическая схема токарно-винторезного станка
Главное движение станка осуществляется односкоростным асинхронным трехфазным двигателем, в редких случаях многоскоростным.
Движение с двигателя передается на коробку скоростей посредством клиноременной передачи. В коробке скоростей находится 6-8 валов с зубчатыми колесами. Валы для удобства нумеруются римскими цифрами, первым идет вал со шкивом, далее по кинематике. Выбирая используемые передачи, можно регулировать скорость вращения шпинделя в широких пределах. На токарных станках можно получить более 20 различных скоростей вращения шпинделя с закрепленной на ней заготовкой. Для обратного вращения шпинделя предусмотрены две фрикционные муфты.
Перемещение фартука через коробку подач производится либо напрямую от шпинделя, либо через звено повышения шага, которое находится в коробке скоростей. Оно состоит из трех зубчатых передач, понижающих частоту вращения. Далее находится механизм реверса, который обеспечивает возможность перемещения фартука с суппортом в оба направления.
Коробка подач обладает двумя кинематическими схемами. Первая предназначена для формирования дюймовой резьбы, она содержит одну фрикционную муфту и передает вращение на ходовой винт. Вторая схема предназначена для обработки поверхностей, нарезки метрических резьб. Она передает вращение на ходовой вал. Управление второй цепью производится тремя фрикционными муфтами.
Ряд зубчатых передач находится в фартуке. Они преобразуют вращение вала и винта в передвижение суппорта. Отдельной частью кинематической схемы станка выступает механизм быстрого перемещения суппорта. Он приводится в действие дополнительным электродвигателем посредством ременной передачи.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Введение в кинематику машин
Введение
Предмет Кинематика машин, также известный как КОМ, является особым курсом для инженеров-механиков. Этот курс рассказывает нам об отличительных особенностях машин. Это говорит нам о том, как работает машина. В этом курсе мы будем изучать работу машин. Как они работают? Какой будет скорость вывода, если задана некоторая входная скорость. Какой будет разгон и тд.
Итак, есть две части: одна — кинематика, а другая — машины. Сначала расскажем о кинематике.
Кинематика:
Кинематика — это раздел механики, который рассказывает нам о движении без учета причины движения. В этой части мы изучаем смещение, скорость и ускорение, не беспокоясь о входной силе или крутящем моменте.
Динамика:
В этом мы изучаем влияние силы и крутящего момента на объект. Мы изучаем выходную скорость, ускорение, когда задан входной крутящий момент или сила.
Предварительные требования к курсу:
Перед тем, как начать этот курс, вы должны владеть следующими предметами:
1. Векторы
2. Понятия перемещения, скорости и ускорения
3. Основы механики.
4. И часть инженерной графики.
Машины:
Основной частью этого курса является изучение машин. Машина — это инструмент, который преобразует один вид энергии в некоторую полезную работу. Например, двигатель преобразует тепловую энергию в механическую энергию. Таким образом, двигатель будет машиной. Токарный станок преобразует электрическую энергию в полезную механическую работу, поэтому это машина.
Хотя мы подробно обсудим машину в более поздней части учебников, но основное определение таково: « машина представляет собой комбинацию твердых или устойчивых тел, сформированных и соединенных таким образом, чтобы они двигались с определенными относительными движениями. и передавать силу от источника энергии к сопротивлению, которое необходимо преодолеть. У машины есть две функции: передача определенного относительного движения и передача силы. Эти функции требуют силы и жесткости для передачи сил».
МЕХАНИЗМЫ И МАШИНЫ
Механизм: Механизм представляет собой связанную кинематическую цепь. Это означает, что движение любого одного звена кинематической цепи будет давать определенное и предсказуемое движение относительно каждого из остальных. Обычно одно из звеньев кинематической цепи закреплено в механизме.
Рис. 1.01 Кривошипно-шатунный и четырехрычажный механизмы.
Если для определенного положения звена цепи невозможно предсказать положение каждого из других звеньев цепи, то такая цепь называется неограниченной кинематической цепью и не является механизмом.
Рис.1.02 Неограниченная кинематическая цепь
Машина: Машина представляет собой механизм или совокупность механизмов, которые передают усилие от источника энергии к сопротивлению, которое необходимо преодолеть. Хотя все машины являются механизмами, все механизмы не являются машинами. Многие инструменты являются механизмами, но не машинами, потому что они не выполняют никакой полезной работы и не преобразуют энергию. Например. Механические часы, чертежник.
Рис.1.03 Drafter
Плоские механизмы : Когда все звенья механизма имеют плоское движение, он называется плоским механизмом. Все звенья плоскостного механизма перемещаются в плоскостях, параллельных базовой плоскости.
КИНЕМАТИЧЕСКИЕ СВЯЗИ
Звено или элемент: Это имя, данное любому телу, имеющему движение относительно другого. Все материалы обладают некоторой эластичностью. Жесткое звено — это звено, деформации которого настолько малы, что ими можно пренебречь при определении параметров движения звена.
Рис.1.04
Бинарная ссылка: Связь, которая соединена с другими ссылками в двух точках. (Рис.1.04 а)
Тернарная ссылка: Связь, которая соединяется с другими ссылками в трех точках. (Рис.1.04 б)
Четвертичная ссылка: Связь, которая соединяется с другими ссылками в четырех точках. (Рис.1.04 c)
Последнее обновление: Четверг, 14 марта 2013 г.
Кинематика — Мех. Исполнение
Кинематика относится к как наши машины перемещаются в космосе.
Компоновка
Выбор подходящей компоновки машины, вероятно, является одной из первых вещей, которые мы делаем, когда думаем о новой машине: это в основном «в каком порядке оси соединяются болтами друг с другом», и есть несколько прототипов форм мы можем видеть, чтобы сориентироваться:
Вертикальная мельница (VMC)
XY «стол»
Z «вертикальный»
Это современный родственник коленных мельниц. Обратите внимание на большую консоль на оси Z: это, как правило, большие машины с их объемами сборки.
VMC — это классическая рабочая лошадка, а не непреодолимый для сборки в лаборатории. Посмотрите этот канал на YouTube, чтобы увидеть самодельную конструкцию из эпоксидного гранита весом 700 кг.
For a more reasonably sized homebrew VMC, see:
Bed Mill / Gantry Machines
XY “gantry” and fixed bed
Z Axis mounted to X Gantry
These are typically “ широкие и плоские» и отдавать приоритет скорости перемещения по осям XY. Как правило, они имеют примерно такой же размер, как и их рабочие объемы, что делает их подходящими для крупноформатной обработки (т. е.) заготовки размером 4×8 футов или более. Складской материал обычно имеет листовую форму.
5 Axis
Есть несколько способов снять шкуру с кота 5ax, и можно спорить, какой из них лучше. Для пятиосевого станка у нас, по сути, есть все степени свободы, которые могут нам понадобиться для обработки любой геометрии (поскольку 6-я ось, вращение вдоль оси шпинделя, является избыточной), но различные компоновки предлагают различную жесткость и «досягаемость» — как легко перемещать инструмент, т. е. на нижнюю сторону заготовки. Крепление детали здесь также становится важным!
Рычаги Scara
Рычаги «Scara» представляют собой машины с двумя или тремя степенями свободы (с добавлением Z), обычно предназначенные для быстрого движения: вращающиеся соединения легче вращать, чем поднимать большую ось над тем же рабочим пространством. Кроме того, они занимают небольшую площадь относительно своей рабочей зоны.
Построение Scara включает также решение обратной кинематики для перевода из декартовых положений в углы сочленения,
из How To Mechatronics
Двойные руки Scara («параллельные роботы») также существуют,
Роботы Delta
Роботы-манипуляторы
Они повсюду и обычно используются для погрузочно-разгрузочных работ / «общей» автоматизации. Они представляют собой длинные передние цепи вращающихся преобразователей, и редукторы/приводы, способные создавать достаточный крутящий момент (при достаточно малом весе), остаются дорогими.
Рука робота с 6 степенями свободы может удерживать любую «позу» (3 позиции, 3 вращения) только с одним решением (фактическая ориентация руки), но некоторые новые руки включают 7 степеней свободы, так что они могут принимать любую позу сохраняя при этом «нулевое пространство», в котором суставы робота могут вращаться в диапазоне возможных ориентаций, сохраняя при этом положение конечного эффектора. Это позволяет перемещать манипулятор робота в сторону от препятствий в рабочей среде, сохраняя положение рабочего органа:
И т.д.!
Существует бесконечно много вариантов кинематики машин, как я уже говорил ранее, эти списки невелики. Мы можем лучше использовать наше время, чтобы попытаться понять некоторые нюансы, которые могут возникнуть, когда мы проектируем эти вещи.
Матрицы преобразования
from Northwestern
Если нам нужно (как правило, только когда у нас есть поворотные соединения), мы можем сформулировать кинематику машины в терминах однородных матриц преобразования или HTM — здесь из некоторого «наземного» отсчетного пространства (или мировой системы координат WCS ) мы можем выразить каждое последующее положение оси как некоторое произведение HTM.
Ограничение
В то время как компоновка машины очевидна, способ кинематических ограничений машины часто более тонкий. Понимание кинематического ограничения может иметь огромное значение при проектировании машин, но его часто упускают из виду.
Есть и другие люди, которые справляются с этим лучше, чем я, поэтому я бы указал нам на этот PDF-файл из Университета Аризоны.
от Practical Precision
Мы обычно знакомимся с этой идеей через кинематические связи , которые точно ограничивают один жесткий контакт между двумя телами по всем 6 степеням свободы. Slocum сделал их обзор в 2010 году, откуда взято это изображение:
Мы видим, что оно состоит из элементов предыдущего изображения. На практике мы чаще всего встречаем их в устройствах смены инструмента, таких как Джошуа Васкес:
Или в таких оптических креплениях:
Большинство кинематических креплений имеют низкую жесткость , потому что точки контакта должны быть исчезающе малыми (конечно, на практике они никогда не бывают такими, и Hertz Stress — это то, с чего нужно начать, чтобы понять почему), и поэтому мы редко видим кинематические крепления, используемые в приложениях с высокими нагрузками, таких как фрезерование с ЧПУ.
Мое собственное устройство смены инструмента также представляет собой кинематическое крепление, хотя оно немного нетрадиционно (сделано для простоты изготовления и приведения в действие), вы можете отслеживать этот проект здесь.
Не только муфты
Кинематика — это не только муфты. Один из способов подумать об этом: каждая из наших матриц преобразования имеет одну «свободную» или неограниченную степень свободы: степень свободы, которая активируется на этом стыке. Кинематика примерно точно ограничивает все остальные степени свободы в матрице без «связывания» свободной степени свободы.
Я думаю, что у меня есть время только для одного из этих примеров, но он самый распространенный: если мы рассмотрим портальный станок с двумя осями Y, например, clank:
Это означает, что когда двигатели выключены , ось Y может немного вращаться в плоскости XY:
Но когда двигатели включены, это полностью ограничено. Если бы сборка Y-Left и Y-Right были идентичными, Clank был бы чрезмерно ограничен. Стоит отметить, что если бы мы написали подходящий контроллер для Clank, мы могли бы управлять этим небольшим вращением в плоскости XY оси Y: машина имеет «три оси», но четыре двигателя: с помощью дифференциального привода на Y-левый и Двигатели Y-Right позволили бы использовать здесь «свободную» глубину резкости. На практике двигатели просто отражают друг друга.
Самое главное, эта конструкция означает, что левая Y-рельс и правая Y-рельс не обязательно должны быть идеально параллельны — поскольку правая Y-образная сборка не имеет ограничений по оси X, рельс на этой стороне может «перемещаться». », не заставляя два X-ограничения бороться друг с другом.
Итак: немного тонко, немного скучно, и его легко игнорировать, но тщательный кинематический дизайн — это то, что может заставить вашу машину скользить вот так: случай неустойчивых (недосвязанных), устойчивых (хорошо связанных) и неопределенных (сверхсвязанных) фреймов. В некотором смысле структурная устойчивость и кинематическое ограничение — одно и то же.
МС-36 сверлильный станок на магните производства ВЕКТОР — цена, отзывы, характеристики с фото, инструкция, видео
Магнитный сверлильный станок МС-36 ВЕКТОР — наименьшая из модельного ряда машина сверлильная машина МС-36 обладает следующими преимуществами:
Облегченная конструкция.масса всего 9,95 кг
Износостойкие трубчатые направляющие
Энергосберегающее
Электромагнитное основание с увеличенной силой притяжения к неровным поверхностям (система MFSC)
Система контроля силы притяжения
Система защиты от перегрузки
Впервые применена специальная обмотка ротора,устойчивая к работам на предельных нагрузках.
Минимальная высота машины всего 306 мм позволяет выполнять работы в местах с ограниченным пространством. Имеет интегрированную систему подачи СОЖ в стандартной комплектации. Характеризуется высокой надежностью и неприхотливостью в обслуживании. Основной рабочий инструмент — корончатые сверла.
При их использовании без труда выполняются сквозные отверстия до 50 мм. Комплект поставки включает все необходимое для того, чтобы немедленно приступить к работе – ЗИП, страховочная цепь, патрон для крепления инструмента.
Особенности станка:
возможность работы в любых положениях — минимальная масса
компактная жесткая конструкция
высокая энерговооруженность
большая сила притяжения электромагнитного основания
Станок MC-36 имеет возможность выполнения отверстий диаметром до 130 мм и глубиной до 200 мм (при использовании кольцевых фрез)
возможность нарезания резьбы, зенкования, рассверливания отверстий
возможность сверление отверстий внахлест
возможность выполнения отверстий в трубах
высокая жесткость, обеспечивающая точность отверстий (до девятого квалитета)
интегрированная система подачи СОЖ
Совместимость с разными инструментами
Корончатое сверло
Твердосплавная фреза
Спиральное сверло
Зенкер
Характеристика
Значение
Мощность, Вт
1050
Напряж/частота тока, В/Гц
220/50
Шпиндель
19мм Weldon
Кол-во скоростей
1
Частота вращения, об\мин
350
Диаметр сверления кольцевой фрезой, макс. мм
40
Диаметр сверления спиральным сверлом, макс.мм
—
Зенкерование, мм
40
Диам.нарез. резьбы, макс.мм
—
Размеры основания, мм
80х160х36,5
Высота макс/мин, мм
376/306
Рабочий ход, мм
70
Расстояние от оси шпинделя до основания
39
Длина, мм
265
Ширина, мм
206
Высота, мм
570
Масса, кг
9,95
Комплект поставки:
Станок магнитный сверлильный вектор мс-36 поставляется в эргономичном металлическом ящике.
Металлический ящик обеспечивает сохранность машины во время транспортировки и удобное хранение в период эксплуатации. Стандартный комплект поставки включает в себя:
МС-36 Станок сверлильный магнитный. Паспорт, схемы, описание, характеристики
Сведения о производителе сверлильного магнитного станка МС-36
Изготовитель сверлильного магнитного станка МС-36 — Вектор — специализированный производитель сверлильных станков на магнитном основании. Год основания предприятия: 1990 г.
ЗАО «Научно-производственное объединение «Вектор»: Беларусь, г. Гродно, https://industry.by
Магнитные сверлильные станли производства ЗАО НПО Вектор:
PRO-112T — Ø 100 мм, 2300 Вт
PRO-132T — Ø 130 мм, 2300 Вт
PRO-62 — Ø 65 мм, 1600 Вт
PRO-52T — Ø 50 мм, 1600 Вт
PRO-200 ATEX — Ø 200 мм, 3650 Вт
МС-36 — Ø 40 мм, 1050 Вт
PRO-36AD — Ø 36 мм, 920 Вт
MC-2 — Ø 50 мм, 1080 Вт
МС-40 — Ø 40 мм, 1020 Вт
MC-76 — Ø 76 мм, 1650 Вт
МС-51 — Ø 51 мм, 1260 Вт
МС-8+ — Ø 110 мм, 1860 Вт
МС-111 — Ø 111 мм, 1650 Вт
МС-36 Авто — Ø 36 мм, 1050 Вт
PRO-35AD ATEX — Ø 35 мм, 800 Вт
PRO-45 ATEX — Ø 45 мм, 800 Вт
Сверлильный станок на магнитном основании.
Общие сведения
Сверлильный станок на магнитном основании представляет собою небольшое портативное устройство, которое может крепиться к любым металлическим поверхностям.
Для неровных, либо неустойчивых поверхностей, на которых магнитная плита не способна обеспечить полноценную фиксацию, предусмотрены специальные вспомогательные адаптеры – вакуумные и цепные фиксаторы.
Преимущества переносных магнитных сверлильных станков перед стационарными:
Нет ограничений на габариты обрабатываемой детали, т.к. станок крепится непосредственно в месте сверления (зенкования, нарезания резьбы и т.д.). В стационарных станках габариты рабочего пространства ограничены расстоянием между сверлом и рабочей поверхностью стола и расстоянием между осью сверла и стойкой (вылет станка).
Нет необходимости транспортировать громоздкие детали к станку.
Поверхность обрабатываемой детали может находиться под любым углом к горизонту – горизонтальным, наклонным, вертикальным. Ось сверления может быть направлена даже снизу вверх.
Магнитные сверлильные станки наиболее востребованы в сферах промышленности, строительства, судостроительной отрасли, где необходим монтаж стальных конструкций и трубопроводов с жесткими условиями работы. Такие станки на магнитном основании без проблем могут крепиться к любым поверхностям – горизонтальным, наклонным либо вертикальным, чему способствует использование фиксирующих магнитов мощностью до 26 кН.
В зависимости от функционального предназначения конкретного станка на него могут устанавливаться либо стандартные спиралевидные сверла и корончатые фрезы, с помощью которых могут создаваться отверстия диаметром до 32 миллиметров, либо усиленные корончатые сверла или корончатые фрезы, для сверления толстых поверхностей, либо создания больших отверстий диаметром до 150 миллиметров.
Сверлильная переносная машина на магнитном основании способна выполнять следующие операции:
сверление отверстий в металлических конструкциях
нарезка резьбы
фрезерование
зеркерование
МС-36 Станок сверлильный на магнитном основании.
Назначение и область применения
Cтанок сверлильный магнитный МС-36 на магнитном основании предназначен для сверления, зенкования отверстий в условиях, где применение стационарного оборудования является невозможным.
Применяется для ремонта крупногабаритной техники, станков и технологического оборудования, в промышленности, в производстве металлических конструкций.
Применяется в полевых условиях при ремонте военной и специальной техники, судостроении, строительстве мостов и других работах.
Наименьший из модельного ряда станок сверлильный магнитный станок МС-36 обладает следующими преимуществами:
облегченная конструкция станка. Масса всего 9,95 кг.
износостойкие трубчатые направляющие
энергосберегающее электромагнитное основание с увеличенной силой притяжения к неровным поверхностям (система MFSC)
система контроля силы притяжения
система защиты от перегрузки
Применена новая технология обмотки ротора, устойчивая к работам на предельных нагрузках.
Минимальная высота машины всего 306 мм позволяет выполнять работы в местах с ограниченным пространством. Имеет интегрированную систему подачи СОЖ в стандартной комплектации. Характеризуется высокой надежностью и неприхотливостью в обслуживании. Основной рабочий инструмент — корончатые сверла.
При их использовании без труда выполняются сквозные отверстия до 50 мм.
Комплект поставки включает все необходимое для того, чтобы немедленно приступить к работе – ЗИП, страховочная цепь, патрон для крепления инструмента.
В статье приняты следующие сокращения:
ПРО — переносное ремонтное оборудование
МС — машина сверлильная в комплекте ПРО
СОЖ — смазочно-охлаждающая жидкость
ПКТ — приспособления для крепления на трубах
Режим работы — повторно-кратковременный (ПВ) 80% ГОСТ 183-74. 4 минуты работы, 1 минута перерыва (4 минуты/1 минута)
Вид климатического исполнения — У 1* ГОСТ 15150.
Группа механического исполнения — М 10 ГОСТ 17516.1.
Помехоустойчивость машин соответствует требованиям СТБ ЕН 55014-2.
Индустриальные радиопомехи соответствуют требованиям СТБ ЕН 55014-1.
Закрепление машины за конкретным исполнителем отражается в разделе 7 настоящего РЭ.
Состав комплекта ПРО (переносное ремонтное оборудование)
Машина сверлильная МС-36 1 шт.
Система охлаждения в комплекте 1 шт.
Рукоятка подачи 3 шт.
Страховочная цепь с карабином 1 шт.
Ключ шестигранный S=4 1 шт.
Защита фрезы 1 шт.
Специальный комплект (комплектуется по согласованию с Заказчиком)
Щетки к электродвигателю 2 комп.
Ротор электродвигателя 1 шт.
Фреза кольцевая 12 мм 1 шт.
Фреза кольцевая 16 мм 1 шт.
Фреза кольцевая 20 мм 1 шт.
Фреза кольцевая 25 мм 1 шт.
Фреза кольцевая для твердых сталей 12 мм 1 шт.
Фреза кольцевая для твердых сталей 16 мм 1 шт.
Пилот для фрез 3 шт.
Очки защитные 1 шт.
Наушники защитные 1 шт.
Приспособление ПКТ-250 1 шт.
Концентрат СОЖ 1 л.
Монтажный пояс с карманами 1 шт.
Баллон подачи СОЖ под давлением 1 шт.
Стальные пластины t = 10 мм 2 шт.
Габаритные размеры магнитного сверлильного станка МС-36
Габаритные размеры магнитного сверлильного станка мс-36
Общий вид магнитного сверлильного станка МС-36
Фото магнитного сверлильного станка мс-36
Фото магнитного сверлильного станка мс-36
Панель управления магнитного сверлильного станка МС-36
Панель управления магнитного сверлильного станка мс-36
Устройство и работа магнитного сверлильного станка МС-36
Магнитный сверлильный станнок МС-36 представляет собой электрическую сверлильную машину с электромагнитным креплением к базовой поверхности.
Основой конструкции станка является корпус. Для крепления станка на базовой поверхности служит электромагнитное основание. На корпусе смонтирован привод станка, перемещающийся по направляющим суппорта. Перемещение привода осуществляется посредством вращения рукояток управления подачей через механизм привода подачи.
На корпусе станка смонтирована панель управления. Выключатель электромагнитного основания МАГНИТ одновременно служит общим выключателем станка. Для управления двигателем служит выключатель МОТОР.
Зеленая клавиша с символом I запускает двигатель, а красная с символом О служит для выключения двигателя. Включение питания двигателя невозможно без предварительного включения электромагнитного основания.
Внутри корпуса, за панелью управления, смонтирован электронный блок управления. Выполняет следующие функции:
обеспечивает питание электромагнита
обеспечивает контроль напряжения электромагнита и управление (включение и выключение) напряжением
отключает станок в случае возникновения аварийной ситуации
Электромагнитное основание обеспечивает крепление станка к базовой поверхности с силой, гарантирующей уверенную работу оборудования и безопасность оператора при толщине базовой поверхности более 10 мм. Необходимо помнить, что при толщине метала менее 10 мм фиксации кнопки Старт не происходит. Для работы в этой ситуации необходима ручная фиксация кнопки. Такой тип крепления делает возможным выполнение отверстий, как в нормальном положении, так и в нетипичных позициях, например, при закреплении станка к стальной вертикальной стенке или стальному перекрытию. При этом необходимо, с целью соблюдения техники безопасности, закрепить машину страховочной цепью, входящей в комплект поставки.
Схема электрическая магнитного сверлильного станка МС-36. Смотреть в увеличенном масштабе
Эксплуатационные ограничения сверлильного станка на магнитном основании МС-36
Машина должна подключаться к сети переменного тока напряжением 220В с защитным контуром (заземление) и имеющей в своём составе выключатель автоматический дифференциальный (дифавтомат) типа АД… со следующими характеристиками:
номинальный коммутируемый ток – 16А;
уставка срабатывания (дифференциальный остаточный ток (тип АС)) – 30 мА (например, АД12 УХЛ4 ~230В 50 Гц №14 In≤16А IΔn=30мА)
В случае работ на открытых площадках электропитание станка должно производиться от автотрансформатора с вышеуказанным вариантом подключения. Параметры питающей сети должны соответствовать техническим характеристикам станка.
Машина предназначена для работы в следующих условиях:
среда невзрывоопасная;
отклонение напряжения питающей сети в пределах + 10% от номинального значения;
колебания частоты тока питающей сети в пределах + 5% от номинального значения;
при эксплуатации станка ниже -5 °С в качестве СОЖ применяется масло инструментальное И-30 ГОСТ 1707-56
При эксплуатации станка в условиях пониженной температуры окружающей среды (от -10 ºС) перед началом работы необходимо прогреть машину на холостом ходу в течение 5 минут.
После хранения или транспортирования станка при низких температурах с последующим вносом в помещение с более высокой температурой для эксплуатации, необходимо выдержать машину при данной температуре не менее 4-6 часов (в зависимости от величины разности температур) необходимых для удаления влаги (инея, росы).
При выполнении работ на немагнитных материалах и деталях, имеющих недостаточную площадь для установки магнитного основания станка, использовать стальные пластины толщиной 10 мм, надёжно прикрепив их к обрабатываемым деталям.
МС-36 Станок сверлильный магнитный. Видеоролик.
Технические характеристики магнитного сверлильного станка МС-36
Наименование параметра
МС-36
МС-51
Основные параметры станка
Наибольший диаметр сверления кольцевой фрезой в стали 45, мм
40
51
Наибольший диаметр зенкерования, мм
40
50
Наибольший глубина сверления, мм
55
55
Расстояние от оси шпинделя до основания (вылет), мм
39
Наибольший диаметр сверления спиральным сверлом, мм
13
23
Наибольший диаметр сверления корончатым сверлом, мм
40
51
Наибольший диаметр нарезания резьбы, мм
—
—
Шпиндель
Наибольший ход ползуна, мм
70
79
Число скоростей вращения шпинделя
1
2
Частота вращения шпинделя, об/мин
350
200/ 400
Патрон
Weldon 19мм
Weldon 19/ КМ2, AMT2С-19/3-2
Электрооборудование. Привод
Напряжение сети питания, В
~220±10% 50±5% Гц
~220±10% 50±5% Гц
Электродвигатель привода главного движения, Вт
1000
1300
Номинальная сила притяжения электоромагнита, Н
9500
12000
Размеры электоромагнитного основания, мм
80 х 160
90 х 180
Длина шнура, м
3
3
Класс изоляции
I
I
Степень защиты оболочки (ГОСТ 14254)
IP20
IP20
Температурный режим работы, град
-40 +45
-40 +45
Габарит станка
Длина и ширина станка, мм
240 х 167
297 х 206
Высота станка в верхнем положении ползуна, мм
376
460
Высота станка в сложенном состоянии, мм
306
381
Масса станка полная, кг
10,5
16,5
Список литературы
МС–36 Сверлильная машина на электромагнитном основании. Руководство по эксплуатации. ЗАО НПО Вектор
Сверлильный станок с магнитным сердечником Euroboor ECO.36+ — это самый низкий сверлильный станок на рынке, его высота составляет всего 6 1/2″ (165 мм). Этот сверлильный станок с магнитным сердечником идеально подходит для сверления в пространствах с ограниченной высотой, таких как двутавровые балки, стальные конструкции, пластины, профили и т. д. Портативный ECO.36+ оснащен инновационной электроникой, которая обеспечивает большую безопасность, значительно снижает риск повреждения станка, инструмента и заготовки и защищает пользователя в случае чрезмерных вибраций или внезапных перемещений. Срок службы значительно больше, и вы избегаете высоких затрат на техническое обслуживание.
Свяжитесь с нами сейчас: +1 844-266-8527
Категория: Мелкое производство
Получить предложение Информация о продукте
Дополнительные функции
Односкоростной редуктор
Удобная система крепления фрез Quick-Connect
Встроенный кабель двигателя, ручка для переноски и крепление ремня безопасности
Возможность установки слева и справа съемной рукоятки подачи с храповым механизмом
Встроенная система охлаждения и смазки инструмента
Съемный и скользящий защитный кожух
Бутылка для смазки с магнитной насадкой
Удвойте гарантийный срок
Обязательно заполните нашу регистрационную форму как можно скорее и удвойте гарантийный срок на свои машины.
Это касается всех магнитных сверлильных станков и станков для снятия фаски Euroboor.
Двойной гарантийный срок
Зарегистрированная история ремонта
Быстрое и профессиональное обслуживание
Актуальная информация о продукте
Получить информацию о специальных предложениях
Удвойте гарантийный срок
Технические характеристики
Технические характеристики
Метрическая система
Империал
Кольцевая резка
Ø 12 — 36 мм
Ø 7/16″ — 1 7/16″
Спиральное сверление
Ø 1 — 14 мм
Ø 1/16 » — 9/16″
. угловое сверление
0˚ — 50 мм (от центра до края) 90˚ — 53 мм (от центра до края) 45˚ — 60 мм (от центра до края)
0˚ — 2 дюйма (от центра до края) 90˚ — 2 1/16″ (от центра до края) 45˚ — 2 3/8″ (от центра до края)
Просмотрите наш последний каталог здесь и узнайте все о премиальных и инновационных портативных решениях для сверления и резки, которые мы можем предложить!
Посмотреть онлайн
Сравните продукты
Прокрутка вправо
Евробур ECO.
36+
Посмотреть продукт
Выберите продукт
Выберите продукт
Специальные функции
Встроенный кабель двигателя, безопасность Gyro-Tec, двухсторонний магнит, самозащита, защита от угольных щеток, труднодоступные места
Станок с поворотным магнитным основанием предназначен для работы с выпуклыми (минимальный диаметр 300 мм) и вогнутыми (минимальный диаметр 1000 мм) материалами. Четыре отдельных поворотных магнита приспосабливаются к поверхности детали, поэтому для работы станка не требуется идеально ровный материал. Кроме того, каждый магнит оснащен функцией переменной удерживающей силы. Это позволяет легко позиционировать машину, когда магниты частично задействованы. Магнитное основание не требует электричества, что обеспечивает большую безопасность в случае отключения электроэнергии.
Скорость двигателя (под нагрузкой)
350 об/мин
Мощность
1020 Вт
Вес
14 кг (31 фунт)
Максимальная производительность фрезерования
36 мм (1 7/16’’)
Макс. зенкерование
40 мм (1 9/16’’)
Ход
70 мм (2 3/4’’)
Макс. глубина резания
35 мм (1 3/8’’)
Напряжение
1~ 110–120 В, 50–60 Гц 1~ 220–240 В, 50–60 Гц
MFSC (Контроль формы магнитного поля)
–
Удерживающая сила магнитного основания
612 кгс (6 000 Н)
Размеры магнитного основания
243 мм × 218 мм × 96 мм 9,57’’ × 8,58’’ × 3,78’’
Минимальная толщина заготовки
5 мм (0,24 дюйма)
Держатель инструмента
19 мм (3/4’’) Велдон
Код продукта (110–120 В)
WRT-0440-10-10-05-4
Код продукта (220–240 В)
WRT-0440-10-20-05-4
PRO-36 PM
Станок с магнитным основанием предназначен для работы с риском потери мощности (например, сверление в стене). Магнитное основание оснащено очень сильными неодимовыми магнитами и не требует электричества для работы. Функция переключения удерживающей силы позволяет легко и точно позиционировать дрель, в то время как магнитное основание частично задействовано.
Скорость двигателя (под нагрузкой)
350 об/мин
Мощность
1020 Вт
Вес
13 кг (29 фунтов)
Максимальная производительность фрезерования
36 мм (1 7/16’’)
Макс. зенкерование
40 мм (1 9/16’’)
Ход
70 мм (2 3/4’’)
Макс. глубина резания
45 мм (1 3/4’’)
Напряжение
1~ 110–120 В, 50–60 Гц 1~ 220–240 В, 50–60 Гц
MFSC (Контроль формы магнитного поля)
–
Удерживающая сила магнитного основания
612 кгс (6 000 Н)
Размеры магнитного основания
98 мм × 237 мм × 100 мм 3,86’’ × 9,33’’ × 3,87’’
Минимальная толщина заготовки
5 мм (0,24 дюйма)
Держатель инструмента
19 мм (3/4’’) Велдон
Код продукта (110–120 В)
WRT-0440-10-10-06-4
Код продукта (220–240 В)
WRT-0440-10-20-06-4
PRO-36 T3
Станок с электромагнитным основанием предназначен для работы со стальными профилями.
Азотные станции в контейнере (блочно-модульное исполнение)
Азотные станции в контейнере (блочно-модульное исполнение)
ООО «Техэкспо»
Производство дизельных электростанций и энергокомплексов до 30 МВт
Выбранный город:
Санкт-Петербург
Промышленная ул., д. 19Р
Заказать обратный звонок
Санкт-Петербург
Промышленная ул., д. 19Р
+7 (812) 602-52-94
Москва
Щербаковская ул. , 3
+7 499 647-54-32
Волгоград
Мира ул., д. 19
+7 844 268-48-25
Воронеж
Московский пр., д. 4
+7 473 201-60-99
Екатеринбург
Антона Валека ул., д. 13
+7 343 302-00-42
Курск
ул. Радищева, 5
8 (800) 550-83-94
Новый Уренгой
пр. Губкина, 14А
8 (800) 550-83-94
Улан-Удэ
ул. Ербанова, 11
8 (800) 550-83-94
Магадан
Парковая ул., 13
8 (800) 550-83-94
Казань
Проточная ул. , д. 8
+7 843 207-28-35
Краснодар
Карасунская ул., д. 60
+7 861 211-72-34
Красноярск
Взлётная ул., д. 57
+7 391 229-59-39
Нижний Новгород
Максима Горького, д. 260
+7 831 288-54-50
Новосибирск
Гаранина ул. , д. 15
+7 383 312-14-04
Оренбург
Шоссейная ул., 24А
+7 353 248-64-94
Пермь
Аркадия Гайдара ул., д. 8Б
+7 342 233-83-04
Ростов-на-Дону
Максима Горького ул., д. 295
+7 863 309-21-51
Самара
Скляренко ул. , д. 26
+7 846 215-16-17
Сургут
30 лет Победы ул., 44Б
+7 346 276-92-88
Тюмень
Пермякова ул., д. 1
+7 345 256-43-32
Уфа
Кирова ул, д. 107
+7 347 225-34-97
Хабаровск
ул. Карла Маркса, 96А
+7 421 252-90-77
Челябинск
Победы пр., д. 160
+7 351 225-72-62
Якутск
Короленко ул., 25
+7 411 250-55-80
Ярославль
Некрасова ул., д. 41А
+7 4852 27-52-34
org/SiteNavigationElement»>
Контейнерные ЦОД
Дизельные электростанции
Энергокомплексы 3-50 МВт
Контейнеры для ДГУ
Аренда ДГУ до 20 МВт
ТО ДГУ
Заказ оборудования по телефону: 8 (800) 550-83-94
Главная
Контейнеры
org/ListItem»>
Азотные станции в контейнере (блочно-модульное исполнение)
Азотная станция – это утепленный контейнер полной заводской готовности для эксплуатации при температурах от -50 до +40. Блочно-модульная азотная станция имеет системы вентиляции, обогрева, пожарно-охранной сигнализации и пожаротушения, дизель-генератор, шкаф собственных нужд, блок ввода-вывода. Контейнеры из стального листа со специальными трехслойными сэндвич-панелями (до 150 мм) обладают повышенной термоизоляцией.
Станция может состоять из одного контейнера или нескольких блочно-модульных зданий. Преимущества блочно-модульных азотных станций — возможность установки в любом открытом месте, а также на шасси или в КАМАЗе. Транспортировка любым видом транспорта и оперативный ввод в эксплуатацию.
Станция выполняется в 2 вариантах — на базе адсорбционного генератора азота с чистотой до 99.99% или мембранного азотного генератора с чистотой до 95%.
Адсорбционные азотные установки:
Адсорбционный метод выделения азота из воздуха основывается на разности в размере молекул кислорода и азота. Адсорбционный генератор по получению азота состоит из нескольких емкостей-адсорберов, которые заполнены углеродными молекулярными ситами. Адсорбционные генераторы азота компактны, сравнительно недороги в обслуживании, просты конструктивно. Они вырабатывают азот в малых и средних количествах, и позволяют получать чистый азот от 99,999% и выше.
Мембранные азотные установки:
Исходный атмосферный воздух, предварительно сжатый, осушённый и очищенный от механических частиц и масла подаётся на вход в мембранный блок. Далее воздух равномерно распределяется по полым волокнам, закреплённым в корпусе блока. Разделение воздуха внутри каждой из половолоконных мембран происходит за счет разницы парциальных давлений на внешней и внутренней поверхностях мембраны. Газы, имеющие большую проницаемость, преимущественно проходят в межмембранное пространство, тем самым формируя два потока: воздух обогащённый азотом и воздух обогащённый кислородом. Обогащённый азотом не проникший поток воздуха (азот) направляется потребителю. Проникший поток воздуха (сбросной поток) сбрасывается в атмосферу. Отдельные блоки собираются в мембранные блоки, а их количество зависит от необходимой производительности. Существует множество комплектаций, производительность которых составляет до 6570 м3/час, при давлении до 50 МПа.
Опциональны: взрывозащищенное исполнение, дожимной компрессор для поднятия давления газа, заправочная станция для заполнения баллонов сжатым газом.
Азотные станции в контейнерах:
Запросите коммерческое предложение на азотную станцию в контейнере на [email protected]
Использование азотных станций:
Нефтегазовая промышленность: создание инертной среды с целью обеспечения взрыво- и пожаробезопасности технологических процессов, испытание и продувка трубопроводов и технологического оборудования.
Химическая промышленность: очистка и защита технологических емкостей с целью обеспечения безопасности, продувка и испытание трубопроводов, а также транспортировка веществ давлением.
Лакокрасочная промышленность: создание инертной среды в технологических объемах для обеспечения безопасности, а также упаковка продукции в инертной атмосфере с целью предотвращения полимеризации масел.
Угольная промышленность: предотвращение пожаров и борьба с возникшими возгораниями, объемное тушение труднодоступных очагов за несколько часов работы азотной установки.
Металлургическая промышленность: защита металлов во время отжига, а также нейтральная закалка, цементация, пайка.
Электронная промышленность: предотвращение окисления при производстве полупроводников и электрических цепей, закалка готовых изделий, продувка и очистка.
Фармацевтическая промышленность: упаковка ;медпрепаратов и работа с мелкодисперсными веществами.
Передвижные азотные компрессорные станции монтируются на грузовые шасси типа КАМАЗ (63501, 43118) и позволяют автономно получать азот. Состоят из системы воздухоподготовки, компрессора, дизельной электростанции мощностью 400 – 600 кВт, мембранного блока воздухоразделения и системы автоматики.
По мощности
По производителю
По двигателю
По цене
Азотные установки «ЧЗМЭК» — от производителя в Челябинске, в Москве.
Главная
Продукция
Газоразделительные установки и станции
Азотные установки
Подробнее
Изготовление от 4 недель
Всего более 1800 проектов
Более 500 компрессорных и газоразделительных станций
Каталоги компании
Нужна консультация?
Наши специалисты ответят на любой интересующий вопрос
Задать вопрос
Скачать опросный лист
Чистота газообразного азота
90…99,9999%
Производительность
0,5…6000 нм3/час
Давление азота на выходе
1. ..550 бар
Температура эксплуатации
-60°C…+50°C
Благодаря размещениюазотной установкив уже имеющихся у заказчика помещениях, сокращаются до минимума объемы работ по монтажу и подключению оборудования на месте эксплуатации. Размещение на раме сокращает занимаемую оборудованием площадь.
Проверка и отладкаазотной установкив цехе завода-изготовителя гарантирует простоту запуска и поддержание заданных показателей производимого азота. Шкаф управления позволяет настроить установку на автоматическую работу, без непосредственного участия обслуживающего персонала.
Для запуска азотной установки достаточно установить ее в утепленном специально подготовленном помещении, подключить электроэнергию к вводно-распределительному щиту и присоединить трубопровод подачи азота потребителям.
Азотные установки, выпускаемые ООО «ЧЗМЭК», являются изделием полной заводской готовности и включают в себя следующие элементы:
Стальная рама-основание, на которой расположено оборудование и технологический трубопровод.
Компрессорные установки. Обеспечивают сжатие атмосферного воздуха до заданного рабочего давления.
Система осушки и очистки сжатого воздуха. Обеспечивает заданный класс чистоты сжатого воздуха: удаление частиц пыли, углеводородов и влаги. Возможна установка оборудования для получения 0-го класса чистоты сжатого воздуха по ГОСТ Р ИСО 8573-1-2005.
Трубопроводная арматура. В соответствие с требованиями заказчика в качестве трубопроводной арматуры возможно использование полипропиленовой и металлической (в том числе нержавеющей) трубы.
Газоразделительные блоки предназначены для получения азота из атмосферного воздуха. В зависимости от требуемой производительности и чистоты получаемого азота применяют адсорбционный или мембранный газоразделительный блок.
Шкаф автоматического управления технологическим процессом.
Лицензии и сертификаты
Проекты
Услуги
Часто задаваемые вопросы
Есть ли у вас свидетельство, которое подтверждает, что ваши блок-боксы можно использовать как здание повышенного уровня ответственности?
Выпускаемые ООО «ЧЗМЭК» блочно-модульные станции и блок-боксы, на основании п. 10 Ст.1 Градостроительного Кодекса РФ, не являются объектами капитального строительства. Они являются изделием полной заводской готовности, выпускаются по Техническим условиям завода-изготовителя и сертифицированы на соответствие требованиям ТР ТС 010/2011 «О безопасности машин и оборудования» и ГОСТ 22853 «Здания мобильные (инвентарные). Общие технические условия».
Тем не менее, в целях обеспечения надежности эксплуатации нашей продукции, при разработке комплекта рабочей документации для изготовления станции или блок-бокса, мы применяем положения ГОСТ 27751-2014 «Надежность строительных конструкций и оснований. Основные положения», а именно: все конструктивные решения обосновываются результатами расчетов по предельным состояниям конструкции в целом, конструктивных элементов и соединений в зависимости от воспринимаемых ими воздействий (ветровых, снеговых, сейсмических и т.д. нагрузок). Необходимые расчеты несущих конструкций и элементов металлокаркаса станций производятся специалистами ООО «ЧЗМЭК» в соответствии с СП. 20.13330.2011 «Нагрузки и воздействия», СП.131.13330.2012 «Строительная климатология», СП.16.13330.2011 «Стальные конструкции», ГОСТ 22853-86, СП14.13330.2014 «Строительство в сейсмических районах» с использованием сертифицированного программного комплекса «LIRA SOFT» или «MicroFe».
При осуществлении указанных расчетов, применяются коэффициенты надежности согласно п.10.1 ГОСТ 27751, в зависимости от установленного Заказчиком, Генпроектировщиком или специалистами ООО «ЧЗМЭК» уровня ответственности.
Все расчеты могут быть предоставлены Заказчику или Генпроектировщику по его требованию, например, для прохождения экспертизы. Гарантия завода-изготовителя по соответствию станции (блок-бокса) требованиям Технического задания или нормативной документации, в том числе по установленному уровню ответственности, указывается в Паспорте на изделие.
Относятся ли ваши станции и блок-боксы к объектам капитального строительства?
Согласно п.10 Ст. 1 Градостроительного Кодекса РФ:
«объект капитального строительства — это здание, строение, сооружение, объекты, строительство которых не завершено, за исключением временных построек, киосков, навесов и других подобных построек».
Таким образом, к объектам капитального строительства не относятся строения и сооружения, не имеющие жесткой и неразрывной связи с местом расположения объекта. Наши блок боксы, являясь изделием полной заводской готовности, при необходимости, могут быть перенесены в другое место без разрушения, с сохранением возможности функционирования, значит они могут быть отнесены к разряду временных и других подобных построек и не являются объектами капитального строительства.
Докажите, что ваши станции смогут работать при заданных условиях эксплуатации?
Сообщаем Вам, что станции производства ООО «ЧЗМЭК» полностью соответствуют заданным условиям эксплуатации по сейсмическим, ветровым, снеговым, температурным и др. нагрузкам.
Необходимые расчеты несущих конструкций и элементов металлокаркаса станций производятся специалистами ООО «ЧЗМЭК» в соответствии с СП.20.13330.2011 «Нагрузки и воздействия», СП.131.13330.2012 «Строительная климатология», СП.16.13330.2011 «Стальные конструкции», ГОСТ 22853-86 с использованием программного комплекса «LIRA SOFT 10.2» на этапе подготовки конструкторской документации после заключения договора поставки.
Отзывы клиентов
Азотные установки и станции
Скачать каталогОпросник
Мембранные азотные установки
Компания «Грасис», опираясь на более чем 15-летний опыт производства воздухоразделительного оборудования, предлагает полностью автоматизированные мембранные установки для получения азота из атмосферного воздуха. Азотные установки «Грасис» проектируются и изготавливаются индивидуально по заданию заказчика. Азотные установки экономичны, надежны и просты в эксплуатации.
Чистота азота — до 99,95%, производительность — до 5000 нм³/час.
Скачать каталогОпросник
Адсорбционные азотные установки
«Грасис» производит высокотехнологичные стационарные автоматизированные установки для получения азота из атмосферного воздуха. В азотных установках используется технология разделения воздушной смеси, поддерживаемая адсорбирующими материалами последнего поколения, что позволяет производить азот высокой чистоты. Азотные установки изготавливаются на заказ по техническим требованиям заказчика.
Чистота азота — до 99,9995%, производительность — до 5000 нм³/час.
Скачать каталогОпросник
Серийные адсорбционные генераторы NITROPOWER
Для покрытия потребности в относительно небольших, качественных и недорогих генераторах азота НПП «Грасис» предлагает серийно выпускаемые адсорбционные генераторы азота NITROPOWER на основе глубокого анализа отечественных и зарубежных генераторов азота малой мощности. Адсорбционные генераторы представлены в двух вариантах NITROPOWER и NITROPOWER PLUS с различной комплектацией и набором дополнительных опций. Это позволяет Заказчику платить исключительно за то, что необходимо, с гарантией неизменно высокого качества.
Скачать каталогОпросник
Мобильные азотные станции
«Грасис» предлагает лучшие азотные станции, не имеющие аналогов на рынке по техническим характеристикам и предназначенные для производства азота на месте в различных климатических зонах. Азотные станции разделения воздушной смеси и регенерации азота используют технологию мембранного газоразделения. Станции способны варьировать чистоту азота продукта в широком диапазоне.
Чистота азота — до 99,5%, производительность — до 5000 нм³/час.
Скачать каталогОпросник
Азотные компрессорные станции самоходные
Компания «Грасис» производит мобильные компрессорные станции для производства азота из воздуха. Азотные установки спроектированы как автономные системы, позволяющие производить азот под высоким давлением. Азотные станции отличаются высокой надежностью, конструктивно просты и эффективны.
Чистота азота — до 99,9%, производительность — до 2000 нм³/ч, давление — до 350 атм.
Азот в окружающей среде: наиболее распространенные формы азота
Отзыв Дэвида Брюна
Департамент сельскохозяйственной инженерии
Скотт К. Килпак и Дэрил Бухгольц приходит во многих формах. Хотя атмосфера в основном состоит из азота, она находится в форме газа, известного как 9.0090 диазот N 2 . Растения не могут использовать эту форму. Диазот, или атмосферный азот, также можно найти в почве. Кроме диазота в почве существуют и другие неорганические и органические формы. Органические формы азота составляют очень высокий процент от общего содержания азота в почве. Однако растения способны использовать только очень специфические неорганические формы азота. В таблице показаны наиболее распространенные формы, встречающиеся в почве, и наиболее распространенные формы, используемые растениями.
Азота форма
Символ
Использование в почвах и растениях
Dinitrogen (атмосферный азот)
N 2
. Он составляет 78 процентов атмосферы, но не может использоваться растениями. Он попадает в почву бактериями, некоторыми водорослями, молнией и другими способами.
Нитрат
NO 3
Нитрат – форма азота, наиболее используемая растениями для роста и развития. Нитраты представляют собой форму, которая легче всего может быть потеряна с грунтовыми водами.
Аммоний Азот
NH 4
Аммоний, поступающий в растения, используется непосредственно в белках. Эта форма не так легко теряется из почвы.
Органический Азот
C-NH 2 (где C — сложная органическая группа)
Органический азот существует во многих различных формах. Превращается микроорганизмами в аммоний, затем в нитраты. Обе эти неорганические формы могут использоваться растением.
Азот становится проблемой для качества воды, когда азот в почве преобразуется в нитратную форму (NO 3 — ). Это связано с тем, что селитра очень подвижна и легко перемещается с водой. Обеспокоенность нитратами и качеством воды обычно связана с грунтовыми водами. Однако нитраты могут также попадать в поверхностные воды, такие как пруды, ручьи и реки. Нитраты в почве возникают в результате естественных биологических процессов, связанных с разложением растительных остатков и органических веществ. Нитраты также могут поступать из навоза и азотных удобрений.
Фактическое попадание нитратов в грунтовые воды зависит от состояния нижележащей почвы и/или коренных пород, а также от глубины залегания грунтовых вод. Если глубина грунтовых вод невелика, а нижележащая почва песчаная, вероятность попадания нитратов в грунтовые воды относительно высока. Однако, если глубина грунтовых вод велика, а нижележащая почва представляет собой тяжелую глину, загрязнение грунтовых вод нитратами маловероятно.
При попадании нитратов в грунтовые воды наибольшую опасность представляют младенцы в возрасте до одного года, а также молодые или беременные животные. Высокий уровень нитратов может быть токсичным для новорожденных, вызывая аноксия или внутреннее удушье. Ищите альтернативные источники воды, если уровень нитратов превышает санитарный стандарт 10 ppm нитрат-N. Кипятите воду , а не , чтобы избавиться от нитратов. Он повышает уровень нитратов , а не снижает их. Наиболее распространенным симптомом отравления нитратами у младенцев является синеватый цвет кожи, особенно вокруг глаз и рта ребенка. Эти симптомы отравления нитратами обычно называют синдромом «синюшного ребенка».
Первоначальный вариант этой публикации был написан Карен Дефелис, бывшим младшим агрономом по распространению знаний; Найл Волленхаупт, бывший агроном штата; и Дэрил Буххольц, агроном штата.
✅ ЛАЗЕРНЫЙ СТАНОК для резки фанеры с ЧПУ. Советы перед покупкой! Лайфхаки
Перед тем, как купить лазерный станок для резки фанеры, узнайте, как его выбрать и правильно им пользоваться. Это поможет вам точно определиться с характеристиками этого оборудования и понять, какая у него должна быть цена. Только полезная информация, лайфхаки и советы от опытных специалистов по лазерной резке фанеры.
Как выбрать лазерный станок для резки фанеры
Выбрать лазерный станок для резки фанеры опытному специалисту очень легко. Ведь у него большой опыт, знания, а главное, практика. Но что делать новичку, с чего начать поиски своего лазерного оборудования с ЧПУ для резки и раскроя фанеры? Как купить действительно то, что нужно по соответствующей цене, включая дополнительные опции? Как опытные специалисты рассказываем обо всем по-порядку.
Сперва-наперво вам необходимо знать, листы фанеры какой площади вы будете раскраивать. Под большую выбираем лазерный станок с большим рабочим полем, под меньшую — с маленьким (типа мини, настольный). Цена лазерного станка для резки фанеры зависит от его размера. С другой стороны, если вы имеете возможность разрезать крупноформатные листы фанеры на небольшие части, к примеру, фрезером или циркуляркой, то можете сразу обратить внимание на средне- или даже малоформатные аппараты лазерной резки. Так, к примеру, поступают на производствах мелких элементов и деталей из фанеры. Такие станки подходят для дома. Однако в этом случае нужно будет позаботиться о системе вентиляции.
Помимо площади вы должны знать, фанеру какой толщины вы будете резать. При этом помните, что если на лазерном станке с ЧПУ раскраивать толстую фанеру, то края реза у вас останутся обугленными. Да, есть один лайфхак, который поможет вам решить эту проблему, но о нем чуть ниже. С другой стороны, некоторые конечные изделия с черными краями получаются привлекательными.
Когда вам требуются чистый торец, то лучше для резки толстой фанеры использовать другие станки, среди которых могут быть фрезерные, а лазерное оборудование применять уже для гравировки.
Толщина фанеры, которую вы будете резать, влияет на мощность лазерного излучателя СО2 и, как следствие на стоимость лазерного станка для резки фанеры. Для его выбора можете ориентироваться на эти данные:
Фанера до 6 мм — 50 Вт
Фанера до 8 мм — 60 Вт
Фанера до 10 мм — 80 Вт
Для нанесения лазером на фанеру изображений (гравировки) можете остановиться на лазерной трубке мощностью 50 Вт. Но, как говорится, экономика должна быть экономной, поэтому, если стоит задача выпускать в единицу времени больше продукции и наладить доходное производство, то лучше купить лазерный станок с ЧПУ для резки фанеры с излучателем помощнее.
ВИДЕО. Сравнение лазерных станков для резки фанеры
Профессиональная промышленная и полупрофессиональная модели.
ВИДЕО. Бюджетные лазерные станки по фанере
Малоформатные модели.
А теперь мы расскажем о самой фанере для лазерной резке, как ее лучше раскраивать и нюансах обработки.
какая нужна головка (модуль) лазера
Лазерные технологии все активнее внедряются в производство и становятся доступными для домашнего использования. Популярное применение — обработка фанеры и дерева. При выборе такого оборудования важнейшим параметром становится мощность лазера для резки фанеры, и этот вопрос заслуживает особого внимания.
Какой лазер нужен для резки фанеры?
Лазерная резка работает по принципу выжигания материала направленным, концентрированным световым лучом повышенной мощности. Основные недостатки этого бесконтактного способа: ровные края, возможность получения сложных форм и заготовок разного размера, высокая точность раскроя, простота управления. Среди недостатков выделяется затемнение рабочего участка и высокая цена оборудования. На фото показана одна из моделей станка.
По функциональной способности различаются такие станки:
Резательно-гравировальный станок. Он имеет небольшую мощность и предназначен для разрезания фанеры небольшой толщины и осуществления гравировки.
Промышленный (профессиональный) лазерный станок. Он способен резать листы больших размеров любой толщины. Имеет рабочий стол увеличенного размера, усиленный корпус, большие размеры и повышенную мощность. Соответственно, выше и стоимость станка.
Малогабаритные настольные лазерные резаки . Они могут использоваться в домашних условиях, имеют стол шириной не более 1 м, меньшую мощность и доступную цену.
Универсальные фрезерные станки. Они способны не только резать материал, но и осуществлять фрезерные работы.
По типу управления выделяются такие варианты:
Станки с ручным управлением. Это стандартное оборудование с электроприводом, управление которым осуществляется рабочим вручную.
Станки с ЧПУ. Они имеют программное обеспечение, а управление осуществляется через компьютер. Достаточно ввести необходимую программу, и станок в автоматическом режиме обеспечит раскрой листа или гравировку точно по заданию.
Основные параметры, которые следует учитывать при выборе станка:
Размеры рабочего стола. Они определяют габариты обрабатываемых фанерных листов. Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см.
Выходная мощность. От нее зависит глубина проникновения луча, а значит, и толщина разрезаемого листа. Для фанеры толщиной 1 мм нужно не менее 40 Вт.
Ход рабочего стола. Важна высота его опускания для установки дополнительных приспособлений. Она рекомендуется не менее 15–20 см.
Мощность лазерной трубки. От нее зависит скорость резки листа. Для производительного станка желательно иметь порядка 8–100 Вт.
Помимо указанных параметров следует принимать в расчет точность реза (отклонение), габариты и вес станка.
Лазерная головка для резки фанеры
Лазерная головка станка — это устройство, включающее сам источник лазерного излучения и оптическую систему для фокусировки луча. Выделяются такие ее разновидности:
Газовый или СО2. Он работает на газовых смесях. Световой поток усиливается в результате вибрации при переходах в молекулах углекислого газа при прохождении света. Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки.
Волоконный . В нем активная среда и резонатор составлены из оптических волокон. Такие лазеры обладают повышенной мощностью при небольших габаритах. Используются они для разрезания тугоплавких материалов и для фанеры экономически нецелесообразны, а потому используются редко.
Твердотельный или полупроводниковый. В качестве активной среды применяется специальный полупроводниковый материал, находящийся в твердом состоянии. Лазеры имеют высокую цену и для резки дерева или фанерных листов не используются. Они устанавливаются в универсальных станках, способных обрабатывать металлы.
Диодный. Это полупроводниковый лазер, основанный на светодиоде. Лазерный луч формируется за счет инверсии в зоне p-n перехода при прохождении света. Такое устройство широко используется в различных электронных системах. Мощность у них невелика, но вполне достаточна для резки фанеры. Используется такой источник чаще всего в самодельных станках.
Таким образом, для резки фанеры оптимальным вариантом признаются головки на базе СО2-лазера. В самодельных головках применяются светодиоды от различных устройств (принтеры, плейеры, лазерные указки и т. п.).
Лазерный модуль для резки фанеры
Основным узлом станка для резки фанеры является лазерный модуль, включающий источник излучения, оптические элементы, блок питания, систему регулировки, управления и охлаждения. Модули различаются по типу лазерной головки. Кроме того, они классифицируются по виду излучения: коллимированные и сфокусированные. В последнем случае луч собирается в точку. В коллимированном исполнении можно получить линию, решетку, окружность. Для резки и гравировки более подходит сфокусированный вариант.
Модули различаются по длине волны. Она может варьироваться в широком диапазоне — от ультрафиолетовой до инфракрасной зоны. В устройствах важно обеспечить стабильность этого параметра. Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы.
Мощность лазера для резки фанеры
Резка материала осуществляется за счет значительного разогрева при воздействии сконцентрированного светового луча. Температура должна быть достаточной для сгорания волокон. Она же в свою очередь зависит от энергии, которой обладает световой поток. Энергия, выделяемая источником за единицу времени, называется мощностью излучателя.
Мощность лазера считается его важнейшей характеристикой. От нее зависят его функциональные способности. Только при определенном значении волокна начинают выгорать. При этом с повышением увеличивается и глубина резки. Так, при небольшом ее значении обеспечивается только поверхностная обработка — гравировка. Для разрезания материала необходимо, чтобы температуры хватило для выжигания волокон на всю толщину листа.
Мощность зависит, прежде всего, от его типа, т. е. активной среды, накачки и наличия резонатора. Выходная мощность зависит еще и от оптической системы. Повышенная мощность обеспечивается волоконным и твердотельным лазером, но у них высока стоимость. Для фанеры вполне подходит менее мощный, но более дешевый СО2-лазер.
Какая мощность лазера нужна для резки фанеры?
В готовых станках чаще всего применяются СО2-лазеры. Для резки минимальная мощность составляет 20–25 Вт. Выбор станка производится с учетом толщины фанерного листа. Для СО2-лазера рекомендуются такие правила выбора:
лист толщиной до 6 мм — 50 Вт;
лист толщиной до 8 мм — 60 Вт;
лист толщиной до 10 мм — 80 Вт.
При гравировке используются СО2-лазеры мощностью 20–50 Вт.
В зависимости от назначения станки имеют индивидуальные пределы регулировки мощности. Настольные, бытовые аппараты выпускаются до 80 Вт. В профессиональных станках она может достигать 200–250 Вт.
Естественно, возникает вопрос о возможности использования диодных лазеров от бытовых приборов, которые имеют значительно меньшие значения мощности излучения. В принципе возможно применение для резки лазеров такого типа на 2–15 Вт. Мощность указывается на корпусе модели и в инструкции.
Лазер 2,1 Вт
Диодный лазер (2,1 Вт) способен разрезать картон и фанеру толщиной до 1–1,2 мм. Обычно его используют для гравировки, но и для резки он пригоден. Наибольший эффект достигается при работе с бумагой и картоном, которые не обугливаются после воздействия луча.
На фото показан готовый лазерный модуль такой мощности — Endurance 2,1. Он обеспечивает гравировку на дереве и фанере со скоростью до 20 мм/с. Может резать лист толщиной 1–2 мм в 5–30 заходов.
Лазер 3,5 Вт
Диодный лазер мощностью 3,5 Вт может резать фанеру толщиной 2–3 мм. При резке многослойной фанеры такой толщины потребуется 20–25 заходов. Программа CNCC LaserAxe может обеспечить скорость порядка 50–150 мм/мин. На фото показана шкатулка, изготовленная на станке с лазером мощностью 3,5 Вт.
Лазер с короткофокусной линзой 5,6 Вт
Лазер мощностью 5,6 Вт гораздо быстрее справляется с резкой фанеры. Он способен раскраивать листы толщиной 3–5 мм. Станок Endurance 5,6 может работать в таком режиме:
фанера толщиной 3 мм — до 4 заходов на скорости до 250 мм/мин;
при толщине 4 мм — 8 заходов на скорости до 200 мм/мин;
при толщине 5 мм — 9–10 заходов на скорости до 100 мм/мин.
При установке такого лазера рекомендуется использовать короткофокусную линзу G-2.
Ультрамощный 8 Вт
Возможности по резке фанеры значительно расширяются при использовании устройства мощностью 8 Вт. На таком станке можно разрезать листы толщиной 4 мм (при установке линзы G-2) в один заход. Чтобы раскроить фанеру толщиной 6–8 мм потребуется до 5 проходов, а толщиной 10 мм — до 10 проходов. При этом обеспечивается вполне подходящая скорость.
Лазер для резки 10 Вт
Модуль мощностью 10 Вт пригоден для разрезания фанеры до 10 мм. При этом листы толщиной 6–7 мм режутся в 1–2 захода. Листы толщиной 9–10 мм требует 3–5 проходов. Наибольшей популярностью пользуются устройства производства КНР, обеспечивающих длину волны 445–450 нм. Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну.
Лазер 15 Вт
Станок с диодным лазером мощностью 15 Вт приближается к оптимальному режиму резки. Он обеспечивает раскраивание листов толщиной до 10 мм в один заход, а до 12–15 мм — в 3–5 заходов. Из КНР поставляется достаточно надежная модель 570073. Длина волны — 450 нм. Фокусное расстояние —18 мм.
Нюансы лазерной резки фанеры
Лазерная резка имеет ряд особенностей:
При резке обеспечивается минимальная толщина прореза, что позволяет оптимально кроить лист с максимальной точностью.
В зоне работ лучом появляется затемнение на фанере. С ростом мощности его интенсивность увеличивается. Небольшая обработка шлифовальной шкуркой устраняет дефект.
При работе не требуется прикладывать никаких физических усилий. Процесс обеспечивается бесконтактно, что устраняет риск деформации тонких листов.
На качество конечного результата влияет структура фанеры. Необходимо учитывать многослойность и наличие древесной смолы.
При длительной работе рабочее место обязательно оборудуется вытяжной вентиляцией.
Во время работы не образуется стружка и опилки.
Перед началом работы с поверхности заготовки необходимо убрать пыль.
Не рекомендуется использовать лазер при резке фанеры с лаковым покрытием.
При использовании лазерных модулей следует прислушаться к таким рекомендациям. Для гравировки вполне подходит лазер 2,1 Вт. Листы толщиной до 2 мм можно резать устройством 3,5 Вт, толщиной до 3 мм — 5,6 Вт, толщиной до 5 мм — 8 Вт. При необходимости раскраивать листы толщиной до 10–12 мм следует применять модули 10–15 Вт.
Лазеры для резки фанеры значительно облегчают труд и повышают точность раскроя. С помощью таких станков можно вырезать детали любой сложной формы. Важнейший критерий выбора оборудования — мощность излучения. Она определяет возможности станка, его производительность, толщину листов. С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий.
21 сентября 2020
34818
Получите консультацию специалиста
Laser Cutting Plywood Perfectly: Руководство для любителей
Когда вы хотите создать сложные вырезы на фанере для своего ремесла или художественного проекта, лазерная резка должна быть вашим методом.
Хотя лазеры могут помочь создавать потрясающие произведения искусства на фанере, существуют и проблемы, которые необходимо преодолеть.
Твердость фанеры, сильное дымообразование и обгоревшие кромки — вот возможные проблемы, которые могут возникнуть.
Обеспечение оптимальных параметров и организация эффективного управления технологическим процессом могут помочь решить эти проблемы и добиться отличных результатов при лазерной резке фанеры.
В этой статье обсуждается процесс лазерной резки фанеры и различные способы решения проблем, возникающих в процессе.
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что в этой статье?
Лазерная резка фанеры
Типы фанеры, подходящие для лазерной резки
Проблемы лазерной резки фанеры
Лучшие станки для лазерной резки фанеры
Заключительные мысли
Лазерная резка и гравировка других материалов
Часто задаваемые вопросы (FAQ)
Лазерная резка фанеры: все, что вам нужно знать
Лазерная резка фанеры
Фанера требует высокой мощности лазера выполнять чистые разрезы с минимальными прижогами по краю разреза. Как правило, лазер CO 2 с номинальной мощностью около 60-100 Вт рекомендуется для лазерной резки фанеры различной толщины. Также рекомендуется использовать несколько проходов на высокой скорости резания.
Лазерная резка — это быстрый и точный метод, который можно использовать для вырезания сложных рисунков на фанере.
Существуют различные параметры, влияющие на качество реза, получаемого при лазерной резке фанеры.
Parameter
Recommendation
Type of laser
CO 2 or diode laser
Laser power
High power (60 — 100 W CO 2 laser)
Cutting Speed
As high as possible (Preferable to use multi-pass)
Spot size
As small as possible
Air assist
Настоятельно рекомендуется (высокое давление)
Рабочий стол
Сотовый или штифтовой стол
Вытяжная система
0062
Рекомендуемые параметры для лазерной резки фанеры
Какой лазер использовать для резки фанеры
Фанера представляет собой органический материал, обладающий хорошей поглощающей способностью для длин волн CO 2 лазеров (9500–10600 нм) и диодных лазеров (450–950 нм). ).
Это означает, что энергия CO 2 и диодных лазеров легко поглощается фанерой, поэтому они рекомендуются для лазерной резки фанеры.
С другой стороны, длина волны волоконного лазера (950 — 1060 нм) не подходит для лазерной резки фанеры.
Диодные лазеры доступны в вариантах с относительно меньшей мощностью, чем CO-лазеры 2 , что ограничивает применение диодных лазеров для лазерной резки тонких листов фанеры.
В то время как мощные CO-лазеры 2 могут выполнять гладкие пропилы в фанерных листах толщиной около 0,6 дюйма
Диодный лазер с выходной мощностью более 10 Вт — отличный выбор для проектов «сделай сам» и малого бизнеса.
Мощность лазера для резки фанеры
Мощность лазера определяет его способность прожигать материал.
Лазерный резак с высокой номинальной мощностью может выполнять сквозные разрезы в более толстых материалах по сравнению с маломощным лазерным резаком.
Однако маломощные лазеры также могут использоваться для резки толстого материала за несколько проходов со значительным увеличением ширины пропила.
Как правило, для фанеры рекомендуются лазеры мощностью 60–100 Вт CO 2 , поскольку они могут резать фанеру различной толщины.
Для резки фанеры желательна высокая мощность лазера, поскольку он может быстро прожечь материал, сократить время выдержки и свести к минимуму зону термического влияния (ЗТВ).
Чем меньше зона термического влияния (ЗТВ), тем меньше будут краевые прижоги вдоль реза.
Скорость резки
Скорость резки во время процесса зависит от толщины материала и мощности лазера.
При лазерной резке фанеры желательно использовать высокую скорость резки, чтобы минимизировать время выдержки лазера.
Однако толщина и прочность фанеры могут ограничивать достижение лазером очень высокой скорости резки.
Например, при использовании лазера CO 2 мощностью 100 Вт для резки пятислойной фанеры толщиной 0,35 дюйма (9 мм) рекомендуется использовать мощность лазера 85 % при скорости резки 1 дюйм/с (24 мм/с) для достижения гладкий рез с минимальным подгоранием краев
В то время как xTool D1 Pro мощностью 20 Вт может выполнять чистые пропилы в фанере толщиной 6 мм за 3 прохода со скоростью 500 мм/мин и подачей воздуха под давлением 30 фунтов на кв. дюйм
Для лазерной резки толстой фанеры рекомендуется использовать многопроходную технику наряду с высокой скоростью резки.
Маломощный диодный лазерный резак, такой как Snapmaker 2.0, может выполнять чистый рез фанеры толщиной около 2 мм со скоростью резки около 300 мм/мин и за 3 прохода.
Как правило, рекомендуется выполнить пробные прогоны перед выполнением фактической резки, и вы можете обратиться к таблице толщины и скорости лазерной резки, чтобы начать пробные прогоны.
Подпишитесь на Mellowpine lasers, чтобы получать еженедельные видеоролики о лазерной резке и гравировке
Размер пятна
Размер пятна — это диаметр лазерного луча на поверхности заготовки.
Для достижения наименьшего возможного размера пятна лазер необходимо отрегулировать так, чтобы он фокусировался на поверхности заготовки.
Сведение лазерного луча в узкое пятно увеличивает плотность энергии лазера, тем самым увеличивая способность лазера быстро сжигать, плавить и испарять материал.
Для лазерной резки фанеры рекомендуется малый размер пятна, поскольку он позволяет лазеру прорезать фанеру с высокой скоростью.
Air Assist
Резка слоя 6 мм с помощью xTool D1 Pro
Air Assist, как следует из названия, помогает в процессе лазерной резки, выдувая расплавленный материал из пропила и увеличивая скорость резки.
Он также защищает фокусирующую линзу, предотвращая попадание горячего мусора в линзу и ее повреждение.
Кроме того, помогает регулировать температуру в зоне резания и уменьшает зону термического влияния (ЗТВ).
Поэтому при лазерной резке фанеры рекомендуется использовать подачу воздуха с максимальной настройкой давления.
Рабочий стол
Лазерная резка фанеры производит много дыма.
Этот дым скапливается между заготовкой и рабочей станиной, в результате чего на обратной стороне заготовки образуются пятна дыма.
Стол для штифтов поднимает заготовку над основанием стола и обеспечивает легкое удаление дыма, образующегося при лазерной резке фанеры.
Еще одним эффективным рабочим столом, позволяющим легко удалять дым, является рабочий стол с сотовой структурой.
Состоит из сотовой структуры, что облегчает удаление дыма через щели на поверхности рабочего стола.
Кроме того, если вы ищете лазерный резак специально для фанеры, рекомендуется выбрать лазерный резак с наибольшей рабочей зоной в своей ценовой категории.
Большая рабочая зона позволяет работать с большими листами фанеры без необходимости разрезать ее на более мелкие части.
Вытяжная система
Хотя хороший рабочий стол может легко удалять дым, скопление дыма вокруг зоны резки может повлиять на работу лазера и ухудшить качество резки.
Хорошая вытяжная система способствует удалению дыма из зоны резки, тем самым повышая качество резки.
Проблемы при лазерной резке фанеры
Лазерная резка фанеры может дать отличные результаты с гладкими резами и высокой точностью, которых невозможно достичь с помощью других традиционных процессов резки.
Тем не менее, это может привести к некоторым проблемам, которых вам следует опасаться.
Ожоги кромок являются одной из наиболее распространенных проблем при лазерной резке фанеры.
Это приводит к обугливанию края реза и обычно происходит из-за высокой мощности лазера или низкой скорости реза.
Во избежание ожогов краев рекомендуется уменьшить мощность лазера или увеличить скорость резки, а также выполнять рез за несколько проходов.
Обжигание
Обжигание фанеры (Источник: форум Glowforge)
Использование многопроходной техники помогает избежать ожогов кромок, но приводит к обгоранию поверхности.
Пригар возникает из-за избыточного тепла, выделяемого при многократных проходах, что увеличивает зону термического влияния и приводит к появлению следов пригара на поверхности фанеры.
Рекомендуется использовать малярную ленту, чтобы закрыть область вокруг разреза и предотвратить ее перегорание. (Источник: форум Flux3dp)
Фанера состоит из нескольких слоев древесины, скрепленных между собой клеевым материалом.
Лазерная резка слоев дерева, присутствующих в фанере, дает сильный дым.
Клейкий материал горит с выделением вредных паров и дополнительно увеличивает дым, образующийся при лазерной резке фанеры.
Этот дым мешает процессу лазерной резки, окрашивая заготовку и снижая производительность лазера из-за рассеивания лазерного луча.
Дым, образующийся при горении фанеры, невозможно избежать, но хорошая вытяжная система может помочь удалить этот дым из зоны резки.
Кроме того, использование стола для штифтов и подачи воздуха под высоким давлением может улучшить качество резки за счет удаления дыма с заготовки.
Типы фанеры, пригодные для лазерной резки
Лазерная резка фанеры дает превосходные результаты с коричневатым краем, который добавляет немного контраста к разрезу.
Хотя все виды фанеры можно резать лазером, некоторые виды фанеры дают лучшие результаты, чем другие.
Кроме того, многие производители ввели специальные серии фанеры, широко известные как «лазерные ламинаты».
Эта фанера предназначена исключительно для лазерной резки и дает отличные результаты при лазерной резке и гравировке.
Фанера из березы
Фанера из березы
Фанера из березы является одним из наиболее часто используемых материалов для бытовых нужд.
Прочная, легкая фанера с хорошей отделкой поверхности.
Лазерная резка Береза обеспечивает чистый рез со светло-коричневой кромкой.
Возможно, он не обеспечивает наилучшего качества резки, но его легко резать, и его можно использовать для различных проектов.
Лазерная фанера из березы — одна из самых простых фанер для лазерной резки и отличный выбор для начинающих.
Бамбуковая фанера
Бамбуковая фанера Laserply (Источник: Plyco)
Бамбуковая фанера хорошо известна среди мастеров благодаря своему красивому цвету и плотной текстуре древесины.
Лазерная резка бамбуковой фанеры позволяет получить четкие срезы с красивой коричневой кромкой, которая добавляет контраста проекту и подчеркивает красоту вырезанного рисунка.
Красивый коричневый контраст делает его идеальным для проектов лазерной гравировки.
Кроме того, бамбуковая фанера доступна в различных оттенках, а использование комбинации светлой и темной бамбуковой фанеры добавит проекту контраста.
Фанера из европейского бука
Фанера из европейского бука (Источник: plyco)
Фанера из европейского бука известна своим насыщенным золотисто-коричневым цветом, который выделяет ее среди других видов фанеры.
Благодаря своей эстетической красоте он идеально подходит для декоративных целей и произведений искусства.
Европейский бук Laserply дает отличные результаты при лазерной резке.
Идеально подходит для таких проектов, как лазерная резка визитных карточек или свадебных приглашений.
Сосна
Фанера из сосны (Источник: Plyco).
Имеет красивую текстуру и обычно классифицируется как морская фанера благодаря отличным водонепроницаемым характеристикам.
Высококачественная обработка поверхности и прочная конструкция сосны Hoop делают ее идеальной для таких проектов, как мебель и ювелирные изделия.
Лазерная резка фанеры из сосны Хооп дает четкие разрезы со сравнительно меньшим контрастом, чем бамбуковая лазерная фанера.
Jarrah
Фанера Jarrah (Источник: Plyco)
Фанера Jarrah выделяется среди других видов фанеры своим темным и насыщенным красным цветом.
Эта фанера, как правило, производится из высококачественного шпона, произрастающего в Новом Южном Уэльсе.
Лазерный слой Jarrah легко поддается лазерной резке и создает темный контраст, что улучшает визуальную эстетику разреза.
Его уникальный цвет делает его идеальным выбором для создания контраста в проектах по обработке дерева.
Лучшие станки для лазерной резки фанеры
Trotec SP2000
Trotec SP2000
Trotec SP2000 — крупногабаритный станок для лазерной резки с размерами основания 99 x 127 x 48 дюймов и большой рабочей зоной 66 x 99 дюймов.
Большая рабочая зона и двухсторонняя сквозная дверца делают его идеальным для работы с полноразмерными листами фанеры
Он содержит лазер CO 2 с вариантами мощности от 60 Вт до 400 Вт и обеспечивает максимальную обработку скорость 39дюймов в секунду
Это делает SP2000 идеальным решением для крупных предприятий, работающих с большими листами фанеры и требующих короткого времени цикла.
Trotec SP2000 — лазерный станок с открытой рамой, который позволяет работать с большими заготовками благодаря бесконечно длинной зоне загрузки.
Следует отметить, что SP2000 не работает в защитном корпусе, поэтому при работе с лазером необходимо носить защитные очки.
Кроме того, использование ультразвукового датчика обеспечивает надежную автофокусировку, каждый раз обеспечивая отличные результаты.
Trotec также предлагает другие опции серии SP, которые предлагают различные размеры рабочей зоны для различных применений.
Model
Work Area (inches)
Laser Power (W)
Cutting Speed (ips)
SP-500
56 x 32
60-200
100
SP-1500
67 x 63
100-400
65
SP-2000
77 x ∞
60-400
39
SP-3000
98 x ∞
60-400
39
Different models of the Trotec SP series
Посетите Trotec Lasers
OM Tech MF2028-80
OM Tech MF2028-80
OM Tech MF2028-80 предлагает рабочую зону 20 X 28 дюймов с максимальной рабочей толщиной 0,4 дюйма.
Его площадь основания составляет 47,2 дюйма. X 34,3″ X 36,6″ с двухсторонней сквозной дверцей, позволяющей работать с заготовками большого размера, что делает его идеальным для резки фанеры.
OM Tech MF2028-80 обеспечивает сравнительно более низкую скорость резки, около 10 дюймов в секунду, но дополняется различными функциями.
В нем используется лазер CO 2 мощностью 80 Вт, который может резать листы фанеры различной толщины.
Кроме того, его специальная вытяжная система и подача воздуха помогают выполнять чистые пропилы в фанере с высоким качеством поверхности.
Кнопка аварийной остановки, защитный кожух и датчик автоматического отключения обеспечивают безопасное использование и снижают риск несчастных случаев.
OM Tech MF2028-80
Мощный лазер CO 80 Вт 2 Лазер Дверца для перемещения крупных заготовок Встроенная система подачи воздуха
Glowforge Plus
Glowforge Plus
Glowforge Plus — настольный станок для лазерной резки с относительно низким энергопотреблением. содержит лазер CO 2 мощностью 40 Вт.
Он имеет размеры 38″ x 20,75″ x 8,25″ и очень маленькую рабочую область 19,5″ x 11″, которую можно использовать для небольших проектов, таких как лазерная резка визитных карточек или свадебных приглашений.
Высокая точность Glowforge Plus позволяет выполнять резку с максимальным разрешением до 13 000 линий на дюйм (LPI).
Это делает его идеальным выбором для гравировки высококачественных изображений на фанере.
Кроме того, встроенные камеры позволяют точно позиционировать заготовку, а вспомогательный воздух облегчает выполнение чистых пропилов в фанере.
Glowforge Plus
Элегантный дизайн 40 Вт CO 2 Лазерный резак Высокая точность с Air-assist Простота в использовании со встроенными камерами
Заключительные мысли
Лазерная резка может использоваться для создания сложных узоров и изделий, таких как кукольные домики, карты и многое другое.
Сочетание правильных настроек, правильного материала и правильного станка — вот что необходимо для успешной лазерной резки фанеры.
Следует отметить, что фанера является легковоспламеняющимся материалом, поэтому рекомендуется соблюдать протоколы лазерной безопасности и контролировать процедуру резки, чтобы избежать опасности возгорания.
Лазерная резка и гравировка других материалов
Ознакомьтесь с этими руководствами по лазерной резке некоторых популярных материалов.
Направляющие для лазерной резки других материалов
Часто задаваемые вопросы (FAQ)
Можем ли мы резать твердую древесину лазером?
Да, мы можем резать лазером лиственные породы. Для лазерной резки твердой древесины требуется умеренно мощный CO 2 или диодный лазер для выполнения чистых резов с минимальными ожогами краев. Обжиг дерева дает коричневатый край, который обычно желателен, поскольку добавляет контраста проекту.
Можно ли лазером гравировать фотографии на фанере?
Да, мы можем сделать лазерную гравировку фотографий на фанере. Лазерная гравировка фанеры позволяет получить высококачественную гравировку с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Можно ли лазером резать МДФ?
Да, мы можем резать МДФ лазером. Древесноволокнистая плита средней плотности (МДФ) — это прочный материал, изготовленный из инженерных древесных волокон, который дает превосходные результаты при лазерной резке или гравировке. Как правило, CO 2 Лазер мощностью более 60 Вт рекомендуется для резки плит МДФ различной толщины.
Лазерная резка фанеры/дерева
Лазер An Endurance мощностью 15 Вт (реальная выходная мощность) с водяным охлаждением и системой автофокусировки. Разрезание 10 мм древесины (2/5 ″)
Толстая древесная / плит -лазерная резание с выносливостью в реальном 15 Вт. /5″) дерево.
Резка формы контура «ЛЮБОВЬ».
Сделайте по-настоящему потрясающий декор из фанеры (светодиодную лампу своими руками) с помощью лазеров Endurance!
Свойства древесины
Различные сорта древесины могут влиять на работу лазера. Лиственные породы могут иметь светлые и темные разновидности, и это может иметь значение при фотогравировке контрастных изображений в оттенках серого и небольших надписей. Светлое дерево отлично подходит для получения контрастных цветов и видимых деталей.
Рекомендуется иметь готовые пробные образцы для того типа древесины, который вы хотите гравировать, чтобы понять, как материал реагирует на лазер и как соответствующим образом отрегулировать станок.
Вот некоторые виды древесины, которые следует учитывать, и их характеристики.
Акация
Это популярный выбор, который используется для разделочных досок из-за его способности противостоять ножам и посуде.
Долговечный и водостойкий.
Красивое натуральное зерно
Мягкий клен
Доступно несколько разновидностей.
На 25 % плотнее твердого клена.
Вы можете создавать великолепные рисунки в оттенках серого, а фотогравюры получаются хорошо.
Это один из лучших инструментов для гравировки, и вы также сможете добиться красивой отделки.
Олива
Прочная лиственная древесина, которая со временем становится еще лучше.
Со временем становится темнее и приобретает насыщенный оттенок.
Это великолепная древесина для работы благодаря великолепной текстуре и текстуре.
Дуб
Отличный выбор и одна из лучших пород древесины для лазерной гравировки.
Прочная твердая древесина, которая отлично подходит для вывесок.
Популярен для гравировки по дереву и является одним из наиболее часто используемых видов дерева.
Орех
Толстая твердая древесина, которая встречается как в светлых, так и в темных породах.
Имеет хорошую текстуру и является популярным выбором для больших вывесок.
Темный орех не идеален для контрастных изображений и мелких шрифтов из-за его темного цвета.
Тополь
Отлично подходит для гравировки и позволяет создать равномерный контраст на поверхности.
Простота в работе
Великолепная однородная текстура и прямое зерно
Вишня
Основными особенностями, которые делают вишню очень хорошим вариантом для гравировки, является
прямая и мелкозернистая с красивым красновато-коричневым оттенком.
Детализация и гравировка, особенно в оттенках серого, дают отличные результаты. Эта лиственная древесина также может иметь подтипы, такие как американская вишня или черная вишня. Качество поверхности делает его хорошим вариантом для фотогравировки.
Липа
Отлично подходит для резки и гравировки.
Недорогой и легкий.
Не очень прочный и легко повреждается.
Фанера из балтийской березы
Балтийская береза является одной из наиболее удобных для лазерной резки пород древесины.
Отличный вариант для лазерной резки и гравировки.
Легкий и недорогой, его можно использовать в самых разных проектах.
С ним легко работать, но детали для гравировки могут быть более четкими на более толстой древесине.
Одна из лучших пород дерева для резки и гравировки для самых разных проектов.
лазерная резка фанеры 10-ваттным лазером класса люкс
Endurance 10 Вт Deluxe. Тестирование чистых резов. 200 мм/мин при мощности 85%, 2 прохода. Липа 3 мм.
Качества и хорошие свойства лазеров
Можно визуально изучить несколько свойств, чтобы узнать, как некоторые природные свойства могут быть хорошими или непоследовательными. Для лазерной гравировки хорошим свойством является ровное гладкое зерно и минимальное количество полос. Это позволит вам произвести хорошо детализированную фотогравировку и дизайн. Зернистость может сильно повлиять на детали, смешивая зернистость с изображением. Кроме того, ребристые области вокруг центра дерева часто создают нежелательные текстуры, которые изменяют результат дизайна. Чем ровнее и равномернее текстура древесины, тем лучше.
Твердые породы дерева, такие как оливковое дерево или дуб, отлично подходят для затемнения гравировки, поэтому контраст будет выглядеть хорошо и равномерно. Легкие породы дерева, такие как фанера или бальза, не обеспечивают такого же качества гравировки, но все же могут создавать великолепные рисунки.
Как резать дерево/фанеру с помощью диодного лазера – параметры и настройки, которые необходимо настроить в программном обеспечении для лазерной резки.
Начиная!
Co2 и диодные лазеры являются лучшими лазерами для резки дерева/фанеры, потому что древесина и фанера очень хорошо поглощают видимый свет 400-700 нм и дальний инфракрасный свет 10,6 мкм.
Сравнение различных типов лазеров и различных длин волн
Спектр длин волн поглощения для различных материалов: стекла, металла и других.
Многие считают, что диодным лазерам не хватает мощности для резки дерева/фанеры. Действительно диодные лазеры имеют меньшую мощность, самые мощные имеют выходную оптическую мощность около 15 ватт, а вот СО2 лазеры могут иметь мощность 40/80/100/150 ватт или мощность и даже больше.
Однако для резки мягкой фанеры толщиной 3 мм (3/16 дюйма) и 6 мм (1/4 дюйма) и специальных диодных лазеров laserply с хорошо сфокусированным лазерным лучом можно резать такую толщину с хорошей скоростью, например 100-300 мм/мин.
Для эффективной и точной резки дерева/фанеры также необходимо использовать вспомогательный воздух с давлением воздуха не менее 0,05-0,1 МПа и производительностью не менее 60-70 л/мин.
Воздушное сопло лазера Endurance: версия 1.0 / версия 2.0 (полностью открытый исходный код). Сделайте лазерную резку быстрой и точной!
Вот пример теста на резку синим лазером мощностью 10 Вт с диодом 445 нм с лазерной линзой G8 + воздушное сопло версии 2. выдвинутое с помощью вспомогательного устройства (давление для вспомогательного воздуха составляло 1 бар). Фанера березовая 3 мм (фанера высокой плотности).
Имейте в виду, что для эффективной лазерной резки фанеры вам необходимо приобрести подходящую фанеру или лазерный лист. Некоторые виды фанеры нельзя резать лазером. Их вряд ли можно разрезать пилой или мощным ЧПУ.
Рекомендуемые сорта фанеры для лазерной резки
Подробная видео-инструкция по лазерной резке фанеры
Что нужно проверить и помнить при лазерной резке дерева/фанеры!
Для более качественной, быстрой и точной лазерной резки необходимо использовать короткофокусную линзу G-2, позволяющую получить пятно лазерного луча 60 x 133 мкм. Может быть достигнуто наилучшее пятно лазерного луча.
Убедитесь, что ваш МДФ, фанера, дерево, лазерная плита не являются огнестойкими и подходят для лазерной резки.
Убедитесь, что линза вашего лазера чистая.
Убедитесь, что вы находитесь в идеальном фокусе.
Проверьте плотность вашего материала. Очень плотные породы дерева, фанера, МДФ, лазерная плита, которые с трудом поддаются резке настоящей пилой, также могут иметь проблемы с лазерной резкой.
Все, что вам нужно знать о лазерной резке фанеры/дерева
Имейте в виду, что использование вспомогательного воздуха при резке сократит количество проходов, повысит скорость и сделает кромки более чистыми. 93
Cutting edges
Laser cutting speed mm/min
A minimum amount of passes
Guaranteed amount of passes
Laserply (spruce)
130
200
4,5
117000
44
0,376068
Perfect
300
2
3
3 Лейр -фасай0062
22
0,397629
Perfect
600
2
3
Softwood (cedar)
182
150
3,6
98280
35
0,356125
Perfect
600
2
3
Wood (cedar)
140
250
4,5
157500
74
0,469841
Perfect
93
Cutting edges
Laser cutting speed
The minimum amount of passes
Guaranteed amount of passes
Laserply (spruce)
130
200
4,5
117000
44
0,376068
Perfect
100
1
1
3 layer plywood (maracanic plywood)
190
112
2,6
55328
22
0,397629
Perfect
200
1
1
Softwood (cedar)
182
150
3,6
98280
35
0,356125
Perfect
300
1
2
Wood (cedar)
140
250
4,5
157500
74
0,469841
Perfect
300
2
3
Dense plywood (birch)
100
150
4,5
67500
48
0,711111
Good
300
5
7
Пример G-кода, который использовался для этого эксперимента
(был сгенерирован с использованием плагина выносливости для Inkscape)
9
9669
Use an Inkscape + Endurance plugin. Execute in Benbox software» src=»https://www.youtube.com/embed/TRQ0Q-lUW_g?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
начало
M05 S0 // лазер выключен G00 X8.1854 Y2.0382 // установка начальной точки G90 G21 // указание шага в мм
M03 S255 // полная мощность лазера G01 X8.1854 Y2. 0382 F300 // начало процесса резки со скоростью 300 мм в минуту (5 мм/сек)
окончание
G04 P0 // задержка M05 S0 // лазер выключен M02 // конец программа G00 // home
Проверено и протестировано на плате Eleksmaker Mana с прошивкой Benbox 93
Наш клиент Иван из Хахасия (Россия) делает и делится!
Вы можете изготовить все типы или радиоуправляемые модели с диодными лазерами Endurance
Наш клиент сделал и поделился — потрясающий результат лазерной резки!
«Святой гуакамоле»
Лазер Endurance мощностью 10 Вт
У меня не было под рукой фанеры толщиной 3 мм. Но у меня была фанера 5 мм и фанера 9 мм.
Вот я и подумал, давайте проверим. 9 мм потребовалось около 20 проходов, и для последних 10 проходов пришлось опустить ось Z на 5 мм. 5 мм сделал чистый рез без изменений Z менее чем за 8 проходов.
Видео для просмотра в посте».
by Frank Estrada
Лазерная резка черного дерева (толщиной 5,5 мм) с помощью инфракрасного лазера Endurance 10 Вт DPSSL с длиной волны 1064 нм
Параметры обработки древесины: Скорость резания 600 мм/мин, мощность 99%, количество проходов 30 Гравировка надписи скорость 800 мм/мин, мощность 50%, количество проходов 1 Скорость гравировки дна 600 мм/ мин, мощность 90,% 1 проход Фокусное расстояние от объектива до материала около 32-33 мм
Смотреть видеоматериал (ЖИВОЕ реальное видео) Фрэнка Эстрада0002 Эти годичные кольца влияют на результат ваших гравировок и вырезок.
Нам нравится использовать натуральную древесину различных деревьев. Из нарезанных ломтиками веток дуба могут получиться очень интересные подставки. Некоторые из этих ветвей взяты из еще живых деревьев и представляют собой очень чистую древесину для работы, но со временем они расщепляются.
Мы рекомендуем использовать старую печь, чтобы высушить эти секции ветвей, прежде чем нарезать из них ломтики с помощью 14-дюймовой пилы, затем высушить их еще немного и использовать настольную шлифовальную машину, чтобы сгладить следы пилы, затем дать им высохнуть еще немного, они даже при сушке бревна в духовке происходит его деформация, так как со временем оно впитывает влагу из воздуха. Поэтому мы возвращаем их на ленточный шлифовальный станок и еще немного расплющиваем состаренный дубовый диск. Некоторые из старых дисков на дереве, которые погибли на дереве, имеют обесцвечивание.
Вы можете гравировать по рисункам, а не по фотографиям, потому что рисунок прогорает на дереве намного темнее и дает отличный контраст, потому что они выступают из старого дерева. Или, если использовать фотографии в Lightburn, мы обнаружили, что режим эскиза также работает очень хорошо.
Древесина сосны
Мы вырезали из пиломатериала размером 2×4 дюйма тонкий срез.
Светлый цвет с большим количеством годичных колец.
Эти кольца не так легко режут, как мягкая сосна между ними.
Резать сосну довольно легко, но когда кольца скрепляют детали, это приводит к нежелательным поломкам.
Итак, что нужно сделать, так это найти самую медленную скорость, с которой ваш лазер будет резать, и иметь четкую линию в дереве.
Перепрожиг нежелателен. Несколько дополнительных проходов решают, выпадет часть или нет.
Фанера
Фанера из магазина хобби бывает разной толщины, легко режется и хорошо гравируется, но слой древесины очень тонкий, не хочет глубоко прогорать, потому что наполнитель обычно дешев и не выдерживает глубокой гравировки.
при использовании воздушной помощи на любом дереве не переусердствуйте с воздухом. Одна эта фанера для хобби в воздухе выжжет центр дерева, оставив очень неприятный край.
Строительная фанера имеет хорошую и шероховатую сторону. Возьмите хорошую сторону и отшлифуйте ее до гладкости. У этого сорта древесины достаточно толщины.
Отлично подходит для изготовления вывесок. Когда-то мы вырезали 5/8 с помощью нашего 15-ваттного лазера. Мы используем пилы для резки, пока не найдем более мощный лазер с точной фокусировкой для работы.
Мы сделали замечательную гравировку, которую вы могли видеть на нашей странице в Facebook.
Мы обнаружили, что отделка может влиять на результат, и если вы слегка отшлифуете ее наждачной бумагой с зернистостью 300 или выше, ваша гравировка станет намного лучше.
Для оттенков серого или высокого разрешения i 400 dpi с моим лазером мощностью 2100 мВт с фокусным расстоянием 0,1 мм и настройкой скорости 600 — это хорошее начало для получения прекрасных результатов. Отмечены остановки резки этого материала там, где начинается материал наполнителя.
Древесина МДФ
Древесина МДФ изготовлена из прессованных древесных частиц. Его можно выгравировать с фантастическими результатами.
Мы приобрели строительную древесину МДФ для гравировки, она была длиной 8 футов, поэтому нам пришлось вырезать короткие блоки.
Хорошо реагирует на все настройки мощности любого из моих лазерных модулей.
Хорошо гравируется при различных настройках разрешения.
Хорошо расширяется при намокании. мы нашли часть какого-то старого напольного материала, который был заламинирован на МДФ.
нет двух плит МДФ из одинаковых материалов. Каждый из них имеет свои собственные свойства и будет гравировать с использованием различных настроек скорости мощности и дизеринга.
Вы должны экспериментировать, чтобы получить наилучшие результаты.
Мы проделали трюк Нортона с одной предварительно загрунтованной плитой МДФ и покрасили ее белой краской, и получилось так красиво, хотя это был Нортон на белой плитке. Но этот баллончик закончился. Мы купили дешевый баллончик на распродаже и покрасили другую плиту МДФ, чтобы повторить, как на первой плите. Мы загрузили тот же файл и приступили к гравировке и обнаружили, что все лакокрасочное покрытие не реагирует так же.
Этот вышел очень противным, это была краска. Так что экспериментируйте, чтобы найти то, что работает, и придерживайтесь этого.
МДФ может быть трудно разрезать с помощью лазерной подачи воздуха или нет. Плата Amazon толщиной 2 мм впитывала тепло, и ее было очень трудно прожечь.
Пошаговые инструкции по лазерной резке
Эта небольшая вывеска для домашнего декора была изготовлена с помощью программного обеспечения Lightburn.
Шаг 1 – декор
Определите дизайн, который вы хотите сделать. Дизайн — одна из самых важных частей всего.
Этот файл svg был загружен, а затем изменен, чтобы добавить дополнительные цветочные элементы из отличного ресурса Svg и дизайна. (thedesignhippo.com)
Параметры, которые вы устанавливаете, очень важны, и для эффективного лазера необходимы точная настройка параметров мощности/скорости, фокусировки объектива, а также добавление вспомогательного воздуха. Для этого дизайна было выполнено сочетание вырезанных букв и гравировки на участках дерева.
Шаг 2. Рамка
Рамка лазера, чтобы убедиться, что он находится в пределах указанной вами области.
Шаг 3 – Вырезание букв
Буквы вырезаются путем выбора правильного размера и шрифта, который будет соответствовать заданному пространству. Буквы будут размещены после того, как будет сделана гравировка рисунка. Используйте слои в Lightburn Software, чтобы вырезать внешний контур.
Шаг 4. Выгравируйте и вырежьте изделие
Для дизайна можно использовать линии и заливки. «Sweet» и «Home» Чтобы сделать гравировку быстрее, вы можете использовать линию в более тонких частях дизайна.
Это полезный совет для ускорения времени гравировки.
Настройка любого станка с ЧПУ ( https://vektorus.ru/cnc/ ) — это необходимое подготовительное мероприятие, без которого не удастся нормально запустить оборудование. Производители используют стандартные системы ориентации, что позволяет вырабатывать единый подход. Калибровка станка ЧПУ является одним из этапов настройки, и ее необходимо провести по всем правилам.
Система координат
Система позиционирования места нахождения инструмента и рабочих органов станка с ЧПУ базируется на декартовой системе координат, т. е. с использованием осей X, Y, Z. Они определяют линейное перемещение. Если предусмотрено еще и круговое движение вокруг указанных осей, то дополнительно вводятся оси А (вращение вокруг Х), В (вращение вокруг Y) и С (вращение вокруг Z). Таким образом, станки могут иметь от 3 до 6 контролируемых осей движения. Помимо основных осей, в системе могут быть задействованы вспомогательные оси для передвижения дополнительных устройств и приспособлений.
Иллюстрирует расположение основных осей «правило правой руки». Если правую кисть со сжатыми пальцами расположить ладонью вверх, затем средний палец поднять вверх, указательный вытянуть вперед, а большой отставить в сторону, то средний палец укажет положительное направление оси Z, указательный — Y, большой — Х. Соответственно, противоположное направление будет считаться отрицательным. На практике, по оси Х осуществляется перемещение инструмента и узлов влево и вправо, по Y — вперед и назад, по Z — вверх и вниз.
Калибровка станка ЧПУ
Калибровка станка ЧПУ представляет собой обнуление всех основных и вспомогательных осей, т. е. установку начальной точки отсчета. Именно с нее управляющая программа начнет отсчет траектории движения инструмента или рабочего органа. Данная процедура может выполняться автоматически или вручную.
На простых трехосевых станках предусматривается ручная калибровка, заключающаяся в совмещении начала системы координат с осью вращения шпинделя. По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC.
Для чего нужна калибровка? Управляющая программа выдает команду на движение инструмента по определенной траектории. Это движение должно осуществляться в нужную сторону. Если инструмент находится в произвольной точке, то программа не сможет сориентироваться в пространстве и не начнет работу. Только после обнуления всех предыдущих передвижений можно запустить ее со стартовой позиции.
База данных
Для составления алгоритма взаимосвязи всех рабочих органов станка при выполнении определенной операции необходимы сведения о параметрах и координатах рабочего инструмента, основных узлов, линии упора, инструментального магазина и других элементов системы в опорных точках. Эта информация помещается в базу данных станка. Все данные вводятся в виде числовых значений координат с учетом смещения относительно нулевой точки. По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка.
Начальные точки станка
Начальная точка — это ноль в системе декартовых координат, где пересекаются все 3 оси. Именно от этой точки начинается отсчет траектории движения инструмента. Позиционирование его в любой момент осуществления операции производится относительно данной нулевой отметки. Для работы управляющей программы устанавливается не только абсолютная начальная точка с калибровкой всех осей, но и нулевые точки рабочего стола. Эти отметки позволяют производить отсчет программы обработки. Они особенно важны при наличии на станке нескольких линий упоров и при обработке нескольких заготовок одновременно.
Как правило, абсолютная начальная точка задается производителем станка, и она устанавливается с помощью специальных датчиков и концевых выключателей. Система координат рабочего стола может иметь такие нулевые точки:
Прямые «нули». Они устанавливаются по углу заготовки, расположенном на точке, соответствующей абсолютной начальной точке, в которой пересекаются линии упоров осей X и Y.
Симметричные или зеркальные начальные точки. Отсчет ведется от линии упора оси Y на рабочем столе, расположенной противоположно линии упоров абсолютного нуля.
Смещенные точки. При отсчете учитывается смещение на величину рабочего стола за вычетом размера заготовки.
Важно! Нулевые точки и линии упоров вводятся в управляющую программу, а инструмент и рабочие узлы возвращаются в них, после чего станок может начинать работать в заданном режиме.
Как откалибровать станок CNC: пошаговая инструкция
Автоматическую калибровку станков с ЧПУ обеспечивает программа CNC с пакетом Mach4. Она совмещается с операционными системами Windows 7, 2000 и XP. Для проведения калибровки необходимо совершить следующие действия:
Установить программу.
Проверить работу драйвера. Для этого запускается файл DriverTest.exe.
Установить порт. В меню «Конфигурации» отыскивается «Порты и Пины» и ставится отметка на выбранный порт.
Настроить пины управления шаговыми двигателями. Чтобы задействовать двигатели, надо найти вкладку «Выходы двигателей» и внести необходимые изменения. Если двигателей более трех, то следует добавить пины по дополнительным осям, например: A-axis = Enabled, Step Pin = 8, Dir Pin = 9. При необходимости изменения направления вращения двигателей ставится отметка в окне Dir Low Active соответствующей оси.
Настроить выходные сигналы. Устанавливается вкладка Output Signals, в которую вносятся нужные изменения. Включаются управляющие контроллеры путем нажатия кнопки Reset. Если контроллер не включается, надо задействовать поле Active Low.
Установить скорости холостых перемещений и передаточных чисел. В меню «Конфигурации» задействуется «Настройка двигателя». По каждой оси устанавливаются передаточные числа, скорости и ускорения.
Автоматическое определение параметров калибровки осуществляется путем введения в окошко «Шаги в мм» необходимых данных. По результатам расчета происходит перемещение калибруемой оси в нулевую точку. Далее надо перейти в режим настроек и запустить калибровку.
Калибровка станка ЧПУ необходима для его запуска. Без ее проведения управляющая программа просто не может определить истинное размещение инструмента. Калибровка обнуляет все предыдущие перемещения и приводит станок в исходное положение. После ее завершения программа запускается с нуля, и осуществляется полноценная обработка детали.
23 ноября 2020
5435
Получите консультацию специалиста
Проверка и калибровка крупногабаритных станков с ЧПУ
измерение и компенсация геометрических отклонений во всем рабочем объеме с помощью технологии ETALON
Крупногабаритные станки с перемещениями по осям от 3 до 30 м применяют во многих высокотехнологичных отраслях. Например, при производстве аэрокосмических конструкций, автомобильных пресс-форм, турбин генераторов, больших зубчатых колес, строительных машин и механизмов.
Совокупные инвестиции в такое оборудование часто составляют миллионы евро. Во многом это связано с высокими требованиями к точности осей станка, жесткости конструкции и фундаменту при установке.
Проверка геометрической точности и калибровка большого портального станка.
Влияние геометрических ошибок на качество обработки
Ошибки позиционирования и прямолинейности и особенно угловые отклонения — тангаж, рыскание и крен всех осей — оказывают сильное воздействие на общую точность станка. Кроме того, поворотные головы с инструментом большой длины усиливают влияние геометрических погрешностей на результаты обработки.
Также в течение жизненного цикла станка его геометрия может существенно измениться из-за осадки фундамента, износа оборудования или изменения температурных условий.
Поэтому на крупногабаритных станках объемная компенсация, то есть полное измерение и компенсация всех геометрических отклонений во всем рабочем объеме, имеет особенно высокий потенциал.
5 критериев эффективной измерительной технологии
Технология определения геометрических отклонений крупных станков должна соответствовать пяти обязательным критериям:
Высокая точность. В современном производстве необходимо проводить измерения на микронном или даже субмикронном уровне.
Полнота информации. Нужно не только выявить погрешности позиционирования осей, которые определяют обычные лазерные интерферометры, но и измерить и скорректировать другие геометрические параметры: прямолинейность, тангаж, рыскание, крен и положение отдельных осей.
Скорость измерений. Машинное время — ценный ресурс, поэтому измерения должны проходить максимально быстро и автоматизировано.
Простота эксплуатации. У опытных специалистов должна быть возможность проводить измерения прямо на производстве.
Простота передачи данных. Данные для компенсации погрешностей должны передаваться в контроллер станка при помощи простых интерфейсов.
Технология ETALON полностью соответствует этим требованиям. Она основана на измерениях длины следящим лазерным интерферометром с разрешением 0,001 мкм.
Измерения проходят по принципу мультилатерации, который в сочетании с уникальным программным обеспечением позволяет быстро и точно определить погрешности линейных и поворотных осей во всем рабочем объеме станка. При этом практически полностью исключается воздействие внешних факторов.
Технология ETALON предоставляет сертифицированные интерфейсы, которые позволяют в полной мере задействовать широкие возможности компенсации ЧПУ Siemens, Heidenhain, Fanuc, Fidia, Mazatronik и других.
Проверка геометрической точности и калибровка горизонтально-расточного станка.
Для кого предназначена технология ETALON
Технология объемной компенсации ETALON разработана Национальным институтом метрологии Германии и уже более 10 лет применяется на разных производствах. Основные пользователи технологии — это:
Производители крупногабаритных станков, которые оснащают измерительными системами ETALON сервисные команды, отделы разработки и контроля качества, а также калибруют крупное оборудование на своих заводах и производствах клиентов.
Высокотехнологичные производства — например, в аэрокосмической, энергетической или автомобильной отрасли, — которые используют технологию ETALON для непрерывного мониторинга и оптимизации оборудования.
Поставщики сервисных услуг, которые предлагают клиентам быстрый, полный и высокоточный анализ геометрии и компенсацию погрешностей станков. Часто такую услугу поставляют совместно с заказами на модернизацию оборудования или по договору технического обслуживания с регулярной калибровкой геометрии.
Для измерений используют следящий лазерный интерферометр ETALON LaserTRACER-NG.
Компания Вектор Эталон оказывает полный спектр услуг по верификации и калибровке станков с ЧПУ на производстве. Чтобы узнать больше о возможностях технологии ETALON, напишите на [email protected] или заполните форму ниже.
IRP25.50 в действии
Проснувшись однажды утром после беспокойного сна
Технические характеристики
Направления измерений
±X; ±Y; -Z
Макс. отклонения стилуса
PP41.00 – XY ±12,5°; Z –6 мм MY21.00 – XY ±14°; Z –4,5 мм TP41.10 – Z –6,9 мм
Усилие срабатывания со стилусом 50 мм
PP41.00 – XY = 0,3 — 1,4 Н; Z = 2,5 — 12,5 Н MY21.00 – XY = 1 Н; Z = 6 Н TP41.10 – Z = 13 Н
1 батарея (9 V / 6LR61) Литиевая: 1200 мАч, щелочная: 550 мАч
Доступные удлинители Ø 25
30мм, 50мм, 100мм, 200мм
Материал корпуса
Нержавеющая сталь
Масса без держателя инструмента
Около 920 г
Диапазон температуры
Хранение: 5°C — 70°C, эксплуатация: 10°C — 50°C
Точность измерений
PP41. 00 – макс. 1 мкм (2 Sigma) с щупом 50 мм при скорости измерения 254 мм/мин MY21.00 – макс. 1 мкм (2 Sigma) с щупом 50 мм при скорости измерения 254 мм/мин TP41.10 – ±0,1° C
Передача сигнала
HDR+
Класс защиты
IP68: EN60529
Материалы
для скачивания
Смотреть брошюру об инфракрасном датчике m&h IRP25.50
Калибровка станка с ЧПУ | Разнообразные машинные системы
от DMS Team | 24 августа 2020 г. | Разнообразные станочные системы
Станок с ЧПУ — это тщательно продуманный инструмент, который требует правильного выравнивания для оптимальной работы. Если машина не откалибрована должным образом, конечный продукт может иметь деформации или размеры могут быть неправильными. Хуже того, машина, которая постоянно выходит из строя, будет иметь более короткий срок службы.
Это особенно важно, если вы попали в аварию. После сбоя машины вы можете ожидать четыре типичных проблемы:
Поворотные исходные позиции могут быть потеряны.
Положение моста на колоннах может смещаться.
Положение Z на подшипниках может смещаться.
Рельсы могут смещаться.
Чтобы быть уверенным в конечном продукте, калибровка имеет ключевое значение. В Diversified Machine Systems (DMS) есть команда экспертов, которые регулярно выезжают на место для калибровки наших машин по всей стране, но вместо этого мы бы предпочли обучить вас, чтобы вы стали экспертом. При надлежащем обучении вы будете знать, как «заглянуть под капот» вашей машины и уверенно ее откалибровать.
В этом блоге мы познакомим вас со всеми пятью настройками осей для высокофункциональной машины. Мы поможем вам освоить элементы линейного возведения в квадрат, которые будут включать все три основных отношения перпендикулярности — XY, XZ и YZ.
Для начала мы рекомендуем несколько инструментов. Полезно иметь под рукой уровень машиниста, индикатор подметания, подметальный рычаг, индикатор погружения, основание магазина, инструментальный шар и установочный штифт. DMS рада предоставить вам любой из этих инструментов по разумной цене.
Квадратура машины включает в себя точный порядок операций. Шаги с первого по пятый должны быть выполнены в заданном порядке; в противном случае вы рискуете отменить предыдущий шаг.
1. Выровняйте основание
Прежде чем приступить к работе на машине, вам необходимо установить ровное основание. Последствия неровной платформы многообразны: рельсы, несущие блоки и сварные детали основания будут подвергаться чрезмерным нагрузкам. Повторяемость становится невозможной, и вам могут потребоваться запасные части.
Чтобы выровнять основание, используйте трехплоскостной лазер или машинный уровень на поручнях моста и опорных поручнях в нескольких фиксированных точках, чтобы убедиться, что машина выровнена. При этом вы создаете ровную плоскость вдоль линейных направляющих, прикрепленных к основанию машины. Хотя это и не обязательно, мы рекомендуем, чтобы самолет был на уровне земли для простоты использования.
2. Выровняйте мост (X-Y)
После того, как у вас есть ровное основание, мост должен быть квадратным. Это потребует создания перпендикулярной оси между X и Y, где X — поперечное перемещение моста, а Y — подвижный стол или подвижный портал. Вы сместите фиксированную ось X относительно Y.
Чтобы отрегулировать мост, начните с шести крепежных болтов. Держите нижний правый болт затянутым как точку поворота и полностью снимите верхний левый болт. Затем ослабьте оставшиеся четыре болта. Используя магнитное основание и циферблатный индикатор, вы можете проверить выравнивание моста. Прикрепите магнитное основание к шпинделю или коромыслу шпинделя, а затем переместите его к одной стороне стола и обнулите индикатор. Оттуда двигайтесь по передней части стола и следите за линейным отклонением. Если такое отклонение есть, можно считать, что мост не квадратный. Используя индикатор, вы можете повторно выровнять мост, а затем заменить шесть болтов.
3. Выровняйте остов спереди-назад (Z-к-Y)
Затем вы выровняете остов спереди-назад. Может показаться заманчивым прикрепить магистраль к Z-образным направляющим, но это не решит никаких проблем. Вместо этого вставьте всю опорную тележку между рельсами моста. Вы можете использовать лазер или гранитные блоки для этого шага. Выровняйте гранит по плоскости Y, а затем укажите край гранита под углом 90 градусов. При необходимости отрегулируйте прокладку, чтобы ось Z была перпендикулярна оси Y.
4. Выровняйте магистраль из стороны в сторону (Z-к-X)
Теперь вы выровняете магистраль из стороны в сторону, где Z перпендикулярен мосту. Повторите предыдущий шаг, указывая на сторону, а не на основание. Сдвиньте позвоночник, оставив один из 16 болтов затянутым в качестве точки поворота. Поместите регулировочный клин с правой или левой стороны, создав клин между позвоночником и верхней частью беговой колодки. Используя индикатор, отрегулируйте, пока Z-X не станет квадратным.
5. 4-е и 5-е выравнивание
Четвертый и пятый мировоззрения самые сложные. На станке DMS четвертая ось — это ось C, которая вращается вокруг оси Z. Пятая — это ось вращения шпинделя, которая может быть осью A (которая вращается вокруг X) или осью B (которая вращается вокруг Y). Поскольку эти выравнивания более сложны, мы рекомендуем посмотреть учебник с визуальными эффектами здесь . Четвертое и пятое выравнивание начинается примерно в 20:00, но не стесняйтесь смотреть видео полностью, чтобы получить полный обзор всех пяти шагов.
В случае аварии Z-рельсы с большей вероятностью, чем рельсы моста, сместятся. Они также являются наиболее сложными для повторного выпрямления. Если ваши Z-направляющие не выровнены, мы приглашаем вас вызвать эксперта DMS, чтобы он выровнял их для вас.
Чтобы выпрямить поручни моста, снимите подшипник и прикрепите магнитное основание и погружной индикатор. Обнулите индикатор и затем начните перемещать его по рельсу. Отметьте каждое место, где индикатор показывает, что рейка не прямая, а затем ослабьте все болты в этом окне. Один за другим толкайте или тяните рельс с помощью монтировки и обнуляйте индикатор, затягивая каждый болт по мере выпрямления рельса. Продолжайте систематически вдоль всей рейки, пока она не станет квадратной.
С помощью этих пяти шагов калибровки вы можете найти и устранить большинство проблем с калибровкой с помощью нескольких инструментов и новых знаний. И, конечно же, DMS всегда рада помочь, предоставив дальнейшие инструкции или отправив специалиста для помощи на месте.
Если у вас есть какие-либо вопросы о калибровке машины DMS, позвоните нам по телефону 855-266-5063 или напишите нам по адресу [email protected].
The Manufacturing Minute — это наш ежемесячный информационный бюллетень. Мы предоставляем последние новости обрабатывающей промышленности, обновления событий DMS и последний контент из нашего блога. Подпишитесь сегодня, чтобы быть в курсе того, что происходит на производстве и в DMS.
Спасибо за подписку!
Подписывайся
Как откалибровать станок с ЧПУ
Найджел
Пошаговое руководство Питер Джейкобс на CNCmasters.com
Как откалибровать станок с ЧПУ — один из самых важных процессов для поддержания проектной точности, точности инструмента и повторяемости. Это помогает поддерживать самые высокие стандарты качества производимого продукта, а также гарантирует, что фрезерный станок с ЧПУ обеспечивает оптимальную производительность без каких-либо аварий. Этот двойной результат подчеркивает важность калибровки машины и частой калибровки.
Однако, если вы не знаете, как это сделать, то вы обратились по адресу. Вот пошаговое руководство по ручной калибровке фрезерного станка с ЧПУ:
Шаг 0: Соберите все инструменты
Авторское право на изображение: Haas Automation, Inc — Станки с ЧПУ
Перед тем, как начать возиться с деталями станка с ЧПУ , вам нужны необходимые инструменты для измерения, мониторинга и регулирования процесса. В целом вам потребуется уровень машиниста, стальные линейки или нониусная шкала (предпочтительно цифровая), стреловидный рычаг, индикатор погружения, индикатор стреловидности, инструментальный шарик, установочный штифт и основание магазина в качестве основы. Как только вы подготовите все эти элементы, пришло время откалибровать ваш станок с ЧПУ.
Шаг 1: Выровняйте основание
Как и при любой калибровке, вам придется начать с установки начальной точки и выравнивания основания. Отсутствие выравнивания основания может повлиять на прочность работы, а также создать проблемы с повторяемостью.
Для выравнивания основания вам потребуется уровень машиниста или трехплоскостной лазер, и поместите его напротив перил моста и перил основания. Расположите его в нескольких фиксированных точках, чтобы проверить результаты и убедиться, что машина правильно выровнена. Это упражнение позволяет установить ровную плоскость вдоль линейных направляющих, прикрепленных к основанию станка с ЧПУ. Лучше всего откалибровать основание по уровню земли.
Шаг 2. Выровняйте мост (выравнивание X-Y)
Правообладатель иллюстрации: Autodesk Inc
После того, как вы выровняли основание, вам нужно поработать с другими вершинами квадрата. Чтобы достичь этого эффекта, вам необходимо создать перпендикулярную ось между X и Y, причем первая будет поперечным перемещением моста, а вторая — подвижным столом или порталом. А чтобы зафиксировать перпендикулярность, нужно сместить фиксированную ось X относительно оси Y.
Начните квадратную перемычку, закрепив шесть крепежных болтов. Плотно закрепите нижний правый болт и используйте его в качестве точки поворота, полностью снимая верхний левый болт. Затем начните откручивать оставшиеся четыре болта один за другим. Затем используйте магнитное основание вместе с циферблатным индикатором, чтобы проверить выравнивание моста.
Для этого прикрепите основание магнита к хомуту шпинделя или непосредственно к шпинделю. После этого переместите его на одну сторону стола и откалибруйте индикатор на ноль. Затем переместитесь вдоль передней части стола и измерьте любое линейное отклонение. В случае такого отклонения вы будете знать, что мост не является идеальным квадратом, поэтому совместите его с индикатором и начните снова с шести болтов.
Шаг 3. Выровняйте магистраль спереди-назад (выравнивание по оси Z-Y)
После калибровки выравнивания по осям X-Y вам необходимо перейти к выравниванию по направлению вперед-назад или по оси Z-Y. Вставьте всю опорную тележку между рельсами моста, чтобы устранить проблемы. Для выравнивания используйте гранитные блоки или лазеры. Расположите гранит напротив плоскости Y и обозначьте от перпендикулярного края гранита. Затем отрегулируйте прокладку так, чтобы оси Z-Y располагались на 9Угол 0 градусов.
Шаг 4. Подровняйте поперечную опору (выравнивание Z-X)
Правообладатель иллюстрации: dajinprecision.com
Теперь вам нужно выровнять выравнивание Z-X, подогнув поперечную опору. Ось Z должна быть под углом 90 градусов к мосту. Для выполнения выравнивания вам снова потребуется гранитный блок или лазер. На этот раз уберите его сбоку и сдвиньте основу, оставив один из 16 болтов затянутым. Этот единственный болт будет действовать как точка поворота. Расположите регулировочный клин справа или слева, чтобы создать клин между верхней частью беговой колодки и позвоночником. Используйте индикатор, чтобы отрегулировать плоскость Z-X, пока она не станет квадратной.
Шаг 5: Выравнивание 4-й и 5-й осей
Все вышеуказанные шаги можно выполнить вручную. Однако выравнивание 4-й и 5-й осей является сложной задачей, поскольку оно включает вращательное движение шпинделя вокруг осей. Учитывая связанные с этим сложности, было бы лучше, если бы это выполнял опытный механизатор. Кроме того, использование программного обеспечения фрезерного станка с ЧПУ значительно облегчит процесс и сохранит точность калибровки.
Заключительные мысли о калибровке станка с ЧПУ
С помощью описанных выше шагов вы сможете легко откалибровать свой станок с ЧПУ, чтобы он работал в соответствии с вашими ожиданиями.
Прибор Testo 512 одновременно отображает давление и скорость потока на большом, четком, подсвечивающемся дисплее. Данные измерений распечатываются по месту замера с датой и временем, также как и макс./мин. значение. Testo 512 позволяет переключать размерность для измерения скорости потока: м/с, фут/мин. Для измерения давления могут быть установлены восемь различных единиц: кПа, гПа, Па, ммh3O, ммHg, psi, дюймh3O, дюймHg.
В приборе предусмотрено сглаживание пульсаций для плавного вычисления среднего значения, а также встроенная компенсация плотности. Текущее значение можно зафиксировать на дисплее с помощью кнопки HOLD. Измеренные макс./мин. значения могут быть отображены на дисплее Testo 512 или сохранены в памяти. Чехол TopSafe защищает прибор от повреждений, загрязнений и влаги.
Преимущества продукта:
8 единиц измерения давления: кПа, гПа, Па, мм H2O, ммHg, psi, дюйм H2O, дюйм Hg
2 единицы измерения скорости потока: м/с, фут/мин
Встроенная функция компенсации по плотности
Дисплей с подсветкой
Отображение макс. /мин. значений и функция фиксации значения на дисплее (Hold)
Печать данных измерений с указанием даты/времени и мин./макс. значений
Технические характеристики манометра Testo 512 — 0…20 гПа
ИЗМЕРЕНИЕ ДИФФЕРЕНЦИАЛЬНОГО ДАВЛЕНИЯ (ПЬЕЗОРЕЗИСТИВНЫЙ СЕНСОР)
У этого термина существуют и другие значения, см. Паскаль (значения).
Паска́ль (обозначение: Па, международное: Pa) — единица измерения давления (механического напряжения) в Международной системе единиц (СИ).
Паскаль равен давлению (механическому напряжению), вызываемому силой, равной одному ньютону, равномерно распределённой по нормальной к ней поверхности площадью один квадратный метр.
1 Па = 1 Н/м2 ≡ 1 Дж/м3 ≡ 1 кг/(м·с2) ;
Единица названа в честь французского физика и математика Блеза Паскаля.
Кратные и дольные единицы
Десятичные кратные и дольные единицы образуют с помощью стандартных приставок СИ.
На практике применяют приближённые значения: 1 атм = 0,1 МПа и 1 МПа = 10 атм. 1 мм водяного столба примерно равен 10 Па, 1 мм ртутного столба равен приблизительно 133 Па.
Нормальное атмосферное давление принято считать равным 760 мм ртутного столба, или 101 325 Па (101 кПа).
Размерность единицы давления (Н/м2) совпадает с размерностью единицы плотности энергии (Дж/м3), но с точки зрения физики эти единицы не эквивалентны, так как описывают разные физические свойства. В связи с этим некорректно использовать Паскали для измерения плотности энергии, а давление записывать как Дж/м3.
гПа – единица измерения давления в гектопаскалях
Гектопаскаль в 100 раз больше паскаля, который является единицей СИ для давления. Гектопаскаль — международная единица измерения атмосферного или барометрического давления. 1 гектопаскаль равен 100 паскалям.
Из-за своего низкого значения гектопаскаль идеален для использования в качестве меры атмосферного давления и других низких давлений газа, таких как перепады потоков воздуха в системах кондиционирования воздуха или аэродинамических трубах.
Один гектопаскаль в точности равен одному миллибару, и хотя научное сообщество официально приняло гектопаскаль вместо миллибара, миллибары по-прежнему широко используются во всем мире из-за их исторического распространения.
Вы можете преобразовать показание в гектопаскалях в другие технические единицы, умножив его на соответствующий коэффициент преобразования в списке ниже.
В качестве альтернативы вы можете позволить конвертеру единиц давления сделать расчет за вас.
гПа — гектопаскаль, мбар — единицы миллибар, диапазон единиц измерения давления
Датчик абсолютного давления с интерфейсом USB от 500 до 1100 гПа
Диапазон абсолютного вакуума 1000 мбар Датчик давления воздуха на выходе 0–10 В пост. тока для исследовательских целей
Цифровой манометрический самописец +/-100 мбар с допуском ATEX
Преобразователь вакуума 40 мбар для управления преобразователем частоты насоса
Содержание
Коэффициенты пересчета
0,001 бар
0,0145038 фунтов на кв. дюйм
1 мбар
100 Н/м²
100 Па
1 гПа
0,1 кПа
0,0001 МПа
0,00101972 кг/см²
10,1972 мм·ч3O 4°C (39,2°F)
1,01972 см·ч3O 4°C (390,2°F)
0,0101972 мч3О 4°С (39,2°F)
0,401463 дюйм3O 4°C (39,2°F)
0,0334553 fth3O 4°C (39,2°F)
0,750062 мм рт. ст. 0°C (32°F)
0,0750062 см рт.ст. 0°C (32°F)
0,0295300 дюймов ртутного столба 0°C (32°F)
0,750062 торр
750,062 мТорр
0,000986923 атм
0,00101972 на
1000 дин/см²
0,232060 унций/дюйм²
750,062 мкрт.ст. 0°C (32°F)
0,00000647490 tsi (Великобритания, длинный)
0.00000725189 tsi (США, короткий)
0,00104427 тсф (США, короткий)
2.08854 псф
1,01972 г/см²
Обратите внимание, что приведенные выше коэффициенты пересчета имеют точность до 6 значащих цифр.
гПа — гектопаскаль, мбар — единицы миллибар, диапазон единиц измерения давления
От 0 до -200 мбар Диапазон всасывания отрицательного манометра Выход 4-20 мА Датчик давления из нержавеющей стали
Нержавеющая сталь 316L Детали, контактирующие с измеряемой средой 100 мбар Преобразователь давления ATEX
Барометрический преобразователь давления с высоким разрешением от 550 до 1150 гПа абс.
Уровень грязной воды, шлама и сточных вод Датчик давления 400 мбар
Таблицы преобразования
Выберите справочную таблицу для преобразования показаний давления в гектопаскалях в другие единицы измерения.
psi » от 1 до 2 000 гПа → от 0,0145038 до 29,0075 psi
бар » от 1 до 2 000 гПа → от 0,001 до 2 000 бар
Справка
гПа в мб единиц
Что такое преобразование из hpa в mbs, например. 1018 гПа в мбс?
Единица гПа (гектопаскаль) имеет точно такое же значение, что и единица мб (миллибар), поэтому преобразование производится один к одному, 1018 гПа = точно 1018 мб.
Барометрическое давление
Что означает гПа по отношению к барометрическому давлению?
гПа — сокращенное название гектопаскалей (100 x 1 паскаль) единиц давления, которые в точности равны единице давления в миллибарах (мб или мбар). Гектопаскаль или миллибар является предпочтительной единицей измерения для записи и прогнозирования барометрического или атмосферного давления в метеорологических сводках Европы и многих других стран. Несмотря на официальную директиву Всемирной метеорологической организации 1986, чтобы поэтапно отказаться от использования миллибаров в пользу гектопаскаля, он все еще широко используется.
гПа — гектопаскаль, мбар — единицы миллибар, диапазон единиц измерения давления
Диапазон 50 мбар изб. Выход 4-20 мА Датчик давления бензина для автомобильных испытаний
Преобразователь барометрического давления и считыватель от 1013 до 1400 мбар
Нержавеющая сталь 316L, смачиваемые части 100 мбар Датчик давления ATEX 100 мбар
Высокое барометрическое давление от 1500 hPa до 550 hPa 1 преобразователь давления с разрешением
Термины, связанные с единицами измерения
Другие страницы, связанные с техническими терминами единиц измерения.
Руководство по Kubernetes HPA на примере
Масштабируемость — одно из основных преимуществ Kubernetes (K8s). Чтобы получить максимальную отдачу от этого преимущества (и эффективно использовать K8), вам необходимо четко понимать, как работает автомасштабирование Kubernetes. В нашем предыдущем посте [ссылка] мы рассмотрели автомасштабирование вертикальных модулей (VPA). Здесь мы углубимся в тему горизонтального автомасштабирования модулей (HPA) в Kubernetes. Мы дадим определение HPA, объясним, как это работает, и предоставим подробное практическое руководство, которое проведет вас через пример проекта с использованием HPA.
Основы автомасштабирования Kubernetes
Прежде чем мы углубимся в HPA, нам нужно рассмотреть автомасштабирование Kubernetes в целом. Автомасштабирование — это метод автоматического увеличения или уменьшения рабочих нагрузок K8 на основе истории использования ресурсов. Автомасштабирование в Kubernetes имеет три измерения:
Horizontal Pod Autoscaler (HPA): регулирует количество реплик приложения.
Автомасштабирование кластера: регулирует количество узлов кластера.
Вертикальное автомасштабирование Pod (VPA): регулирует запросы ресурсов и ограничения контейнера.
Различные средства автомасштабирования работают на одном из двух уровней Kubernetes
Уровень пода: Методы HPA и VPA применяются на уровне пода. И HPA, и VPA будут масштабировать доступные ресурсы или экземпляры контейнера.
Уровень кластера: : Средство автомасштабирования кластера относится к уровню кластера, где оно увеличивает или уменьшает количество узлов внутри вашего кластера.
Теперь, когда мы обобщили основы, давайте более подробно рассмотрим HPA.
Что такое HPA?
HPA — это форма автоматического масштабирования, которая увеличивает или уменьшает количество модулей в контроллере репликации, развертывании, наборе реплик или наборе с отслеживанием состояния в зависимости от использования ЦП — масштабирование является горизонтальным, поскольку оно влияет на количество экземпляров, а не на выделенные ресурсы. в один контейнер.
HPA может принимать решения о масштабировании на основе пользовательских или внешних показателей и работает автоматически после первоначальной настройки. Все, что вам нужно сделать, это определить МИН. и МАКС. количество реплик.
После настройки контроллер Horizontal Pod Autoscaler отвечает за проверку метрик, а затем за соответствующее масштабирование реплик. По умолчанию HPA проверяет метрики каждые 15 секунд.
Для проверки метрик HPA зависит от другого ресурса Kubernetes, известного как Сервер показателей . Сервер метрик предоставляет стандартные данные измерения использования ресурсов, собирая данные из «kubernetes.summary_api» , такие как использование ЦП и памяти для узлов и модулей. Он также может предоставить доступ к пользовательским метрикам (которые могут быть собраны из внешнего источника), таким как количество активных сеансов в балансировщике нагрузки, указывающее объем трафика.
Хотя процесс масштабирования HPA является автоматическим, в некоторых случаях вы также можете учитывать предсказуемые колебания нагрузки. Например, вы можете:
Настройка количества реплик в зависимости от времени суток.
Установите различные требования к емкости для выходных или непиковых часов.
Реализуйте расписание емкости реплики на основе событий (например, увеличение емкости после выпуска кода).
Как работает HPA?
Обзор HPA
Проще говоря, HPA работает по принципу «проверить, обновить, снова проверить». Вот как работает каждый из шагов в этом цикле.
HPA постоянно отслеживает использование ресурсов сервером метрик.
На основе собранных данных об использовании ресурсов HPA рассчитает требуемое количество необходимых реплик.
Затем HPA решает масштабировать приложение до желаемого количества реплик.
Наконец, HPA изменяет нужное количество реплик.
Поскольку HPA осуществляет постоянный мониторинг, процесс повторяется с шага 1.
Ограничения HPA
Хотя HPA является мощным инструментом, он не идеален для всех вариантов использования и не может решить все проблемы с ресурсами кластера. Вот наиболее распространенные примеры:
Одним из самых известных ограничений HPA является то, что он не работает с наборами демонов.
Если вы не установите эффективные ограничения ЦП и памяти для модулей, ваши модули могут часто завершать работу или, с другой стороны, вы будете тратить ресурсы впустую.
Если кластеру не хватает емкости, HPA не сможет масштабироваться до тех пор, пока в кластер не будут добавлены новые узлы. Cluster Autoscaler (CA) может автоматизировать этот процесс. У нас есть статья, посвященная CA; однако ниже приводится краткое контекстуальное объяснение.
Средство автоматического масштабирования кластера (CA) автоматически добавляет или удаляет узлов в кластере на основе запросов ресурсов от модулей. В отличие от HPA, Cluster Autoscaler не смотрит на доступную память или ЦП, когда запускает автомасштабирование. Вместо этого Cluster Autoscaler реагирует на события и проверяет наличие незапланированных модулей каждые 10 секунд.
Пример EKS: как внедрить HPA
Чтобы помочь вам начать работу с HPA, давайте рассмотрим несколько практических примеров. Мы последовательно выполним следующие шаги:
Создание кластера EKS
Установите сервер метрик
Разверните образец приложения
Установка горизонтального модуля автомасштабирования
Мониторинг событий HPA
Уменьшить нагрузку
Шаг 1: создайте кластер EKS
На этом этапе мы будем использовать AWS EKS (управляемый сервис Amazon Kubernetes), поэтому убедитесь, что у вас есть доступ к вашей учетной записи AWS. Мы будем использовать eksctl , простой инструмент командной строки для создания и управления кластерами в EKS. Он написан на Go и использует CloudFormation в фоновом режиме.
Файл kubeconfig кластера EKS будет храниться в локальном каталоге (вашей рабочей станции или ноутбука), и в случае успешного выполнения команды вы увидите состояние готовности. Для начала запустим eksctl команда create cluster ниже (в этом примере используется Kubernetes версии 1.20).
$ eksctl создать кластер --name example-hpa-autoscaling --version 1.20 --region us-west-2 --nodegroup-name hpa-worker-instances --node-type c5.large --nodes 1
2021-08-30 12:52:24 [ℹ] версия eksctl 0.60.0
2021-08-30 12:52:24 [ℹ] использование региона us-west-2
2021-08-30 12:52:26 [ℹ] установка зон доступности [us-west-2a us-west-2b us-west-2d]
2021-08-30 12:52:26 [ℹ] подсети для us-west-2a - public:192.168.0.0/19 частный: 192.168.96.0/19
2021-08-30 12:52:26 [ℹ] подсети для us-west-2b - общедоступные: 192. 168.32.0/19 частные: 192.168.128.0/19
2021-08-30 12:52:26 [ℹ] подсети для us-west-2d - public:192.168.64.0/19 private:192.168.160.0/19
2021-08-30 12:52:26 [ℹ] nodegroup "hpa-worker-instances" будет использовать "" [AmazonLinux2/1.20]
2021-08-30 12:52:26 [ℹ] с использованием Kubernetes версии 1.20
2021-08-30 12:52:26 [ℹ] создание кластера EKS "example-hpa-autoscaling" в регионе "us-west-2" с управляемыми узлами
...
...
2021-08-30 12:53:29[ℹ] ожидание стека CloudFormation
30.08.2021, 13:09:00 [ℹ] развертывание стека «eksctl-example-hpa-autoscaling-nodegroup-hpa-worker-instances»
2021-08-30 13:09:00 [ℹ] ожидание стека CloudFormation
2021-08-30 13:12:11 [ℹ] ожидание доступности плоскости управления...
2021-08-30 13:12:11 [✔] kubeconfig сохранен как "/Users/karthikeyan/.kube/config"
2021-08-30 13:12:11 [ℹ] нет задач
2021-08-30 13:12:11 [✔] созданы все ресурсы кластера EKS для "example-hpa-autoscaling"
2021-08-30 13:12:13 [ℹ] nodegroup "hpa-worker-instances" имеет 1 узел (узлы)
2021-08-30 13:12:13 [ℹ] узел "ip-192-168-94-150. us-west-2.compute.internal" готов
2021-08-30 13:12:13 [ℹ] ожидание готовности хотя бы 1 узла (узлов) в "hpa-worker-instances"
2021-08-30 13:12:13 [ℹ] nodegroup "hpa-worker-instances" имеет 1 узел (узлы)
2021-08-30 13:12:13 [ℹ] узел "ip-192-168-94-150.us-west-2.compute.internal" готов
2021-08-30 13:14:20 [ℹ] команда kubectl должна работать с "/Users/karthikeyan/.kube/config", попробуйте "kubectl получить узлы"
2021-08-30 13:14:20 [✔] Кластер EKS "example-hpa-autoscaling" в регионе "us-west-2" готов
$ kubectx bob@example-hpa-autoscaling. us-west-2.eksctl .ио
Переключен на контекст "[email protected]".
$ kubectl получить узлы
ИМЯ СТАТУС РОЛИ ВОЗРАСТ ВЕРСИЯ
ип-192-168-94-150.us-west-2.compute.internal Ready 15m v1.20.4-eks-6b7464
$ kubectl получить модули --all-namespaces
ПРОСТРАНСТВО ИМЕН ИМЯ ГОТОВ СТАТУС ПЕРЕЗАПУСКА ВОЗРАСТ
kube-system aws-node-f45pg 1/1 Работает 0 15м
kube-system coredns-86d9946576-2h3zk 1/1 Бег 0 24м
kube-system coredns-86d9946576-4cvgk 1/1 Бег 0 24м
kube-system kube-proxy-864g6 1/1 Работает 0 15 м
kubectx — это инструмент, используемый для переключения между различными кластерами Kubernetes. Теперь, когда у нас запущен и работает кластер EKS, теперь нам нужно развернуть сервер метрик.
Установка сервера метрик
Мы можем проверить, настроили ли мы сервер метрик в нашем кластере EKS, используя следующую команду:
$ kubectl top pods -n kube-system
error: Metrics API недоступен
📝 Примечание. Для этого процесса мы создали каталог с именем «/Users/bob/hpa/» на нашем локальном ноутбуке и сохранили все файлы конфигурации, используемые в этой статье, в этом месте. Мы рекомендуем создать аналогичный каталог на вашей локальной рабочей станции для загрузки всех необходимых файлов (упомянутых ниже).
$ cd /Users/bob/hpa/metrics-server && ls -l
всего 56
-rw-r--r-- 1 боб 1437157072 136 30 августа 13:48 0-service-account.yaml
-rw-r--r-- 1 боб 1437157072 710 30 августа 13:48 1-cluster-roles.yaml
-rw-r--r-- 1 боб 1437157072 362 30 авг 13:48 2-role-binding.yaml
-rw-r--r-- 1 боб 1437157072 667 30 авг 13:48 3-cluster-role-bindings.yaml
-rw-r--r-- 1 боб 1437157072 254 30 авг 13:48 4-service.yaml
-rw-r--r-- 1 боб 1437157072 165930 августа 13:48 5-deployment.yaml
-rw-r--r-- 1 боб 1437157072 331 30 августа 13:48 6-api-service.yaml
После загрузки файла выполните следующую команду, чтобы создать все ресурсы:
$ kubectl apply -ф .
serviceaccount/metrics-server создан
Clusterrole.rbac.authorization. k8s.io/system:aggregated-metrics-reader создан
Clusterrole.rbac.authorization.k8s.io/system:metrics-server создан
rolebinding.rbac.authorization.k8s.io/metrics-server-auth-reader создан
Clusterrolebinding.rbac.authorization.k8s.io/metrics-server:system:auth-delegator создан
Clusterrolebinding.rbac.authorization.k8s.io/system:metrics-server создан
сервис/метрический сервер создан
Deployment.apps/metrics-сервер создан
apiservice.apiregistration.k8s.io/v1beta1.metrics.k8s.io создано
Проверьте развертывание сервера метрик:
$ kubectl get pods --all-namespaces
ПРОСТРАНСТВО ИМЕН ИМЯ ГОТОВ СТАТУС ПЕРЕЗАПУСКА ВОЗРАСТ
kube-system aws-node-982kv 1/1 Работает 0 14м
kube-system aws-node-rqbg9 1/1 Работает 0 13м
kube-system coredns-86d9946576-9k6gx 1/1 Бег 0 25м
kube-system coredns-86d9946576-m67h6 1/1 Бег 0 25м
kube-system kube-proxy-lcklc 1/1 Работает 0 13м
куб-система куб-прокси-tk96q 1/1 Бег 0 14м
kube-system metrics-server-9f459d97b-q5989 1/1 Running 0 41s
Список служб в пространстве имен kube-system:
$ kubectl get svc -n kube-system
НАЗВАНИЕ ТИП КЛАСТЕР-IP ВНЕШНИЙ-IP ПОРТ(Ы) ВОЗРАСТ
kube-dns ClusterIP 10. 100.0.10 53/UDP, 53/TCP 26 м
metrics-server ClusterIP 10.100.66.231 443/TCP 82s
Используйте kubectl для просмотра показателей ЦП и памяти:
Теперь мы собираемся использовать собственный образ Docker, работающий на Apache и PHP, чтобы… . Образ Docker общедоступен, поэтому мы можем обращаться к нему непосредственно из развертывания Kubernetes.
Давайте развернем приложение как часть нашего кластера Kubernetes, поддерживая минимум 1 реплику и максимум 10 реплик. Ниже приведена конфигурация, которую вы можете сохранить как «deployment.yml».
$ kubectl apply -f deployment.yml
Deployment.apps/hpa-demo-deployment создан
$ kubectl получить стручки
ИМЯ ГОТОВ СТАТУС ПЕРЕЗАПУСКА ВОЗРАСТ
hpa-demo-deployment-6b988776b4-b2hkb 1/1 Работает 0 20 с
Мы успешно создали развертывание. Далее получаем список статусов развертывания:
$ kubectl get deploy
НАЗВАНИЕ ГОТОВО АКТУАЛЬНО ДОСТУПНО ВОЗРАСТ
hpa-demo-deployment 1/1 1 1 9s
Комплексный мониторинг и оптимизация затрат Kubernetes
Создание службы Kubernetes
На следующем этапе нам нужно создать службу. Образец приложения будет прослушивать общедоступную конечную точку с помощью этой службы. Создайте файл конфигурации службы со следующим содержимым:
Эта служба будет внешним интерфейсом для развертывания, которое мы создали выше, к которому мы можем получить доступ через порт 80.
Примените изменения:
$ kubectl apply -f service.yaml
service/hpa-demo-deployment created
Мы создали сервис. Далее пролистаем сервис и посмотрим статус:
$ kubectl get svc
НАЗВАНИЕ ТИП КЛАСТЕР-IP ВНЕШНИЙ-IP ПОРТ(Ы) ВОЗРАСТ
hpa-demo-deployment ClusterIP 10.100.124.139 80/TCP 7s
Kubernetes ClusterIP 10.100.0.1 443/TCP 172 м
Здесь мы видим:
hpa-demo-deployment = Service Name
10.100.124.139 = IP-адрес службы, и она открыта на порту 80/TCP
.
Установка средства автоматического масштабирования Horizontal Pod
Теперь у нас есть образец приложения как часть нашего развертывания, и служба доступна через порт 80. Для масштабирования наших ресурсов мы будем использовать HPA для увеличения масштаба при увеличении трафика и уменьшения ресурсов. при снижении трафика.
Давайте создадим файл конфигурации HPA, как показано ниже:
$ kubectl apply -f hpa.yaml
horizontalpodautoscaler.autoscaling/hpa-demo-deployment создано
Проверка развертывания HPA:
$ kubectl get hpa
НАЗВАНИЕ ССЫЛКА ЦЕЛИ MINPODS MAXPODS РЕПЛИКИ ВОЗРАСТ
hpa-demo-deployment Deployment/hpa-demo-deployment 0%/50% 1 10 0 8s
Приведенные выше выходные данные показывают, что HPA поддерживает от 1 до 10 реплик модулей, контролируемых hpa-demo-deployment. В приведенном выше примере (см. столбец «ЦЕЛИ») целевое значение 50 % — это средняя загрузка ЦП, которую HPA должен поддерживать, тогда как целевое значение 0 % — это текущее использование.
Если мы хотим изменить значения MIN и MAX, мы можем использовать эту команду:
📝Примечание. Поскольку у нас уже есть те же значения MIN/MAX, вывод выдает ошибку, которая говорит, что она уже существует.
Увеличьте нагрузку
На данный момент мы настроили наш кластер EKS, установили сервер метрик, развернули образец приложения и создали связанный сервис Kubernetes для приложения. Мы также развернули HPA, который будет отслеживать и корректировать наши ресурсы.
Чтобы протестировать HPA в режиме реального времени, увеличим нагрузку на кластер и проверим, как HPA реагирует на управление ресурсами.
Во-первых, давайте проверим текущий статус развертывания:
$ kubectl get deploy
НАЗВАНИЕ ГОТОВО АКТУАЛЬНО ДОСТУПНО ВОЗРАСТ
hpa-demo-deployment 1/1 1 1 23s
Далее мы запустим контейнер и отправим бесконечный цикл запросов в службу «php-apache», прослушивая порт 8080. Откройте новый терминал и выполните приведенную ниже команду. :
# kubectl run -i --tty load-generator --rm --image=busybox --restart=Never -- /bin/sh -c "во время сна 0. 01; do wget -q -O- http:/ /hpa-demo-deployment; готово"
📝Примечание. Если у вас нет записей DNS для службы, используйте имя службы.
Для просмотра имени службы:
$ kubectl get svc
НАЗВАНИЕ ТИП КЛАСТЕР-IP ВНЕШНИЙ-IP ПОРТ(Ы) ВОЗРАСТ
hpa-demo-deployment ClusterIP 10.100.95.188 80/TCP 10m
До того, как мы увеличим нагрузку, статус HPA будет выглядеть так:
$ kubectl get hpa
НАЗВАНИЕ ССЫЛКА ЦЕЛИ MINPODS MAXPODS РЕПЛИКИ ВОЗРАСТ
hpa-demo-deployment Развертывание/hpa-demo-deployment 0%/50% 1 10 1 12 мес.
После запуска нагрузочного теста используйте приведенную ниже команду, которая будет показывать состояние HPA каждые 30 секунд:
$ kubectl get hpa -w
НАЗВАНИЕ ССЫЛКА ЦЕЛИ MINPODS MAXPODS РЕПЛИКИ ВОЗРАСТ
hpa-demo-deployment Развертывание/hpa-demo-deployment 0%/50% 1 10 1 15 мес.
...
...
hpa-demo-deployment Deployment/hpa-demo-deployment 38%/50% 1 10 8 25 м
Здесь вы можете видеть, что по мере того, как наше использование росло, количество модулей масштабировалось от 1 до 7:
$ kubectl получить развертывание php-apache
НАЗВАНИЕ ГОТОВО АКТУАЛЬНО ДОСТУПНО ВОЗРАСТ
hpa-demo-deployment 7/7 7 7 21m
Вы также можете просмотреть показатели использования модуля. Модуль генератора нагрузки генерирует нагрузку для этого примера:
$ kubectl top pods --all-namespaces
НАЗВАНИЕ ПРОСТРАНСТВА ИМЕН ЦП(ядер) ПАМЯТЬ(байт)
по умолчанию hpa-demo-deployment-6b988776b4-b2hkb 1m 10Mi
генератор нагрузки по умолчанию 10м 1Ми
по умолчанию hpa-demo-deployment-d4cf67d68-2x89ч 97 м 12 миль
по умолчанию hpa-demo-deployment-d4cf67d68-5qxgm 86m 12Mi
по умолчанию hpa-demo-deployment-d4cf67d68-ddm54 131m 12Mi
по умолчанию hpa-demo-deployment-d4cf67d68-g6hhw 72m 12Mi
по умолчанию hpa-demo-deployment-d4cf67d68-pg67w 123m 12Mi
по умолчанию hpa-demo-deployment-d4cf67d68-rjp77 75m 12Mi
по умолчанию hpa-demo-deployment-d4cf67d68-vnd8k 102m 12Mi
kube-система aws-node-982kv 4m 41Mi
куб-система aws-node-rqbg94 м 40 миль
куб-система coredns-86d9946576-9k6gx 4m 9Mi
куб-система coredns-86d9946576-m67h6 4m 9Mi
kube-система kube-proxy-lcklc 1m 11Mi
kube-система kube-proxy-tk96q 1m 11Mi
kube-system metrics-server-9f459d97b-q5989 4m 17Mi
Мониторинг событий HPA
Если вы хотите увидеть, какие шаги выполняет HPA при масштабировании, используйте эту команду и проверьте раздел событий:
$ kubectl описать развертывание hpa-demo-deployment
Название: hpa-demo-deployment
Пространство имен: по умолчанию
CreationTimestamp: Пн, 30 августа 2021 г. , 17:15:34 +0530
Ярлыки:
Аннотации: deployment.kubernetes.io/revision: 1
Селектор: run=php-apache
Реплики: 7 желаемых | 7 обновлен | всего 7 | 7 в наличии | 0 NewReplicaSet: hpa-demo-deployment-d4cf67d68 (создано 7/7 реплик)
...
...
События:
Тип Причина Возраст от сообщения
---- ------ ---- ---- -------
Обычный ScalingReplicaSet 12m deployment-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 1
Нормальный набор реплик масштабирования 5 м39s deployment-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 4
Обычный ScalingReplicaSet 5m24s deploy-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 5
Обычный ScalingReplicaSet 4m38s deploy-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 7
Мы видим, что количество модулей было увеличено с 1 до 4, затем до 5 и, наконец, до 7.
Уменьшить нагрузку
Далее мы уменьшим нагрузку. Перейдите к терминалу, где вы выполнили нагрузочный тест, и остановите генерацию нагрузки, введя + C.
Затем проверьте статус использования ваших ресурсов:
$ kubectl get hpa
НАЗВАНИЕ ССЫЛКА ЦЕЛИ MINPODS MAXPODS РЕПЛИКИ ВОЗРАСТ
hpa-demo-deployment Развертывание/hpa-demo-deployment 0%/50% 1 10 1 25 мес.
$ kubectl получить развертывание hpa-demo-deployment
НАЗВАНИЕ ГОТОВО АКТУАЛЬНО ДОСТУПНО ВОЗРАСТ
hpa-demo-deployment 1/1 1 1 25m
Другой способ проверить статус:
$ kubectl get events
51m Обычный SuccessfulCreate replicaset/hpa-demo-deployment-cf6477c46 Создан модуль: hpa-demo-deployment-cf6477c46-b56vr
52 м Обычный SuccessfulRescale horizontalpodautoscaler/hpa-demo-deployment Новый размер: 4; причина: использование ресурсов процессора (в процентах от запроса) выше целевого
52 м Нормальное развертывание ScalingReplicaSet/hpa-demo-deployment Увеличенный набор реплик hpa-demo-deployment-cf6477c46 до 4
52 м Обычный SuccessfulRescale horizontalpodautoscaler/hpa-demo-deployment Новый размер: 6; причина: использование ресурсов процессора (в процентах от запроса) выше целевого
52 м Нормальное развертывание ScalingReplicaSet/hpa-demo-deployment Увеличенный набор реплик hpa-demo-deployment-cf6477c46 до 6
51 м Обычный SuccessfulRescale horizontalpodautoscaler/hpa-demo-deployment Новый размер: 7; причина: использование ресурсов процессора (в процентах от запроса) выше целевого
51 м Нормальное развертывание ScalingReplicaSet/hpa-demo-deployment Увеличенный набор реплик hpa-demo-deployment-cf6477c46 до 7
53 м Нормальный Запланированный модуль/генератор нагрузки Успешно назначен по умолчанию/генератор нагрузки на ip-192-168-74-193. us-west-2.compute.internal
53 м Нормальный Тяговый блок/генератор нагрузки Тяговое изображение "busybox"
52 м. Нормальный. Вытащил модуль/генератор нагрузки. Успешно вытащил изображение «busybox» за 1,223993555 с.
52 м Нормальный Создан модуль/генератор нагрузки Создан генератор нагрузки контейнера
52 м Нормальный Запущен генератор нагрузки/контейнера Запущен генератор нагрузки контейнера
Уничтожить кластер
Наконец, мы уничтожим демонстрационный кластер EKS с помощью этой команды:
Повышение масштабируемости приводит к увеличению сложности — горизонтальное автоматическое масштабирование усложняет отчеты об использовании и затратах, поскольку в уравнение вносится вариативность. Использование легче измерить и отнести к каждому арендатору в кластере Kubernetes, когда емкость абсолютно статична и в кластере не более пары арендаторов. Однако по мере того, как вы добавляете новых арендаторов и постоянно регулируете емкость (что позволяет нам делать HPA), специализированные инструменты становятся обязательными для распределения затрат между арендаторами.
Инструмент Kubecost с открытым исходным кодом решает эту проблему, измеряя подробное использование с помощью концепции Kubernetes и сопоставляя детализированные данные об использовании с информацией о выставлении счетов от вашего облачного провайдера или оценками затрат из вашей локальной среды.
В статическом кластере Kubernetes легче измерять использование и рассчитывать затраты. Гораздо сложнее это сделать, когда ресурсы, выделенные подам, постоянно меняются.
Основная панель инструментов Kubecost, показанная ниже, содержит сводные данные о затратах на кластер, эффективности и состоянии ваших кластеров:
Одна команда Helm устанавливает Kubecost. Вы можете начать здесь и попробовать его бесплатно.
Резюме
Напомним, что в этой статье мы узнали:
HPA — это один из методов автомасштабирования, встроенных в Kubernetes, используемый для масштабирования таких ресурсов, как развертывания, наборы реплик, контроллеры репликации и наборы с отслеживанием состояния. Он увеличивает или уменьшает количество модулей на основе наблюдаемых показателей и в соответствии с заданными пороговыми значениями.
Каждый HPA существует в кластере как объект HorizontalPodAutoscaler . Для взаимодействия с этими объектами можно использовать такие команды, как «kubectl get hpa» или «kubectl описать hpa HPA_NAME».
HPA принимает решения о масштабировании на основе значений запросов ресурсов на уровне контейнера. Поэтому важно настроить значения запросов ресурсов для всех ваших контейнеров.
Сервер метрик должен быть установлен в кластере Kubernetes для работы HPA.
✅ Юстировка лазерного станка. Настройка зеркал лазера с нуля своими руками
Простой и быстрый тест на выравнивание
Принцип выравнивания
Выравнивание зеркал
Выравнивание первого зеркала
От первого зеркала ко второму
От второго зеркала к третьему
Выравнивание трубки
Вертикальное выравнивание
Заключение
Юстировка – это проверка и наладка оптического тракта лазерного луча. Приведение и настройка механизмов станка в рабочее состояние, обеспечивающее точность и безопасность их действия. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передает его через сопло на материал. Юстировка необходима для того, чтобы лазерная головка при движении имела одинаковую силу луча. Чтобы луч точно приходил на третье звено и в фокусирующую точку линзы, необходимо его постоянно регулировать.
Оптический тракт состоит из трех составляющих:
Излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
Лазер оказывается на 1 зеркале и переходит на 2.
2 зеркало прикреплено к порталу и передвигается с ним вдоль оси y.
В станках для лазерной маркировки применяется конфигурация с парящей оптикой. В задней части станка трубка неподвижна, луч направлен на режущую головку с помощью нескольких зеркал. Через некоторое время эксплуатации они сдвигаются. Это способствует потере производительности и смене цвета. Цвет может стать черным, а рез слишком толстым.
В нашей статье описаны действия необходимые для юстировки станка и обеспечения высокого уровня производительности работы и мощности резки. При первой попытке это может оказаться довольно трудной задачей, поэтому мы рекомендуем ознакомиться с данной процедурой заранее во избежание ошибок при работе с лазерным станком.
Рис. 1. Юстировка лазерного станка
Юстировку можно рассмотреть как четыре отдельные процедуры:
Проверка выравнивания: Выяснение того, нужно ли выравнивать лазер или нет;
Выравнивание зеркал: Убедиться, что они расположены под правильным углом;
Выравнивание трубки: Убедиться, что луч направляется в зеркала правильно;
Вертикальное выравнивание: Проверить, что срезы находятся перпендикулярно материалу.
Если вы заметили, что ваш лазерный станок теряет мощность или неправильно режет в одном определенном углу рабочего стола, возможно, станок сместился в сторону от центровки. Этот простой тест можно использовать для проверки выравнивания станка. Для проведения этого теста лазерный резак, система охлаждения (чиллер), насосы и вентиляторы должны быть включены.
Оторвите небольшую полоску малярного скотча и сложите ее 2-3 раза, чтобы не было видно липкой стороны. Оторвите еще одну полоску и вставьте сложенную ватку в ее середину. Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.
Рис. 2. Полоска малярного скотча для создания мишени
Закройте крышку лазерного резака, подведите лазерную головку к правому верхнему углу и нажмите тестовую кнопку.
Если удерживать кнопку слишком долго, можно поджечь скотч. Если вы чувствуете, что мишень слишком сильно обгорает от тестовых точек, вы можете просто наложить сверху еще один слой. Продолжайте наращивать слои скотча по мере необходимости. Подведите лазерную головку к переднему правому углу рабочего стола и создайте еще одну контрольную точку на целевой мишени. Повторите это для переднего левого и заднего левого углов рабочей зоны, а затем верните головку в правый верхний угол, чтобы вы могли видеть полученные метки.
Рис. 3. Создание контрольной точки на целевой мишени
Очень важно, чтобы эти четыре точки находились на мишени в одном и том же месте. Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.
Рис. 4. Создание еще одной контрольной точки на целевой мишени
Точность — это попадание в намеченную цель (мишень). В случае выравнивания зеркала лазера точность означает попадание в центровую точку.
Рис. 5. Точность попадания лазерного луча в центр зеркала
Для зеркал 1 и 2 точность (попадание точки в одно и то же место на зеркале каждый раз) гораздо важнее точности (попадание точки в центр зеркала). Попадание точки в одно и то же место показывает, что лазерный луч параллелен оси в том направлении, в котором он движется. Однако для третьего зеркала нам нужны и точность, и аккуратность, поскольку лазерный луч должен пройти через фокусирующую линзу и сопло лазерной головки.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с трубкой.
Попытка отрегулировать только одно зеркало может лишь усугубить ситуацию, так как настройка должна быть последовательной от первого этапа до последнего.
Все три зеркала CO2 станка очень похожи и юстировка происходит одинаково. Они удерживаются в центре крепления с помощью небольшого стопорного кольца. В разных углах крепления находятся 3 регулировочных болта, они имеют стопорные узлы, которые должны плотно прилегать к раме, это предотвращает самостоятельное вращение болтов при движении резака.
Есть 2 длинных болта с пружинами на них, они удерживают зеркало плотно к ручкам регулировки. От регулировки угла наклона зависит положение луча. Малярный скотч с мишенью находящийся перед следующем зеркалом, покажет тестовую точку в другом месте после настройки его положения.
Рис. 6. Регулировка угла наклона
Регулировку следует производить так, чтобы положение мишени было на максимально далеком расстоянии, так как маленькие отклонения в зеркале увеличиваются на расстоянии, и выравнивание будет более точным.
Рис.7. Регулировка положения мишени
Есть и другой способ регулировки. Если вы повернете обе нижние ручки на пол-оборота влево, вы заметите, что тестовая точка опустилась на несколько мм. Вы должны убедиться, что повернули обе ручки на одинаковую величину, иначе луч будет смещаться влево или вправо одновременно.
Рис. 8. Настройка ручек
Знание того, на сколько поворачивать каждую ручку, является ключом к точному выравниванию лазера и чем чаще вы будете это делать, тем легче будет процесс юстировки. Если точка не передвинулась достаточно далеко или движется в неправильном направлении, вы можете просто попробовать еще раз. Не забывайте продолжать добавлять скотч, если целевая точка выглядит сожженной.
Подойдите к лазеру и сделайте следующее:
Установите портал на полпути между передней и задней частями станка;
Подведите режущую головку к крайней правой стороне;
Поместите кусок ленты для мишени над отверстием перед зеркалом 3;
Выстрелите одной пробной точкой в ленту и сделайте отметку, чтобы знать, где начался луч;
Поверните верхнюю ручку регулировки зеркала 2 на пол-оборота вправо и посмотрите, где появится новая точка.
Медленно поворачивайте ручку обратно, пока точка снова не окажется в том же положении.
Рис. 9. Отработка регулировки на зеркалах 2 и 3
На зеркалах 2 и 3 удобно отрабатывать регулировки, так как они оба легко доступны в передней части станка.
Луч может не попадать в центральную точку, но достаточно того, чтобы он проходил 1 и 2 зеркало на максимальной мощности. Попасть в центр необходимо только для 3
В лазерном резаке 3 зеркала, выравнивание следует выполнять на каждом по порядку. Любые выполненные регулировки повлияют на все зеркала, которые находятся дальше по пути лазера, поэтому изменения, сделанные на 1, повлияют на 2 и 3.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Действие осуществляется несколько раз, чтобы убедиться, что зеркало выставлено точно и луч остается на месте.
Проверить зеркало 1 очень просто: сложите скотч с мишенью и наклейте ее перед ним. На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.
Этот тест часто можно провести, не обходя лазер сзади, можно просто протянуть руку назад и приложить скотч к зеркалу.
Если точка не попадает на середину, возможно, потребуется регулировка высоты лазерной трубки, о которой мы расскажем далее. Если точка находится в пределах 10 мм от середины, вы можете выровнять зеркала без регулировки трубки.
На максимальной мощности след от луча не должен выходить за границы рамки
Рис. 10. Проверки первого зеркала
Зеркало 2 закреплено на левой стороне станка и перемещается только вперед и назад. Сверните скотч с мишенью и прикрепите ее перед зеркалом 2. Подведите лазерную головку к задней части машины и нажмите кнопку, чтобы получить точку на мишени, запишите, где находится эта точка.
Подведите лазерную головку к передней части машины и поставьте вторую точку. При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
Рис. 11. Луч, отраженный от зеркала 1, будет падать на зеркало 2, если зеркало 1 повернуть вокруг осей x и y на углы θ и ψ соответственно. Оба угла влияют на каждую координату (x2 , y2 , z2 ) центра зеркала 2. Вращение зеркала 1 вокруг оси x ограничено диапазоном перемещения регулятора угла наклона крепления, что ограничивает возможности положения и высоты зеркала 2.
Настройте зеркало 1 так, чтобы точка находилась в одном и том же месте спереди и сзади. Не имеет значения, если эта точка не находится точно посередине зеркала 2. Не забывайте добавлять слои скотча, если мишень начинает гореть.
Рис. 12. Проверка и настройка второго зеркала
Зеркало 2 — 3 — это почти то же самое, что и зеркало 1 — 2, просто доступ к нему немного проще. Сверните немного скотча для мишени и прикрепите ее над отверстием перед зеркалом 3. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
Рис. 13. Проверка и настройка луча от второго к третьему зеркалу
Если после выравнивания точка не находится в центре зеркала 3, вы можете произвести окончательную настройку, изменив способ, которым трубка направляет луч на зеркало 1. Лазерная трубка поддерживается двумя монтажными кронштейнами, эти кронштейны полностью регулируемые и могут использоваться для регулировки трубки.
Рис. 14. Выравнивание трубки
В боковой части каждого кронштейна трубки есть 2 винта, при ослаблении которых кронштейн может перемещаться вверх и вниз, а также влево и вправо. Поднятие кронштейна в задней части трубки заставит лазерный луч опуститься вниз. Перемещение заднего кронштейна влево приведет к перемещению тестовой точки вправо.
Чтобы выровнять лазер по центру зеркала 3, положите кусок скотча с мишенью перед 3 и подведите головку к переднему правому углу. Это положение наиболее удалено от трубки, поэтому любые движения будут усиливаться на этом расстоянии. Отрегулируйте угол трубки так, чтобы тестовая точка находилась прямо в центре отверстия. Вы можете фактически игнорировать зеркала 1 и 2, если точка должна быть ниже на ленте мишени, поднимите заднюю часть трубки в 1.
Рис. 15. Выравнивание трубки лазерного станка
На последнем этапе нужно проверить положение луча. Луч должен находиться перпендикулярно материалу, это позволит получить хороший вертикальный срез. Процесс очень похож на юстировку других частей, только в этот раз вместо скотча с мишенью нужно нанести точки на обрезки материала.
Рис. 16. Создание тестовой точки для регулировки станка
Принцип настройки остается прежним, изменяется лишь направление луча: из горизонтальной плоскости в вертикальную
Для установки лазера на необходимый уровень над материалом, примените инструмент для установки высоты. Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Вертикальное выравнивание может быть немного сложным. Можно настроить луч так, что он ударится о конус воздушного помощника, не дойдя до материала. При полной потере лазерного луча необходимо снять конус, чтобы проследить его направление. При неудачной настройке вы можете все вернуть в прежнее положение. Для этого необходимо повернуть ручку регулировки в обратном направлении.
Рис. 17. Вертикальное выравнивание
При верном выполнении всех действий у вас будет полностью настроенный и выровненный лазерный резчик. Данные станки очень хорошо сохраняют свою центровку, но ее необходимо проверять через каждые 40 часов работы и проводить юстировку.
Юстировка зеркал, настройка лазерного станка с нуля
Юстировка – настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Что будет, если юстировка сделана неправильно или сбилась?
Материал не прорежется.
Скорость работы станка упадет.
Снижется качество.
Края реза будут горелыми или под углом.
Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка.
Проверить ее просто. Если при нажатии кнопки Pulse и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы. Обязательно – если появились признаки нарушения качества реза. Проверка занимает 5-7 минут, позволяя гарантировать качественную резку и отсутствие брака.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.
Устройство оптического тракта
Оптический тракт можно условно разбить на участки:
Лазерный излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
Луч попадает на первое статичное зеркало, передается на второе.
Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси у.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
Третье зеркало передает луч на линзу, фокусирующую и посылающую его через сопло на материал.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой. Работать удобнее вдвоем, чтобы не бегать от пульта к лазеру. Другой вариант: установить контроллер, поддерживающий возможность работы по локальной сети. Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Установка лазерной трубки
Трубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2-4 градуса, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual – ручной, 50 мсек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр, достаточно того, что он целиком приходит в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами. Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Настройка первого зеркала
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Верхний винт регулирует угол наклона по вертикали, а правый и левый – по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит.
На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркала
Первая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр.
Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала – выставление вертикальности луча
Понадобится прозрачный скотч и кусочек фанеры.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается Pulse.
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Важно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
Часто возникающие проблемы
Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку.
Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола.
Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка – неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.
Видео: Правильная юстировка лазерного станка с нуля.
Подробная инструкция, как настроить лазерный станок.
Как выровнять машины — Выравнивание валов
В промышленности требования к центровке многочисленны. От центровки валов до центровки спутниковых антенн и центровки валков инженеры и техники получают выгоду от широкого спектра технологий и методов для выполнения своих задач по измерению и центровке. В разделе «Как выровнять машины — Выравнивание валов» мы представляем вам основы центровки валов и муфт, а также обзор методов и инструментов для центровки валов. Кроме того, мы содержит следующие ссылки на другие информационные статьи, которые могут быть полезны вам и коллективу вашего предприятия:
Центровка валов
Одним из очень распространенных применений в промышленности является центровка муфт или валов. Нажмите здесь, чтобы прочитать о том, как выровнять машины — Выравнивание валов
Возвращение к основам центровки машин
Сегодня производителям доступно множество вариантов инструментов и решений для центровки, поэтому важно понимать некоторые основные принципы выравнивания машин, чтобы вы могли принятие обоснованного решения при выборе наилучшего решения для вашей конкретной машины или производственной линии. Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.
Как часто требуется проверка центровки машины?
К сожалению, простого ответа нет. Существует ряд факторов, которые могут повлиять на выравнивание вашего оборудования, и их следует учитывать при создании плана проверки выравнивания машины на вашем предприятии. В этом посте мы приводим три основных фактора, которые могут определить, как часто необходимы проверки центровки, и обсуждаем причины, по которым нет установленных правил, которые можно применять. Нажмите здесь, чтобы узнать, как часто вам нужна проверка центровки машины.
Точное выравнивание трансмиссии
Соосность имеет решающее значение для всех типов приводов, независимо от того, приводятся ли они в действие ремнями, цепями, шестернями или валами. Выполнение точной центровки приводного оборудования помогает исключить катастрофические отказы, которые могут привести к незапланированным простоям, потерям ценного производственного времени, дополнительным трудозатратам собственных сотрудников или подрядчиков, а также затратам на компоненты. Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования.
Вопросы по настройке бумагоделательной машины
Мы составили обширный сборник статей о выравнивании бумагоделательных машин. Нажмите здесь, чтобы получить ответы на вопросы о выравнивании бумагоделательной машины.
Типы центровки валов.
Одним из наиболее распространенных применений в промышленности является центровка муфт или валов. Для технического обслуживания и экономических целей было бы очень непрактично, чтобы насос и двигатель были сконструированы с использованием общего вала. Двигатели (или приводная часть силовой установки) обычно автономны и легко заменяемы. Тем не менее, это оставляет косяк в трансмиссии. Если бы соосность между компонентами была идеальной с самого начала и оставалась идеальной в течение всего срока службы компонентов, тогда не было бы никаких проблем. Однако при наличии несоосности жесткая муфта чрезвычайно подвержена усталостному разрушению из-за большого количества циклов изгиба, которым подвергаются валы. По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ.
Результаты центровки муфты с помощью лазерной системы центровки валов Fixturlaser XA.
Понятно, что чем лучше выверка, тем дольше срок службы муфты. Несмотря на то, что муфты существуют для уменьшения потребности в идеальном выравнивании, по большей части очень важно, чтобы привод и приводные механизмы внутри машинных приводов были выровнены, чтобы обеспечить срок службы муфты. Выравнивание муфты может быть достигнуто различными способами, включая механические, оптические и лазерные. Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою.
Выверка муфты механическими методами.
Однако они на 100 % полагаются на интерпретацию данных человеком и могут занимать много времени. Оптические методы часто используются, когда компоненты разделены ограждениями и/или большими расстояниями, или задействованы большие смещения (как в случае валов с карданным шарниром). Оптические методы требуют определенного опыта и на 100% зависят от людей, которые интерпретируют данные и рассчитывают выравнивание. Сегодня лазерные системы центровки валов чаще всего используются для центровки различных типов промышленных валов и приводных систем. Операторам нужно только ввести геометрические параметры и, как правило, частично повернуть компоненты, чтобы компьютер мог рассчитать выравнивание и корректирующие параметры.
Свяжитесь с нами
Если у вас есть какие-либо вопросы по содержанию этого сообщения или вы хотите поговорить с любым из наших специалистов по точной центровке и измерениям, не стесняйтесь заполнить контактную форму ниже. Конечно, вы также можете позвонить нам по телефону 603-332-9641.
Знак «*» указывает на обязательные поля
После нескольких лет работы в области технического обслуживания я обнаружил, что ничто не заменит правильную центровку машины. На каждом учебном курсе, который я провожу для Noria, я объясняю, что не существует смазки, которая могла бы защитить от смещения.
Имея это в виду, наряду с тысячами машин, которые умирают каждый год из-за неправильной центровки, пришло время предпринять необходимые шаги для продвижения вашей программы надежности.
При правильном выполнении выравнивание может стать неотъемлемой частью плана упреждающего обслуживания. Разнообразие доступных методов и инструментов позволяет легко оправдать затраты времени на правильное выполнение работы. С учетом сказанного, мой первый опыт выравнивания заключался в том, чтобы следовать за старожилом, который показывал мне веревки.
После того, как мы установили новый двигатель на наш гидравлический пресс и очистили старую смазку от решетчатой муфты, он использовал небольшую 6-дюймовую линейку или линейку и положил ее на половинки муфты. Пришлось немного подогнать двигатель, чтобы расположить его параллельно валу гидравлического насоса, но весь процесс был «на глазок».
Со временем из этого опыта я узнал, что приводной конец двигателя нагревался сильнее, смазка почти всегда затвердевала или превращалась в пыль, и нам довольно часто приходилось заменять сломанную муфту.
Исходя из этой практики, можно с уверенностью предположить, что мы были реактивной культурой обслуживания, и так оно и было. Мы никогда не задавались вопросом, почему муфта распалась или почему моторы продолжают выходить из строя.
Со сменой работодателей пришла новая культура и желание иметь надежный завод. Одним из первых шагов было приобретение инструмента для лазерной центровки, но это было только начало.
После того, как мы прошли формальное обучение и начали проводить больше центровок машин, мы с каждым разом становились все быстрее и быстрее. Это определенно лучше, чем предыдущие методы использования линейки и циферблатных индикаторов. Мы также увидели сокращение количества вышедших из строя подшипников и муфт на заводе.
Выявление смещения
Правильная центровка машины может быть выражена простым утверждением: валы выровнены как в горизонтальной, так и в вертикальной плоскостях. Несоосность возникает, когда валы не параллельны или вал имеет угловое смещение.
Параллельное смещение означает, что произошло смещение валов. Угловая несоосность возникает, когда валы проходят под углом друг к другу. Иногда может присутствовать как параллельное, так и угловое смещение, которое необходимо исправить.
Параллельное смещение наблюдается в горизонтальной и вертикальной плоскостях. Вертикальное смещение обычно можно исправить, добавив или убрав прокладки с опор двигателя или машины. Горизонтальное смещение требует перемещения двигателя или машины из стороны в сторону до тех пор, пока осевые линии не совпадут. Угловое смещение может возникать также в вертикальной и горизонтальной плоскостях.
Последствия смещения
Последствия несоосности могут быть катастрофическими для машины. Повреждение муфты является наиболее распространенным симптомом. Когда техник разъединяет половинки муфты для внутреннего осмотра, сетка или зубья могут быть повреждены, что приведет к замене всей муфты. Конечно, это только маскирует истинную проблему, скрытую внутри мотора или машины.
Несоосность также увеличивает трение по опорным поверхностям, что затем оборачивается повышенным износом, потреблением энергии и преждевременной поломкой машины. Уплотнения могут быть повреждены на любом этапе процесса и привести к утечке. Если проблема существует в течение длительного периода времени, вал также может быть поврежден.
Как только компоненты начинают изнашиваться, простой замены уже недостаточно. Если основная причина несоосности не будет распознана и устранена, проблема будет возникать снова и снова.
Я считаю, что несоосность часто упускают из виду как основную причину неудачи. Часто причиной проблемы являются неисправные уплотнения или установка подшипника. Только после того, как специалист по техническому обслуживанию получит надлежащее обучение и лучше поймет, насколько вредна центровка валов, проблема может быть решена с помощью корректирующей центровки.
Прогнозные технологии
Существует несколько прогностических технологий, которые могут обнаруживать несоосность. Наиболее популярными вариантами являются лазерная центровка, анализ вибрации, анализ масла и термография.
Лазерное выравнивание
Лазерная центровка упрощает точное и аккуратное выравнивание валов. Он работает с помощью лазера, направленного на другой датчик. Этот датчик передает данные на устройство, которое расшифровывает информацию, а затем предоставляет вам точные данные для настройки вашего оборудования.
После того, как лазер и датчик прикреплены к приводу и ведомой машине, валы вращаются и считываются несколько точек, чтобы определить, в каком направлении должен двигаться привод.
Инструменты лазерной центровки могут учитывать металлургию оборудования и предлагать относительную скорость расширения металла, чтобы учесть, как машина будет расширяться во время работы. Живое выравнивание также возможно. Для этого техник максимально выравнивает машину, затем запускает оборудование и дает ему достичь рабочей температуры. После отключения немедленно проводится измерение для определения теплового расширения машины.
Регулярно используя лазерную центровку на критически важном оборудовании, вы можете внести необходимые корректировки и решить другие потенциальные проблемы. Тем не менее, это не самый практичный метод для работающего оборудования, так как он требует отключения, а также выделенных часов обслуживающему персоналу для выполнения задачи. С повышенным вниманием к времени безотказной работы вы можете выбрать другой вариант, когда требуются более короткие интервалы.
Анализ вибрации
Анализ вибрации также может обнаруживать несоосность путем анализа изменений вибрационной реакции, критических скоростей и устойчивости оборудования по сравнению с установленным базовым уровнем. Показания вибрации обычно находятся в диапазоне 1X для осевой вибрации или 2X для радиальной вибрации.
Ненормальный результат не всегда означает наличие проблемы с выравниванием. Необходимо брать разные образцы как с ведущего, так и с ведомого концов, чтобы исключить другие возможности и определить, является ли причиной несоосность.
В зависимости от степени несоосности анализ вибрации может не обнаружить ее до тех пор, пока не возникнет более серьезная проблема с подшипниками. Таким образом, правильное выравнивание всегда должно быть выполнено в первую очередь. Инструменты скрининга следует использовать только в целях обнаружения.
Термография
Термография — это еще один метод, который может обеспечить раннее обнаружение проблем с центровкой. Из-за повышенного трения, возникающего при несоосности, последует повышение температуры. Создав тепловую карту областей подшипников, технический специалист может определить любые аномальные горячие точки.
При осмотре машин повышение температуры не всегда настораживает. Это возлагает на пользователя немного больше ответственности за сравнение похожих машин и последовательность выборочных проверок.
Анализ масла
Анализ масла также может быть полезен для обнаружения несоосности, предоставляя данные об общем состоянии машины, масла и загрязняющих веществ. Он может определить активный износ машины раньше, чем анализ вибрации, если он выполнен правильно, т. е. отбор проб из нужного места, промывка линий отбора проб, использование нового оборудования для отбора проб и т. д. Однако, не зная металлургии подшипников машины, может быть трудно установить прямая связь с несоответствием.
Тестирование на элементный анализ может выявить незначительное увеличение содержания обычных подшипниковых материалов, таких как железо, алюминий, медь, свинец и хром. Эти данные могут служить первым признаком того, что в машине существует проблема.
Сочетание анализа масла с анализом вибрации может быть эффективным сочетанием для раннего обнаружения проблем и определения их точных причин. Микроскопический вид частиц, связанных с несоосностью, покажет формы, размеры, текстуры и цвета, которые обычно ассоциируются с истиранием двух тел, задирами и поверхностной усталостью.
Заключительные мысли
При настройке машин и попытке определить основные причины сбоев часто упускают из виду правильное выравнивание. Даже если у вашей команды есть соответствующие инструменты и обучение, у вас должны быть люди, ориентированные на детали, которые будут выполнять работу до тех пор, пока она не будет сделана правильно.
Я был на работах по выравниванию, которые заняли всего 10 минут, чтобы добиться точной центровки. Другим потребовалась большая часть дня или двух, в зависимости от того, нужно ли было снимать двигатель для обработки.
Наем правильного персонала может иметь решающее значение для приемлемого или отличного соответствия — и разница есть. Все сводится к тому, какую дисперсию вы позволите. На небольших, недорогих или дублирующих машинах может быть все, что необходимо, — быть в пределах нескольких тысячных долей дюйма. На более крупных машинах, которые могут остановить ваш завод, ваша цель может быть как можно ближе к нулю.
Сосредоточьтесь на проактивном выравнивании и делайте это правильно с первого раза, чего бы это ни стоило. Лучшие программы обслуживания также документируют свои результаты и имеют резервные меры для прогнозирования, когда что-то пойдет не так.
Когда речь идет о геометрической и технологической точности токарного станка проверяются следующие параметры оборудования:
точность перемещения частей, на которых располагается деталь;
расположение поверхностей, на которых должен находиться инструмент или материал;
форма базовых поверхностей.
Оборудование должно начать эксплуатироваться только после проверки точности и получения акта о приемке. При этом такой акт составляется не только после сборки на заводе-изготовителе, но и после проведения ремонтных работ.
Параметры точности агрегата должны быть указаны в его паспорте. Измерять точность и выявлять погрешности нужно регулярно. Частота проверок оборудования регламентируется соответствующим ГОСТом.
Во время эксплуатации токарного станка его элементы постоянно изнашиваются. Во время работы агрегат неизбежно нагревается, соответственно, происходит тепловая деформация. Кроме этого, на рабочие части и механизмы постоянно воздействуют различные силы, приводящие к изменению их формы и снижению четкости оборудования. В конечном итоге износ и деформации негативно сказываются на качестве изготавливаемой продукции. Чтобы восстановить правильность работы агрегата, следует постоянно проверять его на степень износа и своевременно производить замену деталей и узлов.
Как правильно проверять токарный станок
Качество проверки во многом зависит от того, насколько правильно оборудование установлено на испытательном стенде. Устанавливать станок необходимо строго следуя чертежу. Наиболее популярным и надежным способом является установка агрегата на несколько опор (более трех). Все подвижные узлы и элементы должны быть установлены в среднее положение.
Качество изготавливаемых изделий зависит от геометрической точности оборудования. Поэтому устанавливать заготовку нужно на геометрически правильную поверхность.
Чтобы определить степень износа линейка устанавливается по очереди на каждую направляющую станка. После чего при помощи щупа нужно измерить зазор между линейкой и направляющей. ГОСТ определяет максимально допустимое значение этого зазора – не более 0,02 мм. При большем отклонении обрабатываемые детали могут иметь недопустимую погрешность на выходе.
Точность во многом зависит и от горизонтальности направляющих станка. Этот показатель измеряется при помощи специального уровня. Предельное отклонение должно быть не более 0,05 мм.
При проверке оборудования на исправность обращайте внимание на все вращающиеся детали. Их движение должно осуществляться строго по оси, биение во время вращения недопустимо. Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора. При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
Во время проверки оборудования важно определить также точность шага винта. Для определения погрешности и отклонения имеется специальная методика:
в бабки станка устанавливается оправка;
на нее фиксируется цилиндрическая гайка с пазом;
в паз гайки фиксируется державка с индикатором, который должен упереться в торец гайки;
аппарат нужно настроить на резьбовой шаг;
в процессе работы индикатор фиксирует погрешность.
Основные геометрические дефекты, вызванные низкой точностью станка:
изделие получается не прямолинейным;
цилиндрическое изделие может получиться конусообразным;
основные линии заготовки не параллельны друг другу;
в сечении изделие не круглое, а овальное или иной формы;
места разного сечения не концентричны.
Инструменты для проверки точности станка:
контрольная линейка;
специальный уровень;
измерительный щуп;
угольник;
оправка, державка с индикатором;
пазовая гайка.
Во время проведения испытаний оборудования на четкость используйте только те приспособления и инструменты, которые прошли метрологическую проверку. Испытания непроверенными измерительными инструментами могут дать неправильный результат, который непременно скажется на качестве работы оборудования.
Токарные станки высокой точности обработки. Поставка в Санкт Петербург, Казань, Челябинск
Обработка металла с высокой (прецизионной) точностью требует особого подхода для изготовления станочного оборудования. Все прецизионные станки делятся на классы по степени предельной точности, с которой они способны обрабатывать детали:
Станки класса А (особо высокая точность).
Класс B (оборудование высокой точности).
Класс C (станки особой точности).
Станки класс П (повышенная точность обработки).
Прецизионное оборудование обеспечивает обработку деталей идеальной геометрической формы, особо точным пространственным расположением осей вращения. Станки позволяют получить шероховатость поверхности до одиннадцатого класса чистоты. Параметры изготовления, при определенных условиях, достигают значений характерных для первого класса чистоты.
Для достижения таких показателей необходимо применение станочных узлов и агрегатов, изготовленных по соответствующим стандартам, имеющих минимальные погрешности при их производстве. Особое значение придается используемым подшипникам. На прецизионных станках по металлу используются гидродинамические и аэростатические подшипники высокого класса изготовления.
При работе металлообрабатывающего оборудования происходит большое выделение тепла, воздействующее как на узлы станка, так и на заготовки. При этом и те, и другие испытывают механические деформации, приводящие к снижению точности изготовления. В высокоточных станках реализована функция активного отвода тепла, препятствующая геометрическим отклонениям элементов станка и деталей. Понижение уровня нежелательных вибраций также способствует точности изготовления.
Основы теории высокоточной обработки металла
Современный металлорежущий станок можно рассматривать как некую систему из трех составляющих: измерительной, вычислительной, исполнительной. Ни одна из них несовершенна, каждая вносит погрешности в точность изготовления.
Точность измерительной части зависит от показаний применяемых датчиков. Точность измерения повышается с применением более совершенных датчиков — измерительных устройств. Сегодня подобные устройства способны отслеживать размеры до нескольких нанометров.
Прецизионные станки с ЧПУ содержат вычислительные процессоры с высоким быстродействием и решающие многие задачи с заданной точностью. В режиме реального времени просчитываются огромные массивы данных с любой разрядностью чисел. Благодаря достижениям электроники, вычислительная система обладает наибольшей точностью.
Исполнительная точность непосредственно зависит от узлов и агрегатов станка. Чем выше будут параметры составляющих оборудования, тем меньшая сложится окончательная погрешность.
К погрешностям металлообрабатывающих станков относятся:
Геометрические, зависящие от качества изготовления комплектующих станка и их сборки. От этого зависит точность расположения относительно друг друга рабочего инструмента и заготовки в процессе обработки.
Кинематические погрешности зависят от соответствия передаточных чисел в механизмах станка. Кинематические цепи особое влияние оказывают на точность изготовления зубчатых элементов, резьбы.
Упругие погрешности определяются деформациями станка. В процессе резания происходит отклонение, под действием возникающих сил, взаимного расположения инструмента и заготовки. В прецизионных станках, для борьбы с такими проявлениями, создают особо жесткие конструкции.
Температурные. Неравномерный нагрев узлов станка приводит к потере начальной геометрической точности, снижая качество изготовления.
Динамические погрешности объясняются относительными колебаниями рабочего инструмента и заготовки.
Погрешности изготовления и установки режущего инструмента.
Двигатели, редукторы содержат подвижные части, имеющие люфты, поверхности скольжения со временем претерпевают износ — все это непосредственно влияет на качество обработки. Такое понятие,
как точность позиционирования системы «станок — деталь», напрямую зависит от исполнительной точности.
Некоторые модели прецизионных токарных станков способны обрабатывать детали с точностью до 0,0002 мм, при частоте вращения шпинделя 15000 об/мин. Такие показатели имеют и оборотную сторону. Стоимость оборудования значительно выше по сравнению с обычными станками. Это является следствием применения новейших наукоемких технологий при изготовлении станков. В качестве примера можно указать использование аэростатических направляющих, где суппорт с рабочим инструментом скользит на расстоянии в несколько микрон от поверхности. То есть фактически находится в «воздухе».
Современный прецизионный шлифовальный станок — это автоматизированный комплекс, позволяющий обрабатывать детали с точностью до 0,01 мм. Служит для заточки инструментов из алмазов, твердых сплавов, инструментальной стали. Ультрапрецизионные шлифовальные станки способны обрабатывать внутренние и внешние поверхности детали за одну установку. Прецизионный сверлильный станок обладает жесткой конструкцией, оборудован цифровой индикацией, отображающей параметры сверления.
Общим для всех типов прецизионных станков является использование в приводах фрикционных передач. При этом повышается качество изготовления, упрощаются кинематические цепи. Более высокий КПД снижает себестоимость работ.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Токарные станки | Sharp Industries Inc.
Токарные станки Toolroom
Эта модель предназначена для обработки небольших деталей, требующих сверхвысокой точности. Биение шпинделя находится в пределах 50 миллионных долей дюйма.
View Toolroom Lathe Models
Lathes
1118H
Swing x Center Dist
11 x 18 in.
Spindle Speed
4,000 rpm
Spindle Bore, Motor
1.06 in., 5 hp
Spindle Accuracy TIR
0.000050 in.
Precision Lathes
These models are widely used by vocational schools and maintenance Магазины для его полных функций и простых в эксплуатации функций.
Просмотр моделей прецизионных токарных станков
Токарные станки
1340VS
Поворот x Центральное расстояние
13 x 40 дюймов
Скорость вращения шпинделя
40 – 2000 об/мин вари. СКОРОСТЬ
ГОРОВ, HP
1,6 дюйма, D1-4, 3 HP
баллы
1440F
21111992222222222222222222222222222222222 2 1440F
211119922222222222221340F
21
.
14 x 40 дюймов
Скорость вращения шпинделя
45 – 1800 об/мин (16)0025
Токарные станки
1440 В
Поворот x Центр Расст.
14 x 40 in.
Spindle Speed
30 – 2,200 rpm vari speed
Bore, HP
1.5 in., D1-4, 3 hp
Lathes
Серия L
Swing
16 и 18 дюймов
Center Distance
40, 60 & 80 in.
Bore, HP
3.1 in., D1-8, 7.5 hp
Spindle Speed
40 – 2,000 rpm (12)
Lathes
LV-Series
Swing
16 & 18 in.
Center Distance
40, 60 & 80 in.
Bore, HP
3.1 in ., Д1-8, 7,5 л.с.
Скорость вращения шпинделя
20 – 2000 об/мин (2), вар.
Токарные станки для тяжелых условий эксплуатации
Благодаря большему отверстию шпинделя, чем у большинства других аналогичных моделей, эта серия предлагает большую производительность для обработки материалов различных размеров.
Просмотр моделей токарных станков для тяжелых условий эксплуатации
Токарные станки для тяжелых условий эксплуатации
Серия B
Поворотный механизм
30, 9,
025
Центральное расстояние
40, 60, 80, 100, 120, 160 дюймов. 1000 об / мин (12)
. широкий выбор отверстий шпинделя и длины станины. Эта серия моделей идеально подходит для большинства промышленных применений, включая ремонтные мастерские, нефтепромыслы, энергетические предприятия и судостроение.
Посмотреть модели токарных станков большого диаметра для тяжелых условий эксплуатации
Тяжелые планки с большими задушками
M24-Series
Swing
34-80 дюймов. 12 и 15 дюймов.
Ширина кровати
24 дюйма
БОЛЬШИЕ ПЕРЕДНЕГО БОРЫ.0025
Центральное расстояние
60 — 315 дюймов.
Спинделя
6, 9, 12 и 15 дюймов. Начните вводить текст и нажмите Enter для поиска
Поиск …
Высокоскоростной прецизионный токарный станок GMC, 14 x 40 дюймов, 3 л.с., 220 В, 1 фаза, с цифровым считывающим устройством SINO и установленным коническим приспособлением — GML-1440BGF-1
Марка: GMC
Артикул:
ГМЛ-1440БГФ-1
ID:
317554
9 947,50 долларов США
Текущий запас:
Добавление в корзину… Товар добавлен
Высокоскоростной прецизионный токарный станок GMC, 14 x 40 дюймов, 3 л. с., 220 В, 1 фаза, с цифровым считывающим устройством SINO и установленным коническим приспособлением — GML-1440BGF-1
Стандартные характеристики и оборудование:
Сертифицировано по ISO 9001
С установленным бесплатным SINO DRO
С установленным свободным коническим приспособлением быстрая и простая установка резьбы
Главный двигатель Heavy Duty 3 л.с., 220 В, 1 фаза
Отверстие шпинделя 1 1/2″
Шпиндель Heavy Duty D1-4
Ширина направляющей Heavy Duty 7 1/2″
8 скоростей вращения шпинделя от 70 до 2000 об/мин, скорости: 70/115/190/300/460/755/1255/2000 об/мин
56 видов дюймовой резьбы и 44 вида метрической резьбы
Все шестерни и валы закалены и прецизионно отшлифованы
Направляющие индукционно закалены и прецизионно отшлифованы
Автоматическая система смазки передней бабки и коробки подачи
Один год гарантии на детали
Стандартное оборудование для модели тяжелого токарного станка № ГМЛ-1440БГФ:
Free SINO DRO установлен
Free Taper Attachment установлен
6″ 3-х кулачковый патрон с набором реверсивных кулачков
8″ 4-х кулачковый патрон с набором реверсивных кулачков
3 9013
904 Планшайба 4-дюймовый большой люнет
2-дюймовый подвижный люнет
Ножной тормоз
Система охлаждения
Галогенный рабочий фонарь
4-позиционная стойка для инструментов
Полноразмерный брызговик
(2) мертвые точки и (1) переходная втулка
Погоня за нитью
Ящик для инструментов
Дополнительное оборудование для тяжелой точки зрения:
10 «Drive Plate #DPD410 — $ 200. 00
Micro Carec доводчик, #5C, «JFK» США, бесплатная установка — $1450,00
Набор из 33 цанг 5C, от 1/16 до 1-1/16” на 32-й, #900-0014 — $395,00
6шт быстросменный инструментальный пост типа ALORIS #900-0051-200 (клин) — 425,00 долларов США
Комплект токарного станка № 1, вкл. Набор из 5 сменных твердосплавных токарных станков № 2003-0003, сверлильный патрон 1/2 № 700-0102, патрон № 700-0153 и набор титановых сверл № 5000-0001T из 29 шт. Модель
Лучшие предложения, выгодные комплектации, подарки и скидки от нашего магазина в этом разделе…
Узнать больше
Официальный дилер
Работая с нами, вы гарантированно приобретаете только оригинальный товар подлиного качества. Мы работаем по всем видам оплат. Только приобретая товар у официального дилера, вы застрахованы от подделок. Будем рады нашему долгосрочному сотрудничеству. ..
Узнать больше
100 летняя гарантия
Мы полностью уверены в качестве и надёжности профессионального электроинструмента Makita, обладая собственной авторизованной сервисной базой по ремонту электроинструмента, мы предлагаем нашим покупателям расширенную гарантию от сервисного центра ООО «Макита Веб» в Москве…
Узнать больше
Удобный ремонт
Сервисный центр ООО «Макита Веб» предлагает эксклюзивную услугу «Удобный ремонт». Располагая собственной службой доставки, компания ООО «Макита Веб» готова абсолютно бесплатно осуществлять доставку вышедшего из строя электро и бензоинструмента Makita в сервисный…
Узнать больше
Сервисная карта
Предлагаем всем нашим клиентам Сервисную карту Makita Online БЕСПЛАТНО…
Узнать больше
Отзывы клиентов
Залогом нашего успешного роста является качественныйтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентовтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
Узнать больше
Возврат 365 дней
Компания Макита Веб готова принять или обменять купленный у нас товар в течение 365 дней без объяснения причины, если товар надлежащего качества, не был в употреблении и сохранен товарный вид.
Узнать больше
Прокат инструмента
Если стоит задача произвести ремонт, монтажные, демонтажные или др. работы, то часто экономически выгодным является именно аренда электроинструмента. Использование качественной оригинальной продукции гарантирует выполнение работы в срок.
Узнать больше
Подарочные карты
Если Вы не знаете что купить своему любимому мужу, хорошему начальнику или лучшему другу, — закажите подарочную карту, и он сам выберет то, что ему действительно нужно. Владелец подарочной карты может заказать необходимый инструмент с доставкой на дом.
Узнать больше
Перфораторы | kaup24.ee
Покупатели оценивают Kaup24.ee!
Покупатели оценили: 4.5/5
15 210 оценок. Смотреть все
Перфоратор — универсальный инструмент, совмещающий возможности отбойного молотка и дрели. В режиме отбойного молотка может работать с гипсом, кирпичом или бетоном, а в режиме сверления — для работы с деревом или металлом. В зависимости от модели перфораторы могут выполнять до четырех уникальных функций: сверление, сверление с ударом, удар с фиксацией без вращения, удар без фиксации с вращением. Регулируемый ограничитель глубины позволяет точно просверлить нужное отверстие. Аккуратно уложенный в кейс перфоратор в комплекте с необходимыми аксессуарами всегда удобно взять с собой. В нашем онлайн магазине можно купить электрические и аккумуляторные перфораторы Bosch, DeWalt, Hecht, Makita, Metabo, Hitachi, Villager и многих других марок. Они отличаются числом возможных режимов работы, а также такими характеристиками, как мощность, количество оборотов и частота ударов. Эти электроинструменты высокого качества предназначены и для любителей, и для профессиональных пользователей.
Показать больше Показать меньше
Фильтровать
Просмотреть список товаровСамые дешевые наверхуСамые дорогие наверхуCрок доставкиHаивысшая оценка
740€ / мес. 9749€
РРС
10500€
В корзину
5/5
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Перфоратор Fieldmann FDV 201502-E, 1500Вт
Тип: Электрические перфораторы
Торговая марка: Fieldmann
Мощность: 1500 Вт
Добавить в сравнение
830€ / мес. 7921€ 8900€
В корзину
5/5
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Дрель-перфоратор PowerMat 2500W PRO
Тип: Электрические перфораторы
Торговая марка: PowerMat
Мощность: 2500 Вт
Добавить в сравнение
700€ / мес. 11209€
В корзину
5/5
Перфоратор Bosch PBH 2500 RE Compact
Тип: Электрические перфораторы
Торговая марка: Bosch
Мощность: 600 Вт
Добавить в сравнение
770€ / мес. 20468€
В корзину
5/5
Беспроводной перфоратор Dewalt 18V DCh233NT
Тип: Аккумуляторные перфораторы
Торговая марка: DeWalt
Функции: Сверление с ковкой, Сверление с ковкой, Ковка с вращением
Добавить в сравнение
870€ / мес. 13965€ 23184€
В корзину
4.7/5
БЫСТРАЯ ДОСТАВКА
Аккумуляторный перфоратор Makita DHR202Z 18V
Тип: Аккумуляторные перфораторы
Торговая марка: Makita
Функции: Отжим, Сверление с ковкой, Сверление с ковкой
Добавить в сравнение
НОВИНКА
740€ / мес.
11900€
В корзину
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Перфоратор Wuber 2100W SDS+
Тип: Электрические перфораторы
Торговая марка: Wuber
Мощность: 2100 Вт
Добавить в сравнение
870€ / мес. 13900€
В корзину
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Перфоратор Wuber 2600W SDS+
Тип: Электрические перфораторы
Торговая марка: Wuber
Мощность: 2600 Вт
Добавить в сравнение
820€ / мес. 7890€
В корзину
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Perforaator 800w, Blaukraft
Тип: Электрические перфораторы
Торговая марка: Blaukraft
Мощность: 800 Вт
Добавить в сравнение
750€ / мес. 15500€
В корзину
5/5
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Ударная дрель Hitachi Dh36PC
Тип: Электрические перфораторы
Торговая марка: Hitachi
Мощность: 830 Вт
Добавить в сравнение
3519€
В корзину
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Перфоратор Daewoo DAD 650
Тип: Электрические перфораторы
Торговая марка: Daewoo
Мощность: 600 Вт
Добавить в сравнение
730€ / мес. 17400€
В корзину
5/5
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Перфоратор Bosch GBH 2-26 DRE
Тип: Электрические перфораторы
Торговая марка: Bosch
Мощность: 800 Вт
Добавить в сравнение
770€ / мес. 5799€
В корзину
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Электрический перфоратор Villager VLP 212
Тип: Электрические перфораторы
Торговая марка: Villager
Мощность: 1200 Вт
Добавить в сравнение
1590€ / мес. 42300€
В корзину
ЗАБЕРИТЕ ПОСЛЕЗАВТРА
Аккумуляторный перфоратор, 2×18 В, SDS-PLUS, 2,8J LE. ..
Тип: Аккумуляторные перфораторы
Торговая марка: Makita
Функции: Отжим, Сверление с ковкой, Сверление с ковкой, 3 функции
Функции: Ударное сверление, Отжим, Сверление с ковкой
Добавить в сравнение
790€ / мес. 7599€
В корзину
Перфоратор Graphite 400W 58G505
Тип: Электрические перфораторы
Торговая марка: Graphite
Мощность: 400 Вт
Добавить в сравнение
730€ / мес. 9499€
В корзину
Перфоратор SDS DEDRA DED7839
Тип: Электрические перфораторы
Торговая марка: Dedra
Мощность: 1200 Вт
Добавить в сравнение
760€ / мес. 9900€
В корзину
Электрический перфоратор Dedra DED7852
Тип: Электрические перфораторы
Торговая марка: Dedra
Мощность: 1050 Вт
Добавить в сравнение
690€ / мес. 11000€
В корзину
Перфоратор Villager VLP 316
Тип: Электрические перфораторы
Торговая марка: Villager
Мощность: 710 Вт
Добавить в сравнение
980€ / мес. 26251€
В корзину
Перфоратор Ryobi 5133003818
Тип: Аккумуляторные перфораторы
Торговая марка: Ryobi
Функции: Не указано
Добавить в сравнение
1980€ / мес. 52724€
В корзину
Перфоратор DeWalt DCh374P2-QW, 18В
Тип: Аккумуляторные перфораторы
Торговая марка: DeWalt
Функции: Не указано
Добавить в сравнение
710€ / мес. 9349€
В корзину
Перфоратор SDS+, 900 Вт
Тип: Электрические перфораторы
Торговая марка: Verto
Мощность: 900 Вт
Добавить в сравнение
790€ / мес. 16341€
В корзину
Аккумуляторный перфоратор Cat 18V/DX21B
Тип: Аккумуляторные перфораторы
Торговая марка: CAT
Функции: Отжим, 4 функции
Добавить в сравнение
770€ / мес. 20499€
В корзину
Отбойный молоток AB 1600, Scheppach
Тип: Электрические перфораторы
Торговая марка: Scheppach
Мощность: 1600 Вт
Добавить в сравнение
В корзину
Кернер 6. 3 x 100 мм
Тип: Центральый перфоратор
Торговая марка: Topex
Функции: Фиксированная ковка
Добавить в сравнение
850€ / мес. 22558€
В корзину
Перфоратор Makita HR2600
Тип: Электрические перфораторы
Торговая марка: Makita
Функции: Отжим, Ударное сверление
Добавить в сравнение
730€ / мес. 19500€
В корзину
5/5
Перфоратор Bosch GBH 2-26 DFR
Тип: Электрические перфораторы
Торговая марка: Bosch
Мощность: 800 Вт
Добавить в сравнение
620€ / мес. 4669€
В корзину
Перфоратор Koma Tools 220-240 В 710 Вт
Тип: Аккумуляторные перфораторы
Торговая марка: Nenurodyta
Функции: Не указано
Добавить в сравнение
Тех, кого интересуют перфораторы по более низким ценам, мы пригласим поближе ознакомиться с ассортиментом электронного магазина kaup24.eeи представленными здесь специальными предложениями. Если хочется высокого качества, но в тоже время Вас интересуют недорогой перфоратор, то специальные предложения в нашем магазине дадут возможность удовлетворить оба этих критерия и радоваться качественно выполняемым работам за привлекательную цену.
Различные работы по дому занимают достаточно много времени, поэтому всегда приятно, когда удается его сэкономить в других ситуациях. В настоящее время все постепенно перемещается в виртуальное пространство, поэтому даже если Вам нужен перфоратор, его можно приобрести не выходя из дома. Перфораторы и другие электрические инструменты можно заказать через интернет всего несколькими нажатиями на кнопку – выберите наиболее подходящий товар и вскоре он будет доставлен по указанному Вами адресу. В ассортименте нашего электронного магазина Вы найдете перфораторы Einhell, Defort, Graphite, Hitachi, Hecht, Bosch, Makita, Metabo и инструменты других известных и высоко ценимых на рынке производителей. Эти изделия будут удивлять своей функциональностью и многие годы будут радовать своим высоким качеством.
Дизайнерские оправы для очков ручной работы
Очки в духе времени: Изготовленные из нержавеющей стали, ацетата или MYLON, очки MYKITA отличаются прогрессивным подходом к форме, конструкции и поверхности. Современный дизайн ручной работы сочетается с передовыми технологиями для очков с изысканной и неповторимой эстетикой. Познакомьтесь с разнообразными образами в наших оптических коллекциях.
 Был упакован замечательно. Все целое, ничего не…
Был упакован замечательно. Все целое, ничего не…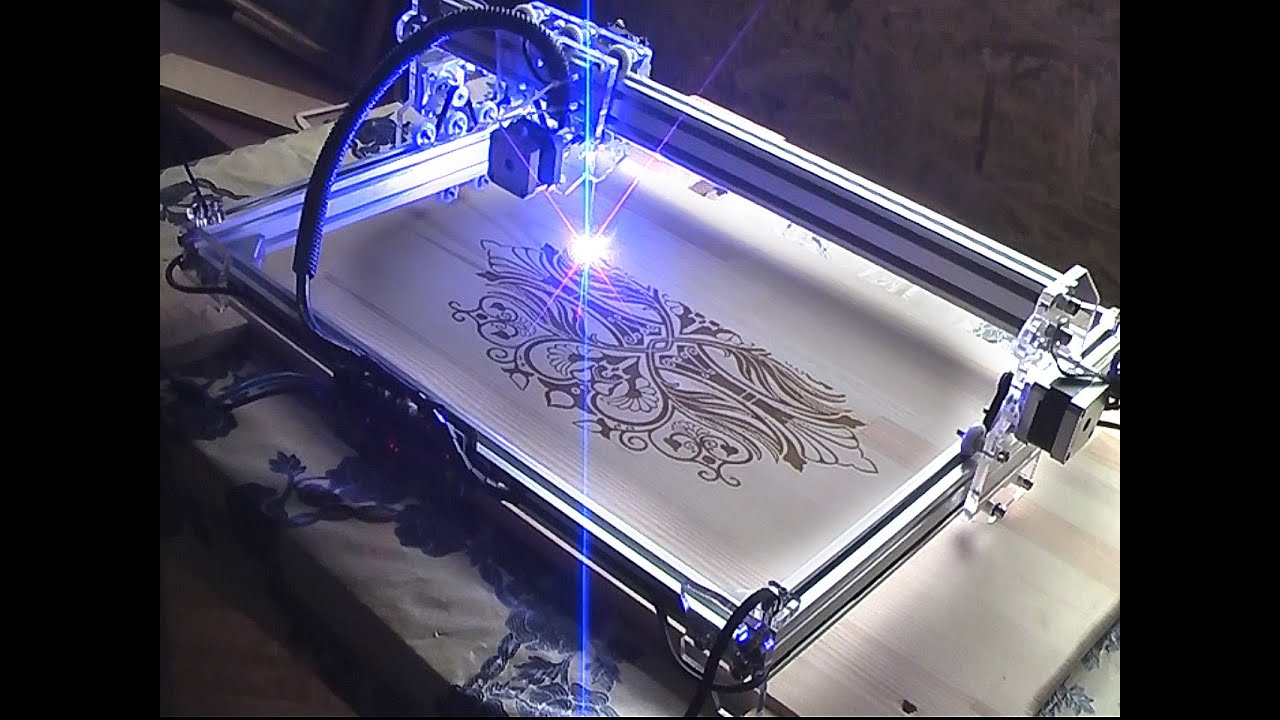 Чтобы купить лазерный гравировальный станок с ЧПУ нужно учитывать ряд факторов:
Чтобы купить лазерный гравировальный станок с ЧПУ нужно учитывать ряд факторов: Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом;
Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом; Современный станок для лазерной гравировки по дереву выжигает рисунок на поверхности изделия с точностью позиционирования 0,1 мм, это помогает достичь впечатляющей детализации.
Современный станок для лазерной гравировки по дереву выжигает рисунок на поверхности изделия с точностью позиционирования 0,1 мм, это помогает достичь впечатляющей детализации.

 Её несложно купить, а совладать с лазерной резкой фанеры сможет лазер с трубкой с мощностью от 50 Вт.
Её несложно купить, а совладать с лазерной резкой фанеры сможет лазер с трубкой с мощностью от 50 Вт.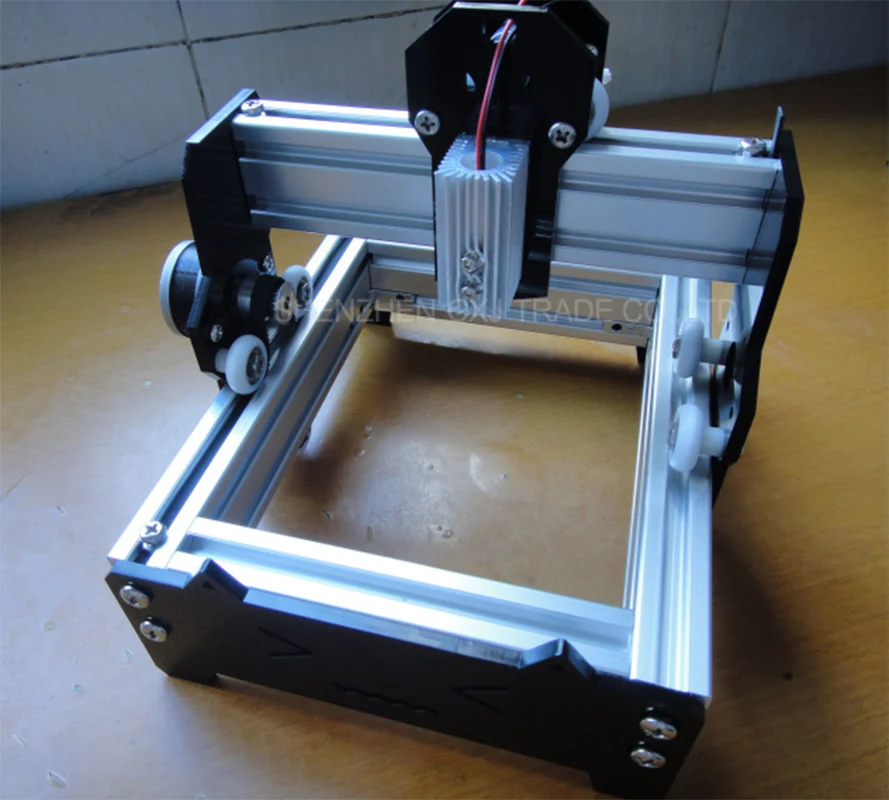 Корпус лазера, а также качественная механика позволяют установить излучатель значительно большей мощности, чем тот, что шел в комплекте со станком. Этот лазерный станок по дереву с ЧПУ идеально подойдёт как для новичков, так и для мастеров с опытом.
Корпус лазера, а также качественная механика позволяют установить излучатель значительно большей мощности, чем тот, что шел в комплекте со станком. Этот лазерный станок по дереву с ЧПУ идеально подойдёт как для новичков, так и для мастеров с опытом.
 5х
5х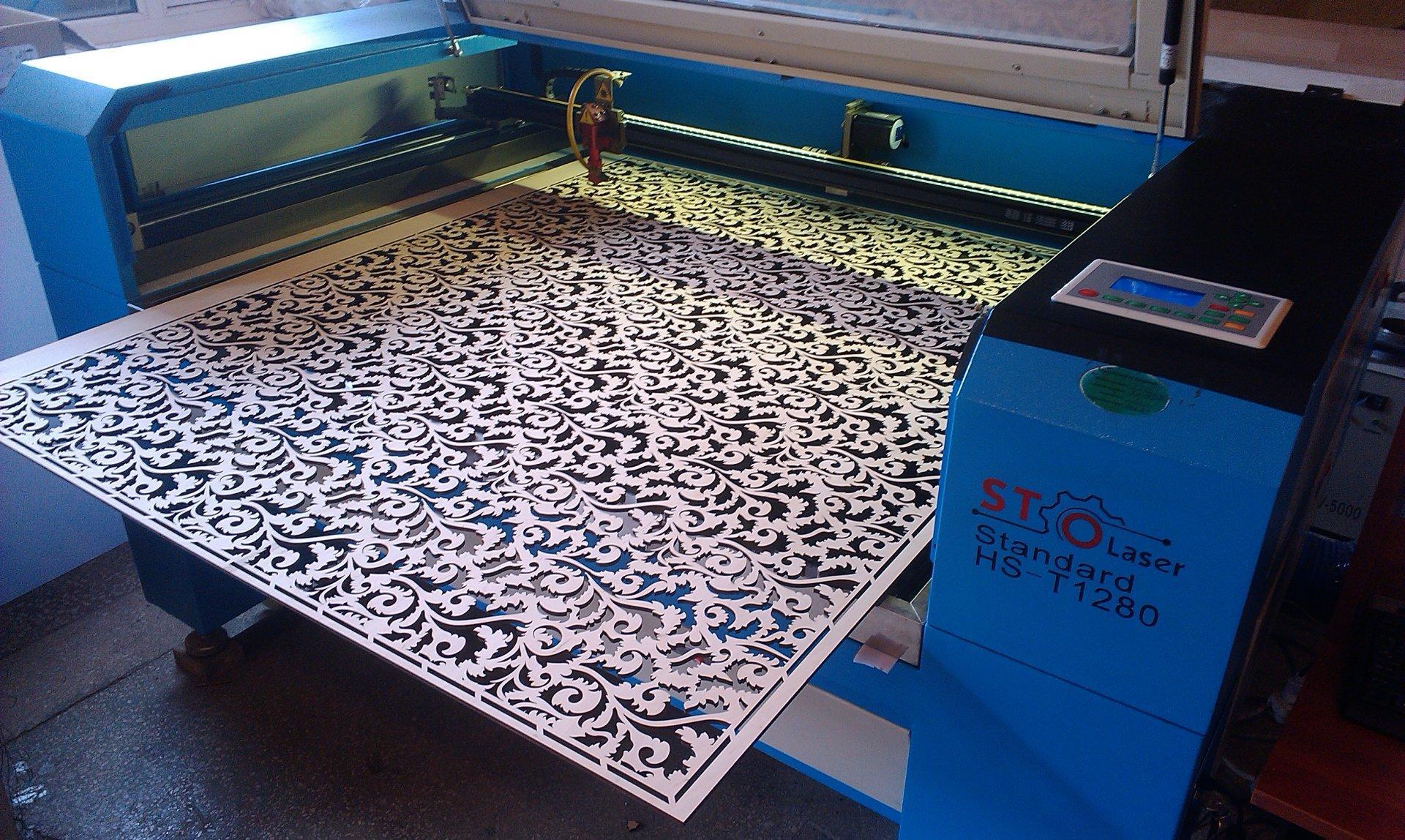
 В отличие от базовых моделей, такие станки отличаются малым размером и повышенной массой, а также усиленными направляющими и качественными шаговыми двигателями, позволяющими наносить гравировку на объекты с повышенной степенью детализации. Так для чего же именно требуется этот лазерный станок с ЧПУ? Купить его можно перейдя в карточку товара, а детальнее о работе оборудования мы расскажем ниже. Традиционно станки с ЧПУ применяются для гравировки привычных материалов, таких, как оргстекло, но сейчас, когда огромная часть рынка уже занята, нужно изучить другие прибыльные ниши лазерной резки.
В отличие от базовых моделей, такие станки отличаются малым размером и повышенной массой, а также усиленными направляющими и качественными шаговыми двигателями, позволяющими наносить гравировку на объекты с повышенной степенью детализации. Так для чего же именно требуется этот лазерный станок с ЧПУ? Купить его можно перейдя в карточку товара, а детальнее о работе оборудования мы расскажем ниже. Традиционно станки с ЧПУ применяются для гравировки привычных материалов, таких, как оргстекло, но сейчас, когда огромная часть рынка уже занята, нужно изучить другие прибыльные ниши лазерной резки.
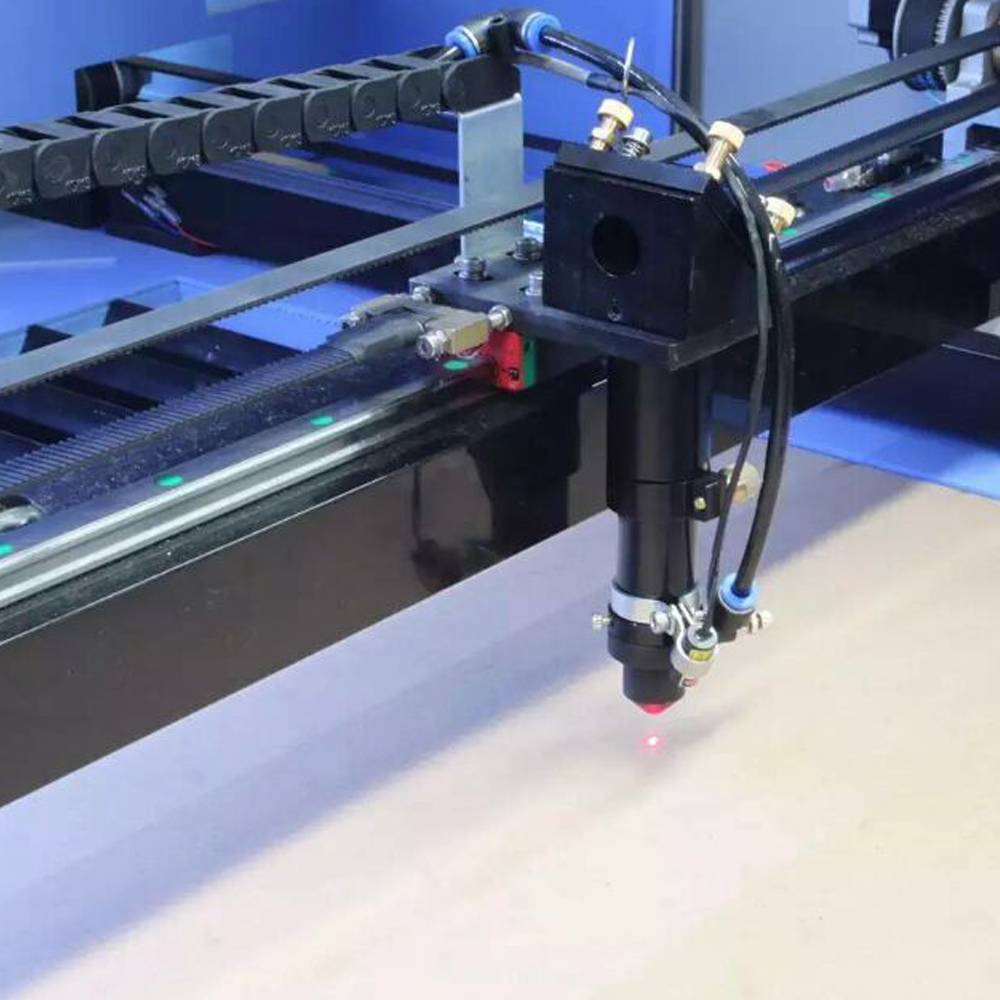
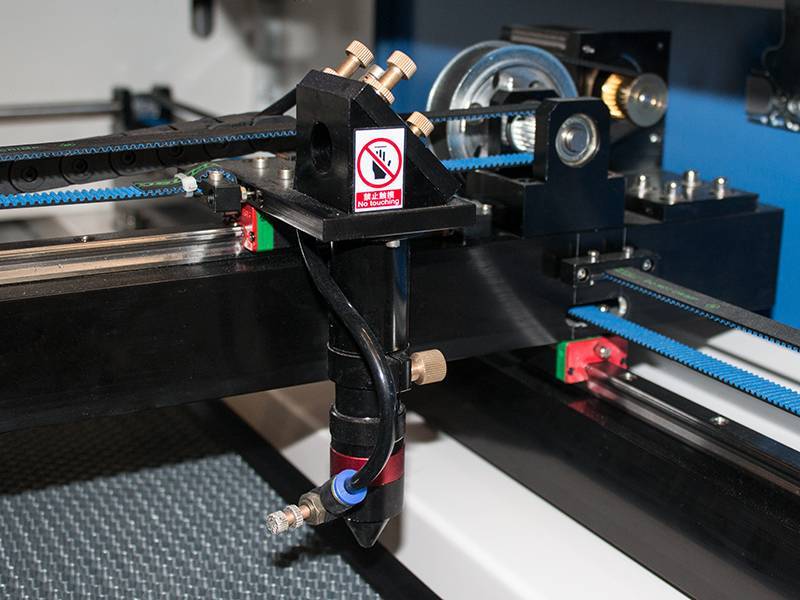 Работаем в Москве, Санкт-Петербурге, Ярославле и оперативно приедем к вам в России и страны ЕАЭС.
Работаем в Москве, Санкт-Петербурге, Ярославле и оперативно приедем к вам в России и страны ЕАЭС.
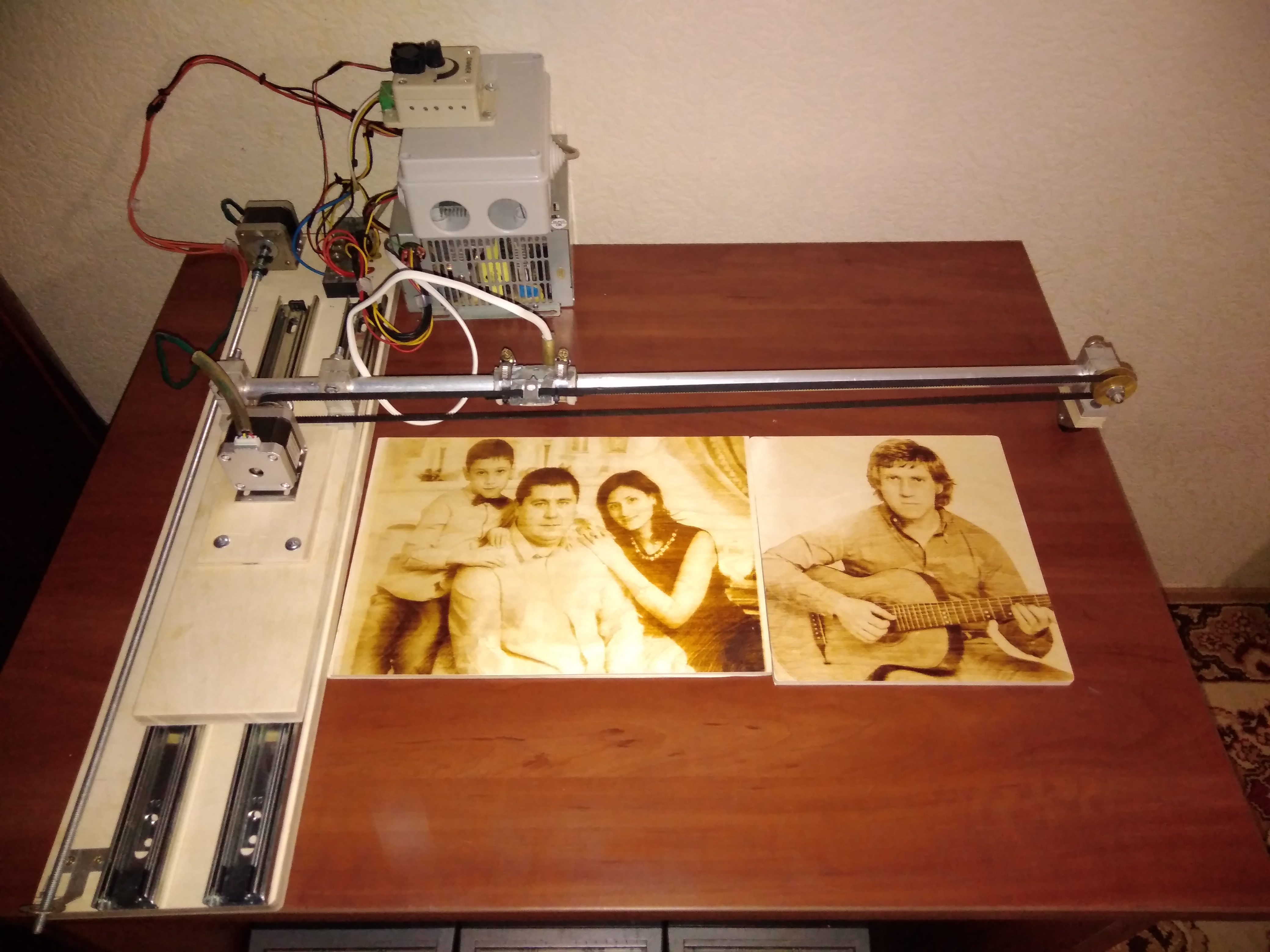

 Однако при замене трубки часто приходится менять и блок высокого напряжения. Обычно в машинах используется эмиттер CO2.
Однако при замене трубки часто приходится менять и блок высокого напряжения. Обычно в машинах используется эмиттер CO2.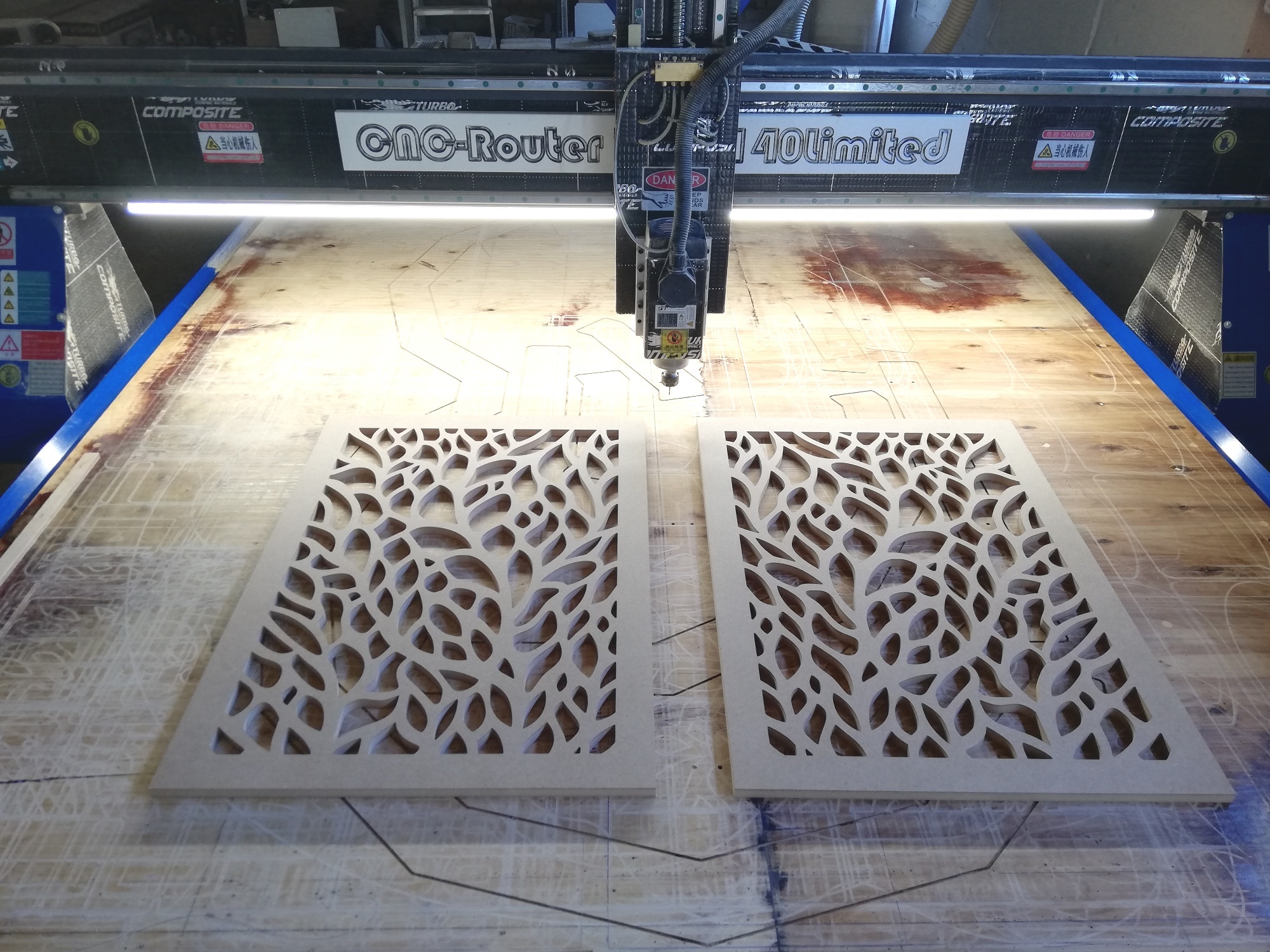 Некоторые материалы можно резать без доступа воздуха. Но тогда есть вероятность поджечь материал.
Некоторые материалы можно резать без доступа воздуха. Но тогда есть вероятность поджечь материал.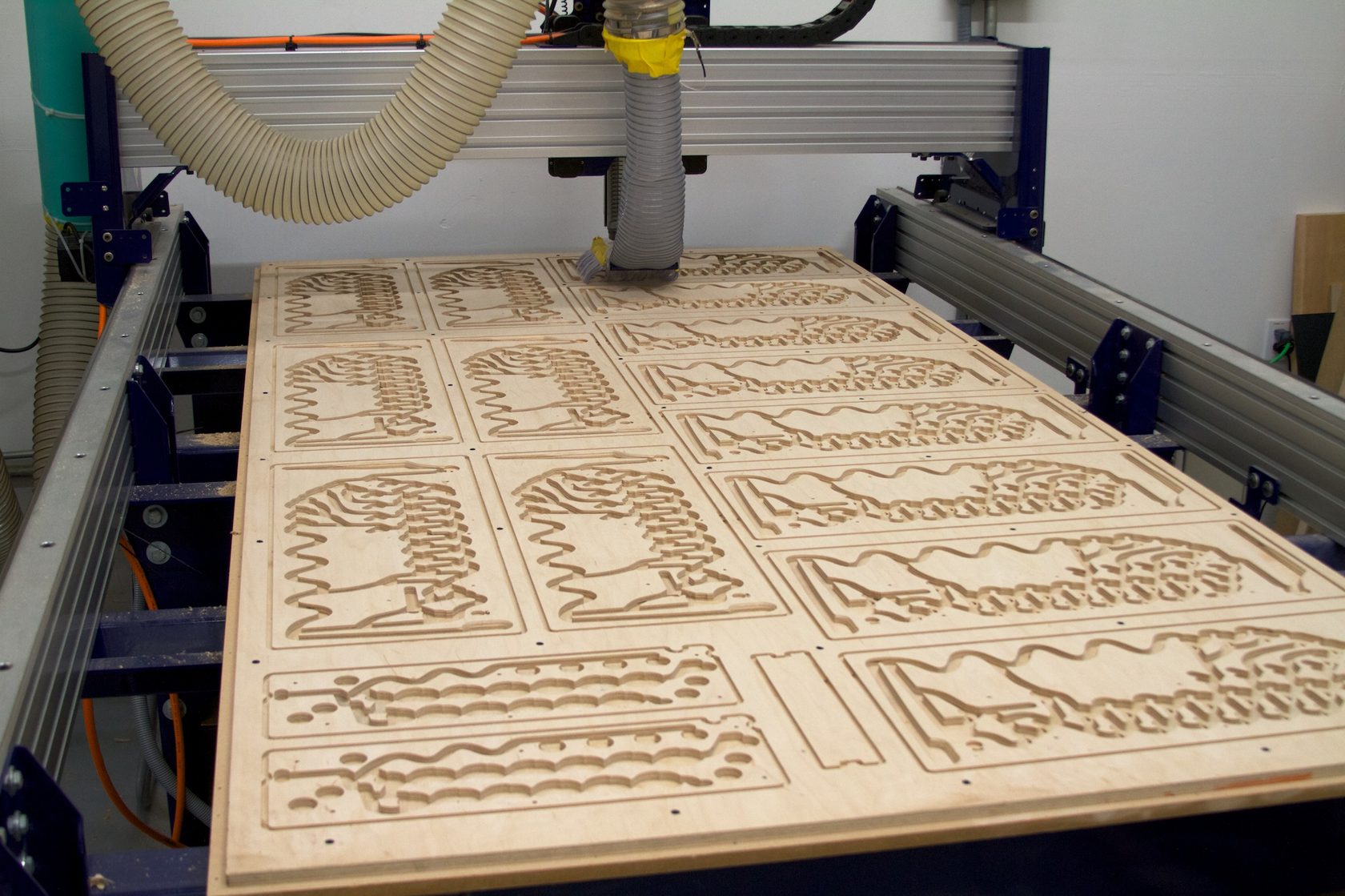 Эту модификацию отличает уникальная рабочая зона, которая предназначена для резки листов фанеры. 60 90 так популярен именно из-за своего размера, низкой цены и большого количества внесенных в него улучшений.
Эту модификацию отличает уникальная рабочая зона, которая предназначена для резки листов фанеры. 60 90 так популярен именно из-за своего размера, низкой цены и большого количества внесенных в него улучшений.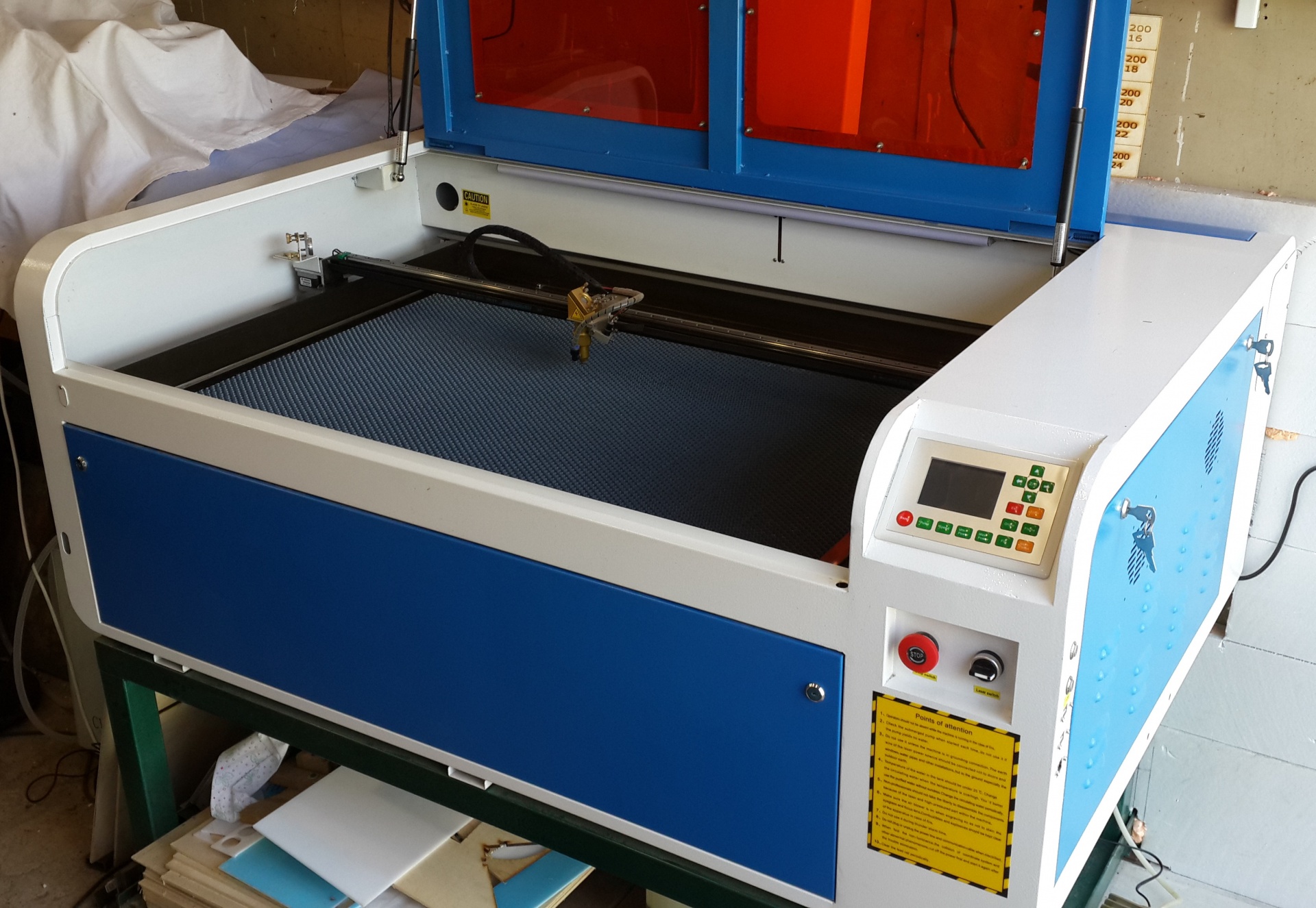 Это было достигнуто благодаря сочетанию следующих факторов:
Это было достигнуто благодаря сочетанию следующих факторов: Его можно либо отрезать сразу, либо подтянуть под портал лист фанеры или дерева.
Его можно либо отрезать сразу, либо подтянуть под портал лист фанеры или дерева. В него легко поместится лист фанеры. Его можно разрезать на нужные элементы без предварительной резки, что необычайно удобно, особенно при работе с фанерой толщиной более 6 мм. Тонкая фанера может несколько прогибаться, нарушая фокусное расстояние. Именно поэтому на этой машине часто используются утяжелители.
В него легко поместится лист фанеры. Его можно разрезать на нужные элементы без предварительной резки, что необычайно удобно, особенно при работе с фанерой толщиной более 6 мм. Тонкая фанера может несколько прогибаться, нарушая фокусное расстояние. Именно поэтому на этой машине часто используются утяжелители. Однако в то же время это и главный его недостаток. Именно из-за своих размеров он стоит дороже аналогов и не так популярен среди покупателей. Чаще всего его приобретают крупные промышленные компании.
Однако в то же время это и главный его недостаток. Именно из-за своих размеров он стоит дороже аналогов и не так популярен среди покупателей. Чаще всего его приобретают крупные промышленные компании.
 Станок поставляется с лазерной трубкой мощностью 100-120 Вт, которая в основном предназначена для лазерной резки. Однако гравировка возможна и на этом лазерном оборудовании благодаря потенциометру, позволяющему регулировать мощность менее 10%.
Станок поставляется с лазерной трубкой мощностью 100-120 Вт, которая в основном предназначена для лазерной резки. Однако гравировка возможна и на этом лазерном оборудовании благодаря потенциометру, позволяющему регулировать мощность менее 10%. Но если это основная цель покупки, то срок окупаемости машины сократится в разы.
Но если это основная цель покупки, то срок окупаемости машины сократится в разы. Его размер зависит от используемого материала. Сконцентрированный и сфокусированный луч попадает на материал и заставляет его испаряться.
Его размер зависит от используемого материала. Сконцентрированный и сфокусированный луч попадает на материал и заставляет его испаряться.


 Они сказались на качестве продукции и необходимой постобработке.
Они сказались на качестве продукции и необходимой постобработке. Сегодня наиболее распространенными пользователями нашей продукции являются:
Сегодня наиболее распространенными пользователями нашей продукции являются:
 Это его основная сфера применения.
Это его основная сфера применения. С другой стороны, чем сложнее мощность лазера, тем выше стоимость. Это ваш выбор, чтобы сбалансировать цену и практичность.
С другой стороны, чем сложнее мощность лазера, тем выше стоимость. Это ваш выбор, чтобы сбалансировать цену и практичность.
 3.1).
3.1). 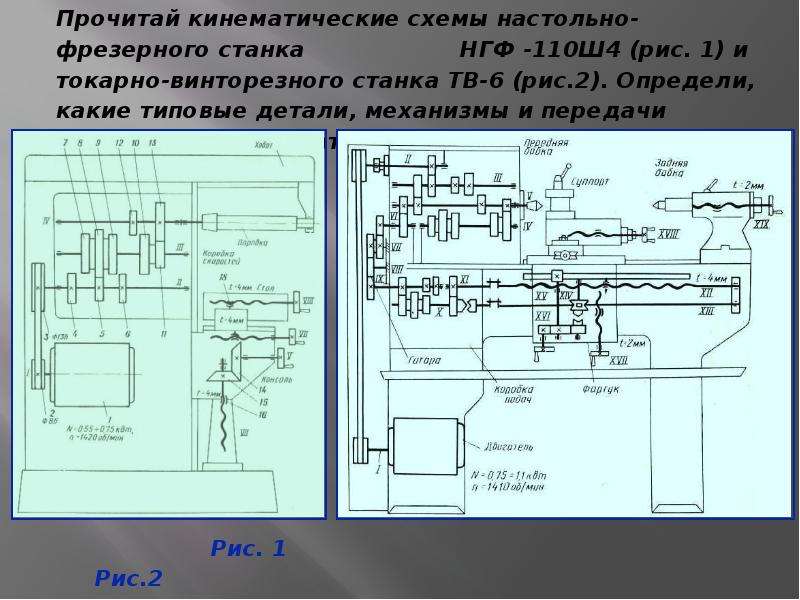
 В него входят составляю¬щие, характеризующие все элементы цепи от начального до конечного зве¬на, в том числе и преобразующие движение, например, вращательное в по¬ступательное. В этом случае в уравнение баланса входит единица параметра. определяющего условия этого преобразования: мм/об (шаг винта) — при использовании передачи винт — гайка или мм (модуль) — при использовании передачи зубчатое колесо — рейка. Этот параметр позволяет также согласо¬вывать характеристики движения начального и конечного звеньев кинема¬тической цепи. При передаче только вращательного движения в уравнение входят безразмерные составляющие (отношения i механизмов и отдельных передач), в связи с чем единицы параметров движения конечного и началь¬ного звеньев одинаковы.
В него входят составляю¬щие, характеризующие все элементы цепи от начального до конечного зве¬на, в том числе и преобразующие движение, например, вращательное в по¬ступательное. В этом случае в уравнение баланса входит единица параметра. определяющего условия этого преобразования: мм/об (шаг винта) — при использовании передачи винт — гайка или мм (модуль) — при использовании передачи зубчатое колесо — рейка. Этот параметр позволяет также согласо¬вывать характеристики движения начального и конечного звеньев кинема¬тической цепи. При передаче только вращательного движения в уравнение входят безразмерные составляющие (отношения i механизмов и отдельных передач), в связи с чем единицы параметров движения конечного и началь¬ного звеньев одинаковы. 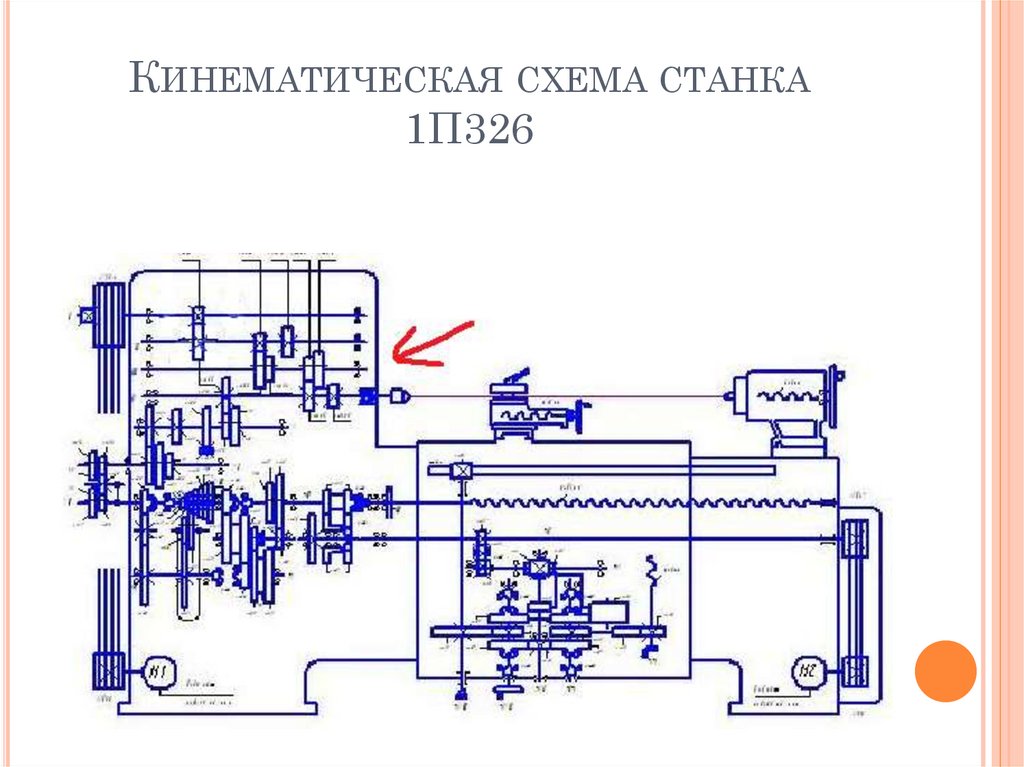 ЭТОТ диапазон характеризует эксплуатационные возможности станка.
ЭТОТ диапазон характеризует эксплуатационные возможности станка. 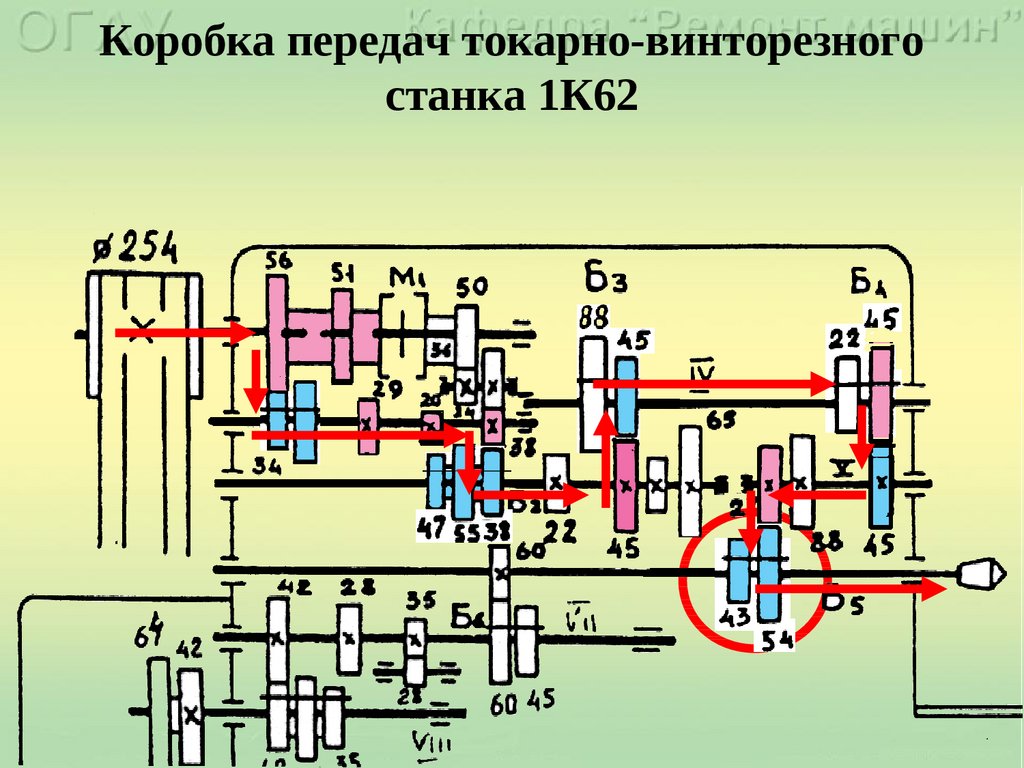

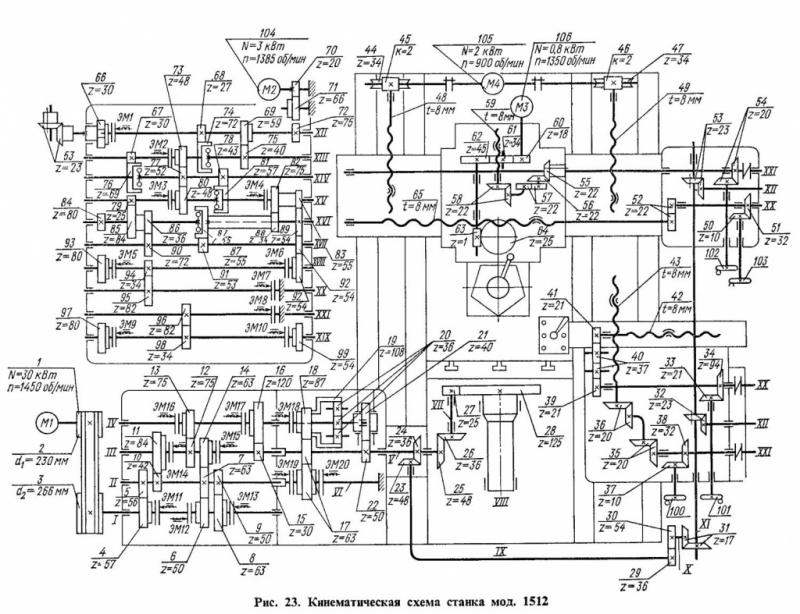 Вал имеет более короткую спираль червячной передачи, но большего диаметра. В фартуке находится механизм, который преобразует вращательное движение вала или винта в возвратно-поступательное движение суппорта.
Вал имеет более короткую спираль червячной передачи, но большего диаметра. В фартуке находится механизм, который преобразует вращательное движение вала или винта в возвратно-поступательное движение суппорта. Также на ней размещается инструмент, выполняющий сверление или обработку осевого отверстия в заготовке.
Также на ней размещается инструмент, выполняющий сверление или обработку осевого отверстия в заготовке. Оно состоит из трех зубчатых передач, понижающих частоту вращения. Далее находится механизм реверса, который обеспечивает возможность перемещения фартука с суппортом в оба направления.
Оно состоит из трех зубчатых передач, понижающих частоту вращения. Далее находится механизм реверса, который обеспечивает возможность перемещения фартука с суппортом в оба направления.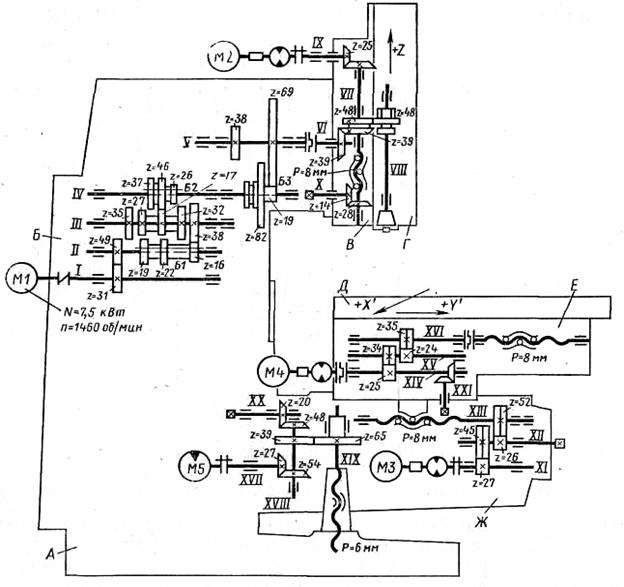 Этот курс рассказывает нам об отличительных особенностях машин. Это говорит нам о том, как работает машина. В этом курсе мы будем изучать работу машин. Как они работают? Какой будет скорость вывода, если задана некоторая входная скорость. Какой будет разгон и тд.
Этот курс рассказывает нам об отличительных особенностях машин. Это говорит нам о том, как работает машина. В этом курсе мы будем изучать работу машин. Как они работают? Какой будет скорость вывода, если задана некоторая входная скорость. Какой будет разгон и тд.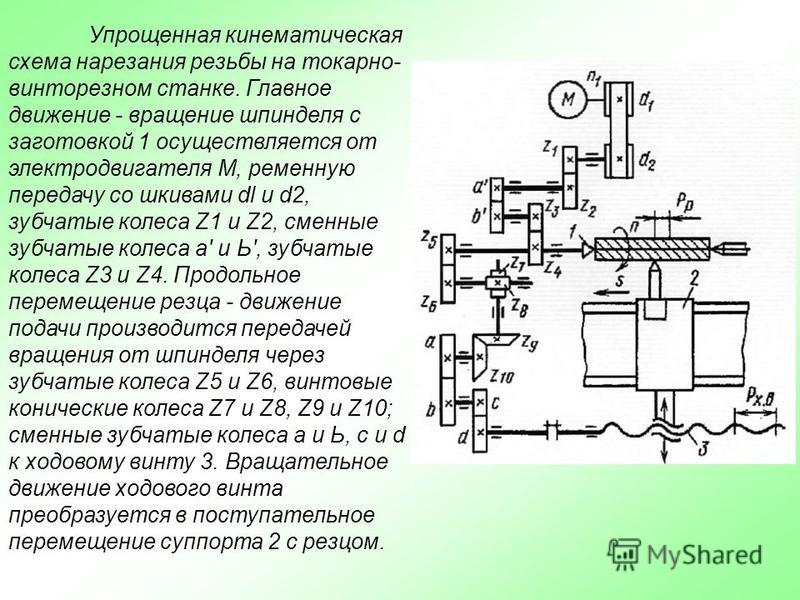 Основы механики.
Основы механики. Это означает, что движение любого одного звена кинематической цепи будет давать определенное и предсказуемое движение относительно каждого из остальных. Обычно одно из звеньев кинематической цепи закреплено в механизме.
Это означает, что движение любого одного звена кинематической цепи будет давать определенное и предсказуемое движение относительно каждого из остальных. Обычно одно из звеньев кинематической цепи закреплено в механизме. Многие инструменты являются механизмами, но не машинами, потому что они не выполняют никакой полезной работы и не преобразуют энергию. Например. Механические часы, чертежник.
Многие инструменты являются механизмами, но не машинами, потому что они не выполняют никакой полезной работы и не преобразуют энергию. Например. Механические часы, чертежник.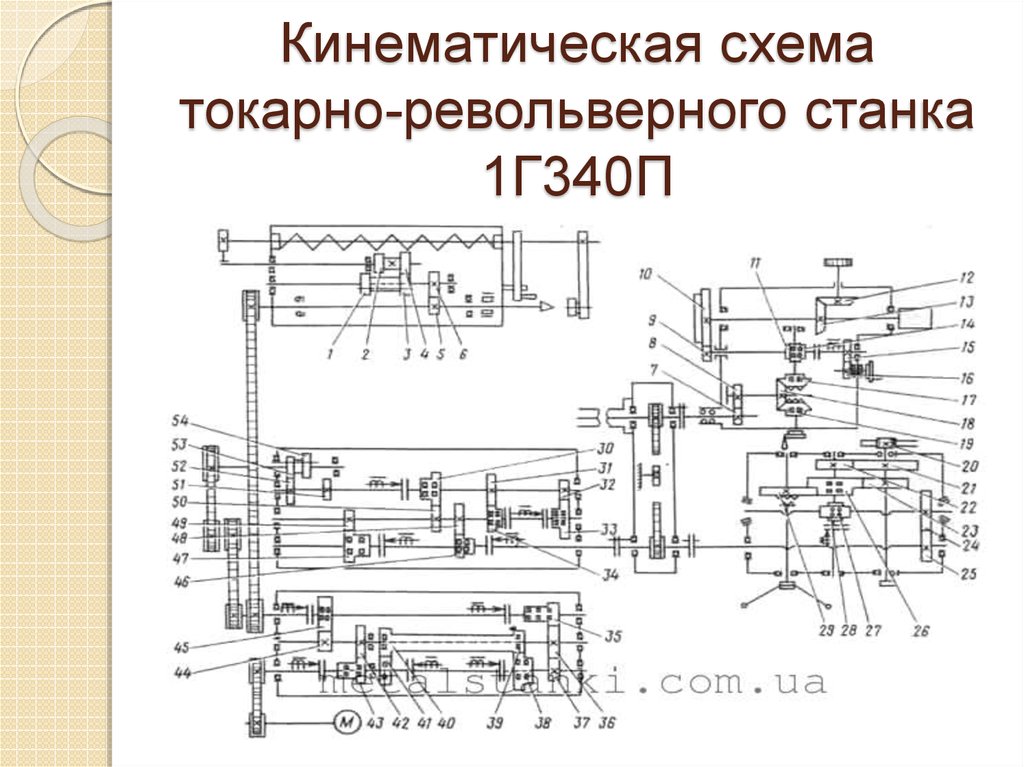 (Рис.1.04 б)
(Рис.1.04 б)
 е. на нижнюю сторону заготовки. Крепление детали здесь также становится важным!
е. на нижнюю сторону заготовки. Крепление детали здесь также становится важным!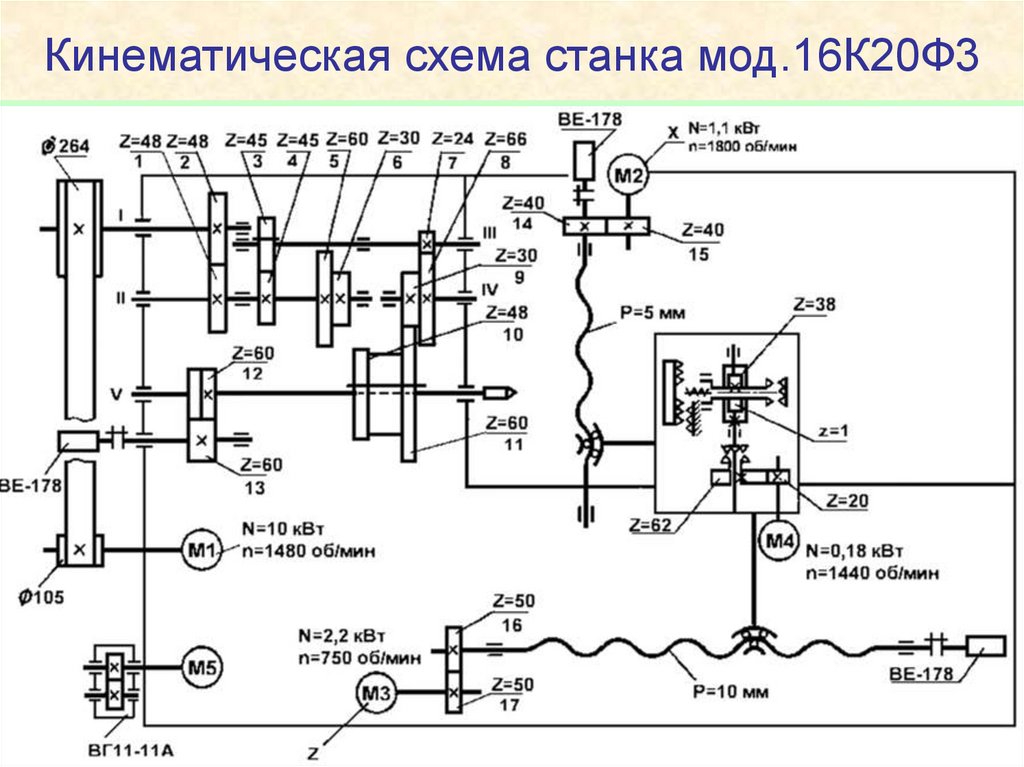 Они представляют собой длинные передние цепи вращающихся преобразователей, и редукторы/приводы, способные создавать достаточный крутящий момент (при достаточно малом весе), остаются дорогими.
Они представляют собой длинные передние цепи вращающихся преобразователей, и редукторы/приводы, способные создавать достаточный крутящий момент (при достаточно малом весе), остаются дорогими.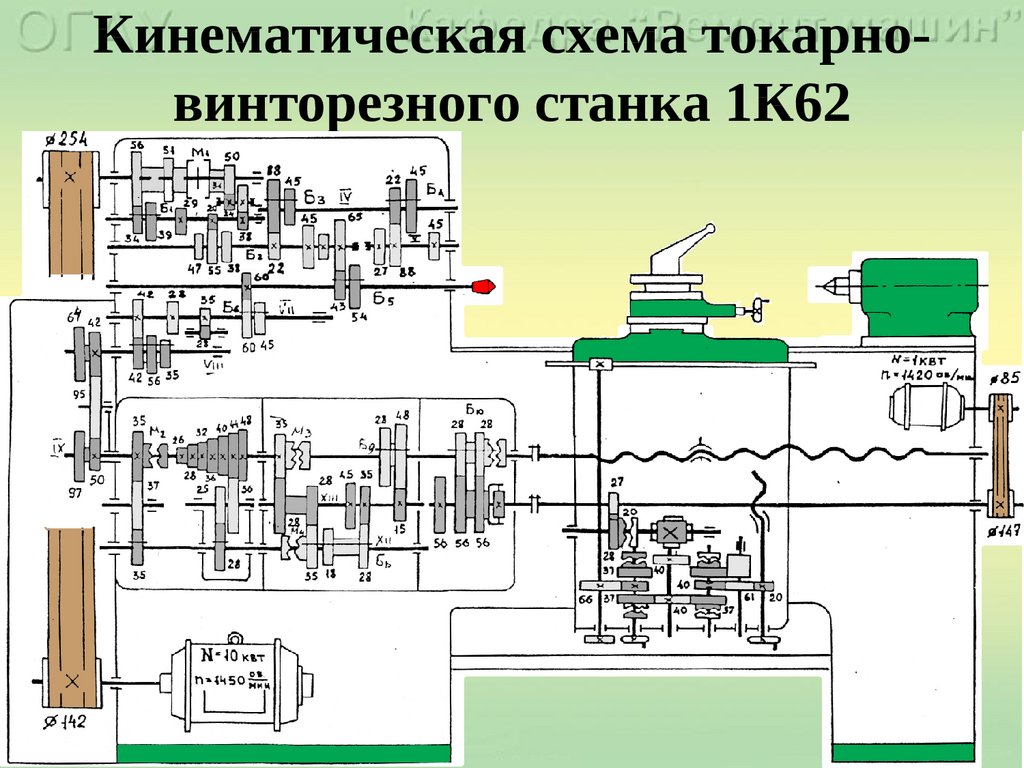 Мы можем лучше использовать наше время, чтобы попытаться понять некоторые нюансы, которые могут возникнуть, когда мы проектируем эти вещи.
Мы можем лучше использовать наше время, чтобы попытаться понять некоторые нюансы, которые могут возникнуть, когда мы проектируем эти вещи.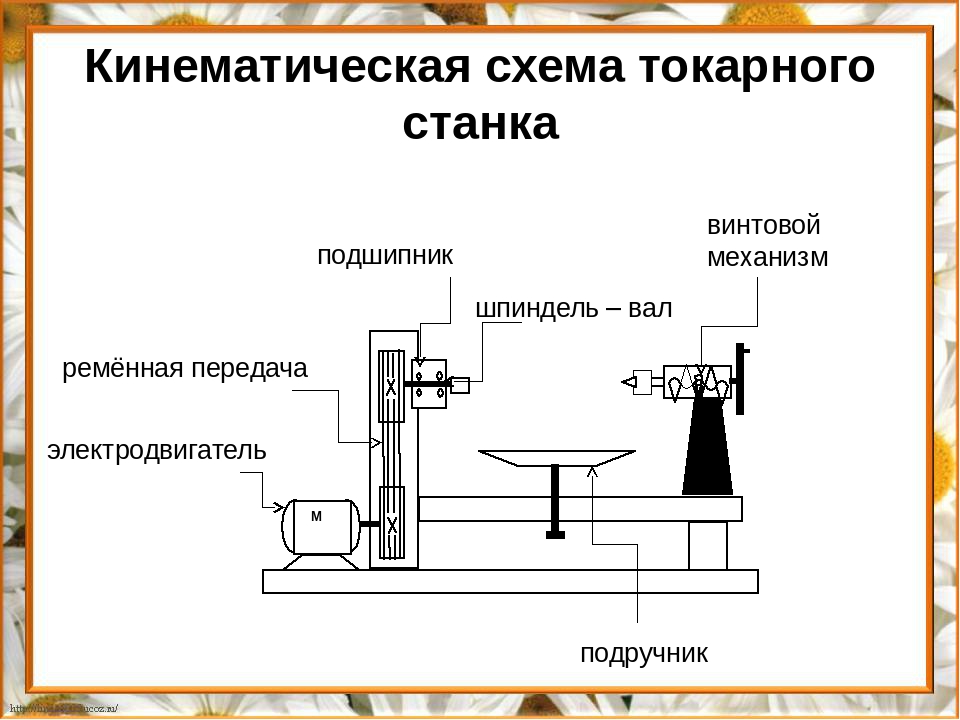
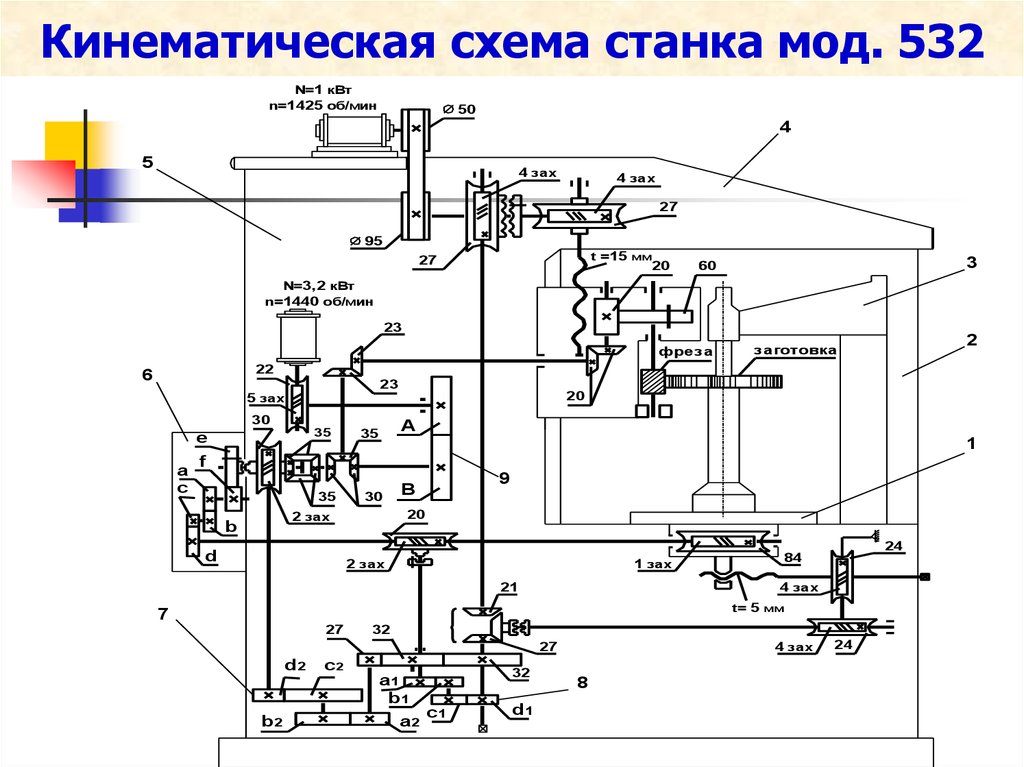
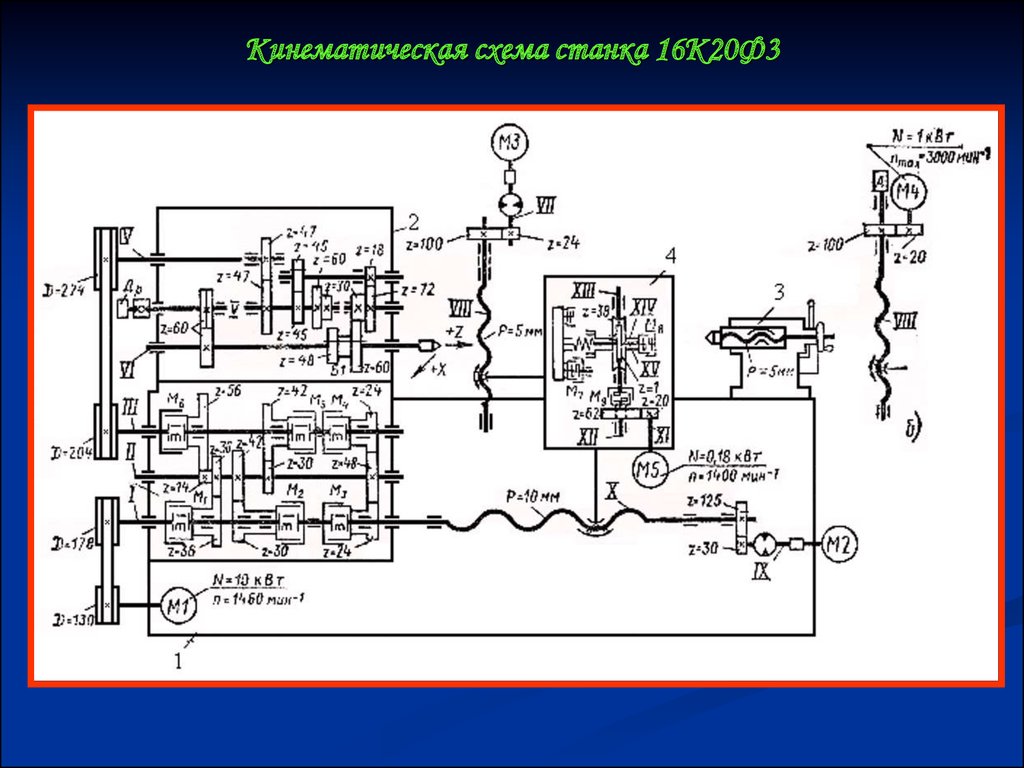 Стоит отметить, что если бы мы написали подходящий контроллер для Clank, мы могли бы управлять этим небольшим вращением в плоскости XY оси Y: машина имеет «три оси», но четыре двигателя: с помощью дифференциального привода на Y-левый и Двигатели Y-Right позволили бы использовать здесь «свободную» глубину резкости. На практике двигатели просто отражают друг друга.
Стоит отметить, что если бы мы написали подходящий контроллер для Clank, мы могли бы управлять этим небольшим вращением в плоскости XY оси Y: машина имеет «три оси», но четыре двигателя: с помощью дифференциального привода на Y-левый и Двигатели Y-Right позволили бы использовать здесь «свободную» глубину резкости. На практике двигатели просто отражают друг друга.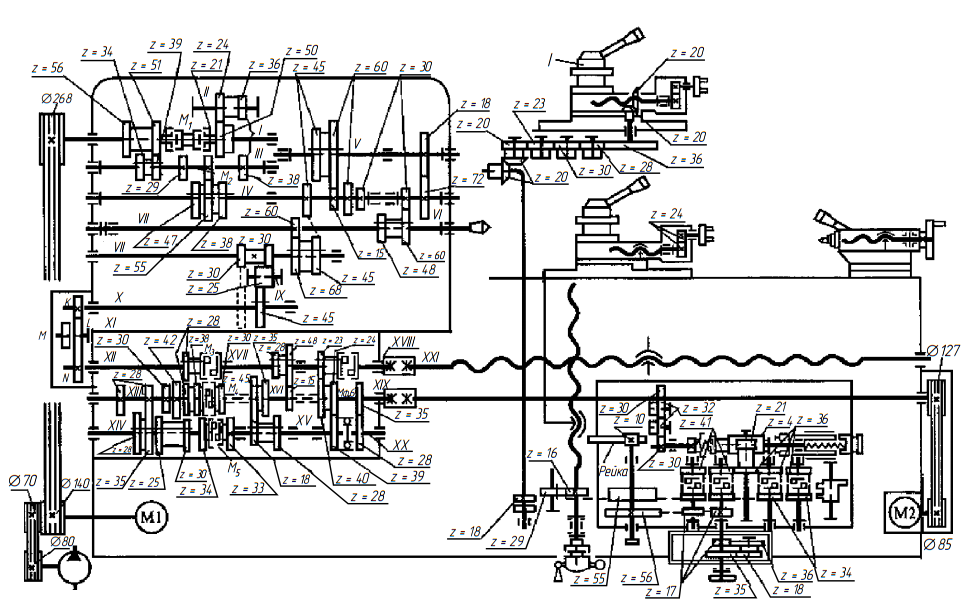
 мм
мм
 20.1270N-12 )
20.1270N-12 ) 20.1270N-15 )
20.1270N-15 ) 20.1270u-17 )
20.1270u-17 ) 20.1270u-20 )
20.1270u-20 ) 20.1270N-24 )
20.1270N-24 ) 20.1270N-27 )
20.1270N-27 ) 20.1270u-30 )
20.1270u-30 ) 20.1270N-34 )
20.1270N-34 ) 20.1270u-37 )
20.1270u-37 )
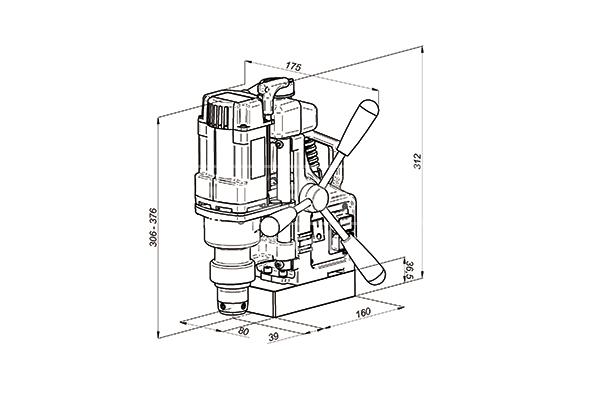 Общие сведения
Общие сведения Ось сверления может быть направлена даже снизу вверх.
Ось сверления может быть направлена даже снизу вверх. Назначение и область применения
Назначение и область применения


 Для крепления станка на базовой поверхности служит электромагнитное основание. На корпусе смонтирован привод станка, перемещающийся по направляющим суппорта. Перемещение привода осуществляется посредством вращения рукояток управления подачей через механизм привода подачи.
Для крепления станка на базовой поверхности служит электромагнитное основание. На корпусе смонтирован привод станка, перемещающийся по направляющим суппорта. Перемещение привода осуществляется посредством вращения рукояток управления подачей через механизм привода подачи.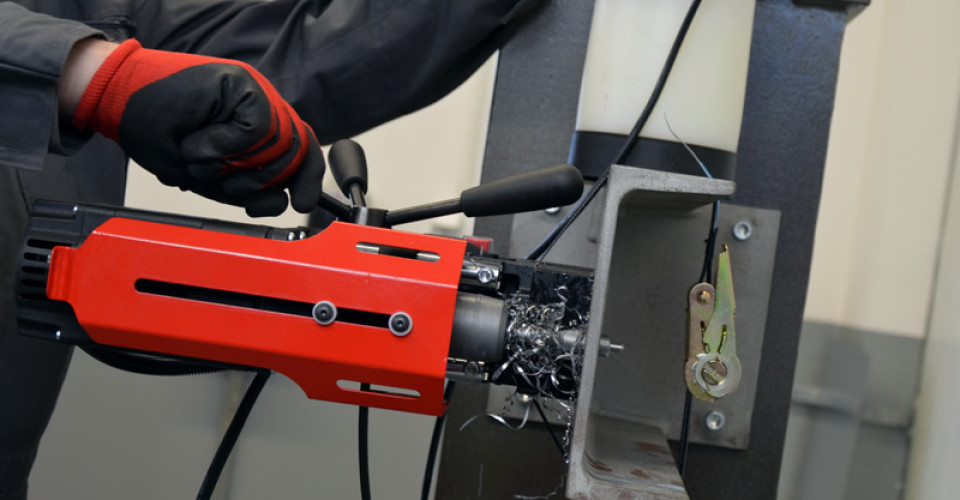 Необходимо помнить, что при толщине метала менее 10 мм фиксации кнопки Старт не происходит. Для работы в этой ситуации необходима ручная фиксация кнопки. Такой тип крепления делает возможным выполнение отверстий, как в нормальном положении, так и в нетипичных позициях, например, при закреплении станка к стальной вертикальной стенке или стальному перекрытию. При этом необходимо, с целью соблюдения техники безопасности, закрепить машину страховочной цепью, входящей в комплект поставки.
Необходимо помнить, что при толщине метала менее 10 мм фиксации кнопки Старт не происходит. Для работы в этой ситуации необходима ручная фиксация кнопки. Такой тип крепления делает возможным выполнение отверстий, как в нормальном положении, так и в нетипичных позициях, например, при закреплении станка к стальной вертикальной стенке или стальному перекрытию. При этом необходимо, с целью соблюдения техники безопасности, закрепить машину страховочной цепью, входящей в комплект поставки. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
 Привод
Привод Руководство по эксплуатации. ЗАО НПО Вектор
Руководство по эксплуатации. ЗАО НПО Вектор Срок службы значительно больше, и вы избегаете высоких затрат на техническое обслуживание.
Срок службы значительно больше, и вы избегаете высоких затрат на техническое обслуживание.
 /18″ 316 «316» 316 «316» 3 1. 3708 «. 1 7/16»
/18″ 316 «316» 316 «316» 3 1. 3708 «. 1 7/16» 36+
36+ Четыре отдельных поворотных магнита приспосабливаются к поверхности детали, поэтому для работы станка не требуется идеально ровный материал. Кроме того, каждый магнит оснащен функцией переменной удерживающей силы. Это позволяет легко позиционировать машину, когда магниты частично задействованы. Магнитное основание не требует электричества, что обеспечивает большую безопасность в случае отключения электроэнергии.
Четыре отдельных поворотных магнита приспосабливаются к поверхности детали, поэтому для работы станка не требуется идеально ровный материал. Кроме того, каждый магнит оснащен функцией переменной удерживающей силы. Это позволяет легко позиционировать машину, когда магниты частично задействованы. Магнитное основание не требует электричества, что обеспечивает большую безопасность в случае отключения электроэнергии. Магнитное основание оснащено очень сильными неодимовыми магнитами и не требует электричества для работы. Функция переключения удерживающей силы позволяет легко и точно позиционировать дрель, в то время как магнитное основание частично задействовано.
Магнитное основание оснащено очень сильными неодимовыми магнитами и не требует электричества для работы. Функция переключения удерживающей силы позволяет легко и точно позиционировать дрель, в то время как магнитное основание частично задействовано.
 Радищева, 5
Радищева, 5 , д. 8
, д. 8 , д. 15
, д. 15 , д. 26
, д. 26 Карла Маркса, 96А
Карла Маркса, 96А org/SiteNavigationElement»>
org/SiteNavigationElement»>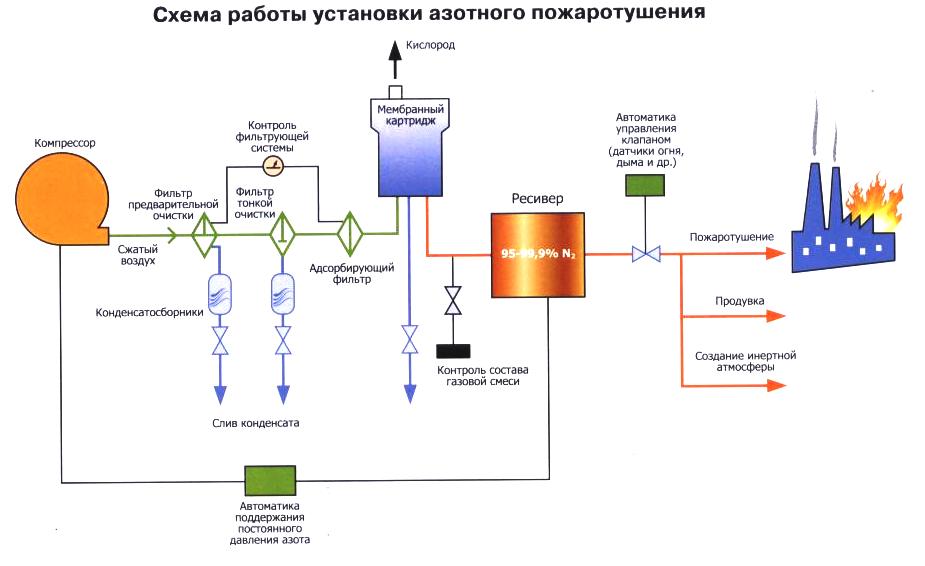 org/ListItem»>
org/ListItem»> Адсорбционный генератор по получению азота состоит из нескольких емкостей-адсорберов, которые заполнены углеродными молекулярными ситами. Адсорбционные генераторы азота компактны, сравнительно недороги в обслуживании, просты конструктивно. Они вырабатывают азот в малых и средних количествах, и позволяют получать чистый азот от 99,999% и выше.
Адсорбционный генератор по получению азота состоит из нескольких емкостей-адсорберов, которые заполнены углеродными молекулярными ситами. Адсорбционные генераторы азота компактны, сравнительно недороги в обслуживании, просты конструктивно. Они вырабатывают азот в малых и средних количествах, и позволяют получать чистый азот от 99,999% и выше. Проникший поток воздуха (сбросной поток) сбрасывается в атмосферу. Отдельные блоки собираются в мембранные блоки, а их количество зависит от необходимой производительности. Существует множество комплектаций, производительность которых составляет до 6570 м3/час, при давлении до 50 МПа.
Проникший поток воздуха (сбросной поток) сбрасывается в атмосферу. Отдельные блоки собираются в мембранные блоки, а их количество зависит от необходимой производительности. Существует множество комплектаций, производительность которых составляет до 6570 м3/час, при давлении до 50 МПа.

 ..550 бар
..550 бар

 10 Ст.1 Градостроительного Кодекса РФ, не являются объектами капитального строительства. Они являются изделием полной заводской готовности, выпускаются по Техническим условиям завода-изготовителя и сертифицированы на соответствие требованиям ТР ТС 010/2011 «О безопасности машин и оборудования» и ГОСТ 22853 «Здания мобильные (инвентарные). Общие технические условия».
10 Ст.1 Градостроительного Кодекса РФ, не являются объектами капитального строительства. Они являются изделием полной заводской готовности, выпускаются по Техническим условиям завода-изготовителя и сертифицированы на соответствие требованиям ТР ТС 010/2011 «О безопасности машин и оборудования» и ГОСТ 22853 «Здания мобильные (инвентарные). Общие технические условия».
 20.13330.2011 «Нагрузки и воздействия», СП.131.13330.2012 «Строительная климатология», СП.16.13330.2011 «Стальные конструкции», ГОСТ 22853-86, СП14.13330.2014 «Строительство в сейсмических районах» с использованием сертифицированного программного комплекса «LIRA SOFT» или «MicroFe».
20.13330.2011 «Нагрузки и воздействия», СП.131.13330.2012 «Строительная климатология», СП.16.13330.2011 «Стальные конструкции», ГОСТ 22853-86, СП14.13330.2014 «Строительство в сейсмических районах» с использованием сертифицированного программного комплекса «LIRA SOFT» или «MicroFe».
 1 Градостроительного Кодекса РФ:
1 Градостроительного Кодекса РФ:

 Адсорбционные генераторы представлены в двух вариантах NITROPOWER и NITROPOWER PLUS с различной комплектацией и набором дополнительных опций. Это позволяет Заказчику платить исключительно за то, что необходимо, с гарантией неизменно высокого качества.
Адсорбционные генераторы представлены в двух вариантах NITROPOWER и NITROPOWER PLUS с различной комплектацией и набором дополнительных опций. Это позволяет Заказчику платить исключительно за то, что необходимо, с гарантией неизменно высокого качества. Азотные установки спроектированы как автономные системы, позволяющие производить азот под высоким давлением. Азотные станции отличаются высокой надежностью, конструктивно просты и эффективны.
Азотные установки спроектированы как автономные системы, позволяющие производить азот под высоким давлением. Азотные станции отличаются высокой надежностью, конструктивно просты и эффективны.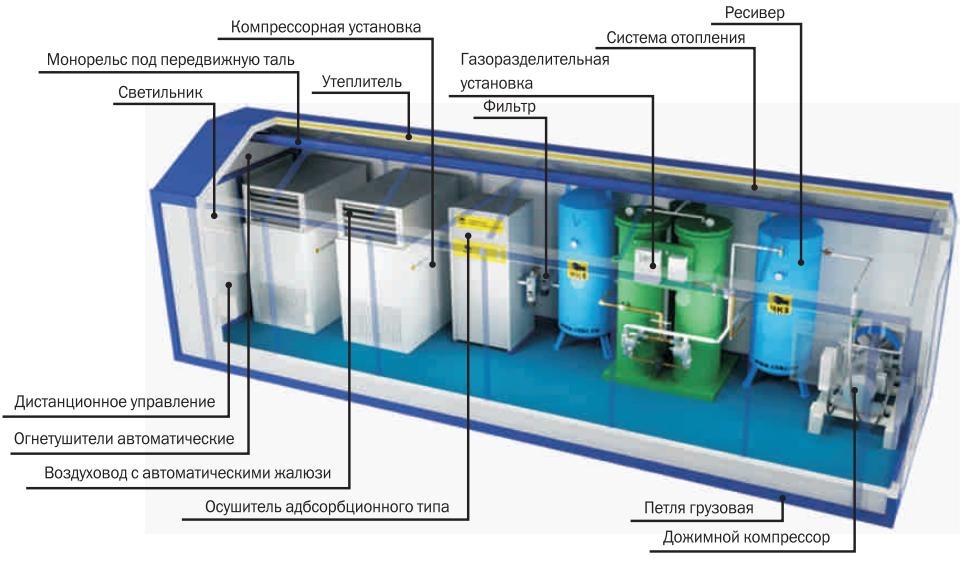 В таблице показаны наиболее распространенные формы, встречающиеся в почве, и наиболее распространенные формы, используемые растениями.
В таблице показаны наиболее распространенные формы, встречающиеся в почве, и наиболее распространенные формы, используемые растениями. Превращается микроорганизмами в аммоний, затем в нитраты. Обе эти неорганические формы могут использоваться растением.
Превращается микроорганизмами в аммоний, затем в нитраты. Обе эти неорганические формы могут использоваться растением. Однако, если глубина грунтовых вод велика, а нижележащая почва представляет собой тяжелую глину, загрязнение грунтовых вод нитратами маловероятно.
Однако, если глубина грунтовых вод велика, а нижележащая почва представляет собой тяжелую глину, загрязнение грунтовых вод нитратами маловероятно.

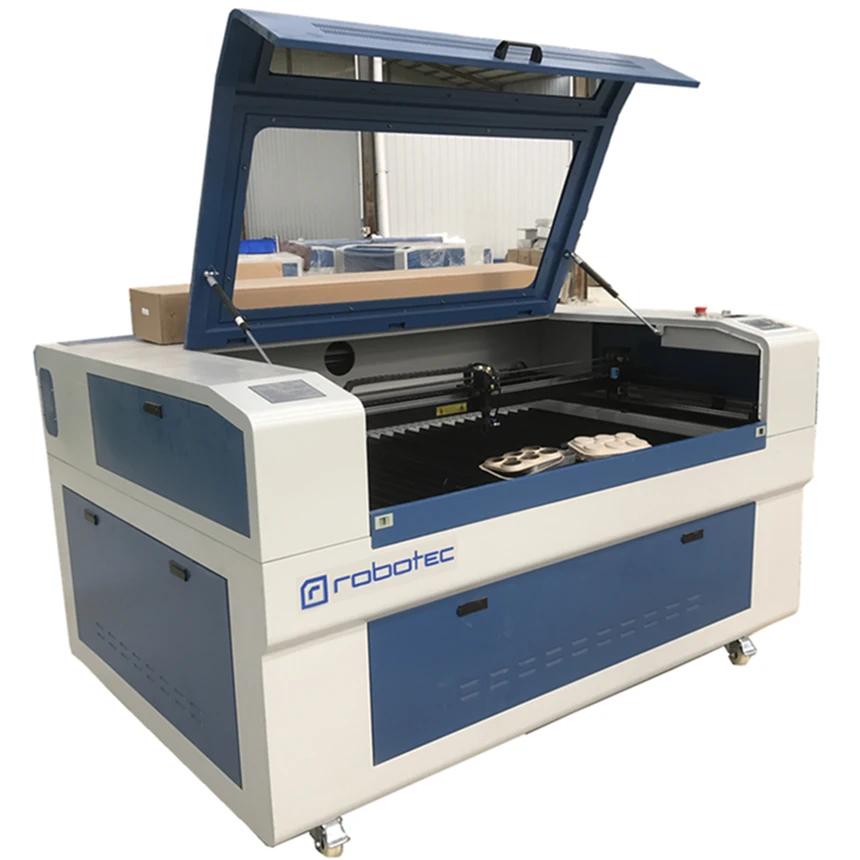
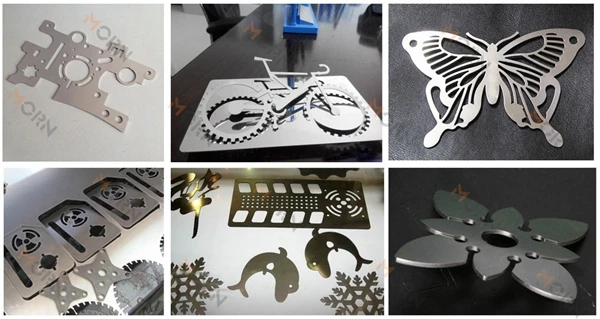 Популярное применение — обработка фанеры и дерева. При выборе такого оборудования важнейшим параметром становится мощность лазера для резки фанеры, и этот вопрос заслуживает особого внимания.
Популярное применение — обработка фанеры и дерева. При выборе такого оборудования важнейшим параметром становится мощность лазера для резки фанеры, и этот вопрос заслуживает особого внимания. Имеет рабочий стол увеличенного размера, усиленный корпус, большие размеры и повышенную мощность. Соответственно, выше и стоимость станка.
Имеет рабочий стол увеличенного размера, усиленный корпус, большие размеры и повышенную мощность. Соответственно, выше и стоимость станка. Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см.
Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см.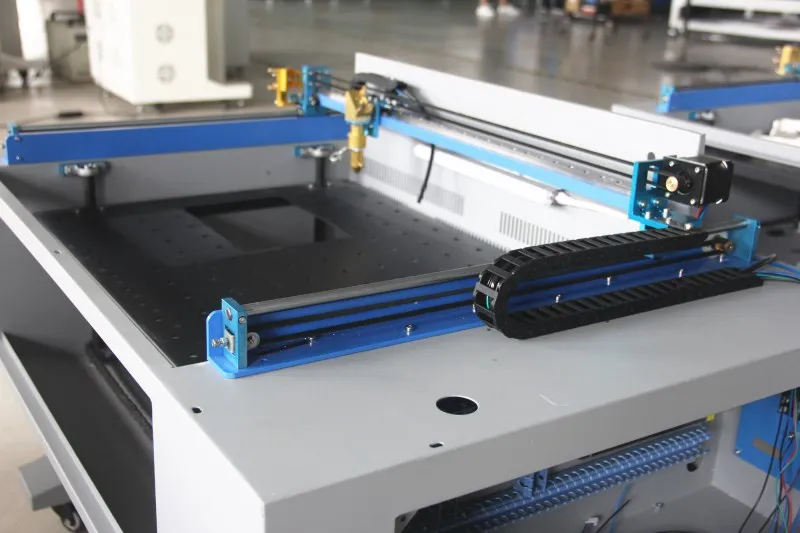 Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки.
Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки. Используется такой источник чаще всего в самодельных станках.
Используется такой источник чаще всего в самодельных станках. Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы.
Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы. е. активной среды, накачки и наличия резонатора. Выходная мощность зависит еще и от оптической системы. Повышенная мощность обеспечивается волоконным и твердотельным лазером, но у них высока стоимость. Для фанеры вполне подходит менее мощный, но более дешевый СО2-лазер.
е. активной среды, накачки и наличия резонатора. Выходная мощность зависит еще и от оптической системы. Повышенная мощность обеспечивается волоконным и твердотельным лазером, но у них высока стоимость. Для фанеры вполне подходит менее мощный, но более дешевый СО2-лазер. В принципе возможно применение для резки лазеров такого типа на 2–15 Вт. Мощность указывается на корпусе модели и в инструкции.
В принципе возможно применение для резки лазеров такого типа на 2–15 Вт. Мощность указывается на корпусе модели и в инструкции. Он способен раскраивать листы толщиной 3–5 мм. Станок Endurance 5,6 может работать в таком режиме:
Он способен раскраивать листы толщиной 3–5 мм. Станок Endurance 5,6 может работать в таком режиме: Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну.
Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну.
 С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий.
С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий.

 ).
).
 дюйм
дюйм

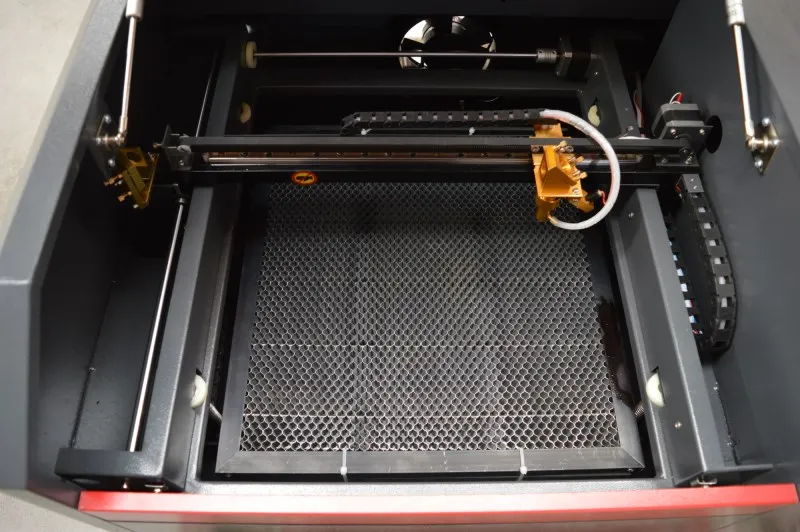 (Источник: форум Flux3dp)
(Источник: форум Flux3dp)

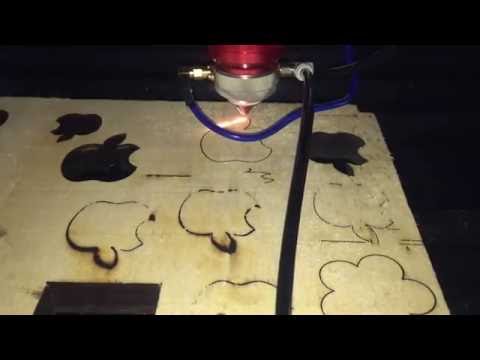
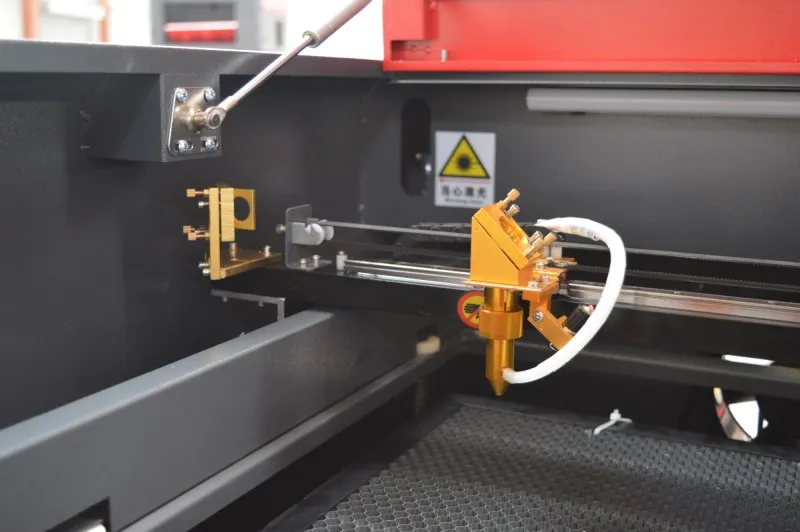


 Лазерная гравировка фанеры позволяет получить высококачественную гравировку с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Лазерная гравировка фанеры позволяет получить высококачественную гравировку с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации. Светлое дерево отлично подходит для получения контрастных цветов и видимых деталей.
Светлое дерево отлично подходит для получения контрастных цветов и видимых деталей.

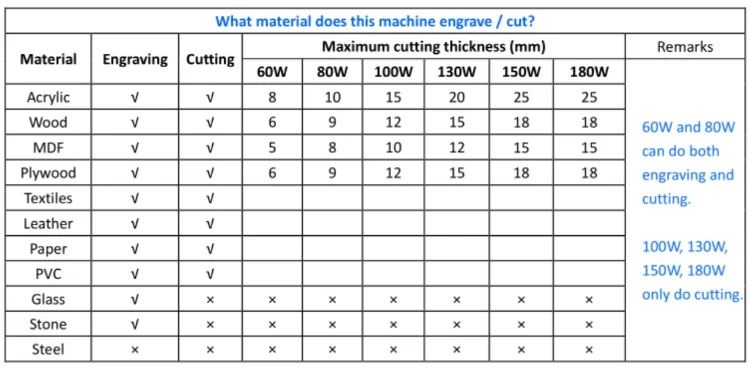
 Липа 3 мм.
Липа 3 мм.  Начиная!
Начиная!

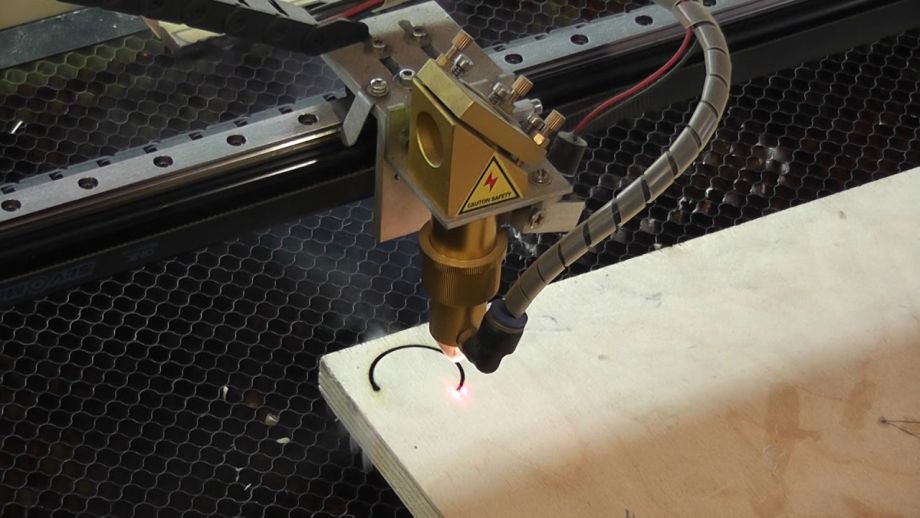 Но у меня была фанера 5 мм и фанера 9 мм.
Но у меня была фанера 5 мм и фанера 9 мм. 
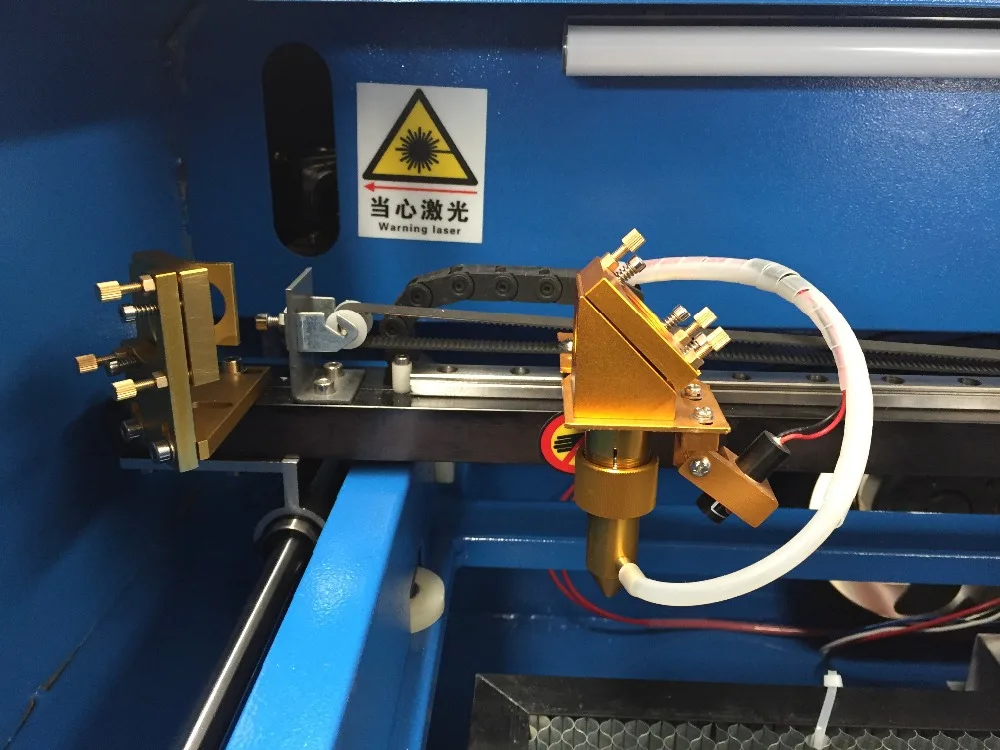 Или, если использовать фотографии в Lightburn, мы обнаружили, что режим эскиза также работает очень хорошо.
Или, если использовать фотографии в Lightburn, мы обнаружили, что режим эскиза также работает очень хорошо. Одна эта фанера для хобби в воздухе выжжет центр дерева, оставив очень неприятный край.
Одна эта фанера для хобби в воздухе выжжет центр дерева, оставив очень неприятный край.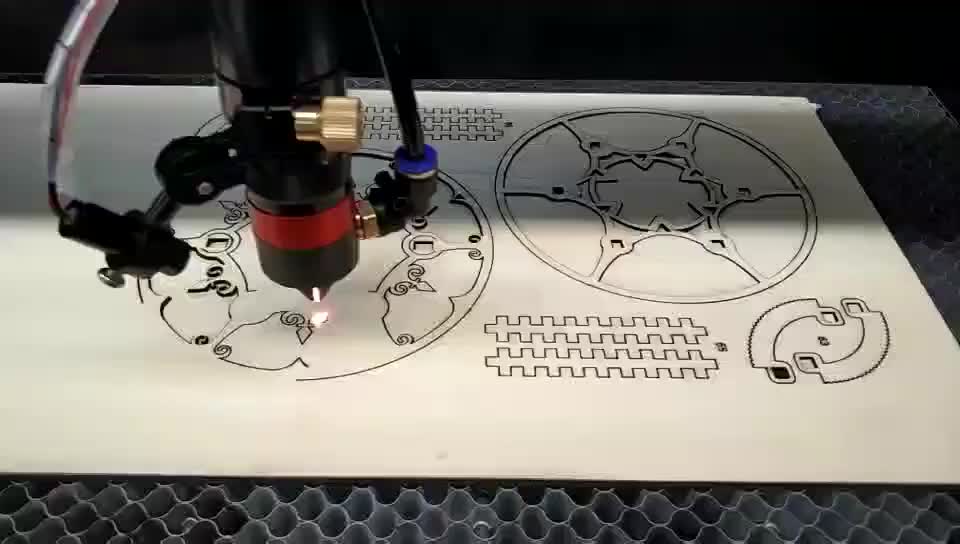
 Но этот баллончик закончился. Мы купили дешевый баллончик на распродаже и покрасили другую плиту МДФ, чтобы повторить, как на первой плите. Мы загрузили тот же файл и приступили к гравировке и обнаружили, что все лакокрасочное покрытие не реагирует так же.
Но этот баллончик закончился. Мы купили дешевый баллончик на распродаже и покрасили другую плиту МДФ, чтобы повторить, как на первой плите. Мы загрузили тот же файл и приступили к гравировке и обнаружили, что все лакокрасочное покрытие не реагирует так же. (thedesignhippo.com)
(thedesignhippo.com)
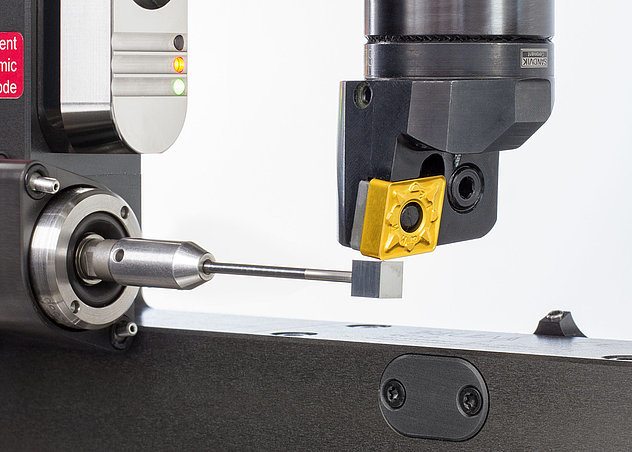 По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC.
По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC. По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка.
По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка. Они устанавливаются по углу заготовки, расположенном на точке, соответствующей абсолютной начальной точке, в которой пересекаются линии упоров осей X и Y.
Они устанавливаются по углу заготовки, расположенном на точке, соответствующей абсолютной начальной точке, в которой пересекаются линии упоров осей X и Y. Для этого запускается файл DriverTest.exe.
Для этого запускается файл DriverTest.exe.
 Например, при производстве аэрокосмических конструкций, автомобильных пресс-форм, турбин генераторов, больших зубчатых колес, строительных машин и механизмов.
Например, при производстве аэрокосмических конструкций, автомобильных пресс-форм, турбин генераторов, больших зубчатых колес, строительных машин и механизмов.

 отклонения стилуса
отклонения стилуса 00 – макс. 1 мкм (2 Sigma) с щупом 50 мм при скорости измерения 254 мм/мин
00 – макс. 1 мкм (2 Sigma) с щупом 50 мм при скорости измерения 254 мм/мин Если машина не откалибрована должным образом, конечный продукт может иметь деформации или размеры могут быть неправильными. Хуже того, машина, которая постоянно выходит из строя, будет иметь более короткий срок службы.
Если машина не откалибрована должным образом, конечный продукт может иметь деформации или размеры могут быть неправильными. Хуже того, машина, которая постоянно выходит из строя, будет иметь более короткий срок службы. Мы поможем вам освоить элементы линейного возведения в квадрат, которые будут включать все три основных отношения перпендикулярности — XY, XZ и YZ.
Мы поможем вам освоить элементы линейного возведения в квадрат, которые будут включать все три основных отношения перпендикулярности — XY, XZ и YZ. При этом вы создаете ровную плоскость вдоль линейных направляющих, прикрепленных к основанию машины. Хотя это и не обязательно, мы рекомендуем, чтобы самолет был на уровне земли для простоты использования.
При этом вы создаете ровную плоскость вдоль линейных направляющих, прикрепленных к основанию машины. Хотя это и не обязательно, мы рекомендуем, чтобы самолет был на уровне земли для простоты использования. Если такое отклонение есть, можно считать, что мост не квадратный. Используя индикатор, вы можете повторно выровнять мост, а затем заменить шесть болтов.
Если такое отклонение есть, можно считать, что мост не квадратный. Используя индикатор, вы можете повторно выровнять мост, а затем заменить шесть болтов. Используя индикатор, отрегулируйте, пока Z-X не станет квадратным.
Используя индикатор, отрегулируйте, пока Z-X не станет квадратным.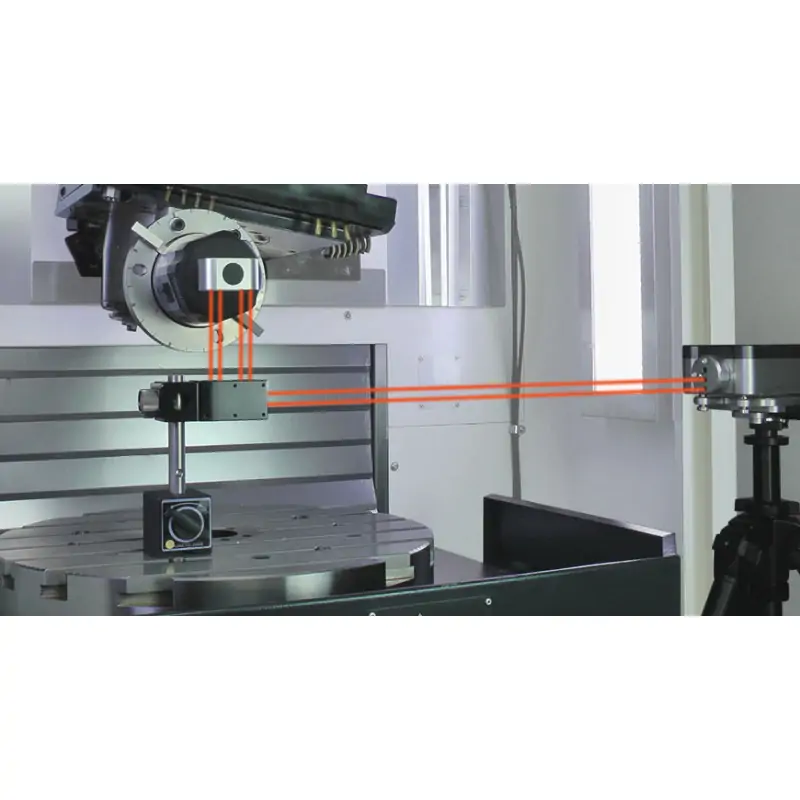 Обнулите индикатор и затем начните перемещать его по рельсу. Отметьте каждое место, где индикатор показывает, что рейка не прямая, а затем ослабьте все болты в этом окне. Один за другим толкайте или тяните рельс с помощью монтировки и обнуляйте индикатор, затягивая каждый болт по мере выпрямления рельса. Продолжайте систематически вдоль всей рейки, пока она не станет квадратной.
Обнулите индикатор и затем начните перемещать его по рельсу. Отметьте каждое место, где индикатор показывает, что рейка не прямая, а затем ослабьте все болты в этом окне. Один за другим толкайте или тяните рельс с помощью монтировки и обнуляйте индикатор, затягивая каждый болт по мере выпрямления рельса. Продолжайте систематически вдоль всей рейки, пока она не станет квадратной. Подпишитесь сегодня, чтобы быть в курсе того, что происходит на производстве и в DMS.
Подпишитесь сегодня, чтобы быть в курсе того, что происходит на производстве и в DMS. В целом вам потребуется уровень машиниста, стальные линейки или нониусная шкала (предпочтительно цифровая), стреловидный рычаг, индикатор погружения, индикатор стреловидности, инструментальный шарик, установочный штифт и основание магазина в качестве основы. Как только вы подготовите все эти элементы, пришло время откалибровать ваш станок с ЧПУ.
В целом вам потребуется уровень машиниста, стальные линейки или нониусная шкала (предпочтительно цифровая), стреловидный рычаг, индикатор погружения, индикатор стреловидности, инструментальный шарик, установочный штифт и основание магазина в качестве основы. Как только вы подготовите все эти элементы, пришло время откалибровать ваш станок с ЧПУ.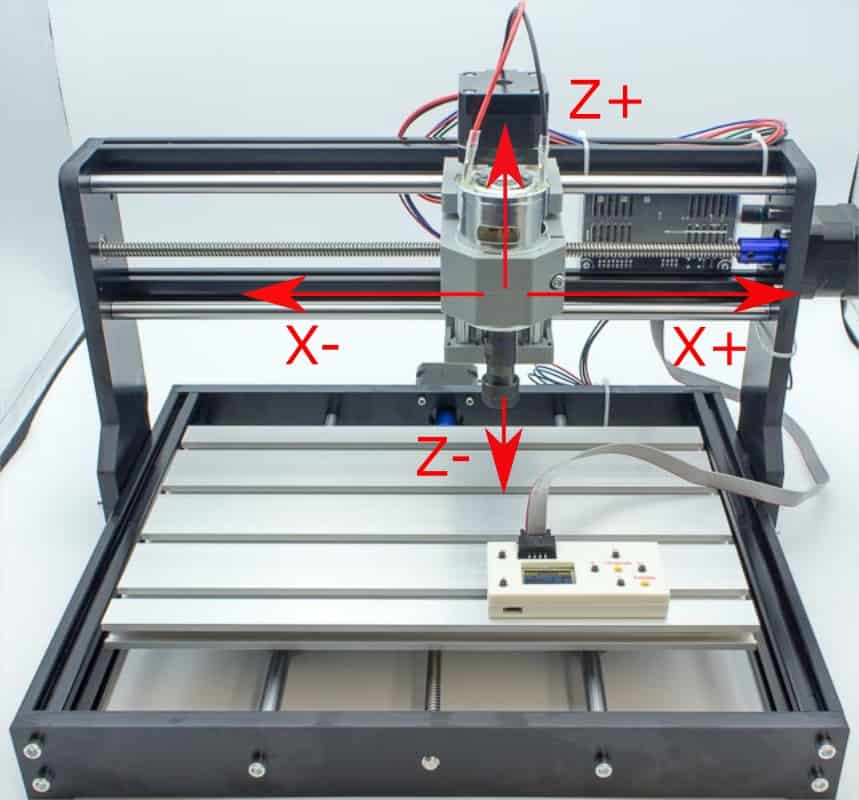 Лучше всего откалибровать основание по уровню земли.
Лучше всего откалибровать основание по уровню земли. Затем переместитесь вдоль передней части стола и измерьте любое линейное отклонение. В случае такого отклонения вы будете знать, что мост не является идеальным квадратом, поэтому совместите его с индикатором и начните снова с шести болтов.
Затем переместитесь вдоль передней части стола и измерьте любое линейное отклонение. В случае такого отклонения вы будете знать, что мост не является идеальным квадратом, поэтому совместите его с индикатором и начните снова с шести болтов.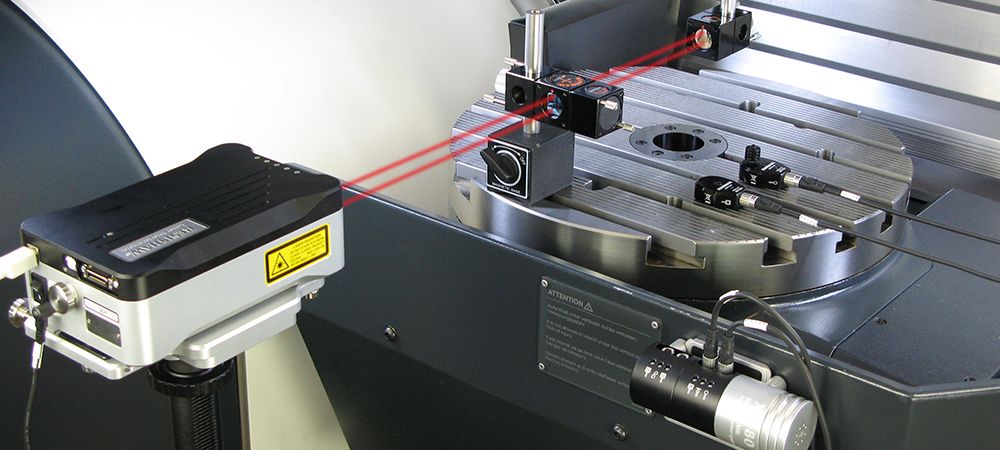 Для выполнения выравнивания вам снова потребуется гранитный блок или лазер. На этот раз уберите его сбоку и сдвиньте основу, оставив один из 16 болтов затянутым. Этот единственный болт будет действовать как точка поворота. Расположите регулировочный клин справа или слева, чтобы создать клин между верхней частью беговой колодки и позвоночником. Используйте индикатор, чтобы отрегулировать плоскость Z-X, пока она не станет квадратной.
Для выполнения выравнивания вам снова потребуется гранитный блок или лазер. На этот раз уберите его сбоку и сдвиньте основу, оставив один из 16 болтов затянутым. Этот единственный болт будет действовать как точка поворота. Расположите регулировочный клин справа или слева, чтобы создать клин между верхней частью беговой колодки и позвоночником. Используйте индикатор, чтобы отрегулировать плоскость Z-X, пока она не станет квадратной.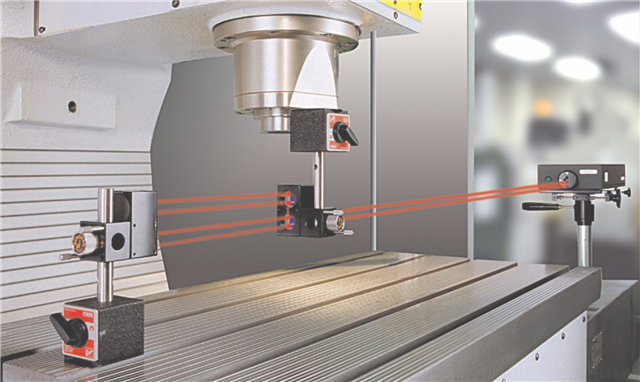
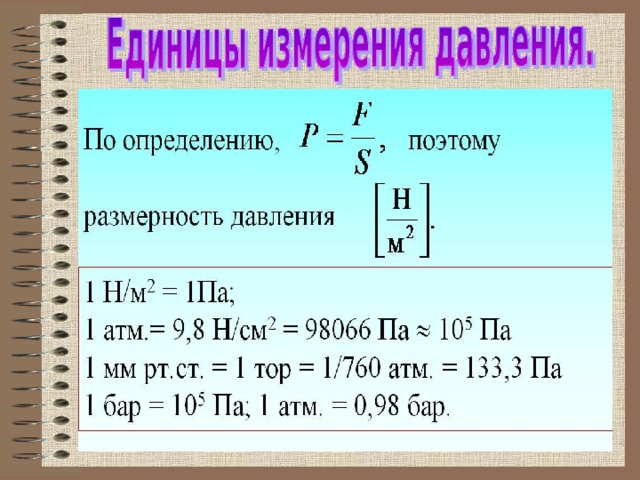 .. +70°C
.. +70°C .. Что такое Паскаль (единица измерения)?
.. Что такое Паскаль (единица измерения)? ст.,mmHg, Torr, торр)
ст.,mmHg, Torr, торр) ст.
ст. В связи с этим некорректно использовать Паскали для измерения плотности энергии, а давление записывать как Дж/м3.
В связи с этим некорректно использовать Паскали для измерения плотности энергии, а давление записывать как Дж/м3.
 ст. 0°C (32°F)
ст. 0°C (32°F)
 Несмотря на официальную директиву Всемирной метеорологической организации 1986, чтобы поэтапно отказаться от использования миллибаров в пользу гектопаскаля, он все еще широко используется.
Несмотря на официальную директиву Всемирной метеорологической организации 1986, чтобы поэтапно отказаться от использования миллибаров в пользу гектопаскаля, он все еще широко используется. В нашем предыдущем посте [ссылка] мы рассмотрели автомасштабирование вертикальных модулей (VPA). Здесь мы углубимся в тему горизонтального автомасштабирования модулей (HPA) в Kubernetes. Мы дадим определение HPA, объясним, как это работает, и предоставим подробное практическое руководство, которое проведет вас через пример проекта с использованием HPA.
В нашем предыдущем посте [ссылка] мы рассмотрели автомасштабирование вертикальных модулей (VPA). Здесь мы углубимся в тему горизонтального автомасштабирования модулей (HPA) в Kubernetes. Мы дадим определение HPA, объясним, как это работает, и предоставим подробное практическое руководство, которое проведет вас через пример проекта с использованием HPA.
 в один контейнер.
в один контейнер.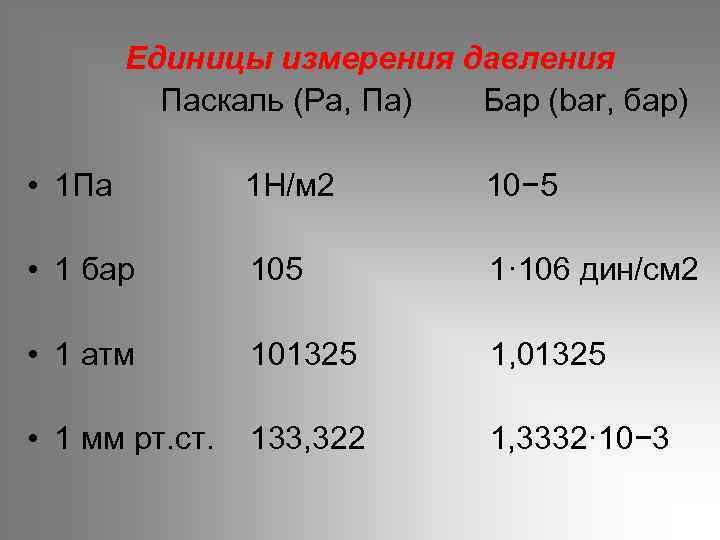 Например, вы можете:
Например, вы можете:

 Мы будем использовать eksctl , простой инструмент командной строки для создания и управления кластерами в EKS. Он написан на Go и использует CloudFormation в фоновом режиме.
Мы будем использовать eksctl , простой инструмент командной строки для создания и управления кластерами в EKS. Он написан на Go и использует CloudFormation в фоновом режиме.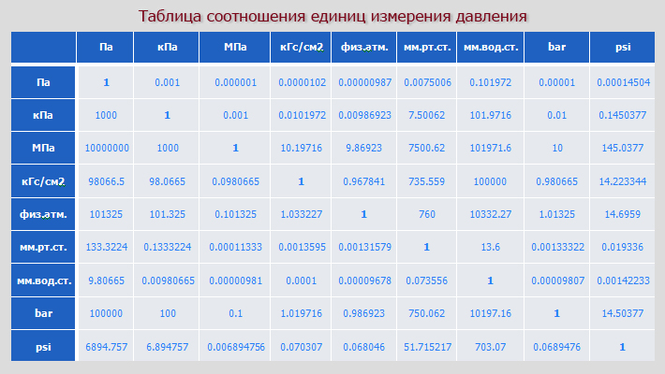 168.32.0/19 частные: 192.168.128.0/19
2021-08-30 12:52:26 [ℹ] подсети для us-west-2d - public:192.168.64.0/19 private:192.168.160.0/19
2021-08-30 12:52:26 [ℹ] nodegroup "hpa-worker-instances" будет использовать "" [AmazonLinux2/1.20]
2021-08-30 12:52:26 [ℹ] с использованием Kubernetes версии 1.20
2021-08-30 12:52:26 [ℹ] создание кластера EKS "example-hpa-autoscaling" в регионе "us-west-2" с управляемыми узлами
...
...
2021-08-30 12:53:29[ℹ] ожидание стека CloudFormation
30.08.2021, 13:09:00 [ℹ] развертывание стека «eksctl-example-hpa-autoscaling-nodegroup-hpa-worker-instances»
2021-08-30 13:09:00 [ℹ] ожидание стека CloudFormation
2021-08-30 13:12:11 [ℹ] ожидание доступности плоскости управления...
2021-08-30 13:12:11 [✔] kubeconfig сохранен как "/Users/karthikeyan/.kube/config"
2021-08-30 13:12:11 [ℹ] нет задач
2021-08-30 13:12:11 [✔] созданы все ресурсы кластера EKS для "example-hpa-autoscaling"
2021-08-30 13:12:13 [ℹ] nodegroup "hpa-worker-instances" имеет 1 узел (узлы)
2021-08-30 13:12:13 [ℹ] узел "ip-192-168-94-150.
168.32.0/19 частные: 192.168.128.0/19
2021-08-30 12:52:26 [ℹ] подсети для us-west-2d - public:192.168.64.0/19 private:192.168.160.0/19
2021-08-30 12:52:26 [ℹ] nodegroup "hpa-worker-instances" будет использовать "" [AmazonLinux2/1.20]
2021-08-30 12:52:26 [ℹ] с использованием Kubernetes версии 1.20
2021-08-30 12:52:26 [ℹ] создание кластера EKS "example-hpa-autoscaling" в регионе "us-west-2" с управляемыми узлами
...
...
2021-08-30 12:53:29[ℹ] ожидание стека CloudFormation
30.08.2021, 13:09:00 [ℹ] развертывание стека «eksctl-example-hpa-autoscaling-nodegroup-hpa-worker-instances»
2021-08-30 13:09:00 [ℹ] ожидание стека CloudFormation
2021-08-30 13:12:11 [ℹ] ожидание доступности плоскости управления...
2021-08-30 13:12:11 [✔] kubeconfig сохранен как "/Users/karthikeyan/.kube/config"
2021-08-30 13:12:11 [ℹ] нет задач
2021-08-30 13:12:11 [✔] созданы все ресурсы кластера EKS для "example-hpa-autoscaling"
2021-08-30 13:12:13 [ℹ] nodegroup "hpa-worker-instances" имеет 1 узел (узлы)
2021-08-30 13:12:13 [ℹ] узел "ip-192-168-94-150.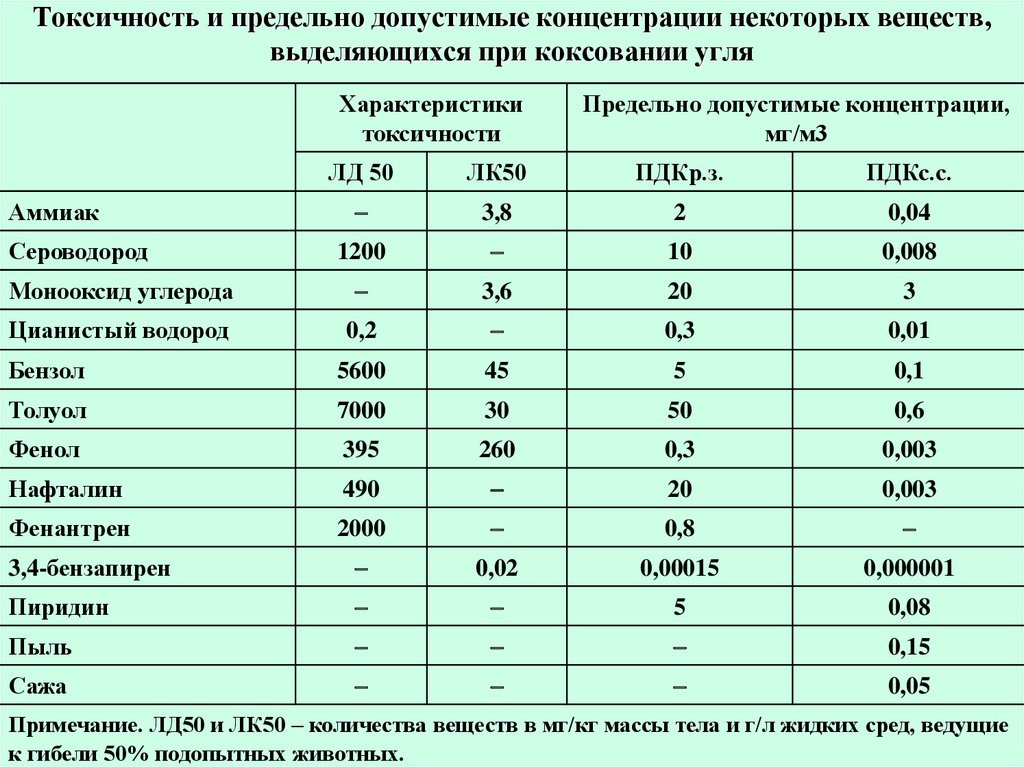 us-west-2.compute.internal" готов
2021-08-30 13:12:13 [ℹ] ожидание готовности хотя бы 1 узла (узлов) в "hpa-worker-instances"
2021-08-30 13:12:13 [ℹ] nodegroup "hpa-worker-instances" имеет 1 узел (узлы)
2021-08-30 13:12:13 [ℹ] узел "ip-192-168-94-150.us-west-2.compute.internal" готов
2021-08-30 13:14:20 [ℹ] команда kubectl должна работать с "/Users/karthikeyan/.kube/config", попробуйте "kubectl получить узлы"
2021-08-30 13:14:20 [✔] Кластер EKS "example-hpa-autoscaling" в регионе "us-west-2" готов
us-west-2.compute.internal" готов
2021-08-30 13:12:13 [ℹ] ожидание готовности хотя бы 1 узла (узлов) в "hpa-worker-instances"
2021-08-30 13:12:13 [ℹ] nodegroup "hpa-worker-instances" имеет 1 узел (узлы)
2021-08-30 13:12:13 [ℹ] узел "ip-192-168-94-150.us-west-2.compute.internal" готов
2021-08-30 13:14:20 [ℹ] команда kubectl должна работать с "/Users/karthikeyan/.kube/config", попробуйте "kubectl получить узлы"
2021-08-30 13:14:20 [✔] Кластер EKS "example-hpa-autoscaling" в регионе "us-west-2" готов 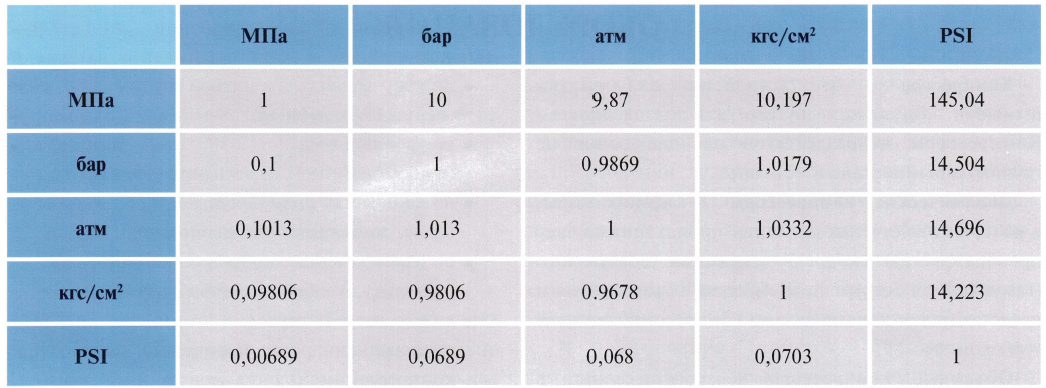 us-west-2.eksctl .ио
Переключен на контекст "
us-west-2.eksctl .ио
Переключен на контекст "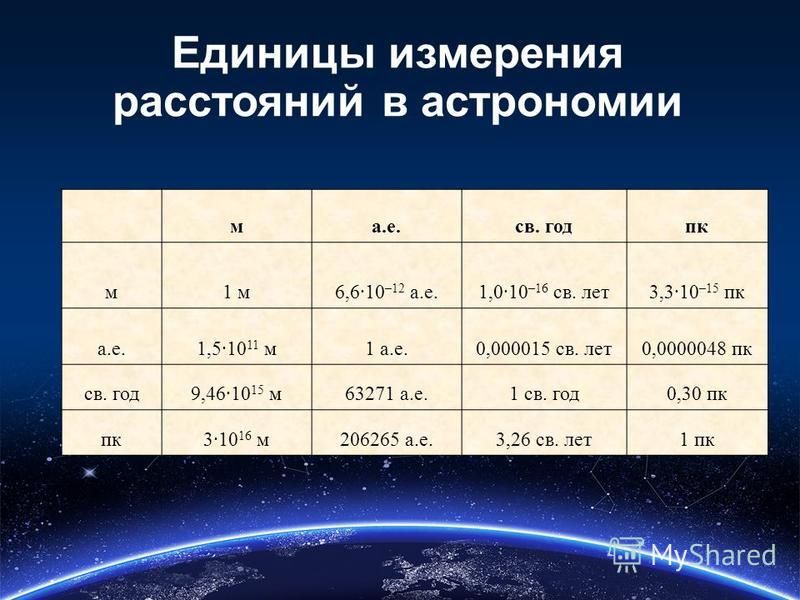 Мы рекомендуем создать аналогичный каталог на вашей локальной рабочей станции для загрузки всех необходимых файлов (упомянутых ниже).
Мы рекомендуем создать аналогичный каталог на вашей локальной рабочей станции для загрузки всех необходимых файлов (упомянутых ниже). k8s.io/system:aggregated-metrics-reader создан
Clusterrole.rbac.authorization.k8s.io/system:metrics-server создан
rolebinding.rbac.authorization.k8s.io/metrics-server-auth-reader создан
Clusterrolebinding.rbac.authorization.k8s.io/metrics-server:system:auth-delegator создан
Clusterrolebinding.rbac.authorization.k8s.io/system:metrics-server создан
сервис/метрический сервер создан
Deployment.apps/metrics-сервер создан
apiservice.apiregistration.k8s.io/v1beta1.metrics.k8s.io создано
k8s.io/system:aggregated-metrics-reader создан
Clusterrole.rbac.authorization.k8s.io/system:metrics-server создан
rolebinding.rbac.authorization.k8s.io/metrics-server-auth-reader создан
Clusterrolebinding.rbac.authorization.k8s.io/metrics-server:system:auth-delegator создан
Clusterrolebinding.rbac.authorization.k8s.io/system:metrics-server создан
сервис/метрический сервер создан
Deployment.apps/metrics-сервер создан
apiservice.apiregistration.k8s.io/v1beta1.metrics.k8s.io создано 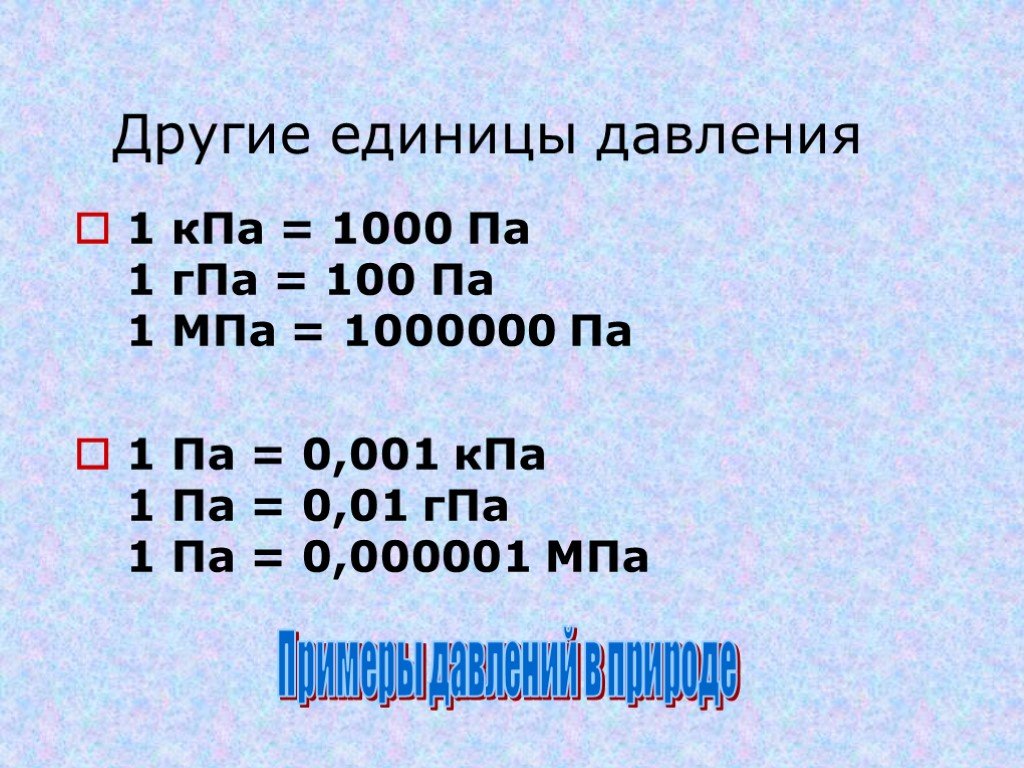 100.0.10 53/UDP, 53/TCP 26 м
metrics-server ClusterIP 10.100.66.231 443/TCP 82s
100.0.10 53/UDP, 53/TCP 26 м
metrics-server ClusterIP 10.100.66.231 443/TCP 82s 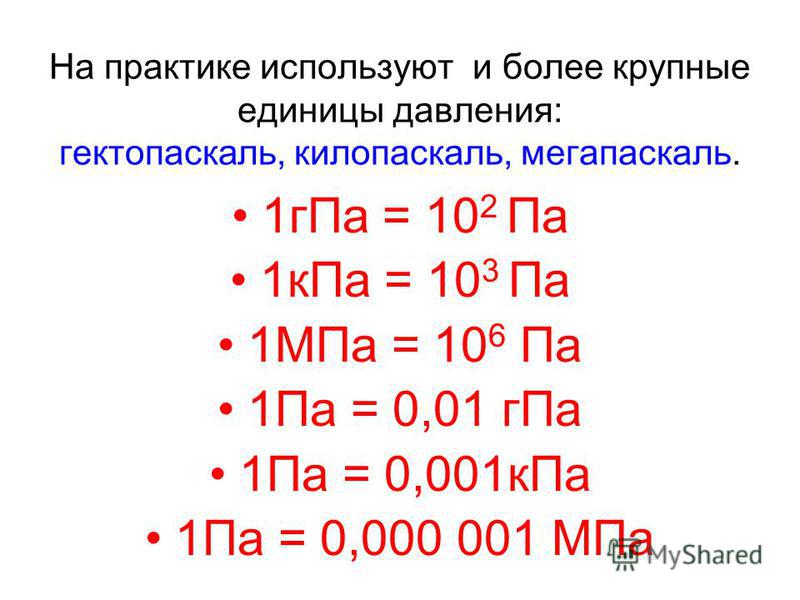 gcr.io/hpa-example
порты:
- контейнерПорт: 80
Ресурсы:
пределы:
процессор: 500 м
Запросы:
процессор: 200 м
gcr.io/hpa-example
порты:
- контейнерПорт: 80
Ресурсы:
пределы:
процессор: 500 м
Запросы:
процессор: 200 м 
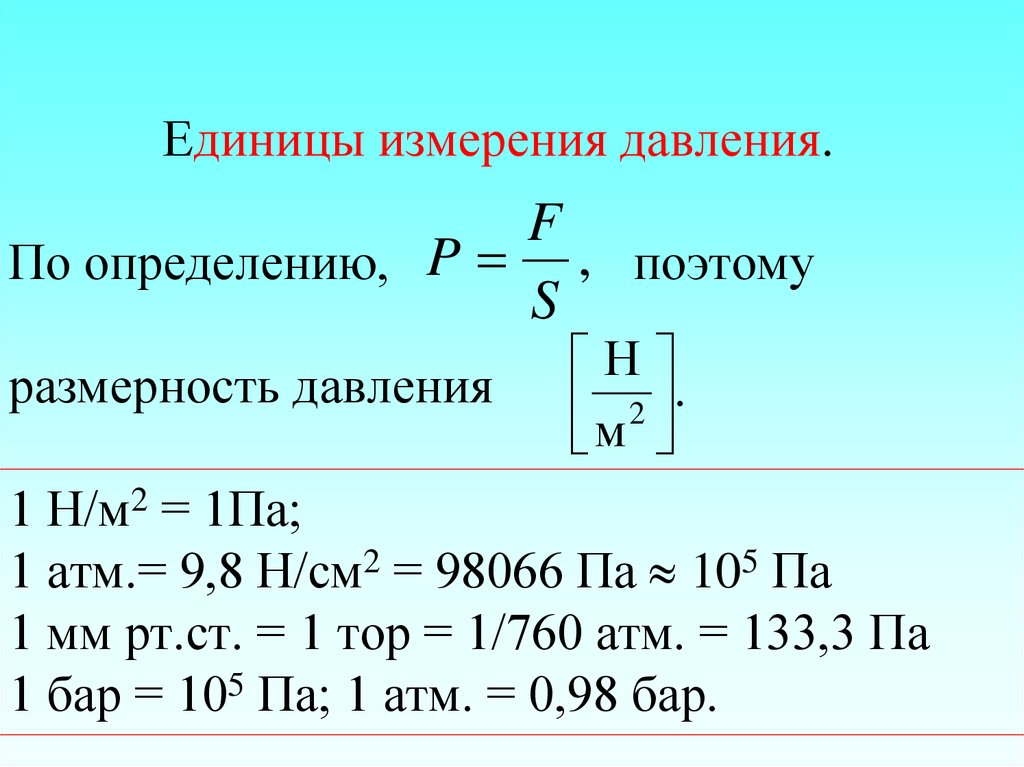 yaml
apiVersion: автомасштабирование/v1
вид: HorizontalPodAutoscaler
метаданные:
имя: hpa-demo-развертывание
спецификация:
Масштабная целевая ссылка:
apiVersion: приложения/v1
вид: развертывание
имя: hpa-demo-развертывание
минРеплики: 1
максимальное количество реплик: 10
targetCPUUtilizationPercentage: 50
yaml
apiVersion: автомасштабирование/v1
вид: HorizontalPodAutoscaler
метаданные:
имя: hpa-demo-развертывание
спецификация:
Масштабная целевая ссылка:
apiVersion: приложения/v1
вид: развертывание
имя: hpa-demo-развертывание
минРеплики: 1
максимальное количество реплик: 10
targetCPUUtilizationPercentage: 50  Поскольку у нас уже есть те же значения MIN/MAX, вывод выдает ошибку, которая говорит, что она уже существует.
Поскольку у нас уже есть те же значения MIN/MAX, вывод выдает ошибку, которая говорит, что она уже существует. 01; do wget -q -O- http:/ /hpa-demo-deployment; готово"
01; do wget -q -O- http:/ /hpa-demo-deployment; готово"  Модуль генератора нагрузки генерирует нагрузку для этого примера:
Модуль генератора нагрузки генерирует нагрузку для этого примера: , 17:15:34 +0530
Ярлыки:
Аннотации: deployment.kubernetes.io/revision: 1
Селектор: run=php-apache
Реплики: 7 желаемых | 7 обновлен | всего 7 | 7 в наличии | 0 NewReplicaSet: hpa-demo-deployment-d4cf67d68 (создано 7/7 реплик)
...
...
События:
Тип Причина Возраст от сообщения
---- ------ ---- ---- -------
Обычный ScalingReplicaSet 12m deployment-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 1
Нормальный набор реплик масштабирования 5 м39s deployment-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 4
Обычный ScalingReplicaSet 5m24s deploy-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 5
Обычный ScalingReplicaSet 4m38s deploy-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 7
, 17:15:34 +0530
Ярлыки:
Аннотации: deployment.kubernetes.io/revision: 1
Селектор: run=php-apache
Реплики: 7 желаемых | 7 обновлен | всего 7 | 7 в наличии | 0 NewReplicaSet: hpa-demo-deployment-d4cf67d68 (создано 7/7 реплик)
...
...
События:
Тип Причина Возраст от сообщения
---- ------ ---- ---- -------
Обычный ScalingReplicaSet 12m deployment-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 1
Нормальный набор реплик масштабирования 5 м39s deployment-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 4
Обычный ScalingReplicaSet 5m24s deploy-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 5
Обычный ScalingReplicaSet 4m38s deploy-controller Увеличенный набор реплик hpa-demo-deployment-d4cf67d68 до 7 
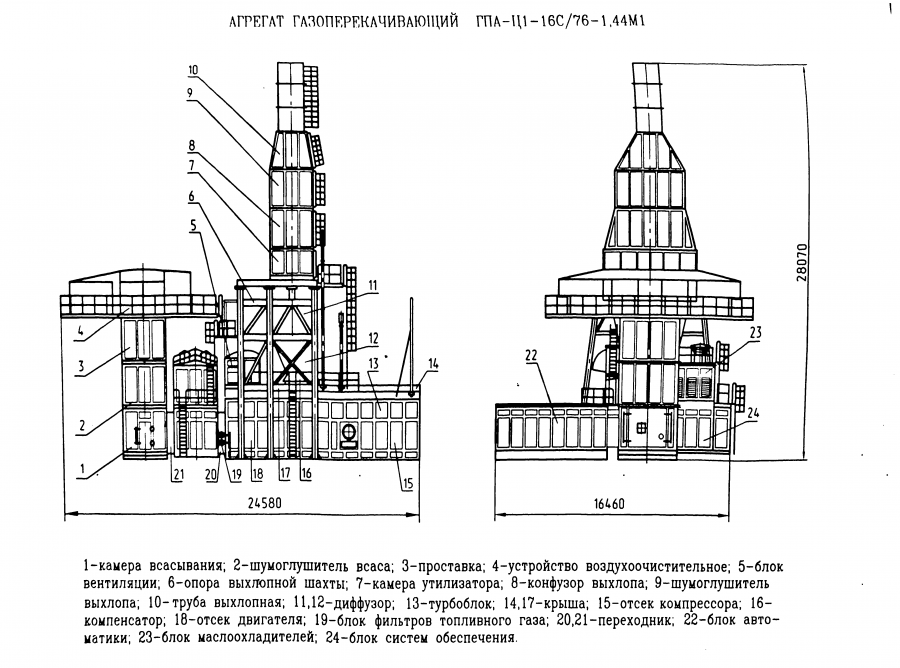 us-west-2.compute.internal
53 м Нормальный Тяговый блок/генератор нагрузки Тяговое изображение "busybox"
52 м. Нормальный. Вытащил модуль/генератор нагрузки. Успешно вытащил изображение «busybox» за 1,223993555 с.
52 м Нормальный Создан модуль/генератор нагрузки Создан генератор нагрузки контейнера
52 м Нормальный Запущен генератор нагрузки/контейнера Запущен генератор нагрузки контейнера
us-west-2.compute.internal
53 м Нормальный Тяговый блок/генератор нагрузки Тяговое изображение "busybox"
52 м. Нормальный. Вытащил модуль/генератор нагрузки. Успешно вытащил изображение «busybox» за 1,223993555 с.
52 м Нормальный Создан модуль/генератор нагрузки Создан генератор нагрузки контейнера
52 м Нормальный Запущен генератор нагрузки/контейнера Запущен генератор нагрузки контейнера 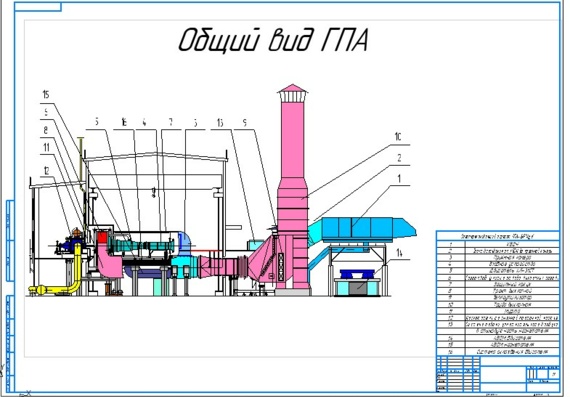 Использование легче измерить и отнести к каждому арендатору в кластере Kubernetes, когда емкость абсолютно статична и в кластере не более пары арендаторов. Однако по мере того, как вы добавляете новых арендаторов и постоянно регулируете емкость (что позволяет нам делать HPA), специализированные инструменты становятся обязательными для распределения затрат между арендаторами.
Использование легче измерить и отнести к каждому арендатору в кластере Kubernetes, когда емкость абсолютно статична и в кластере не более пары арендаторов. Однако по мере того, как вы добавляете новых арендаторов и постоянно регулируете емкость (что позволяет нам делать HPA), специализированные инструменты становятся обязательными для распределения затрат между арендаторами.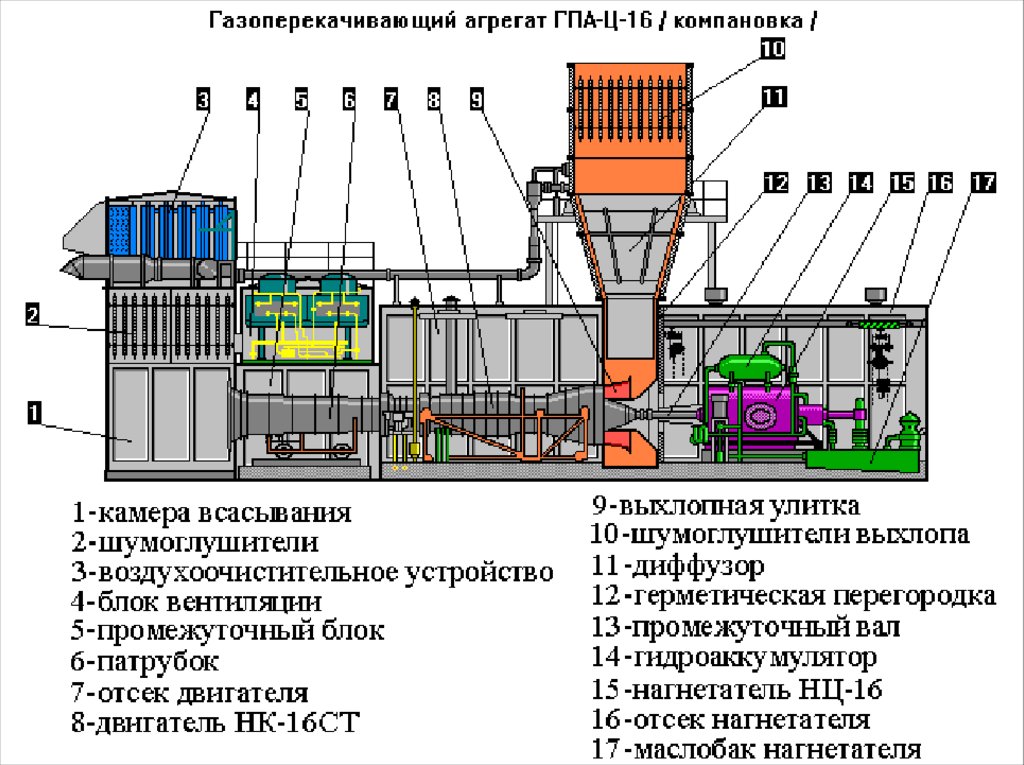 Вы можете начать здесь и попробовать его бесплатно.
Вы можете начать здесь и попробовать его бесплатно. 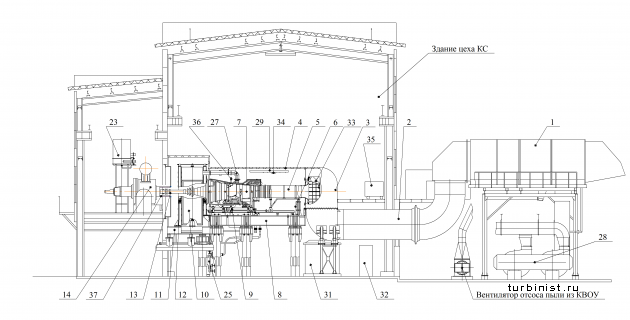
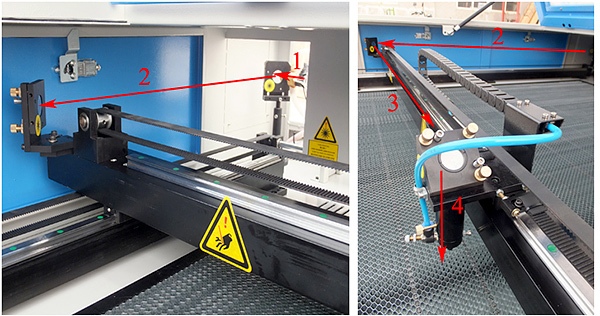
 Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.
Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.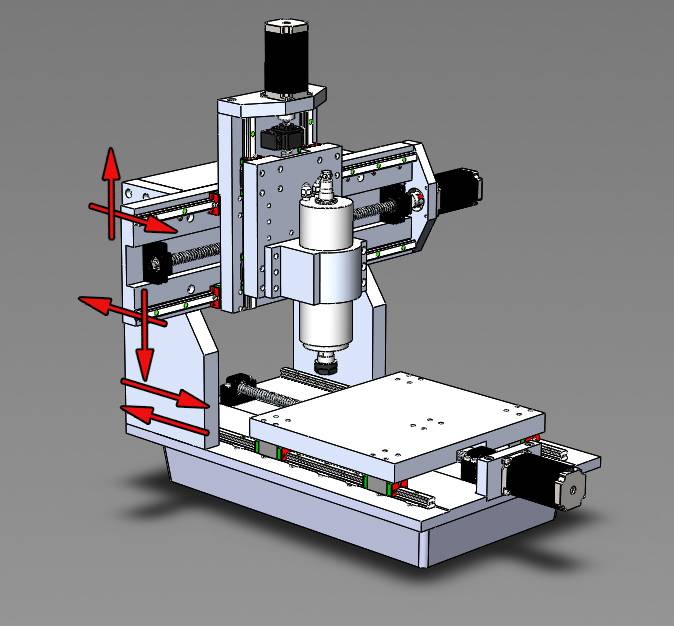 Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.
Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание. 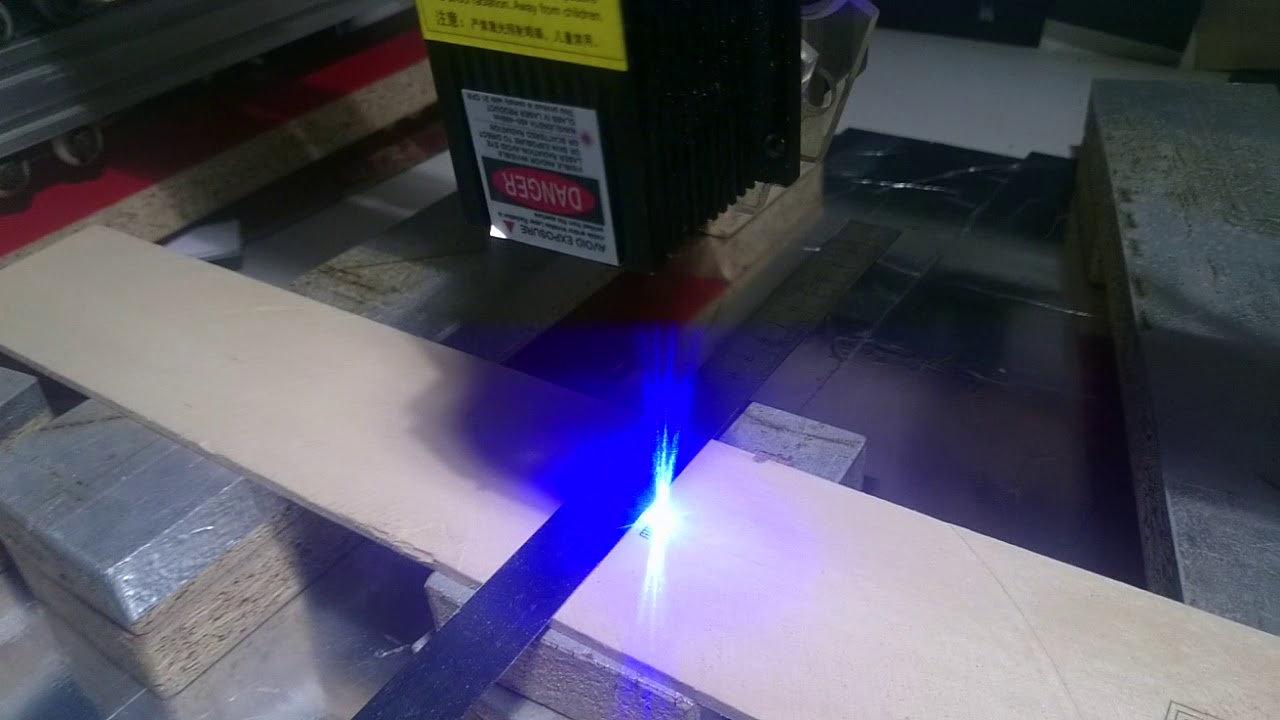

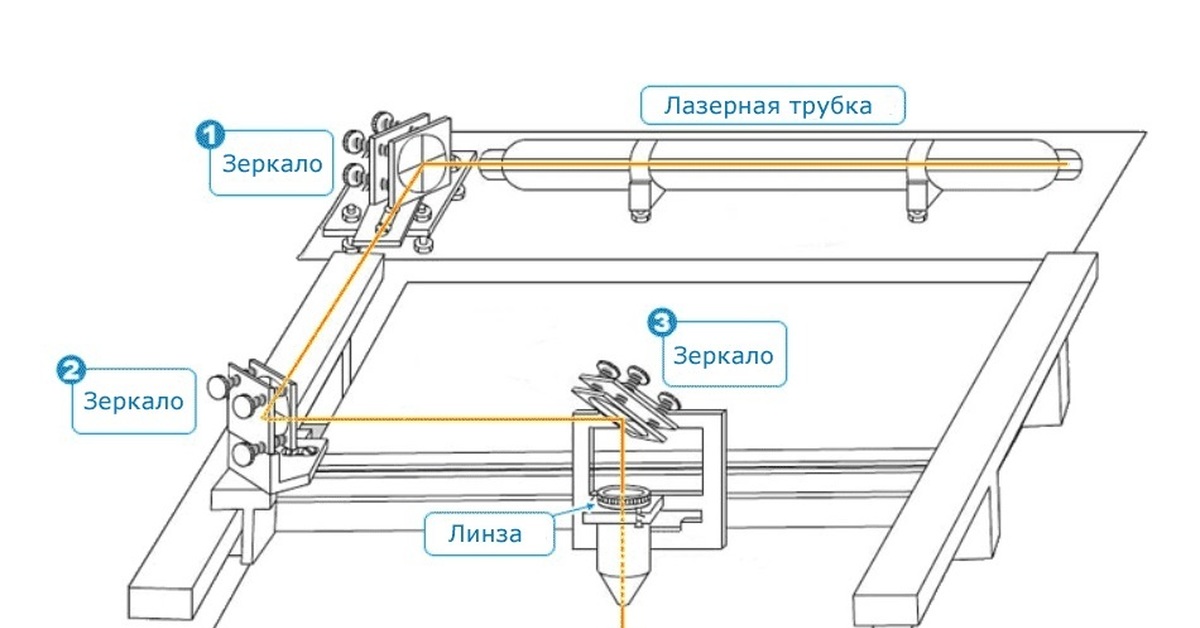
 На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.
На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом. При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
 Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
 Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Его подключают к компьютеру с Wi-Fi и управляют движениями станка. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».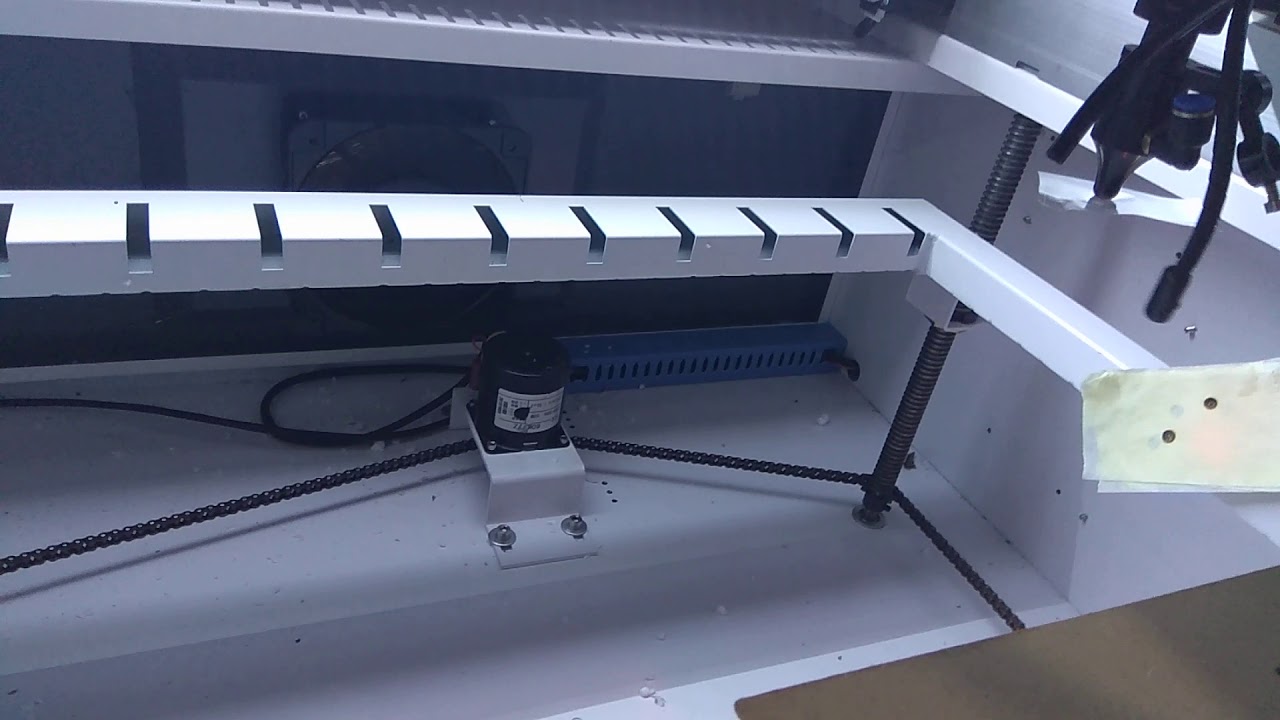
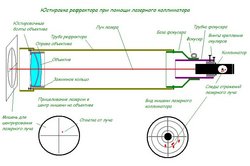
 Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение. Подробная инструкция, как настроить лазерный станок.
Подробная инструкция, как настроить лазерный станок.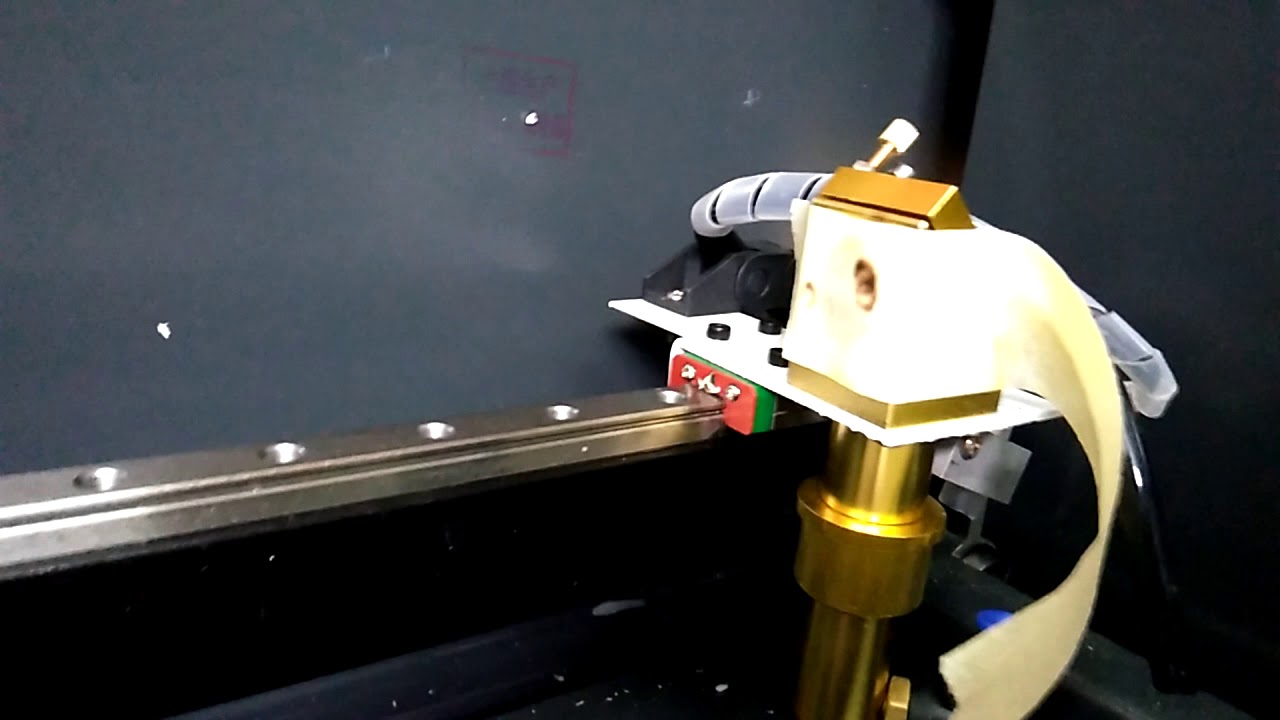 Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.
Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.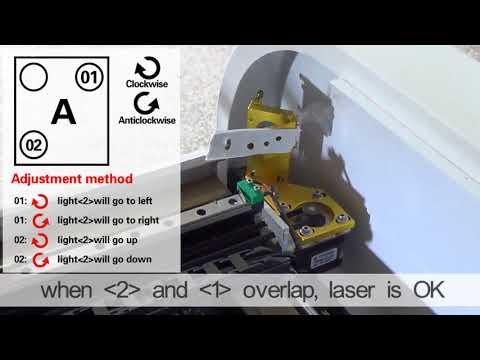 Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования.
Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования. По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ.
По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ. Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою.
Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою. Конечно, вы также можете позвонить нам по телефону 603-332-9641.
Конечно, вы также можете позвонить нам по телефону 603-332-9641. Пришлось немного подогнать двигатель, чтобы расположить его параллельно валу гидравлического насоса, но весь процесс был «на глазок».
Пришлось немного подогнать двигатель, чтобы расположить его параллельно валу гидравлического насоса, но весь процесс был «на глазок».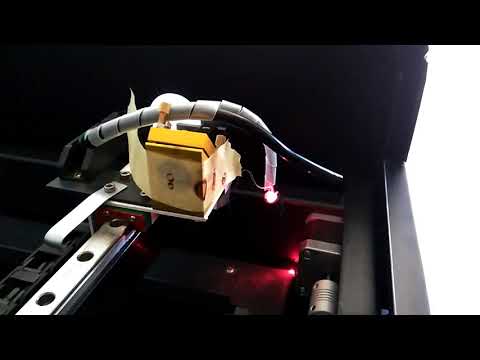 Мы также увидели сокращение количества вышедших из строя подшипников и муфт на заводе.
Мы также увидели сокращение количества вышедших из строя подшипников и муфт на заводе.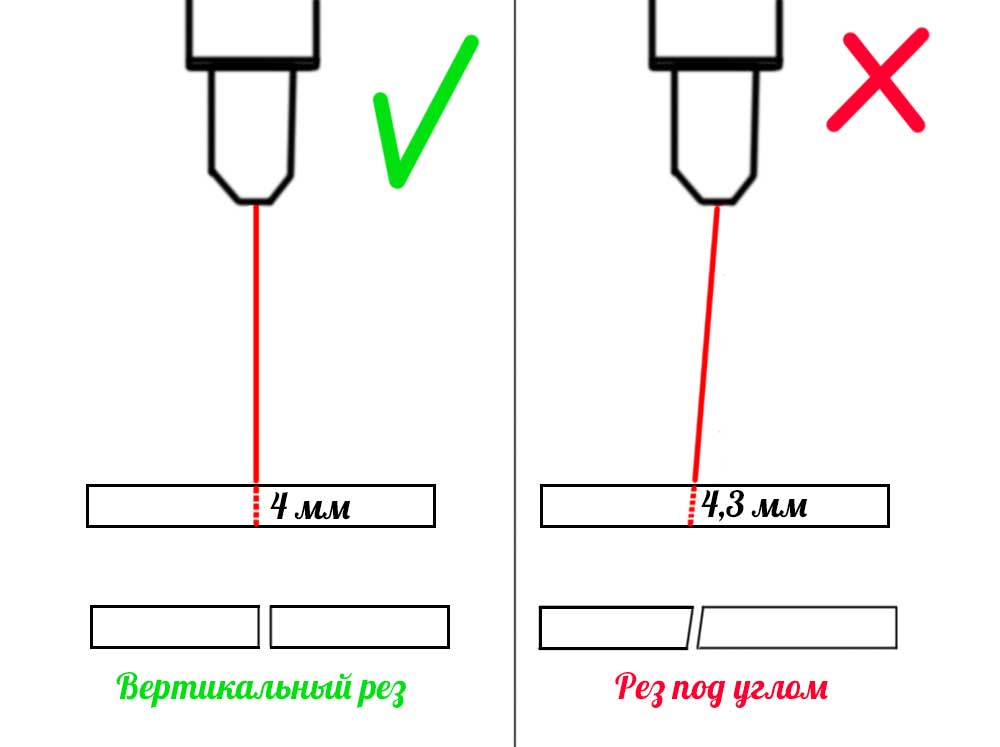 Повреждение муфты является наиболее распространенным симптомом. Когда техник разъединяет половинки муфты для внутреннего осмотра, сетка или зубья могут быть повреждены, что приведет к замене всей муфты. Конечно, это только маскирует истинную проблему, скрытую внутри мотора или машины.
Повреждение муфты является наиболее распространенным симптомом. Когда техник разъединяет половинки муфты для внутреннего осмотра, сетка или зубья могут быть повреждены, что приведет к замене всей муфты. Конечно, это только маскирует истинную проблему, скрытую внутри мотора или машины.
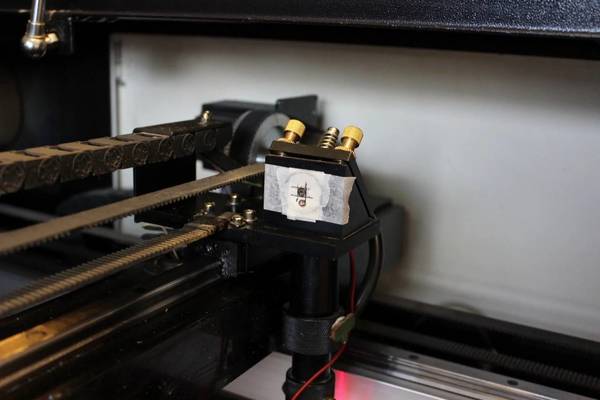 После отключения немедленно проводится измерение для определения теплового расширения машины.
После отключения немедленно проводится измерение для определения теплового расширения машины.
 Он может определить активный износ машины раньше, чем анализ вибрации, если он выполнен правильно, т. е. отбор проб из нужного места, промывка линий отбора проб, использование нового оборудования для отбора проб и т. д. Однако, не зная металлургии подшипников машины, может быть трудно установить прямая связь с несоответствием.
Он может определить активный износ машины раньше, чем анализ вибрации, если он выполнен правильно, т. е. отбор проб из нужного места, промывка линий отбора проб, использование нового оборудования для отбора проб и т. д. Однако, не зная металлургии подшипников машины, может быть трудно установить прямая связь с несоответствием. Даже если у вашей команды есть соответствующие инструменты и обучение, у вас должны быть люди, ориентированные на детали, которые будут выполнять работу до тех пор, пока она не будет сделана правильно.
Даже если у вашей команды есть соответствующие инструменты и обучение, у вас должны быть люди, ориентированные на детали, которые будут выполнять работу до тех пор, пока она не будет сделана правильно.

 При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
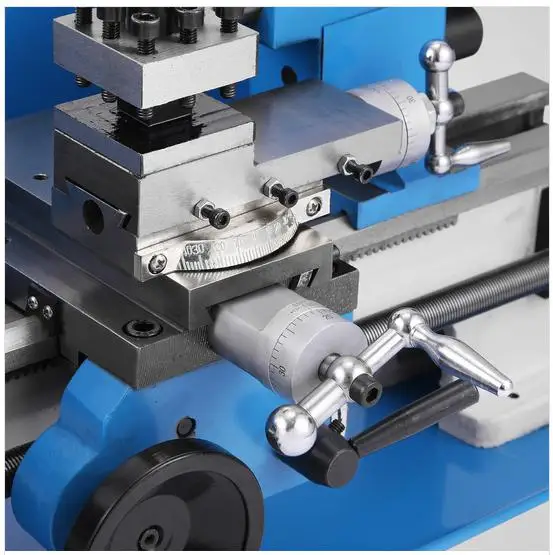
 Все прецизионные станки делятся на классы по степени предельной точности, с которой они способны обрабатывать детали:
Все прецизионные станки делятся на классы по степени предельной точности, с которой они способны обрабатывать детали: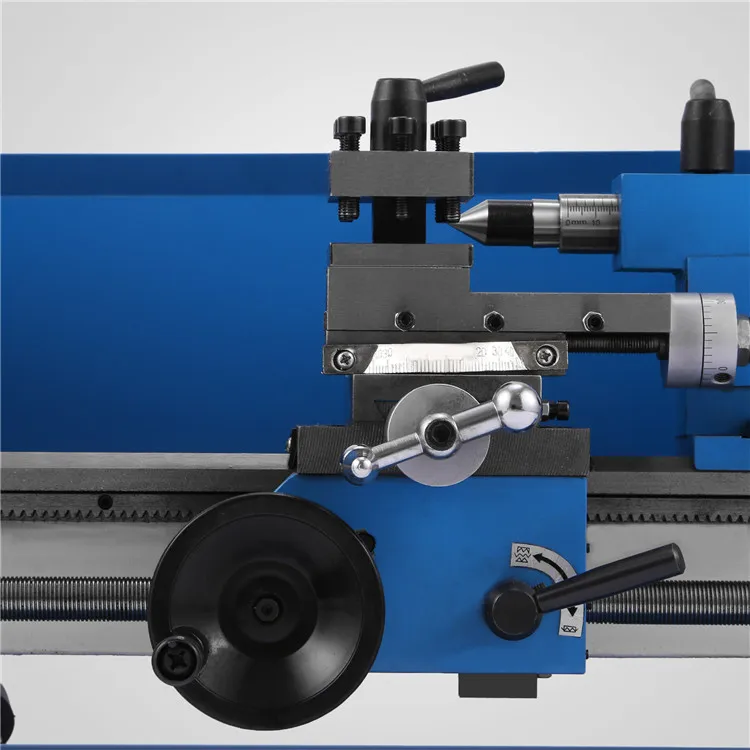 На прецизионных станках по металлу используются гидродинамические и аэростатические подшипники высокого класса изготовления.
На прецизионных станках по металлу используются гидродинамические и аэростатические подшипники высокого класса изготовления.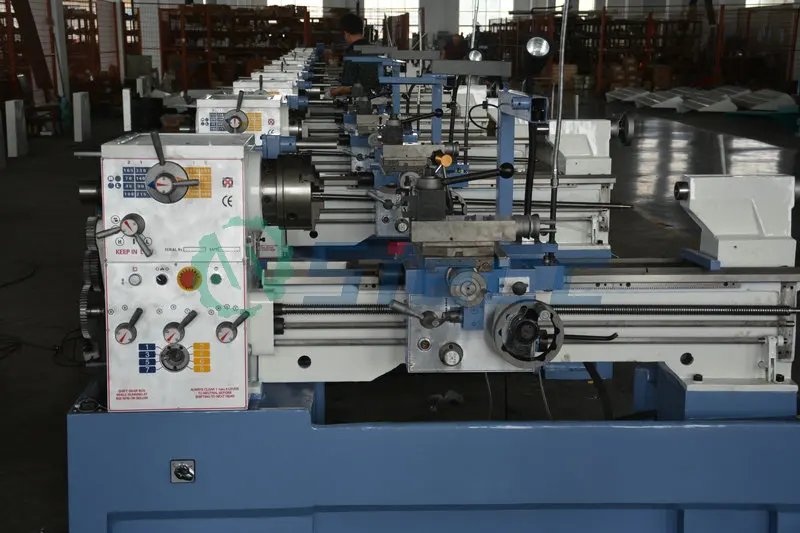 Сегодня подобные устройства способны отслеживать размеры до нескольких нанометров.
Сегодня подобные устройства способны отслеживать размеры до нескольких нанометров.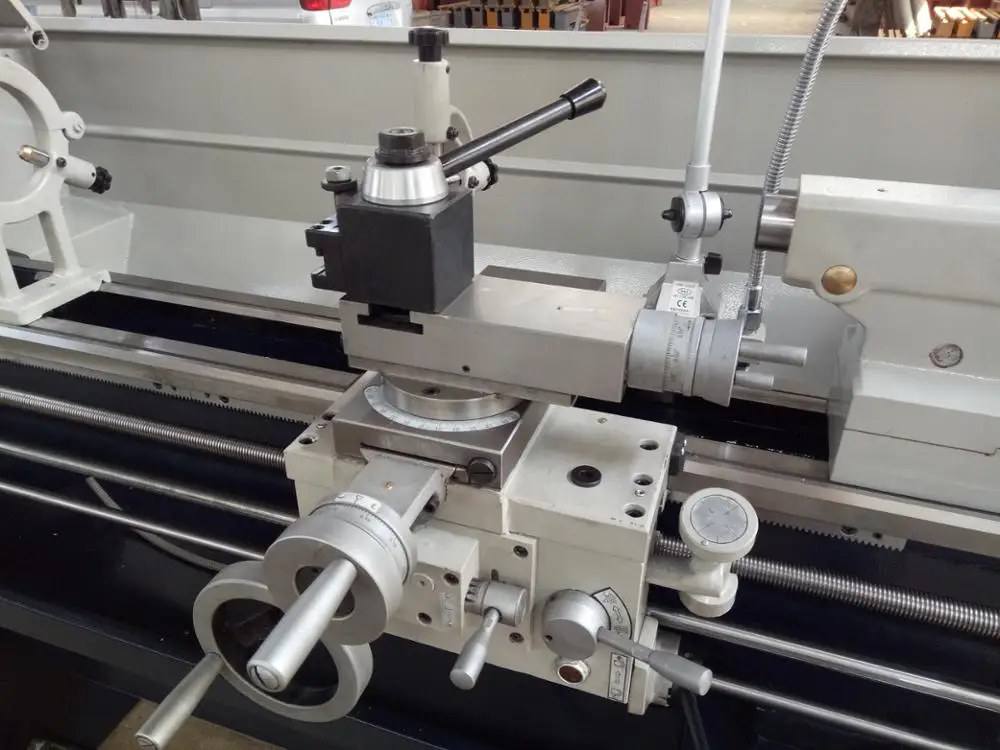 Кинематические цепи особое влияние оказывают на точность изготовления зубчатых элементов, резьбы.
Кинематические цепи особое влияние оказывают на точность изготовления зубчатых элементов, резьбы. Такое понятие,
Такое понятие, 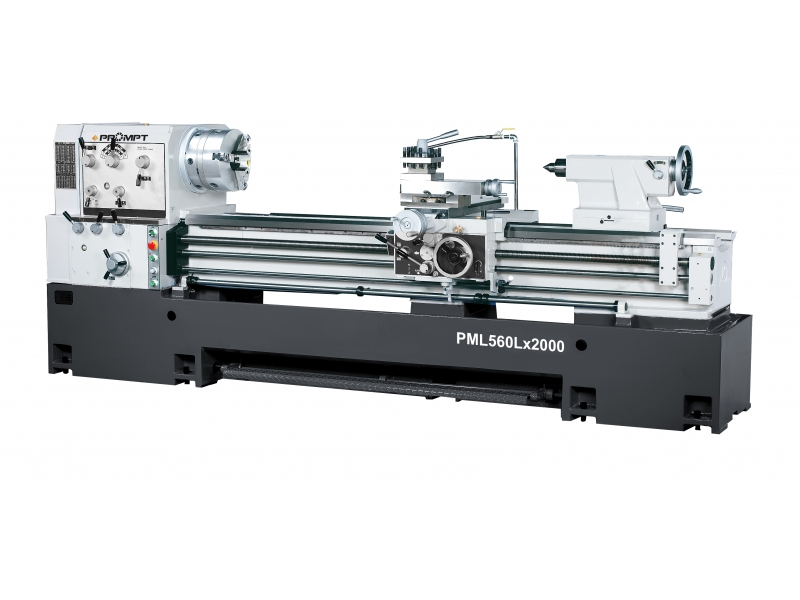 Прецизионный сверлильный станок обладает жесткой конструкцией, оборудован цифровой индикацией, отображающей параметры сверления.
Прецизионный сверлильный станок обладает жесткой конструкцией, оборудован цифровой индикацией, отображающей параметры сверления.
 СКОРОСТЬ
СКОРОСТЬ
 1000 об / мин (12)
1000 об / мин (12) 12 и 15 дюймов.
12 и 15 дюймов. с., 220 В, 1 фаза, с цифровым считывающим устройством SINO и установленным коническим приспособлением — GML-1440BGF-1
с., 220 В, 1 фаза, с цифровым считывающим устройством SINO и установленным коническим приспособлением — GML-1440BGF-1  00
00 качание над поперечными салазками
качание над поперечными салазками
 Подтверждением тому, благодарственные и рекомендательные письма наших клиентовтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
Подтверждением тому, благодарственные и рекомендательные письма наших клиентовтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
 Аккуратно уложенный в кейс перфоратор в комплекте с необходимыми аксессуарами всегда удобно взять с собой. В нашем онлайн магазине можно купить электрические и аккумуляторные перфораторы Bosch, DeWalt, Hecht, Makita, Metabo, Hitachi, Villager и многих других марок. Они отличаются числом возможных режимов работы, а также такими характеристиками, как мощность, количество оборотов и частота ударов. Эти электроинструменты высокого качества предназначены и для любителей, и для профессиональных пользователей.
Аккуратно уложенный в кейс перфоратор в комплекте с необходимыми аксессуарами всегда удобно взять с собой. В нашем онлайн магазине можно купить электрические и аккумуляторные перфораторы Bosch, DeWalt, Hecht, Makita, Metabo, Hitachi, Villager и многих других марок. Они отличаются числом возможных режимов работы, а также такими характеристиками, как мощность, количество оборотов и частота ударов. Эти электроинструменты высокого качества предназначены и для любителей, и для профессиональных пользователей.



 ..
..





 3 x 100 мм
3 x 100 мм
 Перфораторы и другие электрические инструменты можно заказать через интернет всего несколькими нажатиями на кнопку – выберите наиболее подходящий товар и вскоре он будет доставлен по указанному Вами адресу. В ассортименте нашего электронного магазина Вы найдете перфораторы Einhell, Defort, Graphite, Hitachi, Hecht, Bosch, Makita, Metabo и инструменты других известных и высоко ценимых на рынке производителей. Эти изделия будут удивлять своей функциональностью и многие годы будут радовать своим высоким качеством.
Перфораторы и другие электрические инструменты можно заказать через интернет всего несколькими нажатиями на кнопку – выберите наиболее подходящий товар и вскоре он будет доставлен по указанному Вами адресу. В ассортименте нашего электронного магазина Вы найдете перфораторы Einhell, Defort, Graphite, Hitachi, Hecht, Bosch, Makita, Metabo и инструменты других известных и высоко ценимых на рынке производителей. Эти изделия будут удивлять своей функциональностью и многие годы будут радовать своим высоким качеством.