М коды фанук: Подробное описание G и M кодов для программирования чпу CNC станков. Примеры готовых G кодов для фрезерного оборудования.
Fanuc oi программирование от компании Олниса
чпу
программирование
Заказать оборудование Fanuc
Перейти в каталог Fanuc
Купить Fanuc oi программирование в компании Олниса можно оптом или в розницу. Доставим Fanuc oi программирование в любой регион России. Можем предложить точный аналог. Работаем напрямую с производителем, не используя посредников.
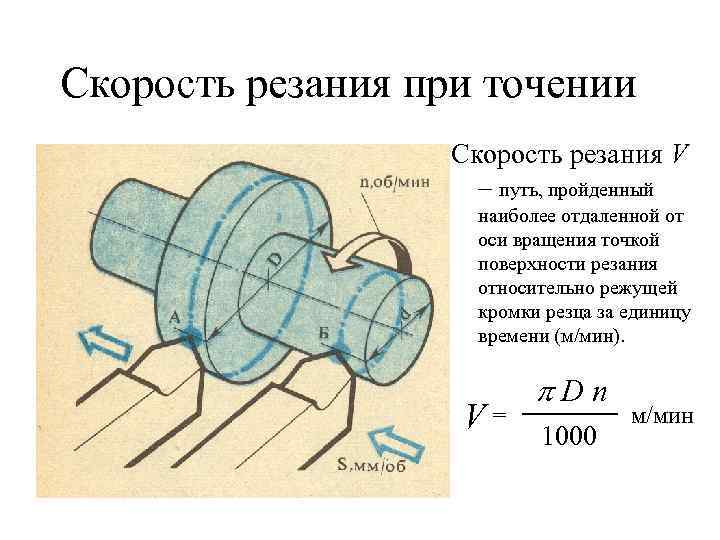
Компания Fanuc в большом ассортименте выпускает различные токарные и фрезерные станки с числовым программным управлением. Поэтому оператору, который работает со стойкой ЧПУ, требуется писать программы для обработки деталей. Эти программы прописываются на специальном языке программирования, который представляет собой коды.
Fanuc Oi программирование: основные особенности
Для прописывания определенных траекторий используют основные (G) и вспомогательные (М) коды. Так, именно компания Fanuc одной из первых выпустила станочное оборудование, адаптированное к этому языку. Особенность в том, что специалисты разработали такую систему ЧПУ, чтобы значительно упростить для оператора сложный процесс прописывания действий.
Все программы с кодами пишут в виде текста, каждую отдельную строчку принято считать новым кадром. Токарные операции требуют минимального количества кадров, по сравнению с фрезерными. Именно поэтому их будет легко прописать вручную. Кроме того, большую часть однообразных блоков допускается копировать и вставлять в новые строки.
Стойки ЧПУ марки Fanuc считаются востребованными, они повсеместно используются на предприятиях разных отраслей. Поэтому оператору важно изучить все основные токарные циклы, используемые при обработке.
Использование основных G-кодов.
Программирование с помощью G-кодов, с которых по правилам начинаются строки, требуется для выполнения следующих команд:
- линейного или кругового перемещения основных элементов устройства в соответствии с выбранной скоростью;
- типовых последовательных функций, таких как шлифовка отверстий или нанесение резьбы на поверхность заготовки;
- управления настройками инструмента и системами координат.
Основные токарные циклы с G-кодами:
- G00-G04 – функция интерполяции;
- G17-G19 – регулировка рабочих параметров;
- G40-G44 – настройка параметров разных компонентов аппаратного устройства;
- G54-G59 – переключение систем координат;
- G71 — процесс обработки углублений;
- G80-G84 – нанесение витков резьбы на поверхность детали и сверление;
- G90-G92 – регулировка координат;
Использование технологических (вспомогательных) M-кодов.
Основные циклы обработки с использованием дополнительных кодов:
- М00-М01 – приостановить работу оборудования, если включен режим – «технологический останов»;
- М02 – окончание программы;
- М03-М04 – запустить вращение вала в правую сторону или наоборот;
- М05 – остановить вал;
- М06 – выбрать другой инструмент;
- М07-М08 – включить вспомогательное или основное охлаждение;
- М09 – отключить предыдущую функцию.
Условия покупки.
Приобрести любое электронное устройство для автоматизации механических процессов на производстве, можно в компании «Олниса». Мы предлагаем качественное импортное оборудование, отправляем товары по всем городам России и странам СНГ. Кроме того, на всю продукцию предоставляется долгосрочная гарантия.
Робот Fanuc
Подразделение Fanuc Robotics производит более 1000 разновидностей роботов
Стойка Fanuc
В каталоге этого производителя представлен широчайший выбор различных
Fanuc фрезеровка
Техника этой серии обеспечивает высокое качество обработки изделий, а также точность
Постпроцессор Fanuc
Многие детали сегодня на производствах любых объемов производят
G42 Fanuc
G-код – это условное название языка программирования для устройств с ЧПУ
Аналоги GE Fanuc
Промышленная электроника японской компании GE Fanuc довольно популярна – её выбирают многие предприятия из различных отраслей. Фирма производит разнообразные станки с числовым программным управлением
Fanuc R-2000iB
Fanuc R-2000IB является одним из самых востребованных товаров Fanuc
Fanuc g65
Первым языком программирования считается G-код, который и сейчас применяется на станках
Fanuc 10
Модель робота для быстрой погрузки и разгрузки Fanuc M-10iD отличается от предшествующих
Модуль Fanuc
Компания Fanuc является активным производителем оборудования для промышленной автоматизации производства. Основным направлением производства этой фирмы является разработка и производство
Основным направлением производства этой фирмы является разработка и производство
инженер поможет — Системы Haas Control и Fanuc Control
Что такое Хаас Контрол?
Система управления Haas — это тип системы ЧПУ, разработанный и изготовленный компанией Haas для станков Haas. Система управления Haas проста в освоении и использовании, и она одинакова для всей линейки продукции.
Возможности и характеристики системы управления Haas
– Простота использования. Стандартизация клавиатуры на системе управления Haas. Многие профессионалы считают Haas самой удобной системой управления, с которой они когда-либо работали.
— Память. Вы можете хранить множество программ в системе управления.
– Легкий доступ к сети. Никаких ограничений с любой распространенной операционной системой.
— Беспроводное соединение. Используя функцию Net Share в Haas Control, вы можете легко редактировать, совместно использовать и запускать программы из системы управления Haas или с рабочего стола на ПК.
Возможности и характеристики Fanuc Control?
Система управления Fanuc — это ЧПУ, разработанное FANUC, японской компанией, специализирующейся на системах числового управления. Контроллер ЧПУ FANUC имеет несколько поколений, включая Fanuc Series Oi, Fanuc System 5, Fanuc System 7, Fanuc 200, Fanuc C, Fanuc 21i/210i и т. д., каждая серия имеет разные уровни возможностей управления устройством.
Возможности и характеристики FANUC Control
– Большое количество сигналов PMC и функциональных инструкций PMC
— Имеет сильную функцию DNC
— Имеет функции аварийной сигнализации и диагностики при техническом обслуживании
Разница между Haas и Fanuc
Системы Haas и Fanuc почти идентичны, большая часть G-кода и М-кода для каждого станка будет одинаковой, за некоторыми исключениями, такими как нарезание резьбы и отсутствие команды M97.
1. По сравнению с FANUC, рабочий интерфейс системы управления HAAS прост в использовании, особенно в области последовательной связи и выбора программы.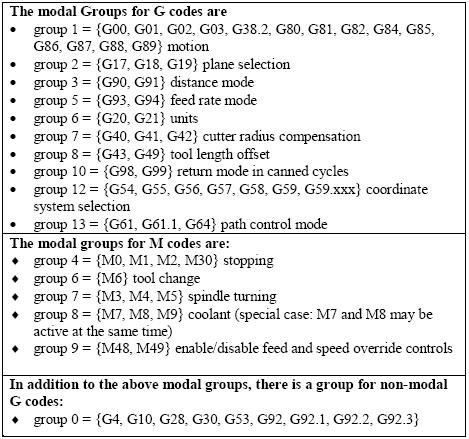 Haas удобнее для пользователя.
Haas удобнее для пользователя.
2. Система HAAS обычно установлена поверх FANUC. Поэтому большинство функций FANUC будут работать на станке Haas без изменения.
3. HAAS также имеет некоторые функции, многие из которых не включены в систему управления FANUC. Например, у Haas есть несколько дополнительных циклов (G12, G13), которые FANUC не поддерживает.
4. Между станками HAAS нет большой разницы, но есть большие различия между версиями FANUC.
5. Цикл нарезания резьбы: система управления FANUC имеет M19 для ориентации шпинделя по центру оси отверстия, у Haas этой функции нет.
Список G-кодов и M-кодов у Haas и Fanuc
G-код является наиболее широко используемой командой, который является ядром программ ЧПУ. У разных систем будут небольшие различия. Ниже вы можете ознакомиться со списком G-кодов Haas и M-кодов Haas для токарных/фрезерных станков с ЧПУ.
Список G-кодов для токарных станков Haas — G-коды Haas для токарных станков с ЧПУ
G00: Быстрое позиционное перемещение
G01: Движение с линейной интерполяцией или линейное движение, фаска и скругление углов — модальное
G02: Циркуляционное интерполяционное движение по часовой стрелке – модальное
G03: Движение с круговой интерполяцией против часовой стрелки – модальное
G04: Задержка (P) P=секунды.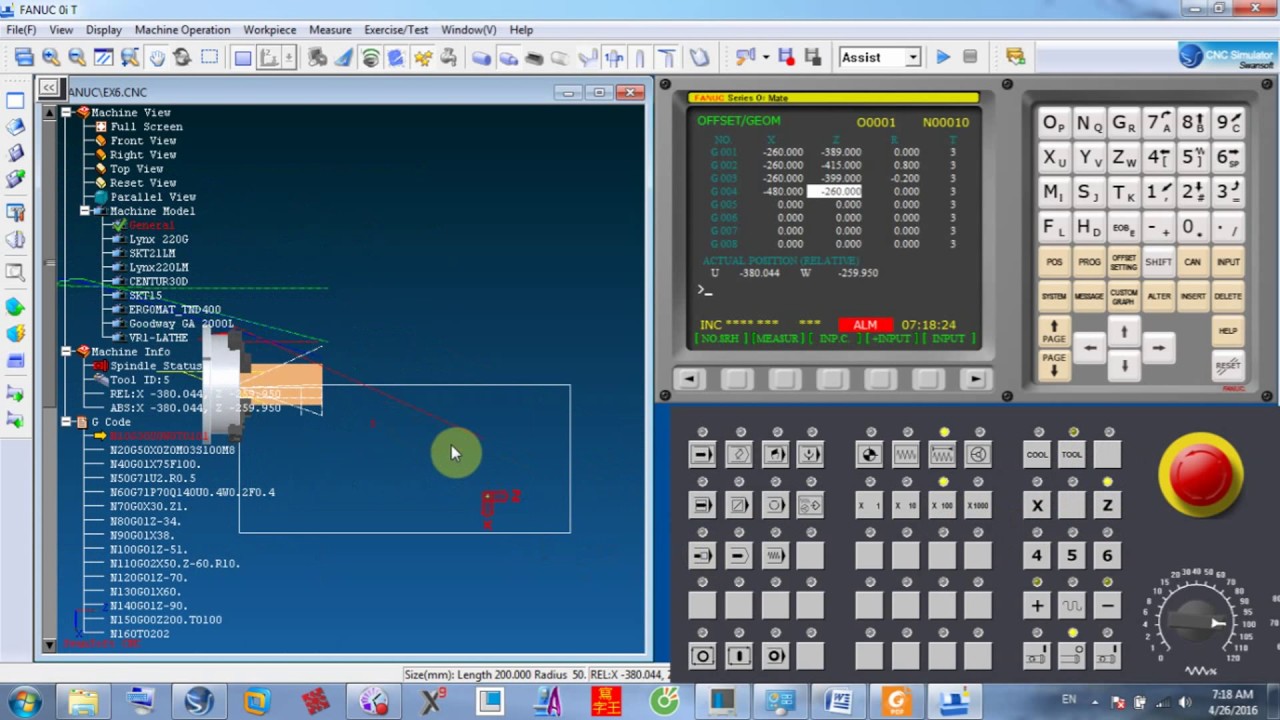 Миллисекунды
Миллисекунды
G05: точное управление движением шпинделя (приводной инструмент) — опционально
G09: Точная остановка
G10: настройка программируемого смещения
G14: Замена главного шпинделя / вспомогательного шпинделя — опционально
G15: Отмена замены главного шпинделя / вспомогательного шпинделя — опционально
G17: Приводной инструмент для выбора плоскости XYZ кругового движения (G02, G03) , опционально
G18: Выбор плоскости кругового движения ZX (G02, G03)
G19: Приводной инструмент выбора плоскости YZ для кругового движения (G02, G03)
G20: проверка позиционирования в дюймовых координатах
G21: Проверить позиционирование в метрических координатах — модальное
G28: Быстрый возврат к нулевой точке станка через Ref. Точка
G29: перейти к местоположению с помощью G29 Ref. Точка
G31: Функция подачи до пропуска — необязательно
G32: Траектория нарезания резьбы – Модальный
G40: Отмена коррекции на вершину инструмента G41/G42
G41: Компенсация на вершину инструмента, слева — модальная
G42: Компенсация на вершину инструмента, справа – модальная
G50: Максимальный предел скорости вращения шпинделя (S) – модальный
G51: быстрый переход в ноль станка, отмена смещения
G52: Координата позиционирования рабочего смещения ИЛИ Глобальный сдвиг системы координат рабочего смещения
G53: Координата нулевого позиционирования станка
G54: Координата позиционирования рабочего смещения №1
G55: Координата позиционирования рабочего смещения № 2 — модальная
G56: Координата позиционирования рабочего смещения № 3 — модальная
G57: Координата позиционирования рабочего смещения № 4 — модальная
G58: Координата позиционирования рабочего смещения № 5 — модальная
G59: Координата позиционирования рабочего смещения № 6 — модальная
G61: Точный останов – модальный
G64: Точная остановка G61 Отмена
G65: вызов подпрограммы макроса – опционально
G70: чистовой цикл
G71: Пример цикла удаления припуска по наружному / внутреннему диаметру
G72: Цикл удаления торцевого припуска
G73: Цикл удаления припуска с неправильной траекторией
G74: Нарезание торцевых канавок ИЛИ Цикл высокоскоростного сверления
G75: Цикл нарезания канавок наружным или внутренним диаметром
G76: Цикл нарезания резьбы, многократный проход по внешнему диаметру / внутреннему диаметру
G77: Цикл правки приводного инструмента — опционально
G80: Отменить постоянный цикл
G81: Стандартный цикл сверления
G82: Стандартный цикл точечного сверления/цековки – модальный
G83: Постоянный цикл сверления глубоких отверстий методом Peck Drill
G84: Стандартный цикл нарезания резьбы – модальный
G85: Постоянный цикл «расточка-в-расточка»
G86: Постоянный цикл растачивания с остановом и быстрым выходом
G87: Постоянный цикл растачивания с остановом и ручным отводом
G88: Постоянный цикл растачивания с выдержкой и ручным отводом
G89: Постоянный цикл растачивания-выдержки-расточки – модальный
G90: Цикл токарной обработки по внешнему / внутреннему диаметру
G92: Цикл нарезания резьбы – модальный
G94: Цикл обработки торца – модальный
G95: Жесткий метчик торцевой поверхности приводного инструмента /
G96: постоянная скорость поверхности, CSS вкл.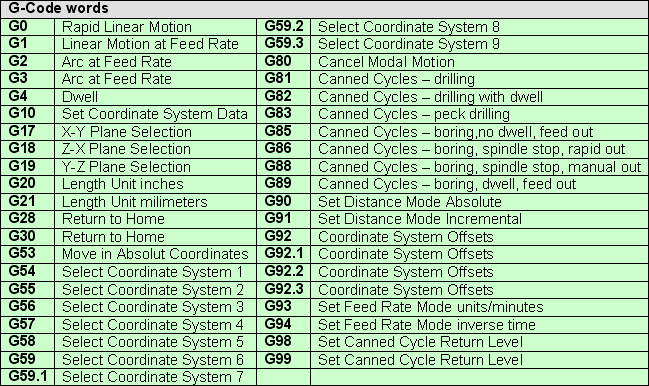
G97: постоянная неизменяющаяся скорость шпинделя, CSS выключен (S)
G98: Подача в минуту (F)
G99: Подача на оборот (F)
G100: Отмена зеркального отображения G101
G101: Зеркальное отображение
G102: Программируемый выход на RS-232
G103: Упреждающий просмотр лимитного блока
G105: Команда сервопривода — опционально
G110-G111: Координата рабочего смещения-позиционирования № 7- № 8 — модальная
G112: декартово преобразование в полярное — опционально
G113: Отмена декартово-полярного преобразования — необязательно
G114-G129: Координата позиционирования рабочего смещения #9-#24 – модальная
G154: выберите координату позиционирования рабочего смещения P1-99 (P)
G159: фоновый захват/возврат детали – опционально
G160: Команда оси APL включена — необязательно
G161: Команда оси APL отключена — необязательно
G184: Стандартный цикл нарезания резьбы в обратном направлении – модальный
G186: Реверсивный жесткий метчик с приводным инструментом — опционально
G187: Контроль точности для высокоскоростной обработки (E)
G194: Постоянный цикл вспомогательного шпинделя / нарезания резьбы метчиком – модальный
G195: Радиальное нарезание резьбы приводным инструментом — дополнительно
G196: Радиальное нарезание резьбы метчиком в приводном инструменте в обратном направлении — опционально
G200: Индекс на лету
Список кодов Haas Lathe M — Коды Haas M для токарных станков с ЧПУ
M00: Останов программы – модальный
M01: останов программы – модальный
M02: Конец программы – модальный
M03: Шпиндель вперед (S) – модальный
M04: Шпиндель в обратном направлении (S) – модальный
M05: Останов шпинделя – модальный
M08: Охлаждение включено
M09: Охлаждающая жидкость отключена
M10: зажимной патрон – модальный
M11: Разжим патрона – модальный
M12: Автоматическая подача воздуха вкл. (P) – режим/дополнительно
(P) – режим/дополнительно
M13: Автоматическое выключение воздушной струи
M14: Зажим главного шпинделя
M15: Разжим главного шпинделя
M17: повернуть башню вперед (T)
M18: Повернуть башню назад (T)
M19: Ориентация шпинделя – модальный/ пример
M21: Выдвижение задней бабки — модальное/дополнительное
M22: втягивание прицепной бабки
M23: Угол вне резьбы – модальный
M24: Угол резьбы выключен – модальный
M25-M28: пользовательский интерфейс M-кода с сигналом M-Fin
M30: Конец программы и сброс – модальный
M31: Шнек для стружки вперед – модальный
M33: Останов шнека для стружки
M36: Ловушка деталей включена — модально/дополнительно
M37: Ловушка деталей выключена — модально/дополнительно
M38: Включить вариант шпинделя
M39: Задать вариант шпинделя Выкл. – модальный
M41: Блокировка низшей передачи шпинделя
M42: Отмена высшей передачи шпинделя режим
M43: разблокировка башни
M44: Замок башни
M51-M58: набор пользовательских M-кодов
M59: Набор выходных реле (N)
M61-M68: пользовательский M-код Clear — Modal
M69: сброс выходного реле (N)
M76: Программа отображает неактивно – модально
M77: Программные дисплеи активны — модальные
M78: обнаружен сигнал тревоги в сигнале пропуска – модальный
M79: Тревога, если сигнал пропуска не найден – модальный
M85: Автоматическое открытие двери
M86: Автоматическое закрытие двери
M88: подача СОЖ под высоким давлением включена /дополнительно
M89: подача СОЖ под высоким давлением отключена /дополнительно
M93: Запуск захвата положения оси
M94: Останов захвата положения оси
M95: Спящий режим
M96: переход при отсутствии сигнала – модальный
M97: Местный вызов подпрограммы – модальный
M98: вызов подпрограммы – модальный
M99: Подпрограмма / Обычный возврат или цикл
M109: неактивный пользовательский ввод (P)
M110: Зажим патрона задней бабки
M111: Разжим патрона задней бабки
M119: Ориентация вспомогательного шпинделя — модально/опционально**
M121-M128: пользовательский интерфейс M-кода с сигналом M-Fin
M133: Движение приводного инструмента вперед (P) / пример
M134: Реверс приводного инструмента (P)
M135: Останов привода приводного инструмента
M143: контршпиндель вперед (P)
M144: реверс вспомогательного шпинделя (P)
M145: Останов вспомогательного шпинделя
M154: Включение оси C
M155: Отключение оси C — модально/дополнительно
M164: Поверните захваты APL в положение «n»
M165: Открытый захват APL 1 (сырье)
M166: Закрыть захват APL 1 (сырье)
M167: Открытый захват APL 2 (готовый материал)
M168: Закрыть захват APL 2 (Готовый материал)
G-коды Haas для фрезерной обработки
G00: Быстрое движение
G01: Движение с линейной интерполяцией
G02: Движение с интерполяцией по часовой стрелке
G03: Движение интерполяции против часовой стрелки
G04: задержаться
G09: Точная остановка
G10: настройка программируемого смещения
G12: Круговое фрезерование карманов по часовой стрелке
G13: Круговое фрезерование карманов против часовой стрелки
G17: Выбор плоскости XY
G18: выбор плоскости ZX
G19: Выбор плоскости YZ
G20: Выбор программирования в дюймах
G21: Выбор метрического программирования
G28: Возврат к нулевой точке станка
G29: перейти к местоположению через ссылку G29
G31: Функция пропуска
G35: Автоматическое измерение диаметра инструмента
G36: Автоматическое измерение рабочего смещения
G37: Автоматическое измерение длины инструмента
G40: Отмена компенсации резца
G41: Компенсация режущего инструмента слева
G42: Компенсация на режущий инструмент справа
G43: Компенсация длины инструмента +
G44: Компенсация длины инструмента –
G47: Гравировка
G49: G43/G44 Отмена
G50: G51 Отмена
G51: Масштабирование
G52: выберите рабочую систему координат G52 (Яснак)
G52: Установить локальную систему координат (Fanuc)
G52: Установить локальную систему координат (HAAS)
G53: Покадровый выбор координат станка
G54: выберите рабочую систему координат l
G55: выберите рабочую систему координат 2
G56: выберите рабочую систему координат 3
G57: выберите рабочую систему координат 4
G58: выберите рабочую систему координат 5
G59: выберите рабочую систему координат 6
G60: однонаправленное позиционирование
G61: режим точного останова
G64: G61 Отмена
G65: вызов подпрограммы макроса
G68: Вращение
G69: G68 Отмена
G70: Окружность отверстий под болты (Яснак) Пример 1 Пример 2 Пример 3
G71: Пример дуги отверстия под болт (Яснак)
G72: Отверстия под болты под углом (Яснак) Пример
G73: Постоянный цикл высокоскоростного сверления с центральным сверлом
G74: Постоянный цикл обратного нарезания резьбы
G76: Стандартный цикл чистового растачивания
G77: Постоянный цикл заднего отверстия
G80: Отмена стандартного цикла
G81: Стандартный цикл сверления Пример 1 Пример 2 Ex3 Ex4 Ex5
G82: Стандартный цикл точечного сверления Ex1
G83: Постоянный цикл сверла с центральным сверлом Ex1 Ex2
G84: Стандартный цикл нарезания резьбы, пример 1, нарезание резьбы метчиком
G85: Стандартный цикл расточки
G86: Постоянный цикл растачивания/останова
G87: Постоянный цикл сверления/ручного отвода
G88: Постоянный цикл сверления/выдержки
G89: Постоянный цикл расточки
G90: Абсолют
G91: инкрементальный
G92: установка рабочих координат — FANUC или HAAS
G92: установка рабочих координат — YASNAC
G93: Режим обратнозависимой подачи включен
G94: Режим обратнозависимой подачи по времени ВЫКЛ. /подача в минуту ВКЛ.
/подача в минуту ВКЛ.
G98: Возврат в начальную точку
G99: Возврат плоскости R
G100: отключить зеркальное отображение
G101: включить зеркальное отображение
G102: Программируемый выход на RS-232
G103: Предел блокировки просмотра вперед
G107: Цилиндрическое отображение
G110: выберите систему координат 7
G111: выберите систему координат 8
G112: выберите систему координат 9
G113: выберите систему координат 10
G114: выберите систему координат 11
G115: выберите систему координат 12
G116: выберите систему координат 13
G117: выберите систему координат 14
G118: выберите систему координат 15
G119: выберите систему координат 16
G120: выберите систему координат 17
G121: выберите систему координат 18
G122: выберите систему координат 19
G123: выберите систему координат 20
G124: выберите систему координат 21
G125: выберите систему координат 22
G126: выберите систему координат 23
G127: выберите систему координат 24
G128: выберите систему координат 25
G129: выберите систему координат 26
G136: Автоматическое измерение центра рабочего смещения
G141: Компенсация на режущий инструмент 3D+
G143: 5-осевая компенсация длины инструмента+
G150: Фрезерование карманов общего назначения
G153: Стандартный цикл 5-осевого высокоскоростного сверла с центральным сверлом
G154: P1-P99 заменяет G110-G129 на более новых машинах.
G155: Стандартный цикл обратного нарезания резьбы по 5 осям
G161: Стандартный цикл 5-осевого сверления
G162: Постоянный цикл 5-осевого точечного сверления/зенкерования
G163: Стандартный цикл 5-осевого сверления с центробежным сверлением (настройка 22)
G164: Стандартный цикл нарезания резьбы по 5 осям
G165: 5-осевое расточка, постоянный цикл
G166: 5-осевое растачивание, останов, быстрый выход, стандартный цикл
G169: 5-осевое растачивание, задержка, постоянный цикл растачивания
G174: Специальное невертикальное жесткое нарезание резьбы против часовой стрелки
G184: Специальное невертикальное жесткое нарезание резьбы по часовой стрелке
G187: Контроль точности для высокоскоростной обработки
G188: Получить программу из PST (таблица расписания программ)
Коды Haas M для фрезерной обработки с ЧПУ
M00: остановка программы
M01: Дополнительная остановка программы
M02: Конец программы (настройка 39)
M03: Шпиндель включен, по часовой стрелке (S) (настройка 144)
M04: шпиндель включен, против часовой стрелки (S) (настройка 144)
M05: Остановка шпинделя
M06: Смена инструмента (T) (настройка 42, 87, 155)
M08: Охлаждение включено (настройка 32)
M09: Охлаждающая жидкость выключена
M10: Тормоз 4-й оси включен
M11: Растормаживание 4-й оси
M12: тормоз 5-й оси включен
M13: Отпускание тормоза 5-й оси
M16: Смена инструмента (T) (то же, что и M06)
M17: Разблокируйте поддон APC и откройте дверцу APC
M18: Зажмите поддон APC и закройте дверцу APC
M19: Ориентация шпинделя (значения P, R необязательны)
M21-M28: пользовательский интерфейс M-кода с сигналами M-Fin
M30: Конец программы и сброс (настройка 2, 39, 56, 83)
M31: Шнек для стружки вперед (настройка 114,115)
M33: Останов шнека для стружки
M34: Положение патрубка охлаждающей жидкости вниз, приращение (+1)
M35: Положение патрубка охлаждающей жидкости вверху, уменьшение (-1)
M36: деталь поддона готова (P)
M39: Повернуть револьверную головку (T#) (настройка 86)
M41: Коррекция низшей передачи шпинделя
M42: Коррекция высшей передачи шпинделя
M50: Выполнение смены поддона (P) (настройка от 121 до 129)
M51-M58: набор пользовательских M-кодов
M59: Набор выходных реле (N)
M61-M68: Сброс дополнительного пользовательского M-кода
M69: выходное реле сброшено (N)
M75: Установите референтную точку G35 или G136
M76: Дисплей управления неактивен
M77: Дисплей управления активен
M78: Тревога, если обнаружен сигнал пропуска
M79: Тревога, если сигнал пропуска не найден
M80: Автоматическое открытие двери (настройка 131)
M81: Автоматическое закрытие двери (настройка 131)
M82: Разжим инструмента
M83: автоматический воздушный жиклер включен
M84: автоматическое выключение воздушной струи
M86: Зажим инструмента
M88: СОЖ через шпиндель Вкл.
M89: СОЖ через шпиндель Выкл.
M93: Начало захвата POS оси (P, Q)
M94: Останов захвата POS оси
M95: Спящий режим
M96: Перейти, если нет ввода (P, Q)
M97: Вызов локальной подпрограммы (P, L)
M98: вызов подпрограммы (P, L)
M99: Локальная подпрограмма M97 или подпрограмма M98 Возврат или циклическая программа (настройка 118)
M101: MOM (минимальная обработка маслом) РЕЖИМ ПОСТОЯННОГО ЦИКЛА (I)
M102: РЕЖИМ MOM (минимальная обработка маслом) (I, J)
M103: MOM (минимальная обработка маслом) РЕЖИМ CANEL
M109: Интерактивный пользовательский ввод (P)
Список М-кодов , Список М-кодов Fanuc Control ~ Программирование ЧПУ
Список M-кодов , Список M-кодов Fanuc Control
4:06
Неизвестный
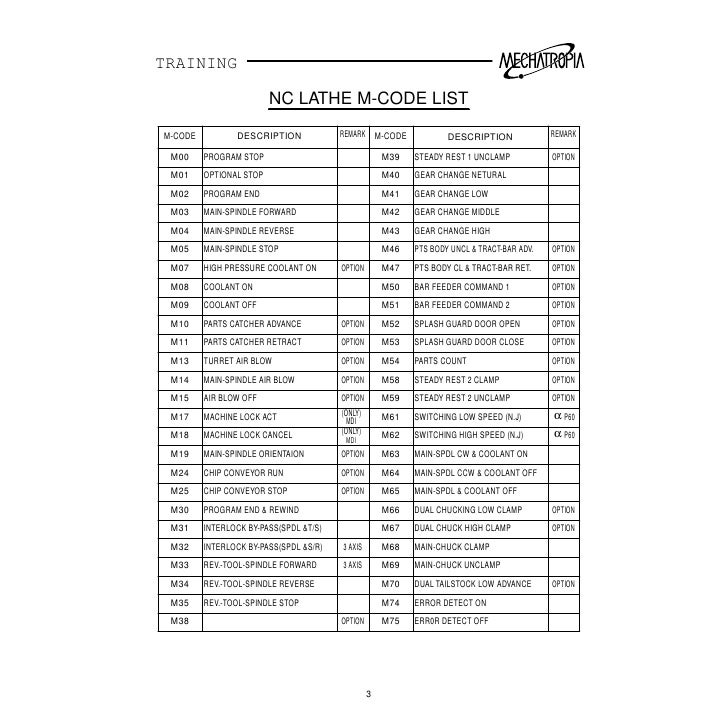
Список М-кодов, обычно встречающихся в Fanuc и аналогичных устройствах
Код | Описание | Фрезерование | Токарная обработка | Дополнительная информация |
M00 | Принудительная остановка | T | Необязательно — машина всегда останавливается при достижении M00 при выполнении программы . | |
M01 | Дополнительный упор | M | T | Машина остановится только при M01, если оператор нажмет дополнительную кнопку остановки. |
M02 | Конец программы | M | T | Нет возврата к началу программы; может сбрасывать или не сбрасывать значения регистров. |
M03 | Шпиндель включен (вращение по часовой стрелке) | M | T 9 0005 | |
M04 | Шпиндель включен (вращение против часовой стрелки) | M | T | |
M05 | Останов шпинделя | M | T | |
M06 | Автоматическая смена инструмента ( ATC) | M | T (иногда) | Многие токарные станки не используют M06, потому что адрес T сам по себе индексирует револьверную головку. |
M07 | СОЖ (туман) | M | T 90 005 | |
M08 | СОЖ (залив) | M | T | |
M09 | Отключение охлаждающей жидкости | M | Т | |
М10 | Зажим для поддонов на | M | Для обрабатывающих центров с устройством смены поддонов | |
| 90 004 M11 | Зажим поддона снят | M | Для обрабатывающих центров с устройством смены паллет | |
M13 | Шпиндель вкл. | M | Этот один M-код выполняет работу как M03, так и M08. Такие комбинированные команды нередко используются в конкретных моделях машин, что позволяет создавать более короткие и быстро записываемые программы. | |
M19 | Ориентация шпинделя | M | T | Ориентация шпинделя чаще вызывается внутри циклов (автоматически) или при настройке (вручную), но также доступна под программным управлением через M19. Аббревиатура OSS (ориентированная остановка шпинделя) может относиться к ориентированной остановке внутри циклов. |
M21 | Зеркало, ось X | M | 9004 5 | |
M21 | Задняя бабка вперед | T | ||
M 22 | Зеркало, ось Y | M | ||
M22 | Задняя бабка назад | T | M23 | Зеркало ВЫКЛ. | Постепенное вытягивание нити ВКЛ | T |
M24 | Постепенное вытягивание нити ВЫКЛ 9000 5 | T | ||
M30 | Конец программы с возвратом к началу программы | 90 004 M | T | |
M41 | Выбор передач — шестерня 1 | T | ||
M42 | Выбор передачи — передача 2 | Т | ||
M43 | Выбор передачи — передача 3 | T | ||
Выбор передачи — передача 4 | T | |||
M48 | Коррекция скорости подачи разрешена | M | T | |
| 90 004 M49 | Переопределение скорости подачи НЕ разрешено | M | T | Это правило также вызывается (автоматически) в циклах нарезания резьбы метчиком или в циклах одноточечного нарезания резьбы, где подача точно соотносится со скоростью. |
M60 | Автоматическая смена поддонов (APC) | M | 90 004 Для обрабатывающих центров с устройством смены паллет | |
M98 | Вызов подпрограммы | M | T | Принимает адрес P, чтобы указать, какую подпрограмму вызывать, например, «M98 P8979» вызывает подпрограмму O8979. |
M99 | Конец подпрограммы | M | T | Обычно размещается в конце подпрограммы, где возвращает управление выполнением основной программе. По умолчанию управление возвращается к блоку, следующему за M9.8 вызов в основной программе. Возврат к другому номеру блока может быть задан адресом P. M99 также может использоваться в основной программе с пропуском кадра для бесконечного цикла основной программы при обработке прутка на токарных станках (пока оператор не переключает пропуск кадра). |


 (вращение по часовой стрелке) и подача СОЖ (залив)
(вращение по часовой стрелке) и подача СОЖ (залив)
 То же самое с коррекцией скорости шпинделя и кнопкой остановки подачи.
То же самое с коррекцией скорости шпинделя и кнопкой остановки подачи.
Подписчики
Фейсбук
Токарный станок с ЧПУ Список G-кодов и M-кодов для токарных станков с ЧПУ
Это общие G-коды для токарных станков с ЧПУ и токарной обработки. Категории кода — это группы для мастера G-кода (нажмите Ctrl+G для мастера). Функция сообщает, что делает g-код, Notes дает немного больше информации, например параметры, а Tutorial — это ссылка (если есть) на учебник, который использует редактор G-Wizard для обучения использованию g-кода.
Категория | ||||||
| G00 | Движение | Двигайтесь по прямой линии на быстрой скорости. | XYZ конечной точки | G00 и MDI. Линейное перемещение: G00 и G01 | ||
| G01 | Движение | Двигаться по прямой на последней скорости, заданной скоростью подачи (F) | XYZ конечной точки | G01 и MDI. Линейное перемещение: G00 и G01 | ||
| G02 | Движение | Дуга окружности по часовой стрелке со скоростью подачи (F) | XYZ конечной точки IJK относительно центра Р за радиус | Дуги окружности: G02 и G03 | ||
| G03 | Движение | Дуга окружности против часовой стрелки со скоростью подачи (F) | XYZ конечной точки IJK относительно центра Р за радиус | Дуги окружности: G02 и G03 | ||
| G04 | Движение | Dwell: остановка на указанное время.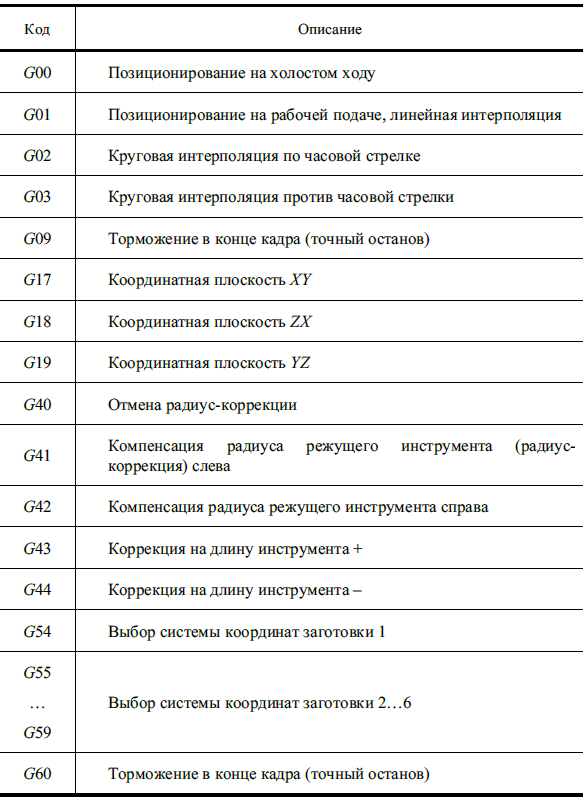 | P для миллисекунд X для секунд | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | ||
| G09 | Движение | Проверка точного останова | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | |||
| G10 | Компенсация | Программируемый ввод параметров | ||||
| G17 | Координата | Выберите плоскость X-Y | Координаты G-кода ЧПУ | |||
| G18 | Координата | Выберите плоскость X-Z | Координаты G-кода ЧПУ | |||
| G19 | Координата | Выберите плоскость Y-Z | Координаты G-кода ЧПУ | |||
| G20 | Координата | Программные координаты в дюймах | G20 и G21: преобразование единиц измерения | |||
| Г21 | Координата | Координаты программы мм | G20 и G21: преобразование единиц измерения | |||
| Г27 | Движение | Проверка возврата в референтную точку | G28: Возврат к исходной точке | |||
| G28 | Движение | Возврат в исходное положение | G28: возврат к исходной точке | |||
| Г29 | Движение | Возврат из референтной позиции | G28: возврат к исходной точке | |||
| G30 | Движение | Возврат к 2-й, 3-й и 4-й контрольной точке | G28: возврат к исходной точке | |||
| Г32 | Консервы | Нарезание резьбы с постоянным шагом (например, G01 синхронизировано со шпинделем) | ||||
| Г40 | Компенсация | Компенсация резца инструмента отключена (компенсация радиуса) | ||||
| Г41 | Компенсация | Компенсация резца инструмента слева (коррекция радиуса) | ||||
| Г42 | Компенсация | Коррекция режущего инструмента справа (компенсация радиуса) | ||||
| Г43 | Компенсация | Применение компенсации длины инструмента (плюс) | ||||
| Г44 | Компенсация | Применить компенсацию длины инструмента (минус) | ||||
| Г49 | Компенсация | Отмена коррекции на длину инструмента | ||||
| Г50 | Компенсация | Сбросить все коэффициенты масштабирования до 1,0 | ||||
| Г51 | Компенсация | Включить масштабные коэффициенты | ||||
| Г52 | Координата | Локальный рабочий сдвиг для всех систем координат: добавить смещения XYZ | ||||
| Г53 | Координата | Система координат станка (отмена нулевой коррекции) | ||||
| Г54 | Координата | Рабочая система координат (1-я заготовка) | ||||
| Г55 | Координата | Рабочая система координат (2-я заготовка) | ||||
| Г56 | Координата | Рабочая система координат (3-я заготовка) | ||||
| Г57 | Координата | Рабочая система координат (4-я заготовка) | ||||
| Г58 | Координата | Рабочая система координат (5-я заготовка) | ||||
| Г59 | Координата | Рабочая система координат (6-я заготовка) | ||||
| Г61 | Прочее | Режим проверки точного останова | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | |||
| Г62 | Прочее | Автоматическая угловая корректировка | ||||
| Г63 | Прочее | Режим постукивания | ||||
| Г64 | Прочее | Лучший путь скорости | ||||
| Г65 | Прочее | Простой вызов пользовательского макроса | Подпрограммы и макросы | |||
| Г70 | Консервы | Цикл чистовой токарной обработки | ||||
| Г71 | Консервы | Цикл чернового точения | G71: Цикл чернового точения G71 Тип II: черновое точение с «карманами» | |||
| G72 | Консервы | Цикл черновой обработки | ||||
| Г73 | Консервы | Цикл повторения шаблона | ||||
| Г74 | Консервы | Цикл сверления с отсечкой | ||||
| Г75 | Консервы | Цикл обработки канавок | ||||
| Г76 | Консервы | Цикл нарезания резьбы | Цикл токарного станка G76 | |||
| Г80 | Консервы | Отмена постоянного цикла | ||||
| Г83 | Консервы | Цикл торцевого сверления | ||||
| G84 | Консервы | Цикл нарезания торца | ||||
| Г86 | Консервы | Постоянный цикл расточки, остановка шпинделя, быстрый выход | ||||
| G87 | Консервы | Цикл бокового сверления | ||||
| G88 | Консервы | Цикл бокового нарезания резьбы | ||||
| Г89 | Консервы | Цикл бокового растачивания | ||||
| Г90 | Координата | Абсолютное программирование XYZ (системы типа B и C) | Г90 и G91 Абсолютный и инкрементальный режим | |||
G90.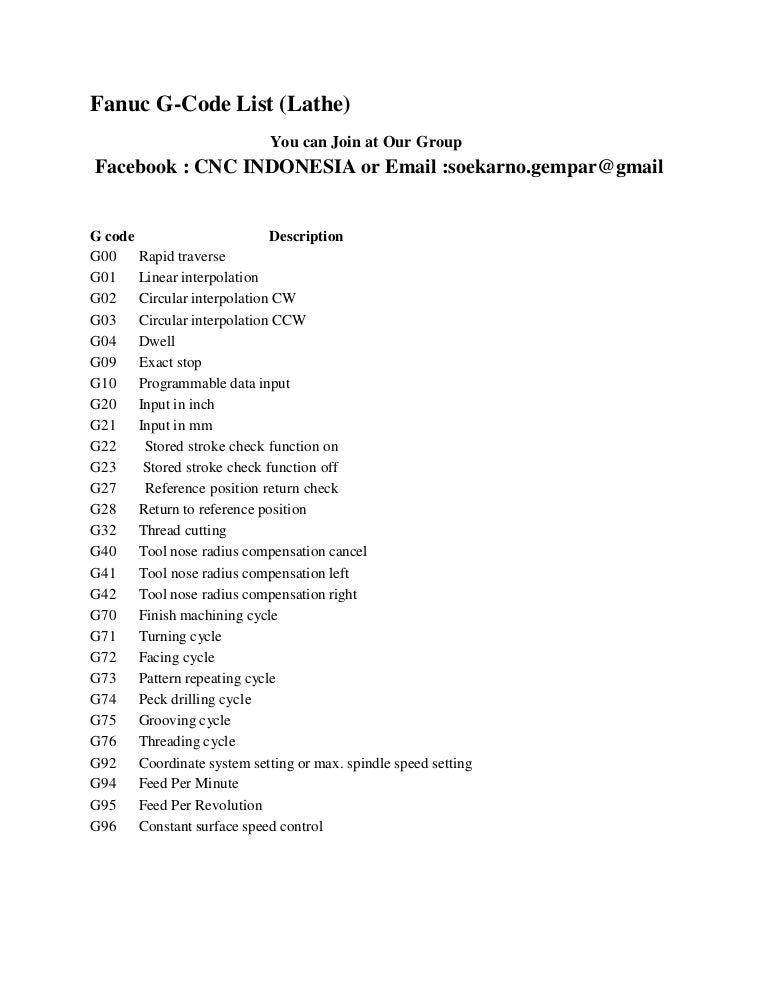 1 1 | Координата | Абсолютное программирование IJK (системы типа B и C) | ||||
| G91 | Координата | Инкрементальное программирование XYZ (системы типа B и C) | Г90 и G91 Абсолютный и инкрементальный режим | |||
| G91.1 | Координата | Инкрементальное программирование IJK (системы типа B и C) | ||||
| Г92 | Координата | Цикл нарезания резьбы | ||||
| G92 (альтернативный) | Движение | Зажим максимальной скорости шпинделя | С | |||
| Г94 | Движение | Цикл торцевой токарной обработки | ||||
| Г96 | Движение | Постоянная скорость у поверхности ВКЛ. | G96: постоянная скорость у поверхности | |||
| Г97 | Движение | Отмена постоянной скорости у поверхности | G96: постоянная скорость у поверхности | |||
| Г98 | Движение | Скорость подачи в минуту | G-код G98 и G-код G99: режимы постоянного цикла возврата или скорости подачи | |||
| Г99 | Движение | Скорость подачи на оборот | G-код G98 и G-код G99: режимы постоянного цикла возврата или скорости подачи | |||
| Г190 | Движение | Режим радиуса | Программирование токарного станка с ЧПУ | |||
| Г191 | Движение | Режим диаметра | Программирование токарного станка с ЧПУ | |||
М-коды
| ||||||
| М00 | М-код | Останов программы (необязательно) | ||||
| М01 | М-код | Дополнительный останов: оператор выбран для включения | ||||
| М02 | М-код | Конец программы | ||||
| М03 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) | М03 и МДИ.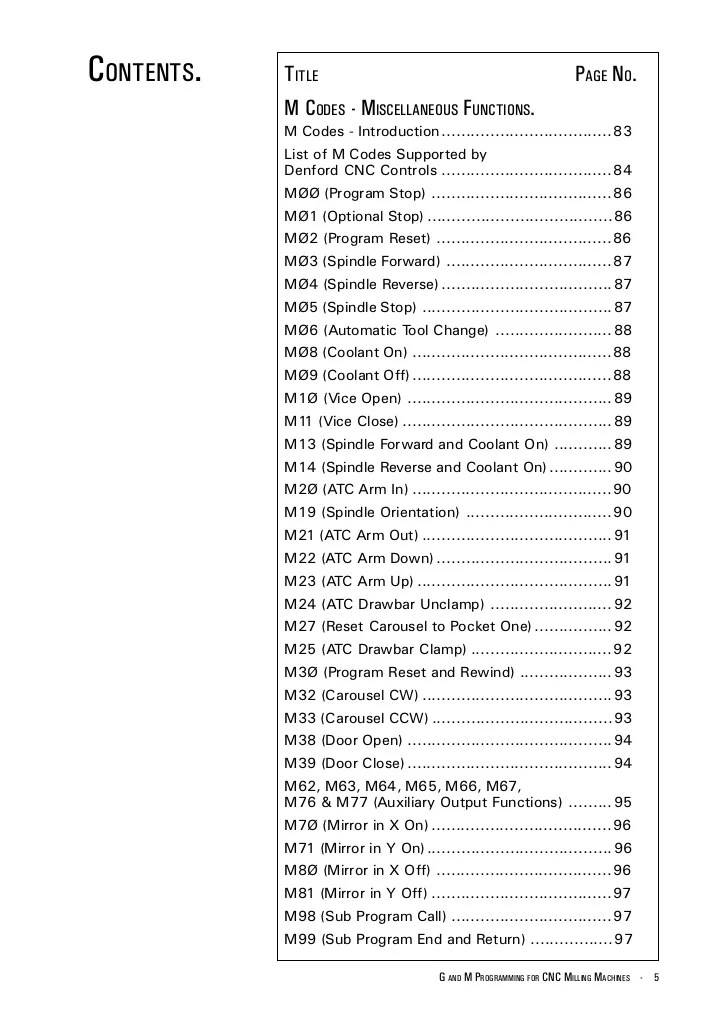 | |||
| М04 | М-код | Шпиндель ВКЛ (вращение против часовой стрелки) | ||||
| М05 | М-код | Стопор шпинделя | M05 и MDI. | |||
| М06 | М-код | Смена инструмента | ||||
| М07 | М-код | Туман охлаждающей жидкости ВКЛ | M07 и MDI.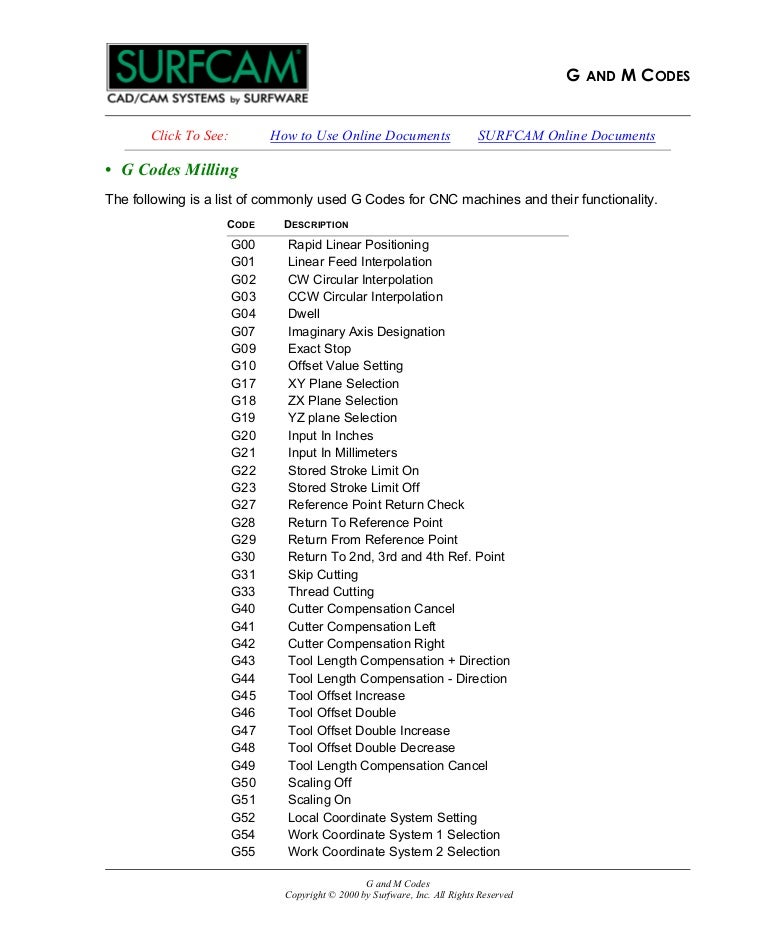 | |||
| М08 | М-код | Заливная охлаждающая жидкость ON | M08 и MDI. | |||
| М09 | М-код | Охлаждающая жидкость ВЫКЛ. | М09 и МДИ. | |||
| М13 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) + СОЖ ВКЛ | М13 и МДИ. | |||
| M14 | М-код | Шпиндель ВКЛ (вращение против часовой стрелки) + СОЖ ВКЛ | М14 и МДИ. | |||
| М30 | М-код | Окончание программы, режимы перемотки назад и сброса | ||||
| М97 | М-код | Вызов подпрограммы Haas Style | Подпрограммы и макросы | |||
| М98 | М-код | Вызов подпрограммы | Подпрограммы и макросы | |||
| М99 | М-код | Возврат из подпрограммы | Подпрограммы и макросы | |||
Бонус: ознакомьтесь с нашими другими кулинарными книгами по ЧПУ, чтобы получить более подробную информацию о ЧПУ!
Если вы новичок в работе с ЧПУ, ознакомьтесь с нашей «Поваренной книгой для начинающих» .
 Глазов). При сборке покупателю нужно только прикрутить тисы в готовые крепёжные отверстия.
Глазов). При сборке покупателю нужно только прикрутить тисы в готовые крепёжные отверстия.

 В нормальных условиях нам потребуется от 2 до 3 рабочих дней, чтобы обработать заказ и отправить его. Заказ будет доставлен вам в течение 10-15 рабочих дней в зависимости от вашего местонахождения и доступности. Также возможен самовывоз из магазина.
В нормальных условиях нам потребуется от 2 до 3 рабочих дней, чтобы обработать заказ и отправить его. Заказ будет доставлен вам в течение 10-15 рабочих дней в зависимости от вашего местонахождения и доступности. Также возможен самовывоз из магазина. Он имеет прочную, полностью сварную раму и долговечную столешницу из бамбука толщиной 1 ¼ дюйма, и все это сделано с учетом качества, эстетики и производительности.
Он имеет прочную, полностью сварную раму и долговечную столешницу из бамбука толщиной 1 ¼ дюйма, и все это сделано с учетом качества, эстетики и производительности.  Поддержка клиентов и запасные части предлагаются из нашей штаб-квартиры, расположенной в Ричмонде, Британская Колумбия.
Поддержка клиентов и запасные части предлагаются из нашей штаб-квартиры, расположенной в Ричмонде, Британская Колумбия.
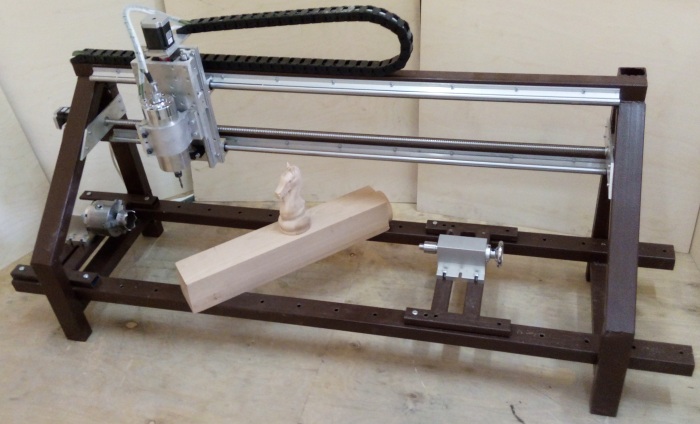
 Дополнительным преимуществом является то, что мне все равно, если на ДСП появятся пятна пригара, пока я буду прихватывать фюзеляж.
Дополнительным преимуществом является то, что мне все равно, если на ДСП появятся пятна пригара, пока я буду прихватывать фюзеляж. Чтобы построить верхнюю раму, соедините два на четыре с помощью столярного клея и 3-дюймовых шурупов #10. Затем покройте одну сторону рамы 3/4-дюймовой фанерой, прикрепив ее столярным клеем и 1,5-дюймовыми строительными винтами #8.
Чтобы построить верхнюю раму, соедините два на четыре с помощью столярного клея и 3-дюймовых шурупов #10. Затем покройте одну сторону рамы 3/4-дюймовой фанерой, прикрепив ее столярным клеем и 1,5-дюймовыми строительными винтами #8.
 Цена, отзывы, характеристики.
Цена, отзывы, характеристики. информация
информация )
) размер инструмента
размер инструмента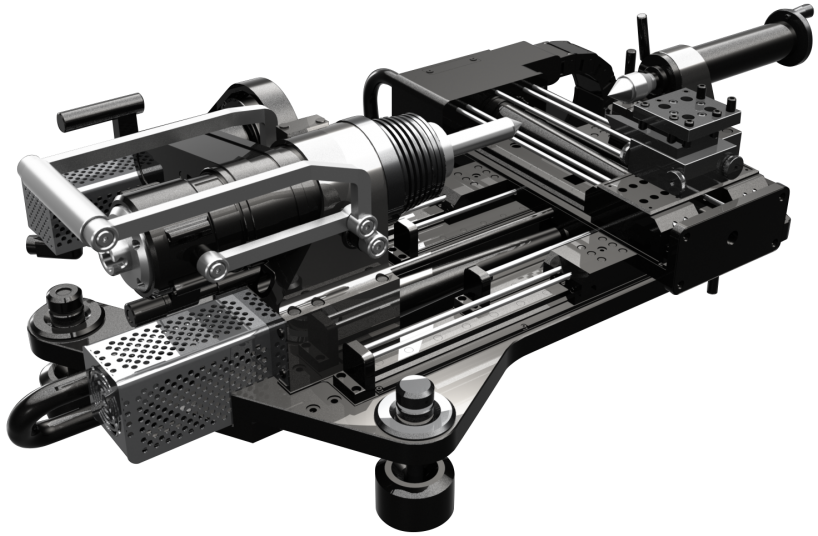
 565-YS Токарный станок с ЧПУ
565-YS Токарный станок с ЧПУ 500/SM CNC LATHE
500/SM CNC LATHE
 Диаметр поворота и длина варьируются. В Surplex вы найдете бывшие в употреблении станки с ЧПУ с конвейером для стружки и другими аксессуарами. Также современные модели от ведущих производителей!
Диаметр поворота и длина варьируются. В Surplex вы найдете бывшие в употреблении станки с ЧПУ с конвейером для стружки и другими аксессуарами. Также современные модели от ведущих производителей!
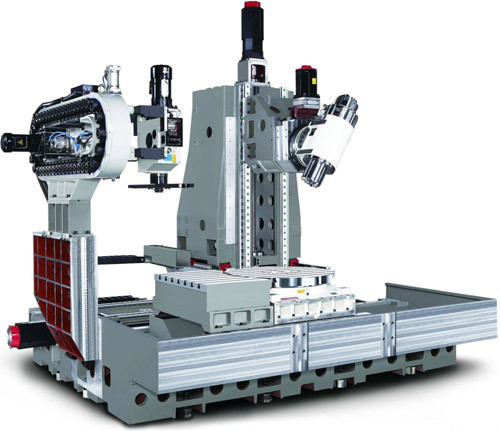
 Эта точка используется для расчета всех координат для различных осей движения. Различные держатели инструмента позволяют выполнять ряд рабочих процессов, таких как торцевая резка, продольная токарная обработка или коническая токарная обработка.
Эта точка используется для расчета всех координат для различных осей движения. Различные держатели инструмента позволяют выполнять ряд рабочих процессов, таких как торцевая резка, продольная токарная обработка или коническая токарная обработка. Элементы управления часто настроены очень по-разному.
Элементы управления часто настроены очень по-разному. Однако токарные станки с ЧПУ являются одними из самых сложных и требующих интенсивного обслуживания станков, которые можно найти на рынке. Поэтому подержанный токарный станок с ЧПУ требует некоторых базовых знаний, чтобы оценить, соответствует ли он вашим потребностям, и ввести его в эксплуатацию. Преимущество бывших в употреблении токарных станков с ЧПУ заключается в том, что на них можно эксплуатировать стандартные детали.
Однако токарные станки с ЧПУ являются одними из самых сложных и требующих интенсивного обслуживания станков, которые можно найти на рынке. Поэтому подержанный токарный станок с ЧПУ требует некоторых базовых знаний, чтобы оценить, соответствует ли он вашим потребностям, и ввести его в эксплуатацию. Преимущество бывших в употреблении токарных станков с ЧПУ заключается в том, что на них можно эксплуатировать стандартные детали.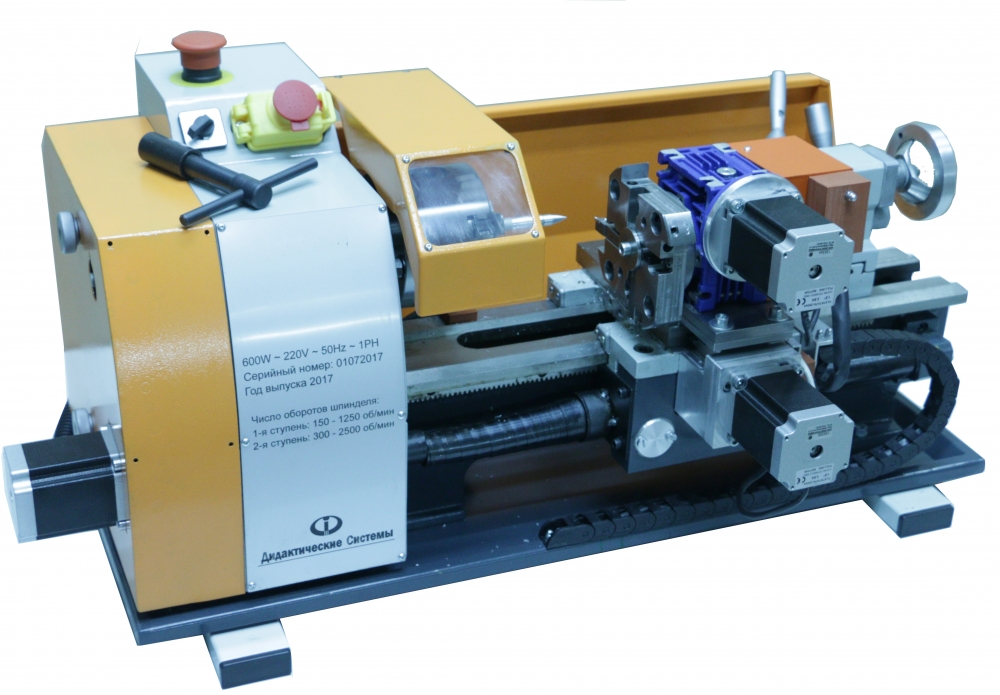 Система охлаждающей смазки подержанного токарного станка также должна быть полностью исправна. Еще одним преимуществом покупки бывшего в употреблении токарного станка с ЧПУ является то, что создано большое количество компаний, специализирующихся на предоставлении услуг по техническому обслуживанию бывших в употреблении станков с ЧПУ. С их помощью бывшие в употреблении станки с ЧПУ могут быть полностью и с минимальными затратами отремонтированы.
Система охлаждающей смазки подержанного токарного станка также должна быть полностью исправна. Еще одним преимуществом покупки бывшего в употреблении токарного станка с ЧПУ является то, что создано большое количество компаний, специализирующихся на предоставлении услуг по техническому обслуживанию бывших в употреблении станков с ЧПУ. С их помощью бывшие в употреблении станки с ЧПУ могут быть полностью и с минимальными затратами отремонтированы. Для обучения рекомендуется использовать небольшой токарный станок с ЧПУ: бывший в употреблении станок с ЧПУ может соответствовать всем требованиям для изучения основ программирования, даже если он не может обеспечить все допуски, требуемые промышленными приложениями.
Для обучения рекомендуется использовать небольшой токарный станок с ЧПУ: бывший в употреблении станок с ЧПУ может соответствовать всем требованиям для изучения основ программирования, даже если он не может обеспечить все допуски, требуемые промышленными приложениями. com.
com.
 ..
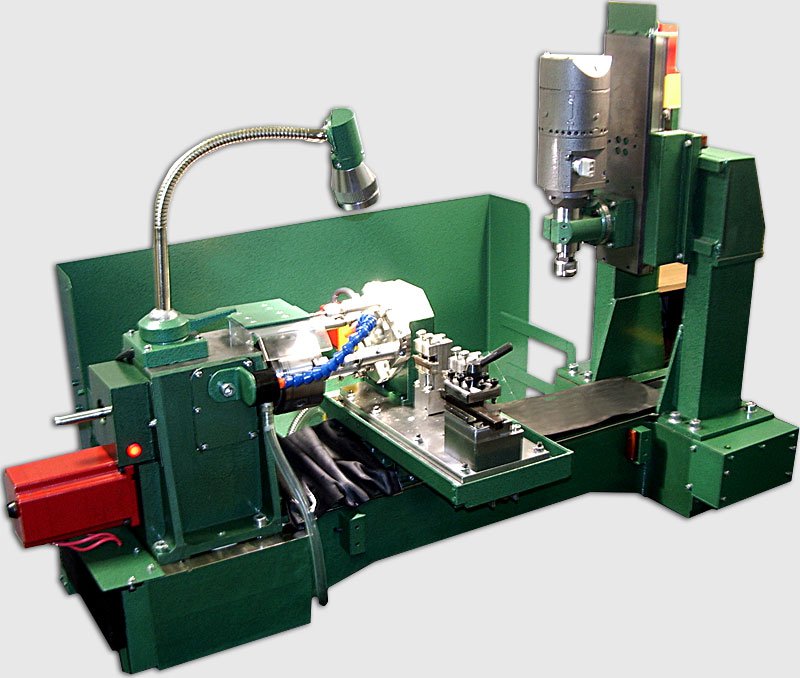
.. С деталью, зажатой посередине, и двумя инструментальными системами с двух сторон,…
С деталью, зажатой посередине, и двумя инструментальными системами с двух сторон,… С деталью, зажатой посередине, и двумя инструментальными системами с двух сторон,…
С деталью, зажатой посередине, и двумя инструментальными системами с двух сторон,… токарный станок, после многолетнего опыта производства горизонтальных токарных станков, в соответствии с текущим национальным стандартом точности, мы приняли международный передовой дизайн и производство…
токарный станок, после многолетнего опыта производства горизонтальных токарных станков, в соответствии с текущим национальным стандартом точности, мы приняли международный передовой дизайн и производство…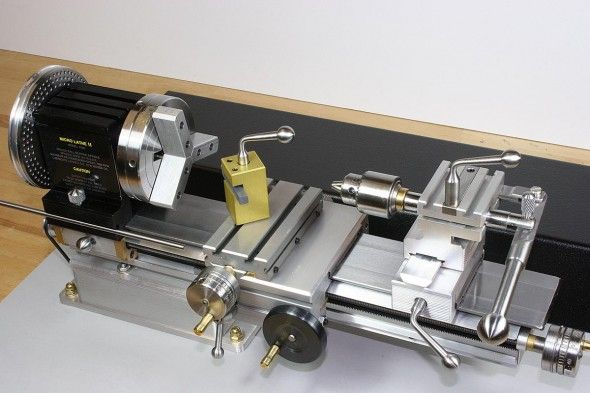 Шпиндель модульной конструкции, подшипник скольжения, двухрядные цилиндрические роликоподшипники на обоих концах, т…
Шпиндель модульной конструкции, подшипник скольжения, двухрядные цилиндрические роликоподшипники на обоих концах, т… ..
.. Список запроса
Список запроса 10 EUR
10 EUR
 Обладая большим опытом и технологиями, мы …
Обладая большим опытом и технологиями, мы … 04.23
04.23
 – Портальный погрузчик, Рассеиватель тумана, Fanuc Control /23
– Портальный погрузчик, Рассеиватель тумана, Fanuc Control /23 S-10
S-10 Предложение
Предложение
 (подлежит уточнению)
(подлежит уточнению)
 7 м/с
7 м/с ширина заготовки
ширина заготовки В результате получается ленточное полотно сваренное из двух металлов называемое — Биметаллическим.
В результате получается ленточное полотно сваренное из двух металлов называемое — Биметаллическим.

 Их выбор зависит от типа обрабатываемого металла и скорости, с которой подаются ленточные пилы. Слишком большой шаг вызовет возрастание напряжений, а также ухудшение качества распила. Малый шаг обеспечивает гладкую поверхность, но нуждается в больших энергозатратах.
Их выбор зависит от типа обрабатываемого металла и скорости, с которой подаются ленточные пилы. Слишком большой шаг вызовет возрастание напряжений, а также ухудшение качества распила. Малый шаг обеспечивает гладкую поверхность, но нуждается в больших энергозатратах.

 Если мы пилим тонкостенные трубы, листовой металл, профиль, то необходимо применять полотно с наименьшим шагом зубьев, что соответствует большему количеству зубьев на 1 дюйм пилы. Если применять большой шаг – это может привести к быстрому разрушению режущей части зуба.
Если мы пилим тонкостенные трубы, листовой металл, профиль, то необходимо применять полотно с наименьшим шагом зубьев, что соответствует большему количеству зубьев на 1 дюйм пилы. Если применять большой шаг – это может привести к быстрому разрушению режущей части зуба.
 Мы предлагаем только высококачественные пилы для резки металла с прочной рамой и прочными дугами, которые раз за разом обеспечивают чистый и точный рез. Мы выбрали модели, которые просты в настройке и эксплуатации.
Мы предлагаем только высококачественные пилы для резки металла с прочной рамой и прочными дугами, которые раз за разом обеспечивают чистый и точный рез. Мы выбрали модели, которые просты в настройке и эксплуатации.

 пила или холодная пила. Наши партнеры в FMB имеют множество необычных конфигураций, и мы часто рекомендуем их машины там, где это целесообразно.
пила или холодная пила. Наши партнеры в FMB имеют множество необычных конфигураций, и мы часто рекомендуем их машины там, где это целесообразно.



 Именно в этом и заключается востребованность данного оборудования. Углекислотные лазерные станки являются бюджетным вариантом и они абсолютно просты в использовании.
Именно в этом и заключается востребованность данного оборудования. Углекислотные лазерные станки являются бюджетным вариантом и они абсолютно просты в использовании. Что можно сделать на таких станках?
Что можно сделать на таких станках?

 Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.
Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.


 Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
 Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.
Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.





 2).
2). Он указывает на отрицательную роль нароста металла на передней поверхности инструмента на качество обработанной поверхности в диапазоне низких скоростей. Однако, полученные экспериментальные зависимости высоты микронеровностей в низком диапазоне скоростей токарной обработки нержавеющих сталей нельзя объяснить влиянием классического нароста хотя бы потому, что одинаковое значение величины шероховатости поверхности детали (4 мкм) при обработке, например, стали 14Х17Н2 (рис. 3) получено и на скорости 15 м/мин, что можно предположительно объяснить влиянием классического нароста и на скорости 50 м/мин, где нароста по условиям обработки нет. Такие же «парадоксы» наблюдаются и при обработке других марок коррозионностойких сталей.
Он указывает на отрицательную роль нароста металла на передней поверхности инструмента на качество обработанной поверхности в диапазоне низких скоростей. Однако, полученные экспериментальные зависимости высоты микронеровностей в низком диапазоне скоростей токарной обработки нержавеющих сталей нельзя объяснить влиянием классического нароста хотя бы потому, что одинаковое значение величины шероховатости поверхности детали (4 мкм) при обработке, например, стали 14Х17Н2 (рис. 3) получено и на скорости 15 м/мин, что можно предположительно объяснить влиянием классического нароста и на скорости 50 м/мин, где нароста по условиям обработки нет. Такие же «парадоксы» наблюдаются и при обработке других марок коррозионностойких сталей. В. Талантова объясняется наличием в зоне контактных пластических деформаций так называемой зоны относительного застоя (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 8), изменяющей по аналогии с наростом передний угол резца γ в пределах его отрицательного значения.
В. Талантова объясняется наличием в зоне контактных пластических деформаций так называемой зоны относительного застоя (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 8), изменяющей по аналогии с наростом передний угол резца γ в пределах его отрицательного значения.

 86 см)
86 см)


 Размер заготовки чаши, а также тип и состояние древесины являются наиболее важными элементами для тщательного изучения.
Размер заготовки чаши, а также тип и состояние древесины являются наиболее важными элементами для тщательного изучения.

 Когда вы сознательно и подсознательно вспоминаете и повторяете эти заученные движения, вы формируете привычки.
Когда вы сознательно и подсознательно вспоминаете и повторяете эти заученные движения, вы формируете привычки.
 И древесина, безусловно, является огромным компонентом в этом уравнении, которое нельзя обобщать.
И древесина, безусловно, является огромным компонентом в этом уравнении, которое нельзя обобщать.
 выше)
выше)
 Руководствуйтесь здравым смыслом при точении любого куска дерева и избегайте опасной или некачественной древесины с расщеплениями, щелями или трещинами.
Руководствуйтесь здравым смыслом при точении любого куска дерева и избегайте опасной или некачественной древесины с расщеплениями, щелями или трещинами.
 Первый из этих ответов на самом деле не помогает новичку-токарю, потому что ему еще предстоит развить чувство того, что кажется правильным, а второй таит в себе опасность, если заготовка хорошо сбалансирована, потому что вы можете не получить какой-либо значительной вибрации до тех пор, пока не будет безопасно. рабочая скорость значительно превышена.
Первый из этих ответов на самом деле не помогает новичку-токарю, потому что ему еще предстоит развить чувство того, что кажется правильным, а второй таит в себе опасность, если заготовка хорошо сбалансирована, потому что вы можете не получить какой-либо значительной вибрации до тех пор, пока не будет безопасно. рабочая скорость значительно превышена. Это означает, что удвоение скорости приведет к четырехкратному увеличению центробежной силы; утроение скорости приведет к девятикратному увеличению центробежной силы и так далее. Легко понять, как превышение скорости может привести к аварии.
Это означает, что удвоение скорости приведет к четырехкратному увеличению центробежной силы; утроение скорости приведет к девятикратному увеличению центробежной силы и так далее. Легко понять, как превышение скорости может привести к аварии.

 Как правило, расстояния между точками стояния не превышают 150м. Это связано с тем, что чем дальше от сканера находится предмет съемки, тем хуже отражается сигнал лазера от него. Особенно это проявляется тогда, когда предмет съемки лежит на горизонтальной поверхности, например, на поверхности земли. Чем дальше измерения сканером, тем более параллельно к земле распространяется лазерный луч, и, соответственно, очень малый угол отражения. А значит, меньше уровень отраженного сигнала.
Как правило, расстояния между точками стояния не превышают 150м. Это связано с тем, что чем дальше от сканера находится предмет съемки, тем хуже отражается сигнал лазера от него. Особенно это проявляется тогда, когда предмет съемки лежит на горизонтальной поверхности, например, на поверхности земли. Чем дальше измерения сканером, тем более параллельно к земле распространяется лазерный луч, и, соответственно, очень малый угол отражения. А значит, меньше уровень отраженного сигнала.


 Это включает в себя исследования, планирование, сбор и обработку данных, полученных в полевых условиях, с расчетом результатов геологоразведочных работ. Эти данные обеспечивают основу для планирования и контроля горных работ.
Это включает в себя исследования, планирование, сбор и обработку данных, полученных в полевых условиях, с расчетом результатов геологоразведочных работ. Эти данные обеспечивают основу для планирования и контроля горных работ. org/ListItem»>
org/ListItem»>


 Лазерный 3D-сканер RTC360 — это решение для профессионалов, позволяющее управлять сложными проектами с точными и надежными 3D-представлениями и раскрывать возможности любого объекта.
Лазерный 3D-сканер RTC360 — это решение для профессионалов, позволяющее управлять сложными проектами с точными и надежными 3D-представлениями и раскрывать возможности любого объекта.







 raysonglobal.com.cn
raysonglobal.com.cn
 com
com
 210(c), 23 октября 2019 г. Коммерция опубликовала утвердительное окончательное определение продаж. матрасов из Китая по цене ниже справедливой (LTFV). [1]
210(c), 23 октября 2019 г. Коммерция опубликовала утвердительное окончательное определение продаж. матрасов из Китая по цене ниже справедливой (LTFV). [1]  [4]
[4]  , как дополнительно описано ниже. [5]
, как дополнительно описано ниже. [5]  [6]
[6] 
 или позднее( т. е. за 90 дней до даты публикации Предварительного определения ), но до 4 июня 2019 г. ( т. е. дата публикации Предварительного определения ).
или позднее( т. е. за 90 дней до даты публикации Предварительного определения ), но до 4 июня 2019 г. ( т. е. дата публикации Предварительного определения ). , Ltd
, Ltd , Ltd
, Ltd , Ltd
, Ltd , Ltd
, Ltd Заинтересованные стороны могут найти список действующих приказов по адресу http://enforcement.trade.gov/stats/iastats1.html.
Заинтересованные стороны могут найти список действующих приказов по адресу http://enforcement.trade.gov/stats/iastats1.html. 
 Матрасы с внутренними пружинами называются «матрасами с внутренними пружинами» или «гибридными матрасами». «Гибридные матрасы» содержат две или более поддерживающих систем в качестве ядра, таких как слои пены с эффектом памяти и внутренние пружины.
Матрасы с внутренними пружинами называются «матрасами с внутренними пружинами» или «гибридными матрасами». «Гибридные матрасы» содержат две или более поддерживающих систем в качестве ядра, таких как слои пены с эффектом памяти и внутренние пружины. «Основание матраса» — это любое основание или опора для матраса. Основы матрасов обычно называют «фундаментами», «пружинными блоками», «платформами» и/или «базами». Основания могут быть статичными, складными или регулируемыми. Под действие распространяется только матрас, если он ввозится в составе мебели, с мебельными механизмами или в составе комплекта в сочетании с основой матраса.
«Основание матраса» — это любое основание или опора для матраса. Основы матрасов обычно называют «фундаментами», «пружинными блоками», «платформами» и/или «базами». Основания могут быть статичными, складными или регулируемыми. Под действие распространяется только матрас, если он ввозится в составе мебели, с мебельными механизмами или в составе комплекта в сочетании с основой матраса.
 Исключенные наматрасники имеют высоту четыре дюйма или меньше.
Исключенные наматрасники имеют высоту четыре дюйма или меньше. ) ( Окончательное определение ).
) ( Окончательное определение ).

 ТВ
ТВ
 ТВ
ТВ

 )
)


 )
) Это двухканальный аудиомикшер, использующий бинауральные алгоритмы. Вы можете плавно перемещать звуки вокруг головы, динамически изменять угол, высоту и расстояние в реальном времени.
Это двухканальный аудиомикшер, использующий бинауральные алгоритмы. Вы можете плавно перемещать звуки вокруг головы, динамически изменять угол, высоту и расстояние в реальном времени. Доступны две позиции, названные Quasar 1 и Quasar 2, которые вы можете виртуально размещать и перемещать под любым углом, высотой и расстоянием вокруг головы. Можно добавить реверберацию комнаты в качестве дополнительной помощи для восприятия расстояния. Аудиосигналы на входе 1 и входе 2 можно гибко направлять в одно или оба положения через внутренний матричный микшер. Координаты позиций могут быть установлены вручную или модулированы внутренними LFO или внешними CV. Например, у вас могут быть звуки, вращающиеся вокруг вас, исходящие сверху или снизу, спереди или сзади, движущиеся к вам или от вас. Точно так же центральное положение доступно в качестве назначения маршрутизации, которое оставляет сигнал без звуковой обработки для создания сухого/мокрого микса.
Доступны две позиции, названные Quasar 1 и Quasar 2, которые вы можете виртуально размещать и перемещать под любым углом, высотой и расстоянием вокруг головы. Можно добавить реверберацию комнаты в качестве дополнительной помощи для восприятия расстояния. Аудиосигналы на входе 1 и входе 2 можно гибко направлять в одно или оба положения через внутренний матричный микшер. Координаты позиций могут быть установлены вручную или модулированы внутренними LFO или внешними CV. Например, у вас могут быть звуки, вращающиеся вокруг вас, исходящие сверху или снизу, спереди или сзади, движущиеся к вам или от вас. Точно так же центральное положение доступно в качестве назначения маршрутизации, которое оставляет сигнал без звуковой обработки для создания сухого/мокрого микса.  Существует множество стандартных и расширенных сигналов, которые можно направить в координаты положения. LFO также могут запускаться и сбрасываться внешними CV.
Существует множество стандартных и расширенных сигналов, которые можно направить в координаты положения. LFO также могут запускаться и сбрасываться внешними CV. 

 Сюда входят, например, подходящие предложения и запоминание предпочтений. Если вас это устраивает, просто нажмите «Хорошо!» что вы соглашаетесь на использование файлов cookie для предпочтений, статистики и маркетинга (показать все).
Сюда входят, например, подходящие предложения и запоминание предпочтений. Если вас это устраивает, просто нажмите «Хорошо!» что вы соглашаетесь на использование файлов cookie для предпочтений, статистики и маркетинга (показать все).

