Эксплуатация станков: Эксплуатация станков
Особенности эксплуатации морально устаревшего парка станков и оборудования в современной России / Хабр
В стремительно развивающемся мире важно соответствовать заданным темпам совершенствования технологических процессов. Однако, не все предприятия готовы к модернизации. Это может быть связано и с излишней экономией на оборудовании, либо отсутствием такой возможности в финансовом отношении.
Один из основных вопросов, с которым сталкивается руководство таких предприятий – «Как с помощью морально устаревшего парка станков реализовывать тот же объем продукции, который бы исполнялся на самом современном оборудовании?». Сложно, но не невозможно.
Проблема эксплуатации старших моделей станков заключается в нескольких аспектах:
отсутствие штатного автоматизированного контроля работы оборудования;
необходим постоянный контроль технического состояния;
требуется высокая оптимизация технологического процесса;
высокие требования к персоналу.


С каждым из этих тезисов разберемся последовательно на пальцах, но стоит уточнить, что именно их совместная реализация позволит конкурировать предприятию со старым оборудованием на рынке.
1. Автоматизированный контроль
Из года в год технологии становятся всё совершеннее. Новые разработки в самых различных сферах находят свое применение и на производствах. Их применение призвано значительно упростить процесс изготовления, ускорить его, а также повысить точность.
В современной эпохе во многих отраслях промышленности потребность в человеческом труде отпала.
Во-первых, человек не способен выполнять тот объем работ, который реализуется машиной.
Во-вторых, существуют такие процессы, точность выполнения которых просто недостижима даже самым высококвалифицированным сотрудником.
Количество станков на обеспеченных высокотехнологичным оборудовании предприятии может достигать нескольких десятков и даже сотен. Их контроль осуществляется в автоматизированном режиме, так как с завода они имею системы, осуществляющие сбор информации о их деятельности и деятельности операторов. Можно ли реализовать такую возможность на старом парке станков без ЧПУ? Ответ – да.
Можно ли реализовать такую возможность на старом парке станков без ЧПУ? Ответ – да.
Уже много лет в России ведется работа по изучению, формированию и внедрению автоматизированных систем мониторинга в промышленные производства. Это технологии, которые помогают значительно ускорить и упростить процесс контроля результатов работы оборудования и персонала. При этом не важно, какое оборудование используется. Главное, чтобы оно потребляло электричество.
В самом начале развития данной технологии системы мониторинга выполняли лишь самые простейшие задачи. Сейчас же они поднялись на такой высокий уровень, что самостоятельно могут определять неисправности оборудования и даже прогнозировать их. Список задач, с которыми справляется система мониторинга достаточно стал достаточно длинным.
Автоматизированная система мониторинга – это самостоятельная технология, которая позволяет поднять контроль за предприятием на совершенно новый уровень.
Очевидно, что старшие модели станков с завода не имеют встроенных систем мониторинга, либо они не обеспечивают требуемого уровня самоконтроля. Поэтому в их систему устанавливается специальное оборудование, которое осуществляет сбор данных о работе станка. Это контрольные модули с датчиками.
Поэтому в их систему устанавливается специальное оборудование, которое осуществляет сбор данных о работе станка. Это контрольные модули с датчиками.
Установка специальных датчиков системы qCAN, которые предназначены на небольших предприятий, занимает всего 10-20 минут на станок. Это важное преимущество, так как обеспечение целого цеха будет занимать не более двух суток.
Все устройства объединяются в единую сеть, которая постоянно будет собирать с них информацию и передавать на главный сервер. Анализ данных осуществляется в программном обеспечении, доступ к которому может быть предоставлен любым сотрудникам, в зависимости от решаемых ими задач управления.
Как только станок начинает свою работу, датчик фиксирует это и начинает передачу информации о работе станке. Система мониторинга самостоятельно определяет состояние оборудования: работает, простаивает, отключен, неисправен и т.п. В режиме реального времени формируется статистика работы станка. С ней можно ознакомиться в процессе работы, либо по итогу смены.
Автоматизированный контроль за производственным оборудованием сокращает время, которое руководству необходимо затрачивать ежедневно на анализ работы предприятия. Кроме того, данные системы мониторинга объективны, её нельзя обмануть. Соответственно, не получится обмануть и руководителя. У руководителя появляется возможность принимать решения, основанные не на «байках», а на твердых фактах, и тратить
2. Техническое состояние
Любое промышленное оборудование или любое сложное устройство требует периодического технического обслуживания и ремонта. Чем старше станок, тем более внимательно необходимо осуществлять контроля его состояния.
Промышленное оборудование – это то, на чем держится предприятие. Без станков оно не способно выполнять свои задачи и, соответственно, приносить какой-либо доход.
«Морально устаревшее оборудование» — уже сама по себе эта фраза подразумевает, что промышленные станки отработали свой срок и их пора менять. Но на самом деле это не так. При правильном подходе к эксплуатации оборудования и учитывая её особенности можно значительно продлить срок службы оборудования.
При правильном подходе к эксплуатации оборудования и учитывая её особенности можно значительно продлить срок службы оборудования.
Каждый автолюбитель знает, что регулярное техническое обслуживание автомобиля обеспечивает его надежную работу. При таком подходе значительно снижается вероятность возникновения каки-либо неисправностей. То же самое касается и промышленного оборудования.
Использование системы мониторинга для контроля технического состояния позволяет оценить частоту возникновения некритичных неисправностей, аварийных остановов, а также общее время простоя оборудования, связанное с техническими неисправностями.
Анализ данной информации дает возможность найти корень проблемы и устранить его, чтобы исключить её повторное появление.
Помимо этого, автоматизированная система мониторинга может быть настроена таким образом, что автоматически будет записывать наработку каждого отдельного станка и подсказывать руководителям о необходимости проведения технического обслуживания.
Не всегда на предприятиях соблюдается регламент ТО. Это связано с тем, что ТО подразумевает остановку оборудования и отключение его от сети, а это снижает эффективность производства, можно не успеть выполнить план.
С помощью системы мониторинга можно планировать свою деятельность таким образом, что проведение регламентного ТО никак не повлияет на эффективность – все данные о наработке будут перед глазами.
Будущее систем мониторинга в использовании нейросетей. Уже сейчас ведутся разработки, объединяющие эти технологии. Предполагается, что самообучающаяся программа будет самостоятельно (на основе статистических данных) определять техническое состояние оборудования, прогнозировать неисправности.
3. Оптимизация
Технологический процесс – это алгоритм действий, выполняемый оборудованием и персоналом, направленный на достижение какого-либо результата.
Эффективность подразумевает выполнение технологического процесса в минимальное время с минимальными затратами.
На этапе формирования предприятия происходит создание технологического процесса. Он определяет последовательность действий, которые необходимо выполнять, чтобы изготовить единицу какой-либо продукции.
Возможно, на начальных этапах работы предприятия, когда оборудование и сотрудники только начали свою работу, технологический процесс выполнялся в строгом соответствии. Эффективность была на максимальном уровне.
Но с течением времени происходит очевидное снижение производительности предприятия. С причинами таких явлений необходимо разбираться руководству, так как эффективность прямо пропорциональна доходности.
Контролировать работу каждого рабочего места постоянно невозможно. Технологический процесс может быть разбит на множество составляющих, человеку просто не уследить за всем цехом сразу.
Автоматизированная система мониторинга способна контролировать каждое действие сотрудника и оборудования, записывать, обрабатывать и отображать в удобном формате эту информацию на экране руководителя. И речь в данном случае идет о всём парке станков.
И речь в данном случае идет о всём парке станков.
Оптимизация в данном случае должна быть направлена на изучение работы предприятия с учетом эксплуатации морально устаревшего оборудования. С течением времени технические характеристики устройств меняются. Если не проводить их модернизацию, то эти изменения идут вниз.
Производительность предприятия зависит не только от работы сотрудников. Оборудование в этом также играет немаловажную роль. Технологический процесс может быть задан изначально, но с течением времени он может измениться. Необходимо подстраиваться под эти изменения и оптимизировать таким образом, чтобы конечная эффективность была на должном уровне.
Самое главное при использовании автоматизированных систем контроля (особенно для контроля устаревшего оборудования) – это понимание того, что только решения руководства смогут повлиять на результативность предприятия.
Сама по себе система не решает эту задачу. Она только помогает со всех сторон и более детально изучить то, как работает производство. На основе анализа новых данных необходимо принимать управленческие решения, которые будут способствовать улучшению работы предприятия.
На основе анализа новых данных необходимо принимать управленческие решения, которые будут способствовать улучшению работы предприятия.
Правила эксплуатации металлорежущих станков. Типовые отказы и методы их устранения
Правила эксплуатации металлорежущих станков. Типовые отказы и методы их устранения
- Главная
- Статьи
- Правила эксплуатации металлорежущих станков. Типовые отказы и методы их устранения
УДК:
621.9.06.002.2
Ключевые слова:
токарные станки, сверлильные станки, токарно-револьверные станки, эксплуатация, техника безопасности
Рассмотрены основные особенности, связанные с работой на металлорежущих станках. Показаны основные правила эксплуатации и техника безопасности при работе на универсальных токарных, сверлильных, токарно-револьверных станках.
Основными факторами, определяющими эксплуатацию токарных станков, являются вращающиеся станочные приспособления (патроны) и заготовки, а также образующаяся в процессе резания стружка. При работе с высокими скоростями резания особое внимание должно быть уделено правильному и надежному закреплению заготовок.
Точность при чистовых видах точения может достигать 6–8-го квалитета, а шероховатость обработанной поверхности — 0,8–3,2 мкм. Разрезание заготовок на токарных станках выполняют отрезными резцами, которые по конструктивному исполнению могут быть прямыми и обратными. Отрезной резец устанавливают строго на уровне линии центров станка и перпендикулярно к оси заготовки. При разрезании заготовок больших диаметров возможна поломка резца в конце прохода в результате того, что тонкая перемычка под действием сил тяжести и резания прогибается и отрезной резец защемляется в прорези. В этом случае необходимо, не доходя до центра примерно 1,5–2,0 мм, вывести резец из прорези, выключить вращение шпинделя и отпилить отрезаемую часть вручную.
Перед сверлением, зенкерованием или развертыванием токарный станок следует тщательно выверить на соосность центров. Важными условиями операции сверления являются: прочное закрепление заготовки, перпендикулярность ее торца оси вращения, отсутствие на торце выпуклостей, задание первоначального направления сверлу. Для этого заготовку в станочном приспособлении устанавливают с возможно наименьшим вылетом, а торец перед сверлением гладко подрезают. Для задания первоначального направления сверлу в центре торца делают углубление центровочным сверлом или коротким жестким сверлом; глубина сверления должна быть равной диаметру получаемого отверстия. Сверление отверстий большого диаметра с ручной подачей затруднено из-за необходимости приложения со стороны токаря больших усилий. Поэтому отверстия диаметром свыше 20 мм следует обрабатывать последовательно двумя сверлами.
Опиливание применяют для зачистки поверхностей, удаления заусенцев, снятия небольших фасок и т.д. Его выполняют напильниками разнообразной формы и с различной насечкой. Применять можно только напильники с целой и плотно насаженной ручкой. Так как опиливание производят вручную, то для предотвращения травм токарь должен стоять примерно под углом 45 град. к оси центров станка с разворотом вправо.
Применять можно только напильники с целой и плотно насаженной ручкой. Так как опиливание производят вручную, то для предотвращения травм токарь должен стоять примерно под углом 45 град. к оси центров станка с разворотом вправо.
Для Цитирования:
Правила эксплуатации металлорежущих станков. Типовые отказы и методы их устранения. Главный механик. 2016;10.
Полная версия статьи доступна подписчикам журнала
Для Цитирования:
Правила эксплуатации металлорежущих станков. Типовые отказы и методы их устранения. Главный механик. 2016;10.
ФИО
Ваш e-mail
Ваш телефон
Нажимая кнопку «Получить доступ» вы даёте своё согласие обработку своих персональных данных
Ваше имя
Ваша фамилия
Ваш e-mail
Ваш телефон
Придумайте пароль
Пароль еще раз
Запомнить меня
Информируйте меня обо всех новостях и спецпредложениях по почте
На указанный Вами номер телефона был отправлен код подтверждения.
Повторно запросить код можно будет через секунд.
Код подтверждения
На указанный Вами номер телефона был отправлен код подтверждения.
Повторно запросить код можно будет через секунд.
Код подтверждения
На указанный Вами номер телефона был отправлен код подтверждения.
Повторно запросить код можно будет через секунд.
Код подтверждения
Логин
Пароль
Ваше имя:
Ваш e-mail:
Ваш телефон:
Сообщение:
На сайте используется защита от спама reCAPTCHA и применяются
Условия использования
и Конфиденциальность Google
Использовать это устройство?
Одновременно использовать один аккаунт разрешено только с одного устройства.
На указанный Вами номер телефона был отправлен код подтверждения.
Повторно запросить код можно будет через секунд.
Код подтверждения
×
Мы перевели вас на Русскую версию сайта
You have been redirected to the Russian version
Мы используем куки
Различные виды операций обработки и процесс обработки
Во время изготовления детали необходимы различные операции и процессы обработки для удаления лишнего материала. Эти операции обычно механические и включают в себя режущие инструменты, абразивные круги, диски и т. д. Операции механической обработки могут выполняться на заготовках, таких как прутки и полосы, или они могут выполняться на деталях, изготовленных с помощью предыдущих методов производства, таких как литье или сварка. С недавним развитием аддитивного производства механическая обработка в последнее время была обозначена как «вычитающий» процесс, описывающий удаление материала для изготовления готовой детали.
Различные виды обработки
Двумя основными процессами механической обработки являются токарная и фрезерная обработка, описанные ниже. Другие процессы иногда согласуются с этими процессами или выполняются на отдельном оборудовании. Например, сверло может быть установлено на токарном станке, используемом для токарной обработки, или закреплено в сверлильном станке. Когда-то можно было провести различие между точением, когда вращается деталь, и фрезерованием, когда вращается инструмент. Это несколько размылось с появлением обрабатывающих и токарных центров, которые способны выполнять все операции отдельных станков на одном станке.
Токарная обработка
Токарная обработка – это процесс механической обработки, выполняемый на токарном станке; токарный станок вращает заготовку, когда режущие инструменты перемещаются по ней. Режущие инструменты работают по двум осям движения, создавая разрезы с точной глубиной и шириной. Токарные станки доступны в двух разных типах: традиционном, ручном, и автоматизированном, с числовым программным управлением (ЧПУ).
Токарная обработка может выполняться как с внешней, так и с внутренней стороны материала. Когда он выполняется внутри, он известен как «расточка» — этот метод (который может быть горизонтальным или вертикальным в зависимости от ориентации шпинделя) чаще всего применяется для создания трубчатых компонентов. Другая часть процесса токарной обработки называется торцевание» и происходит, когда режущий инструмент перемещается поперек конца заготовки — это обычно выполняется на первом и последнем этапах процесса токарной обработки. Торцовку можно наносить только в том случае, если на токарном станке установлены поперечные салазки. Он используется для создания базы на поверхности отливки или заготовки, которая перпендикулярна оси вращения.
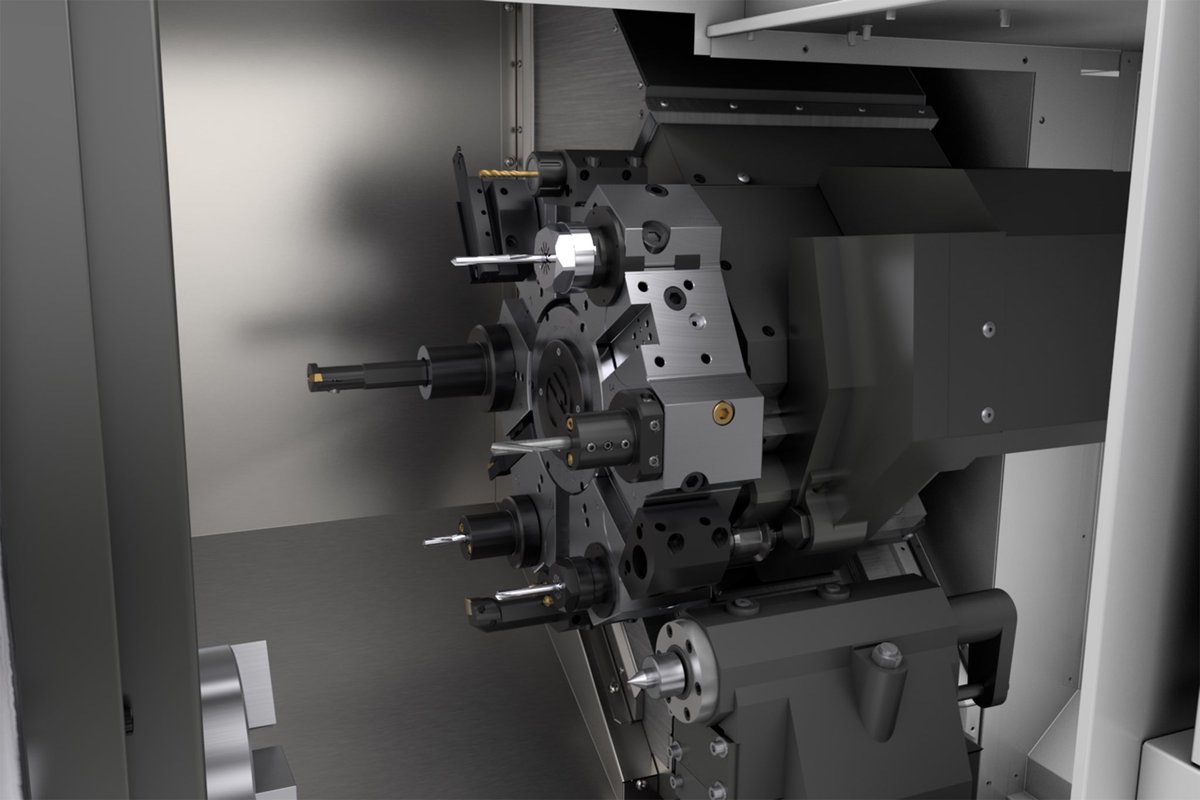
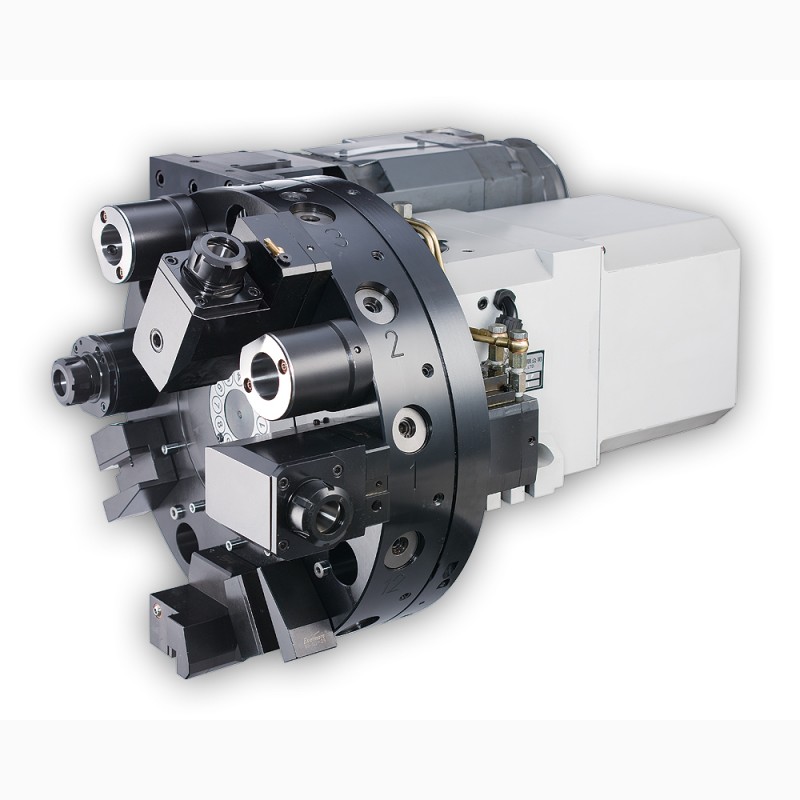
Токарные станки обычно идентифицируются как один из трех различных подтипов: токарные станки с револьверной головкой, токарные станки с двигателями и токарные станки специального назначения. Токарные станки с двигателями — наиболее распространенный тип, используемый обычными машинистами или любителями. Револьверные токарные станки и токарные станки специального назначения чаще используются для приложений, требующих многократного изготовления деталей. Револьверный токарный станок оснащен держателем инструмента, который позволяет станку выполнять ряд операций резания последовательно без вмешательства оператора. К токарным станкам специального назначения относятся, например, дисковые и барабанные токарные станки, которые в автомобильной мастерской используют для обработки поверхностей компонентов тормозной системы.
Револьверные токарные станки и токарные станки специального назначения чаще используются для приложений, требующих многократного изготовления деталей. Револьверный токарный станок оснащен держателем инструмента, который позволяет станку выполнять ряд операций резания последовательно без вмешательства оператора. К токарным станкам специального назначения относятся, например, дисковые и барабанные токарные станки, которые в автомобильной мастерской используют для обработки поверхностей компонентов тормозной системы.
Токарно-фрезерные центры с ЧПУ
сочетают в себе переднюю и заднюю бабки традиционных токарных станков с дополнительными осями шпинделя, что обеспечивает эффективную обработку деталей с осевой симметрией (например, крыльчатки насоса) в сочетании со способностью фрезы выполнять сложные функции. Сложные кривые могут быть созданы путем вращения заготовки по дуге, когда фреза движется по отдельной траектории, процесс, известный как 5-осевая обработка.
Сверление/Растачивание/Развёртывание
Сверление создает цилиндрические отверстия в твердых материалах с помощью сверл — это один из наиболее важных процессов механической обработки, поскольку создаваемые отверстия часто предназначены для облегчения сборки. Часто используется сверлильный станок, но биты также можно вставлять в токарные станки. В большинстве производственных операций сверление является предварительным этапом изготовления готовых отверстий, которые впоследствии нарезаются, расширяются, растачиваются и т. д. для создания резьбовых отверстий или приведения размеров отверстий в допустимые допуски. Сверла обычно вырезают отверстия большего размера, чем их номинальный размер, и отверстия, которые не обязательно являются прямыми или круглыми из-за гибкости сверла и его тенденции идти по пути наименьшего сопротивления. По этой причине размер сверления обычно занижается, а за ним следует другая операция механической обработки, которая доводит отверстие до его окончательного размера.
Часто используется сверлильный станок, но биты также можно вставлять в токарные станки. В большинстве производственных операций сверление является предварительным этапом изготовления готовых отверстий, которые впоследствии нарезаются, расширяются, растачиваются и т. д. для создания резьбовых отверстий или приведения размеров отверстий в допустимые допуски. Сверла обычно вырезают отверстия большего размера, чем их номинальный размер, и отверстия, которые не обязательно являются прямыми или круглыми из-за гибкости сверла и его тенденции идти по пути наименьшего сопротивления. По этой причине размер сверления обычно занижается, а за ним следует другая операция механической обработки, которая доводит отверстие до его окончательного размера.
Используемые буровые долота имеют два спиральных канала, которые проходят вверх по стержню долота. Известный как «канавка», он уносит стружку или стружку из отверстия по мере того, как сверло продвигается в материал. Для каждого типа материала есть рекомендуемая скорость сверления и подача.
Хотя сверление и растачивание часто путают, расточка используется для уточнения размеров и точности просверленного отверстия. Сверлильные станки бывают нескольких вариаций в зависимости от размера работы. Вертикально-расточной станок используется для обработки очень больших и тяжелых отливок, когда работа вращается, а расточная оправка удерживается неподвижно. Горизонтально-расточные станки и координатно-расточные станки удерживают заготовку в неподвижном состоянии и вращают режущий инструмент. Растачивание также производится на токарном станке или в обрабатывающем центре. Расточная фреза обычно использует одну точку для обработки стороны отверстия, что позволяет инструменту действовать более жестко, чем сверло. Отверстия в отливках обычно заканчиваются растачиванием.
Машинные и ручные развертки также используются для чистовой обработки отверстий, часто с лучшей шероховатостью поверхности, чем можно достичь только растачиванием. Доступны стандартные развертки с шагом 1/64 дюйма. Развертки имеют прямые или спиральные канавки и вырезы по периферии, удаляя только 0,004–0,008 дюйма отверстия. Развёртывание производится на тех же станках, что и расточка, а иногда и на сверлильном станке.
Развертки имеют прямые или спиральные канавки и вырезы по периферии, удаляя только 0,004–0,008 дюйма отверстия. Развёртывание производится на тех же станках, что и расточка, а иногда и на сверлильном станке.
Фрезерование
Фрезерование использует вращающиеся фрезы для удаления материала, в отличие от токарных операций, при которых инструмент не вращается. Традиционные фрезерные станки имеют подвижные столы, на которых устанавливаются заготовки. На этих станках режущие инструменты стационарны, а стол перемещает материал так, чтобы можно было выполнить нужные разрезы. Другие типы фрезерных станков имеют как стол, так и режущие инструменты в качестве подвижных орудий.
Двумя основными операциями фрезерования являются плоское фрезерование и торцевое фрезерование. Фрезерование слябов использует периферийные кромки фрезы для выполнения плоских разрезов по поверхности заготовки. Шпоночные канавки в валах можно вырезать с помощью аналогичной фрезы, но уже, чем у обычной фрезы для плит. Торцевые фрезы вместо этого используют конец фрезы. Имеются специальные фрезы для различных задач, например, фрезы со сферическим концом, которые можно использовать для фрезерования карманов с криволинейной стенкой.
Торцевые фрезы вместо этого используют конец фрезы. Имеются специальные фрезы для различных задач, например, фрезы со сферическим концом, которые можно использовать для фрезерования карманов с криволинейной стенкой.
Некоторые из операций, которые может выполнять фрезерный станок, включают строгание, резку, фальцовку, фрезерование, штамповку и т. д., что делает фрезерный станок одним из наиболее гибких элементов оборудования в механическом цехе.
Существует четыре типа фрезерных станков — ручные фрезерные станки, плоскофрезерные станки, универсальные фрезерные станки и универсальные фрезерные станки — они имеют либо горизонтальные фрезы, либо фрезы, установленные на вертикальной оси. Как и ожидалось, универсальный фрезерный станок позволяет устанавливать как вертикальные, так и горизонтальные режущие инструменты, что делает его одним из самых сложных и гибких доступных фрезерных станков.
Как и токарные центры, фрезерные станки, способные производить серию операций на детали без вмешательства оператора, являются обычным явлением и часто называются просто вертикальными или горизонтальными обрабатывающими центрами. Они неизменно основаны на ЧПУ.
Они неизменно основаны на ЧПУ.
Шлифование
Шлифование используется для удаления небольшого количества материала как с плоских поверхностей, так и с цилиндрических поверхностей. Плоские шлифовальные машины совершают возвратно-поступательную работу на столе, подавая его на шлифовальный круг. Глубина, на которую режется круг, обычно составляет от 0,00025 до 0,001 дюйма. Цилиндрические шлифовальные станки устанавливают заготовку по центрам и вращают ее, одновременно прикладывая к ней периферию вращающегося абразивного круга. Бесцентровое шлифование используется для производства небольших деталей в больших объемах, когда шлифованная поверхность не имеет отношения к какой-либо другой поверхности, кроме как в целом. Грунтовые поверхности 200-500 мин. Среднеквадратичные значения обычно считаются приемлемыми для многих применений и являются отправной точкой для дальнейших чистовых операций, включая притирку, хонингование и суперфинишную обработку. Шлифование двойным диском — это еще один метод, который позволяет проходить детали один или несколько раз между двумя шлифовальными кругами, вращающимися в противоположных направлениях.
Строгание
Строгание используется для обработки в основном больших плоских поверхностей, особенно таких, которые будут обработаны циклевкой, например направляющие станков. Мелкие детали, собранные вместе в приспособление, также экономично строгаются.
Пиление
Распиловка металлов обычно выполняется с помощью отрезных станков и делается для создания более коротких отрезков из прутков, экструдированных профилей и т. д. Распространены вертикальные и горизонтальные ленточные пилы, в которых используются непрерывные петли зубчатых лент для долбления материала. Скорость ленты варьируется в зависимости от материала: для некоторых жаропрочных сплавов требуется медленная скорость 30 футов в минуту, в то время как для более мягких материалов, таких как алюминий, требуется резка со скоростью 1000 футов в минуту или более. Другие отрезные машины включают механические ножовочные пилы, абразивные дисковые пилы и циркулярные пилы.
Протяжка
Протяжка используется для изготовления квадратных отверстий, шпоночных пазов, шлицевых отверстий и т. д. Протяжка состоит из множества зубьев, расположенных последовательно почти как напильник, но каждый последующий зуб немного больше предыдущего. Протянув или протолкнув через подготовленное отверстие лидера (или за поверхность), протяжка делает серию все более глубоких надрезов. Толчковая протяжка часто выполняется с помощью станков с вертикальным прессом. Протяжное протягивание часто выполняется с помощью вертикальных или горизонтальных станков, которые во многих случаях приводятся в действие гидравлическим приводом. Скорость резки варьируется от 5 футов в минуту для высокопрочных металлов до 50 футов в минуту для более мягких металлов.
д. Протяжка состоит из множества зубьев, расположенных последовательно почти как напильник, но каждый последующий зуб немного больше предыдущего. Протянув или протолкнув через подготовленное отверстие лидера (или за поверхность), протяжка делает серию все более глубоких надрезов. Толчковая протяжка часто выполняется с помощью станков с вертикальным прессом. Протяжное протягивание часто выполняется с помощью вертикальных или горизонтальных станков, которые во многих случаях приводятся в действие гидравлическим приводом. Скорость резки варьируется от 5 футов в минуту для высокопрочных металлов до 50 футов в минуту для более мягких металлов.
ЕСМ/ЭДМ
Это немеханические формы удаления материала, в которых используются эрозионные искры или химические вещества. Электроэрозионная обработка использует искру, передаваемую через диэлектрическую жидкость от электрода к поверхности проводящей заготовки. Этим методом можно обрабатывать очень мелкие детали, включая отверстия малого диаметра, полости матрицы и т. д. Скорость разряда обычно зависит не от твердости, а от тепловых свойств и проводимости металла.
д. Скорость разряда обычно зависит не от твердости, а от тепловых свойств и проводимости металла.
Электрохимическая обработка представляет собой нечто вроде обратного процесса гальванического покрытия и позволяет получать отверстия без заусенцев с высоким качеством поверхности. Это холодный процесс обработки, который не создает термических напряжений в заготовке.
Резюме
В этой статье представлено краткое описание операций механической обработки и процессов механической обработки. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие изделия для механической обработки
- Современные инструменты для обработки
- Процессы микросверления
- Ресурсы по обработке — руководство по домашней автоматизации
- Руководство по простым машинам
- Ведущие поставщики услуг EDM в США
- Ведущие поставщики услуг по обработке винтов в США
- Отраслевая информация для операторов станков и программистов
- История промышленной революции: от рукотворного до механической обработки
- Обработка: Руководство по покупке
- Типы винтовых станков
- О прецизионной обработке — краткое руководство
- Что такое обработка? Руководство по различным типам обработки
- Типы формовочного оборудования — Руководство для покупателей ThomasNet
- Типы обрабатывающих тисков — Руководство для покупателей ThomasNet
Еще от Изготовление и изготовление на заказ
Механическая обработка, операции механической обработки и типы инструментов для механической обработки
Обработка
Механическая обработка — это производственный процесс , который включает удаление материалов с помощью режущих инструментов для избавления от ненужных материалов из некоторой заготовки и придания ей желаемой формы. Для резки заготовки используется большой кусок заготовки. Большой запас может быть любой формы, такой как сплошной стержень, плоский лист, балка или даже полые трубы. Этот процесс также может быть выполнен на какой-либо существующей детали, такой как ковка или литье.
Для резки заготовки используется большой кусок заготовки. Большой запас может быть любой формы, такой как сплошной стержень, плоский лист, балка или даже полые трубы. Этот процесс также может быть выполнен на какой-либо существующей детали, такой как ковка или литье.
Операции механической обработки
Операции механической обработки подразделяются на 3 основных процесса: точение, сверление и фрезерование . Есть и другие операции, которые попадают в разные категории, такие как расточка, распиловка, формовка и протяжка. Для выполнения каждой операции механической обработки требуется специальный станок.
Типы обрабатывающих инструментов
Обработка подразделяется на типы обрабатывающих инструментов, которые подробно описаны:
Сверление
В процессе сверления отверстия создаются в металле с помощью круглых цилиндров. Для выполнения этой задачи используется спиральная дрель. При сверлении удаляется 75% металлорежущего материала. Сверло входит в заготовку и прорезает отверстие, равное диаметру инструмента, который использовался для резки всего изделия. Сверло имеет заостренный конец, которым можно легко просверлить отверстие в заготовке.
При сверлении удаляется 75% металлорежущего материала. Сверло входит в заготовку и прорезает отверстие, равное диаметру инструмента, который использовался для резки всего изделия. Сверло имеет заостренный конец, которым можно легко просверлить отверстие в заготовке.
Поворот
Токарная обработка в основном представляет собой операцию токарного станка , при которой металл удаляется с заготовки за пределами ее диаметра с помощью режущего инструмента. Эта операция выполняется на токарном станке, на котором заготовка регулируется, а инструмент остается неподвижным, а заготовка вращается. Токарные станки специально разработаны для токарной обработки и помогают наиболее точно резать металл. Заготовка помещается в патрон, и станок вращает стационарный инструмент, чтобы отрезать от заготовки ненужные части.
Фрезерование
Фрезерование – одна из основных операций механической обработки. Этот производственный процесс менее точен, чем процессы токарной обработки, поскольку степень свободы высока. Фрезерование изготавливает объект, который не является осесимметричным. Для этого потребуется фрезерный станок, приспособление, фреза и, конечно же, заготовка. Заготовка здесь представляет собой материал, который уже сформирован и нуждается в фрезеровании. Он закреплен на приспособлении и готов к фрезерованию. Резак также крепится к станку. У него острые зубы, и он вращается с высокой скоростью. Заготовка подается на резак, и он удаляет ненужный металл с детали.
Этот производственный процесс менее точен, чем процессы токарной обработки, поскольку степень свободы высока. Фрезерование изготавливает объект, который не является осесимметричным. Для этого потребуется фрезерный станок, приспособление, фреза и, конечно же, заготовка. Заготовка здесь представляет собой материал, который уже сформирован и нуждается в фрезеровании. Он закреплен на приспособлении и готов к фрезерованию. Резак также крепится к станку. У него острые зубы, и он вращается с высокой скоростью. Заготовка подается на резак, и он удаляет ненужный металл с детали.
Шлифование
Процесс шлифования используется для улучшения отделки поверхности и ужесточения допуска путем удаления оставшихся нежелательных материалов с поверхности. Для этого используются шлифовальные станки, позволяющие производить детали одинаковой формы, размера и отделки.
Стружкообразование
В процессе формирования стружки материалы разрезаются механическими средствами с использованием таких инструментов, как фрезы, пилы и токарные станки.
 Они нам понадобятся.
Они нам понадобятся.
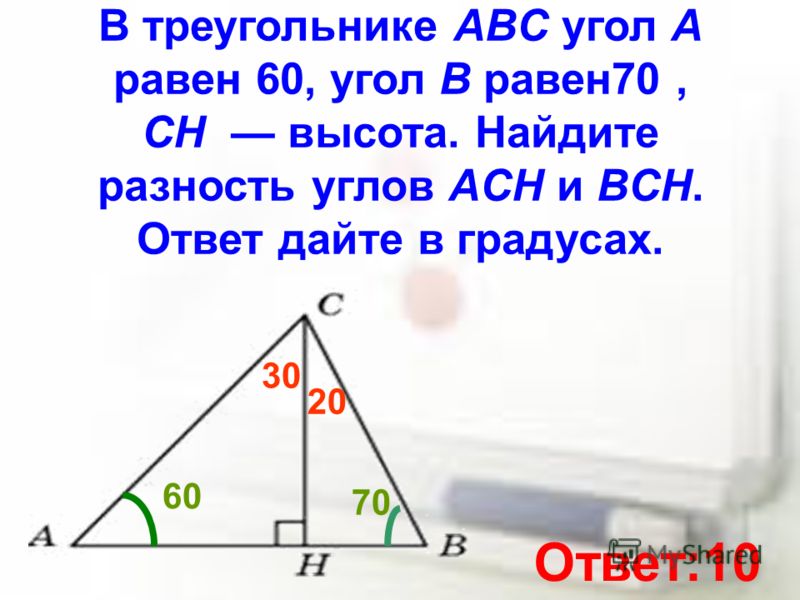
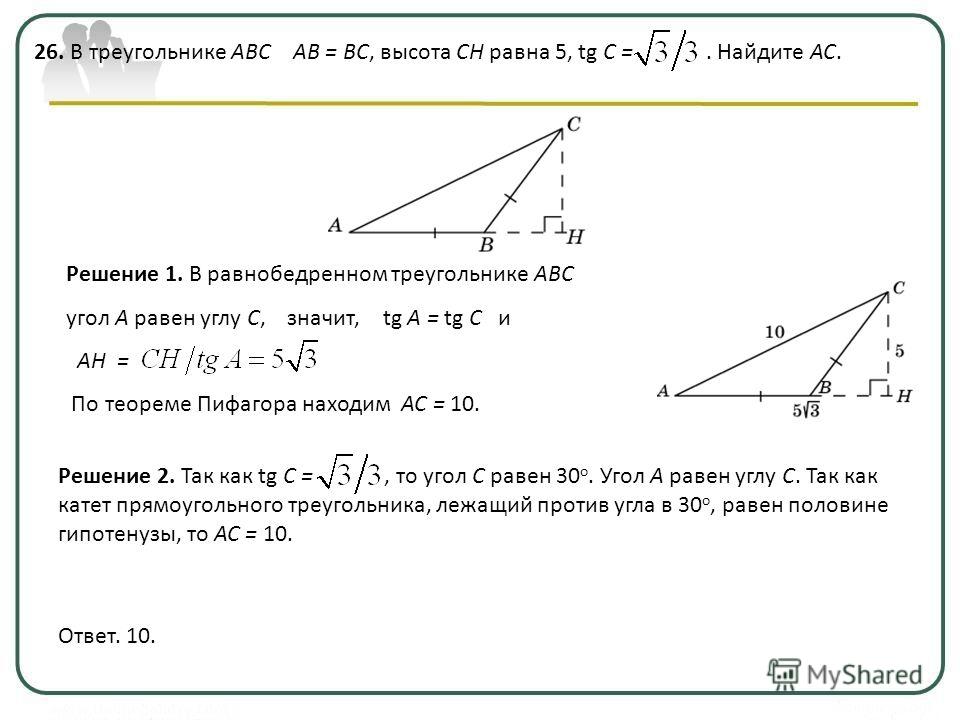
 Ответ дайте в градусах.
Ответ дайте в градусах. Значит, угол BCН равен углу BAC, то есть .
Значит, угол BCН равен углу BAC, то есть . Найдите угол BCA. Ответ дайте в градусах.
Найдите угол BCA. Ответ дайте в градусах.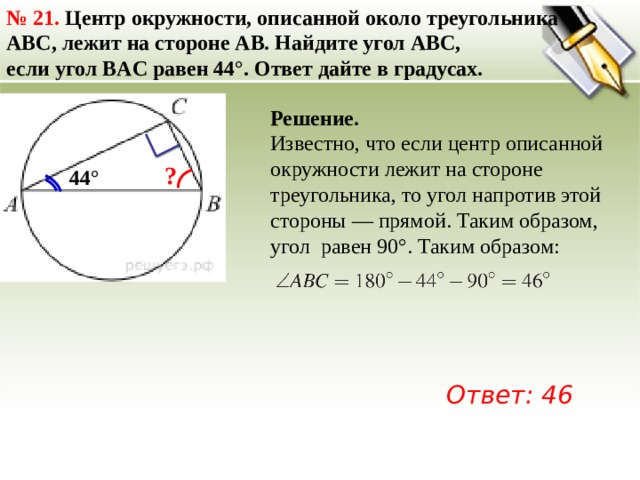
 Найдите угол ABC, если угол BAC равен . Ответ дайте в градусах.
Найдите угол ABC, если угол BAC равен . Ответ дайте в градусах. 1K
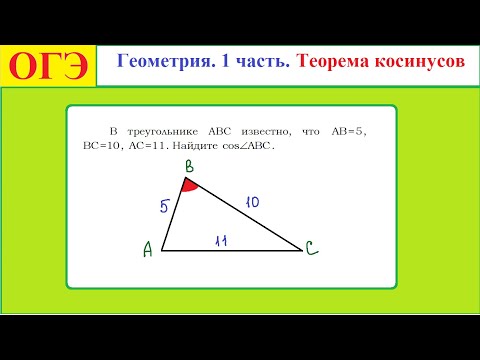
1K Рассмотрим данную формулу:
Рассмотрим данную формулу:

 Найдём косинусы углов:
Найдём косинусы углов: Рассмотрим интересные случаи.
Рассмотрим интересные случаи.
 Это двумерная (плоская) форма с тремя прямыми сторонами, образующими внутреннее замкнутое пространство. У него три внутренних угла . Одна из самых первых концепций, которую следует изучать в геометрии, заключается в том, что сумма внутренних углов треугольников равна 9.0017 180° . Но откуда ты знаешь? Как вы можете доказать, что это правда? Давай выясним!
Это двумерная (плоская) форма с тремя прямыми сторонами, образующими внутреннее замкнутое пространство. У него три внутренних угла . Одна из самых первых концепций, которую следует изучать в геометрии, заключается в том, что сумма внутренних углов треугольников равна 9.0017 180° . Но откуда ты знаешь? Как вы можете доказать, что это правда? Давай выясним! Наш образец будет иметь сторону ac по горизонтали внизу и ∠b наверху.
Наш образец будет иметь сторону ac по горизонтали внизу и ∠b наверху.


 Вы также можете продемонстрировать доказательство суммы внутренних углов треугольников и применить формулу a + b + c = 180° , где a , b и c – внутренние углы треугольника. Кроме того, вы можете вычислить недостающее измерение любого внутреннего угла любого треугольника, используя два разных метода.
Вы также можете продемонстрировать доказательство суммы внутренних углов треугольников и применить формулу a + b + c = 180° , где a , b и c – внутренние углы треугольника. Кроме того, вы можете вычислить недостающее измерение любого внутреннего угла любого треугольника, используя два разных метода.
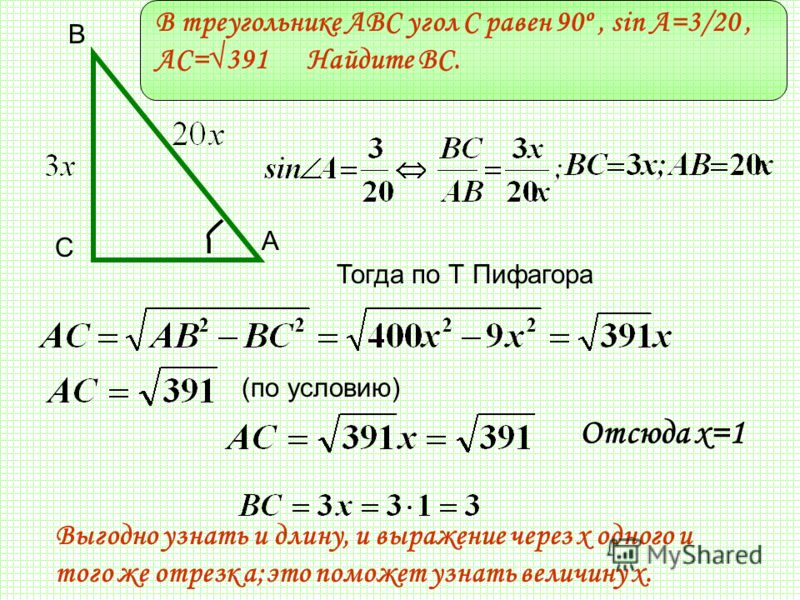
 Чему равен меньший угол?
Чему равен меньший угол? Нам дан угол и, поскольку указано, что это прямоугольный треугольник, мы знаем, что угол равен 90 градусам. Таким образом, мы знаем 2 из 3 и можем определить третий угол.
Нам дан угол и, поскольку указано, что это прямоугольный треугольник, мы знаем, что угол равен 90 градусам. Таким образом, мы знаем 2 из 3 и можем определить третий угол.
 Поскольку угол прямой, мы знаем, что мера будет равна .
Поскольку угол прямой, мы знаем, что мера будет равна .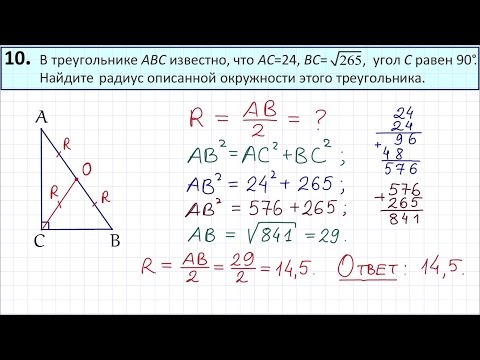

 Это обусловлено тем, что применение револьверной головки токарного станка в сочетании с ЧПУ влияет на скорость обработки заготовок, повышает точность размеров и уровень шероховатости поверхности.
Это обусловлено тем, что применение револьверной головки токарного станка в сочетании с ЧПУ влияет на скорость обработки заготовок, повышает точность размеров и уровень шероховатости поверхности.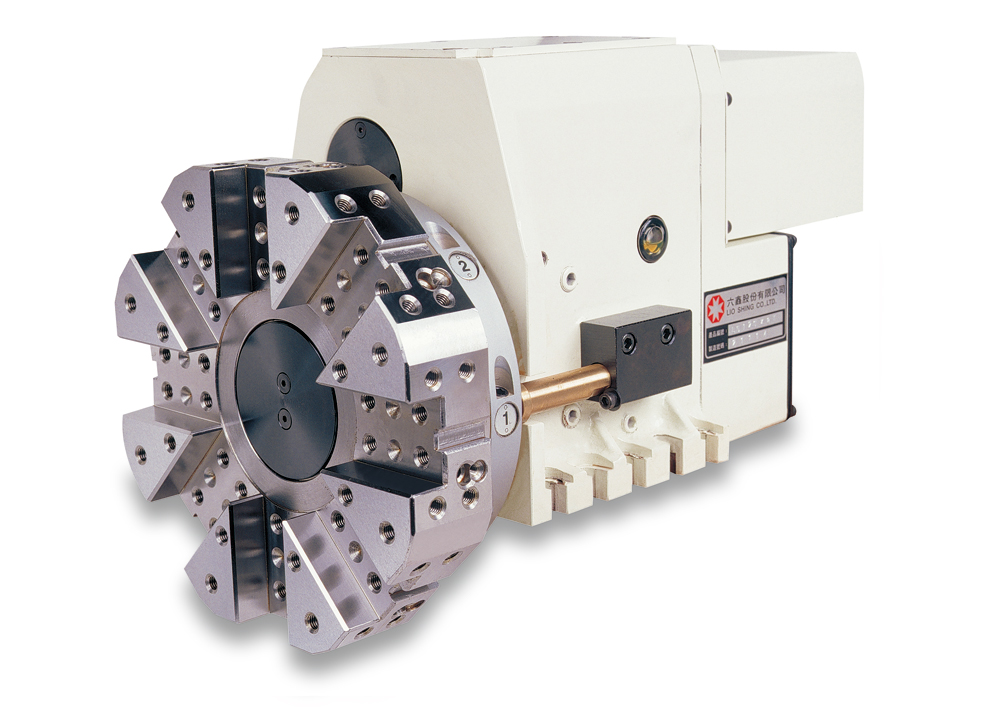



 На рабочем месте категорически запрещено употреблять спиртные напитки и управлять станком в состоянии алкогольного или наркотического опьянения.
На рабочем месте категорически запрещено употреблять спиртные напитки и управлять станком в состоянии алкогольного или наркотического опьянения.
 3 Портал 2
3 Портал 2 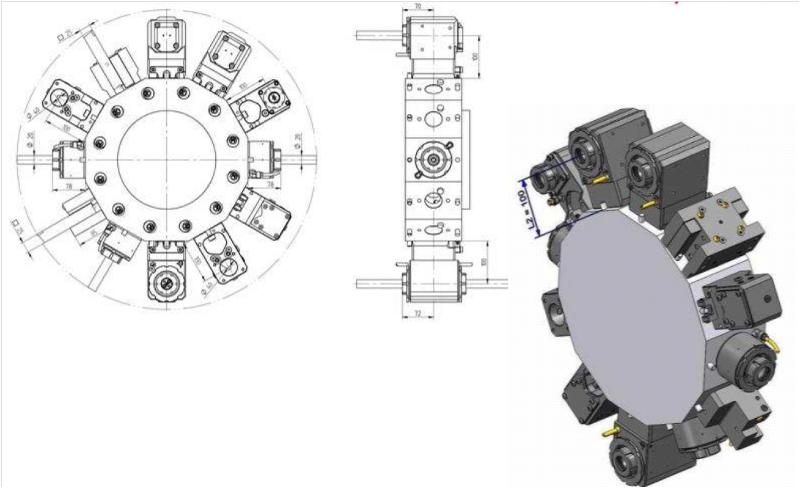
 Единственное отличие от обычных турелей в том, что они испорчены. Скорее всего, это связано с тем, что Aperture Science еще не разработала современный корпус. Одна неисправная турель в последней тестовой камере этого тестового курса явно была кем-то изменена, поскольку вместо того, чтобы служить типичным препятствием для испытаний, перед смертью она показывает, что ей «нужно защищать людей».
Единственное отличие от обычных турелей в том, что они испорчены. Скорее всего, это связано с тем, что Aperture Science еще не разработала современный корпус. Одна неисправная турель в последней тестовой камере этого тестового курса явно была кем-то изменена, поскольку вместо того, чтобы служить типичным препятствием для испытаний, перед смертью она показывает, что ей «нужно защищать людей». Когда Челл подбирает их, они убирают ноги внутрь куба. Если они упадут на бок или вниз головой, то будут махать ногами, пытаясь встать.
Когда Челл подбирает их, они убирают ноги внутрь куба. Если они упадут на бок или вниз головой, то будут махать ногами, пытаясь встать.
 Кажется, он воспроизводит более низкие басовые тона Turret Opera.
Кажется, он воспроизводит более низкие басовые тона Turret Opera. После этого они продолжают появляться в оставшихся испытательных камерах и, в конце концов, во время Побег Челл.
После этого они продолжают появляться в оставшихся испытательных камерах и, в конце концов, во время Побег Челл.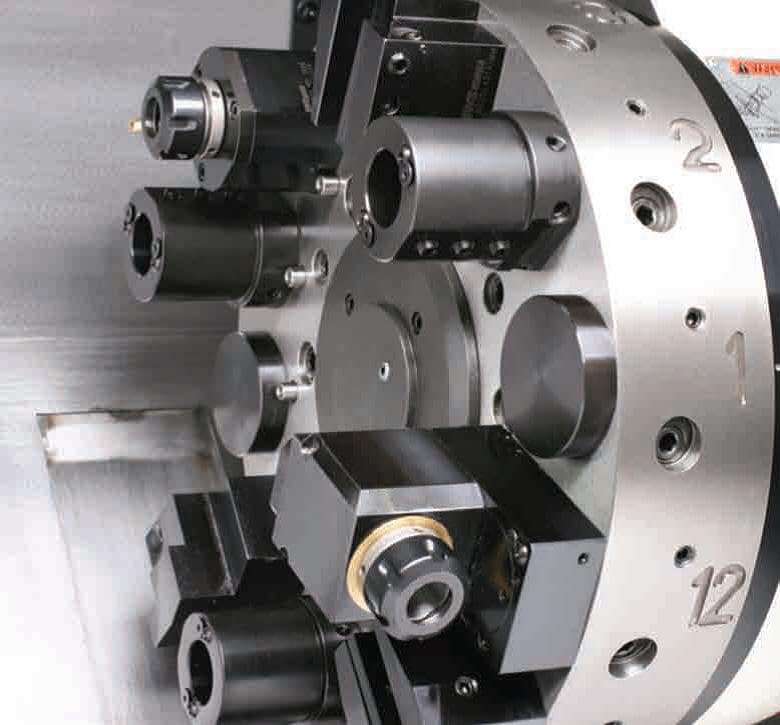

 также
также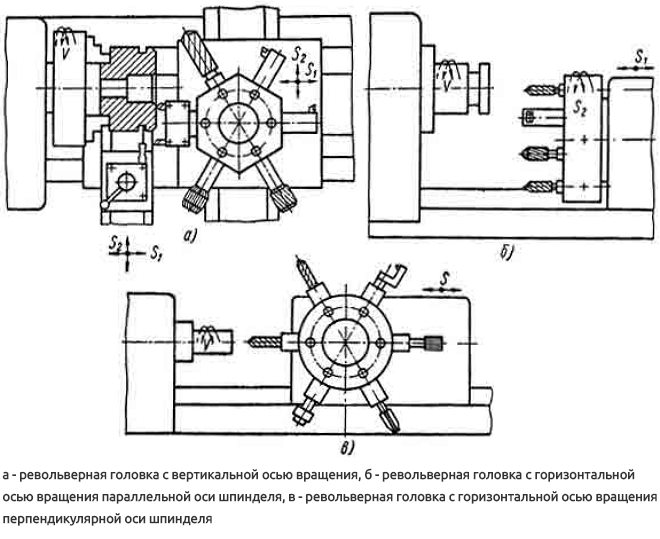 0773, турель , сказал г-н Буш, решение должно быть принято высокопоставленными чиновниками Пентагона в ближайшие недели.
0773, турель , сказал г-н Буш, решение должно быть принято высокопоставленными чиновниками Пентагона в ближайшие недели.

 Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.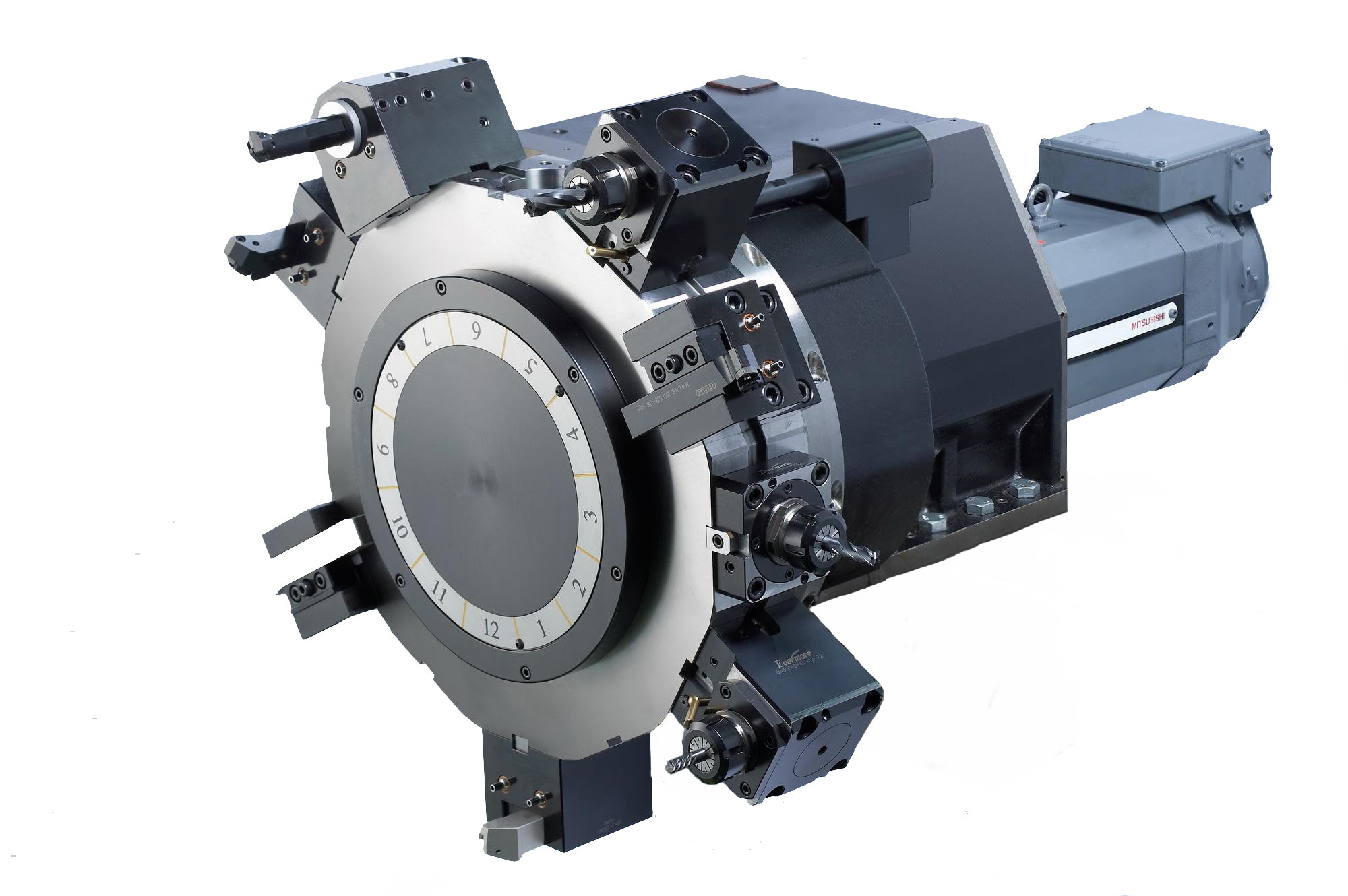

 масса колеса, кг
масса колеса, кг
 Благодаря использованию современных оборонных технологий при производстве шпиндельного узла и некоторым конструктивным решениям, нам удалось достичь высоких показателей качества балансировки, соответствующих мировому уровню, По ключевым параметрам шпиндельные узлы проходят 100 % двойной контроль – при приемке деталей и при испытаниях готового станка. Шпиндельные узлы балансировочных станков компании СИВИК адаптированы для крепления адаптеров для лучшей центровки колес Haweka и Femas.
Благодаря использованию современных оборонных технологий при производстве шпиндельного узла и некоторым конструктивным решениям, нам удалось достичь высоких показателей качества балансировки, соответствующих мировому уровню, По ключевым параметрам шпиндельные узлы проходят 100 % двойной контроль – при приемке деталей и при испытаниях готового станка. Шпиндельные узлы балансировочных станков компании СИВИК адаптированы для крепления адаптеров для лучшей центровки колес Haweka и Femas. Выполнение основных функций станок сопровождает голосовыми подсказками. Все это производит благоприятное впечатление на клиентов и обеспечивает их высокую лояльность.
Выполнение основных функций станок сопровождает голосовыми подсказками. Все это производит благоприятное впечатление на клиентов и обеспечивает их высокую лояльность.
 масса колеса, кг
масса колеса, кг 2, "medium": 0.4, "large": 0.500001}, "rootMargin": "0% 0% 0% 0%"}»>
2, "medium": 0.4, "large": 0.500001}, "rootMargin": "0% 0% 0% 0%"}»>

 Помощник Google подтвердил да, и счет был 4-2.
Помощник Google подтвердил да, и счет был 4-2.

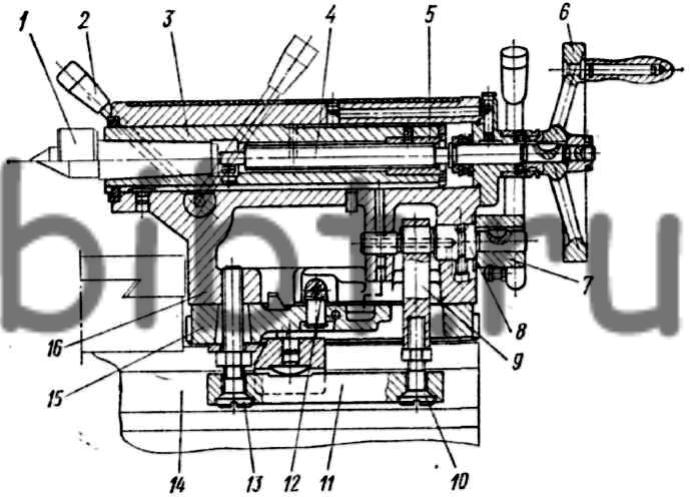
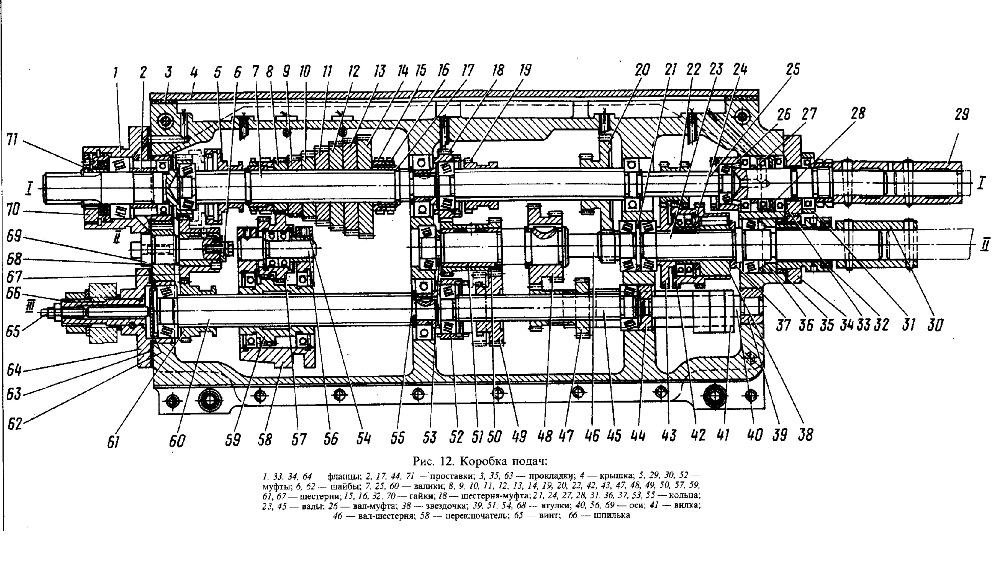 Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
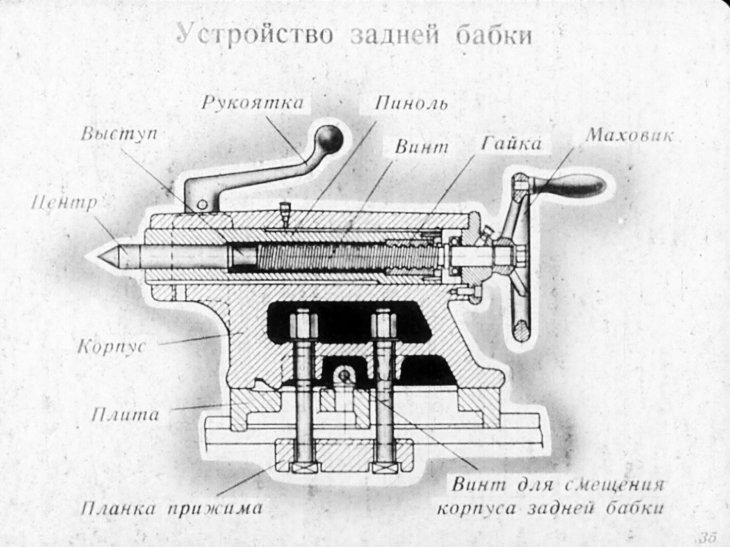
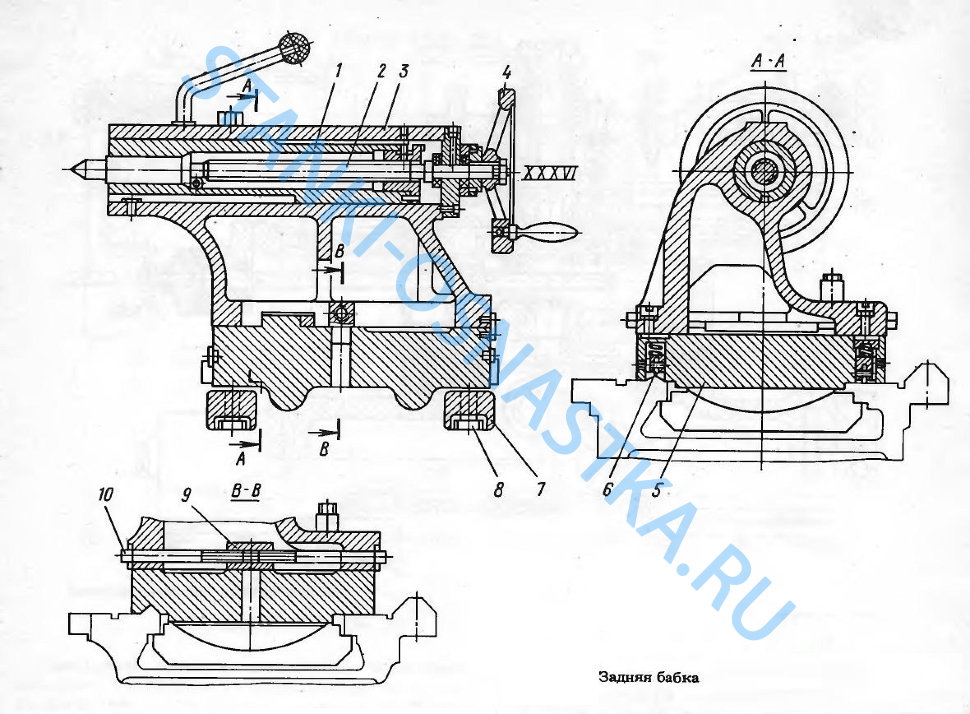
 Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
 Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
 Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.

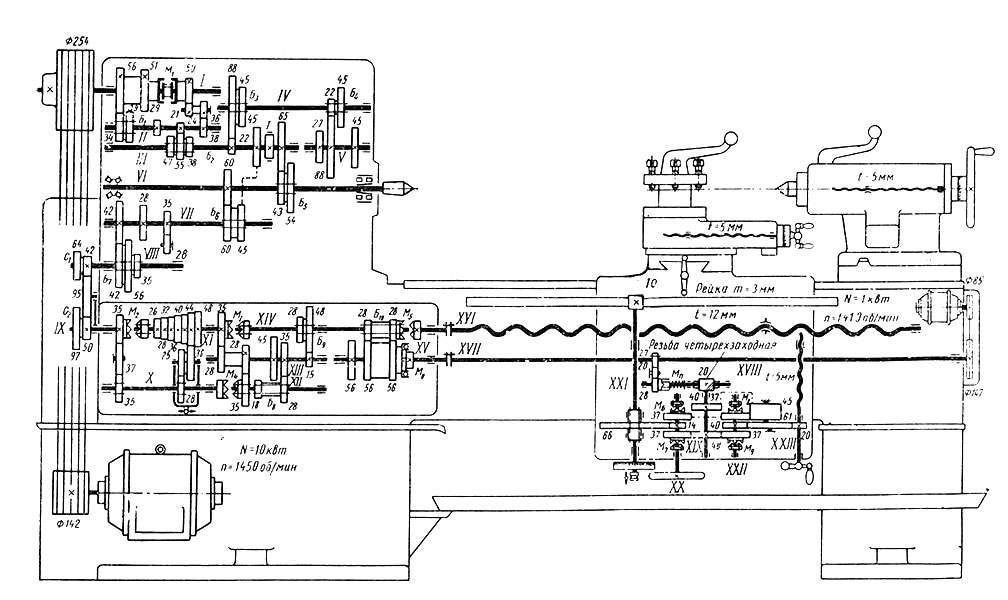
 Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
 При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
 Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
 При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.
При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.

 Резцедержатель. Задняя бабка.
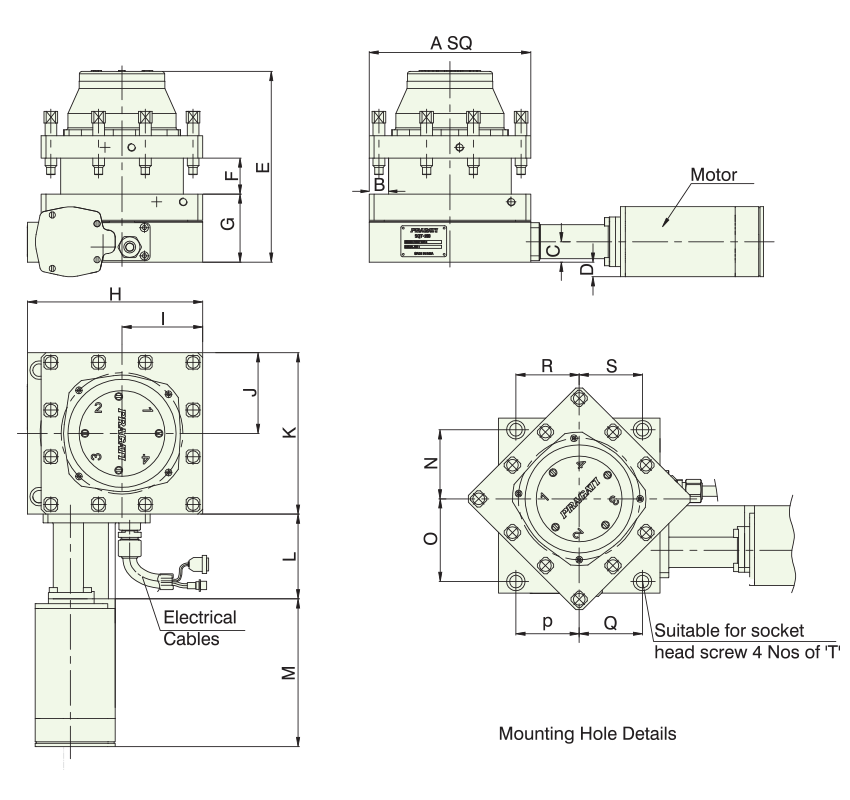
Резцедержатель. Задняя бабка.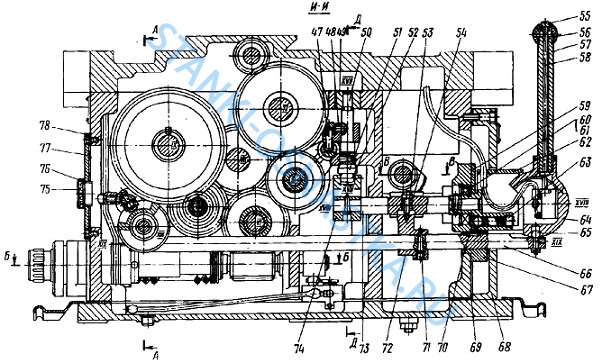 1 Установочные и присоединительные размеры
1 Установочные и присоединительные размеры По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия. Им выполняют всевозможные токарные работы, такие, как: нарезают левые и правые резьбы, метрические, дюймовые резьбы. Токарный станок 1К62 способен обрабатывать короткие заготовки большого диаметра, поэтому его называют Лобовым.
Им выполняют всевозможные токарные работы, такие, как: нарезают левые и правые резьбы, метрические, дюймовые резьбы. Токарный станок 1К62 способен обрабатывать короткие заготовки большого диаметра, поэтому его называют Лобовым.
 Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна.
Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна. Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
 Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
 Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации.
Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации.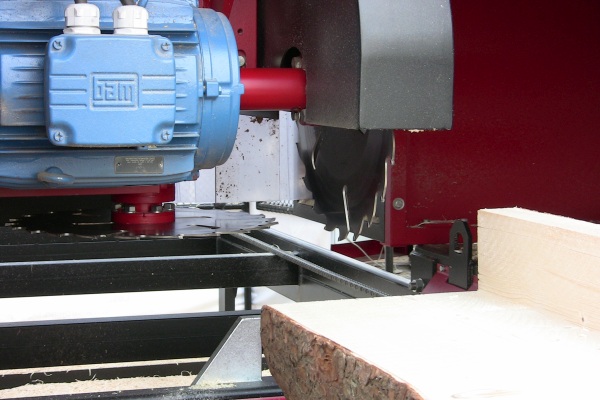 Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен.
Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен. При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне.
При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне. Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
 01
01 Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ…
Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ… Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной…
Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной… r.o. (Словакия)
r.o. (Словакия) 09.2019
09.2019 ..
.. 2023
2023 ..
.. ..
.. Углопильный станок первого ряда…
Углопильный станок первого ряда… ..
.. д.
д. На выходе получается уголь хорошей плотности, идеальной формы и хорошего внешнего вида. Между тем, его легко разжечь, он бездымный и дольше горит. Таким образом, наша машина для производства древесного угля для кальяна является идеальным выбором для обработки древесного угля для кальяна, угля для благовоний и т. д.
На выходе получается уголь хорошей плотности, идеальной формы и хорошего внешнего вида. Между тем, его легко разжечь, он бездымный и дольше горит. Таким образом, наша машина для производства древесного угля для кальяна является идеальным выбором для обработки древесного угля для кальяна, угля для благовоний и т. д. : 30-40 мм
: 30-40 мм
 Предпочтительным материалом для изготовления древесного угля для барбекю является лиственная древесина с более высоким содержанием лигнина, чем хвойная древесина, распространенными лиственными породами являются красное дерево, тик, грецкий орех, дуб, вяз, осина, тополь, береза, клен и т. д.
Предпочтительным материалом для изготовления древесного угля для барбекю является лиственная древесина с более высоким содержанием лигнина, чем хвойная древесина, распространенными лиственными породами являются красное дерево, тик, грецкий орех, дуб, вяз, осина, тополь, береза, клен и т. д.

 05 мм
05 мм 8 кВт
8 кВт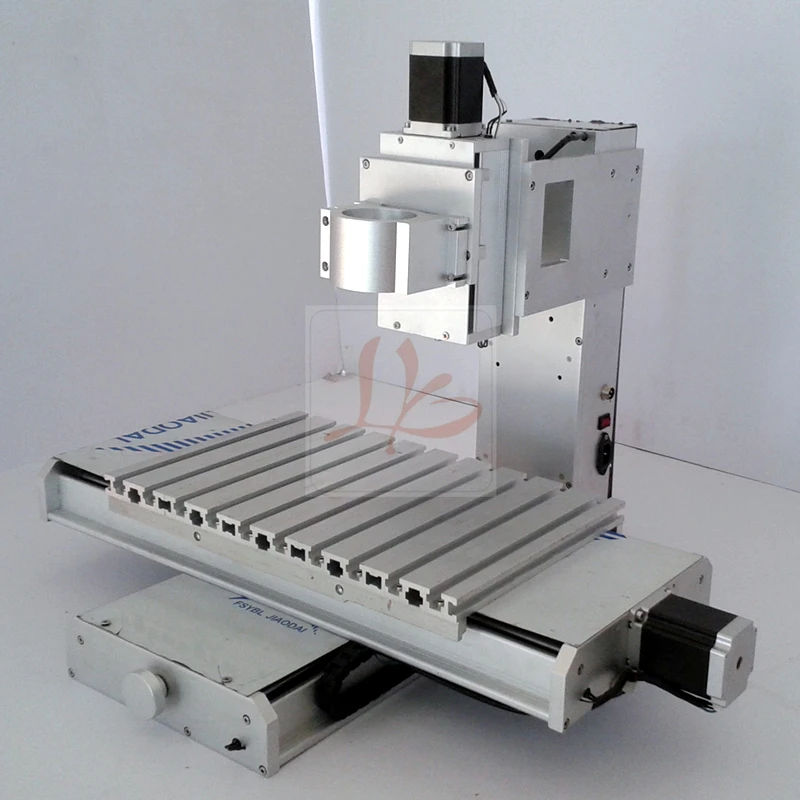
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ! Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени.
Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени. org/Question»>
org/Question»> Станок так же станет отличным дополнением домашней мастерской, поможет вам получить первые навыки работы с ЧПУ системами и даст развитие вашему хобби. Нет ничего лучше, чем хобби, которое приносит удовольствие и прибыль!!!
Станок так же станет отличным дополнением домашней мастерской, поможет вам получить первые навыки работы с ЧПУ системами и даст развитие вашему хобби. Нет ничего лучше, чем хобби, которое приносит удовольствие и прибыль!!!






 Компьютер предлагаемый нами протестирован и настроен для работы со станком, имеет на борту все необходимые для работы программы.
Компьютер предлагаемый нами протестирован и настроен для работы со станком, имеет на борту все необходимые для работы программы.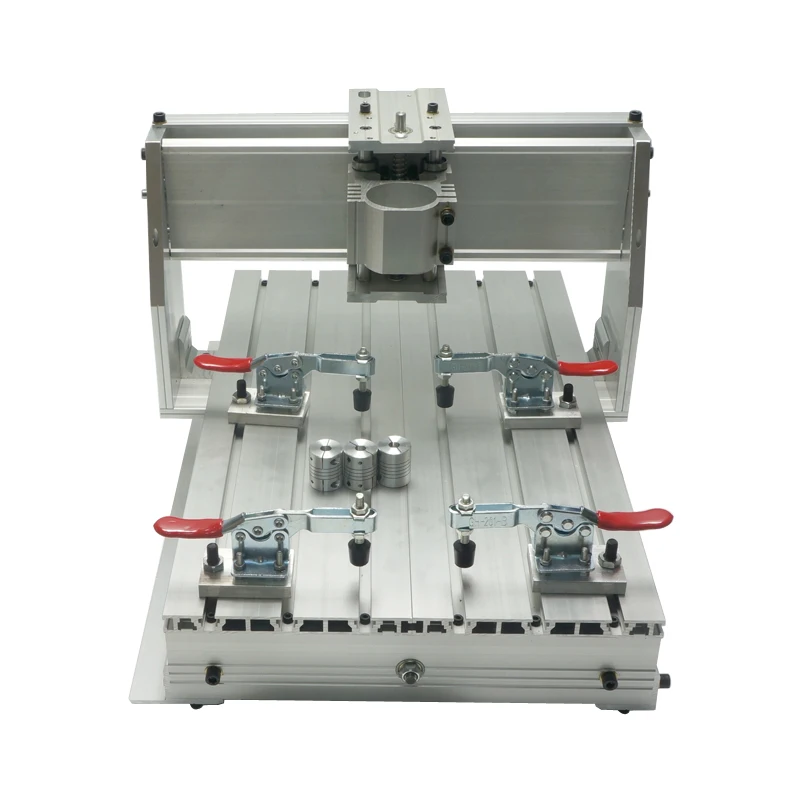
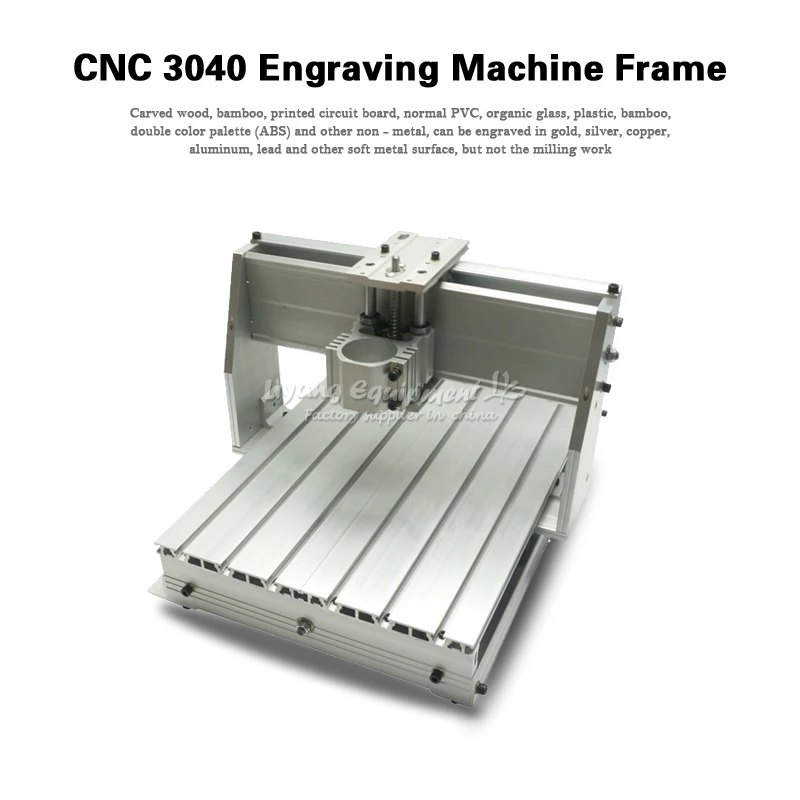
 Vevor 3-осевой станок с ЧПУ 3040
Vevor 3-осевой станок с ЧПУ 3040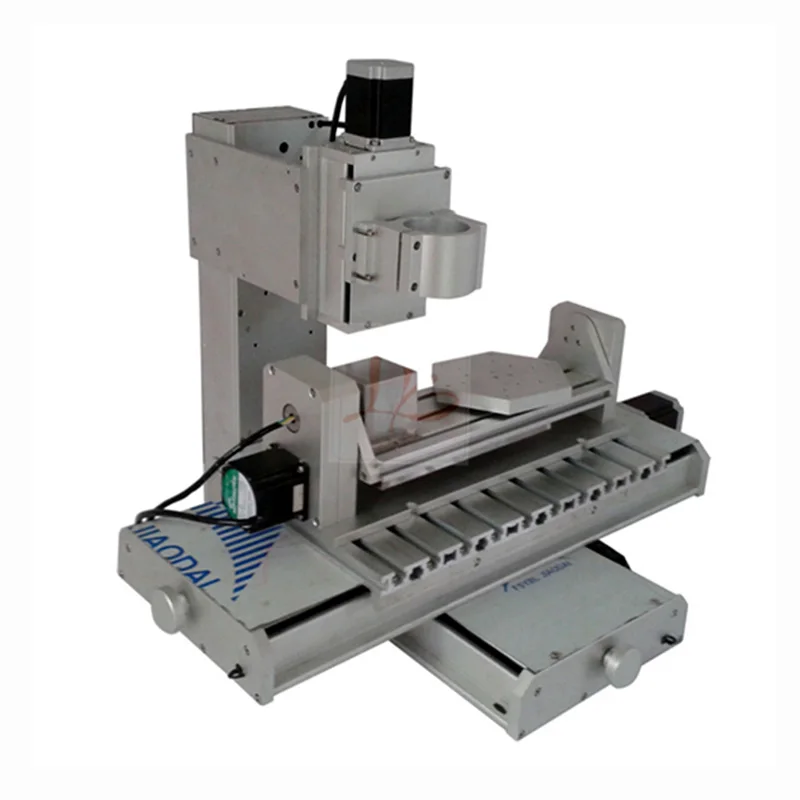

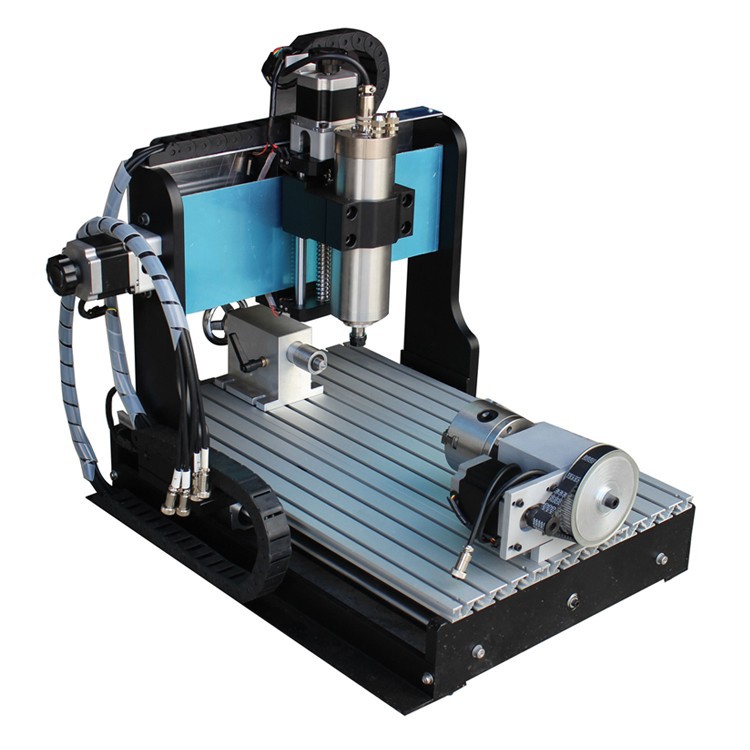
 С его помощью станок может достичь максимальной скорости подачи 4500 об/мин и воспроизводимой точности 0,03 мм.
С его помощью станок может достичь максимальной скорости подачи 4500 об/мин и воспроизводимой точности 0,03 мм. Эти машины обеспечивают рабочую зону размером 300 x 400 мм, что идеально подходит для небольших проектов. Доступная цена и прочная конструкция делают их идеальным выбором для начинающих и любителей.
Эти машины обеспечивают рабочую зону размером 300 x 400 мм, что идеально подходит для небольших проектов. Доступная цена и прочная конструкция делают их идеальным выбором для начинающих и любителей.  Он определяет размер обрабатываемой детали.
Он определяет размер обрабатываемой детали.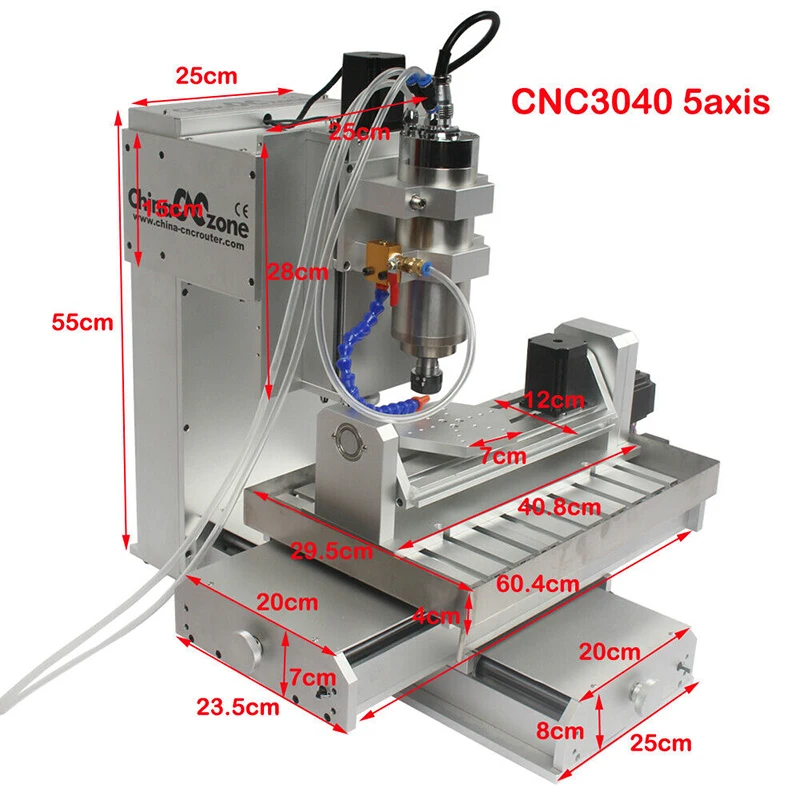
 д. с различными материалами.
д. с различными материалами. Как правило, сборка по индивидуальному заказу стоит меньше, чем покупка машины аналогичного размера, но если вы допустите ошибки и сломаете детали машины в процессе, это может привести к увеличению цены.
Как правило, сборка по индивидуальному заказу стоит меньше, чем покупка машины аналогичного размера, но если вы допустите ошибки и сломаете детали машины в процессе, это может привести к увеличению цены.
 д.
д. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Большой рабочий стол (320x525x15 мм) обеспечивает более высокую производительность при гравировке.
Большой рабочий стол (320x525x15 мм) обеспечивает более высокую производительность при гравировке. наши клиенты с прочным оборудованием и инструментами по невероятно низким ценам.Сегодня VEVOR занял рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
наши клиенты с прочным оборудованием и инструментами по невероятно низким ценам.Сегодня VEVOR занял рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Д. Процесс гравировки виден как контролируемый компьютером. Это настольный станок с ЧПУ, предназначенный для обработки стандартного уровня гравировки, подходящий как для производства, так и для любительского использования.
Д. Процесс гравировки виден как контролируемый компьютером. Это настольный станок с ЧПУ, предназначенный для обработки стандартного уровня гравировки, подходящий как для производства, так и для любительского использования. А ручки с маленькими ручками на шаговых двигателях могут осуществлять регулировку позиционирования. Двигатель шпинделя мощностью 300 Вт по оси Z способен развивать скорость до 8000 об/мин (бесступенчатая регулировка скорости).
А ручки с маленькими ручками на шаговых двигателях могут осуществлять регулировку позиционирования. Двигатель шпинделя мощностью 300 Вт по оси Z способен развивать скорость до 8000 об/мин (бесступенчатая регулировка скорости).
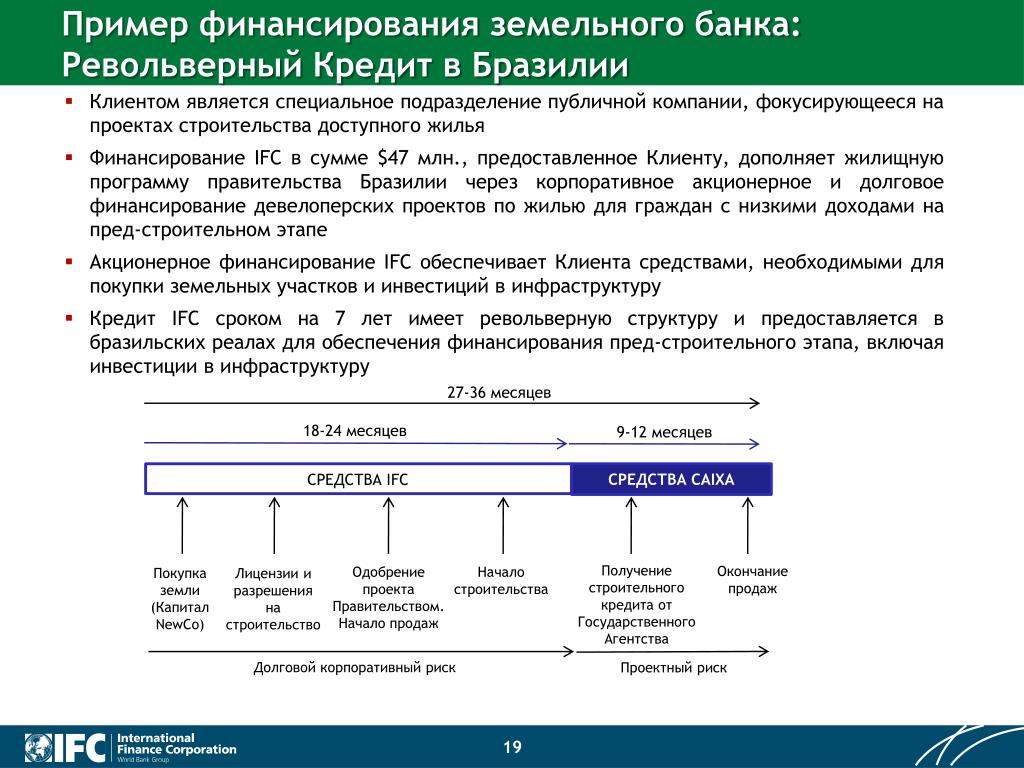 ParagraphWrapper» color=»brand-primary»>Для подачи заявки на кредит и получения предварительного одобрения ехать в банк не нужно — это можно сделать онлайн на сайте банка.
ParagraphWrapper» color=»brand-primary»>Для подачи заявки на кредит и получения предварительного одобрения ехать в банк не нужно — это можно сделать онлайн на сайте банка. Невозобновляемый кредит выдается разово в согласованном по заявке клиента размере. Она гасится частями и не подразумевает повторного пользования средствами в рамках текущего договора.
Невозобновляемый кредит выдается разово в согласованном по заявке клиента размере. Она гасится частями и не подразумевает повторного пользования средствами в рамках текущего договора.
 Райффайзен Банк не берет комиссию за выдачу и обслуживание, предоставляет кредитование под залог приобретаемых основных средств.
Райффайзен Банк не берет комиссию за выдачу и обслуживание, предоставляет кредитование под залог приобретаемых основных средств. Индивидуальные решения, бизнес-консультирование, гибкий график погашения для новых и постоянных клиентов. Подайте заявку онлайн, чтобы получить персональное предложение.
Индивидуальные решения, бизнес-консультирование, гибкий график погашения для новых и постоянных клиентов. Подайте заявку онлайн, чтобы получить персональное предложение. LinkList.P» color=»brand-primary»>Кодекс корпоративного поведения RBI Group
LinkList.P» color=»brand-primary»>Кодекс корпоративного поведения RBI Group 02.2015.
02.2015.
 Правительство России обеспечит широкое распространение информации о выгодах использования этих механизмов для решения проблемы неплатежей.
Правительство России обеспечит широкое распространение информации о выгодах использования этих механизмов для решения проблемы неплатежей. В случае неисполнения аккредитива в течение срока льготного краткосрочного кредита и (или) льготного инвестиционного кредита уполномоченный банк осуществляет возврат субсидии в размере, соответствующем размеру субсидии, перечисленной уполномоченному банку для возмещения им недополученных доходов по кредиту (части кредита).
В случае неисполнения аккредитива в течение срока льготного краткосрочного кредита и (или) льготного инвестиционного кредита уполномоченный банк осуществляет возврат субсидии в размере, соответствующем размеру субсидии, перечисленной уполномоченному банку для возмещения им недополученных доходов по кредиту (части кредита). Опыт Томаса дает ему знания в различных областях, включая инвестиции, выход на пенсию, страхование и финансовое планирование.
Опыт Томаса дает ему знания в различных областях, включая инвестиции, выход на пенсию, страхование и финансовое планирование.
 Финансовое учреждение обычно изучает финансовую отчетность компании, включая отчет о прибылях и убытках, отчет о движении денежных средств и балансовый отчет, при принятии решения о том, может ли бизнес погасить долг. Шансы на одобрение кредита увеличиваются, если компания может продемонстрировать стабильный доход, сильные денежные резервы и хороший кредитный рейтинг. Остаток по возобновляемой кредитной линии может варьироваться от нуля до максимально утвержденной суммы.
Финансовое учреждение обычно изучает финансовую отчетность компании, включая отчет о прибылях и убытках, отчет о движении денежных средств и балансовый отчет, при принятии решения о том, может ли бизнес погасить долг. Шансы на одобрение кредита увеличиваются, если компания может продемонстрировать стабильный доход, сильные денежные резервы и хороший кредитный рейтинг. Остаток по возобновляемой кредитной линии может варьироваться от нуля до максимально утвержденной суммы. Если выручка компании сокращается, учреждение может принять решение о снижении максимальной суммы кредита. Поэтому владельцу бизнеса важно обсудить обстоятельства компании с финансовым учреждением, чтобы избежать сокращения или прекращения кредита.
Если выручка компании сокращается, учреждение может принять решение о снижении максимальной суммы кредита. Поэтому владельцу бизнеса важно обсудить обстоятельства компании с финансовым учреждением, чтобы избежать сокращения или прекращения кредита.

 Из-за удобства и гибкости возобновляемого кредита по нему обычно взимается более высокая процентная ставка по сравнению с традиционными кредитами в рассрочку. Возобновляемый кредит может предоставляться с переменной процентной ставкой, которая может быть скорректирована. Стоимость возобновляемого кредита сильно различается:
Из-за удобства и гибкости возобновляемого кредита по нему обычно взимается более высокая процентная ставка по сравнению с традиционными кредитами в рассрочку. Возобновляемый кредит может предоставляться с переменной процентной ставкой, которая может быть скорректирована. Стоимость возобновляемого кредита сильно различается:
 Между ними есть серьезные различия. Обеспеченная кредитная линия гарантируется залогом, например, домом в случае HELOC. Необеспеченный возобновляемый кредит не гарантируется залогом или активом — например, кредитной картой (если только это не обеспеченная кредитная карта, которая требует от потребителя внесения денежного залога в качестве залога).
Между ними есть серьезные различия. Обеспеченная кредитная линия гарантируется залогом, например, домом в случае HELOC. Необеспеченный возобновляемый кредит не гарантируется залогом или активом — например, кредитной картой (если только это не обеспеченная кредитная карта, которая требует от потребителя внесения денежного залога в качестве залога). Многие малые и крупные предприятия зависят от возобновляемого кредита, чтобы поддерживать постоянный доступ к наличным деньгам в условиях сезонных колебаний их затрат и продаж.
Многие малые и крупные предприятия зависят от возобновляемого кредита, чтобы поддерживать постоянный доступ к наличным деньгам в условиях сезонных колебаний их затрат и продаж. Для возобновляемого кредита требуется только минимальный платеж плюс любые сборы и проценты, при этом минимальный платеж зависит от текущего остатка.
Для возобновляемого кредита требуется только минимальный платеж плюс любые сборы и проценты, при этом минимальный платеж зависит от текущего остатка. Но, если не использовать его ответственно, возобновляемый кредит может вызвать финансовые затруднения.
Но, если не использовать его ответственно, возобновляемый кредит может вызвать финансовые затруднения.
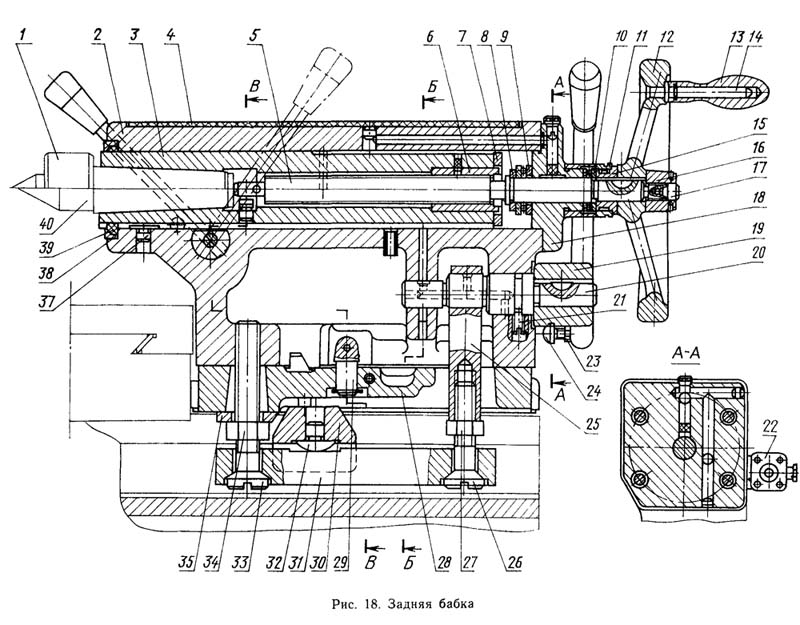
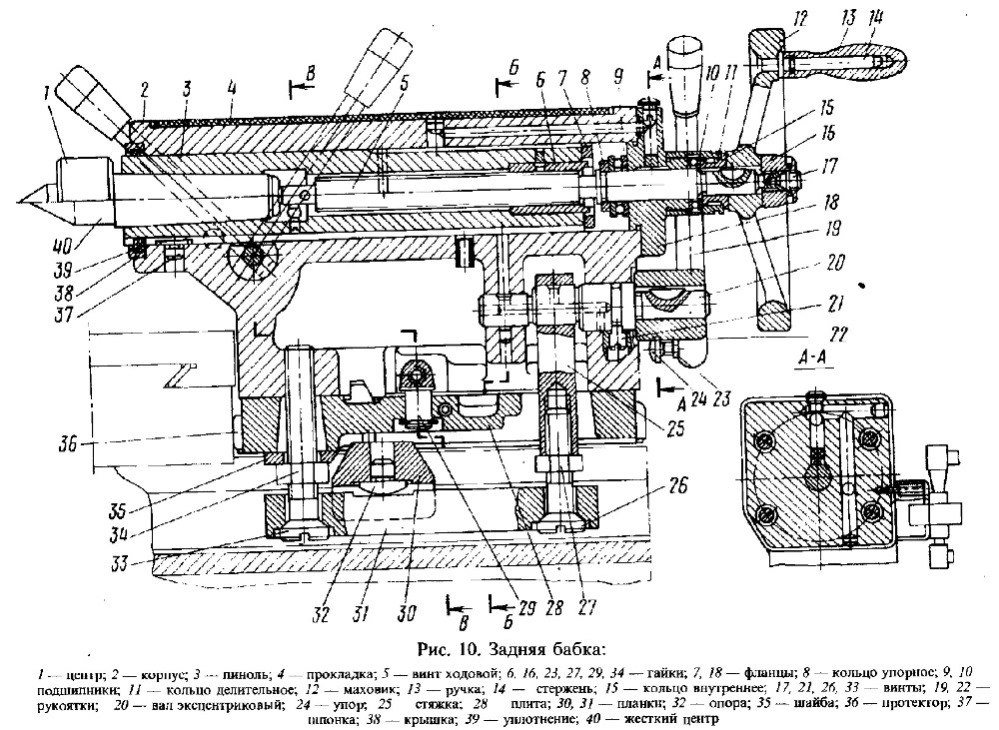
 Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
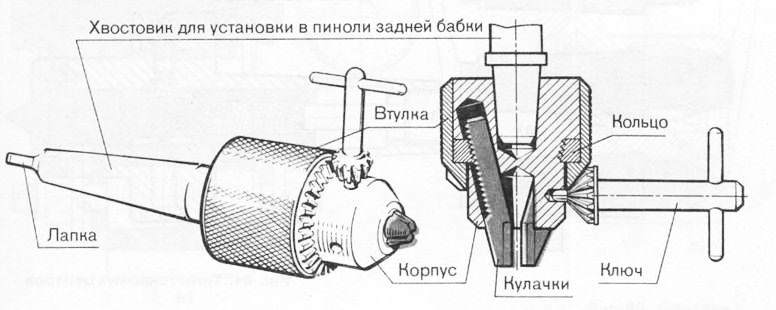
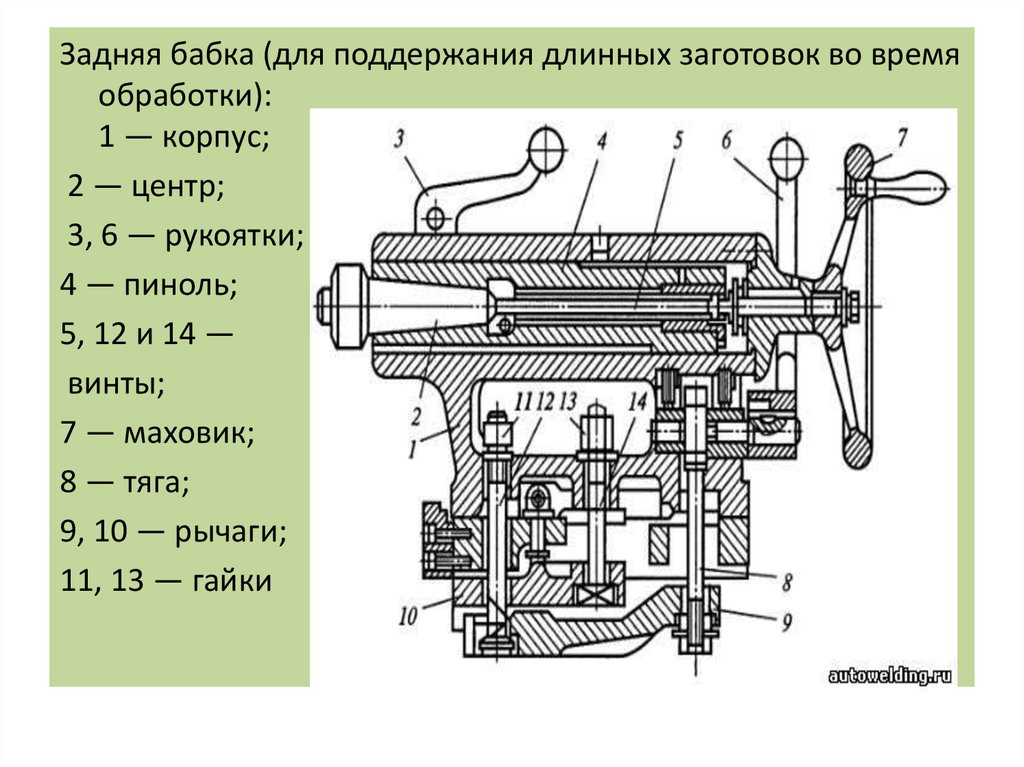
Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно. Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
 При плотном сопряжении выступа мостика с пазом корпуса эту операцию не производят
При плотном сопряжении выступа мостика с пазом корпуса эту операцию не производят
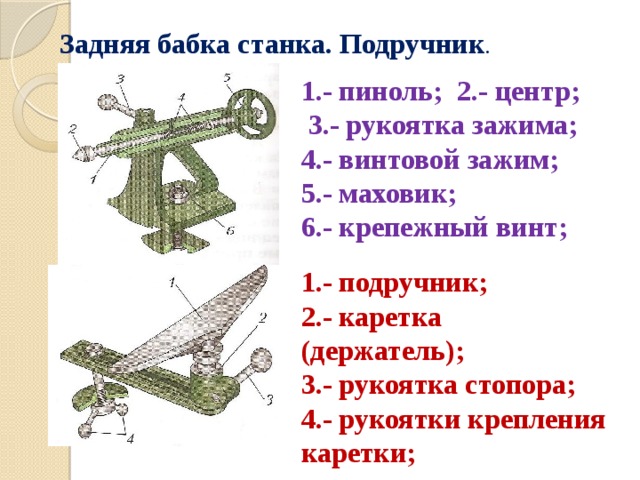
 Движение пиноли должно быть плавным, без люфтов. Зажим должен обеспечить надежное крепление пиноли.
Движение пиноли должно быть плавным, без люфтов. Зажим должен обеспечить надежное крепление пиноли.


 Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).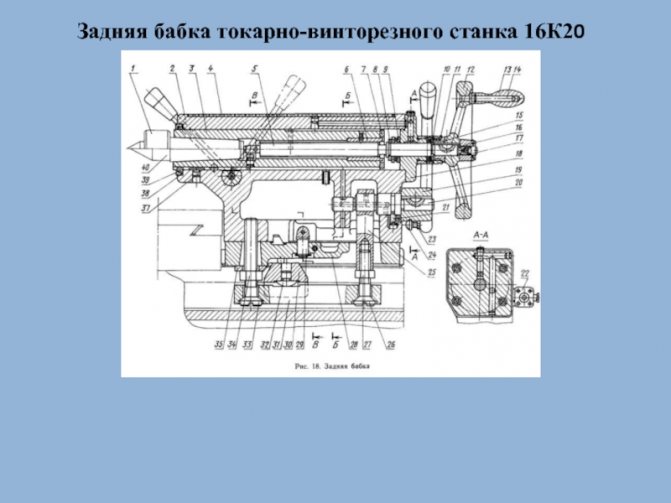
 М.—Л., изд-во «Машиностроение», 1966.
М.—Л., изд-во «Машиностроение», 1966. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
 Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.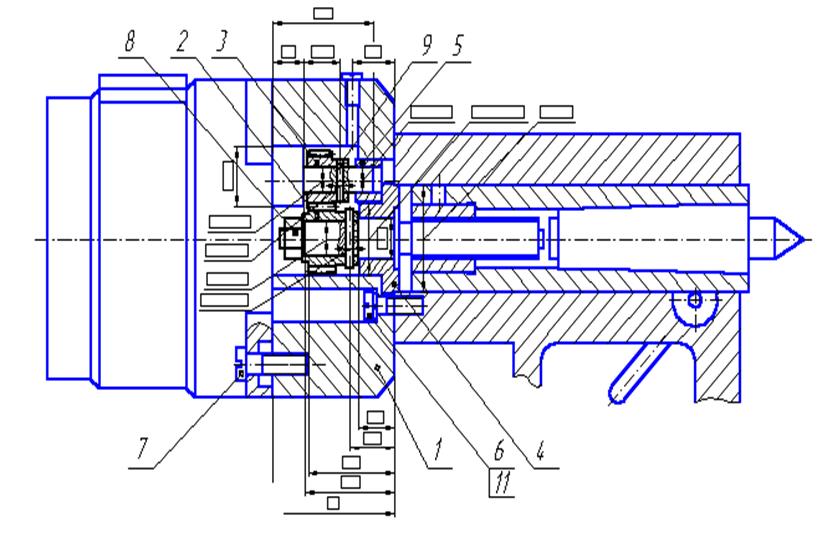 В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.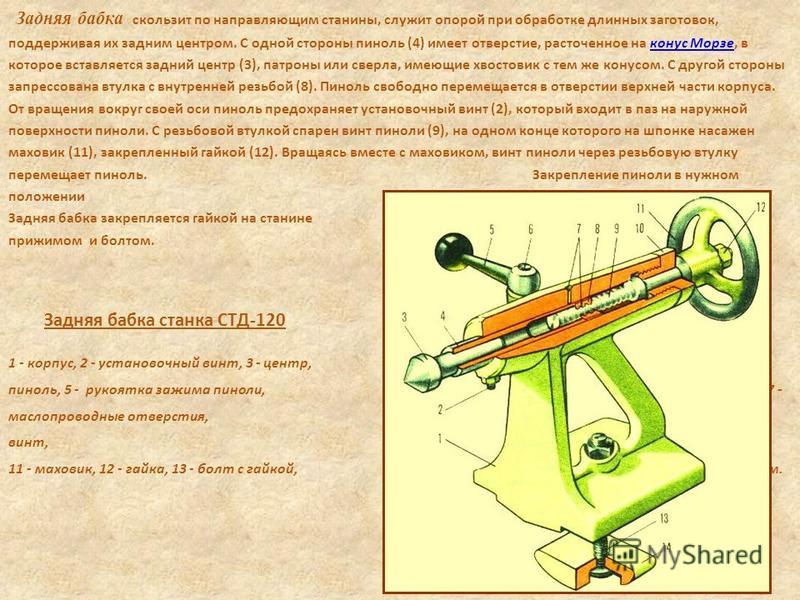
 Я допускаю больший интерес к происхождению и предыстории слова «перо», чем к большинству терминов, связанных с деревообработкой. кабриоль и виндзорский стул — другие термины деревообработки, которые отличаются, возможно, из-за истории, лежащей в основе их чеканки.
Я допускаю больший интерес к происхождению и предыстории слова «перо», чем к большинству терминов, связанных с деревообработкой. кабриоль и виндзорский стул — другие термины деревообработки, которые отличаются, возможно, из-за истории, лежащей в основе их чеканки. ручки. Этот факт был открыт много поколений назад.
ручки. Этот факт был открыт много поколений назад.
 вместе в установленном порядке.
вместе в установленном порядке.
 Ход может быть установлен на заданную глубину с помощью
Ход может быть установлен на заданную глубину с помощью 59.
59.
 д., которые используются для операций осевой обработки, таких как сверление и растачивание.
д., которые используются для операций осевой обработки, таких как сверление и растачивание. Этот механизм обеспечивает скользящее движение ствола без вращения.
Этот механизм обеспечивает скользящее движение ствола без вращения.






 Еще один недостаток таких принтеров: при долгом простое чернила засыхают внутри печатающей головки. Если принтер не справляется с засохшими чернилами в автоматическом режиме, тогда печатающую головку нужно менять — такой ремонт по стоимости почти не уступает покупке нового принтера.
Еще один недостаток таких принтеров: при долгом простое чернила засыхают внутри печатающей головки. Если принтер не справляется с засохшими чернилами в автоматическом режиме, тогда печатающую головку нужно менять — такой ремонт по стоимости почти не уступает покупке нового принтера.
 Можно подключить по беспроводному соединению, также поддерживает двустороннюю печать;
Можно подключить по беспроводному соединению, также поддерживает двустороннюю печать;



 Чтобы подключить беспроводной принтер, выполните следующие действия.
Чтобы подключить беспроводной принтер, выполните следующие действия. Если вы хотите удалить принтер позже, выберите его и нажмите кнопку «Удалить».
Если вы хотите удалить принтер позже, выберите его и нажмите кнопку «Удалить». org/ListItem»>
org/ListItem»>
 раздел «Устранение неполадок с автономным принтером».
раздел «Устранение неполадок с автономным принтером».
 org/ListItem»>
org/ListItem»>
 org/ListItem»>
org/ListItem»>
 Ищите значок ECO-ID или фильтруйте по факторам окружающей среды во время просмотра и посетите Центр устойчивого развития Staples, чтобы узнать больше о нашем ассортименте экологически чистых продуктов. Получайте вознаграждения за участие в программе Staples In-Store Recycling Services. Найдите ближайший к вам магазин скобяных товаров, участвующий в программе, и сдайте использованные картриджи с чернилами и тонером, электронику и батареи для ответственной переработки.
Ищите значок ECO-ID или фильтруйте по факторам окружающей среды во время просмотра и посетите Центр устойчивого развития Staples, чтобы узнать больше о нашем ассортименте экологически чистых продуктов. Получайте вознаграждения за участие в программе Staples In-Store Recycling Services. Найдите ближайший к вам магазин скобяных товаров, участвующий в программе, и сдайте использованные картриджи с чернилами и тонером, электронику и батареи для ответственной переработки.
 Перейдите с пластиковых пузырчатых рулонов на упаковочную бумагу, пригодную для вторичной переработки, и не допускайте попадания пластика на свалку, сохраняя при этом свою упаковку в безопасности при транспортировке.
Перейдите с пластиковых пузырчатых рулонов на упаковочную бумагу, пригодную для вторичной переработки, и не допускайте попадания пластика на свалку, сохраняя при этом свою упаковку в безопасности при транспортировке. Вы также можете использовать органайзеры для шкафов и ящики для хранения в любом месте, где они необходимы.
Вы также можете использовать органайзеры для шкафов и ящики для хранения в любом месте, где они необходимы.
 Независимо от того, какой у вас принтер, введите марку, картридж или модель принтера в простое в использовании средство поиска чернил и тонера и найдите совместимые чернила.
Независимо от того, какой у вас принтер, введите марку, картридж или модель принтера в простое в использовании средство поиска чернил и тонера и найдите совместимые чернила.
 Выберите гарнитуру для виртуальных встреч или наушники с шумоподавлением, чтобы блокировать нежелательные звуки при работе в общественных местах.
Выберите гарнитуру для виртуальных встреч или наушники с шумоподавлением, чтобы блокировать нежелательные звуки при работе в общественных местах. Ищите значок ECO-ID или фильтруйте по факторам окружающей среды во время просмотра и посетите Центр устойчивого развития Staples, чтобы узнать больше о нашем ассортименте экологически чистых продуктов. Получайте вознаграждения за участие в программе Staples In-Store Recycling Services. Найдите ближайший к вам магазин скобяных товаров, участвующий в программе, и сдайте использованные картриджи с чернилами и тонером, электронику и батареи для ответственной переработки.
Ищите значок ECO-ID или фильтруйте по факторам окружающей среды во время просмотра и посетите Центр устойчивого развития Staples, чтобы узнать больше о нашем ассортименте экологически чистых продуктов. Получайте вознаграждения за участие в программе Staples In-Store Recycling Services. Найдите ближайший к вам магазин скобяных товаров, участвующий в программе, и сдайте использованные картриджи с чернилами и тонером, электронику и батареи для ответственной переработки.
 Перейдите с пластиковых пузырчатых рулонов на упаковочную бумагу, пригодную для вторичной переработки, и не допускайте попадания пластика на свалку, сохраняя при этом свою упаковку в безопасности при транспортировке.
Перейдите с пластиковых пузырчатых рулонов на упаковочную бумагу, пригодную для вторичной переработки, и не допускайте попадания пластика на свалку, сохраняя при этом свою упаковку в безопасности при транспортировке. Вы также можете использовать органайзеры для шкафов и ящики для хранения в любом месте, где они необходимы.
Вы также можете использовать органайзеры для шкафов и ящики для хранения в любом месте, где они необходимы.
 Независимо от того, какой у вас принтер, введите марку, картридж или модель принтера в простое в использовании средство поиска чернил и тонера и найдите совместимые чернила.
Независимо от того, какой у вас принтер, введите марку, картридж или модель принтера в простое в использовании средство поиска чернил и тонера и найдите совместимые чернила.