Конструктор Friends «Зайки», 455 деталей / Дополняет лего Френдс / Игрушки / Подарок для девочки отдельно
1075
подробнее
Конструктор Звездные войны «Капитан Фазма», 82 детали / Дополняет лего Star Wars / Игрушки / Для мальчика / Фигурки отдельно
595
1299
подробнее
Строительная пластина совместима с Лего Дупло 38,5×38,5 см детали отдельно
830
подробнее
Конструктор Индоминус-Рекс Против Анкилозавра 566 деталей Funny Games Лего отдельно
3691
9229
подробнее
Конструктор Friends «День рождения», 194 детали / Дополняет лего Френдс / Игрушки / Подарок для девочки отдельно
928
2399
подробнее
Конструктор Звездные войны «R2-D2», 2411 деталей / Дополняет лего Star Wars / Игрушки / Для мальчика / Фигурки отдельно
6444
17599
подробнее
Гоночный автомобиль (544 детали) LEGO Technic Ford Mustang Лего детали отдельно
8941
подробнее
Конструктор — военные фигурки лего / Набор человечков из 22 штук + Полицейский Джип / 367 деталей / Оружие и Амуниция / Конструктор для мальчиков / Детский подарок / Совместим с любым Лего отдельно
1360
подробнее
Конструктор Friends «День рождения», 194 детали / Дополняет лего Френдс / Игрушки / Подарок для девочки отдельно
958
2399
подробнее
Конструктор Friends «Дом семьи Анддреа», 814 деталей / Дополняет лего Френдс / Игрушки / Подарок для девочки отдельно
3382
11089
подробнее
Конструктор Звездные войны «R2-D2», 2314 деталей / Дополняет Лего Star Wars / Игрушки / Для мальчика / Фигурки отдельно
7138
подробнее
Конструктор дополнительные детали балки (бимы), рамки совместимы с лего Technic, набор 40 деталей I TREK отдельно
1800
2000
подробнее
Конструктор Звездные войны «R2-D2», 2411 деталей / Дополняет лего Star Wars / Игрушки / Для мальчика / Фигурки отдельно
6379
17599
подробнее
Конструктор Friends «Воздушный шар», 260 деталей / Дополняет лего Френдс / Игрушки / Подарок для девочки отдельно
873
2099
подробнее
Фигурки Лего для мальчиков / Набор фигурок из 16 человечков Пластиковый конструктор 280 деталей / Разноцветный 150 грамм Бренд Axiifai / Серия Майнкрафт Совместим с любым Лего / Детский подарок отдельно
1454
подробнее
Пластина совместимая с лего Дупло 51*25 детали отдельно
950
подробнее
Детали для LEGO Лего отдельно
275
подробнее
Конструктор Звездные войны «Капитан Фазма», 82 детали / Дополняет лего Star Wars / Игрушки / Для мальчика / Фигурки отдельно
585
1299
подробнее
Конструктор Mechanic/Technic «Мотоцикл Харлей» 201 деталь / Совместим с Лего Техник / Совместим с lego technic / Подарок детали отдельно
1072
1800
подробнее
Конструктор Friends «Дом Стефани», 659 деталей / Дополняет лего Френдс / Игрушки / Подарок для девочки отдельно
2609
6989
подробнее
новых наборов LEGO® | Официальный магазин LEGO® US
Новые наборы LEGO®
Приветствуем всех поклонников LEGO®! Если вам нравится собирать последние наборы, сохраните эту страницу. Здесь вы можете найти все новые наборы LEGO, которые мы выпустили за последние 2 месяца. От строительных игрушек до сложных предметов коллекционирования, есть широкий выбор для открытия. Просмотрите широкий ассортимент LEGO и отфильтруйте по возрасту, цене, интересу и другим параметрам. Вы также можете найти все наборы, которые появятся в ближайшее время, LEGO Exclusives и самые популярные наборы LEGO здесь!
Показано 108 товаров
Сортировать по
:Рекомендуемые
Рекомендуемые
Новейшие
Цена: от низшей к высокой
Цена: от высокой к низшей
900 15 шт. Количество: от большего к меньшему
Рейтинг
A-Z
Показать только в наличии
Наборы[87]
Книги[11]
Брелки[4]
Аксессуары[3]
Минифигурки[2]
Идеи подарков на День Матери[1] 9 0014
$0 — $25[41]
25–50 долл. США[36]
50–75 долл. США[6]
75–100 долл. США[15]
100 долл. США+[10]
Batman™[2] 90 014
BrickHeadz[7]
Город[ 5]
Classic[4]
Creator 3-in-1[7]
DC[1]
Животные[4]
Искусство, дизайн и музыка[8]
Искусство и ремесла [8 ]
День рождения[1]
Здания[2]
Автомобили[9]
Добавить в список желаний
BTS Dynamite
Средний рейтинг
4.6
из 5 звезд
Цена$99,99
Добавить в список желаний
ВЛАДЫКА КОЛЬЦА: RIVEENDELL™
Средняя оценка
4,9
из 5 звезды
Цена 499,99 $
VIP-члены: получите этот уникальный набор памятных монет
Ваш подарок с LEGO® Star Wars ™ покупки на сумму 85 долларов США или больше, 5/1-5/7*
Ваш подарок подарок с лего ® Star Wars ™ при покупке на сумму от 85 долларов США, 5/1-5/7*
Узнать больше
Добавить в список желаний
Land Rover Classic Defender 90
Средний рейтинг
900 02 4. 5
из 5 звезды
Цена239,99 $
Добавить в список желаний
Русалочка Королевская раскладушка
Цена 159,99 $
Добавить в список желаний 9000 3
‘Up’ House
Средний рейтинг
4,5
из 5 звезд. список желаний
ЕВА И ВАЛЛ•И
Средний рейтинг
5
из 5 звезд
Цена14,99 $
Добавить в список желаний
Истребитель Chase
Средний рейтинг
4. 5
из 5 звезд 9000 3
Цена 34,99 $
Добавить в список желаний
Побег из затерянной гробницы
Средняя оценка
4.8
из 5 звезд
Цена39,99 $
90 004 Добавить в список желаний
Поезд Disney Celebration
Средний рейтинг
4.9
из 5 звезд
Цена39,99 $
Добавить в список желаний
Шлем Звездного Лорда
Средний рейтинг
4. 6 900 03
из 5 звезд
Цена79,99 $
Добавить в список желаний
Лама
Средняя оценка
5
из 5 звезд
Цена 9,99 $ 900 03
Добавить в список желаний
Endor™ Speeder Chase Diorama
Цена$79,99
Скоро
Приготовьтесь к самому большому событию в галактике
Празднуйте с нами 1-5/7
Празднуйте с нами 1-5/7
Подробнее
900 14
Добавить в список желаний
2022 Ford GT
Средняя оценка
4. 2
из 5 звезд
Цена119,99 $
90 004 Добавить в список желаний
Экзотический попугай
Средний рейтинг
4.6
аут из 5 звезд
Цена19,99 $
…0000000000
LEGO : Target
Творчество в игре, по одному кубику за раз
Новые поступления
Бестселлеры
Только в Target◎
Все игрушки и наборы
Императорский тронный зал™
Оформите предзаказ на последнюю версию LEGO Star Wars.
Погоня за спидером Endor™
Оформите предзаказ на новейшую модель LEGO Star Wars.
Пиратский курносый истребитель
Оформите предзаказ на новейшую модель LEGO Star Wars: The Mandalorian.
LEGO Disney Зачарованный домик на дереве
Оформите предзаказ на новые наборы и отпразднуйте 100-летие Disney. Только в Target◎
Королевская раскладушка Коллекционная
Оформите предзаказ на последнюю версию мультфильма «Русалочка» от Disney.
Выбор по возрасту
1–3 года
4–5 лет
6–8 лет
9 0014
9–11 лет
12+ лет
Продолжайте веселиться
Бесплатная доставка при пожертвовании кубиков LEGO, чтобы помочь нуждающимся детям воображать и творить.
Получить вознаграждение
Заработайте 1 VIP-очко за каждый доллар, потраченный на наборы LEGO в Target. LEGO Звездные войны
Галактика все- звезды приземлились — объедините усилия, чтобы создать легендарных фаворитов.
LEGO Marvel
Воссоздайте сцены эпических боевиков или создайте свои собственные удивительные приключения.
Лего
Гарри Поттер
Волшебный мир в ваших руках — создавайте фантастические сцены и испытайте волшебство.
LEGO Adults
Заново откройте для себя это совершенное чувство с крутыми наборами, созданными для взрослых.
LEGO Classic
Детали различных форм, размеров и цветов для сборки всех видов игрушек LEGO.
LEGO
® Super Mario™
Удивительные испытания мира Марио, переосмысленные в форме LEGO.
Мы покупаем и берем на реализацию пазовальные станки. Если Вы хотите продать оборудование или станок, то сообщите нам на email: [email protected], либо по телефону.
Год выпуска: .Состояние: отличное.Страна происхождения: Тайвань.Местонахождение: Тверская обл.Цена: по запросу.
Подробнее »
Год выпуска: 2010. Состояние: отличное. Страна происхождения: Болгария. Местонахождение: Московская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2011. Состояние: в отличном рабочем состоянии. Страна происхождения: Чехия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Кол-во: 2 шт. Год выпуска: 1999. Состояние: хорошее, рабочее. Страна происхождения: Россия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2011. Состояние: в отличном рабочем состоянии. Страна происхождения: Италия. Местонахождение: Республика Мордовия. Цена: по запросу.
Подробнее »
Состояние: в отличном рабочем состоянии. Страна происхождения: Италия. Местонахождение: Московская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2008. Состояние: в хорошем рабочем состоянии. Страна происхождения: Италия. Местонахождение: Московская обл. Цена: по запросу.
Подробнее »
Год выпуска: 1989. Состояние: в отличном состоянии, после капитального ремонта. Страна происхождения: Италия. Местонахождение: Ставропольский край. Цена: по запросу.
Подробнее »
Состояние: комплектное рабочее. Страна происхождения: Россия. Местонахождение: Республика Татарстан. Цена: по запросу.
Подробнее »
Год выпуска: 1993. Состояние: в хорошем рабочем состоянии. Местонахождение: Калужская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2000. Состояние: очень хорошее, рабочее. Страна происхождения: Россия. Местонахождение: Тверская область. Цена: по запросу.
Подробнее »
Год выпуска: 2007. Состояние: хорошее рабочее. Местонахождение: Московская обл. Цена: по запросу.
Подробнее »
Год выпуска: 1993; 1983. Состояние: очень хорошее, рабочее. Страна происхождения: Украина. Местонахождение: Тверская область; г.Москва. Цена: по запросу.
Подробнее »
Год выпуска 2001. Состояние: отличное. Местонахождение: г. Москва. Цена: по запросу
Подробнее »
Back to top button
Вы можете узнать стоимость или задать любой вопрос,
связавшись с нами по телефону 8 (4822) 47-62-30 или просто заполнив приведенную ниже форму:
Ваше имя, название организации
Телефон для связи
Ваш e-mail
Сообщение
Получать уведомления о новых поступлениях оборудования
Please leave this field empty.
×
Вы можете предложить нам любое оборудование,
связавшись с нами по телефону +7 (4822) 47-62-30 или просто заполнив приведенную ниже форму:
Ваше имя, название организации
Телефон для связи
Ваш e-mail
Сообщение
Получать уведомления о новых поступлениях оборудования
Please leave this field empty.
×
Станки сверлильно-пазовальные и долбёжные
Станки данной группы предназначены для формирования пазов под шипы срединных соединений брусков, петли, ручки и другие предметы фурнитуры. Множество деталей в деревообработке соединяются между собой с помощью соединения «шип — паз», например детали стульев, кресел, дверей.
Сверлильно-пазовальные станки можно разделить на несколько групп в зависимости от уровня автоматизации и количества шпинделей:
а) ручные станки. Шпиндель или стол перемещается вручную, обработка ведется одной концевой фрезой. Широко известный станок СВПГ и сегодня выпускает Кировский станкозавод (рис. 1).
Рис. 1 Общий вид сверлильно-пазовального станка СВПГ-1И (Кировский станкозавод) и схема его работы
На этом станке можно делать пазы максимальной глубиной до 150 мм на длине до 220 мм. Сейчас особой популярностью пользуется его современная версия LBM 200;
б) полуавтоматы с двумя столами. Обработка ведется двумя шпинделями на двух столах соответственно — одновременно две детали, два одинаковых паза. Заготовка фиксируется на столе с помощью пневмоприжима, обработка ведется автоматически, оператор только закладывает и выгружает заготовку. Как правило, на таких станках работают два оператора. На рисунке 2 показан двухшпиндельный станок MS3112.
Этот станок имеет ход шпинделя 120×60 мм, а частоту осцилляции — от 180 до 240 ходов/мин;
в) автоматические станки с ЧПУ. В России распространены модели для обработки дверей и дверной коробки. Дверное полотно закладывается в станок, оператор нажимает на кнопку, и обработка осуществляется в автоматическом режиме (рис. 3).
Рис. 3 Схема работы дверного центра с ЧПУ LBM-NC1 (поставщик — «КАМИ-Станкоагрегат»)
За один установ станок выбирает 3 паза под петли, паз под ручку, личинку, замок, накладку замка. Такой цикл обработки занимает до пяти минут с загрузкой/выгрузкой. Все размеры пазов и отверстий, место их положения на двери задаются в программе. Ранее созданные программы сохраняются в памяти станка. Аналогичные автоматы существуют и для мебельных деталей, например сверлилыю-пазовальный станок с автоподачей ZXC 100 для изготовления деталей жалюзи.
Долбёжные станки используют для получения в деталях из массивной древесины пазов и гнезд прямоугольной формы. Такие пазы необходимы чаще всего в срединных соединениях брусков оконных и дверных блоков, а также для постановки дверных и оконных петель. Режущим инструментом в станках могут быть фрезерные цепочки или долбяки (гнездовые фрезы), в том числе пустотелые. На рисунке 4 показан долбяк и долбежная головка, используемые для формирования пазов под дверные и оконные петли. Долбяк закреплен эксцентрично и в рабочем цикле совершает круговое возвратно-поступательное движение.
Рис. 4 Долбёжная головка долбежного станка и долбяк для формирования узкого прямоугольного паза под дверные петли
Различные модели долбежных станков предполагают разнообразие глубины долбления до 200 мм. На рисунке 5 показаны одно- и многошпиндельный долбёжные станки итальянского производства.
Станок G281 предназначен для горизонтального долбления пазов под петли навески и стяжки-завертки (замка) в брусках, створках и форточках оконных блоков в условиях мелкосерийного и серийного производства.
Многошпиндельный PRAGMA-TOP создан для обработки дверных полотен. В станке сначала жестко закрепляется дверное полотно, затем выполняется настройка положения долбёжных головок и хода долбяка (глубины паза). При включении станка режущий инструмент, закрепленный на эксцентрике, совершает возвратно-поступательное движение и формирует паз под петли. Длина паза определяется величиной поперечного хода стола с закрепленной на нем заготовкой. Максимальная длина осцилляции — 100 мм, максимальная глубина паза— 80 мм. Стандартная толщина хвостовика— 13 мм, расстояние между шпинделями — от 84 до 1170 мм, частота вращения — 6000-12 000 об/мин.
Цепно-долбёжные станки предназначены для изготовления отверстий, пазов, шипов, гнезд. Глубина долбления может составлять в зависимости от мощности двигателя и частоты вращения шпинделя до 200 мм. В станках используют в качестве режущего инструмента пильную цепочку (рис. 6).
Рис. 6 Общий вид цепно-долбёжного станка ДЦА-3 и пильной цепочки
На малых и средних предприятиях долбежные станки находят применение при долблении пазов под петли навески и стяжки-завертки замка в брусках, створках и форточках оконных и дверных блоков.
Станок имеет рабочий стол с гидроприжимом и суппорт с режущей головкой. Вертикальная плита может смещаться в продольном направлении. Горизонтальная плита переставляется по высоте при настройке на заданный размер брусковой заготовки.
На рынке представлены цепно-долбёжные станки итальянских фирм Griggio и Centauro для получения пазов длиной до 340 мм и глубиной 180— 200 мм.
Автоматические долбежные и перфорационные станки для труб, долбежные станки для масляных труб, автоматические долбежные станки для труб, перфорационные трубы, многошпиндельные фрезерные станки для прорезных вкладышей и сверлильные станки для круглых отверстий для бурения базовой трубы, долбежный станок для труб, долбежный станок для труб Тайваньские станки, ПОЛНОСТЬЮ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОРЕЗАНИЯ ТРУБ,Производители долбежных станков для труб
Характеристики:
-Прорезной Станок для резки лайнера с ЧПУ (станок для прорезки труб с ЧПУ), прорезь в НКТ и обсадных трубах, перфорация и машина для снятия заусенцев.
шаблон линейных прорезей
ступенчатая прорезь
несколько ступенчатых слотов
-требование к лоту на трубы и кожух.
-Прорезной станок для труб с Удаление заусенцев, перфорация, сверление.
-Масло трубчатый долбежный станок
Наше многошпиндельное долбежное оборудование (NC Pipe / Tube Прорезной станок, станок для перфорации пазов (10 шпиндели), долбежный станок для водяных скважин) производят прорезной вкладыш. Многошпиндельный фрезерный станок производит шлицы за один проход по всей длине соединения.
Индивидуальный дизайн: размер слота и рисунок слота настроены для создания необходимой открытой области. Несколько ступенчатые неперекрывающиеся узоры оптимизируют растяжение и прочность на кручение, также увеличивает открытую площадь в 2 раза по сравнению с шаблоном с одинарным вырезом.
Качество: Все шлицевые соединения зачищены изнутри, зачищены. и дрейф проверен в соответствии со стандартами. Каждый слот визуально осмотрены и очищены от заусенцев. Все темы муфты тщательно очищаются и смазываются.
Мы успешно занимаемся производством и дистрибьюцией высоко оцененного перфорационного станка для трубной мельницы / машины для прорезывания труб в отрасли. Наш трубодолбежный станок оснащен всеми современными особенности, которые делают его очень эффективным в области приложение. Он широко используется для резки и долбления трубы желаемой формы по требованию заказчика.
Мы предложить высокое Машина для перфорации труб с ЧПУ Системы для широкого спектра фильтров скважин, щелевых хвостовиков, набухающих пакеров, устройств контроля притока, внутриреакторных устройств и промышленные фильтры.
1 прорезь инструмент
2 прорези инструменты
4 прорези инструменты
Технические характеристики:
1.
Прорезной шпиндель: тип 40 * 10 комплектов
2. Трансмиссионный электродвигатель (1500 Вт) с КОНТРОЛЛЕР: 10 комплектов
3. Муфта вала: 10 комплектов
4. Крепежная база для дисковых пил: 10 комплектов
5. Гидравлическая система: Гидравлический насос специальной конструкции мощностью 5 л.с.: 1 набор
9. Электрический блок управления автоматическим ПЛК: с TFT HMI (человеко-машинный интерфейс) Сенсорный экран Цветной ЖК-дисплей Дисплей, настройка дисплея с сенсорным управлением, цифровой Системы управления, точность масштабирования положения серводвигателя, и модульная функция памяти.: * 1 комплект
10. Опорная рама для загрузки труб: 1 комплект
11. Устройство вращения трубы: 1 комплект
12. Патрон ручного типа (токарный): для зажима трубы
13.
Корпус машины для подачи труб (с линейной направляющей) Рейка + стойка): 1 комплект
14. Опорная рама для разгрузки труб: длина 12 метров
15. Насос охлаждающей жидкости (охлаждающей воды): ½ л.с.
16. Серводвигатель подъема/опускания основания режущего лезвия пилы: 1500 Вт*2 комплекта
17. Шариковый винт * 2 комплекта
18. Резьбовые стержни
19. Пилы, поставляемые ПОКУПАТЕЛЕМ на 0,5 мм выше толщина паза
20. Схема гидравлической системы
21. Список компонентов
22. Схема электрическая принципиальная
23. Руководство по эксплуатации
Заявки:
Прорезной станок для труб OCTG, Нефтесервисная промышленность, Долбление и перфорация
Обращение с трубами/трубами Оборудование CFPH-40-7 ПОДРОБНЕЕ
Машина для снятия заусенцев с труб/труб
CFPBM-40-7 ПОДРОБНЕЕ
Больше Сверлильные станки
@
Станок для нарезки канавок LY-988AT Станок для сверления/долбления линз – Million Warehouse
Наведите курсор на изображение, чтобы увеличить его
PayPal
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Страна
СШАБельгия—АфганистанАландские островаАлбанияАлжирАндорраАнголаАнгильяАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБишливия Океан ТерриторияБосния и ГерцеговинаБразинияБот сБрунейБолгарияБуркина-ФасоБурундиКамбоджаКамерунКанадаКанада Кабо-ВердеКарибы НидерландыКаймановы островаЦентральноафриканская РеспубликаЧадЧилиКитайОстров РождестваКокосовые острова (Килинг)КолумбияКоморские островаКонго — БраззавильКонго — КиншасаОстрова КукаКоста-РикаХорватияКюрасаоКипрЧехияКот-д’ИвуарДанияЭвминибутиканская республикаЭкубадорЭльДоминибутиторияЭкубадор ritreaЭстонияЭсватиниЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГватемалаГернсиГвинеяГвинея -БиссауГайанаГаитиГондурасГонконг САРВенгрияИсландияИндияИндонезияИракИрландияОстров МэнИзраильИталияЯмайкаЯпонияДжерсиИорданияКазахстанКенияКирибатиКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургМакаоМакао ЮАРМадагаскарМаралуриМалавиМалавиМалави МаврикийМайоттаМексикаМолдоваМонакоМонголияЧерногорияМонтсерратМароккоМозамбикМьянма (Бирма)НамибияНауруНепалНидерландыНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров НорфолкСеверная МакедонияНорвегияОманПакистанПалестинские территорииПанамаПапуа-Новая ГвинеяПарагвайПеруПортуанРоссияРанвайнПиткэрнФилиппиныРуландияРуландияПольша СамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСинт-МартенСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Георгия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
Возврат Наш полис действует 30 дней. Если с момента покупки прошло 30 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Некоторые виды товаров не подлежат возврату. Скоропортящиеся товары, такие как продукты питания, цветы, газеты или журналы, возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы.
Дополнительные товары, не подлежащие возврату: — Подарочные карты — Загружаемые программные продукты — Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки. Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо) — Книга с явными признаками использования — CD, DVD, кассета VHS, программное обеспечение, видеоигра, кассета или виниловая пластинка, которые были вскрыты — Любой товар не в своем первоначальном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой — Любой товар, возвращенный более чем через 30 дней после доставки
Возврат средств (если применимо) После получения вашего возврата и проверено, мы отправим вам электронное письмо, чтобы уведомить вас, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения. Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возврата средств (если применимо) Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз. Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен. Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку. Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Предметы со скидкой (если применимо) Возврат возможен только за товары по обычной цене, к сожалению, возврат за товары со скидкой невозможен.
Обмен (если применимо) Мы заменяем товары только в случае их дефекта или повреждения. Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте товар по адресу: Lane 2567, Pudong Avenue, Pudong New District, Shanghai Shanghai, 200000 Shanghai, China.
Подарки Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка Чтобы вернуть товар, отправьте его по почте: Lane 2567, Pudong Avenue, Pudong New District, Shanghai Шанхай, 200000 Шанхай, Китай
Вы будете нести ответственность за оплату транспортных расходов при возврате ваш товар. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость обратной доставки будет вычтена из вашего возмещения.
На токарных станках по металлу обработка вращающихся заготовок со стороны суппорта ведется различными видами резцов. Эти режущие инструменты позволяют отрезать и торцевать заготовки, проделывать в них канавки, создавать фасонные контуры, доводить элементы детали до нужного диаметра и придавать им требуемую форму. Всего существует пять основных видов резцов:
проходной;
отрезной;
расточной;
фасонный;
резьбовой.
У данной классификации имеются подвиды. Рассмотрим наиболее распространенные и чаще всего используемые в токарном деле.
Проходные резцы, служат для снятия металла при продольном проходе. Они бывают чистовыми и черновыми. Чистовые резцы проходного типа имеют небольшой радиус общего закругления, что позволяет получать относительно гладкую поверхность обработки и доводить диаметр до более высокой точности. При работе чистового проходного резца выполняют небольшие припуски, поскольку прочность такого инструмента несколько снижена. Черновые проходные резцы прочнее, поэтому их используют для удаления значительных излишков одним проходом, после чего доводят деталь чистовым резцом, выбирая малые припуски.
Проходные резцы бывают следующих форм:
прямые;
отогнутые;
упорные.
Независимо от формы работа таких резцов ведется главной кромкой, которая у разных видов остается прямой либо выносится на изгиб до прямого угла, как у проходного резца.
Отрезной резец, называемый также канавочным, применяется для отрезки и прямой торцовки заготовок подходящего диаметра, а также для выточки канавок, ширина которых не меньше ширины режущей кромки резца.
Расточные резцы, имеют форму, позволяющую обрабатывать внутреннюю поверхность сквозных и глухих отверстий. Данная операция называется расточкой. Их легко отличить от всех прочих наличием конической выносной части и изогнутой головке. По сути, это те же проходные резцы, но имеющие специфическую форму, обеспечивающую доступ режущей кромки в отверстия.
Фасонные резцы, имеют режущую кромку, шаблонно формирующую необходимый профиль. Это может быть внутреннее или наружное закругление, фигурные фаски, галтели и т. д. Это очень разнообразная по виду группа режущего инструмента для обработки на токарных станках. Фасонные резцы облегчают точение радиусных и фигурных профилей. Их применение на универсальных станках безальтернативно.
Резьбовые резцы, служат для нарезки наружной и внутренней резьбы при механической продольной подаче. Форма таких резцов соответствует форме резьбовой канавки. Резьба нарезается с их помощью, как правило, в несколько заходов. Резец для нарезания внутренней резьбы имеет режущую часть, расположенную под прямым углом к оси державки (массивная часть резца).
Для обработки металла на токарном станке резцами, их режущая кромка по твердости должна превосходить материал заготовки. Изготавливать весь резец из цельного куска твердой стали нецелесообразно, поэтому резцы состоят из державки, выполненной из более мягкой стали, и твердой режущей части, напаянной либо механически закрепленной (сменной). Современные резцы чаще всего имеют сменные режущие части, которые закрепляются в своих седлах винтом. Такая конструкция очень удобна, т.к. при затуплении или поломки режущей кромки достаточно просто заменить ее.
Резцы устанавливаются в резцедержатель и фиксируются там несколькими винтами. Для экономии времени одновременно в резцедержатель можно установить несколько резцов, производя смену инструмента поворотом вокруг вертикальной оси. При серийном выпуске деталей в резцедержатель резцы устанавливаются в порядке использования.
Машины для резки винила от экспертов USCutter
Быстрый просмотр Выберите параметры
USCutter
Резак для винила серии USCutter MH
Рекомендуемая производителем розничная цена:
СЕЙЧАС 230,9 долл. США9 — 549,99 долларов США
Сравнивать
Распродажа!
Быстрый просмотр Выберите параметры
USCutter
Резак для винила серии USCutter SC2 с ПО VinylMaster Cut Design & Cut
Рекомендуемая производителем розничная цена:
СЕЙЧАС 399,99 – 899,99 долларов США
Сравнивать
Распродажа!
Быстрый просмотр Выберите параметры
USCutter
34-дюймовый набор MH 871 Vinyl Cutter Value Kit с программным обеспечением VinylMaster Design & Cut
Резак для винила USCutter 28″ / 53″ TITAN 2 с программным обеспечением VinylMaster Cut
Рекомендуемая производителем розничная цена:
СЕЙЧАС 999,99–1499,99 долларов США
Сравнивать
Быстрый просмотр Выберите параметры
Роланд
Roland BN-20A Принтер/каттер 20″ Настольный струйный принтер — VersaStudio
СЕЙЧАС
5 295,00 долларов США
Рекомендуемая производителем розничная цена:
Сравнивать
Распродажа!
Быстрый просмотр Выберите параметры
Роланд
Резак для винила Roland GS-24 CAMM 1
СЕЙЧАС
$1,695. 00
1995,00 долларов США
Рекомендуемая производителем розничная цена:
1795,00 долларов США
Сравнивать
Быстрый просмотр Выберите параметры
Графтек
Плоттер для резки винила Graphtec CE7000 с дополнительным программным обеспечением
Рекомендуемая производителем розничная цена:
СЕЙЧАС 1 395 – 5 295 долларов США
Сравнивать
Быстрый просмотр Выберите параметры
Графтек
Резак для винила серии Graphtec FC9000
Рекомендуемая производителем розничная цена:
4695,00 долларов США
СЕЙЧАС 4 495 – 9 990 долларов США
Сравнивать
Быстрый просмотр Выберите параметры
USCutter
Резак для винила USCutter TITAN — 28–53 дюйма с VinylMaster Cut
Рекомендуемая производителем розничная цена:
СЕЙЧАС 799,99–1099,99 долларов США
Сравнивать
Быстрый просмотр Выберите параметры
ПризмКут
Резак для винила P28 PrismCut с WiFi и программным обеспечением для дизайна и резки
СЕЙЧАС
$899,99
Рекомендуемая производителем розничная цена:
Сравнивать
Распродажа!
Быстрый просмотр Выберите параметры
USCutter
Набор MH 721 Vinyl Cutter Value Kit с Sure Cuts A Lot Pro — программное обеспечение для дизайна и резки
СЕЙЧАС
$3790,99
429,99 долларов США
Рекомендуемая производителем розничная цена:
Сравнивать
Распродажа!
Быстрый просмотр Выберите параметры
ПризмКут
Резак для винила P20 PrismCut с WiFi и программным обеспечением для дизайна и резки
СЕЙЧАС
$399,99
499,99 долларов США
Рекомендуемая производителем розничная цена:
Сравнивать
Распродажа!
Быстрый просмотр Выберите параметры
USCutter
Восстановленный 34-дюймовый резак для винила MH с подставкой
СЕЙЧАС
269 долларов0,99
$379,99
Рекомендуемая производителем розничная цена:
$359,99
Сравнивать
Распродажа!
Быстрый просмотр Выберите параметры
ПризмКут
PrismCut P28 Vinyl Cutter Starter Kit с подставкой, ПО для резки и расходные материалы
СЕЙЧАС
949,99 долларов США
1051,99 долларов США
Рекомендуемая производителем розничная цена:
$999,99
Сравнивать
Быстрый просмотр Выберите параметры
USCutter
Стартовый набор для резки винила USCutter MH с носителем и инструментами (28/34/50 дюймов)
Рекомендуемая производителем розничная цена:
СЕЙЧАС 469,99–680,99 долларов США
Сравнивать
Распродажа!
Быстрый просмотр Выберите параметры
USCutter
Комбинированный резак для винила и термопресс SC2
Рекомендуемая производителем розничная цена:
СЕЙЧАС 599,99–849,98 долларов США
Сравнивать
5 лучших машин для раскроя ткани для квилтинга и шитья (2023)
Этот пост может содержать партнерские ссылки, что означает, что я буду получать комиссию, если вы совершаете покупку по моим ссылкам, без каких-либо дополнительных затрат для вас. Пожалуйста, прочитайте полное раскрытие для получения дополнительной информации.
Если у вас нет станка для раскроя ткани, вы многое упускаете!
Я ОБОЖАЮ использовать свои ножницы для ткани, чтобы создавать идеальные формы аппликаций и кусочков стеганых одеял. И я не знаю, как вы, но меньше времени на раскрой ткани означает больше времени на шитье, что является победой в моих книгах!
Заинтересованы в покупке резака для ткани, чтобы исполнить свои творческие желания?
Вот обзоры лучших станков для раскроя ткани и мои мысли о пяти, которыми я владею!
Содержание
Что такое резак для ткани и для чего он нужен?
Кусачки для ткани режут ткань заданной формы и размера.
Их можно использовать для вырезания кусочков ткани для вышивания выкроек или блоков для квилтинга и даже для изготовления аппликаций для ручной или машинной вышивки.
Некоторые машины, такие как Cricut Maker, используют маленькое вращающееся лезвие для резки ткани, в то время как другие, такие как AccuQuilt и Sizzix Big Shot, полагаются на режущие штампы.
Соображения перед покупкой резака для ткани
Цены и функции сильно различаются, и выбор лучшей машины для резки ткани зависит от многих факторов.
Вот о чем нужно подумать, прежде чем спешить с покупкой!
1. Электрическая и ручная машина для резки ткани
Ручные высекальные машины для ткани Для идеального вырезания кусков ткани требуется всего лишь провернуть маховик.
Все, что вам нужно сделать, это положить ткань поверх штампа и положить на нее коврик для резки. Затем добавьте все необходимые режущие пластины или платформы и прокатайте смесь через машину. Когда матрица проходит через нее, прикладывается давление, которое разрезает ткань.
Одним из недостатков ручных машин является то, что они могут быть сложными в использовании для квилтеров с артритом, проблемами с плечами или другими сопутствующими заболеваниями.
Электрические, электронные или цифровые машины для раскроя ткани, в отличие от , не требуют прочности, но они дороже, чем ручные машины.
Некоторые полагаются на штампы, а другие используют лезвия и коврик для резки.
В дополнение к электричеству, некоторые цифровые раскройщики ткани требуют технических знаний и компьютера или устройства с подключением к сети Wi-Fi.
Как правило, в электрических машинах есть детали, которые чаще выходят из строя и их труднее чистить.
2. Многоцелевое использование вместо резки только ткани
Высекальные машины AccuQuilt могут резать только ткань (и иногда бумагу) без затупления лезвий их штампов. Это пони с одним трюком, и все формы должны быть вырезаны с использованием готового штампа.
С другой стороны, режущие машины, такие как Cricut Maker и Sizzix Big Shot, режут ткани и сотни других материалов! Именно благодаря возможности использовать папки для тиснения я купил Sizzix Big Shot Plus в первую очередь.
3. Частота использования и цели
Очень важно знать, что вы хотите резать, сколько вы хотите резать и как быстро вам это нужно.
Вы хотите вырезать кусочки лоскутного одеяла один раз в голубую луну и несколько аппликаций тут и там?
Вы профессиональный квилтер, который хочет повысить эффективность за счет устранения необходимости ручного раскроя ткани?
Или вы целый день занимаетесь машинной вышивкой и аппликацией?
Подумайте об этом, прежде чем выбрать машину!
4. Технологичность и простота использования
Некоторые резаки для ткани, такие как AccuQuilt Go! или Sizzix Big Shot Plus не требуют компьютера, электричества или технических знаний.
В отличие от других машин, таких как Cricut Maker или Silhouette Cameo 4, , требуется компьютер, планшет или телефон с программным обеспечением. Плюс нужно уметь загружать файлы для резки в Design Space или Silhouette Studio соответственно и работать с графикой.
Обучение работе с Cricut Design Space или другими компьютерными программами может быть затруднено, если вы не разбираетесь в технологиях.
5. Бюджет
Такие производители, как Cricut, AccuQuilt и Sizzix, имеют разные ценовые категории. Таким образом, ваш бюджет может повлиять на выбор машины.
Помимо самой машины, необходимо учитывать стоимость расходных материалов, необходимых для начала работы.
Например, для машин Sizzix и AccuQuilt требуются штампы для каждого проекта по раскрою ткани!
Цены на аксессуары складываются быстрее с машинами для высечки ткани, чем, например, с Cricut Maker, который просто требует компьютерных файлов для непосредственной резки. (Вращающееся лезвие Cricut и коврик для резки ткани входят в комплект поставки.)
6. Размер и вес
Учитывайте размер, вес и возможность складывания резака для ткани , если вы планируете транспортировать или приносить его из хранилища для использования.
Например, такие машины, как Sizzix Sidekick и AccuQuilt Go! Me значительно более портативны, чем профессиональные машины для раскроя ткани, такие как Sizzix Big Shot Pro или AccuQuilt Studio 2.
Кроме того, некоторые машины, такие как Sizzix Big Shot, имеют складную версию.
И, говоря о размере, убедитесь, что отверстие вашей машины для высечки ткани достаточно велико для размещения всех штампов, которые вы хотите использовать.
5 лучших машин для резки ткани – обзоры
Теперь давайте начнем с лучших машин для резки ткани и всех различных опций, которые вы можете добавить в свою мастерскую!
1. AccuQuilt Go! Универсальный резак для ткани
Делайте покупки на Амазоне!
Покупайте на AccuQuilt.com!
У меня есть AccuQuilt Go! Ultimate Fabric Cutting System и люблю ее, , поэтому я рекомендую ее как лучшую машину для резки ткани для квилтинга.
Вперед! представляет собой ручную машину для высечки ткани, которая складывается для хранения и разворачивается для резки.
Тем не менее, есть три современных резака AccuQuilt для домашнего использования, на которые стоит обратить внимание: Go! Я (или Малыш), вперед! и вперед! Большой Электрик. (Studio 2 — профессиональная машина для раскроя ткани.)
Вот краткое сравнение систем раскроя ткани AccuQuilt.
Вперёд! Я
Вперёд!
Вперёд! Большой электрический
Ширина реза
6 дюймов
10 дюймов
14 дюймов
Вес
8,5 фунтов
15 фунтов
23 фунта
Эксплуатация
Ручной
Ручной
Автоматический
Нарезанные слои
6
6
6
Я выбрал Go! вместо более крупного электрического резака для ткани (AccuQuilt Go! Big), потому что электрические вещи в конечном итоге выходят из строя, поэтому я предпочитаю ручную рукоятку.
Я также получил Go! Меня бесплатно при покупке, но я подарил его и сохранил Go!. Это потому, что Go! Я, с его 6-дюймовым отверстием, не был достаточно большим для нескольких штампов блоков, на которые я положил глаз.
Безусловно, одним из самых значительных преимуществ машины AccuQuilt является универсальность штампов.
Примеры потрясающих штампов AccuQuilt, которые заставят вас полюбить AccuQuilt:
Простые формы , такие как квадраты, полуквадратные треугольники, параллелограммы, прямоугольники и т. д.
Более уникальные сложные формы , такие как тряпичные блоки, раковины моллюсков, огрызки яблок и другие изогнутые штампы для присучивания.
Кубы содержат штампы с формами, формирующими блоки определенного размера. Мне нравится мой 8-дюймовый Qube и два сопутствующих комплекта.
Матрицы для полосок для длинных тканевых полос различных размеров. 2,5-дюймовый резак для полос был первой причиной, по которой я задумался о покупке AccuQuilt!
Плашки для аппликаций для быстрого и точного вырезания фигур из ткани для аппликаций.
Штампы для блоков , чтобы вырезать все детали, необходимые для изготовления определенного блока. Например, мой двойной блок обручальных колец — чистое совершенство!
Мне также нравится, что выкройки для стеганых одеял поставляются бесплатно с каждым кубиком, чтобы вдохновить вас на ваши следующие проекты! Кроме того, все штампы имеют загнутые углы и насечки, когда это применимо, чтобы помочь выровнять куски ткани.
Кроме того, большинство штампов для аппликаций поставляются с бесплатными дизайнами для машинной вышивки. (Узнайте, как использовать рисунки для вышивания AccuQuilt!)
Наконец, если вы, как и я, являетесь пользователем Electric Quilt 8, вы можете использовать блоки AccuQuilt для использования в программе! Насколько это удобно?!
Плюсы:
На веб-сайте AccuQuilt есть выкройки для каждого штампа — ура для вдохновения!
Много пользователей AccuQuilt, поэтому надежные группы поддержки онлайн
Так много штампов на выбор, и вы даже можете заказать штампы по индивидуальному заказу
Коврики для резки и штампы хорошего качества и служат долго.
Минусы:
Сначала необходимо разрезать ткань до приблизительного размера, чтобы она прошла через резак.
Не безотходный, так как после обрезки остаются обрезки. Роторный резак может быть более экономным для ткани.
Штампы дорогие, если вам нравится большое разнообразие проектов по стеганию. (рекомендую хотя бы один Qube!)
2. Cricut Maker или Cricut Maker 3
Делайте покупки на Амазоне!
Покупайте на Cricut.com!
Преимущество раскройных машин Cricut в том, что они режут ткань и почти любой мягкий материал толщиной менее 2,4 мм.
С помощью Cricut Maker я вырезал пробковое дерево, акрил, тонкий металл, винил, приклеиваемый утюгом винил и даже пенопласт!
Теперь, если вам нужна машина для раскроя ткани, я рекомендую оригинальный Cricut Maker или новый Cricut Maker 3, так как ткань не нужно подготавливать перед раскроем.
Большая разница между ними заключается в том, что Maker 3 режет быстрее, чем оригинальный Maker, и может использовать смарт-материалы Cricut; таким образом, Maker 3 технически является лучшим Cricut для раскроя ткани.
Хотя существуют и другие менее дорогие раскройные машины Cricut (например, Cricut Explore Air 2 или Cricut Explore 3), они требуют склеивания ткани перед раскроем. Это идеально подходит для аппликации, но я не склеиваю ткани для квилтинга.
Теперь в Cricut Maker используется маленькое вращающееся лезвие для резки кусочков ткани, приклеенных к специальному коврику для резки ткани Cricut (розовому!) Таким образом, если вам нужна машина для резки ткани без штампов, это ваш лучший выбор!
Справка Cricut говорит, что вы можете разрезать несколько слоев ткани одновременно, но мне никогда не везло с временным клеем для ткани.
Таким образом, я рекомендую резать один слой ткани за один раз. Это занимает больше времени, чем AccuQuilt, чтобы нарезать кусочки.
Я также рекомендую иметь несколько ковриков для резки для заблаговременной подготовки ткани, что ускоряет сборочную линию, необходимую для раскроя всего материала для стеганого одеяла.
Приобретение коврика для резки 12″x24″ также полезно, так как он значительно ускоряет работу по сравнению со стандартным тканевым ковриком 12″x12″.
Для квилтеров Cricut Access (их услуга ежемесячной подписки) предлагает множество стандартных форм, которые можно масштабировать до разных размеров. Вы также можете создать свой собственный в программе.
Кроме того, есть несколько бесплатных рисунков для квилтинга . Вы также можете приобрести выкройки стеганых одеял Райли Блейк (и некоторые другие) или загрузить их по подписке Cricut Access.
Очень простое детское одеяло, показанное выше, было изготовлено на 100 % с использованием моего Cricut для раскроя ткани. Время резки составило менее 30 минут, все сказано и сделано! (Ознакомьтесь с другими способами квилтинга Cricut Maker, чтобы узнать, как делать этикетки, шаблоны и многое другое.)
И, наконец, если вы просто хотите вырезать выкройки, ознакомьтесь со списком бесплатных выкроек для шитья для Cricut, чтобы получить представление о Возможности Cricut.
Как я уже говорил, у меня есть AccuQuilt Go! и Cricut Maker. Вот как я делю свое время ткани между ними.
AccuQuilt вырезает все формы, для которых у меня есть штампы. (Мой выбор из-за скорости, простоты использования и удобства.)
Cricut вырезает любые формы, для которых у меня нет штампов, которые я могу легко спроектировать в программе.
Cricut также вырезает выкройки, для которых у меня есть файлы дизайна.
Я также использую Cricut с вышивальной машиной для аппликаций, когда у меня нет штампа AccuQuilt. Многие дизайны вышивальных аппликаций поставляются с файлами .svg для Cricut, что очень удобно.
Для изготовления стеганых этикеток я использую легкоплавкую ткань, которую можно распечатать, которую я вырезаю с помощью Cricut.
Вы можете узнать все о различиях и сходствах в моем сравнении AccuQuilt и Cricut!
Pros
Бесконечное количество бесплатных дизайнов онлайн, и вы можете создать свой собственный
Лучшая машина для резки ткани и винила, термоклея, пластика и еще 300 материалов
Нет необходимости постоянно покупать штампы, поэтому Cricut в долгосрочной перспективе дешевле, чем AccuQuilt 9. 0015
Минусы
Требуется компьютер или устройство с поддержкой WiFi и подключение к Интернету
Должен быть технически подкован, чтобы использовать программное обеспечение Design Space и работать с файлами .svg
Не так много готовых рисунков для квилтинга, поэтому вы должны создать свои собственные формы или загрузить их
3. Sizzix Big Shot Plus
Покупайте на Amazon!
Покупайте на Sizzix.com!
В машинах Sizzix также используются специальные штампы, называемые Bigz Dies. Эти штампы похожи на штампы AccuQuilt тем, что у них есть стальное лезвие, завернутое в пену.
Bigz Dies, однако, могут резать не только несколько слоев ткани! (Проверьте список материалов, которые может резать Sizzix Big Shot.)
Я также использую свои машины Sizzix с тонкими матрицами Thinlits и Framelits, которые используются для резки картона, и мне нравятся мои папки для тиснения, которые придают текстуру бумаге и даже металл.
Сейчас есть несколько популярных аппаратов Sizzix, но я рекомендую Sizzix Big Shot Plus для домашних пользователей и Sizzix Big Shot Pro для промышленных нужд.
Big Shot
Big Shot Plus
Big Shot Pro
Ширина резания
6 дюймов
9 дюймов
13 дюймов
Вес
7,5 фунтов
16 фунтов
44 фунта
Эксплуатация
Ручная и электрическая версии
Ручная и электрическая версии
Ручная
Совместимость с AccuQuilt Die?
Нет
Да, с переходником
Да, с переходником
Вот краткое сравнение машин и их взаимосвязь с аналогами AccuQuilt.
1. Sizzix Big Shot режет материалы шириной до 6 дюймов, как AccuQuilt Go! Мне. 2. Sizzix Big Shot Plus режет бумагу шириной до 9″, что очень важно, если вы хотите разрезать бумагу размером 8 1/2″ x 11″. (Сравните это с AccuQuilt Go!, ширина кошения которого составляет 10 дюймов.) Big Shot Plus имеет электрическую и ручную версии. 3. Sizzix Big Shot Pro — это более коммерческая или промышленная машина для раскроя ткани с 13-дюймовым отверстием.
Теперь, хотя я люблю свою машину для раскроя ткани Sizzix, я больше не думаю, что это обязательно лучший раскрой ткани.
Это связано с тем, что несколько лет назад компания, к сожалению, прекратила производство новых форм штампов для квилтинга! И большинство старых форм для квилтинга сняты с производства, и их трудно, если вообще возможно, найти.
Для покупки старых штампов я нашел наибольший успех в Walmart, Amazon, eBay и Sewingmachinesplus.com.
Тем не менее, на веб-сайте Sizzix все еще есть разделы с лоскутными изделиями, которые стоит просмотреть, если вы ищете бесплатное вдохновение!
Теоретически вы также можете приобрести Big Shot Plus и использовать некоторые штампы AccuQuilt с этим специальным адаптером. (матрицы AccuQuilt не совместимы с Sizzix Big Shot, только с Sizzix Big Shot Plus или Big Shot Pro).
Понимание кросс-совместимости немного сложно, поэтому я рекомендую прочитать мой пост о совместимости штампов AccuQuilt и Sizzix для лучшего понимания!
Итак, хотя Sizzix Big Shot Plus дешевле, чем AccuQuilt Go! и может использовать некоторые штампы AccuQuilt, почему я не рекомендую его в первую очередь для раскроя ткани?
Ну, отверстие Big Shot Plus меньше, чем у Go! открытие, , что означает множество штампов, которые проходят через Go! не втиснется в Big Shot Plus.
Например, мои грейферные, рваные и 2,5-дюймовые штампы для резки полос (и многие штампы Block-on-Board) нельзя использовать на Big Shot Plus. (Их можно использовать на Big Shot Pro с адаптером, хотя эта большая промышленная машина не так популярна для домашнего использования.)
[Подробнее читайте в моем посте о сравнении AccuQuilt и Sizzix!]
Плюсы:
Можно резать бумагу, делать тиснение и работать не только с тканью! Я использую свой в основном для изготовления карт и как машину для тиснения.
Дешевле, чем AccuQuilt для машины, но все же некоторая совместимость с матрицами .
Легче в использовании, чем Cricut, так как не требует технических знаний
Минусы:
Плашки для аппликаций Sizzix не подходят к дизайну машинной вышивки
Не так много поддержки для поклонников раскроя ткани Sizzix. В основном кардмейкерские группы.
Вы должны купить адаптеры для различных типов штампов, и затраты складываются, так как вы также должны купить все штампы, которые хотите использовать.
4. Brother ScanNCut
Покупайте на Amazon!
Я большой поклонник Brother, так как все мои швейные, вышивальные, оверлочные и распошивальные машины производятся Brother.
В целом я предпочитаю Cricut Maker их линейке режущих машин. (У меня есть Brother SDX330D, топовая версия, которая поставлялась с моей вышивальной машиной.)
Одна из причин заключается в том, что машина ScanNCut НАМНОГО дороже, чем Cricut Maker, и расходные материалы для этой машины для резки ткани не так легко найти (или позволить себе).
Онлайн-поддержки не так много, поскольку она менее популярна. Поиск учебных пособий начального уровня также был более сложным, когда я учился его использовать. Таким образом, у вас будет большая начальная кривая обучения, поскольку вы должны большему научиться сами.
Кроме того, у ScanNCut не так много вариантов лезвий и, следовательно, немного меньше вариантов проекта, чем у Cricut.
Тем не менее, я все же рекомендую ScanNCut как отличный станок для раскроя ткани! Почему?
Во-первых, он более универсален, чем AccuQuilt. Кроме того, для многих моделей не требуется компьютер или специальная программа для использования машины (хотя Brother CanvasWorkspace по-прежнему полезно иметь на компьютере).
Благодаря подключенному пользовательскому интерфейсу Brother SDX125E и более поздние модели имеют встроенный сканер (отсюда и название «скан») для преобразования рисунков и изображений в вырезки без особых технических знаний.
Вам также не нужно выбирать материал для резки (как в Cricut Design Space). Этот режущий станок Brother оснащен технологией автоматического датчика лезвия, которая обещает обеспечить более точную резку различных материалов.
Кроме того, многие машины ScanNCut содержат 100 или более рисунков для квилтинга, и вы можете резать ткань с помощью Brother ScanNCut с подложкой или без нее. Список шаблонов для SDX330D (начинается на стр. 28) даст вам представление о блоках и формах квилта, которые он может вырезать, если вас интересуют встроенные модули.
Говоря о встроенных шаблонах, все шаблоны Cricut, включенные в машины Cricut, находятся в Cricut Design Space и доступны таким образом, в то время как сотни бесплатных дизайнов включены в программное обеспечение на машине Brother ScanNCut.
Также приятно, что мой Innovis ScanNCut подключается и «общается» с моей вышивальной машиной для вырезания ткани для аппликаций.
Я также могу подключить файл вышивки .pes USB прямо к машине, и она вырежет для него ткань для аппликации. Хотя это приятная функция, я также могу создавать файлы .svg из рисунков вышивания .pes с помощью программного обеспечения для вышивания, а затем просто использовать мой Cricut для резки ткани.
5. Силуэтная камея 4
Покупайте на Amazon!
Самым большим конкурентом Cricut, возможно, является Silhouette, и я немного опоздал с игрой Silhouette, но теперь у меня есть Silhouette Cameo 4.
Подобно Cricut и Brother, компания Silhouette также производит электронные раскройные машины для резки тканей и различных материалов.
Теперь для достижения наилучших результатов на старых машинах Silhouette ткань должна иметь прокладочное или плавкое полотно на оборотной стороне. (Вот официальное руководство от Silhouette по раскрою ткани с подкладкой.)
Для новых машин, таких как Silhouette Cameo 4, можно использовать вращающееся лезвие Silhouette без тканевой основы.
Во-первых, как пользователь Cricut, я думаю, что то, как вращающееся лезвие Silhouette режет, просто странно. И это приводит к большему количеству отходов ткани и не совсем чистому крою. (Машина также звучит так, будто умирает, когда режет.)
Кроме того, вращающееся лезвие не входит в комплект поставки Cameo 4. Если вы не хотите вкладываться в это, вы все равно можете получить довольно приличную долю на усиленная и подложка ткань с использованием Auto Blade, прилагаемого к машине.
Я скажу, что я думаю, что Silhouette Studio, их проприетарное программное обеспечение, гораздо более полнофункционален, чем Design Space от Cricut.
Однако сама машина Cricut более универсальна и имеет больше поддержки. (Практически невозможно своевременно связаться с кем-либо из компании Silhouette, а их программное обеспечение может содержать ошибки!)
Также немного раздражает, что вам нужно покупать обновления для программного обеспечения, если вы хотите импортировать и использовать файлы SVG и работать с ними. дизайны вышивки в Студии Силуэта. Я неохотно выложил деньги за их Silhouette Studio Business Edition, чтобы иметь эти дополнительные функции.
Зачем нужен резак для ткани
Это мои любимые варианты. Теперь, почему вы должны тратить деньги на один?
1. Совершенство
От неточностей при раскрое стеганой ткани вручную до слегка неточных швов при стачивании существует множество способов стеганого одеяла превратиться из идеального в то, что его сшил любитель.
С помощью раскройной машины вы можете, по крайней мере, гарантировать, что детали вырезаются точно по размеру! На шаг ближе к великолепному одеялу.
А если вы любитель аппликаций, то вам больше не нужно беспокоиться об обрезке ткани в пяльцах при машинной вышивке! Попрощайтесь с надоедливыми пушистыми краями ткани, торчащими за пределами атласных стежков.
2. Экономия времени
Хотя, по общему признанию, профессионалы могут разрезать ткань вручную быстрее, чем я, раскройщики по-прежнему быстро справляются с изготовлением деталей для лоскутного проекта.
Пила Dimar 2833. 125.45 алмазная подрезка D125x45x4,4/5,2 Z24 коническая для пильного центра
Толщина пропила, мм
4.4
Наружный диаметр, мм
125
Форма зуба пилы
K
Страна происхождения
Израиль
Пила Dimar 2833.180.30 алмазная подрезка D180x30x4,4-5,2 Z24 коническая для пильного центра
Толщина пропила, мм
4.4
Наружный диаметр, мм
180
Форма зуба пилы
K
Страна происхождения
Израиль
Алмазные пилы и инструменты
Поговорите со специалистом (800) 325-2337
Найди свой клинок
Росомаха
Премиум-производительность на асфальте
Больше информации
Мокрые лезвия Americut Pro Series
Наша линейка лезвий Americut Pro Series
Больше информации
Viper
Сегментированный турбонож для быстрого и чистого реза
Больше информации
Eagle
Отвал общего назначения от 4 до 20 дюймов
Больше информации
Празднование 36-летия
Только 1 неделя — купите (12) 14-дюймовых лезвий Americut Получите 13-е в подарок
Найди свой клинок
Резервуар для воды Mesto
Резервуар для воды №1 на рынке
Больше информации
Комбинированные лезвия Americut
Превосходная производительность на ВСЕХ материалах
Больше информации
DBW приобретает 4CoreBiz
Мы рады сообщить о нашем новом приобретении
4CoreBiz. com
Найди свой клинок
Росомаха
Премиум-производительность на асфальте
Больше информации
Мокрые лезвия Americut Pro Series
Наша линейка лезвий Americut Pro Series
Больше информации
Viper
Сегментированный турбонож для быстрого и чистого реза
Больше информации
Eagle
Отвал общего назначения от 4 до 20 дюймов
Больше информации
Празднование 36-летия
Только 1 неделя — купите (12) 14-дюймовых лезвий Americut Получите 13-е в подарок
Найди свой клинок
Бак для воды Место
Резервуар для воды №1 на рынке
Больше информации
Комбинированные лезвия Americut
Превосходная производительность на ВСЕХ материалах
Больше информации
DBW приобретает 4CoreBiz
Мы рады сообщить о нашем новом приобретении
4CoreBiz. com
Хардскейп
Асфальт
Бетон
Кирпичная кладка
Снос
Керн
Камень + Гранит
Коммунальные + Метро
Преднапряжение + Сборный железобетон
Зеленый бетон
рынок алмазных дисков и инструментов
Позвоните нам и присоединитесь к нашей клиентской базе более 100 000 удовлетворены клиенты
(800) 325-2337
Superblade G3
Супер G
Superblade Extreme
Верховный Росомаха
Дракон
Орел Высшая Каменная кладка
Верховный Дракон
Америкут Дуктайл Премиум
Высший Блэксмит
Отправьте нам сообщение, и один из наших опытных сотрудников отдела продаж свяжется с вами как как можно скорее
DBW приобретает 4CoreBiz
Кристиан Туска
Мы рады объявить о нашем новом члене семьи DBW: 4CoreBiz. Это приобретение делает DBW одним из крупнейших поставщиков специальных буровых долот в Северной Америке. 4CoreBiz, ООО. был создан для восполнения недостающего компонента на рынке. Несмотря на то, что существует множество производителей корончатых коронок хорошего качества, многие… Подробнее
Granite Creek Capital Partners и семья Фаррелл Назад Приобретение Diamond Blade
Кристиан Туска
08 июня 2021 г., 09:00 по восточному времени ЧИКАГО, 8 июня 2021 г. (GLOBE NEWSWIRE) — Частная инвестиционная компания Granite Creek Capital Partners, базирующаяся в Чикаго, сегодня объявила о партнерстве с Canterbury Ventures, LLC, инвестиционным подразделением Джеймса М. Фаррелла и У. Джеймса Фаррелла. приобрести Diamond Blade Warehouse, LLC («DBW»). DBW… Подробнее
Местный поставщик против оптового производителя
Кристиан Туска
На дворе 2020 год. Мир вращается вокруг графика доставки Amazon. Развлечения теперь транслируются в ваши гостиные и на смартфоны. Блокбастерное видео осталось в прошлом. То же самое и с местным поставщиком оборудования. Так почему же мы слышим: «Если вы не можете зайти и показать свой продукт… Подробнее
Подготовка к World of Concrete
Джефф Джонсон
Выставки – интересная и захватывающая часть нашего бизнеса. Для продавца это уникальная возможность встретиться с существующими клиентами, а также с более чем 60 000 НОВЫМИ потенциальными клиентами, посетившими выставку. Но с административной точки зрения это может обернуться логистической проблемой. Для нашей средней торговли… Подробнее
Разница между дисками для бетона и асфальта
Кристиан Туска
Один из самых частых вопросов, которые нам, продавцам, задают: «В чем разница между дисками… в частности, в чем разница между дисками для бетона и асфальта?» Самый простой ответ – СВЯЗЬ лезвия. Связь — это металлы, которые удерживают бриллианты на месте. Связка состоит из металлического порошка. Порошок… Подробнее
Будьте в курсе новостей Diamond Blade
Ленточные пилы | Алмазный лесопильный завод
С твердосплавным наконечником
Хромированная подложка — NXT-CT™
Тройной чип
Для высокопроизводительной резки труднообрабатываемых материалов, таких как инконель, хастелой и титан.
Набор зубьев, тройной чип
Для алюминиевого литья и литейного производства.
Узнать больше
Биметалл
M51 — Mach 12™
Для резки цельных или толстостенных экзотических материалов.
Узнать больше
M42 — Excel™
Зуб протяжки
Менее агрессивный нулевой передний угол, противостоит срыву зубьев на меньших поперечных сечениях из высоколегированных, термообработанных или нержавеющих сталей.
Позиция и крючок
Агрессивный передний угол, который обеспечивает более быстрое резание твердых заготовок, где срыв зубьев не является обычным явлением.
Узнать больше
M42 — Contour Band™
Крючок
Малая ширина с агрессивным передним углом для более быстрой резки алюминия и цветных металлов.
Протяжка и постоянный зуб
Узкие резцы с менее агрессивным углом, препятствующим срыву зубьев при резке высоколегированных, термообработанных или нержавеющих сталей.
Узнать больше
Matrix — New Wave™
Уникальный групповой набор зубьев в сочетании с конструкцией протяжных зубьев обеспечивает более плавный рез с меньшим уровнем шума и вибрации. Разработан специально для пил в отделе технического обслуживания.
Узнать больше
Matrix — Super Weld™
Крюк и зубья с позицией
Эти типы зубьев сочетают в себе агрессивный передний угол для более быстрого резания и являются отличным выбором для твердых заготовок и материалов с большим поперечным сечением.
Протяжка и постоянный зуб
Эти типы зубьев имеют менее агрессивный нулевой передний угол, что предотвращает срыв зубьев, особенно на небольших заготовках.
Узнать больше
Углерод
Hard Edge Hard Back — Tri-Temp
Полностью твердые зубья и закаленная спинка для более высоких давлений подачи. Это качество обеспечивает большее натяжение и дополнительную жесткость, что приводит к более прямым разрезам при резке по контуру.
Узнать больше
Hard Edge Flex Back — Carbon
Полностью твердые зубья и гибкая задняя часть делают его отличным выбором для «легкообрабатываемых» металлов, дерева и пластика. Хорошо подходит для машин с малым диаметром колес.
Узнать больше
Специальность
M42 — Cut Master™
Зубья уникальной формы для резки более крупных структурных форм, таких как двутавровые балки, уголки и толстостенные трубы. Профиль зуба обеспечивает агрессивную режущую способность, препятствуя срыву зуба.
Узнать больше
M42 — Kerf Plus™
Более широкий пропил помогает предотвратить повреждение лезвия из-за заедания при резке штабелированных или связанных балок и труб.
Узнать больше
Специальная сталь – фрикционная
Кремнистая углеродистая сталь
Для резки трением черных металлов толщиной до 1 дюйма. Диски работают при очень высокой скорости вращения в минуту, что создает сильный нагрев от трения, что позволяет лезвию сжигать или расплавлять материал.
Узнать больше
Специальная сталь — X-tra Duty .032™
Высокоуглеродистая сталь
Гибкая задняя часть с твердой кромкой и повышенной толщиной (0,032) для дополнительной жесткости, прочности и срока службы лезвия в деревообрабатывающей промышленности, в частности, при производстве мебели. Также для алюминия, магния, латуни и т. д.
Узнать больше
Специальная сталь — E.T.S. (Каждый набор зубьев)
Высокоуглеродистая сталь
Гибкая задняя часть с твердой кромкой рекомендуется для прямой и контурной резки дерева, ДСП, пластика и цветных металлов. Отсутствие передних зубьев увеличивает режущую кромку на треть, что увеличивает срок службы лезвия и устойчивость к истиранию.
Узнать больше
Timber Master TK™
Тройная стружка с твердосплавным наконечником
Для резки дорогих, абразивных, экзотических пород дерева. Установить зуб тройной чип.
Биметалл M42
Для увеличения срока службы инструмента между заточками. Сочетает гибкость опоры из пружинной стали с износостойкостью биметаллического зуба из быстрорежущей стали.
Профессиональная резка
Разработан с точно отшлифованными полностью закаленными зубьями и уникально закаленным корпусом, что делает ленту наиболее экономичной для пиления с тонким пропилом. Превосходный срок службы лезвия на портативных пилорамах и перепилах.
Узнать больше
Утилизация поддонов
Оба этих полотна для ленточной пилы поддонов специально разработаны для переработки и разборки поддонов.
Биметалл
ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ биметаллическое ленточнопильное полотно для демонтажа поддонов Конструкция VARI-TOOTH прорезает гвозди и увеличивает срок службы полотна, одновременно снижая вибрацию. Сочетает гибкость опоры из пружинной стали с износостойкостью биметаллического зуба из быстрорежущей стали.
Углерод
НИЗКАЯ СТОИМОСТЬ, карбоновые ленточные пилы для демонтажа поддонов являются более экономичным выбором для тяжелых условий эксплуатации и эксплуатации, которые типичны для машин для демонтажа поддонов при резке гвоздей и скоб для поддонов. Эти ленточные пилы дешевле, что помогает снизить затраты на переработку.
Последняя известная цена от 204 р. до 330 р. в 8 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах. Вы можете поискать его на других площадках:
Магазин
Цена
Наличие
Imarket BY
332 р. (-1%) Рассрочка до 5 мес.Халва,Карта покупок до 12 мес. Кэшбэк в Imarket BY до 5.4%
Наличие уточняйте 14.01.2022
СберМегаМаркет
Повышенный кешбэк до 40%
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Яндекс.Маркет
Купить в кредит (0)
Компания
Предложение
Описание
Пылесосы предназначены для сухой и влажной уборки помещения с возможностью подключения к электроинструменту. Оснащены мощным двигателем, что позволяет создать высокое разряжение на входе. Бак из нержавеющей стали. Имеется розетка для подключения электроинструмента мощностью 100-2000 Вт. Два режима работы: автономный (для сухой и влажной уборки) и синхронный (для работы с электроинструментом), при котором включение и отключение пылесоса происходит при включении и отключении электроинструмента. Длинный гофрированный шланг. Обрезиненный электрический кабель. Возможность использовать 3 вида фильтров, которые входят в стандартную комплектацию. Комплектуются универсальным адаптером для подсоединения электроинструмента. Для удобства перемещения пылесосы оснащены колесами.
Характеристики (59)
Параметр
Значение
Мощность
1400.000
Конструкция
пылесос
Возможности уборки
всасывание жидкостей
Тип пылесборника
мешок/контейнер
Объём пылесборника
20
Мощность всасывания
253
Труба всасывания
телескопическая
Пылесос ЭНКОР Корвет-365 применяется для уборки различного вида мусора
древесной стружки и опилок
Аквафильтр
нет
Аккумуляторов в комплекте
без акк.
Аккумулятор слайдер
нет
Бак
20
Вес нетто
6.750
Взрывобезопасный
нет
Виброочистка
нет
Длина всасывающего шланга
3.000
Длина кабеля
4.5
Класс пыли
L
Коды товара производителя
93650
Мощность (Вт)
1400
Моющий
нет
Питание от аккумулятора
нет
Профессиональный
нет
Разрежение
180.000
Родина бренда
Россия
Розетка для электроинструмента
есть
Страна происхождения
Китай
Тип аккумулятора
нет
Уборка
сухая/влажная
Циклонный фильтр
нет
Объем пылесборника
20
Бренд
ЭНКОР
Вес
6. 75 кг
Длина шнура питания
4,5
Материал корпуса
нержавеющая сталь
Модель
Корвет-365
Насадки
н/д
Особенности
Регулятор мощности на корпусе, Возможность подключения электрощетки
Потребляемая мощность
1400
Размеры
н/д
Тип
сухая уборка + влажная уборка
Тип уборки
сухая, влажная
Цвет корпуса
серебристый
Регулировка мощности
нет
Функция выдувания
да
Автоматическое сматывание кабеля
нет
Вертикальный
нет
Объем бака
20.000
Возможность работы без мешка
есть
Возможность сбора жидкости
есть
Диаметр всасывающего шланга
32
Тип пылесоса
классический
Система очистки фильтра
ручная
Индикация заполнения
нет
Фильтр тонкой очистки (HEPA)
нет
Уровень шума
78. 200
Возможность влажной уборки
есть
Тип питания
сеть
Мощность встроенной розетки
2
Отзывы (4)
Все отзывы (4)
Звоны — 2023: avisz — LiveJournal
Звонильная неделя нынче растянулась на две недели. В этот раз я довольно спонтанно решил записывать свои звоны на диктофон, и это помогло выявить изрядное количество ошибок.
IMG_20230421_115933.md.jpg
1. Храм св. вмч. Пантелеимона при ЦКБ ОАО «РЖД» — своя колокольня. Перед Пасхой братец решил удалить многолетние материальные свидетельства голубиного пребывания. Стены забелели! Что касается собственно звонов, то справедливости ради надо заметить, что настройка педали и тяг подзвонных колоколов весьма ощутимо требуется. Надо заняться, что ли, после ремонта храма, который буквально на днях начался. Также для истории напишу, что у нас одно из редких мест с «неправильной» связкой-тройкой — средний колокол оказывается в руке снизу, а не сверху, как должно быть в классическом варианте.
2. Храм свв. равноап. Константина и Елены в Митино. Здесь в живописном ландшафтном парке расположился целый храмовый комплекс с резиденцией викарного архиерея. В главном каменном (бетонном, ладно) храме колоколов пока еще нет. Говорят, должны повесить уже в мае. А пока что есть доступ для желающих на небольшую колоколенку деревянного храма Почаевской иконы Божией Матери. Ярус звона маленький и тесноватый. Педаль благовестника требует удара с размаху. А конец веревки от педали благовестника свешивается через дырку в полу на нижний ярус и дергается при звоне. Выглядит забавно. Сам благовестник как-то не очень удачно подвешен и, судя по следам на балке, постепенно съезжает в сторону. Вероятно, это можно вылечить с помощью подкладок под подвес. Четверка зазвонных хорошая, подзвонные тоже норм.
3 и 3а. Храм преп. Пимена Великого в Новых Воротниках. Красивая колоритная церковь с богатой историей недалеко от моей работы (конкретно — рядом с метро «Новослободская»). В притворе красуется объявление о «мастер-классах по колокольному звону после Утренней службы для всех желающих». Для мастер-классов оборудована звонарская палатка со звонницей хитроумной разборно-складной конструкции. Кажется, она привезена из некоего монастыря, подробностей я не узнавал. Под верхним брусом висит икона святителя Павлина Милостивого, считающегося покровителем звонарей.
Языки колоколов обрезинены. Очевидно, это снижает вероятность ущерба от действий особо усердных новичков, но ощущения мягкой пружинистости языков необычны.
IMG_20230420_094640.md.jpg
Складной пульт.
IMG_20230420_104243.md.jpg
Палатка — это хорошо, но хотелось бы попасть и на колокольню. Впрочем, это оказалось не так сложно — познакомился со звонарицей Анной (спасибо за прием и доброту!) и, после того, как очередь в палатку иссякла, поднялся наверх. Вид сверху хорош, но сфотографировать я забыл. Колокола исторические с характерным тембром, причем некоторые из них висят в качестве тренажера на среднем ярусе колокольни. Зазвонные должны были быть в четверке, но у самого маленького оторвался язык, поэтому осталась тройка. Подзвонных много (если не ошибаюсь, 7), однако один из них дребезжит, и приходится его пропускать при звоне.
4. Колокольня-церковь св. благоверного князя Димитрия Донского при храме Рождества Богородицы в Бутырской слободе.
Крайне своеобразный храм недалеко от метро «Дмитровская» (и моей работы, соответственно). Когда-то это была красивая церковь XVII века с отдельно стоящей колокольней. В советское время им обоим придали «гражданский вид», а в конце 1970-х между основным храмом и колокольней водрузили здание завода. К колокольне приделали алтарь, восстановили верхний ярус и шатер.
Теперь здесь даже периодически совершаются службы, при том, что площадь подколокольного помещения соответствует, пожалуй, не очень большой часовне. Основной храм скрыт за стенами бывшего завода и сейчас реставрируется.
Наверху снова попался тренажер, притом оригинальной конструкции с металлическими кольцами в роли колоколов.
На этой колокольне находится, пожалуй, самый доступный большой благовестник (кажется, шеститонный) с приводом от отдельного человека.
Прочие колокола — коноваловские, отлиты, насколько я понял, по образцу прежних исторических, и посвящены тематике Отечественной войны 1812 года.
Слоник.
Два педальных благовестника, шестерка подзвонных и четверка зазвонных. Все хорошо настроено, разве что у большего «ножного» благовестника туговата педаль.
И еще есть отдельный часовой колокол с приводом из алтаря колокольни.
Отдельное спасибо звонарице Галине за доброту и радушие.
5. Храм св. Архангела Михаила в селе Путилково. Большой (я бы сказал, огромный) новодельный храм, расположенный рядом с МКАД среди новостроек с одной стороны, и деревенских домиков с другой. Главная звонница пока еще пустует, а вместо нее на земле оборудована временная деревянная. Благодаря рельефу местности вид, открывающийся от этой звонницы, не хуже, чем с иных высоких колоколен. Как на ладони виден Константино-Еленинский храм, про который говорилось в начале.
Четыре зазвонных, четыре подзвонных, вполне солидный благовестник. Веревки в связке длинноваты, а тяги у подзвонных слишком мягкие, приходится привыкать. Доступ сюда, во всяком случае, в течение Светлой седмицы, практически свободный («особенно с детьми» — прокомментировала тетенька за свечным ящиком).
IMG_20230420_183046.md.jpg
6. Колокольня Свято-Данилова монастыря. В прошлом году я уже был здесь. И место, и колокола совершенно замечательные и, можно сказать, легендарные (кстати, в это раз удалось сосчитать узнать чуть более точно их количество — 18 исторических плюс N новых). Есть некоторая проблема в организации доступа для желающих — на верхний ярус по крутой и узкой лестнице ломятся все и сразу. Это неудобство, пожалуй, стоит того, чтобы здесь позвонить разово. А для желающих получить более свободный доступ предусмотрены звонарские курсы и некоторые прочие плюшки. Подумываю воспользоваться.
7. Храм преп. Сергия Радонежского в Тушино. Про него тоже можно сказать, что «свой», хотя бываю я тут не часто, а звоню и того реже. Теперь я звонил здесь уже после Светлой седмицы, но не будем формалистами, и впишем в зачет. Набор несколько необычен — в связке от трех до пяти колоколов, смотря как завязать, подзвонных — три, благовестника — тоже три. К организации звона есть некоторые вопросы. Вообще, странное впечатление — мне кажется, набор колоколов сам по себе отличный (шуваловский, если что), но он не для этой звонницы. Если бы здесь была колокольня башенного типа, то звон разливался бы по округе (пусть храм и стоит в небольшой как бы лощине). А так, когда, по сути, звук выходит лишь в одном направлении, то получается, что снаружи слышно звон, только если стоять прямо напротив проема. Самые «вкусные» частоты большого двухтонного благовестника также глушатся.
IMG_20230424_183349.md.jpg
8. Храм Успения Богородицы на Городке в Звенигороде. Реставрационные работы в храме идут, причем довольно активно, что радует.
Звонница простая — по три зазвонных и подзвонных, один педальный пятидесятипудовик (клеймо свидетельствует).
Привод благовестника и большого подзвонного колокола сделан посредством качающегося коромысла — не самое стандартное решение. Видимо, это сделано, чтобы цепи не терлись о кирпичные стены.
IMG_20230430_123940.jpg
Кажется, все колокола старинные. На балке остался подвес от еще более крупного колокола. И, так же, как в Бутырское слободе, имеется привод часового колокола из храма:
IMG_20230430_131101.md.jpg
При всей простоте здесь есть необычности. Взять хотя бы рекордно, даже где-то экстремально узкую лестницу. Когда я впервые открыл дверь из притвора, то даже не понял, что передо мной лестница — думал, какая-то неглубокая ниша в стене.
Звонница невысокая, но стоит на возвышенности. В зимнюю пору, когда на деревьях нет листьев, должен быть виден Саввино-Сторожевский монастырь. А сейчас он виден не со звонницы, а со строительных лесов, опоясывающих храм. Если присмотреться, то в правом углу можно рассмотреть.
IMG_20230430_132450.md.jpg
А на переднем плане это же фотки — старинный дом псаломщика (?) Успенского храма, построенный, емнип, в XIX веке. Насколько я знаю, это выявленный исторический памятник, и мне показалось удивительным, что его так запросто ремонтируют, заменяя деревянные конструкции и кровлю.
Сам по себе Городок — необычное, удивительное и прекрасное место. А у меня еще есть целый букет воспоминаний и ассоциаций, и позвонить здесь хотелось очень давно. И оказалось, что сделать это не так уж и сложно, надо только больше общаться с разными интересными людьми. Здесь надо передать привет Дмитрию Седову и Марии Угорской, а заодно и всем знакомым участникам Пасхального фестиваля Валерия Гергиева, в котором я формально принял участие.
Были еще две колокольни, попасть куда не удалось. Первая из них относится к церкви Тихвинской иконы Божией Матери в Сущево, это прям совсем рядом с моей работой. В свечном ящике мне сказали «у нас не принято, идите лучше на Малороссейку (sic!)». Но по некоторым признакам попасть туда все-таки можно, надо лишь отловить звонаря. Попробую провернуть эту акцию в следующем году.
А второй (или хронологически первый) отказ оказался эпическим и пришел оттуда, откуда меньше всего можно было его ожидать — в храме Преображения в Тушине. Мы пришли компанией и с детьми, прождали часа этак полтора, после чего появился алтарник (который изначально и заставил нас ждать) и сказал, почти дословно: «Ребята, забейте! Чего вы там, на колокольне, не видели? Если были там раньше, то с тех пор там ничего не поменялось. А из новых небоскребов вид открывается еще лучше. И вообще наш звонильщик (sic!) подвернул недавно ногу на лестнице. Так что забейте». Занавес.
Система вакуумной терапии Encore Revive
перейти к содержанию
Бесплатная доставка свыше 79 долларов!
Бесплатная доставка свыше 79 долларов!
Encore Revive — это имя, которому доверяют, среди системных комплектов для вакуумной эрекции для мужчин. Приобретая комплект системы вакуумной терапии Encore Revive, вы получаете все необходимое для достижения и поддержания эрекции. Этот высокоэффективный комплексный комплект помпы для полового члена Encore Deluxe содержит запатентованную помпу для полового члена Encore и трубку, выталкиватель колец, загрузочный конус, семь натяжных колец, образец смазки, письменные инструкции, а также обучающий DVD для вашего удобства. Этот комплект Encore Revive Deluxe может работать от батареи или использоваться вручную. Он также поставляется с чехлом для удобного хранения и легкой транспортировки.
Вакуумный строительный прибор Encore ED Pump для лечения эректильной дисфункции (ЭД) — это надежный, неинвазивный и не содержащий лекарств комплект, который подходит 99,9% пользователей. Он не требует батарей или питания, прост в использовании и легко моется. Для этого вакуумного сужающего устройства для ЭД рецепт не требуется. Поскольку он не содержит лекарств, вам не нужно беспокоиться о каких-либо побочных эффектах или взаимодействиях с лекарствами. Наслаждайтесь двухлетней гарантией при покупке этой помпы Encore для лечения эректильной дисфункции у Total Diabetes Supply.
Есть вопросы о медицинских помпах для лечения эректильной дисфункции Encore, которые вы видите здесь, в Total Diabetes Supply? Не уверены, подходит ли вам помпа для пениса Encore? Обязательно свяжитесь с нашей знающей, профессиональной и заботливой службой поддержки клиентов по телефону 877-977-7709. Попробуйте эту доступную помпу для полового члена Encore, и мы поймем, почему она пользуется наивысшим рейтингом в Total Diabetes Supply.
Encore Deluxe Аккумуляторный/ручной вакуумный насос для эректильной дисфункции Особенности насоса:
Включает как ручной, так и аккумуляторный насос, взаимозаменяемые с одной и той же трубкой
Трубка полового члена с системой выброса колец
7 колец (размеры 3, 4, 5, 6, 7, 8 и 9)
Поставляется в неброской упаковке
Подходит для 99,9% пользователей
Неинвазивный, немедленный результат
Не требует батарей или питания
Запатентованный выталкиватель колец
Легко использовать и чистить
Отдельный футляр на молнии с вырезами из пеноматериала для размещения компонентов
(безрецептурный) Безрецептурный — рецепт не требуется
Включает:
Вакуумный насос
Трубка
Выталкиватель колец
Загрузочный конус
7 натяжных колец (размеры 3, 4, 5, 6, 7, 8 и 9)
Образец смазки
Письменные инструкции
Учебный DVD
Кейс для переноски с прорезями для компонентов из пенопласта
2 года гарантии!
Примечания:
Размеры (трубка): 8″ Д x 1 7/8″ Г
Encore Revive — это имя, которому доверяют, среди системных комплектов для вакуумной эрекции для мужчин. Приобретая комплект системы вакуумной терапии Encore Revive, вы получаете все необходимое для достижения и поддержания эрекции. Этот высокоэффективный комплексный комплект помпы для полового члена Encore Deluxe содержит запатентованную помпу для полового члена Encore и трубку, выталкиватель колец, загрузочный конус, семь натяжных колец, образец смазки, письменные инструкции, а также обучающий DVD для вашего удобства. Этот комплект Encore Revive Deluxe может работать от батареи или использоваться вручную. Он также поставляется с чехлом для удобного хранения и легкой транспортировки.
Вакуумный строительный прибор Encore ED Pump для лечения эректильной дисфункции (ЭД) — это надежный, неинвазивный и не содержащий лекарств комплект, который подходит 99,9% пользователей. Он не требует батарей или питания, прост в использовании и легко моется. Для этого вакуумного сужающего устройства для ЭД рецепт не требуется. Поскольку он не содержит лекарств, вам не нужно беспокоиться о каких-либо побочных эффектах или взаимодействиях с лекарствами. Наслаждайтесь двухлетней гарантией при покупке этой помпы Encore для лечения эректильной дисфункции у Total Diabetes Supply.
Есть вопросы о медицинских помпах для лечения эректильной дисфункции Encore, которые вы видите здесь, в Total Diabetes Supply? Не уверены, подходит ли вам помпа для пениса Encore? Обязательно свяжитесь с нашей знающей, профессиональной и заботливой службой поддержки клиентов по телефону 877-977-7709. Попробуйте эту доступную помпу для полового члена Encore, и мы поймем, почему она пользуется наивысшим рейтингом в Total Diabetes Supply.
Encore Deluxe Аккумуляторный/ручной вакуумный насос для эректильной дисфункции Особенности насоса:
Включает как ручной, так и аккумуляторный насос, взаимозаменяемые с одной и той же трубкой
Трубка полового члена с системой выброса колец
7 колец (размеры 3, 4, 5, 6, 7, 8 и 9)
Поставляется в неброской упаковке
Подходит для 99,9% пользователей
Неинвазивный, немедленный результат
Не требует батарей или питания
Запатентованный выталкиватель колец
Легко использовать и чистить
Отдельный футляр на молнии с вырезами из пеноматериала для размещения компонентов
(безрецептурный) Безрецептурный — рецепт не требуется
Включает:
Вакуумный насос
Трубка
Выталкиватель колец
Загрузочный конус
7 натяжных колец (размеры 3, 4, 5, 6, 7, 8 и 9)
Образец смазки
Письменные инструкции
Учебный DVD
Кейс для переноски с прорезями для компонентов из пенопласта
2 года гарантии!
Примечания:
Размеры (трубка): 8″ Д x 1 7/8″ Г
462 Запретный регион — DOSarrest Internet Security
462 Запретный регион — DOSarrest Internet Security
png»>
DOSarrest Internet Security — это полностью управляемая облачная служба защиты от DDoS-атак. Этот запрос был заблокирован DOSarrest из-за вышеуказанного нарушения. Если вы считаете, что вас заблокировали по ошибке, обратитесь к администратору этот сайт чтобы решить эту проблему.
462
png»>
Вы
ДОСаррест Защита
Хост
|
Ваш IP-адрес:
|
Отметка времени:
462 Запретный регион: Ваш запрос на этот ресурс был заблокирован.
Запросить станок/запчастьДобавить оборудование для продажи
Всего станков 291Всего организаций 198
Токарные станкиВсего 141
Фрезерные станкиВсего 63
Электроэрозионные станкиВсего 18
Отрезные станкиВсего 6
Шлифовальные станкиВсего 11
Зубообрабатывающие станкиВсего 16
Расточные станкиВсего 35
Строгальные / Долбежные / ПротяжныеВсего 1
Станки для резки металлаВсего 21
Сверлильные станкиВсего 10
Заточные станкиВсего 14
Станки для гибки металлаВсего 16
Прессы и молотыВсего 3
Станки для накатки резьбы и профиляВсего 0
Найти станок стало проще!
Мы предлагаем простой и эффективный поиск металлообрабатывающего оборудования
В случае, если вы не найдете то, что вам требуется, воспользуйтесь сервисом Разместить ТЗ или воспользуйтесь поиском в каталоге
Регистрация
Регистрация — это ваша визитная карточка для ваших партнеров, дополнительная реклама вашей организации на нашем сервисе. Заявляйте всем о вас и вашей деятельности, это очень просто и бесплатно! Информация о вас нужна вашим же клиентам, заказчикам, исполнителям, всем, с кем вы можете взаимовыгодно сотрудничать. А также, это полноценные возможности сервиса. Ведь можно получить так много, отдав так мало! Извлекайте выгоду из нашего сервиса и регистрируйтесь прямо сейчас!
Регистрация
Добавить оборудование
Наш сервис, это не доска объявлений с оборудованием, это эффективная и простая система для подбора станков по их параметрам, что означает 100% отображение вашего станка всем заинтересованным клиентам! Добавляйте оборудование! Пробуйте и используйте все возможности для повышения продаж! Почему у нас!? Потому что у нас эффективно, просто, бесплатно и без рекламы заинтересованный клиент обязательно найдет ваш станок.
Профессиональная серия демодуляторов ATSC с дополнительной локальной передней панелью управления
Спутниковые модуляторы
7780MD‑LB
Выход L-диапазона модулятора DVB-S/S2
7880МД
Модулятор DVB-S/DSNG/S2/S2X L-диапазона и ПЧ
EV80
Платформа медиа-обмена EV80
EV90
Платформа обмена медиа
ЗМОД‑Х1
Профессиональный спутниковый модулятор (DVBS, DVBS-2)
Радиочастотные адаптеры
МСЦ-РФ-АДАПТ
Приемник Multi-GNSS для использования с антеннами RF GNSS
Радиочастотный и телеметрический мониторинг
7880СА
Анализатор спектра от 5 МГц до 3 ГГц с контролем несущей
7881SA
Углубленный удаленный анализатор радиочастотного спектра и сигналов
7881ТСМ-ИП
Модульный монитор транспортного IP-потока
9000RF-ЗОНД
В эксплуатации, система мониторинга РЧ и транспортных потоков в режиме реального времени, конфигурация до 32 входов РЧ
ВЧ усилители мощности
7703PA
Одноканальный/двухканальный ВЧ-усилитель мощности с компенсацией наклона
7803PA‑2‑LNB2
Двухканальный ВЧ-усилитель мощности с компенсацией наклона и мощностью LNB
Силовые установщики LNB
7702ЛПС-2
Двухпортовый блок питания LNB
7703LPS‑2
Двухпортовый блок питания LNB с мониторингом VistaLINK®
7803LPS‑2
Двухпортовый блок питания LNB с мониторингом VistaLINK®, ток LNB до 600 мА
Серия Wireless RF over Fiber
Взаимодействие с этим продуктом в инструменте компоновки:
Инструменты компоновки рам серии 7700 / 7800 / 570
Загрузить спецификацию (337,2 КБ)
Свяжитесь с нами по поводу этого продукта
Посмотреть все RF Решения
Серия Evertz Wireless RF over Fiber предлагает гибкие решения для передачи РЧ-сигналов по оптоволокну от беспроводных микрофонов, камер, наушников-вкладышей (IEM), переговорных устройств, IFB в центральные диспетчерские и обратно без ущерба для ценного CNR . Это передовое решение предлагает гибкость для адаптации к различным средам и доступно в модульном и автономном форм-факторе.
Автономные приемо-передающие модули представляют собой компактные складные устройства, которые идеально подходят для установки на антенную конструкцию или рядом с ней, а также для любого применения, в котором использование стоечных продуктов нецелесообразно. Эти автономные модули имеют комплексные светодиодные индикаторы, которые предоставляют информацию о состоянии входной мощности постоянного тока, уровне возбуждения ВЧ, а также состоянии питания антенны.
Для стоечного решения с высокой плотностью размещения компания Evertz предлагает одноканальные и двухканальные карты приема и передачи с возможностью горячей замены. Эти модули монтируются в отмеченные наградами мультифреймы Evertz серии 7800. В корпус 7800FR 3RU можно установить до 15 одно- или двухканальных плат передачи или приема (30 сигналов), а в корпус 7801FR 1RU можно установить до 4 одно- или двухканальных плат передачи или приема (8 сигналов). рамка. Дополнительные функции решения на основе карт включают удаленный мониторинг и управление через контроллер рамы.
Два режима усиления доступны на каждом модуле для гибкой настройки выходного уровня. Ручной режим усиления позволяет применять к выходному сигналу фиксированный уровень усиления. Режим автоматической регулировки усиления (АРУ) позволяет пользователю установить целевой уровень выходного сигнала, и модуль автоматически применит правильное значение усиления для поддержания заданного уровня.
Программное обеспечение SmartMON™, разработанное компанией Evertz, отслеживает мощность входящего РЧ-сигнала, ток антенны, состояние восходящего передатчика и источника питания, а также другие данные, которые передаются по оптоволоконному выходу для мониторинга через SNMP/VistaLINK® PRO (требуется поддержка SmartMON™). сопутствующий оптоволоконный приемник).
Приложения
Централизация диспетчерской аудио и увеличение мощности микрофона
Удаленное размещение беспроводных антенн
Музыкальные фестивали и живые выступления
Мероприятия наружного вещания
Приложения для коротких и дальних перевозок
Устройства Interrupt Fold-Back (IFD)
Видеокамеры
Микрофоны
Системы внутренней связи
Студии звукозаписи
Особенности
Проходной режим постоянного тока 12 В для питания антенны
Высокая производительность
Пол с низким уровнем шума
Решение на основе карт высокой плотности с возможностью горячей замены
Легкие автономные модули
Конструкция, независимая от протокола — поддерживает все форматы модуляции
Ограничение тока антенны и защита от короткого замыкания
Контроль тока антенны
Выход радиочастотного монитора для выделения пиков и распределения сигнала
Режимы усиления с ручной регулировкой или АРУ
Трехцветные светодиодные индикаторы состояния для Link RF drive power, ant. напряжение и уровень входного напряжения постоянного тока
Функция SmartMON™ обеспечивает удаленный мониторинг состояния через SNMP без отдельного подключения для передачи данных
Технические характеристики
РЧ-вход (Tx)
Количество входов
1 или 2
Соединитель
BNC по IEC 61169-8 Приложение А
Диапазон проводников
23-18 AWG (0,26-0,82 мм2)
Входное сопротивление
50 Ом (75 Ом опционально)
Диапазон частот
Лазер DFB 1310 нм
88 – 2450 МГц
Обратные потери
88 – 500 МГц
> 12 дБ
500 МГц-1 ГГц
> 15 дБ
Диапазон входной мощности
от -25 дБм до -80 дБм
Ручной диапазон усиления
Автономный
2 – 30 дБ с шагом 2 дБ
Карточный
2 – 30 дБ с шагом 1 дБ
Диапазон удержания АРУ
от -8 до -38 дБм ±2 дБм
Вход IP3
+10 дБм
ИМД
< -55 дБн при входном сигнале -15 дБ и минимальном усилении
12 В постоянного тока, номинальное значение, диапазон +11–20 В постоянного тока (> минимальное входное напряжение антенны, необходимое для питания антенны)
Мощность
Максимум 2 Вт без учета мощности антенны
Соединитель
F-тип
Диапазон проводников
23-18 AWG (0,26-0,82 мм2)
Физические размеры
Отдельный с фланцами 5,4″ Д x 2,4″ Ш x 1,2″ В (138 мм Д x 61 мм Ш x 31 мм В)
Соответствие
Защита от лазера
Лазерный продукт класса 1, соответствует 24 CFR 1040. 10 и 1040.11 IEC 60825-1
ЭМИ/РЧП
Соответствует FCC, часть 15, класс A, директиве ЕС по электромагнитной совместимости
Безопасность
CSA внесен в список CSA C22.2 № 60065-03, UL 60065-03 IEC 60065 — (2001-12) 7-е издание
Защита окружающей среды
1310 нм
от -30 до 75°C
Электрика
Напряжение
12 В постоянного тока
Мощность
6 Вт без учета мощности антенны
Соответствие
Защита от лазера
Лазерный продукт класса 1, соответствует 24 CFR 1040.10 и 1040.11 IEC 60825-1
ЭМИ/РЧП
Соответствует требованиям FCC для устройств класса A
Информация для заказа
2408WT13‑B50
Автономный оптоволоконный передатчик со SmartMON для беспроводных приложений, лазер DFB, оптоволоконные разъемы FC/APC, разъемы BNC 50 Ом
2408WR-B50
Автономный оптоволоконный ВЧ-приемник со SmartMON для беспроводных приложений, лазер DFB, оптоволоконные разъемы FC/APC, разъемы BNC 50 Ом
7708WT13‑B50
Однослотовый оптоволоконный радиочастотный передатчик на основе платы с SmartMON для беспроводных приложений и VistaLINK, лазер DFB 1310 нм, разъемы BNC 50 Ом
7708WR‑B50
Однослотовый оптоволоконный ВЧ-приемник на основе платы с SmartMON для беспроводных приложений и VistaLINK, разъемы BNC 50 Ом
7807WT13‑2‑B50
Однослотовый двойной ВЧ-оптический передатчик на основе карты со SmartMON для беспроводных приложений и VistaLINK, разъемы BNC 50 Ом
7807WR‑2‑B50
Однослотовый двойной оптоволоконный ВЧ-приемник на основе карты с SmartMON для беспроводных приложений и VistaLINK, разъемы BNC 50 Ом
Варианты заказа
Примечание
• Для модулей 7700/7800 задняя панель и оптоволоконный разъем должны быть указаны при заказе, например: [модель]+SC+3RU
+ПС
Блок внешнего источника питания 18 В пост. тока для модулей серии 2400, вход 100–240 В перем. тока с автоматическим выбором диапазона, установка внутри помещения с разъемом F-типа
Суффикс разъема
+SC
СК/ПК
+AP+SC
SC/APC (полированный угол)
+СТ
СТ/ПК
+ ФК
ПК/ПК
+AP+FC
FC/APC (полированный угол)
+F75
75 Ом, F-тип
Суффикс задней панели
+3RU
Задняя панель 3RU для использования с мультифреймами 7800FR или 7801FR
Корпуса
7800FR
3RU Multiframe, вмещающий 15 модулей с одним слотом
7801FR
1RU Multiframe, вмещающий до 4 однослотовых или 2 двухслотовых модулей
Пожалуйста, предоставьте следующую информацию с вашим запросом.
Азотирование стали: назначение и особенности технологии
Суть технологии
Как протекает процесс азотирования
Факторы, оказывающие влияние на азотацию
Типы азотируемых сталей
Технологическая схема азотирования
Типы рабочих сред
Азотирование, в процессе выполнения которого поверхностный слой стального изделия насыщается азотом, стало использоваться в промышленных масштабах относительно недавно. Такой метод обработки, предложенный к использованию академиком Н.П. Чижевским, позволяет улучшить многие характеристики изделий, изготовленных из стальных сплавов.
Цех ионно-вакуумного азотирования
Суть технологии
Азотирование стали, если сравнивать его с таким популярным методом обработки данного металла, как цементация, отличается рядом весомых преимуществ. Именно поэтому данная технология стала применяться в качестве основного способа улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно увеличивается. Важно, что размеры азотируемых деталей не изменяются. Это позволяет применять такой метод обработки для стальных изделий, которые уже прошли закалку с высоким отпуском и отшлифованы до требуемых геометрических параметров. После выполнения азотирования, или азотации, как часто называют этот процесс, сталь можно сразу подвергать полировке или другим методам финишной обработки.
Схема установки азотирования в тлеющем разряде
Азотирование стали заключается в том, что металл подвергают нагреву в среде, характеризующейся высоким содержанием аммиака. В результате такой обработки с поверхностным слоем металла, насыщающимся азотом, происходят следующие изменения.
За счет того, что твердость поверхностного слоя стали повышается, улучшается износостойкость детали.
Возрастает усталостная прочность изделия.
Поверхность изделия становится устойчивой к коррозии. Такая устойчивость сохраняется при контакте стали с водой, влажным воздухом и паровоздушной средой.
Микроструктура качественно азотированного слоя стали марки 38Х2МЮА
Выполнение азотирования позволяет получить более стабильные показатели твердости стали, чем при осуществлении цементации. Так, поверхностный слой изделия, которое было подвергнуто азотированию, сохраняет свою твердость даже при нагреве до температуры 550–600°, в то время как после цементации твердость поверхностного слоя может начать снижаться уже при нагреве изделия свыше 225°. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации.
Как протекает процесс азотирования
Детали из металла помещают в герметично закрытый муфель, который затем устанавливается в печь для азотирования. В печи муфель с деталью нагревают до температуры, которая обычно находится в интервале 500–600°, а затем выдерживают некоторое время при таком температурном режиме.
Вакуумная печь для термической обработки с системой газового азотирования
Чтобы сформировать внутри муфеля рабочую среду, необходимую для протекания азотирования, в него под давлением подается аммиак. Нагреваясь, аммиак начинает разлагаться на составные элементы, данный процесс описывает следующая химическая формула:
2NH3 → 6H + 2N.
Атомарный азот, выделяющийся в процессе протекания такой реакции, начинает диффузировать в металл, из которого изготовлена обрабатываемая деталь, что приводит к образованию на ее поверхности нитридов, характеризующихся высокой твердостью. Чтобы закрепить результат и не дать поверхности детали окислиться, муфель вместе с изделием и аммиаком, который в ней продолжает оставаться, медленно охлаждают вместе с печью для азотирования.
Нитридный слой, формирующийся на поверхности металла в процессе азотирования, может иметь толщину в интервале 0,3–0,6 мм. Этого вполне достаточно для того, чтобы наделить изделие требуемыми прочностными характеристиками. Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
Классификация процессов азотирования
Процессы, протекающие в поверхностном слое стального изделия при его азотировании, достаточно сложны, но уже хорошо изучены специалистами металлургической отрасли. В результате протекания таких процессов в структуре обрабатываемого металла формируются следующие фазы:
твердый раствор Fe3N, характеризующийся содержанием азота в пределах 8–11,2%;
твердый раствор Fe4N, азота в котором содержится 5,7–6,1%;
раствор азота, формирующийся в α-железе.
Дополнительная α-фаза в структуре металла формируется тогда, когда температура азотирования начинает превышать 591°. В тот момент, когда степень насыщения данной фазы азотом достигает своего максимума, в структуре металла формируется новая фаза. Эвтектоидный распад в структуре металла происходит тогда, когда степень его насыщения азотом достигает уровня 2,35%.
Клапана высокотехнологичных двигателей внутреннего сгорания обязательно проходят процесс азотирования
Факторы, оказывающие влияние на азотацию
Основными факторами, которые оказывают влияние на азотирование, являются:
температура, при которой выполняется такая технологическая операция;
давление газа, подаваемого в муфель;
продолжительность выдержки детали в печи.
На эффективность протекания такого процесса также оказывает влияние степень диссоциации аммиака, которая, как правило, находится в интервале 15–45%. При повышении температуры азотирования твердость формируемого слоя снижается, но процесс диффузии азота в структуру металла ускоряется. Снижение твердости поверхностного слоя металла при его азотировании происходит из-за коагуляции нитридов легирующих элементов, входящих в его состав.
Влияние температуры и легирующих элементов на формирование азотированного слоя
Для ускорения процесса азотирования и повышения его эффективности применяют двухэтапную схему его выполнения. Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Типы азотируемых сталей
Обработке по технологии азотирования могут подвергаться как углеродистые, так и легированные стали, характеризующихся содержанием углерода в пределах 0,3–0,5%. Максимального эффекта при использовании такой технологической операции удается добиться в том случае, если ей подвергаются стали, в химический состав которых входят легирующие элементы, формирующие твердые и термостойкие нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы, обладающие подобными характеристиками. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Твердость сталей после азотирования
Легирующие элементы, находящиеся в химическом составе стали, увеличивают твердость азотированного слоя, но вместе с тем уменьшают его толщину. Наиболее активно на толщину азотируемого слоя оказывают влияние такие химические элементы, как вольфрам, молибден, хром и никель.
В зависимости от сферы применения изделия, которое подвергается процедуре азотирования, а также от условий его эксплуатации для осуществления такой технологической операции рекомендуется использовать определенные марки стали. Так, в соответствии с технологической задачей, которую необходимо решить, специалисты советуют применять для азотирования изделия из следующих марок сталей.
38Х2МЮА
Это сталь, которая после азотирования отличается высокой твердостью наружной поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
40Х, 40ХФА
Данные легированные стали используются для изготовления деталей, применяемых в области станкостроения.
30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА
Эти стали служат для производства изделий, подвергающихся в процессе своей эксплуатации частым циклическим нагрузкам на изгиб.
30Х3МФ1
Из данного стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования. Для придания более высокой твердости деталям из данной стали (это преимущественно детали топливного оборудования) в ее химический состав могут добавлять кремний.
Характеристики некоторых сталей после азотирования
Технологическая схема азотирования
Чтобы выполнить традиционное газовое азотирование, инновационное плазменное азотирование или ионное азотирование, обрабатываемую деталь подвергают ряду технологических операций.
Подготовительная термообработка
Такая обработка заключается в закалке изделия и его высоком отпуске. Закалка в рамках выполнения такой процедуры осуществляется при температуре около 940°, при этом охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600–700°, позволяет наделить обрабатываемый металл твердостью, при которой его можно легко резать.
Режимы термообработки перед азотированием
Механическая обработка
Эта операция заканчивается его шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита участков изделия, которые не требуют азотирования
Осуществляется такая защита путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из данных материалов, формирующаяся на поверхности изделия, не позволяет азоту проникать в его внутреннюю структуру.
Выполнение самого азотирования
Подготовленное изделие подвергают обработке в газовой среде.
Рекомендуемые режимы азотирования стали
Финишная обработка
Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как уже говорилось выше, очень незначительна, и зависит она от таких факторов, как толщина слоя поверхности, который подвергается насыщению азотом; температурный режим процедуры. Гарантировать практически полное отсутствие деформации обрабатываемого изделия позволяет более усовершенствованная технология – ионное азотирование. При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация и сводится к минимуму.
В отличие от инновационного ионно-плазменного азотирования, традиционное может выполняться при температурах, доходящих до 700°. Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
Пуансон массой более 230 кг, подвергнутый азотированной обработке
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.
Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
Кроме традиционного и ионно-плазменного азотирования процесс насыщения поверхности стали азотом может выполняться в жидкой среде. В качестве рабочей среды, которая имеет температуру нагрева порядка 570°, в таких случаях используется расплав цианистых солей. Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.
Азотирование сталей
Азотирование — это процесс диффузионного насыщения поверхностного слоя стали азотом при нагреве ее в диссоциированном аммиаке. Такой химико-термической обработке подвергают детали, которые работают на износ при разогреве поверхности до 400°С.
Азотирование сильно повышает твердость поверхностного слоя, его износостойкость, предел выносливости, коррозионные свойства в атмосферной среде, воде и т. д. Твердость азотированного слоя выше, чем цементованной стали, и сохраняется при нагреве до высоких температур (500–550 °С), тогда как твердость цементируемого слоя, имеющего мартенситную структуру, сохраняется только до 200–225 °С.
До азотирования детали подвергают закалке, высокому отпуску (улучшению) и чистовой обработке, т. к. после азотирования нет необходимости в дальнейшей термообработке. Как правило, после азотирования детали не имею коробления поверхностей, либо они минимальны. После азотирования детали шлифуют или полируют, либо вообще не подвергают механической обработке. Азотирование стальных изделий проводят в интервале температур 500–620 °С (в зависимости от геометрии детали, требованиям к процессу, конечным свойствам изделия и т.д. ) в аммиаке, который при нагреве диссоциирует, поставляя на поверхность активный атомарный азот:
NН3→N + 3Н
Микроструктура азотированного слоя
При температурах азотирования, в стали могут образовываться следующие фазы: α-фаза – твердый раствор азота в Feα (азотистый феррит), γ-фаза – твердый раствор азота в Feγ (азотистый аустенит), γ’-фаза – твердый раствор на основе нитрида железа Fe4N и промежуточная ε-фаза – твердый раствор на основе нитрида железа Fe2-3N. В общем случае формирование структуры диффузионного слоя азотируемой стали зависит от состава стали, температуры и длительности нагрева, а также скорости охлаждения после азотирования. При азотировании стали при 590 ºС диффузионный слой состоит из трех фаз: ε, γ’ и α. Микроструктура азотированного слоя стали выглядит примерно так, как показано на рисунке.
Стали для азотирования
Теоретически, азотированию можно подвергать любые стали и чугуны, но широкого практического применения многие материалы для азотирования не получили, т.к. например твердость азотированного железа очень мала и составляет примерно 340 HV.
Для азотирования используются стали легированные алюминием, хромом, молибденом, ванадием. Хром, молибден и ванадий повышают растворимость азота в α-фазе и образуют специальные нитриды MN и M2N. Наиболее высокие поверхностная твердость и износостойкость при азотировании достигаются в хромомолибденовых сталях, дополнительно легированных алюминием. Типичным представителем таких сталей является сталь 38Х2МЮА. Кроме этого, молибден в стали устраняет отпускную хрупкость, которая может возникнуть при медленном охлаждении.
Технология азотирования сталей
Азотирование тонкостенных изделий рекомендуется делать при температурах 500–520 °С. При этих температурах и выдержке 24-60 часов возможно получение слоя 0,3-0,6 мм.
Для ускорения процесса проводят двухступенчатое азотирование: сначала при температурах 500–520 °С, а затем при 540–560 °С. При таком процессе, не смотря на достаточно высокую температуру, сохраняется высокая твердость азотированного слоя. Значительное сокращение процесса, в 2-4 раза, достигается применением азотирования в тлеющем разряде — ионное азотирование.
Азотирование повышает предел усталости конструкционных сталей за счет образования в поверхностном слое остаточных напряжений. Тонкий слой ε-фазы (0,01–0,03 мм) хорошо защищает простые углеродистые стали с содержанием углерода от 0,1 до 1,0 % от коррозии во влажной атмосфере и других средах.
Азотирование сталей | Журнал Gear Solutions Ваш ресурс для производителей зубчатых колес
В этой колонке мы обсудим азотирование сталей.
Азотирование вводит азот в поверхность стали при более низкой температуре, чем науглероживание. Часто используются температуры 500-550°С. Поскольку азотирование не включает нагрев аустенитной области и последующую закалку, азотированные детали обеспечивают минимальную деформацию и хороший контроль размеров. В большинстве коммерческих применений поверхностный слой имеет толщину до 200-300 мкм и редко превышает 600 мкм.
Азот образует твердый раствор с ферритом при содержании азота до 6 процентов. При концентрации азота более 6% образуется γ’ (гамма-штрих) состава Fe 4 N. При содержании азота более 8 процентов образуется равновесный продукт ε состава Fe 3 N.
В общем случае азотированные поверхностные слои расслаиваются на слои, с внешней поверхностью как γ’, а внутренним слоем как ε. Внешний слой γ’ часто называют «белым слоем». Этот поверхностный слой нежелателен, так как он твердый, но очень хрупкий. Типичная микроструктура азотированной детали показана на рис. 1.
Рисунок 1: Обнаружены типичные азотированные микроструктуры. Азотированный сплав SAE 41B50, закаленный и отпущенный до 325 HV. Перед монтажом поверхность была покрыта химическим никелированием для удержания края. Вид слева показывает глубину азотированного корпуса. На правом изображении видны признаки межкристаллитных нитридов. Тон протравлен реагентом CdS от Beraha. (Предоставлено Джорджем Вандер Воортом).
При газовом азотировании основной реакцией является разложение аммиака с образованием элементарного азота, который диффундирует в сталь:
Глубина гильзы и свойства гильзы зависят от количества нитридообразующих элементов в стали. По мере увеличения содержания легирующих элементов увеличивается и твердость корпуса. Однако добавки легирующих элементов также замедляют диффузию азота, тем самым увеличивая время процесса. На рис. 2 показано типичное время процесса для достижения определенной глубины слоя для типичных азотирующих материалов.
Рисунок 2: Номинальное время для различной глубины азотирования [1] во время газового азотирования. Азотированные стали
— это среднеуглеродистые стали, которые содержат сильные нитридообразующие элементы, такие как алюминий, хром или молибден. Наибольшее упрочнение достигается при 1% алюминии. Эти стали обычно закаливают и отпускают перед азотированием.
Азотирование осуществляется газовым, солевым или ионным азотированием. Время процесса газового азотирования может быть довольно продолжительным, в зависимости от желаемой глубины эффективного случая. Ионное азотирование имеет более быстрое время азотирования из-за насыщения поверхности азотом, что приводит к более быстрой диффузии.
Общая глубина корпуса часто определяется как зона темного травления на поперечном сечении компонента, определяемая металлографически. Для сплавов, не имеющих резкого перехода между основным материалом и зоной диффузии, общая глубина слоя определяется как глубина под поверхностью, где твердость на 10 % выше, чем твердость сердцевины. Эффективная глубина корпуса определяется как глубина корпуса, при которой твердость превышает определенное значение. Это значение определяется спецификацией или чертежом.
Таблица 1: Сравнение различных процессов азотирования [2].
Процессы
Газовое азотирование
Газовое азотирование использует безводный аммиак либо в одностадийном, либо в двухстадийном процессе [2]. В одностадийном процессе детали обрабатываются при температуре 495-525°C (925-975°F) в течение желаемого времени. В результате этого процесса на поверхности образуется хрупкий белый нитридный слой. Процесс Floe, который представляет собой двухэтапный процесс, уменьшает количество присутствующего хрупкого белого слоя. Первую стадию проводят аналогично одностадийному азотированию, а вторую стадию проводят при более высокой температуре 550-565°С (1025-1050°F). Эта вторая стадия действует так же, как и диффузная стадия ускоренно-диффузионного науглероживания. Эта вторая стадия снижает поверхностную твердость, уменьшает толщину белого слоя и увеличивает глубину азотирования.
Азотирование в расплавленной соли
Азотирование в ванне с расплавленной солью по-прежнему производится, но в меньшем объеме из-за экологических и нормативных требований. В этом процессе при таких температурах, как газовое азотирование, используется расплавленная ванна с азотсодержащей солью, содержащей цианид или цианаты. Критические размеры могут поддерживаться за счет равномерного теплообмена расплавленной соли и за счет низких используемых температур. Азотирование расплавленной солью также происходит быстрее из-за более высокого азотного потенциала ванны по сравнению с газовым азотированием.
Плазменное (ионное) азотирование
При плазменном (ионном) азотировании детали обрабатываются в вакууме. Детали электрически заряжаются высоким напряжением, и в камеру вводится азот. Плазма образуется за счет потенциала напряжения. Этот потенциал напряжения заставляет отдельные атомы азота ускоряться и воздействовать на деталь. Этот процесс нагревает деталь, очищает поверхность, и азот поглощается деталью. Можно выборочно маскировать детали для азотирования посредством управления плазмой. При газовом или солевом азотировании используются различные стопорные или другие химические вещества. Благоприятное поле остаточных напряжений сжатия на поверхности детали увеличивает сопротивление усталости. Этот процесс еще больше снижает искажения, которые могут возникнуть при газовом азотировании, и обеспечивает превосходный контроль глубины слоя, химического состава и однородности.
Ссылки
А. К. Рахит, «Азотирование зубчатых колес», в книге «Термообработка зубчатых колес: практическое руководство для инженеров», Materials Park, OH, ASM International, стр. 133-158.
Дж. Р. Дэвис, «Руководство по выбору процесса», в книге «Поверхностное упрочнение сталей», Materials Park, OH, ASM International, 2002, стр. 1–16.
Д. К. Двиведи, Обработка поверхности — повышение срока службы трибологических компонентов, Нью-Дели, Индия: Springer (India) Pvt. ООО, 2018.
Что такое азотирование стали? — Определение из Corrosionpedia
Последнее обновление: 7 ноября 2016 г.
Что означает азотирование стали?
Азотированная сталь — это сталь, обработанная узкоспециализированным процессом поверхностного упрочнения, известным как азотирование, который представляет собой процесс термообработки, при котором азот проникает в поверхность металла для создания цементируемой поверхности.
Цементация — это простой процесс упрочнения поверхности металлического предмета. В этом процессе, хотя поверхность металлического предмета становится твердой, сердцевина металлического предмета остается мягкой. Этот процесс преимущественно используется для стали, но также используется для титана, алюминия и молибдена.
Цементация также известна как поверхностная закалка.
Реклама
Коррозионпедия Объясняет Азотирование стали
Азотирование стали получают, когда сталь подвергается процессу азотирования. В процессе азотирования азот диффундирует в стальную основу, чтобы сделать ее поверхность более твердой. Эта диффузия происходит при относительно низких температурах около 524°C (975°F). При этой температуре при диффузии азота в сталь-основу закалка происходит без закалки.
Свойства сердцевины стального изделия, подвергнутого поверхностной закалке в процессе азотирования, не изменяются до тех пор, пока температура конечного отпуска изделия не будет поддерживаться выше температуры процесса азотирования.
Для ремонта и обслуживания автомобиля не обойтись без таких компонентов, как муфта, подшипник, шестерни и другие элементы. Для их замены используется съемник подшипников. При помощи этого инструмента Вы с легкостью демонтируете узлы, при этом, не повредив их.
Съемник представляет собой приспособление, которое состоит из металлического стержня и лап захвата присоединенных к нему. Подвижное соединение позволяет надежно зафиксировать и снять шарикоподшипники, кольца и шестерни. Трехлапый инструмент обладает большими возможностями. При помощи его с легкостью можно демонтировать внутренние элементы. Самым универсальным и распространенным съемником является тот, который может легко трансформироваться из трехлапого в двухлапый. Он оснащен специальными хомутами, при помощи которых можно быстро извлечь поврежденные детали.
Забыли пароль? Регистрация
Цена (р.):
от
до
Название:
Артикул:
Текст:
Выберите категорию:
Все Резинотехнические изделия
» Ленты конвейерные и норийные ремни
» Лента конвейерная/транспортерная Б/У
» Лента транспортерная/конвейерная ПВХ
» Ремни приводные
»» Ремни клиновые
»» Ремни вентиляторные
»» Ремни узкоклиновые
»» Ремни вариаторные для сельхозтехники
»» Ремни поликлиновые
»» Ремни многоручьевые
»» Ремни шестигранные
»» Ремни синхронные зубчатые
»» Ремни бесконечные плоские ТУ 38. 105 514-84
» Рукава резиновые
»» Рукав для газовой сварки ГОСТ 9356-75
»» Рукава напорные резиновые с нитяной оплеткой ГОСТ 10362-76 (2017)
»» Рукава напорные ГОСТ 18698-79
»» Рукава напорные с нитяным каркасом длинномерные ТУ
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Хорошо
Съемники подшипников Jonnesway
Корзина: пусто
+7 495 476-64-13 8 800 101-19-36
Сортировка:
Без сортировкиПопулярныеНовинкиСначала дешевлеСначала дорожеПо размеру скидкиВысокий рейтингНазванию, по возрастаниюНазванию, по убыванию
Набор стержневых съемников/сепараторов подшипников OTC
Сравнить
Набор многоцелевых подшипников и съемников OTC
Сравнить
Съемник направляющих подшипников OTC
Сравнить
OTC Съемник бокового подшипника дифференциала
Сравнить
Съемник маховика Prime Line
Сравнить
Съемник направляющих подшипников OTC
Сравнить
OTC Съемник направляющих подшипников маховика
Сравнить
Набор съемников подшипников OTC
Съемник подшипников может упростить замену многих типов подшипников в вашем автомобиле. Съемники подшипников могут снять поврежденный подшипник, используя рычаги, которые захватывают заднюю часть подшипника или обойму. Когда вы затягиваете центр съемника подшипника, рычаги съемника перемещаются к вам, пока деталь не выйдет. В O’Reilly Auto Parts у нас есть выбор съемников подшипников, которые помогут вам в ремонте. Также ознакомьтесь с нашими инструментами для обойм подшипников и уплотнениями, чтобы завершить работу.
Съемники и сепараторы подшипников Архивы
Категории товаров
Тормозные инструменты
Прокачка тормозов
Инструменты для тормозных суппортов
Хонс
Без категории
Электрические и диагностические
Обслуживание генератора
Обслуживание батареи
Диагностика и тестирование
Инструменты для радио и антенн
Двигатель
Инструменты для цилиндров и поршней
Охлаждение двигателя
Общие инструменты для ремней
Инструменты для установки
Специальные инструменты Subaru
Ремонт резьбы
Рекомендуемые инструменты
Фильтры, смазка и обслуживание
Регулируемые ключи и насадки для фильтров
Ленточные ключи для фильтров
Чашеобразные ключи для фильтров
Инструменты общего обслуживания
Клещи для масляных фильтров
Ленточные ключи для фильтров
Системы подачи топлива, зажигания и выбросов
Инструменты для эмиссии
Инструменты для систем подачи топлива и зажигания
Ручной инструмент общего назначения
Поврежденный крепеж
Общие инструменты
Инструмент для осмотра и захвата
Плоскогубцы
Аксессуары для трещотки
Трещотка и гаечные ключи
Инструменты Torx
Новые продукты
Краска, кузов, скребки и ножи
Клещи для клипс
Ножи и скребки
Инструменты для отделки салона и обивки
Съемники и установщики
Съемники и сепараторы подшипников
Инструменты для трансмиссии
Универсальные съемники
Удаление шпильки и шпонки
Подвеска и колесо
Передняя часть и рулевое управление
Подвеска
Колесо и ступица
Изготовление труб
Основные инструменты для развальцовки
Встраиваемые развальцовочные инструменты
Резка и изготовление труб
Показаны все 6 результатов
Сортировать по популярностиСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
Разветвитель подшипника большой
177,01 $
Деталь №: 511
Разделитель подшипников, большой
177,01 $
• Предназначен для снятия и извлечения подшипников в труднодоступных местах • Вместимость от 4″ до 6″ • Удаляет тонкостенные и конические зубчатые колеса со скошенной кромкой, которую можно легко разместить за деталью для обеспечения поверхности захвата • Разборные и отдельные подшипники, где нельзя использовать захваты съемника • Изготовлены из промышленной прочной стали
Подшипниковый разветвитель-большое количество
Быстрый просмотр
Комплект сепараторов подшипников стержневого типа 7 тонн
174,92 $
Артикул №: 501
7-тонный съемник подшипников с стержнем
174,92 $
ХАРАКТЕРИСТИКИ
Включает разветвитель подшипников на 4 дюйма два набора шестигранных ножек съемника 8-дюймовая головка съемника со стержневым стержнем, соединенная с нажимным винтом с нестандартной резьбой
У профессионалов есть комплект подшипников съемника для тяжелых работ с нагрузкой до 7 тонн и большим радиусом действия от 8 до 16 дюймов
7-тонный сепаратор подшипника стержневого типа количество комплект
Быстрый просмотр
Набор сепараторов подшипников съемника, 5 т/штанга, тип
134,88 $
Деталь №: 502
Набор сепараторов подшипников, 5 т/стержень
134,88 $
ХАРАКТЕРИСТИКИ
Набор включает два популярных набора сепараторов для шестигранных подшипников (2″) и четыре съемника ножки и съемник стержневого типа с отжимным винтом 9/16″
Инструменты для сепарации используются со съемником прутка и опорами для самых разных работ по вытягиванию
5-дюймовая поперечина съемника с отжимным винтом 6-1/4 дюйма или каждый из сепараторов подшипников также могут использоваться отдельно или в сочетании с другими съемниками или инструментами
Набор сепараторов подшипников съемника, количество 5 т/прутка
Быстрый просмотр
Разделитель подшипников-средний
81,77 $
Деталь №: 509
Разделитель подшипников — средний
81,77 $
• Предназначен для снятия и извлечения подшипников в труднодоступных местах , со скошенной кромкой, которую можно легко разместить за деталью, чтобы закрепить поверхность захвата • Разборные и отдельные подшипники, для которых нельзя использовать захваты съемника • Изготовлены из промышленной прочной стали
Подшипниковый разветвитель-среднее количество
Быстрый просмотр
Разделитель подшипников, вместимость 4 1/4″
61,65 $
Деталь №: 503
Разделитель подшипников, диаметр 4 1/4″
61,65 $
ХАРАКТЕРИСТИКИ
Для снятия шестерен генератора, конусов подшипников, подшипников и аналогичных деталей, недоступных для обычных съемников.
устройство, принцип действия, сравнительные технические характеристики оптических и магнитных линеек, советы и рекомендации по выбору.
Устройство цифровой индикации SDS6-2V на 2 оси
Точность обработки деталей на металлорежущем оборудовании отслеживается с помощью оптоэлектронных датчиков оптической линейки, установленной на станине станка. Аналоговый сигнал с датчика поступает на устройство цифровой индикации (УЦИ), преобразуется в цифровой и визуализируется в виде числовых значений перемещения инструмента или детали по осям подач.
Устройство оптической линейки достаточно простое, но надежное, обеспечивающее высокую точность (до долей мкм) измерений. Ее основные элементы: прозрачная линейка с нанесенной микроскопической штриховкой и оптическая считывающая головка, перемещающаяся вдоль линейки. Считыватель при своем движении реагирует на череду рисок и промежутков, аналоговый сигнал по кабелю передается к устройству цифровой индикации. УЦИ преобразует количество пройденных линий в цифровую информацию и выводит на свой дисплей. Линейка имеет от одной до нескольких референтных точек для установки начала отсчета перемещения (нуля координат).
Оптические измерители (линейки) широко применяются как в новом оборудовании, так и при переоснащении и модернизации старого станочного парка. Экономический эффект при применении линейных оптических датчиков напрямую связан с повышением производительности металлообработки и упрощением работы оператора.
Все устройства цифровой индикации (УЦИ) в продаже от компании «Станкомашкомплекс» можно посмотреть по ссылке — /katalog-stankov/tokarnye/misc/.
Основные параметры оптической линейки
Рабочая длина.
Точность.
Тип сигнала.
Дискретность измерения.
Оптическая линейка KA600
Рабочая длина
Длина оптической линейки должна быть больше, чем паспортный ход станка. Учитывать следует не величину хода, а расстояние между жесткими упорами по измеряемой оси. Это предохранит выход из строя считывающего датчика (головки) по вине оператора либо при неисправности концевых выключателей оборудования. Рекомендуется рабочую длину электронно-цифровой линейки исходя из максимальной величины перемещения по оси +100 мм
Чем больше измеряемая длина — тем больше сечение и размер считывающей головки. Необходимо обеспечить минимальные деформации установленного внутрь корпуса измерительного стекла. Верно и обратное утверждение — чем меньше измеряемый ход оси — тем миниатюрнее может быть оптическая линейка и считывающая головка
Точность
Не стоит приобретать линейку, ориентируясь на ее высокий класс точности (доли микрон). Чем выше разрешение измерений, тем больше цена измерителя. Оптическая линейка не повысит точность станка, эта техническая характеристика зависит от паспортной точности и фактического состояния механики и люфтов опорных поверхностей. Внешние факторы тоже немаловажны: уровень вибрации при работе оборудования, температура и т. п. Без устранения всех негативных условий, без модернизации и соблюдения правил нормальной эксплуатации станков добиться даже паспортных показателей невозможно. И прецизионная измерительная система в виде оптической линейки высокого класса точности в этом случае не поможет.
Тип сигнала
Повышенная скорость передаваемого сигнала обеспечивается TTL логикой (тип сигнала — прямоугольные импульсы фаз A, B, Z с амплитудой 5В). Дискретность импульсов в несколько микрон (от 0,5 до 5) минимизирует погрешность измерения.
Возможно использование считывающей головки с RS-422 сигналом (присутствуют также фазы /А, /B, /Z).
Дискретность измерения
Величина чувствительности оптической линейки. Например обозначение дискретности 5 мкм обозначает, что электронная линейка передаст сигнал в УЦИ или ЧПУ (1 импульс фаз A или B) при перемещении равном или большем 5 мкм. Внутри этой зоны отследить положение оси затруднительно. Уменьшение дискретности измерения (повышение точности или сужение зоны нечувствительности) требует увеличения точности изготовления стекла и нанесения рисок, что приводит к увеличению стоимости. Большое количество импульсов в итоге может стать также ограничителем максимальной скорости перемещения по оси, т.е. принимающее сигналы устройство может воспринять не все импульсы, и позиция будет потеряна
Если сравнивать оптические и магнитные измерители (и те и другие применяются сегодня довольно активно), то у последних отсутствует нормирование класса точности показаний, как правило, измерительная погрешность магнитных линеек лежит в пределах от ±20 до ±40 мкм на метр.
Что выбрать: магнитную или оптическую линейку
При необходимой высокой точности (до 2-3 микрон на каждый метр перемещений) на металлорежущем оборудовании практически любого типа применяют оптоэлектронные измерители (линейки). Ориентируясь на финансовую выгоду, оборудование часто оснащают магнитными линейками, имеющими более низкую точность измерения. Но цена магнитного измерителя начинает выигрывать у стоимости оптической линейки только у моделей с рабочей длиной от полуметра.
Магнитные линейки:
Используют преимущественно на шлифовальных и расточных станках, экономически целесообразно применение при измерении длин от 3м
Не применяют на станках с погрешностью менее 10 мкм/м. Токарное, фрезерное, шлифовальное и другие типы металлорежущего оборудования в этом случае оснащают оптическими датчиками.
Магнитная линейка KA800M
KA-800 — серия линеек с магнитной лентой. Применяется на станках с перемещением узлов больше 3 метров. Система индикации SDS6 может одновременно работать как с оптическими так и с магнитными линейками
Оптические линейки
Серия КА оптических линеек от Guangzhou Lokshun CNC Equipment ltd учитывает практически все запросы как производителей металлорежущего оборудования, так и конечных потребителей. Серия отличается высокой дискретностью измерения (сигнал передается через каждые 1 или 5 мкм перемещения в зависимости от дискретности линейки), что сводит к минимуму позиционную ошибку. Оптические линейки снабжены корпусами, защищающими рабочие поверхности от металлической стружки, шлама, СОЖ.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
KA500 оптическая цифровая линейка — УЦИ и оптические линейки
Обзор
Модельный ряд
Фото
Документация
Технические характеристикиКомплектация и опции
Устройство
ka500
Количество осей
1
Дискретность измерения, мкм
5
Диапазон измеряемы длин, мм
70-470
Тип выходного сигнала
TTL
Референтная точка
1 на каждые 50 мм
Длина кабеля (стандарт), м
3
Электропитание, В
+5В (±5%) 80мА
*примечание
* другая длина кабеля — опция
Габаритные размеры, мм
18×20
Габаритные размеры упаковки ДхШхВ, мм
Вес упаковки, кг
Применение
Размеры примечание
Полная таблица характеристик
Базовая комплектация
Опции
Кабель в металлической оплетке — 3 м
Защитный кожух, соответствующие длине линейки
Документация по эксплуатации и установке на русском языке
Комплект крепежных пластиной и уголков
Удлинитель кабеля 3 м
Удлинитель кабеля 10 м
Дискретность измерений — 1 мкм
Монтаж УЦИ и оптических линеек на станке Заказчика
Фото станка
Основные узлы растровой линейки
Габаритные размеры линейки и считывающей головки
Размеры линейки с защитным кожухом
Пример комплекта УЦИ и оптических линеек для оборудования станка
Внешний вид оптической линейки, установлены транспортные фиксаторы считывающей головки
Пример установки оптической линейки на суппорт токарного станка
Внешний вид оптической линейки с с кожухом, кабелем в броне (3м)
Пример установки магнитной линейки
Пример установки оптической линейки на 2 оси токарного станка
Устройство цифровой индикации и 2 оптических линейки
Преобразователь предназначен для преобразования линейных перемещений рабочих органов станков в электрические сигналы, содержащие информацию о величине и направлении этих перемещений.
Линейка KA-500 – оптическая цифровая микролинейка, предназначенная для пользователей с ограниченным пространством установки и для специфического применения. Вследствие трудоемкости процесса изготовления цена на данную серию линеек будет выше цен на остальной модельный ряд. Рабочая длина линейки составляет 70-470 мм.
Модульный фотоэлектрический преобразователь линейных перемещений закрытого типа Моменты, на которые следует обратить внимание
a. Выбор длины измерительной линейки зависит от длины перемещения осей станка. Длина измерительной линейки должна быть больше максимальной длины перемещения станка.
*Защитный кожух в комплекте
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков — Вы можете, связавшись с нашими менеджерами
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Цена по запросу, доставка, ПНР, сервис
Устройство цифровой индикации и оптические линейки
УЦИ — Устройства Цифровой Индикации (DRO) идеальны для оснащения универсальных станков. Они дешевле и проще комплексов с ЧПУ, но позволяют пользоваться современными технологиями при модернизации станков. УЦИ (Дисплей/Позиционер) вместе с линейными датчиками чаще всего устанавливают на металлообрабатывающие токарные, фрезерные и расточные станки. Установив цифровую индикацию на станок, Вы повышаете производительность оператора и точность изготавливаемых изделий.
Возможно осуществление монтажа и проверки устройств цифровой индикации и преобразователями перемещений силами наших специалистов на Вашем оборудовании. Мы оказываем квалифицированные консультации по выбору необходимого оборудования.
Часто задаваемые вопросы — FAQ по УЦИ и оптическим линейкам:
1. Может ли УЦИ управлять перемещением.
Ответ: УЦИ серии SDS6 не может осуществлять управление перемещением по осям, только отображение координат
2. Можно ли УЦИ и оптические линейки устанавливать самостоятельно?
Ответ: Можно, соблюдая требования инструкций на УЦИ и оптические линейки.
3. Можете осуществить установку на нашем предприятии
Ответ: Да можем, для осуществления данной работы необходимо сообщить адрес нахождения станка, прислать его фотографии для определения мест установки. После этого будет скалькулирована стоимость работ и выезда специалиста
4. Срок гарантии на оборудование
Ответ: Стандартный срок гарантии составляет 12 месяцев с даты продажи. При условии отсутствия механических повреждений, загрязнений и квалифицированной установки
5. Осуществляете подбор аналогов вышедших из строя устройств и оптических линеек?
Ответ: Да осуществляем. От Вас требуется предоставить максимум информации с имеющихся на оборудовании шильдиков.
6. Могут ли на разных осях одного станка установлены оптические линейки с различной дискретностью?
Ответ: — да Могут. Дискретность каждой оси настраивается индивидуально.
7. Может ли оптическая линейка работать в условиях сильной вибрации
Ответ: Оптическая измерительная линейка является прецизионным измерительным устройством. Для обеспечения надежности ее работы следует избегать использования линейки в условиях вибрации и ударов.
8. Оптические линейки могут быть подключены к станку с ЧПУ для контроля позиции?
Ответ: Нет, в интерфейсе «по умолчанию» не предусмотрены реверсивные сигналы фаз А и B
9. Если от места установки оптической линейки до устройства индикации расстояние превышает 3 метра, что делать?
Ответ: Использовать удлинитель необходимой длины. Стандартно предлагается – Кабель в защитной металлической оплетке с разъемами длиной 3м, 10м
10. Наличие RS232
Ответ: RS232 порт есть только у УЦИ с маркировкой F, например SDS6-3vF
11. Возможно ли подключение инкрементного энкодера (например датчика угла поворота стола)
Ответ: Да возможно. Работает с датчиками определенной дискретности. см. руководство по эксплуатации на УЦИ
12. Есть ли какой-то рейтинг производителей оптических/цифровых линеек?
Ответ: Признанным лидером (как по качеству, так и по дороговизне) является хайденхайн, далее Фагор, СКБ ИС. Их чаще всего ставят на станки с ЧПУ. На универсальные токарные, фрезерные или расточные станки достаточно дискретности 5 мкм или 1 мкм, что обеспечивается нашими линейками.
▲ Наверх
Цифровые линейки
— Magnescale®
Цифровые измерительные системы с магнитной лентой компании Magnescale (ранее SONY Precision Technology) состоят из линейного магнитного материала и считывающей головки, которая бесконтактно перемещается по магнитной ленте. Этот принцип измерения не изнашивается, очень надежен и обеспечивает высочайшее разрешение до 0,2 микрона.
Дополнительная информация доступна в разделе сервис/Magnescaleservice.
PL20C — Magnescale®
Цифровая линейка
СЛ110, СЛ130
Диапазоны
Профиль 200 — 2000 мм, лента 200 — 30000 мм
Линейность макс.
10 мкм
Скорость смещения
300 м/мин
Выход
Линейный драйвер TTL (RS422), A/A*, B/B*
Номинальное напряжение
+5 В пост. тока ±5 %
Класс защиты
IP65
Подключение к
Дисплей, интерполятор
Скачать
Технический паспорт
CAD-данные (по запросу)
PL81, PL82 — Magnescale®
Цифровая линейка
СЛ110, СЛ130
Диапазоны
Профиль 200 — 2000 мм, лента 200 — 30000 мм
Линейность макс.
10, 20, 25, 50, 100 мкм, регулируемый
Скорость смещения
300 м/мин
Выход
Линейный драйвер TTL (RS422), HTL с открытым коллектором
Номинальное напряжение
+5 В пост. тока ±5 %, 10…30 В пост. тока
Класс защиты
IP67
Соединение с
Счетчик
Скачать
Технический паспорт
CAD-данные (по запросу)
МБ-ЛК, МБ-ЛКМ®
Цифровая линейка
МБ-ХХХ-2-СТ
Диапазоны
200 мм — 50 м
Линейность макс.
5 мкм
Скорость смещения
120 м/мин
Выход
Линейный драйвер TTL (RS422), A/A*, B/B*, Z
Номинальное напряжение
+5 В пост. тока ±5 %
Класс защиты
IP67
Референц-точка
да
Подключение к
Дисплей, Счетчик
Скачать
Технический паспорт
CAD-файл
mb-serie.zip
PL60 с интерполятором MJ100/110 — Magnescale®
Цифровая линейка
СЛ331
Диапазоны
200 — 8000 мм
Линейность макс.
5, 10 мкм, регулируемый
Скорость смещения
250 м/мин
Выход
Линейный драйвер TTL (RS422), HTL, A/A*, B/B*
Блок питания
+5 В пост. тока ±5 %
Класс защиты
IP65
Референц-точка
опционально с внешним SETP16
Подключение к
Скачать
Технический паспорт
CAD-данные (по запросу)
PL101 — Magnescale®
Цифровая линейка
Серия SL700
Диапазоны
50 мм — 100 м
Линейность макс.
0,2 мкм
Скорость смещения
6,4 м/с, 24 м/с
Выход
1 Vss, Sin, Cos, линейный драйвер TTL (RS422), A/A*, B/B*, Z
Блок питания
+5 В пост. тока ±5 %
Класс защиты
IP50 — IP67
Референц-точка
без, один, мультиреф.
Подключение к
интерполятор
Скачать
Технический паспорт
CAD-данные (по запросу)
PL25 с интерполятором MJ100/110 — Magnescale®
Цифровая линейка
СЛ110, СЛ130
Диапазоны
Профиль 200 — 2000 мм, лента 200 — 30000 мм
Линейность макс.
5, 10, 25, 50, 125 мкм, регулируемый
Скорость смещения
300 м/мин
Выход
Линейный драйвер TTL (RS422), HTL, A/A*, B/B*
Блок питания
+5 В пост. тока ±5 %
Класс защиты
IP65
Референц-точка
опционально с внешним SETP16
Подключение к
интерполятор
Скачать
Технический паспорт
CAD-данные (по запросу)
Штангенциркули/рулетки/линейки
Плоский пластиковый штангенциркуль, 150 мм
Номер продукта: Т96
Прейскурантная цена: 36 долларов США
Ваша цена 36,00 долларов США
более. ..
Карманный штангенциркуль из нержавеющей стали
Номер продукта: Т9641
Прейскурантная цена: 12 долларов США
Ваша цена 12 долларов США
более…
Цифровой штангенциркуль дроби
Номер продукта: Т966
Прейскурантная цена: 42,50 долларов США
Ваша цена 42,50 долл. США
более…
Калипер Хаклингера 1-8 мм
Номер продукта: Т9603
Прейскурантная цена: 365,00 долларов США
Ваша цена 365,00 долларов США
более…
Штангенциркуль Хаклингера 1-12 мм
Номер продукта: Т9604
Прейскурантная цена: 420,00 долларов США
Ваша цена 420,00 долларов США
более. ..
Штангенциркуль маркировочный для ВН, ВА, СЕ
Номер продукта: Т962
Прейскурантная цена: 164,50 долларов США
Ваша цена 164,50 долларов США
более…
Штангенциркуль с микрометром, горловина для скрипки и альта 20 см
Номер продукта: Т26
Прейскурантная цена: 307,00 долларов США
Ваша цена 307,00 долларов США
более…
Суппорт, Скрипка горловина 21см
Номер продукта: Т261
Прейскурантная цена: 255,00 долларов США
Ваша цена 255,00 долларов США
более…
Калипер, скрипка/виолончель, горловина 32см
Номер продукта: Т260
Прейскурантная цена: 265,00 долларов США
Ваша цена 265,00 долларов США
более. ..
Штангенциркуль с микрометром, виолончель, горловина 28 см
Номер продукта: Т27
Прейскурантная цена: 310,00 долларов США
Ваша цена 310,00 долларов США
более…
Сменный циферблатный индикатор со стержнем для штангенциркуля
Номер продукта: Т263
Прейскурантная цена: 100 долларов США
Ваша цена 100,00 долларов США
более…
Стекло и кольцо для суппорта
Номер продукта: Т265
Прейскурантная цена: 10 долларов США
Ваша цена 10 долларов США
более…
Замена головки штифта в суппорте
Номер продукта: Т267
Прейскурантная цена: 25 долларов США
Ваша цена 25 долларов США
более. ..
Правило гитарных ладов
Номер продукта: Т969
Прейскурантная цена: 32,50 долларов США
Ваша цена 32,50 долл. США
более…
Маленькая линейка из нержавеющей стали с прил. останавливаться.
Особенности нанесение лазерной гравировки на металл
Гравировка представляет собой процедуру нанесения на поверхность предмета надписи или изображения. Это позволяет придать изделию индивидуальность, превращая его в настоящее произведение искусства. Для нанесения гравировки может использоваться ручной инструмент или лазер. Последний вариант обеспечивает точную передачу изображения на предмет, высокую скорость выполнения работы. Лазерная гравировка может использоваться даже для нанесения изображения на прочный металл. Рассмотрим особенности, принцип действия, основные преимущества и сферу ее применения.
Особенности
К основным преимуществам использования лазерной гравировки для нанесения надписи или изображения на металлические объекты относится:
Высокая точность передачи изображения. Ошибки и неточности могут быть только на этапе подготовки самого эскиза. Лазер максимально точно передает изображение на металлические объекты. Поэтому если эскиз выполнен правильно, то результат полуится с идеальной точностью.
Высокая скорость нанесение надписи или рисунка. Чтобы выполнить такую гравировку, не нужно предварительно подготавливать форму или матрицу, необходимую для других способов автоматического нанесения. И тем более она в разы быстрее ручной. Для ее выполнения достаточно подготовить изображение или надпись на компьютере и загрузить его в лазер.
Высокая художественность гравировки. При нанесении гравировки лазером обеспечивается не только максимально высокая точность передачи информации на металл, но и возможность придания рисунку максимального объема и реалистичности. Для этого регулируется глубина проникновения лазера в слой металла.
Долговечность изображения. Благодаря тому, что головка лазера напрямую не контактирует с поверхностью металла, на ней не остаются сколы и царапины. Поэтому такое изображение на металле не будет подвержено воздействию внешних факторов, поэтому сохранит первоначальный вид надолго.
Еще одним значительным преимуществом использования лазерной гравировки металла является доступная стоимость. Низкая цена ее объясняется экономией времени, персонала, расходных материалов. Для гравирования на металлических объектах достаточно иметь станок, компьютер и оператора, который будет запускать процедуру.
Принцип лазерной гравировки
Для нанесения лазерной гравировки на поверхность металла используется специальный станок. Его работа заключается в стирании одного или нескольких слоев с поверхности металлического объекта. В результате чего появляются углубления в поверхности металла, благодаря которым образуется изображение. Предварительно необходимое изображение подготавливается в специальной программе на компьютере, который напрямую подключается к специальному станку.
Программа автоматически рассчитывает необходимую мощность лазерного луча, его скорость и силу движения. Также рассчитывается и необходимое количество повторений, которые позволяют добиться желаемой интенсивности изображения. Специальные линзы и зеркала дают возможность получить необходимый диаметр лазерного излучения.
Такой луч обладает достаточно тонким диаметром, который даже меньше волоса человека. Это позволяет получить максимально точное изображение разных размеров и степени детализации. Получить его другими способами просто невозможно. Температура лазера при нанесении гравировки достигает 20 тыс. градусов, что позволяет использовать лазерную гравировку для нанесения изображения на разные поверхности, включая и металл.
Сфера применения
Лазерная гравировка металла – востребованная технология, которая используется в разных сферах деятельности:
машиностроение;
медицина;
сельское хозяйство;
авиационное строение;
производство станков и другого электротехнического оборудования;
декор для жилых и офисных помещений;
маркировка стеллажей и другого складского оборудования;
маркировка деталей, нанесение логотипов и другой символики.
Сфера применения лазерной гравировки металла практически безгранична. Современное оборудование позволяет нанести изображение на металл любой прочности.
Лазерная гравировка металлических поверхностей
Присадка наносится на всю поверхность рисунка. Затем при помощи лазерного станка снимаются места, которые не участвуют в рисунке. Таким образом, получается, что за счет контраста окрашенной и неокрашенной части рисунок становится понятным. Также при маркировке металла применяется паста. Она идеально подходит для лазера на основе углекислого газа. При выборе способа гравировки следует учитывать, в первую очередь, выбор металла. Например, если это мягкие металлы: медь или латунь, то способ гравировки будет тоже мягким. Такие металлы гравируются лазером мощностью не более 40 Вт. Следует учитывать также факт покрытия металла лаком. Если на металл нанесен лаковый слой, то его гравировка с применением пасты невозможна. Также для гравировки металлом используется спрей. Он наносится под давлением сжатого воздуха путем распыления из баллончика. Паста же, напротив, наносится тоненькой кисточкой. Чем тоньше слой, тем лучше.
Как пользоваться пастой?
Перед использованием пасты необходимо убедиться в том, что помещение хорошо вентилируется или, на крайний случай, открыть все окна. Далее пасту следует развести до пригодного к употреблению состояния. Для этого можно добавить чуточку спирта и тщательно все перемешать. Паста для гравировки металлов готова!
Наносить ее удобнее всего, используя кисть. Следите, чтобы кисть была не искусственной, иначе Вам не добиться равномерного покрытия. Слой должен быть тонким и равномерным. Если паста будет недостаточно густой, как кефир, то она будет подтекать. В таком случае следует удалить из нее излишки спирта. Если же паста будет, наоборот, чересчур густой, то она не сможет лечь достаточно тонким слоем. Тогда нужно добавить и в нее спирт и тщательно перемешать для образования однородной массы. После нанесения равномерного слоя пасты на изделие, его необходимо тщательно просушить. После просушки можно приступить непосредственно к гравировке. После нанесения гравюры промыть изделие в теплой воде. Вот и все! Ваше изделие готово.
Как пользоваться спреем?
Аэрозольный спрей – это гораздо более сложный для нанесения материал. Здесь нужно, что называется, приноровиться. В начале баллончик со спреем необходимо встряхивать в течение нескольких минут. Затем его направляют на поверхность металла и распыляют. Затем баллончик необходимо очистить. Для очистки дозатора нужно перевернуть баллончик вверх дном и несколько раз нажать на дозатор, пока из него не пойдет совершенно чистый воздух. После этого баллончик готов к повторному применению. После всех этих манипуляций необходимо подождать, пока слой краски высохнет и только тогда приступать к гравировке лазером. После этого остается только тщательно промыть изделие от пыли, полученной в результате снятия спрея лазером, в теплой проточной воде и наслаждаться новым шедевром.
При гравировке металла самое главное – это тщательно следовать инструкции. Металл – достаточно капризный материал, особенно лакированный, поэтому перед тем, как Вы решите выгравировать на своих карманных часах свой родовой герб, помните: лучше всего гравировке поддаются изделия из меди и латуни. Есть некоторые металлы, которые, хотя, намного прочнее и тверже, все равно дают себя отгравировать. Например, алюминий, углеродистая сталь, никель, бронза. Они тоже потребуют для себя не слишком мощного лазера. Ну а со всеми остальными металлами придется либо обратиться в специальную фирму по нанесению гравировок, либо отказаться от этой идеи.
Специальные металлы
Для изготовления гравировки на большом количестве одинаковых предметов ученые придумали новые металлы, которые, во-первых, стоят гораздо дешевле обычных, а во-вторых, идеально подходят для гравирования. Таких металлов всего пять. Чаще всего они используются при изготовлении металлических накладок, гардеробных номерков, офисных табличек, шильд и других видов массовой продукции. Отдельно хотелось бы поговорить об алюмамарке.
Алюмамарк
Алюмамарк – это не что иное, как листовой алюминий различных цветов. На такие листы наносится специальный прозрачный слой, на который потом можно с легкостью нанести точную гравировку СО2-лазером. В результате получается оттиск черного цвета с разными оттенками, а также толщиной линий.
Алюмамарк позволяет нанести изображения высочайшего качества, в том числе, полутонов. Также его использование предусматривает:
создание различных оттенков на темных изображениях
возможность сгибания и резки гильотинными ножницами
сравнительную легкость маркировки
возможность применения на улице: большая стойкость к температурным и другим воздействиям
При маркировке алюмамарка следует учесть следующие хитрости:
следует применять растровый режим
лазер для маркировки должен быть обязательно не ниже “Speady-300C25W”
мощность лазера может варьироваться от 10 до 30 процентов
скорость (при максимальнольной скорости гравера 3,5 м/с) может составлять 30-60% от максимальной скорости гравера
оптимальное разрешение – 1000 dpi
требуется слегка расфокусировать лазерный луч. Алюмамарк – это недостаточно прочный материал и недостаточно твердый для прямой лазерной обработки. Если не вывести маркированный материал из фокуса, то лазер может прожечь тонкий поверхностный слой или сделать изображение серым, после чего его никак не сделать черным.
после маркировки необходимо промыть поверхность металла водой
Латунированная сталь
Латунированная сталь – это металл, имеющий лакокрасочное покрытие, толщиной 0,5 миллиметров. Покрытие в виде напыления текстуры разноцветного камня, а также глянцевого черного. Материал предназначен специально для гравировки лазером. Также он отлично режется на гильотине и с помощью твердотельных и механических лазеров. В случае с CO2-лазером снимается только самый верхний слой краски, и остается лаковое покрытие и насыщенный золотистый цвет.
Анодированный алюминий
Анодированный алюминий предназначен специально для лазерной гравировки. Особенные физические свойства позволяют применять его даже в агрессивной среде, а также на улице. Этот металл устойчив к стиранию. Имеет покрытие различных цветов: синего, зеленого, черного, красного, глянцевого и матового. Используется для изготовления табличек, номерков, шильд и других деталей офисного интерьера.
Латунированный алюминий
Легкий, режется ножницами
Цвет гравировки — белый, иногда – золотой (если лаковое покрытие черное)
Применяется при изготовлении шильд, табличек, планкеток
Подходит для СО2-лазера
ЛАТУНЬ
Гравируется фрезерными граверами и волоконными лазерами
Имеет зеркальную поверхность
Хорошо разрезается гильотинными ножницами
Все эти металлы подходят для гравировки как в домашних, так и в профессиональных условиях. Используются, в основном, для изготовления табличек, шильд, планкеток и так далее. Все они имеют малый вес и относительно небольшую твердость – легко режутся гильотинными ножницами. Эти металлы плохо подходят для производства. Зато отлично подходят для гравировки.
Наши клиенты
Ответы на часто задаваемые вопросы
Как долго продержится лазерная гравировка?
Процесс гравировки – это прожигание верхнего слоя изделия. Так как лазер снимает (выжигает, испаряет) часть поверхности, делая углубление, такой рисунок будет храниться очень долго.
Какой срок выполнения заказа?
Лазерная гравировка не занимает много времени при условии, что в офисе нет очереди. Гравировка на единичном изделии при готовом макете делается в течении 15 минут в присутствии клиента.
Как делается русификация клавиатуры?
Процесс целиком и полностью автоматизирован и абсолютно безопасен для ноутбука. Гравируется оригинальный шрифт. На клавиатурах с подсветкой русские буквы также будут светиться как родные. Есть варианты с самыми разными языками — и форматами раскладок.
Можно ли сделать гравировку на стекле?
Можно. Гравировка делается на стекле, на хрустале, на зеркалах, на оргстекле. Можно делать любое нанесение от текста до логотипа. Специальное оборудование для такой гравировки находится в одном из наших офисов на Рязанском проспекте.
Как правильно делать макет для гравировки?
Программа для гравировки видит картинку в черно-белом цвете. Любой оттенок будет гравироваться черным, кроме чисто белого. Макеты для гравировки принимаются в электронном виде. Можно выслать на почту или принести с собой на любом электронном носителе. Если это просто текст или цифры, то наши специалисты сделают макет при вас, помогут подобрать подходящий шрифт.
Остались еще вопросы?
Оставьте заявку и получите консультацию по всем интересующим Вас вопросам
+Добавить файл
О нас говорят много хорошего
Екатерина Л
Знаток города 3 уровня
Обращалась за гравировкой на зажигалку, подарок для отца. Всё круто. Красивенько получилось, душевно. Работой осталась довольна. Быстро, качественно и недорого.
Анна Андреева
Знаток города 4 уровня
Заказывала гравировку на ноже для мужа в подарок. Супруг был очень доволен) Гравировку сделали на следующий день. Цена приемлема, обслуживание хорошее, качество нормальное
Антон А.
Знаток города 2 уровня
Делал здесь гравировку клавиатуры ноутбука. Представитель вежливый, сделал всё быстро. Офис рядом с метро.
Алена Семенова
Знаток города 8 уровня
Заказывала гравировку другу на часы. Я не суеверна) Вышло отлично. Цены не задраны, персонал грамотный, расположение удобное.
Юлия Куренкова
Знаток города 3 уровня
Спасибо за хорошую и качественную работу! Смело рекомендую эту компанию.
Владислав С
Знаток города 2 уровня
Качественно, быстро, удобно
Прочитать на
» alt=»Особенности лазерной гравировки по коже»>
10 необычных идей корпоративных подарков
Первое, что приходит на ум, когда нужно подготовить подарки для промо-акций – это ручки, брелоки, кепки, футболки. … читать полностью
» alt=»Особенности лазерной гравировки по коже»>
Особенности лазерной гравировки по коже
Кожаные изделия пользуются популярностью давно. Этот материал человек начал обрабатывать для своих целей одним из первых … читать полностью
» alt=»Особенности лазерной гравировки по коже»>
Что подарить подростку?
Подростки – уже не дети, но еще и не взрослые. В их жизни происходит много важных событий и в это время они особенно нуждаются в поддержке взрослых. … читать полностью
Лазерное напыление металла | КУКА АГ
Лазерное напыление металла с помощью порошковых или проволочных присадочных материалов может быть использовано для ремонтных работ, нанесения защиты от износа и коррозии, производства 3D-компонентов (аддитивное производство).
Как работает лазерное осаждение металла?
В качестве источника тепла при лазерном напылении металла используется мощный лазер. В ходе этого процесса создается поверхностный слой путем плавления и одновременного нанесения практически любого данного материала. Наполнитель может поставляться либо в виде порошка , либо в виде порошка , т.е. в виде металлического порошка или со сварочной проволокой . Когда лазерное напыление металла осуществляется с использованием порошка , лазер обычно нагревает заготовку расфокусированным лазерным лучом и плавит ее локально. Одновременно вводят инертный газ в смеси с мелкодисперсным металлическим порошком. Металлический порошок плавится в зоне нагрева, а сплавляется с поверхностью заготовки.
Лазерное напыление металла на основе проволоки — это экономичный процесс 3D-печати, используемый для производства металлических компонентов
Аддитивное производство с подачей проволоки обеспечивает значительные преимущества при производстве геометрически сложных и крупных компонентов.
Наплавка с использованием лазеров: преимущества процесса
Не заменяйте, а ремонтируйте: Даже незначительное повреждение или естественный износ сложных или дорогих компонентов обычно приводит к значительным затратам — часто требуется полная замена поврежденных деталей. Это оправдывает ремонт. Лазерное напыление металла является идеальным процессом для таких случаев.
Функционализированные поверхности: В процессе лазерного напыления можно использовать широкий спектр материалов, чтобы оптимизировать поверхность для требуемой функции, напр. для защиты от износа и коррозии.
Генеративное производство компонентов или функциональных элементов все чаще используется в области промышленного производства. Когда речь идет о крупных компонентах, таких как элементы турбины, добавление функциональных элементов путем лазерного напыления порошка может значительно снизить производственные затраты. Никаких дополнительных инструментов для этого процесса не требуется, что упрощает его выполнение.
Низкий уровень подвода тепла в зоне сварки: Уровни деформации остаются в пределах узких допусков, и во многих случаях структура сварного шва наносимого материала либо соответствует, либо превосходит требования, предъявляемые к оригинальным деталям. Таким образом, наплавка с помощью лазера обеспечивает низкий уровень нагрева и обеспечивает высокий уровень качества.
Автоматизированная лазерная наплавка металлов
KUKA предлагает индивидуальные решения и все типы производственных технологий для лазерного осаждения металлов — от модульных роботизированных ячеек до полностью автоматизированных систем — в том числе в сочетании с другими технологиями соединения.
Лазерная обработка материалов путем лазерного напыления порошка
Лазерное напыление порошком с использованием компактной ячейки KUKA
Лазерное осаждение металлов: гибридное аддитивное производство
Откройте для себя гибридное решение для аддитивного производства от KUKA. Цель проекта ProLMD — промышленная реализация гибридных производственных процессов с использованием лазерных технологий. Робот Quantec KR 90 HA строит новые конструкции слой за слоем на базовом компоненте, изготовленном традиционным способом. Благодаря использованию волоконно-оптической системы робот остается практически неограниченным в своем рабочем пространстве. Это позволяет гибко реагировать на геометрию и размер компонентов — даже в случае небольших партий. разработка локальной интегрированной системы защитного газа , которая развертывается только при необходимости, дает дополнительные преимущества. Эта система дополнена новыми лазерными обрабатывающими головками, в которых в качестве наполнителя используется как проволока, так и порошок, а также системой автоматизированного производства (CAM), подходящей для гибридного производства. В рамках ProLMD исследуются несколько наполнителей с целью разработки высокоэффективных процессов лазерного осаждения материалов.
Лазерное осаждение металлов: гибридное аддитивное производство
Все о лазерном напылении металла 3D-печати
Изображение предоставлено: Аддитивное производство: смысл лазерного осаждения металла и 3D-печати | Производство и металлообработка
Изготовление металлических деталей всегда было трудным делом; однако с появлением технологий аддитивного производства изготовление сложных металлических сборок стало проще, чем когда-либо прежде. Аддитивное производство — это общая категория производственных процессов, в которых материал медленно превращается в конечную деталь из исходного материала, и это более быстрый и эффективный процесс, чем традиционные субтрактивные методы производства, такие как фрезерование, резка, сверление и т. д. Многие отрасли в настоящее время воспользоваться инструментами аддитивного производства; чтобы увидеть полный набор доступных вариантов, см. нашу статью о различных типах технологий 3D-печати. В этой статье будет подробно описан процесс, известный как лазерное осаждение металла (LMD), и то, как он работает для производства сложных металлических сборок. Мы покажем, что такое LMD, как он работает, его преимущества и недостатки, а также общие области применения этого процесса.
Что такое лазерное осаждение металла (LMD) 3D-печать
Источник изображения: Аддитивное производство: смысл лазерного осаждения металла и 3D-печати | Производство и металлообработка
Лазерное осаждение металлов (LMD) было впервые предложено Sandia National Laboratories в 1990-х годах и с тех пор независимо разрабатывалось многими другими группами. Его можно найти в определенных условиях, где он известен под такими названиями, как лазерное формирование сетки (LENS), лазерная сварка металлов (LMW), направленное напыление металла (DMD), лазерное быстрое формование (LRF), направленное лазерное наплавление ( DLMD) и другие проприетарные названия, однако все их основные процессы подпадают под одну и ту же категорию, определенную ISO/ASTM, известную как прямое энергетическое осаждение (DED).
LMD — это метод DED на основе лазера, при котором металлический материал выборочно добавляется на базовую заготовку в процессе послойного нанесения. В LMD на основе порошка (p-LMD) сопло наносит металлический порошок на заготовку, где волоконный лазер (параллельно соплу) плавит и порошок, и заготовку в ванну расплава. Это сопло перемещается по плоскости сборки, нанося порошкообразный материал и сплавляя его с заготовкой, придавая ей желаемую форму. Существует также так называемое напыление металла с помощью проволочного лазера (w-LMD), которое работает так же, за исключением того, что вместо металлического порошка используется металлическая проволока.
LMD похож на селективное лазерное плавление / спекание по форме, но отличается по функциям, поскольку LMD наносит порошок через сопло, а не размещает его весь в слое (чтобы узнать больше о SLM / SLS, прочитайте нашу статью о 3D-печати методом порошковой печати). ). Он также отличается от методов плавки на основе порошка тем, что для LMD требуется заготовка из основного металла, которая становится компонентом конечной детали. По этой причине LMD одинаково полезен в качестве инструмента для ремонта, поскольку существующие детали с дефектами могут быть повторно покрыты материалом и восстановлены до их прежней прочности (чего технология PBF сделать не может).
Как работает лазерное напыление металла?
Изображение предоставлено: Christian Cavallo Consulting, LLC
Рис. 1: Функциональная схема различных типов машин для лазерного осаждения металлов (LMD). Обратите внимание, что модели реального мира могут включать в себя различные идеи из каждого из этих четырех примеров или использовать собственные методы, которые не показаны. Также обратите внимание, что направление движения находится слева от страницы.
На рис. 1 показаны различные примеры технологий на основе LMD, все из которых выполняют один и тот же базовый процесс осаждения металлического порошка/проволоки на основной материал в послойном процессе. В этом разделе объясняется, как работает LMD, со ссылкой на этикетки на рис. 1, но обратите внимание, что реальные машины LMD могут отличаться по внешнему виду/конкретным функциям.
Первым шагом LMD является создание 3D-модели и/или другого компьютерного представления нужной детали. В устройствах типа 3D-принтеров эти модели обычно представляют собой файлы .STL, которые можно нарезать на слои с помощью так называемого программного обеспечения для нарезки. В целях наплавки и ремонта оборудование LMD будет управляться сгенерированной траекторией инструмента, как и другие производственные инструменты на основе робототехники. После этого шага в сопло(а) подается металлический порошок или проволока и подается защитный газ (обычно аргон). Защитный газ используется для предотвращения окисления металла в присутствии лазера и может присутствовать или отсутствовать в зависимости от конкретных моделей/материалов (хотя обычно он включен).
Процесс LMD начинается, когда высокомощный волоконный лазер фокусируется на заготовке, нагревая точку до образования так называемой ванны расплава. Затем сопло(а) наносит распыление металлического порошка или отрезка проволоки в ванну расплава, который соединяется с основным материалом в металлургическую связь. Руководствуясь своими инструкциями, эта сборка перемещается по форме модели и создает слой наплавленного материала толщиной примерно 0,2-1 мм. Эти слои могут быть наложены друг на друга и поддерживаются однородными с помощью оптики с автоматическим управлением и интеллектуальных сенсорных систем. Процесс продолжается до тех пор, пока деталь не будет закончена или не будет достигнуто соответствующее количество плакирования/покрытия/ремонта.
LMD — это процесс с широкими возможностями настройки, который может выполнять множество различных задач, помимо аддитивного производства. В большинстве случаев лазер LMD и сопло ограничены осью Z, в то время как обрабатываемая деталь перемещается в плоскости X-Y; однако компактность LMD позволяет встраивать его в роботизированные манипуляторы или портальные подъемники, что дает ему гораздо больше степеней свободы. Эти роботизированные машины LMD идеально подходят для армирования/покрытия/ремонта существующих узлов, поскольку лазер и сопло могут свободно перемещаться по существующим конструкциям. Процесс LMD также можно адаптировать, изменяя мощность лазера, ширину ванны расплава, скорость движения, скорость подачи порошка, состав материала и многие другие переменные. LMD работает не только как инструмент аддитивного производства, но и как высокоточный сварочный инструмент, инструмент для наплавки, ремонтный инструмент и т. д., что делает его универсальным процессом, который значительно увеличивает производственные возможности.
Преимущества и ограничения 3D-печати с лазерным напылением металла
LMD — многофункциональный процесс, быстро набирающий популярность в сфере аддитивного производства. Ниже приведены списки преимуществ и недостатков технологии LMD, которые могут помочь тем, кто интересуется этим процессом, определить, соответствует ли он их потребностям.
Начиная с преимуществ:
LMD предлагает низкотемпературный, высокопрочный метод лазерного аддитивного производства, сводящий к минимуму разбавление, зоны теплового эффекта и искажения напряжения. Он может производить полностью индивидуальные, функционально классифицированные детали для требовательных приложений или восстанавливать существующие детали до их первоначальной прочности.
LMD отличается высокой точностью и быстротой, что позволяет создавать структуры от грубых до очень тонких с более высокой скоростью сборки по сравнению с другими процессами.
Ассортимент материалов для LMD обширен, предлагая однокомпонентные металлические порошки, карбиды вольфрама, порошки сплавов и даже специальные смеси порошков для создания многослойных бимодальных структур или новых сплавов. Материал также минимально расходуется, так как добавляется по мере необходимости.
LMD эффективен при изготовлении, ремонте, сварке и наплавке, что делает его универсальным производственным процессом.
LMD может использоваться на существующих и неровных поверхностях и не удерживается строительной платформой.
Связи
LMD являются действительно металлургическими, а не механическими, что делает сварные швы намного прочнее, чем традиционные методы сварки или покрытия.
Теперь о недостатках:
Капитальные затраты на LMD очень высоки, намного выше, чем многие компании могут себе позволить, и их трудно обосновать.
Цена материала также высока, что требует высококачественных металлов с низким содержанием примесей и порошка, который не забивается при распылении из форсунок. Также необходимо приобрести инертный газ.
LMD подходит в основном для небольших компонентов, так как для печати более крупных компонентов требуется много времени из-за низкой скорости наплавки.
Процесс очень сложный, для настройки машин LMD требуются обученные операторы, и даже в этом случае результаты могут быть неоптимальными.
Бимодальная природа микроструктуры, создаваемой LMD, может стать проблемой, особенно если лазер не отрегулирован должным образом или материалы плохо играют друг с другом.
Загрязнение кислородом чаще встречается в LMD, чем в других процессах лазерного аддитивного производства, увеличивая потери защитного газа и риск хрупкости/отказов деталей.
Поверхность может быть шероховатой и пористой.
Применение 3D-печати с лазерным напылением металла
Несмотря на свою цену (или, возможно, из-за нее), LMD — невероятно мощный производственный процесс, который и по сей день находит новые применения. В этом разделе будут кратко описаны некоторые из наиболее распространенных применений технологии LMD, но следует отметить, что теоретически ее можно использовать для бесконечного числа приложений.
Некоторые приложения технологии LMD включают:
Ремонт поверхностей инструментов, дорогостоящих деталей, компонентов двигателей, лопаток турбин и т. д.
Осаждение инструментальных сталей из карбида ванадия и титановых сплавов на детали, подвергающиеся высоким нагрузкам
Изготовление дорогостоящих или заказных деталей для аэрокосмической, нефтегазовой, энергетической и инструментальной промышленности
и многое другое.
Резюме
В этой статье представлено понимание того, что такое 3D-печать с лазерным напылением металла и как она работает. Мы надеемся, что эта краткая статья показала, что такое LMD, как он работает и является ли он хорошим дополнением к вашим производственным возможностям. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть сведения о конкретных продуктах.
Источники:
Что такое производство добавок для лазерного осаждения металлов? (spilasers.com)
Лазерное осаждение металлов (LMD) | ТРУМПФ
Определение лазерного осаждения металлов | Промышленные лазерные решения (industrial-lasers.com)
 Здесь вы можете найти все новые наборы LEGO, которые мы выпустили за последние 2 месяца. От строительных игрушек до сложных предметов коллекционирования, есть широкий выбор для открытия. Просмотрите широкий ассортимент LEGO и отфильтруйте по возрасту, цене, интересу и другим параметрам.
Здесь вы можете найти все новые наборы LEGO, которые мы выпустили за последние 2 месяца. От строительных игрушек до сложных предметов коллекционирования, есть широкий выбор для открытия. Просмотрите широкий ассортимент LEGO и отфильтруйте по возрасту, цене, интересу и другим параметрам. США[36]
США[36] 5
5 5
5 6 900 03
6 900 03 2
2

 Состояние: в отличном состоянии, после капитального ремонта. Страна происхождения: Италия. Местонахождение: Ставропольский край. Цена: по запросу.
Состояние: в отличном состоянии, после капитального ремонта. Страна происхождения: Италия. Местонахождение: Ставропольский край. Цена: по запросу. Состояние: очень хорошее, рабочее. Страна происхождения: Украина. Местонахождение: Тверская область; г.Москва. Цена: по запросу.
Состояние: очень хорошее, рабочее. Страна происхождения: Украина. Местонахождение: Тверская область; г.Москва. Цена: по запросу.
 Обработка ведется двумя шпинделями на двух столах соответственно — одновременно две детали, два одинаковых паза. Заготовка фиксируется на столе с помощью пневмоприжима, обработка ведется автоматически, оператор только закладывает и выгружает заготовку. Как правило, на таких станках работают два оператора. На рисунке 2 показан двухшпиндельный станок MS3112.
Обработка ведется двумя шпинделями на двух столах соответственно — одновременно две детали, два одинаковых паза. Заготовка фиксируется на столе с помощью пневмоприжима, обработка ведется автоматически, оператор только закладывает и выгружает заготовку. Как правило, на таких станках работают два оператора. На рисунке 2 показан двухшпиндельный станок MS3112. Такой цикл обработки занимает до пяти минут с загрузкой/выгрузкой. Все размеры пазов и отверстий, место их положения на двери задаются в программе. Ранее созданные программы сохраняются в памяти станка. Аналогичные автоматы существуют и для мебельных деталей, например сверлилыю-пазовальный станок с автоподачей ZXC 100 для изготовления деталей жалюзи.
Такой цикл обработки занимает до пяти минут с загрузкой/выгрузкой. Все размеры пазов и отверстий, место их положения на двери задаются в программе. Ранее созданные программы сохраняются в памяти станка. Аналогичные автоматы существуют и для мебельных деталей, например сверлилыю-пазовальный станок с автоподачей ZXC 100 для изготовления деталей жалюзи. На рисунке 5 показаны одно- и многошпиндельный долбёжные станки итальянского производства.
На рисунке 5 показаны одно- и многошпиндельный долбёжные станки итальянского производства.




 Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы.
Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Мы также уведомим вас об одобрении или отклонении вашего возмещения.  Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу
Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу 

 д. Это очень разнообразная по виду группа режущего инструмента для обработки на токарных станках. Фасонные резцы облегчают точение радиусных и фигурных профилей. Их применение на универсальных станках безальтернативно.
д. Это очень разнообразная по виду группа режущего инструмента для обработки на токарных станках. Фасонные резцы облегчают точение радиусных и фигурных профилей. Их применение на универсальных станках безальтернативно. Такая конструкция очень удобна, т.к. при затуплении или поломки режущей кромки достаточно просто заменить ее.
Такая конструкция очень удобна, т.к. при затуплении или поломки режущей кромки достаточно просто заменить ее. 00
00 00
00 Пожалуйста, прочитайте полное раскрытие для получения дополнительной информации.
Пожалуйста, прочитайте полное раскрытие для получения дополнительной информации.
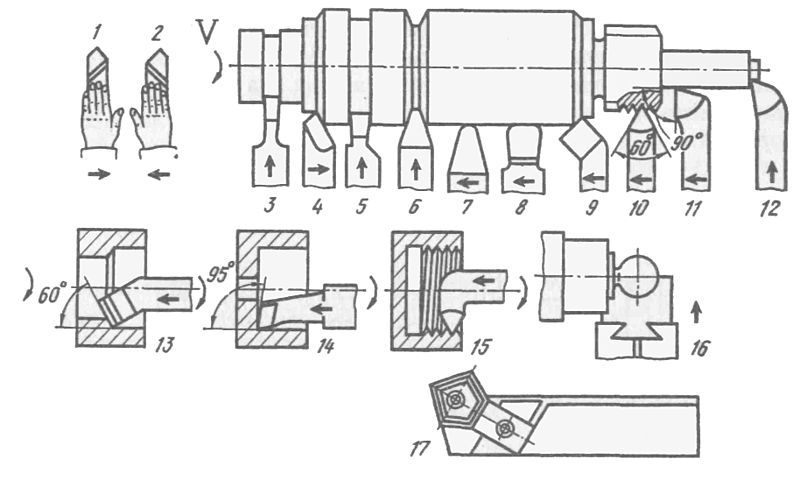



 (Studio 2 — профессиональная машина для раскроя ткани.)
(Studio 2 — профессиональная машина для раскроя ткани.)





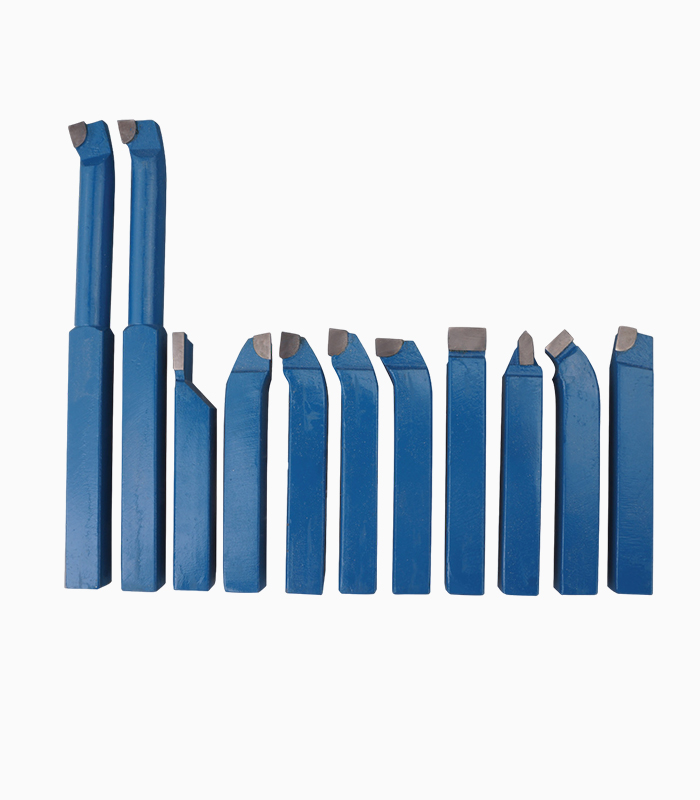 0015
0015
 (Сравните это с AccuQuilt Go!, ширина кошения которого составляет 10 дюймов.) Big Shot Plus имеет электрическую и ручную версии.
(Сравните это с AccuQuilt Go!, ширина кошения которого составляет 10 дюймов.) Big Shot Plus имеет электрическую и ручную версии.  (матрицы AccuQuilt не совместимы с Sizzix Big Shot, только с Sizzix Big Shot Plus или Big Shot Pro).
(матрицы AccuQuilt не совместимы с Sizzix Big Shot, только с Sizzix Big Shot Plus или Big Shot Pro).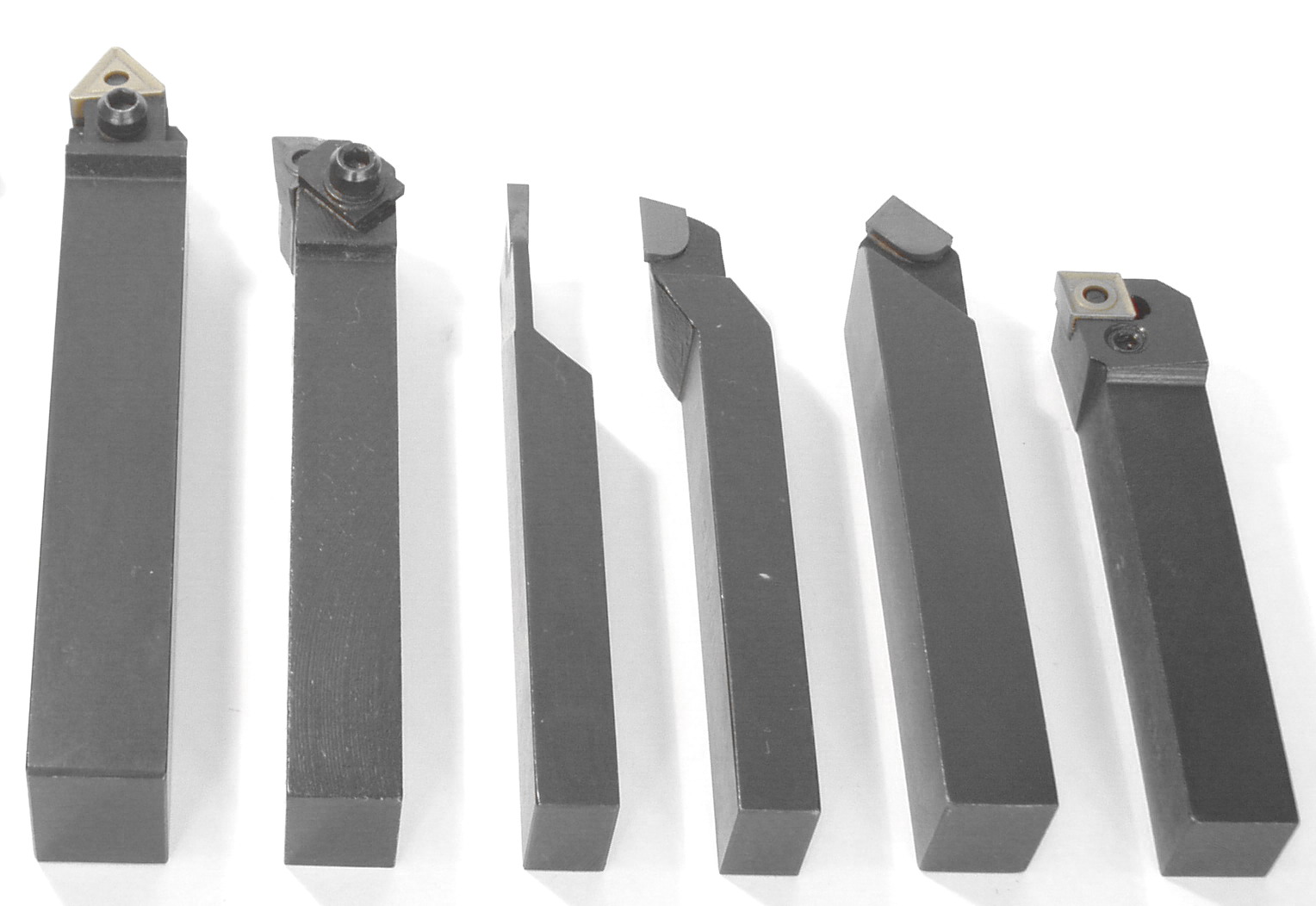

 Этот режущий станок Brother оснащен технологией автоматического датчика лезвия, которая обещает обеспечить более точную резку различных материалов.
Этот режущий станок Brother оснащен технологией автоматического датчика лезвия, которая обещает обеспечить более точную резку различных материалов. Хотя это приятная функция, я также могу создавать файлы .svg из рисунков вышивания .pes с помощью программного обеспечения для вышивания, а затем просто использовать мой Cricut для резки ткани.
Хотя это приятная функция, я также могу создавать файлы .svg из рисунков вышивания .pes с помощью программного обеспечения для вышивания, а затем просто использовать мой Cricut для резки ткани. И это приводит к большему количеству отходов ткани и не совсем чистому крою. (Машина также звучит так, будто умирает, когда режет.)
И это приводит к большему количеству отходов ткани и не совсем чистому крою. (Машина также звучит так, будто умирает, когда режет.)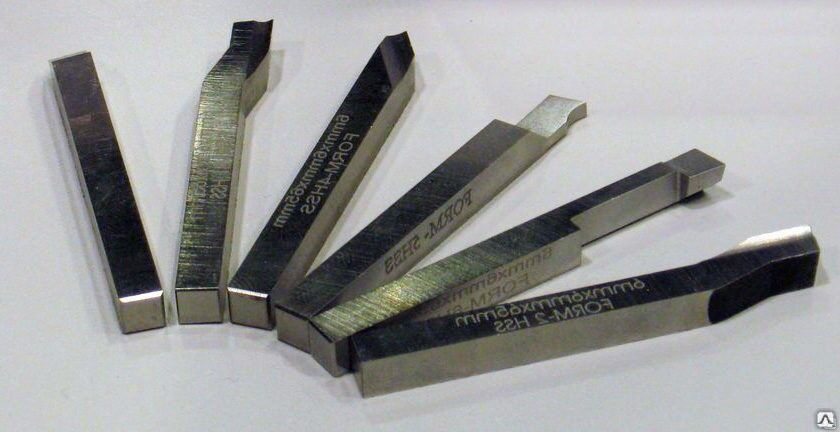 Я неохотно выложил деньги за их Silhouette Studio Business Edition, чтобы иметь эти дополнительные функции.
Я неохотно выложил деньги за их Silhouette Studio Business Edition, чтобы иметь эти дополнительные функции.
 190.30 алмазная D190x30x2,4 Z4 для дисковой пилы
190.30 алмазная D190x30x2,4 Z4 для дисковой пилы 250.30 алмазная D250x30x2,4 Z6 циркулярной пилы
250.30 алмазная D250x30x2,4 Z6 циркулярной пилы 120.20 алмазная подрезка D120x20x3,1/4,3 Z24 коническая
120.20 алмазная подрезка D120x20x3,1/4,3 Z24 коническая 125.45 алмазная подрезка D125x45x4,4/5,2 Z24 коническая для пильного центра
125.45 алмазная подрезка D125x45x4,4/5,2 Z24 коническая для пильного центра com
com com
com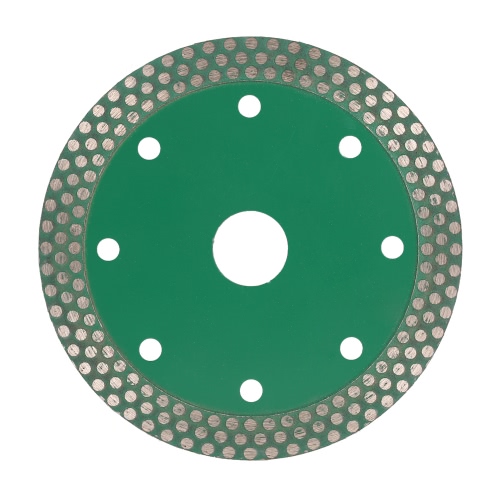 Это приобретение делает DBW одним из крупнейших поставщиков специальных буровых долот в Северной Америке.
Это приобретение делает DBW одним из крупнейших поставщиков специальных буровых долот в Северной Америке. Мир вращается вокруг графика доставки Amazon. Развлечения теперь транслируются в ваши гостиные и на смартфоны. Блокбастерное видео осталось в прошлом. То же самое и с местным поставщиком оборудования. Так почему же мы слышим: «Если вы не можете зайти и показать свой продукт… Подробнее
Мир вращается вокруг графика доставки Amazon. Развлечения теперь транслируются в ваши гостиные и на смартфоны. Блокбастерное видео осталось в прошлом. То же самое и с местным поставщиком оборудования. Так почему же мы слышим: «Если вы не можете зайти и показать свой продукт… Подробнее Связь — это металлы, которые удерживают бриллианты на месте. Связка состоит из металлического порошка. Порошок… Подробнее
Связь — это металлы, которые удерживают бриллианты на месте. Связка состоит из металлического порошка. Порошок… Подробнее

 Хорошо подходит для машин с малым диаметром колес.
Хорошо подходит для машин с малым диаметром колес. Также для алюминия, магния, латуни и т. д.
Также для алюминия, магния, латуни и т. д. Превосходный срок службы лезвия на портативных пилорамах и перепилах.
Превосходный срок службы лезвия на портативных пилорамах и перепилах.
 Имеется розетка для подключения электроинструмента мощностью 100-2000 Вт. Два режима работы: автономный (для сухой и влажной уборки) и синхронный (для работы с электроинструментом), при котором включение и отключение пылесоса происходит при включении и отключении электроинструмента. Длинный гофрированный шланг. Обрезиненный электрический кабель. Возможность использовать 3 вида фильтров, которые входят в стандартную комплектацию. Комплектуются универсальным адаптером для подсоединения электроинструмента. Для удобства перемещения пылесосы оснащены колесами.
Имеется розетка для подключения электроинструмента мощностью 100-2000 Вт. Два режима работы: автономный (для сухой и влажной уборки) и синхронный (для работы с электроинструментом), при котором включение и отключение пылесоса происходит при включении и отключении электроинструмента. Длинный гофрированный шланг. Обрезиненный электрический кабель. Возможность использовать 3 вида фильтров, которые входят в стандартную комплектацию. Комплектуются универсальным адаптером для подсоединения электроинструмента. Для удобства перемещения пылесосы оснащены колесами.
 75 кг
75 кг 200
200
 Для мастер-классов оборудована звонарская палатка со звонницей хитроумной разборно-складной конструкции. Кажется, она привезена из некоего монастыря, подробностей я не узнавал. Под верхним брусом висит икона святителя Павлина Милостивого, считающегося покровителем звонарей.
Для мастер-классов оборудована звонарская палатка со звонницей хитроумной разборно-складной конструкции. Кажется, она привезена из некоего монастыря, подробностей я не узнавал. Под верхним брусом висит икона святителя Павлина Милостивого, считающегося покровителем звонарей. Подзвонных много (если не ошибаюсь, 7), однако один из них дребезжит, и приходится его пропускать при звоне.
Подзвонных много (если не ошибаюсь, 7), однако один из них дребезжит, и приходится его пропускать при звоне. 
 Как на ладони виден Константино-Еленинский храм, про который говорилось в начале.
Как на ладони виден Константино-Еленинский храм, про который говорилось в начале.  Подумываю воспользоваться.
Подумываю воспользоваться. Реставрационные работы в храме идут, причем довольно активно, что радует.
Реставрационные работы в храме идут, причем довольно активно, что радует. А сейчас он виден не со звонницы, а со строительных лесов, опоясывающих храм. Если присмотреться, то в правом углу можно рассмотреть.
А сейчас он виден не со звонницы, а со строительных лесов, опоясывающих храм. Если присмотреться, то в правом углу можно рассмотреть.  В свечном ящике мне сказали «у нас не принято, идите лучше на Малороссейку (sic!)». Но по некоторым признакам попасть туда все-таки можно, надо лишь отловить звонаря. Попробую провернуть эту акцию в следующем году.
В свечном ящике мне сказали «у нас не принято, идите лучше на Малороссейку (sic!)». Но по некоторым признакам попасть туда все-таки можно, надо лишь отловить звонаря. Попробую провернуть эту акцию в следующем году. Приобретая комплект системы вакуумной терапии Encore Revive, вы получаете все необходимое для достижения и поддержания эрекции. Этот высокоэффективный комплексный комплект помпы для полового члена Encore Deluxe содержит запатентованную помпу для полового члена Encore и трубку, выталкиватель колец, загрузочный конус, семь натяжных колец, образец смазки, письменные инструкции, а также обучающий DVD для вашего удобства. Этот комплект Encore Revive Deluxe может работать от батареи или использоваться вручную. Он также поставляется с чехлом для удобного хранения и легкой транспортировки.
Приобретая комплект системы вакуумной терапии Encore Revive, вы получаете все необходимое для достижения и поддержания эрекции. Этот высокоэффективный комплексный комплект помпы для полового члена Encore Deluxe содержит запатентованную помпу для полового члена Encore и трубку, выталкиватель колец, загрузочный конус, семь натяжных колец, образец смазки, письменные инструкции, а также обучающий DVD для вашего удобства. Этот комплект Encore Revive Deluxe может работать от батареи или использоваться вручную. Он также поставляется с чехлом для удобного хранения и легкой транспортировки. Наслаждайтесь двухлетней гарантией при покупке этой помпы Encore для лечения эректильной дисфункции у Total Diabetes Supply.
Наслаждайтесь двухлетней гарантией при покупке этой помпы Encore для лечения эректильной дисфункции у Total Diabetes Supply. Приобретая комплект системы вакуумной терапии Encore Revive, вы получаете все необходимое для достижения и поддержания эрекции. Этот высокоэффективный комплексный комплект помпы для полового члена Encore Deluxe содержит запатентованную помпу для полового члена Encore и трубку, выталкиватель колец, загрузочный конус, семь натяжных колец, образец смазки, письменные инструкции, а также обучающий DVD для вашего удобства. Этот комплект Encore Revive Deluxe может работать от батареи или использоваться вручную. Он также поставляется с чехлом для удобного хранения и легкой транспортировки.
Приобретая комплект системы вакуумной терапии Encore Revive, вы получаете все необходимое для достижения и поддержания эрекции. Этот высокоэффективный комплексный комплект помпы для полового члена Encore Deluxe содержит запатентованную помпу для полового члена Encore и трубку, выталкиватель колец, загрузочный конус, семь натяжных колец, образец смазки, письменные инструкции, а также обучающий DVD для вашего удобства. Этот комплект Encore Revive Deluxe может работать от батареи или использоваться вручную. Он также поставляется с чехлом для удобного хранения и легкой транспортировки. Наслаждайтесь двухлетней гарантией при покупке этой помпы Encore для лечения эректильной дисфункции у Total Diabetes Supply.
Наслаждайтесь двухлетней гарантией при покупке этой помпы Encore для лечения эректильной дисфункции у Total Diabetes Supply. png»>
png»> png»>
png»>
 , LTD
, LTD , LTD
, LTD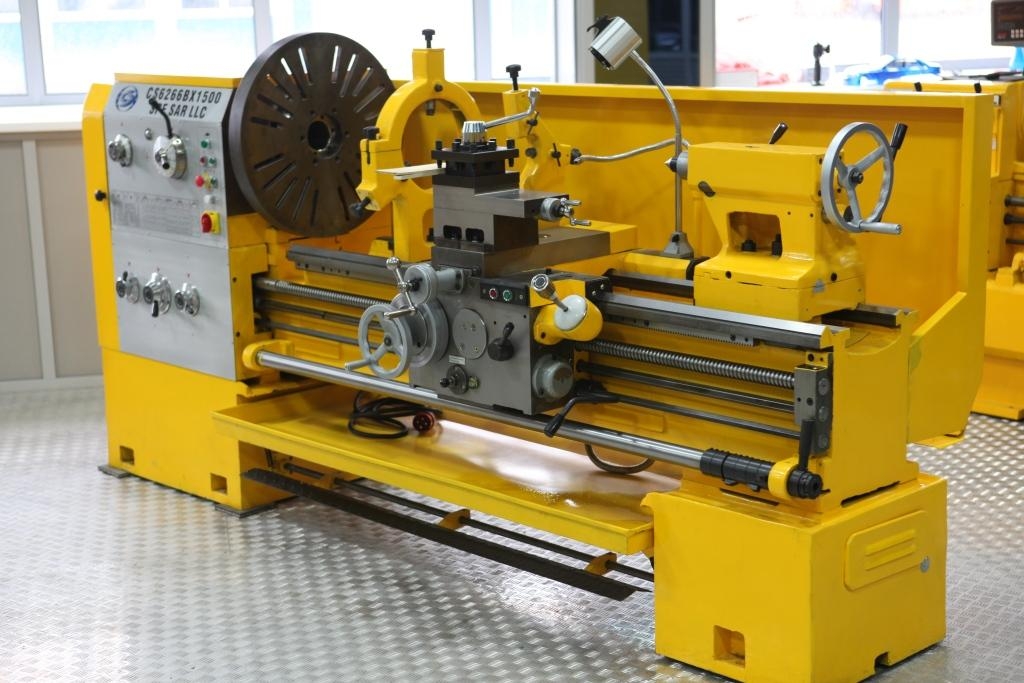 85
85
 5
5
 4
4
 5
5
 5
5
 75
75
 95
95
 5
5
 6
6
 5
5
 5
5
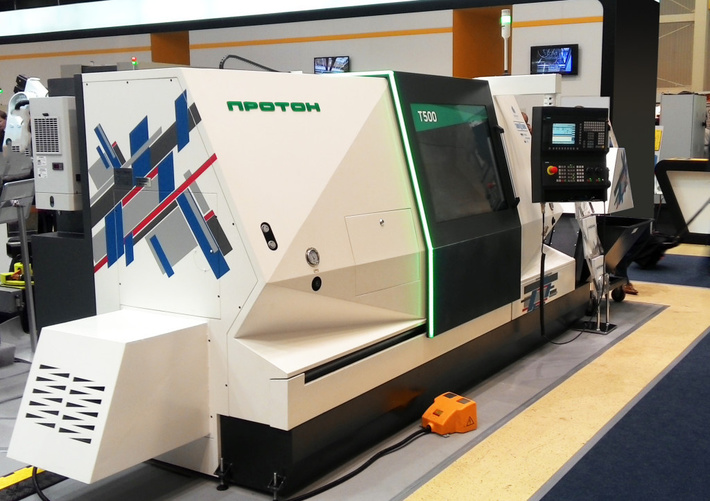
 264 SD/HD двойные интегрированные декодеры приемника
264 SD/HD двойные интегрированные декодеры приемника Это передовое решение предлагает гибкость для адаптации к различным средам и доступно в модульном и автономном форм-факторе.
Это передовое решение предлагает гибкость для адаптации к различным средам и доступно в модульном и автономном форм-факторе. рамка. Дополнительные функции решения на основе карт включают удаленный мониторинг и управление через контроллер рамы.
рамка. Дополнительные функции решения на основе карт включают удаленный мониторинг и управление через контроллер рамы. напряжение и уровень входного напряжения постоянного тока
напряжение и уровень входного напряжения постоянного тока 10 и 1040.11 IEC 60825-1
10 и 1040.11 IEC 60825-1 тока для модулей серии 2400, вход 100–240 В перем. тока с автоматическим выбором диапазона, установка внутри помещения с разъемом F-типа
тока для модулей серии 2400, вход 100–240 В перем. тока с автоматическим выбором диапазона, установка внутри помещения с разъемом F-типа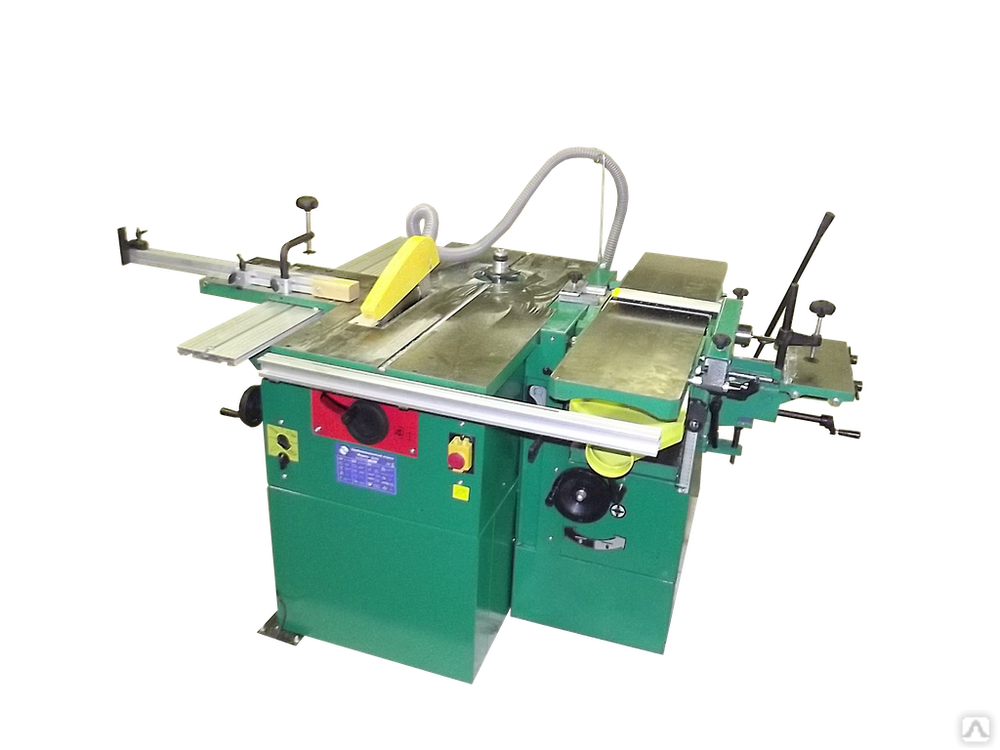

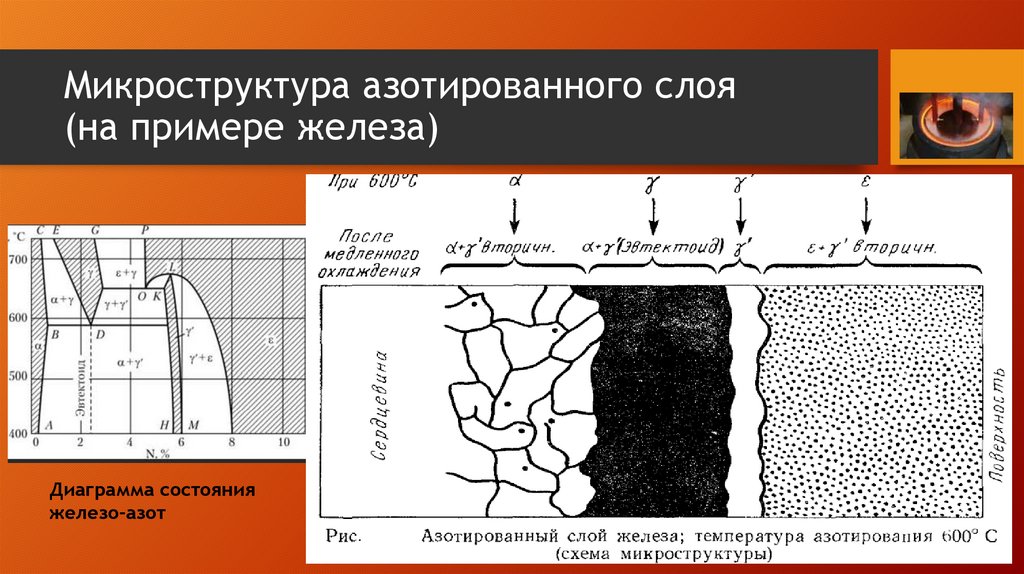
 Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
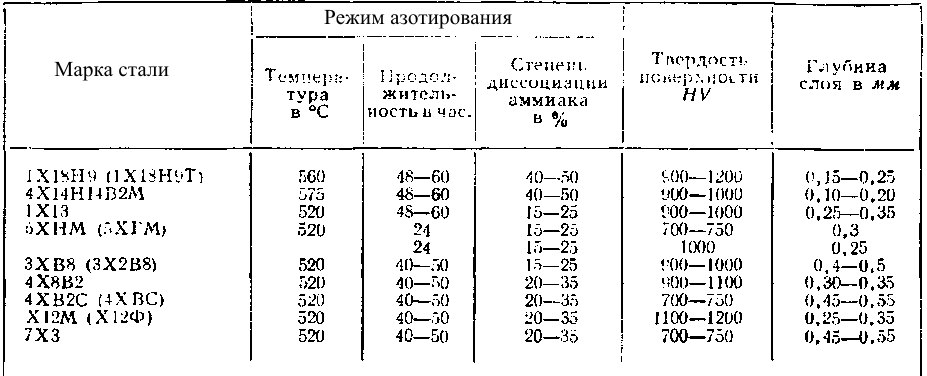 Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость: Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.

 Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).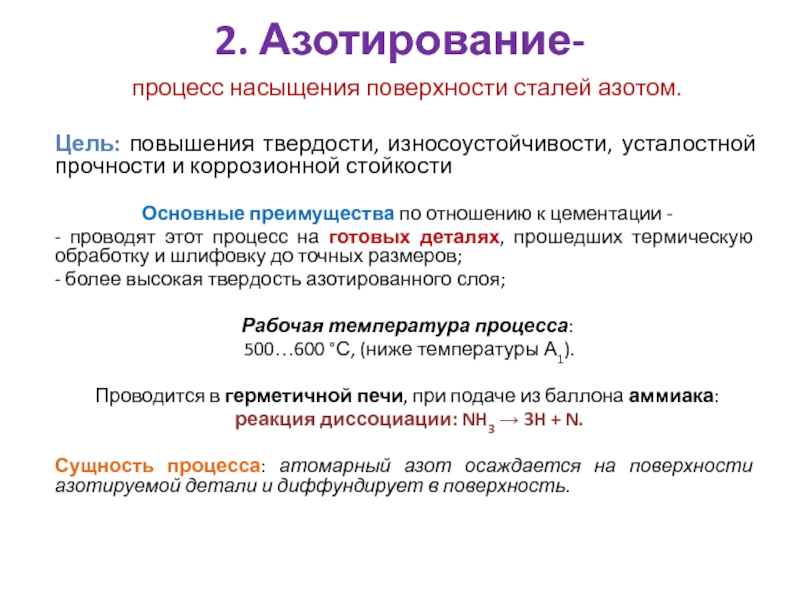
 Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.
Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут. к. после азотирования нет необходимости в дальнейшей термообработке. Как правило, после азотирования детали не имею коробления поверхностей, либо они минимальны. После азотирования детали шлифуют или полируют, либо вообще не подвергают механической обработке. Азотирование стальных изделий проводят в интервале температур 500–620 °С (в зависимости от геометрии детали, требованиям к процессу, конечным свойствам изделия и т.д. ) в аммиаке, который при нагреве диссоциирует, поставляя на поверхность активный атомарный азот:
к. после азотирования нет необходимости в дальнейшей термообработке. Как правило, после азотирования детали не имею коробления поверхностей, либо они минимальны. После азотирования детали шлифуют или полируют, либо вообще не подвергают механической обработке. Азотирование стальных изделий проводят в интервале температур 500–620 °С (в зависимости от геометрии детали, требованиям к процессу, конечным свойствам изделия и т.д. ) в аммиаке, который при нагреве диссоциирует, поставляя на поверхность активный атомарный азот: При азотировании стали при 590 ºС диффузионный слой состоит из трех фаз: ε, γ’ и α. Микроструктура азотированного слоя стали выглядит примерно так, как показано на рисунке.
При азотировании стали при 590 ºС диффузионный слой состоит из трех фаз: ε, γ’ и α. Микроструктура азотированного слоя стали выглядит примерно так, как показано на рисунке. При этих температурах и выдержке 24-60 часов возможно получение слоя 0,3-0,6 мм.
При этих температурах и выдержке 24-60 часов возможно получение слоя 0,3-0,6 мм. Часто используются температуры 500-550°С. Поскольку азотирование не включает нагрев аустенитной области и последующую закалку, азотированные детали обеспечивают минимальную деформацию и хороший контроль размеров. В большинстве коммерческих применений поверхностный слой имеет толщину до 200-300 мкм и редко превышает 600 мкм.
Часто используются температуры 500-550°С. Поскольку азотирование не включает нагрев аустенитной области и последующую закалку, азотированные детали обеспечивают минимальную деформацию и хороший контроль размеров. В большинстве коммерческих применений поверхностный слой имеет толщину до 200-300 мкм и редко превышает 600 мкм. Перед монтажом поверхность была покрыта химическим никелированием для удержания края. Вид слева показывает глубину азотированного корпуса. На правом изображении видны признаки межкристаллитных нитридов. Тон протравлен реагентом CdS от Beraha. (Предоставлено Джорджем Вандер Воортом).
Перед монтажом поверхность была покрыта химическим никелированием для удержания края. Вид слева показывает глубину азотированного корпуса. На правом изображении видны признаки межкристаллитных нитридов. Тон протравлен реагентом CdS от Beraha. (Предоставлено Джорджем Вандер Воортом). Наибольшее упрочнение достигается при 1% алюминии. Эти стали обычно закаливают и отпускают перед азотированием.
Наибольшее упрочнение достигается при 1% алюминии. Эти стали обычно закаливают и отпускают перед азотированием.
 В этом процессе при таких температурах, как газовое азотирование, используется расплавленная ванна с азотсодержащей солью, содержащей цианид или цианаты. Критические размеры могут поддерживаться за счет равномерного теплообмена расплавленной соли и за счет низких используемых температур. Азотирование расплавленной солью также происходит быстрее из-за более высокого азотного потенциала ванны по сравнению с газовым азотированием.
В этом процессе при таких температурах, как газовое азотирование, используется расплавленная ванна с азотсодержащей солью, содержащей цианид или цианаты. Критические размеры могут поддерживаться за счет равномерного теплообмена расплавленной соли и за счет низких используемых температур. Азотирование расплавленной солью также происходит быстрее из-за более высокого азотного потенциала ванны по сравнению с газовым азотированием. Благоприятное поле остаточных напряжений сжатия на поверхности детали увеличивает сопротивление усталости. Этот процесс еще больше снижает искажения, которые могут возникнуть при газовом азотировании, и обеспечивает превосходный контроль глубины слоя, химического состава и однородности.
Благоприятное поле остаточных напряжений сжатия на поверхности детали увеличивает сопротивление усталости. Этот процесс еще больше снижает искажения, которые могут возникнуть при газовом азотировании, и обеспечивает превосходный контроль глубины слоя, химического состава и однородности. 
 105 514-84
105 514-84 Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.




 Съемники подшипников могут снять поврежденный подшипник, используя рычаги, которые захватывают заднюю часть подшипника или обойму. Когда вы затягиваете центр съемника подшипника, рычаги съемника перемещаются к вам, пока деталь не выйдет. В O’Reilly Auto Parts у нас есть выбор съемников подшипников, которые помогут вам в ремонте. Также ознакомьтесь с нашими инструментами для обойм подшипников и уплотнениями, чтобы завершить работу.
Съемники подшипников могут снять поврежденный подшипник, используя рычаги, которые захватывают заднюю часть подшипника или обойму. Когда вы затягиваете центр съемника подшипника, рычаги съемника перемещаются к вам, пока деталь не выйдет. В O’Reilly Auto Parts у нас есть выбор съемников подшипников, которые помогут вам в ремонте. Также ознакомьтесь с нашими инструментами для обойм подшипников и уплотнениями, чтобы завершить работу.
 Учитывать следует не величину хода, а расстояние между жесткими упорами по измеряемой оси. Это предохранит выход из строя считывающего датчика (головки) по вине оператора либо при неисправности концевых выключателей оборудования. Рекомендуется рабочую длину электронно-цифровой линейки исходя из максимальной величины перемещения по оси +100 мм
Учитывать следует не величину хода, а расстояние между жесткими упорами по измеряемой оси. Это предохранит выход из строя считывающего датчика (головки) по вине оператора либо при неисправности концевых выключателей оборудования. Рекомендуется рабочую длину электронно-цифровой линейки исходя из максимальной величины перемещения по оси +100 мм Внешние факторы тоже немаловажны: уровень вибрации при работе оборудования, температура и т. п. Без устранения всех негативных условий, без модернизации и соблюдения правил нормальной эксплуатации станков добиться даже паспортных показателей невозможно. И прецизионная измерительная система в виде оптической линейки высокого класса точности в этом случае не поможет.
Внешние факторы тоже немаловажны: уровень вибрации при работе оборудования, температура и т. п. Без устранения всех негативных условий, без модернизации и соблюдения правил нормальной эксплуатации станков добиться даже паспортных показателей невозможно. И прецизионная измерительная система в виде оптической линейки высокого класса точности в этом случае не поможет. Уменьшение дискретности измерения (повышение точности или сужение зоны нечувствительности) требует увеличения точности изготовления стекла и нанесения рисок, что приводит к увеличению стоимости. Большое количество импульсов в итоге может стать также ограничителем максимальной скорости перемещения по оси, т.е. принимающее сигналы устройство может воспринять не все импульсы, и позиция будет потеряна
Уменьшение дискретности измерения (повышение точности или сужение зоны нечувствительности) требует увеличения точности изготовления стекла и нанесения рисок, что приводит к увеличению стоимости. Большое количество импульсов в итоге может стать также ограничителем максимальной скорости перемещения по оси, т.е. принимающее сигналы устройство может воспринять не все импульсы, и позиция будет потеряна Но цена магнитного измерителя начинает выигрывать у стоимости оптической линейки только у моделей с рабочей длиной от полуметра.
Но цена магнитного измерителя начинает выигрывать у стоимости оптической линейки только у моделей с рабочей длиной от полуметра. Серия отличается высокой дискретностью измерения (сигнал передается через каждые 1 или 5 мкм перемещения в зависимости от дискретности линейки), что сводит к минимуму позиционную ошибку. Оптические линейки снабжены корпусами, защищающими рабочие поверхности от металлической стружки, шлама, СОЖ.
Серия отличается высокой дискретностью измерения (сигнал передается через каждые 1 или 5 мкм перемещения в зависимости от дискретности линейки), что сводит к минимуму позиционную ошибку. Оптические линейки снабжены корпусами, защищающими рабочие поверхности от металлической стружки, шлама, СОЖ.
 Они дешевле и проще комплексов с ЧПУ, но позволяют пользоваться современными технологиями при модернизации станков. УЦИ (Дисплей/Позиционер) вместе с линейными датчиками чаще всего устанавливают на металлообрабатывающие токарные, фрезерные и расточные станки. Установив цифровую индикацию на станок, Вы повышаете производительность оператора и точность изготавливаемых изделий.
Они дешевле и проще комплексов с ЧПУ, но позволяют пользоваться современными технологиями при модернизации станков. УЦИ (Дисплей/Позиционер) вместе с линейными датчиками чаще всего устанавливают на металлообрабатывающие токарные, фрезерные и расточные станки. Установив цифровую индикацию на станок, Вы повышаете производительность оператора и точность изготавливаемых изделий.
 Для обеспечения надежности ее работы следует избегать использования линейки в условиях вибрации и ударов.
Для обеспечения надежности ее работы следует избегать использования линейки в условиях вибрации и ударов. Их чаще всего ставят на станки с ЧПУ. На универсальные токарные, фрезерные или расточные станки достаточно дискретности 5 мкм или 1 мкм, что обеспечивается нашими линейками.
Их чаще всего ставят на станки с ЧПУ. На универсальные токарные, фрезерные или расточные станки достаточно дискретности 5 мкм или 1 мкм, что обеспечивается нашими линейками. тока ±5 %
тока ±5 %
 тока ±5 %
тока ±5 %
 ..
.. ..
.. ..
.. ..
.. ..
..
 ..
.. ..
..
 Специальные линзы и зеркала дают возможность получить необходимый диаметр лазерного излучения.
Специальные линзы и зеркала дают возможность получить необходимый диаметр лазерного излучения.
 Паста же, напротив, наносится тоненькой кисточкой. Чем тоньше слой, тем лучше.
Паста же, напротив, наносится тоненькой кисточкой. Чем тоньше слой, тем лучше. После просушки можно приступить непосредственно к гравировке. После нанесения гравюры промыть изделие в теплой воде. Вот и все! Ваше изделие готово.
После просушки можно приступить непосредственно к гравировке. После нанесения гравюры промыть изделие в теплой воде. Вот и все! Ваше изделие готово. Металл – достаточно капризный материал, особенно лакированный, поэтому перед тем, как Вы решите выгравировать на своих карманных часах свой родовой герб, помните: лучше всего гравировке поддаются изделия из меди и латуни. Есть некоторые металлы, которые, хотя, намного прочнее и тверже, все равно дают себя отгравировать. Например, алюминий, углеродистая сталь, никель, бронза. Они тоже потребуют для себя не слишком мощного лазера. Ну а со всеми остальными металлами придется либо обратиться в специальную фирму по нанесению гравировок, либо отказаться от этой идеи.
Металл – достаточно капризный материал, особенно лакированный, поэтому перед тем, как Вы решите выгравировать на своих карманных часах свой родовой герб, помните: лучше всего гравировке поддаются изделия из меди и латуни. Есть некоторые металлы, которые, хотя, намного прочнее и тверже, все равно дают себя отгравировать. Например, алюминий, углеродистая сталь, никель, бронза. Они тоже потребуют для себя не слишком мощного лазера. Ну а со всеми остальными металлами придется либо обратиться в специальную фирму по нанесению гравировок, либо отказаться от этой идеи.
 Алюмамарк – это недостаточно прочный материал и недостаточно твердый для прямой лазерной обработки. Если не вывести маркированный материал из фокуса, то лазер может прожечь тонкий поверхностный слой или сделать изображение серым, после чего его никак не сделать черным.
Алюмамарк – это недостаточно прочный материал и недостаточно твердый для прямой лазерной обработки. Если не вывести маркированный материал из фокуса, то лазер может прожечь тонкий поверхностный слой или сделать изображение серым, после чего его никак не сделать черным. Этот металл устойчив к стиранию. Имеет покрытие различных цветов: синего, зеленого, черного, красного, глянцевого и матового. Используется для изготовления табличек, номерков, шильд и других деталей офисного интерьера.
Этот металл устойчив к стиранию. Имеет покрытие различных цветов: синего, зеленого, черного, красного, глянцевого и матового. Используется для изготовления табличек, номерков, шильд и других деталей офисного интерьера.
 Можно делать любое нанесение от текста до логотипа. Специальное оборудование для такой гравировки находится
Можно делать любое нанесение от текста до логотипа. Специальное оборудование для такой гравировки находится
 … читать полностью
… читать полностью В ходе этого процесса создается поверхностный слой путем плавления и одновременного нанесения практически любого данного материала. Наполнитель может поставляться либо в виде порошка , либо в виде порошка , т.е. в виде металлического порошка или со сварочной проволокой . Когда лазерное напыление металла осуществляется с использованием порошка , лазер обычно нагревает заготовку расфокусированным лазерным лучом и плавит ее локально. Одновременно вводят инертный газ в смеси с мелкодисперсным металлическим порошком. Металлический порошок плавится в зоне нагрева, а сплавляется с поверхностью заготовки.
В ходе этого процесса создается поверхностный слой путем плавления и одновременного нанесения практически любого данного материала. Наполнитель может поставляться либо в виде порошка , либо в виде порошка , т.е. в виде металлического порошка или со сварочной проволокой . Когда лазерное напыление металла осуществляется с использованием порошка , лазер обычно нагревает заготовку расфокусированным лазерным лучом и плавит ее локально. Одновременно вводят инертный газ в смеси с мелкодисперсным металлическим порошком. Металлический порошок плавится в зоне нагрева, а сплавляется с поверхностью заготовки.
 Никаких дополнительных инструментов для этого процесса не требуется, что упрощает его выполнение.
Никаких дополнительных инструментов для этого процесса не требуется, что упрощает его выполнение. Цель проекта ProLMD — промышленная реализация гибридных производственных процессов с использованием лазерных технологий. Робот Quantec KR 90 HA строит новые конструкции слой за слоем на базовом компоненте, изготовленном традиционным способом. Благодаря использованию волоконно-оптической системы робот остается практически неограниченным в своем рабочем пространстве. Это позволяет гибко реагировать на геометрию и размер компонентов — даже в случае небольших партий. разработка локальной интегрированной системы защитного газа , которая развертывается только при необходимости, дает дополнительные преимущества. Эта система дополнена новыми лазерными обрабатывающими головками, в которых в качестве наполнителя используется как проволока, так и порошок, а также системой автоматизированного производства (CAM), подходящей для гибридного производства. В рамках ProLMD исследуются несколько наполнителей с целью разработки высокоэффективных процессов лазерного осаждения материалов.
Цель проекта ProLMD — промышленная реализация гибридных производственных процессов с использованием лазерных технологий. Робот Quantec KR 90 HA строит новые конструкции слой за слоем на базовом компоненте, изготовленном традиционным способом. Благодаря использованию волоконно-оптической системы робот остается практически неограниченным в своем рабочем пространстве. Это позволяет гибко реагировать на геометрию и размер компонентов — даже в случае небольших партий. разработка локальной интегрированной системы защитного газа , которая развертывается только при необходимости, дает дополнительные преимущества. Эта система дополнена новыми лазерными обрабатывающими головками, в которых в качестве наполнителя используется как проволока, так и порошок, а также системой автоматизированного производства (CAM), подходящей для гибридного производства. В рамках ProLMD исследуются несколько наполнителей с целью разработки высокоэффективных процессов лазерного осаждения материалов.
 В LMD на основе порошка (p-LMD) сопло наносит металлический порошок на заготовку, где волоконный лазер (параллельно соплу) плавит и порошок, и заготовку в ванну расплава. Это сопло перемещается по плоскости сборки, нанося порошкообразный материал и сплавляя его с заготовкой, придавая ей желаемую форму. Существует также так называемое напыление металла с помощью проволочного лазера (w-LMD), которое работает так же, за исключением того, что вместо металлического порошка используется металлическая проволока.
В LMD на основе порошка (p-LMD) сопло наносит металлический порошок на заготовку, где волоконный лазер (параллельно соплу) плавит и порошок, и заготовку в ванну расплава. Это сопло перемещается по плоскости сборки, нанося порошкообразный материал и сплавляя его с заготовкой, придавая ей желаемую форму. Существует также так называемое напыление металла с помощью проволочного лазера (w-LMD), которое работает так же, за исключением того, что вместо металлического порошка используется металлическая проволока.
 В устройствах типа 3D-принтеров эти модели обычно представляют собой файлы .STL, которые можно нарезать на слои с помощью так называемого программного обеспечения для нарезки. В целях наплавки и ремонта оборудование LMD будет управляться сгенерированной траекторией инструмента, как и другие производственные инструменты на основе робототехники. После этого шага в сопло(а) подается металлический порошок или проволока и подается защитный газ (обычно аргон). Защитный газ используется для предотвращения окисления металла в присутствии лазера и может присутствовать или отсутствовать в зависимости от конкретных моделей/материалов (хотя обычно он включен).
В устройствах типа 3D-принтеров эти модели обычно представляют собой файлы .STL, которые можно нарезать на слои с помощью так называемого программного обеспечения для нарезки. В целях наплавки и ремонта оборудование LMD будет управляться сгенерированной траекторией инструмента, как и другие производственные инструменты на основе робототехники. После этого шага в сопло(а) подается металлический порошок или проволока и подается защитный газ (обычно аргон). Защитный газ используется для предотвращения окисления металла в присутствии лазера и может присутствовать или отсутствовать в зависимости от конкретных моделей/материалов (хотя обычно он включен). Эти слои могут быть наложены друг на друга и поддерживаются однородными с помощью оптики с автоматическим управлением и интеллектуальных сенсорных систем. Процесс продолжается до тех пор, пока деталь не будет закончена или не будет достигнуто соответствующее количество плакирования/покрытия/ремонта.
Эти слои могут быть наложены друг на друга и поддерживаются однородными с помощью оптики с автоматическим управлением и интеллектуальных сенсорных систем. Процесс продолжается до тех пор, пока деталь не будет закончена или не будет достигнуто соответствующее количество плакирования/покрытия/ремонта. LMD работает не только как инструмент аддитивного производства, но и как высокоточный сварочный инструмент, инструмент для наплавки, ремонтный инструмент и т. д., что делает его универсальным процессом, который значительно увеличивает производственные возможности.
LMD работает не только как инструмент аддитивного производства, но и как высокоточный сварочный инструмент, инструмент для наплавки, ремонтный инструмент и т. д., что делает его универсальным процессом, который значительно увеличивает производственные возможности.

 В этом разделе будут кратко описаны некоторые из наиболее распространенных применений технологии LMD, но следует отметить, что теоретически ее можно использовать для бесконечного числа приложений.
В этом разделе будут кратко описаны некоторые из наиболее распространенных применений технологии LMD, но следует отметить, что теоретически ее можно использовать для бесконечного числа приложений. Мы надеемся, что эта краткая статья показала, что такое LMD, как он работает и является ли он хорошим дополнением к вашим производственным возможностям. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть сведения о конкретных продуктах.
Мы надеемся, что эта краткая статья показала, что такое LMD, как он работает и является ли он хорошим дополнением к вашим производственным возможностям. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть сведения о конкретных продуктах.