Почта России (EMS) по России и международные отправления
Подробнее о способах доставки
На сегодня возможны следующие способы оплаты:
Наличный расчет. Оплата производится наличными курьеру при доставке или в магазине при самовывозе. Вместе с товаром передается товарный и кассовый чеки, а также гарантийный талон.
Безналичный расчет Оплату товара можно произвести безналично. Для этого необходимо отправить нам реквизиты вашего Юр. лица (ООО, ОАО, ИП и т.д.) и контактную информацию для выставления счета безналичного расчета.
Прочие способы оплаты Альтернативные способы оплаты согласовываются с менеджером магазина.
Фреза двухзаходная 4х10х50 REISS
Фреза двухзаходная 6х16х50 STRONG
Также обратите внимание
Вы просматривали
Не нашли то, что искали? Спросите у менеджера!
Олег Юханов +7(960) 482-88-66
Евгений Шевченко +7(918) 019-00-09
Доставка
Оплата
Заточка инструмента
Ремонт шпинделей
Скачать прайс
Написать в WhatsApp
Фрезы и граверы для ЧПУ
Фрезы REISS
Фрезы ARDEN
Фрезы Tideway
Фрезы спиральные
Фрезы долбёжные
Фрезы концевые со сменными ножами
Ножи для фрез сменные
Граверы конические
Свёрла монолитные
Свёрла чашечные
Свёрла глухие
Свёрла сквозные
Фрезы Fiolent
Комплектующие для ЧПУ
Шпиндели для станков с ЧПУ
Цанги и гайки
Подшипники для шпинделей ЧПУ
Щетки для шлифовки дерева
Чиллеры
Контроллеры
Поворотные оси
Инверторы
Аксессуары
Трансформаторы
Системы пылеудаления
Помпы, системы охлаждения
Фокусирующие линзы и зеркала
Инструмент
Фрезы насадные
Дисковые пилы
Ленточные и рамные пилы по дереву
Ножи строгальные Pilana
Шаблоны для врезки петель и замков
Контакты
Дилерам
Фреза по металлу STRONG тип N 12 мм
Самовывоз возможен только после подтверждения заказа!
Главная \ Оснастка и расходка \ Шарошки-Борфрезы по металлу \ Шарошки по металлу тип N \ Фреза по металлу STRONG тип N 12 мм
Находится в разделах: Шарошки по металлу тип N
Описание
Параметры
Артикул:
СТM-51715012
Бренд:
Strong
Страна-производитель:
Китай
Тип товара:
Фреза по металлу
Вес:
0. 2 кг.
Материал:
ВК8
Основные параметры расходного материала
Наконечник:
Тип N (со сфероконическим торцом)
Рабочий инструмент:
Бормашина
Сверлильный станок
Дрель
Перфоратор в безударном режиме
Шуруповерт
Тип хвостовика:
Цилиндрический
Тип фрезы:
Борфреза (шарошка)
Размеры
Диаметр:
12 мм
Технические характеристики
Габаритные размеры:
170х75х70 мм
Дополнительная информация
Работа по основаниям:
Алюминий
Металл
Поликарбонат
Композиты
Пластмасса
Цинк
Применение:
Разделка кромок, снятие заусенцев и фасок и обработка алюминия, композитных материалов, пластика и поликарбонатов, цветных металлов и сплавов, цинка
Борфреза (шарошка) по металлу Стронг СТМ-517 тип Nх12 мм – износостойкий и надежный расходный материал для дрели, сверлильных станков и некоторых других электроинструментов, используемых при разделке кромок, снятии заусенцев и фасок с металлических заготовок и с изделий из композитных материалов. Изготовлена из особопрочного сплава. Имеет специальную насечку для более качественной и эффективной обработки поверхности. Не допускает возникновения больших вибраций при работе и обеспечивает гладкую полировку и чистоту поверхности. Борфреза такого типа обладает высокой износостойкостью и имеет большой рабочий ресурс.
Штрихкод
#Н/Д
Назад
Фрезерование — Tungaloy America, Inc.
Растущий спрос на сложные материалы и специальные решения для фрезерования стимулирует технологические разработки Tungaloy для создания уникальных решений для обработки, где необходимы высокая экономическая эффективность и производительность. Инновационные геометрии и сплавы Tungaloy разработаны для достижения самых высоких стандартов в фрезерных операциях для решения любых задач механической обработки.
Фрезерование с высокой подачей
DoFeedTri
Фрезы для больших подач с прочными двусторонними пластинами с шестью режущими кромками
ø16 – ø50 мм – (APMX): 1 мм
AddDoFeed
DoFeed
Серия фрез для больших подач для максимальной производительности
ø20 – мм – (APMX): 1,5 мм
TungForceFeed
Фреза малого диаметра с высокой подачей и прочной конструкцией, обеспечивающей стабильность и эффективность
ø8 – ø25 мм – (APMX): 0,5 мм
DoTwistBall
Уникальная конструкция пластин, обеспечивающая высокую стабильность и невероятную производительность
ø20 – ø63 мм – (APMX): 2 мм
MillQuadFeed
Новое поколение высокоуниверсальных фрез с большими подачами
ø25 – ø160 мм – (APMX) 2,5 мм
Dofeedquad
Super-Feed Feef Feeling Fliging Flighing Cutter с 8 передовой вставкой
Ø50-Ø125 мм-(APMX): 2,0 мм
.
Смешание. кромочные пластины с легкорежущей торцовой фрезой
ø50 – ø160 мм – (APMX): 3 мм
CeramicSpeed-Mill
Высокопроизводительная фреза с керамическими пластинами для обработки жаропрочных сплавов
ø50,35 – ø67,37 мм – (APMX): 2 мм
ø50 – ø160 мм – (APMX): 4,5 мм
ø25 – ø125 мм – (APMX): 4 мм
DoQuad-Mill
Торцевая фреза с пластиной с 8 режущими кромками для максимального зазора
– ø1500 мм (APMX): 9,5 мм
DoTriple-Mill
Универсальные торцевые фрезы для широкого спектра материалов
ø50 – ø160 мм – (APMX): 6 мм
DoOcto
Идеально подходит для торцевого фрезерования стали и чугуна
ø63 – 315 мм (AMMX): 7,5 мм обработка поверхности
ø32 – ø160 мм – (APMX): 6,4 мм
ø50 – ø125 мм – (APMX): 8 мм
Фрезерование уступов
операции с деталями из титанового сплава и чугуна
ø50 – ø66 мм – (APMX): 54 / 76,5 мм
DoForce-Tri
Высокопроизводительная и экономичная фреза для уступов
ø18 – ø160 мм – (APMX): 11 мм
9019 Tung
Фреза для обработки уступов с экономичными пластинами и исключительной устойчивостью к вибрации
ø8 – ø160 мм – (APMX): 3,5 / 6 / 10 / 15 мм
TungTri-Shred
Высокопроизводительная фреза для черновой обработки с зубчатыми кромками
– ø ø100 мм – (APMX): 76 мм
TungForce-Rec
Универсальная фреза для фрезерования уступов с уникальным V-образным дном пластины для максимальной производительности
ø6 – ø63 мм – (APMX): 11,5 мм
TungRec
Превосходное качество поверхности и точность стенки при фрезеровании уступов
5 ø12–160 мм – (APMX): 16,7 мм
TungQuad
Идеальный инструмент для фрезерования мелких деталей на небольших станках
ø12–ø40 мм – (APMX): 4 мм
DoRec
Фреза для фрезерования уступов с прочной и гладкой фрезой режущие кромки
ø25 – ø160 мм – (APMX): 16 мм
TecMill
Фреза для обработки уступов для черновой обработки на станках среднего и большого размера
ø32 – ø250 мм – (APMX): 15,1 мм 901lu Tung-lu
Уступная фреза для высокоскоростной обработки алюминия и цветных металлов
ø25 – ø125 мм – (APMX): 16 мм
Фрезерование пазов
Серия SlotMill
Серия фрез для фрезерования пазов для стабильной работы со стружкой контроль
ø63 – ø250 мм – (APMX): 14 – 82 мм
Фрезерование профиля
ø40 – 80 мм – (APMX): 6 мм
ø16 – ø40 мм
BallRoughNose
Сменные шаровые концевые фрезы для черновой обработки
ø16 – ø25 мм – (APMX): 17,7 мм
DoTwistBall
0005
ø20 – ø63 мм – (APMX): 2 мм
BallFinishNose
Концевая фреза со сменными пластинами для высокоточной чистовой обработки
ø8 – ø32 мм – (APMX): 1,28 мм
DoMini-1 Mill
-от чистовой до чистовой с двусторонней положительной пластиной
ø16 – ø25 мм – (APMX): 1 мм
FixRMill
Наиболее подходит для радиусной фрезы для профильного фрезерования сложных деталей и обработки цветных металлов
ø20 – 66 мм – (APMX): 8 мм
Thread Milling
ThreadMilling
Various type of tools for thread milling
ø0. 72– ø80 mm – (APMX): 58.5 mm
Others
TCB
Multifunctional counterboring tool with enriched tool diameter линейка
ø10 – ø59 мм – (APMX): 10 мм
Концевые фрезы
DoMultiRec
Многофункциональная фреза с центральной режущей кромкой
мм ø16 – 1MX26 мм:0005
TungMeister
Концевая фреза со сменными головками для сокращения времени смены инструмента
ø5 – ø32 мм – (APMX): 38 мм
SolidMeister
Мощные концевые фрезы с превосходной производительностью 92 мм
Согласие на управление
TTC 10-041-024 Боковые фрезы размером 2-1/2 дюйма
Нажмите на изображение, чтобы увеличить
Технические характеристики Подробности Отзывы
Дополнительная информация
Марка
ТТК
Диаметр отверстия
7/8 дюйма
Инструментальный материал
Быстрорежущая сталь
Размер
2-1/2 дюйма
Ширина лица
3/8″
Зубья
С периферийными и ступенчатыми боковыми режущими зубьями
Кол-во зубьев
of Teeth»> Смешанный
Финишное покрытие
Яркая и черная отделка
Первый выбор Для:
Сталь
Твердость
от 58 до 60 RC
Метод изготовления
Грунт из твердого тела
Модель №
10-041-024
Стойка 65
Да
UNSPSC
23241623
Вес
0,375 фунта.
Диапазон материалов заготовки
Сталь, цветные металлы, чугун, пластмасса
Страна происхождения
ИМПОРТ
Многие продукты для металлообработки содержат металлы, которые включены в последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Уменьшение вибрации с помощью фрез TTC со смещенными зубьями. Независимо от того, фрезеруете ли вы пазы, канавки и выполняете другие операции, фрезы TTC из быстрорежущей стали могут быть более производительными благодаря большому удалению стружки. Фрезы серии HSS со смещенными зубьями марки TTC отшлифованы из цельного куска и хорошо подходят для обработки различных черных и цветных металлов. Яркая и черная отделка на внешней поверхности делает его более долговечным, чем обычные резаки. Доступен большой ассортимент различных размеров 2-1/2, 3, 4, 6, 8, 10 дюймов, снабженных монтажными отверстиями на оправке от 7/8 до 1-1/2 дюйма. Торговая марка TTC используется тысячами небольших мастерских, ремонтных мастерских и мастеров-любителей по всему миру. Здесь вы найдете широкий ассортимент радиусных и режущих инструментов из твердосплавной и быстрорежущей стали, абразивы, удерживающие приспособления и многое другое от бренда TTC. Все продукты TTC поставляются по всему миру и соответствуют стандартным допускам и требованиям ANSI. Этот бренд является лучшим выбором для обычных материалов, краткосрочных работ и проектов общего назначения.
Обеспечивает отличный отвод стружки и снижение вибрации
Области применения
Для фрезерования глубоких пазов, канавок и других операций, когда для обработки используются одна или обе периферийные или боковые режущие кромки.
Если задаться целью и собрать фрезерный станок своими руками, то можно получить в свое распоряжение эффективное устройство, позволяющее выполнять множество технологических операций по металлу и другим материалам. Серийные модели такого оборудования давно и хорошо известны, они активно используются на большинстве производственных предприятий, работающих в различных отраслях промышленности. Отличает такие станки широкий функционал, позволяющий обрабатывать с их помощью заготовки из металла, древесины и ряда других материалов.
Пример фрезерного станка, сделанного своими руками
Зная обо всех преимуществах подобного устройства, многие домашние мастера задаются вопросом, как сделать фрезерный станок, используя доступные и недорогие комплектующие. Следует сразу сказать, что изготовить такой станок возможно, более того, можно дополнительно наделить его функциями, которые присущи не только фрезерному, но и токарному оборудованию.
Наиболее простым в исполнении является фрезерный станок вертикального типа. Собрать его можно на основе ручной дрели, затратив на это совсем немного времени и сил. Для того чтобы своими руками сделать более функциональный фрезерный мини-станок для своей домашней мастерской, вы должны найти другие комплектующие и располагать большим количеством времени, но и такая задача вполне решаема.
Собираясь своими руками изготовить фрезерный станок по металлу и дереву, очень важно обратить внимание на то, что работать устройство должно по такому же принципу, что и серийное оборудование. Чтобы соблюсти это важное требование, можно ознакомиться с чертежами серийного оборудования и посмотреть видео процесса работы заводского станка.
Фрезерные столы нередко называют фрезерными станками, однако их конструкции принципиально разнятся
Часто фрезерным станком называют фрезерный стол. Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.
Задачи фрезерного оборудования
У тех, кто часто работает в своей домашней мастерской, нередко возникает необходимость обработки различных изделий, изготовленных из древесины и металла. Не все операции с такими изделиями можно выполнить, располагая лишь ручными инструментами, часто для этого требуется специальное оборудование. Конечно, можно обратиться в мастерскую, но за оказанные ею услуги потребуется заплатить.
Именно в таких ситуациях и может выручить домашний фрезерный станок, собрать который вполне по силам каждому человеку, умеющему работать руками. Став обладателем подобного оборудования, можно будет выполнять на нем обработку заготовок как из металла, так и из древесины. В зависимости от наличия в вашем распоряжении тех или иных комплектующих, можно изготовить как простейший самодельный фрезерный станок по металлу, так и более сложное устройство, относящееся уже к токарно-фрезерной категории.
Компактный фрезерный мини-станок, сделанный в домашних условиях
Как было сказано выше, простейший мини-станок собирается на основе обычной дрели. Принцип работы такого оборудования аналогичен функционированию серийных станков подобного типа. Несмотря на то, что функциональные возможности мини-станка, изготовленного на основе дрели, несколько скромнее, чем у более сложного самодельного оборудования, и такому устройству в любой домашней мастерской всегда найдется применение.
Для того чтобы своими руками сделать более функциональный и сложный настольный станок, потребуется мощный электродвигатель, а также еще целый перечень специфических комплектующих. Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.
Прежде чем своими руками делать фрезерный станок, следует изучить принцип работы серийного оборудования, посмотреть видео его функционирования, составить чертеж, подготовить обязательные комплектующие и инструменты, которые понадобятся для сборки вашего домашнего станка.
Самодельный фрезерный станок: вариант №1
Самодельный станок и этапы его изготовления на фото ниже
Координатный стол G5757 «Прома» установлен на основании
Ходовой винт координатного стола
Площадка для крепления шпинделя (выбрана фрезером)
Основание со стойкой, направляющей и столиком
Пара гирь от рычажных весов обеспечила вылет шпинделя
Тиски
Крепление двигателя
Крепление двигателя (вид сбоку)
Приводной ремень
Самодельный фрезерный станок: вариант №2
Самодельный станок под дрель или ручной фрезер с самостоятельно изготовленными механизмами подачи фрезы и перемещения рабочего стола. Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка.
Неплохой функционал и довольно простая конструкция
Автор объясняет процесс изготовления стойки для дрели, которая впоследствии станет фрезерным станком.
Разбор создания системы подачи фрезы, а также крепления фрезера (или дрели) к стойке станка с возможностью смены инструмента.
Разбор привода координатного стола для обеспечения возможности перемещения заготовки относительно фрезы.
Конструкция и принцип действия оборудования
Если посмотреть на чертеж профессионального станка фрезерной группы, то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов. Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.
Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины
Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки. Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью.
Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей. Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть.
Крупный станок с мощным электродвигателем
При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования.
Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров. К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить.
Еще один вариант самодельного фрезерного станка
Процесс сборки фрезерного стола
Приступать к сборке самодельного станка для дома следует с изготовления рабочего стола – важнейшей конструктивной части фрезерного оборудования. Рабочий стол домашнего станка можно своими руками изготовить из листа фанеры, оргстекла или листового металла.
Из расходных материалов вам понадобятся качественный контактный клей, двухсторонний скотч и много наждачной бумаги. Кроме того, необходимо будет приобрести несколько струбцин, метизы и качественный копировальный фрезер, который должен отличаться максимальной точностью, иметь острую режущую поверхность. Именно от того, насколько качественный фрезер вы приобретете, во многом будут зависеть технические возможности вашего настольного станка.
Чертеж фрезерного станка, сделанного по типу фрезерного стола (нажмите, чтобы увеличить)
Для изготовления фрезерного оборудования своими руками воспользуйтесь следующей инструкцией.
Первым этапом сборки самодельного станка является изготовление крышки. В качестве материала для нее можно использовать фанеру. Несложный процесс изготовления данного элемента выглядит следующим образом: из фанеры вырезаются заготовки определенных размеров, затем они соединяются между собой.
Следующий этап сборки домашнего мини-станка — это монтаж крепежных элементов, установка фрезера и остальных конструктивных частей. Поскольку вы занимаетесь изготовлением фрезерного оборудования, то все работы следует выполнять с повышенной аккуратностью и точностью.
После сборки рабочего стола на него необходимо установить монтажную пластину. С этой целью в поверхности рабочего стола делается углубление, контуры которого полностью повторяют форму монтажной пластины. В таком углублении монтажная пластина фиксируется при помощи двухстороннего скотча. Далее по всему контуру пластины с определенным шагом укладываются прокладки, которые прижимаются к ней при помощи струбцин.
Сам рабочий орган станка — копировальный фрезер — устанавливается в подшипниковые узлы, сборке которых следует уделить особое внимание.
Все технологические отверстия, необходимые на поверхности рабочего стола, можно получить при помощи обычной ручной дрели.
В вашем настольном мини-станке будет ряд деревянных поверхностей, которые необходимо тщательно отшлифовать при помощи наждачной бумаги.
Следующий этап изготовления самодельного станка — это сборка основания, которую необходимо осуществлять в строгом соответствии с предварительно подготовленным чертежом.
Особое внимание при сборке станка следует уделить процессу монтажа упора и прижимной гребенки.
Общий вид и кинематическая схема фрезерного стола
Все конструктивные элементы самодельного фрезерного оборудования, о которых говорилось выше, оказывают большое влияние на работоспособность, точность и надежность станка, поэтому к вопросам их изготовления и установки следует подойти очень ответственно и аккуратно.
Чтобы ваш фрезерный станок, сделанный своими руками, был надежным, долговечным, точным и выглядел презентабельно, необходимо выполнить ряд завершающих процедур по его сборке.
Все деревянные поверхности станка следует не только тщательно отшлифовать, но и обработать специальной масляной пропиткой, которая защитит их от негативного воздействия внешней среды.
Органы управления фрезерным станком, а также все выключатели, необходимые для его полноценной работы, нужно разместить в доступном и удобном месте.
Немаловажной деталью станка является специальный патрубок, к которому присоединяется шланг пылесоса, отвечающий за удаление мелких стружек из зоны обработки.
При изготовлении домашнего фрезерного станка надо действовать в строгом соответствии с чертежом и с алгоритмом сборки. При выполнении этих условий, а также при соблюдении аккуратности и точности сборочных работ можно рассчитывать на то, что ваше мини-оборудование будет долго радовать вас своей функциональностью, производительностью, точностью и надежностью.
Фрезерный станок по металлу своими руками (47 фото)
Фрезерный станок по металлу изготовленный своими руками, подробный фото отчёт по изготовлению самоделки.
Всем доброго времени суток! Хочу показать процесс изготовления своего самодельного фрезера.
И так: после изучения тем по постройке самодельных фрезеров я покопался под верстаком и извлек на свет — две малых продольных подачи — назовем их каретками, две поперечных подачи без ответных ластохвостов (т.е. только верхние части), двух координатный столик от сверлилки 2м112, и обрезки швеллера шириной 140 мм, в качестве шпинделя я хотел сначала использовать вот такую дрель:
Заменил подшипники с шариковых на конусные роликовые, но никак не решался вопрос по креплению цанг- шомпол не воткнеш а гайку накидную резать — опыту маловато, да и смотрелся бы такой фрезер как откровенная халтура, короче шпиндель пока в сторону, а займемся станиной.
Взял куски швеллера, два одинаковых сварил вместе, разметил и просверлил отверстия под резьбу М 10 для крепления кареток и двух-координатного столика. Нарезал резьбу закрутил болты и навернул гайки по три- четыре штуки, удлиненных не нашел, те гайки которые оказались близко с полкой швеллера обточил на конус (только самые нижние) иначе болты стало выворачивать, гайки обварил, вот что получилось:
Также сделал желобок для сбора СОЖ, как на заводских станинах из уголка 25 х 25 мм, а чтобы этот желобок не висел в воздухе, а также чтобы приподнять станину от поверхности стола, чтобы бетон залился выше образовавшихся перегородок — эти уголки обварил еще полосой 25 х 4 мм:
Стойку приварил к станине только передним краем, а затем два раза обнял полосой сзади, косынками заварил плечики станины, но когда все остыло померил угольником, а прямого угла нету — стойка немного отвалилась назад:
Затем, прогнал метчиком резьбы — ох и тяжко болты выкручивались после сварки — вкрутил свежие болты, замазал пластилином торцы гаек чтобы бетоном болты не прихватило и металлом 2 мм заварил заднюю стенку стойки:
Залил бетон (1 к 2 — цемент М500, песок и щебень гранитный, где то около ведра).
Примерил навесное оборудование.
Дальше занялся поворотной площадкой для шпинделя — попался в руки фланец не знаю от чего — проточил внутреннее отверстие для посадки на «пенёк» от резцедержки на каретке. Сам пенек, я отпилил болгаркой по высоте фланца, родной болт обрезал по длине и нарезал резьбу м20*1,5, выточил гайку толщиной 8 мм, а так как все сделано в потай, грани не нарежешь, то насверлил отверстий под ключ от болгарки:
Теперь шпиндель, есть у меня такой патрон с км4: и набор цанг к нему. Долго я боялся его трогать, но решился, первым делом обрезал гайку, уж больно здоровенная была. Потом зажал в токарный, балванку, проточил под диаметр цанги на 18 и зажал ее не вынимая из станка этим патроном — проверил на малых оборотах — биения нет -подпер конусом и снял лишнюю теперь уже резьбу и заодно проточил это место под посадку Ф40 мм подшипника №208-конусного а предыдущую посадку ф30 мм под 206, получилось довольно точно:
Но нет материала, чтобы выточить корпус и поэтому откладываем его в сторону, а вынимаем то что есть: несколько корпусов подшипников, вал с КМ2 от такой же дрели как в начале темы, вот теперь попрошу не бить ногами, вал изначально был коротковат и я его удлинил — напрессовал кусок полдюймовой трубы, обварил, проточил новую посадку и под резьбу которую и нарезал еще просверлил отверстие под шомпол так как окошко окажется внутри шпинделя да и цанги держать надо чтоб не вываливались.
Но цанги то, не под шомпол и мне их стало жалко сверлить, нарезать, и я просто нарезал резьбу на валу.
Токарь я, начинающий, станком резать не умею, а такого диаметра лерка попалась тока 3/4 дюйма, ну и что, зато гайка прекрасно подошла от металлопластиковой фасонины.
Теперь о шпинделе вкратце — два корпуса причем в нижний влезли сразу два подшипника -шариковый и роликовый конический между ними кусок трубы и сварка.
Перед тем, как варить все в сборе с подшипниками стянул гайкой и чтобы легко крутилось и в процессе сварки короткими прихватками с промежуточным окунанием в воду, результат — крутится, не скажу, что свободно но в общем легко — все таки три подшипника, дальше фотки без писанины:
В результате, получился вот такой шпиндель, далее сверление нарезание, обкатка:
Может, кто то, скажет — жесткости мало — скажите где? Металл 8 мм, еще будут скептики, что рабочий конец фрезы уходит за габариты столика — сразу опережаю отвечаю — на шпинделе просверлены лишние отверстия также и во флянце т. е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для настройки станка а в перспективе стол будет этот:
Достался мне вот такой, электродвигатель на 340 ватт, 12 вольт. На валу была муфточка резиновая с шлицевой посадкой, а так как шкив с шлицами я изготовить пока не могу, то решил оставить эту муфту и применить плоский ремень.
Чтобы он не сваливался, просверлил в валу отверстие и нарезал резьбу м5, дальше из обрезков швеллера сделал два кронштейна — один для крепления этого мотора другой для натяжения ремня, на шпиндель выточил шкив из остатков д16т и нарезал в нем резьбу, чтоб не заморачиваться со шпонкой, и законтрогаил это все, еще приварил пенек и кронштейник с боку:
В общем, получился самодельный фрезерный станок своими руками. Осталось поставить трансформатор, выпрямитель и регулятор оборотов, все это закреплю сзади на стойке в коробке. Регулятор попробую использовать от шуруповерта тока микруху вынесу на стойку вместо радиатора и к кнопке надо приделать винт чтоб вращением регулировать или заменить обычным резистором или выкинуть пружинку из кнопки.
Боялся что ремень будет слетать — нет как вкопанный даже не ёрзает по шкиву и не буксует, вот фото долгожданной стружки:
Автор самоделки: Андрей Борисович. г. Волгоград.
Рама фрезерного станка с ЧПУ [Полное руководство по сборке]
[ Запчасти для фрезерного станка с ЧПУ Начало ]
Рама фрезерного станка с ЧПУ поддерживает станок и обеспечивает жесткость для сопротивления силам резания. Как правило, это база с разъемной колонной. Вот несколько различных рам, чтобы дать представление:
Рама фрезерного станка Tormach
Джон Гримсмо принимает поставку на своем Tormach PCNC 1100… база. Основание более светлое. Под ней подставка.
Полноразмерная рама Hurco VMC
Для сравнения, вот полноразмерная рама VMC:
Она мало чем отличается от Tormach, просто она значительно мощнее. У нас все еще есть L-образная форма с колонной, прикрепленной болтами к основанию.
Что насчет коленных мельниц?
Практически каждый машинист знает о коленных фрезах. Знаменитая мельница Бриджпорта является неотъемлемой частью многих магазинов.
Была эпоха, когда правили CNC Knee Mills, но она прошла. Две конструкции рамы, показанные выше, похожи, и это не коленные мельницы. Вместо этого они называются «Bed Mills». Чтобы узнать больше о том, почему коленные фрезы менее подходят для ЧПУ (хотя вы все еще можете купить множество новых коленных фрез с ЧПУ), прочитайте нашу статью о коленных фрезах Bridgeport.
Материалы для рам фрезерных станков с ЧПУ
Рамы станков с ЧПУ своими руками чаще всего изготавливаются из чугуна. Другие возможности включают алюминий или сварные конструкции с эпоксидно-гранитной заливкой.
Два ключевых параметра рамы машины:
Жесткость или жесткость: рама должна сопротивляться деформации при воздействии на нее режущих и других сил.
Демпфирование: рама должна быстро гасить любые вибрации, чтобы не было вибрации или, по крайней мере, плохого качества поверхности при работе машины.
Чугун обладает отличной амортизацией и жесткостью. Сталь, с другой стороны, довольно жесткая, но ее демпфирование плохое, поэтому она используется редко. Исключением будет случай, когда есть какой-то другой механизм демпфирования, кроме самой массы и материала. Прекрасным примером могут служить стальные сварные детали, заполненные эпоксидной смолой.
Эпоксидный гранит представляет собой смесь эпоксидной смолы и камней различного размера, от песка до мелкой гальки. Что происходит с вибрацией, так это трение на поверхности между смолой и камнями. Различные размеры в разной степени сопротивляются разным частотам вибрации. Эпоксидный гранит является прекрасным демпфером, но у него мало прочности, поэтому мы используем сварной стальной контейнер для эпоксидного гранита, чтобы обеспечить прочность.
Вот эскиз, который я сделал для возможной сварной стальной рамы и эпоксидно-гранитной рамы для фрезерного станка с ЧПУ:
Сварная сталь и стол с эпоксидно-гранитным заполнением…
поговорим об алюминиевых профилях, таких как профиль 8020, а также об алюминиевых пластинах. Он более предпочтителен, чем сталь, с точки зрения демпфирования, а также обладает желательным свойством, заключающимся в том, что его не нужно снимать с напряжения. Сталь и чугун имеют внутренние напряжения, которые могут привести к деформации материала при механической обработке. С алюминием таких проблем не будет.
Основание фрезерного станка RF-45 заполнено эпоксидно-гранитным материалом для демпфирования…
Эпоксидно-гранитные заливки очаровательны. Я сделал заливку на своем оригинальном фрезерном станке с ЧПУ RF-45, и это заметно улучшило производительность. Подробнее о том, как это сделать, читайте в моей статье об эпоксидно-гранитных заливках.
Влияние рамы на производительность станка
Жесткость и демпфирование важны для работы с ЧПУ. Если рама станка слишком сильно изгибается при приложении усилий резания, это вызывает много проблем:
Низкая точность: трудно выполнить точную резку, когда резак перемещается от того места, где он должен быть.
Плохая отделка поверхности
На фотографиях выше вы можете увидеть, насколько мощными являются промышленные рамы VMC. Самодельные рамы почти никогда не достигают таких уровней жесткости и демпфирования, так насколько хорошо работают эти машины?
Оказывается, мы можем смоделировать их производительность, взглянув на массу рамы в сравнении с рабочим объемом машины и мощностью шпинделя. Рабочая зона — это общий объем, который может достичь резак. Относительно легкая рама может быть чрезвычайно точной, если ей приходится иметь дело только с небольшой рабочей зоной. В качестве альтернативы, если мощность шпинделя достаточно низкая, он не сможет так сильно искажать кадр. Эти переменные компенсируются.
Вот очаровательный маленький станок, который не стоил много денег и очень точен:
У меня есть целая статья об этом, и если все, что вас интересует, это гравировка бродяг по пятицентовым монетам, это будет много веселья. С другой стороны, большинству из нас нужен больший объем работы для наших проектов.
Так в чем компромисс?
Я провел следующий анализ зависимости мощности шпинделя от веса машины коммерческих VMC:
После дальнейших исследований я смог разработать функцию для нашего калькулятора G-Wizard, которая автоматически снижает мощность вашего шпинделя (при необходимости) до максимум, который может выдержать рама вашей машины, и при этом оставаться на нижнем уровне жесткости VMC. Это довольно гладко и было особенно полезно для людей с машинами, у которых есть проблемы с жесткостью. У меня были клиенты, которые говорили мне, что их машины в основном превратились из безумно непоследовательных в ручные, чтобы внезапно стать простыми в использовании.
Калькулятор также может оказаться полезным для определения того, сколько рамы вам нужно, или, наоборот, насколько мощный шпиндель вы можете установить на раму, прежде чем он станет слишком большим.
Источники для самодельных станков с ЧПУ
Самодельному станку с ЧПУ сложно создать с нуля жесткую и хорошо демпфированную раму. Думаю об этом. Вы в состоянии создавать тяжелые чугунные рамы? Есть ли у вас доступ к литейному цеху, где можно разлить расплавленный чугун? Можете ли вы весить год или около того, пока ваши кастинги приносят сезон и снимают внутреннее напряжение?
Большинство скажут, что не могут с этим справиться. Это оставляет несколько других доступных подходов — они могут попробовать технику изготовления, которая будет работать, или они могут разобрать раму донорского ручного фрезерного станка. Последний, безусловно, является наиболее распространенным подходом, хотя мы видим, что люди используют алюминий. Я еще не видел, чтобы кто-то попробовал сварку стали и эпоксидно-гранитный подход, но лично я думаю, что это тот, кто, скорее всего, создаст высокопроизводительный станок с ЧПУ с нуля.
Создание такой рамы немного выходит за рамки нашей компетенции, поэтому давайте вместо этого сосредоточимся на донорах ручных фрезерных станков. Обратите внимание, что это совсем другая история для фрезерных станков с ЧПУ и плазменных столов. Их рамы почти изготовлены ЧПУ DIY. Мы поговорим об этих методах в другой статье, а сейчас просто учтите, что эти подходы обычно просто недостаточно хороши для приличного фрезерного станка с ЧПУ.
Ручной фрезерный станок Доноры
Вероятно, кто-то где-то переоборудовал все распространенные виды ручного фрезерования в ЧПУ. Если у вас уже есть ручная мельница, выйдите и погуглите, чтобы найти идеи от других о том, как ее преобразовать.
Но если вы еще не получили его, просто знайте, что они не все равны. Есть плюсы и минусы, которые следует учитывать. Хорошей новостью является то, что у меня есть полная статья о том, как выбрать лучшую донорскую мельницу для вашего проекта с ЧПУ. Обязательно проверьте это!
Является ли ручная обработка быстрее, чем ЧПУ для простых деталей?
▷ 3d модели самодельного фрезерного станка по металлу 【STLFinder 】
Самодельный фрезерный станок по металлу с ЧПУ
вещьвселенная
Это фрезерный станок. Рабочая зона 80х150х200 мм. Работает хорошо. …Станок резал сталь со скоростью 150мм/мин фрезой D10мм на глубину 0,2мм.
Самодельный настольный фрезерный станок с ЧПУ, всего 60 кг
грабкад
X250мм x Y150мм xZ150ммШаговый двигатель 57мм или серводвигатель 60мм20 линейная направляющая 16 ШВПИспользуется для вырезания изделий из металлаЕсли используется материал из стального листа, рекомендуется, чтобы процесс термообработки достигал большей стабильности материала.Фрезерование…
Самодельный валик для листового металла
грабкад
На этой машине можно раскатывать металл толщиной до 5 мм
Самодельная металлическая банная печь 3D модель
cgtrader
Самодельная металлическая печь для сауны —Общие сведения— Металлическая печь для сауны – это высококачественная модель, которая добавит больше деталей и реалистичности вашим проектам. Достаточно детализирован для рендеринга крупным планом. Поставляется с детализированными текстурами. Изначально моделировался в 3ds max. Чертеж DWG,…
Круговая фреза для листового металла для фрезерных станков
грабкад
Круговая фреза с переменным радиусом для листового металла. … Чертежи прилагаются.
Самодельный токарный станок по металлу
грабкад
Самодельный токарный станок 2.2кВт. …В разработке
Самодельный фрезерный станок с ЧПУ fraiseuse
грабкад
Персональный фрезерный станок ЧН для личного пользования 😉 https://picasaweb. google.com/110431298490414248391/FraiseuseCNC?noredirect=1 обработанная поверхность: Х = 350 / Y = 350 / Z = 160 обработанный материал: дерево / пластик / эпоксидная смола / полистирол / пена ….
Станок для резки металлических труб
грабкад
Станок для резки металла
Станок для резки металла
грабкад
Металлообрабатывающая машина
Машина для сварки листового металла
грабкад
Станок для сварки листового металла
Станок для шлифования листового металла
грабкад
Станок для шлифовки листового металла или дерева
Станок для прокатки листового металла
грабкад
Станок для прокатки листового металлассылка в описании. …………..
Намоточный станок для металлодетекторов
вещьвселенная
Metal dedektörleri için bobin sarma makinesi mekanik aksamı.
Машина для скручивания металла
грабкад
Мой 3-й год проекта для машины для скручивания металла Модель Cad
Абстрактная плоская металлическая машина
скетчфаб
бесплатная абстрактная металлическая машина на черном фоне, бесплатная для скачивания.
МАШИНА ДЛЯ СНЯТИЯ ЗАГРЯЗНЕНИЙ С ЛИСТОВОГО МЕТАЛЛА
грабкад 9Станок 0005
используется для удаления заусенцев с листового металла после резки ножницами.
Штамповочная машина для металла
грабкад
Мой проект 3-го года Пробивной станок по металлу, разработанный в SolidWorks и визуализированный в Keyshot
Станок для гибки листового металла
грабкад
Станок для гибки листового металла с использованием Solidworks 2019. Доступен для нового проекта: [email protected]
Станок для профилирования листового металла
грабкад
проверенный станок для профилирования листового металла со всеми 3D-деталями (catia)
Станок для резки металлических прутков
грабкад
Режущий металлический стержень с защитной конструкцией, отсутствие соприкосновения между оператором и режущим диском, защита от летучих металлов в процессе резки, отклонение режущего инструмента от правильного угла резки благодаря тому, что он имеет всего один винт, фиксирующий. ..
Станок для гибки листового металла
грабкад
Это гидравлический станок для гибки листового металла, над которым в настоящее время я работаю, но есть еще много функций, которые нужно добавить, чтобы сделать его идеальной автоматизированной моделью.
Станок для гибки металла
грабкад
Станок для гибки металла с подшипниками, управляемыми рукояткой. …Он был смоделирован в CATIA V5 с учетом наличия компонентов.
Станок для прокатки листового металла
грабкад
Листопрокатная (гибочная) машина прокатывает различные виды металлических листов в круглую или коническую форму. Конструкция станка позволяет гнуть лист различной формы и диаметра. …Конструкция основана на системе с зубчатым приводом, установленной на нижней…
СТАНОК ДЛЯ РЕЗКИ И ШЛИФОВАНИЯ МЕТАЛЛА
грабкад
РЕЗКА МЕТАЛЛА & ШЛИФОВАЛЬНЫЙ СТАНОК СДЕЛАН В ПРОГРАММНОМ ОБЕСПЕЧЕНИИ SOLIDWORK. ВМЕСТО ЗУБЧАТОГО ИНСТРУМЕНТА, ЕСЛИ МЫ ИСПОЛЬЗУЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ, ТОГДА ОН БУДЕТ РАБОТАТЬ КАК ШЛИФОВАЛЬНЫЙ СТАНОК. УЖЕ МНОГО КОНСТРУКЦИЙ ДОСТУПНО, НО ДЛЯ НАЧИНАЮЩЕГО ОНИ ОЧЕНЬ СЛОЖНЫ, ПОЭТОМУ Я ПЫТАЛСЯ…
Ручная пила по металлу машина
вещьвселенная
С помощью аккумуляторной батареи, выключателя света, автомобильного стеклоочистителя и 3D-принтера я создал простую автоматизацию ручной пилы по металлу. Для ровных прямых разрезов линейных стержней INOX 316 и 304, электрические инструменты были слишком жестокими и привели к…
Самодельный гибочный станок
грабкад
Очень простой самодельный станок для гибки металлических листов толщиной около 2 мм. Изготовлен из самых дешевых деталей, доступных на рынке для всех, если вам это нравится, пожалуйста, прокомментируйте!
Самодельная машина центробежного литья
грабкад
На самом деле это было сделано в спешке, чтобы иметь возможность делать наши собственные крошечные металлические детали, которые невозможно было сделать с помощью обычных методов обработки или обычного литья. Для этого нужен противовес, и он должен быть сильно заметен на полу.
Ремонт станков с ЧПУ — и другого промышленного оборудования
Компания Инжис предлагает услуги по ремонту станков с ЧПУ. Специалисты компании работают в области сервиса и ремонта оборудования более 25-ти лет. Мы имеем собственное производство, внедряем, обслуживаем и ремонтируем станки наших заказчиков. Наши специалисты на постоянной основе проходят стажировку у ведущих мировых станкостроительных компаний. Поэтому технология ремонта станков с ЧПУ отработана нами досконально.
На вопрос, почему ломается станок, практически невозможно дать однозначный ответ. Среди факторов, которые оказывают влияние на выход из строя металлообрабатывающих станков с ЧПУ, можно выделить следующие:
применение станка не соответствуют назначению и параметрам конкретного вида выпускаемой продукции;
недопустимые условия эксплуатации станка, не соответствующие паспортным требованиям;
чрезмерный износ узлов и систем станка в результате нарушения сроков выполнения технического обслуживания и плановых ремонтов или их отсутствия;
человеческий фактор: ошибки программирования ЧПУ или ошибочные действия оператора, приводящие к столкновениям движущихся органов станка, к системному превышению режимов обработки.
Причиной всех перечисленных действий может быть несоответствующая квалификация персонала в силу недостаточной подготовки и обучения.
Заказать бесплатную удаленную диагностику
Выполним
ремонт станка с ЧПУ
Мы выполняем все виды ремонтных работ следующего металлообрабатывающего оборудования с ЧПУ:
токарных станков;
автоматов продольного точения;
фрезерных станков;
карусельных станков;
обрабатывающих центров;
агрегатных станков;
зубообрабатывающих станков,
как отечественного, так и импортного производства таких производителей, как Hardinge, Nakamura-Tome, Romi, Kitamura, Citizen, Mazak, Shaublin, Leadwell, Matsuura, Makino, Fanuc, Doosan, Fadal, Weiler, Takisawa, TongTai (Topper), Spinner, Liebherr, Gildemeister, Mori Seiki, Biglia, Nexturn, Tornos, LNS, Hanwa, Vector, DMG, САСТА, Franz Kessler, Duplomatic, WFL, Pfiffner, EMCO, ACCUWAY, Takamaz, Pittler, Okuma, Breton, Nomura, Amada, Boley, Ergomat, Fagima, Ibarmia, Kellenberger, Kuraki и многих других.
В классическом понимании ремонт промышленных станков может быть плановый (текущий, средний, капитальный) и внеплановый — аварийный, вызванный отказом одного или нескольких узлов и систем. В своей практике мы часто сталкиваемся c необходимостью выполнения срочного ремонта, что называется «с колес». Наши специалисты выявляют причину поломки и принимают оперативные меры по ее устранению и восстановлению полноценной работы станка. В случае, если для этого требуется замена узла или запчасти, мы оказываем предприятию услугу по экспресс-поставке необходимой детали или ее аналога. Мы предоставляем гарантии на все виды работ и поставляемые комплектующие.
Практика плановых ремонтов станков с ЧПУ, а также систематическое техническое обслуживание однозначно позволяют в итоге существенно снизить затраты на эксплуатацию и обеспечить бесперебойную работу оборудования на долгие годы. Для этого мы используем практику составления технологической карты ремонта станка, которая позволяет контролировать параметры качества его выполнения на всех этапах ремонтных работ.
Виды ремонтных работ
Ремонт и замена шпинделя
Ремонт гидравлики промышленного оборудования
Ремонт стоек ЧПУ Heidenhain, Siemens, Bosсh, Fanuc, Mitsubishi, Fagor, Delta и др.
Ремонт электроники станков с ЧПУ
Ремонт частотных преобразователей
Ремонт поворотных столов
Ремонт измерительных систем Renishaw, Heidenhain, Marposs, Blum, Metrol
Ремонт револьверных головок производства Sauter, Duplomatic, Baruffaldi, Lio Shin, Golden Sun, Sempuco и др.
Примеры выполненных ремонтных работ
За последнее время нами выполнены следующие ремонтные работы:
Предприятие
Выполненные работы
ПАО «ОДК-УМПО», г. Уфа
5-координатный обрабатывающий центр 1000 VBF. Капитальный ремонт.
Агрегатное оборудование Pfiffner. Ремонт гидравлических обрабатывающих станций.
АО «КТРВ», г. Королев
Обрабатывающий центр Makino. Проверка геометрической точности.
АО НПО «Энергомаш», г. Химки
5-координатный станок Breton Ultrix Ultrix-120. Средний ремонт c проверкой технологической точности.
ООО «Инновация» г. Тамбов
Станок Spinner TD 42. Капитальный ремонт револьверной головы Duplomatic.
ООО «Валео Сервис», г. Тольятти
5-координатный обрабатывающий центр Miyano MTV-C410 с ЧПУ Yasnac. Диагностика и ремонт.
АО ВПО «Точмаш» г. Ковров
5-координатный фрезерный обрабатывающий центр EXERON D600/5. Ремонт.
АО ВПО «Точмаш» г. Ковров
Токарный обрабатывающий центр EMCOTURN E-45Т. Ремонт системы ЧПУ Fanuc.
АО «КМЗ», г. Ковров
Оборудование Battenfild HM 240/1330. Диагностика и ремонт блока управления CPU B6S/B6E.
АО «CМАЗ», г. Смоленск
Обрабатывающий центр МАТЕС 30HV. Капитальный ремонт
АО «CМАЗ», г. Смоленск
Ремонт поворотного стола Franz Kessler.
Наши преимущества
Клиентоориентированный подход гарантирует приемлемую рыночную стоимость работ и запасных частей
Гибкие условия оплаты, соблюдение заявленных сроков выполнения работ
Применение современных измерительных систем и поверочной оснастки позволяют в короткое время выполнить все необходимые проверки геометрической и технологической точности станка
Прием заявок в режиме 24/7
Оперативный выезд на предприятие в течение 24 часов
Наши современные средства удаленной диагностики позволят сократить сроки выполнения работ, стоимость ремонтных работ и, соответственно, потери предприятия от простоев оборудования и затраты на ремонт.
Доверьте ремонт и качественный сервис нашим высококвалифицированным специалистам! В конечном итоге вы получите исправное оборудование без лишних затрат и необходимости контроля на всех этапах выполнения работ, а качественно отремонтированный станок будет и дальше зарабатывать прибыль вашему предприятию.
Cпециалисты компании «Инжиниринг и Сервис» («Инжис») оказывают услуги на всей территории Российской Федерации, включая Москву, Санкт-Петербург, Челябинск, Екатерининбург, Пермь, Воронеж и др. Для заказа услуги в Вашем регионе позвоните по телефону +7(960)130-95-08 или заполните форму:
Плановый ремонт станков с ЧПУ
Компания Инжис предлагает услуги по плановому ремонту станков с ЧПУ.
Цель любого производства ─ обеспечивать постоянную прибыль предприятия путем своего эффективного и бесперебойного функционирования. Для того чтобы максимально продлить срок службы станков с ЧПУ и свести к минимуму сбои в работе, необходимо осуществлять плановые или, как их еще называют, планово-предупредительные ремонты (ППР).
Заказать бесплатную удаленную диагностику
для определения объема и стоимости работ
ППР ─ это целый комплекс технических и организационных мероприятий, направленных на поддержание и восстановление эксплуатационных характеристик станка и его отдельных узлов и элементов.
Практика планово-предупредительных ремонтов станков с ЧПУ традиционно широко применяется на производствах и позволяет обеспечить ряд важных преимуществ:
максимальное продление периодов бесперебойной работы и сроков службы станков с ЧПУ;
регламентирование простоев в работе оборудования с ЧПУ, связанных с ремонтом;
системный анализ причин неисправностей и сбоев в работе оборудования;
планирование численности ремонтного персонала и расходов на ремонт.
В систему планово-предупредительных ремонтов станков с ЧПУ входят:
техническое обслуживание оборудования;
мелкий ремонт;
средний ремонт;
капитальный ремонт станков.
Основные процедуры, выполняемые при мелком ремонте:
Проверка выставления станка с ЧПУ по уровню
Частичная разборка механизмов
Выявление и замена изношенных и поврежденных комплектующих и крепежных элементов
Выявление деталей и сборочных единиц, требующих плановой замены при плановом среднем или капитальном ремонте
Проверка состояния и ремонт систем охлаждения станка и подачи смазки, устранение протечек
Проверка состояния электрооборудования, жгутов и электродвигателей
Проверка станка на геометрическую точность
Испытания станка с ЧПУ на холостом ходу и под нагрузкой
Составление дефектной ведомости
Отличительные особенности среднего ремонта:
Проверка станка на геометрическую точность до и после ремонта
Более крупная узловая разборка оборудования
Восстановление или замена изношенных ходовых винтов и гаек
Шабрение или замена регулировочных клиньев
Ремонт или замена ограждающих кожухов, щитов, экранов и т. п.
Ремонт электрооборудования, жгутов и электродвигателей
Ремонт системы ЧПУ станка
Ремонт частотных преобразователей и источников питания
Компания Инжис, имеющая специалистов с 25-летним опытом в машиностроительной отрасли, предлагает услуги по выполнению следующих видов работ:
плановый ремонт токарных станков с ЧПУ;
плановый ремонт фрезерных станков с ЧПУ;
плановый ремонт карусельных станков;
плановый ремонт обрабатывающих центров с ЧПУ и автоматов продольного точения;
и др.
Специалисты Инжис выполняют плановые и текущие ремонты на основе рекомендаций заводов-изготовителей технологического оборудования с учетом:
актуального состояния и специфики условий работы конкретного станка с ЧПУ;
квалификации персонала заказчика;
степени использования станка в производственном цикле: сменности и коэффициента загрузки;
индивидуальных ремонтных особенностей станка и системы ЧПУ.
Наши преимущества
Квалификация специалистов-ремонтников подтверждена сертификатами ведущих фирм-производителей станков
Прямой контакт с производителями оборудования и систем ЧПУ как гарантия оперативной и высококвалифицированной помощи при выявлении неисправности
Индивидуальный подход к каждому заказчику
Решение уникальных и сложных задач на основе большого опыта работы с сотнями предприятиями-заказчиками
опыта работы с сотнями предприятиями-заказчиками Рекомендации с вариантами стоимости работ по устранению неисправностей
Выполнение работ на договорной основе с предоставлением гарантийных обязательств
Программы лояльности при заключении долгосрочных договоров
Минимальные сроки выполнения работ
Прием заявок 24/7
Работаем по всей России
Автоматизированный мониторинг работы станков, в том числе удаленный
Комплексный подход в решении проблем заказчиков: диагностика ─ ремонт ─ мониторинг ─ техобслуживание ─ модернизация ─ обучение
Cпециалисты компании «Инжиниринг и Сервис» («Инжис») оказывают услуги на всей территории Российской Федерации, включая Москву, Санкт-Петербург, Челябинск, Екатерининбург, Пермь, Воронеж и др. Для заказа услуги в Вашем регионе позвоните по телефону +7(960)130-95-08 или заполните форму:
Мы получили Ваше сообщение и свяжемся с Вами в ближайшее время.
Заявка на оказание услуги:
Бесплатная удаленная диагностика для определения объема и стоимости работ
Ваш город*
Телефон*
Ваш адрес Email*
Проблема:
Прикрепить файл (суммарно не более 9 MB):
Cогласен на обработку персональных данных и политику обработки персональных данных (подробнее)
Услуги по ремонту станков с ЧПУ — Ремонт станков с ЧПУ
Когда вы хотите, чтобы что-то работало, вам нужно тестирование, выходящее за рамки статус-кво. От шарико-винтовых пар до шпинделей, ICR Services обеспечивает высокую надежность и производительность, необходимые для ваших станков, с полным спектром услуг по ремонту ЧПУ.
Когда дело доходит до тестирования, мы переустанавливаем отраслевые стандарты
Как ICR Services остается лидером рынка по качеству? Продолжая оставаться крупнейшим инвестором в высокотехнологичное испытательное оборудование — вот как.
Dyno System — это последняя инженерная инновация в рамках нашей инициативы Zero Fail-On-Install Initiative для промышленного электронного и механического ремонта, включая ремонт станков с ЧПУ и ремонт контроллеров с ЧПУ. Инженеры ICR постоянно совершенствуются: это означает, что каждый клиент ICR имеет постоянно улучшающийся опыт промышленного ремонта.
Услуги по ремонту ЧПУ
Возможности ремонта ЧПУ
Ремонт серводвигателей и двигателей шпинделя
Ремонт шпинделя и сервопривода
Ремонт шпинделя и шарико-винтовой передачи
Ремонт блока питания
Обработка приложений
Горизонтальные обрабатывающие центры
Вертикальные обрабатывающие центры
Токарные центры
Шлифовальные станки
Лучшие производители
Siemens
Рексрот
Фанук
Мицубиси
Наиболее часто поддерживаемые модели для ремонта контроллера ЧПУ включают Fanuc PowerMate, Siemens 840D PowerLine и Fanuc 21TB.
Ремонт приводов с ЧПУ
Промышленные приводы: одна из самых важных и дорогих частей промышленного электронного оборудования в любом станке с ЧПУ или набор деталей
Приводы переменного тока, шпиндельные приводы, частотно-регулируемые приводы (VFD), сервоприводы и т.п. требуют особого мастерства, чтобы все было в порядке. Перегоревшие предохранители и перегрузки по току являются классическими виновниками, но могут существовать менее известные и более серьезные основные проблемы, которые не так очевидны.
Для борьбы с этими скрытыми проблемами, ожидающими остановки вашего производства, ICR Services реализует превентивные меры с отчетами об устранении основных причин, которые могут добавить дополнительные 5 лет к долговечности устройства.
Эти расширенные меры экономят клиентам ICR в среднем 60% по сравнению с затратами на приобретение новых. Погружаясь глубже и применяя подход на уровне компонентов, мы можем выявить эти основные проблемы еще до того, как катастрофический сбой получит шанс нанести удар.
Ремонт двигателя шпинделя
Высокоскоростной, надежный ремонт двигателя шпинделя
Исторически станки обычно полагались на шестерни или ремни для передачи и изменения их производительности, но с сегодняшними достижениями в технологии шпинделей довольно часто можно увидеть, как высокоскоростные интегральные двигатели легко затмевают 12 000 об/мин, сохраняя при этом необходимый крутящий момент.
Двигатели шпинделя обычно намного крупнее серводвигателей ( неудивительно, учитывая впечатляющую скорость, которую они генерируют ) и требуют глубокого понимания как механической, так и электронной теории. Проблемы, которые люди часто ошибочно считают возникающими из-за двигателя шпинделя, вполне могут быть электронными или связанными с приводом. Подобные просчеты могут стоить… дорого.
Жесткие и надежные испытания
Испытания максимального крутящего момента и силы тока на полной скорости с надлежащим номинальным приводом в замкнутом контуре исключают работу наугад, поэтому вы можете быть уверены, что получите работающий блок с первого раза.
Ремонт серводвигателя
Современная рабочая лошадка промышленности
Серводвигатель обеспечивает точное управление позиционированием с помощью элемента обратной связи. Двумя наиболее популярными являются кодировщик и преобразователь. Вот 5 наиболее распространенных проблем, возникающих за кулисами, которые большинство пользователей пропускают. Не будь одним из них.
Внутри вы найдете прецизионные подшипники, намагниченный ротор и плотно намотанную медную обмотку (среди прочего) — все это подвержено естественному износу.
Как мы ремонтируем серводвигатели
Серводвигатели проходят 7-этапный процесс ремонта с использованием только высококачественных или эквивалентных OEM-компонентов с первой в отрасли цифровой центровкой. Точность скорости вращения, наряду с положением, поддерживается за счет использования схемы управления контуром обратной связи.
Ремонт серводвигателя
Ремонт шпинделя
Шпиндель — сердце любой мельницы или станка
Шпиндель терпеливо ожидает команды от контроллера ЧПУ, прежде чем быстро разогнаться до впечатляющих 60 000 об/мин. Машины с прямым, моторизованным и ременным приводом имеют свои уникальные особенности.
Шпиндели тестируются на максимальных оборотах, при этом проводится анализ вибрации и температуры. Все в пределах спецификации, конечно.
Проблемы, связанные с повреждением, которые мы чаще всего наблюдаем, включают усталость дышла или смазку при авариях машины и загрязнение подачи охлаждающей жидкости/воздуха. Известно, что охлаждающая жидкость обходит лабиринтные уплотнения и, несомненно, попадает в зону ограниченного доступа подшипников.
Ремонт шарико-винтовой передачи
Выполнение даже самого сложного ремонта с переточкой
Мы сотрудничаем с крупнейшим в Северной Америке предприятием по ремонту шарико-винтовых пар, чтобы предоставить нашим клиентам комплексные решения по ремонту.
Имея более 11 000 сборочных чертежей шарико-винтовых пар, современные резьбошлифовальные станки с ЧПУ Drake и программное обеспечение для моделирования NX версии 8, компания Thread-Craft, Inc. продолжает оставаться предпочтительным ресурсом для ремонта шарико-винтовых пар даже для самых строгие коммерческие и военные аэрокосмические производственные компании. ICR Services и Threadcraft вместе дают неизменно надежные результаты.
Обслуживание станков с ЧПУ | Ремонт станков с ЧПУ
Техническое обслуживание станков с ЧПУ, поддержка приложений, послепродажное обслуживание и ремонт
Поиск подходящего поставщика станков так же важен для процесса резки металла, как и выбор правильного станка. Поставщики станков сегодня больше похожи на поставщиков решений, помогая компаниям разрабатывать решения, обеспечивающие прибыльные результаты для их производственных и прикладных процессов.
В Absolute Machine Tools мы помогаем механическим цехам и производственным предприятиям улучшать производственные процессы, чтобы быть более конкурентоспособными во все более жестких глобальных условиях. За более чем 30 лет мы построили свою репутацию благодаря непревзойденной инженерной поддержке приложений, послепродажному обслуживанию и обучению, а также бесценным программам и услугам профилактического обслуживания.
Мы тесно сотрудничаем с инструментальными компаниями и разработчиками программного обеспечения, чтобы инструменты и программное обеспечение действительно оптимизировали производительность станков. Мы также предлагаем самые инновационные программы профилактического обслуживания (PMP) в отрасли, которые позволяют нам помочь производителям повысить производительность станков за счет повышения производительности, времени безотказной работы и прибыли, избегая при этом дорогостоящего ремонта и дорогостоящих простоев.
Узнайте больше о наших программах профилактического обслуживания
Программы обслуживания
Компания Absolute Machine Tools также предлагает несколько различных программ обслуживания, в том числе:
Выравнивание по уровню и квадрату
Компания Absolute добавила лазерный трекер Faro ION в свой список метрологического оборудования. . Faro можно использовать для измерений в потоке, высокоскоростных динамических измерений и высокоточной калибровки машин. Внутренний измеритель абсолютного расстояния (ADM) и интерферометр ION являются наиболее совершенными и точными используемыми лазерами и могут выполнять сканирование, даже когда цель находится в движении. Это в сочетании с программным обеспечением Faro CAM2 позволяет нашим техническим специалистам калибровать вашу машину и создавать отчеты, показывающие точную геометрию машины и точность позиционирования в настоящей трехмерной среде.
Настройка сервопривода
Настройте свой обрабатывающий центр на точность и скорость! Настройка сервопривода — важная проблема управления, влияющая на производительность обрабатывающего центра в высокоскоростных приложениях. Базовая настройка сервопривода может привести к значительному увеличению производительности станка за счет переключения коэффициентов усиления сервопривода и других параметров в зависимости от допусков конечного пользователя и требований к отделке.
Компенсация погрешности шага
Absolute Machine Tools предлагает измерение компенсации погрешности шага и составление отчетов для любого станка с ЧПУ. Измерение и калибровка систем движения (линейных) на станках с ЧПУ имеет решающее значение для точности и качества отделки, что приводит к производству качественных деталей.
Контроль круглости Ballbar и испытание трамвая
Компания Absolute Machine Tools уже много лет предлагает испытания Ballbar с помощью системы Renishaw QC20-W Ballbar. Тестирование Ballbar важно при разрезании круга. Измерение окружности после ее вырезания может не точно соответствовать траектории, запрограммированной в ЧПУ, из-за неточной геометрии станка, ошибки сервопривода и/или износа станка. Эти проблемы могут привести к тому, что фактическая форма выреза круга отклонится от запрограммированной траектории. Система тестирования ballbar точно измеряет фактический круговой путь и сравнивает его с запрограммированным путем, что позволяет нашим техническим специалистам быстро определить механическую или электрическую проблему станка и рекомендовать меры по устранению.
Программы профилактического обслуживания в соответствии с вашими потребностями
Всем известно, что плановое техническое обслуживание станков с ЧПУ необходимо для обеспечения безотказной работы. Absolute гордится тем, что создала самую инновационную в отрасли программу профилактического обслуживания (PMP) с 3 уровнями обслуживания, которая соответствует бюджету вашей компании. Absolute также будет отслеживать плановое профилактическое обслуживание вашей компании, поэтому вам не придется этого делать.
Поломки из-за износа или небрежного обращения могут быть устранены в 100% случаев с помощью правильного PMP. Мы рекомендуем ежегодный PMP на каждом из ваших станков с ЧПУ, чтобы поддерживать их точность и исправность. Абсолют выполнит PMP для любой марки и модели станка на вашем предприятии, включая обслуживание потребностей в ремонте станков с ЧПУ.
Чтобы узнать больше о наших программах обслуживания и увидеть различные уровни обслуживания, которые предлагает наша программа PMP, щелкните здесь, чтобы загрузить брошюру нашего отдела обслуживания.
Если вы хотели бы получить дополнительные сведения об этих услугах, просто заполните форму выше или позвоните по телефону (800) 852-7825.
Интересуетесь карьерой в области технического обслуживания и ремонта станков с ЧПУ?
ServiceMax — обслуживание и решения, когда они вам нужны
Компания Absolute объединилась с ServiceMax, ведущим поставщиком программных решений для выездного обслуживания, чтобы улучшить свои ISO-сертифицированные программы профилактического обслуживания и обслуживания, предлагая клиентам ответы на их вопросы.
Переносной станок предназначен для строгания заготовок из древесины в заданный размер по толщине. Мощный двигатель с защитой от перегрузки, удлинители рабочего стола и электронный дисплей для точной установки толщины строгания позволяют выполнить работу не только быстро, но и точно.
Применение
Для продольного одностороннего строгания в размер по толщине плоских заготовок из древесины
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип станка
Рейсмусовый
Ширина строгания, мм
330
Мощность, Вт
1800
Частота вращения строгального вала, об/мин
9000
Передача
ременная
Кол-во ножей
2
Размер ножа, мм
332х18. 2х3.2
Глубина строгания, мм
3
Скорость автоматической подачи, м/мин
4 и 6
Мин. Толщина заготовки, мм
5
Макс. толщина заготовки, мм
150
Мин. длина заготовки, мм
140
Размеры рабочего стола, мм
330х285
Размеры удлинителя стола, мм
355х195
Диаметр подключения к пылесборнику, мм
60 и 100
Дисплей
есть
Напряжение питания, В/Гц
220±10% /50
Габариты, см
64x42x53
Масса изделия, кг
40
Масса в упаковке, кг
43
Комплектация
Станок
1 шт
Пылесборник
1
Рукоятка
1
Опора резиновая
1
Регулировочное колесо
1
Калибр для установки ножей
1
Набор ключей
1
Набор крепежа
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 2. 38 МБ)
Рекламная брошюра (скачать pdf, 1.95 МБ)
Инструкция для печати (скачать pdf, 1.74 МБ)
СР-330-1800_Чертеж ножа для станка (скачать pdf, 666.03 КБ)
СР-330-1800_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Напольные стабилизаторы
Защита глаз и лица
Ящики
Защита рук
Защита органов дыхания
Сумки и пояса для инструмента
Защита органов слуха
Одежда защитная
Станок рейсмусовый
Преимущества
Описание
Переносной станок предназначен для строгания заготовок из древесины в заданный размер по толщине. Мощный двигатель с защитой от перегрузки и удлинители рабочего стола для точной установки толщины строгания позволяют выполнить работу не только быстро, но и точно.
Применение
Для продольного одностороннего строгания в размер по толщине плоских заготовок из древесины
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип станка
Рейсмусовый
Ширина строгания, мм
305
Мощность, Вт
2000
Частота вращения строгального вала, об/мин
8000
Привод рейсмусного барабана
Ременной
Привод механизма автоподачи
Цепной
Кол-во ножей
2
Размер ножа, мм
307х16. 5х1.8
Глубина строгания, мм
3
Скорость автоматической подачи, м/мин
6
Мин. Толщина заготовки, мм
6
Макс. толщина заготовки, мм
160
Мин. длина заготовки, мм
140
Размеры рабочего стола, мм
307х290
Размеры удлинителя стола, мм
365х205
Диаметр подключения к пылесборнику, мм
45/50
Дисплей
нет
Напряжение питания, В/Гц
220±10% /50
Габариты, см
57x36x45. 5
Масса изделия, кг
27.5
Масса в упаковке, кг
29.5
Комплектация
Станок
1 шт
Опора резиновая
4 шт
Калибр для установки ножей
1 шт
Ключ HEX 4 (для снятия кожуха стружкоотвода)
1 шт
Ключ гаечный 8-10 (для фиксации ножей и регулировки положенияоткидных столов)
1 шт
Рукоятка
1 шт
Руководство по эксплуатации
1 шт
Документация
Инструкция (скачать pdf, 1. 81 МБ)
Рекламная брошюра (скачать pdf, 2.61 МБ)
Инструкция для печати (скачать pdf, 1.86 МБ)
РС-305_Приложение к инструкции (скачать pdf, 181.33 КБ)
РС-305_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Ящики
Защита рук
Защита органов дыхания
Сумки и пояса для инструмента
Защита органов слуха
Одежда защитная
Безопасный обработчик | Bison Production
Торговая марка Safe Handler® стремится к совершенству в области промышленной безопасности. Благодаря исследованиям и разработкам в линейку Safe Handler® добавляются только самые лучшие продукты. Мы обеспечиваем все потребности промышленной безопасности в одноразовых, многоразовых и биоразлагаемых продуктах. Потребители могут гордиться тем, что знают, что существует компания, заботящаяся об их интересах. Речь идет не только о безопасности, но и о надежности нашей продукции.
Safe Handler® предлагает полную линейку продуктов, предназначенных для вашей защиты и безопасности. Safe handler® — ведущий бренд защитного снаряжения премиум-класса, устанавливающий стандарты комфортной и качественной защиты на рабочем месте. От защиты глаз, защиты лица, защиты рук и защиты от падения наши решения помогают максимизировать эффективность в широком спектре отраслей, позволяя нашим клиентам работать с максимальной производительностью и оставаться в безопасности — изо дня в день.
Bison Production Company® Safe Handler® Средства промышленной безопасности, оборудование для обеспечения безопасности и защитные средства жизненно необходимы всем работодателям для обеспечения здоровья и безопасности сотрудников. Спектр оборудования для обеспечения безопасности обширен, и выбор подходящего средства индивидуальной защиты (СИЗ) может оказаться сложной задачей даже для опытного персонала, занимающегося закупками оборудования для обеспечения безопасности. В Bison мы не только поставляем сертифицированные качественные продукты, но и помогаем обучать вас правильному выбору продуктов для удовлетворения ваших потребностей.
Safe Handler® помогает этой отрасли со следующими продуктами, которые помогают защитить себя и свой персонал для безопасного защищенного рабочего места:
Средства защиты глаз и лица
Отличное зрение и защита имеют решающее значение при работе в промышленности
среды. Будьте уверены, что ваши
сотрудники чувствуют себя комфортно, защищены
и надежно защищены.
Посмотреть полный каталог
Защита рук
Мягкие дышащие ткани
были тщательно отобраны, чтобы обеспечить непревзойденный стиль, качество и долговечность для обеспечения безопасности и защиты вас и ваших сотрудников.
Посмотреть весь каталог
Защита от падения
Налокотники и наколенники Safe Handler® предлагают эффективные функции, включая стойкие к истиранию колпачки, гелевую подушку, прокладку из пеноматериала, легко регулируемые ремни и многое другое! Универсален для использования в различных условиях и на неровных поверхностях.
Посмотреть полный каталог
Защитная одежда
Фартуки и жилеты Safe Handler
и жилеты различных цветов, длины и толщины идеально подходят для самых разных задач и проектов. Многоразовые и/или одноразовые
для оптимального удобства.
Посмотреть весь каталог
Защита головы и ушей
Предотвратите несчастные случаи и травмы с полным покрытием головы
! Будьте бдительны, сосредоточены,
и надежно защищены даже в самую шумную и опасную часть дня.
Посмотреть весь каталог
Защита органов дыхания
Дышите легко с нашими пылезащитными масками, блокирующими пыль, частицы и пыльцу. Оснащен легко регулируемым носовым зажимом и нейлоновым ремешком для идеальной посадки. Все наши пылезащитные маски нетоксичны и не содержат химикатов.
Посмотреть полный каталог
Производственный процесс
Качество в лучшем виде
Подробнее
Все о бизоне
Использование короткочесаного волокна «Вниз» Первоклассный сорт
волокно может быть смешано с другим волокном, которое может действовать как носитель для протягивания волокна буйвола через прядильное оборудование. Выбор этого носителя будет определять качество готового продукта .
– Смесь шерсти буйвола с альпакой и/или ламой дает более прочную, немного более грубую пряжу, которая отлично подходит для детской и мужской одежды, такой как варежки, носки или тапочки. На более тонкой основе смесь с шелком дает отличную пряжу для детской одежды или изысканной женской одежды, которую можно удобно носить на теле.
Secondary Grade
Короткое волокно можно чесать в ватин для стеганых одеял, из которого получаются прекрасные наполнители для одеял и подушек. Он мягкий, легкий и обладает удивительными изоляционными свойствами!
Короткое кардное волокно также можно свалять в листы материала для шитья. Кардоволокно более низкого качества, , отбракованное в процессе чесания, можно использовать для набивки матрасов для домашних животных или для валяния в попоны для лошадей или вальтрапы.
В этом pdf-файле, которым так любезно поделилась со мной Канадская ассоциация бизонов, содержится гораздо больше информации. Bison_Down_Fibre- 2004 Пожалуйста, загрузите файл или свяжитесь с ними.
Шерсть бизона , 1887 г. — Раз в год сбрасывается большое руно весом от 10 до 14 фунтов, и его производство в виде толстой теплой ткани одно время было обычным делом в Виннипеге, пока оно не было прекращено из-за искоренения животных в соседней области. 1888 г. Каждое животное дает от 10 до 12 фунтов этого материала, и несколько лет назад в Виннипеге была основана суконная фабрика по производству буйволиной шерсти. Сегодня несколько источников говорят, что 1-3 фунта пуха разделены на 8-9унций тонкого пуха, после очистки до 4-6 унций.
Слово кри, означающее «стертую и взъерошенную шерсть бизона на кустах», — «omestanpewayanah»
мокасины или для наполнения подгузников.
Селкирк Поселенцы, пришедшие из Шотландии в район Ред-Ривер в 1812 году, использовали волокно буйвола для изготовления одежды.
В 1820–1824 годах существовала компания Buffalo Wool Company, которая экспортировала товары обратно в Великобританию.
В 1895 году в Калифорнии была изготовлена одежда из бизона.
Презентация Адель Баучер, координатор волокна,
Канадская ассоциация бизонов
1905 Основные Грольдские Бэйс, показавшаяся шлон, который был в шерсти. Из части этой пряжи обычным способом была сплетена схема и из нее была связана пара перчаток. Они и пряжа были мягкими и на ощупь очень напоминали пряжу среднего качества, но были несколько маслянистыми и издавали сильный запах, который, конечно, можно было бы устранить, если бы было желание.
«Бизоний пух»
(микронный размер)
21-24 Нежное волнистое волокно, такое как хлопковый пух или «пух».
30-32 Тонкие светло-каштановые/бежевые/белые волосы примерно такого же размера, как шерсть альпаки.
36 Каштановые волосы средней длины примерно такого же размера, как человеческие волосы.
55 Грубый каштановый остевой волос.
98 Жесткие черные волосы на плаще и хвосте.
Сырое волокно собирают, собирая «пух» с заборов, кустов, высокой травы или тряпок.
Большие куски, которые падают с бизона, называются «бирками». Обычно я могу следить за ними в любое время, когда они линяют, и они могут быть пойманы в высокой траве или на дереве… вы можете видеть на картинке ниже, как бирка отклеивается от тела.
«Пух бизона» имеет длину штапелей 1-2 дюйма и не содержит ланолина, поэтому плохо окрашивается или отбеливается.
Не даст усадку при стирке и полоскании в воде той же температуры и должен сушиться естественным путем без нагревания. Его нужно стирать осторожно, не взбалтывая, иначе волокна легко прощупываются. «Пух» обладает высокими модуляционными или изолирующими свойствами, он мягкий, теплый и прочный.
Предварительный лабораторный анализ показывает, что большой процент «пуха» имеет размер менее 30 микрон, что обеспечивает высокий коэффициент комфорта.
Обработка «пуха»
Ручная сортировка – выбирается мусор и грязь, удаляются грубые волоски и свалявшиеся ворсинки. Волокна промывают, ополаскивают, вскрывают, затем кардуют и вытягивают в карандашные ровницы или сваливают в листы.
Ровинги прядут в прядь, две или более прядей складывают вместе, образуя пряжу.
Из пряжи можно плести ткань или вязать одежду, вязать крючком подушки, пледы и т. д.
Высокая стоимость обработки в небольших количествах _ около 10 долларов США за унцию или около 1,50 долларов США за каждый этап обработки.
Улучшается при смешивании с другими натуральными волокнами аналогичного микронного размера, такими как кашемир или шелк.
Сделано Бонни Мэй из Айдахо (логотип Frasier Bison украшает спину)
Это жилет из шерсти бизона, сделанный для меня замечательной дамой из Айдахо. Она делает замечательные вещи, которые можно посмотреть на Frasier Bison Wool Products.
GOVERNMENT REPORT ON BUFFALO WOOL BLANKET Department of Commerce BUREAU OF STANDARDS Report on Blanket of Buffalo Wool Представлено мистером К. Гуднайтом, Гуднайт, Техас
Ссылка: Письмо от 1 марта 1918 г. В ответе см.: Тест № B76
Sample Mark
B9
B76
Heat Transmission
1. 715
1.715
Permeability
6
20.1
Weight Oz . на квадрат
20,6
14,1
Толщина Ins.
0,136
0,163
Оценка
100
100
Оценка относится к сравнению нагревательных качеств со старым стандартным одеялом армии США, которое здесь обозначено как B-9.
Теплопередача – это количество калорий, переданных на квадратный сантиметр. в час на градус С разницы температур.
Проницаемость может рассматриваться как показатель количества воздуха, проходящего через нее, и представляет собой тангенс кривой, полученной путем построения зависимости скорости проходящего воздуха от возникающего в результате этого давления. Для обеспечения наиболее выгодных тепловых качеств желательно иметь теплопередачу и проницаемость как можно ближе к нулю.
БЮРО СТАНДАРТОВ. 23 марта 1918 г. Вашингтон, округ Колумбия
ШЕРСТЬ
Преимущество буйвола перед крупным рогатым скотом состоит в том, что у него настоящая шерсть, похожая на овечью. Эрнест Гарольд Бейнс несколько лет назад на выставке Американского общества бизонов в Sportsmen’s Show показывал образцы этой шерсти вместе с пряжей, пряденой из нее, и перчатками, связанными из пряжи. На выставке были представлены письма шерстяных фабрикантов, в которых выражалось мнение, что шерсть буйвола очень близка к овечьей шерсти, что она прочнее средней шерсти и еще долго будет пользоваться спросом по высокой цене как новинка. Если бы его можно было получить в больших количествах, для него был бы хороший рынок для производства изделий, не требующих окрашивания в более светлые тона.
The Pittsburgh Press Питтсбург, Пенсильвания 13 сентября 1920 Сегодня – Шерсть бизонов.
Шерсть американских бизонов, выживших в национальных парках, больше не будет пропадать даром. Его подстригут, если позволят зубры, и сделают из него одежду для смотрителей парка. В национальных парках законы защищают бизонов, оленей и других животных от их врагов, волков и людей. Не было бы недостатка ни в шерсти, ни в мясе, если бы правительство по всей стране защищало овец от их врагов, собак. В одном государстве от овцеводства почти полностью отказались, чтобы глупые люди могли иметь удовольствие владеть 400 000 собак, бесполезных, кроме как льстить своим хозяевам, притворяясь, что считают их выше.
The Minneapolis Star Миннеаполис, штат Миннесота, 9 января 1923 Короткая куртка пользуется спросом на зиму
верх над длинным пальто этой зимой.
Две причины заставили мадам выбрать меховую куртку вместо большого пальто. Он намного легче по весу и бесконечно дешевле. Бритый каракул с полосами из серого ягненка образует очаровательную короткую куртку, а есть и другие модели из брлечварнца, газели, обезьяны, бизона и пони.
Когда речь идет о резке металла, существует несколько различных способов. Можно использовать традиционные методы, такие как пилы и резаки, а можно выбрать что-то более современное и использовать лазер. Лазерная резка металла становится все более популярной в последние годы, поскольку она обладает рядом преимуществ по сравнению с традиционными методами. Если вы рассматриваете возможность использования лазерной резки металла в своем бизнесе, вот что вам нужно знать о ее особенностях и преимуществах.
Лазерная резка металла — это процесс, в котором для резки металла используется сфокусированный луч света. Свет генерируется лазером и затем направляется на металл через ряд зеркал. Интенсивность лазерного луча достаточно высока, чтобы расплавить, испарить или иным образом повредить металл, чтобы его можно было чисто и точно разрезать. Одним из самых больших преимуществ лазерной резки металла является то, что она намного точнее, чем другие методы. Когда вы работаете с хрупкими материалами или сложными конструкциями, точность имеет ключевое значение. Лазерная резка позволяет достичь результатов, которые были бы невозможны при использовании других методов.
О преимуществах лазерной резки металла читайте «Лазерная резка металла: современно и высокотехнологично».
Еще одним преимуществом лазерной резки металла является то, что она быстрее других методов. Традиционные методы, такие как распиловка или резка резаком, могут занимать часы или даже дни, в то время как лазерная резка часто может быть выполнена за считанные минуты. Это может сэкономить вам много времени и денег в долгосрочной перспективе. Наконец, лазерная резка металла относительно безопасна и проста в освоении. В отличие от других методов, таких как сварка или резка резаком, при использовании лазерного резака нет риска ожогов или пожара. А поскольку процесс автоматизирован, он не требует такой длительной подготовки, как другие методы.
Прежде чем решить, подходит ли лазерная резка металла для вашего бизнеса, следует учесть несколько моментов:
Во-первых, важно учитывать стоимость оборудования, необходимого для лазерной резки, в сравнении с традиционными методами, такими как пиление или резание резаком.
Во-вторых, вам потребуется доступ к источнику питания, достаточно мощному для работы лазерного резака.
В-третьих, вам понадобится доступ к достаточно мощной вытяжной системе для удаления паров, образующихся в процессе резки.
В-четвертых, в зависимости от типа вашего бизнеса, могут существовать местные правила в отношении лазеров, которые вам нужно будет соблюдать.
Наконец, если вы рассматриваете возможность открытия собственного бизнеса, важно выяснить, есть ли в вашем районе существующие предприятия, предлагающие аналогичные услуги. Если да, то вам будет трудно конкурировать с ними, не обладая какими-либо конкурентными преимуществами, такими как более низкие затраты, более быстрое время выполнения заказа или более высокий уровень точности. Однако, несмотря на эти потенциальные проблемы, открытие собственного бизнеса, посвященного исключительно лазерной резке металла, может оказаться жизнеспособным вариантом, особенно если в вашем районе не хватает таких предприятий.
В целом, если вы рассматриваете возможность использования лазерной резки металла для своего бизнеса или начинающей компании, важно провести исследование и взвесить все «за» и «против», прежде чем принимать окончательное решение. Однако если вы решите, что лазерная резка металла вам подходит, вы сможете воспользоваться многочисленными преимуществами этой технологии, такими как повышенная точность, более быстрое время выполнения заказа, снижение затрат на оборудование и обучение.
✅ Бизнес на ЛАЗЕРНОМ СТАНКЕ. Как устроено производство
Если вы решили заняться бизнесом на лазерном станке, то должны знать, как устроен производственный процесс и что для этого нужно. Это поможет вам составить корректный бизнес-план и понять, когда вы начнете получать прибыль с лазерной резки и гравировки.
Но у кого подглядеть? Как попасть на грамотно организованное производство? Редко кто согласится раскрыть технологии и нюансы своего дела, рассказать, как все устроено, а главное, показать, как все сделать правильно.
Однако, как говорится, мир не без добрых людей, и наши друзья из компании WinModels, которая профессионально занимается лазерной резкой и гравировкой фанеры, оргстекла, картона и кожи, а также деревообработкой с 2014 года, согласились раскрыть часть секретов своего бизнеса.
И этот видеообзор для тех, кого интересует бизнес на лазерном станке или гравере. Посмотрев его, вы поймете, какое оборудование вам может пригодиться, как его использовать, а также, как можно организовать продажи готовых изделий. А если вам нужны идеи для бизнеса, смотрите это интервью.
ВИДЕО.
Бизнес на лазерном станке
Что дальше?
Посмотрели? А теперь можете приступать к ценообразованию, планированию и реализации.
Составляете бизнес-план? Воспользуйтесь калькулятором стоимости для расчета лазерной резки и гравировки, который учитывает следующие параметры:
Затраты на лазерный станок и амортизацию
Затраты на персонал
Затраты на аренду помещения
Затраты на материал
Планируемое время окупаемости оборудования
Скачать калькулятор (.xls)
Скачать калькулятор (.xls)
Требуется консультация по лазерным станкам с ЧПУ?
Отвечаем на все звонки, письма, сообщения и всегда рады гостям.
Санкт-Петербург, ул. Республиканская, 22, литера Е, помещение 4Ш
Мы работаем
пн.-пт. с 9:00 до 19:00 (мск)
Больше интересного во Вконтакте
Полезные советы по лазерной резке и гравировке
Секреты и лайфхаки
Обзоры лазерного оборудования
Макеты для лазерной резки
Актуальные акции и скидки
Подписывайтесь
Как начать бизнес по лазерной резке
Там, где когда-то крупные торговые марки были признаком превосходства, потребители теперь переходят на мелкосерийную продукцию кустарного производства. Люди устали от серийного однообразия и ищут товары для выражения своей индивидуальности.
Люди считают, что независимые производители обеспечивают более высокое качество и облегчают им поиск сообщения, с которым они тесно связаны. Бизнес по лазерной резке позволяет вам извлечь выгоду из этой растущей тенденции с минимальными первоначальными затратами.
В рекламе и маркетинге компании давно осознали, что эмоциональная связь жизненно важна для того, чтобы заставить покупателей расстаться со своими деньгами. Таким образом, спрос на индивидуальные продукты и услуги со стороны мелких и средних производителей высок. Вот почему сейчас лучшее время, чем когда-либо прежде, чтобы начать свою собственную компанию.
Если вам удастся захватить воображение потребителей, ваше маленькое предприятие будет расти и расти.
Что такое лазерная резка?
Станки для лазерной резки используют мощные сверхтонкие лазерные лучи для травления, гравировки или резки материалов. Вы можете создавать рисунки и узоры, используя сфокусированные лазерные лучи, чтобы выжигать, плавить или превращать изображения или буквы в самые разные объекты. Это автоматизированный термический бесконтактный процесс изготовления, поэтому он точен и не сопряжен с риском. Эти машины позволяют создавать детали сложной конструкции с помощью специального инструмента или без него.
Этот процесс подходит для различных видов бизнеса, включая гравировку, моду, декоративно-прикладное искусство и товары. Позже мы подробно рассмотрим доступные вам варианты продуктов.
Что делает лазерную резку перспективной?
Бизнес по лазерной резке представляет собой разностороннюю перспективу благодаря тому, что частные лица и небольшие компании теперь имеют доступ к новейшим технологиям. Лазерные резаки ранее были доступны только как крупномасштабные промышленные инструменты для травления, гравировки или резки различных материалов. Однако в последние годы возрос спрос на небольшие станки для лазерной резки, которые можно разместить дома.
Низкая стоимость
Начальные затраты на открытие бизнеса по лазерной резке невелики по сравнению со многими другими предприятиями. Рынок не насыщен, поэтому спрос есть, и вы должны легко завоевать клиентов, как только вы выкроите для себя нишу.
Как и в любой отрасли, успех зависит от напряженной работы и тщательного планирования, но все гораздо проще, когда вы выбираете разумную и актуальную отрасль. Бизнес лазерной резки также конкурирует с индустрией 3D-печати, но он проще, доступнее и точно так же.
Предыдущий опыт не требуется
Если вы творческий тип, вы можете создавать свои собственные продукты и проекты с нуля. Тем не менее, вам не нужна художественная кость в теле, чтобы начать бизнес по лазерной резке. Вы можете полностью положиться на программное обеспечение и готовые проекты для создания модных объектов. Для самых низких начальных затрат вы можете сосредоточиться исключительно на гравировке существующих объектов для бизнеса или личного использования.
Адаптируемость
Преимущество ведения бизнеса по лазерной гравировке, резке и травлению заключается в том, насколько легко адаптироваться к изменяющимся тенденциям и постоянно развивающемуся рынку.
Лазерная резка
Лазерная резка — это общий термин для описания всех действий, которые выполняет станок для лазерной резки. Однако это также относится к использованию лазера для специального вырезания рисунка, формы или узора из материала. В следующем разделе мы рассмотрим рекомендации по проектированию материалов для лазерной резки, чтобы вы точно знали, что можно резать, а что нельзя.
Лазерная гравировка
Лазерная гравировка требует высочайшей точности, поскольку вы оставляете след на изделии, не прорезая его полностью. С точки зрения согласованности и простоты использования станки для лазерной резки не имеют себе равных. Это быстрый процесс, так как лазер быстро испаряет подложку и создает заметную полость. Чтобы сделать более глубокие отметки на материале, вам нужно будет повторить процесс.
После того, как ваш дизайн запрограммирован на станке для лазерной резки, вы можете быстро и легко воспроизвести его столько раз, сколько необходимо.
Лазерное травление
Травление создает щель без прорезания материала, но она даже меньше, чем гравировка. Это невероятно точный процесс, который идеально подходит для ювелирных изделий и других деликатных материалов. Высокая скорость реализации означает, что время выполнения заказа минимально, и вы можете производить сотни продуктов каждый день.
Лазерная резка и устойчивое развитие
Если создание собственной компании по лазерной резке уже не кажется вам достаточно заманчивой, у нее есть большой потенциал для использования самого быстрорастущего потребительского тренда: устойчивого развития. Когда вы сообщаете о своей приверженности сокращению отходов и заботе об окружающей среде с помощью контент-маркетинга, вы автоматически соглашаетесь с этикой многих современных потребителей.
Люди, которые ведут свой бизнес из дома, имеют отличную отправную точку для объяснения того, как они защищают окружающую среду. Ваш углеродный след уже намного ниже, чем у любого, кто ведет бизнес из офиса.
Собирайте данные, отражающие ваше незначительное воздействие на окружающую среду, и используйте их в своей маркетинговой стратегии. Вы даже можете вытравить многоразовые металлические кофейные чашки, изготовленные на заказ многоразовые соломинки для питья или любой другой экологически чистый продукт, который в настоящее время пользуется большим спросом.
Как владелец малого бизнеса, вы обладаете уникальной способностью доносить до покупателей ценности вашего бренда. Когда клиенты чувствуют себя морально связанными с компанией, они с большей вероятностью сделают первоначальную покупку и продолжат покупать.
Руководство по проектированию материалов
Одной из наиболее важных областей, в которой вам необходимо получить опыт профессионального лазерного резака, является руководство по проектированию материалов. Использование некоторых металлов или пластмасс в сочетании с лазерной технологией может быть опасным. Однако, если вы будете следовать инструкциям, это совершенно безопасно.
Отличные материалы для лазерной резки
Акрил: Это один из лучших материалов для лазерной резки. Лазерная резка оставляет безупречную поверхность с полированными краями. Некоторые пластики, которые, как вы могли бы ожидать, будут реагировать так же, как акрил, такие как Lexan, опасны. Вот почему вы никогда не должны полагаться на догадки, чтобы узнать, какие материалы подходят для станка для лазерной резки — это не всегда очевидно.
Магнитный лист: Магнитный лист с акрилом является одним из лучших материалов, которые могут использовать предприятия лазерной резки. Он доступен по цене и прекрасно режет, а также имеет ряд популярных приложений.
Лиственные породы: Вишня, персик и другие лиственные породы можно очень хорошо резать с помощью лазерного станка. Лазер мощностью 130 Вт может резать до ¾ дюйма на некоторых более мягких породах дерева.
Бумага: Карточки и бумага быстро режут с красивой чистой поверхностью. Поздравительные открытки или подарочная упаковка из переработанной бумаги — отличные идеи для бизнеса по лазерной резке.
Кожа: Лазеры любят кожу. То, что обычно вырезается вручную, можно сделать всего за несколько минут с помощью лазера. Просто будьте предупреждены; может вонять! Если вы думаете о том, чтобы начать бизнес по лазерной резке премиум-класса, кожа — отличный выбор. Мы обсудим лучшие отрасли, чтобы более подробно остановиться на них позже.
Картон: Он режет, но также представляет опасность возгорания, поэтому никогда не оставляйте станок для лазерной резки без присмотра, пока он режет картон.
Многие породы дерева: Большинство пород древесины хорошо подходят для лазерной резки. Однако вам следует избегать смолистого или маслянистого дерева, потому что оно может воспламениться.
Ткань, пенька, хлопок и войлок: Большинство типов тканей отлично подходят для лазерной резки. Мода — один из лучших рынков для входа, если вам интересно, какой бизнес по лазерной резке начать. Вы можете извлечь выгоду из растущей тенденции к изготовлению индивидуальной одежды и изделий кустарного промысла небольшими партиями. Будьте осторожны, никогда не используйте пропитанную ткань или ткань с пластиковым покрытием.
Депроновая пена: Несмотря на то, что необходимо постоянно контролировать депроновую пену, она режется плавно и безопасно. Это отличный выбор для лазерной резки, потому что вы можете делать игрушки, модели самолетов и архитектурные 3D-модели.
Каучук, не содержащий хлора: Если вы убедитесь, что используемый вами каучук не содержит хлора, он должен хорошо резаться. Резина — прочный и полезный материал для таких предметов, как дверные упоры и кухонное оборудование ручной работы.
Эти материалы подходят для лазерной резки, , но требуют особого внимания предназначен для лазерной резки. Обычный наружный тип может быть трудно разрезать лазером.
Инженерная древесина: Инженерная древесина, такая как МДФ, бывает различной плотности, но очень удобна в обработке. Вы можете попробовать несколько разных поставщиков, если столкнетесь с тем, от которого трудно отказаться.
Майлар: Майлар — отличный выбор для лазерной резки, особенно в быстро развивающейся индустрии каннабиса и велнеса. Однако машина хорошо работает только с тонким майларом.
Тефлон: Это особый материал для работы. Хотя вы можете использовать станок для лазерной резки для резки тонких листов, вы должны внимательно прочитать спецификации тефлона, чтобы оставаться в безопасности. Если машина современная, она должна быть полностью выхлопной и вентилируемой.
Пробка: Инженерная пробка обычно содержит много клея, поэтому плохо режется. Однако чем тоньше и качественнее пробка, тем лучше она должна резаться.
Поликарбонатная пленка: Хотя вы можете разрезать очень тонкую поликарбонатную пленку, она имеет тенденцию обесцвечиваться под воздействием лазерной резки. Даже невероятно тонкий лист может пожелтеть по краям, так что это не лучший выбор.
Коропласт: Coroplast — это борьба за то, чтобы прорезать до конца. Вертикальные полосы на поверхности делают его еще более сложным.
Дополнительные материалы, которые можно использовать для лазерной гравировки
Если вы решили попробовать лазерную гравировку в дополнение к лазерной резке или вместо нее, у нас есть хорошие новости. Станки для лазерной резки могут гравировать еще более широкий спектр материалов, чем просто резка. Травление — это рентабельная бизнес-идея для стартапа, потому что она требует минимальных первоначальных затрат. Если вы решите травить трофеи или украшения людей, вам даже не нужно будет покупать материалы самостоятельно.
Вы можете травить эти подложки в дополнение к упомянутым выше:
Керамическая плитка: Станки для лазерной резки прекрасно травят керамическую плитку. Это открывает множество возможностей для компаний, занимающихся лазерной резкой, для создания уникальных керамических кухонь, ванных комнат и наружных керамических изделий.
Стекло: Стекло не прорезается насквозь, но гравюры на стекле выглядят полированными, почти как после пескоструйной обработки. Различные цвета работают лучше — например, отделка зеленого стекла выглядит лучше, чем отделка красного стекла. Гравировка на стекле очень популярна: подумайте о пивных стаканах, фужерах и других декоративных бутылках.
Мрамор, оникс, камень, гранит и мыльный камень: С этими материалами мы советуем работать очень медленно. Хотя на них можно нанести гравировку, поверхность будет казаться немного белой и несколько текстурированной. Изготовление драгоценных камней по индивидуальному заказу — отличная бизнес-идея для лазерной резки высокого класса, если у вас есть средства на первоначальные затраты.
Анодированный/покрытый алюминий (или металлы): Вы можете удалить анодирование с анодированных металлов, чтобы создать потрясающий эффект, который очень востребован на рынке.
Материалы, которые нельзя использовать для лазерной резки
Некоторые материалы категорически нельзя использовать вместе со станком для лазерной резки. Это необходимо для вашей безопасности, поэтому очень важно тщательно проверить, можно ли использовать определенные материалы, когда вы только начинаете бизнес по лазерной резке. Вот материалы, которые вы никогда не должны использовать:
Толстый поликарбонат
Стекловолокно
ПВХ
ПЭВП
Углеродное волокно с покрытием
Эпоксидная смола
Какие продукты можно создавать с помощью лазерного резака?
Если вы раньше думали, что единственными людьми, которые могут начать бизнес по лазерной резке, являются творческие люди, возможно, вы ищете бизнес-идеи. Но вам не нужно быть художником, чтобы найти проекты, которые понравятся вашей клиентской базе, и запрограммировать их на станке для лазерной резки. Идете ли вы на гравировку или резку, у вас есть множество вариантов.
Продолжайте читать, чтобы узнать о самых горячих тенденциях в индустрии лазерной резки.
Сувениры и товары
YouTube, Instagram, TikTok, Twitter и все различные платформы социальных сетей означают, что у вас есть из чего выбирать. Телевидение по-прежнему пользуется огромной популярностью, радио — больше, чем когда-либо, а спортсмены, повара и предприниматели — известные люди.
Брендинг перешел от крупного бизнеса к частным лицам, что означает более высокий спрос на товары и памятные вещи, чем когда-либо прежде.
Вы можете не усложнять задачу и создавать индивидуальные шляпы, сумки и одежду для публики. Кроме того, работайте в качестве B2B-компании с ютуберами и другими знаменитостями, чтобы разрабатывать и создавать для них их товары.
Многоразовые емкости для напитков
По мере роста беспокойства о будущем планеты общественность все больше осознает проблемы отходов, потребления и устойчивого развития. Это не угроза для промышленности, но это означает, что спрос изменился. Люди отдают предпочтение новым экологически безопасным продуктам, таким как многоразовые чашки. В моде персонализированные бутылки для воды, многоразовые кофейные чашки с милым дизайном и металлические соломинки с гравировкой.
Если ваш бизнес по лазерной резке предлагает эти типы продуктов, у вас есть готовое сообщение бренда. Постройте свою рекламу и маркетинг вокруг своей экологически чистой продукции, и вы привлечете определенный сектор рынка. Большинство людей, заботящихся об окружающей среде, имеют располагаемый доход и активно ищут бренды с этическими лозунгами.
Керамика
Керамическая плитка, часто предварительно окрашенная, прекрасно получается при лазерной резке. Поскольку это предметы, которые большинство людей имеют в своих домах, они представляют собой довольно хорошую перспективу для бизнеса. Вы можете использовать их в различных функциях, а набор вариантов шаблонов проектирования практически безграничен.
Вам не нужно уметь рисовать, потому что есть загружаемые дизайны, которые вы можете использовать. Кроме того, вы можете работать в сотрудничестве с художниками, чтобы получить доступ к их клиентской базе и предоставить им доступ к вашей.
Экологичные поздравительные открытки
Еще один способ для компаний, занимающихся лазерной резкой, выйти на экологически чистый рынок — это создание поздравительных открыток, подарочной упаковки или почтовых открыток. Вместо того, чтобы использовать расточительные материалы массового производства, используйте переработанную бумагу или работайте напрямую с производителями деревьев.
Например, пенька — это устойчивая бумага, из которой можно делать различные предметы, в том числе бумагу, веревку и ткань. Создание продуктов, не наносящих вреда планете, позиционирует вас как бизнес будущего и привлекает современных потребителей.
Как малый бизнес, вы уже можете похвастаться тем, что ваш углеродный след намного ниже, чем у крупных компаний. Благодаря тяжелой работе, грамотному маркетингу и сильному брендингу легко занять свою нишу и преуспеть в ней.
Инди-мода
Мелкосерийное производство невероятно модно. Что касается одежды, то в традиционных магазинах по-прежнему непросто найти доступное качество. На рынке существует пробел для людей, которые могут создавать или создавать качественную одежду и продавать ее по доступным ценам. Бизнес лазерной резки может творить удивительные вещи в мире моды.
Если у вас нет опыта работы с текстилем, рассмотрите возможность работы с дизайнером. Они могут придумывать идеи и собирать ткань, пока вы воплощаете дизайн в реальность.
Кожа по индивидуальному заказу
Превосходный бизнес по лазерной резке премиум-класса — создание индивидуальных кожаных изделий для людей или организаций. От кошельков с гравировкой до элегантных ремней, кожа — это продукт, за который можно брать хорошие деньги. Использовать станок для лазерной резки для гравировки или резки кожи непросто, но это возможно.
Многие предметы, которые вы можете изготовить, такие как товары, изделия из кожи и одежда, попадают под эгиду моды. Свадебные подарки, подарки для подружек невесты и жениха также представляют собой огромную возможность. В зависимости от вашего набора навыков вы можете специализироваться в одной области или быть более универсальным.
Имейте в виду, что обычно легче найти нишу. В то же время, однако, массовое обращение может принести больше денег, если у вас есть достаточно капитала, чтобы инвестировать его в свой бизнес по лазерной резке.
Гравировка на стекле
Если вы когда-нибудь были в ресторане и замечали симпатичный логотип, выгравированный на стеклянной посуде, вы видели гравировку на стекле. Ваш бизнес по лазерной резке может специализироваться на предоставлении этой услуги ресторанам высокой кухни. Как бизнес-модель, это разумно, потому что вы работаете исключительно с высококлассными клиентами и можете устанавливать высокие цены.
Вам не обязательно работать с ресторанами стеклодувов; вы могли бы предложить персонализированные подарки, такие как выгравированные юбилейные очки или украшения. Очки с индивидуальной гравировкой также станут отличным подарком на свадьбу! Публика любит такие веб-сайты, как Etsy и Wayfair, где есть множество декоративных предметов и подарков, произведенных небольшими независимыми компаниями.
Ремесленная работа по дереву
Подобно привлекательности ручной гравюры на стекле, ремесленная работа по дереву вызывает желание потребителей получать очаровательные подарки ручной работы. Вы можете резать и гравировать дерево для создания игрушек, головоломок, игр и многого другого. Если вы гордитесь проектированием и изготовлением вещей, дерево — отличный выбор для бизнеса по лазерной резке.
Прежде чем приступить к работе с различными породами дерева, необходимо ознакомиться с рекомендациями по проектированию материалов. Композитная древесина содержит клей, а древесина с большим количеством масла, как правило, не работает. Вы быстро почувствуете, какой материал вам наиболее удобен.
Акрил с гравировкой
Создавайте рекламные решения для предприятий по всему миру с помощью лазерной резки акрила. Этот вариант имеет низкие начальные затраты и относительно прост, поскольку не требует проектирования. У компаний уже есть логотип, поэтому вы программируете его на станке для лазерной резки, и все. Маржа прибыли высока, и у нее есть потенциал для роста и достижения глобального успеха.
Надгробия
Надгробия являются неотъемлемой частью процесса скорби и помогают семьям смириться со смертью близких. Они бывают из разных материалов, и вы можете сделать их как сложными, так и минималистичными, как того требует клиент. Хотя вам нужно быть осторожным, используя лазерный резак по камню, он может дать прекрасные результаты.
Как начать бизнес по лазерной резке за 10 шагов
Теперь в вашей голове роится масса идей о том, какой бизнес вы собираетесь начать. Энтузиазм и страсть помогут вам как предпринимателю очень далеко, но есть еще два непреложных момента: тяжелая работа и структурированное планирование. Все превосходные лидеры строят планы. Очень немногие на самом деле придерживаются их, но эта начальная структура — это то, как вы будете продвигать свои идеи вперед.
После того, как вы определились со своей нишей, пришло время серьезно заняться созданием своей компании. Вот наше руководство о том, как начать бизнес по лазерной резке за 10 простых шагов.
Шаг 1: Составьте бизнес-план
Черта, присущая всем предпринимателям, — это способность постоянно учитывать непредвиденные обстоятельства. Бизнес-план имеет решающее значение, потому что он заставляет вас смотреть на будущее с разных точек зрения. Когда у вас есть наихудшие сценарии, наилучшие сценарии и все, что между ними, вы готовы к любому повороту событий.
Кроме того, если вам нужно обратиться к банку или инвестору за финансированием, ваш бизнес-план покажет им, что их деньги в ваших руках в безопасности.
Некоторые факторы, которые следует учесть в бизнес-плане лазерной резки, включают:
Выберите имя, логотип и целевой рынок.
Планируйте различные способы увеличения прибыли.
Узнайте о возможностях глобального бизнеса по лазерной резке.
Установите цены и маржу на основе обширных исследований.
Проанализируйте все расходы на лазерную резку и найдите способы их сократить.
Шаг 2. Создание легального коммерческого предприятия
Чтобы получить финансирование для бизнеса и обеспечить, чтобы дела о клевете были направлены против юридического лица, а не против вас как физического лица, вам необходимо создать бизнес. В большинстве штатов для этого нужно обратиться в окружной суд и подать заявление на получение сертификата D/B/A (Doing Business As).
Шаг 3. Подайте заявку на EIN и настройте бизнес-банкинг
Далее вам необходимо подать заявку на получение бесплатного идентификационного номера работодателя. Это позволяет вам зарегистрироваться для уплаты федеральных налогов и налогов штата, что вы обязаны делать по закону. Получите корпоративный банковский счет и откройте кредитную карту на имя вашего предприятия лазерной резки. К этому времени вы начнете чувствовать себя лазерным резаком. Вы должны держать свои финансы в порядке, поэтому наймите бухгалтера.
Разумно инвестируйте в лучшие станки для лазерной резки и проводите обширные исследования рынка на этих ранних этапах.
Шаг 4: Подготовьте свой дом к лазерной резке
Организуйте мастерскую, проведите несколько оценок рисков и внедрите процессы, чтобы избежать несчастных случаев. На этом этапе было бы неплохо поговорить с другими владельцами малого бизнеса по лазерной резке. Они могут сообщить вам о подводных камнях, с которыми они столкнулись при запуске, и дать наиболее актуальный совет. Установите как можно больше контактов в своей отрасли — они всегда пригодятся.
Шаг 5: застрахуйте себя и получите разрешения и лицензии
Если вы неправильно настроите свой бизнес по лазерной резке, вас могут оштрафовать или даже закрыть. Подумайте о следующем:
Свидетельство о праве собственности, если у вас есть мастерская
Государственные лицензии и разрешения
Как платить налог с продаж
Шаг 6. Практика ведет к совершенству
Одновременно с подготовкой всех документов и проведением необходимых начальных операций вам также необходимо оттачивать свое мастерство. Жизнь предпринимателя состоит из работы и небольшого отдыха, поэтому будьте готовы вложить все свое сердце и душу в то, чтобы начать свой бизнес по лазерной резке.
Чем усерднее вы поначалу работаете над плавным управлением кораблем, тем легче будет в дальнейшем. Ожидайте несколько лет сверхтяжелой работы, пока вы овладеваете своим ремеслом и создаете клиентскую базу. Используйте любое свободное время, чтобы практиковаться, практиковаться и еще раз практиковаться. Если у вас есть сотрудники, они будут учиться на вашем примере.
Шаг 7. Развитие бренда лазерной резки
Сила вашего бренда определяет успех вашего бизнеса лазерной резки, не говоря уже о вашей способности донести информацию до потребителей. Четко определенный бренд имеет решающее значение на сегодняшнем жестко конкурентном рынке. Что вам нужно, так это простое сообщение, которое найдет отклик у достаточного количества людей, чтобы сформировать клиентскую базу.
Знайте свою целевую аудиторию
Чтобы создать сильную идентичность бренда, вам необходимо понять, у кого вы хотите покупать продукцию вашего бизнеса по лазерной резке. У большинства современных брендов настолько четкое представление о том, кто является их основным покупателем, что они подобны реальному человеку. Если вы понимаете потребности, желания и эмоции своих клиентов, вы сможете ориентировать свой бренд на них.
Согласуйте свое предложение с целевым рынком
Не совершайте ошибку, принимая решение о продукте и маркетинговой стратегии вашего бизнеса по лазерной резке до того, как у вас будет четкое представление о вашем целевом рынке. Крайне важно, чтобы каждый аспект вашего цифрового и физического предложения соответствовал вашему бренду. Например, если вы заявляете об экологичности, но используете много пластиковой упаковки, ваша этически ориентированная целевая аудитория не будет впечатлена.
Обращайте внимание на каждую мельчайшую деталь и убедитесь, что качество обслуживания клиентов соответствует ожиданиям.
Шаг 8. Создайте маркетинговую стратегию
Как только вы узнаете свою аудиторию лучше, чем свою семью, разработайте многогранную маркетинговую стратегию, чтобы привлечь их. Цифровая сфера подарила маркетологам множество удивительных платформ. Посмотрите, как каждый из них может принести вам пользу, и сосредоточьтесь на тех, которые ваша целевая аудитория использует больше всего.
Возможно, вы захотите посмотреть на рекламные щиты, телевизионную рекламу и товары, чтобы продемонстрировать миру свой бизнес по лазерной резке. Тем не менее, в нынешних условиях онлайн-маркетинг — ваш лучший способ охватить глобальную аудиторию.
Шаг 9: Установите присутствие в сети
О вас будут судить по вашему присутствию в сети. Независимо от того, насколько уникальны или хорошо сделаны ваши продукты, если ваш веб-сайт, учетные записи в социальных сетях и цифровая продукция не на должном уровне, клиенты уйдут.
Веб-сайт: Ваш веб-сайт для лазерной резки должен быть чистым, гладким и соответствовать современным тенденциям. Он должен загружаться быстро, чтобы покупатели могли перемещаться по веб-сайту и эффективно обрабатывать платежи. Целевые страницы с видео невероятно популярны, поскольку клиенты доверяют видео больше, чем устным обещаниям. Такие сайты, как https://99designs.com/ и https://www.fiverr.com/, представляют собой отличные ресурсы для начинающих.
Социальные сети: Потребители любят использовать социальные сети для обслуживания клиентов. Twitter, Instagram и Facebook — отличные места для общения с клиентами, решения проблем и предоставления ответов. Вы также можете поделиться с ними контентом, касающимся вашего бизнеса лазерной резки, который им понравится. Социальные сети — отличное место для проведения соревнований и публикации новостей о команде. Это создает ажиотаж вокруг вашего бренда и поощряет участие. Узнайте, как размещать платную рекламу на этих платформах, и вы мгновенно привлечете потенциальных клиентов на свой сайт!
Контент-маркетинг: Создавайте электронные книги, официальные документы и сообщения в блогах, чтобы ваши клиенты знали, кто ваш бренд. Создавайте полезный контент, который люди смогут использовать в своей повседневной жизни. Делая это, вы делаете себя неотъемлемой частью их дня, даже если они не покупают у вас активно. Удивительным бонусом этого типа маркетинга является SEO. Когда вы создаете много контента, связанного с вашей нишей, вы будете занимать более высокие позиции на страницах поисковых систем.
Шаг 10: Сеть, Сеть, Сеть!
Последний шаг, пожалуй, самый важный для вашего долгосрочного успеха. В целом, предприниматели с большим количеством контактов, как правило, добиваются большего успеха в бизнесе. Вам не нужно никого знать, прежде чем начать. Используйте такие ресурсы, как LinkedIn и каталоги, чтобы найти людей в вашей отрасли и смежных отраслях.
Обратитесь за советом к соответствующим источникам. Найдите творческие способы помогать друг другу, которые означают увеличение дохода для вас обоих. Например, свяжитесь с высокопоставленными пользователями YouTube, если вы планируете производить товары для людей.
Некоторые из наиболее ценных типов отношений:
Инфлюенсеры
Свяжитесь с людьми, у которых много подписчиков в социальных сетях, чтобы продвигать свои продукты. Возможно, вам придется заплатить им, но это отличный способ заявить о себе и привлечь совершенно новую аудиторию.
Филиалы
Филиал — это тип партнера. Они могут упомянуть ваш бренд своим подписчикам в обмен на то, что вы сделаете то же самое для них. Блогеры, художники и агентства — идеальные партнеры для владельцев бизнеса по лазерной резке.
Партнеры
Партнерство является более формальным, чем членство. Это люди, на которых вы полагаетесь и с которыми регулярно работаете. Юристы, бухгалтеры и поставщики являются примерами партнеров. Вы строите эти отношения с течением времени, и как только вы установили доверие, вы можете способствовать продвижению друг друга.
Основные советы по открытию нового бизнеса по лазерной резке
Постоянство превыше всего.
Расстояние между буквами имеет решающее значение.
Используйте готовые 2D-модели или спроектируйте их сами.
Понимание масштабируемой векторной графики и AutoCAD DXF.
Выберите правильный лазер.
Начните планировать свой бизнес по лазерной резке сегодня
Станки для лазерной резки NOVA от Thunder Laser USA обеспечивают наилучшие характеристики лазерной резки и гравировки в простой в использовании конструкции. Позвоните нам сегодня по телефону 903-522-4070 или свяжитесь с нами через Интернет, и один из наших экспертов по лазерной резке ответит на все ваши вопросы.
Как начать бизнес по лазерной резке
Начните бизнес по лазерной резке, выполнив следующие 10 шагов:
Планируйте свой бизнес по лазерной резке
Превратите свой бизнес по лазерной резке в юридическое лицо
Зарегистрируйте свой бизнес по лазерной резке для уплаты налогов
Открытие коммерческого банковского счета и кредитной карты
Настройка учета для вашего предприятия по лазерной резке
Получите необходимые разрешения и лицензии для вашего бизнеса по лазерной резке
Получить страховку для лазерной резки
Определите свой бизнес-бренд лазерной резки
Создайте свой бизнес-сайт для лазерной резки
Настройка телефонной системы для бизнеса
Открытие бизнеса — это больше, чем просто его государственная регистрация. Мы составили это простое руководство по открытию бизнеса по лазерной резке. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству.
Изучаете варианты? Ознакомьтесь с другими идеями для малого бизнеса.
ШАГ 1: Планируйте свой бизнес
Четкий план необходим для успеха предпринимателя. Это поможет вам наметить специфику вашего бизнеса и обнаружить некоторые неизвестные. Вот несколько важных тем для рассмотрения:
Каковы начальные и текущие расходы?
Кто является вашим целевым рынком?
Сколько вы можете брать с клиентов?
Как ты назовешь свой бизнес?
К счастью, мы провели для вас много исследований.
Какие затраты связаны с открытием предприятия по лазерной резке?
Лазерные резаки можно начать с лазерной системы, компьютера и сопутствующего программного обеспечения. Вам не обязательно нужно официальное пространство для работы, особенно если у вас уже есть гараж или студия, которую вы сейчас используете. Цены будут варьироваться в зависимости от качества и объема каждого предмета, но потенциально могут составлять всего 10 000 долларов США для начала работы. (Если вы работаете с наемными работниками, владельцам также необходимо предусмотреть в бюджете коммерческое страхование.)
Какие текущие расходы связаны с бизнесом по лазерной резке?
Когда у людей есть все необходимое оборудование, текущие расходы, как правило, становятся низкими. Техника будет нуждаться в регулярном обслуживании и обновлениях, но должна прослужить долгие годы. Владельцы также должны учитывать стандартные маркетинговые сборы, а также заработную плату персонала и текущие страховые выплаты (при найме сотрудников).
Кто является целевым рынком?
Целевым рынком может быть любой, кто любит качественную продукцию или художественное самовыражение в профессиональном или личном качестве. Поскольку лазерный резак можно использовать для изготовления чего угодно, от трофеев до свадебных приглашений, лазерные резчики могут определять свои демографические данные на основе материалов, цен и времени, которое требуется для изготовления каждого объекта.
Как бизнес по лазерной резке зарабатывает деньги?
Компании, занимающиеся лазерной резкой, обычно устанавливают свои цены, чтобы обеспечить себе здоровую норму прибыли. Например, если изготовленное на заказ ожерелье стоит 50 долларов за сырье и час изготовления, владелец может взимать 125 долларов за готовое изделие.
Сколько вы можете брать с клиентов?
Лазерные резчики могут обнаружить, что они могут взимать со своих клиентов довольно большую плату за относительно простые детали. Прежде чем начать, обязательно проверьте текущие цены на аналогичные товары в вашем регионе. Если вы создаете что-то отличное от всего остального на рынке, основывайте свою цену на почасовой ставке, которую вы хотите получить, а затем корректируйте ее в зависимости от полученного ответа.
Какую прибыль может принести бизнес по лазерной резке?
В первые несколько месяцев прибыль может быть ограничена, поскольку владельцы изо всех сил пытаются найти нужную аудиторию. Однако мало кто сомневается, что люди готовы платить за эти услуги. Владельцы могут взимать до 200 долларов за набор всего из 12 приглашений с лазерной гравировкой. В частности, организации (например, государственные службы, предприятия и т. д.) могут предлагать десятки тысяч долларов всего за несколько недель работы.
Как сделать свой бизнес более прибыльным?
Владельцы должны изучить как можно больше деловых возможностей, чтобы улучшить свои навыки и стать более востребованными на рынке. Поэтому, если владелец начинает делать забавные и модные вещи, он также может подумать о том, чтобы заняться гравировкой логотипов компании на своем оборудовании или созданием вывесок для других малых предприятий в этом районе.
Как вы назовете свой бизнес?
Выбор правильного имени важен и сложен. Если вы еще не придумали имя, посетите наше руководство «Как назвать компанию» или получите помощь в мозговом штурме с помощью нашего генератора названий компаний для лазерной резки 9.0003
Если вы работаете в качестве индивидуального предпринимателя, возможно, вы захотите вести деятельность не под своим именем, а под другим именем. Посетите наше руководство администратора баз данных, чтобы узнать больше.
При регистрации названия компании мы рекомендуем изучить название вашей компании, проверив:
Деловые записи вашего штата
Федеральные и государственные записи о товарных знаках
Платформы социальных сетей
Доступность веб-домена.
Очень важно защитить свое доменное имя до того, как это сделает кто-то другой.
ШАГ 2: Создайте юридическое лицо
Наиболее распространенными типами бизнес-структуры являются индивидуальное предприятие, товарищество, общество с ограниченной ответственностью (ООО) и корпорация.
Учреждение юридического лица, такого как LLC или корпорация , защищает вас от личной ответственности в случае судебного преследования вашего бизнеса лазерной резки.
Создание ООО
Прочитайте наше руководство по созданию ООО
Select Your StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict Of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
Получите профессиональную услугу Создайте для себя ООО
Два таких надежных сервиса:
Северо-запад (29 долларов США + государственная пошлина)
LegalZoom (79 долларов США + государственная пошлина)
Вы можете создать ООО самостоятельно и оплатить только минимальные государственные расходы на ООО или нанять одну из лучших услуг ООО за небольшую дополнительную плату.
Рекомендуется: Вам нужно будет выбрать зарегистрированного агента для вашего LLC. Пакеты для регистрации LLC обычно включают бесплатный год услуг зарегистрированного агента. Вы можете нанять зарегистрированного агента или действовать самостоятельно.
ШАГ 3: Зарегистрируйтесь для уплаты налогов
Прежде чем вы сможете открыть бизнес, вам необходимо зарегистрироваться для уплаты различных государственных и федеральных налогов.
Чтобы зарегистрироваться для уплаты налогов, вам необходимо подать заявление на получение EIN. Это очень просто и бесплатно!
Вы можете бесплатно получить свой EIN через веб-сайт IRS, по факсу или по почте. Если вы хотите узнать больше об EIN и о том, какую пользу они могут принести вашему ООО, прочитайте нашу статью «Что такое EIN?».
Узнайте, как получить EIN, из нашего руководства «Что такое EIN» или найдите свой существующий EIN с помощью нашего руководства по поиску EIN.
Налоги для малого бизнеса
В зависимости от выбранной вами структуры бизнеса у вас могут быть разные варианты налогообложения вашего бизнеса. Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp).
Вы можете узнать больше о налогах на малый бизнес в этих справочниках:
Налоги ООО
Индивидуальное предприятие против ООО
ООО против корпорации
ООО против S Corp
Как создать S Corp
S Corp против C Corp
Существуют определенные государственные налоги, которые могут применяться к вашему бизнесу. Узнайте больше о налоге с продаж штата и налоге на франшизу в наших руководствах по налогу с продаж штата.
ШАГ 4: Откройте банковский счет и кредитную карту
Использование специальных банковских и кредитных счетов необходимо для защиты личных активов.
Когда ваши личные и деловые счета смешаны, ваши личные активы (ваш дом, автомобиль и другие ценности) подвергаются риску в случае судебного преследования вашей компании. В коммерческом праве это называется прокалыванием вашей корпоративной завесы.
Кроме того, изучение того, как создать бизнес-кредит, может помочь вам получить кредитные карты и другое финансирование на имя вашего бизнеса (а не на ваше), лучшие процентные ставки, более высокие кредитные линии и многое другое.
Открытие коммерческого банковского счета
Открытие коммерческого банковского счета не только является требованием при подаче заявки на кредит для бизнеса:
Отделяет ваши личные активы от активов вашей компании, что необходимо для защиты личных активов.
Упрощает ведение бухгалтерского и налогового учета.
Рекомендуем: Прочтите наш обзор «Лучшие банки для малого бизнеса», чтобы найти лучший национальный банк или кредитный союз.
Открыть нетто-счета 30
Нетто-счета 30 используются для создания и увеличения кредитоспособности бизнеса, а также для увеличения потока денежных средств от бизнеса. С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока.
Поставщики кредитов NetMany net 30 отчитываются перед основными бюро кредитных историй (Dun & Bradstreet, Experian Business и Equifax Business Credit). Именно так предприятия строят бизнес-кредит, чтобы они могли претендовать на кредитные карты и другие кредитные линии.
Рекомендуемый : Прочтите нашу 30 лучших поставщиков сети, руководство и начните строить бизнес-кредит.
Получите бизнес-кредитную карту
Получение бизнес-кредитной карты поможет вам:
Разделите личные и деловые расходы, объединив все расходы вашего бизнеса.
Создайте кредитную историю своей компании, которая может пригодиться для сбора денег позже.
Рекомендуется: Подайте заявку на легкое одобрение бизнес-кредитной карты от Divvy и быстро создайте свой бизнес-кредит.
ШАГ 5.
Настройка бухгалтерского учета
Регистрация различных расходов и источников дохода имеет решающее значение для понимания финансовых показателей вашего бизнеса. Ведение точной и подробной отчетности также значительно упрощает подачу годовой налоговой декларации.
Упростите бухгалтерский учет ООО с нашей памяткой по расходам ООО.
ШАГ 6: Получение необходимых разрешений и лицензий
Неполучение необходимых разрешений и лицензий может привести к большим штрафам или даже к закрытию вашего бизнеса.
Требования к лицензированию бизнеса на уровне штата и на местном уровне
Для ведения бизнеса по лазерной резке могут потребоваться определенные государственные разрешения и лицензии. Узнайте больше о лицензионных требованиях в вашем штате, посетив справку SBA о государственных лицензиях и разрешениях.
Большинство предприятий обязаны взимать налог с продаж на товары или услуги, которые они предоставляют. Чтобы узнать больше о том, как налог с продаж повлияет на ваш бизнес, прочитайте нашу статью «Налог с продаж для малого бизнеса».
Для получения информации о местных лицензиях и разрешениях:
Обратитесь в офис клерка вашего города, города или округа
Получите помощь от одной из местных ассоциаций, перечисленных в каталоге местных бизнес-ресурсов Ассоциаций малого бизнеса США.
Свидетельство о праве собственности
Лазерная резка обычно осуществляется вне мастерской. Предприятиям, работающим вне физического местоположения, обычно требуется Сертификат о праве собственности (CO). CO подтверждает, что все строительные нормы и правила, законы о зонировании и правительственные постановления были соблюдены.
Если вы планируете арендовать помещение :
Как правило, арендодатель обязан получить CO.
Перед арендой подтвердите, что ваш арендодатель имеет или может получить действующий CO, применимый к бизнесу лазерной резки.
После капитального ремонта часто требуется выдача нового СО. Если ваше рабочее место будет отремонтировано перед открытием, рекомендуется включить в договор аренды формулировку о том, что арендные платежи не начнутся до тех пор, пока не будет выдан действительный CO.
Если вы планируете купить или построить помещение :
Вы будете нести ответственность за получение действующего сертификата CO от местного органа власти.
Ознакомьтесь со всеми строительными нормами и требованиями к зонированию для местоположения вашего бизнеса, чтобы убедиться, что ваш бизнес по лазерной резке соответствует требованиям и сможет получить CO.
ШАГ 7: Получите страховку для бизнеса
Как и в случае с лицензиями и разрешениями, вашему бизнесу нужна страховка, чтобы работать безопасно и законно. Страхование бизнеса защищает финансовое благополучие вашей компании в случае покрытия убытков.
Существует несколько типов страховых полисов, созданных для разных видов бизнеса с разными рисками. Если вы не уверены в типах рисков, с которыми может столкнуться ваш бизнес, начните со страхования общей ответственности . Это наиболее распространенное покрытие, в котором нуждается малый бизнес, поэтому это отличное место для начала вашего бизнеса.
Узнайте больше о страховании гражданской ответственности.
Еще один примечательный страховой полис, в котором нуждаются многие предприятия, — это компенсационное страхование работников. Если в вашем бизнесе будут сотрудники, вполне вероятно, что ваш штат потребует от вас наличия страхового покрытия компенсации работникам.
Рекомендовано: Узнайте, сколько будет стоить страховка для вашего бизнеса по лазерной резке.
Страхование бизнеса для Бизнес по лазерной резке
ШАГ 8. Определите свой бренд
Ваш бренд — это то, что символизирует ваша компания, а также то, как ваш бизнес воспринимается общественностью. Сильный бренд поможет вашему бизнесу выделиться среди конкурентов.
Если вы не уверены в разработке логотипа для своего малого бизнеса, ознакомьтесь с нашими Руководствами по дизайну для начинающих. Мы дадим вам полезные советы и рекомендации по созданию лучшего уникального логотипа для вашего бизнеса.
Рекомендуется : Получите логотип с помощью бесплатного генератора логотипов Truic. Электронная почта или регистрация не требуются, или воспользуйтесь Премиум-конструктором логотипов.
Если у вас уже есть логотип, вы также можете добавить его в QR-код с помощью нашего бесплатного генератора QR-кода. Выберите один из 13 типов QR-кода, чтобы создать код для своих визитных карточек и публикаций или помочь распространить информацию о своем новом веб-сайте.
Как продвигать и продавать лазерную резку
Помимо личного общения, лазерные резчики должны активизироваться в Интернете, создав профессиональный веб-сайт. Поскольку лазерные резаки могут иметь совершенно разные демографические данные, им необходимо изменить свою рекламу в зависимости от того, где находятся их клиенты.
Как сделать так, чтобы клиенты возвращались
Покупатели хотят видеть долговечные и качественные товары (даже потенциально одноразовые товары, такие как приглашения). Заказы должны быть доставлены вовремя и в полном объеме. Вам также понадобится какая-то коммуникационная стратегия, чтобы держать клиентов в курсе, если что-то пойдет не так.
Все еще не уверены, какой бизнес вы хотите начать? Ознакомьтесь с последними тенденциями малого бизнеса, которые помогут вам вдохновиться.
ШАГ 9: Создайте веб-сайт для своего бизнеса
После определения вашего бренда и создания логотипа следующим шагом будет создание веб-сайта для вашего бизнеса.
Хотя создание веб-сайта является важным шагом, некоторые могут опасаться, что это им не под силу, поскольку у них нет опыта создания веб-сайтов. Хотя в 2015 году это могло быть разумным опасением, за последние несколько лет веб-технологии достигли огромных успехов, которые значительно упростили жизнь владельцев малого бизнеса.
Вот основные причины, по которым вам не следует откладывать создание веб-сайта:
Веб-сайты есть у всех законных предприятий — точка. Размер или отрасль вашего бизнеса не имеют значения, когда речь идет о выводе вашего бизнеса в Интернет.
Аккаунты в социальных сетях, такие как страницы Facebook или бизнес-профили LinkedIn, не являются заменой бизнес-сайта , которым вы владеете.
Инструменты для создания веб-сайтов, такие как GoDaddy Website Builder, значительно упростили создание базового веб-сайта. Вам не нужно нанимать веб-разработчика или дизайнера, чтобы создать сайт, которым можно гордиться.
Используя наши руководства по созданию веб-сайтов, процесс будет простым и безболезненным и не займет у вас больше 2-3 часов.
Рекомендуемый : Начните сегодня с нашего рекомендуемого конструктора веб-сайтов или ознакомьтесь с нашим обзором лучших конструкторов веб-сайтов.
Другие популярные конструкторы сайтов: WordPress, WIX, Weebly, Squarespace и Shopify.
ШАГ 10. Настройка телефонной системы для работы
Настройка телефона для работы — один из лучших способов разделить личную и деловую жизнь и сделать их конфиденциальными. Это не единственное преимущество; это также помогает вам сделать ваш бизнес более автоматизированным, придает вашему бизнесу легитимность и облегчает потенциальным клиентам возможность найти вас и связаться с вами.
Есть много услуг, доступных для предпринимателей, которые хотят настроить систему бизнес-телефонии. Мы рассмотрели лучшие компании и оценили их по цене, функциям и простоте использования. Ознакомьтесь с нашим обзором лучших телефонных систем для бизнеса 2023 года, чтобы найти лучший телефонный сервис для вашего малого бизнеса.
Рекомендуемая служба телефонной связи для бизнеса: Phone.com
Phone.com — наш лучший выбор для телефонных номеров для малого бизнеса из-за всех функций, которые он предлагает для малого бизнеса, и его справедливой цены.
Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные упорные. ГОСТ 18879-73 → Резцы токарные проходные упорные. Тип 2 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
ГОСТ 18879-73
Тип
2
Обозначение резца
2103-0057
Направление резца
правый
Угол врезки пластины
0º
Пластина
твёрдый сплав Т5К10
Габаритные размеры, мм
25х16х140
Описание:
Резец токарный проходной упорный предназначен для протачивания заготовок вдоль оси её вращения, при этом его применяют для чистовой обработки, а также подрезки деталей с уступами. Благодаря наличию режущей кромки, которая направлена перпендикулярно к оси детали, резец токарный проходной упорный позволяет обтачивать ступенчатые валы с подрезкой уступа под углом 90° к оси. В резце токарном проходном упорном с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной упорный правый, Т5К10, 25х16х140 мм, ГОСТ 18879-73 может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной упорный правый, ВК8, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0007, правый, угол врезки пластины 10º, пластина из сплава ВК8, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный правый, Т15К6, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0057, правый, угол врезки пластины 0º, пластина из сплава Т15К6, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный левый, ВК8, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0008, левый, угол врезки пластины 10º, пластина из сплава ВК8, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный левый, Т15К6, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0058, левый, угол врезки пластины 0º, пластина из сплава Т15К6, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный левый, Т5К10, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0058, левый, угол врезки пластины 0º, пластина из сплава Т5К10, размер 25х16х140 мм
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные упорные. ГОСТ 18879-73 → Резцы токарные проходные упорные. Тип 2 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
ГОСТ 18879-73
Тип
2
Обозначение резца
2103-0069
Направление резца
правый
Угол врезки пластины
0º
Пластина
твёрдый сплав Т15К6
Габаритные размеры, мм
16х12х100
Описание:
Резец токарный проходной упорный предназначен для протачивания заготовок вдоль оси её вращения, при этом его применяют для чистовой обработки, а также подрезки деталей с уступами. Благодаря наличию режущей кромки, которая направлена перпендикулярно к оси детали, резец токарный проходной упорный позволяет обтачивать ступенчатые валы с подрезкой уступа под углом 90° к оси. В резце токарном проходном упорном с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной упорный правый, Т15К6, 16х12х100 мм, ГОСТ 18879-73 может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной упорный правый, Т5К10, 16х10х110 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0067, правый, угол врезки пластины 0º, пластина из сплава Т5К10, размер 16х10х110 мм
Отправить запрос
Резец токарный проходной упорный правый, ВК8, 16х12х100 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0019, правый, угол врезки пластины 10º, пластина из сплава ВК8, размер 16х12х100 мм
Отправить запрос
Резец токарный проходной упорный правый, Т5К10, 16х12х100 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0069, правый, угол врезки пластины 0º, пластина из сплава Т5К10, размер 16х12х100 мм
Отправить запрос
Резец токарный проходной упорный левый, ВК8, 16х12х100 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0020, левый, угол врезки пластины 10º, пластина из сплава ВК8, размер 16х12х100 мм
Отправить запрос
Резец токарный проходной упорный левый, Т15К6, 16х12х100 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0070, левый, угол врезки пластины 0º, пластина из сплава Т15К6, размер 16х12х100 мм
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
Тяжелая обработка
Тяжелая обработка
Наш ассортимент режущих инструментов для тяжелой обработки включает в себя как фрезерные, так и токарные изделия. Здесь мы сосредоточимся на удалении первого слоя материала с крупногабаритных поковок, отливок и проката.
Типичными клиентами являются крупные крупные производители, поставщики материалов и субподрядчики, поставляющие предварительно обработанные заготовки. Для этих операций требуются высоконадежные инструменты, способные работать в очень тяжелых условиях.
Наш значительный опыт означает, что у нас есть широкая клиентская база, с инструментами Dormer Pramet , обрабатывающими коленчатые валы круизных лайнеров до компонентов для крупнейших ветряных генераторов!
Мы предлагаем специальные геометрии для контроля над стружкодроблением, сплавы, которые обеспечивают надежную стойкость и долговечность инструмента, а также быстро реагируют на изготовление инструмента по индивидуальному заказу.
Загрузите брошюры для получения дополнительной информации.0003
Scarfing-2020-Ien
PDF
VisibbiveView
File_downloaddownload
BAR PEELING 2022
PDF
Наш мельсировка. фрезы, фрезы для снятия фасок и специальные фрезы. Нашими главными приоритетами в этом применении являются высокая производительность съема металла и надежность режущей кромки.
Тяжелое точение
Для тяжелого точения мы предлагаем набор пластин с положительной и отрицательной геометрией и соответствующие держатели инструментов, предназначенные для удаления первого неровного слоя материала. Эксцентриситет заготовки очень распространен, и наши инструменты изготавливаются так, чтобы обеспечить механическую стабильность. Пластины со сменными пластинами должны справляться с очень абразивными поверхностями заготовок, быть износостойкими и прочными, чтобы выдерживать прерывистое резание. Эти продукты могут достигать высокой скорости съема металла до 1500 кг/час.
Зачистка прутка
Мы предлагаем специальный ассортимент для уменьшения диаметра прутка и удаления металлургических дефектов из кованых и прокатных заготовок. Сюда входят пластины различной формы, геометрии и сплавов для сталей, нержавеющих сталей и других труднообрабатываемых материалов. Кроме того, мы поставляем зажимные системы и кассеты для удовлетворения различных потребностей клиентов, таких как надежность процесса, качество поверхности и долговечность режущей кромки. Важными элементами этого приложения являются высокая производительность, точность размеров и превосходное качество поверхности.
Обработка труб
Кроме того, мы поставляем полный набор решений для различных операций, выполняемых в отрасли производства труб, в том числе:
Зачистка
несколько мировых компаний предлагают полную программу вставок для зачистки — процесса удаления наплавленного металла, образующегося при производстве труб. Наш ассортимент включает вставки для наружной зачистки и держатели инструментов, а также кольца для внутренних операций для труб всех распространенных диаметров.
Инструменты для обработки труб и труб большого диаметра:
Мы производим широкий ассортимент специальной продукции для производителей труб большого диаметра.
Включает в себя инструменты, используемые для операций фрезерования фасок при подготовке к процессу продольной сварки, а также продукты для окончательной операции снятия фаски с торцевой поверхности трубы с углами в соответствии с потребностями заказчика.
Также в этом портфолио есть изделия на заказ для специальных профилей резьбы, в соответствии со спецификацией API и ГОСТ, как для внутренней, так и для наружной трубной и соединительной резьбы.
Державки и сменные пластины оптимизированы для обеспечения высокой точности, требуемой для этих типов продуктов и областей применения.
33 лучших фильма о привидениях всех времен
IMDb
Вы можете нарядиться со своим кавалером для какого-нибудь трюка или угощения, или вы можете просто прижаться к осеннему коктейлю и посмотреть жуткий фильм на Хэллоуин. Простите нас, пока мы идем с тем, что находится за дверью номер два. Мы не можем, эээ, скрыть наше волнение по поводу праздника, который требует, чтобы его гуляки участвовали в как можно большем количестве действий, которые пугают их до костей, таких как чтение леденящих душу рассказов и книг о ведьмах, или проведение двух часов с кровью. жаждущие вампиры. Но наш самый любимый способ проникнуться духом Дня Всех Святых (помимо хорошего плейлиста) — это приглушить свет и увеличить громкость в старом добром фильме о привидениях, в котором представлены призраки по шкале от дружелюбных до ужасающий.
Просмотрите некоторые из самых пугающих сверхъестественных фильмов и триллеров на Amazon Prime, Netflix, Hulu и других. Догоните оригинальный Candyman до того, как долгожданный римейк Nia DaCosta прибудет, чтобы напугать вас, или наслаждайтесь медленным горением, как The Others. Недавние фильмы, такие как Его дом от Netflix, смешивают социальные проблемы с историями о привидениях. Но, конечно же, самые запоминающиеся фильмы о привидениях — это те, которые предположительно основаны на реальных историях, таких как классический фильм о паранормальных явлениях 9.0061 Полтергейст . И, если вы предпочитаете, чтобы ваши страхи были немного более PG, у нас есть отличные фильмы для детей с «милыми» призраками, такими как Каспер, в главных ролях, а также несколько комедий для вас. Продолжить чтение ниже Конечно, здесь нет высокого разрешения или современного актерского состава, но саспенс фильма преодолевает десятилетия и остается одним из самых жутких фильмов о привидениях, когда-либо созданных. Речь идет о композиторе, который забился в просторную арендованную квартиру, чтобы оплакать внезапную потерю жены и дочери. И, как вы уже догадались, он не один.
Смотреть сейчас
2
Повесть о двух сестрах
IMDb
Даже просмотр средь бела дня не спасет вас от ужаса, который уготовил режиссер фильма Джи-Вун Ким. О паре братьев и сестер, которых мучает длинноволосая теневая фигура, «Повесть о двух сестрах » — это леденящая кровь корейская народная сказка с тональными сдвигами и пугающими прыжками, которые настолько раздражают, что вы можете просто переосмыслить темные уголки своего дома. Если вы предпочитаете американскую версию, 9«0061 Незваные » с Эмили Браун и Ариэль Кеббел в главных ролях основаны на корейском оригинале.
Смотреть сейчас
Advertisement — Продолжить чтение ниже
3
В тени
IMDb
В тени — блестящий фильм, который появился и ушел в 2016 году почти без шепота. Критический и фестивальный хит, сверхъестественный триллер британо-иранского режиссера Бабака Анвари, который сочетает в себе традиционные жанровые страхи, но также и социальный подтекст, изображающий раздираемый войной Тегеран в 19-м веке. 80-е годы. Наргес Рашиди играет Шиде, мать, уклоняющуюся от зла со всех сторон: ракет, силовиков и, возможно, злого духа.
Смотреть сейчас
4
Хребет дьявола
IMDb
Вы, наверное, видели Форма воды . Возможно, вы слышали о Лабиринт Фавна . Но прежде чем возвышенные фантазии маэстро монстров Гильермо дель Торо привлекли внимание премии «Оскар», он написал и поставил невероятную, скорбную испаноязычную историю о привидениях, действие которой происходит во время гражданской войны в Испании. В его основе лежит мертвый маленький мальчик по имени Санти, который бродит по раздираемому войной приюту.
Смотреть сейчас
Advertisement — Продолжить чтение ниже
5
Candyman
TriStar Pictures
Candyman – ужасающий фильм, посвященный ужасной истории Соединенных Штатов. Хелен Лайл (Вирджиния Мэдсен) исследует городские легенды, и нет никого более могущественного, чем серийный убийца Кэндимэн, история происхождения которого уходит корнями в рабство и расовую несправедливость. Тони Тодд играет незабываемого злодея, который намерен повторить то, что с ним сделали. Посмотрите оригинал, прежде чем смотреть «9» Нии ДаКосты.Ремейк 0061 Candyman выйдет в этом году.
Смотреть сейчас
6
Шестое чувство
IMDb
Брюс Уиллис и Хейли Джоэл Осмент исследуют души друг друга в жанровом фильме М. детский психолог пытается помочь ему понять почему. Постоянный атрибут поп-культуры, фильм не только получил шесть номинаций на «Оскар», но и остается одним из величайших фильмов с неожиданным финалом всех времен.
Смотреть сейчас
Реклама — Продолжить чтение ниже Conjuring Universe , а также знаменует собой знакомство с той гнусной куклой с косичками. В главных ролях Вера Фармига и Патрик Уилсон в роли знаменитых оккультных инспекторов направляются на ферму в Род-Айленде, чтобы помочь семье Перрон избавить свой дом от злых духов.
Смотреть сейчас
8
Кольцо
IMDb
Психологический кошмар режиссера Гора Вербински, основанный на японском оригинале фильмов ужасов Ringu , играет Наоми Уоттс в роли репортера, расследующего серию убийств подростков. На первый взгляд, конечно, это фильм о видеокассете, которая убивает тех, кто ее смотрит. Через семь дней. Как мы все знаем. Но копните немного глубже, и вы обнаружите, что это поистине тревожная одиссея по всем тем способам, которыми материнская любовь — и ненависть — может повлиять на ребенка.
Смотреть сейчас
Реклама — Продолжить чтение ниже собственный. Действие происходит в конце 1960-х годов в Лос-Анджелесе, Ouija: Origin of Evil шпионит за овдовевшей матерью (Элизабет Ризер), которая занимается фальшивыми сеансами со своими маленькими дочерьми, и их последним трюком — вызыванием духов с помощью доски с оккультными буквами. — оказывается большой ошибкой.
Смотреть сейчас
10
Другие
IMDb
Николь Кидман носит этот старинный призрачный триллер о семье, которую преследуют незваные гости, на ее идеально осанке. Она играет Грейс, маниакальную мать двоих детей, которая может сойти с ума, а может и нет. Его повествование можно осудить за неоригинальность, так как оно определенно позаимствовано у The Innocents 1961 года. Но атмосферные штрихи режиссеров и динамичная игра Кидман поставили этот фильм на вершину жанровой кучи.
Смотреть сейчас
Advertisement — Продолжить чтение ниже
11
1408
IMDb живые разоблачения историй о привидениях и привидениях. Его последнее выступление: доказательство того, что отель «Дельфин» — это просто место, где можно отдохнуть, а не печально известный рассадник паранормальных явлений, о котором говорит его репутация. Мы уверены, вы можете догадаться, как обстоят дела у нашего неверующего главного героя.
Смотреть сейчас
12
Casper
Paramount
Ищете семейный фильм о привидениях? Casper был разработан для просмотра после долгого сеанса игры «Угощение или угощение». Кэтлин «Кэт» Харви (Кристина Риччи), дочь «призрачного терапевта», человека, который зарабатывает на жизнь общением с духами, привыкла к вещам, которые происходят ночью. Но у нее никогда не было друга-призрака — то есть до Каспера.
Смотреть сейчас
Реклама — Продолжить чтение ниже
13
Сияние
IMDb
Только работа и никаких развлечений вызывает у Джека Торранса сумасшедший случай салонной лихорадки. Классика Стэнли Кубрика, возглавляющая список лучших фильмов ужасов всех критиков, «Сияние » — это история о том, как один человек методично впадает в безумие, пока он и его семья заботятся об уединенном горном курорте, который кишит ужасными и гневными призраками. Если вы хотите сделать это двойным фильмом, встаньте в очередь Room 237 , документальный фильм мечты теоретика заговора, который анализирует каждый темный угол и пропитанный кровью коридор Оверлука.
Смотреть сейчас
14
Oculus
IMDb
Поклонники остросюжетного сериала Netflix «Призраки дома на холме» поймут, какая умственная нагрузка требуется, чтобы выдержать постановку Майка Фланагана. Они также узнают, насколько полезным может быть психологический марафон. В Oculus , одном из более ранних проектов Фланагана, сестра пытается оправдать своего брата в убийстве, доказывая, что преступление было совершено явлением, которое приходит в форме злого зеркала. Мы знаем, но просто смиритесь с этим; поверьте нам, вам захочется поразмышлять над этим эффектным голым фильмом (извините).
Смотреть сейчас
Реклама — Продолжить чтение ниже
15
Призрак
IMDb
Так что Патрик Суэйзи в роли призрака Сэма Уита на самом деле не так уж и страшен. Но то, как он был убит. После свидания Сэм и его подруга Молли, которую играет Деми Мур, отправляются пешком по улицам Нью-Йорка только для того, чтобы встретить короткий ствол грабительского пистолета. Это фильм, который очистился во время сезона награждений 1991 года, получив два Оскара, один из которых достался Вупи Голдберг в роли Оды Мэй Браун, экстрасенса, которого Сэм завербовал, чтобы помочь раскрыть собственное убийство.
Смотреть сейчас
16
Невинные
IMDb
В этом черно-белом фильме о доме с привидениями, основанном на готической новелле о призраках Генри Джеймса 1898 года, «Поворот винта» происходят довольно жуткие вещи. . Дебора Керр берет на себя роль мисс Гидденс, гувернантки, которая постепенно начинает верить, что загородное поместье, где живут дети, преследует пара злых духов: бывший камердинер и женщина, которую он соблазнил.
Смотреть сейчас
Advertisement — Продолжить чтение ниже
17
Beetlejuice
IMDb
Стилизованный культовый фильм Тима Бертона 1988 года сочетает в себе комедию, фэнтези и загробную жизнь, чтобы получить идеальный фильм, открывающий путь к жанру ужасов: это не слишком страшно, но это все еще приносит острые ощущения. Майкл Китон играет титулованного «био-экзорциста», которого наняла призрачная пара, чтобы выселить семью из их дома. И вы можете поспорить, что к тому времени, когда в город подкрадется Хэллоуин, мы будем смотреть этот фильм больше раз, чем требуется, чтобы вызвать его главного героя.
Смотреть сейчас
18
Коварный
IMDb
Один бестелесный стон, и мы бежим. Именно этим и должна заниматься семья Ламберт. Увы, Роуз Бирн и Патрик Уилсон, которые играют маму и папу, придерживаются своей новой ипотеки, а также пытаются уберечь своего маленького коматозного сына от когтей злых духов, населяющих другое измерение, называемое Дальним. Не стоит недооценивать нервирующую силу сверхстрашного грима и злобного парика в этом фильме режиссера 9.0061 Пила создателя Джеймса Вана.
Смотреть сейчас
Реклама — Продолжить чтение ниже
19
Что скрывается под
IMDb
Мишель Пфайффер и Харрисон Форд играют на вид счастливую пару, которая живет в огромном доме мечты на берегу озера в Вермонте, где обитают не только призраки духом бывшего студента колледжа, но и грехами своего прошлого.
Автоматические кромкооблицовочные станки для столярных изделий
Какой кромкооблицовочный станок вы порекомендуете для моей мастерской? В чем различия?
ME 20 — Узел клеевого поддона, 2-миллиметровый гильотинный торцовочный узел, верхний / нижний кромкообрезной узел с системой подачи кромки. Доступен в однофазной версии. Толщина кромки 0,4 — 2 мм. Время цикла машины продолжается 2 часа. Модель ME 20 настолько проста, насколько это возможно для кромкооблицовочного станка с клеевым поддоном, и хорошо справляется в мастерских, использующих кромки из ПВХ и/или древесины, имеющих немного заказов в месяц, без постоянной необходимости наклеивания полос из цельной древесины или ламината под высоким давлением.
ME 25 — Клеевой узел, 3-миллиметровый специальный закругляющий узел для торцевания кромок, верхний / нижний кромкообрезной узел, узел циклевки кромки и полировки с ленточной системой подачи. Доступен в однофазной версии. Толщина кромки от 0,4 до 3 мм и до 5 мм для деревянных планок с комплектом загрузочного узла. Время цикла машины продолжается 2-3 часа.
ME 25 — один из наших самых популярных кромкооблицовочных станков, способный обрабатывать более толстые ленты, пластиковый ламинат и 5-мм деревянные планки. Он поставляется со станцией полировки и соскабливания и устройством подачи древесной полосы. Отличный кромкооблицовочный станок для небольших мастерских, старающихся выполнять много заказов в месяц.
ME 28T — Узел клеевого поддона, одиночный двигатель шлифовального агрегата, 3-миллиметровый специальный закругляющий узел и узел снятия свесов по длине, верхние / нижние кромкообрезные узлы, узел циклевки кромки и полировки с ленточной системой подачи. Доступен в однофазной версии. Толщина кромки 0,4 — 3 мм. Время цикла машины продолжается 2-3 часа. Оснащен всеми узлами модели ME 25, но с добавкой шлифовального агрегата для мастерских, которые испытывают трудности добиться чистых краев во время разреза панелей.
ME 35T — Узел клеевого поддона, два двигателя шлифовального агрегата, 3-миллиметровый специальный закругляющий узел и узел снятия свесов по длине, верхний / нижний обрезной узел, узел циклевки кромки, клеевой скребок и узлы полировки с ленточной системой подачи. Доступный в однофазной и трехфазной версии. Толщина кромки 0,4 — 3 мм и до 5 мм для деревянных планок с комплектом загрузочного узла. Время цикла машины продолжается 3-4 часа. С модели ME 35 мы начинаем входить в кромкооблицовочные станки для мастерских, добивающихся большей производительности и рабочих показателей. Этот станок оснащен высокочастотными двигателями, двумя головками предварительного фрезерования и торцовочно-закругляющим узлом, рассчитан для мастерских, которые пытаются использовать станки каждый день, но без излишних расходов.
ME 35TR — Сменный узел клеевого поддона, устройство для нагрева кромок панели, антиадгезионный агрегат, два двигателя предварительного фрезерования, 3-мм узел для обрезки углов с закругленными краями, узел обрезки верхней / нижней кромок, узел циклевки кромки, скребок клея и узлы полировки с ленточной системой подачи. Доступный в 3-фазном варианте. Толщина кромки от 0,4 до 3 мм и до 3 мм для деревянных планок. Время цикла машины продолжается 3-4 часа. Этот действительно революционный кромкооблицовочный станок, отмеченный многими наградами. Основанный на производственной платформе модели ME 35, теперь станок оснащен сменным клеевым поддоном, может выполнять операции полного округление углов, причем по выгодной цене, не говоря уже о том, что она поставляется с антиадгезионным узлом! Обычно вам пришлось бы потратить почти вдвое больше, чтобы получить эти функции.
ME 40T — Сменный и запасной клеевой поддон, два двигателя шлифовального агрегата, 3-миллиметровый специальный закругляющий узел для торцевания кромок, узел обрезки сверху / снизу, узел циклевки кромки, клеевой скребок и узлы полировки с гусеничной системой подачи. Доступный в однофазном и трехфазном варианте. Толщина кромки от 0,4 до 3 мм и до 5 мм для деревянных планок с комплектом загрузочного узла. Время цикла машины продолжается 5-6 часов. Если скорость и производительность соответствуют потребностям вашей мастерской, но вы должны соблюдать определенный бюджет, ME 40T может оказаться для вас идеальным кромкооблицовочным станком. Он имеет сменный клеевой поддон и поставляется с запасным клеевым поддоном; этот станок делает все, что сможет делать ME35T, при чем с более быстрой гусеничной системой подачи.
Узнать больше Закрыть
Кромкооблицовочный станок для малых предприятий ME 35 -SCM
(512) 931-1962
Простойвиспользованииибогатооснащенный кромкооблицовочный станок me 35 располагает “топовыми” показателями в своем сегменте, что делает его идеальным выбором для небольших столярных мастерских. Помимо прочего станок может использоваться для облицовки деталей полосовыми кромками из массива древесины с толщиной до 5 мм.
Преимущества
Спроектировано для получения отличного качества обработки Оптимальное качество отделки кромки обеспечивается также ленточным транспортёром (эксклюзивное решение), который предотвращает рывки и пульсации, типично порождаемые традиционной цепной передачей, а также обеспечивают плавность и линейность перемещений.
Идеальное нанесение кромки
Клей быстро и равномерно прогревается тэнами. Автоматическое снижение температуры в случае временного простоя станка во избежание подгорания клея. Новая инновационная система автоматической смазки клеевой ванны позволяет производить более широкое применение кромкооблицовочного станка без необходимости смазки. Два ролика равномерно и с высокой эффективностью прижимают кромку к детали. Клеевой ролик со встроенным тэном обеспечивает равномерное распределение клея при максимальной рабочей температуре даже по панели с максимально допустимой высотой.
Гениальная идея
Узел снятия свесов с функцией «Радиус». Эта опциональная группа позволяет производить радиусную обработку торцов панели с кромкой без необходимости выполнять ручную доводку после кромкооблицовки: гениальная идея для получения готовой продукции высокого качества.
Типы профилей
Все типы профилей, которые можно обрабатывать на этом станке.
Технические данные
me 35
Размеры рабочего стола
mm
3000 x 525
Толщина, мин. ÷ макс. кромки в рулонах
mm
0,4 ÷ 3
Макс. толщина кромки в полосках
mm
5
Высота обрабатываемой панели, мин. ÷ макс.
mm
8 ÷ 50
Минимальная длина / ширина обрабатываемой панели
mm
190/110
Скорость подачи
m/min
7
Истории Успеха
Roberto Marcazzan Technologies for joineries
Подробнее
Видео
Каталог
me_RU
me range_EN
Форма запроса
Форма запроса
Пожалуйста, заполните форму запроса, и мы свяжемся с Вами в ближайшее время
Спасибо Ваше сообщение отправлено. Мы свяжемся с Вами в ближайшее время!
Ошибка! Что-то случилось…
Автоматические кромкооблицовочные станки для столярных изделий
ME 20 – Клеевой бачок, гильотинный торцовочный узел 2 мм, верхние/нижние обрезные узлы с ленточной подачей. Доступен в однофазном исполнении. Толщина ленты 0,4 – 2 мм. Это 2-часовой цикл машинного времени.
Станок ME 20 настолько прост, насколько это возможно для кромкооблицовочного станка с клеевым бачком, и будет хорошо работать в мастерских, использующих ПВХ и/или деревянную ленту, выполняя несколько работ в месяц без необходимости наклеивания планок из цельной древесины или ламината высокого давления. на регулярных базах.
ME 25 – Блок клеевой ванночки, блок торцовки со специальным радиусом 3 мм, блоки обрезки верха и низа, блоки очистки и полировки кромок с системой ленточной подачи. Доступен в однофазном исполнении. Толщина ленты от 0,4 до 3 мм и деревянные планки до 5 мм с загрузочным комплектом. Это 2-3-часовой цикл машинного времени.
ME 25 — один из наших наиболее популярных кромкооблицовочных станков, способный работать с более толстыми лентами, пластиковым ламинатом и деревянными планками толщиной 5 мм. Он будет поставляться со станцией для полировки и шабрения и устройством подачи древесных полос. Отличный кромкооблицовочный станок для небольших мастерских, желающих выполнять несколько операций в месяц.
ME 28T – узел клеевого бачка, один двигатель предварительного фрезерования, узел обрезки торцов со специальным радиусом 3 мм, узлы обрезки верха и низа, узлы очистки и полировки кромок с системой ленточной подачи. Доступен в однофазном исполнении. Толщина ленты 0,4 – 3 мм. Это 2-3-часовой цикл машинного времени.
Имеет все блоки ME 25, только теперь мы добавили блок предварительного фрезерования для мастерских, у которых возникают проблемы с чистыми краями при резке панелей.
ME 35T – узел клеевого бачка, два двигателя предварительного фрезерования, узел торцевой обрезки со специальным радиусом 3 мм, узел обрезки сверху/снизу, узлы зачистки кромок, зачистки клея и полировальные узлы с ленточной подачей. Доступны однофазные и трехфазные. Толщина ленты 0,4 – 3 мм и до 5 мм деревянные планки с загрузочным комплектом. Это 3-4-часовой цикл машинного времени.
С ME 35 мы начинаем знакомиться с кромкооблицовочными станками для магазинов, которым требуется больше производительности и возможностей. Этот станок оснащен высокочастотными двигателями, двумя головками для предварительного фрезерования и торцевой обрезки радиуса, для мастерских, которые хотят запускать станок каждый день, но при этом не обходятся в кругленькую сумму.
ME 35TR – Сменный клеевой бачок, устройство нагрева кромки панели, антиадгезионный блок, двойные двигатели для предварительного фрезерования, блок для закругления углов 3 мм, блок для обрезки сверху/снизу, зачистка кромок, зачистка клея и полировка с системой ленточной подачи. Доступен в 3-х фазном исполнении. Толщина полосы от 0,4 до 3 мм и деревянные планки до 3 мм. Это 3-4-часовой цикл машинного времени.
Этот отмеченный наградами кромкооблицовочный станок поистине революционен. Построенный на производственной платформе ME 35, теперь вы получаете машину со сменной клеевой ванночкой, которая может выполнять полное скругление углов и делать это по выгодной цене, не говоря уже о том, что она поставляется с антиадгезивным устройством!. Обычно вам придется потратить почти в два раза больше, чтобы получить эти функции где-либо еще.
ME 40T – сменный и запасной клеевой бачок, двойные двигатели для предварительного фрезерования, узел обрезки торцов со специальным радиусом 3 мм, узел обрезки сверху/снизу, узлы зачистки кромок, зачистки клея и полировки, с системой подачи по направляющим. Доступны однофазные и трехфазные. Толщина ленты от 0,4 до 3 мм и деревянные планки до 5 мм с загрузочным комплектом. Это машинное время цикла 5-6 часов.
Если скорость и производительность соответствуют потребностям вашего цеха, но у вас все еще есть бюджет, ME 40T может стать для вас идеальным кромкооблицовочным станком. Он имеет сменный бачок для клея и поставляется с запасным бачком для клея, делает все, на что способен ME35T, в еще более быстрой системе подачи гусениц.
Читать далее Закрывать
SCM GROUP USA INC SCM Stefani MD FRT Автоматический односторонний кромкооблицовочный станок
Автоматический односторонний кромкооблицовочный станок, предназначенный для кромкооблицовки прямых вертикальных профилей рулонным материалом (шпон и ПВХ) и полосами (ламинат высокого давления и массивная древесина) с максимальной толщиной 15 мм.
Основание станка
Основание станка представляет собой жесткую ребристую стальную конструкцию, предназначенную для обеспечения максимальной поддержки рабочих органов. Ребра обеспечивают стабильность и в то же время обеспечивают отверстия в основании для облегчения удаления стружки/пыли.
Верхняя прижимная балка
Оснащен двухпрофильным клиновым ремнем для равномерного давления и точного удержания даже небольших заготовок.
Производительность и скорость
Толщина кромки: 0,4–15 мм (0,016–5/8 дюйма)
Диаметр гильотины: 3 мм
Скорость подачи: 40-72 футов/мин.
Высота панели: 3/8” мин. – 2 3/8” макс.
Минимальная длина панели: 5 1/2 дюйма
Минимальная ширина панели: 2 дюйма
Минимальное расстояние между панелями: 20 дюймов
ПК 21-дюймовый контроллер
Solution MD оснащен контроллером Maestro Pro Edge, 21-дюймовым промышленным мультисенсорным экраном. Стандартно поставляется с операционной системой Windows. Возможность хранения неограниченного количества программ. Отслеживает статистические данные, а также выполняет диагностические функции и программные функции. 19Разрешение 20×1080, интуитивно понятный интерфейс. Отслеживает количество обработанных панелей, количество нанесенного материала, количество часов работы, расстояние, на которое повернулся подающий тракт, и т. д. Графики технического обслуживания отслеживаются для различных станций по всей машине. Поворачивается на 270 градусов для легкого доступа.
Электронное позиционирование верхней прижимной балки
Автоматическое моторизованное позиционирование верхней прижимной балки с пульта управления. Эта система также автоматически регулирует все рабочие единицы, чтобы приспособиться к новой толщине детали. Высота луча устанавливается в программах в соответствии с применением. При использовании ПК-контроллера возможные изменения не могут быть внесены до тех пор, пока все панели не будут сняты с машины.
Звуковой кожух с подсветкой
Звуковой кожух оснащен светодиодным освещением для полного освещения рабочих органов. В дополнение к освещению есть также звукоизоляционный материал и прозрачные окна из поликарбоната, которые обеспечивают лодочную машину и четкий обзор всех станций.
Устройство для разделения панелей
Пневматическое устройство для разделения панелей, управляемое контроллером, не позволяет оператору подавать панели близко друг к другу. Это обеспечивает максимальную производительность и более безопасные условия труда для оператора.
Двухпозиционная направляющая упора
У направляющего упора есть двухпозиционный пневматический контроллер от ПК, съем материала определяется механическим цифровым считыванием, максимальный съем материала составляет 90 мм 2.
Антиадгезионное покрытие машина оснащена антиадгезионным блоком, расположенным перед блоком предварительного фрезерования. Это предотвращает накопление клея на верхней и нижней части панели. Агрегат поставляется с двумя независимыми насадками и баком с антиадгезионной жидкостью.
Станция предварительного фрезерования с алмазными фрезами
Для выпрямления/очистки панелей, которые уже имеют размер и квадратную форму перед нанесением кромки. Агрегат состоит из двух высокочастотных двигателей мощностью 5,25 л.с. каждый с прыжковым действием, управляемым с помощью ПЛК. Режущие головки регулируются по вертикали. Агрегат оснащен копирующими устройствами, которые гарантируют равномерный съем материала на длинных или слегка криволинейных панелях. Головки Leitz Whisper Quit со сменными алмазными вставками высотой 46 мм входят в стандартную комплектацию.
Стол на воздушной подушке на входе в машину
Стол на воздушной подушке, расположенный на входе в машину для облегчения загрузки панелей, особенно панелей больших размеров. Он включает в себя удлинение ограждения на входе в станок. На станке невозможно установить узкую подачу. Размеры стола 1600 мм x 600 мм.
Клеевая станция «QMS»
Автоматически подает в клеевой бачок необходимое количество клея по требованию. Уровень клея в клеевой ванне контролируется датчиком, обеспечивающим надлежащий уровень. Горшок меньше, в результате клей переворачивается быстрее. Бункер вмещает более 10 фунтов. клея и имеет смотровое стекло, чтобы видеть, какой уровень. Клеевой бак с тефлоновым покрытием для облегчения смены клея. Время разогрева составляет примерно восемь-десять минут.
БЕЗОПАСНОЕ УСТРОЙСТВО ОБНАРУЖЕНИЯ КРАЯ
БАК ДЛЯ КЛЕЯ SPG
Запатентованная система клея SGP
Оснащен двойной системой терморегуляции, которая позволяет наносить и управлять клеем EVA и PUR
Возможность опорожнения клеевого бачка за восемь минут с помощью ПК-контроллера
NC Контролируемая дозировка клея с помощью контроллера для идеального количества нанесения в зависимости от типа используемой панели
Клеевой валик диаметром 35 мм с запатентованной лазерной гравировкой, исключающей образование швов
Конструкция без подшипников, не требующая смазки
Разборка менее чем за 10 минут для очистки и обслуживания
Промышленное антипригарное покрытие как внутри, так и снаружи
Зажимное устройство для клеевого валика, предотвращающее перенос клея на заднюю кромку панели
Реверсивный клеевой валик для приклеивания планок из массива дерева
Быстросъемный горшок
Клеевой бачок SGP
Дополнительный бачок для клея SGP входит в комплект поставки машины, вместимость 1,5 кг, дозирование с ЧПУ и ручная подача. Быстрое время нагрева из-за небольшого клеевого бачка. Обратное вращение клеевого валика для нанесения на массивную древесину. Двойная терморегуляция для легкого использования клея EVA и PUR. Смена цвета и очистка клеевого бачка могут быть выполнены за считанные минуты, а не часы.
Секция давления с сервоприводом
Всего имеется четыре пневматических прижимных ролика для прижатия ленты к краю заготовки. Первый ролик приводится в действие, он также имеет тефлоновое покрытие для предотвращения проскальзывания обвязочного материала. Следующие два холостых ролика имеют противоположный наклон на один градус, чтобы обеспечить дополнительное давление вдоль верхнего и нижнего края. Оставшийся перпендикулярен краю панелей. В стандартную комплектацию устройства входит серводвигатель для позиционирования. Это избавляет оператора от необходимости вручную настраивать устройство и помогает сократить время переналадки. Секция давления также оснащена пневматическим прыжком, поэтому устройство активируется точно на передней/задней кромках.
Распылитель для тонкой кромки
Машина оснащена распылителем для улучшения отделки полированных и деликатных кромок с защитной пленкой или без нее. Предотвращает любое трение между краем и копировальным устройством. Агрегат поставляется с двумя независимыми регулируемыми форсунками и баком с жидкостью.
Устройство обрезки «K-SEL»
Данное устройство состоит из двух независимых двигателей мощностью 0,50 л.с., установленных на направляющих THK. Торцевая отделка использует систему вытяжного реза для уменьшения выступа лезвия на толстых панелях. В стандартную комплектацию агрегата входит автоматический наклон агрегата с панели управления с двумя предустановленными положениями. Двигатели могут наклоняться независимо друг от друга и иметь два рабочих положения, с выступающей кромкой или без нее.
Станция обрезки заподлицо «RSP»
Два независимых двигателя мощностью 1,5 л.с., работающие при 12 000 об/мин. Устройство предназначено для обрезки заподлицо и имеет вертикальные копирующие колеса с цифровыми индикаторами. Двигатели имеют быстроразъемные заглушки для облегчения смены инструмента. Пневматическое отключение входит в стандартную комплектацию, также как и двухпозиционная пневматика, позволяющая оператору выполнять обрезку заподлицо или оставлять выступ.
Станция обрезки кромок с сервоприводом «RI/S»
Устройство RI/S имеет два независимых двигателя мощностью 1,5 л.с., работающих со скоростью 12 000 об/мин. Вертикальные и горизонтальные копировальные устройства большого диаметра. В качестве стандартного оборудования установка оснащена позиционированием с сервоприводом, которое можно регулировать с помощью контроллера. Возможность обработки нескольких профилей без ручного вмешательства. Все изменения можно сохранить через контроллер. Устройство оснащено комплектом для раскроя с тремя роликами, позволяющим оператору управлять панелями, в которых просверлены отверстия для петель.
Устройство для скругления углов «ROUND-K»
Два независимых двигателя мощностью 0,80 л.с., которые скользят по направляющим THK, обеспечивая высочайшее качество отделки. Устройство предназначено для работы в качестве дополнительного набора триммеров для закругления верхних/нижних, а также передних/задних углов заготовки с кромкой ПВХ 3 мм. Он оснащен двухпозиционной пневматикой, позволяющей оператору переходить от толстого ПВХ к тонкому через контроллер. Агрегат оснащен передним и боковым копировальным устройством и пневматическими воздуходувками для очистки панели. Пылезащитный кожух окружает режущий инструмент и перемещается вместе с устройством по мере его обрезки, обеспечивая 9Эффективность пылеудаления 8%. Станок стандартно поставляется с дополнительным набором двигателей, оснащенных инструментом 1 мм. Это позволяет оператору переходить от одного радиуса к другому за считанные минуты без каких-либо настраиваемых панелей.
«RAS/S 2P» Станция для зачистки краев профиля
Станция для зачистки профиля предназначена для удаления следов от ножей с толстого ПВХ. Устройство способно обрабатывать два разных радиуса через контроллер. Независимая регулировка. У него есть верхние/нижние/боковые копировальные колеса. Агрегат оснащен системой пылеудаления и имеет отдельный мусоросборник.
Распылитель для «обработки кромок»
Машина оснащена распылителем, расположенным перед клеевым скребком для улучшения очистки панели и полировки кромки. Агрегат поставляется с двумя независимыми регулируемыми форсунками и баком с жидкостью.
«RCA/2C» Устройство для удаления клея
Устройство для удаления клея предназначено для отделки тонкого ПВХ. Он оснащен двумя одноразовыми ножами, вертикальными вращающимися копировальными устройствами и воздуходувками для очистки инструмента. Агрегат оснащен двухпозиционным пневматическим блокировщиком
Устройство для полировки «SPN» и нагнетатель горячего воздуха
Устройство для полировки имеет два двигателя мощностью 0,25 л. с. Устройство очищает и полирует край панели. Вентилятор горячего воздуха предназначен для осветления краев толстого ПВХ, которые иногда могут обесцвечиваться в процессе обработки. Устройство состоит из одного вентилятора горячего воздуха с регулируемым диапазоном нагрева и направленного теплозащитного экрана для охвата от верхнего до нижнего края.
Множество людей пользовались лазерными принтерами, у некоторых они стоят дома, но все ли знают, как работает лазерный принтер? Ответ на этот вопрос читатель найдет в этой статье.
Лазерный принтер – это периферийное устройство, которое быстро и качественно напечатает текст и графические объекты на обычной офисной и специальной бумаге. Основные преимущества этих принтеров, такие как низкая себестоимость печати, большая скорость работы, высокий ресурс и разрешение, стойкость к влаге и выцветанию сделали их самыми часто используемыми не только в среде офисных работников, но и среди обычных пользователей.
Создание и развитие лазерных принтеров
Первое изображение с использованием сухих чернил и статичного электричества получил Честер Карлсон в далеком 1938 году. И лишь спустя 8 лет он смог найти производителя изобретенных им устройств. Это была компания, которую ныне все знаю под названием Xerox. И в тот же 1946 год на рынок попадает первое копировальное устройство. Это была огромная и сложная машина, требующая проведения целого ряда ручных операций. Лишь в средине 1950-х был создан первый полностью автоматизированный механизм, который являлся прообразом современного лазерного принтера.
С конца 1969 года Xerox начинает работу над разработкой лазерных принтеров, добавив лазерный луч к существующим на то время образцам. Но стоял он треть миллиона долларов по тем меркам и имел огромные размеры, что не позволяло пользоваться таким устройством даже на небольших предприятиях, не то что в быту.
первый персональный лазерный принтер от компании HP
Результатом сотрудничества нынешних гигантов в индустрии печати Canon и HP стал выпуск в свет серии принтеров LaserJet, которые способны напечатать до 8 страниц текста в минуту. Такие устройства стали более доступными после того, как появился первый сменяемый картридж для лазерного принтера.
Принцип работы
Основой формирования изображения является краситель, содержащийся в тонере. Под действием статического электричества он прилипает и буквально впечатывается в бумагу. Но каким образом это происходит?
Любой лазерный принтер состоит из трех основных функциональных блоков: печатная плата, блок переноса изображения (картридж) и печатный блок. Бумагу на печать подает узел подачи бумаги. Они разрабатываются по двум конструкциям – подача бумаги из нижнего лотка и подача из верхнего лотка.
Его строение достаточно простое:
ролик – нужен для захвата бумаги;
блок для захвата и подачи одного листа;
ролик, передающий статический заряд бумаге.
Картридж для лазерного принтера состоит из двух частей – это тонер и барабан или фотоцилиндр.
Тонер
Тонер состоит из микроскопических частичек полимеров, которые покрыты красителем, с включением магненита и регулятора заряда. Каждая фирма выпускает порошок с уникальными характеристиками для собственных принтеров и многофункциональных устройств. Все порошки отличаются магнитностью, плотностью, дисперстностью, размером зерен и другими физическими показателями. Поэтому не стоит заправлять картриджи случайным тонером. Преимущества тонера перед чернилами заключаются в четкости отпечатанной картинки и влагостойкости, которая обеспечивается впечатыванием порошка в бумагу. Из недостатков стоит назвать малую глубину цветов, насыщенность при цветной печати и отрицательное воздействие на организм человека при взаимодействии с тонером, например, во время зарядки картриджа.
Строение и этапы печати изображений
Фотобарабан выполнен в виде продольного алюминиевого вала, с нанесенным на него тонким слоем материала, чувствительного к световым лучам с определенными параметрами. Цилиндр покрыт защитным слоем. Помимо алюминия, барабаны изготовляются с неорганических фоточувствительных веществ. Основное свойство фотобарабана – изменение проводимости (заряда) под воздействием лазерного луча. Это значит, что если цилиндру придать заряд – он будет хранить его на протяжении значительного отрезка времени. Но если засветить какую-либо область вала светом – они тут же теряют свой заряд и становятся нейтрально заряженными за счет увеличения проводимости (то есть уменьшением электрического сопротивления) в этих зонах. Заряд стекает с поверхности через внутренний проводящий слой.
При поступлении документа на печать, печатная плата обрабатывает его и посылает соответствующие световые импульсы на блок переноса изображения, где цифровая картинка превращается в изображение на бумаге. Фотобарабан вращается при помощи вала и получает первичный отрицательный или положительный заряд от находящегося рядом роллера. Его величина определяется настройками печати, которые сообщает печатная плата.
После зарядки цилиндра лазерный луч, имеющий горизонтальную развертку, сканирует его с огромной частотой. Засвеченные места фотоцилиндра, как сказано выше, становятся незаряженными. Эти незаряженные зоны формируют требуемую картинку на барабане в зеркальном отображении. Далее, чтобы изображение оказалось на бумаге, незаряженные зоны необходимо заполнить тонером. Блок лазерного сканирования состоит из зеркала, полупроводникового лазера, нескольких формирующих и одной фокусирующей линзы.
Барабан контактирует с роллером, изготовленным, в основном, из магния и подает тонер на фотоцилиндр из емкости картриджа. Роллер, в котором расположен постоянный магнит, выполнен в виде пустотелого цилиндра с токопроводящим слоем. Под воздействием магнитного поля тонер из бункера притягивается к роллеру под действием силы намагниченного сердечника.
Под действием электростатического напряжения тонер из роллера будет переноситься на сформированное лазерным лучом изображение на поверхности фотобарабана, крутящегося вплотную с роллером. Тонеру некуда деться, ведь его отрицательно заряженные частицы притягиваются к положительно заряженным областям фотоцилиндра, на котором сформировано нужное изображение. Отрицательный заряд барабана отталкивает ненужное количество тонера назад, заполняя им отсканированные лазером участки.
Отметим один нюанс. Существует два типа формирования изображений. Самый распространенный – это применение тонера с положительным зарядом. Такой порошок остается на нейтрально заряженных областях фотоцилиндра. То есть, лазером засвечиваются области, где будет наше будущее изображение. Барабан при этом заряжен отрицательно. Второй механизм менее распространенный, в нем используется тонер с отрицательным зарядом. Лазерный луч «разряжает» области положительно заряженного фотоцилиндра, на которых изображения быть не должно. Это стоит помнить при выборе лазерного принтера, ведь в первом случае будет более точная передача деталей, а во втором – более равномерная и плотная заливка. Первые принтеры отлично подойдут для печати текстовых документов, потому они и получили широкое распространение.
Перед тем, как соприкоснуться с цилиндром бумага получает статический электрический заряд с помощью ролика переноса заряда. Под воздействием, которого тонер притягивается к бумаге в момент ее плотного контакта с барабаном. Сразу после этого заряд из бумаги удаляется нейтрализатором статичного заряда. Этим устраняется притягивания листа к фотоцилиндру. Во время прохода бумаги сквозь блок лазерного сканирования на листе становится заметным сформированное изображение, которое легко разрушается от малейшего прикосновения. Для его долговечности необходимо провести фиксацию с помощью расплавления добавок, входящих в тонер. Этот процесс происходит в блоке фиксации изображения – это третий ключевой блок лазерного принтера. Еще его называют «печкой». Если вкратце, то плавятся входящие в состав тонера вещества. После их вдавливания и застывания эти полимеры словно покрывают собой чернила, защищая их от внешних воздействий. Теперь читатель поймет, почему отпечатанные листы, выходящие из принтера, такие теплые.
По конструкции так называемая «печка» состоит из двух валов, в одном из которых находится нагревательный элемент. Второй, зачастую нижний, необходим для вдавливания расплавленного полимера в бумагу. Нагревательные элементы выполняются в виде термисторов, изготовленных в виде термопленок. При подаче напряжения на них, эти элементы разогреваются до высоких температур (порядка 200 °C) за доли секунды. Прижимный валик прижимает лист к нагревателю, в процессе чего осуществляется вдавливание жидких микроскопических частиц тонера в текстуру бумаги. На выходе из блока фиксации стоят разделители, дабы бумага не прилипала к термопленке.
Устройство лазерного принтера | Альфа Юникс
Несмотря на свое непростое электронно-механическое устройство, лазерный принтер может работать годами. Естественно, при должном уходе и своевременной профилактике сложных узлов. Подробное описание про лазерный принтер в Википедии.
Рис. 1 Общий вид лазерного принтера
Основные функциональные составляющие принтера
Корпус устройства, является главным конструктивным элементом, в котором закреплены важнейшие функциональные блоки, это:
модуль привода;
модуль протягивания бумаги;
модуль проявления изображения;
модуль термической фиксации печати.
Рис. 2 Схема работы принтера
Привод
Основной деталью узла является двигатель, который вращает около 10 шестерней различной конструкции. Мотор, управляющий работой модуля, имеет вал до 6 мм и пару подшипников. Главное его достоинство, это отсутствие проблем с залипаниями между статором и ротором.
Привод работает в двух основных режимах:
прогрев, вращение вала мотора влево;
печать, вращение вправо.
Двигатель привода не подлежит ремонту, только замене. Стоимость детали невысока, поэтому не составляет финансовых трудностей при починке аппарата.
Механизм подачи бумаги
Листы подаются по специальному тракту, через систему валиков, по одному. Подача бумаги, в разных конструкциях лотков, может производиться сверху или снизу. Конструктивные элементы механизма в обоих случаях одинаковы:
Часть механизма, занимающаяся отделением единственного листа, для его передачи на печать, подвергается истиранию в процессе работы. В результате сглаживания поверхности сепаратора, происходит захват нескольких листов, что приводит к другим неприятностям. Бумага сминается, рвется, и ее обрывки могут застрять в механизме.
Полый ролик с резиновой поверхностью, предназначенный для подачи бумаги, тоже не вечен и подвержен регрессивным изменениям. В результате разрушения резины, смещается позиционирование изображения и может произойти перекос бумаги в направляющих.
Ремонт принтера или замена механизмов захвата и подачи, не занимают много времени и доступны по цене.
Узел переноса информации
Формирование изображения осуществляется модулем лазерного сканирования, закрепленного в корпусе аппарата, и фотоцилиндром, размещенным в картридже принтера.
Модуль лазерного сканирования состоит:
из лазера с фокусирующей линзой;
полигонального зеркала, вращаемого моторчиком;
нескольких формирующих линз;
стационарного зеркала.
Беспрепятственное прохождение луча лазера через линзы и качественное отображение от зеркал, обуславливает четкость печати и насыщенность цвета рисунка. Поддерживать трассу лазера в оптимальном состоянии, помогает своевременная очистка линз и зеркал от остатков тонера и бумажной пыли. Тонкая и кропотливая работа, по очистке системы, возможна только на профессиональном уровне.
Конструкция картриджа включает:
Рис. 3 Схема работы картриджа
Светочувствительный барабан изготавливается из пустотелого валика, поверхность которого покрывается слоем с полупроводниковыми фотоэлементами. В процессе работы принтера, поверхность барабана травмируется, и его разрешение (количество точек на 1 дюйме) снижается. То есть, страдает качество изображения. В этом случае поможет или полная замена детали или только светочувствительной пленки.
Вал предварительного заряда изготавливается из металлического стержня одетого в плотную резиновую оболочку. Предназначен для покрытия барабана однородным зарядом и его стирания перед последующей задачей. Может выполнять в некоторых моделях функцию дворника по очистке фотобарабана от тонера и бумажной пыли. Из-за работы с пылеобразным тонером и возможности оседания на него бумажной пыли, подвергается загрязнению. Для сохранения скорости печати, рекомендуется регулярная очистка вала от наслоений пыли.
Магнитный валик, внутри которого установлен постоянный магнит, может иметь резиновое или другое токопроводящее покрытие. Материал поверхности определяют производители печатных аппаратов. Эта деталь подвержена определенной степени износа, которая зависит, прежде всего, от качества тонера. Деформированная поверхность валика снижает плотность печати. При восстановлении картриджей, эти валики очищаются или меняются при их грубых повреждениях.
Кроме того, в картридже присутствуют дополнительные детали, помогающие в работе или облегчающие ее, это:
ракель, пластина, очищающая барабан от остатков красящего порошка;
дозирующая пластинка, определяет количество тонера, наносимого на магнитный валик;
уплотнители из фетра, для герметизации отсека с тонером.
Эти детали также подлежат очистке или замене при процедуре регенерации картриджа.
Термическая фиксация печати
Без закрепления нанесенного красящего состава, полноценного отпечатка не получить. Тонер лазерного принтера, настолько мелок, что даже обладает текучими свойствами.
Фиксация текста или рисунка осуществляется термическим элементом, запекающим краску на носителе. Печка принтера находится на пути выхода отпечатанного листа из тракта. Конструктивно, нагревательное звено состоит из двух элементов:
термовалика;
прижимного вала.
У разных производителей материал изготовления нагревательного вала и температурный режим могут отличаться. Нагрев производится не более 250 °C, а материал может быть тефлоном или термопленкой.
Рис.4 Фьюзер лазерного принтера
Тефлоновая конструкция более долговечна, а нагрев осуществляет лампа, помещенная внутрь конструкции. Охлаждение не предусмотрено, за превышением температуры следит терморезистор, который и выключает источник нагрева при превышении допустимых показателей.
Основными проблемами с подобной печкой могут быть ее загрязнение или выход из строя датчиков температуры и лампы. Но, без этой незаменимой секции, участвующей в печати, качественные оттиски не получить. Очистка тефлона от остатков тонера выполняется специальным фетровым валиком. Но, эта деталь не спасает при длительной работе принтера и дополнительная чистка узла время от времени, рекомендуется.
Более распространено, в конструкции теплового валика, применение термопленки. Изготавливается она из эластичной, термостойкой пластмассы, и устанавливается в аппаратах бюджетного варианта. Нагрев производится керамическим элементом, располагающимся внутри вала.
Термопленка более подвержена травматическим воздействиям, особенно при невнимательной работе. Использование листов для вторичной печати, без освобождения их от скрепок, довольно распространенная ситуация. Цена пленки и стоимость ремонта доступны и выполняются в сжатые сроки.
Кроме перечисленных блоков, отвечающих за самые важные процедуры в работе принтера, существует еще множество соединительных деталей и дополнительных рабочих звеньев. Все это также подвержено изменениям в процессе эксплуатации принтеров.
Таблица
Проблема
Что может быть неисправно
Часто встречающиеся неисправности лазерных принтеров
Не все изображение оказалось закреплено. Имеются скрипы внутри аппарата. Застревает бумага на выходе.
Фьюзер (печка)
Белые полосы вдоль листа. Плотность печати низкая.
Лазерный блок
Бумага застревает, не доходя до термовалика.
Транспортер бумаги
Бледная печать.
Вал переноса тонера
Принтер не включается.
Интерфейсная плата
Наши мастера, всегда рады поддержать вас в стремлении продлить срок службы вашего лазерного принтера.
Теги для этой статьи
Обзоры экспертов
Состав и компоненты чернил для принтеров
Все мы знаем, что касторовое масло имеет множество применений в различных отраслях промышленности, но вы определенно удивитесь, когда скажите, что вспененное касторовое масло входит в состав печатной краски. Масло в чернилах? Да, удивительно, но факт! Позвольте нам объяснить в
Чернила для принтера и их история
Если вы думаете, что во времена оцифровки, кто использует чернила? Что ж, чернила действительно играют важную роль в нашей жизни, и мы осознаем их важность только тогда, когда они заканчиваются или нам не удается выполнить какую-то работу.
Когда мы говорим «чернила», в нашем сознании вспыхивает образ пятна, которое они оставляют на нашей рубашке. Голубоватые или черные чернила, которые мы использовали в наших чернильных ручках, — это все, что мы знаем о чернилах, но это еще не все. Чернила имеют большое разнообразие, и сегодня мы собираемся понять один из их типов, называемый чернилами для принтера, а также его состав.
Чернила – жидкий или полужидкий материал, используемый для письма, рисования и живописи на протяжении веков, претерпел значительные изменения с точки зрения своего состава. Вы можете проследить его историю еще 4500 лет назад, когда египтяне и китайцы изобрели первые чернила для письма. В отличие от сегодняшнего дня, самые ранние чернила содержали ингредиенты из всех типов материалов, встречающихся в природе, таких как овощные и фруктовые соки, смесь животного клея и сосновой сажи, кровь некоторых видов моллюсков, обожженные кости, смола и деготь. выделения осьминогов, каракатиц, кальмаров и других головоногих, взвеси углерода в воде; стабилизированы такими материалами, как яичный белок и натуральные камеди, танин из коры деревьев и орехов и т. д.
С течением времени и развитием технологий печатные краски претерпели множество изменений, и теперь они состоят из смеси ингредиентов, включая растворители, красители (органические или неорганические пигменты или красители), смолы, лаки и добавки, включая осушители. воска и смазочных материалов.
Состав чернил для принтера
Рецепт чернил для принтера варьируется в зависимости от потребности, компании, производящей их (HP, Epson, Canon), поверхности, на которой будет производиться печать, а также метода печати. использовал. Его процесс аналогичен процессу производства краски.
Цветные красители/соединения, такие как голубой павлин, желтое озеро, диарилидный оранжевый и фталоцианиновый зеленый переходят в жидкую основу, обычно масло; либо льняное масло, либо соевое масло, либо нефтяной дистиллят.
Затем из углеродной сажи и лака получаются базовые черные чернила. Кроме того, добавляются смолы, растворители и другие материалы, которые действуют как связующие вещества, чтобы улучшить блеск чернил, а также защитить печать от износа.
Оттенок цвета регулируется добавлением белых пигментов, таких как диоксид титана.
Многочисленные добавки, такие как диспергаторы, увлажнители, пеногасители, биоциды, бактериостатические вещества и т. д. добавляются для регулирования других свойств чернил.
Компоненты чернил для принтера
Теперь давайте подробно рассмотрим его компоненты и то, что они делают, чтобы чернила для принтера работали.
Лак – Это основа, на которой изготавливаются чернила для принтера. Это комбинация льняного или соевого масла, а также смол, растворителей и других материалов.
Смолы – Отличные связующие вещества. Они добавляются не только для связывания ингредиентов чернил, но также связывают чернила с печатной поверхностью, определяя качество чернил по твердости и адгезии. Например, смолы, такие как алкиды, кетоны, акрилы и формальдегид, используются на глянцевых, термостойких, водостойких и химически стойких поверхностях. В конкретных чернилах может быть больше, чем смола.
Пигменты – Это основной ингредиент, так как он придает цвет чернилам. Их смешивают с лаком, чтобы цвет равномерно распределился по чернилам принтера.
Диспергаторы – Они стабилизируют частицы пигмента, снижая механическую энергию, необходимую для измельчения, и позволяя чернилам хорошо растекаться, так что переход к поверхности во время печати происходит плавно.
Помимо этого, есть и другие важные ингредиенты, которые играют роль в процессе изготовления чернил для улучшения их функционирования, а именно:
Увлажнители, замедляющие процесс старения чернил и сохраняющие их свежими.
Пеногасители для предотвращения нежелательных пузырьков воздуха и повышения эффективности пены.
Смачивающие вещества для управления различными свойствами поверхностей.
Производные амина в качестве модификаторов pH и для растворения некоторых связующих смол.
Биоциды и бактериостаты для предотвращения роста бактерий и грибков.
Замутнители для придания непрозрачности чернилам, покрывающим заданную поверхность,
Наполнители, делающие основные пигменты менее интенсивными.
Смазочные материалы для обеспечения устойчивости к истиранию и царапанию.
Поверхностно-активные вещества для улучшения пригодности чернил для печати.
Осушающие вещества, позволяющие отпечатку прилипать к печатной поверхности и быстрее высыхать.
Так как при изготовлении чернил используется большое количество химикатов, и они находятся в полужидком состоянии, важно, чтобы они обладали термо- или водостойкими свойствами. Следовательно, в него добавляют некоторые специальные ингредиенты, такие как выдувное касторовое масло, поскольку они действуют как водоотталкивающие краски в красках для термофиксации и офсетной печати.
Получен после окислительной полимеризации, Выдувное касторовое масло (BCO) (также известное как окисленное касторовое масло, полимеризованное касторовое масло, касторовое масло) дополнительно получают путем вдувания воздуха или кислорода в касторовое масло при различных температурах 80-1300°C, что стабилизирует чернильную эмульсию, уменьшая количество воды. пикап при сохранении вязкости.
Полученная таким образом вязкая жидкость от золотисто-желтого до цвета меда имеет возрастающую вязкость в результате окислительной и поперечно-сшитой полимеризации по двойным связям и гидроксильной группе и, следовательно, используется для пластификации различных смол в клеевых и герметизирующих системах, красках, и горячие расплавы.
Знай свои чернила
Рынок наводнен несколькими типами печатных красок, например, сольвентными, водными, цифровыми, а также УФ-чернилами, и это лишь некоторые из них. Они почти обрабатываются с использованием одинаковых ингредиентов, но тип используемого сырья, а также их количество в зависимости от метода печати различаются, поэтому при выборе убедитесь, что идея, стоящая за конкретными чернилами, достаточно ясна в вашем уме.
Различные отрасли промышленности обращаются к нам, Ambuja Solvex, по той причине, что наши продукты с касторовым маслом на 100% чисты, нетронуты и подлинны, что вы можете купить, попробовать и увидеть результаты для себя, поэтому сегодня мы известны как лучшие производители выдувного касторового масла в Индии.
Из чего сделаны стандартные чернила для принтеров? | 1ink.com
Из чего сделаны чернила для принтера?
Чернила — это одна из тех вещей, о которых большинство людей не задумываются, пока они не закончатся и они не смогут выполнить свою работу. Если подумать, чернила имели решающее значение для нашей цивилизации на протяжении веков, и сегодня мы действительно не смогли бы выжить без них. Давайте взглянем на это увлекательное соединение, его историю, как изготавливаются чернила для принтера и его компоненты.
Что такое чернила?
Проще говоря, чернила — это полужидкий материал, который используется для печати, письма и рисования. Подобно краске, он состоит из органического или неорганического пигмента, растворенного в химическом растворителе.
Краткая история чернил
Из чего сделаны чернила для принтера? Самые ранние известные чернила изготавливались из всех видов материалов, встречающихся в природе, включая:
Овощные и фруктовые соки
Кровь некоторых видов моллюсков
Выделения осьминогов, каракатиц, кальмаров и других головоногих
Танин из коры деревьев и орехов
Первые искусственные чернила
Первые искусственные чернила для письма были изобретены в Египте около 4500 лет назад. Он был сделан из углеродных суспензий в воде, стабилизированных такими материалами, как яичный белок и натуральные камеди. После 2500 г. до н.э. и китайцы, и египтяне разработали чернила, состоящие из сажи, связанной с различными камедями. Они брали полученную пасту и формировали из нее стержни, которые затем сушили, хранили, а затем разбавляли водой прямо перед использованием.
Первые печатные краски
Китайцы изобрели печатную краску около 500 г. до н.э. То, из чего были сделаны их чернила для принтера, включало сажу, цветную землю и растительные вещества для пигмента, смолы и клей для связующего. В 1440 году был изобретен печатный станок с подвижным шрифтом, а затем чернила на основе сажи были связаны либо лаком, либо льняным маслом, что удивительно похоже на способ производства черных чернил в настоящее время. В 1772 году дебютировали цветные чернила, но только в 1800-х годах чернила были усовершенствованы с введением осушающих агентов.
Что такое классы чернил?
Если вам интересно, из чего сделаны современные чернила для принтеров, сегодняшние чернила по-прежнему делятся на два класса: те, которые используются для письма, и те, которые используются для печати.
Печатная краска
Печатная краска далее подразделяется на две более мелкие категории: обычная краска и цифровая безударная печатная краска. Обычная печать осуществляется с помощью металлической пластины, которая переносит изображение на бумагу или объект, с которым она соприкасается, тогда как цифровая безударная печать включает электрофотографические и струйные технологии.
Специальные чернила были разработаны для использования в определенных ситуациях, но основная польза современных печатных красок заключается в их использовании для передачи информации и украшения различных предметов. Его можно использовать на таких различных поверхностях, как бумага, пластик и алюминиевые банки.
Чернила для письма
Только 10% чернил в мире используется для рукописного ввода, и чернила для письма производятся совершенно другим способом, чем чернила для печати. В отличие от типографской краски, чернила для письма состоят из красителей, взвешенных в лаке, а не из пигментов. Основное различие между ними заключается в том, что красители растворимы, а пигменты — нет.
Современные ручки содержат различные красители для получения чернил разного цвета. Синий получают с использованием замещенных трифенилметановых красителей, а красный получают путем разбавления красного красителя эозина. Многие чернила для письма также содержат дубильные и галловые кислоты и сульфат железа. Большинство шариковых ручек содержат пасту, состоящую примерно на 40-50% из красителя.
Из чего сейчас делают чернила для принтеров?
Современные чернила для принтеров изготавливаются из так называемой сажи, пигмента, похожего на сажу, использовавшуюся в древние времена. В состав также входят связующее, растворитель и множество добавок, таких как хелатирующие и осушающие агенты. Рецепты чернил немного различаются в зависимости от компании-производителя (HP, Epson, Canon) и поверхности, на которой будет производиться печать, а также используемого метода печати.
Пигменты
Основная функция пигмента — придать цвет чернилам. Пигменты также могут придать поверхности абразивность или блеск или придать ей химическую стойкость к теплу, свету и растворителям. Они являются жизненно важной частью производства чернил для принтера.
Основные пигменты смешиваются с другими химическими веществами, известными как замутнители и наполнители. Замутнители белые и заставляют чернила становиться непрозрачными, покрывая заданную поверхность, в то время как наполнители прозрачны и делают основные пигменты менее интенсивными. Весь пигмент измельчается, чтобы предотвратить комкование и позволить ему равномерно распределиться по всей краске.
Диспергаторы
Диспергаторы добавляются для того, чтобы чернила хорошо растекались, чтобы их можно было легко перенести на поверхность во время печати. Они стабилизируют частицы пигмента, снижая механическую энергию, необходимую для измельчения. Поверхностно-активные вещества и полимеры представляют собой классы соединений, используемых для этой цели, и они суспендированы в растворителе. Каждый из них поглощает частицы пигмента и образует покрытие, которое может различаться по толщине и составу, чтобы предотвратить оседание мелких частиц пигмента. Различные размеры частиц пигмента влияют на интенсивность данного цвета.
Смолы
Смолы добавляются в краску, чтобы позволить ей соединиться в отдельную пленку, а также прикрепить ее к печатной поверхности. Эти материалы улучшают не только связывание, но и реологию и механические свойства краски. Смолы, такие как алкиды, кетоны, акрилы и формальдегиды, также используются в печати для создания глянцевых поверхностей или устойчивых к теплу, воде и химическим веществам. Обычно вы найдете несколько смол в любых чернилах.
Другие известные ингредиенты
Существует много других важных ингредиентов, которые добавляются в чернила для принтера для улучшения их работы, в том числе:
Увлажнители для значительного замедления процесса старения чернил.
Пеногасители для регулирования пенообразования и пенообразования.
Смачивающие вещества для регулирования различных свойств поверхности.
Производные амина в качестве модификаторов pH.
Биоциды и бактериостаты для подавления роста бактерий и грибков.
Каков базовый состав чернил?
Большинство чернил для принтеров изготавливаются на основе льняного или соевого масла или тяжелого нефтяного дистиллята, используемого в качестве растворителя. Затем это объединяется с пигментами для создания чернил, предназначенных для высыхания путем испарения. Эту основу часто называют лаком.
Черные чернила
Черные чернила создаются путем сочетания технического углерода и лака.
Краска для цветной печати
Цветные пигменты состоят из солей и многокольцевых азотсодержащих соединений или красителей, включая:
Павлиний синий
Желтое озеро
Диарилид оранжевый
Фталоцианиновый зеленый
. К ним относятся зеленый хром (Cr2O3), берлинская лазурь (Fe4[Fe(CN)6]3), желтый кадмий (CdS) и оранжевый молибдат (смесь молибдата, сульфата и хромата свинца).
Белые пигменты, такие как диоксид титана, можно использовать отдельно или для изменения характеристик определенных цветных чернил. Эти пигменты смешиваются с лаком для получения цветной печатной краски.
Что такое улучшения производительности?
Добавки или присадки добавляются к тому, из чего сделаны чернила для принтера, для изменения заданных физических свойств в соответствии с различными ситуациями. Добавки смешивают со смолами и растворителями или диспергаторами перед введением пигментов.
Некоторые из этих добавок включают воски, повышающие устойчивость к истиранию, смазывающие вещества и осушающие вещества, которые отделяются от тела чернил и позволяют отпечатку прилипать к поверхностям и быстро высыхать. Другие ингредиенты, добавленные для придания определенных характеристик, включают антиоксиданты, которые задерживают начало окисления и действуют как антивозрастные агенты, и щелочь, которая регулирует растворимость и вязкость чернил, чтобы они не становились слишком густыми.
Процесс перевозки станков и дорогостоящего оборудования
Перевозка станков — частое явление при переезде на новое место. Промышленные предприятия и цеха по производству — для всех нужно предоставить профессиональное и качественное оборудование для бесперебойной работы. При возникновении вопроса об устройстве помещения и снабжения его агрегатами появляется необходимость в его транспортировке. Перевозка дорогостоящего оборудования, имеющего нестандартные размеры, будет сопряжена с некоторыми проблемами.
Самое главное при транспортировке, чтобы все подвижные элементы станка были плотно закреплены. Если есть возможность снять подвижные элементы, то лучше сделать это перед перевозкой агрегата на новую точку. Съемными частями обычно могут являться бункеры, головки для сверления или дверцы безопасности. При снятии подвижных частей уменьшается общий масштаб агрегата. Перед использованием таких услуг лучше сначала проконсультироваться со специалистами, чтобы избежать различного рода неприятных ситуаций.
Классификация станков и дорогостоящего оборудования в процессе перевозки
Технические крупногабаритные устройства делят на подкатегории: большие, средние, мелкие технические устройства.
Малогабаритные станки. Зачастую, при транспортировке небольших агрегатов можно использовать простой автомобиль, например, обычный седан или хетчбек. Но если есть в наличии транспорт побольше, например, какая-нибудь 8-тонная фура, то в такой машине можно перевести сразу несколько небольших агрегатов, тем самым значительно сэкономив время на перевозку. Небольшие станки обычно не самые устойчивые, поэтому рекомендуется перевозить их в кузове автомобиля, желательно надежно перед этим закрепив агрегат. Благодаря простым правилам крепления груза можно избежать травмоопасных ситуаций и доставить груз в целости и сохранности.
Станки средних габаритов. Станки среднего типа имеют отличие в весе и размерах. Масса средних станков легко может переваливать за четыре тонны, а длина достигает 4-6 метров. Такие агрегаты уже не могут перевозиться с помощью легкового автомобиля. Для этого применяют более тяжелую технику с соответствующей грузоподъемностью. Обычно транспортировка может происходить в контейнере, либо в кузове, который имеет жесткое крепление. При перевозке станков средних габаритов возникают определенные сложности, связанные непосредственно с весом технического агрегата. Крепят такие станки с помощью ремней, предназначенных для монтажных работ. Вес станка может напрямую повлиять на тормозной путь, так как с увеличением веса расстояние для торможения значительно увеличится.
Перевозка крупногабаритных станков. Станки крупных габаритов, исходя из названия, представляют собой очень объемные и крайне тяжелые агрегаты. Платформы с низкой рамой предназначены для транспортировки тяжелых грузов, например, полуприцеп с низким профилем полностью будет соответствовать нормам и возможностью транспортировки таких грузов. Загруженный полуприцеп крепится непосредственно к мощному транспортному средству, такому как тягач или КамАЗ, и благодаря небольшой скорости, агрегат плавно перевозится.
С полуприцепа же технически тяжелые агрегаты поднимают с помощью специализированных кранов, на очень низкой высоте перенося их в нужное место. Такой перенос является наиболее безопасным. За счет большого веса все работы с крупногабаритными грузами являются опасными, поэтому перед транспортировкой применяют все меры предосторожности.
Перевозка станков и оборудования, цена на которую складывается исходя из количества агрегатов, их особенностей и продолжительности пути следования, пройдет без задержек и издержек в случае обращения в транспортные компании, оказывающие комплекс услуг на профессиональном уровне.
Упаковка и консервация станков с помощью термоусадочной пленки
Чтобы защитить упакованное оборудование при транспортировке, применяют специальную барьерную металлизированную пленку. Данный материал не позволяет влаге, газам, а также кислороду проникать внутрь и оказывать воздействие на агрегаты.
Консервация данным материалом имеет ряд преимуществ, а именно:
существенная экономия финансов, так как стоимость барьерной пленки невелика, а эксплуатационные характеристики соответствуют европейскому стандарту качества;
благодаря отличной герметизации на агрегаты не воздействуют ни влага, ни масла, ни газы и прочие химические вещества;
удельная масса упаковки невелика;
на поверхность барьерной пленки отлично наносятся различные надписи, логотипы;
использование пленки защищает станки от воздействия температурного режима.
Что касается процедуры упаковки станков барьерной пленкой, то она достаточно проста. Для самого процесса упаковки используют специальные термические клещи, которые при постоянном нагреве способствуют запаиванию шва всего за несколько секунд. После того, как герметичная упаковка будет полностью собрана, пылесосом (чтобы внутри образовался вакуум) производится откачка воздуха. При правильной упаковке промышленное оборудование будет надежно защищено от появления сколов, царапин.
Положительные стороны упаковки оборудования
Существенная экономия времени на упаковку тяжелых станков.
При упаковке габариты и вес оборудования остаются неизменными.
Прекрасная защита агрегатов во время перевозки от воздействия различных внешних условий, а также от повреждений.
Применяется при высоком температурном диапазоне: от -40°С до +50°С.
Оказывает защитные свойства от ультрафиолетового излучения.
Для осуществления упаковочных работ потребуется лишь пленка и газовая горелка.
Процесс консервации токарных станков
Нередки случаи, когда во время проведения ремонтных работ либо при переезде требуется консервация станков. Так, если организация меняет направление своей деятельности и планирует начать выпуск новой продукции, возникает необходимость в приобретении новых станков: как правило, токарных.
Токарные станки, в большинстве случаев, имеют внушительные габариты, а также значительный вес. Именно для их качественной консервации идеально и подойдет термоусадочная пленка. Благодаря этому материалу станки будут защищены от пыли и различных повреждений не только при транспортировке, но и в период простоя до ввода в эксплуатацию.
Видео: Партнёрская программа от сервиса «Перевозка 24»
Поиск запроса «перевозка станков и дорогостоящего оборудования» по информационным материалам и форуму
Перевод с китайского языка документации на станки (оборудование)
Рост китайской экономии и переход на компьютеризированные автоматические линии делают выгодными закупки в КНР оборудования, инструментов и станков. Но приобрести станок недостаточно. Нужно еще разобраться, как техника работает. Выяснить режимы функционирования, настройки, базовые уставки и параметры. Но что же делать, если документация на китайском, который большинству жителей нашей страны не знаком? Разумеется, обратиться к профессионалам!
Почему стоит приобретать станки в Китае?
Предвзятое отношение к изделиям из Китая, как к некачественным подделкам, повторяющим товары известных производителей, уходит в прошлое. Сегодня в этой стране создают передовое, современное оборудование. В котором используются достижения электроники, новые материалы, последние технологии. Преимущества китайской продукции:
Уникальные станки для производств, которые не делает никто в мире (для изготовления лапши, деталей зонтиков, создания упаковки).
Оборудование, аналогичное европейскому, предлагается в 3-4 раза дешевле.
Технику продают в розницу.
Современные станки быстро адаптируются под потребности пользователя.
Итак, мы разобрались, почему оборудование стоит приобретать в Поднебесной. Но почему обращаться за переводом нужно к нам, а не использовать автоматические программы?
Ручной или автоматический перевод
Первое, что приходит в голову – попытаться перевести инструкцию с помощью автоматической программы перевода. Но, несмотря на растущую популярность, такой метод помогает не всегда.
Структура китайского языка сильно отличается от русского (и прочих европейских), а система распознавания иероглифических символов не всегда «угадывает» написание. Этот язык сложнее английского, где даже без пары букв слово можно «угадать». Но в китайском, если пропустить хотя бы черточку или закорючку (или если будет лишняя помеха на бумаге), можно существенно исказить текст.
Кроме того, иероглифы многозначны. И автоматический или неопытный переводчик далеко не всегда выбирает правильный вариант. Поэтому соответствие оригинала и автоматического оригинала – весьма сомнительно.
Почему выгодно заказывать перевод в нашей компании
Наша компания собрала группу лингвистов, отлично владеющих языком и имеющих хороший уровень технической подготовки. Мы гарантируем, что перевод инструкций и методичек будет точен как с точки зрения грамматики, так и употребления технических деталей.
Приобретать оборудование, не зная, как на нем работать, не разумно. Но мы поможем решить эту проблему, выполнив перевод инструкции, технической документации, поясняющих надписей на оборудовании. В ходе сотрудничества вы получите технически верное описание и начнете работать, не тратя время на осваивание техники.
Вы сэкономите средства, приступая к выпуску продукции сразу же после покупки станков. Грамотный перевод инструкций – верный путь развития бизнеса.
НАЗАД К БЛОГУ
Трансфер Машины | Производственная обработка
PICCOLA CNC Компактный станок для переноса, чрезвычайно гибкий и производительный, способный выполнять операции растачивания, фрезерования, нарезания резьбы, токарной обработки со статической или вращающейся деталью. Эта конфигурация станка может иметь до 56 единиц с 3 осями ЧПУ по трем направлениям (вертикально сверху, снизу и радиально). (При поддержке)
Автоматизированное производство в США упрощает процесс подгонки
Австралийская компания смогла ускорить доставку своих популярных сантехнических изделий клиентам в США, добавив в Алабаму обрабатывающие и сборочные цеха для производства латунных фитингов.
Магазин постоянно совершенствуется, внедряя роторные передаточные машины
Основатель American Turned Products оставил в наследство постоянное совершенствование, помогая компании расти, внедряя ротационные передаточные машины и готовя ее к выполнению новой работы.
Ротационная передача сокращает этапы производства и открывает новые возможности
Этот магазин в Огайо установил ротационные передаточные машины, чтобы сократить многоступенчатую обработку, что увеличило производственную мощность.
Другой тип обрабатывающего центра
Если один горизонтальный обрабатывающий центр — это хорошо, то три на одной платформе — еще лучше, верно? Это идея концепции Multicenter от итальянского строителя Porta Solutions. Он сочетает в себе возможности массового производства технологии ротационного переноса с гибкостью обрабатывающего центра на одной платформе.
Этот малогабаритный цапфовый вращающийся передаточный станок включает в себя изолированную ячейку для выполнения токарной обработки полного наружного диаметра между центрами для улучшения концентричности по сравнению с переворачиванием деталей на станции для поворота задней стороны или перемещения детали в другое положение зажима.
#техбриф
Лори Бекман
Старший редактор, Производственное машиностроение
Captive Shop все еще должен конкурировать
Часто кажется, что кэптивный магазин изготавливает его по стандартам мастерской. В случае с этим подразделением ITW Welding «работа не дается, ее зарабатывают».
За гранью одного и готово
Роторно-трансферная обработка является одним из проверенных решений для крупносерийной обработки. Сегодняшние ротационные станки с ЧПУ обеспечивают больше, чем производство по принципу «настроил и забыл»; они достаточно гибки для удовлетворения потребностей в большом ассортименте и небольших объемах производства.
Американская история успеха
Вот уже 155 лет Wilson Bohannan производит навесные замки. Он выживает благодаря инновациям и непрерывным технологическим инвестициям.
Ротационная передача по сравнению со швейцарской для небольших прецизионных деталей
Немного творческого подхода поможет справиться с задачами, которые ставит перед собой это высокопроизводительное приложение.
Изменение зоны комфорта
На протяжении многих лет руководителям многих компаний требовалось мужество, чтобы совершить технологический скачок от обработки прецизионных деталей на одношпиндельных станках до инвестиций в свой первый ротационный станок.
Поездка в Гнутти Трансфер
Поскольку Production Machining сосредоточила внимание на рынках, на которые смотрит Gnutti, для меня было логичным пойти и посмотреть, чем занимается эта компания. Итак, я пошел.
Методы бережливого производства поставщика деталей для огнестрельного оружия помогают ему открыть для себя множество преимуществ технологии ротационного переноса.
#бережливое
Лори Бекман
Старший редактор, Производственное машиностроение
Вращающийся перенос: увеличение громкости
Этот контрактный производитель нацелился на крупносерийную прецизионную токарную обработку и сборку сложных компонентов с первого дня и продолжает добиваться успеха на рынке, от которого многие отказались, используя ротационную обработку с ЧПУ.
Спасение жизней с помощью сети
Каждый день производители металлообработки вносят свой вклад в общее и конкретное благосостояние экономики нашей страны, добавляя стоимость и создавая богатство. Этот магазин в Нью-Гэмпшире отличается тем, что помогает спасать жизни наших боевых частей.
От пустого до коробки
Global Gear & Machining создала новую ячейку, не требующую вмешательства человека.
Модернизация ротационных машин в цехе
Умные производители используют замедление производственного спроса для повышения эффективности своих ротационных машин. В этой статье рассказывается о местном интеграторе из Кливленда, который может выполнить работу за несколько недель, не вывозя оборудование из цеха.
Многошпиндельный обрабатывающий центр с передачей поддонов не поддается классификации
Все чаще разрабатываются новые станки, которые не поддаются существующим кодам классификации благодаря своим многозадачным возможностям.
Путь Хаммонда
Использование инноваций является частью культуры этого производственного цеха в Калифорнии. Его основатель воспринимает конкуренцию и технические вызовы как поиски, требующие творческих решений от человека и машины.
Компания Gent Machine, находящаяся сейчас в четвертом поколении семьи, приняла решения по эксплуатации и оборудованию, чтобы обеспечить дальнейший успех в будущем.
Дерек Корн
Главный редактор журнала «Производственное машиностроение»
Ротационные машины Gnutti Custom для средних/больших объемов
PMTS 2021: Компания разрабатывает эффективную машину для переноса детали или семейства деталей.
#ПМТС
Ротационная машина Technomat завода Revolution Machine Works
PMTS 2021: Для крепления Technomat содержит цанговые патроны, патроны или вращающиеся цанги с максимальным размером 50 мм.
#ПМТС
Особенности трансферной машины Независимая поворотная ячейка
Изолированная токарная ячейка внутри передаточного станка свободна от факторов привода и обработки, влияющих на другие станции.
Роторный станок Hydromat режет сложные токарные и фрезерованные детали
Станок имеет 12 шпинделей с независимым приводом и до 18 обрабатывающих модулей в горизонтальном и вертикальном положениях, что позволяет выполнять сложные задачи обработки с шести сторон.
Ротационные машины Hydromat с гибкой модульной конструкцией
Устройства имеют архитектуру управления, ориентированную на производительность и надежность.
Eclipse Rotary Transfer Double Standard Hydromat Machine
PMTS 2019: Ротационная машина Eclipse 12-100 почти в два раза больше, чем машины Hydromat с 12 станциями.
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ТРАНСФЕРНЫХ МАШИНАХ
Ротационная машина для переноса (Hydromat) Описание процесса – Liberty Machinery
Что он делает? Как я могу его использовать? Почему это поможет мне?
Ротационные станки представляют собой усовершенствованные обрабатывающие центры с модульными шпинделями, работающими по принципу plug and play, ориентированными по кругу вокруг делительной головки. Каждый шпиндель может выполнять любые стандартные операции механической обработки, включая фрезерование, сверление, нарезание резьбы и снятие фаски.
Большинство ротационных передаточных станков имеют от 12 до 16 независимо работающих станций с цангой и шпинделем, что, по существу, обеспечивает 16 одновременных операций обработки с автоматическим переключением на одном станке. Эти станции могут быть взаимозаменяемы и настроены для обеспечения полной системы обработки «под ключ» для невероятно высоких производственных задач.
Ротационные станки для переноса могут обрабатывать любую сложную обрабатываемую деталь, особенно любую деталь, требующую производства в миллионах единиц. Они значительно экономят площадь, затраты на техническое обслуживание и время наладки, поскольку до 16 машин могут быть объединены в одну. единое готовое решение для всего производственного процесса. Поскольку до 16 деталей могут быть обработаны в несколько этапов одновременно без какой-либо переналадки, контроля или времени наладки, они являются превосходными высокопроизводительными станками.
Чтобы получить ответы на свои вопросы или получить дополнительную информацию о ротационных машинах, позвоните в Liberty по телефону 847-276-2761 или отправьте нам электронное письмо по адресу [email protected].
Liberty Machinery покупает и продает все типы ротационных машин.
Мы являемся вашим надежным поставщиком высококачественных бывших в употреблении гидроматов и других роторных транспортировочных машин.
Купите ротационную машину для переноса Продайте свою роторную машину для переноса Посмотреть видео о ротационной машине для переноса
Описание процесса: Как это работает?
Роторно-передаточный станок представляет собой сложную часть оборудования, но процесс можно разбить на следующие компоненты: делительно-поворотный стол, цанги, установленные в столе, и независимые обрабатывающие станции, окружающие стол в радиальном направлении, каждая со шпинделем и оснастка. До 16 деталей одновременно автоматически загружаются, перемещаются через каждую из 16 независимо автоматизированных обрабатывающих станций и выгружаются.
Пруток входит на первой станции, захватывается первой цангой и отпиливается. Первая цанга ориентируется на вторую станцию для обработки, в то время как новый пруток входит на первую станцию и захватывается второй цангой. Таблица снова индексируется, перемещая первую часть на третью станцию, вторую часть на вторую станцию и третью часть на первую станцию. Этот процесс может продолжаться до 16 станций.
Общая промышленность
Благодаря самой природе машины, ротационная машина может быть адаптирована для производства практически для любой отрасли, где требуется средне- и крупносерийное производство и быстрая окупаемость.
Основные производители экструдерных/абразивных машин
Hydromat, Unisig, Gnutti, Buffoli
Продайте свою ротационную машину
Liberty всегда ищет бывшие в употреблении роторные передаточные машины, чтобы купить их для инвентаризации.
Печать органов: как продвинулись технологии 3D-биопринтинга и что мешает их развитию
Rusbase
12 ноября 2019
Искусственное создание человеческой кожи, тканей и внутренних органов может восприниматься как фантастика, но большая часть всего этого происходит прямо сейчас. В исследовательских центрах и больницах по всему миру достижения в области 3D-печати и биопечати предоставляют новые возможности для лечения людей и научных исследований. В ближайшие десятилетия биопечать может стать следующей важной вехой в здравоохранении и персонализированной медицине.
Расскажем о технологии биопечати, последних достижениях отрасли и ограничениях, с которыми сталкиваются специалисты.
Как работает 3D-принтер
Традиционные принтеры, такие, как у вас дома или офисе, работают в двух измерениях. Они могут печатать текст или изображения на плоской поверхности (обычно на бумаге), используя размеры x (горизонтальный) и y (вертикальный). 3D-принтеры добавляют еще одно измерение — глубину (z). В процессе печати головки принтера могут перемещаться вверх и вниз, влево и вправо, вперед и назад, но вместо того, чтобы доставлять чернила на бумагу, распределяют различные материалы — полимеры, металл, керамику и даже шоколад — до «печати» целостного, объемного предмета, слой за слоем в процессе, известном как «аддитивное производство».
Чтобы создать 3D-объект, нужен его план — цифровой файл, созданный с помощью программного обеспечения для моделирования. После его создания сгенерированная компьютером модель отправляется на принтер. Выбранный вами материал загружен в устройство и готов к нагреву, чтобы легко вытекать из сопла принтера. Когда принтер читает план, его головка перемещается, внося последовательные слои выбранного материала для создания конечного продукта.
Когда каждый слой печатается, он превращается в твердую форму либо путем охлаждения, либо за счёт смешивания двух разных растворов, доставляемых головкой принтера. Новые слои точно ложатся на предыдущие, чтобы получился устойчивый, связный элемент. Таким способом можно создать практически любую форму, включая движущуюся.
3D-печать позволяет создавать объекты с геометрическими структурами, которые было бы трудно или невозможно сделать другими способами. Широкий ассортимент продуктов уже создается с использованием 3D-принтеров, включая ювелирные изделия, одежду, игрушки, высококачественные промышленные товары. Даже 10-летний московский школьник научился работать на 3D-принтере: печатает 3D-фигуры на заказ и продает их через Instagram.
Как работает биопринтер
Биопринтеры работают почти так же, как и 3D-принтеры, с одним ключевым отличием — они наносят слои биоматериала, который может включать живые клетки, для создания сложных структур, таких как кровеносные сосуды или ткани кожи.
Живые клетки? Где они их берут? Каждая ткань в организме состоит из разных типов клеток. Необходимые клетки (почек, кожи и так далее) берут у пациента и затем культивируют до тех пор, пока их не станет достаточно для создания «био-чернил», которые загружаются в принтер. Это не всегда возможно, поэтому для некоторых тканей берут стволовые клетки, которые способны становиться любой клеткой в теле (организме), или, например, свиной коллагеновый белок, морские водоросли и другие.
Часто в биопечати используют хитозан — полисахарид, полученный из внешнего скелета моллюсков (например, креветок) или путем брожения грибов. Этот материал имеет высокую биосовместимость и обладает антибактериальными свойствами. Его недостаток — низкая скорость гелеобразования. Другой популярный материал — полисахарид, выделенный из морских водорослей, под названием агароза. Его преимущества — высокая стабильность и возможность нетоксичного сшивания при исследованиях. Однако этот биоматериал не разлагается и обладает плохой клеточной адгезией (способностью клеток слипаться друг с другом и с другими субстратами).
Первичный структурный белок, который содержится в коже и других соединительных тканях — коллаген — имеет высокую биологическую значимость. Он является наиболее распространенным белком млекопитающих и основным компонентом соединительной ткани. К его недостаткам для биопечати относят свойство кислоторастворимости. Больше информации о биоматериалах можно найти здесь.
На основе компьютерных проектов и моделей, часто сканирований и МРТ, сделанных непосредственно у пациента, головки принтера размещают ячейки именно там, где они необходимы, и в течение нескольких часов органический объект строится из большого количества очень тонких слоев.
Биопринтер Organovo создает ткани, которые имитируют структуру и состав различных органов человека
Источник: Pbs.org
«Строительные леса» для замены ушей или носа в лаборатории Университета Уэйк Форест в Уинстон-Сейлеме, Северная Каролина
Источник: CBS News
Компьютер отображает изображение «лесов» для человеческого уха, созданного в лаборатории Университета Уэйк Форест в Уинстон-Сейлеме, Северная Каролина
Источник: CBS News
Как правило, нужно больше, чем просто клетки, поэтому большинство биопринтеров также поставляют какой-то органический или синтетический «клей» — растворимый гель или коллагеновый каркас, к которому клетки могут прикрепляться и расти. Это помогает им формироваться и стабилизироваться в правильной форме. Удивительно, но некоторые клетки могут принять правильное положение сами по себе без каких-либо «строительных лесов». Как они узнают, куда идти? А как клетки эмбриона развиваются в матке или ткань взрослого человека движется для восстановления повреждений? Так же и здесь.
Университеты, исследователи и частные компании по всему миру вовлечены в развитие технологий биопечати. Давайте посмотрим на некоторые из удивительных вещей, над которыми они работают.
Биопринтинг в России
3D Bioprinting Solutions — лаборатория биотехнологических исследований, основанная медицинской компанией INVITRO. Деятельность лаборатории — разработка и производство биопринтеров и материалов в области трехмерной биопечати и научные исследования. 23 августа 2019 года лаборатория «3Д Биопринтинг Солюшенс» отправила на МКС новую партию кювет для продолжения экспериментов по биопечати в космосе, начатых в 2018 году. Об этом сообщили в пресс-центре лаборатории. На этот раз на первом в мире космическом биопринтере Organ.Aut планируется использовать органические и неорганические компоненты для сборки костной ткани.
Симпозиум «Биофабрикация в космосе»
Источник: Zdrav.Expert
Магнитный биопринтер Organ.Aut
Источник: Zdrav.Expert
Также космонавты будут выращивать белковые кристаллы и экспериментировать с печатью биоплёнок бактерий для изучения их поведения в условиях невесомости. Российские учёные ожидают получить уникальные научные данные, которые могут быть применимы при разработке новых лекарственных препаратов.
Научный руководитель компании «3Д Биопринтинг Солюшенс» и ведущий научный сотрудник Института регенеративной медицины, кандидат медицинских наук Владимир Миронов в своем выступлении на кафедре анатомии Сеченовского Университета 2 сентября отметил: «Живые клетки, ткани и органы человека будут синтезированы уже в текущем столетии. Для этого морфологические науки, такие как микроскопическая анатомия и гистология, надо оцифровизировать или диджитализировать, то есть перевести в цифровой формат и сделать доступными для компьютерных программ роботических биопринтеров, так как без цифровых моделей нельзя напечатать человеческие ткани и органы».
Биопринтинг в мире
Ежегодно миллионы людей во всем мире нуждаются в пересадке кости. Современные костные трансплантаты часто используют синтетический материал на основе цемента в сочетании с собственной костью пациента. Однако применение этих материалов имеет ряд ограничений — некоторые трансплантаты вызывали отторжение и воспалительные процессы у пациентов. Воспроизведение естественного «интерфейса» кость-хрящ также было проблематичным.
Тем не менее, команда из Университета Суонси в 2014 году разработала технологию биопечати, которая позволяет создать искусственный костный протез в точной форме требуемой кости, используя биосовместимый материал, который является одновременно долговечным и регенеративным. Над аналогичными исследованиями в то же время работали и ученые из Ноттингемского университета в Англии.
Чтобы напечатать небольшую кость, требуется около двух часов. Поэтому хирурги могут сделать её прямо в операционной. Затем эта часть кости покрывается стволовыми клетками взрослого человека, способными развиваться практически в любой другой тип клеток. Это сочетается с био-чернилами из принтера — комбинацией полимолочной кислоты (которая обеспечивает механическую прочность кости) и альгината — гелеобразного вещества, которое служит амортизирующим материалом для клеток. Затем конечный продукт имплантируется в организм, где в течение примерно трех месяцев полностью исчезнет и будет заменен новой костью.
Исследователи надеются, что в будущем биопечатаемые кости могут быть созданы с достаточной надежностью, чтобы поддержать сложную реконструкцию позвоночника, и что костный материал будет дополнительно улучшен для повышения его совместимости с клетками хряща.
Источник: ETH Zurich
Успешные опыты 3D-печати человеческого хряща в скором времени могут полностью заменить искусственные имплантаты людям, нуждающимся в реконструктивной хирургии. Еще в 2015 году ученые в Цюрихе разработали технологию, которая позволит больницам печатать полноразмерный имплантат человеческого носа менее чем за 20 минут. Они считают, что любой хрящевой имплантат может быть изготовлен по их методике.
Исследователь Матти Кести описал технологию так:
“
«Серьезная автомобильная авария может привести к тому, что водитель или пассажир получат сложные травмы носа. Нос можно восстановить, создав 3D-модель на компьютере. В то же время выполняется биопсия пациента, и клетки хряща удаляются из тела пострадавшего, например, из колена, пальца, уха или осколков разбитого носа. Клетки нерестятся в лаборатории и смешиваются с биополимером. Из этой суспензии с помощью биопринтера создается модель хряща носа, которая имплантируется пациенту во время операции. В процессе биополимер используется просто как форма. Впоследствии он расщепляется собственными хрящевыми клетками организма. И через пару месяцев невозможно будет различить трансплантат и собственный носовой хрящ человека».
Матти Кести
Поскольку имплантат был выращен из собственных клеток организма, риск отторжения будет гораздо ниже, чем для имплантата, сделанного, скажем, из силикона. Дополнительное преимущество заключается в том, что биоимплантат растет вместе с пациентом, что особенно важно для детей и молодых людей.
Если человек сильно обожжен, здоровую кожу можно взять из другой части тела и использовать для покрытия пораженного участка. Иногда неповрежденной кожи не хватает.
Исследователи, работающие в Медицинской школе Уэйк Форест, успешно разработали, построили и протестировали принтер, который может печатать клетки кожи непосредственно на ожоговой ране. Сканер очень точно определяет размер и глубину повреждений. Эта информация передается на принтер, и печатается кожа для покрытия раны. В отличие от традиционных кожных трансплантатов, требуется только участок кожи, размер которого составляет одну десятую от размера ожога, чтобы вырастить достаточное количество клеток для печати. Пока эта технология находится на экспериментальной стадии, и исследователи надеются, что она будет широко доступна в течение следующих пяти лет.
Как уже упоминалось, 3D-принтеры печатают изделия послойно, и поскольку кожа представляет собой многослойный орган с различными типами клеток, она хорошо подходит для данного типа технологий. Тем не менее, исследователям предстоит решить еще много задач, в частности, как предотвратить повреждение клеток от тепла, выделяемого принтером. И конечно же, как и большинство частей человеческого тела, кожа более сложная, чем кажется на первый взгляд — есть нервные окончания, кровеносные сосуды и множество других аспектов, которые необходимо учитывать.
Кровеносные сосуды
Инженер-биомеханик Моника Мойя держит чашку Петри с печатными биотрубками на основе альгината. Биотрубки могут действовать как временные кровеносные сосуды, аналогичные кровеносным сосудам, которые помогают создать участок живой ткани.
Источник:embodi3D
Учитывая, что в теле человека десятки тысяч километров вен, артерий и капилляров, исследователи работают над тем, чтобы заменить их, если они когда-нибудь износятся. Создание жизнеспособных кровеносных сосудов также важно для правильной работы всех других потенциальных биопечатных частей тела.
Инженер-биомеханик Моника Мойя из Ливерморской национальной лаборатории им. Лоуренса использует биопечать для создания кровеносных сосудов. Материалы, созданные ее биопринтерами, спроектированы таким образом, чтобы позволить маленьким кровеносным сосудам развиваться самостоятельно.
Эта разработка требует времени, поэтому распечатываются пробирки с клетками и другими биоматериалами, чтобы помочь доставить жизненно важные питательные вещества в окружающую печатную среду. Через некоторое время самосборные капилляры соединяются с биопечатными трубками и начинают самостоятельно доставлять питательные вещества в клетки, имитируя работу этих структур в организме человека.
Внутренние органы
Многие исследователи надеются, что через 20 лет списки пациентов, ожидающих пересадки органов, уйдут в прошлое. Они представляют мир, в котором любой орган может быть напечатан и пересажен всего за несколько часов, без отторжения и осложнений, потому что эти органы будут созданы из клеток тела в соответствии с индивидуальными особенностями каждого пациента. В настоящее время биопечать полностью функциональных сложных внутренних органов невозможна, но исследования постоянно ведутся (и не без успеха).
Мочевой пузырь
Например, мочевой пузырь уже печатают. В 2013 году в Университете Уэйк Форест в США исследователи успешно взяли клетки из исходного, плохо функционирующего мочевого пузыря пациента, культивировали их и добавили дополнительные питательные вещества. Затем была напечатана трехмерная форма мочевого пузыря пациента и пропитанные через нее культивируемые клетки. Форма была помещена в инкубатор и, когда она достигла нужной кондиции, её пересадили в тело пациента. Форма со временем разрушится, оставив только органический материал. Та же команда успешно создала жизнеспособные уретры.
Врачи и ученые Института регенеративной медицины Уэйк Форест (WFIRM) были первыми в мире, кто создал органы и ткани, выращенные в лабораторных условиях, которые были успешно пересажены в человека. Прямо сейчас они работают над выращиванием тканей и органов для более чем 30 различных областей тела, от почек и трахеи до хрящей и легких. Также они стремятся ускорить доступность этих методов лечения для пациентов.
Ученые в Австралии тоже занимаются подобными исследованиями. Они использовали человеческие стволовые клетки для выращивания почечного органа, который содержит все необходимые типы клеток для почек. Такие клетки могут служить ценным исходным источником для биопечати более сложной структуры почек.
Доктор медицины, профессор урологии, профессор Института регенеративной медицины Энтони Атала показывает почку, созданную биопринтером. Модифицированный настольный струйный принтер распыляет клетки вместо чернил. Клетки культивировали у пациента, а структурный шаблон для почки получили из МРТ (поэтому он имеет правильный размер и форму).
Используя эту технологию, еще в 2001 году Атала напечатал и успешно пересадил мочевой пузырь для молодого человека Джейка.
Источник: TedEd
Сердце
Клетки сердца, органоиды, выращенные в лаборатории. Источник
Удивительно, но именно сердце человека может стать одним из самых легких органов для печати, поскольку оно, по сути, представляет собой насос с трубками. Конечно, всё не так просто, но многие исследователи считают, что человечество научится печатать сердца раньше, чем почки или печень.
Исследователи Института регенеративной медицины Уэйк Форест в апреле 2015 года создали «органоиды» — напечатанные на 3D-принтере полностью функциональные, бьющиеся сердечные клетки.
В апреле 2019 года израильские ученые напечатали первое в мире трехмерное сердце. Оно еще очень маленькое, размером с вишню, но способно выполнять свои функции. Трехмерное сердце с кровеносными сосудами использует персонализированные «чернила» из коллагена, белка, который поддерживает клеточные структуры, и других биологических молекул.
Исследователь из Тель-Авивского университета держит первое в мире трехмерное печатное сердце, 15 апреля 2019 года. Источник: Haaretz
«Это первый случай, когда кто-либо где-либо успешно спроектировал и напечатал целое сердце с клетками, кровеносными сосудами, желудочками и камерами», — рассказал ученый Тель-Авивского университета профессор Тал Двир.
До сих пор ученым удавалось печатать ткани хряща и, например, аортального клапана, но задача заключалась в том, чтобы создать ткани с васкуляризацией — кровеносными сосудами, включая капилляры, без которых органы не могут выжить, не говоря уже о функционировании.
Тель-авивские ученые начали с жировой людской ткани и разделили клеточные и неклеточные компоненты. Затем они перепрограммировали клетки, чтобы те превратились в недифференцированные стволовые клетки, которые затем могли бы стать сердечными или эндотелиальными. Эндотелий — однослойный пласт плоских клеток, выстилающий внутреннюю поверхность сердечных полостей, кровеносных и лимфатических сосудов. Клетки эндотелия исполняют множество функций сосудистой системы, например, контролируют артериальное давление, регулируют компоненты свертывания крови и формирование новых кровеносных сосудов.
Неклеточные материалы, включая большое количество белков, были переработаны в «персонализированный гидрогель», который служил «чернилами для печати».
Пройдут годы, прежде чем эта технология сможет создавать органы для эффективной трансплантации. Тем не менее, достижения ученых в Тель-Авиве являются огромной вехой на этом пути.
Медицинские исследования и фармакология
Одна из ключевых потенциальных областей использования биопечатных живых материалов — это область медицинских испытаний и исследований лекарственных препаратов. Биопечатные ткани обладают несколькими типами клеток с разной плотностью и ключевыми архитектурными особенностями. Благодаря этому исследователи могут изучать воздействие различных заболеваний на организм, этапы прогрессирования заболевания и возможные способы лечения в естественной микросреде.
Одним из самых впечатляющих достижений последних лет является разработка «настольного мозга» в Центре передовых технологий ARC в 2016 году. Исследователи смогли с помощью 3D-принтера создать трехмерную печатную шестислойную структуру, включающую нервные клетки, которые имитируют структуру мозговой ткани.
Это открывает огромные потенциальные выгоды для исследователей, фармацевтических и частных компаний, потому что позволит им тестировать новые продукты и лекарства на ткани, которая точно отражает реакции ткани человеческого мозга, в отличие от образцов животных, которые могут вызывать совершенно другую реакцию. «Настольный мозг» также может быть использован для дальнейшего исследования таких заболеваний, как шизофрения или болезнь Альцгеймера.
Мы еще далеки от печати мозга, но способность располагать клетки так, чтобы они образовывали нейронные сети, является значительным шагом вперед. Позволяя исследователям работать с человеческими тканями в режиме реального времени, можно значительно ускорить процессы тестирования и давать более реалистичные и точные результаты. Это также снизит необходимость использования лабораторных животных для медицинских анализов и потенциально опасных испытаний на людях.
Медицинские тренажеры и реестры данных
Источник: Simbionix
В настоящее время в мире используется около 3000 медицинских тренажеров, помогающих врачам практиковаться в выполнении сложных процедур. Виртуальные кровеносные сосуды, 3D-печатные органы… и ни одно животное не страдает!
Американская компания 3D Systems создала отраслевой сегмент под названием VSP (Virtual Surgical Planning). Этот подход к персонализированной хирургии сочетает в себе знания в области медицинской визуализации, хирургического моделирования и 3D-печати. Хирурги, впервые использующие медицинский симулятор Simbionix, часто сообщают о чувстве физической боли, сопереживая своему виртуальному пациенту — опыт настолько реалистичен. Органы и ткани выглядят совершенно реальными. При сшивании органа хирург видит на экране иглу, попадающую в ткань, и натягивает нить. Если врач делает что-то не так, виртуальные кровеносные сосуды ломаются, и орган начинает кровоточить. Эти симуляторы были разработаны израильской компанией «Симбионикс», которую в 2014 году выкупила 3D Systems.
3 сентября 2019 года Общество радиологии Северной Америки (RSNA) и Американский колледж радиологии (ACR) объявили о запуске нового реестра клинических данных медицинской 3D-печати, чтобы собирать сведения о результатах лечения с использованием 3D-печати по месту оказания медицинской помощи. Эта информация станет мощным инструментом для оценки и улучшения качества обслуживания пациентов в режиме реального времени, будет стимулировать текущие исследования и разработки, информировать пациентов и медицинских работников о наилучшем курсе лечения.
“
«Создание объединенного реестра 3D-печати RSNA-ACR имеет важное значение для развития клинической 3D-печати. Реестр позволит собирать данные в поддержку надлежащего использования этой технологии и ее значения для принятия клинических решений».
Уильям Уидок, профессор радиологии в Университете Мичигана и председатель RSNA 3D Printing Special Interest Group (SIG)
По данным RSNA, сведения в реестре позволят провести необходимый анализ, чтобы продемонстрировать клиническую ценность 3D-печати. Из-за большого разнообразия клинических показаний, различных технологий для создания физических моделей из медицинских изображений и сложности моделей проблематично выбрать оптимальный метод лечения. Реестр поможет решить эту проблему.
Программное обеспечение для биопечати
Производитель биопринтеров и программного обеспечения для биопечати Allevi 5 сентября 2019 года представил программное обеспечение Allevi Bioprint Pro. Встроенная генерация моделей и интегрированная нарезка позволит больше сосредоточиться на проведении экспериментов, а не на настройке принтера. Программа работает полностью в облаке, а это означает, что можно создавать свои биоструктуры, определять материалы и отслеживать отпечатки прямо из веб-браузера на любом компьютере.
По словам команды разработчиков, новый биопринтер с вышеуказанным ПО мощный и простой в использовании и представляет собой еще один кусочек головоломки на пути к печати органов с помощью 3D-принтера.
В то же время первая компания в сегменте bio-ink CELLINK объявила о выпуске нового продукта, призванного стать самой гибкой платформой для биопечати на рынке. В не имеющем на данный момент аналогов биопринтере BIO X6 реализована возможность объединения большего количества материалов для биопечати, ячеек и инструментов.
Почему всё это так долго?
Сложная структура тела
Тело человека и его различные компоненты намного сложнее пластиковой игрушки. Человеческий орган имеет сложную сеть клеток, тканей, нервов и структур, которые должны быть расположены определенным образом для правильного функционирования. От размещения тысяч крошечных капилляров в печени до фактического получения напечатанного сердца, которое «бьётся» и сжимается в людском теле — еще много исследований и испытаний.
Правовое регулирование
Кроме того, биопечатные технологии, как и все новые медицинские методы лечения, должны пройти тесты безопасности и надлежащие процессы правового регулирования, прежде чем станут доступны.
Специальное программное и аппаратное обеспечение
Также необходимо время для разработки специального программного и аппаратного обеспечения. Написать эти программы можно лишь имея соответствующие данные (медицинские, клинические, статистические, математические и так далее), которые кто-то должен предварительно собрать, проанализировать, систематизировать и перевести в цифровую форму.
Работа над всеми этими этапами требует интеграции технологий из различных областей, включая инженерию, науку о биоматериалах, клеточную биологию, физику, математику и медицину. Так что нам нужно быть немного более терпеливыми.
Главное — знать, что те, кто работает на местах, врачи и инженеры, программисты и ученые каждый день делают успехи как в самой технологии биопечати, так и в понимании того, как ее можно использовать и совершенствовать. Хотя мы еще не совсем там, нет сомнений, что лет через 10-20 медицина будет совсем другой в том числе благодаря биопечати.
Коротко о главном
Биопечать – это расширение традиционной 3D-печати.
Биопринтинг может производить живые ткани, кости, кровеносные сосуды и, возможно, целые органы для использования в медицинских процедурах, тренировках медперсонала и тестировании.
Клеточная сложность живого организма привела к тому, что 3D-биопечать развивается медленнее, чем обычная 3D-печать.
Технология биопечати может дать возможность генерировать ткани, специфичные для пациента, для разработки точных, целенаправленных и полностью персонализированных процедур.
Нам еще предстоит пройти долгий путь, прежде чем мы сможем создать полностью функционирующие и жизнеспособные органы для трансплантации человеку.
Материалы по теме:Россия первой в мире напечатала живые ткани в космосе с помощью биопринтера
5 самых удивительных вещей, созданных с помощью 3D-печати
В 2021 году на орбиту отправится ракета, напечатанная на 3D-принтере
«Экспонаты трогать разрешается»: как 3D-печать трансформирует музеи
3D-биопринтинг – как создать трансплантабельный орган?
Эксперт научно-исследовательской лаборатории ДГТУ «Инженерные технологии в медицине» Сергей Чапек о том, как можно производить живые ткани из гидрогеля.
– Что такое 3D-биопринтинг?
– 3D-биопринтинг – это технология создания объёмных моделей на клеточной основе с использованием 3D-печати. Технология состоит в том, что вместо привычного для принтинга пластика мы используем гидрогель и живые клетки для создания трехмерной структуры (скаффолда). Гидрогель – это искусственный влагопоглощающий материал на основе гидрофильных природных полимеров, который способствует накоплению и сохранению влаги. Этот гидрогель используется в качестве биочернил, непосредственно того сырья, из которого получается конечный продукт.
– Для чего нужен 3D-биопринтинг?
– Это одна из самых перспективных технологий для выращивания и производства тканей и в перспективе – человеческих органов. Производство трансплантабельного органа – одна из важнейших задач, которая стоит сейчас перед наукой. Миллионы людей страдают от травм или повреждений тканей и органов, таких как повреждения периферических нервов и сердечные приступы. Но, к сожалению, доступность органов для трансплантации очень сильно ограничена. Для решения этой проблемы тканевая инженерия нацелена на производство заменителей тканей и органов для улучшения существующих подходов к лечению. Успехи в тканевой инженерии означали бы, что любой человек, у которого есть травма тканей или органов, может пойти в больницу, имплантировать инженерный заменитель в свое тело и тем самым полностью восстановить функцию здорового тела. Конечно, выращивание полноценного органа человека или животного, на мой взгляд, станет возможно очень нескоро. Однако в этой среде уже есть колоссальный прорыв – создание микроткани для индивидуального подбора лекарственной терапии во время лечения онкозаболеваний. Мы говорим о лечении сложных заболеваний, которые требуют изучения и подбора лекарственной терапии.
– Получается, что биопринтинг – это некий стык разных дисциплин?
– Именно. Биопринтинг – яркий пример междисциплинарного подхода к решению сложных задач. В нём сочетаются химия, физика, биология и технические науки, это некая конвергенция науки и технологий. Чтобы получить готовый продукт, нужно понимать его физические и биомеханические свойства. Думаю, что в перспективе появится профессия, «инженер в области биологической печати», которая станет логическим развитием направления тканевой инженерии. Это будут междисциплинарные профессионалы с бэкграундом из самых разных научных отраслей.
– Как осуществляется 3D-биопринтинг?
– Процесс можно разделить на 3 основных этапа: пре-биопринтинг, биопринтинг, пост-биопринтинг. Первый этап – подготовительный, составление модели для печати. Например, наша задача – напечатать трехмерный орган. Мы берем снимки компьютерной томографии и составляем из них 3D-модель. Второй этап – непосредственный принтинг с помощью биочернил: мы загружаем модель в программу для печати и получаем конструкт, состоящий из гидрогеля и живых клеток. Сам этот процесс очень быстрый, занимает максимум несколько десятков минут, в зависимости от сложности модели. Третий, пост-биопринтинг – мы берем конструкт и помещаем его в CO2-инкубатор, где созданы условия, как в живом организме, то есть температура 37 градусов и 5 процентов углекислого газа. Клетки начинают расти, и на выходе мы получаем, к примеру, микроткань.
– Возможно ли использовать 3D-биопринтинг в других областях, кроме медицины?
– Да, безусловно. Мы сейчас активно работаем над тем, чтобы расширить горизонты 3D-биопринтинга. Относительно недавно в мире появилось такое понятие, как green bioprinting, зеленая биопечать, в которой в качестве живых клеток в биочернилах используют не клетки животных и человека, а клетки растений. Мы уже провели несколько успешных экспериментов, используя в качестве модельного организма всем известную одноклеточную зеленую водоросль хлореллу (прим. — фото 2,3). Для чего нам это нужно? Первое – хлореллу можно использовать в агропромышленном комплексе для проращивания растений. Второе – хлореллу активно используют с середины 20-го века в качестве генератора кислорода в закрытых экосистемах. На сегодняшний день есть ряд научных публикаций, показывающих возможность применения хлореллы в качестве сателлита кислорода для работы с клетками животных.
– Как лично Вы пришли к 3D-биопринтингу?
– С 2016 года я активно занимаюсь аддитивными технологиями, а биопечать – это один из видов таких технологий, при которых мы добавляем материал, а не вычитаем, как при традиционных видах производства (фрезеровка и т. д.). Уже в 2016 году я пришел к выводу: чтобы добиться качественных результатов, нужно выходить из зоны комфорта. Моей зоной комфорта были исключительно инженерные технологии. Поэтому я решил соединить инженерные технологии, тот бэкграунд, который у меня уже был, с биологией и химией. Результатом стали разработанные в прошлом году принтеры для научных целей. Уже в 2019 году мы побывали на научной конференции по 3D-биопринтингу в городе Нанте (прим. — Франция), на которой представили модель бюджетного биопринтера. Стоимость производства такого принтера – в пределах 150 долларов, тогда как самый дешёвый коммерческий принтер стоит несколько тысяч.
– Что сейчас происходит в сфере 3D-биопринтинга в России и в мире?
– Отрасль новая, и в мире на сегодняшний день порядка 10 активных компаний, которые производят полноценные установки для 3D-биопринтинга. Зарегистрировано чуть больше 100 компаний и предпринимателей, занимающихся 3D-биопринтингом. Для мирового рынка это очень мало. Рынок довольно сложный: мало научиться печатать какие-либо конструкты, нужно понимать, какова их дальнейшая судьба, где это будет использовано. В России есть только одна компания, которая активно занимается биопринтингом — 3D Bioprinting Solutions. Это отцы-основатели российской биопечати, которые очень много сделали для 3D-биопринтинга и продолжают её развивать у нас в стране. ДГТУ сегодня ведет очень активную деятельность в этом направлении. У нас планируется много интересных проектов.
3D-биопечать живых тканей
Прогресс в тестировании лекарств и регенеративной медицине мог бы значительно выиграть от лабораторно-инженерных тканей человека, построенных из различных типов клеток с точной трехмерной архитектурой. Но производство человеческих тканей размером более миллиметра было ограничено из-за отсутствия методов создания тканей со встроенными поддерживающими жизнь сосудистыми сетями.
Воспроизвести
В этом видео команда Института Висса и Гарвардского университета SEAS использует настраиваемый метод 3D-биопечати для создания толстой васкуляризированной тканевой структуры, состоящей из стволовых клеток человека, коллективного матрикса и эндотелиальных клеток кровеносных сосудов. Их работа закладывает основу для продвижения методов замещения тканей и тканевой инженерии. Предоставлено: Лаборатория Льюиса, Институт Висса Гарвардского университета
Междисциплинарные исследования в Институте Висса привели к разработке метода 3D-биопечати из нескольких материалов, который позволяет создавать васкуляризированные ткани, состоящие из живых клеток человека, которые почти в десять раз толще, чем ткани, сконструированные ранее, и которые могут поддерживать свою архитектуру и функции в течение более длительного времени. из шести недель. В этом методе используется настраиваемая силиконовая форма с печатным рисунком для размещения и размещения печатной ткани на чипе. Внутри этой формы печатается сетка более крупных сосудистых каналов, содержащих живые эндотелиальные клетки в силиконовых чернилах, в которую в отдельном задании на печать наслаиваются самоподдерживающиеся чернила, содержащие живые мезенхимальные стволовые клетки (МСК). После печати жидкость, состоящая из фибробластов и внеклеточного матрикса, используется для заполнения открытых областей внутри конструкции, добавляя компонент соединительной ткани, который сшивает и дополнительно стабилизирует всю структуру.
Изображение конфокальной микроскопии, показывающее поперечное сечение напечатанной на 3D-принтере конструкции васкуляризированной ткани толщиной 1 сантиметр, показывающей дифференцировку стволовых клеток в направлении развития костных клеток после одного месяца активной перфузии жидкостей, питательных веществ и факторов роста клеток. Структура была изготовлена с использованием новой стратегии 3D-биопечати, изобретенной Дженнифер Льюис и ее командой в Институте Висса и Гарвардском университете SEAS. Предоставлено: Лаборатория Льюиса, Институт Висса при Гарвардском университете,
. Полученная структура мягких тканей может быть немедленно перфузирована питательными веществами, а также факторами роста и дифференцировки через один вход и выход на противоположных концах чипа, которые соединяются с сосудистым каналом для обеспечения выживания. и созревание клеток. В экспериментальном исследовании биопринтированные тканевые конструкции толщиной один сантиметр, содержащие МСК костного мозга человека, окруженные соединительной тканью и поддерживаемые искусственной сосудистой оболочкой, выстланной эндотелием, обеспечивают циркуляцию факторов роста костей и, следовательно, индукцию развития костей. .
Этот инновационный подход к биопечати можно модифицировать для создания различных васкуляризированных трехмерных тканей для регенеративной медицины и тестирования лекарств. Команда Wyss также изучает возможность использования 3D-биопечати для изготовления новых версий устройств Института органов на чипах, что делает их производственный процесс более автоматизированным и позволяет разрабатывать все более сложные микрофизиологические устройства. Результатом этих усилий стал первый полностью напечатанный на 3D-принтере орган на чипе — сердце на чипе — со встроенными мягкими датчиками деформации.
2/7 Вид сверху вниз на долговременную перфузию сосудистой сети, покрытой HUVEC (красный цвет), поддерживающей матрикс HNDFladen (зеленый цвет).
3/7 Фотография поперечного сечения печатной ткани, помещенной в перфузионную камеру.
4/7 Фотография поперечного сечения печатной ткани, помещенной в перфузионную камеру.
5/7 Фотография печатной тканевой конструкции, помещенной в перфузионную камеру.
6/7 Фотография сосудистой сети и клеточных чернил.
7/7 Фотография напечатанной на 3D-принтере сосудистой сети (красная) внутри Red is the
Следующая
Предыдущая
Что такое 3D-биопринтинг? | Объяснение биопечати
«Трехмерная биопечать» или «биопечать» — это форма аддитивного производства, в которой вместо традиционных металлов и пластиков используются клетки и биоматериалы для создания трехмерных конструкций, представляющих собой функциональные трехмерные ткани. Эти биоматериалы называются биочернилами, и они имитируют состав наших тканей. Биопечать может применяться в различных областях, включая, помимо прочего, регенеративную медицину, открытие и разработку лекарств, а также трехмерное культивирование клеток.
3D-конструкция, напечатанная на биопринтере Allevi компанией 3D Systems
Биопечатные структуры, такие как органы на чипах, можно использовать для изучения функций человеческого тела вне тела в 3D. Геометрия трехмерной биопечатной структуры больше похожа на геометрию естественной биологической системы, чем на двухмерную модель in vitro . Структурное сходство может, в свою очередь, привести к более физиологически релевантным функциональным результатам. Никакая другая технология не обеспечивает такого уровня геометрической сложности инженерных тканей, как 3D-биопечать. Вот почему эта технология может полностью изменить то, как мы лечим болезни, заменив тестирование на животных и положив конец очереди на трансплантацию органов.
Как работает 3D-биопечать?
3D-биопечать начинается с модели структуры, которая воссоздается слой за слоем из биочернил либо смешивается с живыми клетками, либо засеивается клетками после завершения печати. Эти исходные модели могут быть взяты откуда угодно: компьютерная томография или магнитно-резонансная томография, компьютерная программа проектирования (САПР) или файл, загруженный из Интернета.
Этот файл 3D-модели затем загружается в слайсер — специализированную компьютерную программу, которая анализирует геометрию модели и создает ряд тонких слоев или срезов, которые формируют форму исходной модели при вертикальном расположении . Cura и slic3r являются примерами слайсеров, обычно используемых в 3D-печати. Allevi также имеет специализированный слайсер, оптимизированный специально для биопечати, встроенный в наше программное обеспечение Allevi Bioprint.
После нарезки модели срезы преобразуются в данные пути , сохраняемые в виде файла G-кода, который можно отправить на 3D-биопринтер для печати. Биопринтер следует инструкциям в файле G-кода по порядку, включая инструкции по контролю температуры экструдеров, давления экструзии, температуры опорной плиты, интенсивности и частоты сшивания и, конечно же, траектории трехмерного движения, создаваемой слайсером. После того, как все команды G-кода выполнены, отпечаток готов, и его можно культивировать или засевать клетками в рамках биоисследования.
Почему важна биопечать?
Только в США более 120 000 человек находятся в очереди на получение органов, а другие испытывают хронические проблемы из-за долгосрочных повреждающих последствий посттрансплантационной иммуносупрессии. Существует большая и растущая потребность в альтернативе очереди на трансплантацию органов. Научному сообществу уже удалось объединить междисциплинарные группы исследователей, врачей и инженеров для решения самых серьезных проблем со здоровьем человека, а 3D-биопечать — это новый захватывающий инструмент, который может устранить лист ожидания на трансплантацию органов.
Для фармацевтических разработок 3D-биопечать предлагает средства тестирования лекарств быстрее, с меньшими затратами и с большей биологической значимостью для людей, чем испытания на животных. В области биомедицинских устройств 3D-биопечать позволила разработать новые разработки, такие как сахарные стенты, помогающие хирургам соединять вены с меньшим количеством осложнений, а также системы для улучшенной доставки лекарств.
По мере развития биопечати станет возможным использовать собственные клетки пациента для 3D-печати кожных и костных трансплантатов, заплат для органов и даже полных замещающих органов.
 Краснодар, ул.40 лет Победы, 118;
Краснодар, ул.40 лет Победы, 118;
 Краснодар, ул.40 лет Победы, 118;
Краснодар, ул.40 лет Победы, 118; BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм.
BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм. руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX
руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX 2 кг.
2 кг. Изготовлена из особопрочного сплава. Имеет специальную насечку для более качественной и эффективной обработки поверхности. Не допускает возникновения больших вибраций при работе и обеспечивает гладкую полировку и чистоту поверхности. Борфреза такого типа обладает высокой износостойкостью и имеет большой рабочий ресурс.
Изготовлена из особопрочного сплава. Имеет специальную насечку для более качественной и эффективной обработки поверхности. Не допускает возникновения больших вибраций при работе и обеспечивает гладкую полировку и чистоту поверхности. Борфреза такого типа обладает высокой износостойкостью и имеет большой рабочий ресурс. Смешание. кромочные пластины с легкорежущей торцовой фрезой
Смешание. кромочные пластины с легкорежущей торцовой фрезой 72– ø80 mm – (APMX): 58.5 mm
72– ø80 mm – (APMX): 58.5 mm of Teeth»> Смешанный
of Teeth»> Смешанный
 Фрезы серии HSS со смещенными зубьями марки TTC отшлифованы из цельного куска и хорошо подходят для обработки различных черных и цветных металлов. Яркая и черная отделка на внешней поверхности делает его более долговечным, чем обычные резаки. Доступен большой ассортимент различных размеров 2-1/2, 3, 4, 6, 8, 10 дюймов, снабженных монтажными отверстиями на оправке от 7/8 до 1-1/2 дюйма. Торговая марка TTC используется тысячами небольших мастерских, ремонтных мастерских и мастеров-любителей по всему миру. Здесь вы найдете широкий ассортимент радиусных и режущих инструментов из твердосплавной и быстрорежущей стали, абразивы, удерживающие приспособления и многое другое от бренда TTC. Все продукты TTC поставляются по всему миру и соответствуют стандартным допускам и требованиям ANSI. Этот бренд является лучшим выбором для обычных материалов, краткосрочных работ и проектов общего назначения.
Фрезы серии HSS со смещенными зубьями марки TTC отшлифованы из цельного куска и хорошо подходят для обработки различных черных и цветных металлов. Яркая и черная отделка на внешней поверхности делает его более долговечным, чем обычные резаки. Доступен большой ассортимент различных размеров 2-1/2, 3, 4, 6, 8, 10 дюймов, снабженных монтажными отверстиями на оправке от 7/8 до 1-1/2 дюйма. Торговая марка TTC используется тысячами небольших мастерских, ремонтных мастерских и мастеров-любителей по всему миру. Здесь вы найдете широкий ассортимент радиусных и режущих инструментов из твердосплавной и быстрорежущей стали, абразивы, удерживающие приспособления и многое другое от бренда TTC. Все продукты TTC поставляются по всему миру и соответствуют стандартным допускам и требованиям ANSI. Этот бренд является лучшим выбором для обычных материалов, краткосрочных работ и проектов общего назначения.
 Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.
Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.

 Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка.
Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка. Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.
Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины. Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть.
Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть.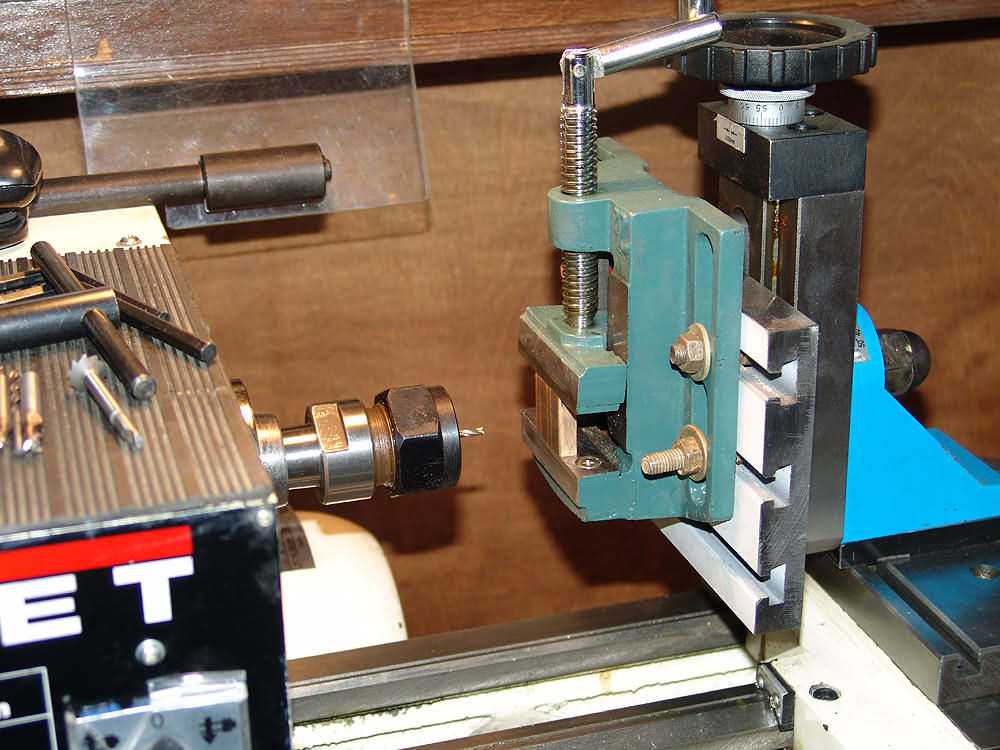 Рабочий стол домашнего станка можно своими руками изготовить из листа фанеры, оргстекла или листового металла.
Рабочий стол домашнего станка можно своими руками изготовить из листа фанеры, оргстекла или листового металла.
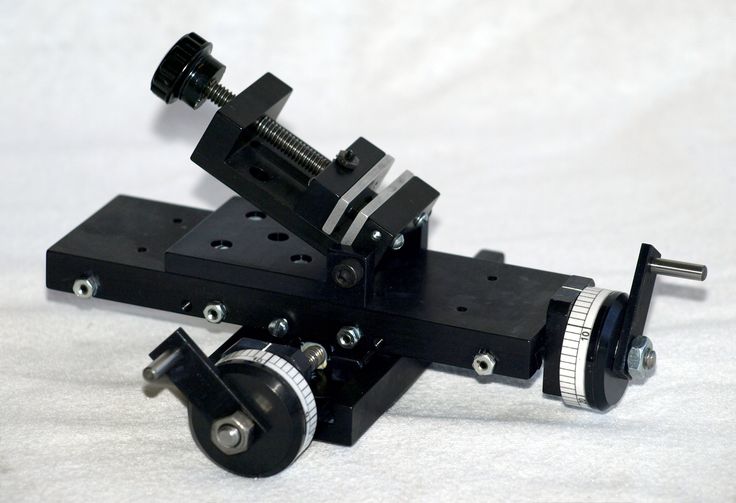

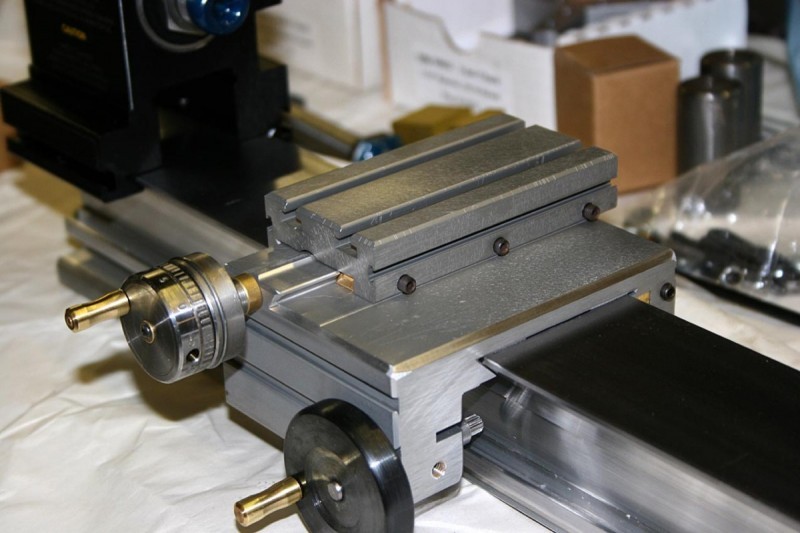


 е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для настройки станка а в перспективе стол будет этот:
е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для настройки станка а в перспективе стол будет этот:


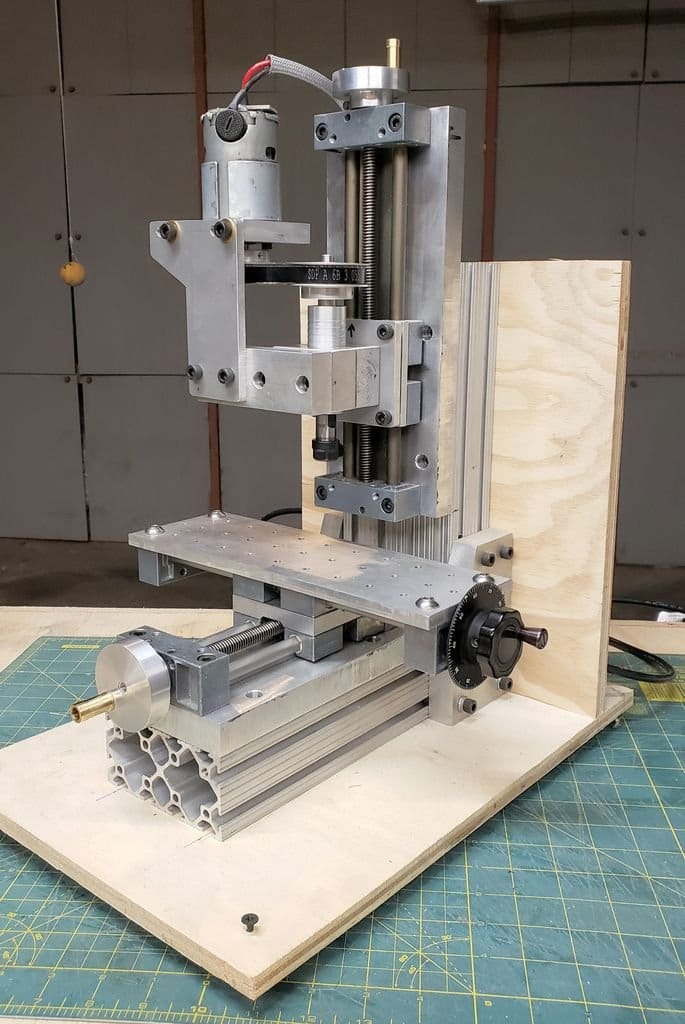 Он более предпочтителен, чем сталь, с точки зрения демпфирования, а также обладает желательным свойством, заключающимся в том, что его не нужно снимать с напряжения. Сталь и чугун имеют внутренние напряжения, которые могут привести к деформации материала при механической обработке. С алюминием таких проблем не будет.
Он более предпочтителен, чем сталь, с точки зрения демпфирования, а также обладает желательным свойством, заключающимся в том, что его не нужно снимать с напряжения. Сталь и чугун имеют внутренние напряжения, которые могут привести к деформации материала при механической обработке. С алюминием таких проблем не будет.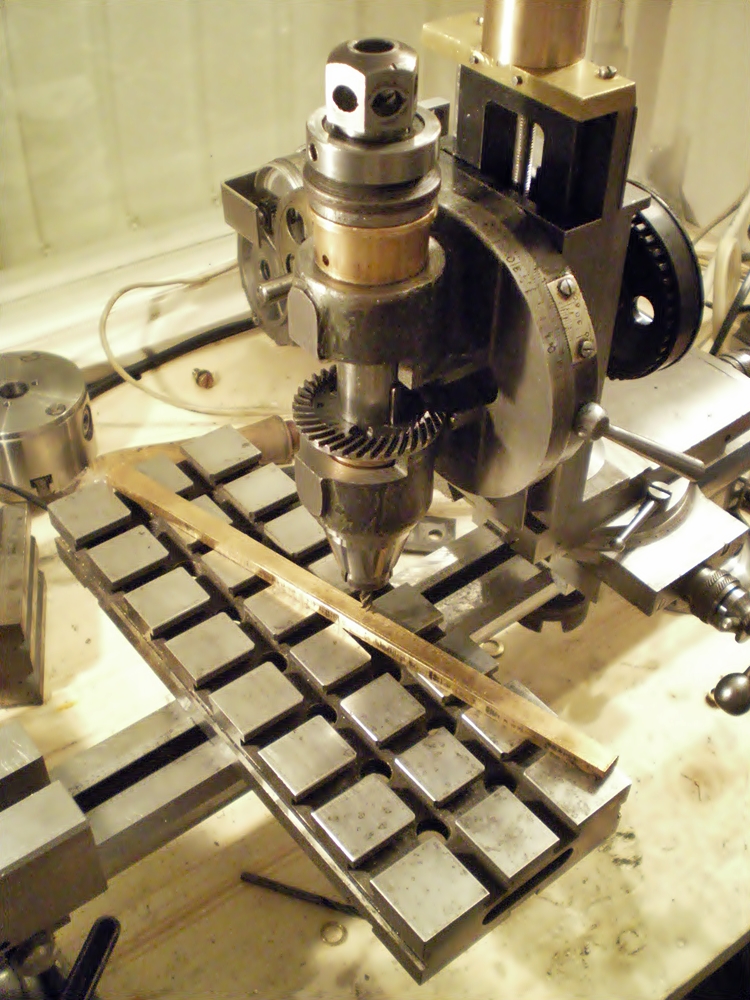
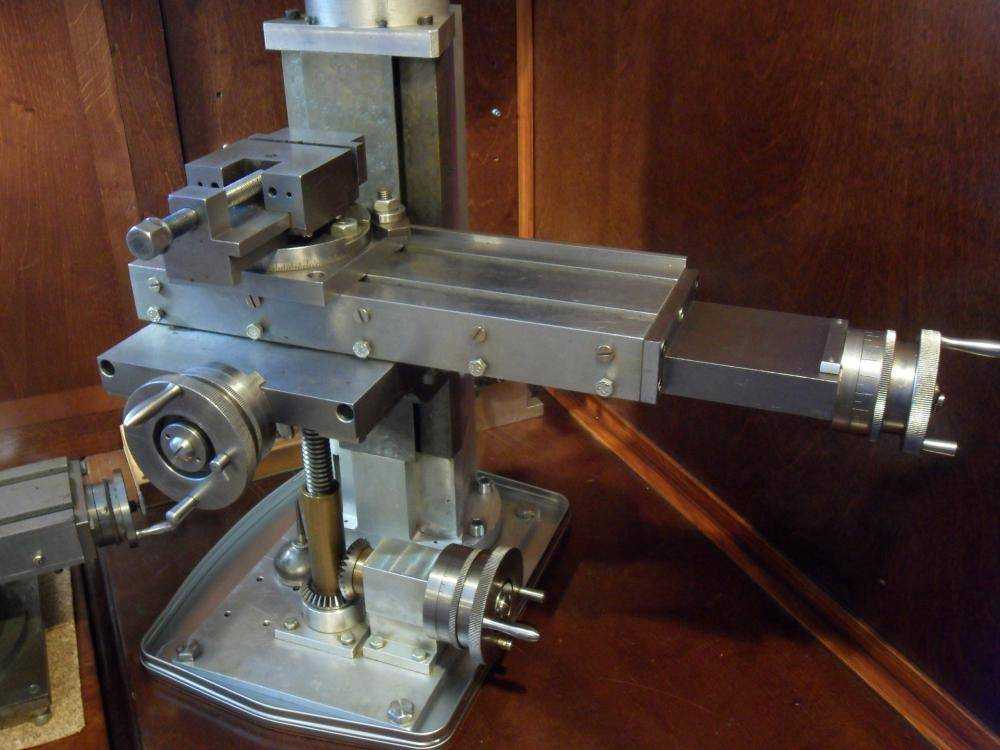
 Думаю об этом. Вы в состоянии создавать тяжелые чугунные рамы? Есть ли у вас доступ к литейному цеху, где можно разлить расплавленный чугун? Можете ли вы весить год или около того, пока ваши кастинги приносят сезон и снимают внутреннее напряжение?
Думаю об этом. Вы в состоянии создавать тяжелые чугунные рамы? Есть ли у вас доступ к литейному цеху, где можно разлить расплавленный чугун? Можете ли вы весить год или около того, пока ваши кастинги приносят сезон и снимают внутреннее напряжение?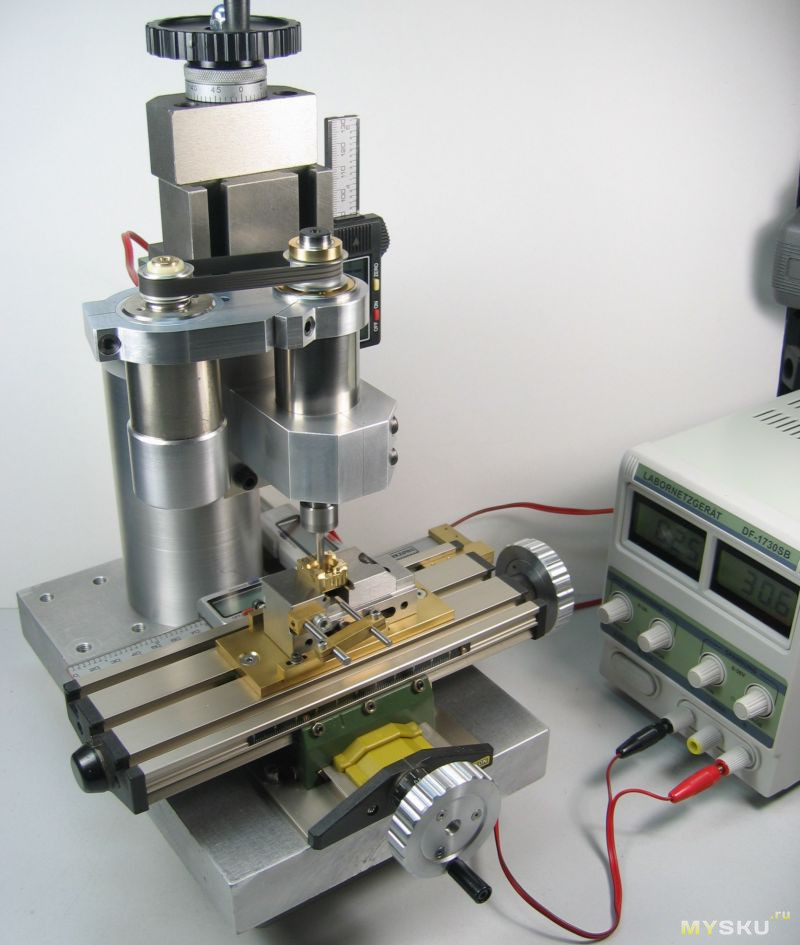 Их рамы почти изготовлены ЧПУ DIY. Мы поговорим об этих методах в другой статье, а сейчас просто учтите, что эти подходы обычно просто недостаточно хороши для приличного фрезерного станка с ЧПУ.
Их рамы почти изготовлены ЧПУ DIY. Мы поговорим об этих методах в другой статье, а сейчас просто учтите, что эти подходы обычно просто недостаточно хороши для приличного фрезерного станка с ЧПУ. Рабочая зона 80х150х200 мм.
Рабочая зона 80х150х200 мм.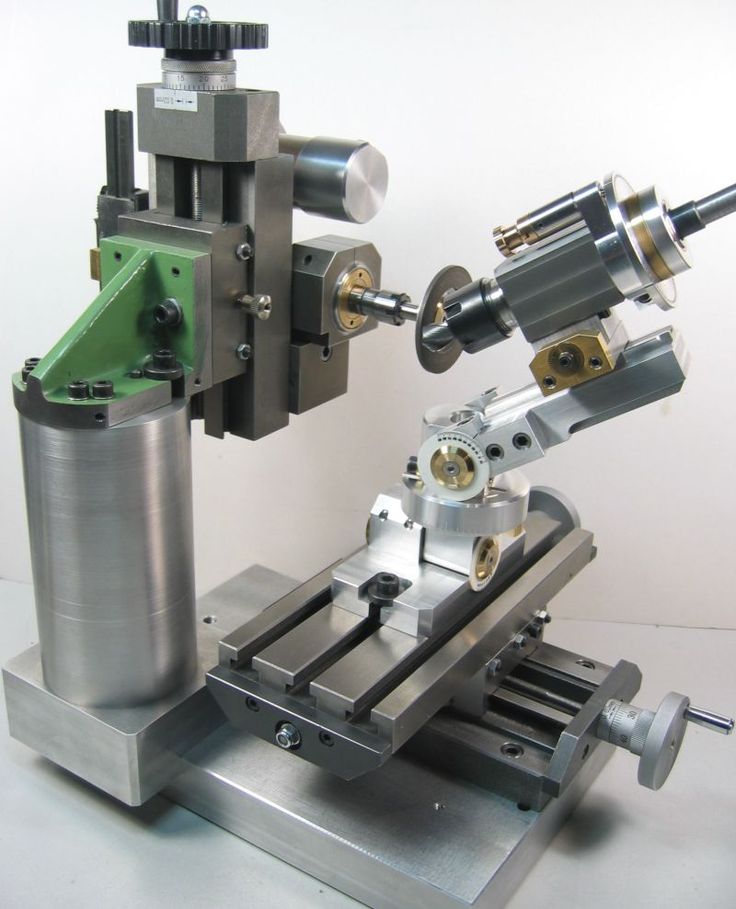 Достаточно детализирован для рендеринга крупным планом. Поставляется с детализированными текстурами.
Достаточно детализирован для рендеринга крупным планом. Поставляется с детализированными текстурами. google.com/110431298490414248391/FraiseuseCNC?noredirect=1
google.com/110431298490414248391/FraiseuseCNC?noredirect=1 …………..
…………..
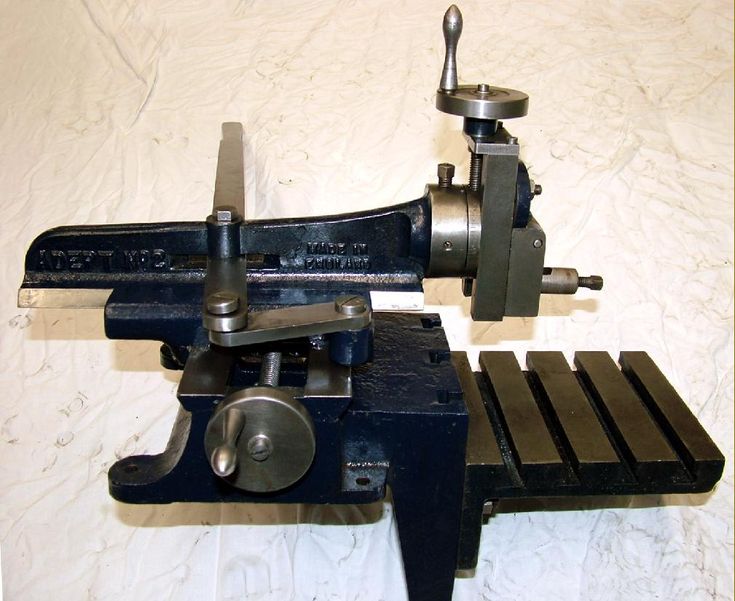 ..
.. Конструкция станка позволяет гнуть лист различной формы и диаметра. …Конструкция основана на системе с зубчатым приводом, установленной на нижней…
Конструкция станка позволяет гнуть лист различной формы и диаметра. …Конструкция основана на системе с зубчатым приводом, установленной на нижней…


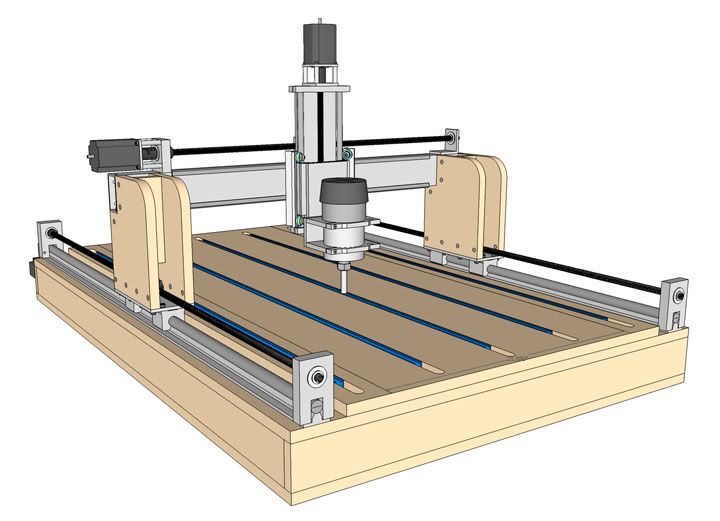
 Зеленодольск
Зеленодольск


 п.
п.
 Для заказа услуги в Вашем регионе позвоните по телефону +7(960)130-95-08 или заполните форму:
Для заказа услуги в Вашем регионе позвоните по телефону +7(960)130-95-08 или заполните форму: От шарико-винтовых пар до шпинделей, ICR Services обеспечивает высокую надежность и производительность, необходимые для ваших станков, с полным спектром услуг по ремонту ЧПУ.
От шарико-винтовых пар до шпинделей, ICR Services обеспечивает высокую надежность и производительность, необходимые для ваших станков, с полным спектром услуг по ремонту ЧПУ.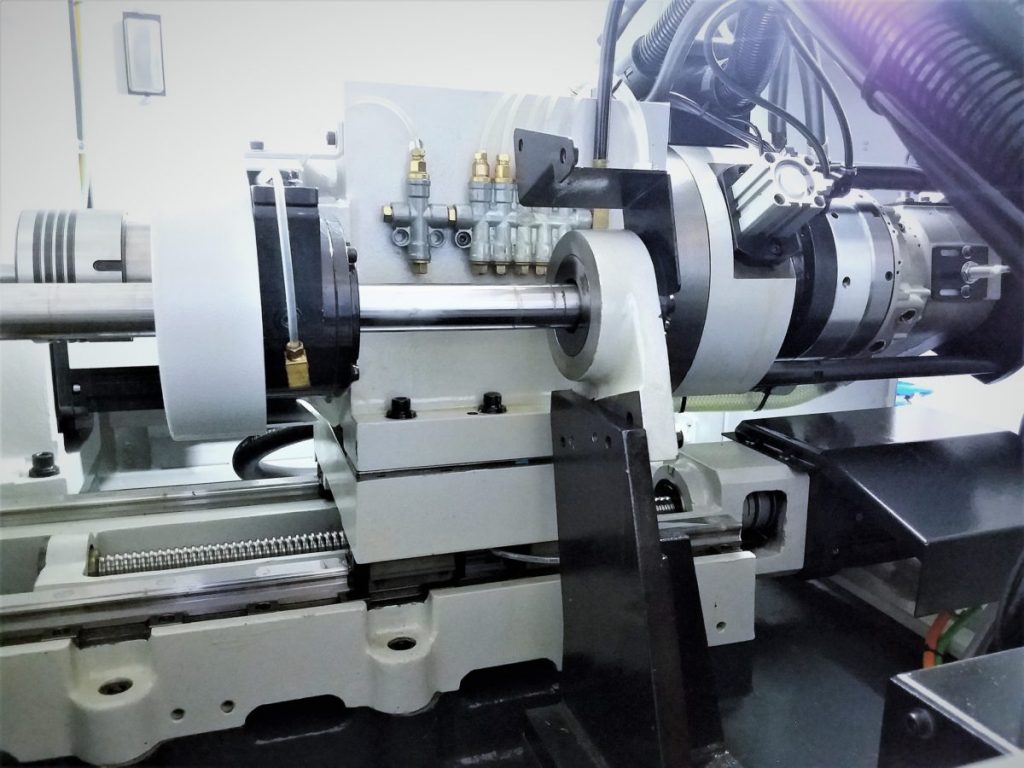


 Машины с прямым, моторизованным и ременным приводом имеют свои уникальные особенности.
Машины с прямым, моторизованным и ременным приводом имеют свои уникальные особенности. продолжает оставаться предпочтительным ресурсом для ремонта шарико-винтовых пар даже для самых строгие коммерческие и военные аэрокосмические производственные компании. ICR Services и Threadcraft вместе дают неизменно надежные результаты.
продолжает оставаться предпочтительным ресурсом для ремонта шарико-винтовых пар даже для самых строгие коммерческие и военные аэрокосмические производственные компании. ICR Services и Threadcraft вместе дают неизменно надежные результаты.
 . Faro можно использовать для измерений в потоке, высокоскоростных динамических измерений и высокоточной калибровки машин. Внутренний измеритель абсолютного расстояния (ADM) и интерферометр ION являются наиболее совершенными и точными используемыми лазерами и могут выполнять сканирование, даже когда цель находится в движении. Это в сочетании с программным обеспечением Faro CAM2 позволяет нашим техническим специалистам калибровать вашу машину и создавать отчеты, показывающие точную геометрию машины и точность позиционирования в настоящей трехмерной среде.
. Faro можно использовать для измерений в потоке, высокоскоростных динамических измерений и высокоточной калибровки машин. Внутренний измеритель абсолютного расстояния (ADM) и интерферометр ION являются наиболее совершенными и точными используемыми лазерами и могут выполнять сканирование, даже когда цель находится в движении. Это в сочетании с программным обеспечением Faro CAM2 позволяет нашим техническим специалистам калибровать вашу машину и создавать отчеты, показывающие точную геометрию машины и точность позиционирования в настоящей трехмерной среде.
 Эти проблемы могут привести к тому, что фактическая форма выреза круга отклонится от запрограммированной траектории. Система тестирования ballbar точно измеряет фактический круговой путь и сравнивает его с запрограммированным путем, что позволяет нашим техническим специалистам быстро определить механическую или электрическую проблему станка и рекомендовать меры по устранению.
Эти проблемы могут привести к тому, что фактическая форма выреза круга отклонится от запрограммированной траектории. Система тестирования ballbar точно измеряет фактический круговой путь и сравнивает его с запрограммированным путем, что позволяет нашим техническим специалистам быстро определить механическую или электрическую проблему станка и рекомендовать меры по устранению.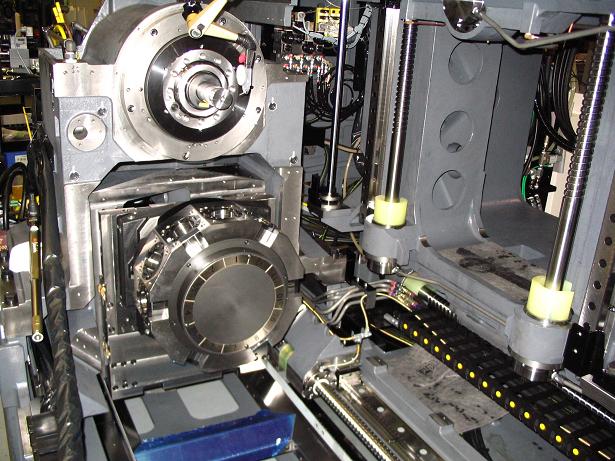 Мы рекомендуем ежегодный PMP на каждом из ваших станков с ЧПУ, чтобы поддерживать их точность и исправность. Абсолют выполнит PMP для любой марки и модели станка на вашем предприятии, включая обслуживание потребностей в ремонте станков с ЧПУ.
Мы рекомендуем ежегодный PMP на каждом из ваших станков с ЧПУ, чтобы поддерживать их точность и исправность. Абсолют выполнит PMP для любой марки и модели станка на вашем предприятии, включая обслуживание потребностей в ремонте станков с ЧПУ.
 толщина заготовки, мм
толщина заготовки, мм 38 МБ)
38 МБ) Мощный двигатель с защитой от перегрузки и удлинители рабочего стола для точной установки толщины строгания позволяют выполнить работу не только быстро, но и точно.
Мощный двигатель с защитой от перегрузки и удлинители рабочего стола для точной установки толщины строгания позволяют выполнить работу не только быстро, но и точно. 5х1.8
5х1.8 толщина заготовки, мм
толщина заготовки, мм 5
5 81 МБ)
81 МБ) Благодаря исследованиям и разработкам в линейку Safe Handler® добавляются только самые лучшие продукты. Мы обеспечиваем все потребности промышленной безопасности в одноразовых, многоразовых и биоразлагаемых продуктах. Потребители могут гордиться тем, что знают, что существует компания, заботящаяся об их интересах. Речь идет не только о безопасности, но и о надежности нашей продукции.
Благодаря исследованиям и разработкам в линейку Safe Handler® добавляются только самые лучшие продукты. Мы обеспечиваем все потребности промышленной безопасности в одноразовых, многоразовых и биоразлагаемых продуктах. Потребители могут гордиться тем, что знают, что существует компания, заботящаяся об их интересах. Речь идет не только о безопасности, но и о надежности нашей продукции. Спектр оборудования для обеспечения безопасности обширен, и выбор подходящего средства индивидуальной защиты (СИЗ) может оказаться сложной задачей даже для опытного персонала, занимающегося закупками оборудования для обеспечения безопасности. В Bison мы не только поставляем сертифицированные качественные продукты, но и помогаем обучать вас правильному выбору продуктов для удовлетворения ваших потребностей.
Спектр оборудования для обеспечения безопасности обширен, и выбор подходящего средства индивидуальной защиты (СИЗ) может оказаться сложной задачей даже для опытного персонала, занимающегося закупками оборудования для обеспечения безопасности. В Bison мы не только поставляем сертифицированные качественные продукты, но и помогаем обучать вас правильному выбору продуктов для удовлетворения ваших потребностей.
 Оснащен легко регулируемым носовым зажимом и нейлоновым ремешком для идеальной посадки. Все наши пылезащитные маски нетоксичны и не содержат химикатов.
Оснащен легко регулируемым носовым зажимом и нейлоновым ремешком для идеальной посадки. Все наши пылезащитные маски нетоксичны и не содержат химикатов. Он мягкий, легкий и обладает удивительными изоляционными свойствами!
Он мягкий, легкий и обладает удивительными изоляционными свойствами!



 715
715
 Его подстригут, если позволят зубры, и сделают из него одежду для смотрителей парка. В национальных парках законы защищают бизонов, оленей и других животных от их врагов, волков и людей. Не было бы недостатка ни в шерсти, ни в мясе, если бы правительство по всей стране защищало овец от их врагов, собак. В одном государстве от овцеводства почти полностью отказались, чтобы глупые люди могли иметь удовольствие владеть 400 000 собак, бесполезных, кроме как льстить своим хозяевам, притворяясь, что считают их выше.
Его подстригут, если позволят зубры, и сделают из него одежду для смотрителей парка. В национальных парках законы защищают бизонов, оленей и других животных от их врагов, волков и людей. Не было бы недостатка ни в шерсти, ни в мясе, если бы правительство по всей стране защищало овец от их врагов, собак. В одном государстве от овцеводства почти полностью отказались, чтобы глупые люди могли иметь удовольствие владеть 400 000 собак, бесполезных, кроме как льстить своим хозяевам, притворяясь, что считают их выше.

 Однако, несмотря на эти потенциальные проблемы, открытие собственного бизнеса, посвященного исключительно лазерной резке металла, может оказаться жизнеспособным вариантом, особенно если в вашем районе не хватает таких предприятий.
Однако, несмотря на эти потенциальные проблемы, открытие собственного бизнеса, посвященного исключительно лазерной резке металла, может оказаться жизнеспособным вариантом, особенно если в вашем районе не хватает таких предприятий.
 Бизнес на лазерном станке
Бизнес на лазерном станке Республиканская, 22, литера Е, помещение 4Ш
Республиканская, 22, литера Е, помещение 4Ш


 Бизнес лазерной резки также конкурирует с индустрией 3D-печати, но он проще, доступнее и точно так же.
Бизнес лазерной резки также конкурирует с индустрией 3D-печати, но он проще, доступнее и точно так же.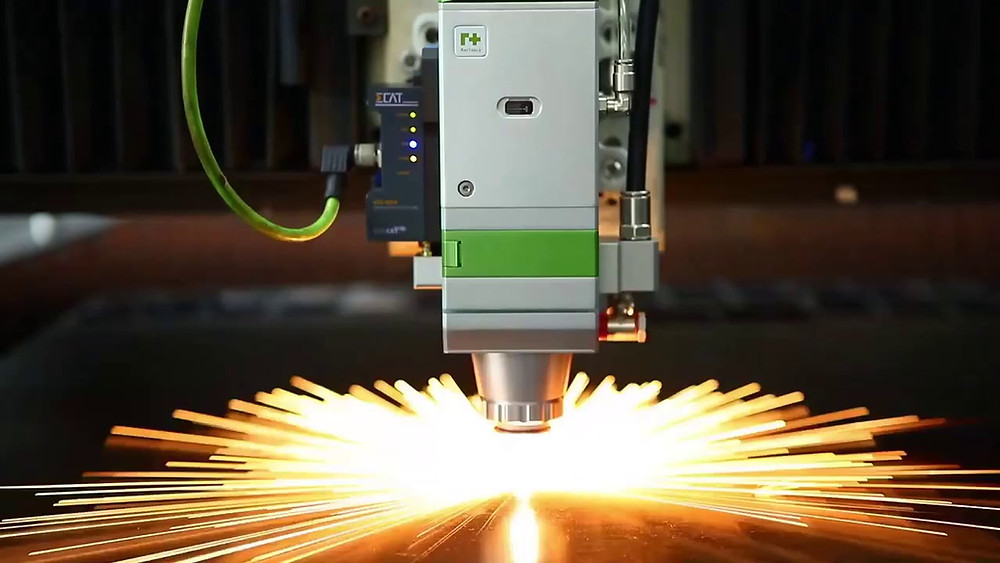 В следующем разделе мы рассмотрим рекомендации по проектированию материалов для лазерной резки, чтобы вы точно знали, что можно резать, а что нельзя.
В следующем разделе мы рассмотрим рекомендации по проектированию материалов для лазерной резки, чтобы вы точно знали, что можно резать, а что нельзя.



 Это отличный выбор для лазерной резки, потому что вы можете делать игрушки, модели самолетов и архитектурные 3D-модели.
Это отличный выбор для лазерной резки, потому что вы можете делать игрушки, модели самолетов и архитектурные 3D-модели.
 Станки для лазерной резки могут гравировать еще более широкий спектр материалов, чем просто резка. Травление — это рентабельная бизнес-идея для стартапа, потому что она требует минимальных первоначальных затрат. Если вы решите травить трофеи или украшения людей, вам даже не нужно будет покупать материалы самостоятельно.
Станки для лазерной резки могут гравировать еще более широкий спектр материалов, чем просто резка. Травление — это рентабельная бизнес-идея для стартапа, потому что она требует минимальных первоначальных затрат. Если вы решите травить трофеи или украшения людей, вам даже не нужно будет покупать материалы самостоятельно.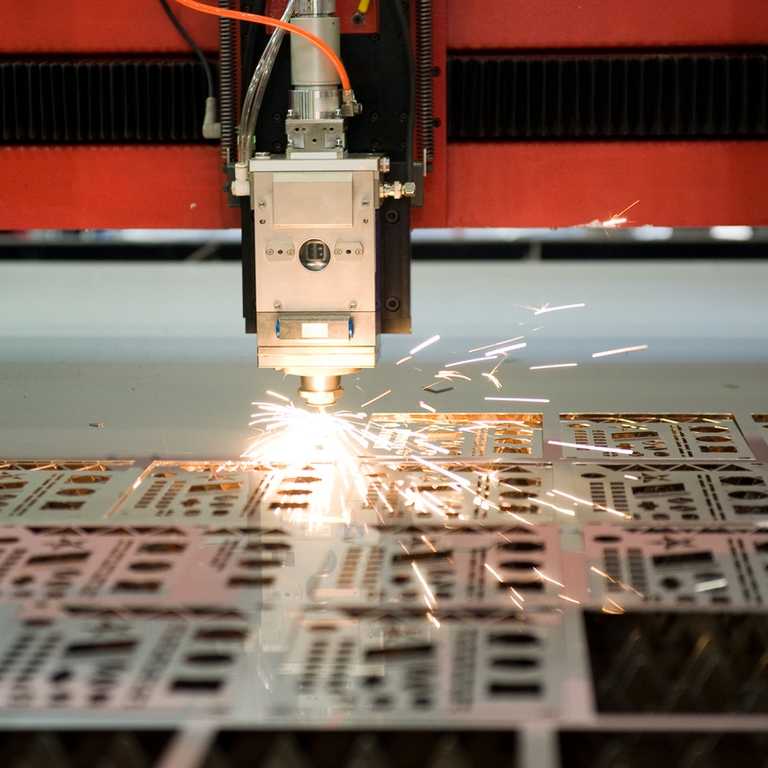
 Но вам не нужно быть художником, чтобы найти проекты, которые понравятся вашей клиентской базе, и запрограммировать их на станке для лазерной резки. Идете ли вы на гравировку или резку, у вас есть множество вариантов.
Но вам не нужно быть художником, чтобы найти проекты, которые понравятся вашей клиентской базе, и запрограммировать их на станке для лазерной резки. Идете ли вы на гравировку или резку, у вас есть множество вариантов.
 Вы можете использовать их в различных функциях, а набор вариантов шаблонов проектирования практически безграничен.
Вы можете использовать их в различных функциях, а набор вариантов шаблонов проектирования практически безграничен.
 Использовать станок для лазерной резки для гравировки или резки кожи непросто, но это возможно.
Использовать станок для лазерной резки для гравировки или резки кожи непросто, но это возможно.
 Вы быстро почувствуете, какой материал вам наиболее удобен.
Вы быстро почувствуете, какой материал вам наиболее удобен. Энтузиазм и страсть помогут вам как предпринимателю очень далеко, но есть еще два непреложных момента: тяжелая работа и структурированное планирование. Все превосходные лидеры строят планы. Очень немногие на самом деле придерживаются их, но эта начальная структура — это то, как вы будете продвигать свои идеи вперед.
Энтузиазм и страсть помогут вам как предпринимателю очень далеко, но есть еще два непреложных момента: тяжелая работа и структурированное планирование. Все превосходные лидеры строят планы. Очень немногие на самом деле придерживаются их, но эта начальная структура — это то, как вы будете продвигать свои идеи вперед.
 Это позволяет вам зарегистрироваться для уплаты федеральных налогов и налогов штата, что вы обязаны делать по закону. Получите корпоративный банковский счет и откройте кредитную карту на имя вашего предприятия лазерной резки. К этому времени вы начнете чувствовать себя лазерным резаком. Вы должны держать свои финансы в порядке, поэтому наймите бухгалтера.
Это позволяет вам зарегистрироваться для уплаты федеральных налогов и налогов штата, что вы обязаны делать по закону. Получите корпоративный банковский счет и откройте кредитную карту на имя вашего предприятия лазерной резки. К этому времени вы начнете чувствовать себя лазерным резаком. Вы должны держать свои финансы в порядке, поэтому наймите бухгалтера. Подумайте о следующем:
Подумайте о следующем: Четко определенный бренд имеет решающее значение на сегодняшнем жестко конкурентном рынке. Что вам нужно, так это простое сообщение, которое найдет отклик у достаточного количества людей, чтобы сформировать клиентскую базу.
Четко определенный бренд имеет решающее значение на сегодняшнем жестко конкурентном рынке. Что вам нужно, так это простое сообщение, которое найдет отклик у достаточного количества людей, чтобы сформировать клиентскую базу. Например, если вы заявляете об экологичности, но используете много пластиковой упаковки, ваша этически ориентированная целевая аудитория не будет впечатлена.
Например, если вы заявляете об экологичности, но используете много пластиковой упаковки, ваша этически ориентированная целевая аудитория не будет впечатлена. Независимо от того, насколько уникальны или хорошо сделаны ваши продукты, если ваш веб-сайт, учетные записи в социальных сетях и цифровая продукция не на должном уровне, клиенты уйдут.
Независимо от того, насколько уникальны или хорошо сделаны ваши продукты, если ваш веб-сайт, учетные записи в социальных сетях и цифровая продукция не на должном уровне, клиенты уйдут. Это создает ажиотаж вокруг вашего бренда и поощряет участие. Узнайте, как размещать платную рекламу на этих платформах, и вы мгновенно привлечете потенциальных клиентов на свой сайт!
Это создает ажиотаж вокруг вашего бренда и поощряет участие. Узнайте, как размещать платную рекламу на этих платформах, и вы мгновенно привлечете потенциальных клиентов на свой сайт! Используйте такие ресурсы, как LinkedIn и каталоги, чтобы найти людей в вашей отрасли и смежных отраслях.
Используйте такие ресурсы, как LinkedIn и каталоги, чтобы найти людей в вашей отрасли и смежных отраслях.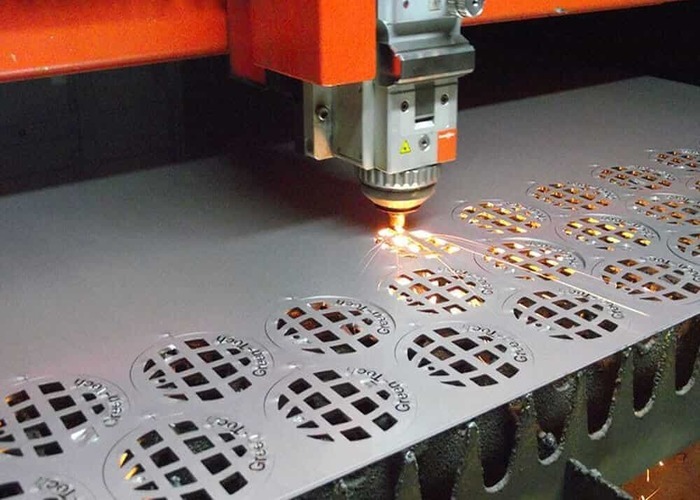 Это люди, на которых вы полагаетесь и с которыми регулярно работаете. Юристы, бухгалтеры и поставщики являются примерами партнеров. Вы строите эти отношения с течением времени, и как только вы установили доверие, вы можете способствовать продвижению друг друга.
Это люди, на которых вы полагаетесь и с которыми регулярно работаете. Юристы, бухгалтеры и поставщики являются примерами партнеров. Вы строите эти отношения с течением времени, и как только вы установили доверие, вы можете способствовать продвижению друг друга.
 Мы составили это простое руководство по открытию бизнеса по лазерной резке. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству.
Мы составили это простое руководство по открытию бизнеса по лазерной резке. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству. Вам не обязательно нужно официальное пространство для работы, особенно если у вас уже есть гараж или студия, которую вы сейчас используете. Цены будут варьироваться в зависимости от качества и объема каждого предмета, но потенциально могут составлять всего 10 000 долларов США для начала работы. (Если вы работаете с наемными работниками, владельцам также необходимо предусмотреть в бюджете коммерческое страхование.)
Вам не обязательно нужно официальное пространство для работы, особенно если у вас уже есть гараж или студия, которую вы сейчас используете. Цены будут варьироваться в зависимости от качества и объема каждого предмета, но потенциально могут составлять всего 10 000 долларов США для начала работы. (Если вы работаете с наемными работниками, владельцам также необходимо предусмотреть в бюджете коммерческое страхование.) Поскольку лазерный резак можно использовать для изготовления чего угодно, от трофеев до свадебных приглашений, лазерные резчики могут определять свои демографические данные на основе материалов, цен и времени, которое требуется для изготовления каждого объекта.
Поскольку лазерный резак можно использовать для изготовления чего угодно, от трофеев до свадебных приглашений, лазерные резчики могут определять свои демографические данные на основе материалов, цен и времени, которое требуется для изготовления каждого объекта.
 Если вы еще не придумали имя, посетите наше руководство «Как назвать компанию» или получите помощь в мозговом штурме с помощью нашего генератора названий компаний для лазерной резки 9.0003
Если вы еще не придумали имя, посетите наше руководство «Как назвать компанию» или получите помощь в мозговом штурме с помощью нашего генератора названий компаний для лазерной резки 9.0003
 Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp).
Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp). В коммерческом праве это называется прокалыванием вашей корпоративной завесы.
В коммерческом праве это называется прокалыванием вашей корпоративной завесы. С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока.
С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока. Настройка бухгалтерского учета
Настройка бухгалтерского учета



 Заказы должны быть доставлены вовремя и в полном объеме. Вам также понадобится какая-то коммуникационная стратегия, чтобы держать клиентов в курсе, если что-то пойдет не так.
Заказы должны быть доставлены вовремя и в полном объеме. Вам также понадобится какая-то коммуникационная стратегия, чтобы держать клиентов в курсе, если что-то пойдет не так. Размер или отрасль вашего бизнеса не имеют значения, когда речь идет о выводе вашего бизнеса в Интернет.
Размер или отрасль вашего бизнеса не имеют значения, когда речь идет о выводе вашего бизнеса в Интернет.
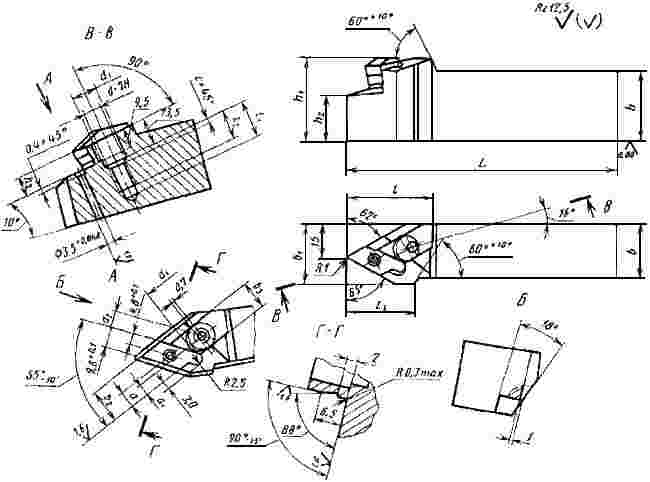

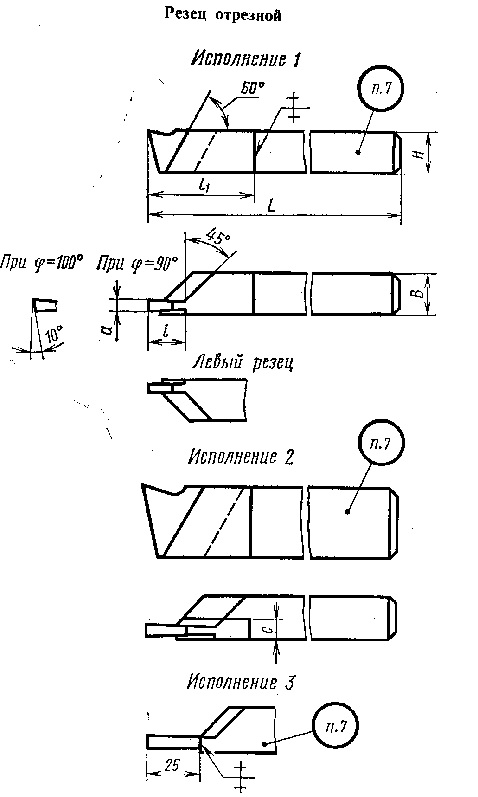 Благодаря наличию режущей кромки, которая направлена перпендикулярно к оси детали, резец токарный проходной упорный позволяет обтачивать ступенчатые валы с подрезкой уступа под углом 90° к оси.
Благодаря наличию режущей кромки, которая направлена перпендикулярно к оси детали, резец токарный проходной упорный позволяет обтачивать ступенчатые валы с подрезкой уступа под углом 90° к оси.
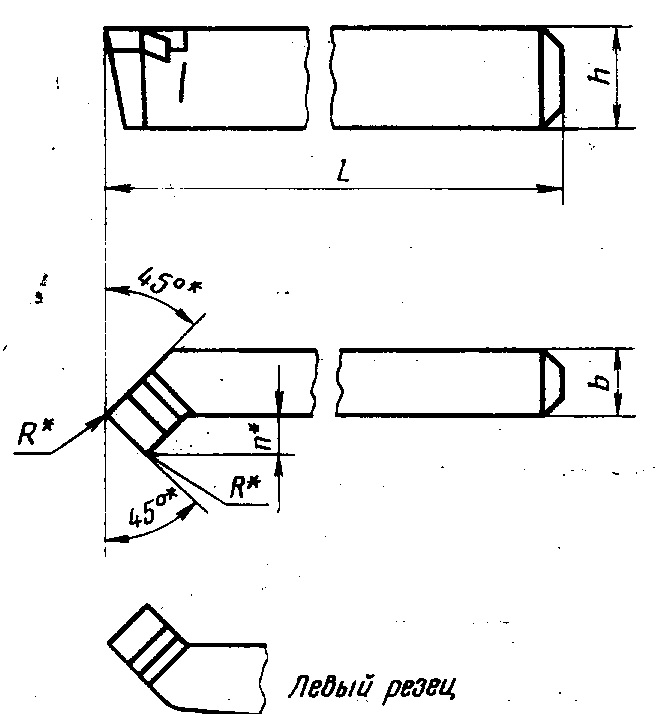

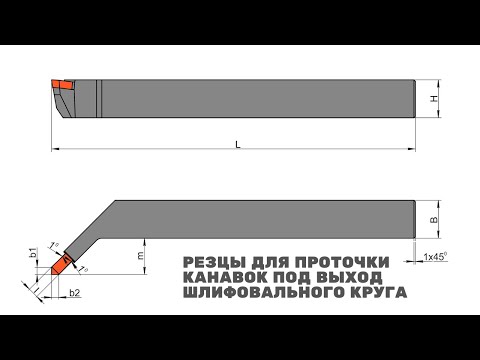 Эксцентриситет заготовки очень распространен, и наши инструменты изготавливаются так, чтобы обеспечить механическую стабильность. Пластины со сменными пластинами должны справляться с очень абразивными поверхностями заготовок, быть износостойкими и прочными, чтобы выдерживать прерывистое резание. Эти продукты могут достигать высокой скорости съема металла до 1500 кг/час.
Эксцентриситет заготовки очень распространен, и наши инструменты изготавливаются так, чтобы обеспечить механическую стабильность. Пластины со сменными пластинами должны справляться с очень абразивными поверхностями заготовок, быть износостойкими и прочными, чтобы выдерживать прерывистое резание. Эти продукты могут достигать высокой скорости съема металла до 1500 кг/час.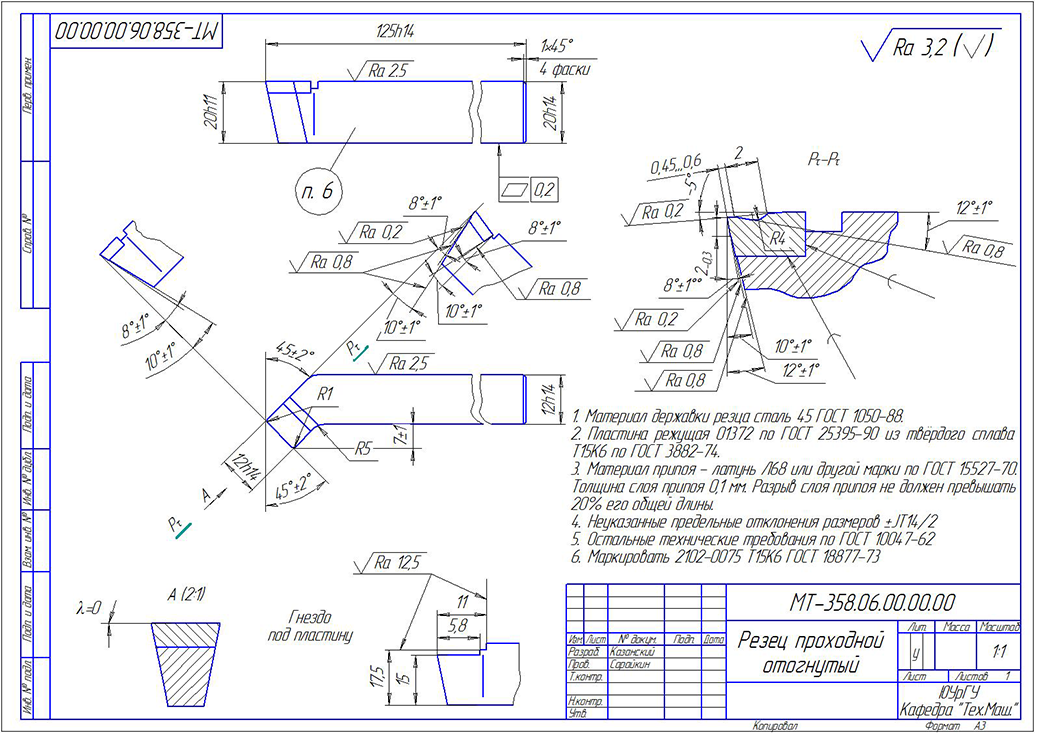

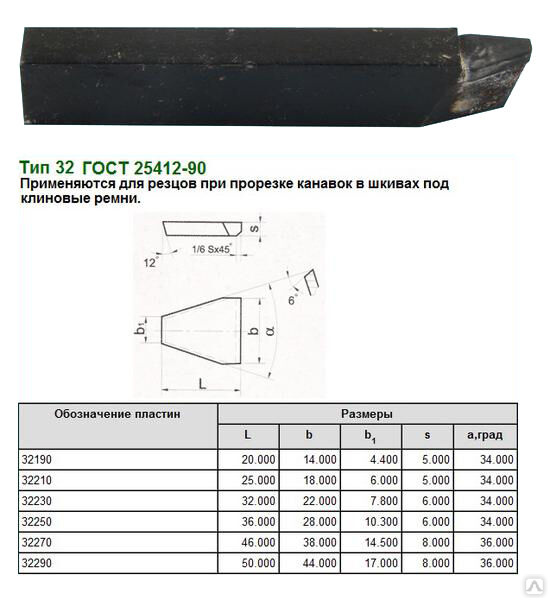 Догоните оригинальный Candyman до того, как долгожданный римейк Nia DaCosta прибудет, чтобы напугать вас, или наслаждайтесь медленным горением, как The Others. Недавние фильмы, такие как Его дом от Netflix, смешивают социальные проблемы с историями о привидениях. Но, конечно же, самые запоминающиеся фильмы о привидениях — это те, которые предположительно основаны на реальных историях, таких как классический фильм о паранормальных явлениях 9.0061 Полтергейст . И, если вы предпочитаете, чтобы ваши страхи были немного более PG, у нас есть отличные фильмы для детей с «милыми» призраками, такими как Каспер, в главных ролях, а также несколько комедий для вас. Продолжить чтение ниже Конечно, здесь нет высокого разрешения или современного актерского состава, но саспенс фильма преодолевает десятилетия и остается одним из самых жутких фильмов о привидениях, когда-либо созданных. Речь идет о композиторе, который забился в просторную арендованную квартиру, чтобы оплакать внезапную потерю жены и дочери.
Догоните оригинальный Candyman до того, как долгожданный римейк Nia DaCosta прибудет, чтобы напугать вас, или наслаждайтесь медленным горением, как The Others. Недавние фильмы, такие как Его дом от Netflix, смешивают социальные проблемы с историями о привидениях. Но, конечно же, самые запоминающиеся фильмы о привидениях — это те, которые предположительно основаны на реальных историях, таких как классический фильм о паранормальных явлениях 9.0061 Полтергейст . И, если вы предпочитаете, чтобы ваши страхи были немного более PG, у нас есть отличные фильмы для детей с «милыми» призраками, такими как Каспер, в главных ролях, а также несколько комедий для вас. Продолжить чтение ниже Конечно, здесь нет высокого разрешения или современного актерского состава, но саспенс фильма преодолевает десятилетия и остается одним из самых жутких фильмов о привидениях, когда-либо созданных. Речь идет о композиторе, который забился в просторную арендованную квартиру, чтобы оплакать внезапную потерю жены и дочери. И, как вы уже догадались, он не один.
И, как вы уже догадались, он не один. 80-е годы. Наргес Рашиди играет Шиде, мать, уклоняющуюся от зла со всех сторон: ракет, силовиков и, возможно, злого духа.
80-е годы. Наргес Рашиди играет Шиде, мать, уклоняющуюся от зла со всех сторон: ракет, силовиков и, возможно, злого духа. Тони Тодд играет незабываемого злодея, который намерен повторить то, что с ним сделали. Посмотрите оригинал, прежде чем смотреть «9» Нии ДаКосты.Ремейк 0061 Candyman выйдет в этом году.
Тони Тодд играет незабываемого злодея, который намерен повторить то, что с ним сделали. Посмотрите оригинал, прежде чем смотреть «9» Нии ДаКосты.Ремейк 0061 Candyman выйдет в этом году.  На первый взгляд, конечно, это фильм о видеокассете, которая убивает тех, кто ее смотрит. Через семь дней. Как мы все знаем. Но копните немного глубже, и вы обнаружите, что это поистине тревожная одиссея по всем тем способам, которыми материнская любовь — и ненависть — может повлиять на ребенка.
На первый взгляд, конечно, это фильм о видеокассете, которая убивает тех, кто ее смотрит. Через семь дней. Как мы все знаем. Но копните немного глубже, и вы обнаружите, что это поистине тревожная одиссея по всем тем способам, которыми материнская любовь — и ненависть — может повлиять на ребенка. Его повествование можно осудить за неоригинальность, так как оно определенно позаимствовано у The Innocents 1961 года. Но атмосферные штрихи режиссеров и динамичная игра Кидман поставили этот фильм на вершину жанровой кучи.
Его повествование можно осудить за неоригинальность, так как оно определенно позаимствовано у The Innocents 1961 года. Но атмосферные штрихи режиссеров и динамичная игра Кидман поставили этот фильм на вершину жанровой кучи. Но у нее никогда не было друга-призрака — то есть до Каспера.
Но у нее никогда не было друга-призрака — то есть до Каспера. Они также узнают, насколько полезным может быть психологический марафон. В Oculus , одном из более ранних проектов Фланагана, сестра пытается оправдать своего брата в убийстве, доказывая, что преступление было совершено явлением, которое приходит в форме злого зеркала. Мы знаем, но просто смиритесь с этим; поверьте нам, вам захочется поразмышлять над этим эффектным голым фильмом (извините).
Они также узнают, насколько полезным может быть психологический марафон. В Oculus , одном из более ранних проектов Фланагана, сестра пытается оправдать своего брата в убийстве, доказывая, что преступление было совершено явлением, которое приходит в форме злого зеркала. Мы знаем, но просто смиритесь с этим; поверьте нам, вам захочется поразмышлять над этим эффектным голым фильмом (извините).
 И вы можете поспорить, что к тому времени, когда в город подкрадется Хэллоуин, мы будем смотреть этот фильм больше раз, чем требуется, чтобы вызвать его главного героя.
И вы можете поспорить, что к тому времени, когда в город подкрадется Хэллоуин, мы будем смотреть этот фильм больше раз, чем требуется, чтобы вызвать его главного героя.

 Доступный в 3-фазном варианте. Толщина кромки от 0,4 до 3 мм и до 3 мм для деревянных планок. Время цикла машины продолжается 3-4 часа.
Доступный в 3-фазном варианте. Толщина кромки от 0,4 до 3 мм и до 3 мм для деревянных планок. Время цикла машины продолжается 3-4 часа.


 Мы свяжемся с Вами в ближайшее время!
Мы свяжемся с Вами в ближайшее время! Это 2-3-часовой цикл машинного времени.
Это 2-3-часовой цикл машинного времени. Доступны однофазные и трехфазные. Толщина ленты 0,4 – 3 мм и до 5 мм деревянные планки с загрузочным комплектом. Это 3-4-часовой цикл машинного времени.
Доступны однофазные и трехфазные. Толщина ленты 0,4 – 3 мм и до 5 мм деревянные планки с загрузочным комплектом. Это 3-4-часовой цикл машинного времени. Построенный на производственной платформе ME 35, теперь вы получаете машину со сменной клеевой ванночкой, которая может выполнять полное скругление углов и делать это по выгодной цене, не говоря уже о том, что она поставляется с антиадгезивным устройством!. Обычно вам придется потратить почти в два раза больше, чтобы получить эти функции где-либо еще.
Построенный на производственной платформе ME 35, теперь вы получаете машину со сменной клеевой ванночкой, которая может выполнять полное скругление углов и делать это по выгодной цене, не говоря уже о том, что она поставляется с антиадгезивным устройством!. Обычно вам придется потратить почти в два раза больше, чтобы получить эти функции где-либо еще.

 Эта система также автоматически регулирует все рабочие единицы, чтобы приспособиться к новой толщине детали. Высота луча устанавливается в программах в соответствии с применением. При использовании ПК-контроллера возможные изменения не могут быть внесены до тех пор, пока все панели не будут сняты с машины.
Эта система также автоматически регулирует все рабочие единицы, чтобы приспособиться к новой толщине детали. Высота луча устанавливается в программах в соответствии с применением. При использовании ПК-контроллера возможные изменения не могут быть внесены до тех пор, пока все панели не будут сняты с машины.
 Он включает в себя удлинение ограждения на входе в станок. На станке невозможно установить узкую подачу. Размеры стола 1600 мм x 600 мм.
Он включает в себя удлинение ограждения на входе в станок. На станке невозможно установить узкую подачу. Размеры стола 1600 мм x 600 мм. Быстрое время нагрева из-за небольшого клеевого бачка. Обратное вращение клеевого валика для нанесения на массивную древесину. Двойная терморегуляция для легкого использования клея EVA и PUR. Смена цвета и очистка клеевого бачка могут быть выполнены за считанные минуты, а не часы.
Быстрое время нагрева из-за небольшого клеевого бачка. Обратное вращение клеевого валика для нанесения на массивную древесину. Двойная терморегуляция для легкого использования клея EVA и PUR. Смена цвета и очистка клеевого бачка могут быть выполнены за считанные минуты, а не часы.
 Устройство предназначено для обрезки заподлицо и имеет вертикальные копирующие колеса с цифровыми индикаторами. Двигатели имеют быстроразъемные заглушки для облегчения смены инструмента. Пневматическое отключение входит в стандартную комплектацию, также как и двухпозиционная пневматика, позволяющая оператору выполнять обрезку заподлицо или оставлять выступ.
Устройство предназначено для обрезки заподлицо и имеет вертикальные копирующие колеса с цифровыми индикаторами. Двигатели имеют быстроразъемные заглушки для облегчения смены инструмента. Пневматическое отключение входит в стандартную комплектацию, также как и двухпозиционная пневматика, позволяющая оператору выполнять обрезку заподлицо или оставлять выступ.
 Устройство способно обрабатывать два разных радиуса через контроллер. Независимая регулировка. У него есть верхние/нижние/боковые копировальные колеса. Агрегат оснащен системой пылеудаления и имеет отдельный мусоросборник.
Устройство способно обрабатывать два разных радиуса через контроллер. Независимая регулировка. У него есть верхние/нижние/боковые копировальные колеса. Агрегат оснащен системой пылеудаления и имеет отдельный мусоросборник. с. Устройство очищает и полирует край панели. Вентилятор горячего воздуха предназначен для осветления краев толстого ПВХ, которые иногда могут обесцвечиваться в процессе обработки. Устройство состоит из одного вентилятора горячего воздуха с регулируемым диапазоном нагрева и направленного теплозащитного экрана для охвата от верхнего до нижнего края.
с. Устройство очищает и полирует край панели. Вентилятор горячего воздуха предназначен для осветления краев толстого ПВХ, которые иногда могут обесцвечиваться в процессе обработки. Устройство состоит из одного вентилятора горячего воздуха с регулируемым диапазоном нагрева и направленного теплозащитного экрана для охвата от верхнего до нижнего края. с. шт.
с. шт.  с. шт.
с. шт.  с. шт.
с. шт. 
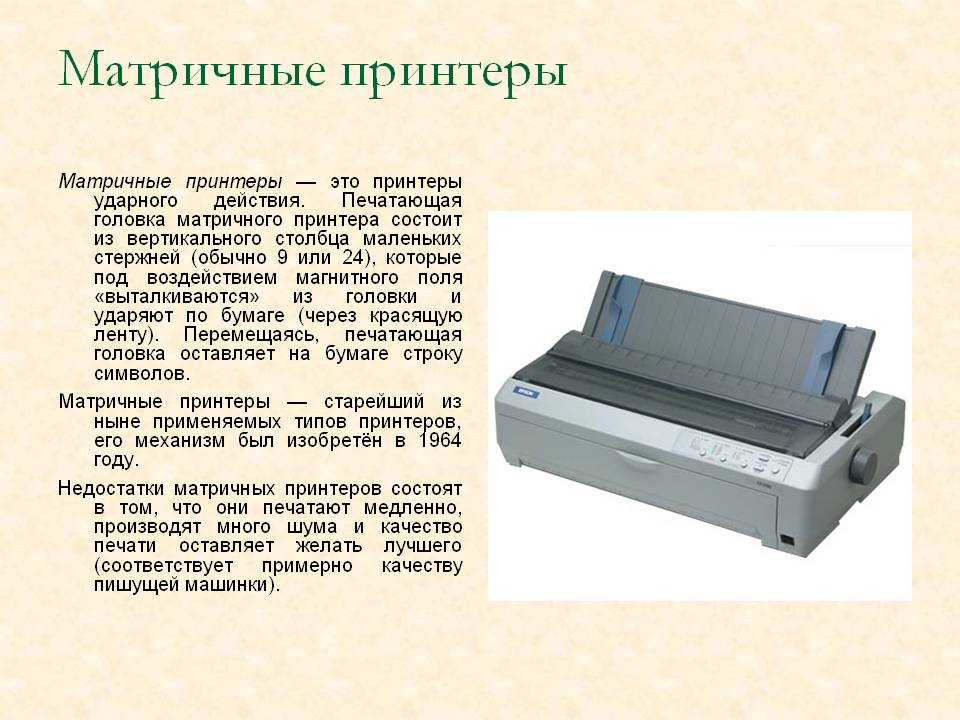 Под действием статического электричества он прилипает и буквально впечатывается в бумагу. Но каким образом это происходит?
Под действием статического электричества он прилипает и буквально впечатывается в бумагу. Но каким образом это происходит? Поэтому не стоит заправлять картриджи случайным тонером. Преимущества тонера перед чернилами заключаются в четкости отпечатанной картинки и влагостойкости, которая обеспечивается впечатыванием порошка в бумагу. Из недостатков стоит назвать малую глубину цветов, насыщенность при цветной печати и отрицательное воздействие на организм человека при взаимодействии с тонером, например, во время зарядки картриджа.
Поэтому не стоит заправлять картриджи случайным тонером. Преимущества тонера перед чернилами заключаются в четкости отпечатанной картинки и влагостойкости, которая обеспечивается впечатыванием порошка в бумагу. Из недостатков стоит назвать малую глубину цветов, насыщенность при цветной печати и отрицательное воздействие на организм человека при взаимодействии с тонером, например, во время зарядки картриджа.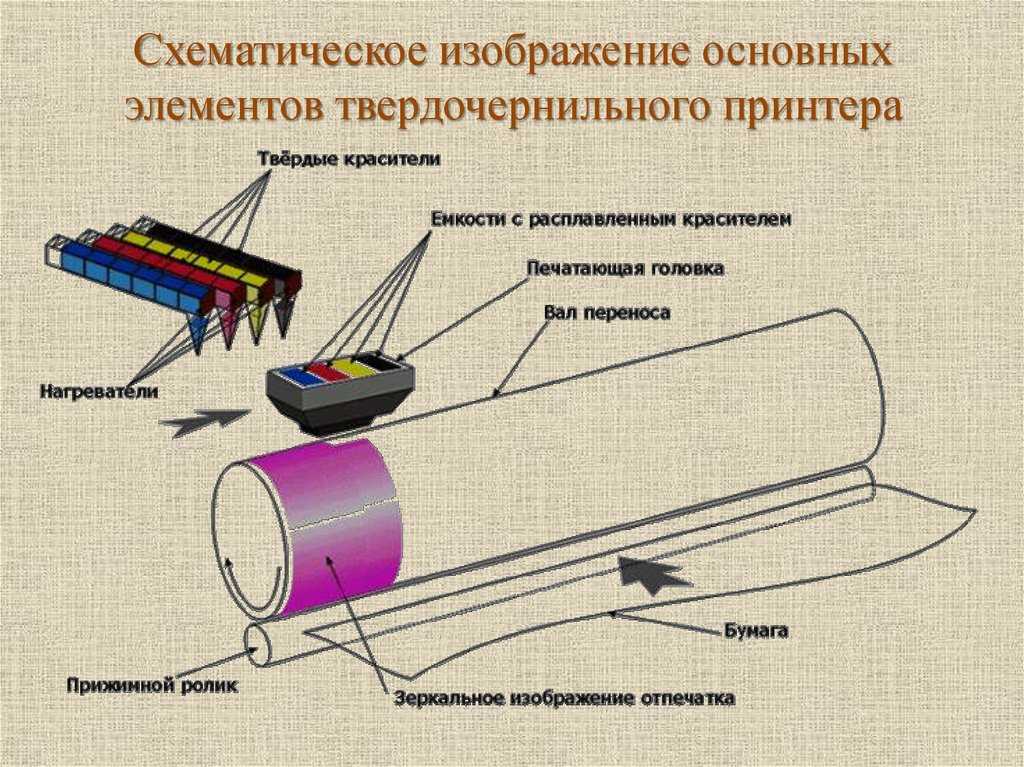 Заряд стекает с поверхности через внутренний проводящий слой.
Заряд стекает с поверхности через внутренний проводящий слой.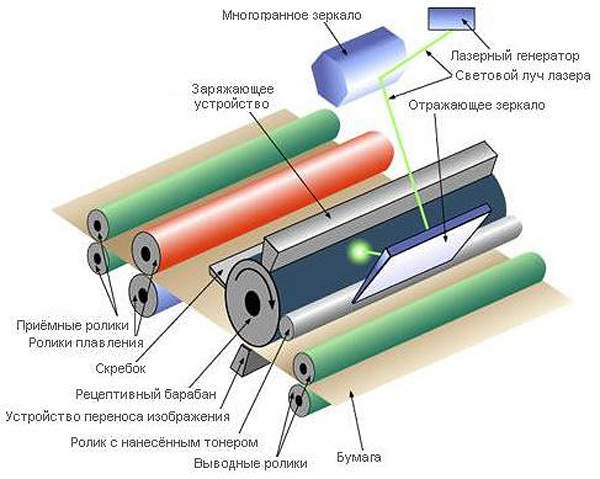 Роллер, в котором расположен постоянный магнит, выполнен в виде пустотелого цилиндра с токопроводящим слоем. Под воздействием магнитного поля тонер из бункера притягивается к роллеру под действием силы намагниченного сердечника.
Роллер, в котором расположен постоянный магнит, выполнен в виде пустотелого цилиндра с токопроводящим слоем. Под воздействием магнитного поля тонер из бункера притягивается к роллеру под действием силы намагниченного сердечника.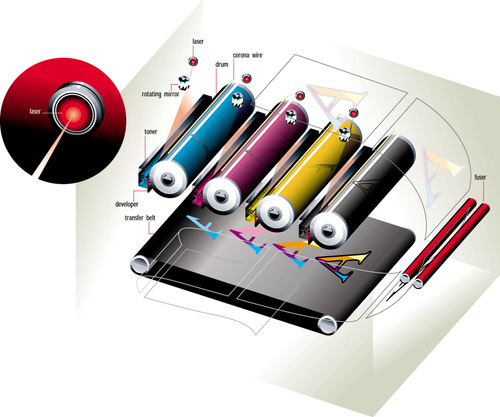 Барабан при этом заряжен отрицательно. Второй механизм менее распространенный, в нем используется тонер с отрицательным зарядом. Лазерный луч «разряжает» области положительно заряженного фотоцилиндра, на которых изображения быть не должно. Это стоит помнить при выборе лазерного принтера, ведь в первом случае будет более точная передача деталей, а во втором – более равномерная и плотная заливка. Первые принтеры отлично подойдут для печати текстовых документов, потому они и получили широкое распространение.
Барабан при этом заряжен отрицательно. Второй механизм менее распространенный, в нем используется тонер с отрицательным зарядом. Лазерный луч «разряжает» области положительно заряженного фотоцилиндра, на которых изображения быть не должно. Это стоит помнить при выборе лазерного принтера, ведь в первом случае будет более точная передача деталей, а во втором – более равномерная и плотная заливка. Первые принтеры отлично подойдут для печати текстовых документов, потому они и получили широкое распространение. Для его долговечности необходимо провести фиксацию с помощью расплавления добавок, входящих в тонер. Этот процесс происходит в блоке фиксации изображения – это третий ключевой блок лазерного принтера. Еще его называют «печкой». Если вкратце, то плавятся входящие в состав тонера вещества. После их вдавливания и застывания эти полимеры словно покрывают собой чернила, защищая их от внешних воздействий. Теперь читатель поймет, почему отпечатанные листы, выходящие из принтера, такие теплые.
Для его долговечности необходимо провести фиксацию с помощью расплавления добавок, входящих в тонер. Этот процесс происходит в блоке фиксации изображения – это третий ключевой блок лазерного принтера. Еще его называют «печкой». Если вкратце, то плавятся входящие в состав тонера вещества. После их вдавливания и застывания эти полимеры словно покрывают собой чернила, защищая их от внешних воздействий. Теперь читатель поймет, почему отпечатанные листы, выходящие из принтера, такие теплые. На выходе из блока фиксации стоят разделители, дабы бумага не прилипала к термопленке.
На выходе из блока фиксации стоят разделители, дабы бумага не прилипала к термопленке. 2 Схема работы принтера
2 Схема работы принтера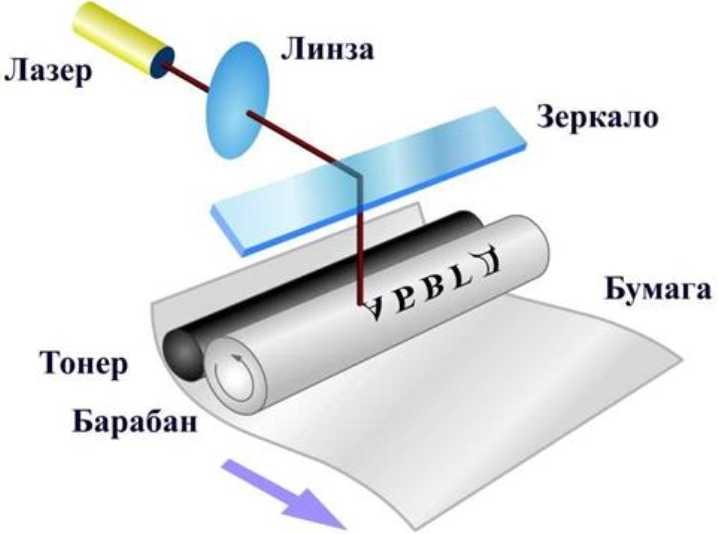 В результате сглаживания поверхности сепаратора, происходит захват нескольких листов, что приводит к другим неприятностям. Бумага сминается, рвется, и ее обрывки могут застрять в механизме.
В результате сглаживания поверхности сепаратора, происходит захват нескольких листов, что приводит к другим неприятностям. Бумага сминается, рвется, и ее обрывки могут застрять в механизме.
 Предназначен для покрытия барабана однородным зарядом и его стирания перед последующей задачей. Может выполнять в некоторых моделях функцию дворника по очистке фотобарабана от тонера и бумажной пыли. Из-за работы с пылеобразным тонером и возможности оседания на него бумажной пыли, подвергается загрязнению. Для сохранения скорости печати, рекомендуется регулярная очистка вала от наслоений пыли.
Предназначен для покрытия барабана однородным зарядом и его стирания перед последующей задачей. Может выполнять в некоторых моделях функцию дворника по очистке фотобарабана от тонера и бумажной пыли. Из-за работы с пылеобразным тонером и возможности оседания на него бумажной пыли, подвергается загрязнению. Для сохранения скорости печати, рекомендуется регулярная очистка вала от наслоений пыли.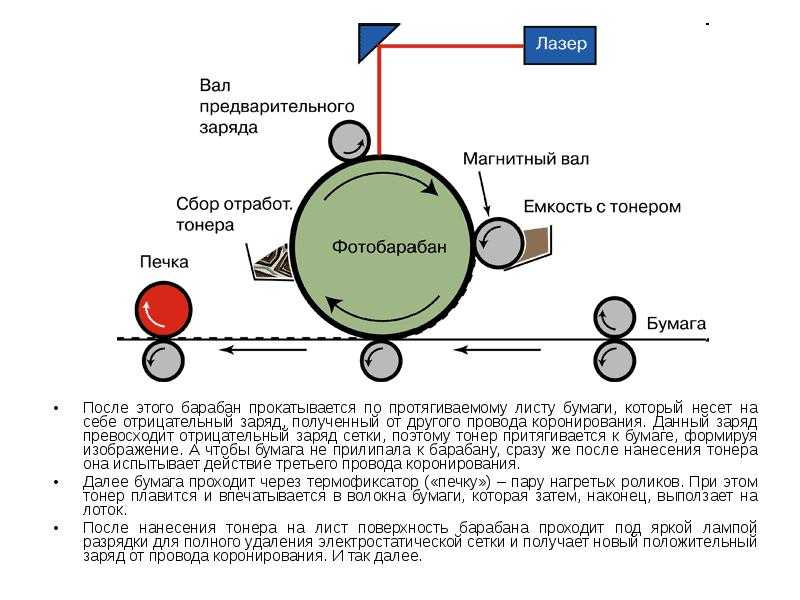
 Охлаждение не предусмотрено, за превышением температуры следит терморезистор, который и выключает источник нагрева при превышении допустимых показателей.
Охлаждение не предусмотрено, за превышением температуры следит терморезистор, который и выключает источник нагрева при превышении допустимых показателей.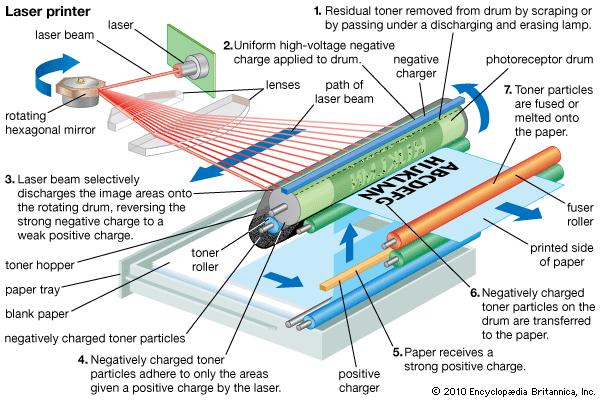 Цена пленки и стоимость ремонта доступны и выполняются в сжатые сроки.
Цена пленки и стоимость ремонта доступны и выполняются в сжатые сроки.

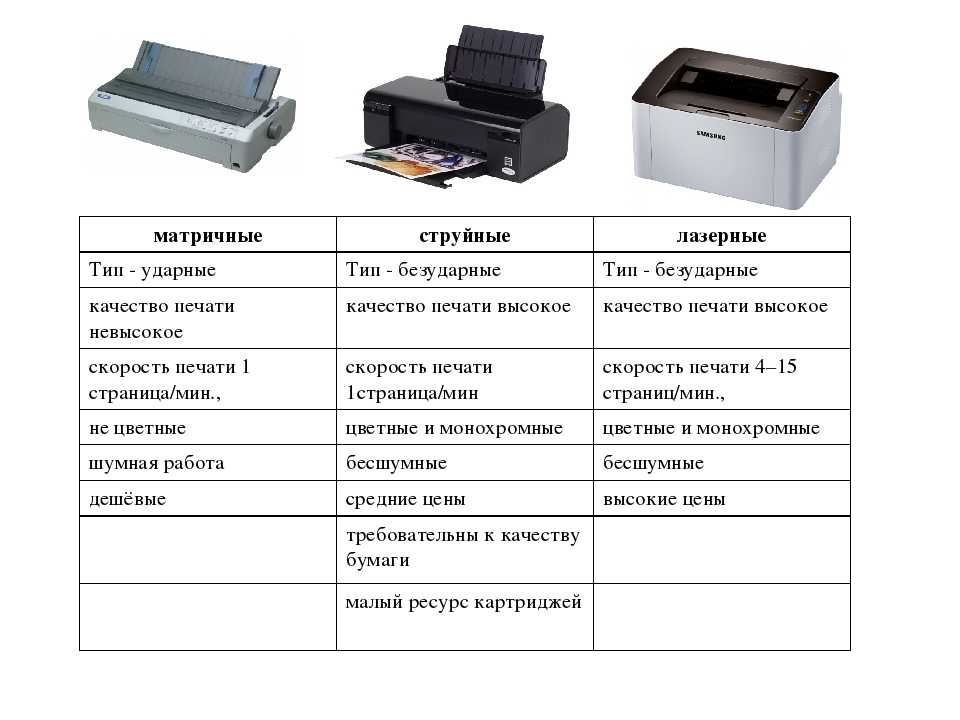 д.
д.
 В конкретных чернилах может быть больше, чем смола.
В конкретных чернилах может быть больше, чем смола.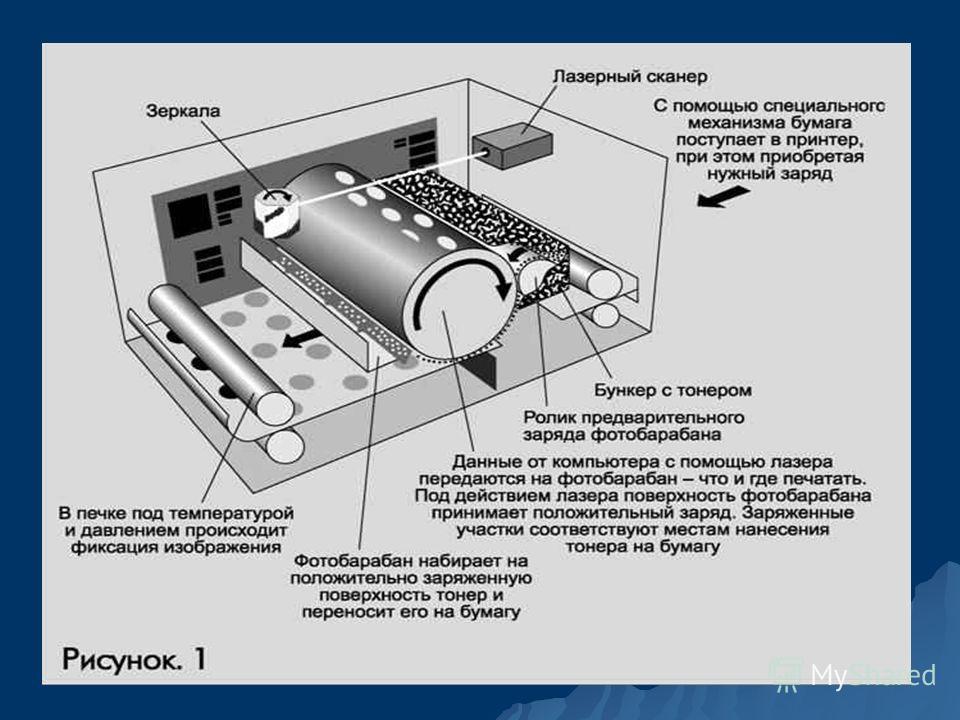
 пикап при сохранении вязкости.
пикап при сохранении вязкости.
 Он был сделан из углеродных суспензий в воде, стабилизированных такими материалами, как яичный белок и натуральные камеди. После 2500 г. до н.э. и китайцы, и египтяне разработали чернила, состоящие из сажи, связанной с различными камедями. Они брали полученную пасту и формировали из нее стержни, которые затем сушили, хранили, а затем разбавляли водой прямо перед использованием.
Он был сделан из углеродных суспензий в воде, стабилизированных такими материалами, как яичный белок и натуральные камеди. После 2500 г. до н.э. и китайцы, и египтяне разработали чернила, состоящие из сажи, связанной с различными камедями. Они брали полученную пасту и формировали из нее стержни, которые затем сушили, хранили, а затем разбавляли водой прямо перед использованием.
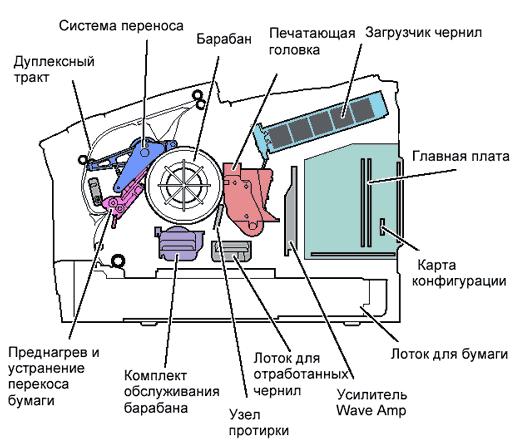 Основное различие между ними заключается в том, что красители растворимы, а пигменты — нет.
Основное различие между ними заключается в том, что красители растворимы, а пигменты — нет.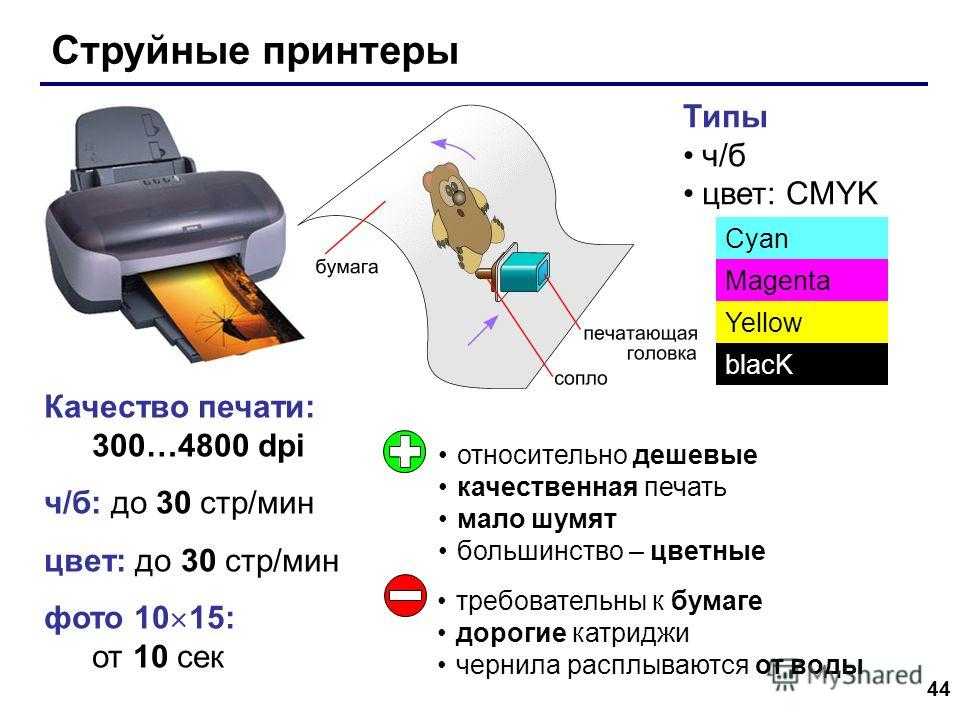
 Каждый из них поглощает частицы пигмента и образует покрытие, которое может различаться по толщине и составу, чтобы предотвратить оседание мелких частиц пигмента. Различные размеры частиц пигмента влияют на интенсивность данного цвета.
Каждый из них поглощает частицы пигмента и образует покрытие, которое может различаться по толщине и составу, чтобы предотвратить оседание мелких частиц пигмента. Различные размеры частиц пигмента влияют на интенсивность данного цвета.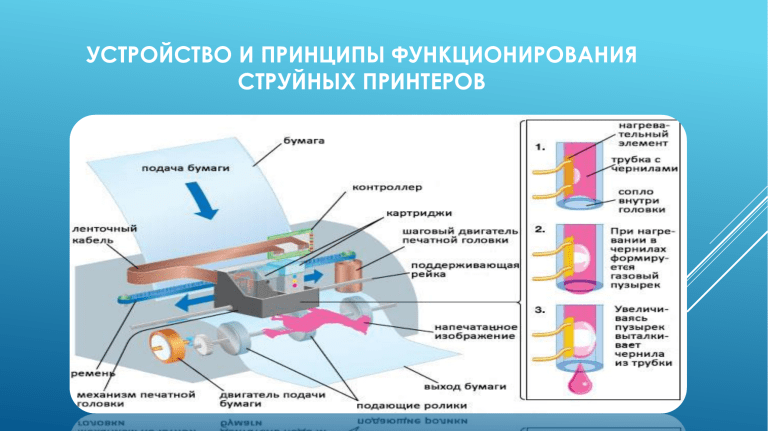
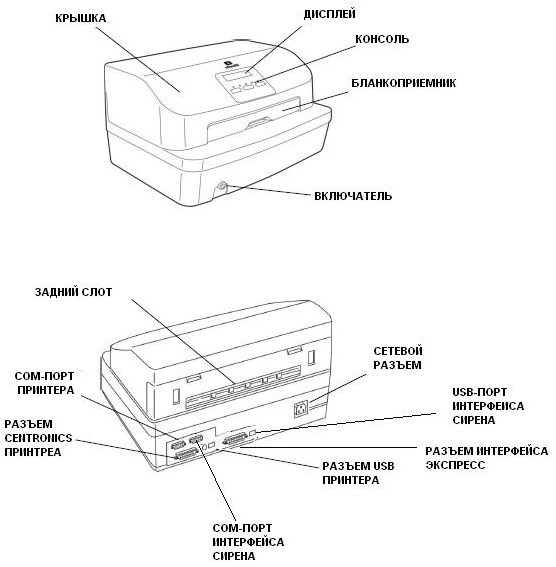

 Такие агрегаты уже не могут перевозиться с помощью легкового автомобиля. Для этого применяют более тяжелую технику с соответствующей грузоподъемностью. Обычно транспортировка может происходить в контейнере, либо в кузове, который имеет жесткое крепление. При перевозке станков средних габаритов возникают определенные сложности, связанные непосредственно с весом технического агрегата. Крепят такие станки с помощью ремней, предназначенных для монтажных работ. Вес станка может напрямую повлиять на тормозной путь, так как с увеличением веса расстояние для торможения значительно увеличится.
Такие агрегаты уже не могут перевозиться с помощью легкового автомобиля. Для этого применяют более тяжелую технику с соответствующей грузоподъемностью. Обычно транспортировка может происходить в контейнере, либо в кузове, который имеет жесткое крепление. При перевозке станков средних габаритов возникают определенные сложности, связанные непосредственно с весом технического агрегата. Крепят такие станки с помощью ремней, предназначенных для монтажных работ. Вес станка может напрямую повлиять на тормозной путь, так как с увеличением веса расстояние для торможения значительно увеличится. 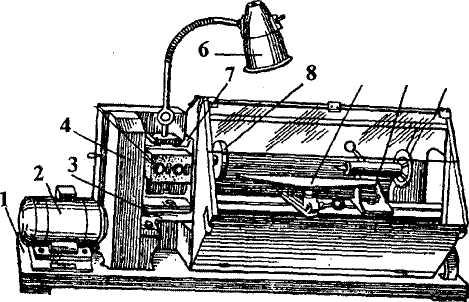


 Но приобрести станок недостаточно. Нужно еще разобраться, как техника работает. Выяснить режимы функционирования, настройки, базовые уставки и параметры. Но что же делать, если документация на китайском, который большинству жителей нашей страны не знаком? Разумеется, обратиться к профессионалам!
Но приобрести станок недостаточно. Нужно еще разобраться, как техника работает. Выяснить режимы функционирования, настройки, базовые уставки и параметры. Но что же делать, если документация на китайском, который большинству жителей нашей страны не знаком? Разумеется, обратиться к профессионалам!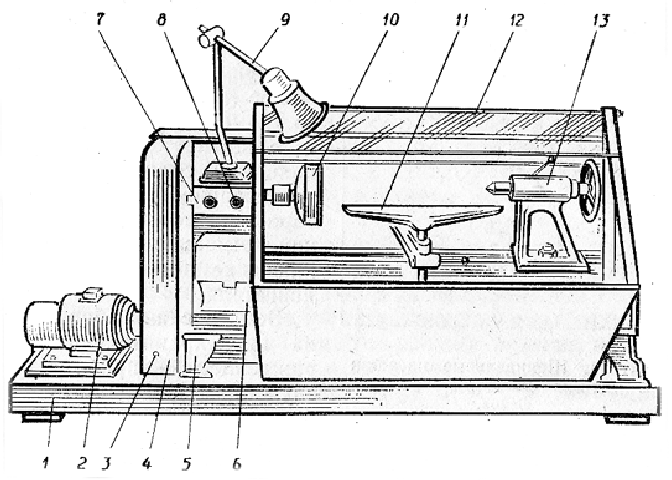

 Эта конфигурация станка может иметь до 56 единиц с 3 осями ЧПУ по трем направлениям (вертикально сверху, снизу и радиально). (При поддержке)
Эта конфигурация станка может иметь до 56 единиц с 3 осями ЧПУ по трем направлениям (вертикально сверху, снизу и радиально). (При поддержке)




 В этой статье рассказывается о местном интеграторе из Кливленда, который может выполнить работу за несколько недель, не вывозя оборудование из цеха.
В этой статье рассказывается о местном интеграторе из Кливленда, который может выполнить работу за несколько недель, не вывозя оборудование из цеха.

 Каждый шпиндель может выполнять любые стандартные операции механической обработки, включая фрезерование, сверление, нарезание резьбы и снятие фаски.
Каждый шпиндель может выполнять любые стандартные операции механической обработки, включая фрезерование, сверление, нарезание резьбы и снятие фаски.
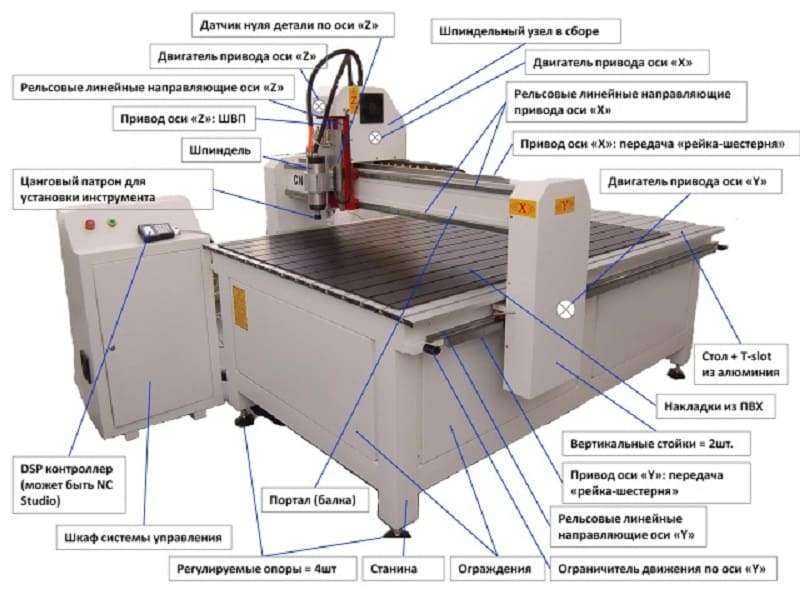 До 16 деталей одновременно автоматически загружаются, перемещаются через каждую из 16 независимо автоматизированных обрабатывающих станций и выгружаются.
До 16 деталей одновременно автоматически загружаются, перемещаются через каждую из 16 независимо автоматизированных обрабатывающих станций и выгружаются.
 Новые слои точно ложатся на предыдущие, чтобы получился устойчивый, связный элемент. Таким способом можно создать практически любую форму, включая движущуюся.
Новые слои точно ложатся на предыдущие, чтобы получился устойчивый, связный элемент. Таким способом можно создать практически любую форму, включая движущуюся. Это не всегда возможно, поэтому для некоторых тканей берут стволовые клетки, которые способны становиться любой клеткой в теле (организме), или, например, свиной коллагеновый белок, морские водоросли и другие.
Это не всегда возможно, поэтому для некоторых тканей берут стволовые клетки, которые способны становиться любой клеткой в теле (организме), или, например, свиной коллагеновый белок, морские водоросли и другие. Он является наиболее распространенным белком млекопитающих и основным компонентом соединительной ткани. К его недостаткам для биопечати относят свойство кислоторастворимости. Больше информации о биоматериалах можно найти здесь.
Он является наиболее распространенным белком млекопитающих и основным компонентом соединительной ткани. К его недостаткам для биопечати относят свойство кислоторастворимости. Больше информации о биоматериалах можно найти здесь. Это помогает им формироваться и стабилизироваться в правильной форме. Удивительно, но некоторые клетки могут принять правильное положение сами по себе без каких-либо «строительных лесов». Как они узнают, куда идти? А как клетки эмбриона развиваются в матке или ткань взрослого человека движется для восстановления повреждений? Так же и здесь.
Это помогает им формироваться и стабилизироваться в правильной форме. Удивительно, но некоторые клетки могут принять правильное положение сами по себе без каких-либо «строительных лесов». Как они узнают, куда идти? А как клетки эмбриона развиваются в матке или ткань взрослого человека движется для восстановления повреждений? Так же и здесь. На этот раз на первом в мире космическом биопринтере Organ.Aut планируется использовать органические и неорганические компоненты для сборки костной ткани.
На этот раз на первом в мире космическом биопринтере Organ.Aut планируется использовать органические и неорганические компоненты для сборки костной ткани.
 Затем эта часть кости покрывается стволовыми клетками взрослого человека, способными развиваться практически в любой другой тип клеток. Это сочетается с био-чернилами из принтера — комбинацией полимолочной кислоты (которая обеспечивает механическую прочность кости) и альгината — гелеобразного вещества, которое служит амортизирующим материалом для клеток. Затем конечный продукт имплантируется в организм, где в течение примерно трех месяцев полностью исчезнет и будет заменен новой костью.
Затем эта часть кости покрывается стволовыми клетками взрослого человека, способными развиваться практически в любой другой тип клеток. Это сочетается с био-чернилами из принтера — комбинацией полимолочной кислоты (которая обеспечивает механическую прочность кости) и альгината — гелеобразного вещества, которое служит амортизирующим материалом для клеток. Затем конечный продукт имплантируется в организм, где в течение примерно трех месяцев полностью исчезнет и будет заменен новой костью. Они считают, что любой хрящевой имплантат может быть изготовлен по их методике.
Они считают, что любой хрящевой имплантат может быть изготовлен по их методике.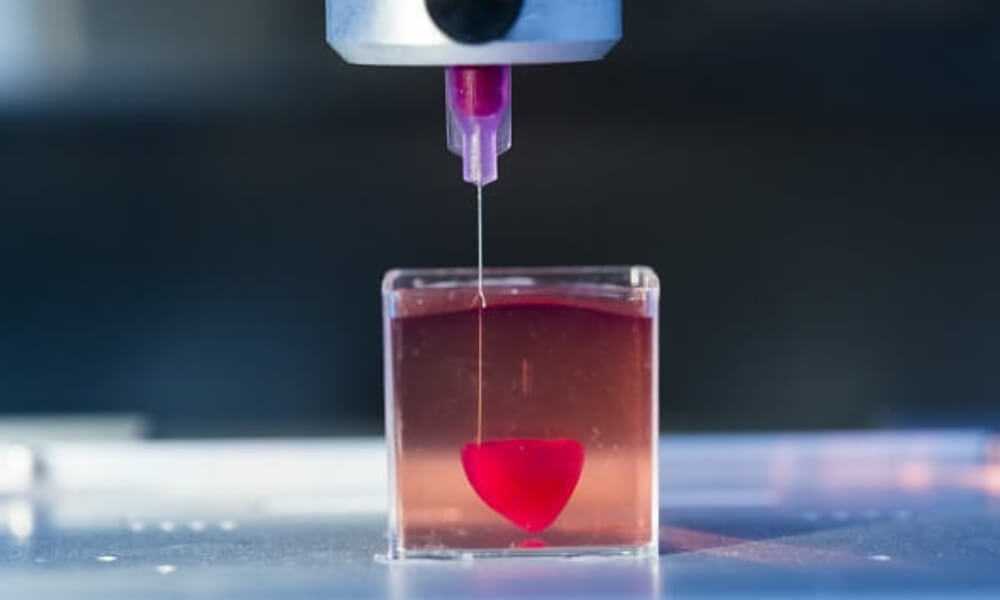 Дополнительное преимущество заключается в том, что биоимплантат растет вместе с пациентом, что особенно важно для детей и молодых людей.
Дополнительное преимущество заключается в том, что биоимплантат растет вместе с пациентом, что особенно важно для детей и молодых людей.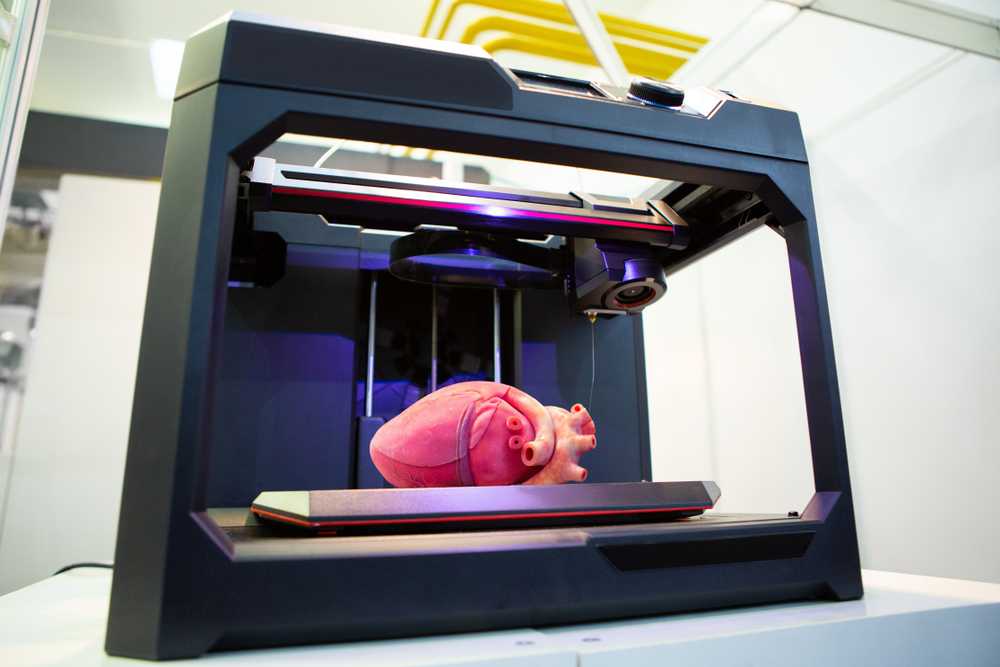 Создание жизнеспособных кровеносных сосудов также важно для правильной работы всех других потенциальных биопечатных частей тела.
Создание жизнеспособных кровеносных сосудов также важно для правильной работы всех других потенциальных биопечатных частей тела.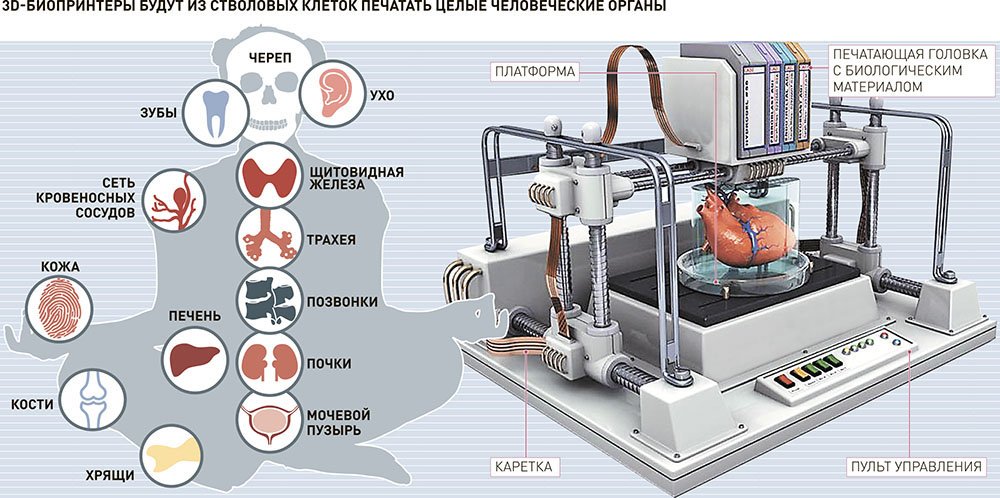 В настоящее время биопечать полностью функциональных сложных внутренних органов невозможна, но исследования постоянно ведутся (и не без успеха).
В настоящее время биопечать полностью функциональных сложных внутренних органов невозможна, но исследования постоянно ведутся (и не без успеха). Также они стремятся ускорить доступность этих методов лечения для пациентов.
Также они стремятся ускорить доступность этих методов лечения для пациентов.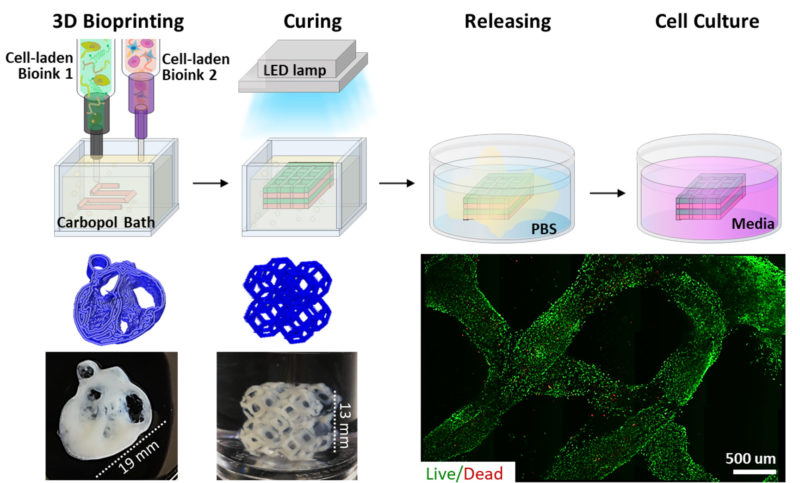 Конечно, всё не так просто, но многие исследователи считают, что человечество научится печатать сердца раньше, чем почки или печень.
Конечно, всё не так просто, но многие исследователи считают, что человечество научится печатать сердца раньше, чем почки или печень.

 Виртуальные кровеносные сосуды, 3D-печатные органы… и ни одно животное не страдает!
Виртуальные кровеносные сосуды, 3D-печатные органы… и ни одно животное не страдает! Эта информация станет мощным инструментом для оценки и улучшения качества обслуживания пациентов в режиме реального времени, будет стимулировать текущие исследования и разработки, информировать пациентов и медицинских работников о наилучшем курсе лечения.
Эта информация станет мощным инструментом для оценки и улучшения качества обслуживания пациентов в режиме реального времени, будет стимулировать текущие исследования и разработки, информировать пациентов и медицинских работников о наилучшем курсе лечения.


.jpg)
 Но, к сожалению, доступность органов для трансплантации очень сильно ограничена. Для решения этой проблемы тканевая инженерия нацелена на производство заменителей тканей и органов для улучшения существующих подходов к лечению. Успехи в тканевой инженерии означали бы, что любой человек, у которого есть травма тканей или органов, может пойти в больницу, имплантировать инженерный заменитель в свое тело и тем самым полностью восстановить функцию здорового тела. Конечно, выращивание полноценного органа человека или животного, на мой взгляд, станет возможно очень нескоро. Однако в этой среде уже есть колоссальный прорыв – создание микроткани для индивидуального подбора лекарственной терапии во время лечения онкозаболеваний. Мы говорим о лечении сложных заболеваний, которые требуют изучения и подбора лекарственной терапии.
Но, к сожалению, доступность органов для трансплантации очень сильно ограничена. Для решения этой проблемы тканевая инженерия нацелена на производство заменителей тканей и органов для улучшения существующих подходов к лечению. Успехи в тканевой инженерии означали бы, что любой человек, у которого есть травма тканей или органов, может пойти в больницу, имплантировать инженерный заменитель в свое тело и тем самым полностью восстановить функцию здорового тела. Конечно, выращивание полноценного органа человека или животного, на мой взгляд, станет возможно очень нескоро. Однако в этой среде уже есть колоссальный прорыв – создание микроткани для индивидуального подбора лекарственной терапии во время лечения онкозаболеваний. Мы говорим о лечении сложных заболеваний, которые требуют изучения и подбора лекарственной терапии.
 В нём сочетаются химия, физика, биология и технические науки, это некая конвергенция науки и технологий. Чтобы получить готовый продукт, нужно понимать его физические и биомеханические свойства. Думаю, что в перспективе появится профессия, «инженер в области биологической печати», которая станет логическим развитием направления тканевой инженерии. Это будут междисциплинарные профессионалы с бэкграундом из самых разных научных отраслей.
В нём сочетаются химия, физика, биология и технические науки, это некая конвергенция науки и технологий. Чтобы получить готовый продукт, нужно понимать его физические и биомеханические свойства. Думаю, что в перспективе появится профессия, «инженер в области биологической печати», которая станет логическим развитием направления тканевой инженерии. Это будут междисциплинарные профессионалы с бэкграундом из самых разных научных отраслей.
 Третий, пост-биопринтинг – мы берем конструкт и помещаем его в CO2-инкубатор, где созданы условия, как в живом организме, то есть температура 37 градусов и 5 процентов углекислого газа. Клетки начинают расти, и на выходе мы получаем, к примеру, микроткань.
Третий, пост-биопринтинг – мы берем конструкт и помещаем его в CO2-инкубатор, где созданы условия, как в живом организме, то есть температура 37 градусов и 5 процентов углекислого газа. Клетки начинают расти, и на выходе мы получаем, к примеру, микроткань.
 На сегодняшний день есть ряд научных публикаций, показывающих возможность применения хлореллы в качестве сателлита кислорода для работы с клетками животных.
На сегодняшний день есть ряд научных публикаций, показывающих возможность применения хлореллы в качестве сателлита кислорода для работы с клетками животных.
 Но производство человеческих тканей размером более миллиметра было ограничено из-за отсутствия методов создания тканей со встроенными поддерживающими жизнь сосудистыми сетями.
Но производство человеческих тканей размером более миллиметра было ограничено из-за отсутствия методов создания тканей со встроенными поддерживающими жизнь сосудистыми сетями. из шести недель. В этом методе используется настраиваемая силиконовая форма с печатным рисунком для размещения и размещения печатной ткани на чипе. Внутри этой формы печатается сетка более крупных сосудистых каналов, содержащих живые эндотелиальные клетки в силиконовых чернилах, в которую в отдельном задании на печать наслаиваются самоподдерживающиеся чернила, содержащие живые мезенхимальные стволовые клетки (МСК). После печати жидкость, состоящая из фибробластов и внеклеточного матрикса, используется для заполнения открытых областей внутри конструкции, добавляя компонент соединительной ткани, который сшивает и дополнительно стабилизирует всю структуру.
из шести недель. В этом методе используется настраиваемая силиконовая форма с печатным рисунком для размещения и размещения печатной ткани на чипе. Внутри этой формы печатается сетка более крупных сосудистых каналов, содержащих живые эндотелиальные клетки в силиконовых чернилах, в которую в отдельном задании на печать наслаиваются самоподдерживающиеся чернила, содержащие живые мезенхимальные стволовые клетки (МСК). После печати жидкость, состоящая из фибробластов и внеклеточного матрикса, используется для заполнения открытых областей внутри конструкции, добавляя компонент соединительной ткани, который сшивает и дополнительно стабилизирует всю структуру. Структура была изготовлена с использованием новой стратегии 3D-биопечати, изобретенной Дженнифер Льюис и ее командой в Институте Висса и Гарвардском университете SEAS. Предоставлено: Лаборатория Льюиса, Институт Висса при Гарвардском университете,
Структура была изготовлена с использованием новой стратегии 3D-биопечати, изобретенной Дженнифер Льюис и ее командой в Институте Висса и Гарвардском университете SEAS. Предоставлено: Лаборатория Льюиса, Институт Висса при Гарвардском университете, Команда Wyss также изучает возможность использования 3D-биопечати для изготовления новых версий устройств Института органов на чипах, что делает их производственный процесс более автоматизированным и позволяет разрабатывать все более сложные микрофизиологические устройства. Результатом этих усилий стал первый полностью напечатанный на 3D-принтере орган на чипе — сердце на чипе — со встроенными мягкими датчиками деформации.
Команда Wyss также изучает возможность использования 3D-биопечати для изготовления новых версий устройств Института органов на чипах, что делает их производственный процесс более автоматизированным и позволяет разрабатывать все более сложные микрофизиологические устройства. Результатом этих усилий стал первый полностью напечатанный на 3D-принтере орган на чипе — сердце на чипе — со встроенными мягкими датчиками деформации.
 Геометрия трехмерной биопечатной структуры больше похожа на геометрию естественной биологической системы, чем на двухмерную модель in vitro . Структурное сходство может, в свою очередь, привести к более физиологически релевантным функциональным результатам. Никакая другая технология не обеспечивает такого уровня геометрической сложности инженерных тканей, как 3D-биопечать. Вот почему эта технология может полностью изменить то, как мы лечим болезни, заменив тестирование на животных и положив конец очереди на трансплантацию органов.
Геометрия трехмерной биопечатной структуры больше похожа на геометрию естественной биологической системы, чем на двухмерную модель in vitro . Структурное сходство может, в свою очередь, привести к более физиологически релевантным функциональным результатам. Никакая другая технология не обеспечивает такого уровня геометрической сложности инженерных тканей, как 3D-биопечать. Вот почему эта технология может полностью изменить то, как мы лечим болезни, заменив тестирование на животных и положив конец очереди на трансплантацию органов. Cura и slic3r являются примерами слайсеров, обычно используемых в 3D-печати. Allevi также имеет специализированный слайсер, оптимизированный специально для биопечати, встроенный в наше программное обеспечение Allevi Bioprint.
Cura и slic3r являются примерами слайсеров, обычно используемых в 3D-печати. Allevi также имеет специализированный слайсер, оптимизированный специально для биопечати, встроенный в наше программное обеспечение Allevi Bioprint. Существует большая и растущая потребность в альтернативе очереди на трансплантацию органов. Научному сообществу уже удалось объединить междисциплинарные группы исследователей, врачей и инженеров для решения самых серьезных проблем со здоровьем человека, а 3D-биопечать — это новый захватывающий инструмент, который может устранить лист ожидания на трансплантацию органов.
Существует большая и растущая потребность в альтернативе очереди на трансплантацию органов. Научному сообществу уже удалось объединить междисциплинарные группы исследователей, врачей и инженеров для решения самых серьезных проблем со здоровьем человека, а 3D-биопечать — это новый захватывающий инструмент, который может устранить лист ожидания на трансплантацию органов.