В защите в первую очередь нуждаются узлы и детали, к которым обоснованно предъявляются требования по стабильности и точности геометрических форм обрабатываемых деталей. А именно:
станины с чугунными и стальными направляющими скольжения токарно-винторезных, фрезерных, шлифовальных, револьверных, координатно- и горизонтально- расточных станков;
ползуны, поперечины;
валы, ходовые винты и другие винтовые пары;
части агрегатов с направляющими качения;
полимерные накладные направляющие и направляющие, изготовленные из материала Moglice методом заливки и формования https://remval.by/category-products/moglice-pretsizionnye-iznosostojkie-pokrytiya-skolzheniya/
Механический износ с потерей формы, задиры приводят к некорректной работе станков, аварийному останову производства. Серьезные поломки требуют срочных внеплановых ремонтов с вынужденными простоями, связаны с высокими трудозатратами. В целом отсутствие действенной защиты деталей приводит к серьезным проблемам.
Почему детали, подвергающиеся трению, быстро изнашиваются
Такие частицы, как металлическая стружка, песок, окалина, наждачная пыль имеют высокую твердость. Они попадают на направляющие и другие части промышленных станков, что приводит к образованию рисок, царапин, задиров на поверхностях. Причиной появления погрешностей также могут быть удары, забоины при падении тяжелых заготовок, заедания из-за попавшей металлической стружки и грязи. Мелкие забои и царапины возникают на станинах крупногабаритных токарно-обдирочных станков из-за падения тяжелой металлической стружки.
Малозаметные повреждения со временем становятся исходной точкой задиров, которые иногда достигают глубины 0,5-3 мм. Когда мельчайшая металлическая пыль, особенно чугунная, в смеси с СОЖ, маслами попадает между направляющими станины и каретки, износ деталей происходит очень интенсивно.
Сопротивление задирам и износостойкость в целом повышают путем специальной обработки поверхностного слоя направляющих: закалкой, азотированием, электроискровой обработкой, цементацией. Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь
Задиры и другие повреждения лучше всего не допускать, для этого необходимо выполнить защиту с помощью проверенных приспособлений и методов.
Способы защиты деталей и высокоточных узлов от преждевременного износа
Фетровые уплотнения – самое простое, давно известное средство защиты направляющих от окалины, пыли и стружки. Уплотнения из фетра крепят к торцам салазок, столов и прочим частям станков. Мягкие и впитывающие элементы быстро засоряются, а когда забиваются металлической стружкой, становятся своеобразным притиром, ускоряющим истирание поверхностей. Сильно засоренный фетр использовать нельзя, его нужно менять на новый. В плановом порядке фетровые прокладки рекомендуется промывать в чистом керосине с периодичностью 1 раз в неделю.
Использование щитков – наиболее эффективный способ защиты направляющих и других узлов от механических повреждений (забоин, царапин), от попадания на рабочие поверхности опасных загрязнителей. Щитки должны быть прочными, при этом легко откидываться или сниматься.
Мы предлагаем защитные изделия польской фирмы Меркатор, официальным представителем которой являемся.
Телескопические металлические защитные кожухи
Телескопические кожухи (щитки) – набор коробчатых элементов незамкнутого профиля. Комплектующие последовательно вставлены один в другой, между ними предусмотрены уплотнения. Кожухи оснащены скребками, щитки достаточно прочные, выдерживают вес человека, при необходимости по ним можно ходить. Щитки надежно предохраняют направляющие от загрязнения, уменьшают их износ на 30-50 %.
Краткая версия каталога здесь
Рулонная защита направляющих
Рулонная защита оснащена запатентованной мультипружинной системой натяжения. В отличие от однопружинных, мультипружинная обеспечивает ряд преимуществ, признана лучшим доступным решением в своем классе. Рулонная защита демонстрирует:
высокую скорость передвижения;
надежность и стабильность защиты при высоких и низких температурах;
компактность и легкий монтаж;
стабильную силу натяжения;
гарантию стабильной работы на 1 млн рабочих циклов.
Имеется также рулонная защита, разработанная специально для токарных станков.
Краткая версия каталога здесь
Защитные фартуки
Краткая версия каталога алюминиевых клепаных роллетных защитных фартуков здесь
Гофрированные защитные кожухи
Представляют собой конструкцию с упругим складчатым элементом, растягивающимся или сжимающимся при перемещении узла. Гофры рекомендуют применять для защиты направляющих станин заточных, шлифовальных, зубообрабатывающих, фрезерных и других видов станков, а также для защиты направляющих стоек и поперечин портальных станков.
Защитные гофрированные кожухи изготавливают из технических тканей, композитов высокого качества (Panox, Nomex, Kevlar), демонстрируют стойкость к вредным условиям работы (высокая температура, химикаты), надежно защищают направляющие.
Краткая версия каталога здесь
Сильфоны – защита ходовых винтов, валов
Шитые сильфоны незаменимы, когда требуется максимально компактная защита вращающегося сборного узла.
Резиновые сильфоны – водонепроницаемая защита подвижных деталей, особенно сильно загрязненных стружкой и СОЖ.
Литые сильфоны применяют, когда требуется термостойкость и высокая механическая прочность.
Краткая версия каталога здесь
Телескопические пружинные кожухи
Коническая пружинная защита обеспечивает надежную изоляцию для направляющих колонн, шпинделей и валов на станочном оборудовании и на прочих промышленных металлообрабатывающих центрах. Пружина работает как защитный кожух, самоочищается при условии правильной установки на станке.
Краткая версия каталога здесь
Скребки направляющих
Профилированные скребки фирмы Меркатор – эталонное техническое решение для станков серийного производства. Они выпускаются в двух модификациях:
скребки для защиты направляющих;
скребки для телескопической защиты.
Среди их достоинств:
выгодная цена при высоком качестве изделия;
точность и повторяемость размеров;
герметичность по всему периметру, в том числе по крепежным отверстиям;
возможность изготовления по чертежам (CAD).
Краткая версия каталога здесь
В этой статье отражены данные только по основным направлениям производимой продукции. Чтобы ознакомиться с ассортиментом детально, изучите каталог или позвоните нам.
Как правило, мы изготавливаем кожухи по чертежам, полученным от заказчика или на основе уже использованных, в том числе поврежденных, образцов. Делаем измерения непосредственно на производственных участках клиентов. С нами, вы можете рассчитывать на разумные, конкурентные цены, гарантированно высокое качество предлагаемой нами продукции. Наши кожухи – действенная защита узлов и деталей, персонала. Используйте надежную защиту, чтобы обеспечить должную гигиену труда, повысить уровень безопасности производства.
Формы заявок для каждого типа защиты доступны в нашем каталоге. Пришлите нам фото старой защиты, если таковая была, а также эскиз защиты с габаритными размерами.
Оставить заявку
Телескопические защиты направляющих от производителя!
Энергоцепи.
7 правил подбора, которые экономят время и деньги
08.12.2020
ШВП по чертежам и стандартные линейные направляющие
09.02.2023
Уважаемые Коллеги!
В этой статье мы предлагаем Вам ознакомиться с самыми крупными и самыми маленькими защитными системами станков. Самыми крупными системами защиты станков являются телескопические защиты (кожухи) – «слоны» направления «Защиты для станков BESSERN», предназначенные для защиты уязвимых элементов и технических систем от агрессивного воздействия в условиях рабочей среды, от механических повреждений и организации безопасного функционирования станков.
Как и все подразделения направления «Защиты станков» — телескопические защиты это сложный, технологический продукт, состоящий из нескольких базовых элементов.
Предлагаем разобраться в данных составляющих:
1. Сектор телескопического кожуха, самый крупный элемент защиты, обеспечивает возможность растягиваться и сжиматься, знаю длину каждого сектора можно рассчитать длину растяжения и сжатия. Виды секторов бывают разные: двухскатные, прямые, односкатные, сложной формы
Различные формы телескопических защит
Для проектирования типовой формы защиты можно заполнить отдельный опросный лист с необходимыми размерами. Все опросные листы можно скачать по ссылкам ниже, если появятся вопросы, уточните у нашего инженера.
2. Ролики, антифрикционные башмаки – элементы обеспечивающие снижение трения при контакте с направляющей.Существуют ролики и антифрикционные башмаки, которые изготавливают из специального полиамида. Если суммарный вес секторов высокий и защита имеет низкую скорость перемещения, применяют стальные ролики и латунные антифрикционные башмаки
Ролики
Латунные направляющие
3. Система рычагов (пантограф) – элемент телескопических защит, обеспечивающий снижения шума работы кожуха, позволяющий уменьшить толщину секторов с сохранением заданной жесткости.
4. Вот мы и плавно подошли к «муравьям» направления и очень важному элементу телескопических кожухов – стиратели (скребки, грязесъемники). Данный элемент широко используется на производстве как отдельная система по очистке направляющих от абразивного воздействия и является составляющей частью телескопических кожухов, который увеличивает срок службы телескопической защиты, тем самым продлевает работу станка без простоя. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла.
Для срочного ремонта предлагаем воспользоваться скребками из наличия на складе в России. Перечень постоянно растет, просим уточнять. Полный ассортимент по ссылке в каталоге Скребки BESSERN
Скачать полный каталог
В наличии со склада в России, отгрузка за 24 часа:
Защитные ограждения для машин — защитные ограждения, двери, шторы и экраны
Дом
Продукты
Охрана машин
Rite-Hite разработала прочную, проверенную линейку продуктов для защиты коммерческих и промышленных машин, чтобы защитить людей от потенциальных опасностей вблизи работающего оборудования и роботов.
Автоматические шлагбаумы
Автоматические шторы
Выдвижные шторы и ширмы
Защитное ограждение
Робототехника и безопасность автоматизированных машин в грядущей эре и в промышленности 5.0
Несмотря на то, что использовать потенциал роботов в команде квалифицированных рабочих интересно, есть важные факторы, которые необходимо учитывать, прежде чем совершать крупную покупку. Руководителям производственных предприятий, перерабатывающих заводов, складов и распределительных центров крайне важно быть в курсе последних стандартов робототехники, чтобы обеспечить безопасность работников и соблюдение требований регулирующих организаций.
Загрузить руководство
Общие требования ко всем машинам заключаются в том, что место работы машин, работа которых может привести к травме работника, должно быть ограждено. Некоторые преимущества Rite-Hite Machine Guard:
Охраняет вашу технику
Защищает ваших сотрудников
Обеспечить четкую визуализацию того, что оператор должен быть на задаче
В сочетании с защитными блокировками продукты Rite-Hite Machine Guard обеспечивают повышенный уровень защиты при охране рабочих мест. Поскольку они обеспечивают защиту, которую можно увидеть, вероятность случайной остановки работы значительно снижается. Физическое разделение, которое они обеспечивают, является четким визуальным индикатором того, что оператор машины должен выполнять свою работу.
Просмотреть брошюру по ограждению машин
Промышленные защитные двери, предназначенные для ограничения доступа к опасным движениям роботов/машин, сдерживания процесса и обеспечения большей защиты оператора машины.
Автоматические завесы, включая Slide-Air, защищают персонал от вторичных опасностей, связанных с вашими производственными процессами.
Наши выдвижные промышленные шторы, в том числе Roll-Shield и Side-To-Side, обеспечивают защиту там, где другие обычные промышленные экраны не работают.
Защитные ограждения включают общую охрану периметра машин, ограждения из проволочной сетки для участков сварки, ограждения из сварной проволоки на заводе, перегородки из проволочной сетки для хранения, роботизированные…
Снижение риска является обязательным для любого объекта, на котором используется оборудование…
5 наиболее актуальных стандартов ISO для защиты машин
Стандарты ISO для защиты машин предоставляют решения для обеспечения безопасности работ…
Складские опасности снижаются благодаря системам защиты машин
Использование машин и робототехники на вашем объекте позволяет масштабировать эффективность, которую вручную. ..
Повышение промышленной безопасности, безопасности и производительности во всем мире ЧЕРЕЗ КАЧЕСТВО И ИННОВАЦИИ
Найдите представителя
Страна (Выберите один вариант)АфганистанАлбанияАлжирАндорраАнголаАнголаАнтигуа и БарбудаАргентинаАрменияАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБутанБоливияБосния и ГерцеговинаБотсванаБразилияБрунейБолгарияБуркина-ФасоБурундиКабо ВердеКамбоджаКамерунКанадаЦентральная Африка РеспубликаЧадЧилиКитайКолумбияКоморыКонго, Демократическая Республика Конго, Республика Коста-РикаКот-д’ИвуарХорватияКубаКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаВосточный Тимор (Тимор-Лешти)ЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭсватиниЭфиопияФиджиФинляндияФранцияГабонГамбияG ГрузияГерманияГанаГрецияГренадаГватемалаГвинея-БисауГвинеяГайанаГаитиГондурасВенгрияИсландияИндияИндонезияИранИракИрландияИзраильИталияЯмайкаЯпонияИорданияКазахстанКенияКирибатиКорея, СевернаяКорея, ЮгКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛиби aЛихтенштейнЛитваЛюксембургМадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы ОстроваМавританияМаврикийМексикаМикронезия, Федеративные Штаты МолдовыМонакоМонголияЧерногорияМароккоМозамбикМьянма (Бирма)НамибияНауруНепалНидерландыНовая ЗеландияНикарагуаНигерНигерияСеверная МакедонияНорвегияОманПакистанПалауПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПольшаПортугалияКатарРумынияРоссияРуандаСент-Китс и НевисСент-ЛюсияСент-Винсент и Гре надинСамоаСан-МариноСао-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСловакияСловенияСоломоновы островаСомалиЮжная АфрикаИспанияШри-ЛанкаСуданСудан, ЮгСуринамШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТу значениеУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамЙеменЗамбияЗимбабве
Автоматические ограждения машин — Барьеры и защитные двери
Дом
Продукты
Охрана машин
Автоматические шлагбаумы
Защитные дверцы Rite-Hite
защищают персонал от опасностей, связанных с вашими производственными процессами. В сочетании с опциональным PLe согласно EN/ISO 13849-1 спецификации (кат. 4) предохранительные устройства эти автоматические шлагбаумы являются идеальной защитой, ограничивая доступ и защищая от опасностей, вызванных технологическим процессом. Долговечность, низкие эксплуатационные расходы, годы проверенной службы и тысячи единиц в эксплуатации делают всю нашу линейку защитных кожухов машин популярным выбором в автомобильной, механической и других отраслях тяжелой промышленности.
Мощность 60 Вт Мощность 80 Вт Мощность 100 Вт Мощность 130 Вт
Сравнить
Станки лазерной резки и гравировки FST-1325 широко используются в области ремесел, плексигласа, архитектурных моделей, резиновых плит, бамбуковых изделий и даже могут быть использованы для реализации лазерного гравировального пластика, лазерного режущего плексигласа. Для резки и резьбы по изделиям из плексигласа, акриловым искусством и ремесленными панелями, объективами, резьбой по дереву и резке, рекламными материалами, хрустальными символами, упаковочными коробками, моделями, игрушками и мебелью и т. д.
Лазерный станок для резки и гравировки KL-1390 (103 -105)
Артикул:
103 -105-1
Вариант:
Мощность 60 Вт
424 197 руб
Мощность 60 Вт Мощность 80 Вт Мощность 100 Вт Мощность 130 Вт Мощность 150 Вт
Сравнить
Лазерный станок для резки KL-1390, высокое качество по разумной цене.
Лазерные станки для обычной и парной резки KL-1610 (103 -106)
Артикул:
103 -106-1
Вариант:
Мощность 60 Вт
484 299 руб
Мощность 60 Вт Мощность 80 Вт Мощность 100 Вт Мощность 130 Вт Мощность 150 Вт
Сравнить
Высококачественные лазерные станки для резки KL-1610 из Китая.
Лазерный станок для резки KL-1325 (103 -103)
Артикул:
103 -103-1
Вариант:
Мощность 80 Вт
589 194 руб
Мощность 80 Вт Мощность 130 Вт Мощность 150 Вт
Сравнить
Лазерный станок для резки KL-1325 из Китая.
Станок лазерной резки
станок лазерной резки металла
лазерный станок купить
лазерный чпу станок
лазер резка
лазерный станок для резки фанеры
станок лазерной резки купить
станок для лазерной резки цена
станок лазерной резкой дереву
лазерный станок для гравировки и резки
станок для лазерной резки фанеры купить
лазерная резка металла станок цена
станок лазерной резки металла купить
лазерный станок для резки фанеры цена
станок с лазерной резкой
станок чпу с лазерной резкой
станок лазерной резки пластика
Топ 10 производителей станков для лазерной резки
После применения лазерной технологии в промышленной сфере, рынок для станки лазерной резки быстро растет.
Станок лазерной резки в основном используется для резки различных металлов, пластмасс и других материалов.
Основными типами станков лазерной резки являются станки лазерной резки CO₂, станки волоконной лазерной резки и лазерные гравировальные станки CO₂ с ЧПУ.
Лазерная резка обеспечивает более высокую точность и скорость по сравнению с обычными отрезными станками.
Выбор экономически эффективного станка для лазерной резки очень важен для предприятий, поскольку покупка станка для лазерной резки — это большие расходы.
Если вы выберете машину низкого качества, это может не только привести к значительным финансовым потерям, но и повлиять на процесс производства и изготовления.
Эта статья познакомит вас с всемирно известными производителями станков для лазерной резки.
Вы ищете машину для лазерной резки волокон?
Вы можете узнайте подробности нашего станка волоконной лазерной резки прямо сейчас.
1.
TRUMPF
Страна: Германия
Адрес: Johann-Maus-Str. 271254 Дитцинген Германия
Лазерная продукция:
Дисковые лазеры, Маркировочные лазеры, Сенсорные системы, Волоконный лазер, Импульсные лазеры, Обрабатывающая оптика, Диодные лазеры, CO₂ лазеры, Технологические пакеты, Лазеры с короткими и сверхкороткими импульсами, Лазеры с EUV приводом, Научные лазеры
О компании:
TRUMPF — немецкий производитель оборудования для производства.
Из небольшой мастерской по производству станков для обработки листового металла она превратилась в глобальную высокотехнологичную компанию.
Ассортимент продукции TRUMPF включает в себя изделия для производства металлов, промышленные лазеры и промышленную электронику.
Особенно это касается лазерной продукции, в TRUMPF вы можете найти любую необходимую вам лазерную продукцию.
Обзор ADH:
Высококачественные одномодовые и многомодовые лазерные лучи TRUMPF отличаются надежностью и гибкостью.
Станок лазерной резки TRUMPF обладает такими преимуществами, как высокая эффективность резки, меньшее количество брызг, компактный дизайн и длительный срок службы.
Однако машина стоит дорого, а стоимость обслуживания высока.
2. Bystronic
Страна: Швейцария
Адрес: 2200 West Central Road Хоффман Эстейтс, IL 60192
Продукты:
Системы лазерной резки
Обработка труб
Пресс-тормоза
Лазерная автоматика
Автоматическое сгибание
Программное обеспечение
О компании:
Bystronic — базирующееся в Швейцарии международное предприятие, предоставляющее услуги по обработке листового металла.
Компания стремится автоматизировать весь производственный процесс, чтобы обеспечить надежность продукции и максимальную эффективность.
Обзор ADH:
Bystronic предлагает широкий ассортимент лазерных источников с мощными функциями.
Качество лазера надежное, а эффективность высокая.
Станок лазерной резки Bystronic обладает высокой точностью резки, высокой скоростью и минимальными отходами материала.
Интерфейс управления прост и удобен в использовании.
Продукты: штамповка листов, гибка, стригальная машина, станок лазерной резки и другие станки для обработки листового металла, а также соответствующие инструменты, запасные части и продукты резки.
О компании:
Amada — японский мировой лидер в производстве оборудования для обработки листового металла.
Компания имеет 83 филиала на всех континентах мира, а ее продукция продается более чем в 100 странах и регионах.
Компания Amada предлагает широкий выбор станков для обработки листового металла с отличными эксплуатационными характеристиками и передовыми технологиями.
Компания также предоставляет полный спектр решений для обработки листового металла, программное обеспечение и периферийные продукты.
Обзор ADH:
Станок волоконно-лазерной резки Amada может идеально обрабатывать высокоотражающие материалы, такие как алюминий, медь, красная медь и титан, а также труднообрабатываемые материалы.
Волоконный лазер, независимо разработанный компанией Amada, имеет уникальную технологию управления лучом, которая позволяет максимально экономить энергию и повышает эффективность производства.
Он также может выполнять полный спектр резки от тонких до толстых листов.
4. Сальваньини
Страна: Италия
Адрес: Via Guido Salvagnini 51 Сарего (VI) 36040 Италия
Продукты:
Перфорационные машины, Панелегибочные станки, Листогибочный прессстанки, станки для лазерной резки, линии FMS, автоматические витрины, программное обеспечение
О компании:
Основанная в 1963 году, компания Salvagnini является итальянским предприятием по производству систем автоматической обработки листового металла, которое объединяет проектирование, производство, продажи и обслуживание.
Компания имеет широкий ассортимент продукции, особенно в области гибкой автоматизации, которая предоставляет инновационные технологии для достижения гибких и автоматических решений и превращения металлических пластин в различные повседневные и промышленные принадлежности.
Обзор ADH:
Сальваньини станок для лазерной резки волокна технология отражается в скорости, точности, надежности и производительности.
Однозеркальная режущая головка не требует газового охлаждения, а параметры резки могут регулироваться автоматически.
Машина обеспечивает автоматическое производство, а ее эксплуатация проста и безопасна.
5. Прима Пауэр
Страна: Финляндия
Адрес: Via Torino-Pianezza, 36 — 10093 Collegno (TO) ITALIA
Продукты:
2D и 3D лазерные станки
Перфорация и комбинированная перфорация
Лазер и перфоратор
Ножницы
Прессовые тормоза
Панелегибочный станокs
Гибкие производственные системы
Автоматизация
О компании:
Компания Prima Power была образована в результате слияния Prima Industrie Group и Finn Power Group.
Компания продолжает совершенствовать свои технологии и инновационные возможности, предоставляя глобальным клиентам обработку листового металла, лазерную продукцию и сопутствующие услуги.
Решение Prima Power «Индустрия 4.0» применяется в трех областях: Умные машины и заводы, умное программное обеспечение и умный дистанционный уход.
Обзор ADH:
Станки лазерной резки Prima Power — это в основном станки CO₂ и станки волоконной лазерной резки.
Предлагаемый компанией станок лазерной резки 2D обладает высокой производительностью и гибкостью, что делает его подходящим для различных производственных требований.
Станок лазерной резки 3D может использоваться для обработки сложных заготовок, обеспечивая при этом эффективность и качество.
Это очень гибкий инструмент, который может решать целый ряд задач.
Программное обеспечение для поддержки производства
О компании:
Компания Mazak, основанная в Японии в 1919 году, является мировым лидером в области станкостроения.
Продукция компании включает токарные центры с ЧПУ, обрабатывающие центры, станки для лазерной обработки, горизонтальные обрабатывающие центры, вертикальные обрабатывающие центры и универсальные системы автоматизации.
База поддержки клиентов компании Mazak по всему миру увеличилась до более чем 80.
Обзор ADH:
Система 2D лазерной резки Mazak обладает высокой интеллектуальностью и гибкостью, что делает ее пригодной для использования в различных производственных условиях.
Помимо представления и резки, система может осуществлять интеллектуальный мониторинг.
Станок лазерной резки 3D обеспечивает высокую скорость резки и больший диапазон резки.
Машина лазерной резки Mazak имеет быструю перфорацию и производит гладкие режущие кромки.
TANAKA — это профессиональный производитель режущего оборудования, расположенный в Японии, и пионер в мировой лазерной промышленности.
Компания предлагает ряд машин для резки, включая машины для лазерной, плазменной и газовой резки.
В 1989 году компания TANAKA выпустила первый в мире станок для лазерной резки средней толщины со встроенным осциллятором и продолжает развивать технологию лазерной резки.
Помимо станков для лазерной резки, TANAKA также предлагает клиентам решения по автоматической подаче и хранению готовой продукции.
Обзор ADH:
К станкам лазерной резки TANAKA относятся станки лазерной резки CO₂ серий LMRV и LMZV.
Эти станки обеспечивают высококачественную косую и прямую резку.
Улучшенный станок для косой лазерной резки включает в себя несколько технических особенностей, таких как конструкция резака, технология волоконного лазера, последовательность резки и система охлаждения, все из которых интегрированы для оптимальной работы.
8. MESSER
Страна: Германия
Адрес: Messer-Platz 1 65812 BadSoden, Германия
Продукты:
Машины Программное обеспечение Технологические инструменты Обработка материалов Режущие столы Виртуальные/визуальные решения Пылесборники
О компании:
Основанная в 1898 году, компания Messer является крупнейшей в мире семейной компанией, специализирующейся на производстве промышленных, медицинских и специальных газов.
Компания также основала Messer Cutting Systems, поставщика решений для отрасли обработки листового металла.
Системы газокислородной, плазменной и лазерной резки компании Messer предоставляют высококачественные услуги по резке клиентам по всему миру.
Обзор ADH:
Система резки Messer может обеспечить гибкое, высококачественное и эффективное производство.
Он обладает такими характеристиками, как хорошее качество, высокая точность, долговечность и надежность.
9. MITSUBISHI
Страна: Япония
Адрес: 16-5 Конан 2-Чомэ, Минато-ку, Токио
Лазерная продукция:
2D станок для лазерной обработки 3D станок для лазерной обработки Система автоматизации лазера
О компании:
Историю Mitsubishi можно проследить с 1870 года, когда основатель открыл судоходный бизнес, с которого начался путь Mitsubishi.
Деятельность Mitsubishi Group охватывает энергетику, судостроение, машиностроение, аэрокосмическую, автомобильную и другие отрасли тяжелой промышленности.
Обзор ADH:
Система лазерной резки разработана и изготовлена компанией Mitsubishi, начиная с обрабатывающего станка и заканчивая резонатором и системой управления.
Станки для лазерной резки 2D и 3D от Mitsubishi отличаются высокой скоростью, высокой точностью и гибкостью.
Система лазерной автоматизации включает в себя ряд функций автоматизации, таких как подача, обработка и сортировка.
10. ADH
Страна: Китай
Адрес: Китай Промышленный парк специальной экономической зоны Мааньшань Боуанг
Лазерная продукция:
Листогибочный пресс
Машинка для стрижки овец
Панелегибочный станок
Станок для лазерной резки
Гибкая система лазерной резки
Лазерный сварочный аппарат
V-образный пазовальный станок
Станок для обработки железа
О компании:
ADH — эксперт в области машин для обработки листового металла, основанная в 2001 году в Мааньшане, Китай.
Продукция ADH включает листогибочные прессы, машины лазерной резки, ножницы, листогибы и многое другое.
Компания продолжает сотрудничать с зарубежными инженерными группами в разработке и модернизации продукции.
ADH стремится к освоению международного рынка и завоевала признание международных клиентов.
Обзор ADH:
Станок лазерной резки ADH обладает такими характеристиками, как высокое качество, высокая производительность, высокая стабильность и высокая экономическая эффективность.
Продукт имеет множество функций, диапазон мощности лазера составляет от 1000 Вт до 20000 Вт, эффективность фотоэлектрического преобразования высокая, а скорость резки высокая.
Заключение
Станки лазерной резки предлагают различные функции и низкие эксплуатационные расходы, что делает их популярным выбором в отрасли обработки листового металла.
Прежде чем совершить покупку, необходимо понять производственную мощность и необходимые конфигурации станка лазерной резки, такие как мощность лазера и водяной охладитель.
Чтобы узнать больше о станке для лазерной резки, вы можете просмотреть страницу продукта для получения дополнительной информации.
CO2-лазерные граверы, волоконные лазеры и многое другое
Ознакомьтесь с нашей широкой коллекцией станков для лазерной резки! От лазерных граверов CO2 до лучших волоконных лазерных граверов для маркировки металлов — найдите свое оборудование для лазерной резки здесь, в OMTech Laser. Мы производим качественную лазерную резку и гравировку.
Ознакомьтесь с нашими аксессуарами для лазерной гравировки, которые подойдут к вашему станку для лазерной резки!
26 товаров
Сортировать СортировкаЛучшиеЛучшие продажиПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к низкойДата, от старой к новойДата, от новой к старой
Настольный лазерный резак и гравер Polar мощностью 50 Вт с поворотным устройством
от 2 899 долл. США 99 от 2899,99 долларов США Обычная цена 2999 долларов США 99 2999,99 долларов США Сэкономьте $100
DF0812-40BG — CO2-лазерный гравер мощностью 40 Вт с рабочей зоной 8 x 12 дюймов, ЖК-дисплеем и указателем с красной точкой (синий)
Цена продажи 479 $ 99 479,99 долларов США Обычная цена 529 долларов США 99 529,99 долларов США Сэкономьте $50
MF1220-50 — Станок для лазерной резки CO2 мощностью 50 Вт с рабочей зоной 12 x 20 дюймов 2099,99 долларов США Обычная цена 2399 долларов США 99 2399,99 долларов США Сэкономьте $300
MF1220-50R — Станок для лазерной гравировки CO2 мощностью 50 Вт, 12 x 20 дюймов, с поворотной осью 2099,99 долларов США Обычная цена $2,299 99 2299,99 долларов США Сэкономьте $200
MF1624-60 — Станок для лазерной резки CO2 мощностью 60 Вт с рабочей зоной 16 x 24 дюйма
Цена продажи 2499 долларов США 99 2499,99 долларов США Обычная цена 2599 долларов США 99 2599,99 долларов США Сэкономьте $100
MF2028-60 — СТАНОК ДЛЯ РЕЗКИ С СО2 ЛАЗЕРОМ, 60 Вт С РАБОЧЕЙ ЗОНОЙ 20 X 28 ДЮЙМОВ
Цена продажи 2899 долларов США 99 2899,99 долларов США Обычная цена $2,999 99 2999,99 долларов США Сэкономьте $100
AF2028-60 — Станок для лазерной резки CO2 мощностью 60 Вт с рабочей зоной 20 x 28 дюймов (с автофокусом)
3199 долл. США 99 3199,99 долларов США
MF2028-80 — Станок для лазерной резки CO2 мощностью 80 Вт с рабочей зоной 20 x 28 дюймов
3 299 долл. США 99 $3299,99
AF2028-80 — СТАНОК ДЛЯ РЕЗКИ С СО2-ЛАЗЕРОМ, 80 Вт С РАБОЧЕЙ ЗОНОЙ 20 ДЮЙМОВ X 28 ДЮЙМОВ
3699 долларов 99 $3699,99
AF2435-80 — Станок для лазерной резки CO2 мощностью 80 Вт с рабочей зоной 24 x 35 дюймов (с автофокусом)
4 749 долл. США 99 4749,99 долларов
MF2028-100 — Станок для лазерной резки CO2 мощностью 100 Вт с рабочей зоной 20 x 28 дюймов
Цена продажи 3899 долларов США 99 3899,99 долларов США Обычная цена 3999 долларов США 99 3999,99 долларов США Сэкономьте $100
AF2440-100 — Станок для лазерной резки CO2 мощностью 100 Вт с рабочей зоной 24 x 40 дюймов (с автофокусом)
5 499 долл. США 99 5 499,99 долларов
Продано
ZF3551-100 — Станок для резки с двойным лазерным гравером CO2 мощностью 100 Вт с рабочей зоной 35 x 51 дюйм с двумя лазерными трубками и лазерными головками 6799,99 долларов США Обычная цена 7 299 долларов США 99 7 299,99 долларов США Сэкономьте $500
Продано
ZF3551-130 — Станок для резки с двойным лазерным гравером CO2 мощностью 130 Вт с рабочей станиной 35 x 51 дюйм с охладителем воды 5202, двойными лазерными трубками и лазерными головками 6 949,99 долларов США Обычная цена 7 499 долларов 99 7 499,99 долларов США Сэкономьте $550
AF3555-130 — Станок для лазерной резки CO2 мощностью 130 Вт с рабочей зоной 35 x 55 дюймов (с автофокусом)
от 7 049 долл. США 99 от $70490,99 Обычная цена 7 399 долларов США 99 7 399,99 долларов США Сэкономьте $350
AF4063-150 — Станок для лазерной резки CO2 мощностью 150 Вт с рабочей зоной 40 x 63 дюйма (с автофокусом)
от 8 099 долл. США 99 от 8099,99 долларов США Обычная цена 8 499 долларов США 99 8 499,99 долларов США Сэкономьте $400
MP6969-20 — МОПА ВОЛОКОННЫЙ ЛАЗЕРНЫЙ МАРКИРОВОЧНЫЙ СТАНОК 20 Вт С РАБОЧЕЙ ЗОНОЙ 6,9” X 6,9”
Цена продажи $3,999 99 3999,99 долларов США Обычная цена 5 399 долларов США 99 5399,99 долларов США Сэкономьте $1400
FM4343-20S — 20-ваттный лазерный маркерный гравировальный станок с разъемным волокном и рабочей зоной 4,3 x 4,3 дюйма 2599,99 долларов США Обычная цена 3199 долларов США 99 3199,99 долларов США Сэкономьте $600
MP6969-30 — МОРА ВОЛОКОННЫЙ ЛАЗЕРНЫЙ МАРКИРОВОЧНЫЙ СТАНОК МОЩНОСТЬЮ 30 Вт С РАБОЧЕЙ ЗОНОЙ 6,9 X 6,9 ДЮЙМА
Цена продажи 5 399 долларов США 99 5399,99 долларов США Обычная цена 5 999 долларов США 99 5999,99 долларов США Сэкономьте $600
FM6969-30S — Гравировальный станок для лазерной маркировки с разъемным волокном мощностью 30 Вт с рабочей зоной 6,9 x 6,9 дюймов 3599,99 долларов США Обычная цена 3999 долларов США 99 3999,99 долларов США Сэкономьте $400
FM7979-50S — Гравировальный станок с раздельным оптоволоконным лазером мощностью 50 Вт с 7,9Рабочая зона ” x 7,9”
Цена продажи 5 299 долларов США 99 5 299,99 долларов США Обычная цена 5 799 долларов США 99 5799,99 долларов США Сэкономьте $500
MP6969-60 — МОРА ВОЛОКОННЫЙ ЛАЗЕРНЫЙ МАРКИРОВОЧНЫЙ СТАНОК МОЩНОСТЬЮ 60 Вт С РАБОЧЕЙ ЗОНОЙ 6,9 X 6,9 ДЮЙМА
6 999 долл. США 99 6999,99 долларов
MP6969-80 — 80-Вт МОПА ЛАЗЕРНАЯ МАРКИРОВОЧНАЯ МАШИНА С РАБОЧЕЙ ЗОНОЙ 6,9 X 6,9 ДЮЙМА
Цена продажи 8 799 долларов США 99 $8,799,99 Обычная цена 9999 долларов 99 9999,99 долларов США Сэкономьте $1200
MP6969-100 — МОПА ВОЛОКОННЫЙ ЛАЗЕРНЫЙ ГРАВИРОВАЛЬНЫЙ СТАНОК 100 Вт С РАБОЧЕЙ ЗОНОЙ 6,9 X 6,9 ДЮЙМА
Цена продажи 11 699 долларов США 99 11 699,99 долларов США Обычная цена 12 099 долларов 99 12 099,99 долларов США Сэкономьте $400
FM4343-30E — Закрытый оптоволоконный лазерный гравер мощностью 30 Вт с автофокусной красной точкой
Цена продажи $4,699 99 4699,99 долларов США Обычная цена 5099 долларов 99 5099,99 долларов США Сэкономьте $400
Продано
FM4343-50E — Закрытый оптоволоконный лазерный гравер мощностью 50 Вт с автофокусным указателем с красной точкой 6 099,00 долларов США Обычная цена 6 799 долларов США 99 6799,99 долларов США Сэкономьте $700,99
Обзор
Glowforge Pro: самый мощный лазерный резак
Наш вердикт
Glowforge Pro — исключительный лазерный резак, который в буквальном смысле находится в своем классе. Лазер CO2 класса 4 мощностью 45 Вт лучше, чем что-либо другое, что вы можете найти для домашнего использования, что делает Glowforge Pro мощным, быстрым и точным лазерным резаком, идеально подходящим для профессиональных проектов и высококачественных поделок. Если вы хотите увидеть свои ремесленные проекты в Интернете или в магазинах или создать большие и подробные проекты для работы и клиентов, Glowforge Pro — хорошая покупка. Добавление слота Pro Passthrough означает, что вы также можете создавать большие проекты. Приложение Glowforge отличное и простое в использовании, и графические дизайнеры могут найти здесь новый источник дохода. Это дорого и, возможно, слишком много энергии для большинства мастеров, и в этом случае вам лучше подойдет Glowforge Plus или Basic.
Для
Быстрый и мощный лазерный резак
Невероятно прост в использовании
Приложение быстрое и простое
Слот Pro Passthrough жизненно важен
Против
Вам нужен воздушный фильтр Glowforge
Почему вы можете доверять Creative Bloq Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
ЛУЧШИЕ ПРЕДЛОЖЕНИЯ СЕГОДНЯ
Glowforge Pro немного отличается от других линеек лазерных резаков и граверов, представленных на рынке прямо сейчас. Это мощный промышленный лазерный резак, который практически поместится в вашей домашней мастерской. Несмотря на свой размер и мощность, Glowforge прост в использовании, доступен по дизайну и делает резку и гравировку на многих материалах простым нажатием большой кнопки «Печать».
Если вы не знакомы с этими типами машин, взгляните на мой путеводитель по полному ассортименту Glowforge в моей статье, лучшие машины Glowforge. Эти лазерные резаки могут работать со многими материалами, от дерева до кожи и пластика до металлов. Если вы увлеченный ремесленник, колледж или небольшая дизайнерская студия, лазерный резак, такой как Glowforge Pro, может быть полезной покупкой.
Glowforge называет машины 3D-принтерами, а не лазерными резаками, потому что вы можете превращать 2D-материалы в 3D-продукты — игрушки, модели, подарки, украшения и многое другое можно делать на Glowforge Pro. Он также выглядит как большой принтер, что является частью привлекательности его дизайна.
В этом обзоре лазерного резака Glowforge я буду тестировать самый дорогой и многофункциональный станок Glowforge Pro. Это высококлассная машина по цене 6 995 долларов США / 5 995 фунтов стерлингов, ее вряд ли можно купить случайно, и есть еще две модели, которые немного дешевле, и я приму эти сравнения во внимание в этом обзоре. Вы можете найти лучшие цены Glowforge Pro на нашей регулярно обновляемой странице предложений.
Есть менее дорогие лазерные резаки, и вы можете найти их в нашем руководстве по лучшим лазерным резакам, но в целом они не могут делать то, на что способен Glowforge Pro — прочитайте мой учебник Glowforge по гравировке цифрового искусства на древесины для получения дополнительной информации, но теперь читайте дальше, чтобы узнать больше.
Обзор Glowforge Pro: Pro против Plus против Basic
Прежде чем я углублюсь в то, почему Glowforge Pro так хорош, и это действительно так, ниже я приведу несколько простых сравнений трех моделей, предлагаемых брендом. Glowforge Pro — это модель премиум-класса, Glowforge Plus — средняя модель, а Glowforge Basic — машина начального уровня. Ниже я сравниваю верх с низом, так как именно здесь наблюдается наибольшая разница. (Плюс — это, по сути, та же машина, но без слота Pro Passthrough, о котором я подробно расскажу позже в своем обзоре.)
Glowforge Pro
Сегодняшние сегодняшние предложения
Цена: $ 6995 / £ 5995 Размер машины: 38 x 20,75 x 8,25 дюйма
999,502 -й. 2 дюйма Область резки: 11 x 19,5 дюймов Лазер: 45 Вт лазер класса 4 Гарантия: 12 месяцев от других моделей Glowforge и конкурентов.
Прежде всего, это 45-ваттный лазер класса 4, мощный и эффективный элемент технологии. Большинство других лазерных резаков для дома используют лазер класса 1 или диодные лазеры, так что это действительно шаг вперед. Это означает, что Glowforge Pro предлагает высококачественные компоненты и 12-месячную гарантию. Он также отличается улучшенным охлаждением.
Другим большим отличием является слот Pro Passthrough, который позволяет вам проталкивать большие материалы через машину, гарантируя, что она может работать с гораздо более крупными проектами. Если вы производите продукцию профессионального уровня или крупногабаритные товары для хобби, эта машина вам нужна.
Glowforge Basic
Лучшие сегодняшние предложения
Цена: $ 3 995 / £ 2,995 Размер машины: 38 x 20,75 x 8,25 дюйма . дюймов Область резки: 11 x 19,5 дюймов Лазер: 40 Вт, лазер класса 1 Гарантия: 6 месяцев
Переход на Glowforge Basic означает, что вы получаете более медленный станок по сравнению с Glowforge Pro, Glowforge Pro благодаря 40-ваттному лазеру класса 1. Хотя он по-прежнему мощнее или сравним с большинством других лазерных резаков, например, с лучшими станками xTool.
Наряду с этим снижением эффективности лазера, Glowforge Basic использует базовые компоненты бренда, что означает, что здесь действует шестимесячная гарантия, а не 12-месячная для Glowforge Pro. Опять же, «базовый» не означает дешевый, это просто сравнимо с Pro.
Конструкция и использование машины такие же, однако в ней отсутствует сквозной слот Pro, что означает, что вы ограничены материалами размером 20 x 18 дюймов. В целом, Glowforge Basic — хороший вариант для новичков в области лазерной резки и любителей, желающих создавать небольшие проекты.
Обзор Glowforge Pro: настройка и дизайн
Glowforge Pro легко настроить. Вы можете приступить к работе менее чем за 30 минут (Изображение предоставлено в будущем)
Glowforge Pro — большая машина, от этого факта никуда не деться. При размерах 38 x 20,75 x 8,2 дюйма и весе 25 кг это большой лазерный резак. Вам понадобится друг, чтобы помочь вам переместить машину на место, и прочный, закрепленный стол, на который ее можно будет поставить. Предупреждение: Glowforge Pro поставляется в огромной и тяжелой коробке размером примерно 46 x 28 x 14, что больше, чем сама машина, а это означает, что вам понадобится достаточно места, чтобы распаковать его вкусности.
Лично я приветствую упаковку, так как она демонстрирует внимание производителя к деталям — технический бренд, который обращает внимание на то, как он отправляет свои товары, предполагает хороший уровень поддержки клиентов. На самом деле, в тот момент, когда вы нажимаете «купить», Glowforge находится в постоянном контакте с обновлениями о доставке.
Glowforge Pro имеет хорошую настройку, которая начинается еще до прибытия вашего лазерного резака. Например, вы можете зарегистрироваться и настроить свою учетную запись и использовать приложение, чтобы приступить к дизайну или посетить магазин в поисках проектов.
Открытие коробки и Glowforge Pro надежно упакован и выглядит просто, так как в нем мало предметов и дополнений, только машина и шнур питания. Габбины о том, как это настроить, есть в сети. Я скачал руководство в формате PDF, но в приложении также есть пошаговое руководство, и его настройка занимает около 30 минут. Приложение настройки не работает с Chromebook, а только с iOS и Windows, хотя приложение для дизайна работает в браузере. Немного странно, что вы не можете настроить компьютер онлайн или загрузить приложение ChromeOS.
Обратите внимание, что лазерные резаки Glowforge надежно закреплены с помощью системы меток, которые можно вытащить. Держите их в безопасности, потому что, если вам когда-нибудь понадобится транспортировать машину, вам придется снова прикрепить их. (Замена стоит 250 долларов, по-видимому.)
Сам Glowforge Pro представляет собой продуманную машину, напоминающую большой бумажный принтер. Это технология, которая имитирует внешний вид и простоту использования новых форм создания гаджетов, таких как лучшие машины Cricut, но вместо резки лезвием это высококлассный лазерный резак.
Дизайн машины чистый, углы плавно закруглены. Там нет ЖК-экрана или нежелательных кнопок. Вместо этого на задней панели этого лазерного резака спрятан переключатель включения/выключения и большая кнопка «печать», которая мягко светится, когда Glowforge Pro готов. Сзади расположен патрубок для дыма и дыма, здесь закреплена большая фольгированная гибкая труба, закрепленная металлическими стяжками. Если у вас есть воздушный фильтр Glowforge, он подключается к воздушному блоку и идеально подходит.
Эстетика дизайна отражает тот принцип, что это доступный лазерный резак, которым может пользоваться каждый, независимо от уровня ваших навыков или технических ноу-хау. Вот почему многие любители должны хотеть его, и это идеальная машина для школ и колледжей. Однако стоит отметить, что в Glowforge Pro нет USB-порта, поэтому, если ваша компания или колледж имеет закрытую безопасную сеть, вы можете столкнуться с некоторыми проблемами — перед покупкой подключите свою ИТ-команду.
Как и другие современные ремесленные машины, Glowforge Pro использует приложение для управления своими отпечатками. Это простое приложение для браузера, которое преобразует проекты, или вы можете создать проект прямо в приложении (см. ниже более подробное описание приложения Glowforge). Это означает, что Glowforge Pro — это простая в использовании машина, приложение выполняет всю тяжелую работу, а камеры внутри лазерного резака позволяют вам выравнивать проекты в пространстве материала, а также автоматически идентифицировать материалы Proofgrade, диапазон кодированных материалов Glowforge. .
Большая стеклянная крышка открывается, открывая лазерный резак и его основу, металлическую крошку. Звезда представляет собой длинный стеклянный цилиндр, в котором находится лазер класса 4. Сам резак представляет собой небольшую черную коробку, которая надежно фиксируется магнитами и легко снимается для чистки. Когда крышка закрыта, небольшие светодиоды освещают пространство и помогают камерам автоматически фокусироваться и четко идентифицировать материалы.
Обзор Glowforge Pro: использование приложения
Приложение Glowforge простое в использовании и основано на браузере, поэтому вы можете проектировать в любом месте и в любое время (Изображение предоставлено в будущем)
Приложение Glowforge — это программа для проектирования на основе браузера, которая автоматически подключается к лазерному резаку Glowforge Pro. Хотя оно основано на веб-интерфейсе и отлично работает с ChromeOS, приложение не будет подключаться с Chromebook к Glowforge, что немного расстраивает, потому что оно почти универсальное. Но если у вас Windows или Mac, все в порядке.
Это довольно простое в использовании приложение, которое предлагает достаточно функций, чтобы вы могли создавать свои собственные проекты с нуля. Библиотека простых иллюстраций составляет основу большинства новых дизайнов и включает в себя декоративные или простые рамки, но в основном представляет собой смесь графики, похожей на клип-арт, которую можно складывать вместе для создания новых дизайнов.
Когда дизайн создан, щелкните изображение и используйте функцию «Создать контур», чтобы создать линию разреза вокруг рисунка. Вы также можете нажимать на изображения по отдельности, настроив их на вырезание, надрез или гравировку. Этот микс позволяет использовать хороший набор эффектов в одном дизайне.
Наиболее распространенный метод создания дизайна — создание проекта в программном обеспечении для дизайна, которое поддерживает сохранение SVG, PNG или PDF, например Adobe Illustrator или Inkscape. Это позволит вам создавать более сложные и замысловатые оригинальные конструкции. Добавить проект в приложение Glowforge так же просто, как перетащить его в новое пространство дизайна или щелкнуть «Создать новый дизайн» > «Загрузить файл», и приложение преобразует ваш дизайн в растровое изображение.
Последний способ создать рисунок — просто нарисовать его на материале. Размещение этого в Glowforge Pro активирует камеры, он сканируется в приложение, и вы можете просто нажать «Печать», чтобы создать свой дизайн. Это отличный процесс для школ или если вы работаете со старыми бумажными рисунками.
Вы можете легко выгравировать рисунки на многих материалах, включая дерево, металл и даже стекло (Изображение предоставлено Future)
В целом приложение отличное и использует серверы для преобразования любых загруженных изображений менее чем за пять секунд. Он невероятно быстрый и отзывчивый в использовании. Я столкнулся с некоторыми проблемами при загрузке файла SVG, созданного Illustrator, решение заключалось в том, чтобы сохранить и загрузить снова. Я также нашел решение: открыть файл в Photoshop и сохранить в формате PDF.
Один загруженный мной SVG-дизайн представлял собой подборку рождественских украшений, некоторые из них были очень сложными, и в системе это оказалось нормальным. Оказавшись в приложении, вы можете «выбрать все» и изменить размер «вживую», чтобы он соответствовал моим размерам материала. Я могу редактировать дизайн в приложении Glowforge, чтобы возиться с линиями вырезания и гравировки, чтобы сделать несколько уникальных комбинаций из рисунков безделушек.
Несмотря на то, что приложение Glowforge превосходно и легко для понимания, ясно, что большую часть любой работы по дизайну необходимо будет выполнять извне в лучшем программном обеспечении для графического дизайна, таком как Illustrator.
Если ничего не помогает, вы можете просмотреть каталог проектов в приложении. За большинство из них вам нужно будет заплатить, а подписка на Премиум-членство дает вам большую часть бесплатно. Что в них хорошего, так это то, что они доказали свою эффективность, и приложение даже перечисляет необходимые вам материалы (членство также предлагает скидки на материалы Proofgrade).
После того, как дизайн установлен, нужно просто дождаться подключения приложения и Glowforge, установить тип материала, чтобы лазерный резак мог настроить его, а затем установить таймер. Нажатие большой кнопки «Печать» активирует лазерный резак, и все готово. Это невероятно просто, и если вы привыкли, например, к Cricut Design Space и Cricut Access, это вторая натура.
Обзор Glowforge Pro: производительность
Вам понадобится много места для Glowforge Pro и, в идеале, его воздушного фильтра (Изображение предоставлено в будущем)
Glowforge Pro, как и все модели Glowforge, созданы для материалов размером 20 дюймов. в ширину на 18 дюймов в глубину и толщиной два дюйма. Материалы Proofgrade разработаны и нарезаны в соответствии с этими размерами, но они могут быть дорогостоящими, и вам нужно будет самостоятельно проверить совместимость с CO2-лазером. Все модели Glowforge также можно использовать с обычными материалами.
Что отличает Glowforge Pro, так это слот Pro Passthrough, который позволяет использовать материалы большой и неограниченной длины. Размер 20 дюймов в ширину остается, а глубина немного уменьшается до четверти дюйма толщиной. Прорези открываются с обеих сторон корпуса лазерного резака, и материал можно пропускать внутрь, печатая десять дюймов за раз.
Если у вас есть место, слот Pro Passthrough является отличной функцией для больших материалов, и это гарантирует, что вы можете делать продукты профессионального уровня, с которыми не справляются многие другие лазерные резаки для дома и небольших студий.
Лазерная трубка CO2 Glowforge Pro работает на длине волны 10 600 нм с выходной мощностью 45 Вт и гравирует с разрешением 1000 точек на дюйм. Это мощный и эффективный лазер, который прямо сейчас превосходит другие лазерные резаки, представленные на рынке (например, в лазерной коробке xTool с высокими техническими характеристиками используется 40-ваттный лазер CO2).
Glowforge Pro может вырезать невероятно сложные узоры, такие как маленькие снежинки. гравюра. Лазер может резать материал до полдюйма со скоростью; например, простая кабельная стяжка из кожи была разрезана за 10 секунд.
Мои цифровые рисунки доказали, насколько хорош Glowforge Pro для гравировки деталей и глубины материала. Я устанавливаю файл, изменяю размер рисунка и создаю сочетание линий вырезания и гравировки в дизайне. Превращение двух живописных цифровых штрихов, созданных в Rebelle 5, в гравюры занимает один час и тридцать минут. Это детальная процедура, и результаты превосходны, создавая фейды и высокую контрастность.
Изображения, подобные тем, которые я загрузил, могут быть установлены в SD или HD для детализации, как, например, фотография. Для графического дизайна можно установить режим «Черновик», в то время как некоторые материалы могут быть выгравированы в 3D, если они достаточно толстые, но для этого требуется карта высот.
Последние рождественские украшения, вырезанные на Glowforge Pro. Лазерный резак изготовил 12 штук за 30 минут (Изображение предоставлено Future)
Хотя вы не можете резать металл с помощью Glowforge Pro, вы можете резать дерево, акрил, ткань, кожу, резину, бумагу и другие материалы. Гравировка более разнообразна, так как вы можете гравировать стекло, мрамор, а также такие металлы, как анодированный алюминий и титан. Это означает, что вы можете, например, выгравировать рисунки на чехле для iPad. Для достижения наилучших результатов на чем-то подобном стоит посетить форум сообщества Glowforge для настроек.
При резке не слишком много дыма или запаха, а экстрактор хорошо справляется с удалением муравьиного дыма из Светлячей кузницы. При гравировке детализированных рисунков, которые я отправил на лазерный резак, было много дыма и тонкий слой покрытия внутри станка. Стоит отметить, что в этом экстремальном, продолжительном проекте из-под крышки Glowforge Pro исходил небольшой дым, пока он не заработал. Независимо от технологии, от такой машины всегда будут какие-то запахи и дым.
Здесь тоже может быть шумно. Когда воздушный фильтр Glowforge подключен, лазерный резак синхронизирует вентиляторы буксировки, и это может означать тихий вихрь — не ужасный, но заметный. Основной шум исходит от самого лазерного резака, высокие скрипучие точки, когда он движется с точностью, напоминают старый коммутируемый доступ в Интернет. Хотя на самом деле очень музыкально.
Обзор Glowforge Pro: материалы
Glowforge Pro невероятно быстр и точен (Изображение предоставлено: Будущее)
Самый простой способ использовать Glowforge Pro — использовать собственные материалы бренда, предназначенные для лазерной резки. Называемые материалами Proofgrade, это «закодированные» материалы, предназначенные для использования с Glowforge. В основном это означает, что они были протестированы для работы с лазерными резаками.
Каждый материал Proofgrade поставляется с бумажным защитным слоем, который предотвращает подгорание от порезов, а QR-код на этом материале сканируется камерами Glowforge, чтобы понять, что используется. Вы также добавляете этот материал вручную.
Преимущество в том, что вы знаете, что они работают и подходят к машине по размеру, как уже упоминалось, готовые дизайны для Glowforge Pro также маркируют материалы, которые вам нужно использовать. При использовании я бы сказал, что липкий бумажный слой может быть сложно отклеить, и для сложной гравировки я бы удалил его заранее.
Недостатком является то, что эти материалы Proofgrade недешевы и варьируются от $8/£8 за чертежную доску до $40/£38 за шпон. Вы можете использовать любые материалы, купленные в магазине товаров для рукоделия или хозяйственных товаров с Glowforge Pro, но вам нужно будет изучить их, так как некоторые из них могут содержать скрытый клей или химические добавки, которые могут повредить лазерный резак. Сообщество Glowforge — хорошее место для получения информации.
Обзор Glowforge Pro: цена
Лазерные резаки Glowforge дорогие, но это профессиональные машины высокого класса (Изображение предоставлено в будущем) лазер и невероятно быстро и эффективно. Это означает, что отходов меньше, чем, возможно, при использовании других лазерных резаков, а приложение Glowforge и встроенные камеры гарантируют идеальное выравнивание рисунков по материалам. Его энергопотребление тоже не так уж плохо, я использовал Glowforge Pro в течение шести часов, и он стоил около 2 долларов США / 2 фунта стерлингов по тарифу Великобритании 17,85 пенсов / кВтч.
Вдобавок к расходам на Glowforge Pro вам понадобится воздушный фильтр Glowforge, который стоит 1295 долларов США / 999 фунтов стерлингов. Поскольку в Pro используется мощный 45-ваттный лазер CO2, вам понадобится этот дополнительный фильтр очистки воздуха для удаления любых паров. Модель Pro действительно предназначена для использования в небольших студиях, колледжах и домашних студиях — например, она не идеальна для стандартной мастерской, и в этом случае лучше подойдут модели Plus или Basic.
Если вы рассматриваете Glowforge Pro, вам понадобится воздушный фильтр Glowforge, который увеличивает расходы (Изображение предоставлено в будущем)
Несмотря на то, что Glowforge Pro — дорогая машина, она остается самым мощным лазерным резаком, который вы можете купить для домашнего использования. Он может быть немного перегружен для большинства любителей, но как дополнение к небольшой студии или колледжу он не имеет себе равных. Точно так же, если вы планируете открыть студию домашнего рукоделия и делать более профессиональные проекты для продажи на ремесленных рынках и Etsy, это хорошая инвестиция.
Еще одна дополнительная плата, которую следует учитывать, — это подписка на Премиум, которая в настоящее время стоит 20 долларов США / 20 фунтов стерлингов в месяц и предлагает столько бесплатных дизайнов, сколько вам нравится, многие из них даже можно использовать в коммерческих целях, так что это дополнительная ценность. Подписка Premium также предлагает регулярные скидки на материалы Proofgrade, и опять же, если вы используете Glowforge Pro регулярно или в коммерческих целях, она выравнивается.
Дизайнеры также получают дополнительный источник дохода. Ваши оригинальные дизайны можно продавать и загружать на сайтах для рукоделия, таких как Etsy или в вашем собственном блоге, и уже существует большой рынок для всего, от сезонных украшений до костюмов и реквизита для косплея.
Обзор Glowforge Pro: стоит ли покупать?
Нужно ли нажимать на печать на Glowforge Pro? Все зависит от вашего планируемого использования (Изображение предоставлено в будущем)
Если вы можете себе это позволить, Glowforge Pro — это исключительный домашний лазерный резак, который является более мощным и быстрым, чем что-либо на рынке прямо сейчас. Это исполнение дорого обходится, но если вы студент колледжа, небольшая студия или профессиональный ремесленник, желающий создавать высококачественные ремесленные модели, предметы искусства или подарки; украшения, реквизит и игры, Glowforge Pro — отличный вариант.
Если вы любитель или ремесленник, ищущий лазерный резак в дополнение к своему лезвию, то более дешевые модели Plus (4 995 долл. США / 3 995 фунтов стерлингов) или Basic (3 995 долл. США / 2 995 фунтов стерлингов) были бы хорошим вариантом (и там ничего нет базовый о машине начального уровня Glowforge). Они того же размера, но оснащены CO2-лазером класса 1 вместо класса 4.
Единственными сопоставимыми лазерными резаками в корпусе являются xTool M1 и xTool Laserbox. Оба оснащены менее мощными лазерами, чем Glowforge Pro, а xTool M1 оснащен гораздо менее мощным лазером, но дополняет его режущим лезвием. Если у вас нет Cricut или аналогичного ножевого резака, возможно, стоит изучить M1.
Если цена не имеет значения, и вам нужен надежный, быстрый и точный лазерный резак для профессиональных проектов, то Glowforge Pro — прекрасный станок. Его высокие характеристики, мощность, скорость, разрешение и гибкость гарантируют, что на этом лазерном резаке не так много вещей, включая мебель. Он настолько прост в использовании, что вы сможете создать его менее чем за 30 минут, а процесс адаптации хорошо продуман, хотя поддержка ChromeOS будет приветствоваться, а Glowforge даже предлагает бесплатный месяц премиум-доступа.
Для начинающих ремесленников и дизайнеров, ищущих новый источник дохода, Glowforge Pro и вся экосистема Glowforge от магазина до связанных ремесленных сайтов и рынков представляет интерес, который стоит изучить. Если вы хорошо разбираетесь в Illustrator или хотите дать своему искусству новую жизнь, Glowforge Pro — привлекательная машина. В своем классе это лучший лазерный резак на рынке.
Подробнее:
Лучшие принадлежности xTool
Cricut vs Silhouette: что лучше для вас?
Как заработать деньги с Cricut
Glowforge Glowforge Pro 3D Laser Printer: Сравнение цен
Проверьте Amazon (откроется в новой вкладке)
на базе
Спасибо, что прочитали 5 статей в этом месяце* Присоединяйтесь, чтобы получить неограниченный доступ
Наслаждайтесь своим первым месяцем всего за 1 фунт стерлингов / 1 доллар США / 1 евро
У вас уже есть учетная запись? Войдите здесь
*Читайте 5 бесплатных статей в месяц без подписки
Присоединяйтесь сейчас, чтобы получить неограниченный доступ
Попробуйте первый месяц всего за 1 фунт стерлингов / 1 доллар США / 1 евро
У вас уже есть аккаунт? Войдите здесь
10
из 10
Лазерный 3D-принтер Glowforge Pro
Glowforge Pro — исключительный лазерный резак, в буквальном смысле не имеющий себе равных. Лазер CO2 класса 4 мощностью 45 Вт лучше, чем что-либо другое, что вы можете найти для домашнего использования, что делает Glowforge Pro мощным, быстрым и точным лазерным резаком, идеально подходящим для профессиональных проектов и высококачественных поделок. Если вы хотите увидеть свои ремесленные проекты в Интернете или в магазинах или создать большие и подробные проекты для работы и клиентов, Glowforge Pro — хорошая покупка. Добавление слота Pro Passthrough означает, что вы также можете создавать большие проекты. Приложение Glowforge отличное и простое в использовании, и графические дизайнеры могут найти здесь новый источник дохода. Это дорого и, возможно, слишком много энергии для большинства мастеров, и в этом случае вам лучше подойдет Glowforge Plus или Basic.
Ян Дин — редактор Digital Arts & Design в Creative Bloq, бывший редактор многих ведущих журналов. Эти названия включали ImagineFX, 3D World и ведущее название видеоигры Official PlayStation Magazine. В начале своей карьеры он писал для музыкальных и киножурналов, включая Uncut и SFX.
Как пользоваться токарным станком по дереву: руководство для начинающих
Токарные станки по дереву — это мощные инструменты, позволяющие с относительной легкостью вырезать сложные формы из деревянных заготовок. Такие токарные станки обычно выпускаются в настольном исполнении и обеспечивают высокую скорость вращения шпинделя для плавного удаления материала.
Токарные станки по дереву значительно отличаются от токарных станков по металлу. Существуют различные факторы, определяющие качество обработки на токарном станке по дереву.
В этой статье представлено подробное руководство по использованию токарного станка по дереву для производства высококачественной продукции и обеспечению безопасности оператора в процессе работы.
Мы также рассмотрим некоторые методы повышения качества проектов по деревообработке.
Шаг 1: Выберите подходящий токарный станок
Первое условие для начала токарной обработки древесины — это наличие хорошего токарного станка для вашего проекта.
При выборе токарного станка необходимо убедиться в том, что в нем можно разместить заготовку, которую вы хотите обточить.
Другим важным аспектом токарного станка по дереву является скорость вращения шпинделя. Токарный станок по дереву должен обеспечивать переменную скорость вращения, чтобы можно было настроить его для выполнения различных токарных операций на различных видах древесины.
В зависимости от размера и мощности токарные станки по дереву обычно классифицируются как настольные и полноразмерные.
Кроме того, важную роль при выборе токарного станка по дереву играет возможность регулировки упора для инструмента.
Хотя большинство токарных станков по дереву оснащены упором для инструмента, который можно перемещать по длине заготовки, некоторые из них также обеспечивают возможность регулировки наклона упора для обработки древесины под углом.
Выбор подходящего токарного станка в соответствии с вашими требованиями обеспечит качественную продукцию с гладкой поверхностью.
Шаг 2: Прочтите инструкцию по технике безопасности
После выбора токарного станка по дереву для вашего цеха важно ознакомиться с инструкциями по технике безопасности, чтобы избежать несчастных случаев.
Основное правило безопасности при работе на токарных станках по дереву — не носить свободную одежду или висящие украшения, так как они могут запутаться в шпинделе и стать причиной несчастного случая.
Операторам с длинными волосами рекомендуется убрать волосы под плотно облегающий головной убор.
Кроме того, перед использованием инструмента рекомендуется осмотреть его на наличие трещин или других повреждений, особенно при выполнении тяжелой обработки с глубокими пропилами.
Также важно носить защитные приспособления, такие как щиток для лица, очки и перчатки, чтобы предотвратить попадание стружки в глаза и защитить руки от ссадин.
Еще один важный инструктаж по технике безопасности — изучить детали токарного станка и ознакомиться с защитными устройствами, которые могут немедленно остановить процесс в случае возникновения аварийной ситуации.
Шаг 3: Подготовьте заготовку
Токарные станки по дереву могут выполнять токарные операции на деревянных брусках и придавать им нужную форму.
Однако эти деревянные блоки должны быть обрезаны до небольших размеров, которые идеально вписываются в рабочую зону токарного станка.
Кроме того, обработка краев блока на токарном станке может привести к вибрации, а иногда и к повреждению заготовки.
Поэтому начинающим токарям рекомендуется снимать фаски с краев блока, чтобы уменьшить нежелательные вибрации, возникающие в процессе точения.
Шаг 4: Установите заготовку на токарный станок
После подготовки заготовки настало время установить ее на токарный станок. При установке заготовки на токарный станок по дереву важно найти точный центр передней и задней поверхностей заготовки.
С помощью шпинделя
После разметки центра можно совместить наконечник шпинделя (установленного на бабке) с центром заготовки и подвести заднюю бабку для оказания давления на другой конец.
Острые зубья шпинделя захватывают заготовку, в то время как задняя бабка оказывает необходимое давление, чтобы прочно удерживать заготовку между задней и передней бабкой.
Этот метод можно использовать для установки заготовок с неровной поверхностью, но он не обеспечивает сильного зажима при тяжелых операциях обработки.
С помощью кулачкового патрона
Кулачковый патрон — это еще один способ крепления заготовки на токарном станке по дереву.
При этом способе в торце деревянной заготовки закрепляется винт с резьбой, который зажимается трех- или четырехкулачковым патроном, установленным на бабке.
Этот метод подходит для работ, требующих умеренное усилие резания и обеспечивает доступ к торцу заготовки для выполнения торцовочных операций.
С помощью планшайбы
Другой способ крепления заготовки — использование планшайбы, прижимаемой к заготовке с помощью нескольких винтов.
Затем планшайба устанавливается на шпиндель бабки. Этот метод обеспечивает надежную фиксацию заготовки и может использоваться при тяжелых режимах обработки.
Шаг 5: Выбор инструмента
После установки заготовки на токарном станке наступает время выбора инструмента.
Существуют различные типы токарных резцов для различных операций обработки, и в зависимости от поставленной задачи вы можете выбрать подходящий инструмент.
Долото для черновой обработки — один из наиболее часто используемых инструментов для операций чернового точения, при которых снимается большой объем материала.
Этот инструмент используется для придания деревянной заготовке формы цилиндрического предмета нужного диаметра.
Аналогично можно использовать косую стамеску для выравнивания поверхности цилиндрической заготовки и выполнения операции чистового точения.
Вы также можете использовать другие инструменты, такие как отрезной инструмент, расточный инструмент, торцовочный инструмент и т. д., для выполнения других операций с заготовкой.
В отличие от системы осей токарных станков по металлу, где режущий инструмент может перемещаться вдоль фиксированных осей, в токарном станке по дереву режущий инструмент может свободно перемещаться оператором.
Шаг 6: Установите соответствующую скорость вращения шпинделя
Диаметр заготовки (дюймы)
Минимальная скорость (об/мин)
Максимальная скорость (об/мин)
9″
650
1000
10″
600
900
12″
500
750
14″
420
640
16″
370
560
Скорость вращения шпинделя токарного станка измеряется в оборотах в минуту.
По сравнению с токарными станками по металлу, токарные станки по дереву обычно имеют более высокую скорость вращения шпинделя при меньшем крутящем моменте, что способствует плавному скольжению режущего инструмента по мягкой древесине.
Высокая скорость создает достаточную инерционную силу для создания эффекта срезания между заготовкой и инструментом, что позволяет выполнить требуемый рез.
Эмпирическое правило для регулирования скорости на токарном станке по дереву гласит: чем больше диаметр заготовки, тем медленнее должна быть скорость вращения шпинделя.
Следует отметить, что при токарной обработке заготовки на высоких оборотах необходимо обеспечить такие вещи, как устойчивость токарного станка, надежное крепление заготовки и целостность заготовки.
При обработке слабой заготовки, например, склеенного куска древесины или древесины с трещинами, сучками или включениями, рекомендуется использовать низкую скорость вращения шпинделя.
Вы можете использовать следующие формулы для расчета минимальной эффективной скорости и максимальной безопасной скорости для деревянной заготовки.
Минимальная эффективная скорость = 6000 ÷ Диаметр заготовки (в дюймах).
Максимальная безопасная скорость = 9000 ÷ Диаметр заготовки (в дюймах).
Кроме того, для заготовок диаметром менее 2″ (например, ручек) рекомендуется устанавливать скорость вращения шпинделя на уровне 3500 об/мин или ниже.
Шаг 7: Начните процесс
После выполнения всех вышеперечисленных действий и установки правильной скорости вращения шпинделя вы можете установить режущий инструмент на подставку и начать процесс, важно крепко держать инструмент во время процесса обработки.
Неплотно захваченный инструмент при контакте с заготовкой будет издавать громкие вибрации и создавать следы.
Как правило, большинство операторов предпочитают держать инструмент ровно на упоре для инструмента, при этом костяшка указательного пальца прижимается к корпусу упора для дополнительной устойчивости.
Во время выполнения процесса можно проверить однородность цилиндрической заготовки, положив режущий инструмент плашмя на вращающуюся поверхность.
Если инструмент остается стабильным, заготовка однородна со всех сторон, но если инструмент дребезжит, заготовка требует дополнительной обработки для достижения равномерного диаметра.
Шаг 8: Проверка результатов
После завершения процесса обработки вы можете проверить форму, размер и качество поверхности заготовки.
Ручной инструмент не позволяет обеспечить точные размеры во время обработки, поэтому важно измерить заготовку после завершения процесса.
Диаметр заготовки можно проверить с помощью измерительных инструментов, таких как микрометры и штангенциркули.
Шаг 9: Шлифовка и отделка заготовки
После осмотра детали и обеспечения ее соответствия желаемому размеру и форме можно отшлифовать деревянную заготовку, чтобы улучшить качество ее поверхности.
Вы также можете отполировать или окрасить заготовку, чтобы повысить ее контрастность и придать ей эстетическую ценность.
Методы улучшения качества обработки на токарном станке по дереву
Токарные станки по дереву — это универсальные станки, которые можно использовать для вырезания различных форм из дерева.
Токарный станок по дереву промышленного уровня также может использоваться для обработки металла, но не может выполнять тяжелые операции по обработке твердых металлов.
Это связано с тем, что эти токарные станки специально разработаны для обработки мягких материалов, таких как дерево.
Закрепите токарный станок для устранения вибраций
Основным элементом, влияющим на качество обработки, являются вибрации, возникающие в процессе обработки.
Эти вибрации приводят к нежелательному дребезжанию ручного инструмента, тем самым ухудшая качество обработки поверхности.
Поэтому качество обработки на токарном станке может быть улучшено либо путем размещения тяжелых грузов на основании токарного станка, либо путем прочного крепления токарного станка к полу.
Размещение груза на станине обеспечивает прочность станка и уменьшает вибрации, возникающие при работе станка.
В то время как крепление станка болтами прочно удерживает его на месте и устраняет нежелательные вибрации.
Выберите наиболее подходящую для процесса древесину
Выбор древесины в первую очередь зависит от ее применения. Например, ясень лучше всего подходит для изготовления бейсбольных бит, в то время как красное дерево обеспечивает красивую текстуру и внешний вид мебели.
Мягкую древесину сравнительно легче обрабатывать на токарном станке, чем твердую. Режущий инструмент скользит по мягкой древесине, тем самым создавая гладкую поверхность.
Орех — один из лучших примеров мягкой древесины, которая обеспечивает высокую эстетическую ценность и очень легко обрабатывается.
Обработка мягкой древесины требует сравнительно меньшей силы резания, что снижает вибрацию ручного инструмента во время обработки.
Поэтому выбор наиболее подходящей древесины мягких пород для вашего случая поможет улучшить качество обработки поверхности изделия.
Выполняйте неглубокие пропилы для лучшего качества
Древесина — волокнистый материал, который легко режется, но выполнение глубоких пропилов увеличивает усилие реза, прилагаемое к материалу, и может привести к образованию трещин в волокнах заготовки.
Кроме того, рекомендуется следить за остротой режущего инструмента, используемого для обработки древесины, поскольку тупая кромка увеличит ударную нагрузку и расколет заготовку вдоль ее зерен.
Поэтому для получения деревянных деталей с высокой чистотой поверхности рекомендуется использовать острый инструмент и выполнять неглубокие резы на высокой скорости.
Регулярно измеряйте размеры заготовки
Режущий инструмент в токарных станках по металлу установлен на инструментальной стойке, которую можно точно перемещать с помощью маховиков, помеченных шкалой.
Однако такое точное перемещение невозможно при использовании ручного инструмента в токарных станках по дереву.
Поэтому рекомендуется регулярно измерять размеры заготовки с помощью штангенциркуля, например, верньерного штангенциркуля, чтобы обеспечить идеальный результат в соответствии с вашими требованиями.
Заключение
Токарные станки по дереву — это мощные инструменты, которые можно использовать для резьбы по дереву различных форм для различных целей.
Эти токарные станки просты в использовании, при условии, что вы следуете надлежащей процедуре и следите за инструкциями по технике безопасности.
Использование токарного станка по дереву — это навык, который можно совершенствовать со временем, а поскольку каждая деревянная заготовка ведет себя по-разному в процессе обработки, для получения высококачественной продукции на токарном станке по дереву важно иметь опытного оператора.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Токарный станок по дереву — своими руками!» и «История токарных станков с ЧПУ».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Токарные работы по дереву: как работать на станке начинающим
17.10.2019
1 звезда2 звезды3 звезды4 звезды5 звезд
Рассказываем об устройстве токарного станка, технике безопасности и двух способах обработки заготовок.
Shutterstock
Работа на токарном станке по дереву, в принципе, несложная, но требует навыка и умения чувствовать обрабатываемую деталь. Рассказываем подробности.
Все о работе на токарном станке
Устройство прибора
Набор резцов
Принцип работы
Техника безопасности
Виды работ
Для зажатой между центрами заготовки
Для заготовки, зажатой с одного конца
Токарный станок по дереву имеет одну ограниченную функцию: он только вращает деревянную заготовку. Столяр же из простого куска дерева постепенно вытачивает законченный предмет: ножки для мебели, корпус лампы, стойки перил, игрушки, коробочки, кубки, салатницы, вазы и т.д.
В отличие от прочих машин для обработки дерева, использующихся лишь на тех или иных промежуточных стадиях, токарный станок годится для всех операций: от черновой обработки до полирования. Требуемый инструмент — это желобчатые (цилиндрические или в форме буквы V) и плоские стамески, резцы, скребки различных размеров и форм. Станок вращает заготовку, а рука контролирует движение резца.
Устройство станка с электронным регулированием
Выключатель «Пуск-Стоп»
Станина
Передняя бабка
Переключатель скорости (с вариатором)
Шпиндель
Поводковый центр
Подручник (резцедержатель)
Центр задней бабки
Задняя бабка
Желобчатая стамеска
Резец-майсель (2 мм)
Полукруглый резец
Отрезной резец
Скошенная стамеска (косяк)
Полукруглая стамеска для обработки фасонной поверхности
Желобчатая стамеска для черновой обработки (рейер)
ShutterStock
Весь механизм станка укреплен на станине, сделанной из двух стальных брусьев или из профильных чугунных либо алюминиевых балок. С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
Поворачивающийся во все стороны подручник, располагающийся как можно ближе к заготовке, поддерживает и направляет резец.
На станках с ручной регулировкой скорость (частота) вращения может переключаться (от 450 до 2 000 об./мин) рычагом коробки передач, в которой расположены шкивы с подшипниками. В более сложных моделях станков коробка передач заменена электронным вариатором, позволяющим плавно регулировать скорость на ходу.
Обеспечение безопасности работы на токарных станках — очень важное мероприятие. Этим нельзя пренебрегать ни начинающим, ни профессионалам. При несоблюдении инструкции можно повредить глаза, ранить руки или получить удар током.
Правила работы на токарном станке
Наденьте спецодежду.
Проверьте инструмент перед стартом. Должно быть заземление, защитные щитки.
В патроне не должно быть лишних элементов (стружки).
Установка станков больше 16 кг (для мужчин) и 10 кг (для женщин) разрешается только с помощью специальных инструментов.
Заготовка должна быть выровнена, надежно закреплена на станке.
Запрещается замерять деталь во время работы устройства.
Нельзя удалять стружку струей воздуха, поддерживать детали руками.
Не пытайтесь остановить рабочее устройство вручную.
ShutterStock
В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки. В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок. Второй способ предусматривает установку исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
1. Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Как правильно зажать деталь
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.
С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею деталь так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки — изделие должно держаться само.
Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Подведите подручник как можно ближе. Поворачивая ее рукой, убедитесь, что заготовка свободно вращается и ни за что не задевает. Опорная плоскость подручника должна располагаться примерно на 5 мм ниже оси вращения.
ShutterStock
Как работать
Следующий состоит в том, чтобы сделать брусок дерева цилиндрическим. Это осуществляется на скорости 1 000-1 500 об./мин. При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки — рейера. Если кусок дерева длинный, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
Для вытачивания деталей существуют инструменты разной формы: желобчатая стамеска для обработки фасонной поверхности, плоская стамеска, крючок, полукруглый резец, скошенная стамеска (косяк) и др.
В зависимости от типа используемого инструмента и стадии работы, следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.
Черновая обработка
Для чернового точения цилиндра с помощью рейера установите частоту вращения 1 000 или 1 500 об./мин. Чем точнее должна быть форма цилиндра, тем большую скорость надо устанавливать. Бруски с малым припуском на обработку можно проточить с одного прохода по всей длине, с большим припуском — небольшими порциями, двигаясь от задней бабки к шпинделю.
Начинайте работу плавно, опираясь стержнем резца на подручник и держа лезвие так, чтобы пятка резца соприкасалась с деревом. Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку. Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая — лишь поддерживает лезвие (не нажимая на него).
ShutterStock
При черновой обработке квадратного бруска аккуратно срезайте стамеской углы, не слишком на нее налегая. Доведите деталь до цилиндрической формы наибольшего диаметра, придвигая по мере стачивания припуска подручник по направлению к оси вращения.
В зависимости от того, какую форму вам нужно придать детали, проведите карандашом основные линии разметки выпуклых и вогнутых частей, поворачивая заготовку рукой. Размечайте брусок так, чтобы наиболее широкие части детали всегда располагались со стороны передней бабки.
Начните с обтачивания стамеской двух краев заготовки. Опираясь на подручник, она должна плавно входить в дерево (без резких движений), оставаясь перпендикулярно оси вращения.
Проверка размера
Регулярно проверяйте размер штангенциркулем. Опытные столяры обычно прижимают резец локтем к бедру, чтобы освободить руку для измерительного инструмента. Как только штангенциркуль начинает вибрировать, уменьшите толщину стружки. Таким образом обточите прежде всего наибольшие диаметры, а затем переходите к точению шеек, торов, шаров, плеч и т.д.
Для того чтобы выточить полутор, воспользуйтесь желобчатой стамеской для обработки фасонной поверхности. Держа ее перпендикулярно оси, спускайте режущую кромку с внешней стороны внутрь бруска, поднимая и слегка поворачивая ручку. Чтобы получить целый тор, произведите ту же операцию с обеих сторон.
Шейка (свод) вытачивается таким же резцом, что и тор. После черновой обработки донышка посередине шейки проточите правую полушейку, на этот раз ведя инструмент снизу вверх и вправо. Никогда не переводите резец сразу с одной стороны шейки на другую — их нужно вытачивать по очереди.
Листели (маленькие ободки, часто оставляемые с обеих сторон шейки) вытачиваются мейсель-резцом. У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.
Галтель представляет собой плавный переход от одной поверхности к другой — по сути, комбинацию тора и шейки. Поэтому вначале точите шейку, а затем тор, примыкающий к ней.
Деталь, зажатую с двух сторон, никогда не отрезают полностью. Выточите с двух краев канавки, оставляя перемычки маленького диаметра, и отпилите концы ножовкой, предварительно остановив станок.
Чтобы завершить отделку детали, снимите резцедержатель и обработайте деталь снизу мелкой шкуркой (зернистостью от 16 до М63). Во время работы поворачивайте шкурку крест-накрест, чтобы избежать кольцевых царапин.
Для отделки детали во время вращения натрите ее куском воска и отполируйте плотной тканью или пробковым материалом.
2. Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.
ShutterStock
Пошаговый процесс
Надежно зажмите квадратный брусок дерева в патроне так, чтобы вручную добиться малого биения. Придавая цилиндрическую форму, вы можете для большей безопасности пользоваться подручником.
Когда заготовка приобретет нужную форму, обработайте свободный торец стамеской. В начале подрезается буртик крышки, а затем полукруглым резцом выбирается ее внутренность. Подручник располагается со стороны свободного торца бруска, при этом центр задней бабки снимается.
Вытачивание этой части необходимо для последующего изготовления шляпки на ножке — украшения сверху крышки. После шлифования деталь подрезается мейсель-резцом, а затем отпиливается ножовкой при выключенном двигателе.
Из оставшейся в патроне заготовки предстоит сделать коробочку. Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки.
Вырезав по разметке слегка коническое углубление, вбейте в него киянкой крышку. Ее буртик должен быть высотой не менее 5 мм.
Соединение крышки с коробочкой довольно прочное, так что их можно обрабатывать совместно желобчатой стамеской. Работать надо плавными, равномерными движениями, снимая стружку в направлении от более выпуклых частей к более тонким.
Когда вы придадите коробочке нужную форму, вырежьте тонкие бороздки и обожгите их (сделайте темными) с помощью натянутой железной проволоки. Последнюю операцию следует прекращать с появлением дыма.
На готовую вращающуюся коробочку нанесите, распыляя из баллончика, нитролак, а затем обработайте ее стружками.
После этого изделие покройте воском и отполируйте пробкой.
Вложите клин между коробочкой и крышкой и, слегка ударив киянкой, снимите ее. С помощью сверла, закрепленного в задней бабке, просверлите в изделии отверстие, которое задаст глубину. Режущий инструмент (скребок) держите по оси вращения, приподнимая ручку, пока не будет найден оптимальный угол резания. Резцом можно работать, двигая его от центра к периферии заготовки или наоборот. Время от времени следует проверять глубину. Когда внутренность выточена, подровняйте посадочное отверстие для крышки мелкозернистой шкуркой, а затем срежьте коробочку мейсель-резцом.
Также рекомендуем ознакомиться с видео работы на токарном станке.
Материал
Systeme D
Перевод
Юрий Казачков
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться», Вы даете согласие на обработку персональных данных
Рекомендуем
Почему домашний кинотеатр сегодня — это так просто
Лучшие электрические котлы для отопления дома: 12 моделей и правила выбора
Котельная в частном доме: нормы и правила обустройства, которые должен знать каждый владелец
Кварцвинил или ламинат: что лучше, 7 параметров для сравнения, таблица
Дача-2023: 7 важных правил и законов, которые нужно знать (чтобы не получить штраф)
Жалюзи без сверления: можно ли повесить и как это сделать (+ видео)
Какая каминная топка лучше: виды и их отличия, обзор производителей (47 фото)
Как выбрать входную дверь: полезные советы и 7 критериев
Кварцвинил: преимущества, плюсы и минусы, сравнение с другими материалами и 30 фото в интерьере
Реклама на IVD. ru
Архив техники | Прибыль | Токарная обработка дерева
Иногда это подходящее время года для определенных токарных работ. Сентябрь и октябрь подходят для рождественских украшений. Это то время года. Ранняя осень, дети снова в школе, а вы все еще работаете на уборке огорода. Возможно, пока рано думать о вашем личном Рождестве, но…
Рождественские украшения: соберите свой инвентарь FastRead More
Получить древесину для токарного станка может быть проблемой. Однако обрезки со строительной площадки имеют большой потенциал в качестве практики токарной обработки заготовок. Обрезки коммерческих 2х4 делают хорошие токарные заготовки для начинающих. Древесина обычно ель, ель или сосна. Это мягкая древесина, а не твердая. …
Точение заготовок из настольной пилыПодробнее
Магазинные заметки — инструмент, которым часто пренебрегают токари. Планирование вашего проекта поможет вам избежать ошибок и сократить время обработки. С этим шаблоном легко вести заметки о магазине. Добавьте их в свой набор инструментов уже сегодня. Я могу вспомнить несколько случаев, когда я свернул замечательный проект. Один был производителем горшков для семян и …
Заметки о токарной мастерскойПодробнее
Токарная обработка дерева включает в себя прядение древесины и острые инструменты. Вращение дерева может привести к опасностям и травмам. Но следуя некоторым простым советам по безопасности в мастерской, вы сможете избежать распространенных травм, связанных с токарной обработкой дерева. Давайте начнем с вашего магазина токарных станков. Вы заметили, что я сказал «ваш магазин», а не мой? Есть причина для …
9 советов по безопасности в магазине для токарных станковПодробнее
Отрезной инструмент является одним из первых инструментов, которые большинство токарей получают вместе со своим токарным станком. Очевидная цель — помочь вам «разобрать» выключение станка. Однако инструмент гораздо полезнее, чем просто снимать древесину с токарного станка. Итак, давайте взглянем на два разных пробора…
Инструмент для разделения — более универсальный, чем вы думалиПодробнее
Чтобы выточить древесину на токарном станке, вы должны закрепить древесину на токарном станке. При точении шпинделя древесина удерживается между передней и задней бабками. Для точения чаши я покажу вам, как установить заготовку чаши с планшайбой. Эти два метода позволяют токарному станку …
Как прикрепить древесину к токарному станкуПодробнее
Добро пожаловать в удивительный мир токарной обработки дерева. Если вы не уверены, что вам нужно, этот пост поможет вам понять токарную обработку дерева и связанное с ней оборудование для токарной обработки. На данный момент мне нужно сделать несколько упрощающих предположений. Сначала вам понадобится токарный станок. Токарные станки бывают разных размеров: от мини…
Введение в точение по дереву — что вам нужно для началаПодробнее
Моя жена отлично готовит. Я люблю превращать проекты, которые она затем использует для создания кулинарных изысков, которые я могу съесть. Однажды она спросила, могу ли я сделать деревянную ручку для ее мерной ложки. Металлическая ложка прослужила дольше, чем пластиковая ручка. Я думаю, что это пострадало от контакта …
Деревянная ручка — проект по токарной обработке дереваПодробнее
Когда вы только что приобрели свой первый токарный станок, выбор принадлежностей может быть ошеломляющим. Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с …
Установка дерева на токарный станок без использования патронаПодробнее
Точеная деревянная пробка для бутылок — отличный акцент для хорошей бутылки вина. Это дает вам возможность попробовать различные методы токарной обработки, такие как добавление прожиговых линий или невыпадающего кольца. Это небольшой проект, который не требует специальной древесины или специальных токарных инструментов. Будьте изобретательны и создавайте различные формы с помощью …
Как украсить хорошее вино – сделать пробку для бутылки – проект по токарной обработке дереваПодробнее
Очень распространенный вопрос: где взять древесину для токарной обработки. Следующая проблема заключается в том, что после того, как вы соберете немного дерева, досок или веток, как вы поместите грубую древесину на свой токарный станок? Ключом к успешной токарной обработке древесины является подготовка древесины к токарной обработке, а затем ее закрепление на токарном станке, чтобы…
5 шагов по подготовке необработанной древесины к токарной обработкеПодробнее
Садоводство — одно из самых популярных увлечений, обычно занимающее 1-е или 2-е место в опросах. Это делает садовников идеальной группой для вас. Что вы можете сделать для своих друзей-садоводов? Вот пять проектов, которые помогут вам начать. Я уверен, что вы придумаете больше идей для токарной обработки дерева…
5 проектов по токарной обработке дерева для садаПодробнее
Обучение технике токарного станка
ИНЖЕНЕРНАЯ ПОДДЕРЖКА SHOPSMITH
Запишитесь на прием сегодня!
12:00 — 15:00
Понедельник — пятница • Восточное стандартное время
Всего 19,99 долларов США за первые 15 минут и 1 доллар США за минуту после
900 67
Запись на прием Онлайн (Нажмите сейчас)
(937) 890-5197 Звонок для записи на прием
Если наша техническая команда разговаривает по телефону, оставьте сообщение
. Они перезвонят вам.
КАК ЭТО РАБОТАЕТ:
✓ ГАРАНТИЯ
✓ БЕЗ ГАРАНТИИ
Если ваше оборудование находится на гарантии, позвоните в нашу службу поддержки клиентов по телефону (937) 890-5197 бесплатно для вас.
Если ваше оборудование не находится на гарантии , или вы приобрели его не у Shopsmith, , обратитесь к техническому эксперту Shopsmith.
ВЫ ПРОСИЛИ, МЫ ДОСТАВЛЯЕМ
Имея более чем 63-летний опыт работы и более 600 000 машин в обращении, наши клиенты просили расширить доступ к службе поддержки инженеров Shopsmith, чтобы:
Дайте рекомендации по поддержанию оптимальной эффективности вашей машины
Помогите пройти процедуру
Помощь с исходными материалами, такими как диаграммы, руководства и т. д.
Помощь в выборе деталей для решения технических проблем
Направляйте вас к богатству материалов «Начало работы»
Или даже просто рассказать, как начать!
Инженерную группу Shopsmith возглавляет наш инженер Shopsmith, ведущий специалист по обеспечению качества и ветеран Shopsmith со стажем более 40 лет. Если его команда не может помочь, то, скорее всего, никто не сможет.
Хоть мы и хотели бы разливать экспертов по магазинам и иметь неограниченные ресурсы, они просто недоступны. Поэтому мы создали специальную Линию технической поддержки Shopsmith, специально предназначенную для оборудования. Больше не на гарантии. (Наше оборудование такого высокого качества, оно длится и длится!)
#
ЧТО
КАК
1
Назначить встречу
Забронировать онлайн
Позвоните в службу поддержки клиентов по телефону (937) 890-5197, чтобы записаться на прием
2
Оплата кредитной картой
Предоставьте информацию о своей кредитной карте для выставления счетов за:
19,99 долларов США за первые 15 минут вашего звонка.
В любое время, превышающее 15 минут, будет взиматься плата в размере 1,00 доллара США за минуту
.
Если ваш звонок будет длиться более 15 минут, вам будет выставлено расчетное дополнительное время.
Деньги не будут возвращены менее чем за 15 минут
3
Получите максимум от своего звонка!
При самостоятельном онлайн-планировании вы сможете:
Запишитесь на прием и получите подтверждение
Предоставьте информацию о том, что вам нужно, чтобы технический эксперт мог подготовиться к вашему звонку
Включите изображения или видео, чтобы помочь вашему техническому эксперту
Непосредственный вызов инженерной технической поддержки позволит вам получить немедленный ответ, если они доступны и не имеют запланированной встречи, в 12:00 и 15:00, с понедельника по пятницу, по восточному поясному времени.
Наличие кривизны у деталей проверяется на глаз или же подлежащую правке деталь кладут на плиту и по зазору между плитой и деталью определяют есть ли кривизна. Изогнутые места отмечают мелом.
При правке нужно правильно выбирать места, по которым следует наносить удары. Удары должны быть меткие, соразмерные с величиной кривизны, и постепенно уменьшаться по мере передвижения от наибольшего изгиба к наименьшему. Работа считается законченной, когда все неровности исчезнут и деталь окажется прямой, что можно проверить наложением линейки. Выпрямленную деталь или заготовку необходимо правильно располагать на плите. Работать следует в рукавицах.
Правка полосового металла. Осуществляется в следующем порядке: обнаруженный изгиб отмечают мелом, после чего искривленную деталь берут за конец левой рукой и кладут на плиту или наковальню изогнутой частью кверху. В правую руку берут молоток и наносят удары по выпуклым местам широкой стороны, производя сильные удары по наибольшей выпуклости и уменьшая их в зависимости от величины изогнутости; чем больше кривизна и толще полоса, тем сильнее нужно наносить удары, и наоборот, по мере выпрямления полосы ослаблять их, заканчивая правку легкими ударами. Силу ударов следует уменьшать с уменьшением величины пятен.
При правке полосу по мере необходимости надо поворачивать с одной стороны на другую, а закончив правку широкой стороны, приступать к правке ребра. Для этого нужно повернуть полосу на ребро и наносить вначале сильные удары, а по мере устранения кривизны все слабее и слабее по направлению от вогнутого очертания к выпуклому. После каждого удара полосу следует поворачивать с одного ребра на другое.
Устранение неровностей проверяют на глаз, а более точно — на разметочной плите по просвету или наложением линейки на полосу.
Выправленный материал может иметь дефекты в основном из-за неправильного определения места, по которому нужно наносить удары, неравномерного уменьшения силы удара; отсутствия должной меткости при ударе; оставления забоин и вмятин.
Заготовки, отрезаемые на станках, обычно бывают по краям покороблены и имеют волнистую форму. Правка их производится несколько иначе. Перед правкой покоробленные места обводят мелом или простым графитовым карандашом. После этого заготовку кладут на плиту, прижимают ее левой рукой, а правой начинают наносить удары молотком рядами по всей длине полосы, постепенно переходят от нижней кромки к верхней. Удары наносят сначала сильные, а по мере перехода к верхнему краю с меньшей силой, но чаще.
Правка листового металла.Это более сложная операция. Образующиеся на заготовках выпуклости чаще всего разбросаны по всей поверхности листа или же находятся в середине, поэтому при правке заготовок с выпучинами нельзя наносить удары молотком по выпуклому листу, так как от этого они не только не уменьшатся, а, наоборот, еще больше вытянутся (рис. 1, б).
Перед тем как приступить к правке заготовок с выпучинами, нужно проверить и установить, где больше вытянут металл. Выпуклые места в виде выпучин обвести карандашом или мелом. После этого положить заготовку так, чтобы ее края лежали всей поверхностью, а не свешивались. Затем, поддерживая лист левой рукой, правой наносят ряд ударов молотком от края листа по направлению к выпуклости.
Удары по мере приближения к выпуклости нужно наносить все слабее, но чаще.
Правка тонких листов производится деревянными молотками-киянками, а очень тонкие листы кладут на ровную плиту и выглаживают гладилками.
Правка пруткового материала.Короткие прутки правят на правильных плитах, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоев на заготовке. Если же усилия, развиваемого молотком, недостаточно для выполнения правки, то применяют ручные или механические прессы. В этом случае заготовку устанавливают на призмы выпуклой частью вверх и давят на изогнутую часть.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка закаленных деталей называется рихтовкой. Точность рихтовки может быть достигнута в пределах от 0,01 до 0,05 мм.
В зависимости от характера рихтовки применяют различные молотки: при рихтовке точных деталей, на которых следы ударов молотка не допустимы, применяют мягкие молотки (из меди, свинца). Если же при рихтовке приходится вытягивать, удлинять металл, применяют стальные молотки весом от 200 до 600 г с закаленным бойком или специальные рихтовальные молотки с острыми бойками.
Изделия толщиной не менее 5 мм, если они прокалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко, и их можно рихтовать, как сырые детали, т. е. наносить удары по выпуклым местам.
Тонкие изделия (тоньше 5 мм) всегда прокаливают насквозь, поэтому рихтовать их нужно не по выпуклым, а, наоборот, по вогнутым местам. Волокна вогнутой части детали растягиваются, удлиняются от ударов молотка, а волокна выпуклой части сжимаются и деталь выдавливается.
На рис. 2 показана правка угольника. Если угольник имеет острый угол, то рихтовать его нужно у вершины внутреннего угла, если же тупой угол, то у вершины наружного угла. Благодаря такой рихтовке ребра угольника вытянутся и он примет правильную форму с углом 90°.
В случае коробления изделия по плоскости и узкому ребру рихтовка выполняется отдельно: сначала по плоскости, а потом уже по ребрам.
Sibek
Фаворит (220 В)
Описание
Стенд для правки дисков «Фаворит» предназначен для правки литых и кованых легкосплавных дисков диаметром от 10 до 22 дюймов включительно (от 22-х дюймов используйте мобильный кронштейн). Вал изготовлен из конструкционной легированной стали 50Х с повышенной износостойкостью и прочностью.
Простота в использовании является одним из главных достоинств стендов в отличии от аналогичных моделей других производителей, а также доступность ремонта.
Ремонтируемый диск закрепляется на планшайбе, группа пазов которой позволяет зафиксировать любой диск вышеуказанного размера. Гидравлический привод стенда «Фаворит» позволяет достигать максимального усилия в зоне правки до 3700 кг, что, в большинстве случаев, позволяет полностью восстановить геометрию ремонтируемого диска. Комплектуется сменными рихтующими насадками и рабочими штоками. Для хранения набора вспомогательных инструментов в конструкции стенда предусмотрен инструментальный ящик. Управление рабочим гидроцилиндром осуществляется при помощи гидравлического распределителя со встроенным редукционным клапаном и регулятором давления. Гидроцилиндр приводится в действие давлением масла, создаваемым масляным насосом. Масляный насос, размещенный внутри корпуса стенда, является основой гидропривода «Фаворита». Вращение насоса осуществляет электродвигатель, соединенный с насосом через муфту. На обратной стороне струбцины расположен указатель биения, представляющий собой металлический стержень с острым основанием. Указатель биения служит для четкого определения места ремонта, особенно в заключительной стадии.
13-22 (22-24 при использовании мобильного кронштейна)
Ширина устанавливаемого диска, дюймов, не более*
13
Напряжение питания, В
220±10%
Потребляемая мощность, кВт
0,75
Рабочее давление в гидросистеме, кгс/кв.см
не менее 95
Максимальное выходное давление гидронасоса, кгс/см.кв.
250
Производительность гидронасоса, л/мин
1,35
Рабочий ход штока гидроцилиндра, мм
30
Степень защиты оболочки,
IPXO
Класс защиты от поражения электрическим током,
I
Вес нетто,кг
175
Вес брутто, кг
231
Габаритные размеры min (ДхШхВ), мм**
420х820х1220
Габаритные размеры max (ДхШхВ), мм***
420х1205х1435
Габаритные размеры в упаковке (ДхШхВ), мм, не более
550х1010х1480
* — в зависимости от вылета и внешней формы диска
** – упоры не установлены
*** — упоры установлены в крайние положения
Цена
В наличии
Размерность колес устанавливаемых на стенды Фаворит
Скачать руководство по эксплуатации
С этим товаром дополнительно приобретают (опция)
Повязки для ран — StatPearls — Книжная полка NCBI
Эррол Дж. Бритто; Тревор А. Незвек; Патрисия Попович; Марк Робинс.
Информация об авторе и организациях
Последнее обновление: 15 ноября 2022 г.
Непрерывное обучение
Кожа является самым большим органом тела и выполняет соответствующие функции, такие как поддержание физического барьера, терморегуляция и участие в регуляции воды потеря **. Повреждение кожного барьера инициирует сложный процесс заживления посредством взаимодействия многих типов клеток в различных микроокружениях (улучшения в лечении ран, сорго). Процесс начинается с воспалительной фазы, которая включает коагуляционный каскад и сопровождается миграцией нейтрофилов. Присутствие макрофагов вызывает пролиферативную фазу. Раны могут располагаться на разных анатомических частях тела. Однако основные принципы выбора раневой повязки остаются прежними. Выбор правильной повязки сократит время заживления, обеспечит экономически эффективное лечение и улучшит качество жизни пациента. Эта деятельность касается материалов, методов, стоимости, простоты применения и предпочтений медицинских работников. Это мероприятие также рассматривает оценку и лечение с использованием различных повязок для ран и подчеркивает роль межпрофессиональной команды в уходе за ранами.
Цели:
Изучите требования к промыванию загрязненной раны.
Опишите варианты повязок для лечения ран.
Обобщить варианты лечения ран.
Объясните важность улучшения координации ухода между межпрофессиональной бригадой для улучшения оказания помощи пациентам, которым требуется уход за раной, и соответствующие методы лечения, которые можно использовать.
Доступ к бесплатным вопросам с несколькими вариантами ответов по этой теме.
Введение
Рана определяется как разрыв эпителиальной выстилки кожи или слизистой оболочки из-за физического или термического повреждения, и они могут располагаться на разных анатомических частях тела. Однако основные принципы выбора раневой повязки остаются прежними. В Соединенных Штатах от хронических ран страдают более шести миллионов человек, и их число будет расти из-за нашего пожилого и диабетического населения. Выбор правильной повязки сократит время заживления, обеспечит экономически эффективное лечение и улучшит качество жизни пациента.
Цель состоит в том, чтобы помочь ране зажить как можно быстрее, используя соответствующий перевязочный материал для поддержания необходимого количества влаги. Когда раневое ложе высохнет, используйте повязку для увеличения влажности, а если она слишком влажная и окружающая кожа мацерирована, используйте материал, который будет поглощать лишнюю жидкость и защищать окружающую здоровую кожу. Важными критериями, которые следует учитывать перед выбором конкретной раневой повязки, являются очистка, впитывание, регулирование и необходимость добавления лекарств. Важно выбирать повязку, руководствуясь стоимостью, простотой применения и предпочтениями врача. [1][2][3][4]
Проблемы, вызывающие озабоченность
Менеджмент
После соблюдения принципов хирургической обработки раны (обсуждаемых в другой статье) рану следует обильно промыть нейтральным раствором, таким как обычный физиологический раствор, чтобы смыть любой мусор. Следует избегать использования токсичных или раздражающих растворов, таких как перекись водорода, поскольку они препятствуют заживлению ран.[5][6][7][8]
Следующим шагом является выбор перевязочного материала, который легко заменяется, остается на месте при соответствующей фиксации и не причиняет вреда раневому ложу или нормальной окружающей коже за счет силы сдвига или прилипания к коже. У пациентов могут развиться осложнения в виде контактных или аллергических реакций.
Идеальная повязка должна сохранять рану влажной, но не мацерированной, ограничивать размножение бактерий, сводить запах к минимуму и быть удобной для ношения. Частый осмотр раны необходим для оптимизации выбора раневой повязки.
В настоящее время существует множество видов повязок и даже методов лечения ран. По большей части большинство ран, требующих специальных повязок, представляют собой хронические раны или хирургические раны. Общая цель раневой повязки включает следующее:
Уменьшить боль
Наложить компресс для гемостаза
Защитить рану от окружающей среды
Иммобилизовать поврежденную часть тела
Способствует заживлению ран
Перед наложением любого типа раневой повязки важно оценить следующее:
Механизм повреждения
Риск контаминации
Повреждение более глубоких структур
Повреждение основного нерва или ткани
Любой дефицит перфузии
3
статус
Инвалидность
Количество ткани
При наличии незаживающей или хронической раны или раны, вызванной травмой, важно сделать рентген, чтобы убедиться в отсутствии перелома или инородного тела в тканях. Если рентген не выявляет инородное тело, то ультразвук является полезным методом для выявления рентгенопрозрачных инородных тел, таких как осколки или шипы.
Доступные в настоящее время варианты одежды [9]
Полупроницаемая повязка позволяет испаряться влаге, а также уменьшает боль. Эта повязка также действует как барьер для предотвращения загрязнения окружающей среды. Полупроницаемая повязка не впитывает влагу и требует регулярного осмотра. Также требуется вторичная повязка, чтобы удерживать полупроницаемую повязку на месте.
Тюль представляет собой неприлипающую повязку, пропитанную парафином. Он способствует заживлению, но не абсорбирует экссудат. Также требуется вторичная повязка, чтобы удерживать его на месте. Он идеален при ожогах, так как в повязку можно добавлять местные антибиотики. Известно, что он вызывает аллергию, и это ограничивает его более широкое использование.
Известно, что повязки из пластиковой пленки впитывают экссудат и могут использоваться для ран с умеренным количеством экссудата. Их нельзя использовать на сухих ранах. Им часто требуется вторичная повязка, чтобы удерживать пластик на месте.
Гидрогели представляют собой нерастворимые и гидрофильные материалы, изготовленные из синтетических полимеров с высоким содержанием воды (70%-90%), что способствует грануляционным тканям и эпителию во влажной среде. Он также снижает температуру кожных ран, что приводит к успокаивающему и охлаждающему эффекту. Их можно использовать при сухих хронических ранах, пролежнях, некротических ранах и ожоговых ранах. Неудачи, связанные с этими повязками, заключаются в том, что экссудат накапливается и приводит к мацерации и размножению бактерий, что затем вызывает неприятный запах в ранах.
Фиксирующие пластины могут повторять контуры тела и облегчать боль, а также обеспечивать отток экссудата. Эти листовые повязки требуют нанесения масла перед удалением и могут использоваться для лечения ран низкой интенсивности, которые не требуют регулярных осмотров. Их нельзя наносить на инфицированные раны.
Повязки с альгинатом кальция поддерживают влажность раны, уменьшают боль и могут использоваться для тампонирования полостей. Они также обеспечивают гемостаз и могут поглощать избыток экссудата. Сообщалось, что альгинаты ускоряют процесс заживления, активируя макрофаги, которые, в свою очередь, продуцируют TNF-α, который инициирует воспалительные сигналы. Их нельзя использовать при наличии инфекции или на сухих ранах. Часто требуется еще одна повязка, чтобы зафиксировать альгинат на месте.
Пенные повязки сохраняют рану влажной, могут впитывать жидкость, а также могут защищать рану. Их можно использовать на ранах с умеренным количеством экссудата, и их следует избегать на сухих ранах. Их может быть больно удалять, если они высохнут.
Гидроколлоидные повязки состоят из комбинации гелеобразующих материалов (карбоксиметилцеллюлозы, желатина и пектина) с другими агентами, такими как эластомеры и адгезивы. Эти повязки сохраняют влагу и безболезненны для снятия (таким образом, они показаны в детской возрастной группе). Они идеально подходят для небольших ссадин и не должны использоваться на сухих или инфицированных ранах.
Бумажная липкая лента используется только для сближения краев раны и идеально подходит для небольших ран. Лента не подходит для ран с большим экссудатом.
Лекарственные повязки, в том числе противомикробные, исследуются как новый объект. С инфекциями, вызывающими задержку заживления ран, можно бороться с помощью соответствующих противомикробных препаратов. Факторы роста могут быть добавлены для оживления поврежденных тканей. Ферментативная обработка некротических тканей без фактического повреждения здоровых тканей также является очень важной частью нормального процесса заживления. Мази, содержащие или основанные на папаине и коллагеназе, также являются хорошим вариантом для удаления или переваривания некротической ткани.
Типы ран и соответствующее лечение [10] [11] [12]
Если кожа слишком сухая, используйте гидрогель для увлажнения. Сухой струп также может быть полезен при применении ферментных мазей для обработки ран, таких как коллагеназа.
Если дренаж из раны минимален, гидроколлоид сохранит его в норме.
При обильном дренаже абсорбируйте лишнюю жидкость с помощью таких материалов, как альгинат, гидроволокно, целлюлоза, пена, керамическое волокно или терапия ран отрицательным давлением.
Если на окружающей коже наблюдается мацерация, используйте оксид цинка, защитные пленки или терапию ран отрицательным давлением.
Если рана инфицирована и имеется много струпьев, которые не поддаются механической обработке, можно провести химическую обработку с помощью продуктов на основе коллагеназы.
Если необходимо контролировать бионагрузку, следует использовать продукт на основе серебра или йода.
Если рана имеет чрезмерный запах, поможет местное применение метронидазола или перевязочного материала с активированным углем.
Если рана имеет здоровую грануляционную ткань и нуждается в более быстром заживлении и эпителизации, помогут гидроколлоид, пены, коллаген или серебряный коллаген.
Если рана поверхностная, заживлению способствуют окклюзионные полуокклюзионные повязки. Полимерные мембранные повязки также хорошо подходят для лечения поверхностных ссадин.
Клиническое значение
Раневые повязки должны обеспечивать наиболее оптимальные условия для заживления ран, защищая рану от инфицирования микроорганизмами и дальнейшего травмирования. Важно, чтобы повязки снимались атравматично, чтобы избежать дальнейшего повреждения раневой поверхности при смене повязок.
Другие вопросы
Для некоторых особых ран потребуются более специализированные раневые повязки, например, заменители кожи, биологические продукты для кожи и другие сложные перевязочные материалы. Компрессионная терапия необходима при венозных язвах ног.[13][14][15]
Типы ран и варианты повязки
Чистые ссадины: Используйте пленочные или фиксирующие повязки
Загрязненные ссадины: Сухие или тюлевые повязки, избегайте окклюзионных повязок
Колотая рана: Высушите повязку или оставьте ее открытой
Ожог второй степени (легкий): пленочная или фиксированная повязка, избегайте сухих повязок
Ожог второй степени (большой): Лекарственный тюль или полиэтиленовая пленка Для межпрофессиональной бригады, ухаживающей за ранами, важно знать основные различия между ними. Ключом к заживлению раны является обеспечение адекватного кровоснабжения и чистоты раны. Медсестра по уходу за ранами и хирург должны регулярно осматривать рану, чтобы убедиться, что она заживает. Врач-диетолог должен принимать участие в уходе за пациентом и следить за тем, чтобы потребление калорий было адекватным. Медсестры на этаже должны менять повязки по расписанию и консультироваться с медсестрой по уходу за ранами, если есть какие-либо признаки инфекции или воспаления. Медицинская бригада должна работать вместе, чтобы следить за прогрессом заживления ран и сообщать об отклонениях прогрессии руководителю бригады.[16][17]
Контрольные вопросы
Доступ к бесплатным вопросам с несколькими вариантами ответов по этой теме.
Комментарий к этой статье.
Ссылки
1.
Webster J, Liu Z, Norman G, Dumville JC, Chiverton L, Scuffham P, Stankiewicz M, Chaboyer WP. Раневая терапия отрицательным давлением для заживления хирургических ран первичным закрытием. Cochrane Database Syst Rev. 2019 Mar 26;3(3):CD009261. [Бесплатная статья PMC: PMC6434581] [PubMed: 30912582]
2.
Lasso Betancor CE, Cherian A, Smeulders N, Mushtaq I, Cuckow P. Среднесрочные и долгосрочные результаты «анатомического подхода» к врожденной мегакрайней плоти. J Педиатр Урол. 2019 май;15(3):243.e1-243.e6. [PubMed: 30878211]
3.
Волова Т.Г., Шумилова А.А., Николаева Э.Д., Кириченко А.К., Шишацкая Е.И. Биотехнологические раневые повязки на основе бактериальной целлюлозы и разлагаемого сополимера П(3ГБ/4ГБ). Int J Биол Макромоль. 201915 июня; 131: 230-240. [PubMed: 30872059]
4.
Öhnstedt E, Lofton Tomenius H, Vågesjö E, Phillipson M. Открытие и разработка местных лекарств для заживления ран. Экспертное заключение по наркотикам Дисков. 2019 мая; 14 (5): 485-497. [PubMed: 30870037]
5.
Slaviero L, Avruscio G, Vindigni V, Tocco-Tussardi I. Антисептики при ожогах: обзор доказательств. Энн Бернс Огненные бедствия. 2018 30 сентября; 31 (3): 198-203. [Бесплатная статья PMC: PMC6367858] [PubMed: 30863253]
6.
Miguel SP, Sequeira RS, Moreira AF, Cabral CSD, Mendonça AG, Ferreira P, Correia IJ. Обзор электропряденных мембран с биологически активными молекулами для улучшения процесса заживления ран. Евр Джей Фарм Биофарм. 2019 июнь; 139:1-22. [PubMed: 30853442]
7.
Портела Р., Леал Ч.Р., Алмейда П.Л., Собрал Р.Г. Бактериальная целлюлоза: универсальный биополимер для перевязки ран. Микроб Биотехнология. 2019 июль; 12 (4): 586-610. [Бесплатная статья PMC: PMC6559198] [PubMed: 30838788]
8.
Gualdi G, Monari P, Cammalleri D, Pelizzari L, Calzavara-Pinton P. Продукты на основе гиалуроновой кислоты строго противопоказаны при кожных язвах, связанных со склеродермией. Раны. 2019 март;31(3):81-84. [PubMed: 30830857]
9.
Нараянасвами Р., Торчилин В.П. Гидрогели и их применение в адресной доставке лекарств. Молекулы. 2019 Feb 08;24(3) [бесплатная статья PMC: PMC6384686] [PubMed: 30744011]
10.
Фулбрук П., Лоуренс П., Майлз С. Знание австралийских медсестер о профилактике и лечении пролежней: перекрестный обзор. J Wound Ostomy Continence Nursing. 2019 март/апрель;46(2):106-112. [Бесплатная статья PMC: PMC6519779] [PubMed: 30801563]
11.
Benskin LL. Доказательства полимерных мембранных повязок как уникальной подкатегории повязок на примере пролежней. Adv Wound Care (Нью-Рошель). 2018 01 декабря; 7 (12): 419-426. [Бесплатная статья PMC: PMC6306668] [PubMed: 30595968]
12.
Габриэль А., Гупта С., Оргилл Д.П. Проблемы и управление случаями хирургического вмешательства. Plast Reconstr Surg. 2019 Январь; 143 (1S Управление хирургическими разрезами с использованием терапии отрицательным давлением с закрытым разрезом): 7S-10S. [PubMed: 30586096]
Блэлок Л. Использование терапии ран отрицательным давлением с инстилляцией и новой сетчатой пенной повязкой с открытыми порами и сквозными отверстиями в травматологическом центре уровня 2. Раны. 201931 февраля (2): 55-58. [PubMed: 30485170]
15.
Sahebally SM, McKevitt K, Stephens I, Fitzpatrick F, Deasy J, Burke JP, McNamara D. Терапия ран отрицательным давлением при закрытых лапаротомных разрезах в общей и колоректальной хирургии: систематическая Обзор и метаанализ. JAMA Surg. 2018 01 ноября; 153 (11): e183467. [Бесплатная статья PMC: PMC6583074] [PubMed: 30267040]
16.
Эверетт Э., Матиудакис Н. Обновление лечения диабетических язв стопы. Энн Н.Ю. Академия наук. 2018 Январь; 1411 (1): 153-165. [Бесплатная статья PMC: PMC5793889] [PubMed: 29377202]
17.
Блюм П., Ву С. Обновление алгоритма лечения диабетической стопы: рекомендации по лечению с использованием передовой медицины и методов лечения. Раны. 2018 фев; 30 (2): 29-35. [PubMed: 29091034]
Выбор раневой повязки на основе общих характеристик ран
1 Отделение дерматологии и хирургии кожи, Медицинский центр Роджера Уильямса, Провиденс, Род-Айленд.
2 Кафедра дерматологии, Медицинский факультет Бостонского университета, Бостон, Массачусетс.
PMID:
26858913
PMCID:
PMC4717498
DOI:
10.1089/ран.2014.0586
Абстрактный
Значение: Хронические раны являются серьезной проблемой здравоохранения. Практикующий врач должен иметь соответствующее представление как об этиологии раны, так и об оптимальном типе повязок для использования. Основные характеристики раны могут быть использованы практикующим врачом при выборе повязок. Определение оптимальных повязок для конкретного типа раны является важным элементом в облегчении заживления ран. Последние достижения: Исследователи стремились разработать перевязочные материалы для ран, направленные на оптимизацию каждого этапа процесса заживления. Кроме того, повязки были разработаны для нацеливания и уничтожения бактерий, вызывающих инфекцию, с включением противомикробных агентов. Критические вопросы: Хронические раны часто проявляются динамично, а многочисленные доступные раневые повязки усложняют выбор повязки для практикующего врача. Выбор правильной повязки сокращает время до заживления, обеспечивает экономически эффективное лечение и улучшает качество жизни пациента. Направления будущего: Исследования механизмов заживления ран расширили нашу способность заживлять хронические раны быстрее благодаря использованию влагоудерживающих повязок. В более новых повязках используются нанотехнологии путем включения в повязку миниатюрных электрических датчиков. Эти повязки предназначены для обнаружения изменений в раневой среде и оповещения пациента или практикующего врача путем изменения цвета повязки или отправки сообщения на смартфон. В настоящее время проводятся дополнительные исследования, в ходе которых в перевязочные материалы включаются биологические материалы, такие как стволовые клетки.
Цифры
Таня Филлипс, MD, FAAD, FRCPC
Таня Филлипс, MD, FAAD, FRCPC
Таня Филлипс, MD, FAAD, FRCPC
Рисунок 1.
Пример струпа, покрывающего…
Рисунок 1.
Пример струпа на ложе раны. Это пациент с…
Рисунок 1.
Пример струпа на ложе раны. Это больной узелковым полиартериитом. Обратите внимание на толстый, слипшийся фибринозный материал. На рану накладывали лист гидрогеля на 10 дней, это размягчило струп. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound 9.0003
Рисунок 2.
Пример раны с…
Рисунок 2.
Пример раны с умеренным количеством экссудата, это травматическая…
Рисунок 2.
Пример раны с умеренным количеством экссудата, это травматическое повреждение, приведшее к изъязвлению. На рану накладывали повязку из гидроволокна для впитывания экссудата. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound 9.0003
Рисунок 3.
Пример полностью…
Рисунок 3.
Пример полностью гранулированного раневого ложа. (А) Это венозный…
Рисунок 3.
Пример полностью гранулированного раневого ложа. (A) Венозная язва правой латеральной лодыжки. Обратите внимание на минимальный экссудат и 100% грануляционную ткань на раневом ложе. На рану накладывали гидроколлоид. Поверх первичной перевязки пациенту надевали компрессионные чулки. (B) Через 4 недели рана зажила. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound
.
Рисунок 4.
Пример частичного…
Рисунок 4.
Пример частично гранулированной раны с прилипшим к ране фибрином…
Рисунок 4.
Пример частично гранулированной раны с прилипшим к раневому ложу фибрином. (A) Это венозная язва на правой медиальной лодыжке пациента. Отмечается экссудат от легкой до умеренной степени. В пределах фибринозного ложа раны визуализируется грануляционная ткань. Выполнена обработка у постели больного. Больному была назначена коллагеназа. Коллагеназу ежедневно наносили на раневое ложе с пенопластовой повязкой. (Б) Через 3 недели рана гранулировалась на 100%. На рану накладывали гидроколлоид. Поверх первичной перевязки пациенту надевали компрессионные чулки. (C) К 6 неделе рана зажила. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound
.
Рисунок 5.
Пример высоко…
Рисунок 5.
Пример сильно колонизированной раны. (A) Это сильно колонизированный…
Рисунок 5.
Пример сильно колонизированной раны. (A) Это сильно колонизированная рана. Обильный гнойный экссудат без признаков инфекции (красный, теплый, болезненный). Была получена раневая культура, на которой выросла нормальная кожная флора. Выполнена санация кюреткой у постели больного. Серебряная повязка удерживалась на месте повязкой телфа; поверх обеих повязок пациентка носила трубчатые эластичные компрессионные чулки. (B) Через шесть недель рана частично зажила, пленка колонизации хорошо контролировалась, продолжались те же перевязки. (C) К 8 неделе рана зажила. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound
.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Систематический подход к перевязкам ран.
Ландрискина А., Розен Дж., Фридман А.Дж.
Ландрискина А. и соавт. J Препараты Дерматол. 2015 июль; 14 (7): 740-4. J Препараты Дерматол. 2015.
Бруссард К.С. и соавт. Am J Clin Дерматол. 2013 Декабрь; 14 (6): 449-59. doi: 10.1007/s40257-013-0046-4. Am J Clin Дерматол. 2013.
PMID: 24062083
Обзор.
Гидрогель на основе глицерина для борьбы с инфекциями.
Стаут Э.И., Маккессор А.
Стаут Э.И. и др. Adv Wound Care (Нью-Рошель). 2012 Февраль; 1 (1): 48-51. doi: 10.1089/рана.2011.0288. Adv Wound Care (Нью-Рошель). 2012.
PMID: 24527279 Бесплатная статья ЧВК.
Реальная клиническая оценка антимикробной повязки нового поколения на острые и хронические раны.
Уокер М., Меткалф Д., Парсонс Д., Боулер П.
Уокер М. и др. J Уход за ранами. 2015 янв; 24(1):11-22. дои: 10.12968/jowc.2015.24.1.11. J Уход за ранами. 2015.
PMID: 25543819
Клиническое испытание.
Посмотреть все похожие статьи
Цитируется
Изготовление крупномасштабных каркасов с микромасштабными элементами с использованием легкой листовой стереолитографии.
Мадрид-Санчес А., Дюрр Ф., Ние Ю., Тьенпон Х., Оттевере Х.
Мадрид-Санчес А. и др. Международный J Биопринт. 2022 13 декабря; 9(2):650. дои: 10.18063/ijb.v9i2.650. Электронная коллекция 2023. Международный J Биопринт. 2022.
PMID: 37065660 Бесплатная статья ЧВК.
Проспективное многоцентровое рандомизированное контролируемое исследование для оценки эффективности гидрогелевой пасты с хитозаном по сравнению с коммерческим гидроактивным гелем в качестве препарата для раневого ложа.
Шлифовальные станки (ШС) работают абразивным инструментом. В парке МРС они составляют до 20%, а в массовом производстве доля ШС достигает 60%. С помощью ШС выполняются высокопроизводительные операции по обдирке отливок, отрезке, шлифованию из целого прутка высоколегированного материала, спиральных и шпоночных канавок, специальных и сложных профилей и т.д. Кинематический процесс шлифования на всех типах ШС осуществляется путем вращения шлифовального круга и вращения или перемещения обрабатываемой заготовки относительно рабочей поверхности круга (периферии или торца). Относительное перемещение заготовки проводиться по прямолинейной или дуговой траектории. Основные кинематические цепи станков:
— вращение шлифовального круга от индивидуального привода,— продольное перемещение стола от гидравлики,— вращение обрабатываемой заготовки или стола от индивидуального привода,— поперечная подача шлифовального круга или заготовки – электромеханическая или гидравлическая,— подача круга на глубину – электромеханическая или гидравлическая,— правка круга – ручная, гидравлическая, электромеханическая.
Особенности шлифовальных станков для скоростного и обдирочного шлифования
При проектировании станков, работающих по технологии высокоскоростного шлифования (ВСШ) предусматривается использование: — шлифовальных кругов стандартных типов (из корунда или карбида кремния на керамической или полимерной связке), окружные скорости которых составляют 60-120 м/с, — шлифовальных кругов эльборовых на сверхтвердой смазке, окружные скорости которых составляют до 150 м/с, — стальных кругов с покрытием из эльбора на гальванической связке, окружные скорости которых составляют до 250 м/с. Эффективность ВСШ и, особенно, обдирочного шлифования (процессов с очень высокой тепловой напряженностью) в значительной степени зависят от отвода тепла из зоны обработки. ШС оснащаются устройствами для динамической балансировки кругов и текущего контроля их вибрационных характеристик. По мере износа шлифовальных кругов в процессе работы снижаются их окружные скорости и прочность. Поэтому допускается износ кругов не более 20% диаметра. В связи с высокой вероятностью разрыва кругов при работе, в станках предусматривают надежную защиту зоны обработки и блокировку открывания защитного кожуха. Для обеспечения высокой точности обработки ШС оснащаются приборами активного контроля размера и системы адаптивного управления (в большинстве случаев – по мощности главного привода). При работе с повышенными режимами шлифования для лучшего отвода шлама необходима подача увеличенного количества СОЖ в зону резания под давлением 0,5-1 Мпа. По сравнению с традиционными ШС, станки для ВСШ имеют ряд особенностей. Так, у них увеличена мощность привода вращения круга, обеспечивающая большие скорости съема металла, увеличена скорость врезания (подача на глубину) для получения больших скоростей съема металла, увеличена частота вращения (или продольного перемещения для плоскошлифовального станка) детали для обеспечения оптимального отношения скорости круга к скорости детали (стола):
Круглошлифовальные станки
Круглошлифовальные станки (КШС) предназначены для обдирочной и чистовой обработки наружных поверхностей. В станках используются шлифовальные и алмазные круги, которые обеспечивают высокую точность размеров и геометрической формы и малую шероховатость поверхностей детали.
В зависимости от основных перемещений заготовки относительно круга различают шлифование: осциллирующее (проходное), врезное и комбинированное. При осциллирующем шлифовании круг изнашивается более равномерно и не оказывает заметного влияния на прямолинейность образующей. Достигается наилучший параметр шероховатости, минимальное тепловыделение. При врезном шлифовании изнашивание круга непосредственно влияет на форму образующей. Врезное шлифование применяют для обработки поверхностей, ограниченных буртами, ступенчатых и фасонных форм, также при необходимости одновременно шлифовать шейку и торец. При комбинированном шлифовании цилиндрическая часть шлифуется осциллирующим методом, а торцовая поверхность – врезным.
Рис. 4.35. Основные схемы шлифовальных станков: 1 – передняя стойка; 2 – задняя стойка; 3 и 5 – столы; 4 – позиционир осевого положения круга
Метод шлифования, способ базирования и назначение станка определяют его компоновку. Основные компоновочные схемы приведены на рис. 4.35, на котором дуговыми стрелками отмечены узлы, которыми проводится регулировка и настройка углового положения, прямолинейными отрезками – линейного положения детали относительно круга.
Компоновки станков, в которых относительное перемещение вдоль оси заготовки и подача осуществляется кругом, применяются достаточно редко для обработки заготовок большого диаметра и массы.
Станок может дополнительно комплектоваться для внутреннего шлифования.
Внутришлифовальные станки
Внутришлифовальные станки (ВШС) предназначены для круглого внутреннего шлифования сквозных и глухих отверстий с образующей прямолинейной и конической формы. На этих станках можно также проводить подшлифовку торцов.
На рис. 4.36 приведены схемы внутреннего шлифования, на которых указаны необходимые движения.
Рис. 4.36. Схемы внутреннего шлифования
Наиболее распространенными являются схемы обработки, когда деталь вращается вокруг оси обрабатываемой поверхности, поперечная подача осуществляется перемещением либо шлифовального круга, либо детали.
При шлифовании открытых (сквозных) отверстий с прямолинейной образующей применяется относительное прямолинейное перемещение вдоль оси круга — осцилляции Ds1. Для закрытых и профильных поверхностей шлифование является методом врезания (без движения Ds2).
Качество обрабатываемых деталей определяется опорами шпинделя изделия и шлифовального круга.
Плоскошлифовальные станки
Различают две основные группы плоскошлифовальных станков (ПШС): шлифование периферией круга (станки с горизонтальным расположением шпинделя) и шлифование торцом круга (станки с вертикальным расположением шпинделя).
По степени автоматизации эти станки подразделяются на универсальные, полуавтоматические и автоматические.
Метод шлифования периферией круга обеспечивает высокую точность обработки, но малопроизводителен. Метод шлифования торцом круга высокопроизводителен вследствие большой дуги контакта круга с деталью. Однако благодаря большим нагрузкам в зоне резания происходит нагрев детали, снижающей точность обработки.
Станки бесцентрового шлифования
Использование при обработке в качестве базовой шлифуемую поверхность позволяет резко увеличить жесткость системы инструмент-деталь и повысить производительность и точность обработки. Для ряда деталей это единственный способ обеспечения требуемой точности.
Бесцентровое шлифование используется как черновой способ обработки валов и прутков, так и в качестве отделочной операции для прецизионных деталей из различных материалов с точностями менее 1 мкм в диапазоне диаметров 0,5-320 мм и более и длиной до нескольких метров. В практике встречается несколько схем обработки деталей методом бесцентрового шлифования.
Для примера на рис. 4.37 показаны две схемы шлифования для наружной и внутренней обработки деталей.
При наружном шлифовании заготовка 2 размещается между шлифовальным кругом 1 и ведущим кругом 3, опираясь на поддерживающий нож 4.
Круги вращаются в одном направлении:
Скорость резания:
При внутреннем шлифовании заготовка 2 типа колес базируется на роликах 1 и 4. Вращение заготовки осуществляется за счет прижима роликов к ведущему кругу 3.
Существует огромное количество технологических процессов, выполнение которых позволяет получить деталь с необходимыми размерами, формой и качеством поверхности.
На протяжении многих лет заводы по обработке металла использовали специальные устройства, которые называют станками. Существует несколько технологических процессов, среди которых отметим обработку шлифованием. Шлифованием можно изменить механическим воздействием качество поверхности, а также ее форму. За многие годы развития сферы обработки металла появилось довольно много разновидностей оборудования, каждый из них имеет особую схему работы, что отражается на чертеже.
Предназначение оборудования
Шлифовальный станок – устройство, которое используется для обработки различных изделий из металла, древесины, пластика и другого материала. Несколько десятилетий назад оборудование создавали для обработки с малой точностью, технически конструкция не позволяла доводить размеры деталей до высокой точности, но все же характеристики, которыми обладает шлифовальный станок, давали возможно проводит финишную отделку.
Использовать шлифовальный станок можно для решения следующих технологических задач:
Изменения формы поверхности цилиндрической, квадратной и иной заготовки. Шлифовальное оборудование в зависимости от абразивного материала может использоваться для обработки различного металла, можно провести снятие относительно небольшого слоя материала.
Изменения шероховатости поверхности – основное предназначение, для которого создавался шлифовальный станок. Устройство может снимать десятки миллиметров металла или другого материала.
В некоторых случаях шлифовальный станок используется для проведения заточки. Это связано с тем, что устройство используется для снятия металла, если правильно расположить режущую кромку, то есть возможность провести заточку.
Достигнуть результата при использовании ручных инструментов, как если использовать шлифовальное оборудование, практически невозможно. Производительность также очень велика, существует как домашний, так и промышленный вариант исполнения. Эксплуатация устройства требует технического обслуживания, что также следует учитывать.
Классификация
Как ранее было отмечено, существует довольно много чертежей и схем, по которым производят шлифовальный станок. Это связано с тем, что форма и размеры деталей определяют то, как будет проводиться обработка, и какой вид будет иметь шпиндель, станина шлифовальное оборудование. По типу установки можно провести следующую классификацию:
Настольный. Современные чертежи и схемы настольных станков определяют то, что они могут использоваться в быту. При этом техническое обслуживание не принесет много проблем, электропотребление незначительно, управление не составляет особого труда. Однако настольный вариант исполнения имеет меньшую производительность, а также функциональность.
Современный промышленный вариант исполнения имеет высокую производительность, схема и чертежи модели определяют то, что модели имеют компактные габаритные размеры. Технически они совершеннее тех моделей, которые производились на заводах в прошлом тысячелетии.
Шлифовальный станок, произведенный на заводах Советского Союза, также еще часто встречается в цехах. Их чертежи и схемы изучаются в учебных заведениях при получении соответствующей квалификации. Однако техническое обслуживание подобного оборудования значительно усложняется, так как необходимых инструментов и деталей уже не производят.
По предназначению можно выделить следующие группы:
Круглошлифовальные – наиболее распространенные модели, которые используются для обработки цилиндрических и конических деталей. Подобные станки разделяются на несколько групп по классу точности. Производятся они с середины 90-х годов. Некоторые модели производились для заготовок с высоким диаметральным и линейным размером.
Внутришлифовальные модели получили меньшее распространение, но все часто используются на металлообрабатывающих заводах. Внутришлифовальные станки могут быть бытового и промышленного предназначения, их производительность зависит от оснастки и степени автоматизации процесса обработки. Использовать внутришлифовальные модели для изменения цилиндрических внутренних поверхностей, отверстий различной формы. Оснастка в значительной степени может изменить технические характеристики внутришлифовального станка.
Плоскошлифовальная группа имеет схему, которая позволяет проводить работу по доведения шероховатости и размеров плоских и сопряженных поверхностей до нужных значений. Шпиндель в этом случае расположен так, что шлифовальный станок может применяться для осуществления работы, связанной с плоской поверхностью.
Бесцентрошлифовальная группа крупносерийном производстве. Схема и чертеж, которые характерны подобной группе, обуславливают упрощение процесса обслуживания, а также технические характеристики позволяют автоматизировать процесс, повысить производительность.
Хонингование – процесс доведения размеров поверхности до высокой точности, когда отклонение составляет всего несколько долей миллиметра. Схема расположения всех элементов конструкции, которой обладает шлифовальный станок этой группы, позволяет проводить обработку как цилиндрических, так и плоских поверхностей. При помощи ручных инструментов достигнуть подобного результата невозможно, управление позволяет изменять характеристики обработки в зависимости от поставленной задачи.
При этом круглошлифовальные варианты исполнения можно разделить на следующие группы:
универсальные станки – могут использоваться для шлифования различных цилиндрических и конических заготовок, характеристики моделей позволяют значительно расширить область применения. Управление универсальным станком может проводиться механически или при помощи автоматизированной системой ЧПУ;
простые модели – шлифовальное оборудование, которое применяется для определенной группы заготовок. Схема и характеристики простых моделей определяет то, что только отдельные группы деталей можно обработать при их использовании. В последнее время станки, относящиеся к этой группе, практически не производятся. Это связано с тем, что их покупка зачастую не обоснована. Часто их производят под заказ при организации массового производства.
Учитывая столь большое распространение круглошлифовальных станков, проведем рассмотрение особенностей конструкции. Управление поворотным рабочим столом, а также характеристика, позволяющая проводить поворот детали, определяет универсальность модели. Схема конструкции имеет шпиндель, который может поворачиваться вокруг вертикальной оси. Некоторые модели имеют дополнительные шпиндельные бабки, которые позволяют изменять степень шероховатости отверстий различной формы.
Числовое программное управление
ЧПУ на протяжении многих лет разрабатывалось для того, чтобы повысить производительность и упростить задачу, повысить точность получаемых размеров. Чертежи многих деталей имеют размеры с минимальными допусками, использовать ручной инструмент для решения подобной задачи нельзя. Поэтому если чертежи имеют подобные допуски, следует использовать механизированный метод обработки.
Многие проблемы не позволяли использовать числовое программное управление при создании шлифовального станка. Примером можно назвать систему смазки, а также позиционирование шпинделя. Управление при помощи ЧПУ определяет высокоточное позиционирование шпинделя, автоматизацию системы смазки. Несмотря на огромное количество достоинств системы ЧПУ довольно сложно найти конструкцию с подобной технологией автоматизации. Это связано с тем, что подобное оборудование используются крайне редко в крупносерийном и массовом производстве. ЧПУ определяет точное позиционирование шпинделя. Однако стоит учитывать, что шпиндель должен позиционироваться с учетом используемой оснастки. Поэтому на чертеже указывается то, какая используется оснастка для шлифовальных станков. Обслуживание конструкции с ЧПУ значительно усложняется, так как внесение изменений может привести к сбою в работе. Периодически следует проводить наладку оборудования для поддержания точности изменения размеров, качества шероховатости.
Существует довольно много разновидностей системы ЧПУ, которые разделяются по типу используемой программы для описания траектории движения абразивного круга, описания скорости вращения шпинделя и величины подачи.
Охлаждение
Если смазка позволяет продлить срок службы конструкции, то охлаждение – значительно увеличивает срок эксплуатации абразивного материала. Чертежи создаются с учетом того, что во время соприкосновения с абразивным материалом поверхность не будет нагреваться, как и абразивный материал. Для этого шпиндель может иметь систему подачи охлаждающей жидкости. Бытовые модели имеют ванну с водой, которая также будет охлаждать зону обработки.
Обслуживание системы охлаждения заключается в необходимости постоянного пополнения резервуара с охлаждающей жидкостью.
В заключение отметим, что существует довольно много современных моделей, которые имеют высокую производительность, простоту в использовании, а также многофункциональность. Многие из них подходят для бытового и промышленного использования.
Профильное шлифование | ОБЪЕДИНЕННАЯ ШЛИФОВКА
Профильное шлифование
Высокоточные профилированные компоненты преобладают в таких отраслях, как автомобилестроение, аэрокосмическая промышленность, станкостроение и производство штампов/пресс-форм. Независимо от того, производите ли вы пресс-формы, рулевые рейки или любые другие детали, для которых требуется профильное шлифование, вам нужна выдающаяся эффективность и невероятная точность, чтобы победить в конкурентной борьбе, и именно поэтому производители выбирают UNITED GRINDING.
Профильно-шлифовальные станки MÄGERLE
МФУ 51
В базовой версии этот прочный шлифовальный центр поставляется со встроенным устройством смены инструмента портальной конструкции на 68 позиций.
МФУ 30
Компактный 5-осевой шлифовальный центр идеально подходит для шлифования сложных геометрических форм, особенно направляющих и рабочих лопаток, а также теплозащитных экранов авиационных турбин.
МФУ 50
MÄGERLE MFP 50 сочетает в себе гибкость и производительность в компактном корпусе. Будучи 5- или 6-осевой системой, этот шлифовально-обрабатывающий центр CD демонстрирует свои лучшие качества при работе со сложными заготовками.
МФУ 100
Шлифовальный центр характеризуется высокой скоростью работы, быстрой сменой инструмента и расширяемым устройством смены инструмента.
МФУ
Серия MFP компании Mägerle полностью соответствует требованиям, предъявляемым к плоскошлифовальным и профильным шлифовальным станкам. Эти станки специализируются на глубинном шлифовании, а также на операциях профильного и плоского шлифования маятниковым методом.
МГК ФТ
Шлифовальный центр MGC со стационарным столом предназначен для высокоточной обработки крупногабаритных и тяжелых заготовок.
МГЦ РХ
Благодаря диаметру стола до 2,5 метров и максимальной грузоподъемности 12 тонн шлифовальный центр с вращающимся столом MGC не имеет себе равных во всем мире. Известные компании в области производства силовых турбин полагаются на эту мощную концепцию.
МГК РВ
Универсальность при высочайшем уровне качества продукции является выдающейся силой этого вертикально-шлифовального станка.
МГК Специальный
Стандартизированная модульная концепция MÄGERLE может свободно конфигурироваться для предоставления индивидуальных решений.
Профильно-шлифовальные станки BLOHM
ПРОФИМАТ РТ
Вы ищете шлифовальное решение для крупносерийного или серийного производства? Тогда PROFIMAT RT может стать для вас подходящей машиной.
ПРОФИМАТ МТ
В тех случаях, когда производственный процесс требует высокой скорости съема материала, правильным выбором будет гибкий и мощный PROFIMAT MT.
ПРОФИМАТ МС
Будь то прецизионное, профильное, внутреннее или внешнее круглое шлифование — PROFIMAT MC является высокоэффективным шлифовальным центром для любого применения. Этот чрезвычайно компактный станок с подвижной колонной предлагает все, что требуется современным производственным решениям, при ширине станка всего 2000 мм.
ПЛАНОМАТ HP
PLANOMAT HP сочетает воспроизводимую точность и высокую скорость с высокой гибкостью – идеальное сочетание для эффективного профильного шлифования.
Технические характеристики токарного станка ТВ 320, схемы
Когда стоит задача внутренней и наружной обработки металлических деталей или выточки конусов, токарный станок ТВ 320 – оптимальная машина. Этот винторезный агрегат способен вытачивать детали в скоростном режиме, совмещать разные операции. Система устроена так, что оператор может регулировать показатели подачи, не останавливая процесс.
Технические характеристики и возможности оборудования
По мнению специалистов, ТВ 320 отлично справляется с точностью и скоростью обработки заготовок, имеет большие технологические возможности. По точности его относят к классу «Н».
Базовые технические показатели
Параметры станка четко определены в его паспорте. Основные из них:
Мощность основного двигателя – 2,8 кВт;
Мощность охладительной помпы – 0,125 кВт;
Шпиндель с 18 скоростями вращения;
Пределы скорости шпинделя – от 36 до 2000 об/мин;
16 продольных и 16 поперечных подач;
Шпиндельное отверстие диаметром 26 мм;
Максимальная толщина заготовки – 25 мм;
Обработка болванок длиной до 50 см;
При заточке над станиной лимит диаметра – 32 см, над суппортом – 17 см;
Габаритные размеры станка составляют 1800*950*1250. Весит агрегат около 900 кг.
Возможности ТВ 320
Этот высокоточный винторезный станок разработан для проведения целого ряда сложных операций:
Выточка (изнутри и снаружи)
Нарезание различных резьб
Конусообразная обработка
Подрезка торцов
Сверление
И это далеко не полный список, позволяющий полноправно назвать аппарат универсальным. Скоростной режим выточки позволяет минимизировать временные затраты.
Вдобавок, ТВ 320 снабдили удобным механизмом комбинированной работы. Менять режимы можно «на ходу». Еще одна практичная функция – возможность крепить резцы в передний или задний держатель на суппорте. Более того, их можно фиксировать в одно и то же время, а резцовая головка будет подвижной.
Конструктивные особенности станка
ТВ 320 изготовлен по классической схеме токарного винторезного аппарата. Однако есть в нем ряд серьезных конструктивных отличий от аналогов.
Стальные панельные радиаторы были изобретены в конце прошлого века. Этому способствовали новые разработки в технологии производства стальных листов, сварки, покраски. Потребители желали получить радиатор с более высокими характеристиками, нежели «чугунина». Стальные радиаторы начали отвоевывать свою нишу в сегменте отопительного оборудования.
Во-первых, это уже упомянутые выше система скоростной заточки и изменение подач без прерывания работы. Также к особенностям строения этой высокоточной машины относятся:
Установка одновременно двух резцов с изменением положения;
Крепление на планшайбу патронов толщиной 120 и 150 мм;
Наличие подшипников скольжения, ограничивающих трение;
Автономная система подачи масла;
В конструкции также предусмотрены возможности экстра-комплектации.
Строение передней и задней бабки станка
Передняя бабка (она же шпиндельная) изготовлена из чугуна, цельнолитая. Сам шпиндель выглядит как полая изнутри трубка с конусообразной шейкой. На переднем плане находится регулятор скоростей, а сзади – механизм привода и реверсированного управления подачами. При этом переключении подачи не влияет на вращение шпинделя.
Передняя опора снабжена подшипником скольжения. В задней опоре находится радиально-упорный подшипник высокой точности. Кроме того, устройство имеет упорный подшипник. На него оказывает действие сила резки.
Два маленьких отверстия на стенке передней бабки служат для контроля за насосом масла. Если масло не показывается в «глазках», это говорит о нарушении работы насоса или засорении фильтра.
Предназначение задней бабки – создавать опору для центральной части, которая поджимает заготовку. Также для токарного станка ТВ320 задняя бабка – оправка для фиксации инструмента. Перемещение исключительно ручное. К станине бабку крепят посредством эксцентрикового механизма.
Чтобы затачивать конусы, устройство двигают в поперечном направлении. Поворот винта, работающего от маховика, приводит бабку в продольное движение. Внутреннюю пиноль держат два сухарика, связанных с регулирующей рукояткой.
Устройство суппорта
Суппорт фиксирует и подает режущий инструмент. Его конструкция такова:
Каретка.
Поворотный элемент.
Верхние и поперечные салазки.
Каретку можно приводить в движение по направляющим профилям механикой или вручную. Перемещается она и продольно, и поперечно.
Верхние салазки управляются только от рукоятки. На поперечные салазки в специальные пазы можно монтировать дополнительный держатель резца. Два специальных упора служат регуляторами уровня движения поперечных салазок. Один контролирует величины, другой – серийную работу и резьбовую выточку.
Поворотный механизм вращается в обоих направлениях от поперечных салазок. Когда нужное положение найдено, механизм крепят гайкой с болтами.
Фартук станка
Задача фартука – передавать вращение от винта хода и ходового валика на суппорт. Это приспособление размещено на передней стенке токарного агрегата. Механизм в суппорте предотвращает поломку в случае, если винт и валик включаются одновременно.
Фартук обеспечен автоматикой для выключения при перегрузке. Такое может произойти при повышении силы резки или если «заел» инструмент. В этих ситуациях подключается система «падающий червяк» и останавливает фартук.
Устройство коробки скоростей
Работа коробки скоростей винторезного станка заключается в передаче оборотов от основного электромотора на узел шпинделя. Вращается шпиндель на 9 разных скоростях, благодаря конструкции коробки (два блока шестерен, три вала).
Если немного «отпустить» фиксирующие болты, коробка сможет двигаться. Передвигая ее по пазам, можно натягивать или ослаблять ремни, это и меняет обороты шпинделя.
В подшипниках опор валов есть зазоры, которые можно увеличить или уменьшить гайками и винтами. Величина этих зазоров влияет на то, как коробка выдержит нагрузки.
Базовая оснастка ТВ 320 направлена на вытачивание метрических резьб. Чтобы резать остальные виды, необходимы еще шестерни. Какие именно – указано в таблице на крышке гитары.
Кинематическая и электрическая схемы
Подробная кинематическая схема станка ТВ 320 представлена ниже.
А теперь рассмотрим, как в агрегате устроена электрика.
Электрическая схема:
Схема органов управления
Инструкция к эксплуатации
ТВ 320 токари характеризуют, как весьма надежный аппарат. Тем не менее, некорректная эксплуатация может привести к сбоям и даже поломке любого оборудования.
Перед тем, как приступить к работе, обязательно изучите паспорт станка! В сопроводительной документации есть полная информация относительно:
Назначения агрегата.
Технических параметров.
Величин нарезаемых резьб по видам.
Там же имеются подробные схемы всех узлов и механизмов управления.
Техника безопасности
Работа токаря всегда связана с повышенным риском. Опасность связана с очень быстрым вращением заготовок, с летящей металлической стружкой, с высоким напряжением. Поэтому оператор должен предварительно пройти полный инструктаж.
Требования предъявляются и к одежде токаря, и к его самочувствию.
Допускается работать только на полностью исправном оборудовании. Перед запуском проверяется заземление, защитные щитки, система отведения стружки, отсутствие сторонних предметов.
В процессе работы токарь должен контролировать надежность фиксации заготовок, отвод стружки, слив жидкости, отсутствие разбрызгивание масла.
Категорически запрещено облокачиваться об аппарат и отходить от него в процессе работы!
Токарный станок ТВ-320: технические характеристики
В конце 50-х годов прошлого столетия Уфимским заводом моторостроения начал выпускаться токарный станок ТВ-320. Универсальная высокооборотная установка предназначена для токарной обработки различных поверхностей, в том числе и для нарезки резьб.
Конструкция отличается высокой мощностью и жесткостью, а главный вал имеет расширенный диапазон скоростей вращения, благодаря чему при обработке могут использоваться современные резцы со всей эффективностью.
Устройство имеет ряд особенностей, среди которых можно выделить:
жесткость и устойчивость к температуре и вибрациям, обеспечивающие высокую точность работы;
надежность элементов конструкции, обеспечивающие долговечность;
скорость обратного вращения выше прямого, что уменьшает требуемое время для нарезки резьб;
коробка подач имеет высокую жесткость, муфты, обеспечивающие дистанционное переключение, и шестерни, выполненные из высокопрочной закаленной стали.
Конструкция станка ТВ-320
Устройство станины
Передняя и задняя бабка
Кинематическая и электрическая схемы
Принципиальная электрическая схема
Суппорт
Фартук
Коробка скоростей
Технические возможности токарного станка ТВ-320
ТВ-320П: основные отличия
Конструкция станка ТВ-320
Основными элементами конструкции являются:
Коробка скоростей.
Коробка подач.
Передний узел.
Задний узел.
Привод подач.
Фартук.
Привод охлаждающей системы.
Каретка резцедержателя.
Устройство станины
Рабочая основа устройства — коробчатая отливка из чугуна — располагает на себе все прочие составляющие токарно-винторезного агрегата. Внутри основы находятся специальные ребра, расположенные по диагонали, которые увеличивают ее жесткость.
Основа установлена на двух чугунных тумбах, а в ее верхней части располагаются четыре направляющих — три треугольные и одна плоская. По двум призматическим направляющим перемещается устройство резцедержателя, а по призматической и плоской — задний узел.
Левая опорная стойка станины содержит:
коробку скоростей;
электрооборудование, размещенное в шкафу;
электродвигатель главного привода;
емкость для охладительной жидкости.
Передняя и задняя бабка
Передний шпиндельный узел изготовлен из литого чугуна и состоит из таких механизмов: перебора скоростей, расположенного в передней части узла, и привода, осуществляющего прямое и обратное вращение.
Главный рабочий вал установки представляет собой пустую трубу с конусной шейкой на переднем конце. Шпиндель установлен на двух опорах, в которых установлены подшипники: скольжения — в передней; радиально-упорный — в задней. Большая часть вибрационного воздействия во время работы приходится на упорный подшипник.
Узел главного вала и его элементы имеют такие характеристики, соответствие которым необходимо:
Продольный зазор между частями опор — 0,01-0,015 мм.
Биение в продольном направлении — не превышающее 0,01 мм.
Диаметральный зазор между валом и подшипником — 0,015-0,03 мм.
В переднем узле располагается и механизм изменения направления подач (не вносящий изменений в параметры вращения). Он находится в левой части узла. Специальными гайками регулируются подшипники качения переднего узла.
Задний узел устройства в осевом направлении перемещается исключительно посредством ручного воздействия. Он предназначен для удержания конца длинных болванок во время проведения токарных работ и для фиксации резцов. Фиксируется узел на рабочей основе токарно-винторезной установки эксцентриковым механизмом.
Перемещение заднего узла возможно в двух направлениях — продольном и поперечном — благодаря чему осуществляется работа с заготовками конических форм. Осевое передвижение заднего узла вдоль направляющих основы осуществляется благодаря вращающемуся от маховика винту, соединенному с гайкой.
Внутри заднего узла передвигается пиноль, которая устанавливается в определенное положение двумя зажимами, связанными с рычагом управления.
Кинематическая и электрическая схемы
Установка имеет такие органы управления:
две рукояти изменения скорости вращения главного вала;
рукоять изменения скорости вращения главного вала через перебор;
рукоять реверсирования подач;
две рукояти изменения величины подач;
рукоять двойного увеличения подач;
рукоять включения осевой или перпендикулярной подачи;
рукоять включения падающего самохода;
рукоять запуска ходового винта;
рукоять запуска маточной гайки;
рукоять ручного передвижения резцедержателя;
рукоять ручного передвижения каретки;
рукоять передвижения салазок;
рукоять передвижения пиноли заднего узла.
Принципиальная электрическая схема
Суппорт
Резцедержатель агрегата служит для фиксации резцов и их осевых и перпендикулярных подач. Состоит из таких основных элементов:
Осевые салазки.
Перпендикулярные салазки.
Верхние салазки.
Поворотный механизм.
Каретка и салазки перемещаются во всех направлением путем механического или ручного воздействия. Салазки имеют две Т-образные крепежные выемки, что позволяет установить дополнительную резцовую головку. Величина перемещения салазок во все стороны регулируется специальными упорами. В конструкции резцедержателя имеется шариковый упор, который облегчает отсчет по лимбу при перпендикулярном передвижении.
Фартук
Находится в передней части установки и предназначается для передачи вращательного элемента от ходовых валика и винта на резцедержатель. Блокирующий механизм, расположенный в фартуке, полностью исключает одновременный запуск винта и валика и предотвращает поломку установки. Рычаг, осуществляющий переключение подач, отвечает и за маточную гайку, что запуск ее делается невозможным, пока рычаг не будет установлен в центральное положение.
Конструкцией установки предусмотрено автоматическое отключение подач при возникновении перегрузок, возможных при чрезмерном увеличении силы обработки или заедании резцов. Отключение происходит благодаря установленному в фартуке механизму падающего самохода.
Коробка скоростей
Коробка предназначена для передачи вращательного элемента от электродвигателя к главному рабочему валу установки. Трехваловая система коробки с двумя блоками сменных колес дает возможность осуществлять обработку деталей на 9 различных скоростях.
Клиноременная передача имеет возможность регулировки натяжения благодаря перемещению коробки по специальным крепежным выемкам при помощи фиксирующих болтов и винта. Болты ослабляются для перемещения.
В опоры, на которых установлены валы коробки, вмонтированы подшипники, принимающие продольные и радиальные нагрузки на себя. Расстояние между ними настраивается специальными гайками и винтами.
Технические возможности токарного станка ТВ-320
Благодаря своим техническим возможностям устройство позволяет производить такие работы, как: наружная и внутренняя обработка различных поверхностей, в том числе и конусов, нарезка стандартных резьб и прочие токарные операции. Может производиться работа с деталями посредством скоростного обтачивания или комбинирования операций.
Конструкция установки снабжена особым механизмом, позволяющим изменять параметры рабочего процесса, не прибегая к его остановке. При обработке болванок резцы могут фиксироваться в переднем или заднем резцедержателях, устанавливаемом на суппорте в случае необходимости. Резцы могут устанавливаться одновременно, при этом резцовая головка может перемещаться в разные стороны.
Зажимной патрон устройства в стандартной комплектации — 12 см, но может и устанавливаться патрон 15 см. Фиксируется на чугунной планшайбе при помощи трех болтов. Планшайба накручивается на главный вал и фиксируется хомутом.
Согласно паспорту, агрегат обладает следующими техническими характеристиками:
класс точности, согласно ГОСТ — Н;
расстояние между центрами — 50 см;
высота центров — 15,5 см;
длина обтачиваемой болванки в максимальном значении — 50 см;
диаметр обрабатываемых болванок в максимальном значении: над станиной — 32 см; над резцедержателем — 17 см;
диаметр шпиндельного отверстия — 2,6 см;
диаметр обрабатываемого прутка в максимальном значении — 2,5 см;
скорости вращения главного вала — 18;
количество подач: 16 осевых, 16 перпендикулярных;
скорость вращения главного вала — 36-2000 об/мин;
пределы подач: осевых — 0,03-0,49 мм/об; перпендикулярных — 0,012-0,18 мм/об;
длина хода каретки резцедержателя в максимальном значении: от руки — 58 см; по валу — 58 см; по винту — 58 см;
длина поперечного хода резцедержателя в максимальном значении — 28 см;
ход резцовых салазок в максимальном значении — 11 см;
перемещение пиноли заднего узла в максимальном значении — 9 см;
перпендикулярное смещение пиноли — 1,5 см;
число электрических двигателей — 2;
мощность главного двигателя — 2,8 кВт;
мощность охлаждающего насоса — 0,125 кВт;
Габариты — 180х95х125 см;
Вес — 900 кг.
ТВ-320П: основные отличия
Данная модель была сконструирована на базе рассматриваемой модели. Главным отличием от предшественника является более высокая точность производства основных его элементов:
Рабочей основы.
Ходового винта.
Главного вала.
Переднего опорного подшипника главного вала.
Зубчатых колес.
По ГОСТу устройство соответствует нормам, установленным для токарных устройств, имеющих повышенную точность. Чтобы установка сохраняла свою изначальную точность более продолжительное время, скорость вращения снижена до 1140 об/мин. Модель не предназначена для грубых работ, не требующих повышенной точности, поэтому рекомендуется использовать его для проведения чистовой обработки.
Паспорт, правила эксплуатации и ухода, описание конструктивных особенностей для двух моделей установки являются общими.
Видео: токарно-винторезный станок ТВ-320.
Republished by Blog Post Promoter
34″ x 320″ Новый токарный станок Kingston для продажи на Worldwide Machine Tool
• Адаптер шпинделя передней бабки: ASA-450 на MT#6 • Закаленные и отшлифованные направляющие станины • Т-образный паз на салазках инструмента • 2-скоростная задняя бабка Перо • Защитный кожух патрона • Система охлаждения с насосом и трубопроводом • Выдвижной поддон для стружки (масла)
Условия: уточняйте при заказе F.O.B Factory
Дополнительные принадлежности
11,9-дюймовый люнет с роликовыми захватами (мин. вместимость 1,25 дюйма)
19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1-дюймовый)
23,5-дюймовый люнет с роликовыми захватами (минимальная вместимость 11,9-дюймового, 34-дюймового и 40-дюймового только поворотного механизма)
7,9″ Follow Rest (мин. емкость 0,75″)
Кронштейн ролика (34″: 15,75-27,5″)
Телескопическая коническая насадка (закаленная и отшлифованная)
Буровая установка
Модификация с более низким числом оборотов: 0,4–40 об/мин (только заводская установка)
Модификация с более высокими оборотами: 12–1200 об/мин (только заводская установка)
Гидравлическая тормозная система (только заводская установка)
Ограничитель каретки микрометра
Остановка лафета башни
Галогенный рабочий свет
Добавьте концевой выключатель к защитному кожуху патрона
Только пост инструмента Aloris DA
Держатели Aloris DA Tool Post Plus 6 (набор №5)
Только сообщения Aloris EA Tool
Держатели Aloris EA Tool Post Plus 6 (набор №6)
Newall DP-700 2-осевое цифровое считывание + установка (сеть)
Охранник стойки инструментов
Количество
Новый токарный станок Kingston 34 x 320 дюймов, модель HR8000 (видео) количество
Артикул: 18181
Категории: Руководство по токарному станку Kingston, Токарные станки
Описание
Описание
Новый токарный станок Kingston 34″ x 320″ на продажу
Новый токарный станок Kingston 34″ x 320″ известен в механических мастерских по всей стране как «Рабочая лошадка». класс почти 40 лет. В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов.
Новый токарный станок Kingston размером 34″ x 320″, модель HR8000.
34″
Поворотный суппорт
25,1″
Swing Over Gap (только до C.C. 160″)
45,6″
Расстояние между центрами
320″
Ширина кровати
22″
Высота от пола до рабочего центра
48,6″
Отверстие шпинделя
4,09″
Конус отверстия и центра шпинделя
ASA #450 x M. T. #6
Тип носика шпинделя
Д1-11
Количество скоростей вращения шпинделя
16
Скорость шпинделя
8-800 об/мин (12-1200 опционально)
Количество смен подачи
Высокое (20), Обычное (40), Курсовое (30)
Диапазон подач на оборот
0,0024″-0,0337″
Продольный крест
1/2 продольной подачи
Диаметр ходового винта. и резьбы на дюйм
1,9 дюйма / 2 шага на дюйм
Нарезание резьбы
дюйм/метрическая система
Диапазон резьбы Whitworth
от 2 до 28 витков на дюйм (40)/грубый шаг от 5/8″ до 8″ (16)
Диапазон резьбы Метрическая
от 1 до 14 мм (31)/крупный шаг от 16 до 200 мм (61)
Диапазон резьбы Модуль
0,5–7 м (20)/грубый 8–56 м (30)
Диапазон резьб D. P.
56 на 4 д.п. (40)/Грубая 3,5″ до 0,5″ D.P. (30)
Максимальный ход соединения
9,4″
Максимальный ход поперечного суппорта
21,25″
Ход пиноли задней бабки
11,8″
Диаметр пиноли задней бабки
5,125″
Центр задней бабки
М.Т. #6
Двигатель главного привода
20 л.с. (15 кВт)
Двигатель насоса охлаждающей жидкости
1/4 л.с.
Площадь помещения
Ш: 82″ Д: 431″
Вес машины
23 650
Характеристики:
Главный двигатель 20 л.с., 230 В/460 В, 3 фазы, 60 циклов, переключатель и проводка в сборе
Отверстие шпинделя: 4,09 л.с.
Нос шпинделя: D1-11 Camlock
Переходник шпинделя передней бабки ASA#450 на MT#6
Защитный патрон
Набор сменных шестерен для специальных проводов
Закаленные и отшлифованные направляющие
Суппорт с Т-образным пазом
4-ходовой ускоренный траверс
Регулятор резьбонарезной ручки
Стопорный упор задней бабки
2-скоростная пиноль задней бабки
Система охлаждающей жидкости с насосом и трубопроводом
Выдвижной ящик Чип (охлаждающая жидкость) Поддон
UL электрические компоненты и кабели
Ящик для инструментов с необходимыми ключами и гаечными ключами
Вводное руководство и список деталей
Дополнительные аксессуары:
11,9-дюймовый люнет с роликовыми захватами (мин. вместимость 1,25 дюйма). 3950 долларов США
19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1 дюйма) 4800 долл. США
23,5 люнета с роликовыми захватами (мин. грузоподъемность 11,9″, 34″ и 40″ только поворотные). 6700 долларов США
7,9-дюймовый упор (мин. емкость 0,75 дюйма). 2750 долларов
Роликовый кронштейн (34″: 15,75″-27,5″). 7500 долларов США
Телескопическая конусная насадка (закаленная и отшлифованная). 6 200 долларов США
Насадка для сверления. 2900 долларов
Модификация с более низким числом оборотов: 0,4–40 об/мин (только заводская установка). 1000 долларов
Модификация с более высокими оборотами: 12–1200 об/мин (только заводская установка). 1000 долларов
Гидравлическая тормозная система (только заводская установка). 6300 долларов США
Ограничитель каретки микрометра. 750 долларов
Остановка лафета турели. 750 долларов
Галогенная рабочая фара. 250 долларов
Добавить концевой выключатель к защите патрона. $150
Только резцедержатель Aloris DA. 1350 долларов США
Aloris DA Tool Post Plus 6 держателей (набор № 5) 2595 долл. США
Aloris EA Tool Post всего за 2050 долларов США
Aloris EA Tool Post Plus, 6 держателей (набор №6). 4050 долларов США
Newall DP-700 2-осевое цифровое считывающее устройство + установка (нетто): HP-3000 14 500 долл. США
Защита стойки инструмента 1250 долларов США
Конвейер для стружки. По запросу
Полноразмерный брызговик. По запросу
Патроны. По запросу
Kingston HR Lathe Video
О нас
Worldwide Machine Tool является лидером в предоставлении полных продаж, запасных частей и услуг, финансирования, транспортировки и обучения новых и бывших в употреблении станков для клиентов по всей территории США. Штаты, Канада и Мексика. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.
Мы покупаем и продаем новые и подержанные металлорежущие станки, ножницы, токарные станки, фрезерные станки, сверла, пилы, листогибочные прессы, фрезерные станки, модели револьверных пуансонов, прессы, сварочные аппараты, машины для удаления заусенцев и снятия фаски, листовые валки, лазеры, гидроабразивные станки и сопутствующие инструменты и аксессуары. Мы гордимся тем, что являемся надежным партнером, на которого наши клиенты полагаются на протяжении многих лет. Наш опытный отдел продаж будет рад помочь вам с покупкой нового станка. Позвоните нам сегодня или Запросите предложение . Позвоните по номеру 614-255-9000 или свяжитесь с нами сегодня, чтобы узнать о различиях станков по всему миру.
Следите за нами в Twitter, Facebook, Youtube и Instagram.
ООО «Уорлдуайд Машин Тул».
Положения и условия: https://www.worldwidemachinetool.com/terms-conditions/
30″ x 320″ Новый токарный станок Kingston для продажи на Worldwide Machine Tool
• Адаптер шпинделя передней бабки: A СА-450 к MT#6 • Закаленные и отшлифованные направляющие • Т-образный паз на направляющей • Двухскоростная пиноль задней бабки • Защита патрона • Система охлаждения с насосом и трубопроводом • Выдвижной поддон для стружки (масла)
Условия: уточняйте при заказе F.O.B Factory
Дополнительные принадлежности
11,9-дюймовый люнет с роликовыми захватами (мин. вместимость 1,25 дюйма)
19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1-дюймовый)
7,9″ Follow Rest (мин. емкость 0,75″)
Роликовый кронштейн (30″: 13,5-23″)
Телескопическая коническая насадка (закаленная и отшлифованная)
Буровая установка
Модификация с более низким числом оборотов: 0,4–40 об/мин (только заводская установка)
Модификация с более высокими оборотами: 12–1200 об/мин (только заводская установка)
Гидравлическая тормозная система (только заводская установка)
Ограничитель каретки микрометра
Остановка лафета башни
Гидравлический рабочий свет
Добавьте концевой выключатель в защиту патрона
Только пост инструмента Aloris DA
Держатели Aloris DA Tool Post Plus 6 (набор №5)
Только сообщения Aloris EA Tool
Держатели Aloris EA Tool Post Plus 6 (набор №6)
Newall DP-700 2-осевое цифровое считывание + установка (сеть)
Охранник стойки инструментов
Количество
Новый токарный станок Kingston 30 x 320 дюймов, модель HR8000 (видео) количество
Артикул: 18178
Категории: Руководство по токарному станку Kingston, Токарные станки
Описание
Описание
30″ x 320″ Новый токарный станок Kingston для продажи
Новый токарный станок Kingston 30″ x 320″ известен как «Рабочая лошадка» в механических мастерских по всей стране, сверхмощная модель Kingston HR была индустрией лидер в своем классе на протяжении почти 40 лет. В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов.
Новый токарный станок Kingston размером 30″ x 320″, модель HR8000.
30″
Поворотный суппорт
20,7″
Swing Over Gap (только до C.C. 160″)
41,2″
Расстояние между центрами
320″
Ширина кровати
22″
Высота от пола до рабочего центра
46,5″
Отверстие шпинделя
4,09″
Конус отверстия и центра шпинделя
ASA #450 x M. T. #6
Тип носика шпинделя
Д1-11
Количество скоростей вращения шпинделя
16
Скорость шпинделя
8-800 об/мин (12-1200 опционально)
Количество смен подачи
Высокое (20), Обычное (40), Курсовое (30)
Диапазон подач на оборот
0,00048-0,0168″
Продольный крест
1/2 продольной подачи
Диаметр ходового винта. и резьбы на дюйм
1,9 дюйма / 2 шага на дюйм
Нарезание резьбы
дюйм/метрическая система
Диапазон резьбы Whitworth
от 2 до 28 витков на дюйм (40)/грубый шаг от 5/8″ до 8″ (16)
Диапазон резьбы Метрическая
от 1 до 14 мм (31)/крупный шаг от 16 до 200 мм (61)
Диапазон резьбы Модуль
0,5–7 м (20)/грубый 8–56 м (30)
Диапазон резьб D. P.
56 на 4 д.п. (40)/Грубая 3,5″ до 0,5″ D.P. (30)
Максимальный ход соединения
9,4″
Максимальный ход поперечного суппорта
21,25″
Ход пиноли задней бабки
11,8″
Диаметр пиноли задней бабки
5,125″
Центр задней бабки
М.Т. #6
Двигатель главного привода
20 л.с. (15 кВт)
Двигатель насоса охлаждающей жидкости
1/4 л.с.
Площадь помещения
Ш: 82″ Д: 431″
Вес машины
23 500
Характеристики:
Главный двигатель 20 л.с., 230 В/460 В, 3 фазы, 60 циклов, переключатель и проводка в сборе
Отверстие шпинделя: 4,09 л.с.
Нос шпинделя: D1-11 Camlock
Переходник шпинделя передней бабки ASA#450 на MT#6
Защита патрона
Набор сменных шестерен для специальных проводов
Закаленные и отшлифованные направляющие
Суппорт с Т-образным пазом
4-ходовой ускоренный траверс
Регулятор резьбонарезной ручки
Стопорный упор задней бабки
2-скоростная пиноль задней бабки
Система охлаждающей жидкости с насосом и трубопроводом
Выдвижной ящик Чип (охлаждающая жидкость) Поддон
UL электрические компоненты и кабели
Ящик для инструментов с необходимыми ключами и гаечными ключами
Вводное руководство и список деталей
Дополнительные аксессуары:
11,9-дюймовый люнет с роликовыми захватами (мин. вместимость 1,25 дюйма). 3950 долларов США
19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1 дюйма) 4800 долл. США
7,9-дюймовый упор (мин. емкость 0,75 дюйма). 2750 долларов США
Роликовый кронштейн (30″: 13,5″-23″). 7500 долларов США
Телескопическая конусная насадка (закаленная и отшлифованная). 6 200 долларов США
Насадка для сверления. 2900 долларов
Модификация с более низким числом оборотов: 0,4–40 об/мин (только заводская установка). 1000 долларов
Модификация с более высокими оборотами: 12–1200 об/мин (только заводская установка). 1000 долларов
Гидравлическая тормозная система (только заводская установка). 6300 долларов США
Ограничитель каретки микрометра. 750 долларов
Остановка лафета турели. 750 долларов
Галогенная рабочая фара. 250 долларов
Добавить концевой выключатель к защите патрона. $150
Только резцедержатель Aloris DA. 1350 долларов
Aloris DA Tool Post Plus 6 держателей (набор № 5) 2595 долл. США
Aloris EA Tool Post всего за 2050 долларов США
Aloris EA Tool Post Plus, 6 держателей (набор №6). 4050 долларов США
Newall DP-700 2-осевое цифровое считывающее устройство + установка (нетто): HP-3000 14 500 долл. США
Защита стойки инструмента 1250 долларов США
Конвейер для стружки. По запросу
Полноразмерный брызговик. По запросу
Патроны. По запросу
Kingston HR Lathe Video
О нас
Worldwide Machine Tool является лидером в предоставлении полных продаж, запасных частей и услуг, финансирования, транспортировки и обучения новых и бывших в употреблении станков для клиентов в США, Канаде и Мексике.
Редуктор NMRV 090 — это червячный одноступенчатый мотор-редуктор производства Motovario Италия или Китай с межосевым расстоянием 90 мм. Состоит из редукторной части NRV 090 и асинхронного электродвигателя стандарта DIN/ГОСТ, жестко смонтированных между собой фланцами. Маркировка турецкого аналога – PMRV/PRV 090, китайского – RV 090 (технические характеристики, габаритные размеры по чертежам совпадают, отличие цена, качество, масса). Номинальный крутящий момент выходного вала – 129-527 Нм, диапазон частоты вращения 9 – 373 об/мин. У Систем качества можно купить итальянские и китайские редукторы NMRV-90 с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100.
Цена
от 6720 грн
Хочу узнать больше о ценах
Технические характеристики редуктора NMRV 090
В таблице технические характеристики редуктора NMRV090, взяты из паспорта производителя. Подбирайте модель редуктора NMRV 090 по передаточному числу и номинальному крутящему моменту. Корпус изготовлен из алюминия, вес – 13 кг. Количество заправляемой смазки – 1л.
Модель мотор-редуктора
Частота вращения двигателя, об/мин
Передаточное число
Обороты выходного вала, об/мин
Мощность электродвигателя, кВт
Крутящий момент, Нм
КПД
Сервис-фактор
NMRV 090
2800
7,5
373
5,5
129
0,92
2,07
10
280
170
0,91
1,59
15
187
243
0,86
1,13
20
140
321
0,86
1,03
25
112
4
291
0,85
0,99
30
93
336
0,82
1,12
40
70
3
320
0,78
1,09
50
56
2,2
286
0,76
1,07
60
47
325
0,72
0,90
80
35
1,5
284
0,70
0,87
100
28
1,1
244
0,66
0,87
1400
7,5
187
4,8
223
0,91
1,66
10
140
292
0,89
1,26
15
93
4
354
0,86
1,06
20
70
3
347
0,85
1,23
25
56
2,2
310
0,83
1,20
30
47
3
483
0,79
1,01
40
35
2,2
451
0,75
1,01
50
28
1,5
371
0,73
1,05
60
23
1,1
311
0,69
1,18
80
18
0,92
317
0,63
1,01
100
14
0,75
305
0,60
0,95
900
7,5
120
2,2
157
0,90
2,62
10
90
205
0,88
1,98
15
60
295
0,84
1,42
20
45
380
0,81
1,19
25
36
1,8
278
0,79
0,94
30
30
2,2
527
0,75
0,99
40
23
1,5
454
0,71
1,08
50
18
1,1
399
0,68
1,07
60
15
0,75
307
0,64
1,29
80
11
377
0,59
0,90
100
9
0,55
318
0,55
0,96
Чертеж габаритно-присоединительных размеров NMRV-090
На чертеже указаны габаритные и присоединительные размеры редуктора NVRV-090: длина, высота, ширина, диаметр полого выходного вала, крепежные размеры.
Присоединительные размеры под электродвигатель
Присоединительные размеры редукторной части NMVR-090 Motovario соответствуют стандарту DIN, подходят для монтажа через фланец с электродвигателями серии АИС и АИР. В таблице указаны размеры посадочных мест фланцев и диаметры валов.
Редуктор
Габарит электродвигателя
Диаметр фланца
Диаметр вала в зависимости от передаточного числа
по замку
по центру крепежных отверстий
наружный
7,5
10
15
20
25
30
40
50
60
80
100
NMRV-090
100/112В5
180
215
250
28
28
28
28
28
28
–
–
–
–
–
100/112B14
110
130
160
90В5
130
165
200
24
24
24
24
24
24
24
24
24
–
–
90В14
95
115
140
80В5
130
165
200
–
–
–
–
–
–
19
19
19
19
19
80В14
80
100
120
Варианты сборки
Редукторную часть NMRV090 производят с такими монтажными исполнениями – В3, В8, V5, В6, B7, V6. Пример схемы сборки ниже.
Расшифровка обозначения маркировки
Условное обозначение названия модели содержит информацию о габарите, передаточном отношении и варианте сборки.
NRV – тип редуктора
090 – межосевое расстояние
10 – передаточное число
В3 – монтажное исполнение
Цены на червячные редукторы NRV 090
У нас можно купить червячный редуктор NMRV 090 производства Китай и Италия Мотоварио с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100. Подходят на замену червячным редукторам отечественного производства. Цена на заправленный маслом червячный редуктор NMRV090:
Итальянский NMRV 090 стоит от 14310 грн;
Китайский NMRV 90 стоит от 6720 грн;
Отечественный Ч-100 стоит от 7800 грн.
Цена указана за редукторную часть без электродвигателя – для просчета стоимости в сборе обратитесь к менеджеру по телефону или отправьте запрос на почту. Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада.
Червячный мотор-редуктор NMRV 090 общепромышленного назначения рассчитан на работу с постоянной или переменной нагрузкой. Одна передаточная ступень обеспечивает передаточные числа в диапазоне 7,5 — 100. Мощность электродвигателя составляет от 0,37 до 4 кВт. Мотор-редуктор выпускается в нескольких вариантах монтажного исполнения.
Пример условного обозначения в заказе
NMRV – 090 – 100 – 14 – B3 – 0,75
NMRV – тип мотор-редуктора
090 – типоразмер
100 – передаточное чиcло
14 – частота вращения выходного вала, об/мин
B3 – вариант крепления мотор-редуктора
0,75 – мощность электродвигателя, кВт
Технические характеристики
Мощность двигателя, кВт
Частота вращения выходного вала, об/мин
Крутящий момент, Нм
Сервис-фактор
Передаточное число
Двигатель IEC
Радиальная нагрузка, Н
0,37
11. 3
185
1.7
80
80A6
7859
9.0
212
1.3
100
8180
0,55
17.5
189
1.5
80
80A4
6783
14.0
221
1.2
100
7306
18.0
198
2.0
50
80B6
6719
15. 0
224
1.6
60
7140
11.3
275
1.1
80
7859
9.0
315
0.9
100
8180
0,75
35.0
141
1.6
80
80A2
5383
28.0
166
1.2
100
5799
28. 0
184
1.8
50
80B4
5799
23.3
212
1.5
60
6163
17.5
258
1.1
80
6783
14.0
302
0.9
100
7306
30.0
179
2.6
30
90S6
5667
22. 5
226
1.8
40
6238
18.0
271
1.4
50
6719
15.0
306
1.1
60
7140
1,1
35.0
207
1.1
80
80B2
5383
28.0
244
0.8
100
5799
36. 0
231
1.6
25
90L6
5333
30.0
263
1.8
30
5667
22.5
331
1.2
40
6238
18.0
397
1.0
50
6719
15.0
448
0.8
60
7140
35.0
225
1. 6
40
90S4
5383
28.0
270
1.3
50
5799
23.3
311
1.0
60
6163
1,5
90.0
138
2.7
10
100L6
3929
60.0
201
2.1
15
4498
45.0
258
1. 5
20
4951
36.0
314
1.2
25
5333
30.0
358
1.3
30
5667
70.0
172
2.1
20
90L4
4273
56.0
210
1.6
25
4603
46.7
239
1.7
30
4891
35. 0
307
1.2
40
5383
28.0
368
0.9
50
5799
23.3
424
0.8
60
6163
56.0
194
1.4
50
90S2
4603
46.7
227
1.1
60
4891
2,2
186. 7
101
2.9
7.5
100LA4
3081
140.0
134
2.3
10
3391
93.3
194
1.9
15
3882
70.0
252
1.4
20
4273
56.0
308
1.1
25
4603
46.7
351
1. 2
30
4891
120.0
156
2.2
7.5
112М6
3570
90.0
203
1.8
10
3929
60.0
294
1.4
15
4498
45.0
378
1.0
20
4951
140.0
131
2.0
20
90L2
3391
112. 0
159
1.6
25
3653
93.3
185
1.7
30
3882
70.0
237
1.2
40
4273
56.0
285
0.9
50
4603
3
373.3
71
3.0
7.5
100LA2
2446
280. 0
92
2.6
10
2692
186.7
138
2.1
7.5
100LB4
3081
140.0
182
1.7
10
3391
93.3
264
1.4
15
3882
70.0
344
1.0
20
4273
56.0
420
0. 8
25
4603
46.7
479
0.9
30
4891
4
373.3
94
2.2
7.5
112M2
2446
280.0
123
1.9
10
2692
186.7
184
1.6
7.5
112M4
3081
140.0
243
1. 3
10
3391
93.3
352
1.0
15
3882
70.0
458
0.8
20
4273
Допускаемая радиальная консольная нагрузка на выходном валу
Передаточное число
Скорость вращения, об/мин
Радиальная нагрузка, Н
5
280
2687
7.5
186
3098
10
140
3400
15
94
3893
20
70
4277
25
56
4633
30
47
4880
40
35
5401
50
28
5812
60
24
6196
80
18
6799
100
14
7348
Размеры мотор-редуктора NMRV 090
Мотор-редуктор с реактивной тягой
Варианты исполнения
Монтажные позиции
Присоединительные размеры входного фланца
Типоразмер
Двигатель IEC
N
M
P
5
7. 5
10
15
20
25
30
40
50
60
80
100
B5
B14
B5
B14
B5
B14
D
NMRV 090
80B5/B14
130
80
165
100
200
120
-
-
-
-
-
-
-
-
19
19
19
19
90B5/B14
130
95
165
115
200
140
-
-
-
-
-
24
24
24
24
24
-
-
100B5/B14
180
110
215
130
250
160
-
28
28
28
28
28
28
-
-
-
-
-
112B5/B14
180
110
215
130
250
160
-
28
28
28
28
-
-
-
-
-
-
-
Модификации
Одноступенчатый мотор-редуктор NMRV 090
Двухступенчатый мотор-редуктор с цилиндрической ступенью PCRV 071/090, PCRV 080/090
Мотор-редуктор с вариаторной приставкой (UD) на входе UD+NMRV, UD+DRW, UD+PCRV
Редуктор редуктора P3301 для техобслуживания бетоносмесителя
Свяжитесь сейчас
Редуктор редуктора P3301 для техобслуживания бетоносмесителя
Свяжитесь сейчас
Dmke 60 мм 57 мм 75 Вт 24 В 100 Вт постоянного тока Бесщеточный мотор-редуктор 12 В 30 Вт мотор-редуктор постоянного тока и коробка передач
Свяжитесь сейчас
Пример настройки IP54 3-40 нм 12 вольт 48 В 450 Вт бесщеточный двигатель с коробкой передач постоянного тока 300 об / мин 24 В электрический двигатель постоянного тока и коробка передач
Свяжитесь сейчас
12 24 В Щеточный электрический червячный двигатель Производитель Полностью закрытый 30 Вт 40 Вт Щетка с постоянными магнитами Червячный редуктор постоянного тока Двигатель
Рекомендуемый продукт
Свяжитесь сейчас
Китайский производитель Dby цилиндрическая коробка передач с твердой поверхностью зуба
Рекомендуемый продукт
Свяжитесь сейчас
Dcyf Трехступенчатая цилиндрическая коробка передач с твердой поверхностью зуба и вспомогательным приводом
Рекомендуемый продукт
Свяжитесь сейчас
Коробка передач Dfyk Series Цилиндрический редуктор с твердой поверхностью зуба
Рекомендуемый продукт
Свяжитесь сейчас
Мотор-редуктор с электродвигателем мешалки с циклоидальным редуктором для бетоносмесителя
Заполните имя, телефон, почту и наши менеджеры свяжутся с Вами в рабочее время для уточнения деталей заказа
Имя
Телефон Пожалуйста, введите корректный номер
E-mail
Комментарий
Заявка успешно отправлена
Заявка успешно отправлена
Отзыв про
Мы ценим Ваше время и звоним только по делу!
Как Вас зовут?
Ваш email
Телефон для связи Пожалуйста, введите корректный номер
Отзыв
Уточните район / населенный пункт
Протестировать
Заполните имя, телефон, почту и наши менеджеры свяжутся с Вами в рабочее время для уточнения деталей заказа
Имя
Телефон Пожалуйста, введите корректный номер
E-mail
Комментарий
Заявка успешно отправлена
Вакансии компании Garnet — работа в Москве, Санкт-Петербурге
Группа компаний Garnet — инвестиционная компания. С 2014 года работает на рынке недвижимости. Мы оказываем услуги по управлению финансами наших клиентов, желающих инвестировать в такой надежный и прибыльный актив как недвижимость.
Наши специалисты работают с инвесторами и предлагают лучшие инвестиционные проекты на рынке недвижимости. Для этого мы регулярно исследуем рынок недвижимости, оцениваем инвестиционную привлекательность потенциальных для вложений объектов с точки зрения физических, экономических и юридических параметров. По итогам комплексной оценки принимаем решение об участии в проекте, приобретаем жилую недвижимость, усовершенствуем и реализуем с целью получения прибыли для наших клиентов.
Сегодня география наших инвестиционных проектов – это Москва, Ярославль, Санкт-Петербург и Краснодарский край.
Наша миссия
Мы улучшаем качество жизни людей, которое во многом зависит от финансового состояния. Помогаем людям принять ответственность за своё будущее, предлагая возможность за счет выгодных и безопасных вложений в недвижимость сохранить и приумножить капитал.
Наши ценности
Ответственность
Мы тщательно подходим к оценке рисков при принятии решения о заходе в инвестиционный проект, озвучиваем клиентам реальную доходность от проектов, соблюдаем договоренности перед клиентами и сотрудниками компании.
Клиентоориентированность
Мы ценим своих клиентов, специалистов и всегда ориентированы на долгосрочное сотрудничество. Поэтому стремимся оказывать клиентам и сотрудникам компании техническую, информационную и профессиональную поддержку. Выстраиваем экологичное общение.
Командность
Мы знаем, что один в поле не воин. Наше сотрудничество строится на общности целей, создании правил, которые делают работу эффективней, открытом обсуждении идей и обратной связи.
Наша команда
Garnet– это компания не только для работы, но и для жизни.
Мы создаем среду, в которой комфортно. Нам важно, чтобы через достижение целей компании каждый мог стать ближе к реализации личных целей и планов. Успехи наших сотрудников всегда замечаются и поощряются. Вместе мы не только работаем, но и с удовольствием отдыхаем.
В компании будет интересно как молодым специалистам, у которых есть мечты и кто готов принять вызов и действовать ради их воплощения; так и опытным профессионалам, которых по-прежнему волнует тема инвестиций и недвижимости, кто несмотря на богатый опыт не перестает открывать для себя новое.
Наши условия работы
Комфортная атмосфера
Быстрое принятие решений, отсутствие бюрократии
Возможность предлагать и внедрять улучшения
Быстрый карьерный рост, если вы трудолюбивый, инициативный и результативный
Корпоративная связь и чаты, которые объединяет нас в любой локации
Активная корпоративная жизнь:
обучающие семинары и игры, на которых мы узнаем новое и тренируем навыки,
неформальные встречи, на которых мы просто отдыхаем,
спортивные челленджи и не только.
Возможность любому специалисту находить и защищать свои собственные инвестиционные проекты в недвижимости и зарабатывать больше.
Присоединяйтесь к нашей команде!
Драгоценный камень гранат | Камень-гранат – GIA
Вернуться к энциклопедии драгоценных камней
Гранаты представляют собой набор близкородственных минералов, образующих группу с драгоценными камнями практически любого цвета.
Интенсивный
Лучшие цвета для спессартина — от ярко-оранжевого до оранжево-красного.
Чистый
Отсутствие видимых глаз включений редко встречается для спессартина.
Яркий
Насыщенный цвет, отсутствие включений и искусная огранка создают яркий камень.
Корица
Этот образец представляет собой гессонитовый гранат, также называемый коричным камнем из-за его цвета.
Образцы гессонитового граната привлекательны и коллекционны.
См. драгоценный камень как
Полированный
Грубый
Красные гранаты имеют долгую историю, но современные покупатели драгоценных камней могут выбирать из богатой палитры цветов граната: зеленые, оранжевые, розовато-оранжевые, насыщенные пурпурно-красные и даже некоторые голубые. Красный гранат является одним из самых распространенных и распространенных драгоценных камней. Но не все гранаты так распространены, как красные. Зеленый гранат, цаворит, встречается реже и требует более редкого химического состава и условий для образования.
Гранат Описание
Гранат История и знания
Гранат — камень рождения января и драгоценный камень второй годовщины.
Tsavo Park
Кэмпбелл Бриджес добывает цаворитовый гранат в Кении недалеко от национального парка Цаво.
Faberge
Российский императорский ювелир создавал замысловатые ювелирные украшения из граната-демантоида.
3800 г. до н.э.
Стильному ожерелью из бус из красного граната, найденному в могиле в Египте, более 5000 лет.
Факты
Минерал:
Группа гранатов
Химия:
Альмандин-Fe 3 Al 2 (SiO 4 ) 3
Андрадит-Ca 3 Fe 2 (SiO 4 ) 3
Grossular-Ca 3 Al 2 (SiO 4 ) 3
Пироп-Mg 3 Al 2 (SiO 4 ) 3
Родолит- (Mg, Fe) 3 Al 2 (SiO 4 ) 3
Спессартин-Mn 3 Al 2 (SiO 4 ) 3
Цвет:
Все цвета
Показатель преломления:
1,714-1,888
Двулучепреломление:
Нет
Удельный вес:
3,47-4,15
Упряжь Мооса:
6,5-7,5
Существует ряд процессов, используемых для изменения цвета, кажущейся чистоты или повышения долговечности драгоценных камней.
Узнать больше
У некоторых драгоценных камней есть синтетические аналоги, обладающие практически такими же химическими, физическими и оптическими свойствами, но выращенные человеком в лаборатории.
Узнать больше
Любой драгоценный камень можно сымитировать — иногда с помощью искусственных материалов или природных материалов, выбранных человеком для имитации определенного драгоценного камня.
Узнать больше
Почему мы любим этот драгоценный камень
1
Геммологический вызов
Выяснение того, как каждый новый драгоценный камень-гранат вписывается в шесть основных видов минералов, является сложной задачей для геммологов.
2
Включения хвоща
Включения хвоща в зеленом демантоидном гранате — одна из немногих внутренних особенностей, повышающих ценность драгоценного камня.
3
Огонь
Из-за высокой дисперсии демантоидного граната хорошо ограненные драгоценные камни демонстрируют удивительное количество огня.
Факторы качества
Решая, какой гранат купить, думайте о гранатах с точки зрения цвета.
Гранат
включает доступные темно-красные сорта, редкие и ценные зеленые оттенки и множество промежуточных цветов.
Чистота граната часто зависит от типа граната. Красные гранаты часто не имеют видимых глазом включений.
Многие гранаты разрезаются на стандартные формы и калиброванные размеры, чтобы их можно было вставлять в ювелирные украшения.
Гранаты можно найти любого размера и веса, хотя некоторые сорта редко встречаются в больших размерах.
Факторы качества граната: подробное руководство
Прочитать статью
Исследования
Исследуйте источники, геммологические исследования и роль драгоценных камней в истории.
Большой намибийский демантоидный гранат
Дункан Пей
, 31 июля 2015 г.
Читать статью
Фиолетовый пироп-альмандиновый гранат из Мозамбика
Суфарарт Сангсавонг, Виктория Рейно и Венсан Пардье
, 7 ноября 2016 г.
Читать статью
Обновление цаворитовой шахты Скорпион
Тао Хсу и Эндрю Лукас
, 28 апр. 2016 г.
Читать статью
Розовый пироп-гранат, содержащий ванадий и хром: характеристика и количественный колориметрический анализ
Образцы гессонитового граната привлекательны и коллекционны.
См. драгоценный камень как
Полированный
Грубый
Красные гранаты имеют долгую историю, но современные покупатели драгоценных камней могут выбирать из богатой палитры цветов граната: зеленого, оранжевого, розовато-оранжевого, насыщенного пурпурно-красного и даже синего. Красный гранат является одним из самых распространенных и распространенных драгоценных камней. Но не все гранаты так распространены, как красные. Зеленый гранат, цаворит, встречается реже и требует более редкого химического состава и условий для образования.
Гранат Описание
Гранат История и знания
Гранат — камень рождения января и драгоценный камень второй годовщины.
Tsavo Park
Кэмпбелл Бриджес добывает цаворитовый гранат в Кении недалеко от национального парка Цаво.
Фаберже
Российский императорский ювелир создавал замысловатые украшения из демантоидного граната.
3800 г. до н.э.
Стильному ожерелью из бус из красного граната, найденному в могиле в Египте, более 5000 лет.
Факты
Минерал:
Группа граната Химия
Существует ряд процессов, используемых для изменения цвета или кажущейся чистоты, а также для повышения долговечности драгоценных камней.
Подробнее
У некоторых драгоценных камней есть синтетические аналоги, обладающие практически такими же химическими, физическими и оптическими свойствами, но выращенные человеком в лаборатории.
Узнать больше
Любой драгоценный камень можно имитировать – иногда с помощью искусственных материалов или природных материалов, выбранных человеком для имитации определенного драгоценного камня.
Узнать больше
Почему мы любим этот драгоценный камень
1
Геммологический вызов
Выяснение того, как каждый новый драгоценный камень-гранат вписывается в шесть основных видов минералов, является сложной задачей для геммологов.
2
Включения хвоща
Включения хвоща в зеленом демантоидном гранате — одна из немногих внутренних особенностей, повышающих ценность драгоценного камня.
3
Огонь
Из-за высокой дисперсии демантоидного граната хорошо ограненные драгоценные камни демонстрируют удивительное количество огня.
Факторы качества
Решая, какой гранат купить, думайте о гранатах с точки зрения цвета.
Гранат
включает в себя доступные темно-красные сорта, редкие и ценные зеленые оттенки и множество промежуточных цветов.
Чистота граната часто зависит от типа граната. Красные гранаты часто не имеют видимых глазом включений.
Многие гранаты разрезаются на стандартные формы и калиброванные размеры, чтобы их можно было вставлять в ювелирные изделия.
Гранаты можно найти любого размера и веса, хотя некоторые сорта редко встречаются в больших размерах.
Факторы качества граната: подробное руководство
Прочитать статью
Исследования
Исследуйте источники, геммологические исследования и роль драгоценных камней в истории.
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем консольно-фрезерные станки.
Консольно-фрезерные станки наиболее распространены. Стол консольно- фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов.
На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.).
Консольный горизонтально-фрезерный станок показан на рис. 3.1. Основание станка А – чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОТС. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах.
Рис. 3.1. Общий вид консольного горизонтально-фрезерного станка: А – основание; Б – станина; В – хобот; Г – стол; Д – салазки; Е – консоль. 1 – механизм для изменения частоты вращения шпинделя; 2 – винт перемещения хобота; 3 – гайка крепления хобота; маховики для перемещения стола в продольном (4) и в поперечном (5) направлении; 6 – рукоятка подъема консоли; 7 – лимб механизма переключения подач; 8, 9 – рукоятки зажима салазок; 10–12 – элементы включения освещения, подачи СОТС, изменения направления вращения шпинделя; 13 – опоры; 14 – шпиндель
Внутри станины Б расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел. На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхней части консоли Е расположены салазки Д, которые могут перемещаться в поперечном направлении. На салазках размещен стол Г, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.
Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка показана на рис. 3.2. Привод главного движения обеспечивает вращение шпинделя с заданной частотой, а также передачу на шпиндель заданного крутящего момента от электродвигателя М1. Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
Рис 3.2. Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка
Кинематическая схема позволяет получить определенное количество частот вращения, которое может быть представлено структурной диаграммой (рис. 3.3).
Вращение от электродвигателя М1 к шпинделю станка передается по следующей цепи (рис. 3.2): электродвигатель М1 (частота вращения 1440 об/мин), муфта, пара зубчатых колес 26:54, вал II. Вращение с вала II на вал III можно передать через одну из зубчатых пар с помощью подвижного блока зубчатых колес с числом зубьев: 19, 22 и 16. В определенном положении блока зубчатые колеса могут быть соединены с зубчатыми колесами вала III в таком сочетании: 16:39, 19:36 и 22:33.
Валу III можно сообщить одну из трех частот вращения: 284, 365 и 462 об/мин (рис. 3.3). С вала III на вал IV вращение передается через пары зубчатых колес 28:37, 18:47 и 39:26. Такое сочетание колес обеспечивается смещением по валу IV тройного блока.
С вала IV на вал V (шпиндель) вращение может быть передано парой зубчатых колес 83:37 или 20:70. Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача вращения от электродвигателя к шпинделю может быть представлена в виде уравнения кинематической цепи:
Расчетная наименьшая частота вращения шпинделя (об/мин) будет соответствовать варианту, когда в зацеплении установлены передачи с наименьшими значениями передаточного отношения:
а наибольшая частота вращения будет обеспечена, если в зацеплении будут находиться передачи с максимальными передаточными отношениями.
Изменение направления вращения шпинделя обеспечивают реверсированием электродвигателя.
Привод подач станка позволяет от одного электродвигателя М2 обеспечить определенный диапазон продольных, поперечных и вертикальных подач соответственно столу, салазкам и консоли по структурной диаграмме, показанной на рис. 3.4.
Рис. 3.4. Структурная диаграмма значений подач
От электродвигателя М2 (см. рис. 3.2) на вал VIII вращение передается через пары колес 26:50, 26:57. С помощью тройного блока (27:36:18) вала VIII через промежуточный вал IХ на вал Х вращение передается с помощью тройного блока (37:40:34) вала Х. Эти два тройных блока обеспечивают девять различных частот вращения вала Х. Далее возможны два варианта передачи вращения с вала Х на последующие.
Вариант 1. При включении муфты МФ1 (см. рис. 3.2) вращение от вала Х на вал ХI будет передаваться через шестерни 40:40, затем через шестерни 28:35 на вал ХII и далее.
Вариант 2. При отключенной муфте МФ1 (см. рис. 3.2) вращение на вал ХI передается с вала Х через перебор 33:67, который работает как понижающая передача. Следовательно, валу ХI можно сообщить 18 различных частот вращения, и это число соответсвует количеству значений подач стола в продольном (через валы ХIV и ХV), поперечном (винт ХVII) и вертикальном направлениях. Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
По уравнению кинематической цепи можно определить и значение минимальной рабочей подачи стола в продольном направлении, мм/мин:
Кинематическая цепь, при которой продольная подача наибольшая, будет следующей, мм/мин:
Переключение частот вращения шпинделя и установление требуемой подачи осуществляется на станке с помощью специальных механизмов, обеспечивающих перемещение соответствующих зубчатых блоков.
Для консольных вертикально-фрезерных станков характерно вертикальное положение шпинделя, размещаемого в шпиндельной головке В (рис 3. 5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
Кинематические цепи приводов главного движения и подач консольных вертикально-фрезерных станков и консольных горизонтально-фрезерных станков, как правило, существенно не отличаются.
Определенная особенность некоторых моделей консольных вертикально-фрезерных станков состоит в том, что эти станки могут быть настроены на работу по полуавтоматическому или автоматическому циклу при управлении продольными перемещениями стола. При этом характер циклов может быть различный. Настройку обычно производят при фрезеровании партии заготовок.
Настройка осуществляется установкой в боковой Т-образный продольный паз стола соответствующих кулачков (рис. 3.6). При полуавтоматическом цикле программируют команды: а) быстрый ход стола с заготовкой из исходной точки к режущему инструменту; б) рабочая подача, в процессе которой осуществляется фрезерование заготовки; в) реверс с быстрым возвратом стола (после окончания фрезерования) и остановкой его в исходной точке. Этот цикл управления выполняется путем воздействия кулачков на элементы рукоятки 6 управления продольным перемещением стола. Кулачки 1 и 3 обеспечивают остановку стола в крайних точках хода. В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
Рис. 3.6. Схема установки кулачков для управления механизмом продольных подач стола
Изменение быстрого хода стола на рабочий (и наоборот) осуществляется кулачком 2, который при движении стола упором 7 воздействует на выступ звездочки 5 рукоятки управления подачей, поворачивая ее. При рассматриваемой схеме установки кулачков цикл движения стола обеспечивается движением его на быстром ходу, переключением на рабочую подачу и остановкой в конце хода.
Реверсирование движения стола с одновременным изменением скорости его движения осуществляется установкой в точке реверса двух кулачков рядом (кулачка, воздействующего на рукоятку, и кулачка, воздействующего на звездочку). Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Рис. 3.7. Схема установки кулачков и замкнутый цикл движения стола
При необходимости станок может быть настроен на автоматический маятниковый цикл движения стола, например, «быстро вправо–подача вправо– быстро влево–подача влево–быстро вправо» и т.д. При таком цикле фрезеровщик устанавливает заготовки в приспособлении попеременно то с правой, то с левой стороны стола.
Для работы по полуавтоматическому или автоматическому циклу требуется установка переключателя рода работ в положение «автоматическое управление».
Консольно-фрезерные станки | Машиностроение
Консольно-фрезерные станки (КФС) предназначены для обработки плоских и фасонных поверхностей небольших и средних деталей произвольной формы: плоских, корпусных, типа тел вращения и фигурных. Кроме фрезерования на станках можно проводить сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы. Основная область использования КФС – единичное и мелкосерийное производство. Однако при оснащении их специальными приспособлениями и устройствами автоматизации рабочих циклов, а также системами ЧПУ станки могут эффективно использоваться в серийном производстве. В качестве основного параметра, по которому построены размерные ряды станков, принята ширина рабочей поверхности стола. Для обработки деталей с нескольких сторон, станки могут оснащаться поворотными столами с горизонтальной или (и) вертикальной осью вращения. Размеры КФС (рис. 4.41) стандартизованы (ГОСТ 165-81).
Рис. 4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
Станок предназначен для фрезерования различных деталей сравнительно небольших размеров. Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава. Движение резания — вращение шпинделя с фрезой. Подачами являются перемещения стола с заготовкой в продольном, поперечном и вертикальном направлениях. Вспомогательные движения — быстрые перемещения стола в тех же направлениях. Принцип работы. Обрабатываемые детали устанавливают непосредственно на столе, в тисках или специальных приспособлениях. Для обработки деталей в нескольких позициях широко используется универсальная делительная головка, которая позволяет производить делительные повороты заготовки на требуемое количество равных частей. Насадные фрезы, цилиндрические, дисковые и др., устанавливают на шпиндельных оправках, хвостовые непосредственно в шпинделе или в цанговом патроне. При установке фрез на оправках последние одним концом вставляют в конус шпинделя, а другим — в отверстие подвески. Торцовые фрезерные головки закрепляют на торце шпинделя. Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола В, поперечных салазок Д и консоли Е. Конструктивные особенности. Станок имеет разделенный привод движения резания, т. е. коробка скоростей смонтирована в станине в виде отдельного узла, а вращение шпинделю передается клиновыми ремнями. Это обеспечивает безвибрационную работу станка даже на самых высоких числах оборотов шпинделя. Шпиндель смонтирован на прецизионных двойных роликовых подшипниках серии 3182100 высокой жесткости. Шпиндель разгружен от изгибающих усилий со стороны ременной передачи, так как приводной шкив установлен на независимых подшипниках. Для более равномерного вращения шпинделя его приводная шестерня сделана массивной, поэтому она одновременно выполняет роль маховнка. Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом. Станок имеет две подвески хобота: одну на подшипниках качения, предназначенную для скоростных работ; другую на подшипнике скольжения, обеспечивающую работу с фрезами диаметром менее 75 мм, Для повышения жесткости системы хобот Б может быть соединен с консолью Е дополнительной связью Г. В приводе подач имеется шариковая предохранительная муфта, исключающая возможность поломки элементов привода при чрезмерном увеличении нагрузки. Для фрезерования попутным методом в приводе продольной подачи стола предусмотрен механизм для периодического устранения зазора между ходовым винтом и гайками.
Техническая характеристика станка 6П80Г
Рабочая поверхность стола (мм)
200х800
Число скоростей вращения шпннделя
12
Пределы чисел оборотов шпинделя в минуту
50 — 2240
Количество величин подач стола
12
Пределы скоростей подач стола (мм/мин):
продольных
22,4 -1000
поперечных
16 — 710
вертикальных
8 — 355
Скорость быстрого перемещения стола (мм/мин):
продольного
2400
поперечного
1710
вертикального
855
Мощность главного электродвигателя (квт)
2,8
Традиционно выделяются в самостоятельную группу разновидность консольно-фрезерных станков широкоуниверсальные фрезерные станки (ШУИФС), которые оснащены развитой инструментальной оснасткой (рис. 4.42).
Для обработки низких и плоских деталей всегда удобно использовать консольные фрезерные станки с вертикальным расположением шпинделя. Компоновка такого станка показана на рис. 4.43.
Несущая система КФС состоит из чугунных оснований и стоек. На стойке предусмотрены направляющие для вертикального перемещения консоли станка.
Столы имеют удлиненную прямоугольную форму с отношением длины к ширине 2,5:1, что обеспечивает возможность работы с дополнительными приспособлениями, а также обработки длинномерных деталей. Для крепления приспособлений и обрабатываемых деталей на столах используют продольно расположенные Т-образные пазы.
Неподвижные или расположенные в пиноле (или в выдвижном шпинделе) шпиндельные узлы испытывают значительные нагрузки и монтируются на радиальных или радиально-упорных
Установку инструмента осуществляют с помощью конуса с конусностью 7:24 либо на конце шпинделя с центровкой по его наружному диаметру. Крутящий момент передается призматической шпонкой, выполненной на торце шпинделя. Для зажима инструмента в шпинделе используют ручные или механические устройства.
В станках с ручным управлением используют ступенчато-регулируемые проводы, которые состоят из асинхронного электродвигателя и ступенчатой коробки скоростей. В автоматизированном варианте главного привода используются двигатели постоянного тока, причем для обеспечения постоянной мощности на большей части диапазона частот вращения шпинделя используют двух- или трехступенчатых зубчатых переборов.
В приводах подач станков с ручным управлением используют нерегулируемые электродвигатели переменного тока со ступенчатыми коробками подач.
В ШУИФС и вертикальных КФС с ползуном, оснащенных ЧПУ, используют разделенные привода с регулируемым электродвигателем, который связан через редуктор или напрямую с шариковыми механизмами перемещения исполнительных органов.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу. После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу. После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Другой участник торгов сделал идентичную ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Участие в данном аукционе возможно только после внесения залога. Сумма депозита, срок депозита, ваше контактное лицо и всю другую информацию можно найти в описании товара.
Детали предмета
Затраты и выгоды
Технические детали
Описание предмета
Детали аукциона
Ваша ставка €.
Я ознакомился с условиями этого аукциона и согласился с ними.
Дополнительными расходами являются комиссионные за продажу, которые покрываются покупателем. Доплата составит 18 % от конечной цены плюс НДС. Окончательная цена включает в себя как самую высокую ставку, так и комиссионные расходы.
▷ Бывшая в употреблении коленная фреза — коленный фрезерный станок с ЧПУ
Домашняя страница
Все машины
Металл
Фрезерные станки
Фрезерные станки коленного типа
Сортировать по:
Актуальность
Показать на карте view
Germany, 47839 Krefeld
IBERIMEX U-1000 A console milling machine
Germany, 42499 Hückeswagen
OSO FGV 32 vertical milling machine
Germany, 74889 Sinsheim
TOS FA4 Console Milling Machine
Portugal, 2430- 012 Amieira, Marinha Grande
LAGUN FU2 Фрезерный станок коленного типа
Не нашли то, что ищете?
Подпишитесь на поиск с текущим фильтром и получайте новые товары по электронной почте.
Текущий поиск успешно подписан
Подписаться на поиск
Определение: Фрезерные станки коленного типа
Что такое «фрезерный станок коленного типа»
Важность коленной мельницы
Работа на коленном фрезерном станке
Производители коленных фрезерных станков
Станки фрезерные коленного типа — это станки, предназначенные для обработки заготовок малых и средних размеров . Коленчатая конструкция делает эти фрезерные станки менее стабильными, чем, например, станки со станиной. Тем не менее, коленный фрезерный станок часто используется для ремонтных работ , разового производства и учебных целей . Современный фрезерный станок коленного типа имеет мощный фрезерный шпиндель и гибкую систему ЧПУ, такую как у HEIDENHAIN. Фрезерная головка может наклоняться, подачи регулируются, размер стола и пути перемещения регулируются. В Surplex вы найдете подержанный фрезерный станок, соответствующий вашим потребностям, например, с подходящим держателем шпинделя и высокими скоростями вращения шпинделя!
Фрезерный станок коленного типа (или просто коленный станок) – менее распространенная разновидность фрезерного станка. С помощью вращающихся режущих инструментов на фрезерных станках обрабатывают заготовку. В настоящее время самые распространенные фрезерные станки имеют сильно зажатую в заготовке заготовку, которую можно обрабатывать многоосевой фрезерной головкой. Это полная противоположность фрезерным станкам коленного типа, где фрезерная головка может двигаться только вдоль оси Z.
Различные фрезерные станки
Ограниченное движение фрезерной головки по оси Z
Может работать с ограниченным количеством заготовок из-за габаритов и грузоподъемности станка
Качество Отличные предложения Персонализированные
Заготовка перемещается по осям x и y- ось. Это означает, что движения фрезерного станка коленного типа более обширны, чем у универсального фрезерного станка. Однако из-за ограниченного пространства между головой и коленом размер заготовки также ограничен.
Заготовки, обрабатываемые на коленчатом станке, ограничены из-за ограниченных размеров и грузоподъемности рамы с цапфой; он подходит только для мелких и средних заготовок. Фрезерные станки коленного типа в основном работают только с одним фрезерным инструментом. Чтобы выполнить следующий этап обработки, рабочий инструмент необходимо переключать вручную после каждого цикла. Эти факторы ограничивают эффективность фрезерного станка коленного типа. Тем не менее, они по-прежнему широко используются в качестве компонента для станков с ЧПУ. Одним из больших преимуществ является то, что они очень стабильны.
Фрезерный станок коленного типа KLOPP в работе
В отличие от сложной 5-осевой механики современного станка с ЧПУ, фрезерная головка движется только в одном направлении, что означает, что они не подвержены несчастным случаям. Фрезерный станок коленного типа можно использовать для подготовительных работ по расчистке. Затем части заготовки с меньшими ограничениями можно обрабатывать с помощью станков с ЧПУ. Поэтому есть еще производители фрезерных станков коленного типа, типа UNITECH.
Работа на коленном фрезерном станке должна выполняться квалифицированными операторами станков. Эта машина требует большого количества ручных регулировок, поэтому полуквалифицированные рабочие не подходят из-за их ограниченных знаний и возможностей.
Известными производителями коленных фрезерных станков являются: UNITECH, DECKEL, MAHO, BUTLER, RAMBAUDI и GAMBIN. В Surplex вы регулярно найдете широкий ассортимент высококачественных бывших в употреблении коленчатых фрезерных станков. Просто взгляните на наши промышленные аукционы или подпишитесь на нашу рассылку, чтобы быть в курсе новых предложений по оборудованию.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 11256
Набор токарных резцов со сменными пластинами 5 шт. 10 мм
Набор токарных резцов со сменными пластинами 5 шт. 10 мм
Код товара: 10581
Нет в наличии
Набор из 7 резцов 08×10 мм с мех.креплением твердосплавных пластин
Набор из 7 резцов 08×10 мм с мех.креплением твердосплавных пластин
Код товара: 11258
Набор токарных резцов со сменными пластинами 9 шт. 12 мм
Набор токарных резцов со сменными пластинами 9 шт. 12 мм
Код товара: 11264
Набор токарных резцов со сменными пластинами 7 шт. 20 мм
Набор токарных резцов со сменными пластинами 7 шт. 20 мм
Код товара: 11592
Набор расточных резцов со сменными пластинами 3 шт. 12 мм
Набор расточных резцов со сменными пластинами 3 шт. 12 мм
Код товара: 10633
Нет в наличии
Набор из 7 резцов 16х16 мм, с мех. креплением твердосплавных пластин
Набор из 7 резцов 16х16 мм, с мех. креплением твердосплавных пластин
Код товара: 11267
Набор расточных резцов со сменными пластинами 3 шт. 10 мм
Набор расточных резцов со сменными пластинами 3 шт. 10 мм
Код товара: 11268
Набор расточных резцов 8-20 мм со сменными пластинами 5 шт.
Набор расточных резцов 8-20 мм со сменными пластинами 5 шт.
Код товара: 11266
Набор токарных резцов со сменными пластинами 5 шт. 25 мм
Набор токарных резцов со сменными пластинами 5 шт. 25 мм
Код товара: 10565
Нет в наличии
Отрезной резец 8х8 мм
Отрезной резец 8х8 мм
Код товара: 11262
Набор токарных резцов со сменными пластинами 5 шт., державка 16 мм 3441610
Набор токарных резцов со сменными пластинами 5 шт., державка 16 мм 3441610
Код товара: 10583
Нет в наличии
Набор из 7 резцов сечением 10х10 мм со сменными вставками
Набор из 7 резцов сечением 10х10 мм со сменными вставками
Код товара: 11265
Набор токарных резцов со сменными пластинами 5 шт. 20 мм
Набор токарных резцов со сменными пластинами 5 шт. 20 мм
Код товара: 1449
Набор токарных резцов 12мм/7шт
Набор токарных резцов 12мм/7шт
Код товара: 10602
Нет в наличии
Набор из 7 резцов 8×10 мм с мех.креплением твердосплавных пластин
Набор из 7 резцов 8×10 мм с мех.креплением твердосплавных пластин
Код товара: 36757
Нет в наличии
Набор из 9 резцов 12×10 мм с мех.креплением твердосплавных пластин
Набор из 9 резцов 12×10 мм с мех.креплением твердосплавных пластин
Код товара: 36138
Набор токарных резцов 5 шт. державка 12 мм
Набор токарных резцов 5 шт. державка 12 мм
Код товара: 1448
Набор токарных резцов 10мм/7шт
Набор токарных резцов 10мм/7шт
Код товара: 10689
Нет в наличии
Набор из 9 резцов 25×25 мм с мех.креплением твердосплавных пластин
Набор из 9 резцов 25×25 мм с мех.креплением твердосплавных пластин
Код товара: 36080
Набор токарных резцов со сменными пластинами 5 шт. , державка 16 мм 3441668
Набор токарных резцов со сменными пластинами 5 шт., державка 16 мм 3441668
Код товара: 11259
Набор токарных резцов со сменными пластинами 5 шт. 12 мм
Набор токарных резцов со сменными пластинами 5 шт. 12 мм
Код товара: 36283
Нет в наличии
Набор резцов с мех. креплением пластин, сечение 25х25 мм
Масса3 кг
Код товара: 11270
Сменная пластина для CВ1 (10 шт.)
Сменная пластина для CВ1 (10 шт.)
Код товара: 11254
Набор токарных резцов со сменными пластинами 7 шт. 8 мм
Набор токарных резцов со сменными пластинами 7 шт. 8 мм
Код товара: 11269
Отрезное лезвие СB1
Отрезное лезвие СB1
Код товара: 11260
Набор токарных резцов со сменными пластинами 7 шт. 16 мм
Набор токарных резцов со сменными пластинами 7 шт. 16 мм
Код товара: 36281
Нет в наличии
Набор резцов с мех. креплением пластин, сечение 12х12мм
Масса1 кг
Код товара: 36284
Нет в наличии
Набор резцов с мех.креплением пластин, сечение 10х10 мм
Масса1 кг
Код товара: 43797
Набор резцов 25 мм 5 шт. со сменными пластинами
Набор резцов 25 мм 5 шт. со сменными пластинами
Код товара: 36285
Нет в наличии
Набор резцов с мех.креплением пластин, сечение 8х8 мм
Масса1 кг
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
«
1
2
»
Статьи
Изготовители
JET (Швейцария)
Optimum (Германия)
WEISS MACHINERY
STALEX
Найдено товаров : 33
Вверх
Токарные резцы со сменными пластинами
Преимущества и недостатки резцов Виды токарных резцов со сменными пластинами Основные размеры Выбор токарного резца с механическим креплением пластин Режимы резания токарного резца Обозначение Производители .
Современные токарные резцы со сменными пластинами являются распространенным токарным инструментом, который очень удобен в использовании. В отличие от тех инструментов, которые выпускаются в цельном варианте, здесь можно сменять пластину, на которой находится режущая кромка, чтобы начать выполнять другой тип работ. Это существенно ускоряет рабочий процесс. Если деталь сильно износилась или сломалась, то ее очень легко будет заменить, не прерывая производственный процесс на долгое время. Резец со сменными пластинами изготовляется из различных материалов и материалов, поэтому, для специалистов намного легче иметь несколько различных пластин для одного инструмента, чем покупать их в цельном исполнении. Это позволяет расширить диапазон взаимодействия с обрабатываемыми поверхностями, так как для каждой заготовки требуются свои токарные резцы со сменными пластинами.
фото:токарный резец со сменной пластиной
Покупка сменных пластин обходится намного дешевле, чем самих инструментов. Механические резцы со сменными пластинами позволяют заметно увеличить производительность. Благодаря таким свойствам они стали незаменимыми в производстве. Номенклатура серийного производства постоянно растет и в это же время нужно ускорять переходные процессы на станках, чтобы подготовить их к новым заданиям.
Когда только появился резец с механическим креплением сменной пластины, то многие специалисты перешли на них, так как в работе они намного более практичные. В качестве материала может использоваться быстрорежущая сталь, как резец с пластиной ВК8, так и твердосплавные материалы, причем большинство элементов становится взаимозаменяемыми. Изделия относятся к ГОСТам: 19086-80, 19042-80, 25490-90.
Преимущества и недостатки резцов
Отрезной резец со сменными пластинами имеет следующий ряд преимуществ:
Быстрая смена рабочей режущей детали;
Хорошая совместимость с инструментами и агрегатами;
Высокая надежность даже при интенсивной работе;
Переналадка режущих инструментов;
Относительно низкая стоимость сменных деталей.
В качестве недостатков можно отметить только то, что данные изделия могут сломаться, если совершить неправильное крепление пластины, а сами изделия являются менее долговечными, хотя в экономическом плане и выходят намного выгоднее.
Виды токарных резцов со сменными пластинами
Резцы с пластинами из твердого сплава, а также те, которые изготавливаются из быстрорежущей стали, имеют несколько разновидностей, которые зависят от того, для какой именно работы они будут предназначаться. Здесь выделяются такие разновидности как:
Механический резьбовой резец – с помощью данного инструмента можно нарезать внутренние и наружные резьбы на цилиндрических заготовках.
Расточные резцы с механическим креплением – с их помощью происходит расточка сквозных и глухих отверстий в заготовках. В зависимости от того, с каким именно отверстием придется работать, выделяют упорные, которые протачивают глухие отверстия, включая обработку дна, а также проходные – для сквозной обработки. Проходными можно также делать обработку цилиндрических поверхностей.
Фасонные – это один из самых сложных видов, которые выходит за рамки принятых стандартов, так как имеет индивидуальный профиль. Некоторые из них изготавливают по индивидуальному заказу, так что они имеют массу возможностей в обработке.
Резец отрезной с механическим креплением – используется для отрезания лишних частей, как крупных, так и мелких с заготовок. В основном, и используют для прутковых заготовок.
Прорезные – применяются для проточки кольцевых канавок по всей поверхности заготовки.
Галтельные – используются для обточки переходной поверхности, которая находится по всему радиусу между ступенями валов.
фото:виды токарных резцов со сменными пластинами
Основные размеры
Размеры резца, мм
Длина, мм
Короткие
Длинные
8-8
40
60
10-10
50
70
12-12
60
80
16-16
70
100
20-20
80
125
25-25
100
150
32-32
125
170
40-40
150
200
50-50
—
250
Выбор токарного резца с механическим креплением пластин
Существуют резцы с пластинами из твердого сплава и из быстрорежущей стали. Данные виды материала появляются практически во всех видах инструментов. Какой из них именно брать, зависит от того, с какими материалами будет вестись работа. Быстрорежущая сталь хорошо подходит для мягких металлов. Она относительно дешевая, но при работе с тугоплавкими и калеными заготовками проявляет себя очень плохо. Резцы токарные с пластинами из твердого сплава более дорогие, но они работают со всеми видами металла и могут хорошо переносить как повышение температуры во время активной работы, так и удары.
В остальном же выбор зависит от типа работ, для которых берется инструмент. От этого зависят особенности его заточки и другие факторы, которые оказываются очень важными для технологически правильного выполнения действий.
«Совет профессионалов! Для автоматических станков стоит подбирать те инструменты, которые предназначены именно для них.»
Режимы резания токарного резца
Каждый резец токарный с механическим креплением пластин имеет свои особенности в режиме работы. В отрезном типе применяются длительные поперечные движения, так как в основном, инструменты здесь содержат твердосплавные пластины. Расточные во время работы передвигаются на десятые доли миллиметра, как продольными, так и поперечными движения и скорость проточки составляет около 0,1 мм за оборот. Режим прохода резьбового вида зависит от типа нарезаемой резьбы и в основном это вращательно-поступательные движения.
Обозначения
Резцы токарные с механическим креплением пластин обозначаются согласно тому, какой состав материала у этой пластины. Одним из самых распространенных является состав титановольфрамовой твердосплавной группы Т5К10 – где имеется 5% карбида титана, а кобальта – 10%.
Сменные лезвия изготавливаются из 100-процентного оксида циркония, современного керамического материала, который сочетает в себе ряд полезных свойств, отличающих его от обычных стальных лезвий. Оксид циркония не искрит, не проводит электричество, немагнитен, химически инертен и никогда не ржавеет. Наши лезвия безопасны до 1600 градусов по Цельсию и поэтому идеально подходят для стерилизации и лабораторных условий.
Другим определяющим свойством оксида циркония является его твердость. Его твердость составляет 8,2 по шкале Мооса по сравнению с 4,5 для стали. Slice использует это свойство для создания ремесленных и универсальных ножей, ножей для коробок и многого другого, которые остаются острыми в 11 раз дольше, чем сталь.
Производители стальных лезвий агрессивно затачивают свои лезвия — намного больше, чем необходимо для резки материалов — чтобы компенсировать быстрое притупление более мягкого металла. Естественное удержание края оксида циркония позволяет использовать запатентованную Slice удобную для пальцев ® помол, который более безопасен при прикосновении, сохраняя при этом свои режущие свойства. Однако важно отметить, что защитная кромка уникальна для Slice и не распространяется на другие керамические лезвия. Более долговечные лезвия Slice также сокращают потенциально опасное обращение с лезвиями, поскольку их не нужно менять так часто, как стальные. А из-за более безопасного края лезвия Slice, пригодные для вторичной переработки, не требуют специальных контейнеров для утилизации острых предметов.
Нужна ли заточка керамических сменных лезвий Slice?
Короткий ответ — нет. Поскольку современные керамические лезвия очень твердые, их нельзя затачивать теми же инструментами, которые используются для заточки стали, которая намного мягче. Керамические лезвия Slice затачиваются вручную с помощью запатентованной технологии заточки, обеспечивающей удобство лезвия для пальцев. Эта запатентованная конструкция лезвия не может быть воспроизведена вне производственного процесса Slice. Сменное лезвие Slice служит в 11 раз дольше, чем стальное, поэтому потребность в замене значительно снижается.
Когда следует заменить лезвие?
Как и в случае с любым режущим инструментом, вам необходимо заменить лезвие, как только лезвие станет слишком тупым. Важно повторить, что лезвия Slice изначально не такие острые, как стальные или керамические лезвия других производителей. С точки зрения безопасности стальные лезвия изначально слишком острые. Это способ производителя компенсировать мягкий материал, который слишком быстро тускнеет. Другие производители керамики имитируют ту же заточку, что и сталь. Лезвия Slice начинают с эффективного, но безопасного уровня остроты и затупляются в 11 раз дольше, чем сталь.
Тем не менее, если вы какое-то время пользовались канцелярским ножом Slice и замечаете, что на него требуется гораздо большее давление, чем это необходимо для резки, возможно, пришло время приобрести новые лезвия для канцелярского ножа. То же самое относится и к нашим ремесленным лезвиям. Режущие инструменты наиболее опасны, когда они слишком острые или слишком тупые. Лезвия для нарезки никогда не бывают слишком острыми, но через (долгое) время они в конце концов затупятся. В это время может произойти скольжение, поэтому лучше заменить лезвие.
Имейте в виду, что наши канцелярские ножи, универсальные лезвия и долото 10535 являются обоюдоострыми или реверсивными. Когда вы чувствуете, что ваше лезвие слишком тупое, переверните его, чтобы освежить лезвие.
Подробнее о сменных лезвиях для резки коробок для нарезки
Лезвия для нарезки коробок или керамические сменные лезвия совместимы с рядом различных инструментов для нарезки. К ним относятся все наши модели канцелярских ножей, а также наши канцелярские ножницы и мини-каттер. Как и все инструменты Slice со сменными лезвиями, эти резаки разработаны с возможностью простой замены лезвий без инструментов.
Лезвия для нарезки ломтиками поставляются с заостренным кончиком (для лучшего начала точного разреза или для прокалывания материала) или с закругленным кончиком, что обеспечивает дополнительный уровень безопасности.
Подробнее о сменных лезвиях для универсального ножа Slice
Компания Slice производит два различных типа лезвий для универсальных ножей: лезвия, разработанные для нашей линейки универсальных ножей, и лезвия, предназначенные для замены традиционных лезвий из опасного металла в стандартных ручках универсальных ножей сторонних производителей.
Мы производим как заостренные, так и закругленные универсальные лезвия для ручек Slice. Выбор лучших лезвий для универсального ножа зависит от области применения. Вам нужно начать резку с точностью или проколоть материал? Лучше всего подойдет лезвие универсального ножа с заостренным концом. Если ваши порезы не требуют точной инициации, а безопасность превыше всего, вам лучше всего подойдут лезвия универсального ножа с закругленными кончиками.
Подробнее о лезвиях для ножей Slice Craft
Наши ремесленные лезвия предназначены исключительно для использования в рукоятках Slice: ремесленном ноже 10548, ремесленном ноже 10589 (защитный колпачок), скальпеле 10568 и высокоточном ноже 10580. Как и большинство сменных лезвий, лезвия для канцелярских ножей поставляются с дополнительными опциями. К ним относятся: лезвие с прямым краем, закругленным концом, лезвие с изогнутым краем, лезвие с закругленным концом, лезвие для вспарывания шва с вогнутой кромкой, прямое лезвие, лезвие с заостренным концом, два типа лезвия долота и лезвие для зачистки углов. лезвие. Чтобы заменить наши удобные сменные лезвия, просто вытащите старое лезвие и вставьте новое в канцелярский нож.
Сменные лезвия для обрезки верхних листов Olfa
Сейчас:
$2,69
(0)
Написать обзор
Ольфа
Сменные лезвия для резки листового металла Olfa TSB-1 (5 шт.
в упаковке)
Артикул:
Б123
СКП:
91511
4
Вес:
0,03 фунта
поделиться на:
Описание продукта
OLFA Top Sheet Cutter 5 Pack
5 Pack Сменных лезвий для Top Sheet Cutter Olfa. ЗАЩИЩАЕТ МАТЕРИАЛ НИЖНЕЙ ЧАСТИ — сменное лезвие обеспечивает надежную резку, когда у вас есть несколько слоев, но вы хотите разрезать только верхний и сохранить нижние слои нетронутыми. Эти лезвия отлично подходят для резки материалов толщиной до 0,1 мм.
Клиенты также просмотрели
Популярные трендовые товары
Распродажа
Артикул: A1922
Был:
$9,69
Сейчас:
$7,99
Резак для лайнера OLFA Инновационный инструмент, предлагающий уникальный способ резки только одного верхнего листа ма…
Артикул: A1905C
Сейчас:
$5,79
Идеально подходит для художников, этот нож ощущается как ручка в руке. Но не заблуждайтесь, он режет точно…
Артикул: B2605
Сейчас:
$10,99
B2605 антистатическая перчатка, смягчающая ворс Разработанный с учетом потребностей профессиональных установщиков винила,…
ProToolsNow
Артикул: A1991YLW
Сейчас:
21,79 доллара США
Желтое сцепление и скольжение Эргономичная рукоятка с высокоэффективным сменным лезвием…
ProToolsNow
Артикул: B1991YLW
Сейчас:
$9,49
Эргономичная рукоятка с высокопроизводительными сменными лезвиями для окрашивания, обертывания и PPF в…
ProToolsNow
Артикул: B1991OR
Сейчас:
$9,49
Эргономичная рукоятка с высокопроизводительными сменными лезвиями для окрашивания, обертывания и установки PPF…
 В целом отсутствие действенной защиты деталей
В целом отсутствие действенной защиты деталей Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь
Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь Щитки должны быть
Щитки должны быть
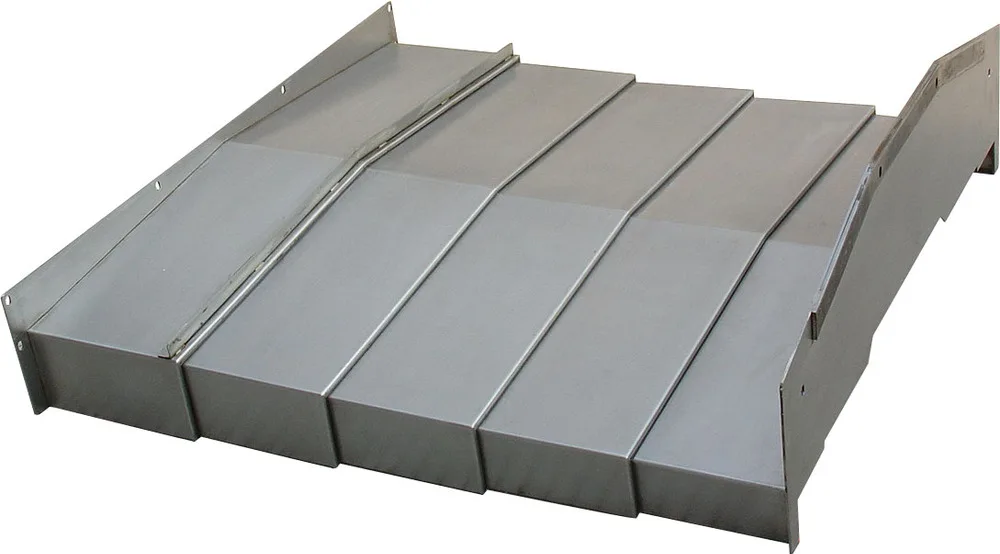
 7 правил подбора, которые экономят время и деньги
7 правил подбора, которые экономят время и деньги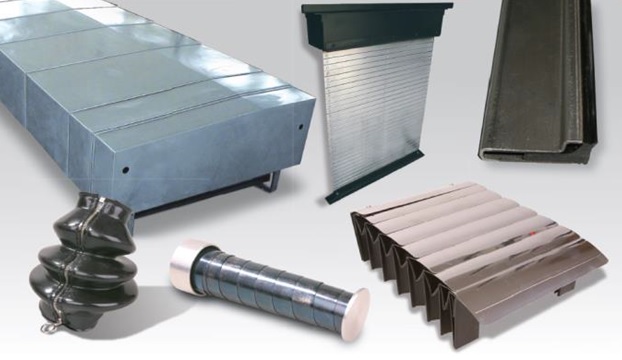 Виды секторов бывают разные: двухскатные, прямые, односкатные, сложной формы
Виды секторов бывают разные: двухскатные, прямые, односкатные, сложной формы Данный элемент широко используется на производстве как отдельная система по очистке направляющих от абразивного воздействия и является составляющей частью телескопических кожухов, который увеличивает срок службы телескопической защиты, тем самым продлевает работу станка без простоя. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла.
Данный элемент широко используется на производстве как отдельная система по очистке направляющих от абразивного воздействия и является составляющей частью телескопических кожухов, который увеличивает срок службы телескопической защиты, тем самым продлевает работу станка без простоя. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла. 0 (1001101) — 560мм
0 (1001101) — 560мм


 ..
.. В сочетании с опциональным PLe согласно EN/ISO 13849-1 спецификации (кат. 4) предохранительные устройства эти автоматические шлагбаумы являются идеальной защитой, ограничивая доступ и защищая от опасностей, вызванных технологическим процессом. Долговечность, низкие эксплуатационные расходы, годы проверенной службы и тысячи единиц в эксплуатации делают всю нашу линейку защитных кожухов машин популярным выбором в автомобильной, механической и других отраслях тяжелой промышленности.
В сочетании с опциональным PLe согласно EN/ISO 13849-1 спецификации (кат. 4) предохранительные устройства эти автоматические шлагбаумы являются идеальной защитой, ограничивая доступ и защищая от опасностей, вызванных технологическим процессом. Долговечность, низкие эксплуатационные расходы, годы проверенной службы и тысячи единиц в эксплуатации делают всю нашу линейку защитных кожухов машин популярным выбором в автомобильной, механической и других отраслях тяжелой промышленности. с.
с.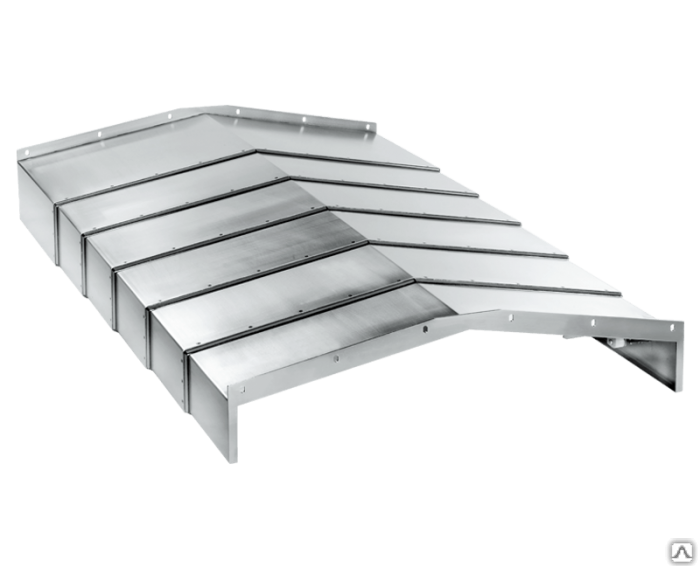



 TRUMPF
TRUMPF
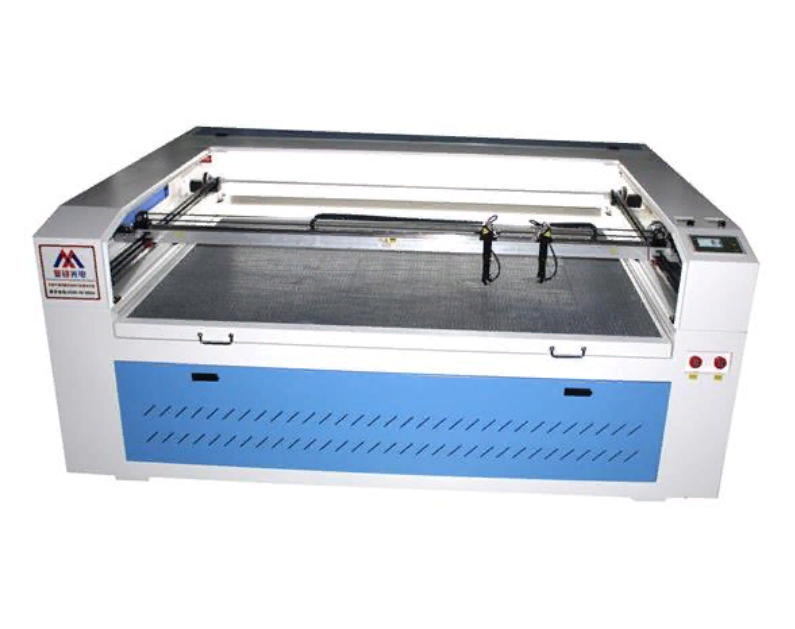


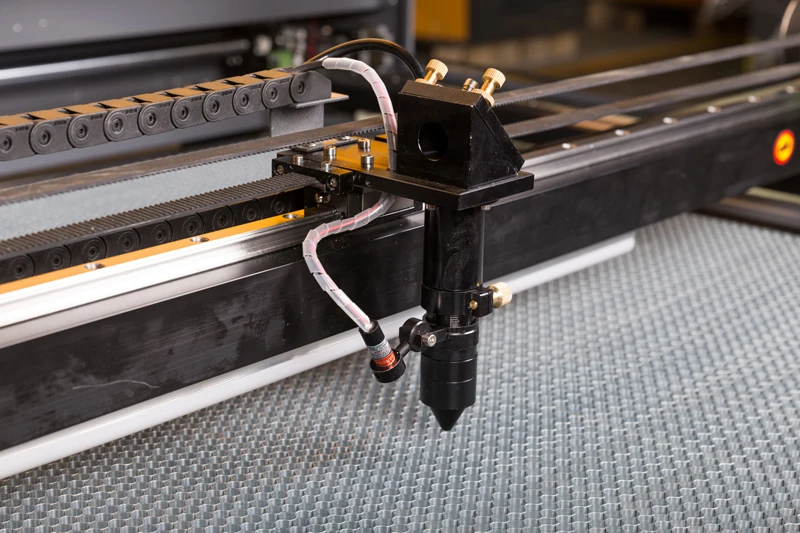





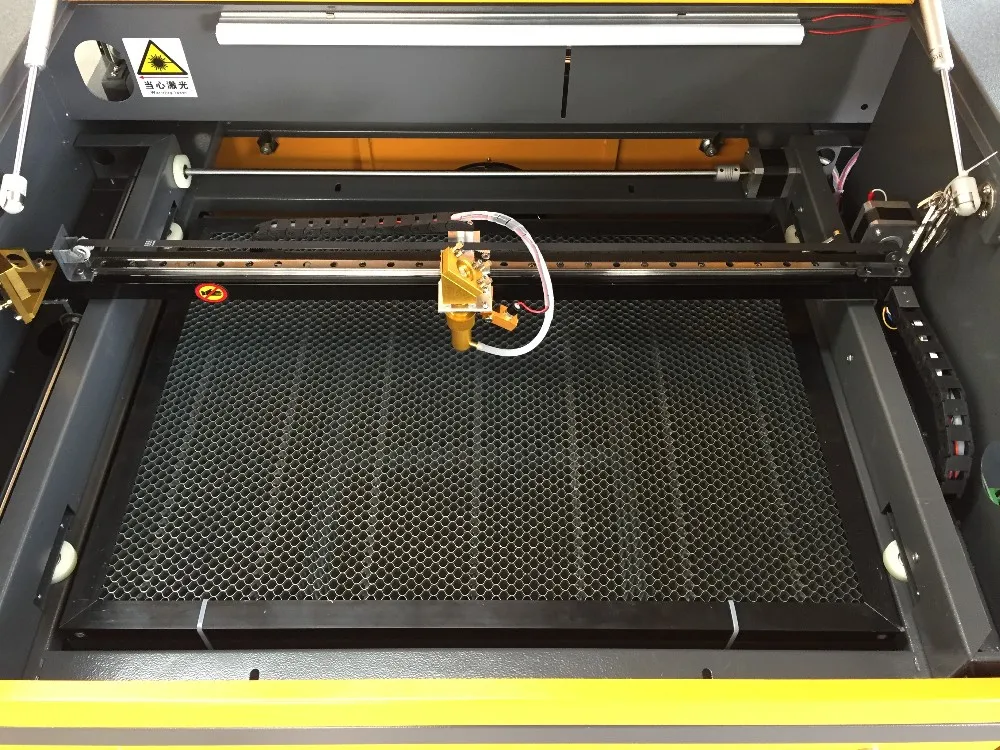
 США 99
США 99  США 99
США 99  США 99
США 99  США 99
США 99  США 99
США 99  Лазер CO2 класса 4 мощностью 45 Вт лучше, чем что-либо другое, что вы можете найти для домашнего использования, что делает Glowforge Pro мощным, быстрым и точным лазерным резаком, идеально подходящим для профессиональных проектов и высококачественных поделок. Если вы хотите увидеть свои ремесленные проекты в Интернете или в магазинах или создать большие и подробные проекты для работы и клиентов, Glowforge Pro — хорошая покупка. Добавление слота Pro Passthrough означает, что вы также можете создавать большие проекты. Приложение Glowforge отличное и простое в использовании, и графические дизайнеры могут найти здесь новый источник дохода. Это дорого и, возможно, слишком много энергии для большинства мастеров, и в этом случае вам лучше подойдет Glowforge Plus или Basic.
Лазер CO2 класса 4 мощностью 45 Вт лучше, чем что-либо другое, что вы можете найти для домашнего использования, что делает Glowforge Pro мощным, быстрым и точным лазерным резаком, идеально подходящим для профессиональных проектов и высококачественных поделок. Если вы хотите увидеть свои ремесленные проекты в Интернете или в магазинах или создать большие и подробные проекты для работы и клиентов, Glowforge Pro — хорошая покупка. Добавление слота Pro Passthrough означает, что вы также можете создавать большие проекты. Приложение Glowforge отличное и простое в использовании, и графические дизайнеры могут найти здесь новый источник дохода. Это дорого и, возможно, слишком много энергии для большинства мастеров, и в этом случае вам лучше подойдет Glowforge Plus или Basic. Узнайте больше о том, как мы тестируем.
Узнайте больше о том, как мы тестируем. Он также выглядит как большой принтер, что является частью привлекательности его дизайна.
Он также выглядит как большой принтер, что является частью привлекательности его дизайна. Glowforge Pro — это модель премиум-класса, Glowforge Plus — средняя модель, а Glowforge Basic — машина начального уровня. Ниже я сравниваю верх с низом, так как именно здесь наблюдается наибольшая разница. (Плюс — это, по сути, та же машина, но без слота Pro Passthrough, о котором я подробно расскажу позже в своем обзоре.)
Glowforge Pro — это модель премиум-класса, Glowforge Plus — средняя модель, а Glowforge Basic — машина начального уровня. Ниже я сравниваю верх с низом, так как именно здесь наблюдается наибольшая разница. (Плюс — это, по сути, та же машина, но без слота Pro Passthrough, о котором я подробно расскажу позже в своем обзоре.) Это означает, что Glowforge Pro предлагает высококачественные компоненты и 12-месячную гарантию. Он также отличается улучшенным охлаждением.
Это означает, что Glowforge Pro предлагает высококачественные компоненты и 12-месячную гарантию. Он также отличается улучшенным охлаждением.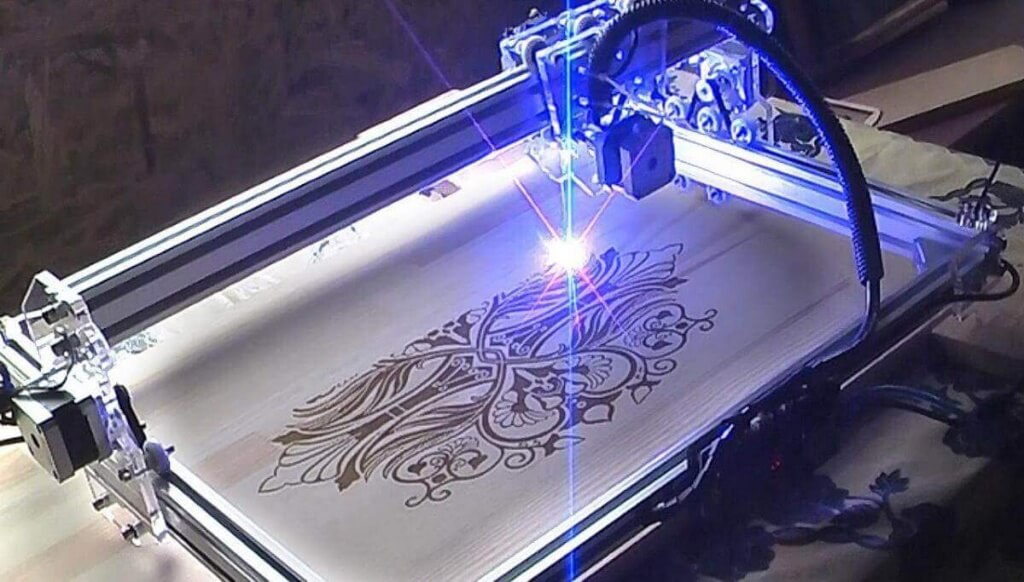 Хотя он по-прежнему мощнее или сравним с большинством других лазерных резаков, например, с лучшими станками xTool.
Хотя он по-прежнему мощнее или сравним с большинством других лазерных резаков, например, с лучшими станками xTool. Вам понадобится друг, чтобы помочь вам переместить машину на место, и прочный, закрепленный стол, на который ее можно будет поставить. Предупреждение: Glowforge Pro поставляется в огромной и тяжелой коробке размером примерно 46 x 28 x 14, что больше, чем сама машина, а это означает, что вам понадобится достаточно места, чтобы распаковать его вкусности.
Вам понадобится друг, чтобы помочь вам переместить машину на место, и прочный, закрепленный стол, на который ее можно будет поставить. Предупреждение: Glowforge Pro поставляется в огромной и тяжелой коробке размером примерно 46 x 28 x 14, что больше, чем сама машина, а это означает, что вам понадобится достаточно места, чтобы распаковать его вкусности. Габбины о том, как это настроить, есть в сети. Я скачал руководство в формате PDF, но в приложении также есть пошаговое руководство, и его настройка занимает около 30 минут. Приложение настройки не работает с Chromebook, а только с iOS и Windows, хотя приложение для дизайна работает в браузере. Немного странно, что вы не можете настроить компьютер онлайн или загрузить приложение ChromeOS.
Габбины о том, как это настроить, есть в сети. Я скачал руководство в формате PDF, но в приложении также есть пошаговое руководство, и его настройка занимает около 30 минут. Приложение настройки не работает с Chromebook, а только с iOS и Windows, хотя приложение для дизайна работает в браузере. Немного странно, что вы не можете настроить компьютер онлайн или загрузить приложение ChromeOS.
 Это простое приложение для браузера, которое преобразует проекты, или вы можете создать проект прямо в приложении (см. ниже более подробное описание приложения Glowforge). Это означает, что Glowforge Pro — это простая в использовании машина, приложение выполняет всю тяжелую работу, а камеры внутри лазерного резака позволяют вам выравнивать проекты в пространстве материала, а также автоматически идентифицировать материалы Proofgrade, диапазон кодированных материалов Glowforge. .
Это простое приложение для браузера, которое преобразует проекты, или вы можете создать проект прямо в приложении (см. ниже более подробное описание приложения Glowforge). Это означает, что Glowforge Pro — это простая в использовании машина, приложение выполняет всю тяжелую работу, а камеры внутри лазерного резака позволяют вам выравнивать проекты в пространстве материала, а также автоматически идентифицировать материалы Proofgrade, диапазон кодированных материалов Glowforge. . Хотя оно основано на веб-интерфейсе и отлично работает с ChromeOS, приложение не будет подключаться с Chromebook к Glowforge, что немного расстраивает, потому что оно почти универсальное. Но если у вас Windows или Mac, все в порядке.
Хотя оно основано на веб-интерфейсе и отлично работает с ChromeOS, приложение не будет подключаться с Chromebook к Glowforge, что немного расстраивает, потому что оно почти универсальное. Но если у вас Windows или Mac, все в порядке. Это позволит вам создавать более сложные и замысловатые оригинальные конструкции. Добавить проект в приложение Glowforge так же просто, как перетащить его в новое пространство дизайна или щелкнуть «Создать новый дизайн» > «Загрузить файл», и приложение преобразует ваш дизайн в растровое изображение.
Это позволит вам создавать более сложные и замысловатые оригинальные конструкции. Добавить проект в приложение Glowforge так же просто, как перетащить его в новое пространство дизайна или щелкнуть «Создать новый дизайн» > «Загрузить файл», и приложение преобразует ваш дизайн в растровое изображение. Я также нашел решение: открыть файл в Photoshop и сохранить в формате PDF.
Я также нашел решение: открыть файл в Photoshop и сохранить в формате PDF.
 Размер 20 дюймов в ширину остается, а глубина немного уменьшается до четверти дюйма толщиной. Прорези открываются с обеих сторон корпуса лазерного резака, и материал можно пропускать внутрь, печатая десять дюймов за раз.
Размер 20 дюймов в ширину остается, а глубина немного уменьшается до четверти дюйма толщиной. Прорези открываются с обеих сторон корпуса лазерного резака, и материал можно пропускать внутрь, печатая десять дюймов за раз.
 Гравировка более разнообразна, так как вы можете гравировать стекло, мрамор, а также такие металлы, как анодированный алюминий и титан. Это означает, что вы можете, например, выгравировать рисунки на чехле для iPad. Для достижения наилучших результатов на чем-то подобном стоит посетить форум сообщества Glowforge для настроек.
Гравировка более разнообразна, так как вы можете гравировать стекло, мрамор, а также такие металлы, как анодированный алюминий и титан. Это означает, что вы можете, например, выгравировать рисунки на чехле для iPad. Для достижения наилучших результатов на чем-то подобном стоит посетить форум сообщества Glowforge для настроек. Основной шум исходит от самого лазерного резака, высокие скрипучие точки, когда он движется с точностью, напоминают старый коммутируемый доступ в Интернет. Хотя на самом деле очень музыкально.
Основной шум исходит от самого лазерного резака, высокие скрипучие точки, когда он движется с точностью, напоминают старый коммутируемый доступ в Интернет. Хотя на самом деле очень музыкально. При использовании я бы сказал, что липкий бумажный слой может быть сложно отклеить, и для сложной гравировки я бы удалил его заранее.
При использовании я бы сказал, что липкий бумажный слой может быть сложно отклеить, и для сложной гравировки я бы удалил его заранее. Его энергопотребление тоже не так уж плохо, я использовал Glowforge Pro в течение шести часов, и он стоил около 2 долларов США / 2 фунта стерлингов по тарифу Великобритании 17,85 пенсов / кВтч.
Его энергопотребление тоже не так уж плохо, я использовал Glowforge Pro в течение шести часов, и он стоил около 2 долларов США / 2 фунта стерлингов по тарифу Великобритании 17,85 пенсов / кВтч. Он может быть немного перегружен для большинства любителей, но как дополнение к небольшой студии или колледжу он не имеет себе равных. Точно так же, если вы планируете открыть студию домашнего рукоделия и делать более профессиональные проекты для продажи на ремесленных рынках и Etsy, это хорошая инвестиция.
Он может быть немного перегружен для большинства любителей, но как дополнение к небольшой студии или колледжу он не имеет себе равных. Точно так же, если вы планируете открыть студию домашнего рукоделия и делать более профессиональные проекты для продажи на ремесленных рынках и Etsy, это хорошая инвестиция.
 Если вы хорошо разбираетесь в Illustrator или хотите дать своему искусству новую жизнь, Glowforge Pro — привлекательная машина. В своем классе это лучший лазерный резак на рынке.
Если вы хорошо разбираетесь в Illustrator или хотите дать своему искусству новую жизнь, Glowforge Pro — привлекательная машина. В своем классе это лучший лазерный резак на рынке. Лазер CO2 класса 4 мощностью 45 Вт лучше, чем что-либо другое, что вы можете найти для домашнего использования, что делает Glowforge Pro мощным, быстрым и точным лазерным резаком, идеально подходящим для профессиональных проектов и высококачественных поделок. Если вы хотите увидеть свои ремесленные проекты в Интернете или в магазинах или создать большие и подробные проекты для работы и клиентов, Glowforge Pro — хорошая покупка. Добавление слота Pro Passthrough означает, что вы также можете создавать большие проекты. Приложение Glowforge отличное и простое в использовании, и графические дизайнеры могут найти здесь новый источник дохода. Это дорого и, возможно, слишком много энергии для большинства мастеров, и в этом случае вам лучше подойдет Glowforge Plus или Basic.
Лазер CO2 класса 4 мощностью 45 Вт лучше, чем что-либо другое, что вы можете найти для домашнего использования, что делает Glowforge Pro мощным, быстрым и точным лазерным резаком, идеально подходящим для профессиональных проектов и высококачественных поделок. Если вы хотите увидеть свои ремесленные проекты в Интернете или в магазинах или создать большие и подробные проекты для работы и клиентов, Glowforge Pro — хорошая покупка. Добавление слота Pro Passthrough означает, что вы также можете создавать большие проекты. Приложение Glowforge отличное и простое в использовании, и графические дизайнеры могут найти здесь новый источник дохода. Это дорого и, возможно, слишком много энергии для большинства мастеров, и в этом случае вам лучше подойдет Glowforge Plus или Basic.







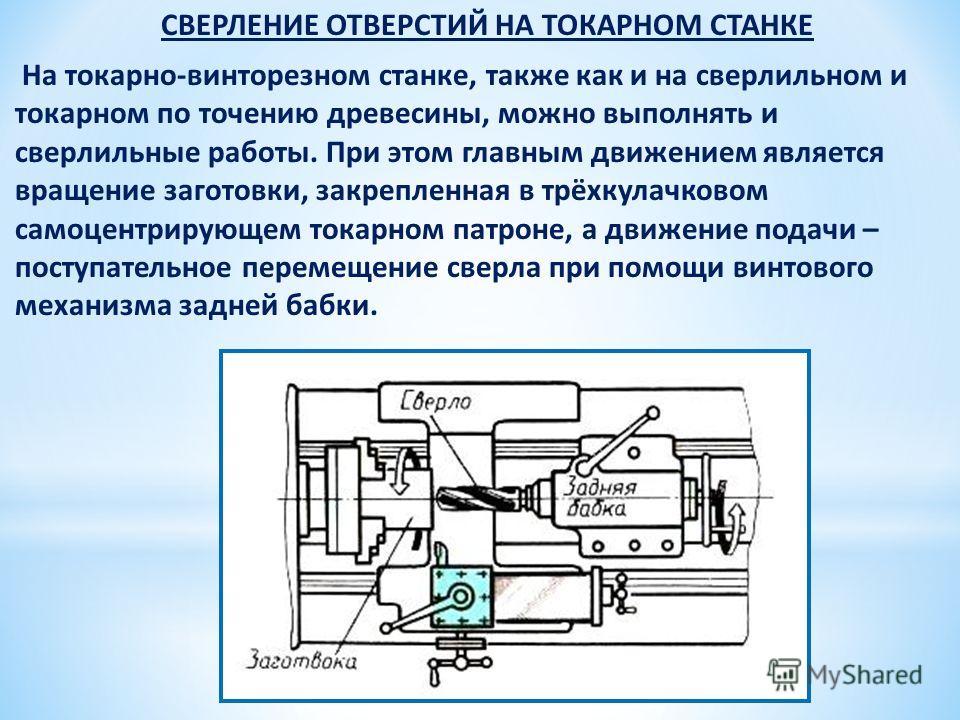

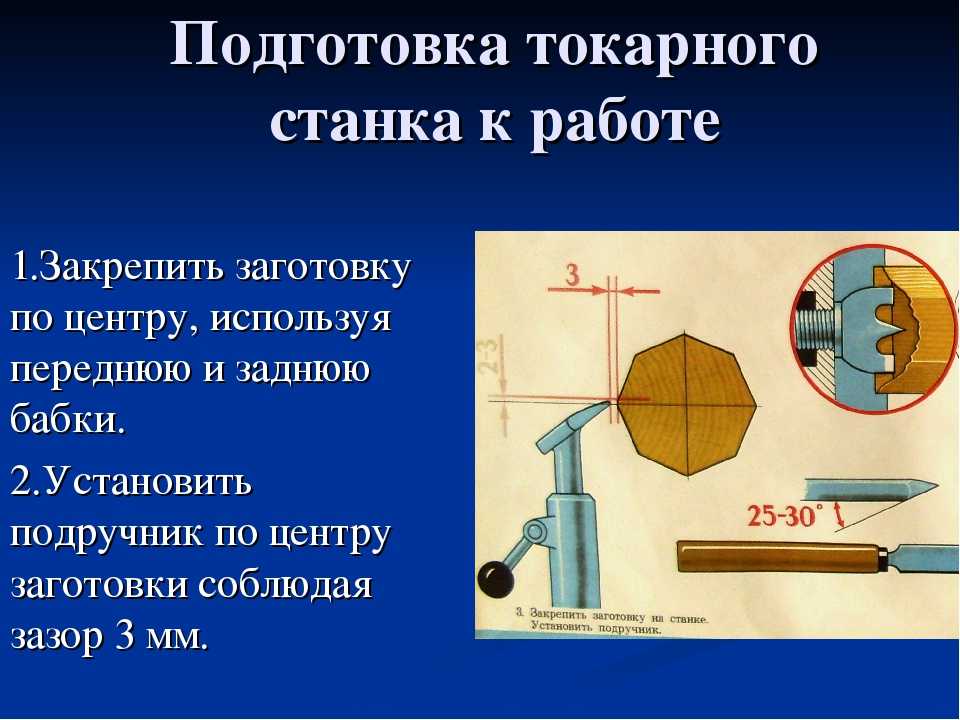
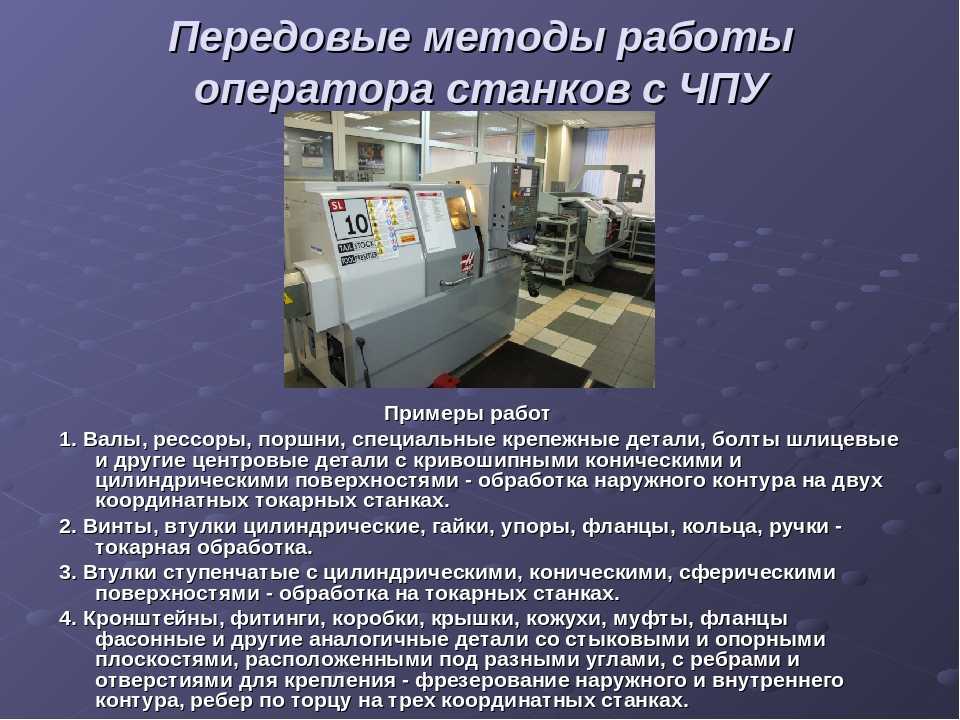 Столяр же из простого куска дерева постепенно вытачивает законченный предмет: ножки для мебели, корпус лампы, стойки перил, игрушки, коробочки, кубки, салатницы, вазы и т.д.
Столяр же из простого куска дерева постепенно вытачивает законченный предмет: ножки для мебели, корпус лампы, стойки перил, игрушки, коробочки, кубки, салатницы, вазы и т.д.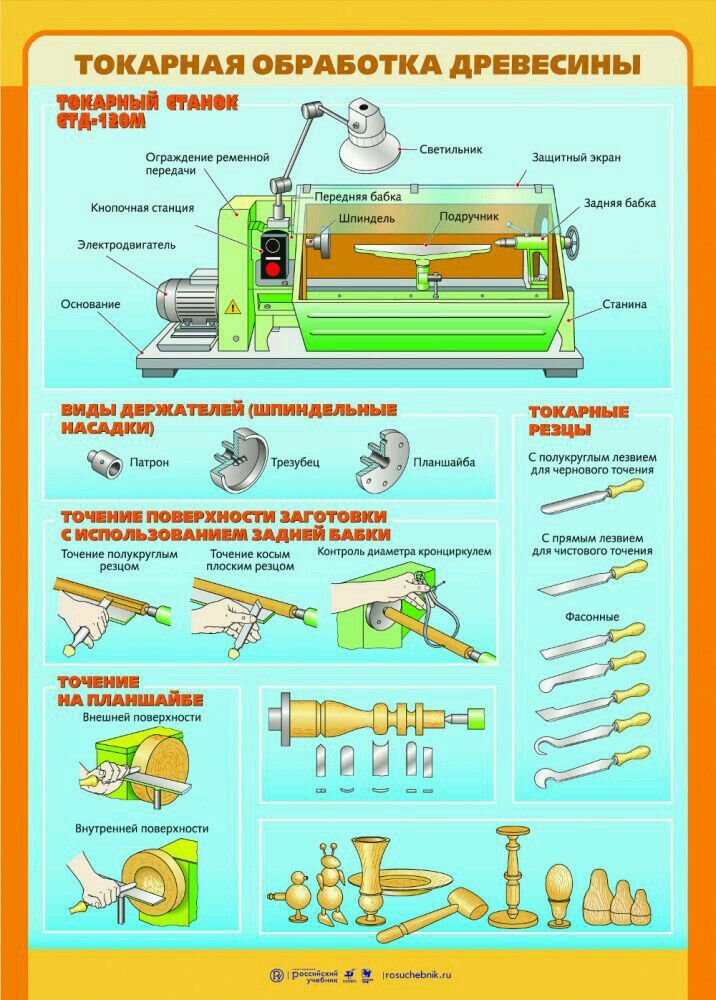 С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
 Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
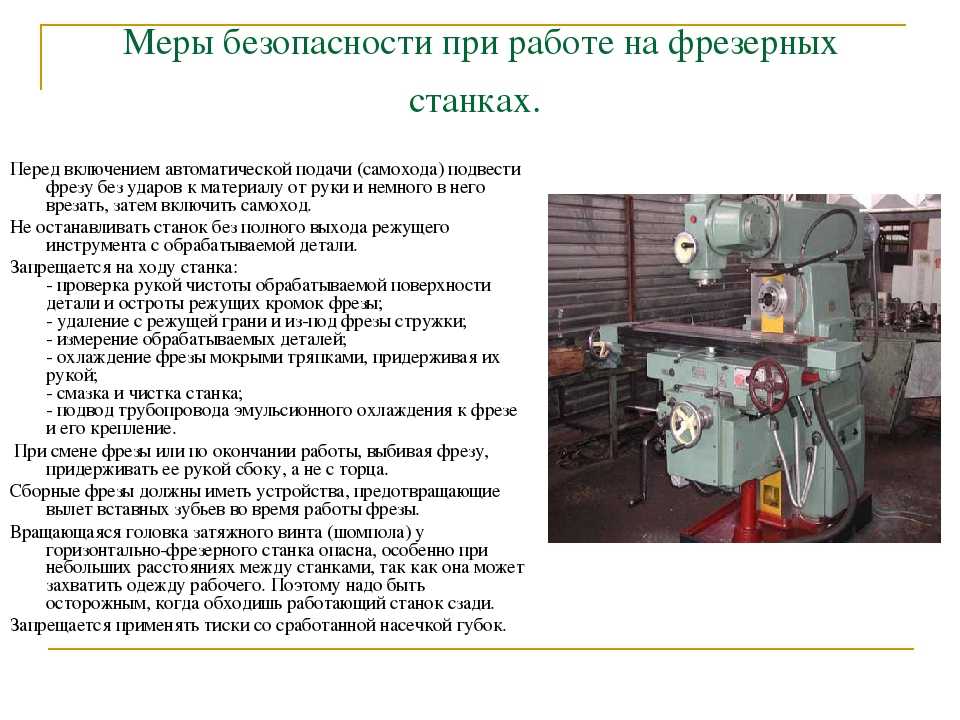
 Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку. Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая — лишь поддерживает лезвие (не нажимая на него).
Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку. Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая — лишь поддерживает лезвие (не нажимая на него).
 У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.
У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.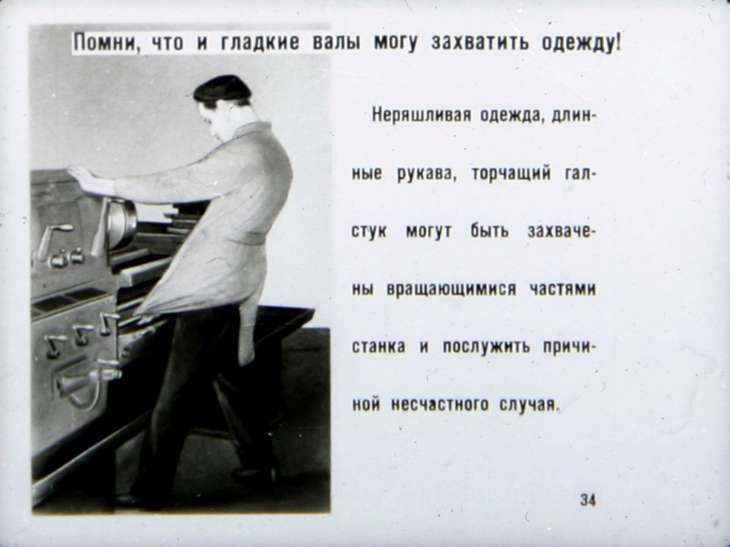
 Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки.
Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки. С помощью сверла, закрепленного в задней бабке, просверлите в изделии отверстие, которое задаст глубину. Режущий инструмент (скребок) держите по оси вращения, приподнимая ручку, пока не будет найден оптимальный угол резания. Резцом можно работать, двигая его от центра к периферии заготовки или наоборот. Время от времени следует проверять глубину. Когда внутренность выточена, подровняйте посадочное отверстие для крышки мелкозернистой шкуркой, а затем срежьте коробочку мейсель-резцом.
С помощью сверла, закрепленного в задней бабке, просверлите в изделии отверстие, которое задаст глубину. Режущий инструмент (скребок) держите по оси вращения, приподнимая ручку, пока не будет найден оптимальный угол резания. Резцом можно работать, двигая его от центра к периферии заготовки или наоборот. Время от времени следует проверять глубину. Когда внутренность выточена, подровняйте посадочное отверстие для крышки мелкозернистой шкуркой, а затем срежьте коробочку мейсель-резцом. ru
ru
 Добавьте их в свой набор инструментов уже сегодня. Я могу вспомнить несколько случаев, когда я свернул замечательный проект. Один был производителем горшков для семян и …
Добавьте их в свой набор инструментов уже сегодня. Я могу вспомнить несколько случаев, когда я свернул замечательный проект. Один был производителем горшков для семян и … При точении шпинделя древесина удерживается между передней и задней бабками. Для точения чаши я покажу вам, как установить заготовку чаши с планшайбой. Эти два метода позволяют токарному станку …
При точении шпинделя древесина удерживается между передней и задней бабками. Для точения чаши я покажу вам, как установить заготовку чаши с планшайбой. Эти два метода позволяют токарному станку … Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с …
Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с …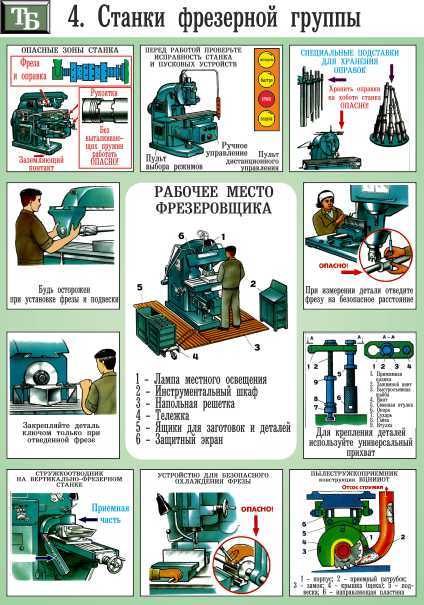 Это делает садовников идеальной группой для вас. Что вы можете сделать для своих друзей-садоводов? Вот пять проектов, которые помогут вам начать. Я уверен, что вы придумаете больше идей для токарной обработки дерева…
Это делает садовников идеальной группой для вас. Что вы можете сделать для своих друзей-садоводов? Вот пять проектов, которые помогут вам начать. Я уверен, что вы придумаете больше идей для токарной обработки дерева… Они перезвонят вам.
Они перезвонят вам. 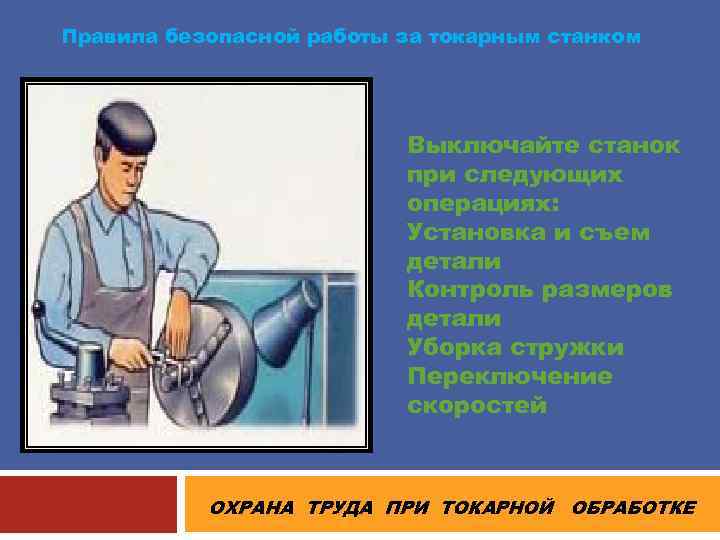 д.
д. 

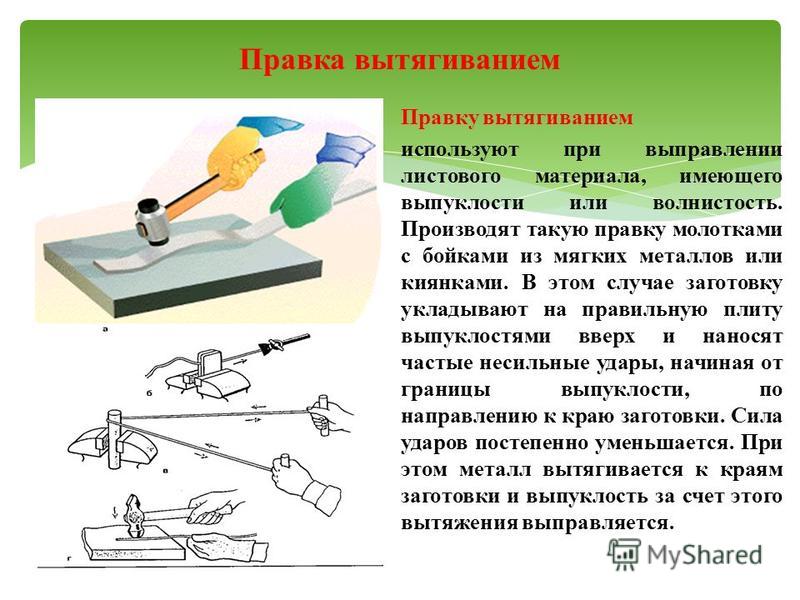
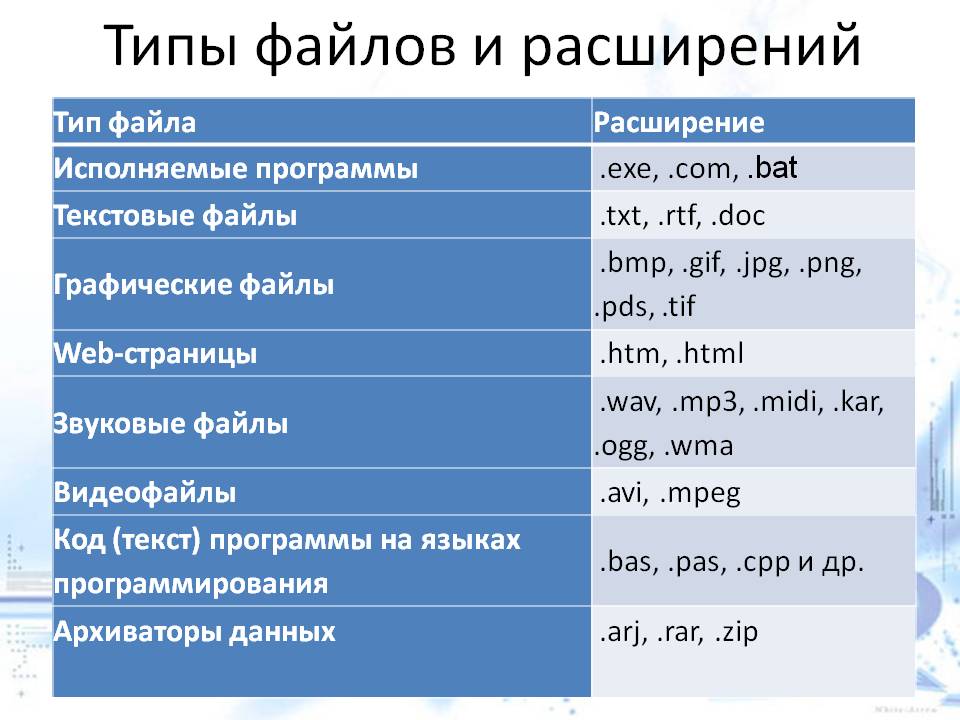 Выпуклые
Выпуклые Если же усилия,
Если же усилия, е. наносить
е. наносить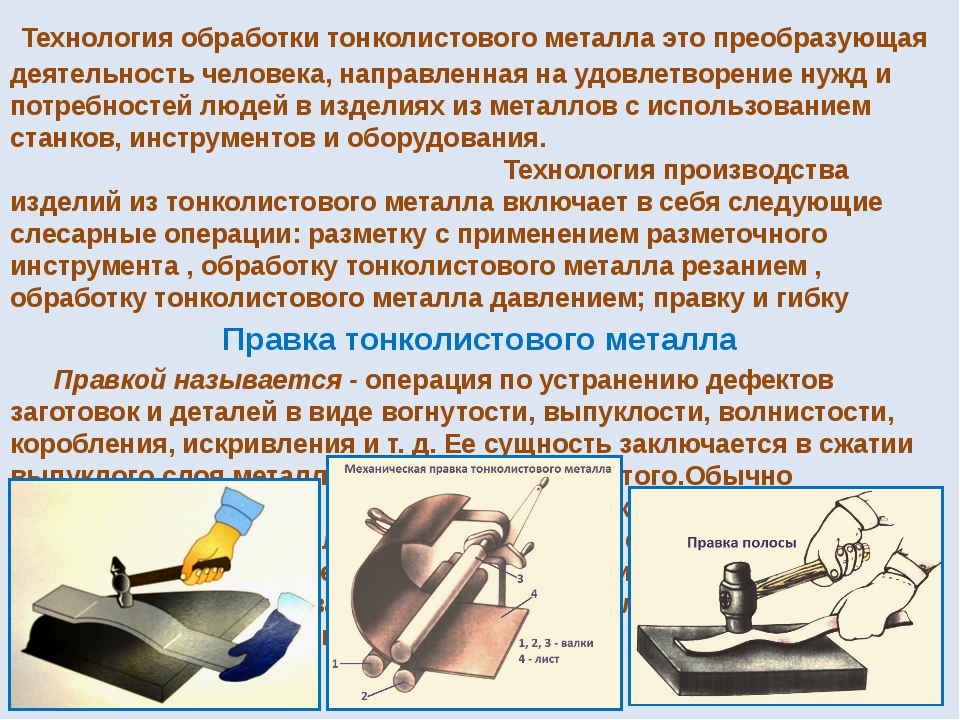 Вал изготовлен из конструкционной легированной стали 50Х с повышенной износостойкостью и прочностью.
Вал изготовлен из конструкционной легированной стали 50Х с повышенной износостойкостью и прочностью.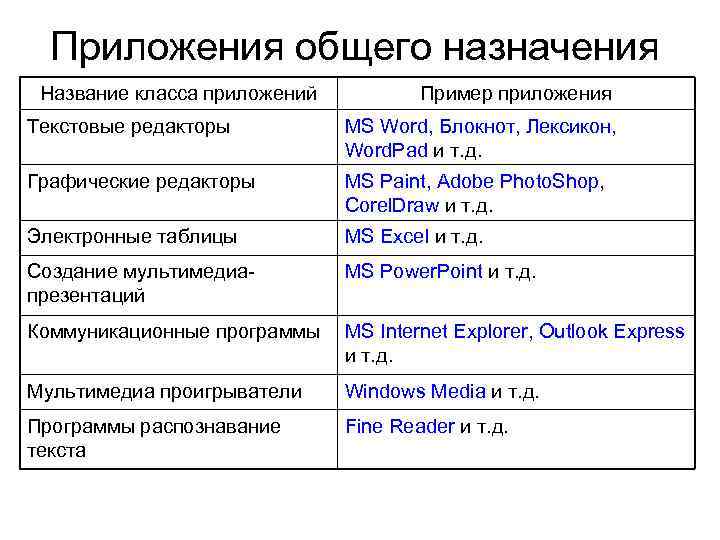 Масляный насос, размещенный внутри корпуса стенда, является основой гидропривода «Фаворита». Вращение насоса осуществляет электродвигатель, соединенный с насосом через муфту. На обратной стороне струбцины расположен указатель биения, представляющий собой металлический стержень с острым основанием. Указатель биения служит для четкого определения места ремонта, особенно в заключительной стадии.
Масляный насос, размещенный внутри корпуса стенда, является основой гидропривода «Фаворита». Вращение насоса осуществляет электродвигатель, соединенный с насосом через муфту. На обратной стороне струбцины расположен указатель биения, представляющий собой металлический стержень с острым основанием. Указатель биения служит для четкого определения места ремонта, особенно в заключительной стадии. Бритто; Тревор А. Незвек; Патрисия Попович; Марк Робинс.
Бритто; Тревор А. Незвек; Патрисия Попович; Марк Робинс.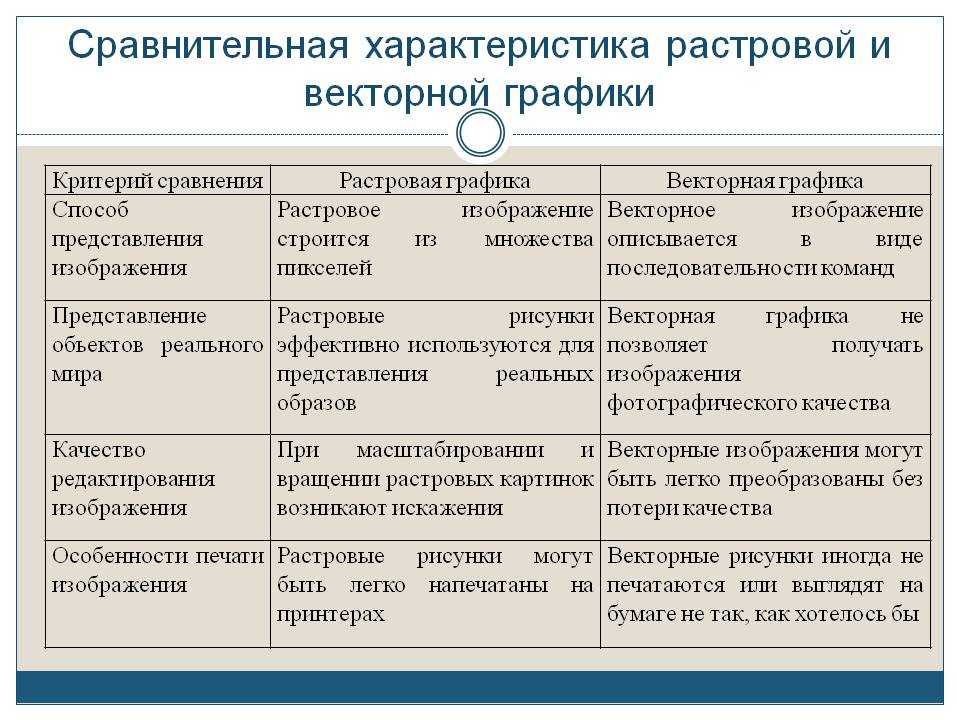 Эта деятельность касается материалов, методов, стоимости, простоты применения и предпочтений медицинских работников. Это мероприятие также рассматривает оценку и лечение с использованием различных повязок для ран и подчеркивает роль межпрофессиональной команды в уходе за ранами.
Эта деятельность касается материалов, методов, стоимости, простоты применения и предпочтений медицинских работников. Это мероприятие также рассматривает оценку и лечение с использованием различных повязок для ран и подчеркивает роль межпрофессиональной команды в уходе за ранами. Однако основные принципы выбора раневой повязки остаются прежними. В Соединенных Штатах от хронических ран страдают более шести миллионов человек, и их число будет расти из-за нашего пожилого и диабетического населения. Выбор правильной повязки сократит время заживления, обеспечит экономически эффективное лечение и улучшит качество жизни пациента.
Однако основные принципы выбора раневой повязки остаются прежними. В Соединенных Штатах от хронических ран страдают более шести миллионов человек, и их число будет расти из-за нашего пожилого и диабетического населения. Выбор правильной повязки сократит время заживления, обеспечит экономически эффективное лечение и улучшит качество жизни пациента. [1][2][3][4]
[1][2][3][4]
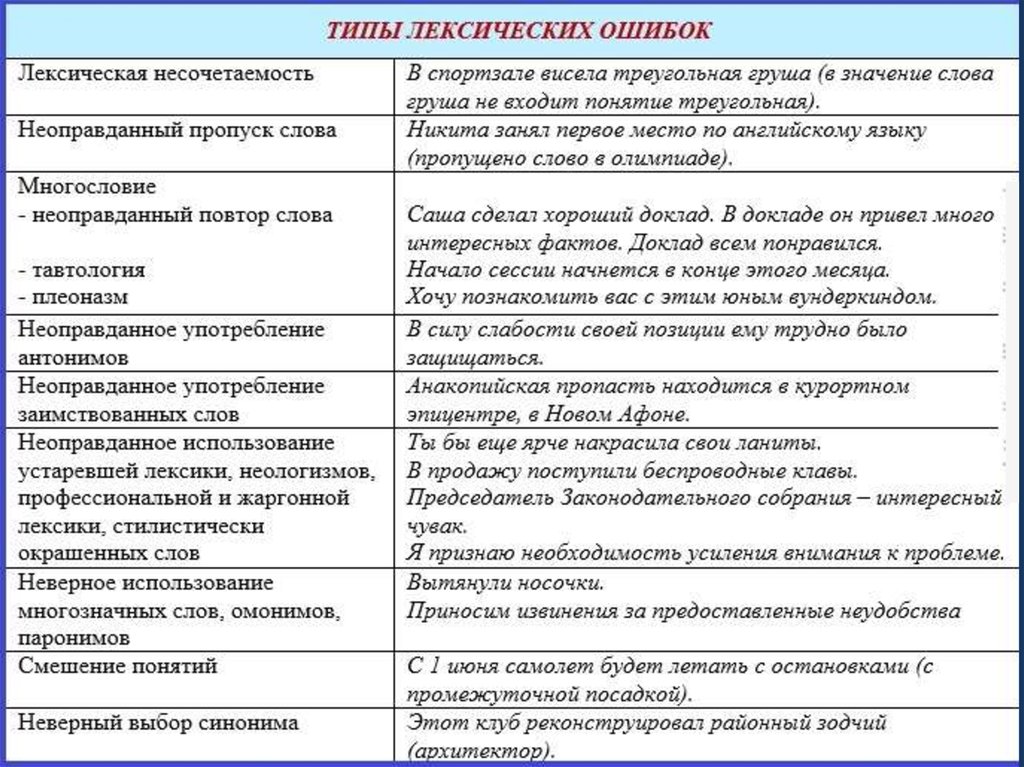 Если рентген не выявляет инородное тело, то ультразвук является полезным методом для выявления рентгенопрозрачных инородных тел, таких как осколки или шипы.
Если рентген не выявляет инородное тело, то ультразвук является полезным методом для выявления рентгенопрозрачных инородных тел, таких как осколки или шипы. Их нельзя использовать на сухих ранах. Им часто требуется вторичная повязка, чтобы удерживать пластик на месте.
Их нельзя использовать на сухих ранах. Им часто требуется вторичная повязка, чтобы удерживать пластик на месте. Их нельзя наносить на инфицированные раны.
Их нельзя наносить на инфицированные раны. Эти повязки сохраняют влагу и безболезненны для снятия (таким образом, они показаны в детской возрастной группе). Они идеально подходят для небольших ссадин и не должны использоваться на сухих или инфицированных ранах.
Эти повязки сохраняют влагу и безболезненны для снятия (таким образом, они показаны в детской возрастной группе). Они идеально подходят для небольших ссадин и не должны использоваться на сухих или инфицированных ранах. Сухой струп также может быть полезен при применении ферментных мазей для обработки ран, таких как коллагеназа.
Сухой струп также может быть полезен при применении ферментных мазей для обработки ран, таких как коллагеназа.
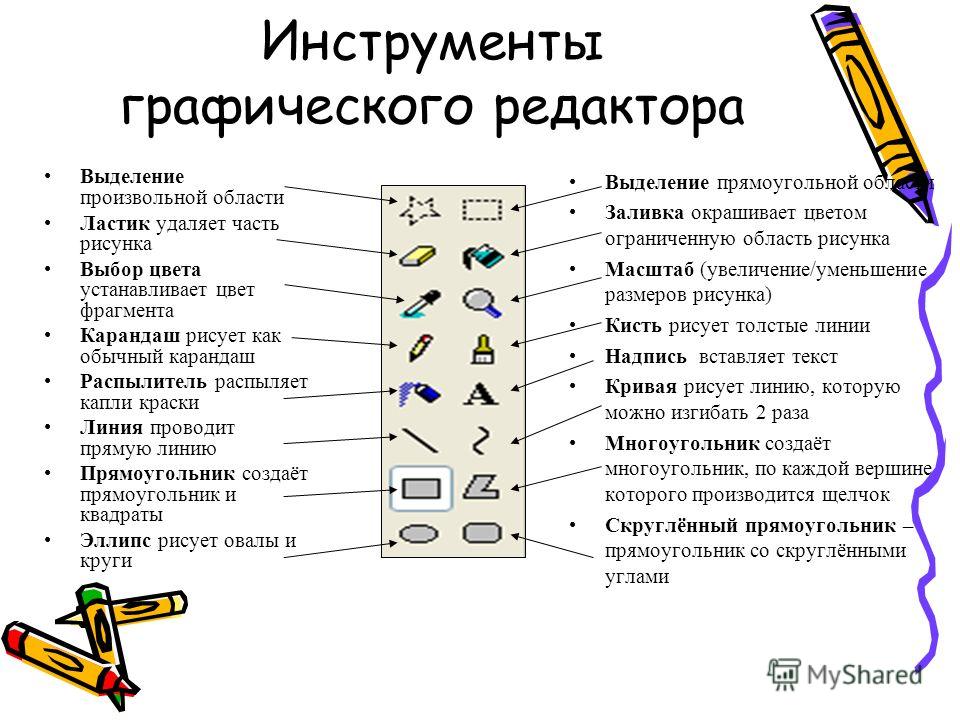 Ключом к заживлению раны является обеспечение адекватного кровоснабжения и чистоты раны. Медсестра по уходу за ранами и хирург должны регулярно осматривать рану, чтобы убедиться, что она заживает. Врач-диетолог должен принимать участие в уходе за пациентом и следить за тем, чтобы потребление калорий было адекватным. Медсестры на этаже должны менять повязки по расписанию и консультироваться с медсестрой по уходу за ранами, если есть какие-либо признаки инфекции или воспаления. Медицинская бригада должна работать вместе, чтобы следить за прогрессом заживления ран и сообщать об отклонениях прогрессии руководителю бригады.[16][17]
Ключом к заживлению раны является обеспечение адекватного кровоснабжения и чистоты раны. Медсестра по уходу за ранами и хирург должны регулярно осматривать рану, чтобы убедиться, что она заживает. Врач-диетолог должен принимать участие в уходе за пациентом и следить за тем, чтобы потребление калорий было адекватным. Медсестры на этаже должны менять повязки по расписанию и консультироваться с медсестрой по уходу за ранами, если есть какие-либо признаки инфекции или воспаления. Медицинская бригада должна работать вместе, чтобы следить за прогрессом заживления ран и сообщать об отклонениях прогрессии руководителю бригады.[16][17] Cochrane Database Syst Rev. 2019 Mar 26;3(3):CD009261. [Бесплатная статья PMC: PMC6434581] [PubMed: 30912582]
Cochrane Database Syst Rev. 2019 Mar 26;3(3):CD009261. [Бесплатная статья PMC: PMC6434581] [PubMed: 30912582] Энн Бернс Огненные бедствия. 2018 30 сентября; 31 (3): 198-203. [Бесплатная статья PMC: PMC6367858] [PubMed: 30863253]
Энн Бернс Огненные бедствия. 2018 30 сентября; 31 (3): 198-203. [Бесплатная статья PMC: PMC6367858] [PubMed: 30863253] Молекулы. 2019 Feb 08;24(3) [бесплатная статья PMC: PMC6384686] [PubMed: 30744011]
Молекулы. 2019 Feb 08;24(3) [бесплатная статья PMC: PMC6384686] [PubMed: 30744011] БМЖ. 2018 14 августа; 362: k3115. [PubMed: 30108047]
БМЖ. 2018 14 августа; 362: k3115. [PubMed: 30108047]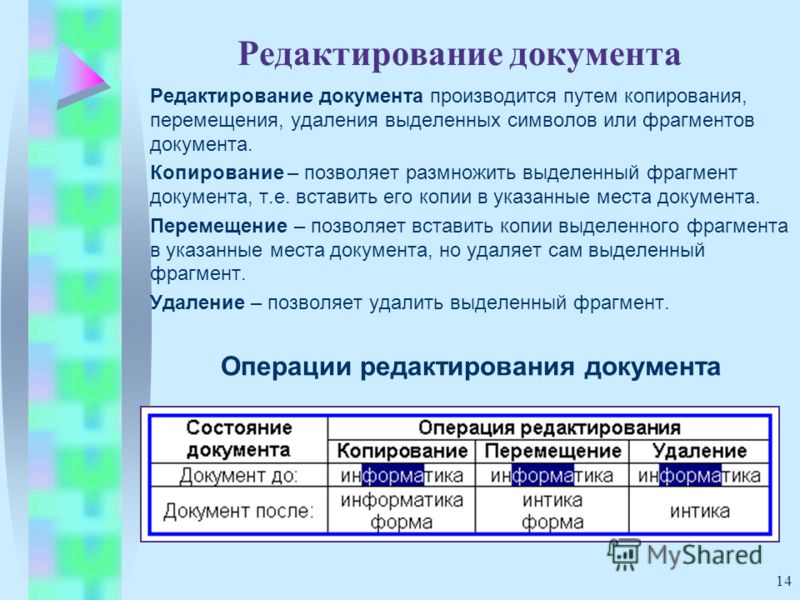 Раны. 2018 фев; 30 (2): 29-35. [PubMed: 29091034]
Раны. 2018 фев; 30 (2): 29-35. [PubMed: 29091034]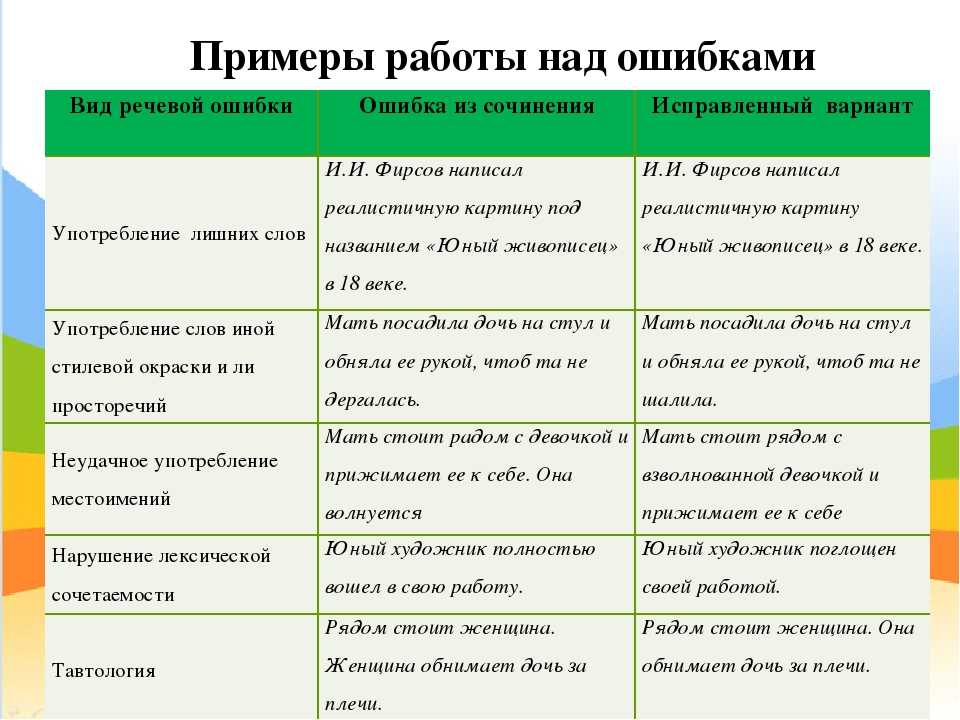 1089/ран.2014.0586
1089/ран.2014.0586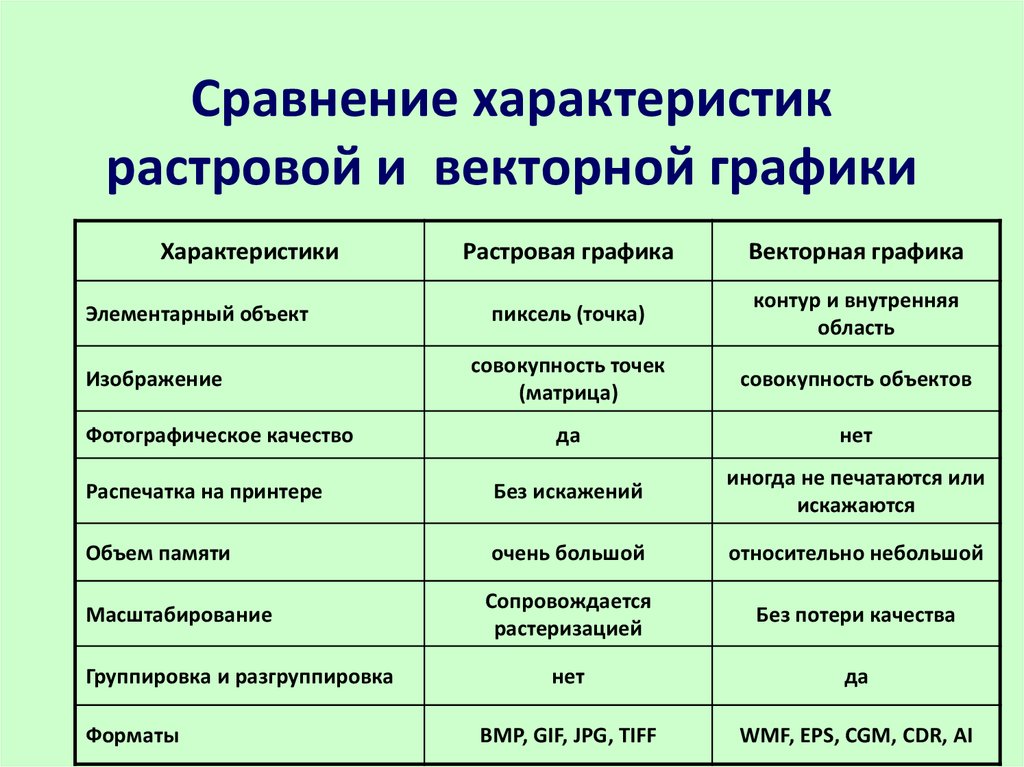
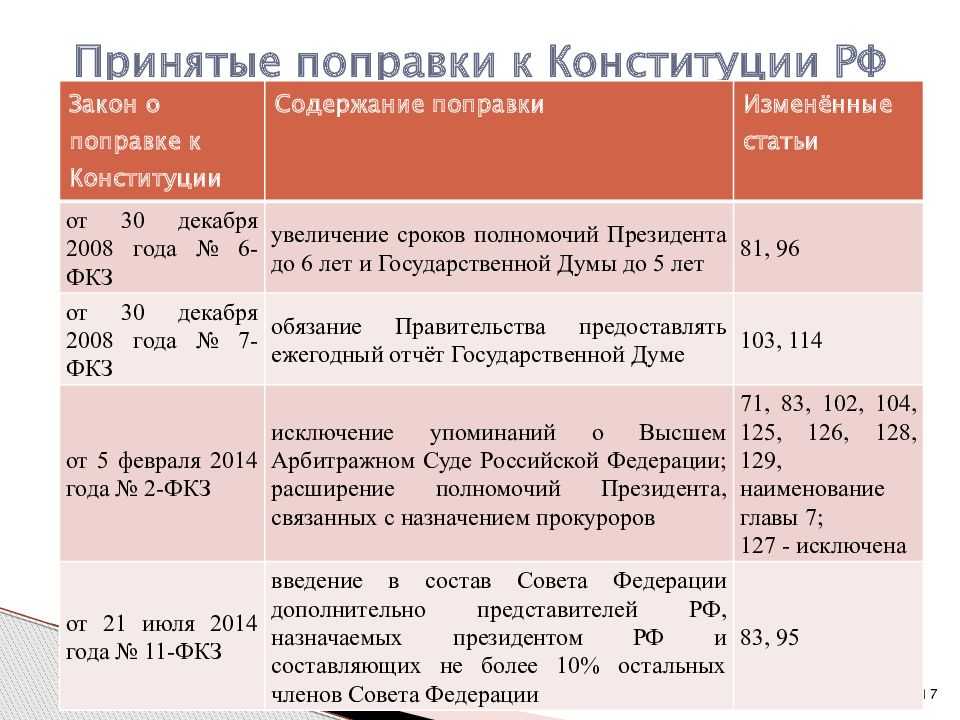 Последние достижения: Исследователи стремились разработать перевязочные материалы для ран, направленные на оптимизацию каждого этапа процесса заживления. Кроме того, повязки были разработаны для нацеливания и уничтожения бактерий, вызывающих инфекцию, с включением противомикробных агентов. Критические вопросы: Хронические раны часто проявляются динамично, а многочисленные доступные раневые повязки усложняют выбор повязки для практикующего врача. Выбор правильной повязки сокращает время до заживления, обеспечивает экономически эффективное лечение и улучшает качество жизни пациента. Направления будущего: Исследования механизмов заживления ран расширили нашу способность заживлять хронические раны быстрее благодаря использованию влагоудерживающих повязок. В более новых повязках используются нанотехнологии путем включения в повязку миниатюрных электрических датчиков. Эти повязки предназначены для обнаружения изменений в раневой среде и оповещения пациента или практикующего врача путем изменения цвета повязки или отправки сообщения на смартфон.
Последние достижения: Исследователи стремились разработать перевязочные материалы для ран, направленные на оптимизацию каждого этапа процесса заживления. Кроме того, повязки были разработаны для нацеливания и уничтожения бактерий, вызывающих инфекцию, с включением противомикробных агентов. Критические вопросы: Хронические раны часто проявляются динамично, а многочисленные доступные раневые повязки усложняют выбор повязки для практикующего врача. Выбор правильной повязки сокращает время до заживления, обеспечивает экономически эффективное лечение и улучшает качество жизни пациента. Направления будущего: Исследования механизмов заживления ран расширили нашу способность заживлять хронические раны быстрее благодаря использованию влагоудерживающих повязок. В более новых повязках используются нанотехнологии путем включения в повязку миниатюрных электрических датчиков. Эти повязки предназначены для обнаружения изменений в раневой среде и оповещения пациента или практикующего врача путем изменения цвета повязки или отправки сообщения на смартфон.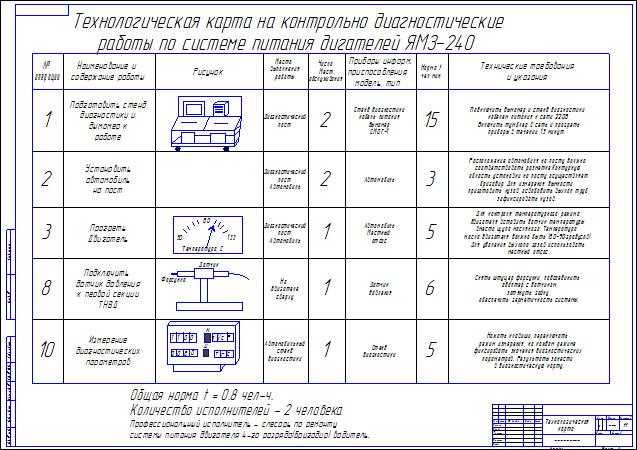 В настоящее время проводятся дополнительные исследования, в ходе которых в перевязочные материалы включаются биологические материалы, такие как стволовые клетки.
В настоящее время проводятся дополнительные исследования, в ходе которых в перевязочные материалы включаются биологические материалы, такие как стволовые клетки.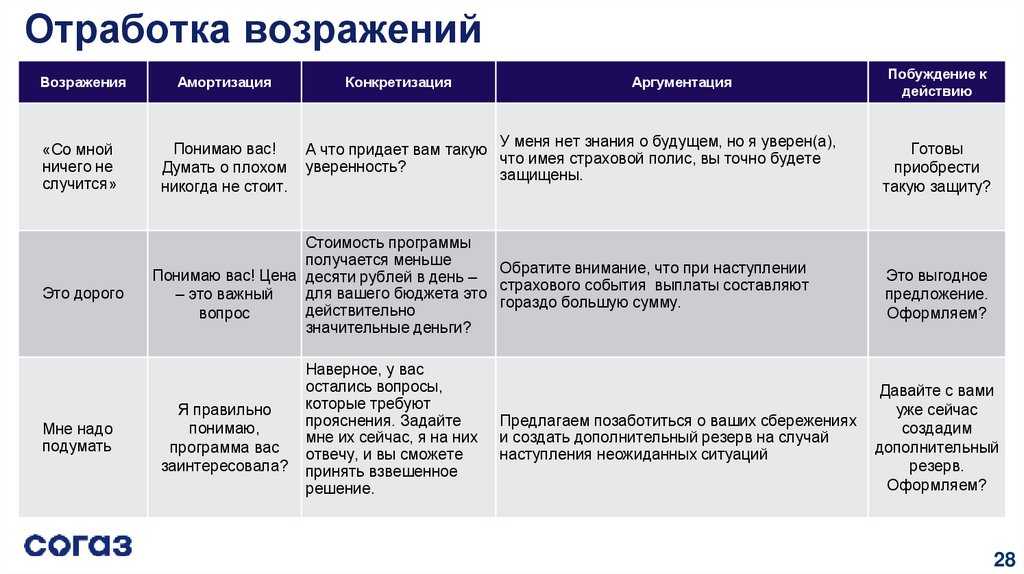 Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound 9.0003
Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound 9.0003
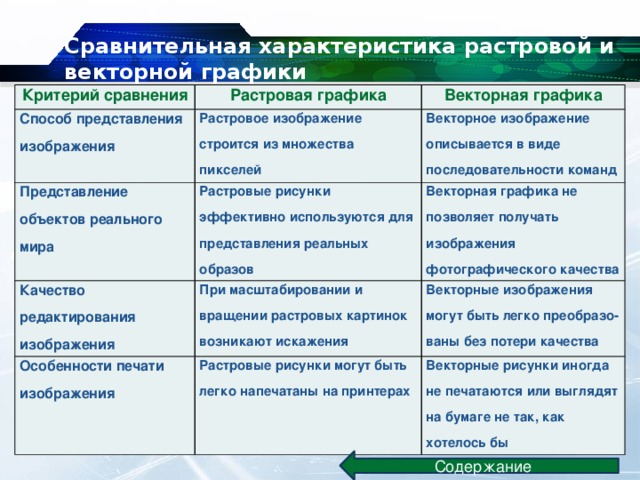

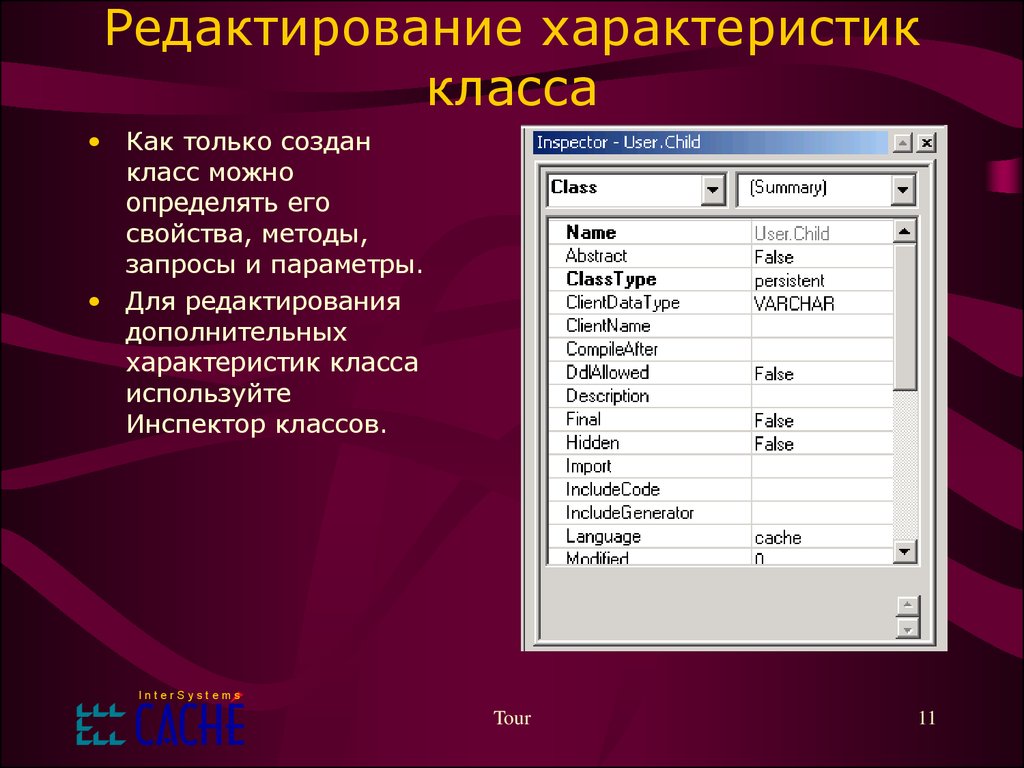
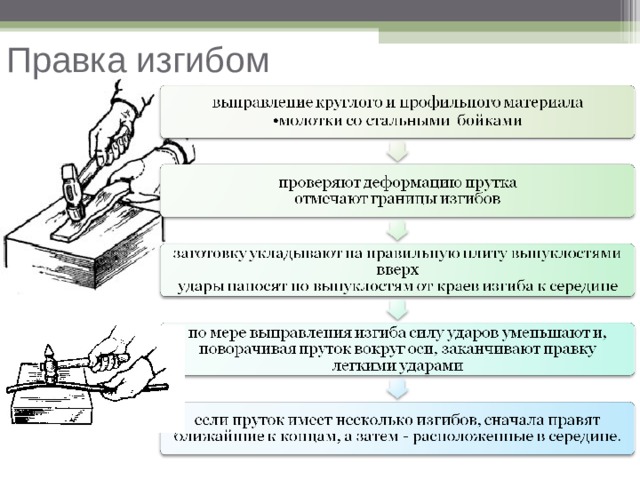
 2022.
2022.
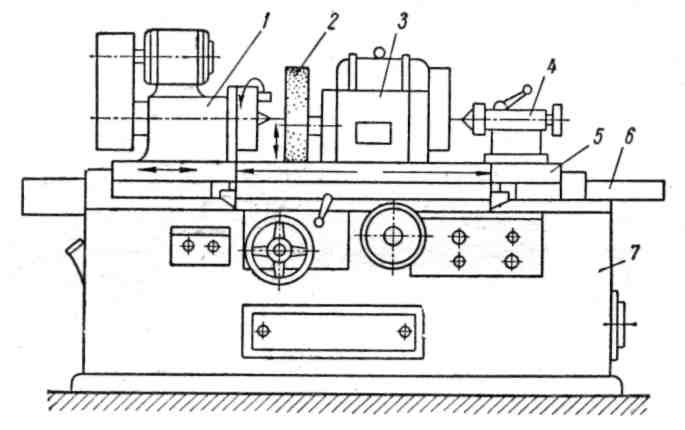 Поэтому допускается износ кругов не более 20% диаметра.
Поэтому допускается износ кругов не более 20% диаметра.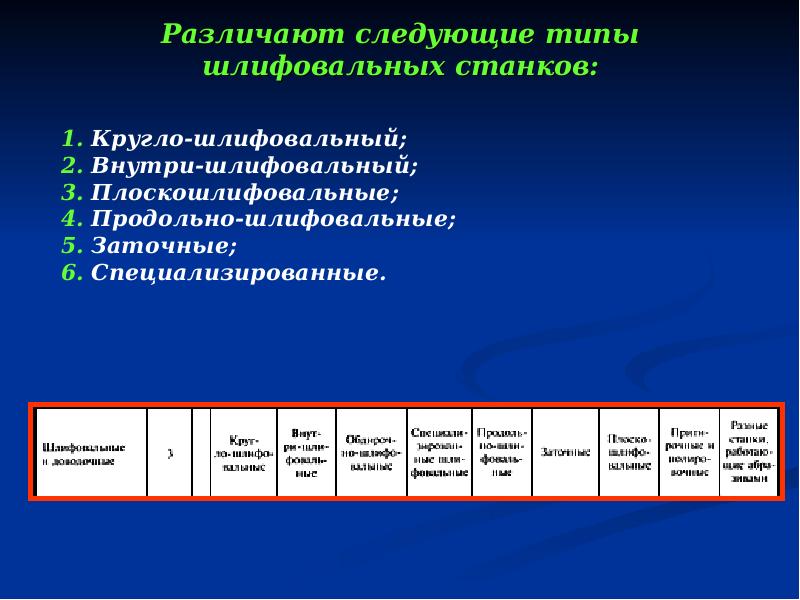 В станках используются шлифовальные и алмазные круги, которые обеспечивают высокую точность размеров и геометрической формы и малую шероховатость поверхностей детали.
В станках используются шлифовальные и алмазные круги, которые обеспечивают высокую точность размеров и геометрической формы и малую шероховатость поверхностей детали.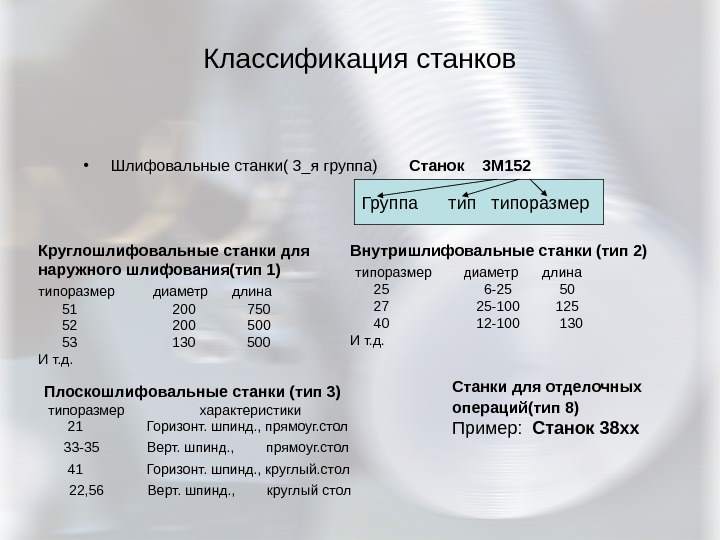 Основные компоновочные схемы приведены на рис. 4.35, на котором дуговыми стрелками отмечены узлы, которыми проводится регулировка и настройка углового положения, прямолинейными отрезками – линейного положения детали относительно круга.
Основные компоновочные схемы приведены на рис. 4.35, на котором дуговыми стрелками отмечены узлы, которыми проводится регулировка и настройка углового положения, прямолинейными отрезками – линейного положения детали относительно круга.


 Несколько десятилетий назад оборудование создавали для обработки с малой точностью, технически конструкция не позволяла доводить размеры деталей до высокой точности, но все же характеристики, которыми обладает шлифовальный станок, давали возможно проводит финишную отделку.
Несколько десятилетий назад оборудование создавали для обработки с малой точностью, технически конструкция не позволяла доводить размеры деталей до высокой точности, но все же характеристики, которыми обладает шлифовальный станок, давали возможно проводит финишную отделку. 
 При этом техническое обслуживание не принесет много проблем, электропотребление незначительно, управление не составляет особого труда. Однако настольный вариант исполнения имеет меньшую производительность, а также функциональность.
При этом техническое обслуживание не принесет много проблем, электропотребление незначительно, управление не составляет особого труда. Однако настольный вариант исполнения имеет меньшую производительность, а также функциональность.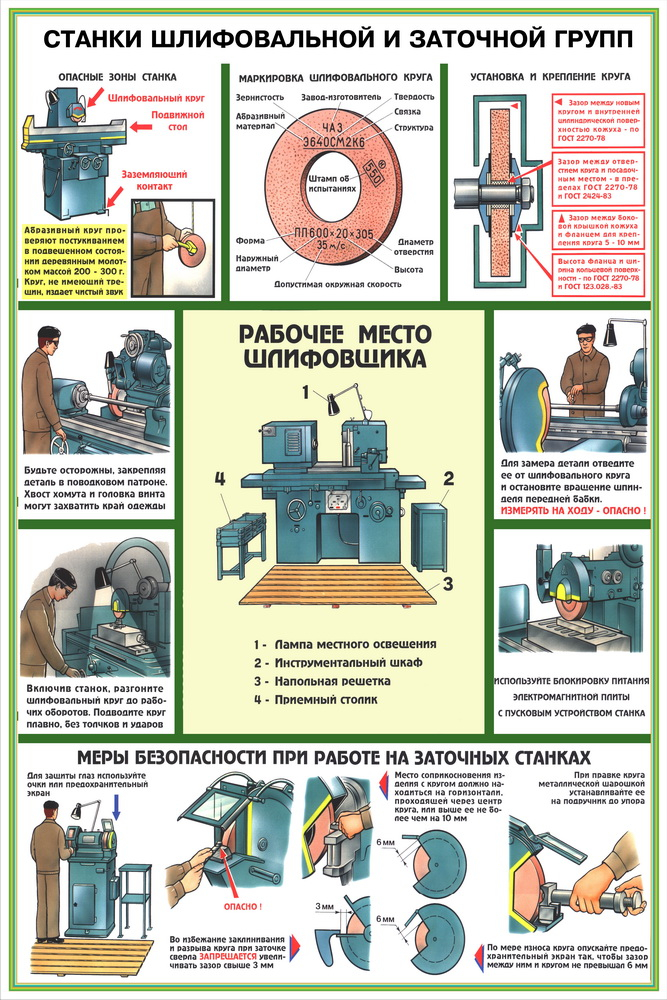 Подобные станки разделяются на несколько групп по классу точности. Производятся они с середины 90-х годов. Некоторые модели производились для заготовок с высоким диаметральным и линейным размером.
Подобные станки разделяются на несколько групп по классу точности. Производятся они с середины 90-х годов. Некоторые модели производились для заготовок с высоким диаметральным и линейным размером.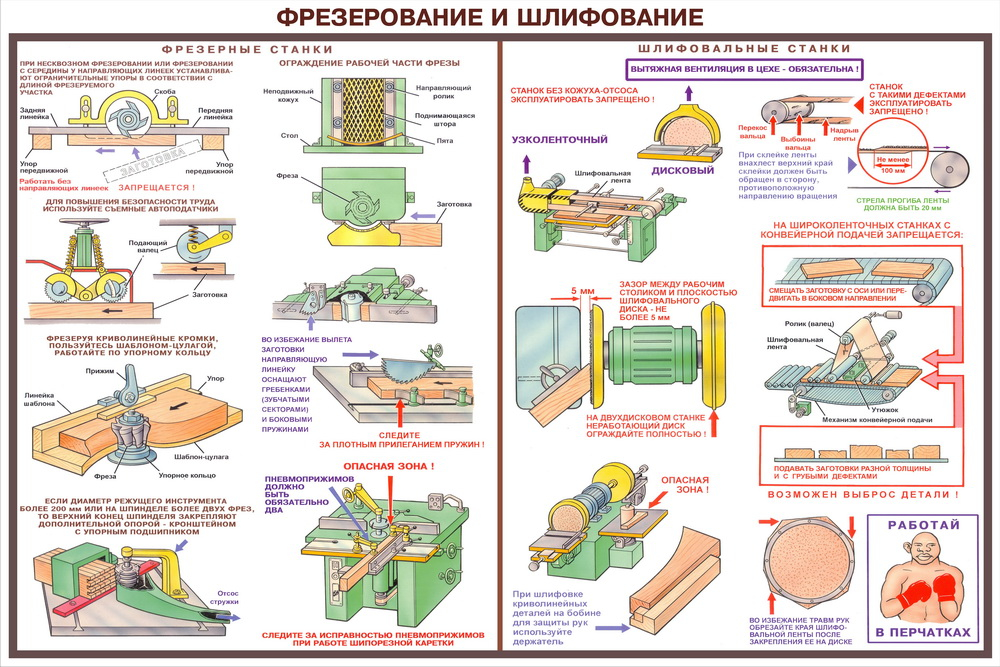
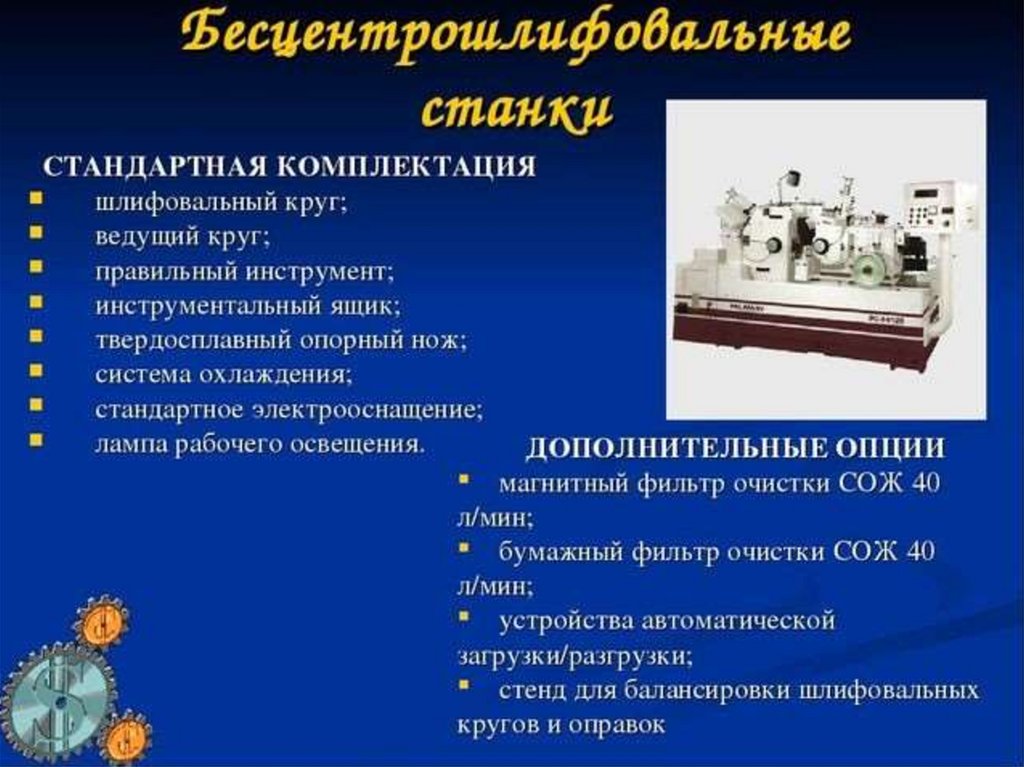
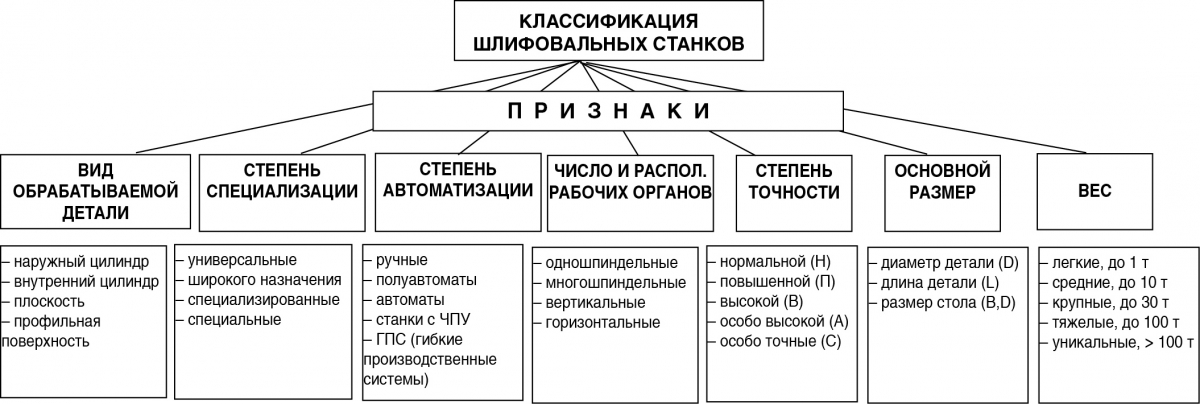 Это связано с тем, что подобное оборудование используются крайне редко в крупносерийном и массовом производстве. ЧПУ определяет точное позиционирование шпинделя. Однако стоит учитывать, что шпиндель должен позиционироваться с учетом используемой оснастки. Поэтому на чертеже указывается то, какая используется оснастка для шлифовальных станков. Обслуживание конструкции с ЧПУ значительно усложняется, так как внесение изменений может привести к сбою в работе. Периодически следует проводить наладку оборудования для поддержания точности изменения размеров, качества шероховатости.
Это связано с тем, что подобное оборудование используются крайне редко в крупносерийном и массовом производстве. ЧПУ определяет точное позиционирование шпинделя. Однако стоит учитывать, что шпиндель должен позиционироваться с учетом используемой оснастки. Поэтому на чертеже указывается то, какая используется оснастка для шлифовальных станков. Обслуживание конструкции с ЧПУ значительно усложняется, так как внесение изменений может привести к сбою в работе. Периодически следует проводить наладку оборудования для поддержания точности изменения размеров, качества шероховатости. 
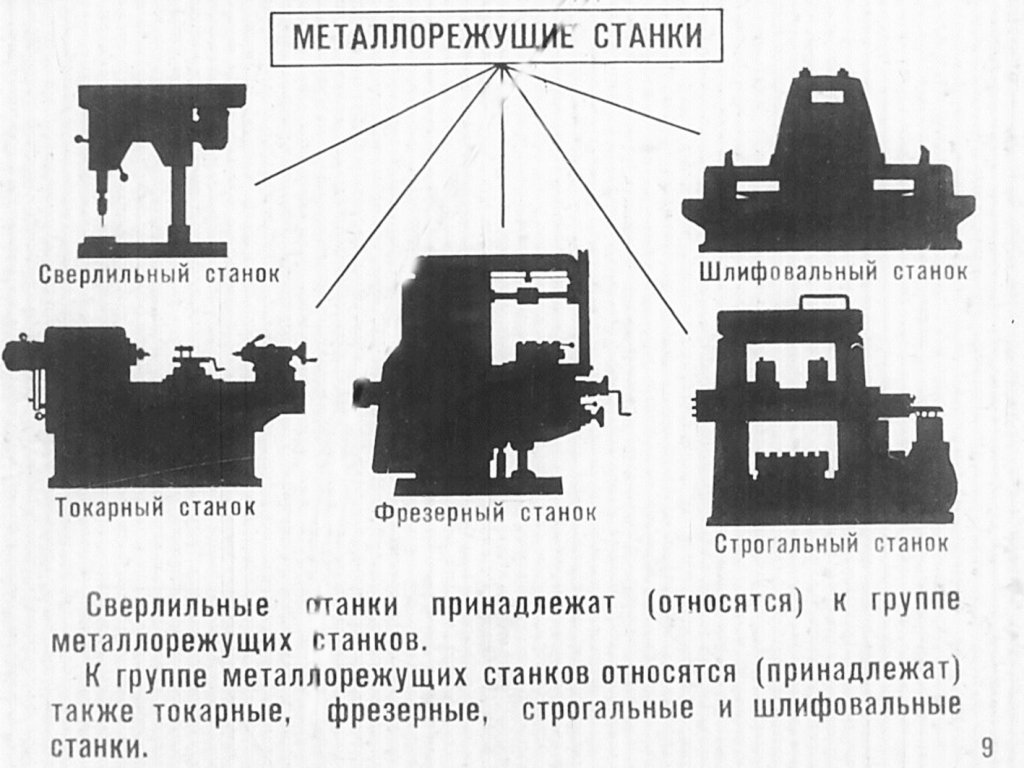 Независимо от того, производите ли вы пресс-формы, рулевые рейки или любые другие детали, для которых требуется профильное шлифование, вам нужна выдающаяся эффективность и невероятная точность, чтобы победить в конкурентной борьбе, и именно поэтому производители выбирают UNITED GRINDING.
Независимо от того, производите ли вы пресс-формы, рулевые рейки или любые другие детали, для которых требуется профильное шлифование, вам нужна выдающаяся эффективность и невероятная точность, чтобы победить в конкурентной борьбе, и именно поэтому производители выбирают UNITED GRINDING.
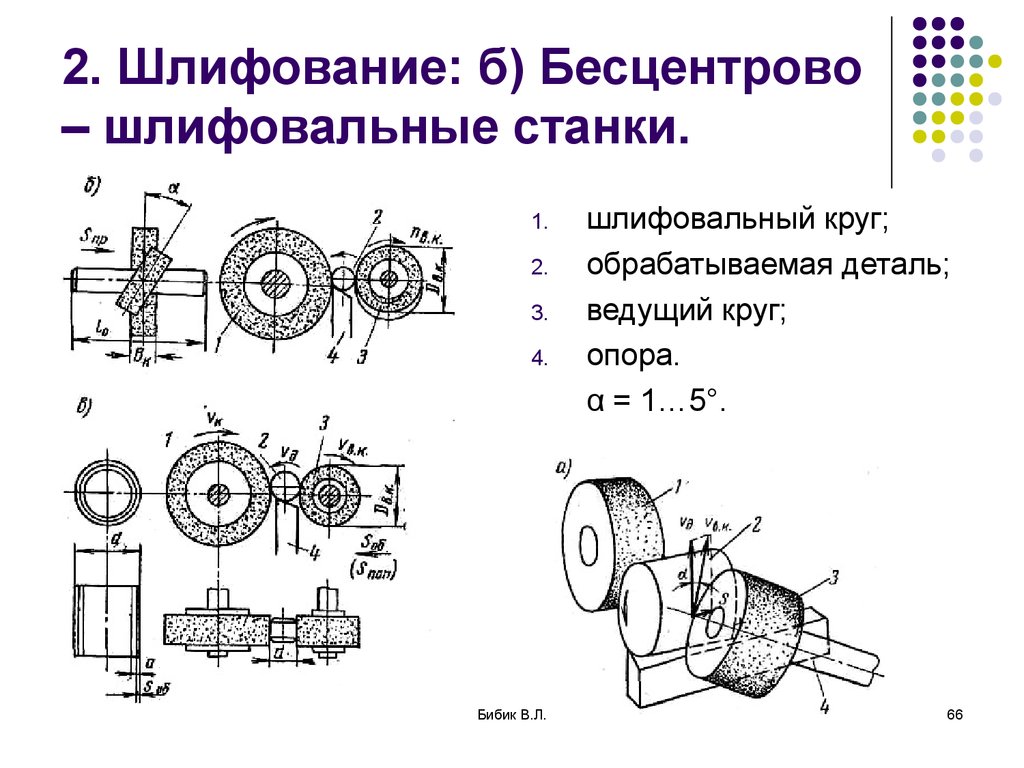
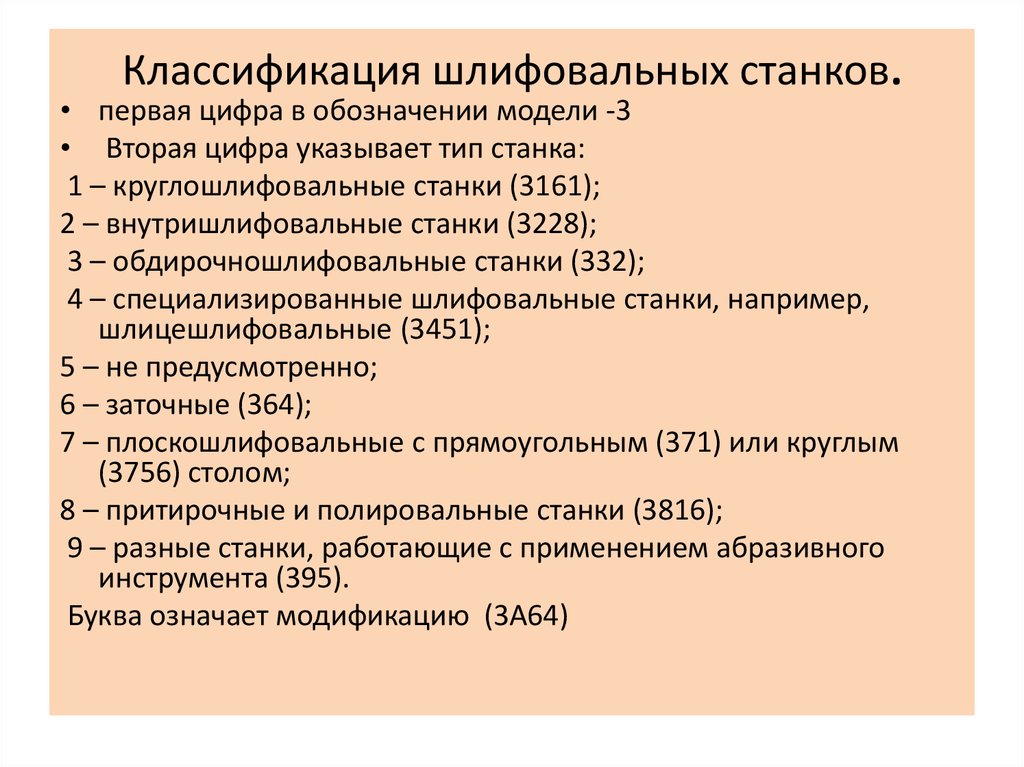

 На переднем плане находится регулятор скоростей, а сзади – механизм привода и реверсированного управления подачами. При этом переключении подачи не влияет на вращение шпинделя.
На переднем плане находится регулятор скоростей, а сзади – механизм привода и реверсированного управления подачами. При этом переключении подачи не влияет на вращение шпинделя. Внутреннюю пиноль держат два сухарика, связанных с регулирующей рукояткой.
Внутреннюю пиноль держат два сухарика, связанных с регулирующей рукояткой. Механизм в суппорте предотвращает поломку в случае, если винт и валик включаются одновременно.
Механизм в суппорте предотвращает поломку в случае, если винт и валик включаются одновременно. Чтобы резать остальные виды, необходимы еще шестерни. Какие именно – указано в таблице на крышке гитары.
Чтобы резать остальные виды, необходимы еще шестерни. Какие именно – указано в таблице на крышке гитары. Поэтому оператор должен предварительно пройти полный инструктаж.
Поэтому оператор должен предварительно пройти полный инструктаж.


 Фиксируется узел на рабочей основе токарно-винторезной установки эксцентриковым механизмом.
Фиксируется узел на рабочей основе токарно-винторезной установки эксцентриковым механизмом.
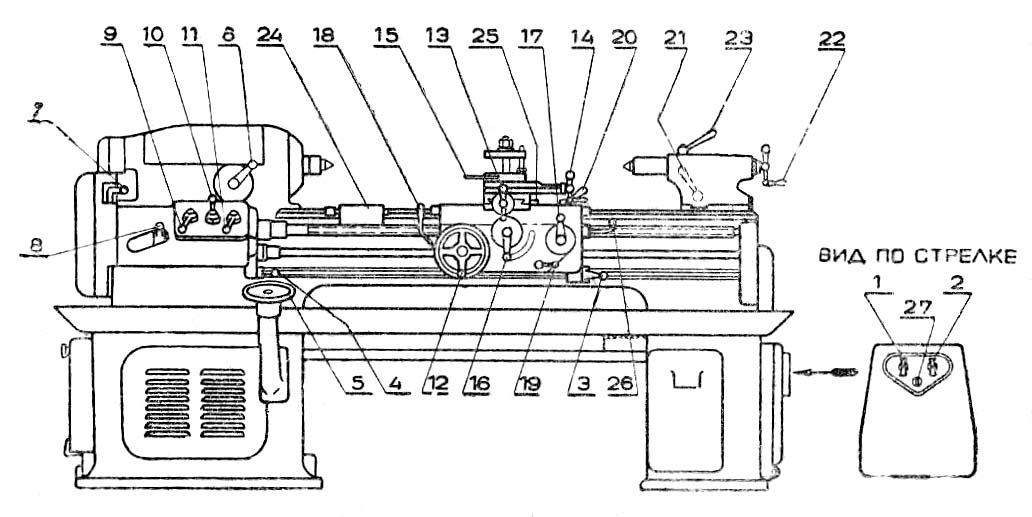 Рычаг, осуществляющий переключение подач, отвечает и за маточную гайку, что запуск ее делается невозможным, пока рычаг не будет установлен в центральное положение.
Рычаг, осуществляющий переключение подач, отвечает и за маточную гайку, что запуск ее делается невозможным, пока рычаг не будет установлен в центральное положение. Расстояние между ними настраивается специальными гайками и винтами.
Расстояние между ними настраивается специальными гайками и винтами. Планшайба накручивается на главный вал и фиксируется хомутом.
Планшайба накручивается на главный вал и фиксируется хомутом.
 емкость 0,75″)
емкость 0,75″) класс почти 40 лет. В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов.
класс почти 40 лет. В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов.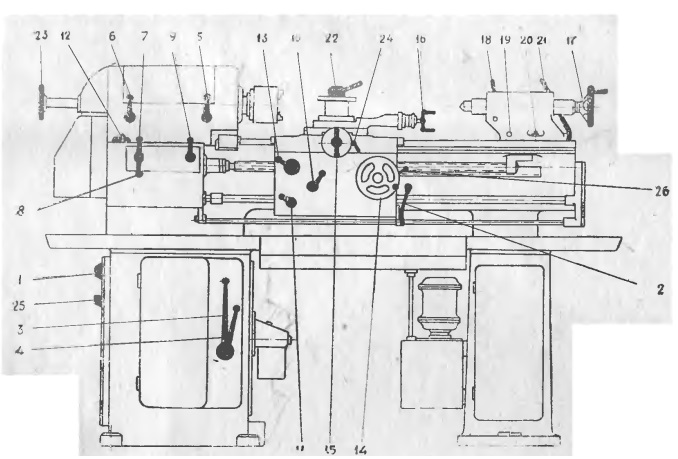 T. #6
T. #6 P.
P. вместимость 1,25 дюйма). 3950 долларов США
вместимость 1,25 дюйма). 3950 долларов США 250 долларов
250 долларов Штаты, Канада и Мексика. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.
Штаты, Канада и Мексика. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей. Позвоните по номеру 614-255-9000 или свяжитесь с нами сегодня, чтобы узнать о различиях станков по всему миру.
Позвоните по номеру 614-255-9000 или свяжитесь с нами сегодня, чтобы узнать о различиях станков по всему миру. вместимость 1,25 дюйма)
вместимость 1,25 дюйма) В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов.
В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов. T. #6
T. #6 P.
P. вместимость 1,25 дюйма). 3950 долларов США
вместимость 1,25 дюйма). 3950 долларов США 1350 долларов
1350 долларов
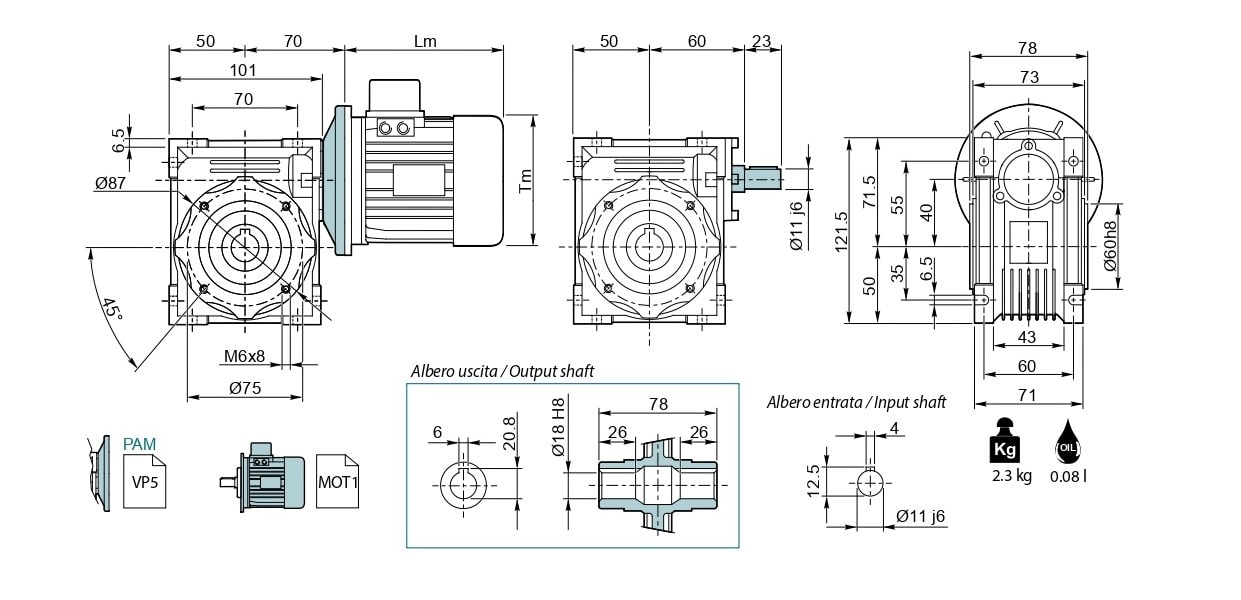
 Пример схемы сборки ниже.
Пример схемы сборки ниже. Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада.
Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада. 3
3
 0
0
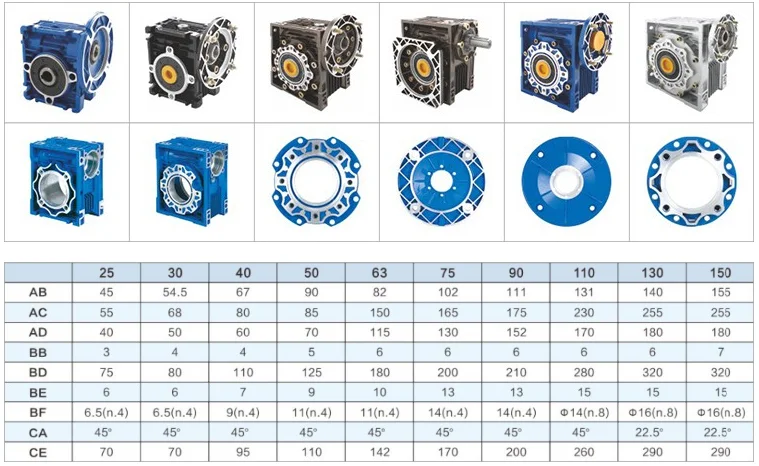 0
0
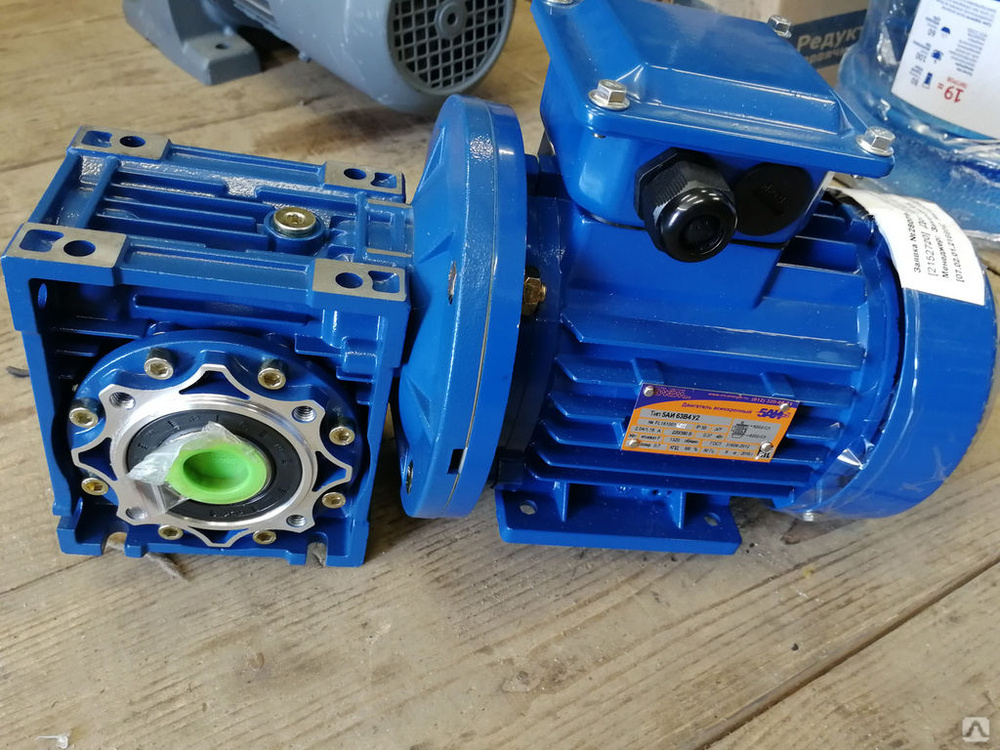 5
5
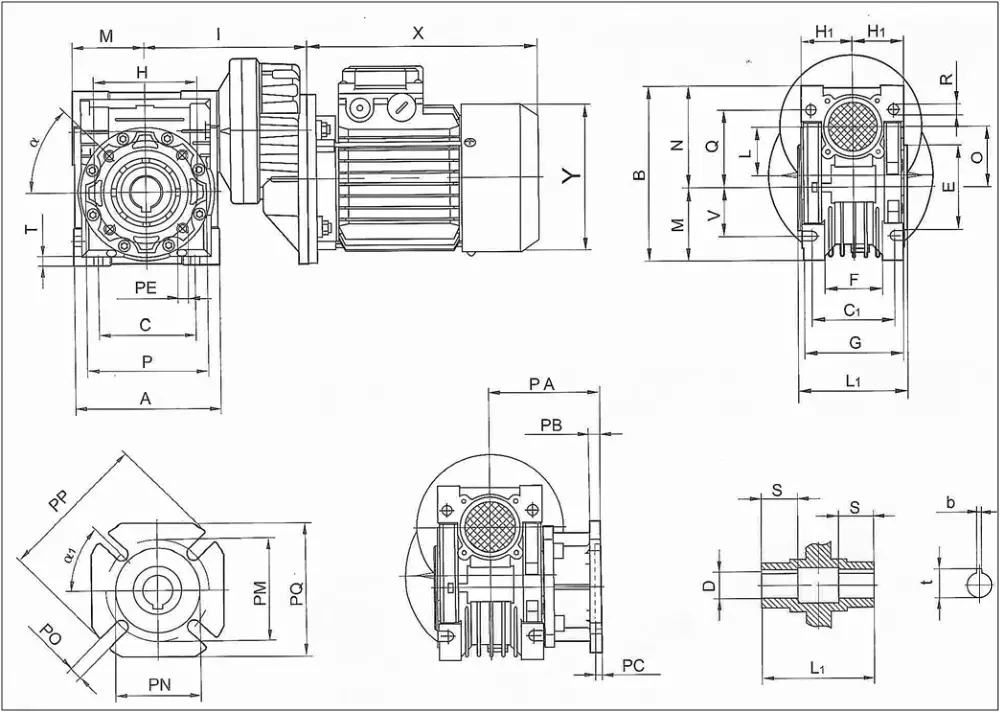 0
0
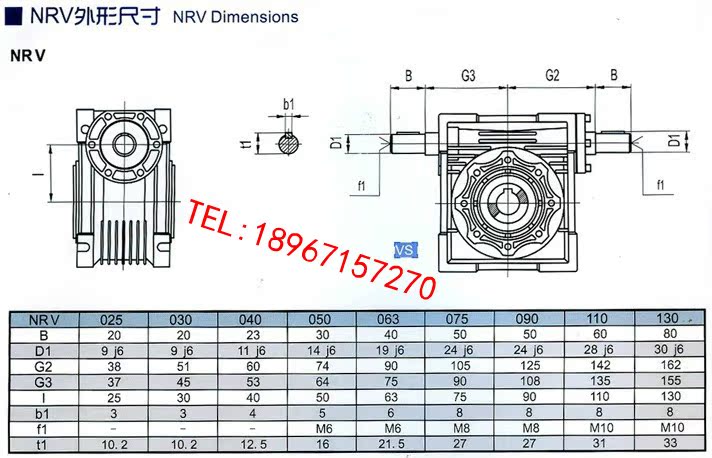 6
6
 5
5
 0
0
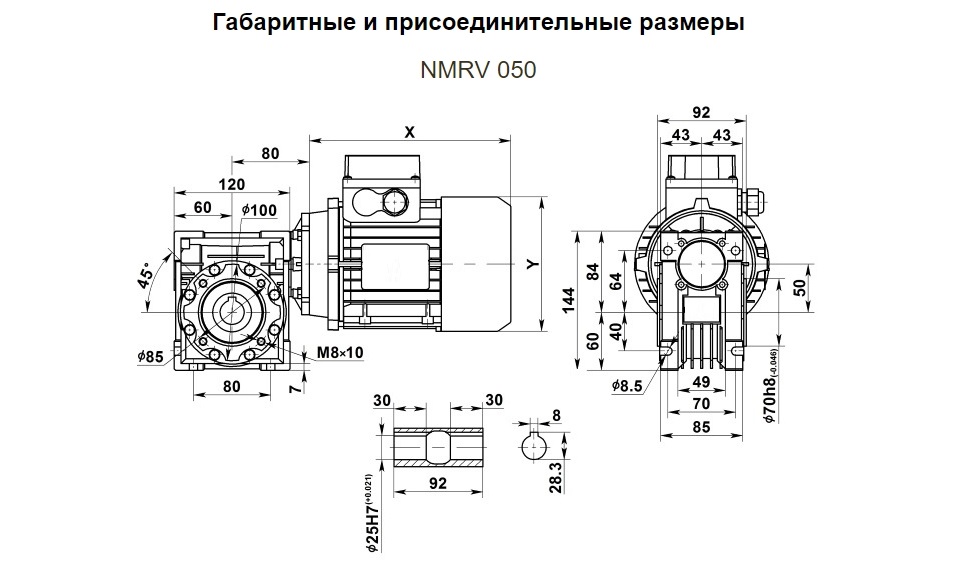 7
7
 2
2
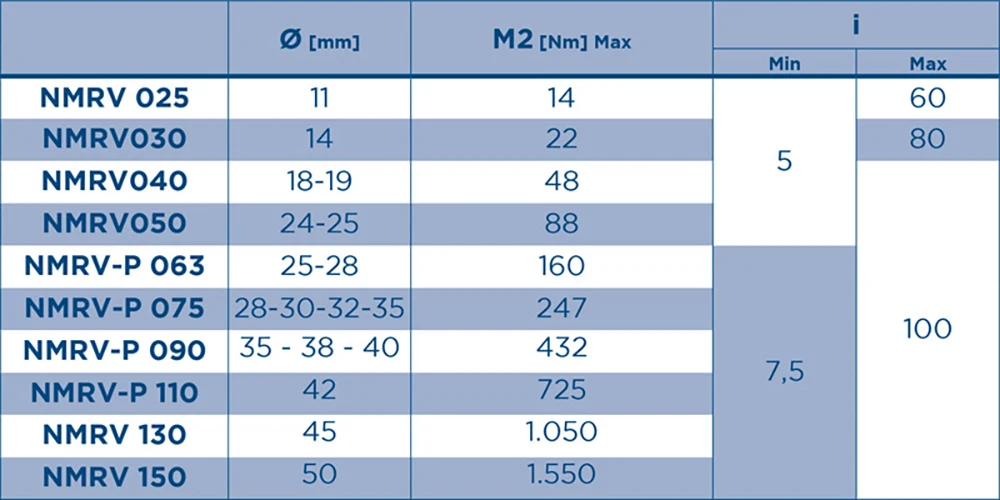 0
0
 0
0
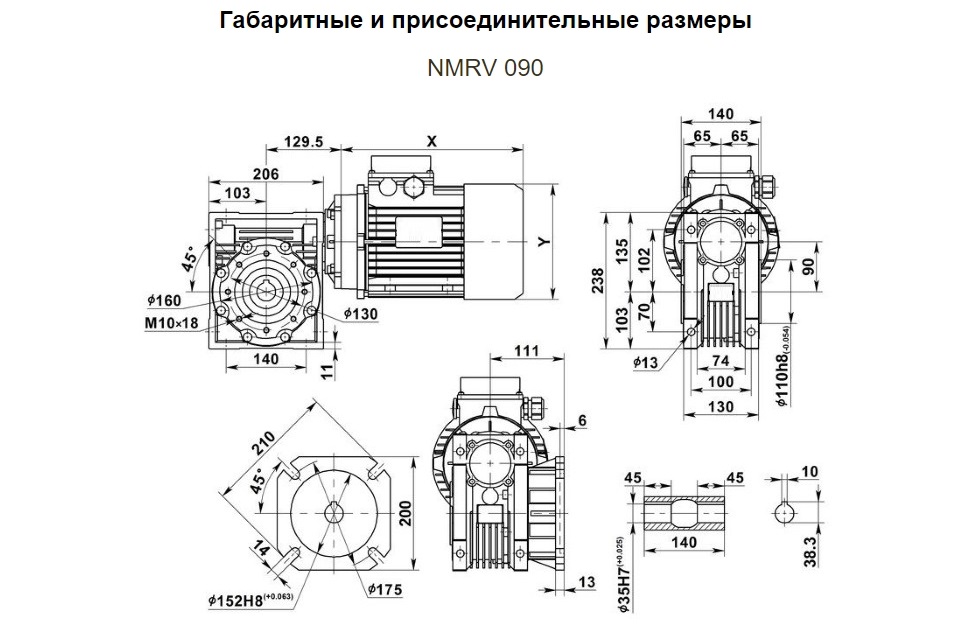 8
8
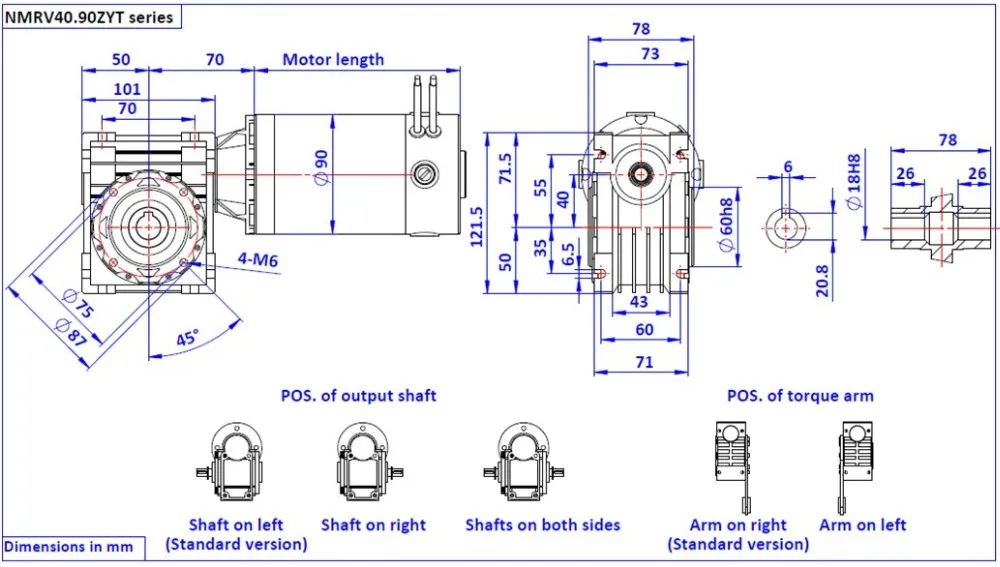 3
3
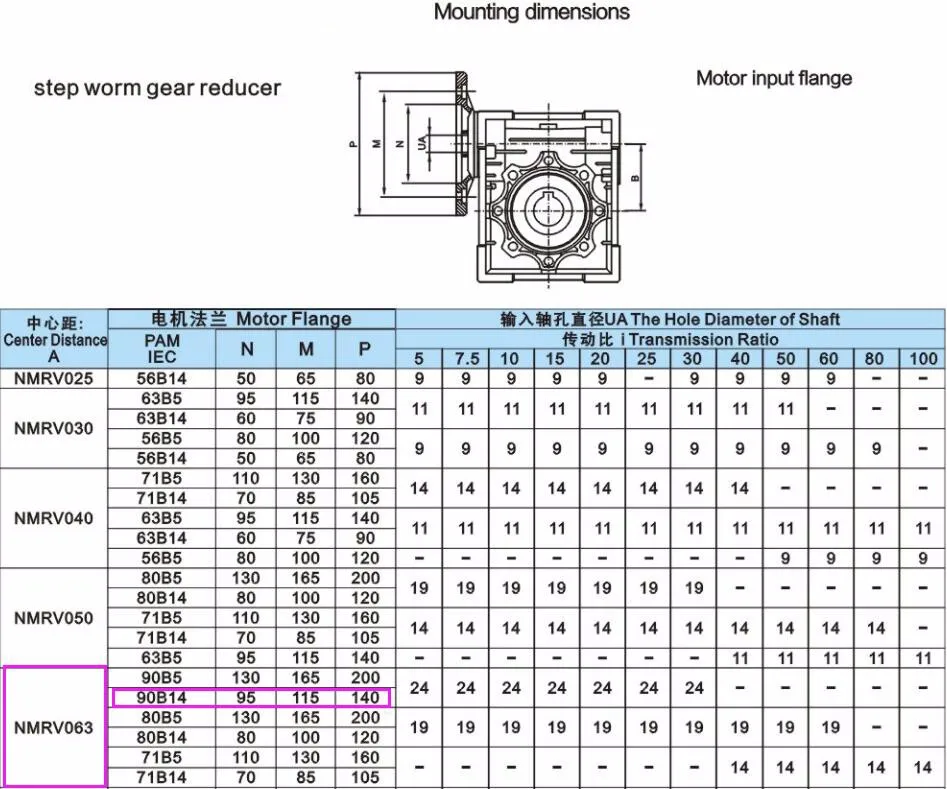 5
5
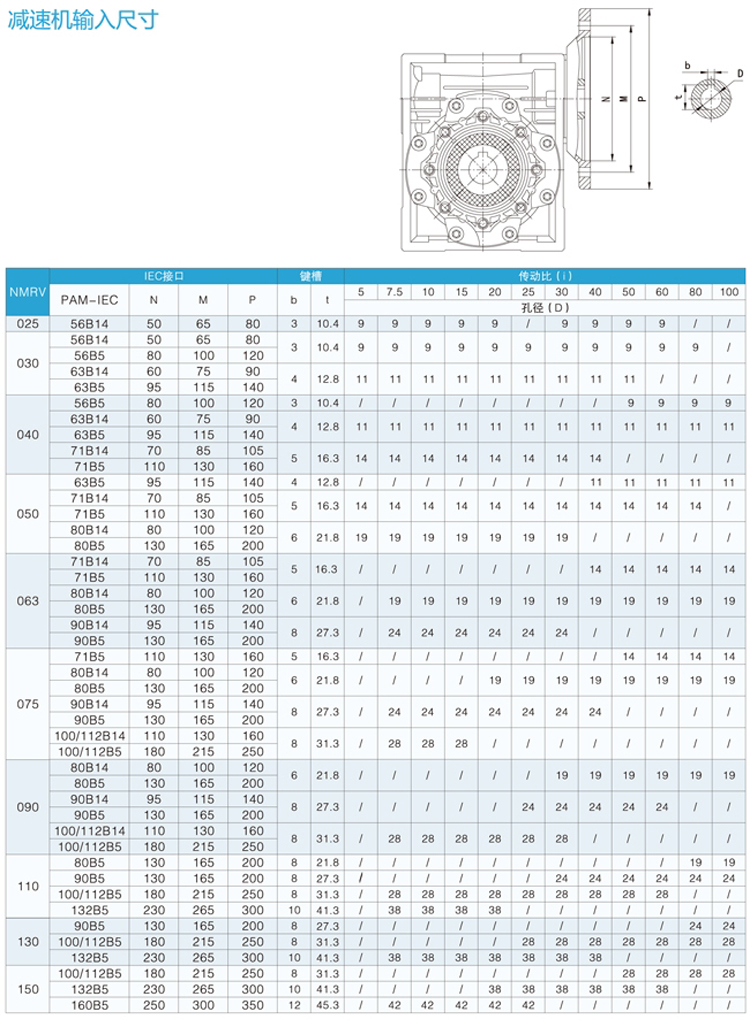 5 12m3
5 12m3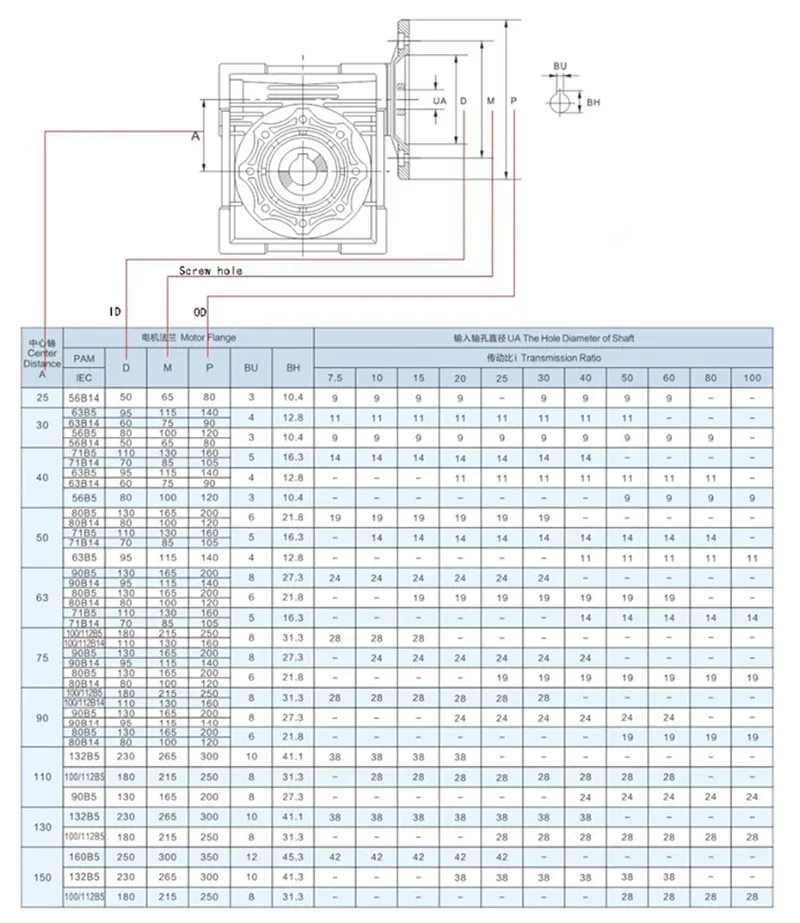
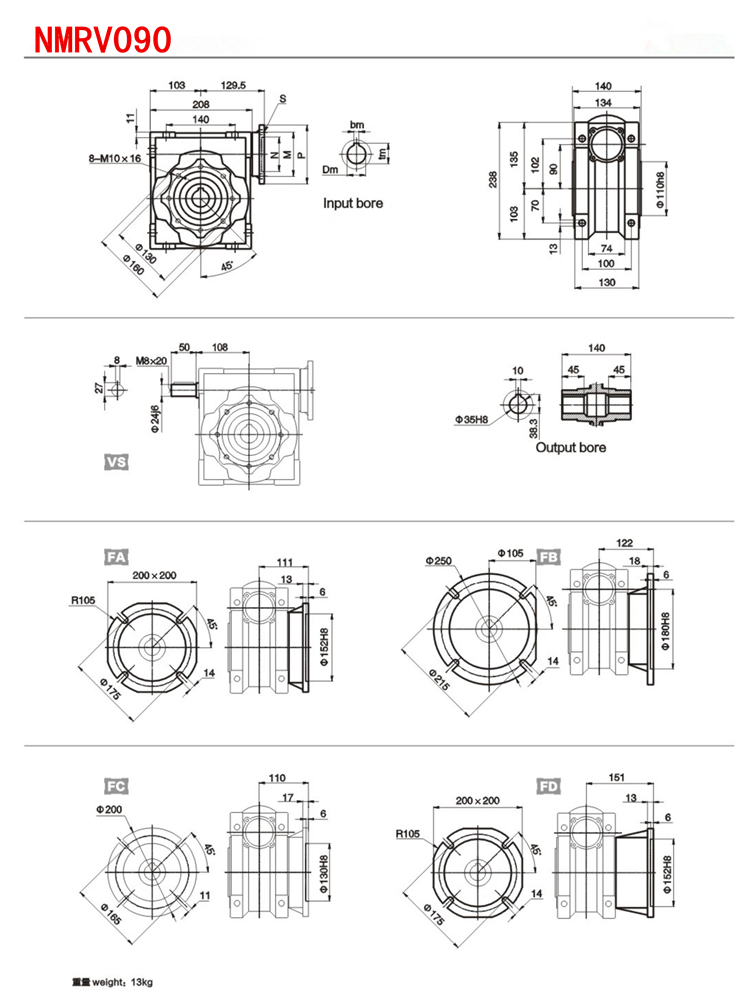
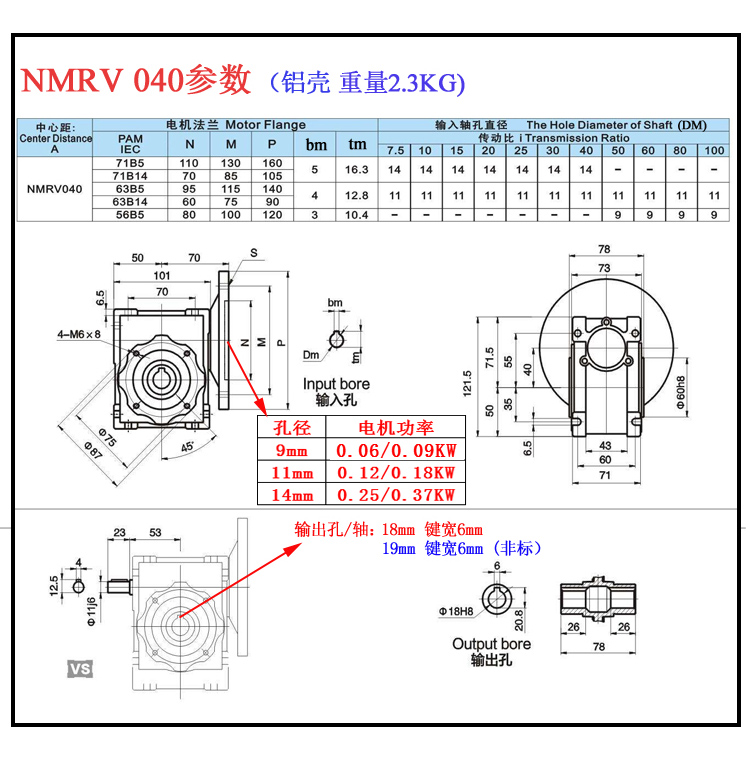






 Роуз
Роуз
 Красный гранат является одним из самых распространенных и распространенных драгоценных камней. Но не все гранаты так распространены, как красные. Зеленый гранат, цаворит, встречается реже и требует более редкого химического состава и условий для образования.
Красный гранат является одним из самых распространенных и распространенных драгоценных камней. Но не все гранаты так распространены, как красные. Зеленый гранат, цаворит, встречается реже и требует более редкого химического состава и условий для образования.


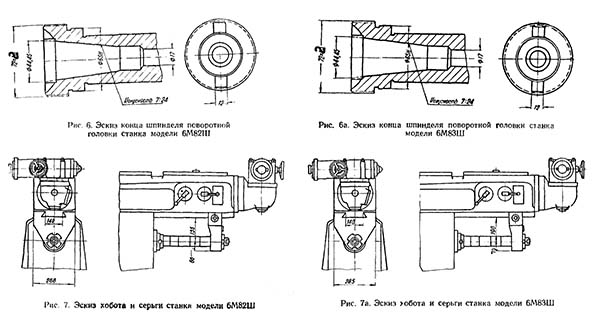

 3.3).
3.3).
 Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
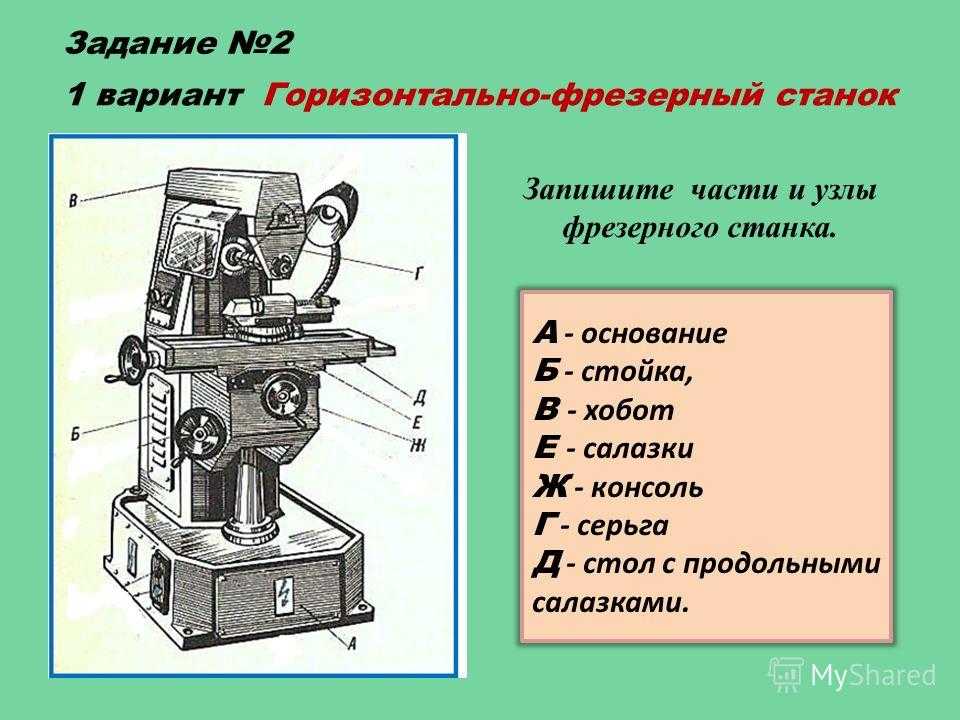 3.4.
3.4.
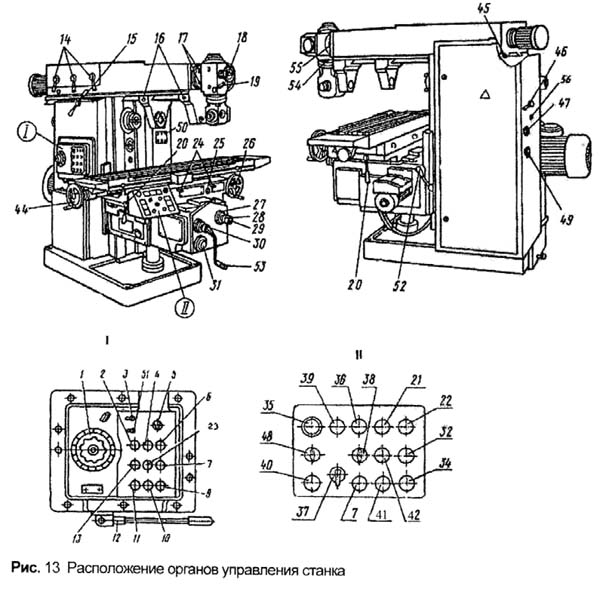 Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
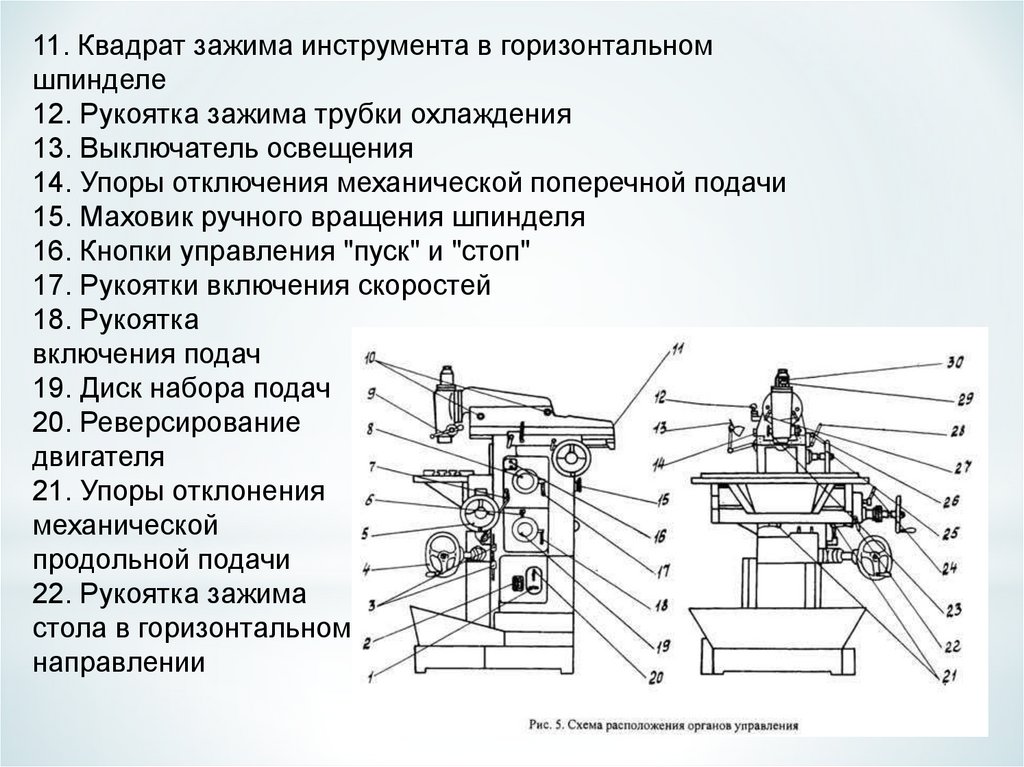 5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.

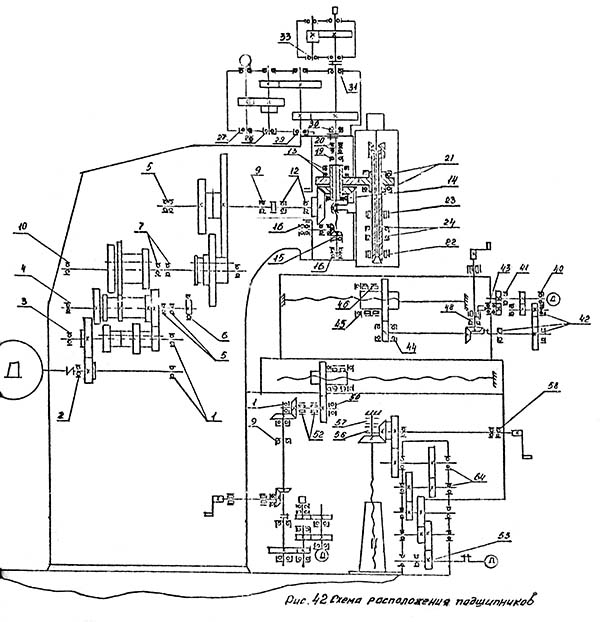 В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
 Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
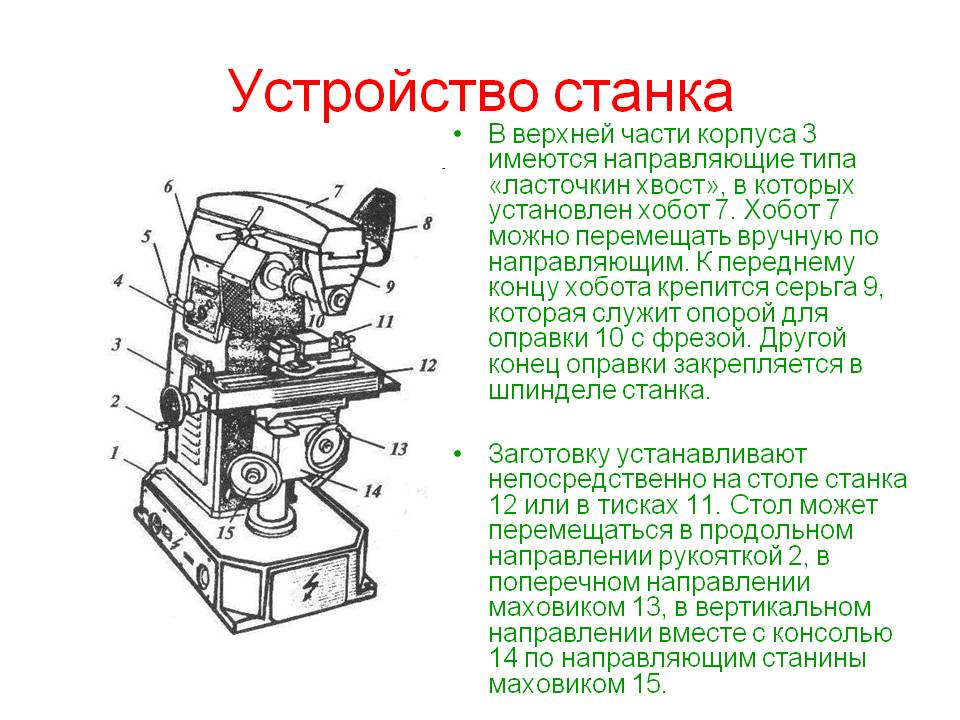
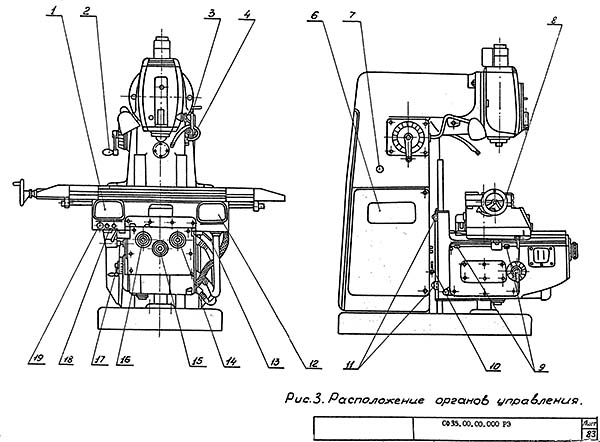 4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
 Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.
Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.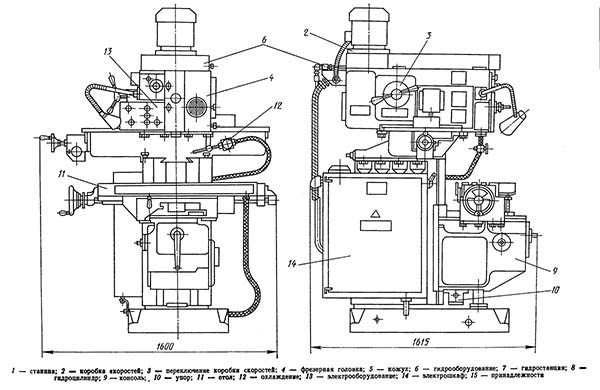 4.42).
4.42).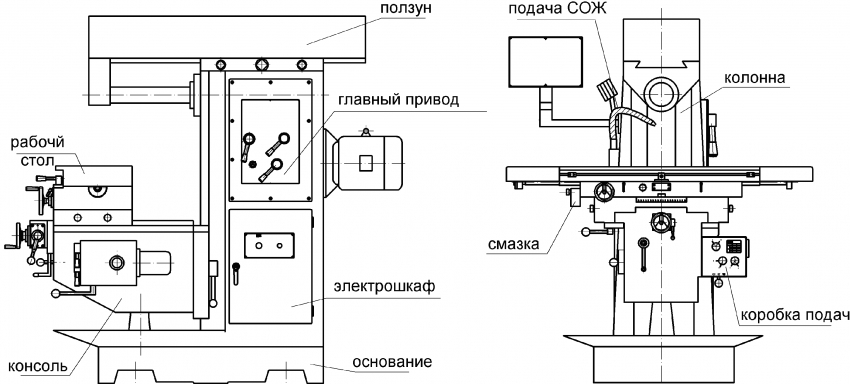
 jpg» data-track-use-pagetype=»true» data-track-category=»Video» data-track-label=»Play»>
jpg» data-track-use-pagetype=»true» data-track-category=»Video» data-track-label=»Play»> surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640752/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640752/IBERIMEX_U-1000_A_console_milling_machine.jpg»> jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640755/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640755/IBERIMEX_U-1000_A_console_milling_machine.jpg»>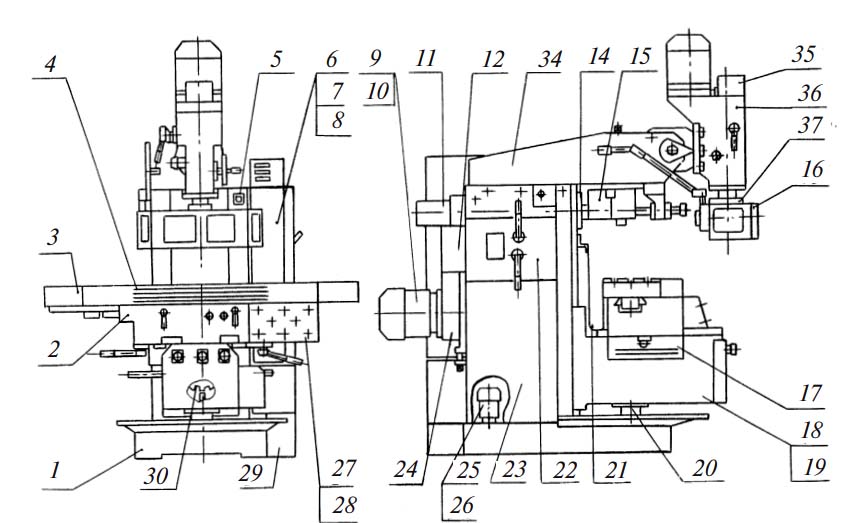 jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640758/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640758/IBERIMEX_U-1000_A_console_milling_machine.jpg»> jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640761/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640761/IBERIMEX_U-1000_A_console_milling_machine.jpg»>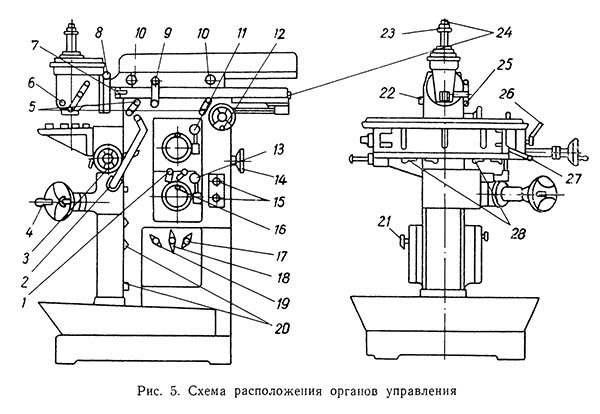 jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640764/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640764/IBERIMEX_U-1000_A_console_milling_machine.jpg»>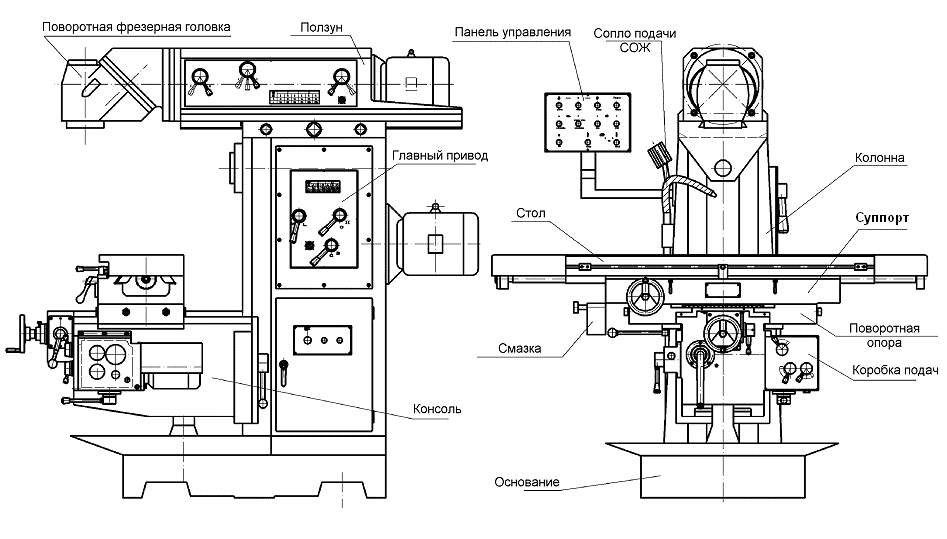 jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640767/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640767/IBERIMEX_U-1000_A_console_milling_machine.jpg»>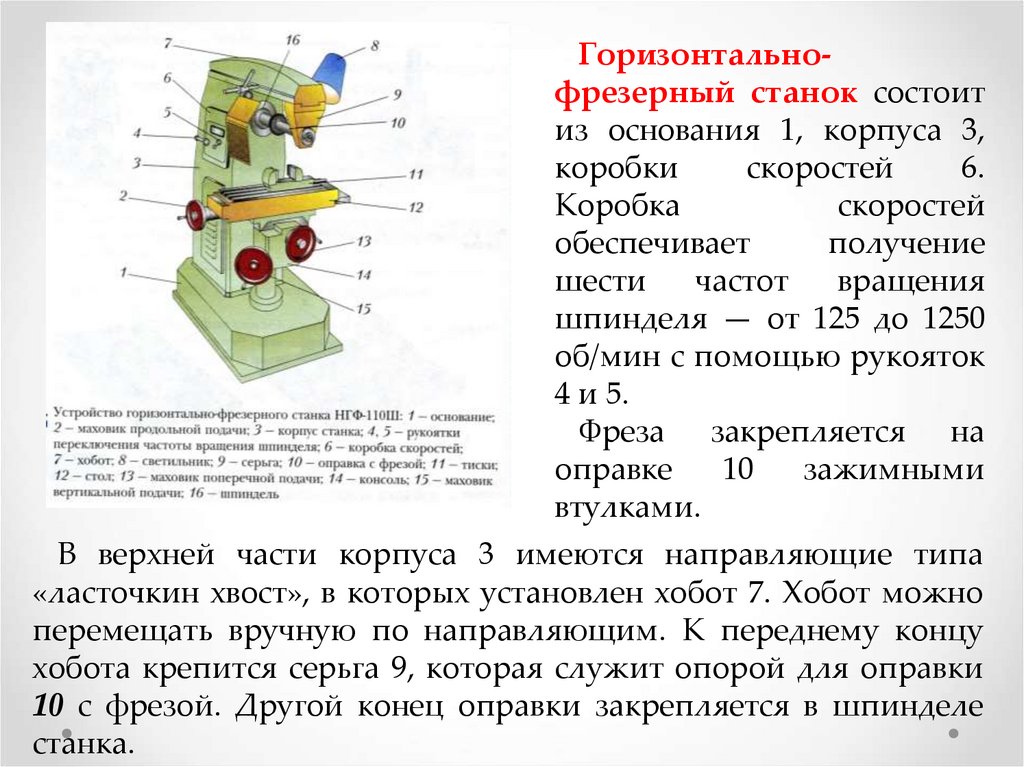 jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640770/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640770/IBERIMEX_U-1000_A_console_milling_machine.jpg»> До этого момента клиент привязан к своей заданной ставке.
До этого момента клиент привязан к своей заданной ставке.

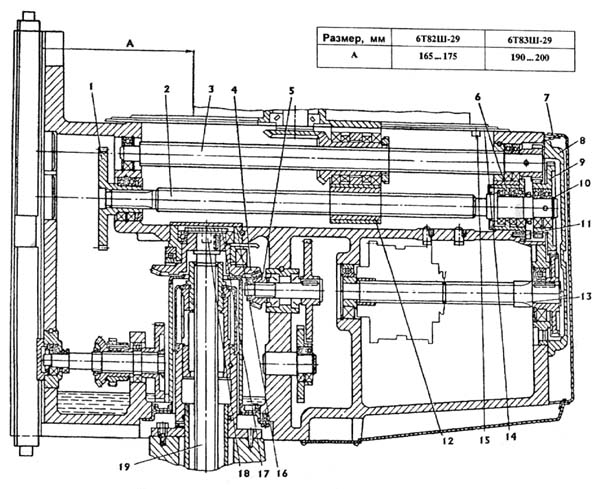 В Surplex вы найдете подержанный фрезерный станок, соответствующий вашим потребностям, например, с подходящим держателем шпинделя и высокими скоростями вращения шпинделя!
В Surplex вы найдете подержанный фрезерный станок, соответствующий вашим потребностям, например, с подходящим держателем шпинделя и высокими скоростями вращения шпинделя! Это означает, что движения фрезерного станка коленного типа более обширны, чем у универсального фрезерного станка. Однако из-за ограниченного пространства между головой и коленом размер заготовки также ограничен.
Это означает, что движения фрезерного станка коленного типа более обширны, чем у универсального фрезерного станка. Однако из-за ограниченного пространства между головой и коленом размер заготовки также ограничен. Фрезерный станок коленного типа можно использовать для подготовительных работ по расчистке. Затем части заготовки с меньшими ограничениями можно обрабатывать с помощью станков с ЧПУ. Поэтому есть еще производители фрезерных станков коленного типа, типа UNITECH.
Фрезерный станок коленного типа можно использовать для подготовительных работ по расчистке. Затем части заготовки с меньшими ограничениями можно обрабатывать с помощью станков с ЧПУ. Поэтому есть еще производители фрезерных станков коленного типа, типа UNITECH.
 10 мм
10 мм 20 мм
20 мм , державка 16 мм 3441668
, державка 16 мм 3441668 креплением пластин, сечение 12х12мм
креплением пластин, сечение 12х12мм


 Проходными можно также делать обработку цилиндрических поверхностей.
Проходными можно также делать обработку цилиндрических поверхностей. Данные виды материала появляются практически во всех видах инструментов. Какой из них именно брать, зависит от того, с какими материалами будет вестись работа. Быстрорежущая сталь хорошо подходит для мягких металлов. Она относительно дешевая, но при работе с тугоплавкими и калеными заготовками проявляет себя очень плохо. Резцы токарные с пластинами из твердого сплава более дорогие, но они работают со всеми видами металла и могут хорошо переносить как повышение температуры во время активной работы, так и удары.
Данные виды материала появляются практически во всех видах инструментов. Какой из них именно брать, зависит от того, с какими материалами будет вестись работа. Быстрорежущая сталь хорошо подходит для мягких металлов. Она относительно дешевая, но при работе с тугоплавкими и калеными заготовками проявляет себя очень плохо. Резцы токарные с пластинами из твердого сплава более дорогие, но они работают со всеми видами металла и могут хорошо переносить как повышение температуры во время активной работы, так и удары. В отрезном типе применяются длительные поперечные движения, так как в основном, инструменты здесь содержат твердосплавные пластины. Расточные во время работы передвигаются на десятые доли миллиметра, как продольными, так и поперечными движения и скорость проточки составляет около 0,1 мм за оборот. Режим прохода резьбового вида зависит от типа нарезаемой резьбы и в основном это вращательно-поступательные движения.
В отрезном типе применяются длительные поперечные движения, так как в основном, инструменты здесь содержат твердосплавные пластины. Расточные во время работы передвигаются на десятые доли миллиметра, как продольными, так и поперечными движения и скорость проточки составляет около 0,1 мм за оборот. Режим прохода резьбового вида зависит от типа нарезаемой резьбы и в основном это вращательно-поступательные движения. Оксид циркония не искрит, не проводит электричество, немагнитен, химически инертен и никогда не ржавеет. Наши лезвия безопасны до 1600 градусов по Цельсию и поэтому идеально подходят для стерилизации и лабораторных условий.
Оксид циркония не искрит, не проводит электричество, немагнитен, химически инертен и никогда не ржавеет. Наши лезвия безопасны до 1600 градусов по Цельсию и поэтому идеально подходят для стерилизации и лабораторных условий. Более долговечные лезвия Slice также сокращают потенциально опасное обращение с лезвиями, поскольку их не нужно менять так часто, как стальные. А из-за более безопасного края лезвия Slice, пригодные для вторичной переработки, не требуют специальных контейнеров для утилизации острых предметов.
Более долговечные лезвия Slice также сокращают потенциально опасное обращение с лезвиями, поскольку их не нужно менять так часто, как стальные. А из-за более безопасного края лезвия Slice, пригодные для вторичной переработки, не требуют специальных контейнеров для утилизации острых предметов. Важно повторить, что лезвия Slice изначально не такие острые, как стальные или керамические лезвия других производителей. С точки зрения безопасности стальные лезвия изначально слишком острые. Это способ производителя компенсировать мягкий материал, который слишком быстро тускнеет. Другие производители керамики имитируют ту же заточку, что и сталь. Лезвия Slice начинают с эффективного, но безопасного уровня остроты и затупляются в 11 раз дольше, чем сталь.
Важно повторить, что лезвия Slice изначально не такие острые, как стальные или керамические лезвия других производителей. С точки зрения безопасности стальные лезвия изначально слишком острые. Это способ производителя компенсировать мягкий материал, который слишком быстро тускнеет. Другие производители керамики имитируют ту же заточку, что и сталь. Лезвия Slice начинают с эффективного, но безопасного уровня остроты и затупляются в 11 раз дольше, чем сталь.

 лезвие. Чтобы заменить наши удобные сменные лезвия, просто вытащите старое лезвие и вставьте новое в канцелярский нож.
лезвие. Чтобы заменить наши удобные сменные лезвия, просто вытащите старое лезвие и вставьте новое в канцелярский нож. в упаковке)
в упаковке) Но не заблуждайтесь, он режет точно…
Но не заблуждайтесь, он режет точно…