Точило маленькое настольное: Купить точильный станок настольный в Москве, цены на настольные станки в интернет-магазине rustan.ru
Маленькое точило — большой помощник
Точило в хозяйстве — нужная вещь. Его присутствие среди инструментов незаметно и обыденно, но отсутствие сразу дает о себе знать потерей возможностей. Я это остро почувствовал, когда после переезда лишился старого точила. Что бы восстановить функционал, купил небольшой станок, хорошо подходящий для условий квартиры. О нем и будет обзор.
Станок заказывал с алиэкспресс, но у русской компании.
Бесплатная доставка из Москвы, в отделение СДЭК в Белгороде дошло быстро, буквально за несколько дней.
Бренд Калибр
Модель ТЭ+ВГ-160
Характеристики:
— Мощность 160 Ватт;
— Количество оборотов вала 0-10000 об/мин.;
— Диаметр круга 75 мм;
— Толщина круга 17 мм;
— Номинальное напряжение 220В;
— Частота 50 Гц;
— Номинальная потребляемая мощность — 160 Вт.;
— Посадочный диаметр 10 мм;
— Уровень вибрации 2,1 м/с2
— Электродвигатель однофазный коллекторный;
— Габариты в упаковке (ДхШхВ)270х175х220 мм
Вес (брутто/нетто) 3. 2/2.8 кг
2/2.8 кг
Более подробные характеристики в скане инструкции ниже.
Внешний вид посылки.
Картонный коробок с краткой информацией о точиле.
Содержимое.
Инструкция, гарантия.
Скан инструкции
.
Гибкий вал метровой длинны.
Крепеж защитных экранов
Сменные цанги головки гибкого вала, инструмент для их установки/замены и элементы крепления защитных экранов.
Защитные экраны. Сделаны из полистирола.
Сам станок
Провода около полутора метров.
На нижней стороне основания, антивибрационные опоры.
Станок очень компактный. Свободно размещается на половинке листа А4.
Снимаем боковую крышку защитного кожуха.
И снимаем с оси вала шлифовальный круг.
Таким же образом и полировальный.
Полностью в сборе.
Узел крепления экрана более детально.
Тросик вала имеет квадратный профиль, сторона 2 мм.
Сменные цанги под насадки разного диаметра, ключ и шестигранник для их замены, сверла.
В руке. Вал не бьет. Малые размеры позволяют работать в трудно доступных местах.
Старая мора с лезвием из углеродистой стали. Половина лезвия отполирована.
Немного макрофотографий.
Шлифовальный круг.
Полировальный круг.
Корпус
Вопрос о хранении/размещении точила мне помогли решить вот эти две старые петли.
Их я снял при утилизации старого шкафа, и сохранил из-за необычной конструкции. И как видно не зря — пригодились.
Нарезаем на петлях резьбу.
Вырезаем пазы в полке, для установки петель заподлицо.
Прикручиваем станок болтами к петлям. Дополнительный крепеж не требуется, полку повесил, под небольшим углом — точило самое себя прижимает к поверхности гравитацией.
В сложенном состоянии.
Под ноутбуком.
В такой позиции можно работать гибким валом.
На досуге, пытаюсь понемногу шить из кожи. И здесь точило имеет много применений.
Подготавливаем кожу, инструмент, нитки.
Кроим.
Срезаем фаски фаскорезом.
Можно и сточить.
Делаем разметку под отверстия.
Делаем отверстия. Для очень толстой кожи (свыше 4 мм) такой способ пробивки отверстий порой единственно возможный.
Вшиваем змейку.
Получился простой, незамысловатый пенал.
Еще, полировальный круг, можно использовать для искусственного состаривания кожи.
Используя специальные насадки и вал, можно быстро и хорошо полировать торцы кожи.
Работа с абразивами неизменно приводит к появлению большого количества пыли. Что бы этого избежать в квартире, я придумал небольшое приспособление — насадку на пылесос, для отсоса пыли из рабочей зоны.
Это простейшая конструкция. В идеале, я хотел ее изготовить из алюминиевой трубы, но не нашел подходящей.
Вот так выглядит в сборе.
Станок хорошо использовать для заточки сверл.
Нашел безобразно сточенное, лысое сверло.
Немного реанимировал его на точиле. Результат далек от совершенства. но теперь им по крайней мере можно сверлить.
Конечно, для более качественной и точной заточки нужно пользоваться специальными приспособлениями. Их большое количество конструкций, но подумываю о создании по подобию, изображенной ниже.
Картинка из интернета.
У каждого диска есть рабочие упоры. Они регулируются в довольно широком диапазоне
Но они удобны не для вех случаев использования.
Под себя смоделировал более длинный упор, с отличной конфигурацией. У которого сзади крепится маленький неодимовый магнит, для мягкой фиксации затачиваемого инструмента.
Из недостатков, отмечу, что шлифовальный диск немногим превышает диаметр самого мотора. Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex.
Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex.
Выводы: Компактный, тихий, многофункциональный и с регулируемыми оборотами — отличный аппарат. Станок покрывает 90% моих бытовых и хозяйственных нужд, хобби. Я доволен.
Планирую купить
+77
Добавить в избранное
Обзор понравился
+111
+205
Рейтинг точильных станков — ТОП-5 лучших электроточил
Точильные станки
* * *
Как только вы приобретаете какой-то инструмент, у которого есть режущая или колющая часть, готовьтесь к тому, что в скором времени его нужно будет заточить. Ведь как бы бережно вы не относились к технике, любой острый элемент тупится в процессе эксплуатации.
Ведь как бы бережно вы не относились к технике, любой острый элемент тупится в процессе эксплуатации.
В периодической заточке нуждаются все режущие насадки электроинструментов (ножи, диски, фреза, цепь). Время от времени приходится точить и самые обычные и распространенные предметы обихода (тот же нож, ножницы, лопата, топорище). Использовать абразивный брусок или наждак — вчерашний день. Современные устройства можно только испортить такой заточкой. Поэтому неудивительно, что точильный станок уже давно стал необходимым прибором в каждой домашней мастерской.
Чтобы помочь вам определиться, какой электрический наждак лучше для дома, для гаража, для дачи, мы подобрали пятерку лучших точильных станков.
1. Двойное точило Metabo DSD 200 (619201000)
Рейтинг возглавляет лучший заточный станок от популярного немецкого производителя Метабо. Точило очень компактное, занимает мало места в помещении. Оснащено небольшим и нешумным электродвигателем (600 Вт). Плюсы:
Минусы:
|
 Привод асинхронный, без щеток, фактически, не нуждается в тех. обслуживании, работает от стандартной сети 220В. Оснащен двумя абразивными кругами диаметром 200 мм. Левый диск имеет абразив крупнее, используется для того, чтобы править и точить острые элементы на первичном этапе. Это грубая заточка. Второй точильный камень (правый) оснащен мелкозернистым абразивом, очень хорошо подходит для доводки и шлифовки. Цена данного инструмента высоковата, зато вы получаете продуманную безопасность при работе. Есть и большое стекло, чтобы защитить глаза, есть защитный кожух, чтобы гасить искры и мелкие частицы металла. Установлена кнопка блокировки от случайного пуска и аварийный выключатель в пылезащитном исполнении. Вибрации снижены, благодаря резиновым амортизаторам на подставке. Заготовка фиксируется упором, регулировка упора производится быстро и легко, без ключей.
Привод асинхронный, без щеток, фактически, не нуждается в тех. обслуживании, работает от стандартной сети 220В. Оснащен двумя абразивными кругами диаметром 200 мм. Левый диск имеет абразив крупнее, используется для того, чтобы править и точить острые элементы на первичном этапе. Это грубая заточка. Второй точильный камень (правый) оснащен мелкозернистым абразивом, очень хорошо подходит для доводки и шлифовки. Цена данного инструмента высоковата, зато вы получаете продуманную безопасность при работе. Есть и большое стекло, чтобы защитить глаза, есть защитный кожух, чтобы гасить искры и мелкие частицы металла. Установлена кнопка блокировки от случайного пуска и аварийный выключатель в пылезащитном исполнении. Вибрации снижены, благодаря резиновым амортизаторам на подставке. Заготовка фиксируется упором, регулировка упора производится быстро и легко, без ключей.
2. Верстат точильний Einhell TC-BG 200
В ТОП-5 точильных станков мы включили еще одно лучшее точило для дома от немецкого производителя. В этот раз мы рекомендуем именитый бренд Einhell, широко известный в Украине и радующий пользователей отменным качеством своих инструментов. В принципе, «немцы» и «качество» — слова синонимы, так что о надежности данного прибора можно не волноваться. Еще одна приятная новость — низкая цена. Стоит это точило почти в 2,5 раза дешевле, чем Метабо. Двигатель, конечно, слабее, всего 400 Вт. Но для домашних заточек металлических и пластмассовых изделий его мощности хватает с избытком. Также есть два точильных диска разной зернистости. Один для грубой шлифовки и правки, а другой — для финишного полирования. Диски защищены кожухами, есть и большое искрозащитное стекло. Плюсы:
Минусы:
|
 Вал сбалансирован, шарикоподшипники большие, добротные. Снизу прочного металлического корпуса установлены 4 резиновых ножки, гасящие колебания от мотора.
Вал сбалансирован, шарикоподшипники большие, добротные. Снизу прочного металлического корпуса установлены 4 резиновых ножки, гасящие колебания от мотора.3. Точило Vulkan NBG-200F 200х20х16 (15480)
Выбирая, какой лучше точильный станок для домашней мастерской, обратите внимание на точило Вулкан. Это бытовой настольный прибор от украинского производителя. Исполнен надежно, качественно. Плюсы:
Минусы:
|
 Используется для заточки ножей, режущих металлических элементов. Мотор находится в долговечном металлическом корпусе. Мощность электропривода составляет 350 Вт. В наличии два точильных камня, одни с зернистостью 60 (грубая правка) и второй с зернистостью 36 (финишная обработка). Внешний диаметр абразивных кругов 200 мм. Станок безопасный, оба диска закрыты стальными защитными кожухами, есть и крупное искрогасящее стекло.
Используется для заточки ножей, режущих металлических элементов. Мотор находится в долговечном металлическом корпусе. Мощность электропривода составляет 350 Вт. В наличии два точильных камня, одни с зернистостью 60 (грубая правка) и второй с зернистостью 36 (финишная обработка). Внешний диаметр абразивных кругов 200 мм. Станок безопасный, оба диска закрыты стальными защитными кожухами, есть и крупное искрогасящее стекло.4. Точило Scheppach BG 200 al
Небольшой точильный станок от немецкой торговой марки Шепач — отличный выбор для профессиональной заточки. Плюсы:
Минусы:
|
 Конструкция настольная. Можно прикрепить болтами к столу или верстаку, используя специальные отверстия в подошве корпуса. Мотор мощный, 550 Вт. Точит не только плоские острые детали, но и круглые. Очень удобен для заточки сверла, поскольку имеет угловой фрезеровальный паз. Заготовки прочно фиксируются, удобно регулируются по длине зажатия. Клавиша включения расположена на передней панели. Встроена система плавного пуска, благодаря чему начало работы получается мягким, без рывка. Абразивных диска два — для начального и финишного этапа обработки. Установлены защитные кожухи и большая линза для защиты глаз. Удобно, что в этой модели есть освещение рабочей зоны, для него используется светильник на гибкой ножке, регулируемый. Производитель предусмотрел и охлаждение деталей, которые сильно греются при заточке. Для этого в комплекте есть емкость для воды.
Конструкция настольная. Можно прикрепить болтами к столу или верстаку, используя специальные отверстия в подошве корпуса. Мотор мощный, 550 Вт. Точит не только плоские острые детали, но и круглые. Очень удобен для заточки сверла, поскольку имеет угловой фрезеровальный паз. Заготовки прочно фиксируются, удобно регулируются по длине зажатия. Клавиша включения расположена на передней панели. Встроена система плавного пуска, благодаря чему начало работы получается мягким, без рывка. Абразивных диска два — для начального и финишного этапа обработки. Установлены защитные кожухи и большая линза для защиты глаз. Удобно, что в этой модели есть освещение рабочей зоны, для него используется светильник на гибкой ножке, регулируемый. Производитель предусмотрел и охлаждение деталей, которые сильно греются при заточке. Для этого в комплекте есть емкость для воды.
5. Точилка Makita GB602
Для заточки инструментов в домашней мастерской рекомендуем купить наждак Макита. Стоит он не так уж и дешево, зато это чистая Япония, надежная и долговечная. Станок маленький, не слишком мощный, но очень комфортный в работе. Весит всего 9,4 кг. Привод на 250 Вт потребляет минимум электричества. Круги имеют внешний диаметр 150 мм. Для габаритных деталей они не подойдут, но для мелких — это самый лучший прибор. Обороты достигают показателя 2850 оборотов в минуту, что обеспечивает хорошую продуктивность и качество правки. Один точильный круг имеет зернистость 120 — он для черновой обработки, а другой — 60. На нем шлифуют и полируют, доводят до совершенства детали. Вибрация не чувствуется, ее гасят четыре небольших резиновых ножки. В комплектацию входят защитные очки и набор ключей для замены кругов. Плюсы:
Минусы:
|

Таблица сравнительных характеристик точильных станков:
| Точильные станки | Питание | Мощность | Внешний диаметр круга | Максимальные обороты | Обрабатываемый материал | Вес | Гарантия | Страна происхождения |
1. Metabo DSD 200 Metabo DSD 200 | от сети (380В) | 750 Вт | 200 мм | 2980 об/мин | по дереву по металлу | 16 кг | 36 месяцев | Германия |
| 2.Einhell TC-BG 200 | от сети (220В) | 400 Вт | 200 мм | 2950 об/мин | по дереву по металлу | 13.5 кг | 24 месяца | Германия |
| 3.Vulkan NBG-200F | от сети (220В) | 350 Вт | 200 мм | 2950 об/мин | по металлу | 6.5 кг | 12 месяцев | Украина |
| 4.Scheppach BG 200 | от сети (220В) | 550 Вт | 200 мм | 2850 об/мин | по дереву по металлу | 19 кг | 12 месяцев | Германия |
| 5.Makita GB602 | от сети (220В) | 250 Вт | 150 мм | 2850 об/мин | по дереву по металлу | 9.4 кг | 36 месяцев | Япония |
Поделиться
* * *
Desktop Sharpener — Etsy.
 de
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(
35 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
5 лучших точилок для карандашей.
 Время заточки: 3 секунды
Время заточки: 3 секунды
Причины для покупки
ОТДЕЛИТЕЛЬНЫЕ ОТДЫМИ
Заменяемые детали
Причины избежать
Дорого
Медленно на больших карандашах
Наш любимый затопление было обновлено с момента тестирования. Обновленная модель, изображенная выше, имеет более гладкий внешний вид, а ручка диаметра карандаша была переработана для более легкого поворота. В нашем обзоре мы ссылаемся на обновленный X-ACTO School Pro .
X-ACTO School Pro Electric — это рабочая точилка для карандашей, предназначенная для использования в больших объемах с различными типами карандашей, включая цветные, графитовые и угольные карандаши различной твердости. Это устройство имеет шесть предустановленных диаметров карандашей, охватывающих широкий диапазон размеров до 10 миллиметров. Стружка собирается в большой прозрачный контейнер, поэтому легко увидеть, когда его нужно опорожнить. Эта машина помогает бороться с чрезмерной заточкой (и, следовательно, с отходами карандаша), отключая «улетающее» спиральное лезвие, как только оно достигает тонкой точки.
Несмотря на то, что мы были весьма впечатлены этой точилкой, мы столкнулись с одной проблемой: ножки на присосках часто требовали перестановки на нашем гладком рабочем столе. Кроме того, эта модель не такая тихая, как хотелось бы для использования в библиотеке или классе. Эта проблема более очевидна при заточке карандашей большого диаметра, потому что станок замедляется под нагрузкой. Наконец, этот продукт относительно дорог по сравнению с другими, которые мы тестировали. Тем не менее, немногие из точилок в нашем обзоре могут довести такое разнообразие карандашей до идеального состояния так же быстро, как X-ACTO School Pro.
Эта непритязательная рабочая лошадка отлично смотрится на любом рабочем столе.
Кредит: Лора Каснер
Лучший индивидуальный размер
Kum Long Point
Проверить цену на Amazon
Максимальный диаметр карандаша: 8 мм | Время заточки: 30 секунд
ПРИЧИНЫ КУПИТЬ
Сверхтонкое острие
Прозрачный контейнер для бритья
ПРИЧИНЫ ИЗБЕГАТЬ Двухъярусная система заточки
3-
3
Борьба с нестандартными карандашами
KUM Long Point использует две отдельные точилки в одном устройстве. Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.
Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.
KUM использует два лезвия, по одному на каждый этап процесса заточки. Эти лезвия эффективны, но вторая ступень может сломать тонкий наконечник, если вы не будете осторожны. Кроме того, этот блок плохо справляется с углем или цветными карандашами. Карандаши нестандартной формы также сложны, например, с треугольным поперечным сечением. Наконец, учитывая ручной характер этой модели, заточка нового карандаша происходит довольно медленно. Несмотря на эти недостатки, точилка является боссом для своего размера и производит один из лучших наконечников в группе.
№
С этой компактной точилкой никогда не бывает скучно.
Кредит: Лора Каснер
Лучший выбор за ваши деньги
Toolsand Electric
13 долларов на Amazon
Максимальный диаметр карандаша: 8 мм | Время заточки: 7 секунд (электрический режим)
ПРИЧИНЫ КУПИТЬ
Батарейки в комплекте
Запасное лезвие в комплекте
ПРИЧИНЫ ИЗБЕГАТЬ
Требуется крепкий захват
Шестигранные карандаши — боль
Ручной инструмент Toolsand Electric уникален тем, что он работает как вручную, так и на батарейках. Если ситуация требует этого или у вас просто закончились батарейки, вы можете молча почистить кончик карандаша. Эта модель может работать с карандашами различных форм, размеров (до 8 мм) и типов (цветные, графитовые и мягкоугольные).
Несмотря на то, что Toolsand универсален, он не справляется с некоторыми задачами. А именно, точилка плохо справляется с шестигранными углями или карандашами, которые находятся на более твердой стороне спектра. Более того, мы бы не рекомендовали эту точилку для детей, потому что она требует достаточной силы захвата, чтобы удерживать карандаши против единственного лезвия бритвы, которое их сбривает. Несмотря на эти ограничения, этот продукт недорог, универсален, компактен и эффективен.
Более того, мы бы не рекомендовали эту точилку для детей, потому что она требует достаточной силы захвата, чтобы удерживать карандаши против единственного лезвия бритвы, которое их сбривает. Несмотря на эти ограничения, этот продукт недорог, универсален, компактен и эффективен.
Возможность работы как с ручным, так и с аккумуляторным питанием делает этот прибор уникальным в своем классе.
Кредит: Лаура Каснер
Лучшее решение для разных диаметров карандаша
Настенное крепление X-ACTO Ranger
Проверить цену на Amazon
Максимальный диаметр карандаша: 19013 | Время заточки: 7–15 секунд (зависит от пользователя)
ПРИЧИНЫ КУПИТЬ
Тихий
Прочный
ПРИЧИНЫ, КОТОРЫХ ИЗБЕЖАТЬ
Уголь нельзя затачивать
Должен быть установлен
Классическое настенное крепление X-ACTO Ranger может вызвать чувство ностальгии по декоративно-прикладному искусству начальной школы. Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки.
Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки.
Есть несколько особенностей, которые нам нравятся в этой модели, но в глазах некоторых людей эти же особенности могут быть восприняты как недостатки. Так обстоит дело с требованием настенного крепления Ranger. Если у вас нет места на стене для крепления этой модели или вы не хотите вкручивать шурупы в стену, то это не для вас. Кроме того, если вам не нравится ручная рукоятка, то это невозможно, потому что нет электрического варианта. Наконец, эта модель не точит уголь. Однако не смотрите дальше, если вам нужна надежная и тихая машина, произведенная компанией, которая будет поддерживать свой продукт.
Мега-классическая школьная точилка.
Кредит: Лаура Каснер
Лучший для регулируемой резкости
Товары для офиса с электроприводом и на батарейках
Узнать цену на Amazon
Максимальный диаметр карандаша: 8 | Время заточки: 7 секунд
ПРИЧИНЫ КУПИТЬ
Три уровня заточки
Ручки для цветных и угольных карандашей
ПРИЧИНЫ ИЗБЕЖАТЬ
Требуется приличная сила захвата
Неэффективные упоры для лезвий
Электрическая точилка для карандашей OfficeGoods с батарейным питанием — это продукт с прекрасным дизайном, и он справляется со всеми типами карандашей, которые мы ей предлагали, а именно с графитовыми, цветными, и уголь. Станок затачивается довольно быстро (7 секунд для графитового карандаша диаметром 8 мм), и, возможно, лучше всего то, что вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями.
Станок затачивается довольно быстро (7 секунд для графитового карандаша диаметром 8 мм), и, возможно, лучше всего то, что вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями.
И наоборот, точилка OfficeGoods требует от вас быть внимательным при подведении карандашей к острию, потому что машина не прекращает заточку эффективно, когда достигается желаемый угол. Таким образом, если вы не обращаете внимания, он может нежелательно съесть карандаш. Одно лезвие вонзается в карандаш достаточно сильно, чтобы удерживать карандаш в неподвижном состоянии относительно сложно. Тем не менее, мы считаем, что этот станок является хорошим продуктом для тех, кто затачивает разнообразные карандаши под разными углами. Кроме того, два варианта питания (аккумулятор или подключаемый модуль) обеспечивают пользователю гибкость.
Три варианта заточки этого устройства удовлетворят всех пользователей.
Кредит: Лора Каснер
Лучший для стандартных карандашей
AFMAT Heavy Duty Electric
22 доллара на Amazon
Макс. 1 диаметр карандаша8: 8 9 Макс. Время заточки: 3 секунды
1 диаметр карандаша8: 8 9 Макс. Время заточки: 3 секунды
ПРИЧИНЫ КУПИТЬ
Вместительный контейнер для бритвы
Цельнометаллическая конструкция шпинделя/люльки
ПРИЧИНЫ, ЧТОБЫ ИЗБЕЖАТЬ
Без точилки
Ножки не очень цепкие
AFMAT Heavy Duty Electric имеет узкий диапазон типов карандашей, с которыми он хорошо справляется. Однако при использовании стандартного 8-миллиметрового карандаша он отлично работает. Хотя в устройстве используется только одно спиральное лезвие, его конструкция полностью металлическая, что, безусловно, обеспечивает более прочную конструкцию. Наконец, его корзина для стружки достаточно вместительна для нечастого опорожнения и интенсивного использования.
К сожалению, ножки AFMAT не очень цепкие, поэтому его можно использовать двумя руками — одной для удержания машины на месте, а другой для карандаша. К тому же, если не следить за заточкой, машинка может съедать карандаш. Тем не менее, эта машина заточит большинство угольных карандашей, а также сделает красивые кончики круглых, треугольных или шестигранных графитовых карандашей.
Тем не менее, эта машина заточит большинство угольных карандашей, а также сделает красивые кончики круглых, треугольных или шестигранных графитовых карандашей.
Эта точилка лучше всего подходит для стандартных карандашей диаметром 8 мм.
Кредит: Лаура Каснер
Лучший для заточки одной рукой
Bostitch Personal Electric
16 долларов США на Amazon
Max 9 Диаметр карандаша 13 | Время заточки: 6 секунд
ПРИЧИНЫ КУПИТЬ
Относительно тупой угол заточки
Точит все стандартные карандаши
ПРИЧИНЫ ИЗБЕГАТЬ
Громко
Грязно при опорожнении
Уникальный дизайн Bostitch Personal Electric придает ему интересный вид. Он затачивает стандартные карандаши до тонкой, хотя и более крутой точки. Кроме того, ножки устройства имеют достаточно прочный захват, чтобы можно было работать одной рукой.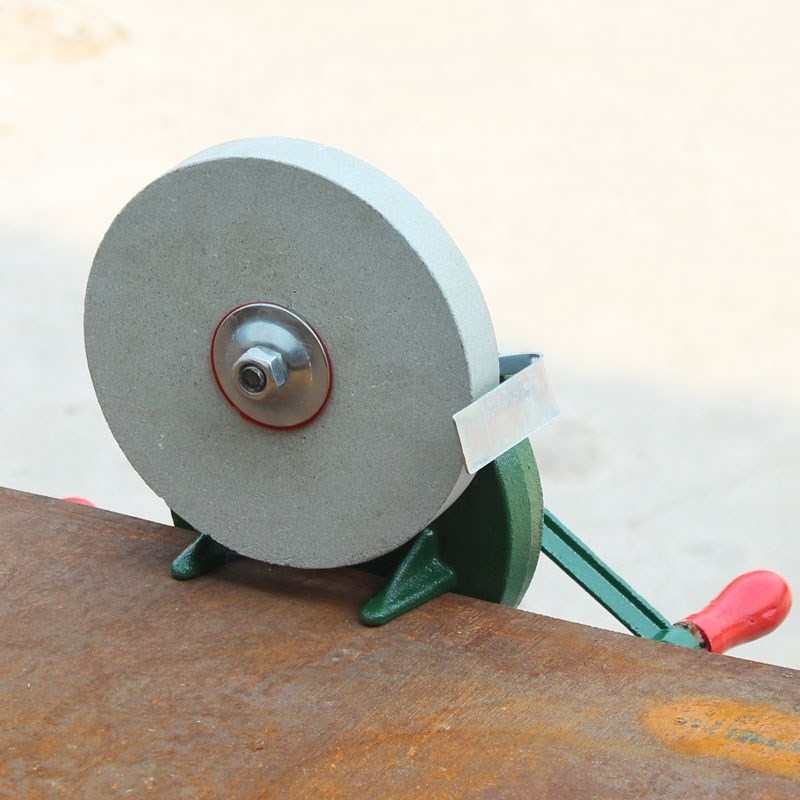
Хотя нам нравится внешний вид Personal, скошенные боковые стенки делают опорожнение полного лотка грязным делом. Кроме того, этот продукт ограничен стандартными 8-миллиметровыми карандашами. Хотя он не может работать с цветным грифелем, он может без особых усилий доводить угольные карандаши до точки. Так что, если вы ищете электрическую модель, которую можно использовать одной рукой и которая выглядит интересно при загрузке, это билет.
В отличие от некоторых конкурентов, этот настольный блок остается на месте во время работы.
Кредит: Лаура Каснер
Лучший для ручной заточки
Точилка STAEDTLER
4 доллара США на Amazon
Макс. 1 диаметр карандаша 1038: 19 мм 1038 | Время заточки 40 секунд0003
Ручная заточка
Точилка STAEDTLER — это отличная дорожная точилка для большой сумки или рюкзака. Цилиндрическая форма удобна для захвата, а наконечник очень острый. Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог.
Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог.
С другой стороны, этому ручному устройству требовалось много времени, чтобы заточить новый карандаш. Кроме того, корзина для документов маленькая, а поскольку она непрозрачная, проверить ее наполнение можно, только отвинтив крышку. Тем не менее, STAEDTLER будет работать с различными типами грифелей (включая цветные и, в меньшей степени, угольными) и формами карандашей (включая треугольные).
Просто, надежно и эффективно. Чего еще можно желать от точилки для путешествий?
Авторы и права: Лаура Каснер
Почему нам стоит доверять
Старший аналитик Остин Палмер тестирует потребительские товары уже большую часть десятилетия. Он часто использует карандаш номер два, чтобы рисовать схемы и инструменты для тестирования, а также делать подробные записи. Он знает цену острому карандашу и хорошо сконструированной точилке. Дополняет опыт Остина старший редактор обзоров Ник Майли. В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
Независимо от ваших предпочтений, для вас есть тип жала. Анализ типа острия имел решающее значение для нашей оценки этих продуктов. Уровень шума этих машин был важным аспектом нашего анализа.
Анализ точилок для карандашей, проведенный нашей командой, был простым, но исчерпывающим. Мы заточили все доступные карандаши и оценили их производительность. А именно, это были карандаши круглой, шестиугольной и треугольной формы с графитовыми, цветными и угольными графитами. Мы также оценили машины по диапазону диаметров, которые они могли приспособить. Возможно, самое главное, мы углубились в удобные функции, предлагаемые каждой машиной. Например, мы подсчитали, сколько времени требуется для заточки стандартного карандаша, сколько шума производит машина и есть ли в лезвии механизм автоматической остановки для предотвращения чрезмерной заточки.
Анализ и результаты испытаний
Наш анализ точилок для карандашей основывается на четырех показателях для изучения всех аспектов хорошей точилки для карандашей. В частности, это удобство, тип грифеля, диаметр и форма карандаша, а также острота и тип острия. Для каждой из этих широких категорий были тщательно разработаны тесты, чтобы дать полное представление о каждой машине и о том, кому она лучше всего подходит. Для получения подробной информации о каждой метрике и машинах, которые работали лучше всего, пожалуйста, продолжайте читать.
Удобство
Следует признать, что название категории не говорит само за себя. Для наших целей он охватывает аспекты точилки, такие как количество рук, необходимых для работы со станком, насколько шумно при заточке нового карандаша, сколько времени требуется, чтобы довести новый карандаш до острия, и размер стружки. мусорное ведро Кроме того, мы проверили, есть ли у станка автоматическая остановка для предотвращения чрезмерной заточки, какой тип лезвия он использует и доступны ли запасные части. Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость.
Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость.
Измерение уровня звука может показаться немного придирчивым, но мы думаем, что библиотекари и учителя оценят эту информацию.
Авторы и права: Остин Палмер
В качестве альтернативы, если вам нужна точилка на ходу, настольная машина будет совсем неудобна. Если это ваша ситуация, обратите внимание на KUM Long Point и Toolsand Electric Pencil Sharpener . Оба устройства удобны для путешествий и предлагают достаточную гибкость для заточки различных типов карандашей. Toolsand уникален тем, что работает как вручную, так и на батарейках. Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки.
Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки.
Инструмент и инструмент идеально подходят для карандашей различных диаметров и форм.
Авторы и права: Остин Палмер
Тип грифеля
Как следует из названия, показатель типа грифеля рассматривает типы карандашей, которые формовщик может надежно довести до конца. В частности, для этого анализа мы протестировали графитовые и цветные карандаши, а также мягкие, средние и твердые угольные карандаши. Удивительно, но многие модели в нашем обзоре имеют системы лезвий, которые не справляются ни с чем, кроме стандартного графитового карандаша. Если вам нужна точилка, которая может все, обратите внимание на рабочий стол 9.0137 X-ACTO School Pro или карманный компьютер OfficeGoods . Обе точилки, вероятно, впечатлят, потому что мы видели, как они эффективно затачивают все типы грифелей, включая сложные угольные карандаши.
Здесь мы видим идеально заточенные мягкие, средние и твердые угольные карандаши. Хотя это кажется банальным, многие точилки не справились с этой задачей.
Хотя это кажется банальным, многие точилки не справились с этой задачей.
Кредит: Остин Палмер
Если вас интересует только заточка стандартных графитных карандашей, взгляните на Х-АКТО Рейнджер . Эта классическая настенная машина с ручным приводом — рабочая лошадка для доводки графита до мельчайших деталей. Если вас больше всего интересуют цветные карандаши, набор инструментов Toolsand станет вашим профессионалом. Что касается древесного угля, электрический AFMAT работает очень хорошо, но имейте в виду, что трудно сказать, когда карандаш острый, что делает чрезмерную заточку и трату ваших карандашей реальной проблемой.
Хотя эта модель не может работать с цветными или угольными карандашами, она отлично справляется со стандартным графитом.
Авторы и права: Остин Палмер
Диаметр и форма карандаша
Существует множество различных форм и диаметров карандашей. Таким образом, мы рассмотрели диапазон форм и размеров, которые будут принимать эти машины. В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0137 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0137 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
Не так много вещей, которые эта точилка не может заточить.
Авторы и права: Остин Палмер
Другим примечательным продуктом является X-ACTO Ranger , который охватывает диаметры до 11 мм и практически любую форму. Кроме того, STAEDTLER может работать с любой формой карандаша, но его диаметр ограничен 8 мм.
Старый резервный Ranger подходит для карандашей любой формы диаметром до 11 мм.
Авторы и права: Лора Каснер
Острота и тип острия
Независимо от типа острия всем нужен острый карандаш. Однако угол этой точки зависит от предполагаемого использования и предпочтений. Например, длинное узкое острие, такое как у KUM Long Point или X-ACTO Ranger , может оказаться желательным, если вы выполняете тонкие линии. Тем не менее, вам, вероятно, понадобится тупой наконечник, если вы работаете с грубым материалом, таким как дерево. К счастью для тех, кто хочет вариантов, 9Точилка 0137 OfficeGoods имеет три настройки (тупая, средняя и острая), поэтому вы можете принимать решения для конкретных задач.
Если вам нужны чаевые, обратите внимание на OfficeGoods.
Кредит: Остин Палмер
Заключение
В этом обзоре мы анализируем и описываем каждый аспект хорошей точилки для карандашей. Хотя желаемая головка карандаша является индивидуальным предпочтением, мы предоставляем все детали, чтобы вы могли выбрать точилку, соответствующую вашим потребностям.
 0,3 мм/м, штатив
0,3 мм/м, штатив Позволяет одновременно работать целой бригаде без перестановки и вращения прибора.
Позволяет одновременно работать целой бригаде без перестановки и вращения прибора.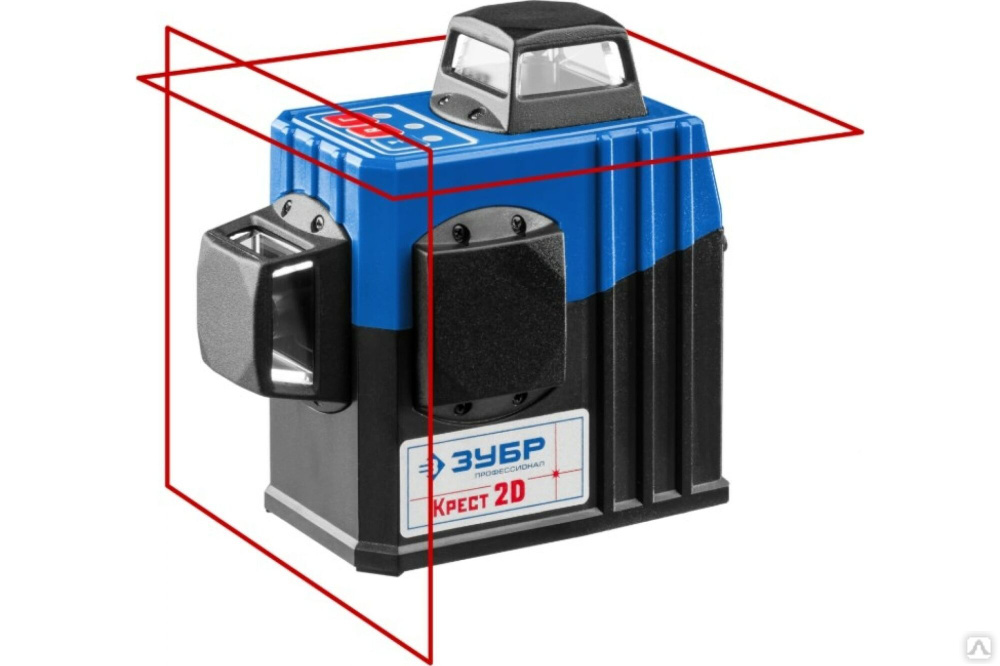 Товары могут быть возвращены для замены или возврата
Товары могут быть возвращены для замены или возврата


 Более подробную информацию о телефонных номерах вы найдете на вебсайте: www.zlatestranky.cz. Лицензия на внедрение мобильной телефонной сети на территории Чешской Республики была выдана следующим компаниям: Telefónica O2 Czech Republic, a.s., T-Mobile Czech Republic a.s., Vodafone Czech Republic a.s. и MobilKom, a.s.
Более подробную информацию о телефонных номерах вы найдете на вебсайте: www.zlatestranky.cz. Лицензия на внедрение мобильной телефонной сети на территории Чешской Республики была выдана следующим компаниям: Telefónica O2 Czech Republic, a.s., T-Mobile Czech Republic a.s., Vodafone Czech Republic a.s. и MobilKom, a.s. ppagency.cz (Предпринимательская деятельность Чешская Республика 2011/2012), cs.wikipedia.org
ppagency.cz (Предпринимательская деятельность Чешская Республика 2011/2012), cs.wikipedia.org org/ListItem»>О Чехии
org/ListItem»>О Чехии Средняя январская температура воздуха составляет около -5°С, в июле этот показатель приближается к +20°С.
Средняя январская температура воздуха составляет около -5°С, в июле этот показатель приближается к +20°С. Развитое сельское хозяйство позволяет Чехии практически полностью удовлетворять свои потребности в продуктах питания.
Развитое сельское хозяйство позволяет Чехии практически полностью удовлетворять свои потребности в продуктах питания.
 Впоследствии именно здесь пройдут самые оживленные торговые маршруты.
Впоследствии именно здесь пройдут самые оживленные торговые маршруты. ), когда князь Пршемыслович-Борживой перенес на мыс, возвышающийся над течением Влтавы, свою резиденцию. Князь построил здесь городище и костёл, который был посвящен Святой Деве Марии. Вскоре под опеку князя начал стекаться простой люд, и на берегу появились деревни, рынки, рыбацкие хижины. Рынки, торговавшие изначально исключительно местными товарами, привлекли внимание экспортёров, торговые караваны которых часто навещали эти гостеприимные места. Небольшие рынки разрастались, вскоре на них можно было найти товары со всей Европы.
), когда князь Пршемыслович-Борживой перенес на мыс, возвышающийся над течением Влтавы, свою резиденцию. Князь построил здесь городище и костёл, который был посвящен Святой Деве Марии. Вскоре под опеку князя начал стекаться простой люд, и на берегу появились деревни, рынки, рыбацкие хижины. Рынки, торговавшие изначально исключительно местными товарами, привлекли внимание экспортёров, торговые караваны которых часто навещали эти гостеприимные места. Небольшие рынки разрастались, вскоре на них можно было найти товары со всей Европы. Превращение Праги в город было завершено строительством городища, которое не только являлось защитным укреплением, но и вносило единство в хаотично застраиваемое пространство архитектурную завершенность.
Превращение Праги в город было завершено строительством городища, которое не только являлось защитным укреплением, но и вносило единство в хаотично застраиваемое пространство архитектурную завершенность. Новое направление строительство Праги приобрело с восхождением на престол Карла IV (правил с 1346-1378), который занялся обновлением городских укреплений и перестройкой королевской резиденции, стараясь сделать свой замок более величественным и удобным для жилья. Со строительством трехэтажного дворца с двумя залами и капеллой Девы Марии, перестройкой базилики Спитигнева и основанием кафедрального Святовитского собора в Чехию пришел новый архитектурный стиль — готика.
Новое направление строительство Праги приобрело с восхождением на престол Карла IV (правил с 1346-1378), который занялся обновлением городских укреплений и перестройкой королевской резиденции, стараясь сделать свой замок более величественным и удобным для жилья. Со строительством трехэтажного дворца с двумя залами и капеллой Девы Марии, перестройкой базилики Спитигнева и основанием кафедрального Святовитского собора в Чехию пришел новый архитектурный стиль — готика.

 Винограды застроены преимущественно историческими кирпичными и каменными домами.
Винограды застроены преимущественно историческими кирпичными и каменными домами. Здесь находится район Смихов, застроенный домами с элитными квартирами, и имеющий статус центрального. В Смихове налажено хорошее сообщение наземного транспорта, есть линия метро.
Здесь находится район Смихов, застроенный домами с элитными квартирами, и имеющий статус центрального. В Смихове налажено хорошее сообщение наземного транспорта, есть линия метро. Пальмовка застроена старыми кирпичными домами, многие из которых реставрируются или уже отреставрированы. К этому округу также относится большой зеленый район Кобылисы.
Пальмовка застроена старыми кирпичными домами, многие из которых реставрируются или уже отреставрированы. К этому округу также относится большой зеленый район Кобылисы.

 Эта технология позволяет выпускать массовые изделия с высоким качеством паяных соединений. Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой.
Эта технология позволяет выпускать массовые изделия с высоким качеством паяных соединений. Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой. Это позволяет оборудованию безотказно работать в тяжелых условиях.
Это позволяет оборудованию безотказно работать в тяжелых условиях.

 4 кВА
4 кВА 76
76 6 кг
6 кг Как и любая технология, сварочные аппараты в настоящее время значительно усовершенствованы по сравнению с предыдущими десятилетиями.
Как и любая технология, сварочные аппараты в настоящее время значительно усовершенствованы по сравнению с предыдущими десятилетиями. Приборы на основе инвертора используют пару электронных частей для преобразования энергии.
Приборы на основе инвертора используют пару электронных частей для преобразования энергии. Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность.
Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность. Он уменьшает рабочее тепло и предотвращает выделение дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению продолжительности жизни устройств.
Он уменьшает рабочее тепло и предотвращает выделение дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению продолжительности жизни устройств.

 Эти высокопроизводительные устройства являются рабочей лошадкой отрасли и требуют питания от сети. Они в основном используются для промышленной сварки стержней. Они бывают размеров от 250А до 600А при 415В.
Эти высокопроизводительные устройства являются рабочей лошадкой отрасли и требуют питания от сети. Они в основном используются для промышленной сварки стержней. Они бывают размеров от 250А до 600А при 415В.

 Производители попытались создать продукты, которые более гибки из-за экологических проблем.
Производители попытались создать продукты, которые более гибки из-за экологических проблем.
 Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и многое другое.
Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и многое другое.



 С обычными трансформаторными сварочными аппаратами это невозможно.
С обычными трансформаторными сварочными аппаратами это невозможно.
 Они постоянно улучшают как функциональность, так и стоимость. Однако это не означает, что мы должны похоронить трансформаторные сварочные аппараты, поскольку они также занимают важное место в отрасли.
Они постоянно улучшают как функциональность, так и стоимость. Однако это не означает, что мы должны похоронить трансформаторные сварочные аппараты, поскольку они также занимают важное место в отрасли. Инверторные сварочные аппараты используют сложную технологию на основе кремния по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Инверторные сварочные аппараты используют сложную технологию на основе кремния по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах. Меньшее энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В с бытовым током, а не с током высокого напряжения.
Меньшее энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В с бытовым током, а не с током высокого напряжения. Например, в отношении сварочных аппаратов MIG иногда значение 2 может означать недостаточную мощность, а значение 3 может быть избыточным. Вот здесь и помогает инверторный сварочный аппарат.
Например, в отношении сварочных аппаратов MIG иногда значение 2 может означать недостаточную мощность, а значение 3 может быть избыточным. Вот здесь и помогает инверторный сварочный аппарат.
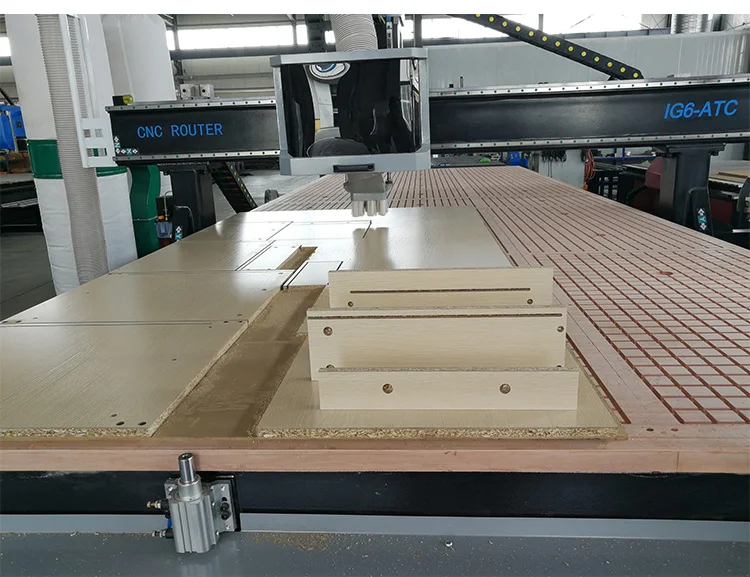
 Здесь следует отметить значительное сокращение затрат на транспортировку, складирование и подготовку материалов для последующих этапов обработки.
Здесь следует отметить значительное сокращение затрат на транспортировку, складирование и подготовку материалов для последующих этапов обработки. С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.
С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.

 Понятие «технология Nesting» подразумевает под собой выполнение максимального количества технологических операций на одном деревообрабатывающем центре и получение деталей фактически готовых для последующей сборки изделия.
Понятие «технология Nesting» подразумевает под собой выполнение максимального количества технологических операций на одном деревообрабатывающем центре и получение деталей фактически готовых для последующей сборки изделия. Таким образом, русский перевод Nesting, в зависимости от сферы применения, может означать слова «вложение», «раскладывание», «фрагментация», «мозаичное размещение»…
Таким образом, русский перевод Nesting, в зависимости от сферы применения, может означать слова «вложение», «раскладывание», «фрагментация», «мозаичное размещение»…
 Относительно низкая скорость раскроя по сравнению с использованием форматных круглопильных станков. С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.
Относительно низкая скорость раскроя по сравнению с использованием форматных круглопильных станков. С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.

 , Индии или других странах Азии, Европы, Северной Америки, Южной Америки, Африки и Океании? Ознакомьтесь с руководством покупателя лучшего гнездового фрезерного станка с ЧПУ 2022 года для производителей современных кухонь, производителей шкафов, краснодеревщиков, производителей шкафов, производителей дверей, продавцов и поставщиков, станков с ЧПУ, операторов и начинающих в современном промышленном производстве. Мы предложим вам раскройные станки с ЧПУ 2022 года с профессиональным обслуживанием клиентов и поддержкой для изготовления шкафов, шкафов, шкафов, домашних дверей, предметов интерьера и более индивидуальной панельной мебели.
, Индии или других странах Азии, Европы, Северной Америки, Южной Америки, Африки и Океании? Ознакомьтесь с руководством покупателя лучшего гнездового фрезерного станка с ЧПУ 2022 года для производителей современных кухонь, производителей шкафов, краснодеревщиков, производителей шкафов, производителей дверей, продавцов и поставщиков, станков с ЧПУ, операторов и начинающих в современном промышленном производстве. Мы предложим вам раскройные станки с ЧПУ 2022 года с профессиональным обслуживанием клиентов и поддержкой для изготовления шкафов, шкафов, шкафов, домашних дверей, предметов интерьера и более индивидуальной панельной мебели.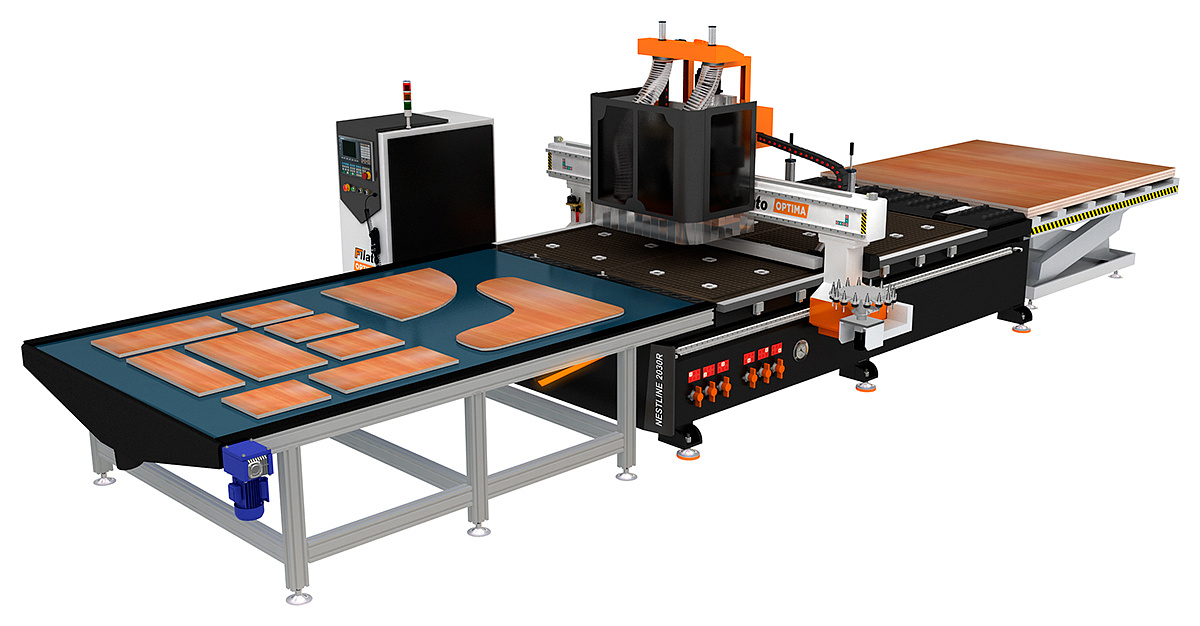 В производственном процессе оператор, как и носильщики, интеллектуальные станки для раскроя с ЧПУ могут реализовать автоматическую вставку штрих-кода, автоматическую подачу, сверление, прорезку, резку, автоматическую загрузку, автоматические процессы извлечения для вырезания бокового отверстия, прорези сзади, заднего отверстия, весь процесс не требует человеческого суждения, автоматической обработки, избавления от зависимости специалистов по деревообработке и технических работников. Станок с ЧПУ для раскроя также известен как станок с ЧПУ для раскроя, обрабатывающий центр с ЧПУ для раскроя, фрезерный станок с ЧПУ для раскроя, линия для производства панельной мебели.
В производственном процессе оператор, как и носильщики, интеллектуальные станки для раскроя с ЧПУ могут реализовать автоматическую вставку штрих-кода, автоматическую подачу, сверление, прорезку, резку, автоматическую загрузку, автоматические процессы извлечения для вырезания бокового отверстия, прорези сзади, заднего отверстия, весь процесс не требует человеческого суждения, автоматической обработки, избавления от зависимости специалистов по деревообработке и технических работников. Станок с ЧПУ для раскроя также известен как станок с ЧПУ для раскроя, обрабатывающий центр с ЧПУ для раскроя, фрезерный станок с ЧПУ для раскроя, линия для производства панельной мебели.

 Раньше они в основном использовались для резки специальных форм или изготовления полых решеток, фрезерования дверей шкафов и других процессов. От функционального принципа до внешнего вида станка фрезерный станок с ЧПУ по дереву похож на станок с ЧПУ для раскроя, но на самом деле основная функция фрезерного станка по дереву с ЧПУ — это резьба, а основная функция станка с ЧПУ для раскроя — резка. .
Раньше они в основном использовались для резки специальных форм или изготовления полых решеток, фрезерования дверей шкафов и других процессов. От функционального принципа до внешнего вида станка фрезерный станок с ЧПУ по дереву похож на станок с ЧПУ для раскроя, но на самом деле основная функция фрезерного станка по дереву с ЧПУ — это резьба, а основная функция станка с ЧПУ для раскроя — резка. .
 Станок для резки представляет собой устройство с числовым программным управлением с большим количеством механизмов обнаружения и отказоустойчивости и прост в эксплуатации. Обычные рабочие могут выполнить операцию после простого обучения.
Станок для резки представляет собой устройство с числовым программным управлением с большим количеством механизмов обнаружения и отказоустойчивости и прост в эксплуатации. Обычные рабочие могут выполнить операцию после простого обучения.

 Его основная функция – резка деревянных досок. При обработке режущий станок включает в себя резку, штамповку, нарезку канавок и другие процессы. Как правило, благодаря плану интеллектуального программного обеспечения станок с ЧПУ для раскроя автоматически улучшает дизайн набора, создает карту эффектов и выполняет такие операции, как спонтанные модификации, и непроизвольно создает различные пути. Следовательно, это экономит и улучшает использование листа. К счастью, раскройный станок с ЧПУ широко используется в мебельной промышленности, например, при изготовлении шкафов, платяных шкафов, дверей из цельного дерева, без покраски, композитных материалов из цельного дерева и дверей. Представьте себе, что один раскройный станок с ЧПУ сделал для различных домов и офисных дверей. Если вы хотите воплотить в жизнь панельную мебель, раскройный станок с ЧПУ — ваш лучший друг.
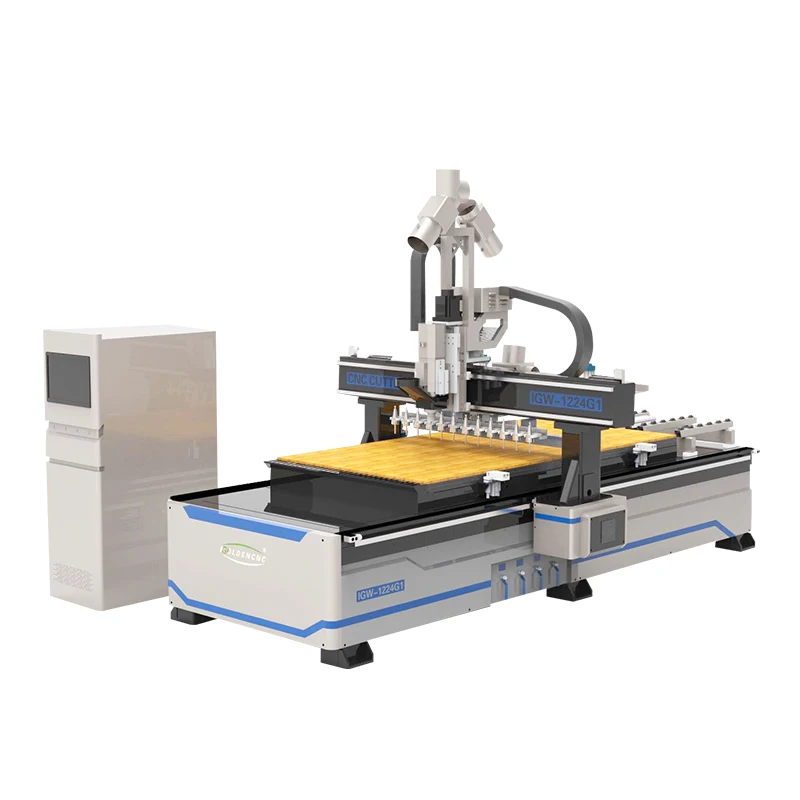
Его основная функция – резка деревянных досок. При обработке режущий станок включает в себя резку, штамповку, нарезку канавок и другие процессы. Как правило, благодаря плану интеллектуального программного обеспечения станок с ЧПУ для раскроя автоматически улучшает дизайн набора, создает карту эффектов и выполняет такие операции, как спонтанные модификации, и непроизвольно создает различные пути. Следовательно, это экономит и улучшает использование листа. К счастью, раскройный станок с ЧПУ широко используется в мебельной промышленности, например, при изготовлении шкафов, платяных шкафов, дверей из цельного дерева, без покраски, композитных материалов из цельного дерева и дверей. Представьте себе, что один раскройный станок с ЧПУ сделал для различных домов и офисных дверей. Если вы хотите воплотить в жизнь панельную мебель, раскройный станок с ЧПУ — ваш лучший друг. Общие многопроцессорные раскройные станки с ЧПУ включают в себя; двойные процессы, три процесса и четыре процесса резки с ЧПУ. Тем не менее, обсуждаемый станок с ЧПУ, многофункциональное устройство, уникально появился благодаря производству одинарных и двойных корпусных головок. Различные головки имеют различные функции обработки, но не ограничиваются такими функциями, как резка, прорезка пазов и сверление. Он также собран с комплектом рядковой сеялки и 9буровое долото, которое используется для бурения отверстий по горизонтали. Пробивка стопок с особой бдительностью и избегание округлости вырубки вполне возможна для отверстий нескольких диаметров. При повороте ряда сверл элементы соединяются со всеми девятью сверлами, вращающимися одновременно, без необходимости разблокировать диаметр отверстия, что увеличивает скорость сверления. С гарантией эффективности 30% многопроцессорный станок для резки с ЧПУ является наиболее подходящим для производства шкафов.
Общие многопроцессорные раскройные станки с ЧПУ включают в себя; двойные процессы, три процесса и четыре процесса резки с ЧПУ. Тем не менее, обсуждаемый станок с ЧПУ, многофункциональное устройство, уникально появился благодаря производству одинарных и двойных корпусных головок. Различные головки имеют различные функции обработки, но не ограничиваются такими функциями, как резка, прорезка пазов и сверление. Он также собран с комплектом рядковой сеялки и 9буровое долото, которое используется для бурения отверстий по горизонтали. Пробивка стопок с особой бдительностью и избегание округлости вырубки вполне возможна для отверстий нескольких диаметров. При повороте ряда сверл элементы соединяются со всеми девятью сверлами, вращающимися одновременно, без необходимости разблокировать диаметр отверстия, что увеличивает скорость сверления. С гарантией эффективности 30% многопроцессорный станок для резки с ЧПУ является наиболее подходящим для производства шкафов. Оснащен автономным магазином инструментов и каждой комбинацией инструментов, предназначенных для выполнения ключевых функций обработки любого неметаллического материала. Рама встроена в структуру подвижной колонны гентри, а все компоненты устройства изготовлены и собраны с точностью, чтобы повысить удобство обслуживания, прочность, качество работы и долговечность. Обладая всеми этими преимуществами, этот раскройный станок с ЧПУ широко используется и почитается для обработки в промышленности благодаря возможности автоматической смены инструмента. Что ж, если производительность и красота являются вашими целями, этот станок с ЧПУ для раскроя является самым большим секретом.
Оснащен автономным магазином инструментов и каждой комбинацией инструментов, предназначенных для выполнения ключевых функций обработки любого неметаллического материала. Рама встроена в структуру подвижной колонны гентри, а все компоненты устройства изготовлены и собраны с точностью, чтобы повысить удобство обслуживания, прочность, качество работы и долговечность. Обладая всеми этими преимуществами, этот раскройный станок с ЧПУ широко используется и почитается для обработки в промышленности благодаря возможности автоматической смены инструмента. Что ж, если производительность и красота являются вашими целями, этот станок с ЧПУ для раскроя является самым большим секретом. 00
00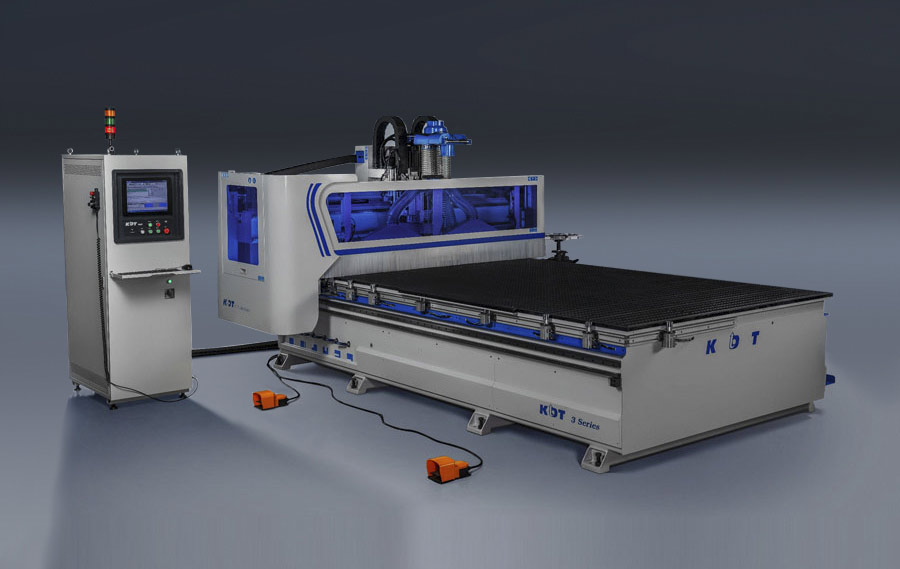
 Быстрая скорость передвижения
Быстрая скорость передвижения

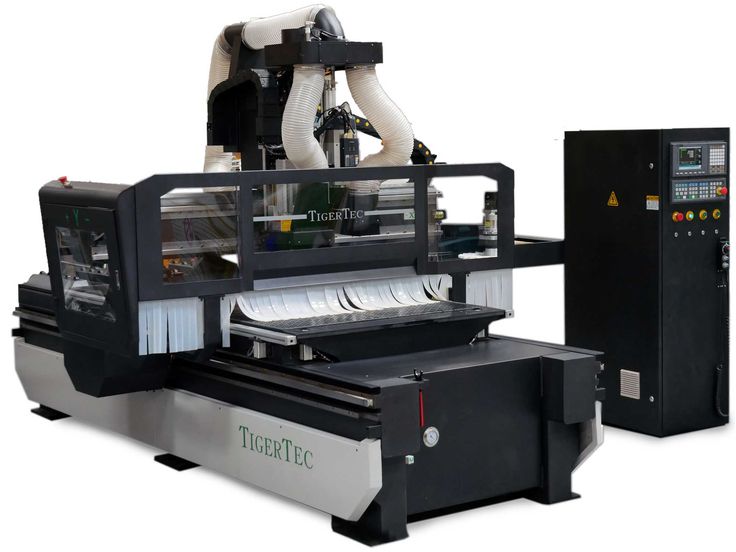
 Система загрузки панелей с ножничным подъемником и автоматическим выравниванием панелей. Простота использования системы обеспечивает долгосрочную надежность.
Система загрузки панелей с ножничным подъемником и автоматическим выравниванием панелей. Простота использования системы обеспечивает долгосрочную надежность.
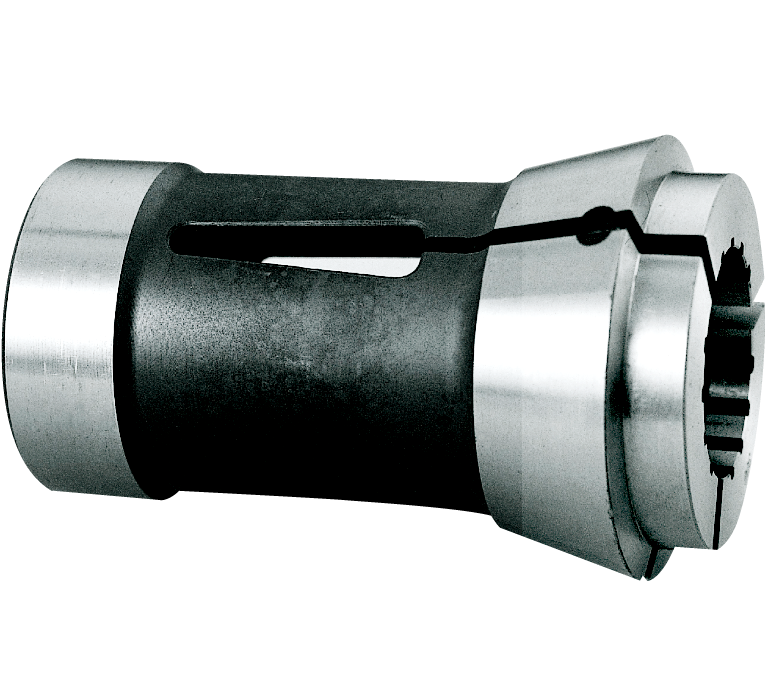
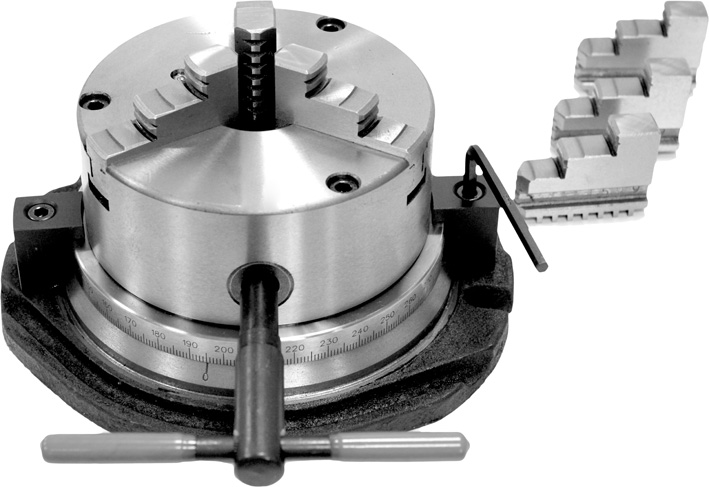
 Шестикулачковые патроны используются реже всего.
Шестикулачковые патроны используются реже всего. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
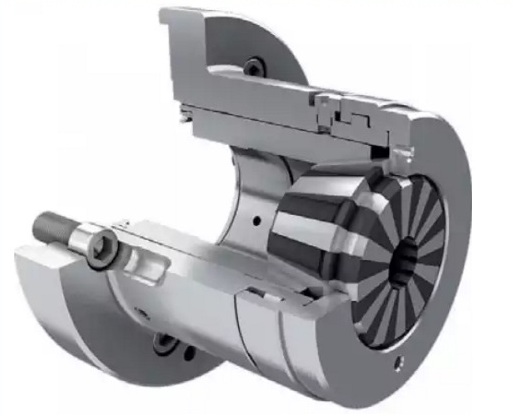
 С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы. Существует несколько типов самоцентрирующих трехкулачковых патронов с ручным приводом, различающихся между собой устройством для перемещения кулачков. Независимо от особенностей этих устройств перемещение кулачков патрона во всех случаях происходит одновременно и с одинаковой скоростью. Благодаря этому ось цилиндрической поверхности, предназначенной для закрепления детали в патроне, должна совпасть с осью вращения шпинделя станка.
Существует несколько типов самоцентрирующих трехкулачковых патронов с ручным приводом, различающихся между собой устройством для перемещения кулачков. Независимо от особенностей этих устройств перемещение кулачков патрона во всех случаях происходит одновременно и с одинаковой скоростью. Благодаря этому ось цилиндрической поверхности, предназначенной для закрепления детали в патроне, должна совпасть с осью вращения шпинделя станка.
 При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было указано выше.
При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было указано выше. На время растачивания в место разреза кладут медную прокладку, которая после растачивания вынимается.
На время растачивания в место разреза кладут медную прокладку, которая после растачивания вынимается.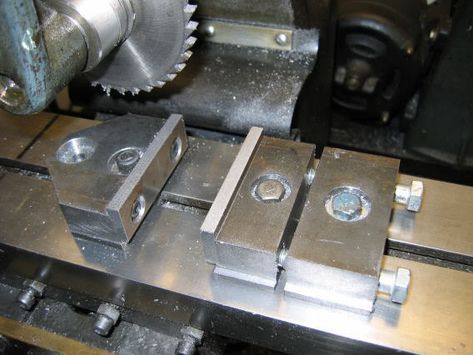


 Для детали, изображенной на рис. 51, б (симметричной относительно оси 00), накладные кулачки имеют одинаковые вырезы по контуру Г (рис. 50), а второй детали (рис. 51, а) — разные, поскольку одинаковые кулачки не обеспечат симметричной установки такой детали относительно оси ОО.
Для детали, изображенной на рис. 51, б (симметричной относительно оси 00), накладные кулачки имеют одинаковые вырезы по контуру Г (рис. 50), а второй детали (рис. 51, а) — разные, поскольку одинаковые кулачки не обеспечат симметричной установки такой детали относительно оси ОО. 52.
52. В случае необходимости кулачки можно перевернуть и закрепить обрабатываемую деталь за внутреннюю поверхность.
В случае необходимости кулачки можно перевернуть и закрепить обрабатываемую деталь за внутреннюю поверхность. 54, б, потому что при слишком сильном нажатии на поверхность детали мел может «подхватить», что вызывает нередко повреждение руки. Лучше опереть руку на зажатый в резцедержателе и подведенный к устанавливаемой детали резец.
54, б, потому что при слишком сильном нажатии на поверхность детали мел может «подхватить», что вызывает нередко повреждение руки. Лучше опереть руку на зажатый в резцедержателе и подведенный к устанавливаемой детали резец. Если риска расположена по рис.55,а, т.е симметрично относительно кулачка 4, необходимо слегка освободить (равномерно) кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кулачок 4 и снова закрепить кулачки 1 и 3.
Если риска расположена по рис.55,а, т.е симметрично относительно кулачка 4, необходимо слегка освободить (равномерно) кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кулачок 4 и снова закрепить кулачки 1 и 3. 56). Загнутый конец иглы рейсмуса подводят к поверхности проверяемой детали так, чтобы между этой поверхностью и концом иглы был просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают, как изменяется величина этого просвета. Изменяя установку детали (перемещая для этого кулачки патрона, как указано выше), добиваются того, чтобы изменение просвета было возможно меньшим.
56). Загнутый конец иглы рейсмуса подводят к поверхности проверяемой детали так, чтобы между этой поверхностью и концом иглы был просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают, как изменяется величина этого просвета. Изменяя установку детали (перемещая для этого кулачки патрона, как указано выше), добиваются того, чтобы изменение просвета было возможно меньшим.
 Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности.
Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности.

 000 -.002
000 -.002  00
00 Нужен токарный станок и живой центр.
Нужен токарный станок и живой центр.

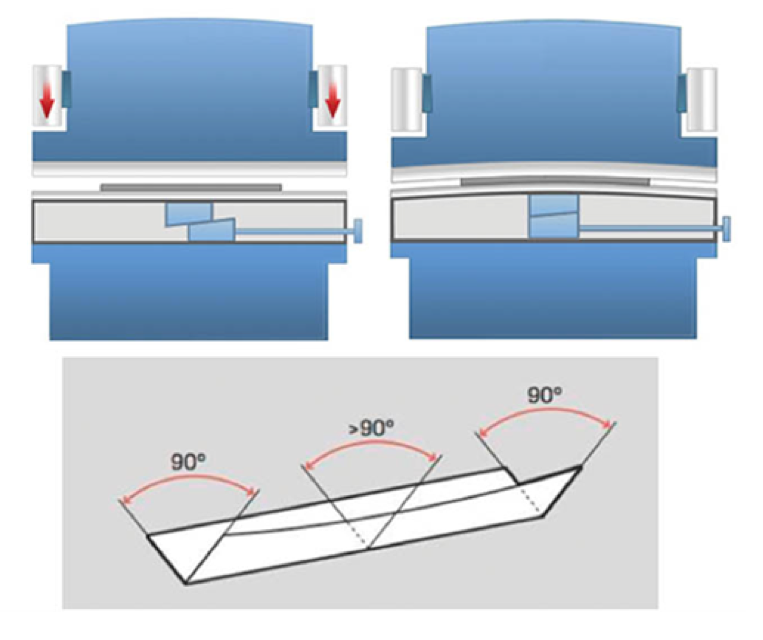
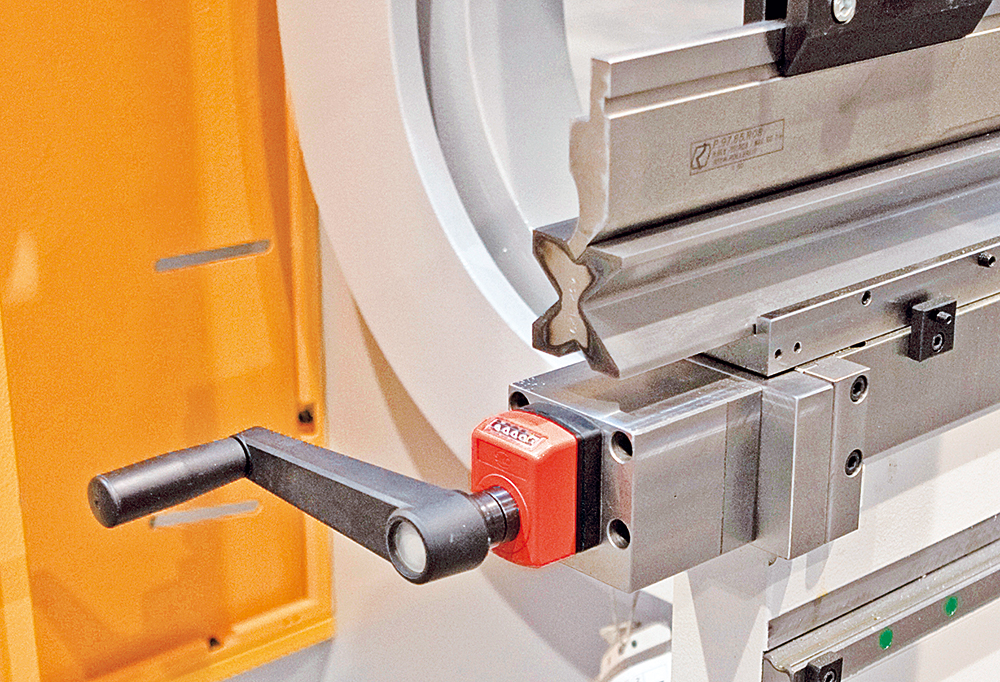 Под нагрузкой нижняя балка прогибается не как обычно — середина ниже краев, а наоборот — края оказываются ниже середины.
Под нагрузкой нижняя балка прогибается не как обычно — середина ниже краев, а наоборот — края оказываются ниже середины. Передний и задний лист краями опираются на валы, установленные в центральном листе. Гидроцилиндры установлены так, что их корпуса опираются на передний и задний элементы, а штоки в центральный. При подаче давления по команде ЧПУ цилиндры корпусом давят на передний и задний листы, а штоком поднимают центральный лист. При этом центральный элемент деформируется так, что его середина оказывается выше краев, которые остаются неподвижны. Таким образом, система бомбирования может компенсировать прогиб и верхней балки.
Передний и задний лист краями опираются на валы, установленные в центральном листе. Гидроцилиндры установлены так, что их корпуса опираются на передний и задний элементы, а штоки в центральный. При подаче давления по команде ЧПУ цилиндры корпусом давят на передний и задний листы, а штоком поднимают центральный лист. При этом центральный элемент деформируется так, что его середина оказывается выше краев, которые остаются неподвижны. Таким образом, система бомбирования может компенсировать прогиб и верхней балки. 12427799″ frameborder=»0″ allowfullscreen>
12427799″ frameborder=»0″ allowfullscreen>
 11 раз выстрелили в человека в поезде SEPTA в Филадельфии
11 раз выстрелили в человека в поезде SEPTA в Филадельфии

 Мы признаем, что это происходит, а также спрашиваем: как нам пережить их здоровым образом?
Мы признаем, что это происходит, а также спрашиваем: как нам пережить их здоровым образом? К этому есть устойчивость. Но мы также хотели поговорить с [идеей о том], что это нормально, позволять этому влиять на вас. То, что мы действительно хотим передать в этой сцене и в Эпизоде 4, заключается в том, что вы все можете не соглашаться и воспринимать что-то по-разному, но вы все равно являетесь единым целым. Вы все еще семья, даже если у вас есть разногласия по поводу общего опыта.
К этому есть устойчивость. Но мы также хотели поговорить с [идеей о том], что это нормально, позволять этому влиять на вас. То, что мы действительно хотим передать в этой сцене и в Эпизоде 4, заключается в том, что вы все можете не соглашаться и воспринимать что-то по-разному, но вы все равно являетесь единым целым. Вы все еще семья, даже если у вас есть разногласия по поводу общего опыта. опыт. И это похоже на: «Хорошо, полицейский навредил или помог в этой ситуации?» Как сообщество, мы не всегда согласны. Поэтому мы хотели убедиться, что в этих эпизодах мы представляем все разные точки зрения. Речь идет не о том, чтобы изложить нашу повестку дня, а о том, чтобы открыть диалог и разговор, независимо от того, согласны ли мы с этим мнением или нет, будут мнения, которые существуют в наших семьях, в наших отношениях с другими людьми, в нашей комнате писателей, и [речь шла] о том, чтобы вывести их на экран.
опыт. И это похоже на: «Хорошо, полицейский навредил или помог в этой ситуации?» Как сообщество, мы не всегда согласны. Поэтому мы хотели убедиться, что в этих эпизодах мы представляем все разные точки зрения. Речь идет не о том, чтобы изложить нашу повестку дня, а о том, чтобы открыть диалог и разговор, независимо от того, согласны ли мы с этим мнением или нет, будут мнения, которые существуют в наших семьях, в наших отношениях с другими людьми, в нашей комнате писателей, и [речь шла] о том, чтобы вывести их на экран. Для Амары ее работа состоит в том, чтобы утешать и утешать учеников. Когда агент ФБР отключает ее и исключает из процесса, это усугубляется травмой, которую она чувствует, [она] пытается оставаться сильной. Это все, что она может сделать. Но потом, когда все закончилось, они поняли, что это освобождение, и из-за того, где она находится, и из-за ее положения, не так много людей, с которыми она действительно может поделиться этим, кроме Кэма, потому что он был там. Он страдает от другой травмы, которой нет у других, и он просто предпочитает сидеть и быть с ней. Это момент, когда нет слов, чтобы действительно описать то, через что они все прошли. Итак, мы любим красоту просто, он собирается убедиться, что она не будет одна, поскольку она, наконец, позволяет себе чувствовать то, что она чувствует.
Для Амары ее работа состоит в том, чтобы утешать и утешать учеников. Когда агент ФБР отключает ее и исключает из процесса, это усугубляется травмой, которую она чувствует, [она] пытается оставаться сильной. Это все, что она может сделать. Но потом, когда все закончилось, они поняли, что это освобождение, и из-за того, где она находится, и из-за ее положения, не так много людей, с которыми она действительно может поделиться этим, кроме Кэма, потому что он был там. Он страдает от другой травмы, которой нет у других, и он просто предпочитает сидеть и быть с ней. Это момент, когда нет слов, чтобы действительно описать то, через что они все прошли. Итак, мы любим красоту просто, он собирается убедиться, что она не будет одна, поскольку она, наконец, позволяет себе чувствовать то, что она чувствует.


 Никакой жалости к таким стервам быть не может. Кроме того это работа, а он давал присягу.
Никакой жалости к таким стервам быть не может. Кроме того это работа, а он давал присягу.

 Наше решение обеспечивает комплексную автоматизацию эксплуатационной работы станции от планирования до исполнения заданий работниками и роботами с контролем корректности их выполнения»,— сказал Кирилл Андреев, генеральный директор компании «ТрансСофтТелематики».
Наше решение обеспечивает комплексную автоматизацию эксплуатационной работы станции от планирования до исполнения заданий работниками и роботами с контролем корректности их выполнения»,— сказал Кирилл Андреев, генеральный директор компании «ТрансСофтТелематики». Нет ничего, с чем не мог бы справиться этот мультимедийный центр. Будь то светское мероприятие, многодневная выставка, фестиваль или магазин, цифровая станция — это просто, эффективно, весело, интерактивно и невероятно социально!
Нет ничего, с чем не мог бы справиться этот мультимедийный центр. Будь то светское мероприятие, многодневная выставка, фестиваль или магазин, цифровая станция — это просто, эффективно, весело, интерактивно и невероятно социально! 

 1(31) минимум
1(31) минимум

 , объем китайского рынка коботов в 2017 году составил $54 млн, но уже к 2020 году он вырастет до $190 млн или 12 тысяч коллаборативных систем. В ABI Research уверены, что среднегодовой прирост на рынке коботов в период с 2016 по 2025 год составит %50, тогда как рынок традиционных промышленных роботов будет расти в среднем на 12% в год. / Zen.yandex.ru
, объем китайского рынка коботов в 2017 году составил $54 млн, но уже к 2020 году он вырастет до $190 млн или 12 тысяч коллаборативных систем. В ABI Research уверены, что среднегодовой прирост на рынке коботов в период с 2016 по 2025 год составит %50, тогда как рынок традиционных промышленных роботов будет расти в среднем на 12% в год. / Zen.yandex.ru 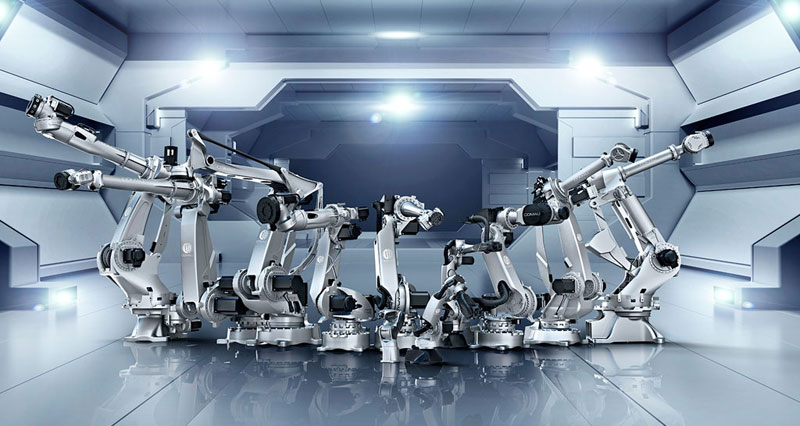 Оценка общемирового прироста числа промышленных роботов и коботов за 2018-2020 годы.
Оценка общемирового прироста числа промышленных роботов и коботов за 2018-2020 годы. 
 С помощью этих моделей можно показать предлагаемое заказчику решение в любом месте и в любое время. Например, можно «установить» предлагаемую систему на базе кобота в реальное окружение заказчика. Так заказчик сможет увидеть, как выглядит система, сколько места она займет, как движется робот, насколько быстро идет процесс. Модель интерактивна, что позволяет убрать скрытые операционные расходы при необходимости ее реконфигурациях. / native-robotics.com
С помощью этих моделей можно показать предлагаемое заказчику решение в любом месте и в любое время. Например, можно «установить» предлагаемую систему на базе кобота в реальное окружение заказчика. Так заказчик сможет увидеть, как выглядит система, сколько места она займет, как движется робот, насколько быстро идет процесс. Модель интерактивна, что позволяет убрать скрытые операционные расходы при необходимости ее реконфигурациях. / native-robotics.com  В 2016 году компания увеличила инвестиции в R&D более, чем в 3 раза. Более 50% инвестиций пошли на развитие кадрового ресурса компании.
В 2016 году компания увеличила инвестиции в R&D более, чем в 3 раза. Более 50% инвестиций пошли на развитие кадрового ресурса компании. 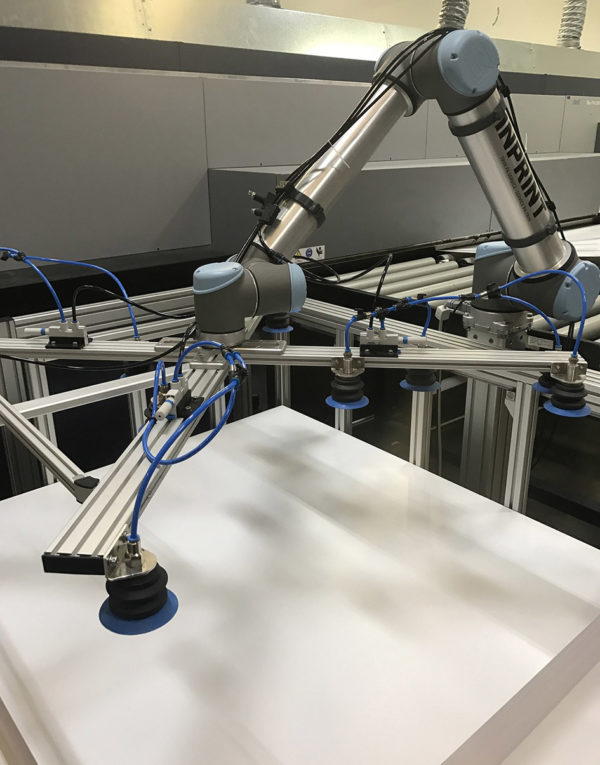
 Прогнозируется дальнейший рост распространения этих роботов.
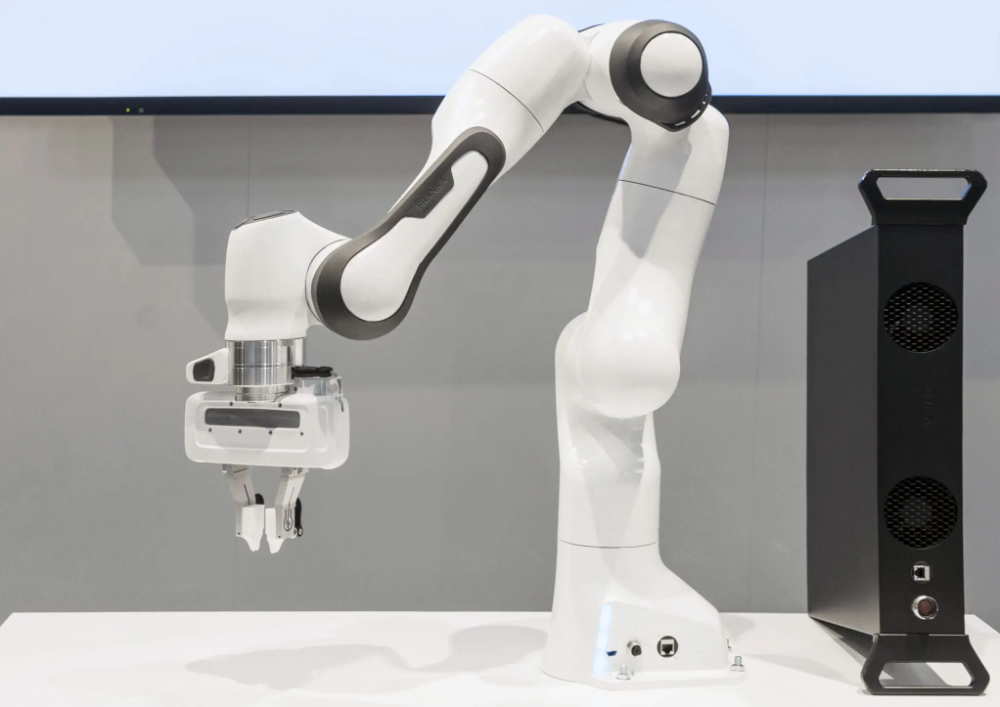
Прогнозируется дальнейший рост распространения этих роботов.  Заявленная стоимость — $1500. 6 степеней свободы, 9 кг, способность поднятия до 1 кг, радиус действия до 44 см, отклонение при повторяемости — до 0.2 мм. Корпус из углеродного волокна. Может оснащаться вакуумным или пневмозахватом. Простое программирование. Управление от ПК.
Заявленная стоимость — $1500. 6 степеней свободы, 9 кг, способность поднятия до 1 кг, радиус действия до 44 см, отклонение при повторяемости — до 0.2 мм. Корпус из углеродного волокна. Может оснащаться вакуумным или пневмозахватом. Простое программирование. Управление от ПК.  Видео.
Видео.  05.19 Робот ALIAS посадил Boeing 737 без помощи человека / RoboTrends.ru
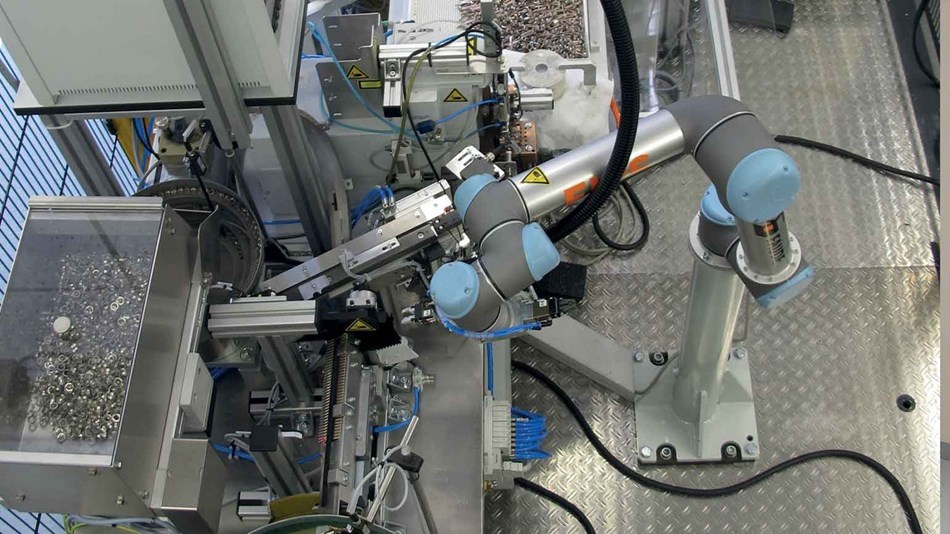
05.19 Робот ALIAS посадил Boeing 737 без помощи человека / RoboTrends.ru 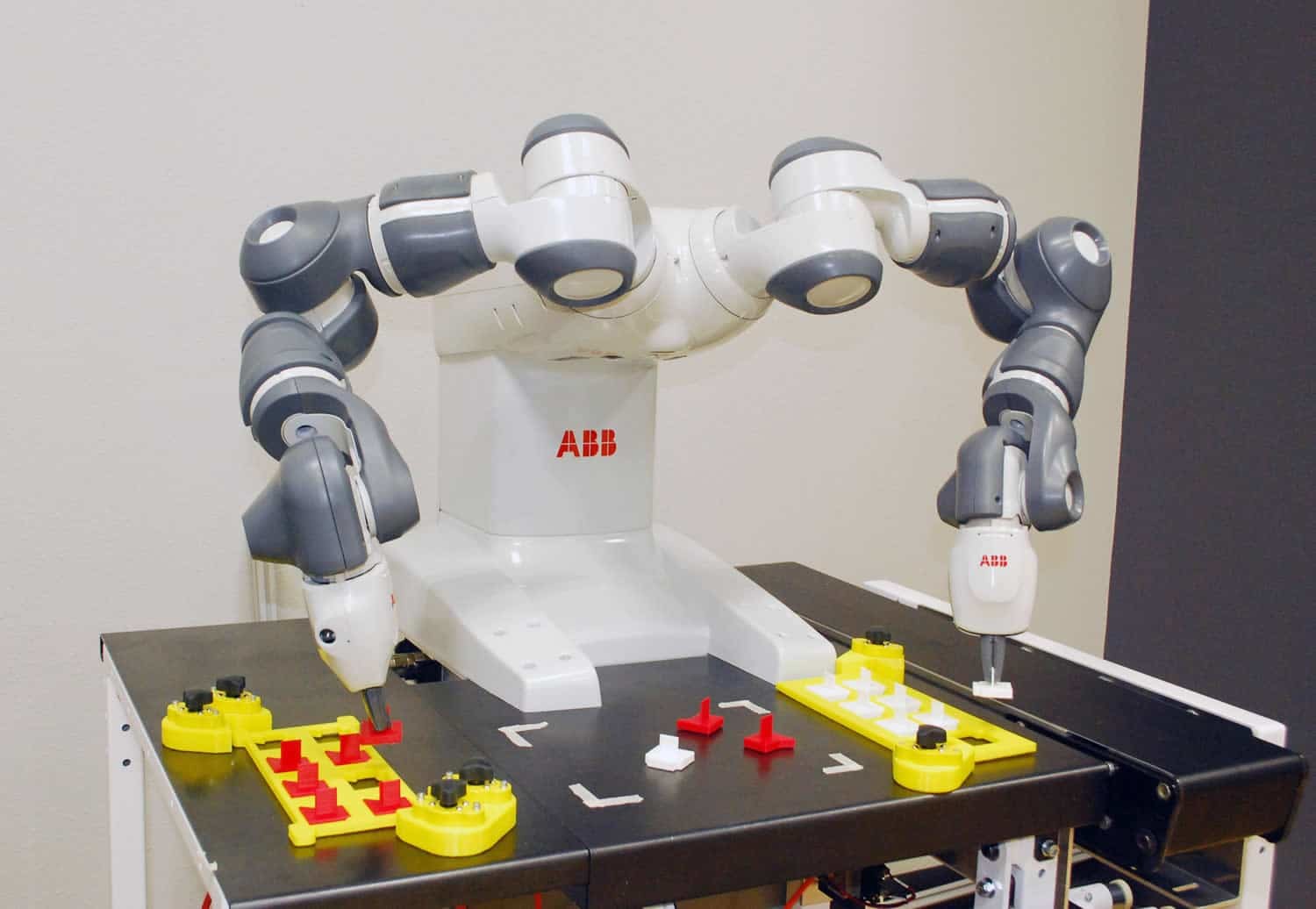 Манипулятор Universal Robots задействовали в роботе для автоматизированного пошива одежды. #Sewbo.
Манипулятор Universal Robots задействовали в роботе для автоматизированного пошива одежды. #Sewbo.  Новая экосистема включает пространство для разработчиков, где они могут представлять разработанные ими компоненты для роботов UR, например, системы зрения, ПО, грипперы. Также в экосистему входит сообщество +YOU , где разработчики могут обмениваться знаниями для улучшения приложений, предназначенных для использования совместно с коботами UR. Ожидается, что продукты UR от такого нововведения получат новый, расширенный набор возможностей.
Новая экосистема включает пространство для разработчиков, где они могут представлять разработанные ими компоненты для роботов UR, например, системы зрения, ПО, грипперы. Также в экосистему входит сообщество +YOU , где разработчики могут обмениваться знаниями для улучшения приложений, предназначенных для использования совместно с коботами UR. Ожидается, что продукты UR от такого нововведения получат новый, расширенный набор возможностей. 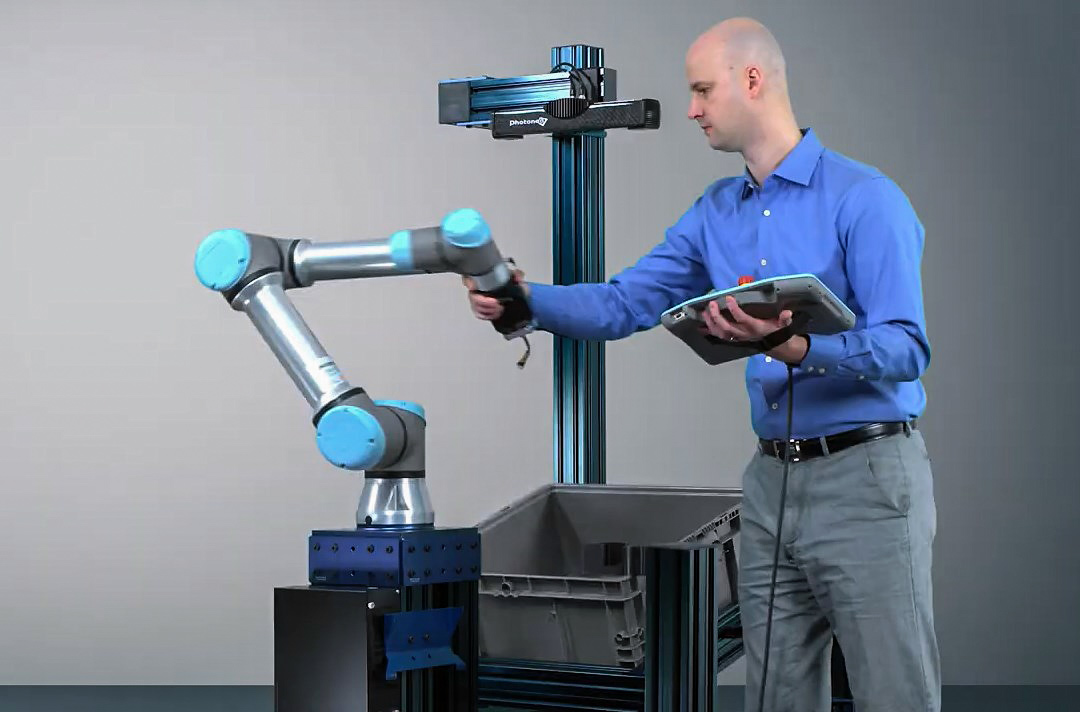
 Вместе с тем, не следует переоценивать значение темы «коллаборативных роботов». Они годятся только для тех задач, где допустимо медленное движение. Для задач, где важна высокая скорость движения робота, коллаборативные роботы пока мало пригодны.
Вместе с тем, не следует переоценивать значение темы «коллаборативных роботов». Они годятся только для тех задач, где допустимо медленное движение. Для задач, где важна высокая скорость движения робота, коллаборативные роботы пока мало пригодны.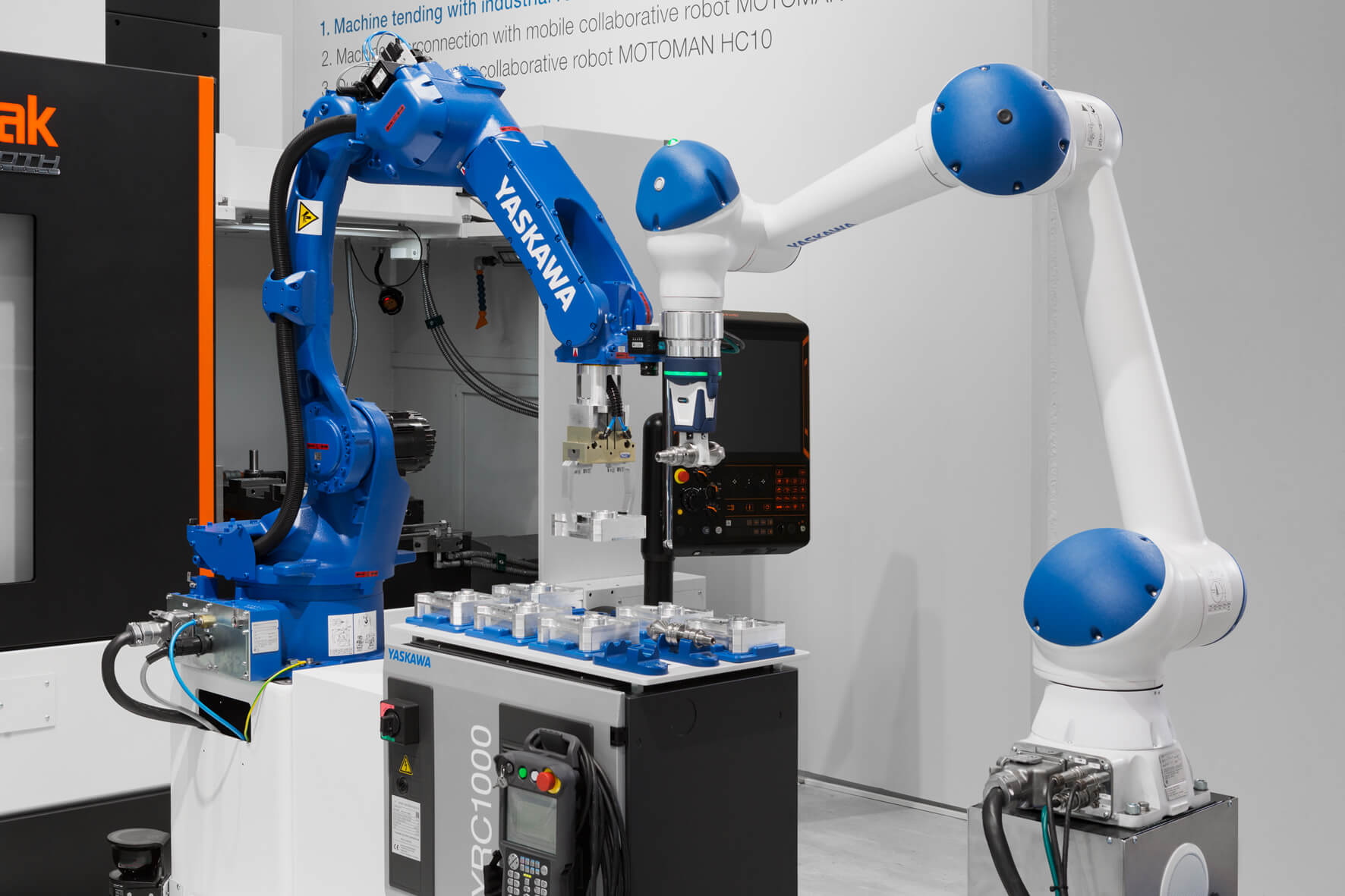


 По данным Interact Analysis, в 2017 году отрасль оценивалась примерно в 400 миллионов долларов, но к концу 2018 года она вырастет на 60% до 600 миллионов долларов. Этот быстрый рост — только начало, так как ожидается, что к 2027 году рынок достигнет 7,5 миллиардов долларов США, что составляет 29% всего рынка промышленных роботов.
По данным Interact Analysis, в 2017 году отрасль оценивалась примерно в 400 миллионов долларов, но к концу 2018 года она вырастет на 60% до 600 миллионов долларов. Этот быстрый рост — только начало, так как ожидается, что к 2027 году рынок достигнет 7,5 миллиардов долларов США, что составляет 29% всего рынка промышленных роботов. Однако ситуация вот-вот изменится, поскольку ожидается, что крупные OEM-производители начнут массово внедрять коллаборативных роботов, способствуя краткосрочному и долгосрочному росту рынка.
Однако ситуация вот-вот изменится, поскольку ожидается, что крупные OEM-производители начнут массово внедрять коллаборативных роботов, способствуя краткосрочному и долгосрочному росту рынка. Кроме того, крупные производители промышленных роботов начинают запускать решения для совместных роботов, что также обещает нарушить статус-кво. По мере того, как рыночный потенциал коллаборативных роботов становится очевидным, в отрасль будет приходить больше игроков, что приведет к усилению конкуренции и снижению цен.
Кроме того, крупные производители промышленных роботов начинают запускать решения для совместных роботов, что также обещает нарушить статус-кво. По мере того, как рыночный потенциал коллаборативных роботов становится очевидным, в отрасль будет приходить больше игроков, что приведет к усилению конкуренции и снижению цен. Повышенная безопасность повышает производительность и снижает эксплуатационные расходы для пользователей роботов — два почти немедленных преимущества, которые обеспечивают коллаборативные роботы.
Повышенная безопасность повышает производительность и снижает эксплуатационные расходы для пользователей роботов — два почти немедленных преимущества, которые обеспечивают коллаборативные роботы. Низкая стоимость развертывания коллаборативного робота, по крайней мере, по сравнению с промышленными роботами, делает их гораздо более доступными для более широкой клиентской базы.
Низкая стоимость развертывания коллаборативного робота, по крайней мере, по сравнению с промышленными роботами, делает их гораздо более доступными для более широкой клиентской базы.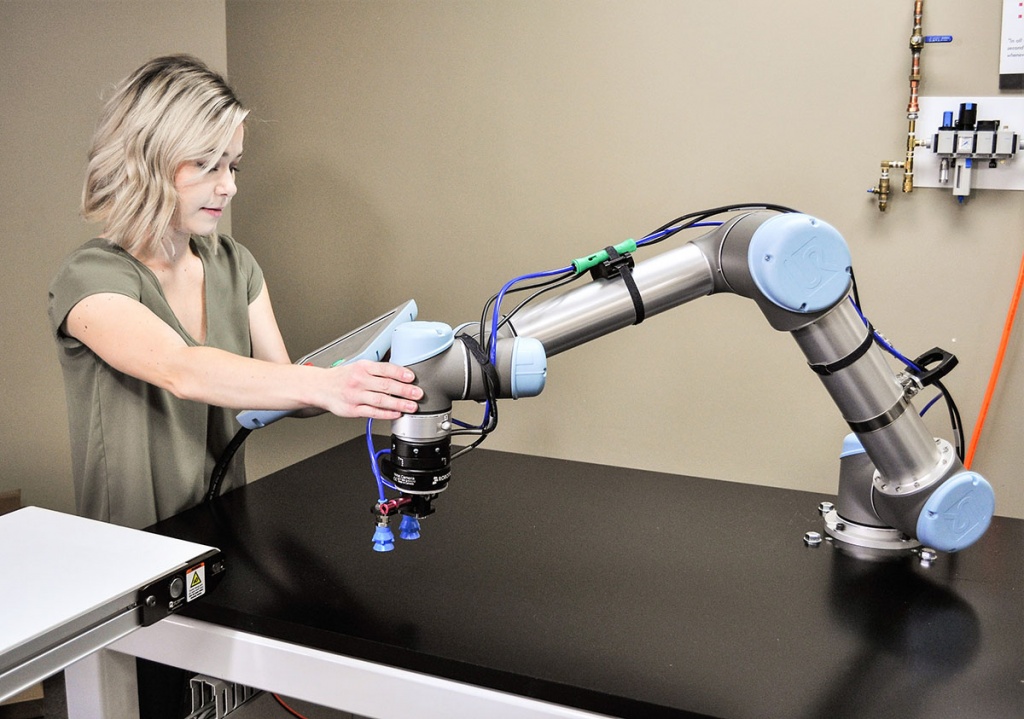 Некоторые из наиболее распространенных отраслей, в которых сегодня используются коллаборативные роботы, включают:
Некоторые из наиболее распространенных отраслей, в которых сегодня используются коллаборативные роботы, включают:
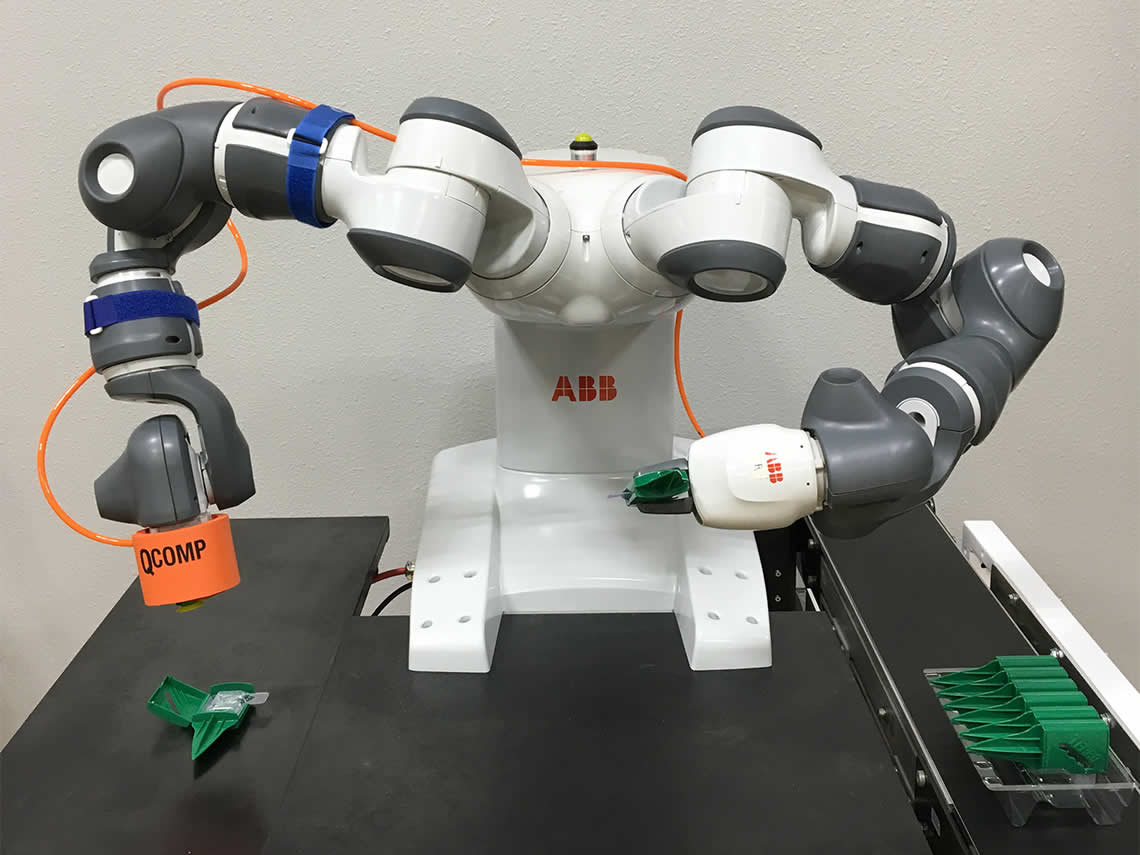
 Вместе они предотвращают риск получения травмы, немедленно останавливая GoFa при любом контакте с работником-человеком.
Вместе они предотвращают риск получения травмы, немедленно останавливая GoFa при любом контакте с работником-человеком.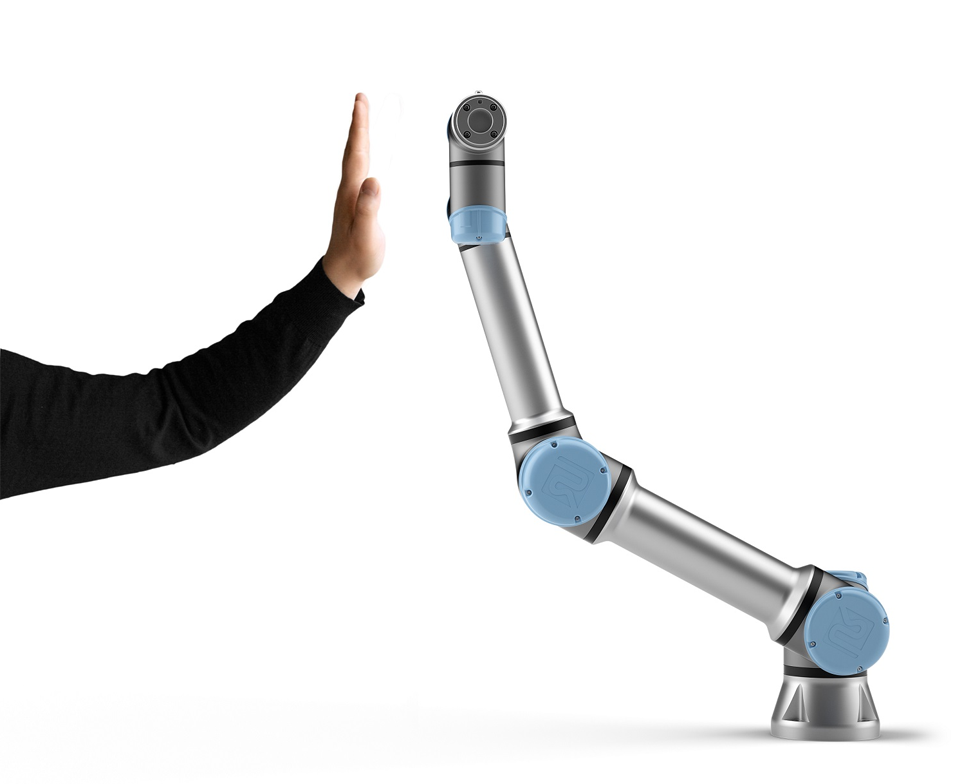
 Полезно знать: Затраты на лазерный станок включают в себя инвестиционные затраты и эксплуатационные затраты.
Полезно знать: Затраты на лазерный станок включают в себя инвестиционные затраты и эксплуатационные затраты.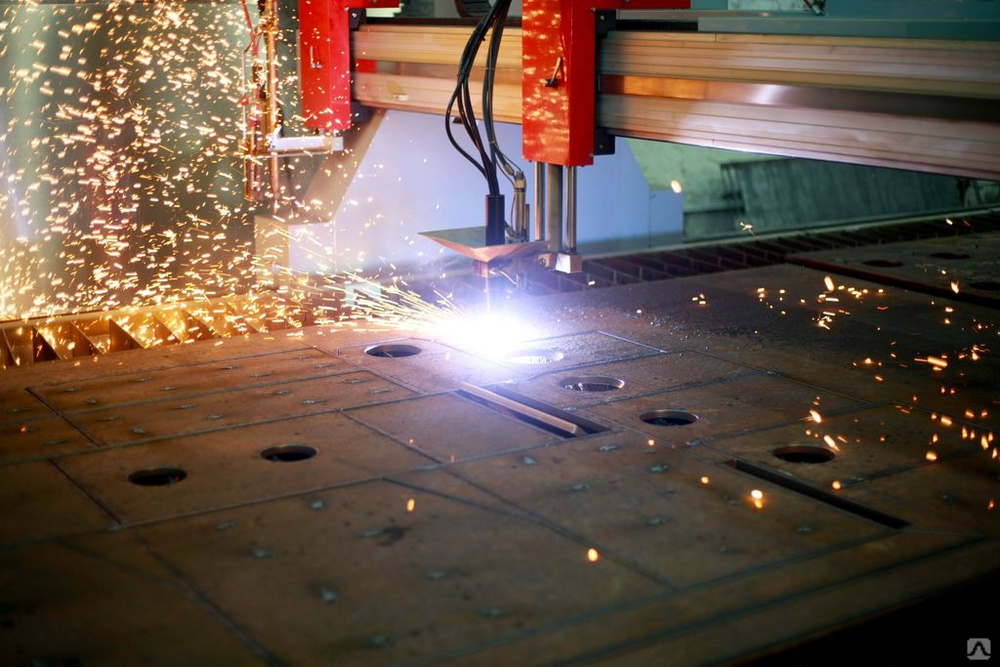 Теперь мы можем изготавливать эти детали на собственных лазерных установках в рекордное время!»
Теперь мы можем изготавливать эти детали на собственных лазерных установках в рекордное время!»
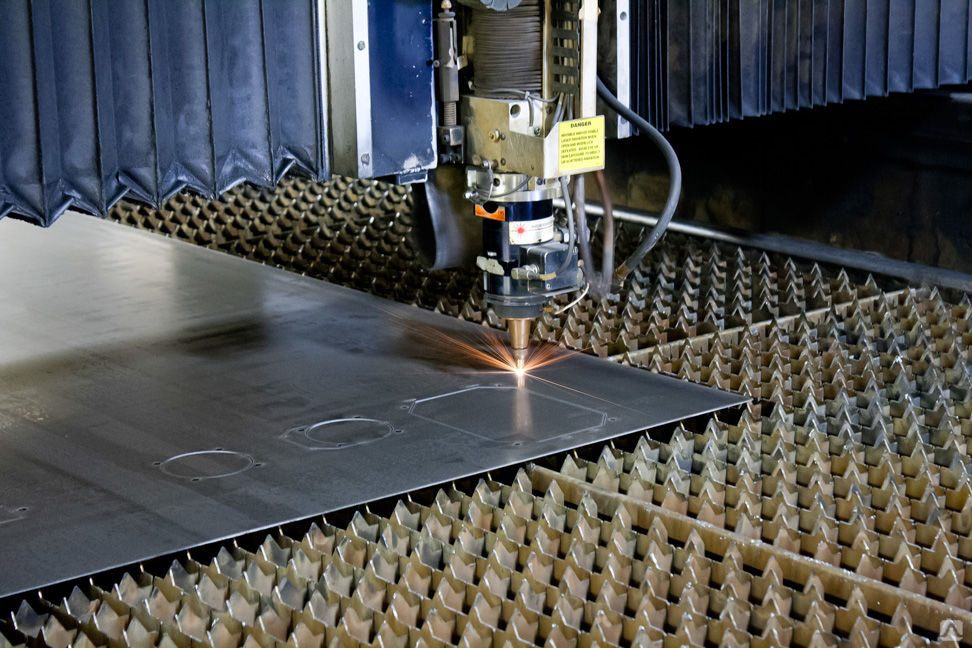
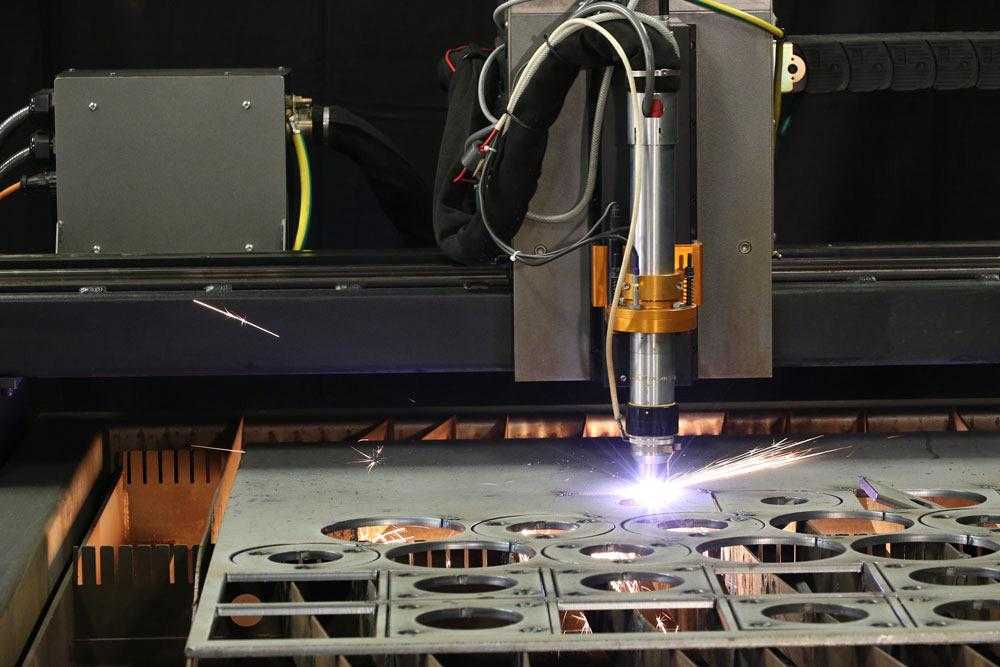
 Температура быстро повышается и за очень короткий промежуток времени достигает точки кипения материала. Материал начал испаряться и образовывать пар. Пар выходит очень быстро. Когда пар выходит, на материале делается надрез.
Температура быстро повышается и за очень короткий промежуток времени достигает точки кипения материала. Материал начал испаряться и образовывать пар. Пар выходит очень быстро. Когда пар выходит, на материале делается надрез.
 Затем приложите определенное давление, хрупкий материал потрескается по щели.
Затем приложите определенное давление, хрупкий материал потрескается по щели.

 Лазерное микротекстурирование может создавать шероховатость на медицинских имплантатах, что облегчает закрепление и врастание новой ткани или кости в новый имплантат, а узоры с элементами размером до 10 мкм можно создавать с очень высоким разрешением по глубине.
Лазерное микротекстурирование может создавать шероховатость на медицинских имплантатах, что облегчает закрепление и врастание новой ткани или кости в новый имплантат, а узоры с элементами размером до 10 мкм можно создавать с очень высоким разрешением по глубине.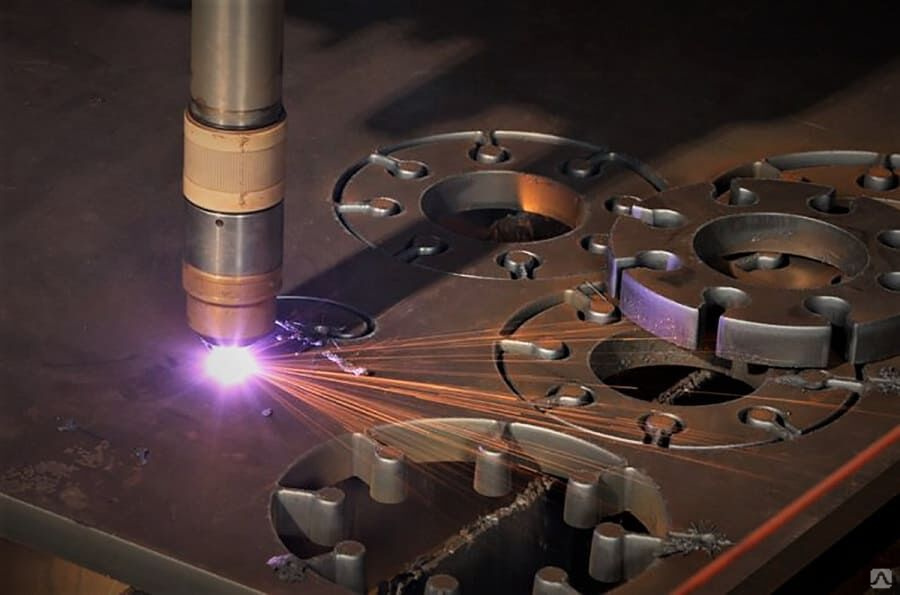 Изображение: лазерный луч
Изображение: лазерный луч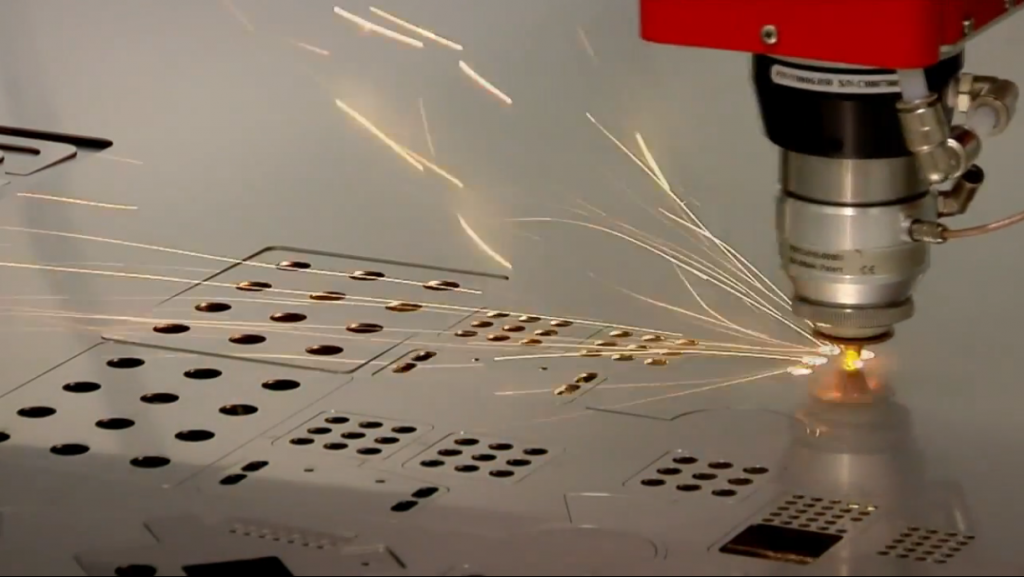
 «Изоляцию можно снять с точностью до 0,005 дюйма. Зачистку можно запрограммировать на удаление изоляции в любой точке провода, что позволяет выполнять высокоточное удаление в середине пролета».
«Изоляцию можно снять с точностью до 0,005 дюйма. Зачистку можно запрограммировать на удаление изоляции в любой точке провода, что позволяет выполнять высокоточное удаление в середине пролета». Немецкий производитель машин TRUMPF разрабатывает лазерную систему, которая использует искусственный интеллект для определения наилучших точек сварки для создания медных катушек для автомобильной промышленности.
Немецкий производитель машин TRUMPF разрабатывает лазерную систему, которая использует искусственный интеллект для определения наилучших точек сварки для создания медных катушек для автомобильной промышленности.
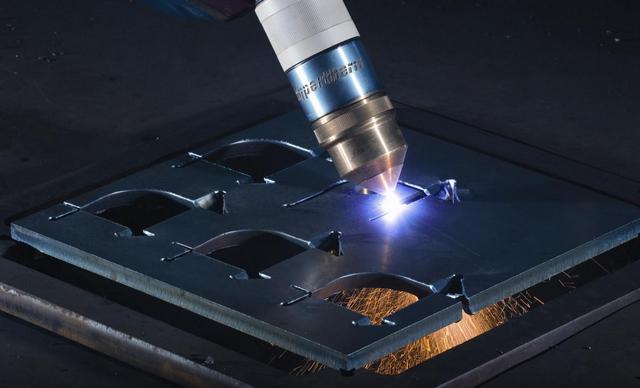 Во-первых, вы можете, наконец, избавиться от расходных материалов. Хотя это значительно снижает эксплуатационные расходы, это также упрощает работу в цеху.
Во-первых, вы можете, наконец, избавиться от расходных материалов. Хотя это значительно снижает эксплуатационные расходы, это также упрощает работу в цеху. Типичные аксессуары включают системы удаления дыма, средства защиты линз и считыватели штрих-кодов (для проверки качества).
Типичные аксессуары включают системы удаления дыма, средства защиты линз и считыватели штрих-кодов (для проверки качества). Обработка поверхности после обработки может поставить под угрозу прослеживаемость из-за снижения уровня контрастности или даже сделать идентификаторы нечитаемыми.
Обработка поверхности после обработки может поставить под угрозу прослеживаемость из-за снижения уровня контрастности или даже сделать идентификаторы нечитаемыми. Одним из них является удаление окислов после сварки. Перед окраской или анодированием сварной детали удаление оксидов защищает конструкцию и предотвращает отслоение краски с течением времени. Детали из нержавеющей стали также требуют чистой поверхности соединения без почернения, которое обычно возникает при сварке.
Одним из них является удаление окислов после сварки. Перед окраской или анодированием сварной детали удаление оксидов защищает конструкцию и предотвращает отслоение краски с течением времени. Детали из нержавеющей стали также требуют чистой поверхности соединения без почернения, которое обычно возникает при сварке. По сравнению с абразивоструйными установками, которые требуют серьезного обслуживания, лазерное текстурирование является гораздо более экономичным решением. Вы не только экономите на расходах на техническое обслуживание и запасные части, но и можете рассчитывать на гораздо более длительный срок службы машины.
По сравнению с абразивоструйными установками, которые требуют серьезного обслуживания, лазерное текстурирование является гораздо более экономичным решением. Вы не только экономите на расходах на техническое обслуживание и запасные части, но и можете рассчитывать на гораздо более длительный срок службы машины.