Лазерные системы, излучающие в ультрафиолетовой области спектра
Данные лазеры твердотельные (DPSS) с диодной (полупроводниковой) накачкой, излучают в ультрафиолетовом (УФ) диапазоне спектра. Технология производства УФ лазеров связана с множеством трудностей, но, несмотря на это, существуют некоторые источники УФ лазерного излучения. Изготовить Ультрафиолетовые лазеры можно двумя способами. Во-первых, используют твердотельные кристаллы на основе церия (Ce+3:LiCAF или Ce+3:LiLuF4), излучающие в УФ диапазоне, в большинстве случаев кристаллы церия накачивают наносекундными импульсами. Во-вторых, используются твердотельные кристаллы, излучающие в видимом или ближнем ИК диапазонах (Nd:YAG или Nd:YVO4), с последующим преобразованием частоты излучения на нелинейных кристаллах. Например, для генерации длины волны 355 нм используют ИК твердотельный кристалл (1064 нм) с последующим утроением частоты на нелинейном кристалле, а для 266 нм используют ИК твердотельный кристалл (1064 нм) с двумя последующими удвоениями частоты. Немалый интерес представляют собой УФ лазерные диоды на основе GaN и AlGaN, но применение их ограниченно из-за крайней нестабильности. При взаимодействии УФ излучения со следами углеводородов в воздухе на близлежащие поверхности (например, твердотельный и нелинейный кристаллы) оседают органические пленки, что приводит к ухудшению качества излучения, поэтому для более эффективной работы (особенно с длинами волн ≤200 нм) рекомендуют использовать вакуум. УФ излучение может привести к изменению химической структуры вещества (например, к разрыву связей), это свойство используют при производстве брэгговских решеток, а также для стерилизации воды и медицинских инструментов, отверждения компаундных составов (клей, эпоксидная смола). Мощные УФ лазеры эффективно используют для резки и прожигания небольших отверстий в различных материалах, в том числе, материалах, которые являются прозрачными для лазерного излучения видимого диапазона. УФ излучение вызывает флюоресценцию на поверхности некоторых материалов, это явление используют для аналитических исследований (например, контроль качества). Ультрафиолетовые лазеры могут быть непрерывные (CW) или импульсные (Q-switched pulsed). УФ диапазон достаточно перспективен для построения высокоточных информационных лазеров для связи. Использование лазеров для связи оказало большое влияние на развитие телекоммуникационных информационных систем контроля характеристик атмосферы. Повышенный интерес к лазерам для связи обусловлен их отличной пропускной способностью и эффективностью передачи информации.
1 – Лазер поставляется в комплекте с лазерным драйвером. 2 – В таблице указана максимальная мощность, которая выбирается при заказе. В конструкции лазерного драйвера предусмотрена плавная регулировка выходной мощности по току.
Модовый состав NearTEM00, шум по амплитуде < 1% / < 0,5%
Одночастотные
MSL-F-360/1~50mW
360±1 нм
> 1, 2, 3, …, 50 мВт
< 3%, < 5%
~1,5 мм (1/e2)
< 1 мрад
Модовый состав NearTEM00, SLM
Диодные 375 нм
Высокостабильные
MDL-XS-375/1~50mW
375±5 нм
> 1, 2, 3, …, 50 мВт
< 1%, < 2%, < 3%
~1,2 мм (1/e2)
< 1 мрад
Модовый состав NearTEM00, М2 < 1,5, встроенная электроника
MDL-III-375L/1~50mW
375±5 нм
10, 20, …, 50 мВт
< 1%, < 2%, < 3%
~3 мм (1/e2)
< 0,5 мрад
Модовый состав NearTEM00, М2 < 1,5
MDL-III-380/1~150mW
380±5 нм
10, 50, …, 150 мВт
< 1%, < 2% (< 0,5% по запросу)
1,5×3,5 мм (1/e2)
2,3×0,2 мрад
Модовый состав Multimode
MDL-SD-380/150-300mW
380±5 нм
150, 200, …, 300 мВт
< 1%, < 2%
4×4,5 мм
1,5 мрад
Поляризация Вертикальная + Горизонтальная
MDL-III-375/50~400mW
375±5 нм
60, …, 150, 200, …, 400 мВт
< 1%, < 2%, < 3%
< 1,5×3,5 мм
~2,3×0,2 мрад
Модовый состав Multimode
MDL-SD-375/400-800mW
375±5 нм
> 400, 500, …, 800 мВт
< 1%, < 2%, < 3%
~4×4,5 мм
~1,5 мрад
Поляризация Горизонтальная + Вертикальная
С узкой спектральной линией
MDL-E-375/1~20mW
375±0,5 нм
> 1, 2, 3, …, 20 мВт
< 1%, < 2%, < 3%
~3 мм (1/e2)
< 0,5 мрад
Модовый состав NearTEM00, М2 < 1,5, ширина спектральной линии < 0,06нм / < 0,03нм
С пониженным шумом
MLL-III-375L/1~50mW
375±5 нм
> 1, 10, 20, …, 50 мВт
< 1%, < 2%, < 3%
~3 мм (1/e2)
< 0,5 мрад
Модовый состав NearTEM00, шум по амплитуде < 1%
MLL-III-380/1~150mW
380±5 нм
> 1, 10, 20, …, 150 мВт
< 1%, < 2% (< 0,5% по запросу)
< 1,5×3,5 мм
~2,3×0,2 мрад
Модовый состав Multimode, шум по амплитуде < 1%
MLL-III-375/50~400mW
375±5 нм
60, …, 150, 200, …, 400 мВт
< 1%, < 2%, < 3%
< 1,5×3,5 мм
~2,3×0,2 мрад
Модовый состав Multimode, шум по амплитуде < 1%
1 – Лазер поставляется в комплекте с лазерным драйвером.
Данные в таблицах не являются публичной офертой и носят информационный характер.
Если у Вас появились вопросы, Вы желаете купить ультрафиолетовый лазер (УФ), хотите узнать о возможности продажи других моделей лазеров, не представленных на сайте, звоните по телефонам: 8 (800) 555-80-53 и +7 (812) 448-08-13 или пишите на электронную почту [email protected]
С ассортиментом УФ лазеров российского производства Вы можете ознакомиться на странице сайта.
Ультрафиолетовый лазерный маркиратор с излучателем IPG
Первый в России УФ-излучатель IPG. Уникальная технология, которая отличается от СО2 и оптоволоконных лазеров.
Первое, что хочется написать, что на начало двадцать первого года УФ маркеры— уникальная для России технология, которую презентует компания IPG и нам тоже посчастливилось стать первопроходцами вместе с ними, поэтому спасибо им за доверие.
Как 5 лет назад для большинства людей иттербиевые волоконные лазеры производили вау эффект, а сейчас являются обыденностью, так уф лазеры сейчас — это будущее лазерных технологий!
В чем отличие УФ маркера от оптоволоконных и СО2 лазеров?
Обычно на рынке вы можете увидеть оптоволоконные и СО2 лазерные маркираторы. Они могут как резать, так и гравировать и маркировать, все это вы можете подробнее посмотреть на нашем канале Youtube.
И все эти станки имеют инфракрасное излучение. У иттербиевого лазера это 1 микрометр у, так называемое ближнее инфракрасное излучение, а у СО2 — это 9,4 или 10,6 микрометров — дальнее инфракрасное излучение. Один микрометр — это тысяча нанометров.
Ультрафиолетовые же источники дают излучение с другой длиной волны. И конкретно этот лазерный маркиратор — триста пятьдесят пять нанометров.
Для получения ультрафиолета нужна более сложная технология, там тоже используется диодная накачка и с помощью системы из двух нелинейных кристаллов титанил-фосфата калия, длина волны из 1064 нанометров преобразуется сначала в 532 нанометра, а потом уже в 355. В дебри мы сейчас углубляться не будем.
Нам важно, что эта технология позволяет получить более короткую длину волны и меньший диаметр пятна, так как они, кстати, напрямую связаны между собой. То есть УФ лазер с длиной волны в 355 нанометров потенциально имеет в тридцать раз меньший диаметр пятна, чем СО2 лазер.
Кроме того мы получаем лазерное излучение с высокой энергией квантов, а это повышает энергоемкость потока лазерного излучения.
Все это в совокупности в свою очередь позволяет очень эффективно обрабатывать огромный спектр как органических, так и неорганических материалов — от дерева и стекла до металлов и пластиков. Причём полный список материалов действительно впечатляет.
Материалы на которых способен гравировать UF маркер
Пластики
АБС, ПВХ, ПБТ, полистирол и другие пластики, по сути практически все, в том числе прозрачные, которые широко используются во множестве индустрий, в том числе в производстве техники, упаковке и рекламе.
С этим маркиратором вы можете наносить изображение или текст даже на полиэтиленовые пакеты.
Помимо всего вышеперечисленного УФ-маркер отлично работает по различным видам резины и силиконовыми материалами.
Стекло
Если продолжить тему с прозрачными материалами, то это стекло. От недорогих натриево-кальциевых до высококачественных боросиликатных стекол.
В том числе это закаленное стекло, стекло оптических приборов, а также некоторые усиленные типы стекла с противоударным эффектом.
Преимущество УФ-лазера в том, что благодаря небольшому диаметру пятна мы получаем маленькую зону теплового воздействия, а это снижает тепловую нагрузку, что снижает образование микротрещин.
Также УФ-лазер позволяет работать с другими хрупкими материалами, такими, например, как керамика и сапфир.
Органические материалы
Следующее преимущество этого лазера в том, что он способен работать с органическими материалами, такими как дерево, кожа и камень.
Некоторые особо предприимчивые люди используют его даже для маркировки на фруктах.
Также благодаря низкой мощности можно гравировать некоторые ткани и бумагу. По бумаге можно достичь как отлично читаемой довольно тёмной маркировки, так и даже вырезать кружева или любые другие узоры.
Ультрафиолетовый лазер в отличие от СО2 не карбонизирует бумагу, то есть не обжигает её.
Металлы
Длина волны УФ лазера отлично поглощается металлами (Cu, Ni, Au, Ag), что позволяет выполнять прецизионную обработку таких материалов, как, например, фольга. Можно прошивать отверстия, диаметр которых будет измеряться в микрометрах. Нержавейка, чернина, медь.
Способы применения
Благодаря своей прецизионности, высокой точности и значительно меньшему диаметру лазерного излучения, чем у других лазерных технологий, ультрафиолетовые лазеры часто используют для микрообработки, а также для работы с металлами, неметаллами и хрупкими материалами.
Давайте в первую очередь поговорим о печатных платах.
Подходит для прецизионной обработки электронных компонентов, маркировки печатных плат и микрочипов, солнечных батарей, точной маркировки медицинских инструментов, а также всех видов стекла, керамики, LED панелей, пластиков, бумаги, активно применяются на производстве кабелей, позволяя наносить контрастную маркировку с высоким разрешением на изоляцию кабеля любого диаметра, а также идентификационную информацию (серийные номера, QR-коды, штрих-коды и т. д.) на поверхности материалов широкого спектра, в том числе на «трудные материалы»: сшитый полиэтилен, полиэтилен, ПВХ и др.
Изготовление печатных плат
УФ лазеры отлично подходят для работы с печатными платами. По сути плата — это непроводящая электрический ток пластинка текстолита с нанесённым на неё слоем меди.
С подобным оборудованием вы можете прошивать отверстия, резать платы, выделять готовые элементы из микросхем, создавать контуры цепей, карманы для встраивания микросхем и делать фотолитографию.
Кроме того ультрафиолетовый лазер работает с широким спектром материалов, которые используются в этой сфере: начиная от FR-4 и подобных подложек на основе смол и керамики (FR‑1, FR‑2, FR‑4, CEM‑3) с высокой скоростью и без расслоения, заканчивая высокочастотными керамическими композитами и материалами для гибких печатных плат, в том числе полиамид.
УФ лазеры также отлично подходят для работы с гибкими платами.
Абляция
Лазерный маркиратор при правильных настройках может испарять верхний слой материала, не повреждая и не деформируя его. Это называется абляция.
Гравировка и маркировка
Стоит обратить внимание, что благодаря низкой мощности УФ лазер маркирует поверхность так, что вы совершенно не чувствуете никакого рельефа, но зато это оборудование не делает глубокую гравировку.
Даже если сделать много проходов, то есть повторить маркировку по одному и тому же месту несколько раз, то мы всё равно не сможем добиться такого результата, как например с иттербиевым лазером.
Преимущества ультрафиолетового маркиратора
В комплектацию конечно же входит оригинальный сканатор от IPG, которые обеспечивают высокую скорость и точность работы. К отличительным преимуществам УФ маркера относят:
Перманентное изображение, устойчивое к механическому воздействию, кислотным и щелочным средам, высоким и низким температурам
Безостановочная маркировка
Маркировка серийных номеров, штрих-кодов, QR-кодов, логотипов, графических рисунков любой сложности
24 – часовая непрерывная работа Программное обеспечение практически полностью исключает брак Не требует обслуживания Не нуждается в создании специальных рабочих условий Может быть встроена в любую производственную линию
Высокое разрешение ≥500 DPI
Экологически безопасно
Есть две возможных комплектации — с интегрированным управлением от IPG и без него со сторонним контроллером.
Есть две возможных комплектации — с интегрированным управлением от IPG и без него со сторонним контроллером.
Не требует никаких дополнительных расходных материалов. Мы даём гарантию 1 год на этот УФ маркер, но предположительный срок жизни подобного оборудования от 10 лет и, как показывает практика, IPG можно доверять в плане долговечности оборудования. То есть вы можете купить этот маркер и в следующие 10 лет он будет работать без каких-либо дополнительных расходников. Вам не нужно будет к нему ничего докупать.
Если вам понадобится пусконаладка или обучение, наши штатные инженеры всегда готовы вам помочь, мы выезжаем по всей России и странам СНГ.
Видео «Лазерный УФ маркиратор Wattsan c излучателем IPG. Маркировка продукции, цветная маркировка металлов»
Ультрафиолетовые лазеры | УФ-лазеры, диоды и модули
Обзор
Поиск продукта
Ряд
Часто задаваемые вопросы
Техническая документация/блоги
Что такое ультрафиолетовые лазеры?
Ультрафиолетовые лазеры (УФ-лазеры) излучают УФ-лазерный свет, обычно в диапазоне от 200 до 389 нм. УФ-лазеры обладают чрезвычайно высокой энергией фотонов, что открывает широкий спектр применений, недоступных для лазеров видимого и инфракрасного диапазона. Наиболее распространенными источниками УФ-лазеров являются третья и четвертая гармоники на Nd: YAG, обеспечивающие длины волн 355 нм и 266 нм соответственно. Важно отметить, что в то время как 355 нм и 266 нм являются наиболее распространенными длинами волн УФ-лазеров, несколько других линий Nd: YAG могут иметь удвоенную и утроенную частоту, создавая большой выбор альтернативных длин волн УФ-излучения. Чтобы получить эти гармоники более высокого порядка, плотность электрического поля лазера должна быть чрезвычайно высокой. В результате эти лазеры в основном доступны с возможностью модуляции добротности. Лазерные УФ-диоды непрерывного действия (CW) также доступны с длиной волны 375 нм, с одномодовыми и многомодовыми профилями луча и выходами в свободном пространстве или с оптоволоконным соединением.
Наша УФ-лазерная продукция
Мы предлагаем множество различных типов лазеров с УФ-излучением, в том числе лазерные диоды с одним излучателем, модули лазерных диодов, непрерывные лазеры DPSS, импульсные лазеры DPSS, лазеры с микросхемами, лазеры MIL-Spec и системы микрообработки. Наши УФ-изделия доступны со средней мощностью до 20 Вт, вариантами для одномодового или многомодового, свободного пространства или оптоволоконного выхода, а также различными вариантами компоновки и уровнями интеграции от компонентов до OEM и систем «под ключ».
Подробное изучение ультрафиолетовых лазеров
Некоторые области применения УФ-лазеров
Некоторые популярные области применения УФ-излучения включают микрообработку, спектроскопию лазерно-индуцированного пробоя (LIBS), флуоресценцию, рамановскую спектроскопию и многие другие.
Проточная цитометрия: основы применения, исходные требования и решения
Существует множество различных приложений, основанных на проточной цитометрии. Имея в вашем распоряжении несколько длин волн, допускающих такие разнообразные комбинации, как упомянуто выше, все эти приложения становятся более доступными. Некоторые из этих приложений включают сортировку клеток, фенотипирование иммунных клеток (иммунофенотипирование), анализ функции иммунных клеток, анализ окрашивания внутриклеточных цитокинов, анализ занятости рецепторов, генную терапию, анализ клеточного цикла, пролиферацию клеток, мембранный потенциал, различение живых и мертвых бактерий, супрессоры опухолей. экспрессия генов/белков, антиген-специфические клеточные ответы и многие другие.
Так же, как и при традиционном подсчете частиц, эти лазеры должны демонстрировать превосходное наведение и стабильность мощности, а также работать в одномодовом режиме с низким уровнем шума (обычно в свободном пространстве). Однако, в отличие от обычных систем подсчета частиц, длины волн необходимо выбирать так, чтобы они соответствовали спектрам возбуждения доступных флуорофоров. Типичные длины волн включают 355 нм, 405 нм, 473 нм, 488 нм, 532 нм, 553 нм, 561 нм, 594 нм, 640 нм и БИК с выходной мощностью в диапазоне 25-500 мВт. Кроме того, поскольку несколько лазеров интегрируются в единую систему, размер, стоимость и простота интеграции становятся важными факторами при выборе лазера. Здесь, в RPMC Lasers, мы предлагаем уникальный сверхкомпактный лазерный источник, способный обеспечить малошумящий (обычно 0,4%) одномодовый (типичный M 2 из 1.3) выходной луч с размерами корпуса лазера всего 50 мм x 30 мм x 18 мм. Эти лазеры доступны с длиной волны от 405 нм до 1064 нм и способны производить выходную мощность до 500 мВт.
Полный текст статьи читайте здесь.
Лазерные диоды из нитрида галлия (GaN): зеленые, синие и ультрафиолетовые длины волн
Полупроводниковые устройства могут быть спроектированы так, чтобы они имели определенную ширину запрещенной зоны, путем объединения различных элементов в бинарные, тройные и четверные сплавы. Эти полупроводники могут иметь дополнительную ширину запрещенной зоны, изменяя стехиометрию в тройных и четверных полупроводниках. В нашем конкретном случае видимые лазерные диоды могут быть изготовлены из комбинации нитридных материалов, таких как нитрид алюминия (AlN), GaN и нитрид индия (InN), создавая, например, лазерные диоды AlGaN и InGaN. Полученный сплав, который обычно называют просто GaN, теоретически может быть объединен с использованием следующих формул Al x Ga 1-x N и Al x In y Ga 1-x-y N для формирования любой запрещенной зоны, которая попадает в «банан», показанный на рисунке ниже.
Революция зеленых, синих и ультрафиолетовых лазерных диодов
На практике материаловедение, связанное с стабильным производством структур лазерных диодов любой произвольной стехиометрии, является гораздо более сложной задачей. Как указывалось ранее, в течение многих лет считалось, что эти проблемы никогда не будут преодолены, до 19 века.96, когда Сюдзи Накамура изобрел первый лазерный диод AlGaN. Работа Накамуры с полупроводниковыми лазерами и светодиодами на основе GaN была настолько революционной, что позже он был удостоен Нобелевской премии по физике. За последние 20 лет технология изготовления лазерных диодов на основе нитрида галлия (GaN) превратилась в отдельную область оптоэлектроники. Эти лазерные диоды теперь доступны с длиной волны от 375 нм до 521 нм, с выходной мощностью более 100 Вт…
Прочитайте полную статью здесь.
Высокоэнергетические лазеры с модуляцией добротности для генерации гармоник – часть 1
Ранее мы обсуждали физику генерации гармоник. Самый важный вывод из этих обсуждений заключается в том, что, как правило, есть два способа повысить эффективность генерации гармоник: увеличение пиковой мощности и уменьшение размера пятна. Поскольку Quantas-Q2HE имеет колоколообразный профиль луча с более чем 75-процентной гауссовской аппроксимацией сверх чрезвычайно высокой пиковой мощности, о которой говорилось ранее, он полезен не только для генерации второй гармоники, но и для генерации третьей, четвертой и пятой гармоник. хорошо. В результате Q2HE может производить ультрафиолетовые лазеры с длиной волны всего 211 нм. Quantas-Q2HE доступен в семи различных конфигурациях, каждая из которых может генерировать свет пятой гармоники, как показано в таблице ниже…
Полный текст статьи читайте здесь.
Microchip Laser Гармоники вплоть до УФ-диапазона
Удивительно, но такая геометрия резонатора позволяет генерировать лазер с короткой шириной импульса (субнаносекундный) с высокой пиковой мощностью, часто превышающей десятки киловатт. Это делает эти лазеры идеальными как для внешней, так и для внутрирезонаторной генерации гармоник. Генерация второй гармоники во внешнем резонаторе была впервые достигнута в 1996 году путем приклеивания тонкого кристалла KTP, который имеет покрытие, обладающее высокой отражающей способностью при 1064 нм и антиотражающим при 532 нм, а затем приклеен к передней части микрочипового лазера Nd: YVO4. В течение двух лет были также продемонстрированы микрочиповые лазеры третьей и четвертой гармоник с использованием внешнего кристалла для производства ультрафиолетовых лазеров с длиной волны 355 и 266 нм. Чтобы полностью понять, почему эти лазеры идеально подходят для генерации гармоник, важно рассмотреть фундаментальную физику, лежащую в основе этого нелинейного процесса.0015
Чем мы можем помочь?
Благодаря более чем 25-летнему опыту предоставления ультрафиолетовых лазеров исследователям и OEM-интеграторам, работающим на различных рынках и в различных областях применения, а также более 1000 поступивших на вооружение единиц, мы можем гарантировать, что вы получите правильный продукт для приложения. Сотрудничество с RPMC гарантирует, что вы получите надежные рекомендации от нашего знающего и технического персонала по широкому спектру лазерной продукции. RPMC и наши производители готовы и могут предоставить индивидуальные решения для вашего уникального приложения.
Если у вас есть какие-либо вопросы или вам нужна помощь, свяжитесь с нами здесь. Кроме того, вы можете написать нам по адресу [email protected] , чтобы поговорить со знающим менеджером по продукту.
В качестве альтернативы можно использовать фильтры на этой странице, чтобы сузить выбор ультрафиолетовых лазеров для продажи. Наконец, загляните в наш Центр знаний, где вы найдете нашу страницу Lasers 101, а также страницы блогов, технических документов и часто задаваемых вопросов для более подробного изучения.
Наконец, загляните на нашу страницу «Ограниченное предложение — в наличии — купить сейчас». На этой странице представлен постоянно меняющийся ассортимент различных типов новых лазеров по сниженным ценам.
Показать больше
Показать меньше
Фильтры Перезагрузить
более более
10203040
более более
10203040
Серия жаворонков
Серия сверхнадежных высокопроизводительных одночастотных лазеров Skylark доступна для различных длин волн с высокой средней мощностью, что делает их хорошо подходящими для различных узкоспециализированных научных и промышленных приложений. Технология BRaMMS® обеспечивает превосходную производительность, высокую выходную мощность и выдающиеся характеристики луча при общем компактном размере. Лазеры серии Skylark используются в ряде приложений, включая голографию, метрологию, спектроскопию и квантовые технологии.
Аэро серия
Серия Aero — это высокоэнергетический DPSS-лазер, время работы которого составляет менее 15 наносекунд с несколькими вариантами длины волны, включая 266, 355, 532 и 1064 нм. Эта серия обеспечивает непревзойденную точность даже в самых сложных условиях. Все модели поставляются в чрезвычайно компактном и прочном едином блоке с радиатором с кондуктивным охлаждением, а также с водяным охлаждением. Он поставляется с доступными опциями для расширения луча и коллимационной оптики. Эта серия лазеров идеально подходит для таких приложений, как LIBS, спектроскопия и атмосферный лидар.
Серия CEUV
Серия CEUV представляет собой коммерческую линейку компактных и эффективных лазерных источников DPSS, способных работать в широком диапазоне импульсных условий (скважность и ЧПИ), в корпусе с низким значением SWaP, со средней мощностью до ≈5 Вт при 266 нм. , 10 Вт при 355 нм или 532 нм, 20 Вт при 1064 нм. Эта серия лазеров DPSS обеспечивает сочетание компактных, эффективных и мощных характеристик в прочной конструкции, подходящей для суровых условий и бортовых приложений. Конструкция прошла испытания в латунной фурнитуре и разрабатывается прототип.
Серия ХЛ
Серия HL предлагает универсальные и высококачественные лазерные диоды с различными длинами волн и высокой мощностью, идеально подходящие для прямой визуализации, промышленных и биомедицинских приложений. Эти надежные, эффективные и компактные диоды поставляются в корпусах TO-Can, что делает их идеальными для OEM-интеграции. Кроме того, они работают с колебаниями в режиме TE и соответствуют требованиям RoHS, что обеспечивает безопасное использование. Выберите серию HL из-за качества, надежности и производительности лазерных диодов.
Серия LaserBoxx HPE
Серия LaserBoxx HPE — это универсальная и настраиваемая серия лазерных модулей, которая обеспечивает превосходную производительность и надежность в компактной лазерной головке со встроенным драйвером. Обладая широким диапазоном длин волн от УФ до БИК, эта серия предлагает мощные лазерные диодные модули, которые идеально подходят для различных приложений. Серия LaserBoxx HPE также включает съемные многомодовые оптоволоконные разъемы и специальное управляющее программное обеспечение с интерфейсами USB и RS232, а также внешний контроллер с индикатором мощности, что обеспечивает простую интеграцию и точное управление мощностью и модуляцией.
Серия LaserBoxx с низким уровнем шума
Серия низкошумных диодных лазерных модулей LaserBoxx с низким уровнем шума с различными длинами волн от 375 до 785 нм и выходной мощностью до 350 мВт предлагает настраиваемые лазерные решения для OEM-модулей и модулей plug & play. Благодаря расширенным характеристикам, таким как превосходное качество луча, стабильность и возможности модуляции, наши лазеры обеспечивают сверхнизкий уровень шума и широкий спектр опций для подключения оптоволокна SM, MM и PM. Наше специальное программное обеспечение для управления, интерфейсы USB и RS232, а также внешний контроллер с индикатором мощности упрощают интеграцию, эксплуатацию и удаленную диагностику. Кроме того, наша прочная и компактная конструкция и широкий выбор стандартных длин волн гарантируют, что наши лазеры могут удовлетворить ваши конкретные потребности.
Серия Онда
Серия Onda представляет собой наносекундную OEM-лазерную платформу DPSS, предназначенную для высокотехнологичных приложений, требующих превосходного качества луча и высокой пиковой мощности в таких материалах, как металлы, стекло, пластмассы и различные хрупкие и твердые материалы. Эта компактная и простая в использовании серия лазеров доступна с длинами волн 266, 355, 532 и 1064 нм, с расширенным диапазоном рабочих температур и превосходным соотношением производительности и стоимости. Внутренняя оптическая схема серии Onda и точное управление температурой обеспечивают высокую выходную энергию без ущерба для срока службы каскадов THG и FHG.
Серия Q-TUNE
Серия Q-TUNE — это высокоэффективные лазеры с перестраиваемой длиной волны, предназначенные для исследователей, работающих в области спектроскопии с временным разрешением, метрологии, фотоакустической визуализации и дистанционного зондирования. Этот лазер использует оптический параметрический генератор (OPO) для создания перестраиваемого диапазона длин волн 410-2300 нм с шириной линии менее 6 см-1, которая может быть расширена до 210-410 нм с помощью дополнительного генератора второй гармоники. Имея длительность импульса менее 5 нс и максимальную частоту повторения 100 Гц, серия Q-TUNE обеспечивает идеальный когерентный источник света для точных научных измерений.
Серия Q-SHIFT
Серия Q-SHIFT DPSS-лазеров с модуляцией добротности предназначена для исследователей и специалистов по применению, работающих в области микрообработки, дерматологии, LIDAR, лазерной спектроскопии с временным разрешением и LIBS. Благодаря встроенному каскаду нелинейного преобразования длины волны эта серия позволяет производить нетрадиционные фундаментальные длины волн DPSS, включая варианты 1163, 1177, 1300, 1317, 1551 и 1571 нм, что делает ее идеальным выбором для тех, кто ищет длины волн, недоступные для обычные твердотельные лазерные источники. С дополнительным генератором гармоник можно генерировать до 4-й гармоники для каждой основной длины волны, обеспечивая еще большую универсальность.
Q-искра
Серия Q-SPARK представляет собой лазер с диодной накачкой и модуляцией добротности с воздушным охлаждением, предназначенный для исследователей и специалистов, работающих с абляцией, лидарами, дистанционным зондированием и LIBS. Лазер генерирует субнаносекундные или наносекундные импульсы с пиковой мощностью до 20 МВт и энергией импульса до 10 мДж, что делает его идеальным для широкого спектра применений. Благодаря короткому импульсу <1,5 нс, компактному корпусу с воздушным охлаждением и инновационной безводной технологии торцевой накачки лазерного кристалла серия Q-SPARK обеспечивает высококачественные лазерные лучи с малой расходимостью, подобные Гауссу.
Серия Q1
Серия Q1 представляет собой компактный, энергоэффективный лазер с диодной накачкой, воздушным охлаждением и модуляцией добротности, работающий на длинах волн 1064 и 1053 нм, с энергией импульса до 45 мДж и частотой повторения до 50 Гц. Высокая пиковая мощность и низкая расходимость серии Q1 обеспечивают эффективное преобразование гармоник через 5-ю гармонику (213 или 211 нм). Инновационная конструкция позволяет создать удобную систему «под ключ», которая требует минимального обслуживания, а переменная частота повторения импульсов лазера и встроенный генератор синхроимпульсов обеспечивают гибкость запуска пользовательского оборудования.
Серия Q2
Серия Q2 представляет собой лазер с диодной накачкой, полностью воздушным охлаждением и модуляцией добротности, предназначенный для широкого спектра применений, требующих импульсов высокой пиковой мощности. Его инновационная технология торцевой накачки безводного лазерного кристалла создает гауссовые лазерные лучи с малой расходимостью и высокой пиковой мощностью, что позволяет эффективно преобразовывать гармоники через 5-ю гармонику. Эта универсальная платформа может быть сконфигурирована различными способами, включая энергию импульса до 80 мДж при частоте повторения импульсов 10 Гц или до 20 мДж при частоте повторения импульсов 100 Гц. Лазер может излучать с длиной волны 1053 нм или 1064 нм, а в конфигурации с коротким резонатором длительность импульса может быть уменьшена на 50% по сравнению со стандартной конфигурацией.
Серия Q2HE
Серия Q2HE представляет собой серию высокоэнергетических твердотельных (DPSS) лазеров с модуляцией добротности и диодной накачкой, доступных с основной длиной волны 1053 нм или 1064 нм, с дополнительной генерацией 2-й, 3-й, 4-й или 5-й гармоники. . Эта серия лазеров с воздушным охлаждением предназначена для широкого спектра применений, требующих импульсов высокой пиковой мощности. Благодаря короткому лазерному резонатору, превосходным тепловым свойствам кристалла и инновационной технологии безводного охлаждения кристалла серия Q2HE может обеспечивать энергию импульса до 120 мДж и/или среднюю выходную мощность до 4 Вт. Эта усовершенствованная конструкция лазера позволяет создать компактную, удобную в использовании систему «под ключ», которая требует минимального обслуживания.
Серия РВЛП
Серия RWLP предлагает доступное и универсальное решение для ваших задач лазерного применения с одномодовыми и многомодовыми опциями и длинами волн от 405 нм до ИК-диапазона. Благодаря настраиваемым параметрам наша команда может помочь вам решить любые проблемы, с которыми вы можете столкнуться. Серия RWLP, прошедшая строгие испытания на надежность в течение длительного времени, обеспечивает стабильную производительность и высокое качество луча. Эта серия идеально подходит для интеграции и поддерживает множество приложений, включая биологические и аналитические приборы.
Серия микросхем
Серия Microchip представляет собой линейку сверхкомпактных лазеров с пассивной модуляцией добротности, однопродольной моды (SLM), узкой ширины линии, DPSS-лазеров, которые обеспечивают исключительную производительность в компактном форм-факторе. Лазеры имеют длительность импульса от 400 пс до 2 нс, уровень энергии до 80 мкДж и частоту следования до 100 кГц. Доступные в диапазоне длин волн от УФ до БИК, эта серия предназначена для OEM-интеграторов и исследователей, работающих с LIDAR, 3D-сканированием, LIBS, приборами ночного видения и т. д. Лазеры предлагают как наносекундные, так и пикосекундные варианты и взаимозаменяемы с одинаковым форм-фактором и электрическими и программными интерфейсами для разных длин волн, что делает их гибким и универсальным решением.
Серия СОЛ
Серия SOL представляет собой самый компактный наносекундный лазер DPSS с воздушным охлаждением и модуляцией добротности в диапазоне мощностей от 4 Вт до 40 Вт при 1064 нм. Лазеры серии SOL, доступные на длинах волн 1064 нм, 532 нм и 355 нм, обеспечивают превосходное качество луча и высокую пиковую мощность до 10 Вт и 650 мкДж на длине волны 532 нм и 4 Вт на длине волны 355 нм, что делает их идеальным источником для самых требовательных промышленных и научных приложений. Благодаря прочной, компактной, легкой и простой в использовании конструкции лазер SOL легко интегрируется в приложения микрообработки и маркировки, обеспечивая превосходную эксплуатационную гибкость и соотношение производительности и стоимости.
Клин серии
Серия Wedge представляет собой линейку лазеров DPSS, разработанных специально для OEM-применений, таких как микрообработка твердых и мягких материалов, специальная маркировка, гравировка стекла и кристаллов, LIDAR, LIBS, спектроскопия и медицинская диагностика. Эти лазеры с диодной накачкой, основанные на запатентованной технологии быстрой модуляции добротности, компактны, герметичны и монолитны, что делает их нечувствительными к вибрациям и неблагоприятным условиям окружающей среды. Обладая высокой пиковой мощностью и относительно низким выделением энергии и тепла, они обеспечивают эффективную абляцию и нелинейное взаимодействие с большинством материалов. Компактный и легкий корпус является большим преимуществом в лидарах и других аэрокосмических приложениях, а короткие импульсы обеспечивают чрезвычайно точные измерения времени пролета.
Ультрафиолетовые лазеры, объяснение в энциклопедии RP Photonics; цериевый лазер
Технология лазеров для генерации ультрафиолетового излучения связана с рядом проблем:
Для коротких длин волн сильное спонтанное излучение приводит к высокой пороговой мощности накачки (за исключением случаев, когда ширина полосы усиления узкая).
Для длин волн ниже ≈ 200 нм выбор прозрачных и устойчивых к УФ-излучению оптических материалов довольно ограничен (см. статью об ультрафиолетовом свете).
Даже незначительная шероховатость поверхности или содержание пузырьков в оптических компонентах могут привести к сильным искажениям волнового фронта и потерям на рассеяние.
Тем не менее, существуют различные виды лазеров, которые могут непосредственно генерировать ультрафиолетовый свет:
Существуют лазерные диоды , обычно на основе нитрида галлия (GaN), излучающие в ближней ультрафиолетовой области. Однако доступные уровни мощности ограничены.
Некоторые объемные твердотельные лазеры , например на основе кристаллов, легированных церием, таких как Ce 3+ : LiCAF или Ce 3+ : LiLuF 4 , могут излучать ультрафиолетовый свет. Лазеры на церии в большинстве случаев накачиваются наносекундными импульсами от лазера с четырехкратной модуляцией добротности и, таким образом, сами излучают наносекундные импульсы. С микрочиповыми лазерами с модуляцией добротности возможна даже длительность импульса менее наносекунды. Также была продемонстрирована работа с синхронизацией мод [14].
Немногие волоконные лазеры могут генерировать ультрафиолетовый свет [10]. Например, некоторые фторидные волокна, легированные неодимом, можно использовать для лазеров с длиной волны около 380 нм, но только при низких уровнях мощности.
Хотя большинство лазеров на красителях излучают видимый свет, некоторые лазерные красители подходят для ультрафиолетового излучения.
Эксимерные лазеры являются очень мощными источниками УФ-излучения, также испускающими наносекундные импульсы, но со средней выходной мощностью от нескольких ватт до сотен ватт. Типичные длины волн составляют от 157 нм (F 2 ) до 351 нм (XeF).
Аргоновые ионные лазеры могут непрерывно излучать на длинах волн 334 и 351 нм, хотя и с меньшей мощностью, чем на обычной линии 514 нм. Некоторые другие ультрафиолетовые линии доступны с криптоновыми ионными лазерами.
Существуют также ионные лазеры , излучающие в крайней ультрафиолетовой области спектра. Они могут быть основаны, например, на аргоне, но в отличие от обычных аргоновых ионных лазеров они работают на ионах Ar 8+ , генерируемых в гораздо более горячей плазме. Затем эмиссия происходит при 46,9 нм. Такие лазеры могут накачиваться либо капиллярным разрядом, либо интенсивным лазерным импульсом.
Азотные лазеры представляют собой молекулярные газовые лазеры, излучающие в ультрафиолетовом диапазоне. Самая сильная эмиссионная линия находится на 337,1 нм.
Лазеры на свободных электронах могут излучать ультрафиолетовый свет практически любой длины волны и с высокой средней мощностью. Однако они являются очень дорогими и громоздкими источниками и поэтому не очень широко используются.
Помимо реальных ультрафиолетовых лазеров существуют ультрафиолетовые лазерные источники на основе лазера с большей длиной волны (в видимой или ближней инфракрасной области спектра) и одного или нескольких нелинейных кристаллов для нелинейного преобразования частоты . Некоторые примеры:
Длина волны 355 нм может быть получена за счет утроения частоты лазера Nd:YAG или Nd:YVO 4 с длиной волны 1064 нм.
266-нм свет получается с двумя последовательными удвоителями частоты, которые фактически увеличивают частоту лазера в четыре раза.
213-нм свет соответствует 5-й -й -й гармонике 1064 нм, полученной путем утроения или учетверения частоты плюс генерация суммарной частоты. В целом такое преобразование может быть не очень эффективным, но для некоторых приложений достаточно относительно низкой выходной мощности.
Диодные лазеры могут быть оснащены каскадами нелинейного преобразования частоты для получения УФ-излучения. Например, можно использовать непрерывный лазер ближнего инфракрасного диапазона и дважды применить удвоение резонансной частоты, достигнув длин волн около 300 нм. Основная привлекательность этого подхода заключается в том, что доступен широкий диапазон длин волн без ограничений для определенных лазерных линий.
Ультрафиолетовые лазеры должны изготавливаться со специальной ультрафиолетовой оптикой, обладающей высоким оптическим качеством и (особенно для импульсных лазеров) высокой устойчивостью к УФ-излучению. В некоторых случаях срок службы УФ-лазера ограничивается сроком службы используемых оптических элементов, таких как лазерные зеркала.
Для крайнего ультрафиолетового диапазона существуют источники на основе генерации высоких гармоник . Такие источники могут достигать длин волн до нескольких нанометров, но при этом иметь настольный формат. Однако средняя выходная мощность довольно низкая.
Волоконная муфта
Доставка ультрафиолетового излучения по оптическим волокнам возможна даже на относительно коротких длинах волн, но имеет более серьезные ограничения по сравнению с источниками для видимой или инфракрасной области спектра. Например, кварцевые волокна могут подвергаться существенной деградации (называемой соляризацией) при воздействии коротковолнового света, но эта тенденция сильно зависит от химического состава плавленого кварца. Также предпринимаются попытки использовать полые волокна для пропускания УФ-излучения; Основная идея состоит в том, чтобы большая часть УФ-излучения находилась в воздушном ядре, лишь немного перекрываясь с кварцевым материалом, обеспечивающим направление. Этот принцип можно использовать даже в тех областях длин волн, где поглощение плавленого кварца существенно.
Области применения
Ультрафиолетовые лазеры находят различные применения:
Импульсные мощные ультрафиолетовые лазеры могут использоваться для эффективной резки и сверления небольших отверстий в различных материалах, включая материалы, прозрачные для видимого света. Они занимают значительную долю рынка в области лазерной микрообработки, несмотря на более высокую стоимость по сравнению с инфракрасными лазерными источниками.
Высокоэнергетические УФ-импульсы используются для метода спектроскопии лазерного пробоя.
При гораздо более низкой энергии импульса в точно сфокусированном луче один, например. сделать микродиссекцию биологических материалов под микроскопом или провести фотолюминесцентный анализ (измерение времени жизни флуоресценции).
Непрерывные УФ-источники необходимы для микролитографии и для контроля пластин, например. в контексте производства полупроводниковых микросхем. Еще одним приложением является УФ-спектроскопия комбинационного рассеяния.
Для изготовления волоконных брэгговских решеток используются как непрерывные, так и импульсные УФ-лазеры.
Некоторые методы глазной хирургии, в частности рефракционная лазерная хирургия роговицы глаза в форме LASIK, требуют УФ (иногда даже глубокого УФ) лазерных источников.
Ультрафиолетовые лазерные источники связаны с некоторыми особыми опасностями, в основном связанными с риском повреждения глаз и раком кожи. В статье о лазерной безопасности приводятся некоторые подробности.
Проблемы со сроком службы
По сравнению с инфракрасными и видимыми лазерными источниками, ультрафиолетовые лазерные источники предположительно имеют больше проблем с ограниченным сроком службы устройства. В основном это связано с тем, что различные оптические материалы (например, лазерные кристаллы, нелинейные кристаллы и оптические элементы) демонстрируют эффекты деградации, вызванные поглощением ультрафиолетового света. Еще одна проблема, с которой иногда приходится сталкиваться, заключается в том, что углеводороды, возникающие, например, в результате от газовыделения смазочных материалов оправ зеркал, разлагаются под действием ультрафиолета, что может привести к отложению черного нагара на оптических элементах. Такие вопросы необходимо тщательно рассматривать при разработке продукта, чтобы реализовать основной потенциал длительного срока службы конкретного типа лазера.
Поставщики
В Руководстве покупателя RP Photonics указаны 89 поставщиков ультрафиолетовых лазеров. Среди них:
LightMachinery
Эксимерные лазеры LightMachinery являются мощными и надежными источниками ультрафиолетового излучения. Теперь они оснащены технологией exciPure™, представленной в 2016 году; exiPure обеспечивает максимальное увеличение срока службы эксимерного газа и снижение эксплуатационных расходов за одно поколение.
IPEX-700 Seris предназначен для работы со средним рабочим циклом в промышленных и научно-исследовательских средах. Эти лазеры обеспечивают обработку ультрафиолетовым лазером высокой мощности в сочетании с самой современной производительностью. Они идеально подходят для таких приложений, как импульсное лазерное напыление.
Серия IPEX-800 предназначена для работы в условиях высокой нагрузки в производственных условиях. Эти лазеры обеспечивают обработку ультрафиолетовым лазером высокой мощности в сочетании с самой современной производительностью. Они обеспечивают длительный срок службы газа, превосходную оптическую стабильность и точный контроль рабочих параметров лазера. Простые в использовании, простые в обслуживании и экономичные в эксплуатации, они сочетают в себе преимущества высокоточной эксимерной обработки с самой низкой совокупной стоимостью владения и самым высоким временем безотказной работы на современном рынке.
TOPTICA Photonics
TOPTICA предлагает лазеры в УФ-диапазоне от 190 нм до 390 нм. Запатентованная технология и высокотехнологичные производственные возможности для чистых помещений обеспечивают стабильную долгосрочную работу на всех длинах волн.
Sacher Lasertechnik
Sacher Lasertechnik разработала лазерную систему с удвоением частоты, в которой резонансный резонатор, включающий кристалл удвоителя частоты, накачивается перестраиваемым диодным лазером. В зависимости от требуемой мощности ГВГ перестраиваемый диодный лазер представляет собой либо мощный лазер с внешним резонатором, либо двухкаскадную систему усилителя мощности задающего генератора. Охватываемый диапазон длин волн составляет от 365 нм до 540 нм.
Sacher Lasertechnik также предлагает УФ-лазер Jaguar, систему MOPA с генерацией четвертой гармоники для выходных длин волн от 205 нм до 270 нм.
Активные волоконно-оптические системы
Многие приложения выигрывают от центральных длин волн в видимом или ультрафиолетовом диапазоне. AFS предлагает полностью интегрированные модули преобразования частоты от 1030 нм до 515 нм, 343 нм или даже 258 нм. Эффективность преобразования зависит от длительности импульса возбуждающего лазера. По запросу мы предлагаем генерацию четвертой гармоники.
GWU-Lasertechnik
GWU-Lasertechnik имеет более чем 30-летний опыт работы с лазерами и нелинейной оптикой. Мы пионеры коммерческой технологии BBO OPO. Наши широко настраиваемые лазерные источники охватывают, в частности, УФ- и глубокий УФ-диапазоны вплоть до длины волны <190 нм. Мы предлагаем импульсные решения для нано-, пико- и фемтосекундных импульсов с лучшими характеристиками и высочайшей надежностью. Наша прочная и тщательно протестированная полностью твердотельная лазерная технология не требует расходных материалов и, таким образом, обеспечивает максимальное удобство использования, максимально длительный срок службы и превосходную совокупную стоимость владения. Обладая огромной гибкостью и огромной универсальностью, лазерные продукты GWU могут удовлетворить потребности даже самых требовательных научных и промышленных приложений.
Kapteyn-Murnane Laboratories
KMLabs Hyperion VUV обеспечивает яркие фемтосекундные импульсы на различных длинах волн в области вакуумного ультрафиолета (VUV), от 6,0 эВ (205 нм) до 10,8 эВ (115 нм). Дискретная перестраиваемость вакуумного источника ультрафиолетового излучения KMLabs Hyperion VUV позволяет исследователям изучать широкий спектр материалов и свойств материалов. Простое, выбранное компьютером изменение энергии фотона обеспечивает мощную возможность, ранее доступную только на синхротроне; эта способность легко изменять длину волны лазера может улучшить многие эксперименты. Например, в экспериментах по фотоэмиссии с угловым разрешением (ARPES) эта возможность настройки позволяет исследователям отличать поверхностные эффекты от объемных. При изучении молекул методом времени пролета (ToF) перестраиваемость позволяет различать идентичные в остальном изомеры. Hyperion VUV также хорошо фокусируется, и с помощью соответствующей оптики можно получить пятно размером менее 10 микрон.
HÜBNER Photonics
HÜBNER Photonics предлагает УФ-лазеры серий Cobolt 05-01 и 06-01 с длиной волны 355 нм (одночастотный или с модуляцией добротности)) или 375 нм (непрерывный диодный лазер).
NKT Photonics
У нас есть различные УФ-лазеры. Мощные волоконные УФ-лазеры Koheras HARMONIK обычно используются для работы с длинами волн атомов стронция и иттербия. Высокоэнергетический фемтосекундный лазер ORIGAMI XP поставляется с УФ-опцией. Он обеспечивает чистую ультракороткую длительность импульса, превосходное качество луча и беспрецедентную направленность луча. А импульсный диодный лазер PILAS PiL037 с переключаемым коэффициентом усиления предлагает триггерные импульсы длительностью до 20 пс на длине волны 375 нм.
DRS Daylight Solutions
Наши ультрафиолетовые лазерные модули H-Model представляют собой универсальные и компактные источники УФ-излучения:
оптоволоконный выход
Уровни мощности непрерывного излучения до 4 Вт на 405 нм или 1 Вт на 375 нм
Непрерывное излучение или импульсный режим работы
повышенной прочности для суровых условий
Применяется для обнаружения химических и биологических веществ, очистки воды, дезинфекции, обработки кожи и флуоресцентной визуализации.
Франкфуртская лазерная компания
Франкфуртская лазерная компания предлагает ультрафиолетовые и фиолетовые лазерные диоды с длиной волны излучения от 370 нм до 420 нм.
Teem Photonics
Субнаносекундные микрочип-лазеры с пассивной модуляцией добротности доступны с длинами волн излучения 355 нм и 266 нм.
Для более высокой пиковой мощности мы предлагаем лазеры PNU-M01210-1×0 с длиной волны 266 нм, входящие в серию Powerchip, которые также доступны с различными длинами волн, включая 355 нм, 266 нм и 213 нм. Генерируются пиковые мощности в десятки киловатт (или даже 160 кВт на длине волны 1064 нм), а длительность импульса всегда намного меньше наносекунды. В этих лазерах используется особый процесс длительного срока службы для увеличения срока службы между ремонтами.
CNI Laser
CNI предлагает различные ультрафиолетовые лазеры (диодные лазеры и твердотельные лазеры с диодной накачкой) с различными длинами волн от 213 нм до 349 нм. Выходная мощность до 3 Вт, энергия в импульсе до 10 мДж. Лазерные продукты включают 5 серий: высокая энергия, высокая мощность, высокая стабильность, низкий уровень шума и лазер с одной продольной модой.
ALPHALAS
Большинство импульсных лазеров, предлагаемых ALPHALAS, опционально доступны с гармониками в УФ-диапазоне:
третья гармоника (315, 343, 349, 351, 355 нм)
четвертая гармоника (236, 257, 262, 263, 266 нм)
с длительностью импульса от пикосекунд (серия PICOnoPOWER) до субсекунд наносекунда (серия PULSELAS-A/P). В то время как субнаносекундные микрочиповые УФ-лазеры с пассивной модуляцией добротности являются лучшей альтернативой для недорогой и не требующей технического обслуживания работы, пикосекундные лазеры с регенеративным усилением с гармоническим тройным и учетверенным усилением обеспечивают очень высокую пиковую мощность для обработки материалов и нелинейно-оптических приложений.
Photonics Industries
«Photonics Industries предлагает УФ-наносекундные лазеры, пикосекундные лазеры, субнаносекундные лазеры и фемтосекундные лазеры. Также доступны многомодовые УФ-лазеры с высокой энергией импульса.
RPMC Lasers
RPMC Lasers предлагает широкий спектр ультрафиолетовых лазеров диоды и лазеры DPSS от 200 нм до 389 нм. Мы предлагаем импульсные и непрерывные лазеры и модули, доступные с выходной мощностью от 1 мВт до 20 Вт, энергией импульса от 200 нДж до 35 мДж, а также в свободном пространстве и с волоконной связью варианты вывода, а также варианты упаковки на всех уровнях интеграции от ТО может до систем «под ключ».
Вопросы и комментарии от пользователей
Здесь вы можете задать вопросы и комментарии. Если они будут приняты автором, они появятся над этим абзацем вместе с ответом автора. Автор принимает решение о принятии на основе определенных критериев. По существу, вопрос должен представлять достаточно широкий интерес.
Пожалуйста, не вводите здесь личные данные; в противном случае мы бы удалили его в ближайшее время. (См. также нашу декларацию о конфиденциальности.) Если вы хотите получить личную обратную связь или консультацию от автора, свяжитесь с ним, например. по электронной почте.
Ваш вопрос или комментарий:
Проверка на спам:
(Пожалуйста, введите сумму тринадцати и трех в виде цифр!)
Отправляя информацию, вы даете свое согласие на возможную публикацию ваших материалов на нашем веб-сайте в соответствии с нашими правилами. (Если вы позже отзовете свое согласие, мы удалим эти материалы.) Поскольку ваши материалы сначала просматриваются автором, они могут быть опубликованы с некоторой задержкой.
Библиография
[1]
П. К. Чео и Х. Г. Купер, «Ультрафиолетовый ионный лазер, переходы между 2300 и 4000 Å», J. Appl. физ. 36 (6), 1862 (1965), doi:10.1063/1.1714367
[2]
H. Furumoto and H. Ceccon, «Ультрафиолетовые лазеры на органических жидкостях», IEEE J. Quantum Electron. 6 (5), 262 (1970), doi:10.1109/JQE.1970.1076451
[3]
C. Rhodes, «Обзор ультрафиолетовых лазеров», IEEE J. Quantum Electron. 9 (6), 647 (1973), doi: 10.1109/JQE.1973.1077652
[4]
Д. Дж. Эрлих и др. , «Лазер Ce:LaF 3 с оптической накачкой на длине волны 286 нм», Опт. лат. 5 (8), 339 (1980), doi:10.1364/OL.5.000339
Y. Taira, «Мощная непрерывная ультрафиолетовая генерация за счет удвоения частоты аргонового лазера», Jpn. Дж. Заявл. физ. 31, Л682 (1992), doi:10.1143/JJAP.31.L682
[7]
S. C. Tidwell et al. , «Эффективное мощное УФ-генерирование с использованием резонансного кольца, приводимого в действие ИК-лазером непрерывной синхронизации с синхронизацией мод», Опт. лат. 18 (18), 1517 (1993), doi:10.1364/OL.18.001517
[8]
J. F. Pinto et al. , «Перестраиваемый твердотельный лазер на Ce 3+ : LiSrAlF 6 », Электрон. лат. 30, 240 (1994), doi:10.1049/el:19940158
[9]
С. М. Хукер и К. Э. Уэбб, «Прогресс в вакуумных ультрафиолетовых лазерах», Prog. Квантовый электрон. 18 (3), 227 (1994), doi:10.1016/0079-6727(94)
-7
[10]
Функ Д.С., Иден Дж.Г. Стекловолоконные лазеры в ультрафиолетовом и видимом диапазоне, Дж. Сел. Вершина. Квантовый электрон. 1 (3), 784 (1995), doi:10.1109/2944.473660
[11]
T. Kojima et al. , «Генерация ультрафиолетового луча мощностью 20 Вт с помощью генерации четвертой гармоники полностью твердотельным лазером», Опт. лат. 25 (1), 58 (2000), doi:10.1364/OL.25.000058
[12]
C. Gohle и др. , «Грабенка частот в крайнем ультрафиолете», Nature 436, 234 (2005), doi:10.1038/nature03851
[13]
H. Liu et al. , «Миниатюрные ультрафиолетовые лазеры LiLuF, легированные церием, с широкой перестройкой», Опт. Express 16 (3), 2226 (2008), doi:10.1364/OE.16.002226
[14]
E. Granados et al. , «Глубокий ультрафиолетовый лазер Ce:LiCAF с синхронизацией мод», Opt. лат. 34 (11), 1660 (2009 г.)), doi:10.1364/OL.34.001660
[15]
J. Rothhardt et al. , «Фемтосекундный лазер средней мощности 100 Вт на длине волны 343 нм», Opt. лат. 41 (8), 1885 (2016), doi:10.1364/OL.41.001885
[16]
U. Eismann et al. , «Активная и пассивная стабилизация мощного УФ-диодного лазера с удвоенной частотой», arXiv:1606. 07670v1 (2016)
[17]
Q. Fu et al. , «Мощный, высокоэффективный лазер глубокого УФ излучения с длиной волны 260 нм и лазерной накачкой для дезактивации бактерий», Opt. Экспресс 29(26), 42485 (2021), doi:10.1364/OE.441248
[18]
Y. Orii et al. , «Стабильная работа лазера глубокого ультрафиолетового излучения мощностью 20 Вт на длине волны 266 нм в течение 10 000 часов», Опт. Express 30 (7), 11797 (2022), doi:10.1364/OE.454643
(Предложите дополнительную литературу!)
См. также: ультрафиолетовое излучение, лазеры, эксимерные лазеры, лазеры на свободных электронах, синие лазеры, лазерная безопасность и другие статьи в категории Лазерные устройства и лазерная физика
Если вы хотите разместить ссылку на эту статью на каком-либо другом ресурсе (например, на своем сайте, в социальных сетях, на дискуссионном форуме, в Википедии), вы можете получить необходимый код здесь.
Противодронные ружья кратко: плюсы и минусы, сравнительная таблица (не берите это! — читайте в конце обзора)
01.02.2023
Мобильная система видеонаблюдения Аргус-Страж как следующий этап развития передвижных систем
27.12.2022
Поздравляем с днем спасателя!
20.12.2022
Аргус-М — это собственное производство!
28. 11.2022
Погрузка и отправка нашей продукции
24.11.2022
Проверка продукции перед отправкой
15.11.2022
Аргус-М принимает участие в международной выставке строительных материалов и технологий «Saudi Build 2022”
10.11.2022
Компания Аргус-М поздравляет всех сотрудников органов внутренних дел с их профессиональным праздником!
10.11.2022
Друзья! У нас интересные новости
08.11.2022
Осветительные установки Аргус-М в наличии!
Бренды каталога
ALLMAND Atlas Copco BaiFa
TEREX TRIME Аргус-М НПО Кайсант
Консультация специалиста
Сомневаетесь в выборе или необходима консультация специалиста?
+7 (499) 112-39-68 info@bigcamping. ru
Специальные предложения
Главная » Каталог товаров» Мачты и осветительные установки
Дизельная осветительная мачта Atlas Copco QLT M10 высотой 9.5 метров и мощностью каждой лампы 1 кВт применяется для освещения строительных объектов в темное время суток и малоосвещенных площадок.
Описание
Дизельная осветительная мачта Atlas Copco QLT M10 высотой 9.5 метров и мощностью каждой лампы 1 кВт применяется для освещения строительных объектов в темное время суток и малоосвещенных площадок. Особенно актуальны осветительные мачты в зимний период, когда темнеет раньше или в плохую погоду, когда небо затянуто облаками, а освещение необходимо. Прочный каркас с дорожным шасси, на котором расположен генератор оснащается дорожным сигнальным оборудованием (фонари и отражатели), это позволяет перемещать мачту по дорогам общего пользования. Четыре складные опорные стойки по краям каркаса удерживают мачту в стабильном горизонтальном положении. Скорость ветра может достигать 80 км/ч, но мачта не опрокинется. Большое количество доп опций. Например, предпусковой подогрев двигателя, который позволяет запускать мачту даже при температуре 25 градусов мороза. Это особенно актуально при работе в северных областях России.
Осветительные мачты ATLAS COPCO на базе генераторов QAX, QES И QAS
По запросу
Заказать
Световая вышка ATLAS COPCO B5+
По запросу
Заказать
Осветительная мачта ATLAS COPCO H5+
По запросу
Заказать
Осветительные мачты представляют собой независимый источник света, который используется при слабом или отсутствующем естественном освещении. Если на Вашем объекте нет центральных линий электропередач и установить стандартный генератор не представляется возможным – на помощь придет передвижная дизельная металлическая мачта освещения.
Назначение осветительных мачт
Дизельная осветительная мачта имеет широкую область применения и может использоваться в темное время суток, для освещения рабочего места. Наиболее часто мачты востребованы на строительных объектах, где работа ведется круглосуточно. Также актуально применение мачт в северных широтах, где естественного освещения не хватает для проведения работ.
В крупных городах осветительные мачты применяются при аварийных ситуациях, по время тушения пожаров, при проведении спасательных работ, во время концертов, выставок, для освещения области ДТП и других нештатных ситуациях.
Преимущества осветительных мачт
Прожекторы мачты могут поворачиваться на 360°, что позволяет обеспечивать общее освещение любого объекта. Современное оборудование устойчиво к климатическим воздействиям, так как покрыто специальным цинко-фосфатным средством. Опорный механизм устойчив даже к сильным порывистым ветрам, поэтому дополнительного укрепления не понадобится.
Плюсы:
Экономия топлива;
Комфортное и яркое освещение, без мерцания;
Возможность работать при низких температурах, при высокой влажности и вибрации;
Надежность и длительный срок службы;
Экологичность;
Работа от внешнего аккумулятора.
Установка мачты занимает не более 15 минут и минимум усилий. Все что нужно сделать – это привезти оборудование, установить на опоры, выдвинуть мачту, направить прожектор в нужное место и можно приступать к работе. Благодаря такому источнику освещения можно быстро и эффективно выполнить поставленные задачи и осветить объекты даже в сложных условиях.
Консультация и подбор оборудования по телефонам в Уфе:
Wanco Diesel Laydown Light Tower уже более 35 лет пользуется популярностью. Благодаря телескопической башне, которая лежит горизонтально для небольшой высоты при транспортировке и хранении, башня поднимается до 30 футов с помощью двух лебедок при развертывании. Современная технология обеспечивает превосходное освещение благодаря выбору металлогалогенных ламп, светодиодов или шаровых ламп. Для быстрой настройки на рабочем месте и сокращения времени простоя каждый осветительный прибор можно наводить независимо друг от друга без использования инструментов — и после установки светильники остаются на месте.
Металлогалогенные лампы
Светодиодные фонари
Железнодорожные работы
Световые шары
Световые шары
Транспортное положение, металлогалогенид
Транспортное положение, светодиодные светильники
Панель обслуживания двигателя
Беспрепятственный доступ к двигателю
Пред.
1
2
3
4
5
6
7
8
910
Следующий
Характеристики
Мощные светодиодные или металлогалогенные лампы
Телескопическая башня вращается почти на 360 градусов
Различные варианты тихоходных двигателей
Цельнометаллический корпус большой толщины
Беспрепятственный доступ к двигателю
Performance
Высокоэффективные осветительные приборы дольше сохраняют максимальный свет на рабочем месте, повышая безопасность
Прочные крепления обеспечивают долговечность и надежность
Две выносные опоры и четыре выравнивающих домкрата обеспечивают устойчивость
Дизельный двигатель Tier 4 Final включает систему предварительного подогрева свечей накаливания для облегчения запуска в холодную погоду
Топливный бак объемом 30 галлонов обеспечивает увеличенное время работы до 120 часов благодаря эксклюзивным светодиодным светильникам Wanco
Удобство
Вращающаяся башня снижает потребность в частом перемещении прицепа
Запираемый, атмосферостойкий стальной шкаф защищает двигатель и электрические компоненты от непогоды
Панель управления оснащена счетчиком моточасов, набором удобных розеток для питания внешнего оборудования и автоматическими выключателями для функций включения/выключения и защиты
Система автоматического отключения защищает двигатель от повреждений из-за низкого давления масла и высокой температуры охлаждающей жидкости
Топливный бак из полупрозрачного полиэтилена обеспечивает мгновенный контроль уровня топлива, устраняя необходимость в указателе уровня топлива
Эксклюзивная откидная верхняя панель обеспечивает беспрепятственный доступ к двигателю, генератору и электрическим компонентам
Опции
Освещение
Светодиоды 350 Вт
Светодиоды 480 Вт
Светодиодные шары мощностью 650 Вт
Башенный подъемник
Лебедки с механическим приводом
Двигатель
Кубота
Колер
Мицубиси
Система питания
8 кВт 60 Гц
6 кВт 50 Гц
Стартовый пакет в холодную погоду
Кнопка аварийной остановки
Розетки
Поворотный замок 120 В или 240 В для моделей на 60 Гц
Разъемы Schuko или Weipu для моделей с частотой 50 Гц
Другие опции
Система старт/стоп от заката до рассвета
Стартовый пакет в холодную погоду
Сепаратор топлива/воды
Некоторые опции могут быть недоступны для вторичной установки. Пожалуйста, проконсультируйтесь с заводом.
Технические характеристики
Вес
Рабочий
Прибл. 1800 фунтов (815 кг)
Доставка
Прибл. 1550 фунтов. (703 кг)
Конструкция
Прицеп
Сварка MIG, цельный корпус
Отделка
Порошковое покрытие, запекаемое в печи
Прицепное устройство
Комбинированное прицепное устройство для 2-дюймовый шарик или 2 1/2-дюймовый игольчатый крюк
Шины
ST175/80D13
Фары* — Металлогалогенные
Лампы
Четыре металлогалогенные лампы по 1000 Вт
Светимость
110 000 лм на лампу Общая начальная яркость 440 000 лм
Освещение* — Дополнительные светодиоды мощностью 350 Вт
Светильники
Четыре светодиодных светильника мощностью 350 Вт
Светимость
49 000 лм на светильник Общая непрерывная яркость 196 000 лм
Освещение* — Дополнительные светодиоды мощностью 480 Вт
Светильники
Четыре светодиодных светильника мощностью 480 Вт
Яркость
57 800 лм на светильник 231 200 лм общей непрерывной силы света
Светильники* — Дополнительные баллонные светильники
Светильники
Два светодиодных баллонных светильника мощностью 650 Вт Угол луча 360 градусов
Светимость
65 000 лм на шар 130 000 лм общая непрерывная интенсивность
Выходная мощность
Мощность
6 кВт или 8 кВт*
Напряжение
120 В или 240 В*
Сила тока
900 02 50 А при 120 В 25 А при 240 В
Частота
60 Гц или 50 Гц*
Регулировка напряжения
±6%, от холостого хода до полной нагрузки
Система питания
Тип двигателя
Дизельный двигатель Tier 4 Final, 3-цилиндровый, 4-тактный, с жидкостным охлаждением
Частота вращения двигателя
1800 об/мин или 1500 об/мин*
Тип генератора
Бесщеточный, класс H
Мощность генератора
6 кВт или 8 кВт* 90 003
Аккумулятор
12 В пост. тока, 550 В ОСО
Макс. выходная мощность
12 или 13 л.с. (9 или 10 кВт)*
Рабочий объем
от 58 до 63 дюймов³ (от 952 до 1028 см³)*
Уровень шума, макс. нагрузка
71 дБ на высоте 23 фута (7 м)
Емкость топливного бака
30 галлонов (114 л)
Расход топлива
от 0,25 до 0,49 гал/ч (от 0,096 до 1,86 л/ч) *
Время работы до заправка
Прибл. от 62 до 120 часов*
*В зависимости от модели
Технические характеристики могут быть изменены без предварительного уведомления.
Portable Diesel Light Towers (США)
Portable Power предлагает дизельные осветительные мачты для наземного использования, обеспечивая бесшумное освещение любой наземной рабочей площадки.
Адаптация портативных источников питания с проверенной, эффективной конструкцией и качественным обслуживанием
Все портативные блоки питания изготавливаются по индивидуальному заказу для обеспечения освещения в самых суровых условиях, в них используются прочные звукопоглощающие корпуса и компоненты из нержавеющей стали.
Осветительные мачты Portable Power, оснащенные двигателями Kubota Tier 4, соответствуют или превосходят все требования для работы на наземных строительных площадках. Стандартные функции включают карманы для вилочного погрузчика, автоматические выключатели и крепление для прицепа. К каждому устройству прилагается простая инструкция по эксплуатации.
В группу NOV Portable Power входят высококвалифицированные технические бригады механиков и электриков. Персонал технической поддержки доступен в энергетической и строительной отраслях как для наземных, так и для морских рабочих площадок. Услуги включают обзоры вакансий, подключение, устранение неполадок и техническое обслуживание. Технические специалисты доступны 24 часа в сутки, 7 дней в неделю.
Характеристики
Четыре металлогалогенные лампы по 1250 Вт
Шумопоглощающий корпус
Вертикальный подъем
Розетки для вилочного погрузчика
Одноточечная подъемная система
Разъединитель генератора
Преимущества
Безопасная рабочая среда
Снижает шум в рабочей зоне
Безопасный и простой подъем
Возможности безопасного подъема
Позволяет использовать существующую мощность для освещения
Портативные дизельные осветительные мачты (США) Технические характеристики
Главная / ЧПУ станок / Токарный станок / Разные специализированные токарные станки
Специализированный токарный станок относится к группе токарного оборудования и предназначается для токарной обработки конкретных деталей, изготовляемых крупными сериями в различных отраслях промышленности. На заводах, выпускающих и эксплуатирующих прокатное оборудование, находят применение специализированные вальцетокарные токарные станки (рис. 1) для чернового и чистового обтачивания валков прокатных станов. Эти станки отличаются высокой жесткостью, что в сочетании с большой мощностью привода позволяет полностью использовать возможности оснащенного твердым сплавом инструмента. Станки этого вида оснащаются несколькими суппортами и специальными люнетами, позволяющими устанавливать парный валок при калибровании, которое может производиться с помощью электрокопировальных устройств.
Вообще, существуют разные токарные станки, например в металлургической промышленности применяют специальные токарные станки для обдирки цилиндрических и конических слитков круглого и квадратного сечения:
для отрезки головной части слитка;
для разрезки многогранных бандажных слитков на заготовки для колес и бандажей колесных пар подвижного состава железных дорог.
На тепловозо- и вагоностроительных заводах и при ремонте находят применение колесотокарные (рис. 2) и осетокарные станки, предназначенные для обтачивания бандажей, ободов и осей колесных пар для подвижного состава железных дорог.
Рис. 2. Специальный колесотокарный станок 1836.
На заводах, выпускающих двигатели внутреннего сгорания, используются специальные токарные станки полуавтоматы для обработки коленчатых валов и распределительных валиков.
Обработка коренных шеек коленчатого вала и подрезание смежных с ними щек и концов вала может производиться на станках двух типов — с двусторонним или с центральным приводом. У станков с двусторонним приводом (рис. 3) задняя бабка является также ведущей, шпиндель ее вращается синхронно со шпинделем передней бабки.
Рис. 3. Полуавтоматический специализированный токарный станок 1A857 для обработки коленчатых валов.
На таких станках можно обтачивать средние коренные шейки коленчатых валов (рис. 4, α), подрезание смежных с ними щек, а также обработка соосных шатунных шеек и смежных с ними щек, если коленчатый вал закрепить так, что оси шеек совпадут с осью шпинделя станка (рис. 4, б).
Рис. 4. Схемы обработки коленчатого вала на токарном станке
Обработка коренных шеек, расположенных на концах вала, выполняется на специализированных токарных станках с центральным приводом (рис. 5). В этом случае вал, установленный в центрах, приводится через шестерню, закрепленную на предварительно обработанной средней шейке (рис. 4, в).
Рис. 5. Полуавтоматический специальный токарный станок 1А84 для обработки коленчатых валов.
Существуют разные токарные станки для одновременной обработки всех шатунных шеек коленчатого вала. В этом случае вал закрепляют так, как изображено на рис. 4, α, а суппортам, в которых закреплены резцы, сообщается движение по окружности синхронно с вращением заготовки, радиус которой равен эксцентрицитету коленчатого вала (рис. 1, 4, г).
Для обработки тяжелых коленчатых валов применяют токарные станки (рис. 6), на которых заготовку закрепляют неподвижно в люнетах 2, а последовательная обработка как коренных шеек, так и шатунных производится двумя резцами, установленными в суппортах 4 на планшайбе 3, которым сообщается радиальная подача. Планшайбе сообщается продольная подача по направляющим станины 1, а также поперечное установочное движение для совмещения центра планшайбы с центром обрабатываемой шейки коленчатого вала.
Рис. 6. Специализированный токарный станок с вращающимися резцами для последовательной обработки шеек тяжелых коленчатых валов
Для обработки кулачковых распределительных валиков используются специальные токарные многорезцовые станки полуавтоматы с двусторонним и с центральным приводом. На станках с двусторонним приводом (рис. 7) производятся обтачивание шеек и подрезание торцов кулачков в средней части вала, а также одновременное обтачивание профиля всех кулачков. Станки с центральным приводом предназначены для обработки шеек и подрезания торцов кулачков на концах распределительного валика.
Рис. 7. Полуавтоматический специальный токарный станок 1893 для обработки распределительных валиков.
В инструментальной промышленности находят применение разные токарно затыловочные станки (рис. 8) для снятия затылков у зубьев дисковых и червячных фрез и других инструментов.
Токарно затыловочные станки отличаются от универсальных токарных станков тем, что резцовой каретке 2 суппорта (рис. 9) сообщается периодическое возвратно поступательное движение, состоящее из медленной поперечной подачи вперед, при которой снимается затылок на зубе, и быстрого отскока в исходное положение.
Возвратно-поступательное движение осуществляется кулачком 1, получающим движение от вала 3, кинематически связанного с приводом вращения заготовки.
Рис. 9. Суппорт токарно-затыловочного станка.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Металлорежущие станки являются главными элементами машиностроительных производств. Ключевая роль станкостроения в машиностроении определяется тем, что все машины и разнообразные изделия создаются с помощью металлорежущих станков. Уровень развития станкостроения определяет промышленный потенциал страны, экономическую неуязвимость, обороноспособность и независимость государства.
Металлорежущий станок — это технологическая машина, предназначенная для обработки материалов резанием с целью получения деталей заданной формы и размеров (с требуемыми точностью и качеством обработанной поверхности).
На станках обрабатывают заготовки не только из металла, но и из других материалов, поэтому термин «металлорежущий станок» является условным. [1]
Металлорежущий станок (станок) — машина для размерной обработки заготовок. К станкам относят и технологическое оборудование, использующее для обработки электрофизические и электрохимические методы, сфокусированный электронный или лазерный луч, поверхностное пластическое деформирование и некоторые другие виды обработки. [7]
Помимо основной рабочей операции, связанной с изменением формы и размеров заготовки, на станке необходимо осуществлять вспомогательные операции для смены заготовок, их зажима, измерения, операции по смене режущего инструмента, контроля его состояния и состояния всего станка. В связи с большим разнообразием функций, выполняемых на станках, их целесообразно рассматривать как систему, состоящую, из нескольких функциональных подсистем. [7]
В зависимости от характера выполняемых работ различают девять групп станков. Каждая группа содержит девять типов станков, объединенных общими технологическими признаками и конструктивными особенностями [1], [3], [4], [6], [7].
Зубо-долбежные для обработки цилиндри-ческих колёс
Зуборезные для обработки конических колёс
Зубо-фрезерные для нарезания цилиндри-ческих колёс и шлицевых валов
Зубо-фрезерные для нарезания червячных колёс
Для обработки торцевых зубьев колёс
Резьбо — фрезерные
Зубо-отделоч-ные, провероч-ные и обкатные
Зубо — и резьбо — шлифо-вальные
Другие зубо — и резьбо — обрабаты-вающие
6
Фрезерные
Вертикаль-но — фрезерные консольные
Фрезерные непрерыв-ного действия
Продоль-ные одно-стоечные
Копиро-вальные и гравиро-вальные
Верти-кально — фрезерные бескон-сольные
Продоль-ные двух-стоечные
Широко — универ-сальные фрезерные инстру-менталь-ные
Горизон-тально — фрезерные консоль-ные
Другие фрезерные
7
Строгальные, долбежные, протяжные
Продоль-ные
одно-стоечные
Продоль-ные
двух-стоечные
Поперечно — строгаль-ные
Долбеж-ные
Протяж-ные горизон-тальные
Протяжные вертикаль-ные для внутрен-него протя-гивания
Протяж-ные вертикаль-ные для наружного протяги-вания
_
Другие строгаль-ные
8
Разрезные
Отрезные, оснащен-ные токарным резцом
Отрезные, оснащен-ные шлифо-вальным кругом
Отрезные, оснащен-ные гладким или насечным диском
Правűльно — отрезные
Ленточно — пильные
Отрезные с дисковой пилой
Отрезные ножовоч-ные
_
_
9
Другие
Муфто — и трубо-обрабаты-вающие
Пило-насекатель-ные
Правűльно — и бесцентро-вообди-рочные
_
Для испытания инстру-ментов
Делитель-ные машины
Баланси-ровочные
_
_
Наиболее распространенные типы станков [6]:
По степени универсальности:
По степени универсальности (специализации)станки подразделяют на универсальные, специализированные и специальные. [1]
Универсальные станки (станки общего назначения) предназначены для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве, различных по форме и размерам деталей. Станки универсальные или общего назначения предназначенны для выполнения различных операций при обработке деталей разнообразной номенклатуры. Такие станки находят применение в (индивидуальном), отчасти — мелкосерийном производстве в ремонтных цехах, МТС. Станки для особенно большого диапазона работ называют часто широкоуниверсальными. [2]
Для этих станков характерен широкий диапазон регулирования скоростей и подач. К универсальным относятся токарные, токарно-винторезные , токарно-револьверные, сверлильные, фрезерные, строгальные и другие станки как с ручным управлением, так и с ЧПУ.
Универсальные станки с ручным управлением требуют от оператора и частичной или полной реализации программы, так же выполнения функций манипулирования (смена заготовки и инструмента), контроль и измерение. Универсальные станки с ЧПУ требуют от оператора лишь отдельных функций манипулирования и контроля. При этом становиться возможным обслуживание одним оператором нескольких станков. [1], [5], [7].
Специализированные станки используют для обработки деталей одного наименования, но разных размеров. Это станки для обработки труб, муфт, коленчатых валов; зубо- и резьбообрабатывающие, токарно-затыловочные и др. Для специализированных станков характерна быстрая переналадка сменных устройств и приспособлений; они применяются в средне- и крупносерийном производстве. Являются основным оборудованием современных машиностроительных заводов. Примером могут служить токарные станки для обработки коленчатых валов или шлифовальные станки для обработки колец шарикоподшипников. [1], [5], [7].
Специальные (называются иногда узкоспециальными) станки используют для обработки деталей одного наименования и размера; их применяют в крупносерийном и массовом производстве. Для облегчения изготовления специальных станков их собирают из нормализованных узлов. Такой способ изготовления специальных станков является самым целесообразным и эффективным. Им присвоено общее название — агрегатные станки. [1], [2].
По степени специализации:
По точности станки делят на пять классов:
1. Нормальной точности (Н) — к этому классу относится большинство универсальных станков;
2. Повышенной точности (П) — станки этого класса изготовляют на базе станков нормальной точности, но предъявляют повышенные требования к точности обработки ответственных деталей станка, качеству сборки и регулировки;
3. Высокой точности (В) — точность станков этого класса достигается благодаря специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, качеству сборки и регулировки станка в целом;
4. Особо высокой точности (А) — требования, предъявляемые при изготовлении таких станков, еще более жесткие, чем при изготовлении станков класса В;
5. Особо точные (С), или мастер-станки — на них изготавливают детали для станков классов точности В и А.
Прецизионные станки (классов точности В, А и С) желательно эксплуатировать в термоконстантных цехах, в которых температура и влажность регулируются автоматически. [1], [3].
В зависимости от массы станка:
В зависимости от массы станки подразделяют на легкие ( < 1 т), средние (1 … 10 т) (нормального веса по ранее разработанной классификации) и тяжелые(> 10 т) .
В свою очередь тяжелые станки бывают крупные (10 … 30 т), собственно тяжелые (30 … 100 т) и уникальные (> 100 т).
Для станков внутришлифовальных, хонинговальных и зубообрабатывающих градация тяжелых станков иная: крупные станки — от 10 до 29 т, тяжелые — от 20 до 60 т, особо тяжелые — массой более 60 т. [1], [2].
По степени автоматизации:
По степени автоматизации различают станки с ручным управлением, полуавтоматы и автоматы.
В станках с ручным управлением пуск и останов станка, переключение скоростей и подач, подвод и отвод инструмента, загрузку станка заготовками и разгрузку готовых деталей и другие вспомогательные операции выполняет рабочий.
Полуавтомат — станок, работающий с автоматическим циклом, для повторения которого требуется вмешательство рабочего. Например, загрузку на станок заготовки и разгрузку обработанной детали рабочий осуществляет вручную, после чего он включает станок для повторения следующего цикла.
Автомат производит все рабочие и вспомогательные движения цикла технологической операции и повторяет их без участия рабочего, который лишь наблюдает за работой станка, контролирует качество обработки и при необходимости подналаживает станок, т. е. регулирует его для восстановления достигнутых при первоначальной наладке точности, взаимного расположения инструмента и заготовки, а также качества получаемой детали.
Под циклом понимают промежуток времени от начала до конца периодически повторяющейся операции независимо от числа одновременно обрабатываемых заготовок. [1]
В зависимости от расположения шпинделя:
В зависимости от расположения шпинделя станки бывают горизонтальные, вертикальные и наклонные.
По степени концентрации операций:
По степени концентрации операций станки подразделяют на одно- и много- позиционные.
Концентрация операции — это возможность одновременной обработки на станке различных поверхностей заготовки многими инструментами. При этом развитие шло по двум направлениям: создание одно- позиционных, много- инструментальных станков, когда одновременно несколькими режущими инструментами обрабатываются различные поверхности одной заготовки, и разработка многопозиционных много- инструментальных станков, одновременно обрабатывающих две заготовки и более. [1]
Источники:
[1] Проектирование автоматизированных станков и комплексов: учебник: в 2 т. / под ред. П. М. Чернянского. — 2-е изд., испр.- М. : Изд-во МГТУ им. Н. Э. Баумана, 2014.
[2] Металлорежущие станки: учебник: под ред. д.т.н. проф. Н. С. Ачеркана. М. : Изд-во МАШГИЗ, 1957
[3] Металлорежущие станки: Колл. Авторов под ред. проф. В. К. Тепинкичиева. М., «Машиностроение», 1973
[4] Металлорежущие станки. Учеб. пособие для втузов Н. С. Колев, Л. С. Красниченко, Н. С. Никулин и др. — 2-е изд., перераб. и доп. — М., «Машиностроение», 1980
[5] Металлорежущие станки: А. М. Трофимов Учеб. пособие для техникумов. — 2-е изд., перераб. и доп. — М., «Машиностроение», 1979
[6] Металлорежущие станки (альбом общих видов, кинематических схем и узлов). А. М. Кучер, М. М. Киватицкий, А. А. Покровский. — М., «Машиностроение», 1972
[7] Металлорежущие станки: Учебник для машиностроительных втузов/Под ред. В. Э. Пуша. — М., «Машиностроение», 1985
10 удивительных специализированных машин, которые стоит увидеть
Специализированные машины — это оборудование, которое может выполнять определенные задачи, на которые не способны их обычные аналоги. Такое оборудование оснащено особыми функциями, такими как способность работать лучше и быстрее, чем обычное оборудование. Специализированные машины стали незаменимым компонентом горнодобывающих, строительных и коммунальных проектов во всем мире. Они придали этим проектам новое измерение, подняв их производительность на несколько ступеней. Мы составили список некоторых специализированных машин, принадлежащих к определенным нишам, которые вы должны увидеть. Просто взгляните!
1 Мостоукладчик SMB для параболических кривых с наклоном
Мостоукладчики специального типа от SMB Construction International GmbH (SMB) используются для строительства параболических кривых с наклоном. Эти асфальтоукладчики, оснащенные точно управляемыми катками, помогают выполнять точное уплотнение наклонных и параболических дорожных покрытий.
Мостоукладчик SMB для параболических кривых с наклоном. Изображение предоставлено: smb-ci.com
Несколько дорожных дорожек имеют изгибы или арки, выполненные в форме параболы. Для строительства таких параболических кривых с уклоном используется уникальный вид мостоукладчика. Одной из таких компаний, поставляющих эти мостоукладчики, является SMB Construction International GmbH (SMB). Точная и качественная укладка криволинейных дорожных покрытий достигается за счет точно управляемых катков мостоукладчика. Эти катки, поддерживаемые электрическими гидравлическими тросовыми лебедками, обеспечивают мощную силу для выполнения сложных строительных задач.
Высокоточные датчики, установленные на асфальтоукладчике с крутыми поворотами, обнаруживают и сканируют контрольные рельсы, примыкающие к шасси асфальтоукладчика. После успешного сканирования со всех сторон датчики передают эти данные в централизованную вычислительную систему. Это позволяет гидравлическим системам оборудования точно перемещать шасси асфальтоукладчика и выглаживающую плиту в нужное положение.
Мостовой асфальтоукладчик подается через установленный сбоку резервуар для хранения, который заполняется с помощью экскаватора или заправочной машины. Шнековые питатели транспортируют материал к выглаживающей плите и обеспечивают равномерное распределение по всей ширине. ( Источник )
Рекламные объявления
2 Крепление для грузовика Dutchman с изогнутым отвалом 100 дюймов
Крепление для грузовика с изогнутым отвалом 100 дюймов от Dutchman Industries идеально подходит для выкапывания деревьев до 12 дюймов. Его уникальные отвалы «холодной штамповки» в сочетании с невероятным замком подъемной мачты обеспечивают большую мощность копания.
Крепление для грузовика Dutchman с изогнутым отвалом 100″. Изображение предоставлено: dutchmantruckspade.com
100-дюймовая тележка Dutchman с изогнутым лезвием используется для пересадки больших деревьев, когда ручная пересадка чрезвычайно трудоемка и требует много времени. Эта лопата для деревьев, предназначенная для выкапывания до 12 дюймов, является одной из самых специализированных машин в мире для пересадки деревьев. Лопата для дерева установлена на кузове грузовика с 20 000 передних и 46 000 задних. Он оснащен специальными лезвиями «холодной формы», которые охватывают деревья, вгрызаются в землю, а затем поднимают деревья над землей. Затем укоренившиеся деревья вывозят на предназначенный участок для пересадки или пересадки.
Крепление для грузовика Dutchman’s Curved-Blade 100″. Изображение предоставлено: dutchmantruckspade.com
100-дюймовая тележка с изогнутым отвалом поставляется с устройством для копания, которое использует гидравлические цилиндры для вдавливания копающих ножей в почву. Эти цилиндры соединяются с лопастями и круглой рамой. Круглая рама оборудования предлагает достаточно места для размещения широких деревьев.
Рама также имеет гидравлический запирающий механизм, предотвращающий ее открытие при вдавливании копающих ножей в землю. Имеется «фиксирующая подъемная мачта», которая исключает перемещение лопаты и делает транспортировку более удобной и безопасной. Лопата для деревьев также поставляется со скребками, чтобы предотвратить прилипание почвы. ( 1, 2, 3, 4)
Объявления
3 Ligchine SCREEDSAVER ELITE Трехмерная бетонная стяжка с лазерным наведением
Ligchine Screedsaver Elite 3D Concrete Screed машина с 12-футовой головкой с боковым смещением а большой метлой можно выровнять бетонные полы как профессионал. 3D-модель предлагает площадь покрытия 216 квадратных футов за проход, что обеспечивает крупносерийное производство и оптимальную производительность рабочей площадки.
Ligchine SCREEDSAVER ELITE Трехмерная бетонная стяжка с лазерным наведением. Изображение предоставлено: forconstructionpros.com
Screedsaver Elite 3D Concrete Screed machine от Ligchine — это новая модель с лазерным наведением среди эксклюзивной линейки специализированных машин. Выравнивающая машина с 12-футовой головкой с боковым смещением выглаживает самые большие препятствия. Он оснащен секциями стрелы для тяжелых условий эксплуатации, длина которых достигает 18 футов. Специализированная комбинация головки и щетки обеспечивает увеличение площади обработанных квадратных метров за проход, которая составляет 216 квадратных футов за проход.
Машина для трехмерной бетонной стяжки также оснащена системой трехмерной бетонной стяжки с лазерным управлением, которая обеспечивает прецизионную точность и большие объемы производства для укладки бетона с трехмерным контуром.
При длине 14 футов 6 дюймов и высоте 5 футов 5 дюймов модель Elite имеет узкую конструкцию шасси для лучшей навигации. Полный привод обеспечивает улучшенное перемещение выглаживающей плиты от рабочей площадки к месту укладки. Также улучшены элементы управления для большей настраиваемости и точности укладки. ( 1, 2, 3, 4)
Реклама
4 Kraft Training Gerat, также известный как силовой тренажер для метания копья
Kraft Training Gerat или «KTG» — это специальное немецкое силовое оборудование для элитных метателей копья, позволяющее развивать силу и скорость. Салазки устройства загружают грузы весом 22 фунта до максимального веса 30,42 фунта.
Тренажер Kraft Training Gerat (KTG) — это немецкое устройство для силовых тренировок, которое помогает метателям копья повышать свою силу и скорость. Оборудование, используемое Йоханнесом Феттером, золотым призером чемпионата мира 2017 года в Германии, также позволяет спортсменам выполнять идеальный бросок с меньшим риском получения травмы.
Специализированное устройство для силовых тренировок представляет собой переносные салазки весом 8,36 фунта, прикрепленные к наклонной балке, которая выдерживает вес до 30,42 фунта. Спортсмены могут бросать сани, имитируя метание копья. Затем машина отображает точную скорость броска вместе с траекторией в режиме реального времени. ( 1, 2)
Реклама
5 Огнеметы для пропашных культур Red Dragon®
Четырехрядный огнемет Red Dragon® Row Crop Flamers — это , используемый для прополки пламенем на пропане для уничтожения сорняков без гербицидов или пестицидов.
Огнеметы Красного Дракона. Изображение предоставлено: flameengineering.com
Red Dragon® Row Crop Flamers — одна из ограниченных, но наиболее специализированных машин, используемых в области традиционного и органического земледелия. Он поставляется с резервуаром для подачи пропана, который стреляет пламенем с температурой до 2500 градусов по Фаренгейту в целевые сорняки. Более высокие температуры заставляют воду в сорняках кипеть и разрушают их клеточные стенки. В результате растение теряет всю свою влагу и в итоге погибает.
В комплект поставки входят монтажные кронштейны для ножек навесного бруса, шланги, топливный фильтр, горелки, главный выключатель, защита клапана и комплект горелки. Он работает на пропане, который не токсичен, не загрязняет окружающую среду и полностью горит. Это позволяет производителям экологически чистых продуктов и традиционным фермерам бороться с сорняками без каких-либо пестицидов или гербицидов. Огнемет, работающий на пропане, экономически эффективен и лучше всего работает с широким спектром культур, таких как морковь, кукуруза, майло и салат. ( 1, 2, 3)
10 Необычные конструкции, которые действительно служат цели
Специализированная машина | Морита и компания
Сфера деятельности
Специализированная машина
Специализированная машина
Мы предлагаем широкий спектр специализированных машин для сборки, контроля, машинного процесса
, проверки и транспортировки в соответствии с вашими запросами.
Наши передовые технологические навыки, которые могут обеспечить высокую точность, и «Total FA System» могут поддержать ваш бизнес на каждом этапе; машинное исследование, производство и разработка системы.
5 преимуществ нашей общей системы FA
#1
Мы обеспечиваем системную интеграцию как для отдельных машин, так и для линий. Мы поддерживаем вас от стадии обучения до послепродажного обслуживания.
#2
У нас есть ноу-хау и достижения, особенно в производстве кузнечных станков и машин для массового производства металлических деталей.
#3
Мы добиваемся экономии рабочей силы и энергии за счет повышения производительности и гибкости.
#4
Наши машины соответствуют стандартам UL・CE. Мы установили и наладили наши машины на заводах наших клиентов за границей.
#5
Мы предлагаем новый технологический метод Наш богатый опыт в автомобильной, авиационной, сталелитейной и электротехнической промышленности поможет вам найти новый технологический метод или
Наши технические навыки
Узнать подробности
Технология обработки
Горячий калибровочный пресс
+
Детали самолетов должны быть очень легкими и прочными, поэтому используются специальные материалы, такие как титановый сплав. Горячий калибровочный пресс может прессовать специальные материалы при высокой температуре (800 градусов). Мы успешно разработали это, сочетая прессование и технику теплозащиты.
Станок для производства проволоки для сиденья
+
Отрезанная и выправленная на заданную длину заготовка устанавливается в заданном положении на устройство подачи материала и выполняется автоматическая формовка.
Автоматический гибочный станок
+
Автоматический гибочный станок – это оборудование для формирования и обработки стабилизатора поперечной устойчивости.
Сборка
Машина для склеивания автомобильных сидений
+
Подушечка и сиденье для автомобилей скреплены термосклеиванием. Требуется усовершенствованная термообработка.
Машина для установки шайб для малых пружин
+
На малой пружине установлена металлическая шайба.
Машина для склеивания резины
+
Клей наносят на резину и дают ему высохнуть. Затем устанавливается на металлическую планку.
Осмотр
Машина для проверки цепи привода ГРМ
Машина для осмотра втулки кривошипа
Машина для проверки размеров вала
Трансфер
Машина для перемещения алюминиевых колес
+
Данное оборудование предназначено для перемещения алюминиевых колес в процессе производства автомобилей. Мы добились автоматизации передачи тяжелых колес.
Машина для загрузки магазина лезвий
+
Машина для переноса болтов
+
Управление
Проектирование управления
Система FA с использованием программы секвенсора, разработанной производителями, в том числе зарубежными. (MITSUBISHI, OMRON, KEYENCE, SIEMENS, Allen-Bradley)
Робот
Устройство для переноса с использованием роботов производства FANUC, YASKAWA, NACHi, Kawasaki и др.
Ленточнопильные станки по металлу от производителя ПАО Долина по России и СНГ
СМОДЕЛИРУЙ СВОЙ СТАНОК
Пресс-центр
Подписаться на новости
Карта сайта
Главная
/
Продукция
/
Кузнечно-прессовое и металлообрабатывающее оборудование
/ Ленточнопильные станки по металлу
Ленточнопильный станок по металлу ЛПС8535Н (350х520)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС8535 (350х500)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС8542 (420х600)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС8552 (520х700)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС8560 (600х800)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС8580 (800х800)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС85101 (1010х1010)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС85130 (1300х1300)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС85150 (1500х1300)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС85180 (1800х1800)
Получить коммерческое предложение
Ленточнопильный станок по металлу ЛПС8565Н (650х650)
Получить коммерческое предложение
Ленточнопильный станок по металлу вертикальный ЛПС8530В (300х300)
Получить коммерческое предложение
Что такое ленточнопильный станок по металлу
Ленточнопильный станок относится к классу металлообрабатывающего оборудования, предназначенного для скоростной резки металлических заготовок. Хорошо справляется с поставленными задачами в условиях высокой загрузки, позволяя сэкономить время и сократить трудовые затраты. При этом качество получаемых изделий отвечает самым высоким стандартам.
Конструкция
Типовой ленточнопильный станок состоит из следующих элементов:
Режущее полотно. Является основным рабочим инструментом данного типа оборудования.
Узел лентодержателей. Обеспечивает правильное положение полотна и удерживает его от поперечного перемещения для более точного реза.
Электродвигатель, сообщающий через редуктор движение полотну.
Система управления процессом резания.
Стол — рабочая поверхность, на которой располагаются заготовки для последующей резки.
Габариты станка отличаются компактностью, поэтому разместить его можно даже в условиях ограниченного пространства. Шумовые характеристики не превышают норму. Предельная простота конструкции гарантирует легкость обслуживания и эксплуатации.
По типу управления различают:
Автоматические ленточнопильные станки.
Полуавтоматические ленточнопильные станки.
Ручные ленточнопильные станки.
Информационный буклет про ленточнопильные станки:
Ленточнопильные станки по металлу (pdf)
Преимущества
Следующие особенности выделяют ленточнопильные станки из ряда другого отрезного оборудования:
Точная резка с предельным отклонением до 0,5 мм
Возможность резки под углом. Угол можно изменять до 60
Экономия материала за счет малой ширины пропила
Качество поверхности после резки имеет хорошие показатели шероховатости
Продукция завода «Долина»
ПАО «Долина» серийно производит, а также занимается проектированием ленточнопильных отрезных станков по металлу с высокой скоростью резания. Они представляют собой надежное и долговечное оборудование, подходящее для обработки заготовок из различных металлов и сплавов, включая чугун, сталь, цветные металлы. Поддерживается работа как с единичной заготовкой, так и резка в пакете. Все детали, для изготовления станков поставляются отечественными производителями. Это сказывается на стоимости выпускаемого оборудования, значительно более низкой по сравнению с зарубежными аналогами. Кроме того это влияет на доступность запасных частей, а также цену ремонтных работ и обслуживания в сторону удешевления.
Станки представлены в трех исполнениях:
Одноколонные ленточнопильные станки с гидравлическим приводом.
Двухколонные ленточнопильные станки с гидравлическим приводом.
Маятниковые ленточнопильные станки имеющие одну опору.
Заказчик может выбрать либо полностью автоматизированное оборудование, поддерживающее ручной контроль, полуавтоматическое, подразумевающее возврат пильной рамы вручную или ручное. Вне зависимости от типа, оно выдерживает температурный режим от −27 до +34⁰C. Все станки являются очень надежными и способны проработать более двадцати лет при соблюдении требований эксплуатационных документов.
Порядок заказа
Оформление заказа происходит в несколько этапов. После выбора нужной модели на сайте завода, необходимо оформить заявку. Рассмотрев ее, менеджеры компании связываются с клиентом и уточняют все детали заказа. Специалисты по монтажу и настройке, выезжают на площадку заказчика производят установку оборудования и его отладку.
ПАО «Долина» осуществляет гарантийное обслуживание всего реализуемого оборудования. Компания оказывает профессиональную помощь по выбору подходящего варианта и установке в зависимости от производственных мощностей и целей заказчика. Осуществляется доставка ленточнопильных станков по России и в страны СНГ.
Получить консультацию
СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ
Работаем
по всему миру
285
произведено за 2021 год
станков
31
нам доверяют
тысяч клиентов
80
на рынке
лет
Оренбургская обл. г. Кувандык ул. Школьная, 5
+7 (35361) 37-5-41
ПАО ‘КУВАНДЫКСКИЙ ЗАВОД КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ ДОЛИНА’
К началу страницы
WhatsApp
VK
ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК ПО МЕТАЛЛУ ЛПМ-450
Горизонтальный ленточнопильный станок по металлу ЛПМ-450 предназначен для высокопроизводительного резания черного и цветного металла с максимальной шириной 600мм и максимальной высотой 450мм. На станке установлен гидравлический механизм плавного подъема и опускания каретки с режущим полотном. Прижим заготовки осуществляется регулируемыми передвижными гидравлическими тисками. Возможна плавная регулировка скорости подачи пилы до 110 м/мин. Ленточнопильный станок ЛПМ-450 оборудован системой автоматической подачи СОЖ и карцовочной щетки для удаления стружки с ленточного полотна. Пильная рама может изменять угол резания в обе стороны (-60 — 0 — 60 градусов). Угол резания контролируется по электрическому угломеру.
2. Высокая производительность за счет управления двигателем
3. Имеет быстрые зажимы, которые можно поворачивать от 0° до 45°
4. Скорость опускания дуги пилы контролируется гидравлическим цилиндром
5. Благодаря системе охлаждения можно продлить срок службы пильного диска и повысить точность обрабатываемой детали. длина)
7.Основной технический параметр
Артикул №
188010
Модель
БС-912Б
Вместимость
Круглый под углом 90°
229 мм (9 дюймов)
Прямоугольный @90°
178×305 мм (7”x12”)
Круглый @45°
150 мм (6 дюймов)
Прямоугольный @45°
127×150 мм (5”x6”)
Скорость отвала
при 60 Гц
32,60,88,115 м/мин
при 50 Гц
26,50,73,95 м/мин
Размер лезвия
27×0,9х2655мм
Мощность двигателя
1,1 кВт 1,5 л. с. (3 фазы), 1,5 кВт 2 л. с. (1 фаза)
Привод
Клиновой ремень
Размер упаковки (дюймы)
60x23x45
Н.В./Г.В.(фунт)
507/573
BS-912B Руководство
KAKA Industrial предоставляет на этот продукт гарантию 12 месяцев.
1. 10 дней с даты поставки. По истечении этого времени претензии о возмещении ущерба и несоответствия заказа не принимаются. 2. ПРЕЖДЕ, чем возвращать какие-либо материалы, вы должны получить номер RGA, выданный Kaka Industral. 3. Возвращенные материалы должны быть получены в Kaka Industrial в новом состоянии и в оригинальной упаковке. 4. Измененные товары возврату не подлежат. 5. Покупатель несет ответственность за все расходы по доставке. 6. Ко всем возвратам применяется комиссия за пополнение запасов в размере 15%.
Промышленные горизонтальные и вертикальные ленточнопильные станки
Промышленные ленточнопильные станки: горизонтальные и вертикальные
Ленточнопильные станки являются важным элементом оборудования в любой производственной среде. Они используются для резки металла, дерева и других материалов. Ленточные пилы бывают как горизонтальными, так и вертикальными моделями, каждая из которых имеет свои преимущества в зависимости от области применения.
Сверхтонкое и сверхострое полотно ленточной пилы движется с высокой скоростью. Это позволяет станку непрерывно делать ровные пропилы в заготовке. Различные съемные лезвия делают промышленную ленточнопильную машину по металлу чрезвычайно универсальной и позволяют резать различные материалы.
Компания Penn Tool Co. предлагает широкий ассортимент ленточнопильных станков, которые быстро справятся с любым проектом. Независимо от размера, вы обязательно найдете то, что идеально подойдет для вашего магазина.
Горизонтальные и вертикальные ленточнопильные станки для промышленного применения
Горизонтальные и вертикальные ленточнопильные станки являются важными инструментами в производстве, основной функцией которых является резка различных материалов неправильной формы. Каждый из них имеет свои преимущества и недостатки, которые могут сделать их более подходящими для одних приложений по сравнению с другими.
Горизонтальные ленточнопильные станки
Промышленные горизонтальные пилы прекрасно дополнят любой механический цех. Эти пилы способны быстро распиливать плоские материалы на заданные формы и размеры, поэтому они так популярны на производстве и в других промышленных условиях.
Настольная горизонтальная ленточная пила, такая как настольная горизонтальная ленточная пила Dake SE-5X8, идеально подходит для магазинов с прочными рабочими столами. Некоторые машинисты могут предпочесть использовать более портативную установку, такую как портативная ленточная пила для резки металла Baileigh. Для любой операции у Penn Tool Co. есть необходимое надежное оборудование.
Вертикальные ленточные пилы
Вертикальные пилы также используют быстро движущиеся полотна, но они перемещаются по рабочей поверхности вертикально, а не горизонтально. Эти машины часто используются для выполнения прямых или криволинейных разрезов листового металла или других тонких листов металла, таких как алюминий.
Вертикальная ленточная пила Baileigh Woodworking, например, является жизненно важным оборудованием для любого, кто производит изделия из дерева. В качестве альтернативы, мастерские, которым необходимо одновременно работать с деревом и металлом, могут обратиться к вертикальной ленточной пиле Jet 14″ по металлу/дереву с регулируемой скоростью.
Говоря об универсальности, существует несколько комбинированных пил, которые сочетают в себе преимущества горизонтальных и вертикальных ленточнопильных станков.
Грабли веерные стальные, 190 — 520 х 1200 — 1500 мм, 15 зубьев, раздвижные, стальной черенок, Palisad
Грабли веерные стальные, 190 — 520 х 1200 — 1500 мм, 15 зубьев, раздвижные, стальной черенок, Palisad
6177155
Грабли веерные стальные, 420 х 1585 мм, 22 круглых зуба, эмалированные, стальной черенок, Palisad
Грабли веерные стальные, 420 х 1585 мм, 22 круглых зуба, эмалированные, стальной черенок, Palisad
Грабли веерные пластиковые 20 зубьев 76301
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Веерные грабли служат для сбора мусора с лужаек и газонов. Они изготовлены из прочного пластика, благодаря чему рассчитаны на долгий срок службы. Легкая конструкция обеспечивает удобство в использовании, позволяя работать как взрослым, так и детям. Для крепления черенка предусмотрено специальное отверстие.
Под заказ: доставка до 7 дней 382 ₽
Бокситогорск
Васкелово
Вырица
Кингисепп
Коммунар
Луга
Морозова
Ново-Токсово
Отрадное
Романовка
Рощино
Сестрорецк
Сиверский
Тихвин
Ульяновка
Черемыкино
В наличии 382 ₽
Великий Новгород (2)
Волхов (4)
Выборг (1)
Выра (5)
Гатчина (3)
Грузино (2)
Заполье (2)
Зеленогорск (2)
Кириши (1)
Кировск (6)
Колпино (6)
Колтуши (4)
Лодейное Поле (1)
Лосево (2)
Мурино (3)
Песочный (2)
Приозерск (4)
Псков (7)
Всеволожск (4)
Сланцы (3)
Сосново (1)
Сосновый Бор (3)
Токсово (2)
Тосно (3)
Характеристики
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Грабли веерные пластиковые 20 зубьев 76301 на сайте носят информационный характер и не являются публичной офертой, определенной п. 2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Грабли веерные пластиковые 20 зубьев 76301 в магазине Сестрорецк вы можете в интернет-магазине «ВИМОС».
Сертификаты
23765924 Отказное письмо ? 967.pdf
Статьи по теме
Обустройство огорода
Экопарковка с применением газонной решетки «Соты» (Hexarm)
Садовые бордюры для клумб и газонов
Никаких фокусов с Pinotex Focus Aqua
Главная опасность укрытия парников пленкой
Шифер волновой – долговечный кровельный материал
Забота об урожае начинается сейчас
Как правильно выбрать теплицу
Преимущества и особенности тротуарной плитки
Core Builders Providers Ltd.
Заказать онлайн True Temper Eagle 18-дюймовые полилистовые грабли с 20 зубьями на CoreBuild.ie Ирландия
Дом
/
Главная | Сад
/
Грабли и прополка
/
org/ListItem»> True Temper Eagle 18-дюймовые полилистовые грабли с 20 зубьями
Производитель:
Истинный характер
Будьте первым кто оценит этот продукт
Основные характеристики — Быстрая доставка на дом — Бесплатная доставка по Дублину при заказе на сумму более 300 евро — Доступна быстрая доставка по всей стране
Артикул: ГЛ-ПР-Б
Доступность: В наличии
€16,24 с НДС
Кол-во:
я час
Грабли для листьев True Temper Basics Poly — это легкие, но прочные грабли с пластиковой головкой и 20 зубьями для очень широкого охвата во время использования. Специально разработанная головка имеет широкий радиус действия для эффективного сбора листьев. Легкий вес и длинная ручка снижают нагрузку на спину и усталость. Рукоять изготовлена из массива твердой древесины для прочности и долговечности.
0 обзор(ы)
0,0 0
Напишите свой отзыв Закрыть
Товар можно просмотреть только после его покупки
Только зарегистрированные пользователи могут оставлять отзывы
Заголовок отзыва:
*
Текст отзыва:
*
Рейтинг:
Плохо
1 2 3 4 5
Отлично
Грабли для листьев для садоводства и ухода за газоном в Ace Hardware
Купить по:
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выбрать 2 или более продуктов для гарнира параллельное сравнение функций. Сравнить
Выберите 2 или более продуктов для параллельного сравнения функций. Сравнить
Выберите 2 или более продуктов для сравнения характеристик. 004
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продукты для гарнира параллельное сравнение функций.Сравнить
Выберите 2 или более продуктов для прямого сравнения характеристик. 015
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
90 014 Выберите 2 или более товаров для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
рядом сравнение функций.Сравнить
Выберите 2 или более продуктов для сравнения характеристик. 015
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или несколько продуктов для параллельное сравнение функций.
ВсеРЕЗЬБОНАРЕЗНОЕ ОБОРУДОВАНИЕ- Электрические резьбонарезные манипуляторы РУСИФИЦИРОВАННЫЕ- — Верстаки-столы для манипуляторов- — Инсталяции для крепления к верстакам- — Головки предохранительные для метчиков- — Плашкодержатели для манипуляторов- Пневматические резьбонарезные манипуляторы- Патроны резьбонарезные — — Головки для метчиков предохранительные- Резьбонарезные пневматические машины- Резьбонарезные станки для труб, шпилек и прутка- — Резьбонарезные головки для станков- — Резьбонарезные ножи для резьбонарезных станков- Резьбонарезные электро-клуппы- — Метрические головки для клуппов- — Резьбонарезные ножи для клуппов- — — Ножи, BSPT правая- — — Ножи NPT- Сверлильно-резьбонарезные станкиУДАЛЕНИЕ ФАСКИ — Ручные фаскосниматели- Автоматические кромкорезы по металлу — Трубные фаскосниматели — Трубные фаскосниматели Серии WE PBM- Трубные фаскосниматели Серии P3-PG (ТТ, ISY, TGM)- Разъемные труборезы-фаскосниматели — Оснастка и аксессуары- Машины для снятия фаски с деталей сложной формыСВЕРЛЕНИЕ МЕТАЛЛА- Сверлильные станки на магните- — С диаметром сверления до 50мм- — С диаметром сверления более 50мм- — Станки магнитные с реверсом- — Пневматические станки на магните — Корончатые сверла(кольцевые фрезы)- — Корончатые сверла ( быстрорежущая сталь) — — — Корончатые сверла (фрезы) серии Gold-line- — — Сверла с универсальным хвостовиком Nitto + Weldon 19- — — Сверла с хвостовиком FEIN Quick-IN- — — Корончатые свёрла GOLD-LINE для пакетного сверления- — — Сверла с диаметрами в дюймах, хвостовик универсальный Nitto + Weldon 19- — — Корончатые свёрла GOLD-LINE для пакетного сверления для диаметров в дюймах- — Корончатые сверла(с напайками твердосплав) — — Направляющие(штифты) для кольцевых фрез- Оснастка для сверлильных станков- Зенкеры и ступенчатые сверла- Патроны резьбонарезные — Смазочно-охлаждающие вещества для сверления- Рельсосверлильные станки — Сверлильные станки Optimum- Радиально-сверлильные станки ТЕХНИЧЕСКИЕ ЩЕТКИ- Щетки нержавеющие- — Щетки нержавеющие дисковые М14 (гофрированная проволока)- — Щетки нержавеющие дисковые 22,2мм посадка( гофр проволка)- — Щетки нержавеющие дисковые М14 (жгутовая проволока)- — Щетки нержавеющие дисковые жгутовые 22,2мм посадка- — Щетки нержавеющие чашечные(гофрированная проволока)- — Щетки нержавеющие чашечные( жгутовая проволока)- — Щетки нерж конические-конусные ( гофрированная проволока)- — Щетки нерж конические-конусные ( жгутовая проволока) — — Щетки нержавеющие для дрели- — Ручные щетки — — Lessmann — Цилиндрические щётки- — Lessmann — Щётки для сварщиков- — Lessmann — Дисковые щётки- — Lessmann — Цилиндрические щётки для удаления заусенцев- — Lessmann — Концевые щетки для снятия заусенцев- — Щетки для станков- ЩЕТКИ СТАЛЬНЫЕ- — Чашечные жгутовые М14- — Чашечные гофрированные М14- — Конические М14- — Гофрированные чашечные М14- — Конические жгут М14- — Щетки дисковые жгутовые 22,2 — Ручные щеткиЩетки для браширования дерева- Щетки для УШМ(болгарок) М14- Щетки-валики для щеточных машин с валом 19мм и УШМ- Щетки для Makita(Макита)9741 — Щетки для дрели- Щетки для щеточных шлифмашин FestoolЗАТОЧНЫЕ СТАНКИ — Станки для заточки дисковых пил — Станки для заточки спиральных сверл — Универсальный заточной центр- Станок для заточки плоских ножей- Станки для заточки дисковых ножей — Станок для заточки электродов и игл- Ручной заточной станок с визуальным эффектом- Станки для заточки корончатых сверл- Универсальные заточные центры- Станки для заточки концевых фрез — Станки для заточки метчиковРЕЗКА МЕТАЛЛА- Газорезательные машины- Пилы по металлу — Ленточнопильные станки- Пильные диски- Электрические труборезы- — Диски EXACT- Разъемные труборезы-фаскосниматели — Машины для выполнения отверстий в трубах и днищах- Ручные труборезыПНЕВМАТИЧЕСКИЕ ИНСТРУМЕНТЫ- Молотки рубильные пневматические- Пневматический инструмент с подачей воды для камнеобработки- Пневматический вибратор для уплотнения футеровочной смеси- Пневматическая шлифовальная машинка- — Радиальные прямые шлифмашины — — Пневматические УШМ — — Торцевые шлифмашины — — Цанговые шлифмашины( бормашины) — — Орбитальные, плоскошлифовальные, вибрационные шлифмашины- — Пневматические полировальные машины — — Пневматические ленточные машины — Пневматические дрели- — Пневматические дрели пистолетного типа- — Пневматические угловые дрели — — Пневматические дрели прямого типа- Фрезеры-дрели для срезания и рассверливания заклепок- Пневматические гайковерты — — Гайковерты ударные серии ТТ — — Гайковерты ударные серии ИП — — Гайковерты трещоточные — — Гайковерты ударные с квадратом 1/2- — Гайковерты ударные с квадратом 3/4- — Гайковерты ударные с квадратом 1- — Гайковерты ударные с квадратом 1-1/2- — Гайковерты ударные с квадратом 2- — Гайковерты ударные с квадратом 2-1/2- — Угловой пневматический гайковерт- — Гайковерты с открытым зевом- — Гайковерты с контролем крутящего момента ударные- — Гайковерты накидные- — Гайковерты взрывобезопасные ATEX- — Гайковерты пневматические гидроимпульсные- Пневмошуруповерты пистолетного, прямого и углового типа- — Шуруповерты пневматические пистолетного типа — — Шуруповерты пневматические прямого типа — — Шуруповерты пневматические углового типа- Резьбонарезные машины — Клепальные пневматические молотки- Молотки рубильные, зубильные, игольчатые- — Молотки зубильные пневматические — — Молотки игольчатые пневматические — Пилы пневматические, лобзики пневматические- Пневматические ножницы- Пневматические напильники и надфили- Просекатели-кромкогибы- Пневматические клещи( кусачки) — Пневматические фаскосниматели- Пневматические скребки( шаберы) ЗАКЛЕПОЧНЫЙ ИНСТРУМЕНТ- Аккумуляторные заклепочники- Электрические заклепочники- Пневмо-гидравлические заклепочники — Поддержки с гасителем вибрации для клепальных молотков- Насадки-заклепочники на дрели-шуруповерты- Клепальные молотки ударного действия- Ударные оправки (обжимки) для клепальных молотков- Пресс- заклепочникиШЛИФОВАЛЬНЫЕ ЛЕНТОЧНЫЕ СТАНКИМАГНИТНОЕ ОБОРУДОВАНИЕ- Магнитные угольники — Магнитные грузозахватыМУЛЬТИПЛИКАТОРЫ КРУТЯЩЕГО МОМЕНТА- Мультипликаторы колесные механические прямого типа- Мультипликаторы индустриальные механические горизонтального типа- Мультипликаторы индустриальные механические прямого типаБАЛАНСИРЫ ДЛЯ ИНСТРУМЕНТА- Балансиры пружинные- — Балансиры пружинные AIRPRO- — Балансиры пружинные CARL STAHL KROMER- — — Балансиры тросовые CARL STAHL KROMER- — — Балансиры тросовые уравновешивающие CARL STAHL KROMER- — — Балансиры шланговые CARL STAHL KROMER- — Балансиры пружинные ТТГИДРОИМПУЛЬСНЫЙ ИНСТРУМЕНТ- Гидроимпульсные гайковерты- — Гидроимпульсные гайковерты прямого типа- — Гидроимпульсные гайковерты пистолетного типа- Гидроимпульсные шуруповертыСАНТЕХНИЧЕСКИЙ ИНСТРУМЕНТ- Оборудование для телеинспекции трубопроводов- Гидродинамические машины для промывки труб- — Гидродинамические машины с электрическим приводом- — Гидродинамические машины с бензиновым двигателем- Промывка систем отопления и водоснабжения- — Промывочные компрессоры- — Насосы для промывки теплообменного оборудования- — Реагенты для промывки теплообменников и котлов- — Аксессуары и принадлежности для компрессоров- — Нейтрализаторы- — Насосы для промывки инженерных систем- — Реагенты для промывки и очистки систем отопления- — Ингибиторы коррозии и отложений- — Жидкий герметик для систем отопления- — Аксессуары и принадлежности для насосов- — Средства индивидуальной защиты- — Проточные нагреватели реагентов- Опрессовочные насосы- — Детекторы утечек- — Опрессовщики ручные- — Опрессовщики электрические- — Опрессовщики для испытаний систем газоснабжения- Желобонакатное оборудование — Резьбонарезные электро-клуппы- — Резьбонарезные ножи для клуппов- Промывочные компрессоры и опрессовщики- Оборудование для прочистки и инспекции труб- Машины и инструмент для прочистки труб- — Устройства для ручной прочистки труб- — Устройства для механической прочистки труб- — Спирали и насадки для прочисткиСКОБО-ГВОЗДЕ-ШПИЛЬКОЗАБИВНОЙ ИНСТРУМЕНТОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ КАМНЯ И БЕТОНА- Алмазные сверлильные установкиОКРАСОЧНОЕ ОБОРУДОВАНИЕ- Аэрографы- Краскораспылители воздушного распыления (пневматические)- Красконагнетательные баки- Краскопульты ручного действия- Мешалки и насосы- Камеры полимеризации порошковой краски и покрытийСВАРОЧНОЕ ОБОРУДОВАНИЕ- Оборудование для сварки полимерных материалов- — Сварка пластиковых труб- — — Опорные ролики для труб- — — Передавливатели для труб- — — Механические сварочные машины для труб- — — Гидравлические сварочные машины для труб- — Сварочные экструдеры — — Автоматы для сварки плоской кровли- — Аппараты для раструбной сваркиОБОРУДОВАНИЕ FEIN- ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЕ СТАНКИ- — Серия GRIT GX- — Серия GRIT GI- Сверлильные станки FEINОборудование для сварки полимеров- Ручные аппараты горячего воздуха- — Ручные сварочные фены- — Запчасти к сварочным фенамТРУБОГИБЫ- Трубогибы гидравлические — Трубогибы электрогидравлические- Трубогибы электрическиеСТАНОЧНАЯ ОСНАСТКА- Токарные патроны- Станочные тиски/слесарные — Станочные центра- Оснастка шпиндельная — Головки делительные — Поворотные столы и принадлежностиТОКАРНЫЕ СТАНКИСпециальное оборудование- Тиски- Столы- Штативы, головки- Отрезные станки- Торцеватели- Подставки опорные- Прессовое оборудование- Заточные станкиОснастка- Токарные патроны для деревообработки- Быстрозажимные сверлильные патроны- Дорны (оправки) для сверлильных патронов- Зажимы- Комплекты ножей для ножниц по металлу- Центр вращающийся- Прихваты/прижимы- Комплекты резцов- Ролики- Оснастка для деревообработки- Цанговые патроны, цанги- СОЖ- Кулачки- Фильтры- УЦИ (Устройство Цифровой Индикации)- Ножи для строгальных и фуговальных станков- Ножевые валы- Охлаждающее устройство- Сверлильные патроны- Переходные втулки ISO без поводка- Переходные втулки- Переходные втулки ISO с отверстие под клин- Шлифдиски, шлифленты, подложки- Ленточные полотна по металлу- Ленточные полотна по дереву- Приспособления- Оснастка для металлообработки- Расточные головки- Шланги- Мешки для пылесосов- Шлифовальные кругиСверлильные станки- Сверлильные станки по металлу- Радиально-сверлильные станки- Магнитно-сверлильные станкиФрезерные станки- Фрезерные станки по металлу- Универсально фрезерные станки- Фрезерные станки по дереву- Вертикально фрезерные станки с ЧПУИнструмент и доп. оборудованиеТочильные станки- Многофункциональные заточные станки- Заточные станки универсальныеТокарные станки- Токарные станки по дереву- Токарные станки по металлу- Станки универсальные токарно винторезные- Токарные станки с ЧПУКомбинированные станки- Комбинированные станки по дереву- Токарные комбинированные станкиКруглопильные станкиКузнечное оборудованиеЛенточные пилы- Ленточные пилы по дереву- Ленточные пилы по металлуГибочные станки- Листовые гибочные станки- Зиговочные станки- Ручные гибочные станки- Гибочные станки для листовой стали- Профилегибы- Гидравлические гибочные станкиСтанки для шлифования- Плоскошлифовальные станки по металлу- Шлифовальные станки по дереву- Обдирочно шлифовальные станки- Шлифовальные станки по металлуПодставки для станковНожницы по металлу- Пресс ножницы- Рычажные ножницыСтружкоотсосыДеревообрабатывающие станки- Рейсмусовые станки по деревуМеталлообрабатывающие станки- Гибочные и отбортовочные станкиСтрогальные станки- Фуговальные станки по деревуТехника для алмазного сверления- Установки алмазного бурения- Удлинитель для коронки- Алмазные кольцевые сверла
Артикул:
Производитель:
Osborn(Германия)
SIT(Италия)
EUROBOOR(Голландия)
Китай
Promotech(Польша)
AGP
NKO MACHINES Чехия
OMCA
Cevisa
SCANTOOL
FEMI
EXACT
AIRPRO
Rotabroach
FE Powertools.
KORNOR
Kern-Deudiam
AHA
Promotech
Россия
Virax
SUPER-EGO
General Pipe Cleaners
Gerat
Ritmo
LEISTER
Weldy
Herz
Guilbert Express
FEIN
BDS-Maschinen
Италия (Cazzolla)
MAGTRON (АНГЛИЯ)
LIDEN
AOTAI MACHINE
Huawei
Trade Max
CBC(Италия)
BREXIT(Беларусь)
RIDGID(США)
REMS(Германия)
Тайвань
Италия
Германия
Karnasch
Тайвань
OMCA
Optimum(Германия)
VOLL
HONGLI
SIWAERO
Proma
Visprom
BREXIT
MGF
Pump Eliminate
Esson
Pipal
Товар по акции
Новинка
Хит
Заточной станок для фрез модель MF2718C
Станок предназначен для заточки режущего инструмента – насадных фрез, строгальных головок, ножей, концевого инструмента и дисковых пил с твердосплавными напайками.
Типы затачиваемого инструмента:
Конструктивные особенности:
В комплект со станком входит:
Делительная головка оснащена насечными лимбами и имеет тонкую настройку. Шаг делительной головки (или шаг заточки) составляет 15 градусов. Таким образом, станок позволяет затачивать насадные фрезы с 2, 4, 6, 8, 12 ножевой схемой. Задний поддерживающий центр позволяет затачивать тяжелые строгальные головки длиной до 300 мм. Оправка для насадных фрез оснащена необходимыми переходными кольцами для всех посадочных диаметров фрез.
В комплект со станком входит:
Приспособление для заточки ножей представляет собой плиту с зажимными струбцинами. Приспособление позволяет затачивать ножи с прямолинейной кромкой длиной ножей до 300 мм. Приспособление зажимается на валу стандартной делительной головки, благодаря чему установка угла заточки осуществляется по градуированной шкале, что обеспечивает точность заточки.
В комплект со станком входит:
Приспособление для ручной заточки концевых фрез и сверл представляет собой делительную головку с зажимным цанговым патроном. Приспособление позволяет затачивать концевые фрезы диаметром 3 — 19 мм. Приспособление устанавливается на заточной стол станка и зажимается в Т-образных пазах. Контроль угла заточки, съема, и высоты зубьев фрезы осуществляется по градуированной шкале.
В комплект со станком входит:
Приспособление для ручной заточки дисковых пил представляет собой плиту с регулируемым в зависимости от диаметра держателем пил. Приспособление позволяет затачивать дисковые пилы с напайками диаметром до 700 мм. Приспособление зажимается на валу стандартной делительной головки, Контроль угла заточки, съема, шага и высоты зубьев пилы осуществляется визуально.
Станок оснащен системой подачи охлаждающей жидкости. Система подачи СОЖ позволяет увеличивать съем металла с изношенной грани инструмента, уменьшая, тем самым время его заточки и предотвращает попадание абразивной пыли в дыхательные органы оператора-заточника.
Станок оснащен централизованной системой смазки, которая обеспечивает своевременную подачу смазывающего материала к узлам трения. Тем самым повышается срок эксплуатации заточного станка.
Высокоточные линейные направляющие изготовлены из прочной износостойкой стали. Обеспечивают плавность хода рабочего стола и, следовательно высокую точность заточки (отклонение по длине рабочего стола от прямолинейности ± 0,005 мм на 1 м).
Настройка вертикального перемещения заточного узла находиться на передней части станка, что позволяет быстро и точно настроить станок.
Технические характеристики:
Модель
MF2718C
Максимальные размеры насадных фрез (D x d x B), мм.
300 х 70 х 250
Максимальные размеры плоских ножей (L x B), мм.
310 х 40
Диаметр дисковых пил, мм.
90 — 700
Размеры алмазного шлифовального круга, мм.
150 х 16
Частота вращения шлифовального круга, об/мин.
3 800
Напряжение питающей сети, В.
380
Габаритные размеры станка, мм. (ДхШхВ)
1100х850х1600
Вес, кг.
300
NXT Станок для заточки инструментов и фрез
Гибкие опции
Программное обеспечение NUMROTOplus
Технические данные*
Единицы
Ценить
Размеры базовой машины (Д x Ш x В)
мм
2300 x 2032 x 2284
Общий вес: Базовая машина 9002 1
кг
5964
Максимальный диаметр заготовки *
мм
254
Максимальная длина заточки, торцевая обработка
мм
381
900 16
Максимальная длина заточки, рифление
мм
406
C — Осевой шпиндель шпинделя Вращение на 360°
об/мин
1000
B — Осевой шлифовальный шпиндель Поворот +/- 120°
об/мин
12 9002 1
X — Горизонтальное перемещение оси
мм
506
Скорость перемещения по оси X
м/мин
50
Перемещение по оси Y по вертикали 9 0021
мм
650
Скорость перемещения по оси Y
м /мин
50
Горизонтальное перемещение по оси Z
мм
768
Скорость перемещения по оси Z
м об/мин
50
Шлифовальный шпиндель Макс. Скорость
об/мин
20 000
Пиковая мощность шпинделя
кВт
28
Диаметр шлифовального круга el Изменение) **
мм
203,2
Наименьшее программируемое перемещение — линейное
мм
0,001
Линейная ось Разрешение обратной связи по стеклянной шкале
мм
0,00001
Наименьшее программируемое движение — вращательное 900 21
градусов
0,0001
Разрешение обратной связи оси вращения: ось A Разрешение обратной связи оси: ось B
градусов
0,00000006
Гибкие параметры
Гибкие опции
Шлифовальные шпиндели
Асинхронный, автоматический HSK50, 7,5 кВт
Синхронный, Auto HSK50, 15 кВт
синхронный, автоматический HSK50, 28 кВт
Автоматизация роботов
Возможность автоматической загрузки деталей диаметром 5–32 мм с помощью одного узла захвата
Емкость для хранения (4) поддонов
Удлиненная направляющая для инструментов: длина 24 дюйма (стандартно 17,3 дюйма)
На двигателе для правки и правки машины
ЧПУ по оси W для перемещения опций поддержки инструмента вдоль оси Z
Задняя бабка с ручным и автоматическим управлением
Опора люнета с гидравлическим приводом
Расширенные возможности для удержания и переточки ружейных сверл диаметром до 48 дюймов
Программное обеспечение NUMROTOplus
Шлифовальный станок NXT оснащен лучшим программным обеспечением для шлифования, доступным в мире: NUMROTOplus
Полная библиотека доступного программного обеспечения для решения самых сложных конструкций режущего инструмента
Бесплатные обновления версии программного обеспечения на весь срок службы вашего NXT
Группа поддержки приложений в США для обучения и устранения неполадок
Станки для заточки режущих инструментов
Главная >
Шлифовальные станки >
Категория продукта >
Станки для заточки режущего инструмента
Станки для заточки режущего инструмента
Высокопроизводительные станки для заточки режущих инструментов компании JUNKER входят в число технологических лидеров в своей области. Чрезвычайно универсальные станки могут выполнять несколько шлифовальных операций в одном зажимном приспособлении.
Измельчители отличаются минимальными усилиями по настройке, интегрированными концепциями линий и эффективным производством, а также удобным программированием. Надежные системы загрузки и зажима обеспечивают бесперебойный производственный процесс. Инновационные процессы шлифования позволяют обрабатывать целый ряд инструментов, таких как метчики, спиральные сверла, фрезы, развертки и зенкеры, а также пильные полотна и различные специальные режущие инструменты. Режущие инструменты часто идут рука об руку с очень сложными производственными процессами, но сложные решения JUNKER могут сделать эти сложные процессы эффективными. Полностью автоматическая система смены кругов облегчает полную заточку самых разных режущих инструментов из быстрорежущей стали и твердого сплава всего на одном станке. Эта гениальная технология быстро и эффективно превращает круглый пруток в готовый к использованию инструмент.
Металл мастер станки токарные настольные в Электростали: 119-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Электросталь
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Продукты и напитки
Продукты и напитки
Детские товары
Детские товары
Электротехника
Электротехника
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
376 880
Станок листогибочный METAL MASTER ALUBENDER 3200 Тип: листогибочный станок, Производитель: Metal
ПОДРОБНЕЕ
1 749 980
Metal Master Токарно-винторезный станок Metal Master Z51150 DRO RFS Производитель: Metal Master,
ПОДРОБНЕЕ
299 968
Листогиб Metal Master MEB 1250 (EB-1250) Производитель: Metal Master, Принцип работы:
ПОДРОБНЕЕ
123 948
Ленточнопильный станок Metal Master BSM-712K B20. Выгодная цена! Производитель: Metal Master
ПОДРОБНЕЕ
132 858
Токарныйстанок по металлу Metal Master MASTERTURN 2050G Производитель: Metal Master, Тип станка:
ПОДРОБНЕЕ
132 858
Станоктокарный Metal Master MASTERTURN 2050G в Санкт-Петербурге Производитель: Metal Master, Тип
ПОДРОБНЕЕ
310 034
Metal Master Токарно-винторезный станок Metal Master X3075M Производитель: Metal Master, Тип
ПОДРОБНЕЕ
1 143 120
Универсальный токарно-винторезный станок Metal Master Z51100 RFS Производитель: Metal Master, Тип
ПОДРОБНЕЕ
46 920
Ленточная пила Metal Master MDL-115 Производитель: Metal Master
ПОДРОБНЕЕ
210 466
Станок листогибочный Metal Master LBM-2507 Тип: листогибочный станок, Производитель: Metal Master,
ПОДРОБНЕЕ
210 466
Станок листогибочный Metal Master LBM-2507 в Оренбурге Тип: листогибочный станок, Производитель:
ПОДРОБНЕЕ
227 220
Сегментальный листогиб METAL MASTER MTB 2S 1220 Производитель: Metal Master, Назначение: листы,
ПОДРОБНЕЕ
1 999 998
универсальный токарно-винторезный станок Metal Master ZH 66150 Производитель: Metal Master, Тип
ПОДРОБНЕЕ
30 822
Настольный сверлильный станок по металлу Metal Master m 16 Максимальный диаметр сверла: 16мм,
ПОДРОБНЕЕ
22 000
Ручной фальцегибочный станок Metal Master ФГ-1300 Производитель: Metal Master, Назначение:
ПОДРОБНЕЕ
210 466
Станок листогибочный Metal Master LBM-2507 в Некрасовке Тип: листогибочный станок, Производитель:
ПОДРОБНЕЕ
1 484 840
Ленточнопильный станок Metal Master MGH-400Z (380В) Производитель: Metal Master, Потребляемая
ПОДРОБНЕЕ
449 960
Станок ленточнопильный METAL MASTER BSG-255 Производитель: Metal Master, Потребляемая мощность:
ПОДРОБНЕЕ
629 935
Двухколонная горизонтальная ленточная пила Metal Master MGH-300 Производитель: Metal Master
ПОДРОБНЕЕ
1 739 946
Metal Master Z51100 DRO RFS
ПОДРОБНЕЕ
Металл-мастерСтанки токарные настольные
МеталлМастер большая холодная ковка Производитель: Master, Материал: сталь
ПОДРОБНЕЕ
59 280
Metal Master TN4FP
ПОДРОБНЕЕ
495 378
Metal Master DMM 50C
ПОДРОБНЕЕ
77 760
Metal Master OSA-400П-2,2 Вес: 82 кг
ПОДРОБНЕЕ
253 422
Metal Master MBF 30V
ПОДРОБНЕЕ
347 958
Metal Master MML 2550M
ПОДРОБНЕЕ
395 928
Metal Master MML 2550MV
ПОДРОБНЕЕ
2 147 964
Metal Master Z51200 DRO RFS
ПОДРОБНЕЕ
2 страница из 18
Металл мастер станки токарные настольные
пропорция масла и бензина для бензопилы
Двигатель бензопилы — это «сердце» инструмента, поэтому очень важно использовать правильно приготовленную топливную смесь.
Топливная смесь для бензопилы готовится из двух составных — масла и бензина. Бензопилы оснащаются двухтактными двигателями, поэтому масло добавляется не в смазочную систему (как у четырехтактного двигателя), а непосредственно в бензин. При этом очень важно соблюдать верные пропорции ингредиентов и, конечно же, ни в коем случае не пытаться работать на чистом бензине, ведь таким образом, вы очень быстро «убьете» цепную пилу.
Масло обязательно должно быть предназначено для двухтактных двигателей садово-лесной техники (то есть ни в коем случае нельзя использовать масло для лодочных моторов или скутеров). Как показывает практика, такое масло можно купить в любом магазине или сервисном центре, где в продаже есть бензопилы или производиться их обслуживание.
Если говорить о том, какой бензин заливать в бензопилу, то оптимально будет использовать горючее с октановым числом А-95, в данном случае экономия на горючем может обернуться плачевно. Часто европейские производители указывают, что можно использовать бензин А-90 или А-92, но в постсоветских странах качество бензина уступает европейскому, поэтому в наших реалиях лучше использовать более качественный бензин.
Что касается самой пропорции бензо-масляной смеси, то здесь все просто: необходимо четко следовать инструкции к инструменту. Все производители бензопил указывают необходимое соотношение в руководстве по эксплуатации или в паспорте инструмента, кроме того, пропорции для заправки бензопилы могут отличаться в зависимости от модели цепной пилы. Как правило, пропорция масла и бензина к бензопиле именитых производителей это соотношение 1:40 или 1:50, что означает 1 часть масла на, например, 40 частей бензина.
Теперь арифметика — 1 л бензина = 1000 мл бензина, делим на 40 и получаем 25 мл масла. Если выполнить те же действия к соотношению 1:50, то получаем 20 мл масла на 1 л бензина.
Что касается бюджетных бензопил китайского производства, то ситуация немного иная. Соотношение бензина и масла для бензопилы made in China1:25, то есть 1000 мл бензина делим на 25, получаем 40 мл масла. Все дело в том, что в фирменных бензопилах добротная сборка и расстояние между поршнями и цилиндрами в двигателе намного меньше, чем у китайских бензопил, поэтому и необходимое количество масла отличается практически в два раза.
Для того чтобы отмерить правильную порцию масла, воспользуйтесь обычным медицинским шприцем достаточного объема.
Еще одна тонкость — в сухую канистру для бензина сначала заливайте бензин, а потом масло. Процедура наоборот чревата топливной смесью низкого качества, ведь масло более плотное, прилипнет ко дну канистры. Поэтому о хорошем смешивания речь никак не может идти.
Обязательно готовьте топливную смесь в канистре и заливайте в бензобак уже готовое спецгорючее! Никогда не готовьте и не смешивайте ее непосредственно в топливном баке бензопилы!
Если с вопросом как разводить бензин для бензопилы разобрались, то и об условиях хранения и сроках годности топливной смеси стоит сказать несколько слов. Лучше всего и проще готовить бензомасленую смесь на 1 л бензина, делать это рекомендуется непосредственно перед работой с инструментом. Топливные баки бензопил имеют объем от 0,3 до 1 л. В условиях бытового использования за один сеанс редко используется весь объем приготовленной горючей смеси, поэтому остаток можно сохранить до следующего сеанса работы. Хранить топливную смесь необходимо в специальной канистре для бензина, в сухом темном месте. Оптимально рассчитывать, что срок хранения готовой смеси составит 7-10 дней
.
Дело в том, что масло представленное сейчас на рынке не синтетическое, а органическое, то есть натуральное. После 10 дней все смазочные свойства теряются, бензин попросту «съедает» масло. Естественно, использовать такое горючее уже нельзя, это может вызвать поломку и выход из строя бензопилы.
В конце работы необходимо слить топливную смесь и завести бензопилу — инструмент заглохнет (для того чтобы у пилы был сухой карбюратор) и теперь можно оставить ее до следующего сеанса эксплуатации.
Непригодную топливную смесь обязательно необходимо утилизировать!
VB36 Master Bowlturner Lathe — made by steinert — DRECHSELZENTRUM ERZGEBIRGE
Подробная информация здесь…
15-06-2015 Доступны аксессуары для вакуумного зажимного патрона, разработанные для VB36. Подробнее…
22-09-2014
Список текущих доработок
17-03-2014
Цвета Steinert VB36 поставлены
3 9
9 2 15-03-2014
Сменные наконечники для Multistar живой центр
02-11-2013
новая этикетка на VB36 придает новый вид
04-09-2013
Суперточный четырехкулачковый патрон 125 мм со штыковым зажимом VB36 для кулачков Axminster и Vicmar.
Доставка по всему миру. Большинство заказов доставляется компанией DHL. Заказы до 31,5 кг стоят 19 вкл. НДС в ЕС и 29 за рубежом. Заказы весом более 31,5 кг отправляются обычными перевозчиками или морским транспортом. Стоимость доставки зависит от общего веса и размера посылки, стоимости покупки и пункта назначения заказа. В нашей онлайн-системе невозможно автоматически определить все варианты стоимости доставки. После размещения заказа мы отправим вам подтверждение заказа, включая правильную и полную стоимость доставки, на ваш адрес электронной почты. Если вы хотите принять предложение, просто подтвердите его по электронной почте или отклоните без каких-либо дополнительных обязательств. Также ознакомьтесь с нашими Общими положениями и условиями.
Новый каталог токарных станков Steinert 2014 года доступен для скачивания в формате PDF.
Покупатели из Германии, Австрии или Швейцарии могут посетить наш интернет-магазин на немецком языке по адресу www.drechslershop.de.
Великобритания и Ирландия
В настоящее время нет дилера
Канада
Bow River Woods
Южная Африка
Rowe Project Management, Eastern Cape (эл.
Франция
Maison du Tournage
Испания
Торн-и-Фуста
Норвегия
VERKTOY AS
0 909002 3
2
Штаб-квартира по деревообработке
В начале 1990-х годов Найджел Войзи и Роджер Бьюз отбросили все условности о токарных станках по дереву за борт и создали шедевр английского машиностроения: токарный станок Master Bowlturner VB36. С тех пор VB36 совершил триумфальное путешествие по миру. Мало кто из токарей не слышал о VB36, и многие мечтают иметь этот станок в своей мастерской. После многих лет успешного производства VB36 компанией Hegner UK, ее первоначальными разработчиками, а затем нескольких лет с компанией Technology Supplies Ltd. (Великобритания), VB36 перенес свое наследие из Великобритании в Германию. Производство VB36 было перенесено в Эрцгебирге в Германии в июне 2013 года и в настоящее время является частью страстного семейного бизнеса по поставкам токарных изделий и производству токарных станков «steinert» (steinert, hapfo, Killinger, WEMA). steinert поддерживает легенду и готовит VB36 к будущему. Мы очень гордимся тем, что взяли на себя эту ответственность.
VB36 Master Bowlturner Lathe Long Bed
@ steinert
steinert & WEMA
@ steinert
@ steinert
Mike Tingey @ steinert
90 090 3 steinert Bowlturner Lathe Short Bed
Марк Бейкер, Ричард Раффан , Кевин Инкстер @ steinert
Ваши данные в настоящее время проверяются нашей командой. Этот процесс обычно занимает от 30 минут до 3 часов. После проверки вы можете заказать и купить всю нашу продукцию.
Устройство токарного станка по металлу – схема и основные узлы
Как устроены станина и передняя бабка станка
Назначение задней бабки токарного оборудования
Шпиндель как элемент токарного станка
Строение суппорта
Электрическая часть токарного станка
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
Передняя бабка
Задняя бабка
Суппорт
Приводные валы
Рычаг переключения скоростей
Лимб
youtube.com/embed/SNAKlrlLhR8″/>
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Устройство токарного станка — РИНКОМ
Устройство токарного станка — РИНКОМ
Главная
Статьи
Устройство токарного станка
Устройство токарного станка
25 апреля 2022
Гирин Кирилл
Токарный станок – это стационарное оборудование для обработки деталей резанием и точением. Техника востребована при производстве валов, втулок, переходников и прочей продукции. С ее помощью изготавливаются изделия бытового, хозяйственного и производственного назначения.
В материале:
Станина
Передняя бабка
Суппорт
Верхняя часть
Нижняя часть
Подающий механизм
Фартук
Задняя бабка
Разновидности токарных станков
Многорезцовые станки
Карусельные станки
Затыловочные
Винторезные
Револьверные
Универсальные
Станки с ЧПУ
Обслуживание станков
Рис. 1 Типовой токарный станок
Устройство токарных станков имеет схожие черты. Типовое оборудование включает следующие компоненты:
станина;
передняя бабка;
суппорт;
подающий механизм;
фартук;
задняя бабка.
Возможно наличие прочих элементов, обусловленных схемой токарного станка.
Станина
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
призматические – для перемещения суппортов;
плоские – для работы с задней бабкой.
Станина располагается на опорных ножках. Их количество зависит от габаритов и конфигурации элемента. Внутри предусмотрены технологические полости для размещения инструментов и рабочих узлов.
Рис. 2 Станина
Передняя бабка
Передняя бабка отвечает за фиксацию и вращение заготовки. Она является стационарным элементом, содержит шпиндель, 2 подшипника, шкив, блок управления и редуктор.
Шпиндель и 2 подшипника передают крутящий момент на патрон. Они имеют установленную размерность, рассчитаны на работу при определенной скорости.
Рис. 3 Шпиндель передней бабки
Блок управления предназначен для настройки станка. Он содержит переключатели, рычаги и прочие управляющие компоненты. С их помощью токарь выбирает режим работы оборудования.
Рис. 4 Блок управления передней бабки
Редуктор представлен набором шестерней. Узел обеспечивает вращение шпинделя в соответствии с заданными параметрами.
Рис. 5 Редуктор токарного станка внутри передней бабки
Некоторые производители выпускают комплекты сменных шестерней. Они позволяют изменить крутящий момент в соответствии с потребностями токаря.
Рис. 6 Шестерни для редуктора
Точность выполнения работ во многом зависит от состояния перечисленных узлов. Биение шпинделя и сбои в передаточном механизме снизят качество обработки материала, приведут к появлению дефектов.
Суппорт
Конструкция токарного станка предполагает наличие суппорта. Элемент состоит из двух частей: верхней и нижней.
Верхняя часть
Верхняя часть суппорта фиксирует резцы и прочий инструмент для обработки заготовок. Наличие механизмов подачи позволяет плавно перемещать резец, контролируя объем удаляемого материала.
Рис. 7 Верхняя часть суппорта токарного станка
Резцы подбираются индивидуально. Мастер учитывает:
конфигурацию станка;
параметры обрабатываемого материала;
геометрию резца.
Чтобы купить резцы для токарных станков, посетите соответствующий раздел каталога «РИНКОМ». Здесь представлен широкий спектр металлорежущего инструмента. В наличии продукция отечественного и зарубежного производства, решения для бытовых, полупрофессиональных и профессиональных установок.
Рис. 8 Набор резцов с твердосплавными напайками для токарного станка
Нижняя часть
Нижняя часть суппорта представлена опорными салазками. Они служат для перемещения элемента в рамках призматической направляющей на станине.
Рис. 9 Нижняя часть суппорта, установленная на направляющие
Подающий механизм
Подающий механизм управляет движением суппорта. Он взаимодействует с трензелем, расположенным на корпусе передней бабки, контролируется при помощи рукоятей. Наряду с направлением допускается изменение амплитуды движения за счет зубьев и шестерней.
Подающие механизмы автоматизированных станков оснащены валиком и винтом. Первый используется для базовых действий, второй – для высокоточных работ. Такой подход продлевает срок службы винта, сохраняет точность выполнения операций максимально возможный срок.
Рис. 10 Токарный станок с автоматизированным подающим механизмом
Фартук
Узел, связывающий суппорт с зубчатой рейкой и ходовым винтом. Управляющие элементы фартука токарного станка вынесены в лицевую часть. Это повышает удобство управления оборудованием, снижает риск травм.
Рис. 11 Фартук токарного станка
Задняя бабка
Задняя бабка используется для закрепления длинномерных деталей, высверливания отверстий, снятия фасок и прочих операций. Элемент расположен на одной оси с передней бабкой, может включать дополнительные компоненты для настройки.
Рис. 12 Задняя бабка токарного станка
Разновидности токарных станков
Принцип устройства и работы токарного станка во многом зависит от исполнения. Производители предлагают множество моделей, каждая из которых обладает собственными особенностями.
Многорезцовые станки
Многорезцовые станки выполняют сложные операции. Они обеспечивают комплексное воздействие на деталь, изготавливают изделия с переменной геометрией для особых нужд.
Оборудование используется для решения следующих задач:
высверливание отверстий;
нарезание резьбы;
точение;
подрезка отдельных элементов;
затачивание;
развертывание;
зенкерование.
Устройства имеют внушительные габариты, обладают высокой производительностью.
Рис. 13 Многорезцовый станок
Карусельные станки
Группа станков для работы с деталями большой массы и диаметра. Действия выполняются в вертикальной плоскости, что требует определенной подготовки от персонала.
Перечень проводимых операций:
обработка конических и цилиндрических поверхностей;
подготовка пазов;
шлифование;
фрезерование.
Возможна подготовка особо крупной резьбы для деталей промышленного назначения.
Рис. 14 Карусельный станок
Затыловочные
Разновидность токарных станков, работающих с зубьями инструментов и шестерней. Техника характеризуется особой конструкцией суппорта, упрощающей выполнение целевых операций. При обработке допускаются вращательные и возвратно-поступательные движения.
Рис. 15 Затыловочный станок
Винторезные
Наиболее простые и доступные станки. Оборудование снимает фаски, протачивает канавки, высверливает отверстия и выполняет прочие операции. Рациональное устройство, надежность и долговечность сделали технику завсегдатаем школ, колледжей и частных мастерских.
Рис. 16 Токарно-винторезный станок
Револьверные
Станки для работы с заготовками из калиброванного прутка, названные благодаря особому держателю. Оборудование использует множественные режущие элементы в рамках единовременной и последовательной обработки.
Посредством револьверного станка выполняется ряд операций:
точение;
зенкерование;
сверление;
нарезание резьбы;
развертывание.
Возможно проведение работ, связанных с расточкой отверстий.
Рис. 17 Револьверный станок
Револьверные
Станки для выполнения различных операций. Как правило, они изготавливаются на базе винторезных устройств. Это упрощает работы по модернизации и обслуживанию, снижает общую стоимость оборудования.
Продукция различается по следующим параметрам:
мощность привода;
предельная скорость вращения заготовки;
максимальные размеры обрабатываемых деталей;
масса и габариты станка;
класс точности.
Для определения последнего параметра используются буквенные обозначения: С – особая точность, В – высокая точность, Н – нормальная точность, А – особо высокая точность. Техника повышенной точности обозначается буквой П.
Рис. 18 Универсальный токарный станок
Станки с ЧПУ
Станки с числовым программным управлением используются для комплексной обработки заготовок. Оборудование обладает высокой степенью автоматизации, эффективно решает задачи любой сложности.
Рис. 19 Станок с числовым программным управлением
Обслуживание станков
Токарные станки, вне зависимости от исполнения, требуют своевременного обслуживания. Мероприятия включают чистку компонентов, контроль уровня смазки, проверку соосности узлов и многое другое. Одна из ключевых операций – замена режущих элементов. Использование сертифицированных резцов для токарного станка гарантирует высокую точность операций, сокращает эксплуатационные и временные потери.
Рис. 20 Обслуживание токарного станка
Качественно обслуженное оборудование обеспечивает бесперебойную работу предприятия, снижает риск производственного травматизма, повышает эффективность труда.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
12 января 2023
Рейтинг сверлильных станков
19 декабря 2022
Виды отверток
11 октября 2022
Токарные патроны
4 октября 2022
Фрезерование уступов и пазов
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Станок | Описание, история, типы и факты
сверлильный станок
Посмотреть все СМИ
Ключевые сотрудники:
Иоганн Георг Бодмер Сэр Джозеф Уитворт, баронет Джеймс Нэсмит Генри Модсли Джозеф Брама
Похожие темы:
шлифовальный станок расширитель токарный станок сверлильный станок буровая машина
См. все связанные материалы →
станок , любой стационарный механический станок, который используется для формовки деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до нужной формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Станки, формирующие детали путем удаления металлической стружки с заготовки, включают токарные, строгальные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодная штамповка металлических деталей (кухонная утварь, кузова автомобилей и т. п.) производится на штамповочных прессах, горячая штамповка раскалённых заготовок в штампы соответствующей формы — на ковочных прессах.
Современные станки для резки или формовки деталей с допусками плюс или минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и формовки материалов для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие продукты. После появления паровой машины материальные блага производились машинами с механическим приводом, которые можно было изготовить только с помощью станков. Станки (способные производить детали с точными размерами в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми новшествами, которые сделали массовое производство и взаимозаменяемые детали реальными в 19 веке.век.
Самые ранние паровые двигатели страдали от неточности ранних станков, а большие литые цилиндры двигателей часто неточно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для расточки пушек. В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Формирователь был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модслея в Лондоне. В станке Нэсмита заготовка могла быть закреплена горизонтально на столе и обработана фрезой с возвратно-поступательным движением для строгания небольших поверхностей, вырезания шпоночных пазов или обработки других прямолинейных поверхностей. Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Великобритания пыталась сохранить лидерство в развитии станкостроения, запретив экспорт, но эта попытка была заранее обречена из-за промышленного развития в других странах. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Производство искусственных абразивов в конце 19 века открыло новую область станков — шлифовальные станки. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.
К концу 19 века в обработке и обработке металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем внедрения многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Характеристики станка
Все станки должны быть оснащены приспособлениями для закрепления заготовки и инструмента и средствами для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и заготовкой называется скоростью резания; скорость, с которой несрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига зависит от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На него также влияет жесткость станка, форма заготовки и глубина реза.
Металлорежущие инструменты классифицируются как однолезвийные и многолезвийные. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или растачивания. Токарно-расточные работы выполняются на токарных и расточных станках. Многолезвийные режущие инструменты имеют две или более режущие кромки и включают фрезы, сверла и протяжки.
Существует два типа операции; либо инструмент движется по прямой к неподвижной заготовке, как на фрезерном станке, либо заготовка движется к неподвижному инструменту, как на рубанке. Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Станок | Описание, история, типы и факты
сверлильный станок
Посмотреть все СМИ
Ключевые сотрудники:
Иоганн Георг Бодмер Сэр Джозеф Уитворт, баронет Джеймс Нэсмит Генри Модсли Джозеф Брама
Похожие темы:
шлифовальный станок расширитель токарный станок сверлильный станок буровая машина
См. все связанные материалы →
станок , любой стационарный механический станок, который используется для формовки деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до нужной формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Станки, формирующие детали путем удаления металлической стружки с заготовки, включают токарные, строгальные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодная штамповка металлических деталей (кухонная утварь, кузова автомобилей и т. п.) производится на штамповочных прессах, горячая штамповка раскалённых заготовок в штампы соответствующей формы — на ковочных прессах.
Современные станки для резки или формовки деталей с допусками плюс или минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и формовки материалов для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие продукты. После появления паровой машины материальные блага производились машинами с механическим приводом, которые можно было изготовить только с помощью станков. Станки (способные производить детали с точными размерами в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми новшествами, которые сделали массовое производство и взаимозаменяемые детали реальными в 19 веке. век.
Самые ранние паровые двигатели страдали от неточности ранних станков, а большие литые цилиндры двигателей часто неточно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для расточки пушек. В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Формирователь был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модслея в Лондоне. В станке Нэсмита заготовка могла быть закреплена горизонтально на столе и обработана фрезой с возвратно-поступательным движением для строгания небольших поверхностей, вырезания шпоночных пазов или обработки других прямолинейных поверхностей. Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Великобритания пыталась сохранить лидерство в развитии станкостроения, запретив экспорт, но эта попытка была заранее обречена из-за промышленного развития в других странах. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Производство искусственных абразивов в конце 19 века открыло новую область станков — шлифовальные станки. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.
К концу 19 века в обработке и обработке металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем внедрения многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Характеристики станка
Все станки должны быть оснащены приспособлениями для закрепления заготовки и инструмента и средствами для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и заготовкой называется скоростью резания; скорость, с которой несрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига зависит от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На него также влияет жесткость станка, форма заготовки и глубина реза.
Металлорежущие инструменты классифицируются как однолезвийные и многолезвийные. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или растачивания. Токарно-расточные работы выполняются на токарных и расточных станках. Многолезвийные режущие инструменты имеют две или более режущие кромки и включают фрезы, сверла и протяжки.
Существует два типа операции; либо инструмент движется по прямой к неподвижной заготовке, как на фрезерном станке, либо заготовка движется к неподвижному инструменту, как на рубанке.
Решение этого кроссворда состоит из 6 букв длиной и начинается с буквы Т
Ниже вы найдете правильный ответ на Рабочий у станка 6 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Суббота, 25 Декабря 2021 Г.
ТОКАРЬ
предыдущий
следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
Токарь
Специалист по обработке металла
Вытачивает детали из различных материалов
Токарь
Рабочая профессия
Рабочий станочник
Токарь
Работник у станка букв
Вытачивающий детали на станке букв
Съемочные планы Рабочий у станка, вращающийся механизм Завод, цех, рабочий, мужчина, машина, механизм, станок,.
Вращающийся механизм Механизм, станок, прибор, устройство, детали, вращение
HD
00:12
Рабочий снимает в ленты блоки. Завод, промышленность, механизм, вал, направляющая, ремень,…
4K
00:29
Оператор у станка, через станок прогоняют крупные металлические детали Завод, комбинат, операторы,…
HD
00:14
Работа промышленного механизма. Завод, промышленность, механизм, вал, направляющая, ремень,…
HD
00:22
Рабочий устанавливает деталь в паз Мотор, деталь, устройство, механизм, рабочий, цех, стенды,…
HD
00:08
Работа конвеера. Завод, промышленность, механизм, вал, направляющая, ремень, соединение, движение,…
HD
00:07
Работа промышленного конвеера. Завод, промышленность, механизм, вал, направляющая, ремень,…
Похожая кинохроника
Наука и техника № 3
1959
Мартеном управляют автоматы. Установка автоматических приборов для управления мартеновскими печами и процессомизобретения УСП — приборов сборной конструкции, позволяющих перестроить один станок для разных видов производственныхтанкеров на Сталинградском судостроительном заводе. Устройство танкеров по перевозке мазута и нефти.
Изобретения
1990-1999
Изобретения — различные детали для станков и инструментов. Вращаетсядетальмеханизма. Схема планетарного
Магнитно-абразивная обработка
1980-1985
обработка деталей различных размеров. Показана работа полировальных станков. Мужчина возле станка — наблюдает
На трудовой вахте (Чистопольский часовой завод «Восток»)
1968
Чистопольского часового завода. Общий вид цеха. Сборка механизма часов «Восток-2809». Работница завода. Работа механизма
Москва № 4 Москва на вахте пятилетки
1973
расплавленный металл – ср. Работают станки – ср., кр. Различные механизмы в работе – кр. Наручные часы – общ
Асинхронные двигатели
1975
Асинхронный двигатель, физика, завод, цех, статор, ротор, фрезерный станок
G»>
Успехи индустриализации в СССР
1929-1930
заводских цехов машиностроительных заводов и ткацких фабрик, производственный процесс в цехах. Заводские
Волжские огни № 16
1987
продукция завода. Сотрудник завода дает интервью. Машина с надписью «Геологическая»: В машине сидят исследователи
Советский Урал № 7
1987
лестнице.Рабочий процесс добычи нефти. Рабочие и механизмы. Свердловск. Рабочие Свердловского завода железобетонных
Сергей Миронович Киров
1926-1934
старого бакинского нефтепромысла. Рабочийу нефтяной скважины. Рабочие при помощи ручного подъемника поднимают
Наш сайт использует файлы cookies для персонализации сервисов и удобства пользователей.
Продолжая работать с сайтом и/или его сервисами,
вы принимаете Пользовательское соглашение,
Политику конфиденциальности
и Политику Cookies.
Работа, занятия и карьера — Машинист
Рабочий по станкам — это оператор, ответственный за надзор за работой станка, который используется для производства удовлетворительных готовых изделий в соответствии со спецификациями.
В нынешнюю эпоху массового производства машина играет все более важную роль. Фабрики производят товары тысячами, чтобы удовлетворить растущие потребности общества и обеспечить экономичное производство таких продуктов.
Лицом, ответственным за функционирование этих производственных машин, является рабочий или оператор станка. Машина изначально настроена таким образом, чтобы она могла производить изделие требуемого размера, формы, отделки и количества. Затем он приводится в движение либо наладчиком, либо рабочим станка.
В производстве пластмасс, например, достаточное количество сырья подается в бункер, чтобы поддерживать производственный процесс в течение заданного времени. После того, как машина приведена в движение, рабочий контролирует машину, чтобы убедиться, что она работает удовлетворительно, и вносит необходимые коррективы в машину. Когда что-то идет не так, немедленно вызывается мастер, а в некоторых случаях машинист выключает станок, прежде чем позвать на помощь.
На некоторых фабриках машины выбрасывают готовое изделие (что желательно из соображений безопасности), а на других требуется рабочий-механизатор для удаления изделия. Затем рабочий должен осмотреть изделие на наличие дефектов или несоответствий по толщине, форме и цвету и выполнить любую необходимую работу по обрезке, например, срезать шероховатые края ножом. Машинист также несет ответственность за упаковку продукта в штабели, готовые к отправке.
Когда рабочие в индустрии пластмасс настраивают свои машины, это означает, что они должны уметь точно измерять, правильно вставлять шаблон в машину, а также устанавливать штамп и скорость машины.
Машинисты также несут ответственность за чистку своих машин. Хотя работа выполняется на фабриках и в мастерских, которые обычно хорошо освещены и проветриваются, условия труда довольно неблагоприятны, так как пыль, масло и жир должны учитываться как часть работы. Значительное внимание уделяется безопасности для предотвращения несчастных случаев на высокоскоростных машинах.
Личные требования
надежность — машины и материалы очень
дорого и халатность может привести к большим потерям
быть в состоянии терпеть повторение и производить
один и тот же стандарт готового изделия каждый раз
требуется хорошее зрение для обнаружения неисправностей
быть наблюдательным, чтобы немедленно замечать неисправности
ловкость рук
хорошая зрительно-моторная координация
хорошее здоровье, чтобы стоять весь день
Как поступить
Школьное образование и школьные предметы
Обязательные предметы: Нет
Рекомендуемые предметы:
Механическая технология, 0EG0D требуются для назначения машинистами. Многие операторы имеют сертификат Grade 9 или более низкую квалификацию. Однако некоторые работодатели отдают предпочтение лицам с высшим образованием, особенно при высокой степени сложности работы.
Что изучать
Обучение операторов осуществляется на неформальной основе на рабочем месте под руководством опытных механизаторов или на более формальном уровне посредством коротких внутренних курсов, организуемых исключительно конкретными работодателями.
Занятость
Любая производственная организация, такая как
железо и сталь
автомобильная промышленность
Производство пластмасс.
Дополнительная информация
The Plastics Federation of SA Halfway House, 1685 18 Gazelle Avenue Corporate Park Midrand Тел. : (011) 653-4790 http://www.plasticsinfo.co.za/
Начало работы
попытаться получить отпуск или подработку на заводе
записаться на прием к механизатору об этом виде работ
Программы учебных заведений
Родственные профессии
Оператор фотокопировальной машины
Оператор ротационной машины
Оператор машины глубокой печати или машинист литографической печати
Что такое работник механического цеха? Обзор работника механического цеха
Когда дело доходит до работника механического цеха, это больше, чем кажется на первый взгляд. Например, знаете ли вы, что они зарабатывают в среднем 14,69 долларов в час? Это 30 548 долларов в год! Ожидается, что в период с 2018 по 2028 год карьера вырастет на -8% и создаст -83 800 рабочих мест в США. Проведя исследование базы данных миллионов профилей, команда Zippia по анализу данных обнаружила следующие результаты о карьере рабочего в автомастерской:
Самая распространенная профессия после работника механического цеха — грузчик.
В настоящее время на рынке труда США открыто около 60 736 вакансий для рабочих механических цехов.
Годовая заработная плата рабочих механического цеха составляет от 27 000 до 34 000 долларов США в год.
Около 41% рабочих механических цехов имеют высшее образование.
Три наиболее распространенных навыка для работников механического цеха — механический цех, ручной инструмент и штангенциркуль.
8,9% рабочих механических цехов составляют женщины, а 91,1% — мужчины.
Лучшим работодателем для рабочих механических цехов является компания Precision Castparts.
Чем занимается рабочий механического цеха
Многие рабочие механического цеха обладают определенными навыками для выполнения своих обязанностей. Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указаны компьютерные навыки, ловкость и механические навыки.
Узнайте больше о том, чем занимается рабочий механического цеха
Как стать рабочим механического цеха
Если вы заинтересованы в том, чтобы стать рабочим механического цеха, в первую очередь следует подумать о том, какое образование вам необходимо. Мы определили, что 25,6% рабочих механических цехов имеют степень бакалавра. По уровню высшего образования мы обнаружили, что 1,6% работников механических цехов имеют степень магистра. Несмотря на то, что некоторые работники механического цеха имеют высшее образование, можно стать таковым, имея только диплом средней школы или GED.
Узнайте больше о том, как стать работником механического цеха
Лучшие рабочие места для механического цеха рядом с вами
Карьера рабочего механического цеха
По мере продвижения по карьерной лестнице вы можете начать брать на себя больше обязанностей или заметить, что вы взяли на себя на руководящую роль. Используя нашу карту карьеры, рабочий механического цеха может определить свои карьерные цели посредством карьерного роста. Например, они могут начать с такой роли, как грузчик, перейти к такой должности, как техник, а затем, в конечном итоге, стать начальником производства.
Рабочий механического цеха
Обработчик материалов Техник Руководитель группы
Начальник производства
6 лет
Обработчик материалов Техник Руководитель производства
Директор завода
11 лет 005 Оператор ЧПУ Техник Начальник производства
Начальник отдела контроля качества
5 Годы
Оператор числового программного управленияКомпьютерный числовой контроллер МашинистПрограммист числового программного управления
Начальник числового контроллера компьютера
5 лет
Оператор числового программного управления Техник по обслуживанию Мастер цеха
Начальник цеха
5 лет
Показать больше
Лучшие карьеры до работника механического цеха
8(005s)
Машинист
12,9 %
Машинист( 96 834 рабочих мест)
10,7 %
Складской рабочий (255 502 рабочих мест)
Высшая карьера После работника механического цеха
Машинист с числовым программным управлением (32 345 рабочих мест)
Оператор машины (96 834 вакансий)
Обработчик материалов (174 068 вакансий)
Последние поиски работы
Стажировка
РезюмеМестоположениеСтажировка Райан Газон и Дерево
002 Line Cook Jobs
ResumeLocationLine Cook Jeff Ruby Jobs
Вакансии менеджера по строительству
РезюмеМестонахождениеМенеджер по строительству Condon-Johnson & Associates Jobs
Вакансии сертифицированного помощника медсестры
ResumeLocationCertified Nurse Assistant Destiny Jobs
Вакансии адъюнкт-факультета
ResumeLocationAdjunct-факультет Trinity College Jobs
Banking Associate Jobking Jobs
Frederick County Banking Associate Jobs
005
Работники механического цеха в Америке получают в среднем 30 548 долларов в год или 15 долларов в час. Верхние 10 процентов зарабатывают более 38 000 долларов в год, а нижние 10 процентов — менее 24 000 долларов в год.
Средняя заработная плата рабочего механического цеха
30 548 долларов США в год
14,69 долларов США в час
24 00010 %
Чего я стою?
Роли и типы рабочих механического цеха
Существует несколько типов рабочих механического цеха, в том числе:
Оператор станка
Роль:
Кто-то должен управлять станком — почему не вы? Операторы машин могут перемещать различные объекты с помощью машин. Так что, если вождение погрузчика кажется вам развлечением, то, возможно, эта работа для вас.
Некоторым операторам требуется обучение для работы с определенными механизмами, такими как краны и экскаваторы. Часы работы оператора станка могут варьироваться, но часто включают сверхурочные, ночные смены и смены в выходные дни.
Как оператор станка вы можете работать во многих отраслях, от складирования и хранения до производства продуктов питания и строительства. У этого списка нет конца. В зависимости от отрасли ваша работа может выводить вас на улицу или работать внутри.
Средняя зарплата: $32,874
Степень: Диплом средней школы
ОбзорКак статьОписание работыВакансии
Производственный рабочий
0 Роль познакомиться со вселенной массового производства на фабриках, Вакансия производственного рабочего — отличное место для старта. Производственные рабочие помогают в производстве товаров, как правило, на сборочной линии или выполняя различные задачи на складе. Выполняя эту работу, вы будете загружать материалы в машины, вручную собирать части продуктов на производственной линии и контролировать оборудование, чтобы гарантировать, что продукты соответствуют требуемым стандартам качества.
Вы можете нести ответственность за подготовку и погрузку продукции к отправке, и вам нужно будет убедиться, что производственное оборудование находится в хорошем состоянии, ваше рабочее место чистое и все соответствует правилам техники безопасности.
Вы должны быть механически склонны, чтобы максимально использовать эту работу. Вы должны быть командным игроком и обладать отличными коммуникативными навыками, потому что, в конце концов, именно люди управляют машинами.
Средняя зарплата: $30 847
Степень: Диплом средней школы
ОбзорКак статьОписание работыВакансии
Оператор производства
Роль:
Задумывались ли вы когда-нибудь о том, что является официальной ролью в работе, например, в качестве ответственных лиц? завод? Ну, у меня точно есть. Раньше я никогда не задумывался слишком много и предполагал, что эти люди волшебным образом появились как часть фабрики. Но на самом деле они называются производственными операторами, и на эту роль можно претендовать и при небольшом опыте. Эта роль забавна и показывает, как разные вещи связаны друг с другом, но она требует физической выносливости и высокого уровня концентрации.
Ежедневно оператор производства участвует в таких мероприятиях, как сборка продукта, выполнение упаковки продукта, техническое обслуживание оборудования производственной линии и достижение целей производственной линии. Кроме того, они также должны убирать производственный цех и соблюдать правила техники безопасности и охраны труда.
Работодатели требуют, чтобы производственные операторы имели как минимум аттестат о среднем образовании и выносливость, чтобы стоять на ногах во время рабочих операций. Эта должность приносит в среднем 14 долларов в час и подходит людям, увлеченным пониманием сборочных линий.
Средняя зарплата: $35,185
Степень: Диплом средней школы
ОбзорКак статьОписание работыВакансии
Shoper 0177
Наведите указатель мыши на штат, чтобы увидеть номер активных рабочих мест работника механического цеха в каждом штате. Более темные области на карте показывают, где работники механических цехов получают самые высокие зарплаты во всех 50 штатах.
Средняя зарплата: Вакансий:
Количество рабочих мест рабочих механического цеха по штату
Должность
Штат
Количество рабочих мест
Средняя заработная плата
1
3 386
Калифорния
4 084
29 576 долл. США
2
Техас
2 731
26 596
3
Флорида
2 557
9 90 386 90 386 90 386 90 386
4
Грузия
1 724
26 366
5
Северная Каролина
1 688
31 596
9 083789 9 6
Вирджиния
1 092
26 233 долл. США
8
Миссури
1 005
32 241
9
Теннесси
8
9 ,184
10
Колорадо
787
$33 620
11
Южная Каролина 900
8738 9038 26 045 долларов
12
Огайо
653
30 623 долларов
13
Орегон
649
33 963
14
Алабама
608
26 124
1 509381
0386
Луизиана
597
30 915
16
Иллинойс
588
32 739
3 8 381 90 6
Юта
519
32 214
18
Коннектикут
516
7
7
19
Висконсин
504
25 419
20
Пенсильвания
803 95
21
Миннесота
428
34 562
22
Оклахома
55
8,18 9038 0386
23
Индиана
387
$31 248
24
Небраска
6
6
6
6
6
6
382
31 776
25
Нью-Гемпшир
352
34 668
26
Мичиган 26
0386
324
29 532
27
Нью-Йорк
300
33 510
33 510
Massachusetts
287
32 223 долл. США
29
Нью-Мексико
249
31 679 долл. США
30
Западная Вирджиния
243
27 869 долларов
31
Нью-Джерси
235
3 038 долларов 381
32
Айдахо
205
30 455
33
Айова
6 9038 3 9038 381
34
Аризона
193
$30 173
35
Кентукки
183
27 706
36
Южная Дакота
178
32 272
367 900 6
144
28 749 долларов
38
Канзас
132
29 189 долларов
39
Мэриленд 19
34 254 долл. США
40
Арканзас
85
22 978 долл. США
8 6
Миссисипи
74
29 656
42
Вайоминг
71
31 989
86 43
Невада
57
33 608
44
Мэн
39
31 242 $
2 385 Монтана
36
34 547
46
Род-Айленд
35
30 190 долларов
47
Вермонт
27
33 047
48
Северная Дакота
9058
2 04
49
Аляска
17
30 020 долл. США
50
Гавайи
7
долл. США 3
Обучение рабочих механического цеха
Рабочий механического цеха Специальности
Бизнес
14,1 %
Машиностроение
11,5 %
Технология электротехники
Диплом рабочего механического цеха
Диплом средней школы
40,8 %
Бакалавры
25,6 %
Ассоциированный сотрудник
18,4 %
Раздел «Навыки» в вашем резюме может быть почти таким же важным, как и раздел «Опыт», поэтому вы хотите, чтобы он был точным описанием того, что вы можете сделать. К счастью, мы нашли все навыки, которые вам понадобятся, поэтому, даже если у вас их еще нет, вы знаете, над чем вам нужно поработать. Из всех резюме, которые мы просмотрели, 30,9% работников механического цеха указали механическое производство в своем резюме, но также важны социальные навыки, такие как навыки работы с компьютером и ловкость.
Механический цех, 30,9%
Ручной инструмент, 27,1%
Штангенциркули, 11,6%
Шлифовальные станки, 9,9%
Правила техники безопасности, 4,7%
907%
5 Другие навыки,
1 Прочие навыки 4
Выберите из более чем 10 настраиваемых машин Шаблоны резюме работника цеха
Zippia позволяет вам выбирать из различных простых в использовании шаблонов работника цеха и давать советы экспертов. Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме работника механического цеха на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Разнообразие рабочих механического цеха
Гендерное распределение рабочих механического цеха
Женщины
После обширных исследований и анализа команда Zippia по обработке данных обнаружила, что: Мужчины.
Наиболее распространенной расой/этнической принадлежностью среди рабочих механических цехов являются белые, которые составляют 56,7% всех рабочих механических цехов.
Самым распространенным иностранным языком среди рабочих механических цехов является испанский (75,0%).
Онлайн-курсы для работников механического цеха, которые могут вам понравиться
Раскрытие рекламы Перечисленные ниже курсы являются партнерскими ссылками. Это означает, что если вы нажмете на ссылку и купите курс, мы можем получить комиссию.
1. Введение в машинное обучение для всех
Этот трехмодульный курс знакомит с машинным обучением и наукой о данных для всех, кто имеет базовое представление о моделях машинного обучения. Вы узнаете об истории машинного обучения, приложениях машинного обучения, жизненном цикле модели машинного обучения и инструментах для машинного обучения. Вы также узнаете о контролируемом и неконтролируемом обучении, классификации, регрессии, оценке моделей машинного обучения и многом другом. В наших лабораториях вы получите практический опыт работы с этими машинами…
Подробнее см. на Coursera
2. Машинное обучение с учителем: регрессия
Этот курс знакомит вас с одним из основных типов моделирования семейств машинного обучения с учителем: регрессией. Вы узнаете, как обучать модели регрессии для прогнозирования непрерывных результатов и как использовать метрики ошибок для сравнения различных моделей. Этот курс также познакомит вас с лучшими практиками, включая разделение тренировок и тестов, а также методы регуляризации. К концу этого курса вы должны быть в состоянии: Дифференцировать использование и применение классификации и регрессии в…
Подробнее на Coursera
3. Программирование фрезерных станков с ЧПУ с использованием G-кода
(
296
)
Научиться читать и писать программы ЧПУ с помощью FANUC G Code еще никогда не было так просто…
5
Подробнее об Udemy
Показать больше Онлайн-курсы для работника механического цеха
Тип работы, которую вы хотите
Полный рабочий день
Неполный рабочий день
Стажировка
Временная
Как работники механического цеха оценивают свою работу?
Лучшие работники механических цехов Работодатели
Наиболее распространенные работодатели для рабочих механических цехов
«бюджетный» лазерный 3D-принтер для печати металлическими порошками
Новости
Подпишитесь на автора
Подписаться
Не хочу
5
Немецкая компания One Click Metal выпустила обновленный вариант относительно недорогой лазерной аддитивной системы для 3D-печати металлопорошковыми композициями стоимостью всего в половину Гелендвагена (раньше мы измеряли в Роллс-Ройсах).
One Click Metal — это, по сути, дочернее предприятие известной немецкой машиностроительной компании Trumpf, занимающейся в том числе и производством промышленных аддитивных установок. Стартап вышел на рынок в 2019 году, продемонстрировав первый вариант PBF 3D-принтера собственной разработки под названием MPRINT на выставке Formnext. Компания пытается занять конкретную нишу, а именно производство бюджетных аддитивных систем для 3D-печати металлическими порошками. Бюджетность — понятие условное, но незадолго до премьеры генеральный директор One Click Metal Бьерн Ульман оценивал стоимость в пятьдесят тысяч евро. По факту оригинальные 3D-принтеры примерно столько и стоили, а обновленные системы предлагаются в полтора раза дороже, но все равно намного дешевле, чем большинство конкурентных предложений стоимостью от четверти до полумиллиона долларов.
Обновленная модель MPRINT+ отличается от оригинала рядом усовершенствований, направленных в первую очередь на повышение производительности и разрешения. 3D-принтер оснащен более мощным 200-ваттным волоконным лазером против 100-ваттного в оригинальной версии. С системой позиционирования пока не все ясно. Дело в том, что оригинал использовал подвижную головку с диодным лазером от Trumpf — представьте свой FDM 3D-принтер, но с гравировальной лазерной насадкой на стероидах. Нечто подобное мы уже видели на примере 3D-принтеров XM200 и XM300 американской компании Xact Metal.
Новая же система якобы использует уже гальванометрическую сканирующую систему, обеспечивающую скорость штриховки до 3 м/c. Ульман в свое время утверждал, что радикальное снижение стоимости оборудования стало возможным именно благодаря разработке собственного, относительно недорогого сканатора, так что ощутимый ценовой скачок вполне можно объяснить переходом на более сложный и дорогой, но в то же время более быстрый и точный гальваносканер, если такой переход действительно имел место. Xact Metal, кстати, так и поступила, спустя год после премьеры переделав XM200 в XM200S.
Диаметр пятна составляет 45 микрон против 100 мкм у оригинального MPRINT, толщина слоев выставляется в пределах 20-80 мкм, размер области построения составляет 150х150х150 мм, а плотность готовых изделий достигает 99,5%. Печать осуществляется в гермокамере с защитной азотной атмосферой, что позволяет работать с активными металлами и сплавами. В настоящее фирменный ассортимент расходных материалов включает порошки на основе алюминия, нержавеющей и инструментальной стали.
Система принимает четыре картриджа расходных материалов с перегрузкой в 250%, что позволяет снижать время простоев. Картриджи оснащены NFC-метками, помогающими отслеживать тип и запас материала. Для очистки готовых изделий и подготовки остаточных материалов к повторному использованию предлагается опциональная станция MPURE с ультразвуковым просеиванием. За подготовку цифровых 3D-моделей и управление рабочими процессами отвечает программное обеспечение MPREP.
Ну и момент, которого вы все ждали — стоимость. 3D-принтер MPRINT+ предлагается по отпускной цене €76 900, а за станцию MPURE придется выложить дополнительные €21 500. Дополнительная информация доступна на официальном сайте компании-производителя.
Интервью Томаса Санладерера с Бьерном Ульманом по поводу оригинальной системы MPRINT (2019 год):
PBF
One Click Metal
MPRINT+
Подпишитесь на автора
Подписаться
Не хочу
5
Лазерный 3D принтер по металлу, промышленные 3Д принтеры нового поколения, обзор принтера, печатающего металлом
Ювелирная отрасль
Медицина
3D-принтеры
Наука и образование
Автор: Семен Попадюк
Автор: Семен Попадюк
7 главных преимуществ Sharebot MetalONE | Сферы применения и расходные материалы | Как создавался MetalONE | Основные характеристики 3D-принтера
3D-печать металлом – самая сложная из аддитивных технологий, но путь к ней может стать проще, чем вы думаете. Свобода проектирования, возможность оптимизировать конструкцию, снизить вес изделия и число элементов в сборке, применение материалов с уникальными свойствами – все эти преимущества технологии неоценимы для экспериментальной и исследовательской работы, конечная цель которой – быстро и эффективно создавать новые высокотехнологичные продукты (или модернизировать существующие), выводя производственные возможности на новый уровень.
Интеграция 3D-принтеров по металлу в производственный процесс связана с немалыми сложностями. Металлический принтер – это установка, требующая крупных инвестиций, специального помещения, строгих условий эксплуатации, дополнительного оборудования и высокой квалификации оператора.
Однако последние тренды говорят о том, что печать металлом может стать, что называется, «ближе к народу». Посетив в 2019 году крупнейшую выставку Formnext во Франкфурте-на-Майне, мы отметили появление компактных 3D-принтеров, печатающих металлом. Эти машины имеют упрощенный функционал и ориентированы прежде всего на научно-образовательную сферу и малый и средний бизнес.
Одна из самых привлекательных установок этой категории по соотношению цены и качества носит название MetalONE и основана на методе прямого лазерного спекания металлов (DMLS). Это новый продукт итальянской компании Sharebot, которая имеет солидный опыт разработок в области нескольких технологий 3D-печати. Принтер предназначен для проведения исследований, тестирования изделий и изготовления деталей небольших и средних габаритов.
Поможет ли 3D-печать оптимизировать производство в вашей организации? Закажите консультацию экспертов iQB Technologies. Также доступны такие услуги, как обучение 3D-технологиям, тестовая 3D-печать/3D-сканирование, выезд специалистов на предприятие, диагностика или заказ 3D-оборудования.
3D-принтер по металлу MetalONE: 7 главных преимуществ
Компактная рабочая камера (65 х 65 х 100 мм).
Высокая производительность.
Экономичность.
Возможность использования аргона и азота.
Интуитивно понятные, легко редактируемые параметры печати.
Простота в эксплуатации.
Низкий уровень эксплуатационных расходов.
Сферы применения и расходные материалы
Этот 3D-принтер, печатающий металлом, будет незаменим в следующих отраслях:
НИОКР;
промышленность;
стоматология;
ювелирное дело.
Генеральный директор Sharebot Артуро Донги с 3D-принтером MetalONE и напечатанные образцы
Аддитивная установка идеально подходит для изучения новых материалов, а благодаря небольшой камере построения и технологии DMLS он позволяет создавать объекты из малого количества металлического порошка – всего 800 г. Помимо этого, пользователь может редактировать все параметры процесса, которые будут зафиксированы в журнале по завершении печати. Волоконный лазер мощностью 250 Вт и возможность использовать как азот, так и аргон позволяют испытать практически любой порошок.
При решении задач в промышленных целях принтер способен создавать прототипы мелких деталей с невероятной точностью и производить их быстро и без существенных трудностей. Непревзойденная повторяемость печати гарантирует возможность мелкосерийного производства с неизменно высоким качеством.
Кобальт-хромовые сплавы (CoCrMo), которые активно используются в стоматологии, применимы и в MetalONE. Для стоматологических лабораторий это настоящая находка: 3D-принтер печатает металлом пломбы, коронки и колпачки менее чем за час и исключительно прост в использовании.
Благодаря компактности и особой структуре бумажных фильтров принтер также будет выгоден при аддитивном производстве ювелирной продукции и других миниатюрных изделий, так как позволяет быстро создавать объекты с высочайшей степенью детализации.
Отдел НИОКР компании Sharebot в сотрудничестве с несколькими университетами разработал профили для стали 316L и кобальт-хрома и продолжает испытания новых порошков для лазерного 3D-принтера по металлу. На очереди – профили для титана и алюминия.
Как создавался MetalONE
Работа над проектом металлического принтера началась в 2015 году. В это же время компания Sharebot занималась разработкой SnowWhite – машины для печати термопластичным порошком по технологии SLS. После успешного внедрения SnowWhite в разных странах Sharebot получила достаточно опыта для запуска проекта лазерного 3D-принтера по металлу. В нем предусмотрены другие виды порошков, ПО, механические компоненты и конструкция камеры построения (предполагающая создание и поддержание модифицированной среды), однако эту машину можно считать прямым продолжением SnowWhite.
В марте 2019 года на выставке MECSPE в Парме были представлены первый прототип машины и первые образцы. В последующие месяцы были напечатаны разнообразные модели для проверки металлургических свойств объектов и их качества, а также надежности самого принтера и повторяемости печати. Все параметры процесса печати доступны пользователю, что позволяет исследовать и изучать новые материалы и области применения.
Итак, Sharebot MetalONE станет выгодным решением, если вам необходимо исследовать и тестировать сложные изделия небольших габаритов, свойства материалов, а также изготавливать мелкие серии.
Основные характеристики 3D-принтера
Камера построения: 65 х 65 х 100 мм
Толщина слоя: 5-200 микрон
Лазер: волоконный, 250 Вт (1080 нм)
Диаметр пятна: 40 микрон
Максимальная скорость: 5 м/сек
Программное обеспечение: Simplify 3D — Continuum
Габариты / вес принтера: 740 x 630 x 1000 мм / 170 кг
MetalONE доступен для заказа на сайтах sharebot. ru и iqb.ru (так же, как и другие модели Sharebot)
Статья опубликована 30.09.2020 , обновлена 17.09.2021
Ваш домашний 3D-лазерный принтер
Если вы можете об этом мечтать, вы можете это сделать.
Мощный лазер Glowforge точно режет, гравирует и надрезает сотни различных материалов, чтобы вы могли создавать волшебные вещи.
Glowforge
Лазерный 3D-принтер
Мощный настольный лазер Glowforge режет, гравирует и маркирует сотни материалов.
Представляем Magic Canvas
Введите свою идею, выберите художественный стиль и создавайте собственные изображения для своих проектов!
Сэкономьте до 600 долларов на лучших предметах первой необходимости Glowforge.
Выберите одно из 3 невероятных предложений с серьезной экономией.
Сэкономьте более 600 долларов – в течение ограниченного времени!
Теперь сэкономьте еще больше на лучших предметах первой необходимости Glowforge.
«…следующая волна компьютерного творчества».
«…следующая волна компьютерного творчества».
Что вы создадите с Glowforge?
Листайте, чтобы увидеть больше ⭤
Что вы создадите с Glowforge?
Ремесло из кожи
Дизайнерские товары для дома
Изготовление знаков и карт на заказ
Создание сложных произведений искусства
Персонализация подарков
Начни подрабатывать
Персонализируй что угодно
Принеси свои идеи в жизнь.
Смотрите, как происходит волшебство.
Настройте свои отпечатки.
Создавайте из сотен материалов.
Пролистните, чтобы увидеть больше ⟷
Давайте сделаем что-нибудь вместе.
Закажите бесплатную виртуальную демонстрацию с экспертом Glowforge и испытайте магию Glowforge в реальном времени.
Запланируйте демонстрацию
Создано такими же авторами, как вы.
Пролистните, чтобы увидеть больше ⟷
Уважаемый Glowforge,
Познакомьтесь с Glowforge | Glowforge
Если вы можете мечтать, вы можете это сделать.
Мощный лазер Glowforge точно режет, гравирует и надрезает сотни различных материалов, чтобы вы могли создавать волшебные вещи.
Работа с сотнями материалов.
Точная резка.
Гравируйте с легкостью.
Оценка с детализацией.
Быстрая настройка, легко использовать.
Переход от распаковки к созданию менее чем за 30 минут.
Познакомьтесь с семьей.
GlowforgePro
Печатайте в течение всего дня с улучшенным охлаждением. Кроме того, беритесь за негабаритные проекты с помощью слота Passthrough.
6 995 долл. США
6 995 долл. США
$NaN
с рекомендациями
GlowforgePlus
Обновленные компоненты и скорость печати в 2 раза выше, чем в базовой версии.
4 995 долл. США
4 995 долл. США
$NaN
с рекомендациями
GlowforgeBasic
Печатайте волшебные вещи, не выходя из собственного дома, с помощью оригинального лазерного 3D-принтера.
3 995 $
3 995 $
$ NaN
с рекомендациями
Какой Glowforge подходит именно вам?
Glowforge Pro с Сквозной слот
Plus
Basic
Полная гарантия
12 мес.
12 мес.
6 мес.
Повышенная максимальная скорость
3x
2x
1x
Мощность лазерной трубки
45 Вт
40 Вт
40 Вт
$15 0 Premium Proofgrade™
нет
Модернизированное оборудование для повышения скорости
Скорость резки
120%
Улучшенное охлаждение для использования в течение всего дня
нет
Отпечатки гигантского размера с технологией Passthrough
нет
Купить Glowforge
Что говорят владельцы Glowforge.
Листайте, чтобы увидеть больше ⟷
Давайте сделаем что-нибудь вместе.
Запланируйте виртуальную демонстрацию с экспертом Glowforge и испытайте магию Glowforge в реальном времени.
Запланировать демонстрацию
Нажмите и распечатайте.
В каталоге Glowforge есть тысячи готовых отпечатков. Опыт проектирования не требуется.
Ознакомьтесь с нашим каталогом
Создайте свой собственный стиль.
Распечатайте нужные проекты. Создавайте собственные дизайны в приложении Glowforge или загружайте файл из своего любимого программного обеспечения для дизайна.
Узнайте о дизайне
Возможности материалов
19,5″ на 11″ (Glowforge Basic и Plus)
19,5″ на ∞ (Glowforge Pro)
Максимальная высота материала: 2 дюйма (50 мм)
Программное обеспечение
Перетаскивание с предварительным просмотром камеры
Работает с Mac, ПК, iPhone, Android и другими устройствами
JPG, PNG, SVG, PDF и др.
Фурнитура
Размеры: 38 Ш x 20,75 Г x 8,25 В
Две камеры: широкоугольная и макросъемка
Точность до 1/1000 дюйма
Полный автофокус
Посмотреть полные спецификации
Часто задаваемые вопросы
Отличные новости! Вы можете использовать свой Glowforge с Mac, ПК, планшета и смартфона, используя наш простой, мощный и бесплатный веб-интерфейс. Чтобы подготовить свой проект, вы можете использовать любое программное обеспечение, которое сохраняет PDF (Adobe Illustrator, Inkscape, CorelDraw, Adobe Photoshop, GIMP, Autodesk 360, Sketchup и другие). Glowforge может печатать JPG, PNG, SVG, PDF и другие форматы файлов. Чтобы распечатать файл, просто перетащите его прямо в наше приложение, а затем настройте предварительный просмотр по своему вкусу.
Вы можете использовать Glowforge бесплатно! Облачный сервис Glowforge дает вам неограниченное количество ежемесячных отпечатков, включая все функции, которые вы видите в нашем видео. И не волнуйтесь, платная подписка не требуется.
Хотите верьте, хотите нет, но большинство наших клиентов говорят нам, что им требуется менее 30 минут, чтобы достать принтер из коробки, подключить его, настроить и закончить первый отпечаток!
Glowforge использует луч света толщиной с человеческий волос, чтобы резать и гравировать с невероятной точностью до тысячной доли дюйма. Кроме того, ваш Glowforge может гравировать изображения с потрясающим высоким разрешением, сравнимым с тем, что вы сейчас видите на экране своего телефона или компьютера. Вы можете узнать больше здесь.
Glowforge открывает мир материалов. В то время как традиционные 3D-принтеры ограничиваются слоями пластика, Glowforge совершенно другой. Погрузитесь в сотни прекрасных материалов, таких как кожа, акрил, твердая древесина, ткань и даже шоколад! Glowforge может резать дерево, ткань, кожу, бумагу, оргстекло (акрил), делрин (ацеталь), майлар, резину, кориан, продукты питания и многое другое. Glowforge также может гравировать все вышеперечисленное, а также стекло, металл с покрытием, мрамор, анодированный алюминий, титан, некоторые телефоны, планшеты и ноутбуки, а также другие безопасные для лазера материалы. Чтобы получать поминутные обновления о том, что люди печатают: проверьте #glowforge в Instagram.
Независимо от того, какой Glowforge вы выберете, вы сможете использовать материалы размером 12 x 20,4 дюйма. как вы хотите. Хотите работать с более толстым материалом? Просто снимите поддон для крошек из нержавеющей стали в нижней части Glowforge и печатайте материалами толщиной до 2 дюймов. и хорошо вписывается в любое ремесленное пространство, мастерскую или семейную зону.0005
Какую бы модель Glowforge вы ни выбрали, вы можете быть уверены, что ваш Glowforge будет прост в установке и использовании и позволит вам работать с сотнями материалов. В него входит бесплатное программное обеспечение для печати, все, что вам нужно для начала работы, а также бесплатные материалы премиум-класса для начала работы. Но есть некоторые различия между нашими тремя моделями.
Не уверены, какая модель подойдет именно вам?
Glowforge Basic — это наша вводная модель, идеально подходящая для умеренного домашнего использования.
Glowforge Plus — отличное решение для тех, кто хочет печатать часто и быстро.
Glowforge Pro — наша самая мощная и функциональная модель, идеально подходящая для малого бизнеса или для тех случаев, когда ею будут пользоваться несколько человек.
Вот еще несколько деталей, которые помогут вам принять решение:
Скорость (Pro — самая быстрая): Максимальная скорость гравировки Glowforge Pro в 3 раза выше, чем у Glowforge Basic, а резка — в 1,2 раза быстрее. . Максимальная скорость гравировки Glowforge Plus в 2 раза выше, чем у Glowforge Basic.
Гарантия (12 месяцев для Plus и Pro): Гарантия на Glowforge Basic составляет 6 месяцев, а на модели Plus и Pro предоставляется двойная полная 12-месячная гарантия.
Размер материала (версия Pro имеет пропускную способность): Все принтеры Glowforge могут работать с материалами глубиной до 18 дюймов, шириной 20,4 дюйма и высотой 2 дюйма. Максимальная область печати составляет около 11 x 19,5 дюймов. Glowforge Pro позволяет делать огромные отпечатки большого размера. Слот Pro Passthrough спереди и сзади позволяет использовать материалы шириной 20 дюймов, толщиной до ¼ дюйма и любой длины. Это означает, что вы можете создавать огромные впечатляющие продукты, такие как мебель. Чтобы использовать проход, вы печатаете первые 10 дюймов (25,4 см), затем пропускаете материал через прорезь и повторяете.
Класс лазера: Модели Plus и Basic относятся к классу лазера 1 (как DVD-плеер). Проходной слот делает модель Pro лазером класса 4, что требует от человека, использующего его, пройти обучение по технике безопасности при работе с лазером (входит в комплект поставки). Вы не должны использовать Pro в общественных местах или рядом с детьми без установки Pro Shields, которые включены в вашу покупку.
Температура (Pro печатает при температуре до 81°F (27°C)): Pro предназначен для печати в течение всего дня при температуре до 81°F (27°C). Basic и Plus будут периодически останавливаться для охлаждения, если они постоянно используются при высоких температурах; они предназначены для работы при температуре до 75°F (24°C).
 Немалый интерес представляют собой УФ лазерные диоды на основе GaN и AlGaN, но применение их ограниченно из-за крайней нестабильности. При взаимодействии УФ излучения со следами углеводородов в воздухе на близлежащие поверхности (например, твердотельный и нелинейный кристаллы) оседают органические пленки, что приводит к ухудшению качества излучения, поэтому для более эффективной работы (особенно с длинами волн ≤200 нм) рекомендуют использовать вакуум. УФ излучение может привести к изменению химической структуры вещества (например, к разрыву связей), это свойство используют при производстве брэгговских решеток, а также для стерилизации воды и медицинских инструментов, отверждения компаундных составов (клей, эпоксидная смола). Мощные УФ лазеры эффективно используют для резки и прожигания небольших отверстий в различных материалах, в том числе, материалах, которые являются прозрачными для лазерного излучения видимого диапазона. УФ излучение вызывает флюоресценцию на поверхности некоторых материалов, это явление используют для аналитических исследований (например, контроль качества).
Немалый интерес представляют собой УФ лазерные диоды на основе GaN и AlGaN, но применение их ограниченно из-за крайней нестабильности. При взаимодействии УФ излучения со следами углеводородов в воздухе на близлежащие поверхности (например, твердотельный и нелинейный кристаллы) оседают органические пленки, что приводит к ухудшению качества излучения, поэтому для более эффективной работы (особенно с длинами волн ≤200 нм) рекомендуют использовать вакуум. УФ излучение может привести к изменению химической структуры вещества (например, к разрыву связей), это свойство используют при производстве брэгговских решеток, а также для стерилизации воды и медицинских инструментов, отверждения компаундных составов (клей, эпоксидная смола). Мощные УФ лазеры эффективно используют для резки и прожигания небольших отверстий в различных материалах, в том числе, материалах, которые являются прозрачными для лазерного излучения видимого диапазона. УФ излучение вызывает флюоресценцию на поверхности некоторых материалов, это явление используют для аналитических исследований (например, контроль качества). Ультрафиолетовые лазеры могут быть непрерывные (CW) или импульсные (Q-switched pulsed). УФ диапазон достаточно перспективен для построения высокоточных информационных лазеров для связи. Использование лазеров для связи оказало большое влияние на развитие телекоммуникационных информационных систем контроля характеристик атмосферы. Повышенный интерес к лазерам для связи обусловлен их отличной пропускной способностью и эффективностью передачи информации.
Ультрафиолетовые лазеры могут быть непрерывные (CW) или импульсные (Q-switched pulsed). УФ диапазон достаточно перспективен для построения высокоточных информационных лазеров для связи. Использование лазеров для связи оказало большое влияние на развитие телекоммуникационных информационных систем контроля характеристик атмосферы. Повышенный интерес к лазерам для связи обусловлен их отличной пропускной способностью и эффективностью передачи информации.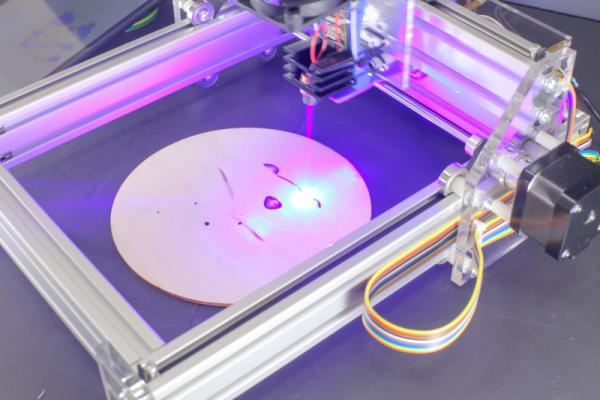
 1~4uJ/1~15mW
1~4uJ/1~15mW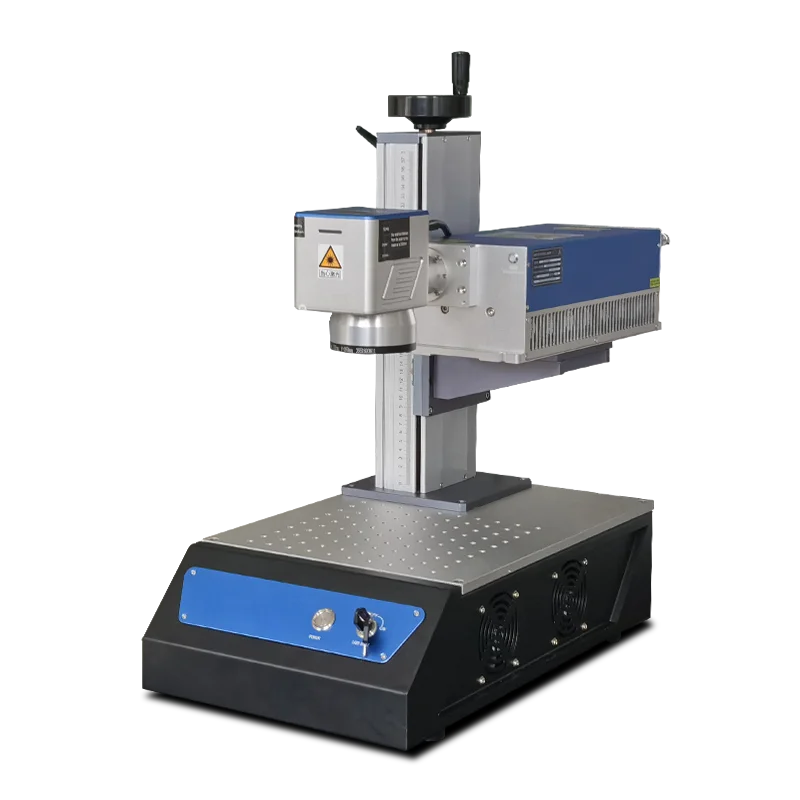 1~3uJ/1~10mW
1~3uJ/1~10mW 1~10µJ/1~30mW
1~10µJ/1~30mW 1~4µJ/1~10mW
1~4µJ/1~10mW 1~15uJ/1~100mW
1~15uJ/1~100mW ~6нс
~6нс
 Они могут как резать, так и гравировать и маркировать, все это вы можете подробнее посмотреть на нашем канале Youtube.
Они могут как резать, так и гравировать и маркировать, все это вы можете подробнее посмотреть на нашем канале Youtube. 
 От недорогих натриево-кальциевых до высококачественных боросиликатных стекол.
От недорогих натриево-кальциевых до высококачественных боросиликатных стекол.
 д.) на поверхности материалов широкого спектра, в том числе на «трудные материалы»: сшитый полиэтилен, полиэтилен, ПВХ и др.
д.) на поверхности материалов широкого спектра, в том числе на «трудные материалы»: сшитый полиэтилен, полиэтилен, ПВХ и др.
 УФ-лазеры обладают чрезвычайно высокой энергией фотонов, что открывает широкий спектр применений, недоступных для лазеров видимого и инфракрасного диапазона. Наиболее распространенными источниками УФ-лазеров являются третья и четвертая гармоники на Nd: YAG, обеспечивающие длины волн 355 нм и 266 нм соответственно. Важно отметить, что в то время как 355 нм и 266 нм являются наиболее распространенными длинами волн УФ-лазеров, несколько других линий Nd: YAG могут иметь удвоенную и утроенную частоту, создавая большой выбор альтернативных длин волн УФ-излучения. Чтобы получить эти гармоники более высокого порядка, плотность электрического поля лазера должна быть чрезвычайно высокой. В результате эти лазеры в основном доступны с возможностью модуляции добротности. Лазерные УФ-диоды непрерывного действия (CW) также доступны с длиной волны 375 нм, с одномодовыми и многомодовыми профилями луча и выходами в свободном пространстве или с оптоволоконным соединением.
УФ-лазеры обладают чрезвычайно высокой энергией фотонов, что открывает широкий спектр применений, недоступных для лазеров видимого и инфракрасного диапазона. Наиболее распространенными источниками УФ-лазеров являются третья и четвертая гармоники на Nd: YAG, обеспечивающие длины волн 355 нм и 266 нм соответственно. Важно отметить, что в то время как 355 нм и 266 нм являются наиболее распространенными длинами волн УФ-лазеров, несколько других линий Nd: YAG могут иметь удвоенную и утроенную частоту, создавая большой выбор альтернативных длин волн УФ-излучения. Чтобы получить эти гармоники более высокого порядка, плотность электрического поля лазера должна быть чрезвычайно высокой. В результате эти лазеры в основном доступны с возможностью модуляции добротности. Лазерные УФ-диоды непрерывного действия (CW) также доступны с длиной волны 375 нм, с одномодовыми и многомодовыми профилями луча и выходами в свободном пространстве или с оптоволоконным соединением. Наши УФ-изделия доступны со средней мощностью до 20 Вт, вариантами для одномодового или многомодового, свободного пространства или оптоволоконного выхода, а также различными вариантами компоновки и уровнями интеграции от компонентов до OEM и систем «под ключ».
Наши УФ-изделия доступны со средней мощностью до 20 Вт, вариантами для одномодового или многомодового, свободного пространства или оптоволоконного выхода, а также различными вариантами компоновки и уровнями интеграции от компонентов до OEM и систем «под ключ». экспрессия генов/белков, антиген-специфические клеточные ответы и многие другие.
экспрессия генов/белков, антиген-специфические клеточные ответы и многие другие. Эти лазеры доступны с длиной волны от 405 нм до 1064 нм и способны производить выходную мощность до 500 мВт.
Эти лазеры доступны с длиной волны от 405 нм до 1064 нм и способны производить выходную мощность до 500 мВт.
 Самый важный вывод из этих обсуждений заключается в том, что, как правило, есть два способа повысить эффективность генерации гармоник: увеличение пиковой мощности и уменьшение размера пятна. Поскольку Quantas-Q2HE имеет колоколообразный профиль луча с более чем 75-процентной гауссовской аппроксимацией сверх чрезвычайно высокой пиковой мощности, о которой говорилось ранее, он полезен не только для генерации второй гармоники, но и для генерации третьей, четвертой и пятой гармоник. хорошо. В результате Q2HE может производить ультрафиолетовые лазеры с длиной волны всего 211 нм. Quantas-Q2HE доступен в семи различных конфигурациях, каждая из которых может генерировать свет пятой гармоники, как показано в таблице ниже…
Самый важный вывод из этих обсуждений заключается в том, что, как правило, есть два способа повысить эффективность генерации гармоник: увеличение пиковой мощности и уменьшение размера пятна. Поскольку Quantas-Q2HE имеет колоколообразный профиль луча с более чем 75-процентной гауссовской аппроксимацией сверх чрезвычайно высокой пиковой мощности, о которой говорилось ранее, он полезен не только для генерации второй гармоники, но и для генерации третьей, четвертой и пятой гармоник. хорошо. В результате Q2HE может производить ультрафиолетовые лазеры с длиной волны всего 211 нм. Quantas-Q2HE доступен в семи различных конфигурациях, каждая из которых может генерировать свет пятой гармоники, как показано в таблице ниже… Это делает эти лазеры идеальными как для внешней, так и для внутрирезонаторной генерации гармоник. Генерация второй гармоники во внешнем резонаторе была впервые достигнута в 1996 году путем приклеивания тонкого кристалла KTP, который имеет покрытие, обладающее высокой отражающей способностью при 1064 нм и антиотражающим при 532 нм, а затем приклеен к передней части микрочипового лазера Nd: YVO4. В течение двух лет были также продемонстрированы микрочиповые лазеры третьей и четвертой гармоник с использованием внешнего кристалла для производства ультрафиолетовых лазеров с длиной волны 355 и 266 нм. Чтобы полностью понять, почему эти лазеры идеально подходят для генерации гармоник, важно рассмотреть фундаментальную физику, лежащую в основе этого нелинейного процесса.0015
Это делает эти лазеры идеальными как для внешней, так и для внутрирезонаторной генерации гармоник. Генерация второй гармоники во внешнем резонаторе была впервые достигнута в 1996 году путем приклеивания тонкого кристалла KTP, который имеет покрытие, обладающее высокой отражающей способностью при 1064 нм и антиотражающим при 532 нм, а затем приклеен к передней части микрочипового лазера Nd: YVO4. В течение двух лет были также продемонстрированы микрочиповые лазеры третьей и четвертой гармоник с использованием внешнего кристалла для производства ультрафиолетовых лазеров с длиной волны 355 и 266 нм. Чтобы полностью понять, почему эти лазеры идеально подходят для генерации гармоник, важно рассмотреть фундаментальную физику, лежащую в основе этого нелинейного процесса.0015 Сотрудничество с RPMC гарантирует, что вы получите надежные рекомендации от нашего знающего и технического персонала по широкому спектру лазерной продукции. RPMC и наши производители готовы и могут предоставить индивидуальные решения для вашего уникального приложения.
Сотрудничество с RPMC гарантирует, что вы получите надежные рекомендации от нашего знающего и технического персонала по широкому спектру лазерной продукции. RPMC и наши производители готовы и могут предоставить индивидуальные решения для вашего уникального приложения.
 , 10 Вт при 355 нм или 532 нм, 20 Вт при 1064 нм. Эта серия лазеров DPSS обеспечивает сочетание компактных, эффективных и мощных характеристик в прочной конструкции, подходящей для суровых условий и бортовых приложений. Конструкция прошла испытания в латунной фурнитуре и разрабатывается прототип.
, 10 Вт при 355 нм или 532 нм, 20 Вт при 1064 нм. Эта серия лазеров DPSS обеспечивает сочетание компактных, эффективных и мощных характеристик в прочной конструкции, подходящей для суровых условий и бортовых приложений. Конструкция прошла испытания в латунной фурнитуре и разрабатывается прототип.
 Благодаря расширенным характеристикам, таким как превосходное качество луча, стабильность и возможности модуляции, наши лазеры обеспечивают сверхнизкий уровень шума и широкий спектр опций для подключения оптоволокна SM, MM и PM. Наше специальное программное обеспечение для управления, интерфейсы USB и RS232, а также внешний контроллер с индикатором мощности упрощают интеграцию, эксплуатацию и удаленную диагностику. Кроме того, наша прочная и компактная конструкция и широкий выбор стандартных длин волн гарантируют, что наши лазеры могут удовлетворить ваши конкретные потребности.
Благодаря расширенным характеристикам, таким как превосходное качество луча, стабильность и возможности модуляции, наши лазеры обеспечивают сверхнизкий уровень шума и широкий спектр опций для подключения оптоволокна SM, MM и PM. Наше специальное программное обеспечение для управления, интерфейсы USB и RS232, а также внешний контроллер с индикатором мощности упрощают интеграцию, эксплуатацию и удаленную диагностику. Кроме того, наша прочная и компактная конструкция и широкий выбор стандартных длин волн гарантируют, что наши лазеры могут удовлетворить ваши конкретные потребности. Имея длительность импульса менее 5 нс и максимальную частоту повторения 100 Гц, серия Q-TUNE обеспечивает идеальный когерентный источник света для точных научных измерений.
Имея длительность импульса менее 5 нс и максимальную частоту повторения 100 Гц, серия Q-TUNE обеспечивает идеальный когерентный источник света для точных научных измерений.
 Высокая пиковая мощность и низкая расходимость серии Q1 обеспечивают эффективное преобразование гармоник через 5-ю гармонику (213 или 211 нм). Инновационная конструкция позволяет создать удобную систему «под ключ», которая требует минимального обслуживания, а переменная частота повторения импульсов лазера и встроенный генератор синхроимпульсов обеспечивают гибкость запуска пользовательского оборудования.
Высокая пиковая мощность и низкая расходимость серии Q1 обеспечивают эффективное преобразование гармоник через 5-ю гармонику (213 или 211 нм). Инновационная конструкция позволяет создать удобную систему «под ключ», которая требует минимального обслуживания, а переменная частота повторения импульсов лазера и встроенный генератор синхроимпульсов обеспечивают гибкость запуска пользовательского оборудования. Эта универсальная платформа может быть сконфигурирована различными способами, включая энергию импульса до 80 мДж при частоте повторения импульсов 10 Гц или до 20 мДж при частоте повторения импульсов 100 Гц. Лазер может излучать с длиной волны 1053 нм или 1064 нм, а в конфигурации с коротким резонатором длительность импульса может быть уменьшена на 50% по сравнению со стандартной конфигурацией.
Эта универсальная платформа может быть сконфигурирована различными способами, включая энергию импульса до 80 мДж при частоте повторения импульсов 10 Гц или до 20 мДж при частоте повторения импульсов 100 Гц. Лазер может излучать с длиной волны 1053 нм или 1064 нм, а в конфигурации с коротким резонатором длительность импульса может быть уменьшена на 50% по сравнению со стандартной конфигурацией. Эта усовершенствованная конструкция лазера позволяет создать компактную, удобную в использовании систему «под ключ», которая требует минимального обслуживания.
Эта усовершенствованная конструкция лазера позволяет создать компактную, удобную в использовании систему «под ключ», которая требует минимального обслуживания. Лазеры имеют длительность импульса от 400 пс до 2 нс, уровень энергии до 80 мкДж и частоту следования до 100 кГц. Доступные в диапазоне длин волн от УФ до БИК, эта серия предназначена для OEM-интеграторов и исследователей, работающих с LIDAR, 3D-сканированием, LIBS, приборами ночного видения и т. д. Лазеры предлагают как наносекундные, так и пикосекундные варианты и взаимозаменяемы с одинаковым форм-фактором и электрическими и программными интерфейсами для разных длин волн, что делает их гибким и универсальным решением.
Лазеры имеют длительность импульса от 400 пс до 2 нс, уровень энергии до 80 мкДж и частоту следования до 100 кГц. Доступные в диапазоне длин волн от УФ до БИК, эта серия предназначена для OEM-интеграторов и исследователей, работающих с LIDAR, 3D-сканированием, LIBS, приборами ночного видения и т. д. Лазеры предлагают как наносекундные, так и пикосекундные варианты и взаимозаменяемы с одинаковым форм-фактором и электрическими и программными интерфейсами для разных длин волн, что делает их гибким и универсальным решением. Благодаря прочной, компактной, легкой и простой в использовании конструкции лазер SOL легко интегрируется в приложения микрообработки и маркировки, обеспечивая превосходную эксплуатационную гибкость и соотношение производительности и стоимости.
Благодаря прочной, компактной, легкой и простой в использовании конструкции лазер SOL легко интегрируется в приложения микрообработки и маркировки, обеспечивая превосходную эксплуатационную гибкость и соотношение производительности и стоимости. Компактный и легкий корпус является большим преимуществом в лидарах и других аэрокосмических приложениях, а короткие импульсы обеспечивают чрезвычайно точные измерения времени пролета.
Компактный и легкий корпус является большим преимуществом в лидарах и других аэрокосмических приложениях, а короткие импульсы обеспечивают чрезвычайно точные измерения времени пролета.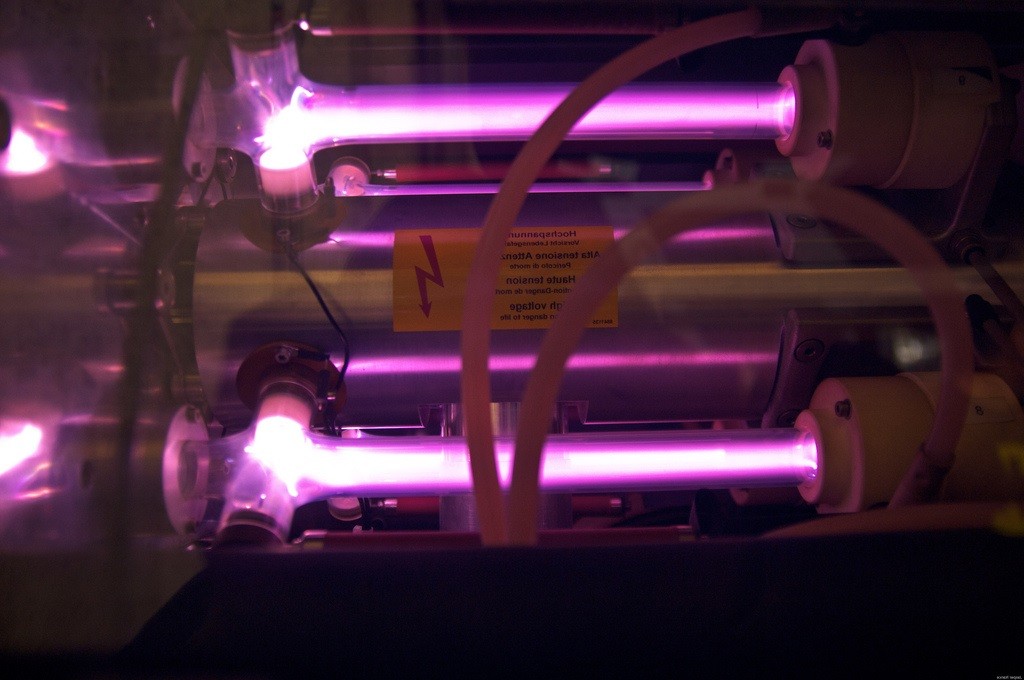
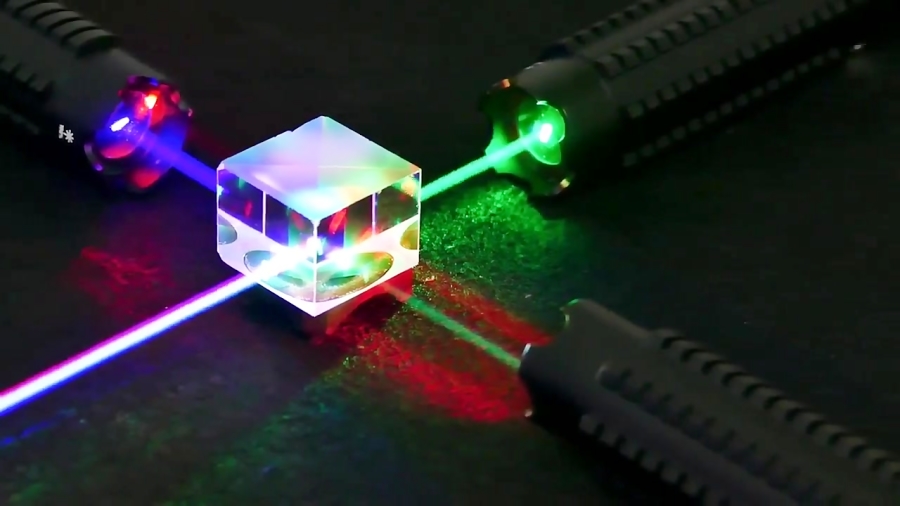
 Они обеспечивают длительный срок службы газа, превосходную оптическую стабильность и точный контроль рабочих параметров лазера. Простые в использовании, простые в обслуживании и экономичные в эксплуатации, они сочетают в себе преимущества высокоточной эксимерной обработки с самой низкой совокупной стоимостью владения и самым высоким временем безотказной работы на современном рынке.
Они обеспечивают длительный срок службы газа, превосходную оптическую стабильность и точный контроль рабочих параметров лазера. Простые в использовании, простые в обслуживании и экономичные в эксплуатации, они сочетают в себе преимущества высокоточной эксимерной обработки с самой низкой совокупной стоимостью владения и самым высоким временем безотказной работы на современном рынке. Охватываемый диапазон длин волн составляет от 365 нм до 540 нм.
Охватываемый диапазон длин волн составляет от 365 нм до 540 нм./cdn.vox-cdn.com/uploads/chorus_asset/file/14025857/lasertargeting.1419972068.png) Наша прочная и тщательно протестированная полностью твердотельная лазерная технология не требует расходных материалов и, таким образом, обеспечивает максимальное удобство использования, максимально длительный срок службы и превосходную совокупную стоимость владения. Обладая огромной гибкостью и огромной универсальностью, лазерные продукты GWU могут удовлетворить потребности даже самых требовательных научных и промышленных приложений.
Наша прочная и тщательно протестированная полностью твердотельная лазерная технология не требует расходных материалов и, таким образом, обеспечивает максимальное удобство использования, максимально длительный срок службы и превосходную совокупную стоимость владения. Обладая огромной гибкостью и огромной универсальностью, лазерные продукты GWU могут удовлетворить потребности даже самых требовательных научных и промышленных приложений. Например, в экспериментах по фотоэмиссии с угловым разрешением (ARPES) эта возможность настройки позволяет исследователям отличать поверхностные эффекты от объемных. При изучении молекул методом времени пролета (ToF) перестраиваемость позволяет различать идентичные в остальном изомеры. Hyperion VUV также хорошо фокусируется, и с помощью соответствующей оптики можно получить пятно размером менее 10 микрон.
Например, в экспериментах по фотоэмиссии с угловым разрешением (ARPES) эта возможность настройки позволяет исследователям отличать поверхностные эффекты от объемных. При изучении молекул методом времени пролета (ToF) перестраиваемость позволяет различать идентичные в остальном изомеры. Hyperion VUV также хорошо фокусируется, и с помощью соответствующей оптики можно получить пятно размером менее 10 микрон. А импульсный диодный лазер PILAS PiL037 с переключаемым коэффициентом усиления предлагает триггерные импульсы длительностью до 20 пс на длине волны 375 нм.
А импульсный диодный лазер PILAS PiL037 с переключаемым коэффициентом усиления предлагает триггерные импульсы длительностью до 20 пс на длине волны 375 нм.
 В то время как субнаносекундные микрочиповые УФ-лазеры с пассивной модуляцией добротности являются лучшей альтернативой для недорогой и не требующей технического обслуживания работы, пикосекундные лазеры с регенеративным усилением с гармоническим тройным и учетверенным усилением обеспечивают очень высокую пиковую мощность для обработки материалов и нелинейно-оптических приложений.
В то время как субнаносекундные микрочиповые УФ-лазеры с пассивной модуляцией добротности являются лучшей альтернативой для недорогой и не требующей технического обслуживания работы, пикосекундные лазеры с регенеративным усилением с гармоническим тройным и учетверенным усилением обеспечивают очень высокую пиковую мощность для обработки материалов и нелинейно-оптических приложений.

 Дж. Заявл. физ. 31, Л682 (1992), doi:10.1143/JJAP.31.L682
Дж. Заявл. физ. 31, Л682 (1992), doi:10.1143/JJAP.31.L682 , «Генерация ультрафиолетового луча мощностью 20 Вт с помощью генерации четвертой гармоники полностью твердотельным лазером», Опт. лат. 25 (1), 58 (2000), doi:10.1364/OL.25.000058
, «Генерация ультрафиолетового луча мощностью 20 Вт с помощью генерации четвертой гармоники полностью твердотельным лазером», Опт. лат. 25 (1), 58 (2000), doi:10.1364/OL.25.000058 07670v1 (2016)
07670v1 (2016)
 11.2022
11.2022 ru
ru Большое количество доп опций. Например, предпусковой подогрев двигателя, который позволяет запускать мачту даже при температуре 25 градусов мороза. Это особенно актуально при работе в северных областях России.
Большое количество доп опций. Например, предпусковой подогрев двигателя, который позволяет запускать мачту даже при температуре 25 градусов мороза. Это особенно актуально при работе в северных областях России.


 Пожалуйста, проконсультируйтесь с заводом.
Пожалуйста, проконсультируйтесь с заводом. тока, 550 В ОСО
тока, 550 В ОСО


 5). В этом случае вал, установленный в центрах, приводится через шестерню, закрепленную на предварительно обработанной средней шейке (рис. 4, в).
5). В этом случае вал, установленный в центрах, приводится через шестерню, закрепленную на предварительно обработанной средней шейке (рис. 4, в).

 Основы классификации.
Основы классификации. [7]
[7]
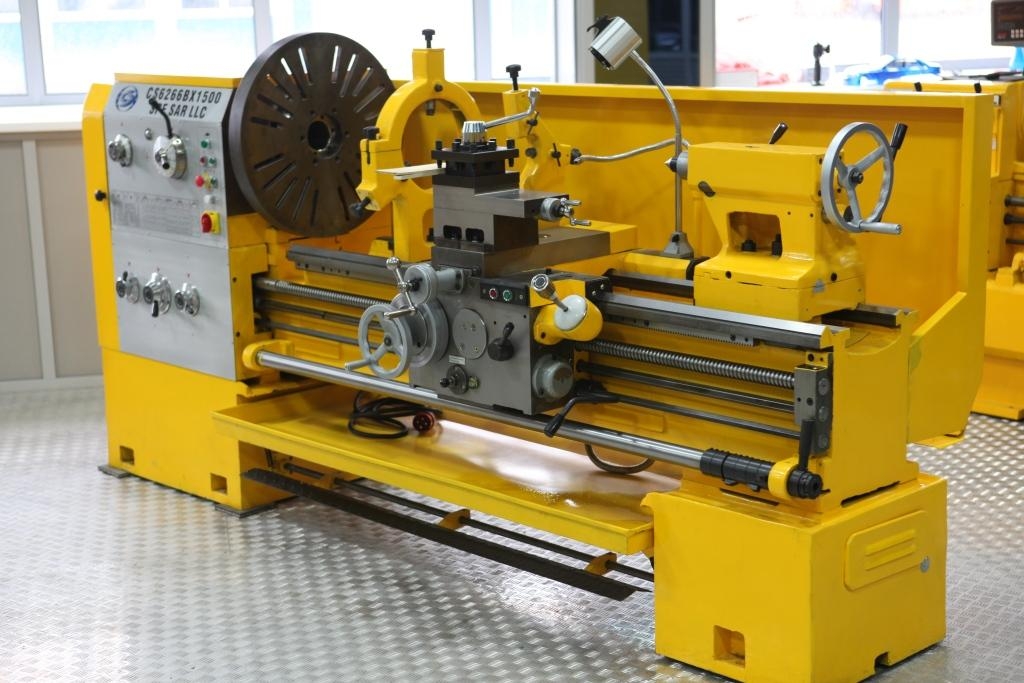 [1]
[1] Универсальные станки с ЧПУ требуют от оператора лишь отдельных функций манипулирования и контроля. При этом становиться возможным обслуживание одним оператором нескольких станков. [1], [5], [7].
Универсальные станки с ЧПУ требуют от оператора лишь отдельных функций манипулирования и контроля. При этом становиться возможным обслуживание одним оператором нескольких станков. [1], [5], [7]. Для облегчения изготовления специальных станков их собирают из нормализованных узлов. Такой способ изготовления специальных станков является самым целесообразным и эффективным. Им присвоено общее название — агрегатные станки. [1], [2].
Для облегчения изготовления специальных станков их собирают из нормализованных узлов. Такой способ изготовления специальных станков является самым целесообразным и эффективным. Им присвоено общее название — агрегатные станки. [1], [2]. Особо точные (С), или мастер-станки — на них изготавливают детали для станков классов точности В и А.
Особо точные (С), или мастер-станки — на них изготавливают детали для станков классов точности В и А. [1], [2].
[1], [2]. регулирует его для восстановления достигнутых при первоначальной наладке точности, взаимного расположения инструмента и заготовки, а также качества получаемой детали.
регулирует его для восстановления достигнутых при первоначальной наладке точности, взаимного расположения инструмента и заготовки, а также качества получаемой детали. [1]
[1] Такое оборудование оснащено особыми функциями, такими как способность работать лучше и быстрее, чем обычное оборудование. Специализированные машины стали незаменимым компонентом горнодобывающих, строительных и коммунальных проектов во всем мире. Они придали этим проектам новое измерение, подняв их производительность на несколько ступеней. Мы составили список некоторых специализированных машин, принадлежащих к определенным нишам, которые вы должны увидеть. Просто взгляните!
Такое оборудование оснащено особыми функциями, такими как способность работать лучше и быстрее, чем обычное оборудование. Специализированные машины стали незаменимым компонентом горнодобывающих, строительных и коммунальных проектов во всем мире. Они придали этим проектам новое измерение, подняв их производительность на несколько ступеней. Мы составили список некоторых специализированных машин, принадлежащих к определенным нишам, которые вы должны увидеть. Просто взгляните! Для строительства таких параболических кривых с уклоном используется уникальный вид мостоукладчика. Одной из таких компаний, поставляющих эти мостоукладчики, является SMB Construction International GmbH (SMB). Точная и качественная укладка криволинейных дорожных покрытий достигается за счет точно управляемых катков мостоукладчика. Эти катки, поддерживаемые электрическими гидравлическими тросовыми лебедками, обеспечивают мощную силу для выполнения сложных строительных задач.
Для строительства таких параболических кривых с уклоном используется уникальный вид мостоукладчика. Одной из таких компаний, поставляющих эти мостоукладчики, является SMB Construction International GmbH (SMB). Точная и качественная укладка криволинейных дорожных покрытий достигается за счет точно управляемых катков мостоукладчика. Эти катки, поддерживаемые электрическими гидравлическими тросовыми лебедками, обеспечивают мощную силу для выполнения сложных строительных задач. Шнековые питатели транспортируют материал к выглаживающей плите и обеспечивают равномерное распределение по всей ширине. ( Источник )
Шнековые питатели транспортируют материал к выглаживающей плите и обеспечивают равномерное распределение по всей ширине. ( Источник )  Лопата для дерева установлена на кузове грузовика с 20 000 передних и 46 000 задних. Он оснащен специальными лезвиями «холодной формы», которые охватывают деревья, вгрызаются в землю, а затем поднимают деревья над землей. Затем укоренившиеся деревья вывозят на предназначенный участок для пересадки или пересадки.
Лопата для дерева установлена на кузове грузовика с 20 000 передних и 46 000 задних. Он оснащен специальными лезвиями «холодной формы», которые охватывают деревья, вгрызаются в землю, а затем поднимают деревья над землей. Затем укоренившиеся деревья вывозят на предназначенный участок для пересадки или пересадки. Имеется «фиксирующая подъемная мачта», которая исключает перемещение лопаты и делает транспортировку более удобной и безопасной. Лопата для деревьев также поставляется со скребками, чтобы предотвратить прилипание почвы. ( 1, 2, 3, 4)
Имеется «фиксирующая подъемная мачта», которая исключает перемещение лопаты и делает транспортировку более удобной и безопасной. Лопата для деревьев также поставляется со скребками, чтобы предотвратить прилипание почвы. ( 1, 2, 3, 4)  Выравнивающая машина с 12-футовой головкой с боковым смещением выглаживает самые большие препятствия. Он оснащен секциями стрелы для тяжелых условий эксплуатации, длина которых достигает 18 футов. Специализированная комбинация головки и щетки обеспечивает увеличение площади обработанных квадратных метров за проход, которая составляет 216 квадратных футов за проход.
Выравнивающая машина с 12-футовой головкой с боковым смещением выглаживает самые большие препятствия. Он оснащен секциями стрелы для тяжелых условий эксплуатации, длина которых достигает 18 футов. Специализированная комбинация головки и щетки обеспечивает увеличение площади обработанных квадратных метров за проход, которая составляет 216 квадратных футов за проход. Полный привод обеспечивает улучшенное перемещение выглаживающей плиты от рабочей площадки к месту укладки. Также улучшены элементы управления для большей настраиваемости и точности укладки. ( 1, 2, 3, 4)
Полный привод обеспечивает улучшенное перемещение выглаживающей плиты от рабочей площадки к месту укладки. Также улучшены элементы управления для большей настраиваемости и точности укладки. ( 1, 2, 3, 4)  Он поставляется с резервуаром для подачи пропана, который стреляет пламенем с температурой до 2500 градусов по Фаренгейту в целевые сорняки. Более высокие температуры заставляют воду в сорняках кипеть и разрушают их клеточные стенки. В результате растение теряет всю свою влагу и в итоге погибает.
Он поставляется с резервуаром для подачи пропана, который стреляет пламенем с температурой до 2500 градусов по Фаренгейту в целевые сорняки. Более высокие температуры заставляют воду в сорняках кипеть и разрушают их клеточные стенки. В результате растение теряет всю свою влагу и в итоге погибает. ( 1, 2, 3)
( 1, 2, 3) 
 Горячий калибровочный пресс может прессовать специальные материалы при высокой температуре (800 градусов). Мы успешно разработали это, сочетая прессование и технику теплозащиты.
Горячий калибровочный пресс может прессовать специальные материалы при высокой температуре (800 градусов). Мы успешно разработали это, сочетая прессование и технику теплозащиты.


 Поддерживается работа как с единичной заготовкой, так и резка в пакете. Все детали, для изготовления станков поставляются отечественными производителями. Это сказывается на стоимости выпускаемого оборудования, значительно более низкой по сравнению с зарубежными аналогами. Кроме того это влияет на доступность запасных частей, а также цену ремонтных работ и обслуживания в сторону удешевления.
Поддерживается работа как с единичной заготовкой, так и резка в пакете. Все детали, для изготовления станков поставляются отечественными производителями. Это сказывается на стоимости выпускаемого оборудования, значительно более низкой по сравнению с зарубежными аналогами. Кроме того это влияет на доступность запасных частей, а также цену ремонтных работ и обслуживания в сторону удешевления.

 г. Кувандык
г. Кувандык Угол резания контролируется по электрическому угломеру.
Угол резания контролируется по электрическому угломеру. Максимальная производительность ленточной пилы BS-912B составляет 9 дюймов (229 мм)
Максимальная производительность ленточной пилы BS-912B составляет 9 дюймов (229 мм) с. (3 фазы), 1,5 кВт 2 л. с. (1 фаза)
с. (3 фазы), 1,5 кВт 2 л. с. (1 фаза) Покупатель несет ответственность за все расходы по доставке.
Покупатель несет ответственность за все расходы по доставке. 
 Некоторые машинисты могут предпочесть использовать более портативную установку, такую как портативная ленточная пила для резки металла Baileigh. Для любой операции у Penn Tool Co. есть необходимое надежное оборудование.
Некоторые машинисты могут предпочесть использовать более портативную установку, такую как портативная ленточная пила для резки металла Baileigh. Для любой операции у Penn Tool Co. есть необходимое надежное оборудование.


 2 ст. 437 Гражданского
2 ст. 437 Гражданского Заказать онлайн True Temper Eagle 18-дюймовые полилистовые грабли с 20 зубьями на CoreBuild.ie Ирландия
Заказать онлайн True Temper Eagle 18-дюймовые полилистовые грабли с 20 зубьями на CoreBuild.ie Ирландия org/ListItem»>
org/ListItem»> Специально разработанная головка имеет широкий радиус действия для эффективного сбора листьев. Легкий вес и длинная ручка снижают нагрузку на спину и усталость. Рукоять изготовлена из массива твердой древесины для прочности и долговечности.
Специально разработанная головка имеет широкий радиус действия для эффективного сбора листьев. Легкий вес и длинная ручка снижают нагрузку на спину и усталость. Рукоять изготовлена из массива твердой древесины для прочности и долговечности. Сравните
Сравните 015
015 Сравните
Сравните



 Система подачи СОЖ позволяет увеличивать съем металла с изношенной грани инструмента, уменьшая, тем самым время его заточки и предотвращает попадание абразивной пыли в дыхательные органы оператора-заточника.
Система подачи СОЖ позволяет увеличивать съем металла с изношенной грани инструмента, уменьшая, тем самым время его заточки и предотвращает попадание абразивной пыли в дыхательные органы оператора-заточника.

 Скорость
Скорость Чрезвычайно универсальные станки могут выполнять несколько шлифовальных операций в одном зажимном приспособлении.
Чрезвычайно универсальные станки могут выполнять несколько шлифовальных операций в одном зажимном приспособлении.
 Часто европейские производители указывают, что можно использовать бензин А-90 или А-92, но в постсоветских странах качество бензина уступает европейскому, поэтому в наших реалиях лучше использовать более качественный бензин.
Часто европейские производители указывают, что можно использовать бензин А-90 или А-92, но в постсоветских странах качество бензина уступает европейскому, поэтому в наших реалиях лучше использовать более качественный бензин. Соотношение бензина и масла для бензопилы made in China 1:25, то есть 1000 мл бензина делим на 25, получаем 40 мл масла. Все дело в том, что в фирменных бензопилах добротная сборка и расстояние между поршнями и цилиндрами в двигателе намного меньше, чем у китайских бензопил, поэтому и необходимое количество масла отличается практически в два раза.
Соотношение бензина и масла для бензопилы made in China 1:25, то есть 1000 мл бензина делим на 25, получаем 40 мл масла. Все дело в том, что в фирменных бензопилах добротная сборка и расстояние между поршнями и цилиндрами в двигателе намного меньше, чем у китайских бензопил, поэтому и необходимое количество масла отличается практически в два раза. Лучше всего и проще готовить бензомасленую смесь на 1 л бензина, делать это рекомендуется непосредственно перед работой с инструментом. Топливные баки бензопил имеют объем от 0,3 до 1 л. В условиях бытового использования за один сеанс редко используется весь объем приготовленной горючей смеси, поэтому остаток можно сохранить до следующего сеанса работы. Хранить топливную смесь необходимо в специальной канистре для бензина, в сухом темном месте. Оптимально рассчитывать, что срок хранения готовой смеси составит 7-10 дней
Лучше всего и проще готовить бензомасленую смесь на 1 л бензина, делать это рекомендуется непосредственно перед работой с инструментом. Топливные баки бензопил имеют объем от 0,3 до 1 л. В условиях бытового использования за один сеанс редко используется весь объем приготовленной горючей смеси, поэтому остаток можно сохранить до следующего сеанса работы. Хранить топливную смесь необходимо в специальной канистре для бензина, в сухом темном месте. Оптимально рассчитывать, что срок хранения готовой смеси составит 7-10 дней
 В нашей онлайн-системе невозможно автоматически определить все варианты стоимости доставки. После размещения заказа мы отправим вам подтверждение заказа, включая правильную и полную стоимость доставки, на ваш адрес электронной почты. Если вы хотите принять предложение, просто подтвердите его по электронной почте или отклоните без каких-либо дополнительных обязательств.
В нашей онлайн-системе невозможно автоматически определить все варианты стоимости доставки. После размещения заказа мы отправим вам подтверждение заказа, включая правильную и полную стоимость доставки, на ваш адрес электронной почты. Если вы хотите принять предложение, просто подтвердите его по электронной почте или отклоните без каких-либо дополнительных обязательств. 


 При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
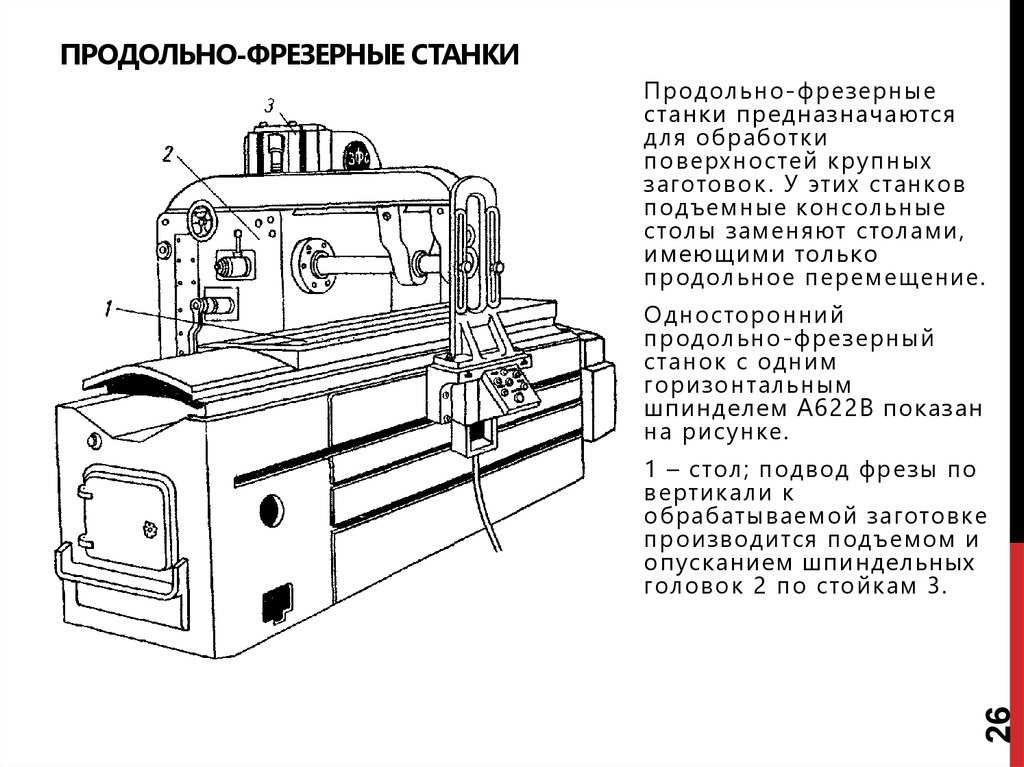

 В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
 Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала. С ее помощью изготавливаются изделия бытового, хозяйственного и производственного назначения.
С ее помощью изготавливаются изделия бытового, хозяйственного и производственного назначения.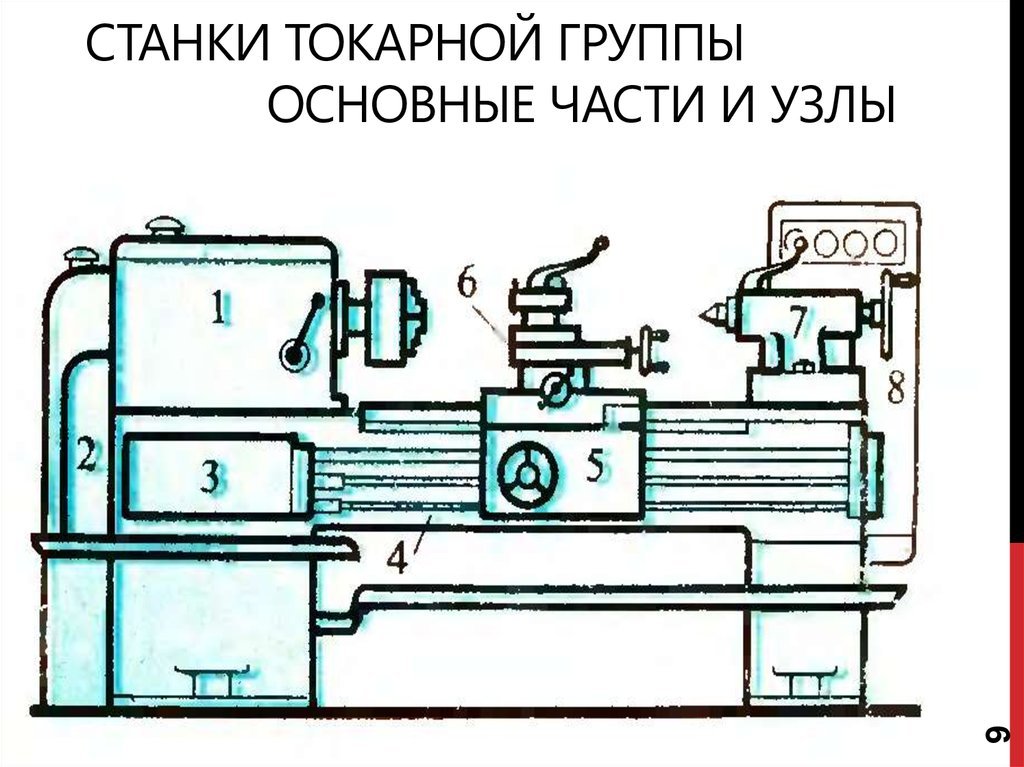
 Она является стационарным элементом, содержит шпиндель, 2 подшипника, шкив, блок управления и редуктор.
Она является стационарным элементом, содержит шпиндель, 2 подшипника, шкив, блок управления и редуктор.

 Здесь представлен широкий спектр металлорежущего инструмента. В наличии продукция отечественного и зарубежного производства, решения для бытовых, полупрофессиональных и профессиональных установок.
Здесь представлен широкий спектр металлорежущего инструмента. В наличии продукция отечественного и зарубежного производства, решения для бытовых, полупрофессиональных и профессиональных установок.
 Первый используется для базовых действий, второй – для высокоточных работ. Такой подход продлевает срок службы винта, сохраняет точность выполнения операций максимально возможный срок.
Первый используется для базовых действий, второй – для высокоточных работ. Такой подход продлевает срок службы винта, сохраняет точность выполнения операций максимально возможный срок.
 Производители предлагают множество моделей, каждая из которых обладает собственными особенностями.
Производители предлагают множество моделей, каждая из которых обладает собственными особенностями.

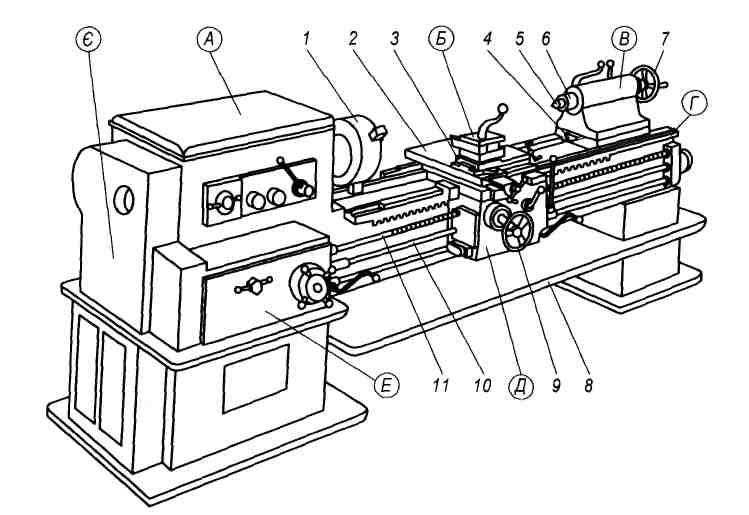

 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.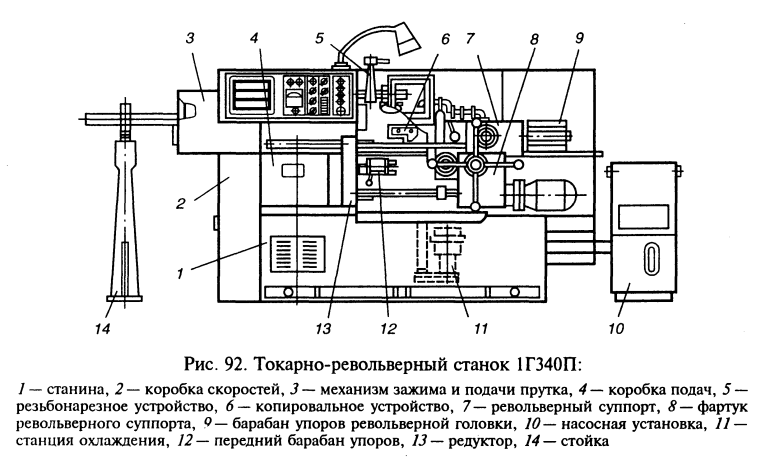
 Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.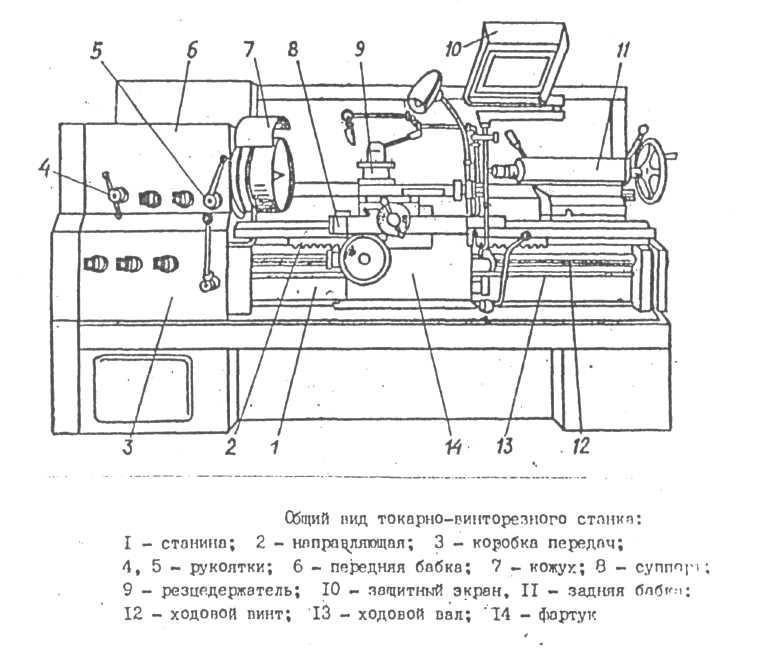 Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.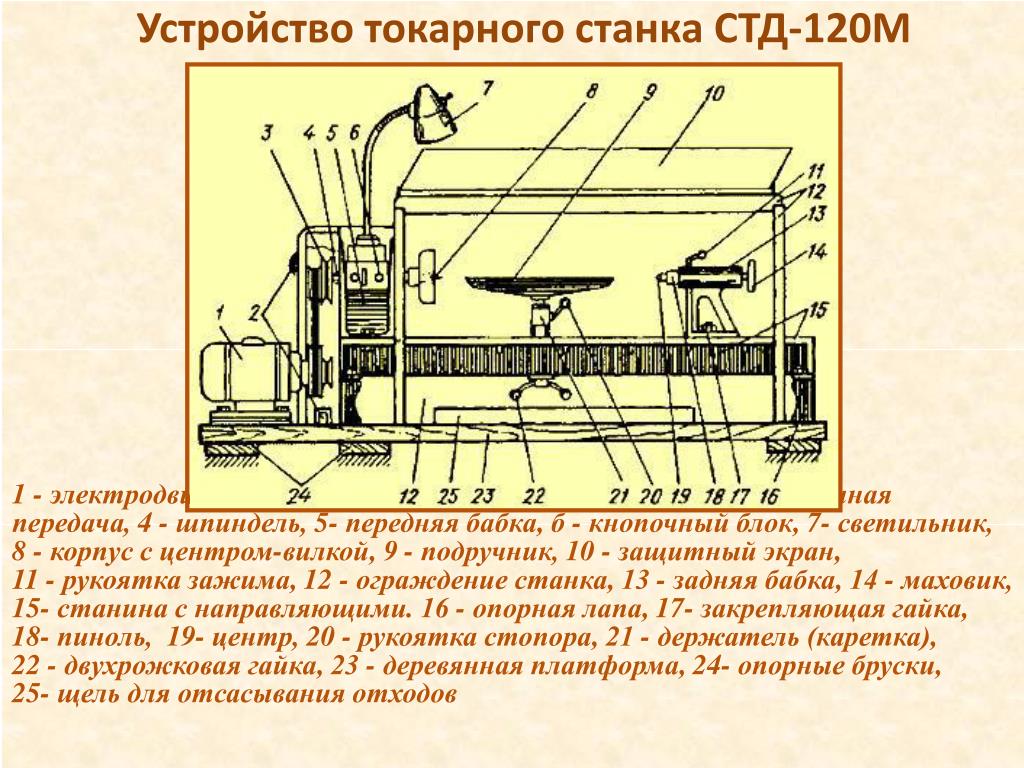 Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.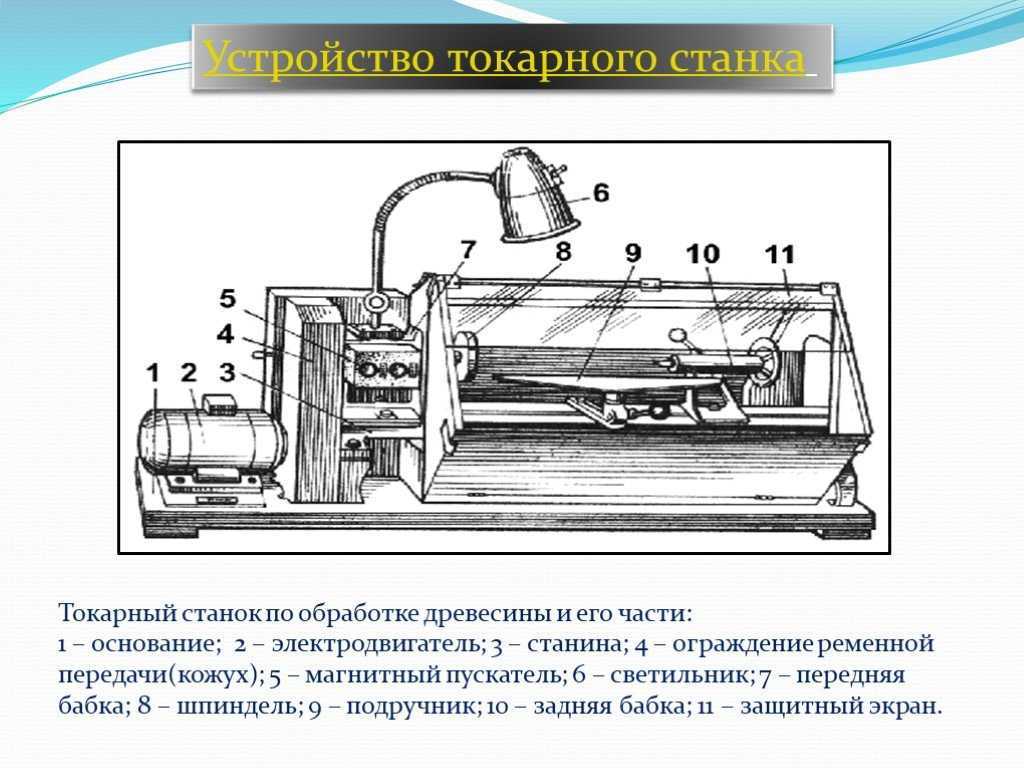
 все связанные материалы →
все связанные материалы →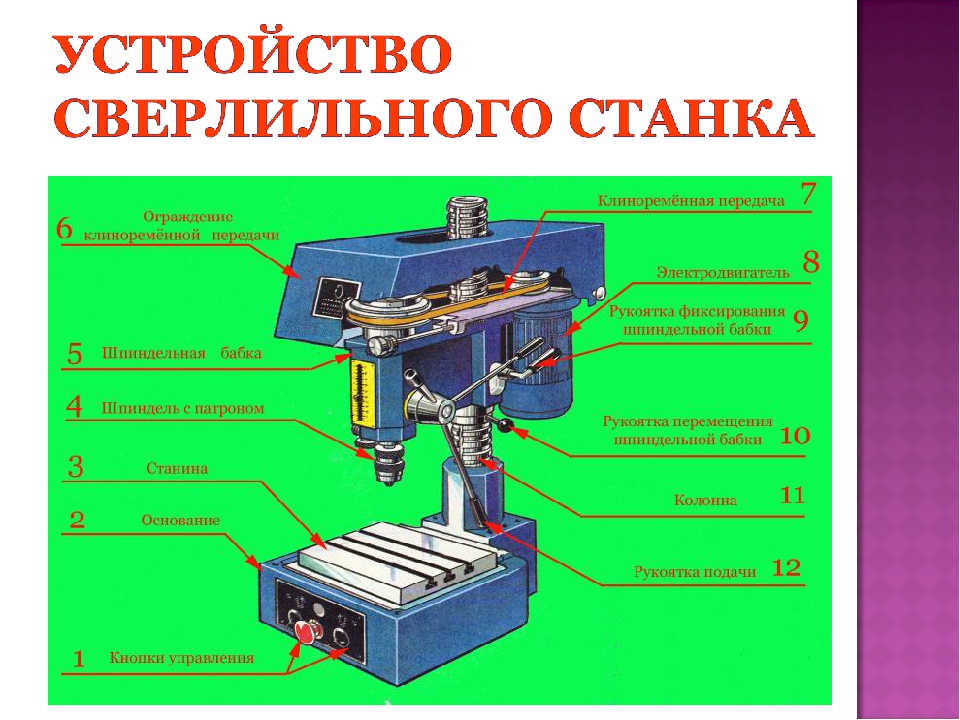
 век.
век. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.
К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов. Должны быть предусмотрены средства для изменения обоих.
Должны быть предусмотрены средства для изменения обоих.
 ..
.. Завод, промышленность, механизм, вал, направляющая, ремень,…
Завод, промышленность, механизм, вал, направляющая, ремень,…
 Завод, промышленность, механизм, вал, направляющая, ремень,…
Завод, промышленность, механизм, вал, направляющая, ремень,…

 G»>
G»>
 Рабочий процесс добычи нефти. Рабочие и механизмы.
Рабочий процесс добычи нефти. Рабочие и механизмы.


 Многие операторы имеют сертификат Grade 9 или более низкую квалификацию. Однако некоторые работодатели отдают предпочтение лицам с высшим образованием, особенно при высокой степени сложности работы.
Многие операторы имеют сертификат Grade 9 или более низкую квалификацию. Однако некоторые работодатели отдают предпочтение лицам с высшим образованием, особенно при высокой степени сложности работы. : (011) 653-4790
: (011) 653-4790  Проведя исследование базы данных миллионов профилей, команда Zippia по анализу данных обнаружила следующие результаты о карьере рабочего в автомастерской:
Проведя исследование базы данных миллионов профилей, команда Zippia по анализу данных обнаружила следующие результаты о карьере рабочего в автомастерской: Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указаны компьютерные навыки, ловкость и механические навыки.
Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указаны компьютерные навыки, ловкость и механические навыки. Верхние 10 процентов зарабатывают более 38 000 долларов в год, а нижние 10 процентов — менее 24 000 долларов в год.
Верхние 10 процентов зарабатывают более 38 000 долларов в год, а нижние 10 процентов — менее 24 000 долларов в год.
 Кроме того, они также должны убирать производственный цех и соблюдать правила техники безопасности и охраны труда.
Кроме того, они также должны убирать производственный цех и соблюдать правила техники безопасности и охраны труда. США
США США
США США
США

 на Coursera
на Coursera
 Xact Metal, кстати, так и поступила, спустя год после премьеры переделав XM200 в XM200S.
Xact Metal, кстати, так и поступила, спустя год после премьеры переделав XM200 в XM200S.
 Свобода проектирования, возможность оптимизировать конструкцию, снизить вес изделия и число элементов в сборке, применение материалов с уникальными свойствами – все эти преимущества технологии неоценимы для экспериментальной и исследовательской работы, конечная цель которой – быстро и эффективно создавать новые высокотехнологичные продукты (или модернизировать существующие), выводя производственные возможности на новый уровень.
Свобода проектирования, возможность оптимизировать конструкцию, снизить вес изделия и число элементов в сборке, применение материалов с уникальными свойствами – все эти преимущества технологии неоценимы для экспериментальной и исследовательской работы, конечная цель которой – быстро и эффективно создавать новые высокотехнологичные продукты (или модернизировать существующие), выводя производственные возможности на новый уровень.
 Эти машины имеют упрощенный функционал и ориентированы прежде всего на научно-образовательную сферу и малый и средний бизнес.
Эти машины имеют упрощенный функционал и ориентированы прежде всего на научно-образовательную сферу и малый и средний бизнес.
 Помимо этого, пользователь может редактировать все параметры процесса, которые будут зафиксированы в журнале по завершении печати. Волоконный лазер мощностью 250 Вт и возможность использовать как азот, так и аргон позволяют испытать практически любой порошок.
Помимо этого, пользователь может редактировать все параметры процесса, которые будут зафиксированы в журнале по завершении печати. Волоконный лазер мощностью 250 Вт и возможность использовать как азот, так и аргон позволяют испытать практически любой порошок.
 ru и iqb.ru (так же, как и другие модели Sharebot)
ru и iqb.ru (так же, как и другие модели Sharebot)
 Кроме того, беритесь за негабаритные проекты с помощью слота Passthrough.
Кроме того, беритесь за негабаритные проекты с помощью слота Passthrough.

 Чтобы подготовить свой проект, вы можете использовать любое программное обеспечение, которое сохраняет PDF (Adobe Illustrator, Inkscape, CorelDraw, Adobe Photoshop, GIMP, Autodesk 360, Sketchup и другие). Glowforge может печатать JPG, PNG, SVG, PDF и другие форматы файлов. Чтобы распечатать файл, просто перетащите его прямо в наше приложение, а затем настройте предварительный просмотр по своему вкусу.
Чтобы подготовить свой проект, вы можете использовать любое программное обеспечение, которое сохраняет PDF (Adobe Illustrator, Inkscape, CorelDraw, Adobe Photoshop, GIMP, Autodesk 360, Sketchup и другие). Glowforge может печатать JPG, PNG, SVG, PDF и другие форматы файлов. Чтобы распечатать файл, просто перетащите его прямо в наше приложение, а затем настройте предварительный просмотр по своему вкусу. Кроме того, ваш Glowforge может гравировать изображения с потрясающим высоким разрешением, сравнимым с тем, что вы сейчас видите на экране своего телефона или компьютера. Вы можете узнать больше здесь.
Кроме того, ваш Glowforge может гравировать изображения с потрясающим высоким разрешением, сравнимым с тем, что вы сейчас видите на экране своего телефона или компьютера. Вы можете узнать больше здесь. как вы хотите. Хотите работать с более толстым материалом? Просто снимите поддон для крошек из нержавеющей стали в нижней части Glowforge и печатайте материалами толщиной до 2 дюймов. и хорошо вписывается в любое ремесленное пространство, мастерскую или семейную зону.0005
как вы хотите. Хотите работать с более толстым материалом? Просто снимите поддон для крошек из нержавеющей стали в нижней части Glowforge и печатайте материалами толщиной до 2 дюймов. и хорошо вписывается в любое ремесленное пространство, мастерскую или семейную зону.0005
 Это означает, что вы можете создавать огромные впечатляющие продукты, такие как мебель. Чтобы использовать проход, вы печатаете первые 10 дюймов (25,4 см), затем пропускаете материал через прорезь и повторяете.
Это означает, что вы можете создавать огромные впечатляющие продукты, такие как мебель. Чтобы использовать проход, вы печатаете первые 10 дюймов (25,4 см), затем пропускаете материал через прорезь и повторяете.