Предназначена для выполнения строительных, ремонтных, отделочных или иных видов работ, когда необходимо произвести какие-либо действия на высоте. В основании стремянки прочная рама из профиля прямоугольного сечения. Пластиковые наконечники препятствуют скольжению и обеспечивают отличную устойчивость. Многократное клепаное соединение ступеней с рамой обеспечивает исключительную надежность и безопасность при работе на стремянке. Профилированные ступени шириной 80 мм при раскладывании образуют верхнюю рабочую площадку размером 350х160 мм. Рабочая высота – это параметр, рассчитываемый путем сложения высоты верхней секции лестницы/стремянки и роста человека с вытянутой вверх рукой (в среднем, два метра). Каркас стальной. Алюминиевая складная площадка Алюминиевые рифлёные ступени
Производитель
Россия.
Детали
Характеристики
Артикул
1140204
Тип товара
Стремянка
Бренд
Новая высота
Тип конструкции
Трансформер
Макс. высота выполнения работ, м
2,88
Высота до рабочей площадки, м
0,88
Количество секций
1
Количество ступеней
4
Ширина ступени, мм
80
Размер рабочей площадки, мм
350х160
Макс. нагрузка, кг
150
Материал
Сталь, Алюминий
Ступени и рабочая площадка
Рифленые
Гарантия, мес
12
Страна-производитель
Россия
Вес, кг
4,4
Отзывы покупателей
Сначала показывать
Александр Олегович
Санкт-Петербург 29 июня 2022
Мои 120 держит и не кряхтит не скрипит! И не страшно стоятьДостоинства: Жесткая, удобная, легкаяНедостатки: Нет
андрей
Санкт-Петербург 21 июня 2022
Мой вес 100 кг выдерживает, в багажник машины влезла с легкостью, со своим ростом с нее достаю везде. РекомендуюДостоинства: Легкая, компактнаяНедостатки: Нет
Дмитрий
Санкт-Петербург 31 января 2022
Отличная стремянка. Крепко держится, очень лёгкая, при этом широкие ступеньки. Очень компактная и занимает мало места. Не шатается, вес около 100 кг держит уверенно. Однозначно рекомендую.
Алексей
Москва 05 декабря 2021
Выбор делал по отзывам. Не прогадал. Стоит надёжно, не шатается. Для домашней эксплуатации самое то.
Санкт-Петербург 01 декабря 2021
РекомендуюДостоинства: Устойчивая. Достаточно высоты ступенек, чтобы достать до карниза и шкафчиков на высоте 2,8м.Недостатки: Нет
Константин
Санкт-Петербург 10 ноября 2021
Отличная стремянка, устойчивая и крепкая, лёгкая, при моем росте 172см отлично хватает для работы на высоте 2,8- 3м.
Владислав
Санкт-Петербург 07 ноября 2021
В названии и на фото написано, что стремянка алюминиевая. Заказал, привезли в упаковке, оплатил, занес домой, распаковал, а оказалось, что ступени алюминиевые, а ножки стальные…
Красногорск 06 мая 2021
Хорошая, устойчивая лестница, неожиданно оказалось немного то, что к низу она расширяется (не учел этот нюанс), не люфтит, не шатается.
Истатилло
Санкт-Петербург 23 февраля 2021
Рекомендую эту стремянкуДостоинства: Удобно, компактная хорошая стремянка, для ремонта в квартире очень хорошоНедостатки: Нет недостатков
Санкт-Петербург 11 мая 2020
Соблазнился стремяночкой, оказалась необычайно удобной!!! Порадовался, что взял 4 ступени, а не три (у меня потолки 2,7м на даче). Легкая, компактная, складывается — совсем места не занимает. Мой вес 95кг держит уверенно. Ступени широкие, не скользят. Пока доволен на все 100%, очень удачная покупка.
Николай
Люберцы 25 апреля 2020
Высокая, прочная, устойчивая, при этом не такая массивная как обычные стремянки, незаменимая вещь при ремонте!
Владислав
Санкт-Петербург 18 января 2020
Отличный вариант за свои деньги. Помещается в багажник легкового авто, как по длине так и по ширине(не складывая спинку заднего сидения) при моем росте 170, удобно работать на высоте до 2,5 м.Достоинства: Цена
Александр
Гатчина 04 января 2020
компактнее, легче и устойчивее чем классическая стремянка. но у стремянок тоже есть свои приемущества. для работы в ограниченном пространстве в самый разДостоинства: лёгкость, компактность,устойчивостьНедостатки: пока не выявлено
Сергей
Санкт-Петербург 31 декабря 2019
Удобная ,прочная ,можно стоять на двух ступенях
Константин
Лыткарино 19 ноября 2019
Отличная вещь для дома, очень функциональная.
Ростислав
Москва 07 апреля 2019
Отличный помощник для частного дома, как внутри, так и снаружи. Лёгкая и практичная
Ростислав
Москва 02 апреля 2019
Отличная стремянка, очень лёгкая и устойчивая
Сергей
Выборг 13 декабря 2018
Когда в одной руке штроборез, передвигать четырехсекционную лестницу трансформер нереально муторно) С этой,- подобного вида работы не прерываются в принципе! Отличное решение под свои цели!!!Достоинства: Легкая, прочная.Недостатки: Не выявлено
Вопросы и ответы
Алексей
27 июня 2019
Какие габариты имеет стремянка в сложенном виде?Ответить
Камиль
26 февраля 2019
Растяжка ограничения полностью разложенного состояния тканевая или металлическая?Ответить
Вам могут понадобиться
Сопутствующий малярный инструмент
Строительные емкости
Укрывные материалы
Венчики для строительных миксеров
Вышки-туры, леса строительные
Лестницы строительные
Демисезонная спецодежда
Ножи строительные, лезвия
Ножницы
Линейки, угольники
Нивелиры
Отвесы, шнуры
Защита лица, глаз, головы
Защита рук
Пояса, ремни, сумки
Ящики для инструмента
688334
Доставим
Завтра
700 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
121 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Ванночка для краски 330х260 мм к валикам до 180 мм
Цена за шт
За баллы:
22,50
В корзину
688330
Доставим
Завтра
379 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Ванночка для краски Hesler 270х150 мм к валикам до 100 мм
Цена за шт
За баллы:
16
В корзину
688331
Доставим
Завтра
384 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Ванночка для краски Hesler 330х260 мм к валикам до 180 мм
Цена за шт
За баллы:
21,75
В корзину
688332
Доставим
Завтра
1061 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
211 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Ванночка для краски Hesler 370х340 мм к валикам до 250 мм
Цена за шт
За баллы:
32
В корзину
688333
Доставим
Завтра
709 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
126 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Ванночка для краски 270х150 мм к валикам до 100 мм
Цена за шт
За баллы:
13,50
В корзину
688335
Доставим
Завтра
3660 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
692 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Ванночка для краски 370х340 мм к валикам до 250 мм
Цена за шт
За баллы:
23,75
В корзину
132762
Доставим
Завтра
526 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Стержень телескопический Wenzo 1-1. 8 м стальной
Цена за шт
За баллы:
78,25
В корзину
132761
Доставим
Завтра
318 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Стержень телескопический Wenzo 0.8-1.3 м стальной
Цена за шт
За баллы:
45
В корзину
502441
Доставим
Завтра
616 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen для наружных работ оранжевая 50 мм 33 м
Цена за шт
За баллы:
129,75
В корзину
502440
Доставим
Завтра
471 шт
Смотреть на карте
Лента малярная Folsen для деликатных поверхностей белая 50 мм 25 м
Цена за шт
За баллы:
69,50
В корзину
502439
Доставим
Завтра
1370 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
206 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen желтая 50 мм 50 м
Цена за шт
За баллы:
119,25
В корзину
502438
Доставим
Завтра
339 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen желтая 38 мм 50 м
Цена за шт
За баллы:
90,50
В корзину
502437
Доставим
Завтра
964 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
171 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen желтая 30 мм 50 м
Цена за шт
За баллы:
63
В корзину
672086
Доставим
Завтра
153 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Стержень телескопический Wenzo 0,8-1,5 м алюминиевый
Цена за шт
За баллы:
99,50
В корзину
672081
Доставим
Завтра
247 шт
Смотреть на карте
Стержень телескопический Wenzo 1,5-3 м алюминиевый
Цена за шт
За баллы:
140,75
В корзину
672085
Доставим
Завтра
226 шт
Смотреть на карте
Стержень телескопический Wenzo 1-2 м алюминиевый
Цена за шт
За баллы:
57,50
В корзину
630836
Доставим
Завтра
663 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
103 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen для деликатных поверхностей белая 30 мм 25 м
Цена за шт
За баллы:
44
В корзину
630835
Доставим
Завтра
130 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen для изогнутых линий 38 мм 25 м
Цена за шт
За баллы:
122,75
В корзину
630834
Доставим
Завтра
299 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen для четкого края желтая 25 мм 25 м
Цена за шт
За баллы:
83,25
В корзину
630833
Доставим
Завтра
520 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
140 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen желтая 25 мм 50 м
Цена за шт
За баллы:
52,50
В корзину
630832
Доставим
Завтра
485 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
175 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen желтая 19 мм 50 м
Цена за шт
За баллы:
43,50
В корзину
630831
Доставим
Завтра
532 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
120 шт
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen желтая 12 мм 50 м
Цена за шт
За баллы:
36,75
В корзину
672082
Доставим
Завтра
547 шт
Смотреть на карте
Стержень телескопический Wenzo 1,5-3 м стальной
Цена за шт
За баллы:
125,50
В корзину
682884
Доставим
Завтра
335 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen Professional для наружных работ синяя 30 мм 50 м УФ-стойкая
Цена за шт
За баллы:
220,75
В корзину
682883
Доставим
Завтра
427 шт
Привезем в партнерские пункты выдачи
13/04 после 10:00
при заказе до 11/04 до 11:59
Смотреть на карте
Лента малярная Folsen Professional для четкого края желтая 25 мм 50 м УФ-стойкая
Цена за шт
За баллы:
172
В корзину
Похожие товары
659314
Доставим
17/04 после 16:00
при заказе до 10/04 до 23:59
Стремянка алюминиевая 4 ступени 80 мм с лотком-органайзером 0,81 м Новая высота
Цена за шт
2 914 ₽
3 001 ₽
За баллы:
728,25
В корзину
Стремянка алюминий/сталь 4 ступени 80 мм двухсторонняя 0,88 м Новая высота в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить стремянка алюминий/сталь 4 ступени 80 мм двухсторонняя 0,88 м Новая высота в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар стремянка алюминий/сталь 4 ступени 80 мм двухсторонняя 0,88 м Новая высота действительны в Санкт-Петербурге.
Стремянка Новая Высота NV 5110 4 ступени Цена 8 550 руб.
0Избранные0Сравнение0Корзина0 ₽Товар добавлен в корзину!
Заказать обратный звонок
Номер телефона*
Ваше имя
Ваш вопрос
CCOHS: Лестницы — Ступени
Что делать при использовании стремянки?
Наверх
Провести оценку рисков при работе на высоте. При работе на лестнице может потребоваться использование средств защиты от падения.
Проверьте грузоподъемность, указанную на стремянке. Оценка должна охватывать вес человека и вес инструментов, которые будут использоваться.
Используйте стремянку примерно на 1 м (3 фута) короче, чем самая высокая точка, до которой вам нужно добраться. Эта длина лестницы обеспечивает более широкое и устойчивое основание, а полку размещает на удобной для работы высоте.
Проверьте лестницу на наличие стоек, ослабленных или ржавых заклепок, дефектных скоб или деталей (включая противоскользящие ножки), которые находятся в плохом состоянии. Убедитесь, что на нем нет смазки, масла или других скользких веществ.
Полностью откройте распорки и полку стремянки и зафиксируйте скобы.
Проверить стабильность. Убедитесь, что все ножки лестницы стоят на твердой, ровной и нескользкой поверхности.
Поместите стремянку под прямым углом к рабочему месту так, чтобы передняя или задняя часть ступеней были обращены к рабочему месту.
Держите стремянку рядом с работой.
Поднимайте и переносите лестницу при ее перемещении. Не толкайте и не тяните стремянки сбоку. Повторяющееся боковое движение может сделать лестницу неустойчивой, поскольку в этом направлении она слабее.
Лицом к стремянке при подъеме или спуске.
Держите тело по центру между боковыми поручнями. Лестница может стать неустойчивой, если ваше тело или оборудование, которое вы держите, выйдут за боковые поручни.
Работайте на подходящей для лестницы высоте. Вообще говоря, вы забрались слишком высоко, если ваши колени находятся выше верхнего края стремянки или если вы не можете удержаться на лестнице руками.
Крепко держитесь. Используйте обе руки при лазании.
Держите обе ноги на лестнице. Не стойте одновременно на лестнице и другом предмете (например, 1 ногой на лестнице и 1 ногой на другом предмете).
Каковы рейтинги стремянок и существует ли максимальная длина стремянки?
Наверх
Стандарт Канадской ассоциации стандартов (CSA) Z11-18 рекомендует разную длину для различных категорий (или классов) стремянок.
Марка
Описание класса
Максимальная длина
1АА
Строительство и промышленное использование; специальное исполнение с грузоподъемностью 170 кг (375 фунтов)
6 м (20 футов)
1А
Строительство и промышленное использование; для особо тяжелых условий эксплуатации с грузоподъемностью 136 кг (300 фунтов)
6 м (20 футов)
1
Строительство и промышленное использование; сверхмощный с грузоподъемностью 113 кг (250 фунтов)
6 м (20 футов)
2
Торговцы и фермы; средняя нагрузка с грузоподъемностью 102 кг (225 фунтов)
3,6 м (12 футов)
3
Домашнее хозяйство; легкая нагрузка с грузоподъемностью 91 кг (200 фунтов)
2 м (6,5 футов)
Как высоко человек должен стоять на стремянке?
Наверх
Стандарт Канадской ассоциации стандартов (CSA) Z11-18 рекомендует различные уровни стояния в зависимости от размера стремянки. Обратите внимание, что это самые высокие рекомендуемые уровни. Люди должны стоять ниже на лестнице, если они чувствуют себя неуверенно.
Размер стремянки
Рекомендуемый самый высокий уровень стояния
1,22 м (4 фута)
0,58 м (2 фута)
1,52 м (5 футов)
0,89 м (3 фута)
1,83 (6 футов)
1,17 м (4 фута)
2,13 (7 футов)
1,47 м (5 футов)
2,44 м (8 футов)
1,78 м (6 футов)
3,05 м (10 футов)
2,36 м (8 футов)
3,66 м (12 футов)
2,95 м (10 футов)
Чего следует избегать при использовании стремянки?
Наверх
Не переусердствуйте. При необходимости передвигайте стремянку.
Не «передвигайте» и не «ходите» по стремянке, стоя на ней.
Не вставайте, не взбирайтесь и не садитесь на верхнюю часть стремянки или полку для ведра.
Не перегружать. Стремянки предназначены для одного человека.
Не используйте стремянку в качестве опоры или опоры для рабочей платформы или доски.
Не взбирайтесь по стремянке, прислоненной к стене. Вместо этого используйте прямую лестницу.
Не используйте стремянки на скользких поверхностях
Не используйте стремянки на мягком грунте, где одна ножка может погрузиться в землю глубже, чем другие.
Не ставьте стремянки на ящики, бочки, неустойчивые основания или на леса, чтобы получить дополнительную высоту.
Не взбирайтесь по задней части стремянки.
Не толкайте и не тяните стремянки в стороны.
Не используйте лестницы в проходах, дверных проемах, проездах или других местах, где человек или транспортное средство могут удариться о них. Установите подходящие барьеры или заприте двери.
Не носите с собой инструменты или оборудование во время лазания.
Последняя редакция информационного бюллетеня: 27 июня 2022 г.
Лестница-стремянка — Американский институт лестниц
Лестница-стремянка представляет собой самонесущую переносную лестницу, не регулируемую по длине, с плоскими ступенями и шарнирной конструкцией для удобства хранения. Он предназначен для использования одним человеком.
Стремянки имеют длину от 4 футов до 20 футов вдоль боковой направляющей. Стремянки короче 4 футов считаются стремянками. Самый высокий уровень стояния на стремянке находится на расстоянии чуть более 2 футов от вершины лестницы. Самый высокий уровень стояния должен быть отмечен на этикетке с техническими характеристиками на боковой направляющей изделия. Поэтому при планировании работы максимальная рабочая высота устанавливается путем прибавления роста пользователя и досягаемости к самому высокому положению. уровень стремянки.
Использование по назначению
Для стремянки требуется ровная опора на землю для всех четырех ее боковых поручней. Если это условие рабочей площадки не существует, стремянка не должна быть выбрана для работы.
Стремянку нельзя использовать, если ее основание не развернуто полностью и Распределители заблокированы. Стремянки нельзя использовать как одинарные лестницы или в частично открытом положении.
Во избежание опрокидывания лестницы в сторону из-за чрезмерного вытягивания пользователь должен подниматься или работать с телом ближе к середине ступеней. Лестница должна быть установлена рядом с рабочим местом. Никогда не пытайтесь передвигать лестницу без предварительного спуска, перемещения лестницы и повторного подъема. Не пытайтесь взбираться на лестницу сбоку или переходить с одной лестницы на другую, если лестница не защищена от бокового движения.
Чтобы не потерять равновесие и не упасть со стремянки, пользователь не должен наступать или стоять выше ступени, указанной на этикетке, обозначающей самый высокий уровень стояния. Пользователь также не должен наступать или стоять на верхней крышке или полке ведра/ведра.
При подъеме или спуске по лестнице всегда смотрите лестницу и крепко держитесь. Не пытайтесь нести другие предметы в руках во время лазания.
Скобы на задней части стремянки не предназначены для подъема или стояния и не должны использоваться для этой цели. Обратите внимание, однако, что доступны специальные стремянки со ступенями как спереди, так и сзади, и они предназначены для двух пользователей одновременно.
Противоскользящие ножки в нижней части боковых поручней стремянки должны быть в наличии и в хорошем состоянии перед использованием лестницы. Лестницу нельзя использовать на льду, снегу или скользких поверхностях, если не используются подходящие средства для предотвращения скольжения.
Стремянку никогда нельзя ставить на другие предметы, такие как ящики, бочки, строительные леса или другие неустойчивые основания, чтобы получить дополнительную высоту.
Правильный уход
При первоначальной покупке лестницы и при каждом ее вводе в эксплуатацию необходимо проводить тщательный осмотр. Очистите поверхности для подъема и захвата, если они были подвержены воздействию масла, жира или скользких материалов. Рабочие части, болты, заклепки, соединения ступеней с рельсами и состояние противоскользящих ножек (защитной обуви) должны быть проверены. При обнаружении структурных повреждений, недостающих частей или любого другого опасного дефекта лестницу нельзя вводить в эксплуатацию и либо выбрасывать, либо квалифицированно ремонтировать.
Лестницы, подвергающиеся чрезмерному нагреву, например, в случае пожара, могут иметь пониженную прочность. Точно так же лестницы, подвергающиеся воздействию агрессивных веществ, таких как кислоты или щелочи, могут подвергаться химической коррозии и, как следствие, снижению прочности. Вывести эти лестницы из эксплуатации.
Лестницы с погнутыми или сломанными боковыми поручнями подлежат уничтожению.
Если лестница выбрасывается, она должна быть уничтожена таким образом, чтобы сделать ее бесполезной. Нельзя предоставлять другому лицу возможность пользоваться лестницей, которая считается небезопасной.
ВсеBOSCH ГЕРМАНИЯDDEELITECH КИТАЙERGUS ИТАЛИЯHitachi ЯПОНИЯMAKITA ЯПОНИЯMETABO ГЕРМАНИЯOREGON СОЕДИНЕННЫЕ ШТАТЫQUATTRO ELEMENTI ИТАЛИЯДИОЛД РОССИЯКОБАЛЬТ РОССИЯКРАТОНЛуга-Абразив РОССИЯПРАКТИКА РОССИЯПУЛЬСАР РОССИЯ
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Этот сайт использует файлы cookie и метаданные. Продолжая просматривать его, вы соглашаетесь на использование нами файлов cookie и метаданных в соответствии с Политикой конфиденциальности.
Продолжить
Купить Наборы ручных инструментов | Woodcraft
Найти магазин
Моя учетная запись
Моя корзина
Моя корзина
Доставка в тот же день Найти магазин
1-800-225-1153 Служба поддержки клиентов
Категории
Бренд
Инструменты Аполлона
Динамический
Веритас
Доставка из
Инструменты Аполлона
Динамический
Вудкрафт
Цена
$10,00 — $25,00
25,00–50,00 долл. США
$50,00 — $75,00
$75,00 — $100,00
$100,00 — $150,00
$150,00 — $200,00
1000,00 — 3000,00 долларов
К началу страницы
Сравнить товары:
удалить
удалить
удалить
удалить
удалить
Комплект ручной резки «ласточкин хвост»
135 шт. Набор бытовых инструментов, модель DT0773
Инструменты Набор из 8 перфораторов и зубил
Набор бытовых инструментов из 71 предмета
170 предметов Набор бытовых инструментов с ящиком для инструментов Розовый
Набор из 5 ключей SAE с трещоткой
Набор из 5 ключей с трещоткой, метрических размеров
135 шт. Набор инструментов для дома, розовый, модель DT0773N1
Мой первый набор инструментов — 14 предметов
3 плоскогубца — розовый
39 шт. Общий набор инструментов, модель DT9706
53 шт. Набор бытовых инструментов, модель DT9408
Набор бытовых инструментов из 63 предметов в футляре на молнии — розовый
4 шт. Комплект Stubby, модель DT0240P
2 разводных ключа — розовые
79 шт. Многоцелевой набор инструментов, модель DT9411
Набор инструментов для дома, розовый, 201 предмет, модель DT0020P
53 шт. Набор инструментов для дома, розовый, модель DT9773P
39 шт. Общий набор инструментов, розовый, модель DT9706P
Инструменты Набор из 16 пробойников и зубил
Набор бытовых инструментов из 71 предмета Розовый
Инструменты Расширенный мастер-набор, 367 шт.
Инструменты Стартовый набор из 198 предметов
Инструменты Промежуточный мастер-набор, 283 шт.
Сортировать по:
Лидеры продажСамая новая цена, от низкой до высокой цены, от высокой до низкойНаивысший рейтинг
Начало страницы
Доставка и возврат
Узнайте больше о политике и международной доставке. Узнать больше
Служба поддержки клиентов
Поговорите с дружелюбным представителем службы поддержки, чтобы помочь с покупкой. 1-800-225-1153
Поговорите со специалистом
Получайте советы по новейшим продуктам и помогайте с вашими проектами. 1-800-535-4486
Присоединяйтесь к нашей программе электронной почты!
ПОДАРИТЕ ПОДАРОЧНУЮ КАРТУ WOODCRAFT
Не можете решить, что подарить плотнику?
К началу страницы
Необходимый набор ручных инструментов — FineWoodworking
Краткий обзор: Независимо от того, преподает ли он в школе на Норт-Беннет-стрит или работает в своем домашнем магазине, мебельщик Дэн Файя хочет иметь под рукой необходимые ручные инструменты. Как оказалось, компактная полка для инструментов, также представленная в этом выпуске, вмещает их все. Ваш список может варьироваться, но этот исчерпывающий список ручных инструментов для разметки, подготовки поверхности, придания формы и столярных работ является хорошей отправной точкой для любого начинающего мастера по дереву с ручным инструментом.
За свою карьеру я занимался всеми видами деревообработки, но ручные инструменты всегда играли большую роль. Я не могу делать свою лучшую работу без них. Независимо от того, работаю ли я в большом магазине в школе на Норт-Беннет-Стрит, где я преподаю, используя равный баланс силы и рук, или работаю в своем домашнем магазине почти исключительно у станка, мой набор основных ручных инструментов удивительно похож.
Пока я разрабатывал компактную стойку для инструментов, представленную в Open Rack for Hand Tools , я серьезно задумался о том, на какие инструменты я полагаюсь, те, к которым я обращаюсь регулярно. Конечно, по профессии я изготовитель старинной мебели и, вероятно, работаю с большим количеством кривых и резьбой, чем средний столяр. Так что, возможно, вы сможете уйти без пары пунктов из моего списка. И некоторые столяры захотят добавить блок-рубанок для обрезки небольших поверхностей и выполнения фигурных вырезов. Я предпочитаю решать эти задачи с помощью других инструментов из моего набора, но блочная плоскость может быть очень полезной. Чтобы увидеть мой комплект в действии, обратитесь к проекту стойки для инструментов.
Макет
Инструменты макета являются основой для точной работы, помогая мне создавать точные столярные изделия, углы и кривые. Они также служат важными эталонами прямоугольности и плоскостности.
Комбинированный квадрат является основным ориентиром в магазине. Модель машинного качества точна и легко читается. Его многочисленные задачи включают измерение заготовок, проверку их плоскостности и прямоугольности, раскладку столярных изделий и настройку оборудования.
Иногда я прикрепляю 24-дюймовый. правилом к моему угольнику, удваивая его длину для подравнивания концов широких досок, а также проверяя их общую ровность.
В традиционном разметочном калибре используется круглый штифт, который может оставить неровный неточный срез поперек волокон. У моего, называемого режущим шаблоном, есть небольшой съемный нож, который легко затачивается и аккуратно режет древесные волокна, оставляя идеальный карман, в который можно вставить долото для окончательной обрезки. Я также использую его для вырезания деталей из шпона.
Разметочный нож, часто используемый с комбинированным угольником, выполняет задачи разметки, с которыми не может справиться разметочный шаблон, оставляя такую же четкую надрезанную линию. Мне нравится двойной скошенный кончик, который режет в обоих направлениях.
В то время как комбинированный угольник показывает углы 90° и 45°, кромкомер делает все, что между ними. Я использую его при выкладывании ласточкиного хвоста, угловых шипов и скошенных краев.
Пара разделителей используется для переноса размеров или для равномерного размещения ряда меток, например, для компоновки «ласточкин хвост». Любой размер или тип в порядке. Компас выглядит как делитель, но у него другая функция. Он рисует круги и дуги, оставляя карандашную линию, чтобы направлять мою ручную работу.
Я использую острие шила, чтобы сделать вмятину в центре отверстия, что облегчает сверление в точном месте. Шило также незаменимо для точного расположения винтов при установке фурнитуры.
Своевременное обеспечение всеми необходимыми запасными частями существенно сокращает время восстановления работоспособности оборудования.
Только оригинальные запчасти!
Оригинальные запасные части служат гарантией совместимости и надежности, максимально увеличивают срок службы оборудования.
Доставим в срок
Одной из важных характеристик сервисного обслуживания является скорость выполнения работ. ООО «Остек-ЭК» может обеспечить минимальное время простоя оборудования благодаря складской программе (4000 наименований) и оперативности поставок. В случае поставки «под заказ» срок поставки запасных частей ― от 5 дней. Это самый быстрый показатель в отрасли.
Готовимся заранее. Формируем ремкомплект
Наличие запасных частей на складе заказчика значительно снижает время ремонта и уменьшает финансовые потери от простоя оборудования. Специалисты Остек-ЭК могут сформировать комплекты критически важных запасных частей.
Услуга поставки запасных частей включает:
1
весь спектр оригинальных запасных частей, в том числе по эксклюзивным контрактам;
2
оперативный склад запасных частей и расходных материалов на складе;
3
логистику запчастей со складов фирм-производителей;
4
оперативное обслуживание;
5
гарантию от производителя на все запасные части;
6
формирование комплектов запасных частей;
7
фиксированную сервис-историю каждой единицы ремонтированного оборудования;
8
гарантию на все проведенные работы (в рамках услуг: ремонт, ТО, диагностика).
На все поставленные запасные части компания Остек-ЭК дает гарантию. Также мы можем обеспечить оперативный выезд инженера для установки запчастей, ремонта и настройки оборудования. Для получения информации о комплектах запасных частей и стоимости обращайтесь в ООО «Остек-ЭК».
Запасные детали к бытовым приборам
Запасные детали к бытовым приборам | Philips значок поддержки поиска
Ключевые слова для поиска
Видео, Аудио, Связь
Персональный уход
Все для матери и ребенка
Техника для дома
Освещение
Здоровье
Автомобильная продукция
Аксессуары
Промоакции
Как найти запасные части и аксессуары для моего продукта?
1) Найдите номер модели вашего продукта Так вы сможете быть уверены, что покупаете аксессуар, совместимый с вашим продуктом.
2) Введите номер вашей модели в поисковой строке ниже
Ключевые слова для поиска
{{/if}}
{{fields.ISS_TITLE}}
Результатов не найдено.
Кажется, вы искали что-то слишком необычное.
Воспользуйтесь следующими подсказками для поиска продукта:
Введите оригинальный номер модели полностью (например, GC6440, HD9650/90 или HX9351/52).
Поиск по названию: «Sonicare Diamondclean», «Аэрогриль XXL», «Oneblade» В частности, для электрических зубных щеток; номер модели содержит «/» (к примеру: HX9361/62). Рекомендуем осмотреть упаковку с продуктом (номер модели может находиться на ее нижней части или на товарном чеке). Некоторые частые ошибки: HX680A, HX939B, HX6100 — все это ручки либо зарядные устройства зубной щетки.
Относительно наших электрических бритв, триммеров и устройств Oneblade: NL9206AD — это почтовый индекс производства; номер модели напечатан рядом с ним. Например: S7788/55, QP2620/65, QT4070/41.
Вы также можете найти свой продукт через категории; начните поиск, нажав «Обзор по категории»
Результаты поиска для {words} (количество продуктов: {number})
Найдено более 1 продукта.
Выберите модель по соответствию 2 последних цифр номера продукта, например RQ1280/21.
Обратите внимание: NL9206AD — это почтовый индекс, а не номер модели.
3) Нажмите на ваш продукт
Вы будете перенаправлены на страницу со списком доступных аксессуаров и запчастей для вашего продукта.
4) Добавьте деталь или аксессуар в корзину и оформите заказ
Была ли эта информация полезна?
Выберите группу аксессуаров
Глажение
Аэрогрили и Мультиварки
Обработка продуктов
Пылесосы
Очистители и увлажнители воздуха
Вы покидаете официальный веб-сайт Philips Здравоохранение (“Philips”). Любые ссылки на сторонние веб-сайты, которые могут быть размещены на этом сайте, предоставлены исключительно для вашего удобства. Philips не даёт никаких гарантий относительно каких-либо сторонних веб-сайтов и содержащейся на них информации.
Я понимаю
You are about to visit a Philips global content page
Вы покидаете официальный веб-сайт Philips Здравоохранение (“Philips”). Любые ссылки на сторонние веб-сайты, которые могут быть размещены на этом сайте, предоставлены исключительно для вашего удобства. Philips не даёт никаких гарантий относительно каких-либо сторонних веб-сайтов и содержащейся на них информации.
Я понимаю
You are about to visit a Philips global content page
Continue
You are about to visit the Philips USA website.
Я понимаю
Наш сайт лучше всего просматривать с помощью последних версий Microsoft Edge, Google Chrome или Firefox.
запасные части (2015) — IMDB
Награды
2 побед и 2 номинации
Видео12
Трейлер 2:33
The Theatrical Trailer
Трейлер 1:20
Watch Theatrical
1:20
3Lip
. :37
Смотреть My Boys
Клип 1:26
Смотреть Ill Do Anything You Say
Клип 0:37
Смотреть Школьный гимн
Клип 0:27
9 0:12
Смотреть вместе
13
Смотреть Ла ментира
Клип 1:07
Смотреть Мороженое
Клип 1:07
Смотреть Я все это исправлю
Клип 1:04
Смотреть Инженерный клуб
3
3 010013
Время наблюдения для США
Клип 1:45
Смотрю мне нужно, чтобы вы пощечину меня
Photo59
Top Cast
Джордж Лопес
Fredi Cameron
Jamie Lie Lee Curtis
6669
Jame Lee Curtis
6669
9001. 0006
Carlos PenaVega
Oscar Vazquez
Marisa Tomei
Gwen Kolinsky
José Julián
Lorenzo Santillan
(as Jose Julian)
David Del Rio
Cristian Arcega
Оскар Хавьер Гутьеррес II
Луис Аранда
(как Оскар Гутьеррес)
Алессандра Росальдо
Миссис Васкес
J. R. Villarreal
Hector
Aubrey K. Miller
Maddy Kolinsky
(as Aubrey Miller)
Kevin Wiggins
Barrows
Alexa PenaVega
J.P. Murrieta
Male Announcer
(как J.R. Murrieta)
Николь Брэди
Женщина-диктор
Эдвард МакГинти
Уильямс (судья)
(как Ed9 McGinty)0006
David House
Duncan (Judge)
Mia Riverton
Bank Manager
Travis Armstrong
Army Man
Sean McNamara
Joshua Davis(based в статье Wired Magazine «Робот La Vida» автора)
Элисса Мацуэда (сценарий)
Все актеры и съемочная группа
Производство, кассовые сборы и многое другое на IMDbPro
больше, как этот
McFarland, USA
Ingenious
The Mighty MACS
Запасные части
ТОРИЛА
ДОБЕЙНАЯ ЛОЙ
. Самая великая игра. Мы играем
. Приемлемая потеря
Мэри и Марта
Происшествие монументальных масштабов
Сюжетная линия
Знаете ли вы
Саундтреки
Герреро (не могу остановиться сейчас) Автор Андрес Левин (в роли Андреса Левин), Илеана Падрон, Филип Митрович, Деби Нова, Пит Хо, Оскар Ботелло (в роли Оскара Ботелло), Алан Товар Монтальво, Федерико Кабальеро Руис Исполняет Йерба Буэна (в роли Йерба Буэна) с участием Куку Diamantes, Jon Batiste, MLKMN, Pete Miser, Morenito De Fuego и FedeFx Caballero, Blue Man Group (как The Blue Man Group) и Филип Митрович (как The Elkcloner) Опубликовано Peermusic III, Ltd, Peermusic Espanola SA и Peermadrid Levin ( SGAE), Cuculand Music (BMI), The Elkcloner Publishing (SESAC), WB Music Corpo Media Marea Music (ASCAP), Big Brother Lin Drum Music (BMI), Universal Music Publishing (BMI), Алан Товар Монтальво, представитель (ASCAP) , Федерико Кабальеро Руис (ASCAP) Продюсеры Андрес Левин (в роли Андреса Левина) и Филип Митрович Предоставлено Music Has No Enemies MLKMN предоставлено Machete Music По лицензии Universal Music Enterprises /
10
Политически окрашенный фильм об иммиграции и робототехнике.
Что, вы думали, что это фильм о группе старшеклассников, которые собрали робота и соревновались с лучшими командами в мире? Ну, это действительно только частично об этом.
Что касается игры, я думаю, что все справились великолепно, хотя дети оказались одними из самых белых мексиканских детей, которых я когда-либо видел. Джордж Лопес достаточно хорошо вписался в эту роль, хотя на самом деле он был скорее тренером, чем учителем естественных наук. Тем не менее, я рад видеть, как он снимается в кино, так как я никогда особо не интересовался его телешоу, и мне нравится этот парень, он хорошо играет на экране.
Съемки, хореография и монтаж сцен выполнены достаточно хорошо. Вы не услышите никаких скачков сцены или непонятной ерунды, которую вы иногда слышите в других фильмах. Это хорошо собрано, и история течет хорошо. Это вдохновляет.
Помимо сюжета, фильм тратит много времени на комментарии о ситуации с нелегальной иммиграцией здесь, в США. Говорить, что это не относится к рецензии на фильм, неправильно, так как фильм явно об этом. . А как не быть? С Джорджем Лопесом и Марисой Томей, объединившимися, чтобы наносить остроумные удары по консервативным идеалам по большей части. Демонизация консерваторов в кино всегда была излюбленной стратегией левых.
Поскольку я идентифицирую себя как консерватор и поскольку первый удар уже нанесен, я хотел бы воспользоваться секундой, чтобы прояснить позицию большинства консерваторов в отношении иммиграции: не все из нас считают, что каждого нелегала следует депортировать. Мы верим в двухэтапное решение.
1. Понятно, что ящик Пандоры уже открыт за последние 40 лет. Когда ваши дети растут в США, в наших школах и получают образование как граждане США, тогда пришло время позволить этим детям остаться здесь и дать им гражданство, которое они должны иметь. Выборочная и частичная амнистия имеет смысл.
2. Это решение должно совпадать с эффективным закрытием границы, задачей, которую не желал выполнить ни президент, ни конгресс, ни республиканец, ни демократ. Это ключевой элемент решения этой проблемы, и это то, что большинство консерваторов на низовом уровне считают необходимым сделать.
Некоторые другие обзоры и комментарии также указывают на несколько тонких искажений правдивой истории. По-видимому, на самом деле в кружке робототехники было два учителя, и ни один из них не был латиноамериканцем. Их робот также занял третье место в прикладном конкурсе, что я считаю странным изменением в истории, поскольку было бы легко просто рассказать все как есть.
Но если отбросить всю политику и тонкие перекосы, это был очень хороший фильм. Вдохновляет и хорошо сделано, и интересно смотреть. Я рекомендую это.
Спасибо, что прочитали.
helpful•11
4
rushknight
Jun 12, 2015
IMDb Best of 2022
IMDb Best of 2022
Discover the stars who skyrocketed on IMDb’s STARmeter chart this year, and explore more of the Лучшее за 2022 год; включая лучшие трейлеры, плакаты и фотографии.
Подробнее
Подробнее
Дата выпуска
5 июня 2015 г. (Мексика)
United States
Mexico
Official Facebook
English
Spanish
Also known as
Yedek Parçalar
Albuquerque, New Mexico, USA
Производственные компании
Brookwell-McNamara Entertainment
Circle of Confusion
Indieproduction
См. другие кредиты компании на IMDbPro
Box office
$3,618,912
$1,335,768
Jan 18, 2015
$3,701,325
See detailed box office info on IMDbPro
Technical specs
1 час 54 минуты
Dolby Digital
2,35 : 1
Добавить эту новость
0011
Предложить редактирование или добавить отсутствующий контент
Top Gap
Под каким названием были официально выпущены запасные части (2015) в Канаде на английском языке?
Ответ
Запчасти (2015) Отзывы — Metacritic
Из ничего к чему-то!
Если вам интересно, что это фильм категории B, я бы сказал да, но нет. Потому что я видел несколько фильмов этого режиссера, и он показал лучшее в этой категории. Не очень популярный, маленький бюджет, низкое качество изготовления, все это не значит, что смотреть не стоит. На самом деле, Из ничего к чему-то!
Если вам интересно, что это фильм категории B, я бы сказал да, но нет. Потому что я видел несколько фильмов этого режиссера, и он показал лучшее в этой категории. Не очень популярный, маленький бюджет, низкое качество изготовления, все это не значит, что смотреть не стоит. На самом деле, этот фильм каким-то образом получил два самых узнаваемых лица, Марису Томей и Джейми Ли Кертис в ролях второго плана. И не забывать, что Джордж Лопес был лучше этих двоих, сыгравших заметную роль.
Этот фильм основан на реальной истории клуба робототехники общественной средней школы из Феникса, который отправился для участия в национальных соревнованиях по подводной робототехнике. Это было в 2004 году, четверо маловероятных мексиканских студентов-иммигрантов без документов собрались вместе для проекта, предназначенного для команд университетского уровня. Остальная часть истории рассказывает об их путешествии от ничего к чему-то.
Очень вдохновляющий фильм, прямо как «Октябрьское небо». Но в начале я совсем не был уверен из-за качества изготовления. Потом понял, что дело в другом. Фильм рассказывает в основном об иммигрантах, из-за того, что большинство персонажей мексиканцы, мне захотелось посмотреть неамериканское кино, поэтому он не был похож на обычный голливудский бренд. Он подпадает под категорию «Жизнь Пи», «Мемуары гейши» и так далее, где он требует новых лиц, но все же очень голливудский.
Вы знаете этих детей, у которых не было опыта, они построили водяного робота из самых дешевых запчастей, которые стоят менее 800 долларов, и соревноваться с действующим чемпионом, таким как MIT, это все равно, что ISRO против NASA. Потому что ISRO отправила недорогую ракету на Марс с самой первой попытки, чего не смогли сделать многие гигантские страны в космической программе. И получил награду «Пионер космоса» в 2015 году, что очень похоже на этот фильм. Так что этот фильм как школьная версия, и пример из ничего невозможен, если вы приложите усилия с правильным настроем.
«Первое инженерное правило…
Вы никогда ничего не строите из настоящего материала…
, пока вы не создадите экспериментальную модель».
Не все повествование посвящено роботу, но он является центром и потрясающе построенными историями всех персонажей, которые с ним связаны. Поскольку дети проживают незаконно, каждая их история о борьбе в обществе и в семье была рассказана эмоционально. По отдельности они не что иное, как вор, жертва хулигана, жертва домашнего насилия и обычный толстый ребенок. Но их таланты в самых разных областях свел их учитель. В команде они достигают чего-то большего, чем чудо.
Такой фильм нужно показывать учащимся в школах, чтобы заинтересовать их. У угонщика и инженера-механика одинаковые знания, но разница в том, что один образованный, а другой неграмотный или не окончивший школу. Если таланты хорошо используются в самом детстве, будущее всегда будет ярче.
6 лучших языков программирования для изучения робототехники
Робототехника (вы также можете сказать «робототехника» для лучшего понимания) — это точка, в которой сильные стороны науки, технологий и инженерии объединяются с целью создания машин, то есть роботов, имитирующих поведение и потенциал человека. Согласно статистике Allied Market Research, размер мирового рынка робототехники вырастет до 189,36 миллиарда долларов к 2027 году. Разве это не означает, что отрасли различных секторов, таких как автомобилестроение, здравоохранение, оборона и безопасность и т. Д., Будут принимать робототехнику. и интегрировать его с этими приложениями, служащими более широкому кругу задач, связанных с ростом и осведомленностью, даже в эту эпоху COVID, полную осложнений?
В самом деле, для достижения таких сложных и зависящих от времени целей роботов необходимо обучать, чтобы они могли понимать, как реагировать на изменение окружающей среды, которое возможно с помощью программирования роботов. Любопытно узнать, как это сделает робота действительно самообучающимся? Эти самообучающиеся роботы могут удивительным образом делать все, от планирования мероприятия до посещения пациентов в больнице, после того, как их возможности будут расширены или в их конструкции будут внесены подробные изменения. И чтобы увидеть эту магию в реальном времени, необходимо изучить языки программирования для робототехники. Давайте познакомимся с 6 основными языками программирования, которые могут решить общие проблемы, возникающие у вашего робота, и заменить их решениями, которые ожидает большинство компаний и клиентов:
Содержание
1. C/C++
2. LISP
3. Java
4. C # (.NET)
5. Python
6. MATLAB
Бонус — Arduino
1. C/C++
Изучение базового синтаксиса и функций C / C ++ полезно, если вы серьезно относитесь к созданию собственного программируемого робота и увеличению его производительности, чтобы он мог проактивно и точно реагировать в средах высокой сложности. Хотя для написания программы на C или C ++ требуется много времени, вы можете получить доступ:
полная библиотека робототехники, которая потенциально взаимодействует с низкоуровневым оборудованием.
и поскольку оба языка являются стандартными языками в области робототехники, они могут быстро установить связь с кинематикой роботов, планированием движения, визуализацией и обнаружением столкновений.
Следовательно, чем больше вы научитесь разрабатывать и писать программы на C / C ++, тем лучше для вас будет анализировать, понимать и улучшать динамическое поведение робота, привязанного к положению, скорости и ускорению.
2. LISP
LISP, содержащий полнофункциональные стандартные пакеты LISP, представляет собой язык программирования высокого уровня, с помощью которого вы можете управлять движением роботов. Кроме того, использование LISP в любом из ваших будущих проектов робототехники даст вам представление о:
как в реальном времени можно разработать множество функций управления роботоми безошибочно реализовать их?
и не нужно беспокоиться о разрешениях на доступ, поскольку LISP со своими пакетами и библиотеками может их хорошо обрабатывать.
Хотите запрограммировать своего робота через LISP, архитектура которого не зависит от языка, как C ++ и Java? Все, что вам нужно сделать, это познакомиться с манипуляциями с функциями, используемыми в кодах LISP, которые могут управлять всеми типами движений, такими как движение рук, ног или головы.
3. Java
Java действительно является одним из самых востребованных языков программирования после Python. В настоящее время люди, занимающиеся наукой о данных и робототехникой, принимают Java для реализации решений машинного обучения. Это поможет роботам проактивно понимать шаблоны данных без каких-либо препятствий. С Java:
разработчики могут значительно расширить возможности роботов.
кроме того, если вы используете инструменты и библиотеки Java, нет необходимости явно программировать своего робота для прогнозирования результатов с повышенной точностью.
Итак, теперь вы можете спросить: «Хорошо ли использовать Java для робототехники ?». Да, одним из примеров, демонстрирующих использование Java, является компьютерное зрение с Java и OpenCV (вы можете использовать C ++ вместо Java, но он не сможет достичь того, что вы хотите с точки зрения робототехники) и напишите свой код обработки изображений с помощью Java.
Позже вы можете запустить его на Raspberry Pi с подключенной камерой.
4. C # (.NET)
C # (. NET) и его библиотеки, такие как Machina.NET и ROS.NET, широко используются многими разработчиками роботов для управления роботами в реальном времени. Кроме того, этот язык не требует лицензий, что означает, что вы можете использовать C # с наименьшими ограничениями в любом из ваших роботизированных проектов. Кроме того, этот язык программирования:
не изменит ключевые функции вашего робота.
кроме того, любой, кто заинтересован в том, чтобы сделать свою карьеру в области робототехникии повысить ее за счет создания приложений для любого типа роботов, должен хорошо разбираться в его IDE, инструментах и библиотеках.
Но чтобы создавать сервис-ориентированные и легкие приложения для вашего робота, вы должны хорошо знать Microsoft robotics studio. С помощью этой структуры у вас есть возможность тестировать моделирование ваших роботов во время выполнения, решения которых привлекательны с точки зрения визуализации и обучения с меньшими инвестициями или без них.
5. Python
Как и Java, Python — это интерпретируемый язык программирования, который потенциально может создавать, вычислять или активировать программы роботов постобработки быстрее с помощью своих простых в использовании библиотек. Подумал, в чем польза этих программ !! Благодаря им становится проще:
чтобы помочь вашему роботу адаптироваться к желаемому вами стилю движения.
однако такие программы — не лучший вариант, когда дело доходит до повышения производительности критически важных частей вашего робота, таких как датчики и исполнительные механизмы.
В этом случае автономное программирование роботов с его интуитивно понятными и удобными для пользователя действиями будет более разумным выбором для тестирования различных критически важных частей вашего робота, а затем гибкой интеграции их с программным обеспечением CAM / CAD. Короче говоря, Python отлично работает, когда вам нужно быстро протестировать роботизированные приложения с базовыми функциями с меньшей вычислительной мощностью и минимальными временными ограничениями.
6. MATLAB
MATLAB — ваш мастер робототехники. Это связано с тем, что благодаря безупречной среде программирования с открытым исходным кодом различные исследователи, инженеры, разработчики и программисты робототехники могут:
проектировать, тестировать и моделировать приложения, необходимые, чтобы сделать вашего робота (гуманоида или автономного) более гибким и продуктивным.
для мобильных роботов MATLAB предлагает комплексный инструментарий для прямой и обратной кинематики гуманоидных или мобильных роботов, управления движением и различных алгоритмов для генерации траектории и отслеживания столкновений.
Планируете разработать удобный прототип робота? Все, что вам нужно сделать, это применить основы робототехники в MATLAB и подключиться к его библиотекам, анализируя скважинные данные в режиме реального времени.
Бонус — Arduino
Arduino — это недорогой, кроссплатформенный и понятный способ запрограммировать робота, чтобы он мог танцевать так, как вам нравится. И чтобы продолжать играть в эту танцевальную игру и дальше, можно использовать программные коды Arduino, методы и специальные функции которых, такие как sketch (), setup () и loop (), могут гибко управлять роботом даже в самых экстремальных условиях. Кроме того, Arduino предлагает:
Набор инструментов для роботов Arduino,соединяющий датчики скважин, исполнительные механизмы и системы управления вашего робота для улучшения его функциональных возможностей. Встроенные библиотеки C ++ для упрощения повседневных задач любого из ваших роботизированных проектов.
Итак, если вы изучаете робототехнику и хотите использовать свои знания для решения реальных задач, было бы разумнее знать все об Arduino, ее инструментарии и библиотеках, чтобы используемый вами робот мог целенаправленно реагировать на окружающие его объекты. тем самым выполняя требования различных предприятий и их пользователей с помощью искусственного интеллекта.
Программирование роботов может происходить на многих языках
Если код делает что-то, что кажется неработоспособным.
Практический пример
Способы управления роботами
Программирование роботов
Программирование роботов обычно является заключительным этапом, связанным с созданием роботов.
Если вы изучали уроки, то вы выбрали приводы, электронику, датчики и т. д. И кто-то, наверное, смог собрать робота, которого придумал ранее. Но без программирования, робот является очень красивый и дорогим макетом, не умеющим делать ничего.
программирование роботов
Чтобы научить вас программировать роботов, потребуется не один урок. Поэтому этот урок поможет вам лучше понять, как начать и что нужно изучить именно вам.
Какой язык выбрать?
Какой язык программирования выбрать для вашего робота? Существует много языков программирования, которые можно использовать для программирования микроконтроллеров. Наиболее распространенными языками программирования роботов являются:
Ассемблер
Basic
C / C ++
Java
C #
Python
Программное обеспечение Arduino
Ассемблер
Это язык низкого уровня максимально приближенный к машинному коду. Программирование роботов очень сильно зависит от архитектуры процессора и достаточно трудоемко в использовании.
ассемблер
Ассемблер нужно использовать только тогда, когда вам необходим абсолютный контроль над вашим кодом на уровне инструкций;
Basic
Один из первых широко используемых языков программирования. Он по-прежнему используется некоторыми микроконтроллерами ( Basic Micro , BasicX , Parallax ) для программирования учебных роботов;
C / C ++
Один из самых популярных языков. Язык Си обеспечивает высокоуровневую функциональность, сохраняя при этом хороший контроль низкого уровня;
Java
Он более современный, чем Си. Он обеспечивает множество функций безопасности в ущерб контролю низкого уровня. Некоторые производители делают микроконтроллеры специально для использования с Java.
C #
Запатентованный язык Microsoft используется для разработки приложений в Visual Studio;
c#
Программирование для контроллеров Arduino
Используется вариант C ++. Программирование роботов на нём включает некоторые упрощения для того, чтобы сделать программирование не таким сложным;
Python
Один из самых популярных языков сценариев. Он очень прост в освоении и поэтому может использоваться для быстрой и эффективной передачи программ.
На уроке 4 вы выбрали микроконтроллер на основе необходимых вам функций (количество операций ввода-вывода, специальные функции и т. д.). Часто микроконтроллер предназначен для программирования на определенном языке.
arduino
Микроконтроллеры Arduino используют программное обеспечение Arduino и перепрограммируются в процессе обработки.
Базовые микроконтроллеры Stamp используют PBasic.
Микроконтроллеры Basic Atom используют Basic Micro.
Javelin Stamp из Parallax запрограммирован на Java.
Если вы выбрали микропроцессор известного или популярного производителя то, скорее всего, существует много литературы по этой теме. Следовательно вы сможете научиться программировать на выбранном языке программирования. В этом случае программирование роботов не вызовет больших трудностей.
Если же вместо этого вы выбрали микроконтроллер у небольшого, малоизвестного производителя (например, потому что у него было много функций, которые, по вашему мнению, были бы полезны для вашего проекта), то важно посмотреть, на каком языке должен быть запрограммирован контроллер и какие средства разработки доступны (обычно от производителя контроллеров).
Программирование роботов — начало.
Привет, мир!
Первой программой, которую вы, вероятно, будете писать, является «Hello World». По историческим причинам большинство учебников по программированию начинаются с этой фразы.
hello world
Это одна из простейших программ, которые могут быть сделаны на компьютере.
Она предназначена для печати строки текста (например, «Hello World») на мониторе компьютера или на ЖК-экране контроллера.
В случае с микроконтроллером другой очень простой программой, которую вы можете сделать — это переключение вывода IO. Присоединение светодиода к выходному контакту. Затем установление контакта I / O в положение ON и OFF приведет к миганию светодиода. При помощи контактов I / O можно запрограммировать много сложных функций. Например, включение многосегментных светодиодов для отображения текста и цифр, управления электромагнитными реле, сервоприводами и т.д.
Шаг 1.
Убедитесь, что у вас есть все компоненты, необходимые для программирования микроконтроллера. Не все микроконтроллеры поставляются со всем необходимым для их программирования. Большинство микроконтроллеров необходимо подключить к компьютеру через USB-штекер.
USB штекер
Если ваш микроконтроллер не оснащен разъемом USB, возможно вам понадобится отдельный USB-адаптер для последовательного интерфейса. Этот адаптер нужно правильно подключить. Многие микроконтроллеры программируются либо через порт RS-232, либо через USB. Часто они включают в себя разъем USB на плате. Разъем USB используется не только для двусторонней связи, но и для питания платы микроконтроллера.
Шаг 2.
Подключите микроконтроллер к компьютеру и проверьте, к какому COM-порту он подключен.
com порт
Не все микроконтроллеры смогут быть обнаружены компьютером. Поэтому вы должны прочитать в руководстве «Начало работы. И тогда вы будете точно знать, что нужно сделать, чтобы компьютер распознал его и смог с ним общаться. Вам может быть придется загрузить «драйверы» (специфичные для каждой операционной системы), чтобы ваш компьютер мог понять, как общаться с микроконтроллером и / или USB-конвертером последовательного преобразователя.
Шаг 3.
Прочитайте руководство пользователя продукта. Проверьте работоспособность при помощи приведенных в нем примеров написания кода с нужным протоколом связи.
Не нужно изобретать велосипед. Большинство производителей предоставляют некоторый код (или псевдокод), объясняющий, как заставить контроллер работать. Пример кода может быть на языке программирования, который вы не знаете, но не стоит отчаиваться. Просто выполните поиск в Интернете, чтобы узнать, создали ли другие люди необходимый код.
Изучите руководства по продуктам и руководство пользователя.
Посетите форум производителя.
Проверьте публикации в Интернете для продукта и кода.
Прочтите руководство, чтобы понять, как написать код.
Создавая сегменты кода, специфичные для каждого продукта, вы постепенно создаете библиотеку. Создайте файловую систему на своем компьютере, чтобы легко найти необходимый код.
Документируйте все в коде, используя комментарии.
Документирование всего необходимо практически для всех рабочих мест, особенно для робототехники. По мере того, как вы становитесь все более и более продвинутыми, вы можете добавлять комментарии к общим разделам кода. Но при запуске вы должны добавить комментарий к (почти) каждой строке.
Сохраняйте разные версии кода.
Не всегда перезаписывайте один и тот же файл. Если вы обнаружите, что ваши 200+ строк кода не будут компилироваться, не стоит останавливаться только на этой версии кода. Вместо этого вы можете вернуться к ранее сохраненной (и функциональной) версии и добавить или изменить ее по мере необходимости. Код не занимает много места на жестком диске. Поэтому вы можете спокойно сохранять несколько копий.
При отладке робота поднимите его.
Нужно, чтобы колеса, гусеницы или ноги не касались поверхности. Тогда ваш робот не сможет себе навредить даже случайно. Не закрывайте деталями кнопку отключения питания. Это пригодится для того, чтобы в случае необходимости можно было его отключить.
Если код делает что-то, что кажется неработоспособным.
Через несколько секунд, выключите питание. Скорее всего проблема не исчезнет сама собой и нужна корректировка, а пока вы можете уничтожить часть механики. Сначала подпрограммы могут быть трудны для понимания, но они значительно упрощают ваш код. Если сегмент кода повторяется много раз в коде, он является хорошим кандидатом для замены подпрограммой.
Практический пример
Для нашего проекта был выбран набор Lego Mindstorms EV3. Для него есть специальная графическая среда программирования EV3 Programmer. Её можно бесплатно скачать с официального сайта Лего и сразу приступать к программированию робота.
программирование Lego EV3
Программирование происходит при помощи пиктограмм и является доступным для понимания.
Топ-8 языков программирования для робототехники
Одно дело спроектировать робота, другое — воплотить его в жизнь. Но именно здесь на помощь приходят языки программирования для роботов, дающие роботам возможность и «интеллект» для выполнения важных задач очень похожим на человека способом.
Хотя существуют сотни языков программирования, сегодня в робототехнике широко используются лишь немногие из них. Самые популярные языки программирования, такие как C++ и Python, завоевали рынок с точки зрения функциональности и простоты использования. В то же время более старые, более устаревшие языки, такие как Pascal, продолжают служить основой для более адаптированных, проприетарных языков и роботизированных операционных систем, используемых ведущими производителями промышленных роботов.
Top Robotic Programming Languages
C/C++
C#
Hardware Description Languages
Java
Lisp
MATLAB
Pascal
Python
What Is the Best Programming Language for Robotics?
Если вы думаете о роботе как о марионетке, строки кода — это строки, которые придают форму и функции роботам, независимо от того, пылесосят ли они полы или, что чаще, работают на сборочных линиях. И, как и строки, некоторые языки программирования и код, который они помогают писать людям, сильнее других.
C, C++ и Python — популярные языки программирования, используемые в индустрии робототехники, от функций искусственного интеллекта, лежащих в основе робота-гуманоида, до двигательной функции роботизированной руки — отличительной черты промышленных роботов. Эти языки часто бывают эффективными и мощными и часто используются в таких дисциплинах, как информатика. Благодаря широкому распространению эти языки программирования имеют обширную сеть пользователей, к которым инженеры могут обратиться за помощью.
Поскольку рынок роботов для использования в производстве и других отраслях, таких как здравоохранение и сфера услуг, продолжает расти, спрос на высококвалифицированных разработчиков и инженеров, владеющих языками C, C++ и Python, также будет расти.
В то время как инженеры, работающие над другими типами роботов, полагаются на комбинацию популярных языков программирования, чтобы сделать своих роботов полностью функциональными, большинство ведущих компаний по производству промышленных роботов, таких как ABB, Comau и Fanuc, разработали свои собственные языки программирования для роботов, которые инженеры изучают на работе. . В основе многих из этих проприетарных языков программирования лежит Паскаль, что делает его популярным языком программирования для будущих инженеров, желающих ознакомиться с некоторыми языками будущего, с которыми им, возможно, придется работать. Паскаль не только обучает разработчиков передовым методам программирования роботов, но и обучает основным функциям и техническим деталям многих ведущих промышленных роботов.
Независимо от того, какой язык программирования роботов вы выберете для изучения в первую очередь, полученные знания пригодятся в будущих робототехнических проектах. Вот еще несколько языков программирования роботов, которые должен знать каждый начинающий программист и разработчик, желающий работать с роботами.
Подробнее о программировании10 игр для повышения уровня навыков программирования
Языки программирования роботов, которые нужно знать
C/C++
Что касается языков программирования, C и C++ часто считаются золотым стандартом. Оба являются зрелыми языками программирования общего назначения и обеспечивают производительность в реальном времени, то есть запрограммированные действия выполняются в указанное время, что важно в робототехнике, поскольку основная обязанность робота состоит в том, чтобы выполнить задачу, когда этого хотят люди. Что касается различий между двумя языками программирования, C++ — это просто более усовершенствованная версия C, которая поддерживает объекты и классы.
Хотя C и C++ обычно требуют больше строк кода и не так удобны для пользователя, как другие языки программирования, такие как Python, оба языка программирования имеют явное преимущество в том, что многие аппаратные библиотеки полагаются на C или C++ в своих собственных разработках, что улучшает совместимость с критически важным оборудованием.
Подробнее о C++ Как написать чистый код обработки исключений на C++
C#
C# — это собственный язык программирования Microsoft, который используется в Visual C# Express, бесплатной программе поддержки разработчиков. C# работает в .NET, среде разработки программного обеспечения Microsoft, и часто используется для разработки сетевых и коммуникационных структур, таких как порты и сокеты, что делает его хорошим выбором для интеграции систем нейронных сетей в роботизированные приложения.
Языки описания оборудования (HDL)
Схемы являются важным компонентом робототехники, и языки описания оборудования играют ключевую роль в программировании роботов. HDL, такие как Verilog и язык описания оборудования VHSIC (или VHDL), упрощают программирование схем, позволяя разработчикам описывать схемы с помощью слов и символов. Следует отметить одну важную вещь: для использования языков описания оборудования часто требуется хороший опыт работы с электроникой, поскольку несколько процессоров обычно работают одновременно.
Java
Java — еще один популярный язык программирования, который позволяет запускать и запускать роботов более похожим на человека способом. Являясь интерпретативным языком программирования, Java не встроен в машинный код — команды интерпретируются виртуальной машиной Java, что позволяет выполнять один и тот же код на разных компьютерах. Он популярен среди разработчиков, работающих в области искусственного интеллекта, поскольку позволяет создавать нейронные сети. Java даже использовался для программирования суперкомпьютера IBM Watson, который помогает предприятиям интегрировать ИИ в свою деятельность.
Lisp
Один из старейших языков программирования, используемых в робототехнике, Lisp прост в использовании. Он также возрождается для использования в создании ИИ и роботизированных приложений, поскольку большая часть роботизированной операционной системы — фреймворка с открытым исходным кодом, используемого для разработки роботизированных приложений — написана на этом языке программирования. Важные особенности, делающие Lisp простым в использовании, включают древовидные или нелинейные структуры данных; автоматизированное управление складом; и подсветка синтаксиса, которая отображает код разными цветами и шрифтами в зависимости от категории.
MATLAB
Для разработчиков, желающих анализировать данные и запускать симуляции, а также разрабатывать и внедрять системы управления роботами со специально разработанными интерфейсами, MATLAB — отличный инструмент. В сочетании с Robotics Toolbox for MATLAB, который включает в себя функции для кинематики, динамики и генерации траекторий, разработчики могут создавать системы для исследования и моделирования роботов-манипуляторов.
Паскаль
Паскаль является источником вдохновения для многих проприетарных языков программирования. Хотя очень мало роботов программируется с помощью Pascal, многие производители промышленных роботов, такие как ABB и Kuka, используют Pascal в качестве основы для своих собственных языков программирования. Несмотря на то, что он устарел, он считается отличным способом для новых разработчиков изучить основные функции и технические детали этих проприетарных языков, а также дает возможность начинающим разработчикам изучить передовой опыт программирования роботов.
Подробнее о роботахЕсть ли у роботов гонки?
Python
Одним из самых простых для изучения языков программирования и одним из самых популярных, наряду с C и C++, является Python. Будучи интерпретируемым языком, Python имеет обширный набор библиотек, что делает реализацию основных функций еще проще. Для Python также требуется меньше строк кода, что делает его более быстрым в использовании и изучении, чем C, C++ и Java. Python сокращает время программирования, устраняя необходимость определять и приводить типы переменных и позволяя кодировать движения в одном скрипте. Учитывая его широкое использование и популярность, Python также имеет большое сообщество разработчиков, которое может стать отличным ресурсом для новичков, к которому можно подключиться на этапе обучения.
Какой язык программирования лучше всего подходит для робототехники?
Нужно запрограммировать робота, но не знаете, какой язык выбрать?
Не знаете, какие языки доступны?
Нет простого ответа, но вот 10 самых популярных языков программирования для робототехники.
Какой язык программирования лучше? Это вопрос, который многие начинающие робототехники задают хотя бы раз в своей карьере, но на него нет простого ответа.
Но это очень резонный вопрос. В конце концов, какой смысл тратить много времени и сил на изучение нового языка программирования, если оказывается, что вы никогда не будете его использовать?
Если вы новичок в робототехнике, вы хотите изучить языки программирования, которые действительно пригодятся вам в вашей карьере.
Почему вы никогда не получите простого ответа от робототехников
Когда я опубликовал первую версию этой статьи в 2016 году, я знал, что она будет спорной. С тех пор огромное количество комментариев ниже и множество статей-подражателей, опубликованных в других местах в Интернете, позволяют предположить, что я был прав…
… многие люди не согласны с тем, что является «лучшим языком программирования для робототехники».
К сожалению, вы никогда не получите простого ответа, если спросите «Какой лучший язык программирования для робототехники?» у целой комнаты профессионалов робототехники (или на таких форумах, как Stack Overflow, Quora, Trossen, Reddit или Research Gate).
Инженеры-электронщики дадут ответ, отличный от ответа специалиста по промышленным роботам
Ответ программиста компьютерного зрения отличается от ответа когнитивного робототехника
В конце концов, большинство умных людей согласны с ответом: «это зависит от обстоятельств».
Это самый реалистичный ответ. Это зависит от того, какое приложение вы хотите разработать. Это зависит от того, какую систему вы используете. Это зависит от ваших личных предпочтений.
Но это также довольно бесполезный ответ для начинающего робототехника, который пытается решить, какой язык изучать первым. Вероятно, вы читаете эту статью, потому что хотите начать программировать роботов и не знаете, какой язык выбрать.
Какой язык программирования мне следует выучить в первую очередь?
Мой совет — не спрашивать, какой язык программирования «лучший». Лучше задать вопрос: Какой язык программирования мне следует начать изучать сейчас?
Вы все равно услышите разные мнения, но многие робототехники могут договориться о ключевых языках.
Но сначала объясните, почему вы хотите изучать программирование роботов:
1. Если вы просто хотите настроить и запустить одного робота
Если вы используете только одного робота для своего бизнеса, лучший язык для изучения — это тот, который поможет вам начать работу как можно скорее. В этом случае вам может даже не понадобиться изучать язык программирования. Например, с помощью технологии ручного управления вы можете перемещать коллаборативного робота вручную. Текстовое программирование не требуется.
2. Если вы хотите начать карьеру в области робототехники
Самое важное для профессионального робототехника — развить «менталитет программирования», а не владеть одним конкретным языком, как я объяснял в статье об основных навыках робототехники. .
Во многих отношениях не имеет значения, какой язык программирования вы изучаете первым. Каждый язык, который вы изучаете, развивает ваши навыки программирования и облегчает изучение любого нового языка, когда это необходимо.
В этом случае изучайте тот язык, который лучше всего подходит для вашего следующего проекта.
Как я сделал выводы для этой статьи
Первоначальная версия этой статьи — одна из наших самых популярных статей — была основана как на моем опыте в области робототехники, так и на опыте моих коллег, а также на многих мнениях, которые у меня были. нашел на интернет-форумах.
Для этой обновленной версии статьи я привел более объективные данные о самых популярных среди инженеров языках программирования и самых распространенных языках программирования на момент написания. Я также изучил новые языки, появившиеся после выхода первой версии этой статьи.
Эти новые данные изменили некоторые элементы в списке, но не сильно. Те же самые языки программирования остаются такими же популярными, какими они были, когда я писал первую версию.
Стоит также отметить, что некоторые широко распространенные языки не распространены в робототехнике. Например, Javascript и PHP широко используются в веб-разработке, но почти не используются в робототехнике.
10 самых популярных языков программирования в робототехнике
В мире существует более 1500 языков программирования, что слишком много для изучения.
Вот десять самых популярных языков программирования в робототехнике на данный момент. Если вашего любимого языка нет в списке, расскажите о нем всем в комментариях! Каждый язык имеет разные преимущества для робототехники. Я расположил их примерно в порядке важности от наименее до наиболее ценных.
10.Pascal
Паскаль был одним из первых языков программирования, которые я выучил. Однако я не поэтому включил его сюда. Он является основой для нескольких языков промышленных роботов (см. номер 8 ниже). В результате, это все еще неплохая отправная точка, если вы собираетесь программировать промышленных роботов.
Паскаль — это базовый язык (буквально основанный на языке BASIC), который был разработан для поощрения хороших методов программирования.
В наши дни Pascal слишком устарел, чтобы быть пригодным для повседневного использования. Однако это может быть полезно, если вы хотите ознакомиться с другими языками промышленных роботов, не привязываясь к одному конкретному бренду роботов.
9. Scratch
Совершенно новая запись в этом списке, Scratch, которую ежегодно используют тысячи подающих надежды робототехников по всему миру. Этот визуальный язык программирования специально разработан для начинающих программистов и ориентирован на пользователей в возрасте от 8 до 16 лет, и его часто выбирают на школьных уроках технологии и кружках робототехники.
Программирование с нуля достигается путем перетаскивания блоков и соединения их вместе. «Под капотом» он написан на комбинации Squeak (диалект Smalltalk), ActionScript и Javascript.
Хотя вы, вероятно, не собираетесь писать какие-либо программы для промышленных роботов на Scratch, это невероятно хороший и популярный язык для начинающих, и он прокладывает путь для многих наших будущих инженеров-робототехников.
8. Языки промышленных роботов
Почти каждый производитель роботов разработал свой собственный язык программирования роботов, что долгое время было одной из проблем промышленной робототехники. Вы можете познакомиться с некоторыми из них, изучив Pascal. Тем не менее, вам все равно придется учить новый язык каждый раз, когда вы начнете использовать новую марку робота.
У АББ есть свой язык программирования RAPID. У Kuka есть KRL (язык роботов Kuka). Comau использует PDL2, Yaskawa использует INFORM, а Kawasaki использует AS. Затем роботы Fanuc используют Karel, роботы Stäubli используют VAL3, а Universal Robots используют URScript.
В последние годы более универсальные варианты программирования, такие как ROS Industrial, независимое от производителя автономное программирование и ручное управление, стали предоставлять программистам более стандартизированные возможности. Однако, если вы технический специалист, вам, скорее всего, придется использовать язык производителя.
7. LISP и Prolog
В последнее время искусственный интеллект (ИИ) действительно набирает популярность. Это означает, что языки программирования ИИ, такие как LISP и Prolog, начинают возвращаться в наборы инструментов для программирования.
LISP — второй старейший язык программирования в мире (FORTRAN старше, но всего на год). Части ROS (операционная система для роботов) написаны на LISP, хотя вам не нужно знать его, чтобы использовать ROS.
Пролог — это язык логического программирования, который позволяет программистам представлять «знания» в форме, понятной алгоритму ИИ. Пролог использовался как часть программирования в IBM Watson AI.
Также можно запрограммировать искусственный интеллект, используя некоторые другие языки из этого списка и другие, которые не перечислены. Тем не менее, LISP и Prolog остаются в основе некоторых реализаций ИИ и, безусловно, заслуживают своего места в этом списке. Также стоит помнить, что робототехника и ИИ — это не одно и то же.
6. Языки описания аппаратуры (HDL)
Языки описания аппаратуры в основном представляют собой программный способ описания электроники. Эти языки будут хорошо знакомы инженерам-электронщикам, создающим низкоуровневую электронику роботов.
HDL обычно используются для программирования программируемых вентильных матриц (FPGA). Эти устройства позволяют разрабатывать электронное оборудование без фактического производства кремниевого чипа, что делает их более быстрым и простым вариантом для некоторых задач разработки.
Если вы не создаете прототипы роботизированной электроники в своей работе, вы никогда не сможете использовать HDL. Тем не менее, важно знать, что они существуют, поскольку они сильно отличаются от других языков программирования. Во-первых, все операции выполняются параллельно, а не последовательно, как в процессорных языках.
5. MATLAB
MATLAB (и его родственники с открытым исходным кодом, такие как Octave) очень популярны среди некоторых инженеров-робототехников для анализа данных и разработки систем управления. Он широко используется в исследованиях и обработке данных. Он также широко используется в некоторых университетских курсах.
Для робототехники также существует очень популярный Robotics Toolbox for MATLAB. Я знаю людей, которые разрабатывали целые системы робототехники, используя только MATLAB. Если вы хотите анализировать данные, создавать расширенные графики или внедрять системы управления, вы, вероятно, захотите изучить MATLAB.
4. C#/.NET
C# — это собственный язык программирования, предоставляемый Microsoft. Я включил сюда C#/.NET по двум причинам:
Это основной язык Microsoft Robotics Developer Studio. Если вы собираетесь использовать эту систему, вам, вероятно, придется использовать C#.
Он используется в качестве основы для некоторых движков виртуальной реальности, таких как Unity, популярность которых сейчас растет.
C# — не самый простой вариант для изучения в первую очередь, поскольку это сложный язык. Обычно я бы рекомендовал сначала изучить C/C++. Однако в некоторых областях робототехники он, безусловно, необходим.
3. Java
Если вы пришли в робототехнику из области компьютерных наук (а многие так и делают), вы, вероятно, уже сначала изучили Java.
Как инженер-электронщик я никогда не понимал Java. Я всегда предпочитал языки, допускающие более низкоуровневое программирование и больший контроль, такие как C. Это хороший пример того, как люди из разных дисциплин робототехники имеют разные предпочтения в программировании — просто потому, что мне это не нравится, это не значит, Вы не должны.
Подобно C# и MATLAB, Java является интерпретируемым языком, что означает, что он не компилируется в машинный код. Вместо этого виртуальная машина Java интерпретирует инструкции во время выполнения, позволяя вам использовать один и тот же код на многих разных машинах.
Java довольно популярен в некоторых областях робототехники. По-видимому, это один из основных языков нескольких современных ИИ, включая IBM Watson и AlphaGo.
2. Python
В данный момент Python находится на подъеме. Согласно статистике, он быстро стал одним из лучших языков.
Одной из причин его популярности в робототехнике, вероятно, является то, что Python (и C++) являются двумя основными языками программирования, используемыми в ROS.
Основное внимание в языке уделяется простоте использования. Многие люди согласны с тем, что он достигает этого очень хорошо. Python обходится без многих обычных вещей, которые отнимают время в программировании, таких как определение и приведение типов переменных. Как и Java, это интерпретируемый язык.
Существует также огромное количество бесплатных библиотек для Python, что означает, что вам не нужно «изобретать велосипед», когда вам нужно реализовать некоторые базовые функции. А поскольку он допускает простые привязки к коду C/C++, части кода, требовательные к производительности, могут быть реализованы на этих языках, чтобы избежать потери производительности.
Благодаря тому, что все больше и больше удобной для робототехники электроники теперь поддерживает Python «из коробки» (например, Raspberry Pi), мы, вероятно, продолжим видеть гораздо больше Python в робототехнике.
1. C/C++
Наконец-то мы достигли языка программирования номер 1 в робототехнике!
Многие согласны с тем, что языки C и C++ необходимы в робототехнике. Почему? Потому что многие аппаратные библиотеки, используемые в робототехнике, используют один из этих языков. Эти библиотеки позволяют взаимодействовать с низкоуровневым оборудованием, обеспечивают производительность в реальном времени и являются очень зрелыми языками программирования. В наши дни вы, вероятно, будете использовать C++ чаще, чем C, хотя C остается одним из самых эффективных доступных языков программирования.
C/C++ не так просты в использовании, как, скажем, Python или MATLAB. Реализация той же функциональности с помощью C может занять гораздо больше времени, и потребуется гораздо больше строк кода. Однако, поскольку робототехника очень зависит от производительности в реальном времени, C и C++, вероятно, ближе всего к «стандартному языку» у нас, робототехников. Это верно даже несмотря на растущую популярность Python.
Если вы уберете из этой статьи только одну вещь…
Многие люди использовали эту статью, чтобы сказать, что они должны сначала изучить C/C++ или Python.
Этот вывод может быть правдой…
… однако, позвольте дать вам всего один совет:
Изучайте тот язык программирования, который наиболее подходит для вас прямо сейчас.
Самое главное — развить свой «менталитет программирования». Изучите как можно больше языков программирования. Чем больше вы узнаете, тем лучше вы будете программировать. То, что я перечислил эти десять языков, не означает, что вы должны учить их все или даже любой из них. Самое главное — найти язык, который кажется вам естественным и подходит для вашего роботизированного оборудования.
И если вы действительно хотите получить рекомендацию…
Если вам нужно подтолкнуть меня к рекомендации, я бы посоветовал вам выбрать язык, позволяющий быстро и легко разрабатывать программы, чтобы вы могли больше сосредоточиться на разработке функциональности.
По этой причине я бы рекомендовал сначала изучить Python. Это всего лишь мое личное мнение. Если вам больше подходит другой язык, изучайте его. Тем не менее, Python — удивительно простой язык для изучения и чрезвычайно мощный благодаря множеству легкодоступных библиотек.
Я слышал много отзывов от (уже опытных) программистов, которые изучили Python за пару дней и сразу же перешли на него почти для всех своих нужд программирования. Как сказал один парень, «Я могу создавать пригодный для использования код на Python так же быстро, как и печатаю». После того, как вы достаточно хорошо освоите Python, я лично рекомендую вам изучить C, а затем C++.
Коронка по металлу HM 52*12, хв.10 мм (комплект) D.Bor (HS-HM-12-052-T)
Разборная коронка с цилиндрическим хвостовиком. Рабочая часть (зубья) — HM (твердый сплав). Для стали, нержавеющей стали, алюминия, цветного металла, чугуна, пластика. Диаметр — 52 мм. Сделано в Германии.
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
поставки по Санкт-Петербургу и Ленинградской области.
Кольцевое (корончатое) сверло из быстрорежущей стали HSS-G(M2) Применяются для работы, как с переносным инструментом(дрели, в том числе аккумуляторные), так и с стационарным(станками сверлильными, сверлильно-фрезерными) При работе на сверлильном станке использовать только ручную подачу Подходит для стали (до 800 Н/мм²), стального литья, цветных и легких металлов, а также пластмасс, армированных материалов, гипсовых и облегченных строительных плит толщиной не более 5,0мм. В отличии от Bi-Metall коронок и коронок с ТСТ зубьями, HSS-G имеют более высокую стойкость к осевым нагрузкам, более агрессивный и мощный зуб, увеличенную толщину стенки Возможна пере заточка Рекомендуемая толщина металла 2-4мм
Все диаметры комплектуются: Хвостовиками(с тройной проточкой — в патроне не проворачивается) Центрирующими сверлами Выталкивающей пружиной
Коронка(кольцевое сверло) по металлу HSS-G Ruko
Артикул
Цена НДС*
Коронка по металлу 12х10мм HSS-G S=8мм Ruko 128012
128012
1730
Коронка по металлу 13х10мм HSS-G S=8мм Ruko 128013
128013
1730
Коронка по металлу 14х10мм HSS-G S=8мм Ruko 128014
128014
1767
Коронка по металлу 15х10мм HSS-G S=10мм Ruko 128015
128015
1767
Коронка по металлу 16х10мм HSS-G S=10мм Ruko 128016
128016
1767
Коронка по металлу 17х10мм HSS-G S=10мм Ruko 128017
128017
1767
Коронка по металлу 18х10мм HSS-G S=10мм Ruko 128018
128018
1767
Коронка по металлу 19х10мм HSS-G S=10мм Ruko 128019
128019
1823
Коронка по металлу 20х10мм HSS-G S=10мм Ruko 128020
128020
1922
Коронка по металлу 21х10мм HSS-G S=10мм Ruko 128021
128021
2002
Коронка по металлу 22х10мм HSS-G S=10мм Ruko 128022
128022
2099
Коронка по металлу 23х10мм HSS-G S=10мм Ruko 128023
128023
2278
Коронка по металлу 24х10мм HSS-G S=10мм Ruko 128024
128024
2313
Коронка по металлу 25х10мм HSS-G S=10мм Ruko 128025
128025
2384
Коронка по металлу 26х10мм HSS-G S=10мм Ruko 128026
128026
2546
Коронка по металлу 27х10мм HSS-G S=10мм Ruko 128027
128027
2577
Коронка по металлу 28х10мм HSS-G S=10мм Ruko 128028
128028
2675
Коронка по металлу 29х10мм HSS-G S=10мм Ruko 128029
128029
2833
Коронка по металлу 30х10мм HSS-G S=10мм Ruko 128030
128030
2875
Коронка по металлу 31х10мм HSS-G S=10мм Ruko 128031
128031
2981
Коронка по металлу 32х10мм HSS-G S=10мм Ruko 128032
128032
3075
Коронка по металлу 33х10мм HSS-G S=10мм Ruko 128033
128033
3162
Коронка по металлу 34х10мм HSS-G S=10мм Ruko 128034
128034
3265
Коронка по металлу 35х10мм HSS-G S=10мм Ruko 128035
128035
3341
Коронка по металлу 36х10мм HSS-G S=10мм Ruko 128036
128036
3491
Коронка по металлу 37х10мм HSS-G S=10мм Ruko 128037
128037
3526
Коронка по металлу 38х10мм HSS-G S=10мм Ruko 128038
128038
3624
Коронка по металлу 39х10мм HSS-G S=10мм Ruko 128039
128039
3913
Коронка по металлу 40х10мм HSS-G S=10мм Ruko 128040
128040
3913
Коронка по металлу 41х10мм HSS-G S=10мм Ruko 128041
128041
3953
Коронка по металлу 42х10мм HSS-G S=10мм Ruko 128042
128042
4038
Коронка по металлу 43х10мм HSS-G S=10мм Ruko 128043
128043
4169
Коронка по металлу 44х10мм HSS-G S=10мм Ruko 128044
128044
4249
Коронка по металлу 45х10мм HSS-G S=10мм Ruko 128045
128045
4502
Коронка по металлу 46х10мм HSS-G S=10мм Ruko 128046
128046
4502
Коронка по металлу 47х10мм HSS-G S=10мм Ruko 128047
128047
4532
Коронка по металлу 48х10мм HSS-G S=10мм Ruko 128048
128048
4785
Коронка по металлу 49х10мм HSS-G S=10мм Ruko 128049
128049
4865
Коронка по металлу 50х10мм HSS-G S=10мм Ruko 128050
128050
4865
Коронка по металлу 51х10мм HSS-G S=10мм Ruko 128051
128051
5894
Коронка по металлу 52х10мм HSS-G S=10мм Ruko 128052
128052
6016
Коронка по металлу 53х10мм HSS-G S=10мм Ruko 128053
128053
6166
Коронка по металлу 54х10мм HSS-G S=10мм Ruko 128054
128054
6397
Коронка по металлу 55х10мм HSS-G S=10мм Ruko 128055
128055
6507
Коронка по металлу 56х10мм HSS-G S=10мм Ruko 128056
128056
6606
Коронка по металлу 57х10мм HSS-G S=10мм Ruko 128057
128057
6606
Коронка по металлу 58х10мм HSS-G S=10мм Ruko 128058
128058
6858
Коронка по металлу 59х10мм HSS-G S=10мм Ruko 128059
128059
7063
Коронка по металлу 60х10мм HSS-G S=10мм Ruko 128060
128060
7063
Коронка по металлу 65х10мм HSS-G S=10мм Ruko 128065
128065
9055
Коронка по металлу 70х10мм HSS-G S=10мм Ruko 128070
128070
10206
Коронка по металлу 75х10мм HSS-G S=10мм Ruko 128075
128075
10206
Коронка по металлу 80х10мм HSS-G S=10мм Ruko 128080
128080
12570
*Цены действительны на 20 Октября 2020, оптовая стоимость, условия для торг. организаций по запросу
Сделать заказ, уточнить наличие, получить консультацию по инструменту:
Клинические и воспалительные эффекты гальванокерамических и металлокерамических коронок на ткани пародонта
Рандомизированное контролируемое исследование
. 2007 Декабрь; 34 (12): 941-7.
doi: 10.1111/j.1365-2842.2007.01804.x.
P Вайсгаупт 1 , J-P Bernimoulin, K-P Lange, S Rothe, M Naumann, S Hägewald
принадлежность
1 Кафедра оперативной стоматологии и пародонтологии, Университет Людвига-Максимилиана, Мюнхен, Германия.[email protected]
PMID:
18034677
DOI:
10.1111/j.1365-2842.2007.01804.x
Рандомизированное контролируемое исследование
P Weishaupt et al.
J Оральная реабилитация.
2007 Декабрь
. 2007 Декабрь; 34 (12): 941-7.
doi: 10.1111/j.1365-2842.2007.01804.x.
Авторы
P Вайсгаупт 1 , Ж.-П. Бернимулин, К.П. Ланге, С. Роте, М. Науманн, С. Хегевальд
принадлежность
1 Кафедра оперативной стоматологии и пародонтологии, Университет Людвига-Максимилиана, Мюнхен, Германия.[email protected]
PMID:
18034677
DOI:
10.1111/j.1365-2842.2007.01804.x
Абстрактный
Протезные коронки, изготовленные методом гальваноформовки, считаются высокобиосовместимыми и эстетичными реставрациями. Таким образом, они представляют собой альтернативу традиционным металлокерамическим коронкам при замещении утраченной структуры зуба. Однако данных о клинических и биохимических эффектах гальванокерамических коронок на ткани пародонта немного. Целью данного контролируемого исследования была проверка влияния гальванокерамических коронок и металлокерамических коронок на клинические и воспалительные реакции тканей пародонта. Было проведено проспективное слепое рандомизированное клиническое исследование. Гальванокерамические коронки и металлокерамические коронки установлены 52 пародонтологически здоровым пациентам в разрезной конструкции. Клинические параметры (десневой индекс, индекс зубного налета, глубина зондирования и рецессии) регистрировались в шести местах на зуб. Доступ к исходным изменениям тканей был получен путем анализа скорости потока жидкости десневой борозды и концентрации IgG в жидкости десневой борозды. Через 24 месяца 34 пациента могли быть повторно обследованы. Все коронки функционировали адекватно, и редко наблюдалось явное клиническое воспаление. Через 24 мес наблюдения в тканях десны, прилегающих к гальванокерамическим коронкам, достоверно меньше признаков клинико-воспалительной реакции по индексу налета (P = 0,004), десневому индексу (P < 0,001), скорости потока жидкости из десневой борозды (P = 0,012) и IgG (P = 0,002). Данные также были проанализированы отдельно для буккальной и оральной локализаций. В тканях десны, прилегающих к металлокерамическим коронкам, наблюдались достоверно повышенные клинико-воспалительные показатели индекса зубного налета (P = 0,005), десневого индекса (P = 0,008), скорости потока жидкости десневой борозды (P = 0,006), IgG (P = 0,007) при полости рта по сравнению с гальванокерамическими коронками. Наши данные свидетельствуют о стабилизирующем влиянии гальванокерамических коронок на ткани пародонта с течением времени.
Похожие статьи
Гальвано- и металлокерамические коронки: до 5-летних результатов рандомизированного исследования с разделенным ртом.
Науманн М., Эрнст Дж., Райх С., Вайсхаупт П., Бойер Ф. Науманн М. и соавт. Clin Oral Investig. 2011 Октябрь; 15 (5): 657-60. doi: 10.1007/s00784-010-0429-3. Epub 2010 25 мая. Clin Oral Investig. 2011.
PMID: 20499117
Клиническое испытание.
Влияние внутрищелевых краев коронки на здоровье десны: предварительные результаты.
Канцыпер С.Г., Кока С. Канципер С.Г. и соавт. Джей Простет Дент. 2001 г., май; 85 (5): 461-5. doi: 10.1067/mpr. 2001.115386. Джей Простет Дент. 2001.
PMID: 11357072
Индивидуальное клиническое сравнение двух металлокерамических систем: 5-летнее проспективное исследование.
Марклунд С., Бергман Б., Хедлунд С.О., Нильсон Х. Марклунд С. и др. Int J Prostodont. 2003 янв-февраль;16(1):70-3. Int J Prostodont. 2003.
PMID: 12675459
Уровень ципрофлоксацина в жидкости десневой борозды у пациентов с гингивитом и пародонтитом и его влияние на клинические параметры.
Тезель А., Юсел О., Орбак Р., Кара С., Каврут Ф., Ягиз Х., Шахин Т. Тезел А. и др. J Периодонтальная Рез. 2005 Октябрь;40(5):395-400. doi: 10.1111/j.1600-0765.2005.00820.x. J Периодонтальная Рез. 2005.
PMID: 16105092
Реакция тканей пародонта после установки искусственных коронок и несъемных частичных протезов.
Поведение пародонта вокруг зубов, обработанных финишной линией для реставрации несъемными протезами. Систематический обзор и метаанализ.
Леон-Мартинес Р., Монтьель-Компани Х.М., Беллот-Арсис К., Сола-Руис М.Ф., Сельва-Отаолаурручи Э., Агустин-Панадеро Р. Леон-Мартинес Р. и др. Дж. Клин Мед. 2020 17 января; 9(1):249. doi: 10.3390/jcm
49. Дж. Клин Мед. 2020.
PMID: 31963494 Бесплатная статья ЧВК.
Рассмотрение.
Оценка и сравнение предельной адаптации двух различных материалов каркаса.
Караман Т., Улку С.З., Зенгуль А.И., Гювен С., Эратилла В., Шумер Э. Караман Т. и др. J Adv Prosthodont. 2015 июнь;7(3):257-63. doi: 10.4047/jap.2015.7.3.257. Epub 2015 23 июня. J Adv Prosthodont. 2015.
PMID: 26140178 Бесплатная статья ЧВК.
Гальвано- и металлокерамические коронки: до 5-летних результатов рандомизированного исследования с разделенным ртом.
Науманн М., Эрнст Дж., Райх С., Вайсхаупт П., Бойер Ф. Науманн М. и соавт. Clin Oral Investig. 2011 Октябрь; 15 (5): 657-60. doi: 10.1007/s00784-010-0429-3. Epub 2010 25 мая. Clin Oral Investig. 2011.
PMID: 20499117
Клиническое испытание.
Типы публикаций
термины MeSH
вещества
Коронки из металлокерамики и модифицированной смолой керамики с опорой на имплантаты: 5-летнее проспективное клиническое исследование
Сохранить цитату в файл
Формат:
Резюме (текст) PubMedPMIDAbstract (текст) CSV
Добавить в коллекции
Создать новую коллекцию
Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки Повторите попытку
Добавить в мою библиографию
Моя библиография
Не удалось загрузить делегатов из-за ошибки Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Электронное письмо:
(изменить)
Который день?
Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый будний день
1 Адъюнкт-профессор, кафедра стоматологии, факультет медицины и стоматологии, Университет Валенсии, Валенсия, Испания.
2 Частная практика, Валенсия, Испания.
3 Профессор кафедры стоматологии, факультет медицины и стоматологии, Университет Валенсии, Валенсия, Испания.
4 Адъюнкт-профессор, кафедра стоматологии, факультет медицины и стоматологии, Университет Валенсии, Валенсия, Испания. Электронный адрес: [email protected].
1 Адъюнкт-профессор, кафедра стоматологии, факультет медицины и стоматологии, Университет Валенсии, Валенсия, Испания.
2 Частная практика, Валенсия, Испания.
3 Профессор кафедры стоматологии, факультет медицины и стоматологии, Университет Валенсии, Валенсия, Испания.
4 Адъюнкт-профессор, кафедра стоматологии, факультет медицины и стоматологии, Университет Валенсии, Валенсия, Испания. Электронный адрес: [email protected].
PMID:
31703925
DOI:
10.1016/ж.просдент.2019.07.002
Абстрактный
Постановка проблемы:
Из-за рыночного спроса на инновации новые реставрационные материалы были представлены без надлежащего тестирования; следствием может быть клиническая неудача, и необходимы клинические исследования.
Цель:
Цель этого клинического исследования заключалась в оценке биологического и механического клинического поведения керамических коронок, модифицированных смолой, с опорой на имплантаты, по сравнению с металлокерамическими коронками.
Материал и методы:
Сорок два участника в возрасте от 35 до 65 лет получили одиночные имплантаты в области задней адентии. После периода остеоинтеграции половина имплантатов (выбранных случайным образом) (n=25) были восстановлены металлокерамическими коронками (группа MC), а другая половина – керамическими коронками, модифицированными смолой (группа RMC), с фиксацией двухполимерным полимерным цементом. на титановые абатменты. Проанализировано биомеханическое состояние реставраций и имплантатов.
Результаты:
Средняя потеря костной массы вокруг имплантата через 5 лет функциональной жизни составила 0,3 ± 0,6 мм. Клиническая приживаемость имплантата составила 98%. Коронки RMC имели приживаемость 70%, тогда как коронки MC имели приживаемость 100%. Коронки RMC имели больше механических осложнений, чем группа MC (P<0,001). Потеря костной массы вокруг имплантата не показала существенных различий между типами коронок (P = 0,175).
Выводы:
Все значения потери костной массы вокруг имплантата находились в пределах приемлемого диапазона. Металлокерамические коронки показали лучшие механические свойства, чем керамические коронки, модифицированные смолой. Биологические реакции тканей вокруг имплантата, по-видимому, не зависят от типа цементируемой коронки.
Систематический обзор и метаанализ, оценивающий выживаемость, неудачи и частоту осложнений облицованных и монолитных цельнокерамических одиночных коронок с опорой на имплантаты.
Трехлетнее проспективное исследование одиночных реставраций с опорой на имплантаты из цельнокерамических и металлокерамических материалов у пациентов с агенезией зубов.
Хоссейни М., Ворсаэ Н., Шиодт М., Готфредсен К. Хоссейни М. и соавт. Clin Oral Implants Res. 2013 Октябрь; 24 (10): 1078-87. doi: 10.1111/j.1600-0501.2012.02514.x. Epub 2012 18 июня. Clin Oral Implants Res. 2013.
PMID: 22708959
Стойкость к излому и характер разрушения керамических абатментов по сравнению с титановыми абатментами и одиночными реставрациями с опорой на имплантаты.
Анализ потери костной массы вокруг имплантата с конвергентной трансмукозной морфологией: ретроспективное клиническое исследование.
Коста Кастильо М., Лагуна Мартос М., Марко Питарч Р., Гарсия Сельва М., Дель Сид Родригес С., Фонс-Бадаль С., Агустин Панадеро Р. Коста Кастильо М. и др. Общественное здравоохранение Int J Environ Res. 2022 15 марта; 19(6):3443. дои: 10.3390/ijerph29063443. Общественное здравоохранение Int J Environ Res. 2022.
PMID: 35329131 Бесплатная статья ЧВК.
Окклюзионные изменения в одиночных коронках с опорой на имплантаты и их связь с уровнем кости вокруг имплантата: 5-летнее проспективное исследование.
Дин Кью, Луо Кью, Тянь Ю, Чжан Л, Се Кью, Чжоу Ю. Дин Кью и др. Clin Oral Investig. 2022 май; 26(5):4217-4227. дои: 10.1007/s00784-022-04394-0. Epub 2022 7 февраля. Clin Oral Investig. 2022.
PMID: 35129663
Клиническое испытание.
Показатели выживаемости ультракоротких (<6 мм) имплантатов с коротким конусом, поддерживающих одиночные коронки в боковых отделах: 5-летнее ретроспективное исследование.
Ломбардо Г., Синьорелло А., Маринкола М., Либони П., Бонфанте Э.А., Ночини П.Ф. Ломбардо Г. и др. Clin Implant Dent Relat Res. 2021 дек;23(6):904-919. doi: 10.1111/cid.13054. Epub 2021 18 ноября. Clin Implant Dent Relat Res. 2021.
PMID: 34796619 Бесплатная статья ЧВК.
Систематический обзор и метаанализ, оценивающий выживаемость, неудачи и частоту осложнений облицованных и монолитных цельнокерамических одиночных коронок с опорой на имплантаты.
СО4029 | 29 шт. Набор кобальтовых сверл Metal Index
Поделиться с
Преимущества
Технические данные
Другие размеры
Отзывы
Преимущества
Выдерживает воздействие высоких температур в течение длительного периода времени (до 1100°F)
Жесткая конструкция с толстой стенкой повышает устойчивость долота при работе в тяжелых условиях
Упрочнение поверхности для проникновения в жесткие абразивные материалы
Длина джоббера, полный хвостовик
Лучше всего подходит для сверления отверстий в легком металле, высокоуглеродистой стали, алюминии и легированной стали, чугуне, нержавеющей стали и титане
Предоставляя информацию в этой форме, я даю свое согласие на то, чтобы связаться со мной по СМС/СМС для решения этого вопроса.
Отправить успешно
Ваше сообщение было успешно отправлено
Ошибка
Ошибка
Обзоры лучших сверл 2022 — Рекомендации профессионалов алюминия и других материалов. Прежде всего, на рынке существует множество вариантов буровых долот, и выбор может быть затруднен. Мы разбили наши выборки по приложениям, охватывая все, от материалов до типа пользователя.
Итак, если вы занимаетесь деревообработкой, проектами «сделай сам», сантехникой, электрикой или чем-то еще, у нас есть все для вас. Наша команда профессионалов имеет большой опыт использования этих бит практически в любых условиях.
Лучшие сверла по дереву
Титановые сверла Milwaukee Shockwave
Титановые сверла Milwaukee Shockwave — это наши лучшие сверла по дереву. Шестигранный вал 1/4″ позволяет использовать их как в дрелях, так и в ударных шуруповертах. Milwaukee использует то, что они называют канавками переменной ширины Red Helix, чтобы выбрасывать стружку лучше, чем стандартные конструкции. Они также оснащены наконечником под углом 135°, что помогает быстрее врезаться и уменьшает ход сверла по металлу.
Также лучшие титановые сверла
Только то, что мы выбрали их для сверления по дереву, не означает, что они не могут сверлить металл. Титановое покрытие отлично подходит для более тонких сталей и незакаленных металлов. Они также имеют отличный выброс стружки и не нагреваются так быстро, как другие биты, которые мы использовали.
Эти биты стоят 29,97 долларов США за набор из 14 предметов, а некоторые другие наборы до 29 предметов стоят 84,97 долларов США.
Также обратите внимание:
Набор сверл DeWalt из полипропилена, 21 шт. (DW1361)
Набор титановых сверл Makita Impact Gold из 14 предметов (B-65399)
Нам очень нравится наконечник Pilot Point на титановых сверлах DeWalt. Они быстро сверлят — в основном потому, что хорошо рассеивают скопившееся тепло. Вы также получите красивые отверстия без заусенцев. Для тонкого/мягкого металла, дерева и пластика вы действительно не ошибетесь.
Приобретите комплект из 21 предмета за 34,99 долл. США.
Титановые сверла Makita Impact Gold поставляются в наборе, который кажется слишком хорошим, чтобы быть правдой. В наборе из 14 предметов есть ключи всех размеров, которые вам могут понадобиться, от 1/16 до 1/2 дюйма. Производительность и долговечность ставят их на первое место в нашем списке.
Получите его всего за 19,32 доллара.
Лучшие сверла по соотношению цена/качество
Сверла Ryobi Black Oxide
В крайнем случае или просто нужно заменить набор сверл Ryobi Black Oxide по цене менее 15 долларов США за набор из 21 предмета, который покрывает 1 /16″ до 1/2″. Их наконечники с углом наклона 135° помогают уменьшить ходьбу в начале лунки. Это лучшие сверла за свои деньги, если вы держитесь подальше от толстого металла. Вы можете получить лучшие биты, но нам нравится это для профессионалов и домашних мастеров с ограниченным бюджетом. 9
Также обратите внимание на:
Набор сверл с черным оксидом DeWalt, 20 шт. (DW1177)
Набор сверл Bosch, 60 шт. базовый набор сверл, в наборе DeWalt DW1177 вы получаете некоторые достойные функции. Наконечник с раздвоенной головкой под углом 135° препятствует ходьбе во время сверления. Покрытие не сильно уменьшает тепло или трение, но оно защищает биты от ржавчины. Наконец, DeWalt помещает на хвостовик 3 плоские точки для лучшей фиксации в сверлильном патроне.
Вы можете найти их в Интернете всего за 22,99 долларов США. Этот комплект отлично подходит для всех мыслимых размеров проводов от № 1 до № 60 и всего, что между ними. Он также поставляется в удобном металлическом индексном футляре.
Купить сверла Bosch Black Oxide по цене от 19,99 долл. США
Сверла Milwaukee Red Helix для кобальта
Лучшие сверла для металла, особенно для углеродистой стали, поставляются компании Milwaukee за превосходные кобальтовые сверла. Как и их титановые биты, они имеют конструкцию с регулируемой канавкой Red Helix. У них также есть наконечник QuadEdge 135°, который помогает бурить намного быстрее, чем другие протестированные нами кобальтовые долота, и при этом сводит к минимуму ходьбу.
Milwaukee обновил эти биты с помощью Enhanced Tapered Web. Этот новый дизайн сердечника усиливает его за счет лучшей прочности канавки.
Однако у них нет шестигранника 1/4″, поэтому вы не будете использовать их в своем ударном шуруповерте. Их основная цель в жизни — хорошо сверлить более толстые и твердые металлы.
Если вы хотите сверлить закаленную сталь, обратите внимание на комплект Drill America D/A29J-CO-PC Cobalt из 29 предметов.
Также лучшие кобальтовые сверла (по соотношению цена-качество)
Когда кончики этих насадок затупятся, рассмотрите возможность их заточки, так как кобальт проходит по всей стали. Избегайте их использования, когда они вам не нужны, чтобы продлить их жизнь, когда они вам нужны. Если вы ищете лучшие кобальтовые сверла по соотношению цена/качество, набор из 15 предметов представляет собой привлекательный вариант.
Вы можете найти комплект из 15 предметов за 34,97 долларов или комплект из 29 предметов за 149,99 долларов.
Также обратите внимание:
DeWalt Набор из 29 промышленных кобальтовых пилотных сверл (DWA1269)
Нам нравится качество сборки набора DeWalt из 29 кобальтовых направляющих сверл. Он имеет конический сердечник, который постепенно увеличивает жесткость долота по мере его приближения к основанию. Если вы планируете резать нержавеющую сталь, попробуйте эти сверла — они вас не разочаруют и сделают по-настоящему чистые отверстия.
Этот комплект стоит около 109,99 долларов США.
Сверла Best по камню и сверла по бетону (не SDS)
Многоцелевые сверла Bosch Daredevil
Перфораторы SDS-Plus и SDS-Max лучше всего подходят для сверления бетона и каменной кладки. Ударных сверл, однако, более чем достаточно для сверления отверстий меньшего диаметра. Когда вы начинаете искать лучшие сверла по бетону и лучшие сверла по камню, возникает необходимость работы с несколькими материалами. Для этого наши профессионалы постоянно используют многоцелевые сверла Bosch Daredevil.
Так же, как биты SDS-plus и SDS-max, в них используются режущие наконечники из карбида вольфрама. Твердосплавные наконечники многоцелевых сверл Daredevil достаточно прочны, чтобы прорезать практически любой материал. Мы используем их при сверлении комбинаций дерева, металла, плитки, композитов и, конечно же, бетона. Мы также часто втыкаем их в ударные инструменты, чтобы быстро пройти через различные материалы.
Эти насадки в среднем работают значительно дольше, чем насадки из черного оксида, титана или даже кобальта. Из-за стоимости вы можете покупать только те размеры, которые вам нужны по мере необходимости, и это имеет смысл. Тем не менее, набор из 5 предметов охватывает наиболее распространенные размеры, которые могут вам понадобиться, не прибегая к перфоратору.
Получите набор из 5 предметов всего за 22,99 доллара.
Лучшие сверла для кирпича и шлакоблока (только)
Набор ударных сверл по каменной кладке DeWalt
Если вы знаете, что вам нужно сверлить только кирпич и шлакоблок, имеет смысл иметь специальный набор сверел. В этом случае мы считаем, что одно из лучших сверл для кирпича выпускается под брендом DeWalt. В основном, мы считаем, что они просто хорошо держат цену. Вы можете заплатить больше и, возможно, получить более длительный срок службы, но если вы выставите счет за аксессуары для работы, они сделают свою работу.
В сочетании с аккумуляторной ударной дрелью набор ударных сверл по камню DeWalt из 7 предметов дает вам ряд ключевых преимуществ. В набор входят биты 3/16 дюйма x 3, биты 1/4 дюйма x 4 и пять 6-дюймовых бит от 1/2 дюйма до двух бит 1/4 дюйма. От Tapcons до анкеров, эти элементы заполняют столь необходимый пробел.
Возьмите набор бит из 7 предметов за 18,99 долларов США.
Лучшее сверло для плитки и стекла
Набор сверл Bosch из 8 предметов для стекла и плитки с футляром (GT3000)
Чтобы пройти через плитку и стекло, не разбив заготовку, требуется особое сверло. На наш взгляд, лучшее сверло для плитки (а также лучшие сверла для стекла) можно найти в наборе Bosch из 8 предметов по стеклу и плитке. 9№ 0003
В этих насадках используется клиновидный наконечник из высококачественного карбида с усиленной головкой. Он прочно удерживает наконечник на месте, когда вы начинаете свое отверстие. Это также снижает нагрузку на материал, что предотвращает растрескивание. Режущие кромки с алмазной заточкой обеспечивают превосходную долговечность.
Bosch использует хвостовик с тремя гранями на битах размером 5/16 дюйма и больше. Это предотвратит их скольжение в сверле. В комплект входит 8 бит от 1/8-дюйма до 3/4-дюйма.
Приобретите комплект из 8 предметов за 27,97 долларов США.
Лучшие биты-лопаты
Биты-лопаты Bosch Daredevil
В недавнем соревновании биты Irwin Speedbor 2-го поколения превзошли по скорости биты Bosch Daredevil Spade. Так почему же они не появляются вверху нашего списка? Простой. Нам нравится самоподдерживающийся характер этих лопаток Сорвиголовы. Они сверлят более плавно и требуют меньше усилий.
Резьбовой наконечник и волнообразный дизайн дают Bosch Daredevil преимущество перед большинством конкурентов. Он режет более плавно и оставляет относительно чистое отверстие по сравнению с другими лопаточными битами. Как вишенка на торте, у него шестигранный хвостовик 1/4″, поэтому он подходит для ударного шуруповерта.
Bosch также производит эти биты размером до 1-1/2 дюйма. Они бывают укороченными, стандартными и удлиненными для более глубокого погружения в материал.
Вы можете приобрести комплект из 6 предметов всего за 11,99 долларов США (без упаковки), 15,99 долларов США (в сумке) или 25,99 долларов США за набор из 13 предметов.
Также обратите внимание:
Лопастные биты Irwin Speedbor 2-го поколения
Как мы упоминали выше, если скорость является вашим приоритетом №1, обратите внимание на лопаточные биты Irwin Speedbor второго поколения. Они превзошли Bosch Daredevil, когда мы тестировали с использованием 1-дюймовых бит из материала 2x и 3-3/4 дюймов многослойной OSB.
Получите комплект Pro из 13 предметов за 46,99 долларов США.
Лучшее сверло со шнеком
Высокоскоростное сверло Bosch Daredevil
Когда лучшее сверло для работы — это сверло, мы обращаем внимание на Bosch и их линейку Daredevil. Вы обнаружите, что среди стандартных преимуществ сверла Bosch уделяет особое внимание повышению производительности аккумуляторных дрелей. Головка поддерживает высокую скорость и ускоряет сверление, а наконечники помогают увеличить время работы и надежность.
Цена, безусловно, играет здесь решающую роль, и большинство профессионалов просто выберут нужные им размеры. У Bosch есть набор из трех предметов, который я ношу с собой, включая биты 5/8″, 3/4″ и 1″ за 39 долларов.0,99.
Ступенчатое сверло Best
Ступенчатое сверло Irwin Unibit Cobalt
Наша команда выбирает ступенчатое сверло Irwin Unibit Cobalt, когда требуется сверление тонкого металла. Смесь кобальта продлевает срок службы биты — важный момент, учитывая, что их очень трудно затачивать.
Наконечник Speedpoint позволяет быстро начать бурение и уменьшить отклонение сверла. Сначала это кажется мелочью, но лазер Irwin выгравирует размеры на внутренней стороне флейты, где они не сотрутся со временем.
Комплект из 3 предметов за 73,11 долл. США
Также обратите внимание:
Ступенчатые насадки Diablo
Наборы ступенчатых насадок Milwaukee Shockwave
Ступенчатые насадки Diablo начинаются с 132-градусного наконечника, что препятствует невероятно быстрой ходьбе и сверлению . От 1/2″ до 1-3/8″, розничные цены варьируются от 24,99 до 64,99 долларов за отдельные биты.
Купите отдельные биты по цене от 24,99 до 110 долларов США
Milwaukee также ориентируется на быстрый запуск и быстрое бурение с помощью своих ступенчатых долот Shockwave. Делая шаг вперед по сравнению с черным оксидом, они используют титановое покрытие и имеют шестигранный хвостовик на случай, если вы захотите использовать ударный шуруповерт. Они варьируются в цене от $ 89примерно до 170 долларов в зависимости от комплекта. Каждый комплект включает стандартные размеры, которые вам, вероятно, понадобятся в работе.
Магазинные комплекты от 89 долларов.
Из чего сделаны лучшие сверла?
Черный оксид (покрытие)
Черный оксид — это покрытие на стальном сверле, повышающее коррозионную стойкость и снижающее трение между сверлом и заготовкой. Это хорошая универсальная конструкция, подходящая для дерева, более мягкого металла, пластика и композитных материалов, которая не требует больших затрат. Недостатком является то, что они не остаются острыми до тех пор, пока есть некоторые другие варианты спиральных насадок, и вы теряете преимущества, поскольку покрытие стирается с режущих кромок.
Когда эти кусочки тускнеют, вы их выбрасываете. Кроме того, не рассчитывайте прорезать металл, кроме более мягких сталей толщиной менее 1/8 дюйма.
Титан (покрытие)
Нитрид титана — это покрытие, которое можно использовать вместо черного оксида, которое выполняет ту же работу по сопротивлению коррозии и трению. Дополнительным преимуществом является увеличение твердости поверхности и создание теплового барьера, уменьшающего накопление тепла. Этот тип сверла служит дольше, чем черный оксид.
Титановые сверла имеют тенденцию сверлить быстрее, чем черненые оксиды, и стружка лучше проходит через канавки. Одним из недостатков является то, что нитрид титана — это всего лишь покрытие, и вы теряете преимущества по мере того, как покрытие стирается с режущих кромок. Другое дело, что за них придется платить больше.
Титан — хороший выбор для сверления металла и дерева. Вы захотите поискать бетон/каменную кладку в другом месте, и вам лучше использовать недорогие биты из черного оксида для пластмасс и композитов.
Кобальт (смесь стали)
Кобальтовые сверла изготавливаются из сплава с содержанием кобальта 5–8 %. Поскольку кобальт входит в состав стальной смеси, его преимущества проявляются во всем долоте, а не стираются, как покрытие. Эта характеристика также делает их отличным кандидатом для заточки, а не замены. С гораздо более высокой ценой, чем черный оксид и титан, вы захотите пойти по пути заточки, чтобы сэкономить деньги.
Кобальтовые сверла способны сверлить почти все, хотя большинство профессионалов используют их для сверления металла из-за их стоимости. Это хороший шаг — вы не хотите, чтобы одна ваша коронка, способная сверлить чугун, затупилась при выполнении повседневных задач, с которыми вполне справятся менее дорогие коронки.
Подбор сверла к размеру отверстия
Спиральные насадки
Спиральные насадки лучше всего подходят для сверления множества материалов, когда целью является отверстие диаметром 1/2 дюйма или меньше. По мере того, как вы выходите за пределы диаметра отверстия 1/2 дюйма, вы переходите от традиционных спиральных долот к некоторым другим вариантам.
Биты-лопасти
Одним из самых экономичных инструментов является бита-лопата. Иногда называемые лопастными битами из-за своей формы, лопаточные биты выбрасывают стружку при резке, а не направляют ее вверх через канавки. Это делает замедленное видео гораздо более крутым, но, как правило, оставляет больший беспорядок. В отличие от стандартных спиральных сверл, лопаточные сверла хороши только для проделывания отверстий в древесине.
Буровые долота
Буровые долота очень похожи на лопастные, но лучше подходят для более глубоких отверстий, которые требуют удаления большого количества стружки в точке входа. Полноразмерная конструкция делает это возможным. Обычно при использовании этих бит требуется более сильное сверло. Это становится очень очевидным при сверлении глубоких отверстий или отверстий, диаметр которых превышает 3/4 дюйма.
Буровые насадки имеют наконечник с резьбой, который тянет насадку вперед при ее вращении в древесине. Его прочная конструкция с полными канавками также облегчает красивое и прямолинейное сверление.
Ступенчатые насадки
Отойдя от дерева и вернувшись к металлу, вам понадобятся ступенчатые насадки (Unibits). Это одни из лучших сверл для сверления отверстий в тонком металле, например, в листовом металле или коробках для выключателей. Ступенчатый бит начинается с короткого пилота, а затем проходит серию увеличивающихся значений ширины по мере перехода от одного шага к другому.
Они отлично подходят для того, чтобы выйти за рамки стандартных размеров спиральных насадок и устранить необходимость в перфораторе для отверстий диаметром до 1-1/4 дюйма или немного больше. Они также имеют плоскую канавку с небольшим конусом на каждой ступени. Это дает вам возможность сверлить листовой металл и другие тонкие металлы, которые могут деформироваться, если вы будете резать под углом. Помимо проделывания новых отверстий, они также преуспели в расширении существующих.
Недостатком является то, что вы ограничены толщиной около 1/8 дюйма в качестве самого толстого материала. Эти биты также стоят больше, чем другие биты, которыми вы, вероятно, владеете. Цены на некоторые размеры часто превышают 50 долларов. Просто имейте в виду, что каждая ступенчатая бита, которую вы покупаете, охватывает несколько размеров отверстий.
Лучшие сверла, но как насчет…?
Мы знаем, что не рассмотрели все категории принадлежностей для сверления отверстий, таких как коронки, и не коснулись насадок. Хотя мы решили провести черту там, где мы это сделали, следите за новыми руководствами по покупке, чтобы охватить эти аксессуары в будущем!
Не согласны с нашим выбором?
Все в порядке! Мы знаем, что личные предпочтения играют решающую роль при выборе лучшего сверла, и все профессионалы разные. Сделайте Pro Tool Nation одолжение и расскажите нам, какой ваш лучший выбор и почему он вам нравится. Пишите в комментариях ниже или в Facebook, Instagram и Twitter!
Почему вы можете доверять обзорам Pro Tool
Вы когда-нибудь заходили на сайт с обзорами и не могли понять, действительно ли они тестировали инструменты или они просто «рекомендуют» бестселлеры Amazon? Это не мы. Мы не будем ничего рекомендовать, если сами не будем использовать это, и нам все равно, кто является основным розничным продавцом.
Промышленные 3D принтеры для печати металлом по технологии электроннолучевой плавки EBM
Технология аддитивной 3D печати металлическим порошком методом электроннолучевой плавки (EBM – Electron Beam Melting)
Промышленные 3D принтеры для печати металлами с помощью электроннолучевой плавки (спекания) предназначены для производства готовых к эксплуатации металлических изделий (деталей). Напечатанные детали при этом могут иметь произвольную форму, внутренние полости, различный коэффициент заполнения (пористости), арочную конструкцию, детали в деталях, выполненные в бионическом дизайне для снижения веса и увеличения прочности изделий.
В мировой практике промышленные 3D принтеры EBM часто используют для производства остеоимплантов (искусственных имплантов костей) по индивидуальным размерам и геометрии костей пациента, снятых с помощью компьютерной томографии. И на то есть ряд серьезных причин. Для построения остеоимплантов используют сплавы титана и нержавеющей стали. В отличие от 3D принтеров SLM, где энергия спекания создается с помощью лазера, электроннолучевые принтеры могут использовать металлические порошки более грубой (крупной) фракции, например 75-120 мкм.
Для использования внутри организма человека шероховатость поверхности остеоимпланта не имеет решающего значения и даже может обеспечить лучшую сращиваемость с остальными тканями организма и прорастание при сетчатой и арочной конструкциях искусственных костей. Более крупные фракции металлических порошков имеют меньшую стоимость, что удешевляет процесс производства.
Так же 3D принтеры, печатающие металлами с помощью электроннолучевой плавки имеют более высокую скорость построения изделия. Сама печать происходит при высокой температуре в камере, в том числе и металлического порошка. Это дает возможность получать готовые изделия высокой степени спекаемости (сплавляемости) без необходимости дополнительной термообработки в вакуумных печах, как при печати по технологии SLM.
В самих изделиях отсутствуют остаточные температурные напряжения, способствующие образованию трещин и последующему разрушению при нагруженной эксплуатации изделий.
Что же представляет из себя аддитивная 3D технология электроннолучевой плавки ЕВМ?
На поршень элеваторной системы 3D принтера прочно закрепляется съемная платформа построения. В герметичной камере 3D принтера создается вакуум, необходимый для свободного движения электронов. Кстати, принцип работы электроннолучевого принтера сильно напоминает работу кинескопов первых телевизоров.
Рассеянный электронный луч производит прогрев съемной платформы и камеры. Движущаяся каретка наносит и разравнивает первый слой металлического порошка на платформу. Рассеянный луч электронов при необходимости производит дополнительный прогрев слоя порошка. Затем луч фокусируется в точку и на высокой скорости сканирования, в соответствии с программой, начинает сплавлять металлический порошок. Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком.
Первичный анод служит для улучшения фокусировки электронного луча. Фокусирующая катушка сжимает луч, а сканирующая, производит его отклонение по оси X и Y. Сфокусированный в точку диаметром 0,2 мм, электронный луч мощностью до 3 кВт легко сплавляет даже увеличенный слой металлического порошка. Сканирование магнитным полем луча электронов, летящих со скоростью света абсолютно безинерционно, в отличие от сканирующей системы с зеркалами и лазерами. Оно позволяет перемещать электронный луч с огромной скоростью до 10 км/сек и сплавлять металлический порошок многолучевым способом одновременно на 100 точках!
Что соответствующим образом влияет на увеличение производительности принтера, которая как минимум в два-четыре раза превышает производительность аналогичных лазерных принтеров по металлу. Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.
После сплавления первого слоя металлического порошка, поршень опускается на шаг построения (около 0,2 мм) вниз, каретка наносит и разравнивает следующий слой порошка и происходит следующий цикл зонной электроннолучевой плавки.
Для нивелирования неточности платформы на которой печатается изделие, и выравнивания горизонтальной поверхности, в начале процесса аддитивной печати печатаются ножки — подставки. Требования к их прочности и качеству невысокие, поэтому они печатаются с малой степенью заполнения объема. Следует учесть, что при печати в изделии выделяется большое количество теплоты, поэтому прогрев сканирующим лучом делается только по необходимости. А вообще температура предварительного нагрева поверхности порошка может варьировать в диапазоне 500 — 1000°С в зависимости от материала порошка.
По окончании производства готового изделия, поршень подается вверх, с него с помощью специального промышленного пылесоса и щеточки собирается не использованный металлический порошок.
Внимание! Открывать вакуумную камеру и запускать в нее насыщенный кислородом воздух можно только после остывания камеры. Металлические порошки чрезвычайно пожароопасны и мгновенно воспламеняются на воздухе, особенно когда они разогреты до высокой температуры.
Внимание! Работы по уборке неиспользованного порошка производятся в респираторе, для предотвращения поражения органов дыхания мелкодисперсным металлическим порошком.
После того, как камера остыла и неиспользованный порошок полностью удален, с поршня откручивается платформа построения с приваренным к ней готовым изделием. Затем с помощью вольфрамовой струны на электроэрозионном станке деталь отрезается от платформы. Производится ее дальнейшая механическая обработка для удаления остатков ножек. При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
Дополнительная термообработка деталей в большинстве случаев не требуется. Изделие получается готовым к применению сразу после печати. И это так же влияет на уменьшение себестоимости аддитивной печати металлом на электроннолучевых 3D принтерах. Следует учесть, что в себестоимости аддитивной 3D печати металлическим порошком по лазерной технологии SLM, именно амортизация 3D принтера составляет до 70% себестоимости готового изделия. А вклад в себестоимость достаточно дорогостоящего, на первый взгляд, металлического порошка стоит на втором или третьем месте.
Электроннолучевые 3D принтеры, обладая более высокой производительностью, вносят значительно меньший вклад от амортизации принтера в себестоимость готового изделия и соответственно уменьшают его стоимость.
Технические параметры промышленного электроннолучевого 3D принтера для печати металлом EBM200
Параметры 3D принтера
Значение
Максимальный размер построения
200x200x240 мм
Точность построения изделия
(Стандарт — Ti6Al4V) ± 0,2 мм
Максимальная мощность электронного луча
3 кВт
Напряжение ускоряющего анода (на порошке)
60 кВ
Сила тока ускоряющего анода
0-50 мА
Тип горячего катода
Вольфрамовая нить
Минимальный диаметр пятна луча
0,2 мм
Максимальная скорость сканирования луча
> 10 км/с
Многолучевое плавление
До 100 точек
Предельный вакуум
<10-2 Pa
Парциальное давление Гелия
0. 05-1.0 Pa
Нагрев порошка
Сканирование рассеянным лучом
Температура поверхностного слоя порошка
500-1000 ℃
Система охлаждения 3D принтера
Чиллер, с помощью дистиллированной воды
Наблюдение за процессом построения
Через стекло вакуумной камеры
CAD Интерфейс
Формат файлов STL
Программное обеспечение
Meta Build v1. 2, для PC
Размер принтера
2100x1000x2300 мм
Вес принтера
2000 кг
Источник питания
3 фазы, 380 В, 36 А, 8 кВт
Каталог
Скачать >>>
Посмотреть >>>
Комплектация 3D принтера
Промышленный 3D принтер технологии EBM.
Чиллер, для системы охлаждения 3D принтера дистиллированной водой.
Вакуумная сушильная камера для металлического порошка.
Промышленный пылесос.
Опционально:
Пневмогидрообразивная машина (пескоструйка).
Станок для электроэрозионной резки.
Кондиционер и осушитель воздуха.
Требования к помещению для аддитивной 3D печати по металлу электроннолучевым методом:
Для этого помещение для 3D принтинга по металлу следует оборудовать кондиционером и осушителем воздуха.
Виды металлических порошков для аддитивной 3D печати электроннолучевым методом
Титан и сплавы на основе титана.
Сплавы алюминия.
Жаропрочные сплавы стали.
Сплавы кобальта и хрома.
Нержавеющая сталь 316L.
Медные сплавы и многие другие.
Области применения изделий, произведенных на электроннолучевых 3D принтерах по металлу:
аэрокосмическая,
медицинская,
военная,
промышленная области.
Преимущества электроннолучевой аддитивной 3Dпечати по технологии (EBM):
Высокая производительность 3D принтеров ЕВМ, по сравнению с технологией SLM.
Низкая себестоимость изделий.
Использует менее дорогой металлический порошок более крупных фракций.
Возможность вторичного использования металлического порошка после его просеивания и вакуумной сушки.
Управление электронным лучом производится магнитными полями.
Отсутствуют дорогостоящие оптические зеркала и германиевые или алмазные линзы.
Безинерционное управление электронным лучом дает высочайшую скорость сканирования.
Рассеивание луча позволяет подогревать металлический порошок без использования дополнительных нагревателей и получать высокую плотность изделий.
Успешно применяется для производства ортопедических костных имплантов (остеоимплантов) из титана, выполненных пористыми и арочными, способствующими остеоинтеграции — сращиванию костных тканей с имплантантом (имплантом).
Позволяет печатать изделия из двух разных материалов с постепенным градиентом изменения состава по оси Z.
Позволяет создавать жаростойкие форсунки и лопатки газовых турбин, включая реактивные двигатели. Кроме того, используется для создания несущих титановых элементов крыла самолета.
Применяется для создания элементов ракетных двигателей: камер сгорания и форсунок со стойкостью к температурам свыше 3000°С. Где высокое давление и температура требуют использования тугоплавких и прочных материалов – таких, как титан.
Не ограничено геометрической сложностью изготовляемых деталей без необходимости последующей сборки или сварки.
Возможность печати внутренних полостей и деталей в деталях.
Минусы электроннолучевой аддитивной 3D технологии (EBM):
Достаточно малый размер камеры построения.
Повышенная шероховатость, напечатанных изделий.
При работе 3D принтера имеет место рентгеновское тормозное излучение, от которого необходима защита, как оборудования, так и обслуживающего персонала.
Необходима защита органов дыхания обслуживающего персонала от мелкодисперсного металлического порошка.
Склонность к возгоранию металлических порошков титана и стали.
Китай — первая экономика мира, и крупнейший в мире производитель 3D принтеров.
Качество китайских 3D принтеров часто превышает американские и немецкие аналоги, из-за массового производства и применения. По желанию заказчика в 3D принтерах используются американские лазеры и немецкие сканеры, японские серводвигатели, тайваньские контролеры. Промышленные 3D принтеры и программное обеспечение дорабатывается и улучшается каждые 2 недели. По всему Китаю работают сотни центров прототипирования для обеспечения качественными прототипами и готовыми изделиями мощнейшей с мире промышленности Китая.
3D-печать металлом набирает популярность, как экономичный метод изготовления
3D-печать металлом с использованием чистой стали и сплавов позволяет получать прочные функциональные детали механических и промышленных изделий.
Любая технология металлической 3D-печати позволяет печатать сталью. Это наиболее популярный материал. Но какие марки стали и какая технология лучше всего подходит для решения ваших задач? Действительно ли печатные стальные детали будут такими же прочными и долговечными, как детали, изготовленные традиционным способом?
Давайте посмотрим, как напечатанная на 3D-принтере стальная деталь совершает революцию в производстве и открывает двери для новых применений в аэрокосмической промышленности, медицинском оборудовании, автомобилестроении, производстве инструментов, тяжелой промышленности, архитектуре и многих других направлениях. К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
3D-ПЕЧАТЬ СТАЛЬЮ
Прочность стальных печатных деталей.
Отлитая из стали деталь (слева) в сравнении с печатной версией (в центре) демонстрирует допуски, возможные при использовании технологии . Шарнир, справа, напечатанный целиком, не требует сборки (Источник: Desktop Metal)
Самый распространенный вопрос, когда речь заходит о напечатанной на 3D-принтере модели из металла: «Будет ли она такой же прочной, как кованая или литая деталь?». Короткий ответ — да… и нет.
3D-печатные детали из стали могут быть такими же прочными, а иногда и более прочными, чем изготовленные традиционным способом. Это зависит от множества факторов, таких как: конечная цель использования, тип стали, выбор метода 3D-печати, последующая обработка и форма детали. Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Детали напечатанные из стали используется в аэрокосмической отрасли, для нужд военных, а также, к примеру, для изготовления пешеходного моста, изображенного ниже. Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Королева Нидерландов Максима официально открывает металлический мост, изготовленный с помощью 3D-печати. Фото Adriaande Groot (Источник: MX3D)
Стальная деталь, напечатанная на 3D-принтере по одной из технологий, в частности методом лазерного порошкового спекания (LPBF), имеет более мелкозернистую структуру, чем литые металлические изделия. Это обеспечивает лучшие прочностные характеристики на разрыв, но по остальным показателям литые детали в настоящее время все еще прочнее. Чаще всего 3D-печать по технологии LPBF используется для замены литых компонентов, но в отдельных случаях 3D-печатные компоненты могут заменить собой кованые детали.
Одно из исследований показало, что при определенных условиях детали из нержавеющей стали, изготовленные на 3D-принтерах по технологии LPBF, были в три раза прочнее, чем детали из той же стали, изготовленные традиционным способом.
В экспериментах по сравнению 3D-печатных стальных деталей с традиционно изготовленными исследователи создают идентичные изделия с помощью двух методов и сравнивают их характеристики. Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины.
Основным преимуществом печати из стали является не только ее прочность, но и уникальная способность создавать в деталях внутренние каналы и решетчатые заполнения, что невозможно при использовании традиционных методов изготовления. 3D-печать металлом позволяет изготавливать детали быстрее, чем традиционное производство, поскольку этот метод не требует использования специальной оснастки и инструментов, позволяет создавать узлы как единое целое, исключая необходимость последующей сборки и сварки. Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Архитектурная опора, напечатанная из стали с помощью проволочно-дугового аддитивного производства (WAAM) от MX3D (Источник: MX3D)
3D-печать сталью является также более стабильной и экономически эффективной практикой, поскольку уменьшает количество отходов. При использовании субтрактивных методов производства, таких как механическая обработка на станках ЧПУ, вы изготавливаете деталь, вырезая ее из большой, получая при этом гору отходов. При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
3D-печать сталью не предназначена для замены традиционных методов во всех областях, но она может быть более удачным выбором для широкого круга применений. Особенно в тех случаях, когда требуемые детали являются уникальными и разрабатываются с учетом специфики применения, например, для двигателей ракет, гоночных автомобилей или в нефтегазовой промышленности. 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
Если вы знаете, какими характеристиками должно обладать ваше конечное изделие (прочность на разрыв, предел прочности на сжатие, твердость, плотность и т.д.), то все эти параметры можно заложить в изделии на этапе производства.
СТАЛЬ ДЛЯ 3D-ПЕЧАТИ
Виды стали в 3D-печати
Металлический порошок — самый используемый металлический материал для 3D-печати (Источник: GKN Additive)
Существуют тысячи видов различных марок сталей и сплавов с различными механическими свойствами, используемые в традиционном производстве, но в 3D-печати их всего несколько десятков, и некоторые из них являются уникальными, созданными специально для этой технологии. Среди вариантов сталей можно выделить следующие:
В последнее время появились уникальные сплавы специально разработанные для 3D-печати, призванные решить проблемы, которые проявляются при использовании классических методов производства.
Например, производитель 3D-принтеров Desktop Metal выпустил в 2022 году запатентованную нержавеющую сталь, которая, по словам компании, сочетает в себе такие качества, как: прочность на разрыв, пластичность и коррозионную стойкость нержавеющей стали 13-8 PH в сочетании с твердостью низколегированной стали, подобной 4140. Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
ExOne предлагает две специальные смеси из стали и бронзы, которые, по словам компании, позволяют 3D-печатным стальным деталям получить повышенную коррозионную стойкость и при этом легко обрабатываются и полируются.
Хотя большинство металлических порошков, используемых в 3D-печати, аналогичны тем, что используются для других методов производства, их количество растет по мере того, как все больше компаний переходят на эту технологию. Некоторые производители металлических порошков, такие как GKN, также изготавливают на заказ порошки для специфических задач 3D-печати.
КАК ПЕЧАТАТЬ СТАЛЬЮ
Прочность, свойства и применение 3D-печатных стальных изделий во многом зависит от того, какую технологию 3D-печати вы используете. Некоторые методы позволяют получить более прочные детали, другие методы обеспечивают лучшую твердость или стойкость к истиранию, а некоторые технологии просто очень быстрые.
Ниже представлены основные методы 3D-печати металлами, их свойства и несколько наиболее распространенных примеров применения.
Печать методом послойного наплавления (FDM)
Принтер Epsilon компании BCN3D выдавливает металлическую нить из нержавеющей стали (Источник: BCN3D)
Технология формирования деталей методом послойного наплавления (FDM) — это новая технология для металлической 3D-печати, но она быстро развивается, поскольку все больше производителей принтеров сертифицируют металлические нити для использования на своих принтерах, например, Ultimaker, BCN3D, Makerbot, Raise3D. Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Материалы для FDM-печати когда-то были ограничены термопластиками. Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Эти материалы состоят примерно на 80% из металла и на 20% из пластика. После печати в процессе последующей обработки пластик удаляется, в результате чего получаются 100% металлические детали.
Из-за удаления связующего пластика, металлические детали изготовленные по технологии FDM, в процессе последующей обработки дают усадку. Величина усадки постоянна и может быть учтена в CAD системах, что позволяет получать относительно точные готовые детали.
Нить Ultrafuse 316L из нержавеющей стали компании Forward AM позволяет получать готовые детали со свойствами материала, сравнимыми, по утверждению компании, с металлическими деталями, изготовленными методом литья под давлением.
(Источник: BCN3D)
Несмотря на то, что 3D-печать металлическими материалами может не подойти для сфер применения с жесткими требованиями к прочности (например, для аэрокосмической), экономические факторы производства простых металлических компонентов без критических нагрузок на доступном FDM-принтере могут перевесить невозможность применения их в некоторых сферах.
Идеальными вариантами использования этой технологии являются металлические прототипы деталей и готовые детали, которые не будут подвергаться экстремальным нагрузкам.
Bound Metal Deposition (BMD) — «размещение связанного металла»
На 3D-принтере Studio System компании Desktop Metal использовались соединенные между собой металлические прутки, которые экструдировались слой за слоем для формирования металлической детали (Источник: Desktop Metal)
Подобно FDM, метод нанесения металлической сетки (BMD) или экструзия связанного порошка (BPE) — это процесс 3D-печати, основанный на экструзии. В этом методе используются связанные металлические стержни или связанные порошковые металлические нити, состоящие из гораздо большего процента металлического порошка, чем нити, используемые в FDM. Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Существует всего лишь несколько 3D-принтеров, использующих этот метод, например, Desktop Metal, Markforged и с недавнего времени, 3DGence, но на этот рынок выходят все больше компаний, так что следите за новостями. Эти принтеры ценятся как удобные решения для офисной 3D-печати металлом, они дороже большинства FDM-принтеров, но дешевле технологий 3D-печати металлом на основе порошка, описанных ниже.
Эти принтеры используют свой, запатентованный филамент. Desktop Metal и Markforged предлагают четыре вида стали.
Идеальными нишами использования этой технологии являются металлические прототипы деталей, где необходимо протестировать функциональность детали до запуска в массовое производство традиционными методами. Популярные области применения это прессформы, вырубные штампы, сопла, крыльчатки, крепежные детали и теплообменники.
Например, компания Shukla Medical использует принтер Metal X от Markforged для печати стальных прототипов своих инструментов для удаления ортопедических имплантатов.
Лазерное порошковое спекание
При технологии лазерного спекания порошка используется один или несколько лазеров для послойного расплавления порошкообразного металла до нужной формы (Источник: GE Additive)
Лазерное спекание порошкового материала (LPBF), также известное как селективное лазерное спекание (SLM), является наиболее распространенным видом 3D-печати металлами и составляет 80% всех металлических 3D-принтеров на рынке.
В данном методе используются мощные лазеры для селективного спекания металлического порошка слой за слоем.
LPBF 3D-принтеры представлены в широком диапазоне размеров, цен и мощностей лазера. Эти и другие характеристики влияют на свойства готовой детали, скорость печати и другие параметры готовых изделий.
Сталь и стальные сплавы являются наиболее популярным материалом для оборудования LPBF и, в отличие от FDM и BMD, металлические порошки доступны в свободной продаже, поскольку они чаще всего используются в традиционных методах производства.
LPBF — это технология, которая позволяет добиться максимального качества 3D-печатной детали. Области применения включают в себя — аэрокосмические компоненты, такие как монолитные камеры тяги, элементы ракетных двигателей и теплообменники, пресс-формы, инструменты и другие задачи, а также детали с высокой степенью износа и хирургические инструменты.
Binder Jetting
Технология 3D-печати с использованием связующего вещества использует порошкообразный металл и связующее вещество для формирования металлических деталей (Sorrce: ExOne)
Каплеструйное нанесение связующего вещества — это еще один метод порошковой печати, при котором слои металлических порошков соединяются с помощью жидкого связующего вещества, а не при помощи лазера. В процессе последующей обработки связующее вещество удаляется.
Нанесение связующего вещества выделяется своей высокой скоростью печати, по сравнению с другими методами 3D-печати или традиционным производством, а металлические детали, изготовленные по этой технологии, имеют свойства материала, эквивалентные деталям, изготовленным методом литья металла под давлением.
Количество производителей, выпускающих струйные 3D-принтеры на металлическом связующем, гораздо меньше, чем производителей машин LPBF. К числу ведущих производителей относятся ExOne, Desktop Metal, Digital Metal, GE Additive и HP.
Идеальными областями применения струйной обработки металла с использованием связующего являются средне- и крупносерийные производства металлических инструментов и запасных частей.
Фактически, компания HP утверждает, что ее 3D-принтер Metal Jet был разработан специально для массового производства изделий из нержавеющий стали 316L. HP сотрудничает с компанией Parmatech для производства металлических деталей для медицинской промышленности. Компания ExOne из Пенсильвании использует эту технологию для производства режущих инструментов из твердых металлов и инструментальных сталей.
Электронно-лучевое плавление (EBM)
(Источник: GE Additive)
Электронно-лучевое плавление (EBM) — это еще одна технология порошковой наплавки материала. Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
Устройство повторного нанесения слоя перемещает порошок на печатную пластину, а электронный луч избирательно расплавляет каждый слой порошка. После того, как каждый слой напечатан, пластина опускается, и поверх предыдущего слоя наносится еще один.
EBM может быть намного быстрее, чем SLM, но SLM производит более гладкие и точные изделия. Электронный луч шире, чем лазерный, поэтому EBM не может производить такие же точные детали, как SLM. Еще одно отличие заключается в том, что процесс изготовления происходит в вакуумной камере, что уменьшает количество примесей в материале, которые могут привести к дефектам. Именно поэтому EBM часто выбирают для печати комплектующих для аэрокосмической, автомобильной, оборонной, нефтехимической промышленности и медицинских имплантатов.
Титан является наиболее популярным металлом для большинства применений EBM, однако можно использовать сталь.
Холодное распыление
(Источник: Impact Innovations)
Технология 3D-печати холодным распылением осуществляется путем впрыска металлических порошков через сопло реактивного устройства в сверхзвуковой поток газов под давлением, таких как воздух, азот или гелий. Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации.
Изделия напечатанные холодным распылением, не склонны к пористости, образованию термических трещин и другим дефектам, характерным для технологий, основанных на плавлении. Этот метод обладает рядом преимуществ, по сравнению с другими методами производства. Он не требует постобработки и как правило, оставляет небольшой углеродный след благодаря сочетанию эффективной аддитивной технологии и возможности использования в необходимом месте. По этим причинам эта технология используется в военной и аэрокосмической отрасли во всем мире.
Например, армия США использует холодное напыление для ремонта креплений изношенной стальной 25-мм турельной пушки Bradley.
В автомобильной промышленности холодное напыление стали используется для ремонта после ДТП, поскольку высокопрочные стальные подложки в автомобилях могут быть восприимчивы к термическим методам ремонта, таким как сварка.
Прямое энергетическое осаждение (DED) и аддитивное производство с использованием проволочной дуги (WAAM)
Стальные детали WAAM из MX3D (Источник: MX3D)
При прямом энергетическом осаждении (DED) используется порошок или проволока для сварки, которая поступает через сопло и подается в источник питания для расплавления металла. Создается область расплава, которая наносится на подложку. DED — это новый процесс, напоминающий старую строительную технологию, известную как «облицовка», при которой на основу наносится покрытие, часто для теплоизоляции или устойчивости к атмосферным воздействиям. DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки — DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
Поскольку DED использует процесс нанесения покрытия, его можно применять для придания сложной геометрии существующим стальным деталям, сочетая таким образом сложность со снижением стоимости. Например, французская компания AddUp рекламирует ракетное сопло, в котором используется предварительно отпрессованный большой конус бункера из нержавеющей стали 304, на котором напечатана изогридная структура, обычно изготавливаемая из более крупной детали традиционными методами.
Технология, связанная с DED, — это проволочно-дуговое аддитивное производство (WAAM). Вместо порошка в WAAM используется металлическая проволока, расплавляемая электрической дугой. Процесс контролируется роботизированными манипуляторами. WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.
Микро 3D-печать
Микро детали, напечатанные из стали (Источник: 3D MicroPrint)
Аддитивное производство в микромасштабе, или микро 3D-печать, позволяет изготавливать изделия с разрешением в несколько микрон (или меньше). Существует три метода микро 3D-печати, позволяющие изготавливать металлические детали.
LMM (производство металлов на основе литографии) — это технология, основанная на использовании света, которая позволяет создавать крошечные детали из сырья, включая нержавеющую сталь, для таких областей как хирургические инструменты и микромеханические детали.
Электрохимическое осаждение — это новейший процесс 3D-печати микрометаллов, разработанный швейцарской компанией Exaddon. В этом процессе печатающее сопло наносит жидкость с ионами металлов, создавая детали на атомарном уровне.
Третьим методом 3D-печати микрометаллами является микроселективное лазерное спекание, при котором слой чернил из наночастиц металла наносится на подложку, затем высушивается для получения равномерного слоя наночастиц.
Исследователи из Германии успешно протестировали микро SLS-печать полых микроигл с использованием нержавеющей стали 316L.
Детали из металла от 3D Systems, Desktop Metal, MX3D и Materalise.
Металлическая 3D-печать на платформе METHOD
от
4 999 долл. США 4 499 долл. США
Обратитесь к местному торговому посреднику, чтобы узнать цену.
Сервисные партнеры
Сделать запрос
начиная с
4 999 долларов США 4 499 долларов США
Обратитесь к местному торговому посреднику, чтобы узнать цену.
Сервисные партнеры
Сделать запрос
3D-печать металлом на платформе МЕТОД
МЕТОД MAKERBOT
Промышленная 3D-печать, доступность на рабочем столе
Печатайте металлы, полимеры и композиты на одной машине, используя самые передовые функции настольного 3D-принтера.
ЛАБОРАТОРИИ ПОКОЛЕНИЕ 2
Экспериментальный экструдер
Экспериментальный экструдер LABS GEN 2 позволяет дольше печатать более абразивными композитами и металлами сторонних производителей благодаря компонентам из закаленной стали.
МАТЕРИАЛ
БАСФ УЛЬТРАФУЗ 316L | Нержавеющая сталь
Детали BASF Ultrafuse из нержавеющей стали 316L сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
3D-печать металлом на платформе МЕТОД
МЕТОД Makerbot
Промышленная 3D-печать, доступность на рабочем столе
Печатайте металлы, полимеры и композиты на одной машине, используя самые передовые функции настольного 3D-принтера.
МАТЕРИАЛ
БАСФ УЛЬТРАФУЗ 316L | Нержавеющая сталь
Детали BASF Ultrafuse из нержавеющей стали 316L сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
ЛАБОРАТОРИИ ПОКОЛЕНИЕ 2
Экспериментальный экструдер
Экспериментальный экструдер LABS GEN 2 позволяет дольше печатать более абразивными композитами и металлами сторонних производителей благодаря компонентам из закаленной стали.
ПРОЦЕСС 3D ПЕЧАТИ МЕТАЛЛА
Запустите печать из любого места через MakerBot CloudPrint на свой личный или общий 3D-принтер METHOD, оснащенный экструдером LABS GEN 2 и материалом BASF Ultrafuse 316L.
Циркуляционная нагреваемая рабочая камера 60°C обеспечивает максимальную плотность деталей
Отправьте свою зеленую часть
После того, как ваша «зеленая» деталь будет готова, отправьте ее вашему поставщику услуг по спеканию, например Matterhackers, где детали удаляются и спекаются при высокой температуре в атмосфере чистого водорода, в результате чего получается чистая нержавеющая сталь 316L.
Температура спекания 1380°C приводит к получению деталей, выдерживающих температуру 550°C
Получить цельнометаллическую деталь
Вы получаете цельную стальную деталь всего за 5 дней — вдвое меньше времени и ⅕ стоимости типичного бюро 3D-печати. Установите деталь по мере необходимости или объедините ее с другими печатными деталями из композитов и полимеров MakerBot для более динамичной сборки.
До ½ времени и ⅕ стоимости ведущей службы 3D-печати металлом
ПРОЦЕСС 3D ПЕЧАТИ МЕТАЛЛА
Запустите печать из любого места через MakerBot CloudPrint на свой личный или общий 3D-принтер METHOD, оснащенный экструдером LABS GEN 2 и материалом BASF Ultrafuse 316L.
Циркуляционная нагреваемая рабочая камера 60°C обеспечивает максимальную плотность деталей
Отправьте свою зеленую часть
После того, как ваша «зеленая» деталь будет готова, отправьте ее вашему поставщику услуг по спеканию, например Matterhackers, где детали удаляются и спекаются при высокой температуре в атмосфере чистого водорода, в результате чего получается чистая нержавеющая сталь 316L.
Температура спекания 1380°C приводит к получению деталей, выдерживающих температуру 550°C
Получить цельнометаллическую деталь
Вы получаете цельную стальную деталь всего за 5 дней — вдвое меньше времени и ⅕ стоимости типичного бюро 3D-печати. Установите деталь по мере необходимости или объедините ее с другими печатными деталями из композитов и полимеров MakerBot для более динамичной сборки.
До ½ времени и ⅕ стоимости ведущей службы 3D-печати металлом
РУКОВОДСТВО: 3D-ПЕЧАТЬ МЕТАЛЛОМ
Это руководство даст вам четкое представление о том, как работает 3D-печать металлом FDM, чтобы понять, подходит ли она вам и вашему бизнесу.
РУКОВОДСТВО: 3D-ПЕЧАТЬ МЕТАЛЛОМ
Это руководство даст вам четкое представление о том, как работает 3D-печать металлом FDM, чтобы понять, подходит ли она вам и вашему бизнесу.
ULTRAFUSE® 316L НЕРЖАВЕЮЩАЯ СТАЛЬ
Печать цельнометаллических деталей на МЕТОД
Детали BASF Ultrafuse из нержавеющей стали 316L сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
550°С
Максимальная температура
561 МПа
Прочность на растяжение
128 ХВ10
Твердость
ULTRAFUSE® 316L НЕРЖАВЕЮЩАЯ СТАЛЬ
Печать цельнометаллических деталей на МЕТОД
Детали BASF Ultrafuse 316L из нержавеющей стали сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
550°С
561 МПа
128 ХВ10
Максимальная температура
Прочность на растяжение
Твердость
Приложения для 3D-печати металлом
ВИНТОВАЯ ШЕСТЕРНЯ
Время печати: 6ч 33м
Зубчатые колеса в узлах могут иметь, казалось бы, бесконечное разнообразие размеров и конструкций зубьев. Металл обычно является предпочтительным материалом для зубчатых колес из-за возможных сил, температур и истирания.
Решетчатый ключ на 15 мм
Время печати: 2ч 28м
Этот гаечный ключ на 15 мм является примером ручного или, возможно, инструмента на конце манипулятора, который был облегчен для снижения нагрузки на техника или роботизированную руку, что позволяет прикладывать дополнительное усилие с меньшим напряжением.
КОЛЕСНАЯ ГАЙКА F1
Время печати: 25ч 56м
Колесная гайка F1 должна выдерживать экстремальные нагрузки и температуры, так как она подвергается воздействию пиковых условий гонок. Он также должен выдерживать во время замены шины даже более прямые силы, чтобы избежать зачистки, что снова требует использования металла в качестве предпочтительного материала.
Печатайте металлы, композиты и полимеры на одной машине.
Печать из углеродного волокна и ряда полимеров с помощью камеры, нагретой до 60°C
Распечатайте полный каталог материалов MakerBot из металлов, композитов и полимеров с превосходной точностью и прочностью в камере, нагретой до 110°C.
Print Carbon Fiber + полный спектр инженерных композитов и полимеров с нагреваемой камерой до 110°C
Print Carbon Fiber и набор полимеров с помощью нагреваемой камеры до 60°C
Print Carbon Fiber и набор полимеры с помощью камеры с подогревом до 60°С
Print Carbon Fiber + весь спектр инженерных композитов и полимеров с камерой с подогревом до 110°С
ЗАПРОСИТЬ ЦЕНУ СЕГОДНЯ
Настольный 3D-принтер Metal Studio
DESKTOP METAL
STUDIO SYSTEM 2™
Комплексное решение для 3D-печати сложных металлических деталей 902 902 In-8 Представляем новую Desktop Metal Studio 2 для 3D-печати металлом. Первое комплексное доступное решение для 3D-печати сложных металлических деталей из различных металлических сплавов, включая нержавеющую сталь, медь и инструментальные стали.
Посмотреть видео
Брошюра
Запросить демонстрацию
Сделать запрос
Обзор
Ключевая особенность
Преимущества
Как это работает
Материалы
Приложения
Запросить цену
Доступная 3D-печать металла
Studio System 2 от Desktop Metal была создана, чтобы позволить инженерам и проектным группам производить сложные металлические детали быстрее, точнее и в безопасной рабочей среде без необходимости использования специальных помещений или выделенных операторов. . Просто распечатайте и спекайте; Двухэтапный процесс, не требующий растворителя для удаления связующего вещества или инструментов, как в случае MIM (литье металлов под давлением).
Узнайте больше о Desktop Metal Studio, посмотрев видео
Сложное программное обеспечение
Мощное программное обеспечение создает планы сборки и спекания для каждого проекта и материала. Автоматические опоры и параметры управления обеспечивают бесшовную 3D-печать.
Максимальная производительность
3D-печать до 24 кубических дюймов в день из различных металлических материалов. Максимальное разрешение принтера 50 мкм
Создан для работы
Система управления движением была построена с использованием шариковых винтов с кодировкой вместо ремней, а в сочетании с автоматическим выравниванием и обогреваемой зоной сборки вы получаете превосходную геометрическую точность и показатели успеха строительства.
Доступный
Безопасный и простой
Съемные опоры
Точные высококачественные детали
Ускорьте работу по металлу
Больше не нужно ждать обработанных или литых деталей. Выполняйте итерации быстрее, печатая очень сложные металлические детали, не выходя из офиса.
ЗАПРОС ИНФОРМАЦИИ
Как это работает
Процесс 3D-печати металлом в 3 простых шага
Шаг 1. Подготовьте файлы
Безопасное веб-программное обеспечение изготавливает файлы STL или CAD, автоматически создавая опоры и управляя параметрами на основе геометрии детали и материала.
Этап 2 — 3D-печать
Слой за слоем зеленая деталь формируется путем экструзии связанных металлических стержней — металлического порошка, скрепленного полимерными связующими — в процессе, называемом Bound Metal Deposition™.
Этап 3 – Спекание
После печати детали помещаются в печь. Когда деталь нагревается до температуры, близкой к температуре плавления, связующее вещество удаляется, а частицы металла сплавляются друг с другом, что приводит к уплотнению детали до 98%.
Представляем новую заменяемую печатающую головку 250 мкм с поддержкой профилей программного обеспечения. Это позволяет использовать новые геометрические формы и приложения, что приводит к получению более мелких деталей и мелких деталей с улучшенной поверхностью.
Камеры есть везде, так почему бы не поставить одну из них на монтажную плиту в камере? Эта камера записывает живые кадры детали во время ее печати и доступна в вашем веб-браузере. Теперь пользователи имеют полное представление о своей части и имеют возможность отслеживать успех печати.
Штабелируемые стеллажи — это новая функция, которая увеличивает частичную вместимость машины для удаления вяжущих и печи, увеличивая пропускную способность. Увеличение объема рабочей нагрузки устраняет типичные узкие места на стадиях агломерации.
Для обеспечения высокого качества деталей была добавлена новая конструкция реторты, обеспечивающая равномерность нагрева.
Устранение некоторых расходов на расходные материалы и снижение себестоимости детали за счет внешних газовых соединений.
Studio Fleet — это специальное и настраиваемое аппаратное решение для 3D-печати металлов для производства сложных металлических деталей в малых и средних объемах.
Материалы
Металлургия, лежащая в основе Studio System™, основана на науке о материалах и устоявшейся цепочке поставок порошка в индустрии литья металлов под давлением (MIM). В сочетании с обширным собственным опытом Desktop Metal в области обработки материалов, связующих компаундов и 3D-печати металлом в результате получаются высококачественные металлические детали по доступным ценам на материалы.
17-4 PH Нержавеющая сталь
| Studio System 2
Материал: 17-4 PH Нержавеющая сталь
17-4 Нержавеющая сталь — это дисперсионно-твердеющая сталь, используемая в широком диапазоне промышленных применений, в том числе в средах с умеренной коррозией и высокими требованиями к прочности.
Технические характеристики
Ось XY
После спекания:
Предел текучести: 695 МПа
Предельная прочность на растяжение: 925 МПа
Удлинение при разрыве: 5,3%
Твердость (HRC): 26
Плотность (г/куб.см): 7,56
Применение
Производственное оборудование
Химическая обработка
Пищевая промышленность
Компоненты насоса
Клапан
Крепеж
Приспособления и приспособления
Технология/процесс
Осаждение связанного металла™
Учить больше
Нержавеющая сталь 316L
| Studio System 2
Материал: Нержавеющая сталь 316L
Нержавеющая сталь 316L характеризуется коррозионной стойкостью и работоспособностью как при высоких, так и при низких температурах. Это полностью аустенитная сталь, идеально подходящая для суровых условий.
Спецификации
Спеченный:
Предел прочности при растяжении: 533 МПа
Предел текучести: 169 МПа
Удлинение: 66%
Твердость (HRB): 66
Плотность (относительная): 97%
Применение
Химическая и нефтехимическая переработка
Пищевая промышленность
Лабораторное оборудование
Медицинские приборы
Морской
Ювелирные изделия
Производство электроэнергии
Переработка нефти
Очистка воды
Производство целлюлозы и бумаги
Технология/процесс
Bound Metal Deposition™
Учить больше
h23 | Студийная система 2
Материал: Инструментальная сталь h23
Инструментальная сталь h23 – это горячеобрабатываемая сталь с высокой твердостью в горячем состоянии, стойкостью к термическому усталостному растрескиванию и стабильностью при термической обработке. Это делает его идеальным металлом для изготовления инструментов как для горячей, так и для холодной обработки.
Характеристики
Предел текучести :
Спеченный: 650 МПа
Термически обработанный: 1250 МПа
Кованые, термообработанные: 1525
Предельная прочность на растяжение :
Спеченный: 1325 МПа
Термически обработанный: 1720 МПа
Деформируемый, термообработанный: 1950 МПа
Удлинение при разрыве :
Спеченный: 2,3%
Термически обработанный: 5,8%
Кованые, термообработанные: 9%
Твердость:
Спеченный: 35
Термически обработанный: 45
Кованые, термообработанные: 54
Плотность :
Спеченный: ≥93,5%
Кованый, термообработанный: 100%
Применение
Экструзионные матрицы
Формы для литья под давлением
Штампы для горячей штамповки
Литые под давлением стержни, вставки и полости
Технология/процесс
Bound Metal Deposition™
Учить больше
4140 Хромистая сталь
| Studio System 2
Материал: 4140 Хроммолибденовая сталь
Одна из самых универсальных сталей, сталь 4140 характеризуется ударной вязкостью, высокой усталостной прочностью, стойкостью к истиранию и ударным нагрузкам.
Характеристики
Предел текучести :
Термическая обработка: 1060 МПа
Деформируемый (термически обработанный): 1500 МПа
Предел прочности при растяжении :
Термическая обработка: 1450 МПа
Деформируемый (термически обработанный): 1990 МПа
Удлинение при разрыве :
Термически обработанный: 5,5%
Кованый (термически обработанный): 10%
Твердость (HRC) :
Термообработанный: 40
Кованые (термически обработанные): 52
Плотность :
Термическая обработка: 95%
Кованый (термически обработанный): 100%
Приложение
Универсальные промышленные изделия из стали, такие как:
Приспособления и приспособления
Автомобилестроение
Болты/гайки
Шестерни
Стальные муфты
Технология/процесс
Bound Metal Deposition™
Учить больше
Медь | Studio System 2
Материал: Медь
Медь характеризуется своей электро- и теплопроводностью и пластичностью и идеально подходит для электрооборудования, сантехники и теплообмена.
Спецификации
Спеченный:
Предел прочности при растяжении: 195 МПа
Предел текучести: 45 МПа
Удлинение: 37%
Плотность (г/куб.см): 8,75
Применение
Бытовая и промышленная электроника
Теплообменники
Антенны
Катушки индуктивности
Технология/процесс
Bound Metal Deposition™
Учить больше
Ti64 | Studio System 2
Материал: Титановый сплав
Ti64 представляет собой сплав титана, алюминия и ванадия с высоким отношением прочности к весу и коррозионной стойкостью.
Спецификации
Предельная прочность на растяжение :
Спеченный: 845 МПа
Предел текучести :
Спеченный: 730 МПа
Удлинение :
Спеченный: 17%
Плотность (относительная): 97,5%
Применение
Широкий спектр высокопроизводительных приложений, таких как:
Специальные автомобильные компоненты, включая шатуны и коробки передач для гонок
Прототипы медицинских изделий, включая пинцеты, щипцы, зажимы, шовные инструменты и т. д.
Потребительские товары, включая спортивные товары и ювелирные изделия
Технология/Процесс
Bound Metal Deposition™
Учить больше
Инконель 625 | Studio System 2
Материал: Никелевый сплав IN 625
Инконель 625 (IN625) — суперсплав с высоким содержанием никеля, идеально подходящий для суровых условий в воде или вне воды, характеризующийся превосходной прочностью, жаростойкостью и коррозионной стойкостью.
Инструментальная сталь D2 — это универсальный материал, обеспечивающий прочность инструмента, а также коррозионную стойкость, что является ключевым преимуществом для систем с конформным охлаждением.
Specs
Механические свойства (после закалки и отпуска):
Прочность на разрыв в поперечном направлении (ГПа): 3,1, ASTM B528
Твердость (HRC): 56,5, ASTM E18
Плотность: 7,5 г/см³
Применение
Режущие компоненты
Вставки и полости для литья под давлением с конформным охлаждением
Компоненты инструмента для холодной штамповки
Технология/процесс
Учить больше
Превосходные свойства
Подобно литью металлов под давлением (MIM), система Desktop Metal Studio использует объемное спекание для достижения плотности более 98%. Характеристики деталей аналогичны кованым сплавам, и можно настроить плотность деталей с заполнением с закрытыми ячейками.
Additional Materials : By enabling the use of metal powders from Для индустрии MIM наши системы имеют доступ к широкому спектру существующих материалов — от сталей и алюминия до суперсплавов и титана.
Детали почти чистой формы
Система Desktop Metal Studio производит металлические детали почти чистой формы с точностью и разрешением слоев, необходимыми для функционального прототипирования и множества других приложений. Бесшовный опыт 3D-печати, от печати до спекания, создается с помощью мощного программного обеспечения и автоматического создания поддержки.
Жесткие допуски ± 0,002 дюйма/дюйм (зависит от геометрии)
Удаление опор вручную
Система Desktop Metal Studio не требует электроэрозионной обработки или механической обработки для удаления опорных конструкций. Запатентованные съемные опоры позволяют снимать опору вручную, поскольку она не связана с деталью. В результате можно легко распечатать и использовать очень сложные детали и сборки, которые можно печатать на месте.
Доступная 3D-печать металлом внутри компании
СМОТРЕТЬ СОВМЕСТИМЫЕ СПЛАВЫ
Оборудование
Команда разработчиков Desktop Metal разработала 3D-принтер Studio, который на сегодняшний день является самым доступным решением для 3D-печати металлом. Благодаря мощному веб-программному обеспечению, вспомогательному материалу, который можно удалить вручную, и быстрой замене материалов система Studio была разработана с нуля для полной интеграции в рабочий процесс разработки продукта.
Принтер
3D-принтер Studio Desktop Metal выдавливает связанные металлические стержни, как в пластиковой системе FDM. В отличие от лазерных 3D-принтеров DMLS, которые выборочно связывают металлические порошки, система Studio не требует каких-либо особых требований к безопасности или оборудованию и дает возможность производить заполнение с закрытыми порами для легких конструкций, а также работать с более широким спектром металлических сплавов.
Том сборки
300 x 200 x 200 мм (12 x 8 x 8 дюймов)
Сборочная камера
С подогревом
Экструдер в сборе
Двойные быстросъемные печатающие головки
Высота слоя (в зеленом состоянии)
50–150 мкм, печатающая головка высокого разрешения
150–300 мкм, печатающая головка стандартного разрешения
Диаметр сопла (строительный носитель)
0,40 мм, стандартное разрешение
0,25 мм, высокое разрешение
Загрузить спецификацию
Печь
Печь Studio System 2 спроектирована как самая простая в использовании печь из когда-либо созданных. Он сначала нагревает детали, чтобы удалить все связующие вещества, а затем повышает температуру почти до точки плавления, чтобы обеспечить спекание промышленной прочности в удобном для офиса пакете. Встроенные температурные профили, настроенные для каждой сборки и материала, обеспечивают равномерный нагрев и охлаждение без остаточных напряжений, присутствующих в лазерных системах.
Атмосфера
Спекание при парциальном давлении (в вакууме)
Отопление
Нагревательные элементы SiC (4 стороны)
Максимальная температура
1400 °С (2552 °F)
Площадь рабочей нагрузки
3000 см2 (465 в
Рабочая нагрузка
300 x 200 x 170 мм (11,8 x 7,9 x 6,9 дюйма)
Загрузить спецификацию
Рабочий процесс, управляемый программным обеспечением
Система Desktop Metal Studio была разработана как полноценный рабочий процесс, не требующий стороннего оборудования. Каждый этап процесса 3D-печати полностью автоматизирован и управляется программным обеспечением, что упрощает переход от CAD к металлической детали.
Быстрая смена материалов
По сравнению с лазерными системами, где смена материала может представлять угрозу безопасности и может занять неделю или больше, 3D-принтер Studio был разработан с возможностью замены, безопасных в обращении картриджей для материала и быстрой замены. печатающие головки.
Удобное для офиса спекание
Первая в своем роде печь для спекания оснащена сменными алюминиевыми газовыми баллонами и дополнительными разъемами для простого управления газом. Встроенные фильтры сточных вод, холодные ловушки с связующим веществом, отказоустойчивые устройства и системы обнаружения делают эту систему безопасной для использования в цехах.
Expert Metallurgy Встроенная
Настольная печь для спекания Metal объединяет уникальные профили материалов с данными деталей для построения планов спекания для каждой детали. Благодаря терморегулированию с замкнутым контуром обеспечивается регулирование нагрева в режиме реального времени на протяжении всего цикла спекания, что обеспечивает равномерный нагрев и охлаждение каждой детали.
Малосерийное производство с
Studio Fleet
УЗНАТЬ БОЛЬШЕ
Нержавеющая сталь, медь и инструментальная сталь — вот некоторые из многих критических материалов, которые Studio System привносит в 3D-печать. Каждый сплав проходит тщательную проверку ведущими мировыми учеными-материаловедами, а наши основные материалы неизменно соответствуют или превосходят отраслевые стандарты.
17-4 PH Спецификация материалов
17-4 PH Нержавеющая сталь для прочности и коррозионной стойкости
Низколегированная среднеуглеродистая сталь AISI 4140 для высокой прочности и ударной вязкости
Инструментальная сталь
х23 на твердость и стойкость к истиранию при повышенных температурах
Нержавеющая сталь 316L для коррозионной стойкости при высоких температурах
Медь по тепло- и электропроводности
Суперсплав Inconel 625 для прочности и коррозионной стойкости при высоких температурах
Простой двухэтапный процесс
Распечатанные детали помещаются непосредственно в печь. Нет необходимости в удалении связующего растворителем, просто распечатайте и спекайте.
Безопасность прежде всего
Не имеет запаха и безопасен для окружающей среды благодаря отсутствию фазы, разрушающей растворитель. Нет необходимости в дополнительных вентиляторах или респираторах. Studio System 2 позволяет пользователям настроить и запустить систему в кратчайшие сроки.
Детали высокого качества
Сложная геометрия (требующая высоких, тонких, сложных опор) теперь возможна благодаря новым составам материалов и профилям печати/спекания.
Рабочий процесс, управляемый программным обеспечением
Для автоматизированного рабочего процесса от печати до спекания с помощью программного обеспечения Fabricate не требуется опыта металлурга или механика
Приложения
Кронштейн станка
Зажимы и приспособления Титановый сплав 64 (Ti64)
Этот кронштейн станка был разработан с использованием гироидного решетчатого заполнения и титана вместо нержавеющей стали 17-4PH для уменьшения веса и материала. при сохранении необходимой функциональной прочности и жесткости.
Полное описание
Было бы невозможно создать геометрию этой детали с использованием обычных производственных процессов из-за ее сложности. Более того, 3D-печать этого нового дизайна на Studio System 2 в Ti64 позволяет снизить вес детали на 59процентов.
Ti64 для Studio System 2 производит легкие 3D-печатные детали благодаря высокому соотношению прочности к весу, что делает его идеальным для бесчисленных приложений в ключевых отраслях, таких как аэрокосмическая и оборонная, автомобильная, нефтегазовая и медицинская.
Технические характеристики
Расчетная экономия веса детали: 55-60%
Технология/процесс
Осаждение связанного металла (BMD)™
Насадка-цветок
Промышленное оборудование Нержавеющая сталь 316L
Эта насадка-цветок была напечатана на 3D-принтере с помощью Desktop Metal Studio System 2™ и используется для распыления жидкости в промышленном оборудовании.
Полное описание
Из-за сложной геометрии этот тип детали обычно отливается с последующей обширной вторичной обработкой. С помощью Studio System 2™ сопло можно напечатать на 3D-принтере без затрат времени на подготовку и настройки, связанных с литьем, что позволяет выполнять единичные и мелкосерийные заказы.
Характеристики
Размер (мм): 123 x 123 x 45
Стоимость печати ($): 184,00
Технология/процесс
Bound Metal Deposition™
Шестерня токарного станка
Промышленное оборудование 17-4 PH Нержавеющая сталь
Эта деталь представляет собой запасную шестерню для винтажного токарного станка. Металлическая 3D-печать позволяет изготавливать старые детали по гораздо более низкой цене.
Полное описание
В некоторых случаях запасные части больше не доступны либо со склада, либо от OEM (производителя оригинального оборудования). Изготовление нестандартных зубчатых колес с помощью зубофрезерования и протяжки часто обходится дорого. Благодаря 3D-печати металлом изготовление таких деталей возможно с меньшими затратами и меньшими сроками выполнения заказа.
Характеристики
Размер (мм): 82 x 82 x 27
Стоимость печати ($): 58,00
Стоимость станка ($): 260,67
Экономия по сравнению с механической обработкой: 77,70%
Технология/процесс
Bound Metal Deposition™
Приспособление для проверки резьбы APG
17-4 PH Нержавеющая сталь (Studio System)
Это приспособление вставляет устройство для проверки резьбы в деталь на производственной линии. Он предназначен для многократного использования и должен легко производиться, чтобы поддерживать производственную линию.
Полное описание
Приспособление необходимо регулярно заменять по мере износа. Печать детали с помощью Studio System сокращает время подготовки ЧПУ и освобождает механический цех для более важной работы.
Характеристики
Размер (мм): 47 x 28 x 15
Стоимость печати: $14,00
Технология/процесс
Bound Metal Deposition™
Тройной коллектор
Производство Сплав 625
Эта часть объединяет три пути потока в один через внутренние каналы. Эти каналы было бы невозможно обработать, и вместо этого их нужно было бы просверлить прямыми отверстиями и заглушить.
Полное описание
Печать в системе Studio позволяет проектировать эти каналы в соответствии с их назначением, а не методом изготовления. Эта деталь может быть изготовлена всего за несколько дней с минимальными затратами труда.
Характеристики
Размер (мм): 108 x 101 x 98
Стоимость печати: ($) 906,00
Стоимость DMLS ($): 4069,28
Экономия по сравнению с механической обработкой: 77,74%
Технология/процесс
Bound Metal Deposition™
Генерирующая головка поршня
Генеративный дизайн, прототипирование 4140
Прототип головки поршня для поршневого двигателя, оптимизированный с помощью генеративной конструкции. Обычно поршни, изготовленные на станках с ЧПУ из алюминиевого сплава, могут занимать много времени, и их трудно быстро прототипировать и тестировать.
Полное описание
Зачастую переход от проектирования к производству занимает месяцы или даже годы. С помощью Studio System можно легко создавать прототипы и тестировать различные конструкции поршней, что ускоряет сроки разработки продукта, сокращает время выхода на рынок и предоставляет новые возможности для оптимизации, включая генеративный дизайн, при этом избегая задержек с ЧПУ и времени выполнения заказов.
Характеристики
Размер (мм): 105 x 105 x 54
Стоимость печати ($): 271,00
Стоимость станка ($): 568,13
Экономия по сравнению с механической обработкой: 52,30%
Технология/процесс
Bound Metal Deposition™
Наконечник горелки YE6
Инструменты и оборудование Нержавеющая сталь 316L
Наконечник горелки был первоначально отлит в 1950-х годах. С помощью Studio System компания смогла воссоздать деталь со свойствами, аналогичными оригинальной литой детали, без затрат на инструменты и длительных сроков изготовления.
Полное описание
Стоимость новых инструментов обычно исчисляется десятками тысяч долларов. Таким образом, Studio System 2, принтер, изначально разработанный для простой установки и использования, обеспечивает значительную экономию средств, особенно когда речь идет о производстве устаревших деталей с низкими затратами и без ущерба для качества деталей.
Характеристики
Размер (мм): 139 x 139 x 86
Стоимость печати ($): 193,46
Стоимость станка: ($) 694.00
Снижение затрат: 72,00%
Технология/процесс
Bound Metal Deposition™
Спиральный теплообменник
Производство Медь
Этот теплообменник обеспечивает гораздо более высокую скорость теплопередачи, чем детали традиционного производства. Используется в химической обработке для охлаждения горячего газа при его протекании по трубе.
Полное описание
Система Studio позволяет легко печатать сложную геометрию теплообменника как отдельного компонента. Его нельзя изготовить как один компонент с помощью станков с ЧПУ из-за его тонких внешних ребер и сложного внутреннего спирального канала охлаждения.
Характеристики
Размер (мм): 78 x 64 x 58
Стоимость печати ($): 443,00
Стоимость станка ($): 2138,00
Снижение затрат: 79,28%
Технология/Процесс
Bound Metal Deposition™
Форма для застежки-молнии
Материал: Инструментальная сталь h23
Эта деталь представляет собой вкладыш пресс-формы для изготовления цинковых застежек-молний.
Полное описание
3D-печать вкладышей пресс-формы сокращает время производственного цикла и позволяет быстро итерировать и совершенствовать конструкции застежек-молний.
Предлагаем недорогие воздушные компрессора для пескоструя — широкий выбор в продаже, адекватная стоимость, разнообразие товара и бесплатная доставка по Санкт Петербургу — вот преимущества покупки compressora для пескоструйного аппарата в сварочном магазине «Сварлен».
В наличии линейка моделей kompressor для аппаратов пескоструйных известных брендов Аврора, Remeza, ABAC — начиная от недорогих с питанием 220в и заканчивая профессиональными винтовыми электрическими компрессорами на 380В для пескоструйной обработки.
Купить компрессор для пескоструя всегда можно у нас на Якорной по хорошей цене с гарантией и бесплатной доставкой по СПб!
Если у Вас возникли вопросы по выбору воздушного компрессора для пескоструя, то менеджеры сориентируют по цене, срокам доставки и помогут оформить заказ.
Звоните и покупайте — ☎ +7 (812) 642-71-28
Показать ()
Фильтр
Производитель
Aurora 3
Remeza 25
ABAC 32
Напряжение питания, В
220 1
380 55
Тип компрессора
Винтовой 32
Поршневой 26
Тип привода
Ременной 58
Безмаслянный
Ничего не найдено
Рабочее давление, бар
6 3
8 17
9 1
10 34
13 3
16 2
Производительность, л/мин
Объем ресивера, литр
Сбросить
Какой компрессор для пескоструя выбрать
Наши сотрудники отвечают ежедневно на данные вопросы Клиентов. Прежде чем остановить свой выбор на определенной модели, нужно учесть следующие параметры: уровень потребления пескоструйным аппаратом сжатого воздуха, скорость выполнения работ, расход абразива.
Наши специалисты рекомендуют! Главными критериями выбора является производительность, которая измеряется объемом подаваемого воздуха в минуту, а также давление, под которым воздушная масса подается к соплу пескоструйного оборудования.
От производительности компрессора зависит скорость обработки поверхности и характеристики абразивного материала. Чем выше показатели пневматического оборудования, тем больше диаметр сопла пескоструя, соответственно выше скорость и объемы выполнения абразивной очистки. Вилка производительности в 2-16 м3/мин будет оптимальной для современных пескоструйных аппаратов.
Следующим важным моментом при выборе является давление, которое способен выдавать компрессор. От этого параметра зависит какую поверхность вы сможете обработать. Например, для очистки железобетонных панелей, монолитных бетонных стен, колонны и другие конструкции из бетона, а также для того, чтобы удалить остаточный цемент, следы строительной опалубки, выцветшие участки и обнажить бетон, нужен компрессор, обеспечивающий давление порядка 3-5 бар. Для струйной очистки металлической поверхности – 5-8 бар. При очистке металлоконструкций от толстого слоя покрытия эффективным будет применение компрессора, выдающего больше давления, — 9-12 бар.
Буквально на днях к нам обратились Клиенты с просьбой подобрать компрессор для работы в паре с пескоструйным оборудованием. Наши специалисты предложили компрессор ДЭН-45 Ш. ДЭН-45Ш производится на основе винтового компрессорного, блока немецкой фирмы GHH-Rand. Срок наработки по винтовому блоку составляет более 40 000 часов. Система маслоотделения комплектуется фильтр-патроном фирмы MANN. Производительность, приведенная к стандартным условиям — 7,5 м3/мин. Давление — 8 бар. Данный агрегат будет отлично выполнять функцию силового активатора. Профессиональный компрессор, обладает оптимальными параметрами для плодотворной работы пескоструйного техники и качественной очистки различных поверхностей.
Предлагаем ознакомиться с расчетом: при работе пескоструя в паре с компрессором ДЭН-45 Ш и диаметре сопла 6.5 мм, расход абзразива будет составлять 250 кг/час, будет обработана поврехность площадью 12 м2/ч. Расход воздуха составит 2.6 м3/мин. При диаметре же сопла 12.5 мм будет обработано 30 м2/час поверхности, расход абразива составит 1200 кг/час, расход воздуха 10.6 м3/мин. Цифры, конечно, очень приблизительные, но общее представление они дают.
Таким образом, грамотный выбор компрессора для работы в тандеме с пескоструйным оборудованием, является важным фактором результативности. Неправильный выбор компрессора для пескоструя грозит тем, что эффективность от воздействия абразивного вещества будет минимальной. В связи с этим затраченные впустую силу не оправдают конечных целей и возникнут большие расходы сухой смеси. Поэтому стоит уделить выбору компрессора особое внимание.
Для тех, кто все еще выбирает компрессор для пескоструйных работ, предлагаем обратиться к нашим специалистам за подробной консультацией.
Выбор воздушного компрессора для камеры струйной очистки
При покупке камеры струйной очистки важно убедиться, что она подключена к правильному воздушному компрессору. Если ваш воздушный компрессор слишком мал для шкафа, он не будет продвигать абразивный материал с достаточной силой для зачистки, очистки или отделки поверхности.
Статистические данные, на которые следует обратить внимание при выборе воздушного компрессора для дробеструйной камеры, — это CFM или кубические футы в минуту. Это объем воздуха, который производит воздушный компрессор. Подбирая CFM воздушного компрессора к соответствующему размеру дробеструйной камеры, вы обеспечите максимальную производительность.
Факторы, которые следует учитывать при выборе воздушного компрессора
Мощность (л.с.)
Воздушные компрессоры часто оцениваются по мощности (л. с.). Суть в том, что существуют разные варианты HP, поэтому оценка компрессоров от одного производителя к другому — это не яблоки к яблокам, когда речь идет о HP. Некоторые производители воздушных компрессоров оценивают мощность в лошадиных силах по пиковой мощности, также известной как тормозная мощность. Пиковая мощность — это максимальная выходная мощность, которую двигатель может выдать, когда в двигателе задействованы пусковые обмотки. Пиковое значение HP может быть в 5-7 раз больше номинального или рабочего HP.
Что делает это интересным, так это то, что при нормальных условиях эксплуатации пусковые обмотки включаются только на небольшую долю секунды. Таким образом, использование пиковой мощности в качестве инструмента сравнения л.с. может немного ввести в заблуждение, поскольку двигатель обычно достигает этой отметки только во время запуска. Использование пусковой обмотки HP в качестве эталона ненадежно, потому что, если система привода двигателя заставляет пусковую обмотку оставаться включенной слишком долго, двигатель либо перегреется, либо преждевременно выйдет из строя.
Сегодня большинство производителей оценивают свои электродвигатели по мощности, развиваемой после того, как двигатель разогнался до оборотов, на которые он был рассчитан, для непрерывной работы, и пусковые обмотки были отключены. Эта номинальная мощность известна как рабочая мощность или номинальная мощность. Мощность в лошадиных силах является гораздо более точным показателем мощности, которую двигатель может поддерживать в непрерывном режиме. Сейчас большинство компаний, производящих электродвигатели, отказываются от каких-либо ссылок на пиковую мощность и используют кубические футы в минуту как более точный показатель производительности.
Мощность большинства воздушных компрессоров для небольших гаражей и магазинов или для самостоятельного использования составляет от 1,5 до 6,5 л.с. Для промышленного использования вам может понадобиться воздушный компрессор с большей мощностью HP. Как мы рассмотрим в следующем разделе, номинальная мощность в лошадиных силах изменилась за последние годы, и более старые и новые модели могут иметь разную мощность при одной и той же мощности.
Более надежный показатель, на который следует обратить внимание сегодня, — это расход воздуха, или CFM (куб. футов в минуту).
Объем воздуха (куб. фут/мин)
Большинство операторов абразивоструйных камер выбирают воздушный компрессор в зависимости от мощности воздушного компрессора в лошадиных силах (л.с.). В прошлом предполагалось, что каждая единица лошадиных сил будет производить 4 кубических фута в минуту (например, компрессор мощностью 15 л.с. будет производить 60 кубических футов в минуту).
Это больше не относится к современным воздушным компрессорам, особенно к воздушным компрессорам мощностью 10 л.с. или меньше. На самом деле, многие воздушные компрессоры мощностью 5 л.с. или менее фактически производят менее 2 кубических футов в минуту на одну лошадиную силу.
При покупке воздушного компрессора сегодня более важно учитывать CFM, чем HP.
Если вы покупаете поршневой воздушный компрессор, лучше купить больше CFM, чем купить слишком мало CFM. Оцените свои текущие потребности в воздухе, экстраполируйте свои будущие потребности, скорректируйте потери авиакомпаний, а затем умножьте это значение CFM на 1 ½.
Важно отметить, что существует несколько различных способов измерения CFM.
Несколько слов о DCFM, SCFM и ACFM
Объемный кубический фут (DCFM) — это формула, которая вычисляет число оборотов в минуту, ход поршня и диаметр цилиндра и преобразует их в число кубических футов в минуту. Формула DCFM ia (диаметр x ход x RPM/2200 = DCFM). Из различных чисел CFM этот всегда будет самым большим. Это связано с тем, что DCFM не принимает во внимание такие переменные, как влажность, местное давление и температура воздуха, тепловыделение или трение.
Стандарт CFM (SCFM) является, пожалуй, наиболее точным средством измерения CFM. SCFM определяется как воздух при 14,696 фунтов на квадратный дюйм и 520 ° R (60 ° F). Иногда используются другие условия, такие как 530°R (70°F), 528°R (68°F), 0% и 36% относительной влажности для описания стандартных условий. Важно помнить, что SCFM определяется фиксированным набором условий или общей точкой отсчета для сравнения различных систем компрессоров.
SCFM является важным стандартом измерения, поскольку воздух может иметь различную плотность в зависимости от таких факторов, как высота над уровнем моря и температура в данном месте.
Фактический кубический фут в минуту (ACFM) — это объем газа, протекающего в любом месте системы, независимо от его температуры и давления. Если бы система сжатия всегда перемещала воздух в одних и тех же условиях, ACFM всегда равнялся бы SCFM. Но обычно это не так. Наиболее важным отличием между этими двумя определениями является давление. Для перемещения воздуха необходимо создать положительное давление или вакуум. Когда положительное давление применяется к стандартному кубическому футу газа, он сжимается. Когда вакуум применяется к стандартному кубическому футу газа, он расширяется. Объем газа после того, как он сжат или разрежен, называется его «действительным» объемом.
ACFM можно определить несколькими способами. Наиболее распространенные методы включают измерение объема воздуха, проходящего через орфическую пластину, или измерение времени накачки больших резервуаров компрессора, а также выполнение простых расчетов. Это число CFM учитывает все переменные и дает реальную производительность насоса при текущих рабочих условиях (таких как температура, высота над уровнем моря и влажность).
Часто числа кубических футов в минуту отображаются при различном давлении. Эти цифры могут быть очень полезны, чтобы помочь определить, производит ли компрессор достаточно CFM для желаемой работы, но они могут сбить с толку, если вы сравниваете давление или объем от разных компрессоров.
Самый унифицированный способ сравнения CFM воздушных компрессоров — это SCFM. Поскольку все измерения рассчитываются для набора стандартных условий, стандартизировано сравнение множества различных производителей компрессоров.
Рабочий цикл
Существует два типа рабочего цикла: прерывистый и непрерывный. Прерывистый рабочий цикл выражается в процентах, измеряющих, как долго воздушный компрессор может работать непрерывно. Это измеряется в процентах десятиминутных приращений. Если воздушный компрессор имеет рабочий цикл 50/50, и компрессор работает в общей сложности десять минут, это в сумме составляет пять минут включения и пять минут выключения. Компрессор с рабочим циклом 60/40 может работать в общей сложности шесть минут во включенном состоянии и четыре минуты в выключенном состоянии за каждые десять минут работы. Выключенная часть рабочего цикла предназначена для перерыва на охлаждение.
Важно отметить, что разные типы воздушных компрессоров имеют разные рабочие циклы. Роторно-винтовые воздушные компрессоры обычно имеют более длительный рабочий цикл, чем поршневые воздушные компрессоры. Некоторые типы воздушных компрессоров доступны со 100-процентным рабочим циклом, что означает непрерывный поток воздуха. Поршневые воздушные компрессоры, как правило, являются хорошим выбором для промышленных взрывных работ. Они могут работать со 100-процентной нагрузкой, потому что более низкая скорость компрессора позволяет производить более холодный сжатый воздух.
Siphon Blast Cabinet CFM Consumption
Nozzle Size
Air Nozzle Orifice
30 PSI
40 PSI
50 PSI
60 PSI
70 PSI
80 PSI
90 PSI
100 PSI
120 PSI
1/8” (#2)
1/16”
2.45
3
3.55
4.1
4.65
5.2
5.74
6.7
7.6
3/16” (#3)
3/32”
5.52
6.79
8
9.22
10.48
11.68
12.9
14.4
17.1
1/4″ (#4)
7/64”
7. 66
9.41
11.13
12.8
14.55
16.2
17.94
19.65
25
1/4″ (#4), 5/16” (#5)
1/8”
9.8
12.03
14.26
16.39
18.62
20.76
22.99
25
30
5/16” (#5), 3/8” (#6)
5/32”
15.31
18.8
22.28
25,61
29,09
32,43
35,92
40
49
3/8” (#6)
3/16”
22.11
27.16
32.01
36.86
41.9
46.85
51.6
56
66
7/16″ (#7)
7/32”
31
38
45
52
59
66
73
80
90
1/2″ (#8)
1/4″
39. 28
48.11
56.84
65.57
74.4
83.13
91.95
102
120
Direct Pressure Blasting CFM Consumption
Размер сопла
Размер сопла (десятичный)
20 PSI
30 фунтов на кв.0059
90 PSI
100 PSI
1/16″
.0625″
2
2.5
3.1
3.7
4.2
4.8
5.4
5.9
6.5
3/32″
.09375”
4.4
5.7
7
8.2
9.5
10.8
12.1
13.3
14.6
1/8″ (# 2)
.125″
7.9
8.38
10.29
12.2
14.02
15.93
17.76
19. 67
21.8
3/16” (#3)
.1875”
15
18.92
23.24
27.39
31.54
35.85
40.08
44.15
49
1/4″ (#4)
.25”
26
33.62
41.17
48.64
56.11
63.66
71.13
78.68
85
5/16” (#5)
.3125”
42
54.61
67.07
79.1
91.13
103.63
115.66
127.74
140
3/8” (#6)
.375”
58
75.61
92.96
109.56
126.16
143.59
160.19
176.79
194
7/16″ (#7)
.4375”
83
105.03
128.65
152.31
175. 55
199.2
222.44
245.68
268
1/2″ (#8)
.5″
105
143.46
164.34
195.05
224.93
254.81
284.69
314,57
346
PSI (давление воздуха в фунтах на квадратный дюйм)
Требования к PSI, которые вам понадобятся для данной дробеструйной камеры, также зависят от размера сопла и желаемой абразивной очистки. давление. Чем выше давление в фунтах на квадратный дюйм и чем больше отверстие струйного сопла, тем выше будет потребление кубических футов в минуту.
Вы должны всегда следить за тем, чтобы ваш воздушный компрессор поддерживал минимальное давление воздуха, необходимое для дробеструйной камеры, иначе ваша абразивно-струйная очистка будет неэффективной.
Если для дробеструйной обработки требуется давление 80 фунтов/кв.
Сервис-фактор
Другим числом, которое следует учитывать, является сервис-фактор (S. F.) двигателя. Сервис-фактор определяется как процент номинальной мощности, при которой двигатель может безопасно работать (например, 1,10 SF = 110% номинальной мощности). Как правило, чем выше эксплуатационный фактор двигателя, тем в более разнообразных условиях он может работать без перегрева или преждевременного выхода из строя. Условия, которые могут привести к тому, что двигатель будет работать в пределах своего сервис-фактора, могут включать низкое напряжение, более высокие температуры окружающей среды, более высокую пусковую нагрузку и т. д.
Как часто вы будете использовать воздушный компрессор?
Если вы планируете использовать воздушный компрессор несколько раз в неделю, вы можете выбрать компрессор с рабочим циклом 50/50.
Для коммерческого или промышленного использования, когда вы используете воздушный компрессор ежедневно, выберите компрессор с более высоким рабочим циклом. Одноступенчатые, двухступенчатые или винтовые компрессоры обычно рекомендуются для промышленного использования.
Чем больше ваш дробеструйный шкаф, тем больше ему потребуется воздуха и тем больший воздушный компрессор вам следует выбрать. Это может быть наиболее важным фактором при выборе воздушного компрессора.
Источник питания
Переносные воздушные компрессоры обычно работают от 115-вольтовых 15-амперных цепей. Наиболее распространенная электрическая розетка рассчитана на 115 В (120 В) и 20 ампер. Это ограничивает размер большинства воздушных компрессоров примерно до 2 л.с., если только вы не перешли на однофазную панель на 230 В. Стационарные одноступенчатые компрессоры и несколько больших переносных компрессоров работают от однофазной сети напряжением 230 вольт. Двухступенчатые воздушные компрессоры мощностью 10 л.с. и выше обычно работают только от трехфазной сети. Большинство двухступенчатых компрессоров мощностью 5 л.с. и 7,5 л.с. могут работать от однофазной и трехфазной мощности. Если электроэнергия недоступна, вам понадобится газовый воздушный компрессор.
Размер резервуара
Резервуар для хранения компрессора слишком большого размера будет потрачен впустую на компрессор меньшего размера (по номинальному объемному расходу кубических футов в минуту). Емкость вашего резервуара равна объему воздуха, хранящегося выше вашего фактического давления струи.
Учитывайте время, необходимое компрессору для заполнения всего резервуара. Помните, что полезный объем хранимого воздуха для струйной обработки — это количество воздуха, которое вы храните выше фактического давления струйной обработки. Другими словами, воздух, который вы можете использовать из компрессорного бака, равен минимальному PSI + фактическому давлению воздуха, необходимому для струйной обработки.
Струйная обработка при пониженном давлении может снизить теплоту трения, создаваемую скоростью абразива по поверхности абразива. Когда вы снижаете давление струи, тепло трения уменьшается, что, в свою очередь, увеличивает время, необходимое для струи.
Типы воздушных компрессоров
Теперь, когда мы рассмотрели факторы, которые следует учитывать при покупке компрессора, давайте рассмотрим различные типы воздушных компрессоров.
Поршневые воздушные компрессоры, также известные как поршневые компрессоры
Поршневые воздушные компрессоры работают за счет объемного вытеснения. Это означает, что компрессор всасывает воздух, удерживает его в небольшом замкнутом пространстве и сжимает воздух. Компрессоры этого типа используют поршень внутри цилиндра для сжатия и вытеснения воздуха.
В поршневом воздушном компрессоре в каждом цилиндре используются автоматические подпружиненные клапаны, которые открываются только при наличии правильного перепада давления на клапане. Впускные клапаны открываются, когда давление воздуха в цилиндре немного ниже давления на впуске. Выпускные клапаны открываются, когда давление воздуха в цилиндре немного превышает давление нагнетания.
Если степень сжатия (абсолютное давление нагнетания или абсолютное давление на входе) слишком велика, это может привести к чрезмерной температуре нагнетания.
Одноступенчатые поршневые компрессоры
Когда поршневой воздушный компрессор использует только одну сторону поршня, он называется одноступенчатым компрессором. Одноступенчатые воздушные компрессоры работают, всасывая воздух, а затем сжимая его до конечного давления за один ход поршня. Одноступенчатые воздушные компрессоры могут достигать давления до 150 фунтов на квадратный дюйм. Как правило, одноступенчатый компрессор имеет более высокий рейтинг CFM, чем двухступенчатый воздушный компрессор. Это связано с тем, что каждый цилиндр всасывает воздух и сжимает его при каждом вращении.
Двухступенчатые поршневые компрессоры
Двухступенчатый компрессор работает очень похожим образом. Основное различие между ними заключается в том, что двухступенчатый компрессор сжимает воздух в два этапа вместо одного. На первом этапе воздух всасывается и сжимается до промежуточного давления. Затем сжатый воздух проходит через промежуточный охладитель (позволяющий воздуху охлаждаться) для повторного сжатия на втором этапе. Двухступенчатые компрессоры могут достигать давления до 200 фунтов на квадратный дюйм. Двухступенчатые компрессоры более эффективны при достижении более высокого давления, поскольку воздух между ступенями охлаждается.
В качестве примечания: большинство поршневых воздушных компрессоров мощностью более 100 л. с. спроектированы как многоступенчатые компрессоры с двумя или более ступенями сжатия, сгруппированными последовательно. Между каждым этапом воздух охлаждается, чтобы снизить как температуру воздуха, так и общий объем воздуха (что позволяет увеличить давление).
Воздушные поршневые компрессоры бывают различных конфигураций: с воздушным или водяным охлаждением, с масляной смазкой или без смазки, чтобы обеспечить самый широкий выбор давления воздуха и производительности.
Роторные воздушные компрессоры
Роторные воздушные компрессоры представляют собой объемные компрессоры. Наиболее распространенный ротационный воздушный компрессор, который вы найдете, — это одноступенчатый винтовой или маслозаполненный винтовой воздушный компрессор. Этот тип компрессора имеет два ротора внутри корпуса и не имеет клапанов. Два ротора сжимают воздух внутри. Благодаря простой конструкции и минимальному износу деталей винтовые воздушные компрессоры просты в обслуживании и эксплуатации, а также обеспечивают гибкость установки. Роторные воздушные компрессоры могут быть установлены на любой поверхности, которая выдержит их собственный вес.
В большинстве случаев ротационные воздушные компрессоры снижают температуру воздуха с помощью маслоохладителей с воздушным или водяным охлаждением (масло герметизирует внутренние зазоры). Одним из преимуществ ротационных воздушных компрессоров является то, что охлаждение происходит внутри компрессора, что означает, что рабочая детали никогда не испытывают экстремальных рабочих температур. Следовательно, роторный компрессор представляет собой компрессорную установку непрерывного действия с воздушным или водяным охлаждением.
В двухступенчатом маслозаполненном винтовом воздушном компрессоре используются пары роторов в комбинированной винтовой части. Сжатие воздуха распределяется между первой и второй ступенями, протекающими последовательно. Это увеличивает общую эффективность сжатия до пятнадцати процентов от общего потребления киловатт при полной нагрузке. Двухступенчатый ротационный воздушный компрессор сочетает в себе простоту и гибкость винтового компрессора с энергоэффективностью двухступенчатого поршневого воздушного компрессора. Двухступенчатые винтовые воздушные компрессоры обычно бывают с воздушным и водяным охлаждением.
В безмасляном винтовом воздушном компрессоре используются воздушные головки специальной конструкции для сжатия воздуха без масла в камере сжатия, что означает, что вы получаете настоящий безмасляный сжатый воздух. Безмасляные винтовые воздушные компрессоры бывают с воздушным и водяным охлаждением и обеспечивают такую же гибкость, как и маслозаполненные ротационные компрессоры, но там, где требуется безмасляный воздух.
Винтовые воздушные компрессоры бывают с воздушным и водяным охлаждением, с масляным и безмасляным охлаждением, одноступенчатые и двухступенчатые. Существует широкий диапазон доступности по конфигурации, а также по давлению и производительности.
Центробежные воздушные компрессоры
Центробежные воздушные компрессоры представляют собой динамические компрессоры, использующие передачу энергии от вращающегося рабочего колеса воздуху. Ротор выполняет это, изменяя импульс и давление воздуха. Полученный импульс преобразуется в полезное давление путем замедления потока воздуха в стационарном диффузоре.
Центробежные агрегаты не содержат масла. Ходовая часть с масляной смазкой отделена от воздуха уплотнениями вала и атмосферными клапанами. Центробежные компрессоры работают в непрерывном режиме с небольшим количеством движущихся частей и хорошо подходят для приложений с большими объемами, особенно там, где требуется безмасляный воздух. Большинство центробежных воздушных компрессоров имеют водяное охлаждение, обычно в комплекте с доохладителем и всеми необходимыми элементами управления.
Винтовые компрессоры, роторно-пластинчатые компрессоры и центробежные воздушные компрессоры чаще всего используются в промышленности или коммерческих целях. Эти типы компрессоров обычно работают со значительно более высокой мощностью и скоростью потока, чем компрессоры, которые можно найти в небольшом магазине. Это делает эти типы компрессоров более дорогими при покупке и эксплуатации, чем типы компрессоров, которые вы найдете в обычном гараже любителя.
Системы сжатого воздуха
Сжатый воздух в коммерческих условиях может содержать концентрированное масло, водяной пар, грязь и другие загрязняющие вещества, которые могут ускорить повреждение воздухопроводов и компонентов абразивоструйной машины. Прежде чем использовать сжатый воздух для работы вашей дробеструйной камеры в системе сжатого воздуха, его необходимо охладить и высушить, отфильтровать и отрегулировать до желаемого рабочего давления. Правильно подготовленный сжатый воздух помогает продлить срок службы вашего абразивно-струйного оборудования, одновременно повышая эффективность и снижая затраты на техническое обслуживание вашего абразивно-струйного оборудования. Ниже приведена рекомендуемая установка для промышленных взрывных работ. Некоторые компоненты могут не потребоваться (обязательно проконсультируйтесь со специалистами по сжатому воздуху для ваших конкретных потребностей).
Подача сжатого воздуха > Доохладитель > Резервуар со сжатым воздухом > Фильтр твердых частиц > Осушитель воздуха > Встроенный осушитель воздуха > Камера абразивоструйной очистки
Использование воздушного компрессора использование и техническое обслуживание.
Избегайте удлинителей. Если вам необходимо увеличить досягаемость вашего компрессора, лучше использовать более длинный воздушный шланг.
Старайтесь не использовать пневмоинструмент при работающем насосе. Это гарантирует, что воздушный компрессор остается в пределах рекомендуемого рабочего цикла. Подождите, пока насос не остановится, прежде чем продолжить взрывные работы.
Техническое обслуживание воздушного компрессора
Чтобы поддерживать воздушный компрессор в рабочем состоянии, ежедневно очищайте резервуар от конденсата и еженедельно очищайте воздушный фильтр.
Требования к воздушному компрессору для пескоструйной обработки
Абразивоструйщики, у которых есть воздушные компрессоры соответствующего размера, имеют наилучшие шансы на максимальную производительность и эффективность. Подрядчики и другие лица, выполняющие взрывные работы с несоответствующим объемом воздуха, могут потерять производительность и прибыль.
Слишком большой компрессор может привести к увеличению расходов на аренду, аренду или покупку; более высокие затраты на топливо, большие объемы работ и проблемы с транспортировкой. Компрессор меньшего размера может привести к аналогичным затратам на дизельное топливо и электроэнергию, чрезмерному износу компрессора и, что более важно, к снижению производительности струйного сопла. Чтобы избежать обеих крайностей, правильный выбор размера вашего компрессора для взрывных работ может помочь максимально использовать ресурсы, такие как рабочая сила, энергия, постановка и транспорт.
Правильный выбор размера воздушного компрессора
Существуют три основных компонента, которые определяют правильный размер воздушного компрессора для абразивоструйной очистки.
Размер сопла для абразивоструйной очистки Размеры сопла для абразивоструйной очистки определяются по отверстию (внутренний диаметр или внутренний диаметр) — и это делается с шагом 16 долей дюйма. Числитель каждой 16-й дюйма — это номер сопла. Например, сопло № 6 соответствует отверстию диаметром 6/16 дюйма; № 8 соответствует отверстию диаметром 8/16 дюйма. Обратите внимание, что при изменении отверстий сопла (или носить) , то же касается и потребности в воздухе.
Давление струйной обработки Единицы измерения сжатого газа, используемого при нагнетании абразивов на подложку, выражаются как PSI (фунты на квадратный дюйм) или бар (метрическая единица давления) . Большинство абразивоструйных сопел обеспечивают оптимизированный поток абразива и скорость от 90 до 100 фунтов на кв. дюйм (6,2 и 6,9 бар) давления струйной очистки.
Объем сжатого воздуха Объем сжатого воздуха выражается в кубических футах в минуту (CFM) или в метрическом эквиваленте кубических метров в минуту (м³/мин) . Два ввода (размер струйного сопла и давление струи) помогают определить постоянный требуемый объем сжатого воздуха.
Несмотря на то, что на рабочих площадках требуется много второстепенных элементов, для которых требуется сжатый воздух, насадка — это то, что обеспечивает большую часть общего требования. Чтобы определить требуемый размер компрессора для используемого сопла, см. (имперские/метрические) диаграммы ниже. Начните с выбора размера сопла , затем выберите оптимальное давление струи для сопла . Чтобы определить расчетную общую потребность в CFM, прокрутите до точки пересечения обоих чисел.
Например, при использовании новой форсунки № 8 (1/2 дюйма) с оптимальным давлением струи 90 psi (6,2 бар) используйте приведенные ниже таблицы, чтобы определить, что для форсунки требуется 308 кубических футов в минуту (8,7 м³/мин) . В этом случае воздушный компрессор подходящего размера будет обеспечивать давление, близкое, но не ниже 308 кубических футов в минуту 9.0662 (8,7 бар) сжатого воздуха. Обратите внимание на минимальный номер линии сжатого воздуха ID справа от каждого размера сопла. Использование меньшего количества шлангов линии сжатого воздуха, чем указано, уменьшает объем сжатого воздуха.
— Польза шахмат — Популярность шахмат очень велика. В шахматы играют более 100 миллионов людей. В процессе занятия шахматами развивается логическое и интуитивное мышление, долговременная и оперативная память, совершенствуется способность к концентрации внимания. Шахматы способствуют организации мышления, способности к выбору решения (хода). В ходе многочисленных экспериментов было установлено, что дети в общеобразовательных школах, которые занимаются шахматами, намного лучше успевают в основных дисциплинах.
••• Почему Chess Prime 3D? ••• Chess Prime 3D – это одна из лучших шахматных программ для iPad / iPhone. Она подходит как новичкам, так и профессиональным шахматистам.
Chess Prime 3D поддерживает три режима игры — ‘один игрок’, ‘два игрока на одном устройстве’ и ’сетевая (онлайн) игра’, таким образом Вы можете играть с друзьями или против компьютера.
Также есть возможность решать 200 шахматных задач ‘Мат в 2 хода’/’Мат в 3 хода’. Если Вы не можете решить задачу, вы можете воспользоваться подсказкой.
Вы можете начать партию с любой заранее установленной позиции, что позволяет тренироваться в различных фазах игры, в наиболее частых позициях, решать шахматные задачи и т.д. Также Вы можете сохранить текущее состояние игры и продолжить позже в любое время.
Если Вы новичок, то Вам будет интересна функция показа возможных ходов для текущей фигуры.
-Полный список функций и возможностей программы:- • Отличная 3D графика, музыка и звуковые эффекты. • Изменяемые имена игроков. • Возможность играть в 2D. • Возможность вращать шахматную доску и наблюдать за игрой с любого угла зрения • Сильная компьютерная игра с настраиваемым уровнем сложности, что позволит играть как новичкам, так и профессионалам. • 200 шахматных задач «Мат в 2/3 хода». Статистика, награды, подсказки. • LIVE CHESS — играй онлайн с друзьями или случайным игроком. Возможность играть как с различными временными ограничениями, так и без ограничений. 3 уровня сложности, система рейтинга игроков, статистика игр. Возможность подтверждения хода перед отправкой, чтобы исключить случайное нажатие не на то поле. Также доступен чат, если Вы желаете поговорить с Вашим соперником. • Разносторонние дебюты: Chess Prime может играть как человек, выбирая в дебюте различные варианты в одной и той же позиции на основе реального человеческого опыта, что позволяет Вам наращивать опыт, а не привыкать к одному стилю игры. • SETUP позиции: Можно начинать партию с любой позиции с любым количеством фигур. • Функция UNDO позволяет отменить ход, если Вы случайно выбрали неправильное поле или фигуру. Эта функция работает, даже если Вы уже проиграли. • Функция REDO позволяет повторить последний ход. Эта функция удобна, если Вы не заметили, как Ваш соперник уже походил. Просто нажмите кнопку EYE (Глаз) и программа покажет Вам последний ход. • Функции SAVE / LOAD (Сохранение / Загрузка) позволяет Вам сохранить партию и загрузить ее позже, а также позволяет сохранить несколько заранее подготовленных позиций для дальнейшей игры. • Функция показа Легальных ходов для текущей фигуры – очень удобно для новичков! • Функция ROTATE BOARD позволяет поворачивать доску к каждому игроку во время его хода (доступно только в режиме ‘Два игрока’). • Кнопка Help для инструкций по ходам «Взятие на проходе» и «Рокировка» (активируется автоматически) • Опция ограничения времени на обдумывание для компьютера: 5, 15 или 30 секунд (чем дольше компьютер думает, тем сильнее его игра). • Опция выключения/включения звуковых эффектов и музыки. Можно также слушать свою музыку. • Опция выбора цвета фигур • Программа автоматически сохраняет текущую позицию, поэтому партия будет автоматически восстановлена, если Вы выйдете из программы. • Универсальная программа (поддерживает iPad / iPod touch / iPhone).
Требования и инструкции к LIVE CHESS находятся внутри программы.
Приятной игры!
«>9 мая 2022 г.
Версия 1.5.9
* Исправление ошибок
Оценки и отзывы
Оценок: 8,7 тыс.
Шахматы
Мне игра понравилась! Радует возможность возврата ходов, своего рода учишься на ошибках.
Молодцы!
Браво! Вы молодцы!
Good
Добавьте возможность сменить музыку+ добавьте обучение. Графика норм
Разработчик Vinta Games указал, что в соответствии с политикой конфиденциальности приложения данные могут обрабатываться так, как описано ниже. Подробные сведения доступны в политике конфиденциальности разработчика.
Данные, используемые для отслеживания информации
Следующие данные могут использоваться для отслеживания информации о пользователе в приложениях и на сайтах, принадлежащих другим компаниям:
Идентификаторы
Данные об использовании
Не связанные с пользователем данные
Может вестись сбор следующих данных, которые не связаны с личностью пользователя:
Идентификаторы
Данные об использовании
Диагностика
Конфиденциальные данные могут использоваться по-разному в зависимости от вашего возраста, задействованных функций или других факторов. Подробнее
Переделанная ладья из полного шахматного набора Египта от runsys
Бесплатно
Клин Чжа
3,50 €
Набор шахмат с покерными фишками
Бесплатно
многоугольные шахматы
17,38 €
Шахматные фигуры для путешествий с магнитами 6 мм
Бесплатно
Шахматный набор с доской
Бесплатно
снеговик 01
2,85 €
снеговик
2,85 €
минимальная рождественская елка
2,85 €
Карликовый Санта-Клаус
2,85 €
Чайная лампа со снеговиком
2,85 €
Спиральная рождественская елка
2,85 €
Портативный шахматный набор
4,75 €
Шахматы скелетов [SET]
12,50 €
Шахматный набор лего «Гарри Поттер
3 €
Шахматная башня
7,37 €
Игры Шахматы — Шахматная игра
2,19 €
Кнук
Бесплатно
шахматы Греческий камень v1.
0
20 €
Шахматная доска червоточины
3,75 €
Набор классических шахмат
Бесплатно
3D геометрический дизайн шахматной пешки
0,60 €
-16%
0,50 €
Шахматы Pok-E-mon, изготовленные методом 3d-печати
3,54 €
Полые шахматы
1,19 €
Шахматные фигуры покемонов
1,19 €
Шахматные игры
Бесплатно
Шахматная башня
0,50 €
Шоколадный шахматный пирог Карта рецептов
Бесплатно
недействительный шахматный набор
1,90 €
3D-принт-оптимизированный геометрический шахматный набор фигур
Бесплатно
Шахматная доска с двухцветной печатью для любого FDM-принтера (не требует модификаций)
Бесплатно
Пешка01
Бесплатно
Ладья
Бесплатно
белый шахматный набор — Звездные войны — Шахматный набор
22,67 €
Черный шахматный набор — Звездные войны — Шахматный набор
22,67 €
Шахматный набор — Звездные войны — Шахматный набор
41,94 €
-75%
10,49 €
Шахматный набор
Бесплатно
Шахматная фигурка Эндермена в стиле Minecraft
1,90 €
Шахматная фигура Alex в стиле Minecraft.
1,90 €
Шахматная фигурка зомби в стиле Minecraft
1,90 €
Шахматный компьютер Каспарова запасной конь / конь (SciSys / SaiTek)
Бесплатно
Шахматная фигура «Ползучий гад» в стиле Minecraft
1,90 €
Шахматная игра
5 €
Шахматный конь
0,80 €
Genshin Impact — Electro Gnosis
1 €
Electro Gnosis — Genshin Impact — Gnosis of Raiden Shogun — 3D Print Ready — Chess Piece Bishop — Scaramouche
6,65 €
3D шахматы из Star Trek
3D шахматы из Star Trek — Правила
Сайт переехал на новый сервер, и теперь есть некоторые проблемы, которые необходимо исправить. Пожалуйста, сообщайте обо всем, что требует исправления, с комментарием на главной странице.
Это одна из наших избранных игр. Нажмите на ссылку, чтобы проверить наши другие.
В ряде эпизодов «Звездного пути» Кирка и Спока можно увидеть играющими в трехмерную игру. шахматный вариант вместе. Будучи трехмерной и необычной по дизайну, она оставляет впечатление, что это игра, требующая еще большего мастерства и ума, чем шахматы. Доска состояла из трех слоев 4×4 и еще четырех областей 2×2, всего 64 клетки, столько же, сколько в шахматах. Фигуры, которые они использовали, были разработаны Питером Ганином, который известен различными рисунками шахматных фигур. Конкретный дизайн, используемый в Star Trek, называется Classic, и его не следует путать с Gothic (он же Superba), на котором изображены лица, или Conqueror, которые представляют собой фигурки. Изделия Classic представляют собой футуристический вариант дизайна Staunton. Возможно, из-за того, что они связаны со «Звездным путем», они стали самыми редкими и коллекционными из всех дизайнов Питера Ганина. Вы можете искать на ebay классические шахматы с ганином, но вы редко найдете набор. Однако трехмерные наборы Star Trek доступны с другим набором предметов. Вы можете найти их на ebay, выполнив поиск по запросу «звездный путь» или «трехмерные шахматы».
Набор, использованный в «Звездном пути», был реквизитом без каких-либо особых правил. После того, как инструкции по изготовлению доски были опубликованы в Техническом справочном руководстве Звездного флота в 1976 году, фанат «Звездного пути» Эндрю Бартмесс был взволнован этим, но также разочарован тем, что для игры не было предусмотрено никаких правил. Поэтому он написал автору книги Францу Йозефу Шнаубельту, который призвал его самому разработать правила игры. Итак, он это сделал, и он продавал печатные руководства по игре со своего собственного веб-сайта. Хотя он не опубликовал полные правила в Интернете, он предоставил страницу с частичным описанием игры.
Бартмесс ни в коем случае не единственный человек, разработавший правила игры с оборудованием из «Звездного пути». У Чарли Рота есть редакция правил Бартмесса на странице под названием Star Trek 3-D Chess Rules, у Йенса Медера есть сайт с описанием правил для трехмерных шахмат, и этот сайт включает следующие варианты Ларри Линна Смита:
Королева боргов
Изогнутое пространство
Первый контакт
Кобаяши Мару
Нейтральная зона
Транспортерные колодки
Коэффициент деформации
В начале 1990-х Джеймс Диксон (1947–2010), ярый поклонник «Звездного пути», у которого, согласно слухам из вторых рук из неизвестного источника, якобы случился нервный срыв, и в конце концов он умер после выхода перезагрузки «Звездного пути» 2009 года, опубликовал свое собственное описание. правил в группу новостей. В настоящее время неясно, было ли это описание правил, опубликованных Бартмессом, или собственными правилами игры Диксона. Далее следует описание Диксона, переформулированное основателем сайта Хансом Бодлендером. Обратите внимание, что с этого времени Бартмесс обновил свои правила, и независимо от того, должны ли они быть правилами Бартмесса, они не будут соответствовать текущим правилам.
Смотрите также:
Создание собственных трехмерных шахмат Star Trek Доска
Общая информация
Трехмерная доска состоит из семи различных уровней. Три из них имеют размер четыре на четыре и имеют фиксированное положение; четыре других имеют размер два на два и могут перемещаться игроками. Положение фиксированные уровни выглядят как лестница: каждый следующий уровень начинается выше третьего ряд предыдущего уровня, а остальные стороны всех фиксированных уровней параллельно. Подвижные уровни изначально оказываются над крайними углы верхнего и нижнего уровня; т. е. один из его углов имеет угол доски под ним, а остальные три угла не имеют фиксированного уровня доска под ним.
Когда подвижные уровни перемещаются в другое место, они всегда будут выше или ниже угла фиксированного уровня, с тремя квадратами, продолжающимися от уровня. Обратите внимание, что всегда черные квадраты находятся выше и ниже черных. квадраты, а белые квадраты находятся выше и ниже белых квадратов.
вид сбоку с фиксированным и подвижным уровнями
Исходное положение
Ниже показано положение фигур в начале игры; в доска «сплющена» для удобства отображения.
Подвижные уровни
Каждый из подвижных уровней может быть выше или ниже любого угла одного из три фиксированных уровня.
Следовательно, ниже и выше одного и того же угла может быть подвижный уровень.
Игроки могут в свой ход либо переместить подвижный уровень (под некоторые ограничения) или переместить фигуру.
Подвижные подвижные уровни
Игрок может переместить подвижный уровень при одном из следующих условий выполняется (и, конечно, ход не оставляет его под шахом):
Он перемещает пустой подвижный уровень.
Он перемещает подвижный уровень, на котором находится одна из его пешек и нет других. частей.
Когда он перемещает подвижный уровень, есть следующие варианты, при условии подвижный уровень не перемещается на позицию, уже занятую другим подвижный уровень:
Уровень перемещается на другую сторону того же угла фиксированной доски, т. е. когда уровень ниже угла, его можно переместить в положение над углом или наоборот. Для такого хода доска должна быть пустой.
Уровень перемещается в соседний угол на той же доске, и на той же стороне; т. е. если уровень выше левого верхнего угла фиксированной доски, его можно переместить вверху слева внизу или справа вверху углы доски.
Уровень перемещается в «соседний» угол следующей доски. Когда уровень находится над фиксированной доской, его можно переместить под тот же угол следующей более высокой неподвижной доски. Для такого хода доска должна быть пустой.
Движение фигур
Движение фигур аналогично ортодоксальным шахматам, но есть два дополнительных правила. Во-первых, когда мы смотрим на доску сверху, фигура должна быть в состоянии сделать нормальный шахматный ход на нужное ему поле идти. Во-вторых, на каждом сделанном шаге фигура может подняться или опуститься на одну или больше уровней; где подъем или спуск на уровень всегда означает переход от подвижного уровня на фиксированный уровень или наоборот. (Думайте об этом следующим образом: фиксированные уровни иметь высоту 2, 4 и 6. Подвижные уровни могут иметь высоту 1, 3, 5 или 7.) Это единственные два дополнительных условия.
Таким образом, возможно, что фигура перемещается по другой фигуре: см. схема выше.
деталей, использованных в «Звездном пути»
В большинстве эпизодов «Звёздного пути», включающих 3D-шахматы, игра ведется классическими фигурами, разработанными Питером Ганином. Вот несколько крупных планов, чтобы показать детали в деталях. Эти изображения здесь на условиях добросовестного использования, чтобы информировать вас о предметах, использованных в серии.
На этом крупном плане второго эпизода первого сезона «Чарли Икс» показаны черный ферзь, белый слон и ладья, а также пешка каждого цвета. Пешки и слоны заострены. Ферзь и ладья имеют плоские вершины, различающиеся по высоте и пропорциям. Королева выше, но худее.
На этом втором крупном плане, также снятом Чарли X, показаны некоторые фигуры каждого типа, хотя Короли находятся на верхнем слое и обрезаны. Оба белых рыцаря находятся на нижнем слое, а тот, что справа внизу, выглядит достаточно четко.
На этом крупном плане из 22-й серии 2-го сезона «Под любым другим именем» ясно показан черный Король. Появляясь справа от глаз Спока, он выглядит как Королева с конусом наверху.
В третьей серии первого сезона «Куда не ступала нога человека» использовался совершенно другой набор. В контексте сериала я предполагаю, что они использовали запасной набор после того, как Чарли X уничтожил некоторые части классического набора, который они использовали в предыдущем эпизоде. За кулисами это на самом деле задумывалось как пилотная серия, и они просто еще не начали использовать классический набор Ганина.
Вот с другого ракурса
Классический набор снова можно увидеть в Военном трибунале, 20-й серии первого сезона.
Совершенно другой набор используется в игре Трой и Дейты в Conundrum, 14-й серии пятого сезона сериала «Звёздный путь: Следующее поколение».
Различные продавцы на ebay, то ли из-за невежества, то ли из-за двуличия, пытаются выдать готический набор Питера Ганина или набор Superba за предметы, используемые в «Звездном пути». Это альтернативные названия одного и того же дизайна, в котором все части имеют человеческие лица. Это не тот дизайн, который использовался в «Звездном пути», хотя он использовался в фан-сериале «Звездный путь продолжается». Вот пара изображений из Pilgrim of Eternity, первого эпизода этой серии.
Вот несколько фотографий того же набора в третьем эпизоде «Звездный путь продолжается, прекраснейшая из всех», который является продолжением «Зеркало-зеркало».
Общие примечания
Джеймс Диксон написал об игре:
Можно заметить, что при игре в 3D-шахматы требуется значительное количество времени, чтобы просто перейти на нейтральный уровень (на fx-lvls ссылаются как белый, нейтральный и черный уровни — нижний, средний и верхний. соответственно), на самом деле длиннее для черного (может ли читатель догадаться, почему?). Но после того, как эта фаза игры достигнута, игра может стать очень сложной, очень быстро. После нескольких игр можно увидеть, как 3D-шахматы могут улучшить космический корабль. тактики и вдохновляют трехмерное мышление (недостаток и гибель Хана).
Автор Ганс Бодлендер. Материалы на основе текстов Эндрю Бартмесс и Джеймс Диксон. С благодарностью К. Халлоку за обнаружение ошибка. Новое введение Фергуса Дунихо.
WWW-страница создана: 1995 или 1996. Последнее изменение: 1 ноября 2000 г.
Трехмерные шахматы | Память Альфа
Кирк и Спок играют в трехмерные шахматы
Трехмерные шахматы были разновидностью древней земной настольной игры в шахматы.
Это было привычное времяпрепровождение Кирка и Спока на борту USS Enterprise в 23-м веке, и его популярность распространилась и на 24-й век.
Содержимое
1 воспроизведение
2 Стратегия
3 История
4 Приложения
4.1 Внешний вид
4.2 См. также
4.3 Исходная информация
4.4 Апокрифы
4.5 Внешние ссылки
Играть
Трехмерные шахматы, включающие традиционные шахматные фигуры на шахматной доске различной конструкции, например, три уровня со вторичным и третичным уровнями, каждый из которых имеет две меньшие платформы, расположенные между этим уровнем и уровнем выше, известные как «полууровень» . Движение фигур было похоже на движение в традиционных шахматах, с той лишь разницей, что в ходе хода фигуры перемещались вверх или вниз на любое количество уровней.
По словам Спока, » принципы трехмерных шахмат в основном математические. «Установка игры включала размещение большинства черных фигур на вторичном уровне и большинства белых фигур на третичном уровне. (TOS: «Чарли X»)
Примеры ходов в игре:
«Ладья на четвёртую королевскую пешку».
«Слон, половина уровня вправо.»
— Спок против компьютера (TOS: «Военный трибунал»)
«Пешка до ферзя четыре, уровень короля».
«Пешка к королевскому слону три, уровень ферзя.»
— Нибор против Райкера (TNG: «Ménage à Troi»)
В 2268 году Кирк использовал шахматную задачу в качестве меры безопасности во время посещения Эльбы II, чтобы воспрепятствовать любому несанкционированному транспорту на Enterprise . Его шахматная задача искала ответ на ход «ферзь на третий уровень ферзя». Когда Гарт настаивал на ответе, Кирк застенчиво ответил: « Я уверен, вы знаете, что существует бесконечное количество контрходов.0011 Королева на первый уровень короля. » (TOS: «Кого уничтожают боги»)
Стратегия
Хотя Спок часто воспринимается как логическая игра, Спок обнаружил, что « нелогичный подход Кирка к шахматам иногда имеет свои преимущества. ТОС: «Чарли Икс»)
По словам Дианы Трой, эта форма « шахмат» — это не просто игра с уловками и гамбитами. Это игра интуиции. (TNG: «Головоломка»)
Ферзевый гамбит можно сочетать с разменом Алдабрена, чтобы привести к эффективному поражению соперника. (ТНГ: «Ménage à Troi»)
В противопоставлении одного маневра другому Гамбит Крискова часто использовался для противодействия обмену Эль-Митры. (ТНГ: «Загадка»)
История
Капитан Филиппа Георгиу держала трехмерную шахматную доску в своей комнате для подготовки на USS Shenzhou . (DIS: «Вулканский привет»)
По крайней мере, в 2257 году Спок держал трехмерную шахматную доску в своей каюте на USS 9.0011 Предприятие . (ДИС: «Брат»)
В том же году его приемная сестра, Майкл Бёрнем, принесла трехмерные шахматы из хранилища в своей комнате, пока Спок гостил у нее там. Хотя изначально он был несколько озадачен этим жестом, потому что не знал, как он может помочь ему в попытке созерцать Красного Ангела, Бернхэм предположил, что игра может помочь Споку логически рассмотреть Красного Ангела, поскольку сама игра представляла логику. Обвинив Спока в том, что он боится проиграть, Бернхэм вызвал его на игру, которую он затем принял. Тем не менее, Спок продолжил серию ходов, которые Бернхэм сбил с толку и счел нелогичными, хотя он выполнил их, чтобы бросить вызов ее ожиданиям. Когда их словесный и эмоциональный конфликт обострился, Спок ударил по шахматной доске правой рукой, в результате чего она и оставшиеся на доске фигуры в беспорядке упали на пол. (DIS: «Project Daedalus») Позже фигуры и доска были расставлены по своим местам, и Спок впоследствии предложил Бернхэму сделать первый ход в новой игре между ними, что она и продолжила. (DIS: «Вечная бесконечность»)
Спок вообще был незаурядным шахматистом, и его игра была неизменно логичной. Тем не менее, ему часто было трудно предсказать или эффективно отреагировать на неожиданные действия капитана Кирка, от которого он часто проигрывал. (TOS: «Куда не ступала нога человека», «Чарли Икс») Когда казалось, что Кирк предстанет перед военным трибуналом в 2267 году, он упомянул об обстоятельствах, сказав ему: « Не все так плохо, мистер Спок. Кто знает, может быть, вы сможете обыграть своего следующего капитана в шахматы.0012» (ТОС: «Военный трибунал»)
Спок и Чарли играют в шахматы
Чарльз Эванс наблюдал за тем, как экипаж Antares играет в трехмерные шахматы, пока его перевозили на борту этого корабля. По прибытии на борт Enterprise он попросил шанс сыграть и был поставлен против «мастера шахмат» Спока. Проиграв в три хода, он уничтожил все белые шахматные фигуры. (ТОС: «Чарли Икс»)
Спок играет в трехмерные шахматы против компьютера
Споку также нравилось играть в шахматы против логического соперника — компьютера Enterprise , который он сам запрограммировал. В 2266 году он обнаружил программные ошибки в банках данных компьютера из-за ошибочных шахматных ходов, сделанных компьютером, в результате чего он четыре раза победил компьютер — подвиг, по словам доктора Маккоя, был «невозможным», как продолжил Спок. его пятая победа. Позже он представил фальсификацию и ненадежность компьютерных записей в качестве доказательства защиты в военном трибунале капитана Кирка. На военном трибунале он показал, что « Несколько месяцев назад я лично запрограммировал компьютер для игры в шахматы. Я дал машине понимание игры, равное моему собственному. Компьютер не может ошибаться, и если предположить, что и я тоже, лучшее, на что можно было бы надеяться, это пат за патом, и тем не менее я победил машину пять раз. Кто-то случайно или преднамеренно скорректировал программу и, следовательно, банки памяти этого компьютера. » (ТОС: «Военный трибунал»)
Определенный ход в «Военном трибунале» был записан (в окончательном варианте и исправленном окончательном варианте сценария) как « Слон на половину уровня вправо на шестого коня, «, но в окончательной версии эпизода было сказано:» Ладья на четвертую королевскую пешку. »
В 2268 году Спок играл в шахматы против лидера экспедиции Келвана Рояна. Во время их матча он заметил, что игра Рояна «не работает».
Задача, основанная на трехмерных шахматах на сферической доске, была частью теста памяти, который Споку предстояло пройти в 2286 году. ( Звездный путь IV: Путешествие домой )
Дети Дарвина играют в шахматы
Группа генетически модифицированных детей Дарвиновской генетической исследовательской станции играла в трехмерные шахматы, используя данные им телекинетические способности. (ТНГ: «Неестественный отбор»)
В 2366 году командир Уильям Т. Райкер победил ференги, доктора Фарека, и Нибора в предположительно инопланетном варианте трехмерных шахмат. Первое поражение было в «Десять вперед» за тридцать ходов, а второе произошло, когда Райкер был в плену у ференги вместе с советником Дианной Трой и ее матерью, Луаксаной Трой. (ТНГ: «Ménage à Troi»)
Реджинальд Барклай проанализировал шахматную партию после того, как китерианцы изменили ее. Он сделал ход, который заставит поставить мат за девять ходов, несмотря на то, что ранее он не был игроком в игре. (ТНГ: «N-я степень»)
Два года спустя советнику Трой удалось победить лейтенанта-коммандера Дейту в игре в 3D-шахматы в Ten Forward, что побудило Дейту выполнить ставку, на которую они согласились, согласно которой Дейта должен был сделать Трой самарским закатом в «традиционном стиле». » (ТНГ: «Загадка»)
Командир Бенджамин Сиско, также фанат игры, хранил трехмерные шахматы в своей каюте на борту Deep Space 9. (DS9: «Двигайся домой», «Нагус», «Маки, часть I», «Статистические вероятности»).
Трехмерная шахматная доска была среди различных предметов, которые друзья энсина Брэда Боймлера спрятали на его бывшей койке после того, как он перебрался на USS Titan в 2380 году. (LD: «Strange Energies»)
Жители станции Коппелиус играют в трехмерные шахматы
В 2399 году жители станции Коппелиус играли в трехмерные шахматы. Кроме того, одна доска и фигуры были замечены на столе в каюте Жан-Люка Пикара на станции. (КАРТИНКА: «Et in Arcadia Ego, часть 1»)
Оборудование : Шахматная доска • Шахматные фигуры (Король • Ферзь • Ладья • Слон • Конь • Пешка)
Терминология : Шах • Мат • Шахматный мастер • Шахматный турнир • Повая
Стратегия : Обмен Альдабрена • Обмен Эль-Митры • Гамбит Крисков • Гамбит Ферзя
Связанные : Шахматная задача
Приложения
Внешний вид
TOS:
«Куда не ступала нога человека»
«Чарли Икс»
«Военный трибунал»
«Под любым другим именем»
«Кого уничтожают боги»
«День голубя»
ТНГ:
«Сезон слишком короток»
«Когда ломается ветка»
«Совершеннолетие»
«Симбиоз»
«Нейтральная зона»
«Шизоидный мужчина»
«Неестественный отбор»
«Друзья по переписке»
«Мина-ловушка»
«Цена»
«Ménage à Troi»
«Преображения»
«Лучшее из обоих миров»
«Внезапно человек»
«Дитя Галактики»
«N-я степень»
«Загадка»
«Нижние палубы»
ДС9:
«Двигайся домой»
«Нагус»
«Если бы желания были лошадьми»
«Драматические персонажи»
«Возвращение домой»
«Второе зрение»
«Маки, часть 1»
«Жизнеобеспечение»
«Исследователи»
«За дело»
«Испытания и испытания»
«Статистические вероятности»
«Странные товарищи»
ЛОР:
«В мрачном зеркале, часть 2»
«Это путешествия. ..»
ДИС:
«Вулканский привет»
«Брат»
«Проект Дедал»
«Вечная бесконечность»
КАРТИНКА: «Et in Arcadia Ego, часть 1»
LD: «Странные энергии»
СНС:
«Странные новые миры»
«Спок Амок»
«Безмятежный шквал»
См. также
Космические шашки (также известные как трехмерные шашки)
Исходная информация
X
Впервые эта игра была названа «трехмерными шахматами» в «Чарли». В большинстве других случаев это называлось просто «шахматы».
Вызов из серии «Шизоидный человек» от 4 ноября 1988, перечислил трехмерные шахматы как один из обязательных предметов из художественного отдела в разделе специальных инструкций. Здесь это называлось «шахматы Окуда».
Коллекционная компания Franklin Mint произвела два разных трехмерных шахматных набора; один основан на версии TOS с четырьмя «досками атаки», а второй основан на версии TNG с шестью досками.
The Noble Collection позже выпустила трехмерный набор шахмат TOS большего размера.
Согласно Техническому руководству Star Fleet [номер страницы? • edit] , начальные позиции фигур короля и ферзя находятся на соответствующих им атакующих досках с собственным набором ладей и пешек. Кони, слоны и оставшиеся пешки занимают первые два ряда фиксированных досок каждого цвета.
Апокрифы
В романе Pocket Books «Клингонский гамбит» также есть несколько ссылок на трехмерные шахматы.
Роман Туннель сквозь звезды описывает известного 3D-шахматиста по имени Дюрания, в честь которого названа классическая защита Дюраниана. Однажды он сыграл знаменитую партию, в которой его противник принял его отступление (защиту Дюраниана) за нападение и прервал неустанное наступление, чтобы рокироваться ладьей. Этот момент колебания позволил противнику набрать обороты. Игра продолжалась еще четыре дня, но соперник Дюрании в итоге проиграл.
Новеллизация «Звездный путь » представляет собой краткую и предвещающую отсылку; Пока двое пробиваются через Нарада (в основном это кулачный бой, а не перестрелка, показанная в фильме), Кирк восхищается очень эффективным использованием Споком Суус Махна (думая про себя: «Он даже сражается с логически»), сделал правильный вывод, что вулканец должен играть в «подлую игру» в трехмерные шахматы.
Кирк и Спок играют в трехмерные шахматы в альтернативной реальности
Игра с трехмерными шахматными фигурами в первом появлении Кирка и Спока в видеоигре 2013 года «Звездный путь», когда их игра прерывается сигналом бедствия, поступающим со станции Гелиос, сразу после того, как тактическая ошибка капитана была использована. по вулканцу. После того, как Спок покидает свою каюту, Кирк пробирается обратно в комнату и тайком передвигает фигурку вулканца. Эта версия несколько отличается тем, что панель атаки может быть подвешена ниже основной платы.
kcentr. ru — официальный Интернет-магазин Корпорации «Центр» — российской розничной торговой сети по продаже бытовой техники и электроники известных мировых производителей.
Главная ЭЛЕКТРОИНСТРУМЕНТ Торцовочные пилы Торцовочная пила PATRIOT MS 303 190301903
Торцовочная пила PATRIOT MS 303 190301903 используется для прямой и поперечной распиловки заготовок из древесины. Имеет метрическую разметку для удобной работы.
Благодаря блокировке шпинделя замена пильных дисков занимает минимум времени.
Специальные зажимы надежно фиксируют заготовку сверху и спереди.
Прочный литой корпус обеспечивает долгий срок службы инструмента.
Технические характеристики
org/PropertyValue»>Max глубина пропила под углом 45°, мм 60
Max глубина пропила под углом 90°, мм 105
Max ширина пропила под углом 45°, мм 80
Max ширина пропила под углом 90°, мм 110
Вес, кг 19
Мощность, Вт 1700
Наличие подсветки нет
Наличие лазера нет
org/PropertyValue»>Тип двигателя щеточный
Посадочный диаметр диска, мм 25.4
Диаметр диска, мм 305
Регулировка оборотов нет
Число оборотов, об/мин 3800
Наклон пилы влево/вправо, град 45
Плавный пуск нет
Поддержание постоянных оборотов под нагрузкой нет
Комплектация
Торцовочная пила;
Упаковка.
Параметры упакованного товара
Единица товара: Штука Вес, кг: 19,00
Длина, мм: 477 Ширина, мм: 588 Высота, мм: 493
Преимущества
Возможность жесткой фиксации;
Ремень для безопасной и интенсивной эксплуатации PATRIOT MS 303 190301903;
Прорезиненный морозостойкий кабель, устойчивый к перегибам;
D-образная рукоятка с мягкими накладками для комфортной работы;
Благодаря системе пылеудаления рабочее место будет оставаться чистым.
Похожие
И.С. 303 Герберт С. Айзенберг
Обзор Качество школы отчеты
Обзор
Номер школы: K303
Доступность: Полный доступ
Классы: 06,07,08,SE
2020–2021 Зачисление: 525
Географический район: 21
Район: Бруклин
Контакты и информация школы
Руководитель школы
Шанеша Уайт Бейли, И. А. Главный
Родительский координатор
Марлетта Бэрроу
Уважение ко всем связям
Бретт Добин
Связной по вопросам предотвращения сексуальных домогательств
Бретт Добин
Как сообщить о дискриминации между учащимися, сексуальных и других домогательствах, запугивании и издевательствах
Космос
В одном здании с другими школами
Район №
21К303
Суперинтендант и окружные контакты
Суперинтендант
Изабель Димола
Телефон
718-648-0209
Адрес
25 Brighton 4th Road, Brooklyn, NY 11235
Президент Совета по образованию
Анна Ламберски
Телефон Совета по образованию
718-232-2161
Психическое здоровье и благополучие
Обратитесь к координатору по работе с родителями, школьному социальному работнику или школьному консультанту за дополнительной информацией о программе психического здоровья вашей школы.
Информация о вентиляции здания
В целях обеспечения максимальной безопасности персонала и учащихся все школьные здания постоянно контролируются на наличие проблем с вентиляцией. DOE делает ремонт или улучшения там, где это необходимо, и/или закрывает все комнаты до тех пор, пока их можно будет безопасно заселить.
K303 — Западный проспект, 501
См. общегородскую информацию и определения отчетов:
Состояние вентиляции здания
Бесплатное студенческое питание
Завтрак, обед и послешкольное питание бесплатны для всех учащихся государственных школ г. Нью-Йорка.
Особенности службы меню
Время завтрака: 8:30–9:30
Время обеда: 10:24–13:34
Менеджер службы питания: Мишель Минго
Номер телефона кухни: 718-996-0150
Посмотреть, что в меню:
Завтрак
Обед
Отчет об инспекции Департамента здравоохранения
Прием
Для информации о поступлении в школу
Просмотрите школы Нью-Йорка на MySchools.nyc
Качество школы
DOE разрабатывает инструменты, помогающие семьям и педагогам понять успеваемость учащихся и качество школы. Отчеты на этой странице предоставляют информацию о качестве школы из нескольких источников. Эти источники включают отзывы учащихся, учителей и родителей. Отчеты также включают информацию об официальных посещениях школы и различные показатели успеваемости учащихся.
Снимок качества школы
Сводка качества школы предоставляет семьям краткую информацию о каждой школе. Данные фиксируют школьную учебную среду и успеваемость учащихся. Снимки за 2016-2017 и 2017-2018 учебные годы доступны по ссылкам ниже.
Сводка качества школы — средняя школа
Руководство по обеспечению качества для школ
Руководство по обеспечению качества в школах представляет собой подробный отчет об этой школе, включающий полные результаты опроса школ г. Нью-Йорка и дополнительную информацию об успеваемости учащихся.
Руководство по обеспечению качества в школах — средняя школа
Отчет о проверке качества
Отчет о проверке качества является результатом двухдневного визита опытного преподавателя, который оценил, насколько хорошо эта школа поддерживает обучение учащихся и практику учителей.
Отчет о проверке качества за 2017-2018 гг.
Отчет о проверке качества за 2014-2015 гг.
Информационная панель школьной успеваемости
Информационная панель успеваемости школы показывает данные за несколько лет и ключевые сравнения для этой школы.
Информационная панель успеваемости в школе — средняя школа
Отчеты
Создание профиля доступности
Корпус 1
K303 — 501 WEST AVENUE — Полностью доступный
Рейтинг
9 из 10 — Доступны все основные образовательные зоны в здании, хотя небольшие барьеры могут присутствовать по всему зданию, где есть до 1992 строительство. �
Просмотр отчета BAP
Удобства
Отчеты об испытаниях воды и экологических отчетах
Основная ежегодная космическая съемка
Оценка состояния здания (BCAS)
Бюджет и финансы
Обзор справедливого финансирования студентов
Справедливая информация о финансировании студентов
Галактика Распределение
Сводка бюджета
Отчет о расходах
Искусство
Искусство в школьном отчете
Комплексный образовательный план
Комплексный образовательный план
План школьного консультирования
План школьного консультирования
LEVITON Ручной переключатель двигателя, 30 А, 600 В перем.
тока, 3 полюса, открытый — 5HYT4|MS303-DS
ЛЕВИТОН
Вещь # 5HYT4
производитель Модель #
MS303-ДС
UNSPSC #
39121501
№ страницы каталога
Н/Д
Страна происхождения
Мексика.
Страна происхождения может быть изменена.
Рассчитанный на использование в качестве выключателя двигателя для расширения сферы применения продукта, этот блок имеет номинальный постоянный ток 600 В переменного тока и максимальную номинальную мощность 20 л.с. Используйте его для включения/выключения управления линиями розлива, насосными установками, воздушными компрессорами и другим тяжелым производственным оборудованием.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
 высота выполнения работ, м
высота выполнения работ, м высота выполнения работ, м
высота выполнения работ, м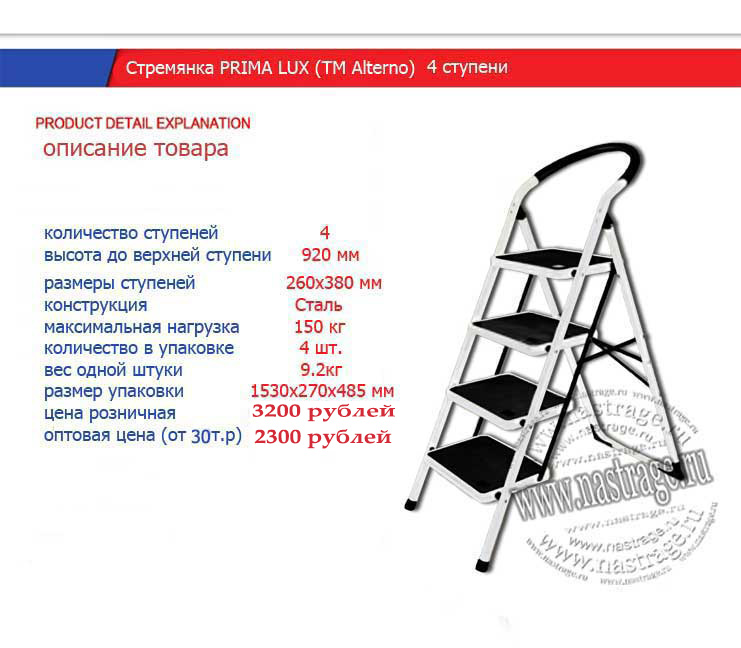 РекомендуюДостоинства: Легкая, компактнаяНедостатки: Нет
РекомендуюДостоинства: Легкая, компактнаяНедостатки: Нет Заказал, привезли в упаковке, оплатил, занес домой, распаковал, а оказалось, что ступени алюминиевые, а ножки стальные…
Заказал, привезли в упаковке, оплатил, занес домой, распаковал, а оказалось, что ступени алюминиевые, а ножки стальные… Помещается в багажник легкового авто, как по длине так и по ширине(не складывая спинку заднего сидения) при моем росте 170, удобно работать на высоте до 2,5 м.Достоинства: Цена
Помещается в багажник легкового авто, как по длине так и по ширине(не складывая спинку заднего сидения) при моем росте 170, удобно работать на высоте до 2,5 м.Достоинства: Цена Недостатки: Не выявлено
Недостатки: Не выявлено 8 м стальной
8 м стальной Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить стремянка алюминий/сталь 4 ступени 80 мм двухсторонняя 0,88 м Новая высота в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар стремянка алюминий/сталь 4 ступени 80 мм двухсторонняя 0,88 м Новая высота действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить стремянка алюминий/сталь 4 ступени 80 мм двухсторонняя 0,88 м Новая высота в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар стремянка алюминий/сталь 4 ступени 80 мм двухсторонняя 0,88 м Новая высота действительны в Санкт-Петербурге. При работе на лестнице может потребоваться использование средств защиты от падения.
При работе на лестнице может потребоваться использование средств защиты от падения.

 Обратите внимание, что это самые высокие рекомендуемые уровни. Люди должны стоять ниже на лестнице, если они чувствуют себя неуверенно.
Обратите внимание, что это самые высокие рекомендуемые уровни. Люди должны стоять ниже на лестнице, если они чувствуют себя неуверенно. При необходимости передвигайте стремянку.
При необходимости передвигайте стремянку. Установите подходящие барьеры или заприте двери.
Установите подходящие барьеры или заприте двери.
 Пользователь также не должен наступать или стоять на верхней крышке или полке ведра/ведра.
Пользователь также не должен наступать или стоять на верхней крышке или полке ведра/ведра. Очистите поверхности для подъема и захвата, если они были подвержены воздействию масла, жира или скользких материалов. Рабочие части, болты, заклепки, соединения ступеней с рельсами и состояние противоскользящих ножек (защитной обуви) должны быть проверены. При обнаружении структурных повреждений, недостающих частей или любого другого опасного дефекта лестницу нельзя вводить в эксплуатацию и либо выбрасывать, либо квалифицированно ремонтировать.
Очистите поверхности для подъема и захвата, если они были подвержены воздействию масла, жира или скользких материалов. Рабочие части, болты, заклепки, соединения ступеней с рельсами и состояние противоскользящих ножек (защитной обуви) должны быть проверены. При обнаружении структурных повреждений, недостающих частей или любого другого опасного дефекта лестницу нельзя вводить в эксплуатацию и либо выбрасывать, либо квалифицированно ремонтировать.


 ):
): ИНСТРУМЕНТА
ИНСТРУМЕНТА ИНСТРУМЕНТ
ИНСТРУМЕНТ
 Набор бытовых инструментов, модель DT0773
Набор бытовых инструментов, модель DT0773 Комплект Stubby, модель DT0240P
Комплект Stubby, модель DT0240P

 Чтобы увидеть мой комплект в действии, обратитесь к проекту стойки для инструментов.
Чтобы увидеть мой комплект в действии, обратитесь к проекту стойки для инструментов. Я также использую его для вырезания деталей из шпона.
Я также использую его для вырезания деталей из шпона.




 phoneFlag}} {{/if}}
phoneFlag}} {{/if}} :37
:37 0006
0006 R. Villarreal
R. Villarreal Самая великая игра. Мы играем
Самая великая игра. Мы играем
 Говорить, что это не относится к рецензии на фильм, неправильно, так как фильм явно об этом. . А как не быть? С Джорджем Лопесом и Марисой Томей, объединившимися, чтобы наносить остроумные удары по консервативным идеалам по большей части. Демонизация консерваторов в кино всегда была излюбленной стратегией левых.
Говорить, что это не относится к рецензии на фильм, неправильно, так как фильм явно об этом. . А как не быть? С Джорджем Лопесом и Марисой Томей, объединившимися, чтобы наносить остроумные удары по консервативным идеалам по большей части. Демонизация консерваторов в кино всегда была излюбленной стратегией левых. Это ключевой элемент решения этой проблемы, и это то, что большинство консерваторов на низовом уровне считают необходимым сделать.
Это ключевой элемент решения этой проблемы, и это то, что большинство консерваторов на низовом уровне считают необходимым сделать.
 другие кредиты компании на IMDbPro
другие кредиты компании на IMDbPro Потому что я видел несколько фильмов этого режиссера, и он показал лучшее в этой категории. Не очень популярный, маленький бюджет, низкое качество изготовления, все это не значит, что смотреть не стоит. На самом деле, Из ничего к чему-то!
Потому что я видел несколько фильмов этого режиссера, и он показал лучшее в этой категории. Не очень популярный, маленький бюджет, низкое качество изготовления, все это не значит, что смотреть не стоит. На самом деле, Из ничего к чему-то! Остальная часть истории рассказывает об их путешествии от ничего к чему-то.
Остальная часть истории рассказывает об их путешествии от ничего к чему-то. Так что этот фильм как школьная версия, и пример из ничего невозможен, если вы приложите усилия с правильным настроем.
Так что этот фильм как школьная версия, и пример из ничего невозможен, если вы приложите усилия с правильным настроем.
 Хотя для написания программы на C или C ++ требуется много времени, вы можете получить доступ:
Хотя для написания программы на C или C ++ требуется много времени, вы можете получить доступ:
 Да, одним из примеров, демонстрирующих использование Java, является компьютерное зрение с Java и OpenCV (вы можете использовать C ++ вместо Java, но он не сможет достичь того, что вы хотите с точки зрения робототехники) и напишите свой код обработки изображений с помощью Java.
Да, одним из примеров, демонстрирующих использование Java, является компьютерное зрение с Java и OpenCV (вы можете использовать C ++ вместо Java, но он не сможет достичь того, что вы хотите с точки зрения робототехники) и напишите свой код обработки изображений с помощью Java.
 Короче говоря, Python отлично работает, когда вам нужно быстро протестировать роботизированные приложения с базовыми функциями с меньшей вычислительной мощностью и минимальными временными ограничениями.
Короче говоря, Python отлично работает, когда вам нужно быстро протестировать роботизированные приложения с базовыми функциями с меньшей вычислительной мощностью и минимальными временными ограничениями.
 тем самым выполняя требования различных предприятий и их пользователей с помощью искусственного интеллекта.
тем самым выполняя требования различных предприятий и их пользователей с помощью искусственного интеллекта. д. И кто-то, наверное, смог собрать робота, которого придумал ранее. Но без программирования, робот является очень красивый и дорогим макетом, не умеющим делать ничего.
д. И кто-то, наверное, смог собрать робота, которого придумал ранее. Но без программирования, робот является очень красивый и дорогим макетом, не умеющим делать ничего. Он по-прежнему используется некоторыми микроконтроллерами ( Basic Micro , BasicX , Parallax ) для программирования учебных роботов;
Он по-прежнему используется некоторыми микроконтроллерами ( Basic Micro , BasicX , Parallax ) для программирования учебных роботов;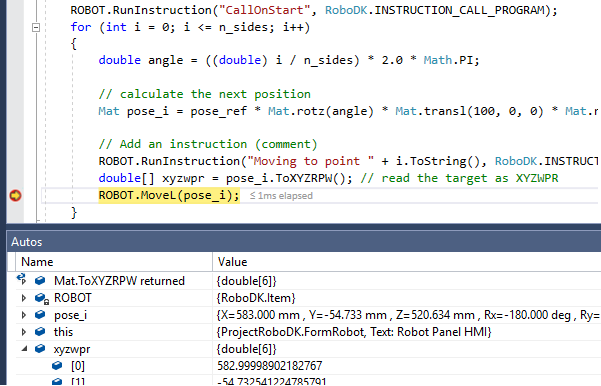 д.). Часто микроконтроллер предназначен для программирования на определенном языке.
д.). Часто микроконтроллер предназначен для программирования на определенном языке.
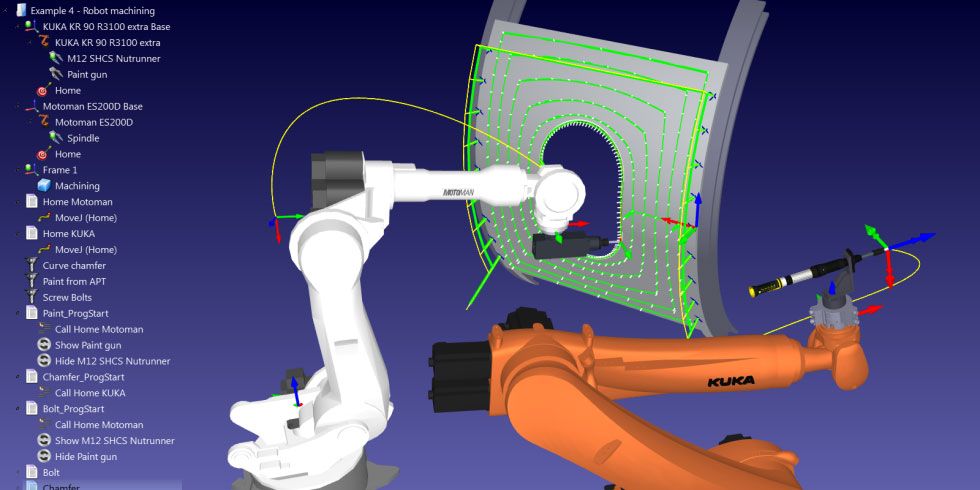
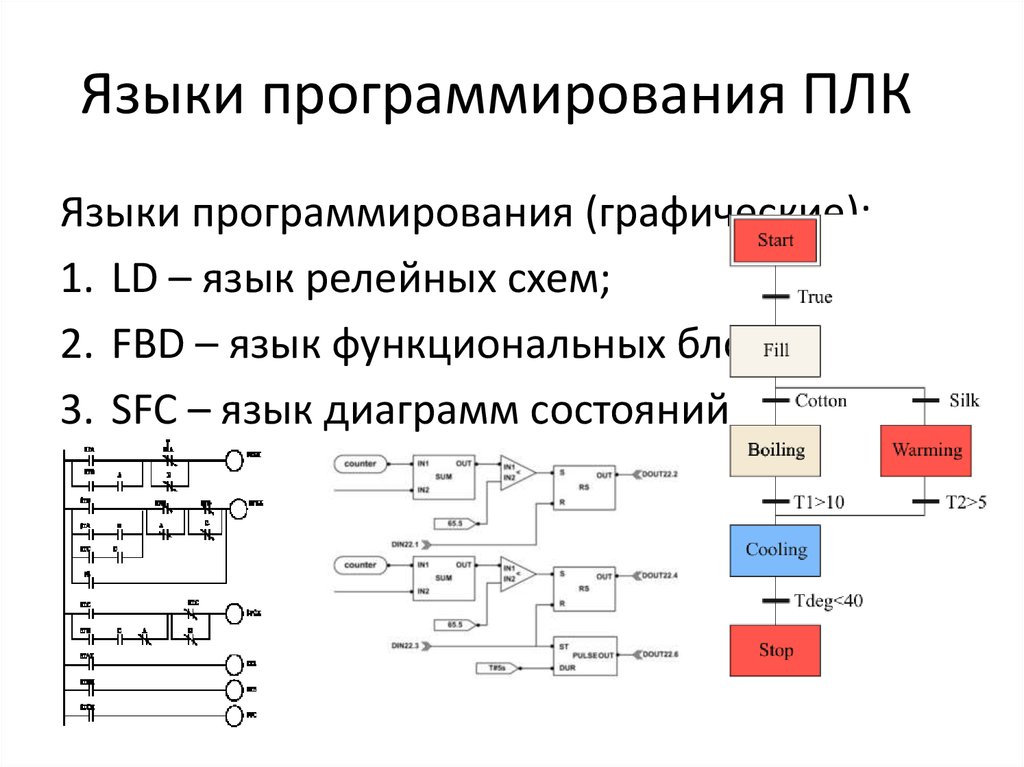 Вам может быть придется загрузить «драйверы» (специфичные для каждой операционной системы), чтобы ваш компьютер мог понять, как общаться с микроконтроллером и / или USB-конвертером последовательного преобразователя.
Вам может быть придется загрузить «драйверы» (специфичные для каждой операционной системы), чтобы ваш компьютер мог понять, как общаться с микроконтроллером и / или USB-конвертером последовательного преобразователя.




 HDL, такие как Verilog и язык описания оборудования VHSIC (или VHDL), упрощают программирование схем, позволяя разработчикам описывать схемы с помощью слов и символов. Следует отметить одну важную вещь: для использования языков описания оборудования часто требуется хороший опыт работы с электроникой, поскольку несколько процессоров обычно работают одновременно.
HDL, такие как Verilog и язык описания оборудования VHSIC (или VHDL), упрощают программирование схем, позволяя разработчикам описывать схемы с помощью слов и символов. Следует отметить одну важную вещь: для использования языков описания оборудования часто требуется хороший опыт работы с электроникой, поскольку несколько процессоров обычно работают одновременно.

 Python сокращает время программирования, устраняя необходимость определять и приводить типы переменных и позволяя кодировать движения в одном скрипте. Учитывая его широкое использование и популярность, Python также имеет большое сообщество разработчиков, которое может стать отличным ресурсом для новичков, к которому можно подключиться на этапе обучения.
Python сокращает время программирования, устраняя необходимость определять и приводить типы переменных и позволяя кодировать движения в одном скрипте. Учитывая его широкое использование и популярность, Python также имеет большое сообщество разработчиков, которое может стать отличным ресурсом для новичков, к которому можно подключиться на этапе обучения.
 В этом случае вам может даже не понадобиться изучать язык программирования. Например, с помощью технологии ручного управления вы можете перемещать коллаборативного робота вручную. Текстовое программирование не требуется.
В этом случае вам может даже не понадобиться изучать язык программирования. Например, с помощью технологии ручного управления вы можете перемещать коллаборативного робота вручную. Текстовое программирование не требуется. нашел на интернет-форумах.
нашел на интернет-форумах. Я расположил их примерно в порядке важности от наименее до наиболее ценных.
Я расположил их примерно в порядке важности от наименее до наиболее ценных.
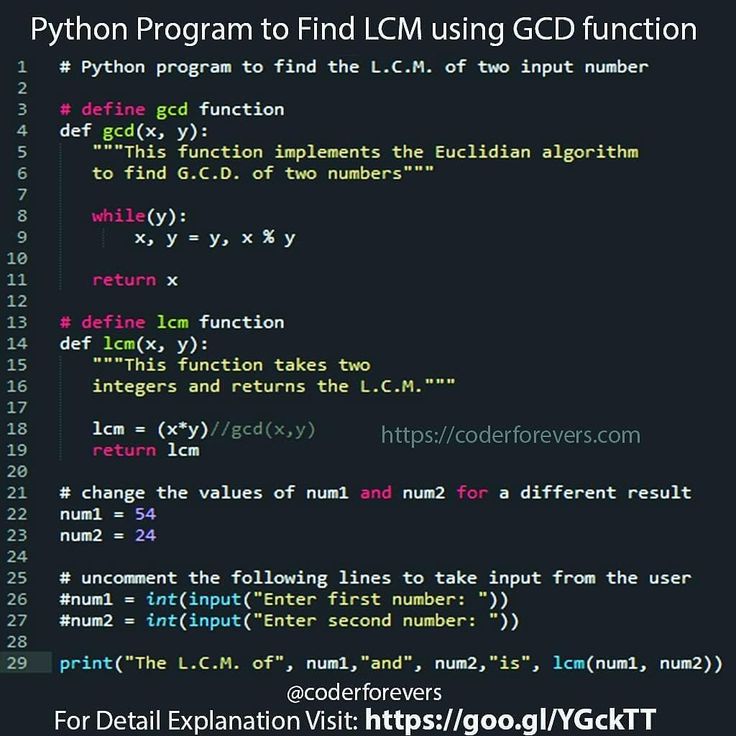
 Пролог использовался как часть программирования в IBM Watson AI.
Пролог использовался как часть программирования в IBM Watson AI. Тем не менее, важно знать, что они существуют, поскольку они сильно отличаются от других языков программирования. Во-первых, все операции выполняются параллельно, а не последовательно, как в процессорных языках.
Тем не менее, важно знать, что они существуют, поскольку они сильно отличаются от других языков программирования. Во-первых, все операции выполняются параллельно, а не последовательно, как в процессорных языках. Если вы собираетесь использовать эту систему, вам, вероятно, придется использовать C#.
Если вы собираетесь использовать эту систему, вам, вероятно, придется использовать C#.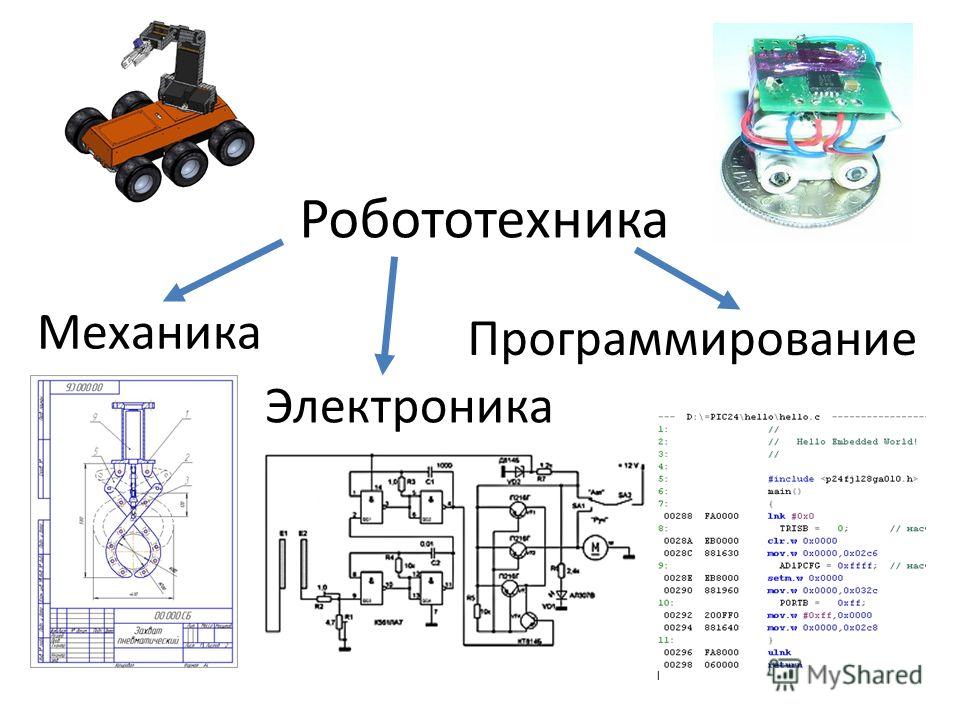 Вместо этого виртуальная машина Java интерпретирует инструкции во время выполнения, позволяя вам использовать один и тот же код на многих разных машинах.
Вместо этого виртуальная машина Java интерпретирует инструкции во время выполнения, позволяя вам использовать один и тот же код на многих разных машинах. А поскольку он допускает простые привязки к коду C/C++, части кода, требовательные к производительности, могут быть реализованы на этих языках, чтобы избежать потери производительности.
А поскольку он допускает простые привязки к коду C/C++, части кода, требовательные к производительности, могут быть реализованы на этих языках, чтобы избежать потери производительности.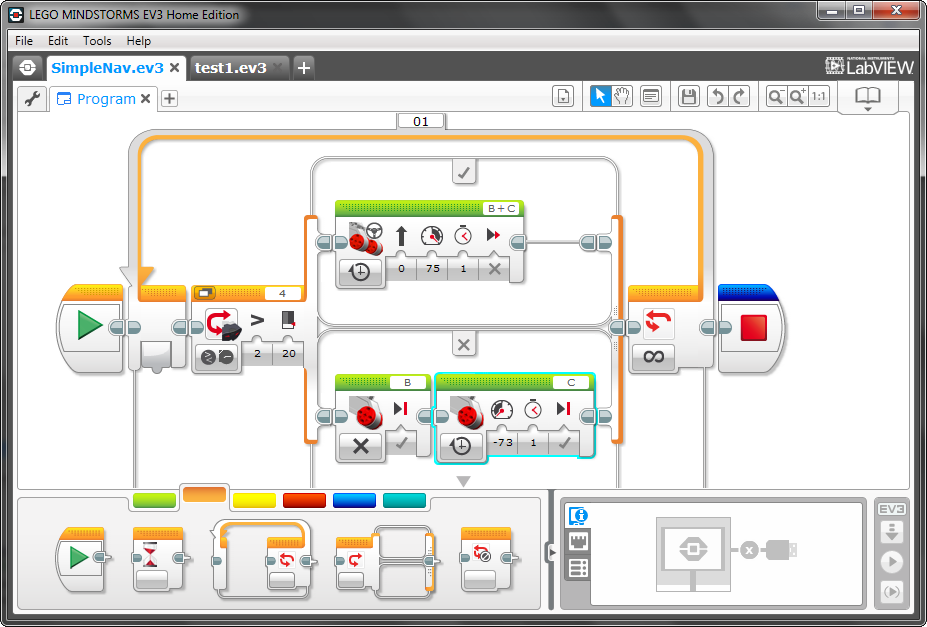
 Самое главное — найти язык, который кажется вам естественным и подходит для вашего роботизированного оборудования.
Самое главное — найти язык, который кажется вам естественным и подходит для вашего роботизированного оборудования.

 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.


 организаций по запросу
организаций по запросу

 Гальванокерамические коронки и металлокерамические коронки установлены 52 пародонтологически здоровым пациентам в разрезной конструкции. Клинические параметры (десневой индекс, индекс зубного налета, глубина зондирования и рецессии) регистрировались в шести местах на зуб. Доступ к исходным изменениям тканей был получен путем анализа скорости потока жидкости десневой борозды и концентрации IgG в жидкости десневой борозды. Через 24 месяца 34 пациента могли быть повторно обследованы. Все коронки функционировали адекватно, и редко наблюдалось явное клиническое воспаление. Через 24 мес наблюдения в тканях десны, прилегающих к гальванокерамическим коронкам, достоверно меньше признаков клинико-воспалительной реакции по индексу налета (P = 0,004), десневому индексу (P < 0,001), скорости потока жидкости из десневой борозды (P = 0,012) и IgG (P = 0,002). Данные также были проанализированы отдельно для буккальной и оральной локализаций. В тканях десны, прилегающих к металлокерамическим коронкам, наблюдались достоверно повышенные клинико-воспалительные показатели индекса зубного налета (P = 0,005), десневого индекса (P = 0,008), скорости потока жидкости десневой борозды (P = 0,006), IgG (P = 0,007) при полости рта по сравнению с гальванокерамическими коронками.
Гальванокерамические коронки и металлокерамические коронки установлены 52 пародонтологически здоровым пациентам в разрезной конструкции. Клинические параметры (десневой индекс, индекс зубного налета, глубина зондирования и рецессии) регистрировались в шести местах на зуб. Доступ к исходным изменениям тканей был получен путем анализа скорости потока жидкости десневой борозды и концентрации IgG в жидкости десневой борозды. Через 24 месяца 34 пациента могли быть повторно обследованы. Все коронки функционировали адекватно, и редко наблюдалось явное клиническое воспаление. Через 24 мес наблюдения в тканях десны, прилегающих к гальванокерамическим коронкам, достоверно меньше признаков клинико-воспалительной реакции по индексу налета (P = 0,004), десневому индексу (P < 0,001), скорости потока жидкости из десневой борозды (P = 0,012) и IgG (P = 0,002). Данные также были проанализированы отдельно для буккальной и оральной локализаций. В тканях десны, прилегающих к металлокерамическим коронкам, наблюдались достоверно повышенные клинико-воспалительные показатели индекса зубного налета (P = 0,005), десневого индекса (P = 0,008), скорости потока жидкости десневой борозды (P = 0,006), IgG (P = 0,007) при полости рта по сравнению с гальванокерамическими коронками. Наши данные свидетельствуют о стабилизирующем влиянии гальванокерамических коронок на ткани пародонта с течением времени.
Наши данные свидетельствуют о стабилизирующем влиянии гальванокерамических коронок на ткани пародонта с течением времени. 2001.115386.
2001.115386.

 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
 2020 июль; 124(1):46-52.e2.
2020 июль; 124(1):46-52.e2.


 2021 октября; 32 Приложение 21 (Приложение 21): 254-288. doi: 10.1111/clr.13863.
2021 октября; 32 Приложение 21 (Приложение 21): 254-288. doi: 10.1111/clr.13863. Г.
Г.


 Ивано-Франковск
Ивано-Франковск
 Киев
Киев 607.018.285
607.018.285 609.256.918
609.256.918 500
500 608.597.709
608.597.709 Набор кобальтовых сверл по металлу
Набор кобальтовых сверл по металлу Набор сверл Cobalt M42
Набор сверл Cobalt M42
 Они также оснащены наконечником под углом 135°, что помогает быстрее врезаться и уменьшает ход сверла по металлу.
Они также оснащены наконечником под углом 135°, что помогает быстрее врезаться и уменьшает ход сверла по металлу.
 (DW1177)
(DW1177)


 В этом случае мы считаем, что одно из лучших сверл для кирпича выпускается под брендом DeWalt. В основном, мы считаем, что они просто хорошо держат цену. Вы можете заплатить больше и, возможно, получить более длительный срок службы, но если вы выставите счет за аксессуары для работы, они сделают свою работу.
В этом случае мы считаем, что одно из лучших сверл для кирпича выпускается под брендом DeWalt. В основном, мы считаем, что они просто хорошо держат цену. Вы можете заплатить больше и, возможно, получить более длительный срок службы, но если вы выставите счет за аксессуары для работы, они сделают свою работу. 9№ 0003
9№ 0003 Он режет более плавно и оставляет относительно чистое отверстие по сравнению с другими лопаточными битами. Как вишенка на торте, у него шестигранный хвостовик 1/4″, поэтому он подходит для ударного шуруповерта.
Он режет более плавно и оставляет относительно чистое отверстие по сравнению с другими лопаточными битами. Как вишенка на торте, у него шестигранный хвостовик 1/4″, поэтому он подходит для ударного шуруповерта.
 Сначала это кажется мелочью, но лазер Irwin выгравирует размеры на внутренней стороне флейты, где они не сотрутся со временем.
Сначала это кажется мелочью, но лазер Irwin выгравирует размеры на внутренней стороне флейты, где они не сотрутся со временем.
 Этот тип сверла служит дольше, чем черный оксид.
Этот тип сверла служит дольше, чем черный оксид.
 В отличие от стандартных спиральных сверл, лопаточные сверла хороши только для проделывания отверстий в древесине.
В отличие от стандартных спиральных сверл, лопаточные сверла хороши только для проделывания отверстий в древесине. Ступенчатый бит начинается с короткого пилота, а затем проходит серию увеличивающихся значений ширины по мере перехода от одного шага к другому.
Ступенчатый бит начинается с короткого пилота, а затем проходит серию увеличивающихся значений ширины по мере перехода от одного шага к другому.


 Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком.
Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком. Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.
Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.

 При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
 05-1.0 Pa
05-1.0 Pa
 2, для PC
2, для PC


 youtube.com/embed/BEV93oDktHA?feature=oembed» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/BEV93oDktHA?feature=oembed» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»>

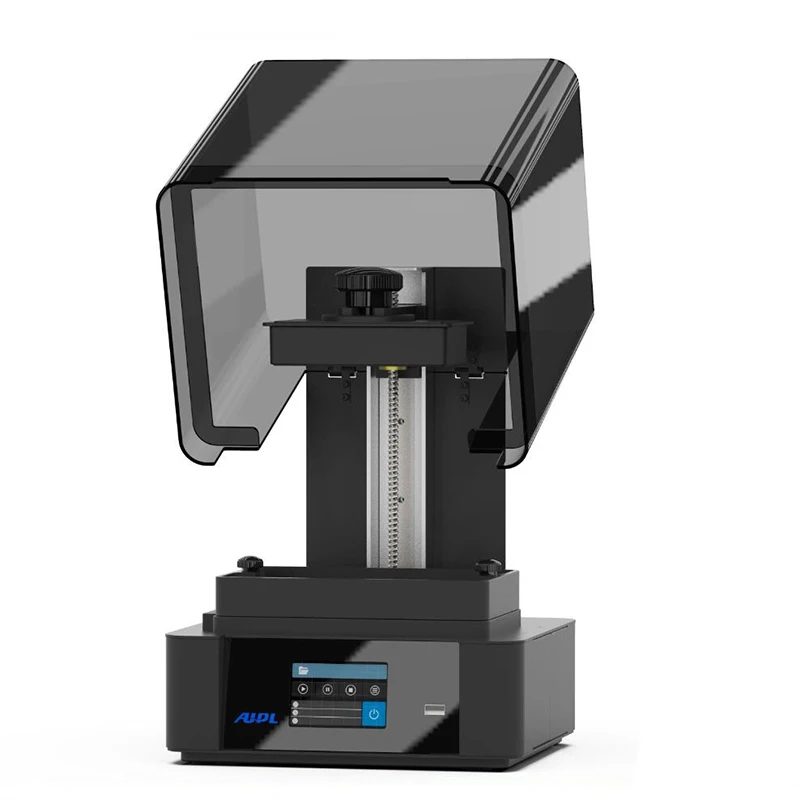 К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
 Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.

 Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
 Среди вариантов сталей можно выделить следующие:
Среди вариантов сталей можно выделить следующие:
 Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
 Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.


 Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.

 DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки — DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки — DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
 WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.
WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.



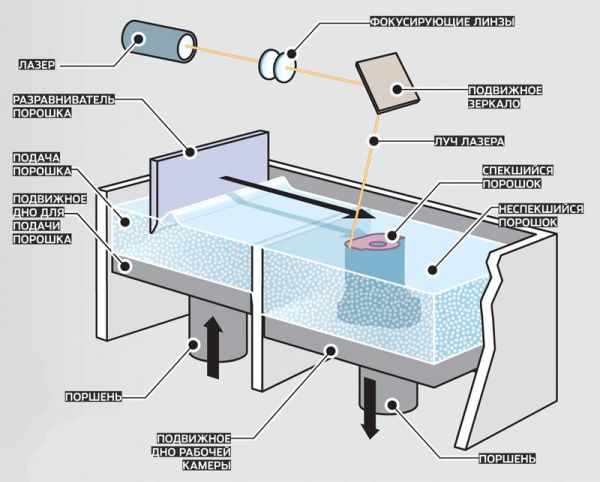

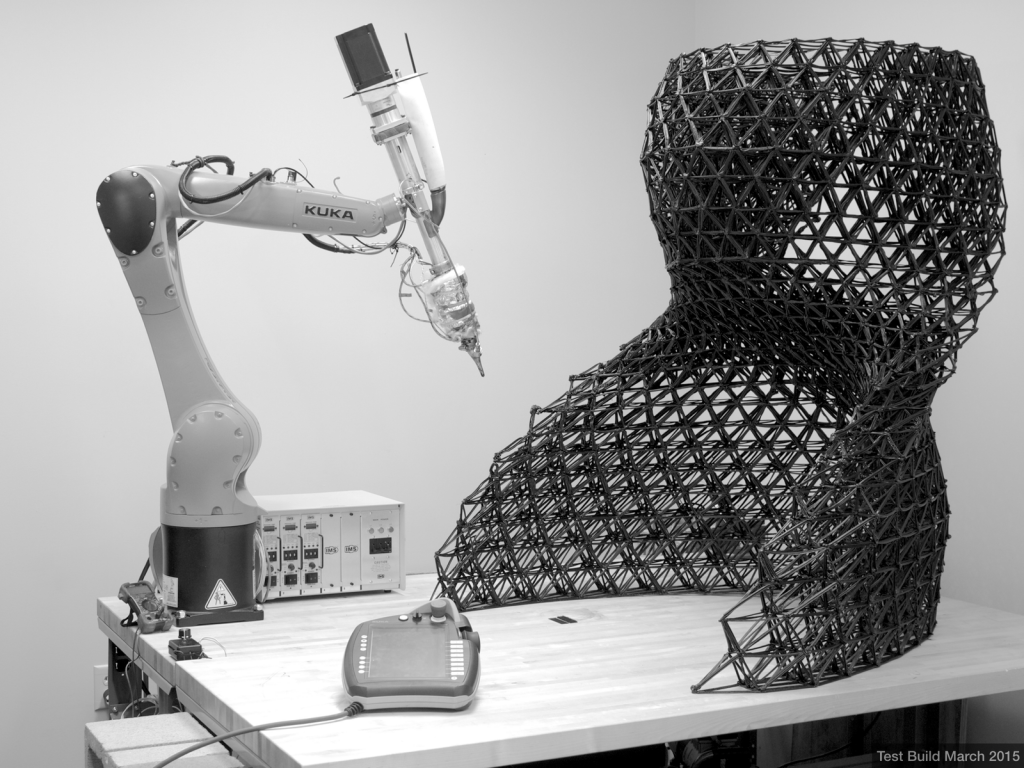


 . Просто распечатайте и спекайте; Двухэтапный процесс, не требующий растворителя для удаления связующего вещества или инструментов, как в случае MIM (литье металлов под давлением).
. Просто распечатайте и спекайте; Двухэтапный процесс, не требующий растворителя для удаления связующего вещества или инструментов, как в случае MIM (литье металлов под давлением).
 Когда деталь нагревается до температуры, близкой к температуре плавления, связующее вещество удаляется, а частицы металла сплавляются друг с другом, что приводит к уплотнению детали до 98%.
Когда деталь нагревается до температуры, близкой к температуре плавления, связующее вещество удаляется, а частицы металла сплавляются друг с другом, что приводит к уплотнению детали до 98%.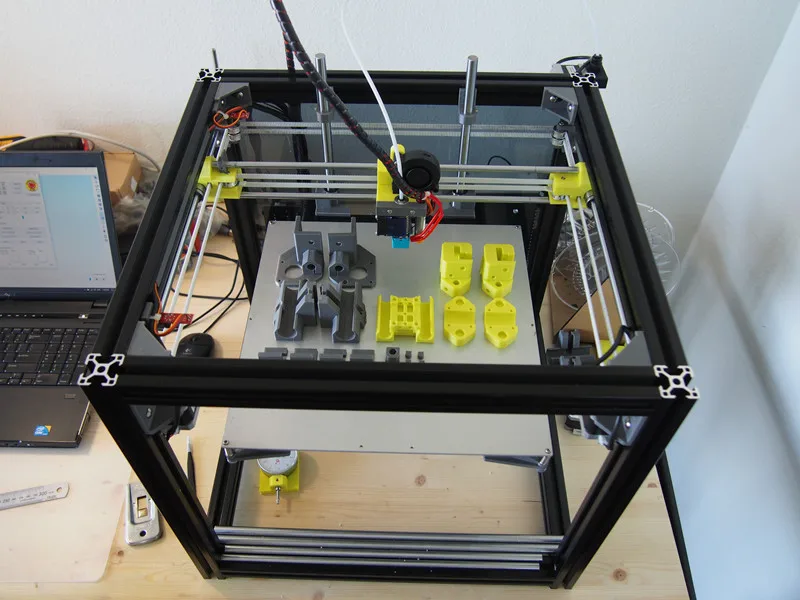

 Это полностью аустенитная сталь, идеально подходящая для суровых условий.
Это полностью аустенитная сталь, идеально подходящая для суровых условий. Это делает его идеальным металлом для изготовления инструментов как для горячей, так и для холодной обработки.
Это делает его идеальным металлом для изготовления инструментов как для горячей, так и для холодной обработки.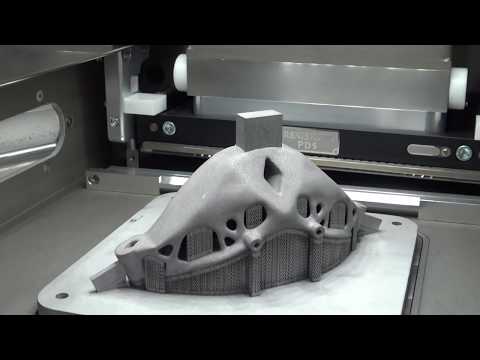

 д.
д. см
см Характеристики деталей аналогичны кованым сплавам, и можно настроить плотность деталей с заполнением с закрытыми ячейками.
Характеристики деталей аналогичны кованым сплавам, и можно настроить плотность деталей с заполнением с закрытыми ячейками. Запатентованные съемные опоры позволяют снимать опору вручную, поскольку она не связана с деталью. В результате можно легко распечатать и использовать очень сложные детали и сборки, которые можно печатать на месте.
Запатентованные съемные опоры позволяют снимать опору вручную, поскольку она не связана с деталью. В результате можно легко распечатать и использовать очень сложные детали и сборки, которые можно печатать на месте.
 Встроенные температурные профили, настроенные для каждой сборки и материала, обеспечивают равномерный нагрев и охлаждение без остаточных напряжений, присутствующих в лазерных системах.
Встроенные температурные профили, настроенные для каждой сборки и материала, обеспечивают равномерный нагрев и охлаждение без остаточных напряжений, присутствующих в лазерных системах.
 Нет необходимости в удалении связующего растворителем, просто распечатайте и спекайте.
Нет необходимости в удалении связующего растворителем, просто распечатайте и спекайте. при сохранении необходимой функциональной прочности и жесткости.
при сохранении необходимой функциональной прочности и жесткости.
 Изготовление нестандартных зубчатых колес с помощью зубофрезерования и протяжки часто обходится дорого. Благодаря 3D-печати металлом изготовление таких деталей возможно с меньшими затратами и меньшими сроками выполнения заказа.
Изготовление нестандартных зубчатых колес с помощью зубофрезерования и протяжки часто обходится дорого. Благодаря 3D-печати металлом изготовление таких деталей возможно с меньшими затратами и меньшими сроками выполнения заказа. Печать детали с помощью Studio System сокращает время подготовки ЧПУ и освобождает механический цех для более важной работы.
Печать детали с помощью Studio System сокращает время подготовки ЧПУ и освобождает механический цех для более важной работы. Обычно поршни, изготовленные на станках с ЧПУ из алюминиевого сплава, могут занимать много времени, и их трудно быстро прототипировать и тестировать.
Обычно поршни, изготовленные на станках с ЧПУ из алюминиевого сплава, могут занимать много времени, и их трудно быстро прототипировать и тестировать. С помощью Studio System компания смогла воссоздать деталь со свойствами, аналогичными оригинальной литой детали, без затрат на инструменты и длительных сроков изготовления.
С помощью Studio System компания смогла воссоздать деталь со свойствами, аналогичными оригинальной литой детали, без затрат на инструменты и длительных сроков изготовления. Используется в химической обработке для охлаждения горячего газа при его протекании по трубе.
Используется в химической обработке для охлаждения горячего газа при его протекании по трубе.
 LB40
LB40 LB50-5.5
LB50-5.5 LB75
LB75 LT100/16-7,5
LT100/16-7,5 LB75В
LB75В
 Прежде чем остановить свой выбор на определенной модели, нужно учесть следующие параметры: уровень потребления пескоструйным аппаратом сжатого воздуха, скорость выполнения работ, расход абразива.
Прежде чем остановить свой выбор на определенной модели, нужно учесть следующие параметры: уровень потребления пескоструйным аппаратом сжатого воздуха, скорость выполнения работ, расход абразива.
 Например, для очистки железобетонных панелей, монолитных бетонных стен, колонны и другие конструкции из бетона, а также для того, чтобы удалить остаточный цемент, следы строительной опалубки, выцветшие участки и обнажить бетон, нужен компрессор, обеспечивающий давление порядка 3-5 бар. Для струйной очистки металлической поверхности – 5-8 бар. При очистке металлоконструкций от толстого слоя покрытия эффективным будет применение компрессора, выдающего больше давления, — 9-12 бар.
Например, для очистки железобетонных панелей, монолитных бетонных стен, колонны и другие конструкции из бетона, а также для того, чтобы удалить остаточный цемент, следы строительной опалубки, выцветшие участки и обнажить бетон, нужен компрессор, обеспечивающий давление порядка 3-5 бар. Для струйной очистки металлической поверхности – 5-8 бар. При очистке металлоконструкций от толстого слоя покрытия эффективным будет применение компрессора, выдающего больше давления, — 9-12 бар. Профессиональный компрессор, обладает оптимальными параметрами для плодотворной работы пескоструйного техники и качественной очистки различных поверхностей.
Профессиональный компрессор, обладает оптимальными параметрами для плодотворной работы пескоструйного техники и качественной очистки различных поверхностей.
 с.). Суть в том, что существуют разные варианты HP, поэтому оценка компрессоров от одного производителя к другому — это не яблоки к яблокам, когда речь идет о HP.
с.). Суть в том, что существуют разные варианты HP, поэтому оценка компрессоров от одного производителя к другому — это не яблоки к яблокам, когда речь идет о HP. 

 Оцените свои текущие потребности в воздухе, экстраполируйте свои будущие потребности, скорректируйте потери авиакомпаний, а затем умножьте это значение CFM на 1 ½.
Оцените свои текущие потребности в воздухе, экстраполируйте свои будущие потребности, скорректируйте потери авиакомпаний, а затем умножьте это значение CFM на 1 ½. Важно помнить, что SCFM определяется фиксированным набором условий или общей точкой отсчета для сравнения различных систем компрессоров.
Важно помнить, что SCFM определяется фиксированным набором условий или общей точкой отсчета для сравнения различных систем компрессоров.
 Прерывистый рабочий цикл выражается в процентах, измеряющих, как долго воздушный компрессор может работать непрерывно. Это измеряется в процентах десятиминутных приращений. Если воздушный компрессор имеет рабочий цикл 50/50, и компрессор работает в общей сложности десять минут, это в сумме составляет пять минут включения и пять минут выключения. Компрессор с рабочим циклом 60/40 может работать в общей сложности шесть минут во включенном состоянии и четыре минуты в выключенном состоянии за каждые десять минут работы. Выключенная часть рабочего цикла предназначена для перерыва на охлаждение.
Прерывистый рабочий цикл выражается в процентах, измеряющих, как долго воздушный компрессор может работать непрерывно. Это измеряется в процентах десятиминутных приращений. Если воздушный компрессор имеет рабочий цикл 50/50, и компрессор работает в общей сложности десять минут, это в сумме составляет пять минут включения и пять минут выключения. Компрессор с рабочим циклом 60/40 может работать в общей сложности шесть минут во включенном состоянии и четыре минуты в выключенном состоянии за каждые десять минут работы. Выключенная часть рабочего цикла предназначена для перерыва на охлаждение. Они могут работать со 100-процентной нагрузкой, потому что более низкая скорость компрессора позволяет производить более холодный сжатый воздух.
Они могут работать со 100-процентной нагрузкой, потому что более низкая скорость компрессора позволяет производить более холодный сжатый воздух. 66
66 28
28 67
67 55
55 F.) двигателя. Сервис-фактор определяется как процент номинальной мощности, при которой двигатель может безопасно работать (например, 1,10 SF = 110% номинальной мощности). Как правило, чем выше эксплуатационный фактор двигателя, тем в более разнообразных условиях он может работать без перегрева или преждевременного выхода из строя. Условия, которые могут привести к тому, что двигатель будет работать в пределах своего сервис-фактора, могут включать низкое напряжение, более высокие температуры окружающей среды, более высокую пусковую нагрузку и т. д.
F.) двигателя. Сервис-фактор определяется как процент номинальной мощности, при которой двигатель может безопасно работать (например, 1,10 SF = 110% номинальной мощности). Как правило, чем выше эксплуатационный фактор двигателя, тем в более разнообразных условиях он может работать без перегрева или преждевременного выхода из строя. Условия, которые могут привести к тому, что двигатель будет работать в пределах своего сервис-фактора, могут включать низкое напряжение, более высокие температуры окружающей среды, более высокую пусковую нагрузку и т. д.
 Емкость вашего резервуара равна объему воздуха, хранящегося выше вашего фактического давления струи.
Емкость вашего резервуара равна объему воздуха, хранящегося выше вашего фактического давления струи. Это означает, что компрессор всасывает воздух, удерживает его в небольшом замкнутом пространстве и сжимает воздух. Компрессоры этого типа используют поршень внутри цилиндра для сжатия и вытеснения воздуха.
Это означает, что компрессор всасывает воздух, удерживает его в небольшом замкнутом пространстве и сжимает воздух. Компрессоры этого типа используют поршень внутри цилиндра для сжатия и вытеснения воздуха. Одноступенчатые воздушные компрессоры могут достигать давления до 150 фунтов на квадратный дюйм. Как правило, одноступенчатый компрессор имеет более высокий рейтинг CFM, чем двухступенчатый воздушный компрессор. Это связано с тем, что каждый цилиндр всасывает воздух и сжимает его при каждом вращении.
Одноступенчатые воздушные компрессоры могут достигать давления до 150 фунтов на квадратный дюйм. Как правило, одноступенчатый компрессор имеет более высокий рейтинг CFM, чем двухступенчатый воздушный компрессор. Это связано с тем, что каждый цилиндр всасывает воздух и сжимает его при каждом вращении. с. спроектированы как многоступенчатые компрессоры с двумя или более ступенями сжатия, сгруппированными последовательно. Между каждым этапом воздух охлаждается, чтобы снизить как температуру воздуха, так и общий объем воздуха (что позволяет увеличить давление).
с. спроектированы как многоступенчатые компрессоры с двумя или более ступенями сжатия, сгруппированными последовательно. Между каждым этапом воздух охлаждается, чтобы снизить как температуру воздуха, так и общий объем воздуха (что позволяет увеличить давление). Роторные воздушные компрессоры могут быть установлены на любой поверхности, которая выдержит их собственный вес.
Роторные воздушные компрессоры могут быть установлены на любой поверхности, которая выдержит их собственный вес. Двухступенчатые винтовые воздушные компрессоры обычно бывают с воздушным и водяным охлаждением.
Двухступенчатые винтовые воздушные компрессоры обычно бывают с воздушным и водяным охлаждением. Полученный импульс преобразуется в полезное давление путем замедления потока воздуха в стационарном диффузоре.
Полученный импульс преобразуется в полезное давление путем замедления потока воздуха в стационарном диффузоре.

 Компрессор меньшего размера может привести к аналогичным затратам на дизельное топливо и электроэнергию, чрезмерному износу компрессора и, что более важно, к снижению производительности струйного сопла. Чтобы избежать обеих крайностей, правильный выбор размера вашего компрессора для взрывных работ может помочь максимально использовать ресурсы, такие как рабочая сила, энергия, постановка и транспорт.
Компрессор меньшего размера может привести к аналогичным затратам на дизельное топливо и электроэнергию, чрезмерному износу компрессора и, что более важно, к снижению производительности струйного сопла. Чтобы избежать обеих крайностей, правильный выбор размера вашего компрессора для взрывных работ может помочь максимально использовать ресурсы, такие как рабочая сила, энергия, постановка и транспорт. Обратите внимание, что при изменении отверстий сопла (или носить) , то же касается и потребности в воздухе.
Обратите внимание, что при изменении отверстий сопла (или носить) , то же касается и потребности в воздухе. Чтобы определить требуемый размер компрессора для используемого сопла, см. (имперские/метрические) диаграммы ниже. Начните с выбора размера сопла , затем выберите оптимальное давление струи для сопла . Чтобы определить расчетную общую потребность в CFM, прокрутите до точки пересечения обоих чисел.
Чтобы определить требуемый размер компрессора для используемого сопла, см. (имперские/метрические) диаграммы ниже. Начните с выбора размера сопла , затем выберите оптимальное давление струи для сопла . Чтобы определить расчетную общую потребность в CFM, прокрутите до точки пересечения обоих чисел.
 3 уровня сложности, система рейтинга игроков, статистика игр. Возможность подтверждения хода перед отправкой, чтобы исключить случайное нажатие не на то поле. Также доступен чат, если Вы желаете поговорить с Вашим соперником.
3 уровня сложности, система рейтинга игроков, статистика игр. Возможность подтверждения хода перед отправкой, чтобы исключить случайное нажатие не на то поле. Также доступен чат, если Вы желаете поговорить с Вашим соперником.
 «>9 мая 2022 г.
«>9 мая 2022 г.
 Подробнее
Подробнее 0
0

 Вы можете искать на ebay классические шахматы с ганином, но вы редко найдете набор. Однако трехмерные наборы Star Trek доступны с другим набором предметов. Вы можете найти их на ebay, выполнив поиск по запросу «звездный путь» или «трехмерные шахматы».
Вы можете искать на ebay классические шахматы с ганином, но вы редко найдете набор. Однако трехмерные наборы Star Trek доступны с другим набором предметов. Вы можете найти их на ebay, выполнив поиск по запросу «звездный путь» или «трехмерные шахматы». У Чарли Рота есть редакция правил Бартмесса на странице под названием Star Trek 3-D Chess Rules, у Йенса Медера есть сайт с описанием правил для трехмерных шахмат, и этот сайт включает следующие варианты Ларри Линна Смита:
У Чарли Рота есть редакция правил Бартмесса на странице под названием Star Trek 3-D Chess Rules, у Йенса Медера есть сайт с описанием правил для трехмерных шахмат, и этот сайт включает следующие варианты Ларри Линна Смита:


 Во-первых, когда мы смотрим на доску сверху,
Во-первых, когда мы смотрим на доску сверху,
 За кулисами это на самом деле задумывалось как пилотная серия, и они просто еще не начали использовать классический набор Ганина.
За кулисами это на самом деле задумывалось как пилотная серия, и они просто еще не начали использовать классический набор Ганина.

 «Установка игры включала размещение большинства черных фигур на вторичном уровне и большинства белых фигур на третичном уровне. (TOS: «Чарли X»)
«Установка игры включала размещение большинства черных фигур на вторичном уровне и большинства белых фигур на третичном уровне. (TOS: «Чарли X») ТОС: «Чарли Икс»)
ТОС: «Чарли Икс») Обвинив Спока в том, что он боится проиграть, Бернхэм вызвал его на игру, которую он затем принял. Тем не менее, Спок продолжил серию ходов, которые Бернхэм сбил с толку и счел нелогичными, хотя он выполнил их, чтобы бросить вызов ее ожиданиям. Когда их словесный и эмоциональный конфликт обострился, Спок ударил по шахматной доске правой рукой, в результате чего она и оставшиеся на доске фигуры в беспорядке упали на пол. (DIS: «Project Daedalus») Позже фигуры и доска были расставлены по своим местам, и Спок впоследствии предложил Бернхэму сделать первый ход в новой игре между ними, что она и продолжила. (DIS: «Вечная бесконечность»)
Обвинив Спока в том, что он боится проиграть, Бернхэм вызвал его на игру, которую он затем принял. Тем не менее, Спок продолжил серию ходов, которые Бернхэм сбил с толку и счел нелогичными, хотя он выполнил их, чтобы бросить вызов ее ожиданиям. Когда их словесный и эмоциональный конфликт обострился, Спок ударил по шахматной доске правой рукой, в результате чего она и оставшиеся на доске фигуры в беспорядке упали на пол. (DIS: «Project Daedalus») Позже фигуры и доска были расставлены по своим местам, и Спок впоследствии предложил Бернхэму сделать первый ход в новой игре между ними, что она и продолжила. (DIS: «Вечная бесконечность») Кто знает, может быть, вы сможете обыграть своего следующего капитана в шахматы.0012» (ТОС: «Военный трибунал»)
Кто знает, может быть, вы сможете обыграть своего следующего капитана в шахматы.0012» (ТОС: «Военный трибунал») На военном трибунале он показал, что « Несколько месяцев назад я лично запрограммировал компьютер для игры в шахматы. Я дал машине понимание игры, равное моему собственному. Компьютер не может ошибаться, и если предположить, что и я тоже, лучшее, на что можно было бы надеяться, это пат за патом, и тем не менее я победил машину пять раз. Кто-то случайно или преднамеренно скорректировал программу и, следовательно, банки памяти этого компьютера. » (ТОС: «Военный трибунал»)
На военном трибунале он показал, что « Несколько месяцев назад я лично запрограммировал компьютер для игры в шахматы. Я дал машине понимание игры, равное моему собственному. Компьютер не может ошибаться, и если предположить, что и я тоже, лучшее, на что можно было бы надеяться, это пат за патом, и тем не менее я победил машину пять раз. Кто-то случайно или преднамеренно скорректировал программу и, следовательно, банки памяти этого компьютера. » (ТОС: «Военный трибунал») ( Звездный путь IV: Путешествие домой )
( Звездный путь IV: Путешествие домой ) » (ТНГ: «Загадка»)
» (ТНГ: «Загадка») ..»
..»


 org/PropertyValue»>Max глубина пропила под углом 45°, мм 60
org/PropertyValue»>Max глубина пропила под углом 45°, мм 60 org/PropertyValue»>Тип двигателя щеточный
org/PropertyValue»>Тип двигателя щеточный
 А. Главный
А. Главный
 Нью-Йорка.
Нью-Йорка. Отчеты на этой странице предоставляют информацию о качестве школы из нескольких источников. Эти источники включают отзывы учащихся, учителей и родителей. Отчеты также включают информацию об официальных посещениях школы и различные показатели успеваемости учащихся.
Отчеты на этой странице предоставляют информацию о качестве школы из нескольких источников. Эти источники включают отзывы учащихся, учителей и родителей. Отчеты также включают информацию об официальных посещениях школы и различные показатели успеваемости учащихся.
 �
� тока, 3 полюса, открытый — 5HYT4|MS303-DS
тока, 3 полюса, открытый — 5HYT4|MS303-DS
