Подсветка для dremel: Как сделать подсветку для инструментов (на примере дремеля)
Как сделать подсветку для инструментов (на примере дремеля)
Новые неоновые ночники
Новые неоновые ночники
Мы хорошо потрудились и сделали новую линейку неоновых ночников ручной работы. Если не знаете что подарить — подарите такой ночник. Это будет необычно и в прямом смысле слова — ярко!
Наш неон засветился в клипе!
Наш неон засветился в клипе!
Всегда приятно увидеть результаты своей работы в жизни. В такие минуты понимаешь, что это все «не просто торговля». Ты помогаешь, консультируешь, находишь товарам новые способы применения и благодаря им гости магазина могут реализовать свои фантазии.
Рисуем в черном блокноте!
Рисуем в черном блокноте!
Рисунок в блокноте с черными страницами смотрится совсем иначе, и порой даже самый простой скетч воспринимается как маленький шедевр.
Блокноты из фетра, дерева, с черными страницами и другие новинки
Блокноты из фетра, дерева, с черными страницами и другие новинки
К нам приехал новый завоз блокнотов. Модели из фетра (на ощупь, как валенки), тетради с черными страницами, в деревянной обложке и другие интересности. Встречаем!
Модели из фетра (на ощупь, как валенки), тетради с черными страницами, в деревянной обложке и другие интересности. Встречаем!
Фонари для свечей Часть 2
Фонари для свечей Часть 2
Вторая часть видео-презентации нового завоза фонарей для свечей. Модели из дерева, металла, стекла и витражей.
Фонари для свечей Часть 1
Фонари для свечей Часть 1
К нам приехали фонари для свечей! От разноообразия дизайнов разбегаются глаза, поэтому мы разбили видео-презентацию на две части. Представляем Вашему вниманию первую часть.
Еще одна композиция во флорариуме
Еще одна композиция во флорариуме
Интернет пока не позволяет пощупать изделие, однако мы стараемся снимать так, чтобы была видна каждая деталь. Перед вами несколько моделей флорариуммов для цветов и небольшой пример использования.
Свеча на аккумуляторах из нашей мастерской
Свеча на аккумуляторах из нашей мастерской
Свеча, в которой не нужно менять батарейки, которая не испортит интерьер своим китайским видом, была разаботана в нашей мастеркой. Подробнее в этом видео.
Подробнее в этом видео.
История одного рюкзака
История одного рюкзака
Жил-был рюкзак. Он очень любил своего хозяина. И однажды они вместе решили насладиться красивым видом и выпить чашку чая в приятном одиночестве.
Мастер-класс по флорариумам от Тани Вербы
Мастер-класс по флорариумам от Тани Вербы
Как и обещали, выкладываем полный мастер-класс по флорариумам от Тани Вербы. В нем мы расскажем, как сделать красивую композицию из растений, а так же, как использовать флорариум в качестве шкатулки для колец.
Флорариумы для колец и растений
Флорариумы для колец и растений
К нам приехали очаровательные флорариумы для колец и растений. Мы сразу попытались сделать из них нечто интересное. Представляем Вашему вниманию, что у нас уполучилось! p.s. Очень скоро на нашем канале выйдет полноценный видео-урок по флорариумам.
Блокноты из натуральной кожи
Блокноты из натуральной кожи
Коллекция крутых блокнотов из натуральной кожи, дерева, крафтовой бумаги.
Светящаяся буква из гирлянды своими руками
Светящаяся буква из гирлянды своими руками
Сегодня мы расскажем как сделать своими руками красивую светящуюся букву на основе гирлянды. Данный метод идеален, когда вы хотите с минимальными затратами сделать светящуюся объемную конструкцию.
Коллекция подставок для вина
Коллекция подставок для вина
Несколько подставок для вина ручной работы. В ближайшее время обещаем расширение ассортимента:)
Полигональные модели из бумаги
Полигональные модели из бумаги
Новый выпуск lights-market.TV посвящен полигональным моделям из картона, которые можно собрирать самостоятельно. Важная черта данных наборов — в результате получается далеко не поделка, а настоящий шедевр — стильный и современный.
Светящиеся камушки! Приветствуем новинку)
Светящиеся камушки! Приветствуем новинку)
Красивые светящиеся камушки, которые можно использовать для дизайна участка, аквариумов, цветочных горшков и т.д.
Неоновые таблички ручной работы
Неоновые таблички ручной работы
Крутые неоновые таблички ручной работы, которые сделали наши друзья. Приветствуем)
Приветствуем)
Новые вывески из нашей мастерской
Новые вывески из нашей мастерской
За месяц поднобралось несколько новых проектов. Рады их представить) Делается с помощью обычного неона, который можно приобрести на нашем сайте.
Наша мастерская выпустила новые коробочки
Наша мастерская выпустила новые коробочки
Урррра) Представляем Вашему вниманию новую коллекцию крафтовых деревянных коробок для цветов, бутылок, орехов — чего угодно! Сделано в России!
Маркерные штендеры для кафе
Маркерные штендеры для кафе
На склад поступила новая разновидность досок для кафе — маркерные штендеры. Для рисования на них используются специальные маркеры, такие же как и для LED досок. Изображение получается очень ярким и насыщенным.
Светодиоды smd5730, делаем подсветку для Dremel Workstation
Многие в моих обзорах ранее видели стойку для гравера Dremel. Очень удобно с помощью нее сверлить, точить, шлифовать… но есть у нее недостаток. Довольно темно на рабочем поле, а свет с боку, во первых требует дополнительной лампы (либо располагать прибор рядом с лампой), во вторых, в любом случае, боковой свет дает тени и это неудобно. Ну что же, доработаем стойку, обеспечив её хорошим освещением.
Довольно темно на рабочем поле, а свет с боку, во первых требует дополнительной лампы (либо располагать прибор рядом с лампой), во вторых, в любом случае, боковой свет дает тени и это неудобно. Ну что же, доработаем стойку, обеспечив её хорошим освещением.
Светодиоды я приобрел ранее, периодически их использовал в своих поделках. Я купил с температурой 3000K, так как теплый свет мне нравится больше. Диоды пришли в пакетике, проблем с ними не было. Посылка была хорошо упакована, дошла за 25 дней.
Обзор таких светодиодов на муське уже был от AleksPoroshin, за что ему большое спасибо, поэтому дублировать размеры и свойства большого смысла не вижу, больше времени уделю применению.
Кратко:
Световой поток 45-50 Люмен
Мощность 0,5 Вт
Рабочая температура, градусов -40 до + 80
Номинальный ток, мА 150
Напряжение питания, Вольт 3,1 – 3,3
Длина и ширина, мм 5,7 x 3
Угол свечения, градусов 120
Индекс цветопередачи от 60 до 80 Ra
Габариты и рекомендуемы площадки для монтажа:
Мне хотелось адекватного освещения обрабатываемой детали без теней, с возможностью включения и выключения света. Несмотря на повсеместное применение контроллеров, в этот раз я решил обойтись простым решением.
Несмотря на повсеместное применение контроллеров, в этот раз я решил обойтись простым решением.
Нехитрая схема нашего осветительного прибора будет выглядеть следующим образом:
Провел измерения и нарисовал подходящую печатную плату под обозреваемые светодиоды:
Скачать файл платы сделанный в программе Sprint Layout можно тут. Плата круглая, поэтому пространство на плате используется не сильно рационально. По крайней мере, для экономии хлорного железа, решил залить все обрезаемое пространство полигоном, чтобы не травить лишнее. Далее процесс изготовления.
Печатаем (у меня таких стойки две — одна в квартире — другая на даче, так как теплое время года я проживаю на даче), на лист вошло 3 платы:
Переводим утюгом на текстолит:
Травим в хлорном железе:
Оттираем тонер в рабочей области:
Далее идет мучительный процесс отделения платы от ненужно текстолита, я для этого сверлил и вытачивал на столике Dremel установив шлифовальную насадку:
Внешнюю часть срезал ножницами по металлу и обработал на том же столике. Результат:
Результат:
Далее, залудил сплавом Розе:
Наносим паяльную пасту шприцем и готовим светодиоды:
Паял феном:
Прозваниваем результат пайки:
Я не все протестировал, поэтому при подключении увидел следующее:
Потребление при этом было таким:
Поправляем светодиод (там довольно небольшое расстояние между теплоотводящей площадкой, совмещенной с анодом, и катодом — поэтому следует действовать аккуратнее нежели чем я). Припаиваем провод, я обычно для подобных вещей использую ШВВП 2х0.5:
На другом конце прикрепил разъем для типового блока питания «мама» 5.5 x 2.1 mm (купить можно тут), обжав провод в НШВИ (подробнее про них писал тут):
Соединения для жесткости закрываем термоусадкой с клеем (купить набор можно тут):
В качестве выключателя для простоты решил использовать следующее (купить можно тут):
Далее тестировал температурные режимы. При 12 В с таким маленьким теплоотводом светодиоды нагревались до 60 С, что в общем приемлемо, но не комфортно. К тому, же светили они избыточно ярко. Подключив блок питания 9В, я получил необходимое количество света и холодные светодиоды — меня это вполне устроило. Наделось на стойку плотно, люфта нет — не слетает, чтобы снять нужно приложить усилие. В работе выглядит примерно так:
При 12 В с таким маленьким теплоотводом светодиоды нагревались до 60 С, что в общем приемлемо, но не комфортно. К тому, же светили они избыточно ярко. Подключив блок питания 9В, я получил необходимое количество света и холодные светодиоды — меня это вполне устроило. Наделось на стойку плотно, люфта нет — не слетает, чтобы снять нужно приложить усилие. В работе выглядит примерно так:
Чуть дальше отойдя с телефоном, кажется что количество света избыточно, на самом деле это не так и комфортность сверления на стойке выросла в разы:
Провода закрепил хомутами:
Итоговое потребление:
Если смотреть со стороны светодиодов, то довольно яркий свет:
Конечно, в итоге стойка с гравером стала занимать две розетки, но я не хотел курочить машинку, используемую не только со стойкой. А розеток на балконе я и так сделал с запасом, поэтому проблем в этом не вижу.
Подсветку для дачной стойки я изготовил существенно быстрее. Единственное отличие: у меня на даче используется удлинитель с usb портами от ORICO (наподобии такого), поэтому решил убрать лишние блоки питания поставив повышающий преобразователь с 5 до 9 В, вот такой (купить можно тут):
Единственное отличие: у меня на даче используется удлинитель с usb портами от ORICO (наподобии такого), поэтому решил убрать лишние блоки питания поставив повышающий преобразователь с 5 до 9 В, вот такой (купить можно тут):
Выглядит это дело на даче так:
На дальнем плане можно увидеть спящего хищника, который равнодушен к подобным поделкам.
Кольцо жестко надевается на нижний выступ стойки, это позволяет свободно снимать гравер и не требует доп конструкций для фиксации:
В целом, использую периодически данные светодиоды, проблем с ними не было — работают хорошо. Данная подсветка совсем не мешает обзору, благодаря конструкции, и отлично справляется со своими функциями. За вечер, после работы, я изготовил 3 такие платки, одну подарил товарищу с аналогичной стойкой, 2 использую сам.
Спасибо всем, кто дочитал этот обзор до конца, надеюсь кому-то данная информация окажется полезной. Всем хорошего света на рабочем месте и добра!
Dremel 4300 VS Dremel 4000
Кори Мажо | Опубликовано
Купить сейчас
Независимо от того, являетесь ли вы мастером или профессионалом, наличие вращающегося инструмента является ценным активом в вашем наборе инструментов. Они маленькие, но благодаря своей точности заменяют многие инструменты.
Если вы не можете выбрать между Dremel 4300 или Dremel 4000 , вот руководство, которое поможет вам сделать выбор между двумя очень полезными вращающимися инструментами.
О Dremel
Dremel — известная компания по производству инструментов, предлагающая хороший выбор вращающегося оборудования. Каждый инструмент Dremel изготавливается индивидуально для обеспечения точности и универсальности.
Dremel 4000 и 4300 — в чем разница?
Оба Dremel 4000 и 4300 являются сетевыми вращающимися инструментами с переменной скоростью от 5000 до 35000 об/мин. И Dremel 4000, и 4300 оснащены мощным двигателем и имеют схожий эргономичный дизайн. Но после этого они на самом деле очень разные инструменты.
Но после этого они на самом деле очень разные инструменты.
Вот ключевые Различия между Dremel 4300 и 4000 :
- Dremel 4300 , вы застряли с тем, что вы получаете в комплекте, Dremel 4000 позволяет больше прикреплений
- Dremel 4300 и тихий и тихий и тихий и тихий и тихий и тихий и тихий и тихий и тихий и тих спокойно, пока Dremel 4000 громкий
- Dremel 4300 имеет механизм поворотного освещения, чего нет у Dremel 4000, и вы можете видеть, что он намного дешевле
Dremel 4300-5/40 Высокопроизводительный набор вращающихся инструментов
Посмотреть в галерее
Dremel 4300 () — один из самых мощных инструментов, которыми может владеть любой мастер. Он имеет 1,8-амперный двигатель с регулируемой скоростью, который может вращаться от 5000 до 35000 об/мин. Существует универсальный трехкулачковый патрон, что означает, что он совместим с насадками, которые идут в комплекте. Говоря об этом, в комплект входят собственные аксессуары, в том числе:
Говоря об этом, в комплект входят собственные аксессуары, в том числе:
- Шлифовальная/шлифовальная насадка с направляющей
- Высокоскоростной резак
- Ручка деталировщика и гибкий вал
- Точилка для садового инвентаря
- Щетка для очистки:
- Насадка для защиты
- Поворотный фонарь
Вы можете использовать его для любых работ, от резки до травления и шлифовки. Он также очень тихий по сравнению с 4000, и у него нет такой вибрации. Это идеальный инструмент Dremel, если вы новичок в использовании вращающихся инструментов.
Отличительные особенности:
- Двигатель на 8 ампер
- Переменная скорость 5000–35000 об/мин
- Поставляется с собственными принадлежностями Dremel
- Конструкция с шариковым подшипником
- может использоваться для всего, от шлифования до резьбы
- Pivot Light
Pros:
- Мощный мотор
- Поставляется со своими привязанными привязанными.


Минусы:
- Дорого
- Громоздкий кейс
Dremel 4000-4/34 Набор вращающихся инструментов с регулируемой скоростью
См. в галерее
Dremel 4000 на самом деле является более старой версией Dremel 4300, имеющей те же обороты в минуту, что и 4300, то есть 5000-35000 об/мин при переменной скорости. Разница в том, что у него меньший двигатель на 1,6 ампера.
Dremel 4000 оснащен поворотным носовым колпачком EZ с системой фиксации, чтобы ваши биты могли оставаться на месте во время использования инструмента. Он также имеет такой же эргономичный дизайн на 360 градусов, как и модель 4300, так что вам будет удобно держать его в руке, а также имеет встроенную подсветку. Несмотря на то, что он имеет встроенный источник света, он сильно отличается от поворотного источника света, который обеспечивает большее освещение и может быть присоединен.
Как и 4300, у него есть все аксессуары и некоторые насадки. Если вы хотите что-то дополнительное, вам придется покупать отдельно.
Если вы хотите что-то дополнительное, вам придется покупать отдельно.
Примечательные особенности DREMEL 4000:
- Мотор с 6-амвоном с EZ Twist Nose Cap
- Переменная скорость 5000-35000 об / мин
- поставляется с битами для шлифования и больше
- , построенный в свете
939
- Может иметь больше насадок/аксессуаров
- Экономичность
Cons
- Heats up very quickly
Dremel Tool Comparison Chart
| Dremel 4300 Features | Dremel 4000 Features |
|---|---|
| 1.8-amp motor | 1.6-amp двигатель |
| Переменная скорость 5000-35000 об/мин | Переменная скорость 5000-35000 об/мин0182 |
| Ball bearing construction | Built in light |
| Can be used for most DIY projects such as grinding to carving | Cost Effective |
| Pivot Light | |
| 3 Chuck Jaw | |
| Тихий | |
| УЗНАТЬ ЦЕНУ | УЗНАТЬ ЦЕНУ |
Гарантия Dremel
При покупке у продавца да. Dremel предлагает 2-летнюю гарантию на всю продукцию Dremel . Вы захотите убедиться, что правильно ухаживаете за своим продуктом, и следуете инструкциям, чтобы убедиться, что на вас распространяется гарантия. Вы всегда можете обратиться в службу поддержки клиентов, если возникнет проблема с каким-либо из инструментов Dremel, чтобы вы могли вернуться к их использованию в своем следующем проекте.
Dremel предлагает 2-летнюю гарантию на всю продукцию Dremel . Вы захотите убедиться, что правильно ухаживаете за своим продуктом, и следуете инструкциям, чтобы убедиться, что на вас распространяется гарантия. Вы всегда можете обратиться в службу поддержки клиентов, если возникнет проблема с каким-либо из инструментов Dremel, чтобы вы могли вернуться к их использованию в своем следующем проекте.
Что искать в Dremel 4300 и 4000?
Хотя мы обсудили, что это такое, вам все равно нужно знать, что искать.
Что ты делаешь?
Это действительно зависит от того, для какой работы вам понадобится инструмент Dremel. Вы получаете бесконечную мощность для целого ряда приложений с проводной версией инструмента. Потратьте минуту, чтобы подумать о том, зачем нужен этот инструмент и какие задачи вы надеетесь решить. С беспроводной версией вы, вероятно, не сделаете так много, поэтому вам обязательно нужно подумать, что вы делаете, прежде чем покупать ее.
Простота использования
Он должен быть довольно прост в использовании, особенно если вы новичок в использовании вращающегося инструмента. Он также должен быть очень удобным, чтобы вы могли выполнять свои проекты без судорог.
Безопасность
Перед использованием обязательно прочтите инструкции в руководстве. И Dremel 4300, и 4000 имеют некоторые функции безопасности, чтобы вы были в безопасности при использовании инструмента.
Бюджет
Это действительно зависит от вашего бюджета. Очевидно, что 4300 дороже, чем 4000. Не забывайте об этом. Модель 4000 является более старой и имеет более старые функции, которые оценят некоторые люди.
Дополнительные функции
Dremel 4300 поставляется с собственными принадлежностями и поворотным фонарем. Dremel 4000 также имеет свои особенности. Подумайте, какие функции вам понадобятся, чтобы выбрать между ними.
Проекты, которые можно выполнить с помощью Dremel
Подсвечник из листьев
Подсвечник из листьев — это подсвечник в виде листьев, который можно повесить на стену. Это выглядит красиво и идеально подходит для тех, кто любит свечи. На самом деле это довольно легко сделать, так как вы просто загружаете шаблон листа из Интернета, а затем наклеиваете шаблон на клей. Вы захотите приклеить его к стандартному дереву диаметром ⅝ дюйма и начать использовать свой Dremel, чтобы вырезать форму. Это забавный проект, которым вы можете заняться во второй половине дня, а бра из листьев станет отличным подарком для всех.
Резьба и травление
Осенью все выставляют свои настоящие тыквы, потому что это перекликается с осенью и Хэллоуином. Но может быть слишком рано вырезать настоящую, так что когда появятся фанкины! Здесь инструмент Dremel может быть чрезвычайно полезен, потому что все, что вам нужно сделать, это купить пену, немного блесток, если хотите, и инструмент Dremel, который может травить. Есть так много дизайнов, которые вы можете сделать для фанкинов, и все это возможно с Dremel.
Есть так много дизайнов, которые вы можете сделать для фанкинов, и все это возможно с Dremel.
Ярдовая игральная кость
Да, есть такая вещь, как игральная кость. Вы можете получить немного дерева, инструмент Dremel, который будет резать, и, возможно, немного краски, если хотите. Они являются прекрасным дополнением к заднему двору, и вы даже можете играть в игры со своими собственными игральными костями, если хотите.
Деревянные ложки с гравировкой
У каждого в ящике есть деревянная ложка. Вы когда-нибудь думали о том, чтобы создать его и подарить? Это очень возможно, если у вас есть Dremel, который может травить. Вы можете создавать красивые дизайны. Деревянные ложки также довольно дешевы, поэтому для тех, кто занимается рукоделием, это действительно хорошая идея для подарка или проекта.
Сырные доски на заказ
Вам интересно, как создаются эти искусные сырные доски для вечеров с вином и сыром? Обычно это делается с помощью Dremel, который может травить и т. д. Это отличный проект, потому что кто не любит сыр? Кроме того, рисунки на досках станут темой вашего следующего разговора.
д. Это отличный проект, потому что кто не любит сыр? Кроме того, рисунки на досках станут темой вашего следующего разговора.
Коробка с созвездиями и подставки для колец деревьев
Вы можете использовать вращающийся инструмент Dremel для создания сказочных коробок созвездий. Вы даже можете вырезать гороскопы вместо созвездий. Для подставок из годичных колец вы можете использовать дремель для резки, вырезания и травления. Они могут быть обычными старыми подставками или их можно настроить по индивидуальному заказу. Возможности безграничны, когда дело доходит до использования вращающегося инструмента Dremel. Найдено в блоге Makinglemonade.
Вердикт для Dremel 4300 по сравнению с 4000
Оба инструмента Dremel имеют мощные двигатели и большой диапазон скоростей. Но, в конце концов, поскольку он новее, мы считаем, что Dremel 4300 по-прежнему выигрывает. У него немного более мощный мотор, у него есть аксессуары, которые нам нужны с инструментом Dremel, и очень помогает то, что включен поворотный свет, потому что мы можем использовать весь свет, который нам нужен, чтобы убедиться, что мы видим, что мы делаем. . Если вы согласны или не согласны с нами, если хотите, сообщите нам об этом!
. Если вы согласны или не согласны с нами, если хотите, сообщите нам об этом!
РЕШЕНО: Что означает мигающий индикатор? — Dremel 7300 MiniMite Аккумуляторный
294499
Базовый аккумуляторный вращающийся инструмент. Изготовлен в 2007 г. компанией Dremel.
4 вопроса
Посмотреть все
Кэт
@mmckell
Рем: 840
13
6
2
Опубликовано:
Опции
- Постоянная ссылка
- История
- Подписаться
Я заметил, что мигает зеленый индикатор. Что-то не так с Дремелем?
Ответил!
Посмотреть ответ
У меня тоже есть эта проблема
Хороший вопрос?
Да
№
Оценка
3
Отмена
Выбранное решение
Райан Бенитес
@rbenitez1
Реп: 293
Опубликовано:
 д.
д. В комплекте (бесплатно): 1 комплект инструментов, 1 пара защитных перчаток, 1 коробка алюминиевых листов для тестирования (100 листов)
В комплекте (бесплатно): 1 комплект инструментов, 1 пара защитных перчаток, 1 коробка алюминиевых листов для тестирования (100 листов) 3
3 012 мм
012 мм  youtube.com/embed/pUQK1DIELLM» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/pUQK1DIELLM» frameborder=»0″ allowfullscreen=»allowfullscreen»> 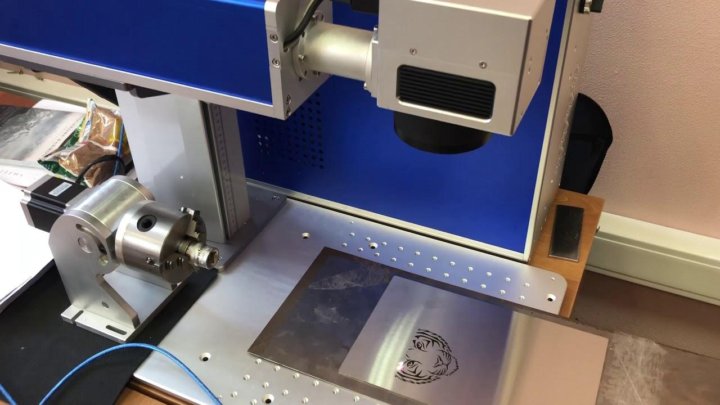 Из плюсов данного типа лазеров, так же стоит отметить высокую интенсивность, качество и стабильность излучения, длительный срок службы элементной базы, отсутствие элементов, подлежащих регулированию в процессе работы до выработки ресурса лазера или окончания гарантийного срока, а так же компактность системы в целом.
Из плюсов данного типа лазеров, так же стоит отметить высокую интенсивность, качество и стабильность излучения, длительный срок службы элементной базы, отсутствие элементов, подлежащих регулированию в процессе работы до выработки ресурса лазера или окончания гарантийного срока, а так же компактность системы в целом.
 Вам может понадобиться лазерный гравировальный станок для металла, но лазер, который вы ищете, также может быть настроен для лазерной очистки, а также для различных приложений лазерной маркировки.
Вам может понадобиться лазерный гравировальный станок для металла, но лазер, который вы ищете, также может быть настроен для лазерной очистки, а также для различных приложений лазерной маркировки.


 В противном случае вы обычно можете выбрать маломощную рабочую станцию для лазерной маркировки.
В противном случае вы обычно можете выбрать маломощную рабочую станцию для лазерной маркировки. Лазера мощностью 100 Вт обычно достаточно для удовлетворения требований по времени для большинства промышленных приложений.
Лазера мощностью 100 Вт обычно достаточно для удовлетворения требований по времени для большинства промышленных приложений.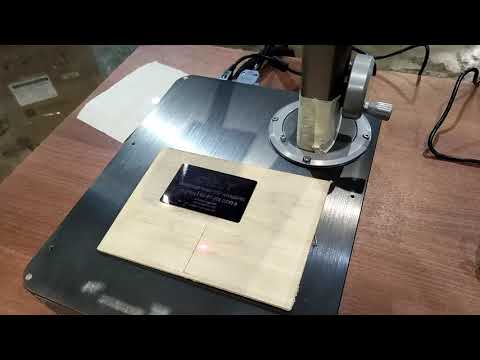 Они могут включать текст, буквенно-цифровые символы, логотипы и коды, такие как матричные коды данных.
Они могут включать текст, буквенно-цифровые символы, логотипы и коды, такие как матричные коды данных. Как и любое электрооборудование, если лазер не соответствует этим требованиям, вам могут запретить его установку. Например, в США действует сертификация «UL»; «СЕ» в Европе; и «CSA» в Канаде.
Как и любое электрооборудование, если лазер не соответствует этим требованиям, вам могут запретить его установку. Например, в США действует сертификация «UL»; «СЕ» в Европе; и «CSA» в Канаде. В результате волоконные лазеры более эффективны при гравировке металлов.
В результате волоконные лазеры более эффективны при гравировке металлов.

 Получите представление о том, сколько времени доступно для маркировки, и убедитесь, что вы собрали другую основную информацию (материалы, потребности в отслеживаемости, типы маркировки, параметры лазера, необходимые сертификаты и т. д.), чтобы понять требования вашего приложения.
Получите представление о том, сколько времени доступно для маркировки, и убедитесь, что вы собрали другую основную информацию (материалы, потребности в отслеживаемости, типы маркировки, параметры лазера, необходимые сертификаты и т. д.), чтобы понять требования вашего приложения.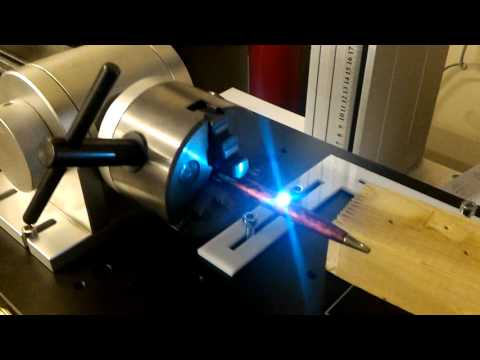
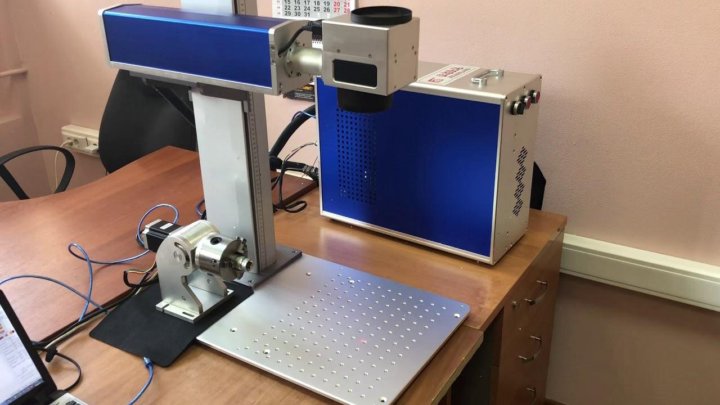 Если вы хотите выбрать правильную рабочую область для ваших приложений пожалуйста
Если вы хотите выбрать правильную рабочую область для ваших приложений пожалуйста
 От них зависит и КГц, и световая волна, эти два
От них зависит и КГц, и световая волна, эти два


 Тем не менее, эти главы дадут вам представление о многочисленных возможностях программы Type3.
Тем не менее, эти главы дадут вам представление о многочисленных возможностях программы Type3.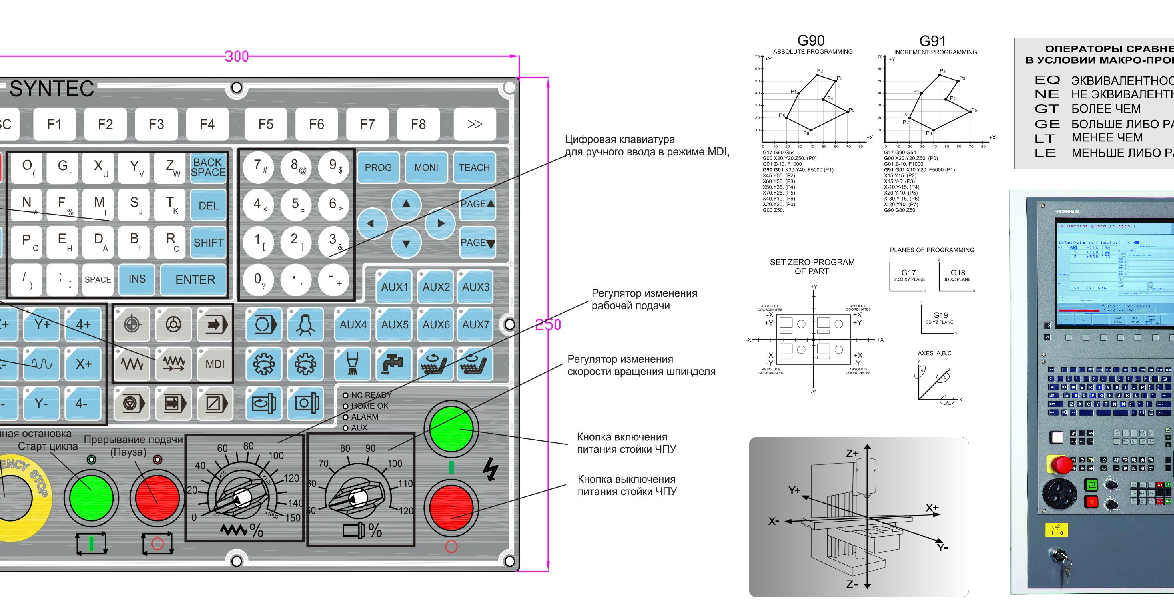
 Появление большого разнообразия языков программирования высокого уровня позволяет быстро и качественно выполнять обработку деталей используя для прототипов скульптурных изделий плоские и объемные чертежи. Возможность построчного создания управляющих программ конечно еще осталась но на производстве применяется не часто.
Появление большого разнообразия языков программирования высокого уровня позволяет быстро и качественно выполнять обработку деталей используя для прототипов скульптурных изделий плоские и объемные чертежи. Возможность построчного создания управляющих программ конечно еще осталась но на производстве применяется не часто.
 И что очень важно, доступным является обучение программированием как в сети так и на дисках.
И что очень важно, доступным является обучение программированием как в сети так и на дисках. 
 Используя один 3Д чертеж кресла но применяя различные гербовые рисунки оформления спинки, можно получить прекрасный комплект мебели средневековой эпохи в современном стиле. Для комбинированных токарно фрезерных ЧПУ станков в 3Д моделировании возможно применение комбинированных поверхностей для балясин, как граненых балясин так и точеных тел вращения, в дополнение на поверхностях выполняются барельефные рисунки, прорезные спирали переменного шага и диаметра. Программное обеспечение изготовления деталей в настоящее время разработано для всех отраслей человеческой деятельности . Специальные программы построения чертежей пресс-форм, чертежей штампов пуансонов и матриц, «мастер моделей» для литья. Создание корпусов судов от игрушечных до многоместных яхт. Практически в каждой отрасли существуют собственные программы создания типичных изделий. Применение обширных библиотек прилагаемых к графическим программам резко уменьшает сроки подготовки выпуска новых изделий. Готовые прототипы существуют в огромных количествах.
Используя один 3Д чертеж кресла но применяя различные гербовые рисунки оформления спинки, можно получить прекрасный комплект мебели средневековой эпохи в современном стиле. Для комбинированных токарно фрезерных ЧПУ станков в 3Д моделировании возможно применение комбинированных поверхностей для балясин, как граненых балясин так и точеных тел вращения, в дополнение на поверхностях выполняются барельефные рисунки, прорезные спирали переменного шага и диаметра. Программное обеспечение изготовления деталей в настоящее время разработано для всех отраслей человеческой деятельности . Специальные программы построения чертежей пресс-форм, чертежей штампов пуансонов и матриц, «мастер моделей» для литья. Создание корпусов судов от игрушечных до многоместных яхт. Практически в каждой отрасли существуют собственные программы создания типичных изделий. Применение обширных библиотек прилагаемых к графическим программам резко уменьшает сроки подготовки выпуска новых изделий. Готовые прототипы существуют в огромных количествах. Существует огромный рынок готовых программ изготовления деталей для различного вида станочного оборудования и всех отраслей легкой промышленности и машиностроения.
Существует огромный рынок готовых программ изготовления деталей для различного вида станочного оборудования и всех отраслей легкой промышленности и машиностроения.
 Срок гарантии один год. Срок гарантии на комплектующее оборудование согласно прилагаемым паспортам производителей.
Срок гарантии один год. Срок гарантии на комплектующее оборудование согласно прилагаемым паспортам производителей. За исключением промышленных станков с ЧПУ, управляющее программное обеспечение обычно работает на внешнем устройстве, таком как компьютер.
За исключением промышленных станков с ЧПУ, управляющее программное обеспечение обычно работает на внешнем устройстве, таком как компьютер. Они разработали
Они разработали
 Его успех в основном исторический, так как он пришелся на то время, когда
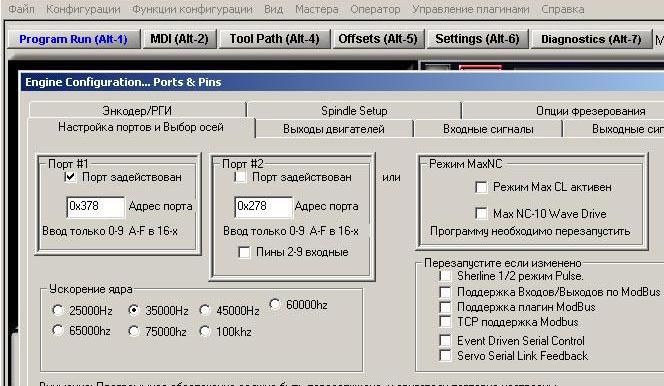
Его успех в основном исторический, так как он пришелся на то время, когда Большинство дополнительных программ управления, таких как Mach4,
Большинство дополнительных программ управления, таких как Mach4,

 Мы даже включили примеры лучшего программного обеспечения и бесплатного программного обеспечения , которые вы могли бы использовать в своих проектах с ЧПУ. Мы даже покажем вам, где вы можете найти бесплатные проекты DXF, чтобы начать свои собственные проекты.
Мы даже включили примеры лучшего программного обеспечения и бесплатного программного обеспечения , которые вы могли бы использовать в своих проектах с ЧПУ. Мы даже покажем вам, где вы можете найти бесплатные проекты DXF, чтобы начать свои собственные проекты.
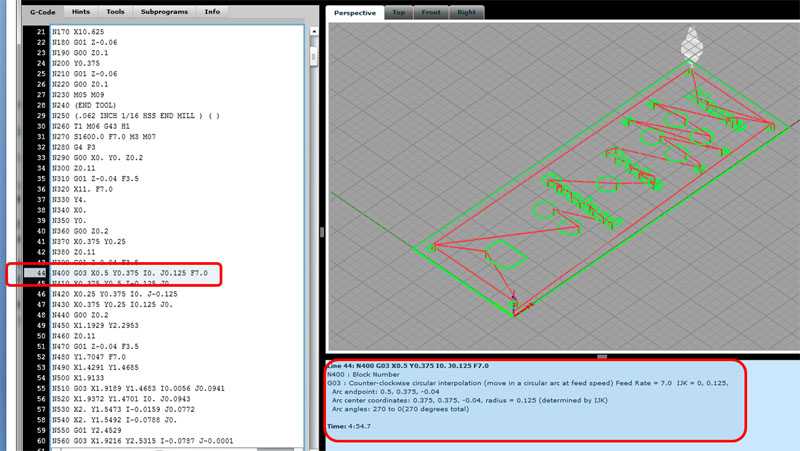
 Затем процесс завершается программным обеспечением управления ЧПУ , которое считывает ваш G-код и приводит его в движение для запуска вашего станка с ЧПУ.
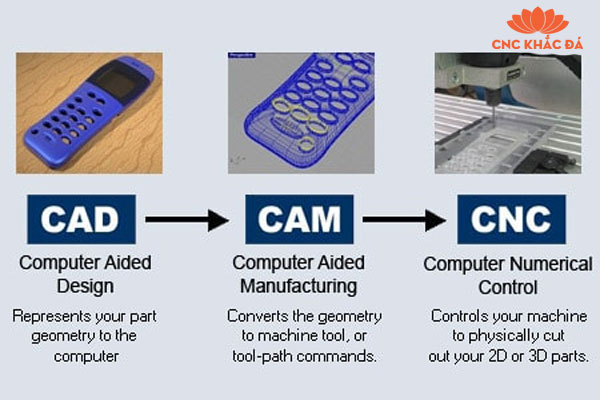
Затем процесс завершается программным обеспечением управления ЧПУ , которое считывает ваш G-код и приводит его в движение для запуска вашего станка с ЧПУ. Как мы уже говорили ранее, САПР широко распространены в сотнях отраслей — от архитектуры до искусства и механики.
Как мы уже говорили ранее, САПР широко распространены в сотнях отраслей — от архитектуры до искусства и механики.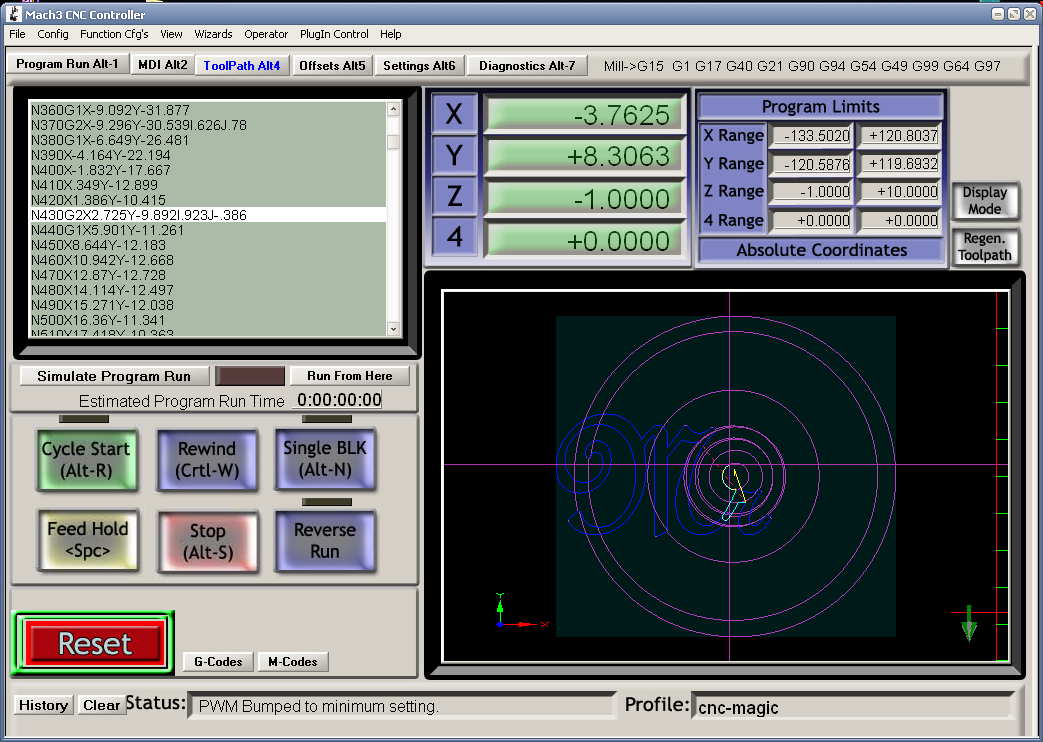 Это один из самых популярных пакетов САПР в мире.
Это один из самых популярных пакетов САПР в мире. Это предпочтительный вариант для многих любителей ЧПУ, которые не используют программное обеспечение САПР в достаточной степени, чтобы оправдать большие расходы.
Это предпочтительный вариант для многих любителей ЧПУ, которые не используют программное обеспечение САПР в достаточной степени, чтобы оправдать большие расходы. Если это так, вы можете рассмотреть возможность использования готовых чертежей DXF.
Если это так, вы можете рассмотреть возможность использования готовых чертежей DXF.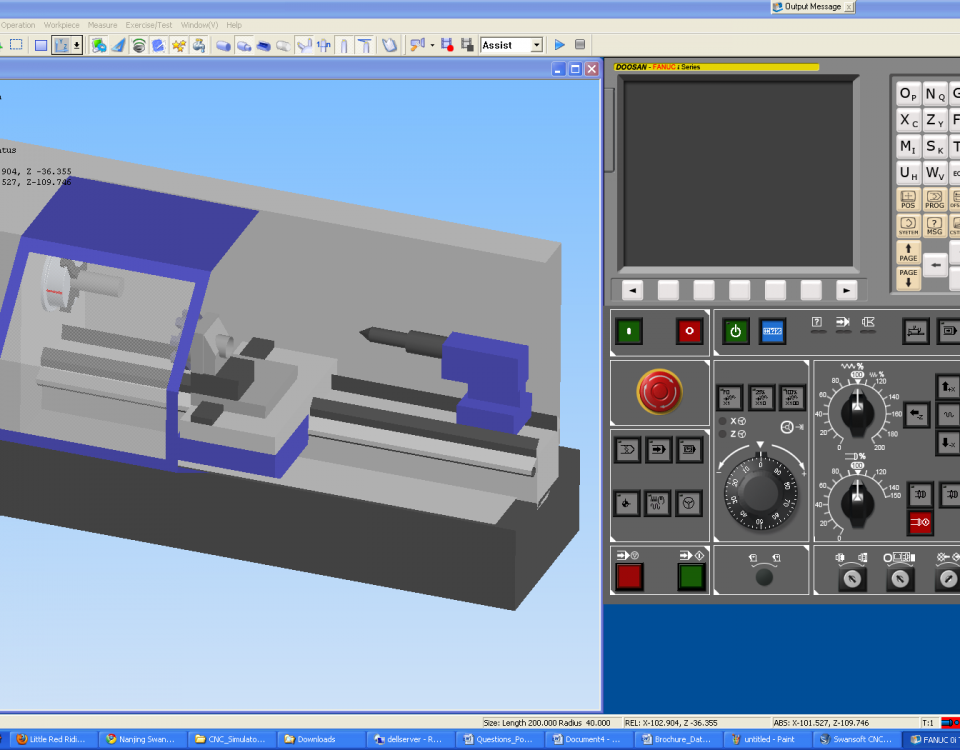
 Хотя интегрированное решение может быть более эффективным, оно может быть более дорогим, что проблематично, если вы ищете экономичный пакет.
Хотя интегрированное решение может быть более эффективным, оно может быть более дорогим, что проблематично, если вы ищете экономичный пакет.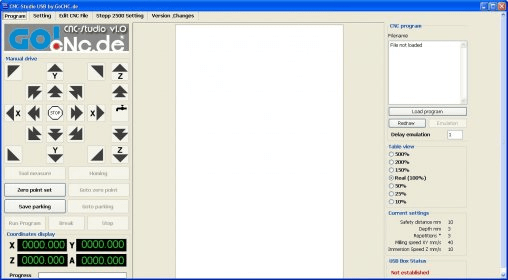 В конце концов, вам не нужно будет вычислять 6-осевые траектории в первый день! Имея это в виду, следующие бесплатные пакеты могут быть более подходящими для вашего уровня.
В конце концов, вам не нужно будет вычислять 6-осевые траектории в первый день! Имея это в виду, следующие бесплатные пакеты могут быть более подходящими для вашего уровня.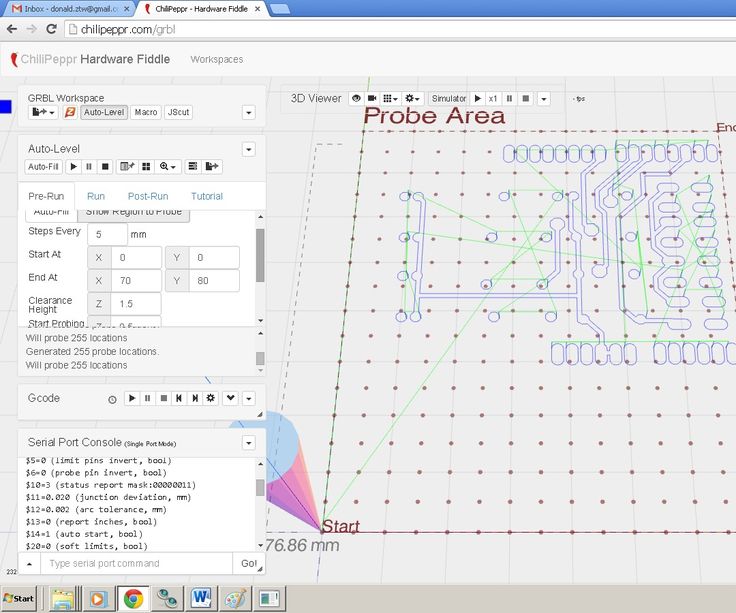 Как мы уже обсуждали ранее с подводными камнями онлайн-конвертеров, бесплатное программное обеспечение часто может вызвать больше проблем, чем оно того стоит.
Как мы уже обсуждали ранее с подводными камнями онлайн-конвертеров, бесплатное программное обеспечение часто может вызвать больше проблем, чем оно того стоит. И самое приятное, что это занимает всего несколько секунд. Не верите нам? Взгляните на анимацию ниже, чтобы увидеть ее в действии!
И самое приятное, что это занимает всего несколько секунд. Не верите нам? Взгляните на анимацию ниже, чтобы увидеть ее в действии!
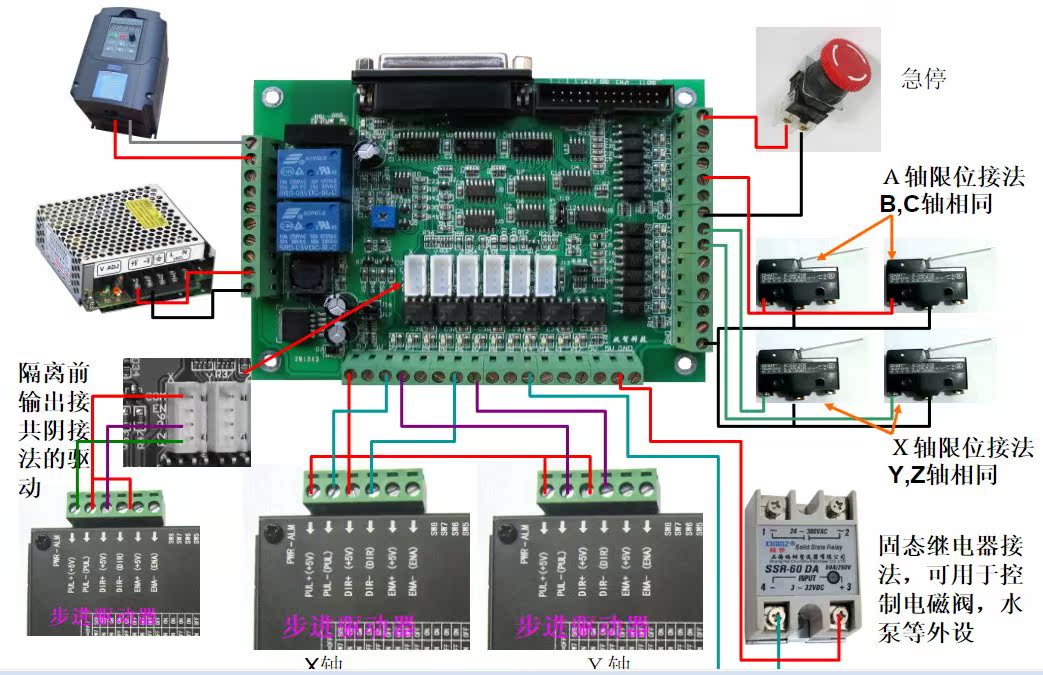
 Для сравнения, станки с ЧПУ для хобби имеют внешний контроллер — с помощью управляющего программного обеспечения вы можете превратить свой компьютер в контроллер машины .
Для сравнения, станки с ЧПУ для хобби имеют внешний контроллер — с помощью управляющего программного обеспечения вы можете превратить свой компьютер в контроллер машины . Это недорогое программное обеспечение работает на большинстве ПК с ОС Windows, используя передовые драйверы системного уровня для включения синхронизации импульсов для шаговых двигателей и шаговых сервосистем .
Это недорогое программное обеспечение работает на большинстве ПК с ОС Windows, используя передовые драйверы системного уровня для включения синхронизации импульсов для шаговых двигателей и шаговых сервосистем . И, как следует из названия, программное обеспечение работает под Linux. Из-за необходимости точного управления движущимися машинами в режиме реального времени для программного обеспечения требуется платформа с вычислительными возможностями в реальном времени . Это означает, что если у вас нет вычислительных возможностей в реальном времени, ваш компьютер будет запускать пакет только в демонстрационном режиме.
И, как следует из названия, программное обеспечение работает под Linux. Из-за необходимости точного управления движущимися машинами в режиме реального времени для программного обеспечения требуется платформа с вычислительными возможностями в реальном времени . Это означает, что если у вас нет вычислительных возможностей в реальном времени, ваш компьютер будет запускать пакет только в демонстрационном режиме. д.
д.  youtube.com/embed/ElzJ1Qhz4WE» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/ElzJ1Qhz4WE» frameborder=»0″ allowfullscreen=»allowfullscreen»/> 
 С помощью Scan2CAD вы можете преобразовать существующий растровый или векторный рисунок в G-код.
С помощью Scan2CAD вы можете преобразовать существующий растровый или векторный рисунок в G-код.
 Имеют желто-оранжевый цвет, прозрачные. Обладают высокой точностью, и меньшим поглощением за счет своей прозрачности.
Имеют желто-оранжевый цвет, прозрачные. Обладают высокой точностью, и меньшим поглощением за счет своей прозрачности.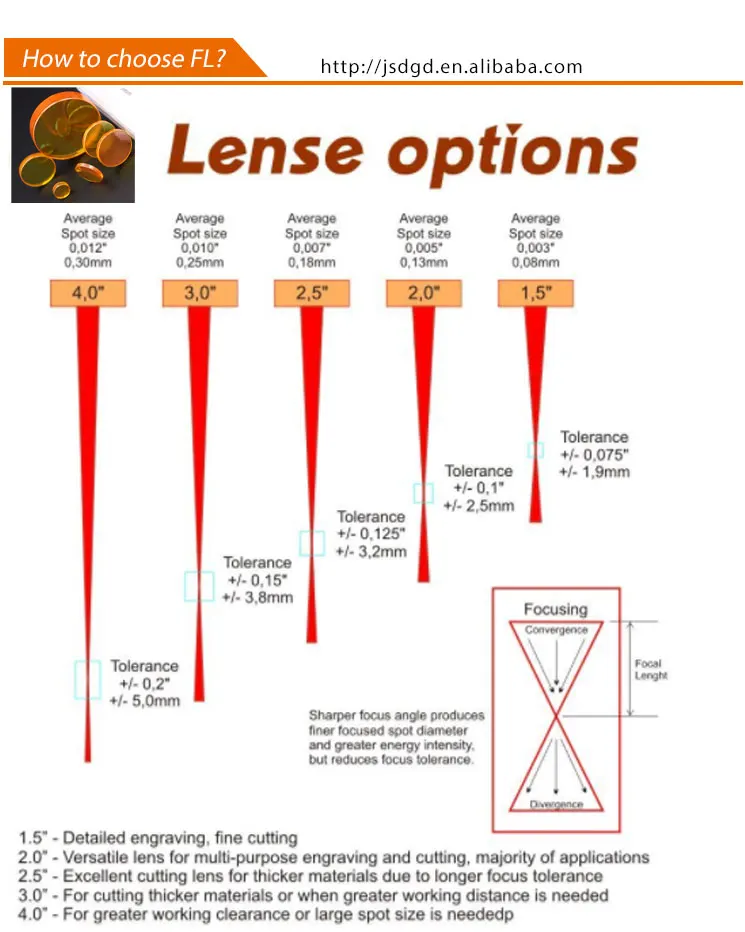
 При бережном отношении к линзе, своевременной чистке вы обеспечите её долгосрочную работу и всегда будете иметь на выходе луч максимально возможной мощности без оптических потерь.
При бережном отношении к линзе, своевременной чистке вы обеспечите её долгосрочную работу и всегда будете иметь на выходе луч максимально возможной мощности без оптических потерь.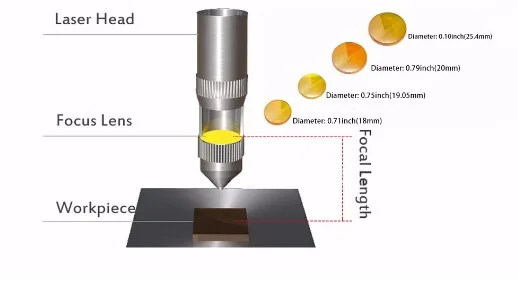
 Однако для корректной работы излучение должно быть правильно сфокусировано, иначе лазер будет недорезать материал, пережигать его, могут возникнуть искажения в воспроизведении изображения и прочие дефекты. Чтобы избежать этого необходимо правильно подобрать линзу, которая может быть короткофокусной, длиннофокусной или среднефокусной (универсальная). В чем же разница между первыми двумя и в каком случае используется каждый из вариантов?
Однако для корректной работы излучение должно быть правильно сфокусировано, иначе лазер будет недорезать материал, пережигать его, могут возникнуть искажения в воспроизведении изображения и прочие дефекты. Чтобы избежать этого необходимо правильно подобрать линзу, которая может быть короткофокусной, длиннофокусной или среднефокусной (универсальная). В чем же разница между первыми двумя и в каком случае используется каждый из вариантов?
 youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 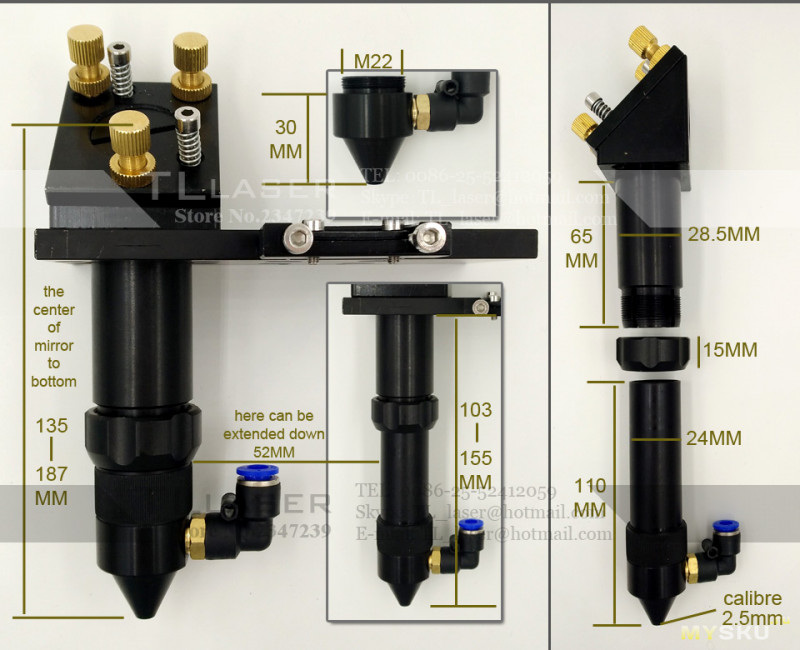 11.2019
11.2019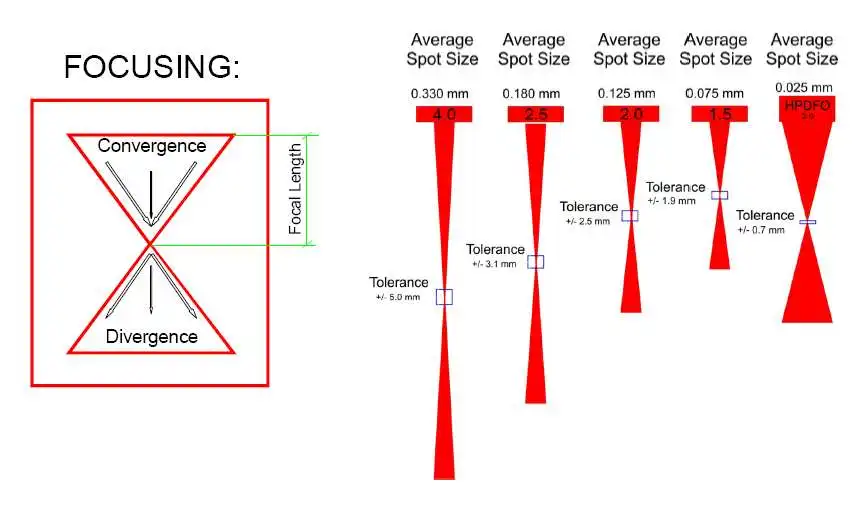 Свет отражается между зеркалами, проходя через усиливающую среду и каждый раз усиливаясь. Обычно одно из двух зеркал, выходной ответвитель, частично прозрачно. Часть света уходит через это зеркало.
Свет отражается между зеркалами, проходя через усиливающую среду и каждый раз усиливаясь. Обычно одно из двух зеркал, выходной ответвитель, частично прозрачно. Часть света уходит через это зеркало.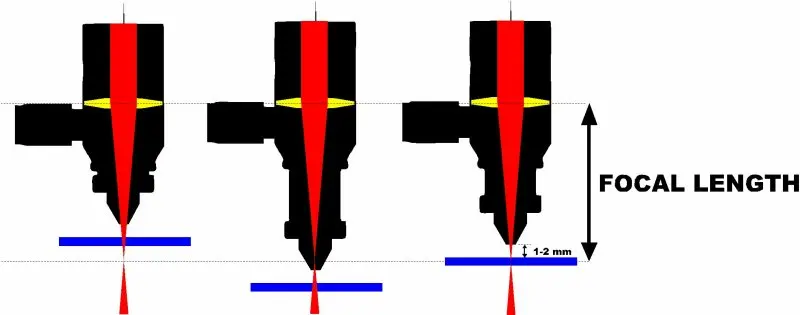 Мы кратко коснемся некоторых распространенных типов зеркал и их свойств:
Мы кратко коснемся некоторых распространенных типов зеркал и их свойств: Я использовал старые пластины жесткого диска для изготовления «аварийного» зеркала (которое все еще находится в устройстве и работает ОТЛИЧНО). Правильный способ сформировать зеркало — вырезать его на фрезерном станке с ЧПУ, чтобы предотвратить коробление и деформацию, но в итоге я просверлил ряд небольших отверстий и использовал пару диагональных резаков, чтобы обрезать его. Это уродливо, но это сработало как шарм:
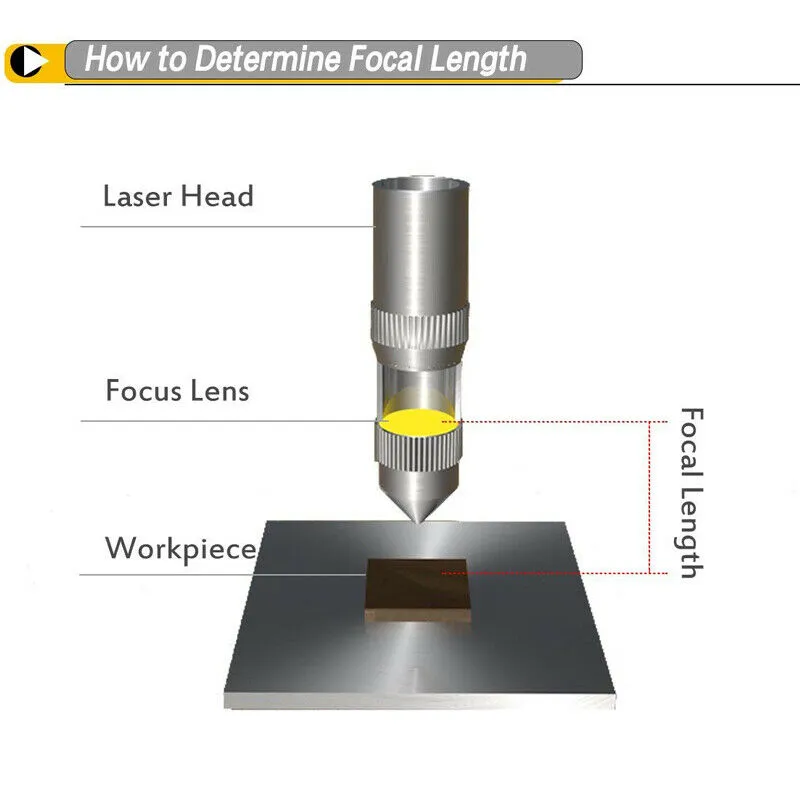
Я использовал старые пластины жесткого диска для изготовления «аварийного» зеркала (которое все еще находится в устройстве и работает ОТЛИЧНО). Правильный способ сформировать зеркало — вырезать его на фрезерном станке с ЧПУ, чтобы предотвратить коробление и деформацию, но в итоге я просверлил ряд небольших отверстий и использовал пару диагональных резаков, чтобы обрезать его. Это уродливо, но это сработало как шарм: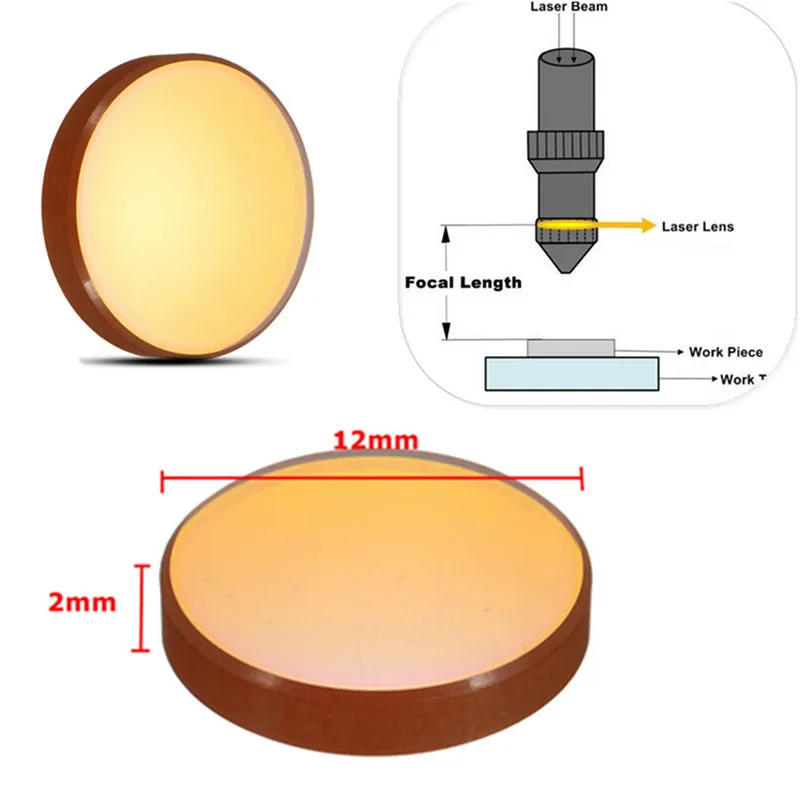 Это относится к фокусу или расстоянию между объективом и произведением. это не относится к диаметру. Диаметр стандартного объектива K40 составляет 12 мм. Многие люди заменяют заводскую головку на головку LightObject.
Это относится к фокусу или расстоянию между объективом и произведением. это не относится к диаметру. Диаметр стандартного объектива K40 составляет 12 мм. Многие люди заменяют заводскую головку на головку LightObject.
 Если он все еще грязный, правильное использование растворителей и салфеток для линз часто может помочь.
Если он все еще грязный, правильное использование растворителей и салфеток для линз часто может помочь.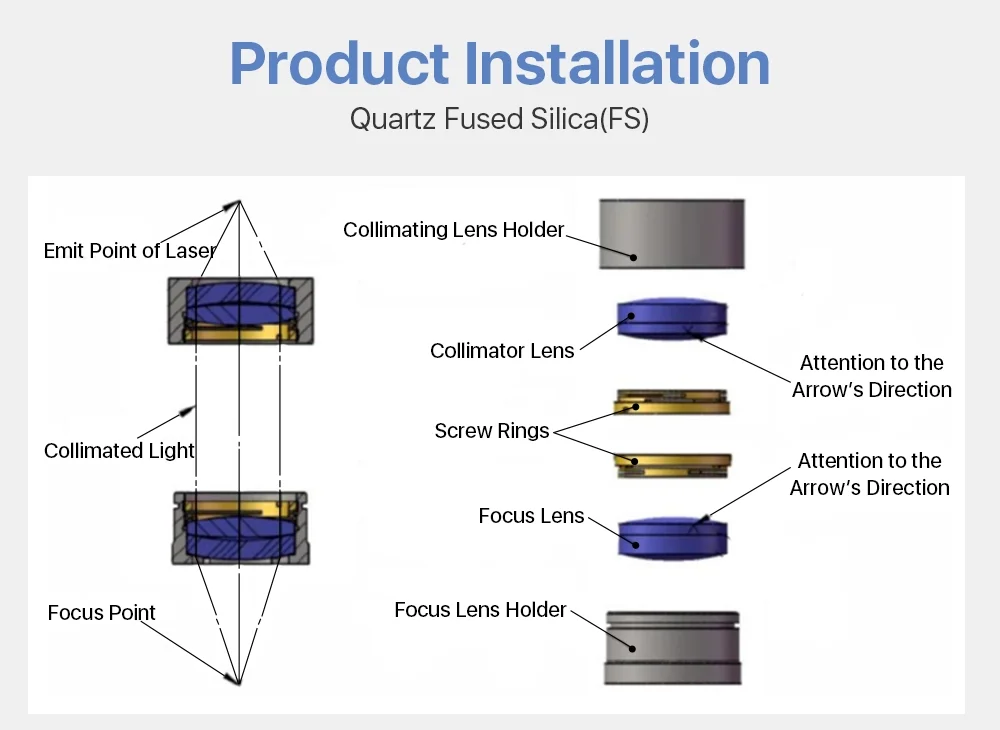
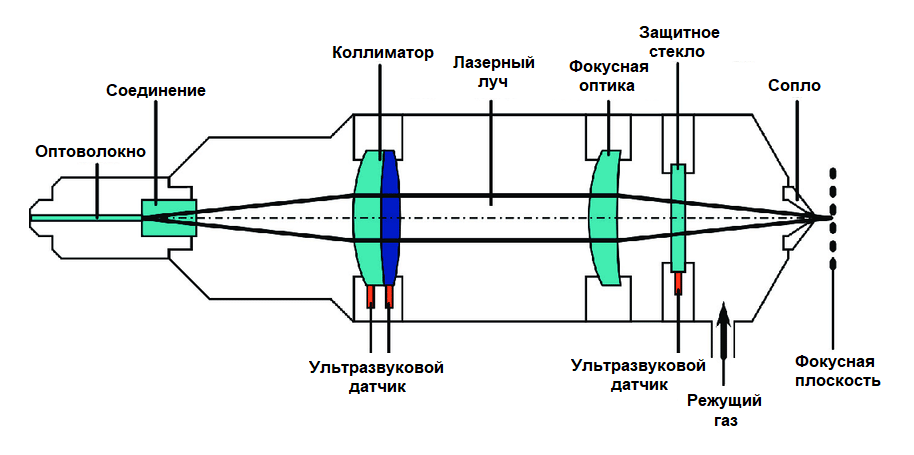
 Для достижения качественной гравировки и точной резки в лазерном луче используется система зеркал и фокусирующих линз, которые перенаправляют лазер.
Для достижения качественной гравировки и точной резки в лазерном луче используется система зеркал и фокусирующих линз, которые перенаправляют лазер.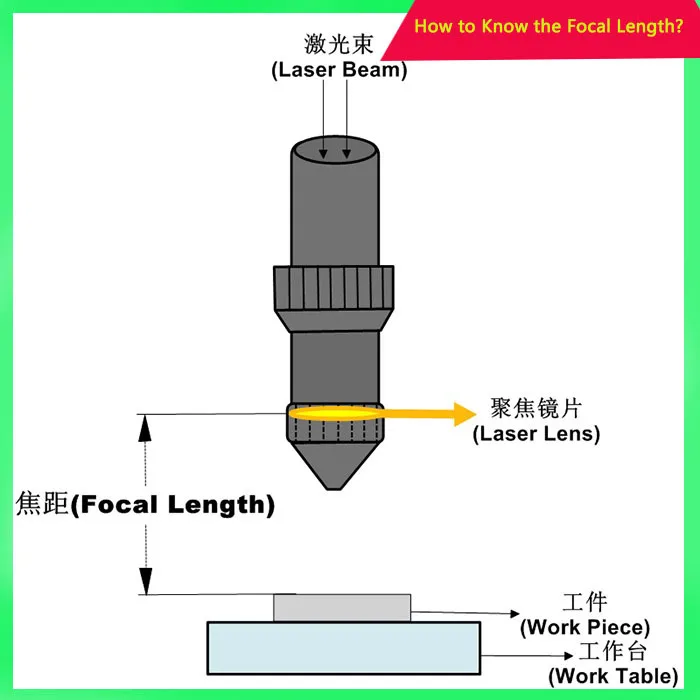





 Механизм выборки материала имеет как конструктивные ограничения, так и свои преимущества. Подробнее об этом, ниже.
Механизм выборки материала имеет как конструктивные ограничения, так и свои преимущества. Подробнее об этом, ниже. Конечно, для этого требуется некий контроль за выполняемыми действиями машины.
Конечно, для этого требуется некий контроль за выполняемыми действиями машины. Они являются наиболее распространенными и имеют самый широкий спектр применения. Так же существуют и другие станки с ЧПУ. Лазерные, плазменные и EDM — Электроэрозионные.
Они являются наиболее распространенными и имеют самый широкий спектр применения. Так же существуют и другие станки с ЧПУ. Лазерные, плазменные и EDM — Электроэрозионные.



 Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.
Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.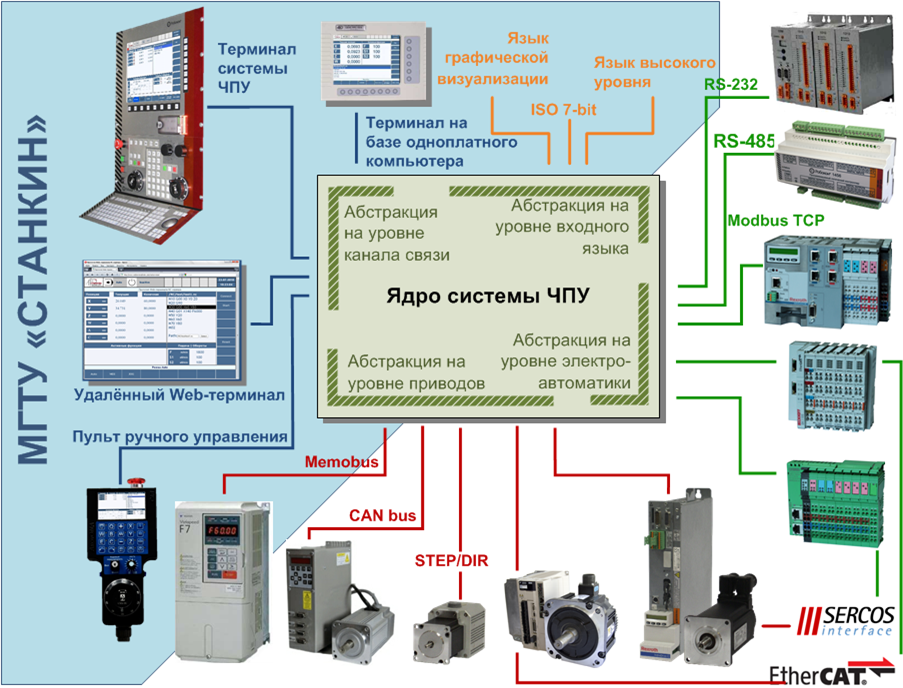

 Станки с ЧПУ могут выполнять производственные процессы, которые включают:
Станки с ЧПУ могут выполнять производственные процессы, которые включают:

 Другие правительственные ведомства, в том числе НАСА, приняли MIL-SPEC.
Другие правительственные ведомства, в том числе НАСА, приняли MIL-SPEC. Люди обычно склонны сравнивать Haas и Syil, так как они считаются лучшими в автоматическом итеративном производстве в этом сегменте.
Люди обычно склонны сравнивать Haas и Syil, так как они считаются лучшими в автоматическом итеративном производстве в этом сегменте. Они имитируют продукт в цифровом виде.
Они имитируют продукт в цифровом виде.


 Это превышает ограничения ручного управления оператором, которое требует, чтобы живой рабочий нажимал кнопки или перемещал рычаги. Станок знает, что делать, считывая определенные команды обработки.
Это превышает ограничения ручного управления оператором, которое требует, чтобы живой рабочий нажимал кнопки или перемещал рычаги. Станок знает, что делать, считывая определенные команды обработки. Он идеально подходит для фрезерования пазов, резки острых кромок и сверления отверстий в механических компонентах.
Он идеально подходит для фрезерования пазов, резки острых кромок и сверления отверстий в механических компонентах.
 Эти системы доступны до 5 осей и работают с охлаждающими жидкостями под высоким давлением для быстрого удаления металлических деталей с детали без сжигания оборудования.
Эти системы доступны до 5 осей и работают с охлаждающими жидкостями под высоким давлением для быстрого удаления металлических деталей с детали без сжигания оборудования. Автомобильные обрабатывающие центры могут использовать это оборудование для сверления, фрезерования и токарной обработки. Каждая из этих процедур требует модификации инструмента или системы управления программным обеспечением, но этот процесс повысит производительность и сократит время производства.
Автомобильные обрабатывающие центры могут использовать это оборудование для сверления, фрезерования и токарной обработки. Каждая из этих процедур требует модификации инструмента или системы управления программным обеспечением, но этот процесс повысит производительность и сократит время производства.


 sobirator.ru/katalog/konteynery-dlya-razdelnogo-sbora-vtorsyrya/dlya-stekla-metalla-i-plastika/
sobirator.ru/katalog/konteynery-dlya-razdelnogo-sbora-vtorsyrya/dlya-stekla-metalla-i-plastika/ org/ListItem»>Neukadur MultiCast 8 — жидкий пластик, 2 кг
org/ListItem»>Neukadur MultiCast 8 — жидкий пластик, 2 кг Компаунд заливается в силиконовые или полиуретановые формы открытым способом. Материал предназначен для профессионального применения.
Компаунд заливается в силиконовые или полиуретановые формы открытым способом. Материал предназначен для профессионального применения.

 8 Кб
8 Кб Памирская, д.11н
Памирская, д.11н Домостроительная, д. 1, Литера B
Домостроительная, д. 1, Литера B  Декабристов, д. 156
Декабристов, д. 156  Универсальный материал находится в наших автомобилях, игрушках, упаковке, одежде, товарах для дома, пищевой посуде и многом другом, но он также засоряет наши улицы, засоряет наши водные пути и душит морских обитателей. Фактически, недавнее исследование показывает, что около 8 миллионов тонн пластиковой упаковки ежегодно попадает в наши океаны.
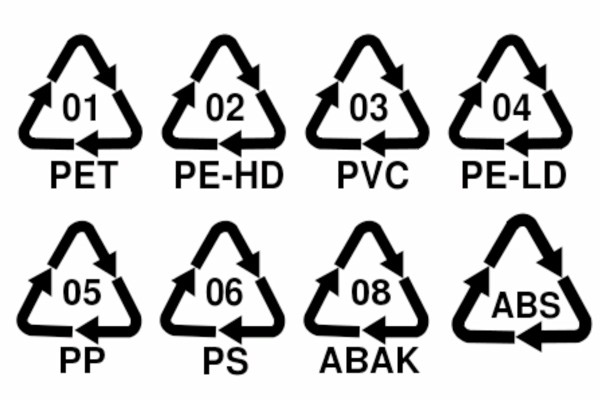
Универсальный материал находится в наших автомобилях, игрушках, упаковке, одежде, товарах для дома, пищевой посуде и многом другом, но он также засоряет наши улицы, засоряет наши водные пути и душит морских обитателей. Фактически, недавнее исследование показывает, что около 8 миллионов тонн пластиковой упаковки ежегодно попадает в наши океаны. Мы здесь, чтобы помочь вам принять более взвешенные решения для вашего дома и окружающей среды. Здесь наши эксперты по охране окружающей среды делятся тем, что означает каждый символ переработки пластика , а также примерами того, где можно найти каждый символ и как его перерабатывать.
Мы здесь, чтобы помочь вам принять более взвешенные решения для вашего дома и окружающей среды. Здесь наши эксперты по охране окружающей среды делятся тем, что означает каждый символ переработки пластика , а также примерами того, где можно найти каждый символ и как его перерабатывать. Представляет низкий риск выщелачивания продуктов распада. Показатели его переработки остаются относительно низкими (около 20%), хотя этот материал пользуется большим спросом у производителей.
Представляет низкий риск выщелачивания продуктов распада. Показатели его переработки остаются относительно низкими (около 20%), хотя этот материал пользуется большим спросом у производителей. Он имеет низкий риск выщелачивания и легко перерабатывается во многие виды товаров.
Он имеет низкий риск выщелачивания и легко перерабатывается во многие виды товаров. ПВХ также дешев, поэтому его можно найти во многих продуктах и упаковках. Поскольку хлор входит в состав ПВХ, при его производстве могут выделяться очень опасные диоксины. Не забывайте никогда не сжигать ПВХ, потому что он выделяет токсины.
ПВХ также дешев, поэтому его можно найти во многих продуктах и упаковках. Поскольку хлор входит в состав ПВХ, при его производстве могут выделяться очень опасные диоксины. Не забывайте никогда не сжигать ПВХ, потому что он выделяет токсины.  Исторически сложилось так, что большинство американских программ утилизации не принимали его, но все больше и больше сообществ начинают его принимать.
Исторически сложилось так, что большинство американских программ утилизации не принимали его, но все больше и больше сообществ начинают его принимать. Постепенно он становится все более приемлемым для переработчиков.
Постепенно он становится все более приемлемым для переработчиков. Этот материал долгое время был в списках защитников окружающей среды из-за того, что он широко рассредоточился по ландшафту, а также из-за того, что его очень трудно перерабатывать. В большинстве мест его до сих пор не принимают в форме пены, потому что это 98% воздуха.
Этот материал долгое время был в списках защитников окружающей среды из-за того, что он широко рассредоточился по ландшафту, а также из-за того, что его очень трудно перерабатывать. В большинстве мест его до сих пор не принимают в форме пены, потому что это 98% воздуха. Поликарбонат — это пластик номер семь, и именно этот прозрачный твердый пластик беспокоит родителей после того, как исследования показали, что BPA, один из его строительных блоков, является гормональным разрушителем. PLA (полимолочная кислота), которая производится из растений и является углеродно-нейтральной, также попадает в эту категорию 9.0003
Поликарбонат — это пластик номер семь, и именно этот прозрачный твердый пластик беспокоит родителей после того, как исследования показали, что BPA, один из его строительных блоков, является гормональным разрушителем. PLA (полимолочная кислота), которая производится из растений и является углеродно-нейтральной, также попадает в эту категорию 9.0003
 Поэтому крайне важно понимать потенциальный вред элементов из разных пластиков.
Поэтому крайне важно понимать потенциальный вред элементов из разных пластиков. Мы знаем его как PETE или ПЭТ-пластик. Что такое ПЭТ-пластик в нашей повседневной жизни? Что ж, пластик 1 чаще всего используется в бутылках для воды и напитков, банках и контейнерах для пищевых продуктов, заправках для салатов и бутылках для масла, ткани для одежды, бутылках для полоскания рта. Пластик №1 обычно имеет прозрачный цвет и не предназначен для многократного использования.
Мы знаем его как PETE или ПЭТ-пластик. Что такое ПЭТ-пластик в нашей повседневной жизни? Что ж, пластик 1 чаще всего используется в бутылках для воды и напитков, банках и контейнерах для пищевых продуктов, заправках для салатов и бутылках для масла, ткани для одежды, бутылках для полоскания рта. Пластик №1 обычно имеет прозрачный цвет и не предназначен для многократного использования.
 cbc.ca
cbc.ca Они влияют на развитие детей, иммунную и эндокринную систему. Эти вредные химические вещества также вызывают рак.
Они влияют на развитие детей, иммунную и эндокринную систему. Эти вредные химические вещества также вызывают рак. Некоторые заводы принимают пластик номер 4, но их действительно мало. LDPE можно заменить на пиломатериалы и напольную плитку.
Некоторые заводы принимают пластик номер 4, но их действительно мало. LDPE можно заменить на пиломатериалы и напольную плитку. Сегодня пластик 5 обычно используется в:
Сегодня пластик 5 обычно используется в: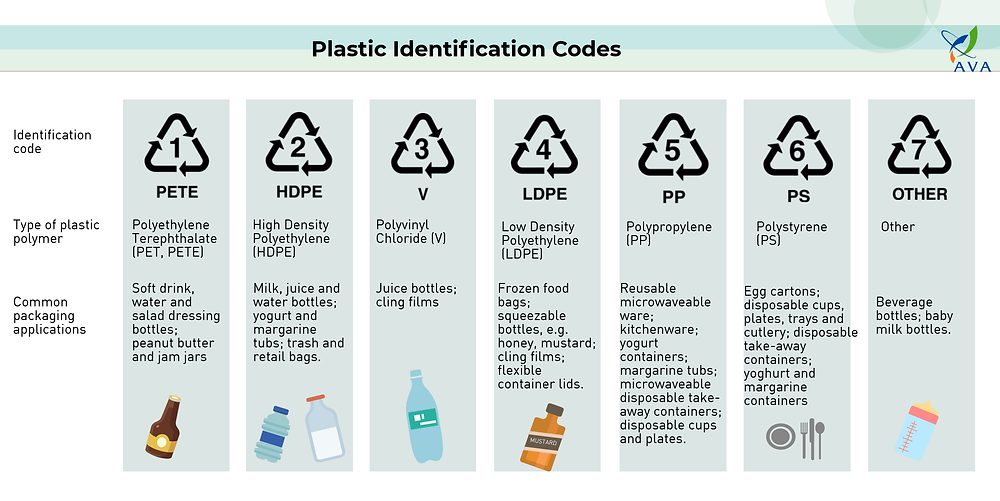 Будем надеяться, что будет предпринято больше попыток переработать еще 5 полипропиленов и сделать его таким же эффективным, как и другие перерабатываемые пластмассы.
Будем надеяться, что будет предпринято больше попыток переработать еще 5 полипропиленов и сделать его таким же эффективным, как и другие перерабатываемые пластмассы. Кроме того, пластик №6 содержит стирол, который может выщелачиваться при нагревании. Это вредно для здоровья и может вызывать канцерогенные эффекты.
Кроме того, пластик №6 содержит стирол, который может выщелачиваться при нагревании. Это вредно для здоровья и может вызывать канцерогенные эффекты. Стандартных протоколов использования и повторного использования этого пластика не существует, поэтому вам лучше выбрать переработку под номерами 1, 2, 4 и 5. современного общества, старайтесь изо всех сил выбирать другие материалы или, по крайней мере, выбирайте более безопасные классы пластика. Волонтерство — еще один отличный вариант борьбы с пластиком!
Стандартных протоколов использования и повторного использования этого пластика не существует, поэтому вам лучше выбрать переработку под номерами 1, 2, 4 и 5. современного общества, старайтесь изо всех сил выбирать другие материалы или, по крайней мере, выбирайте более безопасные классы пластика. Волонтерство — еще один отличный вариант борьбы с пластиком!


 Если масса затвердеет, то пресс встанет, а вместе с ним и вся линия.
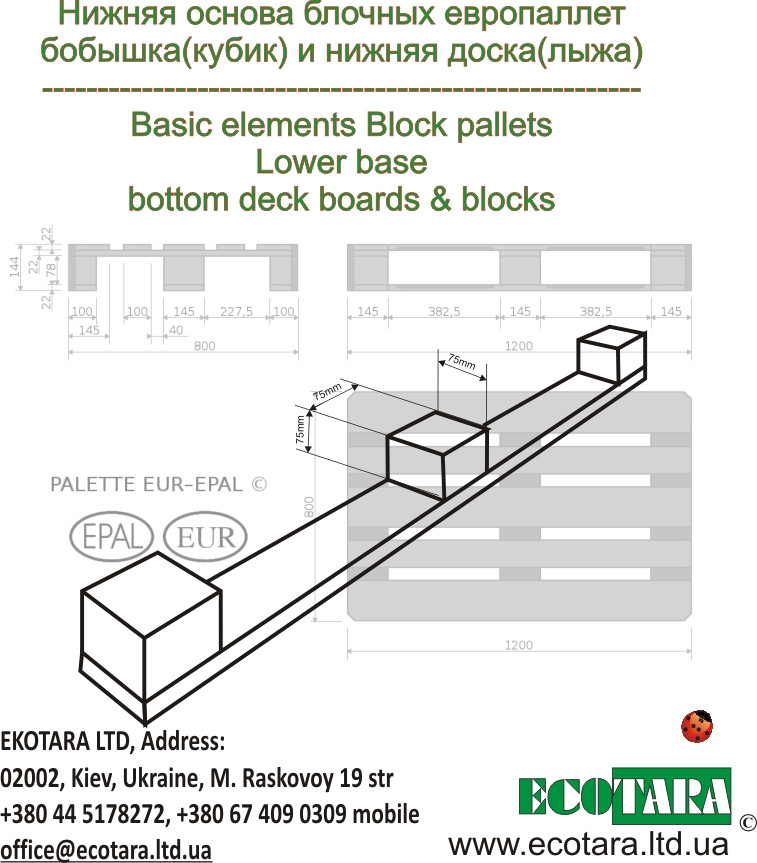
Если масса затвердеет, то пресс встанет, а вместе с ним и вся линия. Например, для изготовления пеллет нужно в 2,5 раза больше опилок, чем для шашек, при этом объём продукции на выходе в денежном выражении будет одинаковым. С другой стороны, в бобышках используется дорогостоящая смола, которую нужно не только купить, но и привезти — это добавляет предприятию затрат.
Например, для изготовления пеллет нужно в 2,5 раза больше опилок, чем для шашек, при этом объём продукции на выходе в денежном выражении будет одинаковым. С другой стороны, в бобышках используется дорогостоящая смола, которую нужно не только купить, но и привезти — это добавляет предприятию затрат.
 Однако ключевым фактором становится использование химикатов и испарения ядовитых веществ.
Однако ключевым фактором становится использование химикатов и испарения ядовитых веществ.
 76.
76.
 49
49 32
32 99
99 3 — 5.53
3 — 5.53 (м³/24ч)
(м³/24ч) 5
5 5
5 828
828 2 кВт
2 кВт 075×0.075×0.09
075×0.075×0.09 19/0.001
19/0.001 Условия продажи: склад Поставщика в городе Благовещенске, Амурской области.
Условия продажи: склад Поставщика в городе Благовещенске, Амурской области. Дробилка с двойным загрузочным отверстием (дробление древесных отходов)
Дробилка с двойным загрузочным отверстием (дробление древесных отходов) Сушилка для древесных опилок
Сушилка для древесных опилок 1 кВт
1 кВт Подавляющее большинство всех грузов перевозится с использованием одного или нескольких видов транспортных средств.
Подавляющее большинство всех грузов перевозится с использованием одного или нескольких видов транспортных средств.
 Решение проблем для бизнеса — это услуги, за которые вы должны брать плату. Если только вы не некоммерческий бизнес. Но этот курс посвящен созданию коммерческого бизнеса по производству поддонов.
Решение проблем для бизнеса — это услуги, за которые вы должны брать плату. Если только вы не некоммерческий бизнес. Но этот курс посвящен созданию коммерческого бизнеса по производству поддонов. Мы научим вас, как работать, исходя из ваших возможностей, чтобы максимизировать прибыль.
Мы научим вас, как работать, исходя из ваших возможностей, чтобы максимизировать прибыль.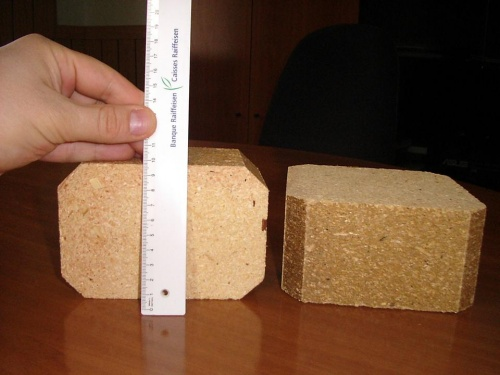
 Мы предоставляем […]
Мы предоставляем […]
/b0243e16bdf64a7.s.siteapi.org/img/e75e3396866bdf59bddbcf35087dd441720b9020.jpg)


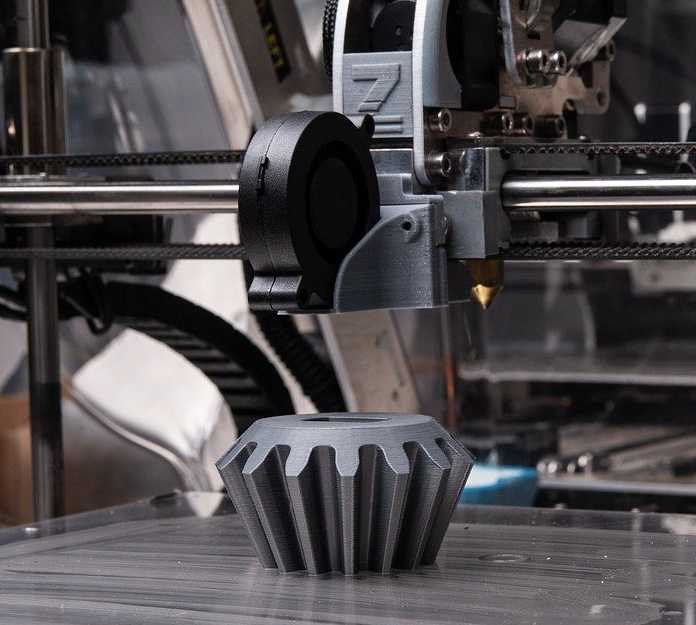
 Значит в материале мы не ограничены, но что, если что-то пойдет не так? Лучше выбрать наиболее доступный по цене филамент, чтобы цена ошибки оказалась не такой болезненной. А значит различные композиты и инженерные термопласты мы отвергаем.
Значит в материале мы не ограничены, но что, если что-то пойдет не так? Лучше выбрать наиболее доступный по цене филамент, чтобы цена ошибки оказалась не такой болезненной. А значит различные композиты и инженерные термопласты мы отвергаем.

 В CreatWare вы можете найти его во вкладке star/End-Gcode. Он полностью совместим по синтаксису с Cura, тк по сути обе программы используют общий движок.
В CreatWare вы можете найти его во вкладке star/End-Gcode. Он полностью совместим по синтаксису с Cura, тк по сути обе программы используют общий движок.
 Достаточно просто запустить Auto Leveling из меню дисплея и убедиться, что калибровка выполнена корректно.
Достаточно просто запустить Auto Leveling из меню дисплея и убедиться, что калибровка выполнена корректно. Кажется, 120 мм хватит с достатком.
Кажется, 120 мм хватит с достатком.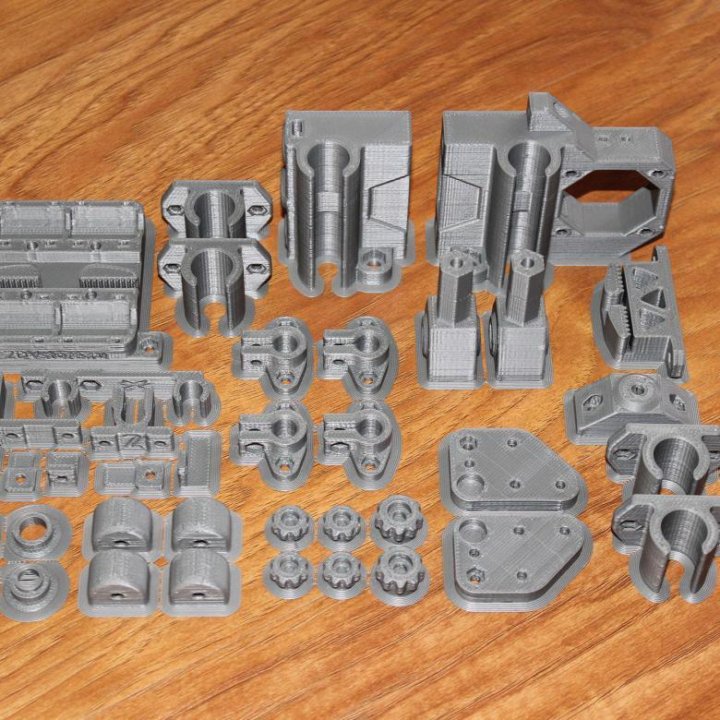 Хоть D600 PRO и обладает необходимыми системами помощи и контроля, например защиту от выключения с возможностью начать с того же места когда была прервана печать, нельзя оставлять принтер полностью в одиночку.
Хоть D600 PRO и обладает необходимыми системами помощи и контроля, например защиту от выключения с возможностью начать с того же места когда была прервана печать, нельзя оставлять принтер полностью в одиночку.
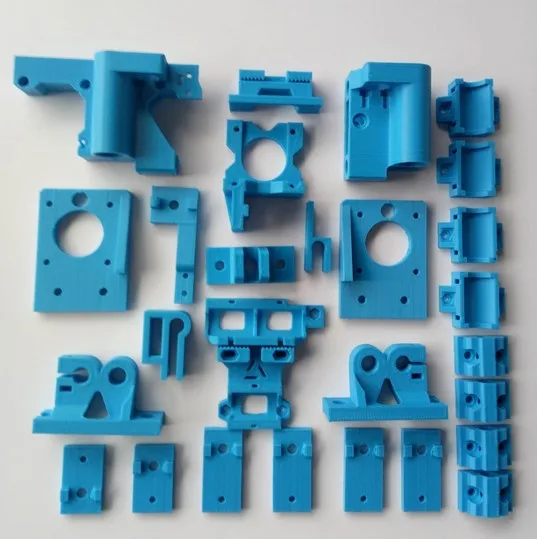
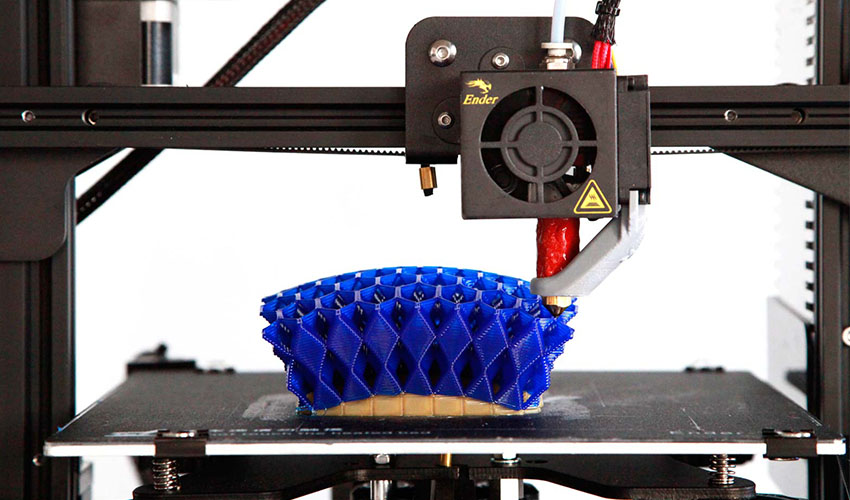
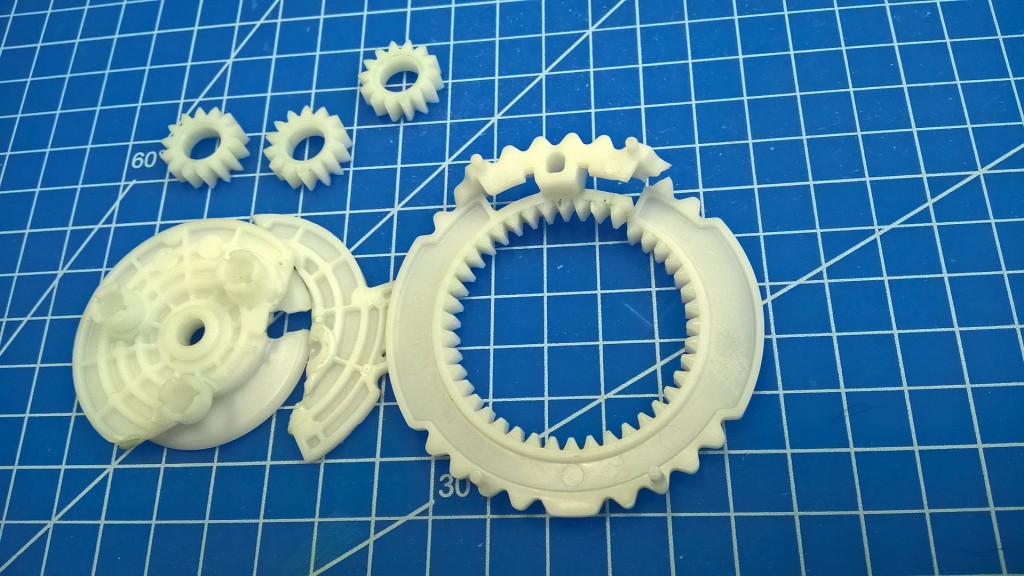
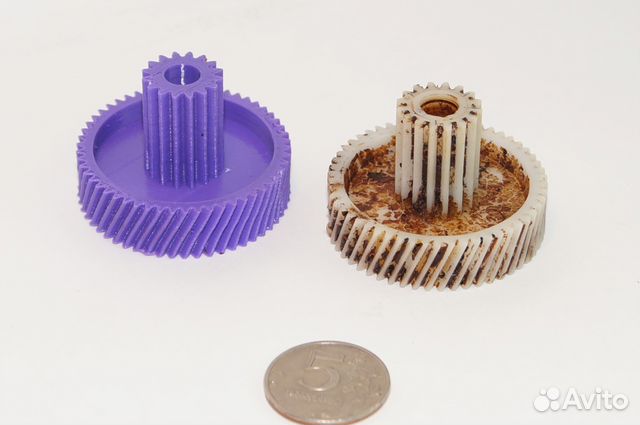
 Но есть и хорошие новости: многие комплектующие можно заменить 3D-печатными аналогами, и в этой статье мы поделимся несколькими наглядными примерами.
Но есть и хорошие новости: многие комплектующие можно заменить 3D-печатными аналогами, и в этой статье мы поделимся несколькими наглядными примерами.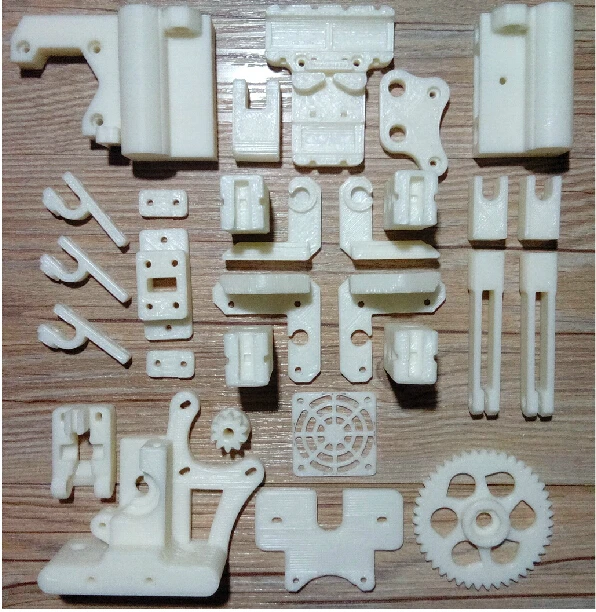 Мы уже наблюдали за успехом программы Easy Sparovation Part в Германии, где эта технология позволила Siеmens Mobility сократить временные издержки максимум на 95% в сравнении с традиционными методами производства. Поставка дополнительных тринадцати поездов Velaro приведет к необходимости долгосрочного обслуживания многочисленного парка с очень жесткими временными ограничениями. Соответственно, 3D-печать — идеальное дополнение к производственным мощностям, обеспечивающее гибкость в плане самостоятельного производства и замены деталей в любое время, по мере необходимости», — пояснил Алексей Федосеев, директор отдела сервисной поддержки российского подразделения Siemens Mobile.
Мы уже наблюдали за успехом программы Easy Sparovation Part в Германии, где эта технология позволила Siеmens Mobility сократить временные издержки максимум на 95% в сравнении с традиционными методами производства. Поставка дополнительных тринадцати поездов Velaro приведет к необходимости долгосрочного обслуживания многочисленного парка с очень жесткими временными ограничениями. Соответственно, 3D-печать — идеальное дополнение к производственным мощностям, обеспечивающее гибкость в плане самостоятельного производства и замены деталей в любое время, по мере необходимости», — пояснил Алексей Федосеев, директор отдела сервисной поддержки российского подразделения Siemens Mobile. Мощности предприятия включают несколько десятков 3D-принтеров, в основном печатающих полимерными филаментами.
Мощности предприятия включают несколько десятков 3D-принтеров, в основном печатающих полимерными филаментами.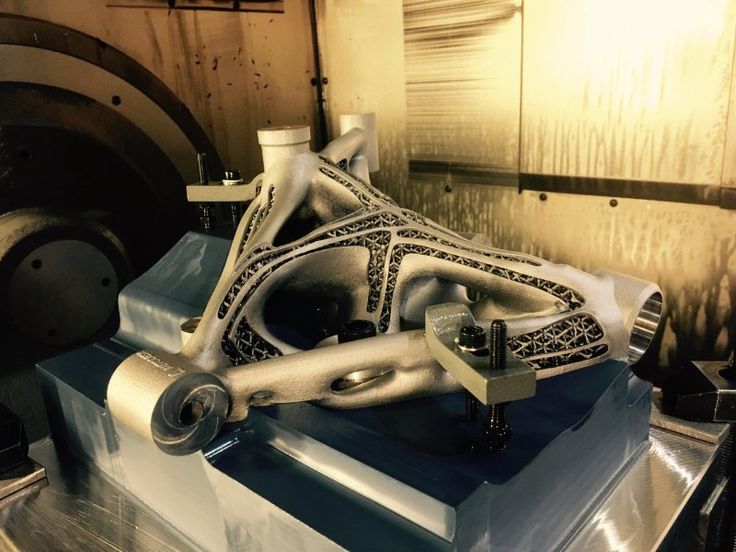
 Разумеется, работает это не всегда. Аддитивное производство в основном целесообразно тогда, когда речь идет об изготовлении единичных или мелкосерийных деталей, а таких случаев немало, например в автомобилестроении.
Разумеется, работает это не всегда. Аддитивное производство в основном целесообразно тогда, когда речь идет об изготовлении единичных или мелкосерийных деталей, а таких случаев немало, например в автомобилестроении. Вышло, что быстрее и дешевле напечатать требуемые комплектующие фотополимерными смолами, не тратя средства на дорогостоящую литейную оснастку.
Вышло, что быстрее и дешевле напечатать требуемые комплектующие фотополимерными смолами, не тратя средства на дорогостоящую литейную оснастку. в упаковке)
в упаковке)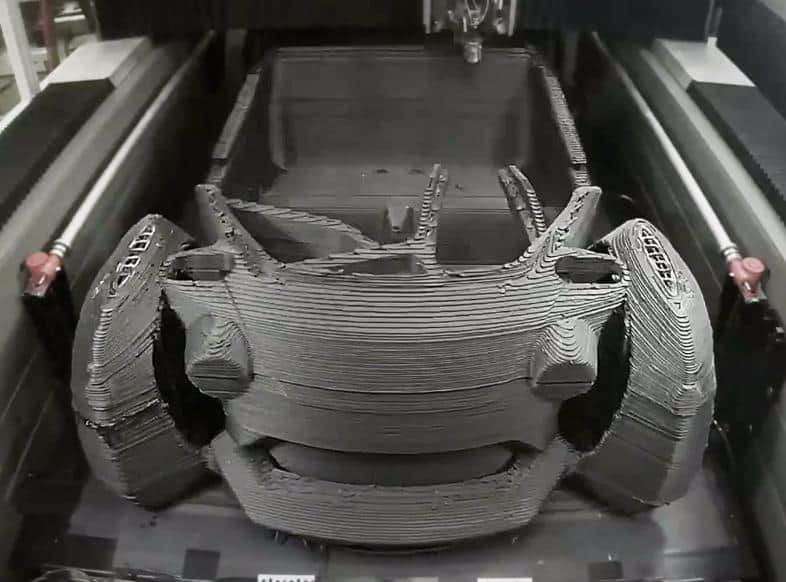 ..
.. Длина составляет 50 см, что соответствует длине жгута проводов экструдера. При необходимости его можно обрезать до 30 см…
Длина составляет 50 см, что соответствует длине жгута проводов экструдера. При необходимости его можно обрезать до 30 см… )
)
 Это тот же инструмент, который поставляется со многими новыми 3D-принтерами Flashforge.
Это тот же инструмент, который поставляется со многими новыми 3D-принтерами Flashforge. 5 R1, для которой требуются магниты 6 мм.
5 R1, для которой требуются магниты 6 мм. США
США )
)

 00 RUB
00 RUB
 00 RUB
00 RUB

 00 RUB
00 RUB
 00 RUB
00 RUB

 При получении даже на упаковочном целлофане не было повреждений. Станок в отличном состоянии.Большое спасибо,…
При получении даже на упаковочном целлофане не было повреждений. Станок в отличном состоянии.Большое спасибо,… 10.2019
10.2019 …
… 2015
2015 02.2014
02.2014 09.2013
09.2013 org/BreadcrumbList»>
org/BreadcrumbList»> США
США 00
00 США 1 284,00 долл. США
США 1 284,00 долл. США США 1 131,00 долл. США
США 1 131,00 долл. США Выбор точилки может быть трудным, если вы не уверены, что вам нужно. Наши сотрудники обучены прислушиваться к вашим потребностям и помочь вам найти подходящую точилку с первого раза. Мы понимаем, что это может быть ваша первая заточка, поэтому мы готовы помочь вам, если у вас есть вопросы. Даже если вы уже являетесь профессионалом в области заточки, наши сотрудники всегда готовы ответить на ваши трудные вопросы. Мы используем то, что продаем, поэтому вы можете быть уверены, что при покупке у нас мы сможем помочь вам с вашей точилкой.
Выбор точилки может быть трудным, если вы не уверены, что вам нужно. Наши сотрудники обучены прислушиваться к вашим потребностям и помочь вам найти подходящую точилку с первого раза. Мы понимаем, что это может быть ваша первая заточка, поэтому мы готовы помочь вам, если у вас есть вопросы. Даже если вы уже являетесь профессионалом в области заточки, наши сотрудники всегда готовы ответить на ваши трудные вопросы. Мы используем то, что продаем, поэтому вы можете быть уверены, что при покупке у нас мы сможем помочь вам с вашей точилкой. Мы отправляем с понедельника по пятницу, а все заказы, имеющиеся в наличии, размещены до 14:00. CST отправляются в тот же день. Благодаря быстрой доставке мы можем быстрее доставить вам ваши товары. Именно так мы ведем бизнес, и мы будем рады заработать на вашем бизнесе.
Мы отправляем с понедельника по пятницу, а все заказы, имеющиеся в наличии, размещены до 14:00. CST отправляются в тот же день. Благодаря быстрой доставке мы можем быстрее доставить вам ваши товары. Именно так мы ведем бизнес, и мы будем рады заработать на вашем бизнесе.