Формат для 3д печати: Какие форматы файлов используются для 3D печати?
Как экспортировать 3d модель в формат STL
3д печать возможна только по 3д модели определенных форматов, зачастую это формат STL. Мы принимаем и другие форматы (STP, STEP, IGS, OBJ), однако впоследствии они конвертируются в STL. Для того, чтобы избежать возможных ошибок и изменения (автоматического) модели при конвертации, мы рекомендуем сразу присылать нам формат STL. Ниже Вы найдете информацию о том, как экспортировать/конвертировать Вашу 3d модель в формат STL в самых популярных программах для 3д моделирования. Обратите внимание, что Ваши модели должны быть спроектированы в соответствии с требованиями моделирования для 3д печати.
При выборе из ASCII и Binary .stl рекомендуется выбирать Binary, так как размер файла будет меньше. Как правило, размера до 20 мб более чем достаточно. После экспорта мы настоятельно рекомендуем посмотреть Вашу модель в одной из программ для просмотра STL, например viewstl, Autodesk 123D Make или 3DViewerOnline, чтобы убедиться, что все экспортировалось правильно.
Как экспортировать STL для 3D печати из Autodesk AutoCAD:
Экспорт в формат STL возможен только для цельных (замкнутых) 3D объектов
* Введите в командной строке DISPSILH и установите параметр DISPSILH — 1.
* Введите в командной строке ISOLINES и установите параметр ISOLINES — 0.
* Введите в командной строке FACETRES и установите параметр FACETRES — 10.
* Переместите объект экспорта в положительный октант (все 3 координаты: X-Y-Z должны быть положительными).
* Выберите объект экспорта и введите в командной строке STLOUT (Для файлов AutoCAD Desktop — AMSTLOUT). Расширение .stl.
* Выберите место, введите имя и сохраните файл.
Как экспортировать STL для 3D печати из Autodesk 3D Studio MAX:
* В первую очередь Вам нужно объединить все нормали и сделать их положительными. В графе Surface properties нажмите Unify и убедитесь в правильном положении нормалей.
* Удалите лишние вершины. Выберите все вершины и в меню Edit Mesh выберите Weld.
* Проверьте модель. Запустите команду STL check из Modifier list. Если в модели есть ошибки, она может не экспортироваться правильно. Для проверки нужно выйти из режима редактирования.
* File > Export>выберите тип файла “StereoLitho [*.STL]”
* Введите имя файла и место сохранения
* Выберите тип файла Binary и сохраните файл
Как экспортировать STL для 3D печати из Autodesk Inventor:
* File > Save as > Save Copy as
* Выберите формат STL
* Назначьте имя сохраняемому файлу
* Формат Binary
* Выберите inch (дюймы) или mm (милиметры). Последнее предпочтительно. во избежании путаницы
* Выберите высокое разрешение (Resolution > High)
* Нажмите кнопку сохранить
Как экспортировать STL для 3D печати из Blender:
* File> Export > STL
* Назначьте имя сохраняемому файлу
* Выберите место сохранения
* Нажмите кнопку сохранить (экспортировать STL)
Как экспортировать STL для 3D печати из Catia:
* Для того, чтобы экспортировать всю сборку, как единый файл STL, Вам нужно будет сделать следующее:
* Выберите всю ветку файлов целиком
* Tools >Generate CATPart from product
* Назначьте имя
* Объедените все объемы отдельных файлов в один объем, не проверяя.
* Нажмите Ок
* Точность (разрешение), файла STL соответствовать точности настроек рабочего окна
* Tools > Options > General > Display
* Выберите вкладку Performance
* В графе 3D accuracy выберите Fixed
* Установите параметр на 0.02mm (.0008in)
* Установите параметр Curve accuracy на 0.2
* File > Save As
* Назначьте имя сохраняемому файлу
* Выберите формат STL
* Нажмите кнопку сохранить
Как экспортировать STL для 3D печати из Google Sketchup:
* Google Sketchup не может сохранять в STL без установки специального плагина (например здесь)
* После установки расширения формат STL будет поддерживаться как для экспорта так и для импорта
* Выберите объект (без выбора будет экспортирована вся модель)
* File> Export > STL
* Назначьте имя сохраняемому файлу
* Нажмите кнопку сохранить
Как экспортировать STL для 3D печати из Rhino:
* File > Save As
* Выберите формат STL
* Назначьте имя сохраняемому файлу
* Сохранить
* В окне STL Mesh Export Options значение Enter Tolerance установите 0. 02 мм (0.0008 inch), нажмите OK.
02 мм (0.0008 inch), нажмите OK.
* Выберите тип Binary
* Снимите галочку с параметра Uncheck Export Open Objects
* Ok
Как экспортировать STL для 3D печати из Solidworks:
* Tools > Options > Export или File > Save As
* Выберите формат STL
* Откройте Options
* Выберите формат Binary
* Выберите хорошее разрешение (Resolution > Fine >Ok)
* Назначьте имя сохраняемому файлу
* Нажмите кнопку сохранить
Как экспортировать STL для 3D печати из Solid Edge:
* File > Save As
* Выберите формат STL
* Откройте Options
* Conversion Tolerance установите 0.0254 мм (0.001 inch)
* Surface Plane Angle установите 45.00
* Сохраните файл
Как экспортировать STL для 3D печати из Pro Engineer:
* File > Export > Model
* Выберите формат STL
* Установите стандартную систему координат Coordinate System Standard
* Установите Chord Height 0
* Установите Angle Control 1
* Сохраните файл
Как экспортировать STL для 3D печати из ZBRUSH:
* Для конвертации Вам понадобиться установить плагин, например 3D Print Hub
* После установки плагина необходимо убедиться, что Ваша модель PolyMesh 3D
* Выберите модель ZPlugin >3D Print Hub
* Нажмите Update Size Ratios, появиться окно с несколькими вариантами размеров рабочего поля, выберите тот, который подходит Вам.
* Выберите мм или дюймы (inch)
* Выберите 1 координату для определения размера объекта для экспорта
* В графе Export options выберите то. что хотите экспортировать (все объекты, видимые объекты или выбранные объекты)
* Выберите формат STL
* Сохраните файл
Как экспортировать STL для 3D печати из Maya:
* Напрямую STL из Maya экспортировать нельзя, однако можно экспортировать формат OBJ (используя плагин), который так же подойдет для 3д печати.
* В первую очередь убедитесь, что модель имеет замкнутый объем (watertight) без дыр, и все нормали «смотрят» в одном направлении
* Windows > Settings/Preferences > Plug-in Manager
* В Plug-in Manager найдите OBJExport и убедитесь что плагин загружен, поставьте галочку для автоматической загрузки
* Убедившись в загрузке нажмите Refresh и закройте окно
* Выберите файл для экспорта
* File > Export Selection
* В появившимся окне выберите тип файла и прокрутите до OBJexport
* Нажмите Export Selection
что такое формат 3MF и чем он лучше STL
Новости
Подпишитесь на автора
Подписаться
Не хочу
12
3MF — это формат файлов, созданный на замену STL и отличающийся повышенным удобством и расширенным функционалом.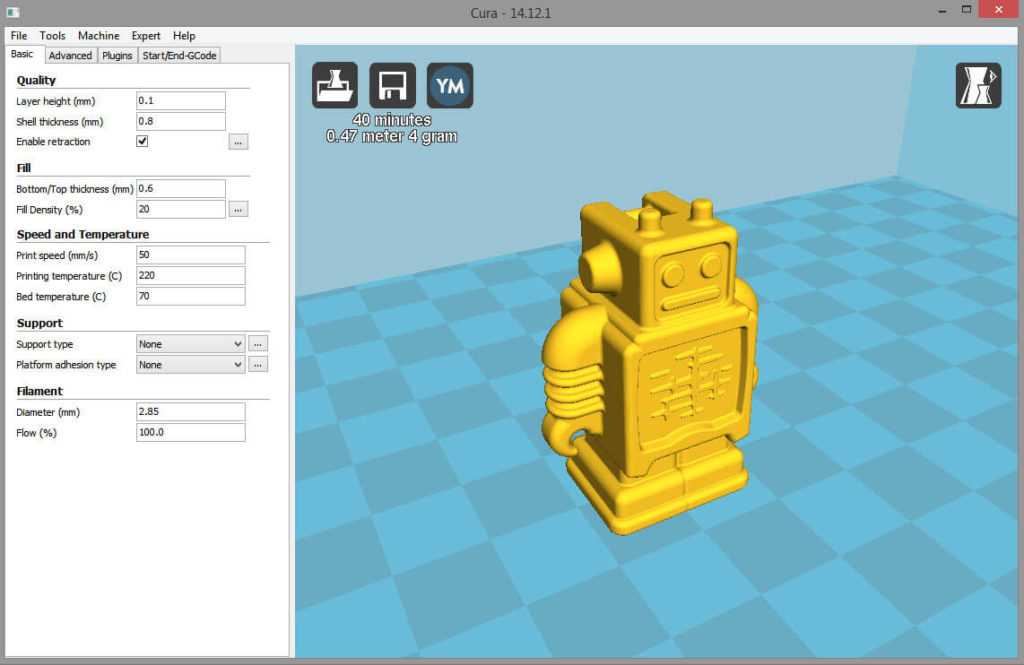 Кратко объясняем преимущества.
Кратко объясняем преимущества.
STL считается самым популярным форматом файлов для 3D-печати, но постепенно заменяется форматом 3MF. Формат STL появился еще в 1987 году благодаря компании 3D Systems. Само название — это сокращение от stereolithography, то есть фирменного, тогда еще запатентованного метода стереолитографической 3D-печати. Данные в STL-файлах преобразуются в машинный код для 3D-принтеров с помощью программ, называемых «слайсерами». Сами STL-файлы содержат информацию об объектах в виде полигональных сеток. Чем сложнее и детальнее структура, тем больше в сетке треугольников.
Проблема в том, что при трансформации твердотельных моделей на основе NURBS и BREP в STL фактически создаются не очень точные имитации оригинальных 3D-моделей, но на то есть веская причина: использование полигональных сеток обусловлено тем, что попытки трансформировать кривые в машинный код приводили бы к образованию файлов колоссальных размеров.
Даже в таком виде STL-файлы зачастую много «весят», особенно в случаях с высокополигональными моделями, и к тому же не содержат какие-либо данные об оборудовании или параметрах 3D-печати, поэтому сторонним пользователям необходима дополнительная информация в виде производственных спецификаций. Несмотря на все свои недостатки STL остается наиболее популярным форматом, и на то есть ряд банальных причин:
Несмотря на все свои недостатки STL остается наиболее популярным форматом, и на то есть ряд банальных причин:
- многие распространенные слайсеры поддерживают только файлы с полигональными сетками;
- для большинства пользователей STL остается стандартным форматом в силу привычки;
- альтернатив мало, а их популярность невысока.
3MF — это относительно новый формат, созданный в 2015 году и развиваемый целым консорциумом — компаниями Autodesk, Dassault Systèmes, PTC, HP, Shapeways, Microsoft, Materialise, 3D Systems, Siemens, Stratasys, Prusa, Ultimaker и другими — в качестве более удобной и способной альтернативы. Разница между STL и 3MF столь же существенна, как между BMP и PDF: новый формат содержит больше информации, включая единицы измерения, данные по цветам и текстурам, поддержкам, относительному положению в пространстве, использованию разных материалов, и так далее. Ко всему прочему, 3MF занимает меньше места, даже если в нем содержится тот же объем информации, что и в STL.
Деталь в формате 3MF: обратите внимание, что в правой вкладке отсутствует окно для ввода единиц измерений, так как эти данные уже включены в файл
Та же деталь в формате STL: здесь необходимо вручную вводить единицы измерения, а информация по цветам вообще отсутствует
Файлы 3MF используют удобочитаемый формат XML (Extensible Markup Language), позволяющий хранить большие объемы информации о том, что требуется от 3D-принтера, без необходимости в отдельных файлах с параметрами 3D-печати. Например, при работе с 3D-принтерами по технологии селективного лазерного спекания (SLS) вся информация о количестве деталей и их расположении в плотном рабочем объеме может быть добавлена в тот же файл, чтобы любой пользователь мог в точности воспроизвести процесс на своем оборудовании. Более того, пользователи имеют возможность открывать XML и вручную редактировать содержимое. Благодаря XML при работе с Fusion 360 также переносится информация о параметрах адаптивных сеток.
3MF-файл, импортированный во Fusion 360: 3D-модель и опорные структуры представлены отдельными мешами
Интеграция метаданных дает еще одно интересное преимущество: так как 3MF может содержать всю необходимую информацию об оборудовании и параметрах 3D-печати, снижается зависимость от проприетарных слайсеров. Заодно появляется возможность полноценно управлять процессом построения опорных структур, и эта информация тоже содержится в одном файле с 3D-моделью, но отдельным мешем, что удобно. Наконец, 3MF поддерживает протоколы безопасности, позволяя, например, ограничивать количество копий изделий на отдельных 3D-принтерах, а это играет на руку, когда необходимо обеспечить защиту авторских прав.
Как заказать 3D-печать или обработку на станках с ЧПУ
PCBWay делает услуги промышленного прототипирования максимально доступными всем желающим, опираясь на богатый опыт а прототипировании и производстве печатных плат, а также постоянно модернизируя оборудование в сторону повышения качества и производительности.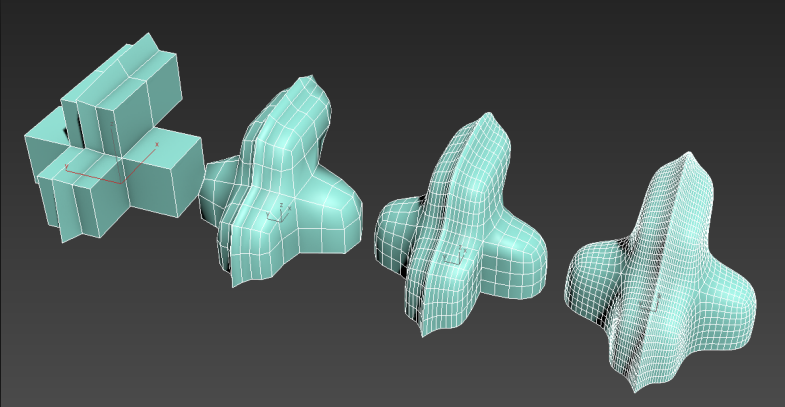
Оформить заказ можно через удобный сайт: например, если вам требуется 3D-печать, необходимо лишь заполнить форму, выбрать параметры и залить CAD-файлы.
Партнерский материал
А у вас есть интересные новости? Поделитесь с нами своими разработками, и мы расскажем о них всему миру! Ждем ваши идеи по адресу [email protected]
Объяснение всех форматов файлов для 3D-печати
При печати в 3D нам приходится управлять 3D-моделями, для которых мы можем использовать множество различных форматов. Каждая дизайнерская программа по умолчанию использует тот или иной формат, но почти все они позволяют нам выбирать, в какой из них мы хотим экспортировать наши модели. Существует множество различных форматов: STL, OBJ, 3MF…
Если вы всю жизнь используете STL и не знаете преимуществ каждого формата… продолжайте читать, потому что эта статья будет вам интересна.
📖 Что вы хотите прочитать?
Из чего состоят файлы для 3D-печати?
Модели, которые мы используем для 3D-печати, представляют собой не что иное, как файл, содержащий в том или ином формате определение геометрии детали. Это так просто. В зависимости от того, какой формат мы используем, способ кодирования этой геометрии в файле будет различаться в дополнение к другим функциям, которые мы увидим позже.
Это так просто. В зависимости от того, какой формат мы используем, способ кодирования этой геометрии в файле будет различаться в дополнение к другим функциям, которые мы увидим позже.
STL: наиболее распространенный формат
Формат STL является наиболее популярным форматом 3D-моделей (в области 3D-печати), а также одним из старейших. Он был создан компанией 3D Systems для 3D-печати с использованием стереолитографии. Этот формат содержит координаты треугольников, составляющих трехмерную геометрию объекта, за исключением других свойств, таких как цвет, масштаб или структура модели.
Существует несколько типов файлов STL, но наиболее распространенными являются ASCII и двоичные файлы. В работе каждого есть несколько нюансов, но имейте в виду, что бинарные STL несколько меньше и появились как ответ на увеличение размера ASCII STL. Несмотря на то, что они легче, бинарные STL все же слишком велики, если мы хотим придать объекту большое разрешение, поскольку нам нужно будет включить много треугольников.
Этот формат в настоящее время чаще всего используется для обмена моделями для 3D-печати, хотя он определенно не самый лучший, поскольку существуют более современные форматы, которые занимают меньше места и добавляют больше информации.
Формат OBJ
Формат OBJ, хотя и менее известен, чем STL, также очень популярен, и почти любое программное обеспечение, связанное с проектированием или 3D-печатью, поддерживает его. Этот формат намного сложнее и имеет несколько режимов работы: точный режим и приблизительный режим:
- Файл OBJ, в котором используется кодирование , точное , не будет разбивать модель на треугольники, как это делает STL. Вместо этого он сохранит исходную геометрию модели, используя трехмерные линии, известные как NURBS (неоднородный рациональный B-сплайн). Это означает, что с помощью OBJ мы можем получить «исходную» геометрию модели, а не приближение, построенное из треугольников.
- Файл OBJ, в котором используется приблизительное кодирование , создает упрощенную версию поверхности модели посредством тесселяции, как это происходит с STL.
 В этом случае мы не ограничены треугольниками, но можем использовать и другие многоугольники, поэтому, несмотря на то, что это всего лишь приближение к исходной геометрии, мы можем получить более гладкую отделку.
В этом случае мы не ограничены треугольниками, но можем использовать и другие многоугольники, поэтому, несмотря на то, что это всего лишь приближение к исходной геометрии, мы можем получить более гладкую отделку.
 В этом случае мы не ограничены треугольниками, но можем использовать и другие многоугольники, поэтому, несмотря на то, что это всего лишь приближение к исходной геометрии, мы можем получить более гладкую отделку.
В этом случае мы не ограничены треугольниками, но можем использовать и другие многоугольники, поэтому, несмотря на то, что это всего лишь приближение к исходной геометрии, мы можем получить более гладкую отделку.Точный режим с использованием NURBSПриближенный режим с использованием нетреугольной тесселяции
В обоих случаях, помимо геометрии самой 3D-модели, OBJ-файл включает в себя множество дополнительной информации, основными из которых являются:
- Карта текстуры: по сути, двухмерное изображение, представляющее «кожу» модели. Эта карта текстуры понимается другими программами, поэтому мы можем восстановить исходную текстуру и цвета модели.
- Другие метаданные модели.
Формат 3MF
Другая проблема с файлами STL заключается в том, что они совершенно неструктурированы, поскольку содержат только список координат ребер треугольников, составляющих поверхность объекта. Ничто в файле STL не предотвращает ошибки в определении объекта, такие как:
- Отверстия
- Пересекающиеся треугольники
- Перевернутые треугольники
- Не общие вершины
3МФ. Модели, которые мы экспортируем как 3MF, будут проверены, чтобы избежать всех этих ошибок, поэтому мы можем быть уверены, что наш файл можно распечатать в 3D.
Модели, которые мы экспортируем как 3MF, будут проверены, чтобы избежать всех этих ошибок, поэтому мы можем быть уверены, что наш файл можно распечатать в 3D.
Помимо предотвращения ошибок, файл 3MF содержит гораздо больше информации, так как он может сжимать другие файлы и инкапсулировать их в один пакет, как мы это делаем при использовании ZIP-файла:
- Информация о масштабе: Модели имеют масштаб и единицы измерения, поэтому у нас всегда будет один и тот же размер, независимо от используемого слайсера.
- Информация о композиции сцены: Файл 3MF может содержать несколько отдельных моделей и сохранять их как разные модели, принадлежащие одной и той же сцене.
- Информация о цвете и текстуре , например OBJ.
- Миниатюра: Вы можете изменить миниатюру файла, используя, например, рендер модели.
- Параметры печати: Параметры печати могут быть включены вместе с моделями (например, с помощью Prusa Slicer). Таким образом, мы гарантируем, что мы разделяем не только модель, но и то, как мы хотим, чтобы она была напечатана.
 Таким образом, мы гарантируем, что мы разделяем не только модель, но и то, как мы хотим, чтобы она была напечатана.
Таким образом, мы гарантируем, что мы разделяем не только модель, но и то, как мы хотим, чтобы она была напечатана.Кроме того, файл 3MF сжимается и занимает гораздо меньше места, чем файл STL. В качестве сравнения мы оставляем вам изображение из блога парней Prusa:
Короче говоря, 3MF — один из наиболее рекомендуемых форматов для 3D-печати . Подробнее о формате 3MF для 3D-печати можно прочитать в блоге Prusa.
Другие форматы
Есть несколько других форматов, которые мы не упомянули, но которые также представляют интерес.
Формат STP
Формат STP является стандартным форматом для обмена 3D-моделями в соответствии с ISO 10303. Этот формат очень удобен для обмена моделями между программами САПР, поскольку файл в этом формате можно легко редактировать в обычных программах САПР, таких как Фьюжн360.
Формат Collada
Этот формат больше не используется, но ранее он широко использовался для обмена файлами между такими программами, как 3D Maya или 3DSmax. Он может включать геометрию, цвет, текстуру, а также информацию о кинематике моделей.
Он может включать геометрию, цвет, текстуру, а также информацию о кинематике моделей.
Формат FBX
Формат FBX, широко используемый в киноиндустрии, включает информацию о «скелете» фигур, что важно для их анимации.
Какой формат мы используем в Bitfab?
Мы в Bitfab знаем, что не существует единого формата, подходящего для всех ситуаций. Как говорится, для каждой работы нужен свой инструмент.
Мы работаем с множеством различных технологий, и каждая из них требует использования своего формата: Обмен файлами из одной САПР в другую? СТП; Сохранить модель для правильной нарезки? 3МФ; Поделитесь 3D-файлом, чтобы он был совместим с любой программой? СТЛ…
Мы являемся экспертами в области цифрового производства, поэтому не стесняйтесь обращаться к нам!
Контактар с Bitfab
Как выбрать лучшие форматы файлов для 3D-принтеров?
Опубликовано Kat Plewa 17 октября 2018 г. |
В этом посте мы поговорим о наиболее часто используемых форматах файлов для 3D-принтеров. Поскольку вариантов много, важно, чтобы вы знали, каковы ваши производственные потребности. Все ли форматы файлов 3D можно распечатать? И какой формат файла 3D-принтера лучше всего подходит для вас? Давайте узнаем.
Поскольку вариантов много, важно, чтобы вы знали, каковы ваши производственные потребности. Все ли форматы файлов 3D можно распечатать? И какой формат файла 3D-принтера лучше всего подходит для вас? Давайте узнаем.
Очень важно выбрать правильный формат файла для 3D-принтера, поскольку от него зависит, какую информацию будет получать 3D-принтер. Мы познакомим вас с лучшими форматами файлов и объясним особенности каждого из них, чтобы вам было проще подготовить идеальный файл для 3D-печати.
Что такое файл 3D-принтера?
Файл 3D-принтера — это способ хранения информации о вашей 3D-модели для чтения 3D-принтером. Все файлы 3D-принтера содержат данные о форме вашей 3D-модели, их геометрии. Некоторые файлы также содержат больше деталей, таких как цвет, текстура и материалы. Существует множество вариантов форматов файлов для 3D-принтеров, только на нашем веб-сайте онлайн-сервиса 3D-печати мы принимаем более 30 различных типов.
Большинство форматов 3D-файлов можно распечатать. Однако важно помнить, что не все форматы 3D-файлов являются форматами файлов 3D-принтеров . Как правило, 3D-файлы также могут хранить анимацию или визуализацию, которые, конечно же, нельзя распечатать. Форматы файлов 3D-принтеров используются только для целей аддитивного производства. Что еще делает их непечатными? Узнайте из нашего блога на эту тему. А чтобы узнать, хорошо ли подготовлен ваш 3D-файл для 3D-печати, ознакомьтесь с нашими ответами на 6 основных вопросов по этой теме.
Однако важно помнить, что не все форматы 3D-файлов являются форматами файлов 3D-принтеров . Как правило, 3D-файлы также могут хранить анимацию или визуализацию, которые, конечно же, нельзя распечатать. Форматы файлов 3D-принтеров используются только для целей аддитивного производства. Что еще делает их непечатными? Узнайте из нашего блога на эту тему. А чтобы узнать, хорошо ли подготовлен ваш 3D-файл для 3D-печати, ознакомьтесь с нашими ответами на 6 основных вопросов по этой теме.
Вам также следует принять решение о том, какой формат файла 3D-принтера вы хотели бы использовать, поскольку не все программы для 3D-печати используют одни и те же форматы файлов . Вы можете закончить процесс проектирования своих деталей и не сможете сохранить свою работу в нужном формате файла. Чтобы избежать такой ситуации, продолжайте читать и сделайте лучший выбор для своего производства.
Лучшие варианты форматов файлов 3D-принтеров
Отец всех форматов 3D-файлов: STL
Формат файла 3D-принтера STL (Standard Triangle Language или «Standard Tessellation Language») — это самый первый файл для 3D-печати. Разработанный Чаком Халлом в 1987 году, он до сих пор служит своим целям спустя 30 лет. Это наиболее часто используемый формат файла 3D-принтера во всем мире. Он легко стал стандартным файлом для 3D-печати.
Разработанный Чаком Халлом в 1987 году, он до сих пор служит своим целям спустя 30 лет. Это наиболее часто используемый формат файла 3D-принтера во всем мире. Он легко стал стандартным файлом для 3D-печати.
Файл
STL сохраняет вашу 3D-модель в виде поверхности геометрических фигур, превращая ее в треугольную сетку. Однако он не может нести информацию о цвете или текстуре вашей 3D-модели. Этот формат файла 3D-принтера гарантирует, что ваша модель не будет иметь отверстий или перекрытий, что очень важно для 3D-печати. Этот процесс называется «тесселяция», поскольку 3D-модель состоит из геометрических фигур.
Очень важно помнить об этом процессе, так как слишком малое количество этих «плиток» повлияет на вашу 3D-печать, она может быть не такой гладкой, как 3D-модель. Это связано с разрешением файла STL, которому мы посвятили запись в блоге.
Этот формат файла 3D-принтера был очень быстро и легко адаптирован всеми программами для 3D-моделирования, слайсерами и 3D-принтерами. Некоторое программное обеспечение даже дошло до того, что предоставило вам возможность не только «сохранить как…», но и прямо «Сохранить .STL». STL — это стандартный файл для сохранения любой 3D-модели для отправки на 3D-печать.
Некоторое программное обеспечение даже дошло до того, что предоставило вам возможность не только «сохранить как…», но и прямо «Сохранить .STL». STL — это стандартный файл для сохранения любой 3D-модели для отправки на 3D-печать.
По всем этим причинам мы настоятельно рекомендуем использовать формат STL. Этот формат файла 3D-принтера может не содержать информацию о цвете, но в большинстве случаев это не проблема. Вы по-прежнему можете выбрать цвет материала, из которого вы будете печатать свою модель на 3D-принтере. А для инженерных деталей или полнофункциональных прототипов цвет не самая важная часть, важна надежность, и это то, что вам даст STL.
Могут возникнуть проблемы с сохранением 3D-модели в формате STL. Ознакомьтесь с нашими 6 наиболее распространенными часто задаваемыми вопросами об исправлении файлов STL. Формат STL является настолько популярным и широко используемым файлом для 3D-принтеров, что для его редактирования и восстановления существует целый ряд бесплатных редакторов.
Чтобы предоставить вам лучший онлайн-сервис 3D-печати, у нас также есть несколько собственных автоматических инструментов для восстановления файлов STL, доступных вам в любое время на нашем веб-сайте. Все, что вам нужно сделать, это загрузить свой файл, и вы можете найти там некоторые редакторы, такие как выемка или утолщение детали. Затем мы напечатаем ваши детали на 3D-принтере и отправим их прямо к вашей двери.
Если вы хотите узнать еще больше об этом формате файла 3D-принтера, прочитайте наши 9 фактов о STL, а если вы ищете более специализированную информацию о том, как его можно восстановить, узнайте, как исправить файлы STL с помощью программного обеспечения Meshlab.
Крупнейший конкурент STL: формат файла OBJ
OBJ (Object) — второй по популярности формат файлов для 3D-принтеров в мире 3D-печати. Почему? Потому что он хранит данные о цвете, материале и текстуре, что позволяет печатать многоцветные изображения. Сначала формат файла использовался для 3D-графики, а затем был принят в индустрии аддитивного производства, когда принтеры были разработаны и стали способны к цветной 3D-печати.
Формат файла
OBJ также дает возможность выбрать способ преобразования поверхности вашего объекта в модель для 3D-печати. Вы можете использовать тесселяцию, как с файлами STL, но OBJ также предоставляет вам более продвинутые параметры, такие как кривые и поверхности произвольной формы.
Однако есть причина, по которой формат файла 3D-принтера STL по-прежнему намного популярнее, чем OBJ. Последний гораздо сложнее, и ремонтировать его не так просто. Кроме того, чтобы сохранить информацию о цвете, файл OBJ поставляется с файлом MTL, и при передаче обоих файлов может быть сложно отследить.
Этот тип файлов для 3D-принтеров больше используется в машиностроительных отраслях, требующих высочайшего уровня точности и аккуратности, таких как аэрокосмическая и автомобильная промышленность, где малейшая разница может сломать весь компонент. Формат файла аддитивного производства удобен для очень сложных конструкций, однако это также означает, что файл намного больше, что снова может вызвать проблемы при его перемещении.
Формат файла
OBJ имеет лицензию с открытым исходным кодом, что упрощает его принятие производителями программного и аппаратного обеспечения по сравнению с другими форматами файлов многоцветных 3D-принтеров, такими как COLLADA или FBX. Однако в Sculpteo мы принимаем все эти форматы файлов для 3D-печати.
В Sculpteo мы следим за самыми инновационными технологиями 3D-печати, и, конечно же, вы можете 3D-печать в полноцветном режиме с нами. Мы предоставляем вам широкий спектр из 390 000 цветов, чтобы придать вашей 3D-модели максимально реалистичный вид. Откройте для себя бесконечную цветную технологию 3D-печати прямо сейчас!
Предполагается, что это STL 2.0: формат файла AMF
AMF (файл расширенного модуля) был впервые представлен ASTM в 2013 году. Это первый файл для 3D-принтера, предназначенный только для того, чтобы догнать развивающуюся технологию аддитивного производства. Он хранит информацию о геометрии вашей 3D-модели, цвете, материалах, решетках, дубликатах и ориентации.
Файл
AMF работает так же, как файл STL, превращая поверхность вашей 3D-модели в треугольную сетку, но разница в том, что он позволяет изогнуть треугольники, что придает им более гладкий вид. Это позволяет использовать меньшее количество фигур для описания кривых, что влияет на размер файла меньшего размера.
AMF — хороший формат файлов для 3D-принтеров, но он даже близко не так популярен, как формат STL. Это вызывает проблемы с программным обеспечением для 3D-моделирования, слайсерами, а также с 3D-печатью.
Разработка Microsoft: формат файла 3MF
3MF — это еще один формат файла, разработанный специально для нужд аддитивного производства. Он был разработан Microsoft, и компания действительно инвестировала в формат файла 3D-принтера: они создали специальный орган под названием 3MF Consortium для работы над 3MF. Консорциум 3MF объединяет крупнейшие компании в области 3D-печати: Autodesk, Stratasys, Ultimaker, Siemens, HP или GE.

 Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве.
Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве.
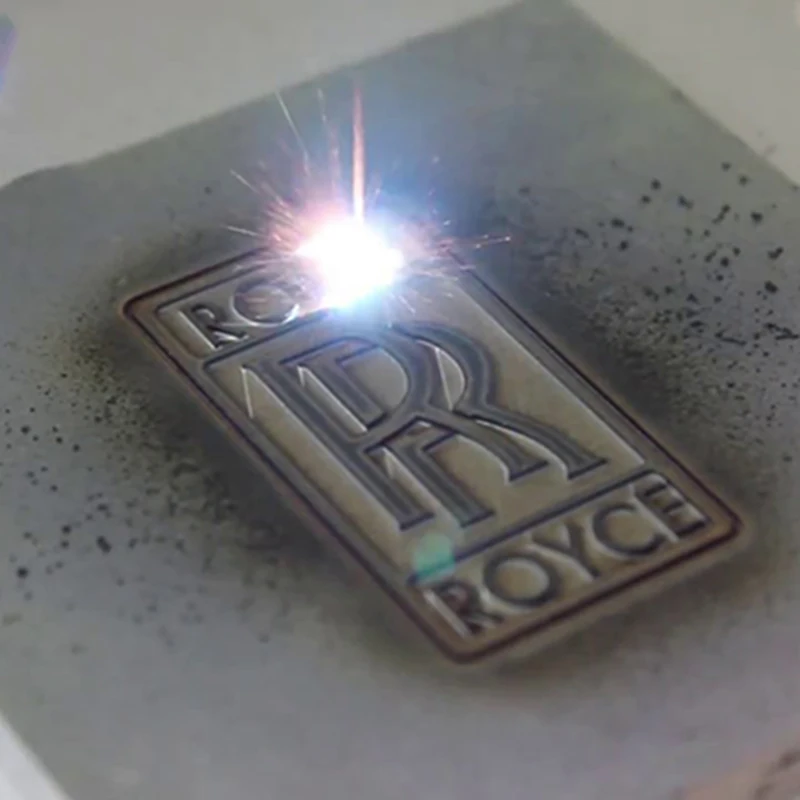
 Они используются для нанесения идентификационных штриховых и QR кодов, для продвижения торговых марок и размещения информации о серийных изделиях, а также для создания разнообразной сувенирной продукции. В отличие от контактных способов маркировки, лазерная технология не требует постоянных затрат на покрытие износа оборудования и гарантирует высокую воспроизводимость результатов обработки.
Они используются для нанесения идентификационных штриховых и QR кодов, для продвижения торговых марок и размещения информации о серийных изделиях, а также для создания разнообразной сувенирной продукции. В отличие от контактных способов маркировки, лазерная технология не требует постоянных затрат на покрытие износа оборудования и гарантирует высокую воспроизводимость результатов обработки. Высокое качество луча, компактная конструкция, бесперебойная работа и отсутствие необходимости технического обслуживания волоконных лазеров производства компании IPG позволяют эффективно применять их для решения задач маркировки и гравировки изделий во многих областях промышленности, в том числе предъявляющих особые требования к читаемости и устойчивости нанесённой информации к внешнему воздействию: механическому, световому, химическому или термическому.
Высокое качество луча, компактная конструкция, бесперебойная работа и отсутствие необходимости технического обслуживания волоконных лазеров производства компании IPG позволяют эффективно применять их для решения задач маркировки и гравировки изделий во многих областях промышленности, в том числе предъявляющих особые требования к читаемости и устойчивости нанесённой информации к внешнему воздействию: механическому, световому, химическому или термическому. Высокая пиковая мощность позволяет им обрабатывать даже отражающие материалы, в частности золото, медь и алюминий.
Высокая пиковая мощность позволяет им обрабатывать даже отражающие материалы, в частности золото, медь и алюминий. Это означает, что маркировка полимеров может изменяться от партии к партии, может наноситься на другие места. В результате для процесса необходимы уникальные параметры для каждого назначения.
Это означает, что маркировка полимеров может изменяться от партии к партии, может наноситься на другие места. В результате для процесса необходимы уникальные параметры для каждого назначения.
 Лазерная гравировка — это малозатратная технология, применяемая для промышленных, автомобильных и аэрокосмических компонентов. Универсальность программного обеспечения лазерной маркировки позволяет создание детализированных топологических чертежей, текстов или графики. Преимущества перед механическим процессом: существенное сокращение времени обработки и расходов на наладку, гравировка мелких деталей, а также возможность осуществлять гравировку на искривленных поверхностях.
Лазерная гравировка — это малозатратная технология, применяемая для промышленных, автомобильных и аэрокосмических компонентов. Универсальность программного обеспечения лазерной маркировки позволяет создание детализированных топологических чертежей, текстов или графики. Преимущества перед механическим процессом: существенное сокращение времени обработки и расходов на наладку, гравировка мелких деталей, а также возможность осуществлять гравировку на искривленных поверхностях.
 Смешивание полимеров с присадками может улучшить маркировку, увеличив абсорбцию и незначительно изменив химический состав маркировочной метки.
Смешивание полимеров с присадками может улучшить маркировку, увеличив абсорбцию и незначительно изменив химический состав маркировочной метки.


 Энергия лазера воздействует на структуру поверхности материала, расплавляя его на микроскопическом уровне. По сравнению с глубокой лазерной гравировкой , для создания поверхностной лазерной маркировки используется меньше энергии.
Энергия лазера воздействует на структуру поверхности материала, расплавляя его на микроскопическом уровне. По сравнению с глубокой лазерной гравировкой , для создания поверхностной лазерной маркировки используется меньше энергии. Металлопродукция составляет основную часть автомобильной цепочки поставок. Большое количество металлических компонентов также используется в гидравлике , и 9.0003 медицинская промышленность .
Металлопродукция составляет основную часть автомобильной цепочки поставок. Большое количество металлических компонентов также используется в гидравлике , и 9.0003 медицинская промышленность .

 org/BreadcrumbList»>
org/BreadcrumbList»>


 Потому что этот небольшой кусочек металла:
Потому что этот небольшой кусочек металла:
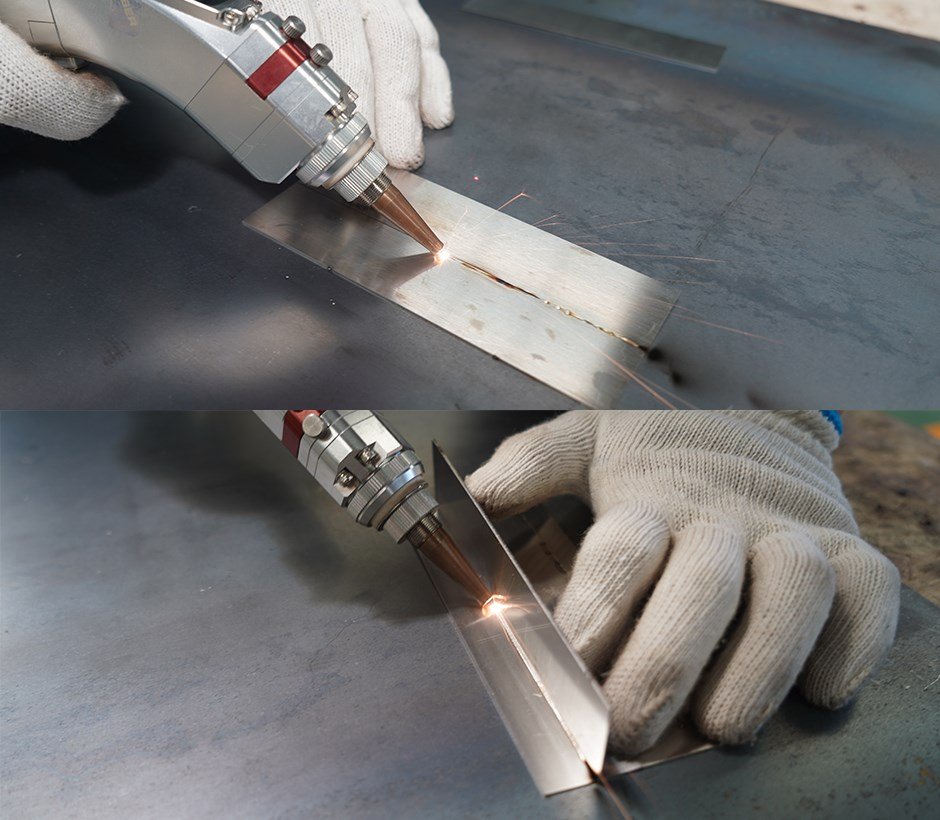
 В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
 При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
 Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
 При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.

 На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
 Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
 Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
 Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
 Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
 Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
 Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
 Диаметр отверстий может быть до 2 микрон с субмикронной точностью размещения. Доступна скорость бурения до 1000 отверстий в секунду.
Диаметр отверстий может быть до 2 микрон с субмикронной точностью размещения. Доступна скорость бурения до 1000 отверстий в секунду.

 Диаметр отверстий до 2 микрон. Обычно используется УФ-обработка с большим полем зрения с несколькими отверстиями для высокой пропускной способности.
Диаметр отверстий до 2 микрон. Обычно используется УФ-обработка с большим полем зрения с несколькими отверстиями для высокой пропускной способности.


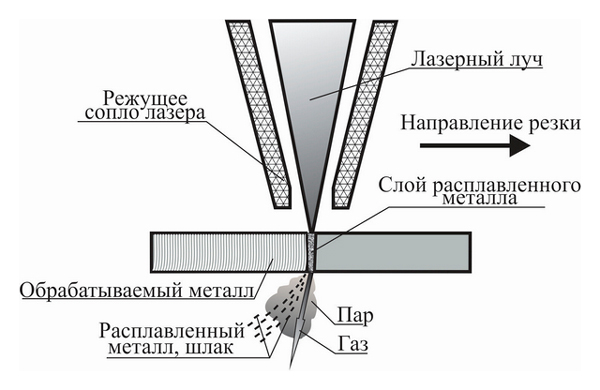
 Большая часть расплавленного материала выбрасывается вниз через пилотное отверстие.
Большая часть расплавленного материала выбрасывается вниз через пилотное отверстие.
 У масла ROLF JP SAE 0W-30 ILSAC GF-5/API SN этот показатель сдвинут к верхней границе требований, что позволяет ему дольше работать в моторе, не выходя за заданный диапазон: по мере старения вязкость масла неизбежно снижается.
У масла ROLF JP SAE 0W-30 ILSAC GF-5/API SN этот показатель сдвинут к верхней границе требований, что позволяет ему дольше работать в моторе, не выходя за заданный диапазон: по мере старения вязкость масла неизбежно снижается. Благодаря этому оно обеспечивает легкость запуска даже при очень низких температурах и на автомобилях с недостаточной мощностью аккумулятора. Эта проблема характерна для многих японских машин, где большой аккумулятор не помещается под капотом из-за плотной компоновки. Благодаря синтетическому маслу SAE 0W-30 можно значительно снизить нагрузку на стартер зимой.
Благодаря этому оно обеспечивает легкость запуска даже при очень низких температурах и на автомобилях с недостаточной мощностью аккумулятора. Эта проблема характерна для многих японских машин, где большой аккумулятор не помещается под капотом из-за плотной компоновки. Благодаря синтетическому маслу SAE 0W-30 можно значительно снизить нагрузку на стартер зимой. Не снижается пропускная способность масляных каналов, включая наиболее тонкие (гидрокомпенсаторы, масляные форсунки охлаждения поршней). Минимальный уровень нагарообразования защищает поршневые кольца от потери подвижности, приводящей к снижению компрессии. Уменьшается риск выхода из строя из-за загрязнения клапанов VTEC, редукционного клапана маслонасоса.
Не снижается пропускная способность масляных каналов, включая наиболее тонкие (гидрокомпенсаторы, масляные форсунки охлаждения поршней). Минимальный уровень нагарообразования защищает поршневые кольца от потери подвижности, приводящей к снижению компрессии. Уменьшается риск выхода из строя из-за загрязнения клапанов VTEC, редукционного клапана маслонасоса.
 В то же время масло ROLF JP SAE 10W-30 ILSAC GF-5/API SN, практически идентичное по большинству характеристик 0W-30, в теплом или жарком климате обеспечит меньший расход на угар, но пусковые характеристики зимой у него значительно хуже.
В то же время масло ROLF JP SAE 10W-30 ILSAC GF-5/API SN, практически идентичное по большинству характеристик 0W-30, в теплом или жарком климате обеспечит меньший расход на угар, но пусковые характеристики зимой у него значительно хуже. Снижение нагрузки на стартер также разгружает и силовые электроцепи, допускает больше попыток запуска, что важно после длительной стоянки или при неудовлетворительном качестве бензина, плохо испаряющегося на морозе.
Снижение нагрузки на стартер также разгружает и силовые электроцепи, допускает больше попыток запуска, что важно после длительной стоянки или при неудовлетворительном качестве бензина, плохо испаряющегося на морозе.

 4
4

 Так, масло API CF-4 предназначено только для четырехтактных дизелей, в то время как суффикс «-2» указывал бы на применение в дизельных двигателях с двухтактным циклом.
Так, масло API CF-4 предназначено только для четырехтактных дизелей, в то время как суффикс «-2» указывал бы на применение в дизельных двигателях с двухтактным циклом.
 Такие требования и составляют допуск: при выборе масла для автомобиля нужно обеспечивать совпадение допусков, указываемых в сервисной документации автомобиля и в характеристиках моторного масла.
Такие требования и составляют допуск: при выборе масла для автомобиля нужно обеспечивать совпадение допусков, указываемых в сервисной документации автомобиля и в характеристиках моторного масла.
 00: автомобили Volkswagen с бензиновым и дизельным двигателем (без насос-форсунок) с нормальными сроками замены масла.
00: автомобили Volkswagen с бензиновым и дизельным двигателем (без насос-форсунок) с нормальными сроками замены масла.
 МАСЛО рекомендуется для всех типов современных транспортных средств, включая высокопроизводительные бензиновые и дизельные многоклапанные двигатели с впрыском топлива с турбонаддувом, установленные в легковых автомобилях, внедорожниках, легких фургонах и грузовиках.
МАСЛО рекомендуется для всех типов современных транспортных средств, включая высокопроизводительные бензиновые и дизельные многоклапанные двигатели с впрыском топлива с турбонаддувом, установленные в легковых автомобилях, внедорожниках, легких фургонах и грузовиках.
 В нормальных условиях использования эта смазка не представляет особой токсической опасности. Со всеми смазками любого типа следует обращаться с большой осторожностью, особенно избегая возможного контакта с кожей.
В нормальных условиях использования эта смазка не представляет особой токсической опасности. Со всеми смазками любого типа следует обращаться с большой осторожностью, особенно избегая возможного контакта с кожей. Мы также посмотрим, чем оно отличается от других масел и можно ли использовать масло 10W-40 вместо масла 10W-30.
Мы также посмотрим, чем оно отличается от других масел и можно ли использовать масло 10W-40 вместо масла 10W-30. Чем ниже это число, тем лучше ваше моторное масло будет работать в условиях низких температур.
Чем ниже это число, тем лучше ваше моторное масло будет работать в условиях низких температур. Он также может хорошо работать в условиях высокой температуры и давления в более жарком климате и прилипать к двигателю без разбавления.
Он также может хорошо работать в условиях высокой температуры и давления в более жарком климате и прилипать к двигателю без разбавления.
 И вы можете рассчитывать на повышение эффективности использования топлива и большую экономию топлива.
И вы можете рассчитывать на повышение эффективности использования топлива и большую экономию топлива. Тем не менее, он не будет работать в условиях низких температур или холодной погоды. Скорее всего, это помешает запуску вашего автомобиля при более низких температурах.
Тем не менее, он не будет работать в условиях низких температур или холодной погоды. Скорее всего, это помешает запуску вашего автомобиля при более низких температурах.
 Подходит ли масло 10W-30 для большого пробега?
Подходит ли масло 10W-30 для большого пробега?

 Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы.
Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы. Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас. Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения.
Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения. Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.
Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.

 Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах.
Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах. Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
 А диск — это форма, которая имеет еще и толщину. На всех коробках мы увидим название “disc”, так что далее и мы будем называть их диски.
А диск — это форма, которая имеет еще и толщину. На всех коробках мы увидим название “disc”, так что далее и мы будем называть их диски.
 Это заставляет производителей абразивных материалов удовлетворять новые запросы рынка:
Это заставляет производителей абразивных материалов удовлетворять новые запросы рынка:
 Для каждого материала есть шлифовальные диски, которые подходят лучше чем другие, например:
Для каждого материала есть шлифовальные диски, которые подходят лучше чем другие, например:
 Размер диска напрямую связан с размером обрабатываемой детали:
Размер диска напрямую связан с размером обрабатываемой детали:

 Сетка особенно хорошо проявляет себя при обработке шпатлевок, древесины, композитов и пластиков. На мелкой градации классические круги с отверстиями более предпочтительны, так как не оставляют следов от краев диска.
Сетка особенно хорошо проявляет себя при обработке шпатлевок, древесины, композитов и пластиков. На мелкой градации классические круги с отверстиями более предпочтительны, так как не оставляют следов от краев диска.

 Для этого в шлифовальных дисках делают отверстия — чем больше отверстий, тем лучше.
Для этого в шлифовальных дисках делают отверстия — чем больше отверстий, тем лучше.


 Если вы хотите удалить лишний материал с металлической поверхности, вы можете использовать шлифовальный круг и лепестковый диск. Однако лепестковый диск дает меньше искры, чем шлифовальный круг. Для эффективного шлифования и финишной обработки металла можно использовать шлифовальный диск. Давайте углубимся,
Если вы хотите удалить лишний материал с металлической поверхности, вы можете использовать шлифовальный круг и лепестковый диск. Однако лепестковый диск дает меньше искры, чем шлифовальный круг. Для эффективного шлифования и финишной обработки металла можно использовать шлифовальный диск. Давайте углубимся, Этот круг также используется для удаления ржавчины, сварочных брызг и сварочного шлака. Шлифовальные круги доступны с различной зернистостью, например наждачная бумага . Круги с низкой зернистостью более грубые и имеют высокую скорость съема материала, в то время как круги с более высокой зернистостью мягче и имеют низкую скорость съема материала. Шлифовальные круги как с высокой, так и с низкой зернистостью используются для шлифовки, чистовой обработки, очистки и полировка металла .
Этот круг также используется для удаления ржавчины, сварочных брызг и сварочного шлака. Шлифовальные круги доступны с различной зернистостью, например наждачная бумага . Круги с низкой зернистостью более грубые и имеют высокую скорость съема материала, в то время как круги с более высокой зернистостью мягче и имеют низкую скорость съема материала. Шлифовальные круги как с высокой, так и с низкой зернистостью используются для шлифовки, чистовой обработки, очистки и полировка металла . Этот абразивный инструмент идеально подходит для обработки черных и цветных металлов.
Этот абразивный инструмент идеально подходит для обработки черных и цветных металлов.
 После этого следует сделать перерыв в работе на 5-7 минут. Целесообразно паузу использовать для отдыха и заправки бачка.
После этого следует сделать перерыв в работе на 5-7 минут. Целесообразно паузу использовать для отдыха и заправки бачка. Подобная опция используется, если есть необходимость нанесения однородного быстросохнущего покрытия в один прием.
Подобная опция используется, если есть необходимость нанесения однородного быстросохнущего покрытия в один прием. Готовая продукция проходит контроль комплектности, отсутствия внешних повреждений и работоспособности. В торговую сеть поступают только исправные механизмы с гарантией от производителя. Краскораспылители упаковываются в пластиковый кейс с нишами для деталей.
Готовая продукция проходит контроль комплектности, отсутствия внешних повреждений и работоспособности. В торговую сеть поступают только исправные механизмы с гарантией от производителя. Краскораспылители упаковываются в пластиковый кейс с нишами для деталей.

 к. их покрытие быстро выгорает на солнце. Много лет выполнял эту работу вручную, что было долго и тяжело.
к. их покрытие быстро выгорает на солнце. Много лет выполнял эту работу вручную, что было долго и тяжело. По роду деятельности приходится сталкиваться с решением и дополнительных проблем, возникающих во время вызова.
По роду деятельности приходится сталкиваться с решением и дополнительных проблем, возникающих во время вызова. Из-за проникновения в комнаты пыли и выхлопных газов каждый год нужно менять обои и перекрашивать потолок.
Из-за проникновения в комнаты пыли и выхлопных газов каждый год нужно менять обои и перекрашивать потолок. 0)
0) Максимальный диаметр сопла в 1,2 мм позволяет распылять густые красители. Для больших объемов работ удобно использовать полутораметровую всасывающую трубку для всасывания краски непосредственно из банки. Благодаря насадке с гибким удлинителем сопла, сгибающимся под любым углом, прибором удобно пользоваться при окраске горизонтальных поверхностей (пола и потолка) и труднодоступных мест. В комплекте сменных насадок имеется сопло для густого латекса и сопло для масляной краски. Самым функциональным является насадка диаметром 0,6 мм, подходящая для большинства красителей. Давление можно отрегулировать с помощью контрольного винта. Чашка для определения густоты поможет разбавить краску до необходимой консистенции. Конструкция модели Элмос PG 31 позволяет после завершения работ промыть поршень и цилиндр, не разбирая для этого аппарат.
Максимальный диаметр сопла в 1,2 мм позволяет распылять густые красители. Для больших объемов работ удобно использовать полутораметровую всасывающую трубку для всасывания краски непосредственно из банки. Благодаря насадке с гибким удлинителем сопла, сгибающимся под любым углом, прибором удобно пользоваться при окраске горизонтальных поверхностей (пола и потолка) и труднодоступных мест. В комплекте сменных насадок имеется сопло для густого латекса и сопло для масляной краски. Самым функциональным является насадка диаметром 0,6 мм, подходящая для большинства красителей. Давление можно отрегулировать с помощью контрольного винта. Чашка для определения густоты поможет разбавить краску до необходимой консистенции. Конструкция модели Элмос PG 31 позволяет после завершения работ промыть поршень и цилиндр, не разбирая для этого аппарат. Мы прилагаем все усилия, чтобы быть ресурсом для нашего сообщества. Есть идеи, как мы могли бы сделать это лучше? Присоединяйтесь к нам!
Мы прилагаем все усилия, чтобы быть ресурсом для нашего сообщества. Есть идеи, как мы могли бы сделать это лучше? Присоединяйтесь к нам! Бог есть истинный Основатель! PG-31 стоит на Священном Писании Притчи 31:25 «Она одета силой и достоинством, и она смеется без страха перед будущим». PG означает «Девушка из пословиц». Притчи известны как книга мудрости. Мы надеемся, что когда каждая юная леди покинет одно из наших собраний, она уйдет, узнав что-то новое.
Бог есть истинный Основатель! PG-31 стоит на Священном Писании Притчи 31:25 «Она одета силой и достоинством, и она смеется без страха перед будущим». PG означает «Девушка из пословиц». Притчи известны как книга мудрости. Мы надеемся, что когда каждая юная леди покинет одно из наших собраний, она уйдет, узнав что-то новое. Вырасти за пределы своих обстоятельств, увидеть свое величие внутри, уважать друг друга
Вырасти за пределы своих обстоятельств, увидеть свое величие внутри, уважать друг друга А. программа избавления от алкоголизма. Впервые опубликованная в 1939 году, ее цель состояла в том, чтобы показать другим алкоголикам, как первые 100 человек из А.А. стал трезвым. Сейчас она переведена более чем на 70 языков и по-прежнему считается основным текстом АА.
А. программа избавления от алкоголизма. Впервые опубликованная в 1939 году, ее цель состояла в том, чтобы показать другим алкоголикам, как первые 100 человек из А.А. стал трезвым. Сейчас она переведена более чем на 70 языков и по-прежнему считается основным текстом АА. История Билла — (стр. 1-16)
История Билла — (стр. 1-16) 572)
572) А. на американском языке жестов (ASL).
А. на американском языке жестов (ASL). aa.org.
aa.org.
 А. на американском языке жестов (ASL).
А. на американском языке жестов (ASL). com/610856862″>
com/610856862″>
 В этой главе описывается, как эти Шаги могут привести к «новой свободе и новому счастью».
В этой главе описывается, как эти Шаги могут привести к «новой свободе и новому счастью». А. на американском языке жестов (ASL).
А. на американском языке жестов (ASL). А. на американском языке жестов (ASL).
А. на американском языке жестов (ASL). com/639322243″>
com/639322243″> aa.org.
aa.org. aa.org.
aa.org.
 А. на американском языке жестов (ASL).
А. на американском языке жестов (ASL).
 Обеспечить эти качества способно только промышленное оборудование от ведущих производителей. Заказать такие станки можно в компании «САЙН СЕРВИС», которая предоставляет комплексную услугу – от всесторонней поддержки клиентов и помощи в выборе оборудовании до его доставки, установки и настройки.
Обеспечить эти качества способно только промышленное оборудование от ведущих производителей. Заказать такие станки можно в компании «САЙН СЕРВИС», которая предоставляет комплексную услугу – от всесторонней поддержки клиентов и помощи в выборе оборудовании до его доставки, установки и настройки.
 Так как ПВХ – достаточно мягкий материал, то нагрев оборудования во время работы незначителен, с ним воздушное охлаждение эффективно справляется.
Так как ПВХ – достаточно мягкий материал, то нагрев оборудования во время работы незначителен, с ним воздушное охлаждение эффективно справляется.


 В открывщемся окне «Design Center» устанавливаем размер материала:
В открывщемся окне «Design Center» устанавливаем размер материала:

 Дополнительным преимуществом является то, что ручные фрезерные станки дешевле, и пользователю не нужно беспокоиться о программировании станка.
Дополнительным преимуществом является то, что ручные фрезерные станки дешевле, и пользователю не нужно беспокоиться о программировании станка. Прежде чем оператор запустит программу ЧПУ, он подготавливает фрезерный станок с ЧПУ, прикрепляя заготовку к рабочей поверхности станка (т. В процессе фрезерования с ЧПУ используются горизонтальные или вертикальные фрезерные станки с ЧПУ — в зависимости от спецификаций и требований фрезерного приложения — и вращающиеся многоточечные (т. е. многозубчатые) режущие инструменты, такие как фрезы и сверла. Когда станок готов, оператор запускает программу через интерфейс станка, предлагая станку выполнить операцию фрезерования.
Прежде чем оператор запустит программу ЧПУ, он подготавливает фрезерный станок с ЧПУ, прикрепляя заготовку к рабочей поверхности станка (т. В процессе фрезерования с ЧПУ используются горизонтальные или вертикальные фрезерные станки с ЧПУ — в зависимости от спецификаций и требований фрезерного приложения — и вращающиеся многоточечные (т. е. многозубчатые) режущие инструменты, такие как фрезы и сверла. Когда станок готов, оператор запускает программу через интерфейс станка, предлагая станку выполнить операцию фрезерования. Операции фрезерования, которые соответствуют этому соглашению, известны как процессы попутного фрезерования, тогда как противоположные операции известны как обычные процессы фрезерования.
Операции фрезерования, которые соответствуют этому соглашению, известны как процессы попутного фрезерования, тогда как противоположные операции известны как обычные процессы фрезерования. Для более геометрически сложных деталей может потребоваться несколько установок станка для завершения процесса изготовления.
Для более геометрически сложных деталей может потребоваться несколько установок станка для завершения процесса изготовления. К наиболее распространенным фрезерным операциям с ЧПУ относятся:
К наиболее распространенным фрезерным операциям с ЧПУ относятся:

 Некоторые из распространенных применений фасонного фрезерования включают изготовление полусферических и полукруглых полостей, валиков и контуров, а также сложных конструкций и сложных деталей с помощью одной установки станка.
Некоторые из распространенных применений фасонного фрезерования включают изготовление полусферических и полукруглых полостей, валиков и контуров, а также сложных конструкций и сложных деталей с помощью одной установки станка. Каждый резак может выполнять одну и ту же операцию резки или разные операции одновременно, что позволяет производить более сложные конструкции и сложные детали в более короткие сроки.
Каждый резак может выполнять одну и ту же операцию резки или разные операции одновременно, что позволяет производить более сложные конструкции и сложные детали в более короткие сроки.

 Внутри колонны электродвигатель приводит во вращение шпиндель.
Внутри колонны электродвигатель приводит во вращение шпиндель. д. Станки могут варьируются в зависимости от количества, расположения и расстояния между зубьями, а также их материала, длины, диаметра и геометрии. Некоторые из типов используемых горизонтально-фрезерных станков включают плоские фрезы, фрезы со смещенными зубьями и двойные угловые фрезы, в то время как применяемые вертикально-фрезерные станки включают плоскостные и сферические фрезы, фрезы, торцевые и спиральные фрезы. Фрезерные станки также могут использовать инструменты для сверления, растачивания, развертывания и нарезания резьбы для выполнения других операций механической обработки.
д. Станки могут варьируются в зависимости от количества, расположения и расстояния между зубьями, а также их материала, длины, диаметра и геометрии. Некоторые из типов используемых горизонтально-фрезерных станков включают плоские фрезы, фрезы со смещенными зубьями и двойные угловые фрезы, в то время как применяемые вертикально-фрезерные станки включают плоскостные и сферические фрезы, фрезы, торцевые и спиральные фрезы. Фрезерные станки также могут использовать инструменты для сверления, растачивания, развертывания и нарезания резьбы для выполнения других операций механической обработки. Элементы управления как для вертикального, так и для горизонтального фрезерного станка зависят от типа используемого станка. Например, некоторые машины могут поднимать и опускать шпиндель и перемещать рабочий стол в поперечном направлении, в то время как другие машины имеют стационарные шпиндели и рабочие столы, которые перемещаются как по горизонтали, так и по вертикали и вращению. Выбирая между вертикальными и горизонтальными фрезерными станками, производители и мастерские должны учитывать требования к фрезерованию, такие как количество поверхностей, требующих фрезерования, а также размер и форма детали. Например, более тяжелые заготовки лучше подходят для операций горизонтального фрезерования, а операции проточки штампов лучше подходят для операций вертикального фрезерования. Также доступно вспомогательное оборудование, которое модифицирует вертикальные или горизонтальные машины для поддержки противоположного процесса.
Элементы управления как для вертикального, так и для горизонтального фрезерного станка зависят от типа используемого станка. Например, некоторые машины могут поднимать и опускать шпиндель и перемещать рабочий стол в поперечном направлении, в то время как другие машины имеют стационарные шпиндели и рабочие столы, которые перемещаются как по горизонтали, так и по вертикали и вращению. Выбирая между вертикальными и горизонтальными фрезерными станками, производители и мастерские должны учитывать требования к фрезерованию, такие как количество поверхностей, требующих фрезерования, а также размер и форма детали. Например, более тяжелые заготовки лучше подходят для операций горизонтального фрезерования, а операции проточки штампов лучше подходят для операций вертикального фрезерования. Также доступно вспомогательное оборудование, которое модифицирует вертикальные или горизонтальные машины для поддержки противоположного процесса. Ось X и ось Y обозначают горизонтальное движение (из стороны в сторону и вперед-назад, соответственно, на плоской плоскости), тогда как ось Z представляет вертикальное движение (вверх-вниз), а ось W -ось представляет собой диагональное движение по вертикальной плоскости. В базовых фрезерных станках с ЧПУ горизонтальное перемещение возможно по двум осям (XY), в то время как более новые модели допускают дополнительные оси движения, такие как 3-х, 4-х и 5-осевые станки с ЧПУ. В таблице 1 ниже приведены некоторые характеристики фрезерных станков, классифицированных по количеству осей движения.
Ось X и ось Y обозначают горизонтальное движение (из стороны в сторону и вперед-назад, соответственно, на плоской плоскости), тогда как ось Z представляет вертикальное движение (вверх-вниз), а ось W -ось представляет собой диагональное движение по вертикальной плоскости. В базовых фрезерных станках с ЧПУ горизонтальное перемещение возможно по двум осям (XY), в то время как более новые модели допускают дополнительные оси движения, такие как 3-х, 4-х и 5-осевые станки с ЧПУ. В таблице 1 ниже приведены некоторые характеристики фрезерных станков, классифицированных по количеству осей движения. д.
д. Как правило, динамические рабочие столы перемещаются по осям XY, но они также могут перемещаться вверх и вниз для регулировки глубины резания и поворачиваться вдоль вертикальной или горизонтальной оси для увеличения диапазона резания. Для фрезерных операций, требующих динамического инструмента, в дополнение к присущему ему вращательному движению станок перемещается перпендикулярно вдоль нескольких осей, позволяя окружности инструмента, а не только его кончику, врезаться в заготовку. Фрезерные станки с ЧПУ с большей степенью свободы обеспечивают большую гибкость и сложность производимых фрезерованных деталей.
Как правило, динамические рабочие столы перемещаются по осям XY, но они также могут перемещаться вверх и вниз для регулировки глубины резания и поворачиваться вдоль вертикальной или горизонтальной оси для увеличения диапазона резания. Для фрезерных операций, требующих динамического инструмента, в дополнение к присущему ему вращательному движению станок перемещается перпендикулярно вдоль нескольких осей, позволяя окружности инструмента, а не только его кончику, врезаться в заготовку. Фрезерные станки с ЧПУ с большей степенью свободы обеспечивают большую гибкость и сложность производимых фрезерованных деталей. Колено может опускаться и подниматься на колонне в зависимости от положения станка. Некоторые примеры фрезерных станков коленного типа включают горизонтальные фрезерные станки напольного и настольного типа.
Колено может опускаться и подниматься на колонне в зависимости от положения станка. Некоторые примеры фрезерных станков коленного типа включают горизонтальные фрезерные станки напольного и настольного типа. В то время как в симплексных станках используется один шпиндель, который перемещается либо по оси X, либо по оси Y, в дуплексных станках используется два шпинделя, а в триплексных станках используется три шпинделя (два горизонтальных и один вертикальный) для обработки по осям XY и XYZ соответственно.
В то время как в симплексных станках используется один шпиндель, который перемещается либо по оси X, либо по оси Y, в дуплексных станках используется два шпинделя, а в триплексных станках используется три шпинделя (два горизонтальных и один вертикальный) для обработки по осям XY и XYZ соответственно. Барабанные фрезерные станки аналогичны станкам с поворотным столом, за исключением того, что рабочий стол называется «барабан» и вращается вокруг горизонтальной оси. В планетарных станках рабочий стол неподвижен, а заготовка цилиндрическая. Вращающийся станок перемещается по поверхности заготовки, вырезая внутренние и внешние элементы, такие как резьба.
Барабанные фрезерные станки аналогичны станкам с поворотным столом, за исключением того, что рабочий стол называется «барабан» и вращается вокруг горизонтальной оси. В планетарных станках рабочий стол неподвижен, а заготовка цилиндрическая. Вращающийся станок перемещается по поверхности заготовки, вырезая внутренние и внешние элементы, такие как резьба. е. твердость, прочность на растяжение и сдвиг, химическая и температурная стойкость) и стоимость. эффективность обработки материала. Эти критерии определяют, подходит ли материал для процесса измельчения, и бюджетные ограничения приложения для измельчения соответственно. Выбранный материал определяет тип(ы) используемого станка(ов) и его/их конструкцию(и), а также оптимальные настройки станка, включая скорость резания, скорость подачи и глубину резания.
е. твердость, прочность на растяжение и сдвиг, химическая и температурная стойкость) и стоимость. эффективность обработки материала. Эти критерии определяют, подходит ли материал для процесса измельчения, и бюджетные ограничения приложения для измельчения соответственно. Выбранный материал определяет тип(ы) используемого станка(ов) и его/их конструкцию(и), а также оптимальные настройки станка, включая скорость резания, скорость подачи и глубину резания. При сверлении, как и при фрезеровании, обычно используются многоточечные инструменты (например, сверла), а при токарной обработке используются одноточечные инструменты. Однако, в то время как при токарной обработке заготовку можно перемещать и вращать, как и в некоторых фрезерных операциях, при сверлении заготовка остается неподвижной на протяжении всей операции сверления.
При сверлении, как и при фрезеровании, обычно используются многоточечные инструменты (например, сверла), а при токарной обработке используются одноточечные инструменты. Однако, в то время как при токарной обработке заготовку можно перемещать и вращать, как и в некоторых фрезерных операциях, при сверлении заготовка остается неподвижной на протяжении всей операции сверления. Эти нетрадиционные методы обработки поддерживают производство более сложных, требовательных и специализированных деталей, которые обычно невозможны при использовании традиционных процессов обработки.
Эти нетрадиционные методы обработки поддерживают производство более сложных, требовательных и специализированных деталей, которые обычно невозможны при использовании традиционных процессов обработки. html
html com/services/cnc-milling/
com/services/cnc-milling/
 На 3-осевом станке с ЧПУ заготовка неподвижна, а режущий инструмент перемещается по осям X, Y и Z. Ось X (вертикальная ось) проходит слева направо вдоль стола токарного станка, ось Y (горизонтальная ось) проходит спереди назад стола, а шпиндель, который опускается сверху, отмечает ось Z (глубина) . Стандартный 3-осевой фрезерный станок с ЧПУ имеет стол, который перемещает деталь в одной или двух плоскостях движения, и инструмент, который обеспечивает перемещение в одной или двух других плоскостях.
На 3-осевом станке с ЧПУ заготовка неподвижна, а режущий инструмент перемещается по осям X, Y и Z. Ось X (вертикальная ось) проходит слева направо вдоль стола токарного станка, ось Y (горизонтальная ось) проходит спереди назад стола, а шпиндель, который опускается сверху, отмечает ось Z (глубина) . Стандартный 3-осевой фрезерный станок с ЧПУ имеет стол, который перемещает деталь в одной или двух плоскостях движения, и инструмент, который обеспечивает перемещение в одной или двух других плоскостях. Заготовка находится в стационарном положении, и режущий инструмент работает над ней, чтобы снять материал и отформовать нужную деталь.
Заготовка находится в стационарном положении, и режущий инструмент работает над ней, чтобы снять материал и отформовать нужную деталь. В то время как Женевский механизм довольно распространен своей простотой, надежностью и точностью, он допускает 4-ю ось только в принципе. Однако на практике эти станки не поддерживают непрерывную обработку, поскольку они имеют фиксированный набор упоров. Следовательно, операторы могут использовать машину только как индексатор.
В то время как Женевский механизм довольно распространен своей простотой, надежностью и точностью, он допускает 4-ю ось только в принципе. Однако на практике эти станки не поддерживают непрерывную обработку, поскольку они имеют фиксированный набор упоров. Следовательно, операторы могут использовать машину только как индексатор. В результате инструмент способен создавать высокоточные изделия и детали. Поэтому неудивительно, что он широко используется в медицинских технологиях, исследованиях и разработках, архитектуре, аэрокосмической, военной, автомобильной и даже в творчестве. Он также используется для сверления отверстий под сложными углами.
В результате инструмент способен создавать высокоточные изделия и детали. Поэтому неудивительно, что он широко используется в медицинских технологиях, исследованиях и разработках, архитектуре, аэрокосмической, военной, автомобильной и даже в творчестве. Он также используется для сверления отверстий под сложными углами. Используемые 7 осей — это обычные оси вправо-влево, сверху вниз и назад-вперед, за которыми следуют оси, определяемые вращением инструмента, вращением детали, вращением головки инструмента и движением для зажима, повторного зажима или удаление детали. Это разбивается на следующие движения:
Используемые 7 осей — это обычные оси вправо-влево, сверху вниз и назад-вперед, за которыми следуют оси, определяемые вращением инструмента, вращением детали, вращением головки инструмента и движением для зажима, повторного зажима или удаление детали. Это разбивается на следующие движения:  Обычно это 5-осевой фрезерный станок с ЧПУ для обработки поверхности и 4-осевой токарный станок для внутренней обработки. Это дает 9-осевым станкам все вращения и поступательные движения в сочетании с вращением вокруг двух дополнительных осей, известных как оси U и W.
Обычно это 5-осевой фрезерный станок с ЧПУ для обработки поверхности и 4-осевой токарный станок для внутренней обработки. Это дает 9-осевым станкам все вращения и поступательные движения в сочетании с вращением вокруг двух дополнительных осей, известных как оси U и W.

 Это ваш новый образ жизни. Я твёрдо заинтересован в вашем успехе, так как 50% с прибыли мои.
Это ваш новый образ жизни. Я твёрдо заинтересован в вашем успехе, так как 50% с прибыли мои.
 А если для вас этого дорого, то вам ещё нужно расти )
А если для вас этого дорого, то вам ещё нужно расти ) С выпуском робота MiR1000 разработчики расширяют линейку продуктов, которая удовлетворит потребности как существующих, так и новых клиентов.
С выпуском робота MiR1000 разработчики расширяют линейку продуктов, которая удовлетворит потребности как существующих, так и новых клиентов.
 Если ваш браузер буферизует видео медленно, воспроизведите ОБЫЧНУЮ ВЕРСИЮ MP4 или откройте видео ниже, чтобы получить больше удовольствия. Спасибо!)
Если ваш браузер буферизует видео медленно, воспроизведите ОБЫЧНУЮ ВЕРСИЮ MP4 или откройте видео ниже, чтобы получить больше удовольствия. Спасибо!)
 предоставляет систему оповещения для CDC
предоставляет систему оповещения для CDC Спасибо!)
Спасибо!) jpg
jpg
 Максимальная толщина сверления составляет 100 мм. Сверлильный станок ProArc Drill + с ЧПУ станет вашим лучшим и надежным производственным партнером.
Максимальная толщина сверления составляет 100 мм. Сверлильный станок ProArc Drill + с ЧПУ станет вашим лучшим и надежным производственным партнером.

 Екатеринбург!
Екатеринбург!


 12.2022
12.2022 Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
 В этих станках используется механический вращающийся инструмент для выполнения радиальных отверстий в заготовке. Скорость врезания, глубина резания, скорость подачи, скорость вращения шпинделя, диаметр инструмента и т. д. являются одними из основных параметров сверления с ЧПУ.
В этих станках используется механический вращающийся инструмент для выполнения радиальных отверстий в заготовке. Скорость врезания, глубина резания, скорость подачи, скорость вращения шпинделя, диаметр инструмента и т. д. являются одними из основных параметров сверления с ЧПУ.  В этой статье рассматриваются пять лучших сверлильных станков с ЧПУ на основе их характеристик и возможностей.
В этой статье рассматриваются пять лучших сверлильных станков с ЧПУ на основе их характеристик и возможностей. » x 2,16″
» x 2,16″ 0061
0061
 С тип 04 (синтет.) 5,0 карат тип МААС исп.2 ТУ (Киев)
С тип 04 (синтет.) 5,0 карат тип МААС исп.2 ТУ (Киев) для правки абразивных и шлифовальных кругов.
для правки абразивных и шлифовальных кругов. ..
..

 Выправляемый Абразивный круг — установлен, отрегулирован и зажат (напомню, что «выравнивающую» правку, в идеале, нужно проводить после каждой переустановки круга)…
Выправляемый Абразивный круг — установлен, отрегулирован и зажат (напомню, что «выравнивающую» правку, в идеале, нужно проводить после каждой переустановки круга)…
 ) Так делаем несколько проводок туда-обратно…
) Так делаем несколько проводок туда-обратно… ..
..


 (это снижает габариты и массу инструмента)
(это снижает габариты и массу инструмента)

 )
)

 Таким образом, шарошка используется для «зачистной» правки абразивных кругов. (Часто, используется после профилирования круга алмазом.)
Таким образом, шарошка используется для «зачистной» правки абразивных кругов. (Часто, используется после профилирования круга алмазом.) Основа принципа работы шарошки — именно во вращении! Легко подводите шарошку к кругу, чтобы шестерни пришли в быстрое вращение, накопили кинетическую энергию — тогда каждый зуб шестерни срабатывает как маленький молоточек, наскакивает на очередное зерно абразива и выбивается его из круга целиком. Поэтому шарошка не срезает зёрна, как алмаз, не нарушает зернистость круга — идеальна для «зачистной» правки!
Основа принципа работы шарошки — именно во вращении! Легко подводите шарошку к кругу, чтобы шестерни пришли в быстрое вращение, накопили кинетическую энергию — тогда каждый зуб шестерни срабатывает как маленький молоточек, наскакивает на очередное зерно абразива и выбивается его из круга целиком. Поэтому шарошка не срезает зёрна, как алмаз, не нарушает зернистость круга — идеальна для «зачистной» правки! д.
д. Для правки сверхтвёрдых алмазных и эльборовых шлифкругов — уже не подходят ни «алмазный карандаш», ни «шарошка» — тут используются другие техники (см. на видео ниже)…
Для правки сверхтвёрдых алмазных и эльборовых шлифкругов — уже не подходят ни «алмазный карандаш», ни «шарошка» — тут используются другие техники (см. на видео ниже)… Подходит для кромкообрезной машины.
Подходит для кромкообрезной машины.

 gif»>
gif»>

 gif»>
gif»> 