Заточной станок для дисковых пил Holzmann MTY 8-70
Доставка по Украине
по 16 960 грн
от 2 продавцов
16 960 грн
Купить
Заточной станок для дисковых пил CORMAK JMY8-70
Доставка по Украине
11 820 грн
Купить
Станок для заточки цепей LEX — LXCG 780 Заточный диск в подарок
Доставка по Украине
2 850 грн
Купить
Станок для заточки цепей пил электрический Tekhmann TCS-350
Доставка по Украине
2 000 грн
Купить
Заточной станок FDB Maschinen TS700 (220 V)
Доставка из г. Киев
26 000 грн
Купить
Уникальный станок для заточки сверл Euro Craft BG212 от 3 мм до 16 мм
На складе в г. Сумы
Доставка по Украине
1 470 грн
Купить
Станок для заточки цепей LEX LXGC500 500Вт
На складе в г. Львов
Доставка по Украине
1 729 грн
Купить
Станок для заточки цепей MAX MXCG-01 650Вт
На складе в г. Львов
Доставка по Украине
1 649 грн
Купить
Станок для заточки победитовых дисков,пил AL-FA ALS8 Гарантия 1 год
Доставка из г. Сумы
2 999 грн
Купить
Станок для заточки ленточных пил Lenker GM-3 (заточной станок)
На складе
Доставка по Украине
от 11 000 грн
Купить
Станок для заточки цепи ,заточной станок,AL-FA Польшa
Доставка по Украине
по 1 599 грн
от 2 продавцов
1 599 грн
Купить
Станок для заточки цепей LEX — LXCG 780 Заточный диск в подарок
Доставка по Украине
2 850 грн
Купить
Станок для заточки цепей пил электрический TCS-350
На складе
Доставка по Украине
2 000 грн
Купить
Станок для заточки цепей всех видов Max MXCG-01 : 650 Вт Польша!
Доставка из г. Сумы
1 630 грн
Купить
Станки для заточки и обслуживания дисковых пил
Всего товаров: 10
Otomat CNC 650
Станки для заточки и обслуживания дисковых пил
Интерфейс пользователя ABM прост и надежен в использовании.
Отображение всех позиции 6-ти осей.
Возможность выбора программы заточки дисковой пилы.
Уникальное программное обеспечение Cycles для новых зубьев.
PREMIUM
Станки для заточки и обслуживания дисковых пил
Otomat-96
Станки для заточки и обслуживания дисковых пил
для заточки дисковых пил с твердосплавными напайками Т. С.Т используемых при распиле дерева, древесно-стружечной плиты, алюминия и пластика
высокая точность и производительность распила
CNC-DUO
Станки для заточки и обслуживания дисковых пил
СЗТП-600Т
Станки для заточки и обслуживания дисковых пил
ABM SEK
Станки для заточки и обслуживания дисковых пил
EDT-2M
Станки для заточки и обслуживания дисковых пил
ULTRA-550
Станки для заточки и обслуживания дисковых пил
ULTRA-550 является эффективным технологическим решением для достижения качественного очищения поверхности дисковых пил и ножей. Удаляет за несколько минут как органические загрязнения (масла, жиры, смолы), так и неорганические (остатки механических обработок, соли металлов)
UTR80
Станки для заточки и обслуживания дисковых пил
PNK-600
Станки для заточки и обслуживания дисковых пил
Специально разработан для заточки дисковых пил HSS , сегментных и CV дисковых пил, используемых при резке металла. Полностью автоматический станок для полной заточки пильного диска, включая снятие фаски с помощью отдельной настройки
Лучшие точилки для дисковых пил (обзор 2023 г.)
Хотите быстрый ответ? Точилка для циркулярной пилы Chicago на 120 вольт — лучшая точилка для пил, которую вы можете получить за свои деньги. Читайте дальше, чтобы узнать, почему.
Вы уже знаете или скоро обнаружите, что резка дерева затупляет ваши лезвия. В случае с электроинструментами вы можете подумать о переточке дисковых пил.
Когда ваше дисковое лезвие затупится, у вас, по сути, есть 3 варианта: купить новое лезвие, заплатить кому-нибудь, чтобы его заточили для вас, или заточить его самостоятельно. Если вы собираетесь делать своими руками, вам понадобится лучшая точилка для циркулярной пилы.
Далее следует более подробное рассмотрение характеристик лучшего точила для дисковых пил, а также пяти моделей, которые могут подойти вам.
Сравнение лучших точилок для дисковых пил
Миниатюра
Лучший выбор
Второе место
Premium Choice
Название
Универсальное устройство для заточки дисковых пил — 120 В…
Электрическое устройство для заточки дисковых пил, 120 В…
Hanchen Устройство для заточки дисковых пил 21,5″…
30 ° Передняя и задняя и задняя Руководство по покупке точилки для пилы
Возможно, вы задаетесь вопросом, что такое точилка для циркулярной пилы Проще говоря, это электроинструмент, который удерживает диск циркулярной пилы на месте, в то время как вращающийся шлифовальный круг перемещается по открытой поверхности зуба пилы в Чтобы отшлифовать его, готовая поверхность зуба будет резать более эффективно, чем когда она была матовой.0005
Преимущества точилки для дисковых пил
Во-первых, вы обеспечите точный угол заточки. Эти точилки предназначены для установки под углом. Это также позволит вам повторить этот угол для постоянной заточки на каждом зубе пильного диска и сохранить правильную конфигурацию зубьев.
Во-вторых, вы сможете заточить диск циркулярной пилы быстрее, чем напильником вручную. Настройка точилки может занять некоторое время, но после этого вы сможете быстро обрабатывать каждый зуб.
Далее, точилка для циркулярной пилы будет сиять при работе с более чем одним лезвием. Как только вы определите угол и размер пильного диска, вы сможете быстро перемещаться между несколькими дисками. Я помню, как мой покойный дедушка вручную точил свои пилы, и я могу сказать, что эти станки сделают эту работу быстрее.
Наконец, вы сэкономите деньги в долгосрочной перспективе, поскольку вам не придется платить кому-то еще за заточку лезвий или, что еще хуже, покупать новое лезвие для циркулярной пилы каждый раз, когда ваше старое затупится.
Кто больше всего выиграет от заточки дисковой пилы?
Вместо того, чтобы просто ответить «всем», давайте посмотрим, кому точилка может быть не интересна. Это может не понадобиться для вашей мастерской, если вы работаете только с ручными инструментами по дереву, хотя некоторые столяры используют точилку для различных типов пильных полотен и сверл или фрез. Есть также те, кто, как я полагаю, заблуждается, считая, что использованное полотно циркулярной пилы не может быть эффективно заточено, если оно затупилось.
Любой человек, не входящий в две упомянутые выше группы, получит пользу от этого типа аксессуара.
Целью повторной заточки дисковых пил является возможность их повторного использования и экономия денег. Сначала может показаться, что покупка одного из этих станков не сэкономит вам денег, но как только вы заточите всего несколько полотен для циркулярных пил, устройство для заточки лезвий окупит себя (особенно если вы склонны использовать более дорогие полотна для циркулярных пил).
Если вы работаете в сфере строительства или производства, вы быстро заметите экономию. Если у вас есть домашняя мастерская, это может занять немного больше времени, если только вы не затачиваете лезвия быстро, делая партии проектов или много предметов мебели.
На что обращать внимание при заточке дисковых пил
При покупке этого типа инструмента следует помнить о некоторых важных моментах.
Наклон блока двигателя
Точилку необходимо будет наклонить, чтобы создать правильный угол при заточке зуба. Это поможет вам сохранить конфигурацию. Большинство продуктов предлагают угол наклона 25 градусов, поэтому, если вы найдете меньше, поищите в другом месте.
Максимальный размер пильного диска
Диски для циркулярных пил в среднем могут иметь диаметр от 6,5 до 12 дюймов, а некоторые полотна доходят до 16 дюймов. В то время как в большинстве личных мастерских используются лезвия меньшего размера, на стройплощадке вы можете встретить множество лезвий большего размера. Ищите устройство, которое может работать с лезвиями до 10 дюймов или больше, если вы используете торцовочную или торцовочную пилу с большими лезвиями.
Опора пильного полотна
Пильное полотно крепится к точилке с помощью стяжного винта. В большинстве моделей будет небольшой удлинитель, обеспечивающий дополнительную поддержку. Другие конструкции будут использовать поверхность стола.
Выберите дополнительную опору, которую вы можете себе позволить, но имейте в виду, что эта дополнительная жесткость поможет удерживать лезвие в нужном положении, когда шлифовальный круг перемещается по зубу.
Шлифовальные и полировальные диски
В этих изделиях используются диски для шлифования по лезвию пилы. Они будут поставляться с поверхностью Diamond или Emory. Алмазные круги, как правило, предназначены для удаления большого количества материала (и твердосплавных зубьев), в то время как круг Эмори обеспечивает более тонкую кромку зуба (и для стальных зубьев).
Вы также можете использовать полировальный круг для удаления шероховатостей и очистки от смолистых отложений вместо использования ручной щетки с вашим предпочтительным чистящим средством.
Точилка для циркулярной пилы Обзоры
Chicago 120-вольтная заточка для циркулярной пилы
ОБЩИЕ СВЕДЕНИЯ
Chicago Tools предлагает простую конструкцию, в которой используются средние строительные материалы, что позволяет снизить цену. Эти материалы должны выдерживать вибрации, создаваемые двигателем.
Ручки регулировки прочные и большие
Используется защитный кожух, который закрывает всю поверхность, кроме необходимой
Некоторые компоненты изготовлены из чугуна большой износ
Инструменты марки Chicago имеют репутацию инструментов, требующих некоторой доработки перед использованием
Проверить цену на Amazon
Универсальная заточка дисковых пил — 120 В
ОБЗОР
Первое, что бросается в глаза, это низкая цена этой модели. Это может быть преимуществом для тех, кто хочет попробовать точилку, не прибегая к более дорогой системе.
Он весит менее 11 фунтов, что облегчает его перемещение по цеху
В комплект входят алмазный и наждачный круги
Прозрачный защитный экран обнимает лезвие ближе, чем другие модели
Возможно, вам придется проверить угловой набор между лезвиями, чтобы убедиться, что он не соскользнул
Подпружиненный рычаг может иметь больший люфт, чем необходимо
Узнать цену на Amazon
YWTR 120-вольтовая электрическая точилка для циркулярной пилы
ОБЗОР
Эта точилка для циркулярной пилы отличается компактной конструкцией, что упрощает хранение когда он не используется, включая длину всего 9,5 дюймов.
Он имеет укороченный профиль 11 дюймов, что упрощает хранение под некоторыми полками
Его можно отрегулировать для работы с лезвиями размером до 15 3/4 дюйма
Угломер с крупными линиями облегчает считывание показаний
Он имеет индексный рычаг лезвия, который необходимо проверять между лезвиями, чтобы он оставался на месте
Его шлифовальный круг и инструменты не из лучших материалов
Проверить цену на Amazon
Точилка для дисковых пил Hanchen
ОБЗОР
Это высококачественное устройство обеспечивает заточку больших пил, что делает его идеальным для строительных площадок производственных цехов. Датчики цветные и легко читаемые с тонкими линиями для большей точности.
Подходит для дисковых пил диаметром более 21 дюйма
Прочная сталь используется во всей конструкции, что делает ее более долговечной, чем алюминий
Обеспечивает угол резания до 30 градусов высокая цена, которая может оказаться слишком высокой для новичка
В этой установке есть много настроек, что усложняет ее использование
Узнать цену на Amazon
Точилка для дисковых пил Techtongda
Товар не найден.
ОБЗОР
Эта конструкция от Techtongda обеспечивает надежную фиксацию, а также поддержку для различных дисковых пил. После того, как система настроена, точилка проста в использовании.
Платформа обеспечивает широкую опору для лезвия во время работы
Она подходит для оправок различных размеров до 1,57 дюйма
Прочная конструкция зажима надежно удерживает лезвие на точильном станке
Вы можете почувствовать небольшая вибрация, так как электроинструмент находится на
Занимает много места из-за встроенных конструктивных особенностей
Узнать цену на Amazon
Самый острый зуб Принадлежит… Точилка для дисковых пил, 120 В
. Этот продукт предоставляет функции, которые понадобятся начинающему или среднему мастеру по дереву, не заставляя их совершать крупную покупку.
Блок двигателя регулируется на 25 градусов влево и вправо, обеспечивая приличный диапазон углов. Он может работать с дисковыми пилами размером до 15 3/4 дюйма с оправкой размером до одного дюйма.
Обеспечивает поддержку лезвия в виде стержня рядом с зоной резания. Это минимально по своей природе, но этого должно быть достаточно для большинства лезвий.
Этот продукт поставляется с четырехдюймовым алмазным кругом для твердосплавных зубьев, а также четырехдюймовым наждачным кругом для стальных зубьев.
Заточка дисковых пил TCT — HMT MachineTools, Inc.
Запросить цену
Перейти к навигации Перейти к содержанию
Elite MD Mini
Загрузить полные технические характеристики в формате PDF
Elite MD Mini предлагает экономичную и точную заточку дисковых пил TCT. Новый станок по цене бывшего в употреблении: больше нет необходимости приобретать бывшие в употреблении станки в потенциально плохом состоянии с низкой надежностью и точностью.
Простой и не требующий особого ухода станок для заточки пильных полотен диаметром от 4 до 23,5 дюймов. Это позволяет быстро заточить вершину и поверхность зуба пилы с помощью алмазного шлифовального круга.
Возможные профили зубьев:
Лицевая сторона: прямой или угловой профиль
Верх: плоская форма, чередующаяся или заостренная, а также комбинации этих форм
Обратное шлифование: Также позволяет зачистное шлифование уступа пилы с помощью специального шлифовального круга из эльбора.
Особенности
Elite MD mini предлагает:
Оси заточки механически регулируются, что обеспечивает высокую точность заточки
Ручное управление движением заточки и индексации
Регулировка упора для хода шлифования для облегчения движения шлифовального круга
Боковая регулировка усилия шлифования с помощью нониуса с градуированной шкалой
Для дисковых пил диаметром от 4 до 23,5 дюймов
Заточка вершины и торца зуба циркулярной пилы
Заточка положительных или отрицательных углов резания
Низкие эксплуатационные расходы
Чрезвычайно прост в использовании, что делает его подходящим как для профессионалов, так и для начинающих
Центрирующие кольца в комплекте
Алмазный круг входит в стандартную комплектацию
Дополнительное охлаждающее оборудование и станина
Технические характеристики
Диаметр дисковых пил: 4–23,5 дюйма
Центрирующие кольца в комплекте: 20, 25, 30, 32, 35, 40, 50, 70, 75 мм
Верхнее шлифование: Плоское, чередующееся, скошенное и алмазное.
Торцевое шлифование: плоское, скошенное и чередующееся.
Два держателя пильных полотен в комплекте: один для пил и один для резаков
Напряжение: 220 В, 3 фазы, 60 Гц
Опционально: система охлаждения с поддоном, баком для охлаждающей жидкости и насосом. База машины.
Elite AFILamaq MD
Загрузить полные спецификации в формате PDF
Автоматический и экономичный станок для заточки дисковых пил с твердосплавными напайками.
ELITE MD — это наш автоматический и компактный станок для заточки циркулярных пил с твердосплавными напайками. MD позволяет затачивать все геометрические формы вершины и поверхности зуба на циркулярных пилах диаметром от 4 до 25,5 дюймов. Автоматическая заточка возможна путем программирования ЖК-панели, которая позволяет плавно регулировать скорость заточки. Кроме того, можно разгрузить стальной корпус за наконечником.
Характеристики
Автоматическая и точная заточка дисковых пил с твердосплавными напайками
Эффективная и быстрая торцовая и торцевая шлифовальная машина
Все формы зубьев можно затачивать
Чрезвычайно прост в использовании, что делает его подходящим как для профессионалов, так и для новичков
Его конструкция обеспечивает низкие эксплуатационные расходы
Характеристики
ЖК-дисплей с очень простой системой программирования
Пильные диски диаметром от 4 до 25,5 дюймов
Верхнее и торцевое шлифование
Угловая заточка, как положительная, так и отрицательная
Алмазный шлифовальный круг в комплекте
Лицевой профиль прямой или угловой. Опционально полые зубья
Верхние профили плоские, чередующиеся, трапециевидные и все комбинации
Шаг зубьев до 4 дюймов
Система охлаждения. Включает поддон, охлаждающую жидкость, бак и насос.
Заточка полых зубьев с помощью высокоскоростного шпинделя 18 000 об/мин (опция)
Размеры 35 дюймов x 59″х 55″
Вес 551 фунт.
Elite MD CNC
Загрузить полные технические характеристики в формате PDF
Elite MD CNC — это автоматический и экономичный станок для заточки дисковых пил TCT. Оснащен двумя осями ЧПУ: высокая-низкая и вращение колеса. Elite MD CNC — наш самый инновационный станок для заточки дисковых пил, предназначенный для заточки всех профилей зубьев за один проход, включая плоско-трапециевидные зубья. Этот компактный станок особенно подходит для заточки дисковых пил с твердосплавными напайками диаметром от 4 до 25,5 дюймов.
Автоматическая заточка возможна благодаря программированию простой ЖК-панели, которая позволяет бесступенчато регулировать скорость заточки для получения наилучшего соотношения цена/качество.
Кроме того, можно облегчить корпус пилы, чтобы добиться хорошего удаления стружки.
Чрезвычайная простота использования делает его пригодным для заточки сервисных компаний, лесопильных заводов и т.д.
Характеристики
ЧПУ Elite MD позволяет
Автоматическая и точная заточка дисковых пил с твердосплавными напайками
Эффективное и быстрое шлифование торца и торца благодаря алмазному шлифовальному кругу
Благодаря 2-х осям ЧПУ можно запрограммировать высокую-низкую скорость и поворот шлифовального круга
Все профили зубьев можно заточить за один проход: торцевое шлифование: прямое или под углом, верхнее шлифование: плоское, чередующееся, трапециевидное и все комбинации, обратное шлифование: стальной выступ на циркулярной пиле может быть уменьшен специальным шлифованием CNB колесо
Чрезвычайно простой в использовании, подходит как для профессионалов, так и для новичков
Его конструкция обеспечивает безошибочную работу при минимальном техническом обслуживании.
Контакты Заказать звонок Написать письмо Оптовикам Статьи
Личный кабинет
22
2617
Описание
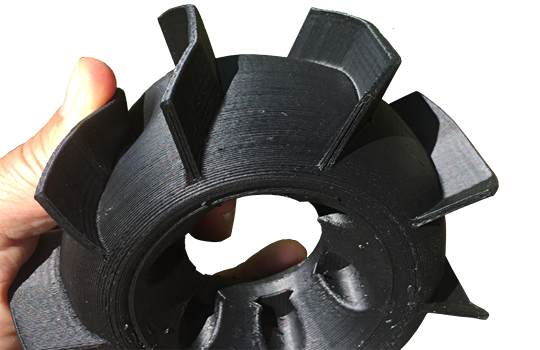
Вентилятор охлаждение экструдера 2pin для 3D-принтера. DIY 3D 5015 DC. Размер указан на фото.
Технические характеристики
Напряжение: 12 VDC
Вес: 87 г
Рабочая температура: — 20 + 75 С
Длина провода: 30 см
Дополнительно
Назначение
Для корпуса
Размер вентилятора
50 мм
org/PropertyValue»>
Страна регистрации бренда
Китай
Страна-производитель товара
Китай
Тип
Блоки вентиляторов
Комментарии
0
Пока не было комментариев.
Прокомментировать
Для покупки регистрация не обязательна! Если хотите сделать заказ, — просто добавьте нужные вам товары в корзину, укажите свои данные и нажмите кнопку «Оформить заказ». Мы свяжемся с вами в ближайшее время.
Оплата
— перевод на карту-ключ счета ПБ
— онлайн без комиссии картой любого банка (LiqPay)
— безналичный расчет без НДС для юридических лиц
— наличными или картой при доставке (только Новой Почтой при заказе от 100 грн)
— наличными или через терминал в нас в магазине
Нашли дешевле? Напишите нам об этом в чат — кнопка в левом нижнем углу экрана. В сообщении укажите ссылку на активную страницу такого же товара в украинском интернет-магазине и мы пересмотрим цену.
Доставка
— Новая Почта
— Укрпочта (только при предоплате)
— Самовывоз (можете также вызвать курьера Глово по Ивано-Франковску)
Отправка товара происходит каждый рабочий день. В большинстве случаев, ваш заказ уедет в день заявки/оплаты или на следующий день.. Заказы самовывозом можно забрать в нашем магазине, после заявки позвоним вам и скажем, когда посылка с заказом будет готова к выдаче.
Гарантия и возврат
— возврат в течение 14 дней, если товар не подошел
— гарантия от 6 месяцев на товары собственного изготовления
Повышение качества 3d печати с помощью охлаждения / Хабр
Итак, Вы уже проделали большой путь и собрали собственный 3d принтер. Настало время побороться за качество печати. В этой статье мы поговорим о том, для чего нужно охлаждение модели при печати, на что нужно обратить внимание при разработке системы охлаждения и как правильно подключить вентилятор с использованием микросхемы SevenSwitch и прошивки Teacup.
При печати пластик разогревается до температуры плавления и выдавливается через сопло печатающей головки. При этом головка буквально разглаживает верхний слой по модели. Если размеры этого слоя маленькие по сравнению с размерами самой головки, то головка постоянно находится над распечатываемой поверхностью. Это приводит к тому что уже уложенный пластик начинает плавиться и портить модель. Для решения этой проблемы используется охлаждение.
Самый простой способ организовать охлаждение — программный. Он не требует абсолютно никаких изменений в принтере. Идея состоит в том, чтобы при распечатке слоев с маленькими размерами на время отводить печатающую головку в сторону, чтобы дать модели остыть. В Skeinforge есть настройки позволяющие добиться такого поведения. В других слайсерах (например, Slic3r) таких настроек пока нет, поэтому можно просто добавить небольшой дополнительный объект для печати которого принтеру придется отводить головку на достаточное расстояние.
К сожалению, программного охлаждения часто бывает недостаточно, поэтому большинство продвинутых 3d принтеров имеют специальный вентилятор который охлаждает распечатываемую модель. Чтобы улучшить качество печати не модифицируя принтер можно поставить настольный вентилятор и направить его в сторону печатаемой модели. Недостатком этого варианта является необходимость руками включать и выключать вентилятор и невозможность точно контролировать силу и направление обдува. Более сложный и совершенный вариант — подключить вентилятор к электронике для управления силой обдува и сделать воздуховод для формирования нужного направления потока. Поговорим о нём поподробнее.
Есть несколько подводных камней о которых следует знать при выборе или самостоятельном проектировании воздуховода:
Во-первых, если вентилятор будет дуть прямиком на нагреватель печатающей головки, то это может привести к тому что нагреватель перестанет справляться с нагревом пластика и в самый ответственный момент температура может стать не достаточно высокой для печати. Поэтому при выборе готового или изготовлении собственного воздуховода старайтесь избежать сильного прямого обдува нагревателя и сопла. Утепление нагревателя при помощи стеклоткани или силиконового поролона и каптонового скотча может помочь решить эту проблему.
Во-вторых, если вентилятор будет сильно дуть на разогретый стол 3d принтера, то это может привести к тому что модель будет плохо прилипать и/или отрываться в процессе печати. Для решения этой проблемы следует отключить охлаждение при печати нескольких первых слоев модели, а также с умом выбирать вентилятор. Больше в этом случае не означает лучше. Если модель имеет небольшое основание, можно улучшить её прилипание за счет генерации краев (модуль skirt в skeinforge и параметр brim в slic3r).
В-третьих, аэродинамика — сложная штука. Иногда визуально идеальные и логичные модели воздуховодов не работают на практике. Поэтому перед установкой на принтер протестируйте, что поток воздуха идет так как это запланировано. В идеальном варианте он должен хорошо обдувать пластик выходящий из сопла, но не задевать само сопло.
Устанавливать вентилятор можно прямо на печатающей каретке или на каркасе принтера и подводить воздух к каретке по гибкому шлангу. Обе реализации работают одинаково хорошо, но вторая позволяет использовать более крупный вентилятор и сделать каретку легче, что уменьшает количество вибраций.
У меня установлена каретка Грега с креплениями для двух вентиляторов. Я не сумел найти подходящей модели воздуховода на thingiverse и решил изготовить её самостоятельно. Для начала я сделал простые воздуховоды, которые перенаправляют поток вниз. Этот дизайн не претендует на идеальность, он просто позволил мне не изобретать крепление вентилятора к моей каретке. Думаю неплохо должен работать такой и такой вариант.
Теперь поговорим о подключении вентилятора. Возможно в вашей электронике управление вентилятором уже предусмотрено. Тогда Вы можете просто вставить разъем в нужное место. Если нет, то Вам потребуется использовать микросхему SevenSwitch, процесс изготовления которой и список необходимых деталей подробно описан в RepRap Wiki. Если Вы не умеете делать печатные платы, то можно просто спаять все при помощи навесного монтажа. Принцип подключения платы крайне прост. Питание 12В берется со стандартного разъема компьютерного блока питания, на вход приходит масса и логический сигнал от микроконтроллера, на выход идут провода к вентилятору. Если нога микроконтроллера поддерживает ШИМ (для непосвященных, что такое ШИМ можно почитать здесь), то можно управлять скоростью вентилятора. Это может быть полезно. На своем принтере я держу вентилятор постоянно включенным на небольшой скорости начиная со второго слоя, увеличивая скорость обдува при печати небольших слоев.
Дальше речь пойдет о подключении SevenSwitch к электронике Gen7 с микроконтроллером ATMEGA1264P-PU на прошивке Teacup. Поэтому можете не читать, если у Вас другая комбинация прошивки и электроники.
На электронике Gen7 удобно использовать ISP разъем, который отмечен CONN6 на схеме платы. Все просто: массу к массе, управляющая нога на выход DIO6 или DIO7. При использовании микроконтроллера ATMEGA1264P на обоих этих ногах можно использовать ШИМ. Я выбрал DIO7.
Настраиваем прошивку. Для этого прописываем еще один «нагреватель» в config.h. Нужно добавить строки выделенные жирным:
Teacup использует общий h файл, для ATMEGA644P и ATMEGA1264P. У 644-й меги на ногах DIO6 и DIO7 ШИМ нет, а у 1264 есть. Поэтому прописываем адреса регистров ШИМ для ATMEGA1264P. В файле arduino_644.h меняем:
#define DIO6_PWM NULL
#define DIO7_PWM NULL
на:
#define DIO6_PWM &OCR3AL
#define DIO7_PWM &OCR3BL
Чтобы протестировать работу вентилятора подключитесь к принтеру при помощи Pronterface или другой программы, которая позволяет вручную посылать команды принтеру и последовательно отправьте:
M106 S255 // включить вентилятор на полную мощность
M106 S128 // убавить скорость
M106 S0 // выключить вентилятор
Если вы перепутаете полярность при подключении вентилятора, то он не будет крутиться. Поэтому если вентилятор не заработал попробуете поменять провода питания местами.
Следует упомянуть, что про подключение вентилятора к Gen7 уже есть отличная статья с картинками на французском, но в ней не написано про изменения в прошивке для работы ШИМ, поэтому я продублировал здесь часть описания.
Ну вот, самое сложное позади осталось включить управление вентилятором в вашем любимом слайсере моделей и все готово. За детальным описанием того, как это сделать я отправлю Вас к документации на Ваш слайсер.
вентиляторов для 3D -принтеров — 3djake International
Sort By
ActanceBestsellersCustomer Reviewsprice, Low -Highprice, High и Lownew ArrivalShest Sighing Discount
Creality Part Part Fan
7 Model Tipes
Оригинал.
From Creality 3D
Creality Комплект радиальных вентиляторов
3 типа моделей
Простая замена
Эффективное рассеивание тепла
Бесшумная работа
Creality Вентилятор Hotend
2 типа модели
Оригинальная запчасть
From Creality 3D
Creality Комплект осевых вентиляторов
4 типа моделей
Простая замена
Эффективное рассеивание тепла
Тихая операция
Biqu Часть охлаждения вентилятор
3 Типы моделей
Оригинальная запасная часть
Noctua 9009 NF-A4X10 9000 2
Noctua NF-A4x10 2
Noctua
0003
Ультратихий
Высшее качество
Превосходная долговременная стабильность
Noctua Вентилятор NF-A4x20
2 типа моделей
Ультра-тихий!
Высшее качество
Отличная долговременная стабильность
BIQU Hotend Fan
3 Типа модели
Оригинальная запчасть
Noctua Вентилятор NF-A6x25
2 Типа модели
Ультра-тихий!
Высшее качество
Превосходная долговременная стабильность
Creality Вентилятор LD-002R
Оригинальная запчасть
Создано Creality
Для LD-002R
Creality Вентилятор материнской платы
Оригинальная запчасть
From Creality 3D
Creality Вентилятор воздушного фильтра LD-002R
Оригинальная запчасть
Творчество
Для LD-002R
E3D Микровентилятор Revo
Максимальный вход контроллера: 24 В
Низкий объем
Хорошая производительность вентилятора
Zortrax Вентилятор 30×30 мм для Zortrax Inventure
Оригинальная запчасть
Anycubic Вентилятор материнской платы
9 типов моделей
Оригинальная запчасть
From Anycubic
Noctua Вентилятор NF-A14
2 типа моделей
Ультра-тихий!
Высшее качество
Отличные характеристики охлаждения
Zortrax Радиальный вентилятор
Оригинальная запчасть
Зортракс М200 Плюс
Zortrax M300 Plus
Noctua Вентилятор NF-A9
2 типа модели
Ультратихий
Высшее качество
Превосходная эффективность
E3D DC Fan 24V - Black
2 Model types
3D printer spare parts
Noctua NF-A9x14 Fan
Ultra Quiet
Высшее качество
Превосходная эффективность
Noctua Вентилятор NF-A12x25
2 типа моделей
Бесшумный!
Высшее качество
Превосходная эффективность
FLSUN Часть Вентилятор охлаждения
3 Типы моделей
Оригинальная запчасть
Вентилятор из оригинального материала
E3D DC вентилятор 24 В -Прозрачный
3D ПРИНТЕРСКИЙ ПРИНТЕР.
Для E3D Hemera
Все цены вкл. НДС.
Купить Вентиляторы качественного 3D-принтера
Купить Вентиляторы качественного 3D-принтера | Вентиляторы Sunon и Delta
Поиск
Вентиляторы, радиаторы и т. д.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
В продаже
Добавить в корзину
25-мм вентилятор для хот-энда Mosquito — 12 В
Другое
Сейчас:
$3,99
Обычная цена:
$5. 99
12V Двойной шарикоподшипник 25 мм Вентилятор для Slice Mosquito Hotend
12 вольт (найдите здесь вентилятор на 24 вольта) 3,64 кубических футов в минуту разъем Molex 2 болта в комплекте — крепление непосредственно к хот-энду Slice Mosquito или Mosquito Magnum
Добавить в корзину
40-мм металлический кожух вентилятора
PB Select™
Сейчас:
1,99 $
Металлический кожух вентилятора PB Select™ В комплекте: защита вентилятора (1 шт.) Подходит для: вентиляторов 40×40 мм. Примечание: крепежные винты в комплект не входят
Добавить в корзину
Вентилятор для охлаждения печати — 5 В, двойной шарикоподшипник, 5015 — MK3, MK3S/+, MINI/+
Двигатели LDO
Сейчас:
8,95 $
Вентилятор с двумя шарикоподшипниками Охлаждает печатаемую деталь. Также известен как вентилятор охлаждения деталей или вентилятор охлаждения печати. Включает: Вентилятор (1 шт.) Технические характеристики: Двойной шарикоподшипник, 5 В, 5000 об/мин, 4,5 куб. фута в минуту.
Добавить в корзину
Цанга Боудена с зажимом — 4 мм
PB Select™
Сейчас:
1,39 $
Боуден-цанга с зажимом Сменная цанга для наших радиаторов RepRap V6 Подходит для трубы Боудена с наружным диаметром 4 мм. Подходит:
Радиатор PB Select™ V6 Орбитальный экструдер V2.0
Включает:
Зажимная цанга (1 шт.) Цанговый зажим (1 шт.)
Не подходит для E3D…
Добавить в корзину
Вентилятор (с креплением) для Revo Six — 24 вольт | E3D
Прочистка сопла экструдера 3D-принтера если произошло засорение
Есть несколько причин, по которым вам может понадобиться прочистить сопло 3D-принтера. Во-первых, инородные частицы, имеющиеся в самом филаменте вкрапления, пыль, перегревшийся и подгоревший пластик – все это застревает в сопле и препятствует нормальному экструдированию. Кроме того, подгоревший пластик может прилипать к внутренней поверхности сопла, непосредственно его не блокируя, но мешая продвижению материала. Прочищать сопло следует всякий раз, когда видно, что есть какие-то помехи экструдированию, а еще лучше делать это регулярно.
Когда 3D-принтеры только появились, прочистка представляла собой довольно сложную процедуру. Нередко принтер приходилось разбирать, а чтобы извлечь застрявший пластик – подогревать детали открытым пламенем. В результате пластик иногда подгорал еще сильнее, что в некоторых случаях в конце концов приводило к самым серьезным последствиям (сопла даже ломались), да и сборка-разборка не всегда заканчивалась без проблем. Некоторые умельцы погружали сопла в растворитель. Здесь проблема в том, что реагент не сразу добирается до пластика внутри сопла, и даже при самом сильном реактиве пластик все равно может оставаться вязким, и его сложно извлечь.
Самый безопасный и наиболее эффективной способ полной очистки сопла от пластика и загрязнений – операция, которую иногда называют «холодной протяжкой». Смысл ее состоит в том, чтобы протягивать филамент сквозь сопло при такой температуре, при которой он гарантированно не рвется, не плавится в горячей зоне, однако уже достаточно нагрет, чтобы, тянуться, заполняя пространство внутри сопла, но не застревая в нем. Лучше всего это получается с соплами из полированной нержавеющей стали. С теми, у которых внутри тефлоновое покрытие, проблем больше, потому что давление внутри сопла слегка деформирует тефлоновый слой, и возникают труднопреодолимые неровности.
Холодную протяжку можно успешно применять как с ABS (который долгое время оставался самым лучшим материалом, с температурой холодной протяжки 160-180 °C), так и с PLA (с ним гораздо сложнее из-за его переходных температурных особенностей, но холодная протяжка при 80-100 °C иногда удается). Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.
Удачная холодная протяжка ABS. Внутрь попал воздух и вышел через кончик нити, в результате чего она стала пустой и могла сломаться.
Удачная холодная протяжка PLA. Воздух выходил по сторонам нити. В результате она вытянулась, стала слишком тонкой, и процесс продолжался бы до тех пор, пока нить не порвалась.
Удачная холодная протяжка Нейлоном. Благодаря прочности и малому коэффициенту трения нить удалось протянуть при низкой температуре без опасных деформаций.
Прежде всего следует удалить как можно больше накопившегося пластика. Для этого можно попробовать протянуть ABS или PLA при указанных температурах. Далее сопло следует нагреть до 240 °C, чтоб нейлон полностью расплавился и можно было выдавить нить. Экструдируйте материал медленно. Большинство комков (особенно образовавшихся из-за пыли) не полностью блокируют сопло, но увеличиваются и забивают его при повышении давления, и извлечь их тогда очень трудно. Если у вас засор не сильный, т.е. это не крупные инородные частицы, отложившиеся в сопле, медленное, через паузы, экструдирование позволит выдавить из него старый материал. Как только на кончике сопла появится нейлон, можно начать охлаждать сопло до температуры протяжки.
Грубый или окрашенный выходящий филамент свидетельствует о том, что старый пластик вышел не полностью, и для полной очистки имеет смысл процесс повторить.
Если у вас образовался серьезный засор, который полностью препятствует экструдированию, перед дальнейшей процедурой его надо разрыхлить. Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна.
Разумеется, лучше всего использовать специальные приспособления. И такие есть. Они называются сверлами для чистки экструдера или иглы для чистки экструдера и по сути представляют собой миниатюрный стальной бур с держателем. (Необходимо предупредить что сверла довольно хрупкие и могут ломаться, иглы только сгибаются). Также иглой удобно проверять диаметр выходного отверстия сопла.
Разогрейте экструдер до 200 °C, протолкните бур в сопло и расшевелите находящуюся там накипь, после чего попробуйте снова экструдировать. Наиболее коварные инородные частицы придется отковыривать долго и упорно. Когда проволока свою работу сделала, можно попытаться продавить нейлон, чтобы выпихнуть старый материал.
Если продавленная нейлоновая нить имеет шероховатую, темную, обесцвеченную или в черных точках поверхность, это указывает на то, что перегретый и подгоревший пластик все еще остается в сопле. Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым.
Инструкция по запуску, первой печати, калибровке и обслуживанию 3d-принтера Ulti Steel
Перед запуском первой печати необходимо осуществить подготовительные действия: откалибровать стол, заправить пластик, нанести адгезивные составы и т.д.
Навигация по меню:
Дисплей принтера:
1 — Температура сопла текущая/заданная. Когда заданная температура равно 0 — это значит, что нагрев не включен.
2 — Температура стола текущая/заданная.
3 — Строка с координатам. Координаты обновляются по мере печати.
4 — Feedrate — скорость печати в процентах. Можно менять скорость во время печати — нужно покрутить энкодер, не нажимая на него.
5 — SD — статус выполнения печати в процентах.
6 — Время от начала печати.
7 — Строка статуса для информации о процессе нагрева стола и сопла, остановке и старте печати и т.д.
Функции меню:
Чтобы зайти в главное меню — нажмите на энкодер.
1. Печать с SD карты.
Главное меню > Print From SD (Печать с SD карты) > Выбираем файл из списка. Название файлов должно быть написано латинскими буквами.
2. Преднагрев.
Позволяет одним нажатием запустить процесс нагрева печатающей головки и стола под выбранный вами пластик. Данная функция полезна как для смены пластика, так и для более быстрого запуска принтера на печать, например пока вы готовите модель в слайсере, в это время принтер нагревается.
Позволяет выставить параметры вручную для обслуживания печатающей головки, смены пластика или проверки работоспособности.
— Главное меню > Temperature (Температура) > Nozzle — установка температуры печатающей головки. — Главное меню > Temperature (Температура) > Bed — установка температуры стола — Главное меню > Temperature (Температура) > Fan Speed — установка скорости вращения вентилятора обдува моделей (значение может задаваться от 0 до 255, либо в процентом соотношении от 0 до 100 в зависимости от версии прошивки).
4. Парковка принтера.
Команда перемещения печатающей головки в нулевые координаты.
Главное меню > Motion (Перемещение) > Auto Home (Парковка)
5. Выключение шаговых двигателей.
При калибровке стола или ручном перемещении печатающей головки и стола для обслуживания.
Активируется только тогда, когда принтеру задана какая-либо температура во время печати, преднагрева или ручной установки параметров.
Главное меню > Temperature (Температура) > Cooldown (Охладить)
Калибровка стола.
Принтер UlTi Steel настроен так, что точка касания сопла и поверхности стола (стол у сопла, левый ближний угол) является началом координат и одновременно точкой парковки. Нужно только отрегулировать винтами три точки касания сопла о стекло:
Вызовите из меню функцию парковки.
Выключите шаговые двигатели (функция в меню).
Крутите левую ближнюю барашковую гайку до тех пор, пока в отражении стекла не увидите зазор между соплом и стеклом.
Руками переместите печатающую головку в правый угол, под вторую барашковую гайку. По аналогии с предыдущим пунктом откалибруйте сопло по касанию. Важно, чтобы сопло слегка касалось стола, а не упиралось в него.
Переместите головку в третью точку и так же настройте сопло.
Калибровка стола закончена.
Если вы недостаточно точно выставили сопло, то во время печати первого слоя вашей модели можно слегка отрегулировать плоскость стола барашковыми гайками.
Определить правильность калибровки стола можно по характеру поверхности на первом слое:
Если слой слишком тонкий и буквально просвечивается, то сопло в этой области расположено очень близко к столу, необходимо немного закрутить один из регулировочных винтов.
Если при печати первого слоя линии не плоские, а полукруглые и виднеется зазор между соседними слоями, то сопло расположено очень высоко.
Идеальной калибровкой считается, когда большая часть площади заполнена ровным, равномерным слоем пластика.
Иногда при очень малой высоте первого слоя могут проявляться локальные «проплешины». Это может быть вызвано попаданием мусора между стеклом и нагревательной пластиной либо неравномерным нанесением клея. Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.
На фотографии ниже изображена неверная калибровка стола: с правой стороны зазор слишком большой, слева и в центре — очень мал.
Заправка/замена пластика.
Всегда перед тем, как начать производить манипуляции с пластиком — нагрейте печатающую головку.
Даже если вы не знаете, какой пластик сейчас заправлен в принтер, просто нагрейте сопло до 190 градусов. Любые виды пластика начнут при этой температуре размягчатся и позволят вам извлечь пластик, не повредив при этом саму печатающую головку.
Извлечение пластика:
Нагреть сопло до рабочей температуры.
Отщелкнуть максимально вверх эксцентриковый прижим подающего механизма.
Вручную подать небольшое количество пластика в печатающую головку, чтобы из сопла начал выходить пластик.
Уверенным движением вынуть нить пластика из подающего механизма.
Если не требуется устанавливать новый пластик, выключить принтер или отключить нагрев (функция Cooldown).
Заправка пластика:
Нагреть сопло до рабочей температуры — которую рекомендует производитель пластика, с которым вы работаете.
Отщелкнуть максимально вверх эксцентриковый прижим подающего механизма.
Вставить пластик в нижнее отверстие подающее механизма и подавать вручную до тех пор, пока не почувствуете, что пластик уперся в печатающую головку.
С равномерным усилием продавливать пруток дальше по каналу, чтобы пластик начал выходить из сопла. Если вы заправляете катушку пластиком того же цвета и вида, то выдавите немного пластика через сопло, если пластик другой — то подавайте, пока не выйдет весь старый.
Защелкните эксцентриковый зажим в третье положение.
Настройка подающего механизма.
Перед запуском печати тестовой детали необходимо убедиться, что подающий механизм настроен правильно, иначе из-за недостаточного прижима могут начаться пропуски подачи пластика:
Во время заправки пластика, когда эксцентриковый зажим отщелкнут максимально вверх, необходимо руками закрутить регулировочный винт, на котором установлена пружина. Закручивать необходимо до тех пор, пока подающая шестерня не начнет касаться прутка пластика.
Далее, когда защелкивается эксцентрик, начиная со второго положения должно чувствоваться упругое усилие, это означает, что пружина начала сжиматься и пруток надежно прижимается в подающей шестерне.
Запуск тестовой модели.
Чтобы проверить правильность работы принтера — лучше всего начать печать с тестовой модели.
Для увеличения адгезии пластика к стеклу не забудьте нанести клей, иначе модель может не прилипнуть.
Проследите, как начнет происходить печать первых слоев.
Техническое обслуживание принтера.
Для того, чтобы принтер работал долгое время, его периодически необходимо обслуживать. В обслуживание принтера входит очистка принтера от пыли, замена изнашиваемых деталей, обслуживание подающего механизма и т.д.
Скачайте подготовленный файл для печати (G-code), загрузите его на SD карту памяти и запустите печать функцией Print From SD.
Ссылка на скачивание: Тестовая модель
Проследите как начнет происходить печать первых слоев.
Удаление пыли и грязи.
Пыль и шерсть домашних животных оседают на стенки корпуса принтера, направляющие валы и все открытые места. Также на направляющих валах может скапливаться старое масло.
Регулярную уборку следует разделить на три этапа:
Очистка корпуса принтера от пыли.
Выньте вилку из розетки. Корпус принтера UlTi Steel допускается протирать влажной тряпкой. Особое внимание уделите основанию стола под нагревательной пластиной. Убедитесь, что на корпусе не осталось следов воды и все поверхности насухо вытерты. После этого можно установить временно снятые элементы (дверки, нагревательная пластина и т.д.)
Очистка механических частей от продуктов износа.
Во время длительной работы трущиеся детали прирабатываются друг к другу, а смазка загрязняется продуктами износа и пылью. Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.
Очистка от пыли кулеров обдува.
Кулеры обдува принтера можно очистить сжатым воздухом либо специальной антистатической кисточкой. Чаще всего на лопастях кулера налипает пыль и шерсть, что ухудшает эффективность обдува.
Обслуживание подающего механизма.
Иногда после нескольких месяцев работы принтера могут начаться пропуски слоев. Это может происходить по разным причинам, чаще всего — забитое сопло или плохой пластик.
Иногда пластик может крошится и налипать на зубья подающей шестерни, в таком случае очистите их металлической щеткой или тонкой иглой, предварительно сняв рокер и коромысло.
В редких случаях изнашивается сама подающая шестерня, происходит замятие нескольких зубьев, при таком дефекте шестерню следует заменить.
Смазка.
В комплект к UlTi Steel мы прикладываем флакон с минеральным трансмиссионным маслом. У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.
Не требуется много смазки, достаточно пары капель на вал. После этого вручную несколько раз переместите печатающую головку по всей области печати, чтобы смазка равномерно распределилась. Излишки удалите сухой салфеткой.
Не допускайте попадание масла на ремни, иначе с течением времени при длительном контакте они могут начать деградировать. Если масло попало на ремень — вытрите его салфеткой.
Что делать, если нить прилипает к поверхности сопла
Нить для 3D-печати по своей природе липкая. Без надлежащей адгезии первый слой сборки не будет прилипать к поверхности сборки, а последующие слои не будут прилипать друг к другу. Отпечаток без капельки липкости вообще не будет отпечатком.
Но поскольку расплавленный материал для печати может легко прилипать к другим поверхностям, он иногда может прочно прилипать слишком или, что еще хуже, прилипать к вещам, к которым он не предназначен. Показательным примером является явление чрезмерной адгезии: это когда сборки застревают на печатной платформе, а затем требуют большого количества соскабливания, что может привести к повреждению поверхности сборки. Другая проблема, связанная с липкостью, возникает, когда 9Нить 0003 прилипает к поверхностям сопла — внутри или снаружи — часто закручиваясь обратно после выхода из отверстия сопла. Это очень распространенная проблема, которая может быть вызвана многими факторами, от засорения форсунок до неправильной температуры экструзии.
В этой статье рассматривается, почему нить прилипает к соплам и, что более важно, как предотвратить возникновение этой распространенной проблемы. В нем содержатся основные инструкции по устранению засорения сопел, регулировке высоты сопла, регулировке температуры печати и различным другим вариантам устранения неполадок, связанных с прилипанием нити к поверхности сопла.
Почти все пользователи принтеров FDM, даже новички, сталкивались с этим. Пыж или прядь затвердевшей нити, прилипшие к кончику их сопла после печати, часто закручиваются вокруг отверстия сопла. Иногда излишки материала можно легко удалить; иногда меньше. В любом случае, это нежелательное явление, требующее очистки перед началом следующей печати.
Так почему же это происходит? В идеальном мире ваш экструдер должен подавать к соплу ровно столько нити, сколько нужно, прежде чем он совершит движение или завершит последний слой печати, позволяя хотэнду втягиваться чисто, без остатков, налипаний или беспорядка.
На самом деле так бывает не всегда. Нить прилипает к поверхности сопла по многим причинам, включая засорение сопла и неправильную температуру экструзии. Некоторые из наиболее распространенных причин прилипания нити к соплу включают:
Засорение или частичное засорение сопла
Чрезмерная высота сопла причины)
Диагностика причины прилипания нити к соплу может потребовать нескольких проб и ошибок, а также попыток различных исправлений. Ниже приведены некоторые из наиболее распространенных и проверенных решений, когда нить прилипает к поверхности сопла.
Прочистите засорившееся сопло
Одной из наиболее распространенных причин скручивания нити вокруг наконечника сопла является частичное засорение сопла. Со временем остатки нити могут накапливаться внутри сопла, особенно если определенные типы нити не были экструдированы должным образом, что приводит к отложению слишком тонких нитей нити.
Забитое сопло также вызывает такие симптомы, как натяжение, отсутствие слоев или щелкающие звуки во время экструзии. Если вы заметили эти симптомы наряду с прилипанием нити к соплу, то наиболее вероятной причиной является засорение.
Существует несколько способов прочистки сопла, подробно описанных в нашем руководстве по очистке сопла 3D-принтера. К ним относятся:
Пропускание нейлоновой чистящей нити через принтер
Удаление сопла и проталкивание тонкой иглы через отверстие
, выполняя холодную тягу
, выполняя атомную тягу
купание сопло в ацетоне (только для ABS CLOGS) [1]
Рекомендуемые чтения: Как почистить 3DZTER. предотвратить засорение
Уменьшить расстояние между соплом и станиной
Если сопло не заблокировано, материал может прилипнуть к нему, поскольку он находится слишком далеко от платформы. Большой зазор снижает давление между нитью и ее целью, заставляя ее оборачиваться вокруг сопла, а не прилипать к конструкции. Регулировку высоты сопла можно выполнить двумя способами: либо откалибровав ее как часть процесса выравнивания слоя (что можно сделать с помощью листа бумаги), либо отрегулировав Z-смещение.
Если у вас регулярно остаются остатки нити на сопле, независимо от типа нити, вы можете попробовать откалибровать высоту сопла во время выравнивания кровати. В любом случае это важная часть обслуживания 3D-принтера, поэтому ее стоит выполнять, даже если вы подозреваете, что могут быть другие причины образования остатков на сопле. Некоторые FDM-принтеры среднего или премиум-класса даже имеют функцию автоматического выравнивания платформы, которая значительно ускоряет процесс. Недорогие машины, такие как Creality Ender 3, требуют ручного выравнивания станины.
Если проблема возникает только с определенными материалами, вы можете попробовать уменьшить высоту сопла для этого конкретного материала, отрегулировав Z-смещение в вашем слайсере (например, Cura) или непосредственно в интерфейсе вашего 3D-принтера. Z-смещение изменяет высоту сопла относительно его нормального нулевого положения, позволяя вам «переопределить» исходную высоту сопла, чтобы приспособиться к различиям в поведении материала. Многие принтеры позволяют корректировать Z-смещение во время печати первого слоя, что позволяет вам визуально оценить качество печати слоя перед внесением корректировок.
Регулировка высоты сопла с помощью выравнивания стола и Z-смещения может решить проблему
Увеличить температуру печати
Нить, которая не выходит за кончик сопла, может быть индикатором плохого потока, что может быть вызвано недостаточным соплом температура. Аккуратно увеличивая температуру сопла (с шагом 5°C), вы можете полностью вытянуть нить из сопла на построенную ниже конструкцию. Многие нити имеют диапазон температур около 40 ° C, в котором они могут успешно печатать; Стремление к верхнему краю этого окна может потенциально смягчить проблемы с накоплением нити накала.
Однако помните, что высокотемпературная печать может иметь неблагоприятные последствия для материала, такие как просачивание и натяжение, что может быть столь же вредным для печати, как и первоначальная проблема. А превышение рекомендуемой температуры печати может даже привести к возгоранию нити на горячем конце, что может привести к закупорке сопла.
Поток материала также можно улучшить, используя скорость потока вашего слайсера или настройку множителя экструзии. Этот параметр указывает экструдеру подавать большее или меньшее количество материала на горячий конец с учетом различий в диаметре материала и других факторов.
Улучшить адгезию первого слоя
Нить с большей вероятностью застрянет в сопле, если она не прилипнет к печатной платформе во время первого слоя. Адгезию можно улучшить несколькими способами.
Нанесение клея на рабочую поверхность
Прилипание к слою можно улучшить, отрегулировав поверхность на рабочей пластине. Один из вариантов — использовать лист материала (например, PEI) поверх стеклянной платформы, а другой — нанести липкое вещество, такое как клей-карандаш или лак для волос, непосредственно на существующую поверхность сборки. Некоторые типы лент — малярная лента и каптоновая лента, например, — также хорошо создают поверхности, если их наносить полосами на существующую поверхность.
Повышение температуры слоя
Еще один способ улучшить адгезию слоя — повысить температуру нагреваемого слоя. Это позволяет экструдированному материалу дольше оставаться в более жидком состоянии, давая ему время должным образом прикрепиться к печатной платформе, прежде чем он затвердеет.
Уменьшить охлаждение первого слоя
Многие профили нарезки по умолчанию предписывают охлаждающим вентиляторам не охлаждать первые несколько слоев отпечатка, что способствует прилипанию к платформе. Однако, если эти начальные слои охлаждаются, попробуйте отключить вентиляторы, чтобы увидеть, реже ли нить прилипает к поверхности сопла.
Обновите насадку
Форсунки с изношенными внутренними поверхностями могут со временем начать давать неравномерные результаты, включая скручивание нити или ее прилипание к внешней поверхности. Жесткие нити (например, композиты, содержащие стекло или углеродные волокна) особенно вредны для обычных латунных сопел; если вы регулярно используете такие нити, вам, возможно, придется перейти на сопло из закаленной стали.[2]
Новое сопло (слева) может работать лучше, чем изношенное
Практически любой материал для 3D-печати может создавать скопление нити в сопле или вокруг него. Однако разные материалы ведут себя по-разному, поэтому одни лучше реагируют на определенные виды обработки, чем другие. В этом разделе рассматривается, как бороться с рассматриваемой проблемой для трех распространенных материалов FDM.
PLA
Нить PLA широко используется благодаря ее доступности, а также жесткости и низкотемпературным требованиям. Если нить PLA прилипает к соплу, для решения проблемы рекомендуются следующие методы:
НЕОБХОДИМО уменьшить высоту сопла. PLA можно вдавить в поверхность сборки, что может помочь смягчить проблему.
НЕ поднимайте температуру слишком высоко. Хотя увеличение температуры сопла и слоя может снизить вероятность прилипания материала к соплу, PLA чувствителен к высоким температурам и потенциально может загореться, что может усугубить проблему из-за засорения сопла.
ABS
Нить ABS более прочная и гибкая, чем PLA, но подвержена различным проблемам печати, включая прилипание нити к соплу принтера. Способы предотвращения образования остатков на сопле из АБС-пластика включают:
PETG
PETG — это универсальная альтернатива PLA и ABS, пользующаяся популярностью благодаря хорошей прочности на растяжение и доступности в непрозрачных и полупрозрачных цветах. Если ваша катушка PETG приводит к скоплению материала сопла, попробуйте следующее:
НЕОБХОДИМО увеличить температуру сопла и отрегулировать поверхность сборки для улучшения адгезии. PETG лучше всего печатает при температуре 220–260 °C, но приближение к верхнему пределу этого диапазона может помочь предотвратить его прилипание к соплу. Лучшая адгезия также может привести к лучшим результатам.
НЕ уменьшайте расстояние между наконечником сопла и поверхностью стола слишком сильно. Из-за низкой вязкости PETG требует довольно большого расстояния между поверхностью сборки и соплом; он не любит, когда его сдавливают.
Большинство пользователей принтеров в какой-то момент сталкиваются с прилипанием нити к соплу. Как мы видели, есть несколько причин, по которым это может произойти, и некоторые из этих причин не связаны друг с другом.
Прагматичный подход может быть наиболее эффективным начать с проверки засорения и выравнивания грядки. Хотя это может не решить проблему немедленно, оба эти шага являются разумными для общего обслуживания принтера. Если у вас есть засорение или плохо откалиброванная печатная платформа, возможно, вам вообще не нужно менять настройки печати.
Выполнив эти шаги, вы можете начать экспериментировать с другими решениями, такими как регулировка поверхности печати, повышение температуры печати и уменьшение высоты сопла. Было доказано, что все эти методы уменьшают накопление материала на форсунках.
[1] Гюнайдын К., Туркмен Х.С. Распространенные дефекты 3D-печати FDM. Международный конгресс по технологиям 3D-печати (аддитивного производства) и цифровой индустрии, апрель 2018 г.
[2] Мело Дж. Т., Сантана Л., Идогава Х. Т., Паис А. И., Алвес Дж. Л. Влияние материала сопла и его срока службы на качество деталей PLA, изготовленных FFF 3D Printing. Письма машиностроительного производства. 2022 21 апреля; 1 (1): 20-7.
Как устранить прилипание нити 3D-принтера к соплу — PLA, ABS, PETG — 3D Printerly
Прилипание расплавленной нити к соплу 3D-принтера может быть довольно раздражающим, особенно потому, что его трудно очистить.
Многие из нас прошли через это раздражение, поэтому я решил написать статью о том, как исправить прилипание нити 3D-принтера к соплу, будь то PLA, ABS или PETG.
Вам следует увеличить температуру сопла, чтобы предотвратить прилипание нити 3D-принтера к соплу, так как это обеспечивает равномерную экструзию. В некоторых случаях ваше сопло или канал экструзии могут быть засорены, поэтому прочистите их как можно лучше. Увеличьте температуру кровати и убедитесь, что сопло не слишком высоко над кроватью.
В оставшейся части этой статьи будут описаны шаги, необходимые для этого, а также подробные профилактические меры, чтобы это не повторилось.
Почему нить 3D-принтера прилипает к соплу?
Все мы сталкивались с этой проблемой, особенно после нескольких серий печати.
Чтобы объяснить, почему нить 3D-принтера прилипает к соплу, я расскажу о некоторых основных причинах этого, с которыми столкнулись многие пользователи 3D-принтеров.
Сопло слишком высоко над станиной (чаще всего)
Нить нагрета неправильно
Засорение сопла
Плохая адгезия к поверхности
Неравномерная экструзия
Температура слоя недостаточно высока
Охлаждение первых слоев 9002
Как устранить прилипание нити к соплу
Зная основные причины этой проблемы, мы можем предложить эффективные решения, позволяющие получать высококачественные 3D-принтеры.
Многие пользователи сталкивались с тем, что их сопло 3D-принтера, покрытое пластиком или PLA, слипалось в экструдере, поэтому давайте рассмотрим решения, а также рекомендации, которые помогут вам решить проблему шаг за шагом.
Исправление высоты сопла
Слишком высокое расположение сопла над печатной площадкой является одной из основных проблем, из-за которой нить прилипает к соплу.
Ваше сопло требует хорошего давления на платформу для правильной экструзии, но если оно слишком сильное, вы начинаете видеть, как нить скручивается вокруг сопла и прилипает.
Чтобы это исправить, вам необходимо:
Проверить высоту насадки от кровати.
Если он высокий, начните регулировать высоту и приблизите его к поверхности сборки.
Убедитесь, что кровать правильно выровнена вручную или с помощью автоматической системы выравнивания.
Теперь, если высота сопла откалибрована и находится в нужной точке, следующее, что приходит на ум, — это температура нити. Многие пользователи, внедрившие это решение в свои 3D-принтеры, увидели быстрые результаты.
Если филамент нагрет должным образом, он может легко выйти в сопло и без проблем осаждаться на поверхности.
Увеличьте температуру печати, чтобы нить проходила легче
Проверьте температурный диапазон для вашей нити и попробуйте использовать верхний диапазон
Проведя некоторые температурные испытания, вы сможете получить хорошую экструзию.
Прочистите сопло
Это один из основных шагов, который вы должны выполнить, если ничего не работает. Вы можете сделать это прямо перед началом печати. Я собираюсь перечислить шаги, с помощью которых вы можете очистить сопло.
Очистка иглой: используйте иглу и введите ее в сопло; это разрушит частицы, если они есть в нем. Повторяйте этот процесс снова и снова.
Используйте горячую или холодную тягу, чтобы тщательно прочистить сопло.
Приобретите тефлоновую трубку Capricorn для более гладкой траектории экструзии.
Когда он нагреется до нужной температуры, достаточно сильно потяните его. Повторяйте процесс, пока не увидите, что выходит чистая нить.
Проволочная щетка: Проволочная щетка помогает удалить все частицы, прилипшие к поверхности печати. Но убедитесь, что вы не повредите насадку.
Очистка поможет вам избежать застревания нити в сопле.
Добавление адгезии к поверхности
Теперь, если вы все еще сталкиваетесь с проблемой образования петли или скручивания нити вокруг сопла вместо того, чтобы прилипать к станине, вам необходимо проверить свойства адгезии.
Эта часть проста: ваша поверхность имеет меньшую адгезию, что не позволяет филаменту прилипать к поверхности, и он перекатывается.
Что нужно сделать, чтобы убедиться, что нить прилипает к станине:
Нанесите клейкий материал на поверхность, например, лак для волос, ленту, клей и т. д.
Убедитесь, что клейкий материал и поверхность сборки материалов, отличных от нити.
Примечание. Будьте осторожны при выборе клея, так как он может вызвать проблемы в послепечатном процессе.
Повышение температуры стола
Нить лучше прилипает к столу при нагревании. Известно, что для таких материалов, как PLA, нагревательный слой не обязательно нужен для прилипания к поверхности сборки, но он определенно помогает.
Увеличьте температуру стола для лучшей адгезии 3D-отпечатков
Не используйте охлаждение для первого слоя
Когда нить охлаждается, вы обычно испытываете небольшую усадку, что не дает наилучших результатов особенно для первого слоя.
Ваш слайсер обычно имеет настройки по умолчанию, которые останавливают вентиляторы для первых нескольких слоев, поэтому дважды проверьте этот параметр и убедитесь, что вентиляторы не включены сразу.
Сделайте ваши скорости потока более постоянными
Если у вас непостоянная скорость подачи, есть вероятность, что у вас возникнет проблема с неправильным выходом нити.
Помните, что все в 3D-печати связано друг с другом, когда дело доходит до печати модели. Было бы лучше, если бы вы убедились, что все стабильно и правильно поддерживается.
Прилипание нити к соплу может произойти при слишком низкой скорости подачи.
Если вы недавно меняли нить накаливания, это определенно может быть вашей причиной, поэтому я бы:
Отрегулировать скорость потока, обычно ее увеличение помогает устранить непостоянный поток нити.
Как предотвратить прилипание PLA, ABS и PETG к соплу?
Я собираюсь дать вам краткую информацию обо всех этих трех нитях, с помощью которых вы можете избежать их скручивания, слипания, прилипания или слипания на сопле. Так что продолжайте читать.
Предотвращение прилипания PLA к соплу
При использовании PLA вы можете столкнуться с проблемой, состоящей в том, что нить скручивается и прилипает к соплу. Я перечисляю несколько способов избежать этого, сохраняя при этом плавность процесса печати.
Приобретите сопло горячего конца хорошего качества, поскольку сопло низкого качества может вытягивать нить.
Убедитесь, что расстояние между соплом и станиной отрегулировано для правильной печати.
Проверьте температуру нити/сопла, чтобы соответствовать требованиям, предъявляемым к PLA.
Каждая нить имеет свою стандартную температуру, поэтому внимательно следите за ней.
Предотвращение прилипания ABS к соплу
Правильная температура и скорость подачи являются ключевыми факторами, позволяющими избежать скручивания нити.
Сумка монтажника с пластиковым дном, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-10
Сумка монтажника
Подробнее
серия: ПРОФИ
модель: С-13
Сумка монтажника поясная, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-14
Сумка монтажника поясная с жесткими стенками, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-15
Cумка монтажника поясная с жесткими стенками, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-16
Сумка-пояс монтажника двойная, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-20
Сумка монтажника открытого типа с органайзером, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-23
Сумка монтажника открытого типа
Подробнее
серия: ПРОФИ
модель: С-24
Сумка монтажника с пластиковым дном
тренд
Подробнее
серия: ПРОФИ
модель: С-07
Рюкзак монтажника с резиновым дном, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-08
Рюкзак монтажника, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-17
Рюкзак монтажника, серия «ПРОФИ»
Подробнее
модель: ZP001
Сумка – кофр монтажника для комплекта инструментов
Подробнее
серия: QUICK-LOCK
модель: СМ-01
Cумка поясная модульная на клипсе
Подробнее
серия: QUICK-LOCK
модель: СМ-02
Cумка поясная модульная на клипсе
Подробнее
серия: QUICK-LOCK
модель: СМ-03
Cумка поясная модульная на клипсе
Подробнее
серия: QUICK-LOCK
модель: СМ-04
Cумка поясная модульная на клипсе
Подробнее
серия: QUICK-LOCK
модель: СМ-05
Сумка-кобура модульная
Подробнее
серия: QUICK-LOCK
модель: СМ-06
Пояс-кушак модульный
Подробнее
серия: QUICK-LOCK
модель: СМ
Набор дополнительных клипс, 3 шт.
О заводеПродукцияТехподдержка
Электромонтажный инструмент «КВТ» (2023 г.)
Electrical installation tools «КВТ»
Контрольно-измерительные приборы «КВТ» (2023 г.)
Кабельная арматура и контактные соединения «КВТ» (2023 г.)
«КВТ» cable accessories
Каталог «ТЕРМО» (2023 г.)
Каталог продукции Fortisflex 2020-2021 г.
Печатные Каталоги
Электромонтажный инструмент «КВТ» (2023 г.)
Electrical installation tools «КВТ»
Контрольно-измерительные приборы «КВТ» (2023 г.)
Кабельная арматура и контактные соединения «КВТ» (2023 г.)
«КВТ» cable accessories
Каталог «ТЕРМО» (2023 г. )
Каталог продукции Fortisflex 2020-2021 г.
Поясные сумки и ремни монтажника
Код:
985274
Скидка 28%
выгода
96 р.
или
Код:
930554
Код:
930548
Код:
985279
Скидка 28%
выгода
113 р.
или
Код:
985275
Скидка 28%
выгода
125 р.
или
Код:
1385081
Скидка 28%
выгода
136 р.
или
Код:
985278
Скидка 28%
выгода
181 р.
или
Код:
1385080
Скидка 28%
выгода
217 р.
или
Код:
985276
Скидка 28%
выгода
263 р.
или
Код:
930557
Код:
930550
Код:
985277
Скидка 28%
1 007
р.
выгода
282 р.
или
Код:
380496
Скидка 28%
1 067
р.
выгода
299 р.
или
Код:
991760
Код:
930553
Код:
1385087
Скидка 28%
1 272
р.
выгода
356 р.
или
Код:
1385086
Скидка 28%
1 420
р.
1 022
р.
выгода
398 р.
или
Код:
1385075
Скидка 28%
1 464
р.
1 054
р.
выгода
410 р.
или
Код:
985273
Скидка 28%
1 467
р.
1 056
р.
выгода
411 р.
или
Код:
1385084
Скидка 28%
1 471
р.
1 059
р.
выгода
412 р.
или
Код:
1385085
Скидка 28%
1 708
р.
1 230
р.
выгода
478 р.
или
Код:
930556
1 393
р.
Код:
161294
Скидка 10%
1 575
р.
1 417
р.
выгода
158 р.
или
Код:
991754
1 553
р.
Код:
23993
1 674
р.
Код:
991759
1 681
р.
Код:
1021786
2 097
р.
Код:
985270
Скидка 28%
3 002
р.
2 161
р.
выгода
841 р.
или
Код:
1199641
Скидка 28%
Новинка
3 031
р.
2 182
р.
выгода
849 р.
или
Код:
1385082
Скидка 28%
3 061
р.
2 204
р.
выгода
857 р.
или
Код:
991755
2 268
р.
Код:
1354911
2 376
р.
Код:
1385001
Скидка 28%
3 492
р.
2 514
р.
выгода
978 р.
или
Код:
1385083
Скидка 28%
3 870
р.
2 786
р.
выгода
1 084 р.
или
Код:
161542
Скидка 10%
3 188
р.
2 869
р.
выгода
319 р.
или
Simple Waist Bag — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 160 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
28 лучших поясных сумок и поясных сумок для приключений без рук 2023: Lululemon, Patagonia, Madewell, Amazon
Предоставлено брендами/Amanda Bailey
Покупки
От стильных кожаных сумок до вместительных функциональных походных рюкзаков.
Авторы: Малия Григгс и Дейзи Мальдонадо
Один из наших любимых возродившихся трендов — это поясная сумка — откровенно практичная сумка, за которую мы когда-то высмеивали наших отцов. Посмотрим правде в глаза: лучшие поясные сумки и поясные сумки решают надоедливую проблему необходимости таскать с собой тяжелую сумку, сумку, спортивную сумку или сумку для выходных. Эти более объемные сумки могут ощущаться как кирпич, раскачивающийся у вас в руке, и вам приходится иметь дело с рюкзаком, когда вам на самом деле не нужны все 9 вещей.0150 что много вещей никогда не бывает веселым.
Собираетесь ли вы на пробежку, в поездку на работу, танцуете на музыкальном фестивале или просто хотите держать телефон, ключи, бутылку с водой и наличные деньги под рукой, самые лучшие поясные сумки поместят ваши предметы первой необходимости близко к телу, когда вы уходите. вы освободите руки и не будете скованы багажом. Есть множество способов носить поясные сумки, вы можете носить их на талии традиционным способом, через плечо или пристегивать как сумку через плечо. Есть даже поясные сумки для молодых мам, которые можно использовать как сумки для подгузников.
Благодаря многим нашим любимым брендам, в том числе Lululemon, Madewell, Everlane, Dagne Dover и Jansport, на рынке так много великолепных вариантов сумок для пояса и слингов всех форм, размеров, забавных цветов и стилей. (В этом списке отсутствует пользующаяся большим спросом поясная сумка Lululemon Everywhere, которая распродана повсюду, если только вы не хотите платить за нее больше, чем рыночная цена.) Ниже представлены лучшие поясные сумки, которые мы обнаружили: так что вы можете найти тот, который действительно подходит вам.
Все продукты, представленные на SELF, выбираются нашими редакторами независимо друг от друга. Однако, когда вы покупаете что-то через наши розничные ссылки, мы можем получать партнерскую комиссию.
Nordstrom
Водонепроницаемая поясная сумка из неопрена Dagne Dover Ace
Мы являемся давними поклонниками высококачественных рюкзаков и спортивных сумок Dagne Dover, изготовленных из фирменного неопрена и тщательно спроектированных с отделениями и молниями для каждого. последний пункт. Эта поясная сумка следует этому примеру: на задней стороне ловко есть слот для карт, где вы можете хранить карту проезда или кредитную карту, а внутри также есть прикрепленный футляр для карты, петля для крепления бальзама для губ и кольцо для ключей.
95 долларов США в Dagne Dover
95 долларов США в Nordstrom
Everlane
Everlane Renew Transit Bag
Вот изящная поясная сумка от Everlane, которая будет отлично смотреться в сочетании с классическим профессиональным гардеробом. Изящная упаковка, изготовленная из переработанных бутылок, имеет два внешних кармана на молнии и внутренний разделитель для организации содержимого в основном отделении.
$45 в Everlane
REI
Patagonia Ultralight Black Hole Mini Hip Pack
Независимо от того, занимаетесь ли вы бегом по пересеченной местности или просто выполняете поручения, эта разноцветная поясная сумка от экспертов по активному отдыху Patagonia отлично справляется со своей задачей и, когда она не используется, помещается в небольшой мешочек для переноски.
35 долларов США на REI
40 долларов США 36 долларов США на Amazon
Кибу
Сумка для подгузников Кибу . Он сделан из веганской кожи и идеально подходит для мамы в дороге. В нем есть водонепроницаемый карман для влажных салфеток или грязного комбинезона, съемная пеленальная подушка, которая раскладывается сзади (!), слоты для карт и денег и даже крючок для ключей или пустышки. Чистый гений.
98 долларов США в Nordstrom
REI
REI Пояс Co-op Trail 2
Продукция марки REI для активного отдыха известна своим качеством и доступной ценой. Этот поясной рюкзак с сетчатым рисунком ничем не отличается. Он плотно прилегает к телу, а верхнюю часть в виде ведра легко расстегнуть, чтобы получить доступ к предметам первой необходимости. Кроме того, есть внешние карманы и внутренние карманы (для дополнительной безопасности).
30 долларов в REI
Самые популярные
Lululemon
Lululemon Пояс для быстрого и свободного бега
Этот тренажер создан для любителей кардио, которые любят преодолевать дистанции без нагрузки. Он настолько компактен, насколько вы могли надеяться, и вмещает только самое необходимое (включая небольшие закуски).
$38 в Lululemon
Athleta
Поясная мини-сумка Athleta Excursion
Возможно, это только мы, но нам нравится выжимать из наших сумок максимум. То есть мы используем их во что бы то ни стало. Эта поясная мини-сумка от Athleta изготовлена из переработанного нейлона, поэтому при необходимости ее можно легко протереть.
$49 в Athleta
Urban Outfitters
Нейлоновая поясная сумка Baggu
Baggu, производитель культовых многоразовых сумок, предлагает линейку легких поясных сумок, изготовленных из того же переработанного нейлона, который легко стирать. Дорожная сумка с внутренним и внешним карманами достаточно просторна для более крупных предметов, таких как, скажем, Kindle.
52 доллара в Amazon
52 доллара в Urban Outfitters
Самые популярные
Baboon to the Moon
Baboon to the Moon Fannypack
Мы любим спортивные сумки Baboon to the Moon за их прочность и стиль, а поясная сумка Moon Fannypack чем-то напоминает спортивную сумку для вашей талии. Она большая, поэтому, если вам нужно носить с собой что-то большее, чем просто телефон (скажем, небольшую камеру, потому что вы путешествуете), эта сумка для вас. Он имеет два внутренних потайных кармана (и передний карман), а также петлю для ключей, водоотталкивающее покрытие и прочный широкий поясной ремень.
65 долларов в Baboon to the Moon
59 долларов в Urban Outfitters
Amazon
Поясная сумка Jansport Fifth Ave
Jansport, помимо известного школьного снаряжения, также имеет популярную поясную сумку под названием Fifth Ave. имеет два кармана на молнии и может носиться через плечо или на талии.
20 долларов на Amazon
22 доллара на Jansport
Amazon
Maxtop Fanny Pack
При цене 10 долларов этот выбор является лучшим бюджетным поясным рюкзаком в списке. В этой самой продаваемой поясной сумке (в нескольких забавных цветах и принтах) есть потайной карман, светоотражающая отделка (для ночных экскурсий) и отверстие для наушников, что удобно для тех, кто использует проводные наушники, так как они могут хранить свой телефон. внутри сумки, пока они отвечают на звонки или слушают музыку.
$11 at Amazon
$19 at Walmart
Most Popular
REI
Topo Designs Mini Quick Pack
Based in Boulder, Colorado, Topo Designs makes some of наши любимые туристические рюкзаки, сделанные из переработанных материалов, и у них даже есть программа ремонта продуктов. Эта причудливая поясная сумка похожа на рюкзаки бренда в миниатюре: стильная диагональная молния, карабин для ключей, петля для крепления велосипедного фонаря и ручка сверху, так что вы можете носить ее, когда вашей талии или груди нужен отдых.
49 долларов в REI
49 долларов в Amazon
Amazon
Поясная сумка Herschel Seventeen
Недорогая поясная сумка от Herschel с регулируемым поясным ремнем, большим пространством (включая передний карман) и водостойкая. ткань.
32 доллара США на Amazon
40 долларов США 28 долларов США на Zappos
Amazon
Поясная сумка Waterfly
Поясная сумка Waterfly имеет почти 20 000 отличных результатов благодаря обманчивой подгонке благодаря тому, что она по-прежнему безупречна благодаря тому, что она очень хорошо сидит на Amazon. внутренний крючок для ключей и четыре различных кармана (в том числе потайной задний карман, где можно хранить кредитные карты или паспорт). Водонепроницаемая сумка также отлично подходит для бега.
$ 15 $ 13 на Amazon
Наиболее популярные
9002 REI 9003
REI
Spect Spect Spect Wittor
Erneed. имеет приятную подкладку вдоль спины, поэтому ваши ключи не протыкают вас через ткань рюкзака. Покупатели говорят, что это как раз подходящий размер для предметов первой необходимости, а молодые мамы отметили, что в него поместится подгузник, небольшая упаковка салфеток, телефон, деньги, ключи и любые другие необходимые мелочи.
25 долларов на REI
25 долларов 18 долларов на Amazon
REI
Herschel Supply Co. Покупатели сообщают, что этот рюкзак более вместителен, чем вы могли ожидать: в него легко поместится телефон, косметика, запасное зарядное устройство для телефона и многое другое, не возясь с несколькими отделениями.
30 долларов в REI
28 долларов в Amazon
Amazon
Поясная сумка 4Monster Hiking
Эта сверхлегкая поясная сумка складывается до размера яйца, когда она не используется, и сделана из водоотталкивающей ткани, которая сохраняет ваши ценности сухими, даже если вы попали в шторм или пролились на воду. на концерте.
$ 17 на Amazon
Самый популярный
Madewel маленькая сторона — отлично подходит для тех, кто любит путешествовать налегке.
$28 в Lola
Amazon
Дорожная сумка Adidas Originals National Waist Fanny Pack
Нам нравится, как эта поясная сумка от Adidas сочетает в себе культовую спортивную эстетику и фирменный стиль компании с полированной искусственной кожей. Сумку легко стирать, она имеет два отделения на молнии и достаточно универсальна, чтобы дополнить как спортивный, так и изысканный образ.
$24 на Amazon
REI
Fjallraven Kanken Hip Pack
Культовые квадратные рюкзаки Fjallraven легко трансформируются в эту набедренную сумку, которая включает в себя внутренний карман на рукаве и клипсу для ключей для дополнительной безопасности, а также два внешних кармана на молнии. Один покупатель называет свою набедренную сумку «идеальным дополнением к рюкзаку», поскольку она обеспечивает легкий доступ к их «телефону, закускам, рыболовным снастям и всему, что вам нужно».
55 долларов в REI
50 долларов 41 доллар в Amazon
Самые популярные
Айва
Поясная сумка из 100% итальянской кожи наппа из айвы
Ищете кожаную поясную сумку? Эта стильная поясная сумка из 100% итальянской кожи оснащена регулируемым ремешком на случай, если вы захотите, чтобы она выполняла функции сумки через плечо.
60 долларов в магазине Quince
Nordstrom
Большая поясная сумка Fjällräven Ulvo
Покупатели Nordstrom говорят, что эта тонкая поясная сумка Fjällräven хорошо сделана, легка и достаточно велика, чтобы в ней можно было хранить все самое необходимое во время дневного похода.
65 долларов США на Nordstrom
54 доллара США на Amazon
Target
Поясная сумка с застежкой-молнией
Вот элегантная поясная сумка из искусственной кожи с золотыми молниями, которая может легко заменить вашу сумочку, поскольку она достаточно красива, чтобы брать ее с собой на работу или на работу. собирается на свидание.
$ 20 в Target
Самый популярный
Tumi
Tumi Juno Hip Hip Bag
9
Tumi
Tumi Juno Slim Hip Bag
С задним карманом для наушников, потайными карманами на магнитных кнопках и клипсой для ключей этот стильный нейлоновый рюкзак будет гармонировать с любой одеждой.
125 долларов 99 долларов на Tumi
99 долларов на Amazon
Cuyana
Поясная сумка-трансформер
Для минималистов вот симпатичная поясная сумка, в которую можно положить только телефон и кредитную карту. Вы можете добавить очаровательную подходящую круглую сумку, если вам нужно положить еще несколько мелких предметов.
$168 в Cuyana
Путешествие вдали
Сумка-слинг в пути
Любой, кто путешествует, оценит, что эта сумка-слинг складывается в крошечный мешочек, так что вы можете легко с ней ездить на работу.
$ 45 в Away
Самый популярный
Madewel — плюс, если вы находитесь на тропе или длительной прогулке. Его поясные ремни снабжены мягкой подкладкой для удобства, он оснащен D-образными креплениями для аксессуаров и достаточно широк, чтобы в него поместился небольшой фотоаппарат или бинокль.
59 долларов на Madewell
59 долларов на Amazon
Amazon
HotStyle 521s Small Fanny Pack
Еще один бестселлер Amazon — HotStyle. телефон.
19 долларов США на Amazon
Малия Григгс — писатель, редактор и рассказчик социальных сетей, которая присоединилась к коммерческой команде SELF в 2020 году. Ранее она работала в The Daily Beast , Comedy Central и Космополитен. Помимо покупок, она писала о психическом здоровье, выгорании, эпилепсии, расе и отношениях.
Дейзи Мальдонадо освещает все тренды. Она часто пишет о своих любимых модных вещах, косметических брендах, товарах для здоровья и цифровой культуре.
Оптические выходные характеристики головки QBH (водное охлаждение)
Качество луча (BPP,мм•мрад)
<2.3
Сердечник волокна
50 нм (опционально — 25,100, 200)
Длина оптоволокна
20 м
Электрические характеристики
Питание
220±10% вольт AC, 50/60Hz
Numerical Aperture (NA)
0,2
Максимальная потребляемая мощность(Ватт)
4000
Режим управления
RS-232/AD/Ethernet
Дополнительные характеристики
Температура эксплуатации(℃)
10°С~40°С
Температура хранения
-10°C~60°C
Охлаждение
Водное
Размеры, мм (ш*в*д)
485×237×763(с ручками)
Вес Raycus RFL-C1000 , кг
50
Подобрать качественны и, самое главное продуктивный, станок для резки листового металла – задача не из легких. Можно взять raycus fiber laser или модели maxphotonics 1000 вт и запустить в работу сразу после монтирования. А можно сделать выбор в пользу плазменного аналога и тщательно подготовиться перед запуском. Две эти технологии реза отличают следующие аспекты:
Быстрая работа;
Довольно точный рез;
Минимум зависящих от оператора действий;
Универсальность в плане многофункциональности.
Выбирая между лазерными моделями, например, как raycus 1000 и плазменными агрегатами, исходить стоит прежде всего из бюджета и предполагаемого количества работы. Рассмотрим подробнее, что будет более выгодно для работы с металлом.
Лазерные типы
Допустим, человек открыл свое небольшое предприятие по гравировке и резке металла. В качестве основного инструмента был приобретен лазерный излучатель на 1000w в единичном экземпляре. Что можно получить от такого агрегата? Во-первых, это точный рез металла и очень ровный шов. Например, лазерный источник raycus может с очень большой скоростью распустить лист металла, при этом оставив шов всего в 2 миллиметра максимум.
Во-вторых, такой станок способен не только нарезать металл, но и нанести гравюру. А это существенно повышает потенциальную прибыль от готовых изделий. Выгодно? Конечно, тем более что всех детали на выходе не будут требовать дополнительной обработки. Быстрая резка и гравировка позволяют за один цикл работы с листом использовать его максимально полезно и получить максимально возможное количество готовых изделий с одного листа сырья.
Также модели rfl c1000 имеют большой срок гарантийного обслуживания. Они популярны тем, что при правильной эксплуатации очень долго служат без единой поломки. А это большая экономия на комплектующих и запасных частях. Учитывая стоимость таковых, а также стоимость самого ремонта, работа без поломок – это огромная выгода. Если планируется долго и профессионально работать с металлом, лучше сделать выбор в пользу лазерного излучения.
Плазменные типы
Также хорошо себя зарекомендовали в условиях как частных производств, так и в промышленных масштабах. Плазменная резка, также, как и лазерная, проводится достаточно быстро. При этом точность реза отличается в худшую сторону от импульсных установок. Такие станки немного дороже вышеописанных.
Плазменные агрегаты, прежде всего, подойдут для больших производственных компаний, а вот для небольшого частного цеха будут выгодны в случае, если работать нужно будет с достаточно толстым металлом, так как плазменный вариант мощнее лазерного. Если в планах нет работы с большим количеством металла, лучше рассмотреть лазерные варианты. Также плазменный агрегат потребляет существенно больше электроэнергии, чем импульсный, а это опять же минус для бюджета.
Вывод
Если работа заключается в постоянной резке и гравировки металла, при этом материала много и его требуется формовать быстро, лучше лазерного агрегата вариантов нет. Да, плазменный аналог использовать можно, но придется принять факт, что он выйдет менее экономичным по содержанию, и если бюджет небольшой и жестко расписан, то лазерный станок будет выгоднее что для частника, что для заводского комплекса.
Raycus FBX 1530 Лазерный станок для резки металла
Raycus FBX 1530 Лазерный станок для резки металла — Официальный сайт Raycus
официальный сайт в РФ
sales@райкус.рф
для просчета заказа
Бесплатный звонок
Размер рабочей области: 1500х3000 мм
Мощность источника: 750, 1000, 1500, 2000 Вт
Модель лазерного источника: Raycus (КНР)
Структура рабочей поверхности, стандартно: Зубчатые ламели
Высота рабочей области: 120 мм
Тип лазерного источника: Волоконный иттербиевый
Длина волны излучения: 1060-1080 нм
Тип охлаждения источника: Жидкостное
Тип охлаждения лазерной головы: Жидкостное
Оптимальный теплоноситель: Дистиллированная вода
Используемые газы для работы: Воздух, Кислород, Азот, Аргон
Габариты волоконного источника : 650х900х150 мм
Количество товара Raycus FBX 1530 Лазерный станок для резки металла
Системы комфортной эксплуатации:
Управление и настройка необходимых узлов лазерного комплекса, Отдельные параметры режимов раскроя и врезки, Автоматическая оптимизация задания раскроя, Улучшенная функция перфорации — FLYCUT, Оптимальное расположение деталей — NESTING, Функция охлаждения контура реза — LEAD POS, Функция микро-перемычек — MICRO JOINT, Дистанционная диагностика
Системы аварийной защиты:
Защита режущей головы от столкновения с посторонними предметами, Аварийная остановка сервоприводов при опасности столкновения режущей головы с посторонними предметами
Двухуровневый — Представительство Реклаб в КНР/Реклаб(Россия)
Гарантия:
12 мес.
Есть вопросы по продукции Райкус?
Наш инженер ответит на ваши вопросы
Отправляя форму, Вы принимаете политику конфиденциальности
Заполните форму
Email
Email
Email
Automated page speed optimizations for fast site performance
В чем разница между Raycus, JPT, Max и источником волокна IPG?
07 декабря 2018 г.
Хотите узнать, в чем разница между Raycus, BCF, JPT, JPT-X, MAX, SPI, IPG и SUPER? Когда мы покупаем волоконный лазерный станок, мы можем обнаружить, что существует множество различных брендов. предлагая различные источники питания для волоконных лазеров. Некоторые из них являются китайскими брендами источников питания, другие — брендами США, а третьи — немецкими брендами. Количество всех этих марок волоконных лазерных источников питания Какой из них лучше? В чем разница между ними? Какой источник волоконного лазера дешевле? Какой из них самый популярный? В этом блоге мы хотим объяснить это, чтобы вы могли выбрать правильная машина для вашего приложения.
В чем разница между JPT, Max, Raycus, IPG
Многие люди задаются вопросом, почему некоторые машины Raycus дешевы, а IPG дороги. Эта разница в цене не связана с тем, что один источник питания произведен в Китае, а другой — в Германии. Основное отличие это результат гравировки, качество машины, окончательная гарантия и материалы, на которых она может маркировать. Эта разница также существует между китайскими и сингапурскими оптоволоконными источниками питания. Если мы сравним JPT, Max и Raycus, мы можем обнаружить, что один из них лучше, чем остальные китайские и сингапурские бренды.
Есть ли способ узнать, сколько материалов я могу выгравировать с помощью того или иного мощного лазерного источника? Может быть трудно сказать, лазерный источник какой мощности может гравировать группу материалов или нет. Но вы можете увидеть разницу в качестве гравировки.
Вы также можете проверить некоторые ссылки на параметры мощных лазерных источников здесь.
Волоконный лазер для гравировки пластика
Настройки лазера
Настройки волоконного лазера для гравировки неметаллических материалов
Laser Setting
Волоконный лазер для гравировки любых металлических материалов
Настройки лазера
Четыре бренда являются наиболее продаваемыми в отрасли станков для лазерной гравировки.
Райкус
КБК
JPT
ИПГ
МАКСИМУМ
Супер
СПИ
Почему эти бренды продаются больше всего?
Существует более 30 различных марок источников мощного лазера, но на момент работы, у этих волоконных источников питания есть свои преимущества.
Райкус
Этот бренд дешев, и это основная причина, по которой его использует большинство компаний. славятся качественной гравировкой, а также имеют меньшую гарантию, чем другие оптоволоконные источники питания. Этот бренд также имеет небольшой диапазон частот от 20 до 80 кГц, что делает его малым диапазоном частот. материалы для гравировки. По сравнению с другими брендами, Raycus не предлагает слишком много преимуществ покупателю, но может быть очень дешевым, и в результате машины, построенные с этим источником питания, бюджетный.
JPT
У этого сингапурского бренда другой источник мощности лазера, некоторые из них ограничены 20 до 80 кГц (недорогой JPT), а другие модели имеют меньшую гарантию. Этот бренд известен тем, что обеспечивает отличное качество, отличную гравировку и стабильность во время работы с их модели премиум-класса, такие как JPT-X или MOPA.
Максимум
Max — еще один источник питания для оптоволокна, известный своей дешевизной, но главное отличие между этот бренд и raycus в том, что макс имеет лучшую стабильность и лучшую гарантию, чем raycus. Max имеет небольшой диапазон от 20 до 80 кГц, из-за чего у бренда те же проблемы, что и у raycus, небольшой ассортимент материалов для гравировки.
СПИ
SPI — один из самых известных брендов благодаря высококачественной гравировке, стабильности и надежности. гарантия. Главным преимуществом перед другими брендами является качественная гравировка и гарантия по сравнению с китайскими брендами. Кроме того, он имеет широкий спектр материалов, которые можно гравировать с помощью отличные результаты.
БКФ
Наш источник питания самый многофункциональный из всех упомянутых здесь, с возможностью работы в диапазоне от 1 до 850 кГц, что позволяет нам гравировать многие пластики и металлы с различными цветовыми эффектами. Разработанный в Германии, он делит мощность и характеристики точности с источниками SPI и IPG, с высокой стабильностью гравировки и высоким разрешением на небольших гравюрах. С 3-летней гарантией наш лазерный источник питания является одним из лучших варианты гравировки и маркировки ювелирных изделий, пластика и кожи по разумной цене. Он становится одним из наиболее часто используемых на рынке за то, что он прибыльный, качественный и с расширенным гарантия.
МАКС
Max — еще один источник питания для оптоволокна, известный своими будучи недорогими, но в отличие от Raycus, лазерные генераторы MAX имеют лучшую стабильность, чем Raycus. Волоконно-оптические источники MAX также имеют тот же недостаток Raycus с диапазоном гравировки между 20 до 80 кГц, что делает их общими недостатками гравировки: малая или отсутствующая способность гравировки на пластике и низкая способность выполнять различные эффекты на металлических материалах. Другой значительный Недостатком лазерных источников Max является отсутствие ясности в отношении гарантии. Иногда это один год, а в других случаях, если повреждение происходит в течение первых десяти месяцев, гарантия и ремонт является обязанностью пользователя.
СУПЕР
С возможностью работы от 20 до 100 кГц, этот источник питания имеет несколько больше преимуществ, чем его непосредственные собратья. Raycus и Max, открывают двери для более четкой маркировки на некоторых видах пластика и кожи. Единственным недостатком этого блока питания является его короткая 1-летняя гарантия, что делает его уязвимым к повреждениям и низкой рентабельностью, так как эти блоки питания производства Шэньчжэня дороже, чем Блоки питания Raycus и Max, но на практике с меньшей гарантией.
ИПГ
Являясь мировым лидером в области волоконно-оптических лазерных технологий, IPG является лучшим брендом благодаря высококачественной гравировке, стабильности и гарантии. Основным преимуществом перед другими брендами является высококачественная гравировка ювелирных изделий и мелких электронных компонентов по сравнению с китайскими брендами. Они также имеют широкий спектр технологий, что позволяет нам выбрать лучший источник лазерного излучения. мощность для гравировки конкретных материалов. Если у вас есть материалы, которые не может гравировать ни один другой лазерный станок, у IPG Laser есть решение. Именно поэтому в Barch Laser мы работаем рука об руку с IPG. Photonics, чтобы иметь возможность создавать машины, способные гравировать на любом материале с высококачественными результатами.
Лазерный гравер MOPA
Вся правда об УФ-лазере MOPA tech
и волоконном лазере
Различия между УФ и волоконным лазером
Мощный лазерный источник BCF
Преимущество:
BCF 3 года гарантии
кГц: от 1 до 850
Высокая стабильность
Лазерный бин 0,001
Все металлы
и большой выбор пластика
Удивительные гравюры с мощным лазерным источником BCF
IPG
Преимущество:
Гарантия IPG 2 года
кГц: от 1 до 200
Высокая стабильность
Лазерный бин 0,001
широкий выбор материала
гравюра
Резка металла с немецким источником IPG
Лазерный источник MAX power
Преимущество:
Гарантия до 1 года
кГц: от 1 до 120
Лазерный луч 0,005
все металлы и небольшое разнообразие пластиков
Лазерный источник Raycus
Преимущество:
Гарантия Raycus 1 год
кГц: от 20 до 80
Лазерный луч 0,005
все металлы и небольшое разнообразие пластиков
В заключение, наиболее экономичным источником питания волоконного лазера для гравировки является JPT premium или JPT-X, который имеет более широкий диапазон кГц и дает нам возможность гравировать больше. материалов с высоким разрешением и высокой стабильностью. JPT-X не такой дешевый, как Raycus или Max, но в то же время и не такой дорогой, как IPG, имея почти такое же качество, как IPG.
При работе с различными материалами для гравировки нам необходимо использовать разные настройки кГц. Это означает только то, что когда у нас будет больше кГц, мы можем настроить больше различных параметров, чтобы отметить больше материалы. Это основная причина, по которой JPT-X может гравировать больше неметаллических материалов, чем другие источники питания с оптоволоконным кабелем.
SFX Волоконно-лазерная установка Raycus отличается высокой пиковой мощностью, высокой энергией одиночного импульса и дополнительным диаметром пятна. Он широко используется в области маркировки, прецизионной обработки, графической гравировки и т. Д. Неметаллических материалов, материалов с низким коэффициентом отражения, таких как нержавеющая сталь. По сравнению с традиционными лазерами, его процесс нанесения маркировки дешевле и стабильнее по производительности.
Категория: Блог компании konekt.pro — интересные статьи из мира пластика
Теория
ABS – это термопластичный сополимер акрилонитрилбутадиенстирол. Изготавливается из продуктов нефтепереработки. Звенья полистирола придают ударопрочность, акрилонитрил и бутадиен – эластичность. Полимер широко применяется в производстве товаров народного потребления, деталей машин, механизмов, строительно-отделочных материалов. Обладает диэлектрическими свойствами.
PLA – полилактид ПЛА, биополимер молочной кислоты, способный к быстрому разложению в агрессивных условиях. Пластмасса термопластичная, биосовместимая. Сырьем для производства полилактида является соя, кукуруза, сахарный тростник. По прочности и жесткости полимер уступает ABS-пластику. Главное отличие: он более экологичный. Применяется для изготовления одноразовой посуды, упаковки.
Сравнение характеристик
Технические характеристики
Основные параметры материалов представлены в таблице:
Показатель
ABS
PLA
Температура плавления , ˚С
210-240
160-190
Температура стеклования, ˚С
60-65
110-125
Температура застывания, ˚С
70-80
110-125
Показатель текучести расплава, см3/10 мин
9,7
10,3
Запах
Характерный «пластиковый», во время работы с прутками требуется проветривать помещение
Слабо выраженный, сладковатый
Твердость и прочность
Жесткий, устойчивый к ударам, сгибанию по большому радиусу, хорошо склеивается
Жесткий, но хрупкий, ломается при сгибании, стабильный при склеивании
Физико-химические свойства
Непрозрачный, окрашивается пигментами, нетоксичный, маслостойкий, кислотостойкий, теплостойкий, устойчивый к воздействию моющих средств и щелочей, ударопрочный.
Нетоксичный, экологически чистый, производится из возобновляемого сырья, обладает низким коэффициентом трения.
Внешний вид
Гладкая глянцевая поверхность
Множество разновидностей, в том числе светящаяся, полупрозрачная поверхность
Переработка
Вторичная переработка
Биоразложение
АБС – более тугоплавкий, прочный и жесткий пластик, но у него меньшие показатели текучести. Для перевода пластмассы в вязкотекучее состояние требуется дополнительный нагрев. Полилактид плавится быстрее, но отличается хрупкостью и неустойчивостью при высоких температурах.
Можно сделать вывод, что изделия из АБС тверже, прочнее и надежнее, чем из ПЛА. Ударопрочный пластик также можно шлифовать, окрашивать, обрабатывать ацетоном для получения гладкой поверхности, что невозможно сделать с биополимером.
Поведение при 3D-печати
Для АБС характерна высокая температура плавления, поэтому при контакте с рабочей поверхностью полимер быстро сворачивается. Требуется нагревать столик выше стандартных +70 ˚С. Температурный диапазон пластмассы – от 105 до 230 ˚С. В этом интервале материал при контакте с поверхностью стола остается способным к упругим деформациям. При более низкой температуре полимерная масса кристаллизуется, а затем отслаивается.
Полилактид сворачивается меньше. Дополнительно подогревать столик не требуется. Регулируя температуру печати, можно менять вязкость и текучесть материала. При активном охлаждении расплавленных прутков удается получать заостренные углы, тонкие детали. Высокая текучесть также снижает риск расслоения изделия.
Особенности хранения
Оба полимера гигроскопичные. Они впитывают влагу из окружающего воздуха, что негативно влияет на качество готовых изделий. Например, при нагревании АБС в присутствии воды образуются брызги и пузыри, забивается сопло принтера. В случае с PLA влага может обесцветить материал, снизить его прочность.
Оба пластика рекомендуется хранить в герметичных контейнерах без доступа воздуха. Перед началом работы материалы просушивают в духовке или с помощью фена.
Изделия из ПЛА по внешнему виду похожи на стеклянные. Полилактид не выдерживает контакта с горячим кофе или чаем, но он удобный для применения в художественных целях. В вязкотекучем состоянии полимер позволяет печатать тонкие детали с острыми и точными углами. В время нагревания ПЛА отсутствует запах, что важно для многих процессов.
УдаропрочныйABS-пластик используют для изготовления износостойких деталей, устойчивых к внешним воздействиям. Это менее прихотливый и более доступный материал.
АБС в основном применяют в промышленном производстве, ПЛА – для трехмерной печати.
Что лучше: АБС или ПЛА? Нельзя однозначно ответить на этот вопрос. Оба полимера имеют свои преимущества и недостатки. Выбор зависит от целей использования. Чтобы узнать больше о пластмассах и купить прутки АБС или ПЛА по выгодной цене, позвоните в компанию «ПолиИмпекс» в Санкт-Петербурге. Мы поможем выбрать материал, который подходит вашему проекту.
Логин
Пароль
Запомнить меня
Забыли пароль?
Зарегистрироваться
192241, Санкт-Петербург, Южное шоссе, д. 37, к. 2 лит А +7 (812) 648-22-61
Как сделать 3D-распечатки, чтобы они стали более прочными.
Техническое название «отпуск»
Никому не нравится запах горячего пластика — всегда печатайте и закаляйте в хорошо проветриваемом помещении
Так бывало, и не раз: вы тратите время на проектирование объекта, стараетесь, чтобы он отвечал определенным требованиям, вы тщательно подбираете настройки слайсера, чтобы оптимизировать процесс, вы подбираете материал, который лучше всего соответствовал бы назначению объекта… Сама по себе печать проходит хорошо, результат тоже выглядит так, как он должен выглядеть, но, несмотря на всю заботу и работу, когда вы начинаете пользоваться объектом, всё идет не так, потому что распечатка получилась недостаточно прочной и жесткой.
В зависимости от того, что за деталь вы создаете и каково её назначение, иногда бывает трудно добиться нужной прочности и жесткости. Даже в тех решениях, в которых объект не подвергается высоким нагрузкам, дополнительная прочность лишней не будет. Всегда ли вы думаете о том, насколько прочным получится объект?
Можно ли его как-то «укрепить»?
Один из самых лучших способов увеличить прочность и жесткость – закалить его. В этой статье мы в общем и целом рассмотрим процесс закалки, узнаем, что он собой представляет и как влияет на прочность и деформируемость. Затем мы рассмотрим особенности, характерные для закалки наиболее популярных материалов для печати, так что вы потом сможете закалять свои 3D-распечатки, чтобы они стали прочнее.
Несмотря на то, что процесс относительно прост, вы сможете превратить стандартный материал, вроде PLA, в один из самых прочных филаментов для 3D-печати.
Что такое закалка?
Закалка – процесс древний, первоначально его применяли в металлургии, чтобы увеличить прочность металлических объектов. Закалка – только один из способов тепловой обработки, который используют для изменения физических свойств металла, не меняя имеющейся формы. В частности, закалка повышает требуемые характеристики имеющегося металла.
Принцип процесса закалки адаптирован под пластики, чтобы они тоже становились прочнее уже после формирования объекта. Первоначально для доводки применялись те же процессы, что и для промышленного пластика, но вообще-то закалкой 3D-распечаток для придания им прочности может заниматься каждый, у кого есть доступ к кухонной духовке.
Как работает закалка?
В металлургии первоначальный процесс отливки и формовки металла приводит к образованию внутри него кристаллических структур, называемых зернами. Зерна обычно крупные. Металл в результате получается хрупким и при нагрузке разламывается по границе зерен.
Закалка металла включает в себя повторный нагрев его до температуры ниже точки плавления и последующее медленное остывание. В результате повторного нагрева внутри существующих крупных зерен образуются более мелкие кристаллы. Чем плотнее кристаллическая решетка, тем металл прочнее и пластичнее. Форма металлического объекта при этом не меняется, а нужные характеристики улучшаются.
В случае с пластиками процесс практические такой же – есть лишь небольшие отличия. FDM-печать подразумевает нагрев материала, чтобы его можно было экструдировать. После экструдирования материал застывает в форме печатаемого объекта. Пластик довольно плохо проводит тепло, это значит, что нагретый пластик остывает, как правило, неравномерно. Неравномерно остывание приводит к возникновению напряжений внутри объекта. Давайте рассмотрим подробнее природу этих напряжений.
Как вам, наверное, известно, большинство пластиков, используемых для FDM-печати, являются полимерами. Полимер состоит из двух или более субстанций. Каждая из этих субстанций состоит из длинных молекулярных цепочек. Цепочки эти переплетены друг с другом, образуя полимер. На микроскопическом уровне структура пластика обычно выглядит неорганизованной и довольно аморфной. Нагревание пластика, его экструдирование и охлаждение преобразует структуру в более организованную кристаллическую форму. Формируются довольно крупные кристаллы, весьма похожие на те, которые появляются в металле после его первоначального нагревания и охлаждения.
Крупнокристаллическая структура пластика образует проблемные места по линиям между каждым из кристаллов. Кроме того, неравномерное охлаждение, вызванное плохой теплопроводностью, приводит к тому, что полимер сжимается в разных местах по-разному. Это, в свою очередь, приводит к возникновению разных сил напряжения и сжатия внутри полимерной структуры.
Закалка пластика включает в себя аккуратный нагрев вещества до температуры выше точки стеклования, но ниже температуры плавления, и затем медленное остывание. Как и при закалке металла, такое нагревание и охлаждение увеличивают количество кристаллических структур внутри пластика.
Кроме того, когда полимер приближается к температуре стеклования или достигает ее, у молекулярных цепочек появляется достаточно энергии, чтобы перейти в аморфное состояние. В таком состоянии они могут вращаться, смещаться, растягиваться и т.д. Это избавляет от некоторых сил напряжения и сжатия, которые были вызваны неравномерным охлаждением. Оба эти эффекта, в свою очередь, делают пластик более прочным, жестким и более устойчивым к механическим напряжениям.
Теперь, когда вы знаете, что такое закалка и как она работает для укрепления материалов 3D-печати, давайте взглянем на конкретные техники, которые вы можете применить для закалки объектов из некоторых наиболее распространенных пластиков.
Как закалить PLA
PLA обычно прочный, но несколько хрупкий. У него также относительно низкая температура плавления. Оба эти обстоятельства делают его отличным кандидатом на закалку. Низкая температура стеклования данного пластика еще более упрощает его закалку. Вдобавок, за счет увеличения пластичности PLA закалка снижает склонность объектов из этого пластика к хрупкости.
На самом деле, закалка – это лучший способ сделать PLA более прочным.
Температура стеклования PLA составляет 60–65 °C. Температура плавления – 173–178 °C. Следовательно, при закалке обычного PLA температуру печи нужно выставить примерно в 100 °C.
Отметим, что у нашего PLA температура плавления ниже, так что закалку лучше всего производить при температуре около 70 °C. В целом, если для вашего PLA требуется более высокая температура печати, – он более низкого качества. У различных печей термостаты обладают различной точностью, поэтому всегда стоит провести испытания на какой-нибудь ненужной распечатке.
Температура закалки достаточно высока, чтобы PLA размягчился и стал аморфным, высвободив часть вызванного печатью напряжения и нарастив свою кристаллическую структуру. Она при этом достаточно мала, чтобы PLA не расплавился и не потек, потеряв свою форму.
Дайте печи дойти до нужной температуры, после чего забудьте о ней примерно на час. Это время требуется, чтобы температура внутри распределилась как можно более равномерно, чтобы не было холодных и горячих «точек», которые могут отрицательно повлиять на процесс закалки. Перед тем как устанавливать ваш напечатанный PLA-объект в печь, воспользуйтесь точным термометром, чтобы убедиться в правильности температуры.
Надо заметить, что при закалке пластика PLA или любого другого филамента, печи с конвекцией (с вентилятором) дают лучший результат закалки по той же самой причине, по которой в них получается великолепный хлеб. Тепло в них излучается не с одного направления, а нагретый воздух за счет конвекции циркулирует вокруг объекта, обеспечивая нагрев с 360°, что приводит к равномерному результату.
Примечание. Никогда не пытайтесь закаливать распечатки в газовых духовках. Термометр может показывать Х градусов, но пламя гораздо горячее, что может привести к расплавлению и возгоранию распечатки. Производите закалку только в электрической плите или печи и всегда следите, чтобы нагревательный элемент был выключен, прежде чем вы установите внутрь ваш объект. Еще раз: нагревательный элемент может быть гораздо горячее, чем показания термометра.
Когда печь достигла нужной температуры, установите ваш PLA-объект или объекты на противень, поместите всё внутрь и оставьте до остывания. Повторите процесс несколько раз, нагревая печь (без распечаток в ней) и выключая ее, когда помещаете внутрь подлежащий закалке объект. Делайте это до тех пор, пока общее время закалки вашего объекта не составит примерно час (или больше – для более крупных распечаток).
Этого времени объекту достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Не открывайте печь в процессе закалки, потому что любая потеря тепла может привести к неполноценному результату.
По мере того как печь будет постепенно остывать, постепенно будет остывать и объект. Процесс постепенного охлаждения позволяет избежать повторного возникновения внутренних напряжений, которые возникали во время резкого охлаждения после печати. Постепенное охлаждение снижает также вероятность перекосов, которые могут иметь место и при температуре закалки.
Когда температура в печи достигнет комнатной, достаньте из нее объект или объекты. Вы можете заметить, что распечатки слегка сжались по линии слоев печати. Кроме того, вы можете заметить некоторое расширение перпендикулярно слоям печати. Иными словами, размеры по осям X и Y стали меньше, а по Z – увеличились.
Эти изменения обусловлены изменением в напряжениях, вернее – высвобождением внутренних напряжений и сил сжатия, о которых мы говорили выше. В среднем сжатие по соответствующим осям составляет порядка 5%, а расширение – около 2%. Если такого рода расширение-сжатие составляет проблему, вам придется компенсировать его заранее при проектировании и печати.
После закалки вы получите значительное увеличение прочности вашего PLA-объекта. Нередко прочность и износостойкость возрастают на 40%. Также вы можете получить существенные улучшения по жесткости. Здесь бывает до 25%. Наконец, стабильность закаленного PLA при повышенных температурах тоже оказывается гораздо лучше. Поэтому, если вам нужна жесткая, высокопрочная деталь из PLA с хорошей термостойкостью, закалка – это правильный выбор.
Как закалить ABS
ABS обычно более прочный и менее хрупкий, чем PLA. У него также более высокая температура плавления, чем у PLA. Несмотря на это, ABS также является отличным кандидатом на закалку. Притом что ABS по причине его более высокой температуры стеклования нужно закалять при более высоком нагреве, чем PLA, процесс закалки обеспечит ABS такое же улучшение требуемых характеристик материала, как и у PLA.
Температура стеклования ABS составляет 105 °С. Температура плавления – от 210 до 240 °С. Следовательно, температуру печи нужно выставить примерно в 110 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру. При желании вы можете испытать закалку ABS при более высокой температуре, однако при этом могут возникнуть некоторые перекосы и деформации. Аналогично ситуации с PLA, температура закалки должна быть не настолько высока, чтобы материал расплавился, потек или значительно деформировался.
И снова дайте печи дойти до нужной температуры, после чего забудьте о ней примерно на час, чтобы нагрев распределился равномерно. Перед тем как устанавливать ваш напечатанный ABS-объект в печь, воспользуйтесь точным термометром, чтобы убедиться в правильности температуры. Как и для любой закалки, печь с конвекцией всегда предпочтительнее.
Когда печь прогрелась до нужной температуры, поместите в нее на противне свой объект примерно на 30 минут плюс по 15 минут на каждые 3 мм поперечного сечения объекта. В этом случае, аналогично PLA, этого времени объекту должно быть достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Как всегда, не открывайте печь в процессе закалки.
По истечении нужного времени выключите печь, оставив объект внутри. Постепенное остывание позволит уменьшить перекосы и повторное появление внутренних напряжений, вызванных резким охлаждением.
Когда температура в печи достигнет комнатной, достаньте из нее свой объект. Опять-таки, вы можете заметить сжатие и увеличение размеров по осям. Как и в случае PLA, сжатие можно компенсировать на этапе проектирования и печати. Закаленный объект должен стать более прочным, жестким и стабильным, а также более термостойким.
Как закалить NYLON
Nylon гораздо более прочен и менее хрупок, чем PLA и ABS. Температура его плавления ниже, чем у ABS, и сравнима с PLA. Как и у PLA, низкая температура стеклования упрощает закалку. Кроме того, в результате закалки значительно повышается температура тепловой деформации. С учетом его высокой прочности Nylon оказывается отличным выбором для приложений, в которых вопросы термо- и износостойкости являются ключевыми.
Температура стеклования Nylon составляет на удивление всего 41 °С. Однако температура плавления при этом вызывает уважение – от 178 до 181 °С. Следовательно, температуру печи нужно выставить в 130-140 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру.
Как всегда, температура закалки должна быть не такой большой, чтобы материал расплавился, потек или значительно деформировался.
В данном случае тоже – когда печь нагреется до нужной температуры, дайте ей с час постоять, чтобы нагрев распределился равномерно. Воспользуйтесь точным термометром, чтобы измерить температуру до начала процесса закалки, по возможности включите конвекцию.
Поместите ваш нейлоновый объект на противне в печь и забудьте о нем на два часа. Это время требуется для перестройки полимерных цепочек и рекристаллизации. Не открывайте печь в процессе закалки.
Когда температура в печи достигнет комнатной, достаньте из нее свой объект. Опять-таки, вы можете заметить сжатие и увеличение размеров по осям. Как и в случае PLA, сжатие можно компенсировать на этапе проектирования и печати.
Хотя в данном случае улучшения в плане прочности будут незначительными, значительно повысится температурная стабильность. Как правило, закалка увеличивает деформационную теплостойкость нейлоновых объектов более чем на 40%.
Точка плавления ABS: все, что вам нужно знать
АБС имеет температуру плавления от 220 до 230 °C. Это дает ABS очень хорошую термостойкость, но это также означает, что ABS более склонен к деформации во время 3D-печати. Благодаря температуре стеклования выше 100 °C АБС-пластик является одним из наиболее часто используемых нитей для 3D-печати для высокотемпературных применений. Однако печать при высокой температуре также усложняет использование АБС-пластика в качестве нити.
Плавление термопластов — один из центральных механизмов 3D-печати. Расплавляя пластик, он становится достаточно податливым, чтобы из него можно было сформировать любую модель, которую мы загружаем в слайсер. Что происходит на молекулярном уровне при плавлении такого термопластика, как ABS? Что такого особенного в ABS, что делает его сложным материалом для работы?
Механизм плавления ABS
ABS стал невероятно популярен в мире 3D-печати благодаря своей превосходной термостойкости, химической стабильности и механическим свойствам. Это также очень дешевый пластик, поскольку его легко синтезировать. ABS считается одним из наиболее широко используемых высокоэффективных синтетических пластиков в мире.
Несмотря на многочисленные преимущества, АБС остается термопластом, таким как АБС или ПЭТГ. По определению это означает, что АБС можно расплавить и дать ему снова затвердеть без потери каких-либо физических или химических свойств. В этом суть использования ABS для 3D-печати.
Когда термопласт подвергается воздействию тепла, его межмолекулярные связи начинают растягиваться, пока материал не станет более гибким или податливым. Однако сам материал остается неповрежденным на молекулярном уровне. В этом состоянии термопластом можно манипулировать, чтобы он соответствовал любой форме. Помимо 3D-печати, эта уникальная черта также используется в таких процессах, как литье под давлением и вакуумное литье.
При 3D-печати плавление ABS позволяет экструдировать его в виде очень тонких и контролируемых нитей. Эти слои укладываются друг на друга, позволяя одному расплавленному слою образовывать «запутывания» полимерных нитей с предыдущим слоем. Они не так прочны, как межмолекулярные связи, поэтому границы слоев считаются слабыми местами 3D-печати.
Помимо относительно высокой температуры плавления, АБС имеет схожие тепловые свойства с другими термопластическими материалами. Однако эти тепловые свойства также могут усложнить процесс 3D-печати.
Проблемы 3D-печати с использованием ABS
ABS заслужил репутацию сложной нити. Многие специалисты по 3D-печати считали его воротами к высокотемпературной 3D-печати, в основном потому, что для создания идеальных проектов ABS требуется значительный уровень навыков.
Распространенная проблема, возникающая при работе с ABS, — деформация. Обычно это проявляется в том, что первые несколько слоев отпечатка отрываются от печатной платформы. Это сильно снижает адгезию к слою, уменьшает точность размеров отпечатка и делает готовый продукт менее привлекательным визуально.
Проблема с короблением в основном может быть связана с его высокой температурой плавления. Поскольку АБС необходимо нагревать до высоких температур, он очень быстро охлаждается в тот момент, когда выходит из сопла горячего конца. Это быстрое охлаждение приводит к быстрому накоплению термического напряжения в напечатанной на 3D-принтере детали.
Термическое напряжение накапливается, поскольку ABS сжимается во время охлаждения. В какой-то момент это тепловое напряжение нарастает до такой степени, что оно преодолевает силы сцепления, которые удерживают базовый слой отпечатка на месте.
Справедливости ради следует отметить, что ABS — далеко не единственная нить, демонстрирующая такое поведение, и при этом это не самый сложный материал для работы. Филаменты, которые печатают при очень высоких температурах, такие как PEEK, вызывают гораздо больше проблем. Полипропилен также сильно подвержен деформации, но по разным причинам, таким как низкая поверхностная энергия и высококристаллическая структура.
Устранение проблем, связанных с АБС, часто заключается в улучшении сцепления с поверхностью и замедлении скорости охлаждения. Лучший способ сделать это — использовать платформу с подогревом, нанести на нее соответствующий клей, отключить охлаждающий вентилятор и поместить корпус вокруг печатной камеры. Это может показаться большой работой, но преимущества печати с использованием ABS обычно стоят дополнительных усилий.
Сравнение ABS с другими нитями для 3D-печати
ABS — одна из двух самых популярных нитей для 3D-печати. Другой, PLA, печатает при гораздо более низкой температуре, около 180 °C, но с ним гораздо проще работать. Другой довольно популярный филамент для 3D-печати — PETG, который плавится при температуре, сравнимой с ABS, — от 230 до 260 °C.
Одним из факторов, который делает ABS идеальным материалом для 3D-печати, является его высокая температура стеклования 105 °C. Это означает, что печать из АБС-пластика не деформируется даже при стандартной температуре, при которой вода закипает. Это намного выше, чем температура стеклования PLA (65 °C) и PETG (85 °C). Если вы хотите создать 3D-печатный проект, способный выдержать температуру 100 ° C, то ABS, вероятно, является наиболее доступным вариантом.
Существует несколько альтернатив ABS для высокотемпературной 3D-печати, хотя эти нити используются не так часто. Примеры включают нейлон (от 260 до 280 °C), поликарбонат (от 265 до 300 °C), амфору (от 240 до 260 °C) и PEEK (от 360 до 400 °C). Каждая из этих нитей имеет даже лучшую термическую стабильность, чем ABS, но они также склонны к сильному короблению.
Особым объектом сравнения является полипропилен (ПП). Полипропилен печатает при температуре от 210 до 230 °C, что почти такое же, как у ABS. Однако полипропилен считается одним из самых сложных нитей для 3D-печати. Полукристаллическая структура полипропилена делает его менее способным к перераспределению теплового напряжения при охлаждении материала. В сочетании с плохой адгезией к слою полипропилен представляет собой материал, который выводит деформацию на совершенно новый уровень.
Заключительные мысли
ABS — одна из наиболее известных нитей в 3D-печати. Он также довольно известен как сложная нить, хотя далеко не самая сложная. Нельзя сомневаться в полезности АБС – это один из наиболее широко используемых высокоэффективных пластиков на сегодняшний день.
Высокая температура плавления АБС является одной из его наиболее отличительных характеристик. Это придает АБС-пластику особую термическую стабильность. Однако это также вносит деформацию в уравнение. Эта проблема не является уникальной для ABS — все нити, которые печатают при высоких температурах, сталкиваются с этой проблемой. Если вы хотите создавать 3D-отпечатки, способные выдерживать экстремальные температуры, вам придется научиться справляться с деформацией.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
Для подготовки инструментов, электрических, электрических, механических и других частей
абс —
Риск и безопасность
Символы опасности
Xn — вредно для здоровья
Коды риска
R20/21/22 — Вреден при вдыхании, при контакте с кожей и при проглатывании.
Описание техники безопасности
S36 — Носите подходящую защитную одежду.
UN IDs
UN 2215 8 / PGIII
WGK Germany
3
RTECS
AT6970000
abs —
Upstream Downstream Industry
Сырье
1,3 -Бутадиен
Продукты вниз по течению
Polyolefine For -Plaxtic бусы, он имеет преимущества трех компонентов, это прочный, твердый материал с хорошей жесткостью. Акрилонитрил придает АБС-смоле химическую стабильность, маслостойкость, определенную жесткость и твердость; Бутадиен повышает прочность, ударопрочность и морозостойкость; Благодаря стиролу он обладает хорошими диэлектрическими свойствами и блеском, а также демонстрирует хорошие характеристики обработки. Температура плавления АБС-смолы 190~240°С, температура термического разложения> 250°С. Продукт имеет хорошую размерную стабильность, усадка при формовании мала. Обладает превосходными комплексными физико-механическими свойствами, нетоксичен, не имеет запаха, термостойкостью, ударопрочностью, особенно хорошо воздействует при низких температурах; Электрические свойства, износостойкость, химическая стойкость; Водостойкость, неорганические соли, щелочи и кислоты; нерастворим в большинстве спиртов и углеводородных растворителей, растворим в альдегидах, кетонах, сложных эфирах и некоторых хлорированных углеводородах; Плохая атмосферостойкость, легковоспламеняющаяся, низкая температура теплового искажения.
Последнее обновление:2022-01-01 11:07:52
абс —
Метод приготовления
Существует множество методов промышленного производства смолы BS. В настоящее время наиболее широко используемым в мире по-прежнему остается эмульсионный метод, который можно разделить на две категории: эмульсионная прививка и эмульсионная прививка с купажированием. Метод объемной суспензии все еще имеет некоторое практическое значение. Кратко это описывается следующим образом.
Плавающий жидкий метод прививки бутадиена (или стирола) в полимеризационном котле, синтез жирнокислотного калиевого мыла в качестве эмульгатора, органического пероксида в качестве инициатора, полибутадиенового или стирол-бутадиенового латекса готовили эмульсионной полимеризацией при 5-20° в. В реактор привитой полимеризации добавляют определенное количество латекса в необходимом соотношении стирола, акрилонитрила, эмульгатора, инициатора (персульфат калия) и регулятора (третичный меркаптан), латекс привитого полимера получают эмульсионной привитой сополимеризацией при 60-90 ℃ в течение 6 часов. Антиоксидант добавляется в латекс, и продукт из АБС-смолы получается путем разделения, промывки, сушки и гранулирования с соленой водой или серной кислотой в резервуаре для коагуляции.
метод смешивания с прививкой эмульсии латекс PB, полученный методом прививки эмульсии, смешивают с латексом AS, приготовленным из стирола и акрилонитрила, а затем промывают конденсированной водой, центрифугируют, сушат, продукты из АБС-смолы получают путем грануляции. Порошок АБС, полученный эмульсионной привитой сополимеризацией полибутадиенового латекса, продукт смолы АБС, полученный путем смешивания гранул АС и различных добавок методом суспензионной полимеризации, в способе часто используют зарубежное промышленное производство.
Объемно-суспензионным методом полибутадиеновый (или стирол-бутадиеновый) каучук сначала растворяют в стирольных и акрилонитрильных мономерах и проводят объемную преполимеризацию. Когда степень конверсии при полимеризации достигает 20% ~ 40% и происходит фазовый переход, его переносят в водосодержащий котел для суспензионной полимеризации для суспензионной полимеризации. После завершения реакции полимеризации продукт получают центробежной дегидратацией, промывкой и сушкой.
В соответствии с характеристиками трех мономеров в АБС, регулируя долю каждого мономера, молекулярную массу, добавляя добавки, можно производить различные марки АБС для удовлетворения требований различных клиентов. Теоретически состав АБС может варьироваться до бесконечности, но обычно он находится в диапазоне A/B/S = (от 20 до 30)/(от 5 до 40)/(от 40 до 70). Например, контролируя содержание (ниже), размер частиц (меньше), содержание AN и молекулярную массу (меньше) каучуковой фазы в АБС, можно получить АБС с высоким глянцем; Увеличьте содержание резины, можно подготовить морозостойкий, ударопрочный АБС; Улучшите прочность расплава (молекулярный вес), можно приготовить выдувной АБС-пластик.
Последнее обновление:2022-01-01 11:07:53
абс —
Безопасность
сырье для производства смол, кожа и слизистые оболочки человеческого тела имеют разную степень раздражения, могут вызывать кожные аллергические реакции и воспаление; В то же время также обратите внимание на вред смоляной пыли для организма человека, длительное вдыхание высоких концентраций смоляной пыли может вызвать поражение легких. Большая часть смолы имеет общие опасные характеристики: открытое пламя, воспламеняемость при высокой температуре и контакт с окислителем вызвали риск возгорания, поэтому операция вакуумного формования на обрабатываемой пластине, обслуживающий персонал должен улучшить рабочую среду, рабочую площадь и нетиповая температура до 120 ~ 170 ℃, а также рабочая зона сознательного чертежа, насколько это возможно, автоматизация, герметизация, установка вентиляционных установок. Сырье для производства бумажного полиэтиленового мешка, мешка из смолы, кожа человеческого тела, 25 кг / мешок, хранится в прохладном, вентилируемом и сухом месте
Последнее обновление:2022-01-01 11:07:54
абс —
Процесс формования
Смола АБС представляет собой аморфный полимер с хорошей технологичностью. Может использоваться не только в литье под давлением, экструзии, каландрировании, выдувном формовании, вакууме и пенообразовании и других общих методах обработки формования, но также может использоваться в обработке холодного формования. Но не применимо к компрессионному и трансферному формованию Обработка, также не следует использовать метод горячего расплава или метод литья. Из-за небольшой гигроскопичности АБС-смолы ее можно использовать для формования без сушки при нормальных условиях, а блеск поверхности продукта лучше, если он обрабатывается после сушки. Во время литья под давлением температура материала поддерживается на уровне 200–240 ℃, давление впрыска составляет 50–100 МПа, а температура формы составляет 40–80 ℃.
Преимущество элайнеров: сравниваем с несъемными системами
Мы уже писали о том, что элайнеры имеют массу преимуществ. Какие из них наиболее значимы, о чем стоит знать перед лечением, чтобы сделать правильный выбор? А главное, почему при этом несъемные брекеты не ушли в прошлое? Отвечаем на эти вопросы.
Элайнеры для исправления прикуса
Сравним брекеты и элайнеры по основным параметрам
Сравним элайнеры с вестибулярными брекетами как наиболее распространенными. Лингвальные до сих пор являются достаточно редкой и специфичной технологией, которую к тому же применяют далеко не во всех клиниках.
Брекеты
Элайнеры
Скорость лечения
Здесь нет принципиальных отличий. Обе системы одинаково быстро исправляют все нарушения прикуса. Брекеты – за счет сильного воздействия металлической дуги, а элайнеры – за счет того, что их изготавливают индивидуально, точно по слепкам зубов пациента. Поэтому их воздействие направлено максимально точно
Внешний вид
Даже эстетичные брекеты прозрачного или белого цвета все равно заметны на зубах. Можно выбрать белую дугу, но ее напыление нестойкое, поэтому это, скорее, вариант для особого случая, например на выпускной
Элайнеры незаметны на зубах, даже если приглядываться. Если ситуация требует, чтобы вы появились без ортодонтической конструкции, то их можно на некоторое время снять
Комфорт в ношении
Брекеты оказывают давление на зубы, в первые дни после активации системы вызывая ноющую боль (от небольшой до умеренной). У некоторых людей также вызывают раздражение слизистой губ и щек. Обычно чем больше дополнительных приспособлений (цепочек, кнопок, пружинок), тем больше может быть раздражение
Также перемещают зубы путем постоянного давления, но, по отзывам пациентов, дискомфорт обычно небольшой и есть только в первые день-два после замены капп на новые. Раздражения не вызывают, так как их поверхность гладкая, а никаких дополнительных приспособлений с элайнерами не используют
Простота ухода и ношения
Зубы нужно чистить после каждого приема пищи. Чистка может занимать от 5 до 15 минут. Утром и вечером рекомендуется использовать ирригатор. Нужно соблюдать некоторые ограничения в пище.
Брекеты несъемные и не требуют самоконтроля от пациента – только повышенного внимания к гигиене
Элайнеры снимают для еды и приема любых напитков, кроме воды. После еды зубы также нужно почистить, но процесс чистки не меняется. Сами элайнеры чистят щеткой или моют водой.
Элайнеры нужно надевать постоянно, каждый день, иначе процесс лечения не будет продвигаться
Результат
Здесь также нет принципиальных отличий: и брекеты, и элайнеры одинаково эффективно исправляют все нарушения. Если лечение проведено правильно, в результате улыбка будет выглядеть идеально, а зубы будут находиться в правильном положении. После лечения в любом случае следует ретенционный этап
Как видно, элайнеры имеют преимущества перед брекетами – прежде всего это эстетика и удобство в ношении. А для людей с низким болевым порогом – еще и заметное снижение неприятных ощущений.
Сравнивать цену нет смысла, так как конечная стоимость лечения рассчитывается индивидуально и зависит от того, какое нарушение было у пациента и насколько сложно его было исправлять. Но благодаря тому, что элайнеры применяют все чаще, они перестали быть эксклюзивной услугой и сейчас доступны наравне с вестибулярными брекетами. Во многих случаях стоимость лечения сопоставима. По цене из общего ряда скорее будут выбиваться лингвальные брекеты, чья цена заметно выше, чем у других технологий.
Почему же брекеты не ушли в прошлое, раз у них есть недостатки? По той же причине, почему люди продолжают носить очки, хотя есть контактные линзы. Многих пациентов вполне устраивают брекеты, даже металлические. Очень многим нравится их внешний вид, для привлечения внимания есть цветные лигатуры, их даже можно подобрать под цвет наряда или оправы очков. К тому же брекеты – это технология, которой владеют все врачи-ортодонты.
Брекеты пока что не уходят в прошлое
Тем не менее, именно элайнеры дают больший комфорт при лечении, позволяют открыто улыбаться и не переживать, что окружающие заметят эту конструкцию. А благодаря программам рассрочки цена лечения становится доступной – всю сумму сразу вносить не нужно.
Другие статьи:
Как меняется лицо после лечения у ортодонта
Три ситуации, когда стоит выбрать элайнеры
Вы можете пройти бесплатную диагностику и получить бесплатную консультацию
Врач-ортодонт даст медицинское заключение: вам лучше подходят брекеты, виниры или элайнеры
Записаться на прием в Вашем городе
Необходима помощь?
Необходима помощь?
Записаться на бесплатную консультацию
Нажимая на кнопку «Жду звонка», вы подтверждаете свое
согласие на обработку пользовательских данных
Спасибо за вашу заявку, наш менеджер свяжется с вами
Читайте также:
Противопоказания к ортодонтическому лечению
Чем грозит неправильный прикус и его нарушение?
Хирургическое исправление прикуса
Ортодонтическая пустышка
Пластинки для выравнивания зубов
Лингвальные брекеты
Улыбка на миллион по выгодной цене!
Нажимая на кнопку «Жду звонка», вы подтверждаете свое согласие на обработку пользовательских данных
Спасибо за заявку! в ближайшее время с вами свяжется менеджер.
О компании
О нас
Политика качества
Технологии
Вакансии
Статьи
Глоссарий
Новости
Отзывы
Вопрос — ответ
Блог Владимира Луценко
Отзывы
Личный кабинет
Элайнеры Стар Смайл
Элайнеры Стар Смайл
Элайнеры Киндер Смайл
Элайнеры Star Smile iQ
Тин Смаил
Элайнеры в регионах
Как это работает
До и после
Где лечиться
С чего начать?
С чего начать?
Сколько стоит?
Вопрос — ответ
Акции
Контакты
Мы используем метаданные пользователя (cookie, данные об IP-адресе и местоположении) для функционирования сайта.
Если вы не хотите, чтобы ваши данные обрабатывались, то вам следует покинуть сайт.
Преимущества и недостатки Invisalign
Главная Статьи Преимущества и недостатки Invisalign
Invisalign – это революционно новый способ корректировки положения зубов, это набор индивидуальных, съёмных элайнеров, которые практически невидимы. В самом начале лечения создается виртуальный план благодаря программе Align Technology – ClinCheck. Она покажет направление движения зубов при коррекции, что позволит увидеть конечный результат еще до того, как начать пользоваться элайнерами.
Пациент меняет каппы 1 раз в 2 недели, за этот срок зубы перемещаются до рассчитанного положения, затем надо менять каппы на следующую пару. Элайнеры создаются для каждого индивидуально с помощью программы ClinCheck.
Преимущества Invisalign
Незаметны: они буквально невидимы, так как они прозрачные и достаточно тонкие. Очень сложно определить, что кто-то проходит лечение Insialign, пока он не скажет об этом.
Их можно снимать: одно из главных преимуществ – кушать без элайнеров, нормально чистить зубы, снимать их на короткий срок, например, на свидание или особенную встречу.
Они эффективны: зубы начинают выравниваться с первых недель лечения, а так как элайнеры прозрачные, улыбка становится прекрасной задолго до снятия последней каппы!
Индивидуальны: все элайнеры производятся для каждого строго индивидуально, что позволяет избежать каких-либо врачебных ошибок при их установке.
Не доставляют дискомфорт: все, кто носил обычные брекеты, вспомнят, что в первое время они не расставались с воском, так как металл во рту натирал. Элайнеры же практически не чувствуются!
Не надо часто посещать ортодонта: 1 раз в 5-7 недель будет достаточно, ведь не надо ничего подкручивать или заменять. Врачу достаточно контролировать процесс лечения.
Важно знать, что каппы надо регулярно чистить. Для этого надо их снять и промыть его под водой, а затем пройтись по наружной и внутренней части чистой зубной щеткой без пасты, после этого еще раз нужно промыть элайнер водой. Это нужно делать при каждой чистке зубов.
Расскажем о нескольких недостатках:
Не для всех случаев: сложные комплексные ортодонтические проблемы Invisalign может не решить.
Не для детей: технология подходит только для полностью сформировавшихся зубов.
Для максимальной эффективности лечения необходимо придерживаться следующих правил:
Носить элайнеры нужно не меньше 22-23 часов в сутки, каждый день.
Не воздействовать на них горячей водой, тем более кипятком.
Использовать специальный раствор, в который надо окунать каппы.
Не кушать, не снимая каппы.
Обязательная регулярная тщательная гигиена рта.
Посещать стоматолога для наблюдения за процессом лечения.
Время работы
Пн-Пт
10:00 — 22:00
Сб-Вс
10:00 — 20:00
Левковская Ольга Владимировна Врач-стоматолог терапевт
ПОСЛЕДНИЕ СТАТЬИ
Как соблюдать зубную гигиенуПротезирование зубов: металлокерамика и другие материалыПротезирование на имплантахИзготовление съемных зубных протезов и их ценаКак проходит процесс диагностики зубов
Что такое Clear Aligner: преимущества и недостатки
Всегда заранее.
Я КАНДИДАТ?
НАЙТИ ВРАЧА
Узнайте больше
Что такое прозрачные элайнеры: преимущества и недостатки
Вы планируете преобразить свою улыбку, но не знаете, какую процедуру выбрать? Если вы беспокоитесь о кривых или смещенных зубах, то лечение прозрачными элайнерами — отличный выбор. Прозрачные элайнеры выпрямляют кривые, скученные или неравномерно расположенные зубы, а также исправляют такие проблемы, как неправильный, неправильный и перекрестный прикус.
Что такое прозрачный элайнер?
Прозрачный элайнер представляет собой съемную пластиковую ложку или форму, одобренную Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), которая адаптирована к индивидуальным зубам, чтобы выпрямить их до идеальной улыбки. Элайнеры необходимо носить в течение всего периода лечения, при этом на каждом этапе мягко оказывая давление, чтобы шаг за шагом перемещать зубы в желаемое положение. Имея ряд преимуществ, прозрачные элайнеры стали предпочтительным выбором по сравнению с традиционными металлическими брекетами. Тем не менее, некоторые недостатки все еще остаются, о которых можно легко позаботиться при наличии подробных знаний и помощи ортодонта.
Преимущества
Эстетика: Мысль о видимом металле каждый раз, когда вы улыбаетесь, заставляет вас содрогаться при ношении брекетов? Просто выберите прозрачные элайнеры, так как они почти невидимы невооруженным глазом, и мир никогда не узнает о вашем лечении.
Комфорт: отсутствие металлических брекетов означает отсутствие уколов и боли. Будет минимальный первоначальный дискомфорт после смены на новый набор прозрачных элайнеров каждую неделю. После того, как ваши зубы приспособятся, вы едва почувствуете его присутствие во рту.
Removabie: прозрачные элайнеры легко снимаются во время еды и чистки зубов/флосса. Просто снимите их, очистите надлежащим образом и снова наденьте, не опасаясь, что пища застрянет, как в случае с металлическими брекетами. Легкое удаление облегчает чистку зубов щеткой или зубной нитью без ущерба для гигиены полости рта.
Меньше посещений стоматолога: поскольку обслуживание, снятие и надевание нового комплекта прозрачных элайнеров можно легко контролировать, частые походы к стоматологу или ортодонту при желании сводятся к минимуму. OrthoFX также предлагает технологическое приложение FXOnTrack, которое помогает сообщать врачу о ходе вашего лечения, не выходя из дома.
Недостатки
Консистенция: Для достижения наилучших результатов прозрачные элайнеры необходимо носить 20-22 часа в день. Снятие их несколько раз, а затем не надевание обратно может замедлить процесс лечения.
Потеря: Легкое удаление может привести к потере, если не надевать обратно сразу после еды или чистки зубов.
Расходы: С развитием технологий, связанных с диагностикой, планированием лечения, подготовкой и производством прозрачных элайнеров, плата *может* быть выше, чем обычные брекеты. Однако с появлением большего количества брендов и конкурентоспособных цен доступность стала менее важной проблемой, поскольку на рынке появилось больше вариантов. Тем не менее, OrthoFX предлагает НОВУЮ гибкую программу финансирования с высоким рейтингом одобрения и доступными ежемесячными платежами. 24-месячная беспроцентная программа предназначена для работы с большинством бюджетов и делает цель красивой улыбки достижимой.
Не для сложных случаев: прозрачные элайнеры могут решить большинство проблем с выравниванием зубов, от простых до комплексных. Тем не менее, есть еще некоторые тяжелые случаи, которые могут потребовать более глубокого лечения.
Хотя приведенная выше информация поможет вам принять решение, в отношении выпрямления зубов настоятельно рекомендуется мнение эксперта. Запишитесь на прием к стоматологу или ортодонту в OrthoFX, чтобы узнать о нашей комплексной программе лечения для достижения идеальной улыбки.
Поиск
Наша продукция
Лечение элайнерами
Ваш врач посоветует лучший вариант лечения для вас. Мы поддерживаем лечение от легкой до комплексной сложности
Узнать больше
Подписка на ретейнеры
FXTetra Яркий ретейнерный материал, благодаря которому ваши зубы выглядят естественно белее и чище
Узнать больше
лучший вариант лечения для вас.
Мы поддерживаем лечение от легкой до комплексной сложности
Узнайте больше
Архивы
ноября 2020 г. (1) октября 2020 г. (2) январь 2021 (1) декабрь 2021 (2) август 2021 (2)
метки
Aligners
Брекеты
C lear Элайнеры
Поделиться
Поделиться на facebook
Facebook
Поделиться на Twitter
Twitter pinterest
10002 Pinterest
Почему комфорт пациента должен иметь первостепенное значение при лечении элайнерами?
Прозрачные элайнеры сделали процедуры выравнивания более удобными для врачей. Количество преимуществ, которые они предоставляют, очень велико. Более быстрые результаты, более точные прогнозы, меньшее количество посещений стоматолога, лучшая гигиена полости рта и в целом меньший контроль на протяжении всего лечения склоняют врачей к выбору четких элайнеров.
Подробнее
23 декабря 2022 г.
7 вещей, которые нужно сообщить своим пациентам перед началом лечения элайнерами: Контрольный список врача
Исследования показали, что пациенты, которые участвуют в обсуждении своего лечения, с большей вероятностью достигают лучших результатов. Чем больше у пациента информации о своем медицинском обслуживании, тем лучше его вклад в выполнение плана лечения.
Подробнее
22 ноября 2022 г.
Как величина силы влияет на результат лечения с помощью элайнеров?
Какое усилие необходимо для того, чтобы лечение элайнерами действительно сработало? Это на метку много или немного меньше?
Подробнее
20 октября 2022 г.
Написать ответ
Ваш адрес электронной почты не будет опубликован. Обязательные поля отмечены*
с понедельника по пятницу 9:00 по тихоокеанскому стандартному времени – 17:00 по тихоокеанскому стандартному времени 415-936-0006
Код поддержки:
Информационный бюллетень
Хотите улучшить свою улыбку? Подпишитесь, чтобы получать наши последние предложения и обновления.
Почему OrthoFX
Продукты
Ресурсы
Будьте в курсе
Хотите улучшить свою улыбку? Подпишитесь, чтобы получать наши последние предложения и обновления.
Все хотят яркую улыбку с ровными ровными зубами. Если ваши зубы неровные или у вас есть другая проблема, например щель между зубами, вы, вероятно, ищете способы сделать свою улыбку более привлекательной.
Вам может быть интересно, можете ли вы носить прозрачные элайнеры вместо металлических брекетов. Если у вас кривые, скученные или повернутые зубы или зубы с другими умеренными, но не серьезными проблемами, то прозрачные элайнеры могут стать ответом на ваши ортодонтические потребности.
В семейной стоматологии Честер мы предлагаем прозрачные элайнеры нашим пациентам, проживающим в округе Трамбалл или его окрестностях. Вот три больших преимущества прозрачных элайнеров перед традиционными брекетами.
Они невидимы
Наиболее очевидным преимуществом прозрачных капп является то, что они невидимы. Вы не носите полный рот неуклюжих металлических проводов и скоб.
Большинство подростков проводят большую часть своей жизни, пытаясь соответствовать своим сверстникам. Около 9 из 10 подростков говорят, что металлические брекеты мешают им адаптироваться. У подростка, который не ладит со сверстниками, могут развиться психологические проблемы, такие как тревога и депрессия.
Внешний вид и одежда являются повседневными заботами девочек-подростков и многих мальчиков. Необходимость носить металлические брекеты более года, вероятно, помешает уверенности в себе в уязвимом периоде жизни. Исследования показывают, что подростки с четкими элайнерами в два раза чаще повышают самооценку, чем подростки с металлическими брекетами.
Для взрослых внешний вид может быть столь же важен, как и для подростков. Если вы занимаетесь очень заметной профессией, например, занимаетесь продажами или маркетингом, вы хотите производить благоприятное впечатление на каждого нового контакта, и ваш внешний вид играет большую роль в этом. Справедливо это или нет, но люди судят о вас по тому, как вы выглядите.
Широкая улыбка показывает другим, что вы кажетесь заслуживающим доверия, дружелюбным и доступным — все это важные факторы в деловом мире. Независимо от того, где вы работаете, профессиональный внешний вид с дружелюбной улыбкой имеет большое значение для установления важных рабочих отношений и на самом деле может сделать вас более компетентным. Если вы носите металлические брекеты, возможно, вам не захочется так много улыбаться. Металлические брекеты просто мешают вам профессионально позиционировать себя на работе. Прозрачные элайнеры позволяют сохранить великолепную улыбку во время ортодонтического лечения.
Они съемные
Когда вы будете готовы к употреблению, вы можете просто вынуть элайнеры и положить их в небольшую переносную сумку. Элайнеры позволяют вам продолжать есть все ваши любимые продукты. Будучи подростком или взрослым, трудно отказаться от того, что все остальные едят на пикнике или вечеринке.
С другой стороны, список продуктов, которых следует избегать с металлическими брекетами, становится длинным:
Жевательные, резиноподобные продукты, такие как лакрица или леденцы
Продукты, которые прилипают к зубам, такие как жевательная резинка, ириски или карамель
Хрупкие продукты, включая орехи, попкорн или твердые крендельки
Более твердые овощи и фрукты, включая целые яблоки, морковь и кукурузу в початках
Металлические брекеты также могут препятствовать близости. Известно, что подростки заблокировали брекеты! Прозрачные элайнеры также делают близость взрослых более приятной, потому что ваш партнер не бьет по железу, когда целует вас.
Они облегчают чистку зубов
Поскольку вы можете снять прозрачные элайнеры, вы сможете ухаживать за зубами гораздо тщательнее, чем если бы вы носили металлические брекеты. Просто продолжайте обычную чистку зубов и использование зубной нити.
С другой стороны, легко увидеть, как металлические проволоки и брекеты могут задерживать пищу между зубами. Люди, которые носят традиционные брекеты, должны уделять особое внимание как диете, так и чистке зубов. Вы можете повредить защитную эмаль зубов из-за недостаточного ухода за полостью рта во время ношения брекетов.
Семейная стоматология Chester использует как прозрачные элайнеры MTM®, так и элайнеры ClearCorrect для исправления кривых, скученных, повернутых, смещенных зубов, зубов с промежутками между ними и других ортодонтических проблем легкой и средней степени тяжести. Один из наших поставщиков работает с вами, чтобы определить, какой тип элайнеров будет работать лучше всего, чтобы дать вам новую улыбку с однородными ровными зубами.
Позвоните в наш офис в Уоррене, штат Огайо, или запишитесь на прием онлайн сегодня, чтобы узнать, подходят ли вам прозрачные элайнеры.
Корона в тот же день: чего ожидать
Вас интересуют высококачественные коронки, которые обеспечивают удобство одного, а не нескольких визитов к стоматологу? Узнайте больше о наших коронках CEREC®, устанавливаемых в тот же день, и о том, чего ожидать во время и после вашего визита.
Предупреждающие признаки распространения зубной инфекции
Зубная инфекция не проходит сама по себе. На самом деле, без своевременной помощи он может легко распространиться на местные ткани и за их пределы, на остальную часть вашего тела. Узнайте больше о предупреждающих знаках этой потенциально опасной для жизни проблемы здесь.
причин, по которым вам может понадобиться удаление зуба
Никто не хочет удалять зуб, но часто это может оказаться лучшим решением, чем менее навязчивые. Вот несколько стоматологических проблем, при которых удаление зуба может дать самые идеальные результаты.
6 вещей, которые могут вызывать апноэ во сне
Апноэ во сне — это скрытая проблема со здоровьем, которая может остаться незамеченной, если вы не знаете, что может ее вызвать. Здесь мы даем вам полную разбивку наиболее распространенных причин апноэ во сне, чтобы вы могли быть бдительны в отношении своего здоровья.
Правильно ли вы пользуетесь зубной нитью?
Вы в последнее время чистили зубы нитью? А вы уверены, что сделали это правильно? Выполнение этой простой ежедневной задачи имеет решающее значение для здоровья полости рта, а использование правильной техники обеспечивает наилучшие результаты.
Что следует учитывать при рассмотрении вопроса о зубных имплантатах
Термин «зубной имплантат» относится к титановому штифту, который вживляется в челюсть.
Главным отличием скобозабивных пистолетов (степлеров) друг от друга является тип и размеры скоб, с которыми они работают. Степлер подбирается под нужные скобы, а не наоборот. Выбор скобы зависит от типа выполняемых работ.
Выбираем скобу
Длина скобы определяет, насколько глубоко она входит в материал. Например, для соединения толстых деревянных брусков лучше подойдут длинные скобы. Но для скрепления тонкой фанеры они не используются. Длинная скоба просто пробьет материал насквозь.
Сечение скобы – это толщина проволоки, из которой сделана скоба. Чем толще проволока, тем прочнее скоба и надежнее соединение. Использовать толстые скобы не всегда оправдано.
Ширина спинки скобы также важна. Например, для соединения ткани с фанерой обычно используются широкие скобы. Одна широкая скоба захватывает больший участок ткани. Это увеличивает качество соединения и снижает расход скоб. Зато при сборке рамок для ульев, наоборот, лучше использовать узкие скобы. Одна скоба выполняет функцию двух вбитых рядом гвоздей.
Некоторые степлеры работают не только со скобами. Есть модели, которые забивают штифты и шпильки. Если вам нужен универсальный инструмент, то выгоднее брать такие модели.
Как узнать нужный тип скобы
Для работы со степлером вам понадобятся подходящие скобы. Обычно инструмент может работать с крепежом только определенных типов и размеров.
Эта информация всегда указывается в инструкции, однако иногда может возникнуть путаница. Дело в том, что производители могут по-разному называть одни и те же скобы, поэтому лучше всего ориентироваться именно на размеры, а именно:
Длина ножек – скобы одного типа могут иметь ножки разной длины. Большинство степлеров имеют ограничения как на максимальную, так и на минимальную длину ножек используемых скоб. Также убедитесь, что выбранные скобы подходят под выполняемую задачу. Слишком короткие ножки просто не смогут соединить детали вместе, а слишком длинные – пробьют материал насквозь.
Ширина спинки – как правило, степлер может работать только со скобами определенной ширины. Другой крепеж просто не получится зарядить в магазин. Широкая спинка хорошо захватывает материал, потому такие скобы лучше использовать для крепления тканей, кожи и т.п. Скобы с узкой спинкой могут использоваться вместо гвоздей.
Сечение проволоки – это толщина проволоки, из которой изготовлена скоба. Обычно в степлер можно зарядить крепеж с примерно одинаковым сечением. Скобы из толстой проволоки применяются там, где критическое значение имеет прочность соединения. Скобы из тонкой проволоки лучше подойдут там, где важнее незаметность.
Ширина спинки скобы, мм
Сечение скобы, мм
Длина скобы, мм
Тип скобы
Степлер
5,8
1х1,25
13-25
E (90)
Скобозабивной пневмопистолет F9125
16-40
Скобозабивной пневмопистолет F9140
10-32
штифт тип J, шпилька тип GA, скоба тип E (90)
Штифто-скобозабивной пистолет F3232 Combo
10-40
Штифто-скобозабивной пистолет F5040 Combo
штифт тип J, скоба тип E (90)
Аккумуляторный степлер-гвоздезабиватель DBAF50/40
11,2
1,2х0,6
6-13
20 GA
Скобозабивной пневмопистолет F1013
6-22
Скобозабивной пневмопистолет F1022
12,8
0,66х0,95
6-16
A (80, 380), 21GA
Скобозабивной пневмопистолет 380/16
Скобозабивной пневмопистолет K-8016B
10,7
1,39х1,58
19-50
L (155, М2)
Скобозабивной пистолет K-N851
Скобозабивной пневмопистолет F1950
10,6
1,26х0,55
6-14
PF (тип140)
Скобозабивной пневмопистолет K-8014
34,8
0. 86х2.25
16, 19
B (Packfix, 35)
Упаковочный степлер для картона R9905
Как подготовить степлер к работе
Теперь рассмотрим процесс подготовки инструмента к работе. У разных степлеров процесс может немного отличаться, но общих чертах он выглядит следующим образом:
Наденьте защитные очки и наушники.
Убедитесь, что в степлер не загружен крепеж.
Проверьте исправность предохранителя. Он должен свободно перемещаться.
Закапайте в фитинг на рукоятке степлера 2-3 капли смазки.
Убедитесь, что в пневмосети нет утечек воздуха.
Подключите инструмент к компрессору.
Зарядите крепеж в магазин. Ниже мы расскажем, как вставить скобы в строительный степлер.
Выставите на компрессоре нужное для работы давление.
Плотно прислоните носик степлера к рабочей поверхности.
Нажмите на курок.
Отдельно рассмотрим, как в строительном степлере поменять скобы. В большинстве моделей степлеров это делается следующим образом:
Откройте магазин. Обычно для этого нужно просто отвести толкатель до самого упора. У большинства моделей степлера он зафиксируется в таком положении.
Установите скобы подходящего типа в магазин. Они должны встать ровно.
Нажмите кнопку, которая высвободит толкатель, и дайте ему вернуться в исходное положение.
Типы степлеров
У всех типов степлеров магазин устроен по одному принципу. Рассмотрим сначала его. Проверьте магазин пистолета. В заряженном состоянии он должен надежно закрываться. Наличие предохранителя будет плюсом. В зависимости от модели скобы задвигаются в специальное отверстие или вкладываются в устройство как в канцелярский степлер. Второй вариант более популярен, хотя это вопрос удобства. На эффективность работы инструмента это не влияет. Хорошо, если в магазине есть смотровое окошко. Видно количество оставшихся скоб, не разбирая магазин.
Теперь рассмотрим различия между степлерами разных типов.
Ручной, или механический степлер – простая и дешевая конструкция, работающая за счет мускульной силы. Ручной степлер автономен. Для работы не нужны особые условия использования и обслуживания. Достаточно смазывать пружины при необходимости. Легкий и компактный инструмент для работы с мягкой древесиной вроде сосны или ели. Использует скобы до 15 мм длиной. При работе с ручным степлером быстро устают руки, поэтому тяжело долго работать без перерыва.
При выборе механического скобозабивного пистолета обратите внимание на рукоятку. Желательно, чтобы рукоятка была металлической с никелевым или хромированным покрытием. Лучше всего, если на ручке есть накладка для смягчения отдачи. На силу отдачи также влияет тип пружины. Степлер с витой пружиной дешевле, но у нее сильнее отдача. Для работы нужно прилагать большую силу. Рессорная пружина не такая тугая и смягчает отдачу.
Электрический степлер – питается от электросети или аккумулятора. Имеет регулировку силы удара. Так можно выбирать, насколько глубоко забивается скоба. Мощность и производительность выше, чем у ручных моделей. Работает со скобами до 25-30 мм в длину. Электростеплер приводится в действие с помощью плавного нажатия кнопки. Благодаря этому при руки не устают работе.
Модели, работающие от сети, подходят для работы на одном месте. Если вам нужна автономность, то лучше использовать степлер с аккумулятором. При выборе обратите внимание на емкость аккумулятора и скорость перезарядки. В некоторых случаях выгодно взять несколько аккумуляторов: один используется – другие заряжаются.
Электрический инструмент опасно использовать рядом с легко воспламеняющимися материалами. При частом использовании инструмент быстро изнашивается. По этим причинам электростеплеры редко используются в производстве. Но для домашнего хозяйства он подходит прекрасно.
Пневматический степлер – работает на сжатом воздухе из компрессора. Забивает скобы длинной до 50 мм даже в очень прочную древесину. Как и в случае с электростеплером, рука не устает во время работы.
Пневматические скобозабивные пистолеты надежны и долговечны. Работают целый день без перерыва. Устойчивы к перегрузкам, попаданию влаги и пыли. Простая конструкция упрощает обслуживание и снижает риск поломки. Достаточно иногда чистить инструмент и заменять дешевые уплотнительные кольца.
У пневмостеплеров сила удара меняется за счет изменения давления на компрессоре. У некоторых моделей сила удара дополнительно регулируется на самом инструменте. Благодаря этому степлер настраивается с ювелирной точностью. Полезная особенность, если скоба недобивается буквально на один-два миллиметра.
Рабочее давление разных моделей пневмостеплеров варьируется от 4 до 8 бар. Для этого будет достаточно небольшого компрессора на 24 литра и блока подготовки воздуха. Это позволяет использовать пневмоинструмент и в производстве, и в своем гараже.
Что делать, если скоба застряла
Обычно такая проблема возникает, если в степлер загружены неправильные скобы или если они установлены неровно. Также это застревание скобы может произойти из-за того, что на компрессоре выставлено неправильное давление.
Достать застрявшую скобу достаточно просто:
Отключите степлер от пневмосети.
Достаньте скобы из магазина.
Подденьте застрявшую скобу так, чтобы ее можно было ухватить плоскогубцами.
Захватите крепеж плоскогубцами и начните расшатывать его из стороны в сторону.
Вскоре вы сможете вытянуть скобу полностью.
Как заправить строительный степлер скобами
Механический степлер позволяет прибить пластиковые панели, кляммеры для вагонки, ткань к мебели, деревянным или пластиковым поверхностям.
Степлеры бывают трех видов: механические, электрические и пневматические.
Механические степлеры доступны по цене, компактны, имеют малый вес, ими удобно маневрировать. Далее мы расскажем только про них.
Как выбрать степлер?
Если говорить коротко, то нежелательно покупать самые дешевые варианты, а также пластиковые модели. Металлический инструмент мощнее и надежнее.
Выбирайте профессиональные модели, у которых наверху есть регулировочный винт (барашка). Он помогает регулировать усилие, с которым инструмент будет пробивать материал.
Многие забывают
Перед работой настройте регулировочный винт в соответствии с материалом поверхности, с которой предстоит работать.
Если это жесткая фанера, понадобится сильное пробивание материала, следовательно, стоит установить большое усилие. Если это рыхлая поверхность, усилие необходимо снизить, чтобы не прорвать ткань, или к примеру пвх панель которую вы пристреливаете.
Во время работы рекомендуется одной рукой нажимать на рычаг, а большим пальцем второй руки прижимать регулировочный винт. Тогда отдача будет минимальной и нагрузка распределится в степлере равномерно. Вам удастся забить скобки гораздо лучше.
Как заправить скобы в приемник
Конструкция всех механических забивателей практически одинакова. Имеется ручка-рычаг, за счет которой происходит нажатие, а внизу степлера находится металлическая пластина, открывающая приемник. Сюда нам и предстоит загрузить скобы.
Прежде чем покупать скобки в строительном магазине, нужно узнать, какой размер подойдет для вашего аппарата. Как правило, на его корпусе указан размер и вид подходящих скоб.
Например, на корпусе нашего степлера указана ширина 12 мм и глубина 6-14 мм. Это означает, что вы сможете зарядить только скобы из этого диапазона.
Скобки меньшего или большего размера не подойдут к приемнику. Размер скоб в миллиметрах также указывается на их упаковке.
Чтобы заправить снаряды в степлер, необходимо открыть металлическую пластину на задней поверхности.
Для этого нужно взять ее большим и указательным пальцем с обеих сторон, потом потянуть на себя и слегка вниз. Таким образом, мы отжимаем металлическую лапку на задней поверхности пластины, и вытягиваем металлическую пружину, схожую с той, которая есть в обычном канцелярском сшивателе.
Если в вашем степлере еще остались скобы, они выпадут после вытаскивания пружины. Если их нет, значит, пришла пора поставить новые для дальнейшей работы.
Скобы вставляются в приемник (отверстие в положении буквы «П»). Далее вставляем обратно пружину, закрывая металлическую лапку. Вот и все, инструмент заправлен и готов к работе!
Сколько влезет снарядов
Теперь немного о том, сколько снарядов помещается в степлер. Скобы продаются небольшими рядами. Ряд можно разделить на несколько частей самостоятельно, слегка надломив его руками.
В инструмент заправляется 1-1,5 ряда. 2 ряда редко помещаются в приемник, поэтому если предстоит много работы, лучше заготовить половинки рядов перед началом работы.
Что делать если скобка застряла
Стоит отметить еще один очень важный момент, который поможет вам в работе. Случается, что скобки загибаются и застревают в выходном отверстии. Их невозможно забить в поверхность и не получается вытащить руками.
В таком случае нам понадобится вытащить магазин подачи полностью.
Такая возможность существует почти для всех профессиональных степлеров.
Для начала придется повторить открытие металлической пластины и вытащить пружину.
Далее посередине нижней части степлера нужно найти железную, слегка выступающую с двух сторон, деталь. Крепко обхватите ее большим и указательным пальцами с двух сторон и с усилием потяните вниз.
Таким образом вы вытащите весь магазин подачи, который находился в инструменте.
Вы увидите замятую скобку, которую теперь легко вытащить руками.
Собрать степлер обратно не составит труда: весь вытащенный блок возвращается на место с нажатием. При этом вы должны услышать щелчок. После не забудьте поставить на место пружину.
Не только скобки
Некоторые степлеры могут работать не только со скобками, но и с гвоздиками различных форм. Обозначения, с чем работает степлер, указаны на его корпусе или в инструкции.
Гвоздики заправляюся в степлер аналогично со скобами, но нужно быть внимательным после вытаскивания пружины. Ряд гвоздиков необходимо загрузить по одной из внешних граней буквы «П», а не внутрь этой самой буквы!
Если вы хотите, чтобы при работе степлером он выдавал сразу два гвоздя рядом, загружается второй ряд по второй внешней грани. Далее вставляется пружина и степлер закрывается
Типы, схемы деталей и многое другое
Независимо от обстановки в офисе, есть несколько необходимых предметов, которые вы всегда найдете: бумага, ручки, резинки, скрепки и т. д. Степлеры . Несмотря на то, что степлеры просты и понятны в использовании, они играют важную роль в поддержании порядка. Собираете ли вы важные файлы на работе, связываете купоны в розничном магазине или проводите исследования в университете, степлер всегда будет под рукой.
Что такое степлер?
Степлер — это механическое устройство, используемое для соединения листов бумаги. Застежка, называемая скоба, представляет собой форму с двумя зубцами, которая обычно изготавливается из металла. Когда на степлер оказывается давление, он проталкивает скобу через стопку бумаги, которая сгибает штыри вниз, создавая прочный переплет. Степлеры бывают двух типов мощности: ручные и электрические. Приведенная ниже таблица поможет вам определить, какой тип степлера лучше всего подходит для вас.
Тип мощности
Плюсы
Минусы
Стоимость
Руководство
Ручной
Легкий вес
Доступны различные цвета и формы
Может использоваться где угодно, не требует источника питания
Можно использовать для прихватки
Требуется физическая операция
Легко застревает, если загружен неправильно
Может переплетать только небольшое количество бумаги
$
Электрический
Автоматизированный
Одновременное сшивание большого количества бумаги
Может использоваться в быстрой последовательности
Не заедает
Требуется источник питания
Более сложная загрузка и выгрузка скоб
Объемная конструкция
$$
Части степлера
Ручка: Ручка прикладывает усилие, чтобы протолкнуть скобу в стопку бумаги.
Штифт: Штифт позволяет рукоятке поворачиваться вверх и вниз для загрузки скоб.
Магазин: Деталь, удерживающая скобы и толкатель.
Скобы: Скрепки, используемые для соединения листов бумаги.
Толкатель: Металлический элемент, подгоняемый под полоски скоб. Это удерживает скобы загруженными в магазин и готовыми к вставке молотком.
Молоток: Деталь, которая вбивает скобу в стопку бумаги.
Зона обжима и Наковальня: Когда скоба проталкивается сквозь бумагу, эти две части сгибают скобу, придавая ей надежную форму, обеспечивающую надежное соединение листов.
Горло: Секция, в которую вы засовываете стопку бумаг. Чем глубже горловина, тем дальше в стопку можно сшивать.
Основание: Прочное дно, чаще всего обладающее противоскользящими свойствами.
Какой тип степлера мне подходит?
К этому моменту вы, возможно, уже знаете, какой тип степлера (ручной или электрический) вам нужен, но знаете ли вы, что они бывают разных стилей? Подумайте о своем предполагаемом применении и ознакомьтесь с приведенной ниже таблицей для разбивки.
Стиль
Описание
Применение
Настольный
Самый популярный степлер. Популярный аксессуар для любого офиса или кабинета, этот стиль обычно размещается на рабочей поверхности или столешнице, и оператор подает в нее бумагу.
Документы
Письма/записки
Домашнее использование
Офисное использование
Ручной
Ручной степлер берется с рабочей поверхности и используется в руке. Чаще всего они имеют мягкую ручку для удобного использования. Один из самых распространенных видов ручного степлера.
Документы
Письма/записки
Домашнее использование
Офисное использование
Сверхмощный
Обычно сшивает более 100 листов за раз. Этот стиль также включает в себя степлеры и пистолеты, которые часто используются в промышленности.
Строительные проекты
Копировальные комнаты
Портфолио
Публикации
Удлиненная стрела
Сверхдлинное горлышко идеально подходит для больших проектов переплета.
Фиксирующие бирки
Карточки
Буклеты
Календари
Маленькая/Мини
Небольшой компактный размер идеально подходит для студентов или путешествующих консультантов.
Небольшие степлеры
Домашнее использование
Письма/памятки
Портативное сшивание
Стойка
Обычно вертикальный степлер меньшего размера стоит вертикально на поверхности для удобного хранения.
Небольшие степлеры
Портативное сшивание
Письма/записки
Документы
Особенности степлера
Теперь, когда вы ознакомились со множеством различных стилей степлеров, вы можете приступить к изучению различных особенностей, которые отличают каждый степлер от конкурентов.
Наш выбор эргономичных степлеров и с уменьшенным усилием имеет ручки с мягкой накладкой или легким прикосновением. Это позволяет выбрасывать скобы одним касанием.
С помощью сшивателя без замятий или Power Assist вы можете быстро сшивать сотни документов.
Идеально подходит для школ и детских садов. Степлеры с креплением скобами оснащены ручками, открывающимися на 180 градусов.
Что такое скоба?
Скобы — это настоящие застежки, скрепляющие документы. Они бывают разных размеров и форм, но общая анатомия остается неизменной. Когда степлер проталкивает скобу через стопку бумаги, зубья протыкают бумагу, а ножки складываются за корону, чтобы зафиксировать предметы на месте.
Знаете ли вы, что скобы измеряются по длине ноги? Для некоторых степлеров требуются скобы определенного размера. На этой диаграмме представлен обзор скоб наиболее распространенных размеров.
Длина ноги
Атрибуты
1/4 дюйма
Самый распространенный размер; используется в стандартных сшивателях
Идеально подходит для обычного сшивания скобами
Вмещает до 20 листов бумаги
5/16″
Толстый и прочный
Предназначен для мощных степлеров
Вмещает до 50 листов бумаги
3/8″
Вмещает до 60-70 листов бумаги
1/2 дюйма
Вмещает до 90–100 листов бумаги
5/8″
Вмещает до 120 листов бумаги
3/4 дюйма
Вмещает до 160 листов бумаги
15/16″
Вмещает до 210 листов бумаги
Типы скоб
Полуполосные, сплошные и патронные скобы являются одними из самых популярных типов скоб. Если размер скобы соответствует вашему совместимому степлеру, покупка половинной или полной полосы полностью зависит от вас. Картриджные скобы немного более эксклюзивны с точки зрения использования, так как они предназначены только для электрических или тяжелых степлеров.
Полуполоса
Полная полоса
Картридж
Обычно 100 или менее скоб на ленту
Подходит для большинства стандартных степлеров
Обычно 200 или более скоб на полосу
Подходит для большинства стандартных степлеров
Вмещает до 5000 скоб на ленту
Используется в электрических и некоторых мощных степлерах
Как починить застрявший степлер
Это неизбежно: в какой-то момент ваш степлер заклинит. Но не бойтесь, наши эксперты обнаружили два простых способа распутывания степлера. Все, что вам нужно, это скрепка!
Способ 1: Если застрявшая скоба мешает отделению ручки от магазина, вставьте скрепку между двумя секциями и двигайте ее, пока не освободится замятие.
Способ 2: Если между молотком и магазином застряла скоба, вытащите скобу с помощью скрепки.
Типы скобоудалителей
А средство для удаления скоб позволяет легко удалять скобы с дисплеев доски объявлений, пакетов с заданиями или заметок к конференциям. Для вашего удобства мы предлагаем три различных типа:
Лезвие Удалитель скоб оснащен выдвижным лезвием, которое извлекает скобы, когда вы зацепляете его металлический наконечник за скобу и тянете.
Устройство для удаления скоб имеет эргономичную рукоятку, позволяющую вытягивать скобы одним движением
Устройство для удаления скоб типа оснащено прочными стальными губками для захвата скоб и их извлечения.
Типы офисных стульев
Если вы ищете офисное кресло с максимальным комфортом и оптимальным стилем, есть несколько вещей, о которых вы должны подумать перед покупкой. Во-первых, рассмотрите частоту и условия, в которых будет использоваться кресло. Вы будете много передвигаться? Вас беспокоит поддержка спины? Как только вы узнаете основы, вы можете начать изучать типы конструкций и материалов, которые лучше всего подходят для вас. Используйте это руководство по покупке в качестве ресурса и найдите комфорт в своем рабочем дне!
Типы столешниц и оснований
Подготовьте почву для каждого ужина, выбрав идеальные столешницы и основания для вашего заведения. От высококлассных закусочных и баров до ресторанов быстрого питания и столовых, столы, которые вы используете, не только обеспечивают место для обеда, но и вносят свой вклад в общую атмосферу вашего заведения.
Как очистить белую доску
Белые доски — отличный инструмент для общения, но со временем они могут загрязниться постоянными отметками. Случайное использование перманентных маркеров и ручек оставляет заметки, которые невозможно стереть. Удалить маркер для сухого стирания или влажного стирания сразу достаточно легко, но если заметки остаются на доске слишком долго, даже эти маркеры оставят пятна. Большинство белых досок поставляются с войлочным ластиком, который можно использовать для чистки, но он не всегда помогает. Если на доске появились пятна и следы от частого использования, воспользуйтесь этими простыми способами, чтобы она выглядела как новая. Купить все белые доски Как чистить доски для сухого стирания Чтобы очистить доску, начните с увлажнения ткани и нанесения небольшого количества чистящего средства по вашему выбору на
Темы 1165
Индустриальный 39
Ресторанный менеджмент 116
Бар Менеджмент 52
Советы по организации питания 31
Пекарня Управление 39
Food Trucks & Concessions 51
Реклама и маркетинг 36
Экологичные советы 9
Планировка и дизайн объекта 32
Советы по кафе 25
Установка и обслуживание 49
Уборка и борьба с вредителями 30
Безопасность и санитария 77
Советы по запуску 100
Дизайн меню 9
Советы по кухне и кулинарии 61
Гостиничный менеджмент 21
Советы по магазинам пиццы и сэндвичей 34
Мелкие изделия 32
Приготовление пищи 73
Предметы столешницы 15
Расходные материалы 20
Калькуляторы и инструменты 6
Расходные материалы 37
Мойка посуды и прачечная 19
Кухонное оборудование 80
Хранение и охлаждение пищевых продуктов 39
Оборудование для производства напитков 27
Товары для офиса 6
Подробнее
Тип ресурса 642
Подробные статьи 223
Руководство по покупке 258
Инструкции 95
Обзоры продуктов 66
Определение и значение степлера — Merriam-Webster
1 из 2
степлер
ˈstā-p(ə-)lər
: работающий со штапельными товарами или штапельным волокном
степлер
2 из 2
: тот, который вставляет скобы
особенно
: небольшое обычно ручное устройство для вставки проволочных скоб
Word History
Первое известное использование
Существительное (1)
около 1533, в значении, определенном выше
Существительное (2)
5 в значении, определенном выше
Путешественник во времени
Первое известное использование степлер был около 1533 г.
Посмотреть другие слова того же года
Словарные статьи Рядом с
степлер
степлер
степлер
скрепка справа
Посмотреть другие записи рядом
Процитировать эту запись
Стиль
MLChicagoAPAMМерриам-Вебстер
«Степлер». Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/stapler. По состоянию на 24 ноября 2022 г.
Copy Citation
Kids Definition
степлер
степлер
ˈstā-p(ə-)lər
: a device that staples
More from Merriam-Webster on
stapler
Nglish: Translation of stapler for Spanish Speakers
Subscribe to America’s largest dictionary and получите тысячи дополнительных определений и расширенный поиск без рекламы!
Наши нетканые материалы устойчивы к химическим воздействиям и за счет применения армирующей сетки (каркаса) и обладают чрезвычайно высокой механической прочностью, легко регенерируются от пылевой корки и характеризуются долгим сроком службы при условии правильного сочетания типа материала и условий эксплуатации.
Материалы Vilerus для сухой фильтрации применяются для пылеудаления в системах пыле-газоочистки с фильтровальными рукавами следующих типов:
промышленные газоочистки (рукавнные фильтры АБЗ-асфальтобетонные заводы Кредмаш, Amman, Teltomat(Тельтомат), Amomatic (Амоматик), Lintec, Speco, Matini, Wibau, Benninghoven и многие другие)
установки для улавливания витающих порошкообразных продуктов при их производстве (например: производство стиральных порошков, порошкообразных молочных продуктов, транспортировке муки в хлебопекарной промышленности, дробеструйные и пескоструйные камеры и других).
ПРИ ФИЛЬТРАЦИИ ОТВОДИМЫХ ГАЗОВ в промышленных газоочистках с использованием наших материалов вы получаете:
Низкий уровень выбросов,
Высокую экономичность,
Долгий срок службы.
ПРИ УЛАВЛИВАНИИ ВИТАЮЩЕГО ПРОДУКТА вашими преимуществами являются:
Высокая степень улавливания продукта,
Долгий срок службы,
Высокая эффективность.
С рукавными фильтрами Vilerus вы добьетесь снижения уровня выбросов до или ниже уровня регламентирующих норм, либо можно достичь высокой доли возврата продуктов производства и, соответственно, повышения его экономичности.
Ключевые параметры для выбора материала фильтровального рукава
Размер частиц загрязнений,
Концентрация загрязнений в неочищенном газе,
Допустимая концентрация загрязнений в очищенном газе,
Наличие рециркуляции очищенного газа (производственное здание, производственный процесс),
Химический состав очищаемого газа,
Температура,
Влажность,
Риск возгорания (пыль-газ/пар),
Способ регенерации фильтровального материала,
Обеспечение стабильного перепада давлений при работе,
Срок службы фильтровальных элементов.
Параметры влияющие на определение скорости фильтрации
Тип фильтровального материала,
Проникающая способность частиц в фильтровальный материал,
Силы притяжения между частицами,
Наличие ухудшающих факторов (влажность, маслянистость, и т.д.),
Прилипающая способность пыли к фильтровальному материалу,
Время (график) работы установок фильтрации,
Условия регенерации (on-line, off-line),
Воздушное сопротивление при on-line очистке.
Типы предлагаемых материалов
Полиэстер (PES),
Полипропилен (PP),
Полиамид (PA),
Полиакрилнитрил (PAN) (гомополимер),
Мета-арамид (AR — NX) Номекс (Nomex),
Полифениленсульфид (PPS),
Полиимид (PI),
Политетрафторэтилен (PTFE),
Стекловолокно,
Фильтрационные материалы с PTFE мембраной.
Типы обработок фильтровальных материалов
Опаливание,
Термообжиг,
Каландрирование,
Масло- и водоотталкивающая пропитка,
Кислотно- гидролизостойкая пропитка.
Для облегчения подбора рукавных фильтров, соответствующих реальным условиям эксплуатации рекомендуем использовать опросные листы Vilerus, которые наши сотрудники могут выслать вам по запросу на нашу почту [email protected]
Фильтровальные рукава от производителя КДК-ЭКО (KDK ECO)
Фильтровальный рукав – это элемент, который используется в оборудовании для перераспределения веществ по различным емкостям, а также очистки промышленного газа от загрязнений. В зависимости от назначения используются разные материалы для изготовления рукавов, пригодные для конкретных условий эксплуатации.
Рукавный фильтр является уникальным приспособлением, которое используется для очистки воздуха при высокой запыленности и температуре до 270 0С.
Рукавные фильтры характеристика
Фильтры данного типа нашли применение в различных отраслях промышленности, среди которых:
Горнодобывающая промышленность
Энергетическая отрасль.
Металлургическая промышленность.
Нефтехимическая промышленность.
Деревообрабатывающая промышленность.
Фабрики по выпуску строительных материалов.
Химическая промышленность.
Сельскохозяйственная промышленность.
Цементная промышленность.
Мукомольная промышленность.
Пищевая промышленность.
Производство пластика и стекла.
Научная деятельность.
Машиностроение.
Рукавные фильтры — это конструкция круглой или прямоугольной формы,которая состоит из:
Корпуса. Может изготавливаться из стали, пластика.
Рукавного блока. В данном узле установлены сами рукава.
Дефлектора. Участок грубой очистки.;
Пылесборник конусного типа. В него собираются частицы грязи.
Механизма регенерации для периодической очистки рукава.
Датчиков и систем автоматизации.
Данная конструкция считается достаточно универсальным и надежным приспособлением, благодаря своим габаритам, конфигурации и рабочему месту под рукавный фильтр.
Гарантированный длительный срок службы в различных условиях эксплуатации.
Для предотвращения повреждений и увеличения срока службы изделий дополнительно могут быть использованы промежуточные металлические кольца и усиливающие элементы из фильтровального материала
Всю конструкцию можно разделить на две камеры – чистую и грязную. В грязной камере происходит задержка и оседание пылевых частиц. К этому отсеку относятся входной клапан, пылесборник, внешняя часть рукава. Из чистой камеры воздушные массы передаются к выходному клапану. В чистой камере расположены и элементы регенерации рукавов.
Рукавные фильтры — самое актуальное устройство для очистки воздуха. Выбор подходящего материала зависит от температурных условий, требований по надежности и скорости работы, используемого оборудования и других параметров.
Наиболее актуальными материалами считаются:
Тефлон.
Хлопок.
Стеклоткани.
Полиимид.
Нитрон.
Арселон.
Мета-арамид.
Полиэфир.
Главное условие — без отсутствия вредных и опасных компонентов для жизнедеятельности человека, а также материал должен полностью соответствовать всем стандартам качества.
Компания «КДК-ЭКО»осуществляет продажу рукавных фильтров, цены которых являются самыми выгодными в России.
Наши рукавные фильтры способны провести качественную очистку помещения от всевозможных частиц пыли (99,9%).
В продаже имеются рукава для рукавных фильтров различных типов и назначения:
Рукавные фильтры КЕ.
Рукавные фильтры КФЕ.
Рукавные фильтры КФЕ-Т.
Рукавные фильтры КЕК.
Рукавные фильтры ФРИ.
Рукавные фильтры принцип работы
Принцип действия рукавного фильтра:
Поток воздуха, содержащий пыль и грязь, поступает на входной клапан. С ним могут использоваться и вспомогательные элементы – насосы, вентиляторы, компрессоры, устройства для подачи холодного воздуха.
Поток воздуха контактирует с внешней частью рукава с оседанием снаружи мешка части пыли. Чистый воздух поступает внутрь каркаса и переходит в чистую камеру.
Пылевые частицы оседают на поверхности рукава, из-за чего воздуху сложнее пройти сквозь получившуюся преграду. От нее нужно избавиться путем очистки. В таком случае начинают работать механизмы регенерации.
Пыль попадает в устройство и цикл снова повторяется. Чтобы изделие прослужило весь заявленный срок, необходимо проводить его очистку. За это отвечают механизмы регенерации
Выделяются следующие виды регенерации:
Импульсная продувка. Это популярный способ очистки рукавов, используемый в каркасных фильтрах. В конструкции отсутствуют встряхивающие механизмы и обдувочные вентиляторы.
Обратная продувка. Рукав продувается насквозь воздухом или газом, в результате чего загрязнения отсоединяются от поверхности. Применяется способ в сочетании с другими методами. Обратная продувка не влияет негативно на материал рукава. Но ее производительность снижена из-за подсоса воздуха во время периода регенерации.
Механическое встряхивание. Метод основан на сотрясении фильтровальных рукавов, в результате которого загрязнения отходят от поверхности рукава. Способ позволяет эффективно очистить материал от пыли, но есть риск его повреждения из-за острых частиц грязи.
К основным преимуществам фильтровальных рукавов можно отнести:
Высокая прочность и устойчивость.
Срок эксплуатации достигает 10 лет.
Влагостойкость.
Высокая эффективность очистки воздушных масс от мелких частиц грязи и пыли.
Устойчивость к агрессивным химическим средам и веществам.
Простота применения.
Возможность замены частей рукавов или самого изделия целиком без остановки рабочего процесса.
Безопасность.
Возможность эксплуатации в широком температурном диапазоне.
Не воспламеняется и не поддерживает горение.
В продаже можно найти фильтровальные рукава в разных ценовых категориях. Стоимость зависит от того, из какого материала выполнено изделие, на какие условия работы рассчитано, какими характеристиками обладает.
Чтобы уточнить более детально технические вопросы или, если желаете ознакомиться с нашими ценами, просто внимательно пролистайте страницы нашего сайта или позвоните по указанным номерам телефона.
Всегда с нетерпением ждем возможности предоставить качественное оборудование в СПб. С нетерпением ждем.
Промышленный фильтр-мешок для сбора пыли и фильтрующий рукав
Мешочные фильтры для пылесборников – это промышленные фильтрующие рукава или фильтрующие носки , которые подходят к клеткам в мешочных рукавах. Мешочные фильтры для сбора пыли также называют сменными фильтрами или тканевыми фильтрами для рукавных фильтров.
1. Технические характеристики: 1.1.Типы мешков для пылевых фильтров: В зависимости от материалов фильтрующие мешки пылесборника подразделяются на полиэфирные фильтровальные мешки, полипропиленовые фильтровальные мешки, гомополимерные акриловые фильтровальные мешки, номексовые (арамидные) фильтровальные мешки, полипропиленовые фильтровальные мешки, рукавные фильтры p84, фильтровальные мешки из ПТФЭ и мешочные фильтры из стекловолокна. В зависимости от термостойкости рукавный фильтр для пыли подразделяется на рукавный фильтр с нормальной температурой, рукавный фильтр со средней температурой и рукавный фильтр с высокой термостойкостью. По методу очистки от пыли мешки делятся на рукавные фильтры шейкера, рукавные фильтры с перевернутым воздушным фильтром и рукавные фильтры импульсной струи. В зависимости от формы мешка мешочные фильтры для пыли подразделяются на круглые мешочные фильтры, фильтрующие рукава-конверты, многокарманные фильтровальные мешки и гофрированные фильтровальные мешки. В зависимости от применения мешочные фильтры для пылесборников в основном подразделяются на мешочные фильтры для цементных мельниц, мешочные фильтры для сталелитейных заводов, мешочные фильтры для асфальтовых заводов, мешочные фильтры для угольных котлов, мешочные фильтры для электростанций и мешочные фильтры, используемые в других отраслях промышленности. 1.2.Материалы мешков для пылевых фильтров:
Иглопробивной фильтрующий войлок: полиэстер, полипропилен, акрил, номекс (арамид), полипропилен, п84, стекловолокно и тефлоновый войлок. Ткань фильтровальная ткань: полиэстер и стекловолокно Таблица характеристик материалов фильтровальных мешков:
Материал
рабочая температура (℃)
Кислотостойкость
Щелочестойкость
Стойкость к окислению
Стойкость к гидролизу
Доступен сварной
замечание
непрерывный
максимальный выброс
ПЭ (ПЭТ)
130
150
обычный
обычный
хороший
обычный
да
ПП
90
110
хороший
хороший
хороший
хороший
да
Акрил
140
160
хороший
хороший
хороший
хороший
да
ППС
190
210
хороший
хороший
плохо
хороший
нет
, если содержание O2 превышает 15%, полипропилен будет окисляться.
Арамид (номекс)
203
240
обычный
обычный
хороший
обычный
нет
Р84
260
300
обычный
обычный
хороший
обычный
нет
Стекловолокно
260
300
обычный
обычный
хороший
обычный
нет
не быть устойчивым к ВЧ.
ПТФЭ
260
300
отлично
отлично
отлично
отлично
нет
Таблица параметров фильтрующей ткани:
Материал фильтра
Вес (г/см)
Доступная финишная обработка
Полиэстер (ПЭ)
350-650
Опаленный, каландрированный, термофиксированный, вода и масло репеллент, антистатик (проводная линия), антистатик (проверка), антистатик (смешивание токопроводящего серого цвета), мембрана из ПТФЭ.
Полипропилен (ПП)
350-650
Акрил (АС)
350-650
Полиакрил
350-650
Арамид (номекс)
350-650
Опаленный, каландрированный, термофиксированный, вода и масло репеллент, антистатик (смешивание проводящих в сером цвете), мембрана ПТФЭ.
PPS
350-650
Р84
350-650
Стекловолокно
850-900
Опаленный, каландрированный, термоусадочный, водо- и маслоотталкивающий, мембрана из ПТФЭ.
Стеклянная смесь
850-900
ПТФЭ
850-900
каландрированный, термоусадочный, мембрана из ПТФЭ.
Диаграмма параметров тканой фильтровальной ткани:
Материал фильтра
Вес (г/см)
Доступная финишная обработка
Стекловолокно
340
кислотостойкий
450
три обработки (кремний, графит и окунание из ПТФЭ), мембрана из ПТФЭ.
480
кислотостойкий
550
три обработки (кремний, графит и окунание из ПТФЭ), мембрана из ПТФЭ.
560
590
Покрытие из PTFE
и мембрана из PTFE.
750-800
кислотостойкая мембрана из ПТФЭ.
Полиэстер (ПЭ)
300
базовый
1.3. Размер мешков для пылевых фильтров: Диаметр: обычно 4,375 дюйма (111,125 мм), 4,5 дюйма (114,3 мм), 4,625 дюйма (117,475 мм), 4,75 дюйма (120,65 мм), 4,875 дюйма (123,825 мм), 5 дюймов (127 мм), 5,125 дюйма (130,175 мм) , 5,25 дюйма (133,35 мм), 5,625 дюйма (142,875 мм), 5,85 дюйма (148,59 мм), 6 дюймов (152,4 мм), 6,1 дюйма (154,94 мм), 6,25 дюйма (158,75 мм), 8,5 дюйма (215,9 мм), 300 мм и другие изготавливаются на заказ в соответствии с вашими требованиями. Длина: обычно 121 дюйм (3073,4 мм), 145 дюймов (3683 мм), 10000 мм и другие 1. 4. Структура мешков для пылевых фильтров:
Корпус сумки: сшитый или сварной Типы верха и низа фетрового мешка: верх/низ с застежкой из бисера, необработанный верх, прошитый верх, верх со шнуром/резиновым уплотнительным кольцом, верх с толстой прокладкой, дно в виде диска, плоское сшитое дно, дно с усилением (дно манжеты), другие типы можно сделать на заказ Типы верхней и нижней части фильтровального мешка из тканого стекловолокна: верхняя крышка + нижняя лента с защелкой; Верхняя часть кепки + кольца против коллапса + нижняя часть манжеты; другие типы могут быть изготовлены на заказ. Формы пакетов: стандартная круглая трубка, конверт или другие специальные формы могут быть изготовлены на заказ в соответствии с требованиями клиентов.
2. Приложения: Мешочные фильтры для сбора пыли широко используются в корпусах для сбора пыли на предприятиях горнодобывающей, деревообрабатывающей, цементной, химической, медицинской, красильной, лакокрасочной, пластмассовой, пищевой и других отраслей промышленности, таких как угольные электростанции, сталелитейные электростанции, цементная промышленность, бумага. промышленность и другие отрасли промышленности. Более подробная информация о применении фильтровальных мешков…
3. Как выбрать правильные материалы для фильтровальных мешков пылесборника? Какой фильтрующий материал лучше? Это зависит от вашего рабочего состояния. При выборе материалов для фильтровальных мешков необходимо учитывать следующие факторы: Области применения: мусоросжигательные заводы, угольные решетки, цемент/известь, угольно-пылевые котлы, металлургические процессы, сжигание в кипящем слое угля, сушилки/кальцинаторы, сбор продуктов или другие? Типы топлива: уголь, отходы, нефть, биотопливо, газ или другое? Условия эксплуатации: режим очистки от пыли, например, шейкер, реверсивный воздух или реверсивный воздух? Или шейкер и реверс воздуха, или другое? Процесс нейтрализации: сухой, полусухой или другой? Состояние топливного газа: рабочая температура, химический состав Состояние пыли: запыленность, выбросы пыли на входе, выбросы пыли на выходе, значение PH, размер частиц пыли, форма частиц пыли острая или нет и другое. Руководство по выбору материалов для фильтровальных мешков …
4. О производителе мешков для фильтров INDRO: Обладая 24-летним опытом производства фильтровальных мешков, INDRO является одним из крупнейших производителей промышленных фильтровальных мешков в Китае, который производит рулонные фильтры, фильтровальные мешки и клетки. Мы используем важные машины из Европы для производства рулонных фильтров, чтобы удовлетворить требования к высококачественным фильтровальным мешкам. Для популярных фильтрующих материалов у нас есть на складе готовые рулонные фильтры. У нас есть 11 автоматических линий по производству фильтровальных мешков, чтобы удовлетворить ваши срочные требования к доставке. В основном мы занимаемся оптовой торговлей фильтрами.
Shop Vacuum Foam Filter Filter. 17888 Части
Пожалуйста, включите JavaScript для просмотра веб -сайта.
Подтвердите, что часть подходит
Дом> Магазин вакуумный фильтр. ★★
ЛУЧШИЙ ПРОДАВЕЦ
Артикул № 17888
Цена только онлайн
8,99 долларов США |
СКИДКА 10%
Цена для телефона: $9,99
В наличии
Для почтовых индексов рядом с Изменить
60-дневная политика возврата
Эта деталь подходит для
Craftsman, Cleva
Информация о детали
Этот фильтрующий рукав из поролона (номер детали 551002118) предназначен для магазинных пылесосов.
Поролоновый фильтрующий рукав 551002118 защищает вакуум при влажной уборке.
При установке этой детали следуйте инструкциям в руководстве пользователя.
Часто используется вместе
Деталь № 17816
Заменен на № 551006114
?
Замена производителя
Эта деталь заменяет 17816. Заменяемые детали могут отличаться от оригинала.
★★★★★★★★★★
В наличии
ЛУЧШИЙ ПРОДАВЕЦ
25,49 $ |
СКИДКА 16%
Цена телефона: $30,49
Кол-во
Деталь № 17888
Заменен на № 551002118
?
Замена производителя
Эта деталь заменяет 17888. Заменяемые детали могут отличаться от оригинала.
★★★★★★★★★★
В наличии
ЛУЧШИЙ ПРОДАВЕЦ
8,99 $ |
СКИДКА 10%
Цена телефона: $9,99
Кол-во
Деталь № 17884
Заменен на № 591004790
?
Замена производителя
Эта деталь заменяет 17884. Заменяемые детали могут отличаться от оригинала.
★★★★★★★★★★
Дозаказ
ЛУЧШИЙ ПРОДАВЕЦ
22,99 $ |
СКИДКА 18%
Цена телефона: 27,99 долларов США.
Кол-во
Деталь № 551006114
★★★★★★★★★★
В наличии
ЛУЧШИЙ ПРОДАВЕЦ
25,49 $ |
СКИДКА 16%
Цена телефона: $30,49
Кол-во
Деталь № 17810
Заменен на № 591004792
?
Замена производителя
Эта деталь заменяет 17810. Заменяемые детали могут отличаться от оригинала.
★★★★★★★★★★
Дозаказ
ЛУЧШИЙ ПРОДАВЕЦ
20,49 $ |
20% скидка
Цена телефона: 25,49 долл. США
QTY
Часть № 16937
★★★★★★★★★
Back Order
$ 12,09 |
СКИДКА 14%
Цена телефона: $14,09
Кол-во
Деталь № 17907
Заменен на № 5510
?
Замена производителя
Эта деталь заменяет 17907. Заменяемые детали могут отличаться от оригинала.
В наличии
25,79 $|
16% скидка
Цена телефона: $ 30,79
QTY
Часть № 551009112
★ ★ ★ ★ ★ ★ ★ ★
Back Order
$ 2,89 |
26% скидка
Цена телефона: $ 3,89
QTY
Часть № 17812
★★★★★★★★★ ★
BACK ORDER
Лучший продавец
$ 20,49 |
СКИДКА 20%
Цена для телефона: $25,49
Кол-во
Топовые модели, использующие одинаковые детали
Model Name
Model Number
Diagram Name
Model #12512002 Craftsman wet/dry vacuum
12512002
Vacuum assy
Shop Parts
Model #VJC507SE Cleva wet/dry вакуум
VJC507SE
Пылесос в сборе
Детали для магазина
Модель #338179350 Craftsman влажный/сухой пылесос 2 09040 3 5081770002 Vacuum
Shop Parts
Model #1256177288 Craftsman wet/dry vacuum
1256177288
Vacuum assy
Shop Parts
Model #12516823 Craftsman wet/dry vacuum
12516823
Пылесос в сборе
Запчасти для магазина
Модель № 338179200 Пылесос для влажной/сухой уборки Craftsman
338179200
Пылесос
20 Запчасти для магазина0023
Model #12504267621-3 Craftsman wet/dry vacuum
12504267621-3
Vacuum assy
Shop Parts
Model #VJC809SC Cleva wet/dry vacuum
VJC809SC
Vacuum assy
Shop Parts
Model #VF408SC Cleva wet/dry vacuum
VF408SC
Vacuum assy
Shop Parts
Model #12538909 Craftsman wet/dry vacuum
12538909
Vacuum assy
Shop Parts
Reviews
Rating snapshot
Average customer ratings
Overall
★★★★★★★★★★
2
1- 8 из 14 отзывов
★★★★★★★★★★
• 10 мес. назад
Lobo• 10 мес.
Ответ от Sears PartsDirect:
Sears Home Services • 10 месяцев назад
Большое спасибо за вашу 5-звездочную оценку! Мы рады видеть, что вы получили отличный опыт. Спасибо за ваш бизнес!
★★★★★★★★★★
• 11 месяцев назад
Jees• 11 месяцев назад
Отличная покупка прибыла быстро.
Замените текущий фильтр, и за вашим сайтом будет легко следить, в отличие от других. Спасибо, что есть.
Ответ от Sears PartsDirect:
CS offline • 11 месяцев назад
Большое спасибо за 5 звезд! Мы рады видеть, что вы получили отличный опыт. Спасибо за ваш бизнес!
★★★★★★★★★★
• 1 год назад
Honcut• 1 год назад
Правильная деталь по правильной цене.
Легкий как вишневый пирог со взбитыми сливками и вишенкой сверху
★★★★★★★★★★
• 1 год назад
z_fisherww• 1 год назад
Не тот размер подходит для моей модели магазинного пылесоса, но он слишком большой (слишком большой диаметр). Я могу заставить его работать, добавляя большие резинки.
Ответ от Sears PartsDirect:
MSO в автономном режиме • 1 год назад
Сожалеем, что не оправдали ваших ожиданий. Если вам нужна дополнительная помощь в получении инструкций, посетите сайт www.SearsPartsDirect.com и выберите вариант чата в правом нижнем углу, чтобы поговорить с представителем чата Parts Direct
★★★★★★★★★★
• 1 год назад
DaveS777• 1 год назад
НЕ та же самая деталь, что и оригинальная
Оригинальный поролоновый фильтр — артикул 17888 Sears отмечает, что он был «заменен» на артикул 551002118 Итак, я купил его, думая, что он будет работать . Однако — он примерно на 3/4 дюйма короче и тоньше. Это ТАКОЙ же фильтр, что и «Mult-Fit» VF2001. Так что это не настоящая замена, и я на самом деле не доволен. Но я взял шанс … Вы можете сделать это работать — да что угодно. Вы можете получить VF2001 дешевле в упаковках; и синглы доступны в вашем местном хозяйственном магазине.
★★★★★★★★★★
• 2 недели назад
Ken T.• 2 недели назад
не подходит к фильтру
Поролоновая втулка, прилагаемая к фильтрующему картриджу, не подходит
Ответ от Sears PartsDirect:
Sears Home Services • 2 недели назад
Мы сожалеем, что у вас не осталось положительных отзывов о Sears PartsDirect. Если вы хотите, чтобы мы подробнее рассмотрели вашу ситуацию, посетите веб-сайт www.SearsPartsDirect.com и выберите вариант чата в правом нижнем углу, чтобы поговорить с представителем чата Parts Direct.
★★★★★★★★★★
• 5 месяцев назад
Last Ember• 5 месяцев назад
Не покупайте это! Скорее всего не подойдет.
Не подходит для модели магазинного пылесоса, которую я указал на сайте.
Ответ от Sears PartsDirect:
Sears Home Services • 5 месяцев назад
Нам жаль слышать, что у вас не осталось положительного опыта работы с Sears PartsDirect.
Цена на 3D печать. 3D печать в Москве на заказ от компании 3Dprolab.
Наши цены на 3d печать различными материалами, как происходит расчет стоимости
и рекомендации, как снизить расходы на 3д печать.
ЦЕНЫ НА 3D ПЕЧАТЬ ФОТОПОЛИМЕРОМ
ЦЕНЫ НА 3D ПЕЧАТЬ FDM НИТЬЮ
ЦЕНЫ НА 3D ПЕЧАТЬ ДЛЯ СТОМАТОЛОГИИ
Компания 3dProlab выполняет печать на 3д принтерах в Москве. Мы специализируемся на точной инженерной и фотополимерной печати. Для этих целей используются промышленные и профессиональные 3д принтеры. Для оптимизации стоимости 3д печати мы используем проверенные материалы от лидеров рынка, дающие стабильное качество. А так же программное обеспечение, рекомендованное производителями 3д принтеров и позволяющее решать задачи по оптимизации 3д печати.
Как узнать реальную цену 3d печати?
Оптимальный вариант для оценки стоимости 3d печати — отправить модель в 2-3 компании и попросить предложение с указанием стоимости, толщины слоя и материала, которым будет выполнена 3d печать.
При этом стоит исходить из следующих правил:
При фотополимерной 3d печати слой 0.1мм (100 мкр) на хорошем оборудовании практически не различим. Это и есть оптимальная величина.
При FDM печати (нитью) на видимость слоя гораздо больше влияет выбор материала и цвета. Оптимальным является значение 0.2-0.23мм (200-230мкр). Для небольших 3d моделей , либо моделей с мелкими элементами подойдет слой 0.15мм (150мкр).
От чего зависит цена на 3д печать и как снизить стоимость.
Рассмотрим более конкретно от чего зависит цена 3д печати.
Во первых это сложность геометрии 3д модели. Более простая геометрия печатается быстрее, можно печатать более толстым слоем. При простой геометрии часто можно избежать поддержек и подложки (рафта).
При геометрии с большим количеством мелких элементов, софт FDM принтера сильно снижает скорость 3д печати и казалось бы небольшая модель может печататься сутки вместо 5 часов.
Отверстия так же снижают скорость печати. 1-2 отверстия не проблема, но если в модели их сотня (а такое бывает), 3д печать может весьма затянуться.
К счастью, цена 3д печати фотополимером от вышеперечисленных факторов не зависит.
Во вторых поддержки. Нависающие элементы на 3д модели требуют организации поддержки. Это так же расход времени и материала.При чем, если для цены на FDM печать это не так критично, то объем печати фотополимером может вырасти на 100 и даже 200%, и как следствие — пропорциональный рост стоимости на 3д печать.
И в третьих — стоимость материала. Да, именно на третьем. Для реализации большинства проектов подходят самые распространенные материалы и цена их не сильно отличается.
Например, для FDM печати (3д печати нитью) демонстрационных моделей в подавляющем большинстве случаев подойдут ABS, PLA или PETG пластики. И если ваш проект не требует материалов с «суперспособностями», то стоит остановить выбор именно на них.
В случае 3д печати фотополимером выбирать стоит между 3 классами полимеров: модельные — для решения специальных задачь (резина) и биополимеры. Качественные модельные полимеры — самые бюджетные из списка, но при этом точные и достаточно прочные для демонстрационных инженерных сборок.
Выбор материала по принципу «достаточности свойств» позволит упростить задачу по печати 3д модели и снизит бюджет Вашего проекта. И наоборот — выбор экзотических материалов с ненужными свойствами, различными наполнителями, очень дешевых или очень дорогих в конечном итоге может только увеличить стоимость 3д печати и затянуть сроки реализации проекта.
Почему стоимость 3D печати отличается в разных компаниях?
Цены на 3d печать могут значительно отличаются среди компаний. Это связано с несколькими факторами:
Во первых имеет значение какое оборудование использует компания для 3d печати.
Например, многие печатают изделия на «домашних» 3d принтерах и стоимость 3d печати у таких компаний может быть ниже. Стоит учесть, что данный тип принтеров предназначен для обучения и развлечения. Высокой точностью данные принтеры не обладают. Но стоит отметить, что они поддерживают печать простыми материалами, например PLA пластиком. Для печати сложных 3d моделей подобное оборудование не подходит.
Промышленное оборудование стоит дорого, расходные материалы для 3d печати и обслуживание такой техники тоже стоят немало. При этом достаточно часто выбор материалов для профессиональной печати невелик. Это связано с высокой точностью оборудования и высоким требованиям к составу и качеству материалов. Зато 3d принтеры данного класса способны печатать большие изделия инженерными пластиками с точностью 0.1 мм на каждые 10 см. При этом прочность изделий близка к промышленному производству.
Профессиональные 3d принтеры попроще. Стоимость 3d печати на них ниже. А выбор материалов больше. Таких принтеров хватает для решения большинства задач в 3d прототипировании. Точность печати не сильно отличается от промышленных 3d принтеров. Разница в основном в сложности геометрии, которую 3d принтеры могут напечатать без искажений. У промышленных она выше.
На конечную стоимость изделия сильно влияет объем заказа. Например, большинство FDM принтеров могут распечатать около 200 куб. см. материала за 24 часа. Модель такого объема обеспечит принтер работой на сутки. Соответственно, от этой цифры можно рассчитывать на предоставление минимальной стоимости 3d печати. Но кто то предлагает скидку только от 1-2кг.
И на третьем месте — толщина слоя 3d печати. Цены на 3d печать обычно приводятся исходя из средних величин. Например 0.2мм слой для fdm печати нитью или 0.1мм при 3d печати фотополимером. Уменьшение слоя не всегда влияет на качество, но всегда на сроки выполнения заказа. И, как следствие, увеличивает стоимость модели. Некоторые компании предлагают выбрать толщину слоя меньше «достаточной» для проекта. Это так же ведет к увеличению цены.
Можно ли снизить стоимость 3д печати без потери качества или функционала изделия?
На стоимость 3д печати влияет достаточно много факторов. При этом каждый проект индивидуален. Из этого следует, что не только цена за грамм, но и взаимопонимание между заказчиком и исполнителем 3д печати так же является важным фактором быстрой и успешной реализации проекта. 3dProlab применяем для расчета цены базовую стоимость 3д печати, которая не зависит от сложности модели или времени печати. При Вашей заинтересованности мы готовы предложить наши варианты оптимизации цены 3д печати вашего проекта.
3д печать пластик/резина/смола: 200 грн
200 грн
Всі послуги
Дизайн
Волонтерська допомога
Кур’єрські послуги
Клінінгові послуги
Домашній майстер
Транспортні та складські послуги
Меблеві роботи
Ремонт техніки
Оздоблювальні роботи
Будівельні роботи
Побутові послуги
Фото- і відео-послуги
Робота в Інтернеті
Реклама і маркетинг
Розробка сайтів та додатків
Послуги для тварин
Бюро перекладів
Організація свят
Послуги репетиторів
Послуги тренерів
Послуги краси і здоров’я
Ділові послуги
Ремонт авто
Послуги для Prom. ua
Послуги друку
Розробка логотипів
Дизайн інтер’єру
Дизайн сайту
Дизайн поліграфії
Малюнки та ілюстрації
Дизайн банерів
3D-дизайн
Розробка інфографіки
UX/UI дизайн
Інше в дизайні
3D Друк
Друк на футболках
Друк на чашках
Друк поліграфії
Друк на полотні
Друк на пластику і склі
Інші послуги друку
Наша студия 3д печати поможет решить ваши задачи связанные с производством деталей максимально быстро и выгодно. Занимаемся проэктированием и печатью механизмов, деталей для ремонта, промышленных прототипов, различных корпусов, формы для литья, протезы, художественные фигуры и многое другое. Напишите нам свои задачи и мы найдём и подскажет лучшее решение.
Інші оголошення Михайло Ф.
Переглянути усі оголошення
3D-печать резины: возможна ли 3D-печать резиной?
Приблизительное время прочтения: 3 мин.
Поскольку дизайнеры продолжают размышлять над возможностью 3D-печати каучуком, мы расскажем вам, достижимо это или нет, и подробно обсудим альтернативные каучукоподобные материалы для 3D-печати.
Резиновые материалы для 3D-печати: гибкие нити
Гаечный ключ, напечатанный из ТПУ. Источник: All3DP
К счастью, существуют каучукоподобные материалы для 3D-печати, которые заставят вас почувствовать, что вы собираетесь 3D-печатать резину. Наиболее распространенными являются нити из термопластичных эластомеров (TPE). TPE можно использовать для нескольких применений, некоторые из которых включают подошвы для обуви, шлепанцы и промышленные применения, такие как уплотнительные кольца.
Изначально печать гибких нитей доставляла дизайнерам много хлопот. Это потому, что эти нити были слишком мягкими, и всякий раз, когда они проходили через 3D-принтер, они печатались не так, как ожидалось.
У большинства экструдеров был «эффект толкающей струны»: всякий раз, когда нить без жесткости подавалась к соплу, нить изгибалась или скручивалась, потому что была слишком мягкой. Благодаря внедрению экструдеров с прямым приводом теперь можно печатать гибкими нитями.
Важно отметить, что гибкая нить – это универсальная гибкая резиноподобная нить от разных производителей. Формулы для этих нитей очень разные от одного производителя к другому.
Резиновые материалы для 3D-печати: гибкие смолы
Гибкий ремешок для часов. Источник: Formlabs
Помимо гибких нитей, гибкая смола также может использоваться для изготовления резиноподобных отпечатков. Гибкие смолы — идеальный выбор, если вы хотите разработать или создать прототип высокоточных гибких деталей, таких как прокладки, нестандартные захваты, штампы и носимые устройства, или если вы хотите добавить эргономические функции в свои сборки.
При печати гибкая смола ощущается так же, как резина, и обычно сжимается, возвращаясь к своей первоначальной форме. Главный недостаток заключается в том, что смолы обычно разрабатываются для конкретных принтеров.
Вот три примера гибкой смолы:
Гибкая смола Formlabs: Гибкая смола Formlabs предназначена для Form 2 и будет хорошо работать в условиях нагрузки и обширных испытаний. Он имеет твердость по Шору 80А. Используйте его для производства гибких и сжимаемых деталей с разрешением от 50 до 100 микрон.
Гибкая смола XYZPrinting: эта смола разработана исключительно для принтера Nobel 1. 0A. Он был протестирован профессионалами и гарантирует превосходное качество и устойчивость. Его гибкость делает отпечатки гибкими под воздействием сил, а твердые конструкции, напечатанные с его использованием, устойчивы к ударам.
Type D Pro Flex: эта смола на основе эпоксидной смолы от DruckWege очень гибкая. Он имеет улучшенные свойства (сопротивление изгибу и ударную вязкость) и должен использоваться на 3D-принтерах с источниками света DLP/UV.
Основы
Успех работы с гибкими нитями в первую очередь зависит от настроек принтера и от того, насколько хорошо вы можете откалибровать принтер. Вам понадобится экструдер с прямым приводом, потому что гибкие нити имеют тенденцию «ускользать». Даже при самом маленьком зазоре на пути нити термопласты будут проталкиваться и испортят вашу печать.
Гибкие нити предъявляют множество «требований», но их популярность продолжает расти по мере того, как дизайнеры продолжают исследовать новые технологии. Сегодняшние нити используются в хобби для создания таких вещей, как ручки, шины RC, детали роботов и множество других вещей, которые требуют ощущения или функциональности, подобных резине.
Советы и рекомендации
Хотя эти нити доставят вам радость в ваших поисках каучука для 3D-печати, их использование может стать кошмаром, если вы не будете следовать правильным процедурам. Чем эластичнее материал с этими нитями, тем сложнее его использовать. Чтобы обойти трудности, связанные с гибкими нитями, имейте в виду следующее:
Печатайте медленно. Гибкие нити плохо работают на высоких скоростях, и их нужно печатать медленно. Их печать занимает гораздо больше времени по сравнению с традиционными нитями. 20–40 мм/с — хорошая отправная точка для большинства гибких материалов, если только у вас нет специального экструдера.
Найдите нужную температуру. Начните с рекомендуемой температуры для вашей резиноподобной нити и повышайте или понижайте ее, пока не достигнете желаемого качества печати. Если окружающая среда слишком горячая или слишком холодная, вы, скорее всего, получите плохие результаты.
Печатающая головка не должна выходить за пределы модели. Убедитесь, что экструдер находится внутри стен модели и не перемещается по воздуху. Это гарантирует, что просачивание находится внутри стен модели. У большинства слайсеров есть настройка для этого.
Проверить втягивание. При использовании резиноподобных нитей втягивание приведет к изгибу нити и застреванию. Вы должны уменьшить его или полностью отключить.
Эластомерный материал для 3D-печати — это новый мир возможностей
Эластомерный материал для 3D-печати — это новый мир возможностей — Stratasys
Stratasys инвестирует в Axial3D, чтобы сделать 3D-решения для пациентов доступными для всех — Узнать больше
США и Канада
Выберите страну и регион
Америка
Английский
Эспаньол (Мексика)
Португальский (Бразилия)
EMEA
английский (Великобритания)
немецкий
испанский
французский
итальянский
Азиатско-Тихоокеанский регион
中文(简体)
日本語 (日本)
한국어 (대한민국)
Английский (Индия)
США и Канада
Новый мир возможностей.
TPU 92A, термопластичный полиуретан — это совершенно новый эластомер от Stratasys, доступный для 3D-принтеров серии F123. Прочный, но гибкий, этот FDM-материал позволяет печатать на 3D-принтере превосходные резиноподобные детали для самых разных областей применения. Изготавливайте сложные детали, которые удлиняются и сжимаются. Точно. И на скорости.
Получите образец сегодня или спросите нас, как вы можете сократить свои расходы в широком спектре приложений с TPU 92A на 3D-принтерах серии F123.
Посмотреть вебинар
Стань большим. Заходи комплексно.
Целевой дизайн без ограничений. Наша серия 3D-принтеров F123 теперь оснащена лучшей гибкой нитью на рынке. С TPU 92A вы можете создавать большие детали и выступы. Или включать полости и сложные геометрические формы. Именно так. Повторяемо. Максимально близко к готовой детали.
Узнайте у одного из наших экспертов, подходит ли эластомер для вашего применения.
Спросите эксперта
Мы тестируем, чтобы вам не приходилось.
Более 30 000 часов испытаний помогли нам создать материалы для 3D-печати, превосходящие ваши ожидания. Наша гибкая нить прошла такие же строгие испытания, что дало вам удлинение, превосходную прочность и исключительную долговечность, которые вы ожидаете от эластомерного материала с твердостью 92 по Шору А. Лучший материал для лучших результатов.
Запросите образец и убедитесь сами.
Запросить образец
Меньше затрат. Больше выхода.
Рабочий процесс трансформируется благодаря эластомеру и серии F123, лучшему 3D-принтеру для максимальной экономии: в среднем до 40 % экономии затрат на печать. Загрузите проекты с помощью нашего программного обеспечения GrabCAD, а затем дайте машине поработать. Вы будете возвращаться к идеальной части каждый раз. Благодаря минимальной подготовке к печати, эффективной печати и легкой постобработке с помощью нашего растворимого вспомогательного материала вы можете делать больше того, что у вас получается лучше всего.
Посмотрите, как мы побеждаем конкурентов по стоимости одной детали для ТПУ.
Читать далее
Эластичный, гибкий, термопластичный
FDM TPU 92A — эластичный термопластичный полиуретан, сочетающий в себе гибкость и растяжение с устойчивостью к истиранию и разрыву. 3D-печать с FDM TPU 92A представляет собой превосходную альтернативу менее оптимальным технологиям 3D-печати TPU и устраняет дорогостоящие и трудоемкие методы формования или литья для производства деталей из эластомера.
Характеристики производительности
Прочность на растяжение
16,8 МПа (ось XY) 17,4 МПа (ось XZ)
Удлинение при разрыве
552 % (ось XY) 482 % (ось XZ)
Прочность на разрыв
84,6 Н/мм (ось XY)
Твердость по Шору
92 Шкала А
Растворимый носитель. Растворяет стоимость.
Создавайте сложные геометрические формы и полости с помощью нашего эксклюзивного растворимого поддерживающего материала: поддерживающая структура, напечатанная на 3D-принтере вокруг детали, не допускает компромиссов в дизайне.
 Сумы
Сумы Киев
Киев Сумы
Сумы С.Т используемых при распиле дерева, древесно-стружечной плиты, алюминия и пластика
С.Т используемых при распиле дерева, древесно-стружечной плиты, алюминия и пластика С.Т используемых при распиле дерева, древесно-стружечной плиты, алюминия и пластика
С.Т используемых при распиле дерева, древесно-стружечной плиты, алюминия и пластика Удаляет за несколько минут как органические загрязнения (масла, жиры, смолы), так и неорганические (остатки механических обработок, соли металлов)
Удаляет за несколько минут как органические загрязнения (масла, жиры, смолы), так и неорганические (остатки механических обработок, соли металлов)
 Полностью автоматический станок для полной заточки пильного диска, включая снятие фаски с помощью отдельной настройки
Полностью автоматический станок для полной заточки пильного диска, включая снятие фаски с помощью отдельной настройки

 ..
..
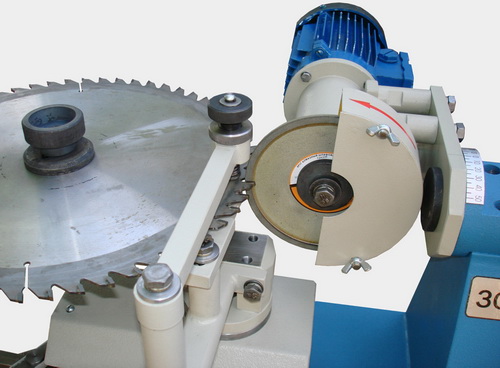 Есть также те, кто, как я полагаю, заблуждается, считая, что использованное полотно циркулярной пилы не может быть эффективно заточено, если оно затупилось.
Есть также те, кто, как я полагаю, заблуждается, считая, что использованное полотно циркулярной пилы не может быть эффективно заточено, если оно затупилось.
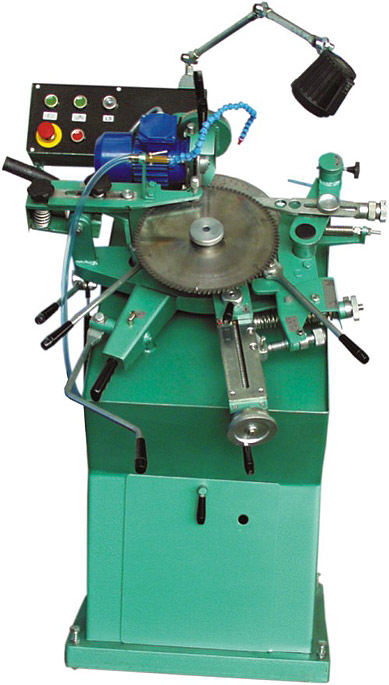
 Эти материалы должны выдерживать вибрации, создаваемые двигателем.
Эти материалы должны выдерживать вибрации, создаваемые двигателем.
 Он может работать с дисковыми пилами размером до 15 3/4 дюйма с оправкой размером до одного дюйма.
Он может работать с дисковыми пилами размером до 15 3/4 дюйма с оправкой размером до одного дюйма. Это позволяет быстро заточить вершину и поверхность зуба пилы с помощью алмазного шлифовального круга.
Это позволяет быстро заточить вершину и поверхность зуба пилы с помощью алмазного шлифовального круга.
 Опционально полые зубья
Опционально полые зубья

 В сообщении укажите ссылку на активную страницу такого же товара в украинском интернет-магазине и мы пересмотрим цену.
В сообщении укажите ссылку на активную страницу такого же товара в украинском интернет-магазине и мы пересмотрим цену.
 Чтобы улучшить качество печати не модифицируя принтер можно поставить настольный вентилятор и направить его в сторону печатаемой модели. Недостатком этого варианта является необходимость руками включать и выключать вентилятор и невозможность точно контролировать силу и направление обдува. Более сложный и совершенный вариант — подключить вентилятор к электронике для управления силой обдува и сделать воздуховод для формирования нужного направления потока. Поговорим о нём поподробнее.
Чтобы улучшить качество печати не модифицируя принтер можно поставить настольный вентилятор и направить его в сторону печатаемой модели. Недостатком этого варианта является необходимость руками включать и выключать вентилятор и невозможность точно контролировать силу и направление обдува. Более сложный и совершенный вариант — подключить вентилятор к электронике для управления силой обдува и сделать воздуховод для формирования нужного направления потока. Поговорим о нём поподробнее. Утепление нагревателя при помощи стеклоткани или силиконового поролона и каптонового скотча может помочь решить эту проблему.
Утепление нагревателя при помощи стеклоткани или силиконового поролона и каптонового скотча может помочь решить эту проблему. Обе реализации работают одинаково хорошо, но вторая позволяет использовать более крупный вентилятор и сделать каретку легче, что уменьшает количество вибраций.
Обе реализации работают одинаково хорошо, но вторая позволяет использовать более крупный вентилятор и сделать каретку легче, что уменьшает количество вибраций. Принцип подключения платы крайне прост. Питание 12В берется со стандартного разъема компьютерного блока питания, на вход приходит масса и логический сигнал от микроконтроллера, на выход идут провода к вентилятору. Если нога микроконтроллера поддерживает ШИМ (для непосвященных, что такое ШИМ можно почитать здесь), то можно управлять скоростью вентилятора. Это может быть полезно. На своем принтере я держу вентилятор постоянно включенным на небольшой скорости начиная со второго слоя, увеличивая скорость обдува при печати небольших слоев.
Принцип подключения платы крайне прост. Питание 12В берется со стандартного разъема компьютерного блока питания, на вход приходит масса и логический сигнал от микроконтроллера, на выход идут провода к вентилятору. Если нога микроконтроллера поддерживает ШИМ (для непосвященных, что такое ШИМ можно почитать здесь), то можно управлять скоростью вентилятора. Это может быть полезно. На своем принтере я держу вентилятор постоянно включенным на небольшой скорости начиная со второго слоя, увеличивая скорость обдува при печати небольших слоев.
 Поэтому если вентилятор не заработал попробуете поменять провода питания местами.
Поэтому если вентилятор не заработал попробуете поменять провода питания местами.

 99
99 Также известен как вентилятор охлаждения деталей или вентилятор охлаждения печати.
Также известен как вентилятор охлаждения деталей или вентилятор охлаждения печати.
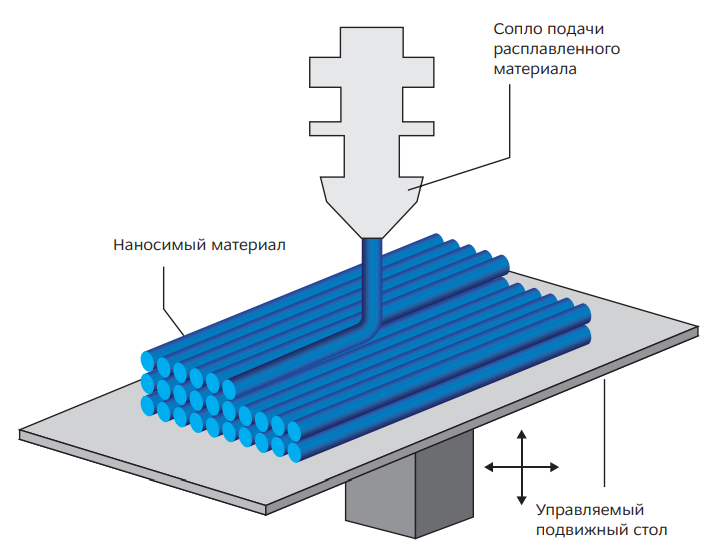 Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.
Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.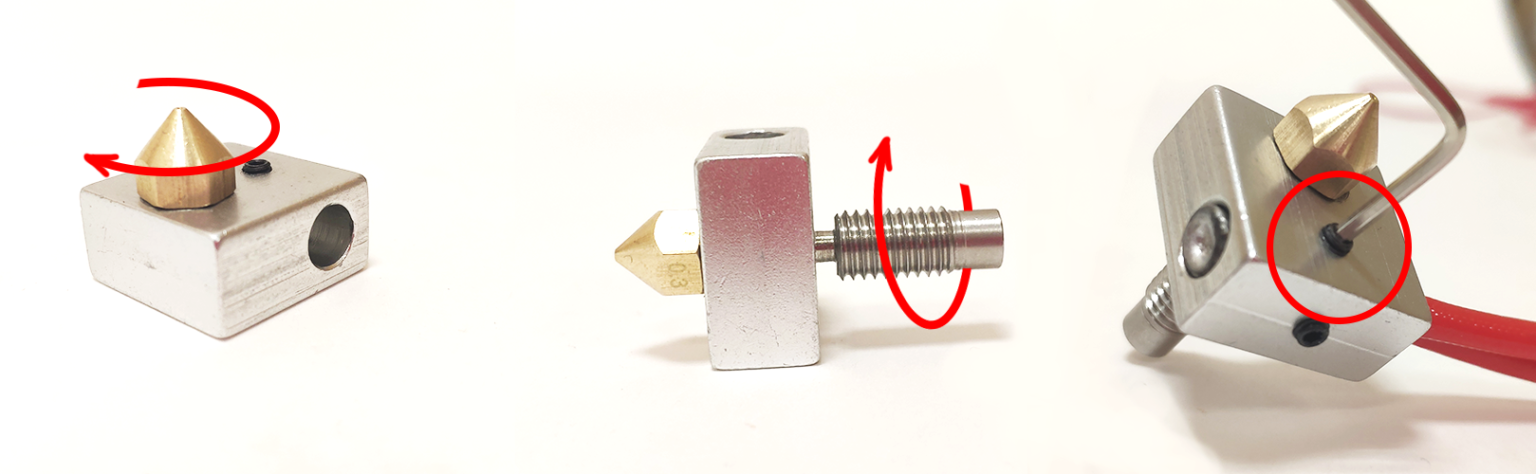
 Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна.
Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна. Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым.
Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым. 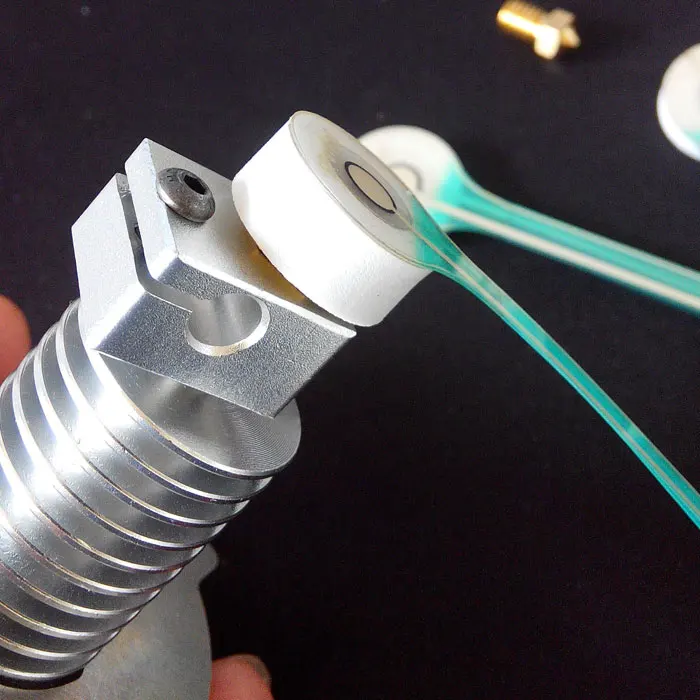

 Выключение нагрева.
Выключение нагрева.
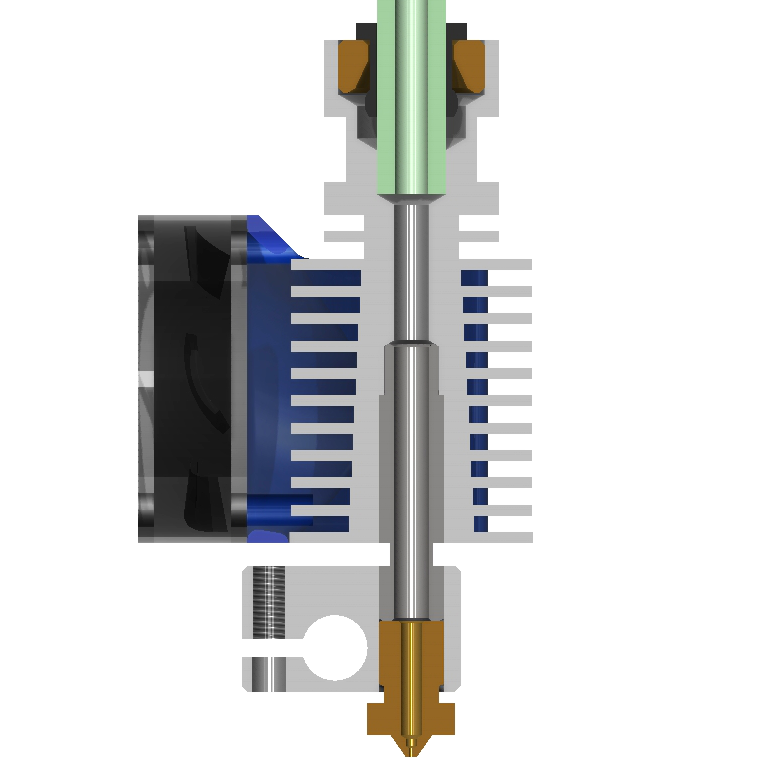 Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.
Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.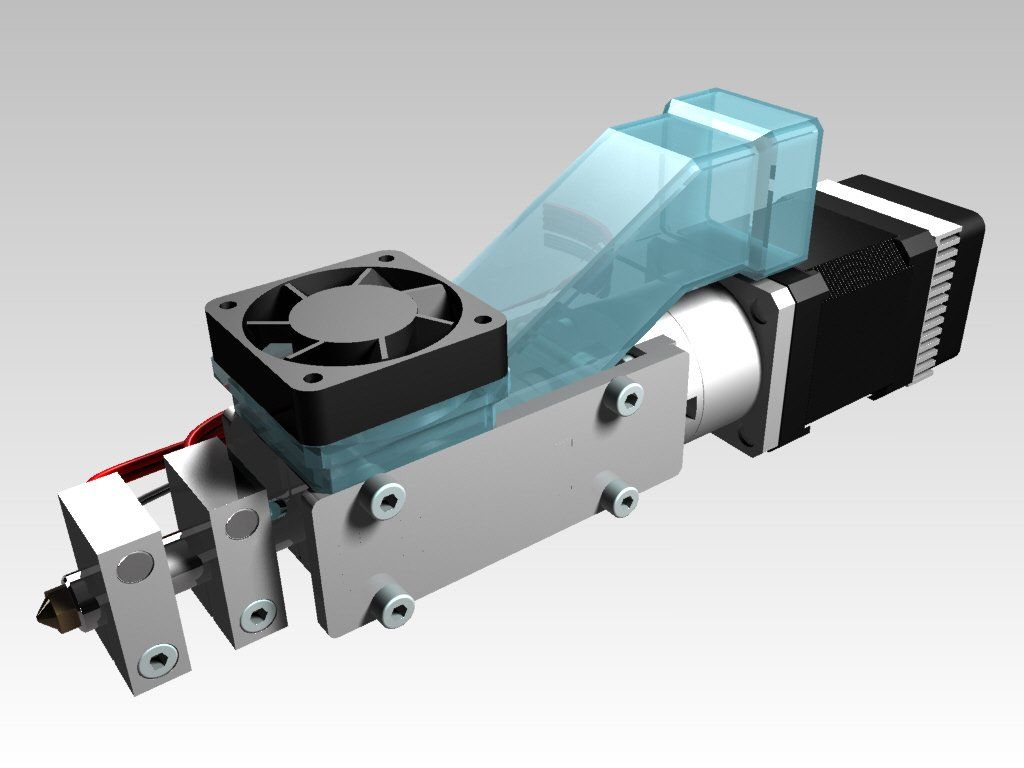
 Закручивать необходимо до тех пор, пока подающая шестерня не начнет касаться прутка пластика.
Закручивать необходимо до тех пор, пока подающая шестерня не начнет касаться прутка пластика.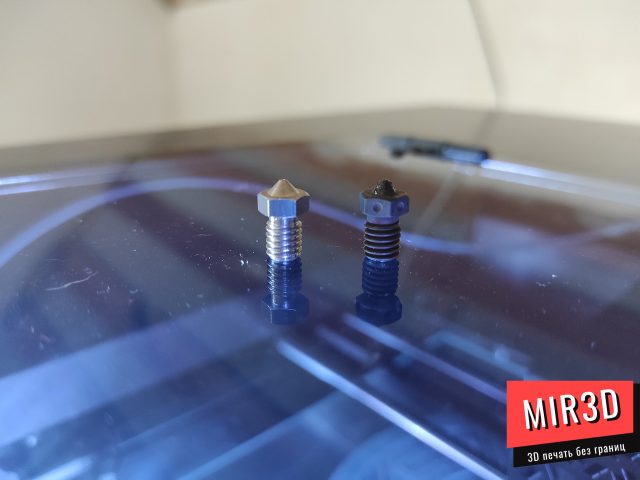
 Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.
Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.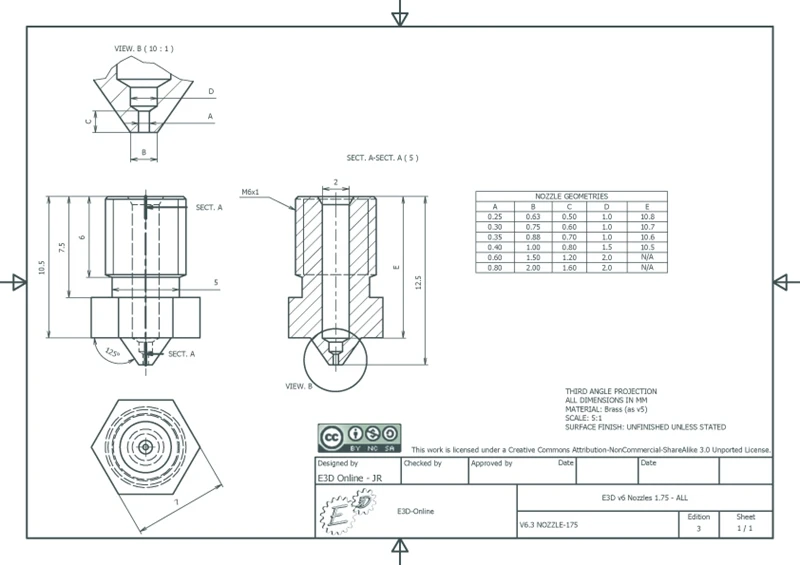 У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.
У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.-kupit-v-soin-store.ru-6.png) Показательным примером является явление чрезмерной адгезии: это когда сборки застревают на печатной платформе, а затем требуют большого количества соскабливания, что может привести к повреждению поверхности сборки. Другая проблема, связанная с липкостью, возникает, когда 9Нить 0003 прилипает к поверхностям сопла — внутри или снаружи — часто закручиваясь обратно после выхода из отверстия сопла. Это очень распространенная проблема, которая может быть вызвана многими факторами, от засорения форсунок до неправильной температуры экструзии.
Показательным примером является явление чрезмерной адгезии: это когда сборки застревают на печатной платформе, а затем требуют большого количества соскабливания, что может привести к повреждению поверхности сборки. Другая проблема, связанная с липкостью, возникает, когда 9Нить 0003 прилипает к поверхностям сопла — внутри или снаружи — часто закручиваясь обратно после выхода из отверстия сопла. Это очень распространенная проблема, которая может быть вызвана многими факторами, от засорения форсунок до неправильной температуры экструзии. Пыж или прядь затвердевшей нити, прилипшие к кончику их сопла после печати, часто закручиваются вокруг отверстия сопла. Иногда излишки материала можно легко удалить; иногда меньше. В любом случае, это нежелательное явление, требующее очистки перед началом следующей печати.
Пыж или прядь затвердевшей нити, прилипшие к кончику их сопла после печати, часто закручиваются вокруг отверстия сопла. Иногда излишки материала можно легко удалить; иногда меньше. В любом случае, это нежелательное явление, требующее очистки перед началом следующей печати. Ниже приведены некоторые из наиболее распространенных и проверенных решений, когда нить прилипает к поверхности сопла.
Ниже приведены некоторые из наиболее распространенных и проверенных решений, когда нить прилипает к поверхности сопла.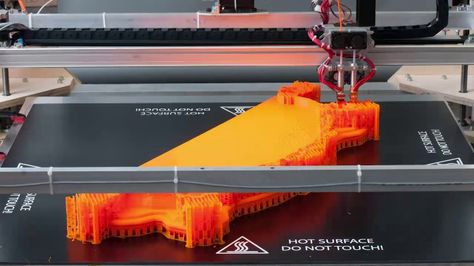 предотвратить засорение
предотвратить засорение  Недорогие машины, такие как Creality Ender 3, требуют ручного выравнивания станины.
Недорогие машины, такие как Creality Ender 3, требуют ручного выравнивания станины. Аккуратно увеличивая температуру сопла (с шагом 5°C), вы можете полностью вытянуть нить из сопла на построенную ниже конструкцию. Многие нити имеют диапазон температур около 40 ° C, в котором они могут успешно печатать; Стремление к верхнему краю этого окна может потенциально смягчить проблемы с накоплением нити накала.
Аккуратно увеличивая температуру сопла (с шагом 5°C), вы можете полностью вытянуть нить из сопла на построенную ниже конструкцию. Многие нити имеют диапазон температур около 40 ° C, в котором они могут успешно печатать; Стремление к верхнему краю этого окна может потенциально смягчить проблемы с накоплением нити накала.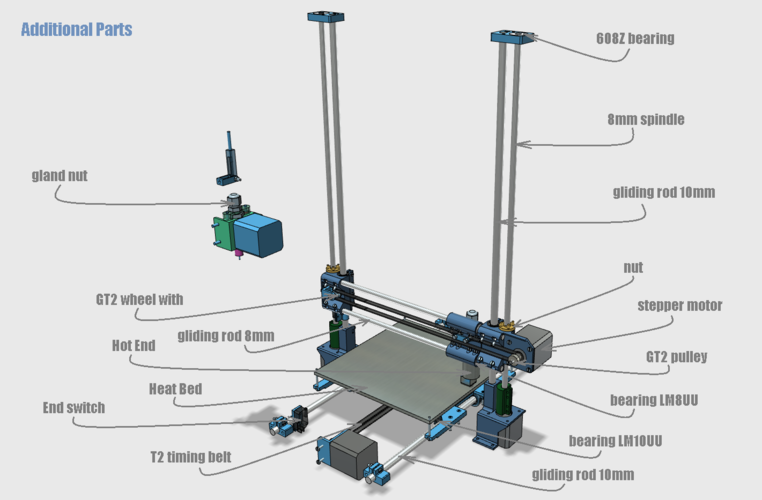 Адгезию можно улучшить несколькими способами.
Адгезию можно улучшить несколькими способами. Однако, если эти начальные слои охлаждаются, попробуйте отключить вентиляторы, чтобы увидеть, реже ли нить прилипает к поверхности сопла.
Однако, если эти начальные слои охлаждаются, попробуйте отключить вентиляторы, чтобы увидеть, реже ли нить прилипает к поверхности сопла.
 )
)







 вы освободите руки и не будете скованы багажом. Есть множество способов носить поясные сумки, вы можете носить их на талии традиционным способом, через плечо или пристегивать как сумку через плечо. Есть даже поясные сумки для молодых мам, которые можно использовать как сумки для подгузников.
вы освободите руки и не будете скованы багажом. Есть множество способов носить поясные сумки, вы можете носить их на талии традиционным способом, через плечо или пристегивать как сумку через плечо. Есть даже поясные сумки для молодых мам, которые можно использовать как сумки для подгузников.

 Этот поясной рюкзак с сетчатым рисунком ничем не отличается. Он плотно прилегает к телу, а верхнюю часть в виде ведра легко расстегнуть, чтобы получить доступ к предметам первой необходимости. Кроме того, есть внешние карманы и внутренние карманы (для дополнительной безопасности).
Этот поясной рюкзак с сетчатым рисунком ничем не отличается. Он плотно прилегает к телу, а верхнюю часть в виде ведра легко расстегнуть, чтобы получить доступ к предметам первой необходимости. Кроме того, есть внешние карманы и внутренние карманы (для дополнительной безопасности).

 Эта причудливая поясная сумка похожа на рюкзаки бренда в миниатюре: стильная диагональная молния, карабин для ключей, петля для крепления велосипедного фонаря и ручка сверху, так что вы можете носить ее, когда вашей талии или груди нужен отдых.
Эта причудливая поясная сумка похожа на рюкзаки бренда в миниатюре: стильная диагональная молния, карабин для ключей, петля для крепления велосипедного фонаря и ручка сверху, так что вы можете носить ее, когда вашей талии или груди нужен отдых. Водонепроницаемая сумка также отлично подходит для бега.
Водонепроницаемая сумка также отлично подходит для бега. на концерте.
на концерте.
 собирается на свидание.
собирается на свидание.


 Плазменная резка, также, как и лазерная, проводится достаточно быстро. При этом точность реза отличается в худшую сторону от импульсных установок. Такие станки немного дороже вышеописанных.
Плазменная резка, также, как и лазерная, проводится достаточно быстро. При этом точность реза отличается в худшую сторону от импульсных установок. Такие станки немного дороже вышеописанных.
 2 g
2 g 1 мм
1 мм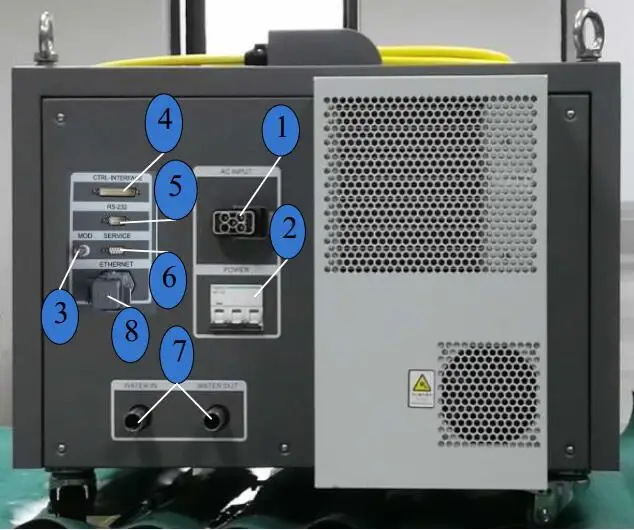


 Разработанный в Германии, он делит мощность
Разработанный в Германии, он делит мощность Другой значительный
Другой значительный Основным преимуществом перед другими брендами является
Основным преимуществом перед другими брендами является
 org/ListItem»> Дом
org/ListItem»> Дом

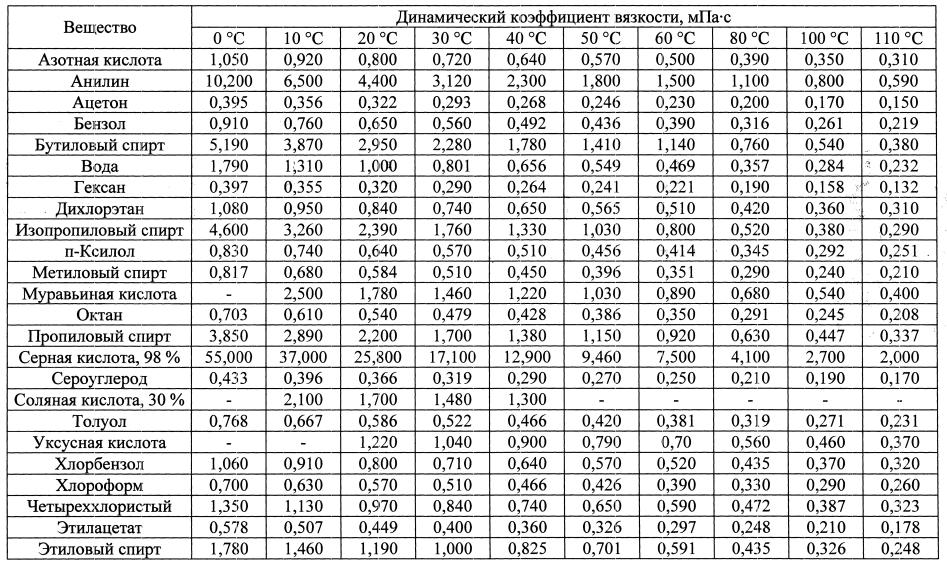
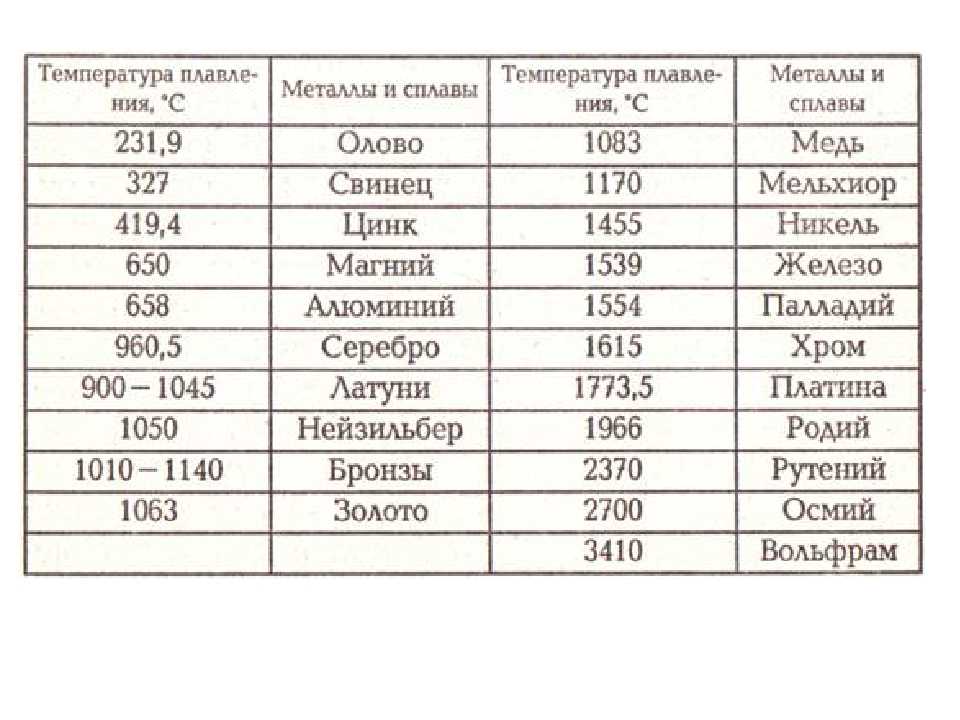 Требуется нагревать столик выше стандартных +70 ˚С. Температурный диапазон пластмассы – от 105 до 230 ˚С. В этом интервале материал при контакте с поверхностью стола остается способным к упругим деформациям. При более низкой температуре полимерная масса кристаллизуется, а затем отслаивается.
Требуется нагревать столик выше стандартных +70 ˚С. Температурный диапазон пластмассы – от 105 до 230 ˚С. В этом интервале материал при контакте с поверхностью стола остается способным к упругим деформациям. При более низкой температуре полимерная масса кристаллизуется, а затем отслаивается. Перед началом работы материалы просушивают в духовке или с помощью фена.
Перед началом работы материалы просушивают в духовке или с помощью фена. В время нагревания ПЛА отсутствует запах, что важно для многих процессов.
В время нагревания ПЛА отсутствует запах, что важно для многих процессов.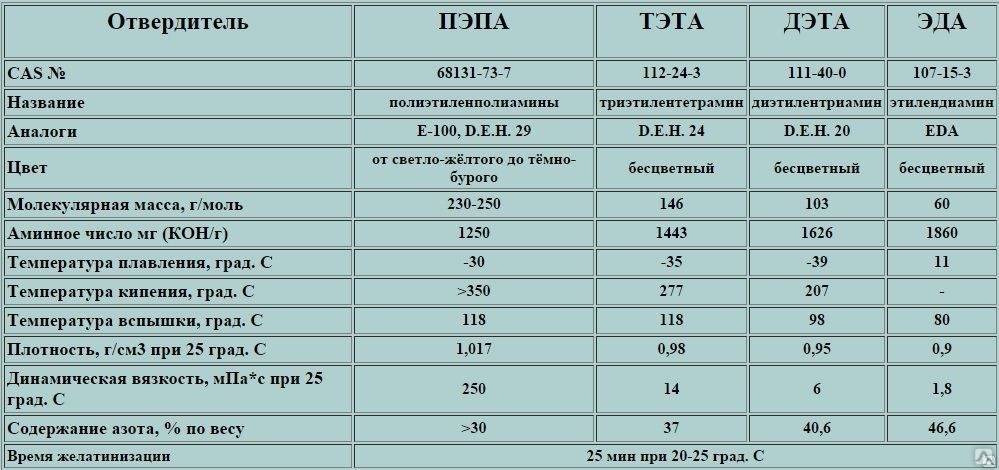 Техническое название «отпуск»
Техническое название «отпуск» В этой статье мы в общем и целом рассмотрим процесс закалки, узнаем, что он собой представляет и как влияет на прочность и деформируемость. Затем мы рассмотрим особенности, характерные для закалки наиболее популярных материалов для печати, так что вы потом сможете закалять свои 3D-распечатки, чтобы они стали прочнее.
В этой статье мы в общем и целом рассмотрим процесс закалки, узнаем, что он собой представляет и как влияет на прочность и деформируемость. Затем мы рассмотрим особенности, характерные для закалки наиболее популярных материалов для печати, так что вы потом сможете закалять свои 3D-распечатки, чтобы они стали прочнее.
 Неравномерно остывание приводит к возникновению напряжений внутри объекта. Давайте рассмотрим подробнее природу этих напряжений.
Неравномерно остывание приводит к возникновению напряжений внутри объекта. Давайте рассмотрим подробнее природу этих напряжений. Это, в свою очередь, приводит к возникновению разных сил напряжения и сжатия внутри полимерной структуры.
Это, в свою очередь, приводит к возникновению разных сил напряжения и сжатия внутри полимерной структуры.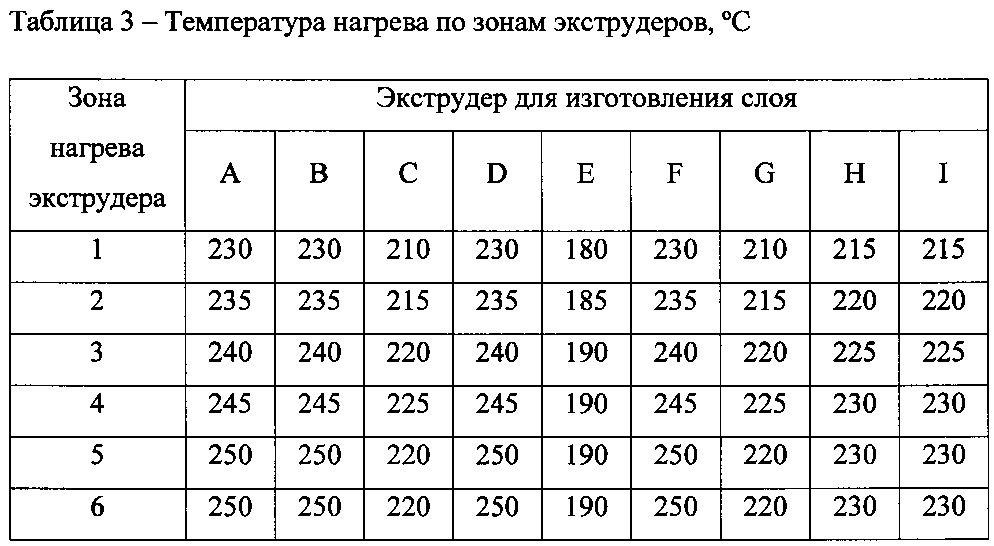

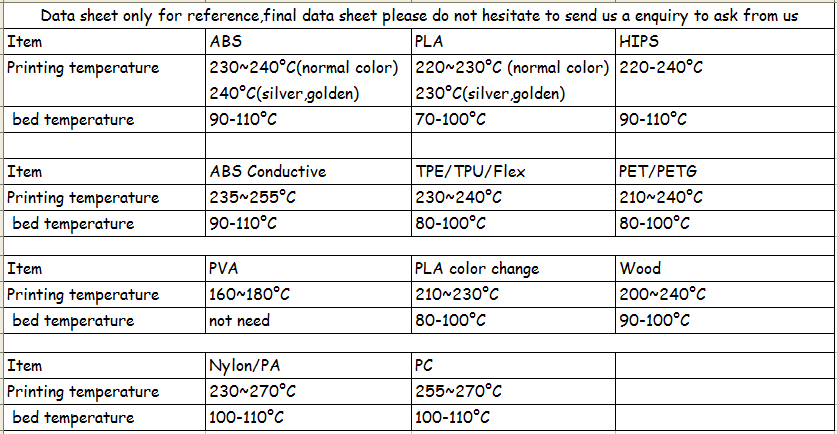
 Не открывайте печь в процессе закалки, потому что любая потеря тепла может привести к неполноценному результату.
Не открывайте печь в процессе закалки, потому что любая потеря тепла может привести к неполноценному результату. Если такого рода расширение-сжатие составляет проблему, вам придется компенсировать его заранее при проектировании и печати.
Если такого рода расширение-сжатие составляет проблему, вам придется компенсировать его заранее при проектировании и печати. Температура плавления – от 210 до 240 °С. Следовательно, температуру печи нужно выставить примерно в 110 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру. При желании вы можете испытать закалку ABS при более высокой температуре, однако при этом могут возникнуть некоторые перекосы и деформации. Аналогично ситуации с PLA, температура закалки должна быть не настолько высока, чтобы материал расплавился, потек или значительно деформировался.
Температура плавления – от 210 до 240 °С. Следовательно, температуру печи нужно выставить примерно в 110 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру. При желании вы можете испытать закалку ABS при более высокой температуре, однако при этом могут возникнуть некоторые перекосы и деформации. Аналогично ситуации с PLA, температура закалки должна быть не настолько высока, чтобы материал расплавился, потек или значительно деформировался. В этом случае, аналогично PLA, этого времени объекту должно быть достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Как всегда, не открывайте печь в процессе закалки.
В этом случае, аналогично PLA, этого времени объекту должно быть достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Как всегда, не открывайте печь в процессе закалки.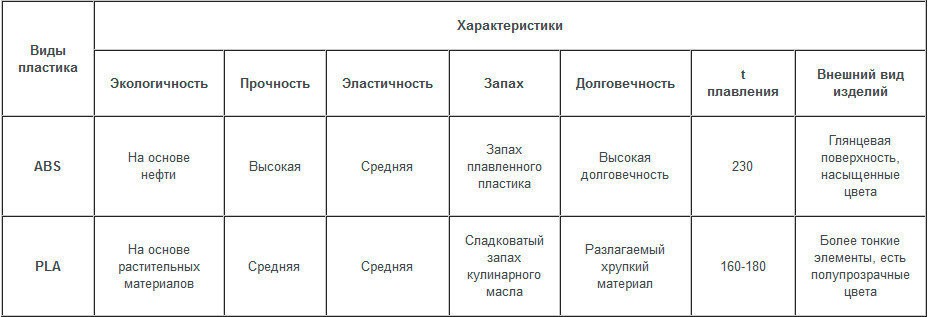 Как и у PLA, низкая температура стеклования упрощает закалку. Кроме того, в результате закалки значительно повышается температура тепловой деформации. С учетом его высокой прочности Nylon оказывается отличным выбором для приложений, в которых вопросы термо- и износостойкости являются ключевыми.
Как и у PLA, низкая температура стеклования упрощает закалку. Кроме того, в результате закалки значительно повышается температура тепловой деформации. С учетом его высокой прочности Nylon оказывается отличным выбором для приложений, в которых вопросы термо- и износостойкости являются ключевыми.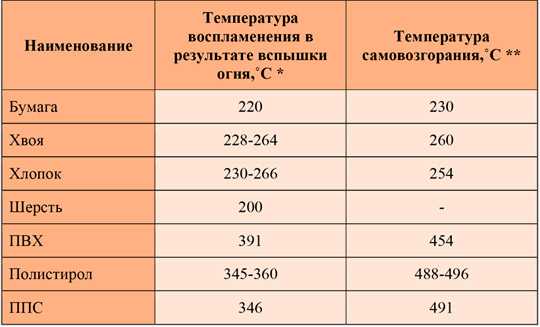
 Однако печать при высокой температуре также усложняет использование АБС-пластика в качестве нити.
Однако печать при высокой температуре также усложняет использование АБС-пластика в качестве нити. 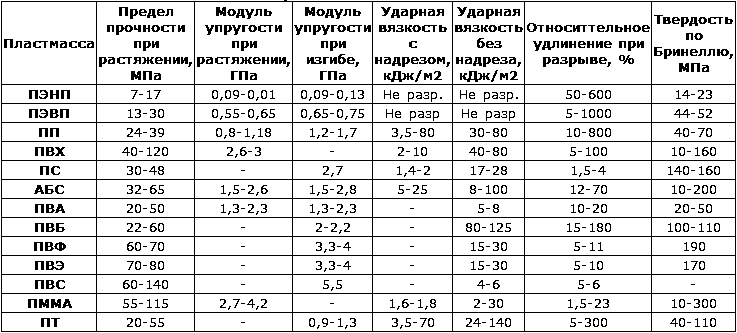 В этом суть использования ABS для 3D-печати.
В этом суть использования ABS для 3D-печати.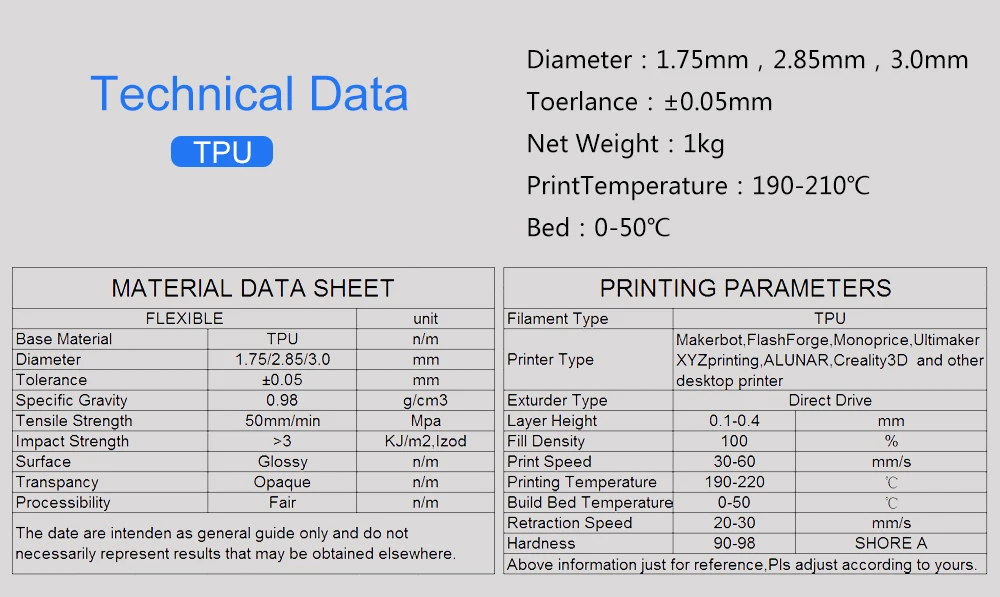
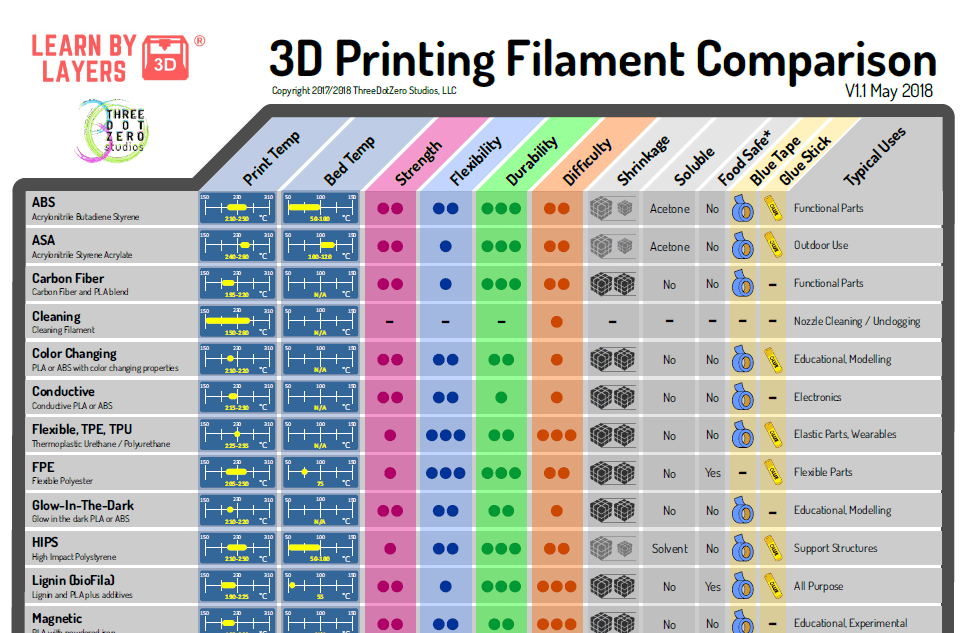 В какой-то момент это тепловое напряжение нарастает до такой степени, что оно преодолевает силы сцепления, которые удерживают базовый слой отпечатка на месте.
В какой-то момент это тепловое напряжение нарастает до такой степени, что оно преодолевает силы сцепления, которые удерживают базовый слой отпечатка на месте.
 Каждая из этих нитей имеет даже лучшую термическую стабильность, чем ABS, но они также склонны к сильному короблению.
Каждая из этих нитей имеет даже лучшую термическую стабильность, чем ABS, но они также склонны к сильному короблению.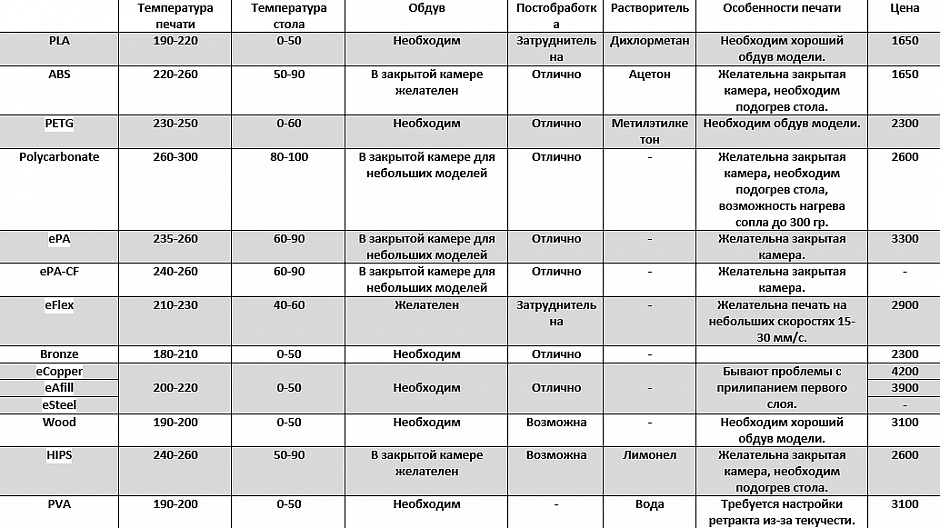 Это придает АБС-пластику особую термическую стабильность. Однако это также вносит деформацию в уравнение. Эта проблема не является уникальной для ABS — все нити, которые печатают при высоких температурах, сталкиваются с этой проблемой. Если вы хотите создавать 3D-отпечатки, способные выдерживать экстремальные температуры, вам придется научиться справляться с деформацией.
Это придает АБС-пластику особую термическую стабильность. Однако это также вносит деформацию в уравнение. Эта проблема не является уникальной для ABS — все нити, которые печатают при высоких температурах, сталкиваются с этой проблемой. Если вы хотите создавать 3D-отпечатки, способные выдерживать экстремальные температуры, вам придется научиться справляться с деформацией. C4H6.C3h4N/c1-2-8-6-4-3-5-7-8;1-3-4 -2;1-2-3-4/h3-7H,1h3;3-4H,1-2h3;2H,1h3
C4H6.C3h4N/c1-2-8-6-4-3-5-7-8;1-3-4 -2;1-2-3-4/h3-7H,1h3;3-4H,1-2h3;2H,1h3
 Продукт имеет хорошую размерную стабильность, усадка при формовании мала. Обладает превосходными комплексными физико-механическими свойствами, нетоксичен, не имеет запаха, термостойкостью, ударопрочностью, особенно хорошо воздействует при низких температурах; Электрические свойства, износостойкость, химическая стойкость; Водостойкость, неорганические соли, щелочи и кислоты; нерастворим в большинстве спиртов и углеводородных растворителей, растворим в альдегидах, кетонах, сложных эфирах и некоторых хлорированных углеводородах; Плохая атмосферостойкость, легковоспламеняющаяся, низкая температура теплового искажения.
Продукт имеет хорошую размерную стабильность, усадка при формовании мала. Обладает превосходными комплексными физико-механическими свойствами, нетоксичен, не имеет запаха, термостойкостью, ударопрочностью, особенно хорошо воздействует при низких температурах; Электрические свойства, износостойкость, химическая стойкость; Водостойкость, неорганические соли, щелочи и кислоты; нерастворим в большинстве спиртов и углеводородных растворителей, растворим в альдегидах, кетонах, сложных эфирах и некоторых хлорированных углеводородах; Плохая атмосферостойкость, легковоспламеняющаяся, низкая температура теплового искажения.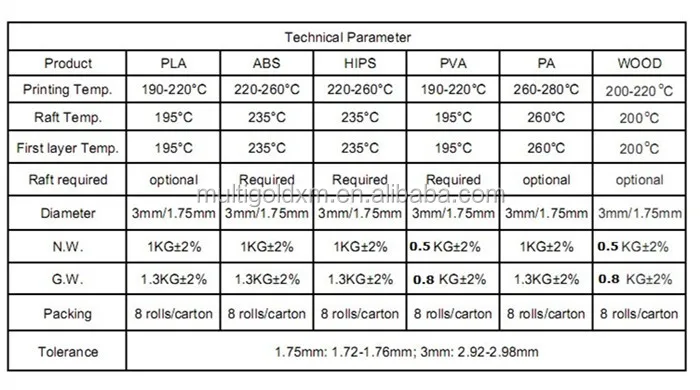 Метод объемной суспензии все еще имеет некоторое практическое значение. Кратко это описывается следующим образом.
Метод объемной суспензии все еще имеет некоторое практическое значение. Кратко это описывается следующим образом. Порошок АБС, полученный эмульсионной привитой сополимеризацией полибутадиенового латекса, продукт смолы АБС, полученный путем смешивания гранул АС и различных добавок методом суспензионной полимеризации, в способе часто используют зарубежное промышленное производство.
Порошок АБС, полученный эмульсионной привитой сополимеризацией полибутадиенового латекса, продукт смолы АБС, полученный путем смешивания гранул АС и различных добавок методом суспензионной полимеризации, в способе часто используют зарубежное промышленное производство. Например, контролируя содержание (ниже), размер частиц (меньше), содержание AN и молекулярную массу (меньше) каучуковой фазы в АБС, можно получить АБС с высоким глянцем; Увеличьте содержание резины, можно подготовить морозостойкий, ударопрочный АБС; Улучшите прочность расплава (молекулярный вес), можно приготовить выдувной АБС-пластик.
Например, контролируя содержание (ниже), размер частиц (меньше), содержание AN и молекулярную массу (меньше) каучуковой фазы в АБС, можно получить АБС с высоким глянцем; Увеличьте содержание резины, можно подготовить морозостойкий, ударопрочный АБС; Улучшите прочность расплава (молекулярный вес), можно приготовить выдувной АБС-пластик. Сырье для производства бумажного полиэтиленового мешка, мешка из смолы, кожа человеческого тела, 25 кг / мешок, хранится в прохладном, вентилируемом и сухом месте
Сырье для производства бумажного полиэтиленового мешка, мешка из смолы, кожа человеческого тела, 25 кг / мешок, хранится в прохладном, вентилируемом и сухом месте
 Если ситуация требует, чтобы вы появились без ортодонтической конструкции, то их можно на некоторое время снять
Если ситуация требует, чтобы вы появились без ортодонтической конструкции, то их можно на некоторое время снять Чистка может занимать от 5 до 15 минут. Утром и вечером рекомендуется использовать ирригатор. Нужно соблюдать некоторые ограничения в пище.
Чистка может занимать от 5 до 15 минут. Утром и вечером рекомендуется использовать ирригатор. Нужно соблюдать некоторые ограничения в пище. А для людей с низким болевым порогом – еще и заметное снижение неприятных ощущений.
А для людей с низким болевым порогом – еще и заметное снижение неприятных ощущений.



 Это нужно делать при каждой чистке зубов.
Это нужно делать при каждой чистке зубов.
 Тем не менее, некоторые недостатки все еще остаются, о которых можно легко позаботиться при наличии подробных знаний и помощи ортодонта.
Тем не менее, некоторые недостатки все еще остаются, о которых можно легко позаботиться при наличии подробных знаний и помощи ортодонта.
 Тем не менее, OrthoFX предлагает НОВУЮ гибкую программу финансирования с высоким рейтингом одобрения и доступными ежемесячными платежами. 24-месячная беспроцентная программа предназначена для работы с большинством бюджетов и делает цель красивой улыбки достижимой.
Тем не менее, OrthoFX предлагает НОВУЮ гибкую программу финансирования с высоким рейтингом одобрения и доступными ежемесячными платежами. 24-месячная беспроцентная программа предназначена для работы с большинством бюджетов и делает цель красивой улыбки достижимой. Мы поддерживаем лечение от легкой до комплексной сложности
Мы поддерживаем лечение от легкой до комплексной сложности


 Вот три больших преимущества прозрачных элайнеров перед традиционными брекетами.
Вот три больших преимущества прозрачных элайнеров перед традиционными брекетами. Если вы занимаетесь очень заметной профессией, например, занимаетесь продажами или маркетингом, вы хотите производить благоприятное впечатление на каждого нового контакта, и ваш внешний вид играет большую роль в этом. Справедливо это или нет, но люди судят о вас по тому, как вы выглядите.
Если вы занимаетесь очень заметной профессией, например, занимаетесь продажами или маркетингом, вы хотите производить благоприятное впечатление на каждого нового контакта, и ваш внешний вид играет большую роль в этом. Справедливо это или нет, но люди судят о вас по тому, как вы выглядите. Элайнеры позволяют вам продолжать есть все ваши любимые продукты. Будучи подростком или взрослым, трудно отказаться от того, что все остальные едят на пикнике или вечеринке.
Элайнеры позволяют вам продолжать есть все ваши любимые продукты. Будучи подростком или взрослым, трудно отказаться от того, что все остальные едят на пикнике или вечеринке.

 Вот несколько стоматологических проблем, при которых удаление зуба может дать самые идеальные результаты.
Вот несколько стоматологических проблем, при которых удаление зуба может дать самые идеальные результаты.

 86х2.25
86х2.25 В большинстве моделей степлеров это делается следующим образом:
В большинстве моделей степлеров это делается следующим образом:
 Имеет регулировку силы удара. Так можно выбирать, насколько глубоко забивается скоба. Мощность и производительность выше, чем у ручных моделей. Работает со скобами до 25-30 мм в длину. Электростеплер приводится в действие с помощью плавного нажатия кнопки. Благодаря этому при руки не устают работе.
Имеет регулировку силы удара. Так можно выбирать, насколько глубоко забивается скоба. Мощность и производительность выше, чем у ручных моделей. Работает со скобами до 25-30 мм в длину. Электростеплер приводится в действие с помощью плавного нажатия кнопки. Благодаря этому при руки не устают работе. Забивает скобы длинной до 50 мм даже в очень прочную древесину. Как и в случае с электростеплером, рука не устает во время работы.
Забивает скобы длинной до 50 мм даже в очень прочную древесину. Как и в случае с электростеплером, рука не устает во время работы. Также это застревание скобы может произойти из-за того, что на компрессоре выставлено неправильное давление.
Также это застревание скобы может произойти из-за того, что на компрессоре выставлено неправильное давление. Далее мы расскажем только про них.
Далее мы расскажем только про них.


 Ряд гвоздиков необходимо загрузить по одной из внешних граней буквы «П», а не внутрь этой самой буквы!
Ряд гвоздиков необходимо загрузить по одной из внешних граней буквы «П», а не внутрь этой самой буквы! Когда на степлер оказывается давление, он проталкивает скобу через стопку бумаги, которая сгибает штыри вниз, создавая прочный переплет. Степлеры бывают двух типов мощности: ручные и электрические. Приведенная ниже таблица поможет вам определить, какой тип степлера лучше всего подходит для вас.
Когда на степлер оказывается давление, он проталкивает скобу через стопку бумаги, которая сгибает штыри вниз, создавая прочный переплет. Степлеры бывают двух типов мощности: ручные и электрические. Приведенная ниже таблица поможет вам определить, какой тип степлера лучше всего подходит для вас.

 Этот стиль также включает в себя степлеры и пистолеты, которые часто используются в промышленности.
Этот стиль также включает в себя степлеры и пистолеты, которые часто используются в промышленности.
 Когда степлер проталкивает скобу через стопку бумаги, зубья протыкают бумагу, а ножки складываются за корону, чтобы зафиксировать предметы на месте.
Когда степлер проталкивает скобу через стопку бумаги, зубья протыкают бумагу, а ножки складываются за корону, чтобы зафиксировать предметы на месте. Если размер скобы соответствует вашему совместимому степлеру, покупка половинной или полной полосы полностью зависит от вас. Картриджные скобы немного более эксклюзивны с точки зрения использования, так как они предназначены только для электрических или тяжелых степлеров.
Если размер скобы соответствует вашему совместимому степлеру, покупка половинной или полной полосы полностью зависит от вас. Картриджные скобы немного более эксклюзивны с точки зрения использования, так как они предназначены только для электрических или тяжелых степлеров. Но не бойтесь, наши эксперты обнаружили два простых способа распутывания степлера. Все, что вам нужно, это скрепка!
Но не бойтесь, наши эксперты обнаружили два простых способа распутывания степлера. Все, что вам нужно, это скрепка!
 Случайное использование перманентных маркеров и ручек оставляет заметки, которые невозможно стереть. Удалить маркер для сухого стирания или влажного стирания сразу достаточно легко, но если заметки остаются на доске слишком долго, даже эти маркеры оставят пятна. Большинство белых досок поставляются с войлочным ластиком, который можно использовать для чистки, но он не всегда помогает. Если на доске появились пятна и следы от частого использования, воспользуйтесь этими простыми способами, чтобы она выглядела как новая. Купить все белые доски Как чистить доски для сухого стирания Чтобы очистить доску, начните с увлажнения ткани и нанесения небольшого количества чистящего средства по вашему выбору на
Случайное использование перманентных маркеров и ручек оставляет заметки, которые невозможно стереть. Удалить маркер для сухого стирания или влажного стирания сразу достаточно легко, но если заметки остаются на доске слишком долго, даже эти маркеры оставят пятна. Большинство белых досок поставляются с войлочным ластиком, который можно использовать для чистки, но он не всегда помогает. Если на доске появились пятна и следы от частого использования, воспользуйтесь этими простыми способами, чтобы она выглядела как новая. Купить все белые доски Как чистить доски для сухого стирания Чтобы очистить доску, начните с увлажнения ткани и нанесения небольшого количества чистящего средства по вашему выбору на




 Может изготавливаться из стали, пластика.
Может изготавливаться из стали, пластика.
 В грязной камере происходит задержка и оседание пылевых частиц. К этому отсеку относятся входной клапан, пылесборник, внешняя часть рукава. Из чистой камеры воздушные массы передаются к выходному клапану. В чистой камере расположены и элементы регенерации рукавов.
В грязной камере происходит задержка и оседание пылевых частиц. К этому отсеку относятся входной клапан, пылесборник, внешняя часть рукава. Из чистой камеры воздушные массы передаются к выходному клапану. В чистой камере расположены и элементы регенерации рукавов.

 Чистый воздух поступает внутрь каркаса и переходит в чистую камеру.
Чистый воздух поступает внутрь каркаса и переходит в чистую камеру.
 Стоимость зависит от того, из какого материала выполнено изделие, на какие условия работы рассчитано, какими характеристиками обладает.
Стоимость зависит от того, из какого материала выполнено изделие, на какие условия работы рассчитано, какими характеристиками обладает.




 4. Структура мешков для пылевых фильтров:
4. Структура мешков для пылевых фильтров: промышленность и другие отрасли промышленности.
промышленность и другие отрасли промышленности. 
 ★★
★★
 Заменяемые детали могут отличаться от оригинала.
Заменяемые детали могут отличаться от оригинала. назад
назад Я могу заставить его работать, добавляя большие резинки.
Я могу заставить его работать, добавляя большие резинки.

 1-2 отверстия не проблема, но если в модели их сотня (а такое бывает), 3д печать может весьма затянуться.
1-2 отверстия не проблема, но если в модели их сотня (а такое бывает), 3д печать может весьма затянуться. Качественные модельные полимеры — самые бюджетные из списка, но при этом точные и достаточно прочные для демонстрационных инженерных сборок.
Качественные модельные полимеры — самые бюджетные из списка, но при этом точные и достаточно прочные для демонстрационных инженерных сборок. 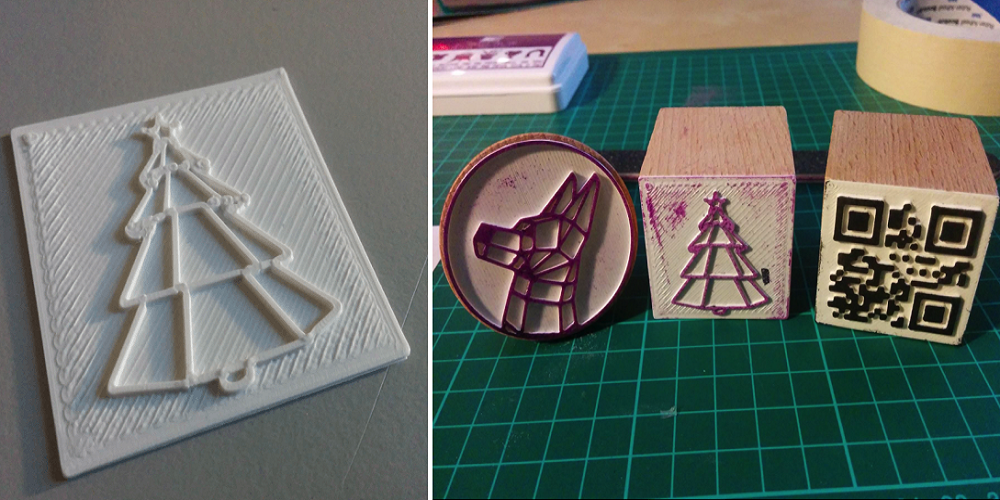 Но стоит отметить, что они поддерживают печать простыми материалами, например PLA пластиком. Для печати сложных 3d моделей подобное оборудование не подходит.
Но стоит отметить, что они поддерживают печать простыми материалами, например PLA пластиком. Для печати сложных 3d моделей подобное оборудование не подходит. У промышленных она выше.
У промышленных она выше. При этом каждый проект индивидуален. Из этого следует, что не только цена за грамм, но и взаимопонимание между заказчиком и исполнителем 3д печати так же является важным фактором быстрой и успешной реализации проекта.
При этом каждый проект индивидуален. Из этого следует, что не только цена за грамм, но и взаимопонимание между заказчиком и исполнителем 3д печати так же является важным фактором быстрой и успешной реализации проекта.  ua
ua
 Наиболее распространенными являются нити из термопластичных эластомеров (TPE). TPE можно использовать для нескольких применений, некоторые из которых включают подошвы для обуви, шлепанцы и промышленные применения, такие как уплотнительные кольца.
Наиболее распространенными являются нити из термопластичных эластомеров (TPE). TPE можно использовать для нескольких применений, некоторые из которых включают подошвы для обуви, шлепанцы и промышленные применения, такие как уплотнительные кольца.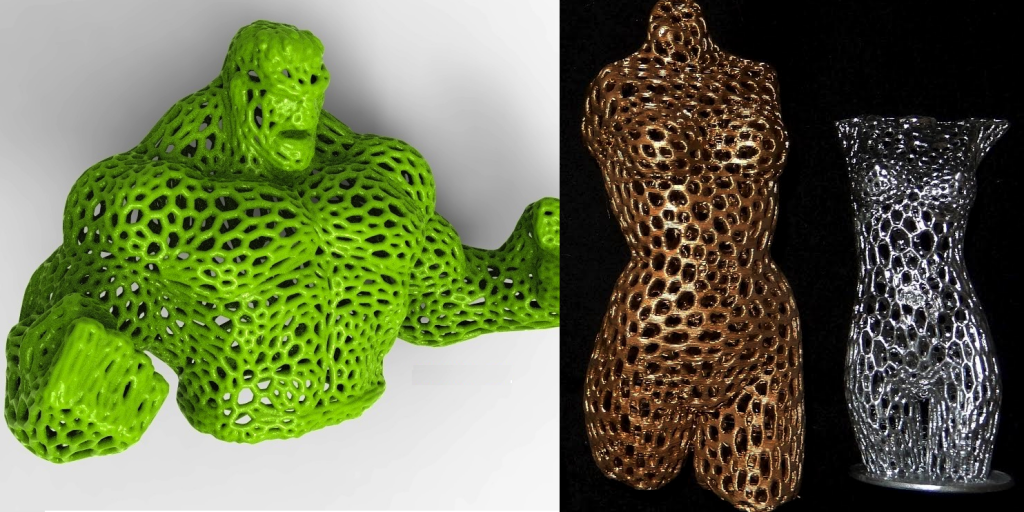 Источник: Formlabs
Источник: Formlabs 0A. Он был протестирован профессионалами и гарантирует превосходное качество и устойчивость. Его гибкость делает отпечатки гибкими под воздействием сил, а твердые конструкции, напечатанные с его использованием, устойчивы к ударам.
0A. Он был протестирован профессионалами и гарантирует превосходное качество и устойчивость. Его гибкость делает отпечатки гибкими под воздействием сил, а твердые конструкции, напечатанные с его использованием, устойчивы к ударам. Сегодняшние нити используются в хобби для создания таких вещей, как ручки, шины RC, детали роботов и множество других вещей, которые требуют ощущения или функциональности, подобных резине.
Сегодняшние нити используются в хобби для создания таких вещей, как ручки, шины RC, детали роботов и множество других вещей, которые требуют ощущения или функциональности, подобных резине. Если окружающая среда слишком горячая или слишком холодная, вы, скорее всего, получите плохие результаты.
Если окружающая среда слишком горячая или слишком холодная, вы, скорее всего, получите плохие результаты.