Система смазки станков ЧПУ. Какое масло для станков использовать?
Система смазки любого оборудования служит для смазки трущихся элементов механизма, тем самым уменьшает их износ, увеличивает точность работы и защищает от перегрева.
Соответственно, чтобы оборудование долго работало на вашем производстве необходимо соблюдать правила эксплуатации станка и регулярно смазывать механизмы.
Во фрезерных станках смазывают направляющие, по которым передвигается портал со шпинделем, что обеспечивает плавность и скорость хода, а также точность работы.
Виды систем смазки станков ЧПУ
1. Рычажковая
Наиболее распространенный вид смазки, т.к. является самым доступным по цене. Устанавливается на любые фрезерные станки с ЧПУ, имеющие рельсовые направляющие (профильные).
Представляет собой пластиковый прозрачный контейнер с рычажком, в который заливается масло. По нажатию рычага масло подается в каретки по всем направляющим.
Внимание, совет! Так как на ось Z давление меньше, чем на ось Y, возможен переизбыток смазки. Чтобы этого избежать, перед началом подачи:
затяните все регулировочные винты,
отрегулируйте подачу масла по направляющим, по-тихоньку откручивая винты,
через несколько дней после первой подачи, очистите направляющие от пыли и нажмите один раз на рычаг и прогоните оборудование по всем осям.
в дальнейшем, достаточно нажимать на рычаг не чаще одного раза в месяц.
2. Цифровая
Эта система смазки похожа на рычажковую и также имеет:
пластиковый прозрачный контейнер, куда заливается масло,
регулировочные винты настройки давления.
Главное отличие в том, что не надо вручную нажимать рычажок. Время подачи масла программируется на электронном блоке и подается по заданному расписанию. Преимущество этой системы смазки в минимизации влияния человеческого фактора, который, как мы знаем, является наиболее частой причиной поломок оборудования.
3. Централизованная
Самая экономичная и эффективная смазка, т.к. неприхотлива и требует меньше внимания к себе. Также применяется и в лазерных станках с ЧПУ.
Принцип ее работы заключается в следующем:
с помощью специальных шприцов смазка закачивается в насос,
при работе станка насос сам дозирует количество подачи масла и не допускает переливов,
Важно отслеживать количество масла в насосе. Как только увидите, что направляющие вашего станка сухие, значит снова нужно добавить масла.
Какое масло для станков использовать?
Для смазки фрезерных станков используется индустриальные масла, полученные путем переработки нефти И-20, И-30.
Основные характеристики индустриального масла:
вязкость или густота, меняющаяся при смене температуры
плотность – влияет на передающие свойства жидкости и помогает вычислить вязкость
температура вспышки – температура при котором масло воспламеняется. Чем она выше, тем ниже расход масла.
температура застывания – температура, при которой масло теряет подвижность
зольность – показатель чистоты масла
% серы в масле – параметр, показывающий наличие серы в масле. Чем ее меньше, тем лучше.
При выборе масла чаще всего смотрят на его вязкость, т.к. от этого параметра зависит его основное применение.
Нужна консультация инженера?
Оставьте заявку, перезвоним вам в течение 5ти минут.
Чем смазывать фрезерный станок и какие системы смазки существуют
Разновидности систем смазывания фрезерных станков, критерии выбора масел и нюансы их использования.
Смазка для станков – важный аспект долговечности работы фрезерного оборудования. Срок службы определяется тем, насколько интенсивно будет воздействовать на детали и узлы сила трения. Правильное и регулярное смазывание существенно снижает нагрузку на элементы и, как следствие, потребляемую электрическую мощность. Кроме того, смазывание помогает повысить точность резки, поддерживать рабочую температуру, добиться увеличенного КПД.
Разновидности систем смазки для фрезерных станков
Смазочные системы распределяются на три основные категории.
Рычажковая
Распространенный и наиболее простой тип, также оптимальный по цене. Рычажковая система может быть установлена практически на любые фрезерные станки с ЧПУ, которые оборудованы профильными (рельсовыми) направляющими. Выглядит как прозрачный контейнер из пластмассы, оснащенный рычажком. Внутрь помещается смазочно-охлаждающая жидкость. Когда происходит нажатие на рычаг, то смазка распределяется по направляющим при помощи кареток.
Перед началом подачи нужно проверить несколько параметров во избежание неравномерного давления и переизбытка смазки, образующегося в результате этого:
тщательно затянуть регулировочные винты;
постепенно расслаблять винты, регулируя распространение смазочного материала по профилям;
спустя 4-5 дней с момента первой подачи, устраните пыль с профилей, прогоните оборудование по осям, нажмите на рычаг один раз;
впоследствии повторяйте одно нажатие на рычажок примерно один раз в месяц.
Централизованная
Наименее прихотливый вариант. Почти не требует к себе внимания, при этом эффективен и экономичен. Может применяться в качестве системы смазки станка с ЧПУ лазерного типа. Особенности работы:
смазочный материал помещается в насос при помощи специализированных шприцов;
насос автоматически производит дозировку, определяя нужное количество масла и устраняя вероятность перелива;
при этом необходимо следить за тем, сколько в насосе масла – его нужно добавить, если направляющие уже совсем сухие.
Цифровая
Система в целом напоминает рычажковый узел и тоже оснащена такими элементами, как:
настроечные винты для регулирования давления в системе;
прозрачная пластмассовая емкость для заливки масла.
Различие заключается в отсутствии необходимости нажимать на рычаг вручную. Электронный блок управления позволяет запрограммировать частоту подачи масляного состава или СОЖ, после чего эта работа выполняется самостоятельно по расписанию. Это освобождает сотрудников от рутинной работы и снимает человеческий фактор (забывают нажать на рычажок или делаю это слишком часто). Тем самым снижается вероятность поломки станка.
Читайте также
Смазка токарного станка
Можно ли обрабатывать алюминий на фрезере без СОЖ?
Как сделать вентиляцию для лазерного станка?
Нюансы использования
Дадим несколько важных советов и рекомендаций касаемо того, как правильно смазывать элементы фрезерного станка:
Каждый день токарь должен проводить минимальное техническое обслуживание – проверять количество смазки в системе перед запуском станка, при необходимости пополнять его, при загрязнении – сливать старую жидкость и заливать новую, предварительно промыв резервуар керосином.
Нужно смазывать фитилями из емкостей опоры вала, ходовой винт, а также заднюю бабку. Масло в резервуары заливается до момента вытекания. Каждый день после окончания работы осуществляется смазывание конусной оси с предварительным снятием резцовой головки.
Следует использовать маслоуказатель для определения уровня имеющейся смазки. Обычно данный указатель находится с лицевой стороны. В середине и в начале смены требуется смазывать каретку и поперечные салазки, чтобы на направляющих не успевала появляться маслянистая пленка.
Токарь должен на протяжении всей работы обращать внимание на состояние смазки, при необходимости направлять ее. Все патроны, трубки, масленки, зажимы и другие элементы системы должны содержаться в чистоте. Это положительно скажется на точности и долговечности функционирования станка.
Как правило, вместе с фрезерным приспособлением поставляется масленка – это нужно, чтобы вручную смазывать мелкие детали, такие как шестерни.
По каким критериям выбирают масла и смазки для станков
О чем стоит помнить:
Чем сильнее нагрузка на деталь и выше температура — тем выше должна быть вязкость масла.
Чем выше скорость вращения и трения деталей — тем менее вязкую смазку нужно выбирать.
Очень важный критерий выбора — устойчивость к окружающей температуре. Подбирать продукт следует с расчетом на то, чтобы жидкость не высыхала и не воспламенялась во время работы на предельных нагрузках.
Обратите внимание, что индустриальное масло – это не смазочно-охлаждающая жидкость. А купить качественные СОЖ для любых типов станков вы можете в нашем интернет-магазине с доставкой по Санкт-Петербургу и России. Позаботьтесь о состоянии оборудования на своем предприятии, и это позволит надолго сохранить его в рабочем состоянии.
лучших хитов и ссылок | Смазочные материалы для токарных и фрезерных станков | Практик-механик
Джереми
Горячекатаный
#1
Я хотел бы начать тему со списком различных рекомендованных смазочных материалов для таких вещей, как подшипники передней бабки, масла для направляющих и т. п. Другие вещи, такие как хорошие аэрозольные масла для предотвращения ржавчины, также были бы замечательными (по моему опыту, WD / 40 ужасен для долгосрочной защиты от ржавчины, он просто испаряется).
У меня есть токарный станок по металлу Rockwell, и я использую легкое турбинное масло для направляющих. Кажется, работает нормально, но слышал, что это не рекомендуется. Чем вы пользуетесь, ребята?
Включите также информацию о размере оборудования, которое вы используете, так как некоторые вещи могут относиться к большому 36-дюймовому токарному станку, но не к маленькому 6-дюймовому станку.
EPAIII
Алмаз
#2
Джереми,
Я не профессиональный машинист, но уже много лет работаю дома и полупрофессионалом.
В последние несколько лет я оборудовал свою мастерскую полноразмерным инструментом (токарный станок, фреза-сверло). Я видел много дискуссий на эту тему и слышал много разных идей. Я купил два масла для токарного станка и фрезерного станка у McMaster-Carr. Они продают веретенное масло и путевое масло. Я купил по галлону каждого. Их упаковывала компания Motor Oil, Inc.
Веретенное масло имеет маркировку Spindle Oil 22, 95-115 SUS. На этикетке указано, что он рассчитан на скорость до 3600 об/мин. Я считаю, что у них есть еще один для более высоких скоростей.
Масло Way тяжелее и имеет маркировку Way Lube 68, 300-350 SUS. В дополнение к способам, я также использую это на ходовых винтах, переключении передач и на одном подшипнике промежуточного вала, который сильно течет.
Оба не моющие средства.
Если у вас есть шариковые или роликовые подшипники, вам понадобится хорошая смазка для шариковых подшипников. Я купил 1-фунтовую банку смазки Lubriko Grease, рекомендованную местной компанией BB. Я использовал это на шарикоподшипниках в шпинделе моего Unimat более 30 лет, и это работает очень хорошо. Они все еще выглядели новыми, когда я последний раз разбирал.
Что касается спрея для масла, то я редко пользуюсь аэрозольными баллончиками. Они просто слишком дороги. Мне жаль это признавать, но я использую WD-40. Я нахожусь в центре Айовы, и ржавчина не кажется большой проблемой. Когда я был в Южной Флориде, это было ужасно — Соленые брызги! Я купил пару бутылочек с ручным распылителем WD-40. Они настраиваются либо на поток, либо на широкий шаблон. Я не вижу никаких причин, по которым из этих распылителей или подобных распылителей нельзя было бы распылять какую-либо легкую нефть.
PS: WD отлично подходит для резки алюминия.
Пол А.
кдв
Алюминий
#3
Джереми: Ваша машина на подшипниках скольжения? Если это так, мы использовали масло без моющих средств в весовой категории от 20 до 30. Обычно для этого требовалась масленка капельного типа или фитиль. Что касается смазки для предотвращения ржавчины, я предлагаю, чтобы WD-40 был продуктом, вытесняющим воду. Я считаю, что LPS-2 является гораздо лучшим ингибитором ржавчины. Надеюсь, это поможет
гандерсо
Пластик
#4
В 1970-х годах я закончил техникум машиностроения. Наш старший инструктор настоял на том, чтобы мы протерли все направляющие, ходовые винты и другие открытые части машины смазочным маслом DTE Heavy Medium. Это довольно прозрачное масло без моющих присадок мощностью около 40 Вт с компонентом ингибитора ржавчины. Я до сих пор использую его в своем хобби-магазине с большим успехом в нашем влажном климате.
Для закрытых коробок передач и приводов средней и высокой скорости нас учили использовать турбинное масло, когда спецификация производителя машины была либо неизвестна, либо настолько устарела, что не могла соответствовать современным смазочным материалам. WD-40 обеспечивает только кратковременную защиту от коррозии во влажном климате. Если оставить его включенным слишком долго, он может притягивать конденсирующуюся влагу. Как рекомендует другой пост здесь, LPS-2 или LPS-3 превосходны в качестве долговременного ингибитора коррозии, но они имеют тенденцию сгущаться в космоленоподобное соединение, которое не является очень хорошей смазкой, поэтому его следует использовать в качестве консерванта при хранении.
джилрой
Алмаз
#5
Для проникновения масла лучше всего подойдет PB Blaster.
Доступен в ближайшем магазине Autozone менее чем за 4 доллара за банку. Доступно на веб-сайте в галлонном размере с распылителем.
Рекс ТХ
Титан
#6
В последнее время использую синтетическую ATF для шпиндельного и перронного масла. Мне он нравится, потому что он ярко-красный и помогает мне отслеживать, что смазано, а что нет. Любые мнения относительно того, может ли это быть вредным или нормальным?
Я склонен накапливать образцы автомобильных смазочных материалов, обычно по кварте за раз. Я также хотел бы иметь несколько бутылок оружейного масла Lucas, которое должно отлично подходить для станков.
Грег Менке
Алмаз
#7
Я не предлагаю, чтобы ATF оставляла следы, но будьте осторожны. Мой токарный станок давным-давно смазывали восковым маслом. Когда я его получил, <каждый> фитиль в передней бабке и фартуке был забит загустевшим маслом. Фитиль буквально ощущался как фитиль свечи — достаточно жесткий, чтобы сломаться, если его согнуть. Это, безусловно, было причиной того, что одна из втулок промежуточного вала передней бабки ужасно валялась. Масло в подшипник вообще не попадало. Приходилось вытаскивать все фитили (иногда приходилось вырезать их по частям), заполнять проходы разбавителем лака, затем продувать сжатым воздухом и, наконец, заменять новым материалом.
Так что убедитесь, что смазка, которую вы используете, не склеит вещи через несколько лет. Я использую шпиндельное масло для подшипников шпинделя и вала и другие разные смазки, тяжелое/среднее трансмиссионное масло для передней бабки и направляющее масло для направляющих. Я полагаю, что приличное синтетическое моторное масло тоже подойдет — многие жители Саут-Бенда, кажется, предпочитают 0W или 10W Mobil 1 для шпинделя.
Как правило, любой смазочный материал намного лучше, чем ничего, но правильные смазочные материалы обладают полезными вторичными эффектами: ингибиторы ржавчины, масло становится очень липким, поэтому оно не стекает, антипенные присадки для высокоскоростных коробок передач и т. д., которые ATF может и не быть.
Так что я бы сказал, оставьте ATF в машине и купите нужное. Это не так уж и дорого, и 1-галлонные банки имеют удобный размер.
С уважением,
Грег
пневмодвигатель
Пластик
#8
Если вы хотите придать защитный блеск направляющим или открытым металлическим частям машины, это лучшее из того, что я когда-либо видел для проникающей, долговременной защиты и предотвращения ржавчины (превращается в восковую пленку при испарении растворителя), и выносливость (это хорошо в течение 3 месяцев или около того в суровом Орегоне с высокой влажностью климата с сентября по июнь, когда каждый божий день стоит постоянный туман, и вы просто не можете не доставить его в свой магазин) T-9 Бошилд . Он был разработан компанией Boeing Aircraft Company в Орегоне. Вы только представьте себе, что происходит, когда они открывают свои большие двери ангара в один из тех туманных и моросящих дней.
Я купил новые азиатские станки у Jet — токарный станок Gh2340W1 и вертикальный фрезерный станок JTM-2 — за последний год и использовал в основном то, что рекомендует Jet — Mobil DTE Heavy Medium в редукторах токарного станка, способ Mobil Vactra #2. масло на направляющих токарного станка и в однократном насосе на мельнице и Mobil Velocite #10 в шпинделе на мельнице. Мы используем турбинное масло в масленках капельниц на валах наших ирригационных колодцев, которые, вероятно, работали бы так же хорошо, как Velocite; хотя у меня 30л. баррелей этого материала, я подумал, что лучше использовать продукт Mobil, по крайней мере, до 2 лет. гарантия истекает.
запстер
Алюминий
#10
я почти везде использую шпиндельное масло.. направляющие.. поперечное скольжение.. направляющие задней бабки.. я использую его для смазки каретки.
мы делаем много газетных роликов.. охлаждающие барабаны.. большие вещи все из нового.. покрытие от сталелитейных заводов, которое они используют на трубах, делает грязный беспорядок на направляющих и т. д..
так что после каждого прохода перед я возвращаю каретку назад, чтобы начать другой проход, я протираю направляющие и снова смазываю шпиндельным маслом.. держит их в чистоте и достаточно хорошо смазывает…
это именно то, что я делаю
…зап!
Распредвал
Пластик
#11
У меня есть схемы смазки для Bridgeport Series I и Clausing Metosa C1340S, которые подойдут и для других токарных станков. Перекрестные ссылки на множество продуктовых линеек. Я могу отправить их по электронной почте кому-нибудь еще, чтобы опубликовать. Я продаю этот материал для жизни, поэтому любые вопросы просто задавайте.
Милакрон
Супер модератор
#12
Когда вы хотите оставить защитный блеск на путях или открытых металлических частях машины, лучшее, что я когда-либо видел для проникающей, длительной защиты и предотвращения ржавчины (он превращается в восковую пленку, когда растворитель испаряется), и стойкость (это хорошо в течение 3 месяцев или около того в суровом Орегоне с высокой влажностью климата с сентября по июнь, когда каждый божий день стоит постоянный туман, и вы просто не можете не доставить его в свой магазин) Т-9Бошилд. Он был разработан компанией Boeing Aircraft Company в Орегоне.
Нажмите, чтобы развернуть…
Мне нравится Boeshield в определенных ситуациях, но на самом деле он оказался в самом низу списка в обширных сравнительных тестах, проведенных журналом «Practical Sailor» несколько лет назад. Boeshield хорош для деталей, хранящихся внутри, но для внешних ситуаций LPS-3 и различные другие более простые примеси предотвратят ржавчину на гораздо более длительные периоды времени и в более суровых условиях, чем Boeshield.
Боб Варфилд
Горячекатаный
№13
Мне нравится Break Free, если я хочу что-то похожее на WD-40 по консистенции, но с гораздо большей защитой от ржавчины. На самом деле, если я заканчиваю новый инструмент, я протираю его с помощью Break Free. Я имею тенденцию пересматривать свои машинные пути и так далее каждый месяц с некоторыми. Я живу в прибрежном городке на Тихом океане и у меня нет проблем с ржавчиной.
Лучший,
ЧБ
Морской фермер
Алмаз
№14
Я живу на краю пресноводного болота, примерно в четверти мили от океана, на узком полуострове, вдающемся в океан. Относительная влажность 70-99 процентов в течение всего года. Я перепробовал все вышеперечисленные средства защиты от ржавчины. Большинство из них отлично подходят для вещей, которые вы снимаете, используете и повторно смазываете не менее трех раз в год. Не нашел ничего для вещей, которые хранились/не использовались более 6 месяцев. Но я продолжаю искать.
Это мой Святой Грааль.
кдв
Алюминий
№15
FWIW, мне нравятся смазки LPS-2 и 3 для краткосрочного и долгосрочного хранения. Lps-3 — отличный продукт для продуктов, подвергающихся циклам замораживания-оттаивания. Я живу в Мичигане, где крайности — это образ жизни. Они защищали мое оборудование в течение многих лет. Я пробовал breakfree, Boeshield и многие другие. Мне еще предстоит найти такое же хорошее покрытие, как линейка покрытий LPS.
cdw
wa4dc
Пластик
№16
Для сохранения нового оборудования на складе и машин, хранящихся снаружи без защиты. Я использую Locktite Maxi-Coat. Это комсомолин в баллончике. Оставленный сохнуть, он образует восковой слой, поэтому, если он используется на машинах, его необходимо растворить в более легком масле перед использованием машины. Он толще, чем обычный комсомолин, поставляемый с новой машиной, и будет «замораживать» пути и тому подобное. Среда, в которой я использую это, представляет собой терминал для перекачки удобрений / соли, мы ежегодно обрабатываем 30 тыс. тонн соли / 1,5 млн тонн удобрений.
Чесапик
Алюминий
# 17
Не уверен, прочитал ли я это здесь или в другом месте, но кто-то рекомендовал использовать масло для шины цепной пилы. Я использую это на своем токарном станке, и это прекрасно работает. Я использую его в шпинделе, а также способы.
Плотный, оставляет на дорожках ровную ровную пленку. Это даже немного подтягивает их.
Дядя Итан
Алюминий
# 18
У меня был приятель-механик, который посоветовал мне использовать смазку для цепей бензопилы или мотоцикла для смазки пути, поскольку она разработана так, чтобы прилипать и не скользить легко. Не уверен насчет других его свойств.
Грязь
Алмаз
# 19
Превосходный PDF-файл со списком взаимозаменяемых брендов масел и смазок, типов, вязкости и т. д.
Я попытался перейти по ссылке выше на сайт perkinsproducts.com. Но я получил ошибку, что он не найден. Я искал корневой путь и получил сообщение о том, что Perkins теперь является частью DuBois Chemical. Итак, я пошел туда и попытался найти исходный связанный PDF.
Сначала я нашел это: Жидкости для металлообработки: Жидкости для металлообработки
И ссылка внизу страницы выше: Перекрестная ссылка Lubes: http://www.duboischemicals.com/metalworking/Lubes Guide.pdf
Но , примечание мелким шрифтом внизу первой страницы гласит: «Обратите внимание, что это руководство охватывает только продукты на основе минеральных масел. Аналогичное трехлетнее руководство опубликовано для синтетических смазочных материалов (PE, июль 2003 г., стр. 30, файл 8010). руководство доступно на нашем веб-сайте по адресу plantengineering.com Войдите в архивы, а затем выберите выпуск за июль 2003 г.
Я зашел на этот веб-сайт и нашел область архива, но он восходит только к 2011 году, поэтому не смог найти статью 2003 года. Независимо от того.
Полазив по сайту plantengineering.com, я нашел хороший ресурс:
http://www.plantengineering.com/magazine/lubrication-guide Где есть сводная информация о различных типах смазочных материалов за последние несколько лет. .
Надеюсь, это поможет и избавит людей от необходимости копаться в этой информации.
Бентли
Смазка для фрезерных станков
ПОИСК В ЭТОМ БЛОГЕ
Смазка фрезерного станка
Смазка необходима всем машинам для обеспечения их длительного срока службы. Здесь мы видим, что система смазки фрезерного станка и различные смазочные материалы используются в разных частях фрезерного станка.
Техническое обслуживание вашего фрезерного станка является одним из ключей к продлению его срока службы, а также к поддержанию хорошего качества отделки. Хотя смазка станка может занять некоторое время, экономия средств окупится в долгосрочной перспективе, поскольку ремонт фрезерного станка обходится очень дорого из-за отсутствия профилактического обслуживания.
Список смазочных материалов, приведенный ниже:
долговечность во многом определяется смазкой фрезерного станка.
Смазочные материалы должны быть в строгом соответствии с требованиями к фрезерной смазке, масло должно быть чистым, без кислоты, без воды и дурума и так далее. Рекомендуемое масло N46.
Вертикально-фрезерный станок следует смазывать три раза в месяц и один раз в полгода после 3-летнего использования.
Шариковый винт направляющей и т. д. следует смазывать 4 раза в день, каждую смену днем и ночью.
Другие детали, требующие смазки, оснащены маслосборниками, заполняя каждый класс не менее четырех раз в день.
Читать похожие сообщения:
Новое сообщение Старый пост Дом
Полый вал и сплошной вал
Полый вал содержит одинаковое количество материала на всех концах, если полый и сплошной вал имеют одинаковый вес, в то время как в так. ..
Разница между ЧПУ и VMC
Полная форма ЧПУ
— это компьютерное числовое управление, а полная форма VMC — вертикальный обрабатывающий центр. ЧПУ — это машина, а VMC — всего лишь часть ее…
Разница между ЧПУ и DNC
Основное различие между ЧПУ и DNC заключается в том, что ЧПУ передает машинные инструкции, а DNC управляет распределением информации…
Преимущества и недостатки заклепочных соединений
Заклепка представляет собой цилиндрическое механическое соединение с головкой. Он используется в качестве члена совместной структуры. Это неразъемное соединение, которое…
Преимущества и недостатки жидкого топлива
Жидкое топливо — это горючие или генерирующие энергию молекулы, которые можно использовать для генерирования механической энергии, обычно генерируя кине…
Преимущества и недостатки системы автоматической коробки передач
Автоматическая трансмиссия, также называемая полностью автоматической коробкой передач, представляет собой полностью автоматизированную коробку передач, которая автоматически изменяет передаточное отношение, как и в случае .
АБС-пластик — ударопрочный аморфный материал. Отличительные свойства: теплостойкость 110оС, выдерживает низкие температуры до -40оС, дает блестящую поверхность, имеет хорошую химическую стойкость, стоек к щелочам и смазочным маслам, характеризуется пониженными электроизоляционными свойствами, нестоек к УФ-излучению. Пригоден для нанесения гальванического покрытия, металлизации (имеются специальные марки), а также для пайки контактов. Рекомендуется для точного литья. Имеет высокую размерную стабильность. Сушка: в течение от 0,5 до 2 часов при температуре 70-80оС, в зависимости от производительности сушилки.
Примеры применения : АБС-пластик имеет практическое применение для всех отраслей промышленности. Особенно для автостроения, машиностроения, приборостроения и т.д. Основные применения: детали пылесоса, вентилятора, кофеварки, прочих электробытовых приборов, корпусов оргтехники, электроинструментов, переключатели, решетки радиатора, панели приборов, декоративные колпаки на колеса, детали ручек дверей, багажника и т. д. Синонимы : ABS, (Poly)Acrylonitrile Butadiene Styrene, АБС Акрилонитрил/бутадиен/стирол (Сополимер акрилонитрила, бутадиена и стирола, АБС-пластик, АБС-сополимер).
Polylac®
CHIMEI-ASAHI CORPORATION
PA-757
Свойства: Высокий блеск. Средняя ударопрочность. Высокая жесткость. Хорошая обработка.
Свойства
Метод тестирования ASTM
Единица измерения
Показатели
физические
Индекс текучести расплава, ( 200 °С×5 кг)
D1238
г/10 мин.
1.8
(230 °С×3,8 кг)
D1238
г/10 мин.
6.8
(220 °С×10 кг)
ISO 1133
г/10 мин.
22
Плотность ( 23 °С)
D792
кг/м2
1050
Усадка при литье
D955
%
0. 3-0.7
механические
Модуль при растяжении ( 6мм/мин)
D638
Мпа
2930
Относительное удлинение на пределе текучести ( 23 °С)
Упаковка: 25кг. Многослойные бумажные мешки с полиэтиленовым вкладышем.
Хранение: Хранить в сухом прохладном месте. Предохранять от попадания прямых солнечных лучей, дождя, резких перепадов температуры. Запрещено разведение огня в зоне хранения.
Технологические условия для испытанных образцов
Показатели
Температура сушки, °С
85,0-95,0
Время сушки, час
2,0-4,0
Рекомендуемая максимальная влажность, %
0,1
Температура в начале шнека, °С
200-240
Температура в середине шнека, °С
220-260
Температура в конце шнека, °С
220-260
Температура сопла, °С
210-250
Температура расплава, °С
220-260
Температура формы, °С
40,0-80,0
Polylac®
CHIMEI-ASAHI CORPORATION
PA-707
Свойства: Высокий блеск. Высокая твердость. Средняя термостойкость.
Свойства
Метод тестирования ASTM
Единица измерения
Показатели
физические
Индекс текучести расплава, ( 200 °С×5 кг)
D1238
г/10 мин.
1.9
(220 °С×10 кг)
ISO 1133
г/10 мин.
20
Плотность ( 23 °С)
D792
кг/м2
1060
Усадка при литье
D955
%
0.3-0.7
механические
Модуль при растяжении ( 6мм/мин)
D638
Мпа
Относительное удлинение на пределе текучести ( 23 °С)
Упаковка: 25кг. Многослойные бумажные мешки с полиэтиленовым вкладышем.
Хранение: Хранить в сухом прохладном месте. Предохранять от попадания прямых солнечных лучей, дождя, резких перепадов температуры. Запрещено разведение огня в зоне хранения.
Технологические условия для испытанных образцов
Показатели
Температура сушки, °С
85,0-95,0
Время сушки, час
2,0-4,0
Рекомендуемая максимальная влажность, %
0,1
Температура в начале шнека, °С
210-250
Температура в середине шнека, °С
210-250
Температура в конце шнека, °С
230-270
Температура сопла, °С
220-260
Температура расплава, °С
240-270
Температура формы, °С
40,0-80,0
Polylac®
CHIMEI-ASAHI CORPORATION
PA-709S
Свойства: Сверхвысокая ударопрочность. Экструзия.
Свойства
Метод тестирования ASTM
Единица измерения
Показатели
физические
Индекс текучести расплава, ( 200 °С×5 кг)
D1238
г/10 мин.
0,4
(230 °С×3,8 кг)
D1238
г/10 мин.
0,8
(220 °С×10 кг)
ISO 1133
г/10 мин.
4,5
Плотность ( 23 °С)
D792
кг/м2
1050
Усадка при литье
D955
%
0.3-0.7
механические
Модуль при растяжении ( 6мм/мин)
D638
Мпа
2310
Относительное удлинение на пределе текучести ( 23 °С)
Упаковка: 25кг. Многослойные бумажные мешки с полиэтиленовым вкладышем.
Хранение: Хранить в сухом прохладном месте. Предохранять от попадания прямых солнечных лучей, дождя, резких перепадов температуры. Запрещено разведение огня в зоне хранения.
Polylac®
CHIMEI-ASAHI CORPORATION
PA-747S
Свойства: Высокая ударопрочность. Экструзия. Термоформование.
Свойства
Метод тестирования ASTM
Единица измерения
Показатели
физические
Индекс текучести расплава, ( 200 °С×5 кг)
D1238
г/10 мин.
0,7
(230 °С×3,8 кг)
D1238
г/10 мин.
1,9
(220 °С×10 кг)
ISO 1133
г/10 мин.
7,5
Плотность ( 23 °С)
D792
кг/м2
1030
Усадка при литье
D955
%
0. 3-0.7
механические
Модуль при растяжении ( 6мм/мин)
D638
Мпа
2517
Относительное удлинение на пределе текучести ( 23 °С)
Упаковка: 25кг. Многослойные бумажные мешки с полиэтиленовым вкладышем.
Хранение: Хранить в сухом прохладном месте. Предохранять от попадания прямых солнечных лучей, дождя, резких перепадов температуры. Запрещено разведение огня в зоне хранения.
Технологические условия для испытанных образцов
Показатели
Температура сушки, °С
90,0-100,0
Время сушки, час
2,0-4,0
Рекомендуемая максимальная влажность, %
60,0-80,0
Температура в начале шнека, °С
205-230
Температура в середине шнека, °С
210-240
Температура в конце шнека, °С
220-250
Температура сопла, °С
220-250
Температура расплава, °С
220-250
Температура формы, °С
40,0-80,0
1 -я калибровочная температура, °С
60,0-80,0
2 -я калибровочная температура, °С
60,0-80,0
Роль АБС-пластика в современном производстве
АБС-пластик — универсальный синтетический полимер, основу которого составляют акрилонитрил, бутадиеновый каучук и стирол. Этот материал отличается высокой ударопрочностью, эластичностью и износостойкостью.
Изготовление полимерного соединения
Инновационный пластик производится методом эмульсионной сополимеризации названных выше элементов. Процесс отличается повышенной энергоемкостью. Чтобы изготовить одну часть сырьевой пластмассы, требуется почти две части нефти в виде энергии и материалов.
АБС-пластик бывает гранулированным и листовым. С помощью гранул удается максимально точно отлить различные детали. В дальнейшем на эти элементы можно нанести гальванопокрытие или подвергнуть их вакуумной металлизации. Листовой полимер используется в качестве готового товара. Кроме того, он нередко становится материалом-заготовкой для воплощения всевозможных интерьерных решений, соединения разных моделей и форм. Листы АБС в качестве сырья применяются в производстве сложных деталей методом вакумной формовки.
Характеристики abs-пластика
Достоинства
Послужной список инженерного материала говорит сам за себя:
— Может выпускаться в широком цветовом диапазоне.
— Бывает матовым и глянцевым.
— Под влиянием производственных процессов способен принимать любые конфигурации.
— Не боится контакта с водой, щелочами, жирами, кислотами.
— Устойчив к воздействию смазочных масел.
— Отличается повышенной прочностью, а также стойкостью к ударным нагрузкам.
— Обладает высоким уровнем сопротивления на разрыв.
— Зарекомендовал себя длительным сроком службы, если нет прямого попадания солнечных лучей.
— Применяется в широком температурном диапазоне — от −400 до +900С. Выдерживает непродолжительное повышение температуры до + 1050С.
— Не оказывает вредного воздействия на природу и человека.
Недостатки
— Растворяется в ацетоне, бензоле, эфире, анилине, эфире и анизоле.
— При воздействии УФ-излучения теряет яркость красок, приобретает желтый оттенок.
— Неустойчив к резким температурным скачкам.
— Отличается низкими электроизоляционными свойствами.
— Не выдерживает длительного воздействия экстремально низких и высоких температур.
Изделия из АВБ-пластика
Уникальные характеристики полимера позволяют его использовать в различных сферах промышленности.
Автомобильная отрасль
Пищевая промышленность
Емкости для перевозки и хранения жидкостей.
Контейнеры.
Посуда (чашки, тарелки, стаканы).
Разделочные доски.
Медицина
Детали медицинской техники.
Контейнеры для хранения биологического материала.
Медицинские приборы.
Спорт
Инвентарь для занятий спортом.
Мебельная промышленность
Фурнитура.
Пробки, заглушки, которые входят в сборочные наборы.
Облицовка.
Столешницы.
Кухонные фартуки.
Кромка.
Элементы витрин.
Стулья, столы, табуреты (в том числе детские).
Приборостроение
Элементы для теле- и радиоаппаратуры.
Корпуса бытовой и оргтехники (пылесосов, телефонов, кофеварок, телевизоров, магнитофонов, калькуляторов, компьютеров, факсов, пультов дистанционного управления).
Корпуса для электроинструмента.
Детали электротехнического назначения (выключатели, переноски, розетки).
3D-печать
Полимер выпускают в специальных катушках, «нити» которых используют в принтерах для производства 3D-пластика. На выходе получают высокопрочную продукцию. Но для достижения поставленной цели необходимо преодолеть немало технологических сложностей. На 3D-принтеры устанавливаются прогреваемые рабочие платформы. Они нужны для поддержания определенной температуры внутри рабочей камеры. Если не выполняется это условие, то АБС-пластик дает большую усадку при охлаждении, теряет объем. Как следствие — деформация и расслоение готовой продукции.
3D-пластик пользуется большой популярностью, потому что части из этого материала легко склеить. А это значит, что нет ограничений в размерах: можно выпускать крупногабаритные товары. Кроме того, обработка ацетоном позволяет сгладить шероховатости и неровности поверхности готовых изделий.
Товары народного потребления
Детские игрушки (солдатики, машинки, наборы для песка, конструкторы типа «Лего»).
Дорожные чемоданы, кофры, футляры.
Хозяйственный инвентарь (ведра, лейки, тазы).
Детали для сантехники (вентили, фитинги, поддоны, сливные бачки).
Канцелярские изделия (ручки, лотки для документов, степлеры).
Уникальные свойства АБС-пластика помогли ему занять одно из лидирующих мест среди современных материалов.
Компания ucg — надежный помощник в бизнесе!
Наши специалисты в области материаловедения, применения и переработки полимерных материалов всегда готовы принять участие в решении проблем, возникающих на ваших предприятиях.
АБС-пластик: преимущества, области применения и многое другое
Использование термопластов для создания тонн повседневных товаров не ново. Их широкомасштабное использование в основном связано с их способностью превращаться в жидкость (а не гореть) после достижения определенной температуры. АБС-пластик, например, можно сжижать при температуре 221 градус по Фаренгейту, а затем охлаждать и снова нагревать.
Это единственное свойство делает термопласты, такие как ABS, отличным материалом для современных процессов литья, таких как литье пластмасс под давлением .
До использования термопластов реактопласты использовались в различных производственных процессах. Однако у реактопластов есть серьезное ограничение. Однократное нагревание термореактивных материалов вызывает необратимые химические изменения, которые заставляют их затвердевать.
Повторное нагревание термореактивного пластика заставляет их гореть. Следовательно, возможность вторичной переработки равна нулю по сравнению с термопластами, такими как ABS, которые можно многократно нагревать и формовать в желаемые формы.
Что такое АБС-пластик?
АБС-пластик или акрилонитрил-бутадиен-стирол представляет собой аморфный, ударопрочный, непрозрачный термопласт, который широко используется в пластмассовой промышленности. Как следует из названия, термопласт состоит из трех мономеров:
Акрилонитрил: Синтетический мономер, полученный из аммиака и пропилена.
Бутадиен: Мономер, являющийся побочным продуктом наряду с этиленом при производстве в установках парового крекинга.
Каждая единица мономера придает термопласту отдельные свойства. В то время как акрилонитрил способствует его высокой химической и термостойкости, бутадиен повышает прочность и ударную вязкость, а стирол обеспечивает такие свойства, как жесткость и технологичность.
Основные свойства
АБС-пластик считается очень прочным структурно. Это делает его идеальным выбором для различных применений, где требуется прочный и жесткий пластик, устойчивый к внешним воздействиям. Он широко используется в таких приложениях, как защитные кожухи, кожухи камер, жесткая упаковка и т. Д., Которые должны быть конструктивно прочными.
Физические свойства АБС-пластика:
Основные физические свойства АБС-пластика:
Высокая ударопрочность
Высокая жесткость
Тепловая и химическая стойкость
Высокие электроизоляционные свойства
Устойчивость к истиранию и пятнам
Структурная/размерная стабильность
Хорошая поверхностная яркость
Свариваемость/пластовость
Химические свойства АБС-пластика:
Ниже приведены некоторые важные химические свойства АБС-термопластика:
Химическая формула: (C8H8)x· (C4H6)y·(C3h4N)z)
Превосходная стойкость к кислотам и щелочам (в разбавленном виде)
Умеренная устойчивость к алифатическим углеводородам
Температура сжижения (стеклянный переход): 105 °C (221 °F)
Температура литья под давлением: 204–238 °C (400–460 °F)
Плохая устойчивость к спиртам, галогенированным углеводородам, ароматическим углеводородам.
Механические свойства АБС-пластика:
Прочность на растяжение: 46 МПа (6600 фунтов на кв. дюйм)
Прочность на изгиб: 74 МПа (10800 фунтов на квадратный дюйм)
Удельный вес: 1,06
Коэффициент усадки: 0,5-0,7%
Удлинение при разрыве — 10-50%
Удлинение при текучести — 1,7-6%
Твердость по Шору D: 100
Прочность (ударная вязкость по Изоду с надрезом при комнатной температуре): 200 – 215 Дж/м
Прочность при низкой температуре (удар по Изоду с надрезом при низкой температуре): 20–160 Дж/м
Температура теплового изгиба: 98 °C (208 °F) при 0,46 МПа (66 фунтов на кв. дюйм)
Электрические свойства АБС-пластика:
Диэлектрическая проницаемость: 2,7– 3,2
Диэлектрическая прочность: 15,7–34 кВ/мм
Стойкость к дуге: 60–120 с
Коэффициент рассеяния: 50 – 190 x 10-4
Объемное удельное сопротивление: 14 – 16 x 1015 Ом. см
Для использования в различных коммерческих продуктах АБС-пластик, как и большинство других термопластов, модифицируется путем добавления добавок, а также иногда путем изменения соотношения всех трех мономерных звеньев, присутствующих в нем.
Добавление добавок (например, волокон, наполнителей, ПВХ, минералов, термостабилизаторов, смазочных материалов и т. д.) приводит к различным свойствам материала и, следовательно, к различным классам термопластов, таким как ударопрочный и средний классы. , термостойкий, огнестойкий, гальванический и т. д.
Несмотря на то, что АБС-пластик обладает некоторыми превосходными свойствами, которые делают его востребованным термопластом в обрабатывающей промышленности, необходимо также тщательно учитывать некоторые ограничения. Плохая стойкость к растворителям (особенно спирту, сложным эфирам и т. д.), низкая диэлектрическая прочность, плохая устойчивость к атмосферным воздействиям, легкость царапания и т. д. — вот некоторые ограничения использования АБС.
Тем не менее, большинство из этих ограничений модифицируются или преодолеваются производителями пластика путем смешивания АБС-пластика с другими полимерами, такими как ПВХ, полиамид, поликарбонат и т. д. Опытные производители могут приготовить различные смеси АБС-пластика.
Токсичность
АБС считается относительно нетоксичным и, следовательно, безвредным термопластом. О каких-либо известных неблагоприятных последствиях для здоровья в результате воздействия АБС-пластика пока не сообщалось. Он не содержит известных канцерогенов, не выщелачивается и стабилен. Следовательно, это безопасный пластик для изготовления детских игрушек и подобных изделий.
Однако АБС не подходит для использования в качестве медицинских имплантатов из-за различных других ограничений.
Как уже упоминалось, АБС-пластик полностью пригоден для вторичной переработки и в значительной степени биосовместим. По этой причине его можно легко смешивать с другими материалами для производства различных коммерческих продуктов высокого качества и в то же время рентабельных.
Производственный процесс
Как упоминалось ранее в статье, АБС-пластик представляет собой комбинацию трех отдельных мономерных единиц, а именно: акрилонитрила, бутадиена и стирола. Он полимеризуется с использованием процесса эмульсии.
Другие процессы, такие как массовая полимеризация и т. д., также используются для создания термопластика АБС. Тем не менее, эмульгирование остается наиболее распространенным в мире процессом создания АБС-пластика.
Кроме того, в большинстве отраслей промышленности в качестве исходного материала для создания АБС-пластика используются старые предварительно изготовленные изделия из АБС-пластика. Благодаря 100% пригодности для вторичной переработки изделия из АБС-пластика можно многократно нагревать, превращать в жидкость и превращать в новые изделия.
Области применения
АБС находит применение в различных коммерческих и промышленных целях. Его свойства, такие как устойчивость к химическим веществам, теплу и физическим воздействиям, делают его отличным материалом для различных изделий.
АБС-пластик достаточно легко поддается механической обработке. Его низкая температура плавления делает его отличным выбором для современных методов литья, таких как процесс литья пластмасс под давлением или даже процесс 3D-печати. Следовательно, это хороший выбор для ситуаций с высокой температурой.
Кроме того, низкая стоимость АБС-пластика также способствует его популярности.
Все вышеупомянутые характеристики, а также свойства АБС-пластика делают его хорошим базовым материалом для различных применений в широком спектре отраслей, таких как автомобилестроение, электроприборы, спортивный инвентарь, игрушки, строительство и т. д. .
Ниже приведены некоторые из популярных применений АБС-пластика:
Различные автомобильные детали, которые ищут факторы снижения веса, рассматривают термопластик АБС как отличную замену металлам. К часто используемым деталям относятся компоненты приборной панели, спинки сидений, детали ремней безопасности, дверные проемы, ручки, приборные панели, отделка стоек и т. д.
Бытовая техника и потребительские товары для ежедневного использования, такие как панели управления, корпуса для пылесосов, кухонных комбайнов, вкладыши для холодильников и т. д., изготовлены из АБС-пластика.
Электрические и электронные устройства, такие как компьютерные клавиатуры, электронные корпуса и т. д.
Строительные материалы, такие как трубы и фитинги, изготавливаются из АБС-пластика. Это связано с его свойствами, такими как высокая ударная вязкость, устойчивость к ржавчине и коррозии.
Музыкальные инструменты, спортивный инвентарь и т. д.
Садовый инвентарь.
Лего и другие пластиковые игрушки.
Медицинское оборудование, такое как небулайзеры, компрессоры и т. д.
Использование АБС для 3D-печати и разработки прототипов
Процессы 3D-печати, выполняемые с использованием FDM-машин (моделирование методом наплавления), используют АБС-пластик. ABS в основном выбирают из-за легкости обрабатываемости. Материал легко клеится и декорируется, что делает его хорошим выбором для прототипирования. Из-за хорошей отделки поверхности АБС-пластика сравнительно легче добиться хорошего внешнего вида с точки зрения цвета и текстуры.
Преимущества АБС-пластика
Перейдем к преимуществам АБС-пластика по сравнению с другими доступными пластиковыми смолами .
Так почему же АБС-пластик является одним из наиболее часто используемых пластиков, особенно когда речь идет о продуктах, изготовленных методом литья под давлением?
Как упоминалось ранее в статье, химические, физические, механические и электрические свойства АБС-пластика придают ему уникальные характеристики. Относительно низкая температура плавления и низкая температура перехода газа делают его удобным в использовании материалом для литья пластмасс под давлением.
АБС-пластик можно легко превратить в жидкость и отлить в сложные формы с помощью методов литья под давлением.
Его 100% пригодность для вторичной переработки позволяет снова и снова переплавлять и изменять форму без химического разложения или сжигания.
ABS считается очень «безопасным в обращении» пластиком, поскольку он быстро остывает и затвердевает. Кроме того, с ним относительно легко манипулировать, красить и декорировать, что делает его предпочтительным выбором для продуктов, которые зависят от высококачественной отделки.
Высокая ударопрочность, теплостойкость и способность поглощать удары делают его предпочтительным выбором для применений, требующих структуры, формы и прочности.
Легкие и устойчивые к царапинам символы делают его хорошим выбором для автомобильных приложений. Поскольку здесь необходимо заменить металлы легким пластиковым материалом с превосходной отделкой, ABS работает как прекрасная альтернатива.
Наконец, его достаточно низкие производственные затраты делают его очень экономичным решением и выбором среди других вариантов термопластов, доступных на рынке.
Заключительные слова:
Различные термопласты служат различным целям в зависимости от их физических, химических, механических и электрических свойств. Выбор правильного пластикового материала для конкретного применения требует полного понимания материала. Лист из АБС-пластика представляет собой универсальный термопластик, который предлагает недорогую высококачественную альтернативу различным другим материалам на рынке. Простота использования, экономичность и различные уникальные свойства делают его популярным выбором в различных отраслях промышленности.
Что такое АБС-пластик? — Sharretts Plating Company
Пластмассы играют важную роль во многих производственных процессах. Акрилонитрил-бутадиен-стирол (АБС) является одним из наиболее широко используемых пластиков для промышленного применения. С момента своего первоначального широкого использования в автомобильной промышленности в 1960-х годах АБС-пластик стал предпочтительным материалом для многих продуктов, которые мы используем каждый день.
АБС-пластик: обзор
Акрилонитрил-бутадиен-стирол представляет собой термопластичный полимер, известный своей прочностью, структурной стабильностью и отличной термостойкостью, устойчивостью к коррозии и истиранию. Прочность этого пластика обеспечивает ударопрочность, которая превосходит многие другие производственные пластики. Хотя ABS является непрозрачным материалом, компонент стирола придает ему блестящий вид.
Еще одним ценным свойством является то, что ABS не горит. Вместо этого он сжижается при достижении точки плавления, что идеально подходит для литья под давлением. Также можно охлаждать и повторно нагревать АБС без значительного ухудшения характеристик.
Как изготавливается АБС?
Эмульсия
— наиболее распространенный процесс производства синтетического АБС-материала. Этот метод включает в себя комбинацию ряда небольших молекул, называемых мономерами. Мономеры погружаются в химический раствор, который создает связующее действие, известное как полимеризация. Другой метод производства АБС – непрерывная массовая полимеризация. В этом процессе соединение мономеров происходит в несколько стадий.
Поскольку АБС является перерабатываемым термопластиком, можно производить новую партию из использованного материала. Этот метод обеспечивает экономичный вариант, который также помогает сократить производственные отходы.
Почему используется ABS?
Долговечность, структурная стабильность и превосходная коррозионная стойкость, ударопрочность, химическая стойкость и износостойкость делают АБС-пластик лидирующим выбором среди других материалов для производства пластмасс. Его также легко красить и приклеивать к АБС-пластику, что повышает его универсальность и ценность.
Рост стоимости материалов вызывает растущую озабоченность у производителей во многих отраслях. ABS относительно недорог, что идеально подходит для компаний, работающих в условиях ограниченного операционного бюджета. Возможность переработки АБС-пластика также помогает предприятиям экономить деньги. С экологической точки зрения переработка помогает компаниям стать более экологичными.
Применение АБС-пластика
Полезные свойства, универсальность и низкая стоимость АБС делают его подходящим для различных промышленных и производственных применений. Продукты, в которых обычно используется этот материал, включают автомобильные детали, медицинские приборы, электрические сборки, игрушки, мелкую бытовую технику и ассортимент бытовых и потребительских товаров.
Покрытие АБС-пластика — широко распространенная производственная практика, которая повышает его коррозионную стойкость и другие свойства, а также улучшает его эстетическую привлекательность. Обычные металлы, которые хорошо подходят для гальванического покрытия ABS, включают медь, никель и золото. Нанесение покрытия на АБС-пластик требует нанесения базового покрытия, обычно наносимого методом химического осаждения, для улучшения адгезии.
Свяжитесь с SPC, чтобы узнать больше о нанесении покрытия на АБС-пластик
SPC — одна из немногих компаний по отделке металлов, освоивших покрытие ABS.
3DL — это расширение файла, обычно связанное с файлами LightConverse 3D Model Format. Спецификация LightConverse 3D Model Format была создана Light Converse. Формат файла 3DL совместим с программным обеспечением, которое может быть установлено на системной платформе . 3DL файл относится к категории Файлы изображений 3D так же, как #NUMEXTENSIONS # других расширений файлов, перечисленных в нашей базе данных. LightConverse является наиболее используемой программой для работы с 3DL файлами. Программное обеспечение LightConverse было разработано LightConverse LTD, и на его официальном веб-сайте вы можете найти дополнительную информацию о файлах 3DL или программном обеспечении LightConverse.
Программы, которые поддерживают 3DL расширение файла
Файлы с расширением 3DL, как и любые другие форматы файлов, можно найти в любой операционной системе. Указанные файлы могут быть переданы на другие устройства, будь то мобильные или стационарные, но не все системы могут быть способны правильно обрабатывать такие файлы.
Программы, обслуживающие файл 3DL
Windows
LightConverse
Как открыть файл 3DL?
Отсутствие возможности открывать файлы с расширением 3DL может иметь различное происхождение. С другой стороны, наиболее часто встречающиеся проблемы, связанные с файлами LightConverse 3D Model Format, не являются сложными. В большинстве случаев они могут быть решены быстро и эффективно без помощи специалиста. Мы подготовили список, который поможет вам решить ваши проблемы с файлами 3DL.
Шаг 1. Установите LightConverse программное обеспечение
Наиболее распространенной причиной таких проблем является отсутствие соответствующих приложений, поддерживающих файлы 3DL, установленные в системе. Решение этой проблемы очень простое. Загрузите LightConverse и установите его на свое устройство. Выше вы найдете полный список программ, которые поддерживают 3DL файлы, классифицированные в соответствии с системными платформами, для которых они доступны. Если вы хотите загрузить установщик LightConverse наиболее безопасным способом, мы рекомендуем вам посетить сайт LightConverse LTD и загрузить его из официальных репозиториев.
Шаг 2. Убедитесь, что у вас установлена последняя версия LightConverse
Если у вас уже установлен LightConverse в ваших системах и файлы 3DL по-прежнему не открываются должным образом, проверьте, установлена ли у вас последняя версия программного обеспечения. Иногда разработчики программного обеспечения вводят новые форматы вместо уже поддерживаемых вместе с новыми версиями своих приложений. Если у вас установлена более старая версия LightConverse, она может не поддерживать формат 3DL. Все форматы файлов, которые прекрасно обрабатывались предыдущими версиями данной программы, также должны быть открыты с помощью LightConverse.
Шаг 3. Назначьте LightConverse для 3DL файлов
После установки LightConverse (самой последней версии) убедитесь, что он установлен в качестве приложения по умолчанию для открытия 3DL файлов. Следующий шаг не должен создавать проблем. Процедура проста и в значительной степени не зависит от системы
Изменить приложение по умолчанию в Windows
Щелкните правой кнопкой мыши на файле 3DL и выберите «Открыть с помощью опцией».
Нажмите Выбрать другое приложение и затем выберите опцию Еще приложения
Последний шаг — выбрать опцию Найти другое приложение на этом… указать путь к папке, в которой установлен LightConverse. Теперь осталось только подтвердить свой выбор, выбрав Всегда использовать это приложение для открытия 3DL файлы и нажав ОК .
Изменить приложение по умолчанию в Mac OS
В раскрывающемся меню, нажав на файл с расширением 3DL, выберите Информация
Откройте раздел Открыть с помощью, щелкнув его название
Выберите из списка соответствующую программу и подтвердите, нажав « Изменить для всех» .
Должно появиться окно с сообщением, что это изменение будет применено ко всем файлам с расширением 3DL. Нажимая Вперед, вы подтверждаете свой выбор.
Шаг 4. Убедитесь, что файл 3DL заполнен и не содержит ошибок
Если проблема по-прежнему возникает после выполнения шагов 1-3, проверьте, является ли файл 3DL действительным. Проблемы с открытием файла могут возникнуть по разным причинам.
1. 3DL может быть заражен вредоносным ПО — обязательно проверьте его антивирусом.
Если 3DL действительно заражен, возможно, вредоносное ПО блокирует его открытие. Сканируйте файл 3DL и ваш компьютер на наличие вредоносных программ или вирусов. Если сканер обнаружил, что файл 3DL небезопасен, действуйте в соответствии с инструкциями антивирусной программы для нейтрализации угрозы.
2. Убедитесь, что структура файла 3DL не повреждена
Если вы получили проблемный файл 3DL от третьего лица, попросите его предоставить вам еще одну копию. Возможно, файл был ошибочно скопирован, а данные потеряли целостность, что исключает доступ к файлу. Это может произойти, если процесс загрузки файла с расширением 3DL был прерван и данные файла повреждены. Загрузите файл снова из того же источника.
3. Проверьте, есть ли у вашей учетной записи административные права
Существует вероятность того, что данный файл может быть доступен только пользователям с достаточными системными привилегиями. Выйдите из своей текущей учетной записи и войдите в учетную запись с достаточными правами доступа. Затем откройте файл LightConverse 3D Model Format.
4. Убедитесь, что в системе достаточно ресурсов для запуска LightConverse
Если в системе недостаточно ресурсов для открытия файлов 3DL, попробуйте закрыть все запущенные в данный момент приложения и повторите попытку.
5. Проверьте, есть ли у вас последние обновления операционной системы и драйверов
Регулярно обновляемая система, драйверы и программы обеспечивают безопасность вашего компьютера. Это также может предотвратить проблемы с файлами LightConverse 3D Model Format. Возможно, файлы 3DL работают правильно с обновленным программным обеспечением, которое устраняет некоторые системные ошибки.
Вы хотите помочь?
Если у Вас есть дополнительная информация о расширение файла 3DL мы будем признательны, если Вы поделитесь ею с пользователями нашего сайта. Воспользуйтесь формуляром, находящимся здесь и отправьте нам свою информацию о файле 3DL.
Расширение файла 3DL — File Extension 3DL
Как открыть 3DL файлы
Если появилась ситуация, в которой Вы не можете открыть файл 3DL на своем компьютере — причин может быть несколько. Первой и одновременно самой важной (встречается чаще всего) является отсутствие соответствующей аппликации обслуживающей 3DL среди установленных на Вашем компьютере.
Самым простым способом решения этой проблемы является нахождение и скачивание соответствующей аппликации. Первая часть задания, уже выполнена, — программы для обслуживания файла 3DL Вы найдете ниже. Теперь достаточно скачать и установить соответствующую аппликацию.
В дальнейшей части этой страницы Вы найдете другие возможные причины, вызывающие проблемы с файлами 3DL.
Возможные проблемы с файлами в формате 3DL
Отсутствие возможности открытия и работы с файлом 3DL, совсем не должен значить, что мы не имеем установленного на своем компьютере соответствующего программного обеспечения. Могут выступать другие проблемы, которые также блокируют нам возможность работы с файлом LightConverse 3D Model Format. Ниже находится список возможных проблем.
Повреждение открываемого файла 3DL.
Ошибочные связи файла 3DL в записях реестра.
Случайное удаление описания расширения 3DL из реестра Windows
Некомплектная установка аппликации, обслуживающей формат 3DL
На компьютере слишком мало места, чтобы открыть файл 3DL.
Драйверы оборудования, используемого компьютером для открытия файла 3DL неактуальные.
Если Вы уверены, что все перечисленные поводы отсутствуют в Вашем случае (или были уже исключены), файл 3DL должен сотрудничать с Вашими программами без каких либо проблем. Если проблема с файлом 3DL все-таки не решена, это может значить, что в этом случае появилась другая, редкая проблема с файлом 3DL. В таком случае остается только помощь специалиста.
Похожие расширения
.a2c
Alice Scene Format
.a8s
Anim8or Script Format
.an8
Anim8or 3D Animation Format
. anim
Amiga Animation Format
.animset
FaceFX Animation Set Format
.animset_ingame
FaceFX In-Game Animation Set Format
.anm
3D Animation Format
.aof
Artlantis Object Format
Как открыть файл с расширением 3DL?
Формат 3D-модели LightConverse
Разработчик
Легкий Конверс
Категория
Файлы 3D-изображений
Популярность
3. 5 (2 голоса)
Что такое файл 3DL?
3DL — это расширение файла, обычно связанное с файлами формата 3D-модели LightConverse. Спецификация формата 3D-модели LightConverse была создана Light Converse. Формат файла 3DL совместим с программным обеспечением, которое может быть установлено на системной платформе. 3DL файл относится к категории Файлы 3D-изображений, как и 622 других расширения имен файлов, перечисленных в нашей базе данных. LightConverse — наиболее часто используемая программа для работы с 3DL-файлами. Программное обеспечение LightConverse было разработано LightConverse LTD, и на его официальном веб-сайте вы можете найти дополнительную информацию о файлах 3DL или программном обеспечении LightConverse.
Программы, поддерживающие расширение файла 3DL
Файлы с расширением 3DL, как и любые другие форматы файлов, можно найти в любой операционной системе. Рассматриваемые файлы могут быть переданы на другие устройства, будь то мобильные или стационарные, но не все системы могут правильно обрабатывать такие файлы.
Программы, поддерживающие файл 3DL
Окна
СветКонверс
Как открыть файл с расширением 3DL?
Отсутствие возможности открывать файлы с расширением 3DL может иметь различное происхождение. С другой стороны, наиболее часто встречающиеся проблемы, связанные с файлами LightConverse 3D Model Format , не являются сложными. В большинстве случаев их можно решить быстро и эффективно без помощи специалиста. Мы подготовили список, который поможет вам решить ваши проблемы с файлами 3DL.
Шаг 1. Установите программное обеспечение LightConverse
Наиболее распространенной причиной таких проблем является отсутствие соответствующих приложений, поддерживающих файлы 3DL, установленные в системе. Решение этой проблемы очень простое. Загрузите LightConverse и установите его на свое устройство. Выше вы найдете полный список программ, поддерживающих файлы 3DL, классифицированных в соответствии с системными платформами, для которых они доступны. Если вы хотите загрузить установщик LightConverse наиболее безопасным способом, мы рекомендуем вам посетить веб-сайт LightConverse LTD и загрузить его из официальных репозиториев.
Шаг 2. Убедитесь, что у вас установлена последняя версия LightConverse
Если LightConverse уже установлен в ваших системах, а файлы 3DL по-прежнему не открываются должным образом, проверьте, установлена ли у вас последняя версия программного обеспечения. Иногда разработчики программного обеспечения вводят новые форматы вместо уже поддерживаемых вместе с более новыми версиями своих приложений. Если у вас установлена старая версия LightConverse, она может не поддерживать формат 3DL. Все форматы файлов, которые прекрасно обрабатывались предыдущими версиями данной программы, также должны открываться с помощью LightConverse.
Шаг 3. Назначьте LightConverse файлам 3DL
После установки LightConverse (самой последней версии) убедитесь, что оно установлено в качестве приложения по умолчанию для открытия файлов 3DL. Следующий шаг не должен вызвать проблем. Процедура проста и в значительной степени не зависит от системы
Измените приложение по умолчанию в Windows
Щелкните правой кнопкой мыши файл 3DL и выберите «Открыть с параметром
».
Нажмите «Выбрать другое приложение», а затем выберите «Дополнительные приложения», вариант 9.0012
Последним шагом является выбор параметра «Искать другое приложение на этом ПК» и укажите путь к папке, в которой установлен LightConverse. Теперь все, что осталось, это подтвердить свой выбор, выбрав Всегда использовать это приложение для открытия файлов 3DL и нажав OK.
Изменить приложение по умолчанию в Mac OS
В раскрывающемся меню, доступ к которому можно получить, щелкнув файл с расширением 3DL, выберите Информация
Откройте раздел Открыть с помощью, щелкнув его имя
Выберите из списка соответствующую программу и подтвердите, нажав Изменить для всех. …
Должно появиться окно с сообщением о том, что Это изменение будет применено ко всем файлам 3DL с расширением . Нажимая «Продолжить», вы подтверждаете свой выбор.
Шаг 4. Убедитесь, что файл 3DL заполнен и не содержит ошибок
Если проблема все еще возникает после выполнения шагов 1-3, проверьте, действителен ли файл 3DL. Проблемы с открытием файла могут возникнуть по разным причинам.
1. 3DL может быть заражен вредоносным ПО — обязательно проверьте его антивирусом.
Если 3DL действительно заражен, возможно, вредоносное ПО блокирует его открытие. Сканируйте файл 3DL и ваш компьютер на наличие вредоносных программ или вирусов. Если сканер обнаружил, что файл 3DL небезопасен, действуйте в соответствии с инструкциями антивирусной программы для нейтрализации угрозы.
2. Убедитесь, что структура файла 3DL не повреждена.
Если вы получили проблемный файл 3DL от третьего лица, попросите его предоставить вам еще одну копию. Возможно, файл был скопирован ошибочно, и данные потеряли целостность, что исключает доступ к файлу. Это могло произойти, если процесс загрузки файла с расширением 3DL был прерван, а данные файла повреждены. Загрузите файл еще раз из того же источника.
3. Проверьте, есть ли у вашей учетной записи права администратора
Существует вероятность того, что данный файл может быть доступен только пользователям с достаточными системными привилегиями. Выйдите из своей текущей учетной записи и войдите в учетную запись с достаточными правами доступа. Затем откройте файл формата 3D-модели LightConverse.
4. Убедитесь, что в системе достаточно ресурсов для запуска LightConverse
Если в системе недостаточно ресурсов для открытия файлов 3DL, попробуйте закрыть все запущенные в данный момент приложения и повторите попытку.
5. Проверьте наличие последних обновлений операционной системы и драйверов
Регулярно обновляемая система, драйверы и программы обеспечивают безопасность вашего компьютера. Это также может предотвратить проблемы с файлами LightConverse 3D Model Format . Возможно, файлы 3DL работают правильно с обновленным программным обеспечением, которое устраняет некоторые системные ошибки.
Вы хотите помочь?
Если у Вас есть дополнительная информация о файле 3DL, мы будем признательны, если Вы поделитесь ею с нашими пользователями. Для этого воспользуйтесь формой здесь и пришлите нам свою информацию о файле 3DL.
Расширение файла 3DL — Простые советы, как открыть файл 3DL.
Как открыть файл 3DL
Если Вы не можете открыть файл 3DL на своем компьютере — причин может быть несколько. Первой и одновременно самой важной (встречается чаще всего) является отсутствие соответствующей аппликации обслуживающей 3DL среди установленных на Вашем компьютере.
Очень простой способ решить эту проблему — найти и скачать соответствующее приложение. Первая часть задачи уже выполнена — программное обеспечение, поддерживающее файл 3DL, можно найти в таблице. Теперь просто скачайте и установите соответствующее приложение.
Возможные проблемы с файлами формата 3DL
Отсутствие возможности открытия файла 3DL и работы с ним не обязательно означает, что на Вашем компьютере не установлено соответствующее программное обеспечение. Могут быть и другие проблемы, которые также блокируют нашу способность работать с файлом формата 3D-модели LightConverse. Ниже приведен список возможных проблем.
Повреждение открываемого файла 3DL
Ошибочные ссылки на файл 3DL в записях реестра.
Случайное удаление описания 3DL из реестра Windows
Неполная установка приложения, поддерживающего формат 3DL
На компьютере недостаточно аппаратных ресурсов, чтобы открыть файл 3DL.
Драйверы оборудования, используемого компьютером для открытия файла 3DL, устарели.
Если вы уверены, что всех этих причин в вашем случае не существует (или они уже устранены), файл 3DL должен без проблем работать с вашими программами. Если проблема с файлом 3DL так и не решена, это может значить, что в этом случае появилась другая, редкая проблема с файлом 3DL. В этом случае единственное, что вы можете сделать, это обратиться за помощью к профессиональным сотрудникам.
Оптоволоконные лазеры BODOR от производителя, доставка по всей России. Компания Мироград.
Наверх
Описание
ПРЕИМУЩЕСТВА
ВИДЕО
ГАЛЕРЕЯ
ВСЁ ВКЛЮЧЕНО
СЕРТИФИКАТЫ
СРОКИ
Описание
Лазерное оборудование BODOR от официального представителя компании BODOR LASER (Jinan Bodor CNC Machine Co.,Ltd.) по Сибирскому и Дальневосточному федеральным округам России.
Компания BODOR LASER более 15 лет занимается производством автоматических оптоволоконных станков для лазерной резки листовых металлов. Продукция компании BODOR имеет множество сертификатов и патентов, подтверждающих высокое качество выпускаемого оборудования. Лазерные станки BODOR изготавливаются в 10 вариациях с учетом новейших разработок в лазерных технологиях, что позволяет максимально точно подобрать оборудование для каждого клиента.
Существенно сократить производственное время на заготовку деталей, быть уверенным в качестве выпускаемых изделий и сократить количество ошибок в процессе работы позволяют высокоточные оптоволоконные лазерные станки BODOR.
ПРЕИМУЩЕСТВА
Высокоскоростная резка металла
Оптоволоконные лазеры позволяют в 3 раза быстрее раскраивать листовой металл по сравнению с другими машинами лазерной резки. Скорость движения лазерной головки по оси X/Y может достигать 140 м/мин (на холостом ходу).
Долговечное оборудование
Высокопрочная литая чугунная станина подвергается минимальной деформации во время эксплуатации, стабильна в работе, имеет высокую прочность и долговечность.
Снижение себестоимости на 50%
Благодаря автоматизации процесса резки металла снижаются производственные дефекты и достигается снижение себестоимости каждой вырезанной детали до 50%.
Широкое применение
Оптоволоконный лазер широко используются в электронике, электротехнике, солнечной энергетике, светодиодной, автомобильной и многих других индустриях.
ВИДЕО
Лазерные станки BODOR
Лазерные станки BODOR от ведущего производителя.
Перейти к видео
ГАЛЕРЕЯ
Резка листового металла толщиной 2 мм с помощью оптоволоконного лазера BODOR F3015
Резка листового металла толщиной 2 мм с помощью оптоволоконного лазера BODOR F3015
Резка листового металла толщиной 3 мм с помощью оптоволоконного лазера BODOR F3015
Оптоволоконный лазерный станок BODOR модель F3015 в работе
Управление лазерным станком через сенсорный экран
ВСЁ ВКЛЮЧЕНО
Специалисты компании «Мироград» оказывают полный перечень услуг при покупке оптоволоконного лазерного оборудования BODOR:
Консультация и помощь в подборе оборудования;
Доставка оборудования;
Пусконаладочные работы;
Гарантийное обслуживание.
Постгарантийное обслуживание.
СЕРТИФИКАТЫ
Сертификат участника выставки МашЭкспо Сибирь 2019
Сертификат соответствия №1083-CI-32016 на лазерные станки BODOR
Приложение к сертификату соответствия №1083-CI-32016
Декларация соответствия CE
Протокол испытаний №20163346246754 на безопасность лазерного оборудования
СРОКИ
Срок поставки оборудования зависит от его наличия на складе компании «Мироград» в Новосибирске. В случае наличия требуемого лазерного станка на складе срок комплектации заказа не превышает 3-5 рабочих дней, в случае поставки станка со склада завода-изготовителя срок поставки составляет порядка 1,5 месяца с момента оплаты заказа.
Установка лазерной резки Bodor F3015 1000W (MAX) в наличии
Hitech Machinery Sales, Inc с гордостью представляет полную линейку лазерных станков Bodor в Иллинойсе и на всей территории Соединенных Штатов.
Bodor Laser — производитель высококачественных лазеров номер один в Азии. Они управляют крупнейшим в мире цехом по производству оборудования для лазерной резки мономера площадью более 300 000 квадратных футов (30 000 квадратных метров). Производство соответствует европейским стандартам и международным рекомендациям по контролю качества, включая такие сертификаты, как CE/FDA/ISO9001/СГС и т. д.
Лазерные аппараты Bodor включают лучшие на рынке функции оборудования. Станки оснащены лазерами мощностью от 1000 до 40 000 Вт. Все станки изготовлены с чугунной станиной для предотвращения коробления или деформации в течение всего срока службы станка. Другие функции включают в себя лазерные головки с автоматической фокусировкой, автоматическую смену сопел, расширенное сенсорное управление и собственную операционную систему, разработанную Bodor. Лазеры Bodor подходят для резки углеродистой стали, нержавеющей стали, алюминия, меди и металлических сплавов.
Лазерные изделия Bodor продаются более чем в 150 странах. Благодаря сервисному центру, расположенному в Шаумбурге, штат Иллинойс, Bodor предлагает своим клиентам в Иллинойсе высококачественное обслуживание на месте. Они также предлагают круглосуточную онлайн-поддержку на 16 языках.
Какой бы тип лазера вы ни искали, Bodor поможет вам.
Серия Р
Станки для лазерной резки листов
Серия P компании Bodor представляет собой полностью закрытые станки для лазерной резки листового металла, предназначенные для повышения эффективности работы за счет большей жесткости и высокой точности резки. Особенности включают в себя: лазерные головки с автоматической фокусировкой, две системы автоматической смены платформ, чугунную станину, управление с помощью сенсорного экрана с двойными HD-камерами, автоматическую смену насадок, полные защитные кожухи, беспроводную ручку дистанционного управления и многое другое.
Серия Т
Станок для лазерной резки труб
Станок для лазерной резки труб серии T предлагает максимальный диаметр резки на 30 % больше, чем у конкурентов на рынке, и большую грузоподъемность, чем любой другой доступный станок. Особенности включают в себя: четырехстороннюю функцию поиска края BodorPro для более точной подгонки фитингов, полностью автоматический электрический зажимной патрон, сенсорное управление с пользовательским интерфейсом и многое другое.
Серия P-T
Станки для лазерной резки листов и труб
Серия P-T компании Bodor сочетает в себе возможности высокопроизводительной резки труб серии T с возможностями резки листового металла серии P, что позволяет создавать высококачественные и многофункциональные станки для лазерной резки.
Это только начало того, что может предложить Бодор. Если вам нужна лазерная резка, у Bodor есть станок для вас. Для получения дополнительной информации о продуктах Bodor Laser, в том числе о сериях машин, не перечисленных здесь, позвоните нам по телефону (630) 443-7865.
Карта сайта || Главная || Свяжитесь с нами
Характеристические машины
Характерные машины!
Продайте свое оборудование
Хотите продать оборудование?
Hitech Machinery Sales, Inc покупает бывшее в употреблении оборудование и инструменты.
Свяжитесь с нами!
Для получения дополнительной информации о любом из продуктов Hitech или сделать заказ, пожалуйста, свяжитесь с нами.
Телефон: (630) 443-7865
Факс: (630) 443-9404
Электронная почта
Подписаться на @HitechMachine
Ссылки на продукты
Подпишитесь на нашу рассылку по электронной почте
Для электронного маркетинга, которому вы можете доверять
Наша компания использует лазерный станок bodor A3…
Наша компания использует станок лазерной резки bodor A3 в течение двух лет. Машина работает стабильно с очень небольшим количеством ошибок. Во время использования машины нас хорошо поддерживал инженер г-н Дык. помогите нашей машине работать стабильно. Желаю, чтобы вы остались довольны качеством станка и техническим обслуживанием лазера Bodor
Дата опыта: 18 ноября 2022 г.
Реклама
Смотрите
MK
Mustafa Kemal Karagüzel
1
Обзор
Мы купили Scanor Scanor Scanor Scanor 12 KW Laser. Г-н Таха и г-н Мехмет приехали на наш завод и закончили установку. Также для нас очень полезна часть обучения. Все параметры теперь работают отлично. Мы режем 40-миллиметровую углеродистую сталь, и резка проходит очень гладко. Спасибо г-ну Тахе, г-ну Мехмету и компании Bodor. .
Дата опыта: 18 ноября 2022 г.
БК
Бурак Кая
1
отзыв
У нас есть машина марки Бодор С6 12 кВт марки Бодор
1 У нас есть машина марки Аодор2. Пользуемся около 2 недель. Мы очень довольны работой машины и новой технологией сканирования. Наша машина в настоящее время работает без вопросов. Также мы хотели бы поблагодарить Бодор Сервис за оказанную нам поддержку. Мы хотели бы поблагодарить Таху и Батухан Бея за информацию, которую они предоставили как с сайта, так и издалека.
Дата опыта: 16 ноября 2022 г.
PD
PNH DA NANG
1
Обзор
Serive Bodor Очень хорошо
We, PNH Company в đa nang, Vietm . ВЫ ПОМОГЛИ НАМ РЕШИТЬ ПРОБЛЕМЫ ОЧЕНЬ БЫСТРО. С УВАЖЕНИЕМ, ТКС MR. VU
Дата опыта: 01 ноября 2022 г.
TD
thien dang
1
отзыв
Я компания Tam Phat, использующая bodor’s…
Я компания Tam Phat, использующая машину bodor a3t6 3kw sn 6500015167, машина очень хорошо используется, гарантийное обслуживание bodor быстрое, г-н Куан очень хорошо настроил машину для нас
Дата посещения: 16 ноября 2022 г.
Реклама
CU
клиент
2
отзывы
Бодор был фантастическим
Бодор был фантастическим. Я, честно говоря, немного нервничал по поводу процесса в начале. Вносить деньги вперед и ждать прибытия лазера было нервно. Однако с момента его появления это была мечта. Наша технология была ВЫДАЮЩЕЙСЯ и помогла нам преодолеть несколько первоначальных проблем. Машина работала потрясающе, и на любые вопросы, которые у нас возникали, оперативно отвечала их служба поддержки. Мы не могли быть счастливее и очень рекомендуем. Не могу дождаться, чтобы купить один из их трубчатых лазеров в следующий раз!
Дата опыта: 09 ноября 2022 г.
ВК
КОМПАНИЯ VGSI
1
отзыв
Умелый и трудолюбивый техник помог нам решить проблему запаха B
быстро
Дата опыта: 17 ноября 2022 г.
MK
MR KHOA
1
Обзор
DK Alpha Elevator
Мы используем 2 Bodor Laser Machines, Model F3015 1000W (с 2018). И A4 2000W (с 2018) и AN 2000W (с 2018) и AN 2000W (с 2018). 2022). Эти две машины очень хорошие результаты для нашей компании, специализирующейся на производстве лифтов, как и мы. Кроме того, во время использования машины мы всегда получаем своевременную поддержку от сервисных инженеров bodor для решения вопросов, связанных с работой оборудования и выходом продукта. Хотели бы поблагодарить
Дата опыта: 03 ноября 2022 г.
GT
Giuse Truong
2
отзывов
Мы используем 3 станка для лазерной резки Bodor Мы используем лазерную резку…
5
5 У нас была проблема с лазерной головкой. Мы объяснили нашу проблему Бодору. Г-н Тхи, г-н Бао и Донг приехали на нашу фабрику за короткое время. Они решили нашу проблему, и машина работает правильно. Спасибо друзьям и компании Bodor !!
Дата опыта: 04 ноября 2022 г.
Реклама
ID
Идан
1
отзыв
Машина Бодор А3 очень хороша
Машина Бодор очень хороша. Флинн помогает нам оптимизировать параметры отладки и то, как работают наши операторы. Машинная резка отличная. Мы очень счастливы.0052
Мы используем 6-метровый лазер Bıdor мощностью 12 кВт…
Мы используем 6-метровый лазерный станок для резки Bıdor мощностью 12 кВт. У нас возникла проблема с источником лазера. Мы объяснили нашу проблему Бодору. короткое время. Они решили нашу проблему, и машина работает правильно. Спасибо друзьям и компании Бодор!
Дата опыта: 03 ноября 2022 г.
VL
Văn Linh Nguyễn
3
отзывы
Труборезная машина bodor T230 Eco…
Труборезная машина bodor T230 Компания Eco Vietnam Машина для резки хорошего качества, техника мистера Бао с энтузиазмом отрегулирует машину хорошо
Дата опыта: 11 ноября 2022 г.
Я компания Duc Chung, использующая bodor’s c4…
Я компания Duc Chung, использующая машину bodor c4 12kw sn 6500008664, машина очень хорошо используется, гарантийное обслуживание bodor быстрое, г-н Цюань очень хорошо настроил машину для нас
Дата опыта: 08 ноября 2022 г.
Реклама
SM
Smadar
1
обзор
Машина C312kw is great
отличная
Мы купили две машины bodor. Всё хорошо. Большое спасибо Флинну за помощь в отладке машины. Это действительно своевременно. Мы решили все наши проблемы. Большое спасибо
Дата опыта: 3 ноября 2022 г.
MH
Г-н Хоай
1
отзыв
Аппарат марки Bodor laser…
Аппарат марки Bodor laser очень хорош. Я купил модель сканирования C3T6, A3, C3, и я думаю, что это хорошо. Сервис bodor дружелюбный, добрый…
Дата опыта: 09 ноября 2022 г.
SO
Songnguyen
2
отзывы
SONG NGUYEN модель 30
мы используем лазер 21, модель
. эта машина полезна для нас. Спасибо, bodor и все сервисные инженеры Bodor (г-н Quyen и Vu…) поддерживали нас в любое время, когда нам это было нужно.
Дата опыта: 04 ноября 2022 г.
DT
Данг Тран
3
отзывы
Я мистер Данг
Я мистер Данг. KCC заводской технический менеджер. Наша компания использует станок для лазерной резки bodor A3 мощностью 3 кВт SN: 6500011181, станок имеет красивый дизайн, стабильную работу, может резать множество различных материалов, особенно нержавеющую сталь для получения прекрасного качества. машина работает стабильно. У нас будет долгосрочное сотрудничество с bodor laser
Дата опыта: 25 октября 2022 г.
Реклама
TT
THAH THIEM
1
Обзор
IM AM AM AMA LASER MATCH . Наша машина используется в течение 4 лет. Машина крепко собрана. Ошибка моего станка, ось X не могла двигаться, станок был быстро отремонтирован инженером г-ном Дыком. у него хорошие навыки исправления ошибок. Мы очень довольны. Благодаря послепродажному обслуживанию bodor
Дата опыта: 15 октября 2022 г.
TC
Tiến Chelsea
1
обзор
Я Tien
оператор лазерной резки VIC 95234 я Tien
BODOR в компании лазерной резки. Наша машина используется в течение 2 лет. Лазерный станок bodor имеет прочную конструкцию, восторженный персонал службы технической поддержки. в частности, инженер г-н Дык обладает хорошими навыками, чтобы помочь нам при использовании машины. Спасибо технической службе bodor
Дата опыта: 27 октября 2022 г.
LM
Лонг Май
1
отзыв
Я Лонг
Я Лонг, оператор станка лазерной резки bodor A3 : 65000.19762 Лазерный станок имеет красивый дизайн, прост в использовании и эффективен. В процессе использования инженера г-на Дука для активной поддержки мы очень довольны обслуживанием клиентов. чувствовать себя лучше, чем бодор
Дата опыта: 20 октября 2022 г.
Взгляните
Реклама
О лазере Bodor
Информация предоставлена различными внешними источниками
Jinan Bodor CNC Machine Co.ltd, является профессиональным производителем в Китае, специализирующимся на волоконном лазерном станке для резки, станке для лазерной резки с ЧПУ, станок для лазерной резки металла
Контакты
Категория
Электроника и технологии
Опыт работы с Trustpilot
Любой может написать отзыв о Trustpilot. Люди, которые пишут отзывы, имеют право редактировать или удалять их в любое время, и они будут отображаться до тех пор, пока активна учетная запись.
Компании могут запрашивать отзывы с помощью автоматических приглашений. Помеченные как «Проверено», они посвящены подлинному опыту.
Узнайте больше о других видах обзоров.
Мы используем преданных своему делу людей и умные технологии для защиты нашей платформы.
Сегодня формат STL (файл моделирования для стереолитографии) приобретает все большую популярность. Его разработка велась под потребности стереолитографии (объемной литографии), и предназначалась для быстрого прототипирования и создания визуализации трехмерных моделей. Формат описывает треугольники, составляющие контуры любого объекта. Главное его отличие от других форматов – простота использования. Чтобы представить форму цифровой 3D модели STL, применяется последовательность треугольников.
Существует две структуры STL форматов: текстовая и бинарная. Бинарная структура файла STL модели более компактна, требует меньше места и обладает большей точностью. Зато использование текстовой структуры позволяет перенос файлов на компьютер с иным представлением чисел, причем количество знаков каждого числа может быть произвольным. В начале текстового файла программы STL необходимо присутствие ключевой фразы «solid». Далее предоставляется краткое пояснение об объекте и его изготовителе. Потом описываются сами треугольники, для чего используются единичные вектора нормали и декартовая трехмерная система координат. Конец файла обозначается «endsolid».
Конвертация в STL формат
Многие задаются вопросом, встречаясь с STL, чем открыть данный формат. Лучше всего использовать программу Microsoft Internet Information Services (IIS). Существует еще несколько программ: MeshLab, Geomagic Explorer, Dassault Systemes CATIA и другие. Для редактирования STL формата используются любые 3D редакторы и CAD-программы. 3D печать ведет нас к новой реальности, но для того, чтоб напечатать что-либо, любому 3D принтеру нужны инструкции. Для этого существуют STL файлы.
Все STL модели для принтера включают в себе сотни, или даже тысячи горизонтальных слоев, которые будут накладываться один на другой, пока печать 3D объекта не будет закончена. Обычно такие файлы либо пишутся «с нуля» самостоятельно, либо используются уже готовые, созданные с использованием различных программ 3D моделирования. Если вы еще не овладели построением трехмерных объектов с нюансами конвертации, проще обратиться к готовым 3D-моделям. Для этого в интернете существует несколько бесплатных сервисов, таких как: thingiverse.com., kraftwurx.com. и других.
Ошибки в STL файле
Ваш 3D принтер без проблем распечатает предложенный материал, только для получения качественного результата необходимо учитывать еще одну маленькую особенность технологии. Когда вы экспортируете для печати, выбранные или созданные модели в формате STL, на них часто возникают дырки, не дающие моделям стать цельными. Чтобы избежать этих проблем, пользуйтесь облачным сервером NetFabb. Отправляйте файл на него, а когда он исправится, проверяйте программой просмотра STLView, и только после этого прибегайте к печати. Желаем успехов!
‘;
}
html += ‘
‘;
html += ‘
‘ + json[i][‘label’] + ‘
‘;
html += ‘
‘ + json[i][‘special’] + ‘
‘;
if(json[i][‘special’]){
html += ‘
‘ + json[i][‘price’] + ‘
‘;
} else {
html += ‘
‘ + json[i][‘price’] + ‘
‘;
}
html += ‘
Формат stl: особенности, программы, где заказать
STL – формат, который позволяет спроектированный на компьютере трехмерный объект преобразовать из 3d модели в программу, указывающую оборудованию траекторию и глубину резки материала.
С файлами этого формата чаще всего сталкиваются операторы станков с ЧПУ, проектировщики, дизайнеры и пользователи ПК, осваивающие 3D-принтеры.
Такое расширение имеют файлы, загружаемые в систему станка с программным управлением.
Данный файл содержит послойное отображение модели и порядок создания изделия. Открывается специальными программами. Кроме того существует возможность конвертации STL – файлов. Но обо всем по порядку.
Как появился формат:
Впервые формат stl был представлен в 1987 году. Компания 3D Systems, начинающая свой путь на разработке технологии трехмерной печати, находилась в поиске решения для представления объемных моделей изделий, которые в последствие будут изготовлены на специальных станках. И обратилась за помощью к Albert Consulting group. Поэтому первый алгоритм послойной разработки моделей принадлежит данным корпорациям.
Опубликованный вот уже более 30 лет назад, STL имел свободный код. Компания-разработчик пошла на такой шаг с умыслом — сделать формат распространенным и буквально всенародным. Так оно и вышло. Среди существующих разработчиков программных CAD продуктов, создающих профессиональное ПО для 3D моделирования и проектирования, практически все взяли новинку на вооружение и интегрировали со своими разработками.
STL сегодня:
Файл модели для стереолитографии (одной из первых технологий быстрого прототипирования, появившейся в 1984 году) является аббревиатурой английского термина – Stereolithography (stl).
Каждая фигура представляется в виде множества треугольников, соединенных между собой вершинами. Чем больше треугольников, тем реалистичнее получается изображение, а поверхность однороднее. Небольшое количество треугольников дают эффект пиксилизации, только не в двухмерной, а в трехмерной реализации.
Сегодня файлы с таким расширением могут быть представлены двумя типами:
двоичный код (бинарный) – в файле задаются координаты вершин треугольников и вектора ориентации нормали. Последние прописываются по желанию, так как в большинстве случаев программный код пишется на основе правила правой руки. Дополнительно может указываться цвет изделия;
текстовый – в файле в текстовом виде задаются только координаты вершин и вектор фасета.
Текстовый файл подходит для небольших моделей. Его преимущество – простой и понятный язык программирования. Бинарный файл лучше использовать для объемных моделей. Разница в весе почти в два раза.
Еще играет важную роль синтаксис, используемый в файле. Выделяют новый и старый синтаксис или стандартный и нестандартный варианты. Некоторые программы могут читать и работать только с файлами, написанными с применением классического синтаксиса, а ряд более современных разработок без проблем понимает и новый, упрощенный код.
com/embed/Gd_xuUbQgtQ» title=»stl3″>
Как открыть файл трёхмерной модели объекта:
Для работы с STL-форматом существуют специальные утилиты. Также можно использовать ряд CAD-программ. Текстовый файл можно открыть в простом блокноте, чтобы внести коррективы. При необходимости текстовый файл можно конвертировать в бинарный, используя специальные утилиты или те же CAD-программы. В большинстве случаев используется технология экспортирования и сохранения в нужном формате.
Самыми распространенными программными продуктами, которые могут работать с .STL, считаются:
ADEM CAD.
AutoCAD;
Autodesk Inventor CAD;
Blender 3D;
CADbro;
CATIA;
Cheetah4D;
ormZ;
IMSI TurboCAD Deluxe;
IronCAD;
Kompas 3D;
Kubotek USA KeyCreator;
Meshlab;
Parametric Technology Creo;
Rapidform Explorer;
Rhinoceros;
ShareCAD;
T-FLEX CAD;
TurboCAD;
Wings 3D;
ZW3D;
Профессиональные программы существуют под большинство операционных систем. С STL форматом можно работать под Windows, Linux и MacOS.
Где заказать?
Заказать файлы в формате stl, а также купить готовые 3d модели вы можете на сайте for3d.ru.
Наша компания работает с 2005 года. В нашем штате трудятся опытные художники-моделлисты. Нам доверяют как физические, так и юридические лица.
Предлагаем широкий ассортимент 3д моделей в stl. Гарантируем отличные скидки и выгодные спецпредложения постоянным заказчикам. Обеспечиваем индивидуальный подход и удобные формы оплаты.
Внесем коррективы в любую выбранную модель с сайта. Подгоним размеры под ваш станок. После того, как вы сделаете пробную резку – в случае необходимости доработаем файл бесплатно. Подробности – по телефону. Просто позвоните или свяжитесь с нами при помощи электронной почты, указанной выше!
Читайте также:
Программа Powermill: история и возможности.
Управляющие программы для ЧПУ.
Модели ArtCam
Чем открыть STL?
Что такое файл STL?
Формат файла STL стал де-факто стандартным форматом передачи данных в индустрии быстрого прототипирования и является форматом, необходимым для взаимодействия с Quickparts. Этот формат аппроксимирует поверхности твердотельной модели треугольниками. Для простой модели, такой как коробка, показанная на рисунке 1, ее поверхности можно аппроксимировать двенадцатью треугольниками, как показано на рисунке 2. Чем сложнее поверхность, тем больше треугольников получается, как показано на рисунке 3.
Почти все современные CAD-системы способны создавать файлы STL. Для пользователя процесс часто так же прост, как выбор «Файл», «Сохранить как» и «STL». Ниже приведены шаги для создания высококачественных файлов STL из ряда ведущих современных CAD-систем. Во всех случаях экспортируйте файл STL как двоичный файл. Это экономит время и размер файла.
Как правило, изменение таких параметров, как «Допуск хорды» или «Угловой контроль», приводит к изменению разрешения файла STL. Чем больше файл STL, тем больше треугольников размещено на поверхности модели. Для простой геометрии (не много кривых) файл может занимать всего пару сотен килобайт. Для сложных моделей файлы размером от 1 до 5 МБ будут создавать хорошие детали. Для многих геометрий файлы размером более 5 МБ не нужны, и часто это просто приводит к увеличению времени на получение вашего предложения и деталей.
Кроме того, для большинства процессов и материалов RP минимальная толщина элемента составляет 0,020. Что-то меньшее, чем это, и функции не будут развиваться. Проверьте свои модели и внесите соответствующие изменения в важные функции. Исключением является SLA с высоким разрешением, в котором элементы будут уменьшены до 0,010, и материал SLS Flex, для которого требуется толщина 0,040.
(Обратите внимание, что это только общие рекомендации, и в некоторых случаях они могут не работать или создавать наилучший файл STL. Обратитесь к руководству пользователя или к разработчикам программного обеспечения для получения дополнительной информации или технической поддержки. Если Quickparts определит, что ваш файл STL не подходит для производства, мы свяжемся с вами для получения обновленного файла.)
Geomagic Design (ранее Alibre)
Файл
Экспорт
Сохранить как >STL
Введите имя файла
Сохранить
AutoCAD
Ваш проект должен быть трехмерным твердым объектом для вывода файла STL.
Убедитесь, что модель находится в положительном пространстве
Установите Facetres равным 10
В командной строке введите STLOUT
.
Выбрать объекты
Выберите Y для двоичного файла
Выберите имя файла
CadKey / KeyCreator
Выберите стереолитографию в параметрах экспорта
Введите имя файла
Нажмите «ОК»
I-DEAS
Файл >Экспорт >Файл Rapid Prototype >OK
Выберите деталь для прототипирования
Выберите прототип устройства > SLA500. dat > OK
Установить абсолютное отклонение фасетки на 0,000395
Выберите «Двоичный» > «ОК»
Inventor
Сохранить копию как
Выберите STL
Выберите «Параметры» > «Установить высокий»
Введите имя файла
Сохранить
IronCAD
Щелкните правой кнопкой мыши на детали
Свойства детали > Визуализация
Установить сглаживание поверхности граней на 150
Файл > Экспорт
Выберите .STL
Mechanical Desktop
Используйте команду AMSTLOUT для экспорта файла STL.
Следующие параметры командной строки влияют на качество STL и должны быть настроены для получения приемлемого файла.
Угловой допуск — эта команда ограничивает угол между нормалями соседних треугольников.
Значение по умолчанию: 15 градусов. Уменьшение угла увеличит разрешение файла STL.
Соотношение сторон — этот параметр управляет соотношением высоты и ширины граней. Значение 1 будет означать, что высота грани не больше ее ширины. Значение по умолчанию — 0, игнорируется.
Допуск поверхности — этот параметр определяет максимальное расстояние между краем грани и фактической геометрией. При значении 0,0000 этот параметр игнорируется.
Vertex Spacing — этот параметр определяет длину ребра грани. Значение по умолчанию — 0,0000, игнорируется.
ProE
Файл > Сохранить копию
Установить тип STL
Установить высоту хорды равной 0. Поле будет заменено минимально допустимым значением.
Установить контроль угла на 1
Выберите имя файла
ОК
Rhino
Файл >Сохранить как
Выберите тип файла >STL
Введите имя файла STL.
Сохранить
Выберите двоичные файлы STL
SolidDesigner
Файл >Внешний >Сохранить STL
Выберите двоичный режим
Выберите деталь
Введите 0,001 мм для максимального расстояния отклонения
Нажмите «ОК»
SolidEdge
Файл >Сохранить как
Задайте для параметра «Тип файла» значение STL
.
Опции
Установите допуск преобразования на 0,001 дюйма или 0,0254 мм.
Установить угол плоскости поверхности на 45,00
Сохранить
SolidWorks
Файл >Сохранить как
Задайте для параметра «Тип файла» значение STL
.
Параметры >Вывод как=Двоичный, Единица измерения = Дюймы
Разрешение > Пользовательское, Допуск отклонения = минимум (ползунок вправо), Допуск угла = 5 градусов
ОК
Сохранить
Think3
Файл >Сохранить как
Задайте для параметра «Тип файла» значение STL
.
Сохранить
Unigraphics
Файл > Экспорт > Быстрое прототипирование
Установить тип вывода на двоичный
Установить допуск треугольника на 0,0025
Установить допуск смежности на 0,12
Установите для параметра Auto Normal Gen значение On (Вкл.)
Установите для обычного дисплея значение «Выкл.»
Включить треугольный дисплей
Формат файла STL
Что такое файл STL?
STL, аббревиатура от стереолитографии, представляет собой взаимозаменяемый формат файла, представляющий трехмерную геометрию поверхности. Формат файла находит свое применение в нескольких областях, таких как быстрое прототипирование, 3D-печать и автоматизированное производство. Он представляет поверхность как серию маленьких треугольников, известных как грани, где каждая грань описывается перпендикулярным направлением и тремя точками, представляющими вершины треугольника. Полученные данные используются приложениями для определения поперечного сечения трехмерной формы, которую должен построить изготовитель. В формате файла STL нет информации для представления цвета, текстуры или других общих атрибутов модели САПР.
Краткая история
Формат файла STL был разработан в 1987 году. Он был разработан компанией 3D Systems для использования в коммерческих 3D-принтерах. Пересмотренная версия формата файла STL, известная как STL 2.0, была предложена в 2009 году с обновлениями формата файла.
Спецификации формата файла
Файл STL представляет геометрию поверхности с использованием фасетов. Фасеты определяют поверхность трехмерного объекта и однозначно определяются единичной нормалью, которая представляет собой линию, перпендикулярную треугольнику длиной 1,0, и тремя вершинами. Всего для каждой грани хранится 12 чисел в качестве нормали, и каждая вершина определяется тремя координатами каждая. Файл StL не содержит информации о масштабе; координаты в произвольных единицах.
Спецификации формата файла STL можно рассмотреть с двух следующих точек зрения.
Ориентация граней
Ориентация грани определяется направлением единичной нормали и порядком, в котором перечислены вершины. Ориентация граней задается двумя способами:
Направление нормали наружу
Вершины перечисляются снаружи против часовой стрелки, подчиняясь правилу правой руки.
Правило Vertex to Vertex
Согласно этому правилу, каждый треугольник имеет две общие вершины с каждым из соседних треугольников. Таким образом, вершина одного треугольника не может лежать на стороне другого треугольника.
Форматы файлов
STL доступен в ASCII, а также в двоичном представлении для компактного формата файла.
Формат STL ASCII
Версия файла формата STL в формате ASCII записывается в простом коде ASCII. Однако из-за большого размера формат файла не выбран в качестве предпочтительного формата для использования.
Засорение сопла или образование пластиковых пробок вполне обычное дело для 3D-принтеров. И если первое сильно зависит от качества пластика, то второе больше относится к конкретному принтеру и как он был собран. Примерно через пол года эксплуатации принтера, эти проблемы настигли и меня.
Симптомы
Пластик плохо выдавливается, податчик срывается и щелкает;
При загрузки нити, руками давится сначала легко, а потом почти не идет;
При выгрузке нити конец разбухший и не проходит через податчик;
Замена сопла и повышение температуры спасает, но не на столько, как ожидалось;
Печатать получается только при повышенной температуре и пониженной скорости, особенно для заполнения;
При первичной подаче пластик долго не выходит через сопло, а после прекращения еще долго вытекает;
Причина
Пластиковая пробка образуется при неплотном прилегании трубки подачи к соплу. В моем случае, вероятнее всего, причиной стала замена сопла «на холодную». Так же я грешу на эксперименты с ретрактом после холодной замены сопла и диаметр трубки подачи пластика 2.5 мм. вместо 2.0 мм.
Так же на образование пробки может повлиять плохой отвод тепла от горла радиатором. В моем случае разболтался винт фиксации горла в радиаторе, возможно это произошло при замене сопла на холодную. В результате трубка свободно выходила из радиатора.
Лечение
Первым делом, если нет опыта, заказываем новый хотэнд, сопло и трубку, чтоб в случае чего не остаться без принтера.
Далее разогреваем споло до примерно 200 градусов и выкручиваем его, придерживая ключом аллюминиевый блок. Затем не снижая температуры пытаемся вынуть трубку подачи вверх, если она не идет, то это еще один признак пробки. Если так и не удастся ее вынуть, придется откручивать фитинг.
Видео материал, объясняющий ситуацию:
youtube.com/embed/fzWj6adWc-Y» title=»YouTube video player»>
Насмотревишись разного видео на тему и заказав нужные запчасти, мне не терпелось скорее поправить работу своего принтера, и я взялся за дело имея лишь запасное сопло, инструмент и спирт.
Первая проблема снять приклеенную пробкой трубку подачи филамента. Сложность усугублялась тем, что фиксатор трубки на фитинге радиатора отказывался продавливаться, чтоб отпустить трубку. Но, к счастью, после нескольких попыток его расшевелить на холодную (когда можно удобно взяться и не обжечься), фиксатор поддался. В принципе, можно было его просто открутить, но был шанс повредить трубку, а запасной не было.
На всякий случай, пытаться продавить трубку подачи вниз в моем принтере не получится, горло немного завальцовано со стороны резьбы специально, чтоб не пускать трубку вниз.
Вынув трубку я ужаснулся количеству вязкой липкой грязи, которое было на ней. Стало понятно, что чистить и разбирать придется все. Сопло, естественно, было тоже забито этой грязью, а никак не пластиком. Сопло на выброс, хорошо что были запасные.
Основную загаженность из канала подачи пластика удалось убрать шестигранным ключом, как шомполом, после снятия сопла. Но лучше использовать для это толстую жилу провода, чтоб не мучится с очисткой инструмента от весьма липкой и быстро застывающей грязи.
Трубка прекрасно отчистилась спиртом, а подгоревший и не отчищающийся конец я подрезал обычным канцелярским ножом. Чтоб было ровно использовал строительный уголок, к одной стороне которого прижал трубку, а по другой резал. Никаких специальных резаков не нужно, как максимум можно напечатать себе вот такую штуку, но мне печатать было уже не вариант.
Далее отключаем нагрев и, как остынет, откручиваем радиатор от печатающей головки. Радиатор крепится на двух винтах к нагревательному блоку, поскольку винты смотрят вниз, то один из низ был сильно загрязнен перегретыми остатками пластика. Отвернуть крестовой отверткой было нереально, пришлось греть зажигалкой и расковыривать тоненькой плоской отверткой. Потом этот винт отчищался при помощи нагрева, спирта, канцелярского ножа и отвертки, подходящего размера. Все прошло удачно, винт стал нормально заворачиваться крестовой отверткой.
Теперь нужно ослабить шестигранный фиксатор горла на радиаторе и снять его. В моем случае он был разболтан и радиатор просто снялся без усилий. Внутренности радиатора я чистил при помощи ватных палочек, спирта и такой-то матери. Грязи было много, но уже на третьей ватной палочке стало понятно, что отчистилось.
Трубку горла пасатижами выкручиваем из нагревательного блока. Мне повезло, резьба на блоке была достаточно чистой, сопло и горло легко вкручивались. Я решил его не снимать и оставил висеть на принтере, поэтому никакие провода отключать не пришлось.
Чистка горла проходит примерно так же как и радиатора. Только от ватной палочки используется лишь ватка, а для проталкивания — зубочистка. Смачивать спиртом лучше обильно и несколько раз. Я пока чистил радиатор, отправил голо в спиртовую ванну. Дополнительно отскреб канцелярским ножом завальцованный конец, который прижимается к соплу до блеска, ну и, конечно, обильно спиртом. Потемневшую резьбу долго и упорно оттирал салфеткой пропитанной спиртом, до блеска оттереть не удалось. В идеале, горло лучше заменить как сопло, благо его цена сопоставима с соплом, но мои запчасти были еще в пути.
Когда все чисто нужно собирать обратно. Важно чтоб трубка максимально плотно прилегала к горлу, чтоб не появилось новой пробки. Предварительно стоит примерить трубку к горлу, чтоб убедиться, что все хорошо. Для обеспечения плотного прилегания я вставил горло в радиатор и зафиксировал винтом. Затем установил фитинг на радиатор и вставил через него трубку. То, что вся конструкция была вне принтера позволило удобно манипулировать и плотно вставить трубку.
Далее вкручиваем голо с радиатором в нагревательный блок на принтере, затягиваем до тех пор, пока радиатор не примет нужное положение, проворачиваясь относительно горла. Вкручиваем винты фиксации радиатора к нагревательному блоку и подтягиваем фиксатор горла к радиатору.
Теперь все просто, прикручиваем собранный хотэнд к площадке печатающей головки, тут нужно следить, чтоб он располагался относительно ровно, на глаз. И устанавливаем крышку с охлаждением. Разогреваем стол и хотэнд до рабочей температуры и калибруем высоту головки относительно стола.
Все, теперь можно загружать пластик и запускать печать. В моем случае загрузка пластика стала легче, а печать стала быстрее, в соответствии с заявленными параметрами пластика. Температуру печати стало возможно снизить на 15 градусов.
Качество и прочность изделий, как мне кажется, тоже улучшились. С первого раза с параметрами по-умолчанию получился открывающийся калибровочный кубик, не сломался при открытии и далее нормально открывается-закрывается. Что ж, вечер пятницы проведен не зря)
REC Wiki » Как чистить сопла FDM 3D-принтеров
Сопло — одна из самых простых и в то же время самых ответственных деталей FDM 3D-принтера, так как от правильной работы сопла зависит способность оборудования укладывать материал. На самом деле все не так просто: многое зависит от материала, из которого изготовлено сопло, используемых филаментов, рабочей температуры, формы и даже диаметра. К тому же, сопла частенько забиваются. В этой статье разберемся, как правильно выявлять проблемы и ухаживать за маленькой, но ответственной деталью.
Возможные проблемы
Перед тем как заняться чисткой сопла стоит убедиться, что проблема именно в нем, дабы не делать лишнюю работу. Если 3D-принтер упрямо отказывается печатать, это вовсе не означает, что проблема именно в сопле: могут быть и другие причины, например ошибки в G-коде, неисправность подающего механизма или пробка в хотэнде из-за неправильного температурного режима. Для начала необходимо определиться, в чем именно проблема.
Не печатается первый слой. Если после запуска 3D-печати вы наблюдаете движение головки, но при этом на столик не наносится расплав, проблема может быть в засорении сопла. Но не торопитесь: перед тем как винить сопло убедитесь, что работает механизм подачи, а шестерни надежно цепляют филамент. Если же пластик налипает на наружную поверхность сопла или вовсе не подается, проверьте юстировку столика и правильно ли выставлен «ноль» — дистанция между соплом и поверхностью столика при печати первого слоя.
Грязь к грязи: облепленное нагаром и пластиком сопло будет обрастать мусором по нарастающей
Пробка в хотэнде. Филамент может застревать еще до того, как попадет в сопло, а причин может быть две: либо поврежденная тефлоновая трубка, либо недостаточное охлаждение холодной части хотэнда. Температурный градиент по обе стороны термобарьера, то есть в холодной и горячей зонах, должен быть достаточно резким. Если термобарьер и радиатор не справляются с работой, филамент может нагреваться до попадания в горячую часть: нагревание приводит к тепловому расширению и повышению трения со стенками хотэнда, усилия подающего механизма будет не хватать, отсюда и пробка.
Как может возникнуть пробка в хотэнде
Нестабильная подача расплава или недоэкструзия. Проблема может быть вызвана частично засоренным соплом, но не только. Если экструзия происходит не плавно, а рывками, причина может быть во влажности филамента, перегибах прутка или недостаточной мощности подающего механизма. Убедитесь, что филамент поступает в горло хотэнда по плавной траектории, не сильно изгибаясь и ни за что не цепляясь, а затем проверьте настройки 3D-печати. Если снижение скорости и потока не помогает, убедитесь, что филамент просушен. Насчет хранения и просушки филаментов у нас есть две статьи — здесь и здесь.
Пропуски в слоях — признак недоэкструзии
Неполная печать. Если по окончании 3D-печати вас вместо готовой модели ждут лишь несколько уложенных слоев, проблема может быть как в забившемся сопле, так и бракованном филаменте, перехлесте прутка или поломке механизма подачи. Если механизм работает, обследуйте филамент на наличие наплывов и овальность, так как сильные отклонения от диаметра могут препятствовать проходу прутка в горло хотэнда. Если таковые обнаружатся — это производственный брак.
Нестабильный диаметр филамента может привести к застреванию в горле хотэнда или недостаточному сцеплению с шестернями экструдера
Перехлест — отдельная тема, виноватыми в которой зачастую назначаются производители, хотя чаще всего проблема в неаккуратном обращении с катушкой со стороны пользователей. Перехлест филамента при наматывании на производственной линии физически невозможен, однако запутывание может произойти, если пользователь отпустит конец прутка, а тот попадет под другой виток и образует затягивающуюся петлю. Перед тем как заниматься соплом, проверьте, не запутался ли филамент на катушке.
Если вы убедились, что проблема именно в сопле, пора приступать к чистке.
Чистка сопла
Зачастую загрязнение сопла видно невооруженным глазом прямо снаружи в виде нагара и/или наплывов пластика. Запускать проблему не стоит, так как все эти образования рано или поздно начнут мешать. Первым делом попробуйте умыть замарашку тряпочкой, смоченной в воде или спирте. Будьте осторожны и не обожгитесь, так как эту операцию необходимо проводить на предварительно разогретом сопле. Если тряпочка не поможет, попробуйте сковырнуть наплывы иголкой, лезвием или металлической щеткой.
Чтобы наплывы не образовывались в будущем, проверьте юстировку столика, ноль и высоту слоев: налипание пластика обычно происходит из-за того, что сопло зарывается в укладываемый материал.
Непосредственно забивание сопла может быть полным или частичным. И то, и другое способно испортить результат, а потому требует немедленного внимания. Рассмотрим три самых распространенных решения.
Первое и самое простое — проткнуть пробку в разогретом сопле тонкой иглой, а затем прогнать немножко расплава, чтобы мусор вышел наружу. Если этот вариант не помог, пробуем следующий.
Второе решение — прочистка «на холодную». Здесь все немного сложнее:
Выгрузите старый материал, а затем отсоедините от экструдера трубку, подающую филамент.
Нагрейте хотэнд до температуры плавления филамента, который будет использоваться в процедуре. Оптимальный вариант для прочистки— нейлон (полиамид), так как у него высокая прочность на разрыв. Для процедуры потребуется отрезок прутка длиной примерно в двадцать сантиметров.
Вручную подайте филамент в разогретый хотэнд до упора. Если сопло забито частично, то осторожно давите до тех пор, пока пластик не начнет вытекать из сопла.
Выключите термоблок и дайте хотэнду немного остыть, не снимая усилие с филамента. Это нужно для того, чтобы пластик полностью наполнил сопло и хорошенько схватился с накопившимся внутри мусором.
Когда хотэнд остынет примерно до 60°C (при прочистке нейлоном), снова включите термоблок, подождите несколько секунд, а затем, не дожидаясь полного плавления пластика, плавным, но сильным движением выдерните филамент из хотэнда. Если все получится, пруток вытянет за собой мусор и нагар. При необходимости процедуру можно повторить несколько раз.
Третье решение — замена сопла. Делать это нужно аккуратно, чтобы не сломать термобарьер. Разогрейте хотэнд, выгрузите пластик, а затем аккуратно отвинтите сопло и замените его новым.
Если после замены выбрасывать старое сопло жалко, его можно попробовать вымочить в подходящем растворителе — в зависимости от используемого пластика. Прокаливать латунные сопла в целом не рекомендуется, так как это чревато потерей прочности, но при желании можно нагреть сопло на газовой горелке, дать остыть на воздухе (горячие латунные сопла принудительно охлаждать в воде категорически не рекомендуется), а затем вымыть золу или продуть компрессором.
Виды сопел
В принципе, сопла — это расходный материал, так что рано или поздно встанет вопрос замены из-за износа. В этой части приведем основную информацию по доступным вариантам.
Сопла могут отличаться диаметром, материалом и даже внутренней формой. Из диаметров при работе с настольными FDM 3D-принтерами наиболее популярны 0,25, 0,4 и 0,6 мм, хотя есть варианты и поменьше, и побольше. С диаметрами все довольно просто: чем выше диаметр, тем выше производительность и прочность, но более заметны слои, и наоборот.
Стоит также учитывать, что при работе с композиционными материалами, например угле- и стеклонаполненными филаментами линеек X-Line, Clotho и Technika, желательно избегать диаметров ниже 0,4 мм. В противном случае возможно забивание сопла армирующими волокнами, и тогда вам придется заново перечитывать эту статью. К тому же, армирующий наполнитель повышает абразивность, поэтому при работе с композитами необходимо использовать сопла из износостойких материалов, например закаленной стали.
Самые дешевые, доступные и популярные — сопла из латуни. У латуни хорошая теплопроводность, этого сплава вполне хватает для работы с большинством полимеров, например ПЛА, АБС или ПЭТГ.
На втором месте по популярности — сталь. Стальные сопла стоят дороже латунных, зато позволяют работать с более тугоплавкими пластиками и менее уязвимы к износу. Если собираетесь печатать композитами, сразу задумайтесь о замене латунного сопла на стальное.
Рубиновые и сапфировые сопла — последний писк моды. Конечно, из искусственного камня изготавливаются не сопла целиком, а вставки-наконечники. Делается это вовсе не для красоты, а для еще большего повышения износостойкости. Стоят такие варианты дорого, зато они практически всеядны.
Как заменить сопло 3D-принтера
Замена сопла 3D-принтера выполняется быстро и легко, если вы выполните следующие простые действия.
Опубликовано 25 июля 2018 г.
от
Алек Рихтер
Если вы никогда раньше не меняли насадку, вам может быть интересно, зачем вообще это нужно. Ну, есть пара причин. В то время как большинство стандартных насадок изготовлены из латуни и имеют диаметр 0,4 мм, насадки изготавливаются из самых разных материалов и размеров. Латунные сопла являются стандартными и отлично подходят для нагрева и удержания температуры, но нержавеющая сталь и закаленная сталь изнашиваются не так быстро, как латунь с абразивными материалами, такими как медный наполнитель или NylonX с его углеродным волокном. Существуют сопла 0,25 мм для моделей с высокой детализацией и даже сопла размером 1,2 мм для невероятно прочных конструкционных деталей. Кроме того, очень приятно иметь возможность свести к минимуму время простоя, вынув засорившееся сопло, установив чистое, начав печать, а затем заботясь об уходе за засорившимся соплом. Каждая насадка имеет свое назначение и особенности, но сначала вам нужно знать, как их заменить, так что давайте приступим к делу.
Шаг 1: Соберите инструменты
В зависимости от вашего 3D-принтера это может незначительно отличаться, но в большинстве случаев вам понадобятся две вещи: ключ для удержания форсунки. Форсунки E3D, форсунки Ultimaker 2+ и многие другие форсунки с резьбой M6 можно зажать с помощью ключа на 7 мм, но не все форсунки одинаковы.
Шаг 2: Нагрейте горячий конец
Когда блок нагревателя, терморазрыв и сопло нагреваются, металл расширяется ровно настолько, чтобы облегчить ослабление резьбы. Когда они холодные, они плотно сжимаются друг с другом до такой степени, что вы можете сорвать резьбу блока нагревателя или сопла при снятии сопла. Мы видели, как это происходило много раз, и я делал это сам, когда впервые начал 3D-печать. На этом этапе также удалите всю нить из принтера.
Шаг 3: Снимите насадку.
Когда хотэнд нагреется, используйте замки канала, чтобы захватить блок нагревателя. Вам не нужно крепко сжимать его, достаточно, чтобы он не вращался, пока вы снимаете насадку. Другой рукой возьмитесь за насадку маленьким ключом и начните откручивать ее по часовой стрелке (если вы смотрели на хотэнд сверху). Как только вы ослабите натяжение, оно должно выйти легко, просто продолжайте откручивать его, пока оно не выйдет.
Шаг 4: Установите новую форсунку.
Поскольку новое сопло не горячее, его будет немного сложнее повернуть, потому что его резьба не расширилась, но вы можете сделать это в основном вручную, чтобы начать с него, так как оно прохладное, а затем закончить с помощью инструмента. . Вы должны быть особенно уверены, что не перетяните сопло и не сорвете резьбу в этот момент. Вы можете распечатать этот динамометрический ключ для сопла, разработанный Андерсом Олссоном, и как только он будет достаточно затянут, ключ щелкнет, и вы больше не сможете его поворачивать. Если у вас есть опыт замены насадок, довольно легко почувствовать, правильно ли они установлены, в противном случае этот инструмент очень удобен; у нас даже есть парочка, плавающая по офису.
Шаг 5: Начните печать!
Менять форсунку действительно очень просто. Теперь идите и установите самое большое сопло, которое вы можете, и напечатайте что-то массивное в кратчайшие сроки. Если у вас есть какие-либо комментарии или вопросы, у нас есть руководство по сравнению сопел, которое может ответить на ваши вопросы, в противном случае не стесняйтесь оставлять комментарии ниже.
Удачной печати!
Метки статей
3D-печать
Прошивка
3D-дизайн
Контроль материи
Пресс-релизы
Малый бизнес
Автомобилестроение
Э3Д
Изготовление ювелирных изделий
Машиностроение
Индустрия развлечений
MatterControl Touch
Антистатические материалы
НейлонX
БКН3Д
Открытый исходный код
Умелая ручка
Анатомия цифрового изготовления
Как
Оборудование и обновления
Советы и рекомендации
Сборки выходного дня
Первая десятка
Образование
Технический сбой
Женщины в 3D-печати
Идеи проекта
Передовые материалы
Ссылка
Импульсная двойная экструзия
Обзор продукта
Аэрокосмическая отрасль
Вакансии
Военные и правительственные
Многофункциональные станки
Начало работы
Здравоохранение
Как добиться успеха с любым материалом для 3D-печати
Creality3D
Архитектура
Обзоры 3D-принтеров
Хакер месяца
Сопутствующие товары
Посмотреть все сопутствующие товары
Как заменить сопло 3D-принтера?
Направляющие
3DPrintBeginner4 мая 2020 г.
2
Сегодня я покажу вам, как правильно поменять сопло 3D принтера. Я видел много сообщений в группах 3D-принтеров, где у людей возникали проблемы с утечками после замены сопла 3D-принтера. Кроме того, я только что столкнулся с подобной проблемой, вызванной неправильной заменой форсунки. Думая, что это поможет, я написал простое руководство о том, как заменить сопло 3D-принтера и избежать утечек.
Зачем менять сопло 3D-принтера?
Форсунки заменяются по нескольким причинам. Первая причина, по которой вам нужно менять сопло на вашем 3D-принтере, заключается в том, что старое повреждено . Плохое сопло может привести к плохому качеству отпечатков, проблемам с натяжкой и плохой точности размеров.
Еще одна причина, по которой необходимо заменить сопло 3D-принтера, — это когда вы хотите печатать быстрее . Большое сопло позволяет сократить время печати без необходимости увеличения скорости печати. Наиболее распространенное сопло 0,4 мм, но для более быстрой печати лучше использовать сопло 0,6 мм или 0,8 мм. Это приводит к более широкой экструзии и большей высоте слоя. Используя сопло меньшего размера (0,3 мм или 0,2 мм), вы можете повысить качество окончательных отпечатков, используя меньшую высоту слоя. Хотя это может повысить качество, но увеличит время печати.
Замена сопла 3D-принтера и устранение утечек
Замена сопла на принтере может оказаться сложной задачей для новичков или новичков в 3D-печати. Если сопло не затянуто должным образом в терморазрыве, могут возникнуть утечки. Если менять насадки при комнатной температуре, то при нагреве металл хотэнда расширяется и насадка разбалтывается. Это создает некоторое пространство между соплом и терморазрывом, и расплавленная нить может проходить через резьбу. Появятся засоры, и вам нужно будет разобрать все, чтобы очистить. Если вы будете внимательно следовать руководству, вы узнаете, как правильно заменить сопло 3D-принтера и избежать утечек, вызванных неправильным затягиванием.
Из-за неправильной замены насадки мне удалось повредить терморазрывную резьбу на моем NF Crazy Hotend. Из-за того, что я приложил слишком много усилий при затягивании насадки, резьба была сорвана, и пластик начал вытекать из термоблока.
Хотя я могу решить эту проблему с помощью замены терморазрыва, теперь я буду использовать динамометрический ключ при каждой замене сопла 3D-принтера.
Предварительные условия
Чтобы правильно заменить сопла на вашем 3D-принтере, вам нужно подготовить для этого некоторые инструменты.
Гаечный ключ или плоскогубцы для удерживания теплоблока.
Трубчатый ключ для сопла.
Термостойкие перчатки для защиты.
Динамометрический ключ (дополнительно).
Обратите внимание: если вы следуете этому руководству для замены форсунок, важно соблюдать осторожность. Вы работаете с горячими компонентами и можете получить ожоги. Не прикасайтесь к насадкам и термоблокам при замене насадок, чтобы избежать ожогов и травм. Перед началом прочтите полное руководство.
Динамометрический ключ для замены сопла
Чтобы легко заменить сопла на моем принтере, я напечатал этот динамометрический ключ от Prusa Printers (версия 2 нм) синим EasyPETG от Fiberlogy. Я настоятельно рекомендую использовать динамометрический ключ для достижения хороших результатов. Slice Engineering рекомендует использовать динамометрический ключ на 1,5 нм для затягивания сопла на Mosquito Hotend. E3D рекомендует затягивать сопло ключом на 3 нм. Я использовал ключ на 2 нм, и он отлично работал для обоих.
Как заменить сопло 3D-принтера?
Чтобы правильно заменить сопла 3D-принтера, выполните следующие действия:
Нагрейте хотэнд до максимальной температуры.
Перед тем, как приступить к замене форсунки, необходимо разогреть хотэнд до максимальной температуры. Когда вы меняете сопло 3D-принтера, важно делать это с нагревательным блоком, установленным на максимальную температуру, разрешенную вашим принтером. Обычно для горячих наконечников из ПТФЭ максимальная температура составляет 270°С. Хотя любая температура выше 240°C может быстро повредить тефлоновую трубку, это нормально в течение нескольких минут, пока вы не замените сопло. Если вы используете силиконовый носок, снимите его перед нагревом хотэнда.
Удалите нить накала
Когда температура хотэнда достигнет 130°C для PLA и 150°C для PETG, быстро извлеките нить, чтобы избежать засорения нити. Это не совсем холодная протяжка, но она поможет вам удалить большую часть нити. Это упрощает процесс смены форсунок.
Открутите старую насадку
Теперь, когда хотэнд выставлен на максимальную температуру, можно переходить к замене насадки. Возьмите гаечный ключ или плоскогубцы и удерживайте нагревательный блок на месте. Осторожно возьмите тепловой блок, избегая картриджа нагревателя и термистора. Другой рукой начните откручивать насадку.
Вкрутите новую насадку в термоблок.
Если вы используете перчатки, вы можете начать закручивать насадку руками, а затем затягивать с помощью трубчатого ключа или динамометрического ключа. Если вы не используете перчатки, поместите насадку в трубчатый ключ и вкрутите насадку в нагревательный блок.
Характеристики и применение материала PA6-GF30 — Введение материалов
Характеристики и применение материала PA6-GF30
— Jan 29, 2019-
PA6-GF30 представляет собой армированный стекловолокном PA6 с соотношением 30%. GF — это аббревиатура из стекловолокна, которая относится к стекловолокну, который является широко используемым неорганическим наполнителем для модифицированных пластиков.
PA6 + GF30
PA6 обладает нетоксичными и легкими свойствами. Широко используется в жизни. Этот материал также обладает отличной механической прочностью, износостойкостью и хорошей коррозионной стойкостью. Это важный инженерный пластик. Однако с течением времени люди предъявляют более высокие требования к характеристикам PA6, и люди должны иметь более высокую жесткость, термостойкость и усталостную прочность. PA6-GF30 — это результат модификации PA6 людьми. PA6-GF30 улучшает материал, добавляя стекловолокно. Само стекловолокно обладает характеристиками термостойкости, огнестойкости, коррозионной стойкости, теплоизоляции, высокой прочности на разрыв и хорошей электрической изоляции. После армирования стекловолокном продукты PA6-GF30 отвечают требованиям промышленного и повседневного использования и обладают характеристиками превосходной прочности, превосходной термостойкости, превосходной ударопрочности и хорошей стабильности размеров.
В последние годы в автомобильной промышленности произошли потрясающие изменения, и «производство стали для производства» стало основным направлением времени. Пластиковые изделия должны иметь высокую прочность и высокую термостойкость. Продукты PA6-GF30, производимые Huashida Engineering Plastics, стабильны при высоких температурах, имеют хорошие механические свойства, а также имеют небольшой вес. Они широко используются в автомобильных деталях двигателя, электрических деталях, частях тела и подушках безопасности. Несколько частей. Сохраняя эстетику автомобиля, он признан крупными автопроизводителями.
Следующая статья:Модифицированные меры предосторожности по литью под давлением из нейлона, методы последующей обработки продукта и устранения дефектов
Связанные знание отрасли
Как сделать так, чтобы светлый ABS …
Несколько элементов защитной защиты…
Что делать, если усиление нейлона 6…
Британский рейтинг огнестрельного о. ..
Полибутилентерефталат, пластиковые …
PPS, PPS + 40% Gf, PPS + 60% Gf (KY…
ТПУ для обуви литьевой стельки
Экологический белый PBT GF20 антипи…
PA66 Инженерные пластики
Модифицированные меры предосторожно. ..
PA6-40% GF
нейлон 6 Па6
Диапазон применения PEI
Рыночное применение PA66 + 30% GF
30% PA66 усилены стекловолокном
Причины и решения для растрескивани…
Применение модифицированных пластик. ..
Что такое PA6 и ABS?
Некоторое введение для PP пластика
Внедрение пластика ABS и 3 вида мод…
Related Products
Grodnamid PA6-GF30-1 | (ПА-6)-СВ30 | Grodno
Технологические и физические свойства
Значение
Единица
Стандарт
Данные ISO
Показатель текучести расплава, ПТР
25
г/10 мин
ISO 1133
Температура
270
°C
—
Нагрузка
2. 16
кг
—
Усадка при литье, продольная
0.7
%
ISO 294-4, 2577
Механические свойства
Значение
Единица
Стандарт
Данные ISO
Модуль упругости при растяжении
8000
МПа
ISO 527
предел прочности при растяжении
145
МПа
ISO 527
Удлинение при разрыве
4
%
ISO 527
Модуль упругости при изгибе, 23°C
8200
МПа
ISO 178
Ударная прочность по Шарпи, +23°C
80
кДж/м2
ISO 179/1eU
Ударная прочность по Шарпи с надрезом, +23°C
12
кДж/м2
ISO 179/1eA
Теплофизические свойства
Значение
Единица
Стандарт
Данные ISO
Температура плавления, 10°C/мин
217
°C
ISO 11357-1/-3
Температура изгиба под нагрузкой, 1. 80 МПа
185
°C
ISO 75-1/-2
Температура изгиба под нагрузкой, 0.45 МПа
205
°C
ISO 75-1/-2
Электрические свойства
Значение
Единица
Стандарт
Данные ISO
Удельное объемное сопротивление
1E13
Ом*м
IEC 62631-3-1
Удельное поверхностное сопротивление
1E13
Ом
IEC 62631-3-2
Прочие свойства
Значение
Единица
Стандарт
Водопоглощение
1.3
%
Sim. to ISO 62
Поглощение влаги
2.1
%
Sim. to ISO 62
Плотность
1350
кг/м?
ISO 1183
Особые свойства и характеристики
Способы переработки
Литье под давлением
Вид поставки
Мелкие гранулы
Химическая стойкость
Стойкость к действию кислот, Стойкость к действию щелочей, Общая химическая стойкость, Маслостойкость
Применение
Электрические и электронные устройства
Доступность материала по регионам
Северная Америка, Европа, Страны Азии и Тихого океана, Латинская Америка, Ближний Восток и Африка
PA6 – полиамид 6 PA6 GF30
клавиатура_стрелка_влево
AKROMID® B3 GF 30 2 белый (3783) представляет собой полиамид 6, армированный на 30% стекловолокном, устойчивый к ультрафиолетовому излучению, обладающий высокой жесткостью и прочностью.
Свойства
Модуль растяжения
Предел прочности
Сила удара
Особенности
УФ-стабилизированный
Механические свойства
Модуль упругости при растяжении (1 мм/мин | ISO 527-2)
д. а.м.
9700 МПа
Напряжение при разрыве (5 мм/мин | ISO 527-2)
д.а.м.
175 МПа
Деформация при разрыве (5 мм/мин | ISO 527-2)
д.а.м.
3 %
Модуль упругости при изгибе (2 мм/мин | ISO 178)
д.а.м.
8100 МПа
Прочность на изгиб (2 мм/мин | ISO 178)
д.а.м.
245 МПа
Деформация при изгибе при разрыве (2 мм/мин | ISO 178)
д. а.м.
4 %
Ударная вязкость по Шарпи (23°C | ISO 179-1/1eU)
д.а.м.
75 кДж/м²
Ударная вязкость по Шарпи (-30°C | ISO 179-1/1eU)
д.а.м.
75 кДж/м²
Ударная вязкость с надрезом по Шарпи (23°C | ISO 179-1/1eA)
д.а.м.
11 кДж/м²
Ударная вязкость с надрезом по Шарпи (-30°C | ISO 179-1/1eA)
д.а.м.
9 кДж/м²
Тепловые свойства
Температура прогиба под нагрузкой HDT/A (1,8 МПа | ISO 75)
205 °С
Температура плавления (ДСК, 10K/мин | DIN EN ISO 11357-3)
222 °С
Воспламеняемость
Скорость горения (UL 94)
Толщина стенки 1,6 мм
HB Класс
Скорость горения (<100 мм/мин) (толщина > 1 мм | FMVSS 302)
+
Общие свойства
Плотность (23°C | ISO 1183)
1,4 г/см³
Информация об обработке
Указанные значения являются рекомендательными. Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.
Время высыхания
0 — 4 ч
Температура сушки (τ ≤ -30°C)
80°С
Технологическая влага
0,02 — 0,1%
Секция подачи
60 — 80°С
Температурная зона 1 — Зона 4
240 — 290°С
Температура сопла
260 — 300°C
Температура плавления
270 — 290°C
Температура пресс-формы
80 — 100°С
Удерживающее давление, спец.
300 — 800 бар
Противодавление, спец.
50–150 бар
Скорость впрыска
от среднего до высокого
Скорость шнека
8 — 15 м/мин
Отказ от ответственности
Все спецификации и информация, представленные на этом веб-сайте, основаны на наших текущих знаниях и опыте. Из этой информации нельзя получить юридически обязывающее обещание определенных характеристик или пригодности для конкретного случая. Представленная здесь информация не предназначена для освобождения переработчиков и пользователей от ответственности за проведение собственных испытаний и проверок в каждом конкретном случае. AKRO®, AKROMID®, AKROLEN®, AKROLOY®, AKROTEK®, ICX® и PRECITE® являются зарегистрированными товарными знаками Feddersen Group.
PA 6 GF 30 | АКРО-Датенблатт
клавиатура_стрелка_влево
AKROMID® B3 GF 30 1 черный (2485) представляет собой полиамид 6, армированный стекловолокном на 30%. Характеризуется высокой жесткостью и прочностью. Кроме того, материал является термостабилизированным и поэтому идеально подходит для изготовления технических деталей в промышленном машиностроении и автомобилестроении.
Свойства
Модуль растяжения
Предел прочности
Сила удара
Особенности
термостабилизированный 130
Механические свойства
Модуль упругости при растяжении (1 мм/мин | ISO 527-2)
д. а.м.
10300 МПа
кондиционированный
6200 МПа
Напряжение при разрыве (5 мм/мин | ISO 527-2)
д.а.м.
185 МПа
кондиционированный
110 МПа
Деформация при разрыве (5 мм/мин | ISO 527-2)
д.а.м.
3 %
кондиционированный
5,5 %
Модуль упругости при изгибе (2 мм/мин | ISO 178)
д. а.м.
8500 МПа
Прочность на изгиб (2 мм/мин | ISO 178)
д.а.м.
270 МПа
Ударная вязкость по Шарпи (23°C | ISO 179-1/1eU)
д.а.м.
95 кДж/м²
кондиционированный
105 кДж/м²
Ударная вязкость по Шарпи (-30°C | ISO 179-1/1eU)
д.а.м.
85 кДж/м²
кондиционированный
85 кДж/м²
Ударная вязкость с надрезом по Шарпи (23°C | ISO 179-1/1eA)
д. а.м.
13 кДж/м²
кондиционированный
18 кДж/м²
Ударная вязкость с надрезом по Шарпи (-30°C | ISO 179-1/1eA)
д.а.м.
12 кДж/м²
кондиционированный
12 кДж/м²
Твердость при вдавливании шарика (961 Н/30 с | ISO 2039-1)
д.а.м.
230 МПа
Тепловые свойства
Температура прогиба под нагрузкой HDT/A (1,8 МПа | ISO 75)
210 °С
Температура прогиба под нагрузкой HDT/B (0,45 МПа | ISO 75)
220 °С
Температура прогиба под нагрузкой HDT/C (8 МПа | ISO 75)
150 °С
Температура плавления (ДСК, 10K/мин | DIN EN ISO 11357-3)
220 °С
Коэффициент линейного теплового расширения, параллельный (от 23°C до 80°C | ISO 11359-1/2)
0,19 1,0Е-4/К
Коэффициент линейного теплового расширения в поперечном направлении (от 23°C до 80°C | ISO 11359-1/2)
1,09 1,0Е-4/К
Воспламеняемость
Скорость горения (UL 94)
Толщина стенки 0,8 мм
HB Класс
GWFI (МЭК 60695-2-12)
Толщина стенки 0,8 мм
>650 °С
Толщина стенки 1,6 мм
>650 °С
Скорость горения (<100 мм/мин) (толщина > 1 мм | FMVSS 302)
+
Общие свойства
Плотность (23°C | ISO 1183)
1,36 г/см³
Влагопоглощение (70°C, 62% отн. вл. | ISO 1110)
2,1 — 2,3 %
Водопоглощение 23°C насыщенный (23°C, насыщенный | ISO 62)
6,3 — 6,9 %
Усадка при формовании (поток | ISO 294-4)
0,1 — 0,3 %
Формовочная усадка (поперечная | ISO 294-4)
0,5 — 0,7 %
Электрические свойства
Объемное удельное сопротивление (IEC 60093)
д. а.м.
кондиционированный
Объемное удельное сопротивление (DIN EN 62631-3-1)
д.а.м.
кондиционированный
Удельное поверхностное сопротивление (DIN EN 62631-3-2)
д.а.м.
кондиционированный
Сравнительный индекс отслеживания (тестовая жидкость A | IEC 60112)
600 В
Информация об обработке
Указанные значения являются рекомендательными. Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.
Время высыхания
0 — 4 ч
Температура сушки (τ ≤ -30°C)
80°С
Технологическая влага
0,02 — 0,1%
Секция подачи
60 — 80°С
Температурная зона 1 — Зона 4
240 — 290°С
Температура сопла
260 — 300°C
Температура плавления
270 — 290°C
Температура пресс-формы
80 — 100°С
Удерживающее давление, спец.
300–800 бар
Противодавление, спец.
50–150 бар
Скорость впрыска
от среднего до высокого
Скорость шнека
8 — 15 м/мин
Отказ от ответственности
Все спецификации и информация, представленные на этом веб-сайте, основаны на наших текущих знаниях и опыте. Из этой информации нельзя получить юридически обязывающее обещание определенных характеристик или пригодности для конкретного случая.
Нажимая кнопку «Отправить» вы соглашаетесь на обработку персональных данных
Спасибо за заявку!
Скоро с вами свяжется наш менеджер
Оперативное сервисное и техническое сопровождение. Качественное обслуживание и заточка – залог долговечной эксплуатации инструмента.
Компания ЛИГА оказывает полную техническую поддержку оборудованию KDT на территории России и Беларуси вне зависимости от срока его службы
Комплексная техническая поддержка
Повышение квалификации и постоянный контроль качества
Склад запчастей и расходных материалов СДЭК
Подробнее
С момента запуска в эксплуатацию и подписания акта приемки пусконаладочных работ на все оборудование предоставляется гарантия не менее 12 месяцев.
После истечения гарантийного срока возможно заключение договора на послегарантийное сервисное обслуживание.
Для оформления запроса на гарантийное обслуживание необходимо заполнить бланк.
Скачать бланк
Доставку осуществляют транспортные компании:
Подробнее
Наши специалисты окажут помощь в подборе инструмента и параметров работы.
Профессиональный подбор режимов работы – гарантия долговечности инструмента.
Специалисты компании ЛИГА обладают высокими компетенциями в области подбора инструмента и параметров работы.
Подробнее
Качественное обслуживание и заточка – залог долговечной эксплуатации инструмента.
Компания ЛИГА оказывает услуги по заточке и ремонту инструмента любой сложности.
Доступность сервисных центров и стоимость уточняйте у менеджеров компании ЛИГА.
Подробнее
Приобретайте оборудование компании Лига с помощью лизинга на всей территории РФ, включая Республику Крым.
Преимущества лизинга
Лизинг – это инвестиции в основные средства предприятия
Получить одобрение на покупку оборудования в лизинг прощу и быстрее чем банковский кредит
Наш сотрудника за один день подберёт для Вас самый выгодный вариант по лизингу, ведь мы сотрудничаем со всеми ведущими лизинговыми компаниями России.
Подробнее
Страница не найдена — Sandvik Mining and Rock Technology
Страница не найдена — Sandvik Mining and Rock Technology
Перейти к содержанию
Похоже, запрошенная страница не существует. Возможно, причиной стала неправильная или устаревшая ссылка. Приносим свои изменения за неудобство.
Возможные решения:
Проверьте правильность указанного адреса. При необходимости исправьте адрес.
Воспользуйтесь поиском на этой странице или перейдите на страницу поиска.
Попробуйте найти нужную страницу через меню на главной странице или по ссылкам в меню навигации.
1035 результатов поиска
1035 результатов поиска для «%d0%b7%d0%b0%d1%82%d0%be%d1%87%d0%bd%d0%be%d0%b5 %d0%be%d0%b1%d0%be%d1%80%d1%83%d0%b4%d0%be%d0%b2%d0%b0%d0%bd%d0%b8%d0%b5» в весь веб-сайт
Our Sandvik DA201 is designed to carry and handle a wide range of drill pipe sizes. Sandvik DA201 has a flexible, telescopic manipulator … operator to add and remove pipe by remote control. The hydraulic manipulator can be powered from the onboard diesel or through an umbilical hose tethered to the
Lubricating and hydraulic oil with excellent . .. low temperature flowability and good viscosity temperature behaviour should be used in machines and aggregates which have a wide operating temperature range
Подземные буровые станки и анкероустановщики
Новинки модельного ряда Цифровое предложение для подземных работ … https://youtu.be/62KNIXTEGFs
https://youtu.be/6qlZcnftgs0
https://youtu.be/_vd1KoeAqms
https://youtu.be/nY3mXCpzazs
https://youtu.be/a7NqiVUudLI
https://youtu … https://youtu.be/1e2PAJ5Qu-s
Подземные буровые станки и анкероустановщики
OT220 Transmission oil Technical specification
The Sandvik OT220 products are industrial gear oils of the latest generation, having outstanding extreme pressure characteristics (EP/AW properties) … are industrial gear oils with excellent demulsifying properties which can be used in all types of enclosed gear drives with circulation or splash lubrication
DA201 Technical specification (imperial)
Our Sandvik DA201 is designed to carry and handle a wide range of drill pipe sizes. Sandvik DA201 has a flexible, telescopic manipulator … operator to add and remove pipe by remote control. The hydraulic manipulator can be powered from the onboard diesel or through an umbilical hose tethered to the
DD211L Technical specification
Sandvik DD211L is a low-profile single-boom electrohydraulic drill designed to work in excavations with headroom as low as 1.7 meters. The … full automatic parallelism for fast and easy face drilling. The boom can also be used for cross-cutting. The hose layout is specifically designed to maximize
Top-Hammer- Failure-Analysis-Guide-2022.pdf
conditions that are causing the failure. It is suggested that the following be inspected for correct operation before considering product defects. • Rig … actions to prevent further problems. If the failure type or cause cannot be found within this guide it is reccom- mended that you contact a Sandvik representative
Need to know more?
Email us
Share with others
Эл. почта
Оставьте отзыв об этой странице
Заточные станки и приспособления
Отделы
Заточные камни
Системы и комплекты
Точилки с направляющими
Стропы и пасты
Выпрямление и притирка
Шлифовальные круги
Электрические точилки
Ручные точилки
Карманные точилки
Направляющие для заточки
Заточные стали
Абразивы
Аксессуары/Запчасти/Книги
Новые продукты
Популярные точилки
Специальные предложения
Путеводитель по праздничным подаркам
Бренды
Выбор шеф-повара
ДМТ
Краем вверх
Заточка Foley-Belsaw
Лански
Магна-Матик
Нанива
Нано-Хон
Нортон
Шэптон
Принадлежности для заточки
Спайдерко
Тормек
Вдвое больше, чем Sharp
Злая грань
Рабочая острая
Просмотреть все. ..
Магазин по назначению
Охота / Открытый
Кухонные столовые приборы
Деревообработка
Заточка инструмента для резьбы
Заточка зубчатого ножа
Заточка машинки для стрижки
Заточка ножниц
Заточка опасной бритвы
Заточка ножей косилки
Заточка цепной пилы
Ресурсы
Статьи с практическими рекомендациями по заточке
Обучающие видеоролики по заточке
Заточка фотографий
Точильный станок Foley-Belsaw теперь входит в состав товаров для заточки. Объединив две компании, мы можем предложить вам больше товаров для заточки в одном месте. Мы гордимся тем, что продолжаем 90-летнюю историю Foley-Belsaw, и мы продолжим инвестировать в ее будущее.
Профессиональные станки и приспособления для заточки Foley-Belsaw
Speed Sharp Auto Saw Chain Grinder Профессиональная модель
Артикул № 3702930
428,99 долларов США 379,00 долларов США
Компактная шлифовальная машина Speed Sharp для цепной пилы
Артикул № 3702960
319,95 долларов США
Точилка для ножниц Twice As Sharp Полный комплект
Артикул № 3270914
951,22 доллара США
Точилка для ножниц Twice As Sharp Professional Package
Артикул № 3270912
$512,10
Точилка для ножниц Twice As Sharp Ookami Gold Package
Артикул № 3270916
$865,78
Точилка для ножниц Twice As Sharp Упаковка Ookami Gold PLUS
Артикул № 327OOKAMIPLUS
1050,78 долларов США
Точилка для ножниц Twice As Sharp Complete PLUS Package
Артикул № 327COMPLUS
1135,22 доллара США
Вращающаяся точилка для стегальных лезвий Wolff Industries — только приспособление — для Blue Motor
Артикул № 3280901
$742,99
Комплект для заточки лезвий роторной швейной машины модели 328
Артикул № 3280911
1188,95 долларов США
Профессиональная точилка Tru Hone Light 110 В
Артикул № 3702901
1025,00 долларов США
Профессиональная точилка Tru Hone Heavy, 110 В
Артикул № HCA
1225,00 долларов США
F Станок для заточки Dick RS-75
Артикул № 9806001
825,00 долларов США 529,99 долларов США
Станок для заточки F Dick RS-150 Duo
Артикул № 9805001
1475,00 долларов США 949,99 долларов США
Маленькая пила и регулируемая насадка Dado для шлифовального станка 310-16
Артикул № 3109920
299,95 долларов США
Модель CS-10 Mini Точилка для машинок для стрижки
Артикул № 3560010
1289,00 долларов США
Модель CS-201 Точилка для машинок для стрижки
Артикул № CS-201-2018
2 439 – 2 739 долларов США
Magna-Matic MAG-8000 Универсальный точильный станок для ножей газонокосилки
Артикул № MAG-8000
1319 долларов США. 00
Устройство для заточки ножей газонокосилки Magna-Matic MAG-9000
Артикул № MAG-9000
$999,00
Точилка для ремней Kalamazoo 1X42
Артикул № 1SM
$378,99
Точилка для ремней Kalamazoo 1X42 с полным защитным кожухом
Артикул № 1SMS
$434,99
Tormek T8
Артикул № T8
Оригинальный Тормек Т-8
$864,00
Tormek T-8 Custom
Артикул № T-8 CUSTOM
$513,00
Система для заточки ножниц Hira-To — PSA
Артикул № 3279160
3 512,03 долл. США
Система для заточки ножниц Hira-To — липучка
Артикул № HIRA-TO-HL
3300,00 долларов США
Отличие расходных материалов для заточки
Советы экспертов по заточке
Уже более десяти лет мы помогаем клиентам найти подходящие точилки. Выбор точилки может быть трудным, если вы не уверены, что вам нужно. Наши сотрудники обучены прислушиваться к вашим потребностям и помочь вам найти подходящую точилку с первого раза. Мы понимаем, что это может быть ваша первая заточка, поэтому мы готовы помочь вам, если у вас есть вопросы. Даже если вы уже являетесь профессионалом в области заточки, наши сотрудники всегда готовы ответить на ваши трудные вопросы. Мы используем то, что продаем, поэтому вы можете быть уверены, что при покупке у нас мы сможем помочь вам с вашей точилкой.
Известен выбором и обслуживанием
Мы предлагаем множество различных типов и десятки марок точилок. На самом деле, у нас есть более 1500 различных предметов для заточки. Наш склад полностью укомплектован для удовлетворения ваших конкретных потребностей в заточке. Если вам нужна полная система заточки, труднодоступный точильный камень или просто запасной круг, если это связано с заточкой, возможно, у нас есть.
Мы отправляем все, что продаем. Мы отправляем с понедельника по пятницу, а все заказы, имеющиеся в наличии, размещены до 14:00. CST отправляются в тот же день. Благодаря быстрой доставке мы можем быстрее доставить вам ваши товары. Именно так мы ведем бизнес, и мы будем рады заработать на вашем бизнесе.
Jack M, Comden, OH
Заточные станки — Оборудование для заточки инструментов
ЗВОНИТЕ СЕЙЧАС: 866-497-0572
12 товаров на странице24 товара на странице36 товаров на странице48 товаров на страницеВсе товары на странице Сортировать по популярностиСортировать по последнимСортировать по цене : по возрастаниюСортировать по цене: по убыванию
Просмотр:
9
18
Все
Быстрый просмотр
Распродажа!
Быстрый просмотр
9 365,00 $ 8 595,00 $
AV-40 — это профессиональная шлифовальная машина, предназначенная для торцевой, верхней и боковой шлифовки всех пил диаметром от 1-7/8″ до 30″. Этот пакет для заточки включает в себя множество дополнительных приспособлений и аксессуаров для разных отраслей, включая пильные полотна с перенаконечниками. Если вы ищете комплексные услуги по заточке для строительной отрасли и не только, это…
В корзину
Быстрый просмотр
Распродажа!
Quick View
$ 8,125,00 $ 7,595,00
AV-42-это профессиональная шлифовальная шлифовка, которая будет оттачивать пилоты, вершина, верхняя и сторона, наращивание от 1-7/82/82/82/8-й ″. диаметр, а также он позволяет затачивать многие различные режущие инструменты, такие как фрезы для фальшпанелей и профильные фрезы, фрезы с защитой от обратного удара и фрезы без помех для двигателя; то, что могут предложить немногие шлифовальные станки.
В корзину
Быстрый просмотр
Распродажа!
Quick View
$7,625. 00 $7,095.00
The AV-40 is a professional grinder that will sharpen saw blades, face, top and side grind, ranging from 1-7/8″ to 30″ диаметр, а также он позволяет затачивать множество различных режущих инструментов, таких как фрезы для фальшпанелей и профильные фрезы, фрезы с защитой от отдачи и фрезы без помех для двигателя; то, что могут предложить немногие шлифовальные станки.
Добавить в корзину
Quick View
Quick View
$ 5,340,00
. Эта карбина и стальная пилота имеет диаметра от 70314
. Он позволяет выполнять торцевую, верхнюю и боковую шлифовку пильных полотен. AV-42 — одна из самых быстрых в настройке и простых в использовании кофемолок. При переходе с торцевого шлифования на торцевое и с одного диаметра на другой просто ослабьте…
В корзину
Quick View
Quick View
$ 4 840,00
Этот карбид и стальная пила -оборотная машина для лезвия имеет способность диаметра от 7 «до 30». Он позволяет выполнять торцевую, верхнюю и боковую шлифовку пильных полотен. AV-40 — одна из самых быстрых в настройке и простых в использовании кофемолок. При переходе с торцевого шлифования на торцевое и с одного диаметра на другой просто…
В корзину
Quick View
Quick View
От: $ 3 998,00
, включающий 30-летний опыт затопления. Повышение цен с 30.12.2022 – Новая цена 4 398,00 $0005 От: 4 150,00 $
Автоматический станок AV-54 позволяет затачивать и затачивать твердосплавные и стальные фуганочные и строгальные ножи длиной до 24 дюймов. Шлифовальные станки Thorvie изготавливаются для шлифовки прямолинейности и плоскостности в пределах 0,0005 дюйма на дюйм. Эта кофемолка будет либо полой заточки, либо плоской заточки ножей. Посмотрите наше видео об AV-54 на You Tube: https://www. youtube.com/watch?v=0WtNoklx75Q
Добавить в корзину
Быстрый просмотр
Quick View
От: 4 350,00 $
Автоматический станок AV-54 позволяет затачивать как рубильные ножи, так и твердосплавные и стальные фуганочные и строгальные ножи длиной до 24 дюймов. в пределах 0,0005 дюйма на дюйм. Эта кофемолка будет либо полой заточки, либо плоской заточки ножей. Посмотрите наше видео об AV-54 на You Tube: https://www.youtube.com/watch?v=0WtNoklx75Q
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
Сокращение времени настройки на 25% и более по сравнению с другими станками для заточки пильных полотен. Желая расширить линейку продуктов Foley Belsaw, щелкните ЗДЕСЬ, чтобы просмотреть полный список приспособлений для заточки инструментов Foley Belsaw.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
От: 2795,00 $
Затачивание кольцевых фрез из быстрорежущей стали и твердого сплава.
Добавить в корзину
Быстрое просмотр
Быстрый просмотр
$ 2610,00
ПРИЛОЖЕНИЯ КЛЮЧЕВЫЕ БЛАДЫ БЛАДЕРЫ, которые используются для репликации.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
От: 1 850,00 $
Затачивайте все виды фрез со стальными и твердосплавными наконечниками. Настройка с этой машиной выполняется быстро и легко.
В корзину
Быстрый просмотр
Распродажа!
Быстрый просмотр
2 353,00 $ 2 210,00 $
Комплект для заточки лезвий машинки для стрижки включает все принадлежности этой линейки продуктов. Вы можете заточить лезвие машинки любого стиля и размера для парикмахеров и индустрии ухода за животными.
Добавить в корзину
Quick View
Quick View
$ 1 850,00
Легко повысить самые популярные бренды Icer Auger Blades. Эта машина спроектирована таким образом, что ее очень легко настроить и использовать.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
Заточите лезвие машинки любого размера за считанные минуты. Станок для заточки лезвий машинки для стрижки AV-36 — один из самых простых станков для обучения заточке лезвий машинки для стрижки волос для парикмахеров, грумеров и других специалистов.
Читать Подробнее
Quick View
Quick View
$ 1 698,00
V390-это высокий уровень промышленной базы. самоцентрирующиеся сверла с разрезной головкой менее чем за одну минуту. Повышение цен с 30.12.2022 — Новая цена $1 848,00
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
От: 1 435,00 $
Создайте свой станок для заточки пней AV-56. Выберите приспособление или приспособления для измельчения пней ниже в соответствии с вашими потребностями. Только измельчитель пней AV-56 является базовой машиной. Он не включает приспособления для инструментов или шлифовальные круги.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
1 195,00 $
Thu Коммерческой точилке для ножей Hone требуется менее минуты, чтобы идеально заточить лезвие. Ножи можно затачивать под девятью разными углами. Повышение цены 30.12.2022 — Новая цена $ 1 295,00
Добавить в корзину
Quick View
Quick View
. более просты и точны в использовании, чем другие бренды. Легко настроить пильные диски разного диаметра.
Добавить в корзину
Quick View
Quick View
От: $ 951.00
.
Добавить в корзину
Quick View
Quick View
$ 870,00
Polse Pol Blades. лезвие занимает считанные секунды.
Add to Cart
Быстрое просмотр
Быстрый просмотр
$ 795,00
Belt/Disc Sander, 3/4 HP, Voltage 115, 6. 5, 6.5, 6.5. Гц, диаметр диска. (дюймы) 8, скорость диска (об/мин) 3450, размер ремня (дюймы) 2 x 42, ремень SFPM 3100, размер стола диска (дюймы) 10-3/4 x 7-1/2, рабочая поверхность стола ( дюймов) 10 x 6, угол наклона дискового стола (град.) 45, угол наклона конвейерного стола (град.) от 0 до…
Добавить в корзину
Quick View
Quick View
От: $ 699.00
Промышленные 3 -ступенчатые пыли, предназначенные для любых карт и металлов, изыскания, или полировки.
Add to Cart
Quick View
Quick View
$ 760,00
Polse Pol Blades до 18 ”в диаметре. лезвие занимает считанные секунды.
Добавить в корзину
Quick View
Quick View
$ 615.00
Этот мотор США является тяжелой работой 1/3 HP, вставка 110 об. Двигатель поддерживает скорость вращения круга 3450 об/мин, что очень важно при шлифовании твердосплавного инструмента.
В корзину
Быстрый просмотр
Быстрый просмотр
От: $ 599,00
Добавить в CART
Quick View
Quick View
СПАСИБО СОЗДАНИЯ. . Легко настроить пильные диски разного диаметра.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
$ 512,00
Добавить в CART
Быстрый вид
Quick View
$ 445,00
$ 445,00
9000
. тиски. Когда шлифовальная головка опускается, цепь автоматически зажимается, что сокращает количество необходимых шагов и позволяет оператору быстрее индексировать цепь. Время заточки можно сократить вдвое.
Незаменимым помощником в строительстве и ремонте уже давно стали перфораторы от компании Макита. Среди них особое место занимает модель HR2450, благодаря своей производительности и техническим характеристикам. Высокая надежность и отличные показатели Макита HR2450 позволяют успешно справляться с поставленными задачами.
Содержание
Характеристики и производительность Makita HR2450
Перфоратор может функционировать в трех рабочих режимах. Макита 2450 выполняет обычное и ударное сверление, а при необходимости, переключается на режим долбежки. Инструмент оборудован электронной регулировкой оборотов и функцией реверса, у него имеется ограничитель крутящего момента. Благодаря универсальному патрону SDS Plus, замена оснастки выполняется быстро, без каких-либо задержек. В качестве источника питания используется стандартная сеть, напряжением 220 вольт.
Все эти функции позволяют выполнять широкий перечень строительных работ. Защита при заклинивании оснастки предотвращает ее выход из строя и снижает отдачу в момент столкновения с арматурой. Наличие прорезиненной рукоятки, отличная балансировка и эргономика делают эксплуатацию инструмента удобной, комфортной и безопасной.
Основные характеристики Makita HR2450 выражаются в следующих цифрах:
Параметры и характеристики перфоратора
Количественные показатели
Мощность, Вт
780
Количество регулируемых оборотов в минуту
0-1100
Количество регулируемых ударов в минуту
0-4500
Ударная сила, Дж
2,7
Максимальные диаметры сверления материалов, мм:
дерево
32
бетон
24
металл
13
Размер в длину, мм
360
Масса, нетто, кг
2,4
Длина сетевого шнура, м
4
Использование основных функций
Работа с Макита HR2450 начинается с включения инструмента. Предварительно следует проверить, как работает выключатель, его свободный ход и возвращение в исходное положение. Непосредственное включение осуществляется путем нажатия на пусковую кнопку куркового типа. За счет изменения силы нажатия, можно увеличить или уменьшить скорость вращения.
Для отключения перфоратора кнопка отпускается, после чего она самостоятельно возвращается в положение ВЫКЛЮЧЕНО. Если требуется продолжительная работа, выключатель нажимается с требуемым усилием и фиксируется в этом положении специальной кнопкой. Чтобы остановить инструмент из такого положения, выключатель нажимается до упора, а затем резко отпускается.
Надежное удержание перфоратора обеспечивается дополнительной боковой рукояткой. Установка в наиболее удобную позицию производится путем поворота рукоятки против часовой стрелки, чтобы ослабить крепление. После того как ручка установлена, она вновь затягивается в противоположном направлении, то есть, по часовой стрелке.
Замена оснастки в Makita 2450 выполняется на полностью выключенном инструменте. Шнур должен быть отключен от источника питания. Хвостовики буров предварительно смазываются специальной смазкой, уменьшающей износ. Сверло вставляется в держатель и поворачивается в нем до надежного зацепления. Надежность крепления проверяется путем попытки вытащить бур из гнезда. Чтобы извлечь оснастку, крышку держателя следует потянуть вниз, после чего оснастку можно свободно вытаскивать.
Глубина сверления регулируется ограничителем. Он вставляется в отверстие, расположенное в основании зажима и фиксируется барашковым болтом в нужном положении. Ограничитель ни в коем случае не должен соприкасаться с корпусом редуктора.
Некоторые особенности эксплуатации
Перфоратор Makita 2450 будет надежно работать в течение всего срока эксплуатации, при условии соблюдения определенных правил. Основными из них являются следующие:
Проверять направление вращения перед началом работ.
Функцию реверса можно использовать только на остановленном инструменте. Переключения выполняются без усилий, чтобы избежать поломки переключателя.
Не нажимать на кнопку включения при нейтральном положении переключателя направления вращения.
Переключатель рабочих режимов устанавливается точно в нужное положение, согласно нанесенным символам.
Включение предохранительной муфты происходит, когда момент вращения достигает определенной величины. В этот момент двигатель отключается от вала и бур останавливается. При срабатывании муфты перфоратор нужно сразу же выключить во избежание перегрузки двигателя.
Ударное сверление производится без особых усилий, при легком давлении на инструмент. Во время работы бур периодически вынимается из отверстия на холостом ходу. Таким образом удаляются мелкие частицы, крошки и пыль, облегчая дальнейшее сверление. Для очистки рекомендуется пользоваться специальной резиновой грушей.
Сверление деревянных и металлических конструкций производится с использованием сверлильного патрона с переходником. Все действия выполняются в безударном рабочем режиме. В таких случаях ударный режим запрещается использовать, поскольку это может вызвать повреждение патрона. Следует избегать сильного нажатия на инструмент.
Что входит в комплект
Комплектация перфоратора Макита HR2450 довольно слабая и включает в себя лишь дополнительную рукоятку и ограничитель глубины. Для хранения и транспортировки инструмента используется пластмассовый чемодан. Его размеры в длину, ширину и высоту составляют 572х307х121 мм, а общий вес – 4,66 кг.
Преимущества перфоратора Макита HR 2450
На основании уже рассмотренных технических характеристик и отзывов пользователей можно сделать вывод, что инструмент Makita hr 2450 полностью соответствует показателям, заявленным производителем. К основным плюсам можно отнести следующие:
Возможность установки долота в 40 положениях под различными углами, что позволяет выполнять работы даже в самых неудобных условиях.
Наличие электронной регулировки обеспечивает наиболее оптимальное количество оборотов в каждом конкретном случае.
Усовершенствование ударного механизма существенно снизило вибрацию во время работы.
Использование расцепляющей муфты для защиты редуктора при заклинивании бура.
Двойная защитная изоляция позволяет подключаться к розеткам без защитного заземления.
Практичная установка долота — возможность установки долота в 40 положениях.
Три режима работы: сверление, сверление с ударом или долбление.
Расцепная муфта
Изменяемая скорость вращения+реверс.
Кейс
Перфоратор Makita HR2450 X8 с тремя режимами работы в комплекте с набором свёрл — это профессиональный инструмент, предназначенный для сверления отверстий в бетоне. Перфоратор Makita HR2450 X8 рассчитан на сверление отверстий до 24 мм. Этого достаточно для большого спектра монтажных и ремонтных работ. Перфоратор HR2450 X8 производится уже более 10 лет и, благодаря оптимальному сочетанию характеристик и цены, стал настоящим бестселлером среди перфораторов не только марки Makita, но и других брендов. Такой перфоратор будет не заменимым помощником, как для профессионала, так и для домашнего мастера.
1. два закрытых, овальных паза полукруглого сечения; 2. стопорные шарики для фиксации; 3. два открытых трапециедальных сечения; 4. внутренние направляющие патрона SDS-max; 5. глубина, на которую вставляется стержень, достигает примерно 40 мм.
Перфоратор Makita HR2450 X8 оснащается патроном с системой крепления SDS+. В патроне имеются два металлических выступа для осевого выравнивания сверла и стальной шарик для удержания сверла в патроне. Сверло для перфораторов имеет на хвостовике проточки (в которые попадают выступы в патроне) и полукруглую канавку длинной 2 см (в которую попадает шарик). Таким образом, сверло может перемещаться в патроне вперёд и назад на расстояние 2 см, двигаясь по направляющим внутри патрона. Чтобы вынуть сверло из патрона, достаточно просто оттянуть кольцо патрона. Шарик разблокирует сверло, и его можно будет вынуть.
В перфоратор также можно установить и обычные цилиндрические сверла по металлу, древесине или мешалку для растворов. Для этого в патрон устанавливается переходной адаптер, хвостовик которого такой же, как и у сверла для перфоратора, а на другом конце резьба. На этот адаптер накручивается кулачковый патрон (такой же, какой используется на дрелях) а в кулачковый патрон устанавливается сверло. Адаптер не передаёт удар от перфоратора на сверло, поэтому использовать для сверления бетона цилиндрические свёрла с твёрдосплавной напайкой не получится.
Перфоратор Makita HR2450 X8 может работать в одном из трёх режимов: «сверление», «сверление с ударом», «удар». Для переключения режимов на нижней части корпуса редуктора перфоратора имеется переключатель. Режим «сверление» используется для сверления древесины, металла и размешивания растворов, при использовании адаптера. В режиме «сверления с ударом» патрон совершает не только вращательные движения, но и ударное воздействие на сверло и, соответственно на материал. Механизм ударного воздействия в перфораторе сильно отличается от ударного воздействия в дрели. В перфораторе удар передаётся на сверло от бойка, который получает энергию от сжатого внутри механизма перфоратора воздуха. Такой принцип ударного воздействия позволяет получить силу удара в несколько раз большую, чем в ударной дрели. Режим «сверление с ударом» используется для сверления бетона. Не рекомендуется сверлить кирпичную кладку в этом режиме, так как кирпич может треснуть при таком ударном воздействии. В режиме «удар» отключается вращение, и перфоратор используется в качестве лёгкого отбойного молотка, например, чтобы сбить керамическую плитку со стены или канавку в стене для электрической проводки.
У перфоратора Makita HR2450 X8 имеется возможность установить плоское долото в одно из 40 положений, для этого переключатель режимов надо установить в положение «*». После того, как долото установлено на нужный угол, переключателем выбирается режим «удар».
Плавное изменение скорости вращения на модели HR2450 X8 стало возможно благодаря применению в конструкции перфоратора кнопки включения с электронной регулировкой числа оборотов. Таким образом, можно подобрать необходимую скорость вращения для более удобной и точной работы. Скорость вращения регулируется силой нажатия на кнопку включения и может задаваться в пределах от 0 до 1100 оборотов в минуту, а при сверлении с ударом количество ударов варьируется от 0 до 4500.
Расположенный на боковой поверхности рукоятки фиксатор кнопки включения позволяет зафиксировать выбранную скорость вращения.
В конструкции перфоратора HR2450 X8 присутствует расцепляющая муфта, которая расцепляет соединение патрона с валом двигателя и останавливает вращение патрона при заклинивании сверла в материале. Эта функция полезна как для безопасности пользователя, так и для сохранения инструмента от повышенной нагрузки.
У модели HR2450 X8 имеется «флажок» переключения вращения или, проще говоря, «реверс». Расположен он над кнопкой включения. Такое расположение позволяет переключать его, не отрывая руки от инструмента. При помощи «реверса» можно легко извлечь заклинившее в материале сверло.
В комплекте с перфоратором поставляется дополнительная боковая рукоятка с ограничителем глубины сверления, которую можно установить под любым углом для удобства работы и лучшего контроля инструмента. Также в комплектации HR2450 X8 перфоратор поставляется с набором свёрл Makita D-00795.
характеристик и отзывов покупателей. Самые распространенные поломки Макита 2450 и их устранение
Очень удобно, когда один электроинструмент может заменить несколько аналогов одновременно. Таким образом, перфоратор Макита 2450 будет выполнять функции дрели, с его помощью легко смешивать различные растворы, блокировать штукатурку или даже демонтировать стены. Популярность этой модели в России просто зашкаливает. Помимо хороших технических характеристик, у Makita HR 2450 есть еще одно преимущество: при необходимости его можно легко отремонтировать своими руками. Для этого необходимо ознакомиться с технологией этого процесса.
общие характеристики
Makita HR 2450 FT известен как производительный и относительно недорогой инструмент. Его используют как профессиональные ремонтники, так и домашние мастера. Среди сетевых перфораторов Makita категория HR 2450 FT считается одним из самых простых инструментов. Он хорошо сбалансирован, поэтому им легко пользоваться.
Оригинальный HR 2450 от Makita, по отзывам пользователей, долгожитель. Его система пылезащиты обеспечивает выполнение строительных и ремонтных работ без попадания во внутренние части посторонних предметов и предметов.
Возможность ремонта в домашних условиях дает Makita HR 2450 FT из ассортимента аналогичной техники. Чтобы не повредить системы перфоратора, ремонт необходимо проводить по определенной схеме, рассматриваемой далее.
Технические характеристики
Makita 2450 имеет ряд характеристик, определяющих ее популярность. Вес устройства 2,4 кг. Количество оборотов на холостом ходу 1100 в минуту. При этом перфоратор способен выполнять 4500 ударов в минуту. Максимальная поступательная сила движения достигает 2,7 Дж.
Сверла крепятся в патроне с помощью эффективной системы SDS+. Перфоратор может выполнять функции бурения, ударного бурения и дробления. Можно переключаться между 3 режимами работы. Блок питания 780 Вт. Для переключения с сетью в комплекте идет кабель длиной 4 м.
Есть и дополнительные функции для Макита 2450. В характеристиках, указанных в инструкции, отмечают наличие реверса, предохранителя, блокировки кнопки запуска. Также обратите внимание на электронный регулятор скорости.
Причина отказа — подделка
Выход из строя представленного оборудования может происходить по разным причинам. Чаще всего это достижение рабочего предела деталей Makita HR 2450, когда перфоратор выходит из строя из-за его длительного срока службы.
Однако в различных источниках встречается достаточно большое количество отзывов пользователей, сообщающих о выходе их электроинструмента из строя в первый год эксплуатации. При этом в процессе ремонта перфоратор Makita HR 2450 может издавать треск, от него исходит неприятный запах гари.
Это обычная ситуация для контрафактных копий техники. Из-за большой популярности этой модели появилось много некачественных подделок.
Во-первых, настоящий перфоратор HR 2450 производится в Китае. Если на нем указана другая страна, это однозначно подделка. Во-вторых, все компоненты должны соответствовать описанию. Шнур питания должен быть не менее 4 м, ручка обрезана (а не из пластика), все детали в чемодане имеют свое обозначение. Серийный номер также должен быть указан на приборе.
Если при первом запуске перфоратор Макита 2450 трескается, от него исходит неприятный запах и в итоге он ломается после нескольких использований — это некачественная подделка. Доказательства этого факта могут быть выявлены при внимательном осмотре продукта.
Когда целесообразен ремонт Макита 2450 самостоятельно
Ремонт Макита ХР 2450 в сервисном центре не будет дешевым. Рабочие производят обслуживание и замену деталей для той или иной системы, что требует больших затрат времени и ресурсов. Иногда дешевле купить новую Макита 2450, чем ремонтировать старую. Лицензионные запчасти стоят дорого.
Даже базовое обслуживание (замена масла, чистка узлов) займет много времени в сервисе, а оплата будет завышена.
Даже не имея большого опыта в ремонте или чистке такой техники, основные действия можно выполнить самостоятельно. Придерживаясь схемы сборки и разборки, а также рекомендаций по замене компонентов системы практически каждый сможет починить перфоратор представленной модели в домашних условиях.
Технология ремонта
Чтобы при необходимости отремонтировать или почистить оборудование, перфоратор Makita 2450 следует правильно разобрать.
Сначала нужно будет снять картридж, после чего разбирается переключатель скоростей. После демонтажа кнопки Makita HR 2450 перфоратор осматривают внутри, проводят ремонт в районе коробки передач. В случае неисправности двигателя его необходимо демонтировать и отремонтировать (заменить).
При ТО меняют старую смазку и изношенные резиновые детали внутренних узлов. После проведения необходимых манипуляций детали возвращаются на свои места в порядке, обратном разборке.
Наиболее частые поломки происходят в районе патрона, переключателя режимов и в корпусе инструмента. Для правильного выполнения требуемых действий каждый из этих узлов должен быть проверен один за другим. Технологию выполнения ремонта необходимо изучать отдельно для каждого из этих участков перфоратора.
Картридж
Картридж можно разобрать с помощью плоской отвертки. Вам нужно будет снять резиновый чехол. Для этого нажмите на крышку картриджа. Стопор демонтируется. Затем крышка снимается. После этого демонтируйте металлическое кольцо, запирающее в корпусе ствола сверло для фиксации шара.
Достаёт, а потом снимается металлическая шайба, коническая пружина. Если дрель не фиксируется автоматически, значит, детали изношены и нуждаются в замене.
После этого шар от картриджа Макита 2450 густо смазывается новым маслом. Коническая пружина должна быть вставлена узким концом в резистор. Этот элемент прижимается направляющей шайбой. Мяч фиксируется в лунке. Остальные детали собираются в обратном порядке.
Переключатель режима
Перфоратор Макита 2450 может со временем либо не включаться в один из режимов, либо самовольно переключаться на другой вид работы. Это происходит рано или поздно из-за истирания металлических штифтов.
Для разборки отверткой снимается Т-образный замок. Аккуратно поджав ее ноги, достаньте кнопку. Придерживать красный фиксатор необходимо, чтобы пружина его не вытолкнула.
Ручка блокировки поворачивается в крайнее левое положение. Он идет с пружиной. С ручки снимается резиновое кольцо.
Замена изношенных деталей. Резиновое кольцо и металлические штифты обработаны смазкой. Далее собираем в обратном порядке. Кольцо надевается на ручку. Затем вставляются пружина и замок. Установите переключатель на коробку передач. Он должен быть направлен в сектор между комбинированным режимом работы и ударом. Переключатель не будет полностью вставлен в начале. Затем его поворачивают в режим сверления и далее. После таких действий переключатель следует повернуть по часовой стрелке и вставить защелку до конца.
Корпус редуктора
Чтобы разобрать сетевой перфоратор Makita HR 2450 в районе корпуса, необходимо поднять его ствол вверх. Инструмент прижимается к устойчивой поверхности. Раковина хорошо захватывается и тянется вверх. Так что детали не могут выпасть.
Далее проверяются возможные отказные узлы. Проведена очистка и замена старой смазки. Затем кожух устанавливается на место. Все компоненты должны быть в одних и тех же местах.
Кузов можно чистить керосином, бензином. Возвращая его на прежнее место, следует учесть, что выключатель при этом не должен находиться в корпусе.
Чтобы понять, где может быть поломка рассматриваемого узла, следует ознакомиться с наиболее распространенными неисправностями.
Повреждение корпуса редуктора
Если перфоратор оригинального производства, то его корпус очень быстро изнашивается. По прошествии длительного времени могут возникнуть определенные неисправности.
Если корпус снимался вместе с игольчатым подшипником, то его посадочное место было сильно изношено. В этом случае необходима его замена.
Повреждение перфоратора Макита 2450 в этом узле, требующее столь радикального действия, проявляется в изношенном состоянии посадочного места промежуточного вала.
Также при повреждении резинового кольца в редукторе его можно заменить только вместе с корпусом. Эта процедура потребует поломки отверстий переключателя режимов.
Мнения покупателей
В различных источниках встречаются самые разные отзывы пользователей о технике. Из-за его популярности есть как положительные, так и отрицательные отзывы.
В последнее время участились случаи подделок Макита 2450. Отзывы об этом продукте самые негативные. Специалисты также отмечают, что быстрая поломка может произойти из-за неправильной эксплуатации или обслуживания оборудования.
В отзывах покупателей отмечается хорошая устойчивость перфоратора к ударам. Есть хороший баланс, удобство работы. Устройство способно выполнять свои функции довольно продолжительное время.
Многим нравится его универсальность. Большое количество функций, выполняемых данным перфоратором, делают его просто незаменимым в процессе строительных и ремонтных работ.
Многие пользователи отмечают большую долговечность такого профессионального оборудования. Makita HR 2450 относительно дешев в обслуживании.
В целом, по отзывам пользователей, это качественный, прочный, универсальный и относительно недорогой электроинструмент. Оригинальные перфораторы отличаются повышенной прочностью и надежностью.
Ознакомившись с перфоратором Makita 2450, вы сможете самостоятельно выполнять плановое обслуживание или ремонт этого инструмента. Выбирая оригинальное оборудование, соблюдая правила эксплуатации, вы можете быть уверены в его долговечности и высокой производительности.
Перфоратор — строительный инструмент, с помощью которого можно выполнять достаточно широкий спектр работ.
Область применения
Оборудование позволяет делать отверстия в тех материалах, которые не может просверлить дрель. Этот прибор незаменим при выполнении работ по перепланировке дома или квартиры. Компания Макита производит инструменты в широком ассортименте для строительства и ремонта, среди них довольно внушительный выбор перфораторов.
Особенности перфоратора Makita 2450
Штамповочный станок Makita 2450, обзор которого будет рассмотрен в статье, заявлен производителем как профессиональный инструмент, с помощью которого можно производить непрерывную работу. Оборудование может быть сильно загружено. Возможна работа в трех режимах: удар, сверление и долбление. Устройство имеет электронную регулировку скорости, что позволяет менять показатель для оснований, имеющих разную прочность.
Устройство оснащено рабочими частями, которые достаточно просто заменить, но в процессе эксплуатации расцепная муфта прочно удерживает элементы. При снижении сетевого напряжения агрегат автоматически блокируется. Перфоратор «Макита 2450», отзывы о котором полезно будет прочитать перед приобретением техники, оснащен лабиринтной системой, защищающей агрегат от проникновения мелкого строительного мусора.
Технические характеристики Макита 2450
Если вы решили приобрести перфоратор «Макита 2450», полезно будет прочитать отзывы, они представлены в этой статье. Помимо прочего, особое внимание важно уделить техническим характеристикам, среди них хвостовик СДС-плюс. Этот параметр часто задают профессионалы. Для начинающего мастера и специалиста будет важно знать, что агрегат может работать в одном из трех режимов. Воздействие 2,7 Дж.
Что касается мощности двигателя, то этот параметр составляет 780 Вт. Если вы хотите работать с бетоном, то отверстие в нем можно делать диаметром, максимальное значение которого составляет 24 миллиметра. В теле из дерева можно будет делать отверстия диаметром не более 32 миллиметров. Достаточно часто у специалистов и домашних мастеров возникает вопрос о том, как сделать отверстия в стали, вышеперечисленные параметры будут 13 миллиметров. Помимо прочего, агрегат оснащен электронным реверсом.
Дополнительные возможности
Перфоратор «Макита 2450», отзывы о котором соответствуют положительным характеристикам, имеет в комплекте защитную муфту, среди прочего имеется регулятор частоты крутящего момента. На холостом ходу количество оборотов может равняться пределу до 1100 в минуту. Что касается количества ударов, то их количество может колебаться от 0 до 4500 в минуту. Устройство имеет кабель, длина которого составляет 4 метра. Работать с инструментом будет удобно, так как его вес не отличается слишком большим весом и ограничен 2,4 килограммами.
Отзывы об особенностях эксплуатации Макита 2450
Если вы решили приобрести вышеописанный инструмент, то вам стоит рассмотреть схему перфоратора Макита 2450. Перед началом работы мастер должен убедиться, что триггерный переключатель во время работы возвращается в режим бездействия устройства. Это можно проверить в момент активации переключателя. После подключения питания вы можете начать работу, нажав кнопку питания. По словам пользователей, скорость работы будет определяться интенсивностью нажатия этой кнопки. Если есть желание остановить дрель, то переключатель следует отпускать плавно. По мнению специалистов, если есть необходимость выключить инструмент, а кнопка была заблокирована, то нужно нажать ее до упора, а затем выключить. Ремонт перфоратора Makita не понадобится, если использовать оборудование по инструкции. Таким образом, чтобы активировать обратный ход, необходимо перевести переключатель в положение, обозначенное буквой А. Бур будет двигаться вправо.
Если переключатель повернут в положение B, дрель будет двигаться в противоположном направлении. Прежде чем приступить к сверлению, необходимо убедиться в правильности направления вращения. Как подчеркивают опытные пользователи, для изменения настроек необходимо дождаться остановки дрели. В момент установки реверсивного движения кнопку включения нужно выжать только наполовину.
Отзыв пользователя о работе инструмента
Электроинструмент Makita может работать во вращательном режиме, что сопровождается ударным воздействием. Этот метод работы наиболее подходит для манипуляций, в которых задействованы твердые материалы. Как отмечают владельцы описываемого устройства, для установки вышеназванного режима необходимо заблокировать кнопку блокировки, а затем повернуть рычаг смены режима на символ, который обозначен как «дрель и молоток». Для работы агрегата в таком режиме больше всего подходит долото, которое снабжено наконечником из сплава карбида вольфрама. Электроинструмент Makita также подходит для работы с мягкими материалами и основаниями, которые могут иметь среднюю плотность. Для этого можно использовать режим вращения. Его можно активировать методом смены режима ручкой. Его нужно переключить на символ, который обозначен сверлом.
В качестве наиболее подходящего решения для выполнения этих работ подойдет сверло по дереву или спиральное сверло. Если перед вами стоит задача разбить, расколоть или поцарапать материал, то лучше всего использовать ударный режим. Его можно установить, повернув ручку в положение, обозначенное как «молоток». Отлично подходит для выполнения этих работ и пирамидальная стамеска, а также стамеска, которая используется для шабрения.
Инструкция по эксплуатации
Ремонт перфоратора Макита не понадобится, если во время работы стараться пользоваться инструментом максимально аккуратно. Производитель запрещает переключать режимы при вращении блока, так как это может привести к поломке. Помимо прочего, нужно убедиться, что установочный переключатель находится в одном положении, а не между ними.
Агрегат имеет ограничитель крутящего момента, при достижении двигателем критически высоких оборотов он автоматически отключится. После этого бит перестанет вращаться. Если ограничитель включается во время работы, устройство необходимо обесточить, иначе вы столкнетесь с быстрым износом отдельных компонентов.
Что еще нужно знать о перфораторе Макита 2450
Сборка перфоратора Макита 2450 производится по новейшим технологиям, инструмент оснащен ограничителем глубины, позволяющим делать отверстия одинаковой глубины. Для того чтобы определить наиболее подходящий размер отверстий, следует ослабить ручку, установить глубиномер в отверстия, расположенные сбоку, а затем определить нужную глубину, зафиксировав все ручкой. Наличие картриджа SDS+ позволяет быстро менять насадку одним движением. Производитель позаботился об удобстве использования агрегата, поэтому устройство представлено в эргономичном дизайне и прекрасно сбалансировано. Инструмент поставляется в кейсе, что говорит о возможности удобной транспортировки и переноски. В процессе можно не опасаться того, что агрегат будет поврежден, а некоторые его составляющие будут утеряны.
Приобрести перфоратор «Макита 2450», цена которого 7000 рублей, вы можете в любом магазине по продаже соответствующего товара. Этот агрегат отлично подойдет для решения электромонтажных, строительных и сантехнических задач. С помощью этого приспособления можно будет сделать ниши для установки электрощитков. Во время работы в режиме сверления можно регулировать скорость, обеспечивая более точную работу. Инструмент имеет функцию реверса, которая позволяет извлекать насадки, используя модель как отвертку.
Устройство ударного устройства Макита 2450 предполагает наличие ограничителя крутящего момента, предохраняющего мастера в момент заклинивания насадки. Можно не бояться отдачи в момент столкновения с арматурой. Специалисты отмечают, что благодаря прорезиненной ручке использование агрегата становится более комфортным. Долото может быть установлено в 40 различных положениях без использования дополнительного инструмента.
Сервисное обслуживание
Если вы столкнулись с тем, что инструмент вышел из строя или предполагает ремонт, то перед тем, как разбирать перфоратор Makita 2450, убедитесь, что вы сможете самостоятельно устранить неисправность.
Отклонение диаметра прутка в пределах одной катушки не более 0,02 мм!
Один из самых прочных расходных материалов для 3D-печати, PETG представлен в различных цветах!
Преимущества PETG Bestfilament:
Очень прочный филамент;
Сцепление слоев беспрецедентно;
Детали из этого материала долговечны;
Первоклассное сырье для производства обеспечивает качество, сопоставимое с дорогими европейскими аналогами;
Подходит для большинства FDM принтеров.
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат, а G говорит о том, что он модифицирован гликолем для большей долговечности. Прочный материал, исключительно крепкий и без запаха при печати.
Применение автоматизированной линии контроля качества гарантирует отклонение диаметра прутка в пределах одной катушки не более 0,02 мм.
Рекомендованные параметры печати для PETG Bestfilament:
– Экструдер: 220-245 градусов
– Платформа: 60 градусов
– Обдув: для мелких деталей
– Скорость печати: 30-60 мм/с
– Ретракт: длина 5-6 мм, скорость 45 мм/с
– Усадка: незначительная
ХАРАКТЕРИСТИКИ:
Тип материала: PETG
Цвет прутка: лайм
Диаметр прутка: 1.75 мм
Вес нетто: 0,5 кг
Вес брутто: 0,96 кг
Габариты упаковки : 20 х 20 х 8 см (0,0032 м3)
Совет:
Для повышения качества распечатанных изделий рекомендуем просушить пластик перед использованием. Рекомендуемая температура сушки 60-70 градусов.
Происхождение товара
Страна производства: Российская Федерация Изготовитель: ООО «ХоумСтайл» Юридический адрес: 634021 г. Томск, ул.Шевченко д.49/Б строение 3, РФ
Импортер в Республике Беларусь: ИП Шалашенко Евгения Александровна Юридический адрес: 222728, Минская обл. Дзержинский район, д. Шатилы, ул. Центральная, 4
Только зарегистрированные клиенты, купившие данный товар, могут публиковать отзывы.
Вам также будет интересно…
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Сиреневый PETG пластик Bestfilament для 3D-принтеров 1 кг (1,75 мм)
Цвет сиреневый. Диаметр 1,75 мм. Вес нити 1 кг. Отклонение диаметра прутка в пределах одной катушки не более 0,02 мм! Один из самых прочных расходных материалов для 3D-печати, PETG представлен в различных цветах!
Преимущества PETG Bestfilament:
Очень прочный филамент; Сцепление слоев беспрецедентно; Детали из этого материала долговечны; Первоклассное сырье для производства обеспечивает качество, сопоставимое с дорогими европейскими аналогами; Подходит для большинства FDM принтеров.
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат, а G говорит о том, что он модифицирован гликолем для большей долговечности. Прочный материал, исключительно крепкий и без запаха при печати.
Применение автоматизированной линии контроля качества гарантирует отклонение диаметра прутка в пределах одной катушки не более 0,02 мм.
Рекомендованные параметры печати для PETG Bestfilament:
Экструдер: 220-245 градусов.
Платформа: 60 градусов.
Совет от Bestfilament: если возникли проблемы со снятием готовой модели со стола, рекомендуем экстремально остудить изделие: вынести на снег, поставить в морозильник.
Характеристики Сиреневый PETG пластик Bestfilament:
Цвет прутка: Сиреневый Габариты упаковки : 20 х 20 х 8 см (0,0032 м2) Объем упаковки: 0,0032 м Вес брутто: 1.35 кг Вес нетто: 1 кг Диаметр прутка: 1.75 мм
Тип материала: PETG Страна: Россия
Материал
PETG
Вес нетто
1 кг
Вес брутто
1,35 кг
Длина
22 см
Ширина
21 см
Высота
9 см
Теги
#PETG
Производитель
Bestfilament
Страна происхождения
Россия
PETG Filment: All Able Abste Best Filment для 3D-печати
Совет № 01. Используйте нагреваемую рабочую платформу
Совет № 02. Используйте сопло принтера хорошего качества
Совет № 03. Используйте материал с низкой адгезией к слою
Совет №04: Используйте корпус
Совет №05: Используйте продувочную колонну
Совет №06: Используйте цельнометаллический хотэнд
Совет №07: Используйте высококачественную нить PETG
Совет №08: Увеличьте скорость печати
Совет № 9: Содержите головку экструдера в чистоте
Общие проблемы при 3D-печати с использованием нити PETG
#01: Неприлипание к рабочей пластине
#02: Деформация или деформация
#03: Засорение горячего конца
#05: Нить сжимается или расширяется
#06: Не выходит из принтера должным образом
#07: Разрывается или защелкивается
#08 Плохая адгезия между слоями
Важные настройки PETG
1) Температура
2) Скорость
3) Вертировка
4) Калибровка 3D -принтера. из самых популярных нитей для 3D-печати на рынке. Он прочный, долговечный и печатает с красивой отделкой. Он доступен как в непрозрачном, так и в прозрачном вариантах, что делает его идеальным для печати широкого спектра объектов. В этом всеобъемлющем руководстве мы обсудим использование PETG, дадим вам пошаговые инструкции о том, как печатать с помощью этой нити, а также советы о том, как избежать распространенных проблем. Давайте начнем!
Спецификация для нити PETG
ЛУЧШИЕ ПРОДАЖИ! Лучшая лазерная головка для вашего 3D-принтера / станка с ЧПУ / гравировальной рамы.
10 Вт (10000 мВт) «DeLux»
Купить сейчас!
Базовый лазер «Invincible» мощностью 10 Вт
Купить сейчас!
Инфракрасный лазер DPSS мощностью 10 Вт
Купить сейчас!
15 Вт (15000 мВт) DUOS DIY
Купить сейчас!
Основные характеристики.
Strength
Less brittle
High strength
Low flexibility
Resistance
Resistant:
Chemical
Water
Fatigue, and
Тепло
Стоимость
Низкая
Температура
Температура сопла (210-250 градусов Celsius
Нагретый слой: 80-100 градусов Цельсий
Температура стеклянного перехода: 85 градусов Celsius
Термоформинг
Термоформинг
Термоформинг
9092
9092
9092
не требуют сушки после формования
Чистота
Хорошее
Эко
900
6
След CO2 3,22–3,56
Основные требования к 3D-принтеру для PETG решение. Одним из важных факторов является то, какой тип нити поддерживает принтер. PETG прочен и долговечен и часто используется во многих областях. Если вы хотите печатать с использованием этой нити, вам понадобится принтер, который хорошо с этим справится. В этом разделе мы рассмотрим некоторые основные требования к печати на 3D-принтере из PETG.
Первое требование состоит в том, что он должен иметь хорошо функционирующую нагреваемую рабочую плиту. Это связано с тем, что PETG имеет высокую температуру плавления и требует более высокой температуры для правильного плавления. Без нагретой рабочей пластины она не прилипнет к рабочей поверхности, и ваши отпечатки будут очень слабыми.
Экструдер должен быстро достигать высоких температур . Опять же, это из-за его высокой температуры плавления. Большинство стандартных экструдеров не могут достичь необходимой температуры и должны быть модернизированы.
Наконец, должен быть исправно работающий вентилятор для охлаждения нити при ее экструдировании. Это связано с тем, что PETG может легко деформироваться при неправильном охлаждении. Без правильно работающего вентилятора ваши отпечатки, скорее всего, будут сильно деформированы и непригодны для использования.
Это лишь некоторые из основных требований к 3D-принтеру, печатающему из PETG. С правильным принтером и настройками вы можете получать высококачественные отпечатки.
Применение нити PETG
Вот некоторые из наиболее распространенных применений PETG:
Прототипирование: Нить PETG идеально подходит для создания прототипов, поскольку она прочная и долговечная. Это делает его идеальным для проверки прочности и долговечности конструкции, прежде чем переходить к окончательному продукту, изготовленному из более дорогого материала.
Создание 3D-проектов для дисплеев и презентаций: Может использоваться для создания моделей любых форм и размеров. Его прочность и долговечность делают его идеальным для создания моделей, которые будут использоваться в презентациях или на дисплеях.
Домашний декор: PETG можно использовать для создания самых разнообразных предметов домашнего декора, от простых украшений до сложной мебели. Его прочность и долговечность делают его идеальным для использования в местах с высокой проходимостью.
Поделки: Идеально подходит для изготовления самых разных предметов, от украшений до игрушек.
Одежда: PETG можно использовать для создания аксессуаров для одежды, таких как шляпы, сумки и полные предметы одежды.
Супер новогодние предложения! — Скидка 40% на все лазеры Endurance!
Посетите наш магазин 👆
Существует множество других применений PETG, включая, помимо прочего, медицинские имплантаты, автомобильные детали и упаковку для пищевых продуктов.
Советы по 3D-печати с нитью PETG
3D-печать с прозрачной нитью PETG. Источник изображения: All3dp
Вот несколько советов, которые помогут вам получить наилучшие результаты отпечатков из PETG:
Совет № 01. Используйте нагреваемую рабочую платформу
Нагреваемая рабочая платформа необходима при печати с использованием PETG. Температура платформы сборки должна поддерживаться на уровне около 110 градусов по Цельсию. Если платформа не нагревается, она будет слишком быстро остывать и на ней будут образовываться капли, которые могут вызвать проблемы с качеством печати.
Совет № 02: Используйте сопло принтера хорошего качества
Нить PETG может быть довольно абразивной, поэтому важно использовать сопло принтера хорошего качества. Если вы используете стандартную латунную насадку, она быстро изнашивается и может нуждаться в частой замене. Насадка из нержавеющей стали является лучшим выбором.
Совет № 3. Используйте материал с низкой адгезией
PETG может быть довольно скользким, поэтому важно использовать материал с низкой адгезией, такой как лак для волос или клей ПВА, при печати на стеклянной рабочей платформе. Это поможет удерживать печатный стержень на платформе и предотвратит его скольжение во время процесса печати.
Совет № 4. Используйте корпус
3D-принтеры с корпусом. Источник изображения: форум Prusa
PETG лучше всего печатает в закрытых помещениях. Корпус помогает поддерживать температуру строительной платформы и предотвращает слишком быстрое охлаждение от сквозняков.
Совет № 5: Используйте продувочную колонну
Продувочная колонна — отличный способ уменьшить объем отходов, которые тратятся в процессе печати. Продувочная колонна — это просто короткий отрезок трубки, который крепится к головке экструдера и направляется обратно к катушке. Когда вы начнете печать, она будет пропущена через продувочную башню в мусорное ведро. Это уменьшает потери и помогает снизить затраты на нить.
Совет № 6: Используйте цельнометаллический хотэнд
Цельнометаллический хотэнд необходим при печати из PETG. Металлическая конструкция помогает быстрее рассеивать тепло и предотвращает засорение сопла.
Совет № 7. Используйте высококачественную нить из PETG
При печати этим материалом важно использовать высококачественную нить из PETG. Хорошее качество даст лучшие результаты и с меньшей вероятностью вызовет проблемы в процессе печати.
Совет № 08: увеличьте скорость печати
PETG лучше всего печатает на высокой скорости. Увеличение скорости печати поможет снизить вероятность засорения или заедания сопла.
Совет № 9. Содержите головку экструдера в чистоте
При печати из PETG важно содержать головку экструдера в чистоте. Забитые дюзы могут вызвать проблемы с качеством печати и даже повредить принтер. Регулярная очистка головки экструдера поможет обеспечить его хорошую работу.
Общие проблемы при 3D-печати с использованием нити PETG
PETG — отличный вариант для тех, кто хочет печатать из материала, обладающего одновременно прочностью и гибкостью. Однако есть некоторые общие проблемы, которые могут возникнуть во время 3D-печати. К ним относятся:
#01: не прилипает к рабочей пластине
Образец 3D-объекта, не прилипающего к станине. Источник изображения: Simplify3d
Одна из наиболее распространенных проблем с PETG заключается в том, что он не очень хорошо прилипает к рабочей пластине. Это может быть вызвано различными факторами, в том числе грязной или жирной рабочей пластиной, низкой температурой стола, неправильным выравниванием стола и даже проблемами с горячей частью принтера.
Решение: Обычно лучшим решением этой проблемы является тщательная очистка рабочего стола и регулировка температуры и/или уровня стола по мере необходимости.
#02: Искривление или деформация
Еще одной распространенной проблемой является искривление или деформация. Это может быть вызвано рядом факторов, в том числе высокими температурами печати, низкой влажностью окружающей среды и неподдерживаемыми выступами.
Решение: Как правило, наилучшим решением является регулировка температуры печати и/или влажности окружающей среды по мере необходимости.
#03: Засорение горячего конца
PETG иногда засоряет горячий конец принтера, если он не охлаждается должным образом. Это может быть вызвано высокой температурой печати, низкой влажностью окружающей среды или даже плохой вентиляцией.
Решение: При необходимости отрегулируйте температуру печати и/или влажность окружающей среды и убедитесь, что принтер имеет хорошую вентиляцию.
#04: Нить прилипает сама к себе
Иногда она прилипает сама к себе, что может вызвать проблемы с подачей и/или печатью. Это может быть вызвано низкой температурой стола, неправильным выравниванием стола или даже проблемами с горячим концом принтера.
Решение: Обычно лучшим решением этой проблемы является регулировка температуры и/или уровня кровати по мере необходимости.
#05: Нить сжимается или расширяется
Еще одной распространенной проблемой PETG является усадка или расширение. Это может быть вызвано чрезвычайно высокими температурами печати, низкой влажностью окружающей среды и неподдерживаемыми выступами.
Решение: При необходимости отрегулируйте температуру печати и/или влажность окружающей среды.
#06: Плохо выходит из принтера
Нить выходит из принтера неправильно. Источник изображения: All3dp
Это распространенная проблема, возникающая при печати этим материалом. Обычно это вызвано грязной или жирной рабочей пластиной, низкой температурой стола, неправильным выравниванием стола и даже проблемами с горячим концом принтера.
Решение: Обычно лучшим решением этой проблемы является тщательная очистка рабочего стола и регулировка температуры и/или уровня стола по мере необходимости.
#07: Ломка или треск
PETG обычно ломается или трескается Легко.
Решение: Как и в случае с другими проблемами, для решения этой проблемы вам потребуется отрегулировать температуру печати и/или влажность окружающей среды, а также обеспечить хорошую вентиляцию принтера.
#08 Плохая адгезия между слоями
Еще одна распространенная проблема, которая может возникнуть при печати нитью PETG. Это часто может привести к отпечаткам, склонным к отслаиванию или расслаиванию.
Решение: Всегда используйте ограждение, уменьшайте высоту слоя и повышайте температуру.
Это лишь некоторые из распространенных проблем, которые могут возникнуть при печати из PETG. Понимая эти проблемы, вы можете предпринять шаги, чтобы избежать их и получать более качественные отпечатки.
Важные настройки PETG
Чтобы получить наилучшие результаты печати PETG, необходимо соответствующим образом настроить параметры. Некоторые из общих настроек PETG включают в себя:
1) Температура
Рекомендуемая температура печати для PETG составляет 210–240°C. Однако, в зависимости от вашего принтера и окружающей среды, вам может потребоваться отрегулировать настройку температуры.
Например, если ваш принтер оснащен нагреваемой рабочей платформой, вам может потребоваться увеличить температуру до 220–235°C, чтобы предотвратить деформацию. И наоборот, если в вашем принтере нет платформы для печати с подогревом, вам может потребоваться снизить температуру до 205-210°C, чтобы избежать чрезмерного охлаждения и уменьшить усадку.
2) Скорость
Рекомендуемая скорость печати составляет около 30-60 мм/с. Однако вам может потребоваться настроить скорость в зависимости от вашего принтера и среды. Например, если вы печатаете в условиях высокой влажности, вам может потребоваться уменьшить скорость печати до 25–35 мм/с, чтобы избежать чрезмерного слюноотделения. И наоборот, если вы печатаете в условиях низкой влажности, вы можете увеличить скорость печати до 50-60 мм/с, не вызывая проблем.
3) Ретракция
PETG обычно не требует ретракции. Однако, если у вашего принтера возникают проблемы с просачиванием или натягиванием, вы можете попробовать немного увеличить расстояние отвода. Вы также должны увеличить скорость втягивания, чтобы обеспечить правильное втягивание.
4) Правильная калибровка 3D-принтера
Калибровка 3D-принтера. Источник изображения: Instructables
Вы должны убедиться, что ваш принтер откалиброван правильно. PETG — очень неумолимый материал, поэтому любые несоответствия в качестве печати будут усиливаться. Если вы не уверены в своей способности правильно откалибровать свой принтер, вы можете прочитать нашу статью о том, как правильно откалибровать свой 3D-принтер, и она проведет вас через весь процесс.
Имея в виду эти общие настройки печати PETG, вы сможете получать высококачественные отпечатки из материала PETG.
Другие советы:
Убедитесь, что вы используете высококачественный материал, например Proto-Pasta PETG. Дешевые могут не иметь тех же свойств, что и более качественные, и могут печатать неправильно.
Если на вашем принтере есть кожух вентилятора, убедитесь, что он установлен правильно и обдувает поверхность печати воздухом. Это поможет предотвратить деформацию и улучшить качество печати.
Если у вас возникли проблемы со скручиванием или поднятием углов отпечатков, попробуйте увеличить температуру печати на пять градусов и посмотрите, поможет ли это.
С PETG было реализовано множество проектов. В этом разделе мы покажем вам пять из них, которые вы также можете распечатать в 3D.
5 лучших 3D-моделей, напечатанных с использованием PETG. Корпус имеет приподнятую кромку по краю экрана, что помогает уберечь стекло от разрушения при падении.
Ссылка для получения файлов: QuentinT через Thingiverse
2) Кошачья поилка
Интересный пруд для питья, в который можно брать бутылки из-под газировки. Вам не нужно следить за ним, так как уровень поддерживается прудом постоянным. Поскольку PETG безопасен для пищевых продуктов, это лучший дизайн, который вы можете напечатать для кормления своей кошки.
Ссылка для получения файлов: Johk через Thingiverse
3) Брелок Goose
Интересный брелок был разработан и напечатан на 3D-принтере из PETG и PLA. Дизайн легче печатать, и он не нуждается в каком-либо вспомогательном материале.
Ссылка для получения файлов: Gynni через Thingiverse.
4) Ортез для запястья
Этот бандаж для запястья полностью изготовлен из нити PETG и предназначен для помощи людям с травмами рук. Перед тем, как положить его в руки, его предварительно нагревают. Хотя это безопасно и гибко, рекомендуется проконсультироваться с вашим физиотерапевтом перед его использованием.
Ссылка для получения файлов: PiuLAB через Thingiverse
5) Держатель для банок для холодильника
Этот держатель для банок для холодильника подходит для банок объемом 10*300 мл. Вы ставите банки спереди, а затем они перекатываются назад и вперед. Это гарантирует, что вы всегда будете брать самый холодный. Он не занимает много места и идеально подходит для небольших холодильников.
Ссылка для получения файлов: MR2C280 через Thingiverse
Заключение
PETG — действительно отличная нить для 3D-печати. Он имеет много преимуществ перед другими. В этом руководстве мы познакомили вас с основами, включая настройки, распространенные проблемы и решения. Мы надеемся, что это руководство будет вам очень полезно, и вы сможете печатать из PETG на профессиональном уровне!
Есть вопрос? Задайте вопрос нашим специалистам, и мы вам поможем!
Свяжитесь с нами! 👆
Является ли PETG лучшей нитью в индустрии 3D-печати?
Когда дело доходит до 3D-печати, информации о таких материалах, как PLA и ABS, предостаточно. Однако есть еще одна нить — PETG. Благодаря своим прочным, долговечным и простым в использовании характеристикам, они с каждым днем становятся все более и более популярными. 3devo вникает в то, что такое PETG, как он сравнивается с вышеупомянутыми полимерами с точки зрения печати и экструзии.
Что такое PETG?
Источник: Pixabay
Сначала PETG назывался просто PET или полиэтилентерефталат. ПЭТ имел и до сих пор имеет много отличных применений, его волокна используются повсюду, от упаковки пищевых продуктов до пластиковых бутылок, а также других обычных пластиковых предметов. Существует много разновидностей ПЭТ, таких как ETE, PETP, PET-P и т. д., однако буква G в PETG означает гликоль. Гликоль предотвращает кристаллизацию в процессе термоформования (т. е. предотвращает его помутнение).
Благодаря гликолю классический ПЭТ модифицирован для повышения прочности. PETG в последнее время стал очень популярным в качестве нити для 3D-печати из-за своей долговечности, поэтому давайте подробнее рассмотрим, что делает его таким замечательным.
Почему мы решили протестировать PETG?
Источник: полигон 3devo – PETG (Genius 80M) в гранулированной форме.
PETG обладает рядом полезных свойств, особенно когда речь идет о таких приложениях, как 3D-печать. Он бывает разных полупрозрачных цветов, но вот некоторые из его наиболее распространенных характеристик:
Прочный – обычный ПЭТ становится очень твердым и ломким при перегреве. PETG также более гибок, чем ABS и PLA. Включение гликоля действительно помогает здесь, делая такие предметы, как пластиковая бутылка, более удобными для удержания в руке.
Термостойкий — минимальная усадка и коробление делают его идеальным для печати больших объектов.
Липкий – PETG немного липкий, это означает, что его нецелесообразно использовать в качестве опорной структуры для моделей для 3D-печати, но его адгезия слоев обычно фантастическая.
Хорошая химическая стойкость – отличная химическая стойкость, хорошая стойкость к воде, кислотам и щелочам.
Прочный – PETG очень прочный. Он не хрупок, однако легко царапается (легче, чем АБС). Он также имеет высокую ударопрочность, аналогичную поликарбонату.
Аморфный – превосходная прозрачность и глянцевая поверхность (идеально подходит для художественной печати).
Экологически чистый – пригоден для вторичной переработки и безопасен для пищевых продуктов. В медицинских целях он также выдерживает радиационную и химическую стерилизацию без изменения цвета. Короче говоря, он сочетает в себе преимущества PLA (легко печатать) с преимуществами ABS (прочный, долговечный и термостойкий).
Общие области применения PETG
Источник: 3devo печатные детали с нитью PETG собственного производства (Genius 80M)
PETG используется в различных вывесках, упаковке, промышленности и медицине:
Медицинское оборудование, такое как брекеты и фармацевтические упаковки
Защитные ограждения/покрытия
Бутылки и упаковка для пищевых продуктов
Защитные кожухи и кожухи для электронного оборудования
Торговые точки и графические дисплеи
Почему PETG вместо PLA или ABS?
Источник: 3devo Катушка 2,85 мм PETG Genius 80M, изготовленная на экструдере NEXT 1. 0 Advanced Level
Когда дело доходит до печати PETG, все вышеперечисленные характеристики делают его отличным выбором. Как показано выше, экструдировать рулон несложно (вы можете посетить наш магазин, если вы ищете экструдер), и печать тоже не так уж плоха (некоторые пользователи сделали это своим лучшим выбором нити). Мы бы не рекомендовали печатать все с его помощью, так как вы, возможно, не всегда хотите, чтобы ваш предмет был таким гибким, но ниже приведено краткое описание того, как он сравнивается с PLA и ABS.
ПЭТГ
ПЛА
АБС
Твердость
Очень гибкий
Не очень гибкий
от R105 до R110 (жестче)
Долговечность
Очень гибкий
Не очень гибкий
Более гибкий
Безопасен для пищевых продуктов
Пищевой сейф
Пищевой сейф
Небезопасен для пищевых продуктов
Тепловая кровать
Кровать с подогревом не обязательна, но может быть преимуществом
Для 3D-печати не нужна платформа с подогревом
Нужна платформа с подогревом для 3D-печати
Цена
Чуть дороже PLA (+/- 10%)
Средний ценовой диапазон
Самый дешевый из трех
Рекомендуемая температура 3D-печати
от 220 до 250 °C для горячего конца
190-220°С
230-250°С
Рекомендуемая температура печатного стола
50-60°С
50-70°С
80-120°С
Большинство производителей говорят, что PETG не самый простой вариант для первоначальной печати, так как вам сначала нужно найти «золотую середину», если вы хотите создавать качественные отпечатки.


 Чем она выше, тем ниже расход масла.
Чем она выше, тем ниже расход масла.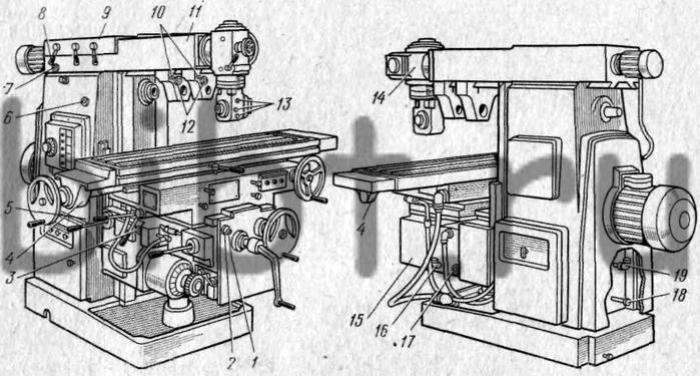 Чем она выше, тем ниже расход масла.
Чем она выше, тем ниже расход масла. Кроме того, смазывание помогает повысить точность резки, поддерживать рабочую температуру, добиться увеличенного КПД.
Кроме того, смазывание помогает повысить точность резки, поддерживать рабочую температуру, добиться увеличенного КПД.
 Это освобождает сотрудников от рутинной работы и снимает человеческий фактор (забывают нажать на рычажок или делаю это слишком часто). Тем самым снижается вероятность поломки станка.
Это освобождает сотрудников от рутинной работы и снимает человеческий фактор (забывают нажать на рычажок или делаю это слишком часто). Тем самым снижается вероятность поломки станка.

 п. Другие вещи, такие как хорошие аэрозольные масла для предотвращения ржавчины, также были бы замечательными (по моему опыту, WD / 40 ужасен для долгосрочной защиты от ржавчины, он просто испаряется).
п. Другие вещи, такие как хорошие аэрозольные масла для предотвращения ржавчины, также были бы замечательными (по моему опыту, WD / 40 ужасен для долгосрочной защиты от ржавчины, он просто испаряется).
 Я использовал это на шарикоподшипниках в шпинделе моего Unimat более 30 лет, и это работает очень хорошо. Они все еще выглядели новыми, когда я последний раз разбирал.
Я использовал это на шарикоподшипниках в шпинделе моего Unimat более 30 лет, и это работает очень хорошо. Они все еще выглядели новыми, когда я последний раз разбирал. Это довольно прозрачное масло без моющих присадок мощностью около 40 Вт с компонентом ингибитора ржавчины. Я до сих пор использую его в своем хобби-магазине с большим успехом в нашем влажном климате.
Это довольно прозрачное масло без моющих присадок мощностью около 40 Вт с компонентом ингибитора ржавчины. Я до сих пор использую его в своем хобби-магазине с большим успехом в нашем влажном климате. Любые мнения относительно того, может ли это быть вредным или нормальным?
Любые мнения относительно того, может ли это быть вредным или нормальным? Это, безусловно, было причиной того, что одна из втулок промежуточного вала передней бабки ужасно валялась. Масло в подшипник вообще не попадало. Приходилось вытаскивать все фитили (иногда приходилось вырезать их по частям), заполнять проходы разбавителем лака, затем продувать сжатым воздухом и, наконец, заменять новым материалом.
Это, безусловно, было причиной того, что одна из втулок промежуточного вала передней бабки ужасно валялась. Масло в подшипник вообще не попадало. Приходилось вытаскивать все фитили (иногда приходилось вырезать их по частям), заполнять проходы разбавителем лака, затем продувать сжатым воздухом и, наконец, заменять новым материалом. д., которые ATF может и не быть.
д., которые ATF может и не быть. Он был разработан компанией Boeing Aircraft Company в Орегоне. Вы только представьте себе, что происходит, когда они открывают свои большие двери ангара в один из тех туманных и моросящих дней.
Он был разработан компанией Boeing Aircraft Company в Орегоне. Вы только представьте себе, что происходит, когда они открывают свои большие двери ангара в один из тех туманных и моросящих дней.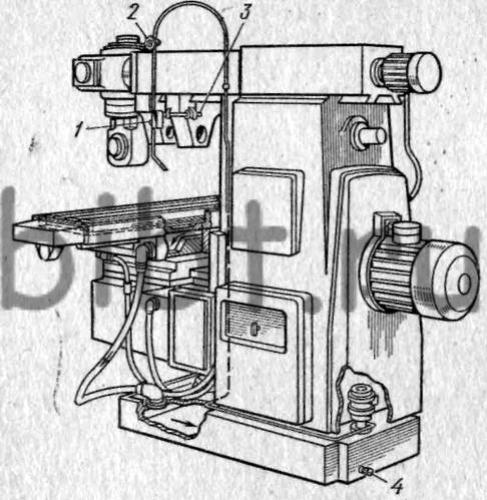 Мы используем турбинное масло в масленках капельниц на валах наших ирригационных колодцев, которые, вероятно, работали бы так же хорошо, как Velocite; хотя у меня 30л. баррелей этого материала, я подумал, что лучше использовать продукт Mobil, по крайней мере, до 2 лет. гарантия истекает.
Мы используем турбинное масло в масленках капельниц на валах наших ирригационных колодцев, которые, вероятно, работали бы так же хорошо, как Velocite; хотя у меня 30л. баррелей этого материала, я подумал, что лучше использовать продукт Mobil, по крайней мере, до 2 лет. гарантия истекает. д..
д..

 На самом деле, если я заканчиваю новый инструмент, я протираю его с помощью Break Free. Я имею тенденцию пересматривать свои машинные пути и так далее каждый месяц с некоторыми. Я живу в прибрежном городке на Тихом океане и у меня нет проблем с ржавчиной.
На самом деле, если я заканчиваю новый инструмент, я протираю его с помощью Break Free. Я имею тенденцию пересматривать свои машинные пути и так далее каждый месяц с некоторыми. Я живу в прибрежном городке на Тихом океане и у меня нет проблем с ржавчиной. Не нашел ничего для вещей, которые хранились/не использовались более 6 месяцев. Но я продолжаю искать.
Не нашел ничего для вещей, которые хранились/не использовались более 6 месяцев. Но я продолжаю искать. Не уверен насчет других его свойств.
Не уверен насчет других его свойств.
 Хотя смазка станка может занять некоторое время, экономия средств окупится в долгосрочной перспективе, поскольку ремонт фрезерного станка обходится очень дорого из-за отсутствия профилактического обслуживания.
Хотя смазка станка может занять некоторое время, экономия средств окупится в долгосрочной перспективе, поскольку ремонт фрезерного станка обходится очень дорого из-за отсутствия профилактического обслуживания. ..
..
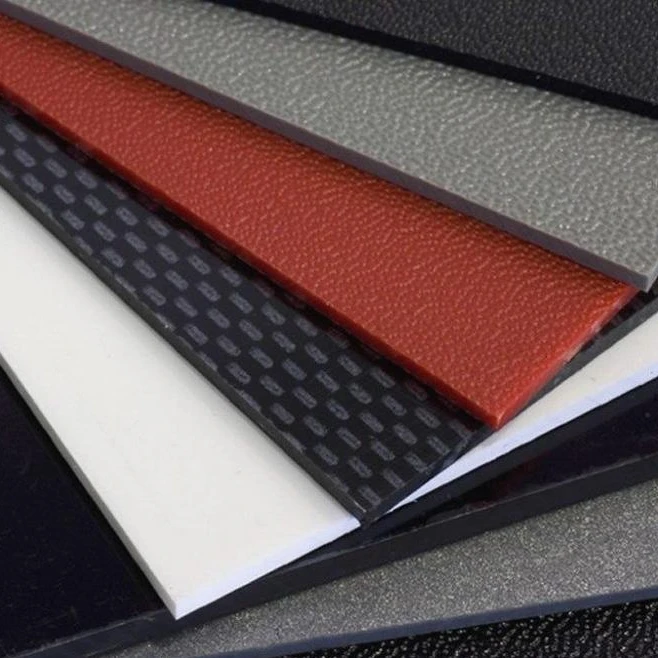 3-0.7
3-0.7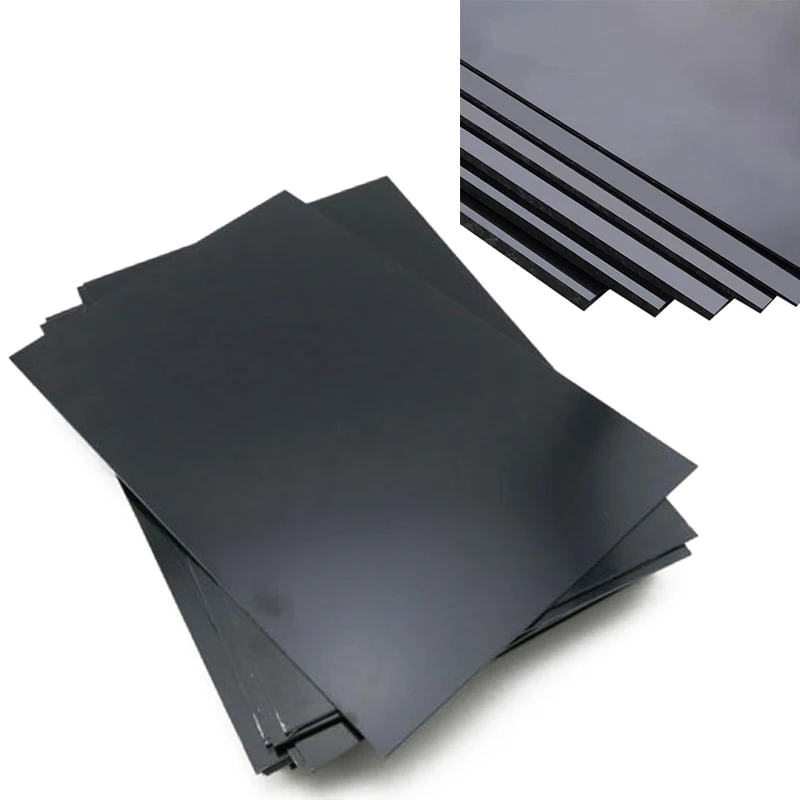 15
15 Высокая твердость. Средняя термостойкость.
Высокая твердость. Средняя термостойкость. Многослойные бумажные мешки с полиэтиленовым вкладышем.
Многослойные бумажные мешки с полиэтиленовым вкладышем. Экструзия.
Экструзия. Многослойные бумажные мешки с полиэтиленовым вкладышем.
Многослойные бумажные мешки с полиэтиленовым вкладышем. 3-0.7
3-0.7 Многослойные бумажные мешки с полиэтиленовым вкладышем.
Многослойные бумажные мешки с полиэтиленовым вкладышем. Этот материал отличается высокой ударопрочностью, эластичностью и износостойкостью.
Этот материал отличается высокой ударопрочностью, эластичностью и износостойкостью.





 см
см д. — вот некоторые ограничения использования АБС.
д. — вот некоторые ограничения использования АБС.
 д.
д.  Материал легко клеится и декорируется, что делает его хорошим выбором для прототипирования. Из-за хорошей отделки поверхности АБС-пластика сравнительно легче добиться хорошего внешнего вида с точки зрения цвета и текстуры.
Материал легко клеится и декорируется, что делает его хорошим выбором для прототипирования. Из-за хорошей отделки поверхности АБС-пластика сравнительно легче добиться хорошего внешнего вида с точки зрения цвета и текстуры.


 Другой метод производства АБС – непрерывная массовая полимеризация. В этом процессе соединение мономеров происходит в несколько стадий.
Другой метод производства АБС – непрерывная массовая полимеризация. В этом процессе соединение мономеров происходит в несколько стадий. С экологической точки зрения переработка помогает компаниям стать более экологичными.
С экологической точки зрения переработка помогает компаниям стать более экологичными.
 Решение этой проблемы очень простое. Загрузите LightConverse и установите его на свое устройство. Выше вы найдете полный список программ, которые поддерживают 3DL файлы, классифицированные в соответствии с системными платформами, для которых они доступны. Если вы хотите загрузить установщик LightConverse наиболее безопасным способом, мы рекомендуем вам посетить сайт LightConverse LTD и загрузить его из официальных репозиториев.
Решение этой проблемы очень простое. Загрузите LightConverse и установите его на свое устройство. Выше вы найдете полный список программ, которые поддерживают 3DL файлы, классифицированные в соответствии с системными платформами, для которых они доступны. Если вы хотите загрузить установщик LightConverse наиболее безопасным способом, мы рекомендуем вам посетить сайт LightConverse LTD и загрузить его из официальных репозиториев.
Female-models-Emotional-animation-6.jpg) Возможно, файл был ошибочно скопирован, а данные потеряли целостность, что исключает доступ к файлу. Это может произойти, если процесс загрузки файла с расширением 3DL был прерван и данные файла повреждены. Загрузите файл снова из того же источника.
Возможно, файл был ошибочно скопирован, а данные потеряли целостность, что исключает доступ к файлу. Это может произойти, если процесс загрузки файла с расширением 3DL был прерван и данные файла повреждены. Загрузите файл снова из того же источника.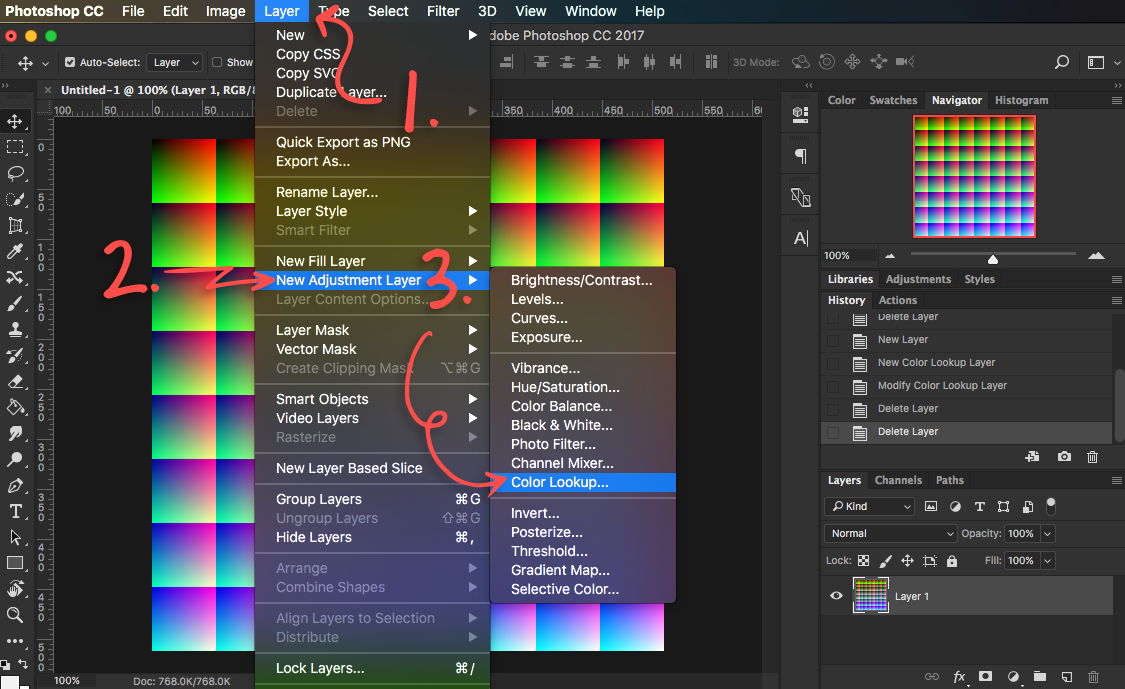 Это также может предотвратить проблемы с файлами LightConverse 3D Model Format. Возможно, файлы 3DL работают правильно с обновленным программным обеспечением, которое устраняет некоторые системные ошибки.
Это также может предотвратить проблемы с файлами LightConverse 3D Model Format. Возможно, файлы 3DL работают правильно с обновленным программным обеспечением, которое устраняет некоторые системные ошибки. Теперь достаточно скачать и установить соответствующую аппликацию.
Теперь достаточно скачать и установить соответствующую аппликацию.
 anim
anim 5 (2 голоса)
5 (2 голоса)
 Если вы хотите загрузить установщик LightConverse наиболее безопасным способом, мы рекомендуем вам посетить веб-сайт LightConverse LTD и загрузить его из официальных репозиториев.
Если вы хотите загрузить установщик LightConverse наиболее безопасным способом, мы рекомендуем вам посетить веб-сайт LightConverse LTD и загрузить его из официальных репозиториев. Следующий шаг не должен вызвать проблем. Процедура проста и в значительной степени не зависит от системы
Следующий шаг не должен вызвать проблем. Процедура проста и в значительной степени не зависит от системы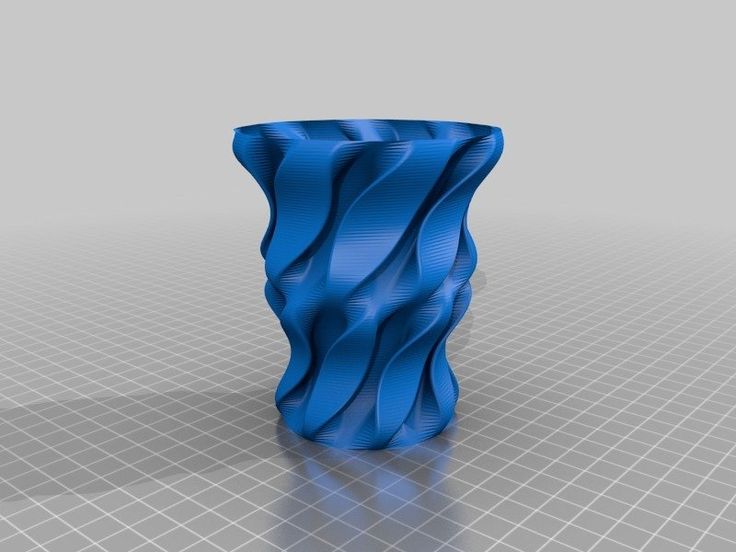 …
… Возможно, файл был скопирован ошибочно, и данные потеряли целостность, что исключает доступ к файлу. Это могло произойти, если процесс загрузки файла с расширением 3DL был прерван, а данные файла повреждены. Загрузите файл еще раз из того же источника.
Возможно, файл был скопирован ошибочно, и данные потеряли целостность, что исключает доступ к файлу. Это могло произойти, если процесс загрузки файла с расширением 3DL был прерван, а данные файла повреждены. Загрузите файл еще раз из того же источника. Это также может предотвратить проблемы с файлами LightConverse 3D Model Format . Возможно, файлы 3DL работают правильно с обновленным программным обеспечением, которое устраняет некоторые системные ошибки.
Это также может предотвратить проблемы с файлами LightConverse 3D Model Format . Возможно, файлы 3DL работают правильно с обновленным программным обеспечением, которое устраняет некоторые системные ошибки. Теперь просто скачайте и установите соответствующее приложение.
Теперь просто скачайте и установите соответствующее приложение. Если проблема с файлом 3DL так и не решена, это может значить, что в этом случае появилась другая, редкая проблема с файлом 3DL. В этом случае единственное, что вы можете сделать, это обратиться за помощью к профессиональным сотрудникам.
Если проблема с файлом 3DL так и не решена, это может значить, что в этом случае появилась другая, редкая проблема с файлом 3DL. В этом случае единственное, что вы можете сделать, это обратиться за помощью к профессиональным сотрудникам.

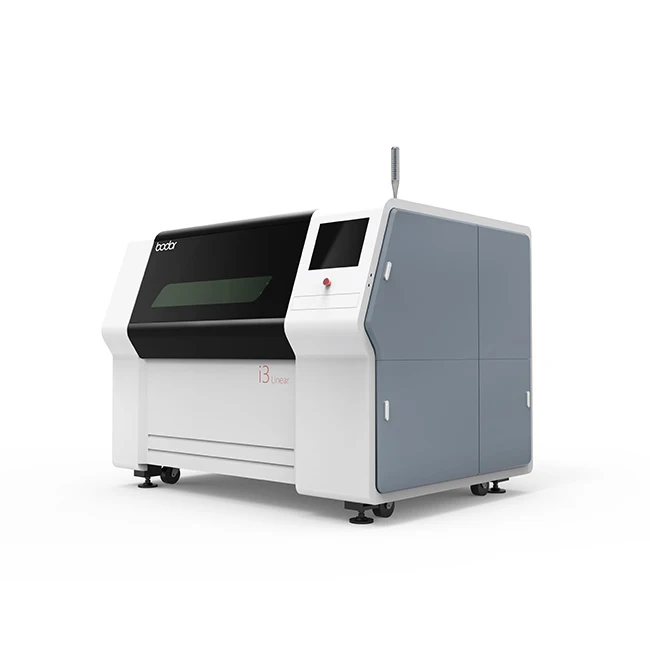
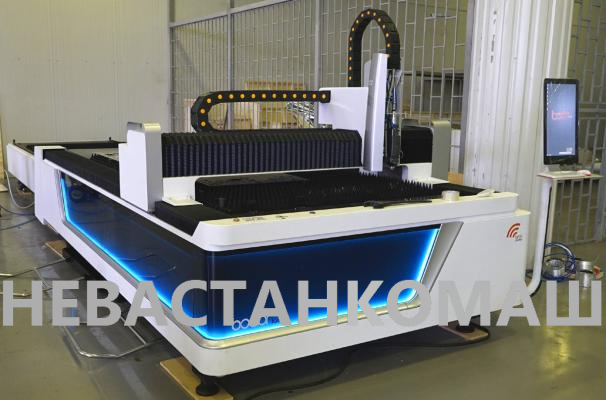
 Благодаря сервисному центру, расположенному в Шаумбурге, штат Иллинойс, Bodor предлагает своим клиентам в Иллинойсе высококачественное обслуживание на месте. Они также предлагают круглосуточную онлайн-поддержку на 16 языках.
Благодаря сервисному центру, расположенному в Шаумбурге, штат Иллинойс, Bodor предлагает своим клиентам в Иллинойсе высококачественное обслуживание на месте. Они также предлагают круглосуточную онлайн-поддержку на 16 языках. Особенности включают в себя: четырехстороннюю функцию поиска края BodorPro для более точной подгонки фитингов, полностью автоматический электрический зажимной патрон, сенсорное управление с пользовательским интерфейсом и многое другое.
Особенности включают в себя: четырехстороннюю функцию поиска края BodorPro для более точной подгонки фитингов, полностью автоматический электрический зажимной патрон, сенсорное управление с пользовательским интерфейсом и многое другое.
 com
com Машина работает стабильно с очень небольшим количеством ошибок. Во время использования машины нас хорошо поддерживал инженер г-н Дык. помогите нашей машине работать стабильно. Желаю, чтобы вы остались довольны качеством станка и техническим обслуживанием лазера Bodor
Машина работает стабильно с очень небольшим количеством ошибок. Во время использования машины нас хорошо поддерживал инженер г-н Дык. помогите нашей машине работать стабильно. Желаю, чтобы вы остались довольны качеством станка и техническим обслуживанием лазера Bodor
 ВЫ ПОМОГЛИ НАМ РЕШИТЬ ПРОБЛЕМЫ ОЧЕНЬ БЫСТРО. С УВАЖЕНИЕМ, ТКС MR. VU
ВЫ ПОМОГЛИ НАМ РЕШИТЬ ПРОБЛЕМЫ ОЧЕНЬ БЫСТРО. С УВАЖЕНИЕМ, ТКС MR. VU Я, честно говоря, немного нервничал по поводу процесса в начале. Вносить деньги вперед и ждать прибытия лазера было нервно. Однако с момента его появления это была мечта. Наша технология была ВЫДАЮЩЕЙСЯ и помогла нам преодолеть несколько первоначальных проблем. Машина работала потрясающе, и на любые вопросы, которые у нас возникали, оперативно отвечала их служба поддержки. Мы не могли быть счастливее и очень рекомендуем. Не могу дождаться, чтобы купить один из их трубчатых лазеров в следующий раз!
Я, честно говоря, немного нервничал по поводу процесса в начале. Вносить деньги вперед и ждать прибытия лазера было нервно. Однако с момента его появления это была мечта. Наша технология была ВЫДАЮЩЕЙСЯ и помогла нам преодолеть несколько первоначальных проблем. Машина работала потрясающе, и на любые вопросы, которые у нас возникали, оперативно отвечала их служба поддержки. Мы не могли быть счастливее и очень рекомендуем. Не могу дождаться, чтобы купить один из их трубчатых лазеров в следующий раз!
 Мы объяснили нашу проблему Бодору. Г-н Тхи, г-н Бао и Донг приехали на нашу фабрику за короткое время. Они решили нашу проблему, и машина работает правильно. Спасибо друзьям и компании Bodor !!
Мы объяснили нашу проблему Бодору. Г-н Тхи, г-н Бао и Донг приехали на нашу фабрику за короткое время. Они решили нашу проблему, и машина работает правильно. Спасибо друзьям и компании Bodor !! Мы объяснили нашу проблему Бодору. короткое время. Они решили нашу проблему, и машина работает правильно. Спасибо друзьям и компании Бодор!
Мы объяснили нашу проблему Бодору. короткое время. Они решили нашу проблему, и машина работает правильно. Спасибо друзьям и компании Бодор!

 машина работает стабильно. У нас будет долгосрочное сотрудничество с bodor laser
машина работает стабильно. У нас будет долгосрочное сотрудничество с bodor laser Наша машина используется в течение 2 лет. Лазерный станок bodor имеет прочную конструкцию, восторженный персонал службы технической поддержки. в частности, инженер г-н Дык обладает хорошими навыками, чтобы помочь нам при использовании машины. Спасибо технической службе bodor
Наша машина используется в течение 2 лет. Лазерный станок bodor имеет прочную конструкцию, восторженный персонал службы технической поддержки. в частности, инженер г-н Дык обладает хорошими навыками, чтобы помочь нам при использовании машины. Спасибо технической службе bodor

 Обычно такие файлы либо пишутся «с нуля» самостоятельно, либо используются уже готовые, созданные с использованием различных программ 3D моделирования. Если вы еще не овладели построением трехмерных объектов с нюансами конвертации, проще обратиться к готовым 3D-моделям. Для этого в интернете существует несколько бесплатных сервисов, таких как: thingiverse.com., kraftwurx.com. и других.
Обычно такие файлы либо пишутся «с нуля» самостоятельно, либо используются уже готовые, созданные с использованием различных программ 3D моделирования. Если вы еще не овладели построением трехмерных объектов с нюансами конвертации, проще обратиться к готовым 3D-моделям. Для этого в интернете существует несколько бесплатных сервисов, таких как: thingiverse.com., kraftwurx.com. и других.
 Так оно и вышло. Среди существующих разработчиков программных CAD продуктов, создающих профессиональное ПО для 3D моделирования и проектирования, практически все взяли новинку на вооружение и интегрировали со своими разработками.
Так оно и вышло. Среди существующих разработчиков программных CAD продуктов, создающих профессиональное ПО для 3D моделирования и проектирования, практически все взяли новинку на вооружение и интегрировали со своими разработками. Последние прописываются по желанию, так как в большинстве случаев программный код пишется на основе правила правой руки. Дополнительно может указываться цвет изделия;
Последние прописываются по желанию, так как в большинстве случаев программный код пишется на основе правила правой руки. Дополнительно может указываться цвет изделия; com/embed/Gd_xuUbQgtQ» title=»stl3″>
com/embed/Gd_xuUbQgtQ» title=»stl3″>  С STL форматом можно работать под Windows, Linux и MacOS.
С STL форматом можно работать под Windows, Linux и MacOS.

 Обратитесь к руководству пользователя или к разработчикам программного обеспечения для получения дополнительной информации или технической поддержки. Если Quickparts определит, что ваш файл STL не подходит для производства, мы свяжемся с вами для получения обновленного файла.)
Обратитесь к руководству пользователя или к разработчикам программного обеспечения для получения дополнительной информации или технической поддержки. Если Quickparts определит, что ваш файл STL не подходит для производства, мы свяжемся с вами для получения обновленного файла.) dat > OK
dat > OK Уменьшение угла увеличит разрешение файла STL.
Уменьшение угла увеличит разрешение файла STL.

 Полученные данные используются приложениями для определения поперечного сечения трехмерной формы, которую должен построить изготовитель. В формате файла STL нет информации для представления цвета, текстуры или других общих атрибутов модели САПР.
Полученные данные используются приложениями для определения поперечного сечения трехмерной формы, которую должен построить изготовитель. В формате файла STL нет информации для представления цвета, текстуры или других общих атрибутов модели САПР.

 youtube.com/embed/fzWj6adWc-Y» title=»YouTube video player»>
youtube.com/embed/fzWj6adWc-Y» title=»YouTube video player»>  Сопло на выброс, хорошо что были запасные.
Сопло на выброс, хорошо что были запасные. Потом этот винт отчищался при помощи нагрева, спирта, канцелярского ножа и отвертки, подходящего размера. Все прошло удачно, винт стал нормально заворачиваться крестовой отверткой.
Потом этот винт отчищался при помощи нагрева, спирта, канцелярского ножа и отвертки, подходящего размера. Все прошло удачно, винт стал нормально заворачиваться крестовой отверткой. Дополнительно отскреб канцелярским ножом завальцованный конец, который прижимается к соплу до блеска, ну и, конечно, обильно спиртом. Потемневшую резьбу долго и упорно оттирал салфеткой пропитанной спиртом, до блеска оттереть не удалось. В идеале, горло лучше заменить как сопло, благо его цена сопоставима с соплом, но мои запчасти были еще в пути.
Дополнительно отскреб канцелярским ножом завальцованный конец, который прижимается к соплу до блеска, ну и, конечно, обильно спиртом. Потемневшую резьбу долго и упорно оттирал салфеткой пропитанной спиртом, до блеска оттереть не удалось. В идеале, горло лучше заменить как сопло, благо его цена сопоставима с соплом, но мои запчасти были еще в пути. 
 На самом деле все не так просто: многое зависит от материала, из которого изготовлено сопло, используемых филаментов, рабочей температуры, формы и даже диаметра. К тому же, сопла частенько забиваются. В этой статье разберемся, как правильно выявлять проблемы и ухаживать за маленькой, но ответственной деталью.
На самом деле все не так просто: многое зависит от материала, из которого изготовлено сопло, используемых филаментов, рабочей температуры, формы и даже диаметра. К тому же, сопла частенько забиваются. В этой статье разберемся, как правильно выявлять проблемы и ухаживать за маленькой, но ответственной деталью. Если же пластик налипает на наружную поверхность сопла или вовсе не подается, проверьте юстировку столика и правильно ли выставлен «ноль» — дистанция между соплом и поверхностью столика при печати первого слоя.
Если же пластик налипает на наружную поверхность сопла или вовсе не подается, проверьте юстировку столика и правильно ли выставлен «ноль» — дистанция между соплом и поверхностью столика при печати первого слоя. Проблема может быть вызвана частично засоренным соплом, но не только. Если экструзия происходит не плавно, а рывками, причина может быть во влажности филамента, перегибах прутка или недостаточной мощности подающего механизма. Убедитесь, что филамент поступает в горло хотэнда по плавной траектории, не сильно изгибаясь и ни за что не цепляясь, а затем проверьте настройки 3D-печати. Если снижение скорости и потока не помогает, убедитесь, что филамент просушен. Насчет хранения и просушки филаментов у нас есть две статьи — здесь и здесь.
Проблема может быть вызвана частично засоренным соплом, но не только. Если экструзия происходит не плавно, а рывками, причина может быть во влажности филамента, перегибах прутка или недостаточной мощности подающего механизма. Убедитесь, что филамент поступает в горло хотэнда по плавной траектории, не сильно изгибаясь и ни за что не цепляясь, а затем проверьте настройки 3D-печати. Если снижение скорости и потока не помогает, убедитесь, что филамент просушен. Насчет хранения и просушки филаментов у нас есть две статьи — здесь и здесь. Если таковые обнаружатся — это производственный брак.
Если таковые обнаружатся — это производственный брак. Будьте осторожны и не обожгитесь, так как эту операцию необходимо проводить на предварительно разогретом сопле. Если тряпочка не поможет, попробуйте сковырнуть наплывы иголкой, лезвием или металлической щеткой.
Будьте осторожны и не обожгитесь, так как эту операцию необходимо проводить на предварительно разогретом сопле. Если тряпочка не поможет, попробуйте сковырнуть наплывы иголкой, лезвием или металлической щеткой.
 При необходимости процедуру можно повторить несколько раз.
При необходимости процедуру можно повторить несколько раз. Из диаметров при работе с настольными FDM 3D-принтерами наиболее популярны 0,25, 0,4 и 0,6 мм, хотя есть варианты и поменьше, и побольше. С диаметрами все довольно просто: чем выше диаметр, тем выше производительность и прочность, но более заметны слои, и наоборот.
Из диаметров при работе с настольными FDM 3D-принтерами наиболее популярны 0,25, 0,4 и 0,6 мм, хотя есть варианты и поменьше, и побольше. С диаметрами все довольно просто: чем выше диаметр, тем выше производительность и прочность, но более заметны слои, и наоборот. Стальные сопла стоят дороже латунных, зато позволяют работать с более тугоплавкими пластиками и менее уязвимы к износу. Если собираетесь печатать композитами, сразу задумайтесь о замене латунного сопла на стальное.
Стальные сопла стоят дороже латунных, зато позволяют работать с более тугоплавкими пластиками и менее уязвимы к износу. Если собираетесь печатать композитами, сразу задумайтесь о замене латунного сопла на стальное. Латунные сопла являются стандартными и отлично подходят для нагрева и удержания температуры, но нержавеющая сталь и закаленная сталь изнашиваются не так быстро, как латунь с абразивными материалами, такими как медный наполнитель или NylonX с его углеродным волокном. Существуют сопла 0,25 мм для моделей с высокой детализацией и даже сопла размером 1,2 мм для невероятно прочных конструкционных деталей. Кроме того, очень приятно иметь возможность свести к минимуму время простоя, вынув засорившееся сопло, установив чистое, начав печать, а затем заботясь об уходе за засорившимся соплом. Каждая насадка имеет свое назначение и особенности, но сначала вам нужно знать, как их заменить, так что давайте приступим к делу.
Латунные сопла являются стандартными и отлично подходят для нагрева и удержания температуры, но нержавеющая сталь и закаленная сталь изнашиваются не так быстро, как латунь с абразивными материалами, такими как медный наполнитель или NylonX с его углеродным волокном. Существуют сопла 0,25 мм для моделей с высокой детализацией и даже сопла размером 1,2 мм для невероятно прочных конструкционных деталей. Кроме того, очень приятно иметь возможность свести к минимуму время простоя, вынув засорившееся сопло, установив чистое, начав печать, а затем заботясь об уходе за засорившимся соплом. Каждая насадка имеет свое назначение и особенности, но сначала вам нужно знать, как их заменить, так что давайте приступим к делу.



 Это приводит к более широкой экструзии и большей высоте слоя.
Это приводит к более широкой экструзии и большей высоте слоя.  Из-за того, что я приложил слишком много усилий при затягивании насадки, резьба была сорвана, и пластик начал вытекать из термоблока.
Из-за того, что я приложил слишком много усилий при затягивании насадки, резьба была сорвана, и пластик начал вытекать из термоблока.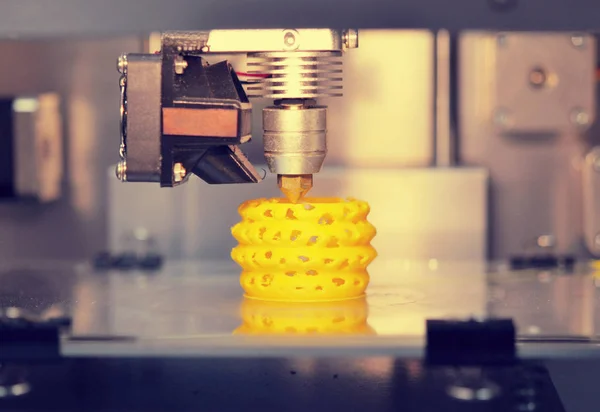 Я настоятельно рекомендую использовать динамометрический ключ для достижения хороших результатов.
Я настоятельно рекомендую использовать динамометрический ключ для достижения хороших результатов. 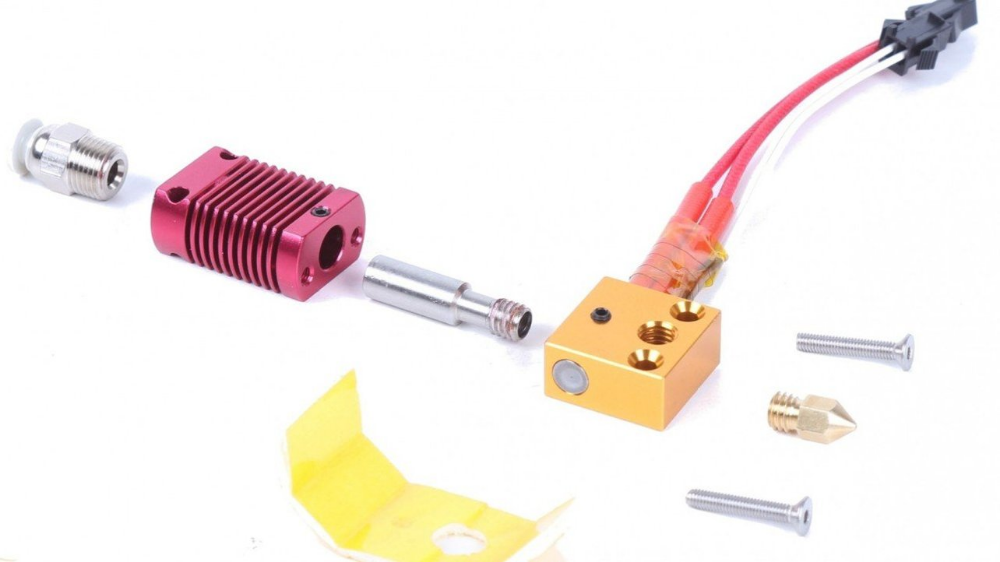

 , LTD.
, LTD.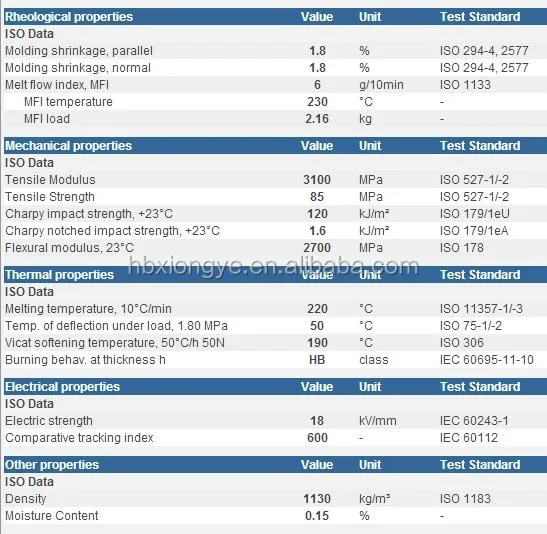 ..
..
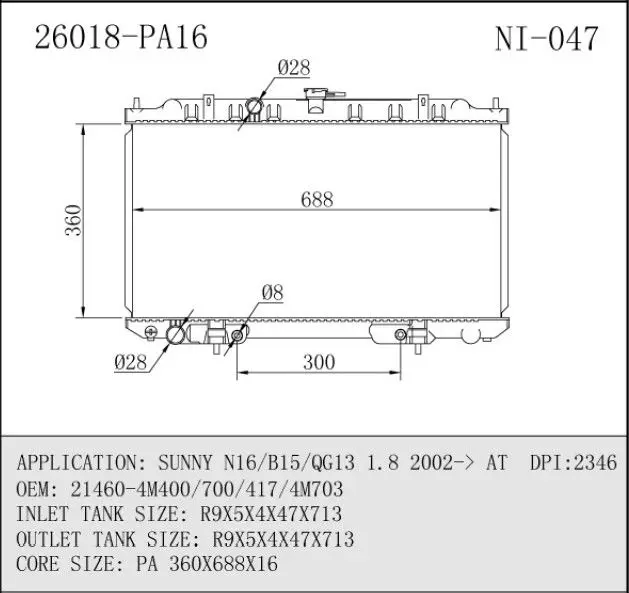 ..
..
 ..
..
 16
16 80 МПа
80 МПа.jpg) to ISO 62
to ISO 62 а.м.
а.м. а.м.
а.м.
 Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.
Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.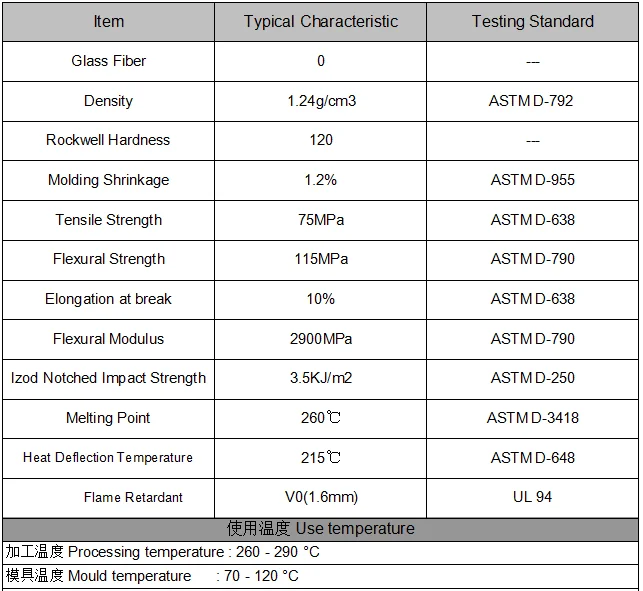
 Представленная здесь информация не предназначена для освобождения переработчиков и пользователей от ответственности за проведение собственных испытаний и проверок в каждом конкретном случае. AKRO®, AKROMID®, AKROLEN®, AKROLOY®, AKROTEK®, ICX® и PRECITE® являются зарегистрированными товарными знаками Feddersen Group.
Представленная здесь информация не предназначена для освобождения переработчиков и пользователей от ответственности за проведение собственных испытаний и проверок в каждом конкретном случае. AKRO®, AKROMID®, AKROLEN®, AKROLOY®, AKROTEK®, ICX® и PRECITE® являются зарегистрированными товарными знаками Feddersen Group.  а.м.
а.м. а.м.
а.м. а.м.
а.м.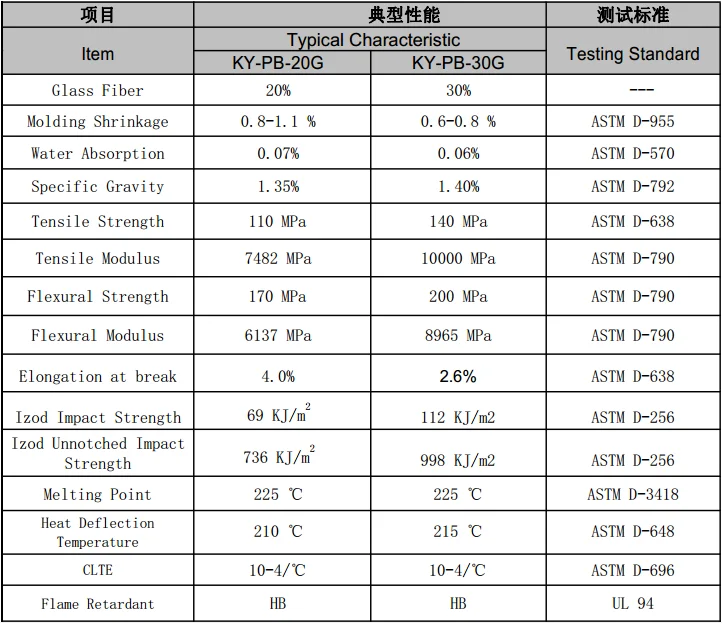 вл. | ISO 1110)
вл. | ISO 1110) а.м.
а.м.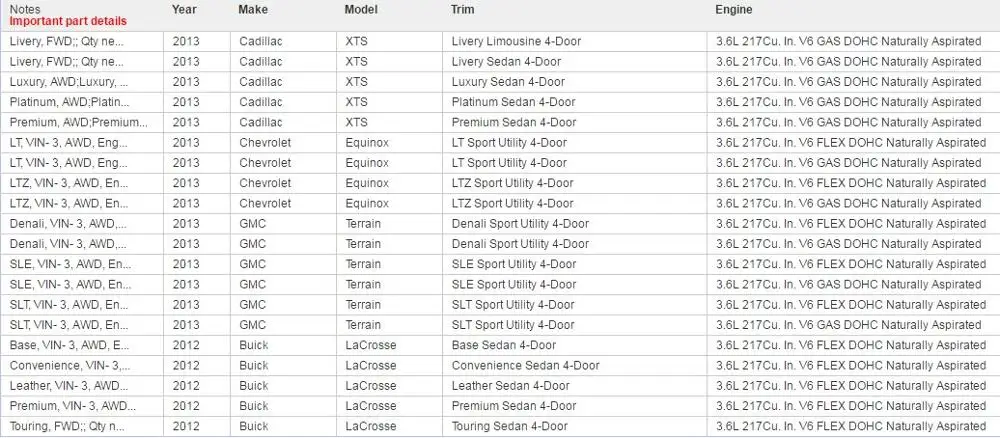 Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.
Более высокие значения следует использовать для более высоких загрузок стекла. Мы рекомендуем только осушающие или вакуумные сушилки. Интенсивная сушка может привести к проблемам с заполнением и дефектам поверхности.



 .. https://youtu.be/ObMQCYs80cI
.. https://youtu.be/ObMQCYs80cI
 .. low temperature flowability and good viscosity temperature behaviour should be used in machines and aggregates which have a wide operating temperature range
.. low temperature flowability and good viscosity temperature behaviour should be used in machines and aggregates which have a wide operating temperature range Sandvik DA201 has a flexible, telescopic manipulator … operator to add and remove pipe by remote control. The hydraulic manipulator can be powered from the onboard diesel or through an umbilical hose tethered to the
Sandvik DA201 has a flexible, telescopic manipulator … operator to add and remove pipe by remote control. The hydraulic manipulator can be powered from the onboard diesel or through an umbilical hose tethered to the почта
почта ..
.. Объединив две компании, мы можем предложить вам больше товаров для заточки в одном месте. Мы гордимся тем, что продолжаем 90-летнюю историю Foley-Belsaw, и мы продолжим инвестировать в ее будущее.
Объединив две компании, мы можем предложить вам больше товаров для заточки в одном месте. Мы гордимся тем, что продолжаем 90-летнюю историю Foley-Belsaw, и мы продолжим инвестировать в ее будущее. 00
00 США
США На самом деле, у нас есть более 1500 различных предметов для заточки. Наш склад полностью укомплектован для удовлетворения ваших конкретных потребностей в заточке. Если вам нужна полная система заточки, труднодоступный точильный камень или просто запасной круг, если это связано с заточкой, возможно, у нас есть.
На самом деле, у нас есть более 1500 различных предметов для заточки. Наш склад полностью укомплектован для удовлетворения ваших конкретных потребностей в заточке. Если вам нужна полная система заточки, труднодоступный точильный камень или просто запасной круг, если это связано с заточкой, возможно, у нас есть. Этот пакет для заточки включает в себя множество дополнительных приспособлений и аксессуаров для разных отраслей, включая пильные полотна с перенаконечниками. Если вы ищете комплексные услуги по заточке для строительной отрасли и не только, это…
Этот пакет для заточки включает в себя множество дополнительных приспособлений и аксессуаров для разных отраслей, включая пильные полотна с перенаконечниками. Если вы ищете комплексные услуги по заточке для строительной отрасли и не только, это… 00
00  Он позволяет выполнять торцевую, верхнюю и боковую шлифовку пильных полотен. AV-40 — одна из самых быстрых в настройке и простых в использовании кофемолок. При переходе с торцевого шлифования на торцевое и с одного диаметра на другой просто…
Он позволяет выполнять торцевую, верхнюю и боковую шлифовку пильных полотен. AV-40 — одна из самых быстрых в настройке и простых в использовании кофемолок. При переходе с торцевого шлифования на торцевое и с одного диаметра на другой просто… youtube.com/watch?v=0WtNoklx75Q
youtube.com/watch?v=0WtNoklx75Q Настройка с этой машиной выполняется быстро и легко.
Настройка с этой машиной выполняется быстро и легко.
 Выберите приспособление или приспособления для измельчения пней ниже в соответствии с вашими потребностями. Только измельчитель пней AV-56 является базовой машиной. Он не включает приспособления для инструментов или шлифовальные круги.
Выберите приспособление или приспособления для измельчения пней ниже в соответствии с вашими потребностями. Только измельчитель пней AV-56 является базовой машиной. Он не включает приспособления для инструментов или шлифовальные круги. Легко настроить пильные диски разного диаметра.
Легко настроить пильные диски разного диаметра. 5, 6.5, 6.5. Гц, диаметр диска. (дюймы) 8, скорость диска (об/мин) 3450, размер ремня (дюймы) 2 x 42, ремень SFPM 3100, размер стола диска (дюймы) 10-3/4 x 7-1/2, рабочая поверхность стола ( дюймов) 10 x 6, угол наклона дискового стола (град.) 45, угол наклона конвейерного стола (град.) от 0 до…
5, 6.5, 6.5. Гц, диаметр диска. (дюймы) 8, скорость диска (об/мин) 3450, размер ремня (дюймы) 2 x 42, ремень SFPM 3100, размер стола диска (дюймы) 10-3/4 x 7-1/2, рабочая поверхность стола ( дюймов) 10 x 6, угол наклона дискового стола (град.) 45, угол наклона конвейерного стола (град.) от 0 до… лезвие занимает считанные секунды.
лезвие занимает считанные секунды. . Легко настроить пильные диски разного диаметра.
. Легко настроить пильные диски разного диаметра.
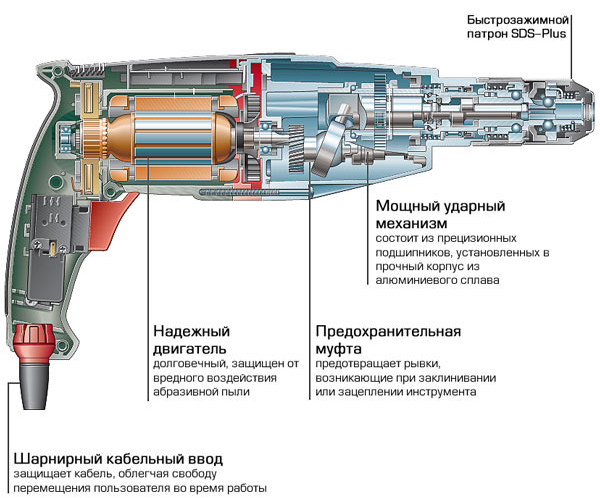 Предварительно следует проверить, как работает выключатель, его свободный ход и возвращение в исходное положение. Непосредственное включение осуществляется путем нажатия на пусковую кнопку куркового типа. За счет изменения силы нажатия, можно увеличить или уменьшить скорость вращения.
Предварительно следует проверить, как работает выключатель, его свободный ход и возвращение в исходное положение. Непосредственное включение осуществляется путем нажатия на пусковую кнопку куркового типа. За счет изменения силы нажатия, можно увеличить или уменьшить скорость вращения. Шнур должен быть отключен от источника питания. Хвостовики буров предварительно смазываются специальной смазкой, уменьшающей износ. Сверло вставляется в держатель и поворачивается в нем до надежного зацепления. Надежность крепления проверяется путем попытки вытащить бур из гнезда. Чтобы извлечь оснастку, крышку держателя следует потянуть вниз, после чего оснастку можно свободно вытаскивать.
Шнур должен быть отключен от источника питания. Хвостовики буров предварительно смазываются специальной смазкой, уменьшающей износ. Сверло вставляется в держатель и поворачивается в нем до надежного зацепления. Надежность крепления проверяется путем попытки вытащить бур из гнезда. Чтобы извлечь оснастку, крышку держателя следует потянуть вниз, после чего оснастку можно свободно вытаскивать.
 Следует избегать сильного нажатия на инструмент.
Следует избегать сильного нажатия на инструмент.
 Перфоратор Makita HR2450 X8 рассчитан на сверление отверстий до 24 мм. Этого достаточно для большого спектра монтажных и ремонтных работ. Перфоратор HR2450 X8 производится уже более 10 лет и, благодаря оптимальному сочетанию характеристик и цены, стал настоящим бестселлером среди перфораторов не только марки Makita, но и других брендов. Такой перфоратор будет не заменимым помощником, как для профессионала, так и для домашнего мастера.
Перфоратор Makita HR2450 X8 рассчитан на сверление отверстий до 24 мм. Этого достаточно для большого спектра монтажных и ремонтных работ. Перфоратор HR2450 X8 производится уже более 10 лет и, благодаря оптимальному сочетанию характеристик и цены, стал настоящим бестселлером среди перфораторов не только марки Makita, но и других брендов. Такой перфоратор будет не заменимым помощником, как для профессионала, так и для домашнего мастера. Таким образом, сверло может перемещаться в патроне вперёд и назад на расстояние 2 см, двигаясь по направляющим внутри патрона. Чтобы вынуть сверло из патрона, достаточно просто оттянуть кольцо патрона. Шарик разблокирует сверло, и его можно будет вынуть.
Таким образом, сверло может перемещаться в патроне вперёд и назад на расстояние 2 см, двигаясь по направляющим внутри патрона. Чтобы вынуть сверло из патрона, достаточно просто оттянуть кольцо патрона. Шарик разблокирует сверло, и его можно будет вынуть. Режим «сверление» используется для сверления древесины, металла и размешивания растворов, при использовании адаптера. В режиме «сверления с ударом» патрон совершает не только вращательные движения, но и ударное воздействие на сверло и, соответственно на материал. Механизм ударного воздействия в перфораторе сильно отличается от ударного воздействия в дрели. В перфораторе удар передаётся на сверло от бойка, который получает энергию от сжатого внутри механизма перфоратора воздуха. Такой принцип ударного воздействия позволяет получить силу удара в несколько раз большую, чем в ударной дрели. Режим «сверление с ударом» используется для сверления бетона. Не рекомендуется сверлить кирпичную кладку в этом режиме, так как кирпич может треснуть при таком ударном воздействии. В режиме «удар» отключается вращение, и перфоратор используется в качестве лёгкого отбойного молотка, например, чтобы сбить керамическую плитку со стены или канавку в стене для электрической проводки.
Режим «сверление» используется для сверления древесины, металла и размешивания растворов, при использовании адаптера. В режиме «сверления с ударом» патрон совершает не только вращательные движения, но и ударное воздействие на сверло и, соответственно на материал. Механизм ударного воздействия в перфораторе сильно отличается от ударного воздействия в дрели. В перфораторе удар передаётся на сверло от бойка, который получает энергию от сжатого внутри механизма перфоратора воздуха. Такой принцип ударного воздействия позволяет получить силу удара в несколько раз большую, чем в ударной дрели. Режим «сверление с ударом» используется для сверления бетона. Не рекомендуется сверлить кирпичную кладку в этом режиме, так как кирпич может треснуть при таком ударном воздействии. В режиме «удар» отключается вращение, и перфоратор используется в качестве лёгкого отбойного молотка, например, чтобы сбить керамическую плитку со стены или канавку в стене для электрической проводки. После того, как долото установлено на нужный угол, переключателем выбирается режим «удар».
После того, как долото установлено на нужный угол, переключателем выбирается режим «удар».
 Популярность этой модели в России просто зашкаливает. Помимо хороших технических характеристик, у Makita HR 2450 есть еще одно преимущество: при необходимости его можно легко отремонтировать своими руками. Для этого необходимо ознакомиться с технологией этого процесса.
Популярность этой модели в России просто зашкаливает. Помимо хороших технических характеристик, у Makita HR 2450 есть еще одно преимущество: при необходимости его можно легко отремонтировать своими руками. Для этого необходимо ознакомиться с технологией этого процесса.


 После демонтажа кнопки Makita HR 2450 перфоратор осматривают внутри, проводят ремонт в районе коробки передач. В случае неисправности двигателя его необходимо демонтировать и отремонтировать (заменить).
После демонтажа кнопки Makita HR 2450 перфоратор осматривают внутри, проводят ремонт в районе коробки передач. В случае неисправности двигателя его необходимо демонтировать и отремонтировать (заменить).
 Резиновое кольцо и металлические штифты обработаны смазкой. Далее собираем в обратном порядке. Кольцо надевается на ручку. Затем вставляются пружина и замок. Установите переключатель на коробку передач. Он должен быть направлен в сектор между комбинированным режимом работы и ударом. Переключатель не будет полностью вставлен в начале. Затем его поворачивают в режим сверления и далее. После таких действий переключатель следует повернуть по часовой стрелке и вставить защелку до конца.
Резиновое кольцо и металлические штифты обработаны смазкой. Далее собираем в обратном порядке. Кольцо надевается на ручку. Затем вставляются пружина и замок. Установите переключатель на коробку передач. Он должен быть направлен в сектор между комбинированным режимом работы и ударом. Переключатель не будет полностью вставлен в начале. Затем его поворачивают в режим сверления и далее. После таких действий переключатель следует повернуть по часовой стрелке и вставить защелку до конца.

 Выбирая оригинальное оборудование, соблюдая правила эксплуатации, вы можете быть уверены в его долговечности и высокой производительности.
Выбирая оригинальное оборудование, соблюдая правила эксплуатации, вы можете быть уверены в его долговечности и высокой производительности.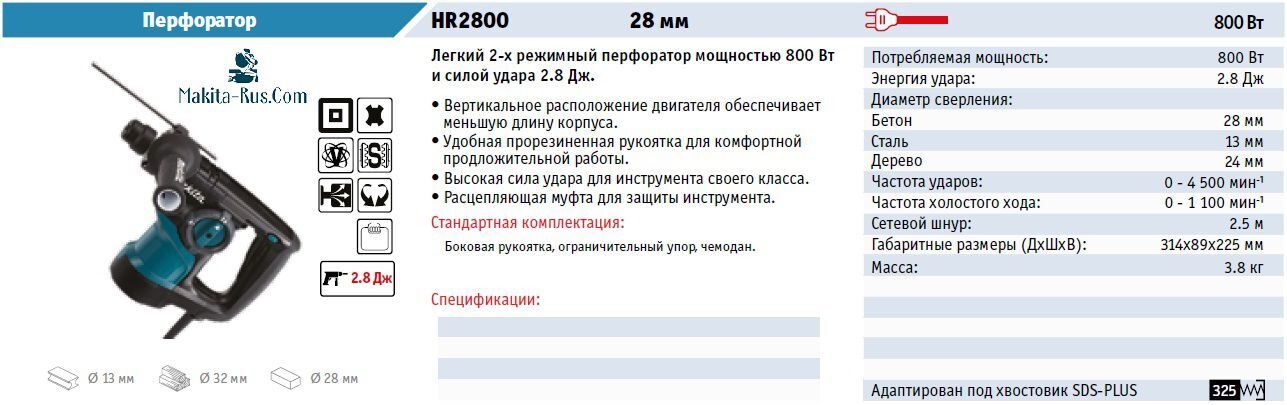 Устройство имеет электронную регулировку скорости, что позволяет менять показатель для оснований, имеющих разную прочность.
Устройство имеет электронную регулировку скорости, что позволяет менять показатель для оснований, имеющих разную прочность. Если вы хотите работать с бетоном, то отверстие в нем можно делать диаметром, максимальное значение которого составляет 24 миллиметра. В теле из дерева можно будет делать отверстия диаметром не более 32 миллиметров. Достаточно часто у специалистов и домашних мастеров возникает вопрос о том, как сделать отверстия в стали, вышеперечисленные параметры будут 13 миллиметров. Помимо прочего, агрегат оснащен электронным реверсом.
Если вы хотите работать с бетоном, то отверстие в нем можно делать диаметром, максимальное значение которого составляет 24 миллиметра. В теле из дерева можно будет делать отверстия диаметром не более 32 миллиметров. Достаточно часто у специалистов и домашних мастеров возникает вопрос о том, как сделать отверстия в стали, вышеперечисленные параметры будут 13 миллиметров. Помимо прочего, агрегат оснащен электронным реверсом.
 Прежде чем приступить к сверлению, необходимо убедиться в правильности направления вращения. Как подчеркивают опытные пользователи, для изменения настроек необходимо дождаться остановки дрели. В момент установки реверсивного движения кнопку включения нужно выжать только наполовину.
Прежде чем приступить к сверлению, необходимо убедиться в правильности направления вращения. Как подчеркивают опытные пользователи, для изменения настроек необходимо дождаться остановки дрели. В момент установки реверсивного движения кнопку включения нужно выжать только наполовину. Для этого можно использовать режим вращения. Его можно активировать методом смены режима ручкой. Его нужно переключить на символ, который обозначен сверлом.
Для этого можно использовать режим вращения. Его можно активировать методом смены режима ручкой. Его нужно переключить на символ, который обозначен сверлом.

 Рекомендуемая температура сушки 60-70 градусов.
Рекомендуемая температура сушки 60-70 градусов. Диаметр 1,75 мм. Вес нити 1 кг.
Диаметр 1,75 мм. Вес нити 1 кг.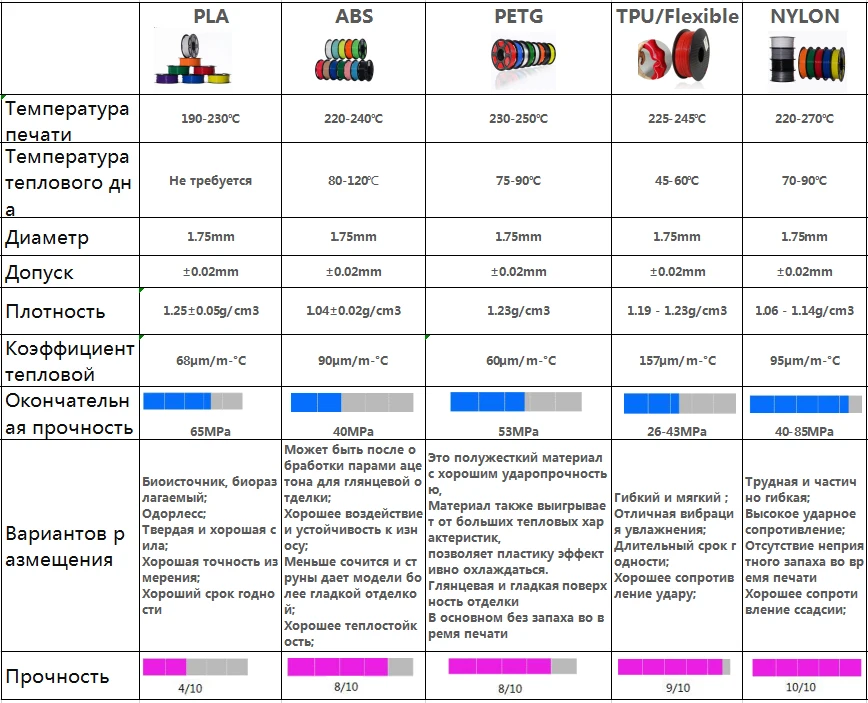
 Используйте нагреваемую рабочую платформу
Используйте нагреваемую рабочую платформу из самых популярных нитей для 3D-печати на рынке. Он прочный, долговечный и печатает с красивой отделкой. Он доступен как в непрозрачном, так и в прозрачном вариантах, что делает его идеальным для печати широкого спектра объектов. В этом всеобъемлющем руководстве мы обсудим использование PETG, дадим вам пошаговые инструкции о том, как печатать с помощью этой нити, а также советы о том, как избежать распространенных проблем. Давайте начнем!
из самых популярных нитей для 3D-печати на рынке. Он прочный, долговечный и печатает с красивой отделкой. Он доступен как в непрозрачном, так и в прозрачном вариантах, что делает его идеальным для печати широкого спектра объектов. В этом всеобъемлющем руководстве мы обсудим использование PETG, дадим вам пошаговые инструкции о том, как печатать с помощью этой нити, а также советы о том, как избежать распространенных проблем. Давайте начнем! Одним из важных факторов является то, какой тип нити поддерживает принтер. PETG прочен и долговечен и часто используется во многих областях. Если вы хотите печатать с использованием этой нити, вам понадобится принтер, который хорошо с этим справится. В этом разделе мы рассмотрим некоторые основные требования к печати на 3D-принтере из PETG.
Одним из важных факторов является то, какой тип нити поддерживает принтер. PETG прочен и долговечен и часто используется во многих областях. Если вы хотите печатать с использованием этой нити, вам понадобится принтер, который хорошо с этим справится. В этом разделе мы рассмотрим некоторые основные требования к печати на 3D-принтере из PETG. Это связано с тем, что PETG может легко деформироваться при неправильном охлаждении. Без правильно работающего вентилятора ваши отпечатки, скорее всего, будут сильно деформированы и непригодны для использования.
Это связано с тем, что PETG может легко деформироваться при неправильном охлаждении. Без правильно работающего вентилятора ваши отпечатки, скорее всего, будут сильно деформированы и непригодны для использования.
 Используйте нагреваемую рабочую платформу
Используйте нагреваемую рабочую платформу  Это поможет удерживать печатный стержень на платформе и предотвратит его скольжение во время процесса печати.
Это поможет удерживать печатный стержень на платформе и предотвратит его скольжение во время процесса печати. Металлическая конструкция помогает быстрее рассеивать тепло и предотвращает засорение сопла.
Металлическая конструкция помогает быстрее рассеивать тепло и предотвращает засорение сопла. Однако есть некоторые общие проблемы, которые могут возникнуть во время 3D-печати. К ним относятся:
Однако есть некоторые общие проблемы, которые могут возникнуть во время 3D-печати. К ним относятся:


 Однако, в зависимости от вашего принтера и окружающей среды, вам может потребоваться отрегулировать настройку температуры.
Однако, в зависимости от вашего принтера и окружающей среды, вам может потребоваться отрегулировать настройку температуры. Однако, если у вашего принтера возникают проблемы с просачиванием или натягиванием, вы можете попробовать немного увеличить расстояние отвода. Вы также должны увеличить скорость втягивания, чтобы обеспечить правильное втягивание.
Однако, если у вашего принтера возникают проблемы с просачиванием или натягиванием, вы можете попробовать немного увеличить расстояние отвода. Вы также должны увеличить скорость втягивания, чтобы обеспечить правильное втягивание. Дешевые могут не иметь тех же свойств, что и более качественные, и могут печатать неправильно.
Дешевые могут не иметь тех же свойств, что и более качественные, и могут печатать неправильно. Вам не нужно следить за ним, так как уровень поддерживается прудом постоянным. Поскольку PETG безопасен для пищевых продуктов, это лучший дизайн, который вы можете напечатать для кормления своей кошки.
Вам не нужно следить за ним, так как уровень поддерживается прудом постоянным. Поскольку PETG безопасен для пищевых продуктов, это лучший дизайн, который вы можете напечатать для кормления своей кошки. Вы ставите банки спереди, а затем они перекатываются назад и вперед. Это гарантирует, что вы всегда будете брать самый холодный. Он не занимает много места и идеально подходит для небольших холодильников.
Вы ставите банки спереди, а затем они перекатываются назад и вперед. Это гарантирует, что вы всегда будете брать самый холодный. Он не занимает много места и идеально подходит для небольших холодильников. 3devo вникает в то, что такое PETG, как он сравнивается с вышеупомянутыми полимерами с точки зрения печати и экструзии.
3devo вникает в то, что такое PETG, как он сравнивается с вышеупомянутыми полимерами с точки зрения печати и экструзии.
 Он не хрупок, однако легко царапается (легче, чем АБС). Он также имеет высокую ударопрочность, аналогичную поликарбонату.
Он не хрупок, однако легко царапается (легче, чем АБС). Он также имеет высокую ударопрочность, аналогичную поликарбонату. 0 Advanced Level
0 Advanced Level