Artcam форматы: Cофт для фрезеров. ArtCAM — Программы для станков с чпу. Программа для создания управляющих программ для чпу станков. Купить ArtCAM в Украине.
ArtCAM может импортировать 3 формата файлов:
Два последних формата имеют похожий синтаксис, так как они являются частью языка описания страниц PostScript. В ArtCAM нас интересуют векторные формы, которые могут использоваться для механической обработки. Таким образом, принимается во внимание только наружный контур, а любая заливка контура цветом игнорируется. Для каждого формата будет приведен список деталей, который будет игнорироваться. Файлы EPS/AI — игнорируемые детали
Когда ArtCAM при импортировании читает любой из этих операторов языка PostScript, они игнорируются, и выдается предупреждающее сообщение. Файлы DXF — игнорируемые детали
Наличие трехмерных примитивов может привести при импортировании к остановке чтения файла. Импортирование Файлов из Adobe IllustratorДля того чтобы импортировать вектора из Adobe Illustrator в ArtCAM необходимо выполнить следующую процедуру:
Compatibility = 3 Preview = none Do not select — include thumb nail Postscript level = 1 Если имеется текст необходимо выполнить следующее:
Теперь можно использовать процедуру сохранения, приведенную выше. Решение ПроблемДля того чтобы уменьшить проблемы, возникающие при чтении файлов в векторных форматах, необходимо руководствоваться следующими принципами: В исходной программе (Corel, Adobe и так далее.) 1. Сохраняйте файл с минимальном количеством опций. 2. Уберите цвет у объектов, заголовки, полутоновую информацию и форматирование фонтов. 3. Завершите все операции с файлом. 4. Конвертируйте текст в кривые. Текст будет преобразован в набор отрезков и кривых Безье, которые будут восприниматься ArtCAM точно и в соответствующем масштабе. Если Вы не сделаете этого, в окне Двухмерного Вида не будете иметь никакого текста. 5. Не включайте трехмерные примитивы в формате DXF.. Замечания при импортировании файлов PostScriptЯзык Postscript очень сложный и имеет более чем 240 операторы. Это больше чем необходимо для описания векторных форматов, и он даже может выполнять сложные вычисления, а также чтение и запись текстового файла. Проблемы, которые могут происходить с программами, написанными на языке BASIC, могут также происходить с программами на языке Postscript. Плохо написанная или испорченная программа может исказить изображение или привести к остановке интерпретатора. Очень важно, что программа Postscript является правильно написанной, и не должна редактироваться не специалистами. Импортирование сложных файловЕсли ArtCAM не может читать файл в формате Postscript (особенно созданный в Adobe Illustrator), попробуйте прочитать его другим пакетом, например, CorelDRAW. Если и он не может прочитать файл, то файл может быть испорчен или неработоспособный, и его необходимо заново экспортировать из исходной программы. << Предыдущая | Меню | Следующая >> | |

 Язык Postscript непосредственно напрямую не читается и сразу конвертируется. Каждая команда Postscript интерпретируется, так же, как интерпретируется программа, написанная на языке BASIC. Точно так же, как на BASIC можно написать программу на языке Postscript, которая может выполнять расчеты в течение большего времени, прежде чем можно будет получить файл, содержащий векторы. (Ясно, что это неудобно для работы).
Язык Postscript непосредственно напрямую не читается и сразу конвертируется. Каждая команда Postscript интерпретируется, так же, как интерпретируется программа, написанная на языке BASIC. Точно так же, как на BASIC можно написать программу на языке Postscript, которая может выполнять расчеты в течение большего времени, прежде чем можно будет получить файл, содержащий векторы. (Ясно, что это неудобно для работы). Если после этого, Вы смогли прочитать файл, проверьте изображение, и оно Вас устраивает, сохраните, как новый файл в формате EPS для того, чтобы его прочитать в ArtCAM.
Если после этого, Вы смогли прочитать файл, проверьте изображение, и оно Вас устраивает, сохраните, как новый файл в формате EPS для того, чтобы его прочитать в ArtCAM.В каком формате лучше экспортировать 3D модели в ArtCAM? — Вопросы по ArtCAM
#1
OFFLINE
Серьга
Отправлено 19 Март 2009 — 11:41
Подскажите пожалуйста как и в каком формате лучше скидываться 3D файлы из 3D MAXа в ArtCAM.
Дизайнер нарисовал, тепрь не получается корректно в CAMе открыть.
.3ds -раскидал модел на части по документу.
.stl — очень много занимает (75 Мб), ро сравнению с МАХовским родным файлом.
Похожие темы:
Как экспортировать 3D файлы из SolidWorks в ArtCAM
Вопрос по импорту рельефа в АртКАМ
При импорте в Арткам проецируются ненужные плоскости
- Наверх
#2
OFFLINE
Buzl
Отправлено 19 Март 2009 — 12:00
Когда в максе сохраняешь то все обьекты должны быть связаны (не группа) лучше слиты и количество сплайнов (сторон) максимально увеличены. Иначе в максе если стоит сглаживание то в каме у тебя будут ребра. лучше конечно стл хоть и много но надежно. стл лучше рисовать в уменьшенем виде раза 3-4. потом увеличивать в каме
Иначе в максе если стоит сглаживание то в каме у тебя будут ребра. лучше конечно стл хоть и много но надежно. стл лучше рисовать в уменьшенем виде раза 3-4. потом увеличивать в каме
- Наверх
#3
OFFLINE
Серьга
Отправлено 19 Март 2009 — 14:44
Спасибо), пытаюсь осуществтить все выше сказанное. В принципе, STL этот (75Мб) вполне быстро открылся в ArtCAMe. И CAMовский файл потом не так много места стал занимать, порядка 3,5 Мб.
- Наверх
#4
OFFLINE
Серьга
Отправлено 19 Март 2009 — 16:45
Может кто подскажет как бороться вот с такими зубцам на торцах.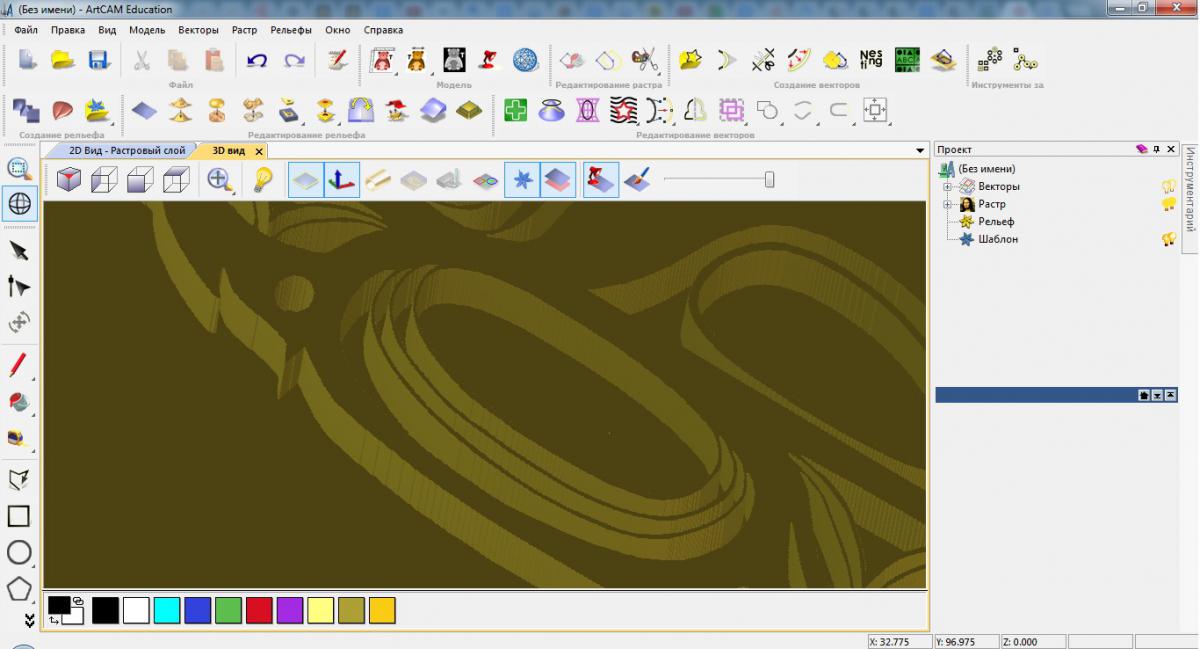
Понимаю, что проще было бы пройтись по контуру, но все же есть еще варианты? Может стратегию поменять?
На данном образце Змейкой по x и y.
Да кстати, частично такие зубцы уже были на рельефе экспортируемом из 3D Maxa, может там еще что то нужно было доработать?
В итоге что-то подобное нужно осуществить)
Сообщение отредактировал Серьга: 19 Март 2009 — 16:54
- Наверх
#5
OFFLINE
Buzl
Отправлено 19 Март 2009 — 21:14
увеличивай разрешение в каме и смотри макс. сплайны в максе увеличь количество сторон. и уменьши шаг при обработке и измени не х и у а по контуру..
- Наверх
#6
OFFLINE
Серьга
Отправлено 20 Март 2009 — 10:14
Пардон, где сплайны смотреть?) Не совсем в теме)))
Шаг и так 0,1 мм. А а по контуру или по спирали стратегию?? ;-). А то собственно можно выбрать: змейкой по Х, змейкой по Х и Y, по спирали, спираль в рамке
А а по контуру или по спирали стратегию?? ;-). А то собственно можно выбрать: змейкой по Х, змейкой по Х и Y, по спирали, спираль в рамке
Размер изделия примерно 350х300 мм.
Сообщение отредактировал Серьга: 20 Март 2009 — 11:00
- Наверх
#7
OFFLINE
gosha-sys
Отправлено 26 Август 2009 — 19:05
нет! 1это проблема не во фрезеровке! а в передачи файлов из макса!! сам часто страдаю из за этого! помогает добавление рёбер и усложнение сетки!
- Наверх
#8
OFFLINE
AleX_3ds
Отправлено 22 Сентябрь 2009 — 01:24
я так понимаю проблема возникновения этих ребер на вертикальных плоскостях не в экспорте в определенных форматах, а в способе импорта самого ArtCAMa, он 3d объекты перегоняет в растровую карту, а затем по этой карте выстраивает заново 3d модель, если в максе все объекты сбить в один и накинуть на него стандартную карту, на diffuse поставить gradient с перетеканием от черного к белому с низу вверх, а self Illumination поднять на максимум, накинуть на модель UVW map/box и отрендерить видовое окно top, то получается примерно такая же растровая карта как та которую строит ArtCAM, и как любое растровое изображение состоит из пикселей, которые имеют квадратную форму с острыми углами, за счет этого и получаются угловатые вертикали, и я так понимаю что избавится от этого именно в модели нельзя
поправьте меня если я не прав, буквально неделю назад начал заниматься ArtCAMом, и самой фрезеровкой
- Наверх
#9
OFFLINE
новичок
Отправлено 30 Ноябрь 2009 — 19:27
прошу прощения, а Вы не могли бы ответить на такой вопрос: как все-таки лучше поступить — создавать барельеф для дальнейшей фрезеровки(изображение животного) сразу в ArtCam или лучше создавать модель в Максе и импортировать в ArtCam? и то и то знаю плохо, а времени в обрез
- Наверх
#10
OFFLINE
Buzl
Отправлено 30 Ноябрь 2009 — 21:29
STL модель.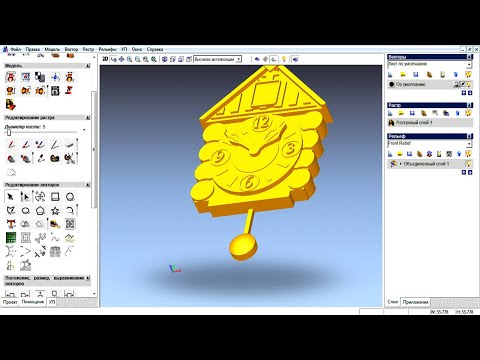 конверти.
конверти.
- Наверх
#11
OFFLINE
новичок
Отправлено 30 Ноябрь 2009 — 21:49
спасибо
- Наверх
#12
OFFLINE
Buzl
Отправлено 30 Ноябрь 2009 — 22:48
Тока побольше задавай точек что при конверте из макса что при конверте в арткам. хотя всё от размероф и какчества
- Наверх
#13
OFFLINE
новичок
Отправлено 01 Декабрь 2009 — 19:09
а имеет принципиальное значение, каким способом моделить в максе, т. е. не получится так что я провожусь с нёрбсами, а арткам не откроет..?
е. не получится так что я провожусь с нёрбсами, а арткам не откроет..?
P.s. это эскиз для рельефа
Прикрепленные изображения
- Наверх
#14
OFFLINE
Buzl
Отправлено 01 Декабрь 2009 — 22:19
если stl то глубоко по барабану. слопает и не чавкнет, тока нурбсы делаей гладкими плавными. точек п более создац.
- Наверх
#15
OFFLINE
redox61
Отправлено 01 Декабрь 2009 — 23:06

12.2009, 18:09″>
а имеет принципиальное значение, каким способом моделить в максе, т. е. не получится так что я провожусь с нёрбсами, а арткам не откроет..?
Если моделить NURBсами, то лучше в Майе, в Рино поверхности стыковать замучаешься. По-моему, в Максе полигонами быстрее и лучше, потом можно в Zbrush или Mudbox доработать
- Наверх
#16
OFFLINE
Матвей
Отправлено 11 Март 2010 — 23:20
Как из 3д Макса сделать STL?
- Наверх
#17
OFFLINE
valery_k
Отправлено 11 Март 2010 — 23:27

3.2010, 23:20″>
Как из 3д Макса сделать STL?
Экспорт STL
- Наверх
#18
OFFLINE
sima777
Отправлено 15 Май 2010 — 09:11
Здравствуйте,скажите пожалуйста, в какой формат экспортировать в марке надо,чтобы открыть в каме и с возможностями доработать,не Stl формат.?
Просто модельку в каме делаем,а там на модельки точки есть и при экспорте в Stl,они потом соединяются и получается образуют лении по подельки,которые вообще не нужны.
- Наверх
#19
OFFLINE
wizard
Отправлено 15 Май 2010 — 10:30
Мне 3ds нравится
Не делай добро. .Не бросай его в воду..
.Не бросай его в воду..
- Наверх
#20
OFFLINE
sima777
Отправлено 15 Май 2010 — 10:51
Мне 3ds нравится
то есть в максе сохранить в .3ds формат,а потом норм откроется в каме?
хочу лишние линии загладит в спомощью скульптора
- Наверх
Что это такое и как его открыть?
Автор: Джей Гитер | Пересмотрено: 04 декабря 2018 г.
Сводка файла ART
Существует семь типов файлов, связанных с расширением файла ART, наиболее распространенным из которых является формат модели ArtCAM . Согласно нашей базе данных, девять различных программ (условно ArtCAM , разработанных Autodesk, Inc. ) позволят вам просматривать эти файлы.
Согласно нашей базе данных, девять различных программ (условно ArtCAM , разработанных Autodesk, Inc. ) позволят вам просматривать эти файлы.
Файлы ART обычно классифицируются как CAD-файлы . Другими типами файлов могут быть файлы данных или файлы растровых изображений.
Расширение файла ART можно просмотреть в операционных системах Windows и Mac.
Они поддерживаются как на настольных, так и на мобильных устройствах.
Эти файлы с рейтингом популярности «Низкий».
не очень распространен
среднему пользователю компьютера.
Если вы хотите узнать больше о файлах ART и программном обеспечении, которое их открывает, ознакомьтесь с дополнительной подробной информацией ниже. Кроме того, вы можете узнать, как выполнить некоторые основные действия по устранению неполадок с файлами ART, если у вас возникли проблемы с открытием этих файлов.
Prevalence
Order
/ 11690
Active
File Status
4
December
2018
Edited
Open ART Files with FileViewPro
Product by Solvusoft
Free Download
Optional Offer для FileViewPro от Solvusoft | ЛСКП | Политика конфиденциальности | Условия | Удалить
Виды файлов ART
7 известных типов файлов используют это расширение
Ведущий арт -тип
.ART
| Файл: | .ART | ||||||||
| Классификация: | Модель ArtCAM. программа ЧПУ (компьютерного числового управления), используемая для художественного проектирования и производства. Он сохраняет 2D- или 3D-модель, а также инструкции по обработке.
ART -программы ARTCAM. Windows | |

Дополнительные файлы ART
.ART
| Файл Ext: | .ART |
| .0058 Классификация: | Файл для вышивания BERNINA |
Файл ART представляет собой дизайн для вышивания, созданный с помощью программного обеспечения для вышивания BERNINA. Он содержит дизайн, который можно загрузить в швейную машину BERNINA и вышить на одеяло, рубашку или другой кусок ткани.
| Организация: | Bernina |
| Функция: | Файлы данных |
Программные программы, которые открывают файлы Bernina Embroidery: . ArtLink by BERNINA Compatible with: .ART Файл ART представляет собой файл растрового изображения, сжатый программным обеспечением America Online (AOL). Он сохраняется в проприетарном формате, поэтому большинство программ просмотра изображений его не распознают. Программные программы, которые открывают файлы AOL Compressed Image File File файлы: Acd Systemsde Systems Systems Systems. Совместимость с: AOL by AOL Совместимость с: 8 . Software Programs That Open Artifacts Artifact File Files: Artifacts by Open Source Compatible with: . ART Программные программы, которые открывают файлы документов Art: . Совместим с: CorelDRAW Graphics Suite by Corel Compatible with: .ART Файл ART представляет собой инструмент маршрутизатора для проектов Alphacam. Software Programs That Open Alphacam Router Tool File Files: Planit Alphacam by Planit Solutions, Inc. Совместимость с: .ART Файл ART представляет собой архив, содержащий файлы сборки игрового движка (карты, объекты, спрайты, звуки), связанные со многими играми. Dragon UnPACKer с открытым исходным кодом Совместимость с: Дополнительное предложение для FileViewPro от Solvusoft | ЛСКП | Политика конфиденциальности | Условия | Uninstall 955.0006 При попытке открыть ART появляется сообщение об ошибке, например «%%os%% Can’t Open ART Files». Совет. Если у вас есть другое программное обеспечение, которое, как вы знаете, открывает файлы ART, вы можете выбрать его, нажав кнопку «Показать приложения». Иногда установленная версия ArtCAM не поддерживает файл модели ArtCAM. Рекомендуется установить последнюю версию ArtCAM от Autodesk, Inc. В большинстве случаев файл вашей модели ArtCAM был создан в более новой версии ArtCAM, чем та, которую вы установили. Совет: Если щелкнуть правой кнопкой мыши файл ART, а затем выбрать «Свойства» (Windows) или «Получить информацию» (Mac), вы можете получить подсказки о том, какая версия вам нужна. Вывод: Большинство проблем с открытием файлов ART связано с тем, что не установлена правильная версия ArtCAM. При открытии файлов ART все еще могут возникать ошибки, даже если на вашем ПК установлена последняя версия ArtCAM. BMP Apple Pages Дополнительное предложение для Solvu FileViewPro | ЛСКП | Политика конфиденциальности | Условия | Удалить Расширения файлов Перейти к содержимому Все проприетарные файлы программного обеспечения ArtCAM® (*. Клиенты с любыми проблемными проприетарными файлами ArtCAM должны связаться со службой поддержки и предоставить образец файла. Где клиенты работают в Carveco версии 1.0.0 (сборка: 2019-03-27-2300-25c3bb5) до версии 1.5 (сборка: 2019)-07-03-1556-3e289e6), файлы моделей ArtCAM (*.art), происходящие из любой версии программного обеспечения ArtCAM между 9 и 2013.1, должны быть: Пакет Где клиенты работают в Carveco версии 1.0.0 (сборка: 2019 г.)-03-27-2300-25c3bb5) до 1.5 (сборка: 2019-07-03-1556-3e289e6), файлы проекта ArtCAM (*.3dp), происходящие из любой версии программного обеспечения ArtCAM между 9 и 2013.1, должны быть открыты и повторно -сохранено в любой версии программного обеспечения ArtCAM между 2013.SP2 и 2015 R2.SP3 с использованием защитного USB-ключа. Каждая из моделей в проекте также должна быть открыта и пересохранена таким же образом. Где клиенты работают в Carveco версии 1.0.0 (Сборка: 2019-03-27-2300-25c3bb5) до версии 1.5 (сборка: 2019-07-03-1556-3e289e6), файлы рельефа ArtCAM (*.rlf), происходящие из любой версии программного обеспечения ArtCAM между 2008 и 2013.1, должны быть: Набор Makita D-30209 из 3 твердосплавных фрез для фрезерования в древесине с хвостовиком 6 мм. Первая фреза пазовая для быстрого образования пазов, вырезов и фасок. Вторая кромочная для однотипных пазов. Третья для закругления кромок и выполнения фигурных пазов.
Основные Сертификат Гарантийный талон Сертификат соотвествия Япония — родина бренда *Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе. Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр. Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя). Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских. Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей. Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро. 14.
Виды фрезеров Makita:
Мощность:
предыдущая следующая Макита 2179,00 долларов США (пока отзывов нет) Рейтинг Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший) Имя Электронная почта Тема обзора комментариев Makita XCS01Z Аккумуляторный инструмент для резки арматуры LXT, 18 В Компания Makita предлагает аккумуляторный литий-ионный инструмент для резки арматуры LXT, 18 В, аккумуляторный инструмент для резки арматуры и стальных стержней без искр. Это часть расширяющейся серии 18-вольтовых литий-ионных инструментов Makita, крупнейшей в мире линейки беспроводных инструментов, питающихся от 18-вольтовой литий-ионной батареи слайд-типа. Литий-ионные аккумуляторы Makita 18 В имеют самое быстрое время зарядки в своих категориях, поэтому они проводят больше времени за работой и меньше времени сидят на зарядном устройстве. Для повышения производительности инструмента и продления срока службы батареи компания Makita создала Star Protection Computer Controls™. Star Protection — это коммуникационная технология, которая позволяет инструменту и аккумулятору, оснащенным Star Protection, обмениваться данными в режиме реального времени и отслеживать условия во время использования для защиты от перегрузки, чрезмерной разрядки и перегрева. ПРЕДУПРЕЖДЕНИЕ. Обратите внимание: цены, акции, стили и доступность могут различаться в зависимости от магазина и онлайн-магазина. Инвентарь продается и поступает непрерывно в течение дня; поэтому указанное количество может быть недоступно, когда вы доберетесь до магазина. Добавить в избранное {{requestButtons}} 1 650 Вт (4114) 2 400 Вт (4114S) > 2104114 2044114S Двойная изоляция Непрерывная мощность Входная мощность Скорость холостого хода Размеры (Д x Ш x В) Вес нетто Шнур питания Макс. «)3500 об/мин 673 мм x 240 мм x 329 мм (26-1/2″ x 9-1/2″ x 13») 10,8 кг (23,8 фунта) (4114) 10,9 кг (24 фунта) (4114S) 2,5 м (8,2 фута) Супер Совместная системаПлавный пуск (только для 4114S)ПылесборникФутляр для переноски > Накидной гаечный ключ на 17 (инструмент не поставляется с алмазными кругами) > Элементы стандартного оборудования и технические характеристики могут различаться в зависимости от страны. НАРУЖНОЕ ЭНЕРГЕТИЧЕСКОЕ ОБОРУДОВАНИЕ 40 страниц Общий каталог 20 страниц Каталог OSHA 16 страниц Каталог продукции 2019 164 Страницы Автоматический беспроводной запуск 4 страницы Книга аксессуаров 152 страницы Каталог продукции 2018/2019 152 страницы Литий-ионная книга 100 страниц Решения для пыли 12 страниц Книга по профессиональной уборке 20 страниц Новые продукты 2017 8 страниц Makita XRU07Z Новый 2 страницы Makita DC18RD 2 Страницы Makita BL1820B/BL1840B/BL1850B Новый 1 страниц FS2300 1 страниц 4101RH 1 страниц DLS714Z 1 страниц HP331DWAE 1 страниц DHP482RMJ 1 стр. +7(4812) 67-65-15, 567-085 Самоцентрирующиеся 3-х кулачковые токарные патроны из стали и чугуна предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки, делительные головки и различные приспособления. Артикул: 3-80.01.14 Категория: Патроны токарные * масса патрона без накладных кулачков * масса патрона без накладных кулачков * масса патрона без накладных кулачков Samchully Южная Корея Токарные патроны Samchully с проходным отверстием: Токарные патроны Samchully без проходного отверстием: Autogrip Тайвань Гидравлические патроны Autogrip с проходным отверстием: Гидравлические патроны Autogrip без проходного отверстия: Зажимные патроны Autogrip для карусельных станков Roehm Германия Механизированные токарные патроны ROEHM с проходным отверстием: Механизированные токарные патроны ROEHM без проходного отверстия: Гидравлические токарные патроны Токарные гидравлические патроны предназначены для закрепления деталей и заготовок на шпинделе металлообрабатывающего станка с системой ЧПУ. Заготовки в механизированных (гидравлических и пневматических) патронах зажимаются автоматически с помощью ЧПУ, управляющего приводными гидравлическими цилиндрами. Представленные в данном разделе силовые токарные патроны отличаются различными возможностями и преимуществами: По количеству зажимных кулачков бывают: По наличию отверстия: По способам зажима: Просмотрите приведенные ниже схемы, чтобы определить тип носика шпинделя. Проанализируйте соответствующую диаграмму и сделайте необходимые измерения. Выберите размер вершины шпинделя для вашего патрона или переходной плиты. Штифты Camlock имеют D-образный вырез на корпусе. Они используются для крепления патрона к шпинделю токарного станка. Патроны D1-3 и D1-4 и переходные пластины имеют 3 штифта эксцентрика. Патроны и переходные плиты Чтобы установить патрон, оператор токарного станка вставляет эксцентриковые штифты патрона в шпиндель токарного станка и с помощью гаечного ключа поворачивает кулачок внутри шпинделя, оператор втягивает эксцентриковые штифты внутрь, чтобы плотно прижать патрон к шпинделю. Резьбовые отверстия на внешней окружности болта и резьбовые отверстия на внутренней окружности болта. Резьбовые отверстия на внешней окружности болта, без отверстий на внутренней окружности болта. 8 F1 90 Для центрирования и фиксации фитингов, ключ для точной фиксации и фланцевая стопорная гайка. 79 7 70032 #1 Мне пришлось показать опытным механикам, как это сделать, так как они никогда не обучались безопасному и лучшему подходу к воспроизводимой установке патрона. Мне пришлось просмотреть более 10 видео, чтобы исключить видео с глупыми дополнительными шагами или небезопасными действиями. Этот парень пропустил один трюк, хотя это лучшее видео… Перед установкой проверьте наличие установочных меток на патроне и шпинделе и, если возможно, совместите их… #2 Мне потребовалось несколько *лет*, чтобы понять, для чего нужны эти маленькие стрелки — однажды я начал делать свои собственные бэкплейты. Кажется, это недостаточно сильно подчеркнуто, почему они там. Также следует отметить, что *штифты* патрона должны быть зафиксированы стопорными болтами. Хороший 4-х кулачковый патрон Bison. Я нахожусь в процессе переточки всех своих китайских 4-х кулачковых патронов, так как все они были разной степени дерьма. Я на самом деле делаю это на фрезерном станке. Я разозлился после того, как мне пришлось переделывать проект, потому что 4 челюсти были очень неточными. Хорошая 4-х челюстная более важна, чем хорошая 3-х челюстная — вы ожидаете, что 3-х челюстная будет «неточна», но ожидаете, что 4-х челюстная будет работать. Последнее редактирование: #3 @Dabbler , @kevin.decelles , @John Conroy #4 Том Китта сказал: кулачки патрона должны быть зафиксированы стопорными винтами. Нажмите, чтобы развернуть… У моего нет стопорных винтов для кулачков, которые я вижу, не могли бы вы рассказать об этом, пожалуйста, Том? Похоже, в целом отсутствует понимание принципов конструкции системы крепления D1 и способов ее использования. #5 Оба моих токарных станка имеют установочные метки. Без установленных винтов штифт может перемещаться по своему усмотрению — это означает, что после того, как вы зафиксируете патрон, у вас могут возникнуть проблемы с его расцеплением. Могут быть конструкции, в которых винты с головкой заменены другим устройством или размещены назад или в стороны — стандартные штифты имеют углубления для удержания штифтов на месте. Также угол предназначен для лучшего контакта — вы не хотите, чтобы ваши штифты меняли угол. Также отступ помогает определить высоту штифта — т. е. если ваши штифты слишком высоко или низко, когда вы затягиваете вещи, вы видите, что они не выровнены — необходимо отрегулировать высоту. #6 Оба моих токарных станка Camlock имеют установочные метки. +1 к замечаниям Тома о блокировке штифтов. #7 Джангер сказал: @Dabbler , @kevin.decelles , @John Conroy Нажмите, чтобы развернуть… Вы имеете в виду, что каждый раз ставите его в одну и ту же ориентацию (один и тот же штифт, одно и то же отверстие?). #8 Думаю, вы, ребята, имеете в виду винты, удерживающие шпильки в патроне от проворачивания. в видео он забыл предупреждение о том, что нельзя держать пальцы под патроном. ЛОЛ #9 Вы ошибаетесь с пальцами только один раз. Особенно, если это мизинец и его патрон не менее 10 дюймов. Даже крошечная капля в 1/2 дюйма определенно ощущается в течение нескольких дней. Кстати, я только что заточил свои последние 4 челюсти — я проверил свои 4 челюсти на расстоянии 10 дюймов, прежде чем у них было биение на отметке 1 фут около +- 5 тысяч, а теперь, после того, как я заточил их, они имеют +-1 тысячу на 1 футе. Не идея, но все мои китайские патроны как минимум удвоились в цене.Теперь они «премиум» — сделано в Китае, закончено в Канаде. #10 Том Китта сказал: Вы ошибаетесь с пальцами только один раз. Особенно, если это мизинец и его патрон не менее 10 дюймов. Даже крошечная капля в 1/2 дюйма определенно ощущается в течение нескольких дней. Кстати, я только что заточил свои последние 4 кулачка — я проверил 4 кулачка на 10 дюймов до того, как биение на отметке 1 фута составило около +- 5 тыс., а теперь, после того, как я заточил его, оно имеет +-1 тыс. на 1 футе. Не идея, но все мои китайские патроны как минимум удвоились в цене, теперь они «премиум» — сделано в Китае, закончено в Канаде. Нажмите, чтобы развернуть… У вас есть процедура или описание этого процесса? #11 Джангер сказал: @Dabbler , @kevin.decelles , @John Conroy Нажмите, чтобы развернуть… На двух патронах и планшайбе, которые поставлялись с моим токарным станком Gh2440W от Modern, уже были метки, как и на шпинделе. Когда я купил 8-дюймовый 3-х кулачковый патрон Atlas, мне пришлось выточить для него заднюю пластину, и после того, как патрон был установлен, я измерил, чтобы определить, какое из 3 положений ориентации дает наименьшее биение, и проштамповал патрон и заднюю пластину, чтобы они соответствовали другим. Я измерил биение 4-х кулачков, и оно очень точное с завода. Это Atlas 8″ с 3 челюстями. Это 6-дюймовая 3-кулачковая кулачка, поставляемая с токарным станком, как вы можете видеть, обе 3-х кулачков имеют биение около 0,002 дюйма, а выравнивание кулачков почти идеальное. Последнее редактирование: #12 Несколько вещей, которые я заметил на своем SM 10″ Utilathe. У D1-3 нет индикаторных меток на кулачковых замках. Ни на 3 и 6, ни на 12 для снятия. Однако они пронумерованы от 1 до 3. #3 запирается незадолго до 6 часов У меня никогда не было проблем с его расшатыванием, но я также толком не проверял его ходы. Я должен начать изучать эту систему блокировки, так как мне нужно заказать патрон ER32 и монтажную пластину. К сожалению, они не поставляются в комплекте, и мне придется подгонять и настраивать их самостоятельно. №13 Два патрона которые я помню пробег 8 у Бизона которому было 40 лет — 1,5тыс Другой 6 кулачковый патрон китайского производства не фирменный, после заточки кулачков тоже 1,5тыс — изначально через него было страшно, вроде 10. Я никогда не видел шпиндель D без индикаторов. Из разблокированного положения нужно повернуть не менее 90 градусов и не более 180. Итак, с 15 до 18 часов. №14 Поскольку я никогда раньше не использовал шпиндель с эксцентриковым замком, я проверю свой Emco и внесу соответствующие коррективы. №15 Возможно, я ошибаюсь, но я думаю, что ориентация патрона/шпинделя имеет отношение к прилагаемым аксессуарам. Потому что любая ошибка позиционирования, по крайней мере, постоянна, особенно если они делают дополнительный шаг для заточки челюстей на месте. Но когда вы покупаете новый патрон или планшайбу, все ставки, конечно же, снимаются. Вы полагаетесь на их шлифовку, основанную на их главном шпинделе и характеристиках биения. Но высококачественный патрон с заводским биением 0,0000 дюйма может не иметь такого биения на шпинделе 0,0005 дюйма. Еще одна интересная особенность спиральных патронов, в зависимости от их качества и износа, заключается в том, что вы можете немного по-другому затягивать кулачки и влиять на иглу DTI. Я думаю, что есть первичный ключ или, может быть, его номер 1 по умолчанию, но лично у меня есть привычка проверять каждый на предмет похожего уюта. Обычно это набирает немного больше правды. Всегда хотел проверить это динамометрическим ключом, но у меня его нет. Для количества злоупотреблений и различных зажимных приспособлений, которые видят патроны, удивительно, что они настолько точны, насколько они есть. №16 Я пометил все свои патроны индексами. Я сделал это методом проб и ошибок, используя шлифовальную оправку. Я использую простую маркировочную ручку, чтобы отслеживать, какие кулачки куда пошли, а затем просто вращаю патрон, пока не найду индекс блокировки кулачка с наименьшим биением, а затем проверяю еще несколько раз, чтобы убедиться, что он постоянен. Но у меня есть связанный с этим вопрос. Когда кулачки устанавливаются в новый патрон, они фиксируются небольшим крепежным винтом. Однако на большинстве моих камер есть кольцо. Я всегда предполагал, что это кольцо должно быть установлено даже с задней стороной патрона. И это всегда работало для меня. Но я никогда не видел ничего написанного или показанного где бы то ни было, что говорит о том, как правильно это сделать. Кроме того, поскольку все мои установки всегда работали с метками и стрелками, мне никогда не приходилось их исправлять. Итак, мой вопрос: вы выворачиваете кулачок на один полный оборот, когда метки находятся ниже первой стрелки, или за один оборот? Думаю, я мог бы просто попробовать, но сейчас все мои патроны отлично работают, поэтому я не хочу с ними связываться. # 17 Вот что Колчестер говорит о системах крепления D1 с эксцентриковым замком и о том, как регулировать шпильки. Я думаю, что это отвечает на ваш вопрос @Susquatch. # 18 Робин Гуд сказал: Вот что Колчестер может сказать о системах крепления D1 с эксцентриковым замком и о том, как регулировать шпильки. Я думаю, что это отвечает на ваш вопрос @Susquatch. Артикул: Скачать фото Скачать все архивом Станьте нашим партнером и получите уникальные условия сотрудничества Стать партнеромВойти в аккаунт Каска защитная с храповым механизмом, Европласт, оранжевая Россия Сибртех Каска защитная с храповым механизмом, Европласт, оранжевая Россия Сибртех Каскетка, цвет синий, размер 52-62, Россия Сибртех Каскетка, цвет синий, размер 52-62, Россия Сибртех Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех 893555 Наушники защитные, складные, пластмассовые дужки Sparta Наушники защитные, складные, пластмассовые дужки Sparta Перчатки трикотажные усиленные, гелевое ПВХ-покрытие, 7 класс, бело-серый меланж Россия Сибртех Перчатки трикотажные усиленные, гелевое ПВХ-покрытие, 7 класс, бело-серый меланж Россия Сибртех Жилет сигнальный, оранжевый, размер XXL Сибртех Жилет сигнальный, оранжевый, размер XXL Сибртех Жилет сигнальный, желтый, размер XL Сибртех Жилет сигнальный, желтый, размер XL Сибртех Жилет сигнальный, желтый, размер XXL Сибртех Жилет сигнальный, желтый, размер XXL Сибртех Артикул: Скачать фото Скачать все архивом Станьте нашим партнером и получите уникальные условия сотрудничества Стать партнеромВойти в аккаунт Каска защитная с храповым механизмом, Европласт, оранжевая Россия Сибртех Каска защитная с храповым механизмом, Европласт, оранжевая Россия Сибртех Каскетка, цвет синий, размер 52-62, Россия Сибртех Каскетка, цвет синий, размер 52-62, Россия Сибртех Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех 893555 Наушники защитные, складные, пластмассовые дужки Sparta Наушники защитные, складные, пластмассовые дужки Sparta Перчатки трикотажные усиленные, гелевое ПВХ-покрытие, 7 класс, бело-серый меланж Россия Сибртех Перчатки трикотажные усиленные, гелевое ПВХ-покрытие, 7 класс, бело-серый меланж Россия Сибртех Жилет сигнальный, оранжевый, размер XL Сибртех Жилет сигнальный, оранжевый, размер XL Сибртех Жилет сигнальный, оранжевый, размер XXL Сибртех Жилет сигнальный, оранжевый, размер XXL Сибртех Жилет сигнальный, желтый, размер XXL Сибртех Жилет сигнальный, желтый, размер XXL Сибртех Grafiken Sortieren nach: Am beliebtesten sicherheitswesten-set — оранжевый спасательный жилет сток-графика, -клипарт, -мультфильмы и -символ Sicherheitswesten-Set Warnweste auf weißem Hintergrund. Векториллюстрация. sicherheits-reflexweste mit label плоский дизайн векторного набора иллюстраций. — оранжевый спасательный жилет сток-графика, -клипарт, -мультфильмы и -символ Sicherheits-Reflexweste mit Label Flat Style Design Vektor… Sicherheits-Warnweste mit Beschriftung Flat Style Design Vector Illustration Set. Verschiedene Farben fluoreszierende Sicherheits-Sicherheits-Arbeitsjacke mit reflektierenden Streifen. Vorder- und Rückansicht Uniformweste. sicherheit weste — оранжевый спасательный жилет сток-график, -клипарт, -мультфильмы и -символ und -symbole Orange Sicherheitsweste Symbol mit langen Schatten auf grünem. kleidung des arbeiters und des baumeisters. оранжевая форма, бриль и шлем. — оранжевый спасательный жилет сток-график, -клипарт, -мультфильмы и -символ Kleidung des Arbeiters und des Baumeisters. Оранжевая униформа,… konstruktion ersetzt rohrfarbe — оранжевый спасательный жилет сток-графика, -клипарт, -мультфильмы и -символ ersetzt rohrfarbe конструкт Große Gruppe von Bauarbeitern neben einem Haufen Dreck. Skizzenillustration in schwarz in weiß mit farbigen Elementen, symbol sicherheit Weste — оранжевый жилет безопасности сток-график, -clipart, -cartoons und -symbole Symbol Sicherheit Weste Orangefarbenes warnwestensymbol auf weißem Hintergrund — оранжевый жилет безопасности сток-график, -клипарт, -мультики и -символ Orangefarbenes Warnwestensymbol auf weißem Hintergrund signal-weste. векторная иллюстрация — оранжевый спасательный жилет сток-график, -клипарт, -мультфильмы и -символ Signal-Weste. Orange Signalweste mit reflektierenden Streifen. Vektor-Illustration grafik flame ixcon — оранжевый спасательный жилет сток-графика, -клипарт, -мультфильмы и -символ Grafik Flame Ixcon sicherheitsweste vorne — оранжевый спасательный жилет сток-графика, -клипарт, -мультфильмы и -символ Sicherheitsweste vorne weste design vektor — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Weste Design Vektor sicherheitsweste zurück — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Sicherheitsweste zurück Arbeiter mit Spaten flach Symbol sicherheitsjacke — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Sicherheitsjacke gurt warnweste. иллюстрация einfache flache. — оранжевый спасательный жилет сток-график, -клипарт, -мультфильмы и -символ Gurt Warnweste. Реалистичные оранжевые защитные жилеты с изображением баухелма и шуцбриля — оранжевый спасательный жилет со стоковой графикой, -клипартом, -мультфильмами и -символами Баугельм и Бриль. Persönliche Schutzausrüstung und Warnuniform für Arbeiter. Gut sichtbare Uniform mit Bändern. reflektierende weste für arbeiter, sicherheit, polizei. gelbe sicherheitskleidung. vektorillustration — оранжевый спасательный жилет сток-графика, -клипарт, -мультфильмы и -символ Reflektierende Weste für Arbeiter, Sicherheit, Polizei. Gelbe… die baumeister оранжевый — оранжевый спасательный жилет сток-графика, -клипарт, -мультфильмы и -символ Die Baumeister Orange человека, умирают sicherheitskleidung tragen vests_colors — оранжевый спасательный жилет сток-графика, -клипарт, -мультфильмы и — символ Personen, die Sicherheitskleidung tragen vests_colors оранжевый цвет флуоресцентный пинсел одэр стрейфен auf schwarzemhintergrund, kunst abstrakte pinseltextur, abstrakte farbe, abstrakte texturen — оранжевый спасательный жилет stock-grafiken, -clipart, -cartoons und -symbole оранжевый цветной рисунок auf schwarzem. Orange bunte fluoreszierende Pinsel oder Streifen auf schwarzem Hintergrund, Kunst abstrakte Pinseltextur, Abstrakte Farbe, Abstrakte Texturen Orange Bunt Fluoreszierender Pinsel oder Streifen auf schwarzemhintergrund, kunst abstrakte pinseltextur, abstrakte farbe, abstrakte texturen — оранжевый спасательный жилет Stock-grafiken, -clipart, -cartoons und -symbole Orange Bunt fluoreszierender Pinsel oder Streifen auf schwarzem3 силуэты дорожных женщин — оранжевый жилет безопасности сток-график, -клипарт, -мультфильмы и -символ Traffic Woman Silhouettes Векторные силуэты одного из полиграфистов в западном оранжевом цвете. оранжевая пудра флуоресцентная пинсель или полосатый фон, абстрактная текстура пинселя, абстрактная краска, абстрактная текстура — оранжевый спасательный жилет сток-графика, клипарт, мультфильмы и символы Orange bunte fluoreszierende Pinsel oder Streifen auf schwarzem Hintergrund, Kunst abstrakte Pinseltextur, Abstrakte Farbe, Abstrakte Texturen stilisierte vektorzeichnung einer weißen blume, knospe mit knospen auf einem zweig mit laub. Stilisierte Vektorzeichnung einer weißen Blume, Knospe mit… Stilisierte Vektorzeichnung мит Knospen auf einem Zweig mit Laub. Грауэ Блеттер. Botanik zum Drucken von Produkten aus Stoff, Bezügen, Papier, Polstermöbeln, Vorhängen. reflektierende sicherheit Weste — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Reflektierende Sicherheit Weste символ для schönheitkosmetikprodukte — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Symbol für Schönheit8duk3390duksmetik Символ для Schönheitskosmetikprodukte. Aufkleber mit Bio-Hygieneprodukt für die Haarpflege. Шампунь Flasche mit Orangenextrakt zur Reinigung der Kopfhaut. Cartoon flache Vektorillustration isoliert auf weißem Hintergrund hautschutz vor uv-sonnenstrahlen-konzept — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Hautschutz vor UV-Sonnenstrahlen-Konzept UVA- und UVB-Hautschutzschild. hautschutz vor uv-sonnenstrahlen-konzept — оранжевый спасательный жилет stock-grafiken, -clipart, -cartoons und -symbole и -символ Bauarbeiter Holding Stoppschild Silhouette Vektorsilhouette eines Bauarbeiters mit einer reflektierenden Weste und einem haltenden Stoppschild, das neben einem orangefarbenen Sicherheitskegel steht. желтые отражения предупреждают с текстом — nachrichtenmedien, pressefoto. schutzuniform для репортера или фото — оранжевый спасательный жилет фондовой графики, -клипарт, -мультфильмы и -символ Желтые отражения Warnweste mit Text — Nachrichtenmedien,… Желтые отражения Warnweste mit Text — Nachrichtenmedien, Pressefoto. Schutzuniform für Reporter oder Fotograf, Vorder- und Rückansicht. Einheitlich isoliert auf weißem Hintergrund. Флаш Векториллюстрация symbol sicherheit weste — оранжевый спасательный жилет сток-графика, -клипарт, -мультфильмы и -символ Symbol Sicherheit Weste sicherheit west jacke symbol. Sicherheit West Jacke Symbol. Schutzarbeitskleidung. Isoliertes… Sicherheitssymbol West. Isoliertes Sicherheits-West-Symbol — Vector zwei männer arbeiter в униформе с шлемом. — оранжевый спасательный жилет сток-график, -клипарт, -мультфильмы и -символ Zwei Männer Arbeiter in Uniform mit Helmen. Ремонтно-монтажные работы. Puzzle, Handschuhe, Brille, Weste und Helm. Arbeitsschutz. Вартунгссервис. Holzfäller und Gegenstände zum Sägen von Holz. Политик в светоотражающей куртке — оранжевый спасательный жилет со стоковой графикой, -клипартом, -мультфильмами и -символами Политик в светоотражающей куртке Ein VerkehrsПолитик в светоотражающей куртке lenkt den Verkehr. Stadtbild, Menschen überqueren, Verkehrskegel и Verkehrssilhouetten im Hintergrund. sicherheitsweste векторный дизайн иллюстрация isoliert auf weißem hintergrund — оранжевый жилет безопасности фондовая графика, -клипарт, -мультфильмы и -символ sicherheitsweste векторный дизайн иллюстрация isoliert auf weißem… satz kleidung baumeister und arbeiter. sicherheit und werkzeuge zum fällen von bäumen. — оранжевый спасательный жилет со стоковой графикой, -клипартом, -мультфильмами и -символом Satz Kleidung Baumeister und Arbeiter. Sicherheit und Werkzeuge… satz kleidung baumeister und arbeiter. gelbe weste, руль, brille, handchuhe. головоломка и säge фон holzfäller. ремонт и ремонт. sicherheit und werkzeuge zum fällen von bäumen. мультяшная иллюстрация — оранжевый спасательный жилет сток-график, клипарт, мультфильмы и символ Satz Kleidung Baumeister und Arbeiter. Gelbe Weste, Helm, Brille, комический мусорщик müll bin-isoliert — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -symbole Mülleimersymbol Hält. sicherheitsweste vektor design illustration isoliert auf weißem hintergrund — оранжевый спасательный жилет stock-grafiken, -clipart, -cartoons und -symbole Sicherheitsweste Vektor Design Illustration isoliert auf weißem… Bauarbeiter mit Stop-Schild — оранжевый спасательный жилет со стоковой графикой, -клипартом, -мультфильмами и -символами Bauarbeiter mit STOP-Schild Bauarbeiter oder Verkehrsleiter mit rotem STOP-Zeichen in der Hand. Векториллюстрация. comic arbeiter-sicherheit — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Comic Arbeiter-Sicherheit verkehrspolizei силуэт — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Verkehrspolizei Silhouetten оранжевый netz weste vektor für vorlage — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Orange Netz Weste вектор для Vorlage jacke design vektor — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ Jacke Design Vektor Vorder- und Rückansicht оранжевый sicherheit Weste — оранжевый спасательный жилет с изображением, -клипартом, -мультфильмами и -символами Orange Sicherheit Weste kleidung des arbeiters und des baumeisters. Дизайн куртки в векторе с оранжевым/серым цветом. — оранжевый спасательный жилет сток-график, -клипарт, -мультфильмы и -символ Jacke Design Vektor mit Orange/Grau Farben. sicherheit schuh — оранжевый спасательный жилет, графика, клипарт, мультфильмы и символы arbeitshelm, Transparente Gläser, Schutzhandschuhe, Warnweste Orange Neon. — оранжевый спасательный жилет фондовая графика, -клипарт, -мультфильмы и -символ Sicherheitsausrüstung Elemente flach Vektor-Illustration,… Satz Sicherheitsausrüstung für Straßenarbeiter, isoliert auf weiß, Vektorabbildung. 511 товаров Жилеты повышенной видимости изготавливаются из яркой ткани или содержат светоотражающие материалы, чтобы рабочие и пешеходы были более заметными для водителей транспорта и операторов оборудования. Жилеты с U-образной спиной, не соответствующие требованиям ANSI Жилеты с X-образной спиной, не соответствующие требованиям ANSI Жилеты с вертикальной полосой на спине, не соответствующие требованиям ANSI Жилеты Жилеты с плоской спиной, не соответствующие стандарту ANSI Жилеты X-Back, не соответствующие стандарту ANSI, с прорезью для D-образного кольца для защиты от падения Класс 2, жилеты с U-образной спиной, класс 2 2 9 9 0 2 9 9 0 -Задние жилеты геодезиста Отрывные жилеты с U-образным вырезом и спиной класса 2 Жилеты с U-образным вырезом и спиной класса 2 с прорезью для D-образного кольца для защиты от падения Жилеты с U-образным вырезом для защиты от падения класса 2 с прорезью для D-образного кольца3 9000 Отрывные жилеты U-Back класса 2 с прорезью для D-образного кольца для защиты от падения Огнестойкие жилеты U-Back класса 2 Жилеты X-Back класса 2 -Отрывные жилеты для спины Жилеты X-Back класса 2 с прорезью для D-образного кольца для защиты от падения Отрывные жилеты X-Back класса 2 с прорезью для D-образного кольца для защиты от падения Жилеты U-Back класса 3 Жилеты U-Back класса 3 с прорезью для D-образного кольца для защиты от падения Жилеты U-Back с защитой от дуги и пламени класса 3 с прорезью D-образного кольца для защиты от падения Класс 2 вспышки дуги и пламени Прочные U-образные жилеты с прорезью для D-кольца для защиты от падения Огнестойкие и дугостойкие жилеты X-Back класса 2 с прорезью для D-образного кольца для защиты от падения Класс 3 0009
0009 Windows File Ext: .art Classification: AOL Compressed Image Файл Организация: AOL Функция: Файлы Raster Image Windows Windows MAC  ART
ART VELE: .ART 8 .ART .ART . ART . описание ошибки программы Visual Studio, созданное с помощью Artifacts, который представляет собой средство отслеживания ошибок на основе файлов. Организация: Open Source Function: Developer Files Windows Файл Ext: .art Классификация: Art Document Файл 0003 ART представляет собой файл изображения, который представляет собой векторную графику и использует точки, вершины и линии для представления изображения вместо точек, таких как растровое изображение. 
Организация: COREL Функция: Vector Image Files Windows Mac Windows File Ext : .art Классификация: Файл инструмента маршрутизатора Alphacam  Alphacam — это решение для программирования CAD/CAM и ЧПУ для деревообрабатывающей промышленности.
Alphacam — это решение для программирования CAD/CAM и ЧПУ для деревообрабатывающей промышленности. Organization: Planit Solutions, Inc. Function: CAD Files Windows Расширение файла: 0009 Классификация: Архивный файл сборки игрового движка Организация: Открытый исходный код .  0009
0009 Windows File Search
Leading Mobiles
Samsung (28.86%) Apple (21.83%) Huawei (9.25%) Xiaomi (6.74%) LG (3.11%) Device Used
Desktop (84.34 %) Mobile (14,29%) ТАБЛИЦА (1,37%) Частые проблемы с открытием ART
ArtCAM отсутствует
 Обычно это означает, что ArtCAM не установлен на %%os%%. Обычный способ открытия ART двойным щелчком не работает, потому что %%os%% не может подключиться к программе.
Обычно это означает, что ArtCAM не установлен на %%os%%. Обычный способ открытия ART двойным щелчком не работает, потому что %%os%% не может подключиться к программе. ArtCAM устарел
Дополнительные причины проблем с открытием файлов ART
 Если у вас по-прежнему возникают проблемы с открытием файлов ART, могут быть другие проблемы с компьютером. Проблемы, не связанные с программным обеспечением:
Если у вас по-прежнему возникают проблемы с открытием файлов ART, могут быть другие проблемы с компьютером. Проблемы, не связанные с программным обеспечением: Тест: Какой формат файла изображения наиболее популярен на веб-сайтах?
GIF
ICO
JPG
PNG Опрос: Какое ваше любимое приложение для обработки текста?
Corel WordPerfect
Google Docs
LibreOffice
Microsoft Word
OpenOffice
WordPad
Другое Как устранить проблемы с открытием ART-файлов
# A B C D E F G H I J K L M N O P Q R S T U V W X Y Z Совместимы ли мои файлы ArtCAM с вашим программным обеспечением? : Carveco
 art; *.3dp; *.rlf; *.3da), происходящие из:
art; *.3dp; *.rlf; *.3da), происходящие из: Модели ArtCAM
Проекты ArtCAM
Рельефы ArtCAM

Фрез макита: Фрезы и наборы фрез Makita — Makita Club
Набор фрез Makita, 3шт. (D-30209)
Размеры соответственно:
• 6х32х19,05;
• 12,7х32х13;
• 12х32х9,5. (диаметр-длина-используемая длина).
Технические характеристики
ПодробныеДокументация
Произведено
Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Указанная информация не является публичной офертой

виды, технические характеристики, дополнительный функционал
 09.2016 г.
09.2016 г.
Фрезерный станок (или «фрезер») Makita — инструмент, который используется профессионалами и любителями в плотницких работах по дереву, металлу, пластику. Выполняет следующие типы задач: рельефная обработка кромок и фасок, создание выреза или паза заданной глубины, декоративный рисунок по дереву и т.д. Основные составляющие инструмента: основание, вертикально расположенный над ним двигатель и фреза.
Триммер — агрегат для обработки кромки заготовок. Имеет пластиковое прозрачное основание для лучшего обзора рабочей поверхности.
Шпоночный — предназначен для выполнения шпонок и щитовых соединений.
Гипсорез — для работ с гипсокартоном.
Современные устройства оснащены внешним пылесборником, блокировкой шпинделя, ограничителем глубины, однако лишь 75% моделей имеют направляющую гильзу, использование которой позволяет снимать фаску, получать декоративные шлицы, профили и пазы на поверхности дерева.
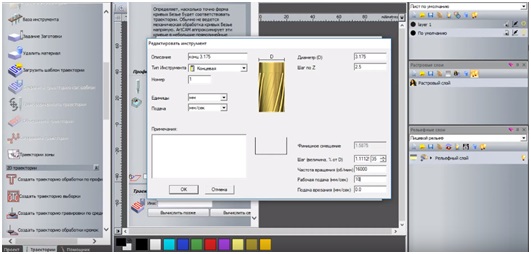
Фрезер Makita приводится в работу следующим образом: первоначально в цанговом патроне устанавливается фреза, далее устанавливается нужный уровень глубины обработки. Специальный механизм соединяет узлы, тем самым регулирует глубину реза в древесине. Глубина регулируется при помощи штифта с линейкой. Далее инструмент запускается нажатием на кнопку.
Мощность фрезера выступает первоначальным параметром, на который следует обратить внимание при выборе, поскольку именно от мощности зависит максимальный диаметр фрезы. Размер цанги (зажимного приспособления) указывает на возможные размеры фрез, а толщина заготовки ограничивается показателем глубины обработки.
Лабиринтная конструкция устройств отвечает за износостойкость современных моделей. Помимо износостойкости, конструкцию выделяет эргономика: прорезиненная рукоятка, кнопка блокировки включения отвечают за надежную фиксацию инструмента в руках оператора. Из-за высокой скорости реза образуется большое количество опилок и пыли, однако фрезеры Makita изначально предусматривают наличие патрубка для подключения пылесоса на этот случай.
Технические характеристики
Также важными параметрами являются: вес, глубина реза и комплектация. Например, чем меньше вес, тем мобильнее инструмент в эксплуатации. Чем больше глубина реза, тем выше класс инструмента. Чем меньше предметов в комплекте поставки, тем выше класс инструмента, поскольку японская компания предусматривает комплектацию для бытовых нужд необходимыми предметами.
Чем меньше предметов в комплекте поставки, тем выше класс инструмента, поскольку японская компания предусматривает комплектацию для бытовых нужд необходимыми предметами.
Дополнительные параметры:
Плавный пуск исключает рывки при включении оборудования, способные повредить заготовку. Особенно необходим моделям для профессиональных работ.
Цанговый патрон (или «цанга»), благодаря которому определяется диаметр подходящей оснастки. Возможные вариации: 6, 8, 10, 12 мм. Для работы фрезами разного размера 50% моделей оснащены специальными переходными втулками.
Полировальные и шлифовальные машины Makita
Про дрель алмазного сверления Makita DBM230-set Аккумуляторный резак для арматуры Makita XCS01Z 18V LXT
Makita
Makita XCS01Z 18V LXT Аккумуляторный резак для арматуры
Обязательно
Обязательно
Обязательно
Обязательно  XCS01Z способен резать арматуру диаметром до 6 ¾” с режущей головкой, которая вращается на 360 градусов. Долговечное режущее лезвие обеспечивает до 4000 разрезов, прежде чем потребуется его замена. Это идеальное решение для работы вдали от источника питания или в удаленных местах.
XCS01Z способен резать арматуру диаметром до 6 ¾” с режущей головкой, которая вращается на 360 градусов. Долговечное режущее лезвие обеспечивает до 4000 разрезов, прежде чем потребуется его замена. Это идеальное решение для работы вдали от источника питания или в удаленных местах. Для повышения универсальности инструмент также может питаться от аккумуляторов Makita 18V LXT® и компактных литий-ионных аккумуляторов со звездочкой на аккумуляторе, указывающей на защиту звездочки внутри.
Для повышения универсальности инструмент также может питаться от аккумуляторов Makita 18V LXT® и компактных литий-ионных аккумуляторов со звездочкой на аккумуляторе, указывающей на защиту звездочки внутри. Предложение штата Калифорния 65
Предложение штата Калифорния 65 Угловой резак — MAKITA — Каталоги в формате PDF | Техническая документация
Выдержки из каталога
 3-11-8, Sumiyoshi-cho, Anjo, Aichi 446-8502, Japan НАПЕЧАТАНО В ЯПОНИИ Z23238-2 2006-03 size=»-2″>
3-11-8, Sumiyoshi-cho, Anjo, Aichi 446-8502, Japan НАПЕЧАТАНО В ЯПОНИИ Z23238-2 2006-03 size=»-2″> Все каталоги и технические брошюры MAKITA

Патрон токарный кулачковый: 4-х кулачковые токарные патроны купить в Москве
Патрон токарный 3-х кулачковый самоцентрирующийся
Патрон токарный 3-х кулачковый самоцентрирующийся
Описание
Токарные патроны трехкулачковые типа 1 исполнения 1
Обозначение
модели
токарного патронаD D1 D2 D3 n x d h H H1 Масса,
кг3-80.01.11 80 16,5 55 66 3 х М6 3 50 66 1,4 3-100. 02.24100 20 72 86 3 х М8 3 55 73 2,4 3-125.03.24 125 32 95 108 3 х М8 4 56 75 3,4 3-160.05.14 160 45 130 142 6 х М8 4 60 90,5 6,4 3-200.07.14 200 60 165 180 6 х М10 4 75 113 15,3 3-250.09.34 250 80 210 226 6 х М12 5 89,5 122,5 28,2 3-315.11.34 315 100 270 290 6 х М12 6 99,5 140 46,5 3-400.15.34 400 136 340 368 6 х М16 6 105 157 82,0 Токарные патроны трехкулачковые типа 1 исполнения 2
Обозначение
модели
токарного патронаD D1 D2 D3 n x d h H H1 H2 Масса*,
кг3-160.  06.20
06.20160 45 130 142 3 х М8 4 60 65 102 6,0 3-200.08.20 200 60 165 180 6 х М10 4 75 80,5 125 13,6 3-250.10.30 250 80 210 226 6 х М12 5 89,5 94,5 143,5 26,0 3-315.12.30 315 100 270 290 6 х М12 6 99,5 107 167 45,0 3-400.16.30 400 136 340 368 6 х М16 6 105 114 178 80,0 Патроны токарные трёхкулачковые типа 2 (по ГОСТ 12593-95) исполнения 1
Обозначение
модели
токарного патронаD D1 D2 D3 n x d D4 H H1 Масса,
кг3-200.  31.14
31.14200 60 82,563 104,8 4 х М10 135 75 113 15,5 3-200.33.14 200 60 106,375 133,4 4 х М12 170 75 113 15,2 3-250.35.34 250 80 106,375 133,4 4 х М12 170 89,5 122,5 28,2 3-250.37.34 250 80 139,719 171,4 4 х М16 220 89,5 122,5 27,6 3-315.39.34 315 100 106,375 133,4 4 х М12 170 99,5 140 48,4 3-315.41.34 315 100 139,719 171,4 4 х М16 220 99,5 140 48,3 3-315.55.34 315 100 196,869 235 6 х М20 290 105,5 146 49,6 3-400. 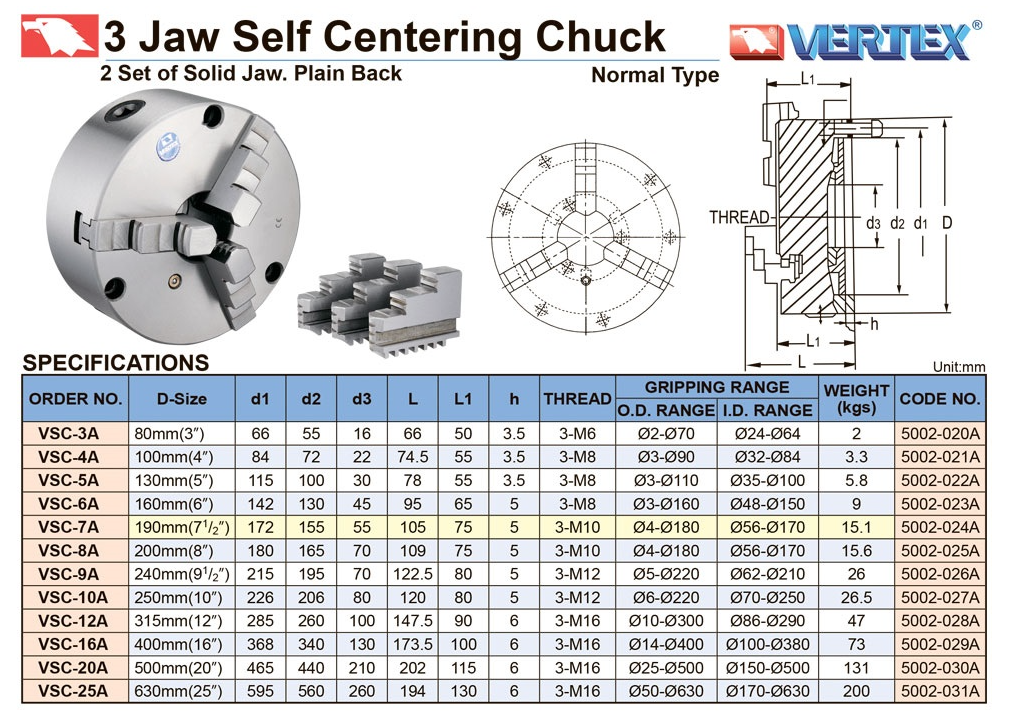 43.34
43.34400 136 139,719 171,4 4 х М16 220 105 157 83 3-400.45.34 400 136 196,869 235 6 х М20 290 105 157 82 Патроны токарные трёхкулачковые типа 2 (по ГОСТ 12593-95) исполнения 2
Обозначение
модели
токарного патронаD D1 D2 D3 n x d D4 H H1 H2 Масса*,
кг3-200.32.20 200 60 82,563 104,5 4 х М10 135 75 80,5 125,5 13,7 3-200.34.20 200 60 106,375 133,4 4 х М12 170 75 80,5 125,5 13,4 3-250.36.30 250 80 106,375 133,4 4 х М12 170 89,5 94,5 143,5 26,8 3-250.  38.30
38.30250 80 139,719 171,4 4 х М16 220 89,5 94,5 143,5 26,2 3-315.40.30 315 100 106,375 133,4 4 х М12 170 99,5 107 167 46,7 3-315.42.30 315 100 139,719 171,4 4 х М16 220 99,5 107 167 46,4 3-315.56.30 315 100 196,869 235 6 х М20 290 105,5 113 173 47,8 3-400.44.30 400 136 139,719 171,4 4 х М16 220 105 114 178 79,4 3-400.46.30 400 136 196,869 235 6 х М20 290 105 114 178 78,4 Токарные патроны 3-хкулачковые типа 3 (по ГОСТ 12595-95) исполнения 1
Обозначение
модели
токарного патронаD D1 D2 D3 n x d D4 H H1 Масса*,
кг3-200.  59.14
59.14200 60 63,513 82,6 3 х 12 108 75 113 15,4 3-250.61.34 250 80 82,563 104,8 6 х 12 133 89,5 122,5 27,9 3-315.63.34 315 100 106,375 133,4 6 х 14 165 100 158,5 48,5 3-400.65.34 400 136 139,719 171,4 6 х 18 210 105 157 83 Токарные патроны 3-хкулачковые типа 3 (по ГОСТ 12595-95) исполнения 2
Обозначение
модели
токарного патронаD D1 D2 D3 n x d D4 H H1 H2 Масса*,
кг3-200.60.20 200 60 63,513 82,6 3 х 12 108 75 80,5 125,5 14,0 3-250.  62.30
62.30250 80 82,563 104,8 6 x 12 133 89,5 94,5 143,5 26,9 3-315.64.30 315 100 106,375 133,4 6 x 14 165 99,5 107 167 47,0 3-400.66.30 400 136 139,719 171,4 6 x 18 210 105 114 178 80,0 Токарные патроны 3-хкулачковые типа 4 «Кэмлокк» (по ГОСТ 26651) исполнения 1
Обозначение
модели
токарного патронаD D1 D2 D3 n x d Шаг
кулачкаN max,
min-1M max,
HхмP min,
НМасса,
кг3-200.75.14 200 63,513 82,6 60 3 х М10 х 1,0 8 4000 160 37 000 15,3 3-200.  77.14
77.14200 82,563 104,8 60 6 х М12 х 1,0 8 4000 160 37 000 15,3 3-200.79.14 200 106,375 133,4 60 6 х М16 х 1,5 8 4000 160 37 000 15,3 3-250.81.34 250 106,375 133,4 80 6 х М16 х 1,5 9 3500 180 46 000 28,2 3-250.83.34 250 139,719 171,4 80 6 х М20 х 1,5 9 3500 180 46 000 28,2 3-315.85.34 315 139,719 171,4 100 6 х М20 х 1,5 10 2800 200 55 000 48 3-315.87.34 315 196,869 235 100 6 х М22 х 1,5 10 2800 200 55 000 48 3-400.89. 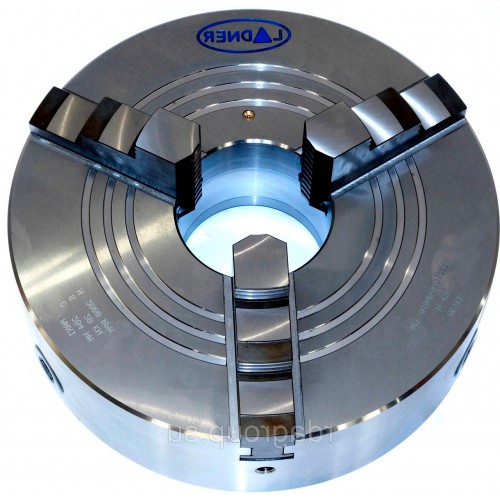 34
34400 139,719 171,4 136 6 х М20 х 1,5 10 1600 280 65 000 82 3-400.91.34 400 196,869 235 136 6 х М22 х 1,5 10 1600 280 65 000 82 Токарные патроны 3-хкулачковые типа IV «Кэмлокк» (по ГОСТ 26651) исполнения 2
Обозначение
модели
токарного патронаD D1 D2 D3 n x d Шаг
кулачкаN max,
min-1M max,
HхмP min,
НМасса,
кг3-200.76.20 200 63,513 82,6 60 3 х М10 х 1,0 8 4000 160 37 000 15,3 3-200.78.20 200 82,563 104,8 60 6 х М12 х 1,0 8 4000 160 37 000 15,3 3-200.  80.20
80.20200 106,375 133,4 60 6 х М16 х 1,5 8 4000 160 37 000 15,3 3-250.82.30 250 106,375 133,4 80 6 х М16 х 1,5 9 3500 180 46 000 28,2 3-250.84.30 250 139,719 171,4 80 6 х М20 х 1,5 9 3500 180 46 000 28,2 3-315.86.30 315 139,719 171,4 100 6 х М20 х 1,5 10 2800 200 55 000 48 3-315.88.30 315 196,869 235 100 6 х М22 х 1,5 10 2800 200 55 000 48 3-400.90.30 400 139,719 171,4 136 6 х М20 х 1,5 10 1600 280 65 000 82 3-400.92.  30
30400 196,869 235 136 6 х М22 х 1,5 10 1600 280 65 000 82 Детали
Вес 1,4 kg Габариты 0,08 × 0,08 × 0,06 m Механизированные зажимные патроны SAMCHULLY, SEOAM, HOWA, ROHM, SMW AUTOBLOK, FORKARDT, AUTO STRONG, CHANDOX, TONFOU, KITAGAWA, MMK MATSUMOTO, гидравлические токарные патроны в наличии
 Серия UR
Серия UR Серия HC
Серия HC Серия 2H/2H-A
Серия 2H/2H-A Серия 2H/2H-A
Серия 2H/2H-A

Идентификационная таблица крепления носика шпинделя токарного станка
Тип D — Camlock
от D1-5 до D1-15 имеют 6 штифтов с эксцентриковым замком.
Spindle Nose Size A B C D E F D1-3 92 53,983 11 32 3×15,1 70,6 Д1-4 117 63,521 11 34 3×16,7 82,6 Д1-5 146 82,573 13 38 6×19,8 104,8 Д1-6 181 106,385 14 45 6×23 133,4 Д1-8 225 139.  731
731 16 50 6×26,2 171,4 Д1-11 298 196,883 18 60 6×31 235 Д1-15 403 285.791 19 70 6×35,7 330,2 Д1-20 546 412.795 21 82 6×42,1 463,6 Тип A1 — короткий конус
Spindle Nose Size A B C D E1 F1 E2 F2 A1-5 133,4 82,575 14.288 22,2 11×7/16-14 UNC 104,8 8×7/16-14 UNC 61,9 А1-6 165,1 106.  390
390 15.875 25,4 11×1/2-13 UNC 133,4 8×1/2-13 UNC 82,6 А1-8 209,5 139,735 17.462 28,6 11×5/8-11 UNC 171,4 8×5/8-11 UNC 111.1 А1-11 279,4 196,885 19.05 34,9 11×3/4-10 UNC 235 8×3/4-10 UNC 165,1 А1-15 381 285,8 20,638 41,3 12×7/8-9 UNC 330,2 11×7/8-9 UNC 247,6 А1-20 520 412,8 22.225 47,6 12×1-8 UNC 463,6 11×1-8 UNC 368,3 Тип A2 — короткий конус

Размер вершины шпинделя A B C D E1 019 А2-3 92,1 53,985 11.1 15,9 3×7/16-14 UNC 70,66 А2-4 108 63,525 11.1 19 11×7/16-14 UNC 82,55 А2-5 133,4 82,575 12,7 22,2 11×7/16-14 UNC 104,8 А2-6 165,1 106.390 14,3 25,4 11×1/2-13 UNC 133,4 А2-8 209,5 139,735 15,9 28,6 11×5/8-11 UNC 171,4 А2-11 279,4 196,885 17,5 34,9 11×3/4-10 UNC 235 А2-15 381 285,8 19 41,3 12×7/8-9 UNC 330,2 А2-20 520 412,8 20,6 47,6 12×1-8 UNC 463,6 Тип L — длинный конус

Размер носа шпинделя A B C D КЛЮЧ L00 L00 L00 69.850 3 3/4-6 UNS 50.800 14.288 9.525×38.1 L0 82.550 4 1-2/-6 60,325 15.875 9,525×44,45 L1 104.775 6-6 UNS 73.025 19.050 15,875×60,32 L2 133.350 7 3/4-5 UNS 85.725 25.400 19,05×73,02 L3 165.100 10 3/8-4 UNS 94.425 28.575 25,4×82,55 Threaded
A B C D E F M 20 21 30 6,3 10 20 М 24 25 36 8 12 24 М 33 34 50 9 14 30 М 39 40 56 10 16 35 М 45 46 67 11 18 40 М 52 55 80 12 20 45 М 60 62 90 14 22 50 M 76×6 78 112 16 30 63 М 105×6 106 150 20 40 80 Установка токарного патрона на шпиндель с эксцентриковым замком
Дилетант
Ультрачлен
Том Китта
Ультрачлен
Джангер
(Джон)
Джон и Кевин, у вас, ребята, есть токарные станки Modern Tool 636 — на ваших патронах есть установочные метки? на своем не вижу. Может быть, Джон Си делает на своей большей модели? Тозгуй
Участник

Том Китта
Ультрачлен

Дилетант
Ультрачлен
 Один парень (который был здесь, но исчез) забрал свои стопорные винты, потому что они «не нужны»… У него всегда были проблемы с этим патроном…
Один парень (который был здесь, но исчез) забрал свои стопорные винты, потому что они «не нужны»… У него всегда были проблемы с этим патроном… kevin.decelles
Мастер на все руки — не мастер
Джон и Кевин, у вас, ребята, есть токарные станки Modern Tool 636 — на ваших патронах есть установочные метки? на своем не вижу. Может быть, Джон Си делает на своей большей модели? Я добавил метки как на шпиндель, так и на каждый патрон. Я считаю, что он подходит «по-разному» в зависимости от ориентации контактов. Я играл с булавками, перемещением / обменом местами и т. Д., Но никогда не мог набрать его по-настоящему. Я нашел комбинацию, которая работала лучше всего, а затем проштамповал «ноль» на патроне.
Я добавил метки как на шпиндель, так и на каждый патрон. Я считаю, что он подходит «по-разному» в зависимости от ориентации контактов. Я играл с булавками, перемещением / обменом местами и т. Д., Но никогда не мог набрать его по-настоящему. Я нашел комбинацию, которая работала лучше всего, а затем проштамповал «ноль» на патроне. Джонва
Ультрачлен
Том Китта
Ультрачлен
Проксул
Известный член
Спасибо Джон Конрой
член
Джон и Кевин, у вас, ребята, есть токарные станки Modern Tool 636 — на ваших патронах есть установочные метки? на своем не вижу. Может быть, Джон Си делает на своей большей модели? Я снял короткий видеоклип, показывающий измерения.
Я снял короткий видеоклип, показывающий измерения. даррин1200
Даррин
Есть
Должны ли кулачковые замки останавливаться между 3 и 6?0003 Том Китта
Ультрачлен
Разрозненные детали
Майк
 Спасибо за советы и видео. Очень полезно.
Спасибо за советы и видео. Очень полезно. PeterT
Ultra Member
 На своем D1-4 я только что попробовал 3 доступных положения часов и обнаружил, что одно лучше другого. Не идеально, но меньше биение. Поэтому я просто пометил патрон, соответствующий моему шпинделю, меткой o>. Мне действительно интересно, на современном азиатском токарном станке они даже делают окончательную шлифовку челюсти, или они также просто делают минимизацию синхронизации, а затем штампуют на этой основе?
На своем D1-4 я только что попробовал 3 доступных положения часов и обнаружил, что одно лучше другого. Не идеально, но меньше биение. Поэтому я просто пометил патрон, соответствующий моему шпинделю, меткой o>. Мне действительно интересно, на современном азиатском токарном станке они даже делают окончательную шлифовку челюсти, или они также просто делают минимизацию синхронизации, а затем штампуют на этой основе? Я просто хотел бы, чтобы мягкие челюсти не были такими дорогими или типа PITA для обработки разовых работ, но на самом деле это хороший способ сделать очень концентрическое удерживающее устройство с большой площадью контакта.
Я просто хотел бы, чтобы мягкие челюсти не были такими дорогими или типа PITA для обработки разовых работ, но на самом деле это хороший способ сделать очень концентрическое удерживающее устройство с большой площадью контакта. Susquatch
Ultra Member
 Затем я делаю отметку пуансоном, чтобы патрон всегда был установлен в этом положении.
Затем я делаю отметку пуансоном, чтобы патрон всегда был установлен в этом положении. RobinHood
Ультрачлен
Susquatch
Ultra Member

Жилет сигнальный оранжевый размер xl сибртех: Жилет сигнальный, оранжевый, размер XL Сибртех
Жилет сигнальный, оранжевый, размер XL Сибртех
С этим товаром покупают
Похожие товары
Жилет сигнальный, желтый, размер XL Сибртех
org/BreadcrumbList» data-v-5466daea=»» data-v-5dabe3ea=»»>
С этим товаром покупают
Похожие товары
Orange Safety Vest — Illustrationen Und Vektorgrafiken
Durchstöbern Sie 172
.
 Oder starten Sie eine neuesuche, um noch mehr faszinierende Stock-Bilder und Vektorarbeiten zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr faszinierende Stock-Bilder und Vektorarbeiten zu entdecken. ..
.. Векторная иллюстрация
Векторная иллюстрация arbeiter mit spaten flach symbol — оранжевый спасательный жилет стоковая графика, -клипарт, -мультфильмы и -символ
 Einfache flache Иллюстрация.
Einfache flache Иллюстрация. ..
..8 Orange bunte fluoreszierende Pinsel oder Streifen auf schwarzem Hintergrund, Kunst abstrakte Pinseltextur, Abstrakte Farbe, Abstrakte Texturen
 Грауэ Блаттер. botanik für druckerzeugnisse aus stoff, bezügen, papier, polstermöbeln, vorhängen — оранжевый спасательный жилет Stock-grafiken, -clipart, -cartoons und -symbole
Грауэ Блаттер. botanik für druckerzeugnisse aus stoff, bezügen, papier, polstermöbeln, vorhängen — оранжевый спасательный жилет Stock-grafiken, -clipart, -cartoons und -symbole UV-Reflexion für gesunde Haut. SPF Hautpflegekonzept. Sommer-Sonnenchutzkosmetik mit LSF. Вектордарстелунг.
UV-Reflexion für gesunde Haut. SPF Hautpflegekonzept. Sommer-Sonnenchutzkosmetik mit LSF. Вектордарстелунг. schutzarbeitskleidung. isoliertes sicherheits-west-symbol — вектор — оранжевый спасательный жилет фондовая графика, -клипарт, -мультфильмы и -символ
schutzarbeitskleidung. isoliertes sicherheits-west-symbol — вектор — оранжевый спасательный жилет фондовая графика, -клипарт, -мультфильмы и -символ Handgezeichnetes Bild.
Handgezeichnetes Bild. Die Illustration befindet sich auf einem Transparenten Hintergrund (.eps-Datei). Die Farben in der .eps-Datei sind druckfertig (CMYK). Enthaltene Dateien: EPS (v8) и JPG высокого разрешения.
Die Illustration befindet sich auf einem Transparenten Hintergrund (.eps-Datei). Die Farben in der .eps-Datei sind druckfertig (CMYK). Enthaltene Dateien: EPS (v8) и JPG высокого разрешения. оранжевая форма, бриль и шлем. arbeitssicherheit. искусство де berufes. мультяшная иллюстрированная иллюстрация — оранжевый спасательный жилет. Оранжевая униформа,…
оранжевая форма, бриль и шлем. arbeitssicherheit. искусство де berufes. мультяшная иллюстрированная иллюстрация — оранжевый спасательный жилет. Оранжевая униформа,… Жилеты повышенной видимости и безопасности
Жилеты повышенной видимости
 Класс ANSI указывает количество светоотражающей ткани и светоотражающей ленты на изделии, а также ширину светоотражающей ленты. Жилеты безопасности без рейтинга и класса 2 имеют более низкий уровень видимости, чем более высокие номера. Их надевают, когда этого требует OSHA, или при работе на складах, вблизи транспорта и на строительных площадках.
Класс ANSI указывает количество светоотражающей ткани и светоотражающей ленты на изделии, а также ширину светоотражающей ленты. Жилеты безопасности без рейтинга и класса 2 имеют более низкий уровень видимости, чем более высокие номера. Их надевают, когда этого требует OSHA, или при работе на складах, вблизи транспорта и на строительных площадках.3
3
НЕТ АССИ.
 0284
0284 Loading… Solid Polyester
.0282 Loading… Non-ANSI Rated Vertical-Stripe Back Vests
Mesh Polyester
Загрузка.  ..
..0385 НЕССИЯ. Загрузка … НЕАССИЯ.0282
Loading… Non-ANSI Rated X-Back Vests with D-Ring Slot for Fall Protection
Mesh Polyester
| 6 | 6 | 6 | 65 | Загрузка . .. .. |
Сплошной полиэфир
| Загрузка … |
Класс 2 U-Back Vests
MESH Cotton
9050
MESH Cotton
9050
MESH Cotton
9050
.
 0282
0282
Mesh Modacrylic
| Loading… |
Solid Polyester
Loading. .. .. |
Class 2 U-Back Surveyor’s Vests
Solid Front/Mesh Back Polyester
| Загрузка… |
Class 2 U-Back Breakaway Vests
Mesh Polyester
Loading. .. .. |
Твердый полиэстер
| Загрузка |
Класс 2 Упаж. -Задние жилеты с прорезью D-образного кольца для сетки из полиэстера, отсортированные по застежке, по возрастанию
 ..0298
..0298Сплошная передняя/сетчатая спина полиэстера
| Идет загрузка… |
Твердый полиэстер
Loading. .. .. |
Class 2 U-Back Surveyor’s Vests with D-Ring Slot for Fall Protection
Mesh Polyester
| Loading… |
Класс 2 Отрывные жилеты U-Back с D-кольцом для защиты от падения
Сетка из полиэстера
 ..
..Class 2 Arc Flash & Flame-Resistant U-Back Vests
Solid Modacrylic
| Loading. .. |
Жилеты X-Back класса 2
Полиэстеровая сетка
Loading. .. .. |
Class 2 X-Back Breakaway Vests
Mesh Polyester
| Загрузка … |
9
9000 9669 9000 9669
 0020
0020Solid Polyester
| Loading. .. |
Класс 2 Отрывные жилеты X-Back с прорезью D-Ring для защиты от падения
Полиэстеровая сетка
Loading. .. .. |
Class 3 U-Back Vests
Mesh Polyester
| Loading… |
Solid Polyester
| 699919198 | |||||||||
 Прорезь для кольца для защиты от падения
Прорезь для кольца для защиты от падения| Нагрузка … |
Solid Polyester
9099
Solid Polyester
9099
Solid Polyester
9099
Solid Polyester
SOLIPER
.

9117 9117 9117 7-го класса.0020
Mesh Polyester
| Загрузка… |
Твердый полиэстер

| Loading… |
Огнестойкие и огнестойкие отрывные жилеты X-Back класса 2 с прорезью для D-образного кольца для защиты от падения с высоты
Сетка из полиэстера
Loading. .. .. |
Solid Polyester
| Loading… |
Класс 3, огнестойкие и огнестойкие жилеты X-Back Breakaway с D-кольцом для защиты от падения
Сетка полиэстер
Loading. Фрезеровка на станке с чпу: Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операцииОсобенности фрезеровки на станке с ЧПУ
Преимущества станка с ЧПУ:
Что нового в сфере фрезерования? Фрезеровальные работы со временем становятся все более отточенными, буквально до мелочей. Этому способствует автоматизация. Фрезерная обработка на станках ЧПУ отнимает в разы меньше времени, а результат при этом опережает ручную работу. Представьте: Вам нужно получить сотню одинаковых деталей. Как думаете, у кого больше шансов совершить погрешность – у оператора или у станка с ЧПУ? Так или иначе, автоматизированная система работает с более высокой точностью и скоростью. А ведь есть отрасли, где допуск погрешностей недопустим. Например, авиационная и космическая промышленность, кораблестроение. То, насколько долго и качественно прослужит готовое оборудование напрямую зависит от каждой детали. На сегодняшний день все чаще требуются программисты, которые работают со станками с ЧПУ. При этом стоимость изготавливаемых деталей определяется материалом, необходимым инструментом и временем на обработку детали. Технологии фрезерной обработки Мы уже упомянули о том, что на сегодняшний день производство становится более автоматизированным и компьютерные технологии ускоряют этот процесс. Изготавливаемая продукция становится более точной – неважно одна деталь или множество идентичных экземпляров, на качестве это никак не отражается (только в лучшую сторону). Конечно же, дело в 3D моделировании при фрезеровке металлических изделий. А теперь – экономим Ваше время! Помните, что все станки разные и имеют свои ограничения по многим критериям (длина, точность и т.д.). И вот в чем «подвох» – среди 100 компаний, которые выполняют фрезерование на станках с ЧПУ, только 10 подходят по параметрам, и лишь 2 именно в Вашем городе! Обычно перед тем, как найти «свою» компанию, человек должен направить каждой отдельный запрос на почту, а после несколько дней ждать ответа. И это лишь для того, чтобы узнать, сможет ли та или иная компания взяться за Ваш заказ или нет… Фильтры на нашем портале ПромМаркет устроены таким образом, чтобы Вы не тратили свое время на поиск. ООО «Опытный завод №31 Гражданской авиации»Услуги металлообработки и изготовления деталей по чертежам заказчика на оборудовании нашего завода Перейти Фрезерная обработка деталей на станках с ЧПУФРЕЗЕРНАЯ ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ Фрезерная обработка Фрезерная обработка – процесс механической обработки резанием. Режущим инструментом является фреза, которая совершает вращательные движения на большой скорости. При этом заготовка совершает поступательные движения, реже — вращательные. С помощью фрезерования можно обрабатывать любые материалы, которые поддаются механической обработке: алюминий, медь, латунь, сталь, нержавеющая сталь, магний, титан, пластики. Фрезерование на станке происходит либо вручную, когда мастер самостоятельно обрабатывает и перемещает инструмент и деталь – универсальный метод, либо с применением ЧПУ оборудования. Фрезерование ЧПУ Фрезеровка металла Инструмент При фрезерной обработке металла важен инструмент, с помощью которого происходит резание – фреза. Это специализированное средство дисковой, цилиндрической, конической и другой формы с режущими металлическими зубьями. Совершая вращающие движения, она на каждом шаге «снимает» с изделия часть материала, чтобы достичь требуемых размеров. Важна и инструментальная оснастка при фрезеровке сложных поверхностей. Она используется для зажима инструмента в шпинделе фрезерного станка, чтобы придать инструменту вращательное движение через движение шпинделя. Фрезы закрепляют в инструментальных оправках, которые крепятся непосредственно к шпиндельному узлу. Особенности работы на станках с ЧПУ Как известно, оборудование обеспечивает точность изготовления детали. Преимущества станков с ЧПУ перед универсальными заключается в том, что оснащение на них более точное. Фрезеровка на станках с ЧПУ применяется при массовом изготовлении деталей, так как с помощью программного обеспечения обеспечивается повторяемость при изготовлении изделий. При использовании универсального оборудования повторяемость обеспечивается мастерством фрезеровщика, в этом случае на качество высокоточного изделия может значительно повлиять «человеческий фактор». Поэтому для изготовления серии изделий лучше обратиться к ЧПУ, где качество продукции окупает высокую стоимость. Компания Formung занимается высокоточным производством, для чего не подходит универсальное оборудование, поэтому в своей работе мы используем станки с ЧПУ. Характеристики изготовления Стоимость фрезерных работ определяется количеством нормо-часов, которое требуется для изготовления детали. На станках с ЧПУ нормо-час дороже, так как используются более сложные и точные инструменты, технологии и требуется написание управляющей программы. Точность изготовления зависит от используемого инструмента, точности позиционирования оборудования, жесткости станков и мастерства технологов, которые полностью разрабатывают техпроцесс и назначают режимы резания. Наша компания занимается единичным производством, где каждый проект требует индивидуального подхода: технолог подбирает инструмент, режимы резания, оборудование и пишет управляющую программу. Мы также занимаемся анодированием – нанесением защитного покрытия после фрезерования, которое обеспечивает коррозионно- и износостойкие характеристики поверхности и дает ей необходимую окраску при добавлении красителя. ЧПУ оборудование Лидируют на рынке ЧПУ оборудования компании из Японии, Тайваня, Германии, США и Италии: Mazak, DMG Mori, OKUMA, HAAS и другие. С помощью данного оборудования мы занимаемся обработкой сложных деталей. Для этого существует 3 вида изготовления: 3х-осевая, 4х-осевая и 5и-осевая обработка на станках с ЧПУ. Виды обработки различаются количеством степеней свободы станков: к трем линейным перемещениям в 3-осевых станках добавляются 2 вращательных. При использовании 5-осевых станков деталь обрабатывается за один установ, что значительно повышает точность изделия за счет неизменной точности позиционирования детали. На таких станках можно получить детали любой сложной формы: от лопаток до турбореактивных двигателей, детали с отверстиями под углом и импеллеры. Цените качество и профессионализм? Мы приглашаем вас заказать фрезерные и другие виды работ в компании Вам необходимы услуги высокоточной металлообработки?
13 апреля, 2018 Изготовление деталей для космической отрасли Актуальность космической промышленности. 28 марта, 2018 Изготовление шпиндельных валов Производство. Параметры изготовления. Точность. 21 февраля, 2018 Производство технологической оснастки Применение. Этапы и особенности изготовления. 15 февраля, 2018 Высокоточная металлообработка Особенности производства при единичной высокоточной металлообработке. 9 февраля, 2018 Обработка шлифованием Обработка деталей на шлифовальном станке: особенности, тонкости, нюансы. 12 января, 2018 Отпуск Виды отпуска. Влияние скорости охлаждения. 3 сентября, 2017 Лазерная резка Типы лазеров. Преимущества и недостатки. 14 августа, 2017 Изготовление жаропрочной оснастки Выбор материала. Химико-термическая обработка. 1 июля, 2017 Азотирование и цементация Сущность процесса. Преимущества и недостатки. 29 мая, 2017 Выбор смазочно-охлаждающей жидкости Как выбрать СОЖ? Для чего необходимо обеспечивать охлаждение материала при обработке?
Фрезерование с ЧПУ: определение, процессы, приложения Фрезерование с ЧПУ включает резку заготовки с использованием компьютеризированных и многоточечных режущих инструментов. В этой статье объясняется все, что вам нужно знать о фрезерном станке с ЧПУ, прежде чем выбрать его для своего проекта. Что такое фрезерование с ЧПУ ? Это управляемый компьютером процесс, включающий использование режущего инструмента для удаления части заготовки. Базовая установка включает размещение заготовки на столе станка, в то время как режущий инструмент(ы), прикрепленный к шпинделю, вращается и перемещается, формируя заготовку в готовое изделие. Вращение и движение режущего инструмента зависят от типа и уровня сложности фрезерного станка с ЧПУ. Этот процесс очень универсален и совместим с различными материалами, такими как алюминий, пластик, дерево и стекло. Фрезерованные детали с ЧПУ имеют высокие допуски, поскольку на фрезерных станках можно достичь допуска от +/- 0,001 дюйма до +/- 0,005 дюйма (некоторые станки могут достигать допуска +/- 0,0005 дюйма). Как работает фрезерование с ЧПУ? Наряду со сверлением и точением с ЧПУ, фрезерование с ЧПУ составляет основу Обработка с ЧПУ процесс. Однако он имеет уникальный механизм по сравнению с другими. Процесс заключается в удалении деталей из заготовки с помощью управляемого компьютером вращающегося цилиндрического режущего инструмента, который вращается и перемещается по нескольким осям. Общие этапы Процесс фрезерования с ЧПУ Фрезерование с ЧПУ можно разбить на три основных этапа: · Шаг 1. Подготовка 2D- или 3D-модели CAD Используйте программное обеспечение CAD/CAM, такое как Autodesk Inventor или SolidWorks, для создания обрабатываемого 2D/3D-чертежа конечного продукта. Подготовка файла САПР для обработки с ЧПУ зависит от вашего программного обеспечения. С одной стороны, некоторые программы могут преобразовывать 2D-изображения в 3D-файлы САПР. Оператору также предоставляется технический чертеж, содержащий следующую информацию:
· Шаг 2. Экспортируйте проект в формат файла, совместимый с ЧПУ. Поэтому необходимо экспортировать модель CAD в форматы файлов, совместимые с ЧПУ, с помощью программного обеспечения CAD/CAM. Примерами таких форматов являются STEP и STL. Если программное обеспечение не может преобразовать дизайн в такой формат, вы можете использовать несколько онлайн-сервисов, таких как Cadexchanger и Convert.emachineshop.com . При преобразовании файл будет указывать станку вращательное и линейное движение, последовательность резания, траекторию движения инструмента, скорость станка и заготовки, связанные с процессом. ·Шаг 3. Установка фрезерного станка с ЧПУ и работа с фрезерным станком с ЧПУ Оператор прикрепит режущие инструменты к шпинделю и поместит заготовку на стол. Затем они настроят станок для запуска программы обработки и начнут фрезерование. Типы ЧПУ Фрезерные операции Фрезерование с ЧПУ включает несколько операций с различными настройками и приложениями. Ниже приведены распространенные типы операций. · Торцевое фрезерование При торцевом фрезеровании ось вращения режущего инструмента (торцевой фрезы) перпендикулярна поверхности заготовки. Торцевая фреза имеет уникальную конструкцию, отличающуюся сменными режущими пластинами. Он обеспечивает режущее действие, используя множество режущих зубьев. В результате торцевые детали имеют более качественную обработку поверхности. Кроме того, процесс находится под строгим контролем, что позволяет легко производить желаемую поверхность. Плоское фрезерование Плоское фрезерование — это операция с колонной и коленом, используемая для фрезерования ровных горизонтальных поверхностей. Режущий инструмент располагается параллельно заготовке. Поэтому резка происходит от одного конца заготовки к другому. Операторы могут подавать стол продольно, поперечно или вертикально. Угловое фрезерование Угловое фрезерование включает фрезерование плоских поверхностей режущим инструментом под углом. Процесс похож на обычное фрезерование, единственное отличие заключается в угловой настройке. Имеются две угловые фрезы: одноугловая и двухугловая. Одноугловые фрезы имеют зубья на угловой поверхности фрезы и большие плоские стороны и подходят для работы под углами 45 0 или 60 0 . Двойные угловые фрезы имеют V-образные зубья с коническими поверхностями и являются лучшим вариантом для фрезерования плоских поверхностей под углом 45°, 60° и 90°. Фасонное фрезерование Фасонное фрезерование является лучшим методом для создания неправильных контуров на заготовке. Контур может быть изогнутым или изогнутым с прямыми линиями. Контуры могут быть вогнутыми или выпуклыми и выполнены с зубьями, противоположными таким формам. Следовательно, для изготовления изделия с вогнутой кромкой фасонная фреза должна иметь выпуклую кромку. Фасонное фрезерование выполняется немного медленнее (примерно на 20–30 %), чем обычное фрезерование, из-за более сложной обработки криволинейных поверхностей. Другие типы Существуют и другие типы процессов фрезерной обработки, которые вы можете использовать. Ниже приведены важные из них:
Выбор материала для Фрезерование с ЧПУ Выбор подходящих материалов может быть сложной задачей из-за большого разнообразия доступных материалов. Ниже приведены факторы, которые вы можете использовать, и распространенные доступные материалы.
Фрезерование с ЧПУ подходит для многих материалов. Общие включают:
Преимущества и недостатки Фрезерование с ЧПУ в производственном процессе Благодаря своим преимуществам этот процесс является важной частью многих процессов промышленного производства. Преимущества · Точность и прецизионность Фрезерные станки с ЧПУ имеют более высокую точность и прецизионность. Поэтому они могут создавать детали по своему техническому заданию. В результате они могут фрезеровать детали с допусками до 0,0004. Кроме того, автоматизированный процесс снижает вероятность человеческих ошибок. · Быстрый и эффективный По сравнению с обычными фрезерными станками фрезерные станки с ЧПУ работают быстрее и эффективнее. Это результат их способности нести множество режущих инструментов (в зависимости от ATC), что способствует эффективной смене инструмента и эффективным процессам. · Большой совместимый материал Процесс совместим со многими совместимыми материалами, например пластиком, композитами и металлами. Недостатки · Потери материала Процесс вычитания, т. е. удаление материала происходит для формирования желаемой детали. Таким образом, по сравнению с другими методами производства, такими как услуги 3D-печати , много отходов материала. · Высокий уровень обслуживания Фрезерные станки с ЧПУ требуют высокого уровня обслуживания для поддержания их нормальной работы. Машина дорогая. Поэтому техническое обслуживание важно. Применение технологии фрезерования с ЧПУ Фрезерование отличается высокой точностью, точностью и высокой точностью. Следовательно, он имеет широкий спектр применения. Ниже приведены некоторые из его промышленных применений. · Аэрокосмическая промышленность Фрезерование с числовым программным управлением применяется при изготовлении многих авиационных компонентов с использованием таких материалов, как титан и алюминий. · Автомобильная промышленность В автомобильной промышленности используется фрезерная обработка из-за требования эффективности без потери точности. Таким образом, он подходит для продуктов, изготовленных с использованием этого процесса, включая внутренние панели, головки цилиндров, ведущие мосты, компоненты подвески, детали выхлопной системы и коробки передач. · Сельское хозяйство Фрезерная обработка с ЧПУ подходит для изготовления деталей и компонентов общего назначения, таких как шестерни и валы, гайки, болты и фланцы. Кроме того, он подходит как для крупномасштабного, так и для краткосрочного производства. · Медицинские изделия Медицинские детали, такие как протезы, требуют точного и уникального дизайна. Сколько стоит фрезерование с ЧПУ? Стоимость фрезерных станков с ЧПУ зависит от таких факторов, как стоимость материалов, конструкции и станка. Ниже приводится краткий анализ факторов и их последствий. · Дизайн детали Разработка детали очень дорога. Вы можете передать файл САПР дизайнеру или сделать его самостоятельно, чтобы избежать затрат. Кроме того, вам необходимо учитывать стоимость инженера-технолога, который будет проверять и аутентифицировать деталь, и программиста, который преобразует файл CAD в файл CAM. Однако многие фрезерные службы с ЧПУ включили это в свои платформы котировок. · Сложность конструкции Для сложной конструкции изделия требуется станок, способный эффективно фрезеровать изделие. Чем выше сложность, тем выше сложность фрезерного станка и выше стоимость. Кроме того, сложный дизайн увеличивает время, необходимое для завершения производства, а поскольку в фрезерных станках с ЧПУ используется почасовая оплата, стоимость увеличивается. Для компаний, у которых есть фрезерный станок с ЧПУ, количество энергии, потребляемой станком, увеличится. · Объем производства Крупные заказы обходятся дешевле, чем мелкие заказы, если вы передаете услуги фрезерной обработки с ЧПУ на аутсорсинг из-за снижения стоимости фрезерованного изделия. Это основано на эффекте масштаба. Фрезерование с ЧПУ отличается высокой повторяемостью, что сокращает время производства. · Тип фрезерного станка с ЧПУ Существует множество типов фрезерных станков с ЧПУ, каждый из которых имеет разные характеристики и стоимость. Наиболее важным фактором, определяющим тип используемого вами станка, является сложность конструкции, описанная выше. Фрезерная служба с ЧПУ устанавливает стоимость фрезерных станков в почасовой ставке (иногда с оплатой труда оператора). Однако бывают ситуации, когда они могут быть дешевле. Например, китайские фрезерные станки с ЧПУ, такие как RapidDirect, предлагают 3-осевые станки за 8–10 долларов в час и 5-осевые станки за 30 долларов в час. · Материал Доступность, рыночная стоимость и обрабатываемость — важные свойства, которые влияют на стоимость материала. Стоимость материала указана за блок Существует два основных типа материалов ЧПУ: пластик и металлы. С одной стороны, пластик дешев, хорошо поддается обработке и доступен. Поэтому они имеют низкую стоимость материала. Примеры: ABS (17 долларов), делрин (27 долларов), нейлон 6 (30 долларов). С другой стороны, металл дороже пластика. Общие примеры: алюминий 6061 (25 долларов США), алюминий 7075 (80 долларов США), нержавеющая сталь 304 (9 долларов США). · Вариант отделки поверхности Варианты отделки, такие как анодирование и порошковое покрытие , помогают устранить следы фрезерования на станке с ЧПУ или улучшить внешний вид детали. Тем не менее, они также увеличат ваши затраты на фрезерование с ЧПУ. Дополнительные затраты на завершение Стоимость доставки также добавляется к общей стоимости фрезерной обработки с ЧПУ. Стоимость доставки зависит от удаленности от фрезерного станка с ЧПУ, сроков и веса материала. Вышеуказанные факторы играют важную роль в стоимости фрезерной обработки с ЧПУ и должны быть тщательно учтены при составлении бюджета. Однако, если вы все еще задаетесь вопросом о стоимости и о том, как ее уменьшить, вам следует проверить, сколько расчет стоимости обработки с ЧПУ , поговорить с экспертом или получить мгновенную цитату . Свяжитесь с RapidDirect. Наши собственные заводы с передовыми многоосевыми фрезерными станками с ЧПУ помогут вам поставлять высококачественные детали в кратчайшие сроки. Наша онлайн-платформа котировок предоставляет мгновенные котировки с автоматическим отчетом DfM после того, как вы загрузите файл САПР и выберите материал и количество. Что еще лучше, вы можете управлять своим заказом и отслеживать процесс фрезерования до доставки! Попробуйте RapidDirect прямо сейчас! Вся информация и загрузки защищены и конфиденциальны. Типы Фрезерный станок с ЧПУ Станок Фрезерный станок состоит из нескольких компонентов, которые режут заготовки. Каждый тип фрезерного станка имеет уникальную настройку, что позволяет выполнять различные операции. Ниже приведены распространенные типы, которые вы можете рассмотреть для своего проекта. Вертикально-фрезерный станок Вертикально-фрезерный станок представляет собой 3-осевой станок, стол и рычаг которого соединены с вертикальной колонной, а шпиндель расположен вертикально. С одной стороны, относительно руки, стол перемещается вверх и вниз по оси Z. С другой стороны, по отношению к шпинделю движение стола зависит от типа вертикально-фрезерного станка. Например, при использовании револьверного вертикального фрезерного станка шпиндель неподвижен, а стол перемещается по оси X. В вертикальной мельнице со станиной стол может перемещаться по оси X, а шпиндель — вдоль направления рычага по оси Y. Вертикально-фрезерные станки благодаря своей точности подходят для сложных операций. Также они подходят для работы на вертикальных поверхностях и угловых формах. Горизонтально-фрезерный станок Горизонтально-фрезерный станок аналогичен вертикально-фрезерному станку. Однако универсальные могут вращаться по оси z. Следовательно, они являются 4-осевыми фрезерными станками. Они также имеют шпиндель с горизонтальной ориентацией. Эти машины менее универсальны, чем их вертикальные аналоги. Тем не менее, они больше подходят для тяжелой обработки. Подробнее: Горизонтальное и вертикальное фрезерование – в чем их отличия Многоосевой Фрезерный станок с ЧПУ Станок Многоосевой фрезерный станок с ЧПУ может двигаться под разными углами . – 2-осевые фрезерные станки 2-осевые фрезерные станки могут обрабатывать заготовку по осям X и Z. Поэтому они могут резать вертикально и горизонтально в одном направлении. Это самый простой тип фрезерных станков с ЧПУ. – 3-осевые фрезерные станки 3-осевые фрезерные станки могут перемещаться по осям x, y и z. Поэтому они могут резать заготовки вертикально в любом направлении. Наиболее распространенный многокоординатный фрезерный станок. Однако у них есть некоторые ограничения, например, одинаковый угол снижает возможность резки некоторых сложных деталей. – 4-осевые фрезерные станки 4-осевой фрезерный станок может перемещаться по трем осям: вверх-вниз, из стороны в сторону и вперед-назад без перемещения заготовки. Он также может вращаться по оси X или оси A. – 5-осевой фрезерный станок с ЧПУ Шпиндель 5-осевого фрезерного станка и режущий инструмент перемещаются по трем осям и допускают вращение по двум осям (по любой из осей x, y и z -ось). Они могут работать с несколькими деталями и являются наиболее совершенными многоосевыми станками с ЧПУ. Фрезерный станок с ЧПУ Компоненты Станок состоит из нескольких компонентов с различными функциями для выполнения режущего действия. Каждый фрезерный станок с ЧПУ отличается сложностью и конструкцией этих компонентов. При этом их функции не меняются. Ниже приведены основные компоненты, которые вы увидите в одном · Рама Рама отвечает за устойчивость и жесткость машины. В нем находятся другие компоненты, такие как основание, съемные колонны и передняя бабка (важный компонент, в котором находится шпиндель). · Шпиндель Шпиндель представляет собой весь вращающийся узел фрезерного станка, включающий вал, удерживающий режущие инструменты и другие детали. Он либо горизонтальный, либо вертикальный, в зависимости от фрезерного станка. Двигатель вращает шпиндель по оси, заданной контроллером ЧПУ. · Оси Общие оси: x (вертикальная), y (горизонтальная) и z (глубина). Однако на некоторых машинах включены другие вращающиеся оси; A, B и C. Различные машины могут вращаться вокруг оси в зависимости от их сложности. Например, 4-осевые фрезерные станки с ЧПУ могут вращаться вокруг оси А, а 5-осевые могут вращаться вокруг осей А и С или осей В и С. · Стойки Стойки опираются на основание с резервуаром для охлаждающей жидкости и насосом. Таким образом, он служит вспомогательным средством для охлаждения станка в процессе резки. · Панель управления ЧПУ ЧПУ состоит из монитора ЧПУ и кнопок программирования для ввода данных и кодов. Таким образом, он контролирует процесс измельчения. В итоге это нервная система машины. ` · Устройство автоматической смены инструмента (ATC) Функция ATC заключается в замене инструментов в процессе фрезерования. Следовательно, это увеличивает скорость, грузоподъемность инструмента и производительность станка. Существует два типа АТС:
Вышеприведенное является общим условием, разделяющим различные типы УВД. · Держатели инструментов Держатели инструментов удерживают режущие инструменты на станке с ЧПУ. Существуют различные конструкции и размеры, с тремя основными типами держателей инструментов: BT, CAT и HSK.
· Стол Стол представляет собой прочную основу, на которую помещается заготовка и зажимается с помощью приспособлений или тисков. Тип столов и их дополнительные функции зависят от машины. Например, в некоторых столах используются Т-образные пазы для облегчения зажима. Другим примером является горизонтальный фрезерный станок с ЧПУ, использующий поддоны с летками с большой гибкостью. · Бак для охлаждающей жидкости Бак для охлаждающей жидкости содержит охлаждающую жидкость, подаваемую на режущую поверхность или шпиндель во время фрезерования. Поскольку при фрезеровании выделяется тепло, оно помогает охлаждать поверхность и продлевает срок службы машины. Существуют различные размеры баков охлаждающей жидкости. Лучшее должно быть адаптировано к операциям обработки Всеобъемлющий обзор процесса фрезерования
Фрезерование с ЧПУ является важным процессом, когда речь идет о производстве сложных компонентов. Являясь одной из возможностей прецизионной обработки с ЧПУ, этот процесс помогает создавать точные детали для многих отраслей промышленности. Благодаря широкому спектру применения эта технология продолжает быстро расти и развиваться. Итак, мы подробно рассмотрим процесс фрезерования, изучив различные операции и их применение. Это поможет вам понять различные аспекты процесса и понять, как извлечь из него максимальную пользу. Без лишних слов, давайте приступим к делу. Определение: что такое фрезерование с ЧПУ? Фрезерование с ЧПУ — это управляемый компьютером процесс, который включает удаление частей заготовки с помощью режущего инструмента. Его базовая комплектация включает стол станка и режущий инструмент(ы), прикрепленный(е) к шпинделю. Заготовка помещается на рабочий стол станка, в то время как режущий инструмент (ы) вращаются, формируя заготовку. Вращение режущего инструмента будет зависеть от типа фрезерного станка с ЧПУ и уровня его сложности. Большинство фрезерованных деталей с ЧПУ могут достигать высоких допусков от +/- 0,001 дюйма до +/- 0,005 дюйма. Некоторые машины могут даже достигать допусков до +/- 0,0005 дюйма. Таким образом, этот процесс очень универсален и может работать с широким спектром материалов, включая металлы, пластмассы, дерево и стекло. Это также может помочь создать широкий спектр пользовательских продуктов для удовлетворения уникальных требований. Анализ процесса фрезерования: как работает фрезерование с ЧПУ?Крайне важно дать полное представление о процессе измельчения. Это поможет вам получить полное представление о том, как это работает. Как правило, операция фрезерования с ЧПУ выполняется в три этапа: 1. Проектирование файлов САПР На первом этапе создается виртуальное представление предполагаемого продукта с помощью программного обеспечения САПР. Вы можете проверить и изменить код в соответствии с возможностями машины. Программное обеспечение также позволяет инженерам-технологам моделировать весь процесс фрезерования. В результате они могут проверять ошибки проектирования и избегать создания сложных моделей, которые слишком сложно обрабатывать. Оператору также требуется технический чертеж, который содержит следующую информацию: Станок Хотя фрезерные станки с ЧПУ автоматически режут заготовки, некоторые аспекты процесса требуют оператора станка. Например, оператор должен закрепить заготовку на рабочем столе и атаковать режущие инструменты для шпинделя. Современные фрезерные станки оснащены приводными инструментами. Поэтому они имеют возможность менять инструменты в процессе фрезерования. Это уменьшает количество остановок, которые будут происходить во время работы. 3. Изготовление компонентовКак упоминалось ранее, при фрезеровании с ЧПУ используются вращающиеся инструменты, которые срезают стружку при контакте с заготовкой. Непрерывное вращение инструмента придает нужную форму. Процесс может включать различные операции в зависимости от типа сырья и желаемой формы конечного продукта. В первых нескольких операциях используются более крупные инструменты для вырезания материалов и получения приблизительной формы. Затем смена инструмента поможет создать более точные обработанные детали. Прецизионное фрезерование с ЧПУ достигается на последних этапах, включая непревзойденные уровни шероховатости поверхности и технические допуски. Различные фрезерные операции с ЧПУ Фрезерный центр с ЧПУ может производить несколько сложных элементов с высокой точностью. К таким элементам относятся резьба, фаски, прорези и т. Плоское фрезерованиеЭта операция также известна как плоскостное фрезерование. Для этой операции используется горизонтальная фреза. Таким образом, режущий инструмент имеет ось вращения, параллельную рабочему столу. При простом фрезеровании используются различные фрезы разной формы и ориентации в зависимости от желаемого результата. Сочетание широкой фрезы (с высокой скоростью подачи) и более мелких режущих зубьев (с более высокой скоростью резания) — отличный выбор с точки зрения экономической эффективности. Это также обеспечивает лучшую отделку поверхности и высокое качество конечного продукта. Торцевое фрезерование При этом типе фрезерования используются режущие инструменты с боковыми и торцевыми зубьями. Боковые зубья выполняют основную работу по резанию, а другие зубья на кончике помогают с обработкой поверхности. Торцевое фрезерование обычно выполняется после фрезерования поверхности, потому что оно может создавать сложные контуры и обеспечивать высококачественную отделку. Угловое фрезерованиеЭто одна из лучших операций фрезерования для создания канавок, фасок, пазов и других сложных элементов. Традиционные 3-осевые фрезы используют разные фрезы — фрезы типа «ласточкин хвост» для угловых канавок или конические режущие головки для создания фасок. Ось фрезы часто перпендикулярна или находится на одной линии с режущей поверхностью.
Фрезерование формыВ этой операции фрезерования используются специальные инструменты для создания более сложных контуров. Вогнутые и выпуклые фрезы здесь наиболее распространены. Они помогают создавать контуры поверхности, закругленные края и круглые углубления всего за один разрез. Прочие фрезерные операцииПомимо вышеупомянутых фрезерных операций, фрезерные станки с ЧПУ могут выполнять другие виды специализированных фрезерных операций, например: Профильное фрезерование : Здесь инструмент создает траекторию резания вдоль наклонной или вертикальной поверхности на заготовке. Групповое фрезерование : Это подкатегория фасонного фрезерования, при которой для одновременного создания шаблонов используются несколько фрез. Резцы обычно имеют различные формы, размеры или ширину. Они могут выполнять аналогичные или разные операции для создания более сложных функций или сложных деталей за более короткие периоды времени. Фрезерование с двух сторон : Эта операция фрезерования позволяет станку обрабатывать две или более параллельных заготовок за один проход. Две фрезы расположены по обеим сторонам заготовки для фрезерования обеих сторон на одной и той же оправке станка. Плюсы и минусы фрезерования с ЧПУ в производстве деталей Процесс фрезерования с ЧПУ необходим для различных промышленных процессов из-за его преимуществ. Тем не менее, следует отметить недостатки. Плюсы фрезерной обработки с ЧПУТочность и прецизионностьХарактер операций фрезерной обработки с ЧПУ оставляет минимум места для ошибок, что обеспечивает более высокую точность и прецизионность. Этот метод позволяет производить детали, которые точно соответствуют техническим характеристикам и требованиям к допускам. Большинство фрезерованных деталей с ЧПУ могут иметь высокие допуски от +/- 0,001 дюйма до +/- 0,005 дюйма, а некоторые могут достигать +/- 0,0005 дюйма. Автоматизация процесса также ограничивает человеческие ошибки. Даже если вам требуется обработка поверхности, микрофрезерование позволяет удалить некоторую толщину, чтобы не повлиять на размер детали. Эффективность и воспроизводимость Фрезерные центры с ЧПУ обеспечивают высокую производительность благодаря автоматизации. Усовершенствованные фрезерные станки могут производить детали быстрее с более стабильным качеством и отделкой. Широкая совместимость материаловЭтот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, стекло и дерево. Это еще больше увеличивает его универсальность и делает его идеальным для различных применений. Менее трудоемкийАвтоматизация и высокая производительность фрезерных станков с ЧПУ значительно сокращают трудозатраты на процесс. Эти станки также позволяют использовать приводной инструмент, обеспечивая смену инструмента без остановки работы. Для этого процесса потребуется очень мало операторов. ЭкономичностьФрезерные станки с ЧПУ эффективно производят сложные изделия быстрее и точнее. Это сокращает время, затрачиваемое на стадии производства. Кроме того, меньшие трудозатраты еще больше снижают стоимость процесса. Минусы фрезерного станка с ЧПУВысокая стоимость станка Начальные инвестиционные затраты на фрезерный станок с ЧПУ выше, чем на традиционное ручное оборудование. Требуется интенсивное обучение операторовНе каждый может работать на фрезерных станках с ЧПУ. От дизайнеров до программистов и операторов станков требуется соответствующее обучение, чтобы получить максимальную отдачу от процесса. Высокий уровень обслуживанияФрезерные станки необходимо постоянно обслуживать, чтобы обеспечить их правильную работу и увеличить срок службы инструмента. Это увеличивает время простоя при использовании фрезерных станков. Обычные материалы для фрезерных станков с ЧПУФрезерные станки с ЧПУ для самых разных материалов. Ваш выбор материала будет зависеть от требований и спецификаций ваших приложений. К наиболее распространенным материалам относятся: Металлические материалы для фрезерования
Plastics Materials for Milling
Четыре классификации фрезерных станков На современном рынке доступно множество фрезерных станков с различными способами их классификации. Доступны следующие категории фрезерных станков: 1. Фрезерные станки с станинойИх конструкция включает стандартную длинную станину, которая позволяет прикреплять несколько заготовок. Это сокращает время простоя и повышает эффективность. Рабочий стол крепится к станине станка и может двигаться в двух направлениях. Ориентация этих фрез позволяет головке шпинделя перемещаться в осевом направлении, определяя глубину резания. Станки фрезерные станочные вертикального, горизонтального и универсального типа. Наиболее распространенным является универсальный фрезерный станок с ЧПУ, обеспечивающий большую гибкость. Использование двухстаночной клети для этих мельниц поможет повысить производительность. Это позволяет оператору монтировать одну крупную деталь или несколько деталей на рабочий стол для одновременной обработки. 2. Фрезерные станки коленного типа Эти станки помогают производить детали малого и среднего размера. Производители обычно используют их для подготовки заготовок к дальнейшей обработке на станциях ЧПУ. Режущая головка движется только в одном направлении, что ограничивает возможность несчастных случаев. Однако коленные фрезы требуют ручной смены инструментов после каждой операции. Это делает процесс относительно медленным. 3. Фрезерные станки плунжерного типаРежущие головки этих фрез установлены на ползунке, перемещающемся вперед и назад. В результате инструмент может легко перемещаться по двум осям — X и Y. Доступны как вертикальные, так и горизонтальные варианты, и они часто позволяют поворачивать режущую головку. 4. Строгально-фрезерные станки Эти фрезерные станки очень похожи на станки со станиной. Различные типы фрезерных станков с ЧПУСуществует три основных типа фрезерных станков с ЧПУ, используемых производственными компаниями. К ним относятся: Вертикальные фрезерные станкиЭти инструменты имеют вертикальные оси, что делает их более подходящими для концевого фрезерования. У машин режущие головки расположены на конце ползуна, а шпиндели прикреплены к концу. Современные вертикально-фрезерные станки могут вращать детали для лучшего доступа и ускорения операций. Они также позволяют автоматизировать движения для большей точности и воспроизводимости. Вертикально-фрезерные станки значительно дешевле своих горизонтальных аналогов. Горизонтально-фрезерные станкиВ отличие от вертикально-фрезерных станков оси этих станков расположены горизонтально. Режущие инструменты прикреплены к оправке, и инструменты можно легко заменить, сняв распорки и кронштейны оправки. Горизонтально-фрезерные станки могут иметь несколько шпинделей с множеством инструментов для более быстрой обработки. Кроме того, стол и инструменты могут двигаться в разных направлениях. Эти типы фрезерных станков с ЧПУ могут производить более сложные детали с меньшим количеством операций. Они намного быстрее и обеспечивают более качественную обработку поверхности. Многоосевые фрезерные станкиЭти станки могут перемещаться по разным осям и выполнять фрезерование под разными углами. Многокоординатные фрезерные станки могут быть: 3-осевые фрезерные станки 3-осевые вертикальные фрезерные станки позволяют перемещать стол в направлениях X и Y. 4-осевые фрезыЭти фрезы имеют все три оси, как указано выше. Но здесь появляется еще одна ось — ось А. Добавление еще одной оси позволяет таблице вращаться вокруг оси X. Это обеспечивает пространство для торцевого фрезерования без изменения положения заготовки. 5-осевые фрезерные станкиЗдесь применимо все, что верно для 4-осевых фрезерных станков, но с добавлением оси B. Это дополнение помогает столу вращаться вокруг оси Y. 5-осевые фрезерные станки с ЧПУ дороже рассмотренных выше вариантов, но позволяют изготавливать сложные детали за одну операцию. Они не требуют дополнительных настроек и совместимы с живыми инструментами. 6-осевые фрезерные станки 6-осевые фрезерные станки еще не являются стандартом из-за их высокой стоимости. Компоненты фрезерного станка с ЧПУЗдесь мы проанализируем компоненты, из которых состоят фрезерные станки с ЧПУ. Хотя новые мельницы немного сложны, мы остановимся на традиционных фрезерных центрах, чтобы дать надлежащий обзор. Основными компонентами фрезерных станков являются: 1. РамаЭта основная конструкция поддерживает машину и придает ей жесткость и устойчивость. Он имеет основание и съемную колонну (колонны). Передняя бабка станка является важной частью рамы для крепления главного шпинделя, предотвращая вибрации или дребезжание во время работы станка. Это предотвращает ошибки обработки и продлевает срок службы режущего инструмента. 2. Панель управления ЧПУ Это можно назвать «нервной системой» фрезерных центров. Он состоит из различной электроники, необходимой для управления различными действиями резки с использованием функций программирования. 3. ОсиФрезерные станки с ЧПУ имеют оси X, Y и Z. В зависимости от конфигурации они также поставляются с дополнительными осями вращения (A, B и C). Они часто программируются с помощью G-кода в контроллере ЧПУ. 4. КолоннаЭтот компонент машины обеспечивает структуру и поддержку других компонентов мельницы. Он поставляется с прикрепленным основанием и может включать в себя внутренние компоненты, облегчающие операции фрезерования с ЧПУ. К таким внутренним элементам относятся резервуары для охлаждающей жидкости и масла. 5. Рабочий стол Этот компонент представляет собой прочное основание, позволяющее крепить заготовку. Другими словами, он удерживает штангу, тиски или приспособление на месте. В зависимости от используемого фрезерного станка деталь можно регулировать по вертикали, горизонтали или в обоих направлениях. 6. ШпиндельШпиндель имеет коническую часть для позиционирования держателей инструмента. Он также имеет вращающийся узел и вал для крепления режущего инструмента. В зависимости от типа фрезерного станка шпиндель может располагаться горизонтально или вертикально. 7. ОправкаЭто компонент вала, устанавливаемый в шпинделях горизонтально-фрезерных станков. Они позволяют устанавливать несколько станков. Доступны беседки различной длины и диаметра в зависимости от требуемых спецификаций. 8. ПоршеньЭтот компонент станка обычно используется в вертикально-фрезерных станках. Обычно он крепится к колонне, поддерживающей шпиндель. Операторы могут отрегулировать плунжер так, чтобы он занимал различные положения во время процесса фрезерования. 9. Станок Это компонент, который выполняет удаление материала. Существует несколько инструментов для фрезерования в зависимости от характеристик фрезерования. Сколько стоит фрезерный станок?Стоимость фрезерного станка является одним из факторов, влияющих на стоимость обработки с ЧПУ. Однако эта стоимость варьируется в зависимости от сложности машины. Например, 3-осевые вертикально-фрезерные станки начального уровня или инструментальные станки стоят от 50 до 80 тысяч долларов. Напротив, 5-осевые фрезерные станки начального уровня стоят от 100 до 400 тысяч долларов. Точно так же 3-осевые вертикальные фрезерные станки серийного производства стоят от 150 000 до 300 000 долларов, а 5-осевые фрезерные станки серийного производства стоят более 500 000 долларов. Это приблизительные оценки, которые будут зависеть от таких факторов, как:
Какие отрасли промышленности используют фрезерные станки с ЧПУ?Несколько отраслей пользуются преимуществами и разнообразными применениями фрезерной обработки с ЧПУ. Вот некоторые из его промышленных применений: Аэрокосмическая промышленностьПроцесс фрезерования также подходит для изготовления аэрокосмических деталей из таких материалов, как алюминий и титан. Эти материалы прочные и легкие, а также обеспечивают точную обработку требуемых компонентов. Автомобильная промышленностьПродукция для автомобильной промышленности должна быть эффективной и точной. Таким образом, фрезерование с ЧПУ подходит для изготовления внутренних панелей, ведущих мостов, головок цилиндров, коробок передач, деталей выхлопной системы, компонентов подвески и т. д. Медицинская промышленность Медицинские и хирургические инструменты часто имеют уникальную конструкцию, требующую оптимальной точности. Это делает фрезерование с ЧПУ одним из лучших методов создания таких компонентов. Товары народного потребленияФрезерование с ЧПУ также помогает производить компоненты общего назначения. К таким изделиям относятся гайки и болты, шестерни и валы, фланцы и т. д. Этот процесс подходит как для мелкосерийного, так и для крупносерийного производства. ЗаключениеФрезерование с ЧПУ подходит для нескольких высококачественных операций, независимо от сложности. Этот экономичный производственный процесс также экономит много времени, обеспечивая эффективность работы и более быстрый вывод продукта на рынок. Мы рассказали об основах фрезерной обработки с ЧПУ, различных операциях, областях применения и факторах, влияющих на ее стоимость. Свяжитесь с WayKen сегодня, если вы не уверены, является ли этот процесс оптимальным решением для вашего приложения. Мы всегда готовы помочь. В чем разница между фрезерованием с ЧПУ и точением? Их различие заключается в режиме работы. Группы шлифовальных станков: Шлифовальные станки — назначение, классификация, расшифровкаШлифовальные станки — назначение, классификация, расшифровкаНазначение шлифовальных станковМеталлорежущие станки, предназначенные для обработки заготовок абразивными инструментами, составляют шлифовальную группу. При обычном шлифовании достигают параметра шероховатости поверхности Ra = 1,25 … 0,32 мкм, при точном шлифовании Ra = 0,38 … 0,08 мкм, а при отделочных операциях Ra =0,08 … 0,02 мкм. Классификация и расшифровка шлифовальных станковШлифовальные станки имеют широкую номенклатуру и отличаются по назначению, устройству, конструктивным параметрам, универсальности, степени автоматизации, точности и виду инструмента. По степени универсальности металлорежущие станки подразделяют на универсальные для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве; специализированные для обработки однотипных деталей различных размеров в крупносерийном и массовом производстве; специальные для обработки деталей одного типоразмера в массовом производстве. Все металлорежущие станки, в том числе и шлифовальные, в соответствии с ГОСТ 8 — 82Е изготовляют пяти классов точности; Н — нормальной; П — повышенной; В — высокой; А — особо высокой; С — особо точные. По массе различают станки легкие — массой до 1 т, средние — массой до 10 т, тяжелые — массой свыше 10 т. Особо тяжелые станки массой свыше 100 т называют универсальными. Расшифровка шлифовальных станковУсловное обозначение модели станка состоит из сочетания трех — пяти цифр и одной-трех букв (например 3Л722В). Первая цифра обозначает шифр группы станков. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам). Вторая цифра обозначает типы шлифовальных станков:
Третья, а иногда и четвертая цифры характеризуют основные параметры станка или детали. Так, на станке 3M151 обрабатывают заготовки диаметром 200 мм и длиной 700 мм, а на станке 3M152 соответственно 200 и 1000 мм. Буквы, стоящие после цифр, указывают на модернизацию базовой модели станка, степень точности и особенности станка. Обычно первая из букв стоит после первой или второй цифры и указывает на то, что рассматриваемая конструкция станка усовершенствована, т. е. принадлежит к новому поколению станков (например модель 3К229). Расшифровка шлифовального станка 3Л722В
Для станков с программным управлением введена дополнительная индексация, которую проставляют в конце условного обозначения модели. Для обозначения станков с числовым программным управлением (ЧПУ) и устройством цифровой индикации (УЦИ) в условное обозначение модели введена буква Ф с цифрой: 1 — для станков с цифровой индикацией положения, а также станков с цифровой индикацией и предварительным ручным набором координат; 2 — для станков с позиционными системами ЧПУ; 3 — для станков с контурными системами ЧПУ; 4 — для станков с комбинированной системой ЧПУ. Специальные и специализированные станки обозначают индексом, состоящим из одной или двух букв, присвоенных каждому заводу-изготовителю, который ставят перед шифром модели станка. При выпуске заводом-изготовителем нескольких моделей станка его шифр дполняют порядковым номером модели. Источник:
Шлифовальные станки — основные типы, принцип работы, классификация, применение и назначение станков для шлифовки изделий
Типы шлифовальных станков
1. Поверхностно-шлифовальный станок
2. Цилиндрический шлифовальный станок
3. Внутришлифовальный станок
4. Шлифовальный станок для инструментов и фрез
Ошибка получения цены товара «Станок точильный настольный Prorab BG 150 S»
5. Резьбошлифовальные машины
Ползучее шлифование
Глубинное шлифование
Измельчаемость
Шлифовка | Ultra Precision — Fives Group Компания Fives, известная во всем мире благодаря передовым системам для обработки распределительных и коленчатых валов автомобилей, также является лидером в области бесцентрового шлифования, одно- и двухдискового шлифования, а также компактных и гибких шлифовальных станков с ЧПУ для широкого спектра типов валов. комплектующие для различных отраслей промышленности. Благодаря богатому наследию, основанному на устаревших именах — Bryant, Cincinnati, Cranfield Precision, Daisho, Gardner, Giustina и Landis, Fives предлагает полный спектр шлифовальных станков, а также обширную линейку систем, шлифовальных принадлежностей и программу обслуживания GrinderCare на протяжении всего жизненного цикла. БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ Шлифовальные станки Cincinnati могут выполнять сквозное или прямое шлифование. Высокая жесткость наших станков обеспечивает оптимальную точность, высокую производительность и большой съем материала. Подробнее ЦИЛИНДРИЧЕСКОЕ ШЛИФОВАНИЕ Ассортимент круглошлифовальных станков Landis предлагает точные, надежные, гибкие и производительные решения для малых, средних и крупных цилиндрических деталей. Дополнительная информация Шлифование по внутреннему и наружному диаметру Наша линейка Bryant включает в себя специальные шлифовальные станки для внутреннего и наружного диаметра, а также комбинированные шлифовальные станки для внутреннего и наружного диаметра (наружный диаметр/внутренний диаметр/дорожка качения/торцевая поверхность). Эти шлифовальные машины подходят для многих применений и выпускаются в различных размерах. Дополнительная информация Подпишитесь на нашу ежеквартальную рассылку, чтобы получать эксклюзивные обновления от Grinding | Команда Ultra Precision о наших последних новостях, событиях и технологиях. GrinderCare предлагает комплексные решения для жизненного цикла шлифовальных станков по всему миру. Мы предлагаем полный спектр услуг, направленных на максимальную производительность, гарантируя, что ваш шлифовальный станок будет продолжать увеличивать вашу прибыль из года в год. Поддерживаемые OEM-производители включают: Besly — Bryant — Cincinnati — Gardner — Giustina — Gold Crown — Landis — Norton — Pratt & Whitney — Warner Swasey КОНТАКТЫ
Присоединяйтесь к нам на Дне открытых дверей электромобилей Fives Landis Corp. Многочисленные интерактивные демонстрации с гибкими решениями для шлифования, несколькими конфигурациями кругов и шпинделей, гибким программированием деталей и поддержкой послепродажного обслуживания. Читать статью
Несколько успешных технических дней в Fives Giustina Компания Fives Giustina провела несколько дней технологий на своем предприятии в Турине, Италия, с 21 по 30 июня. Участники могли выбирать из специализированных тем, включая последние инновации в области шлифования в… Читать статью
Fives представляет свои передовые технологии на выставке EXPOMAQ 2022 в Леоне Гуанахуато, Мексика. Международная промышленно-инжиниринговая группа Fives примет участие в выставке EXPOMAQ 2022 (стенд № 1519), которая пройдет с 22 по 24 июня в Poliforum в Леоне Гуанахуато,… Читать статью Лучшие в отрасли станки для обработки и отделки металловУдаление заусенцев Скругление краев Отделка поверхности и полировка Измельчение и удаление шлака Покраска и подготовка поверхности METAL FINISHING SOLUTIONSУдаление заусенцев Удаление заусенцев удаляет заусенцы или края, оставшиеся на металлических деталях, для обеспечения качества и стабильности. Учить больше Просмотреть все решения arrow_right_alt РЕШЕНИЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛАЗакругление кромкиЗакругление кромки ломает кромку металлических деталей для получения надежной и однородной отделки. Учить больше Просмотреть все решения arrow_right_alt METAL FINISHING SOLUTIONSОтделка и полировка поверхностиПолировка и отделка улучшает поверхность металлических деталей, оптимизируя их прочность и эстетику. Учить больше Просмотреть все решения arrow_right_alt METAL FINISHING SOLUTIONSШлифовка и удаление шлакаШлифовка шлака удаляет тяжелый шлак, шлак и любые излишки металла с обрабатываемых деталей. Учить больше Просмотреть все решения arrow_right_alt METAL FINISHING SOLUTIONSОкраска и подготовка поверхности Зернистость металла удаляет поверхностные дефекты с деталей для создания гладкой однородной поверхности. Учить больше Просмотреть все решения arrow_right_alt Позвольте нам показать вам, что может сделать ApexОтправьте нам образец ваших деталей вместе с контрольным образцом, и мы обработаем их на машине Apex, которая наилучшим образом соответствует вашим требованиям. Мы вернем ваши образцы деталей вместе с видео, показывающим ваши детали в работе. Отправьте нам свои образцы УНИВЕРСАЛЬНОЕ РЕШЕНИЕ ДЛЯ УДАЛЕНИЯ ЗАТУШЕК И ОБРАБОТКИПознакомьтесь с нашими рабочими модулямиШИРОКОРЕМЕННАЯ БАРАБАНОВАЯ ГОЛОВКА Блок D Измельчение и удаление шлака
ЩЕТКА ДИСКОВАЯ ГОЛОВКА Блок S Удаление заусенцев и скругление кромок
ГОЛОВКА ЩЕТКИ Блок Б Отделка поверхности и полировка
МИРОВОЙ ЛИДЕР Работа с Apex Компания Apex Machine Group, основанная в 2010 году, предлагает высококачественные абразивно-шлифовальные станки и расходные материалы для обработки различных изделий из дерева, металла и композитных/пластиковых материалов. Узнать больше arrow_right_alt 2010 Год основания 45 Многолетний опыт ИНДИВИДУАЛЬНЫЕ Решения Универсальное применение, превосходные результатыМашины Apex обеспечивают качественную отделку, на которую можно положиться, для всех деталей, изготовленных в результате плазменной, лазерной, водоструйной или штамповочной обработки. Ползунок сравнения деталей до и послеДо РесурсыВидеороликиПосмотрите, как работают системы обработки и отделки Apex для металлообработки. Учить больше БлогЧитайте последние новости о металлообработке в наших информационных блогах. Учить больше Центр поддержки Посетите наш центр поддержки, чтобы получить ответы на часто задаваемые вопросы и полезные ресурсы. Штревель для фрезерного станка гост: Штревели ISO | Штревель ГОСТ | Зажимной болт для патрона BT | Шпилька для конуса | Штревельный болт DIN | Тянущая гайкаШтревели ISO | Штревель ГОСТ | Зажимной болт для патрона BT | Шпилька для конуса | Штревельный болт DIN | Тянущая гайкаТянущие штанги, штревельные болтыТянущие штанги (также называемые «retention knobs») – соединение между тягой станка и оправкой. (!) Применение неподходящего болта или ошибка при установке может привести к повреждению оправки или поломке узлов станка. Штревель DIN 69872 (с отверстием)Для оправок по стандарту DIN 69871. Даннные штревели используюся для большенства станков европейского производства, отличительной особенностью является фаска 15 градусов на месте захвата штревеля механизмом станка.
Штревель ISO 7388/2-AДля оправок по стандарту DIN 69871.
Штревель ISO 7388/2-BДля оправок по стандарту DIN 69871.
Штревель BT тип 1 (45 гр.)Для оправок по стандарту MAS403 BT.
(!) Применение неподходящего болта или ошибка при установке может привести к повреждению оправки или поломке узлов станка. Наши специалисты ответят на все Ваши вопросы и обеспечат выполнение Ваших задач в минимальные сроки.
Штревель BT тип 2 (60гр.)Для оправок по стандарту MAS403 BT.
Штревель BT тип 3 (90гр.) Mori-SeikiДля оправок по стандарту MAS403 BT.
Штревель MAS-BT JIS B6339Для оправок по стандарту MAS403 BT. По форме схожи с DIN 69872, но «хвост» штревеля длиннее на 3 мм. Используются на некоторых типах азиатских станков.
Штревель HAASДля оправок по стандарту DIN 69871. Используется на станках HAAS, Micron для оправрк SK40. А также позволяет использовать инструментодержатели по DIN 69871 на азиатстких станках под оправки с конусом BT фаска 45 градусов, но только в режиме ручной смены иструмента. Штревель на 3 мм короче обычного BT40-45, что позволяет закрепить оправку, но «рука» станка не сможет поменять инструмент, что может вызвать неисправность оборудования.
Штревель MAZAKДля станков компании MAZAK, c отвесттием для подвода СОЖ.
Штревель MAHO-OTTДля оправок по стандарту DIN 69871 и MAS403 BT. Позволяет использовать оправки 7:24 по DIN 69871 и MAS-BT на универсальных станках DIN2080.
* — Штревели без отверстия, с уплотнительным кольцом, а также штревели с уплотнительным кольцом и отверстием Вы можете заказать по запросу. Наличие товара Вы можете уточнить у наших специалистов. Техническая информацияПревосходный материал и качество его термообработки для тянущих штанг очень важны, так как усилия приложенные к штревелю могут доходить до 3000 daN на станках с шпинделем SK50. Высокоточная обработка затяжных винтов гарантирует позиционирование и надёжный зажим держателя в шпинделе. Для большинства станков используется стандартная конструкция штанги (DIN, ISO, BT, CAT), но для некоторых требуется специальная конструкция. Производители станков используют разные типы штревелей. Применение неподходящего болта или ошибка при установке может привести к повреждению оправки или поломке узлов станка. Мы предлагаем большой выбор центральных болтов, но в связи с их большим разнообразием, конечный пользователь должен сам проверять поставляемые ему штревеля на соответствие типу станка и конуса шпинделя. Штревеля изготавливают по следующим стандартам:
Возможно купить штревели для таких станков как:Азиатские производители: Accura Technics, Akira-Seiki, Amada, Aristech, Arrow, Awea, Chmer,Daewoo, Delem, Delta, Dixi Machines, Doosan, Eagle, Ecoca, EMAG, Fadal, Fagor, Fanuc CNC, FUJI, Feeler, Femco, First, Force One, Fryer, Ganro, GE FANUC, GOODWAY, HACO, Hanwa, HARDINGE, HEIDENHAIN, HITACHI, Honor, HWACHEON, Hurco, Huron, HYUNDAI, Index, JOVYATLAS, Kia, Kent, Kitamura, Knuth, LEADWELL, Liechti, Lio Shing, LNS, MAHO, MAHO-DECKEL, MAKELSAN, Mitsubishi, Mitsui Seiki, Miyano, Mori Seiki, M.T., MAS, MICROCUT, NAKAMURA, NAKAMURA TOME, Okuma, Paragon, Puma, Romi, Ryazan, Salvagnini, Samsung, Scharmann, SIEMENS, SIMODRIVE, SIMATIC, Sigma, SNK, SNK Nissin, Star, Star Machine, StarragHechert, Studer, Supertec, Takamaz, Takang, Takisawa, Tanshing, TJR, TOPPER, Tos, Tos Vansdofr, Top Work, Tornos, Tsugami, Twinhorn, Victor, Waterjet, YCM. Исполнения:
Возможно ли использовать отправки BT или SK DIN 69871 на универсальных станках с шпинделем SK DIN 2080?Да, т. Хвостовики инструментальных оправок (справочная информация)В данной статье рассмотрим наиболее часто встречающиеся инструментальные хвостовики оправок и их размеры. Отметим важный отечественный стандарт ГОСТ 24644 — определяет размеры концов шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков. (Со ссылкой на ГОСТ 15 001-88, ГОСТ 2789-73, ГОСТ 2848-75, ГОСТ 8908-81, ГОСТ 9953-82, ГОСТ 11738-84, ГОСТ 14034-74, ГОСТ 15945-82, ГОСТ 16093-81, ГОСТ 17166-71, ГОСТ 19860-74, ГОСТ 25557-82, ГОСТ 25827-83)
Наиболее часто встречающийся станочный конус 7:24 (SK – Steil Kegel, «крутой конус»), оправки таких стандартов как: (соответствие с нашими ГОСТами приведено в скобках)
DIN 2080 (ГОСТ 25827 исп.
DIN 69871 (ГОСТ 25827 исп.2) — могут в каталогах иметь обозначение DV, SK
ГОСТ 25827 исп.3 — нет аналога
MAS 403 BT (JIS B6339) — чаще на станках Азиатского производства, не имеют аналогов с отечественным ГОСТ
ANSI/CAT — ANSI B5.18, NST, ANSI B5.50 — обозначение CAT, CV — чаще у оправок, ориентированных под Американский рынок (но зачастую возможно применение оправок DIN 69871)
Нужно так же заметить, что размеры конусов у таких оправок, как правило, одинаковые (т.е. к примеру, конус 40 что у оправки по DIN2080, что у оправки по DIN69871 и прочих ранее указанных — конуса будут одинаковые по размерам, отличия будут только в конструкциях и размерах мест под захватные места манипулятором станка (поясок с канавкой, или иногда его называют «юбкой» оправки) для автоматической смены оправки (так же возможны дополнительные конструктивные выступы со стороны центрового отверстия (со стороны штревеля), такие как в DIN 2080 или в ГОСТ 25827 исп. Размеры хвостовиков 7:24, соответствуют ИСО 7388-1-83.
Буквы в конце номера оправки указывают на исполнение подвода СОЖ через оправку.
Нужно так же указать на новые исполнения оправок по DIN69871, MAS403BT, ANSI/SAT, в которых предусмотрен контакт оправки со шпинделем не только по конусу, но и по торцу шпинделя. Такие оправки более точные, и их называют оправки с двойным контактом (Dual Contact, Face Contact и т.д.), они более жесткие. Но есть возможность установки, например, в станок рассчитанный под оправки с двойным контактом оправок обычных, при этом они просто не будут опираться на торец шпинделя (хотя конечно это не желательно, но допустимо в отдельных случаях).
Оправки с конусами HSK типа (угол конусности 2 град., 51 мин., 78 сек., с соотношением стенок 1:10). Система HSK (Hohl Shaft Kegel — полый конический хвостовик) разрабатывалась как система крепления для скоростной обработки. Основные различия в приводных пазах, захватных пазах, отверстиях под СОЖ, и площади поверхности фланца. Приводные пазы находятся в конце хвостовика, они различной глубины, что позволяет устанавливать оправку только в одном положении. Хвостовик в стиле А имеет размер конуса на один размер больше, чем в стеле В, это условие верно и для стилей D и F. Оправки в стиле С были разработаны исключительно для ручного зажатия.
В токарно-фрезерных, многофункциональных станках применяются оправки HSK-T (буква Т указывает что это токарное исполнение) Отличие от оправок типа А незначительное по допускам, в связи с этим возможна взаимозаменяемость.
Конуса Морзе DIN228 (ГОСТ 25557) Стандарт R8 DIN 1835 B — DIN6499/ISO15488
Стандарт ISO26623
Стандарт VDI DIN69880 (ГОСТ24600)
Резцедержатели изготовлены согласно DIN 69880, точность хвостовика — соответствует классу IT6 (H6) • В соответствии с нормами DIN 69880-6 биение цанговых патронов DIN 6499 и DIN 6388 составляет 0,02 • Изготовлены из стали с последующей цементацией, твердость 58+/-2 HRC, прочность 800-1000 Н/мм2 • Все внутренние диаметры, хвостовик и насечки отшлифованы Фрезерные тиски — Sherline ProductsКоличество фрезерных тисков Добавить в список желанийУдалить из списка желаний Добавить в список желаний Артикул: 3551 Категория: Фрезерные тиски
О фрезерных тисках Удерживать мелкие детали при фрезеровании удобнее всего с помощью фрезерных тисков. Фрезерные тиски — это первый аксессуар, который приобретает большинство владельцев мельниц. Он будет выполнять большую часть операций по удержанию деталей при фрезеровании и прост в использовании. Призрачный вид тисков мельницы показывает желтую латунную выдвижную бочку. Фрезерные тиски Sherline идеально подходят для работы с фрезерным станком Sherline. Челюсти имеют ширину 2,00 дюйма (50,8 мм) и глубину 1,00 дюйма (25,4 мм) и открываются на полные 2,00 дюйма (50,8 мм). Неподвижная губка имеет как горизонтальную, так и вертикальную V-образную канавку для облегчения удержания круглого прутка. В тиски входят два зажима для крепления к фрезерному станку.
Скачать PDF 3551 Инструкции
Щелкните P/N ниже, чтобы загрузить заархивированную версию файла IGS 3D CAD. Доставка Мы не взимаем фиксированную плату за доставку из-за различий в весе наших продуктов. Вместо этого мы взимаем с вас плату, которую транспортная компания взимает с нас. На нашем веб-сайте используется калькулятор доставки, основанный на ежедневных тарифах для USPS и UPS в зависимости от веса и места назначения отправления. Вы также можете попросить нас использовать номер вашего счета UPS/FedEx для оплаты доставки. Просто введите его в соответствующее поле на странице оформления заказа. Внутренние заказы отправляются с понедельника по пятницу. Срочные заказы должны быть размещены до 9:00 по тихоокеанскому стандартному времени для отправки в тот же день. Срок обработки заказов наземной доставки составляет 7 рабочих дней для внутренних заказов и 14 рабочих дней для международных заказов. Возврат Большинство товаров можно вернуть в течение 30 дней с даты покупки. Возврат будет произведен на первоначальную форму оплаты по первоначальной продажной цене. Ознакомьтесь с нашей полной политикой возврата и/или начните возврат онлайн здесь.
Призрачный стрелок может сделать получателя нулевым процентом! — Блог об огнестрельном оружии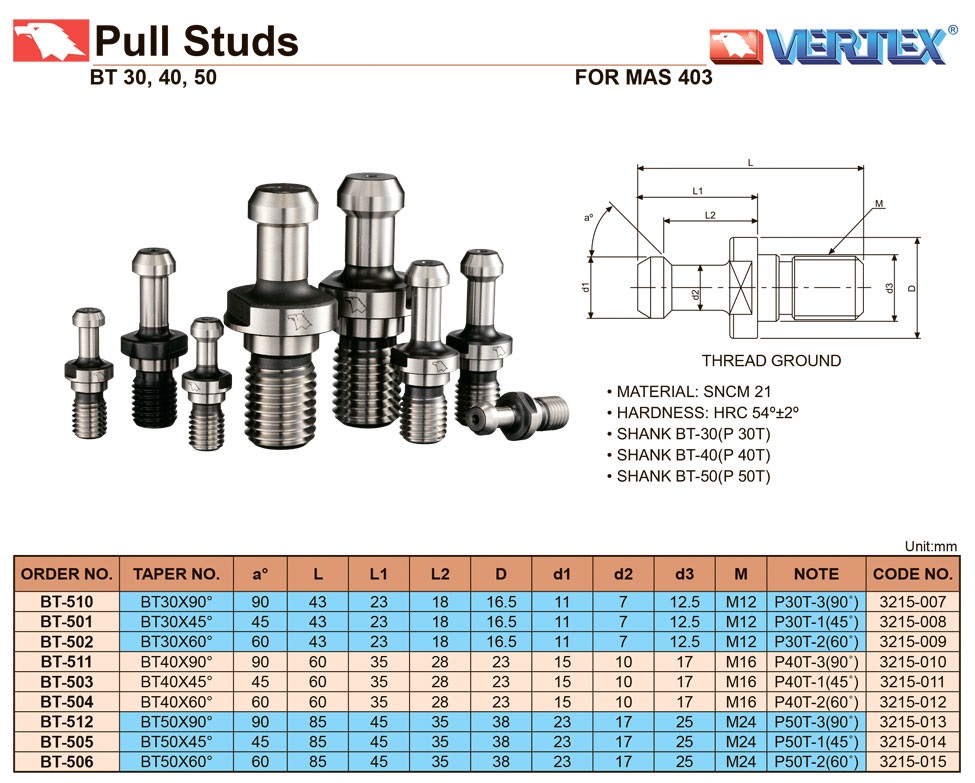 php» data-post-type=»post» data-order=»DESC» data-orderby=»date» data-offset=»0″ data-posts-per-page=»1″ data-scroll=»true» data-scroll-distance=»100″ data-max-pages=»0″ data-pause-override=»false» data-pause=»false» data-button-label=»Older Posts»> php» data-post-type=»post» data-order=»DESC» data-orderby=»date» data-offset=»0″ data-posts-per-page=»1″ data-scroll=»true» data-scroll-distance=»100″ data-max-pages=»0″ data-pause-override=»false» data-pause=»false» data-button-label=»Older Posts»> Опубликовано в Ежедневные новости от Nicholas C без комментариев Да, вы правильно прочитали. Компания Defense Distributed подняла свой настольный ЧПУ Ghost Gunner на новый уровень. Теперь они предлагают приспособления и код для фрезерования приемника с нулевым процентом (сырая заготовка заготовки, также известная как алюминиевый кирпич) в нижний приемник. Жизнь находит способ быть неуправляемой. Призрачный стрелок @TFB
Призрачный стрелок выпустил это видео, демонстрирующее их нулевой приемник. Если вы помните мой обзор Ghost Gunner 3, GG3 может обрабатывать более быстрые и твердые материалы, чем предыдущие версии Ghost Gunner. Однако одним из недостатков GG3 являются приспособления. Джиги изготавливаются методом литья под давлением из пластика. Есть файлы, которые вы также можете использовать для 3D-печати ваших собственных приспособлений. GG3 может обрабатывать только так быстро и так часто, потому что у него нет никакого типа охлаждения. Типичное ЧПУ использует воздушное или жидкостное охлаждение. На самом деле это невозможно для GG3. Некоторые владельцы GG3 пытались понять, как быстро они смогут делать приемники из 80% приемников. После нескольких из них тепло становится слишком сильным и может деформировать пластиковые приспособления. Судя по этому видео, они придумали металлические приспособления. Итак, здесь происходят интересные вещи. Как я упоминал ранее, типичные приспособления для GG3 пластиковые. Это изолирует нижний приемник от соприкосновения с монтажной пластиной внизу. Есть провод зонда, который прикручен болтами к винту захвата. Когда GG3 исследует приемник, он узнает, где находится фрагмент в трехмерном пространстве. Ему нужно знать, где он находится, чтобы он мог точно обработать гнездо FCG, отверстие переключателя и штифты спускового крючка. Если нижний приемник касается рабочей пластины, он замыкает цепь датчика, и вы получаете ошибку. Измерение выполняется концевой фрезой 1/4″, касающейся отдельных областей приемника 80%. Так почему я поднимаю эту тему? Приспособления для приемника с нулевым процентом изготовлены из металла, и вы вставляете в них необработанную заготовку. Я не уверен, как это не отключает последовательность зондирования. Подождите, если вы внимательно посмотрите на изображение ниже, вы увидите что-то похожее на тонкий кусок пластика, который отделяет приспособление от рабочей пластины. Один из самых больших вопросов, который у меня возник в связи с этим процессом, заключался в том, как они обрабатывают удлинитель приемника для буферной трубки? Скриншоты, которые я размещаю ниже, отвечают на этот вопрос. На изображении ниже показан приемник с нулевым процентом на различных стадиях завершения. Чего я не ожидал, так это того, что Defense Distributed выбрала модульную конструкцию приемника с нулевым процентом, а не один цельный приемник. Нижний разбит на три части. Видите расширение приемника? также обратите внимание на магазин и спусковую скобу. Это отдельные куски. Вот три части. Я до сих пор не уверен, как обрабатывается удлинитель приемника. Это компонент, который вы покупаете? Или есть фактический код для обработки и обработки этой части? Какой бит они используют? На этом тизере кажется, что верхняя половина ствольной коробки поворачивается в нижнюю половину. Здесь видны отверстия для винтов крепления удлинителя приемника. Я очень рад получить приемник с нулевым процентом. Хотя мне очень не нравится необходимость в этом, я восхищаюсь Коди Уилсоном и всеми сотрудниками Министерства обороны за то, что они придумали приемник с нулевым процентом, чтобы мы могли сохранить наши права на вторую поправку. До этого не должно было дойти, но у нас мрачные перспективы. Джеймс Ривз взял интервью у Коди Уилсона, и он предсказывает безрадостное будущее в отношении статуса 80% получателей. Я постараюсь посмотреть, сможет ли Defense Distributed прислать свой комплект приемника с нулевым процентом для обзора, поскольку у меня все еще есть Ghost Gunner 3. Так что следите за обновлениями. Диск 2608644128: Пильный диск BOSCH 2608644128 купить в интернет-магазине Город Инструмента, цена со скидкойЦирк. диск за Ламинат 165x20x2,6mm, 48 — СТАЕВЦирк. диск за Ламинат 165x20x2,6mm, 48 Арт.№: 2608644128
Арт.№: 2608644128
87.85лв. Описание Описание
Детайли
Подобни продукти
Въведете правилно вашите данни, с които ще кандидатствате. цена за штуку, характеристики, фотоПредназначен для чистой и точной распиловки заготовок из древесины, деревосодержащих материалов, ламината, пластика, цветных металлов. Ширина пропила 2,5 мм. Устанавливается на электропилу дисковую. Расшифровка маркировки Multi ECO – серия пильных дисков. Детали Характеристики
Отзывы покупателей Станьте первым, кто оставил отзыв об этом товаре Вопросы и ответы Станьте первым, кто задал вопрос об этом товаре Вам могут понадобиться
103867 Доставим
Смотреть на карте Набор коронок Bosch Promoline (2607019451) по дереву d60-92 мм (5 шт. Цена за упак 922 ₽ 949 ₽ За баллы: 230,25 В корзину 132443 Доставим
Смотреть на карте Набор коронок Практика (773-255) по дереву d32-54 мм с переходником (4 шт.) Цена за шт 327 ₽ 336 ₽ За баллы: 81,50 В корзину 103869 Доставим
Смотреть на карте Набор коронок Bosch Promoline (2607019450) по дереву d22-68 мм (8 шт.) Цена за упак 1 070 ₽ 1 102 ₽ За баллы: 267,25 В корзину 132444 Доставим
Смотреть на карте Набор коронок Практика (773-262) по дереву d19-64 мм с переходником (8 шт. Цена за шт 694 ₽ 714 ₽ За баллы: 173,25 В корзину 132445 Доставим
Смотреть на карте Набор коронок Практика (773-279) по дереву d19-127 мм с переходниками (12 шт.) Цена за шт 1 102 ₽ 1 135 ₽ За баллы: 275,25 В корзину Похожие товары157411 Доставим
Смотреть на карте Диск пильный по ламинату Практика (030-429) 190х30/20х2,8 мм 40 зубьев Цена за шт 1 144 ₽ 1 178 ₽ За баллы: 285,75 В корзину Диск пильный универсальный Bosch Multi ECO (2608644388) 160х16/20х2,5 мм 42 зуба в Великом Новгороде представлен в интернет-магазине Петрович по отличной цене. Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и обработку персональных данных BOSCH 2608642514 — Диск для циркулярной пилы «Expert for Laminated Panel» Посетите магазин BOSCH Посетите магазин BOSCH Безупречный и надежный рез в ламинированных панелях. Подробнее Начиная с € 49,05 Сэкономьте 44% € 88,00 Без НДС Идеальный надежный рез в ламинатных панелях. Подробнее Дополнительная скидка 10% на 100 евро — Код XMAS22 Дополнительная скидка 10% на 100 евро — Код XMAS22 Доставка по всему миру Официальная гарантия 2608642514 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Вот тут можно – узнать как отправить одну заявку сразу в несколько компаний.
Вот тут можно – узнать как отправить одну заявку сразу в несколько компаний.
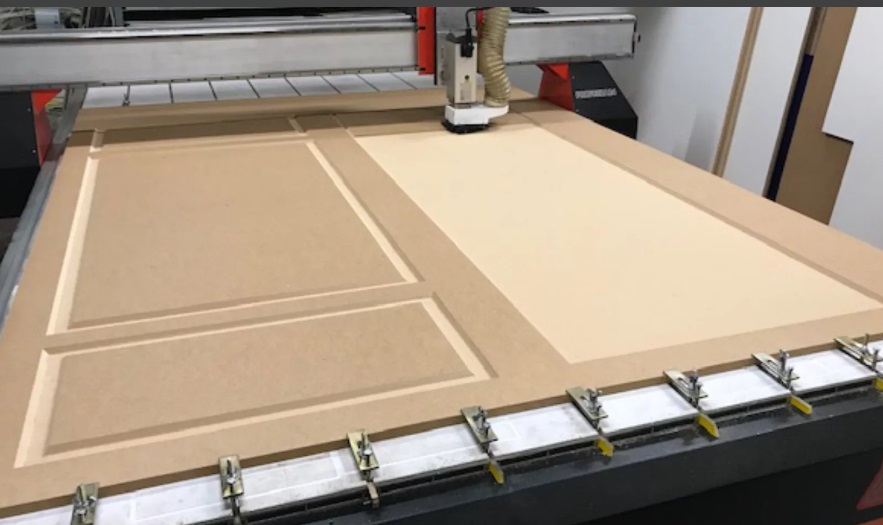 В последнем случае технолог подбирает необходимый инструмент и пишет управляющую программу, которую запускает оператор станка.
В последнем случае технолог подбирает необходимый инструмент и пишет управляющую программу, которую запускает оператор станка.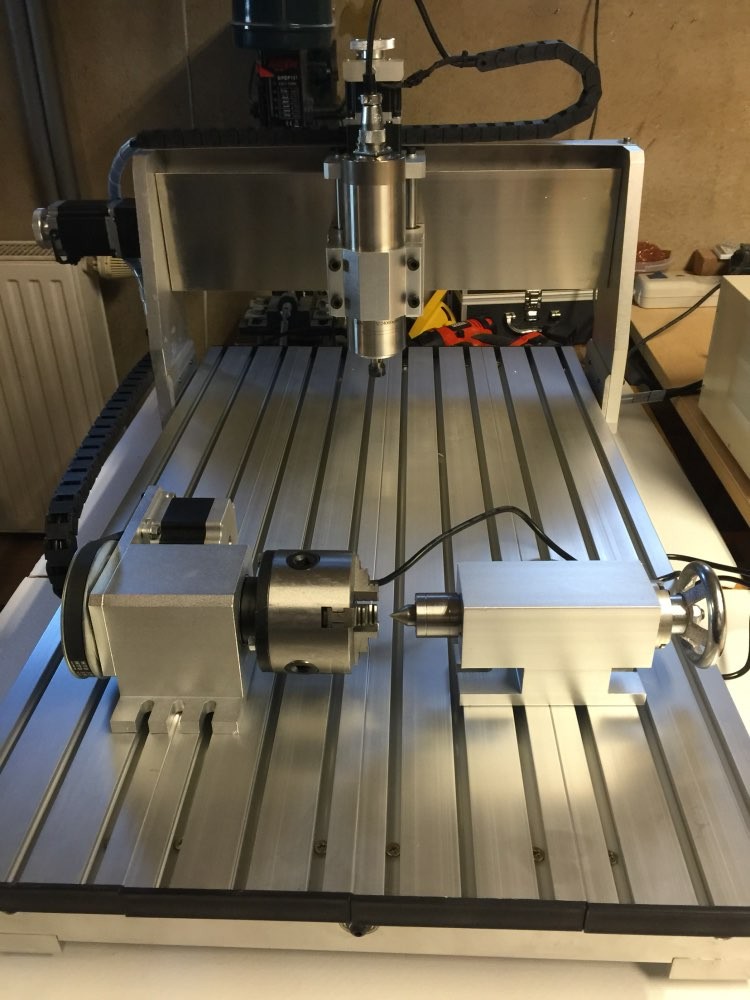 Существует огромное количество видов фрез и оснасток, мы советуем изучить материалы по данной теме в открытых источниках, которых сейчас бессчетное множество.
Существует огромное количество видов фрез и оснасток, мы советуем изучить материалы по данной теме в открытых источниках, которых сейчас бессчетное множество.

 Особенности изготовления деталей. Требования к материалам.
Особенности изготовления деталей. Требования к материалам. Этот процесс, известный своей точностью и точностью, является неотъемлемой частью нескольких отраслей, наиболее известными из которых являются автомобилестроение и авиастроение.
Этот процесс, известный своей точностью и точностью, является неотъемлемой частью нескольких отраслей, наиболее известными из которых являются автомобилестроение и авиастроение.
 С другой стороны, некоторые программы позволяют отслеживать 2D-изображение, чтобы преобразовать его в 3D-файл.
С другой стороны, некоторые программы позволяют отслеживать 2D-изображение, чтобы преобразовать его в 3D-файл.


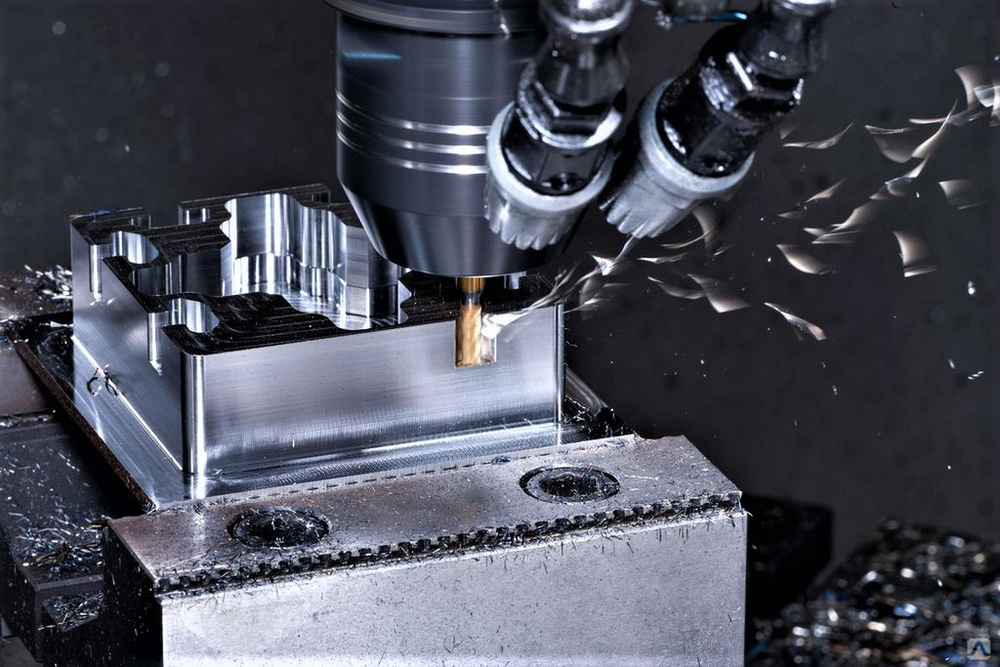 Вы можете контролировать глубину реза, вращая винт вертикальной подачи стола.
Вы можете контролировать глубину реза, вращая винт вертикальной подачи стола. Неспособность сделать это может привести к деформации или растрескиванию.
Неспособность сделать это может привести к деформации или растрескиванию. Тем не менее, он также имеет свои недостатки. Ниже приведены некоторые преимущества и недостатки процесса.
Тем не менее, он также имеет свои недостатки. Ниже приведены некоторые преимущества и недостатки процесса. Таким образом, фрезерование с ЧПУ может быть идеальным процессом, если у вас есть блок материала.
Таким образом, фрезерование с ЧПУ может быть идеальным процессом, если у вас есть блок материала. Эти материалы легкие и прочные. Из-за высокой потребности в точности и прецизионности процесс считается подходящим.
Эти материалы легкие и прочные. Из-за высокой потребности в точности и прецизионности процесс считается подходящим. Поэтому фрезерование с ЧПУ — лучший метод для таких деталей. Дизайн сохранен, а производительность и эффективность есть.
Поэтому фрезерование с ЧПУ — лучший метод для таких деталей. Дизайн сохранен, а производительность и эффективность есть.
 Сервис рассчитывает стоимость использования фрезерного станка из стоимости покупки и того, как долго он должен работать в год. Например, в Европе 3-осевые станки стоят около 40 долларов в час, а 4-осевые и 5-осевые станки стоят от 75 до 120 долларов в час.
Сервис рассчитывает стоимость использования фрезерного станка из стоимости покупки и того, как долго он должен работать в год. Например, в Европе 3-осевые станки стоят около 40 долларов в час, а 4-осевые и 5-осевые станки стоят от 75 до 120 долларов в час. 0) на блок
0) на блок

 Существует несколько видов многоосевых фрезерных станков:
Существует несколько видов многоосевых фрезерных станков: Следовательно, это подходящий выбор для выполнения вырезов и других сложных операций фрезерования. Эти машины быстрые, точные и точные.
Следовательно, это подходящий выбор для выполнения вырезов и других сложных операций фрезерования. Эти машины быстрые, точные и точные.
 Столбец может быть одиночным. Однако это зависит от сложности машины.
Столбец может быть одиночным. Однако это зависит от сложности машины. Однако количество инструментов может меняться в зависимости от конструкции и производителя фрезерного станка.
Однако количество инструментов может меняться в зависимости от конструкции и производителя фрезерного станка.

 Вы можете использовать различные программы CAD-CAM для разработки необходимого G-кода для обработки. Очень важно перевести дизайн САПР на язык программирования ЧПУ, потому что это то, что машина поймет.
Вы можете использовать различные программы CAD-CAM для разработки необходимого G-кода для обработки. Очень важно перевести дизайн САПР на язык программирования ЧПУ, потому что это то, что машина поймет. Тем не менее, по-прежнему требуется первоначальная настройка и проверка программы перед началом процесса.
Тем не менее, по-прежнему требуется первоначальная настройка и проверка программы перед началом процесса. д. Однако для создания этих элементов требуются различные операции фрезерования, такие как:
д. Однако для создания этих элементов требуются различные операции фрезерования, такие как: 
 В процессе используется профильный фрезерный инструмент, который может располагаться параллельно или перпендикулярно поверхности заготовки.
В процессе используется профильный фрезерный инструмент, который может располагаться параллельно или перпендикулярно поверхности заготовки. Вот некоторые из преимуществ и недостатков этой технологии производства.
Вот некоторые из преимуществ и недостатков этой технологии производства.
 Это может привести к увеличению общих производственных затрат.
Это может привести к увеличению общих производственных затрат. В то время как основы остаются прежними, несколько модификаций делают каждую мельницу уникальной.
В то время как основы остаются прежними, несколько модификаций делают каждую мельницу уникальной. Однако они обеспечивают меньшую устойчивость, чем машины станочного типа. Традиционные коленчатые мельницы — отличный вариант для создания одноразовых компонентов для подготовительных работ, работ по техническому обслуживанию и т. д.
Однако они обеспечивают меньшую устойчивость, чем машины станочного типа. Традиционные коленчатые мельницы — отличный вариант для создания одноразовых компонентов для подготовительных работ, работ по техническому обслуживанию и т. д.  Они используют большие рабочие столы, а их шпиндели могут двигаться в трех направлениях. Однако строгальные станки могут одновременно вмещать больше инструментов. Они могут брать до четырех инструментов одновременно. Это повышает их гибкость и эффективность, уменьшая при этом потребность в смене инструментов в процессе фрезерования.
Они используют большие рабочие столы, а их шпиндели могут двигаться в трех направлениях. Однако строгальные станки могут одновременно вмещать больше инструментов. Они могут брать до четырех инструментов одновременно. Это повышает их гибкость и эффективность, уменьшая при этом потребность в смене инструментов в процессе фрезерования. Кроме того, они меньше по размеру и требуют меньше места в станочных цехах с ЧПУ.
Кроме того, они меньше по размеру и требуют меньше места в станочных цехах с ЧПУ. На этих станках заготовки можно позиционировать относительно режущего инструмента. Затем оператор может добавить ось Z, опустив режущий инструмент. Инструменты ЧПУ обеспечивают одновременное перемещение по трем осям, предлагая необходимую гибкость для ваших нужд.
На этих станках заготовки можно позиционировать относительно режущего инструмента. Затем оператор может добавить ось Z, опустив режущий инструмент. Инструменты ЧПУ обеспечивают одновременное перемещение по трем осям, предлагая необходимую гибкость для ваших нужд. Они имеют стационарные рабочие столы с полной свободой перемещения режущей головки. То есть голова может перемещаться по осям X, Y и Z и вокруг них.
Они имеют стационарные рабочие столы с полной свободой перемещения режущей головки. То есть голова может перемещаться по осям X, Y и Z и вокруг них. Основными компонентами панели управления являются монитор ЧПУ и кнопки программирования. Большинство станков с ЧПУ имеют легкодоступные панели управления для облегчения обработки.
Основными компонентами панели управления являются монитор ЧПУ и кнопки программирования. Большинство станков с ЧПУ имеют легкодоступные панели управления для облегчения обработки. В большинстве рабочих столов используются Т-образные пазы для обеспечения легкого зажима заготовки.
В большинстве рабочих столов используются Т-образные пазы для обеспечения легкого зажима заготовки. Они различаются в зависимости от расположения, количества, расстояния между зубьями, диаметра, длины и геометрии.
Они различаются в зависимости от расположения, количества, расстояния между зубьями, диаметра, длины и геометрии. д.
д. Таким образом, проекты сохраняются с повышенной эффективностью и производительностью.
Таким образом, проекты сохраняются с повышенной эффективностью и производительностью.
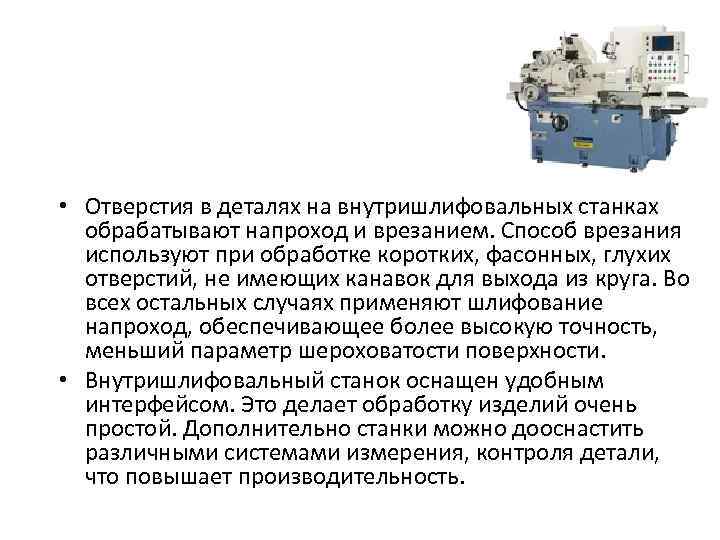
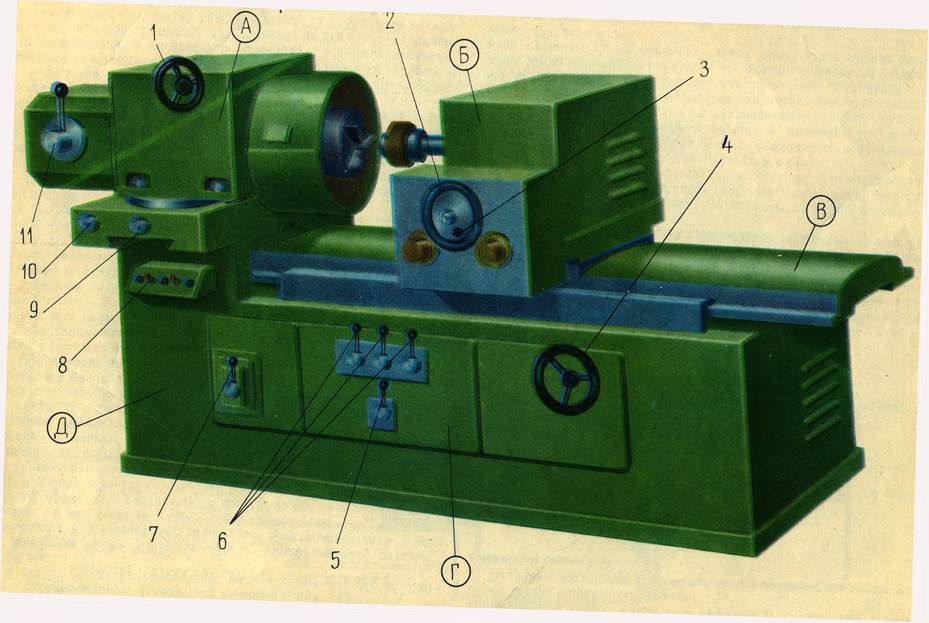 В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
 Эта причина является наиболее важной.
Эта причина является наиболее важной.
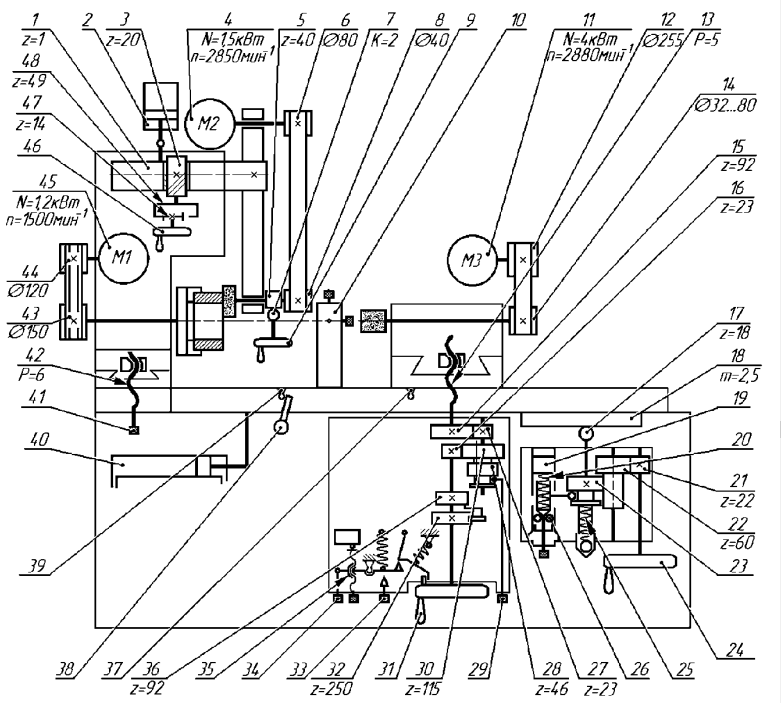


 Шлифовка поверхности, энергопотребление и срок службы инструмента (диска) могут рассматриваться в качестве основных критериев измельчаемости металлов. Кроме того, существуют важные факторы образования стружки и восприимчивости к повреждению заготовки. Образование стружки, ведущее к «загруженности» диска, наносит вред.
Шлифовка поверхности, энергопотребление и срок службы инструмента (диска) могут рассматриваться в качестве основных критериев измельчаемости металлов. Кроме того, существуют важные факторы образования стружки и восприимчивости к повреждению заготовки. Образование стружки, ведущее к «загруженности» диска, наносит вред. Могут быть отмечены любые улучшения или ухудшения в процессе шлифования, о чем свидетельствует износ диска, обработка поверхности или повреждение заготовки.
Могут быть отмечены любые улучшения или ухудшения в процессе шлифования, о чем свидетельствует износ диска, обработка поверхности или повреждение заготовки.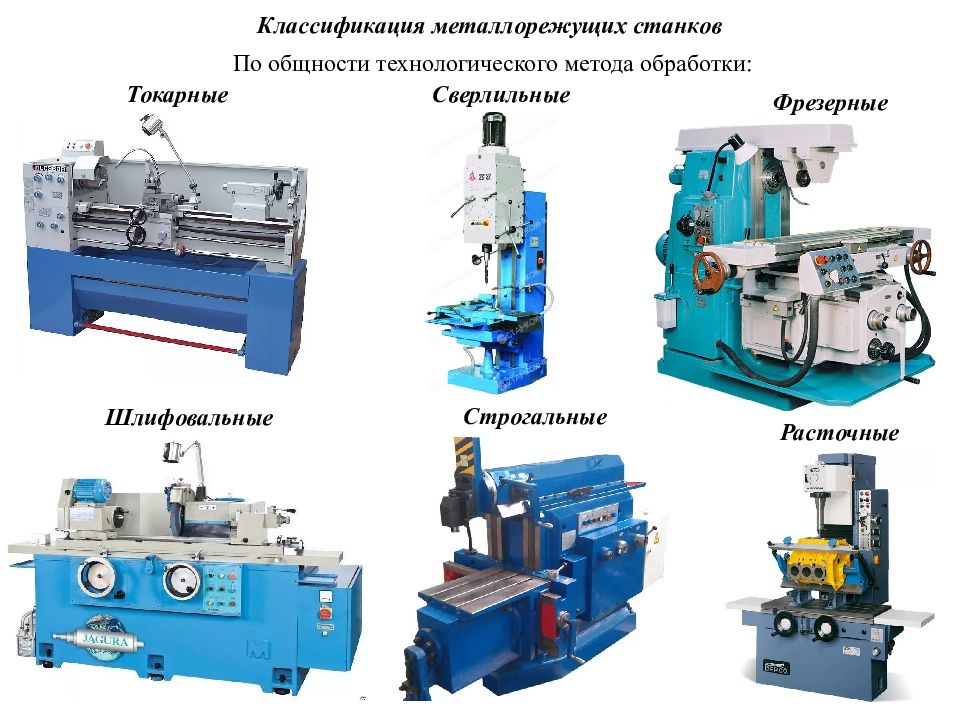 Эффективность агрегата повышает наличие различных насадок (дисков), которые позволяют работать не только с древесиной, но и с пластиком, камнем, бетоном, металлом.
Эффективность агрегата повышает наличие различных насадок (дисков), которые позволяют работать не только с древесиной, но и с пластиком, камнем, бетоном, металлом.
 Для его распыления используют специальное оборудование. Это недешевые аппараты, с которыми нужно уметь правильно обращаться и грамотно обслуживать.
Для его распыления используют специальное оборудование. Это недешевые аппараты, с которыми нужно уметь правильно обращаться и грамотно обслуживать.
 Эксцентриковая шлифмашинка (ЭШМ) особым образом зачищает, шлифует и полирует дерево, шпатлевку, металл. Она уступает в производительности вибрационной и ленточной шлифмашине.
Эксцентриковая шлифмашинка (ЭШМ) особым образом зачищает, шлифует и полирует дерево, шпатлевку, металл. Она уступает в производительности вибрационной и ленточной шлифмашине. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам).
Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам). А вот ЧПУ обходится дороже, но записанные программы можно заменять на программоносителе, что ускоряет и упрощает перенастройку.
А вот ЧПУ обходится дороже, но записанные программы можно заменять на программоносителе, что ускоряет и упрощает перенастройку. Конец каждого двойного хода сопровождается подачей на глубину шлифовки.
Конец каждого двойного хода сопровождается подачей на глубину шлифовки.

 При шлифовании древесины используют различные инструменты: различные шлифовальные машины, болгарку, дрель. Также древесину шлифуют и вручную.
При шлифовании древесины используют различные инструменты: различные шлифовальные машины, болгарку, дрель. Также древесину шлифуют и вручную. поддерживать.
поддерживать.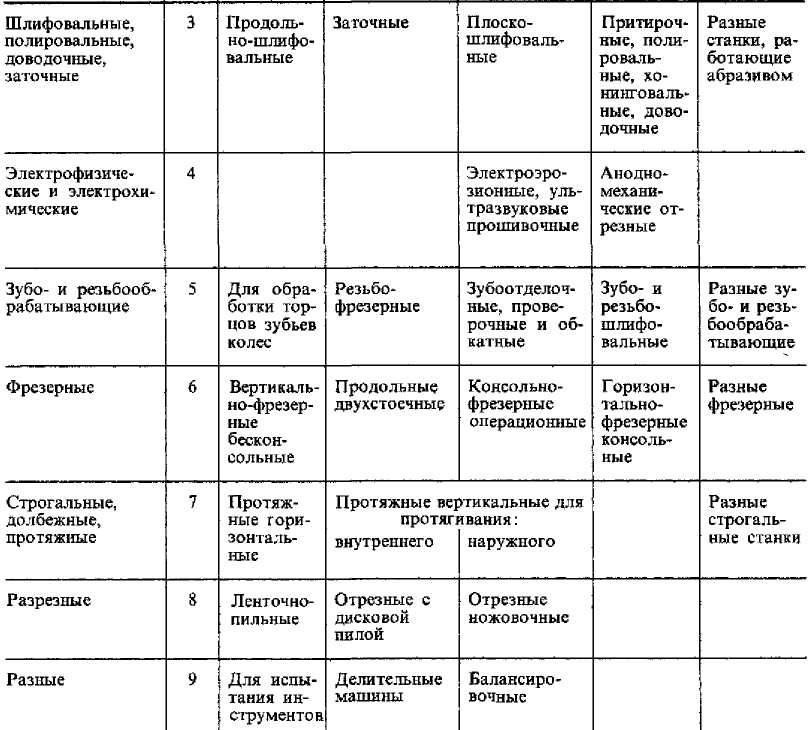




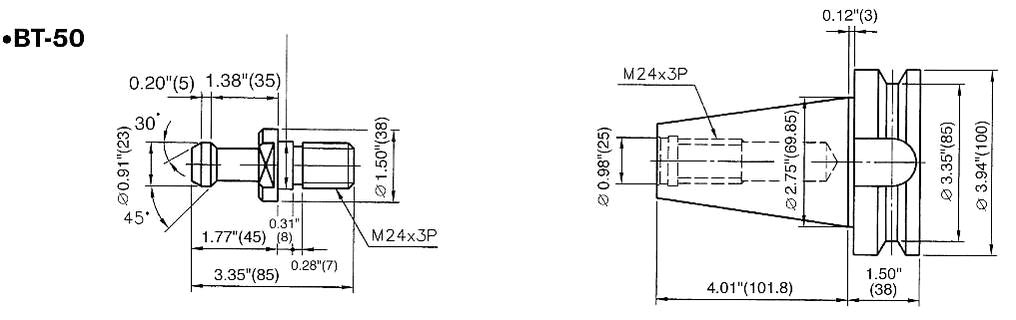
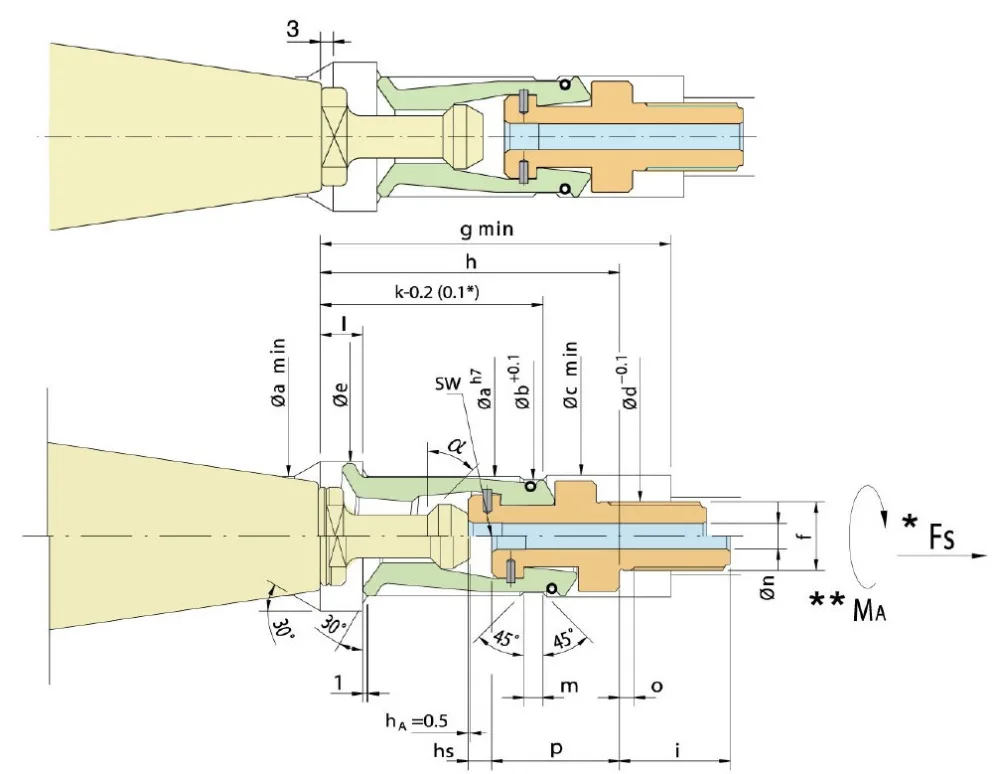




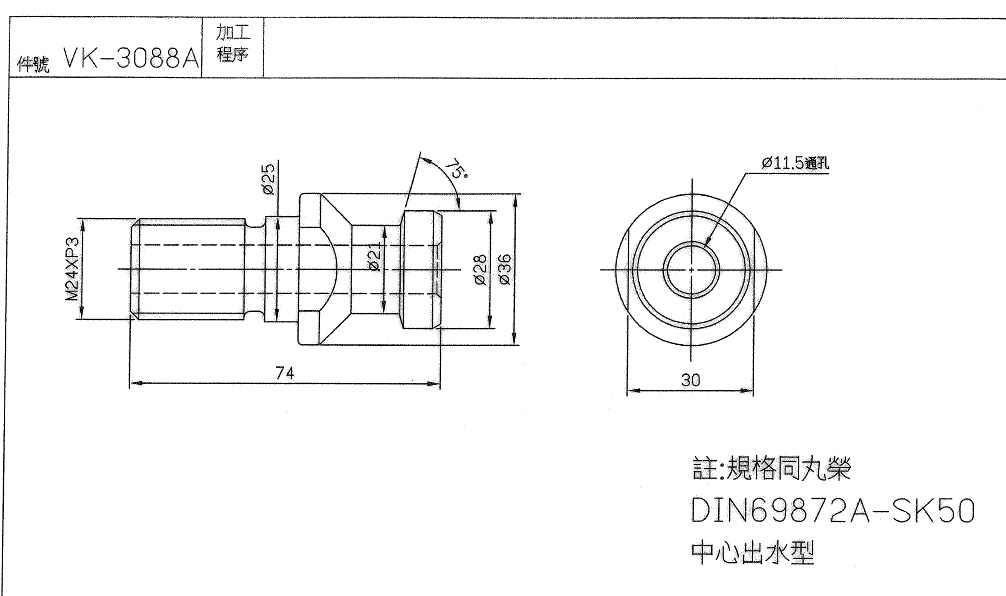
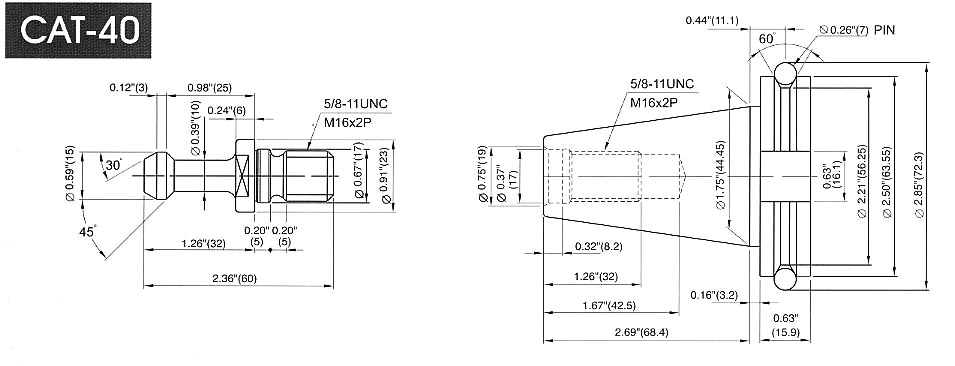 Штревеля для DIN 69871 и MAS-BT отличаются длинной на 3 мм, поэтому важно выбирать правильный штревель во избежании выхода из стоя узлов станка.
Штревеля для DIN 69871 и MAS-BT отличаются длинной на 3 мм, поэтому важно выбирать правильный штревель во избежании выхода из стоя узлов станка.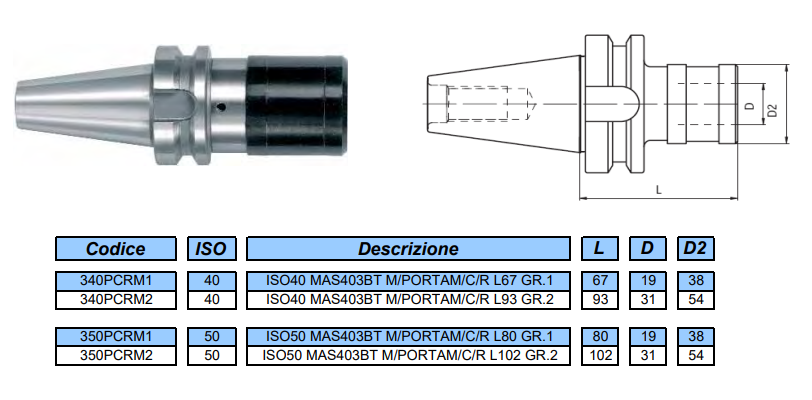

 Европейские производители: Alzmetal, Barrufaldi, Boschert, Balluff, Bridgeropt, Breton, Boehringer, Cincinnati, Cincinnati Milacron, Chevalier, Chiron, Citizen, Cosen, Deckel, Deckel-Maho, Dahlin, DMG-Deckel, DMG-Gildemeister, Duplomatic, EMCO Maier, Euromac, Gidemeister, HERMLE, MAG Cincinnati, Micron, Shaublin, Sauter, Spinner, Traub. Американские производители: AgieCharmilles, Haas, JONES & SHIPMAN
Европейские производители: Alzmetal, Barrufaldi, Boschert, Balluff, Bridgeropt, Breton, Boehringer, Cincinnati, Cincinnati Milacron, Chevalier, Chiron, Citizen, Cosen, Deckel, Deckel-Maho, Dahlin, DMG-Deckel, DMG-Gildemeister, Duplomatic, EMCO Maier, Euromac, Gidemeister, HERMLE, MAG Cincinnati, Micron, Shaublin, Sauter, Spinner, Traub. Американские производители: AgieCharmilles, Haas, JONES & SHIPMAN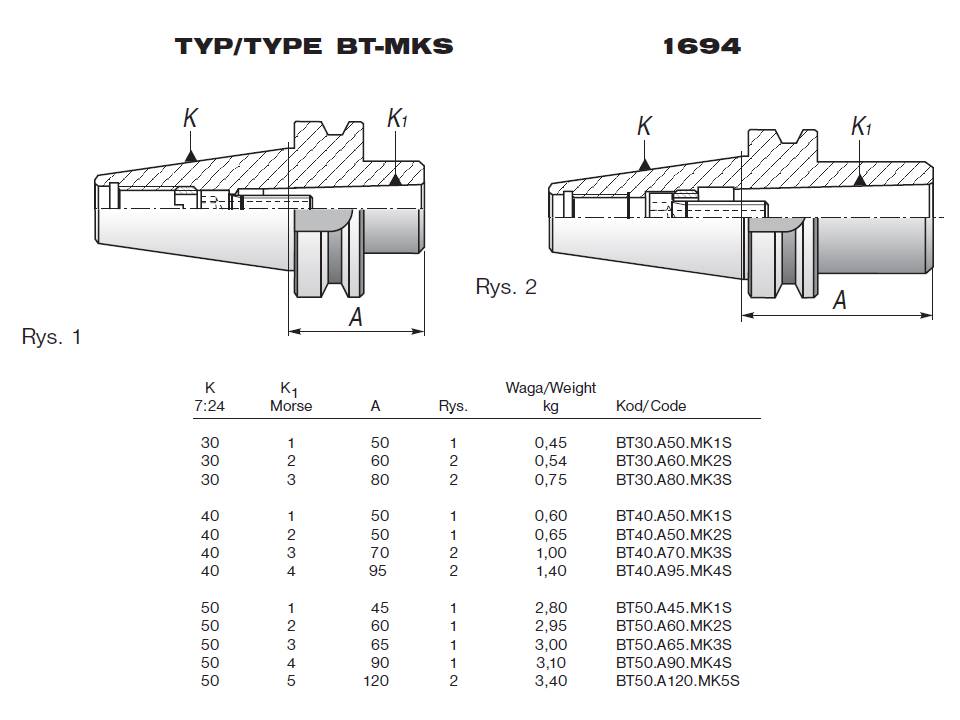 к. конуса одинаковые 7:24, отличается места для захвата инструмента и место под штревель (показано на рисунке), то есть проблема решается при помощи переходника, удлинением оправки.
к. конуса одинаковые 7:24, отличается места для захвата инструмента и место под штревель (показано на рисунке), то есть проблема решается при помощи переходника, удлинением оправки.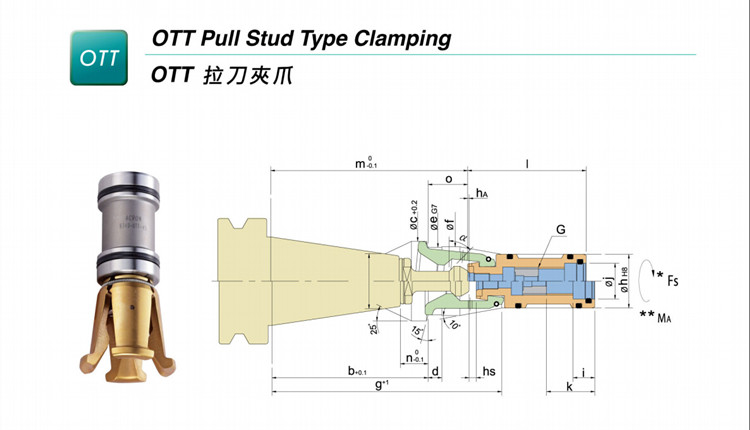 1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT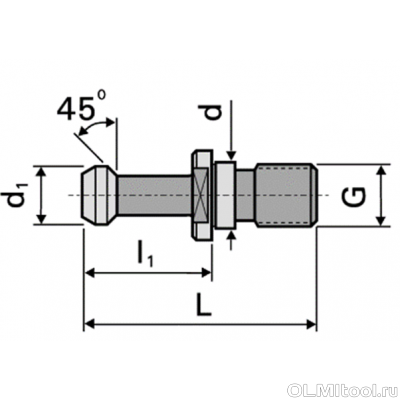 3)
3)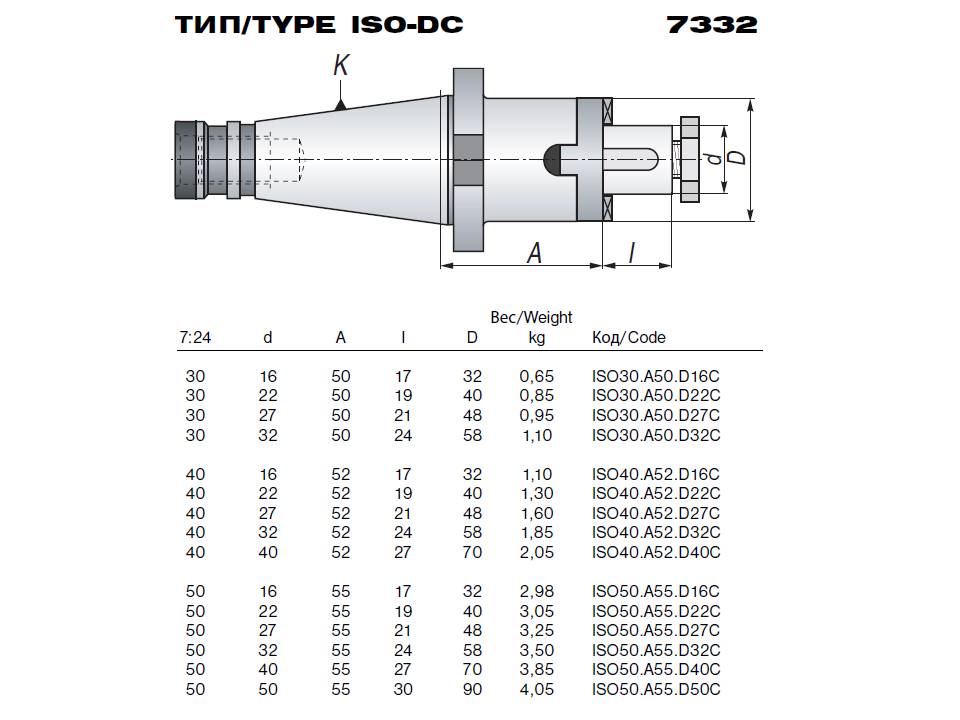 Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.
Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.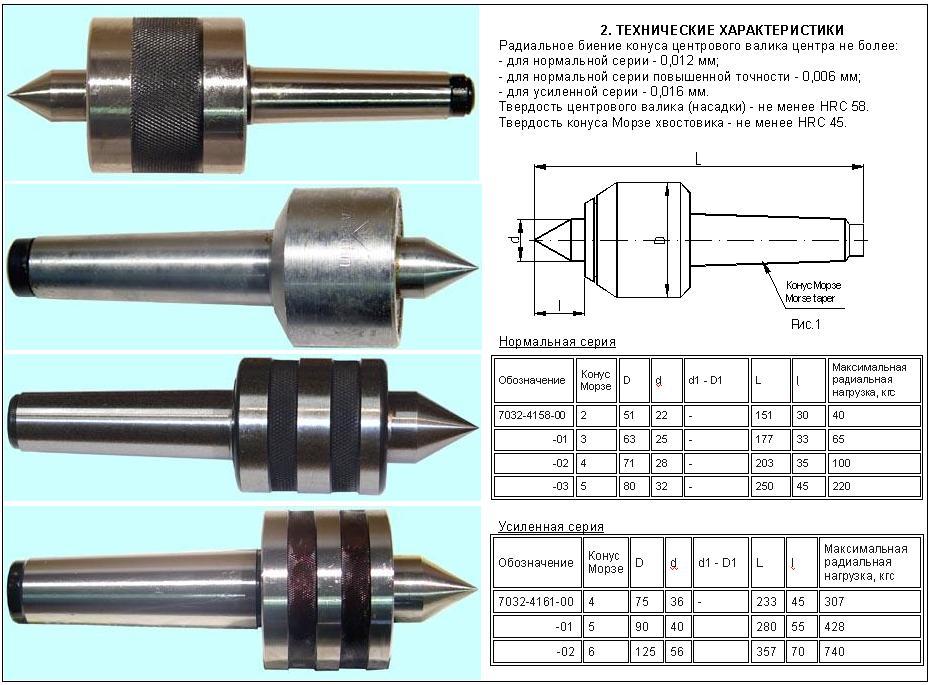 Фрезерные тиски отличаются от других станочных тисков тем, что они предназначены для удержания подвижной губки во время зажима, исключая любую возможность подъема губки. Тоже аккуратно сделано. Дешёвые тиски для сверлильного станка почти бесполезны на фрезерном станке, потому что их нельзя точно выровнять по станку.
Фрезерные тиски отличаются от других станочных тисков тем, что они предназначены для удержания подвижной губки во время зажима, исключая любую возможность подъема губки. Тоже аккуратно сделано. Дешёвые тиски для сверлильного станка почти бесполезны на фрезерном станке, потому что их нельзя точно выровнять по станку. Эти зажимы такие же, как и прижимной набор с 4 зажимами.
Эти зажимы такие же, как и прижимной набор с 4 зажимами.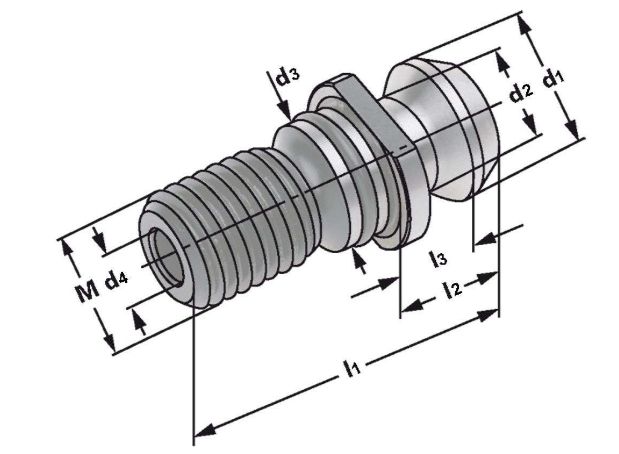 Вам нужно будет распаковать zip-файл перед просмотром файла IGS.
Вам нужно будет распаковать zip-файл перед просмотром файла IGS.  НАЖМИТЕ ЗДЕСЬ для получения дополнительной информации о нашей политике доставки и заказа.
НАЖМИТЕ ЗДЕСЬ для получения дополнительной информации о нашей политике доставки и заказа.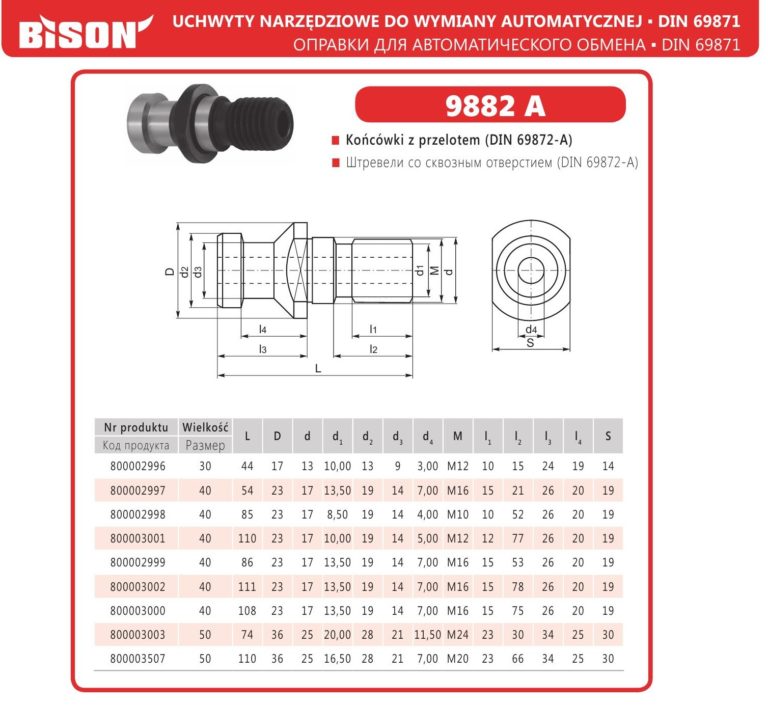
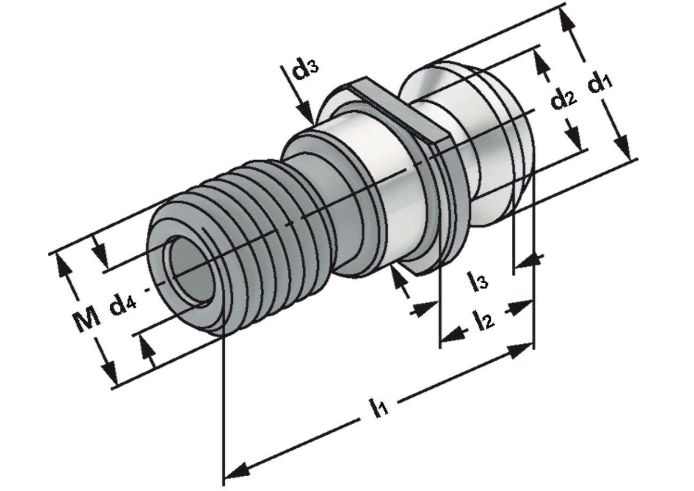
 Ну вот. Вот как это делается.
Ну вот. Вот как это делается.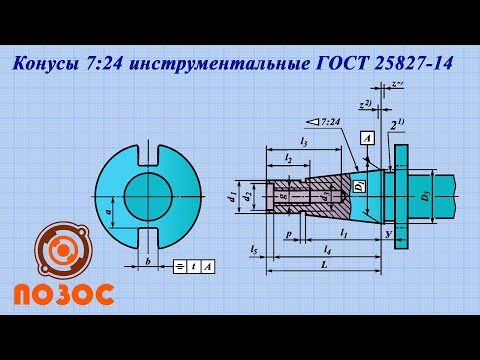
 )
) )
) Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить диск пильный универсальный Bosch Multi ECO (2608644388) 160х16/20х2,5 мм 42 зуба в интернет-магазине Петрович в Великом Новгороде.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар диск пильный универсальный Bosch Multi ECO (2608644388) 160х16/20х2,5 мм 42 зуба действительны в Великом Новгороде.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить диск пильный универсальный Bosch Multi ECO (2608644388) 160х16/20х2,5 мм 42 зуба в интернет-магазине Петрович в Великом Новгороде.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар диск пильный универсальный Bosch Multi ECO (2608644388) 160х16/20х2,5 мм 42 зуба действительны в Великом Новгороде.
 Гарантия, предлагаемая компаниям/торговцам, действительна в течение 1 года бесплатно.
Гарантия, предлагаемая компаниям/торговцам, действительна в течение 1 года бесплатно.  ..
.. 02.42; 2/9/46,4; 10.02.60
02.42; 2/9/46,4; 10.02.60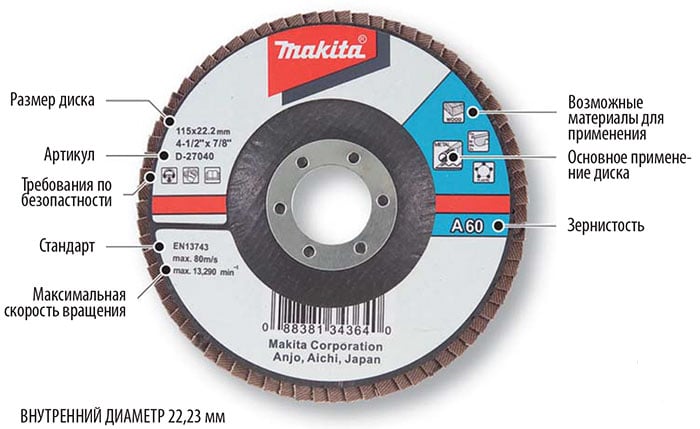 ..
.. 02.42
02.42
 bista! W miarę bezpiecznie można ciąć Drawno nawet z gwoździami na budowie (окуляры ochronne obowiązkowe!!!). Precyzja cięcia słaba jak to na szlifierkę kątową, jednak zależna jest od stabilności ręki operatora! Przyciąć OSB na szalunek z gwoździami lub wyciąć starą Drawnianą oscieżnicę to z tą tarczą łatwizna i przyjemność. Aż dziw, że przez tak wiele lat nikt wcześniej nie wymyślił takiej tarczy!!! Polecam budowlańcom!!!
bista! W miarę bezpiecznie można ciąć Drawno nawet z gwoździami na budowie (окуляры ochronne obowiązkowe!!!). Precyzja cięcia słaba jak to na szlifierkę kątową, jednak zależna jest od stabilności ręki operatora! Przyciąć OSB na szalunek z gwoździami lub wyciąć starą Drawnianą oscieżnicę to z tą tarczą łatwizna i przyjemność. Aż dziw, że przez tak wiele lat nikt wcześniej nie wymyślił takiej tarczy!!! Polecam budowlańcom!!! pl sp. z.o.o, obejmujących w szczególności wyświetlanie spersonalizowanych reklam w serwisie Taniomania.pl.
pl sp. z.o.o, obejmujących w szczególności wyświetlanie spersonalizowanych reklam w serwisie Taniomania.pl.
 После того как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3. При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было указано выше.
После того как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3. При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было указано выше.
 Протачивание кулачков следует производить на том станке, на котором будет работать данный патрон. При простой форме рабочих поверхностей кулачков они могут быть и закаленными. Рабочие поверхности их следует шлифовать, используя для этого переносную шлифовальную машинку.
Протачивание кулачков следует производить на том станке, на котором будет работать данный патрон. При простой форме рабочих поверхностей кулачков они могут быть и закаленными. Рабочие поверхности их следует шлифовать, используя для этого переносную шлифовальную машинку.

 52.
52. В случае необходимости кулачки можно перевернуть и закрепить обрабатываемую деталь за внутреннюю поверхность.
В случае необходимости кулачки можно перевернуть и закрепить обрабатываемую деталь за внутреннюю поверхность. 54, б, потому что при слишком сильном нажатии на поверхность детали мел может «подхватить», что вызывает нередко повреждение руки. Лучше опереть руку на зажатый в резцедержателе и подведенный к устанавливаемой детали резец.
54, б, потому что при слишком сильном нажатии на поверхность детали мел может «подхватить», что вызывает нередко повреждение руки. Лучше опереть руку на зажатый в резцедержателе и подведенный к устанавливаемой детали резец. Если риска расположена по рис.55,а, т.е симметрично относительно кулачка 4, необходимо слегка освободить (равномерно) кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кулачок 4 и снова закрепить кулачки 1 и 3.
Если риска расположена по рис.55,а, т.е симметрично относительно кулачка 4, необходимо слегка освободить (равномерно) кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кулачок 4 и снова закрепить кулачки 1 и 3. 56). Загнутый конец иглы рейсмуса подводят к поверхности проверяемой детали так, чтобы между этой поверхностью и концом иглы был просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают, как изменяется величина этого просвета. Изменяя установку детали (перемещая для этого кулачки патрона, как указано выше), добиваются того, чтобы изменение просвета было возможно меньшим.
56). Загнутый конец иглы рейсмуса подводят к поверхности проверяемой детали так, чтобы между этой поверхностью и концом иглы был просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают, как изменяется величина этого просвета. Изменяя установку детали (перемещая для этого кулачки патрона, как указано выше), добиваются того, чтобы изменение просвета было возможно меньшим.
 Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности.
Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности.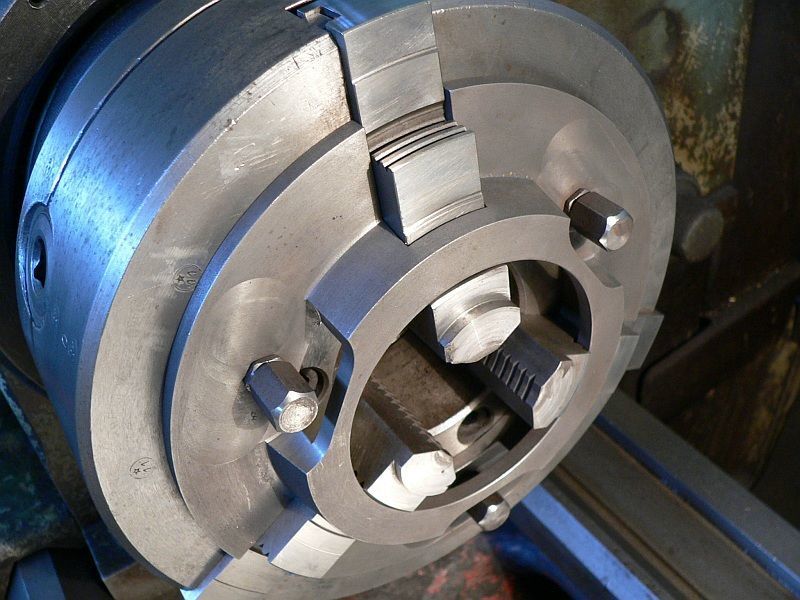
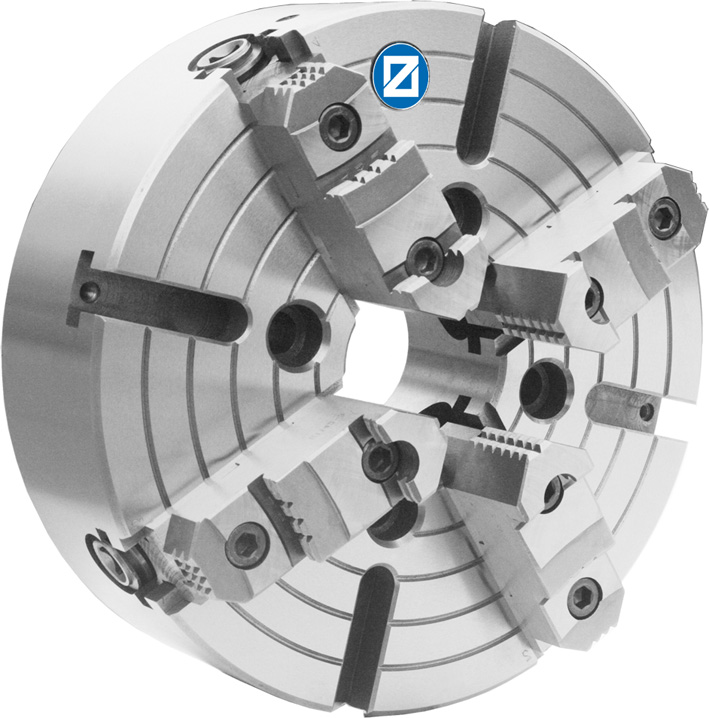


| Характеристика | Значение |
|---|---|
|
Электрическое подключение |
400 В / 3 Ph ~ 50 Гц |
|
Потребляемая мощность |
50 кВт |
|
Мощность двигателя привода шпинделя |
30 кВт |
|
Крутящий момент приводного двигателя |
186 Нм |
|
Конус шпинделя |
DIN ISO 702-1 Nr.  8 8 |
|
Диаметр отверстия шпинделя |
88 мм ** В зависимости от установленных Патронов |
|
Мощность насоса охлаждающей жидкости |
750 Вт |
|
Емкость бака СОЖ |
185 литров |
|
Гидравлическая система Мощность двигателя |
2,5 кВт |
|
Емкость бака гидравлической системы |
70 литров |
|
Высота центров |
600 мм |
|
Включение длины с автоматической смены инструмента макс.  |
1.250 мм |
|
Высота над суппортом |
450 мм |
|
Над станиной станка |
600 мм |
|
Диаметр обработки макс.  |
485 мм |
|
Наклонная станина |
45 градусов |
|
Гидравлические патроны |
250 мм |
|
Проход шпинделя |
77 мм |
|
Вращение шпинделя |
10-3000 об/мин |
|
Гидравлический сменщик инструмента |
Sauter VDI40 с приводом инструмента |
|
Количество станций инструмента |
12 |
|
Скорость вращения инструмента |
максимум 4000 об/мин |
|
Мощность двигателя приводного инструмента |
4,82 кВт |
|
Макс.  Крутящий момент Крутящий момент |
20 Н · м |
|
Размер оправки резца макс. |
25 х 25 мм |
|
Посадочный размер резцедержателя Макс. |
32 мм |
|
Точность обработки |
+/- 0,005 мм |
|
Точность позиционирования |
+/- 0,005 мм |
|
Перемещение по оси X |
305 мм |
|
Перемещение по оси Z |
1.  250 мм 250 мм |
|
Xод по оси (опционально) Y |
+/- 50 мм |
|
Скорость подачи по оси Х |
24 000 мм / мин |
|
Скорость подачи Z-оси |
24 000 мм / мин |
|
Крутящий момент двигателя по оси Х |
11 Нм |
|
Крутящий момент двигателя Z-оси |
27 Нм |
|
Конус задней бабки |
MK 5 |
|
Длина заготовки макс.  |
1,150 мм |
|
Бабка — диаметр пиноли |
90 мм |
|
Бабка – Ход пиноли |
120 мм |
|
Размеры Ш х В |
2,016 х 1856 мм |
|
Общий вес |
6500 кг |
Стандартный комплект
Тормозная система C-ось
Программируемое перемещение задней бабка
Транспортер для удаления стружки
Автоматический измеритель инструмента Renishaw
Система охлаждения
Портативный электронный штурвал
Теплообменник
Вспомогательный инструмент
Гидравлический зажим VDI 40 Sauter
Деталеулавливатель
Гидравлический 3-х кулачковый патрон Ø 200 мм S 500
Система охлаждения шпинделя CTS 20 бар
Автоматический дверной доводчик
Гидравлический 3-х кулачковый патрон Ø 250 мм S 750
Аксессуары
Ammco, Accu-Turn, Bosch, Тормозной токарный станок, стальной конусный зажим, оправка 1 дюйм, 6,5
Наведите курсор на изображение, чтобы увеличить его
Колокольный зажим диаметром 6 1/2 дюйма — отверстие 1 дюйм
Подходит для следующих марок токарных станков с тормозом:
Подходит для любого токарного станка с оправкой 1 дюйм
Сделано в США.
Возврат
Наша политика действует 30 дней Если с момента покупки прошло 30 дней, к сожалению, мы не можем предложить вам возврат или обмен
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Некоторые виды товаров не подлежат возврату. Например, скоропортящиеся товары со сроком годности, такие как Xtra Seal и некоторые продукты марки 3M.
Для оформления возврата нам потребуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо):
- Любой товар не в своем первоначальном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой
- Любой товар, возвращенный более чем через 30 дней после доставки
Возврат
После получения и проверки вашего возврата мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возмещения
Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Предметы со скидкой
Возврат возможен только за товары по обычной цене, к сожалению, возврат за товары со скидкой невозможен.
Обмен
Мы заменяем товары только в том случае, если они неисправны или повреждены. Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу sales@mt-rsr. com и отправьте товар по адресу: 7700 N 68th Ave, Brooklyn Park, MN 55428
com и отправьте товар по адресу: 7700 N 68th Ave, Brooklyn Park, MN 55428
Доставка
Чтобы вернуть товар, вам следует отправьте товар по адресу: 7700 N 68th Ave, Brooklyn Park, MN 55428
Вы будете нести ответственность за оплату транспортных расходов при возврате товара. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость обратной доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для доставки товара по обмену, может различаться.
Если вы отправляете товар на сумму более 75 долларов США, вам следует рассмотреть возможность использования отслеживаемой службы доставки или приобретения страховки доставки. Мы не гарантируем, что получим ваш возвращенный товар.
Заказы на сумму более 75 долларов США доставляются бесплатно в пределах континентальной части США.
Все заказы на запчасти отправляются через UPS или USPS, если не указано иное, в течение 48 часов во все районы США. Как малый бизнес, мы отправляем только с понедельника по пятницу.
Заказы на следующий день и через 2 дня обычно могут быть отправлены в тот же день, если заказ размещен до 14:00 по центральному поясному времени.
Next Day Air и 2nd Day Air (оба UPS) — единственные услуги с гарантированным временем доставки. Наземные службы UPS и USPS дают только расчетное время в пути.
UPS 2nd Day Air — это служба ускоренной доставки, которая гарантирует доставку посылок в пункт назначения на второй рабочий день . Это гарантированная услуга, но она недоступна для доставки на дом — только для бизнеса. Он гарантированно прибудет к концу дня.
Расчетное время в пути для наземных отправлений UPS см. на карте наземных перевозок UPS .
На странице корзины есть калькулятор доставки. Чтобы рассчитать стоимость доставки, добавьте товар в корзину, затем просмотрите корзину, чтобы получить доступ к калькулятору.
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardShop PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Country
United StatesCanadaAustralia—Åland IslandsAndorraAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaBahamasBarbadosBelgiumBelizeBermudaBosnia & HerzegovinaBritish Indian Ocean TerritoryBritish Virgin IslandsBulgariaCanadaCayman IslandsChileChinaChristmas IslandCocos (Keeling) IslandsColombiaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaDenmarkDominicaDominican RepublicEcuadorEl SalvadorEstoniaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGermanyGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuyanaHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKiribatiKosovoKuwaitLatviaLebanonLiechtensteinLithuaniaLuxembourgMacao SARMalaysiaMaldivesMaltaMartiniqueMayotteMexicoMoldovaMonacoMontenegroMontserratNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNiueNorfolk IslandNorth MacedoniaNorwayPakistanPanamaPapua New GuineaP арагвайПеруФилиппиныПиткэрнПольшаПортугалияКатарРеюньонРумынияРоссияСамоаСан-МариноСаудовская АравияСербияСингапурСинт-МартенСловакияСловенияСоломоновы островаЮжная АфрикаЮжная Георгия и Южные Сандвичевы островаЮжная КореяИспанияСан-Марино Бартелеми Св. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаиландТимор-ЛештиТокелауТонгаТринидад и ТобагоТурцияОстрова Теркс и КайкосТувалуСША. Отдалённые островаОбъединённые Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайВануатуВатиканВьетнамУоллис и Футуна
Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаиландТимор-ЛештиТокелауТонгаТринидад и ТобагоТурцияОстрова Теркс и КайкосТувалуСША. Отдалённые островаОбъединённые Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайВануатуВатиканВьетнамУоллис и Футуна
Почтовый индекс
Возврат
Наша политика действует 30 дней. Если с момента покупки прошло 30 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Некоторые виды товаров не подлежат возврату. Скоропортящиеся товары, такие как продукты питания, цветы, газеты или журналы, возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы.
Дополнительные товары, не подлежащие возврату:
Подарочные карты
Загружаемые программные продукты
Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо)
Книга с очевидными признаками использования
Компакт-диск, DVD, кассета VHS, программное обеспечение, видеоигра, кассета или виниловая пластинка, которые были открыты
Любой товар не в своем первоначальном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой
Любой товар, возвращенный более чем через 30 дней после доставки
Возврат средств (если применимо)
После получения и проверки вашего возврата, мы отправит вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возмещения (если применимо)
Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Товары для продажи (если применимо)
Возврат возможен только за товары по обычной цене, к сожалению, за товары со скидкой возврат невозможен.
Обмен (если применимо)
Мы заменяем товары только в случае их дефекта или повреждения. Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте свой товар по адресу: 7855 Ranchers Rd. NE Fridley Minnesota US 55432.
Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте свой товар по адресу: 7855 Ranchers Rd. NE Fridley Minnesota US 55432.
Подарки
Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка
Чтобы вернуть товар, отправьте его по почте по адресу: 7855 Ranchers Rd. NE Fridley Minnesota US 55432
Вы будете нести ответственность за оплату транспортных расходов при возврате товара. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость обратной доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для доставки товара по обмену, может различаться.
Если вы отправляете товар на сумму более 75 долларов США, вам следует рассмотреть возможность использования отслеживаемой службы доставки или приобретения страховки доставки. Мы не гарантируем, что получим ваш возвращенный товар.
Токарные патроны
Токарные патроны
Поиск по категориям
- Абразивы и шлифовальные материалы
- Клеи
- Аксессуары для воздуха
- Воздушные компрессоры
- Автомобильное оборудование
- Ленточные пилы по дереву
- Ленточные пилы по металлу
- Книги, планы и DVD
- Расточные станки
- Ролики
- Зажимы
- Комбинация токарно-фрезерных станков
- Подрядчик, дом и магазин
- Столовые приборы
- Режущие инструменты
- Сверлильные станки
- Сверление и растачивание
- Принадлежности для сбора пыли
- Пылесборники
- Крепеж
- Отделка
- Подарки
- Оружейное дело и стрельба
- Ручной инструмент
- Оборудование
- Приспособления и приспособления
- Фуганки
- Токарные станки
- Принадлежности для мастеров
- Принадлежности для машин
- Транспортировка материалов
- Измерительные инструменты
- Металлообрабатывающие станки-Разное
- Фрезерные станки
- Мобильные базы и стойки
- Двигатели, переключатели и электрооборудование
- Гвоздезабиватели и степлеры
- Запчасти
- Строгальные станки
- Пневматические инструменты
- Электроинструменты
- Прессы
- Фрезы
- Оборудование для обеспечения безопасности
- Пескоструйные аппараты
- Сандерс
- Пилы
- Охранное оборудование
- Формовочные фрезы
- Формирователи
- Станки для обработки листового металла
- Магазин аксессуаров
- Аксессуары Саут-Бенд
- Настольные пилы
- Ящики для инструментов
- Инструменты
- Тиски
- Принадлежности для сварки
- Колеса
- Изделия из дерева
- Деревообрабатывающие станки — Разное
- Верстаки
×
{{bucket.
 label}}
label}}
$ {{bucket.label === ‘Цена’ ? option.label[0].slice(0, option.label[0].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : option.label}} {{option.label[0].slice(option.label[0].indexOf(‘.’)+1)}} {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? ‘ to ‘ : Bucket.label === ‘Цена’ ? ‘+’ : » }} $ {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? option.label[1].slice(0, option.label[1].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : »}} {{option.label[1].slice(option.label[1].indexOf(‘.’)+1)}}
Показать больше…
{{result.
Станок для лазерной резки картона: Лазерный станок по картону и бумаге с ЧПУ — купить по цене от производителя
Лазерный станок для резки картона
Лазерные станки для резки картона отличаются высокой универсальностью и способны дополнительно работать с очень широким классом других материалов, включая тонкие и непрочные, такие как полиэтилен, кожа, ткань. Изделия из картона востребованы практически в любой области производства. Во-первых, картон применяется в качестве упаковочного материала. А значит должен «сопровождать» буквально каждое изделие. И быть не просто упаковкой, оберегающей содержимое от внешнего воздействия. Но и обеспечивать привлекательный внешний вид, нести важную информацию о товаре, изготовителе, характеристиках изделия и т. п. Всё это требует изготовление качественной упаковки из дорогих сортов картона.
Во-вторых, картон может использоваться «сам по себе» — не в качестве упаковки, но в виде самостоятельного изделия (к примеру, материалов художественного оформления). И в этом случае изделия из картона должны отличаться качественным внешним видом и точностью обработки.
Несмотря на свою относительную непрочность и лёгкую резку, обработка картона является довольно-таки трудоёмким делом. На крупных полиграфических комбинатах для резки картона используются огромные прессы. Их наладка на выпуск конкретной продукции требует значительных затрат времени, а приемлемая себестоимость готовой продукции получается лишь при огромных тиражах производства. Такое оборудование совершенно не годиться для малого бизнеса или частного художественного ателье. Ведь никому не придёт в голову использовать громадный отрезной пресс для резки снежинок!
С появлением и широким распространением лазерного оборудования, автоматическая обработка картона стала возможным и даже относительно простым делом. Лазерный станок с ЧПУ может осуществлять фигурную резку картона, воплощая сколь угодно сложные контуры изделий. Благодаря высокой универсальности, лазерные станки с ЧПУ легко и быстро программируются на выпуск продукции любого типа. При этом себестоимость готовых изделий из картона никак не зависит от их тиража — высокое качество будет обеспечено как для одной штуки, так и для партии в тысячу экземпляров.
При этом лазерное оборудование отличается очень доступной ценой. Оно легко в управлении и обслуживании — даже для неспециалиста по технике. Современные программные комплексы значительно облегчают моделирование готовых изделий. Так что, к примеру, «развертка» картонной упаковки может быть изготовлена на лазерном станке с ЧПУ «в одно касание». И после резки картонную упаковку останется лишь свернуть по уже размеченным станком линиям!
Обеспечение высокого качества лазерной обработки картона
Лазерные станки с ЧПУ обладают необходимыми характеристиками для обеспечения отличного качества обработки картонных изделий. Однако каждый сорт картона имеет собственные характеристики (прежде всего, плотность), а, следовательно, для получения неизменно высокого качества реза, параметры лазерной обработки приходится оптимизировать в каждом конкретном случае.
Одно из часто встречающихся негативных явлений — чёрный налёт («нагар») по краям картона после лазерной обработки. Для устранения этого явления необходимо тщательно подбирать режимы обработки.
Начать следует с оценки базовой мощности лазерной трубки станка и толщины обрабатываемой заготовки. К примеру, для резки картона плотностью 300 гр./м2 достаточно 80% мощности (при номинальной мощности лазерной трубки — 50 Вт). Скорость движения излучателя в этом случае стоит устанавливать на уровне 20 мм/с.
Однако такие значения мощности и скорости можно рассматривать только в качестве начального ориентира. На интенсивность образования нагара значительное влияние оказывает также мощность обдува лазерной головки и мощность вытяжки лазерного станка. При повышении мощности, нагарообразование на краях порезанного картона снижается.
Аналогичного снижения можно добиться, если резать сразу по 5-6 картонных листов за раз. В этом случае незначительный чёрный налёт по краям шва будет наблюдаться лишь на верхнем (ближайшем к лазерной головке) листе. Однако режимы обработки в этом случае также придётся скорректировать. Прежде всего, по мощности излучения — чтобы обеспечить гарантированное сквозного проникания лазерного луча сквозь толстую стопку картонных листов.
Следует учитывать, что полностью исключить образование копоти (являющееся следствием термического воздействия лазерного луча и испарение картона в зоне реза, в чём и заключается сам принцип обработки!) просто невозможно. Однако при правильном подборе режимов обработки (отвечающих характеристикам лазерного станка и особенностям конкретных заготовок из картона), образование чёрного налёта можно снизить до минимума. И обеспечить его лёгкое удаление с готового изделия уже после снятия с рабочего стола лазерного станка.
Свежее:
- Сферы применения лазерных станков с ЧПУ
- Лазерный сварочный аппарат
- Сравнение Wattsan 1610 LT и Zerder ACE 1610
- Идеи бизнеса на лазерном станке Zerder дома
- Новая линейка доступных станков Zerder
Популярное:
- Обработка кожи на лазерно-гравировальном станке
- Принцип работы лазерного оборудования с ЧПУ
- Что такое чиллер для лазерного станка с ЧПУ?
- Как выбрать лазерный станок
- Особенности лазерной резки пенокартона
-
 youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере
Газовый маркер
Волоконный маркер
Лазерные станки по дереву
Лазерные станки Zerder
Лазерный маркиратор
Лазерные станки по металлу
Лазерные станки Rabbit
Лазерные станки для гравировки
Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях
оказания услуг
Оцените информацию на странице
Средняя оценка: 3
Голосов: 2
Лазерные станки по бумаге и картону
Из всех режущих инструментов, которые используются для работы с бумажными заготовками, лазерный резак выделяется высокой скоростью резки, неизменным качеством вырезаемых элементов и универсальностью применения.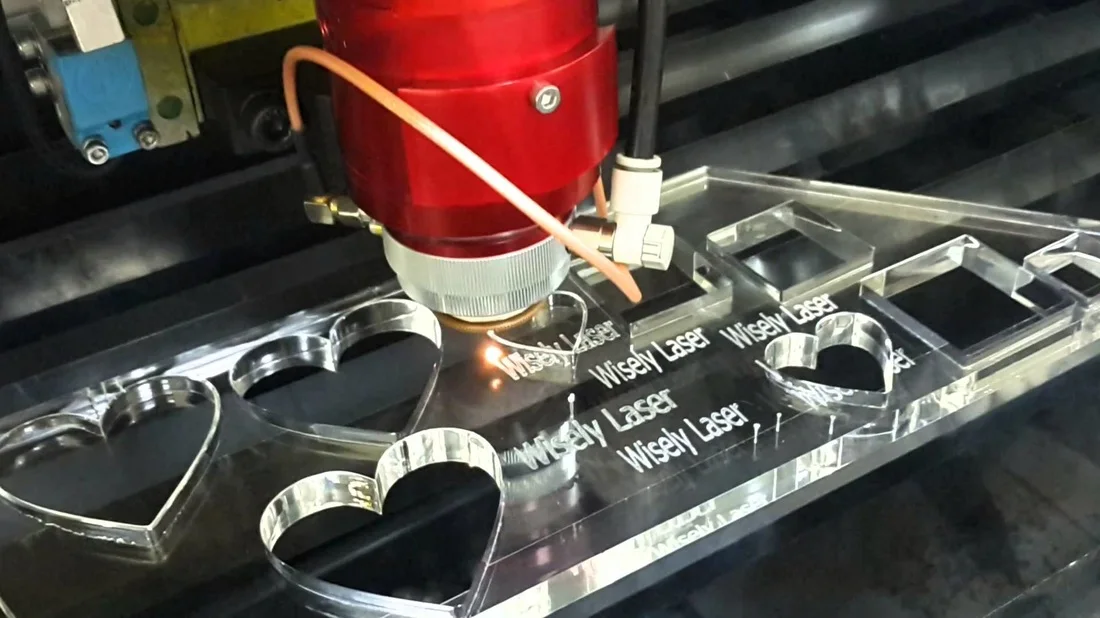 С помощью лазерного станка из бумаги или картона можно за короткое время вырезать массу абсолютно идентичных изделий. При этом не имеет значения ни сложность формы, ни толщина и плотность материала.
С помощью лазерного станка из бумаги или картона можно за короткое время вырезать массу абсолютно идентичных изделий. При этом не имеет значения ни сложность формы, ни толщина и плотность материала.
Лазером можно осуществлять линейную порезку, раскрой по сложному контуру, выполнять сквозные узоры, орнаменты, кружево с отображением мельчайших деталей. Ему по силам раскроить бумажные заготовки, уложенные в несколько слоев, или изготовить множество одинаковых элементов по одному алгоритму.
Лазерный CO2 станок дает полную свободу реализации идей — заданный макет может быть сколь угодно сложный, но качество выполнения всегда будет отменным. Для резки подходят любые виды бумажной продукции:
- бумага белая и цветная: офисная, газетная, офсетная, крафт-бумага, оберточная, техническая;
- однослойный и многослойный картон, имеющий различную текстуру и свойства, — гофрокартон, электрокартон, пенокартон, упаковочный, полиграфический, дизайнерский …
Лазером также легко можно резать даже наждачную бумагу, которая имеет абразивное напыление.
Принцип работы лазерного ЧПУ станка
В отличии от других способов резки лазерная технология обеспечивает бесконтактную обработку заготовок. На материал не оказывается механическое воздействие, а значит, отсутствует риск повредить бумажное или картонное изделие. Режущим инструментом выступает лазер, управление которым осуществляет компьютерная программа.
Излучение генерируется в активной среде (смеси газов). Далее, проходя через оптическую систему, оно многократно усиливается и на выходе фокусируется в узкий луч. Высокотемпературное воздействие на материал является кратковременным и узконаправленным. Нагрев бумажной заготовки происходит только по линии реза, ширина которой составляет доли миллиметра. Бумага и картон режутся легко, кромки получаются четкими и аккуратными, без погрешностей и следов гари.
За перемещение портала с лазерной головой и функционирование всех систем станка отвечает управляющая программа. Для ее создания необходимо иметь электронный макет будущего изделия и специальный софт, который поможет перевести чертеж в машинные коды. Оператор вносит в память станка параметры резки — начальные координаты, мощность излучения и скорость движения инструмента. Далее аппарат готов работать по алгоритму без вмешательства человека. Кроме облегчения работы оператора программное управление позволяет свести к минимуму потери материала за счет точности раскроя и обработки.
Оператор вносит в память станка параметры резки — начальные координаты, мощность излучения и скорость движения инструмента. Далее аппарат готов работать по алгоритму без вмешательства человека. Кроме облегчения работы оператора программное управление позволяет свести к минимуму потери материала за счет точности раскроя и обработки.
В НАЛИЧИИ
Представлено в демозале
6,850.00$
Цена с НДС
В корзину
17,500.00$
Цена с НДС
В корзину
16,000.00$
Цена с НДС
В корзину
19,500.00$
Цена с НДС
В корзину
14,900.00$
Цена с НДС
В корзину
19,000.00$
Цена с НДС
В корзину
14,500. 00$
00$
Цена с НДС
В корзину
Преимущества резки бумаги и картона лазером с ЧПУ:
- высокая скорость резки;
- отличное качество независимо от сложности макета;
- возможность совмещения нескольких операций, например, нанесение гравировки, перфорации, биговки в процессе раскроя;
- воплощение любых макетов с высокой степенью детализации;
- обработка без брака и отходов;
- универсальность — несколько минут на смену программы и можно вырезать следующее изделие.
Критерии, влияющие на выбор лазерного станка для резки бумаги/картона
При выборе производственного оборудования или нужно учитывать
- Технические характеристики. Ввиду небольшой толщины материала, для раскроя и фигурной порезки картонных и бумажных заготовок не нужно особо мощное оборудование. Однако от мощности зависит производительность станка. Маломощный аппарат не сможет работать в круглосуточном режиме и обеспечивать высокий темп производства.
 Но он отлично подойдет для выпуска небольших объемов продукции.
Но он отлично подойдет для выпуска небольших объемов продукции.
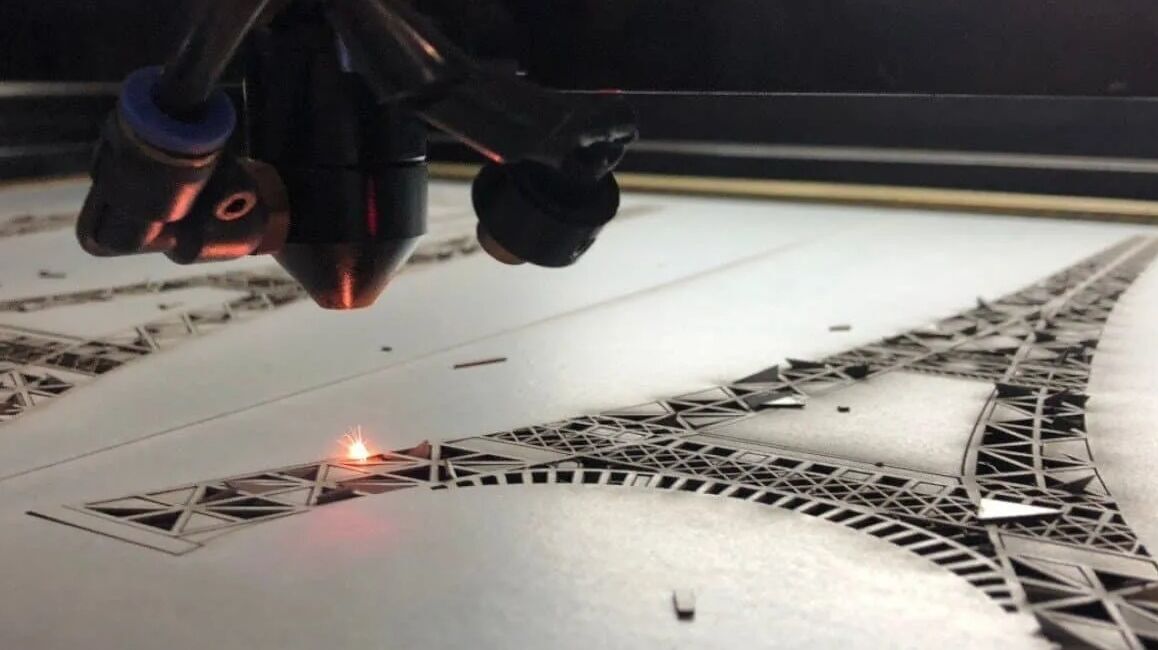 Но он отлично подойдет для выпуска небольших объемов продукции.
Но он отлично подойдет для выпуска небольших объемов продукции.Обратите внимание на ресурс работы основного исполнительного органа — лазерной трубки. Он может составлять 300-1500 часов, а может достигать 10000 часов. Соответственно, расходный материал с заявленным меньшим сроком службы придется менять чаще.
Чтобы поддерживать хорошие характеристики лазерной трубки, поддерживайте температуру охлаждающей воды в пределах 20-25 ° C. Нестабильность температуры охлаждающей воды повлияет на выходную мощность лазерной трубки.
- Система охлаждения. Чтобы поддерживать характеристики лазерной трубки важно использовать надежную систему охлаждения. Нестабильность температуры охлаждающей жидкости может повлиять на выходную мощность трубки.
- Размер рабочей поверхности. Здесь нужно ориентироваться на габариты заготовок. Если вы будете вырезать изделия из небольших листов бумаги или картона (например, открытки или элементы для аппликации, детского творчества), то нет необходимости выбирать громоздкий станок. А если ваша работа связана с изготовлением ростовых фигур, больших декораций, упаковок для крупных изделий, стоит выбирать соответствующие размеры рабочего стола.
 А если ваша работа связана с изготовлением ростовых фигур, больших декораций, упаковок для крупных изделий, стоит выбирать соответствующие размеры рабочего стола.
А если ваша работа связана с изготовлением ростовых фигур, больших декораций, упаковок для крупных изделий, стоит выбирать соответствующие размеры рабочего стола.Конечно же, мощный станок с габаритной рабочей поверхностью имеет большую универсальность, так как позволяет работать в интенсивном режиме, вырезать большие и малые заготовки, но и стоимость его намного существеннее. Поэтому выбирайте оборудование индивидуально, под собственные задачи.
Где купить оборудование для лазерной резки картона и бумаги
Выбрать подходящую модель станка — это полдела, важно найти надежного продавца. Хорошо, если компания кроме доставки и начальной наладки оборудования может обеспечить профессиональное сервисное обслуживание. Так как некоторые узлы лазерного станка имеют ограниченный ресурс работы, их приходится периодически менять. Поэтому вы должны быть уверены в своем поставщике и в том, что он вовремя доставит необходимые расходные материалы и запчасти.
В компании «Мир станков» вы можете приобрести лазерный станок по бумаге/картону бюджетной или профессиональной серии. Наши станки имеют полную комплектацию, понятное сертифицированное программное обеспечение. Купленный станок мы доставим по вашему адресу, произведем пуско-наладочные работы. Для персонала, который будет обслуживать оборудование, наши специалисты проведут мастер-класс. При возникновении вопросов в период эксплуатации станка вы можете обратиться за консультацией по телефону ☎ 0504488339.
Наши станки имеют полную комплектацию, понятное сертифицированное программное обеспечение. Купленный станок мы доставим по вашему адресу, произведем пуско-наладочные работы. Для персонала, который будет обслуживать оборудование, наши специалисты проведут мастер-класс. При возникновении вопросов в период эксплуатации станка вы можете обратиться за консультацией по телефону ☎ 0504488339.
Цифровая лазерная резка гофрокартона
Цифровая лазерная резка открывает перед дизайнерами новые творческие возможности! Лазеры способны вырезать рисунки из гофрированного картона, которые раньше можно было изготовить с трудом или вообще не изготавливать. THIMM использует цифровой лазерный резак Highcon для производства упаковки, дисплеев и декоративных фонов, который благодаря своей специальной лазерной технологии режет и гравирует с абсолютной точностью. Складки создаются с помощью запатентованной технологии DART (Digital Adhesive Rule Technology). Весь рабочий процесс от проектирования до производства является цифровым, гибким, надежным и быстрым. Режущие штампы, известные нам по технологиям вращения и плоской штамповки, не требуются.
Режущие штампы, известные нам по технологиям вращения и плоской штамповки, не требуются.
Для каких целей подходит цифровая лазерная резка?
Яркая торговая упаковка создана из привычных коричневых коробок. (Фото©Highcon)
- Для увеличения продаж вашей продукции
- Для эксклюзивной подарочной упаковки
- Для дизайнов с большим количеством отверстий или филигранных контуров вырезания, изготовление которых невозможно на аналоговых штамповочных станках или где изготовление инструментов быть слишком дорогим
- Для упаковки с надежной и чистой разрывной перфорацией
- Для небольших тиражей и разовых тестовых заказов, поскольку технология цифровой лазерной резки снимает любые опасения по поводу часто более высоких затрат на режущие инструменты.
Индивидуальная упаковка с нанесенным лазером названием.
- Для упаковки, дисплеев и декоративных фонов, которые должны быть изготовлены и доставлены быстро
- Идеально подходит для индивидуальной упаковки, на которой можно вырезать имя или логотип вашего клиента с помощью цифровой лазерной резки
- В качестве уникального идентификатора упаковки для подделок защита
- Для выделения товаров в торговых точках, так как упаковка, оптимизированная с помощью цифровой лазерной резки, гарантированно будет замечена вашими покупателями на POS с цифровым управлением лазером
Цифровая печать в сочетании с цифровой лазерной резкой придает вашей продукции неповторимую эксклюзивность.

В сочетании с печатью цифровая лазерная резка позволяет добиться фантастических эффектов. Фото © Принграф
Комбинация различных цветов и наслоение различных мотивов пуансона создают уникальную и полностью персонализированную упаковку, дисплеи и декоративные фоны. Сложная упаковка повышает ценность продукта с визуальной точки зрения, а также бессознательно придает продуктам более высокое качество. Потребители готовы платить более высокую цену за исключительно упакованный товар.
Каждая отдельная единица упаковки для вашей продукции может быть напечатана индивидуально и снабжена перфорированным декоративным мотивом, выполненным по индивидуальному заказу. Таким образом, ваши клиенты могут выбирать свои собственные варианты — они будут в восторге!
Лазерная резка внешней упаковки поверх красочной первичной упаковки (Фото ©Highcon)
Эффектный лазерный рисунок создает эксклюзивную подарочную упаковку из простой упаковочной коробки.
Одноцветное внешнее покрытие поверх красочной первичной упаковки придает упаковке новое оптическое измерение, а товару — более роскошный вид.
Больше возможностей для творчества.
Творчество ваших дизайнеров теперь безгранично, так как режущие инструменты больше не требуются. Благодаря цифровым производственным технологиям вы можете не только легко изменить дизайн печати, но и настроить форму резки любым удобным для вас способом. В отличие от традиционных процессов штамповки, для которых сначала необходимо изготовить режущие инструменты и которые впоследствии нельзя заменить, при цифровой лазерной резке любые корректировки в последнюю минуту могут быть внесены в любое время до начала производства. При использовании лазерной резки необходимо изменять только цифровые данные чертежа.
Ваша упаковка будет открываться легко и аккуратно благодаря точной перфорации.
Различная перфорация, выполненная с помощью лазерной резки (Фото ©Highcon)
Чтобы упаковку можно было легко и быстро открыть, при разработке дизайна предусмотрена отрывная перфорация. От качества дизайна зависит, как будет выглядеть упаковка после отрыва перфорированного участка.
К сожалению, при распаковке товаров в розничных торговых точках персонал на местах обычно не уделяет слишком много внимания внешнему виду упаковки. Они должны как можно быстрее открыть упаковку и расставить ее на полке. Но с помощью цифровой лазерной резки можно создать очень тонкую перфорацию, которую легко, быстро и чисто открыть.
Перфорация, созданная лазером, надежна (Фото ©Highcon)
Товары, выставленные в торговых точках, где упаковка была плохо вскрыта из-за неудачно спроектированной слезной перфорации, на POS часто выглядят как второсортные товары. Имидж продукта и бренда страдает в глазах потребителей.
Аналогичная ситуация с транспортной упаковкой. Интегрируя перфорацию в единицу транспортной упаковки, интернет-магазины могут помочь своим клиентам быстрее получить доступ к заказанным товарам. Чем проще открыть упаковочную единицу, тем лучше для покупателя будет процесс распаковки.
Цифровая лазерная резка с прецизионной перфорацией позволяет легко и аккуратно открывать упаковку в торговых точках или при доставке груза — без каких-либо инструментов или повреждения упаковки.
Защита от подделок: Идентификация упаковки с помощью уникального лазерного кода
Уникальный код, выгравированный или вырезанный на упаковке с помощью лазера, отличает вашу продукцию от подделок. (Фото © Highcon)
Цифровая лазерная технология также может использоваться для борьбы с подделками. Вырезанные коды могут дополнять элементы защиты, напечатанные на упаковке, или даже заменять их. С помощью лазера на упаковке из гофрокартона можно выжечь (вырезать) или выгравировать (врезать) символы, цифры, буквы и т.д. Каждой единице упаковки может быть присвоен свой уникальный код, подтверждающий подлинность товара.
Лазерная обработка в сочетании с запатентованной технологией DART также позволяет гравировать или прорезать места изгиба (складки) упаковки даже за один рабочий шаг.
Вы получаете то, что видите. Образец точно такой же, как и конечный продукт.
Образцы упаковки или дисплеев, которые были изготовлены с использованием цифровой лазерной технологии на станке Highcon, также имеют то преимущество, что они точно соответствуют по внешнему виду и дизайну продуктам, которые вы затем будете заказывать у нас в больших количествах.
Все изготавливается на одном станке, будь то единичное изделие, небольшой тираж или крупный заказ. В отличие от тестового образца, вырезанного плоттером, здесь используются те же данные. Таким образом, ошибочное или неточное преобразование данных исключено. Вы можете быть уверены, что на основе образца вы действительно получите то, что заказали.
Хотите проверить, какой мотив лучше всего воспринимается вашими клиентами и чаще всего покупается? Благодаря цифровой лазерной технологии вам не нужно вкладывать средства в различные режущие инструменты, и вы по-прежнему можете тестировать все свои конструкции. В этом случае вы закажете только ту версию, которая вам действительно нужна, в большем количестве.
Новые возможности дизайна: филигранные очертания и множество мелких отверстий
Производство дизайнов упаковки из гофрированного картона основано на ограничениях вращения и плоских перфораторах. Цифровая лазерная резка преодолевает эти ограничения и расширяет возможности производства упаковки, дисплеев и декоративных фонов
Для креплений продуктов , используемых для фиксации товаров (например, тюбиков с кремами, помадами и т. д.) в торговых упаковках или дисплеях, ранее приходилось принимать во внимание высокие затраты на режущие инструменты. Чем сложнее резка, тем дороже инструменты. Цифровая лазерная резка сводит эти затраты к минимуму.
д.) в торговых упаковках или дисплеях, ранее приходилось принимать во внимание высокие затраты на режущие инструменты. Чем сложнее резка, тем дороже инструменты. Цифровая лазерная резка сводит эти затраты к минимуму.
Фото ©Highcon
Невозможно вырезать кривые или очень тонкие очертания традиционными технологиями резки (ротационными и плоскими перфораторами). С помощью лазера, а также на очень высокой скорости, можно вырезать очень маленькие отверстия и острые углы, и даже тогда, когда планируется большое количество отверстий.
Лазером можно легко вырезать самые тонкие очертания кривых. Лазер не оставляет следов, а конечный продукт обрабатывается чисто.
Цифровая лазерная технология также способствует устойчивому развитию.
Это связано с тем, что цифровой лазерный резак производит ровно столько изделий, сколько вы заказали. Никаких излишков не образуется, как в случае запуска/остановки обычных фрез. Это обеспечивает экономию материалов и энергии, необходимых для производства материалов, а также снижает объемы транспортировки.
Упаковка с цифровой лазерной резкой:
Бумага – лазерная резка картона и картона
главная » Материалы » Бумага, картон, картонprint
Каковы преимущества лазерной резки бумаги, картона и картона?
Лазерная резка очень тонких контуров
Бесконтактный: материалы не нуждаются в специальной фиксации
Резка отдельных контуров без подготовки штампов
- Режущие кромки без деформации, возникающей, например, при штамповке
- Отсутствие износа инструмента – отсутствие потери качества с течением времени
- Резка очень тонких контуров и практически без радиусных внутренних кромок
- Свободно выбираемые контурные профили: особенно подходят для изготовления изделий из бумаги по индивидуальному заказу
- Возможно изготовление точных образцов или серийное производство непосредственно из систем проектирования или CAD
- Высокая рентабельность при лазерной резке: даже небольшие партии или среднесерийное производство
- Для резки бумаги требуется только низкая мощность лазера
Мы рекомендуем следующие лазерные системы для резки бумаги, картона и картона:
CO₂ laser marking QuickMark
CO₂ laser cutter M-800
CO₂ laser cutter M-1200
Further CO 2 Лазерный резак для резки и гравировки бумаги, картона и картона
Какую дополнительную ценность имеет резак eurolaser при обработке бумаги, картона и картона?
Информация о материалах для лазерной резки и гравировки бумаги, картона и картона:
Бумага, картон и картон используются в рекламной и упаковочной промышленности, а также в декоративно-прикладном искусстве. Создание моделей, моделирование, индивидуализированные или персонализированные продукты и дизайнерские изделия становятся все более важными и требуют максимальной гибкости в производстве. Кроме того, бумага все чаще используется в технических целях (например, бумага для изоляции). Обычные материалы на бумажной основе получают прессованием или склеиванием и в основном изготавливают из древесной массы или рекуперированной бумаги. Они в основном состоят из органических волокон и могут быть ламинированы, напечатаны или покрыты. Здесь лазер представляет собой идеальный режущий инструмент. Лазерная резка особенно подходит для филигранных деталей и индивидуализации.
Создание моделей, моделирование, индивидуализированные или персонализированные продукты и дизайнерские изделия становятся все более важными и требуют максимальной гибкости в производстве. Кроме того, бумага все чаще используется в технических целях (например, бумага для изоляции). Обычные материалы на бумажной основе получают прессованием или склеиванием и в основном изготавливают из древесной массы или рекуперированной бумаги. Они в основном состоят из органических волокон и могут быть ламинированы, напечатаны или покрыты. Здесь лазер представляет собой идеальный режущий инструмент. Лазерная резка особенно подходит для филигранных деталей и индивидуализации.
Применения для резки и гравировки бумаги с лазерными системами eurolaser CO₂:
Видео по резке и гравировке бумаги, картона и картона можно найти на eurolaser.tv
