Global Shapers Community – инициатива Всемирного экономического форума (ВЭФ). Это сеть городских площадок, которая объединяет молодых, успешных, талантливых людей в возрасте от 20 до 30 лет в единое глобальное сообщество. Основная идея состоит в том, чтобы вовлекать молодежь в обсуждение мировой повестки дня, то есть тех аспектов, которые обсуждают на форуме представители бизнеса, политики, культуры.
Шейперы (Shapers) – это молодые лидеры со всего мира, которые становятся в итоге руководителями, ведущими преподавателями и исследователям, а также политическими деятелями. Вместе молодые профессионалы работают над собственными проектами, направленными на улучшение ситуации в городе: кто-то помогает развитию библиотек, привлекая средства из частного сектора, другие проводят семинары по трудоустройству для молодежи, третьи популяризируют науку. Самые активные участники площадки получают приглашение на всемирно известные мероприятия ВЭФ, такие как ежегодный форум в Давосе.
Как это работает?
Сообщество Global Shapers организовано в виде сети локальных филиалов (хабов, hubs). Эти хабы расположены в столицах и крупных городах большинства стран света. Участники Global Shapers hubs реализуют собственные проекты, а также организовывают события и мероприятия, нацеленные на позитивные изменения в данном конкретном городе, либо на национальном уровне. Участники сообщества из разных стран имеют возможность свободно взаимодействовать и поддерживать друг друга в реализации местных инициатив посредством глобальной интернет-платформы, созданной специально для Global Shapers. Global Shapers также имеют возможность свободной коммуникации с другими сообществами ВЭФ, такими как сообщество Социальных предпринимателей, сообщество молодых лидеров мира и других.
Идеи — это самое ценное, что существует для «шэйперов». Каждый участник площадки может инициировать реализацию проекта. Для этого он детально прорабатывает идею проекта и защищает его в рамках площадки. Если идея является актуальной, соответствует направлениям деятельности площадки, то такая инициатива поддерживается и реализуется.
Участие в сообществе расширит возможности самоидентификации в мире, потому что это огромная сеть, которая дает огромную возможность к доступу контактов, ресурсов. Эта сеть направлена на ведение диалога не только на локальном уровне сообщества, но и на международном. Это хорошая площадка, чтобы делать совместные проекты, искать партнеров. Уже сегодня голос участников проекта учитывается, к нему прислушиваются.
На данный момент по всему миру функционирует 301 хаб Global Shapers. В России существует 10 подобных площадок (Москва, Санкт-Петербург, Казань, Новосибирск, Томск, Калининград, Грозный, Екатеринбург, Саратов, Ижевск).
При желании, в нашем Центре вы можете поближе познакомиться с этим, столь интересным, направлением современного развития мысли и творчества.
Шейпер, аналитик или душа: роли людей в команде
Знаете ли вы, какую роль играет тот или иной человек в вашей команде и чему вы можете у него научиться? Помимо официальной должностной роли (функционал и обязанности, описанные в должностной инструкции), люди в группе также могут взять на себя вторую, командную роль.
Разбираемся, что это такое и как использовать роли для улучшения работы команды.
Часто командные роли развиваются со временем, причем неформально, и потому могут остаться незамеченными. Однако командная роль суммирует то, как люди склонны себя вести, какой они вносят вклад и как будут взаимодействовать с командой в течение определенного периода времени. Например, один член команды может постоянно придумывать новые идеи, другой хорошо развивает контакты за пределами команды, а третий отлично воплощает идеи в практические действия. Со временем в любой команде развиваются паттерны, когда один и тот же человек постоянно берет на себя определенную роль, исполнения которой от него впоследствии начинают ожидать другие.
Другими словами, роли в команде — это попытка классифицировать типы личности, чтобы можно было идентифицировать и распознать сильные и слабые стороны членов группы
Базовой для определения того, какие функции люди выполняют в группе, традиционно считается модель Рэймонда Мередит Белбина, доктора психологических наук, почетного профессора университетов в Бристоле и Экстере, советника ООН и комиссии Европейского сообщества о командных ролях или функциях, которую он представил в 80-х годах прошлого века.
Всего Белбин выделил девять групповых ролей, или групп поведения, разделив их на три группы: ориентированные на действия, ориентированные на людей и ориентированные на мысли. Каждая командная роль связана с типичными поведенческими и межличностными качествами. Белбин также определил характерные слабости, присущие каждой командной роли: он назвал их «допустимыми» слабостями — это области, о которых следует знать и потенциально улучшать.
Командные роли по Белбину
Эксклюзивное исследование сферы корпоративного обучения в России: тренды, практики, инструменты. Опыт 70 компаний совокупной командой 800 000 сотрудников. Скачать бесплатно прямо сейчас.
Роли, ориентированные на действия
Шейпер
Шейперы — это люди, которые бросают вызов команде, чтобы она стала лучше. Обычно это динамичные и экстравертные личности, которым нравится стимулировать других, ставить под сомнение нормы и находить наилучшие подходы к решению проблем. Шейпер — это тот, кто встряхивает команду и перебирает все от и до, чтобы убедиться, что все возможности учтены в полной мере. Шейперы часто рассматривают препятствия как захватывающие испытания и, как правило, имеют смелость их преодолевать, когда другие уже готовы все бросить.
Их потенциальные слабости могут заключаться в том, что шейперы склонны к спорам, нетерпеливы и могут оскорблять чувства людей.
Реализатор
Реализаторы — это люди, которые добиваются цели, превращают идеи и концепции команды в практические действия и планы. Обычно это консервативные дисциплинированные люди, которые работают систематически и эффективно и очень хорошо организованны. На них вы всегда можете рассчитывать — они точно выполнят свою работу.
Минус в том, что они могут застрять на своем пути и не всегда открыты для новых идей и способов решения задач: при любом раскладе они предпочли бы придерживаться старых, испытанных и проверенных методов, чем принимать изменения и инновации.
Педант
Педанты — это люди, которые ориентированы на задачи и следят за тем, чтобы проекты были выполнены полностью, чтобы не было ошибок или упущений. Они обращают внимание на мельчайшие детали, озабочены сроками и подталкивают команду к тому, чтобы работа была выполнена вовремя. Их часто называют перфекционистами, они упорядоченны и сознательны.
Тем не менее часто это чрезмерно тревожные люди, которые испытывают трудности с делегированием задач. При прочих равных они лучше сделают что-то сами и будут знать, что дело наверняка будет выполнено правильно, чем поручат его кому-то другому.
Роли, ориентированные на людей
Координатор
Координаторы — это те, кто берет на себя традиционную роль руководителя группы, их также называют председателями. Они направляют команду к тому, что считают целями, часто являются отличными слушателями и хорошо осознают ценность, которую имеет каждый член команды. Они спокойны, добродушны и эффективно распределяют задачи.
Потенциальная слабость координаторов в том, что они могут делегировать слишком много задач из области личной ответственности и склонны к манипуляции.
Душа команды
Душа команды — это люди, которые обеспечивают поддержку и следят за тем, чтобы все в команде эффективно работали вместе. Они выполняют роль переговорщиков, обычно это гибкие, дипломатичные и проницательные люди, как правило, популярные, которые сами по себе очень способны, но ставят во главу угла сплоченность команды и помощь другим.
Однако они могут быть нерешительными при принятии групповых решений, поскольку разрываются между благосостоянием отдельных членов команды и способностью команды действовать как единое целое.
Исследователь ресурсов
Исследователи ресурсов изобретательны и любопытны, изучают все доступные варианты, устанавливают контакты и обсуждают ресурсы от имени команды. Это полные энтузиазма члены команды, которые выявляют внешние заинтересованные стороны и работают с ними, чтобы помочь команде достичь своих целей. Общительны и часто бывают экстравертами, из-за чего другие часто очень восприимчивы к ним и их идеям.
С другой стороны, такие люди могут точно так же быстро потерять энтузиазм и нередко чрезмерно оптимистичны.
Роли, ориентированные на мысли
Генератор идей
Генератор идей — творческий новатор, который придумывает новые идеи и подходы. Они любят похвалу, но им особенно тяжело справляться с критикой. Такие люди часто замкнуты и предпочитают работать отдельно от команды. Поскольку их идеи новаторские, иногда они могут оказаться непрактичными.
Генераторы идей склонны игнорировать заданные параметры и ограничения, часто это интроверты, у которых могут быть слабо развиты коммуникативные навыки.
Аналитик-стратег
Аналитики-стратеги лучше всего умеют анализировать и оценивать идеи, которые предлагают другие (часто генераторы идей). Такие люди проницательны, объективны и тщательно взвешивают за и против каждого варианта, прежде чем принять решение.
Из-за того что они мыслят критически и очень стратегически подходят к делу, их часто воспринимают как отстраненных или бесстрастных людей.
Специалист
Специалисты — это люди, обладающие специальными знаниями, необходимыми для выполнения работы. Они гордятся своими навыками и способностями и работают, чтобы сохранить свой профессиональный статус. Их главная забота в команде — быть экспертами в своей области, они полностью привержены своим знаниям. Специалисты, как правило, целеустремленны и профессиональны.
Что, в свою очередь, может ограничить их вклад. Также, учитывая зацикленность на практических аспектах, у специалиста могут возникнуть проблемы с реальным применением своего опыта для решения более широких задач команды.
Как работать с моделью Белбина
Хотя вы можете узнать свой тип личности в приведенных выше описаниях, вы почти наверняка будете принимать разные роли в разных сценариях. Командные роли часто становятся более явными, когда у группы есть время, чтобы достичь зрелости и развить сплоченность.
Обычно каждый человек выполняет основную и второстепенную роли, которые можно определить, пройдя составленный Белбином тест (его легко найти в интернете). Исходя из его результатов, команда может судить о том, насколько сбалансированны роли внутри, а также о последствиях их дублирования или отсутствия тех или иных ролей. Однако нужно иметь в виду, что любые тесты и анкеты не способны выявить стопроцентно точную «правду», хотя и могут стать полезным стартом для обсуждения командных ролей и внесения улучшений в групповую работу.
Знание модели командных ролей Белбина может помочь определить потенциальные сильные и слабые стороны вашей команды, преодолеть конфликт между коллегами, а также понять и оценить вклад каждого
Обычно столкновения возникают, когда несколько человек пытаются взять на себя одну и ту же командную роль или никто в команде не отдает предпочтение определенной роли, что особенно часто случается в небольших группах. Поскольку любой дисбаланс может повлиять на производительность команды, лучшего результата можно достичь, попросив определенных людей сосредоточиться на определенных ролях в пределах их диапазона предпочтений, чтобы охватить все возможные командные роли.
Если у вас большая группа, разделите участников на команды примерно по пять-шесть человек. Если вы работаете с небольшой группой, не разбивайте ее. Попросите каждую команду нарисовать круг, разделить его поровну на девять разделов, по одной для каждой из командных ролей Белбина, и ввести свои имена в сегменты, соответствующие их двум верхним ролям. Затем распределите людей по ролям таким образом, чтобы были закрыты все пробелы.
Роли также стоит регулярно пересматривать, чтобы люди не слишком фиксировались: это особенно важно в небольших организациях, где сотрудникам зачастую приходится развивать «всю ролевую компетенцию», то есть способность задействовать множество разных ролей.
Помните, что при структурировании команды не следует слишком сильно полагаться на эту модель: это лишь один из многих факторов, которые важны для того, чтобы заставить команду работать с максимальной отдачей. Тем не менее простое знание модели ролей может принести в команду больше гармонии, поскольку люди узнают, что существуют разные подходы, которые важны в разных обстоятельствах, и что ни один подход не является лучшим в любой отрезок времени.
Эксклюзивное исследование сферы корпоративного обучения в России: тренды, практики, инструменты. Опыт 70 компаний совокупной командой 800 000 сотрудников. Скачать бесплатно прямо сейчас.
Шейпер Определение и значение | Dictionary.com
Основные определения
Викторина
Связанный контент
Примеры
Показывает уровень оценки в зависимости от сложности слова.
[ shey-per ]
/ ˈʃeɪ pər /
Сохранить это слово!
См. синонимы слова shaper на Thesaurus.com
Показывает уровень обучения в зависимости от сложности слова.
существительное
человек или предмет, который формирует.
станок для обработки плоских поверхностей, состоящий из станины, обычно горизонтальной, на которой удерживается заготовка, а по ней с возвратно-поступательным движением перемещается режущий инструмент. Сравните рубанок (определ. 2).
(в деревообработке) стационарный электроинструмент с приводом от вертикального шпинделя, к которому крепятся фрезы, используемый в столярных работах и для формирования декоративных кромок.
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик. Удачи!
Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
Происхождение слова shaper
Среднеанглийское слово, датируемое 1250–1300 гг.; см. происхождение в форме, -er 1
Слова рядом формирователь
бесформенный, стройный, форменный, нота формы, пение ноты формы, формирователь, оборотень, формирователь, корректирующее белье, Шапиро, шапка
Несмотря на то, что первая массовая волна бэби-бумеров становилась подростками — возраст, когда большинство женщин начали покупать средства для коррекции фигуры — продажи корсетов начали падать.
Если вы любите свою спортивную экипировку, благодарите пояса и Flexatards прошлого|Даниэль Фридман|15 февраля 2022 г.|Popular-Science
Как биограф, освещавший создателей технологических революций, я вижу в Маске многие черты прежних новаторов.
Почему Илон Маск войдет в историю|Уолтер Айзексон|13 декабря 2021 г.|Time
Гарри Найт, директор по обучению серфингу на курорте Surf Simply, рассказал мне историю о знаменитом серфере и создателе досок Дональде Такаяме.
Используйте физику, чтобы осуществить серфинг, бросающий вызов гравитации|Ноа Ледерман|5 октября 2021 г.|Popular-Science
Авраам Линкольн был, по любым меркам, великим коммуникатором и умелым формирователем общественного мнения.
Линкольн Первобытный коммуникатор? Чему он может научить современных политиков|Дуглас Л. Уилсон|15 декабря 2012 г.|DAILY BEAST
Таким образом, более полувека мистер Тилден формировал и творил американскую историю.
Письма и литературные мемориалы Сэмюэля Дж. Тилдена, т. 1|Сэмюэл Дж. Тилден
Шапстер — женская форма имени Шаппер или Шейпер — тот, кто формовал или вырезал ткани для одежды.
Курьезы пуританской номенклатуры|Чарльз В. Бардсли
Сначала Он сотворил для детей человеческих Небеса для крыши, святой Творец.
Наше католическое наследие в английской литературе Довоенные дни|Эмили Хикки
На их глазах он переделал ирригационный насос на автоматическом формирователе.
Эрзац-пираты | Мюррей Лейнстер
Трансцендентный бесформенный создатель и сущностная красота превыше всего, vi.
Plotinos: Complete Works, v. 4|Plotinos (Plotinus)
Shapers — Bob Vila
Фото: wolfemachinery.com правильная работа и незавершенный внешний вид, формирователь может быть бесценным инструментом. Формирователь не только вырезает декоративные кромки на прямом заготовке для фасадов ящиков, рамок для картин и панелей, но и кромки изогнутых заготовок.
Не всем нужен формовочный станок, так как для выполнения задач по формованию можно использовать множество других инструментов, включая фрезер, широкий спектр ручных рубанков и формовочные головки, устанавливаемые на настольные или радиально-консольные пилы. Тем не менее, более высокая скорость формовочного станка обеспечивает более гладкие разрезы, чем у формовочной головки, и формовщику требуется меньше времени на настройку, чем при адаптации других электроинструментов.
Формирователь состоит из рабочего стола с ограждением сзади. Вертикально через столешницу выступает вал с приводом от двигателя или шпиндель, на котором закреплены лезвия. Заготовка подается на вращающееся лезвие, которое обрезает заготовку в соответствии с формой лезвия. Свободная работа выполняется со снятым ограждением.
Формирователь — это, в некотором смысле, перевернутый маршрутизатор, постоянно установленный в кадре. Фрезы-формирователи дают результаты, очень похожие на фрезы. Однако для некоторых видов работ предпочтение отдается стационарному формовщику; для других переносимость маршрутизатора является явным преимуществом.
Шпиндель большинства формовочных станков для мастерских имеет диаметр полдюйма. Высота шпинделя регулируется, как и упор. Резец надевается на шпиндель с резьбой и крепится шайбой и двумя гайками. Фрезы не взаимозаменяемы с фрезами, которые установлены на валах и зажимаются цанговым патроном. Подобно направляющей или направляющей насадке на фрезах, на фрезу можно надеть кольцо. Это устанавливает ограничение на количество удаляемого запаса.
Реклама
Существует две основные конфигурации фрез. Один представляет собой цельный кусок стали, обычно с тремя режущими поверхностями или крыльями, выступающими из центра резака. Другой тип представляет собой сборную фрезу, состоящую из пар отдельных прямых фрез, прикрепленных к головке, которая, в свою очередь, привинчена к шпинделю. Их труднее настроить, чем сплошные фрезы.
Формирователи продаются с двигателями мощностью от половины до полной мощности, а в некоторых случаях и выше. Вам понадобится скорость шпинделя в диапазоне около десяти тысяч оборотов в минуту. Реверсивный формовочный станок добавляет удобства: одним щелчком переключателя можно изменить направление вращения фрезы, что позволяет подавать заготовку с любой стороны станка.
Использование формирователя. Поскольку некоторые или все резцы формирователя открыты, этот инструмент представляет серьезную потенциальную опасность для пальцев и рук, неосторожно помещенных слишком близко к вращающимся лезвиям. Заставьте формирователь работать со всей тщательностью, сохраняя все защитные приспособления, которые есть на станке, и используя толкатели и прижимы. У большинства формовочных станков есть кольцевая защита на шпинделе, которая подвешивает защиту перед вращающимся резцом.
Для придания формы боковой кромке прямого куска заготовки заготовку подают к резцам с вращением лезвия, врезающегося в торцевое волокно заготовки, стремящегося вдавить ее в упор. Как правило, это означает, что фреза будет вращаться против часовой стрелки, если смотреть сверху, поэтому заготовка будет поступать справа. Прямые заготовки удерживаются заподлицо с упором, обеспечивая устойчивость заготовки и прямолинейность формы.
Отдельно стоящие и настольные формирователи продаются. Настольные модели значительно дешевле, требуют гораздо меньше места и выполняют те же основные задачи. Тем не менее, отдельно стоящие модели имеют большую мощность и большие столы, что облегчает поддержание стабильной работы.
Реклама
Если формирователь не используется с должным вниманием, он может быть очень опасным инструментом. Уважайте силу его быстро вращающегося резца, уделяя особое внимание не только тому, чтобы держать пальцы и руки на безопасном расстоянии от него, но и правильно подносить к нему заготовки.
Настройка. Убедитесь, что ножи и резаки правильно закреплены. Перед запуском двигателя положите кусок лома рядом с фрезами, убедившись, что формирователь вырежет нужный профиль. Если вы используете фрезу с направляющей втулкой сверху, убедитесь, что на уровне втулки остается некоторый запас (предпочтительно четверть дюйма или больше) для направления заготовки.
Опрессовочный насос Калибр ОПН предназначен для опрессовки (обнаружения утечек) различных ёмкостей и систем трубопроводов.
Последнее редактирование:
KILOP
New member
11.2020″ data-time-string=»01:51″ title=»26.11.2020 в 01:51″ itemprop=»datePublished»>26.11.2020
#2
Доброго времени суток. Подскажите наименование подводки рукава ВД. Спасибо
ZiP
Administrator
#3
KILOP сказал(а):
Доброго времени суток. Подскажите наименование подводки рукава ВД. Спасибо
Нажмите, чтобы раскрыть. ..
Здравствуйте. Если сказать немного непонятен Ваш вопрос, то это совсем ничего не сказать ) Что конкретно Вы хотели спросить? Какая модель ОПН? Подводка рукава ВД — что это? Шланг высокого давления ???
Последнее редактирование:
Артём Юрьевич
New member
#4
Здравствуйте. Как заказать манометр к ОПН-50.
ZiP
Administrator
#5
Артём Юрьевич сказал(а):
Здравствуйте. Как заказать манометр к ОПН-50.
Нажмите, чтобы раскрыть…
Доброе утро. К сожалению Калибр не привозит манометры как запасные части, у нас их просто нет. Наши мастера находят и покупают их здесь, если нужно для гарантийных ремонтов. Вы думаю так же можете поискать такой манометр у себя в регионе, БЕЗ привязки к бренду Калибр!
ValeriyM
New member
11.2021″ data-time-string=»11:18″ title=»17.11.2021 в 11:18″ itemprop=»datePublished»>17.11.2021
#6
Добрый день. На опрессовочном насосе ОПН 13/6 сломался поршень. ОПН- 50 является аналогом. Подойдет ли панель в сборе (позиция 2) от ОПН — 50 или можно найти сам поршень?
ZiP
Administrator
#7
ValeriyM сказал(а):
Добрый день. На опрессовочном насосе ОПН 13/6 сломался поршень. ОПН- 50 является аналогом. Подойдет ли панель в сборе (позиция 2) от ОПН — 50 или можно найти сам поршень?
Нажмите, чтобы раскрыть…
Здравствуйте. К сожалению Панель в сборе ОПН-50(TG).02 — НЕТ в наличии, поэтому даже фото Вам отправить не сможем. Но боюсь что они разные и не взаимозаменяемы. Пришлите может фото и размеры поршня, попробуем посмотреть может сам поршень. Если нет, то тогда подбирайте от аналогичных насосов БЕЗ привязки к брендам. У них з/ч почти у всех (но по давлению опрессовки 13, 25, 50 бар) одинаковые. Просто бренды и цвета разные!
КАЛИБР НБЦ-0,37 цена, характеристики, видео обзор, отзывы
Водяные насосы
КАЛИБР
Максимальный напор 30 м
Пропускная способность 2. 4 куб. м/час
Тип поверхностный обычный
Глубина погружения 7 м
Напряжение сети 220/230 В
Потребляемая мощность 370 Вт
Качество воды чистая
Механизм насоса центробежный
Установка насоса горизонтальная
Показать все
Видео обзоры КАЛИБР НБЦ-0,37
Характеристики КАЛИБР НБЦ-0,37
Общие характеристики *
Максимальный напор
30 м
Пропускная способность
2.4 куб. м/час
Тип
поверхностный обычный
Глубина погружения
7 м
Напряжение сети
220/230 В
Потребляемая мощность
370 Вт
Вода *
Качество воды
чистая
Конструкция *
Механизм насоса
центробежный
Установка насоса
горизонтальная
* Точные характеристики уточняйте у продавца.
Отзывы о КАЛИБР НБЦ-0,37
Фото после очистки. Корпус сделан из чугуна, постоянно ржавеет
Другие модели
КАЛИБР НПЦ-750/30 (750 Вт)
КАЛИБР СВД-1500Н (1500 Вт)
КАЛИБР НБЦ-0,90 ПК (900 Вт)
КАЛИБР НБЦ-0,90 НК (900 Вт)
КАЛИБР НВ-200-16 (200 Вт)
КАЛИБР НБЦ-0,55 (550 Вт)
КАЛИБР НПЦ-500/5Н
2960 ₽
КАЛИБР НПЦ-400/5/35Т Aqua Line (400 Вт)
КАЛИБР НВТ-360/10П (360 Вт)
КАЛИБР НВТ-210/40 (210 Вт)
Что такое манометры?
Что такое манометр? Манометр — это устройство, используемое для измерения давления газа или жидкости в оборудовании, к которому они подключены. Они обычно встречаются в ряде оборудования, включая трубопроводы, фильтры, сосуды под давлением и насосы.
Когда манометр подсоединен к входу насоса и выходу насоса, разница между двумя цифрами показывает, что производит насос. Насосы создают перепад давления в системе, что означает, что какое бы давление ни было получено на входе, насос будет создавать расчетное давление и расход, кроме того, это означает, что давление на выходе будет равно давлению на входе плюс давление, создаваемое насосом.
При вводе насоса в эксплуатацию манометры необходимы для выполнения различных проверок. К ним относятся подтверждение того, что насос создает расчетное давление, чтобы помочь сбалансировать систему, гарантируя, что насос работает по кривой, и, наконец, чтобы подтвердить, что насос имеет достаточное давление всасывания (NPSHA) для работы в соответствии с его конструкцией. Иногда подающие насосы трубопровода могут питать другое оборудование, его можно не отследить, часто перемещаясь по этажам, за стенами и снаружи, что затрудняет понимание того, есть ли основная проблема с системой, и ее устранение.
Манометры на выходе насоса относятся к типу, который показывает давление в заданных диапазонах, например, между 1-10 бар или 1-15 бар. Манометры на всасывающей части насоса обычно представляют собой составные манометры, что означает, что они считывают как положительное, так и отрицательное давление. Стеклянная часть заполнена глицерином, так как давление может колебаться. Глицерин помогает обеспечить более надежные показания, смазывает рабочие детали и имеет стабильную вязкость в диапазоне температур, помогая повысить точность. Единицами на манометре обычно являются бары, м или фунты на квадратный дюйм.
Куда подключаются манометры на насосе и из чего состоит узел манометра?
Набор манометров подключается к насосу следующим образом. Манометр нагнетания подсоединен к порту ¼” на N1 на рисунке ниже. Составной манометр подключен к N2. Порт N3 используется для заполнения корпуса или выпуска воздуха, N4 используется в качестве сливной пробки корпуса для опорожнения головки насоса, а N5 используется для определения неисправности уплотнения вала.
N1 — порт манометра нагнетания N2 — порт манометра всасывания N3 — заливная пробка для заполнения корпуса или выпуска воздуха N4 — пробка дренажного корпуса N5 — уплотнительная дренажная пробка утечки
Правильная схема установки манометров приведена ниже. ниже. Во-первых, запорные клапаны подключаются к всасывающему и нагнетательному патрубкам насоса. Затем подсоединяется сифон, что позволяет получить более стабильные показания давления, поскольку показания должны быть достаточно стабильными. Сифоны могут быть U-образной, свинообразной или O-образной или цилиндрической формы. Затем добавляется второй запорный клапан, позволяющий периодически вентилировать и промывать сифон. Без манометров невозможно точно определить, какое давление производит насос.
4 Преимущества манометров:
1. Ускорение ввода в эксплуатацию, так как можно очень быстро определить, работает ли насос в соответствии с расчетным давлением.
2. Дает четкое указание, есть ли проблема с системой или насосом.
3. Помогите с балансировкой насоса, чтобы насос не кавитировал, что приводило к преждевременному выходу из строя или частой замене запасных частей.
4. Обеспечивает мгновенную контрольную точку для обеспечения частого контроля. Если манометры используются только во время ввода в эксплуатацию, а затем снимаются, может быть трудно точно определить, какое оборудование требует обслуживания.
Понимание манометрического и абсолютного давления в работе насосов
Насосы и связанные с ними системы предназначены для создания и поддержания давления. Профессионалы, занимающиеся строительством, обслуживанием и ремонтом таких систем, должны хорошо понимать, как работает давление. Два метода измерения давления — манометрическое и абсолютное давление — являются основополагающими концепциями для производителей и пользователей насосов.
Манометрическое давление и абсолютное давление
Давление — это сила, действующая на определенную площадь. В Соединенных Штатах давление часто описывается как фунты на квадратный дюйм или PSI. Но PSI — это только самая распространенная единица измерения давления. Чтобы получить четкое представление о давлении в жидкостной системе, необходимо также знать абсолютное давление и манометрическое давление.
Абсолютное давление (PSIA)
Абсолютное давление (PSIA) измеряется относительно идеального вакуума (0 PSIA). Измерение абсолютного давления 5 фунтов на квадратный дюйм просто означает, что система работает на 5 фунтов на квадратный дюйм выше давления абсолютного вакуума. Так как это относится к абсолютному нулевому давлению, PSIA всегда выражается как положительное значение.
Манометрическое давление (PSIG)
Манометрическое давление (PSIG) измеряется относительно местного атмосферного давления окружающей среды. Избыточное давление обычно выше, чем местное атмосферное давление (например, 100 фунтов на квадратный дюйм указывает на давление в системе, которое на 100 фунтов на квадратный дюйм больше, чем окружающее). Но оно может быть и ниже (например, -10 фунтов на кв. дюйм изб.).
Давление в системе можно измерить с помощью манометрического или абсолютного давления, и при необходимости можно легко преобразовать одно в другое. Значение PSIG можно преобразовать в PSIA путем прибавления местного атмосферного давления к значению PSIG. Например, на уровне моря (14,7 фунтов на квадратный дюйм) давление может быть считано как 100 фунтов на квадратный дюйм изб. или как 114,7 фунтов на квадратный дюйм.
Абсолютные и манометрические значения также используются с метрическими единицами измерения, такими как бар (0,1 Н/мм 2 ), которые выражают их как BarA или BarG соответственно. Для справки: 1 бар = 14,504 фунтов на квадратный дюйм.
Ниже приведен эскиз, показывающий примеры значений давления, где красная пунктирная линия — это измеренное давление. На этом рисунке предполагается, что измеряемое давление находится на уровне моря.
Как преобразовать давление в напор
Значения давления можно использовать для расчета значения полезного кавитационного запаса насоса (NPSHa).
Значение кавитационного запаса насоса крайне важно для понимания того, подходит ли насос для выполняемой работы. NPSHa, или чистый положительный напор на всасывании, имеет решающее значение для предотвращения кавитации и других факторов неэффективности. Определяется путем вычитания давления паров жидкости из давления всасывания:
NPSHa = Давление всасывания – Давление паров жидкости
Иногда бывает, что давления компонентов при расчете NPSHa измеряются в разных единицах. В таких случаях значения необходимо преобразовать в общепринятую единицу. Вот пример:
Группа техобслуживания хочет измерить кавитационный запас насоса, расположенного на объекте на высоте 1500 футов над уровнем моря. На этой высоте атмосферное давление составляет 13,91 фунтов на квадратный дюйм. Приборы системы показывают давление всасывания 74 PSIG и давление паров жидкости 72 PSIA. Команда решает преобразовать давление всасывания в PSIA:
Манометрическое давление + Атмосферное давление = Абсолютное давление
74 PSIG + 13,91 PSI = 87,91 PSIA
Теперь, когда у команды есть давление всасывания насоса в PSIA, они могут легко рассчитать NPSHa:
Бесплатный STL файл Набор «Розовые солдатики» от Squid Game・Дизайн 3D принтера для загрузки・Cults
Star Wars Mug
0,50 €
Пиксельный камадо Тандзиро
0,50 €
Письмо поддержки Ю-ги-о!
0,50 €
Пиксельный Чармандер
0,50 €
Кид Буу
0,50 €
Меч Забуза пиксель
0,50 €
Cyndaquil Pixel
0,50 €
Лучшие файлы для 3D-принтеров в категории Арт
Chicken Chick
Бесплатно
Wind chimes
Бесплатно
ШАРНИРНЫЕ РУКИ
3,14 €
Mech Samurai
11,99 €
Articulated Scorpion
1 €
Симпатичный ленивец с флекси-принтом
2,86 €
Сом на (дополнительном) постаменте
1,50 €
3 Evil Monkeys Candelabra
Бесплатно
Бестселлеры категории Арт
Кусающийся дракон
3 €
Шарнирная игрушка «Леопардовый геккон», тело с отпечатком, голова с защелкой, милый флекс
3,29 €
-30%
2,30 €
Розовый дракон, День святого Валентина, артикулирующее животное Flexi Wiggle, печать на месте, фантазия
3,93 €
ГИБКАЯ ПЕЧАТЬ НА МЕСТЕ СТОЯЩИЙ ЙЕТИ
2,86 €
МИЛЫЙ КРОКОДИЛ С ГИБКОЙ ПЕЧАТЬЮ НА МЕСТЕ
2,86 €
Скелетная рука с флекси-печатью
1,93 €
FLEXI XXLPRINT-IN-PLACE SKELETON
9,68 €
Симпатичный динозавр Ти-Рекс с флекси-принтом
2,86 €
Симпатичная белка с флекси-принтом
2,43 €
Астронавт на флекси-принтере
2,86 €
Шарнирная игрушка летучая мышь, тело с отпечатками, голова с защелками, симпатичный флекси
3,29 €
-30%
2,30 €
Хрустальный дракон, артикулирующее животное Flexi Wiggle Pet, печать на месте, фантазия
3,87 €
Человек-бензопила Почита
2,50 €
Симпатичный эльф с флекси-принтом
1,89 €
Симпатичный скелет с флекси-принтом
2,86 €
Симпатичная лягушка с флекси-принтом
1,89 €
Вы хотите поддержать Cults?
Вам нравятся Cults и вы хотите помочь нам продолжить наш путь самостоятельно? Обратите внимание, что мы — маленькая команда из 3 человек, поэтому поддержать нас в поддержании деятельности и создании будущих разработок очень просто. Вот 4 решения, доступные для всех:
РЕКЛАМА: Отключайте блокировщик баннеров AdBlock и кликайте на наши рекламные баннеры.
АФФИЛИАЦИЯ: Совершайте покупки онлайн, переходя по нашим партнерским ссылкам здесь Amazon.
ДОНАТЫ: Если хотите, то можно сделать пожертвование через PayPal здесь.
*ПРИГЛАШЕНИЕ ДРУЗЕЙ: * Приглашайте своих друзей, откройте для себя платформу и великолепные 3D-файлы, которыми делится сообщество!
как 3D-печать поможет решить вопрос с импортозамещением / Новости города / Сайт Москвы
Экономика и предпринимательство
Фото М. Денисова. Mos.ru
Напечатать стильную оправу для очков, ювелирное изделие или детали для авиадвигателя — все это возможно благодаря 3D-принтерам, или аддитивным технологиям.
С уходом иностранных поставщиков из России в Москве начали ставить на поток 3D-печать. Специалисты могут производить на современных машинах практически все — от ювелирных украшений до запчастей самолетов. Что самое главное: по своему качеству изделия, напечатанные на 3D-принтере, не уступают деталям, выполненным традиционным способом. Эксперты, которые занимаются такой работой, называют процесс выращиванием, а цеха — фермами.
«Созданные в Москве условия для развития промышленности и предпринимательства позволили ряду высокотехнологичных компаний успешно выйти на российский рынок. К ним относятся не только организации, создающие отечественное программное обеспечение, но и предприятия 3D-печати и сопутствующих комплектующих. Они смогли существенно нарастить свои производственные мощности, что позволило оказывать поддержку широкому профилю промышленных предприятий в области импортозамещения. Сегодня применение аддитивных технологий может, например, решить задачу с заменой импортных деталей для станков», — рассказал заместитель Мэра Москвы по вопросам экономической политики и имущественно-земельных отношений Владимир Ефимов.
О том, как получить из металлического порошка сопло для двигателя, зачем нужны восковые кольца, можно ли оживить изношенный кабриолет, — в репортаже mos.ru.
Двигатель за две недели
Одна из компаний, где культивируют импортозамещение, — центр инноваций SIU System — расположена в ОЭЗ «Технополис “Москва”». Вдоль стен цеха стоят прямоугольные застекленные ящики с подсветкой, напоминающие теплицы или инкубаторы. Ассоциация неслучайна: из этих ящиков «вылупляются» на свет готовые вазы, игрушечные солдатики, зубные протезы, подшипники и автомобильные патрубки.
«Технология печати называется аддитивной от английского слова additive (“добавка”). Такое название связано с тем, что во время создания объекта машина добавляет один слой материала к другому. В результате получается объем», — комментирует начальник производства Дмитрий Филиппов.
На ферме компании — 15 промышленных 3D-принтеров. Они работают почти бесшумно: тихо жужжат, постукивают, шуршат. Самостоятельно, в своем темпе. От сотрудников лаборатории, которые сидят здесь же, в офисе в виде стеклянного куба, требуется лишь сканировать детали, готовить макеты для печати, загружать материал и запускать машины.
«Принтеры работают непрерывно даже ночью. Небольшие пластиковые изделия можно изготовить за 20–30 минут на FDM-принтере. Он предназначен для печати термопластиками, которые обычно поставляются в виде тонких нитей, намотанных на катушки. Крупные металлические детали промышленный 3D-принтер печатает за 80 часов. А выполнение некоторых заказов может занять до нескольких недель. Но это все равно в разы быстрее, чем традиционное производство. Представьте, чтобы произвести, скажем, двигатель на заводе, нужно зачастую полгода, так как необходимо спроектировать деталь, заказать формы, которые изготавливаются шесть месяцев, и сделать пробное изделие. Если конструктор вдруг ошибся в расчете, приходится запускать всю партию заново, и предприятие теряет время (от шести месяцев и более) и огромные деньги. А мы сначала печатаем пробный экземпляр, сверяем его с оригиналом и, если обнаруживаем погрешности, оптимизируем печать. Потери минимальны», — объясняет Дмитрий Филиппов.
Многие принтеры имеют возможность воспроизводить очень детализированные предметы: толщина слоя печати может быть до 50 микрон. Чем меньше этот параметр, тем изящнее и четче воспроизводится деталь. Чтобы проверить точность расчета, специалисты лаборатории используют небольшую черную коробку — 3D-сканер. Аппарат направляет лучи на объект, например на шестеренку, сканирует каждый изгиб и передает на компьютер облако точек. Инженер преобразует это облако точек в 3D-модель для последующей печати или, наоборот, для проверки параметров напечатанного образца.
«Правда, не на всех принтерах можно печатать большие серии. Машины делятся на три категории: персональные, профессиональные и промышленные. Первый вид в основном предназначен для домашнего применения, например, когда мастера хотят распечатать пластиковые формы для выпечки или мыловарения. Второй — для выполнения малых партий для профессионального использования из разных материалов, он имеет высокую точность. Третья категория — для промышленного производства кастомизированных изделий и малых партий», — уточняет собеседник mos.ru.
Сергей Собянин объявил о мерах поддержки импортозамещения в фармацевтической отрасли
Очки и брошки
В центре инноваций есть машины разных типов, которые используют различные виды печати и различные материалы: металл, керамику, пластик, фотополимер, воск и даже песок, из него печатают формы для литья.
На наших глазах настольный персональный 3D-принтер Hercules российского производства печатает игрушечные шпаги. Рядом на стеллаже выставили предыдущий «урожай» из пластмассы: игрушечных троллей, босоножки на платформе и оправы для очков.
«В этот 3D-принтер заправляется бобина с пластиковой нитью. Материал подается в сопло и расплавляется. Из этой субстанции машина создает слои, и будущая деталь вырастает, пока не получится нужный объект. Несмотря на камерность таких принтеров, на них можно печатать функциональные (для конечного использования в механизме) детали, такие как корпуса электроники, втулки и другое. Принтер может использовать материалы разных типов: простые — для прототипов, сложные и дорогие — для деталей, работающих в агрессивных средах и подвергающихся воздействию высоких температур», — рассказывает Дмитрий.
В соседнем отсеке есть принтеры, которые можно объединить в фермы. К ним подключают роботов, что позволяет автоматизировать процесс печати небольших партий из пластика.
Но 3D-принтеры могут печатать и из воска, тогда получаются вещи поменьше — цепочки на шею, брошки, колечки. Это формы для литья ювелирных украшений. Хотя сразу не догадаешься: каждая вещица насажена на белую болванку — это так называемые поддержки.
«3D-принтер печатает слоями — каждый новый ложится на предыдущий. Если нужно напечатать форму для литья ювелирного украшения с выступающим узором, как бы висящим в воздухе, машине надо на что-то накладывать слои. В таких случаях мы используем технические поддержки, на которые и ложится слой за слоем. Если изделие восковое, поддержка тоже из воска (белого цвета). Когда форма для литья готова, поддержка легко удаляется при помощи спиртового раствора. А красный и фиолетовый воск остается. Это и есть то, с чем будут работать ювелиры, чтобы создать украшения из драгоценных металлов», — говорит начальник производства.
Детское питание, фармацевтика, легкая промышленность: Москва увеличивает производство импортозамещающей продукции
Запчасти для самолетов и автомобилей
Самые крупные принтеры центра инноваций — промышленные, похожие на комбайны. Некоторые из них производят детали из жидкого фотополимера, который становится твердым под воздействием лазерного луча. Как только один слой затвердел, машина покрывает его новой порцией полимера, снова включается лазер, слои спекаются, затем процесс повторяется.
Один из принтеров сейчас создает деталь для двигателя самолета. Она состоит из нескольких секторов, которые потом соединят. После этого будет сделана модель для выжигания, а из нее создадут форму для отливки из металла уже финальной детали.
«Другой тип промышленных 3D-принтеров — металлические. Они печатают изделия из алюминия, стали и титана для аэрокосмической отрасли, — говорит Дмитрий и показывает сопло в форме сетчатой короны для реактивного двигателя. — Только на 3D-принтере могут быть напечатаны детали сложной формы. Пример такой формы — ажурная сетка, которую невозможно получить традиционным способом — литьем. Загружаем в машину металлический порошок: мы его получаем из проволоки путем “пыления” (от слова “пыль”, настолько он мелкий) в специальном устройстве — атомайзере. Такой металлический порошок состоит из очень мелких частиц определенной круглой формы, пригодной для 3D-печати. Принтер послойно спекает этот порошок и выдает нужную деталь».
Кстати, весь металлический порошок, оставшийся вокруг детали, просеивают от крупных частиц и могут использовать повторно до 17 раз.
На таких принтерах также реставрируют изношенные детали. В машину можно заложить, к примеру, лопатку газовой турбины, у которой стерлась часть конструкции, и наплавить порошком утраченные формы.
«Еще промышленные 3D-принтеры печатают из легкого и прочного полиамида. Однажды нас попросили создать несколько деталей для коллектора выхлопной системы автомобиля, снятого с производства. Мы сканировали старые детали, распечатали, прикрепили к автомобилю», — улыбается Дмитрий Филиппов.
Стоит отметить и важный момент, касающийся импортозамещения. Центр инноваций использует порошки российского производства и делает их самостоятельно с помощью специального атомайзера. Также компания использует некоторые пластики и полиамид российского производства, как и сами 3D-принтеры.
Импортозамещение дало толчок развитию такой услуги, как реверс-инжиниринг. Сначала в лаборатории делают 3D-сканирование и из облака точек получают 3D-модель. После этого деталь печатают на 3D-принтере. При этом специалисты подбирают материалы, оптимальные для задач клиента. Например, можно напечатать вышедшую из строя деталь в конвейерной линии и заменить ее, не останавливая производство. Или с готовой детали сделать 3D-модели для последующего изготовления формы и массовой печати.
Московский «Банк технологий» пополнился инновационным решением в сфере ИТ
Вырастить будущее
Сегодня в Москве работает около 30 компаний, специалисты которых занимаются производством на 3D-принтерах. Активно 3D-печать используют в стоматологии. Так, SIU System печатает более 250 тысяч моделей челюстей в год для изготовления элайнеров для исправления прикуса.
В лаборатории HARZ Labs создают изделия из фотополимера, особенно зубные протезы. За 2021 год сотрудники фирмы выпустили 30 тысяч килограммов фотополимерной продукции.
Компания «ЦНИИТМАШ» создает изделия для авиакосмической, атомной, энергетической отраслей. А главное, предприятие само разрабатывает и производит 3D-принтеры для работы с металлическими порошками.
Аддитивные технологии — перспективное направление в столице. Сотрудники компаний, преуспевшие в этой области, сейчас будут обучать молодых специалистов по программе «Московская техническая школа», готовить их для работы на профильных предприятиях. Параллельно столичные заводы модернизируют свою технику, а те, кому нужна помощь, обращаются в реестр ИТ-решений «Банк технологий», созданный в 2020 году. В нем представлено 138 идей, которые можно использовать в производстве.
Теги
импортозамещение технологии печать технополис Москва принтеры
Сферы
Экономика и предпринимательство
Департаменты
Департамент инвестиционной и промышленной политики города Москвы
Все новости
Soldier лучшие модели 3D-принтеров・Cults
6MM NAPOLEONIC ITALY CHASSEUR A CHEVAL 1805 FULL DRESS расширенный комплект
12,50 €
Полное платье 6MM NAPOLEONIC ITALY CHASSEUR A CHEVAL 1805
8,75 €
Sd Kfz 7 Модель для 3D-печати
24 €
Final Fantasy VII — Пехотинец Шинра — Полный комплект брони
€50
-20%
€40
Расслабляющий орк
Бесплатно
СОВРЕМЕННЫЙ СОЛДАТ СНАЙПЕР
€5
Шлем Бо Катан
13,24 €
Мандалорский шлем
11,51 €
Средневековый мандалорский шлем
9,21 €
Мандалорский шлем
9,21 €
Полк мушкетов Асигару
3,87 €
ноги солдат playmobil совместимый на коленях
1 €
Кепка Legion Совместимость с Playmobil.
Legionario Español
€1
ВМС ЧИЛИ
9,50 €
Немецкие солдаты Модель для 3D печати
36 €
Немецкие солдаты Модель для 3D печати
37 €
Немецкий офицер-всадник Модель для 3D-печати
38 €
солдат СССР ЗИС-3 3D модель для печати
48 €
Немецкие солдаты Модель для 3D печати
38 €
Французский солдат ww1 Модель для 3D-печати
38 €
Французский солдат ww1 Модель для 3D-печати
38 €
Немецкие солдаты Flak 38 Модель для 3D-печати
45 €
Немецкий танкист Модель для 3D-печати
38 €
Британские солдаты ww1 Модель для 3D-печати
38 €
Модель солдата-танкиста США 3D-печать
38 €
Модель солдата-танкиста США 3D-печать
38 €
Британские солдаты ww1 Модель для 3D-печати
38 €
Модель солдата танка США 3D-печать
38 €
Немецкие солдаты Модель для 3D печати
33 €
Немецкие солдаты ww1 Модель для 3D-печати
38 €
Немецкий танкист Модель для 3D-печати
38 €
Модель немецкого солдата, напечатанная на 3D-принтере
38 €
японские солдаты ww2 Модель для 3D печати
38 €
японские солдаты ww2 3D модель для печати
38 €
Tank Crew WW2 Россия Модель для 3D печати
38 €
Tank Crew Ussr Модель для 3D-печати
38 €
Tank Crew США Модель для 3D печати
39 €
Tank Crew WW2 Россия Модель для 3D печати
39 €
солдат WW2 Россия 3D модель
39 €
Немецкий танкист Модель для 3D-печати
39 €
Немецкий танкист Модель для 3D-печати
39 €
Немецкий танковый экипаж Африканский корпус Модель для 3D-печати
39 €
Немецкий танкист Модель для 3D-печати
39 €
Французский солдат Второй мировой войны Модель для 3D-печати
39 €
Французский солдат Второй мировой войны Модель для 3D-печати
39 €
Немецкие солдаты Модель для 3D печати
39 €
шофер СССР ww2 3D модель для печати
38 €
Overwatch 2 Junker Queen ShotGun для косплея Модель для 3D-печати
13,90 €
3DShook– 3D-печать армии игрушечных солдатиков дома – 3DShook
С помощью 5 эксклюзивных коллекций игрушечных солдатиков, состоящих в общей сложности из 79 солдатиков, создайте лучшие сценарии войны и сражений с помощью 3D-печати игрушечных солдатиков. Наши игрушечные солдатики тщательно созданы нашими дизайнерами с нуля.
Конечно, вы можете комбинировать всех наших солдат и устроить эпическую битву! Если вы готовы к небольшому проекту «сделай сам», вы можете раскрасить каждую фигурку. Мы видели, что лак для ногтей отлично работает на PLA, но другие краски также справятся с этой задачей.
Использование 3D-принтера для печати игрушек дома — это увлекательный и экономичный способ, полностью переопределяющий время игры… ПЛЮС вам не нужно беспокоиться о том, что что-то сломается… просто напечатайте еще раз!
Помните, что печать каждого солдата занимает примерно 2 часа. Итак, давайте изучим наши 5 коллекций игрушечных солдатиков.
1. Армия рыцарей
Создайте армию средневекового королевства из нашего набора из 15 рыцарей, которые можно распечатать на 3D-принтере. Каждый солдат тщательно вылеплен нашими дизайнерами в разных позах и экипирован исторически точным оружием и доспехами.
Рыцарская армия от 3DSHOOK
Рыцарские армии от 3DSHOOK
2. Самурайские воины
Печать японской армии самураев с нашей 16 -й печатной самурайской воинами, которые в настоящее время предлагаются в 3 -й Катиоги. Военные бойцы японской знати, готовые к печати и всегда готовые к бою! Каждый солдат тщательно вылеплен нашими дизайнерами в разных позах и экипирован исторически точным оружием и доспехами.
Samurai Warriors от 3DShook
Samurai Warriors от 3DShook
3. ARMY Guyz
Распечатайте нашего классического Army Guyz с 16 3D-печатными солдатами на выбор. Одет в военную форму и вооружен оружием. Эти солдатики могут напомнить вам о детстве или мультфильме Pixar «История игрушек». Наши дизайнеры тщательно вылепили каждого солдата в разных позах и оснастили исторически точным оружием и одеждой.
Армейский парень от 3DShook
Army Guyz от 3DShook
4. ARMY Girlz
Распечатайте нашего Army Girlz с 16 3D-печатными солдатами на выбор. Одет в военную форму и вооружен оружием.
Набор комбинированных рамочных фрез D74,6/90,5 мм d32 h43,4 Энкор 19369 Глубина выборки: 6. 4,
В МАГАЗИНЕще цены и похожие товары
Наборфрез 8 мм 12 шт Makita A-88054
В МАГАЗИНЕще цены и похожие товары
Наборфрез 4 шт Makita D-53534
В МАГАЗИНЕще цены и похожие товары
Наборфрез пазо-шиповальных ф38,1 x 28,6 мм хвостовик 12м 2шт Энкор 10603 Количество предметов: 2
В МАГАЗИНЕще цены и похожие товары
Наборфрез Makita D-30209
В МАГАЗИНЕще цены и похожие товары
Набор профильных фрезподереву ЗУБР «ПРОФЕССИОНАЛ», 26 шт, ( 28796-h36 )
В МАГАЗИНЕще цены и похожие товары
Набор профильных фрезподереву зубр «профессионал», 4 шт, ( 28795-h5-2 )
В МАГАЗИНЕще цены и похожие товары
Набор профильных фрезподереву зубр «профессионал», 12 шт, ( 28796-h22 )
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Фрезы по дереву для ручного фрезера.
Разбираемся в ассортименте
Поменял и забыл |
27.12.2016
Ручной фрезер – высокопроизводительное оборудование. При наличии большого количества сменного инструмента им можно пользоваться для выполнения самых разнообразных работ с древесиной. С этой целью разработаны и выпускаются различные типы фрез. Сегодня, мы поговорим о видах фрез и их назначении, а также каснёмся главных критериев выбора.
Классификация и виды фрез для обработки древесины
Фрезы по дереву для ручного фрезера могут быть подразделены на следующие разновидности:
Предназначенные для обработки кромок древесины (концевые фрезы). Такой инструмент снабжается направляющим подшипником, который и обеспечивает ровность обрабатываемого края изделия. К этой же категории относятся и спиральные фрезы.
Пазовые фрезы с плоским торцом. Для их применения потребуется наличие упора и известный практический навык, поскольку без шаблона получить ровный паз прямоугольной формы практически невозможно.
Галтельные фрезы, предназначенные для выфрезеровывания полукруглой канавки в торце деревянного бруска. Такие фрезы также являются достаточно универсальными, поскольку от глубины погружения фрезы в материал зависит размер дуги канавки. Галтельные фрезы с опорным подшипником позволяют получать декоративные мебельные рейки.
Пазовые фрезы с V-образным торцом. При их использовании можно получить неглубокую канавку, боковые стенки которой будут наклонены по отношению друг к другу на угол 900. При увеличении глубины внедрения такой фрезы в материал, у паза будут получены ровные стенки.
Шиповая фреза с обратным конусом, для получения пазов типа «ласточкин хвост». Такой инструмент незаменим при выполнении ремонтных работ с мебелью, когда один фрагмент удаляется, а второй закрепляется с основой при помощи указанного паза.
Конусные фрезы. С их помощью ведут обработку внешних кромок изделия, которые по своей готовности должны иметь фаски строго установленной высоты и угла наклона. Глубина внедрения такой фрезы в древесину может быть ограничена установкой упорного подшипника, подобного тому, который применяется для кромочных фрез.
Калёвочные фрезы, используя которые можно получать скруглённые кромки. В набор фрез по дереву для ручного фрезера обычно входят несколько типоразмеров такого инструмента, что позволяет оформлять кромки с различными значениями радиусов закругления. Установка опорного подшипника позволяет, при более глубоком внедрении инструмента в дерево, получать далее прямолинейную кромку.
Четвертные фрезы. Они создают не только вертикальную, но и горизонтальную кромку, а потому применяются при изготовлении и ремонте деревянных оконных рам.
Дисковые фрезы. Также предназначены для выполнения пазов, но, в отличие от пазовых фрез работают не торцом, а периферией своей рабочей части. Комплект из таких фрез различного диаметра (3…6 мм) позволяет получать пазы с гарантированной глубиной по всей протяжённости участка обработки. Опорный подшипник в этом случае не потребуется. Дисковые фрезы с увеличенной высотой рабочей части иногда называют фальцевыми, и применяют для получения оконных пазов под стекло в деревянных рамах.
Комбинированные фрезы объединяют в себе по предоставляемым возможностям шиповые и пазовые виды.
Перечисленными исполнениями фрез по дереву для ручного фрезера можно пользоваться не только при обработке древесины, но и ряда других материалов, в частности гипсокартонных плит, многослойной фанеры и т. п.
Конструкции фрез и их влияние на технологию производства фрезерных операций
Фрезы по дереву для ручного фрезера могут иметь наборное и монолитное исполнения. В первом случае конструкция инструмента представляет собой определённый набор пластин из быстрорежущей стали, которые посредством напайки медными сплавами прикрепляются к хвостовику фрезы (иногда, в более дешёвых наборах, вместо твёрдого сплава используется инструментальная сталь, а материалом хвостовика принимается легированная конструкционная сталь).
Во втором случае фреза является монолитным инструментом, который изготавливается из инструментальной стали. Особую разновидность фрез для ручного фрезера образуют насадные фрезы, которые состоят из съёмной пластины, которая затем насаживается на переходной хвостовик. Такие фрезы наиболее технологичны в эксплуатации, поскольку при затуплении режущего лезвия с одной стороны, съёмную пластину можно перевернуть на противоположную сторону, и продолжать пользоваться инструментом.
При выборе набора рассматриваемого инструмента обращают внимание на следующее:
Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке, особенно, если заготовкой служат изделия из граба, груши, дуба и других твёрдых пород древесины;
В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком;
Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200…2500С: инструмент после такой тепловой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм;
Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Во-первых, в месте сварного шва прочность металла всегда снижена на 15…20%, а, во-вторых, при резких ударах (например, при врезании фрезы в твёрдую древесину) на поверхности сварного шва могут обозначиться сколы. Применение такой фрезы недопустимо.
Особо стоит выделить проблему твёрдости фрез для ручного фрезера. Производители наборов такого инструмента могут быть из КНР. Цена такого инструмента заметно ниже, но снижается также и качество металла, из которого выполнена оснастка. Чаще всего это касается монолитных фрез. Оценить марку стали в обычных условиях невозможно, однако проверку можно выполнить и в домашних условиях. Для этого лучше всего использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твёрдости 58…62 HRC.
Долговечность фрез определяется интенсивностью их применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущих сталей обладают наилучшей стойкостью, а монолитные, выполненные из рядовой инструментальной стали – наименьшей.
Как выбирать фрезу по дереву под ручной фрезер?
Приняв решение о покупке набора фрез наивысшего качества, есть смысл проанализировать критерии выбора такого инструмента. В расчёт обычно принимают следующее:
Размеры хвостовика. Данный размер (для импортного набора, произведённого каким-либо европейским брендом, он может указываться в дюймах) определит возможность совместного использования оснастки с ручным фрезером. Проблема не возникнет, если конструкцией фрезера предусмотрены цанговые зажимы. Но и в этом случае диаметр цанги должен быть совместим с диаметром хвостовика. Наиболее распространены неувязки, обусловленные разными мерами длины. Например, хвостовики диаметром в ¼ или ½ дюйма в пересчёте дадут значение диаметра 6,35 и 12,7 мм. Метрические размеры наиболее распространённых типов цанг – 6,8 и 12 мм, таким образом совместить места крепления не удастся.
Материал рабочих лезвий фрез по дереву для ручного фрезера импортного производства маркируются буквенными обозначениями НМ (твердосплавные) и НSS (из быстрорежущей стали). Твердосплавные фрезы отличаются повышенной хрупкостью, поэтому при врезании в твёрдые породы древесины, они могут быстро выкрашиваться. Зато они с успехом могут справиться с фрезерованием алюминия А0 или А00. Если предполагается обработка твёрдых пород древесины, практичнее использовать быстрорежущие стали марок Р6М3, Р6М5 или 10Р6М5.
Расположение лезвий. Они могут быть размещены параллельно оси инструмента, либо под некоторым наклоном. Вертикальные лезвия не режут, а рубят древесину, что практически выражается в значительных ударных нагрузках. В таких условиях работать ручным фрезером довольно сложно, а образованную поверхность придётся шлифовать. Поэтому пластинчатые фрезы с вертикальными пластинами целесообразно использовать на предварительных операциях, когда главным является максимальный съём материала. Наоборот, наклонно расположенные лезвия срезают древесину чище, и применяются на завершающих этапах фрезеровки.
Оптимальный набор фрез по дереву включает в себя две кромочные фрезы (под метрический и дюймовый хвостовик), три концевых фрезы (диаметрами 6,12, 18 мм), две пазовых фрезы ( в том числе одна — под «ласточкин хвост»), по одной фигурной и угловой фрезе. Более продвинутые комбинации используются для целей профессионального фрезерования древесины.
Люксметр. Знакомство с прибором для измерения освещённости
Инфракрасные обогреватели. Плюсы и минусы. Цена и размеры
6 мм 1/4 дюйма Т-образные подшипники с хвостовиком, фрезерный станок по дереву, промышленный град
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сохранить 0
FOXBC
Нет отзывов
Длина режущей кромки: 6X9,52 мм
6X9,52 мм
6X12,7 мм
6,35×6,35 мм
6,35×9,52 мм
6,35×12,7 мм
6X6,35 мм
Вариант
6×9,52 мм — 8,996×12,7 мм — 9,996,35×6,35 мм — 8,996,35×9,52 мм — 8,996,35×12,7 мм — 9,996×6,35 мм — 8,99 $
Поделитесь этим продуктом
Фирменное наименование: lavie
Тип: Фрезы для Т-образных пазов
Номер модели: C06 07-319Z4
Диаметр: 1/4″ 6 мм
Материал: вольфрамовый кобальтовый сплав
Общая длина: 55
Диаметр: 35
1pc 6mm 1/4 дюйма Shank Typ
Country
United StatesCanadaAustraliaNew Zealand—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgy ptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSi нгапореСинт-МартенСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
У нас есть 30-дневная политика возврата, что означает, что у вас есть 30 дней после получения товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы вышлем вам этикетку для обратной отправки, а также инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected].
Повреждения и проблемы Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Исключения / товары, не подлежащие возврату Определенные типы товаров не подлежат возврату, например, скоропортящиеся товары (например, продукты питания, цветы или растения), нестандартные товары (например, специальные заказы или персонализированные товары) и товары личной гигиены ( например, косметика). Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
К сожалению, мы не принимаем возврат товаров со скидкой или подарочных карт.
Обмен Самый быстрый способ убедиться, что вы получите то, что хотите, — это вернуть предмет, который у вас есть, и после того, как возврат будет принят, совершить отдельную покупку нового предмета.
Возврат Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата.
American ExpressDiners ClubDiscoverJCBMastercardPayPalVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Правила техники безопасности
БУДЬТЕ ОСТОРОЖНЫ. Всегда надевайте средства защиты глаз и ушей вместе с пылезащитными масками. Избегайте использования лезвий, бит в свободной одежде. Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией любого изделия (включая заточку).
ПРЕДУПРЕЖДЕНИЕ: При повторном измельчении продуктов FOXBC образуется пыль из потенциально опасных ингредиентов. Перед использованием бит всегда читайте и соблюдайте руководство по технике безопасности для владельца любого силового оборудования. Всегда используйте защитные очки при использовании этого или любого другого твердосплавного режущего инструмента.
ПРЕДУПРЕЖДЕНИЕ. Продукты FOXBC могут подвергать вас воздействию химических веществ, включая свинец и/или кобальт, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации перейдите на http://www.P65Warnings.ca.gov.
ПРЕДУПРЕЖДЕНИЕ: При сверлении, шлифовке или механической обработке изделий из дерева вы можете подвергнуться воздействию древесной пыли — вещества, которое, как известно в штате Калифорния, вызывает рак. Избегайте вдыхания древесной пыли или используйте маску или другие средства индивидуальной защиты. Для получения дополнительной информации перейдите на http://www.P65Warnings.ca.gov.
Рекомендации по маршрутизации
Фрезы
Используйте насадки с короткой режущей частью для тонких материалов.
Для наилучшей работы и минимального износа не позволяйте бите выступать более чем необходимый .
Никогда не используйте более высокие обороты, чем рекомендовано поставщиком бит. Особое внимание следует берется при использовании долот с диаметром режущей кромки больше диаметра хвостовика.
Биты с малым диаметром режущей кромки (3–4 мм; 0,12–0,16 дюйма) более сбалансированы, чем биты с большим диаметром резания и могут работать на более высоких оборотах, обычно 60 000.
Используйте сверла большого диаметра (5–6 мм; 0,20–0,24 дюйма), когда необходимо избавиться от стружки в толстые материалы. Максимальное число оборотов (MultiCUT) 40 000.
Максимальное число оборотов в минуту (MultiCUT-HP) 60 000.
Края хрупкие. Никогда не позволяйте битам касаться друг друга или другой твердой поверхности. Всегда хранить в соответствующей таре.
Акриловые или универсальные биты
Акриловые насадки (A) полированные, очень острые для акрила, дерева и т. д. Многоцелевые биты (МП) имеют более высокую износостойкость, и подходят для алюфаса, пластика, МДФ, фанера, дерево и т. д. Биты MP можно узнать по маленькому зубцу на конце.
Скорость подачи
Однолезвийные фрезы обеспечивают хороший отвод стружки и позволяют работать с большими подачами. 0,1-0,2 мм/зуб (0,004-0,008 дюйма/зуб) может быть отправной точкой для оптимизации для большинства материалов: Это дает скорость подачи 4–8 м/мин (2,6–5,2 дюйма в секунду) при 40 000 об/мин и 6–12 м/мин (3,9–7,9 дюйма). дюймов в секунду) при 60 000 об/мин. Легкие материалы, такие как вспененный ПВХ, могут работать намного быстрее. Поверхностная обработка или потребляемая мощность обычно определяет конечную скорость подачи для приложения. А большое падение оборотов или высокое значение %Ватт на дисплее указывают на слишком высокую скорость подачи. Большой биты диаметра требуют большей мощности, чем биты малого диаметра. Изношенные биты увеличивают мощность
Количество проходов в толстых материалах
Количество проходов зависит от типа материала, толщины и диаметра сверла. Используйте глубину прохода что делает канавку свободной от стружки, обычно ее глубина равна диаметру резания.
MetalTec 1530 S (1000W) Лазерный станок по металлу
Описание
Характеристики
Конструктивные особенности
Видео
НАЗНАЧЕНИЕ:
Лазерный станок MetalTec 1530 S (1000W) предназначен для лазерной обработки металла. Обработка производится методом резки по плоскости. Станок волоконной лазерной резки представляет собой высокотехнологичное оборудование, сочетающее технологии лазерной резки и точного механизма с ЧПУ. Станок успешно применяется в металлообрабатывающей промышленности, благодаря высокой точности обработки, а также наилучшему качеству получаемых изделий.
ВИДЫ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ:
Наиболее эффективно станок может быть использован при решении таких задач как: фигурная резка металла, прямолинейный и криволинейный раскрой металлических листов, обработка углеродистой, кремниевой и нержавеющей сталей, аллюминиевых и титановых сплавов, оцинкованного листа.
СФЕРЫ ПРИМЕНЕНИЯ СТАНКОВ:
Сферы применения достаточно обширны: медицинская микроэлектроника, тяжелая промышленность, машиностроение, метро или автоаксессуары, механические части, декоративно-прикладное искусство, элементы электронных устройств, реклама, и т. д.
ОСОБЕННОСТИ СТАНКА:
Высокое качество лазерного пучка; малая щель резки; высокая эффективность при работе.
Высокая скорость работы: скорость выше в 2 раза чем на лазерном станке СО2 с одинаковой мощностью.
Стабильность и большой ресурс работы станков: время службы достигает до 40 000 часов.
Экономия на потреблении станками энергоресурсов: энергоемкость ниже на 20% – 30% чем на лазерном станке с трубкой СО2.
Простота и удобство наладки и эксплуатации станков: настройка лазерного пучка не требуется.
Наши станки лазерной резки имеют портальную структуру, литую поперечную балку, вся структура имеет высокую прочность, и в отличие от консольных моделей, обеспечивает стабильную работу.
При производстве, станина станка проходит термическую обработку для снятия напряжения металла. Благодаря этому удается добиться жесткости конструкции, а в следствии и безупречной точности обработки.
ПОРТАЛ ИЗ АВИАЦИОННОГО АЛЮМИНИЯ
Литая алюминиевая балка портала, имеет меньший вес в сравнении со стальной, что значительно уменьшает нагрузку на двигатели и направляющие, продлевая срок их службы. Толстостенный алюминиевый профиль балки портала, имеет избыток жесткости, и не деформируется со временем.
Станок по всем осям оснащен квадратными линейными направляющими и каретками компании «HIWIN» (Тайвань) сечением 30мм. За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала по осям Х, Y, Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. Одна из немногих компаний в мире, способных производить линейные направляющие самых высоких степеней точности. В настоящее время HIWIN производит линейные направляющие для европейских и азиатских рынков. Подшипники HIWIN, обеспечивают низкое трение, отсутствие зазора и высокую грузоподъемность.
ВЫСОКОПРЕЦИЗИОННЫЕ ШАРИКО-ВИНТОВЫЕ ПАРЫ TBI (ТАЙВАНЬ)
За счет полного исключения люфта обеспечивается высокоточное перемещение лазерной головки по оси Z при выполнении обработки по программе с использованием ЧПУ сложных изделий с высокой степенью точности.
КОСОЗУБАЯ РЕЙКА YYC (ТАЙВАНЬ) ПО ОСЯМ Х И У
Для перемещения по осям Х и Y на станке используется шестерня и косозубая рейка всемирно известного производителя YYC (Тайвань). Это решение позволяет добиться высоких скоростных показателей без потери точности обработки.
ЛАЗЕРНЫЙ ИСТОЧНИК «RAYCUS»
Станок оснащен лазерным источником компании «Raycus» (Китай). Это всемирно признанный лидер в области производства оптоволоконных лазеров, что подтверждает безупречная и безотказная работа. В лазерном излучателе установлена система кондиционирования для охлаждение электрокомпонентов.
Для перемещения по всем осям в комплектацию станка включены промышленные серводвигатели FUJI / YASKAWA (Япония), точность и надежность которых обеспечивает бесперебойную работу и стабильно высокое качество выпускаемой продукции.
Большие удельные мощности при обеспечении высокой нагрузочной способности и минимальных габаритах привода;
Более высокий КПД;
Облегченная конструкция – вдвое компактней и легче редукторов других видов;
Не требуют обслуживания в процессе эксплуатации
РЕЖУЩАЯ ГОЛОВКА RAYTOOLS (С ФУНКЦИЕЙ АВТОФОКУСИРОВКИ)
Станок оснащён лазерной головкой Raytools, с автономным контроллером высоты BCS100, который позволяет обрабатывать неровные поверхности, а встроенная система водяного охлаждения обеспечивает стабильную работу лазерной головки.Лазерная головка с системой автоматической фокусировки.
СТОЙКА УПРАВЛЕНИЯ
Стойка управления интегрирована в конструкцию станка. Она отличается простотой, надежностью, и интуитивной панелью управления. Компьютер управляется ОС Windows. Удобный и эргономичный пульт управления, предназначен для управления станком в ручном режиме. Значительно облегчает работу оператора во время настройки станка, а также снижает риск повреждения оборудования в процессе обработки.
ЧИЛЛЕР
Автоматический чиллер для охлаждения излучателей лазерных станков. Этот чиллер имеет большую мощность, что позволяет непрерывно охлаждать лазерную систему. Регулировка температуры осуществляется в автоматическом режиме.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ «CYPCUT»
Простое и удобное программное обеспечение на русском языке, имеет CAD и CAM модули, поддерживает импорт основных типов файлов: DXF. AI. PLT. CAD. т. д. AutoCAD, CorelDRAW, plt, AI, dxf
Лазерные станки по металлу в категории «Промышленное оборудование и станки»
Лазерный гравировальный станок по металлу СО2, БЦ ЛСМ — 2512
Под заказ
Доставка по Украине
760 000 грн
Купить
Настольный оптоволоконный лазерный станок 100 Вт по металу
Доставка по Украине
510 000 грн
Купить
100W Mopa M8 JPT волоконный станок лазерной гравировки по металлу
Обеспечивая точную и равномерную резку металла, волоконные лазеры от LAGUNA позволяют вам одновременно значительно повысить производительность и качество.
Запрос цитаты
• 36 ″ x 52 ″ Рабочая зона
• Мощность лазера, начинающаяся при 1 кВт до 2 кВт
Металлообрабатывающие предприятия и компании, производящие металлические детали по индивидуальному заказу, могут значительно повысить эффективность своего производства с помощью наших станков для резки волоконным лазером.
Наши машины способны резать сталь, латунь, алюминий и нержавеющую сталь, не опасаясь, что обратные отражения повредят машину. Используя эти волоконные лазерные станки, вы сократите свои потребности в техническом обслуживании и значительно сократите эксплуатационные расходы.
НАЙТИ ПОДХОДЯЩУЮ МАШИНУ ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ
Мы предлагаем лазеры мощностью 1000 Вт, 1500 Вт, 2000 Вт, 2500 Вт и 3000 Вт. Благодаря максимальной скорости резки 35 м/мин эти станки с волоконным лазером выполняют работу быстро и с высокой точностью. Laguna Tools также предлагает машины с закрытой рабочей зоной для устранения светового загрязнения.
УЗНАЙТЕ БОЛЬШЕ О НАШИХ СТАНКАХ ДЛЯ ВОЛОКОННОГО ЛАЗЕРА ОТ НАШИХ СПЕЦИАЛИСТОВ
Пытаетесь понять, какой станок для резки волоконным лазером подходит именно вам? Свяжитесь с нашей командой, чтобы узнать больше о том, как наши инструменты могут создать все, что вы задумали.
Laguna Tools — производитель деревообрабатывающего и металлообрабатывающего оборудования премиум-класса.
Facebook-f
YouTube
Твиттер
Инстаграм
Линкедин
Пинтерест
Часы работы | 8:00 ET — 17:00 PT, с понедельника по пятницу
Телефон | (800) 234-1976
Продажи | (949) 474-1200
CA Факс | (949) 377-3447
TX Факс | (469) 286-2504
Обслуживание клиентов | customer_service@lagunatools. com
Заполните форму, чтобы запросить предложение сегодня!
Вента де Макинас ЧПУ
Джон Карраско
1 (800) 234-1976 доб. 6160
[электронная почта защищена]
Служба испанского языка
1 (800) 332-4094
[электронная почта защищена]
Laguna Tools использует куки-файлы для улучшения вашего опыта на нашем сайте. Политика в отношении файлов cookie
Понятно!
Высокоточный лазер SmartShop® | ФК | Станки с ЧПУ
Высокоточный лазер SmartShop® | ФК | станки с ЧПУ | Лагуна Инструменты
перейти к содержанию
Продажа станков с ЧПУ : CNCSales@lagunatools. com
Се Хабла Эспаньол
Инстаграм
YouTube
Фейсбук
Пинтерест
Твиттер
Линкедин
$0 0 Тележка
Поиск…
Волоконный лазер
Металл — точная резка — низкие эксплуатационные расходы
Laguna SmartShop ® Laser|FC — это высокопроизводительный, ударопрочный портальный лазер, созданный для промышленного использования. Шведская конструкция включает в себя систему охлаждения, смазки и пылеудаления, гарантирующую надежность и долговечность. Автоматическая регулировка высоты поддерживает постоянное фокусное расстояние, обеспечивая качественные результаты. FC оснащен Wi-Fi, что позволяет получить доступ к машине в режиме онлайн и позволяет осуществлять удаленный просмотр.
Особенности:
Рабочая зона: 120″ x 60″
Блок питания IPG мощностью 1–12 кВт
Скорость быстрого перемещения: 1200 дюймов/мин
Точность позиционирования: 0,03 мм
Точность репозиционирования: 0,02 мм
минимальная ширина линии:: 0,1 мм
Дополнительная система челночного стола (зона резки 118″ x 60″)
99 995 долларов США
Обучение доступно по запросу через Zoom
Запрос цитаты
Предыдущий
Следующий
Видео
Видео
Laguna SmartShop® Laser | ФК ЧПУ
Ролики
1 из 1
Как собрать компьютер на заказ с возможностью резки нержавеющей стали | Волоконный лазер
Как сделать инкрустация из грецкого ореха и меди с помощью фрезерного станка с ЧПУ SmartShop® и волоконного лазера | Лагуна Инструменты
Изготовление металлических вывесок на волоконном лазере SmartShop® | Лагуна Инструменты
Может ли лазер резать металл? | Лагуна Инструменты
Лазерная резка нержавеющей стали – курок пистолета на волоконном лазере | Лагуна Инструменты
Волоконный лазер для резки с ЧПУ | Лагуна Инструменты
1 из 1
Хотите узнать больше?
Заполните форму ниже, чтобы получить БЕСПЛАТНУЮ брошюру с цифровым ЧПУ
Laguna Tools — производитель деревообрабатывающего и металлообрабатывающего оборудования премиум-класса.
Посмотреть подборку материалов по теме «Ерлан Баймуратов»
в рейтингах Forbes
№50
50 богатейших бизнесменов Казахстана — 2022
№44
50 самых влиятельных бизнесменов — 2019
50 богатейших бизнесменов Казахстана (май 2022)
$85 000 000 FMCG, страхование / 62
Ерлан Баймуратов является основным владельцем ТОО «KazFoodProducts», через которое ему принадлежат мажоритарные доли в АО «Баян Сулу» (кондитерское производство) и АО «АзияАгроФуд». Также ему принадлежит 25% ТОО «Dostyk Leasing», через которое он владеет страховой компанией «Лондон-Алматы».
Бизнесмен имеет доли в ТОО «КапиталИнвест», ТОО «EMC Agro», в компаниях по выращиванию зерновых культур «ТастобеАгроФуд» и «Коктал-Агро», в кредитном товариществе «Самал Финанс», ТОО «Sweet City», ТОО «Bioline KZ» и ТОО «BioOperations» (завод по производству биоэтанола, пшеничной клейковины, крахмала, муки и кормов для животных).
50 самых влиятельных бизнесменов Казахстана (октябрь 2019)
60 лет Финансы, АПК
Ерлан Баймуратов – председатель совета директоров АО «Баян Сулу» (кондитерское производство). Владеет мажоритарными долями в АО «Баян Сулу» и ТОО «Dostyk Leasing», в которое входят страховая компания «Лондон-Алматы» и кредитное товарищество «АКБ».
Бизнесмен также имеет доли в ТОО «KazFoodProducts», ТОО «КапиталИнвест», ТОО «EMC Agro», АО «АзияАгроФуд», в компаниях по выращиванию зерновых культур «ТастобеАгроФуд» и «Коктал-Агро», в кредитном товариществе «Самал Финанс», ТОО «Sweet City», ТОО «Bioline KZ» и ТОО «BioOperations» (завод по производству биоэтанола, пшеничной клейковины, крахмала, муки и кормов для животных).
Независимый директор в совете директоров АО НК «КазМунайГаз».
50 самых влиятельных бизнесменов (октябрь 2018)
59 лет Финансы, агропромышленность
Владеет крупными долями в ТОО «Dostyk Leasing», в которое входят страховая компания «Лондон-Алматы» и кредитное товарищество «АКБ». Также имеет доли в ТОО «KazFoodProducts», кондитерской фабрике АО «Баян Сулу», кредитном товариществе «Самал Финанс», ТОО «КапиталИнвест», ТОО «Sweet City», ТОО «EMC Agro», АО «АзияАгроФуд», компаниях по выращиванию зерновых культур «ТастобеАгроФуд» и «Коктал-Агро».
Председатель совета директоров АО «Баян Сулу», независимый директор в СД АО НК «КазМунайГаз».
* оценочные данные
38634 просмотров
Самые свежие статьи
Самые популярные в социальных сетях
29 декабря родились
Динмухамет Идрисов
основатель и владелец контрольной доли УК «Ордабасы», участник рейтинга «50 богатейших бизнесменов Казахстана»
Выбор редактора
Виктора Бурдина
50 крупнейших частных компаний Казахстана — 2022
200095
Все материалы ⟶
Обсуждаемые в Соцсетях
Самые Читаемые
Баймуратов Артур Нафисович — 26 отзывов | Уфа
Пациент +7-922-29XXXXX
15 ноября в 18:53
+2. 0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (2)
Посетили в ноябре 2022
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-922-60XXXXX
24 октября в 18:47
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (2)
Посетили в октябре 2022
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-959-16XXXXX
12 октября в 15:52
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (2)
Посетили в сентябре 2022
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-924-25XXXXX
21 сентября в 11:03
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (2)
Посетили в сентябре 2022
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-917-79XXXXX
13 августа в 18:41
+0.6
хорошо
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Плохо
Нормально
Отлично
Отлично
Возможно
Проверено (3)
Посетили в апреле 2021
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-987-27XXXXX
11 августа в 00:33
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (2)
Посетили в марте 2022
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-984-14XXXXX
7 августа в 14:21
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (2)
Посетили в июле 2022
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-918-57XXXXX
5 апреля в 14:52
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (2)
Посетили в феврале 2021
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-920-47XXXXX
25 февраля в 12:25
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (2)
Посетили в феврале 2022
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-913-44XXXXX
10 февраля в 14:07
+1.6
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Хорошо
Да
Проверено (2)
Посетили в январе 2022
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-961-11XXXXX
17 января в 12:21
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (2)
Посетили в ноябре 2021
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-989-47XXXXX
21 октября 2021 в 19:10
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (1)
Посетили в октябре 2021
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-905-00XXXXX
8 сентября 2021 в 14:22
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (1)
Посетили в августе 2021
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-958-51XXXXX
12 июля 2021 в 13:39
+1.6
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Хорошо
Да
Проверено (1)
Посетили в июне 2021
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-977-12XXXXX
13 июня 2021 в 16:55
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (1)
Посетили в марте 2021
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-924-45XXXXX
9 мая 2021 в 13:00
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (1)
Посетили в апреле 2021
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-963-89XXXXX
1 апреля 2021 в 19:01
Автор не подтвердил факты из отзыва документами, поэтому отзыв аннулирован. Восстановим, если получим подтверждение. Если вы автор, позвоните нам 8 (800) 600-30-28.
Посетили в марте 2021
Стоматология «Артиум Дентал Клиник»-ул. Коммунистическая, д. 78
Пациент +7-937-36XXXXX
21 сентября 2020 в 09:42
+2.0
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Отлично
Однозначно
Проверено (1)
Посетили в сентябре 2020
Стоматология «Имплант Арт» на Перовской-ул. Софьи Перовской, д. 38
Пациент +7-951-78XXXXX
1 сентября 2020 в 17:16
+1. 8
отлично
Тщательность обследования
Эффективность лечения
Отношение к пациенту
Информирование пациента
Посоветуете ли Вы врача?
Отлично
Отлично
Отлично
Хорошо
Однозначно
Проверено (1)
Посетили в июле 2020
Стоматология «Имплант Арт» на Перовской-ул. Софьи Перовской, д. 38
Пациент +7-937-33XXXXX
3 мая 2019 в 12:24
+2.0
отлично
Проверено (1)
Клиника эстетической стоматологии «Галадент»-ул. Российская, д. 94/2
Пациент +7-917-41XXXXX
3 мая 2019 в 12:22
+2.0
отлично
Проверено (1)
Клиника эстетической стоматологии «Галадент»-ул. Российская, д. 94/2
Пациент +7-937-36XXXXX
3 мая 2019 в 12:01
+2.0
отлично
Проверено (1)
Клиника эстетической стоматологии «Галадент»-ул. Российская, д. 94/2
Пациент +7-987-58XXXXX
24 апреля 2019 в 21:18
+2.0
отлично
Проверено (1)
Клиника эстетической стоматологии «Галадент»-ул. Российская, д. 94/2
Пациент +7-952-69XXXXX
5 февраля 2019 в 23:00
+2.0
отлично
Проверено (1)
Клиника эстетической стоматологии «Галадент»-ул. Российская, д. 94/2
Пациент +7-917-77XXXXX
2 февраля 2019 в 21:46
+2.0
отлично
Проверено (1)
Клиника эстетической стоматологии «Галадент»-ул. Российская, д. 94/2
Пациент +7-917-80XXXXX
2 февраля 2019 в 21:45
+2.0
отлично
Проверено (1)
Клиника эстетической стоматологии «Галадент»-ул. Российская, д. 94/2
Таблица расстояний проецирования и технические характеристики
Расстояние проецирования
Размер экрана (16:9)
Расстояние проецирования
Диагональ экрана
(дюймов)
Ш (мм)
В (мм)
Широкоугольное (м)
Телескопическое (м)
60
1,328
747
1.78
3.66
70
1,549
872
2.09
4.28
80
1,771
996
2.40
4.89
90
1,992
1,121
2.70
5.51
100
2,214
1,245
3. 01
6.13
110
2,435
1,370
3.31
6.75
120
2,656
1,494
3.62
7.36
130
2,878
1,619
3.92
7.98
140
3,099
1,743
4.23
8.60
150
3,320
1,868
4.53
9.22
160
3,542
1,992
4.84
9.84
170
3,763
2,117
5.14
10.45
180
3,984
2,241
5. 45
11.07
190
4,206
2,366
5.75
11.68
200
4,427
2,490
6.06
12.30
*Проекционное расстояние зависит от технических характеристик модели, поэтому допустимы варианты в пределах ±5% .
Размер экрана (2,35:1)
*при входном видеосигнале формата 2,35:1
Расстояние проецирования
Диагональ экрана
(дюймов)
Ш (мм)
В (мм)
Широкоугольное (м)
Телескопическое (м)
60
1402
597
1. 95
3.91
70
1636
696
2.28
4.56
80
1870
796
2.60
5.21
90
2103
895
2.93
5.86
100
2337
995
3.26
6.51
110
2571
1094
3.58
7.16
120
2805
1193
3.91
7.81
130
3038
1293
4.23
8.47
140
3272
1392
4. 56
9.12
150
3506
1492
4.88
9.77
160
3740
1591
5.21
10.42
170
3973
1691
5.53
11.07
180
4207
1790
5.86
11.72
190
4441
1890
6.19
12.37
200
4674
1989
6.51
13.02
*Проекционное расстояние зависит от технических характеристик модели, поэтому допустимы варианты в пределах ±5% .
Функция сдвига объектива
Технические характеристики
DLAX90R
DLA-X70R
DLA-X30
Устройство
0.7 inch Full HD D-ILA (1920 x 1080) x3
Технология e-shift
Да
—
Разрешение
3840 x 2160*1
1920 x 1080
Объектив
2-кратный зум/фокус с приводом
f=21.4мм — 42.8мм
F=3.2 — 4
Размер проекции
152–508 см (60–200 дюймов, размер по диагонали)
Сдвиг объектива
±80% по вертикали и ±34% по горизонтали (с приводом)
Источник света
Ртутная лампа 220 В сверхвысокого давления
(продолжительность службы лампы: прибл. 3000 ч в стандартном режиме)
Яркость*2
1,200лм
1,300лм
Контрастность
Собственная: 120,000:1
Собственная: 80,000:1
Собственная: 50,000:1
Соединения
Компонентное
1(RCA; Y , PB/CB , PR/CR)
HDMI
2 (3D / Deep Colour / Совместимо с CEC)
Аналоговый RGB (ПК)
1 (15-штырьковый D-sub)
—
RS232C
1 (9-штырьковый D-sub)
LAN (RJ-45)
1
Триггер
1 (Mini jack , постоянное напряжение 12 В/100 мА)
Дистанционное управление
1 (Mini jack)
Синхронизация 3D-сигнала
1 (Mini Din 3-штырьковый)
Формат входного видеосигнала
Цифровой
480i/p, 576i/p, 720p 60/50, 1080i 60/50,
1080p 60/50/24
Аналоговый
480i/p, 576i/p, 720p 60/50, 1080i 60/50
Формат входного сигнала с компьютера
HDMI
VGA/SVGA/XGA/WXGA/WXGA+/SXGA/WSXGA+/WUXGA
Аналоговый RGB (D-sub15-штырьковый)
VGA/SVGA/XGA/WXGA/WXGA+/SXGA/SXGA+
/WSXGA+/1920×1080/Mac 13”,16”19”
–
Формат 3D
Frame packing
720p 60/50,1080p 24,1080i 60/50
Side-by-side
(горизонтальная стереопара
(половинная))
720p 60/50, 1080p 60/50, 1080i 60/50
Top and bottom (вертикальная стереопара)
720p 60/50, 1080p/24
Шумность
20 дБ (стандартный режим лампы)
Источник питания
Перем. ток 110-240 В, 50/60 Гц
Потребление электроэнергии
360 Вт (режим ожидания: 0,8 Вт)
330 Вт (режим ожидания: 0,8 Вт)
Размеры (Ш×В×Г, мм)
455 x 179 x 472
Масса
15.4 кг
15.4 кг
14.9 кг
*1 В режиме 3D разрешение составляет 1920×1080.
*2 Измерения, условия измерения и система обозначений соответствуют стандарту ISO 21118.
Внешние размеры
Разъемы на задней панели ( DLA-X90R / DLA-X70R)
Разъемы на задней панели ( DLA-X30)
Дополнительное оборудование
3D-очки
PK-AG1
Источник питания — батарейка
3D-очки
PK-AG2
Источник питания — аккумулятор
Излучатель 3D-синхросигналов
PK-EM1
Заменяемая лампа
PK-L2210U
В проекторе установлена ртутная лампа сверхвысокого давления, которая может выйти из строя после удара или по истечении некоторого промежутка времени, издав при этом громкий звук.
Обратите внимание, что в зависимости от того, как используется проектор, между отдельными лампами возможна существенная разница в продолжительности работы до необходимости их замены.
При необходимости установки новой лампы будьте готовы понести дополнительные расходы.
Лампа проектора требует периодической замены и не является объектом гарантии.
Обратите внимание, что по причине использования сверхсложных технологий при производстве устройства D-ILA, 0,01% пикселей или менее могут быть неисправными (всегда включены или отключены).
Конструкция и технические характеристики могут быть изменены без предварительного уведомления. Все иллюстрации, представленные на страницах данного веб-сайта, являются условными. Adobe является товарным знаком или зарегистрированным товарным знаком компании Adobe Systems Incorporated в США и других странах. ISF является зарегистрированным товарным знаком Imaging Science Foundation, Inc. THX и логотип THX являются товарными знаками THX Ltd., которые можно зарегистрировать в отдельных юрисдициях. HDMI, логотип HDMI и High-Definition Multimedia Interface являются зарегистрированными товарными знаками компании HDMI Licensing LLC. Microsoft, Windows, Windows Vista являются товарными знаками или зарегистрированными товарными знаками корпорации Microsoft в США и других странах. Любые другие компании или названия продуктов являются товарными знаками и/или зарегистрированными товарными знаками их соответствующих владельцев. Любые права, прямо не предоставленные здесь, зарезервированы.
Baililai 3216570210 Портативный проектор с поддержкой 180 дюймов
Документ
report this ad
report this ad
Bailiai 3216570210 Портативный проектор 180 дюймов Поддержка
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Бренд: Байлилай
Технологии подключения: USB
Разрешение экрана: 800 х 480
Максимальное разрешение дисплея: 1920 х 1080
Фактор формы: портативный
Тип монтажа: Настольное крепление
Ватtage: 58 Вт
Пункт вес: 8 Pounds
Размеры продукта: 8. 66 х 6.5 х 3.15 дюйма
Соотношение сторон: 4: 3 / 16: 9
Keystone: Руководство на 15 градусов
Технология отображения изображения: ЖК-дисплей
Lamp: LED
Расстояние проекции:56-13.45 футов
Размер проекции: 30-180 Дюймы
Nактивное разрешение: 800X480 пикселей
Источник питания: 100-230 В, переменный ток 50/60 Гц
Поддерживаемое разрешение: 1080P, 720P, 480P
Описание
Портативный проектор — это проектор изображения, встроенный в портативное устройство. Иногда его называют карманным проектором, мобильным проектором, пикопроектором или микропроектором.
Оптическое устройство, известное как проектор или проектор изображений, проецирует изображение (или движущиеся изображения) на поверхность, чаще всего на проекционный экран. Большинство проекторов создают изображения, пропуская свет через крошечную прозрачную линзу, хотя некоторые более поздние модели проецируют изображения напрямую с помощью лазеров. Вместо внешнего проекционного экрана виртуальный ретинальный дисплей, также известный как ретинальный проектор, проецирует изображение непосредственно на сетчатку.
Особенности
Изображение (или движущиеся изображения) проецируется на поверхность, чаще всего на проекционный экран, с помощью оптического устройства, называемого проектором или проектором изображений. Хотя некоторые более современные типы проекторов проецируют изображения напрямую с помощью лазеров, большинство проекторов создают изображения, пропуская свет через крошечную прозрачную линзу.
Наблюдаемые качества портативного проектора
Вес и размер.
Разрешение/яркость.
Срок службы батареи.
Звуковой калибр.
Характеристики установки.
Пользовательский интерфейс и приложения.
Вы могли бы наслаждаться.
Гарантия на этот проектор
Здравствуйте, На проектор распространяется трехлетняя гарантия. 100% гарантия возврата денег в течение трех лет, квалифицированная поддержка клиентов и техническая помощь.
Показать результат как NumberFraction (точное значение)
Дюйм — это единица длины, равная ровно 2,54 сантиметра. В футе 12 дюймов, а в ярде 36 дюймов.
Фут — это единица длины, равная ровно 12 дюймам или 0,3048 метра.
Перевод дюймов в футы
(некоторые результаты округлены)
в
футов
180,00
15
180,01
15.001
180.02
15.002
180.03
15.003
180.04
15.003
180.05
15.004
180.06
15.005
180.07
15.006
180.08
15.007
180,09
15.008
180.10
15.008
180.11
15.009
180.12
15.01
180.13
15.011
180.14
15.012
180,15
15.013
180. 16
15.013
180.17
15.014
180.18
15.015
180.19
15.016
180.20
15.017
180.21
15.018
180.22
15.018
180.23
15.019
180.24
15.02
в
футов
180,25
15.021
180.26
15.022
180.27
15.023
180.28
15.023
180.29
15.024
180.30
15.025
180.31
15.026
180.32
15.027
180.33
15.028
180.34
15.028
180. 35
15.029
180.36
15,03
180,37
15.031
180.38
15.032
180.39
15.033
180.40
15.033
180.41
15.034
180.42
15.035
180.43
15.036
180,44
15.037
180,45
15.038
180.46
15.038
180.47
15.039
180.48
15,04
180,49
15.041
в
футов
180,50
15.042
180,51
15.043
180,52
15.043
180,53
15.044
180,54
15. 045
180,55
15.046
180,56
15.047
180,57
15.048
180,58
15.048
180,59
15.049
180,60
15,05
180,61
15.051
180.62
15.052
180.63
15.053
180.64
15.053
180.65
15.054
180.66
15.055
180.67
15.056
180.68
15.057
180,69
15.058
180.70
15.058
180.71
15.059
180.72
15,06
180,73
15.061
180,74
15.062
в
футов
180,75
15,063
180,76
15. 063
180,77
15.064
180,78
15.065
180.79
15.066
180.80
15.067
180.81
15.068
180.82
15.068
180.83
15.069
180.84
15,07
180,85
15.071
180.86
15.072
180,87
15.073
180.88
15.073
180,89
15.074
180,90
15.075
180,91
15.076
180,92
15.077
180,93
15.078
180,94
15.078
180,95
15.079
180,96
15,08
180,97
15. 081
180,98
15.082
180,99
15.083
Преобразование 180 дюймов в см
›› Преобразование дюймов в сантиметры
Пожалуйста, включите Javascript для использования преобразователь единиц измерения. Обратите внимание, что здесь можно отключить большую часть рекламы: https://www.convertunits.com/contact/remove-some-ads.php
›› Дополнительная информация в конвертере величин
Сколько дюймов в 1 см? Ответ: 0,39370078740157. Мы предполагаем, что вы конвертируете между дюймов и сантиметров . Вы можете просмотреть более подробную информацию о каждой единице измерения: дюймов или см Базовой единицей СИ для длины является метр. 1 метр равен 39,370078740157 дюймов или 100 см. Обратите внимание, что могут возникать ошибки округления, поэтому всегда проверяйте результаты. Используйте эту страницу, чтобы узнать, как конвертировать дюймы в сантиметры. Введите свои собственные числа в форму, чтобы преобразовать единицы измерения!
›› Таблица быстрого перевода дюймов в см
1 дюймов в см = 2,54 см
5 дюймов в см = 12,7 см
10 дюймов в см = 25,4 см
15 дюймов в см = 38,1 см
20 дюймов в см = 50,8 см
25 дюймов в см = 63,5 см = 101,6 см
50 дюймов в см = 127 см
›› Хотите другие юниты?
Вы можете сделать обратное преобразование единиц из см в дюймы или введите любые две единицы ниже:
›› Преобразование общей длины
дюймов в руку дюймов в микрон дюймов в жемчуг дюймов в ферми дюймов в декаметр дюймов в элл дюймов в световой год дюймов в марафон дюймов в комариный глаз дюймов в борода-секунда
›› Определение: Дюйм
Дюйм — это название единицы длины в ряде различных систем, включая имперские единицы и обычные единицы измерения США. В ярде 36 дюймов, а в футе 12 дюймов. Дюйм обычно является универсальной единицей измерения в Соединенных Штатах и широко используется в Соединенном Королевстве и Канаде, несмотря на то, что в последних двух странах в 19-м веке была введена метрическая система.60-х и 1970-х соответственно. Дюйм по-прежнему широко используется неофициально, хотя и несколько реже, в других странах Содружества, таких как Австралия; примером может служить давняя традиция измерять рост новорожденных детей в дюймах, а не в сантиметрах. Международный дюйм определяется как равный 25,4 миллиметра.
›› Определение: сантиметр
Сантиметр (американское правописание сантиметр, символ см) — единица длины, равная одной сотой метра, действующей базовой единицы длины в системе СИ. Сантиметр является частью метрической системы. Это основная единица в системе единиц сантиметр-грамм-секунда. Соответствующей единицей площади является квадратный сантиметр. Соответствующей единицей объема является кубический сантиметр.
В данном материале мы подробно разберем вопросы охлаждения лазерной трубки станка с ЧПУ. Здесь вы точно получите ответы на вопросы:
Как устроена система охлаждения лазерной трубки
Какую охлаждающую жидкость применять
Какую температуру устанавливать
Что из оборудования лучше использовать
Как, чем и когда очищать систему охлаждения лазерного станка
Какой чиллер лучше, CW-3000 или CW-5200
Эффективна ли помпа прокачки воды и как ее подключить к лазерному станку
Ну, и конечно же, какой подойдет пивной охладитель и как его можно использовать
+ Много дополнительной информации по охлаждению лазерной трубки.
Смотрите видео с тестами, примерами, инструкциями и читайте статью дальше.
ВИДЕО. Охлаждение лазерной трубки
Почему необходимо охлаждать лазерную трубку СО2?
Во-первых, при высоких рабочих температурах снижается мощность излучателя, а по-другому, теряется его производительность. Во-вторых, высокие температуры влияют на ресурс лазерной трубки. По-хорошему, чем ниже температура, тем дольше трубка проработает.
При правильных условиях эксплуатации трубки могут эффективно работать годами. Именно поэтому им необходимо принудительное охлаждение теплоотводящей жидкостью.
Какую температуру устанавливать в системе охлаждения?
Оптимальная стабильная рабочая температура — 15-17 °C при комнатной температуре от 15 °C до 25 °C. Можно меньше. Допускается и больше. Нам известны случаи работы лазерного излучателя с сохранением его рабочих характеристик при температуре охлаждающей жидкости в 26 градусов, но следует учитывать, что это не должно быть постоянной практикой. Избегайте перегрева.
В том случае, когда вы устанавливаете в системе охлаждения температуру ниже рекомендуемой при высокой внешней, то следите за тем, чтобы на лазерной трубке, а особенно на полупрозрачном зеркале (откуда из трубки бьет луч) и контактах не выпадал конденсат. Пристальное внимание этому следует уделять, когда у вашего СО2 излучателя принудительное охлаждение глухого и полупрозрачного зеркала.
При большой разнице внешней и внутренней температур устанавливайте в системе охлаждения температуру, ориентируясь на точку росы.
Охлаждающая система лазерной трубки (СО2 излучателя)
По факту все выглядит достаточно просто. В лазерной трубке для охлаждающей жидкости предусмотрен специальный герметичный контур, в котором циркулирует жидкость. Попадает она в этот контур через специальный входной штуцер, а уходит через выходной или сливной. Это проточная система. Жидкость попадает в контур под давлением. Протекая, она поглощает избыточное тепло и так же под давлением выходит из трубки для охлаждения.
Чистота системы охлаждения
Всю систему охлаждения необходимо держать в чистоте и проверять, чтобы там не образовывалось осадков, отложений, грязи, не возникало цветения. Именно поэтому в систему охлаждения вы должны заливать проверенную охлаждающую жидкость (мы рекомендуем дистиллированную воду), а также следить за ее герметичностью, чтобы загрязнения в нее не попадали из вне.
В процессе эксплуатации в лазерной трубке вместе с охлаждающей жидкостью не должно быть пузырьков воздуха. Устанавливайте ее таким образом, чтобы выходной (сливной) штуцер был вверху.
И еще один совет, следите за чистотой полупрозрачного зеркала с внешней стороны (откуда выходит лазерный луч).
Какую охлаждающую жидкость применять, воду, спирты или антифриз?
Мы рекомендуем применять в качестве охлаждающей жидкости дистиллированную воду, потому что она не содержит химических примесей, которые могут оседать в трубке, и если вода действительно дистиллированная, а это мертвая вода, то она цвести не должна.
В случае эксплуатации лазерной трубки при температурах ниже нуля вы можете использовать антифриз (тосол), но только на свой страх и риск. Помните, что антифриз может навредить лазерной трубке и привести ее в негодность. В зависимости от условий эксплуатации допускается разбавление антифриза водой в соответствующих пропорциях по инструкции производителя.
В чем разница между дистиллированной водой и антифризом для лазерного станка? Во-первых, у них разный коэффициент теплопередачи. У воды он больше, следовательно, она лучше забирает тепло от нагретого элемента, и лучше его отдает непосредственно в системе охлаждения лазерной трубки. Во-вторых, вода имеет большее электрическое сопротивление, а все антифризы — меньшее электрическое сопротивление, что сказывается на падении мощности. И это особенно необходимо учитывать при эксплуатации так называемых NO NAME СО2 лазерных трубок непонятного производителя, в которых в силу конструктивных особенностей может происходить утечка высокого напряжения именно по антифризу через микротрещины.
Можно ли использовать в качестве охлаждающей жидкости спирты и другие смеси? Можно, если это не навредит лазерной трубке.
К примеру, при температуре окружающей среды выше нуля, вы можете попробовать смесь дистиллированной воды и изопропилового спирта в расчете 1 литра спирта на 5-7 литров воды.
Если температура окружающей среды ниже нуля, то попробуйте смесь дистиллированной воды и чистого пропиленгликоля в пропорции, рекомендуемой производителем спирта.
Оборудование для системы охлаждения
Для охлаждения жидкости вы можете использовать как готовые стандартные решения, так и самостоятельно сконструировать агрегаты, к примеру, из деталей кондиционера, старого холодильника, а также, пивной охладитель.
Каждое решение имеет право на жизнь. Но, делая выбор между дорогим — готовым, и дешевым — самопальным, вы должны понимать, что первое будет все-таки работать стабильнее второго, если вы не владеете навыками инженера.
Но, сэкономить можно и в том случае, если вы не Кулибин. Давайте разберемся во всем по-порядку.
Помпа прокачки воды + резервуар
Это самое простое решение, которое идет в комплекте каждого лазерного станка. Задача помпы — гонять жидкость по кругу. Они отличаются мощностью и размерами. Для маленьких полупрофессиональных лазерных станков подойдут маломощные небольшие, а для больших — крупнее с более совершенными характеристиками. Создавая систему охлаждения с помпой прокачки воды, озаботьтесь о ее герметичности, следите за тем, чтобы в жидкость не попадало грязи. Помимо этого герметичность обеспечит нормальную влажность в помещении, где будет эксплуатироваться лазерный станок.
Какой резервуар с жидкостью следует использовать? Все зависит от мощности лазерной трубки и температуры окружающей среды. К примеру, в обычных условиях при температуре окружающей среды в 22 градуса для лазерного станка MCLaser 3020 с мощностью излучателя в 40 Вт или Kimian 4040 с лазерной трубкой в 50 Вт мы рекомендуем использовать резервуар объемом 80 литров.
Систему с помпой прокачки воды можно сделать с охлаждением, поставив, к примеру, резервуар в холодильник. Второй вариант — добавлять в резервуар лед. Некоторые замораживают воду в пластиковых бутылках.
За температурой жидкости в данном случае можно следить с помощью погружного термометра или установить контроллер.
Помните, что менять охлаждающую жидкость в такой системе можно только при выключенном лазерном станке.
Как подключать помпу к лазерному станку — смотрите в нашем видеообзоре.
Чиллеры для лазерного станка
Чиллеры относятся к готовым решениям с принудительным охлаждением. Условно их можно разделить на домашние и промышленные. Выбирают чиллер, ориентируясь на время эксплуатации станка в рабочую смену, объемы производства, температуры окружающего воздуха, мощность лазерной трубки.
Недорогой CW-3000 представляет собой простую систему с принудительным воздушным охлаждением. Внутри этого чиллера стоит помпа прокачки воды, резервуар, на который дует вентилятор, а также система управления и сигнализации. CW-3000 не сможет охладить жидкость ниже температуры окружающего воздуха, поэтому не получится его использовать эффективно, если в помещении жарко. Помните, оптимальная рабочая температура лазерной трубки — 15-17 градусов.
Преимущество CW-3000 над системой охлаждения с помпой прокачки воды в том, что с ним вы сразу получите герметичную систему охлаждения лазерной трубки, а также систему оповещения, если охлаждающая жидкость перестанет циркулировать + он занимает меньше места в сравнении с 80-ти литровым резервуаром.
С CW-3000 возможно сделать систему с принудительным охлаждением. Первый способ — поставить чиллер в холодильник. Второй — сделать промежуточный резервуар и установить его в холодильник. Некоторые ставят его под кондиционер.
Чиллеры CW-5000 и CW-5200 — более совершенные промышленные агрегаты с принудительным охлаждением на базе хладогента, в качестве которого выступает фреон. В этих чиллерах вы можете настраивать диапазон рабочих температур.
У CW-5000 и CW-5200 помимо системы оповещения при сбое водного потока, есть индикация и звуковой сигнал при перегреве охлаждающей жидкости выше установленного значения.
Эти чиллеры можно смело использовать для охлаждения лазерных трубок мощностью до 100 Вт, для более мощных подойдут CW-6000, CW-6100 и другие старшие модели.
Пивной охладитель
Это альтернатива чиллерам. Принцип работы у него такой же, но стоит он в разы меньше.
Свое решение
В стремлении сэкономить можно нафантазировать много чего. Как говорится, на вкус и цвет товарищей нет. Главное, чтобы работало и давало результат.
Очистка системы охлаждения лазерного станка
Если вы столкнулись с загрязнениями в системе охлаждения, то в зависимости от их характера используйте необходимое средство. Избавиться от продуктов цветения (органики) можно, к примеру, погоняв по системе охлаждения раствор теплой щелочи. Если это налет накипи и отложения солей, то поможет теплый раствор с лимонной кислотой из расчета 100 грамм кислоты на 5 литров.
Требуется консультация по лазерным станкам с ЧПУ?
Отвечаем на все звонки, письма, сообщения и всегда рады гостям.
Санкт-Петербург, ул. Республиканская, 22, литера Е, помещение 4Ш
Мы работаем
пн.-пт. с 9:00 до 19:00 (мск)
Больше интересного во Вконтакте
Полезные советы по лазерной резке и гравировке
Секреты и лайфхаки
Обзоры лазерного оборудования
Макеты для лазерной резки
Актуальные акции и скидки
Подписывайтесь
Охлаждение лазерной трубки | Torden
Лазерная трубка СО2 – это довольно требовательное к условиям эксплуатации устройство. Есть множество моделей, имеющих различный срок службы – ресурс. Однако достичь заявленного максимального ресурса можно только в случае соблюдения всех норм эксплуатации, рекомендованных производителем.
В данной статье мы разберем все, что относится к вопросу охлаждения лазерных трубок – что использовать в качестве теплоносителя, какое оборудование для прокачки жидкости выбрать, как определить правильную температуру охлаждения трубки, а также затронем некоторые нюансы, касающиеся охлаждения.
Почему лазерную трубку нужно охлаждать
Начнем с теории. Лазерная трубка представляет собой стеклянный корпус, состоящий из трех контуров. Корпус излучателя герметичен, и в заводских условиях в него закачана газовая смесь. Газ внутри трубки состоит из нескольких элементов – углекислый газ (СО2), азот (N), гелий (He). В процессе работы – тогда, когда мы наблюдаем видимое излучение внутри трубки, – газовая смесь приводится в возбужденное состояние благодаря поступлению высоковольтного напряжения с блока розжига.
Другими словами, общий ресурс лазерного излучателя снижается. А длительный нагрев может и вовсе привести к появлению трещины в стекле газоразрядной трубки. Таким образом, нам необходим теплоноситель, чтобы держать под контролем температуру газовой смеси.
Что представляет собой контур охлаждения лазерной трубки
Выше мы упомянули, что лазерная трубка СО2 состоит из трех контуров. Газовая смесь располагается во внешнем контуре (первый), и в центральном контуре (третий) – газоразрядной трубке. Причем именно внутри газоразрядной трубки мы можем визуально наблюдать свечение в процессе розжига газовой смеси. Средний (второй) стеклянный контур окружает газоразрядную трубку, и именно по среднему контуру в лазерную трубку подается охлаждающая жидкость.
Штуцеры входа и выхода охлаждающей жидкости расположены по краям трубки. У некоторых производителей лазерных трубок, например, у RECI, штуцер выхода жидкости из контура охлаждения расположен прямо на внешнем корпусе. У других, например, у SPT, – контур охлаждения проходит дополнительно через наконечник и охлаждает таким образом выходное зеркало. Обе схемы расположения допустимы.
Какую жидкость для охлаждения выбрать
Антифриз не является диэлектриком, поэтому его использование может привести к тому, что рано или поздно высоковольтный разряд пробьет на охлаждающую жидкость. Это, в свою очередь, может вывести лазерную трубку из строя. Кроме того, теплоемкость антифриза ниже, чем у дистиллированной воды.
Говоря простыми словами, антифриз будет менее эффективно «забирать» на себя образовавшийся нагрев газовой смеси. Добавим к этому и то, что текучесть у антифриза выше, чем у дистиллированной воды. На практике это означает, что помпе будет сложнее прокачивать антифриз, а значит, повышается вероятность её поломки. В общем, антифриз для лазерной трубки СО2 не подходит.
Таким образом, единственно верным выбором будет дистиллированная вода. К сожалению, многие операторы станка по ошибке используют для охлаждения лазерной трубки СО2 антифриз или какую-то смесь из воды и примесей.
Оптимальная температура для лазерной трубки
Точка росы – это температура, при которой выпадает конденсат. Таким образом, если для охлаждения мы будем использовать жидкость, температура которой слишком низкая относительно температуры и влажности в рабочем помещении, то мы получим запотевание охлажденных элементов – корпуса излучателя, силиконовых шлангов и зеркал. Это может привести к повреждению оптики лазерной трубки, к пробою высоковольтного контакта и к другим неприятным последствиям. Получается, что нам необходимо охлаждать лазерную трубку дистиллированной водой такой температуры, при которой не достигается точка росы. Чаще всего, оптимальная температура для лазерной трубки находится в диапазоне 15-19 °C.
С температурой охлаждения все просто – чем ниже, тем лучше. Низкая температура газовой смеси позволяет замедлить процесс выработки её ресурса. Кроме того, снижение температуры может увеличить выдаваемую мощность! Однако не стоит торопиться использовать жидкость с экстремально низкой температурой, т.к. у нас есть еще один показатель, который следует учитывать при охлаждении – точка росы.
И помните, что верхняя граница температуры лазерной трубки, при которой деградация газа в рабочем состоянии находится в допустимом производителями пределе, составляет 25 °C.
Какое оборудование использовать для охлаждения лазерной трубки
Для прокачки охлаждающей жидкости необходимо отдельное оборудование. Вариантов не так много: водяная помпа, самодельный чиллер (например, переделанный пивной охладитель) или же специализированный чиллер, который предназначен именно для охлаждения и контроля температуры лазерных излучателей СО2. Разберем их все по порядку и выясним, чем лучше охлаждать лазерную трубку.
Водяная помпа 20 Вт (2.0 м, 2000 л/ч)
Итак, погружная водяная помпа является самым бюджетным вариантом. При этом надо понимать, что использование водяной помпы решает только вопрос с непосредственно прокачкой жидкости, но не решает вопрос с контролем температуры. То есть, Вам самостоятельно придется следить за температурой жидкости и вовремя принимать необходимые меры по её удержанию ниже 25 °C. Кроме того, к сожалению, Вам вряд ли удастся полностью изолировать емкость с водой от контакта с окружающей средой. Из-за этого дистиллированная вода быстро потеряет свои свойства диэлектрика, и её придется часто менять.
Также, надо признать, что использование водяной помпы может быть хоть как-то экономически оправдано лишь для небольших лазерных станков с лазерной трубкой мощностью не более 40 Вт. Тепловая нагрузка лазерных трубок СО2 мощностью более 60 Вт слишком велика – для них уже необходимо использовать охлаждающие установки на основе фреона.
Альтернативой простой водяной помпе может служить фреоновый пивной охладитель. Однако необходимо будет подобрать модель с подходящим Вашей лазерной трубке показателем холодопроизводительности. К тому же такой охладитель в любом случае придется дорабатывать своими силами – например, установить электронный контроллер.
Лучшим вариантом, гарантирующим правильное охлаждение лазерной трубки, являются специальные фреоновые чиллеры. Но к их выбору надо подходить внимательно.
Да, неоригинальный чиллер может стоить дешевле оригинала S&A, но стоит помнить, что стоимость изделия складывается в том числе из стоимости используемых комплектующих. В неоригинальных чиллерах можно встретить различные проблемы. Например, несоответствие реальной холодопроизводительности компрессора маркировке чиллера. То есть внутри по факту установлен более слабый компрессор, нежели заявлено. Или же некорректная работа контроллера, когда температура на контроллере не соответствует действительности.
Чиллер CW-3000TG
Таким образом, мы настоятельно рекомендуем использовать именно оригинальные чиллеры S&A – это лучшее готовое решение проблем с охлаждением лазерной трубки. Все, что нужно для запуска чиллера в работу – залить в бак дистиллированную воду и включить режим поддержания заданной температуры. Кстати, о том, как правильно настроить чиллер можете посмотреть на нашем канале
>
Нюансы охлаждения лазерной трубки СО2.
В первую очередь, стоит отметить, что лазерная трубка, как большая часть любого другого оборудования, рассчитана на эксплуатацию длительностью в одну рабочую смену в день.
При использовании лазерной трубки в режиме «2-3 рабочие смены подряд» газ будет быстрее деградировать, вследствие чего даже трубки с заявленным ресурсом в 10000 часов не проработают фактически больше года. Это в том числе связано с охлаждением.
Дело в том, что в процессе работы так или иначе температура газовой смеси в дальнем радиусе от контура охлаждения будет постепенно повышаться, и может выйти за пределы условно безопасного показателя в 25 °C.
В общем, мы рекомендуем либо давать лазерному станку время на отдых, либо закладывать стоимость лазерной трубки в себестоимость изделий таким образом, чтобы менять излучатель регулярно раз в год. Отдельного внимания заслуживает такой элемент системы охлаждения лазерной трубки СО2, как датчик протока. Его наличие в контуре охлаждения станка строго обязательно, даже если вы используете чиллер S&A, где уже имеется встроенный датчик протока.
Что делает этот датчик? Датчик протока в станке при отсутствии протока охлаждающей жидкости принудительно отключает подачу напряжения с блока питания на лазерную трубку. Благодаря этому, лазерный излучатель не перегреется и не выйдет из строя при внезапной проблеме в системе охлаждения. В свою очередь, датчик протока в чиллерах при возникновении ошибки в работе лишь включит звуковую сигнализацию, но не повлияет на розжиг лазерной трубки. Также следует обратить внимание на расположение датчика протока. Единственно верным расположением является установка датчика протока в разрыв цепи охлаждения на выходе охлаждающей жидкости из лазерной трубки.
Коллеги, мы надеемся, что наша статья поможет вам разобраться с вопросом контроля температуры охлаждения лазерной трубки. По вопросам приобретения лазерных трубок СО2 или чиллеров для охлаждения вы можете обратиться к специалистам нашей компании.
Как делают лазеры? – Потребности в обработке и охлаждении лазерного поколения
Меню
Счет
Усиление света за счет стимулированного излучения (ЛАЗЕР) остается новаторским технологическим изобретением с момента его открытия и первого использования. За прошедшие годы технология лазерного луча была модифицирована и усовершенствована для использования в широком спектре приложений, включая промышленное производство, здравоохранение, исследования и технологии связи.
В этой статье рассказывается о том, как генерируется лазерный луч, а также о том, как эффективно охлаждать лазерную трубку.
Что такое лазер?
Лазер — это устройство, которое стимулирует субатомные частицы (электроны) к излучению электромагнитного излучения. Лазеры обычно производят узкий пучок света, обладающий физическим свойством, называемым «когерентностью». Это позволяет сфокусировать лазерный свет в определенном месте, что делает его весьма полезным в таких приложениях, как фотолитография и лазерная резка.
Промышленное применение лазеров
Сегодня лазерная технология стала почти незаменимым инструментом во многих промышленных процессах. Ниже перечислены отрасли, в которых используется один или несколько видов лазеров:
Лазерная маркировка и сверление
Лазерная наплавка
Фотолитография
Лазерная резка и сварка
Волоконная оптика
Производство светодиодов, экранов для смартфонов и компьютеров
Системы лазерной съемки
Гравировка
Лазерное соединение
Лазерное 3D-сканирование
Лазерная печать
Сварка пластика
Аддитивное производство
В зависимости от типа промышленного процесса могут использоваться лазеры с различной номинальной оптической мощностью.
Обработка материалов, такая как пайка и сварка листового металла, может осуществляться с использованием лазеров с номинальной мощностью более 1 киловатта.
Обработка микроматериалов для смартфонов, компьютеров и светодиодных экранов телевизоров производится с использованием лазеров мощностью менее 1 киловатта.
Как делают лазеры?
Независимо от типа используемого лазера процесс его генерации всегда одинаков.
Для генерации лазерного луча устройство должно обладать:
Совокупностью атомов в жидком, твердом или газообразном состоянии, которые можно стимулировать для поглощения энергии.
Средство для стимуляции возбудимых частей этих атомов (электронов)
Принцип производства лазера требует введения энергии в виде электрического импульса в резонатор лазера. Это производит фотонную энергию, которая быстро поглощается присутствующими внутри электронами, заставляя их совершать квантовый скачок и переходить в более высокое энергетическое состояние. Эта активность носит временный характер и происходит в течение нескольких миллисекунд, когда электроны быстро возвращаются в свое базовое энергетическое состояние.
Одновременно электроны, возвращающиеся на базовые энергетические уровни, будут испускать фотоны света, которые могут в равной степени стимулировать другие электроны в их базовом состоянии, тем самым повторяя и еще больше усиливая первоначальную реакцию.
Лазерные устройства обычно включают в себя зеркала внутри лазерной трубки, которые помогают поддерживать устойчивый поток фотонов при создании концентрированного лазерного луча.
Почему лазеры выделяют тепло?
Изучив, как генерировать лазерные лучи, становится ясно, что производство световой энергии всегда связано с некоторой степенью выделения тепла. Учитывая, что лазерный свет представляет собой усиленную форму световой энергии, отсюда следует, что количество выделяемого тепла при его создании будет значительно выше.
Промышленные лазерные устройства выделяют огромное количество тепла, которое может повредить обрабатываемый материал, а также сами компоненты лазера. В результате операторы промышленных лазеров должны поддерживать свои устройства в оптимальном диапазоне температур, используя соответствующее охлаждающее устройство.
Оптимальные температуры CO2-лазера
Работа CO2-лазеров при высоких температурах снижает их точность и стабильность. Повышенная тепловая нагрузка повредит компоненты лазера, что приведет к дорогостоящему ремонту или полной замене оборудования. Кроме того, воздействие неконтролируемых лазерных температур на чувствительные материалы изменит производственный процесс, что приведет к дефектам конечных продуктов.
Большинство промышленных CO2-лазеров можно безопасно и эффективно эксплуатировать в диапазоне температур от 59 °F до 77 °F.
Как поддерживать работоспособность трубки CO2-лазера
Самый эффективный способ поддерживать эффективную работу вашего CO2-лазера как можно дольше — установить охлаждающее устройство для лазера. Эти промышленные охладители воды обеспечат терморегуляцию, необходимую для предотвращения выхода из строя компонентов или повреждения продукта, за счет устранения избыточной тепловой энергии, выделяемой во время работы лазера.
Как работают промышленные лазерные чиллеры?
Итак, как работают чиллеры, чтобы поддерживать стабильность вашей лазерной технологии?
Стандартные чиллеры для лазерной воды имеют холодильную установку, которая направляет хладагент в трубку технологического лазера, где происходит теплообмен, охлаждающий лазер до оптимальных температур. Нагретая охлаждающая жидкость возвращается по трубопроводу в холодильную установку, где отводится поглощенное тепло, регенерируя охлаждающую жидкость для нового цикла теплообмена с лазерным устройством.
Большинство производителей промышленных лазерных чиллеров предлагают устройства мощностью от 600 Вт до нескольких киловатт.
На что следует обратить внимание при покупке лазерного чиллера
Некоторые ключевые факторы, которые следует учитывать при выборе лазерного чиллера, включают:
Номинальная мощность лазера и мощность чиллера
Стоимость покупки и установки
Особые потребности в охлаждении различных лазеров
Дополнительные функции лазера
Поддерживайте температуру лазерной резки CO2 с помощью охладителей Cold Shot
Компания Cold Shot Chillers производит и устанавливает высококачественные охладители, совместимые с широким спектром промышленных процессов. Наши изготовленные на заказ лазерные охладители предназначены для обеспечения оптимального регулирования температуры для всех ваших операций лазерной резки.
Свяжитесь с нами сегодня для получения подробных технических характеристик чиллера или предложения по нашим чиллерам с воздушным охлаждением или промышленным чиллерам с водяным охлаждением.
Как продлить срок службы лазерного гравера… – OMTech Laser
Продление срока службы трубки CO2-лазера с помощью охладителя воды для лазера
Лазеры подходят для гравировки большинства материалов, таких как дерево, стекло, кожа и акрил. По этой причине станки для лазерной гравировки становятся незаменимым компонентом современных производственных предприятий, а также малых предприятий и любителей на протяжении всей жизни. Производительность и срок службы мощного лазерного гравера зависят от различных факторов, таких как частота использования, регулярная очистка и техническое обслуживание. Однако пользователи часто упускают из виду важнейший элемент, гарантирующий долгосрочную функциональность их машины: эффективное охлаждение.
Несмотря на то, что на рынке представлено множество промышленных охладителей воды, выбор надежного лазерного охладителя воды — лучший способ продлить срок службы вашей лазерной трубки.
Давайте посмотрим, как работают промышленные охладители воды для лазерных станков, и определим их роль в повышении долговечности и производительности вашего лазерного гравера.
Зачем вам нужен охладитель водяного лазера для вашего гравировального станка
Как и большинство форм света, лазерные лучи выделяют тепло. Когда вы используете лазер в течение длительного времени, внутри лазерной трубки и окружающих ее компонентов накапливается избыточное тепло, что приводит к растрескиванию трубок, искривлению луча и другим повреждениям, которые могут снизить качество гравировки и быстро вывести из строя трубку лазера CO2. Во многих случаях самодельные водяные насосы для СО2-лазеров недостаточны, поскольку они не регулируют постоянную температуру охлаждающей воды для СО2-лазеров.
Что вам действительно нужно, так это промышленный охладитель воды. Эти специализированные лазерные охладители воды обеспечивают охлаждение циркуляцией воды на лазерном генераторе машины и регулируют его температуру, чтобы продлить срок его службы. Рециркуляционные чиллеры используют активное охлаждение для приложений, требующих точного контроля температуры или ниже температуры окружающей среды. Стандартные модели имеют холодопроизводительность от 600 Вт до нескольких кВт.
Защитите свои инвестиции в лазерные трубки
Лазерные трубки CO2 могут быть дорогими. От лазера мощностью 40 Вт до 150 Вт новая трубка может стоить вам от 200 до 2000 долларов, а в некоторых случаях даже больше. Защитить свои инвестиции с помощью высокопроизводительного лазерного охладителя воды — мудрое решение. Существует множество способов охлаждения лазера своими руками, например, ведро с ледяной водой с водяным насосом для CO2-лазеров. Хотя это оборудование для лазерного охлаждения, сделанное своими руками, может хорошо работать для лазерного водяного охлаждения K40, оно не будет работать с той же стабильностью, что и лазерный чиллер для воды на лазере с более высокой мощностью. Зачем тратить сотни или тысячи долларов на новую трубку для CO2-лазера только для того, чтобы позволить ей перегреться из-за неадекватного оборудования для лазерного охлаждения, такого как водяные насосы для CO2-лазера в ведрах с ледяной водой? Никогда не идите на компромисс с системой охлаждения лазерной трубки — ваш кошелек скажет вам спасибо позже.
Граверы с CO2: Какой мощности требуется лазерный охладитель воды?
Лазеры претерпели невероятную техническую эволюцию за последние два десятилетия. Но поскольку мощность и выходная длина волны чувствительны к изменениям температуры, поддержание температуры необходимо даже в приложениях, не требующих точного контроля температуры.
Для маломощных лазеров (40 Вт и ниже) воздушное охлаждение эффективно отводит избыточное тепло — водяной охладитель k40 или даже водяной насос для CO2-лазеров будет достаточно. Для лазеров средней мощности (50-100 Вт) требуется водяной насос или охлаждающая пластина для подачи постоянного потока воды с охлаждением окружающей среды непосредственно к лазерной головке. Однако для мощного лазера (100 Вт и выше) пользователям требуется рециркуляционный промышленный охладитель воды для охлаждения деионизированной воды с постоянным расходом и температурой. Мощные лазерные охладители воды гарантируют долгосрочную работу без коррозии, а стабильная функциональность лазерного водяного охлаждения продлевает срок службы вашей машины.
Маломощный лазерный гравер лучше всего подходит для гравировки на тонких материалах, таких как бумага. Однако для других материалов вам понадобится мощный лазерный гравировальный станок. Вам не понадобится промышленный охладитель для лазерных станков мощностью менее 50 Вт — опять же, все, что вам нужно, это охладитель воды k40. Однако, когда вы используете лазерные граверы мощностью 50 Вт и выше, вам обязательно понадобится промышленный охладитель воды. Выбирайте лазерный чиллер 5K, если вы используете лазерный гравировальный станок мощностью более 100 Вт. Вы также можете найти эффективный чиллер, который может подключить две машины одновременно.
Если вы занимаетесь лазерной гравировкой и используете свой K40 или лазерный гравер средней мощности по 8 часов каждый день, вам определенно следует отказаться от методов лазерного охлаждения, сделанных своими руками, и инвестировать в промышленный охладитель воды. Удобство профессионального оборудования для лазерного охлаждения сэкономит вам время, усилия и избавит вас от многих походов в морозильную камеру.
Охладитель воды какого размера мне нужен для моего лазерного гравера?
Производители станков для лазерной гравировки рекомендуют использовать оборудование для лазерного охлаждения, такое как промышленный охладитель воды, чтобы воспользоваться всеми преимуществами своих станков. Вам нужен охладитель воды для лазерных станков, потому что стоимость установки промышленного охладителя составляет небольшую часть стоимости покупки лазерного гравера. Тем не менее, лазерный чиллер, который вы выбираете, должен быть соответствующим образом оборудован и иметь правильные размеры.
К сожалению, многие промышленные производители лазерных охладителей предоставляют расплывчатое описание функций и спецификаций, что затрудняет выбор лучшего оборудования для лазерного охлаждения. Если вы выберете дешевый или посредственный продукт от неизвестного бренда, чиллер может стать катастрофой для вашего лазерного гравировального станка.
Первым шагом к выбору лучшего промышленного чиллера является определение требований к водяному охлаждению лазера. Убедитесь, что вы покупаете лазерный чиллер, который поставляется с четкой информацией о его возможностях охлаждения в руководстве по эксплуатации. Не говоря уже о том, что мощность охлаждения определяет размер чиллера. Тепловая нагрузка — это количество отработанного тепла, которое лазерный чиллер отводит от станка для лазерной гравировки. Обычно это значение указывается в БТЕ/ч или ваттах. Выбранный вами чиллер должен быть достаточно мощным для используемого вами лазерного гравировального станка. Мы рекомендуем чиллер 3000 для машины мощностью 50-100 Вт или что-то в диапазоне от 5000 до 5200 для более 100 Вт. Однако, если вы занимаетесь лазерной гравировкой на постоянной основе, вам понадобится чиллер 5000 даже для лазерных станков мощностью 50–100 Вт.
Необходимо учитывать еще несколько факторов, таких как отображение температуры, датчики температуры с аварийными сигналами высокого/низкого уровня, расход воды и т. д. Другие факторы, такие как сертификация ISO 9001 и гарантия, могут помочь вам максимально эффективно использовать промышленный охладитель воды.
Какой температуры должен быть чиллер для лазерной гравировки?
Специалисты OMTech всегда рекомендуют использовать дистиллированную воду для охлаждения лазерных трубок, поддерживая ее температуру в пределах 60–70°F (16–21°C). Постоянное использование оптимальной температуры трубки CO2-лазера на самом деле является ключом к стабильной работе лазера.
Также имейте в виду, что ваш лазерный луч будет работать немного по-разному при различных температурах охлаждения. Результат гравировки может выглядеть иначе, если вы измените температуру охлаждения лазера даже на несколько градусов. Невозможно оценить идеальную температуру резки лазером CO2, хотя идеальный диапазон для гравировки такой же: от 60–70 ° F (16–21 ° C). Вам может быть полезно поэкспериментировать с различными температурами лазерного охлаждения в этом диапазоне, чтобы оптимизировать операции лазерной резки и лазерной гравировки.
Лазерный луч производится путем пропускания электричества высокого напряжения через герметичную стеклянную трубку, где оно возбуждает углекислый газ и другие газы, производя монохроматический инфракрасный (невидимый) луч лазерного света. Поскольку в этой химической реакции расходуется некоторое количество газов, избыточное тепло может привести к ускорению расхода газа электричеством, создавая более интенсивный лазерный луч.
Это явление объясняет, почему лазерное охлаждение продлевает срок службы трубки, и показывает, как различия в температуре трубки CO2-лазера могут влиять на настройки мощности лазера. При прочих равных условиях лазерный луч будет немного мощнее при более высоких температурах, а это означает, что постоянная температура охлаждения помогает обеспечить постоянную и воспроизводимую производительность гравировки. Следуя этому принципу, вы должны следить за тем, как ваш лазер работает при различных температурах в пределах рекомендуемого диапазона, и постоянно использовать лазерный охладитель воды.
7 Основные характеристики промышленных лазерных охладителей воды
Выбор качественного лазерного охладителя воды может увеличить срок службы вашего лазерного гравировального станка на несколько лет и повысить точность обработки. Вот несколько важных особенностей, которые могут помочь вам продлить срок службы вашего лазерного гравера:
1. ПОТОК ВОДЫ
Для лазера средней мощности достаточно постоянного потока воды с охлаждением окружающей среды на лазерную головку или охлаждающую пластину. Однако рециркуляционный промышленный охладитель воды является наиболее эффективным оборудованием для лазерного охлаждения мощных лазеров.
2. ВСТРОЕННЫЕ СИГНАЛИЗАЦИИ
Сигнализация низкой/высокой температуры может предотвратить повреждение лазерного гравера. Кроме того, о неисправности может сигнализировать компьютер, визуальная и звуковая сигнализация. Функции отключения и сигнализации низкого расхода могут защитить лазер и охладитель воды от дорогостоящих повреждений.
3. ЦИФРОВОЙ ДИСПЛЕЙ
Цифровые температурные дисплеи постоянно обновляются, чтобы вы могли определить уровни температуры машины. Однако, если вы используете самодельную лазерную систему охлаждения, вы всегда можете установить термометр.
4. СМОТРОВОЕ ОКНО
Поскольку промышленные водоохладители имеют полностью закрытые системы, предотвращающие испарение, смотровое окно позволяет легко контролировать уровень воды в лазерном охладителе.
5. ЧИЛЛЕРЫ ИЗДАЮТ СИЛЬНЫЙ ШУМ?
Перед покупкой проверьте номинальный уровень децибел (дБ) в спецификациях производителя. В конце концов, вы можете не захотеть иметь дело с дополнительным шумом оборудования для лазерного охлаждения в своей мастерской.
6. УДОБНАЯ МОБИЛЬНОСТЬ
Если вам необходимо часто перемещать лазерный охладитель, выберите модель с колесиками для обеспечения мобильности. Блокирующиеся ролики обеспечивают устойчивость чиллера во время работы.
7. ЧТО О ГАРАНТИИ?
Надежность лазерного чиллера в значительной степени зависит от его гарантии. Многие промышленные чиллеры предлагают годовую защиту с технической поддержкой. Выбирайте бренды с регистрацией ISO 9000 и продукты с отраслевыми сертификатами, такими как CE и CSA.
OMTech: лучшее место для покупки надежного промышленного водоохладителя
Если вы ищете надежный промышленный охладитель для вашего лазерного гравировального станка, OMTech — это универсальное решение, которое удовлетворит все ваши потребности. Здесь вы можете найти нашу коллекцию лазерных граверов CO2, аксессуаров, программного обеспечения и всего, что вам нужно, чтобы получить исключительную производительность от вашего лазерного гравера.
Компания OMTech предлагает ряд надежных промышленных охладителей для простого и надежного охлаждения вашего оборудования. Наши первоклассные промышленные охладители воды обеспечивают стабильную производительность и известны своей долговечностью и совместимостью с моделями шкафов CO2 (50–150 Вт).
Макеты для лазерной резки и фрезеровки. Вектора CDR, DXF
Каталог макетов для станка ЧПУ собран для удобства производителей и клиентов, чтобы сократить время на реализацию творческой идеи. Имея под рукой удобный архив можно легко найти необходимое и представить своему заказчику вариант сувенира, изделия.
Скачать макет — это не халява, как может показаться, это тоже труд по отладке и сортировке векторных файлов, которые осматриваются и сортируются. Чем больше будет представлено векторных файлов для станков ЧПУ, тем больше трафик на ресурс, тем больше средств для его развития.
Основная цель ресурса — это появление удобного и рабочего инструмента предоставление и использование макетов для лазерных и фрезерных станков ЧПУ. Основные задачи, решаемые ресурсом:
Сокращение расходов на дизайн
Сокращение времени на предоставление графики для клиента
Сократить время на просчет заказа
Креативный допинг на основе представленный идей и макетов
Повышение оперативности сотрудников (менеджеров)
Повышение коммерческих навыков
Полезность
Основная польза — это каталогизированная графики для ЧПУ с удобным поиском, что сокращает время на поиск и создание и увеличивает его на производство.
Удобный поиск
Превью конечного изделия
Свободный доступ
Свободное скачивание
Авторские права
Мы с уважением относимся авторским правам дизайнеров. Нам важно чтобы творческие и креативные люди получали свой доход от проделанной работы, и мы не поощряет распространение коммерческих макетов без получения оплаты ее автором.
Уважаемые пользователи, мы хорошо понимаем ваше стремление экономить, но эта экономия справедлива, когда она не затрагивает интересы авторов, создающих для вас интересные и качественные макеты для лазерного и фрезерного станка ЧПУ, которые в конечном итоге принесут вам доход. Стоимость макетов не такая большая, чтобы пренебрегать интересами авторов.
Скачать
Представленные файлы в большей части бесплатные, но есть и те где авторы просят оплатить их работу гарантирую, что их макет выполнены качественно и не потребует расходов на доработку, а если потребует, то только для подгонки под требования клиента.
Скачивать бесплатно и без ограничения возможно с регистрацией на портале, без регистрации у вас будет техническое ограничение. Это сделано только для продвижения ресурса. Чем более популярен наш ресурс, тем больше мы сможем вам предложить.
Купить
Мы поощряет дизайнеров, когда они продают макеты на нашем ресурсе. У нас нет цели сделать платными все макеты. Какой бы не был творческий посыл свою актуальность он утратит во времени и такой макет вполне может оказаться в бесплатном доступе, если автор так посчитает. Перейдя на страницу автора, можно увидеть платные и бесплатные его работы. Чем больше ссылок, а автора, тем больший трафик он может монетизировать.
Продать
Продавать макеты могут не только дизайнеры, но и производства и мастерские, у которых хранится их множество. По сути, предложить твой творческий труд может кто угодно и попробовать себя в новой области.
Отличным решением будет продажа уже отработанных макетов с производства. Это может использовано как рекламный инструмент для формирования трафика на страницу производств, с целью получения заказов от таких же производств и клиентов.
Зачем нужны макеты для станка ЧПУ
Макет — это набросок идеи, выполненный в векторном формате в графическом редакторе CorelDraw, Illustrator, AutoСad. Представленные файлы имеют формат CDR, DXF, AI и могут быть легко отредактированы под свои задачи. Открыв файл подготовленный специально под станок легко увидеть наработки и интересные идеи автора, которые можно перенять и сделать свое изделие.
Сам по себе макет станку не нужен, станок не понимает форматы для графических редакторов. Станок понимает, только G-код, генерируемый специальными программами CAM идущими в комплекте со станком или приобретаемыми отдельно. В самих CAM программах не очень удобно создавать графику, там возможно вносить легкие изменения. Суть этих программ преобразовать графику в понятную станку программу и определением в ней нужных параметров обработки.
Бесплатно для ЧПУ
CNC-tex.ru
Автомат из фанеры для лазерной резки
Макет автомата в каталоге макетов для лазерных ЧПУ станков.
Подробнее
Елочные игрушки макеты для лазерной резки
Елочные игрушки, новый год, игрушки на елку, елочные шары
Подробнее
Стул для куклы. Макеты cdr для лазерной резки.
Стульчик для кукол. Размер 150 на 120 на 315 мм. Фанера 6-ка.
Подробнее
Кашпо карандаш 1 сентября в векторном формате CDR
Макет кашпо стилизованного под карандаш с надписью «1 сентября»
Подробнее
Топперы макеты для лазерной резки
Набор готовых макетовтопперовдлялазернойрезки.
Подробнее
Фоторамка лучший рыбак, макет для лазерной резки
макет для лазерной резки
Подробнее
Часы звери для лазерной резки
Часы звери для лазерной резки
Подробнее
Макет светильника для лазерной резки на ЧПУ станке
Макет светильника для лазерной резки
Подробнее
Более 40 подвесок для автомобильных ключей
Набор макетов для лазерной резки подвесок для автомобильных ключей с логотипом
Подробнее
Многослойное панно динозавра из фанеры — макет cdr
Макет cdr — панно динозавр
Подробнее
Органайзер с роботом Трансформером — Макеты cdr
Органайзер с роботом Трансформером
Подробнее
Домик для птиц — Скворечник.
Макеты для лазерной резки.
Домик для птиц \ Скворечник, Чайный домик.
Подробнее
Панно принцесса Жасмин для декорирования.
Панно Жасмин для декорирования
Подробнее
Макет лазерной резкой копилка.
Макет лазерной резкой копилка
Подробнее
Макет лазерной резкой Портсигар.
Макет лазерной резкой Портсигар. Фанера 3 мм.
Подробнее
Макет лазерной резки грузовика для детей.
Макет лазерной резки грузовика
Подробнее
Макеты для лазерной резки именных линеек
Шаблоны именных линеек
Подробнее
Стойка для Корана с ящичком — Лазерная резка
Макеты cdr стойка для Корана с ящичком
Подробнее
Кукольный домик — Макет cdr для лазерной резки
Макеты cdr для лазерной резки кукольный домик
Подробнее
Подборка макетов полочек для лазерной резки
Подборка макетов полочек
Подробнее
Табуретка — Макеты для лазерной резки бесплатно
Файл макета табуретки — Макеты для лазерной резки бесплатно
Подробнее
Читайте также
Plotterfun веб приложении для созданий графических изображений для ЧПУ плоттера, гравера.
В этом полном руководстве по проектированию для станков с ЧПУ мы собрали базовые и расширенные методы проектирования и советы, которые помогут вам добиться наилучших результатов при изготовлении нестандартных деталей.
Есть несколько простых шагов, которые вы можете предпринять, чтобы оптимизировать свои конструкции для обработки с числовым программным управлением (ЧПУ). Следуя правилам проектирования для производства (DFM), вы можете получить больше от широких возможностей обработки с ЧПУ. Однако это может быть непросто, поскольку не существует общеотраслевых стандартов.
В этой статье мы предлагаем подробное руководство по передовым методам проектирования станков с ЧПУ. Чтобы собрать эту обширную актуальную информацию, мы запросили отзывы у отраслевых экспертов и поставщиков услуг по обработке с ЧПУ. Если вы оптимизируете расходы, проверьте
это руководство по проектированию экономичных деталей для станков с ЧПУ.
Знаете ли вы, что мы предлагаем услуги по обработке с ЧПУ у местных производителей?
Изучите наши варианты местных источников с помощью Hubs Local Загрузите свой дизайн для бесплатной мгновенной оценки
Что такое процесс обработки с ЧПУ?
Это схема станка с ЧПУ
CNC-обработка — это субтрактивная технология производства. В ЧПУ материал удаляется из твердого блока с помощью различных режущих инструментов, которые вращаются с высокой скоростью — тысячи оборотов в минуту — для производства детали на основе модели САПР. И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
Детали, обработанные на станках с ЧПУ, имеют высокую точность размеров и жесткие допуски. ЧПУ подходит как для крупносерийного производства, так и для разовых работ. Фактически, обработка с ЧПУ в настоящее время является наиболее экономически эффективным способом производства металлических прототипов, даже
по сравнению с 3D-печатью .
Прочтите наш
введение в основной принцип обработки с ЧПУ .
Каковы основные ограничения конструкции ЧПУ?
ЧПУ предлагает большую гибкость конструкции, но есть несколько ограничений. Эти ограничения относятся к базовой механике процесса резания и в основном касаются геометрии инструмента и доступа к нему.
Геометрия инструмента
Наиболее распространенные режущие инструменты с ЧПУ (концевые фрезы и сверла) имеют цилиндрическую форму и ограниченную длину резания.
По мере удаления материала с заготовки геометрия инструмента переносится на обрабатываемую деталь. Это означает, например, что внутренние углы детали с ЧПУ всегда имеют радиус, независимо от того, насколько маленький режущий инструмент использовался.
Доступ к инструменту
Для удаления материала режущий инструмент приближается к заготовке непосредственно сверху. Элементы, к которым нет доступа таким образом, не могут быть обработаны на станках с ЧПУ.
Из этого правила есть исключение: подрезы. В конце этой статьи есть раздел о подрезах.
Мы рекомендуем выровнять все элементы вашей модели (отверстия, полости, вертикальные стенки и т. д.) по одному из шести основных направлений. Однако рассматривайте это правило как рекомендацию, а не ограничение, т.к.
5-осевые системы ЧПУ предлагают расширенные возможности удержания заготовки.
Доступ к инструменту также является проблемой при обработке элементов с большим отношением глубины к ширине. Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность.
Производство упростится, если вы спроектируете детали, которые можно обрабатывать на станках с ЧПУ с помощью инструмента максимально возможного диаметра и минимально возможной длины.
Проблема, которая часто возникает при разработке детали для станков с ЧПУ, заключается в том, что не существует общеотраслевых стандартов. Производители станков и инструментов с ЧПУ постоянно совершенствуют возможности технологии, расширяя границы возможного. В таблице ниже приведены рекомендуемые и допустимые значения для наиболее распространенных функций, встречающихся в деталях, обработанных на станках с ЧПУ.
Полости и карманы
Иллюстрация полостей и карманов
Рекомендуемая глубина впадины: 4-кратная ширина впадины
Концевые фрезы имеют ограниченную длину резания (обычно в 3–4 раза больше их диаметра). Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
Ограничение глубины полости в четыре раза по сравнению с ее шириной обеспечивает хорошие результаты.
Если требуется большая глубина, рассмотрите возможность проектирования деталей с переменной глубиной полости.
Фрезерование глубоких полостей: Полости, глубина которых более чем в шесть раз превышает диаметр инструмента, считаются глубокими. Соотношение диаметра инструмента к глубине полости до 30:1 возможно при использовании специальной оснастки (максимальная глубина: 35 см с концевой фрезой диаметром 1 дюйм).
Внутренние края
Изображение внутренних краев
Вертикальный угловой радиус
Рекомендуется: ⅓ глубины полости (или больше)
Использование рекомендуемого значения радиуса внутреннего угла гарантирует, что можно использовать инструмент подходящего диаметра и согласуется с рекомендациями по рекомендуемой глубине полости. Увеличение угловых радиусов немного выше рекомендуемого значения (например, на 1 мм) позволяет инструменту резать по круговой траектории вместо угла 90°. Это предпочтительнее, поскольку обеспечивает более высокое качество отделки поверхности. Если требуются острые внутренние углы под углом 90 градусов, рассмотрите возможность добавления подточки под Т-образную кость вместо уменьшения радиуса угла.
Радиус пола
Рекомендуется: 0,5 мм, 1 мм или без радиуса Выполнимо: любой радиус
Концевые фрезы имеют плоскую или слегка закругленную нижнюю режущую кромку. Другие радиусы пола можно обрабатывать с помощью инструментов со сферическим концом. Хорошей практикой проектирования является использование рекомендуемых значений, так как это предпочитают машинисты.
Тонкие стенки
Минимальная толщина стенки
Рекомендуется: 0,8 мм (металл), 1,5 мм (пластик) Выполнимо: 0,5 мм (металлы), 1,0 мм (пластики)
Уменьшение толщины стенки снижает жесткость материала, что увеличивает вибрации при обработке и снижает достижимую точность. Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае.
Отверстия
Диаметр
Рекомендуется: стандартное сверло Выполнимо: любой диаметр больше 1 мм
Отверстия обрабатываются с помощью сверла или концевой фрезы. Размер сверл стандартизирован (в метрических и имперских единицах). Развертки и расточные инструменты используются для чистовой обработки отверстий, требующих жестких допусков. Для высокоточных отверстий диаметром менее 20 мм рекомендуется использовать стандартный диаметр.
Отверстия нестандартного диаметра должны быть обработаны концевой фрезой. В этом случае применяются ограничения максимальной глубины полости, и следует использовать рекомендуемое значение максимальной глубины. Отверстия глубже стандартного значения обрабатываются специальными сверлами (минимальный диаметр 3 мм). Глухие отверстия, обработанные дрелью, имеют коническую форму дна (угол 135 градусов), а отверстия, обработанные концевой фрезой, — плоские. При обработке с ЧПУ нет особых предпочтений между сквозными и глухими отверстиями.
Резьба
Иллюстрация резьбы
Размер резьбы
Минимум: M1 (и меньше, в некоторых случаях) Рекомендуется: M6 или больше
Резьба нарезается метчиками, а наружная резьба – плашками. Метчиками и плашками можно нарезать резьбу до М2. Инструменты для нарезания резьбы с ЧПУ широко распространены и предпочитаются машинистами, поскольку они снижают риск поломки метчика. Резьбовые инструменты с ЧПУ можно использовать для нарезания резьбы до M6.
Большая часть нагрузки, прикладываемой к резьбе, воспринимается несколькими первыми зубьями (до 1,5-кратного номинального диаметра). Таким образом, резьба длиннее, чем в 3 раза больше номинального диаметра, не требуется.
Для резьбы в глухих отверстиях, нарезанных метчиками (т. е. для всех резьб меньше M6), добавьте длину без резьбы, равную 1,5-кратному номинальному диаметру на дне отверстия. Когда можно использовать инструмент для нарезания резьбы с ЧПУ (например, резьба больше M6), отверстие можно нарезать по всей его длине.
Мелкие элементы
Иллюстрация мелких элементов ЧПУ
Минимальный диаметр отверстия
Рекомендуется: 2,5 мм (0,1 дюйма») Выполнимо: 0,05 мм (0,005 дюйма»)
Большинство механических мастерских могут точно обрабатывать полости и отверстия с помощью инструментов диаметром до 2,5 мм (0,1 дюйма). Все, что ниже этого предела, считается микрообработкой. Для обработки таких элементов требуются специальные инструменты (микросверла) и экспертные знания, потому что физика процесса резания меняется с этим масштабом. Поэтому рекомендуется избегать их без крайней необходимости.
Допуски
Иллюстрация допусков ЧПУ
Типовой: +-0,1 мм Выполнимо: +-0,02 мм
Наши допуски: 2768 средний или тонкий. Если допуски не указаны, партнеры-производители будут использовать выбранный сплав 2768. Допуски определяют границы допустимого размера. Достижимые допуски варьируются в зависимости от базового размера и геометрии детали. Приведенные выше значения являются разумными рекомендациями.
Текст и надписи
Рекомендуется: размер шрифта 20 (или больше), гравировка 5 мм
Гравированный текст предпочтительнее тисненого, так как удаляется меньше материала. Рекомендуется использовать минимальный размер шрифта -20 без засечек (например, Arial или Verdana). Многие станки с ЧПУ имеют предварительно запрограммированные процедуры для этих шрифтов.
Настройки станков с ЧПУ и ориентация деталей
Схема детали, требующей нескольких настроек
Доступ к инструменту является одним из основных конструктивных ограничений при обработке с ЧПУ. Чтобы достичь всех поверхностей модели, заготовку необходимо несколько раз повернуть.
Всякий раз, когда заготовка вращается, станок должен быть повторно откалиброван и должна быть определена новая система координат.
При проектировании важно учитывать настройки машины по двум причинам:
Общее количество установок машины влияет на стоимость. Вращение и повторное выравнивание детали требует ручной работы и увеличивает общее время обработки. Это часто приемлемо, если деталь нужно повернуть до трех или четырех раз, но все, что превышает этот предел, является чрезмерным.
Для достижения максимальной относительной точности позиционирования необходимо обработать два элемента в одном и том же установе. Это связано с тем, что новый шаг калибровки вносит небольшую (но не пренебрежимо малую) ошибку.
Что такое 5-осевая обработка с ЧПУ?
5-осевой станок с ЧПУ перемещает режущие инструменты или детали по пяти осям одновременно. Многоосевые станки с ЧПУ могут изготавливать детали сложной геометрии, поскольку они имеют две дополнительные оси вращения. Эти машины устраняют необходимость в нескольких установках машины.
Каковы преимущества и ограничения 5-осевой обработки с ЧПУ?
Пятиосевая обработка с ЧПУ позволяет инструменту постоянно оставаться по касательной к режущей поверхности. Траектории движения инструмента могут быть более сложными и эффективными, что приводит к получению деталей с лучшим качеством поверхности и меньшим временем обработки.
Тем не менее, 5-осевое ЧПУ имеет свои ограничения. Базовая геометрия инструмента и ограничения доступа к инструменту остаются в силе (например, нельзя обрабатывать детали с внутренней геометрией). При этом стоимость использования таких систем выше.
Поднутрения для станков с ЧПУ
Поднутрения — это элементы, которые нельзя обработать с помощью стандартных режущих инструментов, так как некоторые из их поверхностей недоступны непосредственно сверху.
Существует два основных типа поднутрений: Т-образные пазы и ласточкины хвосты. Подрезы могут быть односторонними или двусторонними и обрабатываются специальными инструментами.
Режущие инструменты с Т-образными пазами состоят из горизонтального режущего диска, прикрепленного к вертикальному валу. Ширина поднутрения может варьироваться от 3 мм до 40 мм. Мы рекомендуем использовать стандартные размеры ширины (т. е. целые миллиметры или стандартные дюймовые доли), так как более вероятно, что соответствующий инструмент уже доступен.
Для режущих инструментов типа «ласточкин хвост» угол является определяющим размером элемента. Стандартными считаются инструменты типа «ласточкин хвост» под углом 45 и 60 градусов. Также существуют инструменты с углом 5, 10 и до 120 градусов (с шагом 10 градусов), но они используются реже.
Т-образный паз (слева), подрез типа «ласточкин хвост» (посередине) и односторонний подрез на внутренней стенке (справа).
Конструкция с выточками для станков с ЧПУ
При проектировании деталей с выточками на внутренних стенках не забудьте добавить достаточный зазор для инструмента. Хорошее эмпирическое правило состоит в том, чтобы добавить пространство, равное как минимум четырехкратной глубине поднутрения между обработанной стеной и любой другой внутренней стеной.
Для стандартных инструментов типичное соотношение между диаметром резания и диаметром вала составляет 2:1, что ограничивает глубину резания. Когда требуется нестандартная выточка, механические мастерские обычно изготавливают собственные инструменты для выточки по индивидуальному заказу. Это может увеличить время выполнения и стоимость, поэтому по возможности избегайте этого.
Составление технического чертежа
Технические чертежи иногда используются инженерами для передачи станочнику конкретных производственных требований. Если вам интересна эта тема, прочитайте эту статью о
как, когда и зачем использовать технические чертежи.
Загрузка технического чертежа с котировкой Hubs
Обычно мы не требуем технического чертежа для заказов на нашей платформе, но в некоторых случаях они могут добавить ценный контекст к запросу котировки. Некоторые спецификации проекта нельзя включить в файл STEP или IGES. Например, вам потребуется включить двухмерный технический чертеж, если ваша модель включает резьбовые отверстия или валы и/или размеры с допусками более жесткими, чем для выбранного сплава 2768.
Если вы добавляете технический чертеж, убедитесь, что он соответствует спецификациям загруженных файлов. Если технические чертежи не соответствуют загруженным файлам или спецификации предложения:
Спецификации предложения считаются отправной точкой для технологии, материала и отделки поверхности.
Технические чертежи считаются отправной точкой для спецификаций резьбы, спецификаций допусков, деталей отделки поверхности, запросов на маркировку деталей и спецификаций термообработки.
Файл САПР считается точкой отсчета для проектирования детали, геометрии, размеров и расположения элементов.
Для получения дополнительной информации см.
политика спецификаций .
Каковы лучшие практики Hubs для обработки с ЧПУ?
Конструктивные детали, которые можно обрабатывать с помощью инструмента максимально возможного диаметра.
Добавьте большие скругления (не менее ⅓ глубины полости) ко всем внутренним вертикальным углам.
Ограничение глубины полостей в 4 раза больше их ширины.
Совместите основные черты вашего дизайна с одним из шести основных направлений. Если это невозможно, можно использовать 5-осевую обработку с ЧПУ.
Отправьте вместе с чертежом технический чертеж, если ваш проект включает резьбу, допуски, характеристики обработки поверхности или другие примечания для оператора станка.
Вам нужны детали, обработанные на станках с ЧПУ?
Загрузите свои дизайны, и наш инструмент DFM предложит оптимизацию и мгновенно предоставит цену.
Готовы преобразовать файл САПР в нестандартную деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенное предложение
Как организовать планировку цеха станков
Первоклассное оборудование
30 августа 2022 г.
Расчетное время чтения: 10 минут
Независимо от того, создаете ли вы новый механический цех или реорганизуете существующую установку, продуманная компоновка может облегчить каждому оператору станков с ЧПУ эффективное выполнение своей работы. Узнайте больше в этом посте от Premier Equipment.
Пошаговое руководство
При неправильной планировке магазина сотрудники будут тратить время на то, чтобы не мешать друг другу и искать необходимые инструменты. Если пришло время изменить планировку вашего цеха, попробуйте выполнить следующие шаги:
Наблюдение: Если вы реорганизуете или модернизируете существующий цех станков с ЧПУ, начните с наблюдения за своей командой. Имеют ли они достаточно места для работы или они переполнены? Они тратят слишком много времени на поиск припасов или в другое время? Достаточно ли места для хранения?
Инвентарь: В вашем магазине, вероятно, есть товары, которые вы используете часто, и другие, которыми вы не пользуетесь. Когда у вас есть лишнее оборудование, которое не используется, вы теряете ценное пространство. С другой стороны, если у вас недостаточно определенного предмета, ваши сотрудники могут задержаться в ожидании, пока инструмент или деталь станут доступными.
Уборка помещения: Подметите, протрите пыль и продезинфицируйте каждую рабочую зону. Удалите любое неисправное оборудование, чтобы его можно было утилизировать или отремонтировать. Если у вас недостаточно места для хранения, установите дополнительные полки или ящики, чтобы каждый оператор мог легко получить доступ к общим инструментам.
Переставить: Сгруппировать аналогичное оборудование вместе. Позвольте сотрудникам подумать о том, как лучше всего организовать станки с ЧПУ: они, вероятно, будут иметь полезную информацию о том, как пространство должно перемещаться в зависимости от их повседневных задач.
Осмотр: Руководители должны регулярно обходить рабочую зону, чтобы проверить наличие угроз безопасности и убедиться, что новая планировка удобна для сотрудников.
Преимущества организованной мастерской с ЧПУ
Реорганизация планировки вашего цеха может показаться сложной задачей, но она стоит вашего времени. К преимуществам хорошо организованного механического цеха относятся:
Безопасность: Поддержание рабочих зон в чистоте, устранение опасности спотыкания и предоставление достаточного пространства для каждого работника означает, что вероятность травм на работе снижается.
Производительность: Магазин должен иметь логический поток, чтобы работники могли эффективно выполнять свои задачи. Оптимизация макета помогает каждому человеку быть более продуктивным.
Экономия средств: В неорганизованном магазине вы, скорее всего, потеряете или потеряете товар, что может привести к дополнительным трудозатратам и материальным затратам.
Передовой опыт для цехов с ЧПУ
Эффективная планировка цеха зависит не только от того, где вы размещаете станки. Менеджеры механических цехов должны помнить об этих методах:
Сориентируйте свою команду: Конечно, ваши сотрудники пройдут тщательную подготовку по любым станкам с ЧПУ, с которыми они будут работать. Но вы также должны рассказать об общих правилах магазина, мерах безопасности и правилах хронометража.
Используйте комплексный подход: Не ограничивайте свое внимание размещением каждой машины. Вместо этого подумайте о том, как ваши работники будут использовать пространство с момента прибытия на работу до момента окончания рабочего дня. Есть ли у вас легкий доступ к зонам отдыха и уборным? Есть ли у сотрудников шкафчики или другое место для хранения личных вещей? Убедитесь, что у каждого есть то, что ему нужно для продуктивной работы.
Будьте открыты для отзывов: Планировка может со временем измениться: ваш персонал может увеличиться, или вы можете приобрести новые машины и инструменты. Признайте, что вам, возможно, придется пересмотреть свой план этажа и внести коррективы по мере необходимости.
Выберите оборудование Premier для бывших в употреблении станков с ЧПУ
Если вы хотите заменить один из своих станков с ЧПУ или расширить возможности своего магазина, Premier Equipment поможет вам. Мы продаем высококачественные бывшие в употреблении станки с ЧПУ от ведущих брендов, в том числе:
Доосан
Хаас
Hyundai-Wia
Макино
Мазак
Накамура-Томе
Окума
Основанная в 1988 году, мы являемся крупнейшим в мире продавцом подержанных станков с ЧПУ. Чтобы узнать больше, свяжитесь с нами сегодня.
Крупнейший склад подержанных станков с ЧПУ
Хотите просмотреть все наши бывшие в употреблении станки с ЧПУ? Просмотрите наш полный перечень машин — он обновляется ежедневно!
Б/У ЧПУ ИНВЕНТАРЬ
Другие похожие блоги
Независимо от того, настраиваете ли вы новый механический цех или реорганизуете существующую установку, продуманная планировка может упростить задачу каждому оператору станков с ЧПУ.
3D-печать — это универсальное решение для широкого спектра задач, от производства моделей с высоким разрешением до быстрого прототипирования, быстрого изготовления инструментария для традиционных производственных процессов, производства вспомогательных средств и моделей для конечного использования.
Однако когда вы рассматриваете возможность инвестирования в 3D-принтер, жизнеспособность решения обычно сводится к простому вопросу: рентабельно ли это для вашего бизнеса? Сколько стоит 3D-принтер и сколько времени и денег он может сэкономить вашему бизнесу?
Цены на 3D-принтеры варьируются от 200 до 500 000 долларов США в зависимости от процесса печати, материалов и уровня сложности решения.
В этом руководстве мы расскажем о затратах на 3D-печать для разных технологий, сравним особенности аутсорсинга и собственного производства, перечислим факторы, которые следует учитывать при расчете стоимости каждой модели, а также рассмотрим, на что еще следует обратить внимание при сравнении различных решений для 3D-печати и других методов производства.
Интерактивный материал
Этот интерактивный инструмент расчета рентабельности поможет узнать, какое количество времени и средств вы сэкономите с помощью 3D-печати на 3D-принтере Formlabs.
Рассчитайте свои расходы
Три самые известные сегодня технологии 3D-печати из пластика — это моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
Каждая из технологий имеет свои достоинства и недостатки — взгляните на инфографику:
Скачать эту инфографику в высоком разрешении можно здесь. Хотите узнать больше о технологиях 3D-печати FDM, SLA и SLS? Ознакомьтесь с нашим подробным руководством.
За последние годы цены на 3D-принтеры значительно упали, и сегодня все три технологии стали доступными при использовании в компактных и недорогих системах.
Как правило, технология FDM обеспечивает более дешевое производство моделей, если вы печатаете только относительно простые прототипы в ограниченном количестве. Технология SLA предлагает более высокое разрешение и качество, а также широкий выбор материалов для 3D-печати по немного более высокой цене. Но эта разница быстро нивелируется, когда вы печатаете сложные проекты или более крупные партии из-за менее трудоемкого процесса постобработки. Наконец, технология SLS — наиболее рентабельная для производства средних и больших объемов высококачественных функциональных моделей.
Сравнение общей стоимости разных 3D-принтеров только по ценникам не даст вам полного представления о том, как будут соотноситься стоимость 3D-принтера и напечатанной модели. Затраты на материалы для 3D-печати и рабочую силу значительно влияют на стоимость модели в зависимости от области применения и ваших производственных потребностей.
Давайте рассмотрим разные факторы и затраты для каждого процесса.
Метод FDM, также известный как производство способом наплавления нитей (FFF) — это метод печати, когда детали модели изготавливают путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем на изготавливаемую модель.
FDM — самая популярная форма 3D-печати потребительского уровня, чему способствовало распространение любительских 3D-принтеров. Однако среди специалистов также популярны профессиональные и промышленные принтеры FDM.
Самые дешевые 3D-принтеры — это принтеры FDM. Цены на DIY наборы для 3D-принтеров FDM начинаются от 200 долларов США. Однако большинство этих моделей больше похожи на игрушки или проекты DIY, которые требуют значительного времени на сборку, настройку и калибровку. Качество печати во многом зависит от успеха этих операций. Кроме того, для поддержания работоспособности машинам необходимы ремонт и регулярное техническое обслуживание, поэтому они больше подойдут людям с высшим инженерным образованием, обладающим большим запасом времени и терпения.
3D-принтеры FDM любительского уровня стоят от 500 до 1500 долларов США, поставляются как в разобранном, так и в собранном виде, требуют меньше настроек, однако обладают теми же недостатками, что и самые дешевые 3D-принтеры. Более дорогие модели способны обеспечить значительные объемы печати и работают с большим числом различных материалов, помимо низкотемпературных, таких как PLA.
Стоимость профессиональных 3D-принтеров FDM начинается с 2500 долларов США, а крупноформатные профессиональные принтеры FDM доступны по цене от 4000 долларов США. Стоимость же самых современных промышленных принтеров FDM может превышать 10 000 долларов США. Большинство этих принтеров поставляется в коробке в собранном и откалиброванном виде, также их можно откалибровать автоматически. Принтеры этой категории обеспечивают лучшее качество печати, работу с более широким ассортиментом материалов, значительные объемы печати, повышенную надежность и простоту в использовании и обслуживании. Помимо этого, производители профессиональных 3D-принтеров предлагают клиентам услуги поддержки для поиска и устранения неисправностей.
Затраты на материалы для 3D-печати FDM варьируются от 50 до 150 долларов США за кг для большинства стандартных и инженерных нитей и от 100 до 200 долларов США за кг для вспомогательных материалов. Есть и более дешевые альтернативы, однако они менее качественные.
Плюс ко всему печать FDM может быть очень трудоемкой. Для успешной печати сложных моделей требуются поддерживающие структуры, которые необходимо удалять вручную или растворить в воде. Чтобы получить высококачественную поверхность и удалить линии слоев, необходима длительная ручная постобработка моделей, например шлифовка.
В 3D-принтерах с технологией SLA используется процесс фотополимеризации, то есть превращения жидких полимеров в затвердевший пластик с помощью лазера. SLA — один из самых популярных процессов среди профессионалов благодаря высокому разрешению, точности и универсальности материалов.
Модели, напечатанные на принтерах SLA, имеют самую высокую точность, самую четкую детализацию и самую гладкую поверхность, возможную среди всех технологий 3D-печати из пластиков. Но главное преимущество метода SLA — его универсальность. Полимеры SLA обладают широким спектром оптических, механических и термических свойств, которые соответствуют свойствам стандартных, инженерных и промышленных термопластиков.
3D-принтеры SLA могут работать с широким ассортиментом полимерных материалов, предназначенных для самого разного применения.
Раньше технология SLA использовалась только в больших и сложных промышленных 3D-принтерах, стоимость которых превышала 200 000 долларов США, однако сейчас этот процесс стал намного доступнее. Благодаря принтеру Formlabs Form 3+ предприятия теперь могут использовать печать методом SLA промышленного качества всего за 3750 долларов США. С Form 3L стоимость крупноформатной печати методом SLA начинается всего с 11 000 долларов США.
Стереолитографические 3D-принтеры будут поставляться в коробке в собранном и откалиброванном виде. Это профессиональные инструменты, которые отличаются высокой надежностью и практически не требуют технического обслуживания. Также всегда доступна техническая поддержка. Она обеспечивает поиск и устранение неисправностей в критической ситуации (но ее вероятность крайне мала).
Большинство стандартных и инженерных полимеров для технологии SLA стоят от 149 до 200 долларов США за литр.
Принтеры SLA просты в использовании, и многие этапы рабочего процесса, например промывку и финальную полимеризацию, можно автоматизировать, чтобы сократить трудозатраты. Напечатанные модели имеют высококачественную поверхность сразу после печати и требуют лишь простой постобработки для удаления поддерживающих структур.
В 3D-принтерах с селективным лазерным спеканием (SLS) используется высокомощный лазер для спекания мелких частиц порошка полимера. Нераспыленный порошок поддерживает модель во время печати и исключает необходимость в специальных поддерживающих структурах. Благодаря этому технология SLS идеально подходит для изготовления деталей со сложной геометрией, в том числе с внутренними элементами, канавками, тонкими стенками и отрицательным уклоном.
Модели, изготовленные с использованием SLS-печати, имеют превосходные механические характеристики — их прочность можно сравнить с прочностью деталей, отлитых под давлением. В результате технология SLS — самый популярный процесс 3D-печати из пластмасс для промышленных задач.
Модели из нейлона, напечатанные с помощью технологии SLS, идеально подходят для целого ряда функциональных задач, от проектирования потребительских товаров до применения в области здравоохранения.
Как и SLA, технология SLS раньше была доступна только в крупноформатных сложных системах 3D-печати стоимостью от 200 000 долларов США. Используя стереолитографический принтер Formlabs Fuse 1, предприятия теперь могут решать задачи промышленного масштаба с помощью технологии SLS по цене от 18 500 долларов США. Полный комплект, который включает систему постобработки и восстановления порошка, стоит 31 845 долларов США.
Так же как и принтеры SLA, стереолитографические принтеры поставляются в коробке в собранном и откалиброванном виде. Они надежны и могут работать круглосуточно и без выходных. В стоимость пакета включены углубленное обучение и быстрая техническая поддержка.
Нейлоновые материалы для печати SLS стоят около 100 долларов США за кг. SLS не требует поддерживающих структур, и неиспользованный порошок можно применять повторно, что снижает затраты на материалы.
SLS — это наименее трудоемкий процесс 3D-печати с помощью пластмасс в производственных условиях, поскольку напечатанные модели сразу обладают высоким качеством, а чтобы удалить излишки порошка, их достаточно просто очистить.
Существует несколько процессов 3D-печати не только из пластмасс, но и из металлов.
Принтеры, выполняющие печать из металлов по технологии FDM, устроены аналогично традиционным принтерам FDM, но в них используются экструдированные металлические стержни, удерживаемые связующим полимером. Готовые части модели спекаются в печи для удаления связующего вещества.
Принтеры на базе технологий SLM и DMLS устроены аналогично принтерам с технологией SLS, однако вместо полимерных порошков они слой за слоем сплавляют частицы металлического порошка с помощью лазера. 3D-принтеры на базе технологий SLM и DMLS позволяют создавать прочные, точные и сложные металлические изделия, благодаря чему этот процесс идеально подходит для аэрокосмической, автомобильной и медицинской промышленности.
Цены на 3D-принтеры для металла также начали снижаться — сегодня их стоимость варьируется от 100 000 до 1 миллиона долларов США. Тем не менее эти системы по-прежнему недоступны для большинства предприятий.
В качестве альтернативы для рабочих процессов литья, которые позволяют изготавливать металлические модели дешевле и быстрее по сравнению с традиционными методами и обеспечивают большую свободу проектирования, предлагается 3D-печать по технологии SLA.
Технический доклад
Получите руководства по проектированию для 3D-печати образцов, ознакомьтесь с пошаговым процессом прямого литья по выплавляемым моделям и изучите руководства по косвенному литью по выплавляемым моделям и литью в песчаные формы.
Скачать технический доклад
Различные процессы 3D-печати из пластмасс и металла обладают уникальными качествами, которые делают их пригодными для разных применений. Ниже приведено сравнение разных технологий печати.
Моделирование методом наплавления (FDM)
Стереолитография (SLA)
Селективное лазерное спекание (SLS)
Печать из металлов по технологии FDM
Селективное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS)
Разрешение
★★☆☆☆
★★★★★
★★★★☆
★★☆☆☆
★★★★☆
Точность
★★★★☆
★★★★★
★★★★★
★★★☆☆
★★★★★
Качество поверхности
★★☆☆☆
★★★★★
★★★★☆
★★☆☆☆
★★★★☆
Производительность
★★★★☆
★★★★☆
★★★★★
★★★☆☆
★★★★☆
Сложные формы
★★★☆☆
★★★★☆
★★★★★
★★★☆☆
★★★★★
Простота использования
★★★★★
★★★★★
★★★★☆
★★★★☆
★☆☆☆☆
Объем печати
До ~300 x 300 x 600 мм (настольные 3D-принтеры и 3D-принтеры для мастерских)
До ~300 x 335 x 200 мм (настольные 3D-принтеры и 3D-принтеры для мастерских)
До 165 x 165 x 300 мм (3D-принтеры для мастерских)
До 300 х 200 х 200 мм
До 400 х 400 х 400 мм
Ценовой диапазон
Цены на наборы DIY для 3D-принтеров начинаются от 200 долларов США, а любительские принтеры стоят 500–1500 долларов США. Стоимость профессиональных 3D-принтеров FDM начинается с отметки 2500 долларов США, а крупноформатные профессиональные принтеры FDM доступны по цене от 4000 долларов США.
Стоимость профессиональных настольных принтеров начинается с отметки 3750 долларов США, а крупноформатные настольные принтеры с большими объемами печати доступны по цене от 11 000 долларов США.
Промышленные принтеры для мастерских стоят от 18 500 долларов США, а традиционные промышленные принтеры — от 100 000 долларов США.
Принтеры FDM для металлов стоят от 100 000 долларов США, однако комплексные решения, включающие печь, стоят гораздо дороже.
Стоимость решений DMLS/SLM начинается примерно с 200 000 долларов США. Этим принтерам необходимы особые инфраструктурные условия, что может еще больше увеличить затраты.
Стоимость материалов
50–150 долларов США/кг для большинства стандартных и инженерных нитей и 100–200 долларов США/кг для вспомогательных материалов.
50–150 долларов США/л для большинства стандартных и инженерных полимеров.
100 долларов США/кг для нейлона. SLS не требует поддерживающих структур, а неиспользованный порошок можно применять повторно, что снижает затраты на материалы.
Зависит от материала и технологии. Значительно выше, чем на пластик.
Зависит от материала и технологии. Значительно выше, чем на пластик.
Трудозатраты
Удаление поддерживающих структур вручную (в некоторых случаях могут использоваться растворимые поддерживающие структуры). Для получения высококачественной поверхности требуется длительная постобработка.
Промывка и финальная полимеризация (обе операции можно автоматизировать). Простая постобработка для удаления поддерживающих структур.
Простая очистка для удаления лишнего порошка.
Промывка и спекание (обе операции можно автоматизировать). Возможно применение механической обработки и других видов обработки поверхности.
Снятие внутренних напряжений, удаление поддерживающих структур, термообработка, а также механическая и другие виды обработки поверхности.
Материалы
Стандартные виды термопластика, такие как АБС-пластик, ПЛА и их различные смеси.
Различные полимеры (термореактивные пластмассы). Стандартные, инженерные (похожие на АБС и ПП, похожие на силикон, гибкие, термостойкие, жесткие), литьевые, стоматологические и медицинские (биосовместимые).
Инженерные виды термопластика — обычно нейлон и его композиты (нейлон 12 биосовместим + подлежит стерилизации).
Прототипы с высоким уровнем детализации, требующие жестких допусков и гладких поверхностей: пресс-формы, инструментарий, шаблоны, медицинские модели и функциональные детали.
Сложная геометрия, функциональные прототипы, мелкосерийное производство или изготовление ограниченных пробных партий.
Прочные и долговечные модели, инструментарий и вспомогательные средства производства.
Прочные и долговечные модели со сложной геометрией; идеально подходит для аэрокосмической, автомобильной и медицинской промышленности.
При расчете себестоимости одной модели обычно учитывают стоимость владения оборудованием, расходы на материал и трудозатраты. Важно понимать факторы, влияющие на каждый из этих компонентов затрат, а также вопросы, которые нужно задать, чтобы оценить альтернативные методы производства и выявить скрытые расходы.
Стоимость владения оборудованием составляют фиксированные расходы: цена 3D-принтера, договоры на оказание услуг, установка и техническое обслуживание. Эти суммы необходимо оплачивать независимо от того, простаивает ли ваш принтер или производит десятки моделей в неделю.
Сложите все прогнозируемые фиксированные расходы на протяжении всего срока эксплуатации оборудования, а затем разделите их на количество моделей, которые планируете изготовить. Как правило, чем выше производительность и эффективность использования вашего 3D-принтера, тем ниже стоимость владения оборудованием на одну модель.
За последние годы настольные 3D-принтеры показали отличные результаты в снижении стоимости владения оборудованием. При цене в 10–100 раз ниже, чем у традиционных промышленных 3D-принтеров, и способности производить тысячи моделей в течение всего срока службы, стоимость владения оборудованием может оказаться незначительной.
Вопросы:
Есть ли расходы на установку, обучение или дополнительные первоначальные расходы, помимо стоимости самой машины?
Нужно ли заключать (обязательный) договор на обслуживание? Что в него входит?
Какие аксессуары и инструменты необходимы для изготовления конечных моделей?
Какое техническое обслуживание необходимо машине для ее нормального функционирования? Какова ожидаемая годовая стоимость обслуживания? Изменится ли она при увеличении объемов производства?
Первичные материалы для 3D-печати и расходные детали, необходимые для того, чтобы создать модели по доступной цене. Эти затраты в значительной степени зависят от количества производимых вами моделей.
При расчете затрат на материалы определите, сколько материала требуется на создание одной модели, и умножьте этот показатель на стоимость материала. Подсчитайте количество отходов и любых других расходных материалов. По мере роста производства стоимость владения оборудованием снижается, а затраты на материалы для 3D-печати, как правило, становятся более сбалансированными.
Обязательно уточните, какие материалы вам понадобятся для создания конкретных моделей, так как стоимость расходных деталей для 3D-печати может сильно разниться. Обратите внимание, что некоторые 3D-принтеры работают только со своими фирменными материалами и тем самым ограничивают ваши возможности использования сторонних материалов.
Вопросы:
Какова стоимость каждого типа материалов для 3D-печати?
Сколько материала требуется для создания одной конкретной модели, включая отходы?
Какой срок годности у материалов?
Нужны ли другие расходные детали для создания моделей?
Может ли машина работать со сторонними материалами?
Хотя 3D-печать может заменить сложные традиционные методы производства и обеспечить существенную экономию времени, в зависимости от технологии 3D-печати, она все еще может быть довольно трудоемким процессом.
Профессиональные настольные 3D-принтеры, как правило, оптимизированы для удобства использования. Наборы DIY для 3D-принтеров и любительские принтеры часто требуют дополнительных усилий для настройки параметров, в то время как регулярное обслуживание или смена материалов на традиционных промышленных машинах может включать трудоемкие задачи, для решения которых требуется помощь квалифицированного оператора.
Рабочие процессы постобработки различаются в зависимости от процесса 3D-печати, но в большинстве случаев включают очистку моделей и удаление поддерживающих структур или излишков материала. Однако есть решения для автоматизации некоторых конкретных задач. Например, Formlabs Form Wash и Form Cure упрощают процесс промывки и финальной полимеризации для 3D-принтеров Formlabs SLA, а Fuse Sift предлагает готовую систему постобработки и восстановления порошка для принтера Fuse 1 SLS.
Более сложные процессы, такие как SLA и SLS, не требуют много времени для достижения высокого качества моделей, в то время как для моделей, напечатанных с помощью технологии FDM, необходима длительная ручная постобработка для улучшения качества и удаления линий слоев.
Вопросы:
Каков весь рабочий процесс производства моделей? Какие конкретные шаги требуются для настройки печати, изменения материалов и постобработки моделей?
Сколько времени необходимо для постобработки одной конкретной модели?
Существуют ли какие-либо инструменты или устройства для автоматизации некоторых из этих задач?
Отдавать производственные заказы сторонним сервисным бюро или лабораториям следует в тех случаях, когда вы пользуетесь 3D-печатью лишь изредка или для изготовления крупных моделей из нестандартных материалов. Как правило, в бюро есть несколько собственных процессов 3D-печати, таких как SLA, SLS, FDM, а также 3D-принтеры для металла. Они также могут предоставить консультации по различным материалам и предложить дополнительные услуги, такие как проектирование или улучшенная отделка.
Главные недостатки привлечения сторонних организаций — высокая стоимость и длительность производства. Одно из главных преимуществ 3D-печати — ее скорость по сравнению с традиционными методами производства. Но она заметно снижается, если доставка модели, произведенной привлеченной организацией, занимает несколько дней или даже недель. А по мере роста спроса и производственных мощностей затраты на привлечение сторонних компаний быстро растут.
Настольные 3D-принтеры — отличное решение для быстрого производства моделей. В зависимости от количества нужных деталей и объема печати вложения в профессиональный 3D-принтер могут окупиться уже за несколько месяцев.
С настольными машинами и принтерами для мастерских вы можете платить за мощность, равную потребностям вашего бизнеса, и масштабировать производство, добавляя дополнительные устройства по мере роста спроса, без значительных вложений в крупноформатный 3D-принтер. Использование нескольких 3D-принтеров также позволяет одновременно печатать модели из разных материалов. А вот при возникновении потребности в производстве крупных деталей или использовании нестандартных материалов на помощь могут прийти сервисные бюро.
Затраты на инвестиции, материалы и рабочую силу подсчитать относительно легко. Но как насчет косвенных затрат и факторов, которые трудно подсчитать, но которые влияют на ваш бизнес? Давайте рассмотрим некоторые основные соображения при сравнении настольного 3D-принтера с привлечением сторонней компании или другими методами производства.
Экономия времени: что, если бы вы могли выводить продукты на рынок на несколько месяцев быстрее? Или сократить время доставки своей продукции на несколько дней или недель? 3D-печать упрощает традиционные рабочие процессы прототипирования и производства, помогая вам сэкономить время и опередить конкурентов.
Лучшие результаты: 3D-печать позволяет создавать больше итераций, быстрее преодолевать последствия неудач и изготавливать лучшие конечные продукты. Поиск и устранение неисправностей конструкции на раннем этапе также помогают избежать дорогостоящего перепроектирования и использования дополнительных инструментов.
Взаимодействие: наличие высококачественных прототипов и моделей позволяет эффективнее взаимодействовать с заказчиками, клиентами, поставщиками и другими заинтересованными сторонами. Возможность избежать недоразумений и дорогостоящих ошибок.
Защита интеллектуальной собственности: вы работаете с конфиденциальной информацией? Самостоятельное изготовление моделей означает, что вам не придется передавать интеллектуальную собственность (ИС) третьим лицам, что снижает риски утечки или кражи ИС.
Обычно расчет стоимости одной детали, срока изготовления и сравнение альтернатив, чтобы выяснить, подойдет ли решение для вашего бизнеса, — утомительная задача по созданию сложной электронной таблицы в попытке собрать всю — часто скрытую — информацию от производителя.
Используйте наш простой интерактивный инструмент, чтобы рассчитать себестоимость одной модели и время подготовки заказа при печати на стереолитографическом 3D-принтере компании Formlabs и сравнить экономию времени и средств с другими производственными методами.
Рассчитайте затраты средств и времени
Точная 3D печать металлом на заказ в Sprint 3D
3D печать металлом – аддитивное производство металлических изделий, которое по праву является одним из наиболее перспективных и стремительно развивающихся направлений в трехмерной печати как таковой. Сама технология берет свое начало еще с обычного спекания материалов, применяемого в порошковой металлургии. Но сейчас она стала более совершенной, точной и быстрой. И сегодня компания SPRINT3D предлагает вам печать металлом на 3D принтере на действительно выгодных условиях. Но для начала – немного информации о самом производственном процессе и его возможностях.
Технология селективного лазерного сплавления
SLM или технология селективного сплавления – это тип прямой печати металлом, при котором достигается плотность 99,5%. Разница особенно ощутима, если сравнивать с моделями, полученными обычным литьем. Достигается такой показатель благодаря внедрению новейших технологий именно в аппаратной части:
Применение специальных роликов для утрамбовки порошков и, как следствие, возможность использования порошков с размером частиц от 5 мкм.
Повышение насыпной плотности, способствующее уплотнению конечных изделий.
Создание разреженной атмосферы инертных газов, при которой достигается максимальная чистота материала, отсутствует окисление и исключаются риски попадания сторонних химических соединений в состав.
Но самое главное – современный 3D принтер для печати металлом позволяет легко подобрать индивидуальную конфигурацию для печати конкретным металлическим порошком. Таким образом даже с недорогим материалом можно получить первоклассный результат. Но только при условии использовании качественного современного оборудования. И здесь мы тоже готовы вас удивить!
3D-печать металлом В SPRINT 3D
3D-печать на собственных 3D-принтерах
Самая большая рабочая область — 280х280х350 мм
Толщина слоя до 15 микрон
3D различными видами металлов
Доставка по всей России и странам СНГ
Установки для 3D печати металлом, которые мы используем
Качество производства – ключевое требование, которое мы ставим перед собой. Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок.
Производственная установка SLM 280HL
SLM 280HL – разработка германской компании SLM Solutions GmbH, использующая технологию послойного лазерного плавления порошковых металлических материалов. Установка оснащена большой рабочей камерой и позволяет создавать 3D объекты размерами 280х280х350 мм. Среди главных преимуществ печати данной установкой можно выделить:
Заполнение рабочей камеры инертным газом, что позволяет работать с различными реактивными металлами.
Скорость печати составляет до 35 см/час.
Толщина слоя построения – 30 и 50 мкм.
Мощность – 400 Вт.
Отдельно отметим запатентованную систему подачи порошкового материала, благодаря которой скорость печати значительно выше, чем на большинстве производственных установок в той же ценовой категории. В производстве мы используем следующие материалы:
Нержавеющая сталь (отечественная 07Х18Н12М2 (Полема), 12Х18Н10Т и импортная 316L).
3D-принтер SLM 280HL может использоваться для создания разного рода металлических компонентов, прототипов и конечных изделий. При необходимости мы можем обеспечить мелкосерийное производство.
Производственная установка ProX 100
ProX 100 – компактная установка для 3D печати металлом, разработанная американской компанией 3D Systems. Она работает по технологии прямого лазерного спекания, благодаря чему обеспечивает высокую скорость и точность производства. Среди основных характеристик стоит выделить:
Размер рабочей камеры – 100х100х80 мм.
Толщина слоя построения – 20 и 30 мкм.
Мощность – 50 Вт.
ProX 100 позволяет создавать прототипы, которые невозможно разработать стандартными методами, обеспечивает короткие сроки изготовления, гарантирует отсутствие пористости материала и высокую плотность деталей. Кроме того, отметим стандартизированное качество всех изделий вне зависимости от их структуры. На данный момент модель активно используется в стоматологии при создании высокоточных протезов, но нашла широкое применение и в других отраслях:
Производство двигателей и отдельных их деталей.
Разработка медтехники.
Печать ювелирных изделий и даже предметов современного искусства.
В печати мы используем сплав кобальт-хром КХ28М6 (производство Полема), изначально разработанный для аддитивных технологий при создании эндопротезов.
3D печать металлом – применение в настоящее время
Многие специалисты утверждают, что 3D печать как таковая еще полностью не раскрыла свой потенциал. К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях:
В медицине: изготовление медицинских имплантов, протезов, коронок, постов и т.д. Высокая точность производства и относительно доступная цена сделали 3D печать очень актуальной в данной отрасли.
В ювелирном деле: многие из ювелирных компаний используют технологию 3D печати для изготовления форм и восковок, а также непосредственно создания ювелирной продукции. К примеру, печать титаном позволяет создавать изделия, которые ранее представлялись невозможными.
В машинной и даже аэрокосмической отраслях: BMW, Audi, FCA и другие компании не первый год используют 3D печать металлом в прототипировании и всерьез рассматривают ее использование в серийном производстве. А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.
И это лишь малая часть того, что можно создавать на современном оборудовании. Практически все металлические изделия, которые вам необходимы, можно создать при помощи технологии 3D печати металлом. И если данная услуга актуальна для вас, обратитесь в SPRINT3D. Мы возьмемся за работу любой сложности и объемов. А главное – предоставим первоклассный результат!
Будущее уже здесь!
Вас может заинтересовать
Сколько стоит 3D печать?
Как компанию, занимающуюся 3D-печатью, нас всегда спрашивают: «Сколько стоит 3D-печать?».
Наш ответ всегда был «это зависит от обстоятельств», поскольку существуют факторы, влияющие на стоимость 3D-печати. Вы смотрите на стоимость 3D-печати в диапазоне от 3 до 1000 долларов (или даже больше) в зависимости от этих факторов.
Итак, сегодня мы разберем для вас каждый фактор. Если вы занимаетесь 3D-печатью дома, то такими факторами являются ваш материал, электричество и стоимость 3D-принтера. Но если вы ищете услугу 3D-печати или планируете начать бизнес по 3D-печати, это руководство должно помочь вам понять, как работает ценообразование, когда речь идет о 3D-печати.
Факторы, влияющие на стоимость 3D-печати
Стоимость покупки и эксплуатации 3D-принтера
цена 3D-принтера при расчете стоимости 3D-печати чего-либо. 3D-принтеры могут стоить от 200 до 150 000 долларов в зависимости от используемой технологии.
Предположим, вы приобрели 3D-принтер стоимостью 1500 долларов, который вы планируете использовать по 8 часов в день в течение 2 лет. Мы собираемся игнорировать стоимость ремонта, электричества и т. д. для простоты.
8 x 365 x 2 = 5840 часов
1500 долл. США / 5840 часов = ~ 0,21 долл. США/час от вашей цены для учета содержания вашей машины.
В некотором смысле время, необходимое для 3D-печати, также увеличивает стоимость 3D-печати.
3D-модель
3D-модель трофея динозавра
«Отправьте нам 3D-модель» — это второе, что мы говорим нашим клиентам после того, как говорим им «это зависит». Без 3D-модели трудно назвать точную стоимость 3D-печати даже для опытных ветеранов.
3D-модель дает нам важную информацию, которая может помочь нам рассчитать стоимость 3D-печати.
Объем модели
Имея на руках 3D-модель, мы можем рассчитать общий объем модели, включая созданные опоры. Общий объем позволяет нам узнать, сколько материала необходимо для 3D-печати вашего файла.
Короче говоря, чем больше объем, тем выше стоимость. Есть способы снизить стоимость 3D-печати, и один из них – сделать вашу модель полой.
3-футовая модель может иметь меньший объем, чем 1-футовая, если 1-футовая модель сплошная внутри, а 3-футовая модель полая.
Поэтому определить ориентировочную стоимость 3D-печати без 3D-модели непросто.
Сложность
Не все 3D-модели одинаковы. Некоторые из них готовы к 3D-печати, а некоторые просто сумасшедшие. 3D-печать требует подготовки и планирования. Для некоторых сервисов 3D-печати все автоматизировано, что может ускорить транзакции. Для простых продуктов это может быть правильным решением.
А как насчет сложных деталей и архитектурных моделей? Мы обнаружили, что даже с самым сложным алгоритмом вам все равно потребуется помощь человека, когда дело доходит до 3D-печати проектов такого типа.
Краткая история. Клиент прислал нам 3D-модель реального стадиона. Они хотели 3D-печатную версию этого. Изучив файл, мы увидели, что у модели было несколько проблем. Были неплотные стыки, слишком тонкие стены, а внутри самого стадиона были 3D-модели.
Если бы мы сразу напечатали его на 3D-принтере, это стоило бы нам тысячи долларов из-за потраченного впустую материала!
Примите это во внимание. Готовы ли вы рискнуть, распечатав свою 3D-модель как есть? Или вы хотите убедиться, что окончательный отпечаток превзойдет ваши ожидания?
Тип материала
Выбор материалов имеет значение, когда речь идет о стоимости 3D-печати. Есть из чего выбирать, поэтому мы сосредоточимся на популярных материалах, термопластах и смолаах.
Термопласты: нити и порошок
Стоимость: $
Даже если вы новичок в 3D-печати, вы, вероятно, слышали об «ABS» или «PLA». Это потому, что эти два материала являются наиболее широко используемыми материалами для 3D-печати. Любители любят эти термопласты такими, какие они есть дешевый . Эти нити могут стоить от 20 до 70 долларов за кг.[1]
Хотя они дешевы, получить из них высококачественную 3D-печать непросто. Чтобы получить гладкую отделку этих отпечатков, потребуются часы постобработки. (Подробнее об этом позже.) Кроме того, 3D-печать сложных 3D-моделей практически невозможна с использованием этого типа материала.
Реактопласт: Смола
Стоимость: $$$
Смола, по нашему мнению, является лучшим материалом для 3D-печати. Он универсален практически для любого сложного проекта и обеспечит наилучшее качество 3D-печати. Но в то же время полимерный материал может обойтись довольно дорого. Стандартная смола в среднем стоит 50 долларов за литр, а некоторые смоляные материалы могут стоить до 300 долларов за литр. К счастью, компании, занимающиеся 3D-печатью, обычно имеют доступ к сниженным ценам на этот тип материала.
Хотите узнать, сколько будет стоить ваша 3D-модель?
Воспользуйтесь нашей системой мгновенного расчета, чтобы рассчитать, сколько будет стоить 3D-печать чего-либо.
ПОЛУЧИТЬ СТОИМОСТЬ 3D-ПЕЧАТИ
Регистрация не требуется.
Постобработка
Большинство не понимают, что 3D-печать — это не мгновенный процесс. Перетащите файл, распечатайте, и все готово. (Мы надеемся, что это было).
После 3D-печати полученный отпечаток необходимо вылечить, очистить и отполировать, прежде чем вы сможете считать его пригодным для использования. Это если компания, занимающаяся 3D-печатью, заботится о качестве своего продукта.
Полировка
Представьте, что полируете тот, что слева, чтобы сделать его гладким? Фото предоставлено Formlabs.
Для нитей, даже не тратьте время. Как человек, который часами удалял опоры, мы не хотим, чтобы вы подвергали себя этому аду. Если вы цените свое время, то количество времени, которое вы потратите на шлифовку этих отпечатков, будет стоить вам дорого. И даже тогда качество не будет наравне со смолой.
Для смолы проще . После того, как детали отверждены УФ-излучением, мы можем отполировать их вручную или с помощью пескоструйного аппарата.
Опять же, 3D-модель имеет значение, поскольку она может повлиять на постобработку. Некоторые модели настолько сложны, что сгенерированные опоры очень трудно очистить. Чтобы очистить эти отпечатки, потребуется некоторый опыт и много терпения.
Отделка
В PrintAWorld проекты, над которыми мы работаем, обычно требуют большего, чем просто 3D-печать. Наши клиенты хотели бы, чтобы их 3D-печать имела золотую отделку, хром или даже точный цвет Pantone. С современными технологиями 3D-печати это невозможно. Таким образом, мы предлагаем металлическое покрытие и покраску в дополнение к нашим услугам 3D-печати.
Маржа прибыли
Чтобы компании, занимающиеся 3D-печатью, оставались в бизнесе, им необходимо добавить маржу прибыли к стоимости 3D-печати. Прибыль для бизнеса 3D-печати может составлять от 50% до 90% стоимости материала. Мы используем материальные затраты в качестве основы для простоты. Но маржа прибыли на самом деле намного ниже, если вы начинаете включать оплату труда и накладные расходы.
Существует также базовая цена (или минимальная плата), которая добавляется, если стоимость 3D-печати меньше определенной суммы. Компании не имеет смысла печатать что-то для вас на 3D-принтере по цене 3 доллара. Даже в высокоавтоматизированной службе 3D-печати все еще есть определенные трудозатраты. Либо вы добавляете больше количества, либо платите базовую цену, которая составляет около 30-9 долларов.0.
3DHubs имеет минимальный заказ 90 долларов США. Было бы разумнее, если бы вы заказывали несколько партий вашей детали, чтобы уменьшить стоимость.
Сравнение цен на услуги 3D-печати
Теперь, когда мы знаем, какие факторы влияют на цену 3D-печати, давайте посмотрим, сколько будет стоить 3D-печать этого популярного талисмана WallStreeBets от ChaosCoreTech.
Для этого теста мы будем использовать SLA 3D-печать .
Мы изменили файл, чтобы мы могли провести стресс-тестирование услуг 3D-печати по запросу, которые предлагают печать SLA.
Увеличили ее до 152 мм или ~6 дюймов в высоту
Мы сделали 3D-модель полой. Это означает, что внутренности пусты.
Ускорьте время 3D-печати для SLA, что должно снизить стоимость
3DHubs
Цена: $537 их производители могут печатать.0003
i.materialise
Цена: $211,17
Дешевле, чем 3DHub, но они не будут чистить опоры за вас по этой цене. Если вам нужна уборка, вы должны заплатить дополнительно.
Shapeways
Цена: $2061,56
Мы не знаем, почему это так дорого. Возможно, они неправильно рассчитали объем модели, из-за чего казалось, что для печати этой детали потребуется пол-литра смолы. Но, в любом случае, Shapeways — самая дорогая из этой группы.
Самый доступный
PrintAWorld
Цена: $136,32
Отказ от ответственности. Это наша компания, занимающаяся 3D-печатью. Для 3D-печати SLA мы определенно являемся самым дешевым по сравнению с другими в этой группе. Снятие опор и полировка даже включены в услугу.
Попробуйте
Почему услуги 3D-печати стоят дорого?
Услуги 3D-печати стоят дорого, потому что мы должны учитывать заранее упомянутые факторы, такие как трудозатраты, постобработка и накладные расходы. Мы также должны учитывать используемые ими промышленные 3D-принтеры стоимостью не менее 100 000 долларов и выше. Кроме того, они должны добавить маржу прибыли к этим затратам.
Напрашивается вопрос, а не лучше ли вместо этого купить 3D-принтер?
Стоит ли покупать 3D-принтер или пользоваться услугами 3D-печати?
Услуги 3D-печати иногда могут стоить дороже, чем 3D-принтер начального уровня. Поэтому вам может быть интересно, не лучше ли вместо этого купить 3D-принтер.
Вот наши мысли по этому поводу:
Если стоимость является проблемой для вас и вы печатаете 3D только для удовольствия, то покупка 3D-принтера может быть лучшим вложением в долгосрочной перспективе.
Если ваше время для вас более ценно , то наем услуги 3D-печати будет лучшим вариантом. У вас будет доступ к крупномасштабным 3D-принтерам и возможностям, которых невозможно достичь с помощью 3D-печати своими руками.
Лучший бюджетный 3D-принтер
Anycubic Photon Mono
Photon Mono — лучший ЖК-3D-принтер, который нам когда-либо попадался. У нас есть 8 таких машин, и мы используем их как часть нашего производственного процесса. это дешевый, но качество печати почти такое же, как у , которое мы получаем от Formlabs 3. Если вы хотите купить свой первый 3D-принтер, мы рекомендуем использовать полимерный 3D-принтер, подобный этому, вместо того, чтобы покупать FDM. принтер.
229,00 долларов США от Anycubic
Полученные комиссионные
Кратко
На стоимость услуги 3D-печати влияет множество факторов. Если вы добавите все эти переменные, вы получите от 30 до 15 000 долларов США за стоимость 3D-печати. Цена может быть даже ниже или выше, в зависимости от масштаба вашего проекта.
Сколько стоит 3D печать?
Дэвид Роберсон21 сентября 2021 г.
Руководство
Как только вы поймете, как работает 3D-печать, важно говорить о деньгах. 3D-принтер должен быть долгосрочным активом для вашей организации, который будет приносить пользу в течение многих лет после его покупки. Но сколько стоит 3D-печать?
Окупаемость инвестиций — это преимущество, которое отличает 3D-печать от других решений, таких как аутсорсинг. Но, как и в случае с любым долгосрочным активом, стоит знать обо всех сопутствующих расходах, связанных с владением 3D-принтером, и о том, какие расходы, включая затраты на материалы для 3D-принтера, вам необходимо планировать в будущем.
Приведенный ниже список должен помочь вам понять связанные с этим расходы, как они различаются в зависимости от технологии, и какие из них являются одноразовыми или повторяющимися. (Цены являются ориентировочными и могут быть изменены, поэтому мы рекомендуем провести собственное исследование.)
Цена 3D-принтера
С продуктами на рынке для всех, от домашнего пользователя до научно-исследовательских подразделений крупных компаний, цены на 3D-принтеры сильно различаться. Как правило, FFF предлагает самый большой разброс в цене: от машин для любителей стоимостью в несколько сотен долларов до высокопроизводительных настольных принтеров в диапазоне от 2000 до 6000 долларов. Настольные SLA-принтеры стоят от 2000 до 3000 долларов, тогда как SLS-принтер обычно стоит от 10 000 долларов. Крупногабаритные промышленные машины любой технологии будут стоить значительно дороже.
Периферийные устройства
Они могут добавить дополнительные функциональные возможности, но также увеличивают расходы на 3D-печать. Периферийные устройства постобработки почти необходимы для принтеров SLA и SLS. Например, отпечатки SLA в противном случае придется вручную промывать в изопропиловом спирте и оставлять на солнце для отверждения — поэтому на практике эти принтеры часто требуют покупки станций постобработки, если это вам не нравится! Для FFF периферийные устройства могут оптимизировать рабочие процессы, такие как погрузочно-разгрузочные работы, но это зависит от ваших потребностей.
Техническое обслуживание и ремонт
Как правило, это должна быть только стоимость замены нечетных расходных частей с течением времени. Проверьте, какую поддержку ваш продавец включает в цену — они могут предложить установку и техническое обслуживание. Некоторые продукты также поставляются с расширенной гарантией или годовым планом обслуживания. Эти планы могут добавить определенности для некоторых клиентов, но обязательно внимательно прочитайте мелкий шрифт, чтобы понять условия и то, какую именно поддержку вы получите, если что-то пойдет не так.
Энергия
При обычном использовании 3D-принтера Ultimaker мы подсчитали, что это будет около 50 долларов в год. Но если вам нужна более точная цифра, проверьте характеристики энергопотребления 3D-принтера и сделайте расчет на основе вероятного использования и местных цен на электроэнергию.
Материалы
Думайте о материальных затратах как о бензине для вашего автомобиля. Хотя сама по себе она незначительна, в долгосрочной перспективе это будет одна из самых больших текущих затрат. Для 3D-печати FFF цены на нити для 3D-принтеров (для повседневных материалов, таких как PLA или PETG) составляют от 20 до 50 долларов за килограмм или от 60 до 120 долларов за специализированные инженерные или вспомогательные нити. Смолы SLA начального уровня стоят около 50 долларов за литр, а большинство профессиональных вариантов стоят от 150 до 400 долларов. Порошок SLS может стоить от 100 до 200 долларов за килограмм.
Программное обеспечение
Большинство 3D-принтеров профессионального уровня поставляются с некоторым включенным программным обеспечением, обычно для того, чтобы вы могли подготовить свои отпечатки и управлять принтерами.

 Если идея является актуальной, соответствует направлениям деятельности площадки, то такая инициатива поддерживается и реализуется.
Если идея является актуальной, соответствует направлениям деятельности площадки, то такая инициатива поддерживается и реализуется. Разбираемся, что это такое и как использовать роли для улучшения работы команды.
Разбираемся, что это такое и как использовать роли для улучшения работы команды.
 Шейперы часто рассматривают препятствия как захватывающие испытания и, как правило, имеют смелость их преодолевать, когда другие уже готовы все бросить.
Шейперы часто рассматривают препятствия как захватывающие испытания и, как правило, имеют смелость их преодолевать, когда другие уже готовы все бросить. Они обращают внимание на мельчайшие детали, озабочены сроками и подталкивают команду к тому, чтобы работа была выполнена вовремя. Их часто называют перфекционистами, они упорядоченны и сознательны.
Они обращают внимание на мельчайшие детали, озабочены сроками и подталкивают команду к тому, чтобы работа была выполнена вовремя. Их часто называют перфекционистами, они упорядоченны и сознательны.


 Исходя из его результатов, команда может судить о том, насколько сбалансированны роли внутри, а также о последствиях их дублирования или отсутствия тех или иных ролей. Однако нужно иметь в виду, что любые тесты и анкеты не способны выявить стопроцентно точную «правду», хотя и могут стать полезным стартом для обсуждения командных ролей и внесения улучшений в групповую работу.
Исходя из его результатов, команда может судить о том, насколько сбалансированны роли внутри, а также о последствиях их дублирования или отсутствия тех или иных ролей. Однако нужно иметь в виду, что любые тесты и анкеты не способны выявить стопроцентно точную «правду», хотя и могут стать полезным стартом для обсуждения командных ролей и внесения улучшений в групповую работу.

 Сравните рубанок (определ. 2).
Сравните рубанок (определ. 2).




 Реверсивный формовочный станок добавляет удобства: одним щелчком переключателя можно изменить направление вращения фрезы, что позволяет подавать заготовку с любой стороны станка.
Реверсивный формовочный станок добавляет удобства: одним щелчком переключателя можно изменить направление вращения фрезы, что позволяет подавать заготовку с любой стороны станка./1787-500x500.jpg) Прямые заготовки удерживаются заподлицо с упором, обеспечивая устойчивость заготовки и прямолинейность формы.
Прямые заготовки удерживаются заподлицо с упором, обеспечивая устойчивость заготовки и прямолинейность формы.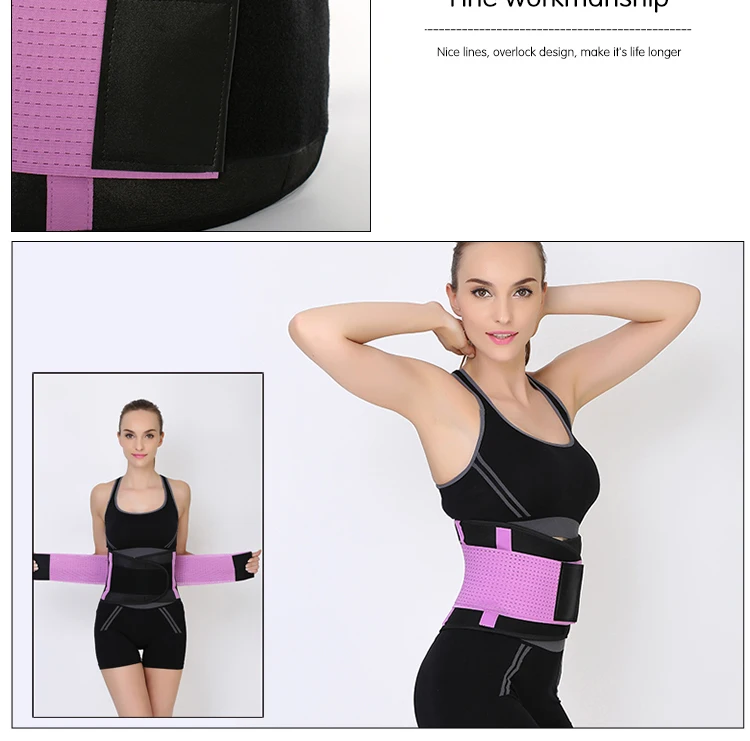
 ..
.. Как заказать манометр к ОПН-50.
Как заказать манометр к ОПН-50. 11.2021″ data-time-string=»11:18″ title=»17.11.2021 в 11:18″ itemprop=»datePublished»>17.11.2021
11.2021″ data-time-string=»11:18″ title=»17.11.2021 в 11:18″ itemprop=»datePublished»>17.11.2021 На опрессовочном насосе ОПН 13/6 сломался поршень. ОПН- 50 является аналогом. Подойдет ли панель в сборе (позиция 2) от ОПН — 50 или можно найти сам поршень?
На опрессовочном насосе ОПН 13/6 сломался поршень. ОПН- 50 является аналогом. Подойдет ли панель в сборе (позиция 2) от ОПН — 50 или можно найти сам поршень? 4 куб. м/час
4 куб. м/час 
 Они обычно встречаются в ряде оборудования, включая трубопроводы, фильтры, сосуды под давлением и насосы.
Они обычно встречаются в ряде оборудования, включая трубопроводы, фильтры, сосуды под давлением и насосы.


 В Соединенных Штатах давление часто описывается как фунты на квадратный дюйм или PSI. Но PSI — это только самая распространенная единица измерения давления. Чтобы получить четкое представление о давлении в жидкостной системе, необходимо также знать абсолютное давление и манометрическое давление.
В Соединенных Штатах давление часто описывается как фунты на квадратный дюйм или PSI. Но PSI — это только самая распространенная единица измерения давления. Чтобы получить четкое представление о давлении в жидкостной системе, необходимо также знать абсолютное давление и манометрическое давление. Но оно может быть и ниже (например, -10 фунтов на кв. дюйм изб.).
Но оно может быть и ниже (например, -10 фунтов на кв. дюйм изб.).

 Специалисты могут производить на современных машинах практически все — от ювелирных украшений до запчастей самолетов. Что самое главное: по своему качеству изделия, напечатанные на 3D-принтере, не уступают деталям, выполненным традиционным способом. Эксперты, которые занимаются такой работой, называют процесс выращиванием, а цеха — фермами.
Специалисты могут производить на современных машинах практически все — от ювелирных украшений до запчастей самолетов. Что самое главное: по своему качеству изделия, напечатанные на 3D-принтере, не уступают деталям, выполненным традиционным способом. Эксперты, которые занимаются такой работой, называют процесс выращиванием, а цеха — фермами.
 От сотрудников лаборатории, которые сидят здесь же, в офисе в виде стеклянного куба, требуется лишь сканировать детали, готовить макеты для печати, загружать материал и запускать машины.
От сотрудников лаборатории, которые сидят здесь же, в офисе в виде стеклянного куба, требуется лишь сканировать детали, готовить макеты для печати, загружать материал и запускать машины.  А мы сначала печатаем пробный экземпляр, сверяем его с оригиналом и, если обнаруживаем погрешности, оптимизируем печать. Потери минимальны», — объясняет Дмитрий Филиппов.
А мы сначала печатаем пробный экземпляр, сверяем его с оригиналом и, если обнаруживаем погрешности, оптимизируем печать. Потери минимальны», — объясняет Дмитрий Филиппов.  Второй — для выполнения малых партий для профессионального использования из разных материалов, он имеет высокую точность. Третья категория — для промышленного производства кастомизированных изделий и малых партий», — уточняет собеседник mos.ru.
Второй — для выполнения малых партий для профессионального использования из разных материалов, он имеет высокую точность. Третья категория — для промышленного производства кастомизированных изделий и малых партий», — уточняет собеседник mos.ru. Несмотря на камерность таких принтеров, на них можно печатать функциональные (для конечного использования в механизме) детали, такие как корпуса электроники, втулки и другое. Принтер может использовать материалы разных типов: простые — для прототипов, сложные и дорогие — для деталей, работающих в агрессивных средах и подвергающихся воздействию высоких температур», — рассказывает Дмитрий.
Несмотря на камерность таких принтеров, на них можно печатать функциональные (для конечного использования в механизме) детали, такие как корпуса электроники, втулки и другое. Принтер может использовать материалы разных типов: простые — для прототипов, сложные и дорогие — для деталей, работающих в агрессивных средах и подвергающихся воздействию высоких температур», — рассказывает Дмитрий.  В таких случаях мы используем технические поддержки, на которые и ложится слой за слоем. Если изделие восковое, поддержка тоже из воска (белого цвета). Когда форма для литья готова, поддержка легко удаляется при помощи спиртового раствора. А красный и фиолетовый воск остается. Это и есть то, с чем будут работать ювелиры, чтобы создать украшения из драгоценных металлов», — говорит начальник производства.
В таких случаях мы используем технические поддержки, на которые и ложится слой за слоем. Если изделие восковое, поддержка тоже из воска (белого цвета). Когда форма для литья готова, поддержка легко удаляется при помощи спиртового раствора. А красный и фиолетовый воск остается. Это и есть то, с чем будут работать ювелиры, чтобы создать украшения из драгоценных металлов», — говорит начальник производства. После этого будет сделана модель для выжигания, а из нее создадут форму для отливки из металла уже финальной детали.
После этого будет сделана модель для выжигания, а из нее создадут форму для отливки из металла уже финальной детали.
 При этом специалисты подбирают материалы, оптимальные для задач клиента. Например, можно напечатать вышедшую из строя деталь в конвейерной линии и заменить ее, не останавливая производство. Или с готовой детали сделать 3D-модели для последующего изготовления формы и массовой печати.
При этом специалисты подбирают материалы, оптимальные для задач клиента. Например, можно напечатать вышедшую из строя деталь в конвейерной линии и заменить ее, не останавливая производство. Или с готовой детали сделать 3D-модели для последующего изготовления формы и массовой печати.
 Legionario Español
Legionario Español Наши игрушечные солдатики тщательно созданы нашими дизайнерами с нуля.
Наши игрушечные солдатики тщательно созданы нашими дизайнерами с нуля. Самурайские воины
Самурайские воины
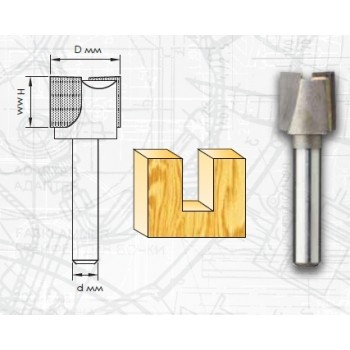 (d4, 5, 6, 8, 10, 12мм Z=4) Р18 в деревянном футляре \»CNIC\» (набор)
(d4, 5, 6, 8, 10, 12мм Z=4) Р18 в деревянном футляре \»CNIC\» (набор) 4,
4,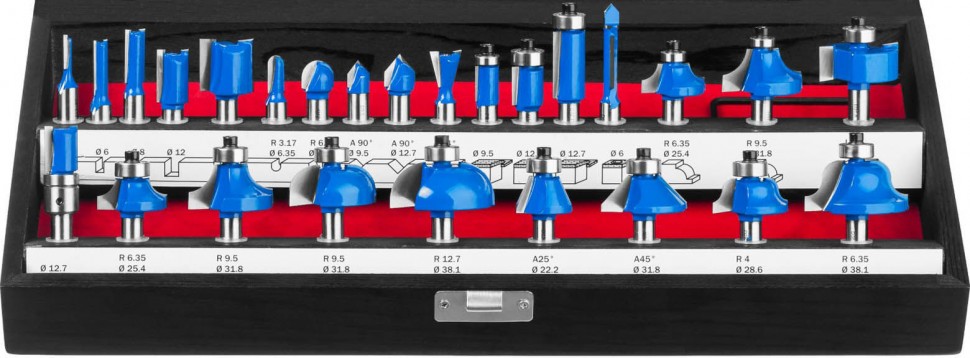 Разбираемся в ассортименте
Разбираемся в ассортименте
 С их помощью ведут обработку внешних кромок изделия, которые по своей готовности должны иметь фаски строго установленной высоты и угла наклона. Глубина внедрения такой фрезы в древесину может быть ограничена установкой упорного подшипника, подобного тому, который применяется для кромочных фрез.
С их помощью ведут обработку внешних кромок изделия, которые по своей готовности должны иметь фаски строго установленной высоты и угла наклона. Глубина внедрения такой фрезы в древесину может быть ограничена установкой упорного подшипника, подобного тому, который применяется для кромочных фрез. Комплект из таких фрез различного диаметра (3…6 мм) позволяет получать пазы с гарантированной глубиной по всей протяжённости участка обработки. Опорный подшипник в этом случае не потребуется. Дисковые фрезы с увеличенной высотой рабочей части иногда называют фальцевыми, и применяют для получения оконных пазов под стекло в деревянных рамах.
Комплект из таких фрез различного диаметра (3…6 мм) позволяет получать пазы с гарантированной глубиной по всей протяжённости участка обработки. Опорный подшипник в этом случае не потребуется. Дисковые фрезы с увеличенной высотой рабочей части иногда называют фальцевыми, и применяют для получения оконных пазов под стекло в деревянных рамах.
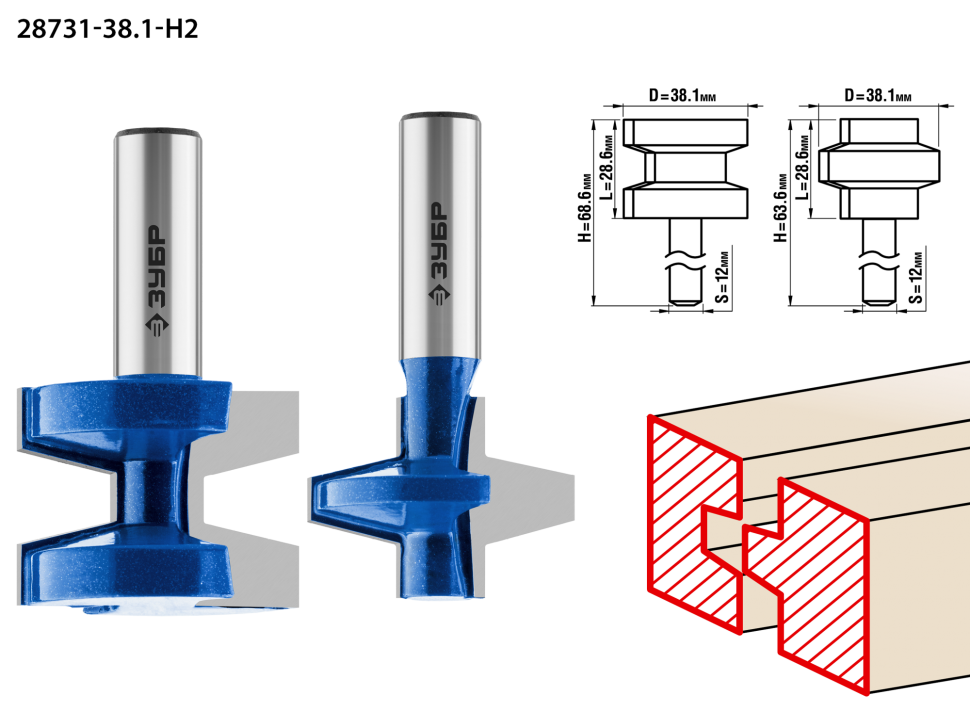 Во-первых, в месте сварного шва прочность металла всегда снижена на 15…20%, а, во-вторых, при резких ударах (например, при врезании фрезы в твёрдую древесину) на поверхности сварного шва могут обозначиться сколы. Применение такой фрезы недопустимо.
Во-первых, в месте сварного шва прочность металла всегда снижена на 15…20%, а, во-вторых, при резких ударах (например, при врезании фрезы в твёрдую древесину) на поверхности сварного шва могут обозначиться сколы. Применение такой фрезы недопустимо. Это примерно соответствует твёрдости 58…62 HRC.
Это примерно соответствует твёрдости 58…62 HRC.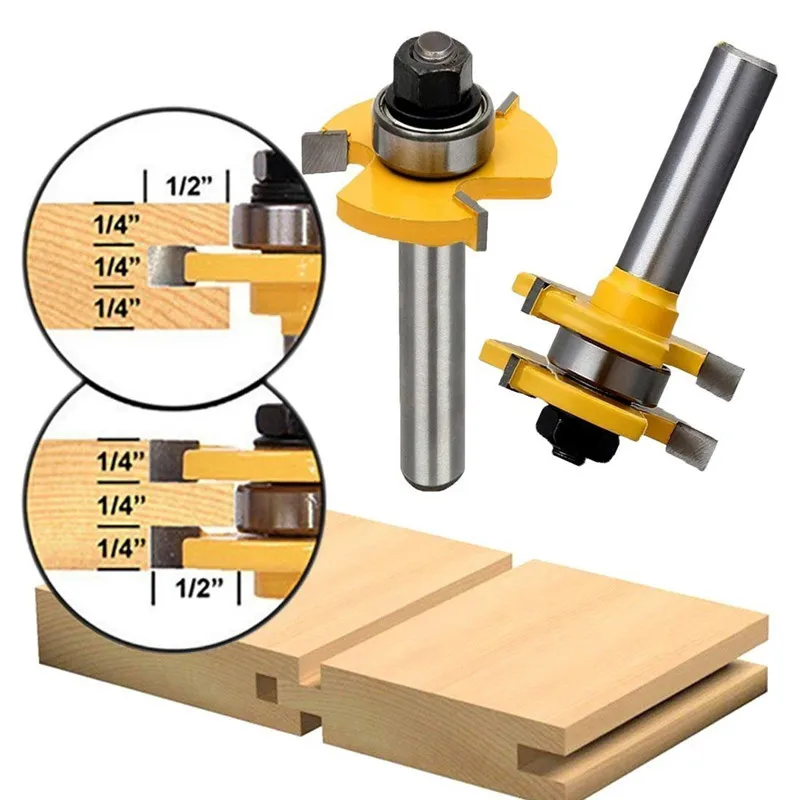 Метрические размеры наиболее распространённых типов цанг – 6,8 и 12 мм, таким образом совместить места крепления не удастся.
Метрические размеры наиболее распространённых типов цанг – 6,8 и 12 мм, таким образом совместить места крепления не удастся.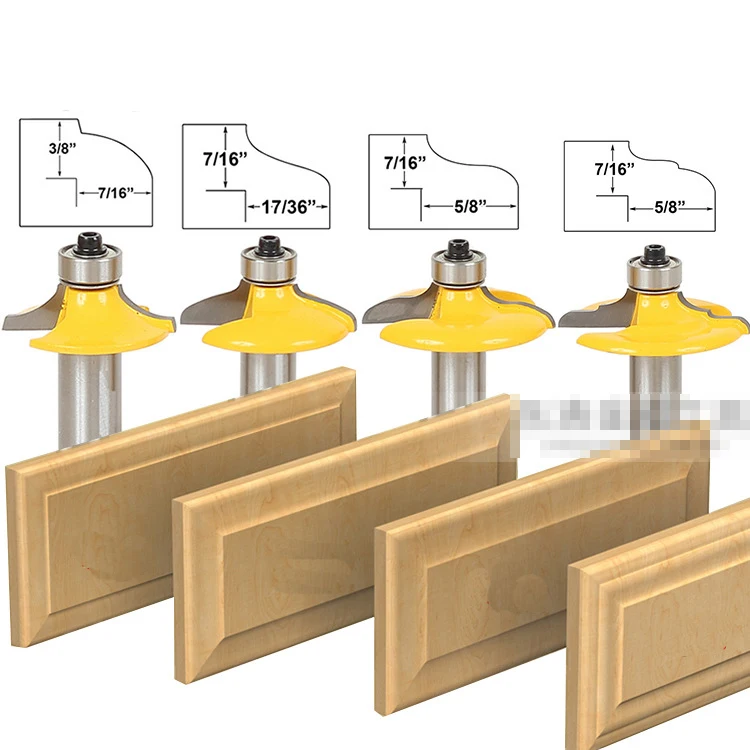 Поэтому пластинчатые фрезы с вертикальными пластинами целесообразно использовать на предварительных операциях, когда главным является максимальный съём материала. Наоборот, наклонно расположенные лезвия срезают древесину чище, и применяются на завершающих этапах фрезеровки.
Поэтому пластинчатые фрезы с вертикальными пластинами целесообразно использовать на предварительных операциях, когда главным является максимальный съём материала. Наоборот, наклонно расположенные лезвия срезают древесину чище, и применяются на завершающих этапах фрезеровки. Плюсы и минусы. Цена и размеры
Плюсы и минусы. Цена и размеры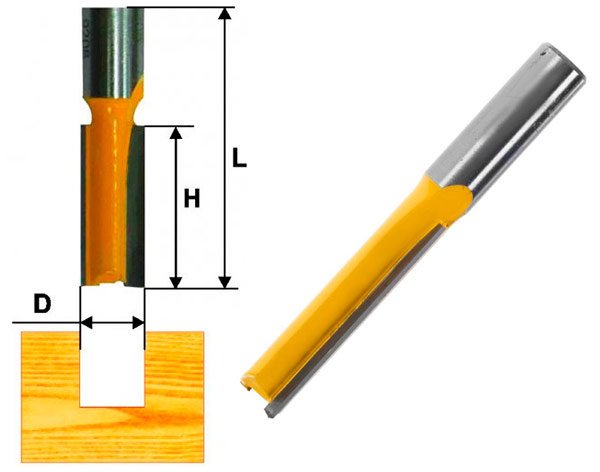 Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
 Избегайте использования лезвий, бит в свободной одежде. Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией
Избегайте использования лезвий, бит в свободной одежде. Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией 
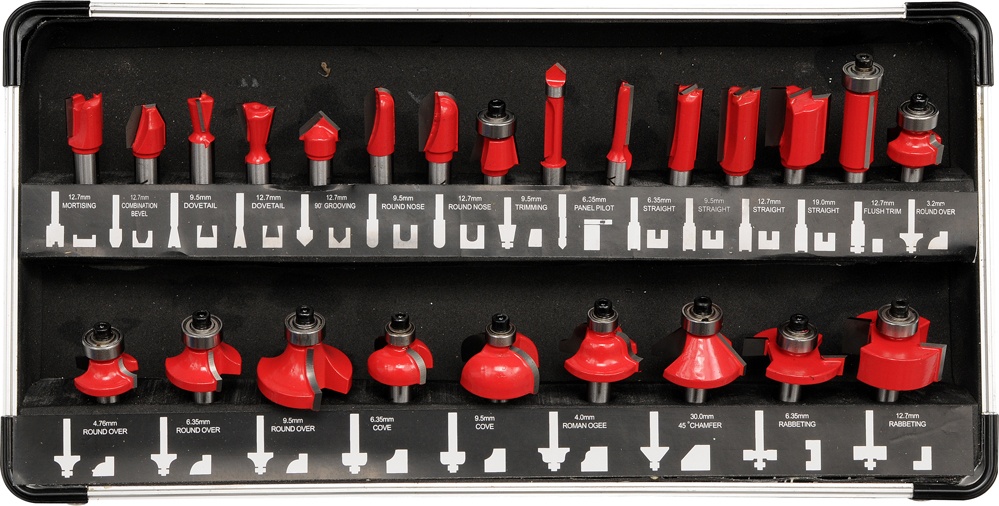

 0,1-0,2
0,1-0,2

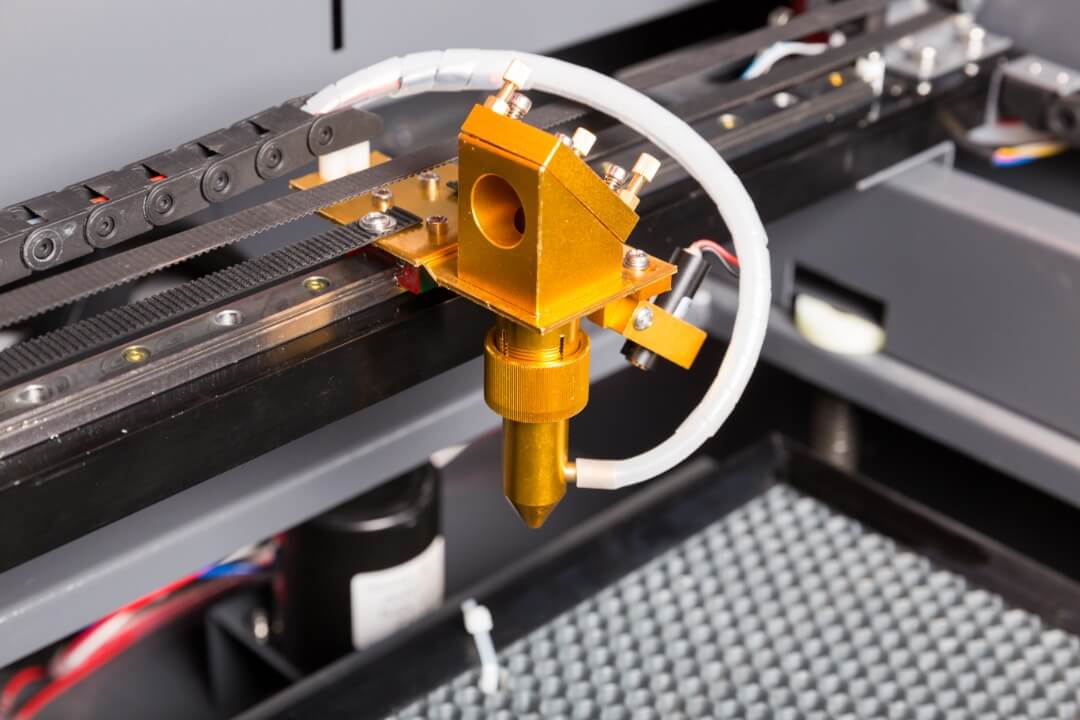

 Лазерная головка с системой автоматической фокусировки.
Лазерная головка с системой автоматической фокусировки. AI. PLT. CAD. т. д.
AI. PLT. CAD. т. д. Днепр
Днепр Днепр
Днепр Киев
Киев ..
.. США – 32 999 долл. США
США – 32 999 долл. США 
 com
com com
com
 Также имеет доли в ТОО «KazFoodProducts», кондитерской фабрике АО «Баян Сулу», кредитном товариществе «Самал Финанс», ТОО «КапиталИнвест», ТОО «Sweet City», ТОО «EMC Agro», АО «АзияАгроФуд», компаниях по выращиванию зерновых культур «ТастобеАгроФуд» и «Коктал-Агро».
Также имеет доли в ТОО «KazFoodProducts», кондитерской фабрике АО «Баян Сулу», кредитном товариществе «Самал Финанс», ТОО «КапиталИнвест», ТОО «Sweet City», ТОО «EMC Agro», АО «АзияАгроФуд», компаниях по выращиванию зерновых культур «ТастобеАгроФуд» и «Коктал-Агро». Коммунистическая, д. 78
Коммунистическая, д. 78 Коммунистическая, д. 78
Коммунистическая, д. 78 Коммунистическая, д. 78
Коммунистическая, д. 78 Коммунистическая, д. 78
Коммунистическая, д. 78 Коммунистическая, д. 78
Коммунистическая, д. 78 Коммунистическая, д. 78
Коммунистическая, д. 78 Коммунистическая, д. 78
Коммунистическая, д. 78 Коммунистическая, д. 78
Коммунистическая, д. 78 8
8 94/2
94/2 Российская, д. 94/2
Российская, д. 94/2




 45
45 95
95 56
56
 3000 ч в стандартном режиме)
3000 ч в стандартном режиме) ток 110-240 В, 50/60 Гц
ток 110-240 В, 50/60 Гц
 THX и логотип THX являются товарными знаками THX Ltd., которые можно зарегистрировать в отдельных юрисдициях. HDMI, логотип HDMI и High-Definition Multimedia Interface являются зарегистрированными товарными знаками компании HDMI Licensing LLC. Microsoft, Windows, Windows Vista являются товарными знаками или зарегистрированными товарными знаками корпорации Microsoft в США и других странах. Любые другие компании или названия продуктов являются товарными знаками и/или зарегистрированными товарными знаками их соответствующих владельцев. Любые права, прямо не предоставленные здесь, зарезервированы.
THX и логотип THX являются товарными знаками THX Ltd., которые можно зарегистрировать в отдельных юрисдициях. HDMI, логотип HDMI и High-Definition Multimedia Interface являются зарегистрированными товарными знаками компании HDMI Licensing LLC. Microsoft, Windows, Windows Vista являются товарными знаками или зарегистрированными товарными знаками корпорации Microsoft в США и других странах. Любые другие компании или названия продуктов являются товарными знаками и/или зарегистрированными товарными знаками их соответствующих владельцев. Любые права, прямо не предоставленные здесь, зарезервированы. 66 х 6.5 х 3.15 дюйма
66 х 6.5 х 3.15 дюйма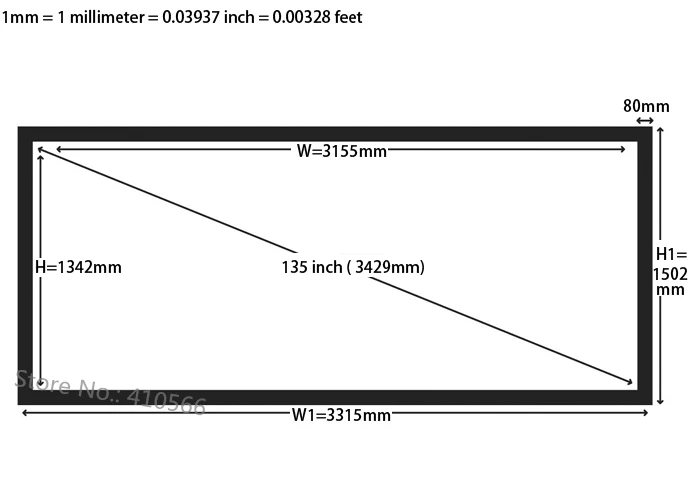 Вместо внешнего проекционного экрана виртуальный ретинальный дисплей, также известный как ретинальный проектор, проецирует изображение непосредственно на сетчатку.
Вместо внешнего проекционного экрана виртуальный ретинальный дисплей, также известный как ретинальный проектор, проецирует изображение непосредственно на сетчатку. 100% гарантия возврата денег в течение трех лет, квалифицированная поддержка клиентов и техническая помощь.
100% гарантия возврата денег в течение трех лет, квалифицированная поддержка клиентов и техническая помощь.
 16
16 35
35 045
045 063
063 081
081
 В ярде 36 дюймов, а в футе 12 дюймов. Дюйм обычно является универсальной единицей измерения в Соединенных Штатах и широко используется в Соединенном Королевстве и Канаде, несмотря на то, что в последних двух странах в 19-м веке была введена метрическая система.60-х и 1970-х соответственно. Дюйм по-прежнему широко используется неофициально, хотя и несколько реже, в других странах Содружества, таких как Австралия; примером может служить давняя традиция измерять рост новорожденных детей в дюймах, а не в сантиметрах. Международный дюйм определяется как равный 25,4 миллиметра.
В ярде 36 дюймов, а в футе 12 дюймов. Дюйм обычно является универсальной единицей измерения в Соединенных Штатах и широко используется в Соединенном Королевстве и Канаде, несмотря на то, что в последних двух странах в 19-м веке была введена метрическая система.60-х и 1970-х соответственно. Дюйм по-прежнему широко используется неофициально, хотя и несколько реже, в других странах Содружества, таких как Австралия; примером может служить давняя традиция измерять рост новорожденных детей в дюймах, а не в сантиметрах. Международный дюйм определяется как равный 25,4 миллиметра.
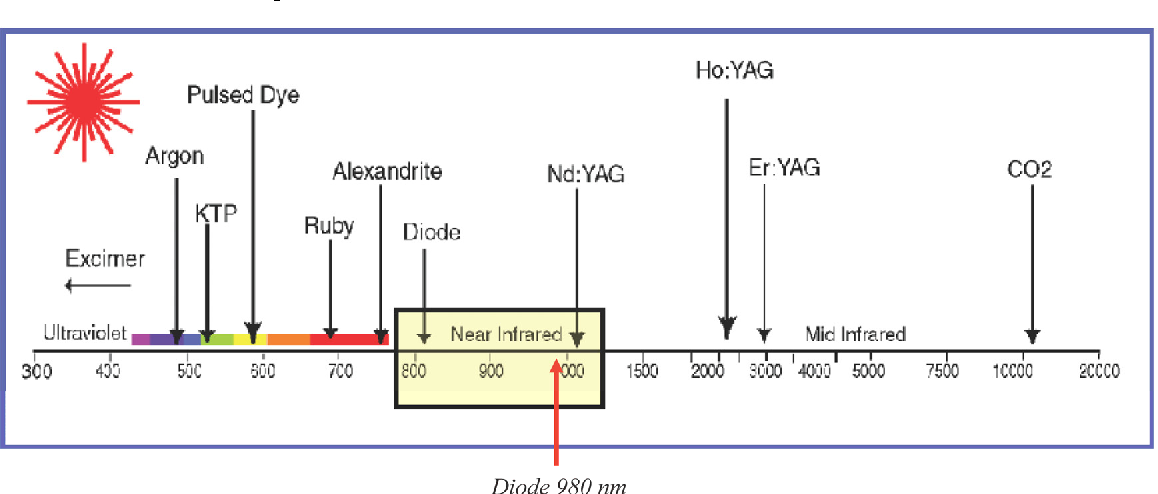 Избегайте перегрева.
Избегайте перегрева.
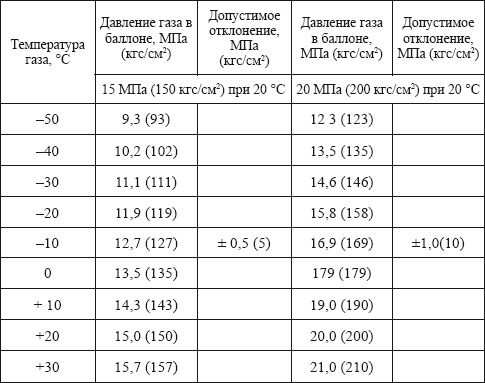 Это проточная система. Жидкость попадает в контур под давлением. Протекая, она поглощает избыточное тепло и так же под давлением выходит из трубки для охлаждения.
Это проточная система. Жидкость попадает в контур под давлением. Протекая, она поглощает избыточное тепло и так же под давлением выходит из трубки для охлаждения.
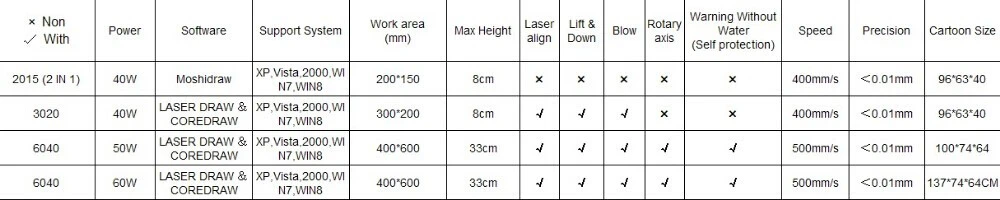
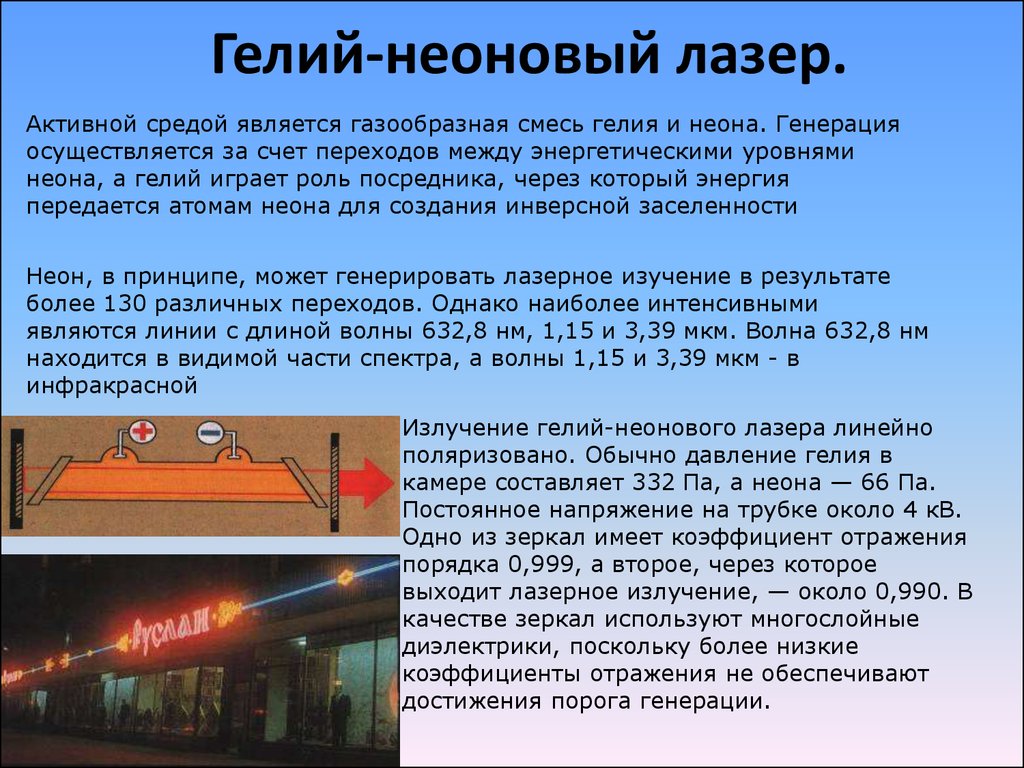 Во-вторых, вода имеет большее электрическое сопротивление, а все антифризы — меньшее электрическое сопротивление, что сказывается на падении мощности. И это особенно необходимо учитывать при эксплуатации так называемых NO NAME СО2 лазерных трубок непонятного производителя, в которых в силу конструктивных особенностей может происходить утечка высокого напряжения именно по антифризу через микротрещины.
Во-вторых, вода имеет большее электрическое сопротивление, а все антифризы — меньшее электрическое сопротивление, что сказывается на падении мощности. И это особенно необходимо учитывать при эксплуатации так называемых NO NAME СО2 лазерных трубок непонятного производителя, в которых в силу конструктивных особенностей может происходить утечка высокого напряжения именно по антифризу через микротрещины.
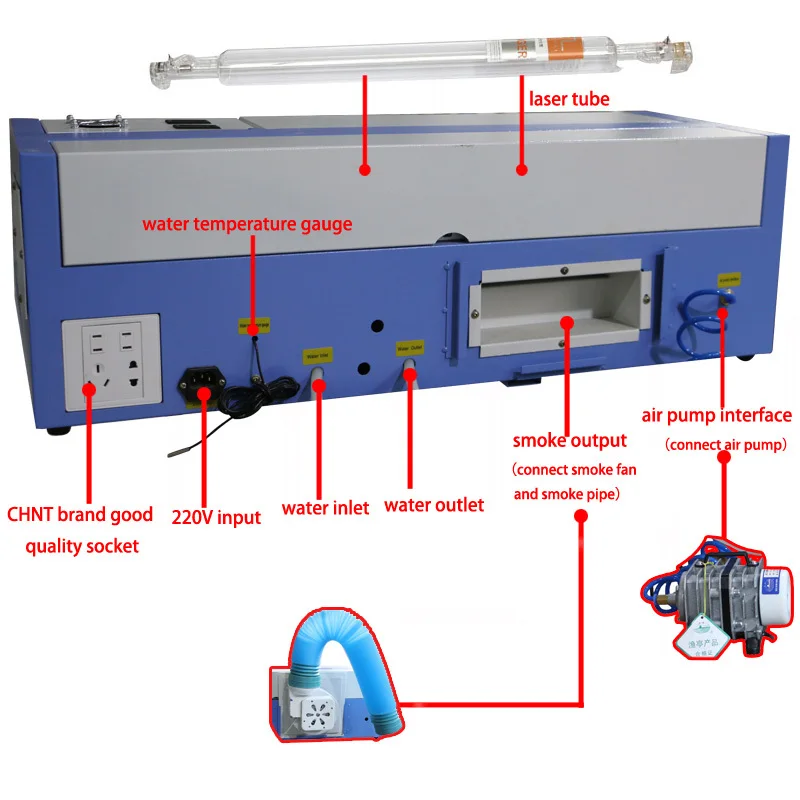
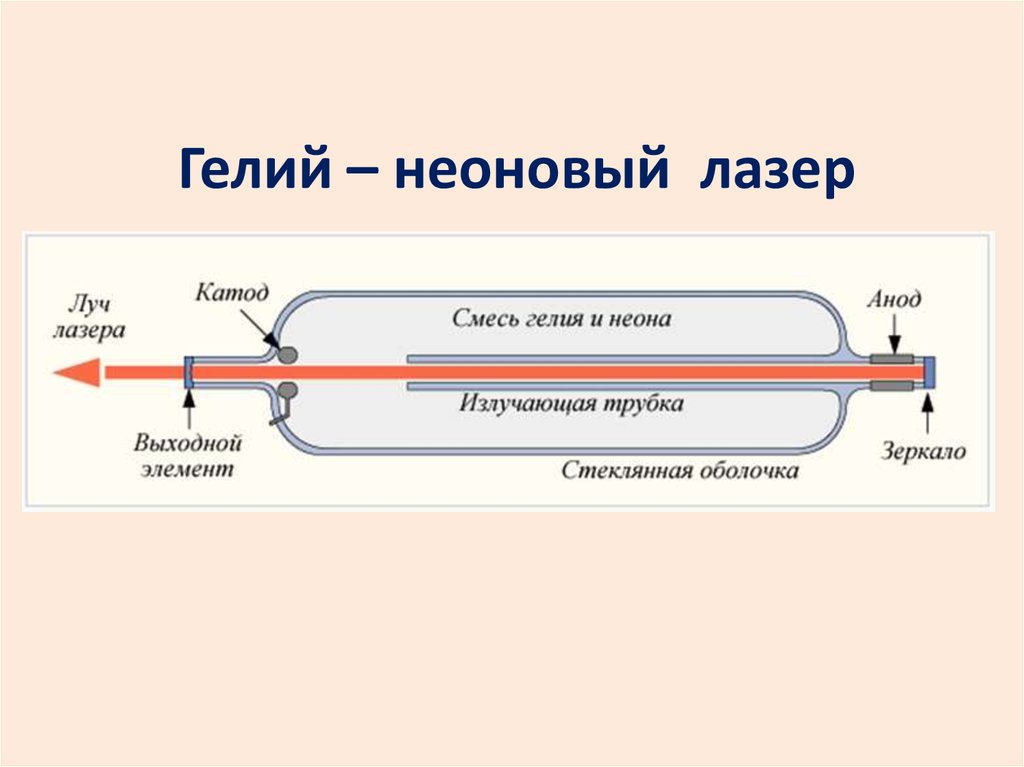 Для маленьких полупрофессиональных лазерных станков подойдут маломощные небольшие, а для больших — крупнее с более совершенными характеристиками. Создавая систему охлаждения с помпой прокачки воды, озаботьтесь о ее герметичности, следите за тем, чтобы в жидкость не попадало грязи. Помимо этого герметичность обеспечит нормальную влажность в помещении, где будет эксплуатироваться лазерный станок.
Для маленьких полупрофессиональных лазерных станков подойдут маломощные небольшие, а для больших — крупнее с более совершенными характеристиками. Создавая систему охлаждения с помпой прокачки воды, озаботьтесь о ее герметичности, следите за тем, чтобы в жидкость не попадало грязи. Помимо этого герметичность обеспечит нормальную влажность в помещении, где будет эксплуатироваться лазерный станок.
 Некоторые замораживают воду в пластиковых бутылках.
Некоторые замораживают воду в пластиковых бутылках.
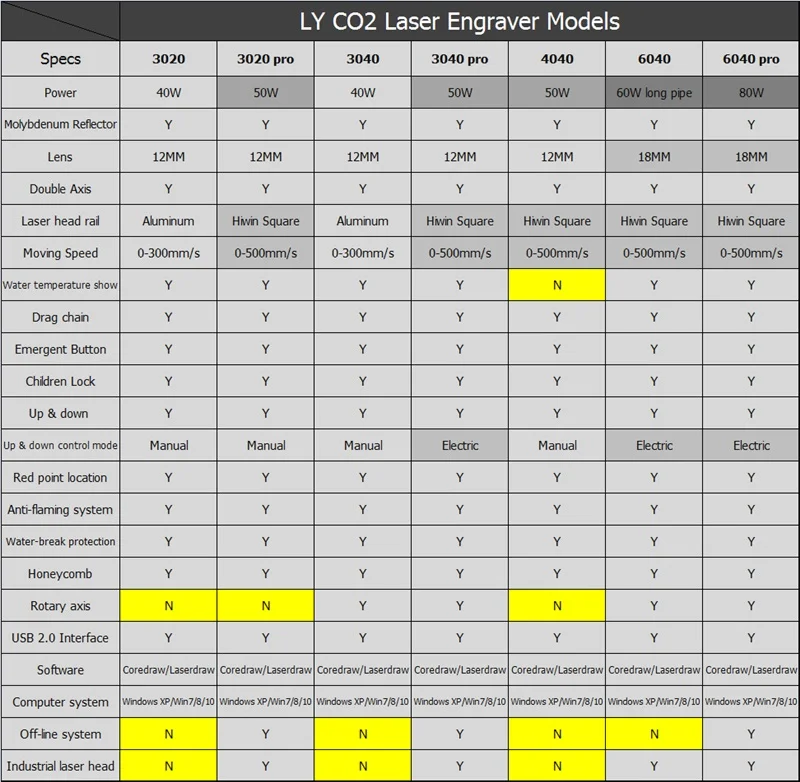 Внутри этого чиллера стоит помпа прокачки воды, резервуар, на который дует вентилятор, а также система управления и сигнализации. CW-3000 не сможет охладить жидкость ниже температуры окружающего воздуха, поэтому не получится его использовать эффективно, если в помещении жарко. Помните, оптимальная рабочая температура лазерной трубки — 15-17 градусов.
Внутри этого чиллера стоит помпа прокачки воды, резервуар, на который дует вентилятор, а также система управления и сигнализации. CW-3000 не сможет охладить жидкость ниже температуры окружающего воздуха, поэтому не получится его использовать эффективно, если в помещении жарко. Помните, оптимальная рабочая температура лазерной трубки — 15-17 градусов.
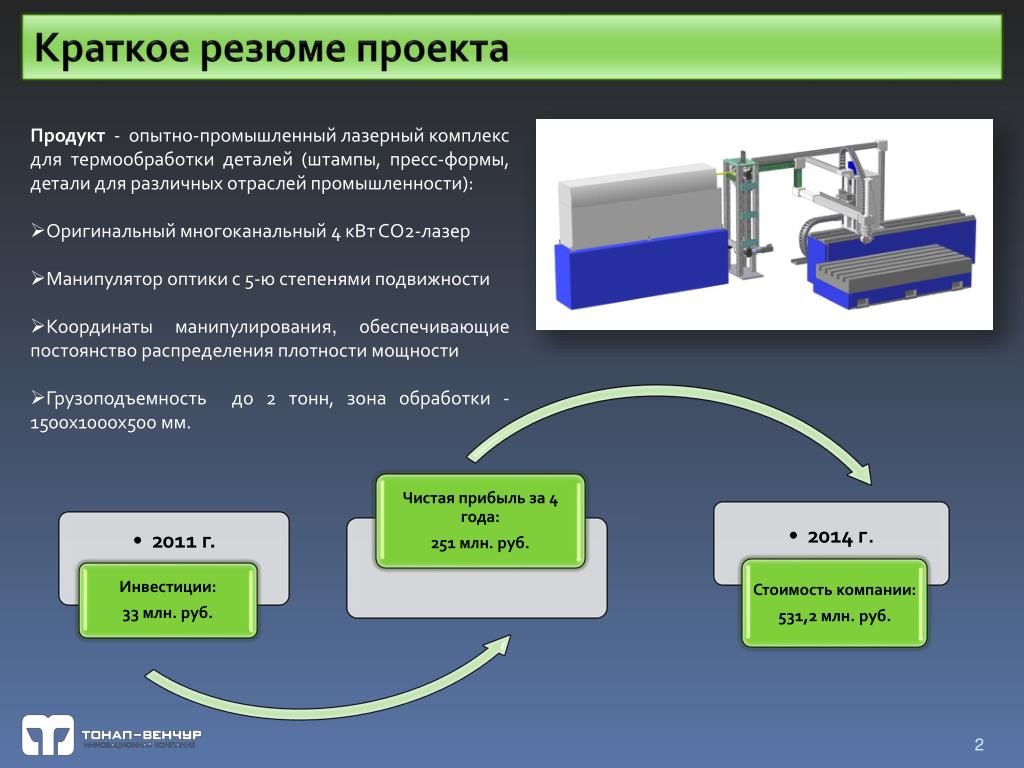
 Как говорится, на вкус и цвет товарищей нет. Главное, чтобы работало и давало результат.
Как говорится, на вкус и цвет товарищей нет. Главное, чтобы работало и давало результат.
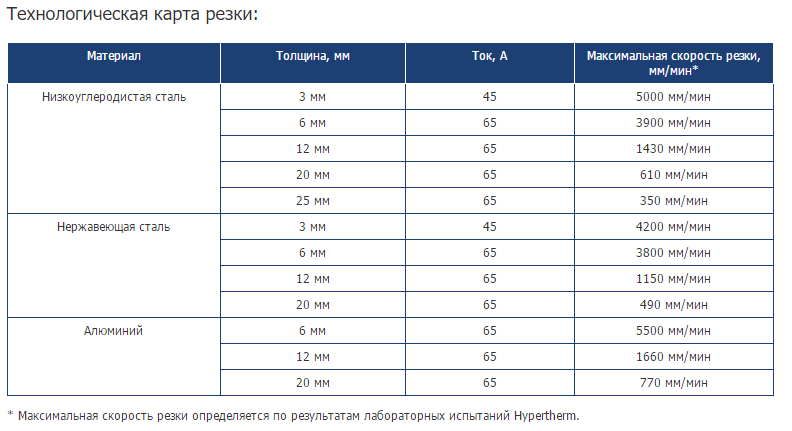 Республиканская, 22, литера Е, помещение 4Ш
Республиканская, 22, литера Е, помещение 4Ш

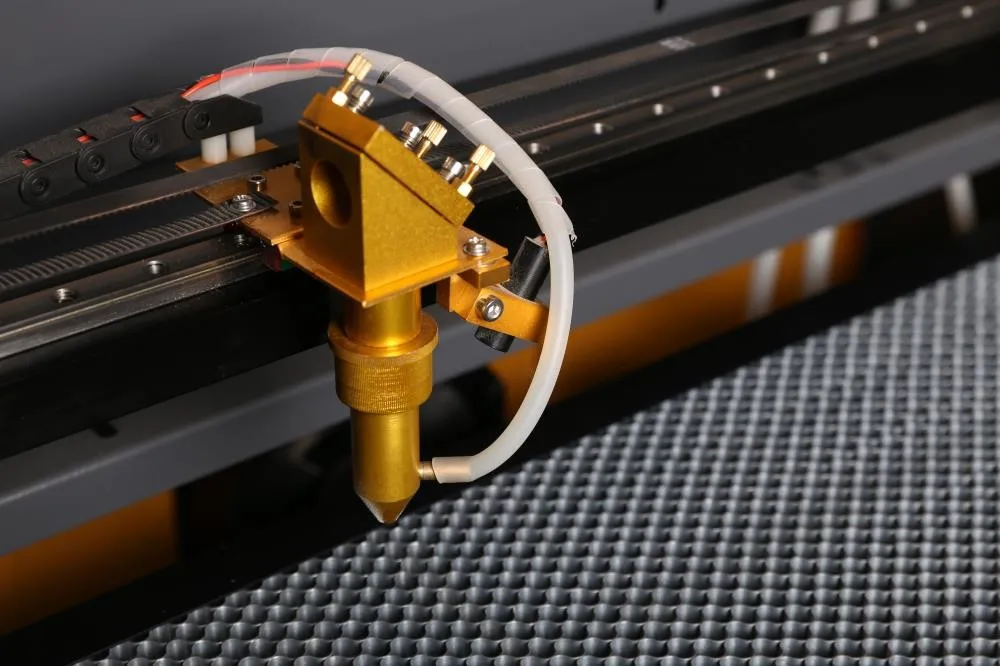 Причем именно внутри газоразрядной трубки мы можем визуально наблюдать свечение в процессе розжига газовой смеси. Средний (второй) стеклянный контур окружает газоразрядную трубку, и именно по среднему контуру в лазерную трубку подается охлаждающая жидкость.
Причем именно внутри газоразрядной трубки мы можем визуально наблюдать свечение в процессе розжига газовой смеси. Средний (второй) стеклянный контур окружает газоразрядную трубку, и именно по среднему контуру в лазерную трубку подается охлаждающая жидкость.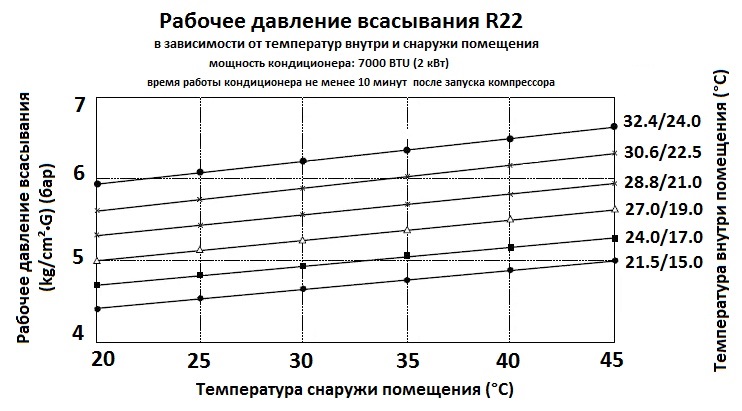 Добавим к этому и то, что текучесть у антифриза выше, чем у дистиллированной воды. На практике это означает, что помпе будет сложнее прокачивать антифриз, а значит, повышается вероятность её поломки. В общем, антифриз для лазерной трубки СО2 не подходит.
Добавим к этому и то, что текучесть у антифриза выше, чем у дистиллированной воды. На практике это означает, что помпе будет сложнее прокачивать антифриз, а значит, повышается вероятность её поломки. В общем, антифриз для лазерной трубки СО2 не подходит.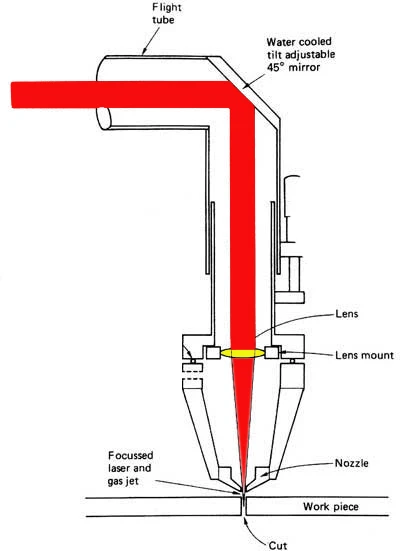 Чаще всего, оптимальная температура для лазерной трубки находится в диапазоне 15-19 °C.
Чаще всего, оптимальная температура для лазерной трубки находится в диапазоне 15-19 °C. Разберем их все по порядку и выясним, чем лучше охлаждать лазерную трубку.
Разберем их все по порядку и выясним, чем лучше охлаждать лазерную трубку.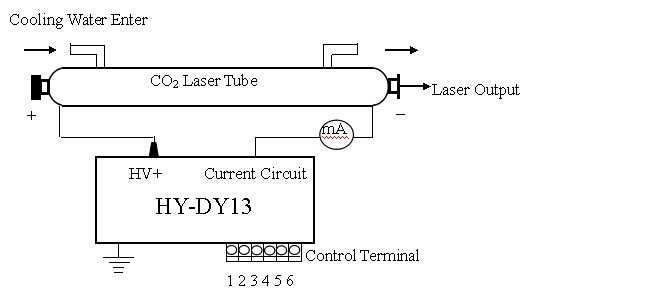
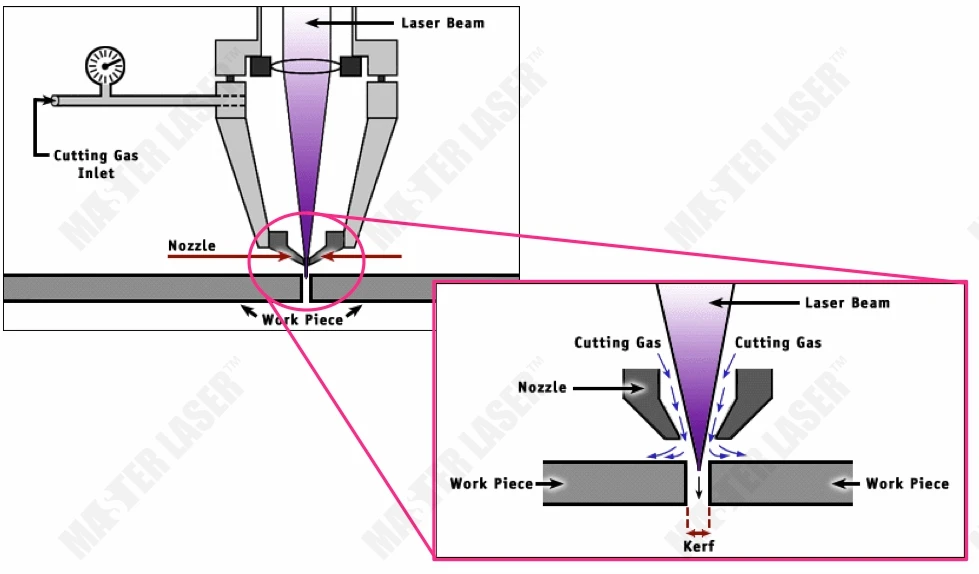
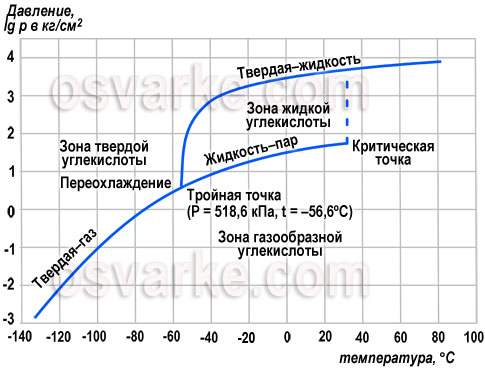
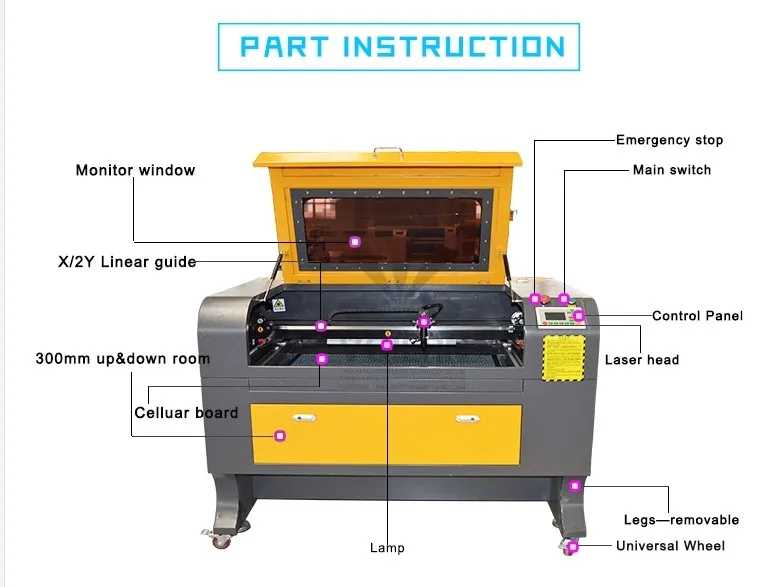
 Лазеры обычно производят узкий пучок света, обладающий физическим свойством, называемым «когерентностью». Это позволяет сфокусировать лазерный свет в определенном месте, что делает его весьма полезным в таких приложениях, как фотолитография и лазерная резка.
Лазеры обычно производят узкий пучок света, обладающий физическим свойством, называемым «когерентностью». Это позволяет сфокусировать лазерный свет в определенном месте, что делает его весьма полезным в таких приложениях, как фотолитография и лазерная резка.
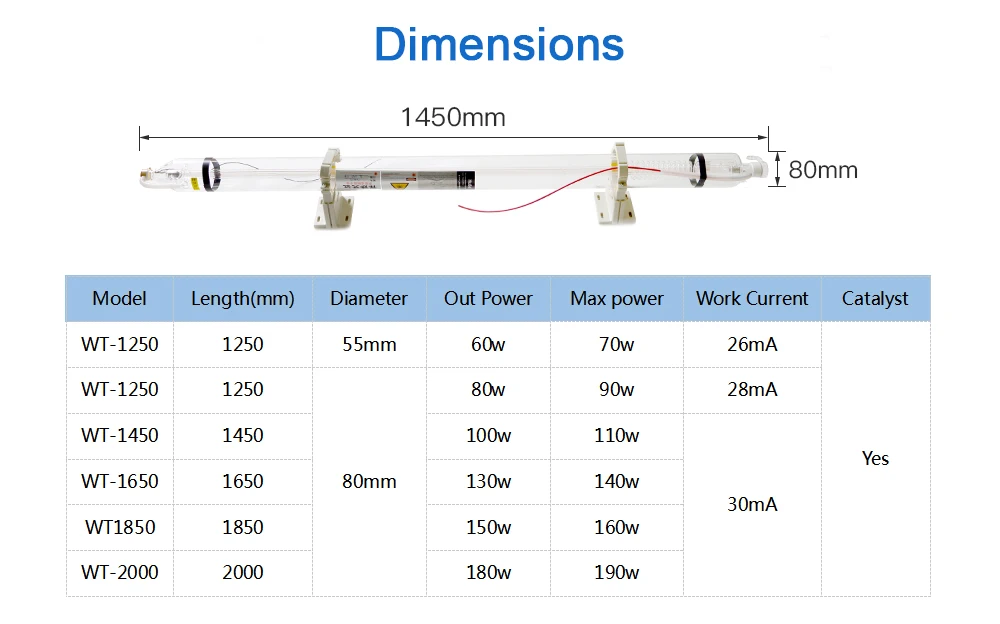 Эта активность носит временный характер и происходит в течение нескольких миллисекунд, когда электроны быстро возвращаются в свое базовое энергетическое состояние.
Эта активность носит временный характер и происходит в течение нескольких миллисекунд, когда электроны быстро возвращаются в свое базовое энергетическое состояние. В результате операторы промышленных лазеров должны поддерживать свои устройства в оптимальном диапазоне температур, используя соответствующее охлаждающее устройство.
В результате операторы промышленных лазеров должны поддерживать свои устройства в оптимальном диапазоне температур, используя соответствующее охлаждающее устройство.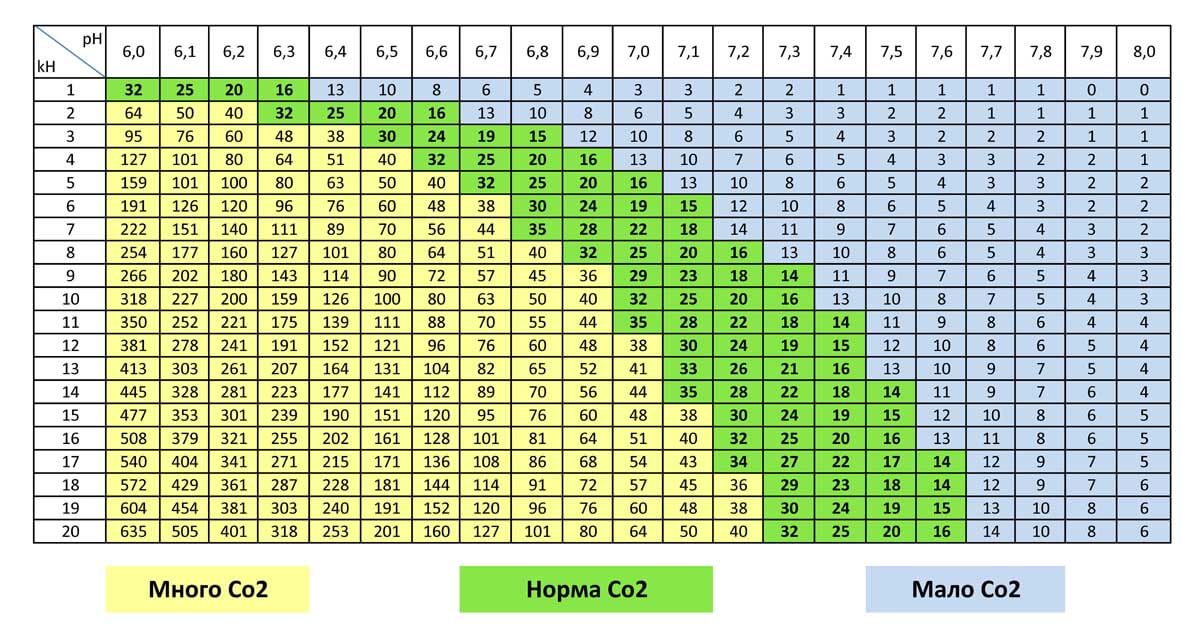
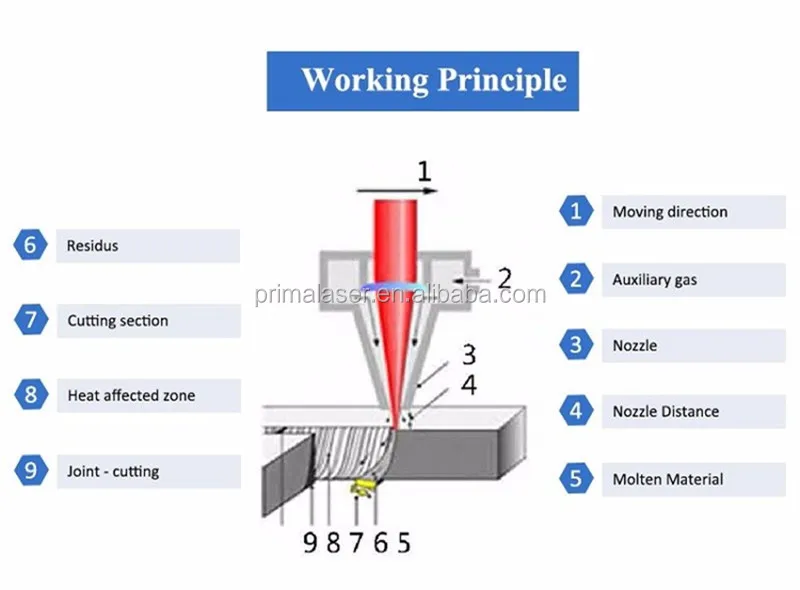 Наши изготовленные на заказ лазерные охладители предназначены для обеспечения оптимального регулирования температуры для всех ваших операций лазерной резки.
Наши изготовленные на заказ лазерные охладители предназначены для обеспечения оптимального регулирования температуры для всех ваших операций лазерной резки.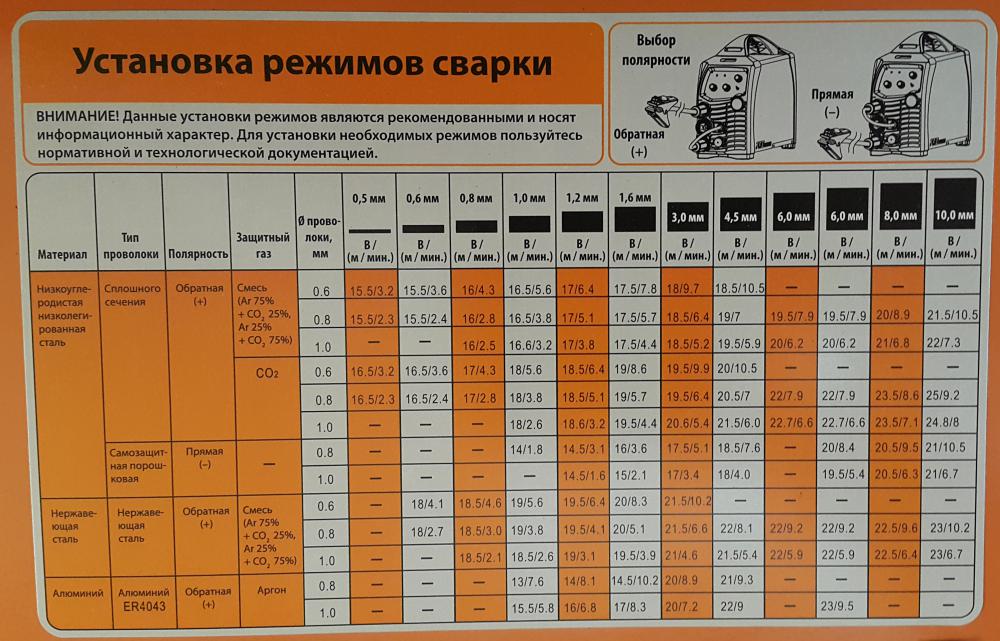 Однако пользователи часто упускают из виду важнейший элемент, гарантирующий долгосрочную функциональность их машины: эффективное охлаждение.
Однако пользователи часто упускают из виду важнейший элемент, гарантирующий долгосрочную функциональность их машины: эффективное охлаждение.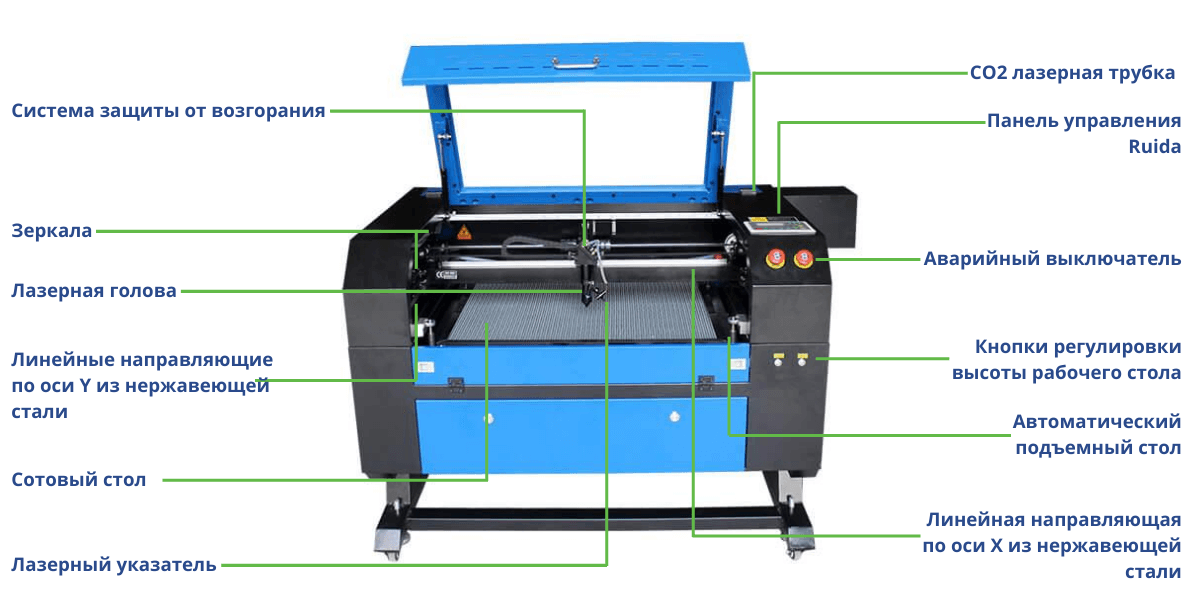
 Зачем тратить сотни или тысячи долларов на новую трубку для CO2-лазера только для того, чтобы позволить ей перегреться из-за неадекватного оборудования для лазерного охлаждения, такого как водяные насосы для CO2-лазера в ведрах с ледяной водой? Никогда не идите на компромисс с системой охлаждения лазерной трубки — ваш кошелек скажет вам спасибо позже.
Зачем тратить сотни или тысячи долларов на новую трубку для CO2-лазера только для того, чтобы позволить ей перегреться из-за неадекватного оборудования для лазерного охлаждения, такого как водяные насосы для CO2-лазера в ведрах с ледяной водой? Никогда не идите на компромисс с системой охлаждения лазерной трубки — ваш кошелек скажет вам спасибо позже.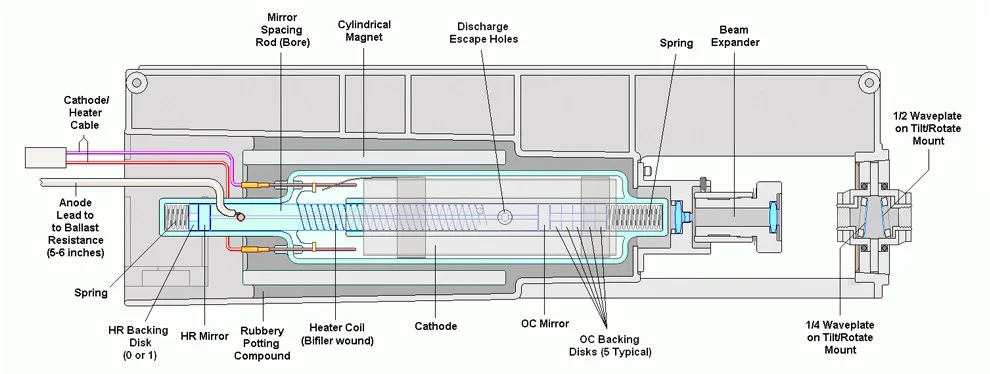 Однако для мощного лазера (100 Вт и выше) пользователям требуется рециркуляционный промышленный охладитель воды для охлаждения деионизированной воды с постоянным расходом и температурой. Мощные лазерные охладители воды гарантируют долгосрочную работу без коррозии, а стабильная функциональность лазерного водяного охлаждения продлевает срок службы вашей машины.
Однако для мощного лазера (100 Вт и выше) пользователям требуется рециркуляционный промышленный охладитель воды для охлаждения деионизированной воды с постоянным расходом и температурой. Мощные лазерные охладители воды гарантируют долгосрочную работу без коррозии, а стабильная функциональность лазерного водяного охлаждения продлевает срок службы вашей машины.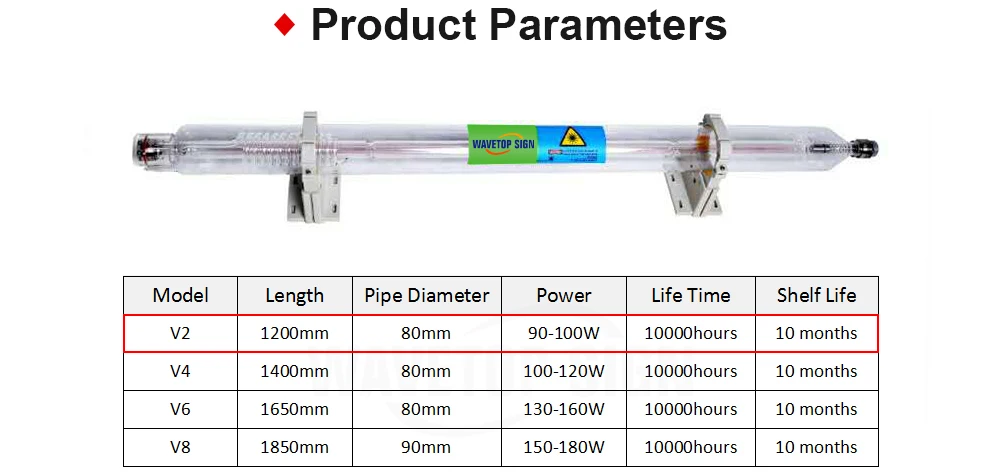

 Однако, если вы занимаетесь лазерной гравировкой на постоянной основе, вам понадобится чиллер 5000 даже для лазерных станков мощностью 50–100 Вт.
Однако, если вы занимаетесь лазерной гравировкой на постоянной основе, вам понадобится чиллер 5000 даже для лазерных станков мощностью 50–100 Вт.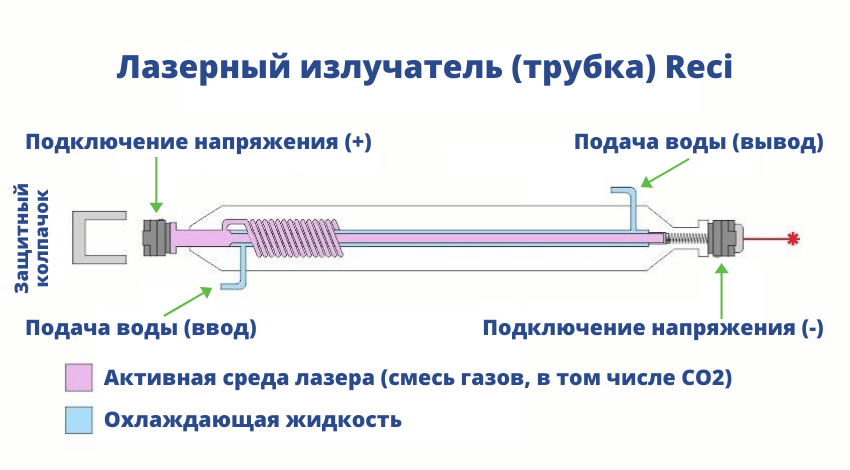 Следуя этому принципу, вы должны следить за тем, как ваш лазер работает при различных температурах в пределах рекомендуемого диапазона, и постоянно использовать лазерный охладитель воды.
Следуя этому принципу, вы должны следить за тем, как ваш лазер работает при различных температурах в пределах рекомендуемого диапазона, и постоянно использовать лазерный охладитель воды. Функции отключения и сигнализации низкого расхода могут защитить лазер и охладитель воды от дорогостоящих повреждений.
Функции отключения и сигнализации низкого расхода могут защитить лазер и охладитель воды от дорогостоящих повреждений.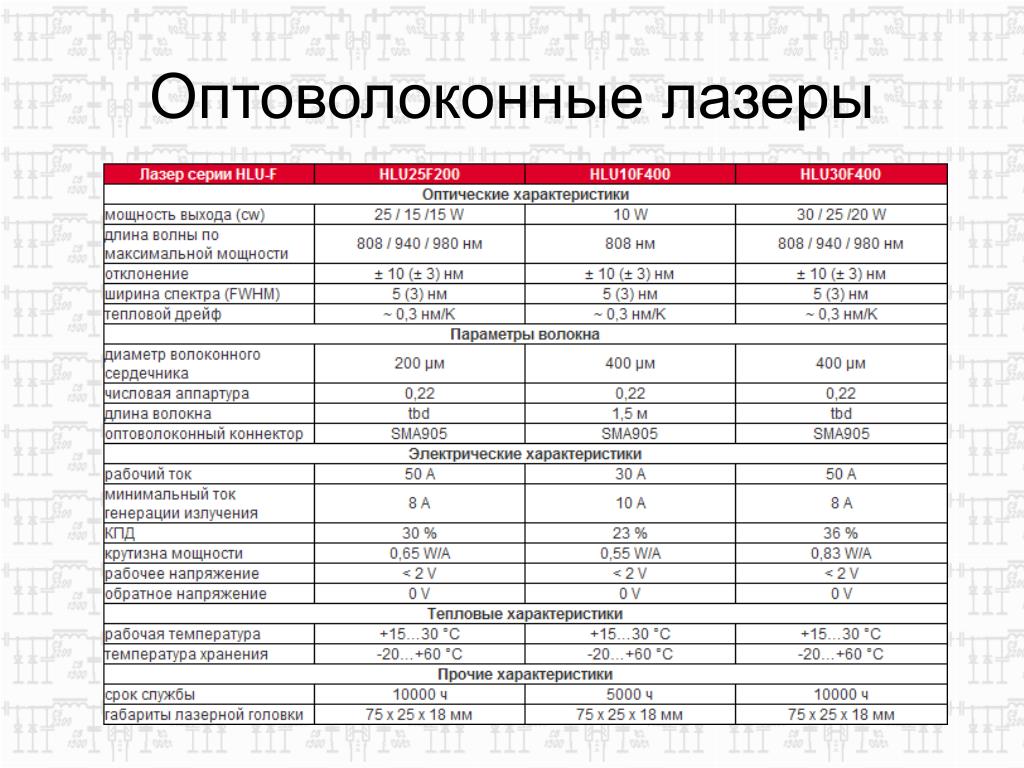 Блокирующиеся ролики обеспечивают устойчивость чиллера во время работы.
Блокирующиеся ролики обеспечивают устойчивость чиллера во время работы.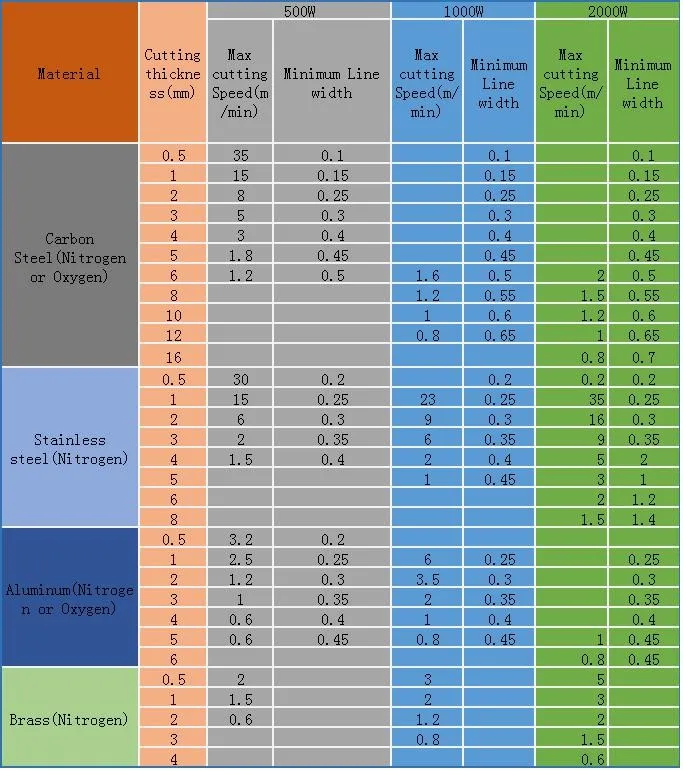



 Макеты для лазерной резки.
Макеты для лазерной резки.
 Чтобы собрать эту обширную актуальную информацию, мы запросили отзывы у отраслевых экспертов и поставщиков услуг по обработке с ЧПУ. Если вы оптимизируете расходы, проверьте
Чтобы собрать эту обширную актуальную информацию, мы запросили отзывы у отраслевых экспертов и поставщиков услуг по обработке с ЧПУ. Если вы оптимизируете расходы, проверьте И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
 Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность.
Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность. Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
 Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае.
Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае. В этом случае применяются ограничения максимальной глубины полости, и следует использовать рекомендуемое значение максимальной глубины. Отверстия глубже стандартного значения обрабатываются специальными сверлами (минимальный диаметр 3 мм). Глухие отверстия, обработанные дрелью, имеют коническую форму дна (угол 135 градусов), а отверстия, обработанные концевой фрезой, — плоские.
В этом случае применяются ограничения максимальной глубины полости, и следует использовать рекомендуемое значение максимальной глубины. Отверстия глубже стандартного значения обрабатываются специальными сверлами (минимальный диаметр 3 мм). Глухие отверстия, обработанные дрелью, имеют коническую форму дна (угол 135 градусов), а отверстия, обработанные концевой фрезой, — плоские. 
 Все, что ниже этого предела, считается микрообработкой. Для обработки таких элементов требуются специальные инструменты (микросверла) и экспертные знания, потому что физика процесса резания меняется с этим масштабом. Поэтому рекомендуется избегать их без крайней необходимости.
Все, что ниже этого предела, считается микрообработкой. Для обработки таких элементов требуются специальные инструменты (микросверла) и экспертные знания, потому что физика процесса резания меняется с этим масштабом. Поэтому рекомендуется избегать их без крайней необходимости. Рекомендуется использовать минимальный размер шрифта -20 без засечек (например, Arial или Verdana). Многие станки с ЧПУ имеют предварительно запрограммированные процедуры для этих шрифтов.
Рекомендуется использовать минимальный размер шрифта -20 без засечек (например, Arial или Verdana). Многие станки с ЧПУ имеют предварительно запрограммированные процедуры для этих шрифтов.

 Когда требуется нестандартная выточка, механические мастерские обычно изготавливают собственные инструменты для выточки по индивидуальному заказу. Это может увеличить время выполнения и стоимость, поэтому по возможности избегайте этого.
Когда требуется нестандартная выточка, механические мастерские обычно изготавливают собственные инструменты для выточки по индивидуальному заказу. Это может увеличить время выполнения и стоимость, поэтому по возможности избегайте этого.

 Когда у вас есть лишнее оборудование, которое не используется, вы теряете ценное пространство. С другой стороны, если у вас недостаточно определенного предмета, ваши сотрудники могут задержаться в ожидании, пока инструмент или деталь станут доступными.
Когда у вас есть лишнее оборудование, которое не используется, вы теряете ценное пространство. С другой стороны, если у вас недостаточно определенного предмета, ваши сотрудники могут задержаться в ожидании, пока инструмент или деталь станут доступными.
 Менеджеры механических цехов должны помнить об этих методах:
Менеджеры механических цехов должны помнить об этих методах: Признайте, что вам, возможно, придется пересмотреть свой план этажа и внести коррективы по мере необходимости.
Признайте, что вам, возможно, придется пересмотреть свой план этажа и внести коррективы по мере необходимости.
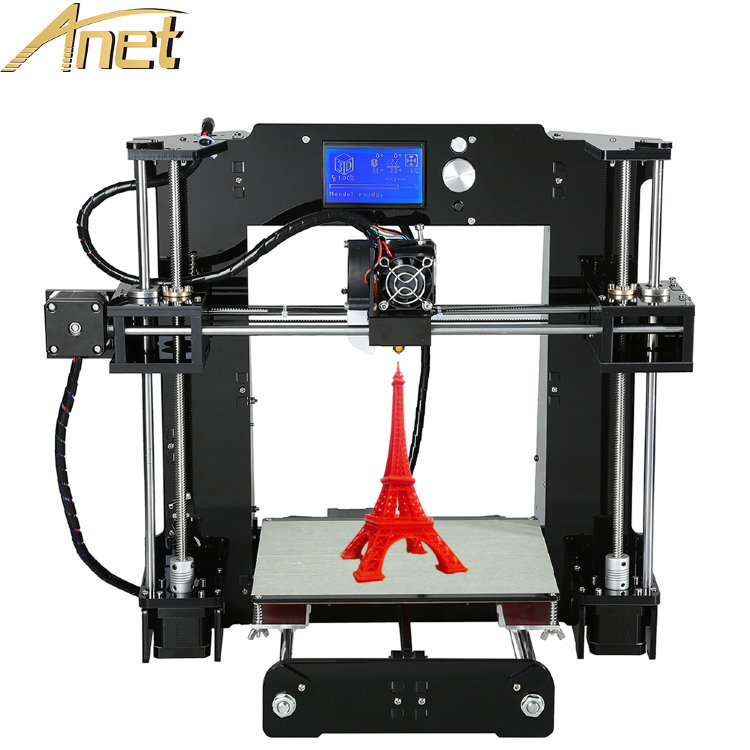 Технология SLA предлагает более высокое разрешение и качество, а также широкий выбор материалов для 3D-печати по немного более высокой цене. Но эта разница быстро нивелируется, когда вы печатаете сложные проекты или более крупные партии из-за менее трудоемкого процесса постобработки. Наконец, технология SLS — наиболее рентабельная для производства средних и больших объемов высококачественных функциональных моделей.
Технология SLA предлагает более высокое разрешение и качество, а также широкий выбор материалов для 3D-печати по немного более высокой цене. Но эта разница быстро нивелируется, когда вы печатаете сложные проекты или более крупные партии из-за менее трудоемкого процесса постобработки. Наконец, технология SLS — наиболее рентабельная для производства средних и больших объемов высококачественных функциональных моделей.
 Более дорогие модели способны обеспечить значительные объемы печати и работают с большим числом различных материалов, помимо низкотемпературных, таких как PLA.
Более дорогие модели способны обеспечить значительные объемы печати и работают с большим числом различных материалов, помимо низкотемпературных, таких как PLA. Есть и более дешевые альтернативы, однако они менее качественные.
Есть и более дешевые альтернативы, однако они менее качественные.


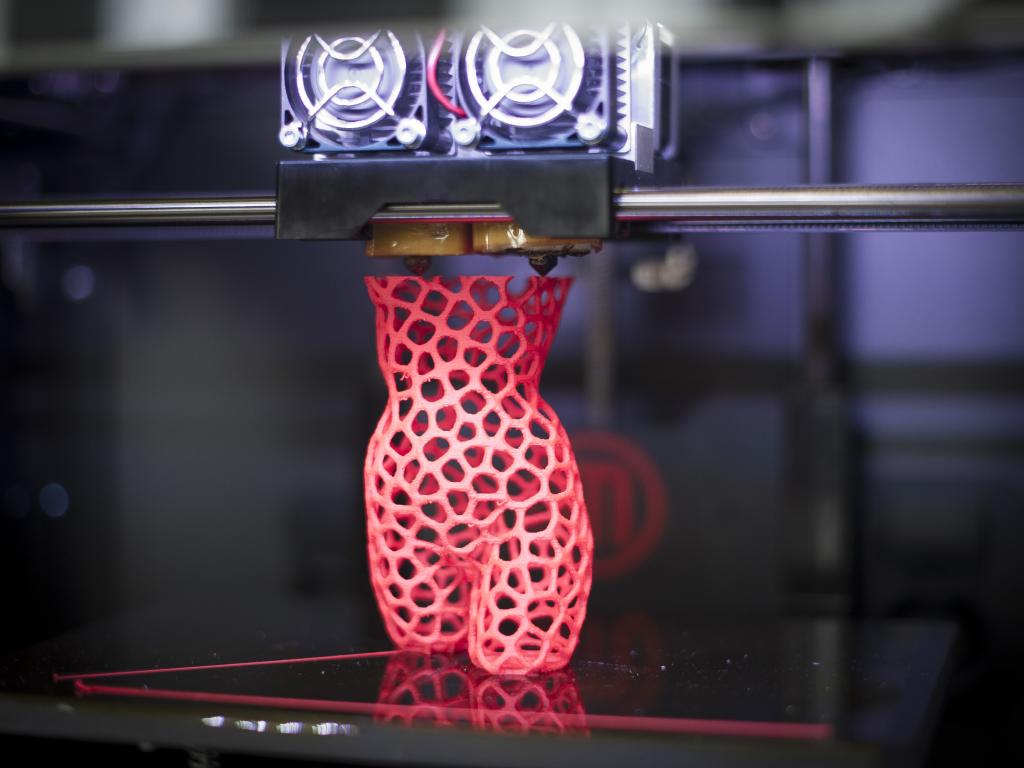
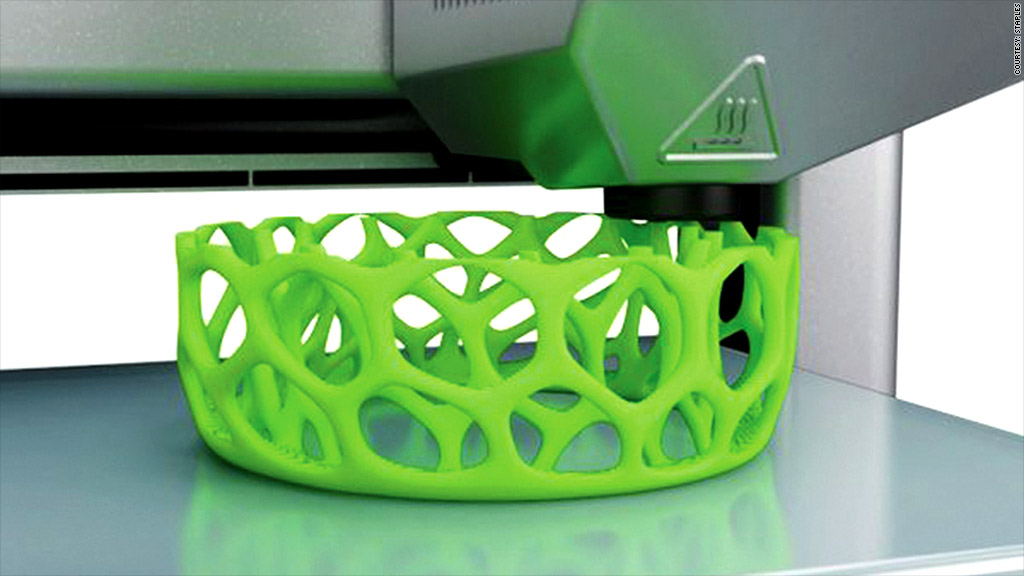
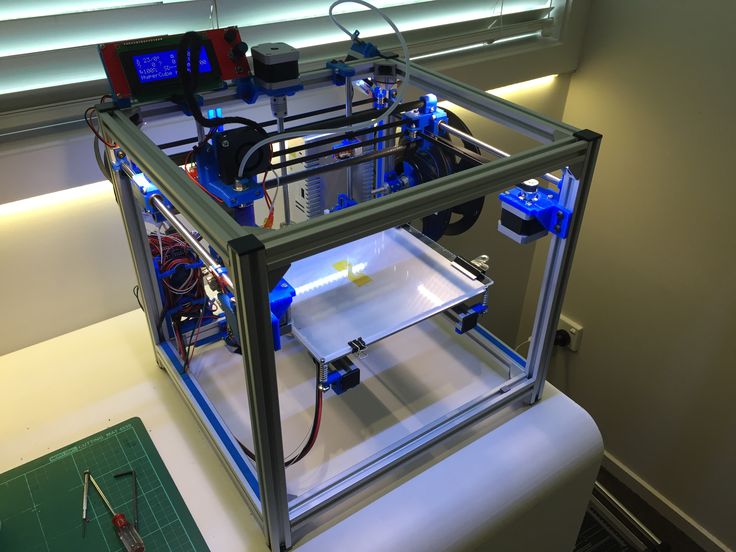 Стоимость профессиональных 3D-принтеров FDM начинается с отметки 2500 долларов США, а крупноформатные профессиональные принтеры FDM доступны по цене от 4000 долларов США.
Стоимость профессиональных 3D-принтеров FDM начинается с отметки 2500 долларов США, а крупноформатные профессиональные принтеры FDM доступны по цене от 4000 долларов США.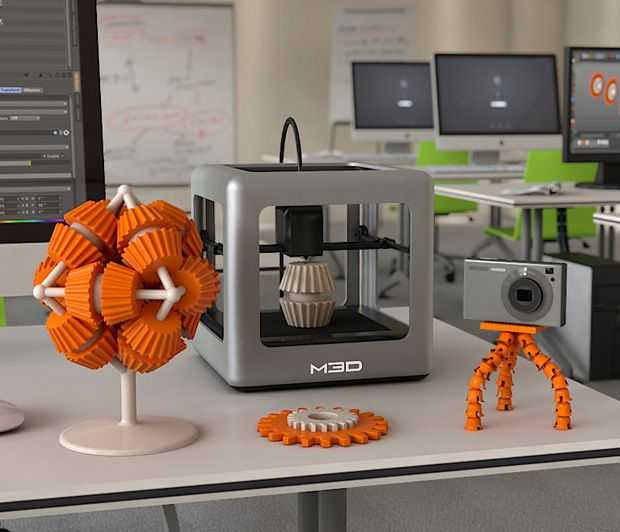

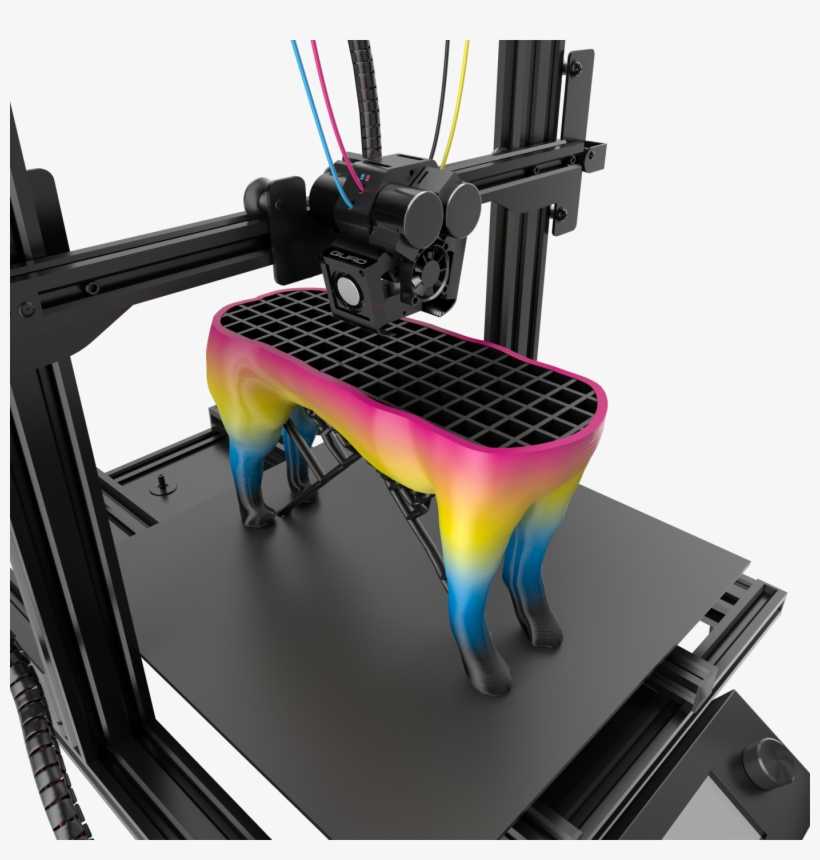
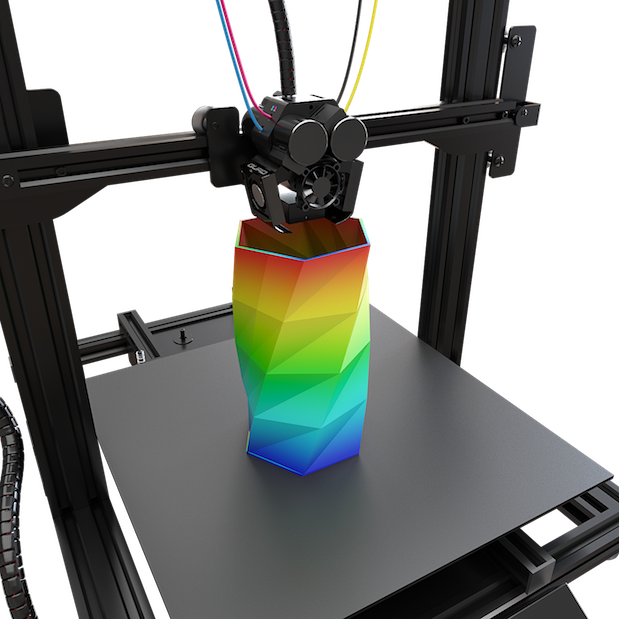 Как правило, чем выше производительность и эффективность использования вашего 3D-принтера, тем ниже стоимость владения оборудованием на одну модель.
Как правило, чем выше производительность и эффективность использования вашего 3D-принтера, тем ниже стоимость владения оборудованием на одну модель. Эти затраты в значительной степени зависят от количества производимых вами моделей.
Эти затраты в значительной степени зависят от количества производимых вами моделей.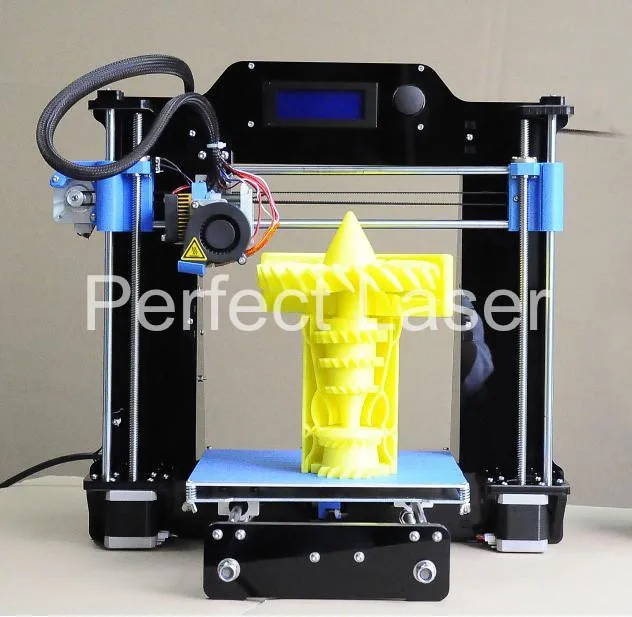

 Одно из главных преимуществ 3D-печати — ее скорость по сравнению с традиционными методами производства. Но она заметно снижается, если доставка модели, произведенной привлеченной организацией, занимает несколько дней или даже недель. А по мере роста спроса и производственных мощностей затраты на привлечение сторонних компаний быстро растут.
Одно из главных преимуществ 3D-печати — ее скорость по сравнению с традиционными методами производства. Но она заметно снижается, если доставка модели, произведенной привлеченной организацией, занимает несколько дней или даже недель. А по мере роста спроса и производственных мощностей затраты на привлечение сторонних компаний быстро растут.

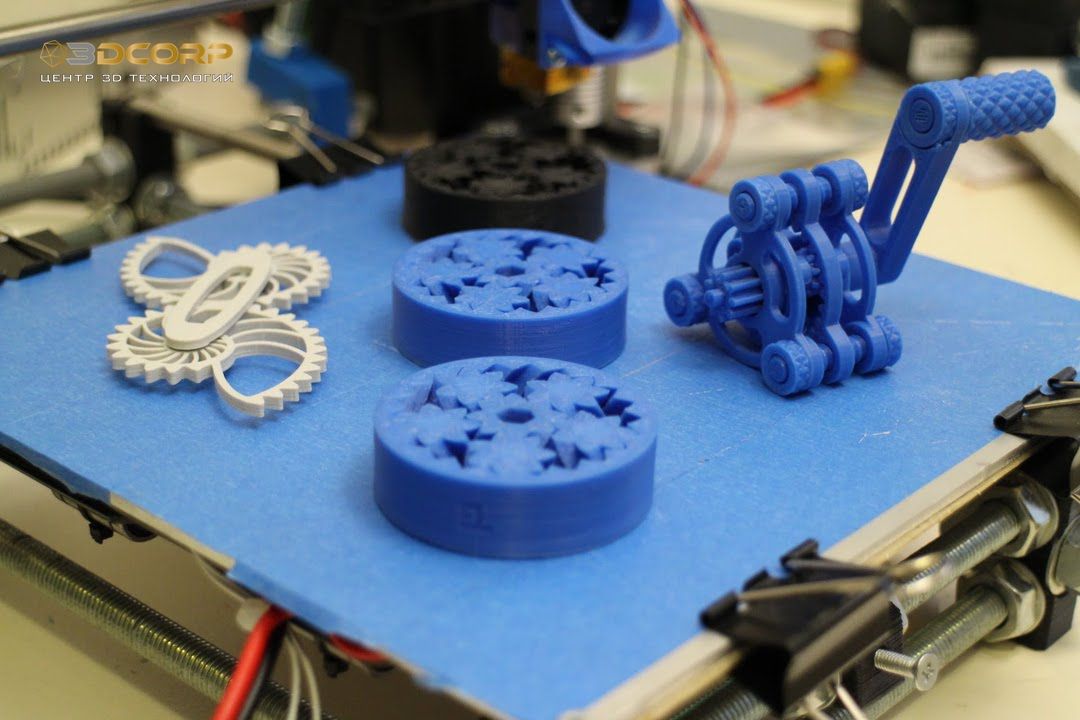

 Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок.
Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок.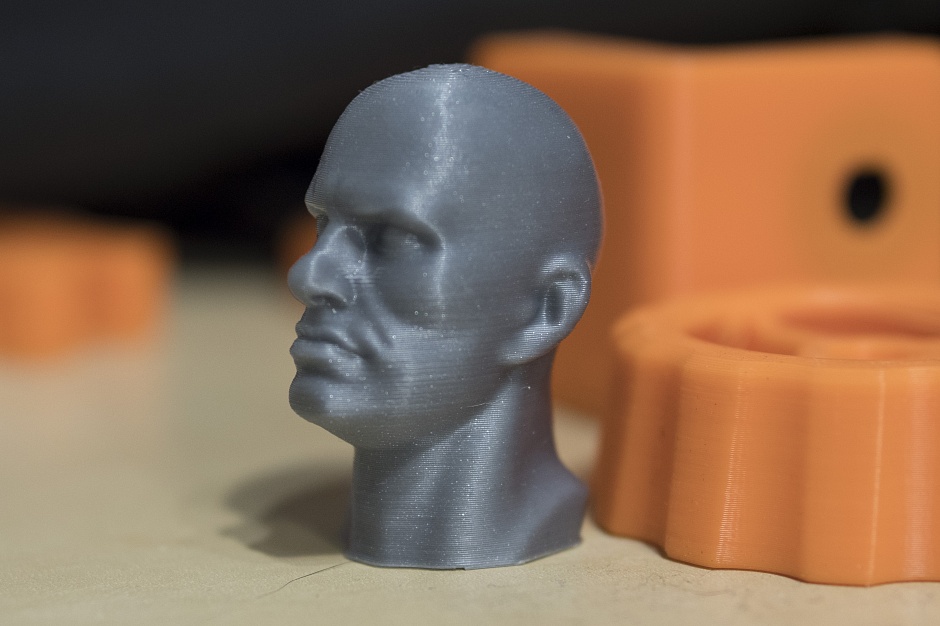 В производстве мы используем следующие материалы:
В производстве мы используем следующие материалы: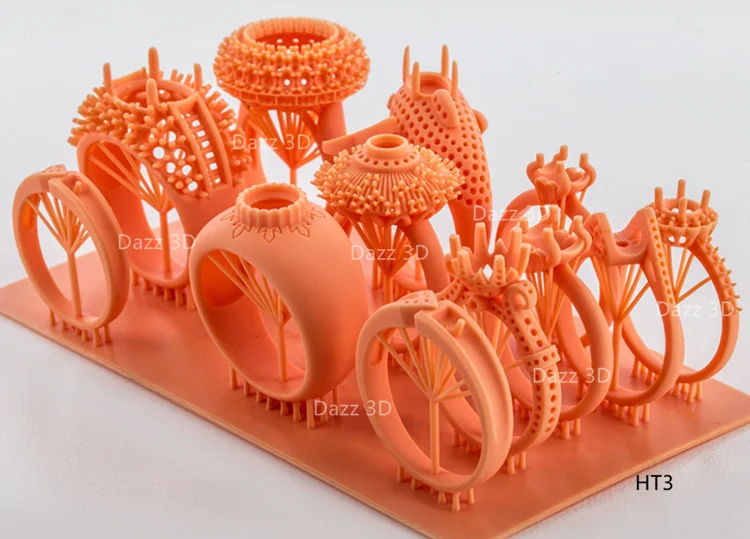
 К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях:
К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях: А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.
А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах. Если вы занимаетесь 3D-печатью дома, то такими факторами являются ваш материал, электричество и стоимость 3D-принтера. Но если вы ищете услугу 3D-печати или планируете начать бизнес по 3D-печати, это руководство должно помочь вам понять, как работает ценообразование, когда речь идет о 3D-печати.
Если вы занимаетесь 3D-печатью дома, то такими факторами являются ваш материал, электричество и стоимость 3D-принтера. Но если вы ищете услугу 3D-печати или планируете начать бизнес по 3D-печати, это руководство должно помочь вам понять, как работает ценообразование, когда речь идет о 3D-печати.
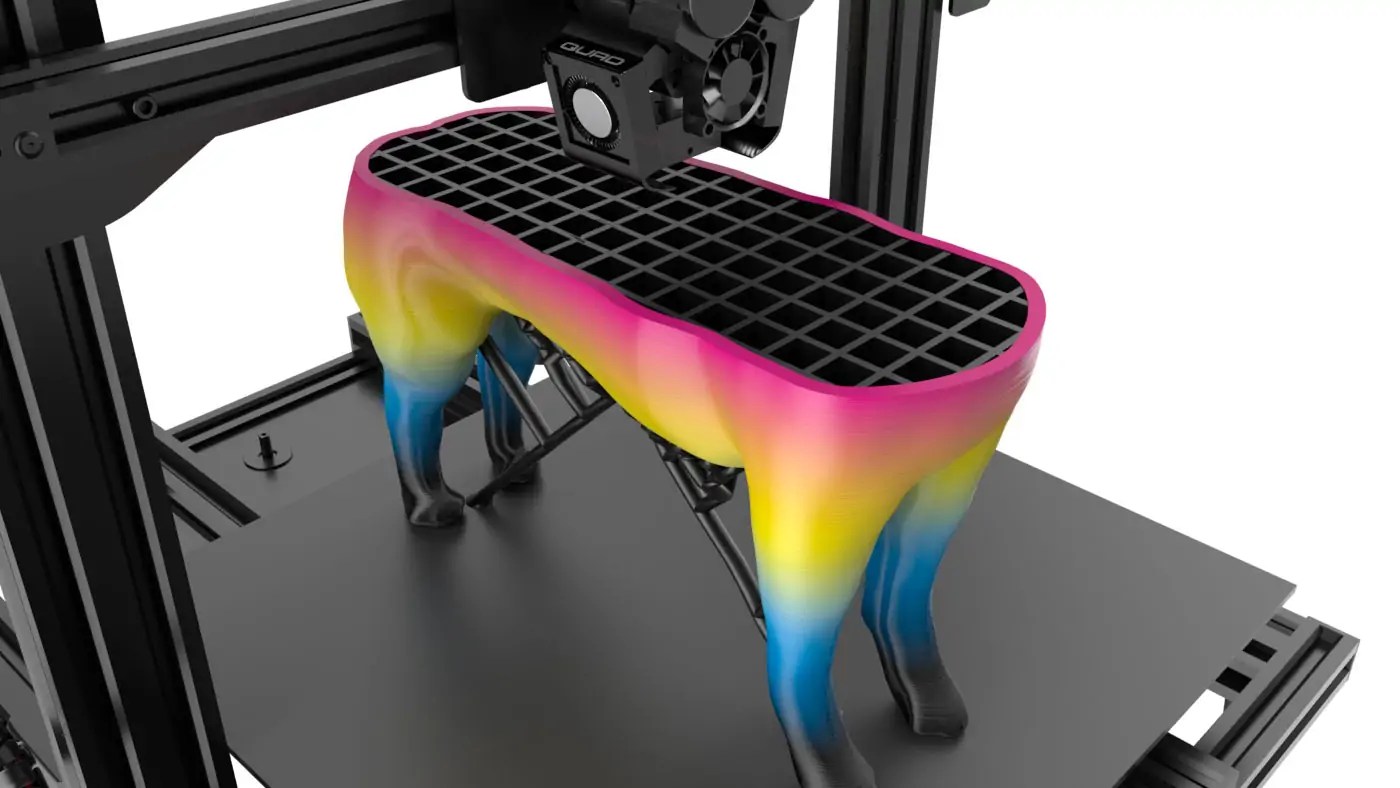 Некоторые из них готовы к 3D-печати, а некоторые просто сумасшедшие. 3D-печать требует подготовки и планирования. Для некоторых сервисов 3D-печати все автоматизировано, что может ускорить транзакции. Для простых продуктов это может быть правильным решением.
Некоторые из них готовы к 3D-печати, а некоторые просто сумасшедшие. 3D-печать требует подготовки и планирования. Для некоторых сервисов 3D-печати все автоматизировано, что может ускорить транзакции. Для простых продуктов это может быть правильным решением. Есть из чего выбирать, поэтому мы сосредоточимся на популярных материалах, термопластах и смолаах.
Есть из чего выбирать, поэтому мы сосредоточимся на популярных материалах, термопластах и смолаах. Но в то же время полимерный материал может обойтись довольно дорого. Стандартная смола в среднем стоит 50 долларов за литр, а некоторые смоляные материалы могут стоить до 300 долларов за литр. К счастью, компании, занимающиеся 3D-печатью, обычно имеют доступ к сниженным ценам на этот тип материала.
Но в то же время полимерный материал может обойтись довольно дорого. Стандартная смола в среднем стоит 50 долларов за литр, а некоторые смоляные материалы могут стоить до 300 долларов за литр. К счастью, компании, занимающиеся 3D-печатью, обычно имеют доступ к сниженным ценам на этот тип материала.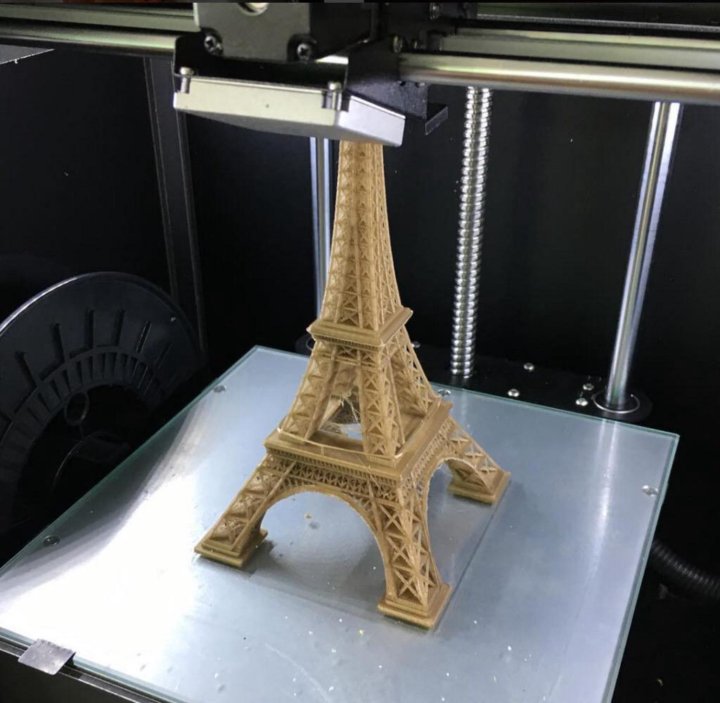
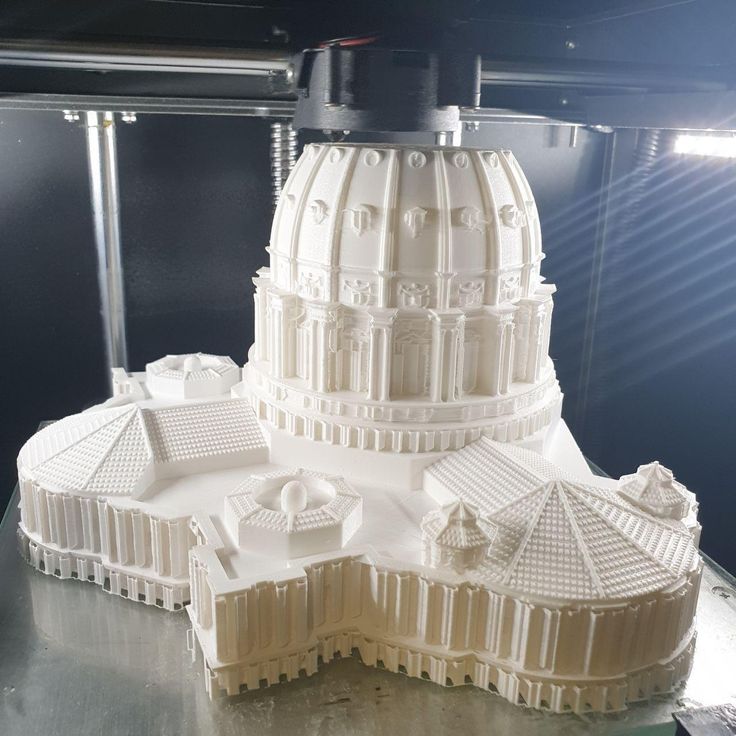

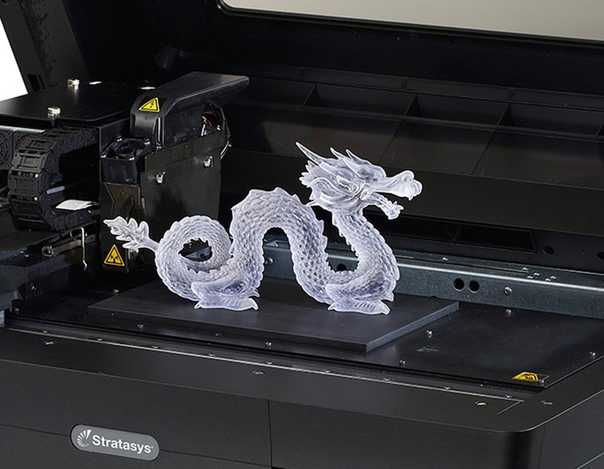

 Периферийные устройства постобработки почти необходимы для принтеров SLA и SLS. Например, отпечатки SLA в противном случае придется вручную промывать в изопропиловом спирте и оставлять на солнце для отверждения — поэтому на практике эти принтеры часто требуют покупки станций постобработки, если это вам не нравится! Для FFF периферийные устройства могут оптимизировать рабочие процессы, такие как погрузочно-разгрузочные работы, но это зависит от ваших потребностей.
Периферийные устройства постобработки почти необходимы для принтеров SLA и SLS. Например, отпечатки SLA в противном случае придется вручную промывать в изопропиловом спирте и оставлять на солнце для отверждения — поэтому на практике эти принтеры часто требуют покупки станций постобработки, если это вам не нравится! Для FFF периферийные устройства могут оптимизировать рабочие процессы, такие как погрузочно-разгрузочные работы, но это зависит от ваших потребностей.
