Amazon сократит 20 000 сотрудников, в том числе топ -менеджеры
Второй завод Addverb получит 60 000 роботов
Lincoln Electric Buys Fori Awadomation 9000.M.M.Mplo его роботы AMR
Nuro увольняет 20% персонала
Мы покупаем все больше и больше через Интернет, и мы хотим, чтобы наш заказ был как можно дешевле, и он должен быть доставлен завтра или даже сегодня. Решение?: Мобильные складские роботы для повышения производительности склада .
Подробнее…
Автоматизированные управляемые транспортные средства (AGV) – это ПЛК или ПК, управляемые самоходные роботы, которые следуют заданным маршрутам в зависимости от различных навигационных технологий автоматизированного транспортного средства, таких как магнитное наведение, транспортные средства с лазерным управлением и т. д.
Подробнее…
В этой статье я объясню основные аспекты, связанные с автономными мобильными роботами : Что такое AMR? Где они используются? Как работают AMR? Каковы плюсы и минусы?
Подробнее…
Насколько велик рынок мобильных роботов в 2020 году и каким он будет к 2030 году? Давайте обнаружим это.
Подробнее…
Складские автоматические управляемые транспортные средства здесь и останутся. Они вытесняют традиционные пилотируемые транспортные средства во многих отраслях и конкретных приложениях, таких как электронной коммерции и распределительных центрах.
Подробнее…
Какие типы AGV наиболее распространены? Вот что я вам скажу. Существует множество различных типов AGV, в том числе большие, крошечные, мощные, низкие, способные поднимать, способные буксировать и так далее. Нет AGV, который превосходит другие.
Подробнее…
Стоимость автоматизированного управляемого транспортного средства зависит от типа транспортного средства, начиная с 14 000 долл.0018 для тягача, 60 000 долларов США для автоматизированной тележки для поддонов, примерно 80 000 долларов США для вилочного погрузчика AGV и 150 000–200 000 долларов США для автоматизированного VNA.
Подробнее…
Какая навигационная система лучше всего подходит для AGV? Лазерный, естественный или магнитный? Никто. Это зависит от вашего проекта и ваших потребностей.
Подробнее…
В этой статье представлена общая информация о системах безопасности AGV , отвечая на такие вопросы, как:
Подробнее…
Представьте себе завод или склад, которым управляет роботизированная система вилочных погрузчиков . Без вмешательства человека, без повреждений, без риска… все вовремя, гладко и элегантно доставлено.
Подробнее…
Сегодня мы живем в мире, где такие вещи, как Интернет и искусственный интеллект, внесли многочисленные изменения, как хорошие, так и плохие, во все сферы нашей жизни, включая отели. В этой статье я расскажу о плюсах и минусах установки роботов в отелях.
Подробнее …
Быстрый, эффективный, чистый, гибкий… по этим причинам беспроводная индукционная зарядка завоевывает рынок мобильных роботов . Узнайте, как работает бесконтактная зарядка и как она помогает повысить производительность вашего парка мобильных роботов.
Подробнее…
12 типов складских роботов Amazon
Что такое автоматизированный ричтрак AGV?
Приложения для автономных мобильных роботов — 7 ключевых областей применения
Что такое совместимость VDA5050 и MassRobotics для мобильных роботов AMR-AGV?
Joomla SEF URLs by Artio
LinkedIn Pages, YouTube Channels, Web, Types of robots. .. tons of info
Free download: Manufacturer List
Эй ты! СТОП 🛑 !!
Соскучились по выставочному залу agvnetwork с десятками крутых мобильных роботов разных производителей?
Автоматизированный трехсторонний AGV VNA
Король узких проходов. Автономное транспортное средство для обработки поддонов в 14-метровых стеллажах с …
Wellwit Индивидуальные AGV для тяжелых грузов с навигацией LiDAR SLAM
Wellwit предлагает вам индивидуальные AGV для тяжелых грузов с полезной нагрузкой от 2T до 5T.
AMR Slim STACKER
Автономный укладчик SLIM, способный выполнять автоматическое опускание/сбор …
Mabo AGV CB
Mabo CB, мощный противовесный AGV, созданный для работы со всеми возможными . ..
W500SL Under Ride Lifting AGV
Навигационная технология LiDAR SLAM Грузоподъемность 500 кг Умная логистика Smart Factory …
ASTI — SPE 160 — Stacker
Этот многофункциональный широкий ассортимент LGV идеально подходит для обработки грузов с высокой грузоподъемностью .. .
Find Your Robot in the SHOWROOM
SUPPLIERS
FIND AGV and AMR SUPPLIERS
Country of Origin Select-AustriaBelgiumBrazilChinaCroatiaDenmarkEstoniaFinlandFranceGermanyIndiaItalyJapanKoreaMalaysiaNetherlandsPolandPortugalRussiaSlovakiaSpainSwedenSwitzerladTurkeyUKUSAVietnam
SMARLOGY designs, manufactures and deploys robots for logistics automation.
Подробнее: SMARLOGY AGV и AMR
Страна происхождения: —
В этой статье перечислены наиболее важные производители AGV и AMR по всему миру .
Подробнее: Более 100 производителей автоматизированных управляемых транспортных средств
Страна происхождения: Китай
Shenzhen Wellwit Robotics — ведущий китайский поставщик мобильных роботов.
Подробнее: Wellwit Robotics
Страна происхождения: Индия
Addverb предлагает комплексных продуктов, основанных на искусственном интеллекте, машинном обучении, глубоком обучении, компьютерном зрении и IoT, которые оптимизируют ваши операции.
Подробнее: ADDVERB
Страна происхождения: Швеция
AGVE может предложить уникальный ассортимент автоматических управляемых транспортных средств (AGV) от набора стандартных моделей до более 100 механических форм, изготовленных по индивидуальному заказу.
Подробнее: AGVE GROUP
Страна происхождения: Австрия
AGILOX создает новую революционную группу продуктов, которая в долгосрочной перспективе заменит AGV. Эта группа товаров называется IGV : Интеллектуальные управляемые транспортные средства.
Подробнее: AGILOX IGV (не AGILOX AGV)
Страна происхождения: США
Компания Amerden специализируется на разработке нестандартных систем автоматического управления транспортными средствами для ваших потребностей в погрузочно-разгрузочных работах.
Подробнее: AMERDEN
Страна происхождения: Испания
AMS Robotics предлагает индивидуальные инженерные решения для автоматизации внутренней логистики с помощью AGV.
Подробнее: AMS
Страна происхождения: Испания
ASTI Mobile Robotics , трансформируя будущее вместе, представляет собой международную группу мобильных робототехнических компаний.
Читать далее: ASTI Mobile Robotics
Страна происхождения: Швеция
MAXAGV — это ведущий мировой бренд интеллектуальных автоматических роботизированных транспортных средств и AMR от Atab / Softdesign для современных внутрилогистических процессов обработки материалов.
Подробнее: ATAB/SOFTDESIGN
Страна происхождения: Франция
Компания Axter разрабатывает простые и надежные транспортные средства с автоматическим управлением (AGV).
Подробнее: AXTER
Страна происхождения: США
Миссия AutoGuide – стать мировым лидером в разработке и продаже мобильных роботов, использующих передовые технологии.
Подробнее: AUTOGUIDE
Страна происхождения: Франция
Balyo объяснит вам основные этапы роботизированного проекта, от проверки поставщиков до тендера и установки роботов
Подробнее: BALYO
Страна происхождения: США используется для стабильной и предсказуемой транспортировки грузов
Подробнее: BASTIAN SOLUTIONS
Страна происхождения: США
Berkshire Grey является пионером в области трансформационных роботизированных решений с поддержкой искусственного интеллекта для автоматизации выполнения онлайн-заказов.
Изучая вопрос, как пилить торцовочной пилой, стоит изучить не только методы работы с данным инструментом, но и само строение торцовочной пилы и то, как она вообще работает. Ведь для получения желаемого результата нужно уметь пользоваться данным инструментом по всем правилам. Эти правила предполагают и способы использования торцовочной пилы, и выбор подходящего пильного диска, в зависимости от материала, с которым Вы планируете работать, и способы закрепления и регулировки торцовочной пилы.
Содержание
Как работает пила торцовочная
Как резать на торцевой пиле
Как правильно работать на торцовочной пиле
Как закрепить торцовочную пилу
Что можно пилить на торцовочной пиле
Как работает торцовочная пила с протяжкой
Что можно сделать на торцовочной пиле
Можно ли пилить торцовочной пилой вдоль
Как еще можно использовать торцовочную пилу
Торцовочная пила: Приемы работы
Как работает пила торцовочная
Торцовочная пила состоит из станины с закрепленным поворотным столом и режущего механизма с пильным диском. Направляющая, расположенная на станине, используется для фиксации заготовок. Сам стол имеет свойство вращаться до 45 градусов в каждую из сторон.
Режущий элемент изменяет свое положение непосредственно с поворотом стола, на котором расположен. Сбоку располагается сетка с обозначением градусов для регулировки нужного угла наклона. Сама режущая головка тоже имеет свойство наклоняться в стороны для получения результата наклонного реза.
Принцип работы данного инструмента основывается на вращении пильного диска, которое осуществляется при ее включении. С помощью острых зубьев, имеющих определенный вид заточки и угол их наклона, происходит распил заготовок. Выбор подходящего диска для работы с торцовочной пилой производится исходя из вида материала, с которым Вы работаете. Посмотрите как правильно выбрать пильный диск для торцевой пилы.
Механизм работы торцовочной пилы схож с работой циркулярной. Но в отличие от последней, торцевая пила имеет более совершенное строение. Благодаря поворотной станине, пильный диск можно устанавливать под любым углом, точность которого определяется с помощью встроенного транспортира. Кроме этого сам инструмент также можно вращать вокруг своей оси. Благодаря такому устройству инструмента, возможности использования торцовочной пилы значительно расширились. Узнайте больше об отличиях циркулярки и торцовочной пилы.
Как резать на торцевой пиле
В резке на торцевой пиле нет ничего особо сложного. Чтобы произвести распил какой-либо заготовки, необходимо сделать следующее:
Установить на инструмент необходимый пильный диск, выбор которого зависит от того, с чем Вы собираетесь работать. При выборе пильного диска учитывать параметры самого инструмента, его допустимую мощность и посадочный диаметр. Диски для работы с разными материалами различаются, стоит иметь это в виду;
Закрепить инструмент на рабочем столе с помощью струбцин, чтобы минимизировать вибрации в процессе работы. Работать на незакрепленном инструменте категорически запрещается. Это чревато травмами и поломкой торцевой пилы. Узнайте какие правила есть для установки торцовочной пилы;
Выставить нужный угол на торцовочной пиле, воспользовавшись регулировкой упоров инструмента. Для этого используйте шкалу транспортира, которая находится сбоку рабочего стола инструмента и изменяйте угол режущей головки для наклонного реза. Рекомендуем статью, Как выставить угол на торцовочной пиле;
Закрепить заготовку, наметив на ней место среза. При этом стоит учитывать и толщину пильного диска, а она зависит от того материала, который Вы собираетесь распиливать. Необходимо надежно закрепить заготовку, чтобы избежать получения неровного среза;
Включить пилу и аккуратно произвести распил. При этом не стоит давить на изделие, чтобы увеличить скорость работы, особенно если речь идет о металлических заготовках. Скорость реза должна происходить благодаря скорости вращения диска.
Как правильно работать на торцовочной пиле
Для правильной работы на торцовочной пиле нужно следовать основным правилам:
Перед началом работ нужно убедиться, что пильный диск целый, ровный и не имеет никаких повреждений. В противном случае это может сказаться не только на результате работы. Погнутый или треснутый диск может навредить инструменту, вплоть до его поломки;
Снимите с себя цепочки, браслеты, кольца и другие украшения, чтобы исключить риск несчастного случая. Торцовочная пила является повышенным источником опасности, и в процессе работы с ней необходимо строго соблюдать все меры безопасности;
Не прикасайтесь ни к каким частям пильного диска во время работы инструмента. Диск инструмента защищен защитным кожухом. В процессе работы никогда не приближайте к нему руки и другие части тела во избежание травмирования. При работе с мелкими заготовками в качестве толкателя используйте не руки, а какие либо предметы: бруски, рейки,…;
При выборе материала соблюдайте рекомендации производителя относительно максимальной мощности инструмента, чтобы не повредить его. Некоторые торцовочные пилы, например, не рассчитаны на то, чтобы резать керамику, ведь этот материал очень прочный и твердый. Для него необходима большая мощность инструмента, а не только наличие специального диска с алмазным напылением. Изучите статью, как резать керамическую плитку;
Для каждого материала выбирайте подходящий по всем параметрам диск. Лучше не использовать ради экономии универсальный диск. Качество, скорость и чистота реза с таким диском на любом материале будут далеки от совершенства. Потому что для каждого отдельного вида работы необходим диск определенной заточки, частоты зубьев и угла их наклона;
Перед работой убедитесь, что Ваша торцевая пила обладает достаточной мощностью для работы с тем или иным материалом. Какое бы максимальное количество допустимых оборотов не было заявлено на пильном диске, инструмент также должен тянуть такие обороты. Для правильного выбора торцевой пилы. посмотрите свежий Рейтинг торцовочных пил для дома;
Посадочный размер пильного диска должен строго соответствовать Вашей торцовочной пиле. Стандартный посадочный размер пильного диска чаще всего составляет 3 см, но бывают инструменты с другим размером. Этот параметр должен быть строго соблюден, иначе вы рискуете в процессе работы повредить и диск, и сам инструмент;
Хорошо закрепляйте как сам инструмент, так и заготовки перед началом работы. Торцовочная пила должна быть надежно закреплена к рабочему столу без наличия люфтов. Положение не должно быть шатким, плотное закрепление инструмента — залог успешной работы и Вашей безопасности.
Как закрепить торцовочную пилу
Перед началом работы необходимо закрепить торцовочную пилу на рабочей поверхности. Для этого необходимо:
Убедиться в том, что инструмент отключен от сети;
Выбрать удобную рабочую поверхность;
Установить на нее торцовочную пилу;
Зафиксировать инструмент в вертикальном положении относительно поверхности стола при помощи струбцин;
Произвести регулировку одного или нескольких упоров, в зависимости от модели пилы; Убедиться, что инструмент надежно закреплен и отсутствует люфт.
Что можно пилить на торцовочной пиле
Торцовочная пила — это очень многозадачный инструмент, и пилить им можно не только дерево. Торцовка может использоваться для распила разных материалов:
Дерево — основной материал, для которого используется торцовочная пила. С ее помощью получается ровный чистый рез деревянных заготовок. В отличие от циркулярной пилы, торцовка позволяет получить ровный угловой срез. Это часто необходимо при производстве мебели, резке багетов, наличников и т.д.;
Пластик — торцовку нередко используют для ровного и точного распила пластика. В этом случае обычно используется тонкий пильный диск с большим количеством зубьев для тонкого шва и точности работы;
Металл — этот инструмент подходит и для работы с цветными металлами. Главное условие при этом: металл должен быть не слишком толстым, иначе инструмент его не возьмет. Торцевой пилой пилят даже железные брикеты и металлические трубы, если их толщина не превышает 5 мм. Советуем ознакомиться с материалом: Как распилить металл на торцевой пиле;
Ламинат, вагонку и другие декоративные покрытия — их легко и просто распилить торцовочной пилой под нужным углом. Торцовка обеспечивает высокую точность торцово-усовочных стыков при работе с данными материалами;
Керамическая плитка — хоть и не самый рекомендуемый материал для работ с торцовкой, но при необходимости торцевой пилой можно распилить и ее. Но для этого нужно убедиться, что мощность Вашего инструмента будет достаточной для такой работы. Кроме того, для работы с керамикой, учитывая прочность материала, подойдет только специальный алмазный диск, имеющий вентиляционные прорези для его охлаждения. И прежде чем резать плитку, стоит ознакомиться с правилами работы с этим материалом.
Как работает торцовочная пила с протяжкой
Принцип устройства торцовочной пилы с протяжкой очень похож на устройство обычных торцевых пил, но у нее имеется специальный протяжной механизм, позволяющий работать с заготовками в горизонтальной плоскости. Благодаря этому торцевая пила может работать аналогично станку по дереву.
Регулировка пильного диска на таком инструменте позволяет работать в двух плоскостях под произвольным углом наклона, что позволяет использовать такую пилу для работы с более широкими заготовками, нежели может позволить функционал обычной торцовки и использовать ее для продольного пиления.
Что можно сделать на торцовочной пиле
Функционал торцовочных пил очень широк. Ее используют для следующих видов работ:
Поперечный распил деревянных заготовок с высокой точностью распила;
Точный распил тонких металлических труб и железных брикетов;
Резка металлокерамической плитки при условии оснащения инструмента специальным алмазных диском высокой прочности.
При этом необходимость применения именно торцовки в данных случаях часто обусловлена тем, что в результате распила нужно получить ровный угловой срез с чистым краем. Поэтому во многих видах работ торцовочную пилу не заменит никакая другая.
Можно ли пилить торцовочной пилой вдоль
Торцовочные пилы часто используются для продольного пиления, когда под рукой нет циркулярной пилы. Если у Вас торцевая пила с протяжкой функцией горизонтального перемещения диска, в этом случае Вы можете установить диск в такое положение и производить распил и в горизонтальной плоскости, а не только поперек и под углом. Обязательно посмотрите наш ТОП торцовочных пил с протяжкой.
Стоит обратить внимание, что все-таки торцовочная пила предназначена больше для поперечных и угловых способов распила, поэтому если Вам приходится часто пилить вдоль, то стоит для этого приобрести циркулярную пилу, с которой данный вид пиления гораздо проще. И нужно иметь в виду, что длина протяжки обычно имеет ограничение максимум 35 см, поэтому длинные заготовки торцевой пилой распилить вдоль будет очень сложно.
Для продольного пиления существуют специальные пильные диски, которые имеют положительный угол наклона зубьев и чередующуюся заточку. Для такого способа пиления не нужен диск с большим количество зубьев, до 24 штук будет вполне достаточным, чтобы произвести работу быстро и с ровным резом.
Как еще можно использовать торцовочную пилу
Наличие торцовочной пилы в хозяйстве — это универсальный инструмент широкого спектра, которым можно произвести не только угловые, но и обычные поперечные распилы различных материалов. Торцовка может заменить при необходимости станок по дереву и циркулярную пилу, и использоваться для продольного пиления дерева и других материалов.
Самое главное, какую бы работу Вы не выполняли торцовочной пилой, очень важно при этом оснастить ее подходящим для данной работы пильным диском. Несмотря на существование универсальных многофункциональных дисков, такие варианты не дадут идеальных результатов распила. Это обуславливается тем, что для каждого материала необходим диск с определенным количеством зубьев, специфическим углом наклона и видом заточки.
Торцовочная пила: Приемы работы
Существует несколько полезных приемов, которые безусловно могут Вам пригодиться при работе с торцовочной пилой:
Например, если Вы приобрели доски и хотите избавиться от сколов и шероховатостях по краям, Вы можете легко сделать это с помощью торцовки, выбрав пильный диск с подходящим для работы с деревом количеством зубьев;
Вы можете сделать детали одинакового размера, например, если мастерите табурет или стул с помощью стопоров. Для того чтобы получить детали одинакового размера Вам понадобятся стопорные блоки, которые нужно прижать к углу струбциной, и тогда Ваши детали получается одинаковыми без погрешностей в длине;
При работе с очень маленькими деталями, которые Вы медленно подводите к работающему пильному диску, есть риск получить травмы. Поэтому для таких случаев есть своя маленькая хитрость. Подталкивать мелкие заготовки можно с помощью карандаша с ластиком на конце, который плотно прилегает к детали и не соскальзывает в процессе толкания;
Когда важна точность длины заготовок, обычно нужная длина измеряется линейкой. При этом многие забывают учитывать толщину пильного диска. Для получения необходимого размера достаточно просто произвести распил не посередине этой линии, а сразу после нее, это и будет точно отмеренный Вам срез деревянной заготовки.
Теперь Вы знаете как пилить торцовочной пилой и для каких целей ее можно использовать. Главное, что стоит запомнить: для каждого вида работ выбирайте подходящий пильный диск, чтобы получить ожидаемый срез и скорость работы. И не забывайте о технике безопасности при работе с торцевой пилой.
Что можно делать торцовочной пилой
При изготовлении столярных изделий крайне важна точность и аккуратность. Для того чтобы добиться отличных результатов, важно наличие качественных инструментов с расширенным функционалом. Рассмотрим, что можно делать торцовочной пилой, зачем она нужна и есть ли необходимость в ее приобретении для дачного участка.
Содержание
Для чего нужна торцовочная пила
Что делает торцовочная пила
Возможности торцовочных пил
Нужна ли торцовочная пила
В хозяйстве
На даче
Видео: Что можно делать торцовочной пилой
Для чего нужна торцовочная пила
Торцовка представляет собой электроинструмент, используемый для поперечного реза продолговатых предметов под углом установленных характеристик. Главным преимуществом станка является возможность отмерять заданные углы реза точно, как профессиональный хирург. Сердце устройства, или так называемый пильный узел, можно проворачивать в обе стороны, что позволяет распиливать детали на одинаковые части строго напополам под углом 90 градусов или любым иным образом.
Торцовка легко наклоняется в стороны. Благодаря этой особенности она может обрезать торцевые части прямо или с определенным скосом.
В большинстве случаев торцовочные пилы применяют при работе с древесиной. Например, она подходит для раскраивания досок, ламината, бруса, вагонки. Инструмент не имеет достойной альтернативы при разрезании плинтусов, багетных рам, карнизов, при проведении иных манипуляций, когда требуется точная и плотная подгонка соединений.
Если приобрести дополнительные диски, торцовкой можно подгонять плитку, композиты, тонкостенные трубы, профили из легких металлов.
Торцовка — это не самостоятельный тип пилы, а разновидность циркулярной наряду со стационарными и дисковыми моделями. Устройство компактное и легкое, средний вес составляет около 15-16 кг. На пильном столе безопасно и просто работать, она функционирует гораздо быстрее других видов циркулярок.
К минусам можно отнести обработку заготовок ширины с определенными ограничениями невозможность осуществления продольного распила древесных изделий. Однако в настоящее время отдельные изготовители предлагают комбинированные модели, которые сочетают в себе характеристики как торцовки, так и распиловочного станка.
Что делает торцовочная пила
Современные модели позволяют выполнять комбинированные распилы различных материалов. Диск может поворачиваться в разные стороны и наклоняться, что обеспечивает распил в заданных направлениях в горизонтальной или вертикальной плоскости. Особенности торцовочных пил для дома, представленных производителями, на которые следует обратить внимание:
Наклон пильного узла. Он может регулироваться в одну либо в обе стороны. В принципе, оба устройства функциональны в той же степени, потому что и та, и другая пила могут выполнять те же манипуляции по распилу. Однако двусторонние торцовки несколько удобнее для использования.
Максимальная глубина пропила под углом 45 градусов. В большинстве устройств этот показатель составляет 2,5-12,2 см. Характеристика важна, поскольку под углом торцовочная пила пилит не так глубоко, как при 90 градусах. Если глубина пропила невелика, такое устройство можно использовать при работе с вагонкой и другими материалами с небольшой толщиной. В остальных случаях при выборе инструмента придется сопоставлять его параметры с заготовками, которые понадобится распиливать.
Глубина пропила под прямым углом. Если устройство предназначено не для промышленности, а для простых пользователей, можно приобрести модель с показателем в 4,5-12,2 см. Чем значительнее глубина прямого реза, тем достойнее уровень электрооборудования.
Макс. ширина 90-градусного пропила. Это предельные габариты предмета, который сможет обработать торцовка. Современные устройства способны распиливать бруски шириной от 8,5 до 43 см исходя из своего назначения.
Возможности торцовочных пил
Современные модели торцовок от ведущих производителей имеют множество основных и дополнительных функций.
Если на первый взгляд они могут показаться незначительным, то в процессе работы приходит осознание того, насколько эти опции важны. Они не только расширяют функционал устройства, но и влияют на его долговечность и безопасность для пользователей. Конструктивные нюансы, которые могут оказаться полезными:
Система зажимов. Чем их больше, тем лучше фиксируется материал под различными углами. В результате повышается качество распила и безопасность.
Лазерная указка. Это упрощает процесс разметки и сокращает время работы.
Регулирование глубины реза. Ограничители позволяют получать детали столярных соединений различных параметров.
Поддержание оборотов на постоянном уровне. При интенсивных нагрузках снижаются обороты диска, встроенная система позволяет компенсировать разницу в скорости.
Наличие внешнего пылесоса для удаления пылевых частиц.
Нужна ли торцовочная пила
Для того, чтобы определиться, покупать или нет, нужно понять, для чего может понадобиться торцевая пила. Будет ли устройство использоваться в быту или промышленном производстве? Все оборудование должно подбираться исходя из поставленных задач.
В хозяйстве
Инструмент целесообразно приобретать в том случае, когда столярное ремесло является хобби или бизнесом. Кроме того, без такого приспособления не обойтись, если профессиональная деятельность связана с распиливанием огромных объемов погонажных изделий (плинтусов, ламинатных досок и др.) или с изготовлением багетных рам в мастерской. Также стоит остановить свой выбор на торцовке, если хозяин очень любит работать руками, и постоянная стройка практически превратилась в смысл жизни.
На даче
Нет особого смысла покупать торцовочную пилу, когда необходимость распиливать заготовки возникает крайне редко. В таком случае рекомендуется приобрести для дачного участка ручную дисковую модель пилы. Это самый востребованный и популярный вид электрического инструмента для стандартного пользователя. При возникновении необходимости в монтаже плинтусов, карнизов либо наличников можно будет взять обыкновенное стусло — распространенный столярный инструмент, который используется для точной распиловки прямых заготовок под углами.
Видео: Что можно делать торцовочной пилой
Прежде чем разобраться, что можно делать торцовочной пилой, нужно определиться, для чего она вообще приобретается. Придется вникнуть не только в техническую часть (выбрать оптимальную мощность, диаметр диска и др.), но и пойти на некоторые компромиссы, ведь от правильного выбора зависит как качество реза, так и общая производительность инструмента.
Как пользоваться торцовочной пилой
Фото: istockphoto.com
Торцовочная пила может оказаться незаменимой, будь то резка пиломатериалов для каркаса под прямым углом или идеальное соединение молдинга. Торцовочная пила используется в самых разных областях: от грубого обрамления до обрезки и сложной деревообработки, и этот электроинструмент позволяет пользователям быстро, точно и безопасно резать плотные материалы, сглаживая большую часть кривой обучения мастерству своими руками.
Однако, если вы не умеете пользоваться торцовочной пилой, они могут быть очень пугающими. Имея немного знаний и практики, этот инструмент легко освоить. Продолжайте читать, чтобы узнать больше.
Важные детали торцовочной пилы
Важно начать с общего понимания различных частей торцовочной пилы. Все эти части имеют разные функции и часто используются.
Фото: amazon.com
Лезвие : режет дерево, МДФ, фанеру или другие материалы0009
Триггерная ручка : запуска и останавливает SAW
Регулировка MITR наклон лезвия
Ограждение : Обеспечивает поверхность под углом 90 градусов, чтобы пользователь мог удерживать материал против
Порт для сбора пыли : Собирает опилки, когда пользователь режет
Направляющие/рычаг : позволяет пиле скользить вперед и назад для более длинных пропилов
3 типа торцовочных пил, которые необходимо знать
Что такое торцовочная пила? Это электроинструмент с поворотным рычагом и вращающимся лезвием, который быстро и точно режет такие материалы, как дерево, фанера, МДФ и пластик. В некоторых случаях металл можно резать и торцовочной пилой.
Торцовочная пила может быть одного из трех основных типов, каждый из которых имеет свои плюсы и минусы. Один тип может быть лучше для конкретного проекта или бюджета, чем другой; нужно немного знать о каждом типе и выбрать лучший для ситуации.
Advertisement
1. Торцовочная пила
Фото: amazon.com
Стандартная торцовочная пила имеет регулируемое основание, которое пользователь может настроить для резки под углом в любом направлении. Как следует из названия, он способен выполнять резку угловых и квадратных стыковых соединений. Однако лезвие не наклоняется, поэтому все разрезы будут иметь 90 градусов заканчивается. Эти пилы, как правило, наиболее полезны для простых каркасных и деревообрабатывающих проектов.
Наша рекомендация: 12-дюймовая торцовочная пила DEWALT 15-Amp Single Bevel на Amazon за 249 долларов США
12-дюймовая торцовочная пила DeWalt обладает всей необходимой мощностью для обрезки и поперечной резки в домашних условиях. и точность без большого ценника. Он режет доски шириной до 8 дюймов и делает фаски в одном направлении. Он поставляется с выдвижной направляющей, которая помогает поддерживать распиливаемую доску. В целях безопасности пила DeWalt также оснащена механизмом, который автоматически блокирует пружинный рычаг в «нижнем» положении, если он не разблокирован вручную с помощью кнопки на задней панели.
Технически это торцовочная пила с одним скосом, но эта модель настолько проста, насколько это возможно в наши дни. Здесь нет никаких дополнительных наворотов, поскольку DeWalt решил сосредоточиться на качестве и доступности, а не на функциях.
2. Составная торцовочная пила
Фото: amazon.com
Составные торцовочные пилы имеют регулируемые основания и регулируемые рычаги, что позволяет пользователю изменять угол наклона или скос лезвий. Фаска обеспечивает большую гибкость и возможности, чем стандартная торцовочная пила, что делает эти пилы идеальными как для обрезки, так и для каркаса. И, несмотря на дополнительные функции, обучение использованию торцовочной пилы не должно быть утомительным.
Наша рекомендация: 12-дюймовая торцовочная пила Metabo HPT на Amazon за 299 долларов США
Недорогая 12-дюймовая торцовочная пила Metabo HPT с лазерной направляющей делает фаски в обоих направлениях и оснащена мощным двигателем на 15 А. , Загружать. Благодаря функции лазера линия разреза легко видна на доске перед резкой, что может помочь уменьшить количество ошибок. Пила Metabo также оснащена поворотным упором, упрощающим резку погонажных профилей.
Реклама 9№ 0003
Эта полноразмерная пила оснащена рукояткой с эластомерным покрытием, которая уменьшает вибрацию, усталость и соскальзывание рук. Это приятная и неожиданная особенность более доступной по цене пилы.
3. Составная торцовочная пила с подвижным составом
Фото: amazon.com
Составные торцовочные пилы со скольжением аналогичны составным торцовочным пилам, за исключением того, что пила передвигается по рельсу или рычагу. Эта конструкция позволяет пользователям тянуть головку пилы к себе, а затем проталкивать ее через заготовку. Это дает этим пилам гораздо более широкие возможности резки, но они, как правило, тяжелые и более дорогие. Имейте в виду, что научиться пользоваться раздвижной торцовочной пилой не намного сложнее, чем использовать стандартную пилу, поэтому эта возможность может стоить дополнительных вложений.
Наша рекомендация: Торцовочная пила BOSCH Power Tools GCM12SD на Amazon за 639 долларов США. шириной до 14 дюймов. Пила поставляется с выдвижными опорами для материала с обеих сторон для стабилизации досок длиной до 40 дюймов и выполняет сложные фаски в обоих направлениях.
Прозрачный защитный кожух торцовочной пилы Bosch не загораживает пользователю обзор реза на протяжении всего процесса. Триггерная рукоятка имеет эргономичную рукоятку, которую одинаково удобно использовать как правшам, так и левшам, и имеет нескользящую рукоятку с мягкой подкладкой. Ограждения регулируются, а цифры угловой шкалы выгравированы на нержавеющей стали.
Связанный: Лучшие полотна для торцовочной пилы, которые вы можете купить
Советы по безопасности для торцовочной пилы
При использовании торцовочной пилы держите большой палец опорной руки прижатым, чтобы предотвратить случайные порезы.
При работе с торцовочной пилой пользуйтесь средствами защиты глаз и органов слуха.
Когда диск прорежет материал, отпустите курок и дайте диску остановиться, прежде чем поднимать пилу.
Перед проверкой оправки или заменой диска отключите торцовочную пилу от сети.
Не снимайте защитный кожух с пилы.
Следите за тем, чтобы пильное полотно было острым и чистым, чтобы избежать необходимости проталкивать полотно через пилу.
Поддерживайте заготовку с обеих сторон пильного диска, чтобы она не упала и не ударила по пиле после резки.
Прежде чем резать фаски, убедитесь, что все съемные упоры не мешают.
Фото: istockphoto.com
Первоначальная настройка и калибровка
Сначала узнайте, как настроить торцовочную пилу, следуя инструкциям производителя. Установите все зажимы, прижимы, лазеры, регулировочные ручки и мешки для сбора пыли перед подключением пилы к сети. Сначала ознакомьтесь с регулировкой угла наклона, спусковым крючком, предохранителем и защитой лезвия.
Реклама
Затем откалибруйте пилу, так как даже новые торцовочные пилы могут нуждаться в калибровке. Начните с проверки лезвия комбинированным угольником. Лезвие должно быть идеально перпендикулярно забору и перпендикулярно основанию. Проверьте это, разрезав кусок обрезков древесины посередине под углом 90 градусов. Переверните одну из половинок и совместите ее с другой половиной. Эти две детали должны быть идеально прямыми и плоскими. Если нет, отрегулируйте пилу.
После выравнивания лезвия убедитесь, что лазер (если есть) совмещен с лезвием, выполнив разрез и посмотрев, куда попадает лазер. Если он не выровнен, отрегулируйте его в соответствии с руководством.
Как использовать торцовочную пилу для выполнения торцовочных пропилов
Фото: istockphoto.com
Угловые пропилы вручную выполнить сложно, но с помощью торцовочных пил это сделать несложно. К счастью, научиться резать углы с помощью торцовочной пилы несложно.
ШАГ 1: Установите угол скоса.
Чтобы найти правильный угол, воспользуйтесь угломером и разделите полученное значение пополам. Итак, для 90 градусов установите пилу на 45 градусов. После обрезки двух досок под углом 45 градусов и их сборки получится 9Угол 0 градусов.
Ослабьте регулировочную ручку и поверните пильный диск под правильным углом. Оказавшись под этим углом, поверните ручку, чтобы зафиксировать лезвие на месте.
ШАГ 2: Поместите заготовку на пилу.
Если пила находится в нижнем положении, поднимите ее, разблокировав штифт сзади. Поместите заготовку на пилу. Не активируя пилу, опустите диск и отрегулируйте заготовку так, чтобы внутренняя часть диска совпадала с отметкой реза. Если кажется, что срезанная сторона может упасть, установите прижимной зажим и затяните его на заготовке.
ШАГ 3: Запустите пилу и отрежьте заготовку.
Удерживая опорную руку на безопасном расстоянии от пилы, нажмите на предохранительный курок, а затем на курок, чтобы запустить пилу. Дайте полотну пилы немного покрутиться, чтобы увеличить скорость. Медленно опускайте пилу в заготовку, пока она не прорежет ее полностью. Отпустите курок и дайте полотну остановиться, прежде чем поднимать пилу.
Реклама
ШАГ 4: Повторите для другой половины митры.
Разблокируйте ручку регулировки и поверните пилу на противоположный угол. Положите заготовку на пилу, выровняйте ее по лезвию, зажмите заготовку и отрежьте заготовку так же, как и раньше. Соедините две вырезанные детали вместе, чтобы обеспечить правильный угол.
Связано с этим: Лучшие подставки для торцовочной пилы для вашей мастерской
Как использовать торцовочную пилу для резки под углом
Фото: istockphoto.com
Есть много причин делать разрез под углом. Будь то составной срез под углом, состоящий из двух разных углов, или обратная резка куска отделки для более плотного прилегания, вот как сделать косой срез с помощью торцовочной пилы.
ШАГ 1: Отрегулируйте угол пильного диска.
Найдите ручку регулировки наклона в задней части пилы и ослабьте ее. Многие составные торцовочные пилы также имеют штифт, который блокирует их от снятия фаски в обоих направлениях, поэтому, если пила не наклоняется в нужном направлении, вытащите и этот штифт.
Отрегулируйте лезвие под нужным углом, наблюдая за индикатором и датчиком, расположенным рядом с ручкой. Как только лезвие окажется под правильным углом, затяните ручку, чтобы она не могла двигаться.
ШАГ 2: Убедитесь, что забор свободен.
В зависимости от пилы может быть часть ограждения, которую пользователь должен удалить перед резкой под углом. Вообще говоря, эти съемные секции затягиваются с помощью набора барашковых гаек и легко снимаются без инструментов. Некоторые даже просто отворачиваются. Не включая пилу, опустите диск, чтобы убедиться, что он не касается упора.
ШАГ 3: Совместите заготовку с лезвием.
Поместите заготовку на пилу и опустите диск. Убедитесь, что внутренняя часть самого нижнего зуба совпадает с краем линии разреза. При необходимости отрегулируйте, не царапая лезвие о заготовку. После установки затяните прижимной зажим, чтобы заготовка не двигалась и не прыгала при включении пилы.
Объявление
ШАГ 4: Вырежьте заготовку.
Удерживая руку поддержки на безопасном расстоянии от пилы, нажмите предохранительный курок и курок, чтобы запустить пилу. Дайте полотну пилы немного покрутиться, чтобы увеличить скорость. Медленно опускайте пилу в заготовку, пока она не прорежет ее полностью. Отпустите курок и дайте полотну остановиться, прежде чем поднимать пилу.
Совет для профессионалов: Пила будет двигаться под заданным углом, поэтому не пытайтесь тянуть ее прямо вниз. Это приведет к отклонению лезвия и некачественному резу.
Советы по обслуживанию торцовочной пилы
Есть несколько вещей, которые необходимо регулярно делать для обслуживания торцовочной пилы.
Опорожняйте мешок для сбора пыли после каждого использования, чтобы убедиться, что он работает правильно.
Используйте средство для удаления смолы, чтобы удалить смолу с лезвия.
Часто пылесосьте ребра двигателя и любые места под рукой, где собирается пыль.
Обратите внимание, что оправки для торцовочных пил имеют обратную резьбу, поэтому, если пила поставляется с уже установленным полотном, не перетяните оправку при первой попытке заменить полотно.
Фото: istockphoto.com
Заключительные мысли
Торцовочные пилы могут показаться пугающими, но домашние мастера не должны их пугать. В тот момент, когда домашний мастер добавляет в свою коллекцию высококачественную торцовочную пилу, он может почувствовать себя способным взяться за совершенно новую область проектов. Применяя приведенные выше советы на практике, обучение безопасному и точному управлению торцовочной пилой станет второй натурой.
Реклама
Электроинструменты для начинающих // Любовь и ремонт
Хотите начать работу с электроинструментами и строить дома, но не знаете, с чего начать? Позвольте мне помочь! Вот краткий инструктаж о том, как пользоваться торцовочной пилой (и что такое торцовочная пила!). Этот пост был первоначально опубликован в марте 2018 года, но был обновлен!
Несколько лет назад я решил, что хочу научиться пользоваться электроинструментами. Я вел этот блог шесть лет, но на самом деле ничего не создал сам. Всегда!
Итак, я решил научиться пользоваться всеми основными электроинструментами, которые у нас были. И угадайте, каким был мой первый урок? Как пользоваться торцовочной пилой! Правильно — это был самый первый инструмент, которым я когда-либо научился пользоваться. Это отличный инструмент, если вы часто работаете с более мелкой древесиной (мой может резать древесину шириной до 12 дюймов), и он настолько универсален!
Для каких проектов я использую торцовочную пилу? Вот краткое изложение нескольких проектов, в которых моя торцовочная пила была звездой шоу:
Лепнина для картин в моей спальне Камин «сделай сам»
Лестница из одеял «сделай сам»
Домик для кемпинга
Эта геометрическая акцентная стена
Вы можете использовать торцовочную пилу практически для любого проекта «сделай сам», который у вас есть в рукаве. Это необходимо для лепки кроны, и это полезно буквально для всего, от изготовления рамы для картины до строительства дома. Серьезно — он такой универсальный!
Если вы хотите заняться деревообработкой, это должна быть одна из ваших первых покупок электроинструмента.
Готов научиться им пользоваться?
Что такое торцовочная пила?
Торцовочная пила, также известная как торцовочная пила, представляет собой инструмент, который используется для выполнения поперечных и угловых пропилов в древесине.
Есть несколько видов торцовочных пил. Если вы хотите понять разницу, вам нужно знать несколько ключевых терминов:
Угловой пропил — это угловой пропил, сделанный по ширине (или лицевой стороне) доски.
Косой срез — это наклонный срез, выполненный через толщину доски
Поперечный срез — это прямой срез по поверхности доски.
Любая торцовочная пила может выполнять любой вид распила, просто в зависимости от того, как древесина уложена на пилу. Если его положить ровно (широкой стороной к основанию пилы), получится косой срез. Если его положить на бок (короткой стороной к основанию пилы), получится скошенный срез.
Как только вы разберетесь с терминами, вам будет немного легче разобраться в различных типах торцовочных пил. Давайте разберем это:
Стандартная торцовочная пила имеет основание, которое качается для создания углов. Он может делать косые и косые резы, но не одновременно.
Комбинированная торцовочная пила может выполнять как косые, так и косые пропилы за один проход. Его основание может поворачиваться для создания скошенных углов, и само лезвие наклоняется для создания скошенных углов. Вы можете приобрести торцовочные пилы с одним скосом (которые наклоняются только в одном направлении) или торцовочные пилы с двойным скосом (которые могут наклоняться в обоих направлениях).
Стационарная (базовая) торцовочная пила может только качаться вверх и вниз и совсем не выдвигается. Он сможет резать доски шириной до 8 дюймов.
Выдвижная торцовочная пила позволяет лезвию выдвигаться наружу во время резки. Это позволяет делать более широкие разрезы примерно до 12 дюймов.
Некоторые торцовочные пилы сочетают в себе эти функции – например, , принадлежащая нам , представляет собой торцовочную пилу с двойным скосом и скользящим соединением.
Ух ты, какой глоток.
Как пользоваться торцовочной пилой
Очень очевидный отказ от ответственности: я не эксперт, я просто девушка, у которой есть муж, который научил ее пользоваться торцовочной пилой. Электроинструменты опасны, если вы не знаете, что делаете. Будьте осторожны, друзья мои.
Прежде всего, давайте погрузимся в видео. Это тот, который я создал несколько лет назад, чтобы научить вас всему, что вам нужно знать о том, как использовать торцовочную пилу, и он глубоко погружается во все различные части и детали.
При желании вы можете посмотреть видео на YouTube прямо здесь .
Итак, теперь, когда вы посмотрели видео, давайте немного разберемся в деталях. Здесь мы действительно углубимся в мельчайшие детали того, как использовать торцовочную пилу!
Детали торцовочной пилы
Лезвие и защитный кожух
Это часть, которая режет дерево. Дух. Защитный кожух будет медленно отходить от лезвия, когда вы опускаете его вниз, и снова закроет его, когда вы отпустите. Не приближайте пальцы к этому разделу… если не хотите их потерять.
Полотно торцовочной пилы необходимо время от времени заменять, как и любой другой инструмент. Если вы обнаружите, что лезвие не делает точные пропилы или ему труднее пройти через дерево, проверьте, не нужно ли заменить лезвие.
Ограждение
Ограждение торчит из того места, где вы устанавливаете доски — это то, к чему вы хотите прижать доски, чтобы ваши срезы были прямыми и ровными. Если вы не забудете прижать доску к забору, у вас может получиться странный срез под углом, или древесина может полететь, потому что она не поддерживается с обеих сторон. Вы всегда должны одной рукой крепко прижимать древесину к забору, а другой — управлять пилой. Кроме того, вы можете использовать зажим, чтобы удерживать древесину или заготовку на месте.
Рукоятка и курок
Вот как вы управляете пилой. Когда вы нажимаете спусковую кнопку на рукоятке, лезвие начинает вращаться. И, когда вы отпускаете, он останавливается. Довольно простой!
Помните, что лезвие перестанет вращаться через минуту после того, как вы отпустите курок. Обязательно дайте ему полностью остановиться, прежде чем вы позволите своим рукам приближаться к нему!
Угловой упор и угловой упор
Эти детали имеют предварительно измеренные угловые упоры, так что вы можете вращать основание и лезвие, чтобы выполнять разрезы под разными углами.
Датчик угла скоса: Если маленькая красная насечка указывает на 0, вы делаете прямой (90-градусный) рез. Если это 45, вы делаете угол 45 градусов. И так далее. Вы используете ручку замка, которая торчит из этого, чтобы повернуть стол и получить правильный угол. В видео мы показали только прямые срезы и углы в 45 градусов, но вы можете сделать практически любой угол, который пожелает ваше маленькое сердце! Если вы посмотрите на картинку выше, вы увидите несколько выемок на угловом упоре — это места, где основание автоматически остановится и зафиксируется на месте для часто используемых углов. Однако вам не нужно просто придерживаться их. Вы можете вручную затянуть ручку у основания, чтобы получить любой угол, который вам нужен.
Измеритель угла наклона: Помогает вам увидеть, под каким углом вы находитесь, когда вращаете лезвие для создания углов наклона. У него нет упоров, как у углового упора, поэтому двигайтесь медленно и обращайте внимание на то, на что вы указываете, потому что он не остановится автоматически.
Итак, теперь, когда вы знакомы с частями, вы в основном знаете, как их использовать. Серьезно — это так просто!
Как сделать пропил с помощью торцовочной пилы
Начните с измерения, чтобы найти нужную длину, и отметьте ее на доске. Затем вам нужно выровнять древесину вдоль забора и проверить положение лезвия.
Вы сделаете это, опустив лезвие вниз, чтобы увидеть, где оно ударит по дереву, убедившись, что оно попадет именно в то место, которое вы отметили.
Помните одну вещь: когда вы измеряете и выравниваете древесину, не забывайте учитывать ширину самого полотна. Если вы выровняете его по внутри вашего разреза, у вас получится короткий кусок дерева из-за лезвия. Когда Кори впервые объяснил мне это, я понятия не имел, о чем он говорит. Но в первый раз, когда я выстроил его неправильно, это сразу же щелкнуло в моей голове.
В общем, то, что я говорю, забудь об этом, и все это вернется к тебе в первый раз, когда ты неизбежно совершишь эту ошибку.
Это имеет смысл. Обещать.
После того, как вы выровняли его и убедились, что дерево находится в правильном месте, крепко удерживайте его на месте (или зажмите). Затем снова поднимите лезвие, нажмите на спусковой крючок и медленно опустите его, чтобы спилить дерево.
Вы можете обнаружить, что разрезы слишком длинные или слишком короткие. Это случается со мной даже после многих лет регулярного использования торцовочной пилы. В процессе работы может потребоваться небольшая корректировка. Я всегда рекомендую ошибаться в сторону сокращения слишком длинной , а затем отрезая крошечные кусочки дерева, пока они не будут иметь нужный вам размер. Когда вы работаете с углом скоса, особенно важно правильно подобрать длину, поэтому не торопитесь.
Советы по безопасности торцовочной пилы
Давайте поговорим о нескольких очень важных вещах, о которых следует помнить при использовании торцовочной пилы:
При работе с торцовочной пилой образуется много опилок. Для ваших легких вредно регулярно вдыхать такое количество пыли, поэтому во время работы разумно носить пылезащитную маску. Вы также можете подключить пылесос к задней части торцовочной пилы и запускать его во время резки, чтобы он автоматически собирал беспорядок за вас!
Пила должна быть отключена от сети, когда она не используется, и она должна быть закреплена болтами или зажимами на устойчивой рабочей поверхности во время использования.
Не носите свободную одежду при работе с торцовочной пилой и не убирайте длинные волосы, если они у вас есть.
Защита органов слуха и защита глаз – всегда хорошая идея при работе с любым электроинструментом!
Мобильная подставка для торцовочной пилы
Еще одно замечание: у нас есть эта мобильная подставка для нашей торцовочной пилы, и я не могу любить ее больше! Когда он не используется, он складывается и убирается, что дает нам массу дополнительного места в нашем гараже.
Раньше у нас было специальное место на верстаке для торцовочной пилы. Это была отличная система, но я обнаружил, что предпочитаю возможность отодвинуть ее к стене, когда я ею не пользуюсь.
Вы можете очень быстро сравнить цены станка для стекла и подобрать оптимальные варианты из более чем 77724 предложений
Станки для стекла
Состояние: Б/У Год выпуска: 2004 Производитель: Suntech (Китай)
Продаются станки для стекла: 1.Прямолинейный 9-ти шпиндельный шлифовально-полировальный станок для обработки «еврокромки» стекла 2004г.в. Suntech SZM9325(Китай), 18кВт. 2.Машина для мойки стекла…
08.04.2017
Гатчина (Россия)
500 000
Автоматический сверлильный станок для стекла с PLC G-MAC A15-3
Состояние: Новый Производитель: G-MAC
В наличии
Станок для двухстороннего сверления стекла G-MAC «A15-3». Новый станок. Можем продать в лизинг или рассрочку. Гарантия 12мес.Станок предназначен для малых и средних предприятий по промышленной…
13.09.2022
Казань (Россия)
32 600
Сверлильный станок по стеклу, двухшпиндельный
Состояние: Б/У Год выпуска: 2017 Производитель: Россия (Россия)
Станок двухшпиндельный сверлильный для стекла. 2017г. выпуска. Мало БУ.
01.11.2021
Ярославль (Россия)
160 000
Шлифовальный станок для стекла ШС-1
Состояние: Новый
Станок предназначен для шлифовки поверхности стекла, снятия с него фасок, обработки фигурных стеклянных деталей и других операций. Шлифовка осуществляется за счет перемещения заготовки по…
17. 11.2022
Старый Оскол (Россия)
Шлифовальный станок для стекла ШС-7
Состояние: Новый
Особенность шлифовального станка ШС-7 заключается в возможности придания любой формы кромке стеклянного листа. Она зависит лишь от вида используемого алмазного инструмента, который может обработать…
17.11.2022
Старый Оскол (Россия)
Кромочный станок для стекла double adger Intermac Busetti F11 линия
Состояние: Б/У Год выпуска: 2015 Производитель: Intermac (Италия)
Линия для обработки стекла double adger Busetti F11 линия 2200 х 3300 мм состоит из двух станций и обрабатывает стекло с 4-х сторон. Цена 260 000 Евро с НДС и ПНР. Линия 2015 года выпуска, работали…
20.10.2021
Москва (Россия)
260 000
Станок для обработки кромки на стекле BBT 02N /03UNI II
Состояние: Новый Год выпуска: 2012
В наличии
Предназначен для обработки прямолинейной и криволинейной кромки листового стекла периферийными кругами. ОБЛАСТЬ ПРИМЕНЕНИЯ
Идеально подходит для применения на малых предприятиях по производству…
17.12.2012
Москва (Россия)
Двухленточный станок для шлифовки и полировки кромки стекла ЛС-180-2
Состояние: Новый Производитель: Россия
В наличии
Шлифовальный станок для стекла • Отличительной особенностью данного станка является возможность плавной регулировки угла обработки кромки в пределах всего рабочего диапазона. • В…
02.08.2021
Пенза (Россия)
129 000
Обработка кромки стекла ВВТ 01
Состояние: Новый Год выпуска: 2012
В наличии
Предназначен для обработки прямолинейной кромки листового стекла периферийными кругами.ОБЛАСТЬ ПРИМЕНЕНИЯ:
Идеально подходит для применения на малых предприятиях по производству стекольной. ..
17.12.2012
Москва (Россия)
Кромкооблицовочный станок Brandt KDN 210
Состояние: Б/У Год выпуска: 2008
Кромкооблицовочный станок Brandt KDN 210, 2008 год, Домодедово. Не работает транспортерная лента, концы ведут в микросхемы, нужно смотреть микросхему.ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ…
15.04.2021
Домодедово (Россия)
369 000
Кромкооблицовочный станок Brandt Optimat KD 67 С
Состояние: Б/У Год выпуска: 2001
Кромкооблицовочный станок Brandt Optimat KD 67 С, 2001 год, Домодедово. Станок без прифуговки. Можно заменить прижимные ролики, но и сейчас работает.ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ…
15.04.2021
Домодедово (Россия)
388 000
Вакуумный облицовочный пресс ПО-2500
Состояние: Б/У Год выпуска: 2005
Вакуумный облицовочный пресс ПО 2500, Nakotne, Латвия, год изготовления неизвестен, находится в Домодедово. ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ Б/У:Cверлильно-присадочный MAGGI GT-800, 2010 год,…
15.04.2021
Домодедово (Россия)
95 000
Cверлильно-присадочный MAGGI GT800
Состояние: Б/У Год выпуска: 2010 Производитель: Maggi
Cверлильно-присадочный MAGGI GT-800, 2010 год, Домодедово. В рабочем состоянии, запрашивает коды.ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ Б/У:Вакуумный облицовочный пресс ПО 2500, Nakotne, Латвия, ???? год,…
15.04.2021
Домодедово (Россия)
859 000
ЧПУ фрезерный Optimat WEEKE BHC 280
Состояние: Б/У Год выпуска: 2004
ЧПУ фрезерный Optimat WEEKE BHC 280, 2004 год, Домодедово. Отсутствует блок управления NUM1020.ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ Б/У:Вакуумный облицовочный пресс ПО 2500, Nakotne, Латвия, ???? год,. ..
15.04.2021
Домодедово (Россия)
524 000
Кромкооблицовочный OTT Unimatic UM 15.5 F
Состояние: Б/У Год выпуска: 2004
Кромкооблицовочный OTT Unimatic UM 15.5 F в хорошем рабочем состоянии, сейчас работает в цеху. 2004 год.ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ Б/У:Электропогрузчик Balkancar ЕВ 687, 2007 год, Домодедово….
15.04.2021
Балабаново (Россия)
669 000
Motimac CDR 1000
Состояние: Б/У Год выпуска: 2012 Производитель: Motimac
Щеточно-шлифовальный станок Motimac CDR 1000, 2012 года. В полностью исправном рабочем состоянии. Причина продажи — нужен более производительный/скоростной. Находится в работе, любые проверки на…
15. 04.2021
Балабаново (Россия)
909 000
Раскрой с ЧПУ HOMAG CH-04.38.38
Состояние: Б/У Год выпуска: 2001 Производитель: Homag (Германия)
ЧПУ раскрой HOMAG CH-04.38.38, 2001 год, Домодедово. В рабочем состоянии, но нужен наладчик для запуска.ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ Б/У:Вакуумный облицовочный пресс ПО 2500, Nakotne, Латвия, ????…
15.04.2021
Домодедово (Россия)
859 000
ЧПУ раскрой Scheer PA 4131
Состояние: Б/У Год выпуска: 1998 Производитель: Scheer (Германия)
ЧПУ раскрой Scheer PA 4131, 1998 год, Домодедово. В рабочем состоянии, но нужен наладчик для запуска.ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ Б/У:Вакуумный облицовочный пресс ПО 2500, Nakotne, Латвия, ????. ..
15.04.2021
Домодедово (Россия)
766 000
Автоматизированные системы очистки оборотной воды от шлама серии LCS
Состояние: Новый Производитель: HTS (Россия)
В наличии
Уникальная отечественная разработка для предприятий по обработке стекла и камня решает проблемы очистки оборотной воды от шлама.Автоматизированные системы очистки оборотной воды LCS предназначены…
06.12.2021
Белгород (Россия)
Вертикальный станок для обработки прямолинейной кромки стекла Bottero, мод. Victralux
Состояние: Новый
В наличии
Компания BOTTERO производит 4 различных станка для производства прямолинейной «евро кромки». Различия между ними заключаются только в вариации и количестве шпинделей.
Станок VICTRALUX 108 F/CD…
17.12.2012
Москва (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для стекла почти как на Авито и TIU
Видео станка для стекла
Сверлильные станки — Стеклоцентр
Сверление стекла представляет определенную сложность, как и любая обработка стекла. Особенных вариаций с конструкцией станка не возникает. Фактически, это обычные сверлильные станки со специальным шпинделем для крепления сверла. Из особенностей можно выделить двухстороннее сверление с двумя шпинделями максимально точно позиционированные относительно друг друга. Таково свойство стекла – если сверлить с одной стороны сквозное отверстие, с противоположной стороны всегда возникнут сколы. Ну и, конечно же, подача воды – охлаждение сверла, в результате чего существенно увеличивается срок его службы.
Сверлильный станок BZ0213A (полный автомат) пр-во Китай C лазерной указкой пневморежим кондуктор серийного сверления отверстий (стоимость зависит от комплектации и наличия опций)
Диаметр сверления
4-130мм
Толщина стекла
2-20мм
Максимальное удаление сверла от края стекла
1030мм
Масса
750кг
Мощность
1. 7/2.2kw
Размер станка
1650х2600
Самый простой станок, портативный, имеет только один верхний вал, куда вворачивается сверло. Не очень удобно и не очень быстро, но дешево. При работе на подобном станке приходится переворачивать стекло во избежание образования сколов. Стационарные имеют два шпинделя. Сначала сверлится нижняя плоскость стекла, затем окончательное сверление сверху. Сверлильные станки могут быть ручными и автоматическими, но принцип всегда одинаков. При работе на автоматическом оборудовании крайне важна настройка, так как при малейшей неточности бой неизбежен. Не забудем упомянуть о различии в расположении шпинделей. Есть два варианта – вертикальное расположение и горизонтальное расположение листа стекла. Если есть дефицит пространства, лучше взять вертикальный. Его можно поставить вплотную к стене, а функционально он ничем не отличается от горизонтального.
Любая обработка листового стекла и зеркал здесь
Вертикальный сверлильный станок (пр-во Китай) (стоимость зависит от комплектации и наличия опций)
Макс.расстояние от края стекла
900мм
Толщина стекла
3-30мм
Диаметр сверления
4-150мм
Потребляемая мощность
2.5кв
Габаритные размеры
2800х1100х2100мм
масса
550кг
ПОРТАТИВНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК VITRODODOI
Очень удобный в работе сверлильный станок, собранный в Италии. Станок имеет две скорости первая 1400 и 2800 об/мин вторая. В наличии патрон под сверло высотой 75 мм. Хорошо продумана система подвода охлаждающей жидкости непосредственно в место контакта сверла с обрабатываемой поверхностью. Достаточно лёгок как по весу, так и в управлении. Существенно повышает производительность и качество в сравнении с ручным сверлением дрелью.
Сверление стекла – Питер Хокинс
FPD 60 Series
Мощный двухголовый автоматический станок Schiatti Angelo для сверления стекла.
Проверенная временем конструкция позволяет просверливать отверстия диаметром 100 мм в автоматическом режиме и диаметром 200 мм в ручном режиме в стекле толщиной до 28 мм.
FPD 60XY доступен с управлением ПЛК для предварительно запрограммированного автоматического управления остановом позиционирования
Интерактивная брошюра
Серия TFV
TFV был разработан и изготовлен для выполнения отверстий максимальным диаметром 85 мм и фрезерных форм на стеклянных листах с толщина от 3мм до 15мм. Машина состоит из трех независимых секций: входного конвейера, закрытой центральной камеры, где обрабатывается стекло, и выходного конвейера.
Конструкция машины с открытым верхом позволяет пропускать стеклянные листы любого размера. Полностью автоматизированные элементы машины управляются осевым управлением и высококачественными ведомыми шестернями.
Online PDF
Серия FPMM
Серия FPMM имеет несколько головок для одновременного сверления до четырех отверстий.
Интерактивная брошюра
topDRILL 130 Easy
topDRILL 130 Easy — наша проверенная и надежная начальная модель для двусторонних полуавтоматических сверлильных станков по стеклу. Спецификация машины завершена; работа оптимизирована с помощью ПЛК. Стабильная версия с фиксированной высотой опоры также позволяет обрабатывать тяжелые стекла больших размеров.
Загрузить брошюру в формате PDF
topDRILL 130 nc
topDRILL 130 nc — это полностью автоматический двусторонний сверлильный станок для стекла с цифровыми сверлильными головками и автоматической транспортировкой стекла. Все движения контролируются через дисплей, нет необходимости в ручных регулировках. После смены инструмента инструменты автоматически измеряются.
Оператор должен только поставить стекло и запустить программу. topDRILL 130 Easy — наша зарекомендовавшая себя и надежная начальная модель для двусторонних полуавтоматических сверлильных станков по стеклу. Спецификация машины завершена; работа оптимизирована с помощью ПЛК. Стабильная версия с фиксированной высотой опоры также позволяет обрабатывать тяжелые стекла больших размеров.
Загрузить брошюру в формате PDF
topDRILL 240 nc
topDRILL 240 nc — это увеличенная версия наших полностью автоматических сверлильных станков. Устройство работает без вмешательства оператора. Все позиции сверления и длина сверла будут установлены автоматически.
Загрузить брошюру в формате PDF
topDRILL 130 RX smart-5
topDRILL 130 RX smart-5 вместе с 240 RX smart-5 является самым продаваемым устройством всей серии. Оригинальное устройство смены инструмента очень быстрое, относительно простое и совершенно несложное в использовании. Глубокое зенкование спереди и сзади будет производиться без каких-либо ограничений независимо от диаметра инструмента. Первая смена инструмента происходит в процессе сверления на противоположной стороне. Высокопроизводительные шпиндели с водяным охлаждением чрезвычайно прочны и долговечны без больших затрат на техническое обслуживание!
Загрузить брошюру в формате PDF
topDRILL 130 RX speed-10
topDRILL 130 RX speed 10 — это новое слово в технологии вертикального бурения. Как передняя, так и задняя смена инструмента могут нести до 10 инструментов с каждой стороны. Интеллектуальное устройство смены инструмента сортирует следующий инструмент во время обработки. Отсутствие времени на настройку и большое количество инструментов в сочетании с простым и сложным программированием делают RX speed 10 фаворитами в области предварительной обработки.
Загрузить брошюру в формате PDF
topDRILL 240 RX smart-5
Наша машина topDRILL 240 RX smart-5 на протяжении многих лет является самой популярной машиной для вертикальной обработки стекла. Полная гибкость и простота программирования делают этот станок очевидным выбором. Чрезвычайно низкие затраты на техническое обслуживание за счет использования надежных и проверенных компонентов, простота подключения к другому оборудованию и простые в использовании программные решения являются основными преимуществами.
Скачать брошюру в формате PDF0001
Вещь #: AMZ1 by CR Laurence
Смотреть отзывы
В наличии 2977,48 долларов США /шт.
ЭКОНОМЬТЕ ДО 297,75
Покупайте оптом
Наведите курсор на изображение, чтобы увеличить его
Посмотреть отзывы Посмотреть отзывы
В наличии 2 977,48 долл. США /шт.
СЭКОНОМЬТЕ ДО 297,75
Покупка оптом
БЫСТРАЯ ДОСТАВКА*Обычно доставка в течение 1 рабочего дня
КОЛ-ВО
+ Добавить в список желаний
Купите оптом и сэкономьте — посмотрите, как
Смотреть сейчас
Цитата большого заказа
Покупайте с уверенностью
Простой возврат в течение 30 дней. Мы являемся крупнейшим поставщиком самых адаптируемых, персонализированное оборудование в отрасли. Мы прилагаем все усилия, чтобы вы остались довольны нашей продукцией.
Регулируемая скорость, двигатель постоянного тока с высоким крутящим моментом
Сверлит отверстия быстрее и точнее, чем любой другой портативный сверлильный станок для стекла
Встроенный патрон с водяным охлаждением
Подходит для бельгийских алмазных сверл с резьбой: от 1/8″ до 4″ (от 3 до 102 мм) в диаметре
Блокирующее вакуумное основание чашки
Глубина
10-1/2 в (266,7 мм)
Высота
16 В (406,4 мм)
Ширина
11 в (279,4 мм)
Тип
110V
CRL AMZ1114 40005
110V
CRL AMZ11104 Производственный станок для алмазного бурения сверлит отверстия от 1/8 до 4 дюймов (от 3 до 102 мм) быстрее и точнее, чем любой другой портативный станок для сверления стекла. По сравнению с другими станками, представленными на рынке, просверливание отверстия диаметром 2 дюйма (51 мм) в зеркале диаметром 1/4 дюйма (6 мм) можно выполнить менее чем за десять секунд при использовании правильно заправленного сверла (испытания проводились в контролируемых условиях). . CRL AMZ1 поставляется готовым к использованию с питанием 110 В переменного тока и включает заземленную вилку для использования с устройством прерывания цепи замыкания на землю, таким как наш Cat. № ГФ1. Он также оснащен популярными функциями и достаточно надежен, чтобы служить вам долгие годы. Сделайте шаг вперед от стальных и латунных трубчатых сверл и их грязной суспензии карбида кремния к нашим технически совершенным бельгийским многослойным сверлам с металлической связкой. Чаще всего с AMZ1 используются бельгийские алмазные сверла серии Mount PDT (металлическая связка) и серии HBT (электроформованные). При покупке сверлильного станка AMZ1 вы также должны приобрести точильный камень для заточки алмазных сверл с металлической связкой.
Впечатления от недорогой аккумуляторной дисковой (125 мм) пилы с бесколлекторным двигателем / Инструменты / iXBT Live
Всем привет! Продолжаю делиться впечатлением от инструментов, которые заметно помогли во время ремонта в доме. Этой пилой резался ламинат, ДСП, гипсокартон, пластик, при желании можно и керамическую плитку пилить, но мне лень было постоянно переставлять диски, так что для этого использовалась болгарка.
BangGood выделил купон BG6cb675, дающий скидку $27 на все комплекты
Проверить цену в Banggood Проверить цену в AliExpress
Характеристики
Тип
Аккумуляторная дисковая пила
Количество аккумуляторов в комплекте
0-2 шт
Типоразмер
Makita 18-21В Li-Ion
Емкость
3000 мАч
Диаметр диска
125 мм
Скорость работы
до 6000 об/мин
Угол реза
регулируется до 45 градусов
Глубина реза
регулируется от 3 до 40 мм
Размер
26x16x25 см
Вес с аккумулятором
2. 8 кг
Распаковка и внешний вид
Доставляли службой CGS, а они не особо осторожничают, так что коробка пришла не в лучшей форме, но ничего не пострадало. В комплекте пила, два ключа, аккумулятор 5S2P типоразмера «макита», простенькое зарядное устройство и инструкция
Все части корпуса кроме ручки металлические, защитный чехол подпружинен, сдвигается по мере реза материала. Я специально выбирал модель с установкой диска с левой стороны, так проще контролировать процесс при работе правой рукой. В местных магазинах в 90% случаев диск располагается справа.
Есть регулировка угла «подошвы» и высоты для контроля глубины пропила. Так же имеется место под линейку-ограничитель(на первом фото видны пазы), но в комплект поставки она не входит
В нижней части корпуса расположены индикаторы заряда и выбранной скорости вращения, которая переключается коротким нажатием единственной кнопки. На первой пила развивает 4000об/мин, на второй 4700об/мин, а на третьей 6000об/мин
Подготовка к работе
Был куплен новый диск по дереву. Далеко не самый дорогой вариант, но для моих нужд его вполне хватит.
Установка не занимает много времени. Одним ключом держим прижимную гайку, вторым выкручиваем фиксирующий болт, ставим диск на место, подкидываем тонкое колечко из комплекта, прижимаем, затягиваем. Обратите внимание на резьбу болта, закручивается он против часовой стрелки, соответственно выкручивается по часовой
В стоковом положении глубина реза составляет 40мм, если стол опустить до упора вниз, диск пройдет около 3мм
Перед началом работы я выровнял подошву так, чтобы она была перпендикулярна диску, а так же подтянул гайку, которая фиксирует поворотную конструкцию на корпусе, дабы не было люфта при нажатии
Тестирование
Если инструмент пилит плохо и начинает жечь заготовку, необходимо внимательно посмотреть на стрелки, которые производитель заботливо нанес как на корпус, так и на диск. Я ошибся, т.к. раньше работал с моделью, у которой диски ставятся с правой стороны корпуса и видно его лицевую сторону. В моем случае пришлось перевернуть.
Ну и т.к. картинками и текстом сложно передать впечатления от работы, я смонтировал максимально короткое видео без «воды», в котором можно посмотреть на взаимодействие с различными материалами
Ну а если кому интересно посмотреть поближе на качество спила, вот более детализированные фото. Задиров минимум даже на тонком пластике, а для работы с ним есть и другие диски, которые работают еще аккуратнее
Автономность
После получения специально не заряжал комплектный аккумулятор, но за время погасло только одно деление из трех, так что пришлось добивать остаток заряда другим инструментом. Комплектное ЗУ выдает ток около 700мА и за 4 часа залилось порядка 3000мАч или 60Втч
Вроде $25 не так уж дорого за аккумулятор такой емкости в комплекте с зарядником, я где-то за эту сумму и брал аналогичный по емкости, но он еще подходил под 3А зарядник, что заметно ускоряет процесс.
Начинка
Двигатель как и обещали бесколлекторный, довольно крупный, на валу имеется подшипник. Контроллер в нижней части залит компаундом. Шестерни и корпус редуктора металлические
Рассмотрим двигатель ближе, он крупнее тех, что я видел в шуруповертах и болгарках ранее. Шестерня съемная
Итоги
Это тот случай, когда ты сначала думаешь, а нужен ли тебе данный инструмент, ведь уже есть лобзик, сабельная пила, болгарка. Но стоит один день поработать им начинаешь понимать насколько удобнее, быстрее и аккуратнее пользоваться специализированным инструментом.
Раньше ламинат и прочие деревяшки пилил торцовочной пилой, получалось быстро и точно, но вот таскать с места на место тушку 30кг то еще удовольствие. Пластик резал обычно болгаркой со специальным диском, при этом пришлось хорошенько набить руку и поначалу получалось довольно криво. Сабж полностью заменил болгарку во время отделочных работ, частично торцовочную пилу, и лобзик, т.к. работа идет быстрее когда не нужно таскать заготовки в другую комнату и обрабатывать их можно на весу и даже после монтажа, подпилив лишнее если что-то не помещается там где должно. Так же есть возможность отрегулировать глубину прохода, при этом рез получается довольно точным и аккуратным даже в руках не очень опытного человека.
Мощности хватает, чтобы нарезать на кубики 40мм деревянный брус не особо задумываясь об ограничениях в скорости прохода, а комплектный аккумулятор обеспечивает неплохую автономность. После тестирования пришлось установить его в цепную пилу и заготовить дров для мангала, дабы разрядить в ноль для проверки емкости.
Напоминаю, купон BG6cb675 скидывает $27 со всех комплектаций при покупке в BangGood проверить цену
Для тех, кому удобнее Али, я нашел адекватный магазин и есть положительные отзывы проверить цену
Пила дисковая Sturm CS5012MS, 125 мм, 1000Вт
ГлавнаяЭлектроинструментДисковые пилы
Пила дисковая sturm cs5012ms, 125 мм, 1000вт
Модель: CS5012MS
(Оставить отзыв)
3195 грн
Производитель:
Sturm ( Германия)
Мы являемся официальным дилером торговой марки Sturm в Украине
За последние 7 дней товар просмотрели 40 человек
Описание Пила дисковая Sturm CS5012MS, 125 мм, 1000Вт
позволяет резать различные породы дерева, а также камень и керамику. Легкая и компактная, что позволяет работать даже одной рукой. Тонкий корпус диаметром 72 мм, а также резиновое покрытие противоскольжения. С помощью пилы Sturm можете регулировать пропил по глубине и наклону
Характеристики
Страна сборки Германия
Гарантия 24 месяца
Тип пилы дисковая ручная
Мощность сетевых 1000 Ватт
Внешний диаметр диска 125 мм
Написать отзыв» Пила дисковая Sturm CS5012MS, 125 мм, 1000Вт»
Спасибо, что делитесь опытом!
Оцените этот товар:
= star}» v-for=»star in reviewStars» @click=»setReviewRate(star)»>
Комплект TC-125 является частью системы SLAB для керамогранита и крупноформатной плитки и включает в себя все элементы, необходимые для резки этих материалов циркулярной пилой TC-125.
В комплект входят:
– Резак дисковый ТС-125.
– 3 направляющие SLIM CUTTER по 110 см каждая. (Для правильного функционирования ТС-125 НЕОБХОДИМО использование этих направляющих).
– 2 фиксирующие присоски для шероховатых поверхностей (RM). – 1 алмазный диск TCR-125 для сухой резки (совместим с мокрой резкой) керамогранита (диск TCR не подходит для резки под углом 45º). – 2 фиксатора для дополнительной фиксации направляющей SLIM. — Набор инструментов. – Практичная текстильная сумка для транспортировки направляющих и жесткий кейс для резака ТС-125.
Циркулярный резак ТС-125 RUBI, имеет двойную систему уменьшения и контроля пыли, образующейся при резке. Либо посредством его подключения к пылесосу (сухая резка), либо посредством забора воды.
Соединение с пылесосом 32 мм, но для других диаметров в комплекте идет переходник. Водозаборник состоит из быстроразъемного штуцера для шланга 16 мм и резиновой пробки, которая закрывает вход пылесоса и выполняет при мокрой стрижке функции вторичного захвата, улучшая эргономику при резке.
Головка TC-125 складывается до 45º и регулируется по высоте. Таким образом, можно выполнять косые прорези и получать специальные надрезы с большей точностью (необходимо иметь в виду, что толщина среза зависит от диаметра диска).
Для резки под углом TC-125 имеет дополнительную рукоятку, которая улучшает контроль и обзор во время резки и улучшает эргономику работы.
Можно использовать диски двух диаметров: 115 и 125 мм (см. толщину резки для каждого диаметра).
Выключатель ТС-125 имеет предохранитель, предотвращающий непреднамеренный запуск, и электрический кабель с PRCD для защиты оборудования от скачков напряжения.
Для оформления ТС-125. Было принято во внимание использование протектора диска с быстро открывающейся крышкой, что облегчает замену диска и уменьшает выброс частиц. Кроме того, боковой протектор, улучшающий работу системы пылеподавления.
Круглорезный станок TC-125 позволяет профессиональным наладчикам со всего мира работать без ограничений по резке.
Особенности продукта
ТОЧНАЯ резка благодаря системе направляющих SLIM SYSTEM.
Оснащен пластиной из углеродистой стали на регулируемых радиальных подшипниках из нержавеющей стали.
Двойная система пылеудаления: всасывающая или влажная.
Регулируемая по высоте режущая головка (эффект погружения), угол поворота от 0° до 45°. (митра). Система быстрой регулировки.
Откидная боковая защита для косых пропилов. Уменьшает разбрызгивание воды и улучшает всасывание пыли.
Материалы
Для резки всех видов керамической плитки, керамического листа, природного камня и спеченного камня. Особенно подходит для больших плиток.
Применение
Переносная электрическая циркулярная пила. Подходит для мокрой или сухой резки.
Характеристики
Прямое подключение к пылесосу AS-30 PRO (Ø32 мм). В комплекте адаптер для других моделей и марок (Ø37, 42 и 50 мм).
Регулирующий клапан и быстроразъемное соединение для шланга ** (Ø16 мм). Резиновая заглушка для всасывающего патрубка. УЛУЧШАЕТ эргономику при влажной резке.
Выключатель с замком SECURITY для предотвращения случайного включения. Электрический кабель с ПРВП (дифференциал).
Совместим с дисками Ø125 или Ø115 мм. (Подходит для алмазных дисков с арматурным стержнем, тип TVA).
Защита диска из литого алюминия с прозрачной крышкой из поликарбоната с системой быстрого открывания и закрывания. Это упрощает замену лезвий и сводит к минимуму выброс частиц и воды.
Наклоняемый боковой защитный кожух для резки под углом. СНИЖАЕТ брызги воды и УЛУЧШАЕТ всасывание пыли.
Включает алмазный диск TCR-125 SUPERPRO (сухая резка), чехол для переноски и аксессуары. Для удобства транспортировки и хранения.
Циркулярная пила | TC-125 Циркулярная пила для плитки | Пила для резки плитки
by Rubi Tools
Артикул 51957
Исходная цена
$371,85
— Первоначальная цена
$371,85
Исходная цена
371,85 $
371,85 $ — $371,85
Текущая цена
$371,85
| /
Поделись этим:
Циркулярная пила, гладкая и точная, идеальна для листов большого формата
Циркулярный резак TC-125 является частью системы SLAB для керамических листов и крупноформатной плитки. Для правильной работы ТС-125 НЕОБХОДИМО использование режущих направляющих SLIM. Благодаря этой системе наведения мы можем получить точный и ровный срез. Полозья скольжения из углеродистой стали TC-125 оснащены радиальными подшипниками из нержавеющей стали с очень простой системой регулировки, которая позволяет поддерживать машину в идеальном состоянии. Циркулярный резак ТС-125 RUBI, имеет двойную систему уменьшения и контроля пыли, образующейся при резке. Либо посредством его подключения к пылесосу (сухая резка), либо посредством забора воды.
Соединение с пылесосом 32 мм, но для других диаметров в комплекте идет переходник. Водозаборник состоит из быстроразъемного штуцера для шланга 16 мм и резиновой пробки, которая закрывает вход пылесоса и выполняет при мокрой стрижке функции вторичного захвата, улучшая эргономику при резке. Головка ТС-125 складывается до 45º и регулируется по высоте. Таким образом, можно делать косые и получать специальные и более точные разрезы (необходимо учитывать, что толщина разреза зависит от диаметра диска).
Для резки под углом TC-125 имеет дополнительную рукоятку, которая улучшает контроль и обзор во время резки и улучшает эргономику работы. Вы можете использовать диски двух диаметров: 115 и 125 мм (см. толщину резки для каждого диаметра). Выключатель ТС-125 имеет предохранитель, предотвращающий непреднамеренный пуск, и электрический кабель с ПРЗД для защиты оборудования от скачков напряжения. Для проектирования ТС-125. учтено включение протектора диска с быстро открывающейся крышкой, что облегчает замену диска и уменьшает выброс частиц. Кроме того, боковой протектор, улучшающий работу системы пылеподавления. С дисковым резаком TC-125 нет ограничений по резке, которые останавливают проекты профессиональных наладчиков со всего мира.
Основные характеристики
Точный рез благодаря направляющим Slim System. Оснащен направляющей из углеродистой стали на регулируемых радиальных подшипниках из нержавеющей стали.
Система двойного снижения / пылеподавления. Сухой и мокрый рез.
Режущая головка регулируется по высоте (режущий эффект) и складывается в диапазоне от 0° до 45°. (митра). БЫСТРАЯ система регулировки.
Материалы
Для резки керамического листа и всех видов керамической плитки. Подходит для натурального камня и спеченного камня. Особенно подходит для изделий большого формата.
Особенности
Совместим с дисками Ø125 или Ø115 мм. (Подходит для дисков с арматурным стержнем, тип TVA).
Выключатель с замком БЕЗОПАСНОСТЬ. Избегайте непроизвольного запуска. Электрический кабель с ПРВП (дифференциал).
Прямое подключение к пылесосу AS-30 PRO (Ø32 мм). В комплекте адаптер для других моделей и марок (Ø37, 42 и 50 мм).
Клапан регулировки и быстроразъемное соединение для шланга ** (Ø16 мм). Резиновая заглушка для всасывающего патрубка. УЛУЧШАЕТ эргономику при влажной резке.
Защита диска из литого под давлением алюминия с прозрачной крышкой из поликарбоната с системой открывания и быстрого закрывания. ЭТО ОБЛЕГЧАЕТ замену диска и СНИЖАЕТ выброс частиц и воды.
Наклоняемый боковой защитный кожух для резки под углом. СНИЖАЕТ брызги воды и УЛУЧШАЕТ аспирацию пыли.
Включает диск TCR-125 SUPERPRO (сухая резка), чехол для переноски и аксессуары. ЭТО ОБЛЕГЧАЕТ транспортировку и обработку.
TC-125 230 В 50 Гц Циркулярная пила
Реф. -50953
EAN-13 -8413797509533
Высота реза -20-25 мм
Толщина пропила под углом -14-18 мм
Источник питания -220-240В 50-60Гц
оборотов в минуту -13800
Внешний диаметр -115-125 мм
Внутренний диаметр -22,2 мм
С футляром для переноски —
Длина Ширина Высота (габаритные размеры машины) -330х239х206 см
Вес с кейсом -14 кг
шт. в коробке -1
Станок для круговой резки TC-125 120В 60Гц США
Арт. -51957
EAN-13 -8413797519570
Высота реза -20-25 мм
Толщина пропила под углом -14-18 мм
Источник питания -110-130В 50-60Гц
оборотов в минуту -13800
Внешний диаметр -115-125 мм
Внутренний диаметр -22,2 мм
С футляром для переноски —
Длина Ширина Высота (габаритные размеры машины) -330х239х206 см
Схема управления шаговым двигателем и принцип работы
ШАГОВЫЕ ДВИГАТЕЛИ — ПРИНЦИП РАБОТЫ
Шаговые двигатели — это устройства, задача которых преобразование электрических импульсов в поворот вала двигателя на определённый угол, для совершения механической работы, приводящей в движение различные механизмы.
Принцип работы шаговых двигателей
Принцип работы шаговых двигателей можно изложить кратко. ШД, как и все типы двигателей, состоят из статора (состоящего из катушек (обмоток)) и ротора, на котором установлены постоянные магниты.
На картинке изображены 4 обмотки, расположенные на статоре под углом в 90 градусов относительно друг друга. Тип обмотки зависит от конкретного типа подключения шагового двигателя (как подключить шаговый двигатель).На примере выше обмотки двигателя не соединены, значит двигатель с такой схемой имеет шаг поворота в 90 градусов. Обмотки задействуются поочередно по часовой стрелке, а направление вращения вала двигателя обусловлено порядком задействования обмоток. Вал двигателя вращается на 90 градусов каждый раз, когда через очередную катушку протекает ток.
Шаговые двигатели — применение
Область применения шаговых двигателей довольно широка, они используются в промышленности, в принтерах, автоматических инструментах, приводах дисководов, автомобильных приборных панелях и других приложениях, требующих высокой точности позиционирования.
Принято различать шаговые двигатели и серводвигатели. Принцип их действия во многом похож, и многие контроллеры могут работать с обоими типами. Серводвигатели требуют наличия в системе управления датчика обратной связи по скорости и/или положению, в качестве которого обычно используется энкодер. Шаговые двигатели преимущественно используются в системах без обратных связей, требующих небольших ускорений при движении. В то время как синхронные сервомоторы обычно используются в скоростных высокодинамичных системах.
Шаговые двигатели (ШД) делятся на две разновидности: двигатели с постоянными магнитами (униполярные и биполярные) и двигатели с переменным магнитным сопротивлением (гибридные двигатели). С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
Биполярные шаговые двигатели с постоянными магнитами и гибридные двигатели сконструированы более просто, чем униполярные двигатели, обмотки в них не имеют центрального отвода (см. рис. 2).
Шаговые двигатели имеют широкий диапазон угловых разрешений. Более грубые моторы обычно вращаются на 90° за шаг, в то время как прецизионные двигатели могут иметь разрешение 1,8° или 0,72° на шаг. Если контроллер позволяет, то возможно использование полушагового режима или режима с более мелким дроблением шага (микрошаговый режим), при этом на обмотки подаются дробные значения напряжений, зачастую формируемые при помощи ШИМ-модуляции.
Для правильного управления биполярным шаговым двигателем необходима электрическая схема, которая должна выполнять функции старта, стопа, реверса и изменения скорости. Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
Каждая серия содержит высокопроизводительные компоненты, отвечающие все возрастающим требованиям к характеристикам современных электронных применений.
Управление биполярным шаговым двигателем требует наличия мостовой схемы. Эта схема позволит независимо менять полярность напряжения на каждой обмотке.
На рисунке 3 показана последовательность управления для режима с единичным шагом.
На рисунке 4 показана последовательность для полушагового управления.
Максимальная скорость движения определяется физическими возможностями шагового двигателя. При этом скорость регулируется путем изменения размера шага. Более крупные шаги соответствуют большей скорости движения.
В системах управления электроприводами для отработки заданного угла или перемещения используют датчики обратной связи по углу или положению вала двигателя.
Если в качестве исполнительного двигателя использовать синхронный шаговый двигатель, то можно обойтись без датчика обратной связи (Дт) и упростить систему управления двигателем (СУ), так как отпадает необходимость использования в ней цифро-аналоговых (ЦАП) и аналого-цифровых (АЦП) преобразователей.
Мощность шаговых двигателей лежит в диапазоне от единиц ватт до одного киловатта.
Шаговые двигатели различаются по конструктивным группам: активного типа (с постоянными магнитами), реактивного типа и индукторные.
Шаговые синхронные двигатели активного типа
Принцип действия шагового двигателя активного типа рассмотрим на примере двухфазного двигателя.
Различают два вида коммутации обмотки шагового двигателя: симметричная и несимметричная.
При симметричной системе коммутации на всех четырех тактах возбуждается одинаковое число обмоток управления.
При несимметричной системе коммутации четным и нечетным тактам соответствует различное число возбужденных обмоток управления.
Ротор у шагового двигателя активного типа представляет собой постоянный магнит, при числе пар полюсов больше 1, выполненный в виде «звездочки».
Число тактов KT системы управления называют количеством состояний коммутатора на периоде его работы T. Как видно из рисунков для симметричной системы управления KT=4, а для несимметричной KT=8.
В общем случае число тактов KT зависит от числа обмоток управления (фаз статора) mу и может быть посчитано по формуле:
KT = mуn1n2,
где: n1=1 — при симметричной системе коммутации;
n1=2 — при несимметричной системе коммутации;
n2=1 — при однополярной коммутации;
n2=2 — при двуполярной коммутации.
При однополярной коммутации ток в обмотках управления протекает в одном направлении, а при двуполярной — в обеих. Синхронизирующий (электромагнитный) момент машины является результатом взаимодействия потока ротора с дискретно вращающимся магнитным полем статора. Под действием этого момента ротор стремится занять такое положение в пространстве машины, при котором оси потоков ротора и статора совпадают. Мы рассмотрели шаговые синхронные машины с одной парой полюсов (р=1). Реальные шаговые микродвигатели являются многополюсными (р>1). Для примера приведем двуполюсный трехфазный шаговый двигатель.
Двигатель с р парами полюсов имеет зубчатый ротор в виде звездочки с равномерно расположенными вдоль окружности 2р постоянными магнитами. Для многополюсной машины величина углового шага ротора равна:
αш=360/Ктр
Чем меньше шаг машины, тем точнее (по абсолютной величине) будет отрабатываться угол. Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
Реактивные шаговые двигатели
У активных шаговых двигателей есть один существенный недостаток: у них крупный шаг, который может достигать десятков градусов.
Реактивные шаговые двигатели позволяют редуцировать частоту вращения ротора. В результате можно получить шаговые двигатели с угловым шагом, составляющим доли градуса.
Отличительной особенностью реактивного редукторного двигателя является расположение зубцов на полюсах статора.
При большом числе зубцов ротора Zр его угол поворота значительно меньше угла поворота поля статора.
Величина углового шага редукторного реактивного шагового двигателя определится выражением:
αш=360/КтZр
В выражении для KT величину n2 следует брать равной 1, т. к. изменение направления поля не влияет на положение ротора.
Электромагнитный синхронизирующий момент реактивного двигателя обусловлен, как и в случае обычного синхронного двигателя, разной величиной магнитных сопротивлений по продольной и поперечной осям двигателя.
Основным недостатком шагового реактивного двигателя является отсутствие синхронизирующего момента при обесточенных обмотках статора.
Повышение степени редукции шаговых двигателей, как активного типа, так и реактивного, можно достичь применением двух, трех и многопакетных конструкций. Зубцы статора каждого пакета сдвинуты относительно друг друга на часть зубцового деления. Если число пакетов два, то этот сдвиг равен 1/2 зубцового деления, если три, то — 1/3, и т.д. В то же время роторы-звездочки каждого из пакетов не имеют пространственного сдвига, т.е. оси их полюсов полностью совпадают. Такая конструкция сложнее в изготовлении и дороже однопакетной, и, кроме того, требует сложного коммутатора.
Индукторные (гибридные) шаговые двигатели. Стремление совместить преимущества активного шагового двигателя (большой удельный синхронизирующий момент на единицу объема, наличие фиксирующего момента) и реактивного шагового двигателя (малая величина шага) привело к созданию гибридных индукторных шаговых двигателей.
В настоящее время имеется большое число различных конструкций индукторных двигателей, различающихся числом фаз, размещением обмоток, способом фиксации ротора при обесточенном статоре и т.д. Во всех конструкциях индукторных шаговых двигателей вращающий момент создается за счет взаимодействия магнитного поля, создаваемого обмотками статора и постоянного магнита в зубчатой структуре воздушного зазора. При этом синхронизирующий момент шагового индукторного двигателя по природе является реактивным и создается намагничивающей силой обмоток статора, а постоянный магнит, расположенный либо на статоре, либо на роторе, создает фиксирующий момент, удерживающий ротор двигателя в заданном положении при отсутствии тока в обмотках статора.
По сравнению с шаговым двигателем реактивного типа у индукторного шагового двигателя при одинаковой величине шага больше синхронизирующий момент, лучшие энергетические и динамические характеристики
Линейные шаговые синхронные двигатели
При автоматизации производственных процессов весьма часто необходимо перемещать объекты в плоскости (например, в графопостроителях современных ЭВМ и т.д.). В этом случае приходится применять преобразователь вращательного движения в поступательное с помощью кинематического механизма.
Линейные шаговые двигатели преобразуют импульсную команду непосредственно в линейное перемещение. Это позволяет упростить кинематическую схему различных электроприводов.
Статор линейного шагового двигателя представляет собой плиту из магнитомягкого материала. Подмагничивание магнитопроводов производится постоянным магнитом.
Зубцовые деления статора и подвижной части двигателя равны. Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
Принцип действия линейного шагового двигателя не отличается от принципа действия индукторного шагового двигателя. Разница лишь в том, что при взаимодействии потока обмоток управления с переменной составляющей потока подмагничивания создается не момент, а сила FС, которая перемещает подвижную часть таким образом, чтобы против зубцов данного магнитопровода находились зубцы статора, т.е. на четверть зубцового деления t/4.
ΔXш=tz/Кt
где Kt — число тактов схемы управления.
Для перемещения объекта в плоскости по двум координатам применяются двухкоординатные линейные шаговые двигатели.
В линейных шаговых двигателях применяют магнито-воздушную подвеску. Ротор притягивается к статору силами магнитного притяжения полюсов ротора. Через специальные форсунки под ротор нагнетается сжатый воздух, что создает силу отталкивания ротора от статора. Таким образом, между статором и ротором создается воздушная подушка, и ротор подвешивается над статором с минимальным воздушным зазором. При этом обеспечивается минимальное сопротивление движению ротора и высокая точность позиционирования.
Важными характеристиками шагового двигателя являются: шаг, предельная механическая характеристика и приемистость.
Режим отработки единичных шагов соответствует частоте импульсов управления, подаваемых на обмотки шагового двигателя, при котором шаговый двигатель отрабатывает до прихода следующего импульса заданный угол вращения. Это значит, что в начале каждого шага угловая скорость вращения двигателя равна 0.
При этом возможны колебания углового вала двигателя относительно установившегося значения. Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.
В процессе пуска ротор может отставать от потока статора на шаг и более; в результате может быть расхождение между числом шагов ротора и потока статора.
Предельная механическая характеристика — это зависимость максимального синхронизирующего момента от частоты управляющих импульсов.
Приемистость — это наибольшая частота управляющих импульсов, при которой не происходит потери или добавления шага при их отработке. Она является основным показателем переходного режима шагового двигателя. Приемистость растет с увеличением синхронизирующего момента, а также с уменьшением шага, момента инерции вращающихся (или линейно перемещаемых) частей и статического момента сопротивления.
Приемистость падает с увеличением нагрузки.
DARXTON
УПРАВЛЕНИЕ ШАГОВЫМИ ДВИГАТЕЛЯМИ
Двигатели постоянного тока нашли множество применений, но непрерывное и плавное вращение ротора не всегда требуется. Естественная особенность двигателя BLDC, заключающаяся в том, что для его вращения необходимо постоянно переключать напряжения между обмотками, способствовала развитию шаговых двигателей. Их ротор может вращаться с определенными приращениями и оставаться стабильным в этих состояниях даже если управление прерывается. Возобновление подачи напряжения на катушки вызывает продолжение вращения.
Шаговые двигатели не имеют коммутаторов и щеток. Это синхронные двигатели постоянного тока с электронно-коммутируемым магнитным полем, вызывающим вращение якоря (его магнитов). Можно считать, что шаговые двигатели управляются цифровыми импульсами, и в шаговом двигателе полный угол поворота ротора разделен на дискретное количество шагов. Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
Конструкция шагового двигателя
Теория работы шаговых двигателей. В отличие от двигателей постоянного или переменного тока, для шаговых двигателей требуется последовательное питание, то есть они должны получать фиксированную последовательность импульсов для отдельных катушек. Также бывают биполярные и униполярные двигатели. Униполярный шаговый двигатель отличается от биполярного тем, что имеет дополнительный отвод обмотки, который разделяет обмотку на две части. Обычно биполярный шаговый двигатель имеет 4 или 8 контактов, а униполярный – 5 или 6 контактов.
Схема униполярных и биполярных шаговых двигателей
Вначале рассмотрим униполярный шаговый двигатель, ввиду простоты управления. В таком моторе ток в обмотке всегда течет в одном направлении. Это упрощает метод управления, в отличие от биполярного, где управление должно обеспечивать изменение полярности катушек шагового двигателя путем изменения направления тока через обмотку на противоположное.
Двух переключателей достаточно, чтобы построить простейший драйвер шагового двигателя, как показано на рисунке. Здесь используем 6-проводный униполярный двигатель. Также можно сказать, что двигатель в этом случае управляется однополярно, за счет использования средней обмотки катушки и постоянного напряжения питания на нее.
Переключая данные переключатели в последовательности S1, S2, S1, S2, S1, S2… заметим, что двигатель вращается. Рисунок выше иллюстрирует важный принцип управления: обе обмотки не могут питаться от одной пары одновременно. Каждое изменение переключателя поворачивает ротор на один шаг. Чем быстрее начнем переключать переключатели в последовательности S1, S2, S1, S2…, тем быстрее начнет вращаться ротор.
Подключение переключателей к катушкам шагового двигателя
Скорость шагового двигателя зависит не от величины напряжения, а от скорости подключения питания к отдельным обмоткам. Чтобы добиться полного вращения ротора с 200-шаговым двигателем, надо изменить положение каждого переключателя 100 раз, то есть выполнить до 200 последовательностей для двух переключателей. Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.
В нашем случае последовательность переключений также определяет направление вращения шагового двигателя. Когда меняем последовательность включения переключателей, то меняем и направление вращения, например S2, S1, S2, S1, S2, S1… влево, S1, S2, S1, S2, S1, S2… вправо. В этом примере есть двухпозиционные переключатели, которые всегда обеспечивают питание двух из четырех обмоток шагового двигателя в данный момент. Но использование трехпозиционных переключателей дает гораздо больше возможностей.
Опять же, обе обмотки никогда не питаются от одной пары, что является обязательным принципом управления шаговым двигателем. Благодаря трехпозиционным переключателям можно реализовать, например, полушаговое управление, благодаря разнообразию переключений. Одновременно могут быть под напряжением две, одна или ни одной из обмоток.
На практике вместо переключателей используются биполярные транзисторы, чаще можно встретить драйверы на основе полевых МОП-транзисторов, благодаря возможности пропускания большего тока, а также возможности их перегрузки. Транзистор здесь действует как переключатель, он либо закрыт, либо полностью открыт.
Упрощенная схема управления униполярным шаговым двигателем
Чтобы управлять таким мотором, надо обеспечить соответствующую последовательность импульсов. Например, только одна из четырех обмоток шагового двигателя находится под напряжением одновременно (это своего рода волновое управление). На каждый цикл двигателя подается питание на одну из четырех катушек униполярного шагового двигателя. Вращение его будет выглядеть так:
Вращение униполярного шагового двигателя в последовательных тактах цикла управления волной
Управляющая последовательность A +, B +, A-, B- повторяется каждые четыре импульса тактового генератора. Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.
Последовательность импульсов A +, B +, A -, B – вращает двигатель в одном направлении. Смена полюсов статора (N, S) заключается в питании соответствующей катушки (A + или A -).
Самый простой способ изменить направление – поменять местами одну пару проводов катушки (поменять местами, например, B + с B – и B – с B +), затем дадим последовательность A +, B -, A -, B + импульсы, он вращает двигатель в противоположном направлении. Так управление направлением реализовано в некоторых контроллерах шаговых двигателей. Самый простой способ изменить последовательность импульсов – использовать, например, реле.
Форма волны (однофазная) импульсная последовательность драйвера
Упрощенная схема однофазного (волнового) регулятора с изменением направления вращения
Несомненное преимущество униполярных шаговых двигателей – простота управления. Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
Двухфазное управление шаговым мотором
Гораздо лучшей альтернативой однофазному управлению будет двухфазное, при котором работают две из четырех обмоток шагового двигателя. В таком управлении используем 1/2 всех обмоток. Тогда мотор станет более эффективен.
Вращение двигателя при двухфазном полноступенчатом управлении
Две катушки шагового двигателя всегда находятся под напряжением. Опять же, мы никогда не питаем две катушки из одной пары одновременно. С каждым импульсом от генератора переключается только одна катушка из отдельных пар (последовательно). В первом цикле катушки A и B находятся под напряжением, во втором катушка A все еще находится под напряжением, в то время как катушка B переключается на B +, в третьем цикле катушка B + находится под напряжением из второго цикла, и катушка A переключается на A + и так далее.
Формы сигналов A + и B + сдвинуты друг к другу (две из четырех обмоток всегда работают в заданном цикле), а сигналы A + и B- инвертируются с сигналами A + и B +. Такие формы сигналов (смещенные относительно друг друга) легко генерируются, например, благодаря интегральной микросхеме 4013, которая имеет два D-триггера. Также можно использовать микроконтроллер. Изменение направления вращения в таком контроллере, как и при однофазном (волновом) управлении, может быть реализовано путем изменения направления проводов одной пары концов катушки (изменение с A + на A – и A – на A +). Чаще всего изменение скорости основано на изменении логики последовательности управляющих импульсов. Мы можем сделать это, например, используя логические элементы XOR, которые будут отрицать сигналы (инвертировать их).
Упрощенная схема двухфазного контроллера с изменением направления вращения, D-триггерами для создания смещенных сигналов и логическими вентилями XOR
Оба типа управления представленные выше: однофазный (волновой) и двухфазный (инвертированные сигналы, управляющие транзисторами), в просторечии, являются униполярными типами управления, потому что используем униполярные шаговые двигатели с дополнительными ответвлениями обмотки. Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична.
Также стоит упомянуть моторы VR (реактивного сопротивления). Двигатели VR обычно имеют три обмотки. Чтобы управлять таким двигателем, нам нужно подавать отдельные обмотки одну за другой в последовательности A, B, C, A, B, C… это заставит двигатель вращаться в одном направлении, в то время как последовательность питания обмотки A, C, B, A, C, B… заставит его вращаться в противоположном направлении. Самый простой способ изменить направление – поменять местами концы двух обмоток шагового двигателя VR, и проще всего это сделать с помощью реле.
Упрощенная схема драйвера резистивного шагового двигателя
Последовательность импульсов управления шаговым двигателем
Последовательность импульсов драйвера реактивного шагового двигателя очень похожа на волновое управление.
Биполярное управление обеспечивает более эффективное использование шагового двигателя, при котором всегда работает вся обмотка шагового двигателя, что дает гораздо лучшую производительность на низких и средних скоростях. А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.
Биполярный драйвер требует более сложного управления из-за того, что нужно управлять каждым из восьми транзисторов индивидуально. Взамен получаем все возможности шагового двигателя, хотя реализация такого типа управления не самая простая.
Принцип работы такого моста основан на том, что если верхний транзистор проводит в одной ветви, а нижний транзистор в другой, и наоборот, то через катушку шагового двигателя будет протекать ток. Если два верхних или два нижних транзистора проводят одновременно в двух ветвях одного моста, то ток через катушку не будет протекать. Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.
Также в биполярных контроллерах имеем дело с однофазным (волновым) и двухфазным управлением. Оба элемента управления являются полношаговыми. При однофазном управлении, как и в униполярных шаговых двигателях, в следующем цикле запитывается только одна катушка,
Вращение биполярного шагового двигателя в последовательных тактах однофазного (волнового) цикла управления
Вращение биполярного шагового двигателя в последовательных тактах двухфазного цикла управления
Упрощенная схема драйвера для биполярных двигателей с транзисторными Н-мостами
Последовательность импульсов для питания катушек идентична униполярному двигателю, но в этом случае нет четырех сигналов на транзисторы, только восемь сигналов на восемь транзисторов. Каждым из них нужно управлять индивидуально, переключая соответствующие транзисторы в нужный момент. Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.
Включаем транзисторы «крестом» в катушке A и B. Напряжение питания катушки задается как в униполярном управлении, в то время как «массовый» транзистор подключается крест-накрест к присоединенному верхнему силовому транзистору. Можем если надо изменить скорость, изменив управление двумя концами одной катушки, что приведет к другой последовательности импульсов. Самый простой способ – использовать реле, как при униполярном управлении, также можно реверсировать сигналы, управляющие транзисторами.
Ход управления катушками в биполярном шаговом двигателе волнового управления
Чтобы понять идею, можно сказать что на схеме показано питание проводов биполярного шагового двигателя, т.е. высокое состояние означает напряжение на конкретном проводе (A +, B +, A -, B -), а низкое состояние – появление заземления на отдельных проводах в заданном цикле. Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.
Фактически, форма сигналов управления транзисторами в H-мосте будет выглядеть как на схеме ниже. Это биполярное однофазное (волновое) управление.
Ход транзисторной последовательности управления в биполярном волновом контроллере
Идея управления катушками двухфазного биполярного двигателя аналогична управлению двухфазным униполярным шаговым мотором. Здесь также нужно управлять каждым транзистором отдельно, как в случае управления биполярной волной. Можем изменить скорость на реле, как при управлении волнами, или использовать логические вентили, меняющие сигналы.
Ход управления катушками в биполярном двигателе двухфазного управления
Эта схема, что касается управления биполярной волной, показывает соответствующий источник питания проводов биполярного шагового двигателя. Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
Последовательность импульсов управления транзистором будет выглядеть примерно так:
Последовательность управления транзистором в двухфазном биполярном контроллере
Как правило, биполярные шаговые двигатели требуют сложной схемы управления. Эта проблема была решена с появлением специализированных интегральных схем (A3977, A4988, L297), которые используются для генерации соответствующей последовательности импульсов для управления транзисторами в H-мосте.
Также можем использовать логические элементы или D-триггеры для генерации этой последовательности, но чаще существуют драйверы, построенные на микроконтроллерах или специализированных интегральных схемах.
Самым большим преимуществом управления биполярным шаговым двигателем является хорошо используемый крутящий момент, благодаря тому что вся обмотка находится в текущем состоянии после получения импульса (в течение одного цикла).
Двигатели PM (с постоянным магнитом) и HB (гибридные), несмотря на их различную конструкцию, управляются одинаково. Каждый двигатель с 4 контактами может управляться только биполярно, в то время как униполярный шаговый двигатель с 6 контактами может работать как биполярный, так и униполярный.
Двигатели с 8 выводами дают гораздо больше возможностей, они могут работать как однополярные, так и биполярные. Кроме того, шаговый двигатель можно подключить последовательно, где нужно подавать на него более высокое напряжение, но в то же время он будет потреблять меньше тока, что приведет к снижению мощности на более высоких скоростях.
Также можем подключить его параллельно и запитать от более низкого напряжения, но с более высоким током. Это даст меньше потерь мощности на более высоких скоростях. На низких скоростях, как при последовательном, так и при параллельном подключении, двигатель будет иметь одинаковый крутящий момент (мощность).
Схема последовательного и параллельного подключения 8-проводного шагового двигателя
Идея последовательного и параллельного подключения также может быть использована с 6-проводным униполярным двигателем.
Схема последовательного и параллельного подключения 6-проводного шагового двигателя
Следует отметить, что при управлении шаговым двигателем мы переключаем обмотки, имеющие некоторую индуктивность. Когда ток прерывается в индуктивности, генерируется напряжение самоиндукции, которое может быть большим и повредить транзистор. Чтобы исключить это явление, необходимо правильно обеспечить протекание тока в катушке даже после выключения транзистора. Наиболее распространены быстродействующие диоды, которые срезают всплески, возникающие при открытии транзистора. Также можете найти драйверы с конденсаторами вместо диодов.
Схема подключения диодов к униполярному драйверу на биполярных транзисторах
Верхние диоды на схеме отсекают положительные импульсы, образовавшиеся в результате отключения тока от катушек шагового двигателя. С другой стороны, нижние диоды тоже нужны, потому что две обмотки одной пары образуют автотрансформатор. Когда в одной катушке есть положительное перенапряжение, отсекаемое верхним диодом, в другой катушке той же пары происходит отсечение отрицательного перенапряжения нижним диодом.
Иная ситуация с использованием MOSFET-транзисторов, потому что транзистор уже имеет в своей структуре переход сток-исток, который в данном случае действует как диод. При использовании небольших двигателей верхние диоды можно не устанавливать. Положительная энергия вывода не очень велика и может быть поглощена транзистором, который кратковременно работает в разрешенном режиме лавинного пробоя и действует как стабилитрон.
Схема униполярного шагового двигателя с MOSFET транзисторами
Также используем тот же принцип для биполярного управления. При использовании MOSFET-транзисторов можем использовать встроенные «диоды» в транзисторе.
Схема использования диодов в биполярных драйверах
Схема биполярного шагового двигателя с MOSFET транзисторами
Ещё стоит упомянуть инерцию обмоток, ограничивающую скорость нарастания тока. Каждая из катушек шагового двигателя имеет определенную индуктивность L и сопротивление R. После подачи напряжения на катушку ток I определяется напряжением питания катушки (VCC) и ее сопротивлением, то есть I = VCC / R. Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.
На низких частотах (скоростях) это значения не имеет, а на более высоких частотах ток не успеет увеличиться до нужного значения. Следовательно, двигатель будет значительно терять крутящий момент при увеличении оборотов, из-за того что ток не успевает увеличиться до номинального тока мотора.
Лучшее решение этой проблемы – подать на двигатель напряжение, намного превышающее номинальное напряжение его работы. Из-за более высокого напряжения ток нарастает быстрее. Правда для этого требуется специальная схема, ограничивающая ток протекающий по обмоткам.
Среди других решений – использование резистора, который выбирается так, чтобы ток в установившемся режиме был равен номинальному току двигателя. Недостатком такой системы являются большие потери мощности на резисторе.
Схема использования резистора для ограничения тока в обмотках шагового двигателя
Иное решение – заменить резисторы на источник тока, который будет поддерживать заданное значение. Сначала на катушку подается высокое напряжение, которое ускоряет нарастание тока, затем источник будет поддерживать заданное значение тока катушки. Правда потери мощности по-прежнему являются большим недостатком, на этот раз на транзисторах, из-за высокого напряжения питания.
Схема использования источника тока для ограничения тока в обмотках шагового двигателя
Другой способ – работать от двух источников питания. В первые моменты импульса катушка питается от более высокого напряжения, которое ускоряет рост тока, затем она переключается на второй источник с номинальным напряжением питания шагового двигателя.
Недостатком такого решения является необходимость использования двух источников, что связано с дополнительными преобразователями. На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения.
Упрощенная схема использования двух источников питания для регулирования тока в обмотках шагового двигателя
Самый эффективный метод – чопперский. Он заключается в подаче на катушку двигателя не одиночных импульсов, а серии импульсов по форме напоминающих сигнал ШИМ. В первый момент импульса от генератора прикладывается более высокое напряжение, которое ускоряет нарастание тока, позже оно ограничивается циклической работой транзистора.
Фрагмент схемы биполярного контроллера с технологией чоппера
Форма сигнала прерывателя для управления транзистором
Напоминаем, что в первые моменты управляющего импульса продлеваем включение транзистора, что позволяет быстрее увеличить ток, благодаря гораздо более высокому напряжению VCC, чем номинальное напряжение мотора. В следующие моменты импульса значительно сокращаем время транзистора, он работает циклически и тем самым ограничивает напряжение до номинального рабочего напряжения шагового двигателя. Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
Схема использования компаратора в биполярном контроллере
Эта схема очень эффективна и позволяет регулировать ток катушки независимо от напряжения питания, изменяя напряжение Vs.
Напряжение питания катушки VCC намного выше, чем рабочее напряжение обмотки, а это означает что после включения транзистора ток достигает своего рабочего значения намного быстрее, за гораздо более короткое время чем постоянная времени L / R. После достижения порогового значения (установленного Vs) компаратор сравнивает падение напряжения на управляющем резисторе Rs с напряжением Vs. Если ток двигателя и, следовательно, падение напряжения на Rs увеличиваются выше напряжения Vs, компаратор запускает моностабильный триггер, который излучает один импульс и на короткое время отключает напряжение питания катушки, что снижает ток, а затем цикл повторяется с начала.
В результате компаратор и триггер циклически открывают и закрывают транзистор, что предотвращает повышение напряжения катушки до напряжения питания VCC. За счет циклической работы транзистора ограничивается напряжение питания катушки шагового двигателя. Тогда течение имеет пилообразную волну. Ниже представлена диаграмма тока в обмотке прерывателя.
График импульсов тока в обмотке
Этот управляющий сигнал с прерывистой катушкой позволяет увеличить крутящий момент шагового двигателя, особенно при более высоких скоростях вращения. Конечно потребуется еще более интеллектуальная система управления (эта проблема была решена с появлением встроенных драйверов шаговых двигателей и микроконтроллеров), но она позволяет ускорить процесс увеличения тока благодаря подаче гораздо более высокого напряжения на более высокие частоты от генератора, без значительных потерь энергии или использования двух разных источников питания. Тут понадобится только один блок питания с относительно высоким напряжением.
Очень хорошая альтернатива, особенно в тех случаях когда драйвер не нуждается в специальных функциях, – использовать готовые интегральные микросхемы драйверов шаговых двигателей. Многие производители предлагают широкий спектр специализированных чипов, разработанных специально для управления шаговыми двигателями.
Обмотки шаговых двигателей чаще всего управляются формой сигнала ШИМ через H-мосты, по одному на обмотку. Угол поворота пропорционален количеству импульсов, а скорость вращения – их частоте. При работе с полными ступенями довольно много шума и вибрации. К сожалению, также могут быть случаи пропуска ступеней («выход») и, как следствие, потеря контроля над положением ротора. Эта проблема решается за счет использования микрошагов, таким образом питая обмотки так, что ротор проходит через промежуточные положения за один полный шаг.
Если для быстрой остановки двигателя требуется еще несколько шагов, важно правильно определить состояние перехода и остановки. В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.
Это возможно на основании наблюдения увеличения BENF и соответствующего увеличения частоты импульсов, питающих двигатель. Вышеописанный алгоритм реализован в интегрированном однокристальном контроллере AMIS-30624. Он настроен для работы с различными типами шаговых двигателей, диапазонами позиционирования и такими параметрами, как скорость, ускорение и замедление.
Схема контроллера AMIS-30624
Он имеет встроенный бессенсорный детектор потери шага, который предотвращает потерю шагов позиционером и быстро останавливает двигатель при его остановке. Это обеспечивает тихую, но точную калибровку во время эталонного прогона и позволяет работать с полузамкнутым контуром. AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.
Форум
Как управлять шаговыми двигателями для точных движений роботов
Во многих технологиях, которые движут современным миром, шаговые двигатели активно работают. Эти относительно простые, но высокоэффективные двигатели являются отличным выбором для многих различных применений, включая производственные приложения, в которых используются роботизированные компоненты.
Шаговые двигатели, однако, требуют систем управления, которые могут обеспечить степень точного оперативного управления, которая создает точные и точные движения роботов. И когда инженер проектирует эти системы управления, ему необходимо уделять особое внимание конструкции контроллера и электрической коробки, используемой для его размещения.
В сегодняшнем выпуске блога Polycase TechTalk мы углубимся в основы шагового двигателя и его применения. Затем мы поговорим о том, как управлять шаговыми двигателями для инженеров-механиков и электриков, проектирующих и определяющих системы управления двигателями.
Частично разобранный шаговый двигатель. Обратите внимание на магнитные катушки, окружающие зубчатый ротор.
Что такое шаговый двигатель?
Шаговый двигатель — это распространенный тип бесщеточного двигателя с питанием от постоянного тока. Чтобы понять, как работают шаговые двигатели и почему мы их используем, вы должны сначала понять несколько вещей о том, как работают электрические двигатели.
Основное назначение электродвигателя — преобразование электрической энергии в механическую. Для этого в электродвигателе используются различные типы магнитов, которые взаимодействуют друг с другом и заставляют физические компоненты двигателя двигаться. Движение компонентов вращает вал двигателя, который передает механическую энергию от двигателя для питания других частей системы.
Существует два широко используемых типа электродвигателей: коллекторные и бесщеточные. В каждом из них используется свой метод преобразования электрической энергии в механическую:
Коллекторный двигатель использует электрические контакты, называемые щетками, которые передают ток на якорь, намотанный металлическими катушками. Два постоянных магнита статора, один положительный и один отрицательный, окружают якорь и заставляют якорь, находящийся под напряжением, вращаться. Когда якорь вращается, его кинетическая энергия вращает вал двигателя.
В бесщеточном двигателе используется несколько электромагнитов статора, расположенных по кольцу вокруг намагниченного ротора. Электромагниты можно активировать и деактивировать последовательно, чтобы управлять вращением ротора и точно совмещать его с каждым магнитом. Здесь вращение ротора создает кинетическую энергию, вращающую вал двигателя.
Коллекторные двигатели все еще используются в различных устройствах, например, в бытовой технике. Однако бесщеточные двигатели вытеснили щеточные во многих других областях, в том числе во многих цифровых технологиях, которые управляют нашим миром.
Таким образом, важно понимать, как управлять шаговыми двигателями и как создавать системы управления, которые управляют ими безопасно и эффективно. Прежде чем мы углубимся в то, как они работают, давайте лучше поймем, как используются шаговые двигатели, рассмотрев преимущества, которые могут предложить шаговые двигатели, и приложения, в которых они обычно используются.
Пример базовой конструкции шагового двигателя. Каждая из катушек активируется последовательно, чтобы обеспечить постоянное и предсказуемое движение ротора.
Преимущества шаговых двигателей
Итак, почему шаговые двигатели часто выбирают для робототехники? Вот некоторые из основных преимуществ шаговых двигателей, благодаря которым они идеально подходят для робототехники:
Чрезвычайно точное управление движением и позиционированием двигателя
Намного меньше требований к техническому обслуживанию, чем у коллекторных двигателей
Высокоэффективная и надежная работа при номинальных скоростях и нагрузках
Значительно меньшая занимаемая площадь, чем у большинства коллекторных двигателей
Генерирует гораздо меньше тепла и электрического шума, чем коллекторные двигатели питают только одну сторону кольца катушки статора за раз, а также относительно недороги, что делает их популярными как среди любителей электроники, так и среди профессионалов. Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.
Шаговый двигатель подходит не для всех задач. Если в вашем проекте требуется постоянное вращение двигателя на очень высоких скоростях (обычно более 2000 об/мин), многочисленные полюса в шаговом приводе могут вызвать такие условия, как потери на вихревые токи, которые снижают эффективность двигателя. Кроме того, износ ротора на таких высоких скоростях может сократить срок его службы.
Закажите корпус ЧПУ для вашего проекта обработки с ЧПУ
Робототехника для шаговых двигателей
Шаговые двигатели используются в самых разных областях, особенно в робототехнике. Поскольку шаговые двигатели обеспечивают точное позиционирование и надежные повторяющиеся движения, они идеально подходят для приложений, требующих длинных последовательностей быстрых и точных движений. Распространенные применения шаговых двигателей в робототехнике включают:
CNC-обработка
3D- и 2D-печать
Текстильное производство
Медицинские устройства визуализации
Системы хранения данных на жестких дисках
Каждое из этих приложений требует точного контроля над роторами, лазерами, печатающими головками, стилусами и другими автоматизированными роботизированными компонентами. Шаговые двигатели обеспечивают точное управление и надежность, необходимые инженерам при проектировании робототехнических систем. Однако для того, чтобы шаговые двигатели реализовали свой потенциал в этих приложениях, важно иметь четкое представление о том, как управлять шаговыми двигателями с использованием различных доступных методов управления напряжением.
Основы управления шаговым двигателем
По сути, основным методом управления шаговым двигателем является включение и выключение катушек, окружающих шестерню, в правильной последовательности. Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.
Изменения в подаче тока на шаговый двигатель могут привести к чрезвычайно тонким и точным различиям в позиционировании. Точность шагового двигателя зависит от количества его шагов, то есть от количества различных позиций, которые он занимает в течение полного цикла вращения. Шаговый двигатель с большим количеством шагов будет в большей степени способен создавать более точные различия в позиционировании. Уровень точности, которого может достичь шаговый двигатель, известен как разрешение двигателя.
Основные режимы управления шаговым двигателем:
Волновой привод/Однофазный: последовательно активируется одна катушка. Это самый простой режим работы шагового двигателя, дающий самое низкое разрешение.
Полный шаг: Две катушки последовательно активируются одновременно, поэтому полярные положения ротора фактически находятся между каждой катушкой. Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешение двигателя, поскольку число шагов остается прежним.
Полушаг: Активируется одна катушка, а затем одновременно активируются две катушки на следующем этапе. Таким образом, ротор перемещается на полшага за раз от положения прямого выравнивания, когда активна одна катушка, до положения раздельного выравнивания, когда активны две катушки. Этот режим фактически добавляет дополнительные шаги к вращению двигателя, поэтому он существенно увеличивает разрешение.
Микрошаг: Катушки активируются серией синусоидальных импульсов, которые перемещают ротор очень маленькими шагами. Этот метод дает самое высокое разрешение из всех перечисленных здесь, благодаря его способности подразделять полный цикл ротора на 256 шагов. Микрошаг также перемещает ротор очень плавно и последовательно, что помогает снизить вибрацию, шум и износ компонентов двигателя. Благодаря этим преимуществам микрошаговый режим является наиболее распространенным режимом активации шаговых двигателей в современных приложениях.
Также можно увеличить разрешение шагового двигателя, увеличив количество катушек и полюсов. Большинство шаговых двигателей, используемых профессиональными инженерами, имеют большое количество катушек, которые обеспечивают около 200 шагов до микрошага. В совокупности эти параметры дают инженерам, использующим шаговые двигатели, множество различных возможностей для повышения точности разрешающей способности двигателя.
Каждый шаговый двигатель управляется через схему драйвера, которая передает ток на катушки, чтобы активировать их. Поскольку весь механизм, управляющий шаговым двигателем, начинается с контроллера двигателя, очень важно, чтобы элементы управления шаговым двигателем были разработаны тщательно и в соответствии с передовыми методами. В следующих разделах мы кратко рассмотрим основы, которые вам необходимо знать при разработке схемы драйвера шагового двигателя.
Основы выбора привода шагового двигателя
Схема привода шагового двигателя обычно подключается к микроконтроллеру, который обеспечивает оператору двигателя контроль над импульсами напряжения, посылаемыми на катушки. Для схем шагового привода доступно множество различных вариантов, в том числе некоторые модели, предназначенные для готового использования в качестве контроллера шагового двигателя. Другие используют программируемые микроконтроллеры, такие как Arduino Uno, которые можно запрограммировать с помощью библиотеки управления шаговыми двигателями с открытым исходным кодом.
При выборе схемы драйвера шагового двигателя начните с четырех основных факторов:
Напряжение: Драйвер должен быть рассчитан на самые разные уровни напряжения, так как вам, вероятно, придется протестировать различные напряжения, чтобы найти наилучший вариант. Ваш шаговый двигатель.
Ток: Драйвер должен быть рассчитан как минимум в 1,4 раза от максимального номинального тока шагового двигателя.
Микрошаг: Драйвер должен иметь несколько вариантов разрешения шага, чтобы вы могли экспериментировать с различными настройками микрошага.
Максимальный импульс шага: Драйвер должен быть рассчитан на достаточное количество импульсов шага для вращения ротора со скоростью, требуемой вашим приложением.
Другие факторы при выборе шагового привода
Несмотря на относительно простую конструкцию шаговых двигателей, определение правильного шагового двигателя и разработка соответствующей системы управления могут быть сложной задачей. На четыре фактора, которые мы только что обсудили, может влиять множество других факторов, заслуживающих внимания.
При проектировании системы, включающей шаговый двигатель, обязательно учитывайте следующее:
Если в вашем приложении требуются определенные скорости вращения и крутящий момент, подбор правильного двигателя и привода может оказаться сложной задачей, даже если вышеуказанные условия соблюдены. обдуманный. Как правило, наиболее точным методом согласования двигателя и привода является использование инженерного программного обеспечения с соответствующими кривыми скорость-момент. Начните с привода с требуемыми характеристиками напряжения и тока, а затем сопоставьте его с двигателем, используя кривую скорость-момент.
Несоответствие крутящего момента является распространенной проблемой в конструкции привода шагового двигателя, которая может вызвать остановку (из-за недостаточного крутящего момента) или вибрацию и шум (из-за чрезмерного крутящего момента). Чтобы получить правильный крутящий момент, начните с расчета крутящего момента нагрузки для желаемой задачи, которую должен выполнить двигатель. После того, как вы определили требуемый крутящий момент нагрузки, используйте методы согласования нагрузки и крутящего момента двигателя, чтобы убедиться, что крутящий момент вашего двигателя находится в оптимальном диапазоне.
Помните, что шаговому двигателю требуется полный ток для создания удерживающего момента, а это означает, что шаговый двигатель может сильно нагреться, если он удерживается в одном положении в течение длительного времени. Обязательно учитывайте это при проектировании систем охлаждения.
Биполярные шаговые двигатели требуют несколько более сложных схем управления, чем униполярные шаговые двигатели, потому что они должны одновременно передавать отрицательный ток на противоположную катушку. Если вы используете биполярный шаговый двигатель, убедитесь, что ваш привод рассчитан на управление биполярными двигателями.
Блок управления шаговым двигателем должен быть защищен электрическими шкафами, чтобы защитить его от опасностей окружающей среды. В зависимости от условий эксплуатации двигателя проводка его распределительной коробки может загрязняться пылью и мусором или повреждаться брызгами воды (среди многих других возможных опасностей).
Корпуса Polycase для блоков управления шаговыми двигателями
Электрические шкафы Polycase — отличный выбор для инженеров, разрабатывающих блоки управления шаговыми двигателями. Инженеры выбирают корпуса Polycase, когда им нужна производительность с рейтингом UL, элегантный дизайн и материалы высочайшего качества для корпусов шаговых двигателей. Кроме того, мы предлагаем варианты индивидуальной настройки корпуса, которые позволяют невероятно быстро и легко модифицировать корпус с помощью специальных вырезов корпуса с ЧПУ и цифровой печати.
Ниже приведены некоторые из наиболее популярных электрических шкафов для наших промышленных клиентов, которые используют их для защиты оборудования, такого как блоки управления шаговыми двигателями:
Серия ZH: Прочные навесные поликарбонатные шкафы, подходящие для использования внутри и вне помещений.
Серия SA: Корпуса для наружного применения из нержавеющей стали с характеристиками, соответствующими их элегантному внешнему виду.
Серия EX: Корпуса из экструдированного алюминия с красивой отделкой и встроенными направляющими для удобного монтажа на печатной плате.
Прочный и доступный корпус из поликарбоната
Полностью собранный шаговый двигатель, включая металлический корпус.
Вам нужен идеальный электрический шкаф для размещения шагового двигателя и/или блока управления двигателем? Наши специалисты по электромонтажным шкафам всегда рады помочь вам выбрать модель, соответствующую вашим потребностям. Позвоните в Polycase по телефону 1-800-248-1233, чтобы поговорить со специалистом по корпусам, или свяжитесь с нами через Интернет в любое время.
Бесплатная доставка для онлайн-заказов. Принять условия.
Шаговые двигатели
Шаговые двигатели позволяют с легкостью выполнять точное позиционирование. Они используются в различных типах оборудования для точного регулирования угла поворота и скорости с помощью импульсных сигналов. Шаговые двигатели с компактным корпусом генерируют высокий крутящий момент и идеально подходят для быстрого ускорения и отклика. Шаговые двигатели также удерживают свое положение при остановке благодаря своей механической конструкции. Решения для шаговых двигателей состоят из драйвера (принимает импульсные сигналы и преобразует их в движение двигателя) и шагового двигателя.
Компания Oriental Motor предлагает множество решений для самых разных областей применения:
Опции с редуктором, энкодером и электромагнитным тормозом
Драйверы шаговых двигателей с входом переменного или постоянного тока
Размеры корпуса от 0,79 дюйма (20 мм) до 3,54 дюйма (90 мм)
Подробнее. ..
Шаговые двигатели (только двигатель)
Драйверы шаговых двигателей
Шаговые двигатели с регулированием скорости
Контроллеры
Шаговые двигатели (только двигатель)
Компания Oriental Motor предлагает широкий ассортимент шаговых двигателей, в том числе; Шаговые двигатели AlphaStep с обратной связью, 2-фазные шаговые двигатели и 5-фазные шаговые двигатели доступны с размерами корпуса от 0,79 дюйма (20 мм) до 3,54 дюйма (90 мм). Предлагаются пять шаговых двигателей с редуктором, варианты энкодера и тормоза, а также различные обмотки двигателя.
Шаговые двигатели 0,79–3,54 дюйма (20–90 мм) NEMA 8–NEMA 34 типоразмера корпуса
Доступны беззазорные, малозазорные и прямозубые шестерни
Шаговые двигатели AlphaStep с замкнутым контуром, 2-фазные шаговые двигатели и 5-фазные шаговые двигатели
Опции энкодера и электромагнитного тормоза
αSTEP Шаговые двигатели с замкнутым контуром
Двухфазные шаговые двигатели
5-фазные шаговые двигатели
Драйверы шаговых двигателей
Драйверы шаговых двигателей преобразуют импульсные сигналы от контроллера в движение двигателя для достижения точного позиционирования.
Вход переменного или постоянного тока
Шаговые двигатели с замкнутым контуром AlphaStep, драйверы 2-фазных или 5-фазных шаговых двигателей
Импульсный вход, встроенный контроллер или EtherNet/IP™, EtherCAT, PROFINET Совместимые версии
Плата или коробка Тип
αSTEP Драйверы с обратной связью
2-фазные драйверы
5-фазные драйверы
EtherNet/IP™ является товарным знаком ODVA
Шаговые двигатели и драйверы для управления скоростью
Система управления скоростью SC серии CVK предлагает простую конфигурацию, состоящую из шагового двигателя, драйвера и программируемого контроллера. Рабочая скорость, время разгона и торможения, рабочий ток могут быть установлены с помощью переключателей драйвера, а простое переключение входа FWD (RVS) в положение ON или OFF обеспечивает простоту управления.
Генератор импульсов не требуется
Возможны 2 настройки скорости
Компактный шаговый двигатель с высоким крутящим моментом
Контроллеры/сетевые шлюзы
Контроллеры и сетевые шлюзы для использования с системами управления движением.
Контроллеры для использования с драйверами импульсного входа
Сетевые преобразователи/шлюзы
(связь RS-485)
EtherCat
CC-Link
МЕХАТРОЛИНК
Контроллеры
Сетевые шлюзы
Шаговые двигатели и драйверы
Шаговый двигатель используется для достижения точного позиционирования с помощью цифрового управления. Двигатель работает за счет точной синхронизации с импульсным сигналом, поступающим от контроллера к драйверу. Шаговые двигатели с их способностью создавать высокий крутящий момент на низкой скорости при минимальных вибрациях идеально подходят для приложений, требующих быстрого позиционирования на небольшом расстоянии.
Точное позиционирование с точным шагом
Шаговый двигатель вращается с фиксированным углом шага, как секундная стрелка часов. Этот угол называется «базовым углом шага». Oriental Motor предлагает шаговые двигатели с базовым углом шага 0,36°, 0,72°, 0,9° и 1,8°. 5-фазные шаговые двигатели имеют угол шага 0,36° и 0,72°, а 2-фазные шаговые двигатели имеют угол шага 0,9° и 1,8°.
Использование технологии гибридных шаговых двигателей
Гибридный шаговый двигатель представляет собой комбинацию двигателей с переменным магнитным сопротивлением и двигателей с постоянными магнитами. Ротор гибридного шагового двигателя намагничивается в осевом направлении, как шаговый двигатель с постоянными магнитами, а статор питается электромагнитным полем, как шаговый двигатель с переменным сопротивлением. И статор, и ротор многозубчатые.
Гибридный шаговый двигатель имеет аксиально намагниченный ротор, что означает, что один конец намагничен как северный полюс, а другой конец как южный полюс. Зубчатые чашки ротора размещены на каждом конце магнита, и чашки смещены на половину шага зубьев.
Простое управление с помощью импульсных сигналов
Ниже показана конфигурация системы для высокоточного позиционирования. Угол поворота и скорость шагового двигателя можно точно контролировать с помощью импульсных сигналов от контроллера.
Что такое импульсный сигнал?
Импульсный сигнал — это электрический сигнал, уровень напряжения которого постоянно меняется между ON и OFF. Каждый цикл ВКЛ/ВЫКЛ считается как один импульс. Команда с одним импульсом заставляет выходной вал двигателя провернуться на один шаг. Уровни сигналов, соответствующие состояниям ВКЛ и ВЫКЛ напряжения, обозначены как «H» и «L» соответственно.
Количество оборотов пропорционально количеству импульсов
Количество оборотов шагового двигателя пропорционально количеству импульсных сигналов (число импульсов), подаваемых драйверу. Соотношение вращения шагового двигателя (угол поворота выходного вала двигателя) и числа импульсов выражается следующим образом:
Скорость пропорциональна скорости импульса
Скорость шагового двигателя пропорциональна скорости импульсных сигналов (частоте импульсов), подаваемых на драйвер. Соотношение частоты импульсов [Гц] и скорости двигателя [об/мин] выражается следующим образом:
Создание высокого крутящего момента в компактном корпусе
Шаговые двигатели генерируют высокий крутящий момент в компактном корпусе. Эти особенности обеспечивают превосходное ускорение и реакцию, что, в свою очередь, делает эти двигатели подходящими для приложений с высокими требованиями к крутящему моменту, когда двигатель должен часто запускаться и останавливаться. Чтобы удовлетворить потребность в большем крутящем моменте на низкой скорости, Oriental Motor также предлагает мотор-редукторы, сочетающие компактную конструкцию и высокий крутящий момент.
Двигатель удерживает себя в остановленном положении
Шаговые двигатели продолжают генерировать удерживающий момент даже в состоянии покоя. Это означает, что двигатель можно удерживать в остановленном положении без использования механического тормоза.
После отключения питания крутящий момент самоудержания двигателя теряется, и двигатель больше не может удерживаться в остановленном положении при вертикальных операциях или при приложении внешней силы. В лифтах и подобных устройствах используйте тормоз электромагнитного типа.
Шаговые двигатели и драйверы с замкнутым контуром — AlphaStep
AlphaStep состоит из шагового двигателя и драйверов, разработанных для максимального использования возможностей шагового двигателя. Эти продукты обычно работают синхронно с импульсными командами, но когда происходит внезапное ускорение или изменение нагрузки, уникальный режим управления поддерживает операцию позиционирования. Модели AlphaStep также могут выдавать сигналы завершения позиционирования и аварийные сигналы, что повышает надежность оборудования, с которым они работают.
Узнайте больше о наших продуктах AlphaStep
Типы операционных систем
Каждый шаговый двигатель и драйвер сочетают в себе шаговый двигатель, выбранный из различных типов, со специальным драйвером. Доступны драйверы, работающие в режиме импульсного ввода и в режиме встроенного контроллера. Вы можете выбрать желаемую комбинацию в соответствии с требуемой операционной системой.
Драйвер импульсного входа
Двигатель может управляться с помощью генератора импульсов, предоставленного пользователем. Рабочие данные вводятся в генератор импульсов заранее. Затем пользователь выбирает рабочие данные на главном программируемом контроллере, затем вводит рабочую команду.
Драйвер встроенного контроллера
Встроенная функция генерации импульсов позволяет управлять двигателем через непосредственно подключенный персональный компьютер или программируемый контроллер. Так как не требуется отдельного генератора импульсов, драйверы этого типа экономят место и упрощают проводку.
Разница между входными характеристиками переменного и постоянного тока
Шаговый двигатель приводится в действие напряжением постоянного тока, подаваемым через драйвер. В двигателях и драйверах Oriental Motor с входным напряжением 24 В постоянного тока на двигатель подается 24 В постоянного тока. В двигателях и приводных системах на 100–115 В переменного тока вход выпрямляется до постоянного тока, а затем на двигатель подается примерно 140 В постоянного тока (некоторые продукты являются исключением из этого правила).
Технология обработки на сверлильных станках и оснастка: приспособления, кондукторы, инструмент
Сверлильные станки можно отнести к оборудованию с универсальными возможностями. Одновременно с возможностью сверления отверстий различного диаметра, чистоты и точности, с их помощью возможно выполнение многочисленных операций, в соответствии с технологическим процессом обработки поверхностей. Применение этой категории оборудования оптимально, если технологией предусмотрены следующие действия:
просверлить, рассверлить отверстия различных диаметров;
зенкеровать просверленные отверстия до соответствующих параметров, зенковать необходимые выточки для размещения выступов крепежных деталей;
развертывать поверхность отверстий в заданных пределах;
раскатывать отверстия с применением шариковых и роликовых оправок до заданного уровня шероховатости;
выполнить нарезку внутренней резьбы;
подрезать (цековать) торцы деталей с целью их выравнивания.
Существуют также другие возможности применения оборудования этой категории.
Рис. 1. Работы, выполняемые на сверлильных станках
а – сверление; б – рассверливание; в – зенкерование; г – зенкование; д – развертывание; е – раскатывание; ж – нарезание внутренней резьбы; з – подрезание (цекование) торцов
Инструменты
Для решения поставленных задач разработаны серии специальных инструментов с различными характеристиками и конструктивными решениями режущих поверхностей, кромок, для которых предусматриваются специальные углы резания, длина витка, конфигурация углублений для отвода стружки и пр. В зависимости от выполняемых операций резания, технических качеств обрабатываемых материалов применяются инструменты c соответствующими параметрами:
сверла различных диаметров;
развертки;
зенкеры;
зенковки;
метчики и пр.
Для того чтобы получить нужную чистоту и точность обработки существуют специальные приспособления, служащие для:
крепления инструмента в шпинделе станка;
размещения и крепления заготовки;
удерживания крепежных приспособлений на столе станка и т.д.
Вспомогательные инструменты
Крепление перечисленного выше режущего инструмента в шпинделе станка осуществляется при помощи вспомогательных инструментов:
переходных сверлильных втулок;
сверлильных патронов;
оправок и пр.
В случаях, если размер конуса в шпинделе станка не совпадает с конусом хвостовика инструмента, крепление инструмента осуществляется при помощи переходных конических втулок. При отсутствии на производстве нужного номера втулки, возможно применение нескольких втулок, однако при этом может пострадать точность обработки детали. Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Крепление режущего инструмента с цилиндрическим хвостовиком на сверлильных станках выполняется и с использованием двух- и трехкулачковых сверлильных патронов. В трехкулачковом патроне обойма 3 с гайкой 2 приводится во вращение ключом 4. При вращении гайки объединенные ею кулачки 1 смещаются вниз, зажимая хвостовик режущего инструмента. Вращением ключа в обратную сторону кулачки разжимаются, высвобождая инструмент.
Рис. 2. Сверлильный патрон для закрепления сверл с цилиндрическим хвостовиком:
А – общий вид патрона с ключом для зажима заготовки; б – устройство патрона; 1 – кулачки; 2 – гайка; 3 – обойма; 4 — ключ
Двухкулачковый патрон содержит кулачки, перемещающиеся по Т-образным пазам в соответствии с вращением ключа и зажимающие хвостовик инструмента. Сверла небольшого диаметра легко закрепляются в цанговых патронах, а для экономии времени удобно воспользоваться быстросъемными патронами для инструментов с коническими хвостовиками, в которые инструмент можно устанавливать и вынимать, не останавливая станка. Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Для того чтобы обеспечить точное совпадение центров отверстий при выполнении нескольких последовательных операций, наиболее целесообразно применение самоустанавливающихся патронов.
Рис. 3. Быстросменный сверлильный патрон (а) и коническая втулка для крепления сверл с цилиндрическими хвостовиками (б):
Нарезка резьбы – операция, требующая максимальной точности. Для того чтобы при ее выполнении были обеспечены точные параметры, метчики крепятся в предохранительных патронах, которые также обеспечивают сохранность инструмента, предохраняя его от поломок. В процессе нарезания резьбы обеспечивается плотное соединение ведущей полумуфты 5 и ведомых полумуфт 2,4. По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
Рис. 4. Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях:
При помощи качающихся оправок, применяемых для крепления разверток, удается соблюдать точность центрирования при обработке отверстий. Вопрос удаления основного и вспомогательного инструмента из гнезда шпинделя легко решается – для этого применяются клинья особой формы или эксцентриковые ключи.
Рис. 5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
Рис. 6. Эксцентриковый ключ для удаления режущего инструмента из шпинделя станка
Приспособления для крепления заготовок
Важным моментом в металлорезании является установка на станке и крепеж деталей, подлежащих обработке. Детали устанавливаются на специальных приспособлениях, в том числе:
на тисках – машинных, эксцентриковых, винтовых, пневматических;
призмах;
угольниках;
упорах;
кондукторах.
В зависимости от быстроты и силы крепления, выбираются ручные (на небольших производствах) либо пневматические приспособления, обеспечивающие высокую скорость установки и крепления.
Наиболее приспособленными для быстрой установки заготовок являются тиски действующие на основе рычажно-кулачкового механизма. Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Важным приспособлением для точного центрирования осей инструмента и обрабатываемого отверстия являются кондукторы. Кондуктор устанавливается над деталью с небольшим зазором для отвода стружки и крепится на столе станка. В теле кондуктора расположены отверстия, внутри которых размещены кондукторные втулки, выполненные из особо твердых сортов стали, прошедших термообработку (20Х, У10А).
Рис. 8. Кондукторные втулки: а — постоянные; б – быстросменные
Постоянные и быстросменные втулки служат для обеспечения точного направления режущей части инструмента в соответствии с заданными параметрами. Существуют специальные требования к расстоянию между деталью и кондуктором, в зависимости от обрабатываемого материала и качества стружки при его обработке. Для деталей из чугуна предполагается зазор 0,3-0,5 от величины диаметра втулки кондуктора. Зазор увеличивается и может достигать размеров диаметра втулки, если в качестве обрабатываемого материала применяется сталь, сплавы меди и алюминия и др.
В конструкции кондуктора предусматриваются корпус и плита, которые, в зависимости от назначения, могут быть:
Съемными (подлежащими замене при изменении параметров заготовки).
Подвесными, удобными при работе с многошпиндельными сверлильными головками. Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
Подъемными, которые передвигаются на скалках, запрессованных в корпус кондуктора, при помощи пневмопривода.
Поворотными (для удобства снятия и установки каждой последующей детали).
Постоянными (закрепленными в корпусе кондуктора при помощи крепежных элементов или сварки).
Кондукторы существенно облегчают труд рабочих, отменяя подготовительные работы по разметке и точной переустановке деталей при выполнении операций на оборудовании сверлильной группы, обеспечивая точность направления режущего инструмента. В соответствии с технологией обработки и условиями производства применяются кондукторы различной конструкции, получившие названия:
поворотных.
скользящих.
опрокидываемых.
накладных.
Наиболее распространенными приспособлениями являются накладные кондукторы, которые накладываются на обрабатываемую деталь и фиксируются при помощи металлических пальцев в положении, обеспечивающем выполнение операции в соответствии с технологической картой. Деталь предварительно фиксируется на рабочем столе при помощи соответствующего приспособления, обеспечивающего центрирование направляющих втулок кондуктора с осями высверливаемых в детали отверстий. Кондукторы этого вида могут крепиться на рабочем столе (закрепляемые), либо устанавливаться на фиксирующих пальцах (незакрепляемые).
Для удобства обработки деталей в соответствии с выбранной технологией применяется соответствующая поворотная и передвижная оснастка, которая существенно облегчает работу, не требуя переустановки деталей для сверления или выполнения других операций по качественной обработке отверстий. В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
поворотные стойки с горизонтальной осью вращения планшайбы, в которой закрепляются заготовки;
поворотные столы, вращающиеся вокруг вертикальной оси и расположенные в горизонтальном положении.
Универсальные приспособления
Универсально-сборными приспособлениями (УСП) пользуются при выполнении различных операций по резанию металлов. УСП – специальные приспособления, удерживающие заготовку в положении, необходимом для обеспечения точной обработки деталей. Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Важным устройством, обеспечивающим возможность выполнения нескольких одновременных или последовательных операций на станочном оборудовании, являются многошпиндельные сверлильные головки. Указанные приспособления применяются на крупных производствах, для просверливания отверстий и их последующей обработки, что приводит к реальному ускорению процесса изготовления деталей сложной конфигурации.
Револьверные сверлильные головки могут содержать различное количество шпинделей, оснащенных режущим инструментом в соответствии с технологической программой, предусматривающей последовательное выполнение операций. При этом возможна настройка собственной скорости вращения для каждого шпинделя в отдельности. Кроме того, обеспечивается подача инструмента с определенной скоростью в прямом и обратном направлениях. Такая конструкция головки обеспечивает возможность работы и выполнения запрограммированных операций без переналадки. Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Поворот и подача инструментов, установленных в каждом шпинделе, осуществляется в запрограммированном автоматическом режиме, для этого нет необходимости останавливать оборудования для последующей переналадки. Обслуживание станков с такими сложными приспособлениями требует высокой квалификации станочников и технологов, разрабатывающих технологический процесс резания. Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Измерительные инструменты
Для проверки качества выполнения работы, использование контрольно-измерительных инструментов является обязательным. Измерения проводятся по различным параметрам, в том числе по глубине обработки, диаметру отверстий, выточек, фасок и т.д. При этом важна точность измерительного инструмента, которая выбирается в соответствии с требуемой точностью и чистотой операции. В качестве контрольно-измерительных инструментов рабочий персонал пользуется линейками, угольниками, нутромерами, штангенциркулями, штангенглубиномерами. Отдельную категорию инструментов для контроля и измерений представляют гладкие и резьбовые калибры.
Линейка может быть цельной, складной и выполненной в виде рулетки с ценой деления 1 мм и точностью измерения около 0,5 мм, с ее помощью измеряются наружные габариты изделий и размеры отдельных наружных элементов.
Точно измерить глубину отверстия (для диаметров от 6 мм) можно с помощью индикаторного и микрометрического нутромеров с ценой деления, соответственно, 0, 01 мм, точностью ±0,15 мм и 0,01 мм при точности ± 0,006мм.
Рис. 11. Нутрометры: а – индикаторный; б – микрометрический
Удобно пользоваться при измерении гладкими и резьбовыми калибрами – бесшкальными измерительными устройствами, изготовленными с высокой точностью по необходимым параметрам. Изготавливаются калибры двусторонними, одна из которых, проходная, применяется для измерения предельных размеров детали и обозначается ПР, другая, непроходная – для измерения наименьших размеров детали, обозначается аббревиатурой НЕ. Примером ПР служат гладкие пробки.
Рабочие резьбовые калибры применяются для контроля точности исполнения резьбы и имеют сходные обозначения ПР и НЕ.
Рис. 12. Калибр пробки: а – гладкая предельная; б – резьбовая двусторонняя
Приспособления, применяемые при сверлении — Сверление металла
Приспособления, применяемые при сверлении
Категория:
Сверление металла
Приспособления, применяемые при сверлении
Чтобы просверлить отверстие на сверлильном станке, необходимо установить в шпинделе станка режущий инструмент, а на столе станка неподвижно закрепить обрабатываемое изделие. Для закрепления обрабатываемых изделий применяют разного рода приспособления, а для крепления инструмента служат переходные конусные втулки и различные кулачковые зажимные патроны.
Рис. 2. Приспособления для зажима инструмента при сверлении:
Конусные переходные втулки используются в тех случаях, когда конус хвостовика инструмента по размеру меньше конуса в шпинделе станка.
Кулачковые сверлильные патроны применяются для закрепления с их помощью в шпинделе станка сверла или другого инструмента с цилиндрическим хвостовиком. С одного конца патроны имеют конический хвостовик для закрепления их в отверстии шпинделя, а с другого — зажимное устройство с кулачками для зажима инструмента (сверла).
При обработке отверстий несколькими инструментами с частой сменой их без съема деталей со станка применяют быстросменные патроны. Устройство их позволяет чрезвычайно быстро и просто заменять один инструмент другим. Быстросменный патрон закрепляют в шпинделе при помощи конического хвостовика. Сменяемой частью в быстросменном патроне является цилиндрическая втулка с конусным отверстием для закрепления в ней инструмента. На нижней части патрона надето кольцо 6 с накаткой; чтобы вынуть втулку с инструментом, перемещают кольцо вверх. Вставленную в патрон втулку 2 с инструментом зажимают, заставляя шарики 4 войти в выемки втулки; для этого кольцо передвигают вниз.
Для смены инструмента в патроне поднимают кольцо вверх. Шарики под действием центробежной силы выходят из выемки втулки и закатываются в выточку кольца. При этом сменяемая втулка с инструментом освобождается и ее можно легко вынуть из патрона. Вставив в патрон другую втулку с инструментом, кольцо опускают; шарики входят в выемки втулки и зажимают ее. Быстросменные патроны очень удобны в работе и повышают производительность труда.
Для установки и закрепления изделий на столе сверлильного станка применяют машинные тиски, переставные угольники, призм, кондукторы, зажимные подкладки, прихваты с болтами и другие приспособления.
Машинные (станочные) тиски — основное приспособление для закрепления небольших изделий различных профилей. Такие тиски можно крепить к столу станка при помощи болтов.
Имеются тиски со сменными фасонными губками для зажима деталей сложной формы.
Призмы применяют для установки при сверлении цилиндрических изделий.
Прихваты, служат для закрепления изделий и приспособлений на столе станка.
Угольниками пользуются для закрепления изделий в тех случаях, когда их нельзя установить непосредственно на столе станка. Существуют угольники простые и универсальные. У простых угольников обе стороны точно обработаны, угольники имеют пазы и отверстия для крепежных болтов и прихватов.
Рис. 4. Приспособления для закрепления изделий на станке при сверлении: а — машинные тиски, б — универсальный (переставной) угольник, в — призмы для установки круглых деталей, г — призмы с зажимными приспособлениями
Универсальные (переставные) угольники предназначены для установки изделий под разными углами к столу станка. Изделие устанавливают на подвижной верхней полке угольника и закрепляют посредством накладок и болтов. Болты вводят головками в пазы на полке и зажимают над планками при помощи гаек.
Реклама:
Читать далее:
Подготовка к работе на сверлильном станке
Статьи по теме:
Сверлильные станки
Уход за сверлильным станком и правила безопасной работы на сверлильных станках
Получение отверстий электроискровой обработкой
Развертывание при обработке металла
Зенкование и зенкерование
ExcaDrill — Буровое оборудование, устанавливаемое на экскаваторе
Буровое оборудование, устанавливаемое на экскаваторе
Это между вами и скалой. Человек против самой жесткой поверхности, которую может предоставить природа. Поиск самого сильного и умного способа бросить вызов противнику требует большого профессионального понимания и полного набора оборудования. Потому что даже в мире грубой силы и жестких взглядов некоторая доля интеллекта и изощренности оказались полезными.
ExcaDrill поможет вам повысить рентабельность. Несмотря на то, что он эффективен и точен, он дает вам невероятную мощность, позволяющую бурить до самой сердцевины породы. Дорога к новым возможностям не всегда может быть такой ровной, но с ExcaDrill можно справиться со всем, что встречается на вашем пути.
ExcaDrill 22A
ExcaDrill 22A предназначен для бурения фундаментов, резки дорог, проходки трубопроводов, работ по сносу и габаритных каменоломен с диапазоном диаметров отверстий 30-41 мм.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 30–41 мм (1 3/16–1 5/8 дюйма)
Компрессор: 1,3 м3/мин при 7 бар (45,9 CFM при 102 psi)
Дверной форсун: DF430X
Весовая категория экскаватора – тонны: 9–21
Общий вес: 920 кг (2 000 фунтов)
ExcaDrill 25A
ExcaDrill 25A предназначен для бурения фундаментов, резки дорог, проходки трубопроводов, работ по сносу и габаритных каменоломен с диапазоном диаметров отверстий 30-45 мм. ExcaDrill 25A также хорошо подходит для сверления отверстий диаметром 45 мм для гидравлических инструментов для сноса.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 30–45 мм (1 3/16–1 3/4 дюйма)
Компрессор: 1,3 м3/мин при 7 бар (45,9CFM @ 102 psi)
Дрифтер Doofor: DF500X
Весовая категория экскаватора – тонны: 10–21
Общий вес: 920 кг (2000 фунтов)
ExcaDrill 28A
3 90 – идеальный выбор для бурения фундамента , дорожная резка, фрезерование трубопроводов, работы по сносу и габаритные каменоломни с диапазоном диаметров отверстий 38-51 мм. Горизонтальные отверстия также могут быть просверлены для резки канатной пилой в габаритных каменоломнях.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 38–51 мм (1 1/2–2 дюйма)
Компрессор: 2,6 м3/мин при 7 бар (91,8 кубических футов в минуту при 102 фунтах на кв. дюйм)
Дрифтер Дофор: DF500S /538S
Весовая категория экскаватора – тонны: 13–21
Полная масса: 920 кг (2 000 фунтов)
ExcaDrill 38A
размерный ряд 45-76 мм. С дополнительным магазином для стержней можно просверлить до 29м.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 45–76 мм (1 3/4–3 дюйма)
Компрессор: 5,0 м3/мин при 7 бар (176,6 кубических футов в минуту при 102 фунтах на кв. дюйм)
Drifter Doofor: DF550S
Весовая категория экскаватора – тонны: 21–35
Общий вес: 2 500 кг (5 511 фунтов)
ExcaDrill 45A
ExcaDrill уникален во всех отношениях. Его универсальность позволяет использовать его для самых разных работ, таких как разработка карьеров, строительство и добыча полезных ископаемых на глубине до 29м с диапазоном размеров отверстий 51-89 мм.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 51–89 мм (2–3 1/2 дюйма)
Компрессор: 6,0 м3/мин при 7 бар (211,9 кубических футов в минуту при 102 фунтах на кв. дюйм)
Буровой бур: DF560S
Весовая категория экскаватора – тонны: 24–40
Общий вес: 2 600 кг (5 732 фунта)
ExcaDrill 51A
глубина из 29м с диапазоном размеров отверстий 64-127 мм. С помощью ExcaDrill 51A можно выполнять бурение с анкерным креплением и забивку свай.
Управление: AutoDrill
Диапазон диаметров отверстий (Ø): 64–127 мм (2 1/2–5 дюймов)
Компрессор: 7,5 м3/мин при 7 бар (247,2 кубических футов в минуту при 101 фунт/кв. дюйм)
Drifter Doofor: DF800
Весовая категория экскаватора – тонны: 32–45
Общий вес: 2 700 кг (5 600 фунтов)0127
ExcaDrill представляет абсолютно новую и инновационную концепцию бурения. В его основу положен принцип крепления агрегата как принадлежности к экскаватору, что позволяет использовать существующую гидравлическую систему. Замена ковша бурового агрегата занимает менее пяти минут.
Преимущество использования ExcaDrill более чем очевидно: один и тот же экскаватор может выполнять разные задачи, такие как бурение, земляные работы, погрузка и т. д. Для всего этого требуется всего один оператор, так как все модели оснащены системой автоматического бурения AutoDrill.
Один блок ExcaDrill может использоваться на многих экскаваторах, т. е. с одной площадки на другую перемещается только буровая навеска. С помощью ExcaDrill можно бурить эффективнее за счет большого рабочего радиуса и хорошей маневренности экскаватора. Отношение часов удара к часам работы двигателя составляет более 60 %, что значительно выше, чем у обычных буровых установок. Благодаря прочной стальной конструкции и навесному оборудованию ExcaDrill экскаватор можно перемещать даже в самых труднодоступных местах.
Установки ExcaDrill также могут быть оснащены видеокамерой, устанавливаемой на стреле экскаватора, что позволяет следить за процессом бурения с близкого расстояния.
Все модели могут быть оснащены лазером, позволяющим сверлить все отверстия на одинаковую глубину.
Серия ExcaDrill включает шесть моделей, охватывающих отверстия диаметром от 30 до 127 мм. Использование дополнительного магазина штанг позволяет бурить скважины глубиной до 29 метров. На практике ExcaDrill представляет собой настоящую буровую установку с кабиной. ExcaDrill также подходит для бурения с продувкой водой и воздухом как выше, так и ниже уровня земли.
См. также другие наши решения: Многоцелевые молоты 90 Сваебойные буровые установки 9004 , , а также подержанное и сдаваемое в аренду оборудование для свай
Изготовить навесное оборудование для фрезерования с помощью бурильной машины
Изготовить навесное оборудование для фрезерования с помощью бурильной машины
Автор сообщения: Виджей Сутхар
Сообщение опубликовано: 23 апреля 2020 г.
Категория сообщения: Идеи для деревообработки
ВВЕДЕНИЕ:
Насадки для фрезерных сверл очень удобны. Подумайте о том, чтобы брать их с собой каждый раз, когда вам нужно использовать сверлильные станки. Не забудьте отрегулировать высоту заготовки. Используйте карандаш в качестве маркера и выровняйте его. Таким образом, вы будете знать свою отправную точку.
Насадка для врезного фрезера превращает ваш вращающийся инструмент в эффективный фрезер для небольших работ, таких как формирование декоративных кромок, вырезание прямых пазов и фрезерование от руки. Это специальное приспособление отлично подходит для домашних мастеров, которые будут часто его использовать.
В этом посте я покажу вам, как сделать простое фрезерное приспособление для дрели или дремеля, используя фанеру и болты. Эту насадку для сверления можно сделать быстро и легко.
Используемые детали:
Фанера 6”*5” толщиной 19 мм (2 шт. )
2 шт. 10 мм болты с гайками и шайбами (длина 6 дюймов)
2 шт. пружин (длина 2,5 дюйма)
2 отрезки стальной трубы 12 мм (длина 19 мм)
Болт 5/16 с гайкой и шайбой (длина 2,5 дюйма)
2 винта 3/16 с гайками (длина 5 дюймов)
Круглые куски фанеры диаметром 1,5 дюйма (2 штуки)
Ламинат Sunmica
Электродрель 10 мм
Как сделать :
Прежде всего, я вырезал 2 куска фанеры толщиной 19 мм размером 6”*5”. Для гладкости и лучшего внешнего вида я также использовал ламинат Sunmica.
С помощью кольцевой пилы просверлите отверстие диаметром 1,5 дюйма в обеих частях фанеры и сделайте прорезь на одной части фанеры для держателя сверла.
Отшлифуйте углы кусков фанеры и вырежьте один кусок фанеры в форме, как показано на рисунке.
Просверлите 10 мм отверстие с двух сторон базовой фанеры и проденьте 10 мм болты через эти отверстия и закрепите их в этих отверстиях с помощью клея. Убедитесь, что оба этих болта идеально перпендикулярны фанерному основанию.
Объявление
А на другом куске фанеры просверлите с двух сторон отверстия диаметром 12 мм и закрепите на обоих этих отверстиях стальную трубу 12 мм (длина 19 мм) с помощью клея. Убедитесь, что болты базовой фанеры легко проходят через эти стальные трубы и между ними нет зазора.
Объявление
Поместите две пружины (длиной 2,5 дюйма) на фанерное основание, проденьте болты, как показано на рисунке.
Прикрепите гайки 10 мм к двум круглым (диаметром 1,5 дюйма) фанерным листам, как показано на рисунке. Это используется для движения сверла вверх и вниз.
Прикрепите два винта 3/16 (длиной 5 дюймов) к фанерной части держателя дрели с помощью гаек, как показано на рисунке, которые используются для фиксации положения сверлильного станка.
Прикрепите 10-миллиметровую дрель к стойке через отверстие 1,5 дюйма и закрепите ее болтом и гайкой.
Главным преимуществом прибора является многофункциональность. В одном изделии объединены функции нескольких измерительных приборов. В интернет-магазине «Флюк» можно купить Цифровой мультиметр Fluke 17B+ ERTA серии Industrial. Модель мультиметра 17B+ ERTA характеризуется точностью результатов измерений. Доставка по Москве осуществляется бесплатно, возможен самовывоз.
Мультиметр Fluke 17B+ относится к классу многофункциональных приборов, измеряющих с высокой точностью целый ряд параметров электрических цепей.
Портативный и удобный в управлении мультиметр Fluke 17B+ отвечает высоким требованиям, которые традиционно предъявляет компания Fluke ко всем своим продуктам. Хотя тестер совмещает в себе большое количество функций различных измерительных приборов, точность измерений остаётся достаточно высокой: ±0,5-1,5%.
От предыдущей модели Fluke 17B+ отличает более эргономичный корпус. Наличие в новой модификации широкоформатного дисплея позволяет размещать на его экране большой объём цифровой информации. Инженеры Fluke дополнительно усилили защиту прибора, внедрив функцию предупреждения о превышении допустимого уровня измеряемого напряжения. Таким образом, намного проще избежать случайного выхода прибора из строя.
С помощью мультиметра Fluke 17B+ производятся следующие измерения следующих величин:
напряжения постоянного и переменного тока до 1000 В;
силы переменного и постоянного тока до 10 А;
величины электрического сопротивления до 40 Мом;
ёмкости до 1000 мкФ.
Тестер способен осуществлять измерения силы и напряжения переменного тока в сетях, питающихся повышенной частотой до 200 Гц. При оценке целостности цепи и проверке работоспособности полупроводниковых светодиодов мультиметр Fluke 17B+ оповестит о неполадках и разрывах в цепи звуковым сигналом.
Сферу применения тестера расширили дополнительные функции по измерению частоты переменного электрического сигнала до 100 кГц и измерению температуры до 400°С при помощи выносной, входящей в комплект поставки, термопары. В отличие от младшей модели ряда Fluke 17B+ предусматривает режим, позволяющий определять относительные значения электрических параметров.
Установка необходимого диапазона измерений может производиться в двух режимах: ручном и автоматическом. Для удобного считывания цифровых показаний предусмотрена активация режима удержания результатов измерений на ЖК дисплее. По нажатию клавиши «HOLD» данные зафиксируются на экране до следующего измерения, позволяя снимать замеры, не глядя на экран. В целях экономии заряда питающих элементов после периода продолжительного бездействия мультиметр Fluke 17B+ переходит в спящий режим.
Кожух с откидывающейся ножкой позволяет устанавливать мультиметр на горизонтальной плоскости, освобождая для работы обе руки. Для обеспечения безопасной эксплуатации прибора предусмотрена защита всех измерительных входов от превышения уровня измеряемого напряжения свыше 1000 В.
Технические характеристики
Название характеристики
Параметры характеристики
Переменное напряжение…..Диапазон
От 0,1 мВ до 1000 В
Наилучшее значение погрешности
± (1.0% + 3 ед.мл.разр.)
Диапазон частот
От 40 Гц до 500 Гц
Постоянное напряжение…..Диапазон
От 0,1 мВ до 1000 В
Погрешность
± (0.5% + 3 ед.мл.разр.)
Сопротивление…..Диапазон
От 0,1 Ом до 40 МОм
Погрешность
± (0.4% + 2 ед.мл.разр.)
Переменный ток…..Диапазон
От 0,1 мА до 10 А
Погрешность
± (1.5% + 3 ед.мл.разр.)
Диапазон частот
От 40 Гц до 200 Гц
Постоянный ток…..Диапазон
От 0,1 мА до 10 А
Погрешность
± (1. 0 % + 3 ед.мл.разр.)
Емкость…..Диапазон
От 0,01 нФ до 100 мкФ
Погрешность
± (2.0% + 5 ед.мл.разр.)
Частота и коэффициент заполнения…..Диапазон
От 10 Гц до 100 кГц
Погрешность
± (0.1% + 3 ед.мл.разр.)
Измерение температуры…..Диапазон
От -55 °С до 400 °С
Погрешность
± (2.0% + 1 °C)
Технические характеристики
Вес кг
0.425
Габариты мм
180 x 89 x 515
Питание
2 AA, NEDA 15A, IEC LR6
Дисплей
4000 отчетов, обновления 3/сек
Подсветка
есть
Рабочая t °C
от 0 до 40
t °C хранения
от -30 до 60
Тестирование диодов
2.000 В
Степень защиты корпуса
IP 40
Комплект поставки Fluke 17B+ ERTA
1. мультиметр Fluke 17B+
2. 9 дюймовый ремешок
3. универсальный зажим
4. крючек для немагнитных поверхностей
5. магнит
Аккумулятор для FLUKE 15B, 17B (HJ603040PL) 650mAh
Около 600 циклов заряд-разряд до достижения ёмкостью аккумулятора 70%
Срок службы не менее 2х лет
Можно заряжать в любой момент и не обязательно полностью разряжать (отсутствует «эффект памяти»)
Низкий саморазряд, характерный для качественных литиевых аккумуляторов
Имеет встроенный контроллер заряда, защищающий от перегрева и перезаряда.
Все аккумуляторы прошли проверку на безопасность и сертифицированы , ISO 9001:2008.
Все рекомендации и предостережения касаются только аккумуляторов типа: Li-ion, Li-polymer.
Производитель оставляет за собой право без предварительного уведомления вносить изменения в изделие, которые не ухудшают его технические характеристики, а являются результатом работ по усовершенствованию его конструкции или технологии производства.
Зарядка
Как начать использовать новый аккумулятор?
Перед первым использованием литиевый аккумулятор нужно зарядить! Только новые Ni-Cd, Ni-MH аккумуляторы разряжают перед началом эксплуатации, а литиевые нужно заряжать!
Рекомендуем сделать три полных цикла заряд-разряд для определения устройством полной емкости аккумулятора. Каждый цикл включает в себя зарядку не менее 3 часов и, далее, полную разрядку аккумулятора.
Не оставляйте аккумулятор разряженным, сразу же ставьте устройство на зарядку. Данные циклы необходимы, чтобы Ваше устройство использовало полную емкость нового аккумулятора.
Чем заряжать аккумулятор?
Используйте зарядное устройство и кабель из комплекта к устройству, не зависимо от емкости нового аккумулятора (больше или меньше).
Быстрая зарядка не зависит от аккумулятора, если устройство поддерживает, то после замены аккумулятора тоже будет работать.
Эффект памяти
Отсутствует (не требует «тренировки» и «калибровки»), но требуется провести несколько циклов заряд-разряд для нового аккумулятора (после замены старого).
Хранение
Срок хранения
Заряженный на 30-50% аккумулятор может храниться не более 2х лет при температуре 0 – 25 °С. В этом случае аккумулятор теряет не более 4% емкости в год.
Дата производства указана в серийном номере. Пример: C11xxxx или A11xxxx — 2019 год, C12xxxx или A12xxxx — 2020 год.
Срок службы
Из-за чего портится аккумулятор
Сильный нагрев при зарядке или использовании. Например на солнце, у нагревательных приборов. Это не касается естественного нагрева при зарядке или работе.
Повышенные нагрузки. Уменьшают ресурс не так сильно как остальные причины, но частые нагрузки могут существенно сократить срок службы.
Зарядка холодного. Зарядка аккумулятора при температуре менее 5° сильно уменьшает ресурс.
Механические повреждения. Повреждение герметичной упаковки аккумулятора повышает риск полного выхода из строя.
Хранение в разряженном состоянии. А также долгое хранение с подключенным аккумулятором разряжает его быстрее и часто устройство больше не может его зарядить.
Не совместимая зарядка. Зарядное устройство меньшей мощности может медленнее заряжать и тоже уменьшает ресурс.
Аккумулятор неисправен, признаки
Быстро разряжается
Резко выключается, было 50% и сразу 20% чаще всего это связано с неисправностью аккумулятора.
Не включается
Требуется диагностика, но замена аккумулятора не всегда решает эту проблему.
Не заряжается
Поиск причины неисправности в порядке проверки: 1. замена кабеля, 2. замена зарядного адаптера, 3. очистка порта зарядки на самом устройстве, 4. замена аккумулятора.
Безопасность
Чем опасен аккумулятор
Отсутствие повреждений и стрессов в работе аккумулятора практически гарантирует его безопасность. Степень гарантии наглядно демонстрирует следующее сравнение от Национального управления океанических и атмосферных исследований в США: • шанс стать жертвой молнии в течение всей жизни человека около 1 к 13 000; • шанс случайного воспламенения литий-ионного аккумулятора 1 к 10 000 000. Подробнее читайте в этой статье.
Вздутие аккумулятора
Почему это происходит, насколько это опасно и что с этим делать читайте в этой статье.
Как тушить аккумуляторы
Подробно о подготовке к тушению в этой статье.
Утилизация
Как хранить и подготовить к утилизации
Не давайте детям и животным! До того, как вы избавитесь от батареи смартфона или сотового телефона, следует хранить её подальше от детей и домашних животных. Последствия могут быть печальными.
Уберите внешние риски. Оградите старый отработанный элемент питания от влаги и источников нагрева (не размещайте в ванных комнатах, рядом с нагревательными приборами и так далее).
Исключите замыкание. Заклейте изолентой область контактов на аккумуляторе, чтобы избежать угрозы короткого замыкания.
Поместите в контейнер. Если у вас несколько аккумуляторов, то разместите их в ёмкости из диэлектрика — картонной коробке, пластиковом или полиэтиленовом контейнере, дабы избежать контакта с электропроводящими материалами.
Для разных — разные ёмкости. Старайтесь не смешивать литий-ионные, никельметаллогидридные и щелочные элементы питания в одной коробке при хранении. Утилизируйте их также раздельно, чтобы избежать пожароопасной химической реакции при утечках или разрывах корпусов.
Где сдать
Посмотреть ближайший пункт можно здесь, для аккумуляторов выбирайте пункты Бокси.
Также в Москве при доставке или в пункте выдачи можно передать на утилизацию (сообщите об этом при оформлении заказа).
Цифровой мультиметр Fluke 17B+ | Fluke
Обзор продукта: Цифровой мультиметр Fluke 17B+
Качество Fluke всегда в пределах вашей досягаемости
Ваша работа требует наличия прочного, надежного и точного цифрового мультиметра. Цифровой мультиметр Fluke 17B+ делает все это и даже больше. Общие основные электрические измерения плюс температура, частота и рабочий цикл. Fluke 17B+ прост в использовании одной рукой даже в перчатках и предлагает все, что вам нужно.
Точность указана в течение 1 года после калибровки при рабочих температурах от 18 °C до 28 °C, относительной влажности от 0% до 75%. Характеристики точности имеют вид: ±(% от показаний + количество наименее значащих цифр).
Функция
Диапазон
Разрешение
Точность
Напряжение переменного тока (от 40 Гц до 500 Гц) 1
Подробная подсвет % диапазона. Входы ниже 1% диапазона не указаны. 2 Обычно испытательное напряжение разомкнутой цепи составляет 2,0 В, а ток короткого замыкания <0,6 мА. 3 Спецификации не включают погрешности из-за емкости измерительных проводов и минимальной емкости (может быть до 1,5 нФ в диапазоне 40 нФ). 4 Типичное значение, когда частота составляет 50 Гц или 60 Гц, а рабочий цикл составляет от 10% до 90%.
Функция
Защита от перегрузки
Входное сопротивление (номинальное)
Коэффициент подавления синфазного сигнала
Коэффициент подавления нормального режима
2
AC volts
1000 V 1
>10 MΩ <100 pF
>60 dB at dc, 50 Hz or 60 Hz
—
AC millivolts
400 mV
>1MΩ , <100 PF
> 80 дБ при 50 Гц или 60 Гц
—
DC Volt или 60 Гц
>60 дБ при 50 Гц или 60 Гц
DC millivolts
400 mV
>1MΩ, <100 pF
>80 dB at 50 Hz or 60 Hz
—
1 10 6 V Hz Max
Общие спецификации
Максимальное напряжение между любым терминалом и заземленной землей
1000 V
Дисплей (ЖКД)
4000 СЧЕСТВА, обновления 3/SEC
4000. 0021 Тип батареи
2 AA, NEDA 15A, IEC LR6
Срок службы батареи
Минимум 500 часов (50 часов в режиме тестирования светодиодов без нагрузки. Время работы под нагрузкой зависит от типа тестируемого светодиода.)
Температура
Работа
0 ° C до 40 ° C
Хранение
-30 ° C до 60 ° C
Относительная влажность
9
2022022022020220202202022022022022229
9
02022020220 292022229
. <10°С) ≤90 % отн. RH at 30 °C to 40 °C
Altitude
Operating
2000 m
Storage
12,000 m
Temperature coefficient
0.1 X (specified accuracy) /°C ( <18 °C или >28 °C)
Предохранитель для токовых входов
Быстродействующий предохранитель 440 мА, 1000 В, только деталь, указанная компанией Fluke. Быстродействующий предохранитель 11 А, 1000 В, только деталь, указанная компанией Fluke.
Size (H x W x L)
183 x 91 x 49.5 mm
Weight
455 g
IP rating
IP 40
Safety
IEC 61010-1 , IEC61010-2-030 CAT III 600 В, CAT II 1000 В, степень загрязнения 2
Электромагнитная среда
IEC 61326-1: Портативный
Электромагнитная совместимость
Только для использования в Корее
Оборудование класса A (промышленное вещательное и коммуникационное оборудование) или пользователь должен обратить на это внимание. Это оборудование предназначено для использования в бизнес-среде и не должно использоваться дома.
Отзывы: Цифровой мультиметр Fluke 17B+
Руководства + ресурсы: Цифровой мультиметр Fluke 17B+
Руководства (4)
Лист технических данных (1)
Листы технических данных (1)
Цифровой мультиметр
7 Fluke
7 Технический паспорт
Регистрация продуктов
Fluke 17B Plus | Test Meter PRO
Мультиметр Fluke 17B+, произведенный в Азии, представляет собой усовершенствованную модель 17B и более совершенную модель 15B, 15B+. Он поставляется с несколькими улучшениями по сравнению с оригиналом, включая более высокую шкалу емкости, функцию Min/Max и лучший отклик. Также есть температурный вход, которого нет у 15B+.
Примечание : Это более дешевый мультиметр Fluke китайского производства; не такой отточенный, как ваш типичный Fluke американского производства, и на самом деле не предназначен для продажи за пределами Китая. В частности, ему не хватает утонченности и нет жесткого руководства на английском языке.
>>>Текущие цены см. здесь
Основные характеристики
Торговая марка Fluke
Меры до 1000 В, 10 А
Вход температуры (до 400°C)
Измеряет емкость до 1000 мкФ
Рабочий цикл и частота
Мин./макс. и относительный режимы
Дисплей с подсветкой (4000 отсчетов)
Автоматический и ручной диапазон
Вес: 1 фунт (455 г)
Размеры: 7,2″ (183 мм) x 3,6″ (91 мм) x 1,9″ (49,5 мм)
В комплекте
Батарейки AA
Тестовые щупы
Термопара (для измерения температуры)
Инструкции (на китайском языке)
Руководство по Fluke 17B+ на английском языке см. здесь
Это для тех, кто действительно хотел бы Fluke, но не имеет бюджета или не может оправдать дополнительные расходы. В основном он работает так же хорошо, как и любой другой из этого бренда, хотя у вас нет сверхбыстрой непрерывности, которой они известны, или высокого уровня точности и точности. Тем не менее, 17B+ работает очень хорошо и имеет прочную конструкцию.
Улучшения по сравнению с предыдущей моделью Как уже отмечалось, эта модель более чувствительна, чем 17B, с более быстрой проверкой непрерывности и меньшим временем автоматического выбора диапазона. Он по-прежнему отстает от стандартных Flukes по этому показателю, в том числе по времени, необходимому для получения результатов в диапазонах сопротивления и емкости.
Диапазон емкости увеличен в десять раз до 1000 мкФ, что позволяет диагностировать более крупные конденсаторы. Кроме того есть включение Min/Max режима . Это само по себе является преимуществом по сравнению со старым счетчиком и новым 15B+. Min/Max предназначен для мониторинга и обнаружения расхождений в заданном сигнале, позволяя точно определять (и удерживать) низкие и высокие всплески во времени.
Вы также получаете относительный режим . Эта функция может сравнить значение, которое вы ранее сохранили из данного сигнала. Это также позволит вам обнулить сопротивление ваших проводов перед выполнением измерений для получения более точных результатов.
Вы также можете измерить рабочий цикл/частоту при проверке тока/напряжения в цепи. Также следует отметить размер и вес 17B+, который тяжелее и больше оригинала.
Что еще? Измеряет все стандартные диапазоны – напряжение (1000 В), силу тока (от 10 А до 400 мкА), сопротивление (до 40 МОм). Милливольты, миллиампер и микроампер находятся в отдельных положениях дискового переключателя и могут измерять как переменный, так и постоянный ток. Емкость и температура также имеют свои значения, хотя эта единица измерения может отображаться только в градусах Цельсия, что может раздражать некоторых поклонников империалов.
17B+ — это только среднеквадратичное значение, а не истинное среднеквадратичное значение. Это имеет значение только тогда, когда нужны более точные измерения приводов переменного тока, систем переменного напряжения и т. д.
Что за руководство? Наряду со счетчиками 15B и 18B+, 17B+ предназначался для китайского рынка, поэтому руководство написано на китайском языке. Это не будет иметь большого значения для тех, кто умеет пользоваться цифровым мультиметром, но новые пользователи могут столкнуться с трудностями. Однако большая часть из них не требует пояснений, и у вас также есть онлайн-руководство, к которому можно обратиться, если вы застряли. См. здесь: http://assets.fluke.com/manuals/151718__umeng0000.pdf
ХАРАКТЕРИСТИКИ
Диапазон
Точность
Разрешение
Напряжение переменного тока
4 В / 1000 В
±(1,0%+3)
1 мВ-1 В
Милливольты переменного тока
400 мВ
±(3,0%+3)
0,1 мВ
Напряжение постоянного тока
4 В / 1000 В
±(0,5%+3)
1 мВ-1 В
Милливольт постоянного тока
400 мВ
±(1,0%+3)
0,1 мВ
Переменный ток
400 мкА / 10 А
±(1,5%+3)
0,1 мкА-0,01 А
Постоянный ток
400 мкА / 10 А
±(1,5%+3)
0,1 мкА-0,01 А
Сопротивление
400 Ом / 40 МОм
±(0,5%+2)
0,1 Ом-0,01 МОм
Емкость
40 нФ / 1000 мкФ
±(2,0%+5) при 40–400 нФ
0,01 нФ–1 мкФ
Частота
50 Гц / 100 кГц
±(0,1%+3)
0,01 Гц-0,1 кГц
Проверка диодов
2 В
±(10%)
0,001 В
Температура
-55°C / 400°C
±2,0°C при 0-50°C
Эти показатели точности, как правило, хороши в течение 12 месяцев после новой/после калибровки
Качество сборки
Он не так хорош, как, например, Fluke 77IV, но в целом мультиметр Fluke 17B+ хорош . Он кажется прочным и выдержит некоторые злоупотребления, такие как падения и удары. Прочный корпус имеет желтый цвет торговой марки, хотя и без их логотипа. Сзади находится откидная скоба (подножка). Печатная плата была обновлена по сравнению с 17B+, и циферблат можно использовать одной рукой. Экономия была сделана на конструкции измерительных проводов, которые изготовлены из ПВХ, но вы не можете иметь все сразу.
Дисплей : Большой, с подсветкой, но, возможно, не такой четкий и яркий, как у Flukes американского производства. Вы получаете разрешение 4000 отсчетов, что в значительной степени стандартно для этого ценового диапазона.
Функция и производительность
Другие бренды в зависимости от ценового диапазона могут превзойти этот измеритель по скорости, будучи своевременными, чтобы зафиксировать непрерывность (хотя и не скрипучий). Строителям лучше выбрать более быструю модель, поскольку сопротивление и емкость также требуют времени.
Другие функции : Минимальный/максимальный режим Относительный режим Автоматическое отключение питания (через 20 минут) Автоматическое выключение подсветки (через две минуты) Предупреждение о перенапряжении
Защита безопасности
Плата была переработана и имеет лучшую защиту , с MOV. Он также имеет качественные предохранители с высокой разрывной нагрузкой, рассчитанные на 11 А и 440 мА (для двух входов тока). Счетчик защищен по CAT-III, поэтому вы можете безопасно проверять большинство систем за коммутационным аппаратом строительной установки. Защита от перенапряжения до 6кВ.
Механический ; он прочный с прорезиненной оболочкой и имеет степень защиты IP 40.
Плюсы и минусы
PROS
Крупная торговая марка
Дешево за свои деньги
Довольно точно
Прочный и надежный
Простота использования
Функции включают мин./макс.
Измеряет температуру
CONS
Сделано в Китае (только руководство на китайском языке)
Без магнитного держателя
Тестовые провода более низкого качества
Вялая непрерывность / диапазон
Среднеквадратичное значение
Заключение
Цифровой мультиметр Fluke 17B+ получил в основном положительные отзывы в мире электрооборудования для испытаний.
ТОП—7. Лучшие станки для заточки (точила) универсальные. Рейтинг 2020 года!
Автор Анатолий Воронцов На чтение 8 мин Просмотров 12.1к. Опубликовано
Обновлено
Всем привет! В этом обзоре я расскажу вам о лучших станках для заточки различного инструмента. В данный ТОП я включил 7 станков, пользующихся наибольшей популярностью как у обычных покупателей, так и у профессиональных мастеров.
Содержание
ВИХРЬ СЗМ-65
ДИОЛД МЗС-02
ВИХРЬ ТС-200
Sturm BG6010S
ВИХРЬ ТС-400
PATRIOT BG 100
ЗУБР ЗТШМ-150 686Л
ВИХРЬ СЗМ-65
ВИХРЬ СЗМ-65 — это многофункциональный заточной станок, работающий от сети 220 Вольт. Он станет отличным приобретением для небольших мастерских, специализирующихся на заточке ножей или ножниц, а также станет отличным помощником в личном хозяйстве. Станок обладает компактными размерами, поэтому не займет много места в помещении. А благодаря наличию в корпусе монтажных отверстий, станок можно будет закрепить на верстаке. Что касается двигателя, то он обладает мощностью в 65 Ватт и способен совершать до 6,5 тысяч оборотов в минуту. Прибор является универсальным, может затачивать разные типы лезвий благодаря точильному кругу диаметром 49,3 миллиметра. Ширина затачиваемых лезвий и стамесок может быть от 6 до 51 миллиметра, что вполне достаточно для бытовых нужд. Кроме того, с помощью этого станка можно затачивать и сверла, диаметром от 3 до 10 миллиметров. Владельцы этого станка отзываются о нем строго положительно, отмечая его высокую скорость, качество заточки и комплект насадок для разных видов инструмента. В общем, это отличный заточной станок для бытового использования и в небольших мастерских. С заточкой ножниц, ножей, стамесок и маленьких сверл он справляется отлично.
Мощность: 65 Вт.
Скорость: 6500 об/мин.
Размеры диска: 49.3х7 мм.
Посадочный диаметр: 10 мм.
ДИОЛД МЗС-02
Следующий герой нашего ТОПа – ДИОЛД МЗС-02. Основное назначение этого станка – заточка сверл, но он также позволяет проводит качественную заточку ножей, ножниц и топоров с узким лезвием. Станок отлично справляется с заточкой сверл, диаметр которых может быть от 3 до 13 миллиметров. Мощность двигателя у ДИОЛД МЗС-02 составляет 200 Ватт, что является отличным показателем для агрегатов такого типа. За одну минуту станок способен совершать до 5000 оборотов точильного диска. Поэтому, времени на заточку инструмента уйдет немного. И как отмечают владельцы, со совей задачей этот станок справляется на отлично. Но стоит учесть, что при длительной работе он начинает греться, так что такой прибор я могу посоветовать только для домашнего использования. Из других особенностей этого станка стоит отметить компактные размеры и вес всего в 1,9 килограмма. Так что сложностей с его перемещением у вас точно не возникнет. Да и места он много не займет. Монтажных отверстий для установки на верстак у этого станка нет, но имеются прорезиненные ножки, которые снижают вибрацию во время работы станка, тем самым увеличивая точность заточки. Также стоит отметить, что этот станок рассчитан на эксплуатацию при температурах от -15 градусов. Так что его можно установить в гараже, на балконе или в другом неотапливаемом помещении.
Мощность: 200 Вт.
Скорость: 5000 об/мин.
Размеры диска: 45х8 мм.
Размеры: 210х190х120 мм.
Вес: 1.9 кг.
ВИХРЬ ТС-200
Точильный станок ВИХРЬ ТС-200 имеет возможность одновременной установки двух абразивных дисков. Особенно это будет актуально в мастерских, где требуется часто работать с инструментами и заготовками из разных металлов. Но, учитывая небольшую стоимость и питание от сети в 220 Вольт, такой станок станет отличным помощником и в быту. Его двигатель, мощностью в 200 Ватт, позволяет совершать 2950 оборотов диска в минуту и качественно точить ножи, ножницы, стамески и другой режущий инструмент. Для безопасной работы оператора, в станке предусмотрены защитные кожухи с искрогасителями для каждого диска и имеются защитные экраны из прозрачного пластика. Также стоит отметить, что для комфортной работы оператора за этим станком, в нем предусмотрена подсветка. При необходимости лампу можно наклонять под нужным углом, чтобы лучше осветить затачиваемый инструмент. Что касается размеров, то этот станок очень компактный и не займет много места на столе. А благодаря наличию в корпусе монтажных отверстий, станок можно установить и закрепить на верстаке, тем самым сократив уровень вибраций при работе. Те, кто уже приобрел такой станок отзываются о нем крайне положительно, отмечая компактность, удобство использования и низкий уровень шума. В общем, ВИХРЬ ТС-200 станет отличным помощником в заточке различного инструмента как в быту, так и в небольших мастерских или автосервисах.
Мощность: 200 Вт.
Скорость: 2950 об/мин.
Размеры диска: 150х12.7 мм.
Подсветка.
2 круга.
Размеры: 295х200х210 мм.
Вес: 5.15 кг.
Sturm BG6010S
Sturm BG6010S нравится покупателям за свою многофункциональность и хорошую фиксацию затачиваемого инструмента. С помощью этого станка можно качественно выполнить не только заточку и доводку любого режущего ручного инструмента, но и сверл различного диаметра. Конструкция станка состоит из универсального силового блока с присоединяющимися по необходимости специализированными модулями. Для получения наилучшего результата у этого станка предусмотрено три независимых модуля: первый — для заточки сверл, второй — для заточки ножей и ножниц, и третий — для заточки стамесок, зубил и лезвий. При чем, на последнем модуле имеется точная настройка, обеспечивающая получение режущей кромки под нужным углом для зубил, стамесок и лезвий. Также стоит отметить, что у этого станка имеется очень точный фиксатор, обеспечивающий зажим сверла под нужным углом к поверхности точильного инструмента для правильной заточки режущих плоскостей. Для удобства работы на корпусе станка предусмотрены специальные крепления для неиспользуемых модулей. А для обеспечения безопасности во время работы имеется магнитная фиксация заготовки, препятствующая ее соскальзыванию. Также в станке предусмотрен защитный кожух и экран, который обезопасит оператора от мелких частиц. Что касается двигателя этого станка, то он имеет максимальную мощность в 100 Ватт и примечателен низким уровнем шума, а также малыми вибрациями, которые не влияют на качество заточки. Ну а что касается размеров, то этот станок очень компактный и вдобавок легкий, поэтому любой сможет без проблем перемещать его с места на место. В общем, если вам в хозяйство нужен многофункциональный заточной станок, то стоит обратить внимание на эту модель.
Мощность: 100 Вт.
Скорость: 6700 об/мин.
Размеры диска: 49.3х7.5 мм.
Размеры: 220х200х170 мм.
Вес: 2 кг.
ВИХРЬ ТС-400
Следующий герой нашего ТОПа – ВИХРЬ ТС-400. Это мощный 400-ваттный станок, который позволит быстро и качественно заточить инструмент. Он оборудован двумя 20-сантиметровыми дисками разной зернистости, которые могут вращаться со скоростью 2950 оборотов в минуту. Корпус станка выполнен из прочным материалов, гарантирующих его надежную работу. А вес, который составляет 9,2 килограмма, обеспечивает устойчивое положение станка на столе и снижает вибрации. Кроме того, в этом станке предусмотрены отверстия для крепления к столу или верстаку, которые позволят зафиксировать устройство на одном месте и сведут вибрации к минимуму, тем самым обеспечивая высокую точность заточки любого инструмента. Также стоит отметить, что для обеспечения безопасности рабочего, диски этого станка помещены в защитные кожухи. А обезопасить работника от попадания искр в глаза, позволят защитные экраны из пластика, установленные над каждым из дисков. Кроме того, для того, чтобы за таким станком было комфортно работать, производитель предусмотрел в нем яркую подсветку с возможностью регулировки угла освещения. Это позволяет в любой момент подсветить обрабатываемый участок затачиваемого инструмента или заготовки. Что касается отзывов, то владельцы этого станка отзываются о его работе строго положительно. Так что если вам нужен мощный заточной станок, то стоит обратить внимание на эту модель.
Мощность: 400 Вт.
Скорость: 2950 об/мин.
Размеры диска: 200х20 мм.
Подсветка.
2 круга.
Вес: 9.2 кг.
PATRIOT BG 100
Продолжает наш ТОП — PATRIOT BG 100. Это многофункциональный станок для бытового использования мощностью в 65 Ватт. Благодаря компактным размерам и своей многофункциональности такой станок станет отличным помощником дома, в гараже или на даче. Работает станок от сети 220 Вольт и способен совершать до 1350 оборотов в минуту. Этого вполне достаточно для заточки ножей, ножниц и другого инструмента с узким лезвием. Кроме того, станок имеет возможность заточки сверл диаметром от 3 до 13 миллиметров, а ширина затачиваемых лезвий может быть от 6 до 51 миллиметра. Станок имеет очень компактные размеры и небольшой вес, так что сложностей в его транспортировке не возникнет. Благодаря простому управлению, работать с ним сможет абсолютно любой человек, даже не занимавшийся прежде заточкой инструмента. В конструкции станка предусмотрен защитный экран, позволяющий безопасно наблюдать за процессом заточки инструмента. А благодаря наличию в корпусе устройства монтажных отверстий, станок можно надежно зафиксировать на верстаке, тем самым сократив вибраций, что положительно скажется на качестве заточки. В общем, если вам домой или в гараж нужен простой в управлении и многофункциональный станок для заточки, то стоит обратить внимание на эту модель.
Мощность: 65 Вт.
Скорость: 1350 об/мин.
Размеры диска: 51х8 мм.
Размеры: 233х200х155 мм.
Вес: 1.1 кг.
ЗУБР ЗТШМ-150 686Л
Завершает наш рейтинг лучших универсальных станков для заточки различного инструмента – ЗУБР ЗТШМ-150 686Л. В этом станке, помимо круга имеется абразивная лента, которая обеспечивает шлифование большой площади инструмента или заготовок. Станок имеет двигатель мощностью в 250 Ватт, способный совершать абразивным кругом до 2950 оборотов в минуту. В конструкции станка предусмотрены защитный экран и регулируемый упор для инструмента. Станок собран из качественных материалов и деталей, отличающихся своей долговечностью. Поэтому производитель дает 5 лет гарантии на работу этого устройства. Как отмечаю владельцы, точит станок отлично. Пользоваться им удобно, а наличие абразивной ленты существенно упрощает обработку инструмента и заготовок. Сам по себе станок очень компактный, так что не займет много места дома, на даче или в мастерской. А благодаря наличию монтажных отверстий его можно будет надежно закрепить на верстаке.
Мощность: 250 Вт.
Скорость: 2950 об/мин.
Размеры диска: 150х20 мм.
Размеры ленты: 686х50мм.
Размеры: 410х340х210 мм.
Вес: 7.3 кг.
ТОП-10 лучших точильных станков — Обзор 2020 станков для заточки инструмента
Подобрать универсальный точильный станок для домашней мастерской не так просто. Оборудование должно иметь хорошее качество, сильную мощность, быть достаточно многофункциональным и, в то же время, иметь лояльную стоимость.
Сама конструкция точильного станка для дома элементарна. По сути, он состоит из точильного камня или диска и электромотора. При большом желании сделать его можно даже самостоятельно, однако мы крайне не рекомендуем такой вариант. Во-первых, это небезопасно. Во-вторых, на самодельных станках точильные инструменты стачиваются в два счета, вы просто можете испортить новенький точильный круг или нарушить геометрию затачиваемого инструмента.
Чтобы такого не произошло, Немолоток составил собственный ТОП-10 лучших точильных станков, в которых отлично сочетаются качество, долговечность и производительность.
1. Приспособление для заточки инструмента Kaindl KSS
На первом месте стоит немецкий прибор популярной компании Каиндл. Им возможно провести максимально удобные правки пильных дисков с постоянным шагом и простых спиральных сверл диаметром до 20 мм. Его особенность – специальное шарнирное крепление, которое позволяет зафиксировать точильный диск под любым углом. Это удобно в работе с большими деталями, так как вместо того, чтобы постоянно крутить инструмент, можно просто подстроить под этот инструмент сам станок. Также в самом диске Каиндл есть множество отверстий, которые создают циркуляцию воздуха и охлаждают инструмент.
2. ELITECH СТ600C
В этой модели привлекательная сборка и хорошая мощность. Станок оснащен подсветкой, увеличительным стеклом и емкостью для охлаждающей жидкости. Мощность же – 600 Вт. Этого вполне достаточно для заточки, однако учтите, если прибор будет перегружен, двигатель разогреется практически моментально. Балансировка ротора у модели сделана на отлично, вибрация практически не ощутима. В целом, качество изготовления станка находится на высоком уровне.
3. ЗУБР ЗТШМ-150/686Л
Зубр – универсальный станок для заточки инструментов, который имеет в конструкции еще и наждачную ленту. Сборка прибора добротная, болтовые крепления имеют крепкую фиксацию, даже после нескольких лет использования нареканий нет. Зубр множество раз тестировали при максимальных нагрузках, работа проходила без неприятностей, хотя с большой вибрацией (мощность у аппарата в 250 Вт). Из недостатков можно выделить неудобное расположение барашковых крепежей и распространение вибрации по всей рабочей поверхности. Кстати, данная модель имеет крепление к столешнице, так что поставить ее в домашнюю мастерскую можно без проблем.
4. КАЛИБР ТЭ-175/400
Китайский точильный станок отличается, конечно, низкой стоимостью и, на удивление, нормальным качеством. Данная марка очень распространена, и для работ на непостоянной основе чаще всего выбираю именно Калибр. Если вы планируете пользоваться станком чуть ли не ежедневно – это не ваш выбор. Если же заточить инструмент нужно несколько раз в месяц – это крутой вариант. Его мощность составляет 440 Вт, что вполне прилично для заточки. Из минусов только не самые качественные подручники и заметная вибрация.
5. METABO DSD 250
Метабо – станок профессионала, не желающего экономить. Мы не поставили его на первые места только из-за слишком высокой цены, которая не всегда актуальна для домашней мастерской. Однако назвать данную модель лучшим станком для заточки точно можно. Работать с таким оборудованием действительно приятно. Метабо компактен, производителен и имеет отменное качество сборки. На нем можно регулировать скорость вращения диска, сам же прибор имеет защиту от повторного спуска и экран, защищающий от искр.
6. ИНТЕРСКОЛ Т-200/350
Хороший стандартный аппарат для заточки от российской компании. Оборудование выглядит элементарно и не порадует вас особыми наворотами, за то его безопасность явно достояна похвалы. Аппарат оснащен хорошим кожухом, защитными стеклами и дополнительной лампой. Скорость вращения обычная – 2500 оборотов в минуту. Станок хорошо справляется с разными задачами, редко перегревается и долго служит.
7. Makita GB801
Станок оснащен полным набором для безопасности: защитным кожухом, защитой от перегревания, закусывания заготовки и повторного пуска. Двигатель имеет 550 Вт и отлично справляется с длительной работой. На нем можно точить крупные инструменты – аппарат не перегреется и не остановится.
8. STURM BG6010S
Достаточно спорный станок, который обладает и плюсами, и минусами, так что покупать его нужно на свое усмотрение. Из плюсов – наклонная площадка для затачивания стамесок, угол которой можно регулировать. Также есть три сменных круга: для стамесок, для ножей и для сверл. Станок легкий и удобный, однако мощность его максимально маленькая – 100 Вт. Соответственно, производительность тоже оставляет желать лучшего.
9. EINHELL TH-BG
Станок для нетребовательных. Эта китайская модель безумно компактная, практически миниатюрная. Она не устанавливается стационарно, не крепится к поверхности, не создает много шума и подходит только для заточки ножей и ножниц. Двигатель в ней на 150 Вт, скорость вращения – 2900. Мы не рекомендуем использовать станок для сложной заточки, которая отнимает много времени. Аппарат просто перегреется и остановит работу.
10. ВИХРЬ ТС-400
Аппарат имеет мощность в 400 Вт, благодаря чему очень медленно греется и хорошо подходит для обширных работ. На станке есть удобная подсветка, сама же сборка достаточно универсальная. Наждак вызывает минимальные вибрации в работе, без перегрузок долговечен, однако есть в нем большой минус – его посадка в 16 мм без возможности перехода.
лучших точилок для сверл в 2022 году | Лучшие обзоры от Bestcovery
На что следует обратить внимание при покупке лучшей точилки для сверл?
Характеристики
Когда вы находитесь на рынке и ищете лучшую точилку для сверл, чтобы взять ее домой, в первую очередь вам следует обратить внимание на тип сверл, которые необходимо затачивать. Если вы мастер, который берется за самые разные проекты, то самым разумным решением будет купить инструмент, который поможет вам заточить самые разные сверла.
Размер
Точилки для сверл бывают любой формы и размера, какие только можно себе представить. Хотя это почти всегда хорошо, иногда бывает утомительно просматривать все размеры, чтобы выяснить, какой из них вам нужно купить. Но не волнуйтесь, ответ довольно прост. Вы всегда должны выбирать размер точилки для сверл, который можно легко разместить на рабочем месте. Однако, если вы в конечном итоге получите точилку для сверл большого размера, которая также имеет избыточный вес, вы потеряете драгоценное рабочее пространство; то, что ни один серьезный мастер не может терпеть.
Большинство станков для заточки сверл приспособлены для работы со сверлами малого и среднего размера, но если у вас есть большие сверла, требующие заточки, вам понадобится специальный станок. Поскольку биты размером более ½ дюйма могут быть довольно тяжелыми для кармана, вы должны убедиться, что выбранная вами точилка действительно предназначена для них.
Кроме того, вам также следует обратить внимание на точилки, которые были специально разработаны для более мелких бит. Поскольку маленькие сверла имеют тенденцию затупляться, теряя свою производительность за короткий промежуток времени, вам следует инвестировать в лучшую точилку для ваших нужд, чтобы максимально использовать свои деньги.
Универсальность
Возможно, вы удивитесь, но универсальность играет огромную роль при выборе точилки для сверл, которую вы должны приобрести. Тот, который достаточно способен затачивать, а также перетачивать другие домашние инструменты, такие как ножи, ножницы и стамески, лучше, чем тот, который может затачивать только сверла. Если вы выберете точилку, которую можно отрегулировать под несколькими углами, у вас будет идеальное универсальное точило для любого проекта.
Долговечность
Часто упускается из виду долговечность инструмента. Хотя мощные инструменты имеют тенденцию вибрировать больше, это также означает, что их компоненты долговечны и прочны. Если это не так, ваше устройство, вероятно, развалится через определенный период времени. И это то, чего никто из нас не хочет, не так ли?
Источник питания
Источник питания станка для заточки сверл является еще одним вопросом личных предпочтений. У всех, вероятно, разные мнения относительно того, что лучше для них; ручная точилка для сверл или электрическая.
Что касается точилок для сверл, то электрические более быстрые, так как их можно подключить к любому стандартному источнику питания 120 В, что означает, что вам не нужно ждать, чтобы использовать инструмент.
Зачем вам точилка для сверл?
Качество
Если вы ремесленник, которого наняли для выполнения строительных работ, вы хотели бы, чтобы вся ваша тяжелая работа была отражена в завершенном проекте. Это означает, что ваша работа должна быть высокого качества, и тупые сверла могут помешать этому. Они могут не только поставить под угрозу качество вашей работы, но и запятнать репутацию вашей компании.
Повреждения и разрывы, которые происходят со сверлами с течением времени, приводят к изменению угла при вершине, что в конечном итоге влияет на проникновение наконечника в стену или дерево. Тепло, которое затем образуется при трении между сверлом и поверхностью, через которую вы проникаете, может в конечном итоге смягчить острые края и повлиять на кольца режущей кромки сверла. Когда происходит что-то подобное, обычно требуется больший крутящий момент, чтобы проникнуть сквозь сталь или дерево. Когда рабочий оказывает дополнительное давление на плоское сверло на стройке, вероятность того, что сверло сломается прямо у него в руках, возрастает.
Расходы
Использование инструментов вручную для сверления новых отверстий, когда ваше сверло вышло из строя, может привести к пустой трате драгоценных ресурсов. Вам не только придется нести дополнительные расходы на покупку новых материалов, через которые вы проникаете, но вам также придется заплатить за ненужный дополнительный труд. Не говоря уже о времени, которое потребуется для повторного бурения новых отверстий, что в конечном итоге приведет к задержке завершения вашего проекта, что приведет не только к необходимости платить вашей команде за то, чтобы они оставались дольше, но и к огромному падению имиджа. твоя компания.
Безопасность
Ни для кого не секрет, что стройка может быть опасным местом для человека. Поэтому лучше всегда сохранять бдительность и следить за всем, что может увеличить риск и опасность для вас и вашей конструкции.
материала, он выделяет много тепла, что может привести к поломке сверла. А когда сверло ломается, крошечные кусочки металла разлетаются во все стороны. И вы можете только представить себе угрозу физических травм, которые это может представлять для рабочих. Не говоря уже о том, насколько более рискованным может быть использование ручного сверла, поскольку оно может легко застрять в пальцах и лицах рабочих, когда оно разбивается.
Часто задаваемые вопросы
Какой самый стандартный угол при вершине сверла?
Как правило, угол при вершине 58 или 118 градусов является наилучшим для вашей дрели. Однако существует множество других вариаций в зависимости от материала.
Можно ли затачивать титановые сверла?
Так как титан является только покрытием на сверлах, вы должны иметь в виду, что его заточка больше не будет сохранять прежнюю поверхность.
Нужно ли чистить станок после заточки?
Да, вы всегда должны помнить о чистке станка после каждого использования, так как это может помочь продлить срок службы точилки для сверл. Кроме того, старайтесь не подвергать свою точилку воздействию внешних факторов, таких как дождь и ветер. Хороший совет — использовать пылесос, чтобы удалить мельчайшие частицы пыли из внутренних частей точилки.
Электрооборудование и навесное оборудование (обзор 2021 г.)
Мы уверены, что никто не захочет время от времени заменять свои сверла, когда они затупятся. Это означало бы большую сумму денег, которая на самом деле не идеальна, особенно если большинство ваших проектов связано с процессом бурения. Вот почему заточка сверл является важным навыком, которому необходимо научиться. Тем не менее, это может быть чрезвычайно сложно для некоторых людей, которые только начинают узнавать что-то о сверлах и битах. К счастью, доступны различные приспособления для заточки сверл, которые уменьшают количество догадок и упрощают работу.
Так же, как мы традиционно и вручную затачиваем сверла различными способами, точилки для сверл также бывают разных форм. Они могут быть насадкой, которая будет направлять вас, когда вы затачиваете биты с помощью другого оборудования (например, настольной шлифовальной машины, ленточной шлифовальной машины или дрели) или электрической точилки с точильным камнем внутри машины. Но вопрос в том, все ли они работают одинаково? Ну нет.
При этом очень важно внимательно следить за своим выбором и тщательно анализировать каждый из его атрибутов. Перед погружением обязательно обратите внимание на важные последствия, которые вам необходимо учитывать. Тип или форма точилки — это самое важное, на что нужно обратить внимание. Как уже говорилось, они обычно бывают двух видов: электрические и навесные.
Судя по всему, типы насадок более доступны. Однако их использование обычно влечет за собой крутую кривую обучения и усилий, поскольку вы по-прежнему вручную контролируете и позиционируете сверло под углом, который необходимо заточить. Например, General Tools 825 — это прочное приспособление, обеспечивающее непоколебимый баланс и контроль над процессом. Однако результат остроты бита будет зависеть от того, как вы будете выполнять процесс заточки.
С другой стороны, электрические точилки менее требовательны, хотя перед процессом заточки все же необходимо выполнить некоторые настройки и настройки. Станок Drill Doctor DD750X-W 750X является хорошим примером устройства для заточки сверл такого типа. Несмотря на то, что подготовить долото и выполнить необходимые корректировки действительно сложно, фактический процесс не займет даже более 3 минут.
Вслед за этими вещами также необходимо проверить совместимость точилки с битами, поскольку некоторые из них могут работать только с битами ограниченного размера. Стоимость, долговечность и бренд, конечно же, также являются важными факторами, которые должны повлиять на ваше решение.
Тем не менее, может быть довольно сложно найти «лучшее» среди множества вариантов на рынке. Тем не менее, это также может быть весело! Позвольте нам помочь вам и присоединяйтесь к нам, чтобы исследовать уникальные конструкции и различные инновационные формы современных точилок для сверл.
Мы выбрали 5 лучших из доступных на Amazon, и после серии личных тестов и сравнений каждого из приведенных ниже пунктов мы заверяем вас, что вы найдете лучший к концу этого захватывающего и информативного чтения!
Best Drill Bit Sharpeners Comparison & Rating
Drill Bit Sharpeners
Features
1. Drill Doctor DD750X-W 750X Drill Bit Sharpener
Случайный буриный бит-точилка
Электрическая точилка
в течение 3 минут
.
электрическая точилка
для наиболее распространенных типов сверл и диаметров
Можно затачивать насадки размером от 3/32 до ¾ дюйма.
Легко создавать и удалять точки разделения.
Можно легко отрегулировать для получения необходимой заточки.
Имеет шнур питания длиной 6 футов.
Оснащен магнитным двигателем, который всегда обеспечивает постоянную мощность.
Настройка биты может занять некоторое время, но сам процесс заточки займет не более 3 минут.
Окончательный вариант:
Drill Doctor DD750X-W 750X — это универсальный набор, необходимый для заточки различных сверл: быстрорежущей стали, каменной кладки, кобальта и луженых сверл.
Сначала это выглядит пугающе, но пользоваться Drill Doctor DD750X-W 750X очень просто. Просто вставьте биту в патрон и закройте его. После этого поместите патрон в порт выравнивания, просто нажав кнопку в верхней части порта, которая управляет зажимом. Он закрепит патрон во время процедуры заточки.
Кроме того, у вас есть возможность регулировать угол заточки от 115° до 140°. После того, как патрон и бита установлены, вам просто нужно отрегулировать положение биты с помощью ручки на задней части зажима.
Вращение ручки по часовой стрелке обеспечивает легкую регулировку заточки, а вращение против часовой стрелки дает больше усилий при резке или заточке лезвий насадки.
Сразу после закрепления биты путем затягивания ручки патрона ваша бита готова к заточке. Не нужно больших усилий. Просто слегка надавите на каждый оборот, и вы услышите, как машина работает над вашими битами.
Всего за 2–3 минуты можно легко заточить сверла с разделительной головкой или без нее. В каждом процессе заточки вы получите сверло, которым можно сверлить металлы без каких-либо усилий! Самая быстрая и надежная точилка для сверл!
Проверить цену
2. Точилка для электрических сверл GOODSMANN
Технические характеристики:
98% Общая
9 Марка 4
GOODSMANN
Weight
2. 36 pounds
Bit Range
1/8″ to 25/64″
Электрический
Да
Долговечность и качество
Производительность
Характеристики
Простота использования и удобство
7
7
70286 Очень простой и удобный в использовании.
Интуитивно понятные регулировки и отверстия для заточки спортивных бит с маркировкой.
Очень компактный корпус, удобный для переноски.
Рекомендуется для наиболее распространенных типов сверл и диаметров.
Обеспечивает быструю заточку.
Подходит только для сверл ограниченного размера.
Окончательный вариант:
Эта электрическая точилка GOODSMANN подходит для насадок диаметром от 1/8″ до 25/64″ (от 3 до 10 мм). Использовать его намного проще по сравнению с Drill Doctor DD750X-W 750X. Он имеет набор нескольких отверстий, которые подходят для различных размеров бит. Они также имеют соответствующую маркировку для облегчения идентификации размеров.
Чтобы начать процедуру заточки, вам просто нужно опустить точильный камень, вращая ручку сверху против часовой стрелки, пока не достигнете максимального положения. Затем просто вставьте биту в отверстие, которое плотно прилегает к ней, включите машину и поверните ручку по часовой стрелке, пока не начнется скрежещущий звук.
После запуска все, что вам нужно сделать, это заточить стороны лезвия по одной за раз. Просто слегка поверните бит влево и вправо на несколько чисел и проверьте, соответствует ли он уже вашим предпочтениям. Проделайте то же самое с другой стороной лезвия биты, повернув его на 180 градусов. Если вы считаете, что вам нужно повторить процесс еще раз, сделайте это. Ведь это довольно просто и никаких хитрых настроек не требуется. Скорее всего, это займет у вас 9до 10 минут, чтобы заточить бит! Победитель!
Проверить цену
3. General Tools 825 Drill Grinding Attachment
Specifications:
97% Overall
Brand
General Tools
Weight
0,32 унции
Диапазон бит
1/8″ to 3/4″
Electric
Not Applicable
Durability & quality
performance
features
ease of use & convenience
Caters до 1/8″ до 3/4″ или от 3 мм до 19 мм бит.
Имеет подробные настройки, обеспечивающие высокую точность.
Отличные вспомогательные функции, которые удерживают биту на месте во время процесса заточки.
Можно отрегулировать до 5 стандартных углов сверления.
Сборка и регулировка процесса заточки для некоторых могут быть сложными.
Окончательный вариант:
Прежде чем купить этот инструмент General Tools 825, важно знать, что это всего лишь насадка, и вам нужен настольный шлифовальный станок, который, как правило, сделает процесс заточки за вас. Следовательно, то, что продает это приложение, — это контроль и точность со стороны пользователей.
Чтобы установить его, вам нужно сначала прикрепить его к куску дерева, который будет служить его основой. Основное основание насадки специально разработано для того, чтобы корпус можно было толкать вперед и назад, чтобы легко вытащить насадку после завершения заточки.
Насадка имеет ложемент, куда можно поместить биту после ослабления крепежного винта. Он также поставляется с металлической опорой на кончике корпуса, которая будет поддерживать биту во время процесса заточки. Просто отрегулируйте остальные до тех пор, пока они не будут установлены за режущей кромкой сверла.
Кроме того, он оснащен задним кронштейном, который дополнительно поддерживает положение биты, и винтом, упрощающим регулировку и продвижение биты. Он также имеет рельефные метки для градусов угла, поэтому определить, что вам нужно, легко.
После настройки у вас теперь есть надежная насадка для заточки, которую можно использовать со своими шлифовальными кругами.
Обеспечивает отличный контроль за счет перемещения насадки слева направо или наоборот. Головка насадки очень твердая. Никакого шатания. Просто плавные движения слева направо, которые позволят получить отличный опыт заточки.
Как правило, закручивание и регулировка очень сложны. Это правда. Достижение необходимой точности требует обучения, но как только вы освоите это приспособление, все будет проще простого.
Проверить цену
4. Bosch S41 Drill Bit Sharpener
Specifications:
95% Overall
Brand
Bosch
Weight
1.32 pounds
Bit Range
2. 5 to 10 mm
Electric
No
Durability & качество
производительность
функции
простота использования и удобство
Настройка и установка очень просты.
Быстрый процесс заточки.
Портативный и легкий.
Имеет специальные отверстия для различных размеров бит.
Спортивный прочный корпус.
Несмотря на то, что он работает от электричества, процесс заточки занимает много времени, прежде чем вы достигнете необходимой резкости.
Окончательный вариант:
Bosch S41 работает с помощью дрели. Подходит для бит от 2,5 до 10 мм и обеспечивает угол заточки 118 градусов.
Настройка довольно проста по сравнению с Drill Doctor DD750X-W 750X и General Tools 825. Он поставляется с приводным элементом, который вы устанавливаете в патрон дрели, после чего теперь вы можете прикрепить дрель к самой заточке. . Просто используйте зажимной винт, который закрепит соединение между дрелью и точилкой.
Он работает эффективно, устанавливая скорость дрели в диапазоне от 2000 до 3000 об/мин. После запуска процесс заточки очень похож на использование электрической точилки GOODSMANN. Просто вставьте сверло в отверстие, соответствующее его диаметру. Заточку сверла следует производить по одной режущей кромке за раз с легким нажимом. Быстро и легко.
Проверить цену
5. Переносная точилка для сверл CZS
Технические характеристики:
92% Всего
Brand
CZS
Weight
9. 6 ounces
Bit Range
2.0 to 12.5 mm
Электрический
№
Долговечность и качество
производительность
характеристики0007
Простота использования и удобство
Очень портативный и удобный для хранения.
Самая доступная точилка для сверл.
Изготовлен из АБС-пластика и шлифовального круга из розового корунда.
Легкий и простой в использовании.
Не рекомендуется для очень твердых бит.
Требуется время для правильной заточки бит.
Итоговый вариант:
Так же, как и General Tools 825, этому портативному точилку CZS для работы в основном нужен еще один инструмент. Однако по сравнению с последним, в котором используется настольная шлифовальная машина, здесь используется дрель-шуруповерт.
Использование, использование и настройка этой точилки очень просты. Вам просто нужно подсоединить его стандартную шестигранную рукоятку 6,35 мм к дрели и установить сверла на одну из трех доступных направляющих: от 2,0 до 5,0 мм, от 5,0 до 8,0 мм и от 8,0 до 12,5 мм. Размеры насадок указаны на нижней части корпуса и выбиты для долговечности.
После того, как все готово, вы можете начать заточку, постепенно подталкивая сверло к движущемуся шлифовальному камню. Судя по всему, заточка бит с помощью этой точилки займет больше времени. Существует также кривая обучения, чтобы получить сокращения, которые вы ищете.
Лазерная безопасность наглядно, или почему не стоит смотреть в лазерный луч / Хабр
Сегодняшняя статья будет несколько занудной, поскольку поднимает те вопросы, которые обычно никто обсуждать не любит. И речь в ней пойдет об основных, наиболее важных вопросов связанных с ТБ по работе с лазерами. Я постараюсь рассказать об этой неприятной, но очень важной теме с минимумом нудных букв и цифр, которые так любят приводить в разных «справочниках по правилам безопасной эксплуатации», разобрав основные вопросы с помощью наглядных и доступных примеров в духе «что будет, если». Какую опасность таит в себе лазер, все ли лазеры одинаково опасны? Будем разбираться.
ВНИМАНИЕ: Данная статья может содержать ошибки и неточности, так как я не специалист в медицинских вопросах.
Как известно, основное свойство лазера – это очень высокая направленность и монохроматичность излучения, значительная мощность светового потока сконцентрирована в очень тонком пучке. В свою очередь каждый из нас снабжен очень чувствительным аппаратом для восприятия света – нашими глазами. Глаза, напротив, спроектированы так, чтобы использовать самые малые уровни интенсивности света для обеспечения их хозяина необходимой зрительной информацией. Уже становится понятно, что сочетание высококонцентрированного и мощного светового пучка с чувствительным зрительным органом уже слабосовместимо, соответственно такой пучок будет представлять опасность. Это, в общем-то, очевидно, если на Солнце нельзя смотреть дольше нескольких секунд, то в луч мощного лазера, который прожигает дырки в бумаге – и подавно. Но не всё так просто. Опасность лазерного излучения сильно зависит от его характера (импульсное или непрерывное), мощности, длины волны. Также очень многие установки основанные на газовых или твердотельных\жидкостных с ламповой накачкой лазерах содержат цепи и элементы, находящиеся под высоким напряжением – трансформаторы, радиолампы, коммутационные разрядники и тиратроны, мощные конденсаторы, которые являются источником электрической опасности. Но на них я заострять внимание не буду, об электробезопасности написана масса литературы и это набившая оскомину тема среди тесластроителей. Здесь я ограничусь лишь рассмотрением опасности только оптической – которую несет непосредственно лазерное излучение.
При варьировании параметров лазера будут также варьироваться механизмы повреждения глаза, которые детально описаны в специализированной литературе. Эффекты, производимые лазерным излучением, безотносительно его мощности описаны на картинке:
Эти данные не стоит принимать за истину в последней инстанции, это лишь версия одной из книг. Описанные эффекты могут комбинироваться в любых соотношениях, в зависимости от остальных параметров – мощности и длины волны. Строго говоря импульсный режим работы лазера можно разделить ещё на два – импульсный режим свободной генерации и импульсный режим с модулированной добротностью. Во втором случае лазер переводится в т.н. «режим гигантского импульса», когда вся накопленная при накачке энергия из рабочей среды выбрасывается коротким (единицы-десятки наносекунд) импульсом. Мощность в импульсе при этом достигает многих десятков и сотен мегаватт при скромных субджоульных энергиях. При воздействии «гигантского импульса» повреждения имеют в первую очередь взрывной механизм, так как образовавшееся при поглощении тепло не может отвестись никуда за столь короткое время. При действии импульса свободной генерации повреждения идут больше по термическому механизму, поскольку тепло частично успевает отводиться и распределиться в толще поглощающего слоя, так как импульс имеет меньшую пиковую мощность из-за сравнительно большой длительности (миллисекунды).
Особенно характерна роль длины волны, поскольку прозрачность глазных сред неодинакова для разных длин волн. В качестве отступления от темы отмечу, что для рентгеновского или гамма-излучения принято считать, что биологический эффект не зависит от длины волны, меняется только проникающая способность. И в целом в профильной литературе на вопросах защиты от рентгеновского излучения задерживаются лишь на нескольких страницах, тогда как вопросам, связанным с безопасностью при работе с лазерным излучением могут посвящать целые разделы. Но вернемся к зависимости эффектов от длины волны. Тут обратимся к ещё одной таблице из той же книжки. В ней описаны механизмы повреждения в зависимости от длины волны, опять же безотносительно мощности.
Понятно, что наиболее очевидной будет опасность излучения видимого диапазона, так как именно оно достигает сетчатки и воспринимается ей. Но если это очевидно – это не значит что наиболее опасно. В том-то и дело, что луч видимого диапазона можно заметить, да и мигательный рефлекс глаза в этом случае работает безотказно, в ряде случаев он может сильно уменьшить повреждения. Тогда как луч из ближнего инфракрасного диапазона уже заметить нельзя, но он тоже достигнет сетчатки и мигательного рефлекса нет. Именно сетчатка является наиболее чувствительной деталью глаза к повреждениям, и что самое печальное – неспособной к регенерации.
Таким образом, если известны режим излучения и длина волны, остается последний, по сути, решающий фактор – это мощность излучения. Именно она решает, сгорят у Вас глаза под лучом полностью, частично или не сгорят совсем. В зависимости от длины волны меняется лишь величина этой мощности, если луч непрерывный, или энергии импульса, если луч импульсный.
Именно по мощности излучения было принято разделение лазеров на существующие сейчас классы опасности. Рассмотрим их подробнее, заглянув на сайт Sam’s Laser FAQ. Для удобства приводится русский перевод с английского, выполненный модератором форума laserforum.ru Gall’ом. А кто найдет ошибку на картинке – тот молодец.
Итак, классы опасности.
Цитата:
• Лазерные изделия класса I
Нет известных биологических угроз. Излучение закрыто от любого возможного рассматривания человеком, а лазерная система имеет блокировки, не позволяющие включить лазер в открытом состоянии. (Большие лазерные принтеры, такие как DEC LPS-40, работают на гелий-неоновых лазерах в 10 мВт, являющихся лазерами класса IIIb, но принтер имеет блокировки для исключения любого соприкосновения с открытым лазерным пучком, поэтому устройство не представляет биологической опасности, хотя собственно лазер относится к классу IIIb. Это же относится и к проигрывателям CD/DVD/Blu-ray и маленьким лазерным принтерам, так как они являются лазерными изделиями класса I).
• Лазерные изделия класса II
Выходная мощность до 1 мВт. Такие лазеры не считаются оптически опасными устройствами, так как рефлексы глаз предупреждают любое происходящее повреждение. (Например, когда в глаз попадает яркий свет, веко автоматически моргает или человек поворачивает голову так, чтобы яркий свет пропал. Это называется рефлекторным действием или временем реакции. Лазеры класса II не создают повреждений глаза за такое время. Также никто не захочет смотреть на него в течение более продолжительного времени.) На лазерном оборудовании должны быть размещены предупреждающие знаки (желтые). Нет известных опасностей воздействия на кожу и нет пожарной опасности.
• Лазерные изделия класса IIIa
Выходная мощность от 1 мВт до 5 мВт. Такие лазеры могут приводить к частичной слепоте при определенных условиях и к другим повреждениям глаз. Изделия, содержащие лазер класса IIIb, должны иметь индикатор лазерного излучения, показывающий, когда лазер работает. Они также должны иметь знак «Danger» («опасность») и знак, показывающий выходное отверстие лазера, закрепленные на лазере и/или оборудовании. СЛЕДУЕТ установить выключатель питания в виде замка с ключом, чтобы предотвратить несанкционированное использование. Нет известных опасностей для кожи и пожарной опасности.
• Лазерные изделия класса IIIb
Выходная мощность от 5 мВт до 500 мВт. Такие лазеры считаются определенно угрозой для зрения, особенно на больших мощностях, которые ПРИВЕДУТ к повреждению глаз. Такие лазеры ОБЯЗАНЫ иметь замок с ключом против несанкционированного использования, индикатор наличия лазерного излучения, задержку включения от 3 до 5 секунд после подачи питания, чтобы оператор мог успеть уйти с пути луча, и механический затвор, позволяющий перекрывать луч во время использования. Кожа может быть обожжена на больших уровнях выходной мощности, а кратковременное направление на некоторые материалы может приводить к возгоранию. (Я видел аргоновый лазер на 250 мВт, воспламеняющий кусок красной бумаги менее чем за 2 секунды воздействия!) Красный знак «DANGER» («ОПАСНОСТЬ») и знак выходного отверстия ОБЯЗАНЫ быть размещены на лазере.
• Лазерные изделия класса IV
Выходная мощность >500 мВт. Такие лазеры МОГУТ повредить и ПОВРЕДЯТ глаза. Мощности уровня IV-го класса МОГУТ зажечь и ЗАЖГУТ горючие материалы при попадании, в том числе обожгут кожу и прожгут одежду. Такие лазерные изделия ОБЯЗАНЫ иметь:
Замок с ключом для предотвращения несанкционированного использования, блокировки для предотвращения использования системы со снятыми крышками, индикаторы наличия излучения, показывающие, что лазер работает, механические затворы для блокировки луча и красные знаки «DANGER» («ОПАСНОСТЬ») и знаки выходного отверстия, закрепленные на лазере.
Отраженный луч должен считаться таким же опасным, как первоначальный луч. (И снова, я видел 1000-ваттный лазер на CO2, прожигающий дыру в стали, так что представьте, что он сделает с вашим глазом!)
Конец цитаты.
Примечание: да, мои лазеры в основном относятся к 4ому классу опасности, и не содержат многих аппаратных мер защиты, поскольку с ними имею дело только я. Поэтому попрошу воздержаться в комментариях от вопросов, почему нет замка-выключателя или крышек с блокировками на моих лазерах. Указанные требования относятся в первую очередь к коммерчески выпускаемым установкам.
Теперь посмотрим, так сказать, наглядно, как выглядит травма глаза лазерным излучением. Я уже упоминал, что в поисках новых лазеров и их компонентов я посещаю различные организации. И однажды я посетил лазерное отделение местного центра лечения глазных болезней. В ходе общения со специалистами, я поинтересовался, попадались ли в их практике травмы, вызванные лазерным излучением. Ответ меня удивил. Дело в том, что за более чем 20летнюю практику работы, непосредственно лазерных травм было всего несколько штук. На мой вопрос, типа как так, если сейчас у каждого ребенка есть лазерная указка от 50 до 2000 мВт, лишь ответили, что людей с ожогами от указок не поступало. Зато было много людей именно с солнечными, нелазерными, ожогами сетчатки. Мне показали документы по наиболее примечательной лазерной травме – сильному повреждению центральной ямки сетчатки, вызванному зеркально отраженным импульсом из лазерного дальномера, построенном на импульсном неодимовом лазере (Nd:YAG) работавшем в режиме модуляции добротности. Энергия импульса составляла по разным оценкам от 20 до 100 мДж, при длительности импульса порядка 20 нс. Именно из-за модуляции добротности повреждение вышло столь тяжелым – так как в точке фокуса излучения был оптический пробой, вызвавшим гидравлический удар, который в свою очередь привел к центральному разрыву сетчатки и отеку последней совместно с гемофтальмом (кровоизлиянием в стекловидное тело). Мне разрешили просканировать документы на условиях их полной анонимизации. С помощью оптической когерентной томографии можно рассмотреть сетчатку в разрезе, в различных плоскостях. Так выглядел разрез на момент обращения за медицинской помощью. Видна четкая «пробоина» с «отогнутыми наружу» краями (на самом деле это отек).
Более крупным планом:
И в разных плоскостях:
Из текста предоставленных мне документов стало известно, что курс лечения длился 10 дней, по ходу которого решался вопрос об операции, в случае отслоения сетчатки. В качестве оперативного вмешательства по устранению возможной отслойки и закрытия разрыва предлагалась пневморетинопексия (ПРП). Консервативное лечение было направлено на рассасывание отека и предотвращение воспалительного процесса. По ходу наблюдения делалось также несколько фотографий глазного дна, а по окончанию курса было решено, что операция не понадобится, так как разрыв самостоятельно закрылся и зарос рубцовой тканью.
Фотографии глазного дна размещены в хронологическом порядке.
В кучке этих же документов лежала ещё одна распечатка оптической когерентной томографии после окончания лечения.
Как можно видеть, канал пробоя исчез, а края того места, которое было центральной ямкой приняли более сглаженные формы. На момент травмы острота зрения по табл. Сивцева составляла 0%, после окончания лечения было достигнуто улучшение до 30%. На мой вопрос, как это воспринимается субъективно, мне показали ещё одну картинку, на которой наглядно показано, что такое «центральная скотома». Это слепое пятно, из которого просто выпадает часть изображения. Мозг же способен «закрасить» его под цвет окружающего фона, но никаких деталей изображения видно не будет, так как нечем их видеть – светочувствительные клетки в этом месте уничтожены. Для данной статьи картинка взята из гугла. Также мне объяснили, что при наличии второго здорового глаза это слепое пятно не влияет на качество жизни.
Позже, мне удалось раскопать ещё одну таблицу со сравнительными клиническими данными, где рассматриваются исходы лазерных травм в зависимости от типа лазера и режима его работы. Как можно видеть, наиболее неблагоприятные исходы – в случае травм от лазеров, работавших в режиме модулированной добротности, так как повреждение сетчатки шло по взрывному механизму, тогда как лазерный импульс в режиме свободной генерации приводит только к термическому ожогу, который до некоторых пределов обратим, не смотря на гораздо большую энергию излучения. Строго говоря, локализация повреждения играет бОльшую роль, нежели параметры лазера, повреждение центральной ямки во всех случаях необратимо.
Вот ещё пример фотографии глазного дна с лазерным ожогом сетчатки, вызванным импульсом лазера на красителях. Лазеры на красителях сопоставимы с импульсными лазерами с модуляцией добротности по длительности импульса и энергии.
А теперь давайте посмотрим, как это происходит в динамике. Yun Sothory провел эксперимент «что будет если посмотреть в лазер», использовав в качестве подопытной жертвы дешевую веб-камеру, а в качестве лазера – самодельный лазер на растворе красителя, который накачивался самодельным азотным лазером. Результат на видео. И это при том, что у неё совершенно неживая и дубовая кремниевая «сетчатка». Что будет с глазами вполне очевидно.
Вот ещё один пример пострадавшей матрицы фотоаппарата — на 1:06 появляется линия выжженых пикселей вверху во время сценического лазерного шоу. Кстати, безопасность лазерных шоу это отдельная очень холиварная тема, о которую было сломано очень много копий в СНГ и на западе. Мощность лазерного излучателя до оптической системы разбивки и развертки луча порой достигает десятков Ватт.
Разберем теперь вопрос, а все ли лазеры одинаково опасны?
Можно однозначно сделать вывод, что наиболее опасными являются лазеры, работающие в импульсном режиме с малой длительностью импульса видимого и ближнего ИК-диапазона, особенно последние. И это действительно так. Однако, правила которые обычно пишутся занудным тоном для малоподговтоленных людей, заявляют что опасны все без исключения лазеры и любой лазер нужно жестко огораживать, запихивать под землю и никого к нему не подпускать. Тут нужны некоторые оговорки, поскольку все должно быть в пределах разумного. Не все лазеры одинаково опасны. Есть те, которые более опасны, есть те, которые менее опасны. Дальше следует моё жёсткое ИМХО, которое не претендует на истинность. А именно, оно состоит в том, что с любым лазером любой длины волны, кроме ближнего ИК-диапазона можно работать без средств защиты, если он работает в непрерывном или квазинепрерывном режиме, его средняя мощность не превышает 10-20 миллиВатт, и если не пялиться в луч. А если хочется пялиться, если есть риск попадания луча в глаза, например при визуальной настройке оптических систем, то абсолютный верхний предел мощности – 0.5-1 мВт, как написано в описании 2 класса опасности. Можно удовлетворить свое любопытство заглянув на 1-2 секунды в луч маленького гелий-неонового или диодного лазера мощностью 1 мВт и понять что это крайне неприятно, сравнимо с взглядом на Солнце. Но это мой личный опыт. Я бы все же рекомендовал никогда не пренебрегать средствами защиты глаз во всех случаях обращения с лазерами. Особняком среди мощных лазеров 4го класса стоят, опять же, лазеры на парах меди, так как из-за очень широкого пучка, энергетическая плотность у них маленькая. Так, к примеру, для моего лазера мощностью 5 Вт, плотность мощности в пучке составляет 16 мВт\мм2. Если предположить случайное попадания такого луча в глаз, то повреждения будут сравнимы с таковыми от вполне рядовой лазерной указки на 100 мВт, при условии что диаметр зрачка на этот момент будет порядка 3 мм.Но это лишь мои предположения, никому не советую проверять на практике. Средства защиты глаз при работе с таким лазером совершенно необходимы.
Если снова обратиться к таблице зависимости повреждений от длины волны, показанной в начале статьи, то может создаться впечатление, что для лазеров с излучением вне видимого и ближнего ИК-диапазонов защита не нужна, так как излучение не достигнет сетчатки, поскольку глазные среды непрозрачны на длинах волн короче 400 нм и длиннее 3 мкм. Отчасти это правильно. Действительно, сетчатка не пострадает, так как излучение с длиной волны больше 3 мкм поглощается слезной пленкой, и при небольших мощностях\энергиях это не опасно. Именно поэтому маломощные лазерные источники вроде лазерных дальномеров как раз переводят на длину волны порядка 3 мкм (эрбиевые лазеры). С другой стороны, есть серьезный риск сжечь роговицу, если мощность будет достаточной. При воздействии УФ излучения большой мощности повреждения идут в основном по фотохимическому механизму, а в случае дальнего ИК – по термическому. Но мощность нужна большая, на порядки бОльшая чем для лазеров видимого диапазона. Фигурально выражаясь, лазеры можно сравнивать с разными видами змей, среди которых есть ядовитые, убивающие одним своим кратким укусом, и удавы, убивающие с помощью большой и грубой силы долго и нудно, пока жертва не задохнется. Лазеры из невидимых УФ и дальних ИК-диапазонов можно сравнить именно с удавами, так как их мощность и есть та самая «грубая сила», особенно это касается СО2-лазеров излучающих сотни и тысячи Вт на длине волны 10.6 мкм. Вот пример ожога роговицы излучением СО2 лазера.
С вопросом «кто виноват» разобрались, теперь переходим к вопросу «что делать». Или, какие меры защиты стоит выбирать при работе с лазерным излучением. Основной мерой защитой от лазерного излучения является в первую очередь ограждение пути движения луча, ограничение его распространения поглотителями в конце оптического пути. Если ограждение организовать невозможно – то обязательно нужны защитные очки для глаз. Лучше когда обе меры защиты дополняют друг друга. Тем не менее, универсальных защитных очков не существует, кроме, разве что, таких. Посему прежде чем выбирать очки нужно точно знать, с какими лазерами предстоит иметь дело.
Все защитные очки проектируются для защиты от конкретных длин волн излучаемых лазерами, и для хороших очков всегда нормируется оптическая плотность на каждой длине волны. Оптическая плотность это коэффициент ослабления очков, в англоязычных стандартах он называется OD-X, где Х – цифра обозначающее количество порядков ослабления. Так, например, OD-6 означает, что очки ослабляют излучение на 6 порядков, т.е. в 1000000 раз на данной длине волны. Ослабление в 1000 раз будет обозначаться как OD-3 итд. Хорошие очки всегда имеют инструкцию к ним, в которой написано от каких длин волн излучения они защищают, и какие OD для каждой длины волны. Также, хорошие очки всегда имеют закрытую конструкцию и плотно прилегают к лицу, чтобы блики от излучения не могли пройти под очками, минуя фильтры. Вот примеры действительно ХОРОШИХ очков. Например, советские ЗНД-4-72—СЗС22—ОС23—1, которыми пользуюсь я. Это пример попытки сделать более-менее универсальные очки, рассчитанные на работу с распространенными типами лазеров. Для этого они имеют два вида светофильтров. Очки сделаны из мягкой резины, хорошо прилегающей к лицу, и имеют инструкцию.
Синие светофильтры предназначены для защиты от лазеров, работающих на длине волны 0.69 мкм и 1.06 мкм (рубиновый и неодимовый лазеры). На этих длинах волн гарантируется плотность OD-6. Эти же фильтры дают защиту от излучения в диапазоне длин волн 630-680 нм (гелий-неоновый, криптоновый лазеры) и в диапазоне 1.2-1.4 мкм, для них заявлено OD-3. Оранжевые фильтры дают защиту от длин волн в диапазоне от 400 до 530 нм (синие и зелёные лазеры) с OD-6 и также в диапазоне 1.2-1.4 мкм с OD-3. Сами по себе оранжевые фильтры не могут дать никакой защиты от излучения красных лазеров – для них нужны синие фильтры. Для удобства синие фильтры сделаны откидывающимися.
Такие очки я всегда использую при работе со всеми своими мощными лазерами, и они могут гарантировать защиту, при условии соблюдения инструкции. К сожалению, они имеют брешь для жёлтых лазеров, т.е. не дают гарантированной инструкцией защиты и ввиду этого полной универсальностью не обладают. У этих очков есть в продаже современный аналог, но он менее универсален, так как не имеет оранжевых фильтров.
Вот ещё один пример ХОРОШИХ очков иностранного производства. Они имеют сплошное прямоугольное стекло, не затрудняющее обзор, и прямо на корпусе очков отлит текст с параметрами по длинам волн и OD на них.
Теперь глянем не примеры ПЛОХИХ очков, которые я КАТЕГОРИЧЕСКИ не рекомендую. Это весь тот пластиковый китайский шлак, продаваемый на алиэкспрессе за 1-2-10 долларов. Эти очки не имеют ни полного прилегания к лицу, ни инструкций с заявленной оптической плотностью на разных длинах волн, ни сертификатов, ничего. И сделаны они из довольно нежного пластика. Готовы ли Вы доверить сохранность своих глаз какому-то безымянному китайцу, работающему за тарелку риса? Я не готов. Не покупайте китайский шлак, показанный ниже.
Единственное исключение – СО2 лазеры. Их излучение, вообще говоря, «тепловое» — длина волны слишком большая, и не проходит даже через простое прозрачное стекло и через простой прозрачный пластик. Т.е. показанные выше ХОРОШИЕ очки пригодны и для защиты от СО2 лазеров. Показанные здесь ПЛОХИЕ очки тоже обеспечат достаточную защиту от рассеянного излучения СО2 лазера, но не более того. Я бы все же рекомендовал стеклянные, так как прямой луч такого лазера просто прожжет пластик.
Отдельно я бы хотел остановиться на мерах безопасности, к которым прибегают производители лазерных технологических установок. В принципе, в случае если на нашем лазерном станке стоит СО2 лазер, то защита, полностью закрывающая поле обработки не обязательна при небольших уровнях мощности, типа до 50 Вт. А так достаточно ограждения из обыкновенного стекла или пластика. В принципе даже на лазерных станках с СО2 лазером мощностью на много киловатт не всегда можно встретить ограждение от рассеянного излучения, так как оно не представляет большой опасности, так как это излучение тепловое и воспринимается просто как поток тепла, когда Вы смотрите на открытую спираль электроплитки или ИК-обогревателя. Чувствуется дискомфорт – можно и отойти подальше. Отсутствие защиты на станках с СО2 лазерами вполне допустимо. Но оно категорически запрещено на установках с получающими большое распространение волоконными лазерами! Волоконный лазер работает на длине волны порядка 1 мкм, которое, как говорилось выше, легко достигает сетчатки, на уровнях мощности уже в единицы Вт рассеянное излучение очень опасно для глаз, и для таких лазерных установок ограждение рабочего поля с блокировкой ОБЯЗАТЕЛЬНО!!! Вот пример, где это сделано правильно. Все рабочее поле этих станков для резки закрыто стеклом, которое не пропускает рассеянное излучение.
Лазерные маркировщики, граверы также должны иметь обязательно закрытое поле, так как это тоже или волоконные лазеры, или неодимовые лазеры, работающие в режиме модуляции добротности, очень опасные для глаз. Пример, как это должно быть правильно.
А теперь, наглядная картинка как китайцы относятся к нашему здоровью. За такое исполнение лазерного гравера нужно бить по голове палкой, выписывать многомиллионный штраф и лишать права производить эти станки. Ведь покупатель, увидев такой станок без защиты рабочего поля, решит что она и не нужна, раз производитель её не установил. При работе все рассеянное и отраженное излучение, особенно во время гравировки по металлу будет лететь ему прямо в глаза. Если конечно он не надел очки. А я не уверен, что он их наденет. И если он при работе с таким станком получит повреждение сетчатки – то будет иметь полное право подавать иск в суд на производителя и запросто выиграет его, слупив большую сумму денег.
Так что, не покупайте китайский шлак, пользуйтесь правильными средствами защиты и не смотрите в луч оставшимся глазом!
При написании статьи были использованы материалы из следующих источников, помимо бездонных глубин интернетов:
1. Гранкин В. Я. Лазерное излучение, 1977
2. www.repairfaq.org/sam/laserfaq.htm
3. www.laserkids.sourceforge.net
Практика использования лазера мощностью 5,5Вт
Обзор является продолжением рассказа о практическом применении в домашних условиях лазерного гравировального станка с рабочей площадью формата А3. В прошлый раз речь шла о наборе для самостоятельной сборки, комплектуемом лазером мощностью 2500mW. В этот раз я расскажу о его замене на лазер с заявленной мощностью уже на 5500mW. Из обзора можно будет узнать, за сколько проходов такой лазер способен прожечь 3 мм и 4 мм фанеру, что для этого нужно и главное – что потом с этим делать. Далее — много букв и фото.
Итак, многие наверное помнят первую часть данного обзора в которой я постарался рассказать о применении как самого станка так и о работе с программным обеспечением BenBox. В конце обзора я упомянул, что у хозяина устройства появилась идея его модернизировать и установить более мощный лазер.
Основным посылом к модернизации послужило желание вырезания поделок из фанеры. Хотя изначально, перед приобретением первого варианта, существовала необходимость лишь в резке фигурок из фетра, с чем, кстати сказать, предыдущий лазер справлялся отлично, в период проведения тестирования выяснилось, что и фанеру он тоже режет, но для этого требуется сравнительно много времени.
Идея замены витала в воздухе не очень долго и скоро воплотилась в реальный заказ — лазер был приобретен здесь с купоном «DotGB» за $247.99
Поставляется в комплекте с блоком питания.
На корпусе лазера, представляющем собой по сути один сплошной радиатор, присутствует наклейка с указанием необходимого для него напряжения и выдаваемой мощности.
Блок питания рассчитан на 12v и 5А.
Использовать лазер можно «из коробки», т.к. плата управления уже встроена и расположена над кулером охлаждения радиатора. Для включения необходимо лишь подключить блок питания. После этого лазер включится на максимальной мощности. Для включения минимального режима служит одна единственная кнопочка на плате.
Судя по характеристикам, длина волны лазера составляет 450nm, цвет луча – синий.
Совместного фото нового лазера со старым я, к сожалению, не сделал, но если в общем, то в первую очередь разница отчетливо заметна в размерах. Скорее всего, это связано с размером радиатора, который выглядит значительно больше и внушительнее.
Кроме того, размер регулировочной части фокусной линзы также стал примерно в два раза больше.
Вот так выглядит лазер в установленном виде. Здесь же видно, что дополнительный кулер, препятствующий оседанию дыма на линзе лазера все таки был закреплен на каретке и теперь перемещается вместе с лазером. Вес его незначителен и пока это никак негативно не повлияло на работу шаговых двигателей.
Для крепления использована деталька от детского железного конструктора. При достаточной жесткости она довольно пластична, поэтому можно легко подобрать необходимый угол наклона кулера для конкретной ситуации.
Вместе с лазером были заказаны вот такие малюсенькие радиаторы (10х10 мм) на самоклеющейся основе.
Радиаторы приобретались для установки на двух микросхемках платы лазера, т.к. при работе устройства они довольно ощутимо нагреваются и были опасения за их состояние.
Первые тестовые испытания показали, что лазер действительно мощнее предыдущего, это с учетом одного и того же подхода к процедуре резки. То есть, как это ни странно констатировать, но «на глаз» мощность действительно увеличена примерно в два раза.
Т.е. то, что на лазере в 2500mW резалось за 6-8 проходов теперь режется за 3-4. Но это пока… (об этом чуть позже).
Первой толковой поделкой, по просьбе знакомых, попробовали сделать так называемую «медальницу». Т.е. это вроде тематической вешалки для медалей. Поскольку станку по силам пока только фанера «тройка», то решили сделать две заготовки и затем, склеив их между собой, добиться необходимой прочности.
На фото ниже видно, что первая попытка была не очень удачной, а все потому, что не всегда понятно, прорезалась фигура целиком или нет, к тому же, на это очень сильно влияет изгиб фанеры, которая не всегда является идеально ровной.
В конце концов, со второй попытки желаемое получилось, но суть в данном случае не в этом.
А в том, что устав каждый раз искать, на что положить заготовку, чтобы было видно снизу, насколько хорошо она прорезалась, было принято решение заколхозить какую-нибудь специальную приспособу для этих целей.
Исходя из особенностей конструкции рамы станка, отличным вариантом в качестве основания для этого показалось использование двух длинных направляющих, по которым не предусмотрено перемещение механизма. Кроме того, в этих направляющих имеется углубление, за которое можно закрепить приспособу.
Расстояние между серединами направляющих составило 41,5 см.
Широкий профиль для гипсокартона, давно стоявший без дела в углу, отлично подошел для предполагаемых целей. Для этого от него был отрезан кусок необходимой длины и разрезан вдоль – тем самым получилось два уголка с ребром жесткости.
Отрезаем «лишние» кусочки, чтобы одно ребро уголка свободно входило между направляющими, а другое ложилось на них.
Часть уголка загибаем под желобок направляющей с обоих сторон так, чтобы уголок мог двигаться и одновременно не выскакивать из направляющей.
Получается, что теперь мы имеем две поперечины, которые можно свободно перемещать внутри рабочей площади станка и тем самым разместить на них любой кусочек фанеры.
При необходимости их можно просто сдвинуть в любую сторону, чтобы не мешали.
Вот так теперь можно разместить фанерку , при этом расстояние от ее поверхности то линзы лазера составляет около 36 мм.
Но возможно самое важное при таком подходе то, что теперь фанеру можно притянуть к получившимся направляющим в нужных местах хоть саморезами, хоть струбцинками и тем самым обеспечить ее «ровность» по всему периметру предполагаемой поделки.
Ну а вот так получается можно наблюдать в процессе работы лазера, насколько хорошо прорезается деталь и нужно или нет делать дополнительные проходы.
Потренировавшись, еще на предыдущем лазере в вырезании плоских поделок, давно хотелось попробовать сделать что то действительно полезное и интересное, например что то из разряда коробочек-шкатулочек. Но дело это, как Вы понимаете, не совсем простое, то есть конечно принцип тот же самый что и всегда – надо нарезать детальки и потом их соединить, но поскольку деталек получается достаточно много, то точность чертежа должна быть достаточной для того, чтобы по концовке работы не пришлось все выбрасывать, т. к. не получается их состыковать. К тому же, возвращаясь опять же к количеству деталек остро встает вопрос автоматизации резки с точки зрения необходимости выполнения нескольких проходов.
Далее я немного расскажу о ее применении на примере создания интересной поделки из фанеры – шкатулки-книжки. Вот исходное (не мое) фото такой шкатулки.
Такая конструкция сразу же привлекает внимание тем, что в ней «свободно гнется то, что по определению гнуться не должно». То есть здесь верхняя и нижняя сторона коробочки являются цельными друг с другом, а соединяющая их часть гнется и не ломается при помощи специально нарезанных прорезей, образующих своеобразный книжный переплет.
Давно хотелось посмотреть, как это будет выглядеть на практике, к тому же размеры такой шкатулки сравнительно невелики, поэтому и времени на ее вырезание не должно понадобиться слишком много.
В оригинальном исполнении, как на картинке, шкатулка дополнена гравировкой и имеет странного вида, но весьма интересный замок-задвижку. Я немного упростил конструкцию и подготовил на ее основе вот такой чертежик.
Итак, в результате получаем вот такой набор элементов.
А вот так может теперь изгибаться цельный кусок фанерки.
При сборке нет необходимости использовать клей, т.к. все детали входят очень плотно.
Внутреннее полезное пространство имеет размеры, соответствующие стандартным пластиковым картам.
Никогда такого не делал, но для пробы покрыл коробочку сначала темной морилкой, а затем лаком. С учетом отсутствия опыта в этом направлении считаю, что для первого раза получилось неплохо )).
Коробочка-шкатулка в общем то получилась, вырезалась она за 5 проходов (пятый это на всякий случай, для закрепления так сказать). Но почему то никак не покидало ощущение, что я делаю что то не совсем правильно, т.к. все таки хотелось большей производительности.
Немного поразмыслив в голову пришла одна интересная идея. Возможно скажу давно общепринятый факт, но пока лично не встречал подобного подхода, поэтому прошу заранее извинить.
Итак, давайте вспомним, по какому принципу как правило настраивается фокусировочная линза лазера? При включенном на минимальной мощности лазере необходимо вращать регулировку фокуса линзы добиваясь на предполагаемой к обработке поверхности минимального размера пятна лазера и превращая его в идеале в точку.
В данном случае минимальный размер пятна гарантирует нам максимальную мощность лазера, все казалось бы, правильно. Но наблюдая за процессом резки меня сильно смущало то, что практически идеальный рез вначале процесса, к концу становился каким то слабым, местами даже не дорезая фанеру снизу.
Так вот, если Вы еще не догадались к чему я веду, поясняю.
При углублении лазера в фанеру тем самым получается, что с каждым проходом увеличивается расстояние от лазера до поверхности и при этом происходит что? — расфокусировка луча с неизбежным падением его мощности в конечной точке.
Так и получается: чем глубже, тем хуже. Если так, то тогда напротив, сфокусировав луч немного ниже поверхности реза мы должны добиться увеличения мощности лазера ближе к противоположной поверхности.
Для проверки своей теории я попробовал сфокусировать луч не на самой фанерке, а на поверхности под ней заранее предполагая, что ничего путного их этого не получится, т.к. пятно на фанерке должно было получиться не совсем маленьким и рез поэтому должен по идее сильно обугливаться. Но случилось чудо!
Фанера тройка прорезается за два прохода до состояния «самовываливания», скорость реза при этом, согласно параметрам Бэнбокса составляла значение 150.
Но как всегда что? Не обошлось без нюансов.
Главный из них состоит в том, что фанера должна лежать абсолютно ровно во всей плоскости реза, поэтому ее обязательно нужно притягивать.
Вот в качестве примера два кружка, которые резались при одних и тех же параметрах.
В первом случае фанера, даже при относительной «ровности», не притягивалась к направляющим и получился вот такой ужас.
На этом же кусочке, но уже притянутом струбциной получилось вот так. Процесс данный кстати показан на видео, которое будет в конце обзора.
Раздобыл небольшой кусок 4 мм фанерки. Попробовал прожечь.
Получилось за три прохода до ‘самовываливания’. Принцип фокусировки тот же, что и описан выше — по направляющей под фанеркой.
Удовлетворившись наконец полученным результатом мне захотелось продолжить свои эксперименты в области шкатулкостроения, целью которых является создание какой-нибудь красотищи. Но путь этот надо сказать весьма труден и тернист.
После изготовления шкатулки-книжки я попытался подготовить чертежик под желаемые для себя размеры, но быстро понял, что хотя задача эта вполне себе выполнима, но вот затрачиваемое на это время ну совсем мне не понравилось.
Дело в том, что необходимо очень тщательно подходить к размерам всех деталек чертежа чтобы потом они и стыковались в нужных местах и не вываливались при этом, ну и все это плюс зависит от сложности самой конструкции. В общем повозившись пару дней, я понял, что лень в очередной раз победила и стал искать способы автоматизации данного процесса.
В среде людей, занимающихся вырезанием на мощных лазерных CO2-станках (от 40Вт) большой популярностью пользуется разработка чертежей в Corel Draw для которого существуют специализированные программы-макросы, способные строить различные чертежи коробочек по задаваемым пользователем параметрам. Встречаются как бесплатные так и платные разработки.
Задавшись целью создания красивой резной шкатулки, я быстро понял, что среди бесплатных программ ловить особенно нечего, так как практически все они заточены лишь на простые модельки коробочек. В результате поиска удалось натолкнуться на весьма хорошую разработку под названием «Конструктор Шкатулок».
Конструктор Шкатулок представляет собой макрос под Corel Draw для быстрого проектирования различных объемных конструкций из листового материала (в основном – дерева).
На специализированном форуме данному макросу посвящено отдельное обсуждение, в котором сам разработчик принимает активное участие.
Кстати о разработчике, надо отдать ему должное, т.к. такого подробного и доступного для восприятия руководства пользователя, я давно не видел. Достаточно его просто внимательно почитать и уже начинает складываться впечатление, что сам пользуешься этой программой пару недель. Далее я не буду подробно рассказывать, что и для чего предназначено в программе, т.к. сделать это лучше, чем уже описано в руководстве все равно не получится.
Существует бесплатная версия подобного макроса под названием ‘Конструктор коробок’, но по довольно утилитарному названию несложно догадаться для чего он предназначен и если, к примеру, творческая составляющая коробки Вас не особо интересует, то данный макрос вполне подойдет.
Скачав, установив и посмотрев что к чему в бесплатной версии, а также внимательно почитав вышеуказанное руководство я понял, что платная версия – это именно то, что нужно в моем случае. Сразу отмечу, что стоимость полноценной программы оказалась не настолько высокой как я думал, и сопоставима со стоимостью одной-двух шкатулок, сделанных по созданным с ее помощью чертежам. К тому же в преддверии новогодних праздников автор предоставляет на нее скидку. Короче купил я этот макрос.
Установки как платной так и бесплатной версии макроса как таковой не требуется, достаточно просто скопировать файл в специализированную папку Корела до его запуска (в моем случае это «C:Program Files (x86)CorelCorelDRAW Graphics Suite X8DrawGMS»).
Далее необходимо запустить Корел и перейти в соответствующие пункты меню, как показано на картинках ниже.
Выбрать макрос и списка и нажать кнопку «Run».
Если все сложилось как надо, то на экране появится вот такое окошко.
Для первого раза я решил попробовать сделать простую коробочку, но с открывающейся на петельках крышечкой. Для этого необходимо выбрать желаемый тип изделия из предложенного списка.
Пройтись по вкладкам, заполнив поля с необходимыми размерами и кучей других параметров, характеризующих желаемое к созданию изделие.
После чего, возвратившись в первое окошко программы, нужно нажать на кнопку «Создать чертеж» и вуаля – получите/распишитесь «чертежик по индивидуальному проекту».
После этого я делаю экспорт в формат .bmp и обрабатываю чертеж как мне нужно. К примеру – заливаю его черным цветом для удобства резки.
Ну а дальше уже дело техники.
Загружаем, режем и получаем вот такие детальки.
Собирается все очень плотненько, пришлось даже прибегнуть при помощи небольшого молоточка.
Ну вот, настало наконец время замахнуться на что-то красивое и резное – приступаем к изготовлению шкатулки.
При всей своей предполагаемой сложности процесс создания чертежа не намного отличается от создания простой коробочки. В списке изделий выбираем резную шкатулку.
Проходим по параметрам и выбираем необходимые размеры, а также элементы оформления.
Здесь уже появляется дополнительная возможность размещения на элементах шкатулки узоров, которые необходимо будет вырезать. Принцип здесь следующий. Перед выбором данной опции необходимо заранее открыть документ, в котором содержится рисунок узора, затем нажать кнопку «Выбрать» в нужном элементе шкатулки и обвести узор мышкой в режиме выделения. После этого, если все сделано правильно, выбранный узор буде перехвачен макросом и загружен в программу.
Также можно выбрать форму крышки и стенок шкатулки.
Вот так к примеру получается будет выглядеть крышка и одна из стенок будущей шкатулки (это уже после заливки и добавления дополнительных отверстий в крышке).
Режем.
После резки все детальки зашкурил для того, чтобы удалить следы нагара и придать гладкости поверхности фанеры.
Собираем.
Короткие стенки специально сделал одну с отверстиями для крепления дна, вторую без них чтобы проверить, насколько реально собрать конструкцию в одном и другом случае. Оказалось что оба варианта вполне реализуемы, дно не болтается.
На фото не видно еще одного элемента – поскольку крышка у нас накладного типа, то здесь предусмотрен еще один элемент, представляющий собой дощечку, клеящуюся на внутреннюю сторону крышки.
Покрываем шкатулку морилкой и получаем вот такую красоту. Покрыть лаком пока руки еще не дошли.
На этом эксперимент по изготовлению шкатулки считаю состоявшимся и вполне удачным.
В заключение хотел рассказать о еще одной интересной возможности использования лазера. Мы же еще не забыли, что это не просто средство для резки? Он же еще и гравирует. А кто сказал, что гравировка должна быть просто плоской картинкой? А что если попробовать гравировать с меньшей скоростью, что тогда получится?
А получится тогда некое подобие работы фрезы!
Вот пример изготовления медальки с объемным рисунком.
Готовим два рисунка, сначала в режиме гравировки выжигаем все темные обрасти на небольшой скорости движения лазера (глубина будет зависеть именно от этого).
Затем загружаем рисунок контура медальки и выжигаем его в режиме резки.
Получается примерно так.
После этого изделие можно покрасить.
По тому же принципу, опять же подобрав соответствующий материал и скорость можно изготовить какие-нибудь печати или тому подобные вещи. Ну только конечно не стоит при этом забывать «отзеркалить» изображение.
Видео с демонстрацией работы лазера
Отмечу, что конечно при резке больших деталей сложно хорошо притянуть заготовку по всей плоскости и в таких местах не всегда получается прорезать за два прохода, но в целом с применением вышеописанного способа фокусировки картина получается вполне приемлемая.
Вот такой вот он, лазер на 5,5Вт. Спасибо за внимание и всем добра.
Что делает лазерную указку горящим лазером?
Сегодня в сети доступны буквально сотни различных типов лазеров и лазерных указок. Итак, если вы ищете устройство высокой мощности, вы можете спросить себя: «Что делает лазерную указку горящим лазером?» Здесь мы рассмотрим различные типы ручных лазеров и то, что определяет, может ли лазер гореть, так что продолжайте читать.
1. Выходная мощность (мВт или Вт)
лучшие лазерные указки
Это самый важный фактор (а не цвет луча), когда дело доходит до определения того, является ли отдельный лазер прожигающим устройством. Сегодня лазеры могут иметь мощность от менее 5 мВт до 5000 мВт или 5 Вт. Таким образом, это означает, что нужно знать, где находится порог возгорания, и этот порог, как правило, составляет минимум 100 мВт. Это означает, что любому лазеру мощностью менее 100 мВт будет трудно сжечь что-либо , и он просто не сможет этого сделать. Любой лазер мощностью более 100 мВт будет считаться прожигающим устройством, НО не все созданы равными. Чем выше мощность мВт, тем выше способность горения, поэтому, если мощностью 100 мВт можно просто лопнуть черный шарик и зажечь спичку, он не сможет разрезать изоленту. Вам понадобится 500 мВт или выше, чтобы действительно получить максимальную способность сжигания, и всегда чем выше мощность, тем лучше для расстояния и сжигания.
2. Тип лазера и способность прожига
Итак, теперь, когда мы знаем, что нам нужно минимум 100 мВт, и чем выше мощность, тем лучше способность прожига, нам нужно взглянуть на различные типы лазеров. Как правило, лазерные ручки или брелки на батарейках ААА почти никогда не считаются прожигающими лазерами. Многие из них имеют низкую мощность около 5 мВт, а это означает, что они будут видны и полезны, но не смогут зажечь спичку или лопнуть воздушный шар. Более крупные устройства, в которых используют перезаряжаемые батареи, составляют почти все лазеры, классифицируемые как горящие 9. 0006 . Поэтому не забудьте проверить корпус и аккумулятор любого отдельного устройства. Если это ручка, работающая от батареек ААА, то, скорее всего, это не будет мощный прожигающий лазер.
3. Ложные заявления о мощности и сжигание
В настоящее время существует буквально множество китайских компаний и производителей, предлагающих лазеры предположительно мощностью до 10 000 мВт или даже выше. Проще говоря, это откровенная ложь. не существует реального регулирования, когда речь идет о заявлениях о продукте в Китае , и это означает, что многие будут утверждать, что рассматриваемый лазер невероятно высок. Теперь мы работаем здесь, на BigLasers.com, с 2005 года и наблюдаем, как технологии меняются с годами. Нигде, кроме строгих военных контрактов, ручные лазеры не доступны более 5000 мВт или 5 Вт. Эта технология просто недоступна для широкой публики, и об этом нужно помнить, когда дело доходит до покупки лазера.
Кроме того, самые дешевые лазеры не используют ИК (инфракрасные) фильтры, а это означает, что их показания мощности не только ложны, но и неточны. Поскольку устройства без фильтра будут излучать как видимый, так и невидимый свет, они дают более высокие показания мощности, чем видимые на самом деле. Используя ИК-фильтры, мы гарантируем, что луч по своей природе безопаснее , а также вы получаете точные показания мощности . Для нас 100 мВт зеленого лазерного излучения на длине волны 532 нм на самом деле являются 100 мВт зеленого лазерного излучения, без невидимого света, способного исказить показания.
Итак, если вы ищете лучших прожигающих лазерных указок , доступных сегодня в Интернете, обратите внимание на почти 15-летний опыт работы с лазерами. Позвоните нам сегодня, если у вас есть вопросы: 1-877-256-6513
Счастливых праздников и Нового года от семьи Big Lasers
от Biglasers | 23 декабря 2022 г. | Лучшие лазерные указки, Лазерные указки
2022 год подходит к концу, а какой это был год! Сейчас прекрасное время, чтобы оглянуться назад и подумать обо всем, что мог предложить прошедший год, и вспомнить, за что мы благодарны. Этот год был важным для всей семьи BigLasers.com, и мы с гордостью можем поделиться этим…
Выбор лучшей лазерной указки в зависимости от ваших потребностей
от Biglasers | 30 сентября 2022 г. | Лучшие лазерные указки
Если вы хотите купить лазерную указку, у вас наверняка возникнут вопросы. Есть много различных выходных мощностей, цветов луча, вариантов дизайна, функций безопасности и цен, которые следует учитывать. Выбор подходящего лазера может быть сложной задачей, если вы не знакомы с портативными устройствами…
Знакомство с зелеными лазерными указками для Canada Goose Control
от Biglasers | 16 августа 2022 г. | Лазерные указки Goose Control
Все мы видели стаи канадских гусей, которые радостно пасутся на свежей траве, летают в форме «летающей буквы V», выращивают маленьких симпатичных цыплят и весело плавают в прудах и озерах. Мы также все видели беспорядок, который они оставляют после себя. Оставляя пешеходные дорожки, спортивные площадки,. ..
Выпущен новый синий ручной лазер «MONARCH» мощностью 7,5 Вт (7500 мВт)
от Biglasers | 16 мая 2022 г. | Синие лазерные указки
Мы уже давно работаем над созданием более нового и мощного ручного синего лазера. Эти усилия, наконец, окупились выпуском на прошлой неделе «MONARCH 7.5W Blue Laser». Этот блок использует существующий порог 5 Вт и увеличивает его на 50% мощности плюс…
Какие лазерные указки могут гореть?
Благодаря достижениям в области технологии лазерных указок за последние десять лет вы можете спросить себя: «Какие лазерные указки могут гореть»? В зависимости от цвета и, что более важно, от выходной мощности в милливаттах или ваттах, некоторые лазеры будут соответствовать порогу горящего луча, в то время как другие не достигнут цели или полностью не соответствуют ей. Давайте рассмотрим некоторые из ключевых факторов, которые гарантируют, что любой лазер, который вы рассматриваете, соответствует высокой мощности и теплу.
1. Мощность в мВт (милливаттах) и Вт (Ваттах)
Какие лазерные указки могут сжигать человеческого глаза в видимом спектре света при той же выходной мощности. Однако это распространенное заблуждение. Наиболее важным фактором для мощного лазера является фактическая сила самого луча, независимо от фактического цвета. Как правило, лазер, который может зажечь спичку, лопнуть воздушный шар или перерезать изоленту, не должна быть более 200 мВт или 300 мВт, и чем выше мощность, тем лучше . Например, синяя лазерная указка мощностью 3000 мВт будет быстродействующим прожигающим лазерным инструментом , тогда как устройство мощностью 200 мВт сможет просто лопнуть черный шар. Так что имейте в виду, чем выше выходная мощность, тем лучше для такого рода приложений.
2. Ваша цель
Это область, которую очень легко спутать. Лопая воздушный шар с помощью менее мощного горящего устройства, такого как лазерная ручка мощностью 200 мВт, вам нужно помнить о цвете вашей цели. Например, если вы пытаетесь лопнуть белый воздушный шар, он на самом деле будет отражать большую часть луча и тепла и направлять их в сторону от резины воздушного шара, что значительно усложнит, если не сделает невозможным, лопнуть при более низкой выходной мощности. Легко исправить это, конечно, с лазером высокого класса IV мощностью более 500 мВт или просто с черным шаром . Вы даже можете использовать белый воздушный шар и черный магический маркер, чтобы нарисовать круглую мишень, которая фактически изменит способ поглощения тепла и света резиной воздушного шара, позволяя лопнуть, как если бы он был полностью черным. То же самое относится и к головке спички, поместите на нее маркер черной магии, чтобы ускорить время горения .
3. Возможность регулировки фокуса
Что могут сжечь лазерные указки
Многие портативные лазеры используют луч с фиксированным фокусом, что означает, что вы не можете изменить ширину или интенсивность диаметра луча. Это хорошо для экспериментов по сжиганию, если ваш лазер имеет высокую мощность, но использование указки с фокусируемой линзой регулировки добавит гораздо больше контроля луча и позволит вам фактически увеличить интенсивность за счет уменьшения размера луча и создания большого эффекта. на вашей цели. Ищите лазеры с опцией регулировки фокуса, где вы обычно поворачиваете влево, чтобы расширить луч и уменьшить интенсивность нагрева, и поворачиваете вправо, чтобы уменьшить диаметр луча и увеличить способность горения. Это критично для мВт энергоблоков на грани горения.
4. Дополнительно: ОБЯЗАТЕЛЬНО пользуйтесь защитными очками
Само собой разумеется, что использование мощного лазера, особенно с возможностью прожигания, потребует больше внимания к безопасности, чем обычная лазерная ручка. Большинство высококачественных мощных портативных лазеров поставляются с парой защитных очков , однако, если тот, который вы рассматриваете, не входит в комплект (можно поискать в другом месте), или просто добавьте пару защитных очков к вашему заказу. Вы не можете использовать стандартные солнцезащитные очки с УФ-защитой (это еще одно распространенное заблуждение), поскольку они не блокируют определенную длину волны лазерного излучения, как это делает сертифицированное оборудование для защиты от лазерного излучения. Использование лазерных защитных очков позволяет вам смотреть на цель и луч , когда, например, вы режете черную изоленту, вы можете фактически отслеживать свое движение по прямой линии и увеличивать скорость горения и сокращать время. Это делает его гораздо более универсальным и безопасным инструментом для ежедневного использования.
Итак, если вы задавались вопросом Какие лазерные указки могут сжигать , теперь у вас должно быть отличное представление о том, что искать. Обычно синие лазеры с длиной волны 450 нм являются наиболее распространенными и экономически эффективными в диапазонах высокой мощности более 1000 мВт (1 Вт), так что это хорошее место для начала. Чтобы узнать об опыте и инновациях в области лазерных указок с 2005 года, обратитесь к BigLasers. com , надежный лазерный источник №1 в Интернете . 877-256-6513
Счастливых праздников и Нового года от семьи Big Lasers
от Biglasers | 23 декабря 2022 г. | Лучшие лазерные указки, Лазерные указки
2022 год подходит к концу, а какой это был год! Сейчас прекрасное время, чтобы оглянуться назад и подумать обо всем, что мог предложить прошедший год, и вспомнить, за что мы благодарны. Этот год был важным для всей семьи BigLasers.com, и мы с гордостью можем поделиться этим…
Выбор лучшей лазерной указки в зависимости от ваших потребностей
от Biglasers | 30 сентября 2022 г. | Лучшие лазерные указки
Если вы хотите купить лазерную указку, у вас наверняка возникнут вопросы. Есть много различных выходных мощностей, цветов луча, вариантов дизайна, функций безопасности и цен, которые следует учитывать. Выбор подходящего лазера может быть сложной задачей, если вы не знакомы с портативными устройствами.
Трудности поиска работы 3D моделлером — Руслан Феликин на DTF
Статья создана для тех, кто собирается заняться 3D графикой. Я перечислю трудности при поиске работы на full-time и в офисе, к которым стоит подготовится. Постоянно есть какие то критерии, по которым ты не подходишь работодателю, портфолио конечно играет роль, но не такую большую как кажется.
45 091 просмотров
Отсутствие вакансий за пределами столиц.
В данный момент, почти все IT сферы прекрасно чувствуют себя на удаленке, однако некоторые работодатели все еще требуют присутствия в офисе. После того как о пандемии забудут, ситуация возможно изменится и сотрудников снова начнут нанимать в офис.
Большее число вакансий конечно же в Москве и в Санкт Петербурге. В остальных городах, выбор не велик или его вовсе нет. Можно переехать, но есть риск, что вложение денег в переезд не окупится, вас могут не взять на работу или уволить во время испытательного срока.
3D Имеет несколько подсфер.
Один известный сайт предлагает мне около 1000 подходящих вакансий, однако он считает их подходящими только за наличие «3D» в описании. Почти половину из предложенных вариантов можно отсеять, так как они не относятся к сфере в которой я что-то понимаю. Эти подсферы можно разделить на четыре:
Gamedev — разработка игр, ПК, мобилки, VR. Помимо умения моделирования и скульптинга, нужно быть знакомым с пайплайном оптимизации моделей. В gamedev могут искать не только моделлеров но и специалистов по 3D анимации, Level-artist на отдельные должности.
Архитектурная и интерьерная визуализация — В портфолио нужно иметь реалистичные рендеры мебели или улиц. В большинстве случаев нужны навыки дизайна, понимание света, художественный вкус, чувство композиции, творческое и креативное мышление.
Моушн дизайн и VFX — Создание эффектов, редактирование видео, внедрение в них 3D элементов. Необходимо уметь работать в Adobe After Effect или аналогах.
Инженеры — Создание моделей для резки на ЧПУ или 3D принтере.
Быть специалистом в нескольких сферах возможно, но это будет занимать время на обучение. В любом случаи, начинать придется с чего-то одного.
Уровень навыков.
Уровень специалистов разделяют на Junior, Middle и Senior. Но сама оценка уровня расплывчатая, вам могут дать джуниора при опыте работы в 5 лет, за отсутствие определенных навыков или назвать вас Generalist, просто за способность расставлять модели в движке.
Junior — Новичок. 3D художников, новичков без портфолио не берут, поэтому у вас должен быть минимальный опыт работы в 3D, в фрилансе или в инди. Людей с таким уровнем и без вас хватает, поэту найти работу будучи начинающим — большая удача.
Middle — Наличие опыта работы в команде или в самостоятельных проектах, приблизительно больше года.
Senior — Специалист с опытом в несколько лет, может смоделировать все, персонажи, пропсы, делает простые анимации, есть опыт работы с игровыми движками.
Generalist — Человек оркестр. Работа начиная от концепта, заканчивая финальной сценой в игровом движке. Необходимы навыки работы с игровым движком, работа с шейдерами, анимациями, риггинг и скининг, скульптинг, моделинг, hard surface, текстурирование и оптимизация.
Дополнительные причины отказа.
Как и в любой другой сфере, помимо отсутствия опыта или каких то навыков могут быть и другие причины отказа, даже мелочные.
Из-за отсутствия опыта работы в офисе, даже если у вас большой опыт в фрилансе и хорошее портфолио. Опыт в офисе и на удаленке действительно может отличатся, так как есть социальное взаимодействие с коллегами.
Отсутствие образования, художественного или высшего. У человека с художественным образованием, больше шансов продемонстрировать дизайнерское и креативное мышление.
Личное восприятие. Многие работодатели при выборе сотрудников руководствуются теми же критериями, что и при выборе друзей. Личное неприятие может стать причиной для отказа.
Игнорирование резюме.
Кадровики оценивают резюме по шаблону, в котором должны быть указаны конкретные навыки, программы и опыт, оценить уровень по вашим рендерам они не смогут. Поэтому старайтесь писать в резюме больше информации, перечислять в списке даже очевидные вещи. Указывайте больше слов в ключевых навыках, так как они выступают в качестве тегов для поисковика.
Не раз замечал, как 3D лиды занимались поиском работника параллельно с HR, только они понимают кто им нужен.
Требования к инструментарию.
Бывает, что работодателя не интересует программа в которой вы работаете, нужен лишь финальный результат. Но в крупных студиях, где все стоит на конвейере, пайплайн и список инструментов общий, для всех сотрудников. Программ для создания и редактирования 3D графики очень много, перечислю те, что используются чаще всего.
Blender 3D — Программа быстро развивается, например сейчас активно внедряют процедурное моделирование. Не до конца ясно какую нишу будет занимать через несколько лет. В данный момент используется в маленьких студиях и начинающих стартапах, разных сфер и направлений.
3Ds Max — Особо ценится среди визуализаторов архитектуры и интерьера, благодаря способности работать с большими сценами. Применятся и в разработке игр.
Maya — Чаще всего используется в разработке игр и в создании 3D анимации.
Zbrush — Применяется во всех сферах, где есть работа с персонажами и любой другой органикой.
Cinema 4D — Используется преимущественно в создании эффектов, motion design, VFX.
Substance Painter/Designer — Программы специализируются на создании любого вида текстур, используются везде.
Знанием одной программы не обойтись, почти всегда используется комбинация, например Zbrush + Maya + Substance Painter. Помимо перечисленного, часто используется Photoshop, для правок в рендере или текстур.
Тестовое задание.
Главная и частая причина отказа — Не справился с тестовым. К тестовой модели устанавливают высокие требования, придираются к мелочам, оценивают не только качество выполнения но и затраченное вами время. Требования устанавливает 3D лид, в случаи если это геймдев модель, будет много акцента на оптимизацию, тексель, количество полигонов и качество. В архивизе будут оценивать качество рендера и редактируемость сетки.
Если вам дадут отказ и фидбек на вашу модель, то это очень хорошо, вы сможете изучить свои ошибки и исправить их в дальнейшем. К сожалению, не все студии этого делают, ограничиваясь фразой «ваш уровень навыков не соответствует нашим ожиданиям».
Статья писалась на основе личного опыта и опрошенных коллег по цеху. Если тема зайдет, то в будущем напишу и о других способах заработка в 3D, фриланс и продажа в сторах.
Работа 3d моделлером в Москве, свежие вакансии 3d моделлера от прямых работодателей и агентств
«»»»»»»»»»»»»»»»»»»»»»
Ваш браузер устарел. Сайт может отображаться некорректно
Обновить браузер
Ваш город Москва?
+7 495 790 72 77
Вход
Регистрация
Найдено 2 вакансии
Сортировать:
3D Дизайнер интерьера / экстерьера
По договорённости
Добавить в избранное
Технопарк «Сколково»
Москва
Создание 3D экстерьеров и интерьеров с нуля или корректировка существующих с грамотной расстановкой освещения, деталями и… Знание: 3dsMAX, Corona Render, Vray, Photoshop. Приветствуется знание: AutoCAD…
Скрыть
30 ноября
Дизайнер-проектировщик изделий из листового металла, 3D и 2D дизайнер, промышленный дизайнер
до 150 000 ₽/месяц
Добавить в избранное
Москва
Создание 2D графических макетов. Оформление карточек товара для маркетплейсов, сайта. Создание рекламных баннеров. Дизайн… Умение рисовать от руки для создания концептуальных скетчей
Мы используем cookies, чтобы улучшить сайт для вас. Подробнее
3D Jobs — удаленная работа из дома и в Интернете
Разработчик 3D-моделей
30+ дней назад
100% Удаленная работа Полная занятость
Национальный
США
Специалист по 3D-моделированию будет заниматься разработкой почти фотореалистичных сцен и созданием контента для магазина Context Surface Store компании. Должен свободно владеть английским языком и владеть приложениями для моделирования 3D . Удаленная работа с гибким графиком.
3D Modeler
Новинка! 2 дня назад
100% Удаленная работа Полная занятость
Работа из любого места
В качестве нашего идеального кандидата создание потрясающих 3D-объектов является вашей основной задачей, основанной на вашем опыте работы с визуальными эффектами, видеоиграми или архитектурной визуализацией. Вы отлично разбираетесь в программном обеспечении 3D и получаете удовольствие от работы…
Разработчик 3D моделей
30+ дней назад
100% Удаленная работа Полная занятость
Гражданин США
В качестве 3D-моделлера вы возьмете на себя ответственность за очистку модели, риггинг и текстурирование. Работая с клиницистами, вы будете повторять модели с плавными формами, которые имеют широкий диапазон выражений и показаний.
General 3D Artist
30+ дней назад
100% удаленная работа
Работа из любого места
Внештатная удаленная работа с гибким графиком. Отвечает за выполнение различных работ по проектированию продуктов 3D для игровой компании. Должен владеть Photoshop, 3DSMax, Maya или аналогичным инструментом моделирования 3D и иметь хорошее портфолио.
3D Artist
30+ дней назад
Опция для удаленной работы Полная занятость
Гражданин США
Работа над визуальным стилем, дизайном и общим видом нашей совершенно новой интеллектуальной собственности. Создавайте красивых персонажей, активы и окружение для развертывания в производстве. Делитесь идеями с произведениями искусства в сообществах и на форумах. Быть управляемым.
Старший 3D-художник
30+ дней назад
100% Удаленная работа Полная занятость
Гражданин США
В качестве старшего художника 3D вы будете нести ответственность за создание 3D-ресурсов , работу в Unity3D и повышение визуальной планки наших игр и проектов. Работая с нами, у вас будет возможность создать и развить новый жанр в индустрии видеоигр.
3D-аниматор
30+ дней назад
Гибридное удаленное задание Полная занятость
Бухарест, Румыния
Создайте динамичную блокирующую анимацию, чтобы набросать идею. Анимируйте персонажей и реквизит, которым может понадобиться немного жизни. Спрашивайте и следите за рекомендациями как можно чаще. Войдите в образ и почувствуйте поток движения. Реализуйте обратную связь.
3D Animator
30+ дней назад
100% Удаленная работа Полная занятость
Национальный номер США
Работайте с режиссерами, ведущими и другими аниматорами, чтобы полностью понять и реализовать потребности сцены в процессе макета. Использование наших внутренних инструментов; создать сцену с исключительным темпом и производительностью. Возьмите видение Директора и…
3D Animator
30+ дней назад
Гибридная удаленная работа Полная занятость
Варшава, Польша
Создайте динамичную блокирующую анимацию, чтобы набросать идею. Анимируйте персонажей и реквизит, которым может понадобиться немного жизни. Спрашивайте и следите за рекомендациями как можно чаще. Войдите в образ и почувствуйте поток движения. Реализуйте обратную связь.
3D Designer
22 дня назад
100% Удаленная работа Полная занятость
Франция, Германия, Ирландия, Литва, Польша, Португалия, Румыния, Испания, Великобритания
Создание активов в рамках нашей Brand Studio для всего ассортимента нашей продукции, поддержка групп по продуктам и маркетингу. Работа с другими дизайнерами и владельцами продуктов для обеспечения высокого качества доставки. Создание и продвижение визуального качества и творчества как на…
3D Artist
30+ дней назад
Гибридная удаленная работа Полный рабочий день
Варшава, Польша
Создавайте графику для окружения, персонажей и реквизита вместе с командой аниматоров и 2D-художников. Эффективно моделируйте активы, соответствующие стилю игры. Обеспечьте правильную интеграцию графических ресурсов в игру. Встреча с клиентами, производителями.
3D-аниматор
24 дня назад
Опция для удаленной работы Полная занятость
Калвер-Сити, Калифорния
Создание анимации по ключевым кадрам для интеграции в движок. Создайте геймплейную анимацию, соответствующую визуальному стилю игры. Установите или отремонтируйте установки, чтобы сделать их пригодными для использования и производительными для игровой интеграции. Участвуйте в регулярных обзорах анимации и…
3D Animator
30+ дней назад
100% Удаленная работа Полная занятость
Работайте откуда угодно
Большой опыт работы с Maya. Навыки редактирования анимации по ключевым кадрам и захвата движения. Несколько лет опыта работы на аналогичной должности в игровой студии с по крайней мере одной игрой AAA. Опыт Unreal Engine 4. Умение эффективно сотрудничать…
Games 3D Artist
30+ дней назад
100% Удаленная работа Полная занятость
Глазго, Великобритания
Создание высококачественного 3D-контента . Развивайте и улучшайте художественные пайплайны. Оптимизируйте производительность наших игр во время выполнения. Примите участие в реализации собственных и сторонних арт-активов. Общайтесь со всеми дисциплинами, чтобы решать проблемы и улучшать качество игры.
Мобильный 3D-аниматор
30+ дней назад
100% Удаленная работа Полная занятость
Чикаго, Иллинойс
Отвечает за анимацию 3D-моделей персонажей и камер в реалистичной игре. Это включает в себя перепрофилирование обширной существующей библиотеки анимации студии, захват и обработку новых данных Motion Capture, ручное создание ключевых кадров и анимацию лица/губы
+ еще 5
aspx?id=1369383″>
3D-художник-архитектор
30+ дней назад
100% Удаленная работа Полная занятость
Бостон, Массачусетс
Ищу 3D художника-архитектора, который может воплотить видение клиентов в маркетинговые образы. Требуются профессиональные навыки цифрового рендеринга и опыт работы с фотографиями, Nuke и программным обеспечением для постобработки. Требуется связанная степень. Роль работа на дому.
3D Vehicle Artist
30+ дней назад
Опция для удаленной работы Полная занятость
Манчестер, Великобритания, Уилмслоу, Великобритания
3D-художник по транспортным средствам требуется на постоянную работу. Эта позиция будет удаленной во время пандемии. Будет отвечать за доставку экстерьера и интерьера. Опыт моделирования твердых поверхностей и владение 3DS Max и Photoshop обязательны.
3D Modeler — Hard Surface
3 недели назад
100% Удаленная работа Полная занятость
Гражданин США
Ваша основная обязанность будет заключаться в создании высококачественных текстурированных моделей из 3D данных сканирования и эталонных фотографий, а также в подготовке моделей для загрузки на нашу веб-платформу 3D . Ожидается, что вы будете продолжать выполнять задание и проявлять инициативу, выполняя…
Младший — Средний 3D-модельер
30+ дней назад
Опция для удаленной работы Полная занятость
Сидней, Австралия
Младший 3D-модельер требуется на полный рабочий день, удаленный вариант, внештатная должность, требующая опыта работы с программами 3D , навыков Adobe PS. Будет генерировать и развивать дизайнерские идеи, поддерживать проектные обязанности, создавать среду.
3D CAD Дизайнер обуви
30+ дней назад
100% Удаленная работа Полный рабочий день
Национальный номер США
Интерпретирует многоканальные элементы, такие как рисунки, письменные и устные описания, исследовательские материалы. Разрабатывает полные и точные 3D-модели/контент с минимальным контролем. Поддерживает отношения с внутренними и оффшорными межфункциональными…
3D Prop Artist
30+ дней назад
100% Удаленная работа Полная занятость
Национальный номер США
Создавайте и уточняйте детализированные фотореалистичные и репрезентативные реквизиты и декорации, используя новейшие методы твердого и органического моделирования и текстурирования. Работайте с фотографиями, таблицами стилей и концепциями в процессе создания художественного произведения.
Старший художник по 3D-окружению
30+ дней назад
100% Удаленная работа Полная занятость
Гражданин США
Работайте с художественной командой над совершенствованием наших художественных пайплайнов и рабочих процессов. Помогите с интеграцией художественных активов в игру. Улучшайте художественные пайплайны и рабочие процессы. опыт работы от 3-х лет в качестве 3D художник в игровой индустрии. Полная занятость, удаленная.
Художник 2D-3D
30+ дней назад
100% Удаленная работа Полная занятость
Quebec City, QC, Канада
Вы будете нести ответственность за создание или адаптацию активов высокого уровня. Ваши активы должны будут соответствовать высоким визуальным, творческим и техническим стандартам наших проектов. Работайте эффективно в рамках технических и проектных ограничений, создавая в…
3D Art Generalist
24 дня назад
Опция для удаленной работы Полная занятость
Калвер-Сити, Калифорния
Сотрудничайте с креативным директором, чтобы найти творческие решения, определить ограничения и предоставить рекомендации по осуществимости. Предлагайте и создавайте игровые активы, которые привлекают и очаровывают пользователей. Отправить отзыв креативному директору…
Художник по 3D-моделям и текстурам
30+ дней назад
100% Удаленная работа Полная занятость
Гражданин США
Работает с ведущим специалистом по компьютерной графике и персоналом по управлению производством для оценки и построения твердой и мягкой поверхности 3D-моделей как в фотореалистичном, так и в реальном времени разрешении. Помогает соблюдать, пересматривать и создавать новые стандарты качества для моделирования и текстурирования продуктов…
Staff Motion-3D Designer
30+ дней назад
100% Удаленная работа Полная занятость
Канада или гражданин США
Разработайте и внедрите концепции, рекомендации и кампании, распространяемые по нескольким каналам, для дальнейшего расширения клиентской базы. Создавайте привлекательные бренды и маркетинговые кампании, включающие 3D , анимацию, дизайн бренда, дизайн UI/UX и дизайн продукта…
Senior 3D Software Engineers
30+ дней назад
100% Удаленная работа Полный рабочий день
Работа из любого места
Подготовка 3D-графики для нескольких компаний. Требуются обширные знания языка программирования, навыки делового/рабочего английского и большой опыт разработки (веб- и мобильной). Предпочтительно проживание в Европе. Полная занятость, полностью удаленная роль.
3D-художник-архитектор
30+ дней назад
100% Удаленная работа Полный рабочий день
Нью-Йорк, штат Нью-Йорк
Удаленная работа на полный рабочий день позволит воплотить видение клиента в сложные маркетинговые образы. Требуются глубокие знания Autodesk 3ds Max, V-Ray, Photoshop, Adobe Creative Suite, After Effects, программного обеспечения для постобработки и опыт работы с фотографиями.
Художник по 3D-окружению
30+ дней назад
100% Удаленная работа Полная занятость
Гражданин США
Работайте с дизайнерами и художниками над созданием миров от начальной концепции до завершенных и полированных форм. Следите за качеством работы, которую выполняет команда художников, и устанавливайте планку совершенства. Опыт сквозной разработки игр. 100% удаленная работа.
3D-освещение — Художник по рендерингу
30+ дней назад
100% Удаленная работа Полная занятость
Национальный
США Внесение незначительных изменений в модели и материалы для визуализируемых активов по мере необходимости. Выполняйте базовые посткоррекции на завершенных рендерах. Прекомпозитная красота и визуализация AOV в хорошо организованных файлах Photoshop для передачи в фоторедакторы. Разработайте и осветите салон…
Старший художник по 3D-персонажам
28 дней назад
100% Удаленная работа Полная занятость
Национальный номер США
Тесно сотрудничайте с концепт-художниками и другими членами арт-команды для создания персонажей и существ для наших игр. Работайте с техническими художниками и аниматорами, чтобы определить конвейеры персонажей и рабочие процессы. Ассистент производства и арт-лидер…
Рекомендуемые
Старшие инженеры-программисты C#, WPF, 3D
25 дней назад
100% Удаленная работа Полная занятость
Энсинитас, Калифорния
Будет сосредоточен на проектировании и разработке программного обеспечения для медицинской платформы/систем. Система работает с входными данными в пространстве 3D и, как таковая, приводит к реконструкции информации 3D , подобно системам визуализации, таким как КТ, УЗИ.
Junior 3D Art Generalist
30+ дней назад
Опция для удаленной работы Полная занятость
Калвер-Сити, Калифорния
Сотрудничайте с командой, чтобы найти творческие решения, определить ограничения и предоставить рекомендации по осуществимости. Предлагайте и создавайте игровые активы, которые привлекают и очаровывают пользователей. Обеспечьте обратную связь с командой, работая в быстром…
Старший художник по 3D-окружению
30+ дней назад
100% Удаленная работа Полная занятость
Работа из любого места
Создание и поставка наших экологических моделей и пайплайнов. Создавайте высококачественные объекты окружающей среды для зданий, биомов и реквизита. Тесно сотрудничайте с нашими творческими командами, чтобы сформировать внешний вид нашего легендарного игрового мира. Держи…
Перевод полностью реализованных концепций и простые эскизы салфеток в удивительные модели оружия и транспортных средств. Создавайте реалистичные, футуристические, а иногда и фантастические текстуры для нескольких функций шейдера, таких как альбедо, нормали, шероховатость, металл…
Художник по 3D-постановке — Твердые поверхности
30+ дней назад
Гибридное удаленное задание Полная занятость
Тайбэй, Тайвань
Моделирование и текстуры окружающей среды, реквизита, транспортных средств и других твердых поверхностей на основе 2D-концепций и эталонных изображений в соответствии с техническими и стилевыми спецификациями. Создавайте активы LOD, чтобы обеспечить максимальную производительность игры. Обеспечение качества и целостности активов.
aspx?id=1695564″>
Старший 3D-дизайнер — Performance Studio
3 недели назад
100% Удаленная работа Полная занятость
Франция, Германия, Ирландия, Италия, Литва, Польша, Португалия, Румыния, Испания, Великобритания
Вы будете нести ответственность за создание рекламных изображений для существующих и будущих продуктов компании. Вы будете тесно сотрудничать с нашими отделами маркетинга и визуальными дизайнерами, чтобы создавать креативные материалы для наших каналов роста. Основной фокус….
Старший художник — Художник по 3D-персонажам
30+ дней назад
100% Удаленная работа Полная занятость
Работа из любого места
Возглавьте художественную команду в разработке персонажей и ресурсов уровня AAA. Помогайте руководителю и руководителям проектов в части планирования проекта и сохраняйте предвидение планирования. Поддерживайте эффективный поток информации в команду, чтобы обеспечить согласованность.
Рекомендуемые
Старшие инженеры-программисты C#, WPF, 3D
25 дней назад
100% Удаленная работа Полная занятость
Феникс, Аризона
Старший инженер-программист будет разрабатывать различные подсистемы программного продукта и составлять требования к программному обеспечению и спецификацию. Интерфейсный интерфейс на основе C#/WPF для отображения сложных медицинских данных и соответствующего пользовательского контроля.
Старший 3D-художник по твердым поверхностям
23 дня назад
100% Удаленная работа Полная занятость
CA, CO, Washington, DC, FL, GA, IL, MA, MD, MN, NC, NJ, NY, OR, TN, TX, UT, VA, WA, WI
Перевод полностью реализованных концепций и простых наброски салфеток в удивительные модели оружия и транспортных средств. Создавайте реалистичные и футуристические текстуры для нескольких функций шейдера для PBR, таких как карты альбедо, нормалей, шероховатости, металла и деталей. Наставник.
Unity 3D C# Programmer
30+ дней назад
Опция для удаленной работы Полная занятость
Сан-Диего, Калифорния
Необязательная удаленная работа для кандидата, который будет работать над сложными задачами в среде разработки игр, работать над шейдерами, процедурным созданием сетки и физикой графического процессора, а также участвовать во всем жизненном цикле разработки. Опыт разработки Unity3D и программного обеспечения. требование
Полная занятость, удаленно во время пандемии. Требуются сильные навыки рисования и опыт работы в качестве 2D/ 3D художника. Создайте 3D небо и пейзаж, завершите любую 3D среду или кинематографические сцены в игре, а также создайте 3D геометрию и 2D матовые окрашенные элементы.
Получите глубокое понимание двигателя и связанных с ним инструментов. Сотрудничество с персонажем 3D Искусство, Hard-Surface 3D Искусство, анимация, дизайн и инженерия. Гарантия качества для 3D художественного и анимационного контента. Документирование процессов, необходимых для обучения художников.
Lead 3DArtist — Gameplay Assets
30+ дней назад
100% Удаленная работа Полная занятость
Редмонд, Вашингтон
В настоящее время мы ищем исключительно талантливого и страстного Ведущего 3D-художника , который присоединится к нашей разнообразной семье. Идеальный кандидат сможет направлять и управлять небольшой командой из 3D-художников при создании важного контента для игровых функций, в то же время…
Эксплуатация собственной такелажной системы, инструментов и технологий DCC. Сотрудничество с персонажем 3D Искусство, Hard-Surface 3D Искусство, анимация, дизайн и инженерия. Создание технического контента для различных ассетов, отвечающих планке качества отгрузки.
Опытный технический художник
30+ дней назад
Гибридная удаленная работа Полная занятость
Уэйкфилд, Великобритания
Предоставление практической поддержки художникам и программистам в отношении производительности и проверки активов. Поддержите художников и программистов в использовании конвейера 3D и инструментов движка, ориентированных на пользователя. Профессиональный опыт использования C++, Python, сценариев Max…
aspx?id=1703911″>
Координатор службы захвата
Новинка! 3 дня назад
100% Удаленная работа Неполный рабочий день
Гражданин США
Обучение и редактирование и оценка качества 3D моделей для своевременного создания точных моделей. Управляйте внутренними системами и инструментами планирования и управления проектами, чтобы обеспечить точность информации о заказах и целостность данных. Работа с командами.
Старший научный сотрудник
Новинка! 3 дня назад
100% Удаленная работа Полная занятость
Великобритания
Исследование новых архитектур глубокого обучения и методов оптимизации в области представления нейронных полей и за ее пределами. Работа над новыми способами эффективного обучения и визуализации способов фотореалистичной реконструкции 3D сцен.
Руководитель движения, маркетинг
30+ дней назад
100% Удаленная работа Полная занятость
Канада или гражданин США
Управляйте, вдохновляйте и контролируйте небольшую команду специалистов по движению и 3D-дизайнеров в разработке, создании брендинга и графики движения и выполнении всех связанных тактик. В дополнение к управлению и руководству вашей командой, будьте практичны и быстро создавайте прототипы…
Старший технический художник Unity
30+ дней назад
100% Удаленная работа Полная занятость
Сиэтл, Вашингтон
Работа над многопользовательскими играми Unity для всех платформ. В этой роли вы станете частью нашей основной команды разработчиков, помогая реализовать широкий спектр игровых функций от прототипа до выпуска. Опыт работы с Unity более 3 лет, включая глубокие знания 3D рендеринга …
Как стать внештатным 3D-модельером или 3D-художником и найти удаленную работу
Задумывались ли вы когда-нибудь о том, как стать внештатным 3D-художником или о том, как удаленно работать внештатным 3D-дизайнером?
Услуги по 3D-моделированию и дизайну выходят на передний план технологий и широко используются для создания фильмов, видеоигр, анимации и многого другого. Для тех, у кого есть любовь к технологиям и художественная сторона, 3D-моделирование может стать интересным выбором карьеры, который позволяет гибко выбирать время и место работы. Для тех, кто хочет работать фрилансером, 3D-моделеры пользуются большим спросом, и вам может быть легче найти работу по сравнению с другими работами. Средний доход внештатного 3D-моделиста составляет 63 000 долларов, что делает его желательным выбором для многих начинающих профессионалов.
Оглавление
Заработная плата 3D-моделлеров на Glassdoor.com
Средняя заработная плата 3D-художников на Indeed.com
Средняя заработная плата 3D-художников на PayScale.com
Советы для достижения успеха в качестве фрилансера
В Cad Crowd есть внештатные 3D-моделлеры и 3D-художники
Заработная плата 3D-моделлеров на Glassdoor.com
Заработная плата 3D-моделлеров на Glassdoor.com
Средняя заработная плата 3D-художников на Indeed.com
Зарплата 3D-моделлеров на Indeed.com
Средняя заработная плата 3D-художников на PayScale.com
Средняя заработная плата 3D-художников на PayScale.com
Что такое 3D-моделирование?
3D-моделирование предполагает использование компьютерного программного обеспечения для создания изображений в 3D-форме. Художники создают эти детализированные изображения, создавая точки в трехмерном пространстве, помогая показать компьютеру, как модель может двигаться и действовать. Затем модели можно использовать различными способами: от распечатки на 3D-принтере до создания с их помощью 2D-изображений или просмотра того, как продукт может выглядеть до его создания.
3D-моделирование используется в огромном количестве областей. Медицинская промышленность использует 3D-моделирование для создания подробных изображений органов человека, рекламная сфера использует их почти так же, как и сфера развлечений, и многие дизайнеры используют 3D-моделирование для предварительного просмотра будущих продуктов.
Как стать внештатным 3D-моделлером
3D-моделирование требует понимания необходимого программного обеспечения, а также некоторого художественного таланта. Если вы хотите узнать, как стать желанным 3D-моделлером, есть несколько шагов, которые вы можете предпринять, чтобы отточить свои навыки.
☑ На этот раз речь не об образовании.
В большинстве отраслей для получения работы требуется внушительный набор сертификатов или степени. Этот фактор не имеет места в мире 3D-моделирования. Те, кто хочет нанять 3D-моделлер, вместо этого будут смотреть на ваш уровень навыков и с кем вы работали раньше.
Вместо того, чтобы тратить с трудом заработанные деньги на получение степени магистра искусств, сосредоточьтесь на том, чтобы просто посещать курсы, необходимые для того, чтобы освоить профессию и хорошо ее освоить. Красивое портфолио и степень бакалавра значат для потенциального сотрудника гораздо больше, чем степень магистра и так себе портфолио. Во многих случаях вам вообще не нужно какое-либо формальное образование, если вы хорошо изучили программное обеспечение и имеете отличное портфолио. (Не знаете, на каком программном обеспечении сосредоточиться? Maya и Zbrush — наиболее часто используемые программы.)
☑ У вас еще нет кредитов на работу? Станьте универсалом.
Большинство людей становятся 3D-моделлерами, зная, в какой области они хотят работать. Стать 3D-модельером для игр или фильмов весело, но конкуренция жесткая. Чтобы повысить свои шансы на получение первых нескольких рабочих мест, подайте заявку на любую доступную работу по 3D-моделированию, даже если она не относится к той области, в которой вы хотите. Чем больше вакансий вы можете подать, тем больше у вас шансов получить работу.
Когда у вас будет достаточно большое портфолио, чтобы начать ориентироваться в той области, в которой вы хотите работать, тот факт, что вы работали в самых разных областях, пойдет вам только на пользу. Широкий спектр различных типов моделей показывает компании, в которой вы пытаетесь работать, что вы легко адаптируетесь и можете справиться со всем, что они могут вам предложить.
☑ Все зависит от вашего портфолио
С кем вы работали и качество вашего портфолио определяет вероятность получения вами работы. Если вы только начинаете, создание ослепительного портфолио очень важно. Просмотрите модели, которые вы сделали в прошлом, и выберите 3 лучшие, которые будут первыми в вашем портфолио. У вас есть только один шанс произвести отличное впечатление, и имеет смысл выдвигать на первый план свою лучшую работу.
Если вы не знаете, как создать веб-сайт высшего качества, стоит нанять человека, который создаст его для вашего портфолио. 3D-моделирование — это внешний вид, от мельчайших деталей самой 3D-модели до текстурирования, которое придает жизнь плоской поверхности. Если веб-сайт, на который вы загружаете свое портфолио, не обладает собственной визуальной привлекательностью, это может умалить сообщение о качестве, которое вы пытаетесь отправить.
☑ Работа в сети с потенциальными клиентами
Работа в сети является почти таким же жизненно важным навыком для 3D-моделлера, как и само моделирование. Студенты, с которыми вы учитесь вместе, вполне могут быть людьми, с которыми вы будете работать завтра, поэтому важно поддерживать контакт с этими людьми. Ваши профессора могут быть хорошим ориентиром, когда вы пытаетесь найти работу.
Когда вас нанимает компания и вы создаете свою первую 3D-модель, продолжайте связываться с людьми, с которыми вы работали, и добавляйте их в свою сеть. Чем больше людей вы знаете, тем больше вероятность, что вы сможете работать с ними, чтобы найти себе следующую работу.
Чтобы стать 3D-моделлером, необходимо сочетание художественного таланта, навыков и способности проявить себя. Независимо от того, решите ли вы работать в компании или начнете работать самостоятельно, вам понадобятся все эти факторы, чтобы добиться успеха в 3D-моделировании.
Прием на работу в качестве внештатного 3D-моделиста
Если у вас есть все необходимые для успеха навыки и отличное портфолио, пора приступать к поиску работы. Как фрилансер, у вас не будет постоянного потока проектов, как на работе в офисе. Вам придется выйти и поискать их. Лучше всего начать искать сайты, ориентированные на внештатных 3D-моделлеров, и подавать заявки на каждую работу, с которой, по вашему мнению, вы можете справиться. Поначалу вам, вероятно, будут часто отказывать, но по мере того, как вы набираете больше полномочий, вы сможете выбирать.
Есть несколько веб-сайтов, которые помогут вам найти внештатную работу. Знакомство с этими веб-сайтами — отличный первый шаг к началу вашей карьеры в качестве внештатного 3D-моделиста.
CadCrowd.com Cad Crowd — это онлайн-сообщество, которое помогает клиентам конфиденциально нанимать 3D-дизайнеров САПР, внештатных инженеров и специалистов по промышленному моделированию по запросу. Платформа позволяет вам создать профиль фрилансера, поделиться идеями с дизайнерским сообществом и развить свои навыки с помощью конкурсов 3D-моделирования.
Freelancer.com Freelancer позволяет вам размещать свой профиль и искать работу через свою базу данных. Делайте ставки на работу, которую вы хотели бы выполнять, и если человеку, нанимающему вас, нравится ваша работа, он может связаться с вами для получения дополнительной информации. Вакансии доступны, начиная от небольших проектов, которые идеально подходят для того, чтобы замочить ноги, и заканчивая крупными проектами, которые принесут вам солидную зарплату в течение некоторого времени.
PeoplePerHour.com Этот веб-сайт позволяет вам находить работу и общаться с потенциальными работодателями, почти так же, как Freelancer. Это еще одна хорошая возможность найти работу, которая стоит потраченного времени.
Upwork.com Вы можете опубликовать свой профиль на Upwork, и если компании заинтересуются вашими навыками, они могут связаться с вами. Полезно иметь портфолио, которое говорит с потенциальными работодателями, потому что немного сложнее заявить о себе на Upwork. Вы можете отправить компаниям предложение о вакансиях, которые вас интересуют, но это все. Upwork не следует игнорировать как потенциальное место для получения дохода. Тем не менее, это один из крупнейших фриланс-сайтов.
Другие сайты для фрилансеров Другие сайты, на которых можно найти работу по 3D-моделированию, включают Craigslist, LinkedIn Profinder, Guru. com, Hubstaff Talent, Thumbtack.com, CGtrader и Truelancer.
Форумы по 3D-моделированию Форумы — это не только отличное место, где можно узнать больше о ремесле и получить ответы на свои вопросы, но также часто есть страница со списком вакансий. Многие специалисты по 3D-моделированию начинают с того, что подают заявки на каждый доступный список вакансий и предлагают свои услуги по низким ценам (или даже бесплатно), чтобы получить первых нескольких клиентов.
Хотя предложение низких цен эффективно, предлагать свои услуги бесплатно не рекомендуется. По мере того, как ваши способности растут и вы становитесь более желанными, ваши клиенты могут по-прежнему рассчитывать на бесплатную работу. Вы не можете заплатить арендную плату бесплатным трудом; вероятно, лучше избегать этой проблемы. Получение первых нескольких рабочих мест может занять некоторое время, но как только вы это сделаете, ваших учетных данных должно быть достаточно, чтобы помочь вам получить более крупную и лучшую работу.
Когда вы решите стать внештатным 3D-моделлером, допущенные ошибки могут иметь разрушительные последствия. Если вы постоянно отталкиваете своих клиентов, быстро разойдутся слухи, что вы нежелательный кандидат на работу. В конце концов, работу может быть очень трудно или невозможно найти, поэтому лучше всего делать свои проекты правильно с первого раза, каждый раз. Вот несколько советов, которые помогут вам достичь этих целей.
✘ Вы были не очень точны 3D-моделирование — отрасль с высокой конкуренцией. Каждая минута, когда вы задерживаете свой ответ на электронное или голосовое сообщение, — это минута, которую ваши конкуренты должны получить первыми. Хотя вам не нужно обновлять свою электронную почту каждые несколько секунд, чтобы убедиться, что вы не пропустили переписку, вам нужно регулярно проверять свои каналы связи и отвечать на них.
Когда у вас есть проект в работе, серьезное отношение к срокам также является важной частью вашей работы. Ваши клиенты часто не могут приступить ко многим другим частям проекта, пока ваша работа не будет завершена. Если вы не относитесь серьезно к срокам, вы можете в конечном итоге задержать весь проект. Эта ситуация может быть неловкой и смущающей как для вас, так и для клиента. Если вы думаете, что не успеете закончить вовремя, сообщите об этом клиенту как можно раньше и отнеситесь к этому серьезно.
✘ Вы не ставили перед собой задачу Когда вы только начинаете, возникает соблазн подавать заявки только на те вакансии, которые, по вашему мнению, вы получите. Маленькие дизайнерские работы, компании, о которых никто не слышал, и рабочие места, за которые очень мало платят. Хотя это правда, что эти вакансии отлично подходят для того, чтобы начать создавать свое портфолио и открыть для себя двери, вы также должны подавать заявки на работу своей мечты. Чем крупнее работа, которую вы можете получить, тем легче вам будет получить следующую работу.
Вы не узнаете, согласятся ли они нанять вас, пока не попробуете, поэтому подавайте заявку на работу своей мечты так же часто, как и на ту, которую, как вы думаете, вы получите.
✘ Вы не установили сеть Мы немного говорили о том, насколько важна сеть, но правда в том, что отсутствие сети может потерять для вас большую часть вашего бизнеса. Многие замечательные компании, в которых можно работать, вообще никогда не публикуют список вакансий. Вместо этого, когда им нужно нанять, они спрашивают людей, которые уже работают на них, есть ли у них кто-нибудь, кого они порекомендуют. Тот художник, с которым вы ходили в школу, может стать следующей знаменитостью, работающей на работе вашей мечты. Если вы поддерживали связь с ним или с ней, он или она могли вспомнить ваше имя, когда давали эти рекомендации.
Всякий раз, когда вы встречаете кого-то в отрасли, убедитесь, что у него есть ваша контактная информация, чтобы поддерживать с ним связь. Никогда не знаешь, когда дружелюбие и профессионализм по отношению к другому человеку приведут к отличной работе.
✘ Вы перестали учиться Ваше портфолио так же важно, как и то, кого вы знаете. В тот момент, когда вы прекращаете учиться, вы также перестаете совершенствоваться. Не ограничивайте себя и то, что вы можете сделать, решив, что ваше образование закончено. Извлекайте уроки из каждой модели, которую вы создаете. Старайтесь совершенствоваться от проекта к проекту. Чем больше вы продвинетесь, тем больше вы сможете выдержать. Если вы продолжите расширять свои возможности, работа мечты, которая была вам недоступна три проекта назад, может быть достижима сейчас.
Знания — необходимый инструмент в отрасли. Чем больше у вас есть, тем лучше вы будете. Даже если вы не можете позволить себе посещать занятия или семинары с другими профессионалами, вы все равно можете улучшить свои навыки. Смотрите видео на YouTube, задавайте вопросы на форумах или даже присоединяйтесь к группам Facebook, которые помогут вам продолжить обучение.
Советы для достижения успеха в качестве фрилансера
Отличные навыки, впечатляющее портфолио и надежная сеть контактов — это не все, что вам нужно для успеха в качестве фрилансера. Вы также должны быть профессионалом, иметь хорошее отношение к работе и производить хорошее впечатление каждый раз, когда вы работаете с клиентом. Вот несколько советов, как сохранить свои навыки фрилансера на должном уровне.
☑ Примите правильное отношение Как вы думаете, кого из двух людей с одинаковым уровнем навыков выберет покупатель? Человек, с которым неприятно работать, или харизматичный человек, который украшает рабочее место? Хорошее отношение многого стоит. Этот фактор может сыграть большую роль в том, захотят ли люди нанять вас снова. Всегда делайте все возможное, чтобы идти вперед. Вы получите лучшие рекомендации и больше постоянных клиентов.
☑ Работаете из дома? Установите часы работы. Работа на дому дает массу замечательных преимуществ. Рабочей одеждой может быть ваша пижама и кружка кофе, и вы можете перестать работать, чтобы делать то, что вам нужно. Верно? К сожалению, именно здесь многие фрилансеры могут потерпеть неудачу. Когда вы работаете, вам нужно принять рабочее отношение, чтобы закончить проект вовремя.
Придерживайтесь графика работы и работайте до конца. Относитесь к своей внештатной работе как к «настоящей» работе. Этот пункт также означает, что когда вы закончите работу, будьте готовы. Так же легко пойти в противоположном направлении и не сбалансировать свою рабочую жизнь.
☑ Взимайте плату, достаточную для оплаты счетов Хотя предложение низких цен, чтобы войти в дверь, иногда является стратегией, которую вам нужно использовать, чтобы начать свое дело, вам также нужно платить за аренду. Узнайте, сколько вы стоите, посетив Glassdoor.com и увидев, что получают другие люди с таким же уровнем навыков. Вам не нужно быть голодающим художником, чтобы быть фрилансером.
☑ Следуйте своему чутью У вас плохое предчувствие по поводу работы? Вероятно, для этого есть причина. Если работа выглядит слишком хорошо, чтобы быть правдой, или если люди, которые сообщают вам о работе, кажутся кошмаром для работы, вы, вероятно, правы. Иногда отказ от работы — лучший вариант, чем игнорировать эти внутренние инстинкты и все равно соглашаться на работу. Достаточно одного клиента, который слишком беспокоится о ценах (особенно если они также хотят гарантии того, что их проект будет успешным благодаря вашей работе), чтобы сделать вашу жизнь невыносимой на несколько недель. Если кто-то заставляет вас чувствовать себя некомфортно, вежливо откажитесь от проекта.
Стать внештатным 3D-художником или 3D-моделлером — увлекательная профессия. Очень немногие профессии предлагают хорошую оплату, но в то же время позволяют вам проявлять творческий подход. Если вы надеетесь стать внештатным 3D-модельером, следуйте этим советам, и вы будете на пути к успешной и счастливой карьере.
Cad Crowd имеет внештатных 3D-моделлеров и 3D-художников
Как внештатный 3D-дизайнер, вы можете столкнуться с ситуациями, когда вам может понадобиться помощь специалиста. Предварительно проверенные и конфиденциальные внештатные специалисты Cad Crowd предлагают широкий спектр различных услуг.
 д.
д. Нет AGV, который превосходит другие.
Нет AGV, который превосходит другие. Без вмешательства человека, без повреждений, без риска… все вовремя, гладко и элегантно доставлено.
Без вмешательства человека, без повреждений, без риска… все вовремя, гладко и элегантно доставлено. .. tons of info
.. tons of info  ..
..




 Кроме этого сам инструмент также можно вращать вокруг своей оси. Благодаря такому устройству инструмента, возможности использования торцовочной пилы значительно расширились. Узнайте больше об отличиях циркулярки и торцовочной пилы.
Кроме этого сам инструмент также можно вращать вокруг своей оси. Благодаря такому устройству инструмента, возможности использования торцовочной пилы значительно расширились. Узнайте больше об отличиях циркулярки и торцовочной пилы. Для этого используйте шкалу транспортира, которая находится сбоку рабочего стола инструмента и изменяйте угол режущей головки для наклонного реза. Рекомендуем статью, Как выставить угол на торцовочной пиле;
Для этого используйте шкалу транспортира, которая находится сбоку рабочего стола инструмента и изменяйте угол режущей головки для наклонного реза. Рекомендуем статью, Как выставить угол на торцовочной пиле;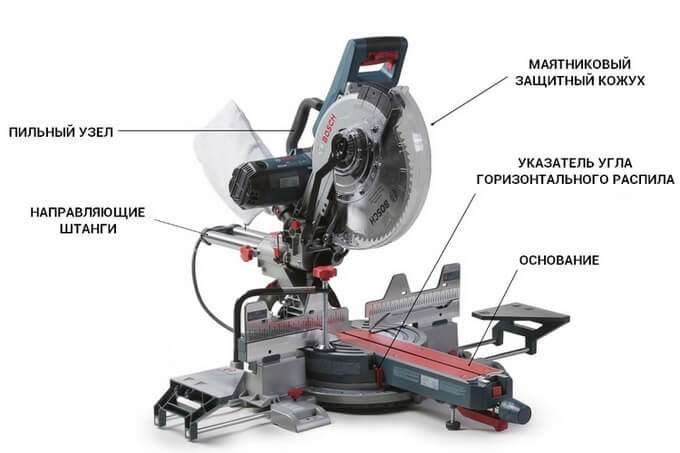 Погнутый или треснутый диск может навредить инструменту, вплоть до его поломки;
Погнутый или треснутый диск может навредить инструменту, вплоть до его поломки; Изучите статью, как резать керамическую плитку;
Изучите статью, как резать керамическую плитку; Торцовочная пила должна быть надежно закреплена к рабочему столу без наличия люфтов. Положение не должно быть шатким, плотное закрепление инструмента — залог успешной работы и Вашей безопасности.
Торцовочная пила должна быть надежно закреплена к рабочему столу без наличия люфтов. Положение не должно быть шатким, плотное закрепление инструмента — залог успешной работы и Вашей безопасности. С ее помощью получается ровный чистый рез деревянных заготовок. В отличие от циркулярной пилы, торцовка позволяет получить ровный угловой срез. Это часто необходимо при производстве мебели, резке багетов, наличников и т.д.;
С ее помощью получается ровный чистый рез деревянных заготовок. В отличие от циркулярной пилы, торцовка позволяет получить ровный угловой срез. Это часто необходимо при производстве мебели, резке багетов, наличников и т.д.; Но для этого нужно убедиться, что мощность Вашего инструмента будет достаточной для такой работы. Кроме того, для работы с керамикой, учитывая прочность материала, подойдет только специальный алмазный диск, имеющий вентиляционные прорези для его охлаждения. И прежде чем резать плитку, стоит ознакомиться с правилами работы с этим материалом.
Но для этого нужно убедиться, что мощность Вашего инструмента будет достаточной для такой работы. Кроме того, для работы с керамикой, учитывая прочность материала, подойдет только специальный алмазный диск, имеющий вентиляционные прорези для его охлаждения. И прежде чем резать плитку, стоит ознакомиться с правилами работы с этим материалом. Ее используют для следующих видов работ:
Ее используют для следующих видов работ: Обязательно посмотрите наш ТОП торцовочных пил с протяжкой.
Обязательно посмотрите наш ТОП торцовочных пил с протяжкой. Торцовка может заменить при необходимости станок по дереву и циркулярную пилу, и использоваться для продольного пиления дерева и других материалов.
Торцовка может заменить при необходимости станок по дереву и циркулярную пилу, и использоваться для продольного пиления дерева и других материалов. Для того чтобы получить детали одинакового размера Вам понадобятся стопорные блоки, которые нужно прижать к углу струбциной, и тогда Ваши детали получается одинаковыми без погрешностей в длине;
Для того чтобы получить детали одинакового размера Вам понадобятся стопорные блоки, которые нужно прижать к углу струбциной, и тогда Ваши детали получается одинаковыми без погрешностей в длине; Главное, что стоит запомнить: для каждого вида работ выбирайте подходящий пильный диск, чтобы получить ожидаемый срез и скорость работы. И не забывайте о технике безопасности при работе с торцевой пилой.
Главное, что стоит запомнить: для каждого вида работ выбирайте подходящий пильный диск, чтобы получить ожидаемый срез и скорость работы. И не забывайте о технике безопасности при работе с торцевой пилой. Главным преимуществом станка является возможность отмерять заданные углы реза точно, как профессиональный хирург. Сердце устройства, или так называемый пильный узел, можно проворачивать в обе стороны, что позволяет распиливать детали на одинаковые части строго напополам под углом 90 градусов или любым иным образом.
Главным преимуществом станка является возможность отмерять заданные углы реза точно, как профессиональный хирург. Сердце устройства, или так называемый пильный узел, можно проворачивать в обе стороны, что позволяет распиливать детали на одинаковые части строго напополам под углом 90 градусов или любым иным образом. Устройство компактное и легкое, средний вес составляет около 15-16 кг. На пильном столе безопасно и просто работать, она функционирует гораздо быстрее других видов циркулярок.
Устройство компактное и легкое, средний вес составляет около 15-16 кг. На пильном столе безопасно и просто работать, она функционирует гораздо быстрее других видов циркулярок. Особенности торцовочных пил для дома, представленных производителями, на которые следует обратить внимание:
Особенности торцовочных пил для дома, представленных производителями, на которые следует обратить внимание: Чем значительнее глубина прямого реза, тем достойнее уровень электрооборудования.
Чем значительнее глубина прямого реза, тем достойнее уровень электрооборудования.
 Также стоит остановить свой выбор на торцовке, если хозяин очень любит работать руками, и постоянная стройка практически превратилась в смысл жизни.
Также стоит остановить свой выбор на торцовке, если хозяин очень любит работать руками, и постоянная стройка практически превратилась в смысл жизни.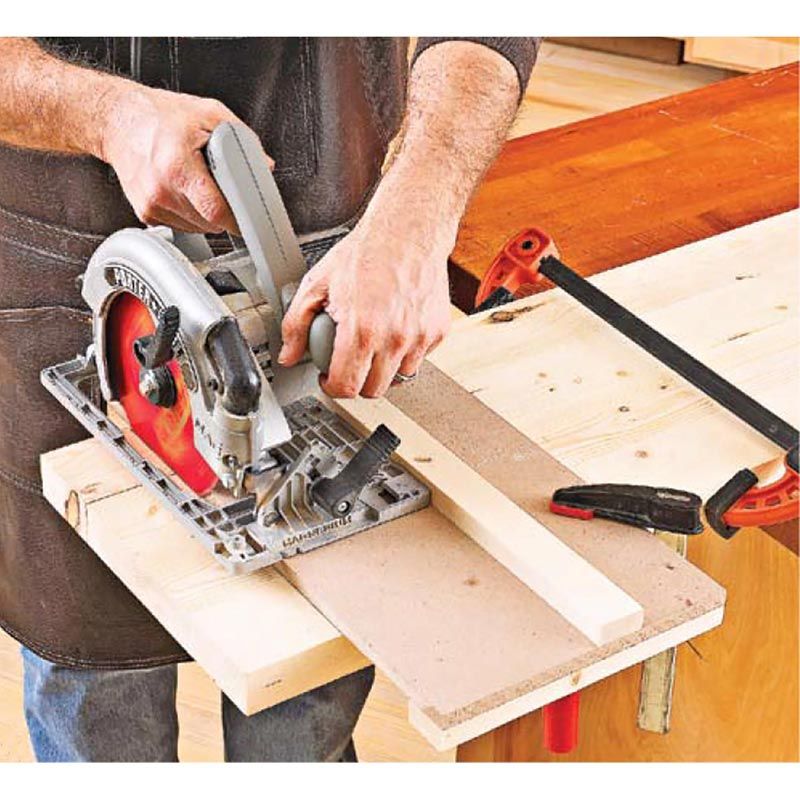 Придется вникнуть не только в техническую часть (выбрать оптимальную мощность, диаметр диска и др.), но и пойти на некоторые компромиссы, ведь от правильного выбора зависит как качество реза, так и общая производительность инструмента.
Придется вникнуть не только в техническую часть (выбрать оптимальную мощность, диаметр диска и др.), но и пойти на некоторые компромиссы, ведь от правильного выбора зависит как качество реза, так и общая производительность инструмента. Все эти части имеют разные функции и часто используются.
Все эти части имеют разные функции и часто используются. Один тип может быть лучше для конкретного проекта или бюджета, чем другой; нужно немного знать о каждом типе и выбрать лучший для ситуации.
Один тип может быть лучше для конкретного проекта или бюджета, чем другой; нужно немного знать о каждом типе и выбрать лучший для ситуации. Он поставляется с выдвижной направляющей, которая помогает поддерживать распиливаемую доску. В целях безопасности пила DeWalt также оснащена механизмом, который автоматически блокирует пружинный рычаг в «нижнем» положении, если он не разблокирован вручную с помощью кнопки на задней панели.
Он поставляется с выдвижной направляющей, которая помогает поддерживать распиливаемую доску. В целях безопасности пила DeWalt также оснащена механизмом, который автоматически блокирует пружинный рычаг в «нижнем» положении, если он не разблокирован вручную с помощью кнопки на задней панели.
 Это дает этим пилам гораздо более широкие возможности резки, но они, как правило, тяжелые и более дорогие. Имейте в виду, что научиться пользоваться раздвижной торцовочной пилой не намного сложнее, чем использовать стандартную пилу, поэтому эта возможность может стоить дополнительных вложений.
Это дает этим пилам гораздо более широкие возможности резки, но они, как правило, тяжелые и более дорогие. Имейте в виду, что научиться пользоваться раздвижной торцовочной пилой не намного сложнее, чем использовать стандартную пилу, поэтому эта возможность может стоить дополнительных вложений.


 Дайте полотну пилы немного покрутиться, чтобы увеличить скорость. Медленно опускайте пилу в заготовку, пока она не прорежет ее полностью. Отпустите курок и дайте полотну остановиться, прежде чем поднимать пилу.
Дайте полотну пилы немного покрутиться, чтобы увеличить скорость. Медленно опускайте пилу в заготовку, пока она не прорежет ее полностью. Отпустите курок и дайте полотну остановиться, прежде чем поднимать пилу.
 Убедитесь, что внутренняя часть самого нижнего зуба совпадает с краем линии разреза. При необходимости отрегулируйте, не царапая лезвие о заготовку. После установки затяните прижимной зажим, чтобы заготовка не двигалась и не прыгала при включении пилы.
Убедитесь, что внутренняя часть самого нижнего зуба совпадает с краем линии разреза. При необходимости отрегулируйте, не царапая лезвие о заготовку. После установки затяните прижимной зажим, чтобы заготовка не двигалась и не прыгала при включении пилы.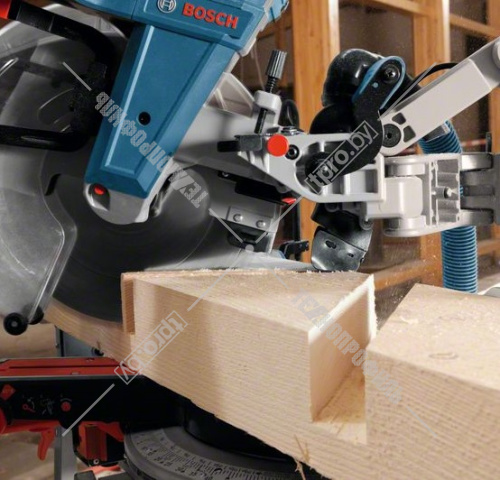
 Этот пост был первоначально опубликован в марте 2018 года, но был обновлен!
Этот пост был первоначально опубликован в марте 2018 года, но был обновлен!  Это необходимо для лепки кроны, и это полезно буквально для всего, от изготовления рамы для картины до строительства дома. Серьезно — он такой универсальный!
Это необходимо для лепки кроны, и это полезно буквально для всего, от изготовления рамы для картины до строительства дома. Серьезно — он такой универсальный!


 Если вы не забудете прижать доску к забору, у вас может получиться странный срез под углом, или древесина может полететь, потому что она не поддерживается с обеих сторон. Вы всегда должны одной рукой крепко прижимать древесину к забору, а другой — управлять пилой. Кроме того, вы можете использовать зажим, чтобы удерживать древесину или заготовку на месте.
Если вы не забудете прижать доску к забору, у вас может получиться странный срез под углом, или древесина может полететь, потому что она не поддерживается с обеих сторон. Вы всегда должны одной рукой крепко прижимать древесину к забору, а другой — управлять пилой. Кроме того, вы можете использовать зажим, чтобы удерживать древесину или заготовку на месте. Если это 45, вы делаете угол 45 градусов. И так далее. Вы используете ручку замка, которая торчит из этого, чтобы повернуть стол и получить правильный угол. В видео мы показали только прямые срезы и углы в 45 градусов, но вы можете сделать практически любой угол, который пожелает ваше маленькое сердце! Если вы посмотрите на картинку выше, вы увидите несколько выемок на угловом упоре — это места, где основание автоматически остановится и зафиксируется на месте для часто используемых углов. Однако вам не нужно просто придерживаться их. Вы можете вручную затянуть ручку у основания, чтобы получить любой угол, который вам нужен.
Если это 45, вы делаете угол 45 градусов. И так далее. Вы используете ручку замка, которая торчит из этого, чтобы повернуть стол и получить правильный угол. В видео мы показали только прямые срезы и углы в 45 градусов, но вы можете сделать практически любой угол, который пожелает ваше маленькое сердце! Если вы посмотрите на картинку выше, вы увидите несколько выемок на угловом упоре — это места, где основание автоматически остановится и зафиксируется на месте для часто используемых углов. Однако вам не нужно просто придерживаться их. Вы можете вручную затянуть ручку у основания, чтобы получить любой угол, который вам нужен. Серьезно — это так просто!
Серьезно — это так просто!
 Вы также можете подключить пылесос к задней части торцовочной пилы и запускать его во время резки, чтобы он автоматически собирал беспорядок за вас!
Вы также можете подключить пылесос к задней части торцовочной пилы и запускать его во время резки, чтобы он автоматически собирал беспорядок за вас!
 11.2022
11.2022 ОБЛАСТЬ ПРИМЕНЕНИЯ
ОБЛАСТЬ ПРИМЕНЕНИЯ
 ..
.. ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ Б/У:Cверлильно-присадочный MAGGI GT-800, 2010 год,…
ПРОДАЖА ДРУГОГО ОБОРУДОВАНИЯ Б/У:Cверлильно-присадочный MAGGI GT-800, 2010 год,… ..
.. 04.2021
04.2021 ..
..
 7/2.2kw
7/2.2kw
 Станок имеет две скорости первая 1400 и 2800 об/мин вторая. В наличии патрон под сверло высотой 75 мм. Хорошо продумана система подвода охлаждающей жидкости непосредственно в место контакта сверла с обрабатываемой поверхностью. Достаточно лёгок как по весу, так и в управлении. Существенно повышает производительность и качество в сравнении с ручным сверлением дрелью.
Станок имеет две скорости первая 1400 и 2800 об/мин вторая. В наличии патрон под сверло высотой 75 мм. Хорошо продумана система подвода охлаждающей жидкости непосредственно в место контакта сверла с обрабатываемой поверхностью. Достаточно лёгок как по весу, так и в управлении. Существенно повышает производительность и качество в сравнении с ручным сверлением дрелью.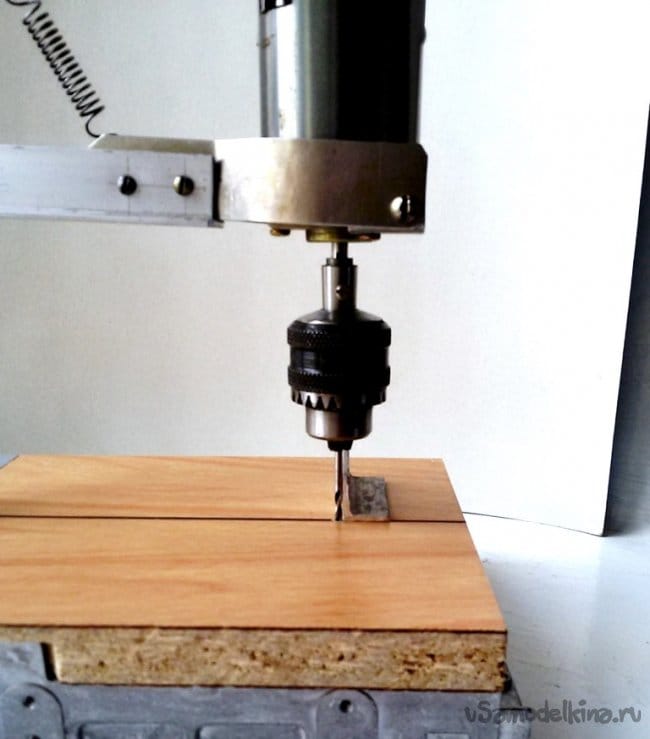 Машина состоит из трех независимых секций: входного конвейера, закрытой центральной камеры, где обрабатывается стекло, и выходного конвейера.
Машина состоит из трех независимых секций: входного конвейера, закрытой центральной камеры, где обрабатывается стекло, и выходного конвейера. Все движения контролируются через дисплей, нет необходимости в ручных регулировках. После смены инструмента инструменты автоматически измеряются.
Все движения контролируются через дисплей, нет необходимости в ручных регулировках. После смены инструмента инструменты автоматически измеряются. Оригинальное устройство смены инструмента очень быстрое, относительно простое и совершенно несложное в использовании. Глубокое зенкование спереди и сзади будет производиться без каких-либо ограничений независимо от диаметра инструмента. Первая смена инструмента происходит в процессе сверления на противоположной стороне. Высокопроизводительные шпиндели с водяным охлаждением чрезвычайно прочны и долговечны без больших затрат на техническое обслуживание!
Оригинальное устройство смены инструмента очень быстрое, относительно простое и совершенно несложное в использовании. Глубокое зенкование спереди и сзади будет производиться без каких-либо ограничений независимо от диаметра инструмента. Первая смена инструмента происходит в процессе сверления на противоположной стороне. Высокопроизводительные шпиндели с водяным охлаждением чрезвычайно прочны и долговечны без больших затрат на техническое обслуживание!
 США /шт.
США /шт. По сравнению с другими станками, представленными на рынке, просверливание отверстия диаметром 2 дюйма (51 мм) в зеркале диаметром 1/4 дюйма (6 мм) можно выполнить менее чем за десять секунд при использовании правильно заправленного сверла (испытания проводились в контролируемых условиях). .
По сравнению с другими станками, представленными на рынке, просверливание отверстия диаметром 2 дюйма (51 мм) в зеркале диаметром 1/4 дюйма (6 мм) можно выполнить менее чем за десять секунд при использовании правильно заправленного сверла (испытания проводились в контролируемых условиях). .  Далеко не самый дорогой вариант, но для моих нужд его вполне хватит.
Далеко не самый дорогой вариант, но для моих нужд его вполне хватит. В моем случае пришлось перевернуть.
В моем случае пришлось перевернуть.
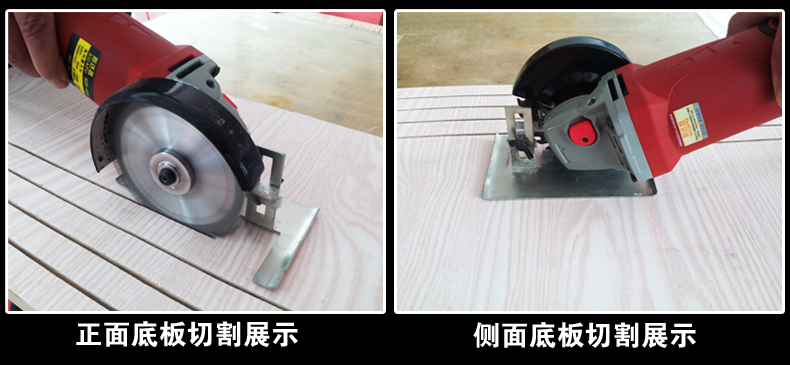 Так же есть возможность отрегулировать глубину прохода, при этом рез получается довольно точным и аккуратным даже в руках не очень опытного человека.
Так же есть возможность отрегулировать глубину прохода, при этом рез получается довольно точным и аккуратным даже в руках не очень опытного человека. Легкая и компактная, что позволяет работать даже одной рукой. Тонкий корпус диаметром 72 мм, а также резиновое покрытие противоскольжения. С помощью пилы Sturm можете регулировать пропил по глубине и наклону
Легкая и компактная, что позволяет работать даже одной рукой. Тонкий корпус диаметром 72 мм, а также резиновое покрытие противоскольжения. С помощью пилы Sturm можете регулировать пропил по глубине и наклону youtube.com/embed/EKsZkTYbu6U» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/EKsZkTYbu6U» frameborder=»0″ allowfullscreen=»allowfullscreen»> 

 Особенно подходит для больших плиток.
Особенно подходит для больших плиток. СНИЖАЕТ брызги воды и УЛУЧШАЕТ всасывание пыли.
СНИЖАЕТ брызги воды и УЛУЧШАЕТ всасывание пыли. Благодаря этой системе наведения мы можем получить точный и ровный срез. Полозья скольжения из углеродистой стали TC-125 оснащены радиальными подшипниками из нержавеющей стали с очень простой системой регулировки, которая позволяет поддерживать машину в идеальном состоянии. Циркулярный резак ТС-125 RUBI, имеет двойную систему уменьшения и контроля пыли, образующейся при резке. Либо посредством его подключения к пылесосу (сухая резка), либо посредством забора воды.
Благодаря этой системе наведения мы можем получить точный и ровный срез. Полозья скольжения из углеродистой стали TC-125 оснащены радиальными подшипниками из нержавеющей стали с очень простой системой регулировки, которая позволяет поддерживать машину в идеальном состоянии. Циркулярный резак ТС-125 RUBI, имеет двойную систему уменьшения и контроля пыли, образующейся при резке. Либо посредством его подключения к пылесосу (сухая резка), либо посредством забора воды. Вы можете использовать диски двух диаметров: 115 и 125 мм (см. толщину резки для каждого диаметра). Выключатель ТС-125 имеет предохранитель, предотвращающий непреднамеренный пуск, и электрический кабель с ПРЗД для защиты оборудования от скачков напряжения. Для проектирования ТС-125. учтено включение протектора диска с быстро открывающейся крышкой, что облегчает замену диска и уменьшает выброс частиц. Кроме того, боковой протектор, улучшающий работу системы пылеподавления. С дисковым резаком TC-125 нет ограничений по резке, которые останавливают проекты профессиональных наладчиков со всего мира.
Вы можете использовать диски двух диаметров: 115 и 125 мм (см. толщину резки для каждого диаметра). Выключатель ТС-125 имеет предохранитель, предотвращающий непреднамеренный пуск, и электрический кабель с ПРЗД для защиты оборудования от скачков напряжения. Для проектирования ТС-125. учтено включение протектора диска с быстро открывающейся крышкой, что облегчает замену диска и уменьшает выброс частиц. Кроме того, боковой протектор, улучшающий работу системы пылеподавления. С дисковым резаком TC-125 нет ограничений по резке, которые останавливают проекты профессиональных наладчиков со всего мира. БЫСТРАЯ система регулировки.
БЫСТРАЯ система регулировки. СНИЖАЕТ брызги воды и УЛУЧШАЕТ аспирацию пыли.
СНИЖАЕТ брызги воды и УЛУЧШАЕТ аспирацию пыли.
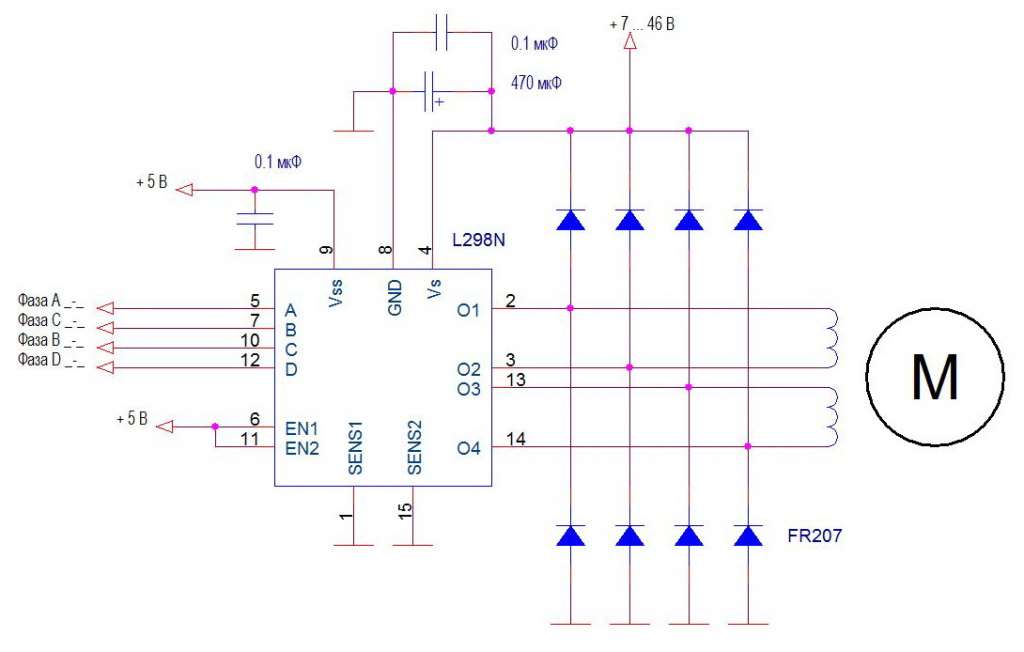 С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
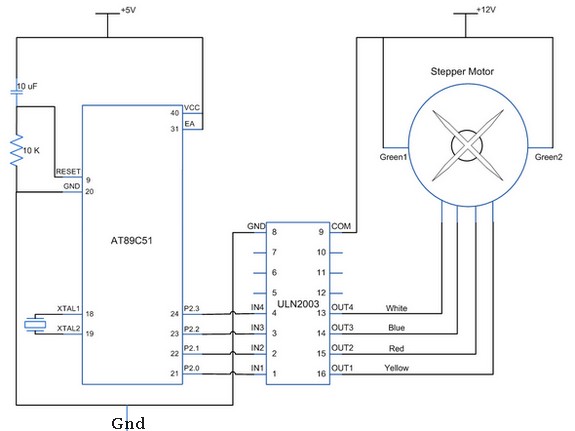 Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
 Более крупные шаги соответствуют большей скорости движения.
Более крупные шаги соответствуют большей скорости движения.
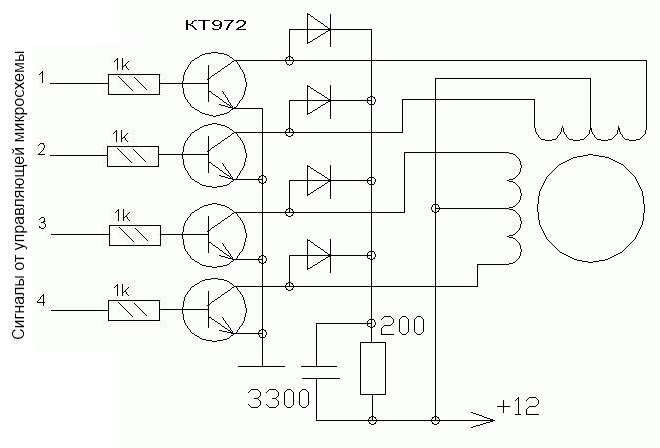
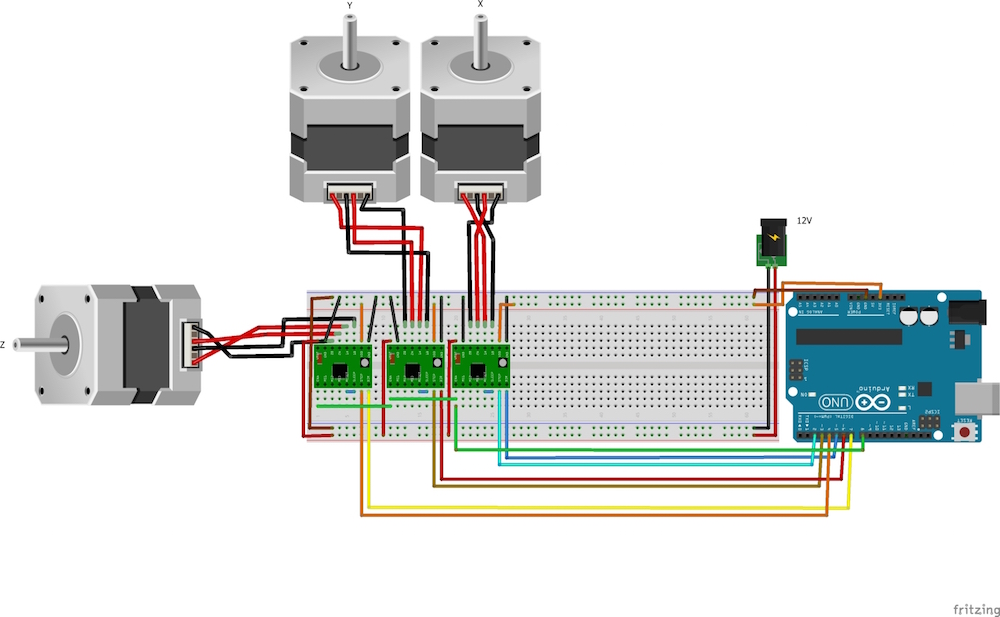
 Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
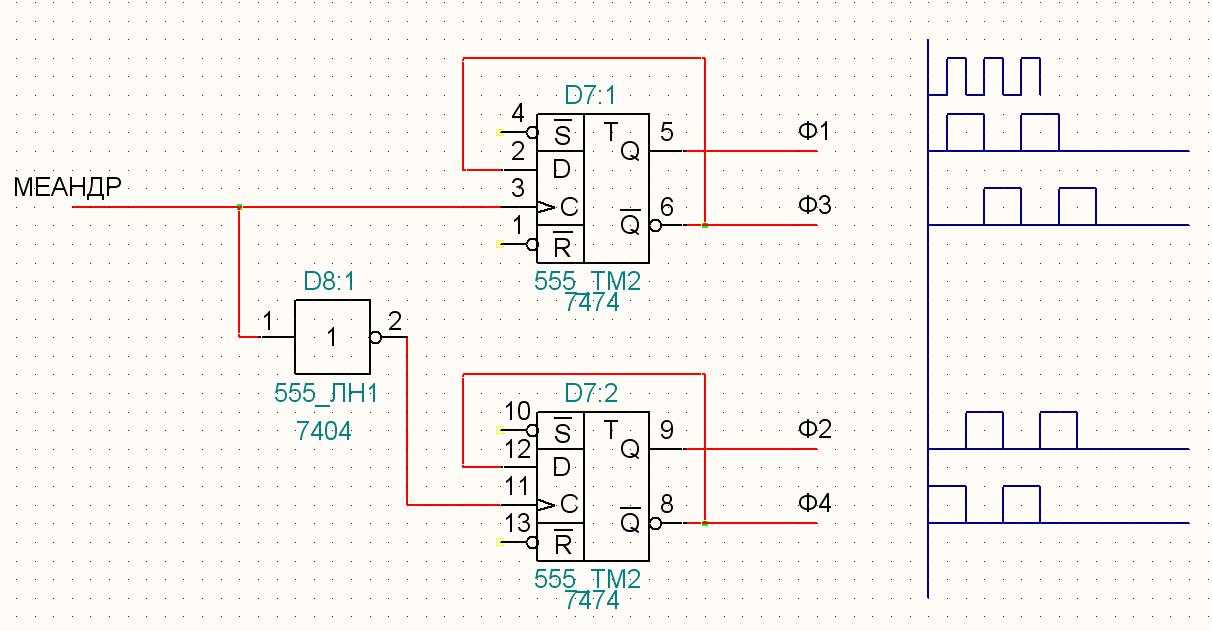 к. изменение направления поля не влияет на положение ротора.
к. изменение направления поля не влияет на положение ротора.
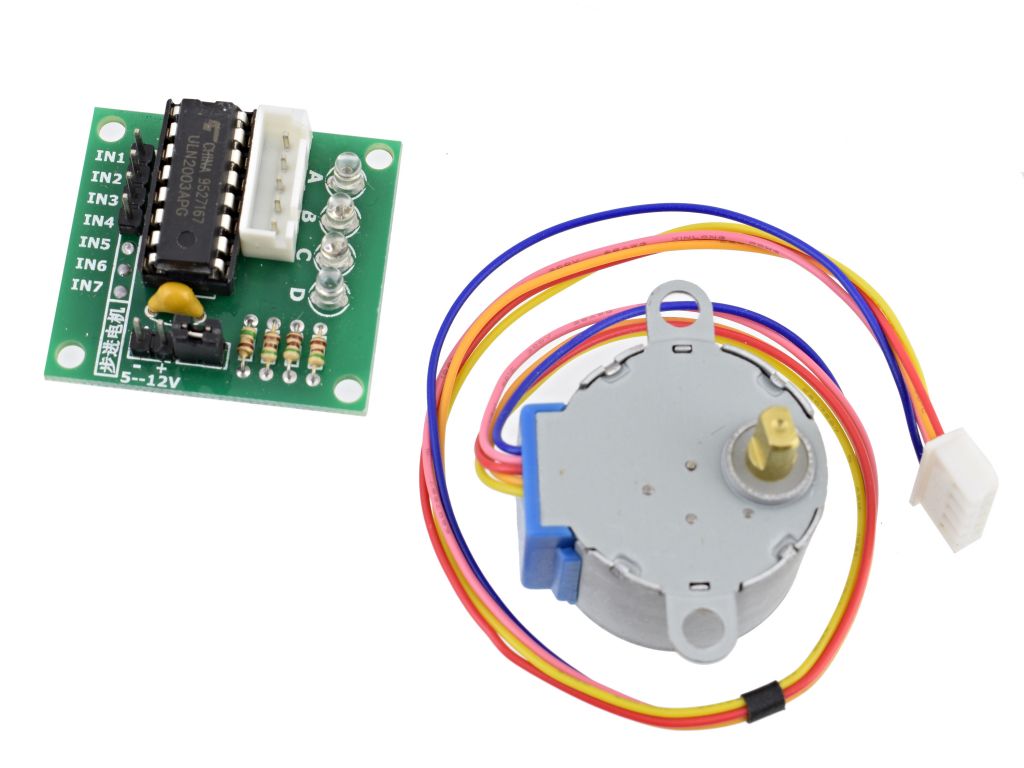
 Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
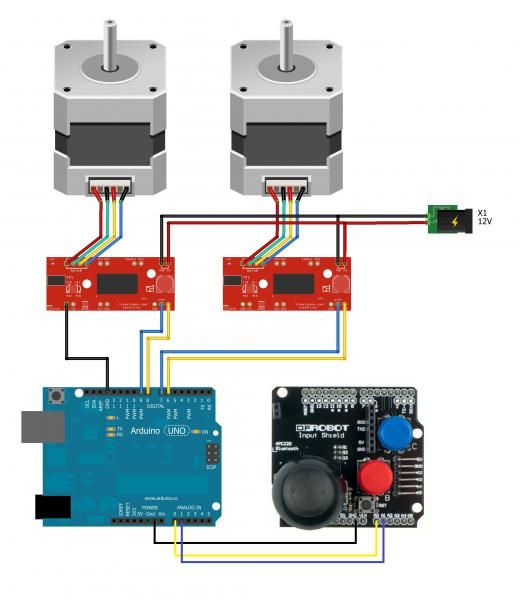
 Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.
Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.

 Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
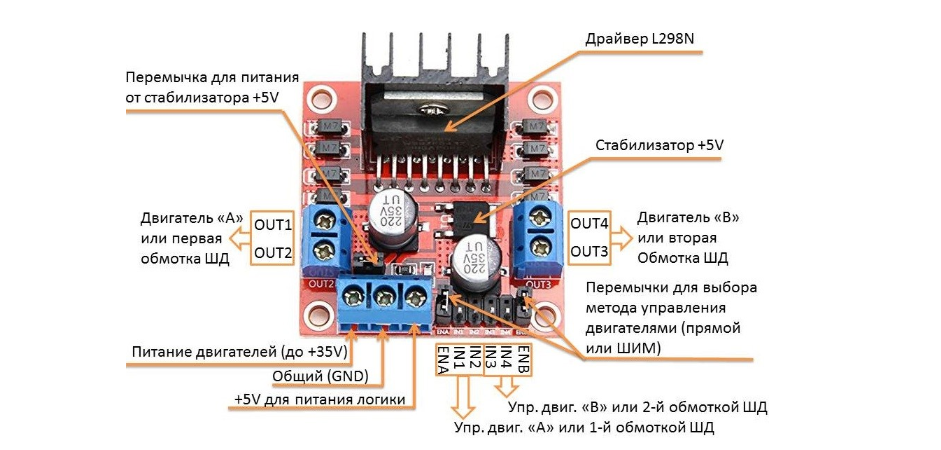 Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.
Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.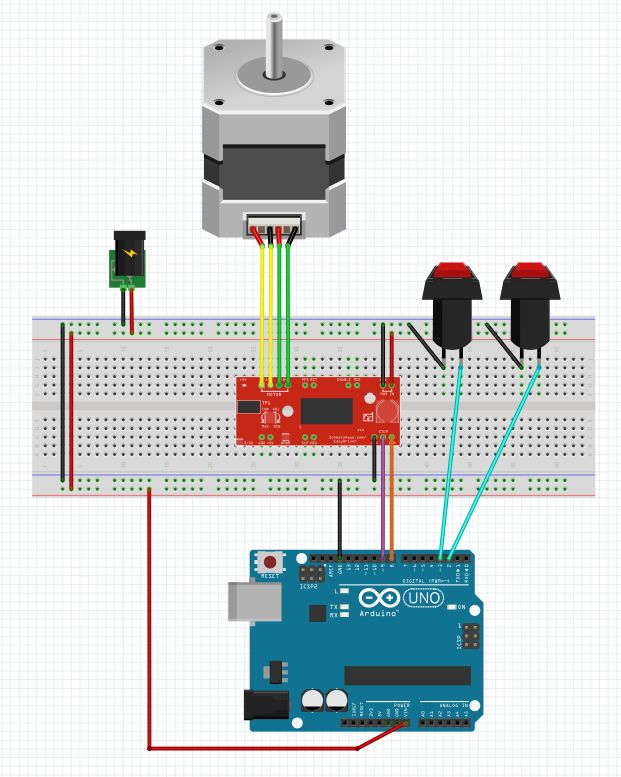 Одновременно могут быть под напряжением две, одна или ни одной из обмоток.
Одновременно могут быть под напряжением две, одна или ни одной из обмоток. Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.
Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.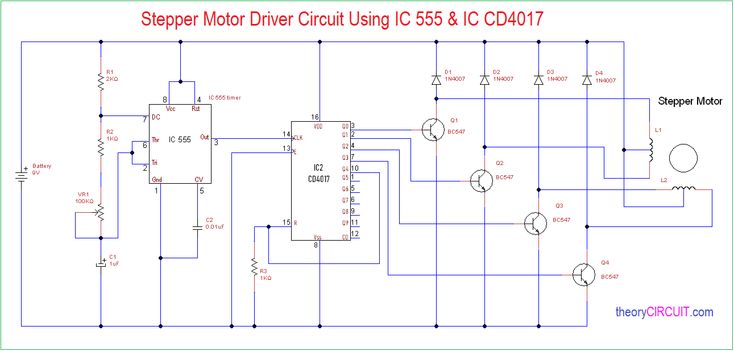 Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
 Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична.
Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична. А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.
А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.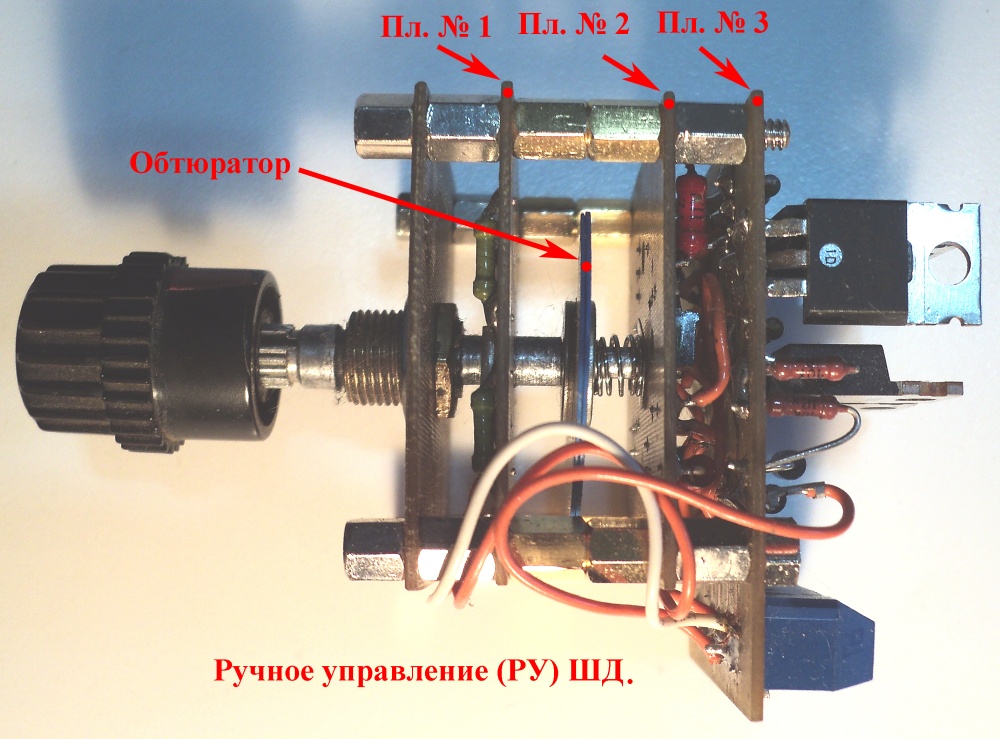 Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.
Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки. Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.
Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.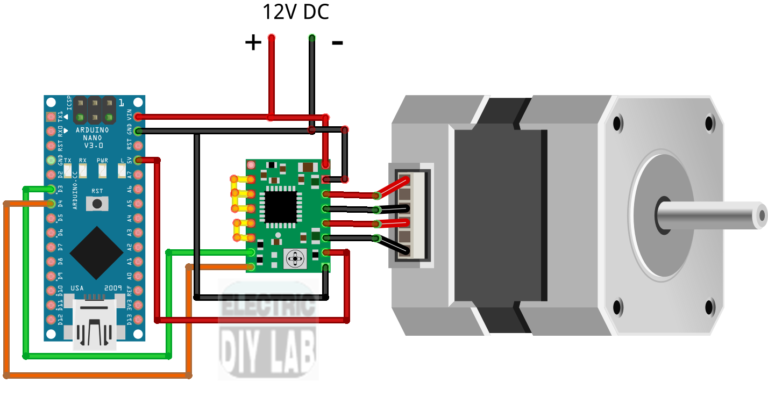 Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.
Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.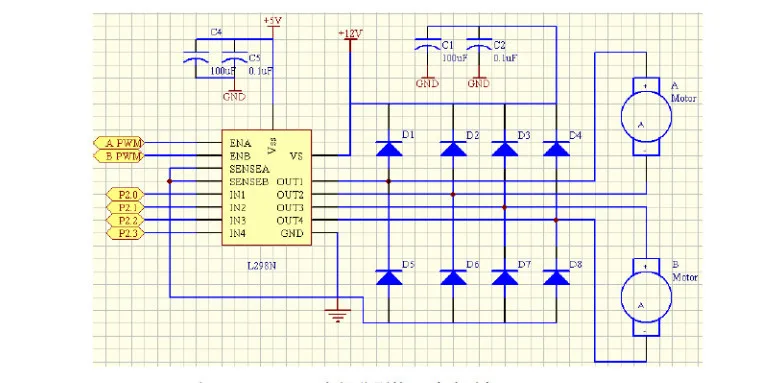 Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.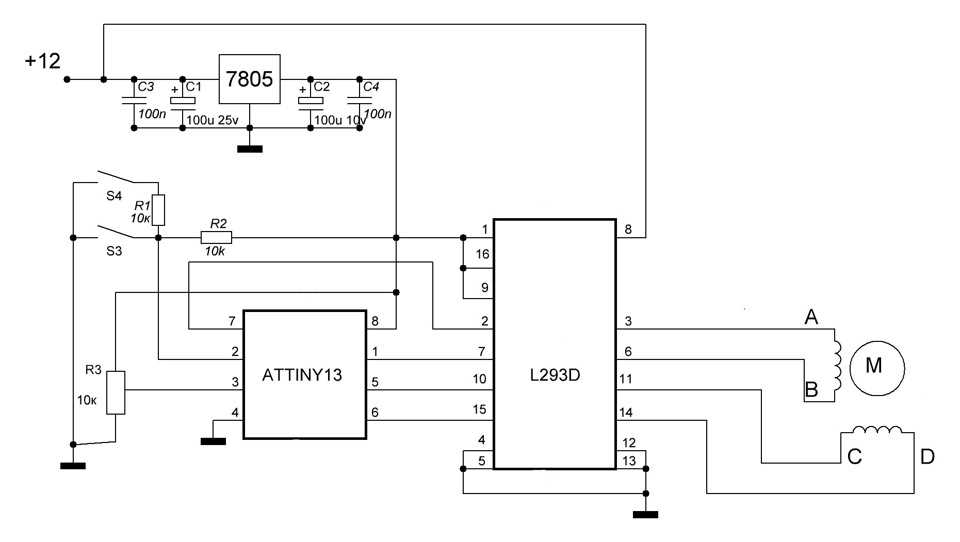
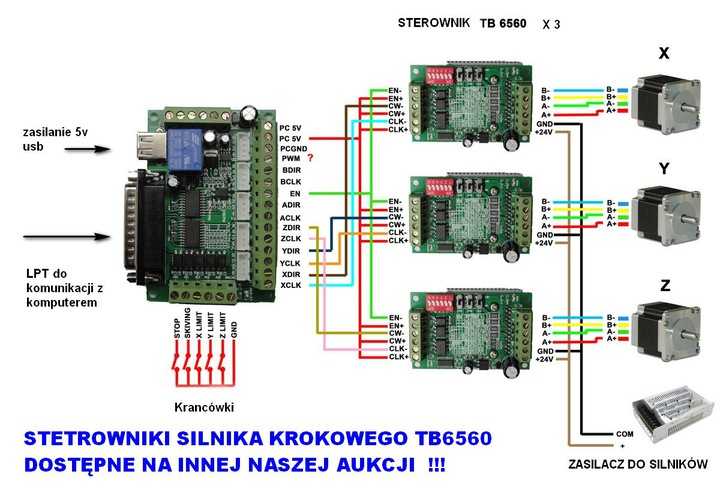
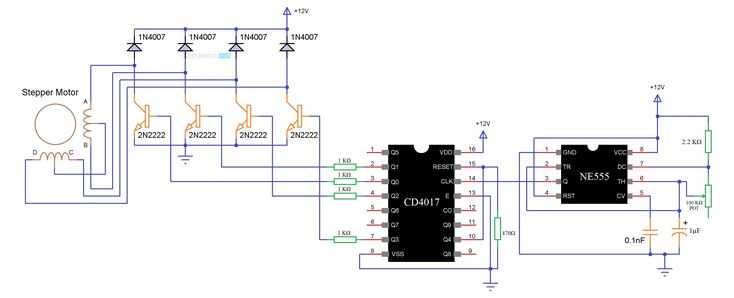
 Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.
Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.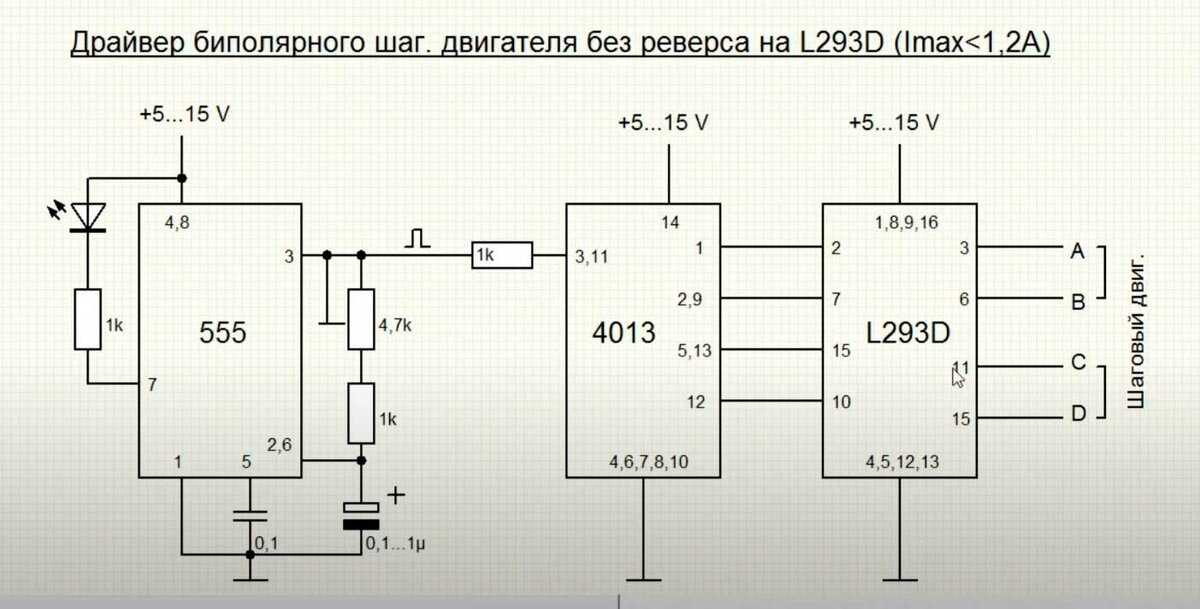 Недостатком такой системы являются большие потери мощности на резисторе.
Недостатком такой системы являются большие потери мощности на резисторе.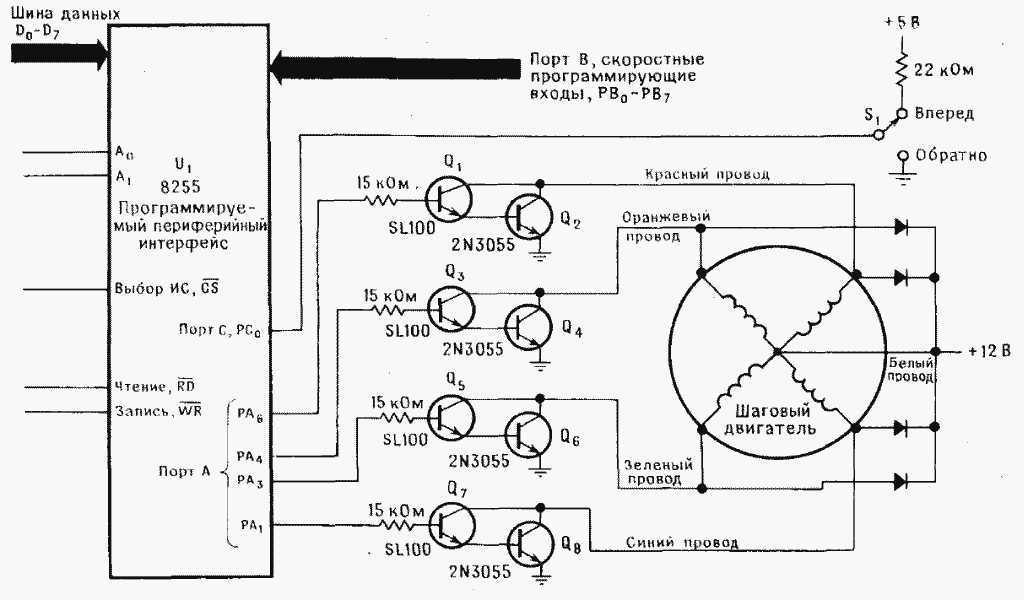 На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения.
На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения. Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.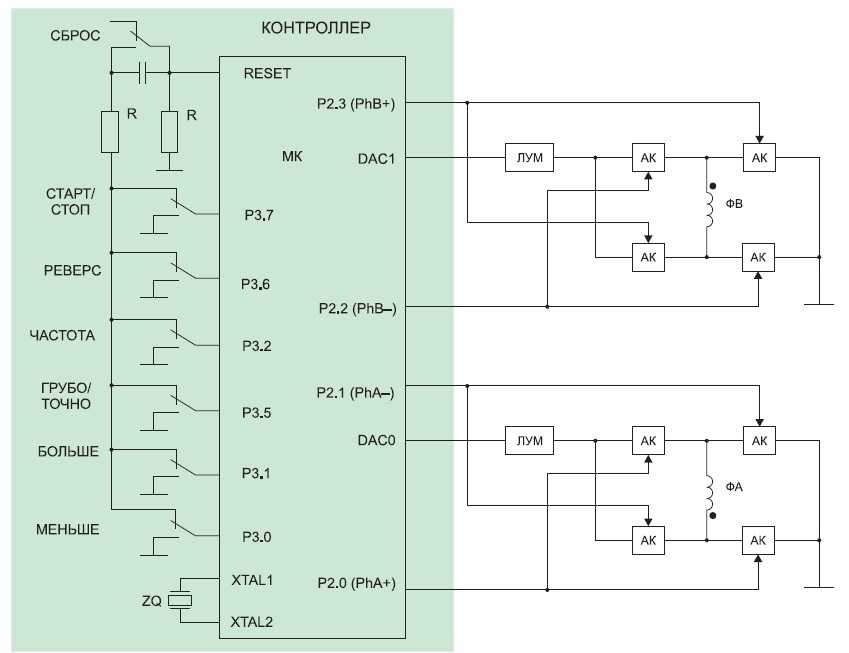

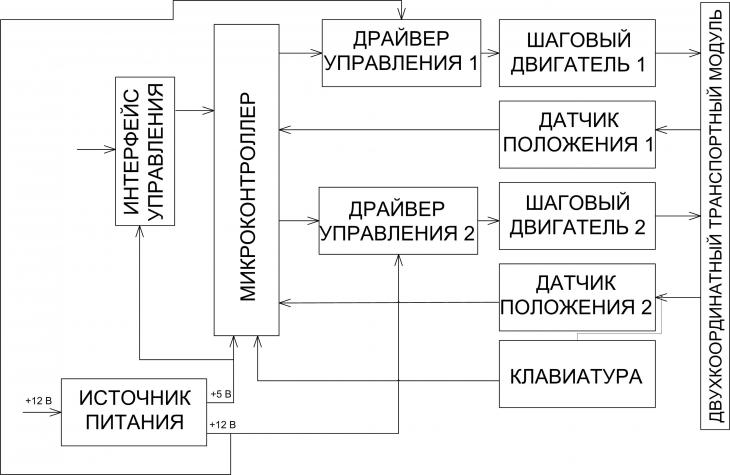 В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.
В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.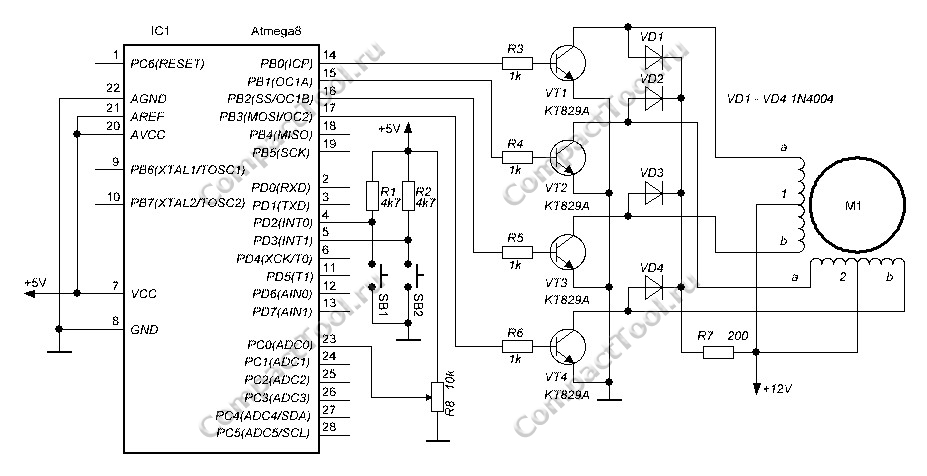 AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.
AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.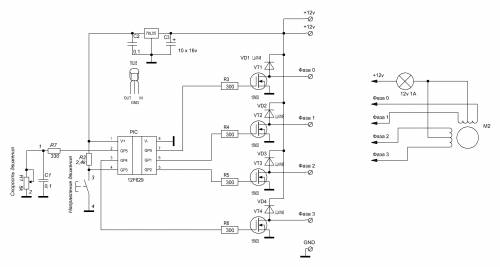 Затем мы поговорим о том, как управлять шаговыми двигателями для инженеров-механиков и электриков, проектирующих и определяющих системы управления двигателями.
Затем мы поговорим о том, как управлять шаговыми двигателями для инженеров-механиков и электриков, проектирующих и определяющих системы управления двигателями.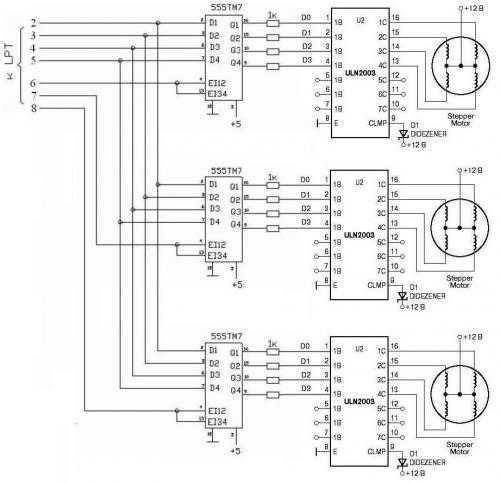
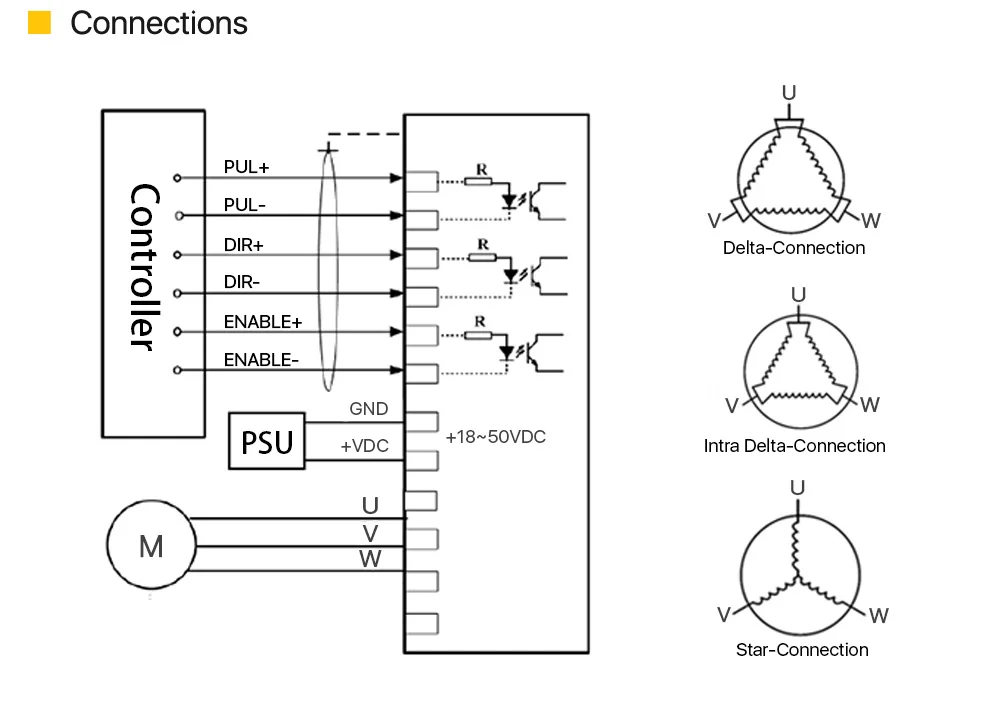 Однако бесщеточные двигатели вытеснили щеточные во многих других областях, в том числе во многих цифровых технологиях, которые управляют нашим миром.
Однако бесщеточные двигатели вытеснили щеточные во многих других областях, в том числе во многих цифровых технологиях, которые управляют нашим миром. Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.
Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.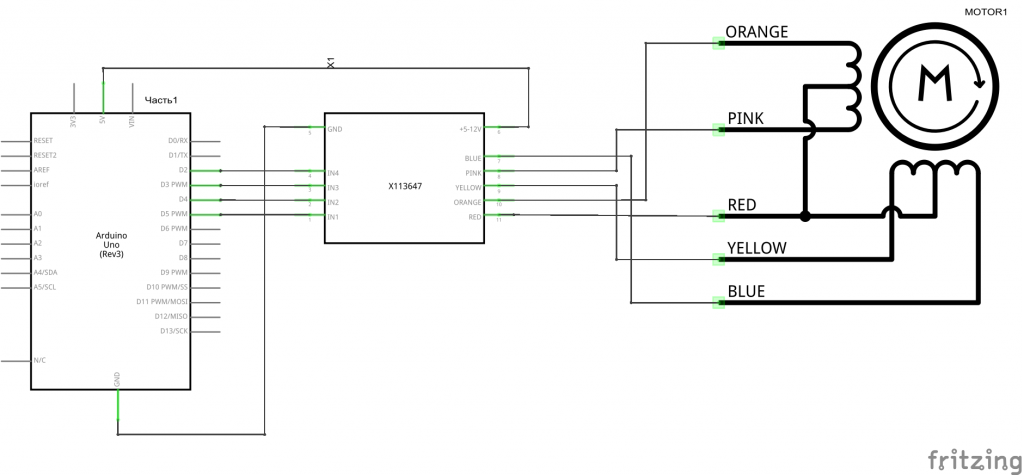 Распространенные применения шаговых двигателей в робототехнике включают:
Распространенные применения шаговых двигателей в робототехнике включают: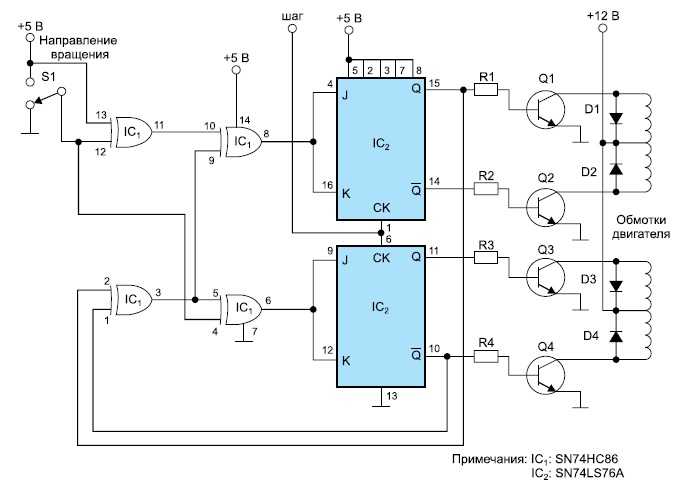 Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.
Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений. Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешение двигателя, поскольку число шагов остается прежним.
Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешение двигателя, поскольку число шагов остается прежним.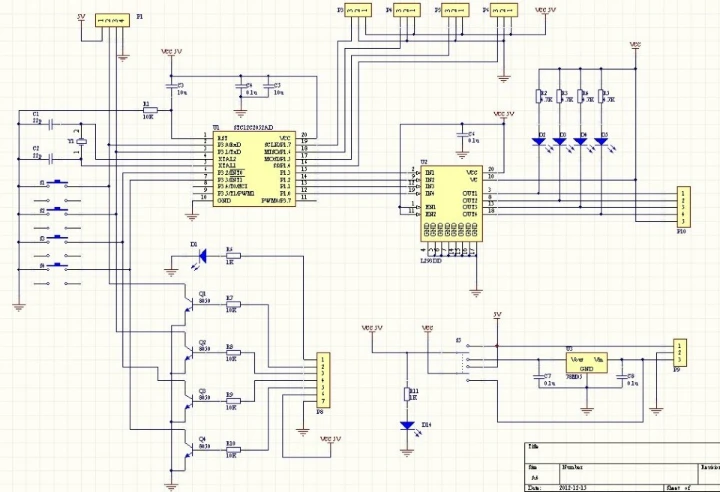
 Для схем шагового привода доступно множество различных вариантов, в том числе некоторые модели, предназначенные для готового использования в качестве контроллера шагового двигателя. Другие используют программируемые микроконтроллеры, такие как Arduino Uno, которые можно запрограммировать с помощью библиотеки управления шаговыми двигателями с открытым исходным кодом.
Для схем шагового привода доступно множество различных вариантов, в том числе некоторые модели, предназначенные для готового использования в качестве контроллера шагового двигателя. Другие используют программируемые микроконтроллеры, такие как Arduino Uno, которые можно запрограммировать с помощью библиотеки управления шаговыми двигателями с открытым исходным кодом.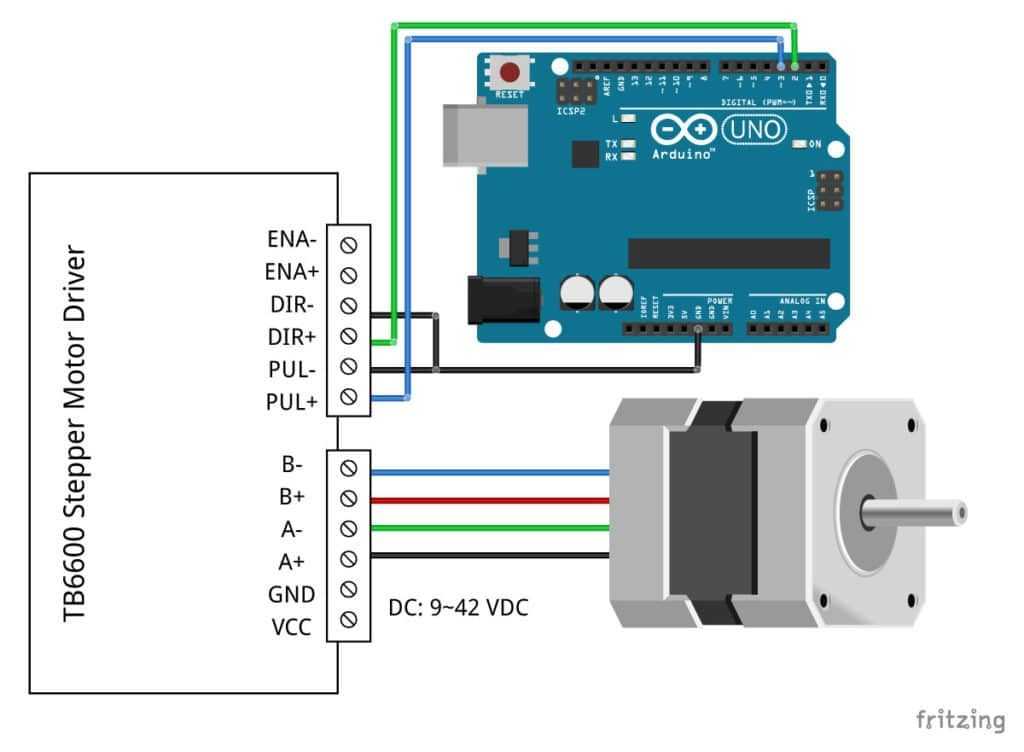
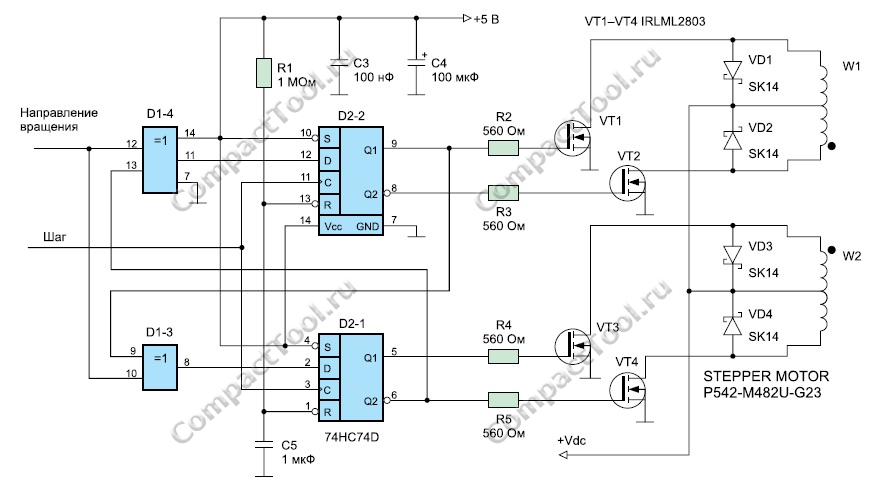
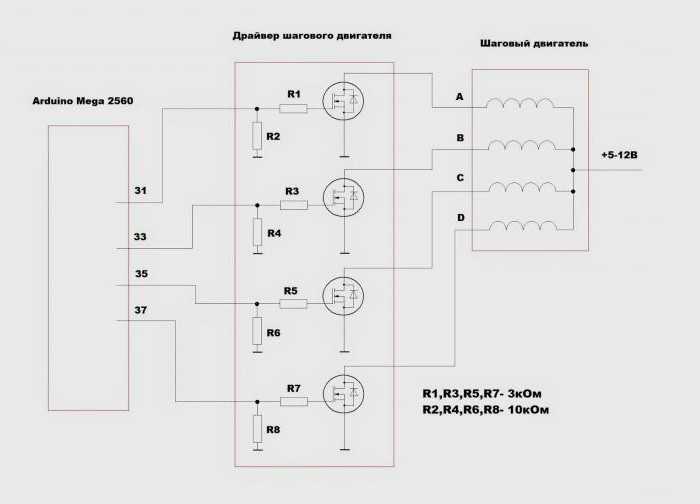 Если вы используете биполярный шаговый двигатель, убедитесь, что ваш привод рассчитан на управление биполярными двигателями.
Если вы используете биполярный шаговый двигатель, убедитесь, что ваш привод рассчитан на управление биполярными двигателями.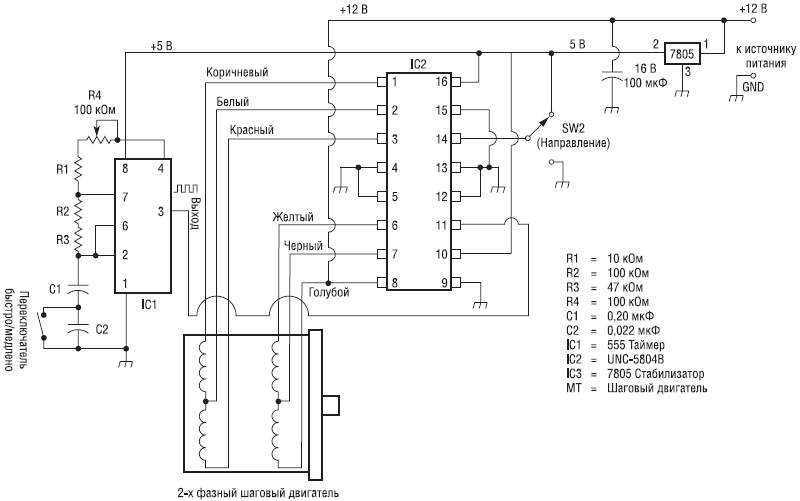
 Позвоните в Polycase по телефону 1-800-248-1233, чтобы поговорить со специалистом по корпусам, или свяжитесь с нами через Интернет в любое время.
Позвоните в Polycase по телефону 1-800-248-1233, чтобы поговорить со специалистом по корпусам, или свяжитесь с нами через Интернет в любое время.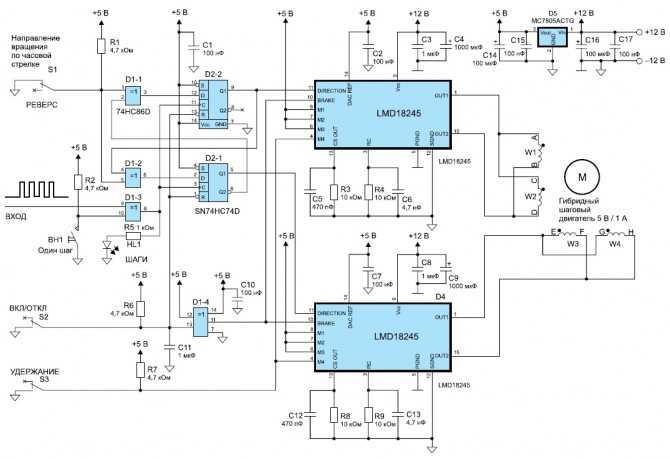 Принять условия.
Принять условия. ..
..
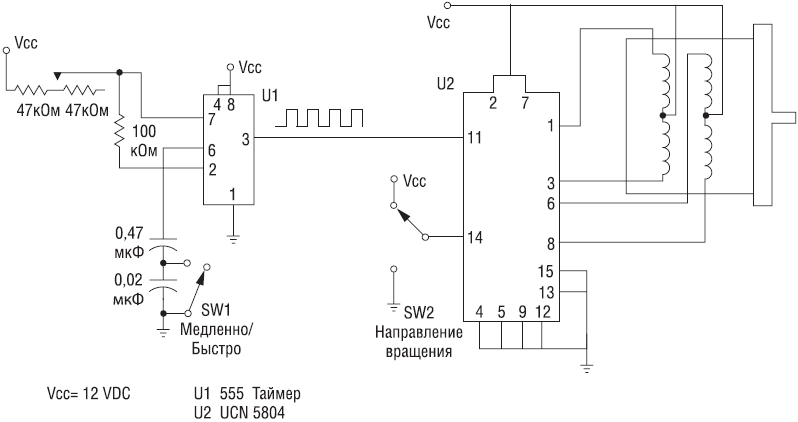

 Зубчатые чашки ротора размещены на каждом конце магнита, и чашки смещены на половину шага зубьев.
Зубчатые чашки ротора размещены на каждом конце магнита, и чашки смещены на половину шага зубьев.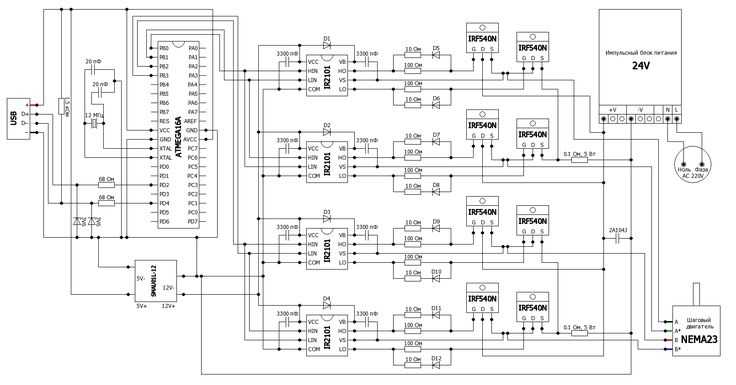 Соотношение частоты импульсов [Гц] и скорости двигателя [об/мин] выражается следующим образом:
Соотношение частоты импульсов [Гц] и скорости двигателя [об/мин] выражается следующим образом: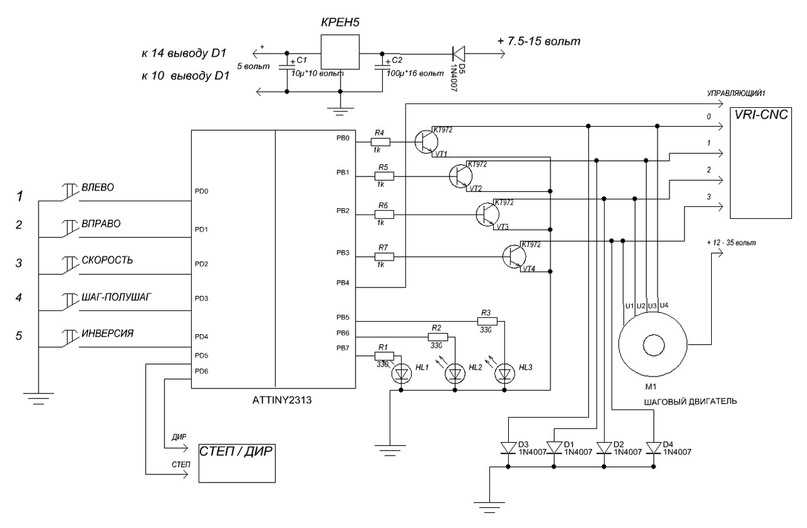 В лифтах и подобных устройствах используйте тормоз электромагнитного типа.
В лифтах и подобных устройствах используйте тормоз электромагнитного типа.
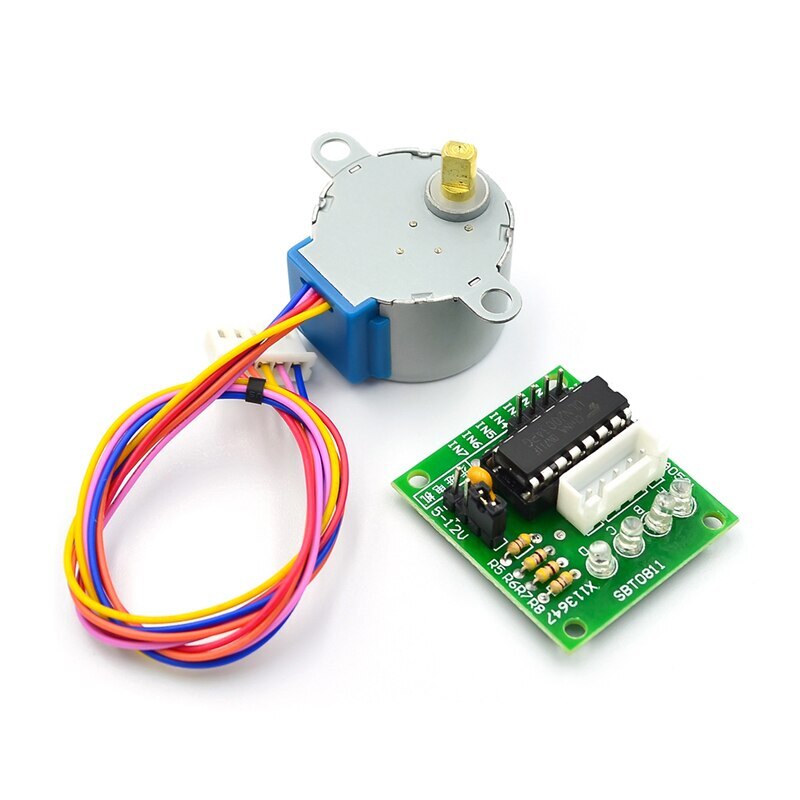

 Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
 Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
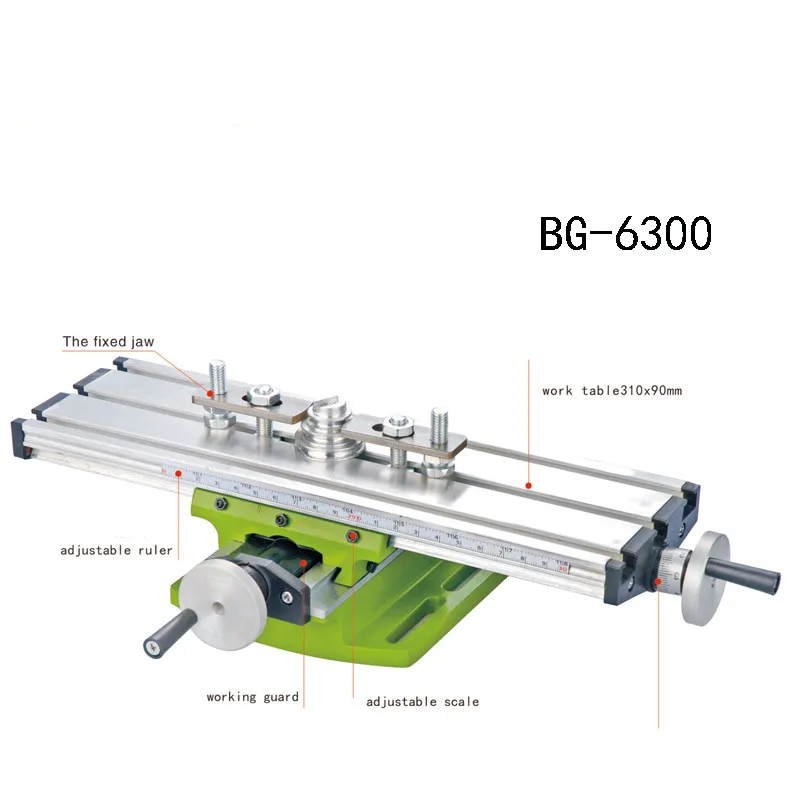 По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
 5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
 Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.

 Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
 В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
 Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
 Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
 Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
 Примером ПР служат гладкие пробки.
Примером ПР служат гладкие пробки.
 Такие тиски можно крепить к столу станка при помощи болтов.
Такие тиски можно крепить к столу станка при помощи болтов. Изделие устанавливают на подвижной верхней полке угольника и закрепляют посредством накладок и болтов. Болты вводят головками в пазы на полке и зажимают над планками при помощи гаек.
Изделие устанавливают на подвижной верхней полке угольника и закрепляют посредством накладок и болтов. Болты вводят головками в пазы на полке и зажимают над планками при помощи гаек. Потому что даже в мире грубой силы и жестких взглядов некоторая доля интеллекта и изощренности оказались полезными.
Потому что даже в мире грубой силы и жестких взглядов некоторая доля интеллекта и изощренности оказались полезными. ExcaDrill 25A также хорошо подходит для сверления отверстий диаметром 45 мм для гидравлических инструментов для сноса.
ExcaDrill 25A также хорошо подходит для сверления отверстий диаметром 45 мм для гидравлических инструментов для сноса.


 На практике ExcaDrill представляет собой настоящую буровую установку с кабиной. ExcaDrill также подходит для бурения с продувкой водой и воздухом как выше, так и ниже уровня земли.
На практике ExcaDrill представляет собой настоящую буровую установку с кабиной. ExcaDrill также подходит для бурения с продувкой водой и воздухом как выше, так и ниже уровня земли.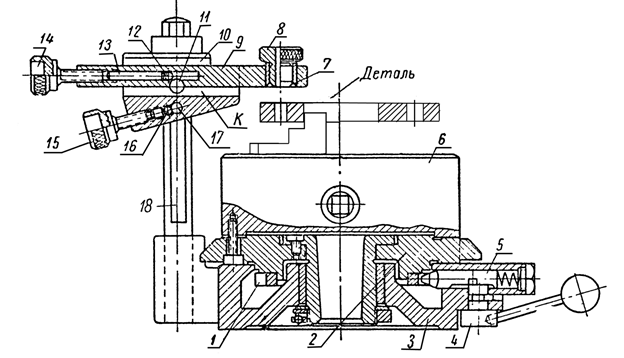
 )
) Убедитесь, что оба этих болта идеально перпендикулярны фанерному основанию.
Убедитесь, что оба этих болта идеально перпендикулярны фанерному основанию.

 0 % + 3 ед.мл.разр.)
0 % + 3 ед.мл.разр.) универсальный зажим
универсальный зажим Каждый цикл включает в себя зарядку не менее 3 часов и, далее, полную разрядку аккумулятора.
Каждый цикл включает в себя зарядку не менее 3 часов и, далее, полную разрядку аккумулятора. Пример: C11xxxx или A11xxxx — 2019 год, C12xxxx или A12xxxx — 2020 год.
Пример: C11xxxx или A11xxxx — 2019 год, C12xxxx или A12xxxx — 2020 год.



 1 mV
1 mV Hz to 400 Hz)
Hz to 400 Hz)
 0021 Тип батареи
0021 Тип батареи
 Он поставляется с несколькими улучшениями по сравнению с оригиналом, включая более высокую шкалу емкости, функцию Min/Max и лучший отклик. Также есть температурный вход, которого нет у 15B+.
Он поставляется с несколькими улучшениями по сравнению с оригиналом, включая более высокую шкалу емкости, функцию Min/Max и лучший отклик. Также есть температурный вход, которого нет у 15B+. здесь
здесь Min/Max предназначен для мониторинга и обнаружения расхождений в заданном сигнале, позволяя точно определять (и удерживать) низкие и высокие всплески во времени.
Min/Max предназначен для мониторинга и обнаружения расхождений в заданном сигнале, позволяя точно определять (и удерживать) низкие и высокие всплески во времени.
 Он кажется прочным и выдержит некоторые злоупотребления, такие как падения и удары. Прочный корпус имеет желтый цвет торговой марки, хотя и без их логотипа. Сзади находится откидная скоба (подножка). Печатная плата была обновлена по сравнению с 17B+, и циферблат можно использовать одной рукой. Экономия была сделана на конструкции измерительных проводов, которые изготовлены из ПВХ, но вы не можете иметь все сразу.
Он кажется прочным и выдержит некоторые злоупотребления, такие как падения и удары. Прочный корпус имеет желтый цвет торговой марки, хотя и без их логотипа. Сзади находится откидная скоба (подножка). Печатная плата была обновлена по сравнению с 17B+, и циферблат можно использовать одной рукой. Экономия была сделана на конструкции измерительных проводов, которые изготовлены из ПВХ, но вы не можете иметь все сразу. Он также имеет качественные предохранители с высокой разрывной нагрузкой, рассчитанные на 11 А и 440 мА (для двух входов тока). Счетчик защищен по CAT-III, поэтому вы можете безопасно проверять большинство систем за коммутационным аппаратом строительной установки. Защита от перенапряжения до 6кВ.
Он также имеет качественные предохранители с высокой разрывной нагрузкой, рассчитанные на 11 А и 440 мА (для двух входов тока). Счетчик защищен по CAT-III, поэтому вы можете безопасно проверять большинство систем за коммутационным аппаратом строительной установки. Защита от перенапряжения до 6кВ.
 С заточкой ножниц, ножей, стамесок и маленьких сверл он справляется отлично.
С заточкой ножниц, ножей, стамесок и маленьких сверл он справляется отлично. Из других особенностей этого станка стоит отметить компактные размеры и вес всего в 1,9 килограмма. Так что сложностей с его перемещением у вас точно не возникнет. Да и места он много не займет. Монтажных отверстий для установки на верстак у этого станка нет, но имеются прорезиненные ножки, которые снижают вибрацию во время работы станка, тем самым увеличивая точность заточки. Также стоит отметить, что этот станок рассчитан на эксплуатацию при температурах от -15 градусов. Так что его можно установить в гараже, на балконе или в другом неотапливаемом помещении.
Из других особенностей этого станка стоит отметить компактные размеры и вес всего в 1,9 килограмма. Так что сложностей с его перемещением у вас точно не возникнет. Да и места он много не займет. Монтажных отверстий для установки на верстак у этого станка нет, но имеются прорезиненные ножки, которые снижают вибрацию во время работы станка, тем самым увеличивая точность заточки. Также стоит отметить, что этот станок рассчитан на эксплуатацию при температурах от -15 градусов. Так что его можно установить в гараже, на балконе или в другом неотапливаемом помещении. Но, учитывая небольшую стоимость и питание от сети в 220 Вольт, такой станок станет отличным помощником и в быту. Его двигатель, мощностью в 200 Ватт, позволяет совершать 2950 оборотов диска в минуту и качественно точить ножи, ножницы, стамески и другой режущий инструмент. Для безопасной работы оператора, в станке предусмотрены защитные кожухи с искрогасителями для каждого диска и имеются защитные экраны из прозрачного пластика. Также стоит отметить, что для комфортной работы оператора за этим станком, в нем предусмотрена подсветка. При необходимости лампу можно наклонять под нужным углом, чтобы лучше осветить затачиваемый инструмент. Что касается размеров, то этот станок очень компактный и не займет много места на столе. А благодаря наличию в корпусе монтажных отверстий, станок можно установить и закрепить на верстаке, тем самым сократив уровень вибраций при работе. Те, кто уже приобрел такой станок отзываются о нем крайне положительно, отмечая компактность, удобство использования и низкий уровень шума.
Но, учитывая небольшую стоимость и питание от сети в 220 Вольт, такой станок станет отличным помощником и в быту. Его двигатель, мощностью в 200 Ватт, позволяет совершать 2950 оборотов диска в минуту и качественно точить ножи, ножницы, стамески и другой режущий инструмент. Для безопасной работы оператора, в станке предусмотрены защитные кожухи с искрогасителями для каждого диска и имеются защитные экраны из прозрачного пластика. Также стоит отметить, что для комфортной работы оператора за этим станком, в нем предусмотрена подсветка. При необходимости лампу можно наклонять под нужным углом, чтобы лучше осветить затачиваемый инструмент. Что касается размеров, то этот станок очень компактный и не займет много места на столе. А благодаря наличию в корпусе монтажных отверстий, станок можно установить и закрепить на верстаке, тем самым сократив уровень вибраций при работе. Те, кто уже приобрел такой станок отзываются о нем крайне положительно, отмечая компактность, удобство использования и низкий уровень шума. В общем, ВИХРЬ ТС-200 станет отличным помощником в заточке различного инструмента как в быту, так и в небольших мастерских или автосервисах.
В общем, ВИХРЬ ТС-200 станет отличным помощником в заточке различного инструмента как в быту, так и в небольших мастерских или автосервисах.

 Кроме того, для того, чтобы за таким станком было комфортно работать, производитель предусмотрел в нем яркую подсветку с возможностью регулировки угла освещения. Это позволяет в любой момент подсветить обрабатываемый участок затачиваемого инструмента или заготовки. Что касается отзывов, то владельцы этого станка отзываются о его работе строго положительно. Так что если вам нужен мощный заточной станок, то стоит обратить внимание на эту модель.
Кроме того, для того, чтобы за таким станком было комфортно работать, производитель предусмотрел в нем яркую подсветку с возможностью регулировки угла освещения. Это позволяет в любой момент подсветить обрабатываемый участок затачиваемого инструмента или заготовки. Что касается отзывов, то владельцы этого станка отзываются о его работе строго положительно. Так что если вам нужен мощный заточной станок, то стоит обратить внимание на эту модель. Этого вполне достаточно для заточки ножей, ножниц и другого инструмента с узким лезвием. Кроме того, станок имеет возможность заточки сверл диаметром от 3 до 13 миллиметров, а ширина затачиваемых лезвий может быть от 6 до 51 миллиметра. Станок имеет очень компактные размеры и небольшой вес, так что сложностей в его транспортировке не возникнет. Благодаря простому управлению, работать с ним сможет абсолютно любой человек, даже не занимавшийся прежде заточкой инструмента. В конструкции станка предусмотрен защитный экран, позволяющий безопасно наблюдать за процессом заточки инструмента. А благодаря наличию в корпусе устройства монтажных отверстий, станок можно надежно зафиксировать на верстаке, тем самым сократив вибраций, что положительно скажется на качестве заточки. В общем, если вам домой или в гараж нужен простой в управлении и многофункциональный станок для заточки, то стоит обратить внимание на эту модель.
Этого вполне достаточно для заточки ножей, ножниц и другого инструмента с узким лезвием. Кроме того, станок имеет возможность заточки сверл диаметром от 3 до 13 миллиметров, а ширина затачиваемых лезвий может быть от 6 до 51 миллиметра. Станок имеет очень компактные размеры и небольшой вес, так что сложностей в его транспортировке не возникнет. Благодаря простому управлению, работать с ним сможет абсолютно любой человек, даже не занимавшийся прежде заточкой инструмента. В конструкции станка предусмотрен защитный экран, позволяющий безопасно наблюдать за процессом заточки инструмента. А благодаря наличию в корпусе устройства монтажных отверстий, станок можно надежно зафиксировать на верстаке, тем самым сократив вибраций, что положительно скажется на качестве заточки. В общем, если вам домой или в гараж нужен простой в управлении и многофункциональный станок для заточки, то стоит обратить внимание на эту модель.


 Балансировка ротора у модели сделана на отлично, вибрация практически не ощутима. В целом, качество изготовления станка находится на высоком уровне.
Балансировка ротора у модели сделана на отлично, вибрация практически не ощутима. В целом, качество изготовления станка находится на высоком уровне.  Если вы планируете пользоваться станком чуть ли не ежедневно – это не ваш выбор. Если же заточить инструмент нужно несколько раз в месяц – это крутой вариант. Его мощность составляет 440 Вт, что вполне прилично для заточки. Из минусов только не самые качественные подручники и заметная вибрация.
Если вы планируете пользоваться станком чуть ли не ежедневно – это не ваш выбор. Если же заточить инструмент нужно несколько раз в месяц – это крутой вариант. Его мощность составляет 440 Вт, что вполне прилично для заточки. Из минусов только не самые качественные подручники и заметная вибрация. Аппарат оснащен хорошим кожухом, защитными стеклами и дополнительной лампой. Скорость вращения обычная – 2500 оборотов в минуту. Станок хорошо справляется с разными задачами, редко перегревается и долго служит.
Аппарат оснащен хорошим кожухом, защитными стеклами и дополнительной лампой. Скорость вращения обычная – 2500 оборотов в минуту. Станок хорошо справляется с разными задачами, редко перегревается и долго служит.
 Если вы мастер, который берется за самые разные проекты, то самым разумным решением будет купить инструмент, который поможет вам заточить самые разные сверла.
Если вы мастер, который берется за самые разные проекты, то самым разумным решением будет купить инструмент, который поможет вам заточить самые разные сверла.
 Если это не так, ваше устройство, вероятно, развалится через определенный период времени. И это то, чего никто из нас не хочет, не так ли?
Если это не так, ваше устройство, вероятно, развалится через определенный период времени. И это то, чего никто из нас не хочет, не так ли?
 Не говоря уже о времени, которое потребуется для повторного бурения новых отверстий, что в конечном итоге приведет к задержке завершения вашего проекта, что приведет не только к необходимости платить вашей команде за то, чтобы они оставались дольше, но и к огромному падению имиджа. твоя компания.
Не говоря уже о времени, которое потребуется для повторного бурения новых отверстий, что в конечном итоге приведет к задержке завершения вашего проекта, что приведет не только к необходимости платить вашей команде за то, чтобы они оставались дольше, но и к огромному падению имиджа. твоя компания. Однако существует множество других вариаций в зависимости от материала.
Однако существует множество других вариаций в зависимости от материала. Вот почему заточка сверл является важным навыком, которому необходимо научиться. Тем не менее, это может быть чрезвычайно сложно для некоторых людей, которые только начинают узнавать что-то о сверлах и битах. К счастью, доступны различные приспособления для заточки сверл, которые уменьшают количество догадок и упрощают работу.
Вот почему заточка сверл является важным навыком, которому необходимо научиться. Тем не менее, это может быть чрезвычайно сложно для некоторых людей, которые только начинают узнавать что-то о сверлах и битах. К счастью, доступны различные приспособления для заточки сверл, которые уменьшают количество догадок и упрощают работу. Тип или форма точилки — это самое важное, на что нужно обратить внимание. Как уже говорилось, они обычно бывают двух видов: электрические и навесные.
Тип или форма точилки — это самое важное, на что нужно обратить внимание. Как уже говорилось, они обычно бывают двух видов: электрические и навесные.
 Drill Doctor DD750X-W 750X Drill Bit Sharpener
Drill Doctor DD750X-W 750X Drill Bit Sharpener
 87 pounds
87 pounds

 36 pounds
36 pounds
 Просто слегка поверните бит влево и вправо на несколько чисел и проверьте, соответствует ли он уже вашим предпочтениям. Проделайте то же самое с другой стороной лезвия биты, повернув его на 180 градусов. Если вы считаете, что вам нужно повторить процесс еще раз, сделайте это. Ведь это довольно просто и никаких хитрых настроек не требуется. Скорее всего, это займет у вас 9до 10 минут, чтобы заточить бит! Победитель!
Просто слегка поверните бит влево и вправо на несколько чисел и проверьте, соответствует ли он уже вашим предпочтениям. Проделайте то же самое с другой стороной лезвия биты, повернув его на 180 градусов. Если вы считаете, что вам нужно повторить процесс еще раз, сделайте это. Ведь это довольно просто и никаких хитрых настроек не требуется. Скорее всего, это займет у вас 9до 10 минут, чтобы заточить бит! Победитель!

 Это правда. Достижение необходимой точности требует обучения, но как только вы освоите это приспособление, все будет проще простого.
Это правда. Достижение необходимой точности требует обучения, но как только вы освоите это приспособление, все будет проще простого. 5 to 10 mm
5 to 10 mm Подходит для бит от 2,5 до 10 мм и обеспечивает угол заточки 118 градусов.
Подходит для бит от 2,5 до 10 мм и обеспечивает угол заточки 118 градусов. 6 ounces
6 ounces

 Но на них я заострять внимание не буду, об электробезопасности написана масса литературы и это набившая оскомину тема среди тесластроителей. Здесь я ограничусь лишь рассмотрением опасности только оптической – которую несет непосредственно лазерное излучение.
Но на них я заострять внимание не буду, об электробезопасности написана масса литературы и это набившая оскомину тема среди тесластроителей. Здесь я ограничусь лишь рассмотрением опасности только оптической – которую несет непосредственно лазерное излучение. Мощность в импульсе при этом достигает многих десятков и сотен мегаватт при скромных субджоульных энергиях. При воздействии «гигантского импульса» повреждения имеют в первую очередь взрывной механизм, так как образовавшееся при поглощении тепло не может отвестись никуда за столь короткое время. При действии импульса свободной генерации повреждения идут больше по термическому механизму, поскольку тепло частично успевает отводиться и распределиться в толще поглощающего слоя, так как импульс имеет меньшую пиковую мощность из-за сравнительно большой длительности (миллисекунды).
Мощность в импульсе при этом достигает многих десятков и сотен мегаватт при скромных субджоульных энергиях. При воздействии «гигантского импульса» повреждения имеют в первую очередь взрывной механизм, так как образовавшееся при поглощении тепло не может отвестись никуда за столь короткое время. При действии импульса свободной генерации повреждения идут больше по термическому механизму, поскольку тепло частично успевает отводиться и распределиться в толще поглощающего слоя, так как импульс имеет меньшую пиковую мощность из-за сравнительно большой длительности (миллисекунды). Но вернемся к зависимости эффектов от длины волны. Тут обратимся к ещё одной таблице из той же книжки. В ней описаны механизмы повреждения в зависимости от длины волны, опять же безотносительно мощности.
Но вернемся к зависимости эффектов от длины волны. Тут обратимся к ещё одной таблице из той же книжки. В ней описаны механизмы повреждения в зависимости от длины волны, опять же безотносительно мощности. В зависимости от длины волны меняется лишь величина этой мощности, если луч непрерывный, или энергии импульса, если луч импульсный.
В зависимости от длины волны меняется лишь величина этой мощности, если луч непрерывный, или энергии импульса, если луч импульсный. Это же относится и к проигрывателям CD/DVD/Blu-ray и маленьким лазерным принтерам, так как они являются лазерными изделиями класса I).
Это же относится и к проигрывателям CD/DVD/Blu-ray и маленьким лазерным принтерам, так как они являются лазерными изделиями класса I). Изделия, содержащие лазер класса IIIb, должны иметь индикатор лазерного излучения, показывающий, когда лазер работает. Они также должны иметь знак «Danger» («опасность») и знак, показывающий выходное отверстие лазера, закрепленные на лазере и/или оборудовании. СЛЕДУЕТ установить выключатель питания в виде замка с ключом, чтобы предотвратить несанкционированное использование. Нет известных опасностей для кожи и пожарной опасности.
Изделия, содержащие лазер класса IIIb, должны иметь индикатор лазерного излучения, показывающий, когда лазер работает. Они также должны иметь знак «Danger» («опасность») и знак, показывающий выходное отверстие лазера, закрепленные на лазере и/или оборудовании. СЛЕДУЕТ установить выключатель питания в виде замка с ключом, чтобы предотвратить несанкционированное использование. Нет известных опасностей для кожи и пожарной опасности. (Я видел аргоновый лазер на 250 мВт, воспламеняющий кусок красной бумаги менее чем за 2 секунды воздействия!) Красный знак «DANGER» («ОПАСНОСТЬ») и знак выходного отверстия ОБЯЗАНЫ быть размещены на лазере.
(Я видел аргоновый лазер на 250 мВт, воспламеняющий кусок красной бумаги менее чем за 2 секунды воздействия!) Красный знак «DANGER» («ОПАСНОСТЬ») и знак выходного отверстия ОБЯЗАНЫ быть размещены на лазере.
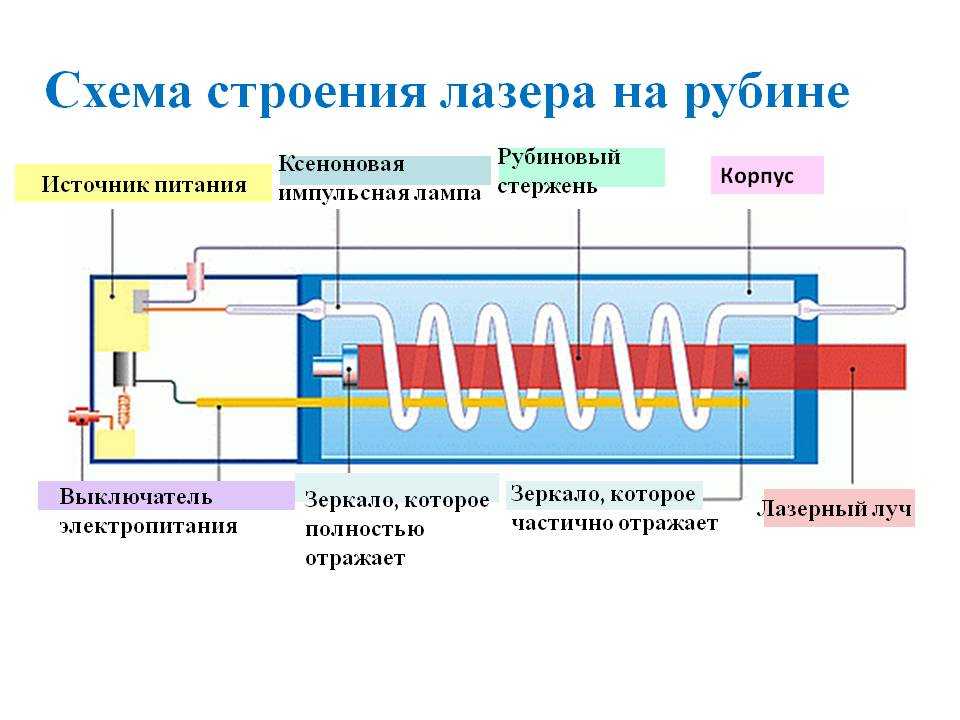 Зато было много людей именно с солнечными, нелазерными, ожогами сетчатки. Мне показали документы по наиболее примечательной лазерной травме – сильному повреждению центральной ямки сетчатки, вызванному зеркально отраженным импульсом из лазерного дальномера, построенном на импульсном неодимовом лазере (Nd:YAG) работавшем в режиме модуляции добротности. Энергия импульса составляла по разным оценкам от 20 до 100 мДж, при длительности импульса порядка 20 нс. Именно из-за модуляции добротности повреждение вышло столь тяжелым – так как в точке фокуса излучения был оптический пробой, вызвавшим гидравлический удар, который в свою очередь привел к центральному разрыву сетчатки и отеку последней совместно с гемофтальмом (кровоизлиянием в стекловидное тело). Мне разрешили просканировать документы на условиях их полной анонимизации. С помощью оптической когерентной томографии можно рассмотреть сетчатку в разрезе, в различных плоскостях. Так выглядел разрез на момент обращения за медицинской помощью.
Зато было много людей именно с солнечными, нелазерными, ожогами сетчатки. Мне показали документы по наиболее примечательной лазерной травме – сильному повреждению центральной ямки сетчатки, вызванному зеркально отраженным импульсом из лазерного дальномера, построенном на импульсном неодимовом лазере (Nd:YAG) работавшем в режиме модуляции добротности. Энергия импульса составляла по разным оценкам от 20 до 100 мДж, при длительности импульса порядка 20 нс. Именно из-за модуляции добротности повреждение вышло столь тяжелым – так как в точке фокуса излучения был оптический пробой, вызвавшим гидравлический удар, который в свою очередь привел к центральному разрыву сетчатки и отеку последней совместно с гемофтальмом (кровоизлиянием в стекловидное тело). Мне разрешили просканировать документы на условиях их полной анонимизации. С помощью оптической когерентной томографии можно рассмотреть сетчатку в разрезе, в различных плоскостях. Так выглядел разрез на момент обращения за медицинской помощью. Видна четкая «пробоина» с «отогнутыми наружу» краями (на самом деле это отек).
Видна четкая «пробоина» с «отогнутыми наружу» краями (на самом деле это отек). На момент травмы острота зрения по табл. Сивцева составляла 0%, после окончания лечения было достигнуто улучшение до 30%. На мой вопрос, как это воспринимается субъективно, мне показали ещё одну картинку, на которой наглядно показано, что такое «центральная скотома». Это слепое пятно, из которого просто выпадает часть изображения. Мозг же способен «закрасить» его под цвет окружающего фона, но никаких деталей изображения видно не будет, так как нечем их видеть – светочувствительные клетки в этом месте уничтожены. Для данной статьи картинка взята из гугла. Также мне объяснили, что при наличии второго здорового глаза это слепое пятно не влияет на качество жизни.
На момент травмы острота зрения по табл. Сивцева составляла 0%, после окончания лечения было достигнуто улучшение до 30%. На мой вопрос, как это воспринимается субъективно, мне показали ещё одну картинку, на которой наглядно показано, что такое «центральная скотома». Это слепое пятно, из которого просто выпадает часть изображения. Мозг же способен «закрасить» его под цвет окружающего фона, но никаких деталей изображения видно не будет, так как нечем их видеть – светочувствительные клетки в этом месте уничтожены. Для данной статьи картинка взята из гугла. Также мне объяснили, что при наличии второго здорового глаза это слепое пятно не влияет на качество жизни. Строго говоря, локализация повреждения играет бОльшую роль, нежели параметры лазера, повреждение центральной ямки во всех случаях необратимо.
Строго говоря, локализация повреждения играет бОльшую роль, нежели параметры лазера, повреждение центральной ямки во всех случаях необратимо. Мощность лазерного излучателя до оптической системы разбивки и развертки луча порой достигает десятков Ватт.
Мощность лазерного излучателя до оптической системы разбивки и развертки луча порой достигает десятков Ватт. А
А  Но это лишь мои предположения, никому не советую проверять на практике. Средства защиты глаз при работе с таким лазером совершенно необходимы.
Но это лишь мои предположения, никому не советую проверять на практике. Средства защиты глаз при работе с таким лазером совершенно необходимы. Но мощность нужна большая, на порядки бОльшая чем для лазеров видимого диапазона. Фигурально выражаясь, лазеры можно сравнивать с разными видами змей, среди которых есть ядовитые, убивающие одним своим кратким укусом, и удавы, убивающие с помощью большой и грубой силы долго и нудно, пока жертва не задохнется. Лазеры из невидимых УФ и дальних ИК-диапазонов можно сравнить именно с удавами, так как их мощность и есть та самая «грубая сила», особенно это касается СО2-лазеров излучающих сотни и тысячи Вт на длине волны 10.6 мкм. Вот пример ожога роговицы излучением СО2 лазера.
Но мощность нужна большая, на порядки бОльшая чем для лазеров видимого диапазона. Фигурально выражаясь, лазеры можно сравнивать с разными видами змей, среди которых есть ядовитые, убивающие одним своим кратким укусом, и удавы, убивающие с помощью большой и грубой силы долго и нудно, пока жертва не задохнется. Лазеры из невидимых УФ и дальних ИК-диапазонов можно сравнить именно с удавами, так как их мощность и есть та самая «грубая сила», особенно это касается СО2-лазеров излучающих сотни и тысячи Вт на длине волны 10.6 мкм. Вот пример ожога роговицы излучением СО2 лазера. Лучше когда обе меры защиты дополняют друг друга. Тем не менее, универсальных защитных очков не существует, кроме, разве что, таких. Посему прежде чем выбирать очки нужно точно знать, с какими лазерами предстоит иметь дело.
Лучше когда обе меры защиты дополняют друг друга. Тем не менее, универсальных защитных очков не существует, кроме, разве что, таких. Посему прежде чем выбирать очки нужно точно знать, с какими лазерами предстоит иметь дело. Вот примеры действительно ХОРОШИХ очков. Например, советские ЗНД-4-72—СЗС22—ОС23—1, которыми пользуюсь я. Это пример попытки сделать более-менее универсальные очки, рассчитанные на работу с распространенными типами лазеров. Для этого они имеют два вида светофильтров. Очки сделаны из мягкой резины, хорошо прилегающей к лицу, и имеют инструкцию.
Вот примеры действительно ХОРОШИХ очков. Например, советские ЗНД-4-72—СЗС22—ОС23—1, которыми пользуюсь я. Это пример попытки сделать более-менее универсальные очки, рассчитанные на работу с распространенными типами лазеров. Для этого они имеют два вида светофильтров. Очки сделаны из мягкой резины, хорошо прилегающей к лицу, и имеют инструкцию.
 Готовы ли Вы доверить сохранность своих глаз какому-то безымянному китайцу, работающему за тарелку риса? Я не готов. Не покупайте китайский шлак, показанный ниже.
Готовы ли Вы доверить сохранность своих глаз какому-то безымянному китайцу, работающему за тарелку риса? Я не готов. Не покупайте китайский шлак, показанный ниже. В принципе даже на лазерных станках с СО2 лазером мощностью на много киловатт не всегда можно встретить ограждение от рассеянного излучения, так как оно не представляет большой опасности, так как это излучение тепловое и воспринимается просто как поток тепла, когда Вы смотрите на открытую спираль электроплитки или ИК-обогревателя. Чувствуется дискомфорт – можно и отойти подальше. Отсутствие защиты на станках с СО2 лазерами вполне допустимо. Но оно категорически запрещено на установках с получающими большое распространение волоконными лазерами! Волоконный лазер работает на длине волны порядка 1 мкм, которое, как говорилось выше, легко достигает сетчатки, на уровнях мощности уже в единицы Вт рассеянное излучение очень опасно для глаз, и для таких лазерных установок ограждение рабочего поля с блокировкой ОБЯЗАТЕЛЬНО!!! Вот пример, где это сделано правильно. Все рабочее поле этих станков для резки закрыто стеклом, которое не пропускает рассеянное излучение.
В принципе даже на лазерных станках с СО2 лазером мощностью на много киловатт не всегда можно встретить ограждение от рассеянного излучения, так как оно не представляет большой опасности, так как это излучение тепловое и воспринимается просто как поток тепла, когда Вы смотрите на открытую спираль электроплитки или ИК-обогревателя. Чувствуется дискомфорт – можно и отойти подальше. Отсутствие защиты на станках с СО2 лазерами вполне допустимо. Но оно категорически запрещено на установках с получающими большое распространение волоконными лазерами! Волоконный лазер работает на длине волны порядка 1 мкм, которое, как говорилось выше, легко достигает сетчатки, на уровнях мощности уже в единицы Вт рассеянное излучение очень опасно для глаз, и для таких лазерных установок ограждение рабочего поля с блокировкой ОБЯЗАТЕЛЬНО!!! Вот пример, где это сделано правильно. Все рабочее поле этих станков для резки закрыто стеклом, которое не пропускает рассеянное излучение. Пример, как это должно быть правильно.
Пример, как это должно быть правильно. Гранкин В. Я. Лазерное излучение, 1977
Гранкин В. Я. Лазерное излучение, 1977
 Для включения необходимо лишь подключить блок питания. После этого лазер включится на максимальной мощности. Для включения минимального режима служит одна единственная кнопочка на плате.
Для включения необходимо лишь подключить блок питания. После этого лазер включится на максимальной мощности. Для включения минимального режима служит одна единственная кнопочка на плате.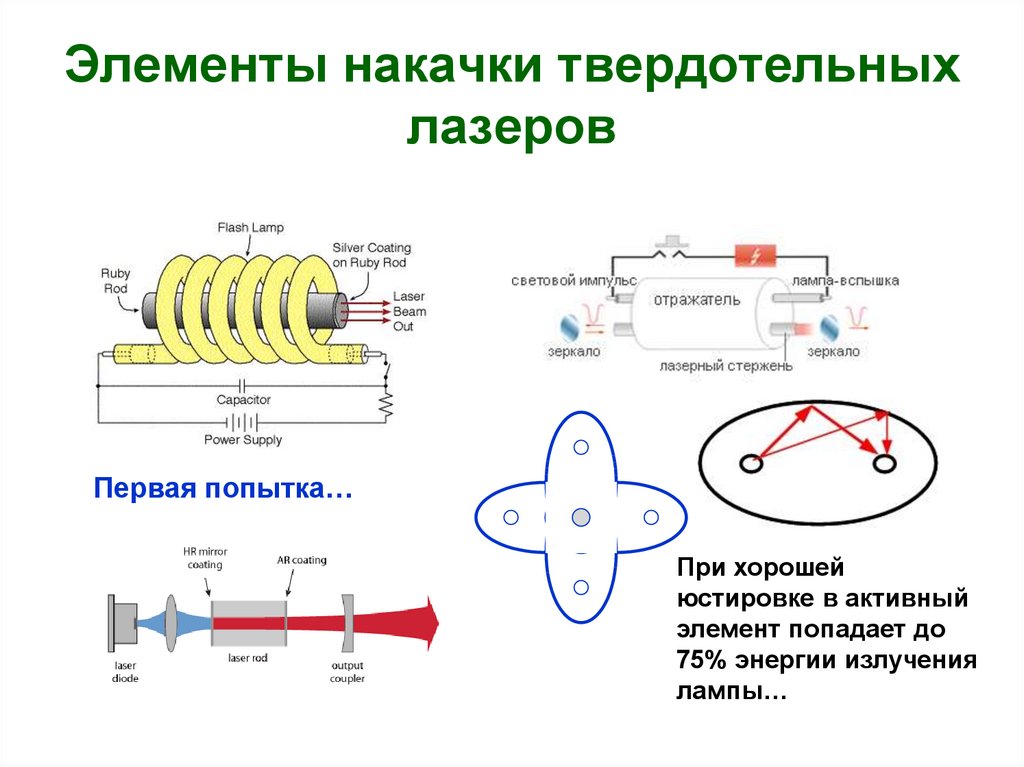 При достаточной жесткости она довольно пластична, поэтому можно легко подобрать необходимый угол наклона кулера для конкретной ситуации.
При достаточной жесткости она довольно пластична, поэтому можно легко подобрать необходимый угол наклона кулера для конкретной ситуации.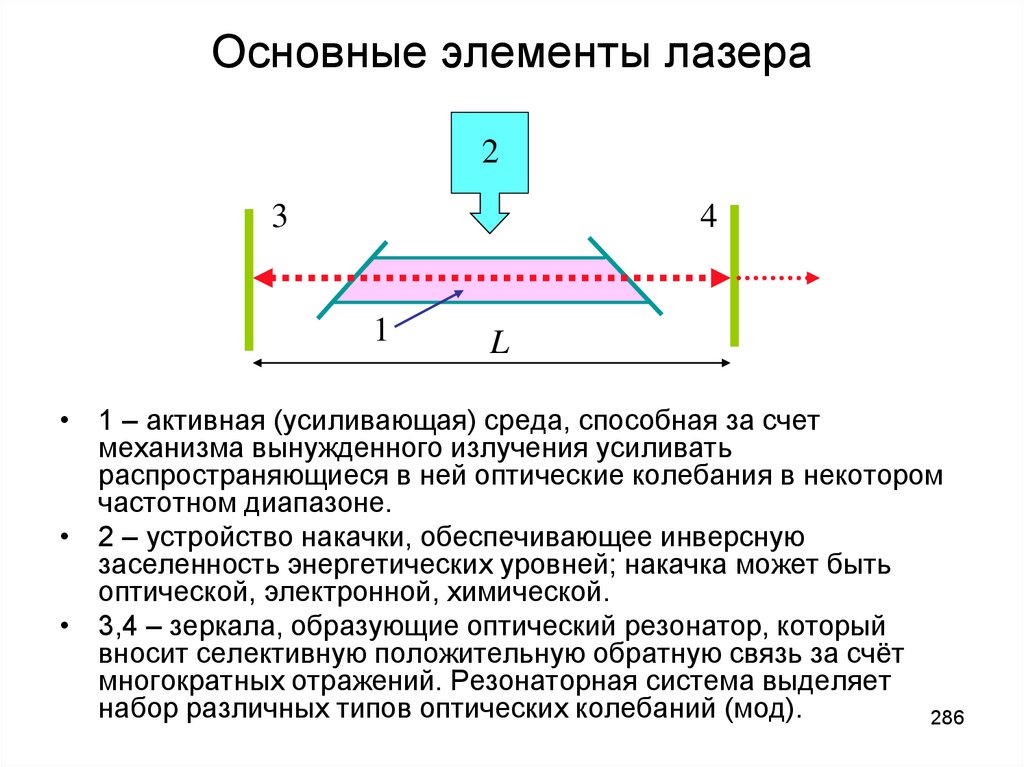 Поскольку станку по силам пока только фанера «тройка», то решили сделать две заготовки и затем, склеив их между собой, добиться необходимой прочности.
Поскольку станку по силам пока только фанера «тройка», то решили сделать две заготовки и затем, склеив их между собой, добиться необходимой прочности.
 к. не получается их состыковать. К тому же, возвращаясь опять же к количеству деталек остро встает вопрос автоматизации резки с точки зрения необходимости выполнения нескольких проходов.
к. не получается их состыковать. К тому же, возвращаясь опять же к количеству деталек остро встает вопрос автоматизации резки с точки зрения необходимости выполнения нескольких проходов.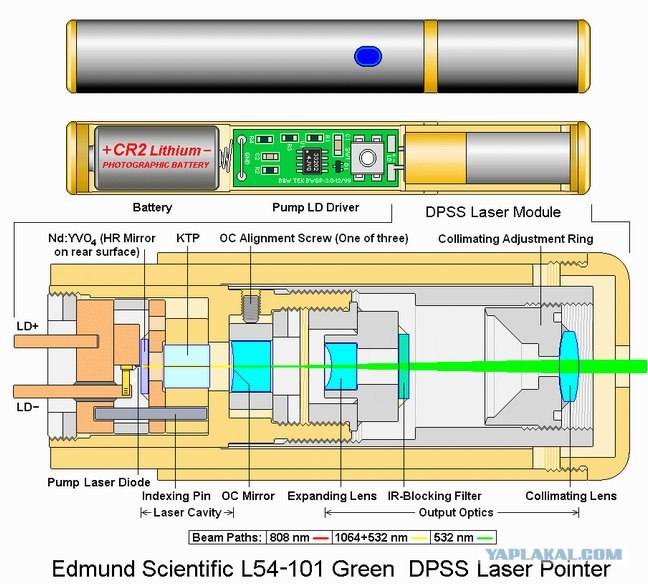 Я немного упростил конструкцию и подготовил на ее основе вот такой чертежик.
Я немного упростил конструкцию и подготовил на ее основе вот такой чертежик.


 В общем повозившись пару дней, я понял, что лень в очередной раз победила и стал искать способы автоматизации данного процесса.
В общем повозившись пару дней, я понял, что лень в очередной раз победила и стал искать способы автоматизации данного процесса.
 К тому же в преддверии новогодних праздников автор предоставляет на нее скидку. Короче купил я этот макрос.
К тому же в преддверии новогодних праздников автор предоставляет на нее скидку. Короче купил я этот макрос.

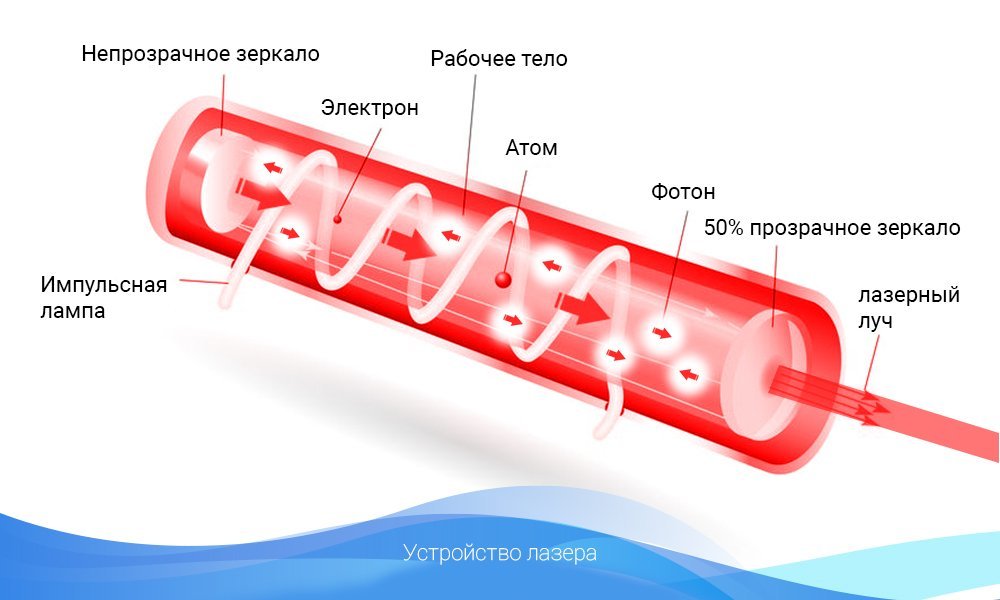

 Любой лазер мощностью более 100 мВт будет считаться прожигающим устройством, НО не все созданы равными. Чем выше мощность мВт, тем выше способность горения, поэтому, если мощностью 100 мВт можно просто лопнуть черный шарик и зажечь спичку, он не сможет разрезать изоленту. Вам понадобится 500 мВт или выше, чтобы действительно получить максимальную способность сжигания, и всегда чем выше мощность, тем лучше для расстояния и сжигания.
Любой лазер мощностью более 100 мВт будет считаться прожигающим устройством, НО не все созданы равными. Чем выше мощность мВт, тем выше способность горения, поэтому, если мощностью 100 мВт можно просто лопнуть черный шарик и зажечь спичку, он не сможет разрезать изоленту. Вам понадобится 500 мВт или выше, чтобы действительно получить максимальную способность сжигания, и всегда чем выше мощность, тем лучше для расстояния и сжигания.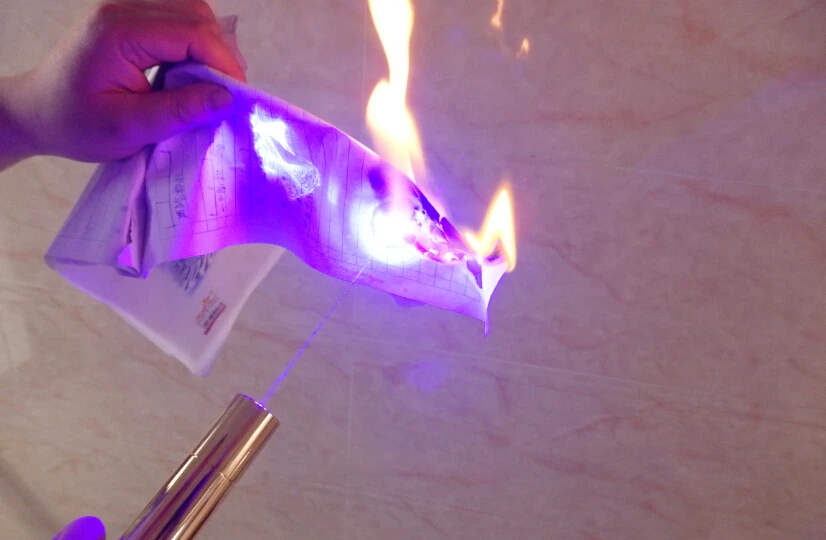 0006 . Поэтому не забудьте проверить корпус и аккумулятор любого отдельного устройства. Если это ручка, работающая от батареек ААА, то, скорее всего, это не будет мощный прожигающий лазер.
0006 . Поэтому не забудьте проверить корпус и аккумулятор любого отдельного устройства. Если это ручка, работающая от батареек ААА, то, скорее всего, это не будет мощный прожигающий лазер. Поскольку устройства без фильтра будут излучать как видимый, так и невидимый свет, они дают более высокие показания мощности, чем видимые на самом деле. Используя ИК-фильтры, мы гарантируем, что луч по своей природе безопаснее , а также вы получаете точные показания мощности . Для нас 100 мВт зеленого лазерного излучения на длине волны 532 нм на самом деле являются 100 мВт зеленого лазерного излучения, без невидимого света, способного исказить показания.
Поскольку устройства без фильтра будут излучать как видимый, так и невидимый свет, они дают более высокие показания мощности, чем видимые на самом деле. Используя ИК-фильтры, мы гарантируем, что луч по своей природе безопаснее , а также вы получаете точные показания мощности . Для нас 100 мВт зеленого лазерного излучения на длине волны 532 нм на самом деле являются 100 мВт зеленого лазерного излучения, без невидимого света, способного исказить показания. Этот год был важным для всей семьи BigLasers.com, и мы с гордостью можем поделиться этим…
Этот год был важным для всей семьи BigLasers.com, и мы с гордостью можем поделиться этим…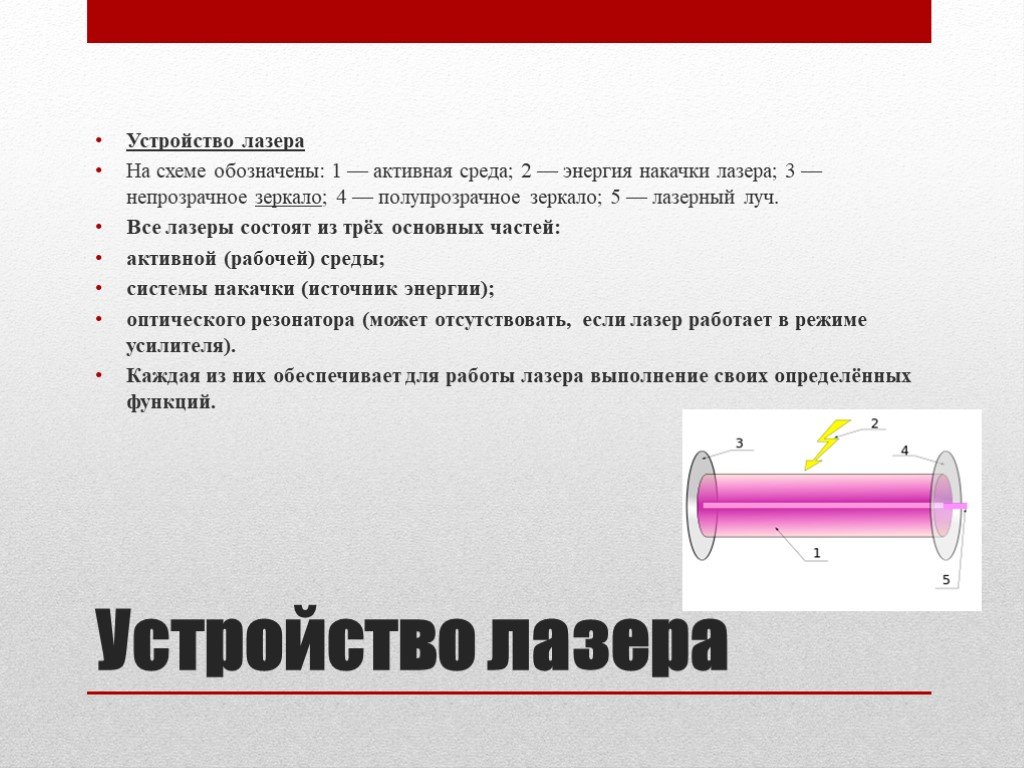 ..
.. Мощность в мВт (милливаттах) и Вт (Ваттах)
Мощность в мВт (милливаттах) и Вт (Ваттах)  Например, если вы пытаетесь лопнуть белый воздушный шар, он на самом деле будет отражать большую часть луча и тепла и направлять их в сторону от резины воздушного шара, что значительно усложнит, если не сделает невозможным, лопнуть при более низкой выходной мощности. Легко исправить это, конечно, с лазером высокого класса IV мощностью более 500 мВт или просто с черным шаром . Вы даже можете использовать белый воздушный шар и черный магический маркер, чтобы нарисовать круглую мишень, которая фактически изменит способ поглощения тепла и света резиной воздушного шара, позволяя лопнуть, как если бы он был полностью черным. То же самое относится и к головке спички, поместите на нее маркер черной магии, чтобы ускорить время горения .
Например, если вы пытаетесь лопнуть белый воздушный шар, он на самом деле будет отражать большую часть луча и тепла и направлять их в сторону от резины воздушного шара, что значительно усложнит, если не сделает невозможным, лопнуть при более низкой выходной мощности. Легко исправить это, конечно, с лазером высокого класса IV мощностью более 500 мВт или просто с черным шаром . Вы даже можете использовать белый воздушный шар и черный магический маркер, чтобы нарисовать круглую мишень, которая фактически изменит способ поглощения тепла и света резиной воздушного шара, позволяя лопнуть, как если бы он был полностью черным. То же самое относится и к головке спички, поместите на нее маркер черной магии, чтобы ускорить время горения .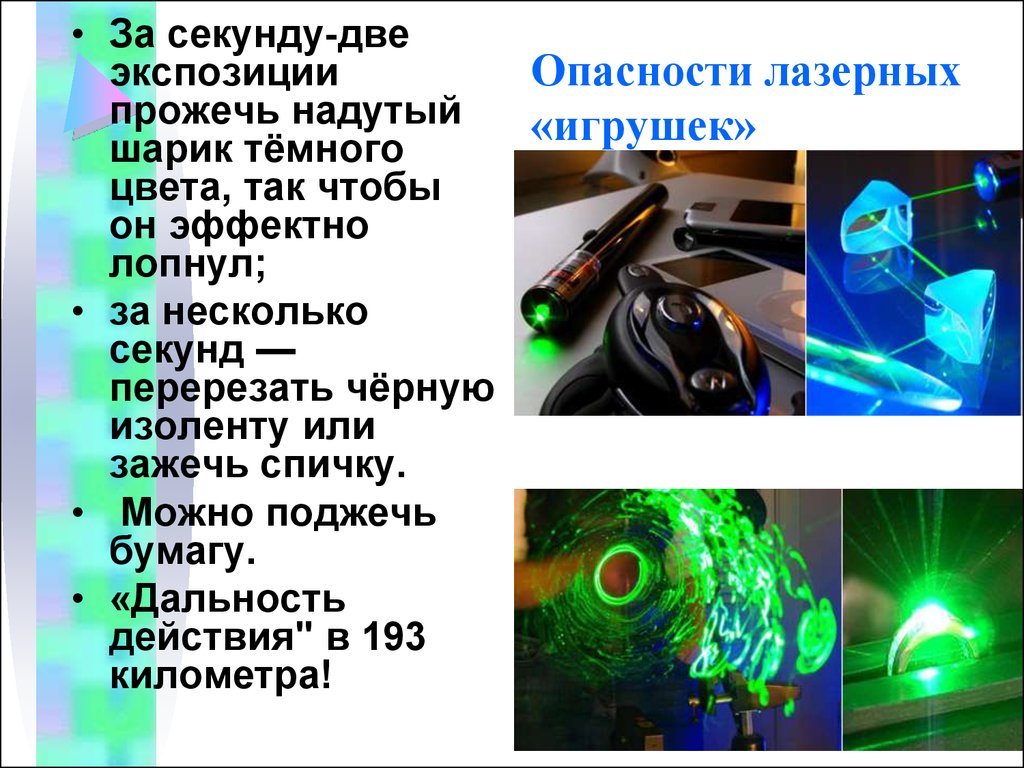 Это хорошо для экспериментов по сжиганию, если ваш лазер имеет высокую мощность, но использование указки с фокусируемой линзой регулировки добавит гораздо больше контроля луча и позволит вам фактически увеличить интенсивность за счет уменьшения размера луча и создания большого эффекта. на вашей цели. Ищите лазеры с опцией регулировки фокуса, где вы обычно поворачиваете влево, чтобы расширить луч и уменьшить интенсивность нагрева, и поворачиваете вправо, чтобы уменьшить диаметр луча и увеличить способность горения. Это критично для мВт энергоблоков на грани горения.
Это хорошо для экспериментов по сжиганию, если ваш лазер имеет высокую мощность, но использование указки с фокусируемой линзой регулировки добавит гораздо больше контроля луча и позволит вам фактически увеличить интенсивность за счет уменьшения размера луча и создания большого эффекта. на вашей цели. Ищите лазеры с опцией регулировки фокуса, где вы обычно поворачиваете влево, чтобы расширить луч и уменьшить интенсивность нагрева, и поворачиваете вправо, чтобы уменьшить диаметр луча и увеличить способность горения. Это критично для мВт энергоблоков на грани горения. Вы не можете использовать стандартные солнцезащитные очки с УФ-защитой (это еще одно распространенное заблуждение), поскольку они не блокируют определенную длину волны лазерного излучения, как это делает сертифицированное оборудование для защиты от лазерного излучения. Использование лазерных защитных очков позволяет вам смотреть на цель и луч , когда, например, вы режете черную изоленту, вы можете фактически отслеживать свое движение по прямой линии и увеличивать скорость горения и сокращать время. Это делает его гораздо более универсальным и безопасным инструментом для ежедневного использования.
Вы не можете использовать стандартные солнцезащитные очки с УФ-защитой (это еще одно распространенное заблуждение), поскольку они не блокируют определенную длину волны лазерного излучения, как это делает сертифицированное оборудование для защиты от лазерного излучения. Использование лазерных защитных очков позволяет вам смотреть на цель и луч , когда, например, вы режете черную изоленту, вы можете фактически отслеживать свое движение по прямой линии и увеличивать скорость горения и сокращать время. Это делает его гораздо более универсальным и безопасным инструментом для ежедневного использования. com , надежный лазерный источник №1 в Интернете . 877-256-6513
com , надежный лазерный источник №1 в Интернете . 877-256-6513 


 Личное неприятие может стать причиной для отказа.
Личное неприятие может стать причиной для отказа. Не до конца ясно какую нишу будет занимать через несколько лет. В данный момент используется в маленьких студиях и начинающих стартапах, разных сфер и направлений.
Не до конца ясно какую нишу будет занимать через несколько лет. В данный момент используется в маленьких студиях и начинающих стартапах, разных сфер и направлений.
 Сайт может отображаться некорректно
Сайт может отображаться некорректно Подробнее
Подробнее Вы отлично разбираетесь в программном обеспечении 3D и получаете удовольствие от работы…
Вы отлично разбираетесь в программном обеспечении 3D и получаете удовольствие от работы…
 Использование наших внутренних инструментов; создать сцену с исключительным темпом и производительностью. Возьмите видение Директора и…
Использование наших внутренних инструментов; создать сцену с исключительным темпом и производительностью. Возьмите видение Директора и… Работа с другими дизайнерами и владельцами продуктов для обеспечения высокого качества доставки. Создание и продвижение визуального качества и творчества как на…
Работа с другими дизайнерами и владельцами продуктов для обеспечения высокого качества доставки. Создание и продвижение визуального качества и творчества как на… Создайте геймплейную анимацию, соответствующую визуальному стилю игры. Установите или отремонтируйте установки, чтобы сделать их пригодными для использования и производительными для игровой интеграции. Участвуйте в регулярных обзорах анимации и…
Создайте геймплейную анимацию, соответствующую визуальному стилю игры. Установите или отремонтируйте установки, чтобы сделать их пригодными для использования и производительными для игровой интеграции. Участвуйте в регулярных обзорах анимации и… Развивайте и улучшайте художественные пайплайны. Оптимизируйте производительность наших игр во время выполнения. Примите участие в реализации собственных и сторонних арт-активов. Общайтесь со всеми дисциплинами, чтобы решать проблемы и улучшать качество игры.
Развивайте и улучшайте художественные пайплайны. Оптимизируйте производительность наших игр во время выполнения. Примите участие в реализации собственных и сторонних арт-активов. Общайтесь со всеми дисциплинами, чтобы решать проблемы и улучшать качество игры. aspx?id=1369383″>
aspx?id=1369383″> Эта позиция будет удаленной во время пандемии. Будет отвечать за доставку экстерьера и интерьера. Опыт моделирования твердых поверхностей и владение 3DS Max и Photoshop обязательны.
Эта позиция будет удаленной во время пандемии. Будет отвечать за доставку экстерьера и интерьера. Опыт моделирования твердых поверхностей и владение 3DS Max и Photoshop обязательны. Будет генерировать и развивать дизайнерские идеи, поддерживать проектные обязанности, создавать среду.
Будет генерировать и развивать дизайнерские идеи, поддерживать проектные обязанности, создавать среду. Работайте с фотографиями, таблицами стилей и концепциями в процессе создания художественного произведения.
Работайте с фотографиями, таблицами стилей и концепциями в процессе создания художественного произведения. Ваши активы должны будут соответствовать высоким визуальным, творческим и техническим стандартам наших проектов. Работайте эффективно в рамках технических и проектных ограничений, создавая в…
Ваши активы должны будут соответствовать высоким визуальным, творческим и техническим стандартам наших проектов. Работайте эффективно в рамках технических и проектных ограничений, создавая в… Помогает соблюдать, пересматривать и создавать новые стандарты качества для моделирования и текстурирования продуктов…
Помогает соблюдать, пересматривать и создавать новые стандарты качества для моделирования и текстурирования продуктов… Требуются обширные знания языка программирования, навыки делового/рабочего английского и большой опыт разработки (веб- и мобильной). Предпочтительно проживание в Европе. Полная занятость, полностью удаленная роль.
Требуются обширные знания языка программирования, навыки делового/рабочего английского и большой опыт разработки (веб- и мобильной). Предпочтительно проживание в Европе. Полная занятость, полностью удаленная роль. Следите за качеством работы, которую выполняет команда художников, и устанавливайте планку совершенства. Опыт сквозной разработки игр. 100% удаленная работа.
Следите за качеством работы, которую выполняет команда художников, и устанавливайте планку совершенства. Опыт сквозной разработки игр. 100% удаленная работа. Работайте с техническими художниками и аниматорами, чтобы определить конвейеры персонажей и рабочие процессы. Ассистент производства и арт-лидер…
Работайте с техническими художниками и аниматорами, чтобы определить конвейеры персонажей и рабочие процессы. Ассистент производства и арт-лидер… Предлагайте и создавайте игровые активы, которые привлекают и очаровывают пользователей. Обеспечьте обратную связь с командой, работая в быстром…
Предлагайте и создавайте игровые активы, которые привлекают и очаровывают пользователей. Обеспечьте обратную связь с командой, работая в быстром… Создавайте реалистичные, футуристические, а иногда и фантастические текстуры для нескольких функций шейдера, таких как альбедо, нормали, шероховатость, металл…
Создавайте реалистичные, футуристические, а иногда и фантастические текстуры для нескольких функций шейдера, таких как альбедо, нормали, шероховатость, металл… aspx?id=1695564″>
aspx?id=1695564″> Поддерживайте эффективный поток информации в команду, чтобы обеспечить согласованность.
Поддерживайте эффективный поток информации в команду, чтобы обеспечить согласованность. Создавайте реалистичные и футуристические текстуры для нескольких функций шейдера для PBR, таких как карты альбедо, нормалей, шероховатости, металла и деталей. Наставник.
Создавайте реалистичные и футуристические текстуры для нескольких функций шейдера для PBR, таких как карты альбедо, нормалей, шероховатости, металла и деталей. Наставник.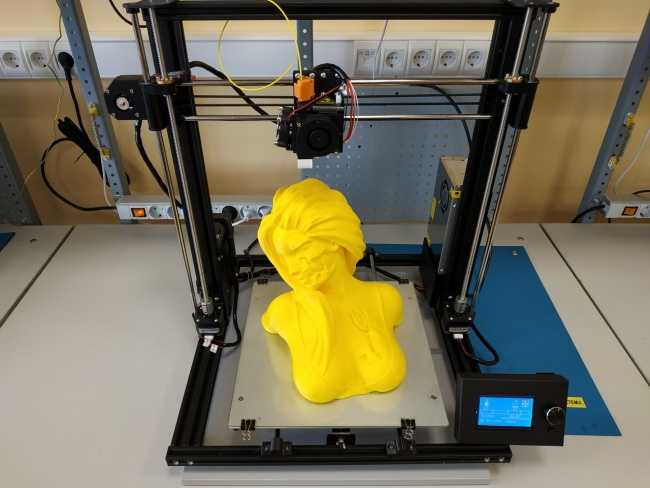 Требуются сильные навыки рисования и опыт работы в качестве 2D/ 3D художника. Создайте 3D небо и пейзаж, завершите любую 3D среду или кинематографические сцены в игре, а также создайте 3D геометрию и 2D матовые окрашенные элементы.
Требуются сильные навыки рисования и опыт работы в качестве 2D/ 3D художника. Создайте 3D небо и пейзаж, завершите любую 3D среду или кинематографические сцены в игре, а также создайте 3D геометрию и 2D матовые окрашенные элементы.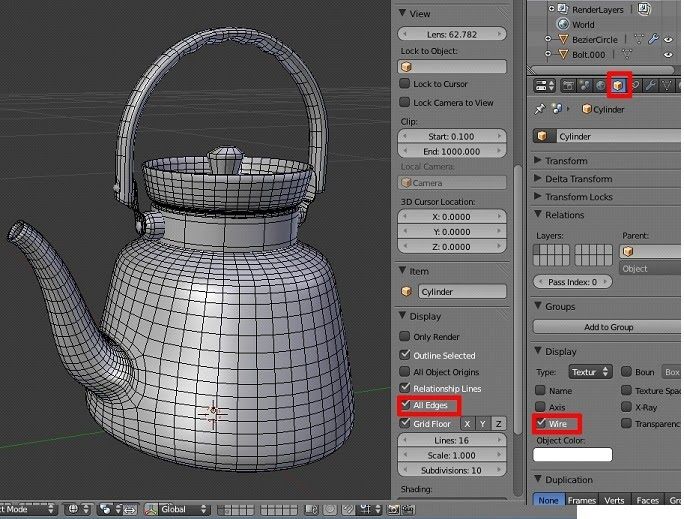 Гарантия качества для 3D художественного и анимационного контента. Документирование процессов, необходимых для обучения художников.
Гарантия качества для 3D художественного и анимационного контента. Документирование процессов, необходимых для обучения художников. Сотрудничество с персонажем 3D Искусство, Hard-Surface 3D Искусство, анимация, дизайн и инженерия. Создание технического контента для различных ассетов, отвечающих планке качества отгрузки.
Сотрудничество с персонажем 3D Искусство, Hard-Surface 3D Искусство, анимация, дизайн и инженерия. Создание технического контента для различных ассетов, отвечающих планке качества отгрузки. aspx?id=1703911″>
aspx?id=1703911″>
 В этой роли вы станете частью нашей основной команды разработчиков, помогая реализовать широкий спектр игровых функций от прототипа до выпуска. Опыт работы с Unity более 3 лет, включая глубокие знания 3D рендеринга …
В этой роли вы станете частью нашей основной команды разработчиков, помогая реализовать широкий спектр игровых функций от прототипа до выпуска. Опыт работы с Unity более 3 лет, включая глубокие знания 3D рендеринга …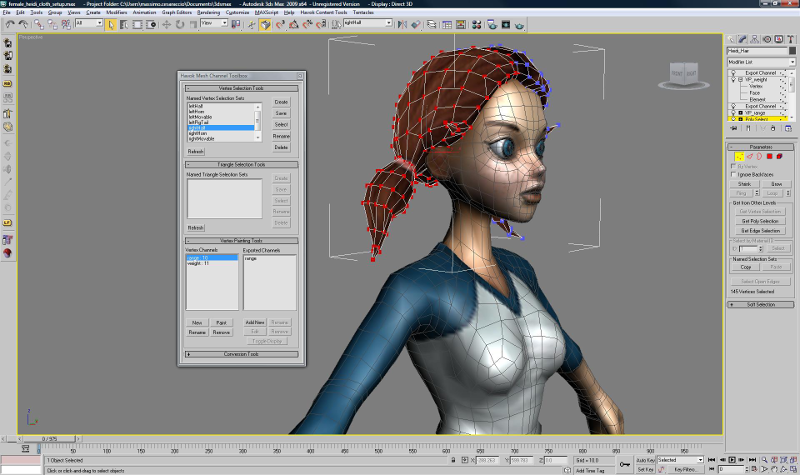
 Художники создают эти детализированные изображения, создавая точки в трехмерном пространстве, помогая показать компьютеру, как модель может двигаться и действовать. Затем модели можно использовать различными способами: от распечатки на 3D-принтере до создания с их помощью 2D-изображений или просмотра того, как продукт может выглядеть до его создания.
Художники создают эти детализированные изображения, создавая точки в трехмерном пространстве, помогая показать компьютеру, как модель может двигаться и действовать. Затем модели можно использовать различными способами: от распечатки на 3D-принтере до создания с их помощью 2D-изображений или просмотра того, как продукт может выглядеть до его создания.

 Если вы только начинаете, создание ослепительного портфолио очень важно. Просмотрите модели, которые вы сделали в прошлом, и выберите 3 лучшие, которые будут первыми в вашем портфолио. У вас есть только один шанс произвести отличное впечатление, и имеет смысл выдвигать на первый план свою лучшую работу.
Если вы только начинаете, создание ослепительного портфолио очень важно. Просмотрите модели, которые вы сделали в прошлом, и выберите 3 лучшие, которые будут первыми в вашем портфолио. У вас есть только один шанс произвести отличное впечатление, и имеет смысл выдвигать на первый план свою лучшую работу. Ваши профессора могут быть хорошим ориентиром, когда вы пытаетесь найти работу.
Ваши профессора могут быть хорошим ориентиром, когда вы пытаетесь найти работу. Поначалу вам, вероятно, будут часто отказывать, но по мере того, как вы набираете больше полномочий, вы сможете выбирать.
Поначалу вам, вероятно, будут часто отказывать, но по мере того, как вы набираете больше полномочий, вы сможете выбирать. Вакансии доступны, начиная от небольших проектов, которые идеально подходят для того, чтобы замочить ноги, и заканчивая крупными проектами, которые принесут вам солидную зарплату в течение некоторого времени.
Вакансии доступны, начиная от небольших проектов, которые идеально подходят для того, чтобы замочить ноги, и заканчивая крупными проектами, которые принесут вам солидную зарплату в течение некоторого времени. com, Hubstaff Talent, Thumbtack.com, CGtrader и Truelancer.
com, Hubstaff Talent, Thumbtack.com, CGtrader и Truelancer.
 Ваши клиенты часто не могут приступить ко многим другим частям проекта, пока ваша работа не будет завершена. Если вы не относитесь серьезно к срокам, вы можете в конечном итоге задержать весь проект. Эта ситуация может быть неловкой и смущающей как для вас, так и для клиента. Если вы думаете, что не успеете закончить вовремя, сообщите об этом клиенту как можно раньше и отнеситесь к этому серьезно.
Ваши клиенты часто не могут приступить ко многим другим частям проекта, пока ваша работа не будет завершена. Если вы не относитесь серьезно к срокам, вы можете в конечном итоге задержать весь проект. Эта ситуация может быть неловкой и смущающей как для вас, так и для клиента. Если вы думаете, что не успеете закончить вовремя, сообщите об этом клиенту как можно раньше и отнеситесь к этому серьезно.
 В тот момент, когда вы прекращаете учиться, вы также перестаете совершенствоваться. Не ограничивайте себя и то, что вы можете сделать, решив, что ваше образование закончено. Извлекайте уроки из каждой модели, которую вы создаете. Старайтесь совершенствоваться от проекта к проекту. Чем больше вы продвинетесь, тем больше вы сможете выдержать. Если вы продолжите расширять свои возможности, работа мечты, которая была вам недоступна три проекта назад, может быть достижима сейчас.
В тот момент, когда вы прекращаете учиться, вы также перестаете совершенствоваться. Не ограничивайте себя и то, что вы можете сделать, решив, что ваше образование закончено. Извлекайте уроки из каждой модели, которую вы создаете. Старайтесь совершенствоваться от проекта к проекту. Чем больше вы продвинетесь, тем больше вы сможете выдержать. Если вы продолжите расширять свои возможности, работа мечты, которая была вам недоступна три проекта назад, может быть достижима сейчас. Вы также должны быть профессионалом, иметь хорошее отношение к работе и производить хорошее впечатление каждый раз, когда вы работаете с клиентом. Вот несколько советов, как сохранить свои навыки фрилансера на должном уровне.
Вы также должны быть профессионалом, иметь хорошее отношение к работе и производить хорошее впечатление каждый раз, когда вы работаете с клиентом. Вот несколько советов, как сохранить свои навыки фрилансера на должном уровне. Когда вы работаете, вам нужно принять рабочее отношение, чтобы закончить проект вовремя.
Когда вы работаете, вам нужно принять рабочее отношение, чтобы закончить проект вовремя. Иногда отказ от работы — лучший вариант, чем игнорировать эти внутренние инстинкты и все равно соглашаться на работу. Достаточно одного клиента, который слишком беспокоится о ценах (особенно если они также хотят гарантии того, что их проект будет успешным благодаря вашей работе), чтобы сделать вашу жизнь невыносимой на несколько недель. Если кто-то заставляет вас чувствовать себя некомфортно, вежливо откажитесь от проекта.
Иногда отказ от работы — лучший вариант, чем игнорировать эти внутренние инстинкты и все равно соглашаться на работу. Достаточно одного клиента, который слишком беспокоится о ценах (особенно если они также хотят гарантии того, что их проект будет успешным благодаря вашей работе), чтобы сделать вашу жизнь невыносимой на несколько недель. Если кто-то заставляет вас чувствовать себя некомфортно, вежливо откажитесь от проекта.