Головка накидная 10 мм для ключа на шарнире Makita (B-65648)
Код товара: B-65648
Размер
10 мм
Совместимость
ключи на шарнире
Больше информации об изделии
89
/userfiles/image/catalog/b-65648_makita. jpg
B-65648
Головка накидная 10 мм для ключа на шарнире Makita (B-65648)
5513
89 грн
Купить
Головка накидная 11 мм для ключа на шарнире Makita (B-65654)
Код товара: B-65654
Размер
11
Совместимость
ключи на шарнире
Больше информации об изделии
89
/userfiles/image/catalog/b-65654_makita.jpg
B-65654
Головка накидная 11 мм для ключа на шарнире Makita (B-65654)
5514
89 грн
Купить
Головка накидная 12 мм для ключа на шарнире Makita (B-65660)
Код товара: B-65660
Размер
12 мм
Совместимость
ключи на шарнире
Больше информации об изделии
89
/userfiles/image/catalog/b-65660_makita. jpg
B-65660
Головка накидная 12 мм для ключа на шарнире Makita (B-65660)
5515
Email:
×
1
2
3
4
5
6
Больше товаров
Makita уже и в рынке профессионального ручного инструмента
INSTRBY
Подробности
Стройка и ремонт
2049
Авторитетный производитель электроинструмента Makita начинает прощупывать рынок профессионального ручного инструмента, постепенно расширяя свой модельный ряд в данном сегменте. Большой интерес со стороны поклонников бренда породил высокий спрос на любую эксклюзивную продукцию Макита, поэтому в будущем ожидается заметное развитие в этом направлении. Ко всему прочему ручной инструмент Makita при отменном качестве исполнения способен похвастаться достаточно доступной рыночной стоимостью, что является несомненным плюсом.
На момент второго квартала 2021 года на рынке СНГ в продажу поступили профессиональный модельный ряд отверток, гаечных ключей, шестигранных ключей, регулируемых разводных ключей и ножа с лезвиями Makita.
Эргономичная, противоскользящая, масло-бензостойкая рукоятка для надежной работы;
Хром-ванадиевый стержень для длительного срока службы;
Упрочненный магнитный наконечник для лучшего контроля работы с крепежом;
Маркировка на задней стороне рукоятке для быстрого поиска нужного инструмента
B-65903
Отвертка Ph2 (длина 100 мм / магнитный наконечник)
B-65931
Отвертка Ph4 (длина 150 мм / магнитный наконечник)
B-65969
Отвертка PZ3 (длина 150 мм / магнитный наконечник)
B-65975
Отвертка T10 (длина 100 мм / магнитный наконечник)
B-65997
Отвертка T20 (длина 100 мм / магнитный наконечник)
B-66070
Отвертка ударная Ph3 (длина 100 мм / магнитный наконечник)
B-66086
Отвертка ударная Ph4 (длина 150 мм / магнитный наконечник)
Широкие губки позволяют работать с большим размером крепежа;
Строение шестигранного зажима уменьшает проскальзывание за счет надежного хвата;
Широкая рукоятка обеспечивает больший комфорт и меньшую нагрузку на руку;
Лазерная гравировка шкалы на корпусе инструмента для настройки ширины губок по размеру детали
B-65414
Разводной ключ 150 мм / 6″ (захват 0-29 мм)
B-65420
Разводной ключ 200 мм / 8″ (захват 0-36 мм)
B-65436
Разводной ключ 250 мм / 10″ (захват 0-38 мм)
B-65442
Разводной ключ 300 мм / 12″ (захват 0-43 мм)
B-65486
Трубный ключ 250 мм / 10″ (захват 50,8 мм)
Обеспечивает надежное сцепление с крепежом, исключает прокручивание
Материал из хром-ванадиевой стали позволяет увеличить срок службы инструмента и облегчает его чистку
Накидная часть расположена под углом 15° по отношению к рукоятке, что позволяет работать в труднодоступных местах
B-65539
Набор комбинированных ключей 8-18 мм (9 шт)
B-65551
Набор накидных ключей 8-19 мм (5 шт)
B-65545
Набор разрезных гаечных ключей 9-18 мм (5 шт)
B-65894
Набор шестигранных ключей 1. 5-10 мм (9 шт)
B-65458
Комбинированный ключ 200 мм / 8″ с головками 3/8″ 10-19 мм (10 шт)
B-65589
Набор ключей и головок 1/2″ (23 пред)
E-08458
Набор ручного инструмента (87 пред / кейс)
Эргономичная прорезиненная ручка
Быстрая замена лезвия
Универсальный тип лезвий
B-65501
Нож выдвижной (складной)
B-65517
Лезвия для ножа трапециевидные (10 шт)
Мировые новинки
Makita
Для добавления комментариев необходимо зарегистрироваться на сайте
Makita США Более 40 лет инноваций в области аккумуляторных электроинструментов
АККУМУЛЯТОРНЫЕ ЭКСПЕРТЫ
БОЛЕЕ 40 ЛЕТ АККУМУЛЯТОРНЫХ ИННОВАЦИЙ
Обладая более чем 40-летним опытом разработки, разработки и производства аккумуляторных продуктов, Makita предлагает вам удобство аккумуляторов для любых задач. Являясь лидером инноваций, Makita лидирует в отрасли по производству беспроводных продуктов лучшего в своем классе качества. Беспроводные устройства Makita обеспечивают мощность, скорость и время работы для выполнения любых проектов, от обработки дерева и металла до бетона и пылеудаления. Makita предлагает широкий ассортимент беспроводных устройств, готовых к использованию в любое время и в любом месте, от рабочего места до вашего дома.
ВЫБЕРИТЕ СВОЮ СИСТЕМУ
3 различные беспроводные платформы предлагают ряд продуктов, отвечающих вашим потребностям.
НОВАЯ СИСТЕМА ОБОРУДОВАНИЯ И ИНСТРУМЕНТА
XGT ® новый 40V | Максимальная система беспроводного оборудования и инструментов 80 В. XGT превосходит, перехитряет и переживает остальных. Благодаря инновационным разработкам Makita технология XGT приведет к созданию оборудования и инструментов будущего.
Подробнее
ОДНА СИСТЕМА. БЕЗГРАНИЧНЫЕ ВОЗМОЖНОСТИ.
Система LXT ® — это крупнейшая в мире совместимая беспроводная инструментальная система, работающая от 18-вольтовых аккумуляторных батарей. Совместная работа специально разработанных двигателей, технологии аккумуляторов и улучшенных коммуникаций обеспечивает непревзойденную мощность, скорость и время работы. Получите максимальную производительность и эффективность с продуктами LXT для каждой сделки.
Узнать больше
КОМПАКТНЫЙ И ЭРГОНОМИЧНЫЙ
Макс. 12 В CXT ® Продукты обеспечивают бескомпромиссную производительность в компактном размере. Эргономичный дизайн обеспечивает точное управление и улучшенный баланс. Система CXT представляет собой наиболее компактное решение с превосходным комфортом и вместительностью.
Подробнее
ГЛОБАЛЬНЫЕ АККУМУЛЯТОРНЫЕ ИННОВАЦИИ НЕПРЕВЗОЙДЕННЫЙ ОПЫТ В ОБЛАСТИ ПРОЕКТИРОВАНИЯ И ТЕХНОЛОГИЙ
Makita — мировой лидер инноваций, предлагающий лучшие в своем классе продукты в 50 странах. Makita управляет 10 производственными предприятиями в 8 странах, включая предприятие в США. Обладая более чем 100-летним опытом в области автомобилестроения и более чем 40-летним опытом в области аккумуляторных технологий, Makita продолжает внедрять инновации и совершенствовать продукты, которые работают так же усердно, как и вы. Результатом являются профессионально спроектированные продукты, обладающие мощностью и производительностью, необходимыми для конкретного применения. Этот привод также привел к разработке беспроводных продуктов, которые соответствуют тем же строгим стандартам, что и их проводные аналоги.
БЕСПРОВОДНЫЕ СИСТЕМЫ
Новая система XGT ® на 40 В | Система беспроводного оборудования и инструментов макс. 80 В
Узнать больше
Система LXT ® — это крупнейшая в мире совместимая аккумуляторная система 18 В выдвижного типа.
Узнать больше
Система CXT ® представляет собой наиболее компактное решение с превосходным комфортом и производительностью.
Узнать больше
Страница, выбранная для выбора моментов, недоступна на испанском языке.
Расписание:
¿Proceder con Esta Página en Inglés?
Лучшие предложения и распродажи инструментов Makita за декабрь 2022 года
Черная пятница Makita уже здесь, и мы будем продолжать обновлять предложения на этой странице!
Мы обнаружили, что инструменты Makita обеспечивают превосходное сочетание времени работы и мощности. В прошлом бренд доминировал в таких вещах, как наши лучшие личные испытания ударных драйверов. Что касается OPE (наружного силового оборудования), у Makita богатая история как бензиновых, так и аккумуляторных газонных инструментов. По всем этим причинам нам нравится видеть предложения, распродажи и скидки на инструменты Makita для профессионалов, которые больше всего ценят свои инструменты.
Скидки и распродажи на лучшие инструменты Makita
За прошедшие годы мы видели множество отличных скидок Makita, а также бесплатные предложения на инструменты и аккумуляторы. Все сделки с инструментами Makita нацелены на профессиональных торговцев. Нам также нравится, что Makita предлагает скидки и предложения как на традиционные аккумуляторные электроинструменты, так и на впечатляющую линейку силового оборудования для использования вне помещений.
Компания постоянно предлагает одни из лучших предложений по инструментам, которые предоставляют бесплатную батарею на 5 Ач при покупке некоторых инструментов на 18 В. Они также включили бесплатные голые инструменты в определенные комбинированные наборы. Часто аксессуары добавляются при покупке отдельных инструментов, и даже их компактная 12-вольтовая линейка прошла несколько отличных акций.
Умные покупатели добавят эту страницу в закладки, чтобы узнать о новейших инструментах и продуктах Makita. Благодаря нашей связи с Acme Tools и другими компаниями, мы пытаемся определить, когда цены в интернет-магазинах падают даже ниже, чем на вашем местном складе товаров для дома.
Makita Rule the Outdoors с распродажами и рекламными акциями 2022 года
В этом году мы наблюдаем действительно агрессивные рекламные акции и распродажи газонокосилок Makita в рамках их кампании Rule the Outdoors (RTO) . Большое дело? Получить две бесплатные батареи при покупке комплекта XML08PT1, XML11CT1, XML10CT1 или XML03CM1.
С двумя бесплатными батареями, добавленными к вашей покупке, это может быть отличное время для домовладельцев или профессионалов, чтобы, наконец, сделать шаг к оборудованию для газонов с батарейным питанием.
Последние предложения и распродажи инструментов Makita в Acme Tools
На основе нашего исследования ниже представлены последние предложения и скидки на инструменты Milwaukee — как онлайн через Интернет, так и в магазинах.
Получите скидку 100 долларов США И 2 БЕСПЛАТНЫХ аккумулятора при покупке циркулярной пилы Makita (до 31 декабря) – ССЫЛКА
БЕСПЛАТНЫЙ простой инструмент при покупке стартового пакета Rapid Optimum Starter Pack 18 В за 199 долларов США (до 31 декабря) — ССЫЛКА
БЕСПЛАТНАЯ батарея и простой инструмент при покупке некоторых комбинированных наборов Makita (до 31 декабря) — ССЫЛКА
Купите наборы инструментов Makita XGT и получите 2 батареи БЕСПЛАТНО (до 31 января) — ССЫЛКА
Купите погружную пилу Makita и получите БЕСПЛАТНУЮ гусеницу (до 31 декабря) — ССЫЛКА
БЕСПЛАТНАЯ подставка при покупке некоторых торцовочных пил (до 31 декабря) — ССЫЛКА
Узнайте больше о предложениях инструментов Makita в Acme, нажав кнопку ниже!
Лучшие предложения инструментов Makita в магазинах Home Depot, ToolNut и Amazon
У Makita также есть специальные предложения и скидки в магазинах Home Depot, ToolNut и Amazon. Вот некоторые из наших фаворитов, происходящих прямо сейчас, но нажмите кнопку ниже, чтобы увидеть все, что происходит в магазине:
Лучшие предложения инструментов Makita в Home Depot
Сэкономьте 120 долларов на комбинированном наборе Makita 18V LXT из 6 предметов — ССЫЛКА
Купите комплект циркулярной пилы Makita с задней рукояткой и ЧЕТЫРЕМ батареями по 5 Ач за 259 долларов!!! – ССЫЛКА
Получите пневматический гвоздезабивной инструмент Makita 3-1/2 дюйма с углом наклона 21° и полной круглой головкой за 159 долларов — ССЫЛКА
СЭКОНОМЬТЕ 100 ДОЛЛАРОВ И ПОЛУЧИТЕ БЕСПЛАТНО инструмент с комплектом циркулярной пилы с задней рукояткой Makita 18V X2, теперь 259 долларов — ССЫЛКА
Бесщеточная ударная дрель и ударный шуруповерт LXT 18 В с (2) батареями 4,0 Ач, сейчас $249– ССЫЛКА
Makita 15A 10-дюймовая скользящая торцовочная пила с двойным скосом и складная подставка, теперь $629 — ССЫЛКА
Другие соображения
При покупке лучших предложений и распродаж инструментов Makita вы должны сосредоточиться на выбранной вами платформе.
Ни одно стандартное расширение Cura не ставит данный принтер на паузу и смену филамента. Если просто задавать вручную M25 — принтер уходит на вечную паузу. Наконец то я нашел решение и хочу им поделиться.
Надо скачать скрипт и установить его в C:\Users\ИмяПользователя\AppData\Roaming\cura\4.8\scripts. Что бы долго не рыскать по диску, можно из Cura выбрать каталог и затем зайти в scripts
Далее перегружаем Cura и теперь можно ставить скрипт с паузой для Tronxy
Дойдя до нужного слоя принтер станет на паузу и на экране это покажет
Меняем филамент.
Затем снимаем принтер с паузы. Принтер выдавит указанное в скрипте количество пластика и продолжит печать.
Очень рекомендую, рядом с основной моделью печатать какую нибудь башеньку, проверив в слайсере, что печать начинается с нее, а не с основной детали. Тогда, после смены филамента, сначала начнет печатать на ней, убирая последствия смены, и уже потом на основной детали.
Ну и собственно печать после смены цвета:
Комментарии к статье
Еще больше интересных статей
6
Подпишитесь на автора
Подписаться
Не хочу
Всегда терроризирую продавцов и производителей материалов на предмет получения более подробных сведе…
Читать дальше
dtx
Загрузка
03. 11.2022
471
4
Подпишитесь на автора
Подписаться
Не хочу
Шикарное видео на тему артефактов от бмг экструдеров. Смотрим через яндекс браузер с переводом…
Читать дальше
DrProg
Загрузка
24.03.2019
15684
79
Подпишитесь на автора
Подписаться
Не хочу
— Как же так, больной? Я ведь вам отчетливо рекомендовал не посещать подобных заведений хотя бы пару…
Читать дальше
Цветная печать на 3Д принтере с одним экструдером
Top sellers
Подшипник 604UU U604ZZ
U-образный подшипник U604ZZ 604UU 4*13*4
35,00 грн.
Термоковрик для 3D печати 200 х 200 мм
Термоковрик для 3D печати
150,00 грн.
Купить 3Д принтер epo3d+
Epo3d+ Украинский FDM 3D принтер на рельсах HIWIN. Благодаря надежной…
35 000,00 грн.
ABS гранулы
ABS гранулы для экструзии
400,00 грн.
PLA
PLA экологический пластик от компании Plexiwire. 100% предоплата….
375,00 грн.
Купить ABS пластик (АБС)
ABS пластик от компании Plexiwire. 100% предоплата. Бесплатная доставка…
220,00 грн.
Мини мротор-редуктор 12в 100 об/мин
мини електродвигатель с высоким крутящим моментом. Его размер…
150,00 грн.
Сопло для 3D-принтера 1.75 мм, для хотэндов E3D и MK8
Сопло для 3D-принтера 1.75 мм 0,2/0,3/0,4/0,5
35,00 грн.
Пластик PETG для 3D принтера
PETG пластик от компании Plexiwire. 100% предоплата. Бесплатная…
360,00 грн.
SHF-20 опора вала
SHF-20 опора вала применяется для ЧПУ
60,00 грн.
A4988 драйвер шагового двигателя
35,00 грн.
Купить 3D принтер epo3d
Украинский 3D принтер epo3d построенный на базе современной кинематики…
18 000,00 грн.
All best sellers
Categories
Информация
Цветная печать на 3Д принтере с одним экструдером
Еще недавно 3D-принтеы с возможностью разноцветной печати, это были прнтеры высокого класса, стоимость которых была недоступна для среднего потребителя. Теперь же есть различные варианты для создания красочных 3D-моделей. Давайте рассмотрим прямую цветную 3D-печать, где цвет получается из разноцветных нитей, используемых в FDM-принтере с одним соплом. В этой статье пойдет речь о цветной печати с помощью одного экструдера, путем назначения несколько задач для программного обеспечения. Полученный G-код будет давать задачи для принтера, начинать с одной цветной нити, а затем делать паузу на определенной высоте слоя. В этот момент новая нить заменяется, и задание на печать возобновляется. Этот метод позволяет любому пользователю со стандартным принтером с одним экструдером создавать многоцветный объект. Если замена филамента во время печати кажется утомительной, можно установить внешнее устройство Mosiac Manufacturing, Prusa MMU 2.0 или устройство с большой печатающей головкой стоящей на Micro, Crane Quad.
Но если у вас нет таких многоцветных устройств, но нужно выполнить поставленную задачу придется прибегнуть к ручной замене цвета. 3Д-печать с послойным нанесением определенного цвета на определенной высоте можно применить в производстве: логотипов, настольных игр, нашивок, значков, брелоков и т.д.
Как же установить паузы при печати в Gcode для замены нити в Simplify3D и CURA Это краткое руководство поможет пользователю не зная Gcode с легкостью вставить паузы в код с помощью штатных слайсеров.
Simplify3D
этот кусочек кода будет тем, кто сотворит всю магию:
G91; Установит в относительное положение G1 Z20 F5000; Поднимите сопло (опустит стол) на 20 мм вдоль оси Z со скоростью 5000 мм / мин. G90; Вернется в абсолютное положение М0; Пауза и ожидание ввода пользователя, чтобы продолжить печать
В этот момент меняем нить с другим цветом.
В Simplify3D мы будем использовать настройку Process> Scripts> Post-Processing, чтобы ввести вышеуказанный Gcode (без комментариев) примерно так:
{REPLACE «; слой 3, Z =» » nG91 nG1 Z20 F5000 nG90 nM0 n; слой 3, Z =»}
Конечно, вам нужно будет выбрать номер слоя для паузы (подробнее об этом чуть позже). Также обратите внимание, что части кода « n » просто создают новую строку в GCode.
Переключение на предварительный просмотр вашей модели в слайсере облегчит эту часть. В Simplify3D это вопрос перетаскивания ползунка внизу экрана предварительного просмотра (или ввода номера слоя).
CURA
Эти настройки помогут вам полностью контролировать приостановку печати: • Pause Height / Layer: высота или номер слоя, на котором вы хотите приостановить печать. • Парковочная печатающая головка X и Y: перемещение сопла в указанные координаты, когда печать приостановлена. • Перемещение головки Z : подымает сопло (опускает стол) во время паузы, доводя его до указанного значения. • Retraction: параметры ретракции в период паузы. • Количество и скорость выдавливания : количество материала, подлежащего вытягиванию при перезагрузке новой нити. • Повторить слои: Вы можете повторить все ранее завершенные слои, чтобы увеличить адгезию. • Температура в режиме ожидания: температура сопла в режиме паузы.
Slic3r
Найдите раздел « Custom G-code» на вкладке «Настройки принтера». Прокрутите вниз до заголовка After layer change G-code и вставьте следующий код: ; LAYER: [layer_num], Z HEIGHT: [layer_z] {if layer_num == 45}M600 ; Color change {endif} Если вы хотите сделать больше перестановок накала, просто продублируйте последнюю строку следующим образом: {if layer_num == 45}M600 ; Color change 1 {endif} {if layer_num == 65}M600 ; Color change 2 {endif} {if layer_num == 85}M600 ; Color change 3 {endif}
Редактирования Gcode
Если немного ориентируетесь в G-коде, и вам это интересно – то тогда этот способ для вас. Выбираем нужный сохраненный файл с расширением *.gcode. Открываем с помощью простого текстового редактора – например Блокнот (Notepad) и начнем редактировать. Для этого определяемся на каких слоях планируется замена цвета или материала. Нажимаем Ctrl-F (поиск по тексту) и вписываем в поисковом окне “layer 10” где например цифра 10 это тот слой где происходит замена и нажимаем “Найти”. После строки “layer 10” вставляем заранее скопированный текст с кодом.
G91; Поставить в относительный режим G1 Z10; Опустить стол (поднять печатающую головку) на 10 мм G90; Вернуть в абсолютный режим G1 X0 Y0; Переход в ноль (дом) по осям X & Y M0 Нажмите, чтобы перезагрузить; Пауза и ожидание G91; Поставить в относительный режим G1 Z-10; Возвращаемся назад на 10 мм G90; Вернуть в абсолютный режим
После выполнения 3D-принтером этих команд происходит возврат к последнему месту, в котором он был при сохранении печати.
Команда М600
Этот метод, как и предыдущий, позволяет в ручную вставить в G-код команду М600. Преимущество перед вышеизложенным в том, что вы вставляете в код только одну строку с командой М600, и принтер сам производит откат головки в безопасное место, выбрасывает нить а потом ее загружает, и продолжает печать с прерванного места. Если в вашем принтере при прошивке не активировали эту команду, то устройство ее проигнорирует.
Смена пластика
Самый простой но трудоемкий способ, это ручная смена цвета на 3Д принтере. Вы должны находится возле принтера и пристально наблюдать за процессом печати. Чтобы в нужный момент успеть сменить пластик. В большинстве 3д принтеров такая функция по смене филамента предусмотрена. Выбираете в меню сменить пластик, а дальше следуйте инструкциям показанным на дисплее.
И так мы показали как можно модернизировать 3Д принтер и сделать его цветным. Конечно это потребует некоторых усилий и денежных затрат, но все же это дешевле чем покупать новый принтер с двойным экструдером. Дальнейшим расширением этой техники будет добавление нескольких пауз, чтобы сделать еще больше возможностей для смены цвета, но мы оставим это для ваших экспериментов! Желаем вам удачи и красочных 3Д-моделей
Замена нити Cura | Скрипт и G-код
Автор
Последние сообщения
Мартин
Мартин имеет степень магистра наук. по физике и имеет многолетний опыт работы в промышленности в качестве руководителя лаборатории и менеджера по обеспечению качества. Сейчас он протестировал десятки 3D-принтеров и с радостью делится накопленным опытом в каждой новой статье.
Последние сообщения Мартина (посмотреть все)
Раскрытие информации: Ссылки, отмеченные *, являются партнерскими ссылками. Я зарабатываю на квалификационных покупках, если вы решите совершить покупку по этим ссылкам — без каких-либо дополнительных затрат для вас!
В дополнение к « Пауза на высоте сценария », Cura также позволяет использовать « Сценарий смены нити » для смены нити во время печати.
Скрипт смены нити Cura позволяет менять нить на определенном слое во время печати. Это позволяет создавать многоцветные 3D-принты без двойного экструдера. В скрипте можно настроить слой, втягивание и вывод нити.
Как это сделать подробно, какие ошибки могут возникнуть и как их решить, вы узнаете в этой пошаговой инструкции.
Содержание:
1 Шаг 1: Найдите слой для изменения в предварительном просмотре
2 Шаг 2: Расширения > Постобработка > Изменить G-код
3 Шаг 3: Добавьте скрипт изменения нити
4 Шаг 4. Настройте параметры сценария
5 Шаг 5. Разрежьте объект еще раз
6 Шаг 6. Начните печать
7 Шаг 7. Замените нить и продолжите печать
8 Устранение неполадок — замена нити Cura
: найти слой для изменения в предварительном просмотре
Вероятно, у вас есть точное представление о том, где на вашем объекте должно произойти изменение цвета. Высота для этого указана в скрипте смены филамента по слоям.
Чтобы найти правильный слой, вам сначала нужно разрезать объект без скрипта, а затем искать правильный слой в предварительном просмотре.
Вы можете вручную переключаться между слоями, используя ползунок справа.
Выбранный слой будет напечатан новой нитью после замены нити.
Шаг 2: Расширения > Постобработка > Изменить G-код
Настройки для скриптов находятся не в обычных настройках печати, а в строке меню Cura.
Расширения > Постобработка > Изменить G-код
Различие между настройками печати и сценариями делает очевидным, что сценарии следует создавать после фактических параметров печати. Они вставляют специальные события в печать и не изменяют фактические настройки печати.
Шаг 3: Добавьте сценарий смены нити
В открывшемся окне вы можете добавить различные сценарии. Сценарий замены нити также можно найти в раскрывающемся меню.
С помощью этого меню вы также можете вставлять несколько скриптов один за другим. Также возможно реализовать несколько смен нитей за один отпечаток. Вставьте сценарий смены нити для каждой смены нити. Единственная настройка, которую вы должны изменить, это номер слоя.
Шаг 4. Настройте параметры сценария
На этом шаге вы должны настроить скрипт. Наиболее важной настройкой, конечно же, является количество слоев, при котором должна быть напечатана новая нить.
Слой: Здесь вы определяете слой, на котором будет использоваться новая нить. После предыдущего слоя вставляется пауза и меняется нить. Также можно вставить несколько изменений филамента через один и тот же скрипт. Вы можете перечислить различные номера слоев один за другим через запятую. Затем тот же сценарий будет повторен для этих номеров слоев.
Использовать конфигурацию прошивки: Некоторые 3D-принтеры оснащены прошивкой, которая позволяет менять нить во время печати через меню. Этот флажок позволяет вам использовать эту встроенную замену нити и выполнять ее на определенном слое. Если вы активируете флажок, настройки для « Начальное отведение », « Последующее расстояние отвода » и для X- и Y-позиций исчезают. Затем эти настройки контролируются прошивкой.
Начальное втягивание: Здесь указывается длина втягивания нити в миллиметрах. Время этого втягивания наступает сразу после последнего слоя перед тем, как печатающая головка переместится к месту смены нити. Это предотвратит появление лишней нити на конце последнего слоя.
Расстояние позднего втягивания: С помощью этой настройки вы указываете, насколько экструдер должен втягивать нить. Это значение зависит от того, какой 3D-принтер вы используете. Если вы хотите полностью вытолкнуть нить, это значение должно быть не меньше длины между кончиком сопла и входным отверстием экструдера.
Позиция X/Y: Здесь вы можете установить координаты XY для печатающей головки. Как только начинается пауза для смены нити, печатающая головка перемещается в это положение для смены нити. В большинстве случаев используется нулевое положение по умолчанию. Однако для некоторых принтеров другое положение может быть более полезным для более удобной замены нити.
Позиция Z (относительная): Как и в случае с координатами XY, вы также можете указать координату Z, при которой должна происходить смена нити. Имейте в виду, однако, что это значение рассчитывается относительно. Если вы введете 0 мм, печатающая головка не переместится на Z = 0 мм, а останется на той высоте, на которой она была. Если вы введете 1 мм, он сдвинется на один миллиметр вверх и так далее.
Шаг 5. Разрежьте объект еще раз
После того, как вы запрограммировали сценарий, вы можете закрыть окно. Теперь вам нужно снова разрезать объект, чтобы применить изменения.
После того, как вы запрограммировали скрипт, вы увидите уведомление об этом в правом нижнем углу интерфейса Cura.
Как и в случае с настройками печати, сценарии сохраняются при выходе из программы и сохраняются при ее запуске. Чтобы вы случайно не воспользовались скриптом снова, эта подсказка хорошо видна.
Шаг 6: Начните печать
После того, как вы нарезали объект и отправили его на свой 3D-принтер, вы можете начать печать.
Однако не стоит слишком долго упускать из виду 3D-принтер, чтобы не пропустить замену филамента. Если 3D-принтер будет ждать вас слишком долго, уже напечатанный материал может слишком сильно остыть. Однако с PLA это обычно не проблема.
Шаг 7. Замените нить и продолжите печать
После запуска сценария и извлечения нити из 3D-принтера вы можете установить новую нить и продолжить печать.
Если вы все сделали правильно, изменение цвета или материала должно быть плавным. Если нет, есть несколько способов оптимизации.
Устранение неполадок — замена нити Cura
Хотя настройки скрипта замены нити в Cura довольно просты, они часто могут приводить к осложнениям. После того, как вы нашли правильные настройки для своего принтера, может потребоваться от 1 до 3 тестовых отпечатков.
Обязательно потренируйтесь менять нить на небольших тестовых объектах. Небольшие тестовые объекты, которые занимают всего несколько минут и несколько граммов нити, не дадут вам испортить более крупный отпечаток.
Прошивка не распознает сценарий: Возможно, на старых 3D-принтерах встроенная прошивка не распознает команду сценария M600. Тогда принтер просто проигнорирует скрипт и продолжит печать без остановки. Чтобы проверить, знает ли прошивка вашего 3D-принтера команду, вы можете открыть файл конфигурации и найти команду M600. Если он появится, он будет реагировать на сценарий. Если вы его не найдете, принтер просто продолжит печатать, как будто сценарий не был запрограммирован. Если его нет, обновите прошивку. Более новые версии обычно совместимы.
Капли, прыщики и избыток материала в точке перехода: Одной из наиболее распространенных ошибок при замене нити является избыток материала в точке перехода. Основной причиной этой ошибки является избыточное давление в форсунке, которое не было должным образом сброшено. Лучший способ сбросить это давление — извлечь нить из сопла. Есть два момента времени, в которые может появиться капля: в начале и в конце паузы. Для начала паузы есть настройка «Первоначальное втягивание» в сценарии. Если капля возникает в начале, здесь следует установить значение немного выше, чтобы нить втягивалась дальше и не могла непроизвольно вырваться. Если клякса появляется в конце паузы, вы должны убедиться, что после замены нити нить не выйдет из сопла, прежде чем принтер снова заработает.
Деформация или плохая адгезия печатной платформы: Обычно температура печатной платформы во время выполнения сценария должна быть постоянной. Однако были случаи, когда по какой-либо причине температура была установлена на 0°C, что приводило к значительному охлаждению печатной платформы во время замены нити. Когда это происходит, это может быстро привести к деформации или полному отделению объекта от печатной формы. Если это произойдет с вами, вам следует обновить прошивку, так как этого не должно произойти. В противном случае вы можете использовать сценарий «Пауза на высоте» вместо сценария смены нити. Там вы можете задать температуру вручную.
Сдвиг слоя (сдвиг в направлении X/Y): Эта проблема сильно зависит от используемого 3D-принтера. На некоторых принтерах при смене нити во время печати вы можете столкнуться с большим смещением слоев, чем на других. Все зависит от того, насколько легко перемещать шаговые двигатели вручную во время работы. Если вы случайно измените положение печатающей головки по осям XY при замене нити, это напрямую повлияет на 3D-объект. 3D-принтер не заметит смещения и продолжит печатать, как ни в чем не бывало. В результате все слои, которые печатаются после смены филамента, смещаются именно на это смещение. Поэтому вы должны следить за тем, чтобы печатающая головка не двигалась при замене нити.
Сдвиг по высоте (сдвиг в направлении Z): Эта ошибка в основном такая же, как смещение слоя, только в направлении Z. Однако проявляется он совсем по-разному и иногда его трудно идентифицировать. Если вы случайно сместили печатную платформу или ось X с печатающей головкой в направлении Z во время паузы, после паузы печать начнется слишком высоко или слишком низко. В крайних случаях объект может быть отделен от печатной платформы соплом, потому что сопло запускается слишком низко и сталкивается с ним. С другой стороны, также может случиться так, что сопло внезапно снова начнет печатать в воздухе, когда произошло смещение в положительном направлении Z. Тогда либо между слоями остается небольшой зазор, либо вы получаете знаменитые спагетти из нити, и вам все равно придется начинать все сначала.
Плохая адгезия слоев: Плохая адгезия между отдельными слоями до и после паузы может быть вызвана не только случайным смещением оси Z. Во время смены филамента последний напечатанный слой остывает. Поэтому новый слой приходится печатать на холодном материале. Это может привести к плохой адгезии с некоторыми материалами. Затем вы можете попытаться повысить температуру для нового слоя на несколько градусов. Плохая адгезия до и после паузы также распространена при смене материала, а не только цвета. Существуют комбинации материалов, которые плохо сцепляются друг с другом. В любом случае убедитесь, что вы снова начинаете печатать при правильной температуре для новой нити.
Раскрытие информации: Этот веб-сайт является собственностью Мартина Люткемейера и управляется Мартином Люткемейером. Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие. Ссылки, отмеченные *, являются партнерскими ссылками.
Как использовать сценарии постобработки Cura — Замена нити и многое другое — 3D Printerly
В Cura есть много полезных функций, одна из которых — постобработка скриптов. Один из них позволяет вам менять нить во время печати и многое другое.
Вам следует продолжить чтение, чтобы узнать, как использовать эти сценарии постобработки.
Какие существуют сценарии постобработки Cura?
Сценарии постобработки Cura — это скомпилированные инструкции, созданные пользователями, которые вы можете использовать для выполнения уникальных задач, выполняемых в файле G-кода вашей модели.
Вот список некоторых доступных сценариев постобработки Cura:
Изменение на Z
Смесь цветов
Создать миниатюру
Отображение имени файла и слоя на ЖК-дисплее
Отображение прогресса на ЖК-дисплее
Замена нити
Вставка при смене слоя
Пауза на высоте
Убрать Продолжить
Поиск и продолжение
Промежуток времени
Использовать предыдущие измерения датчика
Чтобы получить к ним доступ, щелкните меню Extensions на верхней панели инструментов. Далее перейдите к Постобработка > Изменить G-код.
В появившемся меню выберите Добавить скрипт.
С помощью этих сценариев вы можете изменить G-код вашей 3D-модели для выполнения определенной задачи во время печати. Например, сценарий Change at Z изменяет настройки печати, когда она достигает определенной высоты.
Пауза на высоте также останавливает модель на определенной высоте, ожидая возобновления действия пользователя.
Кроме того, у вас есть сценарии, которые можно использовать для изменения свойств материала вашей модели. Примером может служить вариант Color Mix , который работает с установками с одним соплом Dual Extruder.
С его помощью можно смешивать нити разных цветов для получения другого цвета. Опция Filament Change также позволяет менять цвет нити во время печати.
Наконец, у вас также есть сценарии, которые позволяют отслеживать ход печати. Скрипты типа Отображение хода выполнения на ЖК-дисплее и Отображение имени файла и слоя на ЖК-дисплее являются примерами этого.
Если у вас есть знания в области программирования, вы также можете изменить эти сценарии. Например, этот пользователь изменил сценарий «Отображение хода выполнения на ЖК-дисплее», чтобы отображалось время, оставшееся до печати.
Я добавил этот скрипт постобработки в Cura, чтобы добавить расчетное оставшееся время и номер слоя, это невероятно полезно для 3D-печати
Вы даже можете создать свой собственный скрипт и добавить его в Cura, если у вас есть технические знания.
Вот классный пример пользователя, который создал свой собственный скрипт под названием 3DPrintColorizer, который использует несколько маркеров на 3D-принтере, чтобы раскрасить его во время печати.
Как использовать сценарии постобработки
В Cura встроено несколько сценариев постобработки, которые вы можете использовать в своих 3D-отпечатках. Я рассмотрю некоторые из наиболее часто используемых более подробно:
Change At Z
Отображение имени файла и слоя на ЖК-дисплее
Замена нити
Вставить при смене слоя
Пауза на высоте
Втягивающая башня
Башня скорости
Промежуток времени
Как использовать сценарий «Изменение в Z»
Сценарий «Изменение в Z» позволяет изменять различные параметры печати после того, как печать достигает определенного слоя или высоты. Например, этот пользователь использовал сценарий для изменения температуры своего отпечатка в нескольких точках отпечатка.
Вы можете запустить несколько экземпляров этого скрипта, чтобы изменить настройки принтера на разной высоте.
Чтобы использовать его, щелкните его, чтобы добавить в список сценариев. После добавления вам придется изменить его настройки. Вот некоторые из них.
Включить
Это поможет вам включить или отключить определенные сценарии Change at Z. Это полезно, если вы просто хотите отключить этот конкретный скрипт, не удаляя и не стирая его.
Триггер
Параметр «Триггер» позволяет выбрать единицу измерения высоты отпечатка. Вы можете выбрать высоту (мм) или номер слоя.
Изменить высоту/слой
Параметр «Изменить высоту/слой» задает высоту или номер слоя, на котором будут происходить изменения, заданные вами в сценарии. В зависимости от параметра, который вы выбрали в настройке «Триггер», слайсер будет отображать «Изменить высоту» или «Изменить слой».
Параметр «Изменить высоту» указывается в миллиметрах, а параметр «Изменить слой» использует номера слоев.
Применить к
Параметр «Применить к» определяет, будут ли выбранные вами изменения применяться к одному слою или к нескольким слоям. У него есть два варианта; Только целевые слои и целевой слой + последующие слои.
Вывод на дисплей
В параметрах «Вывод на дисплей» отображаются изменения, которые вы вносите в G-код на ЖК-интерфейсе вашего 3D-принтера.
Изменить*
Настройки Изменить * — это различные параметры печати, которые можно изменить с помощью скриптов изменения в Z. Вы можете изменить скорость печати, скорость вентилятора, температуру стола и т. д.
Например, если вы хотите изменить температуру стола на определенной высоте. Сначала вы щелкаете поле «Изменить температуру кровати».
Далее появится другое меню, где вы можете ввести новую температуру, которую вы хотите.
Примечание: Вы можете изменить несколько параметров печати с помощью ОДНОГО сценария. Но менять их можно только на одной высоте.
Вам потребуется использовать более одного скрипта для изменения более чем одной Z-высоты.
Кроме того, как сказал один разработчик Cura, изменения в сценариях накладываются друг на друга. Например, допустим, вы печатаете со скоростью 30 мм/с и уменьшаете скорость на 50% до 15 мм/с.
Новая стандартная скорость 15 мм/с. Итак, если вы хотите вернуть скорость 30 мм/с в будущем слое, вам нужно будет ввести 200% в поле, а не 100%, так как 100% от 15 мм/с все равно останется равным 15 мм/с.
Как использовать сценарий отображения имени файла и слоя на ЖК-дисплее
Сценарий отображения имени файла и слоя отображает имя файла 3D-модели и номер слоя, который принтер в данный момент печатает на ЖК-дисплее.
ЧЭП на ютубе сделал крутое видео как можно использовать этот скрипт.
Вы можете изменить это, используя следующие дополнительные поднастройки:
Текст для отображения
Параметр Текст для отображения позволяет изменить текст, который принтер будет отображать на ЖК-дисплее. Имя по умолчанию — это имя файла 3D-модели. Тем не менее, размещение чего-либо в поле «Текст для отображения» автоматически переопределит имя файла 3D-модели и отобразит введенный текст.
Начальный слой
Опция Начальный слой позволяет вам выбрать способ нумерации слоев. Если вы выберете опцию 0, нумерация слоев начнется с слоя 0. И наоборот, если вы выберете слой 1, нумерация начнется с слоя 1.
Показать максимальный слой
Параметр display max layer отображает общее количество слоев в отпечатке.
Замена нити
Сценарий замены нити приостанавливает печать, чтобы вы могли заменить нить во время печати. Это очень удобно, когда вы хотите создавать многоцветные отпечатки, а у вас есть только один экструдер и сопло.
Вот некоторые из его настроек:
Слой
В настройках слоя вы указываете номер слоя, на котором вы хотите приостановить печать, чтобы вы могли заменить нить. Вы можете указать несколько номеров слоев для паузы.
Только убедитесь, что вы разделяете их запятой.
Примечание: Смена слоя начинается до слоя, который вы помещаете в поле. Если вы хотите изменить слои в конце слоя 20, вы должны поставить 21 в поле.
Использовать конфигурацию микропрограммы
Принтер использует параметры конфигурации микропрограммы для управления парковкой сопла после паузы. Он также контролирует, как принтер вытягивает нить из сопла, когда пришло время ее заменить.
Вы можете установить этот флажок, если для этого предусмотрены настройки микропрограммы вашего принтера. Если это не так, вы можете указать свои пользовательские настройки.
Относительное Z-положение
Относительное Z-положение позволяет перемещать печатающую головку вверх, когда принтер останавливается для замены нити. Просто укажите высоту в мм в поле.
Примечание: Это относительное значение, поэтому принтер измеряет высоту от места остановки сопла, а не от платформы.
Как использовать сценарий «Вставка при смене слоя»
Сценарий «Вставка при смене слоя» позволяет поместить команду G-кода, которая выполняется каждый раз, когда принтер меняет слои. Например, вы можете добавить команду M240, которая запускает камеру, чтобы делать снимок отпечатка после каждого слоя.
Вот его настройки:
Когда вставлять
Сообщает принтеру, когда вставлять G-код. Вы можете вставить его после или до того, как насадка изменит слои.
G-код для вставки
Этот параметр принимает G-код, который вы хотите вставить в конце каждого слоя печати.
Как использовать сценарий «Пауза на высоте»
«Пауза на высоте» — это сценарий, который можно использовать для приостановки печати на заданной высоте. Это полезно, если вы хотите приостановить и добавить оборудование, такое как магниты, гайки и т. д., к печати и возобновить ее.
Например, этот ютубер использовал сценарий для паузы в нескольких местах печати, чтобы остановить и изменить цвет нити.
В результате получилась потрясающая многоцветная 3D-модель. Вот некоторые настройки, которые вы можете использовать для изменения сценария:
Пауза на
Параметр Пауза на позволяет вам выбрать единицу измерения, которую вы хотите использовать для высоты. Вы можете выбрать номер слоя или высоту в мм.
Высота паузы
Параметр «Высота паузы» позволяет указать, где вы хотите приостановить печать. Вы можете установить его в миллиметрах или использовать номер слоя в зависимости от того, что вы выбрали в опции «Пауза в».
Метод
Параметр Метод позволяет выбрать команду G-кода, которую вы хотите использовать для приостановки печати. Команда G-кода для паузы различается для разных принтеров и прошивок.
Итак, вы должны выбрать вариант прошивки вашего принтера из выпадающего меню скрипта.
Тайм-аут снятия с охраны
Параметр Тайм-аут снятия с охраны выключает шаговый двигатель по истечении периода времени (секунд), указанного в поле ввода. Если вы оставите его равным нулю по умолчанию, двигатели останутся включенными, пока печать приостановлена.
Парковка печати
Параметр Парковка печати позволяет переместить печатающую головку в безопасное место после приостановки печати, если установлен соответствующий флажок. Вы можете указать координаты для этого местоположения, используя настройки Park X, Y и Z.
Примечание. Если ваш принтер автоматически обрабатывает парковку, вы можете не устанавливать этот флажок.
Отвод и скорость отвода
Настройка отвода определяет, сколько нити в мм принтер втягивает обратно в сопло после паузы. Это предотвращает утечку нити из сопла, когда оно припарковано.
Параметр «Скорость отвода» определяет, насколько быстро экструдер втягивает нить обратно.
Объем выдавливания и скорость вытягивания
Параметр «Величина выдавливания» устанавливает количество нити, которое принтер выдавливает после паузы. Это может помочь очистить сопло от старого материала и нагреть его для возобновления печати.
Скорость выдавливания определяет, насколько быстро принтер выдавливает материал после паузы.
Повторить слой
Параметр «Повторить слой» печатает последний слой перед паузой, чтобы помочь восстановить поток нити.
Температура в режиме ожидания
Температура в режиме ожидания контролирует температуру сопла во время паузы печати. Если вы оставите его на нуле, температура останется неизменной.
Текст на дисплее
Текст на дисплее содержит текст, который будет отображаться на ЖК-дисплее, пока печать приостановлена.
G-код перед паузой/ G-код после паузы
G-код перед паузой запускает команду G-кода перед паузой принтера. G-код после паузы запускает команду после возобновления работы принтера.
Как использовать сценарий втягивания башни
Втягивание башни позволяет настроить параметры втягивания с помощью башни. Башня меняет значения отвода поэтапно, поэтому вы можете увидеть, какое из них лучше для вас.
YouTuber CHEP снял отличное видео, чтобы показать, как вы можете успешно откалибровать настройки вашего принтера с помощью этой башни.
Чтобы использовать это, вы должны установить плагин форм Cura Calibration. Чтобы установить его, нажмите Marketplace в правом верхнем углу экрана.
В появившемся меню прокрутите вниз, пока не увидите плагин Calibration Shapes .
Нажмите «Установить» и примите соглашение. После установки плагина перезапустите Cura.
Снова откройте Cura и нажмите Расширения > Детали для калибровки > Добавить тест втягивания . Это поместит выдвижную башню на вашу сборочную плиту.
Теперь вы можете изменить настройки башни, используя скрипт Retract Tower из меню Add a Script.
Вот некоторые из его дополнительных настроек.
Команда
Параметр Команда позволяет вам выбрать, какое значение отвода вы хотите протестировать. Вы можете выбрать между скоростью и расстоянием.
Начальное значение
Начальное значение — это скорость отвода или расстояние, на котором башня начинается снизу.
Приращение значения
Приращение значения — это увеличение скорости отвода или расстояния между последующими секциями башни на отпечатке. Он может быть отрицательным или положительным.
Изменить слой
Параметр «Изменить слой» устанавливает, сколько слоев должно быть напечатано в конкретном блоке перед применением увеличения значения.
Изменить смещение слоя
Изменить смещение слоя — это количество базовых слоев, которые не являются частью первого блока. Принтер учитывает это при расчете слоев перед изменением первой секции.
Как использовать сценарий Speed Tower
Speed Tower — это калибровочный тест, который можно использовать для определения оптимальной скорости печати. Он печатает башню с разной скоростью для каждой секции, чтобы вы могли выбрать лучшую.
Вот как вы можете его использовать:
Во-первых, убедитесь, что вы установили плагин шагов калибровки из предыдущего раздела
Затем нажмите Extensions > Детали для калибровки > Add Tower Acceleration Tower . Это поместит башню ускорения на вашу сборочную плиту.
Теперь вы можете изменить его с помощью сценария башни скорости. Поднастройки в сценарии Speed Tower почти такие же, как и в сценарии Retract Tower.
Единственным заметным отличием являются параметры в настройках команды.
Команда
Параметр «Команда» позволяет вам выбрать, какое значение вы хотите откалибровать. Вы можете выбрать между ускорением, рывком, скоростью и т. д.
Как использовать сценарий интервальной съемки
Настройка интервальной съемки управляет камерой, которая делает снимок отпечатка через различные промежутки времени. Вы можете использовать это, чтобы создать интересное видео о ходе печати.
Вот некоторые его настройки:
Длина паузы
Определяет время ожидания печати после срабатывания камеры.
Парковка печатающей головки
Парковка печатающей головки перемещает печатающую головку в другое место после срабатывания команды M240. Вы можете управлять местом, в которое она перемещается, с помощью команд парковки печатающей головки X и Y.
Вы также можете управлять скоростью с помощью команды Park Feed Rate.
Втягивание
Расстояние втягивания определяет, насколько далеко сопло втягивает нить при движении в парк для съемки камерой. Это помогает уменьшить просачивание сопел и дефекты печати, такие как натяжение.
Отличный пример просачивания сопел во время печати можно увидеть в этом посте на Reddit.
Помогите устранить просачивание сопла при 3D-печати
Чтобы помочь в борьбе с этим, другой пользователь предложил печатать при более низкой температуре, уменьшив время снимка и немного увеличив втягивание.
Высота прыжка по оси Z при парковке
Высота прыжка по оси Z при парковке поднимает сопло отпечатка во время парковки, чтобы он не ударялся о отпечаток. Вы можете установить высоту прыжка в поле.
Как изменить цвет нити во время печати — сценарий изменения
Вы можете изменить цвет нити с помощью сценария смены нити. Все, что вам нужно сделать, это настроить параметры печати в сценарии и подготовить альтернативную нить для загрузки в принтер.
Один пользователь сказал, что изменение скрипта филамента отлично сработало на его Ender 3 V1 со стандартной 8-битной платой. Он остановился, припарковался, издал звуковой сигнал, и они смогли выгрузить и снова загрузить нить, чтобы возобновить черно-белую печать.
Позвольте мне показать вам процесс с моей вазой. Я хочу напечатать нижнюю и верхнюю часть, используя разные цветные нити.
Посмотрим, как ты сможешь это сделать.
Шаг 1: Импорт модели в Cura
Вы можете импортировать модель в Cura, перетащив ее в приложение или нажав сочетание клавиш CTRL + O.
Шаг 2: Обработка и нарезка модели
После импорта модели в Cura вы можете оптимизировать параметры печати, такие как поддержка или высота слоя, как вам угодно.
Когда вы закончите с этими настройками, нажмите кнопку среза, чтобы разрезать модель.
Шаг 3 : Предварительный просмотр и расчет высоты слоя
После нарезки щелкните вкладку предварительного просмотра.
Используя инструмент просмотра слоев, просмотрите свою модель слой за слоем.
Выберите слой, на котором вы хотите начать изменение цвета, и запишите его.
В данном случае я хочу, чтобы новый цвет начинался со слоя 416.
Если вам нужно несколько цветов, вы должны отметить слой, где вы хотите, чтобы каждое изменение цвета начиналось вниз.
Шаг 4: Добавьте сценарии
На верхней панели инструментов нажмите Расширения > Сценарии постобработки > Изменить G-код.
Нажмите Добавить скрипт
В списке скриптов прокрутите вниз и нажмите Замена нити.
Шаг 5: Поместите параметр в сценарии.
После нажатия на скрипт вы увидите список настроек, которые вы можете изменить.
В поле Слой введите номер слоя, который вы только что отметили. Например, я поставлю 416 в свой.
Если вы указываете несколько номеров слоев, разделяйте их запятыми.
Вы можете поставить галочку Use Firmware Configuration , если микропрограмма вашего принтера обрабатывает парковку и втягивание сопла после паузы.
Для Retract Method , выберите вариант прошивки вашего принтера. Большинство принтеров Ender используют прошивку Marlin или ее вариант
.
Шаг 6: Повторно нарежьте модель.
Чтобы сделать изменения постоянными, вам нужно повторно разрезать модель.
Итак, еще раз нажмите на кнопку Slice.
Шаг 7: Сохраните и распечатайте модель.
Затем сохраните G-код модели и отправьте его на принтер для печати.
Как только принтер достигнет указанной высоты слоя, он прекратит печать и попросит заменить нити.
После загрузки нового филамента он снова нагреет сопло и очистит его от старого филамента.
После этого вы можете продолжить печать нитью нового цвета.
Сценарии постобработки Cura — это удобные и универсальные инструменты, которые можно использовать для изменения G-кода на лету. Немного практики с ними, и вы должны создавать довольно уникальные отпечатки в кратчайшие сроки.
Предназначен для плоскостной и профильной обработки заготовок с четырех сторон за один проход с целью получения изделий точной геометрической формы и необходимой шероховатости поверхности.
Доставка Запчасти / сервис
Отправить заявку
Описание
Характеристики
Видео
СХЕМА ОБРАБОТКИ
НАЗНАЧЕНИЕ
Предназначен для плоскостной и профильной обработки заготовок с четырех сторон за один проход с целью получения изделий точной геометрической формы и необходимой шероховатости поверхности.
ПРИМЕНЕНИЕ
Предприятия и цеха по производству столярно-строительных изделий, клееного бруса и щита, производству погонажных изделий, деталей для стандартного домостроения и другие деревообрабатывающие и мебельные производства.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ ЧЕТЫРЕХСТОРОННИХ СТАНКОВ СЕРИИ QMB
Все рабочие элементы станка закрыты, это позволило существенно снизить уровень шума и повысить безопасность во время работы оборудования.
Система подачи заготовки с ременным приводом и карданной передачей является надежной и простой в эксплуатации.
Шпиндели собраны с применением самых точных в мире подшипников известной фирмы SKF (Швеция) и не требуют смазки в процессе эксплуатации. Перед установкой на станок все шпинделя проходят предварительную обкатку.
Специально разработанный механизм подачи коротких заготовок позволяет обрабатывать заготовки длиной от 180 мм при подаче торец в торец, и от 250 мм при подаче одной заготовки.
Пневматическая система прижимных подающих роликов. Три независимых пневматических контроллера управляющие прижимом протягивающих роликов обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне.
Специальная конструкция первого шпинделя. Установка на первый шпиндель пазовой фрезы и специальная линейка позволяет формировать на заготовки сразу две базовых поверхности, что значительно повышает точность и качество обработки.
Специальная конструкция первого шпинделя. Установка на первый шпиндель пазовой фрезы и специальная линейка позволяет формировать на заготовки сразу две базовых поверхности, что значительно повышает точность и качество обработки.
Чтобы гарантировать качество строгания и резания левый и правый ножи станка можно сдвигать вперед и назад.
КОНСТРУКТИВНЫЕ ПРЕИМУЩЕСТВА
Бесступенчатая регулировка скорости
Бесступенчатая регулировка скорости подачи позволяет оператору оперативно без открытия кожуха осуществлять регулировку скорости подачи в зависимости от поставленных целей с помощью вариатора (0-24 м/мин или инвертора (опция) с центральной панели управления.
Механизм подачи коротких заготовок
Механизм подачи коротких заготовок специально разработанный механизм подачи коротких заготовок позволяет обрабатывать заготовки длинной от 180 мм при подаче торец в торец, и от 250 мм при подаче одной заготовки.
Цельнолитая чугунная станина
Цельнолитая чугунная станина, прошедшая специальную термообработку. Обеспечивает максимальную стабильность и надежность, полностью исключает возможность возникновения вибрации даже при обработке массивных заготовок.
Высокоточные динамические сбалансированные шпиндели, прошедшие прецизионную обработку и контроль позволяют достигать безупречного качества строгания с точностью до 0,01 мм. Перед установкой на станок все шпиндели станка обкатываются в течение нескольких часов.
Электрические компоненты
Электрические компоненты выполнены в соответствии стандартам СЕ.
Цифровая система позиционирования шпинделей
Цифровая система позиционирования шпинделей позволяет легко производить настройку с передней панели четырехстороннего станка, не открывая защитного кожуха. Гофрированные чехлы предотвращают попадание стружки и опилок на механизмы перемещения шпинделей.
Подающий и рабочий столы
Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты толстым слоем твердого хрома (0.3 мм) для достижения повышенной износоустойчивости.
Настройка направляющего и подающего стола
Настройка направляющего и подающего стола легко производится посредством рычагов быстрой настройки.
Эргономичная контрольная панель управления
Эргономичная контрольная панель управления разработана с учетом мировых тенденции в станкостроении, для максимальной защиты и удобства управления станком.
Прижим подающих вальцов
Прижим подающих вальцов осуществляется с помощью пневмоцилиндров, обеспечивающих стабильное и равномерное усилие прижимных вальцов.
Дополнительная панель управления
Дополнительная панель управления необходима для быстрой и удобной работы в режиме перенастройке станка.
Централизованная система смазки
Централизованная система смазки установлена отдельно для подачи смазки рабочих поверхностей станка.
Приводные верхние рифленые ролики на входе + нижний приводной
Приводные верхние рифленые ролики на входе + нижний приводной рифленый ролик позволяют обрабатывать массивные заготовки и заготовки естественной влажности.
Деликатная и надежная система подачи детали на выходе из станка
Деликатная и надежная система подачи детали на выходе из станка. На выходе заготовку протаскивают две пары высокопрочных полиуретановых роликов, не позволяющие повредить заготовку + нижние приводные, гладкие вальцы.
Пневматическая система прижимных подающих роликов
Пневматическая система прижимных подающих роликов состоит из независимых пневматических контроллеров управляющих прижимом протягивающих роликов. Которые обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне. Настройка прижимных роликов производится быстро и удобно с операторского места, при этом открывать защитный кожух не надо.
Редукторная система приводов спаренных роликов
Редукторная система приводов спаренных роликов через карданные валы обеспечивает надежную передачу крутящего момента. Усиленный безлюфтовый редуктор обеспечивает мощную и стабильную подачу заготовок.
Бесступенчатая регулировка скорости подачи
Бесступенчатая регулировка скорости подачи позволяет оператору оперативно без открытия кожуха осуществлять регулировку скорости подачи в зависимости от поставленных целей с помощью вариатора (0-24 м/мин или инвертора (опция) с центральной панели управления.
Модель
QMB623A
QMB523A
QMB423A
QMB723R
QMB623R
Рабочая ширина, мм
20-230
20-230
20-230
20-230
20-230
Рабочая толщина, мм
8-160
8-160
8-160
8-160
8-160
min. рабочая длина, мм
840/280
840/280
580/280
840/280
720/280
Диаметр шпинделя
Ø40
Ø40
Ø40
Ø40
Ø40
Скорость подачи, м/мин
6-36
6-36
8-33
6-36
6-36
Скорость вращения шпинделя, об/мин
6800
6800
6800
6800
6800
Диаметр ножа, мм
Ø125
Ø125
Ø125
Ø125
Ø125
Левый/правый вертикальный нож, мм
Ø108-Ø200
Ø108-Ø200
Ø108-Ø200
Ø108-Ø200
Ø108-Ø200
Второй правый вертикальный нож, мм
/
/
/
Ø108-Ø200
Ø108-Ø200
Первый верхний нож, мм
Ø108-Ø180
Ø108-Ø180
Ø108-Ø200
Ø108-Ø180
Ø108-Ø180
Второй верхний нож, мм
Ø108-Ø180
/
/
Ø108-Ø180
/
Второй нижний нож, мм
Ø108-Ø230
Ø108-Ø230
/
Ø108-Ø230
Ø108-Ø230
Мощность, кВт/HP
47,25/63
38,25/51
30,75/41
54,75/73
47,25/63
Первый нижний нож, кВт/HP
2×5,5/7,5
2×5,5/7,5
2×5,5/7,5
2×5,5/7,5
2×5,5/7,5
Левый вертикальный нож, кВт/HP
7,5/10
7,5/10
7,5/10
7,5/10
7,5/10
Второй правый вертикальный нож, кВт/HP
/
/
/
7,5/10
7,5/10
Первый верхний нож, кВт/HP
7,5/10
7,5/10
7,5/10
7,5/10
7,5/10
Второй верхний нож, кВт/HP
7,5/10
/
/
7,5/10
/
Второй нижний нож, кВт/HP
7,5/10
7,5/10
/
7,5/10
7,5/10
Двигатель подачи, кВт/HP
5,5/7,5
4/5,5
4/5,5
5,5/7,5
5,5/7,5
Двигатель подъема, кВт/HP
0,75/1
0,75/1
0,75/1
0,75/1
0,75/1
Диаметр всасывающего колпака, мм
6xØ150
5xØ150
4xØ150
7xØ150
6xØ150
Давление подачи воздуха, Мпа
0,6
0,6
0,6
0,6
0,6
Габаритные размеры, мм
4960x1900x1700
4280x1900x1700
3829x1850x1750
5380x1860x1760
4750x1860x1760
Вес, кг
5600
4600
4150
6050
5650
Четырехсторонний станок QMB 620 A QCM, цена — Prom.
ua (ID#924693071)
Станки данной серии предназначены для сложной продольной обработки пиломатериала из древесины различной плотности с 4-х сторон с целью получения погонажных изделий экспортного качества (наличник, багет, погонаж со сложным профилем).
Высокоточные динамически сбалансированные шпиндели прошедшие прецизионную обработку и контроль
Позволяют достигать безупречного качества строгания с точностью до 0,01 мм. Шпинделя собраны с применением самых точных в мире подшипников известной фирмы SKF (Швеция) и не требуют смазки в процессе эксплуатации. Перед установкой на станок, все шпинделя проходят предварительную обкатку. Стандартная частота вращения шпинделя 6000 об/мин. По запросу частота вращения может быть увеличена до 7 500 об/мин. Каждый шпиндель оснащен четырьмя разнесенными подшипниками, реальное биение шпинделя 0. 001мм.
Цифровая система позиционирования шпинделей
Настройка всех шпинделей легко производятся с передней панели четырехстороннего станка не открывая защитного кожуха. Гофрированные чехлы предотвращают попадание стружки и опилок на механизмы перемещения шпинделей.
Подающий стол
Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты толстым слоем твердого хрома (0.3 мм) для достижения повышенной износоустойчивости.
Настройка направляющей линейки
Настройка направляющей и подающего стола легко производится посредством рычагов быстрой настройки.
Обеспечивает максимальную стабильность и надежность, полностью исключает возможность возникновения вибрации даже при обработке массивных заготовок.
Эргономичная контрольная панель управления
Разработана с учетом мировых тенденции в станкостроении, для максимальной защиты и удобства управления станком.
Пневматическая система прижимных вальцов
Прижим подающих вальцов осуществляется с помощью пневмоцилиндров, обеспечивающих стабильное и равномерное усилие прижимных вальцов.
Дополнительная панель управления
Необходима для быстрой и удобной работы в режиме перенастройке станка.
Централизованная система смазки.
Установлена отдельная система для подачи смазки рабочих поверхностей станка.
Механизм подачи коротких заготовок
Специально разработанный механизм подачи коротких заготовок позволяет обрабатывать заготовки длинной от 180 мм при подачи торец в торец, и от 250 мм при подачи одной заготовки.
Высокоточная, надежная система подачи заготовок
Приводные верхние рифленые ролики на входе + нижний приводной рифленый ролик позволяют обрабатывать массивные заготовки и заготовки естественной влажности.
Деликатная и надежная система подачи детали на выходе из станка
На выходе заготовку протаскивают две пары высокопрочных полиуретановых роликов, не позволяющие повредить заготовку + нижние приводные, гладкие вальцы.
Пневматическая система прижимных подающих роликов
Три независимых пневматических контроллера управляющие прижимом протягивающих роликов обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне. Настройка прижимных роликов производится быстро и удобно с операторского места, при этом открывать защитный кожух не надо.
Редукторная система приводов спаренных роликов через карданные валы
Обеспечивает надежную передачу крутящего момента. Усиленный безлюфтовый редуктор обеспечивает мощную и стабильную подачу заготовок.
Бесступенчатая регулировка скорости подачи
Позволяет оператору оперативно без открытия кожуха осуществлять регулировку скорости подачи в зависимости от поставленных целей с помощью вариатора(0-24 м/мин или инвертора (опция) с центральной панели управления.
Характеристики
QMB 620 А
Макс. ширина обработки, мм
200
Мин. ширина обработки, мм
20
Макс. толщина обработки, мм
125
Мин. толщина обработки, мм
8
Общее кол-во осевых ножей
6
Скорость вращения осевых ножей, об/мин
6800
Скорость подачи материала, м/мин.
6-26
Диаметр осевых ножей, мм
Ø40
Ø первого нижнего ножа, мм
Ø125
Ø правого ножа, мм
Ø110-180
Ø левого ножа, мм
Ø110-180
Ø первого верхнего ножа, мм
Ø110-180
Ø второго верхнего ножа, мм
Ø110-180
Ø второго нижнего ножа, мм
Ø110-200
Мощность двигателя первого нижнего ножа, кВт
5,5
Мощность двигателя правого ножа, кВт
5,5
Мощность двигателя левого ножа, кВт
5,5
Мощность двигателя первого верхнего ножа, кВт
7,5
Мощность двигателя второго верхнего ножа, кВт
5,5
Мощность двигателя второго нижнего ножа, кВт
5,5
Мощность двигателя подачи материала, кВт
4
Поднятие (балансировка), кВт
0,75
Общая мощность, кВт
40
Ø трубы отвода опилок, мм
Ø120
Размеры станка, мм
4000×1780×1750
Общий вес, кг
4400
Деревообрабатывающие и металлообрабатывающие станки от интернет-магазина «Рейсмус»:
главная | продукты | отзывы | поддержка | свяжитесь с нами | дилерская зона | интернет-магазины
РЕЗАК ДЛЯ БУМАГИ QCM
были представлены на
Нажмите здесь для более подробной информации!
Победитель в номинации «Лучшая бумага для тяжелых условий эксплуатации» Резак
Опубликовано на Bestcovery . Нажмите здесь для более подробной информации!
«Я в восторге от качества и точности станка. очарование для работы…»
Дженнифер Б., Pudding House Publications, Колумбус, Огайо
* * * * *
Нажмите здесь, чтобы заказать сейчас.
Нажмите здесь для более подробной информации!
МОЩНЫЙ
разрезает стопку бумаги легким движением
ПОРТАТИВНЫЙ
подходит для вашего стола и вашего бюджета
ЭКОНОМИТ ВРЕМЯ
Если вам требуется несколько часов, чтобы разрезать стопку бумаги на гильотине резак, используя портативный резак для бумаги QCM, вы получите работу делается в течение нескольких минут. Резак QCM экономит ваше время более чем на 90 % и дает профессиональные и точные результаты.
ЭКОНОМИТ ДЕНЬГИ
С типографиями, взимающими несколько долларов за разрез, портативный настольный резак для бумаги QCM по цене сравнимая цена с гильотинным резаком для бумаги, окупает себя и экономит вам время и деньги.
Машины QCM разработаны в США компанией Quality Commercial Machines. Корпорация. Наш производитель один из немногих в отрасли которая была оценена и зарегистрирована как соответствующая требованиям ИСО9001:2000 с июня 2004 г. Каждый рабочий стол QCM резак поставляется с пожизненной гарантией. С запатентованным технологии и дизайн, качество и производительность ваших машин гарантированы.
мы предоставляем качественные коммерческие машины, которые вы можете рассчитывать на!
ККМ КОРП | ПРОДУКТЫ | ОТЗЫВЫ | ПОДДЕРЖКА | СВЯЖИТЕСЬ С НАМИ | ДИЛЕРОВСКАЯ ЗОНА | ИНТЕРНЕТ-ПОКУПКИ
650 N. Edgewood Ave. Wood Dale, IL 60191 USA 1-888-TO-MYQCM (1-888-866-9726)
2016 г. Корпорация качественных коммерческих машин
АО «QCM Technologies»
Производственный сектор
Морепродукты
Промышленность
Разработка и производство машин для морепродуктов и пищевой промышленности.
Сельское хозяйство
Промышленность
QCM специализируется на высоких технологиях и интеллектуальных машинах для посева, сбора урожая и переработки сельскохозяйственной продукции.
Пищевая промышленность
Промышленность
Консультации, проектирование и производство производственных линий, упаковочных продуктов.
Узнайте нас лучше
Опытный
Более 9 лет опыта разработки и производства морепродуктов, 4 года опыта разработки и производства сельскохозяйственной и пищевой промышленности
Высокое качество
Разработка и производство высококачественной продукции силами команды инженеров с более чем 10-летним опытом работы в американских корпорациях Abbott и в области управления производством.
Высокая эффективность
Более быстрое изготовление профессиональной командой в течение 15-20 дней. Всегда соблюдаем сроки клиентов
Гарантия качества
Гарантия на машину 12 месяцев. Обеспечить установку оборудования на месте, ввод в эксплуатацию и руководство.
Чонг Нгуен
Председатель — Директор
Продукты QCM
ККМ
Простые шаги
для сотрудничества с нами
Сначала свяжитесь с нами
Свяжитесь с нами
Делайте запросы
Назначение
Разместить заказ
Заказать сейчас
Произвести платеж
Оплата
что говорят клиенты
о нашем
Mr Nguyễn Tường
SaiGon Food Joint Stock Company
Mr Chuong и команда QCM — творческие, увлеченные люди, любят свою работу и всегда несут высокую ответственность в работе
Mrs Phi Anh
Thuan Phuoc Seafoods and Trading Corporation
Когда мы столкнулись со сложной технологической проблемой на производстве, первой компанией, о которой мы подумали, была QCM
Mr Quang
Dong Phuong Co. , Ltd Директор
Mr Hung
Minh Nhật Nguyễn Директор
9004 Я очень доволен и оцените возможности сотрудников компании QCM. В дополнение к хорошему выполнению требований клиентов, они также помогают консультантам, инновационным продуктам со страстью и энтузиазмом.
г-н Ле Хой Данг
Директор Тома Ванга
Машина для нарезки суши из креветок от QCM помогает нам увеличить производительность и заменить 20 рабочих, распиленных вручную. Политика продаж после продажи очень хорошо. Компания QCM всегда откликается, когда мы просили. Мы действительно довольны.
Mr Lê Văn Hồng
Директор Bá Hải
Автоматическая весовая сортировочная машина от QCM — это действительно высокотехнологичные продукты, подходящие заменители импортной продукции, гарантия заводского качества, разумные цены помогают снизить инвестиционные затраты, повысить эффективность производства. Надеюсь, что у компании QCM будет больше продуктов для бизнеса, у нас есть больше вариантов для
Г-н Марсело
Главный инженер Amanda Food
Машина в порядке. Мне это нравится. Я буду продолжать работать с вами, Chương
Часто задаваемые вопросы QCM
Найдите то, что вам нужно знать, в нашем разделе вопросов. Мы всегда рады помочь вам
Разрабатывает ли QCM и производит машины в соответствии с конкретными требованиями клиентов?
Да, есть. Мы специализируемся на разработке и производстве станков по индивидуальному заказу. Просто предоставив нам желаемые профили и требования, такие как марка компонента, тип материала, мы можем изготовить машины, соответствующие вашим потребностям.
Отправляет ли QCM технический персонал на завод заказчика?
Да, есть. Мы посещаем ваш завод для установки, обучения, ремонта и других целей по мере необходимости.
Сколько лет/в каком состоянии прослужит ваша машина?
Наши клиенты используют машины QCM уже более 8 лет (с соответствующим обслуживанием).
Перед вами коллекция работ от покупателей наших станков. Кто — то из них профессионально занимался столярным делом и покупка чпу станка это был следующий шаг в бизнесе. Кто — то, как наш покупатель из г. Минск, «искал выход между негуманными ценами на мебель, которая нравится, и невзрачным ширпотребом, который не цепляет».
А некоторые делают мебель для себя и знакомых исключительно ради собственного удовольствия.
Просмотрите эту страницу до конца, и вы увидите, как можно сделать на фрезерном станке эксклюзивную вещь, как с помощью простого декора можно сделать скучную дверь интересной, как с помощью простой гравировки за несколько минут можно украсить дверцу шкафчика.
Мы ЗА хороший вкус и разнообразие в окружающем нас интерьере! А главное, за доступность хорошей мебели, которую можете сделать и вы, своими руками!
Обратите внимание, что половина представленной коллекции сделана на хоббийных станках из фанеры. На качество изделий это никак не повлияло, потому что механика на хоббийных станках серии Моделист такая же, как и на дорогих станках из металла. Преимущество последних только в производительности.
Александр О. (г. Новосибирск), станок Моделист4060
Табуреты. Просто и со вкусом!
Тимофей (г. Вуктыл), станок Моделист4090
ВНИМАНИЕ! Ножки стола сделаны без применения поворотной оси! Как говорится, «а вам слабо?!»
Обратите внимание на двери. Как несколько розеток украсили типовую дверь!
Олег К. (г. Минск), станок Моделист4090
Рассказ Олега о своих первых шагах в освоении чпу.
Продолжение от Олега спустя 3й сезон работв станка Моделист4090
Альберт Г. (г. Сыктывкар), станок Моделист6090
И опять, не особенно затейливое украшение из дерева, а как теперь смотрится дверное полотно и дверца шкафчика!
Используя фасонные фрезы, можно добиться очень интересного реза на мебельном полотне. Фрезеровка контура пазовой фасонной фрезой D38.1х19 r12,7 на станке с ЧПУ Моделист4090, шпиндель kress 1000Вт, скорость подачи 1000мм/мин.
А теперь украсим фасад резьбой. Гравировка фасада 800х300 мм на чпу станке хобби класса Моделист4060. Использован V гравер 90 градусов, d=22 мм, пятка 0,2. Фасад резался 18 мин.
Нам хотелось показать, что эффектный рисунок на дереве можно получить не только используя стратегию 3д фрезеровки, но и гравировкой. При этом времени на гравировку уходит значительно меньше!
Одновременная фрезеровка двух мебельных фасадов многошпиндельным чпу станком
Это небольшая полка для размещения моделей кораблей.
Игорь (ст. Старощербиновская, Краснодарский край), станок Моделист120Т и Моделист120250AL
01/13
Сергей (г. Усть — Лабинск, Краснодарский край), станок Моделист90120al
Да, любят у нас в крае пышную мебель! Красиво, согласитесь!
Фрезеровка стула из гнутой фанеры на станке с поворотным шпинделем. Механизм поворотного шпинделя позволяет осуществлять 4-х и 5-ти осную обработку изделий.
Изготовление мебельных ножек на токарно — фрезеных чпу
Еще больше работ от наших покупателей на Youtube канале. А также на страничках в соц. сетях В Контакте и Инстаграм
Смотрите еще в нашей коллекции работ:
Украшения. предметы декора, клише и пломбираторы, оборудование на фрезерном чпу станке
Что можно делать на фанерных чпу серии Моделист
Какие материалы можно обрабатывать на чпу станке
Статьи по теме:
Изготовление мебельного фасада на чпу станке с имитацией резьбы по дереву
Подготовка файла 3D резки в artcam
Подготовка файла гравировки в artcam
Назначение и возможности фрезерных станков с ЧПУ
Главная » Статьи » Статьи по деревообработке » Столярные станки » Фрезерные станки по дереву с ЧПУ » Назначение и возможности фрезерных станков с ЧПУ
24. 12.2020
Фрезерные станки по дереву с ЧПУ
Просмотров: 561
Предпринимателей, занимающихся выпуском мебели и деревянных конструкций для строительства из древесины и прессованных стружечных плит, интересует, что можно сделать на фрезерном станке ЧПУ и какие выгоды от его эксплуатации. Перечень выполняемых операций большой:
фигурная резка;
нанесение объемных узоров;
изготовление декоративных деталей для мебели;
гравировка по мягким металлам;
создание рекламных надписей;
построение демо-макетов для выставки и демонстрации архитектурных проектов;
изготовление литейных форм;
создание заготовок для чип-сетов печатных плат.
Универсальный 3D фрезерный станок ЧПУ по дереву, возможности которого практически не ограничены, создает уникальные объемные резные элементы для мебели, столбы и балясины для лестницы. Настольное оборудование позволяет делать ювелирные изделия, фрагменты резных наличников, рам, багетов, сувенирные изделия.
На станке консольного типа с ЧПУ для дома можно изготавливать элементы декора для фасадов мебели, резные панели, ажурные конструкции из фанеры, дерева и пластика.
В домашних мастерских элменты фигурной мебели, ножки стола, накладные элементы отделки.
Фрезерование дерева на ЧПУ происходит на большой скорости с минимальным участием человека. Производительность оборудования высокая. Рабочий ставит нужную программу, устанавливает заготовку и дает команду начинать работу.
Перед покупкой оборудования следует определиться с его загрузкой и размерами деталей. Для домашней мастерской подойдет настольная модель с механическим копиром. При серьезном увлечении изготовлением уникальной мебели и для малых мебельных предприятий нужно приобрести станок 3D с ЧПУ. Большое количество совершенно одинаковых деталей за короткий промежуток времени позволит увеличить производительность предприятия, и затраты на приобретение программного блока окупятся.
Консольный фрезеровочный промышленный агрегат оправдает себя только на предприятиях массового производства крупных деталей, при раскрое листов ДВП и других элементов для мебели и строительства.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Как выбрать фрезерный станок ЧПУ по дереву?
24.12.2020
Просмотров: 426
В этой статье расскажем про основные моменты при выборе станка ЧПУ.
Фрезерные станки по дереву с ЧПУ
Классификация фрезеров с ЧПУ
24.12.2020
Просмотров: 281
Фрезерные станки с ЧПУ выполняют резьбу по дереву в 3D при производстве элементов декора и интерьера, рекламной продукции, сувениров. Раскраивают криволинейные детали мебели и фасадов из натуральной древесины, выполняют рельефные работы (гравировка). Кроме дерева, обработке поддаются акрил, фанера, МДФ, гипс, мягкие металлические сплавы
Фрезерные станки по дереву с ЧПУ
Правильный выбор фрезерного станка с ЧПУ
24. 12.2020
Просмотров: 369
Фрезерные станки по дереву с ЧПУ
Фрезерные станки с ЧПУ
могут все ЭТО?
Попробуйте бесплатную пробную версию калькулятора скорости и подачи.
Независимо от того, используете ли вы в настоящее время фрезерный станок с ЧПУ или просто хотите узнать, о чем идет речь, будьте готовы увидеть некоторые из удивительных возможностей, которые ЧПУ может предложить вашему цеху. В этой статье приведены рецепты успешной резки поликарбоната, латуни, пенопласта, картона и да, дерева. «Ингредиенты» для каждой операции включают обрабатываемый материал, используемые фрезы, скорость подачи, глубину резания (DOC) и другие переменные.
Вы должны соблюдать ограничения скорости
Посмотрите бесплатное видео, демонстрирующее каждый из представленных проектов.
Для достижения наилучших результатов при работе с ЧПУ необходимо контролировать скорость подачи и скорость вращения фрезерного станка. Вы делаете это все время с портативными маршрутизаторами, вероятно, не задумываясь об этом. Ручные фрезеры постоянно обеспечивают тактильную обратную связь, и вы реагируете на это изменением скорости подачи, уменьшением глубины резания, изменением скорости вращения или всеми вышеперечисленными действиями. Фрезерный станок с ЧПУ не может реагировать как человек, поэтому вам нужно указать машине, что делать. В противном случае он быстро затупится или сломается, а пропил будет некачественным. Обратитесь к руководству по эксплуатации станка, чтобы узнать, как установить скорость вращения и скорость подачи.
Эта статья служит отправной точкой, а не подробным руководством по подаче и скорости. Если вы используете другие фрезы или материалы (например, алюминий вместо латуни), вам нужно будет поэкспериментировать и, возможно, изменить перечисленные параметры. Некоторые фрезерные станки с ЧПУ обеспечивают хорошее качество резки при более быстрой подаче; другие требуют более медленных скоростей подачи. Хорошее качество резки и долговечность фрезы зависят от нагрузки на стружку — размера стружки, которую образует фреза. Если вы видите пыль, а не стружку, настройка нуждается в настройке. Найдите калькуляторы загрузки чипов в Интернете; производители фрез также могут помочь.
Деревянный знак: Вырезанные буквы
IMG3266.jpg
Найдите множество вариантов для экспериментов в траектории Quick Engrave . Stepover контролирует межстрочный интервал внутри гравировки. Небольшое число помещает линии близко друг к другу, делая конечный результат более непрозрачным. Угол штриховки — это угол, под которым выгравированы линии. Я обычно использую 45° — поэкспериментируйте, чтобы увидеть, что вам больше нравится.
Примечания: Чтобы создать надрезанный знак, выберите только буквы и кофейную чашку при создании траектории V-Carve/Engraving. Выполняйте резку большинства твердых пород древесины с показанными здесь подачей и скоростью.
Когда люди впервые задумываются о том, что они будут делать с помощью фрезерного станка с ЧПУ, первое место в списке занимают деревянные вывески. Освойте этот простой процесс и верните часть денег, которые вы вложили в машину, или просто выбейте несколько крутых подарков.
Траектория гравировки не требует глубины резания. Программное обеспечение автоматически «заполняет» каждую букву в зависимости от угла и диаметра V-образной насадки.
Для этой траектории требуется Глубина резания , так как он «вычерчивает» одну строку, а не букву с границами. 0,06 дюйма (около 1 ⁄ 16 «) создает видимую деталь. Не беспокойтесь об изображении под Глубина резания , которое показывает квадратный профиль, а не букву V. Это стандартное изображение для этой траектории, независимо от используемого бита.
Конструкции и траектории, используемые в этой статье, были созданы в VCarve Pro, программном обеспечении, обычно используемом на настольных станках с ЧПУ. Его можно найти на vectric.com.
VCarve Pro автоматически выбирает
количество проходов в зависимости от диаметра сверла и толщины материала.Вы можете изменить это по мере необходимости, для более твердого материала требуется больше проходов
Деревянный знак: Рельефные буквы
MG3267.jpg
Примечание: Чтобы получить выпуклые буквы и графику, выберите границу, буквы и кофейную чашку при создании траектории.
Эти первые два проекта показывают, как использование разных траекторий для одного и того же проекта может сильно повлиять на окончательный вид. Это показывает универсальность работы фрезерного станка с ЧПУ.
Глубина плоскости говорит вам, насколько буквы и чашка будут выступать за фон. Инструмент Area Clearance Tool , удаляющий отходы быстрее, чем V-образная фреза, которая фрезерует детали отделки. Эта одна траектория показывает оба бита, но они, конечно, будут использоваться по отдельности.
для разрезания экстерьера:
■ Бит маршрутизатора: Спираль ■ об/мин: . Снаружи, Внутри или На линии , которую вы создали. Это определяет, где фреза обрезается по отношению к дизайну. создайте траекторию в VCarve Pro, используйте гаджет Dragknife Toolpath. Нож режет материалы до 1 ⁄ 4 «толстые, такие как картон, стирол и виниловые буквы.
Создавайте формы в программах для рисования, таких как SketchUp, а затем превращайте их в шаблоны, которые вы можете копировать в своих частях проекта. Вместо фреза, нарезанная лезвием универсального ножа
Хотя VCarve Pro имеет встроенный гаджет , встроенный в программное обеспечение, он отображается здесь как импортированная траектория.
360-латунная бабочка
IMG3235.jpg
360 латунь — это особый тип легкодоступной латуни [Источники].
Да, фрезерный станок с ЧПУ может резать цветные металлы. Добавьте в свои проекты алюминиевые, медные или латунные вставки и другие декоративные элементы.
. : В дополнение к контролю скорости подачи и скорости вращения, при обработке цветных металлов следует обращать внимание на DOC. Вы можете использовать аналогичную настройку для резки алюминия или меди, но разные материалы диктуют небольшие изменения в этих настройках.
Гравировка гранита
IMG3254.jpg
Алмазы — лучший друг ЧПУ, особенно для гравировки стекла, гранита или стали. Стилус с алмазным наконечником выгравирует удивительные детали на этих и других материалах.
■ Инструмент: Алмазное сопротивление бит гравировки ■ об/мин: 0 ■ Скорость подачи: 30 «/min
IMG_6126.JPG
Найдите много вариантов до эксперимента
. Гравировка траектория. Stepover контролирует межстрочный интервал внутри гравировки. Небольшое число помещает линии близко друг к другу, делая конечный результат более непрозрачным. Угол штриховки — это угол, под которым выгравированы линии. Я обычно использую 45° — поэкспериментируйте, чтобы увидеть, что вам больше нравится.
Примечания: Алмазный тормоз поставляется с отличными инструкциями по установке. Увеличение DOC на подпружиненном наконечнике создает дополнительное давление, необходимое для более твердого материала. В зависимости от материала может потребоваться некоторое экспериментирование, чтобы получить наилучший разрез. Используйте этот инструмент на пластике, стекле, алюминии, латуни и стали. Выберите наконечник 120° для гравировки и 9Наконечник 0° для надреза стекла, чтобы вы могли защелкнуть его по линии надреза.
Фрезерный станок с ЧПУ по дереву, на что он способен?
Фрезерный станок по дереву с ЧПУ, знаете ли вы, для чего его можно использовать? Знаете ли вы, на что способен фрезерный станок с ЧПУ?
Если вы хотите знать, для чего используется фрезерный станок с ЧПУ по дереву и на что он способен? Вы не должны пропустить эту статью. Прежде всего, мы должны понять, что такое станок с ЧПУ по дереву, как обрабатывается гравировальный станок с ЧПУ и как он работает, какие бывают типы гравировальных станков, каковы преимущества обработки гравировальных станков и так далее. Сегодня редактор Blue Elephant CNC поделится тремя частями самого гравировального станка, областью применения гравировального станка и конкретным случаем гравировального станка. Надеюсь помочь друзьям, которые заинтересованы в гравировальной машине.
Часть 1. Знания фрезерного станка с ЧПУ по дереву
1.1. Что такое фрезерный станок по дереву с ЧПУ?
Фрезерный станок с ЧПУ по дереву — это фрезерный станок с ЧПУ, управляемый компьютером, связанный с ручным фрезерным станком и используемый для гравировки различных материалов, таких как дерево, акрил, плита из ПВХ, МДФ, мрамор, резиновая плита, пластик, стекло и пенопласт, хрусталь. и т. д. И фрезерный станок с ЧПУ также представляет собой комбинацию гравировки и фрезерования по принципу обработки. Фрезерный станок с ЧПУ по своей концепции очень похож на фрезерный станок с ЧПУ. Вместо маршрутизации вручную траектории движения инструмента контролируются с помощью компьютерного числового программного управления.
1.
2. Какие типы станков с ЧПУ обычно используются?
Во-первых, , я хочу сказать, что это обычный фрезерный станок с ЧПУ по дереву, который также называют станком с ЧПУ для дерева начального уровня. Благодаря низкой стоимости, простоте эксплуатации и обслуживания этот фрезерный станок по дереву с ЧПУ всегда пользуется популярностью у пользователей в стране и за рубежом. Фрезерный станок по дереву с ЧПУ в основном выполняет некоторую плоскостную обработку доски. Если вы просто выполняете плоскую обработку некоторых пластин, этот трехосевой гравировальный станок, безусловно, является вашим идеальным выбором.
Фрезерный станок с ЧПУ по дереву
Во-вторых, , я представлю 4-осевой фрезерный станок с ЧПУ. По сравнению с обычным фрезерным станком с ЧПУ по дереву, этот тип 4-осевого фрезерного станка с ЧПУ относится к станку с ЧПУ, путь обработки которого включает оси X, Y, Z и A, а шпиндель может поворачиваться влево и вправо. Поскольку шпиндель гравировального станка этого типа может поворачиваться влево и вправо, шпиндель может подходить к заготовке под разными углами и эффективно обрабатывать три рабочие поверхности. Он может выполнять не только плоскую гравировку, но и трехмерную гравировку заготовок неправильной формы. И этот тип 4-осевого станка с ЧПУ подходит для обработки обычных деталей, трехмерных деталей, сложных деталей и обработки нестандартной графики.
4-осевой фрезерный станок с ЧПУ
В-третьих, , я представлю фрезерный станок с ЧПУ ATC. По сравнению с традиционным методом ручной смены инструмента, этот тип гравировального станка с ЧПУ ATC имеет независимый магазин инструментов с различными насадками. Он может автоматически менять необходимые инструменты с помощью компьютерной программы, не останавливая работу во время обработки. И он может выполнять серию резки, выдалбливания, канавки, штамповки, фрезерования канавок, фрезерования плоскостей и других различных потребностей обработки. Таким образом, как качество обработки, так и эффективность обработки были значительно улучшены. Таким образом, этот тип фрезерного станка с ЧПУ ATC является лучшим выбором для предприятий с большими объемами производства.
Фрезерный станок с ЧПУ ATC
В-четвертых, , затем я представлю фрезерный станок с ЧПУ с поворотной осью. По сравнению с обычными гравировальными станками, станок с ЧПУ с поворотной осью относится к этим фрезерным станкам с ЧПУ с поворотным устройством. Во время обработки гравировального станка с поворотной осью нет необходимости многократно вращать и обрабатывать заготовку вручную, чтобы уменьшить количество зажимов и завершить обработку заготовки за один раз. И этот тип фрезерного станка с ЧПУ с осью вращения в основном обрабатывает кубические или цилиндрические заготовки.
Фрезерный станок с ЧПУ с осью вращения
В-пятых, , я представлю 5-осевой фрезерный станок с ЧПУ. Этот тип 5-осевого фрезерного станка с ЧПУ, который имеет не менее пяти осей координат (три линейные координаты и две координаты вращения) на станке, а также различные оси координат, может координироваться и перемещаться одновременно для обработки под управлением системы ЧПУ. Этот тип 5-осевого оборудования с ЧПУ обладает преимуществами высокого технологического содержания и высокой точности обработки и специально используется для обработки деталей со сложными криволинейными поверхностями.
5-осевой фрезерный станок с ЧПУ
В-шестых, , я представлю многоголовочный фрезерный станок с ЧПУ. Этот тип станка с ЧПУ по дереву, шпиндель которого можно настроить в соответствии с конкретными потребностями пользователя в обработке. Несколько шпинделей могут обрабатываться одновременно, чтобы удовлетворить потребности в пакетной обработке продуктов. Особенно при обработке одного и того же рисунка на доске несколько шпинделей обрабатывают одновременно, что значительно повышает скорость обработки доски. Одна машина может одновременно производить несколько машин, что значительно повышает эффективность производства, а обработанные продукты имеют лучшую консистенцию. В случае небольшого объема производства один шпиндель может обрабатываться независимо, а производственные затраты можно контролировать разумно и эффективно. Таким образом, многоголовочный фрезерный станок с ЧПУ в основном предназначен для пользователей с небольшим размером продукта и большим объемом обработки.
Фрезерный станок с ЧПУ с несколькими головками
В-седьмых , я представлю фрезерный станок с ЧПУ по камню. Этот тип станка с ЧПУ по камню подходит для резьбы и гравировки различных типов камня, нефрита, хрусталя, дерева, искусственных материалов, синтетических материалов и т. д. Основные функции включают тиснение, надписи, выдалбливание, резку, бесшовную строчку. , обработка поверхности, фрезерование стола и так далее. И он широко используется в надписях, садовой технике, крупномасштабных скульптурах, резьбе по дереву, обустройстве дома, кино и других отраслях промышленности. Затем я представлю фрезерный станок с ЧПУ из пеноматериала. Фрезерный станок с ЧПУ для пены также называется фрезерным станком EPS с ЧПУ для обработки пены. По сравнению с мощными станками для резки металла, станки для гравировки на пенопластах являются легкими станками с ЧПУ. И по сравнению с обычными гравировальными станками, этот тип пеногравировального станка имеет больший размер обработки и ход обработки. Особенно в производстве пресс-форм, таких как автомобильные пенопластовые формы, гипсовые формы, парафиновые формы, большие деревянные формы для кораблей, авиационные деревянные формы, пропеллеры и деревянные формы для поездов, этот тип фрезерного станка с ЧПУ EPS очень популярен.
Фрезерный станок с ЧПУ по камню
Наконец, , я представлю мини-фрезерный станок с ЧПУ. Мини-маршрутизатор с ЧПУ, также называемый малым фрезерным станком с ЧПУ и настольным фрезерным станком с ЧПУ. По сравнению с другими обычными станками с ЧПУ, этот небольшой фрезерный станок по дереву с ЧПУ имеет относительно небольшой размер. Этот тип небольшого гравировального станка имеет компактную конструкцию и небольшую площадь, поэтому его легко перемещать и использовать. И этот небольшой фрезерный станок с ЧПУ использует передовое промышленное программное обеспечение с числовым программным управлением и программное обеспечение для обработки верстки, чтобы выполнить различные требования к обработке небольших заготовок пользователей. Таким образом, мини-фрезерный станок с ЧПУ приветствуется энтузиастами деревообработки и рекламной индустрией.
Мини-фрезерный станок с ЧПУ
Часть 2: Применение фрезерного станка с ЧПУ по дереву
В качестве комбинации сверления и фрезерования гравировальный станок с ЧПУ в основном используется для гравировки с определенной отметкой глубины на поверхности объектов. Опираясь на преимущества полных типов, полных функций, высокой точности обработки и высокой эффективности обработки, фрезерный станок с ЧПУ широко используется отечественными и зарубежными пользователями в различных отраслях, таких как рекламная индустрия, технологическая промышленность, производство пресс-форм, электронная промышленность, строительная промышленность. , полиграфическая и упаковочная промышленность, индустрия украшения, индустрия надгробий, индустрия изделий из хрусталя. Ниже приведены основные области применения гравировальных станков в различных отраслях промышленности.
1. Мебельная промышленность
Гравировальный станок с ЧПУ производит гравировальные детали с высокой скоростью производства и высокой точностью. Обладая характеристиками полных типов, высоким интеллектом, практичностью и эффективностью, массовым производством, высокой скоростью и высокой эффективностью, он может выполнять большинство операций по гравировке массивной древесины или фрезерованию панелей. И он может сохранять естественный цвет, текстуру и текстуру твердых древесных материалов, поэтому он широко используется в мебельной промышленности и стал первым выбором для мебельной промышленности. Например, применение гравировального станка в мебельной промышленности показано при плоской резьбе плит большой площади, резьбе по мебели из массива, резьбе по художественной росписи из массива, резьбе по дереву, резке дверей без покраски из МДФ, кухонных оконных дверей. резьба.
2. Деревообрабатывающая промышленность:
Изделия из дерева в основном охватывают изделия из дерева для мебели, изделия из дерева для офиса, изделия из дерева для ремесел, изделия из дерева для сада, изделия из живого дерева и другие основные области. Обработка гравировального станка охватывает любую область, гравировальный станок может легко достичь идеального эффекта обработки. Кроме того, гравировальный станок также может использоваться при производстве деревянных промышленных изделий, таких как столешницы для швейных машин, панели электрических шкафов, спортивный инвентарь и так далее.
3. Рекламная индустрия:
Обычными материалами в рекламной индустрии являются неметаллические материалы, такие как двухцветные плиты, органические плиты (акрил), искусственные камни, плиты из ПВХ, дерево, МДФ и АБС. Рекламная индустрия в основном включает в себя значки, моделирование, стальные формы, резные печати, резьбу по мебели, подарки, сувениры, изделия ручной работы, вывески, производство вывесок, ручные доски, штамповку, печать пресс-форм для заводских ножей, вырезание рекламных слов, вырезание рекламных световых коробов и т. д. . . . Гравировальный станок имеет простое управление, гибкие методы обработки и отличное качество обработки. Он всегда был популярен среди пользователей рекламной индустрии.
4. Производство пресс-форм:
В процессе изготовления и производства пресс-форм использование технологии обработки с ЧПУ может не только обеспечить точность пресс-формы, но также облегчить эффективное проектирование и обработку пресс-формы. Поэтому технология ЧПУ играет важную роль в производстве пресс-форм. В производстве пресс-форм гравировальные станки с ЧПУ могут использоваться для гравировки различных архитектурных моделей, физических моделей, форм для бронзирования, двигателей, деревянных форм, авиационных деревянных форм, пропеллеров, автомобильных форм из пенопласта, форм для обуви, значков, форм для тиснения, печенья, шоколада, и форма для конфет и т. д.
5. Жилая и строительная промышленность:
Жилое / коммерческое строительство: Жилое / Коммерческое строительство: фрезерный станок с ЧПУ может применяться для всех видов деревянной отделки, таких как лестницы, перила, панели и решетчатые заборы, может быть прочным в течение многих лет, в частных домах часто используют деревянный каркас, деревянный пол и лестницу с деревянной конструкцией. Большие деревянные балки, деревянные оконные рамы, деревянные полы, панели и шкафы часто могут создавать захватывающие дух коммерческие помещения. Модульные деревянные здания могут быть собраны в одно мгновение для производства больших и сложных деревянных конструкций, таких как фабрики и склады. Эти станки для резьбы по дереву с голубым слоном могут сделать это за вас.
6. Резьба по камню:
Гравировальный станок с ЧПУ представляет собой продукт сочетания традиционной технологии гравировки и современной технологии ЧПУ. Он унаследовал тонкие, легкие и гибкие рабочие характеристики традиционной гравировки. В то же время он использует технологию автоматизации в современной обработке с ЧПУ и широко используется в различных отраслях промышленности. Материалы для обработки, в основном используемые в индустрии резьбы по камню, включают гранит, мрамор, искусственный камень, голубой камень, песчаник и другие различные камни. В индустрии резьбы по камню в основном используются небольшие изделия из камня для просмотра и подвешивания. А также фигурки животных и резьба по камню. Например, статуи знаменитостей, статуи Будды, каменные львы и т. д. Есть также некоторые предметы первой необходимости, включая столы, стулья, табуреты, журнальные столики, лампы, чернильницы и т. д. Есть также некоторые надписи и резьба по камню. Например, различные памятники, надгробия и т. д.
7. Ремесленная промышленность:
Ремесленная промышленность в основном включает различную мебель, освещение, украшения, модели, резьбу по корням, кабинет, посуду, держатели для ручек, расчески, ширмы, двери, вешалки, журнальные столики, ремесленные шкатулки, шкатулки для драгоценностей. , шкатулки для драгоценностей, винные полки, ремесленная роспись, статуи Будды, подвески и т. д. Гравировальные станки в ремесленной промышленности характеризуются вырезанием различных типов символов, узоров и контуров на различных изделиях ручной работы и сувенирах.
8. Производство музыкальных инструментов
Многие музыкальные инструменты в основном изготовлены из деревянных материалов, в том числе кларнет, гобой, большая труба, кларнет, специальная флейта, флейта, шэн и другие деревянные духовые инструменты, хуцинь, матуцинь, скрипка, баньху, еху и другие струнные смычковые инструменты, трещотка, деревянная рыба, звук Ударные инструменты, такие как доски и барабаны. Применение гравировального станка в производстве музыкальных инструментов проявляется в гравировке трехмерной изогнутой поверхности музыкального инструмента и вырезании внешнего вида.
Часть 3. Фрезерный станок с ЧПУ по дереву Образец
Благодаря сильной компании, отличному послепродажному обслуживанию, богатому опыту в отрасли ЧПУ и комплектным станкам с ЧПУ, гравировальный станок с ЧПУ производства Blue Eleon CNC был единодушно признан пользователями на дома и за границей. Каждый год тысячи станков с ЧПУ продаются в различные страны и регионы дома и за рубежом. С момента своего создания компания предоставила индивидуальные производственные решения для более чем 8000 пользователей. Каждый пользователь, с которым мы работали, — это не просто отношения между продавцами и покупателями, мы также друзья, которые вместе добиваются прогресса. Каждый день мы получаем отзывы от пользователей из разных стран о получении станка с ЧПУ, установке станка с ЧПУ и обработке образцов и т. д. Клиенты с удовольствием делятся с нами всем о станке. Мы также очень рады получать различные отзывы от пользователей. Ниже приведены примеры пользователей из разных стран, использующих разные типы гравировальных станков. Давайте наслаждаться этим вместе.
1. Образцы от португальских пользователей
Ниже приведены образцы обработки, которыми поделился пользователь из Португалии. На фотографиях видно, что клиенты в основном вырезают статуи и знаки Будды. Для резьбы статуй Будды точность резьбы относительно высока, особенно это выражается в обработке контуров символов и обработке узоров. Эти образцы обрабатываются на 3-осевом деревообрабатывающем гравировальном станке 1212. Система управления Mach4, используемая в этой машине, очень проста в эксплуатации. Вы можете выполнить любую обработку нерудных материалов без больших закупочных затрат и затрат на обучение.
2. Образцы ливанских пользователей
Ниже приведены образцы обработанных стульев, которыми пользуются ливанские пользователи. Стулья на картинке изготовлены с использованием 3-осевого гравировального станка 2040. Клиенты сказали, что их основными материалами для обработки являются некоторые неметаллические материалы, такие как дерево, которые в основном связаны с гравировкой плоскостей пластин разных размеров и простой обработкой резки и т. Д., Без слишком сложной обработки заготовки. Поэтому они выбрали 3-осевой деревообрабатывающий гравировальный станок с большим столом. Поскольку стол большой, он широко используется и может обрабатывать большие или маленькие заготовки. Например, спинка стула и поверхность сиденья на картинке.
3. Образцы от японских пользователей
Ниже приведены образцы отзывов, которыми поделились наши пользователи в Японии. Клиенты в основном занимаются некоторой обработкой в рекламной индустрии, такой как производство светодиодов, рекламных слов, вывесок, производство световых коробов и т. д. Заказчик показал нам, что они были обработаны на 3-осевом фрезерном станке с ЧПУ 1325. Этот тип станка с ЧПУ по дереву представляет собой гравировальный станок для резьбы по дереву начального уровня. Его преимущества заключаются в низкой стоимости закупки, простоте эксплуатации, удобстве использования, отсутствии специального обслуживания и т. д. Всегда считалось, что клиенты выбирают больше станков с ЧПУ по дереву. Особенно для новых пользователей в индустрии гравировальных станков, это идеальный выбор.
4. Образцы от пакистанских пользователей
На рисунках ниже представлены образцы отзывов, которыми поделились пакистанские пользователи. Заказчик заявил, что он был обработан с использованием фрезерного станка с ЧПУ 1325 с поворотной осью. На фотографиях видно, что клиенты показывают нам в основном обработку шкафов. В соответствии с требованиями клиентов, клиенты в основном имеют дело с мебельной промышленностью, которая включает не только простую обработку шаблонов на деревянных досках различных размеров, резку всего шаблона и выемку пластин, но также включает в себя некоторые мебельные ножки. Обработка цилиндрических детали, такие как поручни. Таким образом, этот гравировальный станок, который может обрабатывать как плоские, так и цилиндрические детали, действительно является хорошим выбором.
5. Образцы от чилийских пользователей
На рисунках ниже представлены отзывы пользователей из Чили о примерах круглого стола. Заказчик использовал деревообрабатывающий гравировальный станок 1825ATC. От первоначального производства одной китайской мебели заказчик теперь расширился до производства различных стилей мебельной промышленности. К продуктам переработки относится не только обработка кроватей, шкафов, столов, стульев, но и некоторая европейская мебель со сложными узорами. Клиенты также перешли с первоначального 3-осевого гравировального станка на 4-осевой гравировальный станок и гравировальный станок с автоматической сменой инструмента. Мы также очень рады видеть, что пользователи продолжают расширять масштабы производства.
6. Образцы от пользователей из Новой Зеландии
Следующие классные образцы обработаны пользователями из Новой Зеландии с использованием 4-осевого гравировального станка 1325. На фотографиях видно, что клиенты в основном обрабатывают различные знаки. Клиент сказал, что в основном занимается рекламной индустрией, и в основном занимается производством вывесок из различных материалов. Этот четырехосевой гравировальный станок полностью функционален, способен не только выполнять простую плоскую обработку, но и способен обрабатывать сложные трехмерные детали. Постоянное творческое вдохновение пользователей в сочетании с этим мощным гравировальным станком позволяет легко достичь идеального эффекта обработки пользователей.
7. Образцы от пользователей из Зимбабве
Следующие изысканные поделки обрабатываются пользователями из Зимбабве с использованием лазерных станков с ЧПУ. Перед покупкой станка пользователь заявил, что в основном занимается обработкой различных заготовок в кустарном производстве, в основном мелких и деликатных заготовок. Эти детали предъявляют относительно высокие требования к точности обработки и требуют более гибких методов обработки. Этот лазерный гравировальный станок использует бесконтактную обработку, не оказывает давления на заготовку, а обработанный край относительно гладкий и тонкий, поэтому он очень подходит для производства и обработки пользователем.
8. Образцы от азербайджанских пользователей
Следующие резьбы по камню были обработаны азербайджанскими пользователями с использованием 4-х осевого гравировального станка 2113 с автоматической сменой инструмента. На изображении также видно, что заказчик в основном занимается резьбой по камню, включая плоскую резьбу, выдолбление и другие методы обработки. Этот гравировальный станок по камню с функцией смены инструмента может не только выполнять простую плоскую гравировку, но и выполнять сложную обработку пустотелых трехмерных заготовок. Кроме того, этот станок также имеет функцию автоматической смены инструмента, которая эффективно повышает эффективность обработки.
9. Образцы от пользователей из Гонконга
Следующие статуи обрабатываются пользователями из Гонконга с использованием гравировального станка 1824EPS.
Посещая музеи, порой встречаешь прекрасно сохранившиеся произведения искусства,
выполненные из дерева во II-I веке до н. э. Как давно, оказывается, человек
использовал древесину в качестве художественного материала. Еще более
удивляет, что дерево может так долго сохраняться. Восхищает и мастерство
древних художников, которые, возможно, специальных школ не оканчивали,
а приобретали знания и опыт у старших мастеров или познавали тайны изобразительного
искусства самостоятельно. Именно они могли быть первыми представителями
народного творчества, так сказать, предшественниками современных художников-любителей.
Накопленный опыт поколений, великое множество созданных произведений дают
нам большие возможности для самообразования в художественном развитии,
в создании своих уникальных изделий.
В свободное время многие находят занятия по душе. Разнообразие жанров
в увлечении любителей особенно велико и многолико: это живопись, графика,
скульптура, декоративно-прикладное искусство, работы из камня и стекла,
глины и дерева, металла и кости, чеканка, плетение, вязание, художественное
шитье и многое другое. Самодеятельный художник, или, как его еще называют,
«любитель»,
достиг высокого уровня, самобытность его произведений, индивидуальность
и новаторство в работах находят признание у широких масс зрителей и многих
искусствоведов. Любитель создает свои работы не по заказу, а по велению
души, не денег ради, а потому что жить без творчества не может. Он, впитывая
все происходящее вокруг, не является безразличным созерцателем жизни.
Домашняя школа у каждого мастера неповторима. Недостаток свободного времени
заставляет выбирать в нужной информации самое необходимое, приучает любителя
чаще работать без предварительных эскизов, сразу в материале. К сожалению,
это не всегда дает положительный результат — художественное качество недостаточно
отражает самобытность, индивидуальность художника. Не мало примеров, когда
мастер без профессионального образования, благодаря таланту и огромному
труду получал общее признание. Можно вспомнить Ван Гога, Гогена, Пиросмани
и многих других.
Сегодня техника способна копировать многократно даже скульптуру, но ценность
ручной работы всегда будет выше. В произведении прежде всего важна вложенная
душа художника, его отношение, мастерство, а не серийность и штамповка
машиной. Когда говорят «ручная работа» — это звучит гордо и
уважительно по отношению к Человеку! И, как показывает практика. никогда
не поздно пробовать себя, испытывать свои творческие способности. Немало
примеров, когда человек открывал в себе желание и умение работать по дереву
в 30-50 лет и старше и достигал неожиданно высокого художественного уровня. Так, В. Ф. Бельке, врач по профессии, начал увлекаться резьбой по дереву
в 77 лет, и его работы в последствии публиковались и показывались на выставках.
Так что не зависимо от возраста каждый человек может открыть в себе дар
резчика и достигнуть больших высот в этом искусстве.
О дереве
На Руси лес всегда был верным помощником человека. Древний человек использовал
лес как доброго и надежного союзника. Лес кормил и согревал, укрывал от
врагов, поил чистым воздухом и радовал глаз. Разнообразие растительного
и животного мира давало большие возможности в использовании
этого бесценного дара природы. Лес волнует нас и творчески. Человек не
безразличен к его многокрасочности, величию и образу. Художники и скульпторы
создали немало прекрасных произведений, вдохновленные этой неповторимостью.
И особое внимание в необозримом мире леса заслуживает так знакомое нам
с детства дерево. Дерево и руки художника, вечный союз добра и труда.
Этот удивительный материал природы сам по себе красив, а человек, прикоснувшись,
дарит ему вторую жизнь.
Древесные породы
Меня
часто спрашивают: из какого дерева лучше вырезать — из мягкого или твердого?
Отвечаю: каждая порода хороша на своем месте. Любое бревно, доска (высушенные,
без трещин и не гнилые) являются ценным для нас материалом, у каждого
из них свои красота и достоинства. Начинать учиться резать лучше из мягких
пород: липы(среднеевропейской), осины, тополя, ольхи, каштана, кедра.
Их легко обрабатывать режущим инструментом, проще добиться необходимой
формы, пластики, рельефа, не сложно выполнять завершающую обработку. Твердые
же текстурные породы с ясно выраженными годичными кольцами, несмотря на
трудность обработки, имеют свои преимущества: изделия из них красивы без
тонирования, полируются до блеска, прочны и долговечны. Необходимо помнить:
дерево как материал — составная часть будущего произведения, от правильного
выбора породы зависит во многом его художественный уровень. Можно одну
и ту же работу выполнить из разных пород, и в каждом случае по качеству
они окажутся разными. Правильное использование материала приходит с практикой.
Липа(Крымская
горная широколиственная). Древесина средней твердости, с явно выраженной
текстурой, светло желтого тона, удобно обрабатывается режущим инструментом.
Рекомендую попробовать начинать именно с нее. Очень хорошо полируется,
при тонировании наглядно проявляется текстура дерева.
Липа(среднеевропейская мелколистная). Древесина мягкая, одноцветная,
светлого тона. Используется широко. Хороша в народной традиционной резьбе,
рельефах орнаментах. Для мелкой пластики и китайской резьбы не рекомендую,
слишком крохкое дерево.
Береза. Древесина по слою колкая, хорошо поддается морению и полировке.
Для резчика представляет немалую ценность. Применяется разнообразно. Необычной
формы наросты — сувели
— дают богатую фантазию для создания художественных образов. В промышленности
древесина березы ценится в мебельном производстве, идет на изготовление
фанеры. Сосна. Древесина смолистая, мягкая, текстурная, колкая. Трудно
высушить без трещин. Красива в обобщенной пластике, полировке. Хорошо
проявляет слои после обжига или травления химикатами. Дуб, ясень. Древесина этих пород близка по структуре и твердости.
Выразительна в крупных работах. Плотная и текстурная древесина красива
в обработке, прекрасно полируется, долговечна. Особенно ценится пролежавший
многие годы в воде, так называемый мореный дуб. Клен. Употребляется древесина разных видов. Она плотная и прочная,
однотонная. Трудно режется, но хорошо держит детали, пригодна и для миниатюрных,
и для крупных работ. Используется для изготовления музыкальных инструментов,
в мебельной промышленности, машиностроении. Ольха. Древесина приятной
мягкости, слегка розового тона, легко режется. Удобна для орнаментов,
мелкой пластики с подробностями. Орех грецкий. Растет на Кавказе, в Крыму. Древесина красива в разнообразной
расцветке серых и светло-коричневых тонов, твердая, но хорошо режется,
полируется. В промышленности используется для изготовления мебели, шпона.
Яблоня, груша, лесная черешня. Породы твердые, с красивой текстурой.
Трудно высушиваются без трещин. Хороши в мелкой пластике, прекрасно полируются
до блеска, чисто режутся во всех направлениях. Рябина. Древесина плотная и прочная. Красновато-бурое ядро с широкой светлой заболонью. Хороша в токарном деле, в малой пластике, полировке. Лиственница. Древесина твердая, тяжелая, с ярко выраженными слоями,
стойкая к гниению, красива в обработке. Хорошо получаются работы обобщенные,
без мелких деталей. Кедровая сосна сибирская (кедр сибирский), кедровая сосна корейская
(кедр корейский). Напоминают по строению древесины ель, но более стойки
к гниению. Древесина мягкая, хорошо режется. Используется в мебельном
производстве, изготовлении карандашей. Тис. Древесина плотная, тяжелая, стойкая к гниению, долговечная.
Годовые слои хорошо видны, отлично полируется. Ценится в мебельной промышленности
за красоту. Можжевельник. Чаще растет кустарником, реже древовидный. Древесина
слоистая, розовая, с белой широкой заболонью и приятным запахом, по слою
колкая. Срезы ствола употребляются в мозаичных работах. Более удачна в
обобщенных пластических формах без мелких деталей. Практически невозможно
высушить без трещин. Имеет очень большое внутреннее напряжение из-за ароматических
масел, поэтому при перепадах влажности лопается. Бук. Древесина крепкая, красновато-белая, с многочисленными сердцевинными
лучами. Обладает высокими физико-механическими свойствами, трудно режется,
но позволяет создавать работы с мелкими деталями. Прекрасно полируется,
хорошо поддается морению. Надежный материал, особенно когда требуются
твердость и точность исполнения. Кизил. Древесина твердая, большой плотности, светлого тона, диаметр
ствола небольшой. Применяется в мелких орнаментальных, декоративных работах.
Хорошо держит детали, отлично полируется. Красное дерево. Так называют некоторые породы тропических деревьев,
среди них чаще употребляют махагони и макорию. Древесина этих деревьев
твердая, с красивой, красных тонов текстурой, прекрасно полируется. Возможности
использования широки: монументальная скульптура, мелкая пластика, китайская
резьба. Хорошо держит детали, красива в обобщенной пластике.
Резцы
Основные резцы необходимые для начинающего резчика. Добавьте так же набор
штихелей. а — нож б — косяк (угловой резец) в-з — стамески и-л — клюкарзы м — царазик н — уголок о — ложкорез п — кольцо р — малый стру
Понятие «художественное изделие из дерева» охватывает очень широкий круг произведений, созданных народными мастерами и художниками разных стран в прошлом и в наши дни. Это и резные украшения домов русского Севера и деревянные постройки древней столицы Японии — Киото, самобытные скульптуры мордовского скульптора С. Эрьзи и знаменитая богородская игрушка. К числу замечательных художественных произведений из дерева мы по праву можем отнести изделия современных мастеров народных художественных промыслов и лучшие работы самодеятельных художников.
Определяющими чертами всякого художественного изделия из дерева являются самостоятельность авторского замысла, художественный вкус, мастерство исполнения, раскрытие свойств дерева как художественного материала — его цветового богатства, мягкости, пластики.
Рис. 1. Корнеев Н. А. Скульптура «Мыслитель». Сосна.
Рис. 2. Осадчий А. П. Лесная скульптура «Цапля». Можжевельник.
Рис. 3. Смирнов М. И. Богородская скульптура «Дудари». Липа, объемная резьба.
Рис. 4. Корнеев И. А. Скульптура «Дельфин».
В одних произведениях нас прельщает красота округлых форм, чистота линий силуэта, красота текстуры, в других — богатство резного узора, его неразрывная связь с формой предмета, его светотеневая игра, ритмическая организованность, в-третьих — оригинальность композиции. Скульптурный портрет не может не заинтересовать выразительностью человеческого лица, особенностью характера, переданными строем резьбы, штрихов, порезок, пластикой объемов (рис. 1). В произведениях «лесной скульптуры» наших современников более всего манит «сотворчество» с природой — то, как человек раскрывает, доводит до логического и эстетического завершения художественный образ, угаданный им в созданных природой естественных формах (рис. 2—5). Каждое истинно художественное изделие из дерева должно нести в себе художественный образ, но надо помнить о том, что эта образность весьма многолика, многообразна. Не следует стремиться внести в каждую вещь сложную повествовательность или символику, так как в пластике дерева, его теплоте, красоте текстуры, цвета уже живет образ — образ леса, живой связи человека с природой. Образность следует отличать от вычурности, излишней усложненности, тематической перегруженности, чуждой всякому подлинному произведению искусства.
Рис 5 Яковлева Г. К. Скульптура «Собачья жизнь».
Рис. 6. Гусарчук Д. М. Настенная подставка для цветов.
В ряду художественных изделий из дерева заметное место во все времена занимали произведения, призванные украшать быт человека, сопутствовать ему в труде и отдыхе. Это домашняя утварь и мебель — от простой, но красивой по пропорциям, мастерски выполненной деревенским столяром, украшенной геометрическим или растительным орнаментом, до дворцовой из дорогих пород дерева, а то и сплошь золоченой. Это и орудия труда — прялки и ткацкие станки, точеные веретенца, вальки и рубели, без которых немыслим был быт старой русской Деревни. Это детские санки и каталки, искусно вырезанные расписные зыбки. Это и пришедшие к нам с городским бытом резные Деревянные панели и панно, рамки Для картин и фотографий, скульптура малых форм, фигурные сосуды, вазы, светильники и многое другое, что вносит в нашу жизнь удобство и красоту (рис. 6, 7). Менялись со временем художественные вкусы, изменялись пропорции вещей, характер их украшения, оценке изделий декоративного искусства. Тот же критерий применим и к декоративным изделиям из дерева. При исполнении этих изделий и профессиональному художнику, и любителю более всего необходимо чувство меры, умение понять значение и место каждой вещи в быту современного человека.
Рис. 7. «Солонка-стульчик». Геометрическая и контурная резьба. Север, XIX в.
Рис. 8. Тарасов М. И. Скульптура «Якутка». Нарост березы.
Рис. 9. Роговина В. В. Лесная миниатюра «Олень».
Рис. 10. Бельке В. Ф. Скульптура «Сказка о рыбаке и рыбке». Липа.
Рис. 11. Горбач В. И. Ваза. Красное дерево.
Древесина — универсальный материал для многих видов художественных изделий. Из нее выполняются произведения изобразительного и декоративно-прикладного искусства, различаемые по видам и жанрам, назначению и технике исполнения.
Скульптуру из дерева по ее художественным свойствам и назначению, как правило, делят на монументальную, станковую и скульптуру малых форм (мелкую пластику). К скульптуре малых форм относят миниатюру, выполненную в различной технике,— объемную скульптуру, рельефы, токарные фигурки.
Рис. 12. Агафонов В. Е. Кресло. Нарост березы. Частичная тонировка.
Предметы декоративно-прикладного искусства делят на предметы убранства общественного и жилого интерьера, декоративные детали архитектуры (резные решетки, панели, потолки, двери), женские украшения, памятные подарки-сувениры.
Многообразна техника исполнения изделий из дерева — это объемная и рельефная, сквозная и глухая резьба, резьба орнаментальная и сюжетная, токарная обработка, выжигание, мозаика и инкрустация, облицовывание ценными породами дерева (рис. 8—12).
Художественная обработка древесины в старину была связана с плотницкими и столярными работами. Столяры изготовляли столы, стулья, окна, двери и т. Д. Мастеров, красиво и чисто обрабатывающих деревянные изделия, называли краснодеревщиками. Это были люди, увлеченные работой с деревом.
При изготовлении художественных изделий часто прибегали к операциям деревообрабатывающего производства. Пила, топор, рубанок, стамеска и другие инструменты столяра нужны резчику. Но он работает и специальными инструментами. К ним относятся: ножи-косяки, клюкарзы, ложечные резцы («ложкари»), стамески-уголки и др. Художественная обработка дерева отличается от деревообработки не только применяемыми инструментами, но также целью и способами обработки. В современном массовом производстве детали и изделия из дерева изготовляют специальные рабочие по определенным технологическим процессам, разработанным специалистами. Художественно-декоративные работы резчика-любителя не связаны с массовым производством. Резчик сам обдумывает идею изделия и его композицию, выбирает материалы и инструменты, разрабатывает способы изготовления и отделки изделия. Изучая декоративное и изобразительное искусство, резчик-любитель осваивает мастерство изготовления художественных изделий, обработки и отделки древесины.
Резчиками-любителями называют людей, увлекающихся художественными работами по дереву. Как правило, они любят природу и лес, ищут материал в лесу, изучают художественные изделия мастеров, посещают выставки и кружки народного творчества. Начинающему резчику полезны творческие встречи, обмен опытом в работе с другими резчиками-любителями.
Например, в лесу человек подобрал «лесную находку», заинтересовался ею, улучшил или обработал найденный кусок дерева. Выполнил одну или несколько работ из дерева. Затем увлекся, стал изучать приемы, постепенно овладевать мастерством. Это может стать началом большого пути. Самое главное, чтобы появилось желание сделать изделие самому. Правда, не сразу все получается. Но не надо страшиться неудач. Когда преодолеешь первые ошибки в работе, недоверие к самому себе, когда появится настойчивость в освоении мастерства — будет совершенствоваться художественное мышление, придет призвание.
Выбор направленности работы — один из важнейших этапов художественного творчества, с которым ни в коем случае не следует спешить. Прежде всего, необходимо определить круг собственных художественных интересов, уяснить, что более всего вас привлекает: простой ли формы ваза, где вы хотите показать красоту естественной текстуры дерева, или сложная многофигурная композиция, примечательная раскрытием отношений людей между собой, или, быть может, красота движения бегущего животного.
Рис. 13. Альхимович. Т. В. Набор для пирога. Липа тонированная, геометрическая резьба.
Интересной самостоятельной художественной задачей может стать работа над орнаментальным оформлением какой-либо бытовой вещи — полочки, шкафчика и т. п. Не менее любопытна работа над деревянной игрушкой, занимательность которой раскрывается не только в ее формах, но и в их движении (рис. 13—16). При выборе художественной задачи важно тщательно учесть свои технические возможности, уровень мастерства, трезво оценить, хватит ли уменья для исполнения задуманного?
В то же время только практическая работа в разных видах и жанрах резьбы по дереву поможет по-настоящему определить Ваши склонности. Неоценимую помощь окажет в этом постоянное изучение истории искусства и современных произведений изобразительного и декоративно-прикладного искусства, посещение музеев и выставок.
Для совершенствования художественно-декоративных работ по дереву резчику-любителю необходимо всемерно пополнять свои знания, опыт, совершенствовать мастерство. Начинающий приступает к простейшим декоративным работам: знакомится с материалом (древесиной), инструментами, осваивает разработку эскиза, рисунка, подготовку заготовки и технику владения инструментом. Обычно начинают с простейших элементов геометрической резьбы с последующим усложнением задачи. Осваивают контурную и другие виды плоскорельефной резьбы. Руководством по освоению этих видов резьбы может служить книга И. В. Лямцна «Декоративные работы по дереву».
Рис. 14. Ранков Б. К. Миниатюра «На юг». Жимолость.
Рис. 15. Яковлева Г. К. Миниатюра «У старинушки три сына». Черемуха.
Рис. 16. Романов В. И. Композиция «Орхидея». Нарост березы.
Копирование произведений изобразительного и декоративно-прикладного искусства, изделий народных мастеров (рис. 17) необходимо на стадии овладения мастерством, изучения различных приемов и техники работы с деревом. Именно через постижение большого и разнообразного художественного опыта народных мастеров и профессиональных художников следует художнику-любителю идти к осуществлению собственных творческих замыслов.
Рис. 17. Предметы крестьянского быта, украшенные геометрической резьбой XIX в.
В то же время творчески бесплодным, замедляющим собственное художественное развитие, может стать бездумное копирование образцов изделий низкого художественного качества. Нужно помнить, что задачей художника и резчика-любителя является не копирование деревянных изделий, а развитие и совершенствование народных традиций с учетом современности.
Одной из областей работы художника-резчика может быть его творчество в изобразительном искусстве — создание скульптуры. Предметом изображения в скульптуре может быть человек или группа людей, связанных определенной жизненной ситуацией, животные, растения. Скульпторы подчас стремятся к символической передаче средствами пластики значительных общественных явлений или событий.
Скульптуре как виду изобразительного искусства чуждо фотографически точное изображение действительности, она стремится. к выделению главного, к обобщению, подчеркиванию, заострению наиболее характерного в предмете своего изображения. Однако обобщение не только не противоречит, но непременно предполагает досконально точное знание предмета во всех его деталях и подробностях, так как именно точное и глубокое знание предмета позволяет из массы случайных деталей выделить самое важное, определяющее.
Например, для изображения человека определенной национальности надо знать его народ, одежду, орнаменты и все, что связано с освещаемой темой. Кроме того, нужно знать его анатомию, пропорции тела, характерные движения, черты характера и др.
Методы работы над произведениями изобразительного искусства, к которым, несомненно, относятся скульптура из дерева, панно в технике интарсии или флористики, орнаментальные композиции из дерева, очень разнообразны. Существует довольно много литературы о творческом опыте известных художников и скульптуров, и знакомство с нею принесет художнику-любителю большую пользу. Вместе с тем совершенно необходима «работа с натуры» — пристальное наблюдение за характером пластики, особенностями движения, за различными жизненными ситуациями, раскрывающими разнообразные человеческие характеры.
Рис. 18. Яковлева Г. К. Миниатюра «Мельница-шатровка».
Рис. 19. Крюков В. А. Ваза настольная. Бузина.
Рис. 20. Корнеев Н. А. Декоративное блюдо.
Рис. 21. Кузнецов С. С. Лесная скульптура «Загадки леса».
Выбрав предмет изображения, следует как можно лучше изучить то «в натуре», дополнив представление о нем рисунками, фотографиями, описаниями – как собственными, так и разысканными в литературе.
Уточнив замысел, полезно проработать его в эскизе, сделать несколько вариантов в рисунке, конкретизируя композицию. К сложной работе по дереву можно изготовить объемный эскиз из глины или пластилина. Хорошо отработанное композиционное решение и эскиз, перенесенный на дерево, служат началом в работе над художественным изделием. Начинающему любителю полезно выполнять упражнения по резанию дерева и познакомиться с основами начертательной геометрии, черчения, рисунка и лепки.
Резчику-любителю всегда нужно выбирать интересный образ для изобразительного или прикладного изделия. Необходимо заблаговременно обдумать идею своей работы. Когда и как появляются идеи работ, сказать трудно: иногда, быстро, а иногда для этого требуется большой срок. Для лесной скульптуры художественный образ и цель работы может определить лесная находка или заготовка изделия. В качестве примера достаточно привести лесную скульптуру, изображенную на рис. 18, 19.
Главная цель работы резчика-любителя – создать художественный образ: динамичность, напряжение в движении и положении тела, характер и настроение в облике, мысль, смех, юмор во взгляде и т. д. Если резчик-любитель не выявит характерные черты или не сумеет их показать, получится вялый или искаженный образ, а это неудача в работе. Художественный образ изделия необходимо тщательно обдумать, над ним надо скрупулезно работать, сравнивая варианты и выбирая из них лучший (рис. 20, 21).
Работая над художественным произведением, резчик-любитель выявляет и выделяет важнейшие формы, черты, характер образа. Из них выбирает ведущие, исключив случайные детали, которые не должны отвлекать внимание зрителя. В этом и заключается художественное обобщение. Определив главные черты произведения, резчик дополняет их деталями, которые усиливают выразительность образа. Однако под видом художественного обобщения нельзя упрощать изделия до примитивности. Надо развивать художественное видение и мастерство.
Для большей выразительности художественного образа прибегают к преувеличению отдельных черт, характера или явления. Известны старинные сатирические фигурки «Где моя большая ложка?» или «Подслушивает», в которых непропорционально увеличены ложка, ухо. Резчики-любители тоже часто пользуются преувеличением. Так, создавая свою скульптурную группу «Ансамбль», М. И. Береговая намеренно усилила, усложнила движения фигур музыкантов, и они приобрели особую выразительность. Мы видим, что фигурки подчинились единому музыкальному ритму (рис. 22).
Контрастными называют резко отличающиеся друг от друга цветом, фактурой, отделкой части произведения. Резчики-любители должны правильно пользоваться контрастами для усиления образности художественного произведения.
Рис. 22. Береговая М. И. «Ансамбль», шарж. Корни сосны.
Рис. 23. Подобед В. П. Композиция «Природа и фантазия». Бузина.
Рис. 24. Пленкин В. А. Композиция. Бородавчатая береза.
Интересны в плане использования контрастов две лесные скульптуры — «Природа и фантазия» (рис. 23) и «Композиция» (рис. 24). В первой удачно использован контраст между верхней, ажурной, частью композиции и нижней — плотной, зрительно устойчивой. Очень выразительно противопоставление спокойной глади дерева и напряженных по ритму завитков в «Композиции».
Рис. 25. Ермаков И. Ф. Ваза «Раковина». Нарост березы.
Рис. 26. Агафонов Г. К. Столешница, инкрустация. Береза, желтая акация.
Рис. 27. Алъхимович Т. В. Ларец «Прозрачный». Абрамцево-кудринская резьба. Липа.
Рис. 28. Агафонов Г. К. Скульптура «Лебедь». Береза, сплошное тонирование.
Известно, что ярко выраженная текстура — одно из важных средств художественной выразительности дерева. Однако при создании изделий ею надо пользоваться умело. В камерных скульптурах, в миниатюрах годичные слои, и другие элементы текстуры искажают впечатление и отвлекают внимание от главного. Поэтому для портретной и жанровой скульптуры, а также декоративных изделий, в которых необходимо подчеркнуть ясность, целостность и четкость формы, применяют мелко сосудистые породы. Однако правомерны художественные решения, основанные на подчеркивании текстуры древесины. В таких случаях применяют кольцесосудистые породы — дуб, бук и др. Особенно интересны из них канадский клен, карельская береза, нарост на корне березы. Много деревянных камерных изделий, приведенных в этой книге, изготовлено именно из таких пород: березы, ольхи, тополя и т. п. (рис. 25, 26).
В художественных работах по дереву резчики-любители часто используют естественную и искусственную окраску древесины для усиления выразительности художественного образа. Для каждого изделия и его элементов выбирают выразительный цвет и тон древесины. В скульптурных работах часто оставляют ее естественный цвет. В изделиях из дерева встречаются грибные окраски. На рис. 8 показана ваза «На гнутой ножке», на «юбке» которой сохранена краснина, усиливающая выразительность изделий. Искусственное окрашивание, или тонирование, древесины выполняют для усиления выразительности изделия. Так, художница Т. В. Альхимович в своем ларце «Прозрачный» (рис. 27) сохранила красоту белого неокрашенного дерева, а резчик-любитель Г. К. Агафонов весьма эффектно использовал в своей скульптуре «Лебедь» (рис. 28) сплошное тонирование, резчик-любитель в каждом случае должен внимательно выбирать наиболее выразительный цвет и тон художественного изделия.
Рис. 29. Алексеев С. Б. Шкатулка. Нарост березы тонированный.
Рис. 30. Корнеев И. А. Скульптура «Индеец». Дуб.
Фактурой называется внешний слой древесины, усиливающий выразительность художественного образа. Фактура может быть естественная и искусственная. К естественной фактуре относятся кора, глазки и др., к искусственной — следы резца, чеканка, слоистые кольца, рваные волокна и др. Резчику-любителю для своих изделий необходимо выбирать наиболее контрастную и выразительную фактуру. Рассмотрев варианты для художественной композиции, следует учесть, что лесные скульптуры имеют выразительную естественную фактуру (рис. 29, 30).
Рис. 31. Бадаев Н. Н. Богородская скульптура «Лесоводы». Липа, объемная резьба.
Под художественной композицией понимают построение художественного произведения. Резчик-любитель, разрабатывая композицию художественного изделия, выбирает положение фигур, деталей и элементов так, чтобы внимание зрителей акцентировалось на главном (рис. 39, 40). В каждой художественной композиции имеется самое важное и подчиненное, несущее вспомогательную нагрузку.
Разрабатывая художественные композиции для объемной резьбы из дерева, резчик-любитель должен развивать пространственное воображение.
Взаимное согласование и соподчинение форм, фигур, деталей и элементов изображения называют гармонией композиции, основными условиями которой являются пропорциональность, ритм и пластика. Художественные изделия и предметы прикладного искусства должны иметь четкую форму с хорошими пропорциями, придающими изделию красоту. Изделия должны быть удобны при пользовании ими и прочны. Например, в Древней Греции за основу соотношения элементов скульптуры человека был принят размер головы — модуль (условная единица согласования размеров). Пропорциональной считалась высота человека 7—8 модулей, длина руки — 3 модуля и т. д. Резчики-любители в своих работах могут не только добиваться пропорциональности форм и деталей, но и прибегать к преувеличению отдельных элементов или стараться уравновесить зрительное впечатление цветом или тоном. Чередование не менее трех элементов изделия называется ритмом. Два одинаковых чередования создают симметрию. Обычное последовательное чередование элементов называется простым ритмическим строем. Когда отдельные группы элементов в целом получают новую группировку, они образуют сложное строение. Ритмический строй, например, легко определить чередованием хвоинок на ветке пихты. Определенный ритм в художественном изделии раскрывает ясность, четкость и стройность композиции. Разнообразные ритмы в орнаментах являются основой композиции и часто встречаются в изделиях прикладного искусства. В художественных изделиях из дерева допустим и аритмический строй. Например, волнообразные, но не повторяющиеся элементы фактуры способны создать выразительный образ.
Рис. 32. Гусарчук Д. М. Скульптура «Зарема и хан Гирей». Нарост березы.
Рис. 33. Альхимович Т. В. Декоративное блюдо «Завиток». Абрамцево-кудринская резьба, липа.
Рис. 34. Альхимович Т. В. «Геометрический» Липа, геометрическая резьба, тонирование.
Рис. 35. Персияненко А. А. Ваза «Скульптурная». Древовидный можжевельник.
В художественных работах по дереву имеет большое значение пластика, т. е. выразительность объемной формы, гармония, изящество. Спокойные прямые направления, ломаные линии и окружности не создают напряженного образа. Стремительные движения, направленные по параболе, спирали, или сочетание их создают динамичный образ.
Две работы Т. В. Альхимович (рис. 33, 34) дают точное представление о том, что геометрический орнамент спокоен, устойчив, создает впечатление постепенного мерного развития, в то время как растительный узор динамичен, взволнован, но не теряет своей четкости.
В работе А. А. Персияненко (рис. 35) органично соединены пластика и ритм, усиленные контрастным цветовым решением произведения.
Резчику-любителю не всегда удается быстро разработать композицию художественного изделия из дерева. Начинают с разработки замысла и назначения произведения, учитывая при этом возможности материала. Изучив намеченный материал, определяют размеры изделия, принимая во внимание возможность увеличения заготовки склеиванием, выбирают способ изготовления, окрашивания, отделки и т. д.
На основе намеченного художественного замысла, наличия материалов и способов изготовления выбирают варианты художественной композиции. Лаконичные и четкие композиции воспринимаются лучше сложных и запутанных. Не всегда удается умозрительно выбрать форму и детали художественного произведения. Лучше нарисовать эскизы, а из них выбрать лучший вариант. Сложные решения объемных работ полезно закрепить в объемных эскизах из глины или пластилина. Композиция лесной скульптуры чаще всего определяется формой материала. Необходимо только уточнить художественный образ, а если надо — улучшить форму материала обработкой. Резчик-любитель для разработки художественного образа и его композиции применяет всевозможные выразительные средства: обобщение черт характера, ритмический строй, пластику, преувеличение в нужных пределах, цвет, текстуру, фактуру, контрасты (рис. 36—38).
Рис. 36. Стулов И. К. Богородская скульптура «Соколиная охота».
Рис. 37. Кузнецов С. С. Ваза из нароста осины.
Рис. 38. Корнеев Н. А. Ваза «Ажурная». Нарост березы.
Резчик-любитель в процессе работы над композицией сначала выражает свой замысел в рисунках, учитывая при этом свойства материала. Из их числа он выбирает самый выразительный вариант и отрабатывает четкий эскиз или рабочий чертеж-рисунок. Как правило, для объемного изделия делают чертежи с разных точек зрения (в определенном масштабе) деталей изделия, указывая размеры, способы обработки и отделки. Чаще всего применяют масштаб эскиза или чертежа 1:1, но для мелких изделий чертеж увеличивают в несколько, раз. На эскизе или чертеже наносят координатную сетку, с помощью которой переносят рисунок на заготовку изделия. Для сложных композиций изготовляют объемный эскиз из глины или пластилина, лучше в масштабе 1:1. Эскиз не нуждается в детальной отработке, но основные формы и размеры необходимо соблюдать. Объемный эскиз должен иметь координатную сетку в трех плоскостях: спереди, сбоку и снизу.
Рассмотрение пластичности: Искусство — Виктория Палермо Представлено Мэри Кэтрин Яблонски
Реальность проявляется как постоянная и объективная – независимая от нас, но изменчивая в пространстве и времени. Следовательно, его отражение в нас содержит в себе оба свойства. Смешавшись в нашем сознании, эти свойства спутались, и у нас нет правильного образа действительности. – Пит Мондриан
Подумайте: Мондриан встречает Jell-O Jigglers. Как и желе, ум этого художника не перестает двигаться. Виктория Палермо и ее работы носят податливый характер, узнаваемы, но с годами претерпевают изменения: гибкие, любезные, экспансивные. От ее хорошо известных лепных резиновых скульптур до небольших рисунков, нанесенных лаком для ногтей, до «стульев», сделанных из живого мха, она постоянно удивляет зрителя своими уникальными творениями. Перейдя в последнее время в интригующую возможность участия зрителя в композиции произведения, ее последние построения и размышления о пластике обнаруживают сложный ум и фантастический дух.
– Мэри Кэтрин Яблонски
Произнесите слово «пластичность», и почти все подумают о «пластике», вездесущем формованном материале, который мы любим ненавидеть.
В скульптурном искусстве пластичность относится к степени объемности объекта и к активному взаимодействию между положительным объемом и окружающим пространством. Термин происходит от греческого слова plassein , что означает «лепить».
Кэтрин Малабу описывает пластику в своей книге «Пластика на закате писательства» . Активный потенциал изменчивости — это качество, которое привлекает ее, и она предлагает пластичность как удобную, адаптируемую концепцию для описания того, как воспринимать форму, время и реальность. Малабу — бывший ученик французского философа Жака Деррида.
Малабу использует словарный запас материальности для критики более ранних философских моделей. Создавая основу для справки, она описывает маски трансформации, сделанные прибрежными народами Северо-Западной Америки, маски, которые были шарнирно закреплены, чтобы открывать несколько лиц. Пластичность описывает способность чего-то становиться чем-то другим, но имплицитно также подразумевается возможность возобновить первоначальную форму. 9На ум приходит 0003
Барочная скульптура Бернини, Аполлон и Дафна , . Яркая — даже буквальная — иллюстрация метаморфозы, работа представляет собой две фигуры, одна преследующая другую. Мы видим момент контакта, когда Аполлон догоняет, а Дафна одновременно превращается в дерево. В боковых видах между ними есть пространство, но это расстояние исчезает, когда скульптура рассматривается сзади или впереди фигур. Тогда они предстают как одна скульптурная масса. Дафна попеременно выглядит либо очень похожей на женщину, либо очень похожей на дерево, в зависимости от вашей точки обзора. Пространство вокруг и внутри активизируется руками, ногами, волосами и драпировкой, объединенными в вихре направленного потока.
Игрушечные трансформеры — это напоминание поп-культуры о нашем увлечении предметами, которые меняются на наших глазах. Когда я пишу, Трансформеры 4: Эпоха Истребления, скоро откроется в кинотеатре местного торгового центра, и это вызывает у меня улыбку. Трансформеры обладают пластичностью.
Термин «пластичность» может также указывать на способность взрываться или разрушаться.
«Сделай сам», дерево и плексиглас, 2013
Применение концепции пластичности к мировоззрению звучит вполне правдоподобно в то время, когда фиксированные значения ушли на смену фиксированным идентичностям (которые делают ты решил быть на Facebook?).
Но что все это значит для искусства? Всегда, на материальном уровне, наше восприятие формы (объекта) имеет пластическую природу, которая развивается по мере того, как мы получаем дополнительную визуальную информацию, наш мозг при автоматическом обновлении. В студии — над чем работать? — возможно, визуализируя, предмет пластичности, изменчивости и трансформации, и мысль о том, что…
ничего не статично, но ничего и не теряется. Это просто становится чем-то другим….
Lean-in, силиконовая резина, 2013 г. (два вида)
– Victoria Palermo
#
Художник северной части штата Нью-Йорк двухмерные и трехмерные работы Victoria Palermo 900 начиная от кармана жилета и заканчивая слишком большими, чтобы поместиться в пикап, она предпочитает различные средства массовой информации, такие как лак для ногтей, резиновая смесь, куски дерева и обрезки ковров. Недавние проекты включают автобусную остановку в Норт-Адамсе, штат Массачусетс (благодаря поддержке MASS MoCA), скульптуру под открытым небом в Честервуде и выставку из трех человек в Юнион-колледже, посвященную изучению последствий работы Саймона Моуэра (и Миса ван дер Роэ) 9.0005 Стекло Раум. Ее работа была включена в выставку 2010 года « Похититель драгоценностей», кураторов Яна Берри и Джессики Стокхолдер в Музее Тан. В 2004 году у нее была персональная выставка в Художественном музее колледжа Уильямс. Предыдущие выставки привели ее в более отдаленные места, включая Марсель, Нью-Йорк и Лос-Анджелес, с обзорами в Sculpture, в New York Times, в Los Angeles Times, и в Lake George Mirror .
Ее веб-сайт можно найти по адресу www.victoriapalermo.com. Этим летом новые работы будут показаны в помещении и на улице в Salem Art Works в Салеме, штат Нью-Йорк (см. www.salemartworks.org).
«Грамматика пластичности, цвета и функции»
Элизабет фон Самсонов
Фабиан Финк сформулировал точку зрения — операционально и интеллектуально, откуда это должно быть возможно понять — если это действительно возможно понял — что такое изогнутая поверхность, что на самом деле означает качество пластичности и как с ней нужно обращаться, чтобы касаться чувств, как теплая рука в действии, движущейся по комнате. Как скульптура, своего рода автопортрет (стр. 50, 51), точно написанный, покрытый сеткой линий, держащий в руке букву Ф: буква и тело взаимодействуют. Буква вырезана, вылеплена, деревянная буква, начальная буква «Ф».
стр 50
стр. 51
Богатые плато творчества художника звездообразно расположены вокруг нулевой точки пластичности. Постоянно переводя, меняется техника, меняется жанр. В контексте мультимедийной практики, происходящей из расширения определения искусства во второй половине прошлого века, Фабиан Финк схватил все, что можно было сформировать, чтобы добраться до этой таинственной кривой, изогнутой поверхности, проникающей в комнату, как натянутый дзэнский лук в трехмерном смысле прикосновения. Последний в своем роде — выпускник скульптурного факультета — снова стал первым в своем роде. Фабиан Финк будет интересен размерами, так как современное искусство снова обращается к пластичности и правде материала.
Ссылка на тело в фигуративной работе Фабиана Финка выдающаяся. Несмотря на это, он также имеет дело с «мультимедиа», получая пластичность, а также цвет. Эти качества присутствуют во всех работах Фабиана Финка, будь то скульптура из дерева на высоком уровне или его приверженность технике литья, создание мебели и других возможных конструкций. Размах его подхода впечатляет. На выставке 2014 года («Вентура», Galerie Jünger, стр. 90), на которой был представлен ряд его работ, можно было увидеть множество различных подходов. Создавалось впечатление групповой выставки. В игровой форме художник снова и снова делал попытку решить вопрос, как если бы у него была групповая миссия. Огромные деревянные солнцезащитные очки, шкаф, объемные соединительные детали, состоящие из цветных пластиковых элементов, пара красивых бронзовых стрелок, словно происходящих из замка Фридриха II, и т. д.
стр 90
стр 90
Что касается распространения, Фабиан Финк действительно чрезвычайно современен, близок к тому, что представляет это поколение. Помимо его работ, свидетельствующих о его хорошем академическом образовании, в т.ч. портрет актера в виде идеального рельефа в Бургтеатре (с. 10), есть более мелкие красочные скульптуры (обложка, с. 1–8), которые, безусловно, по первому впечатлению могут быть связаны с творчеством Балкенхола. И Финк, и Балкенхол интересуются современными фигурами, людьми. Но даже при беглом взгляде можно увидеть различия между обоими художниками. Фигуры Финка иные по масштабу, хоть и маленькие, но не миниатюрные, больше ориентированные на портрет. Роспись скульптур — результат эксперимента, проведенного Финком со своими друзьями-художниками. Пока Балкенхол таких экспериментов не делает, на работах Финка можно изучить, насколько радикально скульптура меняется под воздействием живописи. Некоторые из этих скульптур из дерева или гипса имеют белый цвет, открывая красивые тени в моделировании. Другие одеты в молодежную моду, фантастически украшенную одежду, худи и спортивную одежду. На одной скульптуре женщины среднего роста, напоминающей «Еву» Мазаччо, нарисована паутина. С одной стороны, он деконструирует трехмерный объем, с другой стороны, он как бы вычисляет его, как цифровые данные — скульптуру из Rapid Prototyper.
стр 10
обложка и стр. 1–8
Многие из этих скульптур поразительно гладкие и правильные пропорции, как будто они произошли от молодой звезды, населенной нежными существами: тонкие линии их лиц воспроизведены в силуэтах, видно, что они созданы с нежной заботой и большой мыслью. . Некоторые из них почти кукольные — в положительном смысле, — где можно обнаружить множество выступов, ставших частью фигуративной скульптуры. Однако чего нет в этих произведениях, так это сильного и ясного символизма. В то время как скульптура опиралась на символизм, чтобы размножаться на протяжении своей долгой истории, в творчестве Финка нет ни героев, ни богов, ни идолов, ни героинь, а есть люди, настоящие люди, особенно молодые люди, которые необычайно хорошо изображены.
Если они не «настоящие люди», они сразу же становятся фантастическими, как два коренастых существа с большими глазами, как у эмбрионов (стр. 14), напоминая вам о странных культурах, которых не существует. Другие представляют собой предметы, где особым образом выполнены пластические этюды, например капля воды из гипса (с. 20–23), нанесенная на простую деревянную конструкцию. Он показывает деформацию шара, вызванную силой тяжести, действующей на жидкость, — основной факт формы. Стоя в ряд, капли воды на разных подставках похожи друг на друга, как две горошины в стручке. Каждая капля изображалась как единичное, как трехмерное событие.
стр. 14
стр. 20–23
Точно так же, как архитектор должен быть астрономом и врачом, скульптор, который хочет раскрасить свои работы, должен уметь рисовать и рисовать. Картины Фабиана Финка либо связаны с его скульптурной работой, либо нет. Например, есть картина (с. 25), где кто-то, как ребенок, держит на руках одну из скульптур Фабиана Финка. Синтез живописи и скульптуры — это трансфакультативное чудо, медиаэксперимент раннего искусства, которое хочется по-новому интерпретировать в постцифровую эпоху.
стр. 25
У него искусная рука, он легко справляется с рисованием, живописью и скульптурой. Эскизный характер его рисунков по-своему привлекателен, здесь соседствуют четкие линии, тонкая штриховка, эскизы к скульптурам, где помнится пьедестал. На рисунках прослеживается положение скульптур: мужчина, кокетливо поднимающий ногу вперед с. 46, 47, мальчик, несущий на спине другую, с огромной головой (с. 48).
стр. 46
стр. 48
Эти рисунки также могут становиться монументальными, могут превращаться в предметы на стенах со своим специфическим форматом и своими границами с. 60, 61 . Цель состоит в том, чтобы найти правильную линию, богатые контрастом рисунки создают модель, похожую на граффити. Линии опираются на поверхность, определяя тело, но показывая пространственное отношение как иллюзию пространства, как скрещенные пальцы или звенья цепи р. 60. Фабиан Финк технически прошел ряд скульптурных испытаний, которые вы, возможно, знаете по резьбе по слоновой кости: то, что можно сделать с материалом, доведено до предела. В то время как резьба по слоновой кости создавала объемы, вложенные друг в друга, как чередующиеся вращающиеся шары, изготовленные из одного и того же куска материала, Фабиан Финк обратился к цепям и их звеньям, создав очаровательную цепочку с огромным очарованием p. 17: головы, оканчивающиеся большими петлями, «золотое руно» на этот раз от кошки и т. д. Для тех, кто был инициирован в трехмерном смысле, кто знает проблему, радость в пространстве понятна, исходя из того, что цепочка ссылки меняют свою пространственную ориентацию под прямым углом.
Стоимость услуг 3D-моделирования — цена в Москве, 2022 год, сколько стоят услуги 3D-моделирования в прайс листах на Профи
Мастер Наталья Скробко
12 июля 2022, Москва
Графический дизайн., Разработка логотипа., Разработать с нуля., Продукт: Строительная компания., Разработать логотип для строительной компании. Бриф- анкета есть. Насмотренность, что хотим видеть в своём логотипе тоже…
Отзыв 5+
Наталья большая умница! И точно на своем месте. Видно, что человек занимается своим делом. Наша компания ООО Грант+, работала с Натальей над разработкой дизайна логотипа. За два дня было предоставлено приличное количество образцов по нашему техническому заданию. Выполняли корректировки, очень …далее
быстро дизайнер реагировал, Наталья старалась услышать каждую деталь, и больше всего мне понравилось, что человек слышит и понимает, что я хотела видеть в логотипе. Человек всегда на связи, очень терпеливо ждёт, когда мы совещались и обсуждали логотип. Поправок и фантазии было много. Но мы справились. Надёжный человек, хорошо рисует в графике. Ответственность к работе. Я оценила. Буду обращаться к Наталье в будущем.
—
Олеся
Мастер Максим Четвергов
27 августа 2021, Москва
Разработать поверхностную 3D-модель., Основа для моделирования: набросок., Размеры модели: 21 см., Количество моделей: 1 шт., Формат: stl., Необходимо разработать файл для последующей вырезки на фрезерном станке (stl ).
Отзыв 5+
Огромная благодарность, Максиму. Уникальный специалист! Превосходно выполнил 3D модель для барельефа. Обладает восхитительным художественным видением ( для 3D дизайнера редкая особенность, многие специализируются на сложных, но правильных технических формах, а воплотить красивую художественную идею …далее
не могут). Максим потрясающе решает именно художественные задачи. Оперативно реагирует на внесение доработок, нет необходимости долго разъяснять задачу, ловит идею моментально. По ходу работы дал большое количество дельных советов по дальнейшему. Очень рекомендую именно этого специалиста для творческих 3D задач!
—
Татьяна
Мастер Дмитрий Ремизов
8 апреля 2021, Москва
Дизайн печатной продукции., Визитка., Создание визитки и логотипа для дизайнера интерьера., Потребуется: печать полиграфии, разработка логотипа, разработка фирменного стиля.
Отзыв 5+
Обратилась к Дмитрию с просьбой создать логотип и эскиз будущей визитки, плюс листовку для прайса. Посмотрев на работы Дмитрия, сразу появилась уверенность в его профессионализме и креативности. И я не ошиблась. Предоплату внесла сразу же в день заказа. В течении трёх дней уже было сделано почти 10 …далее
вариантов моего будущего логотипа, хотя запрос был на три. Было приятно, что Дмитрий бонусом сделал еще варианты для рассмотрения. Далее внесли коррективы и проработали саму визитку. Заказ был исполнен в срок. Безумно довольна результатом. Дмитрий приятный человек и добросовестный специалист своего дела. Однозначно рекомендую! Желаю Дмитрию дальнейшего роста и процветания в своём деле!
—
Анна
Мастер Анна Горная
26 декабря 2021, Москва
Графический дизайн., Разработка фирменного стиля., Доработать имеющийся., Вид деятельности: Оформление коммерческого предложения (pdf) ., Оформление чек- листов., Оформление сайт + инстаграм ( нужен единый стиль), Доработка логотипа ( возможно изготовление нового), Дизайн мерчандайза на сувенирную продукцию., Тематика — профильный детский лагерь., Сотрудничество — долгосрочное , заказы появляются часто ( напр. разработка баннера , дизайн заставок на мероприятия)., Потребуется: разработка логотипа, брендбук, Key Visual. , Оплата — сдельная., Ждём Ваш прайс и по нему работаем., Сроки — от горящих до не очень.
Отзыв 5+
Идеальное понимание и попадание в желаемое. Адекватные цены Созвоны при необходимости Сотрудничество длительное, претензий нет Внесение правок своевременно Доп.задачи , возникающее в процессе работы брались без обсуждений Всегда на связи, готова ответить, помочь, посоветовать Специалистом …далее
довольны 🔥 Нашли своего дизайнера для долгосрочного сотрудничества! Стилистика и дизайн детского лагеря в надёжных руках Спасибо!
—
Александра
Сколько стоит 3D-принтер?・Cults
Сколько стоит 3D-принтер? Этим вопросом задаются многие новички, хоббисты и энтузиасты. Хотя ответ может быть немного сложным, наша цель — упростить процесс и помочь вам выбрать принтер, соответствующий вашему уровню знаний. На рынке представлено множество различных 3D-принтеров. Одни из них маленькие, дешевые и предназначены для тех, кто делает все сам, другие полны функций и стоят гораздо дороже.
Однако это не означает, что вам придется потратить целое состояние, чтобы получить хороший принтер. За прошедшие годы стоимость 3D-принтеров значительно снизилась, и теперь вы можете найти хорошие 3d-принтеры стоимостью менее 300 долларов. Хотя они могут не обладать некоторыми функциями, которые можно найти на принтере стоимостью 20 000 долларов, вы все равно сможете использовать их для создания интересных проектов. Многие из этих дешевых принтеров предназначены для новичков, любителей или тех, кто хочет освоить 3D-печать.
Итак, сколько стоит 3D-принтер? В основном, вы можете найти модели для начинающих за 200 долларов. Средние потребительские модели начинаются примерно с 700 долларов, а коммерческие или высококлассные потребительские модели обойдутся вам в тысячи долларов. В этой статье мы ответим на некоторые вопросы о 3D-принтерах и предоставим вам информативное руководство по выбору лучшего принтера для вашего уровня знаний.
Если вы инженер, художник, изобретатель, хоббист или просто любите возиться, то приобретение 3D-принтера определенно того стоит. 3D-принтеры очень полезны для создания моделей машин, деталей, приспособлений, шестеренок и других сложных форм. Эта технология используется во многих областях, включая аэрокосмическую промышленность, медицину, все виды машиностроения и т.д.
Если вы любите создавать, чинить и возиться с вещами, 3D-принтер может стать отличным дополнением к вашему оборудованию. Однако, если вы не увлекаетесь ни одной из вышеперечисленных областей или хобби, приобретать 3D-принтер, возможно, не стоит. Кроме того, прежде чем приобретать принтер, необходимо убедиться, что вы достаточно технически грамотны для его эксплуатации. Это связано с тем, что такие принтеры требуют регулярного обновления/модернизации, а кривая обучения может быть довольно крутой.
Вам нужно будет регулярно покупать нити, научиться создавать проекты в 3D CAD или использовать другое программное обеспечение для моделирования. Кроме того, вам, возможно, придется повозиться с настройками вашего станка, прежде чем вы найдете подходящий вариант. Если вы совсем новичок, использование 3D-принтера отнимет у вас много времени, и вы можете потратить много денег на филаменты и другие материалы. Однако, как только вы начнете разбираться в этом, 3D-печать может быстро превратиться в одно из самых приятных занятий или хобби, которым можно заниматься.
Помимо первоначальной стоимости покупки, стоимость использования 3D-принтера может быстро увеличиваться в зависимости от модели, которую вы покупаете. Для самых дешевых моделей вам придется постоянно покупать обновления для принтера. Поэтому рекомендуется приобрести высококачественный принтер с лучшими характеристиками, чтобы вам не пришлось время от времени проводить модернизацию.
Еще один элемент, который может увеличить стоимость 3D-принтера, — это филаменты. Обычно они продаются по цене около 25 долларов за килограмм, поэтому новичкам рекомендуется покупать их в небольших количествах. Это связано с тем, что для создания моделей вам понадобится несколько цветов, и покупка килограмма каждого из них может быстро вылиться в сотни долларов. Еще одна вещь, которую вы потратите, — это время. Если вы только осваиваетесь, вам придется потратить время, чтобы узнать о своем принтере, о том, как сделать отличную 3D-печать, о правильном программном обеспечении и обновлениях, о сочетании цветов, составе материалов и многих других важных факторах.
Безусловно, да. На самом деле, существует множество различных способов заработать на 3D-принтерах. Ниже приведены четыре лучших способа заработка на этих принтерах:
Создание и продажа прототипов: Вы можете зарабатывать деньги, предлагая создавать прототипы для местных инженерных фирм. Поскольку 3D-печать предполагает обучение созданию 3D-проектов, вы можете продавать свои проекты или создавать проекты для инженерных фирм.
Продавайте свои отпечатки: Вы можете продавать свои напечатанные объекты в Интернете. Создайте веб-сайт или кампанию в социальных сетях и продавайте свои проекты. Вы также можете создавать отпечатки на заказ для своих клиентов; они предоставят вам дизайн, а вы напечатаете его для них.
Продавайте свои дизайны: Не обязательно печатать, прежде чем зарабатывать деньги. Вы можете просто продавать свои 3D-дизайны и отказаться от всего процесса печати.
Обучать других: Многие люди заинтересованы в знаниях о печати, которыми вы обладаете. Инженеры, студенты, самодельщики и любители будут рады поучиться у вас. Вы можете просто брать с них плату и учить их, как использовать и настраивать собственные принтеры, какие материалы лучше использовать, как печатать и т.д.
Как мы уже отмечали выше, стоимость 3D-принтеров значительно снизилась, поскольку теперь есть модели, которые имеют мало функций, но стоят дешевле. По сути, существует пять различных типов 3D-принтеров в зависимости от цены. Это принтеры начального уровня, для любителей, энтузиастов, профессиональные и промышленные принтеры. Цена машин в каждой категории зависит от функций, размера и возможностей машины. Давайте подробно рассмотрим каждую из этих категорий:
3D-принтеры начального уровня
3D-принтеры начального уровня предназначены для начинающих. Они используются в основном для того, чтобы подняться по кривой обучения. Вы можете купить их, чтобы освоить 3D-печать, прежде чем переходить к более высоким моделям. Хотя вы не сможете создавать сложные отпечатки, вы сможете понять, как работает 3D-принтер.
Этот тип принтера имеет свои ограничения. Во-первых, вы не сможете печатать более 3-4 дюймов в любом измерении, будь то высота, ширина или длина. Кроме того, многие из этих принтеров не позволяют использовать более одного материала одновременно. Кроме того, они медленные и шумные, а качество их продукции не такое красивое, как у дорогих моделей. Кроме того, самое высокое разрешение, которое предлагают большинство принтеров начального уровня, составляет 100 микрон. Кроме того, принтеры начального уровня не отличаются высокой прочностью. Однако они являются отличным инструментом для обучения и могут послужить хорошей ступенькой для более глубокого погружения в мир 3D-принтеров. Теперь, чтобы ответить на вопрос, сколько стоит 3D-принтер? Типичный принтер начального уровня будет стоить от 200 до 400 долларов.
3D-принтеры для хоббистов
Хоббистами считаются те, кто немного окунулся в мир 3D-печати, полюбил ее и увлекся ею. Они просто хотят улучшить свои навыки 3D-печати, создавая модели просто для удовольствия. Хотя 3D-принтеры этой категории немного лучше, чем модели начального уровня, они все равно не могут предложить результат, выходящий за рамки забавного творчества. Их объем сборки больше, и вы сможете сделать больше моделей с помощью этих принтеров. 3D-принтеры для любителей позволяют создавать конструкции размером 5-6 дюймов. Отпечатки получаются более тонкими, чем на принтерах начального уровня, и, как правило, они имеют лучшее программное обеспечение.
Они быстрее моделей начального уровня и позволяют более гибко подходить к выбору материалов. Это означает, что с машинами этой категории вы сможете проявить еще больше творчества. Однако важно отметить, что хотя они могут быть лучше, чем модели начального уровня, они не очень долговечны, а их производительность не отличается надежностью. Это означает, что они могут не выдержать слишком большой нагрузки, и вы не сможете использовать их в течение длительного времени. Итак, сколько стоит 3D-принтер? Обычно они стоят от $300 до $1500. На рынке представлено множество различных продуктов в этом ценовом диапазоне, и выбор подходящего может оказаться непростой задачей. Мы рекомендуем взглянуть на это руководство по 3D-принтерам стоимостью до $500 от HotRate.
3D-принтеры для энтузиастов
Стать энтузиастом 3D-печати означает, что вы решили повысить свой уровень и теперь считаете это больше, чем просто хобби. Это большой скачок, который требует лучшего и более мощного оборудования, чем те, что относятся к категории «любитель». Принтеры этой категории отличаются надежностью и большим объемом сборки. Они работают тише и немного быстрее, чем машины для любителей. Кроме того, они могут печатать до 12 дюймов в любом измерении и позволяют более широкий выбор материалов.
Однако у них есть и свои минусы. Некоторые из них работают только с фирменными материалами, что означает, что вы не можете просто купить любой тип материала и запустить его в принтер. Кроме того, хотя их отпечатки и результат обычно лучше, чем у принтеров для любителей, их нельзя использовать для производства. Это связано с тем, что они не являются профессиональными машинами и не могут использоваться в течение длительного времени. Вам нужно будет регулярно проводить техническое обслуживание и ремонт. 3D-принтеры для энтузиастов идеально подходят для регулярного использования, но могут сломаться при постоянном использовании. Сколько стоит 3D-принтер этой категории, спросите вы? Будьте готовы потратить от $1500 до $3500.
Вы считаете себя достаточно опытным специалистом и хотели бы монетизировать свои навыки 3D-печати? А может быть, вы просто хотите перевести свое хобби на новый уровень, создавая профессиональные модели? Как бы то ни было, профессиональный 3D-принтер — это тот, который способен работать на вас. Качество печати на них первоклассное, и они способны печатать до 12 дюймов в любом измерении. Кроме того, они гибкие в отношении материалов. Вы можете использовать в машине различные материалы для печати, не беспокоясь о цвете или текстуре. Они также могут печатать быстрее, чем принтеры тех категорий, о которых мы говорили ранее, не теряя при этом в качестве.
Цена принтера для профессиональной печатной машины довольно высока. Поэтому, чтобы убедиться, что вы приобретаете лучшую машину для 3D-печати, обязательно прочитайте реальные отзывы пользователей. Рассмотрите плюсы и минусы машины, которую вы хотите приобрести. Почитайте о том, как ее обслуживать, какие материалы лучше использовать, как лучше настроить и т.д. Составьте список важных факторов и пройдитесь по ним по очереди. Цена принтера для машин этой категории является дорогой, поэтому проверка всех нужных коробок перед принятием решения о покупке очень важна. Итак, вернемся к нашему первоначальному вопросу, сколько стоит 3D-принтер в этой категории? Типичный профессиональный 3D-принтер стоит от $3 500 до $6 000. Они обычно используются клубами робототехники, школами, а также крупными и малыми предприятиями.
Промышленные 3D-принтеры предназначены для серьезных печатных предприятий. Это просто лучшие и самые быстрые машины во всех категориях. Их характеристики на высшем уровне, они очень прочные, так как изготовлены из металла. Кроме того, их интерфейсы удобны для пользователя, и они очень эффективны. Промышленные 3D-принтеры имеют большие размеры и могут вмещать множество различных типов пользовательских отпечатков. Они также имеют высокую цену, но этого следовало ожидать, учитывая тот факт, что они предназначены для предприятий, а их конструкция является первоклассной.
Промышленные 3D-принтеры большие и тяжелые, что может стать проблемой, если у вас недостаточно места. Кроме того, стоимость 3D-печати с помощью этих машин может со временем исчисляться тысячами долларов. Очевидно, что эти машины потребляют больше электроэнергии, материалов и требуют высокого уровня обслуживания, чем принтеры других категорий. Именно поэтому они рекомендуются только для предприятий и производителей. Так сколько же стоит 3D-принтер этой категории? Цена принтера для промышленных 3D-машин варьируется от $20 000 до $100 000.
Страница переведена при помощи машинного перевода. Предложить лучший вариант перевода
Сколько стоит 3D-принтер?
Внутренняя 3D-печать — это универсальное решение для широкого спектра применений, от моделей с высоким разрешением до быстрого прототипирования, быстрого создания инструментов для традиционных производственных процессов, производственных вспомогательных средств и даже конечных деталей в производстве.
Однако, когда вы рассматриваете возможность инвестирования в 3D-принтер, целесообразность обычно сводится к простому вопросу: имеет ли это экономическое значение для вашего бизнеса? Сколько стоит 3D-принтер и сколько времени и денег вы можете сэкономить с его помощью для своего бизнеса?
Цены на 3D-принтеры варьируются от 200 до 500 000 долларов США в зависимости от процесса печати, материалов и уровня сложности решения для 3D-печати.
В этом руководстве мы познакомим вас с затратами на 3D-печать для различных технологий, сравним аутсорсинг с собственным производством, укажем различные факторы, которые следует учитывать при расчете стоимости детали, и рассмотрим другие факторы, помимо затрат, при сравнение различных решений для 3D-печати и других методов производства.
Интерактивный
Попробуйте наш интерактивный инструмент ROI, чтобы увидеть, сколько времени и средств вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs.
Подсчитайте свою экономию
На сегодняшний день тремя наиболее распространенными процессами 3D-печати пластмасс являются моделирование наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
У каждой технологии 3D-печати есть свои плюсы и минусы — вот инфографика для быстрого сравнения:
Загрузите версию этой инфографики в высоком разрешении здесь. Хотите узнать больше о технологиях 3D-печати FDM, SLA и SLS? Ознакомьтесь с нашим подробным руководством.
Цены на 3D-принтеры значительно снизились за последние годы, и сегодня все три технологии доступны в компактных и доступных системах.
Как правило, 3D-принтеры FDM будут создавать самые дешевые детали, если вы печатаете только относительно простые прототипы в ограниченном количестве. SLA полимерные 3D-принтеры предлагают более высокое разрешение, лучшее качество и широкий спектр материалов для 3D-печати с небольшой надбавкой, но разница быстро уменьшается, когда вы печатаете сложные конструкции или большие партии из-за менее трудоемкой постобработки. Наконец, 3D-печать SLS является наиболее экономически эффективным процессом для производства высококачественных функциональных деталей в средних и больших объемах.
Сравнение общей стоимости различных 3D-принтеров выходит за рамки цен на наклейки — они не расскажут вам полную историю о том, сколько стоит 3D-принтер и сколько будет стоить ваша напечатанная деталь. Материалы для 3D-печати и затраты на рабочую силу оказывают значительное влияние на стоимость детали в зависимости от области применения и ваших производственных потребностей.
Давайте рассмотрим все различные факторы и затраты для каждого процесса.
FDM, также известный как изготовление плавленых нитей (FFF), представляет собой метод печати, при котором детали создаются путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области построения.
FDM является наиболее широко используемой формой 3D-печати на потребительском уровне, чему способствует появление 3D-принтеров для любителей. Однако профессиональные и промышленные FDM-принтеры также популярны среди профессионалов.
Самые дешевые 3D-принтеры — это почти исключительно FDM-принтеры. Цены на самые дешевые комплекты 3D-принтеров DIY FDM начального уровня начинаются примерно с 200 долларов. Тем не менее, большинство этих моделей больше похожи на игрушки или самодельные проекты, которые требуют от вас значительных затрат времени на сборку, настройку и калибровку принтера. Качество печати во многом зависит от успешности этих шагов, и, тем не менее, эти машины потребуют от вас ремонта и регулярного обслуживания, чтобы поддерживать их в рабочем состоянии, поэтому они рекомендуются только для тех, у кого есть (в процессе) инженерное образование и много времени и терпение.
3D-принтеры Hobbyist FDM стоимостью от 500 до 1500 долларов США могут поставляться в виде комплекта или в сборе, требуют немного меньшей настройки, но они по-прежнему имеют те же недостатки, что и самые дешевые 3D-принтеры. Некоторые модели, находящиеся ближе к вершине этого диапазона, будут предлагать большие объемы сборки, а также больше вариантов материалов, помимо низкотемпературных материалов, таких как PLA.
Профессиональные 3D-принтеры FDM стоят около 2500 долларов, а профессиональные широкоформатные принтеры FDM — около 4000 долларов, в то время как самые современные промышленные принтеры FDM могут стоить более 10 000 долларов. Большинство этих принтеров поставляются в собранном виде и откалиброваны прямо из коробки, или же они могут выполнять автоматическую калибровку. Принтеры этой категории предлагают лучшее качество печати, более широкий выбор материалов, большие объемы сборки, более высокую надежность, их проще использовать и обслуживать. В отличие от недорогих принтеров, производители профессиональных 3D-принтеров также предлагают клиентам поддержку для устранения неполадок.
Что касается материалов, стоимость материалов для 3D-печати FDM варьируется от 50 до 150 долларов США за кг для большинства стандартных и инженерных нитей и от 100 до 200 долларов США за кг для вспомогательных материалов. Могут быть доступны более дешевые альтернативы, но опять же, с компромиссом с точки зрения качества.
Наконец, печать FDM может быть очень трудоемкой. Многим проектам, особенно сложным моделям, для успешной печати требуются поддерживающие структуры, которые необходимо удалять вручную или путем растворения структур в случае растворимых подложек. Для получения высококачественной отделки и удаления линий слоев детали требуют длительной ручной постобработки, например, шлифования.
В 3D-принтерах SLA используется лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией. SLA является одним из самых популярных процессов среди профессионалов благодаря высокому разрешению, точности и универсальности материала.
Детали SLA имеют высочайшую точность, самые четкие детали и самую гладкую поверхность из всех технологий 3D-печати пластиком, но главное преимущество SLA заключается в его универсальности. Составы смол SLA обладают широким спектром оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
SLA 3D-печать предлагает широкий спектр материалов для различных областей применения.
Раньше технология SLA была доступна только в крупных сложных промышленных 3D-принтерах стоимостью более 200 000 долларов, но сейчас этот процесс стал гораздо более доступным. С принтером Formlabs Form 3+ предприятия теперь имеют доступ к SLA промышленного качества всего за 3750 долларов. Стоимость SLA для крупноформатных устройств с Form 3L начинается всего от 11 000 долларов.
3D-принтеры SLA поставляются в собранном и откалиброванном виде. Это профессиональные инструменты, которые надежны даже для производства и практически не требуют обслуживания. Поддержка клиентов также доступна для устранения неполадок в маловероятном случае, если что-то пойдет не так.
С точки зрения стоимости материалов, смолы SLA стоят около 149-200 долларов США/л для большинства стандартных и технических смол.
Принтеры SLA просты в использовании, и многие этапы рабочего процесса, такие как промывка и пост-отверждение, могут быть в основном автоматизированы для сокращения трудозатрат. Напечатанные детали имеют высококачественную отделку сразу после печати и требуют лишь простой постобработки для удаления меток поддержки.
Информационный документ
В этом бесплатном отчете мы рассмотрим, как собственная широкоформатная 3D-печать с помощью Form 3L сочетается с другими методами производства, в основном с использованием аутсорсинга и использования принтеров FDM. Мы также сравниваем затраты между методами и проверяем, когда лучше всего использовать форму 3L самостоятельно.
Загрузить сейчас
3D-принтеры SLS используют мощный лазер для сплавления мелких частиц полимерного порошка. Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных опорных конструкциях, что делает SLS идеальным для сложной геометрии, включая внутренние элементы, подрезы, тонкие стенки и отрицательные элементы.
Детали, изготовленные с помощью SLS-печати, имеют превосходные механические характеристики, а по прочности напоминают детали, изготовленные методом литья под давлением. В результате SLS является наиболее распространенным процессом 3D-печати пластиком для промышленных применений.
Нейлоновые детали SLS идеально подходят для целого ряда функциональных применений, от разработки потребительских товаров до здравоохранения.
Как и SLA, SLS раньше был доступен только в широкоформатных сложных системах 3D-печати по цене около 200 000 долларов. С принтером Formlabs Fuse 1 SLS предприятия теперь могут получить доступ к промышленному SLS по цене от 18 500 долларов США и 29 743 долларов США за полную настройку, включающую систему постобработки и восстановления порошка.
Аналогично принтерам SLA, принтеры SLS поставляются в собранном и откалиброванном виде. Они надежны и разработаны для работы в режиме 24/7, а также проходят расширенное обучение и быструю поддержку клиентов.
Нейлоновые материалы для SLS-печати стоят около $100/кг. SLS не требует опорных конструкций, а нерасплавленный порошок можно использовать повторно, что снижает материальные затраты.
SLS — это наименее трудоемкий процесс 3D-печати пластиком в производственных условиях, поскольку детали имеют отличное качество прямо из принтера и требуют лишь простой очистки для удаления излишков порошка.
Помимо пластика, существует несколько процессов 3D-печати для 3D-печати металлом.
Металл FDM
Металлические FDM-принтеры работают аналогично традиционным FDM-принтерам, но выдавливают металлические стержни, скрепляемые полимерными связующими. Готовые «зеленые» детали затем спекают в печи для удаления связующего вещества.
Принтеры SLM и DMLS работают аналогично принтерам SLS, но сплавляют частицы металлического порошка слой за слоем с помощью лазера вместо полимеров. 3D-принтеры SLM и DMLS могут создавать прочные, точные и сложные металлические изделия, что делает этот процесс идеальным для аэрокосмической, автомобильной и медицинской промышленности.
Хотя цены на металлические 3D-принтеры также начали снижаться (от 100 000 до 1 миллиона долларов), эти системы по-прежнему недоступны для большинства предприятий.
Кроме того, SLA 3D-печать хорошо подходит для рабочих процессов литья, которые позволяют производить металлические детали с меньшими затратами, с большей свободой проектирования и за меньшее время, чем традиционные методы.
Информационный документ
Ознакомьтесь с рекомендациями по созданию 3D-печатных моделей, пройдите пошаговый процесс литья по прямым выплавляемым моделям и изучите рекомендации по литью по непрямым выплавляемым моделям и литью в песчаные формы.
Загрузить информационный документ
Различные процессы 3D-печати пластиком и металлом обладают уникальными качествами, которые делают их подходящими для разных областей применения. Вот краткий разбор.
Fused Deposition Modeling (FDM)
Stereolithography (SLA)
Selective Laser Sintering (SLS)
Metal FDM
Selective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS)
. x 300 x 600 мм (настольные и настольные 3D-принтеры)
До 300 x 335 x 200 мм (настольные и настольные 3D-принтеры)
До 165 x 165 x 300 мм (настольные промышленные 3D-принтеры)
До 300 x 200 x 200 мм
До 400 x 400 x 400 мм
Диапазон цен
Самодельные принтеры Наборы для 3D-принтеров стоят от 200 долларов, принтеры для любителей – от 500 до 1500 долларов. Профессиональные 3D-принтеры FDM стоят около 2500 долларов, а профессиональные широкоформатные принтеры FDM — около 4000 долларов.
Профессиональные настольные принтеры стоят от 3750 долларов, настольные широкоформатные принтеры предлагают больший объем печати за 11 000 долларов.
Настольные промышленные системы SLS стоят от 18 500 долларов, а традиционные промышленные принтеры — от 100 000 долларов.
Принтеры Metal FDM стоят от 100 000 долларов, но полное решение, включающее печь, выходит далеко за рамки этой суммы.
Решения DMLS/SLM стоят около 200 000 долларов. Эти принтеры также предъявляют строгие требования к оборудованию, что может привести к дальнейшему увеличению затрат.
Стоимость материалов
50-150 долларов США/кг для большинства стандартных и инженерных нитей и 100-200 долларов США/кг для вспомогательных материалов.
$149-$200/л для большинства стандартных и технических смол.
100 долларов США/кг за нейлон. SLS не требует опорных конструкций, а нерасплавленный порошок можно использовать повторно, что снижает материальные затраты.
Зависит от материала и технологии. Значительно выше, чем у пластика.
Зависит от материала и технологии. Значительно выше, чем у пластика.
Потребности в рабочей силе
Удаление опор вручную (в некоторых случаях можно упростить с помощью растворимых опор). Для качественной отделки требуется длительная постобработка.
Промывка и пост-отверждение (оба процесса могут быть в основном автоматизированы). Простая постобработка для удаления меток поддержки.
Простая очистка для удаления излишков порошка.
Промывка и спекание (оба процесса могут быть в основном автоматизированы). Возможна механическая обработка и другие виды обработки поверхности.
Снятие напряжения, удаление опор, термообработка, а также механическая обработка и другие виды обработки поверхности.
Материалы
Стандартные термопласты, такие как ABS, PLA и их различные смеси.
Прототипы с высокой детализацией, требующие жестких допусков и гладких поверхностей, пресс-форм, оснастки, шаблонов, медицинских моделей и функциональных деталей.
Сложная геометрия, функциональные прототипы, мелкосерийное производство или изготовление мостов.
Прочные и долговечные детали, инструменты и вспомогательные средства.
Прочные, долговечные детали сложной геометрии; Идеально подходит для аэрокосмической, автомобильной и медицинской промышленности.
Расчет стоимости одной детали требует учета стоимости владения оборудованием, материалов и рабочей силы. Полезно понимать факторы, влияющие на каждый из этих компонентов затрат, и вопросы, которые необходимо задать, чтобы оценить альтернативные методы производства и выявить скрытые затраты.
Постоянные затраты, такие как стоимость 3D-принтера, контракты на обслуживание, установку и техническое обслуживание, вместе составляют стоимость владения оборудованием. Эти расходы происходят вне зависимости от того, простаивает ли ваш 3D-принтер или производит десятки деталей в неделю.
Распределите затраты на владение оборудованием по отдельным частям, сложив все прогнозируемые фиксированные затраты в течение срока службы машины и разделив полученную сумму на количество деталей, которые она должна произвести. Как правило, чем выше производительность и коэффициент использования вашего 3D-принтера, тем ниже стоимость владения оборудованием в расчете на одну деталь.
Настольные 3D-принтеры за последние годы добились огромного прогресса в снижении стоимости владения оборудованием. Благодаря цене в 10–100 раз ниже, чем у традиционных промышленных 3D-принтеров, и возможности производить тысячи деталей в течение всего срока службы, стоимость владения оборудованием может стать незначительной.
Задать вопросы:
Есть ли установка, обучение или дополнительные первоначальные расходы помимо стоимости машины?
Имеется ли (обязательный) контракт на обслуживание? Что оно включает?
Какие аксессуары и инструменты потребуются помимо станка для создания конечных деталей?
Каковы потребности в техническом обслуживании машины в пределах нормального диапазона деятельности? Какова ожидаемая годовая стоимость обслуживания? Как она изменится, если уровень производства возрастет?
Необработанные материалы для 3D-печати и другие расходные материалы, необходимые для создания деталей, являются переменными затратами. Эти затраты сильно зависят от количества деталей, которые вы производите.
Измерьте стоимость материала, рассчитав количество материала для 3D-печати, необходимое для создания одной детали, и умножив его на стоимость материала. Подсчитайте отходы и любые другие расходные материалы, которые необходимы. В то время как стоимость владения оборудованием снижается по мере роста производства, затраты на материалы для 3D-печати, как правило, быстро выравниваются.
Обязательно уточните, какие материалы вам потребуются для создания данных деталей, так как стоимость расходных материалов для 3D-печати варьируется. Также обратите внимание, что некоторые 3D-принтеры работают только с проприетарными материалами и, таким образом, ограничивают ваши возможности использования сторонних материалов.
Задать вопросы:
Какова стоимость каждого типа материала для 3D-печати?
Сколько материала требуется для создания данной детали, включая отходы?
Каков срок годности материалов?
Требуются ли другие расходные материалы для создания деталей?
Может ли машина работать со сторонними материалами?
Хотя 3D-печать может заменить сложные рабочие процессы традиционных методов производства и привести к значительной экономии времени, в зависимости от технологии 3D-печати, она все же может быть довольно трудоемким процессом.
Профессиональные настольные 3D-принтеры, как правило, оптимизированы для простоты использования. Самодельные 3D-принтеры и принтеры для любителей часто требуют дополнительных усилий для настройки параметров, в то время как регулярное техническое обслуживание или замена материалов на традиционных промышленных машинах могут потребовать трудоемких задач, требующих квалифицированного оператора.
Рабочие процессы постобработки зависят от процесса 3D-печати, но в большинстве случаев включают очистку деталей и удаление опор или лишнего материала. Существуют решения для автоматизации некоторых из этих задач; например, Formlabs Form Wash и Form Cure упрощают рабочий процесс промывки и постотверждения для 3D-принтеров Formlabs SLA, а Fuse Sift предлагает готовую систему постобработки и восстановления порошка для SLS-принтера Fuse 1.
Для получения высококачественных деталей более сложные процессы, такие как SLA и SLS, не требуют трудоемких шагов, но для деталей FDM потребуется длительная ручная постобработка для улучшения качества и удаления линий слоев.
Задать вопросы:
Каков весь рабочий процесс для производства деталей? Какие конкретные шаги необходимы для настройки печати, замены материалов и постобработки деталей?
Сколько времени занимает постобработка данной детали?
Существуют ли какие-либо инструменты или устройства для автоматизации некоторых из этих задач?
Передача производства на аутсорсинг сервисным бюро или лабораториям рекомендуется, когда вам требуется 3D-печать лишь изредка, а также для больших деталей или для нестандартных материалов. У бюро обычно есть несколько внутренних процессов 3D-печати, таких как SLA, SLS, FDM и металлические 3D-принтеры. Они также могут дать совет по различным материалам и предложить дополнительные услуги, такие как дизайн или улучшенная отделка.
Основными недостатками аутсорсинга являются стоимость и время выполнения заказа. Одним из самых больших преимуществ 3D-печати является ее скорость по сравнению с традиционными методами производства, которая быстро уменьшается, когда для доставки сторонней детали требуется несколько дней или даже недель. С растущим спросом и производством аутсорсинг также быстро становится дорогим.
Настольные 3D-принтеры отлично подходят, когда вам нужны детали быстро. В зависимости от количества деталей и объема печати инвестиции в профессиональный 3D-принтер могут окупиться даже в течение нескольких месяцев. При использовании настольных и настольных машин вы можете платить за столько ресурсов, сколько нужно вашему бизнесу, и масштабировать производство, добавляя дополнительные устройства по мере необходимости. растет без значительных инвестиций в широкоформатный 3D-принтер. Используя несколько 3D-принтеров, вы также получаете возможность одновременно печатать детали из разных материалов. Сервисные бюро могут по-прежнему дополнять этот гибкий рабочий процесс для крупных деталей или нетрадиционных материалов.
Воспользуйтесь нашим интерактивным калькулятором окупаемости инвестиций в 3D-печать , чтобы узнать, сколько времени и средств вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs по сравнению с аутсорсингом.
Инвестиции, затраты на материалы и оплату труда подсчитать относительно легко. Но как насчет косвенных затрат и факторов, которые трудно поддаются количественной оценке, но которые все же влияют на ваш бизнес? Давайте рассмотрим некоторые из ключевых соображений при сравнении настольной 3D-печати с аутсорсингом или другими методами производства.
Экономия времени: Что, если бы вы могли выводить продукцию на рынок на несколько месяцев быстрее? Или сократить время поставки вашей продукции на несколько дней или недель? 3D-печать упрощает традиционные рабочие процессы прототипирования и производства, помогая вам сэкономить время и опередить конкурентов.
Лучшие результаты: 3D-печать позволяет создавать больше итераций, быстрее справляться с ошибками и получать более качественные конечные продукты. Раннее обнаружение и исправление конструктивных недостатков также помогает избежать дорогостоящих изменений в конструкции и инструментах в процессе производства.
Связь: Наличие высококачественных прототипов и деталей позволяет лучше общаться с заказчиками, клиентами, поставщиками и другими заинтересованными сторонами. Избегайте путаницы и дорогостоящих ошибок.
Защита IP: Вы работаете с конфиденциальной информацией? Создание деталей собственными силами означает, что вам не придется передавать интеллектуальную собственность (ИС) третьим лицам, что снижает риск утечки или кражи ИС.
Расчет стоимости каждой детали, времени выполнения и сравнение альтернатив, чтобы выяснить, имеет ли решение смысл для вашего бизнеса, обычно представляет собой напряженную задачу по созданию сложной электронной таблицы и попытке собрать всю — часто скрытую — информацию от производителя. .
Чтобы избежать этих хлопот, воспользуйтесь нашим простым интерактивным калькулятором стоимости 3D-печати, чтобы рассчитать стоимость 3D-печати и время выполнения заказа на 3D-принтерах Formlabs, а также сравнить экономию времени и средств по сравнению с другими методами производства.
Расчет стоимости и экономии времени
Сколько стоит 3D-печать? Стоимость 3D-печати объектов — 3D Printerly
Когда дело доходит до 3D-печати, многие люди задаются вопросом, сколько стоит 3D-печать объекта, будь то небольшой предмет, такой как миниатюрная фигурка, или более крупный предмет, такой как шлем или маска. что они могут носить.
С этим связано довольно много затрат, которые могут немного сбить с толку, поэтому я решил написать статью о том, сколько стоит 3D-печать объекта из нити или смолы.
Если у вас уже есть 3D-принтер, то в основном вы платите только за нить и электричество. Для 3D-печати объекта, в котором используется 100 граммов нити, это будет стоить около 2,50 долларов США при цене 25 долларов США за кг нити. Та же 3D-печать из смолы будет стоить около 4,50 долларов при цене 45 долларов за кг смолы.
Стоимость не слишком сильно колеблется из-за довольно постоянной цены на материалы, хотя вы захотите выполнить базовое обслуживание и, возможно, последующую постобработку.
Давайте рассмотрим основные затраты на 3D-печать, чтобы вы лучше понимали, сколько стоит 3D-печать объекта. Продолжайте читать, чтобы получить более подробный ответ.
Сколько стоит 3D-принтер?
Чтобы напечатать объект в 3D, нам нужно посмотреть на самую большую начальную стоимость — 3D-принтер. К счастью для обычных потребителей, 3D-принтеры со временем резко упали в цене.
Поставки материалов, необходимых для создания 3D-принтеров, увеличиваются, как и количество производителей, конкурирующих в космосе. Для стандартного 3D-принтера с нитью FDM, такого как Ender 3 (Amazon), вы можете получить его примерно за 200 долларов.
Другим типом 3D-принтеров, который становится все более популярным, является 3D-принтер из смолы SLA. Бюджетный SLA-полимерный 3D-принтер, такой как Elegoo Mars 2 Mono, в настоящее время стоит около 230 долларов, что намного дешевле, чем раньше.
Раньше базовая версия этих 3D-принтеров стоила бы не менее 1000 долларов, так что для нас, обычных пользователей, это намного удобнее.
Они отлично подходят для любителей начального уровня, хотя, если вам нужны более практичные функции, вам придется потратить больше.
Artillery Sidewinder X1 V4 (Amazon) стоит около 450 долларов и является отличным вариантом для филаментного 3D-принтера.
Он поставляется на 95% предварительно собранным, поэтому новичок может очень легко собрать его, и имеет гораздо больший объем сборки, чем Ender 3, 300 x 300 x 400 мм.
Он оснащен сенсорным дисплеем, а также экструдером с прямым приводом, который значительно упрощает печать некоторых материалов.
Дизайн намного аккуратнее, компактнее и профессиональнее, а поскольку это долгосрочная машина, имеет смысл вложить в нее хорошую сумму.
Anycubic Photon Mono X (Amazon) стоит около 700 долларов и является отличным вариантом для полимерного 3D-принтера. Он также поставляется в основном предварительно собранным, вам просто нужно разместить несколько деталей в нужных местах и подключить блок питания. Процесс выравнивания кровати очень быстрый.
Основным преимуществом Photon Mono X по сравнению с Elegoo Mars 2 Mono является объем сборки 192 x 120 x 245 против 129 x 80 x 150 мм. Это много для полимерного 3D-принтера, а с экраном 8,9 дюйма и разрешением 4K это значительно увеличивает скорость печати (до 3 раз).
Другим важным преимуществом является то, что ЖК-экран в основании принтера рассчитан на 2000 часов печати примерно в 4 раза дольше, чем устаревшие экраны RGB. Экран — это то, что производит свет, превращающий жидкую смолу в пластик.
Теперь, когда у нас есть 3D-принтеры, давайте посмотрим непосредственно на материалы, чтобы мы могли точно определить, сколько стоит 3D-печать объекта.
Сколько стоят материалы для 3D-печати?
Существует два основных типа материалов для 3D-печати — нить и смола. Нить стоит около 20 долларов за кг, а смола — около 35 долларов за кг.
Нить упакована в виде круглой пластиковой катушки, которая обычно размещается в верхней части 3D-принтера с держателем катушки для принтеров FDM.
Смола поставляется в темной бутылке с защитой от УФ-излучения и наполнена фотополимерной жидкой смолой, которую вы заливаете в емкость для смолы вашего 3D-принтера SLA. Его необходимо хранить таким образом, потому что жидкость затвердевает под воздействием ультрафиолета.
Сколько стоит нить для 3D-печати?
Стандартная катушка с нитью будет стоить от 20 до 30 долларов за кг, но есть много типов нитей, которые вы можете приобрести.
PLA — Hatchbox PLA на Amazon стоит около 25 долларов за кг.
ABS — Hatchbox ABS на Amazon стоит около 22 долларов за кг.
PETG — Overture PETG на Amazon стоит около 21 доллара за 1 кг.
TPU — Ninjaflex NinjaTex TPU стоит около 33 долларов всего за 500 г, или вы можете получить TPU Hatchbox примерно за 31 доллар за 1 кг.
ASA — нить Overture ASA стоит около 32 долларов за кг на Amazon. Polymaker Polylite ASA — еще одна популярная марка нити, которая стоит примерно по той же цене.
Нейлон — Нейлоновая нить Overture стоит около 35 долларов за кг на Amazon.
Сколько стоит смола для 3D-печати?
Двумя наиболее популярными марками смолы являются Elegoo Rapid Resin и Anycubic UV-Curing Resin, стоимость которых составляет около 35 долларов США за кг. Это смолы отличного качества, из которых определенно можно производить высококачественные модели.
Они довольно быстро отверждаются/затвердевают, обладают довольно хорошими уровнями прочности и жесткости, а также отличной текучестью, поэтому их можно легко отверждать в сложные и детализированные формы.
Вы можете получить больше смол премиум-класса, которые обладают такими характеристиками, как более высокая долговечность и прочность, большая гибкость, прочные смолы механического класса и даже смолы профессионального уровня для стоматологии.
Смола Elegoo, смываемая водой, стоит около 40–45 долларов за кг и позволяет мыть модели из пластмассы просто водой, а не изопропиловым спиртом.
Siraya Tech Стойкая гибкая и ударопрочная смола стоит около 65 долларов США за кг и предоставляет пользователям высококачественную смолу, которая работает очень хорошо.
Преимущество этой смолы в том, что ее можно смешивать с другими смолами для повышения их прочности, гибкости и даже детализации. Один пользователь даже протестировал деталь, напечатанную из этой смолы, наехав на нее своим грузовиком, и 3D-печать не сломалась.
Смола Formlabs Model Resin стоит около 150 долларов США за кг и представляет собой специализированную смолу, обладающую высокой точностью и точностью. Он специально используется в стоматологии, но все еще может использоваться для создания высокодетализированных моделей.
Совместим только с 3D-принтерами Formlabs, такими как Form 3, Form 3L и Form 3BL.
Чтобы дополнить знания о материалах для 3D-печати, я кратко упомяну о свойствах металла для 3D-принтеров по металлу.
Популярный металл, такой как алюминий Alsi7mg, может стоить от 24 до 26 долларов за кг, хотя сам 3D-принтер может стоить вам от 50 000 до 1 000 000 долларов, так что это не слишком актуально для таких людей, как мы, а скорее для промышленных компаний.
Сколько стоит 3D-печать? Другие материалы
Когда дело доходит до 3D-печати, после того, как у вас есть 3D-принтер и нить накаливания, существуют другие связанные с этим расходы, за которые стоит платить.
У вас есть возможность максимально сэкономить, но если вы хотите получить наилучшие впечатления от 3D-печати, я бы порекомендовал приобрести дополнительные предметы.
Исчезающий клей Элмера
Исчезающий клей Элмера — один из лучших клеев для 3D-печати. Его называют исчезающим клеем, потому что при нанесении он обычно фиолетового цвета, но после высыхания становится прозрачным.
Этот клей был изготовлен с использованием бескислотной формулы, что делает его адгезионные свойства впечатляющими. Вы можете склеивать разные части модели, не беспокоясь о том, что они оторвутся.
Он также нетоксичен, что делает его пригодным для использования при 3D-печати дома, в школе или на рабочем месте.
Один пользователь нашел это особенно полезным, потому что это помогло его отпечаткам оставаться на горячей платформе, пока задание на печать не было завершено.
Проверьте исчезающий клей Элмера на Amazon.
Ассортимент наждачной бумаги
Наждачная бумага Austor изготавливается из карбида кремния, что позволяет шлифовать как сухим, так и влажным способом. В одной упаковке этого ассортимента наждачной бумаги содержится 102 штуки различных абразивных листов различной зернистости от 60 до 3000.
Эта наждачная бумага была специально изготовлена для эффективного шлифования автомобилей и деревянной мебели, но очень хорошо подходит для 3D-печати. Это одна из самых прочных наждачных бумаг, обеспечивающая высокое качество естественного истирания.
Подходит для шлифовки и полировки 3D-моделей после печати. Один пользователь сказал, что он использовал его при работе над своим полимерным отпечатком, и это помогло ему добиться почти стеклянного покрытия.
Ознакомьтесь с ассортиментом наждачной бумаги Austor на Amazon.
Грунтовка/Аэрозольная краска
Грунтовка Rust-Oleum представляет собой грунтовку на водной основе, предназначенную для наружного применения в широком диапазоне изделий, таких как мебель, ламинат, ПВХ, перила, оцинкованная сталь и термопласты.
Этот грунт имеет слабый запах, что делает его удобным для использования на 3D-моделях перед покраской. Также сохнет за 30 минут. Вы также можете распылять его во влажной среде, и он все равно должен работать отлично.
Один пользователь сказал, что она распыляла эту грунтовку на его отпечатки перед шлифованием и отделкой, и это сработало фантастически.
Вы можете найти баллончик Rust-Oleum 2-In-One Filler & Primer Spray на Amazon.
Краски и кисти
Покраска готовых моделей повышает их эстетическую ценность и позволяет придать им индивидуальность. Вы хотите использовать правильный тип краски, который хорошо подходит для объектов 3D-принтера и миниатюр.
Я рекомендую набор акриловых красок Caliart с 24 яркими цветами от Amazon.
Акриловые краски и кисти — идеальные инструменты для раскрашивания печатных моделей. Они яркие и могут использоваться на различных поверхностях, например. ABS, PLA, PETG и дерево.
Что касается кистей, я бы порекомендовал набор акриловых кистей Soucolor из 20 штук на Amazon. Они поставляются с множеством тонких кистей, которые могут прорисовывать мельчайшие детали на миниатюрных 3D-принтах и других 3D-печатных объектах.
Магазинные краски с фурнитуры могут быть слишком густыми и даже слипаться и образовывать неприятные слои. Акриловые краски используются, так как они покрывают большую поверхность и просты в использовании.
Это не обязательно для 3D-печати, но, безусловно, улучшит общее впечатление от того качества, которое вы можете получить от своих моделей.
Комплект для чистки 3D-печати
Наличие набора инструментов/набора для чистки для 3D-печати — это отличный набор деталей, которые вам понадобятся, когда вы начнете 3D-печать.
Отличный набор — набор инструментов для 3D-печати Rustark из 42 предметов от Amazon.
Он состоит из нескольких частей для 3D-печати, в том числе:
Набор из 14 ножей
Скребок
Плоский напильник
Клещи
Резаки заподлицо
Электронные цифровые штангенциркули
Коврик для резки
Инструмент для снятия заусенцев
Лезвия для снятия заусенцев, 6 шт.
Набор чистящих щеток из 3 предметов
Клей-карандаш
10 чистящих игл
Сумка на молнии
Этот набор инструментов помогает всем, кто занимается 3D-печатью, очищать 3D-отпечатки, приближая их к профессиональному качеству. Это помогает в обслуживании 3D-принтера также с чистящими щетками, которые можно использовать для очистки сопла.
У вас также есть чистящие иглы, которые помогут очистить сопло, а также плоскогубцы и кусачки, чтобы избавиться от лишнего поддерживающего материала.
Один пользователь сказал, что использует его для своего 3D-принтера уже почти месяц, и до сих пор они держались хорошо.
Масла и смазки – ПТФЭ 3-в-одном
Многоцелевая ПТФЭ-смазка 3-в-одном предназначена для использования в условиях высоких температур для снижения трения и защиты деталей от износа.
Эта смазка хорошо работает при температуре от -50°F до 500°F. Его можно использовать на резьбовом стержне оси Z, направляющих X-Y, ходовых винтах и подшипниках, чтобы обеспечить плавное перемещение соприкасающихся частей.
Один пользователь приобрел его для смазки направляющих и стержней своего принтера, и оно покрывает лучше, чем многие масла, которые он нашел на рынке. Единственная незначительная проблема, с которой он столкнулся, заключалась в том, что колпачок с закручивающейся крышкой иногда вытекал из-под колпачка, пока он его надевал.
Сегодня на Amazon можно найти многоцелевую смазку PTFE 3-в-одном.
Чистящие салфетки и спирт для протирки
Когда дело доходит до очистки платформы принтера и удаления пыли с машин для 3D-печати, вы должны регулярно делать это с помощью правильных продуктов.
У вас может быть довольно плохая адгезия к платформе, если у вас есть жир и следы от обращения с вашей платформой, поэтому вы должны избегать этого для более успешных отпечатков.
У большинства пользователей 3D-принтеров есть либо бутылка изопропилового спирта с бумажными полотенцами, либо просто стерильные спиртовые салфетки. Я бы порекомендовал использовать Dynarex Alcohol Prep Pads (200 штук) от Amazon для ваших потребностей в очистке.
Один клиент сказал, что спиртовые салфетки Dynarex очень помогли растворить остатки на его стеклянной печатной платформе и восстановить ее поверхность.
Вы также можете приобрести бутылку 99% изопропилового спирта Solimo на Amazon. Это еще одно отличное решение для очистки вашей печатной платформы, и его можно использовать с бумажными полотенцами или тряпкой для мытья посуды.
Запасные части
Многие детали FDM-принтера необходимо будет заменить после использования в течение некоторого времени. Сопла служат долго при печати PLA и ABS.
Латунные сопла
Форсунки из закаленной стали
Пружины жесткой кровати
Трубка из ПТФЭ
Ремень ГРМ
Латунные и закаленные сопла
Что касается латунных сопел, то их можно использовать довольно долго при печати на простых материалах, таких как PLA и ABS, но в какой-то момент их потребуется заменить. Вы можете выбрать набор из 10 латунных насадок Creality от Amazon.
Включает 8 латунных сопел диаметром от 0,2 мм до 0,6 мм, а также 2 сопла из закаленной стали диаметром 0,4 мм.
Пружины сжатия
Отличным усовершенствованием, которое многие пользователи 3D-принтеров внедряют в свои машины, являются желтые пружины сжатия, которые помещаются под вашу кровать для выравнивания. Штоковые пружины обычно довольно слабые и требуют регулярного выравнивания.
Когда вы получаете что-то вроде желтых пружин сжатия 8 мм (20 шт.) на Amazon, вам не нужно будет слишком часто выравнивать свой 3D-принтер. Некоторые люди выровняли его должным образом один раз, и им не приходилось выравнивать его месяцами.
Это обновление, вероятно, сэкономит вам много времени и нервов, обеспечив стабильное качество 3D-печати.
Трубка из ПТФЭ
Стандартная трубка из ПТФЭ может довольно хорошо работать на 3D-принтерах, но через некоторое время они могут начать изнашиваться. Вам лучше заменить его на тефлоновую трубку Creality Capricorn Bowden PTFE от Amazon.
Обладает гораздо более высокой термостойкостью и меньшим трением, что обеспечивает лучший успех при 3D-печати.
Ремень ГРМ
Ремни вашего 3D-принтера FDM являются одной из основных движущихся частей, что делает их подверженными износу с течением времени. Они могут длиться долгое время печати, но через некоторое время вам может потребоваться заменить их.
Я бы порекомендовал использовать зубчатые ремни Befenybay 2GT от Amazon, когда вам нужно их заменить.
У него красивая медная пряжка, которая была предварительно запрессована, чтобы зафиксировать ремень на вашем 3D-принтере.
Хотя вы можете подумать, что 3D-печать и техническое обслуживание сопряжены со значительными затратами, регулярное техническое обслуживание 3D-принтера может фактически снизить общие расходы, поскольку вам не придется так часто заменять детали.
У новичков чаще случаются неудачи из-за неправильного выравнивания кровати, неправильных настроек слайсера, запутанной нити или отсутствия вспомогательного материала. Это может значительно увеличить стоимость печати.
Эта стоимость будет уменьшаться по мере того, как вы будете регулярно получать больше опыта в 3D-печати.
Сколько стоит 3D-печать в час?
При стандартной скорости потока нити из сопла 0,4 мм, высоте слоя 0,2 мм, а также стандартных затратах на электроэнергию и техническое обслуживание стоимость 3D-печати составляет около 0,40 доллара США в час. Нить стоит около 0,24 доллара в час, электричество стоит около 0,09 доллара.в час, а техническое обслуживание стоит около 0,07 доллара в час.
Основными расходами, когда речь идет о 3D-печати, является нить, которая стоит около 25 долларов за кг пластика. Выполнив некоторые расчеты с некоторыми стандартными настройками, вы можете выяснить, сколько нити экструдируется в час.
С представленной ниже моделью Человека-паука 182 г нити экструдируется за 18 часов 51 минуту. Чтобы рассчитать это на почасовой основе, мы берем 182 г / 18,85 (18 часов и 51 минута) = 9,655 г нити, экструдируемой каждый час для этого конкретного отпечатка.
Чтобы выяснить, сколько это стоит, мы можем взять 25 долларов за кг пластика, что составляет 1000 г, а затем разделить его на 1000, чтобы получить цену за грамм: 25 долларов / 1000 = 0,025 доллара за грамм.
Теперь делаем 9,655 грамма * 0,025 доллара = 0,2413 доллара или 0,24 доллара, округляя в меньшую сторону.
Далее мы получили расходы на электроэнергию.
Я уже писал статью «Сколько электроэнергии потребляет 3D-принтер?» где я выяснил, что стандартный 3D-принтер потребляет около 0,09 доллара в час электроэнергии, просматривая показания потребления электроэнергии за час и получая среднюю стоимость электроэнергии в США за кВтч.
Наконец, что не менее важно, у нас есть расходы на техническое обслуживание. Это может варьироваться от принтера к принтеру, но, вообще говоря, 3D-принтеры не требуют особого обслуживания, если у вас есть правильные детали. Возможно, вам придется заменить термисторы, охлаждающие вентиляторы, ремни и т. д.
После того, как вы установите несколько прочных деталей и наладите процесс, вам, возможно, придется тратить на них от 30 до 50 долларов в год. Если мы возьмем среднего пользователя 3D-принтера и скажем, что он использует свою 3D-печать в среднем 2 часа каждый день, это будет 730 часов печати каждый год.
Возьмем верхнюю оценку в 50 долларов в год на техническое обслуживание, затем разделим ее на 730 часов, и мы получим часовую стоимость обслуживания в размере 0,07 доллара.
Сколько стоит 3D-печать объектов?
Зайдя на Thingiverse.com, вы можете скачать понравившуюся модель и распечатать ее. Используя среднюю стоимость в 25 долларов за кг, ниже приведены примерные цены на некоторые обычные объекты, которые люди печатают на 3D-принтере.
Сколько стоит 3D-печать миниатюры?
Стандартная настольная миниатюра стоит около 0,12 доллара США, как и Elf Ranger (масштаб 28 мм), и использует всего 5 г нити. В некоторых миниатюрах может использоваться больше или меньше нити, поэтому вы корректируете стоимость в зависимости от количества используемой нити.
Сколько стоит 3D-печать чехла для телефона?
Напечатанный на 3D-принтере чехол для iPhone 6 (тема Halo) стоит около 0,58 доллара США и использует примерно 23 г нити. Он имеет размеры 70 x 9 x 140 мм и основан на использовании пластика PLA, который стоит около 25 долларов за кг.
Сколько стоит 3D-печать шлема (шлема штурмовика)?
Шлем штурмовика использует около 1,5 кг нити, что будет стоить около 37,50 долларов США за полноразмерную модель. Его можно распечатать примерно за 45 часов с 17 отдельными отпечатками, или у вас есть возможность напечатать всю модель в одном, если у вас достаточно большой 3D-принтер.
Сколько стоит 3D-печать маски?
Маска Локи из фильма «Маска» использует около 180 г нити и будет стоить 4,50 доллара из PLA по цене 25 долларов за кг. Его размеры составляют 165 x 87 x 220 мм, но их можно легко увеличить или уменьшить по вашему желанию. Есть много других масок, в которых можно использовать гораздо меньше нити, что было бы дешевле.
Маска Covid-19 V2 от Thingiverse использует около 40 г нити, что будет стоить около 1 доллара США.
Сколько стоит 3D-печать автомобиля?
В 2019 году компания XEV начала производство электромобиля стоимостью 7500 долларов, который весит 450 кг. Strati, разработанный Микеле Аноэ и напечатанный на 3D-принтере компанией Local Motors, — это еще один напечатанный на 3D-принтере автомобиль, который стоит около 24 000 долларов, хотя и не подходит для шоссе, поскольку не соответствует требованиям.
Одна из популярных историй о 3D-печатном автомобиле принадлежит Стерлингу Бэкусу, который напечатал Lamborghini дома вместе со своим сыном за 20 000 долларов.
Он использовал Creality CR-10 для печати различных деталей перед их соединением.
Strati — еще один известный автомобиль, напечатанный на 3D-принтере, который пользуется большим спросом и впервые был напечатан всего за 44 часа в 2014 году, но с целью сократить это время до 10 часов на одно транспортное средство.
В последнее время было не так много новостей, которые я мог видеть, поэтому сейчас они могли бы перейти к другим проектам, но это все еще отличный проект и понимание потенциала 3D-печатных автомобилей.
Сколько стоит 3D-печать органа?
Биопринтер, как сообщается, может создать 3D-печатный орган всего за 10 000 долларов, что, вероятно, снизится в цене по мере совершенствования технологий. Исследователи пытаются напечатать на 3D-принтере многие органы, такие как поджелудочная железа, биопринтированная кожа, роговица, сердце, почки и даже биопринтированные яичники.
3D-печать анатомического сердца из PLA обойдется примерно в 3,65 доллара США и потребует 146 г нити.
Сколько стоит 3D-печать прототипа?
Для простого прототипа, для печати которого требуется 100 г нити, это будет стоить всего 2,50 доллара. Для более сложной детали, для которой требуются профессиональные дизайнеры, стоимость может варьироваться от сотен до тысяч долларов в зависимости от сложности вашего прототипа. Основные затраты будут связаны с дизайном.
Полный прототип подголовника Nintendo размером 94,7 x 87,6 x 121,8 мм обойдется вам в 0,9 доллара США. 8 при использовании нити PLA. Он был полностью разработан в Fusion 360, что значительно упростило использование механизма блокировки.
Прототипом может быть небольшой объект, для которого потребуется всего 15 граммов материала, или большой объект, для которого требуется несколько килограммов материала.
Прототип может стоить от 30 до 30 000 долларов без учета затрат на постобработку. Ну, все это зависит от размера конструкции и ее сложности.
Сколько стоит 3D-печать обуви?
В напечатанной на 3D-принтере обуви под названием Pigalle Pump Shoe используется около 114 г нити, а ее создание будет стоить 2,85 доллара. Еще одна популярная обувь, напечатанная на 3D-принтере, — это сандалии Recreus, которые вы хотели бы распечатать из ТПУ. Он также использует около 115 г нити и будет стоить около 2,90 долларов.
Сколько стоит 3D-печать кружки?
В этой напечатанной на 3D-принтере кружке с изображением рыбы используется 156 г материала, а стоимость PLA-нити составляет 3,90 доллара США. Вы бы хотели покрыть это эпоксидной смолой, безопасной для пищевых продуктов, чтобы можно было безопасно использовать.
Сколько стоит 3D-печать костюма Железного человека?
Для полного костюма Железного человека MK6 потребуется около 20 кг нити при использовании CR-10. Это также будет стоить около 360 долларов при использовании PLA и скорости заполнения 15%. Это намного дешевле по сравнению с профессиональным пакетом базовой брони Mark 43, который может стоить более 1300 долларов.
Сколько стоит 3D-печать дрона с видом от первого лица?
Nanolongrange V2 GPS FPV Drone — это современный и очень легкий дрон, в котором для рамы используется всего 7,5 г нити накала, что стоит 0,18 доллара США. Для этого требуются другие детали, такие как контроллер полета, двигатель, 4 лопастных винта, модуль антенны GPS, камера FPV, винты M2 и резиновые ленты, все это стоит около 110 долларов.
Стоимость этих деталей была получена путем перехода на Banggood (сайт продукта) на странице Thingiverse и суммирования соответствующих затрат. Это очень минималистичный дрон, время полета которого составляет всего 20 минут, а расстояние — 4,65 км.
Для более функционального дрона вы, вероятно, ищете гораздо более высокую цену, но это связано с деталями, а не с аспектом 3D-печати вещей.
Сколько стоит 3D-печать настоящего дома?
Дом, напечатанный на 3D-принтере, может стоить всего 4000 долларов, а на его изготовление уходит около 24 часов. SQ4D находится в авангарде домашней индустрии 3D-печати, способной создать 1,900 кв. футов. домой всего за 48 часов и потратил на материалы менее 6000 долларов. Затраты уменьшаются с течением времени.
Дома строятся для малообеспеченных семей в Мексике, а также по всей территории США.
Klipper поддерживает большинство, но не все стандартные команды G-code, к которым мы привыкли во время пользования Marlin. В то время, как команды Marlin записываются букво-численным кодом, например, M118 или M104 S240, сам Klipper использует человекочитаемый формат команд, например, та же команда M104 S240 будет иметь вид SET_HEATER_TEMPERATURE HEATER=extruder TARGET=240. Klipper примет оба варианта. Документация по командам
Киллер-фича Klipper — это макросы — последовательности команд G-code, которые можно запускать одной командой. Например, все команды, которые вы прописали в стартовый G-code слайсера, можно прописать в макрос и запускать одной командой START_PRINT. В интернете существует огромное количество вариантов макросов для Klipper. Обязательно тщательно изучите последовательность команд в добавляемом макросе, чтобы избежать возможных проблем, связанных с несовместимостью параметров нашего принтера и принтера составителя макроса. Документация по макросам
Ниже представлены мои макросы, составленные по принципу «Я художник, я так вижу».
Соответственно, название макроса пишется в квадратных скобках в формате [gcode_macro НАЗВАНИЕ_МАКРОСА], затем указываются переменные, если нужно, а сами команды идут после gcode: с обязательным отступом. Макросы чувствительны к форматированию, будьте внимательны.
В Fluidd можно выборочно добавить кнопки запуска макросов на специальную панель.
[gcode_macro START_PRINT]
variable_retract: 5
gcode:
{% set extruder_temp = params.EXTRUDER_TEMP|default(240)|float %}
{% set bed_temp = params.BED_TEMP|default(70)|float %}
{% set E = printer["gcode_macro START_PRINT"]. retract|float %}
CLEAR_PAUSE
M220 S100 # reset feedrate
M221 S100 # reset flowrate
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET={bed_temp} # set bed t℃
TEMPERATURE_WAIT SENSOR=heater_bed MINIMUM={bed_temp * 0.75} # wait until bed is partially heated
SET_HEATER_TEMPERATURE HEATER=extruder TARGET={extruder_temp} # set nozzle t℃
G90 # absolute positioning
M82 # absolute extrusion mode
TEMPERATURE_WAIT SENSOR=heater_bed MINIMUM={bed_temp} # wait until
TEMPERATURE_WAIT SENSOR=extruder MINIMUM={extruder_temp} # wait until
G28 # home
G0 Z10 F1500 # raise Z
G92 E0 # reset extruder
G1 E{E} F1500 # prime
G92 E0 # reset extruder
Макрос начала печати. Стартовый код для Super/PrusaSlicer’а:
Макрос задаёт целевую температуру прогрева стола, а по достижении неполного нагрева (75%) подключает нагрев сопла. Выставьте коэффициент таким, чтобы стол и сопло у вас достигали целевого нагрева примерно одновременно. Если у вас блок питания работает на пределе, то стоит убрать одновременный нагрев стола и сопла. Тогда замените bed_temp * 0.75 на bed_temp или удалите эту строчку. Вместо команд Klipper можно использовать и M109/M104/M190/M140, но, по моим наблюдениям, команда M190 ждёт стабилизацию температуры на указанном уровне, что увеличивает время выполнения этого макроса.
Команда set в теле макроса используется для инициализации переменной и присвоения значения params которое было передано с командой на выполнение макроса. Здесь передаётся температура нагрева. Если передать только команду START_PRINT без параметров, то будут использованы указанные в макросе значения по умолчанию. Здесь — 240 ℃ для экструдера и 70 ℃ для стола.
variable_retract здесь используется в качестве глобальной переменной, которая используется сразу во всех макросах, связанных с печатью для того, чтобы значение ретракта при окончании, отмене или паузе печати совпадало с подачей при начале или возобновлении печати. Значение выставьте удобное для вас. Вызов переменной происходит командой {% set E = printer["gcode_macro START_PRINT"].retract|float %}
Для нормализации подачи пластика в начале печати можно использовать юбку в слайсере. Или добавить в стартовый код слайсера после START_PRINT макрос PRIME_LINE, который будет описан позже.
[gcode_macro END_PRINT]
gcode:
{% set E = printer["gcode_macro START_PRINT"].retract|float %}
TURN_OFF_HEATERS
M107 # turn off fan
G91 # relative positioning
G1 E-{E} F1500 # retract
G0 X5 Y5 Z0. 2 F5000 # wipe
G0 Z2 F1500 # raise Z
G90 # absolute positioning
PARK
M84 # turn off all motors
BEEP P=200 S=250
Из макросов можно запускать другие макросы! Здесь запускается макрос PARK, он описан ниже.
[gcode_macro PARK]
gcode:
{% set x_park = params.X|default(0)|float %}
{% set y_park = params.Y|default(-4)|float %}
{% set z_park = params.Z|default(10)|float + printer.toolhead.position.z|float %}
{% set x_max = printer.toolhead.axis_maximum.x|float %}
{% set y_max = printer.toolhead.axis_maximum.y|float %}
{% set z_max = printer.toolhead.axis_maximum.z|float %}
{% if x_park > x_max %}
{% set x_park = x_max %}
{% endif %}
{% if y_park > y_max %}
{% set y_park = y_max %}
{% endif %}
{% if z_park > z_max %}
{% set z_park = z_max %}
{% endif %}
SAVE_GCODE_STATE NAME=PARK_STATE
G90 # absolute positioning
G1 Z{z_park} F1500
G1 X{x_park} Y{y_park} F5000
RESTORE_GCODE_STATE name=PARK_STATE
В макросах можно использовать шаблонизатор Jinja. Полезно для вычислений и условных конструкций «если — то». Здесь в параметрах координаты парковки по X и Y указываются абсолютно, а координата по Z — отностительно. Эти параметры можно передавать при вызове макроса. Например, у меня в макросе END_PRINT парковка происходит у задней стенки с опусканием стола: PARK X=127 Y=200 Z=50. При этом по трём осям происходит проверка и корректировка координат, чтобы они находились в пределах лимитов, Z-координата становится абсолютной.
[gcode_macro PAUSE]
rename_existing: BASE_PAUSE
gcode:
{% set E = printer["gcode_macro START_PRINT"].retract|float %}
SAVE_GCODE_STATE NAME=PAUSE_STATE
BASE_PAUSE
G91
G1 E-{E} F1500 # retract
G90
PARK
А ещё есть встроенные макросы, такие как PAUSE. А если такой макрос вас чем-то не устраивает, его можно изменить или дополнить. Здесь сначала переименовывается встроенный макрос командой rename_existing, а затем используется в коде под новым именем BASE_PAUSE.
Ещё здесь используется команда на запоминание режима позиционирования принтера SAVE_GCODE_STATE. Внутри действия этой команды, такие команды как M82, M83, G90, G91, G92 могут применяться как вам угодно, т.к. режим позиционирования вернётся к сохранённому после команды RESTORE_GCODE_STATE. Ссылка
Обязательный для Fluidd макрос. Кнопка вызова добавляется в блок информации о текущей печати.
Антагонист макроса PAUSE. Тоже обязательный для Fluidd.
[gcode_macro CANCEL_PRINT]
rename_existing: BASE_CANCEL_PRINT
gcode:
{% set E = printer["gcode_macro START_PRINT"]. retract|float %}
TURN_OFF_HEATERS
M107 # turn off fan
G91
G1 E-{E} F1500 # retract
G90
CLEAR_PAUSE
SDCARD_RESET_FILE
BASE_CANCEL_PRINT
PARK
Последний обязательный для Fluidd макрос.
[gcode_macro BEEP]
gcode:
{% set frequency = params.S|default(1000)|float %}
{% set duration = params.P|default(100)|float %}
SET_PIN PIN=BEEPER_pin VALUE={frequency}
G4 P{duration}
SET_PIN PIN=BEEPER_pin VALUE=0
Принтер пищит по команде BEEP, то же самое, что M300. За частоту отвечает параметр S, по умолчанию 1kHz. За длительность — P, по умолчанию 10ms.
Обратите внимание, что пин пищалки находится на штатном экране принтеров FBG4S и FBG5. Если вы меняли экран, то пин пищалки у вас может быть другим или вообще отсутствовать (например в экране MKS TFT35). Лучше заранее проверьте в консоли команду BEEP и, в случае ошибки, удалите её из всех макросов.
[gcode_macro FILAMENT_CHANGE]
gcode:
SAVE_GCODE_STATE NAME=FILAMENT_CHANGE_STATE
{% set timer = params.T|default(300)|float %}
{% set unload = params.U|default(100)|float %}
{% set load = params.L|default(100)|float %}
{% if printer.pause_resume.is_paused %}
M118 Already paused
{% else %}
{% if printer.toolhead.homed_axes != "xyz" %}
M118 Homing
G28 # home if not homed
{% else %}
M118 Pausing print
PAUSE
{% endif %}
{% endif %}
M118 Changing filament
SET_IDLE_TIMEOUT TIMEOUT=7200
FILAMENT_UNLOAD U={unload}
COUNTDOWN TIME={timer} MSG="Change filament! Time left: "
FILAMENT_LOAD L={load}
RESTORE_GCODE_STATE NAME=FILAMENT_CHANGE_STATE
{% if printer.pause_resume.is_paused %}
M118 Resuming print
RESUME
{% endif %}
Составной макрос смены филамента. Ставит на паузу PAUSE, вызывает макрос FILAMENT_UNLOAD для выгрузки филамента, подаёт звуковой сигнал BEEP, COUNTDOWN ждёт 5 минут, пока вы заправите новый филамент в фидер, снова подаёт звуковой сигнал и FILAMENT_LOAD загружает филамент, RESUME запустит печать дальше, если макрос был вызван в процессе печати, например из G-code.
[gcode_macro FILAMENT_UNLOAD]
gcode:
{% set unload = params. U|default(100)|float %}
{% set extruder_temp = params.T|default(180)|float %}
SAVE_GCODE_STATE NAME=FILAMENT_UNLOAD_STATE
LOW_TEMP_CHECK T={extruder_temp}
M118 Unloading filament
M83 # relative extrusion
G1 E2 F200 # extrude a little
G1 E-10 F200 # retract a little
G1 E-{unload} F1500 # retract a lot
BEEP
RESTORE_GCODE_STATE NAME=FILAMENT_UNLOAD_STATE
Оба вызывают LOW_TEMP_CHECK для проверки температуры сопла.
[gcode_macro LOW_TEMP_CHECK]
gcode:
{% set extruder_temp = params.T|default(240)|float %}
{% if printer.extruder.target > extruder_temp %} # if there is a setpoint for extruder
{% set extruder_temp = printer.extruder. target %}
{% endif %}
{% if printer.extruder.temperature < extruder_temp %} # heat to the target
M118 Heating to {extruder_temp}
SET_HEATER_TEMPERATURE HEATER=extruder TARGET={extruder_temp}
TEMPERATURE_WAIT SENSOR=extruder MINIMUM={extruder_temp}
{% endif %}
Если сопло холодное и нагрев не включен, то он запустится с указанным параметром по умолчанию: 180℃ для выгрузки и 240℃ для загрузки.
[gcode_macro COUNTDOWN]
gcode:
{% set timer = params.TIME|default(10)|int %}
{% set message = params.MSG|default("Time: ") %}
# countdown
{% if timer > 60 %}
{% for s in range(timer, 60, -10) %}
M118 {message} {s}s
G4 P10000 # dwell 10 seconds
{% endfor %}
{% set timer = 60 %}
{% endif %}
{% if timer > 10 %}
{% for s in range(timer, 10, -5) %}
M118 {message} {s}s
G4 P5000 # dwell 5 seconds
{% endfor %}
{% set timer = 10 %}
{% endif %}
{% if timer > 0 %}
{% for s in range(timer, 0, -1) %}
M118 {message} {s}s
G4 P1000 # dwell 1 second
{% endfor %}
{% endif %}
BEEP
Совместимость с командами Marlin G-code. Преобразования команд, таких как M204, M900, M600 и так далее, у которых нет реализации в Klipper, либо реализованы в его человекочитаемом формате. Часть из них важна для лёгкой передачи настроек из слайстеров, как M204. Часть не важна и показаны скорее для полноты картины.
Марлин принимает команду M204, но либо в виде M204 S<value>, либо M204 P<value> T<value>, где указаны оба параметра. Cura прописывает ускорение в G-code в виде M204 S<value>, так что с ней проблем нет, а вот Prusa(Super)Slicer — в виде M204 P<value>, без T<value>, что вызывает ошибку. Исправляем, теперь Klipper принимает любые комбинации этих параметров:
Использование этого макроса не совсем корректно, так как SQUARE_CORNER_VELOCITY в Klipper не является прямым аналогом ни JD, ни Jerk, и значения будут совсем другими. Но для передачи настроек из слайсера в Klipper сойдёт, если вы выставите корректные значения в слайсере. Хотя, по большому счёту их вполне можно один раз откалибровать, больше не трогать и запретить слайсеру менять значения.
[gcode_macro M205]
gcode:
{% if 'J' in params %}
SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY={J}
{% elif 'X' in params %}
SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY={X}
{% elif 'Y' in params %}
SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY={Y}
{% endif %}
Управление прошивочным откатом.
[gcode_macro M207]
gcode:
{% set length = params.S|default(0.5)|float %}
{% set speed = params.F|default(25)|float %}
SET_RETRACTION RETRACT_LENGTH={length} RETRACT_SPEED={speed}
Ещё один костыль для такого слайсера, как Cura. В случае Prusa(Super)Slicer можно прописать SET_PRESSURE_ADVANCE ADVANCE=<value> в стартовом G-code филамента, что очень удобно.
[gcode_macro M900]
gcode:
{% if 'K' in params %}
SET_PRESSURE_ADVANCE ADVANCE={ params. K|float }
{% endif %}
Макрос ну для совсем специфической совместимости, например с отдельными G-code файлами с набором команд для настройки PID. Лучше делать это руками, командой PID_CALIBRATE
[gcode_macro M303]
gcode:
{% if 'E' in params %}
{% set heater = params.E|default(0)|int %}
{% set temp = params.T|default(0)|float %}
{% if heater == 0 %} # extruder
{% if temp >= printer.configfile.settings.extruder.min_extrude_temp|float %}
{% if temp <= printer.configfile.settings.extruder.max_temp|float %}
PID_CALIBRATE HEATER=extruder TARGET={T}
{% endif %}
{% endif %}
{% elif heater == -1 %} # bed
{% if temp <= printer.configfile.settings.heater_bed.max_temp|float %}
PID_CALIBRATE HEATER=heater_bed TARGET={T}
{% endif %}
{% endif %}
{% endif %}
Команда M486 в слайсере присваивает ярлыки моделям для того, чтоб плагинам Октопринт было легче отменить печать отдельных моделей, не прерывая печать остальных. В Klipper такой функциональности нет и команда M486 постоянно показывает ошибку в терминале. Для удаления этой ошибки можно использовать «пустой» макрос:
[gcode_macro M486]
gcode:
# Do nothing
В качестве бонуса моя версия макроса для нормализации потока и убирания вытекшего в простое пластика. В сети полно примеров попроще, но этот макрос является универсальным, так как учитывает диаметр сопла и скорость печати первого слоя в слайсере, что критично для флексов. Для этого производит упрощённый подсчёт объёма выдавленного пластика V = lwh, где l — длина линии, w — ширина (равна диаметру сопла), h — высота (равна примерно 3/4 ширины сопла, кратна 0.04). Рисует линию вдоль края стола по оси X по умолчанию, или, если указать параметр Y, то вдоль оси Y соответственно. Для вызова добавляем в стартовый код принтера в слайсере
PrusaSliser: PRIME_LINE F={first_layer_speed}
Cura: PRIME_LINE F={speed_print_layer_0}
Является заменой юбки. Основное преимущество — легче удалять.
[gcode_macro PRIME_LINE]
gcode:
{% set feedrate = params.F|default(10)|float * 60 %}
{% set length = 100.0 %}
{% set width = printer.configfile.settings.extruder.nozzle_diameter|float %}
{% set height = ( (width / 0.04)|int - (width / 0.04 / 4)|int )|float * 0.04 %}
{% set extrude = length * width * height / 1.6 %}
SAVE_GCODE_STATE NAME=PRIME_LINE_STATE
SET_IDLE_TIMEOUT TIMEOUT=7200
{% if 'Y' in params %}
{% set x_start = 1.0 %}
{% set y_start = (printer.toolhead.axis_maximum.y|float - 100) / 2 %}
G0 X{x_start} Y{y_start} F5000 # move to start position
G0 Z{height} F1500
G91 # relative positioning
G1 Y100 E{extrude} F{feedrate} # draw the 1st line
G0 X{width} F5000 # move to the next line
G1 Y-100 E{extrude} F{feedrate} # draw the 2nd line
{% else %}
{% set x_start = (printer. toolhead.axis_maximum.x|float - 100) / 2 %}
{% set y_start = 1.0 %}
G0 X{x_start} Y{y_start} F5000 # move to start position
G0 Z{height} F1500
G91 # relative positioning
G1 E4 F{feedrate} # prime
G1 X100 E{extrude} F{feedrate} # draw the 1st line
G0 Y{width} F5000 # move to the next line
G1 X-100 E{extrude} F{feedrate} # draw the 2nd line
{% endif %}
RESTORE_GCODE_STATE NAME=PRIME_LINE_STATE
Дополнения и модификации
Калибровка PID сопла в одно касание
Fockus
Администратор
#1
#1
Калибровку PID можно выполнить просто запустив на печать файл содержащий весь необходимый код. Новые значения PID будут сохранены в энергонезависимую память и применены автоматически. Перезагрузка не требуется.
В первую очередь предупреждение: код содержащийся в файле — не универсален. Он написан для владельцев принтера FlyingBear Ghost и будет работать на всех ревизиях принтера.
Для владельцев остальных принтеров: калибруется только экструдер E0. Учтите это, если у вас два экструдера и измените код . Само собой в прошивке должна быть включена возможность записи в EEPROM.
Как это работает:
Что бы файл не потерялся среди других предлагаю в корневой папке SD карты создать папку «Utilities» и поместить туда файл Autotune_PID_E0.gcode (Ссылка на файл).
Для уверенности с экрана заходим в «Инструменты» и нажимаем в правом нижнем углу на плашку с версией Marlin. Выбираем строку PID сопла и фотографируем текущие значения. Сверим потом с новыми и убедимся, что все прошло успешно.
При запуске файла сначала выполняется парковка, после этого стол опускается на 15 мм и хотэнд перемещается на 25 мм по оси X. Это сделано для того, чтобы дать возможность воздуху охлаждения хотэнда циркулировать достаточно свободно.
Выполняются команды:
C#:
G28
G1 Z15.0 F1500
G1 X25.0 F1500
После этого начинается процесс калибровки PID. При этом на экране принтера можно наблюдать за изменениями температуры хотэнда. Калибровка занимает около 5 минут. После завершения принтер сообщит об успешной печати файла.
Выполняются команды:
C#:
M303 E0 S200 C8 U
M500
M503
Как проверить, что значения PID обновились: на экране проходим весь путь «Инструменты»-«Marlin»-PID сопла и сравниваем с фотографией прошлых значений. После перезагрузки принтера можно снова проконтролировать, что значения сохранились.
Таким же образом можно калибровать и PID стола, нужно лишь немного поправить файл. Не даю этот код здесь по простой причине: в стоковых принтерах стол греется как bang-bang и процесс калибровки для стола не применим. Режим нагрева стола с PID включается в прошивке, и если вы с этим справились, то и поправить gcode в файле не составит труда.
Последнее редактирование:
По всем вопросам обращаться в ЛС
Симпатии: Это понравилось alexgusev
Valentinych
Новичок
#2
#2
А как прочитать стоковые настройки PID у Ghost S4 с Mineboard V3. 0? В меню этой версии не отображаются показанные выше окна.
P.S. И вообще, хотелось бы понять, как изменять параметры EEPROM принтера, я не смог найти это ни здесь, ни в клипах Соркина. Можно ли это сделать из-под Куры, или нужно просто поправить код руками в файле robin_nano35_cfg.txt? Хотя рекомендаций по таким изменениям очень много — от настройки PID-регулирования, до настройки подачи филамента. Измерил это значение у себя на S4, и оказалось, что при подаче команды «выдавить 300 мм» фактически подается только 286 мм. После этого рассчитал новый коэффициент, но куда запхать невпихуемое не знаю.
Последнее редактирование:
Valentinych
Новичок
#3
#3
Исправил коэффициент прямо в файле robin_nano35_cfg. txt, и перезалил прошивку. Контрольное измерение длины выхода филамента — 299 мм (в команде — 300). Пока остановлюсь на этом. А вот можно ли сделать то же самое с настройкой PID-регулятора?
Fockus
Администратор
#4
#4
Valentinych написал(а):
Исправил коэффициент прямо в файле robin_nano35_cfg.txt, и перезалил прошивку. Контрольное измерение длины выхода филамента — 299 мм (в команде — 300). Пока остановлюсь на этом. А вот можно ли сделать то же самое с настройкой PID-регулятора?
Нажмите для раскрытия. ..
Всё правильно сделали, но 299 не 300, лучше калибровать до конца. Что за пид регулятор? В призраке его нет
По всем вопросам обращаться в ЛС
Valentinych
Новичок
#5
#5
Fockus написал(а):
Что за пид регулятор? В призраке его нет
Нажмите для раскрытия…
Тогда это что:
Fockus написал(а):
Калибровку PID можно выполнить просто запустив на печать файл содержащий весь необходимый код. Новые значения PID будут сохранены в энергонезависимую память и применены автоматически. Перезагрузка не требуется. … код содержащийся в файле — не универсален. Он написан для владельцев принтера FlyingBear Ghost и будет работать на всех ревизиях принтера.
Нажмите для раскрытия…
У меня S4, это разве не призрак?
Fockus
Администратор
#6
#6
Valentinych написал(а):
Тогда это что:
У меня S4, это разве не призрак?
Нажмите для раскрытия…
S4 это ревизия призрака, а пид регулятор это я не так понял, всё ок
По всем вопросам обращаться в ЛС
Valentinych
Новичок
#7
#7
Ну и как мне победить этот PID? Я же задал абсолютно однозначный вопрос: как и где посмотреть дефолтные установки стокового PID’а. Прошивка, установленная в моем принте, не показывает картинки, как показанные выше. Где еще можно увидеть предустановленные коэффициенты PID, чтобы оценить результаты калибровки?
Симпатии: Это понравилось acomp
Fockus
Администратор
#8
#8
Valentinych написал(а):
Ну и как мне победить этот PID? Я же задал абсолютно однозначный вопрос: как и где посмотреть дефолтные установки стокового PID’а. Прошивка, установленная в моем принте, не показывает картинки, как показанные выше. Где еще можно увидеть предустановленные коэффициенты PID, чтобы оценить результаты калибровки?
Нажмите для раскрытия…
Нажмите в меню принтера на название прошивки и там будут ПИДы стола и сопла. После калибровки стол должен греться быстрее. Если был с завода был нормальным, то ничего не изменится
По всем вопросам обращаться в ЛС
Симпатии: Это понравилось alexgusev
Valentinych
Новичок
#9
#9
Спасибо
Костя
3дэшник
#10
#10
Ссылка на файл не работает. У меня на 4S не такое меню в закладках инструменты. В нижнем правом углу, если зайти в показывает версию прошивки, и электронный адрес службы поддержки.
Fockus
Администратор
#11
#11
Костя написал(а):
Ссылка на файл не работает. У меня на 4S не такое меню в закладках инструменты. В нижнем правом углу, если зайти в показывает версию прошивки, и электронный адрес службы поддержки.
Нажмите для раскрытия…
Во вложении файл. Открой блокнот, измени температуру на нужную, закинь на флешку и запусти печать из этого файла. Когда Всё будет готово перезагрузи принтер
Autotune_PID.zip
229 байт Просмотры: 51
По всем вопросам обращаться в ЛС
Костя
3дэшник
#12
#12
Fockus написал(а):
и запусти печать из этого файла
Нажмите для раскрытия…
А никакие провода вентилятора не нужно перекоммутировать? Пишут на этом
Пожалуйста Войдите или Зарегистрируйтесь для просмотра скрытого текста.
, что обдув отключается, и можно сжечь хотенд в 4S версии.
Костя
3дэшник
#13
#13
Моя ссылка на сайт в данный момент почему то не активна. Наверное какие то обновления делают.
Последнее редактирование:
Костя
3дэшник
#14
#14
Сделал калибровку сопла через программу Repetier-Host. В ней можно наблюдать за процессом, вводить команды вручную. А вот с калибровкой стола по таким командам: M303 E1 C8 S55 U M500 M503 Не проходит, вот что мне отображает.
Последнее редактирование:
Костя
3дэшник
#15
#15
Вычитал, что По умолчанию PID стола вообще отключен . Может из-за этого выдает ошибку. Как его включить, кто это делал?
Fockus
Администратор
#16
#16
Костя написал(а):
Вычитал, что По умолчанию PID стола вообще отключен . Может из-за этого выдает ошибку. Как его включить, кто это делал?
Нажмите для раскрытия…
Конечно нужно включить, я думал ты включил уже
По всем вопросам обращаться в ЛС
Костя
3дэшник
#17
#17
А какой командой его включить?
Fockus
Администратор
#18
#18
Костя написал(а):
А какой командой его включить?
Нажмите для раскрытия. ..
Надо в прошивку лезть. Забей на стол, калибровка стола особо ничего не даст. Если щас нагревается нормально, то лучше не трогай. А если хочешь быстрый нагрев стола, то нужно ставить грелку 220в
По всем вопросам обращаться в ЛС
Костя
3дэшник
#19
#19
Сейчас больше печатаю АБС, и подумываю, что нужно ставить грелку от 220. А когда PLA, то нормально, потребность отпадает.
Fockus
Администратор
#20
#20
Костя написал(а):
Сейчас больше печатаю АБС, и подумываю, что нужно ставить грелку от 220. А когда PLA, то нормально, потребность отпадает.
Нажмите для раскрытия…
Штатный стол греется минуты 3, не так и много же )
По всем вопросам обращаться в ЛС
Поделиться:
Vkontakte
Odnoklassniki
Mail.ru
Facebook
WhatsApp
Telegram
Viber
Skype
Электронная почта
Ссылка
ПИД-регулирование (с кодом), проверка и планирование
к Дэвид Коханбаш на 22 сентября 2014 г.
Привет всем! ПИД-регуляторы — это рабочая лошадка в мире систем управления. ПИД-контроллеры предназначены для того, чтобы принять некоторую ошибку в вашей системе и свести ее к нулю. Хотя существует множество других стратегий управления, ПИД-регулятор, вероятно, является наиболее распространенным (если вы не считаете управление человеком) за исключением простой установки уставки. Существует множество продвинутых стратегий управления, но в большинстве случаев они будут работать так же или хуже, чем PID, и будут намного сложнее. Когда другие методы работают лучше, это часто бывает лишь на небольшую величину. Единственным исключением является то, что если у вас есть модель устройства и условия его работы, вы можете создать контроллер с прямой связью (хорошо для аспирантов), который работает лучше. Однако во многих случаях использование реактивного управления с ПИД-регулятором является самым простым и быстрым способом реализации.
Когда мы говорим о ПИД-регулировании, вы должны помнить, что каждая буква представляет собой отдельный режим контроллера. P для пропорционального элемента, I для интегрального элемента, а D для производного элемента. У каждого элемента есть «термин», который умножается на эти элементы. Мы используем K как общее постоянное значение, поэтому постоянные члены (или коэффициенты усиления) равны K P , K I и K D соответственно. В зависимости от вашего приложения у вас могут быть или не быть все три термина. Во многих приложениях у вас будут только термины PD или PI.
Итак, основной вопрос: как преобразовать ошибку в системе, чтобы сформировать лучшую новую команду?
Нажмите на изображение, чтобы увидеть более четкую/большую версию уравнений.
Существует множество форм ПИД-регулятора. Но вот два, которые будут интересны большинству людей:
Примечание: e и e(t) являются условиями ошибки, они определяются как: e = требуемое_значение – фактическое_значение. Часто фактическое_значение исходит от какого-то датчика, который вы должны определить для текущего значения.
Первый в непрерывном времени:
Секунда в дискретном времени, что чаще используется в приложениях, управляемых компьютером:
А вот и псевдокод дискретной версии ПИД-регулятора:
error_prior = 0 Integer_Prior = 0 K P = Некоторое значение, которое необходимо получить (см. раздел настройки ниже) K I = Некоторое значение, которое необходимо получить (см. раздел настройки ниже) K D = Некоторое значение, которое необходимо получить (см. раздел настройки ниже) смещение = 0 (см. ниже)
while(1) { ошибка = желаемое_значение – фактическое_значение интеграл = априорный интеграл + ошибка * время_итерации производная = (ошибка – априорная_ошибка) / время_итерации вывод = K P *ошибка + K I *интеграл + K D *производная + смещение error_prior = ошибка интеграл_априор = интеграл сон(время_итерации) }
В то время как дискретный подход более полезен с точки зрения реализации. Когда дело доходит до понимания и настройки вашего контроллера, вам важно понять непрерывный подход.
Кроме того, хотя вы обычно не видите член смещения, добавленный к фильтру, я предпочитаю добавлять его на тот случай, если все остальное в сумме равно 0, а вам все еще нужно движение, я не буду иметь 0 в качестве вывода. Это не является строго необходимым, но хорошо иметь во многих случаях. Например, если колесо должно постоянно вращаться, а ПИД-регулятор просто поддерживает заданную скорость.
Условия
Итак, теперь, когда мы знаем форму этого контроллера, мы можем посмотреть, что делает каждый член.
Пропорциональный член (K
P )
Пропорциональный член — ваш основной член для контроля ошибки. это напрямую масштабирует вашу ошибку, поэтому при маленьком K P контроллер будет предпринимать небольшие попытки минимизировать ошибку, а при большом K P контроллер предпримет более крупную попытку. Если K P слишком мал, вы никогда не сведете к минимуму ошибку (если только вы не используете термины D и I) и не сможете реагировать на изменения, влияющие на вашу систему, а если K P слишком велик, у вас может быть нестабильный (т.е. странные колебания) фильтр, который сильно превышает желаемое значение.
Интегральный член (K
I )
Интегральный член позволяет контроллеру обрабатывать ошибки, которые накапливаются с течением времени. Это хорошо, когда вам нужно обрабатывать ошибки устойчивого состояния ошибок. Проблема в том, что если у вас большой K I , вы пытаетесь исправить ошибку с течением времени, поэтому она может помешать вашей реакции на текущие изменения. Этот термин часто является причиной нестабильности вашего ПИД-регулятора.
Производный термин (K
D )
Производный термин показывает, как ваша система ведет себя между временными интервалами. Это помогает демпфировать вашу систему для повышения стабильности. Многие контроллеры двигателей позволяют настроить только ПИ-регулятор. В некоторых случаях это может быть отрицательным.
Какие перестановки P, I и D мне нужны?
Во многих приложениях вы не будете использовать все 3 термина. Так почему бы просто не использовать всегда все 3 термина? Чем меньше терминов вы используете, тем легче понять и реализовать контроллер. Кроме того, как вы скоро увидите, некоторые режимы могут вызывать нестабильность (например, сильные вибрации) в элементах управления.
Почти каждый фильтр будет иметь термин P. Итак, давайте просто предположим, что K P находится в нашем фильтре. Теперь вопрос в том, хочу ли я добавить в свой фильтр только I, только D или и то, и другое.
Если вы хотите, вы можете иметь только термин P. Это самый простой тип контроллера для настройки, так как вы играете только с одним значением. Недостатком является то, что ваш контроллер не будет плавно исправлять внезапные и устойчивые ошибки.
Если вы добавите термин D, вы будете более восприимчивы к шуму и случайным значениям. Поэтому, если у вас есть очень зашумленные данные или случайные импульсы, которые измеряют ваши датчики, вы можете опустить термин D. Недостатком отказа от термина D является то, что вы не отвечаете на те случайные значения, которые могут быть законными, поэтому у вас будет более медленное время отклика. Примером этого является то, что если ваш двигатель ударяется о камень, потребуется больше времени для увеличения заданного значения, поскольку вы не смотрите на то, как ошибка меняется со временем. Однако, если вы работаете над роботизированной рукой, вам может понадобиться термин D, чтобы вы могли быстро реагировать на изменяющиеся силы.
Термин I становится сложным. Во многих случаях вам понадобится член I, чтобы вы могли исправить ошибку, которая медленно накапливается. Недостатком является то, что термин I медленно реагирует. Эта медлительность может привести к нестабильности вашего контроля.
Как настроить фильтр?
Настройка фильтра может быть затруднена, поскольку устройству (например, двигателю) может потребоваться реагировать на различные условия. Например, если вы настраиваете двигатель без нагрузки, он может работать неоптимально с нагрузкой; и если вы измените нагрузку, вам может понадобиться другой набор значений для оптимального контроля. Так часто вы пытаетесь найти набор параметров, который работает лучше всего во всех случаях и не обязательно оптимален для каждого конкретного случая. Существует еще один подход, при котором вы получаете разные константы (значения K) для использования в фильтре и выбираете, какой набор использовать на основе фактических значений в системе.
Существует множество способов настройки ПИД-регулятора. Два лучших способа, которые я знаю, — это ручной (я знаю, что людям не нравятся ручные вещи, которые зависят от присутствия эксперта) и метод Циглера-Николса. С учетом сказанного я обнаружил, что могу получить лучшие результаты, настроив систему вручную, однако вы можете использовать метод Циглера-Николса в качестве отправной точки. (Следующие два подраздела в основном взяты из Википедии).
Ручная настройка
Если система подключена к сети, один из методов настройки — сначала установить K I и K D равны нулю. Увеличивайте K P до тех пор, пока выход контура не начнет колебаться (или просто не будет работать хорошо), затем K P должен быть установлен примерно на половину этого значения для отклика типа «четверть амплитудного затухания». Затем увеличивайте K I до тех пор, пока любое смещение не будет исправлено за достаточное для процесса время. Однако слишком большое количество K I вызовет нестабильность. Наконец, при необходимости увеличьте K D , пока выброс не будет минимальным. Однако слишком много K D вызовет медленную реакцию и вялость. Быстрая настройка контура ПИД-регулятора обычно слегка зашкаливает, чтобы быстрее достичь заданного значения; однако некоторые системы не допускают перерегулирования, и в этом случае требуется замкнутая система с избыточным демпфированием, для которой потребуется настройка K P , значительно меньшая, чем половина настройки K P , которая вызывала колебания.
Циглер-Николс
Другой эвристический метод настройки, официально известный как метод Циглера-Николса, был представлен Джоном Зиглером и Натаниэлем Б. Николсом в 1919 году.40с. Как и в описанном выше методе, коэффициенты усиления K I и K D сначала устанавливаются равными нулю. Пропорциональное усиление увеличивается до тех пор, пока не достигнет предельного усиления, K U , при котором выход контура начинает колебаться. K U и период колебаний P U используются для установки усиления, как показано:
Проверка параметров управления
Вы можете убедиться, что выбранные коэффициенты усиления хороши, посмотрев на форму выходного сигнала при применении пошаговой команды. Если в начале движения много начального звона (постоянное изменение) или перерегулирование, вероятно, ваш коэффициент усиления слишком высок. Если первоначальная команда медленно достигает желаемого результата, вам может потребоваться увеличить усиление.
Графики, показывающие распространенные проблемы с настройкой, за которыми следует хорошая кривая отклика. Синие линии — это команда, а красные линии — фактическая мощность двигателя.
На изображении выше, начиная слева, мы можем видеть: 1. Превышение выходного движения, с небольшим звоном сигнала, когда он устанавливается на команду. Небольшой перерегулирование часто допустимо, но мы пытаемся свести к минимуму перерегулирование, сохраняя при этом отзывчивую систему. 2. Медленная реакция выхода. Нам может понадобиться более быстрый ответ, чтобы система работала менее медленно. По мере того, как вы делаете систему менее медленной, вы часто увеличиваете перерегулирование и вероятность нестабильности. 3. Крайне нестабилен. Начинается с череды колебаний, за которыми следует большой всплеск в выводе команды. Мы хотим избежать этого! 4. Наконец, крайний правый график выглядит хорошо. Выходная мощность двигателя находится непосредственно над заданным движением с очень небольшим перерегулированием (если присмотреться).
Следующим шагом в проверке стабильности системы, которую вы только что настроили, может быть построение графика Боде. Нажмите здесь, чтобы узнать об этом
Планирование усиления
Проще говоря, планирование усиления позволяет выбирать различные наборы условий в зависимости от производительности системы. Таким образом, вы можете сказать, что если скорость меньше или равна некоторому значению, используйте один набор условий PID, если скорость больше этого значения, используйте другой набор условий PID. Это часто используется в нелинейных системах, так что вы можете упростить его до нескольких (почти) линейных частей. Это также хорошо, если есть какая-то область контроллера, где вам нужно быть более агрессивным.
Практические советы по программированию
PID (и другие контроллеры) могут вызвать очень резкие изменения ваших команд. Один из способов смягчить это — использовать трапециевидное управление (не путать с трапециевидной коммутацией). Установив скорость ускорения и замедления, мы можем сделать управление плавным и менее резким.
Еще один полезный совет: не забудьте установить минимальную и максимальную команды, которые могут быть отправлены вашим двигателям. Это предотвратит генерацию ПИД-регулятором неправильных/экстремальных команд для ваших двигателей.
Многие контроллеры двигателей позволяют задавать указанные выше значения ускорения, замедления и ограничения. Избавляет вас от необходимости реализовывать это с нуля.
Надеюсь, это было полезно, удачного тюнинга!
Понравилось? Найдите секунду, чтобы поддержать Дэвида Коханбаша на Patreon!
Категории: Программное обеспечение и алгоритмы, Системы и датчики
Введение в алгоритм ПИД-регулирования
Возможно, вы не знакомы с концепцией контура управления , но я гарантирую, что вы будете использовать его в той или иной степени каждый день. Контур управления — это любая система, в которой для управления определенным действием используется механизм обратной связи.
Когда вы ловите бейсбольный мяч, летящий по воздуху, ваши глаза обеспечивают обратную связь, которая сообщает вашему мозгу, где находится мяч и как вам нужно двигать рукой, чтобы его поймать. Когда вы хотите отрегулировать температуру душа перед входом в душ, вы чувствуете воду рукой, которая обеспечивает обратную связь с вашим мозгом и определяет, поворачиваете ли вы ручку, чтобы сделать воду горячее или прохладнее. Это примеры циклов управления.
Точно так же, как человеческое тело использует механизмы обратной связи и контуры управления, то же самое делают и электронные и механические устройства. Программный алгоритм, называемый PID, часто используется для управления этими системами. PID — это аббревиатура, обозначающая Пропорциональный , Интегральный и Производный . Те из вас, кто занимался исчислением, узнают эти термины, но для остальных они могут показаться немного пугающими. В этом посте я разберу три компонента алгоритма PID и объясню назначение каждого из них.
Как работает ПИД-регулятор
Чтобы описать, как работает алгоритм ПИД-регулятора, я буду использовать простой пример регулятора температуры. В этом примере у нас есть система, включающая электрическую горелку, кастрюлю с водой, датчик температуры и контроллер.
Контроллер может считывать температуру воды с помощью датчика температуры и регулировать уровень мощности горелки от 0 до 100 процентов. Программное обеспечение в контроллере отвечает за регулировку уровня мощности горелки, чтобы температура воды в кастрюле как можно быстрее достигла желаемого значения (заданного значения), а затем поддерживала эту температуру в течение неопределенного времени. Для решения этой проблемы в контроллере можно использовать алгоритм ПИД.
Пропорциональный
Первый компонент алгоритма ПИД является самым простым для понимания и наиболее важным для работы контроллера. P означает пропорциональный . Это означает, что управляющая переменная должна быть скорректирована пропорционально количеству ошибки в системе. Алгоритм PID, который использует только компонент P, может быть выражен как:
вывод = ошибка * Kp
Я просто использовал пару терминов, которые могут показаться незнакомыми, поэтому позвольте мне объяснить.
Управляющая переменная: Управляющая переменная – это выходной сигнал контроллера, который мы можем настроить. В нашем примере регулируемой переменной является уровень мощности горелки.
Переменная процесса: Переменная процесса — это измеренное значение в системе, которой вы пытаетесь управлять. Переменная процесса используется в качестве обратной связи для контроллера, чтобы он мог решить, как отрегулировать переменную управления. В данном случае параметром процесса является температура воды.
Ошибка: Ошибка — это разница между переменной процесса и заданным значением. В нашем примере заданной точкой будет некоторая температура, до которой мы пытаемся довести воду. Ошибка в любой момент времени будет представлять собой разницу между текущей температурой и заданной температурой.
Компонент алгоритма P работает, регулируя выходной сигнал пропорционально ошибке. Допустим, уставка для регулятора температуры составляет 100 градусов. Если измеренная температура в данный момент составляет 60 градусов, то ошибка равна 40. Выход контроллера будет установлен на 40 * Kp , где Kp — пропорциональный коэффициент . Kp — это постоянное неотрицательное значение, которое определяется в процессе настройки контроллера (подробнее о настройке мы поговорим позже). Теперь допустим, что значение Kp равно 10 (взято из воздуха). Тогда выход системы будет (100 – 60) * 10 = 400.
Вы можете подумать: «400?! Это намного больше, чем диапазон горелки от 0 до 100%. Как мы можем установить его на 400?» И вы совершенно правы. это называется насыщение, и это часто происходит в ПИД-контроллерах. Когда происходит насыщение, управляющей переменной просто нужно установить выходное значение на максимальное значение, 100%. Когда измеренная температура приближается к целевому значению, ошибка становится меньше, и в конечном итоге система становится ненасыщенной. В нашем примере система станет ненасыщенной при 90 градусах. При 95 градусах ошибка будет равна 5, а выход системы будет 5 * 10 = 50%.
Проблема с использованием только пропорционального контроллера заключается в том, что это обычно приводит к установившейся ошибке. По мере того, как ошибка становится все меньше и меньше, результат умножения ошибки на коэффициент пропорциональности в конечном итоге становится слишком малым, чтобы оказывать какое-либо влияние на переменную процесса. Это связано с тем, что реальные системы никогда не бывают эффективными на 100%. И вот где I компонент алгоритма вступает в игру.
Интеграл
I расшифровывается как интеграл, — математический термин, означающий накопление чего-либо с течением времени*. В случае PID компонент I накапливает ошибку, возникающую с течением времени. Эта накопленная ошибка затем умножается на Ки, интегральный коэффициент и добавляется к выходным данным. Алгоритм контроллера, который использует только компоненты P и I, может быть выражен следующим псевдокодом:
Интегральный компонент алгоритма управления может удалить любую установившуюся ошибку в системе, поскольку он накапливает эту ошибку с течением времени и компенсирует ее, а не просто смотрит на мгновенный снимок ошибки в один момент времени.
Производная
D обозначает производную и, вероятно, является самой сложной. Производный компонент реже используется в контроллерах, но по-прежнему важен в некоторых приложениях. В случае кастрюли с водой, стоящей на горелке без помех, 9Компонент 0022 D вообще не нужен. Однако, если мы усложним ситуацию, время от времени бросая горсти льда в кастрюлю, это может оказаться полезным.
Производный компонент отвечает за компенсацию внезапных изменений ошибки. Если бы мы бросили лед в кастрюлю с водой, температура внезапно упала бы, ошибка внезапно увеличилась бы, а производный компонент алгоритма сработал и увеличил бы мощность горелки.
Производная — это математический термин, означающий «наклон кривой». В этом случае кривая представляет собой график зависимости ошибки от времени. Если ошибка установившаяся, то результат Компонент D равен нулю. Полный алгоритм PID может быть выражен следующим псевдокодом:
Компонент производной в основном полезен, когда система уже находится в устойчивом состоянии или близко к нему. В установившемся режиме компоненты P и I очень малы, потому что ошибка очень мала. Если ошибка внезапно увеличивается, требуется некоторое время, прежде чем компоненты P и I снова начнут работать. Однако компонент D реагирует на внезапное изменение ошибки и немедленно начинает ее компенсацию. По этой причине часто говорят, что компонент D отвечает за компенсацию будущих ошибок; он видит изменение ошибки и пытается предотвратить ее дальнейшее изменение.
Поскольку составляющая производной реагирует на изменения в ошибке, это может быть проблематично в ситуациях, когда измеряемая переменная процесса является зашумленной. Этот шум может привести к нестабильности выходного сигнала, когда в алгоритме управления используется компонент D .
Настройка ПИД-регулятора
Настройка ПИД-регулятора — это процесс определения идеальных значений для Kp , Ki, и Kd для достижения желаемого отклика . В некоторых системах может потребоваться, чтобы управляющая переменная достигла заданного значения как можно быстрее, даже если это означает превышение заданного значения.
Лобзик аккумуляторный BOSCH GST 18 V-LI S (без АКБ и ЗУ) 06015A5100
БЕНЗОПИЛЫ, ЭЛЕКТРОПИЛЫ + РАСХОДКА
БЕТОНОМЕШАЛКИ
МОТОБЛОКИ + КУЛЬТИВАТОРЫ
МОТОБУКСИРОВЩИКИ (МОТОСОБАКИ) И КОМПЛЕКТУЮЩИЕ
МОТОБУРЫ, РУЧНЫЕ БУРЫ, ШНЕКИ
СНЕГОУБОРОЧНИКИ
СТАБИЛИЗАТОРЫ
ТЕПЛОВОЕ ОБОРУДОВАНИЕ
ТРИММЕРЫ + КУСТОРЕЗЫ
ЭЛЕКТРОГЕНЕРАТОРЫ
АВТОМОЙКИ
АКСЕССУАРЫ ДЛЯ АВТОМОБИЛЯ
ВСЁ ДЛЯ ВАШЕГО ОГОРОДА
ВЫСОТОРЕЗЫ
ГАЗОНОКОСИЛКИ И СКАРИФИКАТОРЫ
ДВИГАТЕЛИ БЕНЗИНОВЫЕ И ЭЛЕКТРИЧЕСКИЕ
ЗАПЧАСТИ
КОМПРЕССОРЫ И ПНЕВМАТИЧЕСКИЙ ИНСТРУМЕНТ
КРЕПЕЖНЫЕ ПРИСПОСОБЛЕНИЯ
ЛЕСТНИЦЫ, СТРЕМЯНКИ
ЛОДОЧНЫЕ МОТОРЫ
МОТОПОМПЫ
НАСОСЫ
ОБОРУДОВАНИЕ ДЛЯ ФЕРМЕРОВ
ОПРЫСКИВАТЕЛИ БЕНЗИНОВЫЕ и РУЧНЫЕ
ПОДМЕТАЛЬНЫЕ МАШИНЫ И АКСЕССУАРЫ
ПОДЪЁМНЫЕ МЕХАНИЗМЫ, РАСХОДКА
ПРОМСЫРЬЕ
ПУСКО-ЗАРЯДНЫЕ УСТРОЙСТВА
РАСХОДНЫЕ МАТЕРИАЛЫ
САДОВЫЕ ИЗМЕЛЬЧИТЕЛИ, ДРОБИЛКИ
САДОВЫЕ НОЖНИЦЫ
САДОВЫЕ ПЫЛЕСОСЫ И ВОЗДУХОДУВЫ
СВАРОЧНОЕ ОБОРУДОВАНИЕ
СЛЕСАРНО-СТРОИТЕЛЬНЫЙ ИНСТРУМЕНТ
СПЕЦОДЕЖДА
СТАНКИ
СТРОИТЕЛЬНАЯ ТЕХНИКА
ТУРИЗМ, СПОРТ, ОТДЫХ, СУВЕНИРЫ
ШТУКАТУРНО-МАЛЯРНЫЙ ИНСТРУМЕНТ
ЭЛЕКТРОИНСТРУМЕНТ
ЭЛЕКТРООБОРУДОВАНИЕ
ХОЗТОВАРЫ
ТРАКТОРА И РАЙДЕРЫ
Описание
Характеристики
Отзывы (0)
Описание
Аккумуляторный лобзик Bosch GST 18 V-LI S Solo 0. 601.5A5.100 — компактный и легкий инструмент с малым обхватом рукоятки. Маятниковый ход позволяет подстроиться под конкретный тип материала. Благодаря встроенной подсветке отлично видна линия реза. В комплект входят 3 пильных полотна, что позволяет приступать к работе сразу после покупки.
Компактная и легкая конструкция;
Система SDS — смена оснастки одной рукой;
Максимальная глубина резания в алюминии — 20 мм;
Маятниковый ход — для работы с разными материалами;
Малый обхват рукоятка — для удобного пользования;
3 пильных полотна в комплекте.
Характеристики
Напряжение аккумулятора, В18
Тип двигателяЩеточный
org/PropertyValue»>Тип аккумулятораLi-lon
Мах толщина пропила (дерево), мм120
Мах толщина пропила (металла), мм8
Регулировка оборотовесть
Наличие быстр. зам. пилкиесть
Регулировка наклона подошвы без инструментанет
Наличие подсветкиесть
Возможность подключения к пылесосуесть
org/PropertyValue»>Литая подошваесть
Металлический корпуснет
Тип ручкиГрибовидная
Вес, кг2.4
Габариты, мм287х168
Маятниковый ходесть
Ход пилки, мм23
Число ходов, ход/мин550-2700
Легкий доступ к щеткамнет
org/PropertyValue»>Количество аккумуляторов в комплектенет
Комплектациякоробка
Напишите свой отзыв о «Лобзик аккумуляторный BOSCH GST 18 V-LI S (без АКБ и ЗУ) / 06015A5100»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
Аккумуляторный лобзик Bosch GST 18 V-LI B Professional
Ежемесячный платеж от 17. 91 €
Минимальный взнос от 0.00 €
Количество
Bosch изобрёл первую лобзиковую пилу и совершенствование этого инструмента всё ещё продолжается. Тебе нужен инструмент для точного пиления под установленным углом или инструмент с высокой эксплуатационной надёжностью: Bosch предложит тебе подходящую лобзиковую пилу.
Skip to the end of the images gallery
Skip to the beginning of the images gallery
Oписание
Почему именно этот инструмент?
Компактная, легкая конструкция с малым обхватом рукоятки обеспечивает оптимальный контроль за инструментом при пилении
Высокоэффективная аккумуляторная система для пропилов даже в толстых или твердых материалах
Система SDS для замена пильных полотен одной рукой
* Цвет товара может отличаться от изображенного на картинке. Описание носит ознакомительный характер и может не содержать все характеристики продукта. На картинке могут быть детали, которые не входят в комплектацию товара. Цена э-магазина может отличаться от цены в магазинах.
Больше информации
Больше информации
Бренд
Bosch
Тип
Лобзик
Питание
Aккумулятор
Частота ходов в холостом режиме
0 – 2700 min
Длина хода ножовки
23 mm
Глубина пиления в древесине
120 mm
Глубина пиления в алюминии
20 mm
Глубина резания в металле
8 mm
Уровень шума
92 dB(A)
Комплектация
Инструмент, Вкладыш для кейса L-BOXX, Защита от сколов, Комплект лобзиковых пилок, Аккумулятор и зарядка в комплект не входят!
Размеры
260 x 190 mm
Вес
2. 4 kg
Гарантия
24 Месяца
Отзывы
Write Your Own Review
Добавить отзыв
Вы просматриваете:Аккумуляторный лобзик Bosch GST 18 V-LI B Professional
Оценка
1 star
2 stars
3 stars
4 stars
5 stars
ИНФОРМАЦИЯ О ДОСТАВКЕ
Получить в Kurši магазине (БЕСПЛАТНО)
Rīga, Kurzemes prospekts 3/K-1Valmiera, “Ķeizari”, Kocēnu novadsKrustakalni, Mežmalas iela 2Saldus, Kuldīgas iela 69Liepāja, Zemnieku iela 60Dobele, Liepājas šoseja 19bVentspils, Rūpniecības iela 16Kuldīga, Jelgavas iela 59Daugavpils, Krāslavas 1, VecstropiCēsis, Rūpniecības iela 12aRīga, Vienības gatve 113Saulkrasti, “Kurši”, Saulkrastu novadsMadona, Dārza iela 14Jelgava, Rūpniecības iela 22aAizkraukle, Jaunceltnes iela 40Salaspils, Zviedru iela 6Dreiliņi, Kuršu iela 5Jūrmala, Ventspils šoseja 70Rīga, Brīvības gatve 301
Получить в магазине Kurši
7. декабря (от € 0.00)
Выбрать в почтовом отделении Latvijas Pasts
9. декабря (от € 3.49)
Выбрать в пункте DPD Pickup
9. декабря (от € 1.50)
Доставка на дом
9. декабря (от € 5.99)
Выбрать в пакомате Omniva. Доставка может опаздывать из-за загруженности курьерских служб!
12. декабря (от € 3)
Выбор способов доставки и дата получения может меняться в зависимости от общей корзины заказа!
GST-PRIME: программа для создания полногеномных праймеров для создания меток последовательности генов Галиберт Ф., Хохайзель Дж.Д., Жак С., Джонстон М.
и др. (1996) Жизнь с 6000 генами. Наука, 274, 563–567. [PubMed] [Google Scholar]
2. Канеко Т., Сато С., Котани Х. , Танака А., Асамидзу Э., Накамура Ю., Миядзима Н., Хиросава М., Сугиура М., Сасамото С. и др. (1996) Анализ последовательности генома одноклеточной цианобактерии Synechocystis зр. штамм PCC6803. II. Определение последовательности всего генома и назначение потенциальных областей, кодирующих белок. DNA Res., 3, 109–136. [PubMed] [Google Scholar]
3. Блаттнер Ф.Р., Планкетт Г., III, Блох, К.А., Перна, Н.Т., Бурланд, В., Райли, М., Колладо-Видес, Дж., Гласнер, Д.Д., Роде, С.К., Мэйхью, Г.Ф. и др. (1997) Полная последовательность генома Escherichia coli K-12. Наука, 277, 1453–1474. [PubMed] [Google Scholar]
4. C. elegans Консорциум по секвенированию (1998 г.) Последовательность генома нематоды C. elegans : платформа для изучения биологии. Наука, 282, 2012–2018. [PubMed] [Google Scholar]
6. Arabidopsis Genome Initiative (2000) Анализ последовательности генома цветкового растения Arabidopsis thaliana . Природа, 408, 796–815. [PubMed] [Google Scholar]
7. Международный консорциум по секвенированию генома человека (2001 г.) Первоначальное секвенирование и анализ генома человека. Природа, 409, 860–921. [PubMed] [Google Scholar]
8. Уилер Д.Л., Черч Д.М., Лаш А.Е., Лейпе Д.Д., Мэдден Т.Л., Понтиус Ю.Ю., Шулер Г.Д., Шримль Л.М., Татусова Т.А., Вагнер Л. и Рапп, Б.А. (2001) Ресурсы базы данных Национального центра биотехнологической информации. Резолюция нуклеиновых кислот, 29, 11–16. [Бесплатная статья PMC] [PubMed] [Google Scholar]
9. Штёссер Г., Бейкер В., ван Ден Брук А., Камон Э., Гарсия-Пастор М., Канц С., Куликова Т., Ломбард В., Лопес Р., Паркинсон Х. и др. (2001) База данных нуклеотидных последовательностей EMBL. Nucleic Acids Res., 29, 17–21. [Бесплатная статья PMC] [PubMed] [Google Scholar]
10. Татено Ю., Миядзаки С., Ота М., Сугавара Х. и Гожобори, Т. (2000) Банк данных ДНК Японии (DDBJ) в сотрудничестве с группами по массовому секвенированию. Nucleic Acids Res., 28, 24–26. [Бесплатная статья PMC] [PubMed] [Google Scholar]
11. Браун П.О. и Ботштейн, Д. (1999) Изучение нового мира генома с помощью ДНК-микрочипов. Nature Genet., 21, 33–37. [PubMed] [Google Scholar]
12. Дагган Д.Дж., Биттнер М., Чен Ю., Мельцер П. и Трент, Дж.М. (1999) Профилирование экспрессии с использованием микрочипов кДНК. Nature Genet., 21, 10–14. [PubMed] [Google Scholar]
13. Eisen, M.B. и Браун, П.О. (1999) Матрицы ДНК для анализа экспрессии генов. Methods Enzymol., 303, 179–205. [PubMed] [Академия Google]
14. Шаффер Р., Ландграф Дж., Перес-Амадор М. и Висман, Э. (2000) Мониторинг полногеномной экспрессии в растениях. Курс. мнение Биотехнолог., 11, 162–167. [PubMed] [Google Scholar]
15. Penn S.G., Rank,D.R., Hanzel,D.K. и Баркер, Д.Л. (2000)Изучение генома человека с использованием микрочипов открытых рамок считывания. Nature Genet., 26, 315–318. [PubMed] [Google Scholar]
16. Хаас С., Вингрон М., Пустка А. и Виманн, С. (1998) Дизайн праймера для крупномасштабного секвенирования. Nucleic Acids Res., 26, 3006–3012. [Бесплатная статья PMC] [PubMed] [Google Scholar]
17. Прутски В. и Холмс, Э.К. (1996) Primer Master: новая программа для разработки и анализа праймеров для ПЦР. вычисл. заявл. Biosci., 12, 253–255. [PubMed] [Google Scholar]
18. Li P., Kupfer, K.C., Davies, C.J., Burbee, D., Evans, G.A. и Гарнер, Х.Р. (1997) PRIMO: программа разработки праймеров, которая применяет базовую статистику качества для автоматизированного крупномасштабного секвенирования ДНК. Геномика, 40, 476–485. [PubMed] [Google Scholar]
19. Раддац Г., Дехио М., Мейер Ф.Т. и Дехио, К. (2001) PrimeArray: дизайн праймеров в масштабе генома для построения ДНК-микрочипов. Биоинформатики, 17, 98–99. [PubMed] [Google Scholar]
20. Абдалла Ф., Саламини Ф. и Лейстер, Д. (2000) Предсказание размера и эволюционного происхождения протеома хлоропластов Arabidopsis . Тенденции растениеводства, 5, 141–142. [PubMed] [Google Scholar]
21. Лю Ю.Г., Мицукава Н., Оосуми Т. и Уиттиер, Р.Ф. (1995)Эффективное выделение и картирование вставок Т-ДНК Arabidopsis thaliana с помощью термической асимметричной чересстрочной ПЦР. Плант Ж., 8, 457–463. [PubMed] [Академия Google]
22. Деверо Дж., Хеберли, П. и Смитис, О. (1984) Полный набор программ анализа последовательности для VAX. Nucleic Acids Res., 12, 387–395. [Бесплатная статья PMC] [PubMed] [Google Scholar]
23. DeRisi J.L., Iyer, V.R. и Браун, П.О. (1997) Изучение метаболического и генетического контроля экспрессии генов в геномном масштабе. Наука, 278, 680–686. [PubMed] [Google Scholar]
BOSCH GST 18V-LI B Компактный и мощный аккумуляторный лобзик GST 18V li Лобзик, Хобби и игрушки, Канцтовары и рукоделие, Товары для рукоделия и инструменты на карусели
org/»>
Hobbies & Toys
Stationery & Craft
Craft Supplies & Tools
PROTECTION
BOSCH GST 18V-LI B Compact and Powerful Cordless Jigsaw GST 18V li Jig saw
Brand new
Mailing
Butterworth
Описание
Bumped
3 месяца назад
Западная Малайзия
30 ринггитов
Восточная Малайзия
4 ринггита0005
BOSCH GST 18V-LI B Компактный и мощный аккумуляторный лобзик GST 18V li Лобзик Что в коробке (набор/упаковка) 2 комплекта батарей (поставляются с мягкой платой для карт) 1 х GST 18 В лобзик 1 х 18 В быстрое зарядное устройство 2 аккумулятора ProCORE 18 В 4,0 Ач 1 х капюшон 1 полотно для электролобзика T 144 DP, Precision for Wood 1 полотно для электролобзика T 308 B, Extra-clean for Wood 1 полотно для электролобзика T 244 D, Speed for Wood
Доставка
Западная Малайзия
Восточная Малайзия
Безопасная покупка с защитой Carousell
Нажмите «Купить», чтобы разместить заказ. Получите свой заказ, как указано в списке, или верните деньги.
Meet the Seller
John John
@Johnny364
присоединился 3 года назад
Очень отзывчивый
Проверенные
Обзоры для @johnny364
5.0
(
3695999292929292929292929292929292929282)
)
9000 9000 9000 9000 9000 9000 2 5,00005
.
гладкая сделка..
Аккумулятор BOSCH 18 В ProCORE 18 В 4,0 Ач
225 ринггитов
@xonkorvich∙29дней назад
Быстрый отзывчивый продавец. Хорошая сделка.
Bosch GBM 32-4 Портативная магнитная дрель 1500 Вт 32 мм
1 650 ринггитов
@daricktsc∙2 месяца назад
Bosch GLI 12V-330 12V LED Torchlight Worklight LED Lamp Solo
Краскораспылители автоматические КА20 и КА20 HVLP (далее краскораспылители) предназначены для нанесения лакокрасочных материалов (ЛКМ) с условной вязкостью от 15 до 30 с по вискозиметру ВЗ246 с соплом диаметром 4 мм по ГОСТ 9070 методом пневматического распыления на изделия простой и средней групп сложности в устройствах при механизации и автоматизации окрасочных работ в различных отраслях промышленности.
Краскораспылители КА20 HVLP работают по принципу высокообъемного распыления (HVLP) при пониженном давлении сжатого воздуха на распыление от 0,15 до 0,36 МПа (1,5 – 3,6 кгс/см2), что позволяет обеспечить «мягкий» процесс переноса ЛКМ на изделия (перенос до 65 %), снижая тем самым потери на туманообразование.
Краскораспылители выпускаются с соплами различного диаметра 1,0 мм; 1,2 мм; 1,4 мм; 1,6 мм; 1,8 мм; 2,0 мм.
Вид климатического исполнения краскораспылителей УХЛ4 по ГОСТ 15150.
Краскораспылители могут применяться во взрывоопасных зонах классов ВІа, ВІб, ВІІа.
Технические характеристики
Наименование показателя
∅ сопла краски, мм
Значение
Производительность по расходу ЛКМ, г/мин
1,0
1,2
1,4
1,6
1,8
2,0
140±40
150±40
170±40
200±50
220±50
250±50
Размеры отпечатков факела на расстоянии 200 мм
от распылительной головки, мм
круглого
1,0
1,2
1,4
1,6
1,8
2,0
50±20
60±20
60±20
60±20
70±30
80±40
большого овала
1,0
1,2
1,4
1,6
1,8
2,0
330±60
340±60
340±60
350±70
350±70
370±80
Рабочее давление сжатого воздуха, МПа
для всех диаметров
0,065-0,005
Рабочее давление сжатого воздуха на распыление, МПа
для всех диаметров
0,36 -0,04
Рабочее давление сжатого воздуха на управление, МПа
для всех диаметров
0,4 -0,04
Расход воздуха, приведенного к нормальным условиям, м³/ч
для всех диаметров
20+5
Удельный расход воздуха, приведенного к нормальным условиям, м³ хч1/гхмин1, не более
для всех диаметров
0,3
Габаритные размеры, мм, не более (ДxШxВ):
для всех диаметров
160x40x90
Масса, кг, не более
для всех диаметров
0,6
HVLP краскораспылители
Технология нанесения окрасочных материалов методом HVLP подразумевает большой поток воздуха при низком давлении. Автоматические краскопульты (Krautzberger GmbH, Германия), работающие по технологии HVLP, позволяют добиться переноса 90-95% материалов покрытия на поверхность, снизить отскок материала и создать высококачественное покрытие.
Фильтр
Производитель:
Krautzberger (Германия)
Показать(0) Сбросить фильтр
Фильтр товаров
Сортировать
Не сортировать
Цена по возрастанию
Цена по убыванию
По названию от А до Я
По названию от Я до А
A-14 HVLP краскораспылитель автоматический
Автоматический краскораспылитель A-14 HVLP (Krautzberger GmbH, Германия) разработан для автоматического нанесения покрытий на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Типичными распыляемыми материалами являются: краски и лаки (в том числе на водной основе), бейцы и морилки, клей, глазури, эмали, разделительные смазки и другие окрасочные материалы. Пистолет-распылитель A-14 HVLP прост в управлении, обладает качеством распыления экстра-класса и высочайшим коэффициентом переноса материала.
A-14 HVLP краскораспылитель автоматический
Артикул: A14HVLP
Автоматический краскораспылитель A-14 HVLP (Krautzberger GmbH, Германия) разработан для автоматического нанесения покрытий на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Типичными распыляемыми материалами являются: краски и лаки (в том числе на водной основе), бейцы и морилки, клей, глазури, эмали, разделительные смазки и другие окрасочные материалы. Пистолет-распылитель A-14 HVLP прост в управлении, обладает качеством распыления экстра-класса и высочайшим коэффициентом переноса материала.
Артикул: A14HVLP
Все параметры
Добавить к сравнению
Цена по запросу
Подробнее…
A-15 eco LVLP краскораспылитель автоматический
Автоматический краскораспылитель A-15 eco LVLP (Krautzberger GmbH, Германия) предназначен для нанесения любых материалов покрытия при крайне малом расходе сжатого воздуха (экологическая технология LVLP). При низком электропотреблении краскопульт A-15 eco LVLP имеет высокую эффективность переноса материала и экономию лакокрасочных средств.
A-15 eco LVLP краскораспылитель автоматический
Артикул: A15ECOLVLP
Автоматический краскораспылитель A-15 eco LVLP (Krautzberger GmbH, Германия) предназначен для нанесения любых материалов покрытия при крайне малом расходе сжатого воздуха (экологическая технология LVLP). При низком электропотреблении краскопульт A-15 eco LVLP имеет высокую эффективность переноса материала и экономию лакокрасочных средств.
Артикул: A15ECOLVLP
Все параметры
Добавить к сравнению
Цена по запросу
Подробнее…
A-16 HVLP краскораспылитель автоматический
Автоматический краскораспылитель A-16 HVLP (Krautzberger GmbH, Германия) разработан для автоматического нанесения материалов покрытия (от жидких до низковязких) на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Надежный и простой в управлении, краскораспылитель реализует тончайшее распыление и высочайший коэффициент переноса материала благодаря новой усовершенствованной воздушной форсунке XLINE. Автоматический пистолет-распылитель А-16 HVLP является усовершенствованной версией модели A-14 HVLP.
A-16 HVLP краскораспылитель автоматический
Артикул: A16HVLP
Автоматический краскораспылитель A-16 HVLP (Krautzberger GmbH, Германия) разработан для автоматического нанесения материалов покрытия (от жидких до низковязких) на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Надежный и простой в управлении, краскораспылитель реализует тончайшее распыление и высочайший коэффициент переноса материала благодаря новой усовершенствованной воздушной форсунке XLINE. Автоматический пистолет-распылитель А-16 HVLP является усовершенствованной версией модели A-14 HVLP.
Новый автоматический роботизированный краскораспылитель А-20 HVLP (Krautzberger GmbH, Германия) предназначен для полуавтоматических и автоматических процессов окраски и нанесения покрытий. От предыдущих моделей А-серии отличается наличием адаптера. Сфера использования распространяется от покрытия и маркировки поверхностей, дозирования жидкостей до точечного нанесения клея и опознавательных знаков. Типичными распыляемыми материалами являются: краски, лаки, грунты, масла, водоэмульсионные материалы, эмали, морилки, суспензии, клея, разделительные смазки и другие окрасочные материалы. Автоматический пистолет-распылитель А-20 HVLP может использоваться как самостоятельное устройство, либо как часть более крупной системы.
Новый автоматический роботизированный краскораспылитель А-20 HVLP (Krautzberger GmbH, Германия) предназначен для полуавтоматических и автоматических процессов окраски и нанесения покрытий. От предыдущих моделей А-серии отличается наличием адаптера. Сфера использования распространяется от покрытия и маркировки поверхностей, дозирования жидкостей до точечного нанесения клея и опознавательных знаков. Типичными распыляемыми материалами являются: краски, лаки, грунты, масла, водоэмульсионные материалы, эмали, морилки, суспензии, клея, разделительные смазки и другие окрасочные материалы. Автоматический пистолет-распылитель А-20 HVLP может использоваться как самостоятельное устройство, либо как часть более крупной системы.
Артикул: A20HVLP
Все параметры
Добавить к сравнению
Цена по запросу
Подробнее…
M-14 HVLP краскораспылитель автоматический
Автоматический компактный краскораспылитель M-14 HV3 (Krautzberger GmbH, Германия) предназначен для автоматического нанесения покрытий на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Типичными распыляемыми материалами являются: краски и лаки (в том числе на водной основе), бейцы и морилки, клей, глазури, эмали, разделительные смазки и другие окрасочные материалы. Краскопульт M-14 HV3 простой и надежный в управлении, обладает тончайшим распылением экстра-класса и высоким коэффициентом переноса материала.
M-14 HVLP краскораспылитель автоматический
Артикул: M14HVLP
Автоматический компактный краскораспылитель M-14 HV3 (Krautzberger GmbH, Германия) предназначен для автоматического нанесения покрытий на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Типичными распыляемыми материалами являются: краски и лаки (в том числе на водной основе), бейцы и морилки, клей, глазури, эмали, разделительные смазки и другие окрасочные материалы. Краскопульт M-14 HV3 простой и надежный в управлении, обладает тончайшим распылением экстра-класса и высоким коэффициентом переноса материала.
Артикул: M14HVLP
Все параметры
Добавить к сравнению
Цена по запросу
Подробнее…
M-18 HVLP краскораспылитель автоматический
Автоматический краскораспылитель M-18 HVLP (Krautzberger GmbH, Германия) предназначен для автоматического нанесения материалов покрытия (от жидких до низковязких) на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Компактный и простой в управлении, краскораспылитель реализует тончайшее распыление и высочайший коэффициент переноса материала благодаря новой усовершенствованной воздушной форсунке XLINE. Автоматический пистолет-распылитель M-18 HVLP является усовершенствованной версией модели M-14 HVLP.
M-18 HVLP краскораспылитель автоматический
Артикул: M18HVLP
Автоматический краскораспылитель M-18 HVLP (Krautzberger GmbH, Германия) предназначен для автоматического нанесения материалов покрытия (от жидких до низковязких) на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Компактный и простой в управлении, краскораспылитель реализует тончайшее распыление и высочайший коэффициент переноса материала благодаря новой усовершенствованной воздушной форсунке XLINE. Автоматический пистолет-распылитель M-18 HVLP является усовершенствованной версией модели M-14 HVLP.
Автоматический краскораспылитель роботизированный RA-5 HV3 (Krautzberger GmbH, Германия) предназначен для полуавтоматических и автоматических процессов окраски и нанесения покрытий на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Сфера использования распространяется от покрытия и маркировки поверхностей, дозирования жидкостей до точечного нанесения клея и опознавательных знаков. Компактный и простой в управлении, краскораспылитель относится к типу распыления HVLP и характеризуется низким образованием окрасочного тумана, а также реализует тончайшее распыление и высочайший коэффициент переноса материала.
Автоматический краскораспылитель роботизированный RA-5 HV3 (Krautzberger GmbH, Германия) предназначен для полуавтоматических и автоматических процессов окраски и нанесения покрытий на металлические, пластиковые, керамические, деревянные и другие подходящие поверхности. Сфера использования распространяется от покрытия и маркировки поверхностей, дозирования жидкостей до точечного нанесения клея и опознавательных знаков. Компактный и простой в управлении, краскораспылитель относится к типу распыления HVLP и характеризуется низким образованием окрасочного тумана, а также реализует тончайшее распыление и высочайший коэффициент переноса материала.
Артикул: RA5HV3
Все параметры
Добавить к сравнению
Цена по запросу
Подробнее…
Пистолеты-распылители: все об их использовании, деталях и типах
Пистолеты-распылители являются центральным элементом в задачах промышленной отделки. В этой статье мы ответим на ключевые вопросы тех, кто работает в отрасли.
Что такое краскопульты
Пистолеты-распылители — это оборудование, которое может распылять краску или лак под давлением воздуха для нанесения или распределения по поверхности.
Эти пистолеты можно использовать для рисования на любом типе поверхности или подложки, будь то металл, дерево, камень, глина (керамика), фарфор, пластик, стекло и текстиль.
По этой причине пистолеты-распылители являются основным инструментом для любого типа производства и услуг по перекраске, поскольку они позволяют экономично и эффективно производить промышленную отделку любого из их продуктов.
Пистолеты-распылители были изобретены в 1888 году доктором Алленом ДеВилбиссом в США. Затем его сын продолжил совершенствовать изобретение, изготовив первый краскопульт, работающий на сжатом воздухе.
Развитие технологии распылителей продолжается и по сей день.
Пистолеты-распылители — это оборудование, которое может распылять краску или лак под давлением воздуха.
Для подавляющего большинства промышленных отделочных работ необходимо использовать краскораспылители. Попросту, это тот вариант, который является оптимальным по цене и скорости изготовления.
Пистолеты-распылители можно классифицировать по нескольким критериям. Например, их можно сгруппировать по следующим признакам:
Подача краски
Используемая технология распыления
Способ использования
Но в этой статье мы классифицируем краскораспылители по давлению, которое они используют или режим переноса краски.
Codinter — идеальный поставщик промышленного отделочного оборудования, продуктов, аксессуаров и расходных материалов. Мы являемся дистрибьюторами Binks, Devilbiss, Ransburg, MS и BGK. Мы распространяем краскораспылители, электростатические краскораспылители, автомобильные краскораспылители, промышленные покрасочные насосы и все, что вам нужно для промышленной отделки.
Аргентина
Колумбия
Коста-Рика
Эквадор
Эль Сальвадор
Гватемала
Гондурас
Codinter — идеальный поставщик промышленного отделочного оборудования, продуктов, аксессуаров и расходных материалов. Мы являемся дистрибьюторами Binks, Devilbiss, Ransburg, MS и BGK. Мы распространяем краскораспылители, электростатические краскораспылители, автомобильные краскораспылители, промышленные покрасочные насосы и все, что вам нужно для промышленной отделки.
Аргентина
Колумбия
Коста-Рика
Эквадор
Эль Сальвадор
Гватемала
Гондурас
Как работает краскораспылитель
Одним словом, распыление краски происходит, когда краска наносится на объект (окрашиваемую поверхность) с помощью пневматического пистолета.
При нажатии на спусковой крючок краска смешивается (хотя в некоторых системах не смешивается) с потоком сжатого воздуха и выбрасывается мелкой струей.
Консистенция и рисунок краски могут быть определены и отрегулированы правильным использованием чашки или резервуара, куда помещается краска, и выбранной форсункой.
Независимо от типа технологии окраски крайне важно часто разбирать сопло краскопульта для его очистки и предотвращения засорения следами засохшей краски.
Преимущества пистолетов-распылителей
Позволяет равномерно наносить краску на поверхность
Позволяет эффективно окрашивать различные типы поверхностей (даже неровные или шероховатые)
Экономит время и производственные затраты
Можно настроить автоматизированное использование
Существует хорошая диверсификация для конкретных применений
Существуют различные способы настройки каждого пистолета в соответствии с необходимостью чистовой обработки
Детали пистолета-распылителя
Пистолеты-распылители делятся на следующие основные части:
Пневматическая головка
Регулятор потока
Сопло или пика к баку)
Насадка
Насадка, пожалуй, самая важная часть краскопульта.
Эта часть пистолета напрямую влияет на качество результата и количество используемой краски.
В зависимости от типа пистолета смесь воздуха и краски может происходить внутри или снаружи.
Детали краскопульта
Регулятор расхода
Этот элемент определяет, сколько краски будет выходить через сопло, и даже позволяет изменять форму струи краски.
Обычно располагается в рукоятке или спусковом крючке.
Слишком тугое ограничение регулятора расхода не рекомендуется.
Случалось, что операторы сильно закрывают регулятор расхода и силой руки оказывают очень большое давление на спусковой крючок, который передается на регулятор расхода, открывающийся при нажатии на спусковой крючок.
Эта сила деформирует регулятор расхода и образует капли.
Поток лучше регулировать с помощью внешнего источника, например регулятора жидкости или ограничителя, а не пистолета-распылителя.
Таким образом, регулятор потока будет только активировать и деактивировать поток окраски.
Форсунка
Туда, где выбрасывается краска. Многие пистолеты-распылители оснащены несколькими сменными насадками, поэтому оператор может выбрать ту, которая подходит для конкретного случая.
Краскопульты некоторых марок, например Binks и DeVilbiss, даже имеют удлинители для работы в труднодоступных местах.
Несмотря на то, что на рынке доступно более 15 типов сопел, 3 наиболее часто используемых в промышленных процессах отделки относятся к следующим технологиям распыления:
Что такое безвоздушные распылители?
Airless — это система, которая позволяет распылять краску и другие покрытия под высоким давлением. Хотя для вытеснения краски используется сжатый воздух, воздух не смешивается с краской или покрытием в любой момент процесса.
В безвоздушных системах используется давление поршневого насоса, который сжимает краску при прохождении через очень маленькое судно. Это, в свою очередь, проходит через другое отверстие продольной или косой формы, что дает плоский отделочный рисунок.
Таким образом, предотвращается чрезмерное распыление покрытия, которое обычно приводит к образованию облаков краски.
Эта система идеально подходит для нанесения красок с высокой вязкостью, таких как краски для пластика, поскольку для их нанесения обычно требуется большая мощность.
Эти безвоздушные пистолеты-распылители могут быть интегрированы, когда воздушный компрессор находится в том же пистолете или работает с внешним компрессором. Безвоздушные поршневые или диафрагменные насосы для окраски могут работать от электричества, воздуха или бензина.
Они идеально подходят для окраски больших поверхностей за короткое время, поскольку при каждом нанесении они покрывают больше материала и экономят краску.
Технология Airless Air Assisted аналогична технологии Airless, но в этом случае воздух используется для выравнивания или смягчения рисунка краски, создаваемого насосом, путем пропускания его через очень маленькое сопло.
В этих системах очень важно правильно отрегулировать давление насоса относительно сопла пистолета. Если давление отсутствует или осталось, рисунок краски может быть оставлен с поднятыми и опущенными губами или загружен по углам.
Типы пистолетов-распылителей
Существует множество способов классификации пистолетов-распылителей. Их можно классифицировать по поставке краски, используемой технологии, способу работы и т.д. перенесено.
У нас есть офисы в США, Колумбии, Бразилии и Венесуэле. Мы продаем и отправляем в более чем 90 стран, включая Аргентину, Белиз, Бразилию, Боливию, Колумбию, Коста-Рику, Чили, Эквадор, Гватемалу, Гайану, Французскую Гвиану, Гондурас, Мексику, Никарагуа, Панаму, Парагвай, Перу, Суринам, Уругвай. , Венесуэла и Карибский бассейн.
Аргентина
Колумбия
Коста-Рика
Эквадор
Эль Сальвадор
Гватемала
Гондурас
У нас есть офисы в США, Колумбии, Бразилии и Венесуэле. Мы продаем и отправляем в более чем 90 стран, включая Аргентину, Белиз, Бразилию, Боливию, Колумбию, Коста-Рику, Чили, Эквадор, Гватемалу, Гайану, Французскую Гвиану, Гондурас, Мексику, Никарагуа, Панаму, Парагвай, Перу, Суринам, Уругвай. , Венесуэла и Карибский бассейн.
Аргентина
Колумбия
Коста-Рика
Эквадор
Эль Сальвадор
Гватемала
Гондурас
Пистолеты по давлению
Ручные пистолеты высокого давления
Ручные пистолеты низкого давления
Автоматические пистолеты высокого давления
Автоматический низконапорный
Краскораспылители в зависимости от режима переноса краски
Безвоздушный
Безвоздушный с вспомогательным
Обычный
HVLP
4 2 Электростатический
4 4
Последние, пистолеты-распылители с электростатической технологией, стали настолько важными, что мы выделили их в отдельную категорию и посвятили целый раздел объяснению их работы.
Кроме того, ручные пистолеты низкого давления можно разделить на следующие категории:
Подача отсасыванием
Подача самотеком
Подача под давлением
Автоматические пистолеты низкого давления не имеют таких категорий, так как все они питаются под давлением.
Однако ручные и автоматические пистолеты высокого давления можно разделить на безвоздушные и безвоздушные с подачей воздуха.
Что такое распылители HVLP?
HVLP расшифровывается как High Volume Low Pressure. Эти пистолеты используют большой объем воздуха для распыления краски, которая по большей части попадает на окрашиваемую поверхность, что позволяет снизить потери краски до 75%.
Кроме того, поскольку меньше краски рассеивается в воздухе (уменьшается эффект отскока), можно сказать, что эта система более безопасна для здоровья и окружающей среды.
Некоторые модели пистолетов HVLP также подают горячий воздух, что помогает высушить краску на поверхности и быстрее рассеять образовавшееся облако краски.
Тем не менее, они идеально подходят для специфических работ или деталей, потому что облако краски, образующееся при уменьшении избыточного распыления, не позволяет покрывать большие поверхности за короткое время.
Распылители-бестселлеры
Торговые марки DeVilbiss, Binks, Ransburg и MS предлагают разнообразные распылители, каждый из которых предназначен для различных областей применения.
Некоторые из наиболее востребованных моделей на рынке:
Базовое покрытие DeVilbiss HVLP-Transtec DV1
Прозрачный лак DeVilbiss HVLP-Transtec DV1
ДеВилбисс СГК-600-БВ / СГК-600-ПР
ДеВилбисс СГК-600-САА
HVLP-Transtec TEKNA PROLITE P (Давление)
HVLP-Transtec TEKNA PROLITE G (Гравитация)
ХВЛП ФЛГ 515-G13/G20
JGA 600 (обычный, с всасывающей подачей)
DeVilbiss HVLP-Transtec SRi Prolite
JGA 504-704-FX / 504-067-EX
ДеВилбисс СГК-505-622
HVLP FLG 515-S18 (всасывающая)
Конечно, выбор краскопульта зависит не только от того, насколько он продается. Также необходимо знать, подходит ли он для того, что будет использоваться. Прежде чем инвестировать, обратитесь за нашим специализированным советом.
Что такое вязкость?
Вязкость жидкости является мерой ее внутреннего сопротивления потоку или, проще говоря, ее толщины. Тип жидкости и ее температура определяют ее вязкость в любой момент времени. Поэтому при измерении вязкости следует указывать температуру.
Измерение вязкости жидкости выражается в пуазах и сантипуазах (1 пуаз = 100 сантипуаз). Скорость потока, измеренная в секундах из ведра Зана, Форда или Фишера, очень часто используется для определения вязкости покрытия.
Очень важно контролировать вязкость материалов для их эффективного и качественного нанесения на окрашиваемые поверхности.
Как выбрать подходящий пистолет-распылитель
Когда нас спрашивают о том, какой пистолет-распылитель вам нужен для личного пользования или для вашей компании, однозначного ответа не существует. Переменные для выбора подходящего пистолета-распылителя могут быть следующими:
Применение
Необходимое оборудование и принадлежности
Частота использования
Цена
Применение
Назначение или область применения пистолета-распылителя является наиболее важным фактором при выборе подходящего пистолета.
Правильный выбор пистолета-распылителя зависит от нескольких факторов.
Среди прочего, вы должны задать себе следующие вопросы:
Какую краску или лак вы будете использовать?
Будет использоваться для покраски снаружи или внутри покрасочной камеры?
Будет использоваться операторами или планируется сделать автоматизированную систему?
Будет ли окрашено много маленьких поверхностей или мало больших поверхностей?
На какие поверхности будет наноситься краска или лак?
Необходимое оборудование и принадлежности
Для выполнения промышленных отделочных работ необходим не только краскопульт. В зависимости от применения в некоторых случаях может потребоваться другое оборудование и принадлежности, такие как:
Фильтры
Баки
Шланги
Регуляторы
Компрессор
Чашки
Бомбы
Частота использования
Хотя все краскораспылители марок DeVilbiss, Binks, Ransburg и MS превосходны, они созданы с различной производительностью.
Конструкция пистолета, который будет использоваться в течение многих часов в день, отличается от того, который будет использоваться в течение более коротких периодов времени.
В частности, емкость бака для краски является важным вопросом, который необходимо определить в этом отношении.
В промышленной отделке этот фактор не должен быть доминирующим, а должен учитываться еще одним фактором при принятии решения.
Удачные закупки оборудования, аксессуаров и расходных материалов для промышленной отделки осуществляются путем получения именно того продукта, который необходим или идеально подходит для его использования, покупая его по лучшей рыночной цене.
Компания Codinter уже более 40 лет поставляет лучшую продукцию для промышленности. Мы расширяемся в продуктах и рынках. Мы не только продаем продукцию, но и предлагаем услуги, необходимые для повышения эффективности вашей мастерской. Наша команда специализируется на решениях для промышленной отделки. Экономьте время и деньги вместе с нами.
Аргентина
Колумбия
Коста-Рика
Эквадор
Эль Сальвадор
Гватемала
Гондурас
Компания Codinter уже более 40 лет поставляет лучшую продукцию для промышленности. Мы расширяемся в продуктах и рынках. Мы не только продаем продукцию, но и предлагаем услуги, необходимые для повышения эффективности вашей мастерской. Наша команда специализируется на решениях для промышленной отделки. Экономьте время и деньги вместе с нами.
Аргентина
Колумбия
Коста-Рика
Эквадор
Эль Сальвадор
Гватемала
Гондурас
Во многих случаях краскораспылитель или даже комплект оборудования с включенными принадлежностями может быть дорогостоящим вложением, но в долгосрочной перспективе это принесет наибольшую прибыль, поскольку сэкономит время и материалы.
В этом конкретном случае Codinter может предложить все краскораспылители и продукты для промышленной отделки в целом по лучшей рыночной цене.
Мы уделяем больше внимания тому, что будет лучше для вашей компании в краткосрочной, среднесрочной и долгосрочной перспективе.
Разница крестообразного профиля отверток и бит для них, появилась еще в 60-х годах прошлого века. Но к большому удивлению, знают об этом далеко не все.
Многие до сих пор считают, что жало отвертки может быть только двух видов:
шлицевой — Ps
В народе именуемой как «минус» — плоской.
Само понятие шлиц (schlitz) переводится с немецкого как паз или прорезь.
крестообразной
Причем как считают некоторые, отличаются они между собой только размерами (ширина и толщина жала), либо диаметром.
На самом деле значительную роль играет еще и форма крестообразного профиля.
Причем и сам «крест» появился гораздо позже шлица. В связи с массовым внедрением шуруповертов, использовать прямой шлиц с данными девайсами стало не совсем удобно.
Поэтому постепенно и перешли на крестообразную форму. Она лучше центрируется и работать с ней гораздо проще.
Профиль отвертки Ph
Привычный нам крестообразный шлиц был изобретен в далеких 30-х годах. Через несколько лет патент на данное изобретение выкупил предприимчивый Генри Филлипс.
патент Г.Филлипса на профиль Ph
В его то честь и назвали данный профиль — Ph = Phillips. Только не путайте компанию Philips из Нидерландов (с одной L), с компанией Phillips Screw Company, основанной в США.
Первую мы хорошо знаем по телевизорам, кассетам, качественным приборам освещения и т.п. А вот вторая и дала нам разнообразие в резьбовых крепежных изделиях.
На первый взгляд Ph — это простой крест, зауженный к основанию и ничего более. Казалось бы чего здесь изобретать и патентовать?
Но это вовсе не так. Профиль Ph выполнен строго под определенным углом в 55 градусов и с наклоном боковой поверхности каждой грани.
Благодаря этому, если вы начнете затягивать шурупы или винты со сверхусилием, рискуя их перетянуть, бита или жало просто выскочат из головки самореза или винта, не испортив сам крепеж.
Сделали это как понимаете не случайно. Таким способом был достигнут определенный момент затяжки при использовании инструмента на потоковых сборках автопрома и самолетостроения в США.
В последствии, с изобретением динамометрических трещеток, отверток и шуруповертов, а также с возросшими требованиями к точности соблюдения момента затяжки, это стало работать во вред.
С практической точки зрения это означает, что не нужно уродовать биту Ph, если она начала выскакивать из крепежа. Получается, что предел закручивающей способности винта достигнут и более крутить не нужно.
Профиль Pz — главные отличия
В 1966 году та же самая компания Филлипс, модернизировало свое раннее изобретение и миру представили шлиц позидрайв — Pz (Pozidriv).
Его отличительной особенностью является:
1Дополнительная грань расположенная в четвертях шлица.
Бита получается как бы 8-ми шлицевая. Четыре основных грани, четыре дополнительных.
При этом головки саморезов и шурупов получили аналогичные насечки. Все это позволило еще лучше центровать жало.
2Кромки рабочей поверхности в Pz в отличие от Ph, выполнены параллельно друг другу, а не под углом на сужение.
У Ph эта конусность сделана специально для того, чтобы в конце операции закручивания, бита выскакивала из головки. Так называемый эффект самовыталкивания.
Когда же придумали Pz, от этого отказались, переложив обязанности ограничения усилия на сам шуруповерт или динамометрический инструмент.
3У бит и отверток Ph немного другой угол заточки — 50 градусов.
Благодаря все этим модификациям, шлиц стал садиться значительно глубже в посадочное отверстие крепежа. Что привело к усилению затяжки саморезов и шурупов.
Простыми словами можно сказать, что Pz — это усиленный крестообразный шлиц.
Особенности, размеры и где применяется
Применяется Pz в основном при сборке мебели и в строительстве.
В машинном производстве или металлообработке он не так распространен. Объясняется это тем, что из-за большей глубины, крепеж для позидрайва должен иметь и чуть-чуть большие головки. Иначе уменьшается их прочность и они отламываются.
Ну а больший размер, это всегда больший вес, что зачастую неприемлемо в некоторых ответственных производствах.
При этом оба шлица имеют 5 основных размеров, жестко привязанных к диаметру крепежа.
Наиболее часто встречаемые номера — это 1, 2 и 3. Как Ph, так и Pz.
Самый ходовой из них — это Pz2. Не зря в наборах бит, данный размер обычно вкладывают по 2 штуки. Он больше всего применяется и как следствие, чаще всего изнашивается.
Заходя в строительный магазин, знающий покупатель сразу говорит продавцам консультантам: «Мне, пожалуйста, набор бит позидрайв два.»
Дилетанты и не профессионалы обычно их называют «двойной плюсик»! Будьте грамотны в таких казалось бы мелких, но важных вопросах.
Однако правильное название еще не залог успеха. Имея одни и те же наименования, биты разных производителей могут отличаться.
Самые качественные марки это Wiha (Виха), Wera (Вера), Milwaukee(Милуоки).
Если с Ph профилем все еще более-менее ровно и накосячить получается не у всех, то с профилем Pz случается настоящая беда. Китайские производители бит просто не соблюдают размеры и стандарты.
Вот и выходит, что одни биты толще, другие тоньше. То же самое касается и крепежа. Недобитые насечки в головке шурупа или самореза, дело совершенно обыденное. Как правило, это наблюдается у самых мелких размеров до 20мм под биты Pz1, Pz2 и Ph2.
В таком крепеже кончик биты уже упирается в насечку, а края биты еще нет. В итоге шуруп начинает болтаться как метроном. Поэтому при оптовой закупке в магазине, желательно сразу же примерять биту с головкой крепежа.
Как выбрать хорошую биту и саморез
Как отличить правильную биту и крепеж под нее?
Очень просто. Достаточно вставить шуруп в тот самый профиль на весу. И если они подходят друг для друга, то шуруп или саморез будут держать как влитые, не пытаясь никуда выпасть.
Отвертка электрика для автоматов
Что касается электриков, то для грамотных специалистов, давно работающих в этой области, не является секретом наличие у шинок, кросс модулей, автоматов, реле и другого оборудования, специальных винтовых зажимов Pz +/- или Ph +/-
Причем именно для электриков производители начали выпускать и специальные отвертки с профилем Pz/fl или Pz/s — для автоматов.
А также Ph/fl или Ph/s — для шинок, пускателей, реле и т.д.
Обозначение у данного шлица (Fl или S) разные, потому что до недавнего времени, он не был стандартизирован. Вот его и называли кому как удобнее. Хотя суть и форма была одна и та же.
В настоящее время он стандартизирован только во Франции и США как Pz/sl и Ph/sl.
Для розеток и выключателей света, в 90% случаев нужен первый номер, а для модульных автоматов требуется уже №2.
Винтовые зажимы таких аппаратов имеют не только привычный крест с насечками характерными для Pz, но еще и широкую прорезь под плоскую отвертку.
С одной стороны их такими делают, чтобы даже те, у кого нет соответствующего инструмента, могли все закрутить обычной плоской отверткой. Либо когда рабочий шлиц уже «убит», можно было хотя бы открутить винт в последний раз, после чего вытащить провод и заменить автомат.
Но с другой стороны, если их крутить простой крестовой Pz или обычной шлицевой, то бита все равно будет проскальзывать в последний момент, не затягивая контакт с требуемым усилием.
А универсальная комбинированная отвертка Pz/Fl или Pz/Sl — самое оно! Правда с выбором производителей будьте внимательны. В сети очень много отрицательных отзывов на такие профиля.
В них в первую очередь откалывается уголок плоского шлица. Особенно в первом номере.
Использование отверток и бит с неправильно выбранным крепежом, приводит к износу как самой отвертки, так и головки винта или самореза.
При этом хуже всего получается, когда отверткой Pz пытаются закрутить Ph профиль. Соприкосновение граней в этом случае самое минимальное.
Вы гарантировано с первых оборотов, как только начнется существенная нагрузка, разобьете не только крепеж, но и испортите грани самой биты.
Как открутить сорванный шуруп или саморез — 3 способа
А что делать, если шлицы уже слизаны и испорчены, а выкрутить шуруп или саморез все равно нужно? Обычные биты и отвертки здесь уже будут бессильны.
Выкручивать такие проблемные элементы крепежа советуют при помощи специального экстрактора. Он вгрызается своими скошенными гранями в то место, где когда-то были шлицы.
Но такие специфичные вещи обычно имеют только профессионалы. И если у вас таких экстракторов нет, то можете воспользоваться давно проверенными народными способами.
При этом методы выкручивания при помощи кусочка кожи или резинки не всегда помогают.
Так же как и нагревание головки утюгом или паяльником.
Все здесь будет зависеть от плотности материала. Но есть способы, которые действительно работают.
Первый из них — берете старую шлицевую отвертку и прорубаете с ее помощью паз в шляпке.
Зубило в этом деле лучше не использовать, так как у него не тот угол заточки. При достаточной глубине паза, крепеж легко выкручивается прямой шлицевой битой.
Такой способ хорошо подходит для шурупов, но не помогает с саморезами. Сталь в них более твердая.
Что же делать в этом случае? Обрабатываете головку самореза паяльной кислотой.
Далее капаете в разбитое отверстие немного твердого припоя и прогреваете это дело.
Затем тут же втыкаете туда биту и даете время припою остыть.
После этого все выкручивается на ура.
Еще один способ — прорезание паза маленьким отрезным диском от дремеля.
Далее следует привычное выкручивание обычной шлицевой битой.
Чтобы не сталкиваться с подобными проблемами, под определенный крепеж всегда подбирайте правильную биту, с правильным номером. Ознакомившись с вышеизложенной информацией, постарайтесь отныне не портить свой инструмент, и всегда работайте правильно и качественно.
//youtu.be/AZKPFJqt3x0
Чем отличается бита PZ от PH – отвертка электрика
Самым распространённым способом крепления является использование винтов и шурупов с крестообразным шлицем. Для закручивания этих крепежей необходимы соответствующая отвёртка или биты для шуруповёрта. Эти биты есть двух видов — PZ (позидрив) и PH (филлипс). На первый взгляд они ничем не отличаются друг от друга и в этом вопросе не всегда разбираются даже продавцы в специализированных магазинах.
Использование инструмента, не соответствующего типу прорези в головке шурупа приводит к износу инструмента. Есть так же опасность «сорвать» болт. Чтобы избежать этих проблем, необходимо знать, чем отличается бита PZ от PH.
Чем отличаются отвертки с битой PH и PZ
Большинство мастеров знают, что шурупы отличаются по величине головки и для каждого размера необходима отдельная отвёртка, но не все понимают отличие биты PH от PZ и поэтому не могут выбрать необходимый инструмент.
Есть два типа профиля наконечников крестовых отвёрток и бит для шуруповёрта. Самое главное, чем отличается бита PZ от PH — это профилем граней наконечника отвёртки:
Phillips (сокращенно PH). Это первый вид такого инструмента. В головке винта имеются два паза, перпендикулярных друг другу. Из-за особенностей конструкции площадь контакта отвёртки и шурупа небольшая, что повышает опасность повреждения прорези и инструмента.
Pozidriv (сокращенно PZ). Бита «позидрив» имеет дополнительные насечки на гранях и изменённый угол заточки жала. Профиль «Pozidriv» является усовершенствованным профилем «Philips» и требует меньших усилий для удержания отвёртки в головке самореза.
В какой-то степени эти инструменты являются взаимозаменяемыми и битой PZ можно открутить шуруп PH и наоборот, но у такого подхода к выбору отвёртки есть один недостаток. Бита несоответствующего типа входит в шлиц болта неплотно, что повышает опасность повреждения крепежей и инструмента. Уменьшаются так же производительность труда и усилие закручивания.
Поэтому важно, чтобы профиль наконечника отвёртки соответствовал профилю шлица шурупа. Отличить их можно по внешнему виду:
PH — на головке винта есть только две прорези, расположенные перпендикулярно. На битах имеются буквы РН.
PZ — кроме основных шлицев на головке шурупа имеются дополнительные насечки. На бите имеются буквы PZ, дополнительные насечки и другой угол заточки наконечника.
Маркировка на отвёртках наносится на стержне и (или) рукоятке. Например, надпись PZ1x80mm указывает на следующие параметры:
PZ — профиль наконечника «позидрив»;
1 — размер наконечника первый;
80 mm — длина стержня 80мм.
Для использования в домашних условиях обычно достаточно иметь биты PZ и PH «1» и «2» размера, всего 4 штуки. При изготовлении мебели к ним можно добавить шестигранную биту НЕХ 4мм.
Информация! Некоторые «специалисты» для закручивания болтов с крестовым шлицем используют плоскую отвёртку. Такой подход почти наверняка приведёт к срыву шлица и порче наконечника.
Главные отличия шлица PZ
Профиль РН был единственным крестообразным профилем, пока в1966 году компания Phillips не усовершенствовала его, создав шлицы и наконечники Pz (Pozidriv).
Он имеет ряд отличий от профиля РН:
В углах, образованных пересечением прорезей шлица, имеются ещё 4 небольших прорези, соответствующие аналогичным граням биты. Это необходимо для лучшей центровки отвёртки в головке шурупа.
В РН отдельные грани не одинаковой толщины по длине и становятся тоньше к концу биты. Это сделано для того, что бы при слишком большом усилии затягивания наконечник «выскакивал» из шлицов и не обрывал головку самореза. В битах PZ грани параллельны по всей длине, что делает фиксацию отвёртки в шурупе более надёжной, а усилие закручивания должно ограничиваться регулятору крутящего момента патроном шуруповёрта.
Биты РН имеют угол заточки 55°, в отличие от немного более острых PZ, заточенных под углом 50°.
Фактически, главное, чем отличается бита PZ от PH — это усилие зажима. Головка шурупа PZ имеет бОльшие размеры и позволяет затягивать соответствующей битой с бОльшим усилием, что является достоинством при изготовлении мебели. Поэтому этот профиль используется, в основном, в мебельном производстве.
При сборке металлоконструкциях чаще применяются винты РН, с меньшим размером головок и усилием затягивания. Для увеличения площади прижатия дополнительно используются шайбы, а при необходимости увеличить усилие прижатия винты и отвёртки заменяются болтами и ключами.
Отвертка со шлицом PZ/S и PZ/FL для автоматов
Практикующие электромонтёры знают, что подключение проводов к электроприборам малой и средней мощности производится при помощи винтов Pz +/- или Ph +/-. Эти элементы имеют двойной шлиц — крестовый и плоский.
В связи с появлением этих винтов производители инструмента начали выпуск отверток электрика, имеющих наконечники Pz/fl или Pz/s для автоматических выключателей и Ph/fl или Ph/s для пускателей, клеммников и другой аппаратуры.
Информация! Раньше этот профиль не был стандартизирован, поэтому производился под разными названиями — Fl и S.
Размер биты зависит от аппаратуры:
подключение проводов к розеткам и выключателям производится при помощи первого номера;
клеммы модульных автоматов и некоторых типов пускателей зажимаются вторым номером.
Винты в этих устройствах допускается зажимать не только крестовой, но и плоской отвёрткой. Это позволяет открутить крепление даже при сорванном шлице. Но максимальное усилие зажима подключаемых проводов достигается при использовании комбинированной отвертки Pz/Fl или Pz/Sl.
Такие отвёртки необходимо выбирать только известных производителей. У инструмента плохого качества может отколоться край наконечника, который входит в плоскую прорезь шлица и если плоский наконечник можно заточить заново, то крестовую отвёртку придётся выбросить.
При закручивании винтов и шурупов инструментом с неправильным профилем приводит к ускоренному износу наконечника. Причём, если использование отвёртки PH с болтами PZ является условно-допустимым, то попытки открутить винт PH битой PZ гарантированно приведёт к негативному результату.
Это связано с тем, что дополнительные грани не дадут наконечнику войти в шлиц полностью и зацепление будет происходить только концом инструмента.
Похожие материалы на сайте:
Какие бывают типы отверток
Перевод ампер в ватты — таблица
Как померить напряжение мультиметром
Pozidriv vs Phillips: в чем разница?
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
БЕСПЛАТНАЯ доставка по Великобритании при заказе на сумму более 50 фунтов стерлингов
Доступно более 35 000 продуктов
Создан более 10 лет
Вы когда-нибудь пытались использовать крестообразную отвертку для винта с крестообразным шлицем и обнаруживали, что, к вашему разочарованию, отвертка проскальзывает?
Причина может заключаться в том, что существует два разных типа винтов с крестообразным шлицем, которые выглядят одинаково, но на самом деле различны. Два типа — Pozidriv и Phillips.
Так какая между ними разница?
Разница между головками винтов Phillips и Pozidriv
На этом изображении показана небольшая разница между головками винтов Phillips и Pozidriv.
Головки винтов Phillips сконструированы таким образом, что отвертка Phillips будет выскальзывать (выскальзывать) при приложении слишком большого крутящего момента (мощности). Причина в том, что это предотвращает риск скручивания головки винта электроинструментом. Это может быть полезно, потому что, если головка сломается, винт будет очень трудно сдвинуть.
Винты Pozidriv, с другой стороны, специально разработаны таким образом, чтобы головка отвертки не выпадала.
Отвертки Phillips подходят к винтам Pozidriv и могут их поворачивать. Однако они склонны к проскальзыванию и могут повредить винт.
Отвертки Pozidriv , с другой стороны, не подходят для головок Phillips. Если вы попытаетесь, вы, вероятно, потерпите неудачу и, вероятно, повредите свой винт.
Как мгновенно отличить головку винта Phillips от Pozidriv
Самый простой способ узнать, является ли винт Phillips или Pozidriv, заключается в том, что все винты Pozidriv имеют линии, выгравированные на головке винта между четырьмя плечами креста. Это наглядное пособие означает, что вы можете мгновенно распознать, является ли винт Pozidriv или нет. Вы также можете увидеть разницу между отверткой Phillips и Pozidriv, так как последняя имеет выступы.
Заключение
Во избежание соскальзывания и повреждения винтов следует использовать только отвертку с головкой Phillips для винтов с головкой Phillips и только отвертку Pozidriv для винтов Pozidriv.
Просмотрите наш огромный ассортимент шурупов для всех ваших строительных нужд и нужд DIY в Shop4Fasteners.
Свяжитесь с нами
Звоните: 0114 263 4422
sales@shop4fasteners. co.uk
Сбор заказов возможен только по предварительной договоренности.
Shop4Fasteners Unit 3 Farfield Industrial Estate 96 Hoyland Road Sheffield S3 8AB UK
Номер плательщика НДС: GB 772 7816 92
Блог
Наши условия
Отдел обслуживания клиентов
Понедельник: 09:00-17:30
Вторник: 09:00-17:30
Среда: 09:00-17:30
Четверг: 09:00-17:30
Пятница: 09:00-17:30
Суббота: выходной
Воскресенье: выходной
Цены
Обратите внимание: Все цены указаны без учета НДС. НДС, который добавляется при оформлении заказа
О нас
В Shop4Fasteners мы полностью посвящены вашему полному удовлетворению. Если у вас есть какие-либо предложения или комментарии, пожалуйста, свяжитесь с нами, используя наши контактные данные.
Если вы ищете что-то, чего нет на нашем веб-сайте, позвоните нам или отправьте электронное письмо, и мы сделаем все возможное, чтобы выяснить, сможем ли мы поставить вам этот продукт.
Способы оплаты
Варианты поставки
Защищенный сайт
Винты с крестообразным шлицем Phillips и Pozidriv – объяснение простым языком – PB Swiss Tools
31.05.2011 |
Советы и хитрости
В первой половине двадцатого века винты со шлицем становились все более проблематичными. Индустриализация привела к появлению все большего количества отверток с механическим приводом. Выравнивание отвертки по прорези в винте занимало слишком много времени, а боковое соскальзывание винта приводило к повреждению заготовок.
Чтобы устранить эти недостатки, Дж. П. Томпсон в 1933 г. запатентовал винт с крестообразным шлицем. Он продал патент компании Phillips Screw Company. Он улучшил профиль и представил винт на рынке в 1936/37 году.
Боковые поверхности винтов с крестообразным шлицем сужаются к кончику. Коническая форма облегчает введение наконечника отвертки в механические отвертки. Кроме того, при затягивании создается осевая сила, которая выталкивает отвертку из винта. Первоначально этот эффект намеренно использовался для разграничения крутящего момента. Но со временем это оказалось недостатком винтов Phillips.
Символ винта Phillips и наконечник отвертки с коническими боковыми сторонами
Компании Phillips Screw Company и American Screw Company запатентовали винт с крестообразным шлицем и параллельными боковыми сторонами, который предотвращает усилие выталкивания при затягивании или ослаблении. Название Pozidriv является аббревиатурой или аббревиатурой от «positive drive».
Символ винта Pozidriv и наконечник отвертки с параллельными сторонами
В соответствии со стандартом ISO два типа крестовых отверток обозначаются как PH для винтов Phillips и PZ для винтов Pozidriv.
Каковы различия в их применении?
Преимущество Pozidriv — Недостаток Phillips
При приложении высоких крутящих моментов коническая форма Phillips создает силу выталкивания, которая выталкивает отвертку из винта. Параллельная форма Pozidriv предотвращает эту силу.
Преимущество Phillips – Недостаток Pozidriv
Отвертки Phillips можно использовать для винтов Pozidriv, но они имеют некоторый люфт. С другой стороны, отвертки Pozidriv нельзя использовать для винтов Phillips.
Изображение слева: Крестообразная отвертка в винте Phillips Коническая форма приводит к усилию выталкивания
Изображение справа: Крестообразная отвертка в винте Pozidriv Коническая отвертка показывает люфт в параллельном винте.
Изображение слева: Отвертка Pozidriv в винте Pozidriv Параллельная форма предотвращает выталкивание.
Изображение справа: Отвертка Pozidriv в винте Phillips Параллельный наконечник не может войти в конический винт.
 jpg
jpg jpg
jpg jpg
jpg jpg
jpg jpg
jpg jpg
jpg Большой интерес со стороны поклонников бренда породил высокий спрос на любую эксклюзивную продукцию Макита, поэтому в будущем ожидается заметное развитие в этом направлении. Ко всему прочему ручной инструмент Makita при отменном качестве исполнения способен похвастаться достаточно доступной рыночной стоимостью, что является несомненным плюсом.
Большой интерес со стороны поклонников бренда породил высокий спрос на любую эксклюзивную продукцию Макита, поэтому в будущем ожидается заметное развитие в этом направлении. Ко всему прочему ручной инструмент Makita при отменном качестве исполнения способен похвастаться достаточно доступной рыночной стоимостью, что является несомненным плюсом. 5-10 мм (9 шт)
5-10 мм (9 шт) Являясь лидером инноваций, Makita лидирует в отрасли по производству беспроводных продуктов лучшего в своем классе качества. Беспроводные устройства Makita обеспечивают мощность, скорость и время работы для выполнения любых проектов, от обработки дерева и металла до бетона и пылеудаления. Makita предлагает широкий ассортимент беспроводных устройств, готовых к использованию в любое время и в любом месте, от рабочего места до вашего дома.
Являясь лидером инноваций, Makita лидирует в отрасли по производству беспроводных продуктов лучшего в своем классе качества. Беспроводные устройства Makita обеспечивают мощность, скорость и время работы для выполнения любых проектов, от обработки дерева и металла до бетона и пылеудаления. Makita предлагает широкий ассортимент беспроводных устройств, готовых к использованию в любое время и в любом месте, от рабочего места до вашего дома. БЕЗГРАНИЧНЫЕ ВОЗМОЖНОСТИ.
БЕЗГРАНИЧНЫЕ ВОЗМОЖНОСТИ. Makita управляет 10 производственными предприятиями в 8 странах, включая предприятие в США. Обладая более чем 100-летним опытом в области автомобилестроения и более чем 40-летним опытом в области аккумуляторных технологий, Makita продолжает внедрять инновации и совершенствовать продукты, которые работают так же усердно, как и вы. Результатом являются профессионально спроектированные продукты, обладающие мощностью и производительностью, необходимыми для конкретного применения. Этот привод также привел к разработке беспроводных продуктов, которые соответствуют тем же строгим стандартам, что и их проводные аналоги.
Makita управляет 10 производственными предприятиями в 8 странах, включая предприятие в США. Обладая более чем 100-летним опытом в области автомобилестроения и более чем 40-летним опытом в области аккумуляторных технологий, Makita продолжает внедрять инновации и совершенствовать продукты, которые работают так же усердно, как и вы. Результатом являются профессионально спроектированные продукты, обладающие мощностью и производительностью, необходимыми для конкретного применения. Этот привод также привел к разработке беспроводных продуктов, которые соответствуют тем же строгим стандартам, что и их проводные аналоги.
 Все сделки с инструментами Makita нацелены на профессиональных торговцев. Нам также нравится, что Makita предлагает скидки и предложения как на традиционные аккумуляторные электроинструменты, так и на впечатляющую линейку силового оборудования для использования вне помещений.
Все сделки с инструментами Makita нацелены на профессиональных торговцев. Нам также нравится, что Makita предлагает скидки и предложения как на традиционные аккумуляторные электроинструменты, так и на впечатляющую линейку силового оборудования для использования вне помещений. Большое дело? Получить две бесплатные батареи при покупке комплекта XML08PT1, XML11CT1, XML10CT1 или XML03CM1.
Большое дело? Получить две бесплатные батареи при покупке комплекта XML08PT1, XML11CT1, XML10CT1 или XML03CM1. Вот некоторые из наших фаворитов, происходящих прямо сейчас, но нажмите кнопку ниже, чтобы увидеть все, что происходит в магазине:
Вот некоторые из наших фаворитов, происходящих прямо сейчас, но нажмите кнопку ниже, чтобы увидеть все, что происходит в магазине:
 11.2022
11.2022
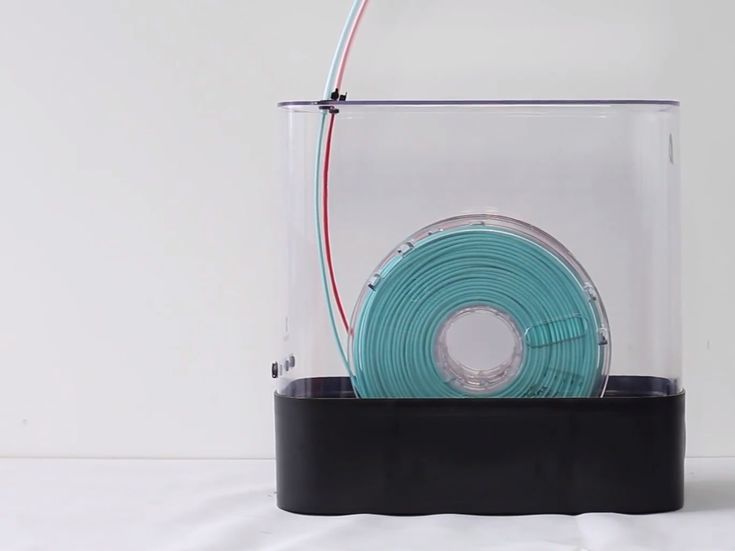
 Его размер…
Его размер…
 Теперь же есть различные варианты для создания красочных 3D-моделей.
Теперь же есть различные варианты для создания красочных 3D-моделей. 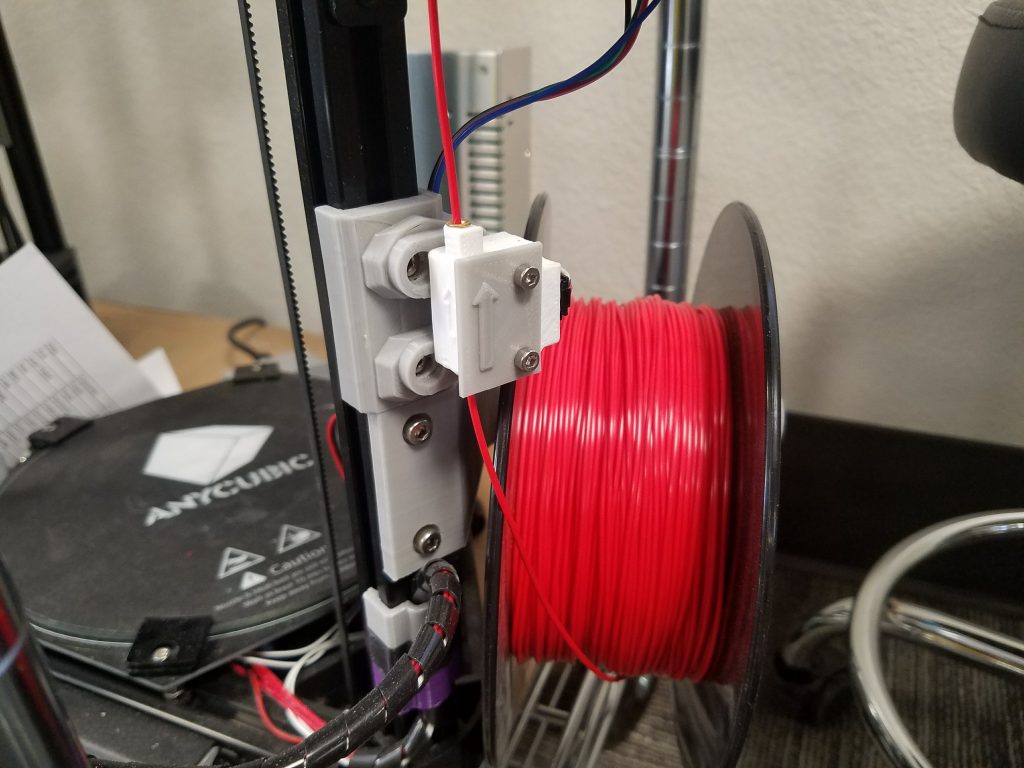
 Также обратите внимание, что части кода « n » просто создают новую строку в GCode.
Также обратите внимание, что части кода « n » просто создают новую строку в GCode.
 Нажимаем Ctrl-F (поиск по тексту) и вписываем в поисковом окне “layer 10” где например цифра 10 это тот слой где происходит замена и нажимаем “Найти”. После строки “layer 10” вставляем заранее скопированный текст с кодом.
Нажимаем Ctrl-F (поиск по тексту) и вписываем в поисковом окне “layer 10” где например цифра 10 это тот слой где происходит замена и нажимаем “Найти”. После строки “layer 10” вставляем заранее скопированный текст с кодом. 
 по физике и имеет многолетний опыт работы в промышленности в качестве руководителя лаборатории и менеджера по обеспечению качества. Сейчас он протестировал десятки 3D-принтеров и с радостью делится накопленным опытом в каждой новой статье.
по физике и имеет многолетний опыт работы в промышленности в качестве руководителя лаборатории и менеджера по обеспечению качества. Сейчас он протестировал десятки 3D-принтеров и с радостью делится накопленным опытом в каждой новой статье.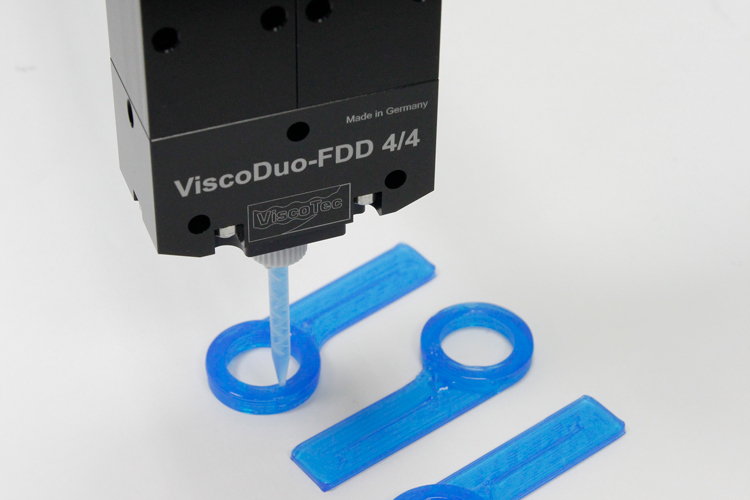

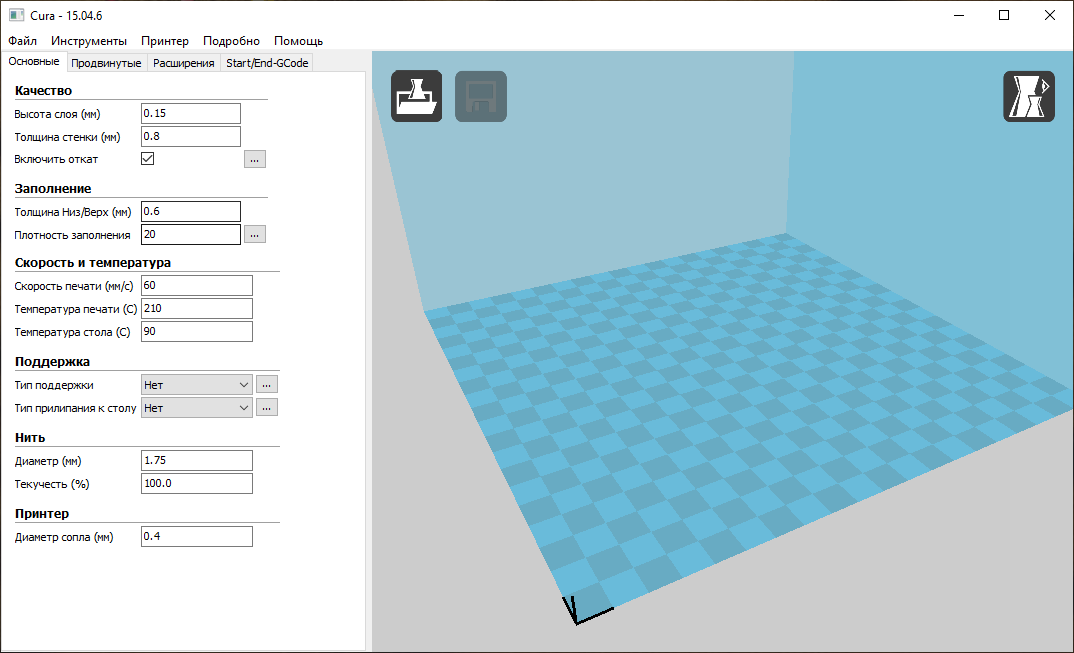 После предыдущего слоя вставляется пауза и меняется нить.
После предыдущего слоя вставляется пауза и меняется нить. 
 Если вы введете 1 мм, он сдвинется на один миллиметр вверх и так далее.
Если вы введете 1 мм, он сдвинется на один миллиметр вверх и так далее.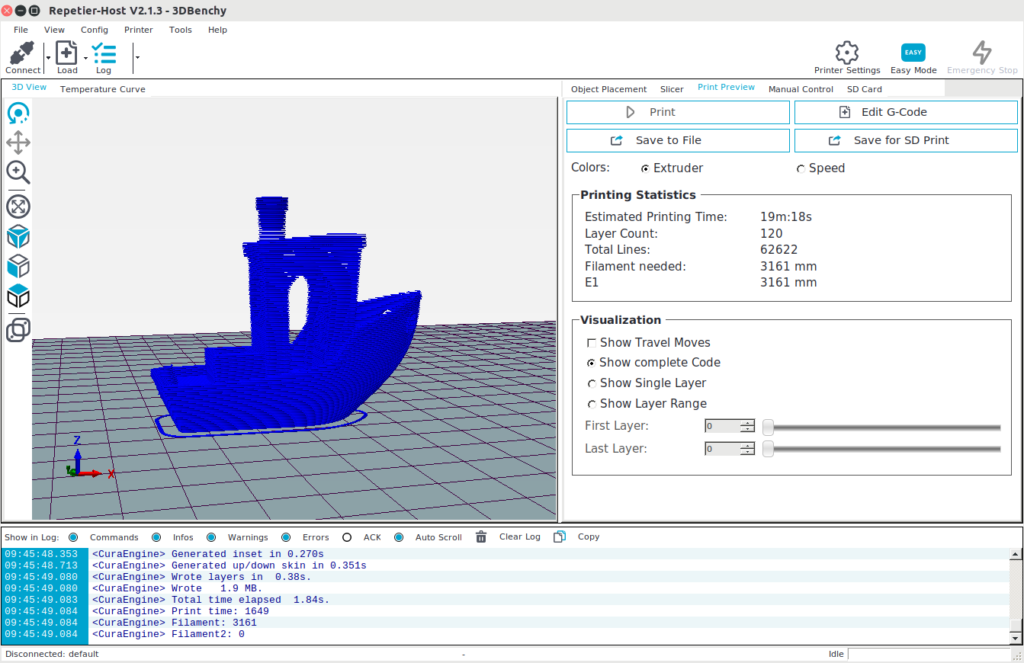
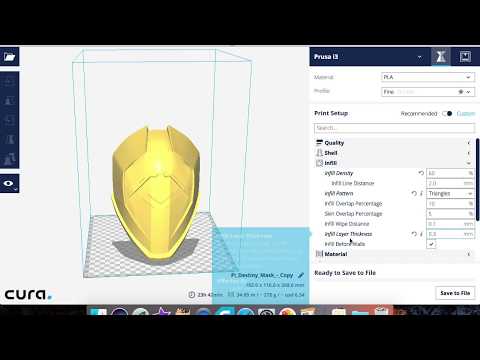 Если он появится, он будет реагировать на сценарий. Если вы его не найдете, принтер просто продолжит печатать, как будто сценарий не был запрограммирован.
Если он появится, он будет реагировать на сценарий. Если вы его не найдете, принтер просто продолжит печатать, как будто сценарий не был запрограммирован. 
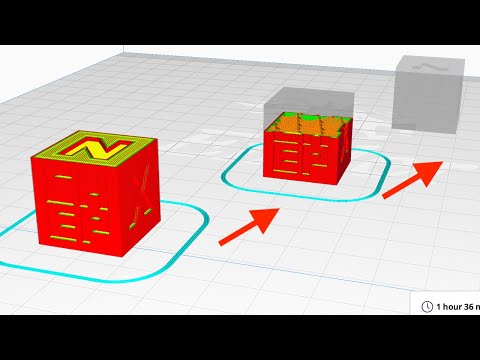
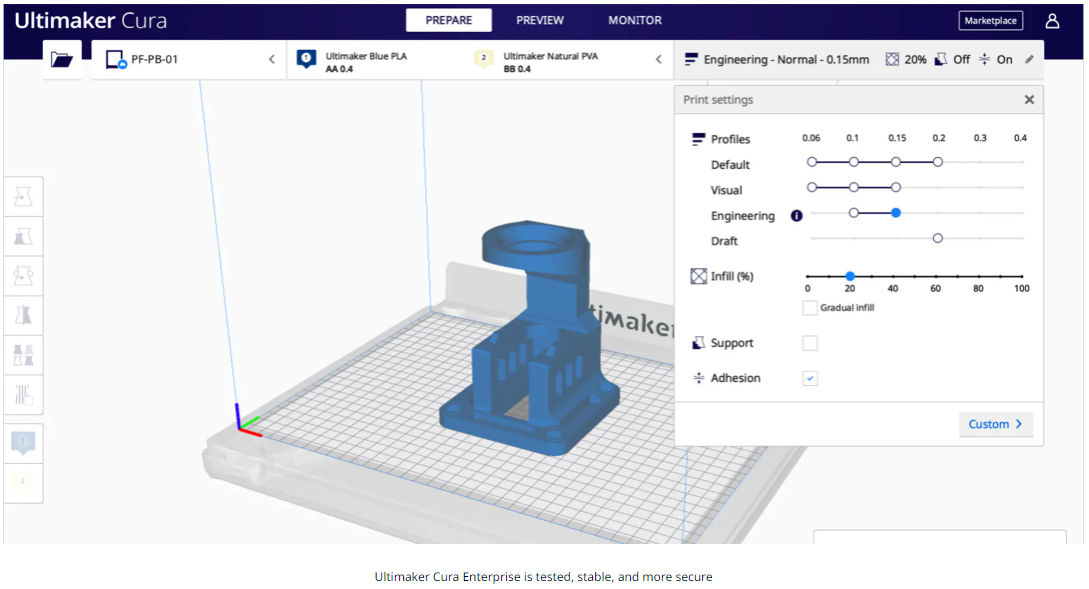 Тогда либо между слоями остается небольшой зазор, либо вы получаете знаменитые спагетти из нити, и вам все равно придется начинать все сначала.
Тогда либо между слоями остается небольшой зазор, либо вы получаете знаменитые спагетти из нити, и вам все равно придется начинать все сначала.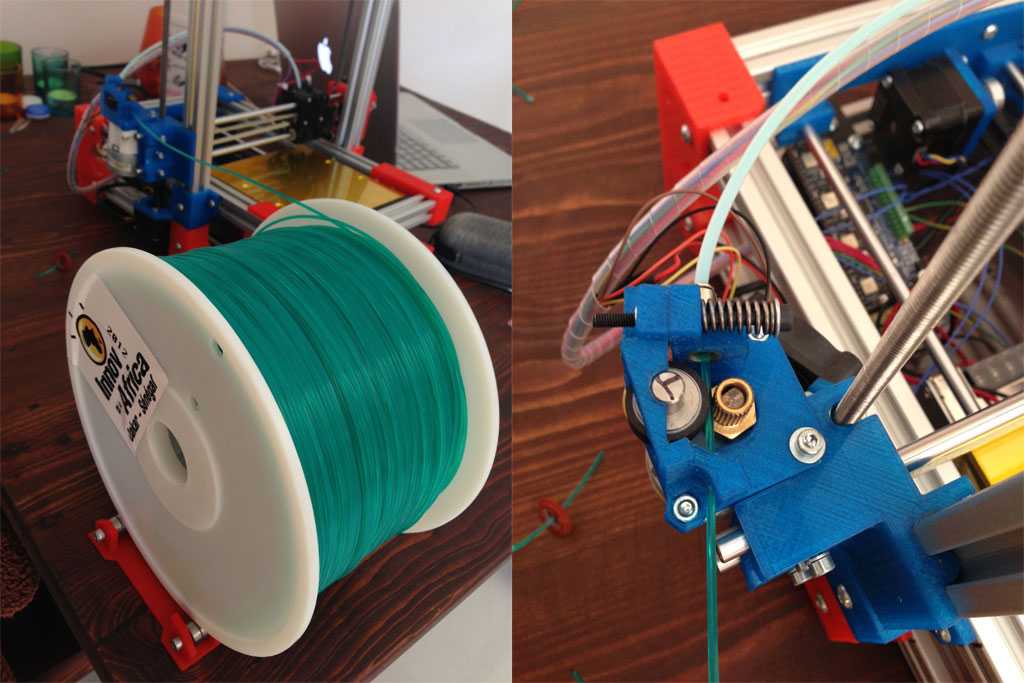 Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие. Ссылки, отмеченные *, являются партнерскими ссылками.
Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие. Ссылки, отмеченные *, являются партнерскими ссылками.  Далее перейдите к Постобработка > Изменить G-код.
Далее перейдите к Постобработка > Изменить G-код.  Скрипты типа Отображение хода выполнения на ЖК-дисплее и Отображение имени файла и слоя на ЖК-дисплее являются примерами этого.
Скрипты типа Отображение хода выполнения на ЖК-дисплее и Отображение имени файла и слоя на ЖК-дисплее являются примерами этого.

 В зависимости от параметра, который вы выбрали в настройке «Триггер», слайсер будет отображать «Изменить высоту» или «Изменить слой».
В зависимости от параметра, который вы выбрали в настройке «Триггер», слайсер будет отображать «Изменить высоту» или «Изменить слой».
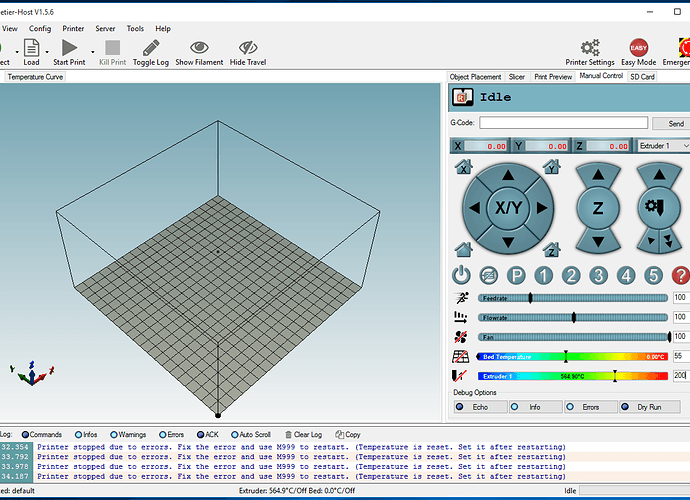
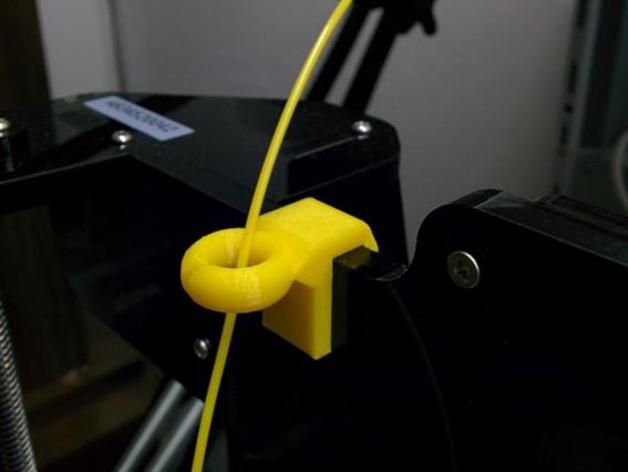
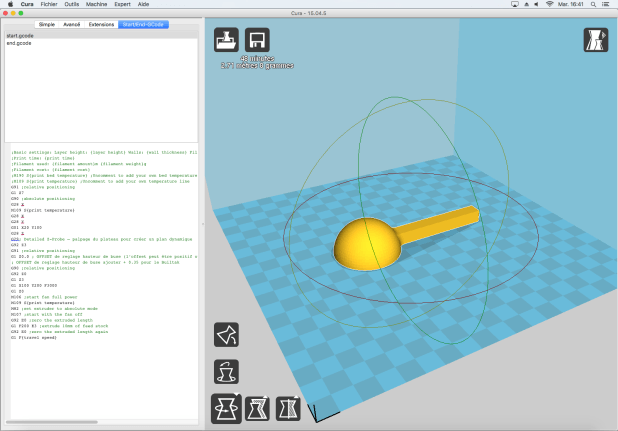 Если это не так, вы можете указать свои пользовательские настройки.
Если это не так, вы можете указать свои пользовательские настройки.
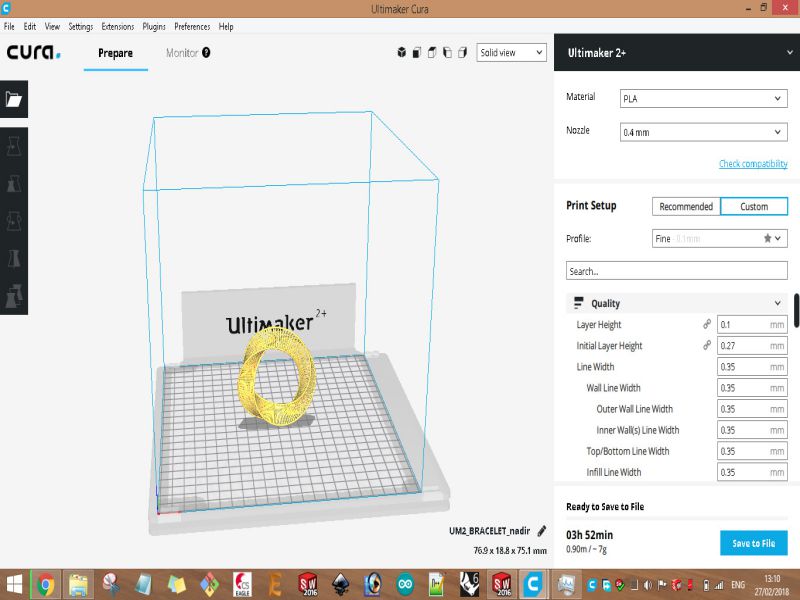 Вы можете выбрать номер слоя или высоту в мм.
Вы можете выбрать номер слоя или высоту в мм. Вы можете указать координаты для этого местоположения, используя настройки Park X, Y и Z.
Вы можете указать координаты для этого местоположения, используя настройки Park X, Y и Z.
 youtube.com/embed/6LjbCIGCmd0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/6LjbCIGCmd0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 
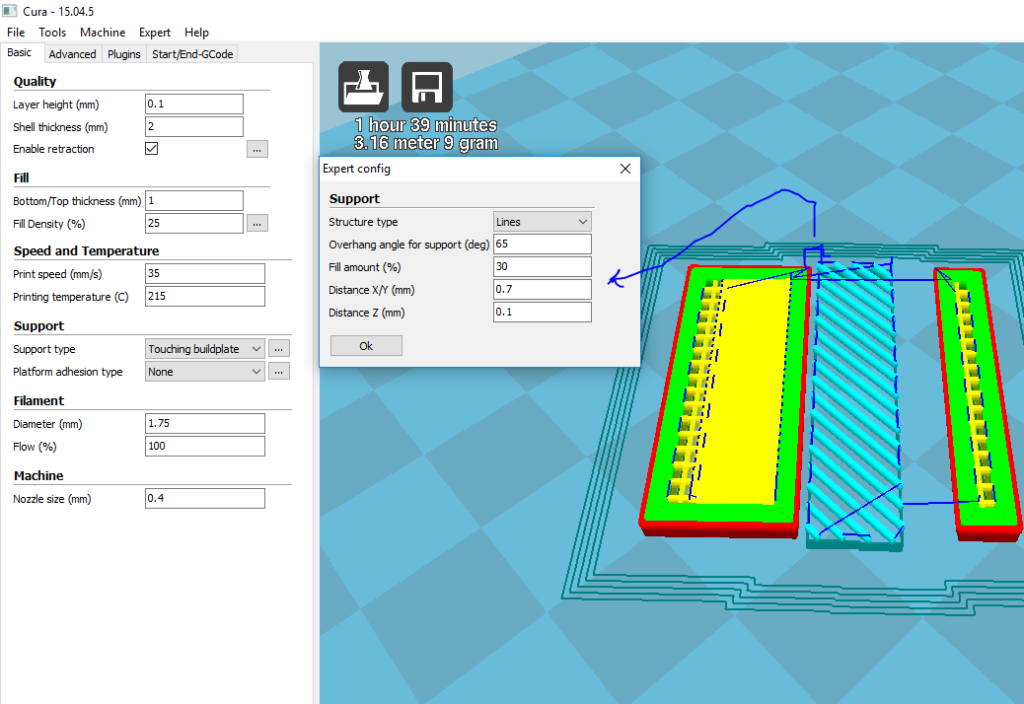 Он печатает башню с разной скоростью для каждой секции, чтобы вы могли выбрать лучшую.
Он печатает башню с разной скоростью для каждой секции, чтобы вы могли выбрать лучшую. Вы можете использовать это, чтобы создать интересное видео о ходе печати.
Вы можете использовать это, чтобы создать интересное видео о ходе печати.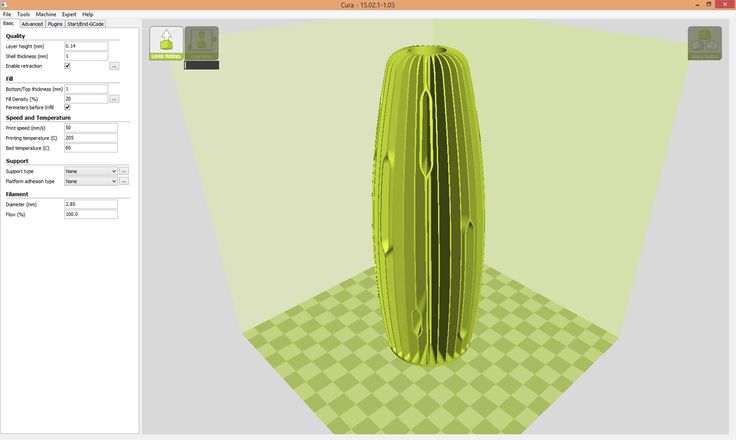

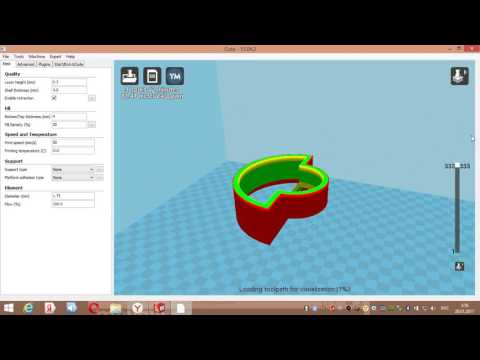
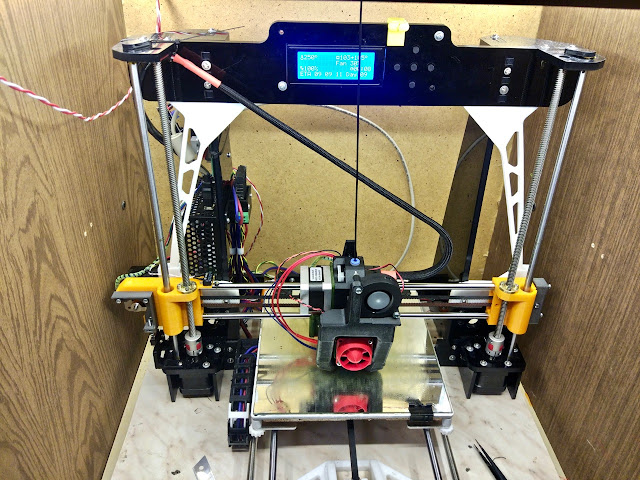



 Гофрированные чехлы предотвращают попадание стружки и опилок на механизмы перемещения шпинделей.
Гофрированные чехлы предотвращают попадание стружки и опилок на механизмы перемещения шпинделей.


 ua (ID#924693071)
ua (ID#924693071) 001мм.
001мм.


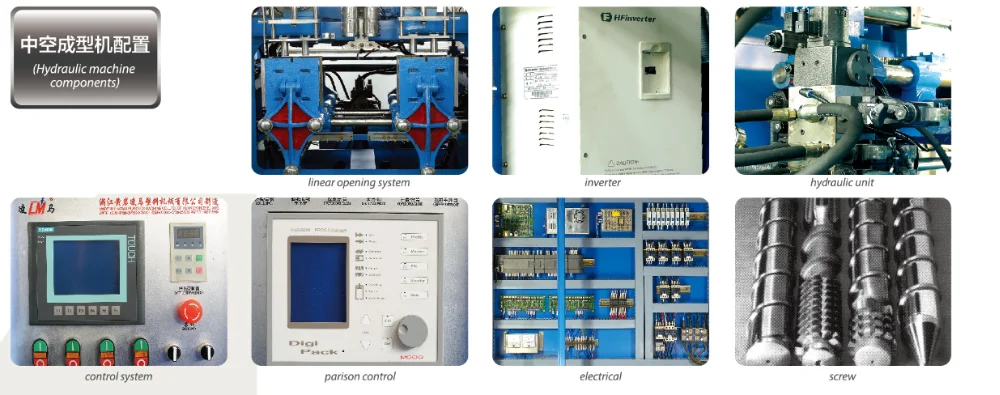
 Производитель качественных коммерческих машин.
Производитель качественных коммерческих машин.
 Резак QCM экономит ваше время более чем на 90 % и дает
Резак QCM экономит ваше время более чем на 90 % и дает

 , Ltd Директор
, Ltd Директор Мне это нравится. Я буду продолжать работать с вами, Chương
Мне это нравится. Я буду продолжать работать с вами, Chương
 Фрезеровка контура пазовой фасонной фрезой D38.1х19 r12,7 на станке с ЧПУ Моделист4090, шпиндель kress 1000Вт, скорость подачи 1000мм/мин.
Фрезеровка контура пазовой фасонной фрезой D38.1х19 r12,7 на станке с ЧПУ Моделист4090, шпиндель kress 1000Вт, скорость подачи 1000мм/мин. youtube.com/embed/7T0JSEga198?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/7T0JSEga198?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  youtube.com/embed/8w5Q-cYycGU?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/8w5Q-cYycGU?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  12.2020
12.2020

 12.2020
12.2020 Вы делаете это все время с портативными маршрутизаторами, вероятно, не задумываясь об этом. Ручные фрезеры постоянно обеспечивают тактильную обратную связь, и вы реагируете на это изменением скорости подачи, уменьшением глубины резания, изменением скорости вращения или всеми вышеперечисленными действиями. Фрезерный станок с ЧПУ не может реагировать как человек, поэтому вам нужно указать машине, что делать. В противном случае он быстро затупится или сломается, а пропил будет некачественным. Обратитесь к руководству по эксплуатации станка, чтобы узнать, как установить скорость вращения и скорость подачи.
Вы делаете это все время с портативными маршрутизаторами, вероятно, не задумываясь об этом. Ручные фрезеры постоянно обеспечивают тактильную обратную связь, и вы реагируете на это изменением скорости подачи, уменьшением глубины резания, изменением скорости вращения или всеми вышеперечисленными действиями. Фрезерный станок с ЧПУ не может реагировать как человек, поэтому вам нужно указать машине, что делать. В противном случае он быстро затупится или сломается, а пропил будет некачественным. Обратитесь к руководству по эксплуатации станка, чтобы узнать, как установить скорость вращения и скорость подачи. Хорошее качество резки и долговечность фрезы зависят от нагрузки на стружку — размера стружки, которую образует фреза. Если вы видите пыль, а не стружку, настройка нуждается в настройке. Найдите калькуляторы загрузки чипов в Интернете; производители фрез также могут помочь.
Хорошее качество резки и долговечность фрезы зависят от нагрузки на стружку — размера стружки, которую образует фреза. Если вы видите пыль, а не стружку, настройка нуждается в настройке. Найдите калькуляторы загрузки чипов в Интернете; производители фрез также могут помочь.
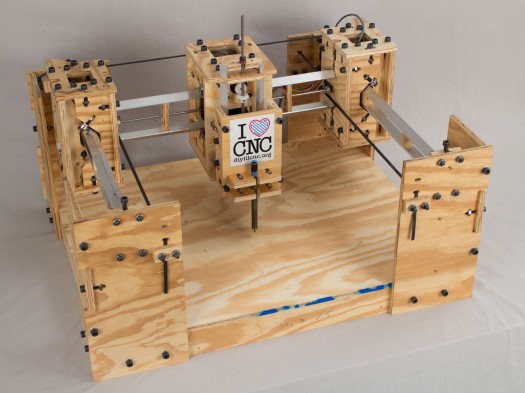 7.
7. Его можно найти на vectric.com.
Его можно найти на vectric.com. jpg
jpg jpg
jpg Вы можете использовать аналогичную настройку для резки алюминия или меди, но разные материалы диктуют небольшие изменения в этих настройках.
Вы можете использовать аналогичную настройку для резки алюминия или меди, но разные материалы диктуют небольшие изменения в этих настройках. 
 Сегодня редактор Blue Elephant CNC поделится тремя частями самого гравировального станка, областью применения гравировального станка и конкретным случаем гравировального станка. Надеюсь помочь друзьям, которые заинтересованы в гравировальной машине.
Сегодня редактор Blue Elephant CNC поделится тремя частями самого гравировального станка, областью применения гравировального станка и конкретным случаем гравировального станка. Надеюсь помочь друзьям, которые заинтересованы в гравировальной машине. 2. Какие типы станков с ЧПУ обычно используются?
2. Какие типы станков с ЧПУ обычно используются? Поскольку шпиндель гравировального станка этого типа может поворачиваться влево и вправо, шпиндель может подходить к заготовке под разными углами и эффективно обрабатывать три рабочие поверхности. Он может выполнять не только плоскую гравировку, но и трехмерную гравировку заготовок неправильной формы. И этот тип 4-осевого станка с ЧПУ подходит для обработки обычных деталей, трехмерных деталей, сложных деталей и обработки нестандартной графики.
Поскольку шпиндель гравировального станка этого типа может поворачиваться влево и вправо, шпиндель может подходить к заготовке под разными углами и эффективно обрабатывать три рабочие поверхности. Он может выполнять не только плоскую гравировку, но и трехмерную гравировку заготовок неправильной формы. И этот тип 4-осевого станка с ЧПУ подходит для обработки обычных деталей, трехмерных деталей, сложных деталей и обработки нестандартной графики. Таким образом, как качество обработки, так и эффективность обработки были значительно улучшены. Таким образом, этот тип фрезерного станка с ЧПУ ATC является лучшим выбором для предприятий с большими объемами производства.
Таким образом, как качество обработки, так и эффективность обработки были значительно улучшены. Таким образом, этот тип фрезерного станка с ЧПУ ATC является лучшим выбором для предприятий с большими объемами производства. Этот тип 5-осевого фрезерного станка с ЧПУ, который имеет не менее пяти осей координат (три линейные координаты и две координаты вращения) на станке, а также различные оси координат, может координироваться и перемещаться одновременно для обработки под управлением системы ЧПУ. Этот тип 5-осевого оборудования с ЧПУ обладает преимуществами высокого технологического содержания и высокой точности обработки и специально используется для обработки деталей со сложными криволинейными поверхностями.
Этот тип 5-осевого фрезерного станка с ЧПУ, который имеет не менее пяти осей координат (три линейные координаты и две координаты вращения) на станке, а также различные оси координат, может координироваться и перемещаться одновременно для обработки под управлением системы ЧПУ. Этот тип 5-осевого оборудования с ЧПУ обладает преимуществами высокого технологического содержания и высокой точности обработки и специально используется для обработки деталей со сложными криволинейными поверхностями. Одна машина может одновременно производить несколько машин, что значительно повышает эффективность производства, а обработанные продукты имеют лучшую консистенцию. В случае небольшого объема производства один шпиндель может обрабатываться независимо, а производственные затраты можно контролировать разумно и эффективно. Таким образом, многоголовочный фрезерный станок с ЧПУ в основном предназначен для пользователей с небольшим размером продукта и большим объемом обработки.
Одна машина может одновременно производить несколько машин, что значительно повышает эффективность производства, а обработанные продукты имеют лучшую консистенцию. В случае небольшого объема производства один шпиндель может обрабатываться независимо, а производственные затраты можно контролировать разумно и эффективно. Таким образом, многоголовочный фрезерный станок с ЧПУ в основном предназначен для пользователей с небольшим размером продукта и большим объемом обработки.
 Этот тип небольшого гравировального станка имеет компактную конструкцию и небольшую площадь, поэтому его легко перемещать и использовать. И этот небольшой фрезерный станок с ЧПУ использует передовое промышленное программное обеспечение с числовым программным управлением и программное обеспечение для обработки верстки, чтобы выполнить различные требования к обработке небольших заготовок пользователей. Таким образом, мини-фрезерный станок с ЧПУ приветствуется энтузиастами деревообработки и рекламной индустрией.
Этот тип небольшого гравировального станка имеет компактную конструкцию и небольшую площадь, поэтому его легко перемещать и использовать. И этот небольшой фрезерный станок с ЧПУ использует передовое промышленное программное обеспечение с числовым программным управлением и программное обеспечение для обработки верстки, чтобы выполнить различные требования к обработке небольших заготовок пользователей. Таким образом, мини-фрезерный станок с ЧПУ приветствуется энтузиастами деревообработки и рекламной индустрией. , полиграфическая и упаковочная промышленность, индустрия украшения, индустрия надгробий, индустрия изделий из хрусталя. Ниже приведены основные области применения гравировальных станков в различных отраслях промышленности.
, полиграфическая и упаковочная промышленность, индустрия украшения, индустрия надгробий, индустрия изделий из хрусталя. Ниже приведены основные области применения гравировальных станков в различных отраслях промышленности. резьба.
резьба. д. . . . Гравировальный станок имеет простое управление, гибкие методы обработки и отличное качество обработки. Он всегда был популярен среди пользователей рекламной индустрии.
д. . . . Гравировальный станок имеет простое управление, гибкие методы обработки и отличное качество обработки. Он всегда был популярен среди пользователей рекламной индустрии. Большие деревянные балки, деревянные оконные рамы, деревянные полы, панели и шкафы часто могут создавать захватывающие дух коммерческие помещения. Модульные деревянные здания могут быть собраны в одно мгновение для производства больших и сложных деревянных конструкций, таких как фабрики и склады. Эти станки для резьбы по дереву с голубым слоном могут сделать это за вас.
Большие деревянные балки, деревянные оконные рамы, деревянные полы, панели и шкафы часто могут создавать захватывающие дух коммерческие помещения. Модульные деревянные здания могут быть собраны в одно мгновение для производства больших и сложных деревянных конструкций, таких как фабрики и склады. Эти станки для резьбы по дереву с голубым слоном могут сделать это за вас.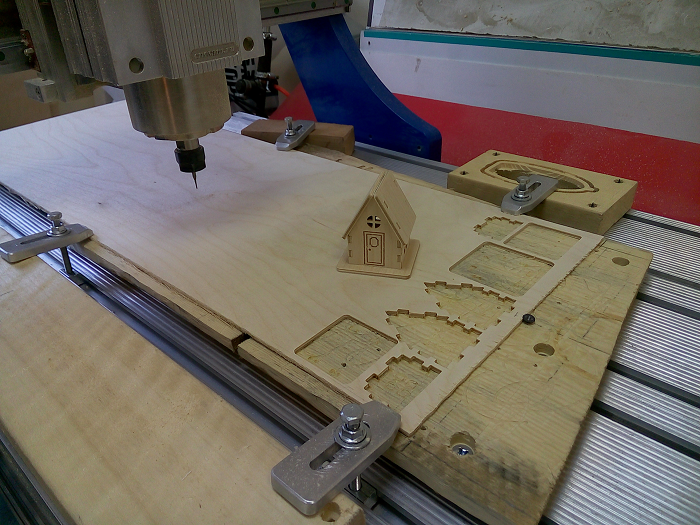 А также фигурки животных и резьба по камню. Например, статуи знаменитостей, статуи Будды, каменные львы и т. д. Есть также некоторые предметы первой необходимости, включая столы, стулья, табуреты, журнальные столики, лампы, чернильницы и т. д. Есть также некоторые надписи и резьба по камню. Например, различные памятники, надгробия и т. д.
А также фигурки животных и резьба по камню. Например, статуи знаменитостей, статуи Будды, каменные львы и т. д. Есть также некоторые предметы первой необходимости, включая столы, стулья, табуреты, журнальные столики, лампы, чернильницы и т. д. Есть также некоторые надписи и резьба по камню. Например, различные памятники, надгробия и т. д. Применение гравировального станка в производстве музыкальных инструментов проявляется в гравировке трехмерной изогнутой поверхности музыкального инструмента и вырезании внешнего вида.
Применение гравировального станка в производстве музыкальных инструментов проявляется в гравировке трехмерной изогнутой поверхности музыкального инструмента и вырезании внешнего вида. К сожалению,
К сожалению,

 Дерево и руки художника, вечный союз добра и труда.
Дерево и руки художника, вечный союз добра и труда.
 Необходимо помнить:
Необходимо помнить:

 Она плотная и прочная,
Она плотная и прочная,

 Более удачна в
Более удачна в
 Древесина этих деревьев
Древесина этих деревьев
 Это и резные украшения домов русского Севера и деревянные постройки древней столицы Японии — Киото, самобытные скульптуры мордовского скульптора С. Эрьзи и знаменитая богородская игрушка. К числу замечательных художественных произведений из дерева мы по праву можем отнести изделия современных мастеров народных художественных промыслов и лучшие работы самодеятельных художников.
Это и резные украшения домов русского Севера и деревянные постройки древней столицы Японии — Киото, самобытные скульптуры мордовского скульптора С. Эрьзи и знаменитая богородская игрушка. К числу замечательных художественных произведений из дерева мы по праву можем отнести изделия современных мастеров народных художественных промыслов и лучшие работы самодеятельных художников. Скульптурный портрет не может не заинтересовать выразительностью человеческого лица, особенностью характера, переданными строем резьбы, штрихов, порезок, пластикой объемов (рис. 1). В произведениях «лесной скульптуры» наших современников более всего манит «сотворчество» с природой — то, как человек раскрывает, доводит до логического и эстетического завершения художественный образ, угаданный им в созданных природой естественных формах (рис. 2—5). Каждое истинно художественное изделие из дерева должно нести в себе художественный образ, но надо помнить о том, что эта образность весьма многолика, многообразна. Не следует стремиться внести в каждую вещь сложную повествовательность или символику, так как в пластике дерева, его теплоте, красоте текстуры, цвета уже живет образ — образ леса, живой связи человека с природой. Образность следует отличать от вычурности, излишней усложненности, тематической перегруженности, чуждой всякому подлинному произведению искусства.
Скульптурный портрет не может не заинтересовать выразительностью человеческого лица, особенностью характера, переданными строем резьбы, штрихов, порезок, пластикой объемов (рис. 1). В произведениях «лесной скульптуры» наших современников более всего манит «сотворчество» с природой — то, как человек раскрывает, доводит до логического и эстетического завершения художественный образ, угаданный им в созданных природой естественных формах (рис. 2—5). Каждое истинно художественное изделие из дерева должно нести в себе художественный образ, но надо помнить о том, что эта образность весьма многолика, многообразна. Не следует стремиться внести в каждую вещь сложную повествовательность или символику, так как в пластике дерева, его теплоте, красоте текстуры, цвета уже живет образ — образ леса, живой связи человека с природой. Образность следует отличать от вычурности, излишней усложненности, тематической перегруженности, чуждой всякому подлинному произведению искусства. К. Скульптура «Собачья жизнь».
К. Скульптура «Собачья жизнь». Тот же критерий применим и к декоративным изделиям из дерева. При исполнении этих изделий и профессиональному художнику, и любителю более всего необходимо чувство меры, умение понять значение и место каждой вещи в быту современного человека.
Тот же критерий применим и к декоративным изделиям из дерева. При исполнении этих изделий и профессиональному художнику, и любителю более всего необходимо чувство меры, умение понять значение и место каждой вещи в быту современного человека.
 Но он работает и специальными инструментами. К ним относятся: ножи-косяки, клюкарзы, ложечные резцы («ложкари»), стамески-уголки и др. Художественная обработка дерева отличается от деревообработки не только применяемыми инструментами, но также целью и способами обработки. В современном массовом производстве детали и изделия из дерева изготовляют специальные рабочие по определенным технологическим процессам, разработанным специалистами. Художественно-декоративные работы резчика-любителя не связаны с массовым производством. Резчик сам обдумывает идею изделия и его композицию, выбирает материалы и инструменты, разрабатывает способы изготовления и отделки изделия. Изучая декоративное и изобразительное искусство, резчик-любитель осваивает мастерство изготовления художественных изделий, обработки и отделки древесины.
Но он работает и специальными инструментами. К ним относятся: ножи-косяки, клюкарзы, ложечные резцы («ложкари»), стамески-уголки и др. Художественная обработка дерева отличается от деревообработки не только применяемыми инструментами, но также целью и способами обработки. В современном массовом производстве детали и изделия из дерева изготовляют специальные рабочие по определенным технологическим процессам, разработанным специалистами. Художественно-декоративные работы резчика-любителя не связаны с массовым производством. Резчик сам обдумывает идею изделия и его композицию, выбирает материалы и инструменты, разрабатывает способы изготовления и отделки изделия. Изучая декоративное и изобразительное искусство, резчик-любитель осваивает мастерство изготовления художественных изделий, обработки и отделки древесины. Начинающему резчику полезны творческие встречи, обмен опытом в работе с другими резчиками-любителями.
Начинающему резчику полезны творческие встречи, обмен опытом в работе с другими резчиками-любителями.
 Начинающий приступает к простейшим декоративным работам: знакомится с материалом (древесиной), инструментами, осваивает разработку эскиза, рисунка, подготовку заготовки и технику владения инструментом. Обычно начинают с простейших элементов геометрической резьбы с последующим усложнением задачи. Осваивают контурную и другие виды плоскорельефной резьбы. Руководством по освоению этих видов резьбы может служить книга И. В. Лямцна «Декоративные работы по дереву».
Начинающий приступает к простейшим декоративным работам: знакомится с материалом (древесиной), инструментами, осваивает разработку эскиза, рисунка, подготовку заготовки и технику владения инструментом. Обычно начинают с простейших элементов геометрической резьбы с последующим усложнением задачи. Осваивают контурную и другие виды плоскорельефной резьбы. Руководством по освоению этих видов резьбы может служить книга И. В. Лямцна «Декоративные работы по дереву».
 Однако обобщение не только не противоречит, но непременно предполагает досконально точное знание предмета во всех его деталях и подробностях, так как именно точное и глубокое знание предмета позволяет из массы случайных деталей выделить самое важное, определяющее.
Однако обобщение не только не противоречит, но непременно предполагает досконально точное знание предмета во всех его деталях и подробностях, так как именно точное и глубокое знание предмета позволяет из массы случайных деталей выделить самое важное, определяющее.
 Необходимо заблаговременно обдумать идею своей работы. Когда и как появляются идеи работ, сказать трудно: иногда, быстро, а иногда для этого требуется большой срок. Для лесной скульптуры художественный образ и цель работы может определить лесная находка или заготовка изделия. В качестве примера достаточно привести лесную скульптуру, изображенную на рис. 18, 19.
Необходимо заблаговременно обдумать идею своей работы. Когда и как появляются идеи работ, сказать трудно: иногда, быстро, а иногда для этого требуется большой срок. Для лесной скульптуры художественный образ и цель работы может определить лесная находка или заготовка изделия. В качестве примера достаточно привести лесную скульптуру, изображенную на рис. 18, 19. В этом и заключается художественное обобщение. Определив главные черты произведения, резчик дополняет их деталями, которые усиливают выразительность образа. Однако под видом художественного обобщения нельзя упрощать изделия до примитивности. Надо развивать художественное видение и мастерство.
В этом и заключается художественное обобщение. Определив главные черты произведения, резчик дополняет их деталями, которые усиливают выразительность образа. Однако под видом художественного обобщения нельзя упрощать изделия до примитивности. Надо развивать художественное видение и мастерство.

 Для каждого изделия и его элементов выбирают выразительный цвет и тон древесины. В скульптурных работах часто оставляют ее естественный цвет. В изделиях из дерева встречаются грибные окраски. На рис. 8 показана ваза «На гнутой ножке», на «юбке» которой сохранена краснина, усиливающая выразительность изделий. Искусственное окрашивание, или тонирование, древесины выполняют для усиления выразительности изделия. Так, художница Т. В. Альхимович в своем ларце «Прозрачный» (рис. 27) сохранила красоту белого неокрашенного дерева, а резчик-любитель Г. К. Агафонов весьма эффектно использовал в своей скульптуре «Лебедь» (рис. 28) сплошное тонирование, резчик-любитель в каждом случае должен внимательно выбирать наиболее выразительный цвет и тон художественного изделия.
Для каждого изделия и его элементов выбирают выразительный цвет и тон древесины. В скульптурных работах часто оставляют ее естественный цвет. В изделиях из дерева встречаются грибные окраски. На рис. 8 показана ваза «На гнутой ножке», на «юбке» которой сохранена краснина, усиливающая выразительность изделий. Искусственное окрашивание, или тонирование, древесины выполняют для усиления выразительности изделия. Так, художница Т. В. Альхимович в своем ларце «Прозрачный» (рис. 27) сохранила красоту белого неокрашенного дерева, а резчик-любитель Г. К. Агафонов весьма эффектно использовал в своей скульптуре «Лебедь» (рис. 28) сплошное тонирование, резчик-любитель в каждом случае должен внимательно выбирать наиболее выразительный цвет и тон художественного изделия. Фактура может быть естественная и искусственная. К естественной фактуре относятся кора, глазки и др., к искусственной — следы резца, чеканка, слоистые кольца, рваные волокна и др. Резчику-любителю для своих изделий необходимо выбирать наиболее контрастную и выразительную фактуру. Рассмотрев варианты для художественной композиции, следует учесть, что лесные скульптуры имеют выразительную естественную фактуру (рис. 29, 30).
Фактура может быть естественная и искусственная. К естественной фактуре относятся кора, глазки и др., к искусственной — следы резца, чеканка, слоистые кольца, рваные волокна и др. Резчику-любителю для своих изделий необходимо выбирать наиболее контрастную и выразительную фактуру. Рассмотрев варианты для художественной композиции, следует учесть, что лесные скульптуры имеют выразительную естественную фактуру (рис. 29, 30).
 Когда отдельные группы элементов в целом получают новую группировку, они образуют сложное строение. Ритмический строй, например, легко определить чередованием хвоинок на ветке пихты. Определенный ритм в художественном изделии раскрывает ясность, четкость и стройность композиции. Разнообразные ритмы в орнаментах являются основой композиции и часто встречаются в изделиях прикладного искусства. В художественных изделиях из дерева допустим и аритмический строй. Например, волнообразные, но не повторяющиеся элементы фактуры способны создать выразительный образ.
Когда отдельные группы элементов в целом получают новую группировку, они образуют сложное строение. Ритмический строй, например, легко определить чередованием хвоинок на ветке пихты. Определенный ритм в художественном изделии раскрывает ясность, четкость и стройность композиции. Разнообразные ритмы в орнаментах являются основой композиции и часто встречаются в изделиях прикладного искусства. В художественных изделиях из дерева допустим и аритмический строй. Например, волнообразные, но не повторяющиеся элементы фактуры способны создать выразительный образ. е. выразительность объемной формы, гармония, изящество. Спокойные прямые направления, ломаные линии и окружности не создают напряженного образа. Стремительные движения, направленные по параболе, спирали, или сочетание их создают динамичный образ.
е. выразительность объемной формы, гармония, изящество. Спокойные прямые направления, ломаные линии и окружности не создают напряженного образа. Стремительные движения, направленные по параболе, спирали, или сочетание их создают динамичный образ. д.
д.


 Пластичность описывает способность чего-то становиться чем-то другим, но имплицитно также подразумевается возможность возобновить первоначальную форму. 9На ум приходит 0003
Пластичность описывает способность чего-то становиться чем-то другим, но имплицитно также подразумевается возможность возобновить первоначальную форму. 9На ум приходит 0003 Когда я пишу, Трансформеры 4: Эпоха Истребления, скоро откроется в кинотеатре местного торгового центра, и это вызывает у меня улыбку. Трансформеры обладают пластичностью.
Когда я пишу, Трансформеры 4: Эпоха Истребления, скоро откроется в кинотеатре местного торгового центра, и это вызывает у меня улыбку. Трансформеры обладают пластичностью. Это просто становится чем-то другим….
Это просто становится чем-то другим…. Предыдущие выставки привели ее в более отдаленные места, включая Марсель, Нью-Йорк и Лос-Анджелес, с обзорами в Sculpture, в New York Times, в Los Angeles Times, и в Lake George Mirror .
Предыдущие выставки привели ее в более отдаленные места, включая Марсель, Нью-Йорк и Лос-Анджелес, с обзорами в Sculpture, в New York Times, в Los Angeles Times, и в Lake George Mirror . Буква вырезана, вылеплена, деревянная буква, начальная буква «Ф».
Буква вырезана, вылеплена, деревянная буква, начальная буква «Ф».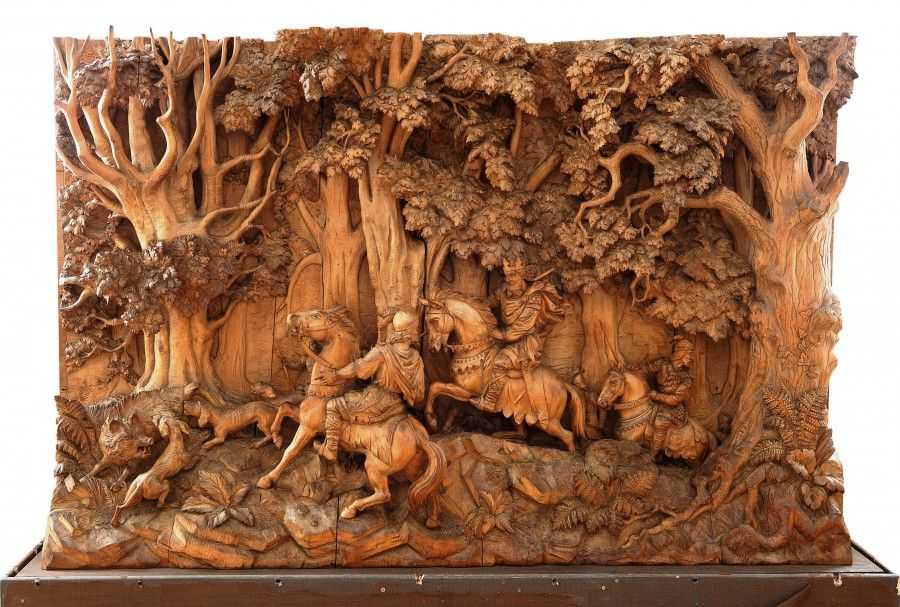 Несмотря на это, он также имеет дело с «мультимедиа», получая пластичность, а также цвет. Эти качества присутствуют во всех работах Фабиана Финка, будь то скульптура из дерева на высоком уровне или его приверженность технике литья, создание мебели и других возможных конструкций. Размах его подхода впечатляет. На выставке 2014 года («Вентура», Galerie Jünger, стр. 90), на которой был представлен ряд его работ, можно было увидеть множество различных подходов. Создавалось впечатление групповой выставки. В игровой форме художник снова и снова делал попытку решить вопрос, как если бы у него была групповая миссия. Огромные деревянные солнцезащитные очки, шкаф, объемные соединительные детали, состоящие из цветных пластиковых элементов, пара красивых бронзовых стрелок, словно происходящих из замка Фридриха II, и т. д.
Несмотря на это, он также имеет дело с «мультимедиа», получая пластичность, а также цвет. Эти качества присутствуют во всех работах Фабиана Финка, будь то скульптура из дерева на высоком уровне или его приверженность технике литья, создание мебели и других возможных конструкций. Размах его подхода впечатляет. На выставке 2014 года («Вентура», Galerie Jünger, стр. 90), на которой был представлен ряд его работ, можно было увидеть множество различных подходов. Создавалось впечатление групповой выставки. В игровой форме художник снова и снова делал попытку решить вопрос, как если бы у него была групповая миссия. Огромные деревянные солнцезащитные очки, шкаф, объемные соединительные детали, состоящие из цветных пластиковых элементов, пара красивых бронзовых стрелок, словно происходящих из замка Фридриха II, и т. д. Помимо его работ, свидетельствующих о его хорошем академическом образовании, в т.ч. портрет актера в виде идеального рельефа в Бургтеатре (с. 10), есть более мелкие красочные скульптуры (обложка, с. 1–8), которые, безусловно, по первому впечатлению могут быть связаны с творчеством Балкенхола. И Финк, и Балкенхол интересуются современными фигурами, людьми. Но даже при беглом взгляде можно увидеть различия между обоими художниками. Фигуры Финка иные по масштабу, хоть и маленькие, но не миниатюрные, больше ориентированные на портрет. Роспись скульптур — результат эксперимента, проведенного Финком со своими друзьями-художниками. Пока Балкенхол таких экспериментов не делает, на работах Финка можно изучить, насколько радикально скульптура меняется под воздействием живописи. Некоторые из этих скульптур из дерева или гипса имеют белый цвет, открывая красивые тени в моделировании. Другие одеты в молодежную моду, фантастически украшенную одежду, худи и спортивную одежду. На одной скульптуре женщины среднего роста, напоминающей «Еву» Мазаччо, нарисована паутина.
Помимо его работ, свидетельствующих о его хорошем академическом образовании, в т.ч. портрет актера в виде идеального рельефа в Бургтеатре (с. 10), есть более мелкие красочные скульптуры (обложка, с. 1–8), которые, безусловно, по первому впечатлению могут быть связаны с творчеством Балкенхола. И Финк, и Балкенхол интересуются современными фигурами, людьми. Но даже при беглом взгляде можно увидеть различия между обоими художниками. Фигуры Финка иные по масштабу, хоть и маленькие, но не миниатюрные, больше ориентированные на портрет. Роспись скульптур — результат эксперимента, проведенного Финком со своими друзьями-художниками. Пока Балкенхол таких экспериментов не делает, на работах Финка можно изучить, насколько радикально скульптура меняется под воздействием живописи. Некоторые из этих скульптур из дерева или гипса имеют белый цвет, открывая красивые тени в моделировании. Другие одеты в молодежную моду, фантастически украшенную одежду, худи и спортивную одежду. На одной скульптуре женщины среднего роста, напоминающей «Еву» Мазаччо, нарисована паутина. С одной стороны, он деконструирует трехмерный объем, с другой стороны, он как бы вычисляет его, как цифровые данные — скульптуру из Rapid Prototyper.
С одной стороны, он деконструирует трехмерный объем, с другой стороны, он как бы вычисляет его, как цифровые данные — скульптуру из Rapid Prototyper.
 Картины Фабиана Финка либо связаны с его скульптурной работой, либо нет. Например, есть картина (с. 25), где кто-то, как ребенок, держит на руках одну из скульптур Фабиана Финка. Синтез живописи и скульптуры — это трансфакультативное чудо, медиаэксперимент раннего искусства, которое хочется по-новому интерпретировать в постцифровую эпоху.
Картины Фабиана Финка либо связаны с его скульптурной работой, либо нет. Например, есть картина (с. 25), где кто-то, как ребенок, держит на руках одну из скульптур Фабиана Финка. Синтез живописи и скульптуры — это трансфакультативное чудо, медиаэксперимент раннего искусства, которое хочется по-новому интерпретировать в постцифровую эпоху. 48
48

 Было приятно, что Дмитрий бонусом сделал еще варианты для рассмотрения. Далее внесли коррективы и проработали саму визитку. Заказ был исполнен в срок. Безумно довольна результатом.
Было приятно, что Дмитрий бонусом сделал еще варианты для рассмотрения. Далее внесли коррективы и проработали саму визитку. Заказ был исполнен в срок. Безумно довольна результатом. , Оплата — сдельная., Ждём Ваш прайс и по нему работаем., Сроки — от горящих до не очень.
, Оплата — сдельная., Ждём Ваш прайс и по нему работаем., Сроки — от горящих до не очень.
 3D-принтеры очень полезны для создания моделей машин, деталей, приспособлений, шестеренок и других сложных форм. Эта технология используется во многих областях, включая аэрокосмическую промышленность, медицину, все виды машиностроения и т.д.
3D-принтеры очень полезны для создания моделей машин, деталей, приспособлений, шестеренок и других сложных форм. Эта технология используется во многих областях, включая аэрокосмическую промышленность, медицину, все виды машиностроения и т.д. Если вы совсем новичок, использование 3D-принтера отнимет у вас много времени, и вы можете потратить много денег на филаменты и другие материалы. Однако, как только вы начнете разбираться в этом, 3D-печать может быстро превратиться в одно из самых приятных занятий или хобби, которым можно заниматься.
Если вы совсем новичок, использование 3D-принтера отнимет у вас много времени, и вы можете потратить много денег на филаменты и другие материалы. Однако, как только вы начнете разбираться в этом, 3D-печать может быстро превратиться в одно из самых приятных занятий или хобби, которым можно заниматься. Еще одна вещь, которую вы потратите, — это время. Если вы только осваиваетесь, вам придется потратить время, чтобы узнать о своем принтере, о том, как сделать отличную 3D-печать, о правильном программном обеспечении и обновлениях, о сочетании цветов, составе материалов и многих других важных факторах.
Еще одна вещь, которую вы потратите, — это время. Если вы только осваиваетесь, вам придется потратить время, чтобы узнать о своем принтере, о том, как сделать отличную 3D-печать, о правильном программном обеспечении и обновлениях, о сочетании цветов, составе материалов и многих других важных факторах.
 Они используются в основном для того, чтобы подняться по кривой обучения. Вы можете купить их, чтобы освоить 3D-печать, прежде чем переходить к более высоким моделям. Хотя вы не сможете создавать сложные отпечатки, вы сможете понять, как работает 3D-принтер.
Они используются в основном для того, чтобы подняться по кривой обучения. Вы можете купить их, чтобы освоить 3D-печать, прежде чем переходить к более высоким моделям. Хотя вы не сможете создавать сложные отпечатки, вы сможете понять, как работает 3D-принтер.
 Это означает, что они могут не выдержать слишком большой нагрузки, и вы не сможете использовать их в течение длительного времени. Итак, сколько стоит 3D-принтер? Обычно они стоят от $300 до $1500. На рынке представлено множество различных продуктов в этом ценовом диапазоне, и выбор подходящего может оказаться непростой задачей. Мы рекомендуем взглянуть на это руководство по 3D-принтерам стоимостью до $500 от HotRate.
Это означает, что они могут не выдержать слишком большой нагрузки, и вы не сможете использовать их в течение длительного времени. Итак, сколько стоит 3D-принтер? Обычно они стоят от $300 до $1500. На рынке представлено множество различных продуктов в этом ценовом диапазоне, и выбор подходящего может оказаться непростой задачей. Мы рекомендуем взглянуть на это руководство по 3D-принтерам стоимостью до $500 от HotRate. Кроме того, хотя их отпечатки и результат обычно лучше, чем у принтеров для любителей, их нельзя использовать для производства. Это связано с тем, что они не являются профессиональными машинами и не могут использоваться в течение длительного времени.
Кроме того, хотя их отпечатки и результат обычно лучше, чем у принтеров для любителей, их нельзя использовать для производства. Это связано с тем, что они не являются профессиональными машинами и не могут использоваться в течение длительного времени. Они также могут печатать быстрее, чем принтеры тех категорий, о которых мы говорили ранее, не теряя при этом в качестве.
Они также могут печатать быстрее, чем принтеры тех категорий, о которых мы говорили ранее, не теряя при этом в качестве. Это просто лучшие и самые быстрые машины во всех категориях. Их характеристики на высшем уровне, они очень прочные, так как изготовлены из металла. Кроме того, их интерфейсы удобны для пользователя, и они очень эффективны. Промышленные 3D-принтеры имеют большие размеры и могут вмещать множество различных типов пользовательских отпечатков. Они также имеют высокую цену, но этого следовало ожидать, учитывая тот факт, что они предназначены для предприятий, а их конструкция является первоклассной.
Это просто лучшие и самые быстрые машины во всех категориях. Их характеристики на высшем уровне, они очень прочные, так как изготовлены из металла. Кроме того, их интерфейсы удобны для пользователя, и они очень эффективны. Промышленные 3D-принтеры имеют большие размеры и могут вмещать множество различных типов пользовательских отпечатков. Они также имеют высокую цену, но этого следовало ожидать, учитывая тот факт, что они предназначены для предприятий, а их конструкция является первоклассной.
 SLA полимерные 3D-принтеры предлагают более высокое разрешение, лучшее качество и широкий спектр материалов для 3D-печати с небольшой надбавкой, но разница быстро уменьшается, когда вы печатаете сложные конструкции или большие партии из-за менее трудоемкой постобработки. Наконец, 3D-печать SLS является наиболее экономически эффективным процессом для производства высококачественных функциональных деталей в средних и больших объемах.
SLA полимерные 3D-принтеры предлагают более высокое разрешение, лучшее качество и широкий спектр материалов для 3D-печати с небольшой надбавкой, но разница быстро уменьшается, когда вы печатаете сложные конструкции или большие партии из-за менее трудоемкой постобработки. Наконец, 3D-печать SLS является наиболее экономически эффективным процессом для производства высококачественных функциональных деталей в средних и больших объемах.
 Некоторые модели, находящиеся ближе к вершине этого диапазона, будут предлагать большие объемы сборки, а также больше вариантов материалов, помимо низкотемпературных материалов, таких как PLA.
Некоторые модели, находящиеся ближе к вершине этого диапазона, будут предлагать большие объемы сборки, а также больше вариантов материалов, помимо низкотемпературных материалов, таких как PLA. Могут быть доступны более дешевые альтернативы, но опять же, с компромиссом с точки зрения качества.
Могут быть доступны более дешевые альтернативы, но опять же, с компромиссом с точки зрения качества.
 Напечатанные детали имеют высококачественную отделку сразу после печати и требуют лишь простой постобработки для удаления меток поддержки.
Напечатанные детали имеют высококачественную отделку сразу после печати и требуют лишь простой постобработки для удаления меток поддержки. В результате SLS является наиболее распространенным процессом 3D-печати пластиком для промышленных применений.
В результате SLS является наиболее распространенным процессом 3D-печати пластиком для промышленных применений.





 Полезно понимать факторы, влияющие на каждый из этих компонентов затрат, и вопросы, которые необходимо задать, чтобы оценить альтернативные методы производства и выявить скрытые затраты.
Полезно понимать факторы, влияющие на каждый из этих компонентов затрат, и вопросы, которые необходимо задать, чтобы оценить альтернативные методы производства и выявить скрытые затраты. Благодаря цене в 10–100 раз ниже, чем у традиционных промышленных 3D-принтеров, и возможности производить тысячи деталей в течение всего срока службы, стоимость владения оборудованием может стать незначительной.
Благодаря цене в 10–100 раз ниже, чем у традиционных промышленных 3D-принтеров, и возможности производить тысячи деталей в течение всего срока службы, стоимость владения оборудованием может стать незначительной.

 С растущим спросом и производством аутсорсинг также быстро становится дорогим.
С растущим спросом и производством аутсорсинг также быстро становится дорогим.

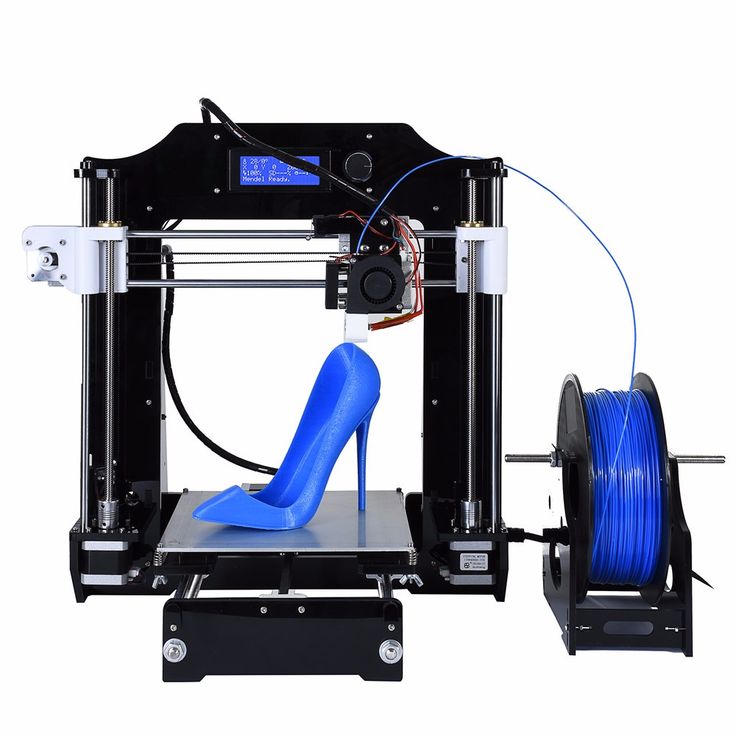

 Процесс выравнивания кровати очень быстрый.
Процесс выравнивания кровати очень быстрый.





 Они поставляются с множеством тонких кистей, которые могут прорисовывать мельчайшие детали на миниатюрных 3D-принтах и других 3D-печатных объектах.
Они поставляются с множеством тонких кистей, которые могут прорисовывать мельчайшие детали на миниатюрных 3D-принтах и других 3D-печатных объектах.




 retract|float %}
CLEAR_PAUSE
M220 S100 # reset feedrate
M221 S100 # reset flowrate
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET={bed_temp} # set bed t℃
TEMPERATURE_WAIT SENSOR=heater_bed MINIMUM={bed_temp * 0.75} # wait until bed is partially heated
SET_HEATER_TEMPERATURE HEATER=extruder TARGET={extruder_temp} # set nozzle t℃
G90 # absolute positioning
M82 # absolute extrusion mode
TEMPERATURE_WAIT SENSOR=heater_bed MINIMUM={bed_temp} # wait until
TEMPERATURE_WAIT SENSOR=extruder MINIMUM={extruder_temp} # wait until
G28 # home
G0 Z10 F1500 # raise Z
G92 E0 # reset extruder
G1 E{E} F1500 # prime
G92 E0 # reset extruder
retract|float %}
CLEAR_PAUSE
M220 S100 # reset feedrate
M221 S100 # reset flowrate
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET={bed_temp} # set bed t℃
TEMPERATURE_WAIT SENSOR=heater_bed MINIMUM={bed_temp * 0.75} # wait until bed is partially heated
SET_HEATER_TEMPERATURE HEATER=extruder TARGET={extruder_temp} # set nozzle t℃
G90 # absolute positioning
M82 # absolute extrusion mode
TEMPERATURE_WAIT SENSOR=heater_bed MINIMUM={bed_temp} # wait until
TEMPERATURE_WAIT SENSOR=extruder MINIMUM={extruder_temp} # wait until
G28 # home
G0 Z10 F1500 # raise Z
G92 E0 # reset extruder
G1 E{E} F1500 # prime
G92 E0 # reset extruder
 Стартовый код для Super/PrusaSlicer’а:
Стартовый код для Super/PrusaSlicer’а: Здесь передаётся температура нагрева. Если передать только команду
Здесь передаётся температура нагрева. Если передать только команду 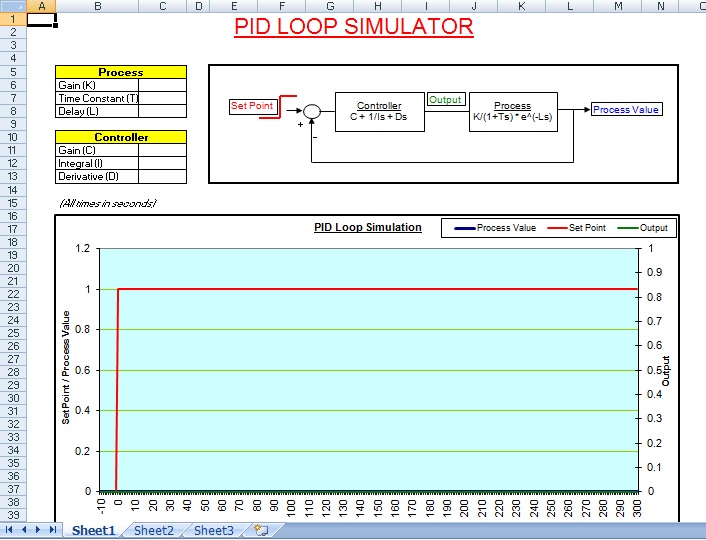 2 F5000 # wipe
G0 Z2 F1500 # raise Z
G90 # absolute positioning
PARK
M84 # turn off all motors
BEEP P=200 S=250
2 F5000 # wipe
G0 Z2 F1500 # raise Z
G90 # absolute positioning
PARK
M84 # turn off all motors
BEEP P=200 S=250
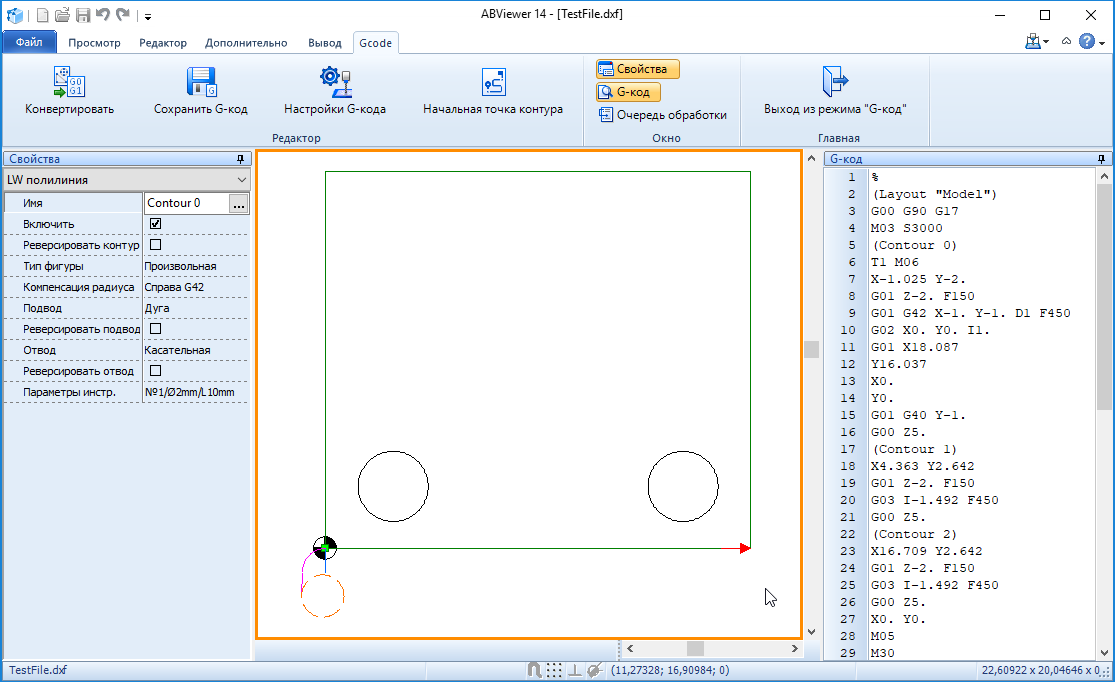 Полезно для вычислений и условных конструкций «если — то». Здесь в параметрах координаты парковки по X и Y указываются абсолютно, а координата по Z — отностительно. Эти параметры можно передавать при вызове макроса. Например, у меня в макросе
Полезно для вычислений и условных конструкций «если — то». Здесь в параметрах координаты парковки по X и Y указываются абсолютно, а координата по Z — отностительно. Эти параметры можно передавать при вызове макроса. Например, у меня в макросе 
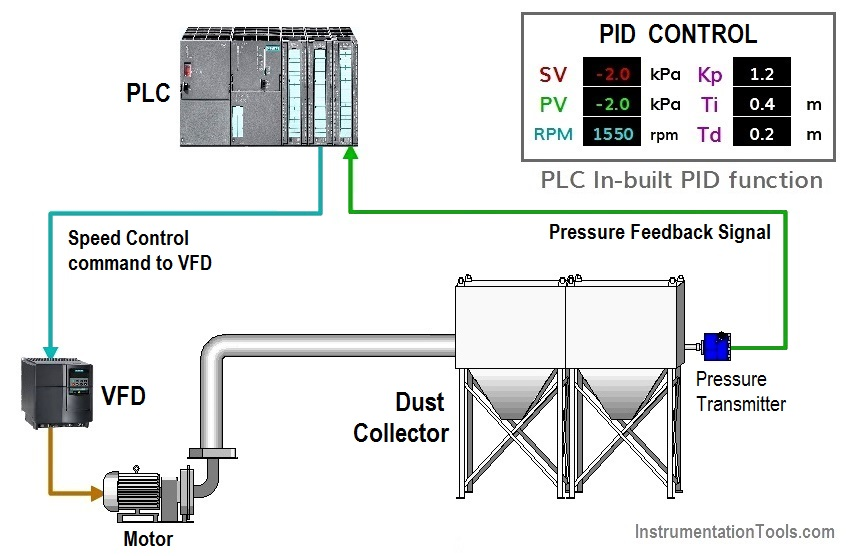 retract|float %}
TURN_OFF_HEATERS
M107 # turn off fan
G91
G1 E-{E} F1500 # retract
G90
CLEAR_PAUSE
SDCARD_RESET_FILE
BASE_CANCEL_PRINT
PARK
retract|float %}
TURN_OFF_HEATERS
M107 # turn off fan
G91
G1 E-{E} F1500 # retract
G90
CLEAR_PAUSE
SDCARD_RESET_FILE
BASE_CANCEL_PRINT
PARK
 Лучше заранее проверьте в консоли команду
Лучше заранее проверьте в консоли команду  Ставит на паузу
Ставит на паузу  U|default(100)|float %}
{% set extruder_temp = params.T|default(180)|float %}
SAVE_GCODE_STATE NAME=FILAMENT_UNLOAD_STATE
LOW_TEMP_CHECK T={extruder_temp}
M118 Unloading filament
M83 # relative extrusion
G1 E2 F200 # extrude a little
G1 E-10 F200 # retract a little
G1 E-{unload} F1500 # retract a lot
BEEP
RESTORE_GCODE_STATE NAME=FILAMENT_UNLOAD_STATE
U|default(100)|float %}
{% set extruder_temp = params.T|default(180)|float %}
SAVE_GCODE_STATE NAME=FILAMENT_UNLOAD_STATE
LOW_TEMP_CHECK T={extruder_temp}
M118 Unloading filament
M83 # relative extrusion
G1 E2 F200 # extrude a little
G1 E-10 F200 # retract a little
G1 E-{unload} F1500 # retract a lot
BEEP
RESTORE_GCODE_STATE NAME=FILAMENT_UNLOAD_STATE
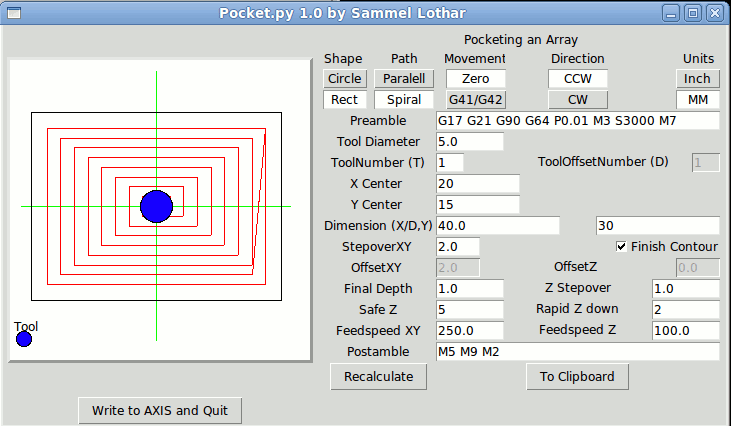 target %}
{% endif %}
{% if printer.extruder.temperature < extruder_temp %} # heat to the target
M118 Heating to {extruder_temp}
SET_HEATER_TEMPERATURE HEATER=extruder TARGET={extruder_temp}
TEMPERATURE_WAIT SENSOR=extruder MINIMUM={extruder_temp}
{% endif %}
target %}
{% endif %}
{% if printer.extruder.temperature < extruder_temp %} # heat to the target
M118 Heating to {extruder_temp}
SET_HEATER_TEMPERATURE HEATER=extruder TARGET={extruder_temp}
TEMPERATURE_WAIT SENSOR=extruder MINIMUM={extruder_temp}
{% endif %}
 Преобразования команд, таких как M204, M900, M600 и так далее, у которых нет реализации в Klipper, либо реализованы в его человекочитаемом формате. Часть из них важна для лёгкой передачи настроек из слайстеров, как M204. Часть не важна и показаны скорее для полноты картины.
Преобразования команд, таких как M204, M900, M600 и так далее, у которых нет реализации в Klipper, либо реализованы в его человекочитаемом формате. Часть из них важна для лёгкой передачи настроек из слайстеров, как M204. Часть не важна и показаны скорее для полноты картины. E|default(0.0025)|float %}
SET_EXTRUDER_STEP_DISTANCE DISTANCE={extruder_steps}
[gcode_macro M500]
gcode:
SAVE_CONFIG
E|default(0.0025)|float %}
SET_EXTRUDER_STEP_DISTANCE DISTANCE={extruder_steps}
[gcode_macro M500]
gcode:
SAVE_CONFIG
 Но для передачи настроек из слайсера в Klipper сойдёт, если вы выставите корректные значения в слайсере. Хотя, по большому счёту их вполне можно один раз откалибровать, больше не трогать и запретить слайсеру менять значения.
Но для передачи настроек из слайсера в Klipper сойдёт, если вы выставите корректные значения в слайсере. Хотя, по большому счёту их вполне можно один раз откалибровать, больше не трогать и запретить слайсеру менять значения.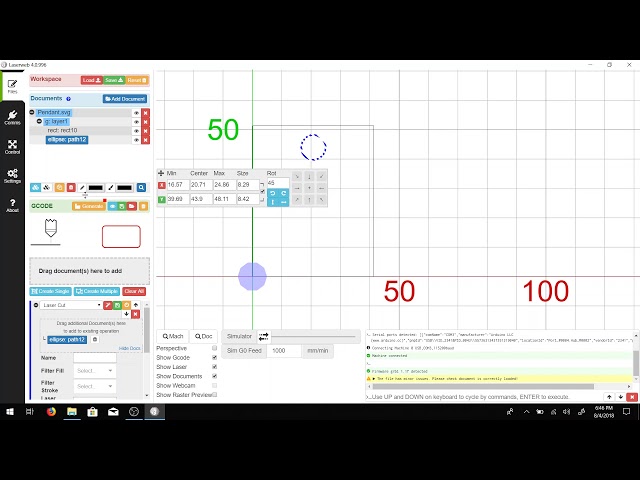 K|float }
{% endif %}
K|float }
{% endif %}
 В Klipper такой функциональности нет и команда
В Klipper такой функциональности нет и команда 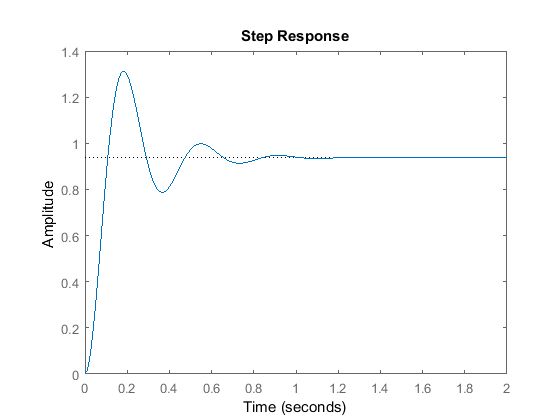 Основное преимущество — легче удалять.
Основное преимущество — легче удалять. toolhead.axis_maximum.x|float - 100) / 2 %}
{% set y_start = 1.0 %}
G0 X{x_start} Y{y_start} F5000 # move to start position
G0 Z{height} F1500
G91 # relative positioning
G1 E4 F{feedrate} # prime
G1 X100 E{extrude} F{feedrate} # draw the 1st line
G0 Y{width} F5000 # move to the next line
G1 X-100 E{extrude} F{feedrate} # draw the 2nd line
{% endif %}
RESTORE_GCODE_STATE NAME=PRIME_LINE_STATE
toolhead.axis_maximum.x|float - 100) / 2 %}
{% set y_start = 1.0 %}
G0 X{x_start} Y{y_start} F5000 # move to start position
G0 Z{height} F1500
G91 # relative positioning
G1 E4 F{feedrate} # prime
G1 X100 E{extrude} F{feedrate} # draw the 1st line
G0 Y{width} F5000 # move to the next line
G1 X-100 E{extrude} F{feedrate} # draw the 2nd line
{% endif %}
RESTORE_GCODE_STATE NAME=PRIME_LINE_STATE
 Новые значения PID будут сохранены в энергонезависимую память и применены автоматически. Перезагрузка не требуется.
Новые значения PID будут сохранены в энергонезависимую память и применены автоматически. Перезагрузка не требуется. Это сделано для того, чтобы дать возможность воздуху охлаждения хотэнда циркулировать достаточно свободно.
Это сделано для того, чтобы дать возможность воздуху охлаждения хотэнда циркулировать достаточно свободно.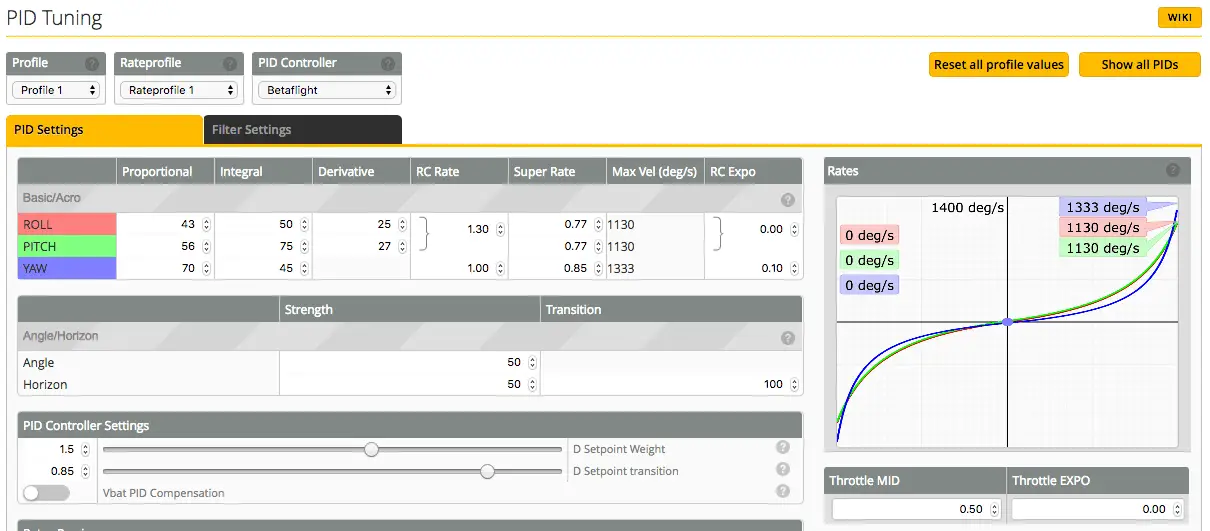 Режим нагрева стола с PID включается в прошивке, и если вы с этим справились, то и поправить gcode в файле не составит труда.
Режим нагрева стола с PID включается в прошивке, и если вы с этим справились, то и поправить gcode в файле не составит труда. 0? В меню этой версии не отображаются показанные выше окна.
0? В меню этой версии не отображаются показанные выше окна.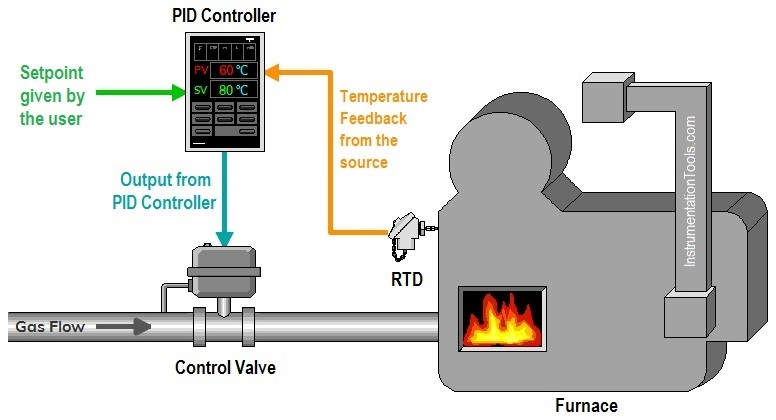 txt, и перезалил прошивку. Контрольное измерение длины выхода филамента — 299 мм (в команде — 300). Пока остановлюсь на этом. А вот можно ли сделать то же самое с настройкой PID-регулятора?
txt, и перезалил прошивку. Контрольное измерение длины выхода филамента — 299 мм (в команде — 300). Пока остановлюсь на этом. А вот можно ли сделать то же самое с настройкой PID-регулятора?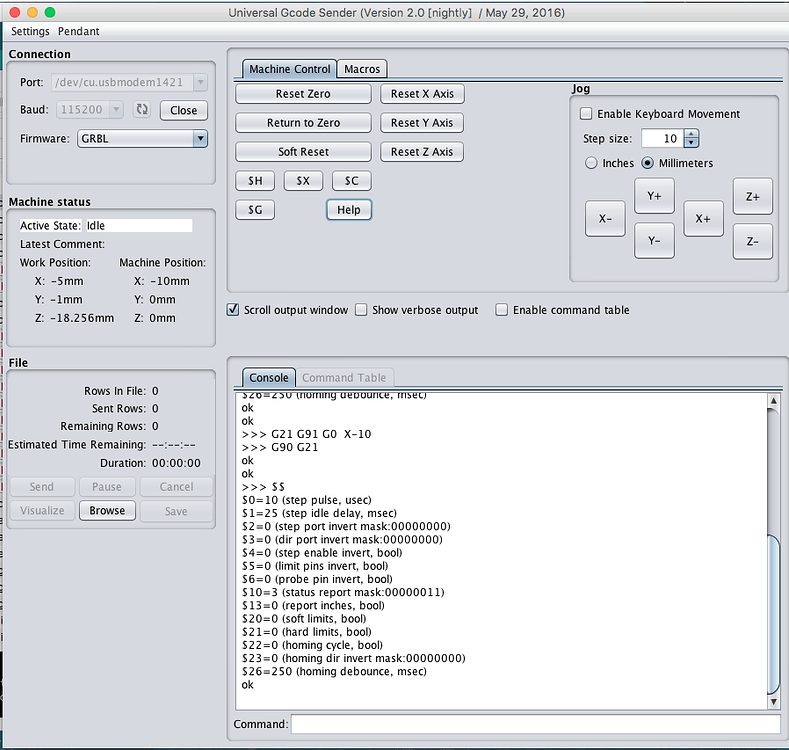 ..
.. Перезагрузка не требуется.
Перезагрузка не требуется. Прошивка, установленная в моем принте, не показывает картинки, как показанные выше. Где еще можно увидеть предустановленные коэффициенты PID, чтобы оценить результаты калибровки?
Прошивка, установленная в моем принте, не показывает картинки, как показанные выше. Где еще можно увидеть предустановленные коэффициенты PID, чтобы оценить результаты калибровки?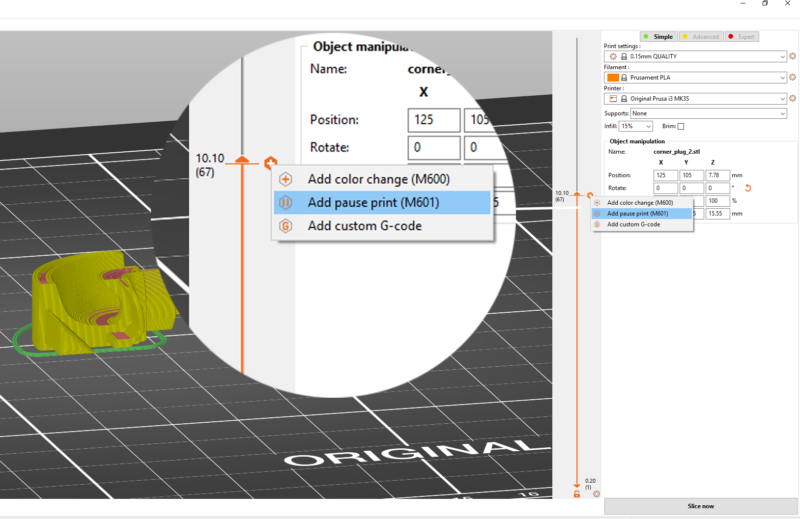 Где еще можно увидеть предустановленные коэффициенты PID, чтобы оценить результаты калибровки?
Где еще можно увидеть предустановленные коэффициенты PID, чтобы оценить результаты калибровки?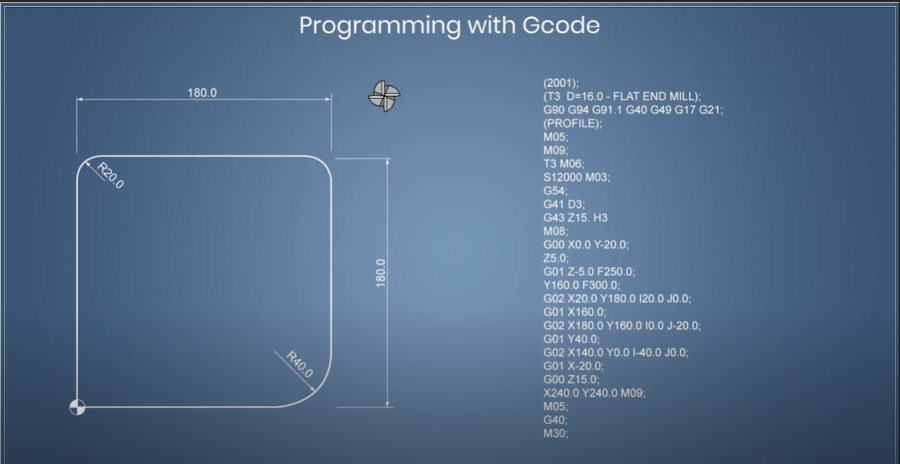 У меня на 4S не такое меню в закладках инструменты. В нижнем правом углу, если зайти в показывает версию прошивки, и электронный адрес службы поддержки.
У меня на 4S не такое меню в закладках инструменты. В нижнем правом углу, если зайти в показывает версию прошивки, и электронный адрес службы поддержки.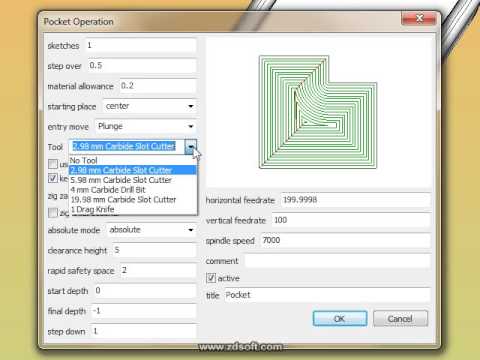 Когда Всё будет готово перезагрузи принтер
Когда Всё будет готово перезагрузи принтер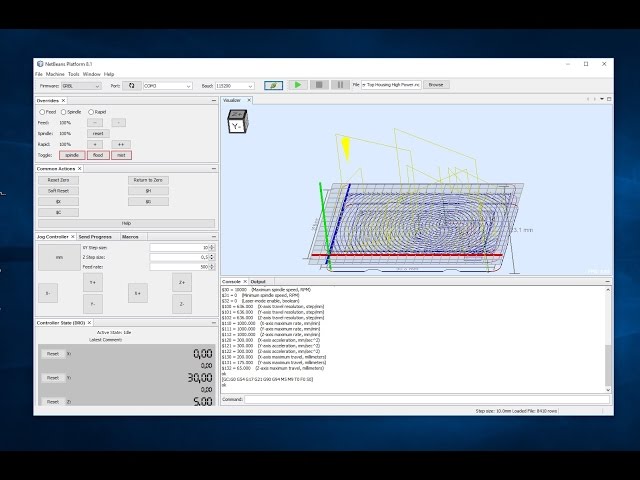
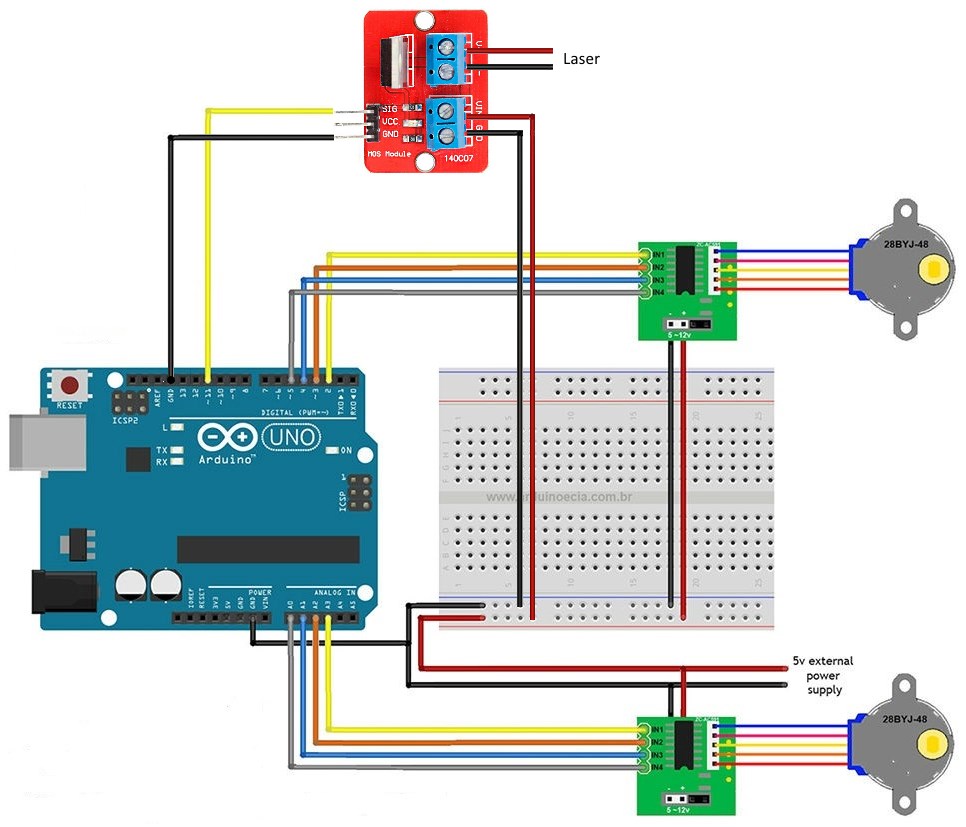 В ней можно наблюдать за процессом, вводить команды вручную. А вот с калибровкой стола по таким командам:
В ней можно наблюдать за процессом, вводить команды вручную. А вот с калибровкой стола по таким командам: 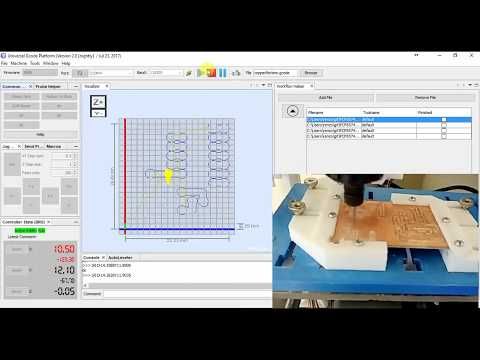 Как его включить, кто это делал?
Как его включить, кто это делал? ..
..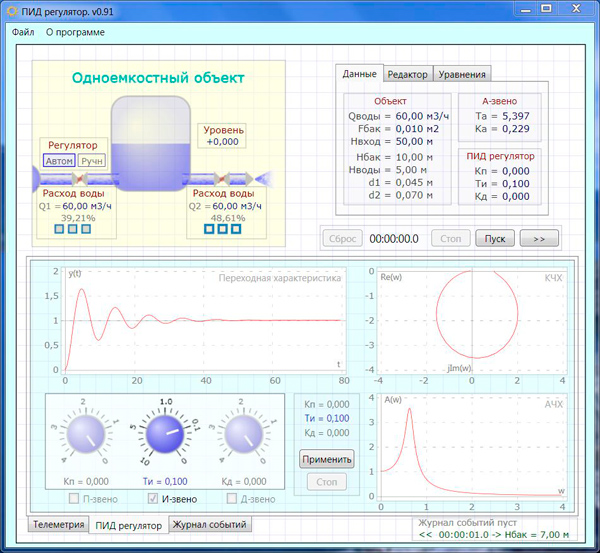 А когда PLA, то нормально, потребность отпадает.
А когда PLA, то нормально, потребность отпадает.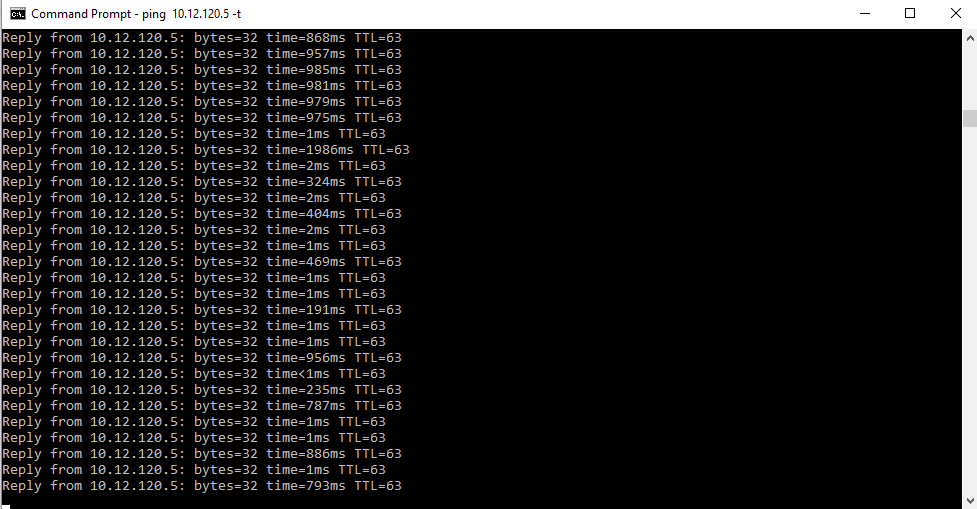 Хотя существует множество других стратегий управления, ПИД-регулятор, вероятно, является наиболее распространенным (если вы не считаете управление человеком) за исключением простой установки уставки. Существует множество продвинутых стратегий управления, но в большинстве случаев они будут работать так же или хуже, чем PID, и будут намного сложнее. Когда другие методы работают лучше, это часто бывает лишь на небольшую величину. Единственным исключением является то, что если у вас есть модель устройства и условия его работы, вы можете создать контроллер с прямой связью (хорошо для аспирантов), который работает лучше. Однако во многих случаях использование реактивного управления с ПИД-регулятором является самым простым и быстрым способом реализации.
Хотя существует множество других стратегий управления, ПИД-регулятор, вероятно, является наиболее распространенным (если вы не считаете управление человеком) за исключением простой установки уставки. Существует множество продвинутых стратегий управления, но в большинстве случаев они будут работать так же или хуже, чем PID, и будут намного сложнее. Когда другие методы работают лучше, это часто бывает лишь на небольшую величину. Единственным исключением является то, что если у вас есть модель устройства и условия его работы, вы можете создать контроллер с прямой связью (хорошо для аспирантов), который работает лучше. Однако во многих случаях использование реактивного управления с ПИД-регулятором является самым простым и быстрым способом реализации.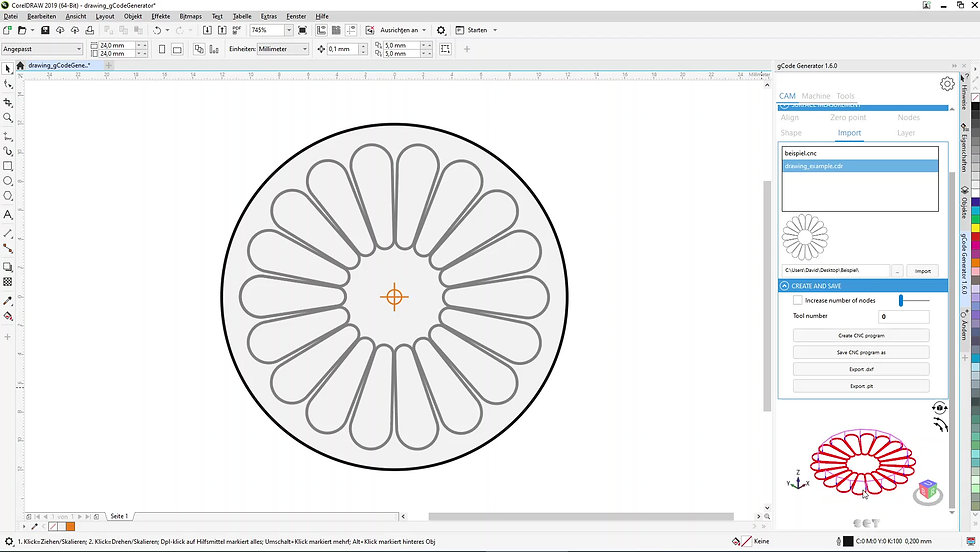 Мы используем K как общее постоянное значение, поэтому постоянные члены (или коэффициенты усиления) равны K P , K I и K D соответственно. В зависимости от вашего приложения у вас могут быть или не быть все три термина. Во многих приложениях у вас будут только термины PD или PI.
Мы используем K как общее постоянное значение, поэтому постоянные члены (или коэффициенты усиления) равны K P , K I и K D соответственно. В зависимости от вашего приложения у вас могут быть или не быть все три термина. Во многих приложениях у вас будут только термины PD или PI.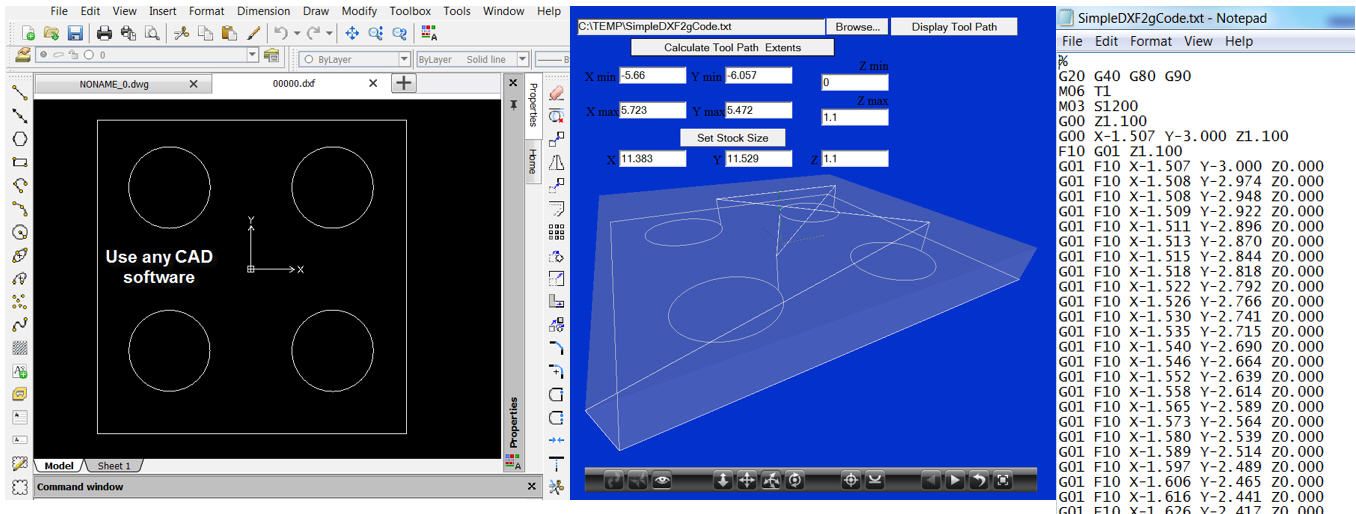 раздел настройки ниже)
раздел настройки ниже) 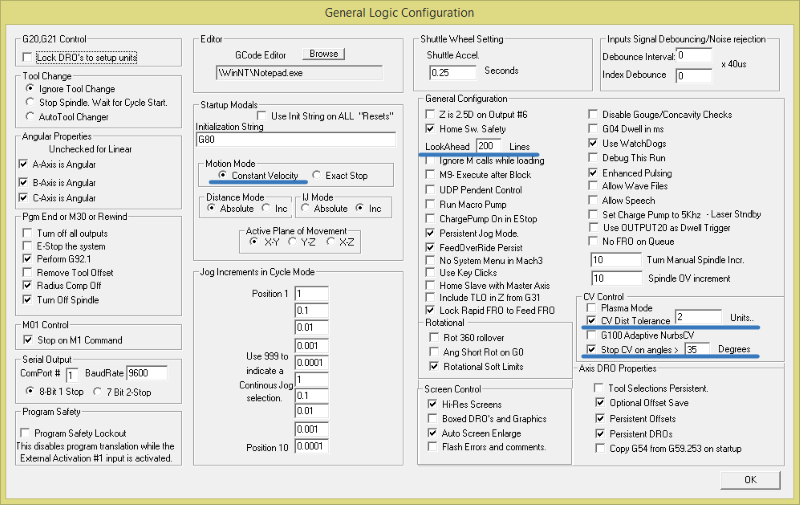 Это не является строго необходимым, но хорошо иметь во многих случаях. Например, если колесо должно постоянно вращаться, а ПИД-регулятор просто поддерживает заданную скорость.
Это не является строго необходимым, но хорошо иметь во многих случаях. Например, если колесо должно постоянно вращаться, а ПИД-регулятор просто поддерживает заданную скорость.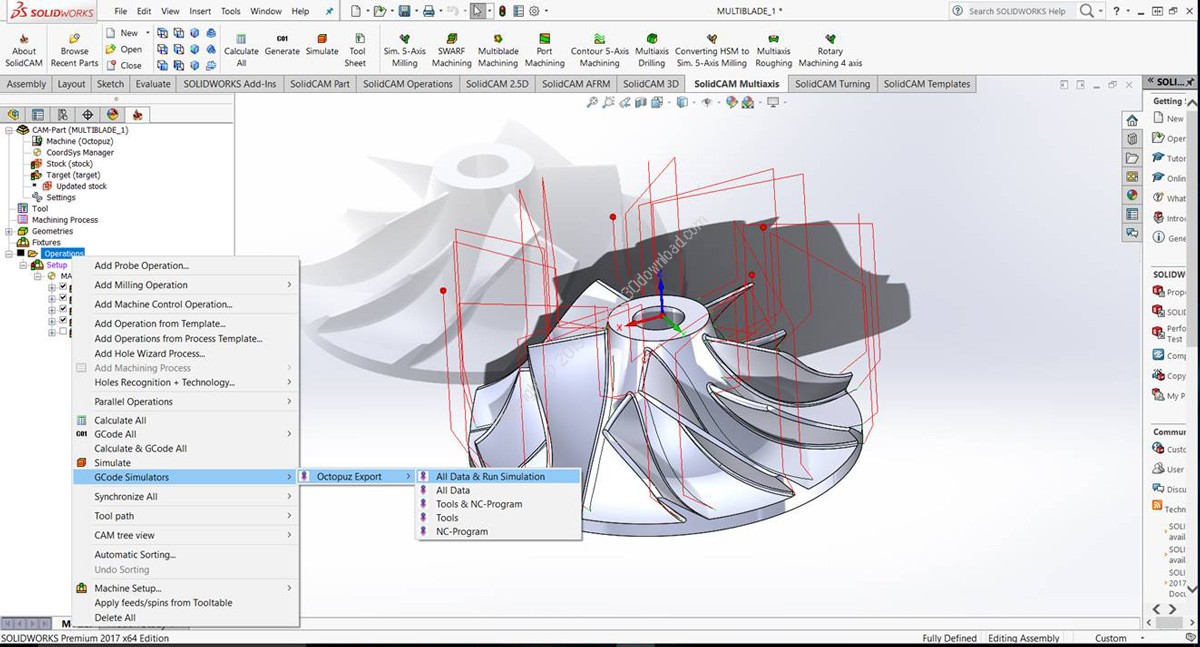 Это хорошо, когда вам нужно обрабатывать ошибки устойчивого состояния ошибок. Проблема в том, что если у вас большой K I , вы пытаетесь исправить ошибку с течением времени, поэтому она может помешать вашей реакции на текущие изменения. Этот термин часто является причиной нестабильности вашего ПИД-регулятора.
Это хорошо, когда вам нужно обрабатывать ошибки устойчивого состояния ошибок. Проблема в том, что если у вас большой K I , вы пытаетесь исправить ошибку с течением времени, поэтому она может помешать вашей реакции на текущие изменения. Этот термин часто является причиной нестабильности вашего ПИД-регулятора.
 Однако, если вы работаете над роботизированной рукой, вам может понадобиться термин D, чтобы вы могли быстро реагировать на изменяющиеся силы.
Однако, если вы работаете над роботизированной рукой, вам может понадобиться термин D, чтобы вы могли быстро реагировать на изменяющиеся силы.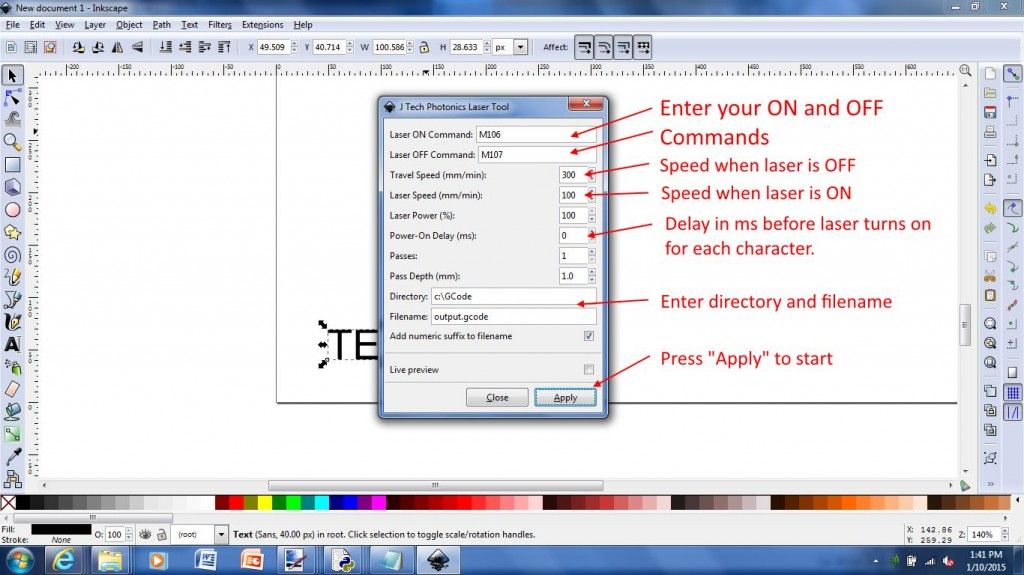
 Однако слишком большое количество K I вызовет нестабильность. Наконец, при необходимости увеличьте K D , пока выброс не будет минимальным. Однако слишком много K D вызовет медленную реакцию и вялость. Быстрая настройка контура ПИД-регулятора обычно слегка зашкаливает, чтобы быстрее достичь заданного значения; однако некоторые системы не допускают перерегулирования, и в этом случае требуется замкнутая система с избыточным демпфированием, для которой потребуется настройка K P , значительно меньшая, чем половина настройки K P , которая вызывала колебания.
Однако слишком большое количество K I вызовет нестабильность. Наконец, при необходимости увеличьте K D , пока выброс не будет минимальным. Однако слишком много K D вызовет медленную реакцию и вялость. Быстрая настройка контура ПИД-регулятора обычно слегка зашкаливает, чтобы быстрее достичь заданного значения; однако некоторые системы не допускают перерегулирования, и в этом случае требуется замкнутая система с избыточным демпфированием, для которой потребуется настройка K P , значительно меньшая, чем половина настройки K P , которая вызывала колебания. K U и период колебаний P U используются для установки усиления, как показано:
K U и период колебаний P U используются для установки усиления, как показано: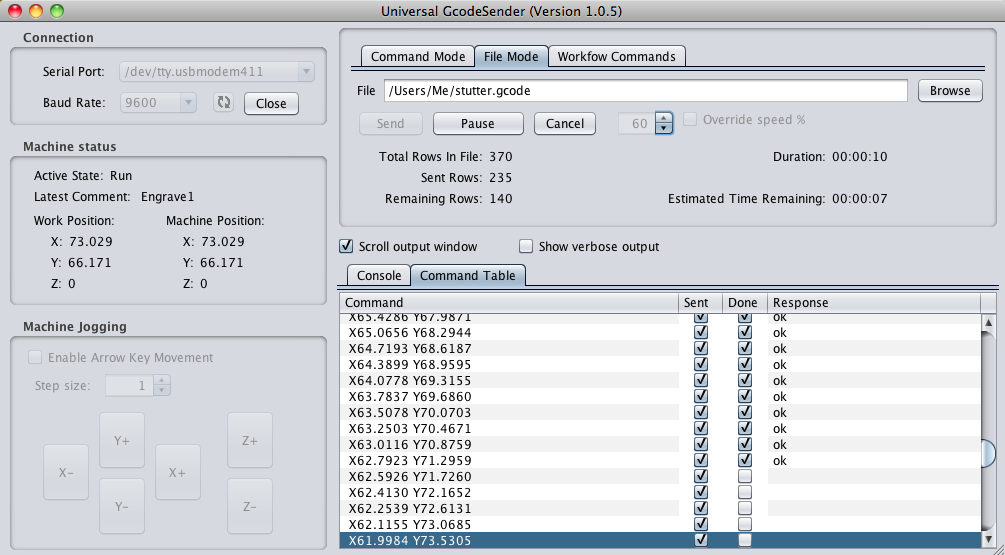
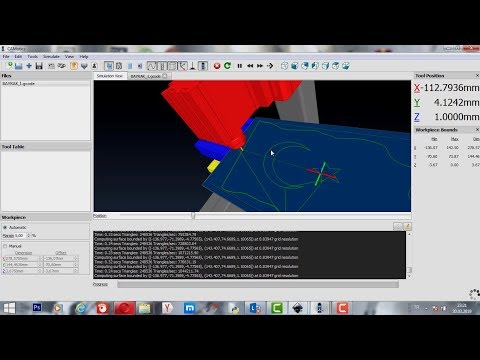 Это часто используется в нелинейных системах, так что вы можете упростить его до нескольких (почти) линейных частей. Это также хорошо, если есть какая-то область контроллера, где вам нужно быть более агрессивным.
Это часто используется в нелинейных системах, так что вы можете упростить его до нескольких (почти) линейных частей. Это также хорошо, если есть какая-то область контроллера, где вам нужно быть более агрессивным.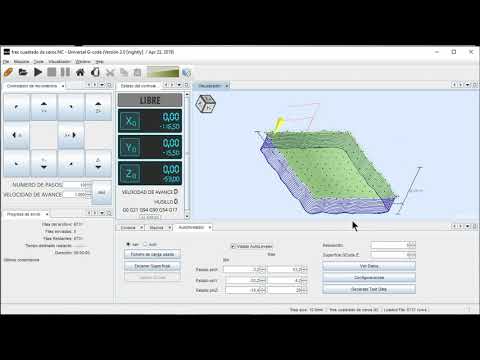 PD, PID, пропорциональный, планирование, Циглер
PD, PID, пропорциональный, планирование, Циглер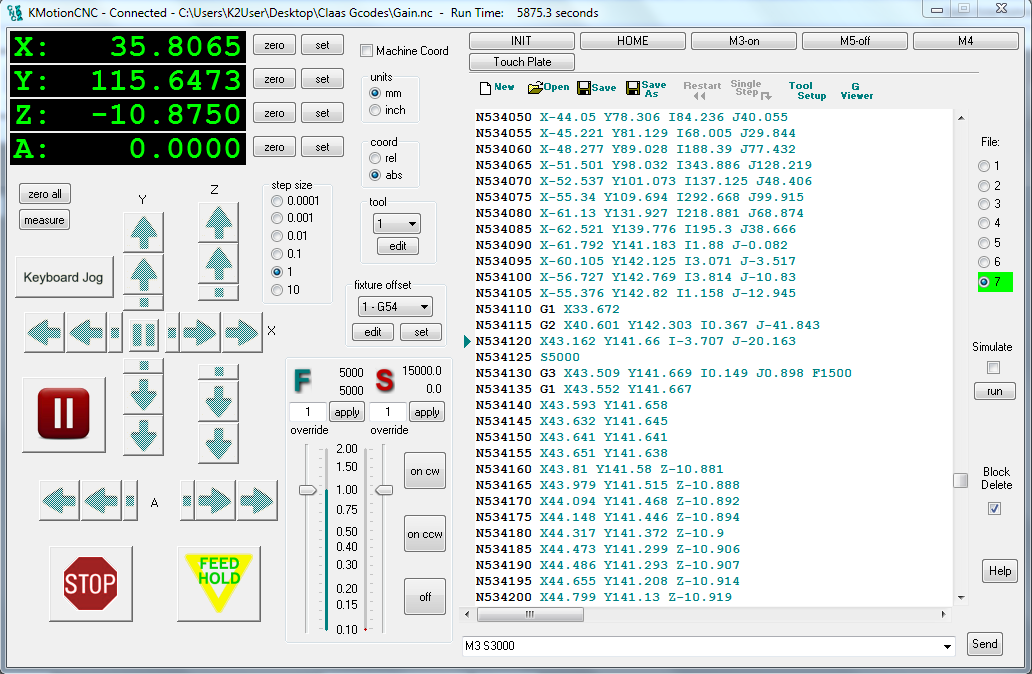 Программный алгоритм, называемый PID, часто используется для управления этими системами. PID — это аббревиатура, обозначающая Пропорциональный , Интегральный и Производный . Те из вас, кто занимался исчислением, узнают эти термины, но для остальных они могут показаться немного пугающими. В этом посте я разберу три компонента алгоритма PID и объясню назначение каждого из них.
Программный алгоритм, называемый PID, часто используется для управления этими системами. PID — это аббревиатура, обозначающая Пропорциональный , Интегральный и Производный . Те из вас, кто занимался исчислением, узнают эти термины, но для остальных они могут показаться немного пугающими. В этом посте я разберу три компонента алгоритма PID и объясню назначение каждого из них.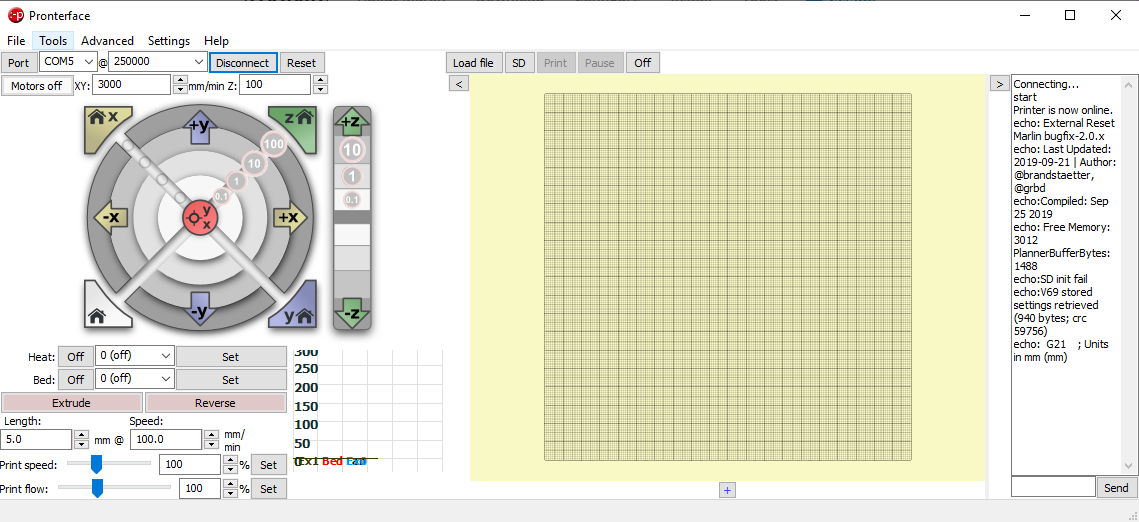 Для решения этой проблемы в контроллере можно использовать алгоритм ПИД.
Для решения этой проблемы в контроллере можно использовать алгоритм ПИД.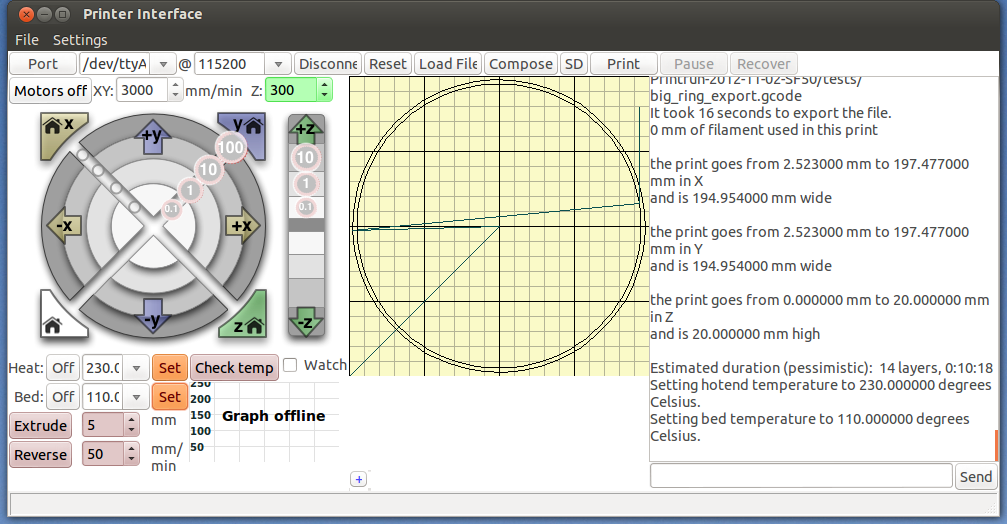 В данном случае параметром процесса является температура воды.
В данном случае параметром процесса является температура воды.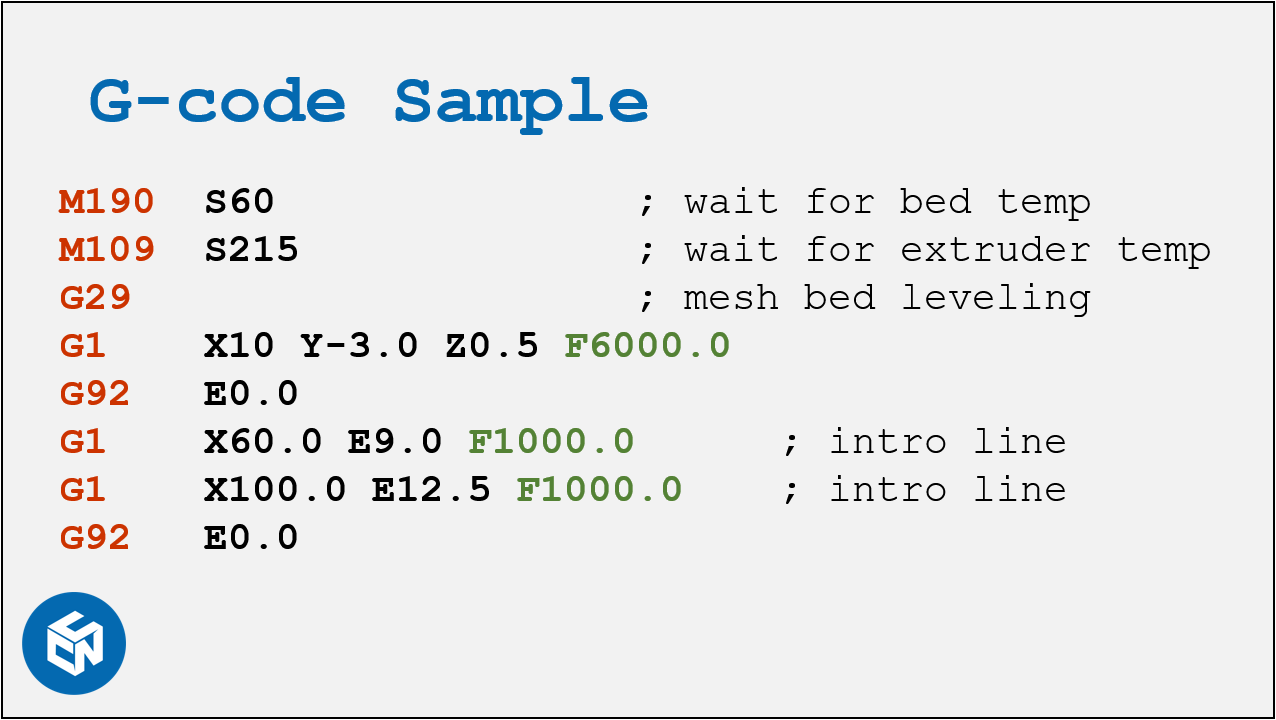
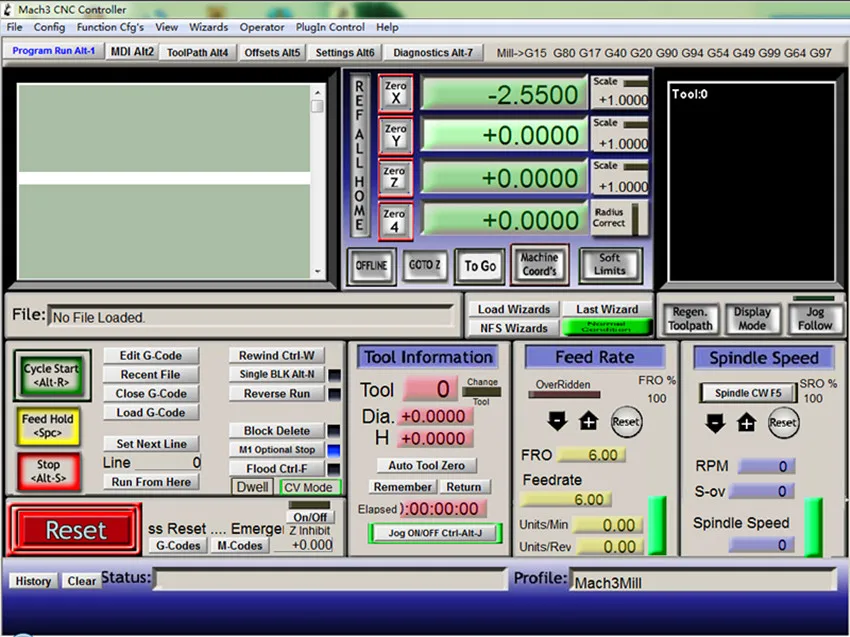 И вот где I компонент алгоритма вступает в игру.
И вот где I компонент алгоритма вступает в игру.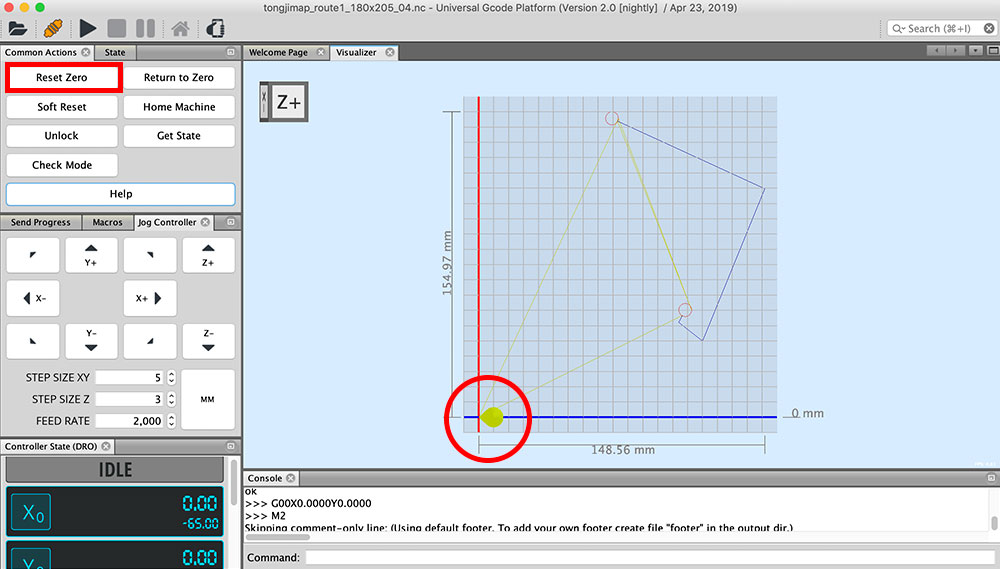 Производный компонент реже используется в контроллерах, но по-прежнему важен в некоторых приложениях. В случае кастрюли с водой, стоящей на горелке без помех, 9Компонент 0022 D вообще не нужен. Однако, если мы усложним ситуацию, время от времени бросая горсти льда в кастрюлю, это может оказаться полезным.
Производный компонент реже используется в контроллерах, но по-прежнему важен в некоторых приложениях. В случае кастрюли с водой, стоящей на горелке без помех, 9Компонент 0022 D вообще не нужен. Однако, если мы усложним ситуацию, время от времени бросая горсти льда в кастрюлю, это может оказаться полезным.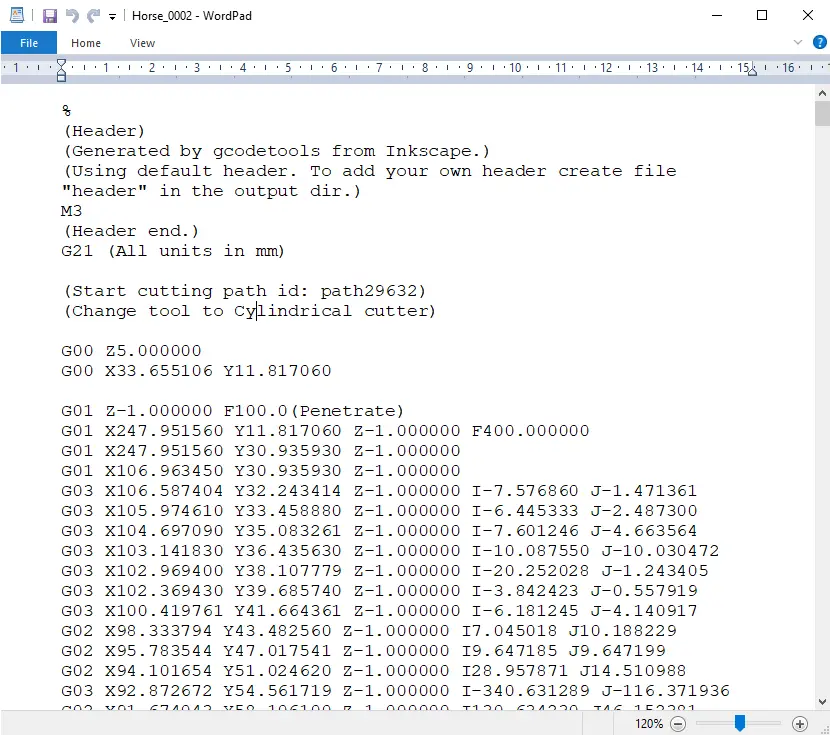 В установившемся режиме компоненты P и I очень малы, потому что ошибка очень мала. Если ошибка внезапно увеличивается, требуется некоторое время, прежде чем компоненты P и I снова начнут работать. Однако компонент D реагирует на внезапное изменение ошибки и немедленно начинает ее компенсацию. По этой причине часто говорят, что компонент D отвечает за компенсацию будущих ошибок; он видит изменение ошибки и пытается предотвратить ее дальнейшее изменение.
В установившемся режиме компоненты P и I очень малы, потому что ошибка очень мала. Если ошибка внезапно увеличивается, требуется некоторое время, прежде чем компоненты P и I снова начнут работать. Однако компонент D реагирует на внезапное изменение ошибки и немедленно начинает ее компенсацию. По этой причине часто говорят, что компонент D отвечает за компенсацию будущих ошибок; он видит изменение ошибки и пытается предотвратить ее дальнейшее изменение.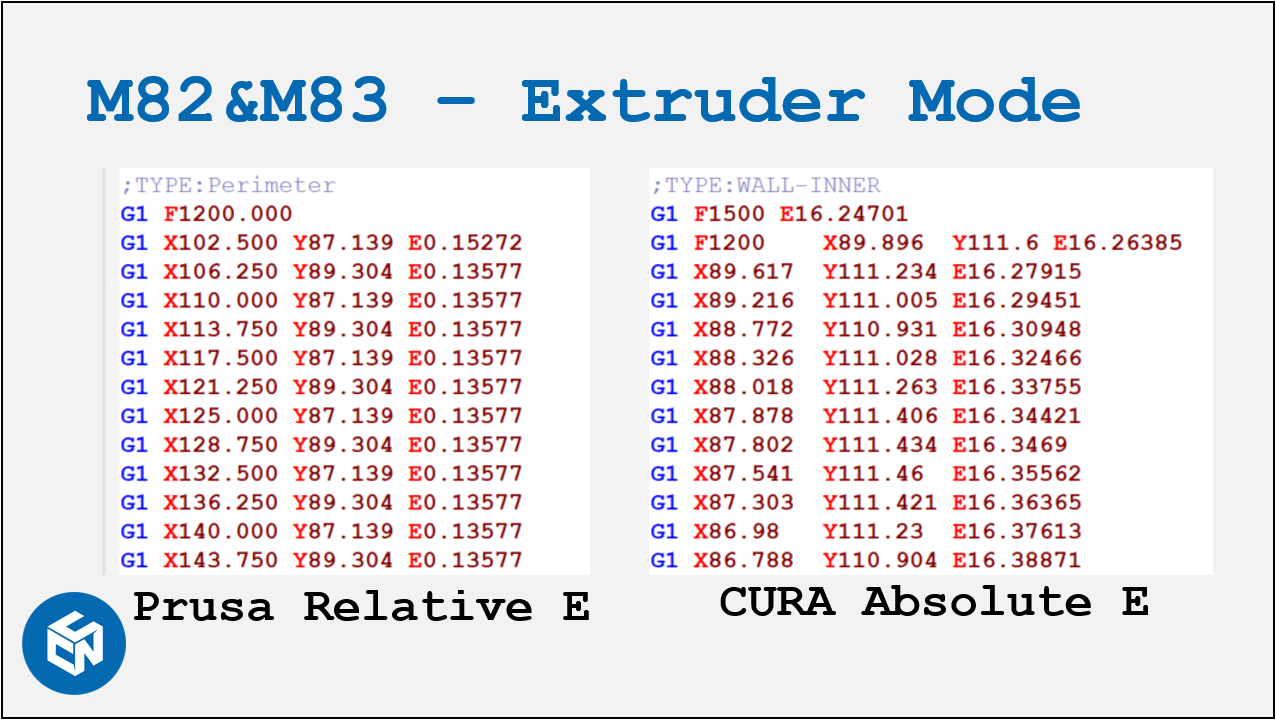
 org/PropertyValue»>Тип аккумулятораLi-lon
org/PropertyValue»>Тип аккумулятораLi-lon org/PropertyValue»>Литая подошваесть
org/PropertyValue»>Литая подошваесть org/PropertyValue»>Количество аккумуляторов в комплектенет
org/PropertyValue»>Количество аккумуляторов в комплектенет 91 €
91 € com/embed/OT2QQxDHT8Y» frameborder=»0″ allowfullscreen=»»>
com/embed/OT2QQxDHT8Y» frameborder=»0″ allowfullscreen=»»>  4 kg
4 kg декабря (от € 0.00)
декабря (от € 0.00) , Танака А., Асамидзу Э., Накамура Ю., Миядзима Н., Хиросава М., Сугиура М., Сасамото С. и др. (1996) Анализ последовательности генома одноклеточной цианобактерии Synechocystis зр. штамм PCC6803. II. Определение последовательности всего генома и назначение потенциальных областей, кодирующих белок. DNA Res., 3, 109–136. [PubMed] [Google Scholar]
, Танака А., Асамидзу Э., Накамура Ю., Миядзима Н., Хиросава М., Сугиура М., Сасамото С. и др. (1996) Анализ последовательности генома одноклеточной цианобактерии Synechocystis зр. штамм PCC6803. II. Определение последовательности всего генома и назначение потенциальных областей, кодирующих белок. DNA Res., 3, 109–136. [PubMed] [Google Scholar] , Галле Р.Ф. и др. (2000) Последовательность генома Drosophila melanogaster . Наука, 287, 2185–2195. [PubMed] [Google Scholar]
, Галле Р.Ф. и др. (2000) Последовательность генома Drosophila melanogaster . Наука, 287, 2185–2195. [PubMed] [Google Scholar] Nucleic Acids Res., 29, 17–21. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Nucleic Acids Res., 29, 17–21. [Бесплатная статья PMC] [PubMed] [Google Scholar] Penn S.G., Rank,D.R., Hanzel,D.K. и Баркер, Д.Л. (2000)Изучение генома человека с использованием микрочипов открытых рамок считывания. Nature Genet., 26, 315–318. [PubMed] [Google Scholar]
Penn S.G., Rank,D.R., Hanzel,D.K. и Баркер, Д.Л. (2000)Изучение генома человека с использованием микрочипов открытых рамок считывания. Nature Genet., 26, 315–318. [PubMed] [Google Scholar] Биоинформатики, 17, 98–99. [PubMed] [Google Scholar]
Биоинформатики, 17, 98–99. [PubMed] [Google Scholar] org/»>
org/»> Получите свой заказ, как указано в списке, или верните деньги.
Получите свой заказ, как указано в списке, или верните деньги. 0
0
 Автоматические краскопульты (Krautzberger GmbH, Германия), работающие по технологии HVLP, позволяют добиться переноса 90-95% материалов покрытия на поверхность, снизить отскок материала и создать высококачественное покрытие.
Автоматические краскопульты (Krautzberger GmbH, Германия), работающие по технологии HVLP, позволяют добиться переноса 90-95% материалов покрытия на поверхность, снизить отскок материала и создать высококачественное покрытие. Пистолет-распылитель A-14 HVLP прост в управлении, обладает качеством распыления экстра-класса и высочайшим коэффициентом переноса материала.
Пистолет-распылитель A-14 HVLP прост в управлении, обладает качеством распыления экстра-класса и высочайшим коэффициентом переноса материала. При низком электропотреблении краскопульт A-15 eco LVLP имеет высокую эффективность переноса материала и экономию лакокрасочных средств.
При низком электропотреблении краскопульт A-15 eco LVLP имеет высокую эффективность переноса материала и экономию лакокрасочных средств. Надежный и простой в управлении, краскораспылитель реализует тончайшее распыление и высочайший коэффициент переноса материала благодаря новой усовершенствованной воздушной форсунке XLINE. Автоматический пистолет-распылитель А-16 HVLP является усовершенствованной версией модели A-14 HVLP.
Надежный и простой в управлении, краскораспылитель реализует тончайшее распыление и высочайший коэффициент переноса материала благодаря новой усовершенствованной воздушной форсунке XLINE. Автоматический пистолет-распылитель А-16 HVLP является усовершенствованной версией модели A-14 HVLP. ..
.. От предыдущих моделей А-серии отличается наличием адаптера. Сфера использования распространяется от покрытия и маркировки поверхностей, дозирования жидкостей до точечного нанесения клея и опознавательных знаков. Типичными распыляемыми материалами являются: краски, лаки, грунты, масла, водоэмульсионные материалы, эмали, морилки, суспензии, клея, разделительные смазки и другие окрасочные материалы. Автоматический пистолет-распылитель А-20 HVLP может использоваться как самостоятельное устройство, либо как часть более крупной системы.
От предыдущих моделей А-серии отличается наличием адаптера. Сфера использования распространяется от покрытия и маркировки поверхностей, дозирования жидкостей до точечного нанесения клея и опознавательных знаков. Типичными распыляемыми материалами являются: краски, лаки, грунты, масла, водоэмульсионные материалы, эмали, морилки, суспензии, клея, разделительные смазки и другие окрасочные материалы. Автоматический пистолет-распылитель А-20 HVLP может использоваться как самостоятельное устройство, либо как часть более крупной системы.
 Компактный и простой в управлении, краскораспылитель реализует тончайшее распыление и высочайший коэффициент переноса материала благодаря новой усовершенствованной воздушной форсунке XLINE. Автоматический пистолет-распылитель M-18 HVLP является усовершенствованной версией модели M-14 HVLP.
Компактный и простой в управлении, краскораспылитель реализует тончайшее распыление и высочайший коэффициент переноса материала благодаря новой усовершенствованной воздушной форсунке XLINE. Автоматический пистолет-распылитель M-18 HVLP является усовершенствованной версией модели M-14 HVLP. ..
.. Сфера использования распространяется от покрытия и маркировки поверхностей, дозирования жидкостей до точечного нанесения клея и опознавательных знаков. Компактный и простой в управлении, краскораспылитель относится к типу распыления HVLP и характеризуется низким образованием окрасочного тумана, а также реализует тончайшее распыление и высочайший коэффициент переноса материала.
Сфера использования распространяется от покрытия и маркировки поверхностей, дозирования жидкостей до точечного нанесения клея и опознавательных знаков. Компактный и простой в управлении, краскораспылитель относится к типу распыления HVLP и характеризуется низким образованием окрасочного тумана, а также реализует тончайшее распыление и высочайший коэффициент переноса материала.






 Их можно классифицировать по поставке краски, используемой технологии, способу работы и т.д. перенесено.
Их можно классифицировать по поставке краски, используемой технологии, способу работы и т.д. перенесено. , Венесуэла и Карибский бассейн.
, Венесуэла и Карибский бассейн.

 Также необходимо знать, подходит ли он для того, что будет использоваться. Прежде чем инвестировать, обратитесь за нашим специализированным советом.
Также необходимо знать, подходит ли он для того, что будет использоваться. Прежде чем инвестировать, обратитесь за нашим специализированным советом. Переменные для выбора подходящего пистолета-распылителя могут быть следующими:
Переменные для выбора подходящего пистолета-распылителя могут быть следующими: В зависимости от применения в некоторых случаях может потребоваться другое оборудование и принадлежности, такие как:
В зависимости от применения в некоторых случаях может потребоваться другое оборудование и принадлежности, такие как:
 Наша команда специализируется на решениях для промышленной отделки. Экономьте время и деньги вместе с нами.
Наша команда специализируется на решениях для промышленной отделки. Экономьте время и деньги вместе с нами.


 Объясняется это тем, что из-за большей глубины, крепеж для позидрайва должен иметь и чуть-чуть большие головки. Иначе уменьшается их прочность и они отламываются.
Объясняется это тем, что из-за большей глубины, крепеж для позидрайва должен иметь и чуть-чуть большие головки. Иначе уменьшается их прочность и они отламываются.


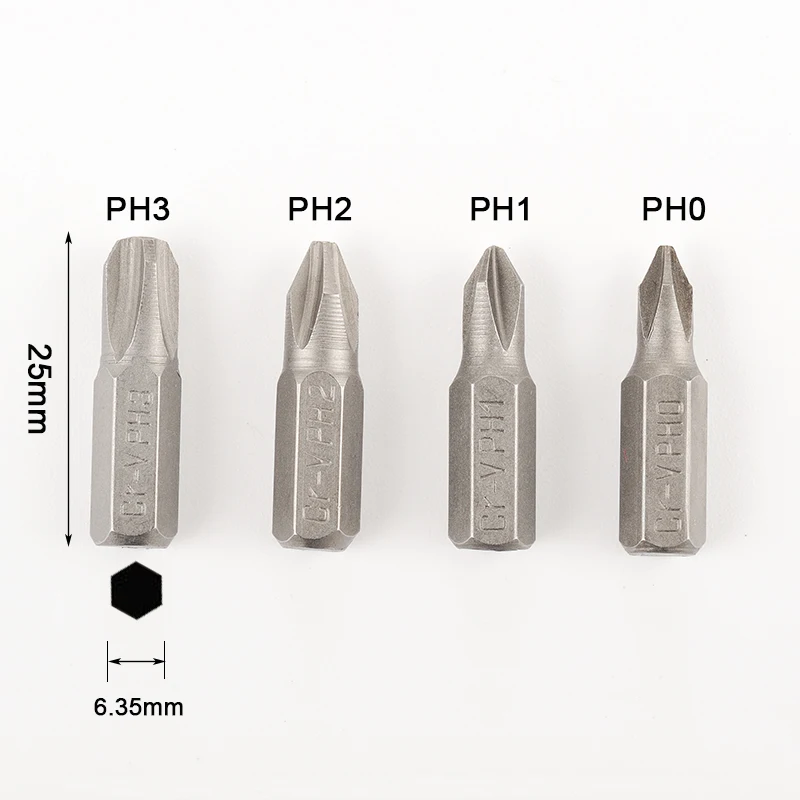

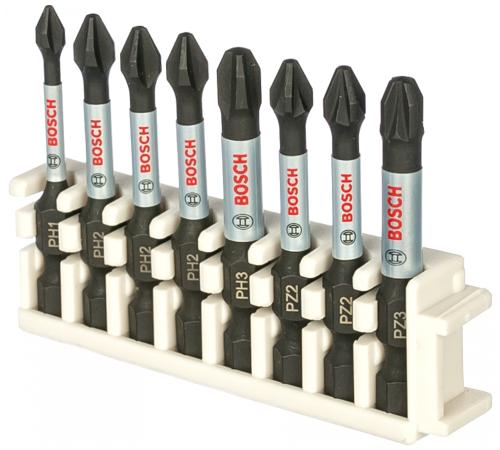

 Уменьшаются так же производительность труда и усилие закручивания.
Уменьшаются так же производительность труда и усилие закручивания.


 Причём, если использование отвёртки PH с болтами PZ является условно-допустимым, то попытки открутить винт PH битой PZ гарантированно приведёт к негативному результату.
Причём, если использование отвёртки PH с болтами PZ является условно-допустимым, то попытки открутить винт PH битой PZ гарантированно приведёт к негативному результату. Два типа — Pozidriv и Phillips.
Два типа — Pozidriv и Phillips. Если вы попытаетесь, вы, вероятно, потерпите неудачу и, вероятно, повредите свой винт.
Если вы попытаетесь, вы, вероятно, потерпите неудачу и, вероятно, повредите свой винт.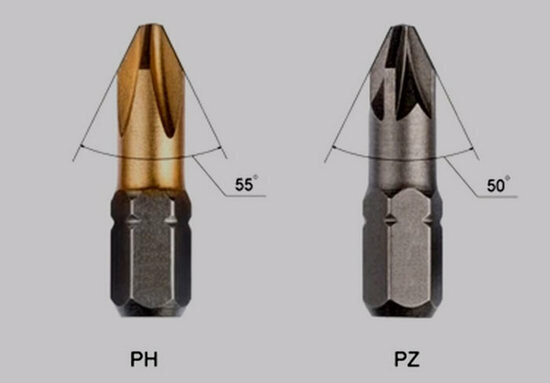 co.uk
co.uk