3D Печать на Заказ | 3Д Печать Больших Изделий из Пластика от Царь3D
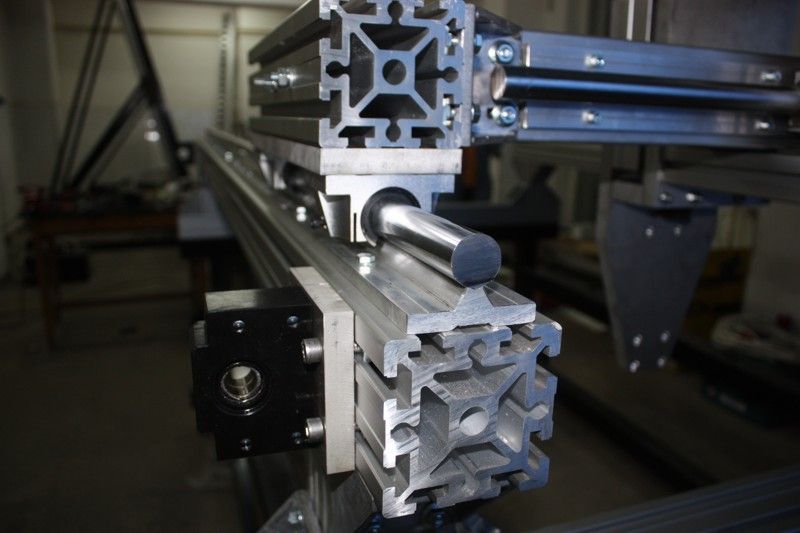
Как происходит печать на FDM 3D принтере
Упрощенная схема 3д печати по технологии FDM (FFF)
Суть технологии 3D печати FDM состоит в следующем: Пластиковая нить проталкивается в сопло экструдера, движущегося по программе в горизонтальной плоскости. После старта процесса 3D печати, в сопле пластик расплавляется и наносится слоями, формируя изделие согласно загруженной в принтер 3D-модели. Если необходимо сформировать свисающие элементы геометрии, то принтер использует второй экструдер для выдавливания поддерживающих структур из второго типа пластика для 3д принтеров. Этот пластик для поддержек отламывается либо растворяется после окончания печати.
Почему 3D печать заказывают у нас
Большой опыт в промышленности
Являемся экспертами применения FDM 3D-печати для коммерческих предприятий
Собственный парк 3D-принтеров
Мы выполняем заказы на собственном производстве, поэтому цена услуги минимальна
Экономическая эффективность
Обеспечиваем наилучшее соотношение цена/качество в зависимости от требований к изделию
Материал и максимальные габариты деталей
Основная наша работе — 3D печать больших изделий из пластика PLA. Это прочный пластик, поддающийся шлифовке и окраске. Температура размягчения около 50 градусов Цельсия, плавления — 175 градусов Цельсия. Плотность — 1.25 г/см кубический
Характеристики пластика PLA:
Не допускается использование рядом с источниками тепла и под солнцем, в связи с низкой температурой размягчения
Плотность: 1,25 г/см
Прочность на изгиб: 55,3 МПа
Прочность на разрыв: 57,8 МПа
Твердость (по Роквеллу): R70-R90
Температура стеклования: 60-65°C
Температура плавления: 173-178°C
Температура размягчения: 50°C
Температура печати: 200-240 °С
Так же возможна печать из ABS, PETG, SBS, угленаполненных, металлонаполненных и других пластиков и композитов.
Максимальные габариты печатаемой детали составляют 1,2 метра х 0,6 метра в горизонтальной плоскости и 0,9 метра в высоту.
Так же, возможна печать из пластика PETG. В качестве пластика для поддержек используется SBS.
Преимущества печати на наших 3D принтерах
Наши промышленные 3D-принтеры укомплектованы профессиональными производительными экструдерами. В результате их применения получается наилучшая межслойная адгезия, изделие получается с монолитными стенками. Кроме того, скорость 3Д печати в целом выше — до 10 раз в сравнении с печатью на настольных 3D-принтерах.
При печати больших деталей зачастую встает выбор: печатать изделие целиком либо из частей с последующей склейкой. Правильное решение в данном случае – 3D печать целиком на большом принтере, т.к. нет необходимости в склейке и шлифовке мест стыков — это приводит к сокращению цены изготовления до 70%, т.к. склейка и шлифовка производится вручную и это трудоемкий процесс, требующий времени, оборудования и расходных материалов.
Также, при 3д печати основная причина неприменимости склейки изделия из частей — слишком большие отклонения размеров изделия.
Доставка
Компания Царь3D работает по всей России и СНГ. Мы осуществляем качественную упаковку напечатанных 3D деталей, моделей и отправку заказов транспортными компаниями, поэтому сможем привезти готовый продукт в ваш город.
3D печать на заказ
3D печать по всей России
Мы принимаем заказы от клиентов по всей России и СНГ. Вы всегда можете дистанционно заказать 3D печать больших и малых изделий, связавшись с нами через форму обратной связи или по телефону. Осуществим доставку в любой регион РФ.
3D печать в Москве
Мы осуществляем качественную 3D печать в Москве и МО на выгодных условиях для наших постоянных клиентов. Доставка до города в пределах 1-3 рабочих дней.
3D печать в Санкт-Петербурге
Дешевая и быстрая 3D печать в Спб доступна как жителям Санкт-Петербурга, так и Ленинградской области. Вы сможете получить готовую продукцию в пределах 1 рабочего дня с помощью доставки или же самовывозом с нашего склада.
Цена 3D печати больших моделей
Цена рассчитывается индивидуально, исходя из затраченного времени.
Факторы, влияющие на время 3д печати и цену:
размер изделия
необходимое качество поверхности
необходимая прочность изделия
сложность геометрии 3д модели
Ориентировочная цена — от 1 руб за куб. см при печати с высокой шероховатостью и от 4 руб за куб.см при печати с наивысшим качеством.
Как заказать 3д печать
Чтобы узнать цену 3д печати, от вас требуется компьютерная 3д модель изделия в формате STL или STEP.
Просим вас также сразу сообщать детали:
предельный срок изготовления
требования к ровности поверхностей
условия эксплуатации изделия (температура, нагрузки, воздействия химикатов)
максимально допустимые отклонения геометрии
максимально допустимую цену (мы можем уменьшать время печати в ущерб качеству, вписываясь в отведенный вами бюджет)
Отправить запрос на 3д печать
Чтобы получить расчет стоимости, узнать о возможности изготовления и сроках — пришлите ваш файл на почту [email protected]
3D-печать металлом на заказ и самостоятельно с помощью Ultrafuse от BASF
У 3D-печати металлом много преимуществ, и она может быть полезна в различных областях. Процесс получения конечной металлической детали путем 3D-печати отличается от процесса получения пластиковой детали. Сначала деталь печатается, затем удаляется связующий полимер, и деталь спекается в печи. Часто все этапы невозможно выполнить в одном месте. Многие печатают изделия самостоятельно на 3D-принтере, но затем сталкиваются с проблемой отсутствия собственной системы очистки и спекания. Эти процессы делают получение конечной детали довольно длительным и сложным.
Центр инновационной 3D-печати Best3D Print может взять на себя как весь процесс изготовления металлической детали, так и помочь только постобработкой (очисткой и спеканием детали). На портале best3dprint.ru вы можете сделать заказ на 3D-печать, в том числе металлонаполненным филаментом Ultrafuse® от BASF Forward AM, очистку и спекание. Best3D Print обеспечит надежный и быстрый процесс производства и снизит ваши расходы.
Откройте для себя металлические нити Ultrafuse® от Forward AM
Forward AM предлагает два типа металлонаполненной нити Ultrafuse® – Ultrafuse® 316L и Ultrafuse® 17-4 PH. Эти инновационные металлические филаменты представляют собой композиты из нержавеющей стали. С металлической нитью Ultrafuse® появляется большая свобода для дизайна, и при этом совокупная стоимость владения низкая – печать металлических деталей становится более и доступной.
После очистки и спекания деталь, напечатанная из Ultrafuse® 316L, становится твердой и прочной. Печатать этой нитью можно на любом FFF принтере с открытым исходным кодом. Кроме того, нить совместима как с экструдерами типа «боуден», так и с экструдерами типа «директ». Она часто используются для изготовления инструментов, функциональных прототипов, мелкосерийного производства, а также оснастки и приспособлений.
Металлическая нить Ultrafuse® 17-4 PH идеально подходит для нефтехимической, аэрокосмической, автомобильной и медицинской промышленности, поскольку детали из нее обладают высоким уровнем прочности и твердости. Детали также приобретают свои окончательные свойства после процесса каталитической очистки и спекания. Нить Ultrafuse® 17-4 PH доступна по цене и проста в печати. Кроме того, у нее хорошая коррозионная стойкость и широкий спектр вариантов последующей обработки после печати. Ее часто используют для изготовления функциональных прототипов, оснастки, приспособлений и инструментов.
Больше свободы дизайна, чем когда-либо, с поддержками Ultrafuse
В конце мая 2022 года компания BASF Forward AM выпустила новый продукт – материал поддержек для 3D-печати металлонаполненными филаментами. Он предназначен для предотвращения прилипания или спекания деталей с поддержкой во время очистки и спекания. Раньше металлическая деталь часто нуждалась в тщательной последующей обработке для получения конечного продукта. Решение этой проблемы лежало в области технологии MIM (литье металлов под давлением). Там используются различные приспособления и опорные конструкции для предотвращения появления артефактов. Этот подход теперь перенесен и 3D-печать металлом. Никогда еще не было так просто изготавливать металлические детали.
Материал поддержки Ultrafuse должен быть напечатан в виде тонкого слоя, прикрепляемого к опорным конструкциям.
Откройте для себя портал Best3ВPrint – печать металлом, очистка и спекание металлических деталей на заказ
Как говорилось выше, процесс изготовления металлической детали от 3D-печати до получения конечного продукта, отличается от обычной 3D-печати пластиковой детали. Если вы воспользуетесь услугами Центра инновационной 3D-печати best3dprint.ru, там позаботятся обо всех стадиях процесса. Также, если вы печатаете детали сами, но не можете произвести удаление связующего и спекание, вы можете обратиться в Best 3D Print за постобработкой. Это сложный процесс, и у многих нет возможности выполнить его собственными силами. Best 3D Print обладает всем необходимым оборудованием и экспертизой, принимает заказы и осуществляет доставку готовых продуктов по всей России. Среди оборудования в арсенале Best 3D Print – установка от известной компании Raise3D – Metalfuse, состоящая из специального 3D-принтера, предназначенного для 3D-печати металлом, станции каталитической очистки и печи для спекания металлических изделий.
3D-печать металлом может стать отличным инструментом в различных областях.
Подробнее о примерах применения металлических изделий из металлонаполненных филаментов Ultrafuse вы можете узнать по ссылке.
Какой 3D-принтер подходит для прототипирования? Сравнение процессов 3D-печати
Какой процесс 3D-печати оптимален для прототипирования? В этой статье рассматриваются лучшие 3D-принтеры для этапа прототипирования при разработке продукта, включая рекомендации по проектированию, позволяющие максимально эффективно использовать каждую технологию производства.
С момента изобретения
3D печать в 1980-х технология превратилась в надежное производственное решение для простого и более требовательного прототипирования, а также для более сложных промышленных приложений.
Инженеры, дизайнеры, стартапы и устоявшиеся предприятия могут использовать 3D-печать для работы в цикле разработки своего прототипа. 3D-печать предлагает множество решений: от базовых моделей внешнего вида до изготовленных на заказ нестандартных деталей для исследований и разработок или тестирования продукта на более поздних стадиях, нестандартных инструментов и даже деталей для конечного использования или крупных сборок.
Сегодня Hubs предлагает широкий спектр технологий 3D-печати для прототипирования, от более простых процессов, таких как
FDM (моделирование наплавленным напылением) с использованием материалов на основе нитей до более сложных, таких как
MJF (HP Multi-Jet Fusion), в котором используются порошковые материалы, оптимальные для вставок, резьбы и окрашенных поверхностей.
Давайте разберем технологии 3D-печати, доступные через Хабы.
производственная сеть .
Как выбрать лучший процесс 3D-печати для прототипирования?
В зависимости от области применения вашего продукта существует несколько факторов, которые следует учитывать при выборе наилучшей технологии и процесса 3D-печати для ваших нужд в прототипировании. К ним относятся ваши намерения в отношении прототипа (визуальный, функциональный, тестовый, крупносерийный или конечный), а также ваши приоритеты и бюджет для конкретного этапа разработки.
В самом начале процесса важно определить, что для вас важнее: функциональность или внешний вид. Это поможет вам выбрать правильный процесс 3D-печати. Кроме того, когда более чем один процесс может производить прототипы из аналогичных материалов, выбор становится сравнением стоимости и свойств.
Вот еще несколько общих практических правил, которые мы используем в центрах.
Для быстрых и недорогих компонентов для установки или проверки концепции мы рекомендуем
FDM .
Для функциональных полимерных деталей мы предпочитаем термопласты (
SLS или же
МЖФ ) над реактопластами.
Для внешнего вида и эстетики термореактивные (
Соглашение об уровне обслуживания ) лучший вариант.
Для высокоточных малосерийных функциональных прототипов из металла или пластика также рассмотрите
ЧПУ обработка .
Тестовый кронштейн, напечатанный из различных 3D-печатных материалов.
Каковы основные критерии изготовления вашего прототипа? Точность размеров, размер конструкции и опорные конструкции
Важно иметь общее представление об основных механизмах каждого процесса 3D-печати, чтобы полностью понять основные преимущества и ограничения, которые будут влиять на то, что соответствует вашему приложению.
Давайте разберем ключевые критерии, которые необходимо учитывать при создании прототипов с помощью 3D-печати.
Размерная точность зависит от уровня детализации каждого процесса и качества сборки каждого 3D-принтера. Процессы, обеспечивающие более высокую точность, обычно позволяют создавать детали с более тонкими характеристиками. Машины промышленного класса имеют более высокую точность и повторяемость, чем настольные принтеры. Высота слоя (в основном актуальная в FDM) влияет на точность размеров.
Если вы разрабатываете прототип детали, которая будет контактировать с другими компонентами, очень важно определить необходимые допуски. Поскольку выбор процесса с более высокой точностью размеров может увеличить ваши затраты, вы также можете дорабатывать элементы с критическими размерами или мелкими деталями после 3D-печати (например, путем сверления отверстий или
нарезка резьбы ).
Размер сборки определяет максимальные размеры детали, которую может изготовить 3D-принтер. Для компонентов, которые превышают типичный размер сборки, рассмотрите возможность перехода на альтернативную технологию или разделение детали на несколько компонентов, которые можно будет собрать позже.
Опорные конструкции определяют уровень свободы дизайна и влияют на то, сколько постобработки ожидать. Процессы, которые не требуют поддержки, такие как SLS или промышленный FDM с использованием Ultem, имеют меньше ограничений и могут с большей легкостью создавать структуры произвольной формы.
145 x 145 x 175 мм для рабочего стола. До 1500 x 750 x 500 мм для промышленных принтеров
Требуется всегда
SLS/MJF
± 0,3% (нижний предел: ± 0,3 мм)
300 х 300 х 300 мм (до 750 х 550 х 550 мм)
Не требуется
Другим важным аспектом, который следует учитывать при выборе технологии, является
влияние высоты слоя .
Из-за аддитивного характера 3D-печати, высота слоя определяет гладкость поверхности после печати и минимальный размер элемента, который может воспроизвести принтер (в направлении z). Использование меньшей высоты слоя также делает эффект ступенчатости менее заметным и помогает создавать более точные криволинейные поверхности.
Типовая толщина слоя
ФДМ
50–400 мкм (чаще всего: 200 мкм)
__ SLA/DLP__
25–100 мкм (чаще всего: 50 мкм)
__SLS __
80–120 мкм (чаще всего: 100 мкм)
3D-печать для базового прототипирования — производство с помощью FDM
Если вы хотите построить базовый прототип с ограниченным бюджетом — визуализировать деталь или дизайн, проверить внешний вид и получить приблизительное представление о форме, посадке и функции —
FDM может быть лучшим вариантом 3D-печати.
Важно помнить, что FDM использует термопласты на основе нитей. Таким образом, такие параметры, как заполнение и разрешение слоя, будут влиять на точность и стоимость ваших нестандартных деталей. Чем больше у вас наполнителя, тем больше материала вам понадобится, что увеличивает стоимость.
Как метод печати, основанный на экструзии, FDM имеет свои собственные конструктивные ограничения и во многих случаях требует поддерживающих структур. Машины FDM могут изготавливать только одну деталь за раз, поэтому, если у вас большие объемы деталей, SLS и MJF могут быть более подходящими. Эти технологии подходят для объемного прототипирования, поскольку позволяют печатать несколько деталей одновременно.
Деталь из АБС-пластика, напечатанная с использованием FDM
3D-печать для сложных прототипов — производство с использованием SLA, SLS и MJF
Если вы хотите создавать более сложные высокоточные прототипы для проверки формы, соответствия и функционирования (или хотите проверить детали на долговечность и прочность), вы получите больше всего из
СУО,
SLS и
МЖФ. Для более сложных прототипов SLA, SLS и MJF являются более эффективными и простыми в масштабировании, а во многих случаях и наиболее экономичными вариантами, особенно для получаемого качества деталей.
Что касается материалов, используемых в этих процессах, то в SLA используются жидкие фотополимерные смолы, а в SLS и MJF — порошковые материалы, поэтому после печати удалять нечего. SLA использует структуры поддержки, поэтому, если вы печатаете сложные или детализированные функции, вам нужно учитывать время удаления.
Важно учитывать время постобработки, особенно при создании прототипов в больших объемах. При использовании SLA требуется время для отверждения жидкой смолы и обеспечения надлежащего высыхания деталей (имеется в виду дополнительное время, необходимое для удаления опор)
Напротив, порошковым материалам SLS и MJF требуется время для охлаждения, и их необходимо легко очищать. Сложные или детализированные элементы могут привести к трещинам, блокировке или заполнению внутренних отверстий/каналов, которые невозможно очистить. Конструкции должны предусматривать очистку, удаление порошка и достаточное охлаждение для обеспечения высокоточных прототипов.
Детали, напечатанные с использованием MJF
Какие материалы используются в 3D-принтерах?
В зависимости от используемой вами технологии 3D-печати,
материалы обычно поставляются в форме нити, порошка или смолы. Двумя основными группами материалов для 3D-печати являются полимеры (пластики) и металлы, а также доступны другие материалы, такие как керамика (один из новейших материалов, используемых в 3D-печати) или композиты (идеально подходит для изготовления прочных и легких деталей).
Полимеры можно разделить на термопласты и реактопласты. Основное различие между этими двумя обозначениями заключается в том, как они ведут себя при нагреве. При нагревании термореактивных материалов материал становится прочнее, но его нельзя переформовать или нагреть после первоначальной формовки. Напротив, вы можете нагревать, переформовывать и охлаждать термопласты по мере необходимости, не вызывая каких-либо химических изменений.
Различные технологии предназначены для печати одними материалами более оптимально, чем другими, при этом уровень точности и стоимость материала становятся смягчающими факторами.
Что такое термопласты и реактопласты?
Термопласты являются наиболее часто используемым типом пластика. Основная особенность, которая отличает их от реактопластов, заключается в том, что они могут проходить многочисленные циклы плавления и затвердевания. Это означает, что вы можете обратить процесс нагревания и придания термопластам желаемой формы.
Поскольку при нагревании и формовании термопластов не происходит химической связи, их можно перерабатывать или плавить и использовать повторно. Один из способов представить термопласты — сравнить их с маслом. Вы можете многократно плавить и снова затвердевать масло, и с каждым циклом плавления его свойства меняются лишь незначительно.
Термопласты обладают хорошими механическими свойствами и высокой ударопрочностью, устойчивостью к истиранию и химическому воздействию. Они также могут быть заполнены углеродом, стеклом или другими добавками для улучшения их физических свойств. Инженерные термопласты, такие как нейлон, PEI и ASA, широко используются для производства конечных деталей для промышленного применения.
В целом, термопласты лучше всего подходят для изготовления функциональных прототипов и некоторых деталей конечного использования. Важно отметить, что изделия из термопласта не подходят для несущих конструкций.
Типичные термопласты для 3D-печати
__ SLS__, MJF
Нейлон, ТПУ
ФДМ
PLA, ABS, PETG, нейлон, PEI (ULTEM), ASA, TPU
Пирамида ниже показывает наиболее распространенные термопластичные материалы для 3D-печати. Как правило, чем выше в пирамиде находится материал, тем лучше его механические свойства и тем труднее его печатать (выше стоимость).
Реактопласты (также известные как термореактивные полимеры или пластмассы), в отличие от термопластов, остаются в твердом состоянии после одного цикла отверждения. Они лучше подходят для приложений, где важна эстетика, поскольку они могут производить детали с гладкими поверхностями (аналогично тому, что получается при литье под давлением) и мелкими деталями.
Как правило, они имеют высокую жесткость, но более хрупкие, чем термопласты, поэтому они не подходят для функционального применения. Доступны специальные смолы, предназначенные для инженерных применений (имитирующие свойства ABS и PP) или зубных вставок и имплантатов.
Обычные термореактивные материалы включают фенольные, эпоксидные, силиконовые и полиуретановые материалы, которые обеспечивают различные преимущества для производства. Эпоксидные смолы, например, прочные, устойчивые к широкому спектру химических веществ и очень эластичные.
Вероятно, вы купили 3D-принтер, потому что вы креативны и любите новые технологии, но обнаруживаете, что большую часть времени ваш принтер не используется. Вы можете изменить это, поделиться своей страстью с активным сообществом предпринимателей и создателей и зарабатывать деньги на этом пути.
В Print a Thing мы стремимся демократизировать 3D-печать и сделать ее доступной для всех. Присоединяйтесь к нам и превратите свой принтер и свою страсть в прибыльный бизнес. Мы делаем все расчеты за вас. Все, что вам нужно сделать, это выбрать нужное задание из списка заданий и следовать нашим инструкциям о том, как распечатать и отправить его по почте.
Стань поставщиком!
Наша философия.
Мы хотим изменить мир к лучшему с помощью технологий, и мы рассматриваем демократизированную 3D-печать как способ сделать это. Когда каждый сможет создавать совершенно уникальные физические объекты по разумной цене, не имея денег или технических навыков, чтобы владеть собственным 3D-принтером и управлять им, во всем мире высвободится совершенно новая творческая энергия.
Системы автоматизации ЧПУ SINUMERIK основана на модульном принципе, с помощью которого возможна быстрая реализация проектов клиента.
Для каждой задачи должен быть подходящий станок — включая СЧПУ и приводы. Не играет роли, какие высокие требования к ним предъявляются.
С помощью нескольких модулей, которые всегда подходят друг к другу, можно покрыть весь спектр станков. Вы просто идете на склад и вставляете соответствующие модули в унифицированную систему. Исполнения SINUMERIK 802S, 802C, 802D, 810D, 840Di, 840D и 840C покрывают весь диапазон техники автоматизации. Таким образом, и Вы имеете оборудование для выполнения самых многообразных задач. Варианты СЧПУ Export и Standard
Варианты Export/Standard Из-за существующих ограничений на экспорт для системного ПО СЧПУ, относящихся к определенным функциям СЧПУ согласно европейскому/немецкому экспортному списку, SINUMERIK 810D, SINUMERIK 840Di и SINUMERIK 840D поставляются в двух вариантах. У SINUMERIK 810D это относится к компонентам CCU со встроенным системным ПО, у SINUMERIK 840Di – к системному ПО NCK, а у SINUMERIK 840D – к системному ПО NCU. Варианты Standard SINUMERIK 810D, SINUMERIK 840Di и SINUMERIK 840D предлагают весь объем функций СЧПУ, но для них требуется разрешение при экспорте в страны за пределы ЕС. Варианты Export SINUMERIK 802S, SINUMERIK 802C, SINUMERIK802D, SINUMERIK 810DE, SINUMERIK 840DiE и SINUMERIK 840DE в своей функциональности ограничены по экспортному списку и по этому в своем »виде« не требуют специального разрешения по законам ЕС и немецким законам. В зависимости от используемой СЧПУ или варианта СЧПУ получается соответствующий статус для всей системы ЧПУ.
Указание. Если для определенных компонентов существует обязательное получение разрешения на реэкспорт согласно законам США, то оно должно учитываться отдельно. Информация по разрешениям на вывоз поставляемых компонентов содержится в накладных (экспортное обозначение »AL« по законам ЕС и немецким законам и »ECCN« по законам США). Также при необходимости требуется соблюдение обязательного разрешения касательно конечного места назначения и цели использования. Функциональные ограничения для вариантов Export SINUMERIK 810DE/840DE от версии ПО 6.4 и SINUMERIK 840DiE от версии ПО 2.3 сняты! Функции для вариантов Export SINUMERIK 810DE/840DE от версии ПО 6.4 и SINUMERIK 840DiE от версии ПО 2.3 ограничены до «макс. 4-х интерполирующих осей»!
Важные указания по экспорту: Так как вывоз вариантов Standard (компоненты/система) подлежит занимающему много времени получению разрешения и это относится и к поставке компонентов с обязательным разрешением в рамках сервисных услуг и поставки запасных частей, рекомендуется отдавать предпочтение вариантам Export. При использовании вариантов Standard обратить особое внимание на то, что обязательное получение разрешения на экспорт распространяется и на лицензируемые компоненты при поставках запасных частей. Отдельно это действует в тех случаях, когда СЧПУ после установки в станок может вывозиться изготовителем станка без получения разрешения. Следствием этого может быть значительное ограничение сервисных услуг из-за длительного процесса получения официального разрешения. Поэтому рекомендуется заранее включить в запрос на получение разрешения на поставку системы и разрешения на поставку запасных частей и компонентов. Если осуществляется вывоз СЧПУ, смонтированной в станке, то изготовителю станка рекомендуется, заранее внести в требуемый запрос на получение разрешения для станка и поставку запасных частей или, при поставке станка, не требующего разрешения на вывоз, заранее получить разрешение на вывоз запасных частей, подлежащих обязательному лицензированию. В этом случае поставки запасных частей, для которых требуется разрешение, могут быть осуществлены быстро и просто самим производителем станка или Siemens, если производитель станка предоставит Siemens оригинал разрешения.
Преобразователи
Централизованные системы приводов с SIMODRIVE 611 Централизованные системы приводов предлагают широкий выбор услуг в модульной технике. С помощью различных модулей управления могут быть реализованы различные соединения приводов с вышестоящей СЧПУ. 2-х осевые модули позволяют осуществлять компактную установку модульной структуры. С помощью предложенной модульной системы могут быть реализованы любые конфигурации приводов. Таким образом, возможно сквозное проектирование для любой установки, от компактного станка до комплексной установки. Децентрализованные системы приводов с SIMODRIVE POSMO С помощью децентрализованных приводов техника приводов перемещается из распределительного шкафа непосредственно на станок. Преимущества этой техники проявляются в типе конструкции и монтаже: Распределительный шкаф упрощается, это же относится и к монтажу станка благодаря комплексным устройствам, что уменьшает затраты на монтаж благодаря упрощенной проводке кабеля. Преимущества децентрализованной техники приводов в особой мере проявляются на станках и установках больших размеров.
Указание: Для успешной и надежной работы системы приводов использовать только оригинальные компоненты системы SIMODRIVE в комбинации с описанными в этом каталоге и в руководствах по проектированию, описаниях функций и руководствах пользователя оригинальными принадлежностями Siemens. Пользователь должен учитывать параметры проектирования. Для отличных от указанных комбинаций (возможно и вместе с продуктами иных изготовителей) требуется отдельная договорная регламентация. SIMODRIVE 611 это гибко проектируемая линейка приводов, отвечающая как экономически, так и экологически техническим требованиям современных станков. С SIMODRIVE 611 Siemens предлагает линейку приводов с аналоговым или цифровым управлением, отвечающую наивысшим требованиям в динамике, установочном диапазоне числа оборотов и свойствах кругового движения. Благодаря модульной конструкции линейки приводов могут быть реализованы конфигурации приводов с практически любым количеством осей или главных шпинделей. Осевые модули рассчитаны для приводных двигателей 1FT, 1FK и 1FN, а также двигателей главного движения 1PH, 1FE1 и 1LA. Размер двигателя определяет силовые модули. Из требуемой для этого мощности промежуточного контура получается необходимый модуль питания. Через модуль питания системная структура SIMODRIVE 611 подключается к сети низкого напряжения с заземленной нейтралью (сеть TN). Все модули линейки приводов SIMODRIVE 611 имеют унифицированную конструкцию. Интерфейсы для питания и коммуникации друг с другом, а также интерфейсы между сменными модулями управления и силовыми модулями стандартизированы.
Электродвигатели
Трехфазные электродвигатели идеально подходят для линейки приводов SIMODRIVE 611. Благодаря высокой удельной мощности серводвигателей создаются условия для компактной конструкции станка. Обмотка изолирована DURIGNIT 2000 в соответствии с классом нагревостойкости F. Это является основой для высокого термического запаса. Это также храктеризует прочность для длительной нагрузки и перегрузок в рабочих режимах.
Периферийные устройства и принадлежности
ADI4 — модуль аналогового интерфейса привода
Позволяет управлять до 4 осей аналоговым сигналом +/- 10 В и подключать 4 инкрементальных датчика обратной связи с сигналом TTL и SSI. Максимально к SINUMERIK 840Di можно подключить 2 модуля.
Панели оператора OP 010 OP 010S (узкая) OP 010C OP 012 OP 015
Дополнительные компоненты управления Дисковод 3.5″ Стандартная клавиатура PS/2 Полная клавиатура ЧПУ 19″ Полная клавиатура ЧПУ OP 032S Станочный пульт OP 032S Станочные пульты 19″ Кнопочная панель PP 031 — MC Ручной пульт управления B-MPI Ручной пульт управления Mini Электронные маховички Интерфейс MPI
Системы измерения SIMODRIVE sensor Оптоэлектронные пристраиваемые датчики Инкрементальная система измерения SIMAG h3 Диагностическое устройство
Соединительная техника MOTION-CONNECT Силовые и сигнальные кабели, удлинители, MPI-кабели.
Программное обеспечение HMI для УЧПУ
Управление и программирование
Открытая архитектура
IT-Solutions для обрабатывающих станков для интеграции СЧПУ
Система идентификации инструмента
Вспомогательные программы
SINUMERIK Solution Provider
Программное обеспечение PROFIBUS
Децентрализованные решения автоматизации на базе открытых полевых шин сегодня являются стандартом во многих отраслях производства и технологии производственных процессов. Только с помощью полевых шин можно полностью использовать функциональные преимущества цифровой коммуникации, например, лучшее разрешение измеренных значений, возможности диагностики и дистанционное параметрирование. PROFIBUS сегодня это самая успешная открытая полевая шины с большой установочной базой для широкого спекта использования. Нормирование по IEC 61158 / EN 50170 обеспечивает гарантию инвестиций пользователя.
Отраслевые решения
Наш набор унифицированных системных элементов Конкурентоспособность и высокая производительность оборудования пользователя существенно зависят от выбранной системы автоматизации машины (станка). Для этого нужны комплексные решения, и для маленькой машины, и для крупной установки. Мы реализуем такие решения с нашими хорошо зарекомендовавшими себя стандартным изделиям, а также специализированными модулями для различных отраслей.
Cтандартные изделия Siemens Управление для каждого типа машин Надежным решением для установок малой и средней сложности являются модульные системы управления SIMATIC S7-300. Для задач высокой сложности оптимальны системы автоматизации на базе SIMATIC S7-400. Функциональными модулями FM решаются такие технологические задачи, как кулачковые переключатели, позиционирование и регулирование технологического параметра с обратной связью и т.п.
Для задач ЧПУ применяется оправдавшее себя управления SINUMERIK. Полная совместимость: программное обеспечение для всех фаз процесса инжиниринга Существует программное обеспечение SIMATIC для каждой фазы Вашего проекта: для планирования, проектирования, конфигурирования и параметрирования оборудования и средств коммуникации, для программирования, документирования, тестирования, ввода в эксплуатацию и сервиса и архивации. Оно допускает кооперацию и совместную работу нескольких человек над одним проектом.
Надежные шины передачи данных Надежная коммуникации между компонентами системы автоматизации – обязательное условие высокой производительности любой машины. Надежные шинные системы, такие как PROFIBUS-DP, PROFIBUS-FMS и AS-интерфейс обеспечивают безотказный обмен данными между компонентами на всех уровнях. При этом можно добиться существенной экономии на соединительных кабелях, упростить схему соединений и сократить время монтажа. Такая система легко модернизируется и масштабируется.
Модульная визуализация процесса Системы человеко-машинного интерфейса обеспечивают удобное взаимодействие между оператором и технологической установкой (станком). Для этого применяются как панели оператора SIMATIC HMI с программным обеспечением проектирования ProTool так им базирующиеся на PC системы визуализации с WinCC, созданные по новейшим технологиям и работающие под Windows 95 и Windows NT.
Преобразователи и двигатели Только точные и надежно управляемые приводы обеспечивают правильную работу машин. Для этого используется надежная система приводов SIMODRIVE с серводвигателях и преобразователи SIMOVERT MASTERDRIVES для асинхронных и синхронных электродвигателей с большой динамикой при минимальных габаритах.
Наши специализированные отраслевые решения Управление Где стандартные системы не обеспечивают оптимального решения, разработаны специализированные дополнения, как, например, специальные периферийные устройства (ультразвуковые модули позиционирования SM 338) или комплектные системы управления (управление кругловязальными машинами SITEX CK). Программное обеспечение и инструменты инжиниринга Чтобы снизить затраты инженерного труда и реализовать специфические функции, мы разработали модули программного обеспечения для выбранных функций, например, для машин для обработки пластмассы. Эти модули предоставляются в библиотеках и эффективно интегрируются с современными инструментами – STEP7, CFC.
Визуализация процесса Для характерных отраслевых применений мы разрабатываем специализированные устройства визуализации процесса, например, SIJECT OP37 и специальное программное обеспечение. Поставляются устройства адаптированные под требования заказчика, например, панели с защитной пленкой или готовые маски WinCC.
Интеллектуальный привод Чтобы уменьшить стоимость программного обеспечения и заменить сложную и дорогостоящую механику высокой точности, мы поддерживаем концепцию интеллектуального привода. Мы решаем такие сложные функции, как, например, синхронное движение, угловая синхронизация и другие специфические задачи регулирования, нашим интегрированным в привод технологическим программным обеспечением Motion Control. Из этих программных модулей можно просто реализовать специфические пользовательские приложения, как, например, электронный редуктор. Эти применения могут быть реализованы как центральное решение на основе контроллера SIMATIC SM7 или как децентрализованное решение непосредственно в преобразователях привода (SIMOVERT MASTERDRIVES MC). Дополнительная информация в Интернет http://www.siemens.com/
О компании и продукции Siemens
Система ЧПУ Sinumerik. Программирование в среде ShopTurn — Национальная сборная Worldskills Россия
“
В данном уроке мы поговорим о системе ЧПУ SINUMERIK и о программировании в среде ShopTurn.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Язык программирования устройств с ЧПУ
Компьютеризированный комплекс, управляющий рабочими органами оборудования и контролирующий исполнение задания
Программное обеспечение, позволяющее быстро создавать программы для обработки деталей непосредственно на станке с ЧПУ
Видеолекция
Конспект
Органы управления
Пульт управления имеет сенсорный дисплей и физические кнопки. Из органов управления, которые вынесены в нижней части пульта, можно выделить:
Кнопки выбора режима доступа (1).
Клавиша аварийного останова (2).
Кнопка включения гидравлики и приводов (3).
Кнопка открытия двери (4).
Кнопка Cycle Start (5). Запускает программу или цикл.
Кнопка Cycle Stop (6). Полностью останавливает программу или цикл.
Кнопка «Стоп подача» (7). Останавливает все узлы, кроме шпинделя.
Кнопки перемещения по осям и управления шпинделем (8). Данные кнопки служат для перемещения по осям в ручном режиме.
Потенциометры (9). Служат для управления подачей.
Кнопки управления задней бабкой (10). На данном станке позволяют осуществлять перемещения задней бабки.
Кнопка согласия. Ее необходимо удерживать, если нужно осуществить перемещения с открытой дверью станка.
Ключ, определяющий уровень доступа.
Интерфейс станка
Вкладка Machine
Позволяет:
вызвать инструмент и указать количество оборотов,
указать нулевую точку детали,
спозиционировать инструмент,
приступить к измерению инструмента.
Основные параметры:
Строка с иконками состояния (1).
Координаты текущего положения инструмента (2).
Вызванный инструмент (3).
Подача (4).
Скорость вращения шпинделя (5).
Доступные режимы:
JOG (1).
MDA (2).
AUTO (3).
На вкладке TSM можно:
вызвать инструмент по номеру или по имени,
определить количество и направление вращения шпинделей,
вызвать М-функцию,
осуществить выбор смещения нулевой точки.
Следующие вкладки:
«Нул. т. детали» позволяет указать нулевую точку.
«Измер. инстр.» позволяет воспользоваться циклами ручного и автоматического измерения.
«Позиция» позволяет осуществить перемещения инструмента по одной или нескольким осям с определенной подачей.
«Резание».
Вкладка Offset
Позволяет:
создать новый инструмент,
внести коррекцию на существующий инструмент,
посмотреть другую информацию об инструменте,
выполнять преобразования со смещением рабочей системы координат.
Как создать новый инструмент
1. Выбираем нужную позицию в револьвере и нажимаем на кнопку «Новый инструмент».
2. Выбираем тип инструмента и нажимаем «ОК».
3. Вводим параметры инструмента:
имя,
длина по оси X,
длина по оси Z,
радиус,
угол пластины,
направление вращения шпинделя,
СОЖ.
4. На вкладке «Износ инструмента» можно ввести коррекцию на длину инструмента.
5. На вкладке «Смещение нулевой точки» можно увидеть рабочие смещения.
Вкладка Alarm
Позволяет просмотреть ошибки и сообщения, которые могут возникнуть при работе на станке.
Вкладка Program Manager
Позволяет создать папку, управляющую программу и подпрограмму. В данном окне мы только создаем, удаляем и перемещаем программы.
Вкладка Program
В этой вкладке можно добавлять или изменять циклы, смотреть моделирование обработки, а также отправить программу на исполнение.
Вкладка OEM
В этой вкладке можно производить настройку и управление узлами станка.
Новые вкладки
ASCII. В этом окне располагается клавиатура с буквами и цифрами.
«ИНФОРМАЦИЯ». В этом окне можно посмотреть время, дату, найти номер сервисной службы и номер станка.
«СТАНОК1». В этом окне оператор может включить и выключить СОЖ, включить и выключить перемещение конвейера для стружки и задать ему направление перемещения. Также можно включить вращение шпинделя по часовой или против часовой стрелки, поменять количество оборотов в процентном соотношении.
«СТАНОК2». В этом окне можно управлять параметрами основных узлов станка.
“
В этом видео мы с вами познакомились с интерфейсом и функционалом системы ЧПУ SINUMERIK, а также рассмотрели различные режимы и органы управления. Закрепите новые знания с помощью теста и интерактивного задания.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
Стартуем!
Включение гидравлики
Запуск программы
Управление шпинделем
Управление подачей
Дальше
Проверить
Узнать результат
Machine
Offset
Program
Дальше
Проверить
Узнать результат
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пройти еще раз
СИНУМЕРИК 840 | Системы ЧПУ | Сименс США
СИНУМЕРИК 840
SINUMERIK 840D sl — это мировой стандарт ЧПУ премиум-класса. Высокая производительность ЧПУ, а также гибкость и открытость, которые до сих пор были недостижимы, составляют основу почти каждой концепции станка. Высокопроизводительная аппаратная архитектура и интеллектуальные алгоритмы управления, а также технология приводов и двигателей премиум-класса обеспечивают высокую динамическую производительность и точность обработки. ЧПУ SINUMERIK 840D sl дополняется обширным набором решений для интеграции в ИТ-среду.
Содержание
С одного взгляда
Индивидуальные концепции управления для большей универсальности и удобного обращения со станком
SINUMERIK Operate Display Manager поможет вам максимально эффективно использовать большие экраны. Разделение пространства экрана на несколько областей позволяет воспринимать большое количество информации одним взглядом. Интуитивное управление жестами и несколькими касаниями, а также четко структурированное отображение различных приложений, виджетов или виртуальной клавиатуры обеспечивают быструю и удобную работу. Внешний вид поверхности экрана Display Manager можно настроить в любое время в соответствии с индивидуальными предпочтениями оператора.
SINUMERIK 840D sl обладает почти неисчерпаемым потенциалом производительности: благодаря высокопроизводительным ЧПУ (числовым управляющим устройствам) на базе привода с современной многоядерной процессорной технологией можно управлять до 93 осями в 30 каналах станка. по ссылке НКУ.
В дополнение к масштабируемой производительности NCU, SINUMERIK 840D sl также отличается высокой степенью модульности, когда речь идет о компонентах управления. Гибкая концепция управления M:N — например, любая панель оператора может быть объединена с NCU — делает SINUMERIK 840D sl идеальным решением для управления высокопроизводительными станками.
Коммуникация на всех уровнях
SINUMERIK 840D sl полностью интегрирован в среду Siemens TIA с использованием PROFINET. Totally Integrated Automation представляет собой уникальный уровень бесшовной интеграции — от поля, через производство до уровня руководства компании.
Открытость SINUMERIK 840D sl является важным конкурентным преимуществом, позволяющим оптимально адаптировать ЧПУ к технологии станка. Например, можно дополнить и адаптировать операционную систему или даже интегрировать роботов и системы обработки.
Используйте весь спектр технологий обработки
Фрезерование и токарная обработка на пределе возможностей — одна из сильных сторон SINUMERIK 840D sl. Кроме того, SINUMERIK 840D sl позволяет использовать почти неисчерпаемый спектр технологий: от шлифовки и лазерной обработки, зубчатого колеса до многозадачной обработки. Благодаря исключительной системной гибкости SINUMERIK 840D sl также является первым выбором, когда речь идет о совершенно новых областях техники.
Версии панелей
Панели SINUMERIK упрощают работу и визуализацию для операторов станков. Благодаря своим сенсорным экранам они открывают путь к созданию новых и уникальных принципов управления машинами. В сочетании с новейшим SINUMERIK Operate сенсорное управление и управление жестами завоевывают себе место в производственной сфере.
Доступные размеры от 15 до 24 дюймов, панели оператора SINUMERIK Blackline Plus используют формат 16:9.формата экрана, имеют привлекательный современный дизайн и обеспечивают основу для совершенно новых концепций управления. В базовой версии MCP 398C дополнительные панели управления машины одинаковы для всех форматов экрана и могут быть расширены за счет дополнительных модулей.
Современный и удобный
Устойчивая к царапинам неотражающая поверхность обеспечивает яркое изображение и привлекательный дизайн передней панели
Емкостный мультисенсорный дисплей
Улучшенный обзор благодаря складному боковому экрану в качестве панели навигационной информации в SINUMERIK Operate
Высочайшая производительность для сложных задач визуализации на базе ПК
Прочный
Максимальная степень защиты IP65 и устойчивое к царапинам стекло
Возможна реализация индивидуальных концепций
Модульные и стандартные по всем направлениям
15, 19, 22 и 24-дюймовые экраны с соответствующей панелью управления станком
Возможна реализация индивидуальных концепций
Ультрасовременная панель оператора для систем SINUMERIK 840D sl, SINUMERIK OP 015 Black обеспечивает максимальное удобство для оператора благодаря широкому 15-дюймовому сенсорному экрану.
Интуитивное мультисенсорное управление (до 5 точек касания одновременно)
Широкоэкранный монитор с высоким разрешением для удобного управления и контроля (1366 x 768 пикселей)
Встроенный тонкий клиент для передачи видео через Ethernet
Прочный
Максимальная степень защиты IP66 и устойчивое к царапинам стекло
Технология Multitouch – отсутствие износа механических компонентов
Дополнительные продукты
TIA Portal представляет собой рабочую среду для конфигурирования, параметризации и программирования станков и характеризуется высоким уровнем удобства для пользователя. Это помогает решать инженерные задачи единообразно и структурированно. SINUMERIK 840D sl интегрирован в TIA Portal:
Благодаря STEP 7 в TIA Portal программы автоматизации для SINUMERIK могут быть созданы на распространенных языках ПЛК или с помощью эффективного программирования на языке высокого уровня в Structured Control Language. (СКЛ)
Вместе с WinCC TIA Portal предоставляет комплексный инструмент настройки для создания профессиональных пользовательских интерфейсов
Концепция безопасности Safety Integrated плюс может быть реализована легко и эффективно благодаря TIA Portal
Дополнительную информацию о портале TIA можно найти здесь.
Уже почти два десятилетия SINUMERIK Safety Integrated является эталоном технологий безопасности, интегрированных в системы для станков. Интеллектуальные системные функции обеспечивают высочайший уровень удобства и безопасности как для оператора, так и для машины, например, возможность установки машины с открытой защитной дверцей.
В сочетании с технологией интегрированной безопасности привода SINAMICS системы управления SINUMERIK 840 предлагают оптимальную платформу для реализации концепции безопасного оборудования.
Начиная с версии программного обеспечения 4.8 SP 2, Safety Integrated Plus предлагает множество новых функций, таких как графическая поддержка ввода в эксплуатацию с экранными формами, что значительно упрощает параметрирование функций безопасности.
Узнайте больше о технологии SINUMERIK Safety Integrated
Автономная станция программирования SinuTrain переносит SINUMERIK Operate на ПК, включая анимированную панель управления станком, для создания учебной ситуации, очень похожей на реальную. Это облегчает переход от обучения к практической среде — мощному инструменту, который позволяет создавать программы ЧПУ в автономном режиме на ПК в среде, близкой к реальности. Затем эти программы ЧПУ могут быть непосредственно переданы в ЧПУ. ЧПУ можно программировать в учебной среде точно так же, как впоследствии они будут использоваться на реальных станках, управляемых SINUMERIK.
Доступны идеально адаптированные учебные пакеты, а также бесплатная базовая версия — все, что вам нужно для эффективного обучения в вашей собственной среде.
Более подробная информация о SINUTRAIN доступна на сайте CNC4You.
SinuTrain на сайте отраслевой онлайн-поддержки Siemens
Системные компоненты
Система управления SINUMERIK 840 в сочетании с приводами SINAMICS и двигателями SIMOTICS оптимально спроектирована для удовлетворения требований стандартных машин.
SINAMICS S120 является синонимом производительности и гибкости при оснащении станков. В дополнение к широкому спектру модулей двигателей доступны различные варианты питания с такими функциями, как рекуперация энергии и управляемая промежуточная цепь. Это обеспечивает кратчайшее время разгона шпинделя и обеспечивает идеальную компенсацию реактивной мощности для всего станка.
Узнайте больше о приводах книжного формата SINAMICS S120 для ЧПУ
SINAMICS S120 Combi сочетает в себе производительность модульного SINAMICS S120 с компактной прочной конструкцией. В один корпус встроены один ввод и до четырех шкафных модулей. Этот привод является идеальной основой для оснащения компактных стандартных концепций станков с мощностью шпинделя 15 кВт и до пяти осей подачи.
SINAMICS S120 Combi теперь доступен в новом типоразмере в двух дополнительных типах. Их преимущества — еще более компактная конструкция, мощная ось Z для фрезерных станков и трехкратная перегрузочная способность.
Дополнительная информация о SINAMICS S120 Combi
Высокий крутящий момент, высокая точность энкодера и идеальная плавность хода делают серводвигатели SIMOTICS оптимальным приводом подачи для станков.
СИМОТИКС С
Выдающееся портфолио получается благодаря сочетанию высокого уровня компетенции Weiss Spindeltechnologie GmbH в области проектирования и изготовления шпинделей с давними традициями Siemens в области создания электрических асинхронных двигателей. Это уникальное портфолио поддерживает все типы шпиндельных решений — от классических механических шпинделей на базе навесных шпиндельных двигателей SIMOTICS M-1PH8 и SIMOTICS M-1Ph2, через SIMOTICS M-1FE1 и M-1FE2 — до гибридных и высокопроизводительных мотор-шпинделей.
СИМОТИКС М
Выходя за рамки традиционных принципов вращения двигателей, ассортимент SIMOTICS также включает в себя линейные и моментные двигатели с высокими динамическими характеристиками. Упругость, люфт и трение в трансмиссии машины, а также элементы механической трансмиссии могут быть практически устранены при использовании линейных двигателей SIMOTICS L-1FN3. Кроме того, в дополнение к столам для позиционирования, требующим высоких динамических характеристик, встроенные моментные двигатели SIMOTICS T-1FW6 также могут использоваться для круглых и поворотных столов, используемых в приложениях точной 5-осевой обработки. Их инновационный дизайн также означает, что они могут работать в совершенно новых областях техники, например, токарно-фрезерных станках.
Линейные двигатели SIMOTICS L
Моментные двигатели SIMOTICS T
Успех
Системы SINUMERIK 840 успешно используются во многих проектах. Вы можете найти интересную подборку этих проектов здесь.
Посетите раздел «Истории из жизни» Портал CNC4You для нескольких историй о SINUMERIK 840.
Учить больше
Связаться
SINUMERIK Поддержка США | Система автоматизации ЧПУ SINUMERIK
Свяжитесь с нами 24 часа в сутки, 7 дней в неделю.
Siemens Industry, Inc. CNC for Machine Tool Solutions 390 Kent Avenue Elk Grove Village, IL 60007 Телефон: (800) 879-8079
Обычное рабочее время: с понедельника по пятницу, с 7:00 до 16:45 по центральному поясному времени
Экстренная служба, в нерабочее время: Оставьте сообщение, и мы перезвоним вам как можно быстрее, или следуйте побуждает к немедленному ответу. Обратите внимание, что за обслуживание в нерабочее время может взиматься отдельная надбавка к стоимости запчастей и транспортным расходам.
Разные проблемы требуют разных решений. А благодаря обширному практическому опыту работы со станками по всему миру клиенты обращаются в Siemens за помощью по вопросам, касающимся функций или обращения с продуктами SINUMERIK, SINAMICS, SIMODRIVE и ACRAMATIC. По телефону, факсу или электронной почте специалисты Siemens по обслуживанию станков и ЧПУ доступны 24 часа в сутки, 7 дней в неделю, чтобы проконсультировать вас и помочь вам ответить на вопросы, касающиеся эксплуатации и обращения с вашими SINUMERIK и ACRAMATIC CNC. элементы управления, а также другие станочные продукты.
Siemens предлагает следующие услуги, которые помогут вашему предприятию работать с максимальной производительностью
Обслуживание ЧПУ/станков на месте инженерами, прошедшими обучение на заводе Siemens
Помощь в запуске и применении как для OEM-производителей, так и для конечных пользователей
Модификация системы , включая обновление программного и аппаратного обеспечения, установку дополнительных устройств и модернизацию
Дистанционная диагностика для анализа и диагностики проблем через модем
Отдел
Телефон
Факс
Электронная почта
Служба поддержки клиентов — запасные части, ремонт и выездное обслуживание
Компания «Сименс» предлагает три уровня сервисных соглашений с различными услугами для обеспечения полной работоспособности вашей машины.
Соглашение SIE MACH уровня I обеспечивает замену деталей, обслуживание на месте и ремонт двигателя
Соглашение SIE MACH уровня II предлагает доступ к круглосуточной службе технической поддержки, включая выходные и праздничные дни. В дополнение ко всем услугам, предлагаемым в рамках SIE MACH Level I, SIE MACH Level II включает профилактическое техническое обслуживание
Соглашение SIE MACH уровня III предлагает дополнительные услуги, такие как семинары по обслуживанию на месте для вашего персонала, а также консультации по обслуживанию и круглосуточное время реагирования на месте
Дополнительные услуги
Повышение производительности
Оптимизация машины
Мастерские выездного обслуживания
Инвентаризация/обмен основного двигателя
Ремонт и профилактическое обслуживание мотор-шпинделя
Модернизация привода
Контроль вибрации
Силовые исследования
Пакеты запасных частей
Дистанционная диагностика
Предоплата — так что вам не нужно беспокоиться об административных проблемах, препятствующих получению необходимых услуг
Единицы никогда не устареют
Принято во всем мире
Вы можете управлять своей учетной записью через удобный онлайн-интерфейс
Как правило, при покупке запасных частей для вашего станка следует учитывать три варианта. Служба поддержки клиентов Siemens доступна 24 часа в сутки, 7 дней в неделю, чтобы предоставить вам быстрый и эффективный заказ и доставку запасных частей и услуги по ремонту для ваших продуктов SINUMERIK, SINAMICS, SIMOTICS, SIMODRIVE, SIMOVERT MASTERDRIVES и ACRMATIC.
Покупка Заказать новую запчасть без обмена. Обратите внимание, что старые детали часто можно вернуть за кредит.
Расширенный обмен Мы отправляем вам запасную/сменную деталь, а вы отправляете нам свою старую деталь. Новые и старые детали должны иметь одинаковые номера деталей, а старая деталь должна быть в ремонтопригодном состоянии.
Ремонт Мы восстановим вашу старую деталь до заводских характеристик.
Отдел
Телефон
Факс
Электронная почта
Служба поддержки клиентов — запасные части, ремонт и выездное обслуживание
Отправьте нам факс с заказом на поставку по телефону (513) 234-9780
.
Подтверждение заказа будет отправлено вам по почте или электронной почте
Обратите внимание, что если вам нужно вернуть купленную деталь, будет взиматься 20% от прейскурантной цены для покрытия повторных испытаний, обработки и пополнение запасов.
Для подтверждения данной гарантии предоставьте подтверждение установки машины. — Номер машины из вашей регистрации в Siemens — Предыдущий заказ на поставку, по которому была заказана деталь — При необходимости обратитесь за помощью к представителю отдела обслуживания клиентов
Заказ на покупку требуется только для целей отслеживания. Никакие сборы не будут применяться к гарантийному заказу на покупку, за исключением специальных расходов на доставку и обработку при доставке от прилавка к прилавку или от двери до двери, а также за повреждение детали, на которую не распространяется гарантия
Для получения информации о новой системе управления, двигателе или приводах, на которые распространяется гарантия, обратитесь к OEM-производителю вашей машины
.
Инструкции
Позвоните нам по телефону (800) 879-8079
Предоставим устную смету по телефону
Отправьте нам по факсу заказ на покупку по телефону (513) 234-9780 и запросите «Расширенный обмен» по номеру заказа
.
Подтверждение заказа будет отправлено вам по почте или электронной почте
Мы доставим деталь в соответствии с подтвержденной датой поставки. В комплект поставки входят форма разрешения на возврат материалов (RMA) и отчет о признаках неисправности. Номер RMA должен быть указан на упаковочном листе и четко указан на внешней стороне упаковочной коробки
Отправьте обратно неисправную деталь, включая форму RMA, по адресу, указанному в вашем RMA
.
Siemens выставит вам соответствующий счет
Кредит будет выставлен по счету-фактуре Сименс, когда неработоспособная деталь будет получена и проверена на соответствующем предприятии Сименс в течение 20 дней с момента отгрузки исходной детали и сопровождается формой RMA
.
Доставка обратно
От двери до двери
На ночь
Удержание для подбора
Стандартная транспортировка
Позвоните нам по телефону (800) 879-8079 или напишите по адресу [email protected]
Полностью оборудованная ремонтная мастерская в центре США
Единственное авторизованное предприятие Siemens по ремонту двигателей, которое может вернуть вашу продукцию к заводским характеристикам
Экономит затраты на замену двигателя
Технические специалисты, прошедшие обучение на заводе, использующие испытательное оборудование Siemens в антистатическом, изолированном от окружающей среды ремонтном помещении
Стандартный ремонт в среднем три рабочих дня
В экстренных случаях доступна услуга Срочный ремонт по номинальной стоимости для многих продуктов, выполняемая в течение 24 часов с момента получения в нашем ремонтном центре
Стандартный ремонт двигателей Сименс оплачивается по фиксированной ставке. Таким образом, мы можем сразу сказать вам стоимость вашего ремонта и исключить необходимость трудоемких расчетов стоимости.
Отчеты о ремонте всегда отправляются при каждом ремонте
Типы двигателей
Серводвигатели Серводвигатели 1FT5, 1FT6, 1FT7, 1FK6, 1FK7 со стандартной обратной связью и серводвигатели с обратной связью DRIVE-CLiQ
Двигатели шпинделя Двигатели шпинделя 1PM6, 1Ph5, 1PH6, 1PH7 (1PA6), 1PH8, 1PL6, 1FW3 до типоразмера 280, стандартная обратная связь и DRIVE-CLiQ
Двигатели постоянного тока Двигатели постоянного тока 1HU3, 1HU5, 1G
Продолжается развитие технологий управления, двигателей и приводов. Новые компоненты предназначены для повышения доступности запасных частей, что во многих случаях может иметь решающее значение для безопасной эксплуатации машины. Модернизация ЧПУ/станков – или модернизация – дает вашим системам новую жизнь.
Механические системы старых станков, как правило, все еще в хорошем состоянии, поэтому модернизация системы управления и привода может оказаться более экономичной, чем покупка нового станка. С помощью модернизации ЧПУ Siemens предлагает вам метод модернизации станков, при котором отдельные компоненты модернизируются с использованием новейших технологий автоматизации. Сюда входят:
Новое решение SINUMERIK для управления линией и технология привода SINAMICS
Программирование в цеху с ShopMill и ShopTurn
Капитальный ремонт механических частей, если требуется
Когда механические системы становятся «длинными зубами», новые технологии и опции обеспечивают более гибкое и эффективное производство. Комплексное решение по «капитальному ремонту механики и электрооборудования» обеспечивает долгосрочную гарантию ваших инвестиций как в машины, так и в установки.
Преимущества
Повышение эксплуатационной готовности оборудования, что ведет к повышению производительности
Гарантированная долгосрочная глобальная экспертиза запасных частей и услуг
Экономичная альтернатива покупке новых станков
Более простое управление и программирование
Более быстрые циклы для обработки сложных деталей
Повышенная точность и качество поверхности
Safety Integrated повышает безопасность человека и машины
Надежное управление данными и увеличенная емкость хранилища
Сетевые машины могут быть связаны со средой обработки данных
SinuTrain SinuTrain для SINUMERIK Operate обеспечивает удобное управление и программирование ЧПУ контроллеров SINUMERIK на вашем ПК – на основе оригинального ядра ЧПУ SINUMERIK.
Цифровая академия SITRAIN Официальная группа Siemens по обучению ЧПУ предлагает обучение в классе и онлайн под руководством инструктора, онлайн-обучение в индивидуальном темпе и групповое обучение на месте.
Видеоинструкции Онлайн-видеоролики с пошаговыми инструкциями для стандартных задач ЧПУ.
SinuTrain для SINUMERIK Operate обеспечивает удобное управление и программирование ЧПУ контроллеров SINUMERIK на вашем ПК на основе оригинального ядра SINUMERIK CNC.
SinuTrain для SINUMERIK Operate от Siemens предлагает практическое решение для обучения работе с ЧПУ, которое могут использовать как новички, так и профессионалы. С самого начала SinuTrain для SINUMERIK Operate позволяет вам закрепить свои знания в области программирования и эксплуатации инновационного контроллера ЧПУ SINUMERIK 828D / 840D sl. Наше интуитивно понятное решение на базе ПК включает в себя программное обеспечение, идентичное системе управления, которое идеально адаптировано к вашим индивидуальным требованиям.
Кроме того, SinuTrain для SINUMERIK Operate можно идеально адаптировать к конфигурациям осей различных станков. Это обеспечивает максимальную совместимость программ ЧПУ, созданных в автономном режиме, со станками, используемыми в производстве.
Функции
Программирование DIN/ISO с помощью программы ProgramGUIDE
Программирование рабочих операций ShopMill/ShopTurn
Многоканальное программирование с помощью программы SYNC (полностью только SinuTrain)
Полнофункциональное графическое моделирование ЧПУ
Сеть TCP/IP Ethernet с машинами
Функция печати для программ рабочих операций DIN/ISO и ShopMill/ShopTurn
Встроенный CAD-ридер для импорта файлов DXF
Программная панель управления машиной (дополнительное оборудование не требуется)
Льготы
Удобное управление и программирование ЧПУ SINUMERIK на ПК
Подходит для всех методов программирования, признанных во всем мире
Реалистичная симуляция заготовки с помощью встроенной панели управления виртуальной машиной
Оптимальная адаптация станка для максимальной совместимости программ ЧПУ
Доступен широкий диапазон языков пользователя
Интеллектуальное управление лицензиями на программное обеспечение для удовлетворения любых требований пользователя и бюджета
Перспективная инвестиция благодаря постоянному обновлению программного обеспечения
Приложения
Обучение Простое и удобное обучение с использованием автономного обучающего инструмента, идентичного ЧПУ
Автономное программирование ЧПУ Повышение производительности благодаря идентичному ЧПУ инструменту автономного программирования
Профессиональные презентации с ЧПУ Презентации с ЧПУ в любом месте и в любое время с использованием компьютерного инструмента, идентичного ЧПУ
Что такое СИТРЕЙН?
SITRAIN — Академия цифровой промышленности помогает производителям оценивать свою рабочую силу и разрабатывать программы обучения для улучшения знаний и навыков. Процесс начинается с оценки навыков вашей рабочей силы. Как только мы выявим пробелы в навыках, следующим шагом будет разработка программы обучения, отвечающей вашим потребностям.
Предложения по обслуживанию
Консультации по повышению производительности труда
SITRAIN Open — Экспертные знания доступны круглосуточно и без выходных
SITRAIN Personal — Классная комната — Виртуальный инструктор под руководством
Системы моделирования
908:30
Что я буду из этого иметь?
Эффективное обучение играет важную роль в прибыльных компаниях, помогая удерживать и нанимать нужных людей и повышая удовлетворенность сотрудников. Наши комплексные программы обучения и инструменты обучения расширяют участие рабочей силы, чтобы более последовательно и эффективно удовлетворять текущие и будущие потребности.
4 аспекта 3D-печати LFS, повышающих качество деталей
Когда в апреле мы представили Form 3 и Form 3L, мы объяснили, почему мы модернизировали стереолитографическую 3D-печать, разработав нашу собственную технологию Low Force Stereolithography (LFS)™. В 3D-принтерах LFS используется эластичный резервуар для полимеров, позволяющий значительно снизить усилие отделения слоев друг от друга во время печати, а также блок обработки света (LPU), наша специально разработанная оптическая система, позволяющая получать воспроизводимый и точный результат печати.
В этой статье мы рассмотрим, как 3D-печать с использованием технологии LFS влияет на качество и производительность печати, благодаря значительным улучшениям в четырех категориях: детализация поверхности, качество поверхности, поддерживающие структуры и точность воспроизведения детали.
Хотите увидеть получаемое качество своими глазами? Запросите образец, напечатанный на Form 3.
Запросить бесплатный образец
Внутри Form 3 и Form 3L размещена специально разработанная оптическая система, блок обработки света (LPU). Благодаря функциональным улучшениям, блок обработки света создает четкое, чистое лазерное пятно. Пространственный фильтр, через который проходит лазерный луч, улавливает весь рассеянный свет, а последовательность зеркал гарантирует, что луч всегда будет направлен перпендикулярно плоскости печати.
Модель велоцираптора, спроектированная Даниэлем Де Леоном, напечатана на 3D-принтере Form 3 из Grey Resin с толщиной слоя 100 микрон.
В результате того, что путь лазера является линейным, мелкие детали, такие как отверстия, рельефный текст и малые элементы, печатаются с острыми краями. Low Force Stereolithography позволяет печатать модели с выразительной детализацией и четкостью поверхности, которых невозможно достичь на настольном принтере.
«Одна из самых интересных особенностей Form 3 — это результат печати с точки зрения качества печати и поверхности модели. Нам очень нравится свобода, которую технология печати с низким усилием отрыва дает в отношении воплощения крошечных деталей. Уровень детализации моделей поразителен. Как и сама технология».
—Шон Бакстон, ведущий инженер-механик, Ximedica
Качество поверхности модели, полученной 3D-печатью, в конечном итоге определяется точностью разделения на слои, то есть тем, насколько точно каждый слой выровнен с предыдущим слоем. Когда точность разделения на слои высокая, линии слоев становятся почти невидимыми. В результате шероховатость поверхности уменьшается, что в конечном итоге ведет к гладкой поверхности, а для прозрачных материалов — к деталям с большей прозрачностью.
Скульптура Стива Джобса, проект Себастьяна Эрразуриза, 3D-печать из White Resin.
По мере отверждения каждого слоя полимеров, между печатаемой моделью и резервуаром образуется соединение. Процесс отделения разрушает эту соединение, давая возможность модели двигаться вверх и печатать следующий слой. В большинстве 3D-принтеров с технологией инвертированной стереолитографии такое отделение сопровождается значительным приложением силы к модели, что может привести к шероховатым поверхностям (что в Form 2 минимизируется тщательной калибровкой).
В 3D-принтерах с технологией Low Force Stereolithography при вытягивании детали вверх рабочей платформой отделение выполняется мягко благодаря гибкой пленке в основании резервуара для полимеров. Это значительно снижает нагрузку на деталь (внутренние испытания показывает снижение усилия отделения в 10 раз по сравнению с Form 2), что приводит к значительному изменению качества поверхности и четкости детали.
Эластичный резервуар для полимеров, используемый в 3D-принтерах LFS, уменьшает усилие отделения, в результате чего получаются более четкие детали с гладкой поверхностью, такие как эти 3D-модели, напечатанные из Clear Resin.
«Наше первое впечатление от Form 3 — это качество печати. Первая же модель, которую мы напечатали, получилась превосходной. На текстуре не было видно слоев. У Hypertherm богатые традиции в производстве ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду прекрасное качество поверхности, блестящие мягкие края, детализацию. Мы очень, очень внимательны к тому, чтобы наше качество было как можно ближе к совершенству.
Нам нужно такое решение для 3D-печати, которое предлагает хорошее качество поверхности, и результат не требует много пост-обработки. Таким образом у нас меньше ручной работы: чем меньше нам приходится возиться с триммером или наждачной бумагой, тем лучше. Возможность печати с таким уровнем качества поверхности имеет важное значение при работе с функциональными сборками».
—Аарон Нойес и Дэн Харрингтон, ведущие механики-конструкторы по прототипированию, Hypertherm
В недавнем опросе конечных пользователей Form 2, 47% респондентов сказали, что удаление поддерживающих структур является их самой большой «головной болью», а 62% назвали поддерживающие структуры ключевым звеном в улучшении процесса пост-обработки моделей.
При использовании практически любой технологии 3D-печати пост-обработка, в которую входят удаление поддерживающих структур, шлифовка и чистовая обработка, увеличивает время и снижает производительность. Оставляемые опорами следы негативно влияют на качество поверхности.
Новые легкоотделяемые поддерживающие структуры предназначены для решения этой распространенной проблемы. В новых опорах используются очень маленькие точки контакта, что обеспечивает легкое отделение с минимальным оставлением следов. Они также имеют более крепкий внутренний каркас, поэтому, когда модель снимается с опор, опоры отделяются как единая структура.
В результате, после снятия опор на модели остается примерно в четыре раза меньше материала опор, что означает уменьшение времени, затрачиваемого на пост-обработку, и уменьшение необходимости в дополнительном шлифовании. На диаграмме ниже: на Form 2 модель были напечатана с плотностью точки контакта 0,8 и размером точки контакта 0,6 мм, на Form 3 — с плотностью точки контакта 0,5 и размером точки контакта 0,3 мм, точки показаны с 38-кратным увеличением.
После снятия легкоотделяемых опор Form 3 на модели остается в четыре раза меньше вспомогательных материалов, чем после снятия опор, напечатанных на Form 2.
«Усовершенствование в виде легкоотделяемых опор очень эффективно. Сложно передать свои эмоции, когда вы в первый раз берете модель и тянете ее с опор, и она совершенно без проблем отделяется. Это снимает лишнее напряжение при проектировании и чистке деталей и позволяет сосредоточиться на дизайне и творческом аспекте».
—Джастен Инглэнд, управляющий директор, Delve
Оптическая система Form 3 находится внутри специально разработанного блока обработки света (LPU). Внутри этого закрытого оптического модуля лазерный луч проходит через пространственный фильтр, который улавливает весь рассеянный свет, чтобы на выходе получалось чистое лазерное пятно. Затем лазерный луч направляется вниз на гальванометр, который позиционирует луч в направлении Y, затем на преломляющее зеркало, и затем на параболическое зеркало, которое выравнивает его перед выходом из окна блока обработки света, чтобы он проходил непосредственно под поверхностью печати.
Блок обработки света содержит систему линз и зеркал для получения точных, воспроизводимых моделей.
Шаговый двигатель плавно перемещает весь LPU в направлении X на основе линейного сканирования. В сочетании с перпендикулярной траекторией лазерного луча это создает то, что мы называем линейным распространением света. Процесс линейного сканирования обеспечивает стабильное и надежное разрешение XY 25 мкм .
Разрешение XY в 25 мкм описывает, с какой точностью принтер может рисовать в плоскости XY: лазер движется с «шагом» 25 микрон в направлении X. Размер лазерного пятна в 85 микрон, по сути, соответствует размеру кончика кисти. Благодаря постоянному процессу линейного сканирования Form 3 может на постоянной основе печатать модели с разрешением XY 25 микрон. (Это число сложнее получить на Form 2 из-за различий в процессе).
Скоро мы опубликуем углубленное исследование о точности передачи моделей, напечатанных на Form 3.
Formlabs ставит перед собой предоставить бизнесу любого типа инструменты доступа к высококачественному технологическому процессу. Принтер Form 3, созданный на основе передовой технологии Low Force Stereolithography (LFS), является следующим шагом к универсализации промышленной 3D-печати и организации производства профессионального уровня внутри компании.
Заказать Form 3Сравнить стереолитографические модели Formlabs
3D принтер SLA / LFS
3D принтеры SLA/LFS
Фильтры
Бренды
Formlabs 17
Поле Построения (мм)
145 × 145 × 175 2
145 × 145 × 185 5
335 × 200 × 300 4
Минимальная Высота Слоя (микрон)
Источник Света
45 разнонаправленных светодиодов 1
Технология Печати
LFS 9
SLA 2
SLA / LFS 2
Биосовместимость
Биосовместимый 1
Стоматологический 3
Домашний 7
Промышленный 9
Профессиональный 3
Универсальный 16
Совместимость
Form 3 1
Form 3+ 1
Form 3B 1
Form 3B+ 1
Доступность
В наличии 12
Нет в наличии 5
Скидка 10% на все продукты Formlabs при покупке не менее 3-х продуктов. Подробности можно узнать по телефону – не стесняйтесь связаться с нами.
Сравнение товаров0
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 12255075100
3D принтеры SLA / LFS
3D принтер SLA (3D принтер LFS) создает сверхточные трехмерные изделия из фотополимера путем его послойной засветки лазером согласно 3D-модели. В магазине Center 3D Print представлены как универсальные, так и профессиональные модели стереолитографических 3Д-принтеров. Перед приобретением 3D принтера в нашем интернет-магазине в Польше, вы можете заказать 3D-печать бесплатного тестового образца. А также посмотреть образцы оборудования в нашем шоу-руме. Важно: при приобретении 3D принтера SLA в Center 3D Print, вы можете пройти бесплатное обучение работе с 3D-оборудованием. Кроме этого, мы предоставляем гарантийную и послегарантийную техподдержку оборудования.
Центр 3D печати — Магазин и услуги
ул. Gnieźnieńska, 11, 31-317 Краков, Польша
Новостная рассылка
Будьте в курсе новостей и рекламных акций, подписавшись на нашу рассылку:
4 способа 3D-печати LFS производить более качественные детали
Когда в апреле мы анонсировали Form 3 и Form 3L, мы объяснили, почему мы преобразовали стереолитографическую 3D-печать в нашу собственную технологию Low Force Stereolithography (LFS)™. В 3D-печати LFS используется гибкий резервуар для смолы, чтобы значительно уменьшить силы отслаивания во время печати, и блок обработки света (LPU), наш специально разработанный закрытый оптический механизм, для получения последовательных и точных отпечатков.
В этом посте мы рассмотрим, как 3D-печать LFS напрямую влияет на качество печати и производительность благодаря ключевым улучшениям в четырех категориях: детали поверхности , чистота поверхности , опорные конструкции и точность деталей .
Хотите лично убедиться в качестве? Запросите образец детали, распечатанный в Форме 3.
Запросите бесплатный образец детали
Внутри Form 3 и Form 3L находится специализированный закрытый оптический механизм, блок обработки света (LPU). LPU обеспечивает четкое и чистое лазерное пятно благодаря нескольким усовершенствованиям. Лазерный луч проходит через пространственный фильтр для улавливания любого рассеянного света, а ряд зеркал гарантирует, что луч всегда направляется перпендикулярно плоскости печати.
Модель велоцираптора, разработанная Даниэлем Де Леоном, напечатанная на 3D-принтере из серой смолы на Form 3 с толщиной слоя 100 микрон.
Линейный путь лазера гарантирует, что мелкие детали, такие как отверстия, рельефный текст и мелкие детали, будут напечатаны с четкими краями. Стереолитография с низким усилием печатает детали с впечатляющей детализацией поверхности и тонкими деталями, которые раньше невозможно было получить на рабочем столе.
«Одна из самых захватывающих особенностей Form 3 заключается в том, что процесс печати с низким усилием дает нам качество печати и финишную обработку. Мы в восторге от того, как мы можем раздвинуть границы особенно крошечных функций. Меня поражают мелкие детали, которые появляются в моделях. Это действительно впечатляет».
— Шон Бакстон, старший инженер-механик, Ximedica
Чистота поверхности детали, напечатанной на 3D-принтере, в конечном счете является результатом хорошего совмещения слоев или того, насколько точно каждый слой выровнен с предыдущим слоем. Когда совмещение слоев хорошее, линии слоев становятся почти невидимыми. В результате снижается шероховатость поверхности, что в конечном итоге приводит к гладкой отделке, а для прозрачных материалов – к более полупрозрачным деталям.
Скульптура Стива Джобса, разработанная Себастьяном Эрразурисом, напечатанная на 3D-принтере из белой смолы.
По мере отверждения каждого слоя смолы между напечатанной деталью и резервуаром образуется связь. Процесс отслаивания разрывает эту связь, позволяя детали двигаться вверх и печатать следующий слой. В большинстве перевернутых стереолитографических 3D-принтеров это разделение оказывает большое усилие на деталь, что может привести к шероховатости поверхности (что учитывается в Form 2 с большой калибровкой).
При стереолитографической 3D-печати с низким усилием гибкая пленка у основания резервуара для смолы мягко отслаивается, когда платформа для сборки вытягивает деталь вверх. Это значительно снижает нагрузку на деталь (внутренние испытания показывают снижение усилия отслаивания до десяти раз по сравнению с формой 2), что позволяет ступенчато изменить чистоту поверхности и чистоту детали.
Гибкий резервуар для смолы, используемый в 3D-печати LFS, снижает усилия отслаивания, что приводит к более четким деталям с гладкой поверхностью, как в этих моделях, напечатанных в 3D из прозрачной смолы.
«Нашим первым впечатлением от Form 3 было качество печати. Первая печать, которую мы сделали, вышла потрясающей. Текстура не отображала слои. Исторически Hypertherm занимается производством ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду действительно прекрасную отделку, блестящие приятные мягкие края, детали. Что касается наших инспекционных процессов, мы очень, очень тщательно следим за тем, чтобы они были как можно ближе к совершенству.
Для нас важно решение для 3D-печати, обеспечивающее хорошее качество отделки и требующее меньше постобработки. С нашей стороны намного меньше ручной работы: чем меньше нам приходится обращаться с лезвием Exacto или наждачной бумагой, тем лучше. Возможность печатать с таким уровнем чистоты поверхности важна для функциональных сборок».
— Аарон Нойес и Дэн Харрингтон, старшие механики прототипов, Hypertherm
В ходе недавнего опроса пользователей Form 2, посвященного финишной обработке, 47% заявили, что удаление опор было их самой большой проблемой, а 62% назвали опоры лучшим местом для улучшения процесса финишной обработки деталей.
Почти для любой технологии 3D-печати постобработка, в том числе удаление опорных конструкций, шлифовка и отделка деталей, увеличивает время и ограничивает производительность. Оставленные следы поддержки отрицательно сказываются на чистоте поверхности.
Новые подставки для легкого прикосновения призваны решить эту распространенную проблему. В этих новых опорных конструкциях используются очень маленькие точки соприкосновения, что позволяет легко снимать их с минимальными следами поддержки. Они также скреплены между собой более прочно, поэтому, когда деталь снимается с опор, опоры, как правило, остаются единой решеткой.
Это приводит к тому, что остается примерно в четыре раза меньше вспомогательного материала, что означает меньше времени, затрачиваемого на постобработку, и меньше необходимости в дополнительном шлифовании. На приведенной ниже диаграмме детали были напечатаны с плотностью точек касания 0,8 и размером точек касания 0,6 мм для формы 2 и плотностью точек касания 0,5 и размером точек касания 0,3 мм для формы 3 и сняты с 38-кратным увеличением.
Легкие опорные конструкции формы 3 оставляют после себя в четыре раза меньше поддерживающего материала, чем опоры, напечатанные на форме 2.
«Улучшения в легком касании опор, которые отрываются, меняют правила игры. Невозможно описать, как вы в первый раз берете за деталь и тянете ее, и она просто плавно выскальзывает совершенно бесплатно. Это снимает напряжение с сборка и очистка деталей и позволяет нам сосредоточиться на дизайне и творчестве».
— Джастен Ингланд, управляющий директор Delve
Оптика Form 3 полностью заключена в специально разработанный блок обработки света (LPU). Внутри этого закрытого оптического модуля лазерный луч проходит через пространственный фильтр, который улавливает любой рассеянный свет, обеспечивая чистое лазерное пятно. Затем лазер направляется вниз к одному гальванометру, чтобы расположить его в направлении Y, затем к складному зеркалу, затем к параболическому зеркалу, чтобы выпрямить его, прежде чем он выйдет из окна LPU непосредственно под поверхностью печати.
Блок обработки света (LPU) содержит систему линз и зеркал для получения точных воспроизводимых отпечатков.
Шаговый двигатель приводит в движение весь LPU в направлении X с плавным линейным сканированием. В сочетании с перпендикулярным световым путем лазера это создает то, что мы называем линейным освещением. Этот процесс линейного сканирования обеспечивает постоянное и надежное разрешение 25 микрон XY с течением времени.
Разрешение XY в 25 микрон описывает, насколько точно принтер может рисовать в плоскости XY: лазер перемещается с шагом 25 микрон в направлении X. Размер лазерного пятна 85 микрон по существу равен размеру кончика кисти. Благодаря постоянному линейному сканированию, Form 3 может последовательно изготавливать детали с разрешением XY 25 микрон. (Это число было труднее определить с помощью Формы 2 из-за различий в процессе.)
Следите за углубленным изучением точности деталей, напечатанных на Form 3, в ближайшее время.
Компания Formlabs поставила перед собой цель предоставить инструменты для любого бизнеса, чтобы получить доступ к высококачественному производству. Form 3, созданный на основе передовой технологии стереолитографии с низким усилием (LFS), является следующим шагом на пути к универсализации 3D-печати промышленного уровня для настольных компьютеров и обеспечению профессионального производства собственными силами.
Закажите форму 3 сегодня Сравните модели Formlabs SLA
Технология стереолитографии с низким усилием (LFS)
Неудивительно, что индустрия 3D-печати постоянно развивается. Поколение за поколением на сцену выводятся новые игрушки — используются самые высокие технологии, чтобы гарантировать, что новый продукт даже лучше, чем его предшественник. В этом случае мы увидим, как технология Low Force Stereolithography (LFS) привносит что-то особенное.
Представление новых принтеров Formlabs Form 3 и Form 3L создали совершенно другую игру с мячом. Благодаря их технологии LFS вы можете создавать высокотехнологичные 3D-отпечатки, которые на лучше, чем когда-либо прежде . Мало того, что вы можете создавать фантастические детали, они также экономически эффективны и позволяют использовать готовые к производству приложения с большими объемами производства. Давайте посмотрим поближе.
Что такое стереолитография (SLA) 3D-печать?
Прежде чем перейти к основам, давайте поговорим о 3D-печати SLA. Мы уже давали вам некоторую информацию об этом в предыдущих сообщениях, но не помешает освежить вашу память.
В отличие от 3D-принтеров DLP, где экран цифрового проектора используется для отображения изображения слоя на встроенной платформе, в 3D-принтеры SLA встроен лазер. Лазер направлен на два зеркальных гальванометра так, чтобы свет падал на правильные координаты. Свет направлен вверх для отверждения твердых изотропных частей жидкой фотополимерной смолы.
Что такое стереолитография с низким усилием (LFS)?
Переходя к LFS Low Force Stereolithography, ее лучше всего описать как преемницу SLA; в этом случае используется гибкий бак и линейная подсветка до превратить жидкую смолу в новые, нетронутые детали . Чем эластичнее бак, тем меньше сила.
В долгосрочной перспективе это не только гарантирует качество печати, но и надежность принтера. Детали просто нужно увидеть, чтобы поверить. Помимо использования самых современных материалов, эти принтеры также изготовлены таким образом, что удаление опоры так же просто, как 1, 2, 3.
Особенности стереолитографии LFS с низким усилием Стереолитографический 3D-принтер LFS состоит из 3 основных компонентов:
Модуль конденсированной оптики: Блок обработки света (LPU), расположенный внутри принтера, использует компактную систему линз и зеркал для создания высококачественных отпечатков.
Гибкий резервуар: Его гибкая поверхность позволяет значительно снизить усилие отрыва при печати.
Линейное освещение: Лазер LPU и параболическое зеркало создают идеальный перпендикулярный источник закрепления на протяжении всего процесса печати.
Преимущества стереолитографии LFS с низким усилием
Во-первых, эти принтеры LFS отлично подходят для широкоформатной 3D-печати.
Архитектура — создание уникальных предметов интерьера
В области архитектуры и дизайна очень активно используются 3D технологии. При этом возможностями 3D печати в данной сфере пользуются крупные компании и мелкие бюро по всему миру. Все дело в том, что 3D печать произвела настоящую революцию в макетировании, дизайн-проектировании и изготовлении различных креативных объектов. А современные 3Д принтеры способны создавать малые архитектурные формы и даже ведутся разработки в области 3Д печати домов и сооружений (архитектура). В нашей компании большой парк 3Д принтеров, которые печатают по разным технологиям. Мы готовы решить задачи любой сложности и напечатать практически любой трехмерный объект, смоделированный в CAD-программе.
Создание архитектурных элементов
При помощи 3D принтера можно печатать малые архитектурные формы и отдельные архитектурные элементы. Как правило, с этой целью используется 3D принтер, печатающий гипсовым композитом. Это весьма актуально в ландшафтном дизайне.
Создание макетов зданий
Большую роль в архитектурном деле играет макетирование. Именно так можно реально оценить все характеристики, внешний и внутренний вид будущего сооружения. С помощью архитектурных макетов проводятся презентации, благодаря чему находятся инвесторы для проектов строительства. Поэтому очень важно, чтобы макет был выполнен очень качественно. Вместе с тем это весьма трудозатратный процесс, особенно если его выполнять в классическом ручном режиме (архитектура). 3Д принтеры позволяют напечатать высокодетализированный качественный архитектурный макет за считанные часы. При этом может использоваться технология FDM, а для мелкодетализированных объектов стереолитография. Также часто используется полноцветная печать гипсовым полимером.
Реставрация
В сфере реставрации объектов архитектурного наследия 3D печать позволяет добиться идеального соответствия оригиналу. При этом возможны 2 подхода:
3D печать непосредственно архитектурного элемента;
3D печать точной модели архитектурного элемента с последующим изготовлением на базе модели формы для отливки изделия из бетона.
Если раньше все зависело только от мастерства работника-реставратора (архитектура), то сейчас меньшими временными и трудозатратами можно добиться максимального эффекта и точности.
Создание уникальных предметов интерьера
Еще одна отрасль использования 3D печати – интерьерный дизайн. Посредством 3D печати можно создавать самые необычные и уникальные предметы интерьера. Это может быть:
предметы мебели;
оригинальные статуэтки и аксессуары;
светильники;
функциональные элементы и многое другое.
Ассортимент материалов и технологий позволяет выбрать оптимальный вариант, а ограничений по моделированию практически не существует.
3D принтер – это довольно дорогое удовольствие. Но чтобы воспользоваться возможностями 3D печати в архитектурно-дизайнерской сфере вовсе необязательно покупать 3D принтер. Просто воспользуйтесь профессиональными услугами печати!
В нашей компании вы можете заказать печать архитектурных макетов и элементов, предметов интерьера, объектов для реставрации. Мы гарантируем вам кратчайшие сроки исполнения заказа и высочайшее качество. Благодаря тому, что мы закупаем расходные материалы у производителей и обладаем большим парком собственного оборудования, стоимость 3D печати ниже, чем в среднем по рынку. Мы осуществляем доставку напечатанных изделий курьерскими службами по Москве и транспортными компаниями по России.
Чтобы заказать 3D печать, необходимо предоставить файл в формате STL на адрес электронной почты: [email protected], в котором будет содержаться информация о смоделированном в CAD-программе объекте.
Цена 3д печати, и как самостоятельно рассчитать стоимость 3д печати / Хабр
Несмотря на рост популярности 3д печати, расчёт цены услуги по 3д-печати думаю для многих остаётся загадкой. В этом посте я постараюсь (на базе личного опыта) показать простой способ расчёта примерной стоимости 3д печати, на примере бесплатной программы для 3д печати — Cura (для этого наличие 3д принтера совсем не обязательно). Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати.
Предположим, вы где-либо нашли (или создали сами) интересную модель для 3д печати, теперь вы хотите определиться приблизительно с её стоимостью (в зависимости от размера и т.п.) — то есть оценить сколько потребуется пластика и сколько времени займёт печать.
Основной расходный материал при 3д печати, это очевидно сам пластик, поэтому самой первой составляющей стоимости напечатанной модели является её вес. В программе Cura — вес потраченного пластика рассчитывается автоматически.
Установка программы
Cura — это программа созданная разработчиками 3д принтера Ultimaker, она бесплатна и open-source, архитектурно состоит из Python GUI, и CuraEngine — первая представляет собой GUI интерфейс, а вторая служит для перевода 3д модели в GCode команды для 3д принтера (по сути ЧПУ станок).
Cura может работать с любым RepRap совместимым 3д-принтером (не только с Ultimaker). Так же поддерживает расширение посредством плагинов написанных на Python.
Для установки Cura вам необходимо скачать её с официального сайта — http://software.ultimaker.com/. Текущая версия 14.06 доступна для Win, Mac, Linux.
При установке будет запрошен путь куда устанавливать программу, и поддерживаемые форматы (по умолчанию STL — можно оставить).
В конце установки будет предложено установить драйвер Arduino (Device Driver) — можно не устанавливать.
Настройка принтера
При первом запуске Cura попросит выставить модель 3д принтера. Как правило это характеристики рабочей зоны печати (ширина, глубина, высота), количество сопел, подогрев подложки:
Так как мы не будем 3д-печатать, а только просматривать — то можно оставить по-умолчанию выбранный Ultimaker2 принтер, а вот галочку о посылке анонимной информации об использования — можно сбросить, если нет желания об анонимной активности ПО.
Интерфейс
После будет стартовано само приложение, вот так оно выглядит по-умолчанию:
Слева отображаются настройки печати, справа — рабочая зона печати, где по-умолчанию находится моделька символ Ultimaker принтер.
И так же вверху мы видим необходимые для нас данные — время печати и расход пластика. Но попробуем добавить немного понимая процесса — и настроим параметры от которых зависит 3д печать.
Загрузка модели
Для того чтобы загрузить другую модель — то можно выделив текущую модель мышкой — нажав Del — удалить, и для загрузки модели нам необходимо открыть файл в формате STL — «File/Load model file…»
После этого модель появится на рабочем поле.
Параметры печати
У 3д печати есть следующие параметры, которые влияют на качество, вес напечатанной модельки и на продолжительность печати:
диаметр сопла
скорость передвижения печатающей головки
толщина слоя (горизонтального)
процент заполнения
толщина стенок
поддержки
Диаметр сопла — как правило от 0.1мм до 0.5мм, будем считать что у нас установлено 0. 3мм.
Скорость передвижения печатающей головки — этот показатель влияет на скорость и качество печати — чем быстрее передвижение головки — тем хуже может получиться печать, чем медленнее тем лучше, но и тем дольше печать — можно оставить 40 мм/с.
Толщина слоя — каждая модель печатается послойно снизу вверх, в зависимости от точности принтера толщина может меняться от 0.05мм до 0.3мм, на практике 0.2мм — вполне достаточно (уменьшение толщины слоя — увеличивает время печати)
Процент заполнения — печатаемая фигура не заполняется на 100% пластиком — как правило в этом нет необходимости, вместо этого она заполняется структурой на подобии сот, и можно указать процент заполнения — вполне нормально 20%. Чем больше заполнение — тем больше расход пластика и увеличение времени печати.
Толщина стенок — 3д модель не содержит в себе информации о толщине стенки — есть информация только о форме, поэтому необходимо указать какой толщины мы хотим сделать стенки (верхнюю, нижнюю и боковые) — это влияет на прочность модели.
Поддержки — это технический элемент — с помощью которого печатаются «навесные» конструкции, после печати они убираются — это влияет на расход пластика и на продолжительность печати — для наших задач оценки — надо включить этот параметр.
Вот пример поддержки (саппортов), при печати Лисы:
Кроме этих параметров — есть ещё дополнительные настройки «тюнинг», но мы их касаться не будем.
Так же отметим (на будущее) — что важным является температура экструдера, и температура подложки — эти параметры не влияют на скорость печати и на расход пластика, но прямым образом влияют на сам факт печати фигуры — т.к. для разных типов пластика (ABS или PLA) — параметры различаются, и выбрав не тот температурный режим — можно либо не напечатать фигуру вообще, либо «забить» головку экструдера. Но для наших текущих задач предварительной оценки (без 3д печати) — эти параметры не важны.
Но сам пластик, из которого будет напечатана модель — имеет значение, т.к. PLA пластик дороже ABS.
Выставим эти настройки — для настройки толщины сопла перейдём во вкладку Advanced.
И выставим 0.3мм на сопло, и 0.22мм на первый слой (для лучшего прилипания):
Далее на вкладке Basic, выставим толщину слоя 0.2мм, толщину боковых стенок 0.6мм (=диаметр сопла * 2), толщину верхних/нижних стенок 0.4мм (два слоя), процент заполнения 20%, скорость печати 40мм/с, так же выставим суппорт — «Touching buildplate», примерно будет выглядеть так:
Настройка модели
По умолчанию Cura автоматически размещает модель в рабочей зоне, и размеры её точно соответствуют тем что были заданы в STL файле.
С помощью Cura интерфейса вы можете:
изменять размеры модели
поворачивать модель
зеркально отображать модель
перемещать её по рабочей зоне печати
Размер модели — вы можете увеличить, или уменьшить модель — это прямым образом влияет на расход пластика и на время печати, к примеру уменьшение/увеличение высоты на 1 см — может изменить время печати на несколько часов.
Поворот модели — поворот модели важен с точки зрения необходимости саппортов, возможно в какой то плоскости модель можно напечатать «как-есть», а в другом варианте — потребуется наличие «саппортов» — что может увеличить расход, и время печати.
Перемещение по рабочей зоне — если модель одна то это не даёт каких либо изменений, но если вы хотите напечатать сразу 6 моделей — то логично надо понимать время которое будет затрачивать 3д головка на перемещение от одной модели к другой.
Всё это можно проделывать в Cura с помощью иконок слева внизу, когда вы нажмете на модели мышкой:
Это соответственно: повороты, изменение размера и зеркальное отображение. Перемещать фигуру по рабочему пространству можно просто с помощью Drag and Drop.
Пример
При каждом изменении параметров — Cura автоматически пересчитывает время печати и вес модельки, в нашем примере получается:
Таким образом печатая ABS — мы получим стоимость модели — 3 руб 60 коп.
На мой взгляд, цена владения 3д принтера не такая уж и высокая — за совсем небольшие деньги можно напечатать уникальные элементы.
Надо отметить, что Cura — это лишь одна из программ используемых для 3д печати, есть множество других как и бесплатных (Repetier-Host) так и поставляемые с 3д принтерами, поэтому эти данные можно использовать только для ориентировочных прикидок.
Цена 3д печати
Конечно ожидать, что цена 3д печати будет равна потраченному пластику мы не можем, это подобно тому, что считать услуги такси — по стоимости потраченного бензина.
Из каких же элементов набирается конечная цена услуги по 3д печати?
1. Тип пластик
2. Цена 3д принтера — продавец включает в 3д печать возврат затраченных средств на покупку 3д принтера
3. Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)
4. Электричество
5. Аренда помещения
6. Обслуживающий персонал — оператор 3д принтера
7. Возможная оптимизация 3д модели перед печатью, и обработка напечатанной модели после
8. Прибыль
Ещё отмечу, что 3д печать, это не одно и то же, что — вставить А4 лист в лазерный принтер, и получить напечатанный текст.
Процесс запуска 3д печати — это настройка множества параметров, контроль, что пластик приклеился на первом слое, а если по какой-то причине первый слой не «схватится» за подложку — то можно считать, что весь пластик будет «намотан» на головку экструдера.
В процессе печати, если габаритная модель, то может произойти небольшая деформация ABS пластика, и к примеру, после 8 часов печати — произойдёт сдвиг точки — и головка экструдера не захватит новый слой за нижний — и модель не будет напечатана.
Может получиться такая «борода»:
Процесс смены цвета пластика — означает замену пластика из экструдера — это может занять до 30 минут.
Так же процесс смены типа пластика — замена ABS на PLA, или обратно — это так же ручная работа, которая должна быть выполнена без ошибок (в настройках нагрева экструдера) — иначе можно испортить головку экструдера. Можно ещё добавить, что у разных производителей ABS и PLA пластика — могут варьироваться рабочие температуры.
Сводная таблица
Параметры которые влияют на окончательное формирование цены:
Параметр
Комментарий
Тип пластика
Базовые — ABS и PLA
Израсходованный пластик
Толщина слоя, процент заполнения, размеры модели, суппорты и т.п.
Время печати
Толщина слоя, процент заполнения, размеры модели, суппорты и т.п.
Инфраструктура
Аренда помещения и т.п.
Потребляемое электричество
Время печати
Амортизация 3д принтера
Цена 3д принтера
Затраты на Оператора 3д печати
Смена пластика, корректировка 3д модели перед печатью, пост-обработка напечатанной 3д модели
Прибыль
В заключение
Услуга 3д печати уже появляются во многих города России: хакспейсы, фаблабы, ЦМИТы, техспейсы, некоторые дистрибьюторы 3д принтеров, фирмы специализирующиеся на 3д печати — предлагают услугу 3д печати.
Тарификация идёт либо по объёму печати, либо по весу, либо по времени печати.
Для примера, в нашем хакспейсе Екатеринбурга MakeItLab — стоимость 3д печати исходит из времени печати, и составляет 100 руб/час — для участников хакспейса, для некоммерческих проектов, что покрывает затраты на обслуживание и расходные материалы.
Как правило в хакспейсах 3д принтер покупается самими участниками, и для участников, поэтому цели коммерческой выходы там нет, и значит цена для участников может быть ниже рыночной.
Как рассчитать стоимость деталей, напечатанных на 3D-принтере
Многие компании и частные лица используют 3D-печать из-за ее простоты в эксплуатации, точности и пригодности для изготовления изделий сложной конструкции. Этот процесс подходит как для промышленных, так и для коммерческих продуктов, и многие люди используют его в DIY или на аутсорсинге для услуг 3D-печати. В любом случае важно учитывать стоимость услуги 3D-печати, прежде чем углубляться в процесс.
На разницу в стоимости влияет множество факторов, и в этой статье будут представлены факторы, влияющие на стоимость услуг 3D-печати, а также показано, как рассчитать и снизить стоимость 3D-печатных деталей.
Что определяет Стоимость услуги 3D-печати ?
Капитал — важное решение при выборе правильной услуги 3D-печати. Поэтому важно знать о нескольких факторах, которые могут определить сумму капитала, которую вы потратите на печать или аутсорсинг вашего проекта. Ниже приведены важные факторы, которые следует учитывать в связи между стоимостью и 3D-печатью.
Цена 3D-принтера
3D-принтеры отличаются друг от друга технологиями, функциями и сложностью, что влияет на стоимость 3D-принтеров и 3D-печатных деталей, качество и количество. Ниже приведены важные факторы, которые вы должны учитывать.
· Различные технологии 3D-печати
3D-печать — это аддитивная технология, которая включает создание 3D-печатного продукта из модели CAD. Однако 3D-принтеры работают на основе разных технологий. Это влияет на механизм 3D-принтера, скорость производства, подходящие материалы, постобработку и, что более важно, на стоимость услуги или 3D-печатных деталей.
Среди различных технологий, используемых в 3D-печати, некоторые выделяются при сравнении цены и 3D-печати. Одним из них является моделирование плавленым напылением (FDM), которое включает в себя создание деталей путем плавления, экструзии и осаждения термопластичных нитей. 3D-принтеры FDM имеют самую низкую стоимость производства. Другой распространенной технологией является стереолитография (SLA), которая включает использование лазера для отверждения смолы в затвердевший пластик. Технология имеет высокую стоимость из-за высокой точности, прецизионности и универсальности. Другие технологии включают селективное лазерное спекание (SLS) и селективное лазерное плавление и прямое лазерное спекание металлов (DMLS), и они имеют высокую стоимость из-за редкости.
· Стоимость настройки 3D-принтера
Настройка 3D-принтера может оказаться сложной задачей, которую можно выполнить в одиночку, поскольку многие люди не захотят повредить или вызвать неправильные настройки в недавно купленном 3D-принтере. Чтобы быть на шаг впереди, большинство людей нанимают технических специалистов. Однако за это приходится платить.
Точной цены установки 3D-принтера не существует, поскольку цена зависит от опыта техников и сложности 3D-принтера. Например, цена установки FDM-принтеров колеблется от 200 до 1000 долларов.
· Стоимость эксплуатации 3D-принтера
Чтобы ответить на вопрос, сколько стоит 3D-печать, важно посмотреть на стоимость эксплуатации 3D-принтера. Поясним это на простой иллюстрации.
Предположим, вы решили купить 3D-принтер за 2000 долларов, который вы планируете использовать по 10 часов каждый день в течение 2 лет. Теперь, пренебрегая затратами на ремонт, обслуживание и электроэнергию, посчитаем:
10 часов x 365 дней x 2 года = 7300 часов всего
2000 $ ÷ 7300 = ~ 0,27 $/час
С помощью нашего простого расчета мы можем сделать вывод, что стоимость эксплуатации этого 3D-принтера стоимостью 2000 долларов США составляет 0,27 $/час. В связи с этим 3D-модель, на 3D-печать которой уходит около 3 часов, будет стоить вам примерно (0,27 x 3) 0,81 доллара.
Таким образом, знание фактической стоимости печати 3D-модели является определяющим фактором стоимости услуги 3D-печати.
· Стоимость технического обслуживания
3D-принтеры будут обеспечивать высокое качество печати, но без технического обслуживания их производительность и качество печати ухудшатся. Как и многие другие машины, 3D-принтер нуждается в надлежащем обслуживании. Однако это связано с его стоимостью.
Затраты на техническое обслуживание включают стоимость замены деталей 3D-принтера и очистки таких деталей. В зависимости от деталей и сложности 3D-принтера это может стоить несколько сотен долларов. Например, для принтера FDM стоимость обслуживания составляет от 200 до 500 долларов. Для тех, кто хочет, чтобы эту работу выполняли специалисты, затраты на техническое обслуживание увеличатся, поскольку «эксперт» также будет взимать свою плату.
Материалы для 3D-печати
Количество материалов, используемых для создания прочных 3D-печатей, постоянно увеличивается по мере того, как знания в этой области продолжают развиваться. Это увеличивает гибкость в производстве продуктов, их характеристик и стоимости деталей для 3D-печати. Влияние материалов на 3D-печатные детали и стоимость услуг 3D-печати огромно, поскольку доступность, редкость и т. д. играют огромную роль. Общие материалы, используемые в 3D-печати:
· Порошок и нить
Порошки и нить — самые дешевые и наиболее распространенные виды материалов, используемых в 3D-печати. Это термопласты, т. е. когда вы плавите их, вы можете изменять их форму и переформовывать до тех пор, пока не будет получен желаемый результат.
Неспециалисты и те, кто просто занимается 3D-печатью в качестве хобби, любят использовать эти термопласты (обычно это PLA и ABS), потому что они недорогие. Например, нити могут стоить всего 20 долларов за кг. Однако, хотя эти материалы и дешевы, использование этих материалов для производства высококачественных продуктов является сложной задачей, поскольку вы потратите много денег и времени на совершенствование 3D-моделей.
· Смола
Смолы, возможно, являются лучшими материалами для 3D-печати, поскольку с ними легко работать, а последующая обработка очень проста. Однако, в отличие от пластиков и нитей, они довольно дороги. Следовательно, работа с ними наверняка повысит стоимость 3D-печатных деталей, а услуги, использующие их, будут стоить дороже.
· Высококачественные материалы
Стоимость услуг 3D-печати вырастает при использовании высококачественных материалов. Высококачественные материалы не всегда доступны и распространены, что приводит к их более высокой цене. Например, работа с такими металлами, как титан, кобальт, алюминий, никель и легированная сталь, очень дорога. Это связано с потребностью в конкретных технологиях, например, DMLS, которая, как показано в предыдущем разделе, является дорогостоящей.
Размер и сложность 3D-модели
При проектировании 3D-печати 3D-модель необходима для создания точной и точной 3D-печати, поскольку она предоставляет основные детали, необходимые для производственного процесса. После получения 3D-модели легче оценить стоимость 3D-печати или стоимость услуги 3D-печати.
Сложность и размер модели влияют на окончательную цену 3D-печати. Для сложных конструкций может потребоваться точная и точная технология 3D-печати, и это повлияет на стоимость. Понимание сложности и размера 3D-модели поможет предотвратить напрасную трату капитала и времени.
Объем детали
Объем детали определяет количество материала, которое также указывает на технологию печати. Хотя 3D-печать имеет много преимуществ для массового производства, большой объем детали потребует большого количества материалов и более длительного времени печати. Кроме того, размер материала будет определять операции постобработки, что является еще одним фактором, влияющим на стоимость услуг 3D-печати.
Постобработка 3D-печатных деталей
После печати продукта многие решения для финишной обработки surface e используются для улучшения качества и функциональности 3D-отпечатков. Эти процедуры постобработки добавляют несколько долларов к стоимости 3D-печатных деталей или услуг 3D-печати. Основные процессы постобработки и их взаимосвязь со стоимостью включают:
· Полировка
Полировка — это процесс постобработки, подходящий для получения максимально гладкой поверхности для 3D-печати. Он включает в себя шлифовку 3D-печати, промывку отпечатков, а затем нанесение полира. Полировка очень дорогая, так как требуется точность размеров и очень умеренный уровень квалификации.
· Гальваническое покрытие
Это включает в себя покрытие 3D-отпечатков определенными металлами, такими как золото или серебро, с помощью электролиза. 3D-печать — это катод, а металл — анод, и оба они погружены в электролит. При прохождении тока на 3D-отпечатке происходит осаждение иона металла.
Гальваническое покрытие подходит для улучшения прочности и внешнего вида 3D-отпечатков. Однако этот процесс очень дорог из-за механизма и металла покрытия.
· Эпоксидное покрытие
Эпоксидное покрытие включает покрытие 3D-отпечатков эпоксидной смолой и отвердителем для повышения их прочности и герметизации пористой части отпечатков. Как правило, это эффективный и дорогостоящий защитный процесс. Стоимость процесса зависит от типа эпоксидного покрытия, которое вы получаете, и от опыта человека, который его наносит.
Стоимость некоторых 3D-печатных проектов
Для 3D-печати детали необходимо знать, как рассчитать стоимость 3D-печатных деталей, или вы можете получить помощь от Калькулятор услуг 3D-печати . Отсюда было бы легко сделать оценку вашего продукта. Здесь мы сосредоточимся в основном на нити накала, но тот же принцип применим и к другим материалам.
Средняя цена нити, используемой в 3D-печати, составляет 25 долларов США за килограмм. Имея это и вес объектов для печати, мы можем легко рассчитать стоимость изготовления таких отпечатков. Давайте рассчитаем стоимость 3D-печатных деталей для некоторых распространенных продуктов.
Стоимость печати прототипа
Простой прототип весом 200 грамм будет стоить:
Поскольку стоимость нити составляет 25 долларов США/кг
При переводе в грамм получается 25 долларов США/1000 г = 0,025 доллара США/г
Таким образом, стоимость изготовления этой 200-граммовой нити составит 200 х 0,025 = 5 долларов.
Однако это не всегда так, поскольку прототипы могут быть даже меньше и весить всего 20 г. Точно так же это могут быть и большие предметы, т. е. много килограммов.
Услуга 3D-печати прототипа может стоить дороже в зависимости от размера модели, сложности и опыта команды, занимающейся этим процессом.
Стоимость печати чехла для телефона
Используя в качестве примера чехол для iPhone X, который весит 35 г, мы можем рассчитать стоимость 3D-печати этого чехла для телефона.
Мы умножаем вес чехла для телефона на нашу стоимость печати грамма предмета, 0,025 долл. США/г.
0,025 долл. США/г * 35 = 0,86 долл. США.
Некоторые чехлы для телефонов с мелкими деталями и дизайном, требующие тщательной отделки, безусловно, будут стоить намного дороже.
Стоимость печати маски
Маски наших любимых супергероев бывают разных размеров и дизайнов. В качестве примера возьмем простую маску Бэтмена весом 150 г.
Чтобы рассчитать стоимость 3D-печати такой маски, мы просто умножаем вес на наши 0,025 доллара США за грамм, что является стоимостью 3D-печати грамма объекта.
150 г * 0,025 долл. США/г = 3,75 долл. США.
Стоимость печати кружки
3D-печать предназначена не только для пластиковых деталей, но и для создания кружек. Используя кружку весом 250 грамм, мы умножим вес нашей кружки на стоимость создания предмета весом 1 грамм.
250 г * 0,025 долл. США/г = 6,25 долл. США.
Приведенный выше расчет относится к стоимости пластика для владельцев 3D-принтеров. При аутсорсинге стоимость услуги 3D-печати увеличивается в зависимости от сложности и размера модели, постобработки, опыта команды, качества печати и брендинга.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Как снизить стоимость 3D-печати
Стоимость 3D-печатных деталей или услуг 3D-печати зависит от машинного времени и стоимости материалов. Поэтому, чтобы снизить стоимость 3D-печати, вы должны сбалансировать оба аспекта. Ниже приведены несколько обычных и технических способов снизить стоимость 3D-печати.
Используйте более дешевый материал
Как вы уже должны были знать, тип материалов, используемых в вашей 3D-печати, имеет большое значение в общих затратах. Таким образом, вы должны использовать печатный материал с балансом качества и стоимости для ваших отпечатков.
Выберите правильный процесс
Различные технологии 3D-печати имеют разную стоимость. Это может быть связано со сложностью машины или материала. Поэтому лучше выбирать технологию в рамках вашего капитала без ущерба для функциональности.
Сохранить материалы для печати
Чем больше 3D-модель, тем выше стоимость услуги 3D-печати. Уменьшение размера модели означает меньший объем, что означает меньшее количество материала, необходимого для печати, и, конечно же, меньшую стоимость. Однако при уменьшении размера модели не следует изменять ее функциональные возможности. Ниже приведены несколько способов уменьшить количество материала:
– Выемка
Для некоторых деталей, напечатанных на 3D-принтере, не требуется полная твердость. Следовательно, выдолбление уменьшит количество используемых материалов, что равносильно снижению затрат.
– Удаление опорных конструкций
Поддержка является неотъемлемой частью изготовления выступающих частей. Однако при этом используется больше материалов, требуется постобработка и удорожается производство. Поэтому вам следует устранить необходимость в поддержке, разработав угол свеса больше 45 0 и разделив модель.
– Уменьшить процент заполнения
Вы также можете снизить стоимость 3D-печати, уменьшив процент заполнения. Это также позволит сохранить материалы и повысить производительность. Это идеальный метод, когда продукт не должен соответствовать определенным структурным или механическим требованиям.
Выберите большую высоту слоя и разрешение
Высота слоя будет определять разрешение печатного элемента. Отпечатки с малой высотой слоя будут иметь более гладкую поверхность, но увеличат время производства и автоматически увеличат стоимость. Поэтому следует увеличить высоту слоя. Однако при увеличении высоты слоя подумайте, не повлияет ли это на внешний вид и функциональность напечатанных на 3D-принтере деталей.
– Выберите подходящую отделку
Поставщик услуг 3D-печати с радостью предоставит вам любую постобработку, которую вы хотите. Однако каждая постобработка имеет свою стоимость, которая влияет на общую стоимость 3D-печати. Например, покраска дешевле, чем гальваника, а также менее долговечна при более низком качестве. Поэтому вам следует изучить лучшие методы постобработки и их стоимость.
Заключение
Стоимость 3D-печати не должна рассматриваться как ограничивающий фактор для тех, кто хочет насладиться искусством 3D-печати. Хотя она не меняется или ее нельзя переоценить, важно знать о различных факторах, определяющих стоимость.
У вас есть проект 3D-печати, требующий высококачественных услуг 3D-печати? Свяжитесь с нами через RapidDirect. RapidDirect — авторитетный поставщик услуг быстрого прототипирования, предоставляющий профессиональные решения и услуги. Мы также предлагаем мгновенное предложение и обратную связь DfM, которая улучшает ваш производственный процесс.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Часто задаваемые вопросы
Является ли 3D-печать дорогой или рентабельной?
Да, 3D-печать — это выгодно! Благодаря одноэтапному процессу 3D-печать экономит время и деньги. Будучи автоматизированным процессом, он дает возможность многозадачности. Вы можете настроить свой принтер и заняться чем-то другим.
Является ли 3D-печать тем же, что и быстрое прототипирование и аддитивное производство?
Да, 3D-печать — это то же самое, что и аддитивное производство, а быстрое прототипирование — это часть процесса. Аддитивное производство — это просто способ описания того, что представляет собой 3D-печать в виде продуктов, слой за слоем. 3D-печать — это процедура; быстрое прототипирование является результатом этой процедуры, что означает, что быстрое прототипирование является подмножеством 3D-печати.
Сколько стоит 3D печать? Советы по сокращению производственных затрат
Является ли 3D-печать наиболее экономичным вариантом и как можно сократить расходы? Изучите все факторы, влияющие на стоимость 3D-печати, в том числе способы снижения стоимости печати нестандартных деталей.
3D-печать – расчет стоимости и балансовой стоимости
3D-печать часто является самым быстрым и экономичным способом производства деталей для прототипирования и расширения диапазона конечных приложений. Стоимость 3D-печати нестандартных деталей определяется несколькими факторами, в том числе необходимыми материалами, временем производства каждой детали и типом принтера, который вы хотите использовать.
Как правило, пластмассы дешевле металлов, для более мелких деталей требуется меньше материала, а более простые или менее прочные детали можно печатать с использованием более экономичных технологий.
Если вы выбираете между множеством
Процессы 3D-печати и
доступных материалов , необходимо учитывать такие факторы, как точность размеров, чистота поверхности и требования к постобработке. Все эти факторы будут влиять на окончательную стоимость вашей детали.
В конечном счете, колебания стоимости материалов, среди других элементов цепочки поставок, затрудняют прогнозирование цен на 3D-печатные детали. В этой статье рассматриваются основные факторы, влияющие на стоимость деталей, в то время как концентраторы
платформа предлагает быстрый и точный способ оценки стоимости деталей, которые вы хотите построить.
Ознакомьтесь с нашими технологиями 3D-печати
FDM Соглашение об уровне обслуживания SLS
МЖФ
Что влияет на цену 3D-печати?
На окончательную стоимость напечатанных на 3D-принтере деталей влияет множество факторов. Вот некоторые из наиболее важных факторов:
Материалы: Каждая технология 3D-печати поставляется с собственным набором полимерных материалов. Катушки нити для
FDM (моделирование наплавленным напылением), как правило, относительно дешевы, в то время как
Смола SLA и порошки SLS и MJF, как правило, дороже. Количество материала, необходимого для печати детали, напрямую влияет на цену — это особенно важно при печати методом FDM, для которого часто требуются поддерживающие конструкции.
Объем детали: более крупные детали требуют больше материала и больше места на станке, а их производство занимает больше времени. Это увеличение материалов и времени производства, в свою очередь, увеличивает стоимость.
Постобработка: после завершения печати детали может потребоваться дополнительная ручная работа для завершения компонента. Эти методы отделки включают поддержку или удаление порошка, очистку, шлифование и другие виды последующей обработки, все из которых увеличивают окончательную цену детали.
Затраты на оборудование: Эти затраты включают время установки и настройки, эксплуатационные расходы, периодическое обслуживание машин и дополнительное техническое обслуживание. Вы, вероятно, понесете эти расходы независимо от того, какие производственные технологии вы используете.
Одним из основных факторов, делающих 3D-печать экономичной для многих приложений, является низкая стоимость установки технологии. Это делает 3D-печать оптимальной для небольшого количества деталей, хотя она становится конкурентоспособной по цене по сравнению с обработкой на станках с ЧПУ и литьем под давлением, когда у вас большие производственные циклы.
Сколько стоят материалы для 3D-печати?
В 3D-печати для изготовления деталей используется огромное разнообразие материалов, и каждая уникальная технология 3D-печати совместима с различными материалами. В целом 3D-печать металлических деталей обходится дороже, чем использование полимеров, хотя композиты обычно дороже, чем металлы — другие факторы могут в определенных случаях представлять обратный сценарий.
В этом разделе мы сравним стоимость многих распространенных материалов для 3D-печати. Вы можете найти более подробный обзор свойств материалов и цен в нашем
Индекс материалов .
Пластик
Можно разделить
3D-печать пластиком на две категории: термопласты и термореактивные. Термопласты реагируют на тепло и могут плавиться, что делает их наиболее распространенным материалом для процессов экструзии материалов. С другой стороны, термореактивные полимерные смолы отверждаются УФ-светом и оптимальны для печати деталей для прототипирования.
Материал
Описание
Сравнение затрат
ПЛА
Высокая жесткость, хорошая детализация, доступная цена.
$
Смола
Высокая детализация и гладкая поверхность, прототипирование в форме литья под давлением.
$$
АБС
Товарный пластик, улучшенные механические и термические свойства по сравнению с PLA.
$
Нейлон
Используется для замены функциональных деталей, отлитых под давлением, с хорошей химической стойкостью.
$$
ПЭТГ
Подходит для механических деталей с высокой ударопрочностью и гибкостью. Стерилизуемый.
$
ТПУ
Материал, похожий на резину, подходит для изготовления трубок, захватов, уплотнений и прокладок.
$
АСА
Устойчивость к ультрафиолетовому излучению и высокая химическая стойкость, предпочтительный материал для наружного применения.
Промышленный термопласт с высокой точностью, долговечностью и высокой прочностью.
$
ПЭЭК
Отличные механические свойства, термостойкость и износостойкость, хороший заменитель некоторых металлов по соотношению прочности к весу.
$$$
Металлы
Нержавеющая сталь и
алюминий является наиболее распространенным металлом для 3D-печати, в то время как
титан и
медные сплавы идеально подходят для более специализированных применений. Важно отметить, что хотя 3D-печать металлом позволяет создавать прочные детали, стоимость, как правило, намного выше, чем при использовании полимерных материалов.
Материал
Описание
Сравнение затрат
Нержавеющая сталь
Высокая прочность на растяжение, термостойкость и коррозионная стойкость.
$$$$$
Алюминий
Высокая обрабатываемость и пластичность, хорошее соотношение прочности и веса.
$$$$
Композиты
Композитные материалы, такие как углеродное волокно, кевлар и нити из стекловолокна, находятся в авангарде инноваций в области 3D-печати. Они, как правило, имеют отличное соотношение прочности и веса и часто прочнее алюминия. Композиты для 3D-печати широко распространены в таких отраслях, как аэрокосмическая, медицинская, возобновляемая энергетика и высокопроизводительная автомобильная промышленность, где снижение веса важнее сокращения затрат.
Однако композитные материалы могут стоить в 8–12 раз дороже, чем другие пластмассы, и в 2–5 раз дороже, чем металлы. В зависимости от применения можно компенсировать более высокую стоимость композитов, если использовать более простую конструкцию, требующую меньшего количества материала для достижения той же структурной целостности. Вы также можете рассмотреть гибридный подход, сочетающий композиты с металлами и пластиками для определенных деталей.
Сколько стоит каждый процесс 3D-печати?
Каждый процесс и технология 3D-печати имеет свои уникальные затраты на материалы и оборудование. Давайте сравним основные технологии, которые мы предлагаем в Hubs.
FDM (моделирование методом наплавления)
Прототипирование
FDM — это наиболее экономичный вариант 3D-печати для деталей простой геометрии и небольших производственных циклов. Из всех предлагаемых процессов FDM имеет самую низкую стоимость основного материала, хотя по мере усложнения деталей вам могут потребоваться дополнительные вспомогательные конструкции, более длительное время постобработки и большее вмешательство человека. Все эти факторы повышают стоимость FDM.
Уникальность этого процесса заключается в том, что машины FDM, в отличие от других аддитивных технологий, не печатают твердые объекты. Вместо этого они используют внутреннюю сетчатую структуру для минимизации требований к материалам. Это заполнение определяется в процентах. Обычно для печати используется заполнение 25 %, хотя и 50 %, и 75 % увеличивают относительную прочность объекта. Печать со 100-процентным заполнением приводит к получению полностью твердого объекта, что встречается реже при FDM.
Важно отметить, что мы различаем прототипирование (настольный) FDM и промышленный FDM. В Industrial FDM используются высококачественные машины, которые могут печатать материалы промышленного класса с высокой прочностью и устойчивостью к высоким температурам. Эта форма FDM-печати намного дороже, чем ее аналог для прототипирования.
SLA (стереолитография)
Часть семейства баковой фотополимеризации,
SLA может производить более сложные геометрические формы и более крупные партии, чем FDM. Для пластмасс SLA имеет самые высокие общие затраты на материалы по сравнению с другими технологиями, хотя затраты на постобработку гораздо более управляемы. SLA имеет минимальное время настройки детали и, благодаря отличному качеству поверхности деталей, напечатанных SLA, более низкие затраты на постобработку.
SLA доступен для прототипирования (настольного) и промышленного применения, в зависимости от ваших конкретных требований к деталям.
SLS (селективное лазерное спекание)
Технология плавления в порошковом слое
SLS, как правило, имеет самую низкую общую стоимость для деталей сложной геометрии, партий больших объемов и высококачественной отделки деталей.
Стоимость основного материала для SLS обычно выше, чем для других процессов 3D-печати, хотя вам не нужны поддерживающие конструкции. Кроме того, вы можете повторно использовать базовые материалы, что сводит к минимуму количество отходов. Оба эти фактора способствуют снижению общих материальных затрат.
С точки зрения затрат на оборудование SLS требует более длительного времени настройки и обслуживания между партиями для обработки порошковых материалов. Отсутствие опорных конструкций также сокращает время постобработки, что, в свою очередь, снижает стоимость.
MJF (многоструйный синтез)
MJF, также технология плавки в порошковом слое, конкурирует с SLS с точки зрения более низкой стоимости для достижения впечатляющей сложности и высококачественной отделки. Печать с помощью MJF также означает, что вы можете повторно использовать базовые материалы и избавиться от необходимости в поддерживающих конструкциях.
Однако, в отличие от SLS, скорость печати MJF определяется только высотой Z вашей детали. Скорость машины SLS имеет линейную зависимость от объема материала. Большинство материалов MJF в конечном итоге будут стоить дороже, чем другие полимеры для 3D-печати, но тот факт, что вы можете постоянно повторно использовать материалы, сэкономит вам деньги на каждую деталь в течение всего производственного цикла.
Конструкторские решения напрямую влияют на общую стоимость вашей нестандартной детали. В процессе проектирования вы должны учитывать количество материала, которое вы хотели бы использовать, потребуются ли вам опорные конструкции и какая потребуется постобработка.
Давайте рассмотрим ключевые аспекты дизайна, которые повлияют на окончательную стоимость ваших нестандартных деталей.
Объем детали
Общий объем детали существенно повлияет на стоимость печати. Постепенное уменьшение размера детали может фактически немного снизить стоимость.
Опорные конструкции
Для печати опорных конструкций требуются дополнительные материалы, что быстро увеличивает стоимость любого напечатанного на 3D-принтере компонента. При выборе правильной технологии производства важно помнить о дополнительной цене, которая идет за опорными конструкциями.
FDM, например, обычно является самым дешевым доступным процессом 3D-печати, пока вы не начнете производить сложные детали, которым для правильной печати нужны опорные конструкции. SLS и MJF имеют более высокую базовую стоимость, чем FDM, но в качестве технологий плавления в порошковом слое вам не нужно думать о дополнительных затратах на поддерживающие конструкции с этими процессами.
Геометрия детали
То, как вы проектируете геометрию детали, определяет количество материала и опорных конструкций, которые вам понадобятся, когда придет время 3D-печати детали. Чтобы снизить затраты на геометрию, вы можете разделить модель детали на несколько компонентов, уменьшить длину или угол выступов и переориентировать модель на печатной основе, чтобы минимизировать опорные конструкции.
Вот несколько важных советов и рекомендаций по проектированию, которые помогут снизить стоимость 3D-печати и обеспечить воплощение ваших проектов в безупречные компоненты, напечатанные на 3D-принтере.
Используйте постепенные переходы между поверхностями, граничащими друг с другом
Убедитесь, что у вас нет существенных различий в поперечном сечении и объеме вашей детали
Выбирайте более закругленные углы, так как острые углы могут создавать остаточное напряжение в заготовке
Избегайте коробления или коробления, удаляя тонкие стены без поддержки (особенно если они излишне высокие)
Выравнивание пологих углов на поверхностях, чтобы избежать ступенчатости
Дизайн для анализа технологичности как можно раньше
Избегайте чрезмерных допусков ваших деталей, так как это приводит к печати более тонкими слоями и дополнительным требованиям вторичной обработки
Влияет ли уменьшение масштаба 3D-моделей на затраты?
Если масштабирование вашей модели не имеет решающего значения — например, если вы создаете визуальный прототип — вы можете напечатать на 3D-принтере меньшую деталь или набор деталей, чтобы значительно снизить производственные затраты.
Важно помнить, что мы думаем в трех измерениях. Куб 10x10x10 см имеет вдвое больший объем, чем куб 8x8x8 см, поэтому даже небольшое уменьшение размера вашей модели может означать необходимость использования гораздо меньшего количества материала для изготовления детали, которая по-прежнему выполняет желаемую функцию.
Одним из способов масштабирования 3D-модели является использование бесплатного программного обеспечения Netfabb. Вот как:
Шаг 1: Загрузите и установите бесплатную версию Netfabb.
Шаг 2: Откройте модель, нажмите кнопку «Масштабировать часть» в строке меню и отрегулируйте размер модели. Программное обеспечение использует миллиметры по умолчанию, но вы можете изменить это в настройках.
Шаг 3: Сохраните масштабированную модель, перейдя в левый верхний угол пользовательского интерфейса и выбрав Деталь > Экспорт детали > как STL (двоичный).
Шаг 4. Загрузите свой дизайн на платформу Hubs для 3D-печати. Не забудьте указать те же единицы измерения, которые вы использовали в Netfabb.
Вы также можете посмотреть это видео о том, как масштабировать 3D-модель в Netfabb.
Могу ли я сократить свои расходы, выдолбив свою 3D-модель?
Выделение детали на этапе проектирования — эффективный способ существенно снизить затраты на 3D-печать.
В то время как принтеры FDM по умолчанию производят полуполые детали с внутренней структурой заполнения, другие технологии 3D-печати, такие как SLA, SLS и MJF, могут производить детали, которые являются на 100% твердыми, если исходная модель уже не является полой. Если ваша деталь не должна быть сплошной, мы рекомендуем выдолбить вашу 3D-модель CAD.
Конечно, эта рекомендация относится только к технологиям на основе порошка и поставляется с дополнительным дизайнерским наконечником для добавления выпускных отверстий, чтобы можно было удалить нерасплавленные материалы после печати. Если вы выдолбите свой дизайн для SLA, может быть сложно удалить смолу, когда деталь будет готова.
Ниже приведено пошаговое руководство по созданию выдолбления модели с помощью бесплатного программного обеспечения Meshmixer.
Шаг 1. Загрузите и установите
Мешмиксер .
Шаг 2: Откройте свою модель и нажмите Edit > Hollow и выберите толщину стенки. Используйте стенки толщиной 2 мм в качестве безопасного нижнего предела для всех процессов 3D-печати.
Шаг 3: Добавьте в модель выпускные отверстия, чтобы можно было удалить лишний материал после печати. Дважды щелкните поверхность вашей модели в Meshmixer, чтобы добавить их. Мы рекомендуем добавлять аварийные отверстия в местах, которые обычно не видны при использовании вашей детали. Если вы печатаете с помощью SLS, обязательно добавьте 2 или более отверстий диаметром не менее 5 мм.
Шаг 4. Нажмите «Принять» и экспортируйте свою модель.
как файл STL .
Вы также можете посмотреть это видео о том, как выдолбить модель с помощью Meshmixer. Как вы увидите, несколько минут редактирования файла САПР могут значительно повлиять на окончательную стоимость 3D-печати нестандартных деталей.
Как устранить необходимость в опорных конструкциях?
Для 3D-печати FDM часто требуются опорные конструкции для печати деталей с выступами. Это приводит к большему количеству материалов и дополнительной постобработке для удаления опорных структур и сглаживания поверхности детали. Устранение необходимости в
опорные конструкции — действенный способ снизить стоимость FDM.
Мы рекомендуем два варианта устранения необходимости в опорных конструкциях в вашей конструкции FDM.
Углы свеса
Первый вариант заключается в разработке детали с углами свеса более 45 градусов.
Чтобы глубже изучить опорные конструкции в FDM и других методах 3D-печати, ознакомьтесь с этим
статья . Вы также можете найти наши полные рекомендации по проектированию для FDM.
здесь .
Разделение модели
Второй вариант — разделить модель на две или более частей, для которых не требуются поддерживающие конструкции. Вы можете собрать эти детали после завершения 3D-печати.
Вот краткое руководство о том, как это сделать в Netfabb:
Шаг 1. Загрузите и установите бесплатную версию
Нетфабб .
Шаг 2: Откройте свою модель в Netfabb. Выберите поле «Разрезы» и укажите место и угол, где вы хотите разделить деталь. Убедитесь, что каждый компонент имеет плоскую поверхность, которая будет использоваться в качестве основы для печати.
Шаг 3: Когда вы довольны размещением, нажмите «Выполнить вырез» и экспортируйте файл в STL.
Вы также можете посмотреть это видео о том, как разделить вашу модель для FDM в Netfabb.
В чем ценность 3D-печати?
Несмотря на то, что в процессе 3D-печати необходимо учитывать множество дополнительных расходов, в целом преимущества, которые вы получаете при использовании этой технологии аддитивного производства, намного перевешивают неожиданно высокую цену.
3D-печать обладает невероятным потенциалом для сокращения количества деталей, производства более легких и структурно прочных деталей и снижения стоимости сборки. Использование 3D-печати для изготовления деталей означает получение доступа к характеристикам деталей, которые либо невозможны, либо намного сложнее достичь с помощью традиционных методов.
Также важно помнить, что 3D-печать не включает в себя приспособления, пресс-формы и различные типы инструментов. Это уравновешивает те дополнительные расходы, которые вы видели до сих пор. Что наиболее важно, так это учитывать общую ценность, которую вы получаете от 3D-печати, что невероятно впечатляет для растущего списка приложений и отраслей.
Определение уровня и добавление масла в компрессор
08 Июнь 2010, 15:14
Определение уровня масла в компрессоре
Все холодильные компрессоры должны быть заполнены определенным количеством масла, которое необходимо для смазки движущихся частей и создания масляного уплотнения между узлами. Низкий уровень масла в картере может привести к повреждению компрессора из-за ухудшения смазки. Избыточное количество масла является причиной возможного повреждения клапанов компрессора и снижения производительности машины вследствие попадания масла в испаритель. Для определения уровня масла с помощью смотрового стекла необходимо выполнить следующие операции:
Включают агрегат на 10-15 мин.
Проверяют уровень масла в картере компрессора через смотровое стекло. Уровень масла при работающем агрегате должен достигать или быть несколько выше центра смотрового стекла. Если уровень масла ниже центра стекла, то масло необходимо добавить, а если выше центра указателя, то избыточное количество масла сливают.
В герметичных системах, не имеющих визуального указателя уровня, определить количество масла затруднительно. Если имеется незначительная утечка и количество вытекшего масла можно рассчитать, то в систему добавляют такое же количество масла. Если потери масла значительные, то компрессор демонтируют, сливают все масло, и заливают в него необходимое количество нового.
Добавление масла в компрессор
Необходимость добавления масла в компрессор возникает довольно часто, и механик должен знать различные способы осуществления этой операции. Применяют три способа пополнения системы маслом в зависимости от типа машины и имеющихся в наличии инструментов: открытый, закрытый и с помощью масляного насоса.
1. Для осуществления открытого способа выполняют следующие операции.
1.1. Соединяют манометровый коллектор с вентилями машины.
1.2. Закрывают ручные вентили на манометровом коллекторе и открывают вентили компрессора.
1.3. Включают агрегат.
1.4. Закрывают всасывающий вентиль компрессора и оставляют агрегат включенным до тех пор, пока давление на линии всасывания не снизится до 7-14 кПа. Может возникнуть необходимость в шунтировании реле низкого давления.
1.7. Открывают ручной вентиль низкого давления на манометровом коллекторе и выпускают хладагент из компрессора.
1.8. Снимают пробку и заливают масло в картер компрессора до необходимого уровня. При этом соблюдают меры предосторожности для исключения возможности загрязнения масла.
1.9. Закрывают ручной вентиль низкого давления на манометровом коллекторе.
1.10. Незначительно открывают всасывающий вентиль компрессора и выпускают небольшое количество хладагента через отверстие для заполнения маслом.
1.11. Закрывают всасывающий вентиль компрессора.
1.12. Устанавливают на место пробку и затягивают ее.
1.13. Открывают вентили компрессора.
1.14. Включают компрессор и проверяют уровень масла.
1.15. Отсоединяют манометровый коллектор от системы.
2. Для осуществления закрытого способа выполняют следующие операции.
2.1. Соединяют при помощи шлангов манометровый коллектор с вентилями машины.
2.2. Опускают конец центрального зарядного шланга в сосуд с чистым обезвоженным маслом.
2.3. Открывают вентили машины, пока в системе не возникнет давление. Его определяют по показаниям манометров.
2.4. Незначительно открывают ручной вентиль низкого давления на манометровом коллекторе и пропускают небольшое количество хладагента и масло через трубопроводы.
2.5. Закрывают всасывающий вентиль на компрессоре.
2.6. Включают агрегат и создают вакуум в картере компрессора.
2.7. Открывают ручной вентиль низкого давления на манометровом коллекторе и всасывают масло в компрессор. Центральный шланг должен быть погружен в масло, чтобы исключить попадание воздуха в систему.
2.8. Закрывают ручной вентиль на манометровом коллекторе, когда достаточное количество масла заполнит компрессор.
2.9. Открывают вентили машины и включают агрегат.
3. Для осуществления метода с масляным насосом выполняют следующие операции.
3.1. Соединяют манометр низкого давления на манометровом коллекторе с всасывающим вентилем компрессора.
3.2. Закрывают ручной вентиль низкого давления на манометровом коллекторе.
3.3. Открывают вентили машины до появления показаний давления на манометрах.
3.4. Соединяют центральный зарядный шланг с масляным насосом, не затягивая соединение.
3.5. Открывают ручной вентиль на манометровом коллекторе и пропускают хладагент через незатянутое соединение в течение нескольких секунд, а потом его уплотняют.
3.6. Помещают масляный насос в сосуд с чистым обезвоженным маслом.
3.7. Полностью открывают ручной вентиль на манометровом коллекторе.
3.8. Устанавливают шпиндель всасывающего вентиля компрессора в среднее положение.
3.9. Перекачивают масло в систему до достижения требуемого уровня.
3.10. Открывают всасывающий вентиль компрессора на систему.
3.11. Закрывают ручной вентиль низкого давления на манометровом коллекторе.
3.12. Отсоединяют манометровый коллектор и включают машину.
Вернуться в раздел статьи
Какое масло лить в воздушный компрессор
В этой статье поговорим о том, какое масло лить в воздушный компрессор. Компрессорное масло — материал, обеспечивающий смазку деталей, продлевая срок службы устройства. Заливаемый в компрессор смазочный материал способствует повышению КПД агрегата, снижает риск самовозгорания, способствует продуктивной и продолжительной работе. Чтобы ответить на вопрос, какие мало лить в воздушный компрессор, следует уяснить ряд важных особенностей смазочного материала.
Характеристики смазочного материала
Какие функции выполняет масло в компрессоре
Выбираем смазочный материал в воздушный компрессор
Как маркируются масла
Какое масло лить в компрессор: рекомендованные к покупке материалы
Как поменять масло в воздушном компрессоре
Заключение
Характеристики смазочного материала
Выбирая смазочный материал, следует полагаться на рекомендации изготовителя компрессора. Некоторые компании выпускают брендированные смазочные материалы, отвечающие всем требованиям изготовителя агрегата.
Оптимальная покупка – приобретение масла, указанного в техническом паспорте на компрессор, и его заливка в объеме, который немного превышает показатель, рекомендованный производителем
В силу разных причин у владельца компрессора может отсутствовать технический паспорт. Что делать в таком случае? Есть несколько вариантов дальнейших действий:
зайти на официальный сайт фирмы-производителя или компании, производящей компрессоры и найти там необходимую информацию;
проконсультироваться в магазине, который является официальным дилером бренда, или в сервисном центре, специализирующемся на обслуживании и ремонте таких агрегатов;
во время покупки уже бывшего в эксплуатации оборудования спросить у продавца об особенностях обслуживания компрессорного оборудования.
Однако не менее важными станут знания основных характеристик масла, на которые следует полагаться при выбора смазочного материала:
Вязкость. Вязкость градируется в диапазоне от 1 до 15. Минимум при выборе масла — 7. Оптимальная величина – 10-12. Такой состав хорошо удерживается в зоне смазки. Материал с низким показателем вязкости быстро расходуется, не неся необходимую эффективность. Чем выше значение вязкости, тем устойчивее продукт к нагреву;
Присадки. В хороших масла всегда присутствует пакет присадок. Это необходимо для улучшения качественных характеристик смазочного материала, повышения ценных рабочих свойств. Присадки могут быть антиокислительными, противопенными, противокоррозионными;
Температура самовоспламенения. Для воздушных компрессоров лучше всего подходят материалы, у которых этот параметр не менее +350 по Цельсию;
Температура застывания. Важный показатель, учитываемый в случае эксплуатации компрессорного оборудования зимой.
Автомобилисты хорошо знают, что у любого масла есть основа — минеральная, синтетическая и полусинтетическая. Компрессорные масла в этом плане не являются исключением. Подбирая масло для воздушного компрессора, учитывайте, каким оно является — минеральным, синтетическим или полусинтетическим. «Золотой» серединой считается полусинтетика — доступная стоимость, хорошие показатели температуры застывания и самовоспламенения, неплохой пакет присадок.
Какие функции выполняет масло в компрессоре
Здесь все просто — смазочный материал рассчитан на образование плотной масляной пленки на поверхности деталей. Благодаря этому увеличивается срок эксплуатации оборудования, поскольку эффективно охлаждается поршневая группа, отводится лишнее тепло, все это предотвращает образование преждевременной поломки.
Еще одна важная функция — обеспечение необходимой герметичности рабочей камеры. Если уровень масла низкий, герметичность камеры сжатия уменьшается, что влечет за собой снижение производительности компрессора. Также материал снижает детонацию и уменьшает зазоры, это также важно для продолжительной эксплуатации воздушного компрессора.
Выбираем смазочный материал в воздушный компрессор
Наиболее частый вопрос, какое масло для компрессора лучше — «минералка», синтетика или полусинтетика. У каждого продукта есть свои плюсы. В пользу минерального масла низкая цена. Если компрессор используется редко, можно прибрести «минералку», у которой сравнительно небольшой срок службы. Однако у такого материала есть некоторые ограничения. В частности это жесткое ограничение по температуре, обычно +90 градусов по Цельсию.
Видео: можно ли в компрессор залить автомобильное масло:
Синтетика стоит ощутимо дороже, но и обладает более высокими свойствами. Например, более высокий предел по температуре — от +180 до +200 градусов по Цельсию. Лучше подходят для применения при низкой температуре окружающей среды. Также особым преимуществом синтетического масла считается срок службы, который в 3-4 раза выше, чем у минерального продукта. При наличии мощного воздушного компрессора, активно эксплуатирующегося, неплохим решением станет покупка полусинтетики. Это смесь синтетики и «минералки» в примерном соотношении 70 на 30 процентов.
Как маркируются масла
Масла для воздушного компрессора имеют присущую им маркировку:
К-19, КС-19 – означает низкое процентное содержание серы, допускается к использованию в компрессорах среднего и высокого давления;
К3-10 – продукт, сохраняющий первоначальные свойства при температуре до о +200 по Цельсию;
К2-24, К3-20, К4-20, К2-220 – компрессорные масла, подходящие для залива как в компрессор, так и в поршневой отдел;
VB, VB-I, DAG – смазочные материалы для всех типов компрессорного оборудования, в которых температура не выше +140 по Цельсию. Буква I в маркировке подсказывает о том, что производителем были использованы специальные присадки, повышающие рабочие свойства продукта;
VC, VC-I, DAA – выбор для стационарных агрегатов с ограничением температуры +160 по Цельсию, в мобильных, эксплуатируемых на открытом пространстве до +220 по Цельсию;
VD, VD-I, DAB – масла для мощных воздушных поршневых компрессоров с ограничением по температуре +220 по Цельсию.
Прежде чем купить масло для воздушного компрессора, важно уяснить, каким является агрегат — стационарным или мобильным. Все потому, что мобильные агрегаты, как правило, работают в более жестких условиях — низкая температура, высокие нагрузки. Поэтому экономить на покупке смазочного материала для такого устройства не стоит. Выбирайте продукт среди качественной синтетики.
Видео: как часто обслуживать устройство:
Какое масло лить в компрессор: рекомендованные к покупке материалы
С целью продления срока службы компрессора используйте только сертифицированные масла. Откажитесь от покупки продукта от малоизвестного производителя.
Можно рассмотреть следующие варианты:
BP Enersyn GCS-180
Синтетический смазочный материалы. Разработан специально для поршневых компрессорных агрегатов. В составе имеются антиокислительные присадки.
Fubag
Качественное немецкое компрессорное масло для воздушных компрессорах. Подходит как немецкой, так и китайской технике. Содержит комплекс присадок, предотвращающих окислительные процессы.
КМ100 Энкор 40612
Экономичное компрессорное масло с низким уровнем испарения. Можно лить в компрессор зимой, продукт полностью адаптирован к работе при отрицательной температуре.
Mobil Rarus
Смазочный материал для любых воздушных компрессоров. Отличается сниженной вязкостью, высокой температурой возгорания, низкой способностью к образованию углеродистых отложений.
Зубр ЗМК-ПС
Сравнительно дешевый вариант для бытовых компрессоров. Износостойкий продукт, который не придется слишком часто менять.
Дальше поговорим о том, как заменить масло в компрессоре воздушном. Оптимальная периодичность обслуживания устройства указана производителем в технической документации. Однако с точностью можно сказать, что замену смазки проводят после первых 20-50 часов эксплуатации компрессора.
Нельзя смешивать масла от разных производителей. Они могут включать разный набор присадок, которые в случае смешивания способны вступить в реакцию. Это приведет к такому нежелательному явлению, как выпадение осадка
Дальше оборудование обслуживают с периодичностью каждые 500 часов работы, но не реже одного раз в год. Если работа компрессора происходит в сложном режиме, тогда смазку потребуется менять чаще.
Чтобы выполнить обслуживание, необходимо сделать следующее:
Остановите работу компрессора, отключите его от питания и отсоедините все подключенные инструменты.
Ждем некоторое время, чтобы детали устройства остыли.
Стравливаем весь воздух до нулевых значений.
Устанавливаем пустую емкость для отработанного масла.
На поршневом блоке находим сливную пробку, откручиваем ее.
Откручиваем гайку слива.
Удаляем остатки прежнего материала с помощью специальной промывочной жидкости (заливаем ее и даем компрессору поработать 10-15 минут).
Льем в компрессор новый материал, контролируя уровень через смотровое окно. Если такое окно отсутствует, потребуется маслоизмерительный щуп. Лить нужно чуть выше максимального значения уровня.
Дальше во время работы следует регулярно проверять уровень: для оптимального режима работы компрессор должен находиться на высоте, составляющей 2/3 расстояния между максимальной и минимальной отметкой на щупе или смотровом окне.
Заключение
Соблюдая правила подбора масла, вы обеспечите все условия для того, чтобы компрессор не только безотказно прослужил долгие годы, но и эксплуатировался с лучшим соотношением цены и качества. Какое масло лить в воздушный компрессор? Выбрать лучший смазочный материал просто — достаточно заглянуть в инструкцию по эксплуатации. В большинстве случаев производителем уже указаны подходящие конкретному воздушному компрессору материалы.
Сколько масла нужно моему воздушному компрессору?
Компрессоры
Воздушные компрессоры
Воздушные компрессоры требуют постоянной смазки маслом для предотвращения трения поршней или винтов и других движущихся частей. Чтобы убедиться, что ваш воздушный компрессор работает эффективно, важно регулярно проверять уровень масла и знать, сколько масла требуется вашему компрессору.
Прежде чем заливать масло в воздушный компрессор, вы должны ознакомиться с инструкциями по проверке/доливке масла в руководстве по эксплуатации вашего компрессора. В руководстве будет точно указано, сколько масла вы должны добавить в поддон для вашей модели компрессора. Прочитав руководство, вы сможете найти смотровое стекло на вашем компрессоре. Его можно найти на основании насоса поршневых компрессоров или на отстойнике роторно-винтового компрессора. В середине смотрового стекла вы увидите точку. В идеале уровень масла должен быть в центре точки. Если уровень масла ниже отметки, вашему устройству требуется больше масла. Если уровень масла выше отметки, значит, вы добавили слишком много масла.
Это смотровое стекло показывает, что уровень масла слишком высок.
Что может произойти, если добавить слишком много масла?
Нам часто звонят клиенты со словами: «Мой компрессор выплевывает масло». или «Из линий моего компрессора вытекает масло». Это оба признака того, что воздушный компрессор был переполнен смазкой.
Обычно, когда мы думаем о добавлении/замене масла, мы думаем о масле в автомобилях. Когда масло добавляется, оно обычно заполняется ближе к верху, поэтому существует распространенное заблуждение о том, что такая же практика применяется для воздушных компрессоров. Однако заполнение масляного картера вашего компрессора доверху может привести к значительному внутреннему повреждению вашего устройства. Когда избыточное количество масла попадает в аэрозоль из-за нагнетания компрессора, это может привести к повреждению не только вашего компрессора, но и любых пневматических инструментов и принадлежностей, которые подключены к вашему компрессору. Маслянистые выделения также могут испортить ваш конечный продукт, иногда до такой степени, что проекты приходится отбрасывать и полностью переделывать. Любая окраска распылением, шлифовка или нанесение отделки будут испорчены маслом, попадающим в воздушный поток.
Чтобы ваш воздушный компрессор работал максимально эффективно, важно следить за тем, чтобы он всегда работал при надлежащем уровне масла. Благодаря профилактическому обслуживанию вы значительно снизите риск срыва проекта из-за попадания масла в воздушный поток вашего компрессора. Свяжитесь с нами по адресу [email protected].
Если у вас есть вопросы о том, какой компрессор вам подходит, или если вы готовы улучшить свою работу и начать экономить на расходах. Компания Chicago Pneumatic существует уже более 100 лет, потому что мы предлагаем надежные и долговечные воздушные компрессоры, а также консультации и поддержку экспертов.
Статьи экспертов
Почему мой компрессор вибрирует?
Независимо от типа используемого компрессора вибрация может стать проблемой для любого бизнеса. Корень вибрации может исходить из множества источников, одни внутренние, другие внешние. Понимание причины вибрации и способов ее устранения будет иметь решающее значение для поддержания вашего компрессора в надлежащем рабочем состоянии.
Читать больше
Как подготовить воздушный компрессор к зиме?
Независимо от того, замерзает там, где вы живете, большинство рекомендаций по подготовке к зиме также являются базовыми, надежными процедурами обслуживания, которые помогут продлить срок службы и эффективность работы воздушных компрессоров, независимо от того, живете ли вы в северном штате Мэн или в Южной Флориде.
Читать больше
Где установить осушитель воздуха?
Ваша компания приобрела осушитель воздуха для вашего компрессора. Одной из наиболее распространенных вещей, которые мы видим в отрасли, являются осушители воздуха, хранящиеся над компрессорами. Кажется, что пространство над компрессором не используется впустую, верно? Неправильный.
Читать больше
Еще статьи
Как правильно проверить уровень масла в воздушном компрессоре – Dozy Frog
Dozy Frog
Все, что вам нужно знать о пневматических инструментах
Несмотря на то, что это простая задача, пользователь должен знать, как считать уровень масла в воздушном компрессоре, чтобы компрессор не выработал масло из-за утечки а также не был залит .
Независимо от того, какая у вас марка или модель, я покажу вам, как проверить уровень масла в собственном компрессоре. Но прежде чем мы продолжим, я хотел бы сказать вам кое-что о важности этой задачи.
Содержание
Как проверить уровень масла в воздушном компрессоре
Каждый воздушный компрессор, для которого требуется масло в картере, имеет возможность проверки уровня масла с помощью указателя уровня масла воздушного компрессора. Если у вас компрессор с прямым приводом, вы найдете щуп на масляной крышке в картере. Некоторые из больших воздушных компрессоров имеют смотровое стекло, которое облегчает проверку уровня масла.
Теперь, какой бы ни была спецификация, вам нужно выключить воздушный компрессор перед проверкой уровня масла. Почему?
Вы угадали. Из-за тряски и вибрации масло никогда не остается в покое, а иногда оно может загораживать обзор и покрывать маслом весь щуп. А также для воздушного компрессора со щупом будет проблематично открыть маслозаливную крышку, так как масло может вытечь из картера и вы столкнетесь с другими неприятностями.
Проверка уровня масла через рабочее стекло
Рабочее стекло с круглой отметкой в центре
Большая часть рабочего стекла имеет круглую отметку в центре (обычно красного цвета). В этом случае уровень масла должен находиться между центром круга и верхним краем круга. Итак –
Верхняя граница: Верхний край круглой метки
Нижняя граница: Центр круглой метки
Объект Glass без какой-либо метки
Авторы и права: Эрик Питерс
Опять же, у вас может быть стекло сайта без какой-либо маркировки. Но не бойтесь, у меня есть решение для вас.
В таком случае необходимо убедиться, что уровень масла находится между 2/3 и 1/3 (1/2 для некоторых компрессоров. См. руководство) вертикальной длины/высоты смотрового стекла. So –
Верхний предел: 2/3 вертикальной длины или высоты смотрового стекла
Нижний предел: 1/3 или 1/2 вертикальной длины или высоты смотрового стекла
Проверка уровня масла с помощью щупа
Предоставлено: Rolair
После того, как вы выключите компрессор, просто откройте масляную крышку, и вы найдете прикрепленный к ней щуп. Выньте его и сотрите масло с его тела полотенцем или чем-нибудь подходящим, но убедитесь, что вещь чистая. Обычно на щупе есть две метки. Верхний представляет собой верхний предел, а нижний представляет нижний предел. Убедитесь, что уровень масла всегда находится между ними. Итак –
Верхний предел: верхняя метка на щупе
Нижний предел: нижняя метка на щупе
Почему проверка уровня масла в воздушном компрессоре ОБЯЗАТЕЛЬНА?
В каждом воздушном компрессоре есть несколько движущихся частей, и для предотвращения чрезмерного трения между ними необходима постоянная смазка внутри картера. Вот почему мы используем масло в воздушном компрессоре. Масло также обеспечивает некоторую степень герметичности между поршнями и поршневыми отверстиями.
Теперь вы можете спросить, куда уходит масло, которое нам нужно проверить и долить.
Постепенно теряется через выпускное и воздухозаборное отверстия при запуске компрессора.
Рекомендуется проверять уровень масла в воздушном компрессоре каждый день перед его использованием. Почему?
Если в компрессоре закончилось масло, а вы продолжаете его работу, вы его точно убьете. Таким образом, чтобы получить эффективный результат и продлить срок службы вашего компрессора, проверка уровня масла и заправка его достаточным количеством масла является важной задачей технического обслуживания.
Переполнение компрессора маслом: в чем проблема?
Во время заправки или замены , если вы залили больше масла, чем ваш воздушный компрессор, может возникнуть ряд проблем. Наиболее распространенные сценарии –
Просачивание масла в слив.
Утечка масла через другие детали.
Излишки масла могут гореть, и вы можете почувствовать запах.
Масло может откладываться в баке.
Что делать, если в воздушном компрессоре слишком много масла
Если вы случайно переполнили компрессор маслом, вы не можете не удалить его. У вас есть два решения для вас –
Используйте губку для просачивания лишнего масла из картера, вставив ее через масляную крышку. Масло просачивается за счет капиллярного действия.
Используйте сифонную трубку для слива лишнего масла. Для этого держите компрессор выше пола. Вставьте один конец сифонной трубы в картер и держите другой конец достаточно низко, чтобы масло могло вытекать под действием силы тяжести.
Никогда не заканчивайте масло в компрессоре: вот как?
Я уже говорил вам, что работа масляного компрессора без надлежащего уровня масла означает его постепенную остановку. Невозможно подключить непрерывную подачу масла к вашему компрессору, поскольку он не спроектирован таким образом. Лучшее, что вы можете сделать, это проверять уровень масла один раз в день или несколько раз в день, если он работает в непрерывном режиме. А если используется время от времени, проверьте уровень масла перед включением.
Иногда компрессор потребляет больше масла. Это говорит о том, что с ним что-то не так. Это может быть из-за пригорания масла в нем из-за перегрева или просачивания масла разными путями. В таких ситуациях вам следует обратиться к механику или проконсультироваться с производителем.
Таким образом, чтобы обезопасить себя от проблем, связанных с маслом, рекомендуется поддерживать точный уровень масла, рекомендованный производителем.
Часто задаваемые вопросы
Когда следует менять масло в компрессоре?
Сразу после ввода в эксплуатацию масло постепенно теряет свои свойства и начинает загрязняться. Когда его свойства перестанут соответствовать минимальным требованиям вашего компрессора, его следует заменить.
Как часто следует менять масло в воздушном компрессоре?
Блок питания, сетевой адаптер 12В 6А, 5.5×2.1мм 5.5×2.5мм, кабель ps
Доставка по Украине
839.52 грн
419.76 грн
Купить
Интернет магазин Pricess
Блок питания 12v 15a 180w, 12в 15а 180вт в перфорированном корпусе. Стандарт. Гарантия 1 год
На складе в г. Днепр
Доставка по Украине
377.10 грн
Купить
«LEDTechnics» -интернет-магазин
Блок питания 12V/1А
На складе
Доставка по Украине
176 грн
Купить
Интернет-магазин «Видео-игра»
Блок питания 12В 15Вт 1.25А металлический вентилируемый корпус
На складе в г. Ужгород
Доставка по Украине
167 грн
Купить
интернет-магазин «Optobaza»
Блок питания 12v 5a 60w, 12в 5а 60вт в перфорированном корпусе. Стандарт. Гарантия 1 год
На складе в г. Днепр
Доставка по Украине
190.70 грн
Купить
«LEDTechnics» -интернет-магазин
Импульсный блок питания 12В 1А
На складе
Доставка по Украине
198 грн
Купить
TVSPUTNIK
Импульсный блок питания для камер видеонаблюдения Unitoptek 12В 1А
На складе
Доставка по Украине
по 177 грн
от 3 продавцов
250 грн
177 грн
Купить
Voice Recorder
Блок питания, сетевой адаптер 12В 1А 5.5×2.1мм 5.5×2.5мм CCTV Arduino
На складе
Доставка по Украине
105 — 136 грн
от 6 продавцов
157 грн
110 грн
Купить
Sat-ELLITE.Net ➤ ИНТЕРНЕТ-СУПЕРМАРКЕТ
Смотрите также
Импульсный блок питания 12В 1А (12 Вт)
На складе в г. Хуст
Доставка по Украине
61 грн
Купить
You Gain
Блок питания 12v 20a 240w, 12в 20а 240вт в перфорированном корпусе. Стандарт. Гарантия 1 год
На складе в г. Днепр
Доставка по Украине
517.50 грн
Купить
«LEDTechnics» -интернет-магазин
Импульсный блок питания 12В 1А (12 Вт) в пластиковом корпусе (PLC) с выносным сетевым кабелем
На складе в г. Хуст
Доставка по Украине
от 107 грн
Купить
You Gain
Блок питания 5В 1,2А
На складе в г. Киев
Доставка по Украине
99 грн
Купить
Faraday Systems
Блок питания для спутниковых тюнеров Sat-Integral (12В 1А)
На складе в г. Одесса
Доставка по Украине
176 грн
Купить
TVSPUTNIK
Блок питания для различной техники 12В/1А
На складе в г. Одесса
Доставка по Украине
176 грн
Купить
TVSPUTNIK
Блок питания для спутниковых тюнеров (12В 1А)
На складе в г. Одесса
Доставка по Украине
176 грн
Купить
TVSPUTNIK
Блок питания 12v 10a 120w, 12в 10а 120вт в перфорированном корпусе. Стандарт. Гарантия 1 год
На складе в г. Днепр
Доставка по Украине
298.50 грн
Купить
«LEDTechnics» -интернет-магазин
Блок питания 12v 50a 600w, 12в 50а 600вт в перфорированном корпусе. Стандарт. Гарантия 1 год
На складе в г. Днепр
Доставка по Украине
1 604.70 грн
Купить
«LEDTechnics» -интернет-магазин
Блок питания, сетевой адаптер 12В 2А 5.5×2.1мм 5.5×2.5мм CCTV Arduino
На складе в г. Ровно
Доставка по Украине
135 — 173 грн
от 7 продавцов
214 грн
150 грн
Купить
Sat-ELLITE.Net ➤ ИНТЕРНЕТ-СУПЕРМАРКЕТ
Блок питания 12В/1А SEVEN PS-769W
Доставка по Украине
210 — 218 грн
от 5 продавцов
218 грн
Купить
Интернет-магазин «САДКО»
Блок питания 12В 1А
На складе
Доставка по Украине
146 грн
Купить
Ani-pcb
Блок питания 220в/ 12в 0. 5а — разьём 5.5х2.1 мм роутерный
На складе
Доставка по Украине
50 грн
Купить
Tenzor
Блок питания, сетевой адаптер 12В 2А 5.5×2.1мм 5.5×2.5мм CCTV Arduino
На складе в г. Ровно
Доставка по Украине
по 135 грн
от 12 продавцов
135 грн
Купить
Крамниця Необхідних Речей
Блок питания для светодиодной ленты 12В, 1А, 12Вт, IP67, герметичный в пластиковом корпусе
Главная » Светодиодная лента LED, блоки питания и аксессуары » Блоки питания для светодиодной ленты » Блок питания для светодиодной ленты 12В, 1А, 12Вт, IP67, герметичный в пластиковом корпусе
Автоматика
Автоматические выключатели
Дифференциальные автоматы
Реле напряжения
Устройства защитного отключения (УЗО)
Боксы, распределительные щиты, шкафы, корпуса, аксессуары
Боксы IEK
Распределительные щиты ABB
Распределительные щиты ABB Mistral
Распределительные щиты IEK
Распределительные щиты Schneider
Распределительные щиты Tekfor
Распределительные щиты Россия
Шины медные
Изделия для электромонтажа
Арматура для монтажа СИП
Гильзы ГМЛ
Кабель-каналы, аксессуары
Кабельные муфты
Листовые лотки
Лючки и напольные коробки
Наконечники
Наконечники НКИ
Наконечники НШВИ
Перфорированные короба
Подрозетники
Распаечные коробки для ОУ, РС
Распаечные коробки для полых стен
Строительно-монтажные клеммы Wago
Электроизоляционные материалы
Кабель и Провод ГОСТ
NYM, NUM, HUM
АВВГ
Аудио кабель
ВБШВ
ВБШВнг
ВВГнг-LS
Витая пара
КГтп-ХЛ
Провод бытовой ПУГНП
Провод осветительный ШВВП
Провод ПВС
Провод СИП
Провод установочный АПВ
Провод установочный АПУНП (АПБПП)
Провод установочный ПУНП (ПБПП)
Телефонный и телевизионный кабель
Термостойкий кабель
Лампы
Лампы металлогалогенные
Лампы галогенные
Лампы линейные
Лампы люминесцентные
Лампы светодиодные (LED)
Лампы уличного освещения
Лампы энергосберегающие
Обогрев и вентиляция
Конфорки для электроплит, Тэны
Обогреватели
Пускатели, контакторы и аксессуары
Контакторы ABB
Контакторы IEK
Контакторы Schneider
Разъемы силовые
Разъемы каучуковые
Разъемы плиты
Разъемы термопласт
Розетки и выключатели
Переключатели, вилки, штепсели
Розетки и выключатели LEGRAND
Розетки и выключатели WERKEL
Розетки и выключатели. ОТКРЫТОЙ установки
Удлинители, тройники
Рубильники, разъединители, выключатели нагрузки
Рубильники ABB
Рубильники BP — Россия
Светодиодная лента LED, блоки питания и аксессуары
Светодиодная лента LED
Блоки питания для светодиодной ленты
Управление светом
Профиль для ленты
Светотехника
Аксессуары
Блоки защиты ламп
Влагозащищенные светильники
ЛПБ Антивандальный
Прожекторы светодиодные
Светильники Northcliffe
Светильники для люминесцентных ламп
Светильники под лампу накаливания
Светодиодные панели и светильники
Трансформаторы
Теплый пол
Греющий кабель
Тёплый пол NUNICHO Ю. КОРЕЯ
Тёплый пол PHONIX ГЕРМАНИЯ
Терморегуляторы
Электросчетчики
Дополнительное оборудование к Электросчетчикам
Однофазные счетчики
Трёхфазные счетчики
Официальный дилер
Huter
Бензиновые триммеры
Бензопилы
Электрогенераторы
Вихрь
Зернодробилки
Насосы
Ручной инструмент
Электроинструменты
Ресанта
Бытовые цифровые стабилизаторы
Однофазные стабилизаторы электромеханического типа
Однофазные цифровые настенные стабилизаторы серии LUX
Трехфазные стабилизаторы электромеханического типа
Трехфазные стабилизаторы электронного типа
Электронного типа с цифровым дисплеем
Информация о товаре
Импульсный блок питания 12V – важное устройство, используемое при подключении светодиодных лент. Понижает переменное напряжение бытовой сети 220 В до необходимых ленте 12 В.
Данный источник питания имеет герметичный пластиковый корпус, что позволяет производить его монтаж в уличных условиях и в местах с повышенным уровнем влажности. Диапазон рабочих температур составляет от -25 до +40 °С. Его можно устанавливать в ванных комнатах, на кухне, в бане. Пластик, из которого сделан корпус устройства, является отличным диэлектриком и надежно защищает человека от поражения электротоком.
Подробности
Блок питания IP67 имеет небольшую мощность, поэтому, если необходимо выполнить подсветку небольшой площади или отдельных предметов интерьера, приобретение такого блока будет наиболее экономически обоснованным.
Компактные размеры устройства позволяют производить его монтаж в скрытых местах, чтобы не нарушать общий вид светодиодной конструкции. Для регулировки яркости свечения в схему подсветки может быть добавлен диммер, для смены режимов и цвета свечения – контроллер.
Если вы решили купить блок питания для светодиодной ленты, необходимо знать, что суммарная нагрузка подключаемых к прибору потребителей должна быть на 25% меньше номинальной мощности самого блока питания.
Данный блок питания имеет мощность 12 Вт, значит, общая мощность подключаемых к нему лент не должна превышать 9,6 Вт.
Блок питания герметичный 12В – это отличный выбор для создания Led-подсветки при наружном применении и в местах с повышенным уровнем влажности, а также как альтернатива источникам питания с классом защиты IP20.
Характеристики
Мощность, Вт
12W
Выходное стабилизированное напряжение
12V
Ток на выходе, А
1А
Степень защиты
IP67
Корпус
Герметичный (пластик)
Размеры (ДхШхВ)
130х25х21 мм
Страница не найдена — WyreStorm
Перейти к содержимому
Регистр
Имя пользователя *
Адрес электронной почты *
Пароль *
Тип пользователя *
Партнер конечного пользователя
Тип клиента * Новый клиентСуществующий клиент
Имя *
Фамилия *
Номер телефона *
Название компании *
Job Title *
Company Website
Country/Region *
Select a country / region…AfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelauBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Saint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo ( Браззавиль)Конго (Киншаса)Острова КукаКоста-РикаХорватияКубаКюрасаоКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭсватиниЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузская ПолинезияФранцузские Южные ТерриторииГабонГерманияГамбияГрезияГрузия renadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSão Tomé and PríncipeSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (Dutch part)Saint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the ГренадиныСамоаСан-МариноСауд i ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia/Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited Kingdom (UK)United States (US)United States (US) Minor Outlying IslandsUruguayUzbekistanVanuatuVaticanVenezuelaVietnamVirgin Islands (British)Virgin Islands (US) Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Город *
Почтовый индекс / ZIP *
ИНН
WyreStorm Technologies обязуется защищать и уважать вашу конфиденциальность, и мы будем использовать вашу личную информацию только для администрирования вашей учетной записи и предоставления вам продуктов и услуг. запрашивается у нас. Время от времени мы хотели бы связываться с вами по поводу наших продуктов и услуг, а также другого контента, который может вас заинтересовать. Вы можете отказаться от подписки на эти сообщения в любое время. Для получения дополнительной информации о том, как отказаться от подписки, о нашей политике конфиденциальности и о том, как мы стремимся защищать и уважать вашу конфиденциальность, ознакомьтесь с нашей политикой конфиденциальности.
Нажимая «Зарегистрироваться» ниже, вы разрешаете WyreStorm Technologies хранить и обрабатывать личную информацию, представленную выше, для предоставления вам запрошенного контента.
Мы используем файлы cookie, чтобы обеспечить вам максимальное удобство на нашем веб-сайте. Использование этого веб-сайта означает, что вы согласны с этим. ОК
P1I — зеленый адаптер питания 12 Вт, 12 В, 1 А, сертифицированный Energy Star
Артикул: GS12E12-P1I
Категории: Блоки питания Mean Well Plugtop Power Supply
Запросить цену
Техническое описание серии GS12E
Декларация ЕС серии GS12E
Описание
Дополнительная информация
Альтернативные номера деталей
Серия GS12E представляет собой адаптер переменного/постоянного тока мощностью 10–12 Вт с одним выходом, который соответствует нормам Energy Star и требованиям закона США об энергетике штата Калифорния (CEC, уровень IV).
179021.10; 10 а, 250 в, 5х20 мм, f, предохранитель керамический быстродействующий по оптовым ценам в компании Electrony вы получите лучшую цену на рынке России на всю продукцию нашей фирмы.
Покупая изделие: 179021.10; 10 а, 250 в, 5х20 мм, f, предохранитель керамический быстродействующий наши специалисты помогут с выбором нужных сопутствующих товаров из каталога: Siba . Мы проконсультируем вас по всем техническим деталям и в случае необходимости подберем аналогичный товар: Прочие предохранители, Предохранители стеклянные, Самовосстанавливающиеся предохранители, Варисторы, Держатели предохранителей или похожий товар производителя siba. Помощь в подборе материалов от экспертов в своей области, а также оперативная доставка и сниженные цены на весь товар.
Миниатюрные предохранители SIBA предназначены для защиты полупроводников (тиристоров и диодов), слаботочных линейных цепей, цепей электродвигателей и трансформаторов и др. Устанавливаются в измерительных приборах и бытовой электротехнике, в системах АСУ, в промышленной электронике и т.д.
Быстродействующие предохранители — F (quick action) — способны защищать оборудование как от сверхтоков, так и от токов короткого замыкания. Время срабатывания таких предохранителей при 10-кратной токовой перегрузке составляет примерно 10 мc. Это позволяет использовать такие предохранители в цепях, где в режиме переключений или длительной работы не ожидается коммутационных или иных токовых перегрузок. Что особенно важно в том случае, когда необходимо быстро разорвать ток короткого замыкания.
Характеристики
Диаметр корпуса,мм
5
Длина корпуса,мм
20
Контакты
цилиндрические
Номинальное напряжение,В
250
Номинальный рабочий ток,А
10
Характеристики
Материал
керамика
Написать отзыв
Ваше имя:
Ваш отзыв
Внимание: HTML не поддерживается! Используйте обычный текст!
Рейтинг Плохо
Хорошо
BUSSMANN Предохранитель: 10 А, 250 В переменного тока, 10 кА при 125 В переменного тока/10 кА при 125 В постоянного тока/200 А при 250 В переменного тока, 5 шт.
— 6F047|ABC-10-R
БУССМАНН
Вещь # 6F047
производитель Модель #
АВС-10-Р
UNSPSC #
39121611
№ страницы каталога
184
184
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Быстродействующие керамические предохранители срабатывают в течение нескольких секунд после воздействия перегрузок и коротких замыканий. Также называемые быстродействующими керамическими предохранителями, они очень чувствительны к изменениям тока и не выдерживают временных токов перегрузки или скачков напряжения. оборудование. Они имеют более высокие характеристики отключения и выдерживают более высокие температуры, чем стеклянные предохранители. Эти небольшие цилиндрические предохранители имеют непрозрачный корпус, на котором не видно внешних признаков перегорания предохранителя, поэтому их обычно проверяют с помощью мультиметра или омметра, чтобы проверить их работу.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
БУССМАНН
Вещь # 6F047
производитель Модель #
АВС-10-Р
UNSPSC #
39121611
№ страницы каталога
184
184
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Быстродействующие керамические предохранители срабатывают в течение нескольких секунд после воздействия перегрузок и коротких замыканий. Также называемые быстродействующими керамическими предохранителями, они очень чувствительны к изменениям тока и не выдерживают временных токов перегрузки или скачков напряжения. оборудование. Они имеют более высокие характеристики отключения и выдерживают более высокие температуры, чем стеклянные предохранители. Эти небольшие цилиндрические предохранители имеют непрозрачный корпус, на котором не видно внешних признаков перегорания предохранителя, поэтому их обычно проверяют с помощью мультиметра или омметра, чтобы проверить их работу.
Предохранитель BUSSMANN: 10 А, 250 В перем. тока, 10 кА при 125 В перем. тока/200 А при 250 В перем. тока, 5 шт. — 1CL94|MDA-10-R
БУССМАНН
Вещь # 1CL94
производитель Модель #
МДА-10-Р
UNSPSC #
39121604
№ страницы каталога
184
184
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Керамические предохранители с задержкой срабатывания выдерживают кратковременные пусковые токи без размыкания, что предотвращает перегорание при запуске оборудования. Также называемые керамическими предохранителями с задержкой срабатывания, они размыкаются, чтобы отключить электрическую цепь при воздействии длительных нагрузок и коротких замыканий. Керамические предохранители защищают от перегрузки по току в сильноточных цепях, встречающихся в электронике переменного или постоянного тока, приборах и электрическом оборудовании. Они имеют более высокие характеристики отключения и выдерживают более высокие температуры, чем стеклянные предохранители. Эти небольшие цилиндрические предохранители имеют непрозрачный корпус, на котором не видно внешних признаков перегорания предохранителя, поэтому их обычно проверяют с помощью мультиметра или омметра, чтобы проверить их работу.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
Сверло по металлу цилиндрический хвостовик 10 мм Optim
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Сверло по металлу, цилиндрический хвостовик 10 мм Optim.. Сверло по металлу, с цилиндрический хвостовиком Optim — бюджетная хорошего качества оснастка для сверления отверстий в черных нелегированных сталях. Цилиндрический хвостовик. Изготовлено из быстрорежущей стали HSS, методом вальцевания. Для увеличения ресурса сверл по металлу Optim рекомендуется при работе использовать смазочно- охлаждающую жидкость. Сверла бытового назначения, идеально подходят для работы в домашних условиях
В наличии 133 ₽
В наличии 127 ₽
В наличии 139 ₽
Характеристики
Размеры
Рабочий диаметр, мм:
10 мм
Диаметр:
10 мм
Длина:
12 мм
Ширина:
45 мм
Высота:
220 мм
Размеры в упаковке
Длина упаковки:
380 мм
Высота упаковки:
220 мм
Ширина упаковки:
260 мм
Вес, объем
Вес брутто:
0. 06 кг
Вес нетто:
0.06 кг
Другие параметры
Материал:
сталь
Применение:
металл
Производитель:
Тулфор
Страна происхож.:
Китай
Тип хвостовика:
цилиндрический
Торговая марка:
Тулфор
Вид упаковки:
блистер
Количество в наборе:
1 шт
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Сверло по металлу цилиндрический хвостовик 10 мм Optim на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Сверло по металлу цилиндрический хвостовик 10 мм Optim в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Сертификаты
4690670005991 отказное письмо.pdf
23957787.pdf
Статьи по теме
Выбираем веревку
Сверло по металлу, быстрорежущая сталь, класс В, хвостовик 10мм, ЗУБР 4-29605-169-14.5, d=14,5 мм
Преимущества
Парооксидирование сверла позволяет дольше защитить сверло от коррозии
Описание
Сверла ЗУБР по металлу обладают повышенной производительностью, имеют оптимальные углы заточки и выполнены из высококачественных быстрорежущих сталей по специальной технологии, разработанной специалистами компании.
Применение
Предназначено для обработки легированных и углеродистых сталей с пределом прочности до 800Н/мм^2, цветных металлов, серого чугуна и пластмассы.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Распродажа
67 819 ₽
30 760 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 867 ₽
Осталась 1 штука
Купить в 1 клик
Цельное твердосплавное сверло с цилиндрическим хвостовиком, 5xD — 10 мм, VHM TiN
211,03 злотых, включая налог.
171,57 без НДС
Описание
информация о продукте
Свойства и применение:
Общего назначения Цельное твердосплавное сверло для обработки широкого спектра материалов
Конструкция без кромок для снижения трения и тепловыделения обеспечивает более длительный срок службы инструмента
Оптимизированная конструкция паза для микросверления обеспечивает свободный сход стружки в центре сверла
Непрерывная прямая режущая кромка не допускает начала износа и обеспечивает равномерное распределение сил резания для увеличения срока службы инструмента при обработке всех материалов и уменьшения выкрашивания на режущей кромке
Твердый сплав содержит двойное покрытие для широкополосного применения
Универсальный мелкозернистый сплав с многослойным покрытием TiAlN
Высочайший уровень износостойкости для более высоких скоростей резания
Верхний слой TiN служит индикатором износа
Первый выбор для легированной и высоколегированной стали и чугуна
Спецификация:
Параметр
Значение
Единица измерения
Д1
10
мм
Л
103
мм
Л3
61
мм
L4 макс.
49
мм
L5
1,7
мм
ЛС
40
мм
Д
10
мм
Ссылка DM_0410030502
Технический паспорт
Тип хвостовика
цилиндрическая, гладкая
Сопутствующие товары
(16 других товаров в той же категории)
Быстрый просмотр
195,61 зл.
159,03 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов
Список желаний
Сравнивать
Быстрый просмотр
247,49 зл.
201.21 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов С внутренней подачей СОЖ
Список желаний
Сравнивать
Быстрый просмотр
158,45 зл.
128,82 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов
Список желаний
Сравнивать
Быстрый просмотр
286,75 зл.
233,13 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов С внутренней подачей СОЖ
Список желаний
Сравнивать
Быстрый просмотр
211,03 зл.
171,57 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов С внутренней подачей СОЖ
Список желаний
Сравнивать
Быстрый просмотр
259,41 зл.
210,9 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов
Список желаний
Сравнивать
Быстрый просмотр
173,17 зл.
140,79 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов
Список желаний
Сравнивать
Быстрый просмотр
286,75 зл.
233,13 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов С внутренней подачей СОЖ
Список желаний
Сравнивать
Быстрый просмотр
156,35 зл.
127.11 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов
Список желаний
Сравнивать
Быстрый просмотр
214,54 зл.
174,42 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов С внутренней подачей СОЖ
Список желаний
Сравнивать
Быстрый просмотр
158,45 зл.
128,82 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов
Список желаний
Сравнивать
Быстрый просмотр
158,45 зл.
128,82 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов
Список желаний
Сравнивать
Быстрый просмотр
203,32 зл.
165,3 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов С внутренней подачей СОЖ
Список желаний
Сравнивать
Быстрый просмотр
178,78 зл.
145,35 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов
Список желаний
Сравнивать
Быстрый просмотр
211,03 зл.
171,57 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов С внутренней подачей СОЖ
Список желаний
Сравнивать
Быстрый просмотр
384,20 зл.
312,36 без НДС
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов С внутренней подачей СОЖ
Список желаний
Сравнивать
Материал: ВХМ; Двойное покрытие: TiN/TiAlN; Универсальное сверло для обработки широкого спектра материалов
Лазерная гравировка на металле в Москве. Низкие цены
Среди преимуществ, которыми обладает лазерная гравировка по металлу, – долговечность, точность, возможность воспроизвести рисунок практически любой сложности, работа по черным и драгоценным металлам, ровным или выпуклым поверхностям. Кроме того, мы работаем с любыми тиражами, исполняем заказы любой степени сложности, обеспечиваем предварительную подготовку макета и дополнительную обработку получившихся изделий. Среди наших услуг – подготовка табличек, сувениров, номерков; нанесение рисунков глубокого рельефа, необходимого для печатей или штампов; срочная гравировка лазером по металлу, позволяющая получить готовое изделие в течение часа с момента оформления заказа и многое другое.
Как работает гравер
Нанесение гравировки на металл проводится с использованием специального оборудования – гравировального станка, управляемого компьютерной программой. В соответствии с полученным макетом, программа направляет луч лазера, который, воздействуя на металл, испаряет его частицы на определенную глубину и ширину, чем и обеспечивает создание углубленного рельефа. Все работы происходят под постоянным контролем специалиста, поскольку характер рисунка, его глубина, виды используемых сплавов требуют различных способов использования программы. Кстати, именно сложность рисунка и его площадь влияют на конечную стоимость гравировки на металле.
Как создать грамотный макет
Особенности того, как гравировальная программа «видит» изображение, которое должно быть нанесено на металл, определяют достаточно строгие требования к макетам будущей гравировки. Так, например, слишком тонкую линию (волосок) станок расшифровывает как линию реза, а полутона и градиенты – как вариации глубины нанесения. Конечный результат в таком случае однозначно предсказать невозможно, поэтому при больших тиражах лучше делать пробный экземпляр.
Чтобы гравировка на алюминии или латуни максимально полно соответствовала цифровому изображению, макет должен соответствовать следующим требованиям:
Макет должен быть представлен в векторном виде, в файлах программ Adobe Illustrator или CorelDraw;
Шрифты должны быть переведены в кривые или к макету должен прилагаться файл с использованными шрифтами. Рекомендуемая высота шрифта – не ниже 1,5 мм, предпочтительно использование шрифтов без засечек;
Из макета должно быть ясно, на какой поверхности и в каком месте следует сделать гравировку на металле изделия;
Толщина линий и расстояния между ними не должны быть менее 0,1 мм;
Все элементы будущего рисунка должны быть сделаны черным цветом.
Обратите внимание: если вы самостоятельно готовите макет для гравировки и делаете это впервые – обратитесь к любому из наших специалистов, и он детально проконсультирует вас о возможностях аппарата и даст конкретные рекомендации по дизайну изображения.
На какие предметы можно наносить гравировку
Теоретически – любой металлический предмет может быть украшен (или маркирован) с помощью лазера. Ручки, кружки, часы, украшения, столовые приборы могут измениться и существенно возрасти в цене благодаря наличию красивой надписи или элегантного рисунка. На практике лазерная гравировка металлических изделий возможна при наличии у данных изделий хотя бы небольшого ровного или немного выпуклого участка. Это может быть плоская застежка браслета, боковая поверхность или донышко чашки, задняя крышка корпуса часов. Причем выбор материалов практически неограничен – от золота и платины до простой стали и даже мягкого алюминия.
Наиболее сложные и художественные изображения в небольших тиражах могут быть сделаны мастером-гравером с помощью ручного инструмента.
Чтобы заказать:
Достаточно позвонить нам или отправить макет с описанием задачи через онлайн-форму на этой странице. Оператор свяжется с вами, оценит готовность макета, рассчитает стоимость и сроки. Готовую продукцию мы привезем вам сами!
Лазерная гравировка логотипа в Москве и СПб
Лазерная гравировка — способ нанесения стойкого изображения на бизнес-подарки и промопродукцию из различных материалов: металла, дерева, кожи, стекла, вспененной резины, а также некоторых видов пластика.
Долговечное изображение с помощью лазера наносят на металлические ручки и кружки, брелки, флешки, термосы, кошельки и аксессуары для офиса. Чтобы не делать лазерную гравировку непосредственно на изделии (например, дорогом подарке), с помощью лазера можно вырезать шильды разной формы из металла или фольгированного пластика.
Лазерная гравировка на подарки: цена и фото
Технология лазерной гравировки
Лазерная гравировка — автоматизированный процесс. В компьютерной программе задают параметры нанесения, в лазерной установке закрепляется предмет. В процессе гравировки луч лазера испаряет слой материала, прожигая его на заданную глубину и ширину. В промоиндустрии используют два типа лазерных установок: газовые CO₂-лазеры и твердотельные. С помощью твердотельного лазера гравируют предметы из металла (в том числе цилиндрической формы), газовым выполняют лазерную гравировку на коже, дереве, стекле и других материалах, а также на металле.
Твердотельным лазером обычно выполняют лазерную гравировку по металлу — он отлично подходит для работы с отражающими поверхностями. Цвет гравировки будет зависеть от толщины покрытия и цвета металла под ним. Например, если корпус изготовлен из латуни и затем покрыт краской или полимером, гравировка получится золотистой на цветном фоне. Этот же лазер используют для гравировки на некоторых других материалах, например, керамике.
Стоимость нанесения тарифицируется в зависимости от сложности работы и площади нанесения. Точную стоимость можно увидеть в ходе расчета в корзине или в карточке конкретного товара.
Гравировка газовым лазером выполняется по дереву, коже, пластикам, керамике и стеклу. Активной средой в нем является углекислый газ. Если материал однородный (как дерево), цвет гравировки обычно лишь слегка отличается от цвета наружного слоя. Исключение составляет гравировка по двухслойным материалам: удаляя верхний слой, лазер открывает контрастную основу.
Стоимость нанесения тарифицируется в зависимости от сложности работы и площади нанесения. Точную стоимость можно увидеть в ходе расчета в корзине или в карточке конкретного товара.
Гравировка выполняется как твердотельным, так и газовым лазерами и позволяет наносить большие по площади изображения на округлые поверхности, прежде всего, на металлическую посуду.
Метод позволяет получить более четкие, контрастные изображения на поверхности предметов. После процедуры гравировки поверхность обрабатывают специальным химическим составом. Происходит химическое травление, выгравированное изображение темнеет.
Стоимость нанесения тарифицируется в зависимости от сложности работы и площади нанесения. Точную стоимость можно увидеть в ходе расчета в корзине или в карточке конкретного товара.
Если нанесение лазером нежелательно выполнять прямо на изделии, гравировку делают на шильде, которую затем приклеивают. Шильды, как правило, изготовлены из стали, латуни или фольгированного пластика.
Одежду или пледы можно брендировать кожаными бирками с логотипом, нанесенным газовым лазером. Когда печать тиража бирок завершена, их пришивают на изделие.
Преимущества лазерной гравировки сувениров
очень стойкое нанесение;
возможность нанесения на небольшие тиражи;
низкая стоимость одного изделия при средних и больших тиражах.
Очень стойкое нанесение
Лазерная гравировка — один из самых стойких видов нанесения логотипов на бизнес-подарки и промопродукцию. Изображение по сути «выжигается» в материале изделия, поэтому гравировка не подвержена воздействию внешних факторов. Она не сотрется и не смоется.
Логотипы, нанесенные лазером, смотрятся органично, как будто создавались вместе с самим изделием.
Однако стоит иметь в виду, что выбрать цвет гравировки или заранее предугадать его не удастся. Он зависит от качественного и количественного содержания тех или иных веществ в материале, из которого выполнено изделие, и может несколько отличаться даже в пределах одного тиража.
Возможность нанесения лазерной гравировки на небольшие тиражи
Лазерная маркировка не требует промежуточных стадий подготовки, что делает этот вид брендирования более оперативным по срокам и позволяет достаточно легко рассчитать стоимость любого тиража — от одного экземпляра до бесконечности.
При этом стоит учитывать, что время гравировки зависит как от площади поверхности, так и от формы изделия — на предметах сложной формы процесс займет больше времени, чем на плоских прямоугольных поверхностях. Максимальный размер изображения определяется параметрами оборудования.
Низкая стоимость одного изделия при средних и больших тиражах
Стоимость нанесения зависит от стоимости самого предмета, площади нанесения и сложности поверхности. В целом экономически доступным этот вид нанесения становится уже при тиражах от 50 шт.
Как заказать нанесение логотипа лазерной гравировкой
Воспользуйтесь калькулятором на этой странице, чтобы рассчитать стоимость нанесения логотипа лазерной гравировкой, или выберите товар в каталоге и рассчитайте полную стоимость подарков с печатью в корзине.
Заказываете подарки для своей компании? Отправьте нам корзину с расчетом, и мы передадим заказ одному из официальных дилеров «Проекта 111» в вашем городе. Компания-дилер выполнит его точно и в срок.
Работаете в рекламном или коммуникационном агентстве? Заполните анкету, и мы предложим вам выгодные условия сотрудничества.
Подробнее об оформлении заказов в «Проекте 111» читайте в разделе «Как купить». А в разделе «Помощь» можно получить ответы на часто задаваемые вопросы.
Moscow Engraving — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(45 релевантных результатов)
7 Соображения перед лазерной гравировкой металлов
Лазерная технология прошла долгий путь с момента появления первого лазера в 1960 году. В настоящее время она считается одним из лучших решений для маркировки металлов, так как обеспечивает высококонтрастные, качественные идентификаторы во всех видах производства линии.
Производители, стремящиеся выгравировать такие идентификаторы, как логотипы, серийные номера или матричные коды данных, на металлических деталях, обращаются к маркировке волоконным лазером.
Как производитель лазерных систем, мы знаем, что нужно для эффективной гравировки металлов. Вот наши главные соображения при лазерной маркировке металла.
Выберите правильный тип лазера
Соберите информацию о металле, который вы маркируете
Оптимизируйте мощность лазера для вашего времени цикла
Выберите правильный процесс лазерной маркировки
Рассмотрите возможность последующей обработки
Минимизировать количество закодированной информации
Удаление пыли, образующейся при гравировке металла
1. Выберите правильный тип лазера
Различные типы лазеров излучают свет с определенной длиной волны в зависимости от усиливающей среды. В волоконных лазерах усиливающей средой является оптическое волокно; с лазерами CO2 это газ CO2. Длина волны важна, потому что она влияет на то, как энергия поглощается металлом.
Обычно металлы хорошо реагируют на волоконные лазеры, поскольку большинство из них эффективно поглощают его длину волны. Поэтому при гравировке этих металлов рекомендуется выбирать волоконный лазер. CO2-лазеры редко бывают хорошим выбором, потому что их длина волны плохо поглощается (однако они хорошо маркируют органические материалы, такие как пластик и дерево).
2. Соберите информацию о металле, который вы маркируете
Каждый металл имеет разные требования и по-разному реагирует на лазерный луч, поэтому очень важно понимать металл, который вы собираетесь маркировать.
Ниже приведен список особенностей распространенных металлических материалов и сплавов:
Алюминий: Алюминий эффективно поглощает свет волоконного лазера и может маркироваться на высокой скорости.
Сталь: Как твердый материал, сталь не может маркироваться так же быстро, как более мягкие металлы. Белые отметины могут быть созданы быстрее, чем черные. Если белый хорошо контрастирует с цветом голого металла, его следует использовать для ускорения лазерного процесса.
Нержавеющая сталь: Слой оксида хрома на поверхности металла обычно должен оставаться неповрежденным, чтобы предотвратить ржавление. В этих случаях отжиг является рекомендуемым лазерным процессом, особенно в медицинской и пищевой промышленности.
Анодированный алюминий: Постоянная маркировка может быть создана либо на анодированном слое, либо до процесса анодирования. Например, для считывания идентификаторов через анодированный слой требуется более глубокая маркировка.
Медь: Медь не поглощает излучение волоконного лазера так же эффективно, как другие металлы, поэтому высокоскоростная маркировка невозможна.
Свинец: Свинец легко маркировать на высокой скорости, так как это один из металлов, который наиболее эффективно поглощает свет волоконного лазера.
3. Оптимизируйте мощность лазера для вашего времени цикла
Мощность импульсного лазера представляет собой среднее количество энергии, которое он высвобождает с течением времени, причем пики высокой энергии представлены импульсами. Лазеры высокой мощности могут испускать большее количество импульсов за то же время, что позволяет им быстрее гравировать металлы. В Laserax мы предлагаем мощность лазера до 1000 Вт, чтобы удовлетворить самые высокие требования по времени маркировки.
Ниже приведены примеры скоростей маркировки для конкретных областей применения:
Эффективность лазерной маркировки алюминия
Отметка времени из нержавеющей стали на батареях
Скорость глубокой гравировки на алюминии и стали
Мощные лазеры быстрее, но и дороже. Вы должны выбрать мощность лазера, соответствующую времени цикла, при минимальных затратах. Стратегии могут быть использованы для минимизации мощности лазера и снижения затрат. Вот некоторые из них:
Лазерные гравировальные станки могут иметь такие функции, как поворотный стол для сокращения времени цикла.
Ненужная информация может быть удалена для уменьшения размера идентификаторов.
Конфигурация лазера (параметры и оптические компоненты) может быть оптимизирована для более быстрой маркировки.
В дополнение к оптимизации процесса маркировки Laserax анализирует весь производственный процесс, чтобы найти наилучшее решение для вашей области применения.
4. Выберите правильный процесс лазерной маркировки
Некоторые лазерные процессы удаляют материал с поверхности, в то время как другие обесцвечивают поверхность посредством химической реакции. По этой причине для некоторых металлов требуется специальный процесс лазерной маркировки.
Вот как различные процессы влияют на металлическую поверхность:
Лазерное травление: Как самый быстрый процесс маркировки, лазерное травление является рекомендуемым методом, когда высокоскоростная маркировка является приоритетом. Этот процесс создает выпуклую метку на поверхности металла.
Лазерная гравировка: Лазерная гравировка медленнее, но надежнее. Она гарантирует получение стойких меток, даже если ваши детали подвергаются поверхностной обработке или подвергаются сильному абразивному износу. При лазерной гравировке металлов лазерный луч проникает в материал подобно лазерной резке.
Лазерный отжиг: Этот процесс используется для защиты чистого металла или его защитного покрытия. В отличие от других вариантов, он не удаляет материал с поверхности металла. Вместо этого он обесцвечивает металл в результате химической реакции (пассивации), происходящей под поверхностью.
Глубокая гравировка: Глубокая гравировка выполняется медленнее, чем другие процессы, поскольку удаляет больше материала. Он часто используется для создания более глубокой и эстетичной маркировки, такой как логотипы, штамповочные пластины и вставки для пресс-форм.
5. Рассмотрите возможность последующей обработки
Если металлическая поверхность, которую вы гравируете, подвергается последующей обработке в процессе производства, для лазерной маркировки потребуется больше времени. Это связано с тем, что на металлических деталях с последующей обработкой обычно требуется более глубокая гравировка, чтобы они оставались читаемыми.
Чтобы не отставать от времени цикла, можно увеличить мощность лазера или установить поворотный стол для гравировки деталей во время загрузки других деталей.
Компания Laserax разработала процессы лазерной маркировки, которые делают коды более устойчивыми, чтобы их можно было отслеживать при последующей обработке, такой как дробеструйная обработка, электронное покрытие, порошковое покрытие и термообработка.
Вот пример запатентованной ударопрочной лазерной гравировки:
youtube.com/embed/XfJ8Z4L_Bog?rel=0″>
6. Минимизируйте количество кодируемой информации
Если вы выполняете маркировку для обеспечения прослеживаемости, матричные коды данных и QR-коды — отличные варианты, поскольку считыватели штрих-кодов могут считывать их более надежно, чем серийные номера. Они также могут кодировать больше информации на меньшей площади.
Эти коды состоят из черных и белых модулей или ячеек, расположенных в виде квадрата или прямоугольника. Например, штрих-код может иметь ширину 18 модулей и высоту 18 модулей (18×18).
Для кодов с большей информацией требуется больше модулей, что приводит к большим кодам или меньшим ячейкам. Это может привести к двум проблемам:
Большие коды требуют большего времени маркировки или большей мощности лазера.
Ячейки слишком маленького размера труднее читать считывателям штрих-кодов, что может повлиять на надежность вашей прослеживаемости.
Если ваши требования к отслеживаемости гибкие, лучше минимизировать объем информации, которую вы кодируете. Это поможет вам сократить время цикла или уменьшить мощность, необходимую для лазера, что снизит его стоимость.
Например, если вы замените лазер мощностью 100 Вт на лазер мощностью 50 Вт, вы сможете сэкономить несколько тысяч долларов. Переход от 20 символов к 8 символам может иметь большое значение.
7. Борьба с пылью, образующейся во время гравировки металла
При лазерной гравировке металлов металлическая пыль, попадающая в воздух, может повлиять на работу лазера. Некоторые процессы производят больше пыли, чем другие, потому что они удаляют больше материала.
Например, при глубокой лазерной гравировке образуется больше всего пыли, а при лазерном отжиге пыли не образуется.
Чтобы обеспечить надлежащее удаление пыли, следует выбирать функции в зависимости от количества образующейся пыли:
Воздушные ножи или воздуходувки могут быть установлены для удаления пыли с объектива, предотвращая скопление пыли.
Устройство для удаления пыли необходимо для поддержания чистоты воздуха и предотвращения накопления пыли в станке для лазерной маркировки.
Станина фрезерного станка — это основа оборудования фрезерного типа, на которой располагаются все основные узлы и механизмы, в том числе рельсовые или круглые направляющие. Главная задача станины заключается в обеспечении прочности станка и виброустойчивости во время работы.
Благодаря развитию существующих технологий и внедрению новых в литейном производстве, происходит уменьшение металлоемкости отливки с сохранением ее эксплуатационных характеристик, а также улучшение качества литья станин на базе которых впоследствии будет собран фрезерный станок или обрабатывающий центр с чпу.
В этой статье рассмотрена возможность получения облегченных станин и корпусных деталей станков по металлу при использовании в литейном производстве комбинированных технологий изготовления формы отливки.
Назначение станины станка
Современный фрезерный станок с чпу по металлу — это сложная технологическая машина, оснащенная системой числового программного управления и предназначенная для выполнения различных видов обработки, с целью получения деталей заданной формы и размеров. Конструкции станков разнообразны и состоят из большого числа узлов и механизмов, которые базируются на несущей системе станка. К основным элементам несущей системы станка относят станину фрезерного станка с чпу и корпусные детали. Станина является одной из наиболее ответственных деталей станка, определяющей многие его эксплуатационные характеристики, поэтому к качеству изготовления формы отливки станины и к самому процессу литья предъявляют жесткие требования.
Конструкция станины станков с чпу
Конструкция станины станков фрезерного типа служит для обеспечения правильного взаимного положения подвижных и неподвижных узлов, частей и механизмов станка на базирующих поверхностях. Поверхности станины, по которым перемещаются подвижные узлы станка, т. е. направляющие прямолинейного или кругового движения, определяют точность перемещения подвижных узлов станка. Это требует качественного изготовления самой станины.
Также конструкции станин обусловлены требованиями жесткости, виброустойчивости, длительного сохранения точности, зависят от расположения направляющих (горизонтальных, вертикальных, наклонных), массы, размеров и длины ходов подвижных узлов станка, условий удаления стружки и смазочно-охлаждающей жидкости (СОЖ), необходимости расположения внутри станины различных механизмов, агрегатов и резервуаров для масла и СОЖ, удобства проведения ремонтных работ и т. п. Учитывают и технологические факторы (обработки, сборки и пр.).
Требования предъявляемые к станине под станок
Форма станины фрезерного станка с чпу обычно приближается к коробчатой с внутренними стенками и перегородками, которые нужны для повышения жесткости и образования отдельных полостей и отсеков. Также в целях повышения жесткости станины выполняют с двойными стенками или сечением замкнутого контура, с увеличенным числом перегородок и ребер, с этой же целью исключают люки и окна или уменьшают их размеры.
Основными критериями оценки работоспособности станин являются жесткость и виброустойчивость:
жесткость станины станка — это сопротивляемость отклонению инструмента относительно изделия в результате деформаций станины под действием заданных сил.
виброустойчивость станины станка — это параметры частоты и амплитуды колебаний, возникающих во время резания.
В процессе работы станины фрезерных станков подвергаются изгибным и крутильным деформациям. В соответствии с этим их проверяют на статическую жесткость изгиба и статическую жесткость кручения.
Станины в основном бывают горизонтальными, вертикальными (стойки) и портальными. На рис. 1 представлены фрезерные станки, имеющие вертикальную (рис. 1, а) и портальную (рис. 1, б) станины.
Рис. 1. Фрезерные станки с разными станинами
С горизонтальными станинами выполняют подавляющее большинство станков токарной группы для обработки цилиндрических изделий (токарно-винторезные, токарно-револьверные, кругло и внутришлифовальные и др.).
Вертикальные станины или стойки фрезерных станков с чпу обычно применяют там, где необходимы вертикальные относительные перемещения инструмента и изделия. Основное применение вертикальная станина находит в станках с вертикальными шпинделями или вертикальным ходом ползунов. Вертикальные фрезерные станки имеют меньшие габариты в плане и преимущества в удобстве обработки заготовок, для которых по технологическому процессу ось шпинделя или ход ползуна должны быть перпендикулярны к основной базовой поверхности изделия. По конфигурации вертикальная станина с корпусными деталями может образовывать незамкнутый контур, как это мы можем наблюдать у сверлильных, расточных, вертикально фрезерных и других станков.
Станины портального типа обладают повышенной жесткостью по сравнению с простыми станинами одностоечных и горизонтальных станков. Несущие системы которые имеют портальные фрезерные станки с чпу состоят из основания, или горизонтальной станины, двух стоек, перекладины и поперечины, соединенных между собой и образующих рамную систему (закрытый контур). К таким станкам относят продольно строгальные, продольно фрезерные, портальные сверлильные станки с чпу и другие станки.
Описание основных узлов фрезерного станка с ЧПУ
Станина
Станина — несущая неподвижная конструкция (основа) станка, предназначена для крепления, а также перемещения по ней других узлов . Станину в основном льют из чугуна, реже сваривают.
Рисунок 1-Станина
Чугуны используемые для литья :
Серый чугун
Станины небольшого размера льются из СЧ 21-40 и СЧ 35-56.
Станины для больших и точных станков, а также сложной конфигурацией льются из СЧ 15-32 и СЧ 21-40.
Некоторое применение для литья станины получил азотируемый чугун (содержит алюминий и хром) – повышенная износостойкость.
Для сварных станин используют сталь 3 и сталь 4. Сварные являются более дешевыми и легкими, однако, менее жесткими. Их в основном используют при единичном производстве станков.
Направляющие
Направляющие, основное их назначение — обеспечение линейного перемещения по осям станка (главное движение и движение подачи), крепиться к основанию-станине. В зависимости от траектории движения узлов подразделяются на: направляющие прямолинейного и кругового движения. По форме поперечного сечения : ласточкин хвост (трапециевидные), прямоугольные , круглые и др.
В основном используются двух видов:
А) Направляющие качения
Направляющие качения представляют собой опорный элемент при поступательном движении узлов станка. Бывают следующих видов: рельс-каретка, линейный подшипник-вал или рельс-рельс с плоским сепаратором.
Рисунок 2- Направляющие качения
Рассмотрим подробней комплект рельс-каретка, который чаще всего используются на станках.
Рельс. Все посадочные места рельсы шлифуются и проходят закалку, в том числе и дорожки качения, необходимые для перемещения тел качения. Каретка направляющей состоит из следующих частей:
2) Роликовые направляющие качения. Используются в высоконагруженных станках с ЧПУ
Рисунок 5- Роликовые направляющие качения
Ролики в отличие от шариков позволяют увеличивать жесткость направляющей, ее долговечность и грузоподъемность.
Также направляющие качения подразделяются в зависимости от конструктивной формы.
Основные преимущества направляющих качения:
Очень низкий коэффициент трения.
Плавное перемещение.
Точность перемещения и позиционирования.
Высокая скорость.
Недостатки направляющих скольжения:
Подвержены влиянию загрязнений.
Плохо противодействуют скачкам.
Высокая цена.
Основные производители направляющих качения:
BOSCH (Германия)
HIWIN (Тайвань)
THK (Япония)
SKF (Швеция)
Б) Направляющие скольжения
Рисунок 6-Направляющие скольжения
Направляющие скольжения выполняют ту же функцию, что и направляющие качения. Однако, в данном случае отсутствуют тела качения, а перемещение происходит по трению скольжения. Направляющие данного типа могут изготавливаться, как одно целое со станиной из серого чугуна (закаленного до твердости 43…. 56 HRC) , также возможно крепление на винты к станине (накладные направляющие), изготавливаются из стали 40Х (возможно также 15Х, 20Х) закаленной до твердости 57…63 HRC. Важно заметить, что направляющие скольжения из-за больших сил трения , менее точные и имеют менее плавный ход нежели направляющие качения, однако, они более просты и имеют меньшие габариты. На работоспособность очень сильно влияет температура.
По виду трения скольжения существуют следующие направляющие:
Гидростатические – смазочный слой образуется подачей под высоким давлением масла в специальные карманы.
Гидродинамические направляющие- хорошо работают только при высоких скоростях. В данной направляющей используется гидродинамический эффект- эффект всплывания подвижного узла. В конструкции присутствуют специальные клиновые скосы и при движении в эти сужающиеся зазоры затягивается смазка.
Аэростатические направляющие- в данном случае вместо масла в карманы под давлением подается воздух. По конструкции похожи на гидростатические направляющие. Имеет недостаток- малая нагрузочная способность.
Масла для направляющих должны соответствовать DIN 51 502, ISO 6743-13 и ISO 3498. Всегда идут с различными присадками, улучшающие стойкость к окислению и антикоррозионные свойства, а также противозадирные и противоизностные присадки, антискачковые присадки. Преимущество направляющих скольжения:
Жесткость при кручении
Минимальный люфт
Большая нагрузочная способность
Надежность и долговечность работы.
Производители направляющих скольжения:
SCHNEEBERGER GmbH (Германия)
ZITEC Industrietechnik GmbH (Германия)
item Industrietechnik GmbH
KAMMERER Gewindetechnik GmbH (Германия).
Шарико-винтовая передача (ШВП)
Следующий узел фрезерного станка — шарико-винтовая передача (ШВП) .
Рисунок 8- Шарико-винтовая передача
Основное назначение -это преобразования вращательного движения приводов станка в возвратно-поступательное движение исполнительных узлов с использованием механизма циркулирующего шарика между винтом и гайкой. Принцип действия ШВП следующий- в гайке сделаны специальные винтовые канавки, по ним перемещаются тела качения, т.е. между витками винта и гайки. Сами шарики (тела качения) движутся по замкнутой траектории при вращении винта и одновременно поступательно перемещают гайку. Число рабочих витков составляет от 1 до 6. Большее число витков используется при нагруженных передачах тяжелых станков. ШВП изготавливают из высоколегированной стали, подвергаются поверхностной закалке (закалка поверхности с помощью ТВЧ- тока высокой частоты) после шлифуются.
Основные достоинства шариковинтовой передачи:
Высокий КПД, может быть больше 80% (т.к. проскальзывание шариков в ШВП минимальное)
Малые потери на трение
Высокая нагрузочная способность при небольших габаритах
Высокая точность при перемещении
Плавный ход
Недостатки ШВП:
Сложная в изготовлении конструкция.
Высокая стоимость
Ограничение по длине (из-за накапливаемой погрешности)
Существуют две разновидности ШВП:
Катанные ШВП, в данном случае резьбовой винт накатывается на специальном накатном оборудовании. Они проще в производстве, дешевле.
Шлифованные ШВП. Сначала идет нарезка резьбы далее её шлифуют. Являются более точными, что, в свою очередь, влияет на точность позиционирования и повторяемости станка.
Производители шарико-винтовых пар:
HIWIN (Тайвань)
THK (Япония)
SKF (Швеция)
SBC (Корея)
Steinmeyer (Германия)
MecVel (Италия).
Помимо ШВП существуют РВП – ролико-винтовые передачи. В РВП в качестве элемента качения используются ролики, за счет этого увеличивается максимальная грузоподъемность, увеличивается срок эксплуатации, надежность. Однако, стоимость РВП в несколько раз превышает ШВП.
Рисунок 9- Ролико-винтовая передача
Система ЧПУ- Числовое Программное Управление
Рисунок 8 — Система ЧПУ
ЧПУ- компьютеризированное управление обработкой заготовки по созданной заранее специальной программе , в которой всё представлено виде кодов. Принцип работы системы ЧПУ следующий- микроконтроллер подает сигналы (электрические импульсы) на исполнительные узлы станка, а также контроля их перемещения для реализации движения режущего инструмента согласно заданной программе. Исполнительными узлами станка являются электродвигатель подач, электромотор шпинделя и другие системы. Для мощных станков вместо электродвигателей используют серводвигатель (контроль перемещения осуществляется специальным датчиком положения).
Система ЧПУ состоит из следующих основных узлов:
Микропроцессор- преобразования сигналов.
Оперативная память- для хранения текущей информации
Постоянная память- для хранения файлов управляющих программ.
Устройство загрузки информации (программ)- USB и др.
Устройство управление .
Системы ЧПУ делятся в соответствии со следующими признаками:
По числу потоков информации (незамкнутые, замкнутые, самоприспосабливающиеся или адаптивные).
В соответствии с приводом: ступенчатый, регулируемый, следящий, шаговый.
По числу одновременно управляемых координат.
Основные производители ЧПУ:
FANUC
SIEMENS
FIDIA
Fagor
HEIDENHAIN
Ижпрэст
Привода
Привод – узел, служащий для приведения в действия исполнительного органа станка с требуемыми характеристиками скорости и точности.
Привода:
Электродвигатели постоянного тока
Электродвигатели переменного тока
Гидродвигатели
Пневмодвигатели
Для ступенчатого регулирования используют в основном асинхронные двигатели переменного тока, из-за их невысокой стоимости. Для бесступенчатого регулирования используют электродвигатели постоянного тока с тиристорным регулированием.
Крутящий момент передается от двигателей к рабочим органом с помощью различных передач:
Передача трением
Фрикционные
Ременные.
Передача зацеплением
С непосредственным контактом (зубчатые, червячные, храповые, кулачковые)
С гибкой связью (цепные).
Рисунок 9- Передачи зацепления
Привод подачи для станков с ЧПУ.
В качестве привода используется синхронные или асинхронные электродвигатели, управляемые от цифровых преобразователей, передающие и принимающие сигналы от системы ЧПУ станка.
В качестве привода главного движения для станков с ЧПУ используется двигатели переменного тока – для больших мощностей и постоянного тока — для малых мощностей.
Рисунок 10- Сервоприводы
Автоматическое устройство смены инструмента (АУСИ,магазины,автооператоры,револьверные головки)
АУСИ — необходимо для смены инструмента в процессе обработки заготовки.
Состоит из двух основных частей:
1) Инструментальный магазин для формирования запаса инструмента. Инструментальные магазины бывают следующих видов:
Дисковый- накопление небольшого количества инструмента до 30 штук.
Рисунок 11-Дисковый инструментальный магазин
Цепного типа. Служит для накопления большого количества инструмента. Конфигурация цепи может быть изменена, за счет это можно увеличить количества инструмента- не значительно увеличивая общий объем магазина. Его можно располагать горизонтально, вертикально, наклонно.
Рисунок 12- Цепной инструментальный магазин
Анализ большого количества различных деталей средних размеров, показывает, что 18 % деталей требуют использования не более 10 инструментов, 50 % — до 20; 17 % — до 30, 10 % — 40 и 5 % — до 50 и более инструментов. В связи с этим в основном используют магазины с количеством инструмента равным 30 штук. Магазин может располагаться на шпиндельной бабке, на станине, колонне.
2) Устройство смены инструмента, передающий инструмент из магазина в шпиндель и обратно.
Существует два типа УСИ:
А) Без манипулятора (карусельного типа, «зонтик»). Смена инструмента осуществляется без каких-либо дополнительных приспособление. Инструментальный магазин перемещается по оси Х к шпинделю, осуществляет смену инструмента и отходит в первоначальное положение. Приблизительно время смены 7-10 секунд.
Рисунок 13- УСИ без манипулятора
Б) С манипулятором. Смена осуществляется с помощью двухплечевого манипулятора за 1,8 сек, сам инструментальный магазин и шпиндель остается при этом неподвижными.
Рисунок 14- УСИ с манипулятором
Вне зависимости от типа УСИ и инструментального магазина, все инструменты устанавливаются в гнездо магазина с помощью стандартизированной оправки (оправки с коническим хвостовиком 7:24).
Стружкотранспортер
Два типа:
Винтовой стружкотранспортер используется в основном для отвода мелкой, стружки надлома, скалывания (образует при обработке чугуна, твердых сталей).
Рисунок 15-Винтовой стружкотранспортер
Ленточный стружкоуборончый транспортер, предназначен для отвода сливной стружки (образуется при обработки вязких и мягких материалов).
Рисунок 16-Ленточный стружкотранспортер
454139, Челябинск, ул. Новороссийская, 30, оф. 231 [email protected]
Если вы удалите направляющие крышки, вы получите примерно 2″ дополнительного хода в верхней части. Значения в таблице спецификаций указаны с установленными направляющими крышками.
Если вы удалите крышки путей, вы можете получить примерно 2″ дополнительного хода в верхней части. Значения в таблице спецификаций указаны с установленными направляющими крышками.
Поворот головы ограничен примерно 30° по часовой стрелке из-за кронштейна удлинителя подвесного кронштейна.
RX2
RX3
РХ5
RX7
Модель ЧПУ ProtoTRAK
РМХ
РМХ
РМХ
РМХ
Размер стола
49″ x 9″
50″ x 10″
50″ x 12″
76″ x 14″
Т-образные пазы (количество x ширина)
3 x 0,63″ x 2,5″
3 x 0,63″ x 2,48″
3 x 0,63″ x 2,52″
4 x 0,63″ x 2,5″
Ход (оси X, Y, Z)*
31″ x 16″ x 22″ Примечание
31,5″ x 17″ x 25,5″ Примечание
41″ x 20,5″ x 24″
60″ x 23,5″ x 23″
Диаметр пиноли
3 3/8″
3 15/16″
3 15/16″
4,56″
Максимальный ход пиноли
5″
5″
5″
5,5″
Конус шпинделя
Р8
40 Конус
40 Конус
40 Конус
Диапазон скорости вращения шпинделя об/мин
40 — 600, 300 — 5000
40 — 600, 300 — 5000
40 — 600, 300 — 5000
40 — 600, 300 — 5000
Центр шпинделя к торцу колонны
18,5″
20,5″
20,5″
24″
Поворотная головка (из стороны в сторону)
+/- 90°
+/- 90°
+/- 90°
+30° по часовой стрелке и -90° против часовой стрелки Примечание
Подачи пиноли на оборот шпинделя
0,0015/0,003/0,006″
0,0015/0,003/0,006″
0,0015/0,003/0,006″
0,0015/0,003/0,006″
Двигатель шпинделя HP
3 л. с.
5 л.с.
5 л.с.
7,5 л.с.
Требования к питанию
200-240В, 3П, 27А
200-240В, 3П, 35А
200-240В, 3П, 35А
200-240В, 3П, 42А
Максимальный вес заготовки
1320 фунтов
1320 фунтов
1760 фунтов
2200 фунтов
Высота стола от низа кровати
36,75″
36,75″
40″
38,75″
Макс. расстояние между вершиной шпинделя и столом
25,5″
25,81″
25,81″
24,25″
Минимальная высота
86,625″
87,5″
87,5″
87,875″
Максимальная высота
98,75″
100,5″
102″
105″
Ширина машины, включая стол
71,25″
73,5″
94,13″
110″
Общая длина с закрытой дверцей с электроприводом
73,31″
76,63″
82,5″
94,5″
Общая длина с открытой дверцей с электроприводом
93,88″
96,63″
103″
119″
Общая ширина, включая полную траверсу стола
102,53″
102,25″
131,06″
168,5″
След машины
23,13″ x 40,5″
24″ x 43,31″
24″ x 48,4″
42,52″ x 63″
Вес нетто/отгрузочные фунты.
3200 / 3500
4100 / 4400
4400 / 4700
7480 / 7700
Ускоренный ход X, Y, Z
Механические маховики: 250 дюймов в минуту по осям X, Y и Z Электронные маховики: 400 дюймов в минуту по осям X и Y, 250 дюймов в минуту по Z
Механические маховики: 250 дюймов в минуту по осям X, Y и Z Электронные маховики: 400 дюймов в минуту по осям X и Y, 250 дюймов в минуту по Z
400 дюймов в минуту по осям X и Y, 250 дюймов в минуту по Z
400 дюймов в минуту по осям X и Y, 250 дюймов в минуту по Z
* DPM RX2 и RX3 — если вы удалите крышки путей, вы можете получить примерно 2 дюйма дополнительного хода в верхней части. Значения в таблице спецификаций указаны с установленными направляющими крышками. ** Поворот головы ограничен примерно 30° по часовой стрелке из-за кронштейна удлинителя подвесного кронштейна.
TRAK DPM RX3 Toolroom Bed Mill
Если вы удалите направляющие крышки, вы получите примерно 2″ дополнительного хода в верхней части. Значения в таблице спецификаций указаны с установленными направляющими крышками.
Если вы удалите крышки путей, вы можете получить примерно 2″ дополнительного хода в верхней части. Значения в таблице спецификаций указаны с установленными направляющими крышками.
Поворот головы ограничен примерно 30° по часовой стрелке из-за кронштейна удлинителя подвесного кронштейна.
RX2
РХ3
RX5
RX7
Модель ЧПУ ProtoTRAK
РМХ
РМХ
РМХ
РМХ
Размер стола
49″ x 9″
50″ x 10″
50″ x 12″
76″ x 14″
Т-образные пазы (количество x ширина)
3 x 0,63″ x 2,5″
3 x 0,63″ x 2,48″
3 x 0,63″ x 2,52″
4 x 0,63″ x 2,5″
Ход (оси X, Y, Z)*
31″ x 16″ x 22″ Примечание
31,5″ x 17″ x 25,5″ Примечание
41″ x 20,5″ x 24″
60″ x 23,5″ x 23″
Диаметр пиноли
3 3/8″
3 15/16″
3 15/16″
4,56″
Максимальный ход пиноли
5″
5″
5″
5,5″
Конус шпинделя
Р8
40 Конус
40 Конус
40 Конус
Диапазон скорости вращения шпинделя об/мин
40 — 600, 300 — 5000
40 — 600, 300 — 5000
40 — 600, 300 — 5000
40 — 600, 300 — 5000
Центр шпинделя к торцу колонны
18,5″
20,5″
20,5″
24″
Поворотная головка (из стороны в сторону)
+/- 90°
+/- 90°
+/- 90°
+30° по часовой стрелке и -90° против часовой стрелки Примечание
Подачи пиноли на оборот шпинделя
0,0015/0,003/0,006″
0,0015/0,003/0,006″
0,0015/0,003/0,006″
0,0015/0,003/0,006″
Двигатель шпинделя HP
3 л. с.
5 л.с.
5 л.с.
7,5 л.с.
Требования к питанию
200-240В, 3П, 27А
200-240В, 3П, 35А
200-240В, 3П, 35А
200-240В, 3П, 42А
Максимальный вес заготовки
1320 фунтов
1320 фунтов
1760 фунтов
2200 фунтов
Высота стола от низа кровати
36,75″
36,75″
40″
38,75″
Макс. расстояние между вершиной шпинделя и столом
25,5″
25,81″
25,81″
24,25″
Минимальная высота
86,625″
87,5″
87,5″
87,875″
Максимальная высота
98,75″
100,5″
102″
105″
Ширина машины, включая стол
71,25″
73,5″
94,13″
110″
Общая длина с закрытой дверцей с электроприводом
73,31″
76,63″
82,5″
94,5″
Общая длина с открытой дверцей с электроприводом
93,88″
96,63″
103″
119″
Общая ширина, включая полную траверсу стола
102,53″
102,25″
131,06″
168,5″
След машины
23,13″ x 40,5″
24″ x 43,31″
24″ x 48,4″
42,52″ x 63″
Вес нетто/отгрузочные фунты.
3200 / 3500
4100 / 4400
4400 / 4700
7480 / 7700
Ускоренный ход X, Y, Z
Механические маховики: 250 дюймов в минуту по осям X, Y и Z Электронные маховики: 400 дюймов в минуту по осям X и Y, 250 дюймов в минуту по Z
Механические маховики: 250 дюймов в минуту по осям X, Y и Z Электронные маховики: 400 дюймов в минуту по осям X и Y, 250 дюймов в минуту по Z
400 дюймов в минуту по осям X и Y, 250 дюймов в минуту по Z
400 дюймов в минуту по осям X и Y, 250 дюймов в минуту по Z
 Это прочный пластик, поддающийся шлифовке и окраске. Температура размягчения около 50 градусов Цельсия, плавления — 175 градусов Цельсия. Плотность — 1.25 г/см кубический
Это прочный пластик, поддающийся шлифовке и окраске. Температура размягчения около 50 градусов Цельсия, плавления — 175 градусов Цельсия. Плотность — 1.25 г/см кубический В результате их применения получается наилучшая межслойная адгезия, изделие получается с монолитными стенками. Кроме того, скорость 3Д печати в целом выше — до 10 раз в сравнении с печатью на настольных 3D-принтерах.
В результате их применения получается наилучшая межслойная адгезия, изделие получается с монолитными стенками. Кроме того, скорость 3Д печати в целом выше — до 10 раз в сравнении с печатью на настольных 3D-принтерах.
 см при печати с высокой шероховатостью и от 4 руб за куб.см при печати с наивысшим качеством.
см при печати с высокой шероховатостью и от 4 руб за куб.см при печати с наивысшим качеством. Процесс получения конечной металлической детали путем 3D-печати отличается от процесса получения пластиковой детали. Сначала деталь печатается, затем удаляется связующий полимер, и деталь спекается в печи. Часто все этапы невозможно выполнить в одном месте. Многие печатают изделия самостоятельно на 3D-принтере, но затем сталкиваются с проблемой отсутствия собственной системы очистки и спекания. Эти процессы делают получение конечной детали довольно длительным и сложным.
Процесс получения конечной металлической детали путем 3D-печати отличается от процесса получения пластиковой детали. Сначала деталь печатается, затем удаляется связующий полимер, и деталь спекается в печи. Часто все этапы невозможно выполнить в одном месте. Многие печатают изделия самостоятельно на 3D-принтере, но затем сталкиваются с проблемой отсутствия собственной системы очистки и спекания. Эти процессы делают получение конечной детали довольно длительным и сложным.
 Эти инновационные металлические филаменты представляют собой композиты из нержавеющей стали. С металлической нитью Ultrafuse® появляется большая свобода для дизайна, и при этом совокупная стоимость владения низкая – печать металлических деталей становится более и доступной.
Эти инновационные металлические филаменты представляют собой композиты из нержавеющей стали. С металлической нитью Ultrafuse® появляется большая свобода для дизайна, и при этом совокупная стоимость владения низкая – печать металлических деталей становится более и доступной.
 Нить Ultrafuse® 17-4 PH доступна по цене и проста в печати. Кроме того, у нее хорошая коррозионная стойкость и широкий спектр вариантов последующей обработки после печати. Ее часто используют для изготовления функциональных прототипов, оснастки, приспособлений и инструментов.
Нить Ultrafuse® 17-4 PH доступна по цене и проста в печати. Кроме того, у нее хорошая коррозионная стойкость и широкий спектр вариантов последующей обработки после печати. Ее часто используют для изготовления функциональных прототипов, оснастки, приспособлений и инструментов.

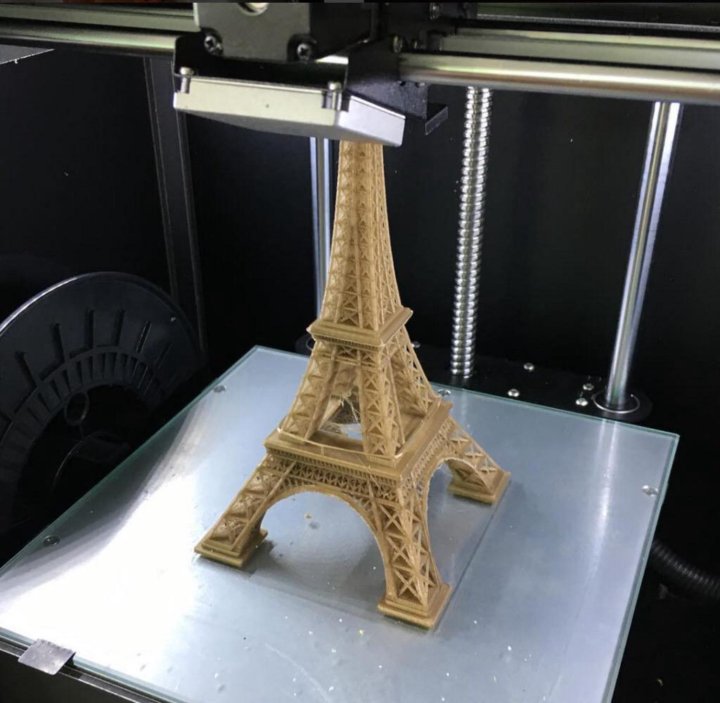
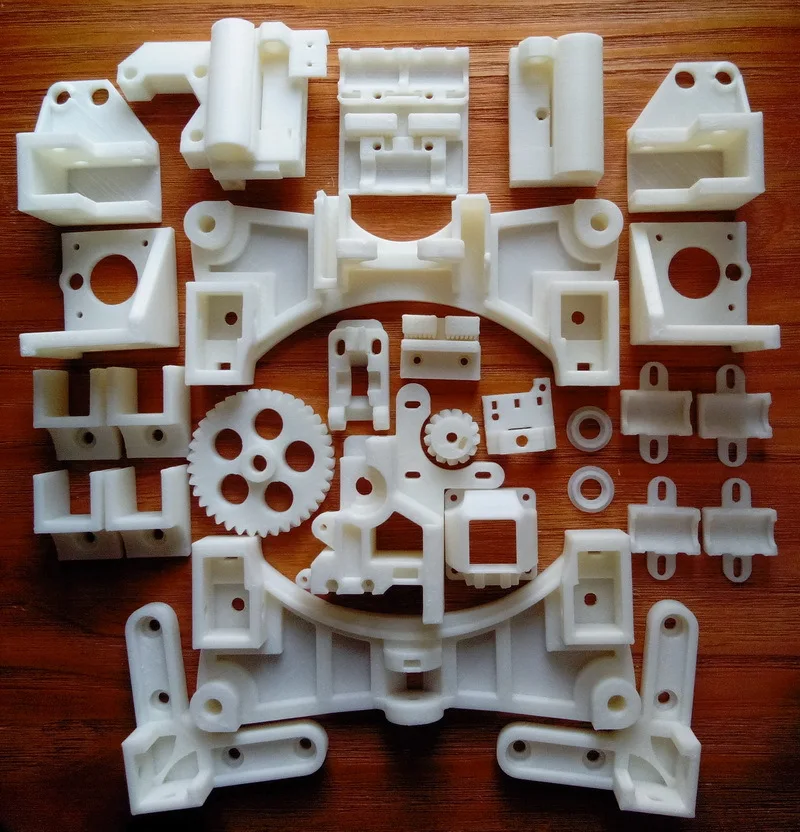



 Процессы, обеспечивающие более высокую точность, обычно позволяют создавать детали с более тонкими характеристиками. Машины промышленного класса имеют более высокую точность и повторяемость, чем настольные принтеры. Высота слоя (в основном актуальная в FDM) влияет на точность размеров.
Процессы, обеспечивающие более высокую точность, обычно позволяют создавать детали с более тонкими характеристиками. Машины промышленного класса имеют более высокую точность и повторяемость, чем настольные принтеры. Высота слоя (в основном актуальная в FDM) влияет на точность размеров.
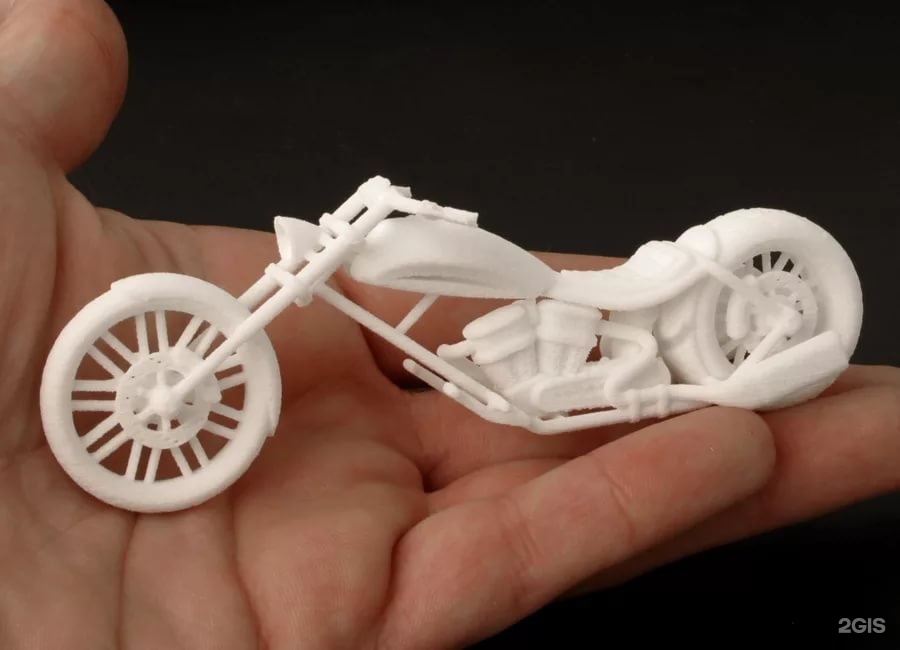 До 1500 x 750 x 500 мм для промышленных принтеров
До 1500 x 750 x 500 мм для промышленных принтеров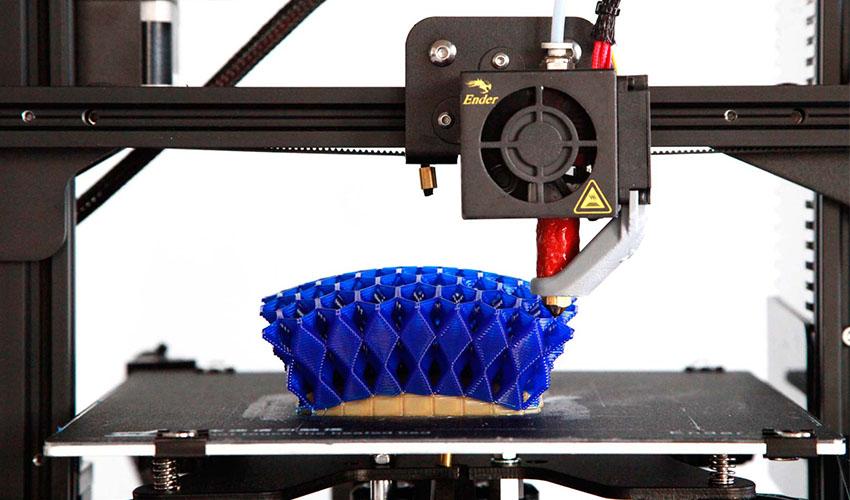
 Для более сложных прототипов SLA, SLS и MJF являются более эффективными и простыми в масштабировании, а во многих случаях и наиболее экономичными вариантами, особенно для получаемого качества деталей.
Для более сложных прототипов SLA, SLS и MJF являются более эффективными и простыми в масштабировании, а во многих случаях и наиболее экономичными вариантами, особенно для получаемого качества деталей. Конструкции должны предусматривать очистку, удаление порошка и достаточное охлаждение для обеспечения высокоточных прототипов.
Конструкции должны предусматривать очистку, удаление порошка и достаточное охлаждение для обеспечения высокоточных прототипов. Напротив, вы можете нагревать, переформовывать и охлаждать термопласты по мере необходимости, не вызывая каких-либо химических изменений.
Напротив, вы можете нагревать, переформовывать и охлаждать термопласты по мере необходимости, не вызывая каких-либо химических изменений.
 Как правило, чем выше в пирамиде находится материал, тем лучше его механические свойства и тем труднее его печатать (выше стоимость).
Как правило, чем выше в пирамиде находится материал, тем лучше его механические свойства и тем труднее его печатать (выше стоимость). Эпоксидные смолы, например, прочные, устойчивые к широкому спектру химических веществ и очень эластичные.
Эпоксидные смолы, например, прочные, устойчивые к широкому спектру химических веществ и очень эластичные. Для тебя.
Для тебя.


 Также при необходимости требуется соблюдение обязательного разрешения касательно конечного места назначения и цели использования.
Также при необходимости требуется соблюдение обязательного разрешения касательно конечного места назначения и цели использования. Следствием этого может быть значительное ограничение сервисных услуг из-за длительного процесса получения официального разрешения.
Следствием этого может быть значительное ограничение сервисных услуг из-за длительного процесса получения официального разрешения. С помощью различных модулей управления могут быть реализованы различные соединения приводов с вышестоящей СЧПУ. 2-х осевые модули позволяют осуществлять компактную установку модульной структуры.
С помощью различных модулей управления могут быть реализованы различные соединения приводов с вышестоящей СЧПУ. 2-х осевые модули позволяют осуществлять компактную установку модульной структуры.


 Только с помощью полевых шин можно полностью использовать функциональные преимущества цифровой коммуникации, например, лучшее разрешение измеренных значений, возможности диагностики и дистанционное параметрирование.
Только с помощью полевых шин можно полностью использовать функциональные преимущества цифровой коммуникации, например, лучшее разрешение измеренных значений, возможности диагностики и дистанционное параметрирование. Для задач высокой сложности оптимальны системы автоматизации на базе SIMATIC S7-400. Функциональными модулями FM решаются такие технологические задачи, как кулачковые переключатели, позиционирование и регулирование технологического параметра с обратной связью и т.п.
Для задач высокой сложности оптимальны системы автоматизации на базе SIMATIC S7-400. Функциональными модулями FM решаются такие технологические задачи, как кулачковые переключатели, позиционирование и регулирование технологического параметра с обратной связью и т.п. При этом можно добиться существенной экономии на соединительных кабелях, упростить схему соединений и сократить время монтажа. Такая система легко модернизируется и масштабируется.
При этом можно добиться существенной экономии на соединительных кабелях, упростить схему соединений и сократить время монтажа. Такая система легко модернизируется и масштабируется.

 Из органов управления, которые вынесены в нижней части пульта, можно выделить:
Из органов управления, которые вынесены в нижней части пульта, можно выделить:



 Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз Разделение пространства экрана на несколько областей позволяет воспринимать большое количество информации одним взглядом. Интуитивное управление жестами и несколькими касаниями, а также четко структурированное отображение различных приложений, виджетов или виртуальной клавиатуры обеспечивают быструю и удобную работу. Внешний вид поверхности экрана Display Manager можно настроить в любое время в соответствии с индивидуальными предпочтениями оператора.
Разделение пространства экрана на несколько областей позволяет воспринимать большое количество информации одним взглядом. Интуитивное управление жестами и несколькими касаниями, а также четко структурированное отображение различных приложений, виджетов или виртуальной клавиатуры обеспечивают быструю и удобную работу. Внешний вид поверхности экрана Display Manager можно настроить в любое время в соответствии с индивидуальными предпочтениями оператора.


 (СКЛ)
(СКЛ)

 Это обеспечивает кратчайшее время разгона шпинделя и обеспечивает идеальную компенсацию реактивной мощности для всего станка.
Это обеспечивает кратчайшее время разгона шпинделя и обеспечивает идеальную компенсацию реактивной мощности для всего станка.
 Кроме того, в дополнение к столам для позиционирования, требующим высоких динамических характеристик, встроенные моментные двигатели SIMOTICS T-1FW6 также могут использоваться для круглых и поворотных столов, используемых в приложениях точной 5-осевой обработки. Их инновационный дизайн также означает, что они могут работать в совершенно новых областях техники, например, токарно-фрезерных станках.
Кроме того, в дополнение к столам для позиционирования, требующим высоких динамических характеристик, встроенные моментные двигатели SIMOTICS T-1FW6 также могут использоваться для круглых и поворотных столов, используемых в приложениях точной 5-осевой обработки. Их инновационный дизайн также означает, что они могут работать в совершенно новых областях техники, например, токарно-фрезерных станках.



 Служба поддержки клиентов Siemens доступна 24 часа в сутки, 7 дней в неделю, чтобы предоставить вам быстрый и эффективный заказ и доставку запасных частей и услуги по ремонту для ваших продуктов SINUMERIK, SINAMICS, SIMOTICS, SIMODRIVE, SIMOVERT MASTERDRIVES и ACRMATIC.
Служба поддержки клиентов Siemens доступна 24 часа в сутки, 7 дней в неделю, чтобы предоставить вам быстрый и эффективный заказ и доставку запасных частей и услуги по ремонту для ваших продуктов SINUMERIK, SINAMICS, SIMOTICS, SIMODRIVE, SIMOVERT MASTERDRIVES и ACRMATIC.


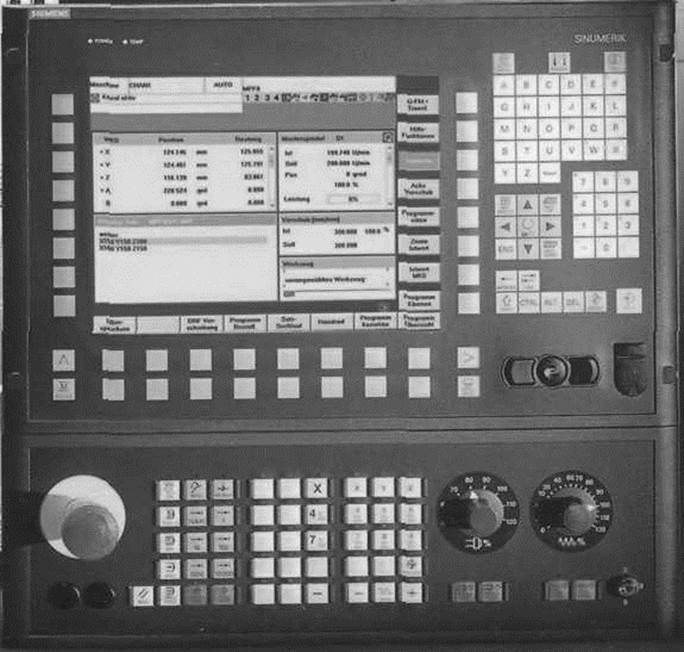 Таким образом, мы можем сразу сказать вам стоимость вашего ремонта и исключить необходимость трудоемких расчетов стоимости.
Таким образом, мы можем сразу сказать вам стоимость вашего ремонта и исключить необходимость трудоемких расчетов стоимости.




 Процесс начинается с оценки навыков вашей рабочей силы. Как только мы выявим пробелы в навыках, следующим шагом будет разработка программы обучения, отвечающей вашим потребностям.
Процесс начинается с оценки навыков вашей рабочей силы. Как только мы выявим пробелы в навыках, следующим шагом будет разработка программы обучения, отвечающей вашим потребностям.
 Нам очень нравится свобода, которую технология печати с низким усилием отрыва дает в отношении воплощения крошечных деталей. Уровень детализации моделей поразителен. Как и сама технология».
Нам очень нравится свобода, которую технология печати с низким усилием отрыва дает в отношении воплощения крошечных деталей. Уровень детализации моделей поразителен. Как и сама технология». В большинстве 3D-принтеров с технологией инвертированной стереолитографии такое отделение сопровождается значительным приложением силы к модели, что может привести к шероховатым поверхностям (что в Form 2 минимизируется тщательной калибровкой).
В большинстве 3D-принтеров с технологией инвертированной стереолитографии такое отделение сопровождается значительным приложением силы к модели, что может привести к шероховатым поверхностям (что в Form 2 минимизируется тщательной калибровкой). На текстуре не было видно слоев. У Hypertherm богатые традиции в производстве ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду прекрасное качество поверхности, блестящие мягкие края, детализацию. Мы очень, очень внимательны к тому, чтобы наше качество было как можно ближе к совершенству.
На текстуре не было видно слоев. У Hypertherm богатые традиции в производстве ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду прекрасное качество поверхности, блестящие мягкие края, детализацию. Мы очень, очень внимательны к тому, чтобы наше качество было как можно ближе к совершенству. 

 Принтер Form 3, созданный на основе передовой технологии Low Force Stereolithography (LFS), является следующим шагом к универсализации промышленной 3D-печати и организации производства профессионального уровня внутри компании.
Принтер Form 3, созданный на основе передовой технологии Low Force Stereolithography (LFS), является следующим шагом к универсализации промышленной 3D-печати и организации производства профессионального уровня внутри компании. Подробности можно узнать по телефону – не стесняйтесь связаться с нами.
Подробности можно узнать по телефону – не стесняйтесь связаться с нами.







 Благодаря их технологии LFS вы можете создавать высокотехнологичные 3D-отпечатки, которые на лучше, чем когда-либо прежде . Мало того, что вы можете создавать фантастические детали, они также экономически эффективны и позволяют использовать готовые к производству приложения с большими объемами производства. Давайте посмотрим поближе.
Благодаря их технологии LFS вы можете создавать высокотехнологичные 3D-отпечатки, которые на лучше, чем когда-либо прежде . Мало того, что вы можете создавать фантастические детали, они также экономически эффективны и позволяют использовать готовые к производству приложения с большими объемами производства. Давайте посмотрим поближе. Чем эластичнее бак, тем меньше сила.
Чем эластичнее бак, тем меньше сила.
 Мы гарантируем вам кратчайшие сроки исполнения заказа и высочайшее качество. Благодаря тому, что мы закупаем расходные материалы у производителей и обладаем большим парком собственного оборудования, стоимость 3D печати ниже, чем в среднем по рынку. Мы осуществляем доставку напечатанных изделий курьерскими службами по Москве и транспортными компаниями по России.
Мы гарантируем вам кратчайшие сроки исполнения заказа и высочайшее качество. Благодаря тому, что мы закупаем расходные материалы у производителей и обладаем большим парком собственного оборудования, стоимость 3D печати ниже, чем в среднем по рынку. Мы осуществляем доставку напечатанных изделий курьерскими службами по Москве и транспортными компаниями по России.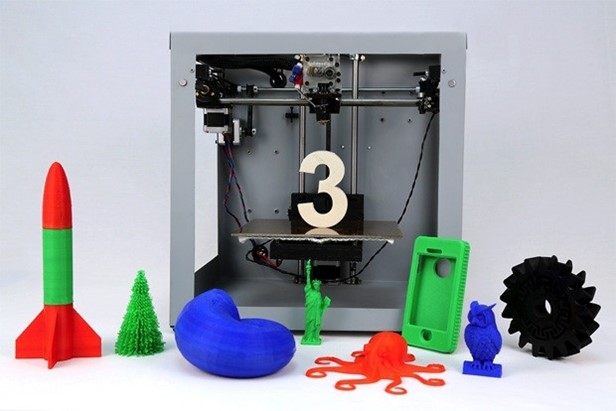 Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати.
Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати. Так же поддерживает расширение посредством плагинов написанных на Python.
Так же поддерживает расширение посредством плагинов написанных на Python.
 3мм.
3мм.

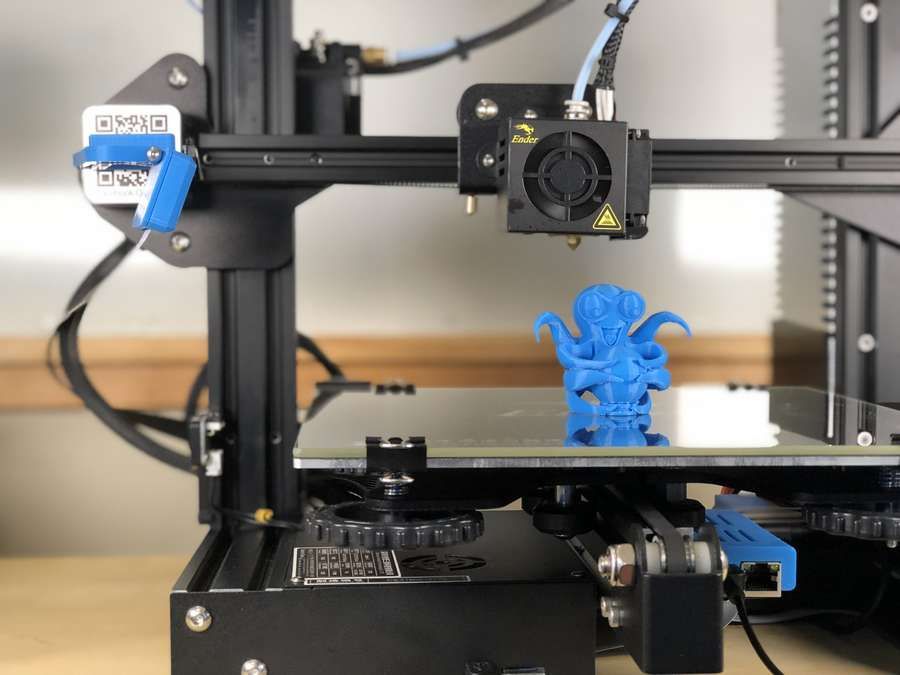 )
) Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)
Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)

 Однако 3D-принтеры работают на основе разных технологий. Это влияет на механизм 3D-принтера, скорость производства, подходящие материалы, постобработку и, что более важно, на стоимость услуги или 3D-печатных деталей.
Однако 3D-принтеры работают на основе разных технологий. Это влияет на механизм 3D-принтера, скорость производства, подходящие материалы, постобработку и, что более важно, на стоимость услуги или 3D-печатных деталей. Чтобы быть на шаг впереди, большинство людей нанимают технических специалистов. Однако за это приходится платить.
Чтобы быть на шаг впереди, большинство людей нанимают технических специалистов. Однако за это приходится платить.
 Например, нити могут стоить всего 20 долларов за кг. Однако, хотя эти материалы и дешевы, использование этих материалов для производства высококачественных продуктов является сложной задачей, поскольку вы потратите много денег и времени на совершенствование 3D-моделей.
Например, нити могут стоить всего 20 долларов за кг. Однако, хотя эти материалы и дешевы, использование этих материалов для производства высококачественных продуктов является сложной задачей, поскольку вы потратите много денег и времени на совершенствование 3D-моделей.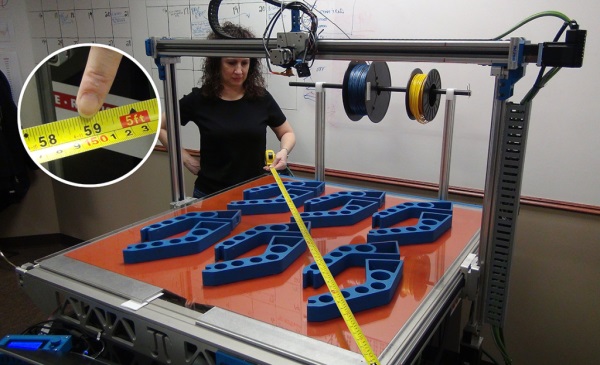 Это связано с потребностью в конкретных технологиях, например, DMLS, которая, как показано в предыдущем разделе, является дорогостоящей.
Это связано с потребностью в конкретных технологиях, например, DMLS, которая, как показано в предыдущем разделе, является дорогостоящей. Кроме того, размер материала будет определять операции постобработки, что является еще одним фактором, влияющим на стоимость услуг 3D-печати.
Кроме того, размер материала будет определять операции постобработки, что является еще одним фактором, влияющим на стоимость услуг 3D-печати. 3D-печать — это катод, а металл — анод, и оба они погружены в электролит. При прохождении тока на 3D-отпечатке происходит осаждение иона металла.
3D-печать — это катод, а металл — анод, и оба они погружены в электролит. При прохождении тока на 3D-отпечатке происходит осаждение иона металла. Здесь мы сосредоточимся в основном на нити накала, но тот же принцип применим и к другим материалам.
Здесь мы сосредоточимся в основном на нити накала, но тот же принцип применим и к другим материалам.
 Используя кружку весом 250 грамм, мы умножим вес нашей кружки на стоимость создания предмета весом 1 грамм.
Используя кружку весом 250 грамм, мы умножим вес нашей кружки на стоимость создания предмета весом 1 грамм.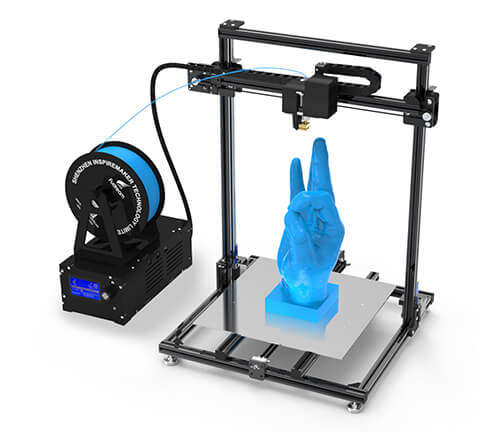 Таким образом, вы должны использовать печатный материал с балансом качества и стоимости для ваших отпечатков.
Таким образом, вы должны использовать печатный материал с балансом качества и стоимости для ваших отпечатков.
 Поэтому следует увеличить высоту слоя. Однако при увеличении высоты слоя подумайте, не повлияет ли это на внешний вид и функциональность напечатанных на 3D-принтере деталей.
Поэтому следует увеличить высоту слоя. Однако при увеличении высоты слоя подумайте, не повлияет ли это на внешний вид и функциональность напечатанных на 3D-принтере деталей. RapidDirect — авторитетный поставщик услуг быстрого прототипирования, предоставляющий профессиональные решения и услуги. Мы также предлагаем мгновенное предложение и обратную связь DfM, которая улучшает ваш производственный процесс.
RapidDirect — авторитетный поставщик услуг быстрого прототипирования, предоставляющий профессиональные решения и услуги. Мы также предлагаем мгновенное предложение и обратную связь DfM, которая улучшает ваш производственный процесс. Аддитивное производство — это просто способ описания того, что представляет собой 3D-печать в виде продуктов, слой за слоем. 3D-печать — это процедура; быстрое прототипирование является результатом этой процедуры, что означает, что быстрое прототипирование является подмножеством 3D-печати.
Аддитивное производство — это просто способ описания того, что представляет собой 3D-печать в виде продуктов, слой за слоем. 3D-печать — это процедура; быстрое прототипирование является результатом этой процедуры, что означает, что быстрое прототипирование является подмножеством 3D-печати.
 Вот некоторые из наиболее важных факторов:
Вот некоторые из наиболее важных факторов: Эти методы отделки включают поддержку или удаление порошка, очистку, шлифование и другие виды последующей обработки, все из которых увеличивают окончательную цену детали.
Эти методы отделки включают поддержку или удаление порошка, очистку, шлифование и другие виды последующей обработки, все из которых увеличивают окончательную цену детали. В целом 3D-печать металлических деталей обходится дороже, чем использование полимеров, хотя композиты обычно дороже, чем металлы — другие факторы могут в определенных случаях представлять обратный сценарий.
В целом 3D-печать металлических деталей обходится дороже, чем использование полимеров, хотя композиты обычно дороже, чем металлы — другие факторы могут в определенных случаях представлять обратный сценарий.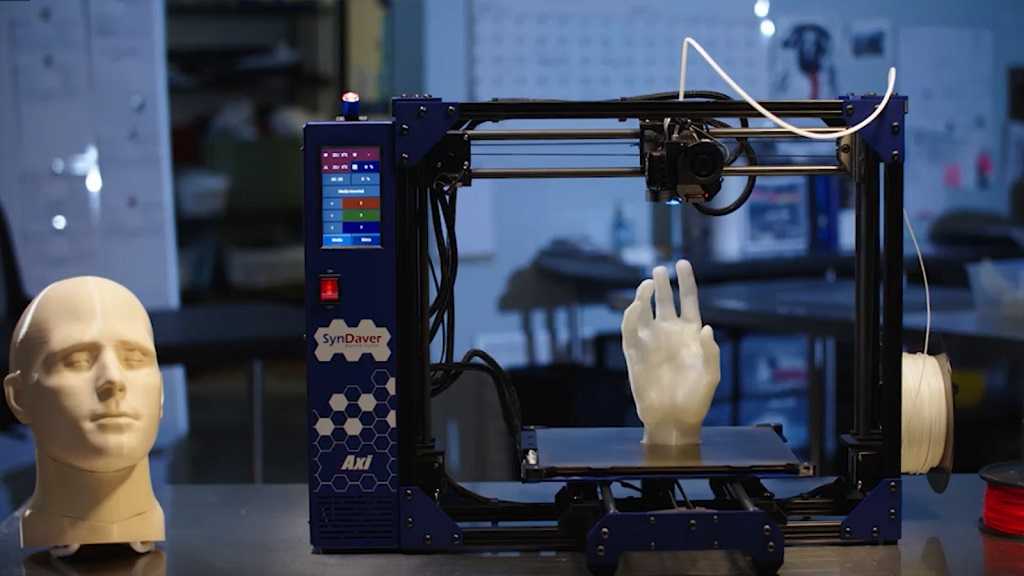

 Все эти факторы повышают стоимость FDM.
Все эти факторы повышают стоимость FDM. Для пластмасс SLA имеет самые высокие общие затраты на материалы по сравнению с другими технологиями, хотя затраты на постобработку гораздо более управляемы. SLA имеет минимальное время настройки детали и, благодаря отличному качеству поверхности деталей, напечатанных SLA, более низкие затраты на постобработку.
Для пластмасс SLA имеет самые высокие общие затраты на материалы по сравнению с другими технологиями, хотя затраты на постобработку гораздо более управляемы. SLA имеет минимальное время настройки детали и, благодаря отличному качеству поверхности деталей, напечатанных SLA, более низкие затраты на постобработку. Оба эти фактора способствуют снижению общих материальных затрат.
Оба эти фактора способствуют снижению общих материальных затрат.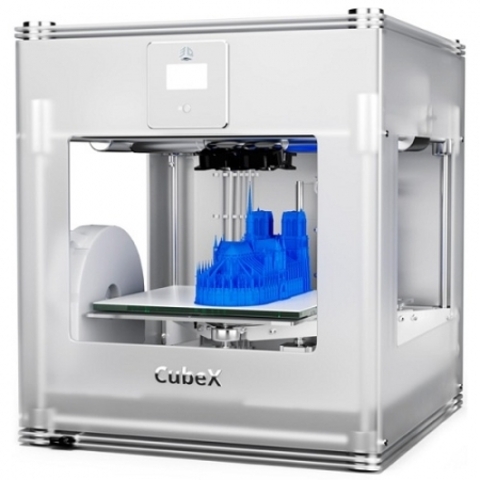
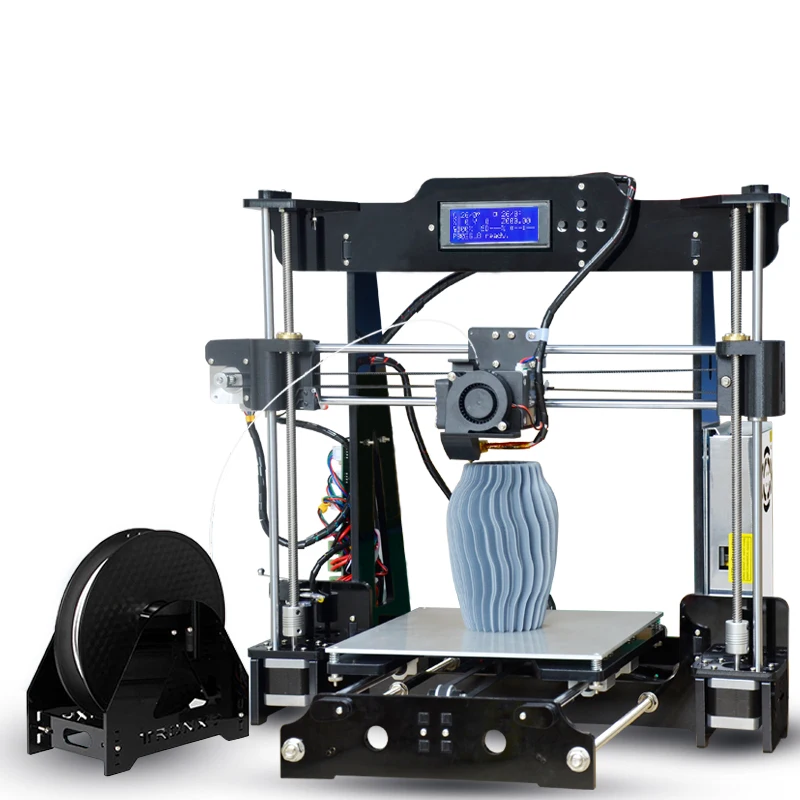 SLS и MJF имеют более высокую базовую стоимость, чем FDM, но в качестве технологий плавления в порошковом слое вам не нужно думать о дополнительных затратах на поддерживающие конструкции с этими процессами.
SLS и MJF имеют более высокую базовую стоимость, чем FDM, но в качестве технологий плавления в порошковом слое вам не нужно думать о дополнительных затратах на поддерживающие конструкции с этими процессами.

 Если вы выдолбите свой дизайн для SLA, может быть сложно удалить смолу, когда деталь будет готова.
Если вы выдолбите свой дизайн для SLA, может быть сложно удалить смолу, когда деталь будет готова.

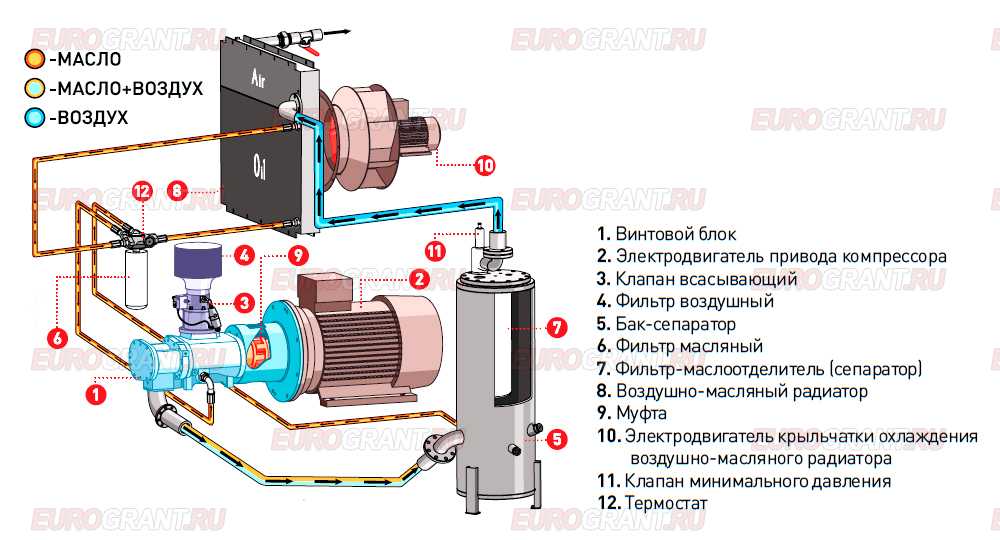


 Некоторые компании выпускают брендированные смазочные материалы, отвечающие всем требованиям изготовителя агрегата.
Некоторые компании выпускают брендированные смазочные материалы, отвечающие всем требованиям изготовителя агрегата.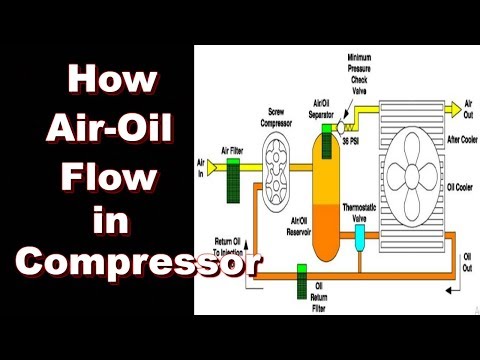 Вязкость градируется в диапазоне от 1 до 15. Минимум при выборе масла — 7. Оптимальная величина – 10-12. Такой состав хорошо удерживается в зоне смазки. Материал с низким показателем вязкости быстро расходуется, не неся необходимую эффективность. Чем выше значение вязкости, тем устойчивее продукт к нагреву;
Вязкость градируется в диапазоне от 1 до 15. Минимум при выборе масла — 7. Оптимальная величина – 10-12. Такой состав хорошо удерживается в зоне смазки. Материал с низким показателем вязкости быстро расходуется, не неся необходимую эффективность. Чем выше значение вязкости, тем устойчивее продукт к нагреву; Подбирая масло для воздушного компрессора, учитывайте, каким оно является — минеральным, синтетическим или полусинтетическим. «Золотой» серединой считается полусинтетика — доступная стоимость, хорошие показатели температуры застывания и самовоспламенения, неплохой пакет присадок.
Подбирая масло для воздушного компрессора, учитывайте, каким оно является — минеральным, синтетическим или полусинтетическим. «Золотой» серединой считается полусинтетика — доступная стоимость, хорошие показатели температуры застывания и самовоспламенения, неплохой пакет присадок. У каждого продукта есть свои плюсы. В пользу минерального масла низкая цена. Если компрессор используется редко, можно прибрести «минералку», у которой сравнительно небольшой срок службы. Однако у такого материала есть некоторые ограничения. В частности это жесткое ограничение по температуре, обычно +90 градусов по Цельсию.
У каждого продукта есть свои плюсы. В пользу минерального масла низкая цена. Если компрессор используется редко, можно прибрести «минералку», у которой сравнительно небольшой срок службы. Однако у такого материала есть некоторые ограничения. В частности это жесткое ограничение по температуре, обычно +90 градусов по Цельсию. При наличии мощного воздушного компрессора, активно эксплуатирующегося, неплохим решением станет покупка полусинтетики. Это смесь синтетики и «минералки» в примерном соотношении 70 на 30 процентов.
При наличии мощного воздушного компрессора, активно эксплуатирующегося, неплохим решением станет покупка полусинтетики. Это смесь синтетики и «минералки» в примерном соотношении 70 на 30 процентов.
 Разработан специально для поршневых компрессорных агрегатов. В составе имеются антиокислительные присадки.
Разработан специально для поршневых компрессорных агрегатов. В составе имеются антиокислительные присадки. » src=»https://www.youtube.com/embed/0M03CPr4eL4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/0M03CPr4eL4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
 Какое масло лить в воздушный компрессор? Выбрать лучший смазочный материал просто — достаточно заглянуть в инструкцию по эксплуатации. В большинстве случаев производителем уже указаны подходящие конкретному воздушному компрессору материалы.
Какое масло лить в воздушный компрессор? Выбрать лучший смазочный материал просто — достаточно заглянуть в инструкцию по эксплуатации. В большинстве случаев производителем уже указаны подходящие конкретному воздушному компрессору материалы. Прочитав руководство, вы сможете найти смотровое стекло на вашем компрессоре. Его можно найти на основании насоса поршневых компрессоров или на отстойнике роторно-винтового компрессора. В середине смотрового стекла вы увидите точку. В идеале уровень масла должен быть в центре точки. Если уровень масла ниже отметки, вашему устройству требуется больше масла. Если уровень масла выше отметки, значит, вы добавили слишком много масла.
Прочитав руководство, вы сможете найти смотровое стекло на вашем компрессоре. Его можно найти на основании насоса поршневых компрессоров или на отстойнике роторно-винтового компрессора. В середине смотрового стекла вы увидите точку. В идеале уровень масла должен быть в центре точки. Если уровень масла ниже отметки, вашему устройству требуется больше масла. Если уровень масла выше отметки, значит, вы добавили слишком много масла. Однако заполнение масляного картера вашего компрессора доверху может привести к значительному внутреннему повреждению вашего устройства. Когда избыточное количество масла попадает в аэрозоль из-за нагнетания компрессора, это может привести к повреждению не только вашего компрессора, но и любых пневматических инструментов и принадлежностей, которые подключены к вашему компрессору. Маслянистые выделения также могут испортить ваш конечный продукт, иногда до такой степени, что проекты приходится отбрасывать и полностью переделывать. Любая окраска распылением, шлифовка или нанесение отделки будут испорчены маслом, попадающим в воздушный поток.
Однако заполнение масляного картера вашего компрессора доверху может привести к значительному внутреннему повреждению вашего устройства. Когда избыточное количество масла попадает в аэрозоль из-за нагнетания компрессора, это может привести к повреждению не только вашего компрессора, но и любых пневматических инструментов и принадлежностей, которые подключены к вашему компрессору. Маслянистые выделения также могут испортить ваш конечный продукт, иногда до такой степени, что проекты приходится отбрасывать и полностью переделывать. Любая окраска распылением, шлифовка или нанесение отделки будут испорчены маслом, попадающим в воздушный поток. Компания Chicago Pneumatic существует уже более 100 лет, потому что мы предлагаем надежные и долговечные воздушные компрессоры, а также консультации и поддержку экспертов.
Компания Chicago Pneumatic существует уже более 100 лет, потому что мы предлагаем надежные и долговечные воздушные компрессоры, а также консультации и поддержку экспертов. 
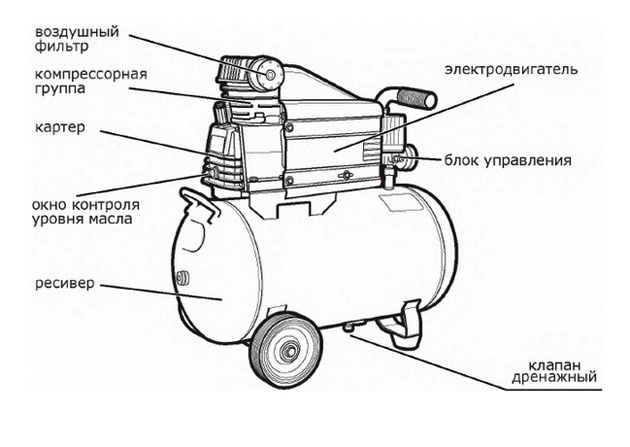
 Но не бойтесь, у меня есть решение для вас.
Но не бойтесь, у меня есть решение для вас. Вот почему мы используем масло в воздушном компрессоре. Масло также обеспечивает некоторую степень герметичности между поршнями и поршневыми отверстиями.
Вот почему мы используем масло в воздушном компрессоре. Масло также обеспечивает некоторую степень герметичности между поршнями и поршневыми отверстиями.
 Лучшее, что вы можете сделать, это проверять уровень масла один раз в день или несколько раз в день, если он работает в непрерывном режиме. А если используется время от времени, проверьте уровень масла перед включением.
Лучшее, что вы можете сделать, это проверять уровень масла один раз в день или несколько раз в день, если он работает в непрерывном режиме. А если используется время от времени, проверьте уровень масла перед включением.
 Днепр
Днепр Стандарт. Гарантия 1 год
Стандарт. Гарантия 1 год Одесса
Одесса 5а — разьём 5.5х2.1 мм роутерный
5а — разьём 5.5х2.1 мм роутерный ОТКРЫТОЙ установки
ОТКРЫТОЙ установки КОРЕЯ
КОРЕЯ Понижает переменное напряжение бытовой сети 220 В до необходимых ленте 12 В.
Понижает переменное напряжение бытовой сети 220 В до необходимых ленте 12 В.
 запрашивается у нас. Время от времени мы хотели бы связываться с вами по поводу наших продуктов и услуг, а также другого контента, который может вас заинтересовать. Вы можете отказаться от подписки на эти сообщения в любое время. Для получения дополнительной информации о том, как отказаться от подписки, о нашей политике конфиденциальности и о том, как мы стремимся защищать и уважать вашу конфиденциальность, ознакомьтесь с нашей политикой конфиденциальности.
запрашивается у нас. Время от времени мы хотели бы связываться с вами по поводу наших продуктов и услуг, а также другого контента, который может вас заинтересовать. Вы можете отказаться от подписки на эти сообщения в любое время. Для получения дополнительной информации о том, как отказаться от подписки, о нашей политике конфиденциальности и о том, как мы стремимся защищать и уважать вашу конфиденциальность, ознакомьтесь с нашей политикой конфиденциальности.
 31 грн
31 грн 74 грн
74 грн 31 грн
31 грн 10; 10 А, 250 В, 5х20 мм, F, Предохранитель керамический быстродействующий
10; 10 А, 250 В, 5х20 мм, F, Предохранитель керамический быстродействующий — 6F047|ABC-10-R
— 6F047|ABC-10-R




 Наши специалисты смогут быстро и точно рассчитать стоимость доставки с
Наши специалисты смогут быстро и точно рассчитать стоимость доставки с






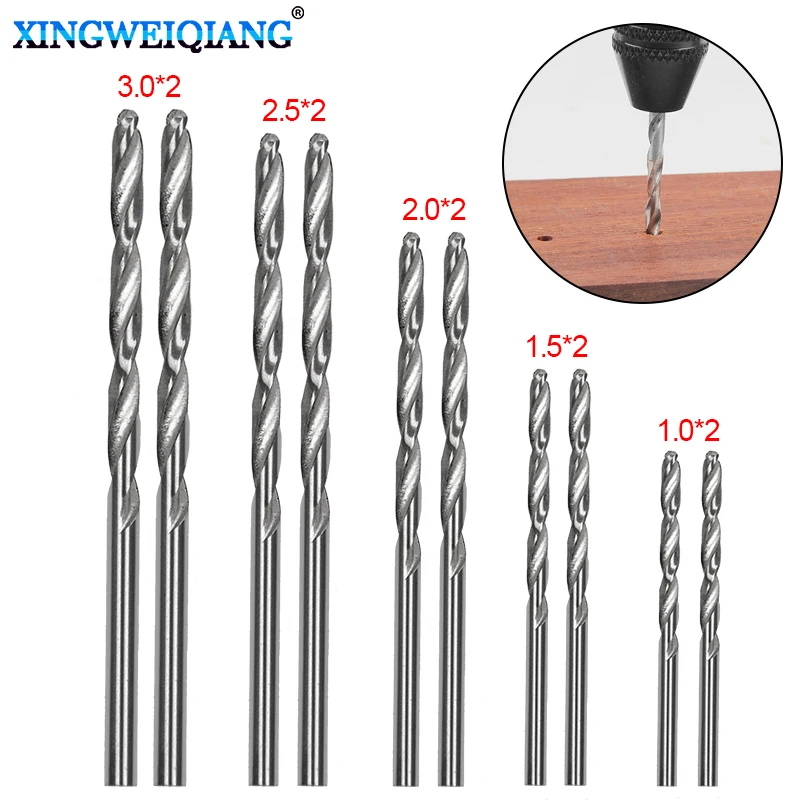



 Рекомендуемая высота шрифта – не ниже 1,5 мм, предпочтительно использование шрифтов без засечек;
Рекомендуемая высота шрифта – не ниже 1,5 мм, предпочтительно использование шрифтов без засечек; Это может быть плоская застежка браслета, боковая поверхность или донышко чашки, задняя крышка корпуса часов. Причем выбор материалов практически неограничен – от золота и платины до простой стали и даже мягкого алюминия.
Это может быть плоская застежка браслета, боковая поверхность или донышко чашки, задняя крышка корпуса часов. Причем выбор материалов практически неограничен – от золота и платины до простой стали и даже мягкого алюминия. Чтобы не делать лазерную гравировку непосредственно на изделии (например, дорогом подарке), с помощью лазера можно вырезать шильды разной формы из металла или фольгированного пластика.
Чтобы не делать лазерную гравировку непосредственно на изделии (например, дорогом подарке), с помощью лазера можно вырезать шильды разной формы из металла или фольгированного пластика.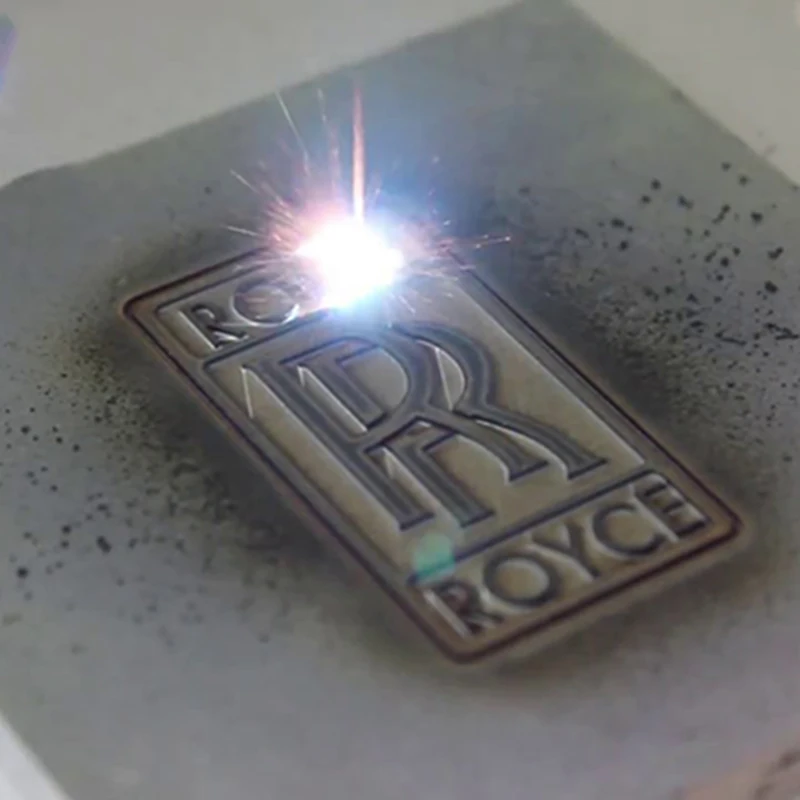 Цвет гравировки будет зависеть от толщины покрытия и цвета металла под ним. Например, если корпус изготовлен из латуни и затем покрыт краской или полимером, гравировка получится золотистой на цветном фоне. Этот же лазер используют для гравировки на некоторых других материалах, например, керамике.
Цвет гравировки будет зависеть от толщины покрытия и цвета металла под ним. Например, если корпус изготовлен из латуни и затем покрыт краской или полимером, гравировка получится золотистой на цветном фоне. Этот же лазер используют для гравировки на некоторых других материалах, например, керамике.


 Компания-дилер выполнит его точно и в срок.
Компания-дилер выполнит его точно и в срок. В настоящее время она считается одним из лучших решений для маркировки металлов, так как обеспечивает высококонтрастные, качественные идентификаторы во всех видах производства линии.
В настоящее время она считается одним из лучших решений для маркировки металлов, так как обеспечивает высококонтрастные, качественные идентификаторы во всех видах производства линии. В волоконных лазерах усиливающей средой является оптическое волокно; с лазерами CO2 это газ CO2. Длина волны важна, потому что она влияет на то, как энергия поглощается металлом.
В волоконных лазерах усиливающей средой является оптическое волокно; с лазерами CO2 это газ CO2. Длина волны важна, потому что она влияет на то, как энергия поглощается металлом.

 Вы должны выбрать мощность лазера, соответствующую времени цикла, при минимальных затратах. Стратегии могут быть использованы для минимизации мощности лазера и снижения затрат. Вот некоторые из них:
Вы должны выбрать мощность лазера, соответствующую времени цикла, при минимальных затратах. Стратегии могут быть использованы для минимизации мощности лазера и снижения затрат. Вот некоторые из них:
 Он часто используется для создания более глубокой и эстетичной маркировки, такой как логотипы, штамповочные пластины и вставки для пресс-форм.
Он часто используется для создания более глубокой и эстетичной маркировки, такой как логотипы, штамповочные пластины и вставки для пресс-форм. youtube.com/embed/XfJ8Z4L_Bog?rel=0″>
youtube.com/embed/XfJ8Z4L_Bog?rel=0″>  Это поможет вам сократить время цикла или уменьшить мощность, необходимую для лазера, что снизит его стоимость.
Это поможет вам сократить время цикла или уменьшить мощность, необходимую для лазера, что снизит его стоимость.
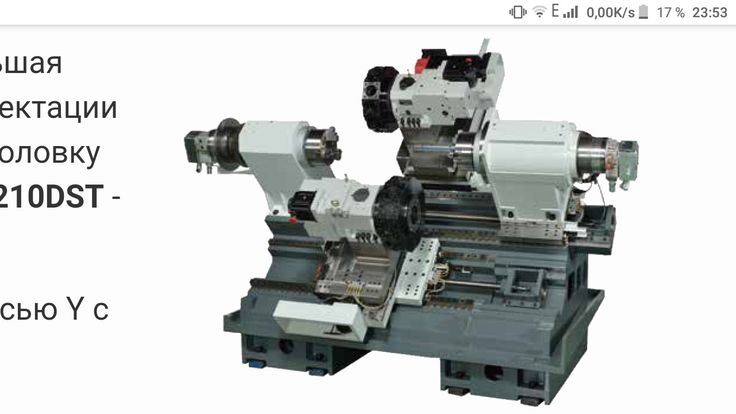 п. Учитывают и технологические факторы (обработки, сборки и пр.).
п. Учитывают и технологические факторы (обработки, сборки и пр.). В соответствии с этим их проверяют на статическую жесткость изгиба и статическую жесткость кручения.
В соответствии с этим их проверяют на статическую жесткость изгиба и статическую жесткость кручения. По конфигурации вертикальная станина с корпусными деталями может образовывать незамкнутый контур, как это мы можем наблюдать у сверлильных, расточных, вертикально фрезерных и других станков.
По конфигурации вертикальная станина с корпусными деталями может образовывать незамкнутый контур, как это мы можем наблюдать у сверлильных, расточных, вертикально фрезерных и других станков.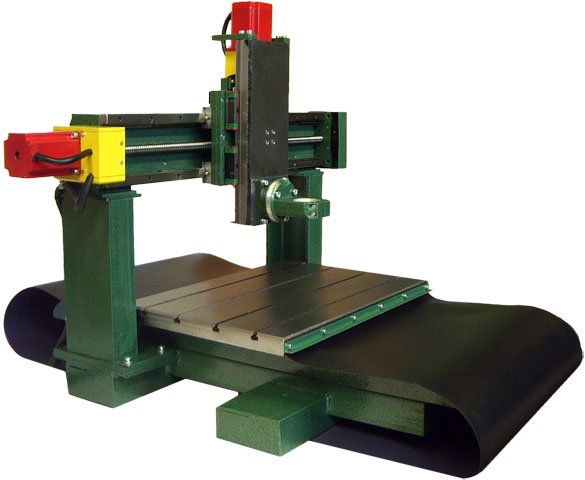
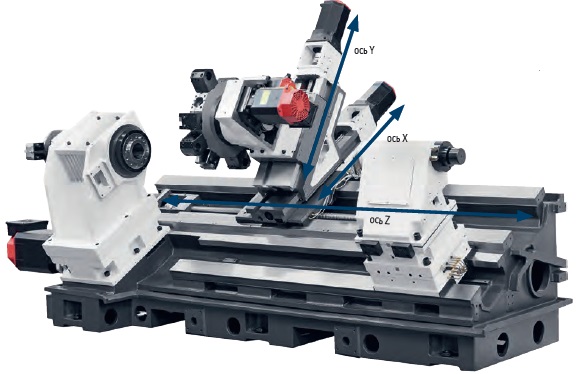 Бывают следующих видов: рельс-каретка, линейный подшипник-вал или рельс-рельс с плоским сепаратором.
Бывают следующих видов: рельс-каретка, линейный подшипник-вал или рельс-рельс с плоским сепаратором.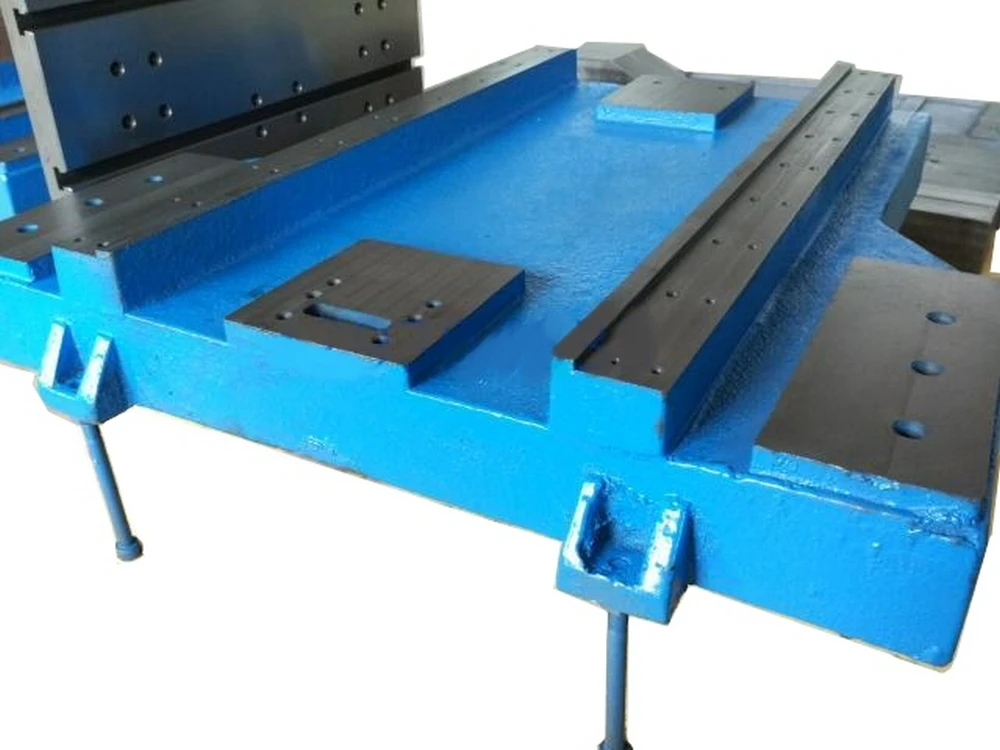
 56 HRC) , также возможно крепление на винты к станине (накладные направляющие), изготавливаются из стали 40Х (возможно также 15Х, 20Х) закаленной до твердости 57…63 HRC. Важно заметить, что направляющие скольжения из-за больших сил трения , менее точные и имеют менее плавный ход нежели направляющие качения, однако, они более просты и имеют меньшие габариты. На работоспособность очень сильно влияет температура.
56 HRC) , также возможно крепление на винты к станине (накладные направляющие), изготавливаются из стали 40Х (возможно также 15Х, 20Х) закаленной до твердости 57…63 HRC. Важно заметить, что направляющие скольжения из-за больших сил трения , менее точные и имеют менее плавный ход нежели направляющие качения, однако, они более просты и имеют меньшие габариты. На работоспособность очень сильно влияет температура.  По конструкции похожи на гидростатические направляющие. Имеет недостаток- малая нагрузочная способность.
По конструкции похожи на гидростатические направляющие. Имеет недостаток- малая нагрузочная способность.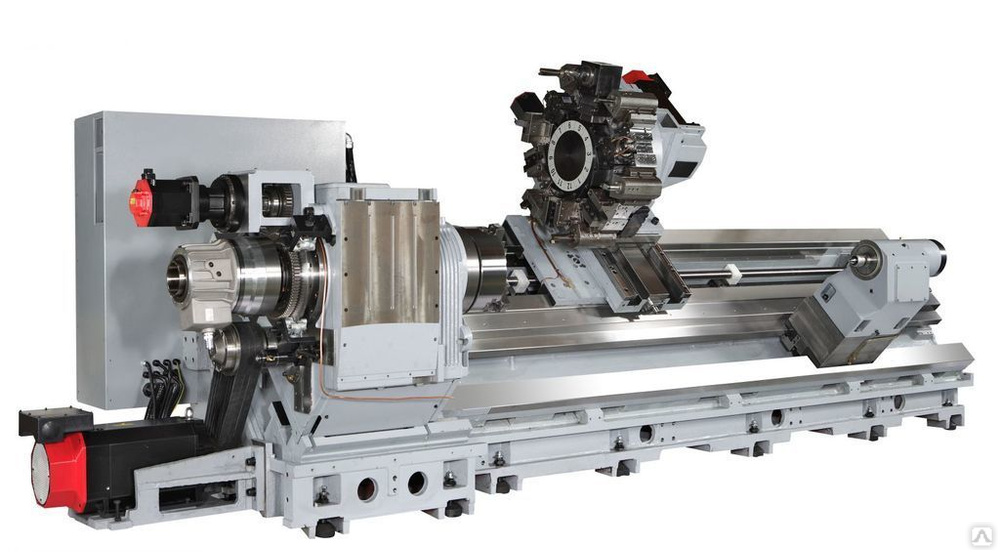 Принцип действия ШВП следующий- в гайке сделаны специальные винтовые канавки, по ним перемещаются тела качения, т.е. между витками винта и гайки. Сами шарики (тела качения) движутся по замкнутой траектории при вращении винта и одновременно поступательно перемещают гайку. Число рабочих витков составляет от 1 до 6. Большее число витков используется при нагруженных передачах тяжелых станков. ШВП изготавливают из высоколегированной стали, подвергаются поверхностной закалке (закалка поверхности с помощью ТВЧ- тока высокой частоты) после шлифуются.
Принцип действия ШВП следующий- в гайке сделаны специальные винтовые канавки, по ним перемещаются тела качения, т.е. между витками винта и гайки. Сами шарики (тела качения) движутся по замкнутой траектории при вращении винта и одновременно поступательно перемещают гайку. Число рабочих витков составляет от 1 до 6. Большее число витков используется при нагруженных передачах тяжелых станков. ШВП изготавливают из высоколегированной стали, подвергаются поверхностной закалке (закалка поверхности с помощью ТВЧ- тока высокой частоты) после шлифуются. Они проще в производстве, дешевле.
Они проще в производстве, дешевле. Принцип работы системы ЧПУ следующий- микроконтроллер подает сигналы (электрические импульсы) на исполнительные узлы станка, а также контроля их перемещения для реализации движения режущего инструмента согласно заданной программе. Исполнительными узлами станка являются электродвигатель подач, электромотор шпинделя и другие системы. Для мощных станков вместо электродвигателей используют серводвигатель (контроль перемещения осуществляется специальным датчиком положения).
Принцип работы системы ЧПУ следующий- микроконтроллер подает сигналы (электрические импульсы) на исполнительные узлы станка, а также контроля их перемещения для реализации движения режущего инструмента согласно заданной программе. Исполнительными узлами станка являются электродвигатель подач, электромотор шпинделя и другие системы. Для мощных станков вместо электродвигателей используют серводвигатель (контроль перемещения осуществляется специальным датчиком положения).


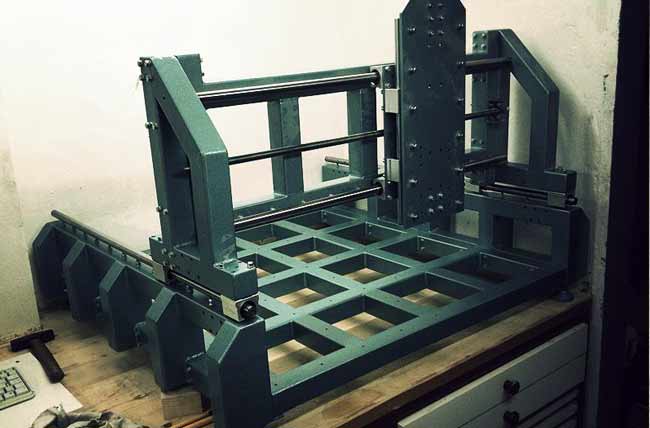 Инструментальный магазин перемещается по оси Х к шпинделю, осуществляет смену инструмента и отходит в первоначальное положение. Приблизительно время смены 7-10 секунд.
Инструментальный магазин перемещается по оси Х к шпинделю, осуществляет смену инструмента и отходит в первоначальное положение. Приблизительно время смены 7-10 секунд.
 с.
с.
 Значения в таблице спецификаций указаны с установленными направляющими крышками.
Значения в таблице спецификаций указаны с установленными направляющими крышками. с.
с.