Круглі палички і нагелі за идивидуальному замовлення від XR_MASTER
Пропонуємо широкий асортимент круглих дерев’яних паличок. Готові виготовити виріб під індивідуальне замовлення. Гарантуємо чудова якість продукції, демократичні ціни, знижки від обсягу партії, оперативну доставку в будь-який регіон України!
Перейти в каталог
Наша продукція — наша гордість!
Нагелі діаметром 6 мм відповідають високим стандартам якості і можуть бути використані для виготовлення дерев’яних спиць або іншої продукції.Нагелі, 6 ммНагелі діаметром 6 мм відповідають високим стандартам якості і можуть бути використані для виготовлення дерев’яних спиць або іншої продукції.Відмінне рішення для дитячих іграшок, прапорців, сувенірів або іншої продукції. Висока якість і прийнятні ціни гарантуються.Нагелі, 8 ммВідмінне рішення для дитячих іграшок, прапорців, сувенірів або іншої продукції. Висока якість і прийнятні ціни гарантуються.Нагелі діаметром 16 мм — це неперевершена якість, натуральна деревина та ідеальна обробка. Використовуються для меблів та іншого.Нагелі, 16 ммНагелі діаметром 16 мм — це неперевершена якість, натуральна деревина та ідеальна обробка. Використовуються для меблів та іншого.Круглі дерев’яні палички діаметром 2 см — оптимальний варіант для побудови вігваму. Повірте, Ваша дитина буде в захваті!Нагелі, 20 ммКруглі дерев’яні палички діаметром 2 см — оптимальний варіант для побудови вігваму. Повірте, Ваша дитина буде в захваті!
XR_MASTER — понад 6 років на світовому ринку!
З 2012 року виробляємо і продаємо дерев’яні палички в Україні та експортуємо продукцію за кордон.
Пропонуємо більше 40 видів виробів, а також можемо виготовити продукцію за спецзамовленням.
Дотримуємося правил роботи і обробки деревини, вибираємо лише високоякісна сировина.
Робимо вигідні знижки залежно від обсягу замовлення, доставляємо товар популярними ТК по всій Україні.
Перейти до покупки
Чому наші нагелі користуються таким попитом?
1.
Широке застосування
Нагель використовується для виробництва вігвамів і дитячих меблів, шведських стінок, дитячих іграшок і сувенірів, прапорців, дерев’яних спиць, ліжок і меблів, дитячих гойдалок і т. д.
2.
Найвища якість
Продукція виробляється з добірної деревини (бука, сосни або берези), вологість якої 8-10%, після чого вироби піддаються ретельній обробці і шліфуванню, таким чином, наші нагелі — довговічні.
3.
Виготовлення під замовлення
У нас можна замовити нагелі різних довжини і діаметру: 6, 8, 10, 12, 14, 15, 16, 18, 20, 22, 24, 28, 30, 35, 40 мм. За бажанням клієнта ми виготовимо нагелі будь-яких інших розмірів з урахуванням індивідуальних вимог.
4.
Адекватна вартість
ми самостійно займаємося виробництвом нагелів, тому наші ціни нижчі ринкових, у них немає і невиправданих додаткових накруток, при цьому активні продажі в Мережі ще більше знижують націнку.
Вибрати нагелі
Як оформити замовлення?
Залиште заявку на сайті або за телефоном
Обговоріть деталі замовлення з нашим менеджером
Оберіть зручний спосіб оплати (якщо це спецзамовлення, внести передоплату)
Отримайте свою посилку на відділенні ТК
Нагелі від XR_MASTER — гідну якість за доступною ціною!
Ми гарантуємо високий клас продукції, вигідні умови співпраці та зразковий сервіс!
за порядкомза зростанням ціниза зниженням ціниза новизною
Виробництво меблів – це один з найбільш успішних, прибуткових і перспективних напрямків. Звичайно ж, мода змінюється. Але любов людини до естетики і комфорту завжди стабільна, що стимулює її до постійної модернізації приміщення, в якому вона мешкає і працює. Саме тому, коли виникає бажання що-небудь змінити в інтер’єрі, ми в першу чергу думаємо про капітальний ремонт, але прагнемо по можливості замінити старі меблі новими.
Замовити дерев’яні нагелі оптом і в роздріб з каталогу «XR_Master»
Розуміючи, як важливо надати кінцевому споживачеві виключно якісний продукт, ми запустили виробництво надійних комплектуючих, за допомогою яких можна створити будь-яке диво меблевої промисловості. Наші деталі складають основу виробництва багатьох варіантів меблів для дому, офісу або будь-яких інших приміщень, комфортних для перебування і життя людей.
В цій категорії нашого каталогу ми пропонуємо вашій увазі надійні дерев’яні нагелі для виробництва меблів будь-якого типу. Нашими основними перевагами є прийнятні ціни, відмінні від наших конкурентів. Ми є виробниками, і тому ви не переплачуєте за посередництво. Цей фактор також є вирішальним у визначенні якості, за якою ми невпинно стежимо. У нас немає браку і, отже, ви не ризикуєте отримати неякісний продукт і витратити час на його заміну. Наші гарантії – ваш спокій, який буде успішно перетворюватися в красиві якісні столярні вироби.
Ми чекаємо на ваші замовлення!
Материалы для творчества и самостоятельной постройки архитектурных моделей.
Главная
Материалы для диорам
МАТЕРИАЛЫ ДЛЯ ДИОРАМ
Дорогие друзья! Если вы хотите попробовать свои силы в свободном творчестве, или реализовать какие-то свои задумки — это раздел для вас!
Мы предлагаем вам материалы и заготовки для самостоятельной постройки деревянных строений — любых, по Вашим собственным задумкам. Отныне вы не ограничены рамками наших наборов. В этом разделе мы постарались собрать разнообразные виды бревен, реек, резных элементов, декора, а также заготовки для дверей и окон разного масштаба.
Если вы не нашли нужных вам элементов среди представленных здесь — напишите нам, мы обязательно постараемся помочь.
Страницы:
<1234>
двутавр 2х3 мм
Артикул 5309
ABS пластик
длина 250 мм — 3 шт
120 р.
двутавр 2х2,5 мм
Артикул 5339
ABS пластик
длина 250 мм — 4 шт
120 р.
двутавр 1х2 мм
Артикул 5307
ABS пластик
длина 250 мм — 4 шт
120 р.
полоса 1,5х4 мм
Артикул 5338
ABS пластик
длина 250 мм — 3 шт
120 р.
полоса 1,5х3 мм
Артикул 5337
ABS пластик
длина 250 мм — 3 шт
120 р.
полоса 1,5х2 мм
Артикул 5336
ABS пластик
длина 250 мм — 4 шт
120 р.
полоса 1х4 мм
Артикул 5335
ABS пластик
длина 250 мм — 3 шт
120 р.
полоса 1х3 мм
Артикул 5301
ABS пластик
длина 250 мм — 3 шт
120 р.
полоса 1х2,5 мм
Артикул 5199
ABS пластик
длина 250 мм — 3 шт
120 р.
полоса 1х2 мм
Артикул 5323
ABS пластик
длина 250 мм — 4 шт
120 р.
полоса 1х1,5 мм
Артикул 5198
ABS пластик
длина 250 мм — 4 шт
120 р.
пруток труба 8 мм
Артикул 5306
ABS пластик
длина 250 мм — 3 шт
140 р.
Нет в наличии
пруток труба 5 мм
Артикул 5305
ABS пластик
длина 250 мм — 5 шт
140 р.
пруток труба 4 мм
Артикул 5304
ABS пластик
длина 250 мм — 5 шт
140 р.
пруток труба 3 мм
Артикул 5303
ABS пластик
длина 250 мм — 5 шт
120 р.
пруток труба 2,5 мм
Артикул 5333
ABS пластик
длина 250 мм — 5 шт
120 р.
пруток труба 2 мм
Артикул 5302
ABS пластик
длина 250 мм — 5 шт
120 р.
пруток квадрат 3,0 мм
Артикул 5334
ABS пластик
длина 250 мм — 4 шт
140 р.
пруток квадрат 2,0 мм
Артикул 5313
ABS пластик
длина 250 мм — 4 шт
120 р.
пруток квадрат 1,5 мм
Артикул 5312
ABS пластик
длина 250 мм — 4 шт
120 р.
пруток квадрат 1,0 мм
Артикул 5311
ABS пластик
длина 250 мм — 5 шт
120 р.
пруток квадрат 0,5 мм
Артикул 5310
ABS пластик
длина 250 мм — 5 шт
120 р.
пруток круг 4,0 мм
Артикул 5332
ABS пластик
длина 250 мм — 3 шт
140 р.
пруток круг 3,0 мм
Артикул 5331
ABS пластик
длина 250 мм — 4 шт
140 р.
пруток круг 2,5 мм
Артикул 5330
ABS пластик
длина 250 мм — 4 шт
120 р.
пруток круг 2,0 мм
Артикул 5329
ABS пластик
длина 250 мм — 5 шт
120 р.
пруток круг 1,5 мм
Артикул 5328
ABS пластик
длина 250 мм — 5 шт
120 р.
пруток круг 1,0 мм
Артикул 5327
ABS пластик
длина 250 мм — 5 шт
120 р.
пруток круг 0,8 мм
Артикул 5326
ABS пластик
длина 250 мм — 5 шт
120 р.
пруток круг 0,5 мм
Артикул 5325
ABS пластик
длина 250 мм — 5 шт
120 р.
картон модельный (пивной) 2,0 мм
Артикул 5612
175х250 мм, белый
2 шт
180 р.
картон модельный (пивной) 1,0 мм
Артикул 5611
175х250 мм, белый
2 шт
160 р.
полистирол 2,0 мм
Артикул 5610
185х250 мм, черный
1 шт
180 р.
полистирол 1,5 мм
Артикул 5609
185х250 мм, черный
2 шт
280 р.
полистирол 1,0 мм
Артикул 5608
185х250 мм, черный
2 шт
220 р.
Резные украшения для строений 1:72.
Артикул 5401
Набор деревянных резных элементов украшений.
масштаб 1:72
360 р.
Рейки 0,6х6 мм
Артикул 5368
Длина 300 мм, КРАСНОЕ ДЕРЕВО
50 шт
260 р.
Рейки 0,6х5 мм
Артикул 5367
Длина 300 мм, КРАСНОЕ ДЕРЕВО
50 шт
240 р.
уголок 2х2 мм
Артикул 5196
ABS пластик
длина 250 мм — 3 шт
120 р.
уголок 3х3 мм
Артикул 5197
ABS пластик
длина 250 мм — 3 шт
120 р.
Страницы:
<1234>
Комплект светодиодных лент 5050 — рулон 5 м — 10 мм — IP20
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
от BarProducts. com
Ошибка Save Liquid (строка значка продукта 32): результат вычислений — «-Infinity»%
31,99 $
Артикул LED-KIT-RF-IP20
Поделись этим:
Хотите украсить свой бар или кухню? Мы делаем это легко с помощью этого комплекта светодиодных лент. От декоративного освещения в ночном клубе до демонстрации стеклянной посуды в баре и даже в домашней обстановке, где вы можете легко добавить подсветку на кухне или подсветку под шкафом. Используйте в проектах DIY и других забавных домашних идеях!
В комплект входит светодиодная лента 5050 IP20 длиной 5 метров (16,4 фута) (10 мм). Полоска имеет клейкую основу, что упрощает ее нанесение. Светодиоды представляют собой SMD 5050 (что означает чипы размером 5 мм x 5 мм), которые излучают самый яркий свет среди светодиодных лент. Этот рулон длиной 16,4 фута (5 метров) оснащен 18 светодиодами на фут.
Эта лента имеет класс защиты IP20, что означает, что она защищена от твердых предметов размером более 12,5 мм, таких как пальцы, но не обеспечивает защиты от жидкостей любого рода.
Входящий в комплект радиочастотный пульт дистанционного управления используется для управления светодиодными лентами RGB 12 В. Радиочастотный контроллер значительно лучше, чем обычный ИК (инфракрасный) контроллер, потому что вы можете настроить радиочастотный контроллер из любой точки комнаты, тогда как для работы ИК-контроллера вам нужна определенная линия обзора. Это означает, что вам не нужно беспокоиться о том, что объекты будут мешать радиочастотному контроллеру. В комплект входит ручной беспроводной пульт дистанционного управления, который управляет одним из восьми различных статических цветов или одним из шести различных шаблонов динамического изменения цвета. Пульт дистанционного управления также используется для регулировки скорости шаблона, воспроизведения/паузы, яркости, а также для включения и выключения системы.
Адаптер имеет вход AC100-240V 50/60Hz и выход DC 12V 7A 84W.
Светодиодная лента
5 м в длину
SMD 5050 (чипы 5 мм x 5 мм), излучающие очень яркий свет
Всего 14 режимов, включая 8 статических цветов и 6 динамических изменений
Регулируемая скорость для динамического и статического режимов
Адаптер
Вход: 100–240 В переменного тока, 50/60 Гц
Выход: 12 В постоянного тока 7 А 84 Вт
Длина кабеля: 4 фута / 122 см
Кольцо из дамасской стали шириной 10 мм, инкрустированное деревом
Содержимое
Это кольцо из твердой древесины шириной 10 мм изготовлено в Америке и украшено инкрустацией из дамасской стали, наполненной смолой «Наследие».
Главной заботой деревянных колец всегда была долговечность, и на то есть веские причины. Древесина относительно мягкая и плохо реагирует на воздействие элементов. Поверхностные покрытия, которые подчеркивают естественную текстуру, со временем изнашиваются и должны наноситься повторно. Это была проблема всех деревянных колец на рынке, и это основная причина, по которой мы избегали деревянных колец.
Мужские кольца от Alaska Jewelry должны быть прочными, долговечными и не требующими особого ухода, и это так. Это бесшовное кольцо из твердой древесины не имеет поверхностной обработки, оно ПОКРЫТО (с помощью процесса, который я не буду раскрывать) на всю глубину смолой, что означает, что цвет не будет тускнеть, отслаиваться или стираться. Это просто самое прочное деревянное кольцо на рынке сегодня.
Произведено в США. Пожизненная гарантия.
Тип ювелирных изделий
мужчин кольца
Пол
для него
Материал
Damascus Steel
. Это титановое кольцо изготовлено из титана Ti6AL-4V (авиационного класса), который в два раза прочнее и более чем в 4 раза тверже, чем «коммерчески чистые» сорта, используемые в большинстве титановых колец. Пожизненная гарантия.
Jewelry Type
Men Rings
Gender
For Him
Inlay
Carbon fiber
Material
titanium
This handsome ring features a seemly tangled web of 14k желтое золото, старинный дизайн рельсов и щедрые образцы натурального золота. Это кольцо, которое наверняка станет новым фаворитом, имеет ширину 12 мм в самом широком месте и глубину около 5 мм. Менее 1% золота в мире находится в виде природных самородков — самородки, которые все еще остаются, представляют собой ограниченный и сокращающийся ресурс, поскольку большинство из них либо добыто, либо переплавлено. Самородки образуются вследствие концентрирования золота свободно текущей водой. Каждый самородок уникален и помогает создать красивое и запоминающееся украшение.
Jewelry Type
Men Rings
Gender
For Him
Inlay
Gold Nugget
Stone Shape
Free Form
Material 1
14k yellow gold
Материал 2
Двухцветный
Это смелое мужское кольцо украшено прямоугольным золотым камнем из белого кварца в оправе из 14-каратного золота. Чистые жилы золота были вытеснены в кварц гидротермальным давлением, когда они оба находились в расплавленном состоянии. Эти редкие образования находят в естественном состоянии горняки твердых пород. Изделия исключительного качества вручную разрезаются на отдельные камни и полируются. Каждый драгоценный камень из дисперсного кристалла золота уникален в своем роде. Тяжелый и чрезвычайно прочный.
Тип украшения
Мужские кольца
Пол
Для него
Форма камня
Прямоугольник
Это очаровательное кольцо из золота с кварцем станет достойным дополнением к вашей коллекции украшений. Прочный камень оправлен в полосу из 14-каратного золота и украшен кусочками натурального золота. Чистые жилы золота были вытеснены в кварц гидротермальным давлением, когда они оба находились в расплавленном состоянии. Эти редкие образования находят в естественном состоянии горняки твердых пород. Изделия исключительного качества вручную разрезаются на отдельные камни и полируются. Каждый драгоценный камень из дисперсного кристалла золота уникален в своем роде. Тяжелый и чрезвычайно прочный. Приблизительный вес золота кольца составляет 12,5 дедвейта. Примерный размер кварца 16 X 16 мм.
Тип украшения
Кольца
Пол
Для него
Вставка
Золотой самородок
Материал
Желтое золото 14 карат
Форма камня
Квадрат
Титановое мужское кольцо с протектором шины 10 мм, полированное до блеска.
Полупрозрачный или непрозрачный молочно-белый кристаллический полимер с пластичностью.
Плотность составляет 1,15 г / см3.
Температура 252 ° С.
Температура охрупчивания составляет -30 ° С.
Температура термического разложения превышает 350 ° С.
Непрерывная термостойкость 80-120 ° С, баланс
Коэффициент водопоглощения составляет 2,5%.
Он может противостоять кислоте, щелочи, большинству водных растворов неорганических солей, галогенированным алканам, углеводородам, сложным эфирам, кетонам и т. Д.,
но легко растворим в полярных растворителях, таких как фенол и муравьиная кислота.
Обладает отличной износостойкостью, самосмазывающимися свойствами и высокой механической прочностью.
Однако водопоглощение велико, и, следовательно, стабильность размеров плохая.
PA66 условия процесса литья под давлением
Обработка сушкой: если материал запечатан перед обработкой, то нет необходимости сушить. Тем не мение,
Если контейнер для хранения открыт, рекомендуется высушить его на горячем воздухе при температуре 85 ° C. Если влажность превышает 0,2%,
Также необходимо проводить вакуумную сушку при 105 ° С в течение 12 часов.
Температура плавления: 260 ~ 290 ° C. Продукт для стеклянных добавок составляет 275 ~ 280 ° C.
Температуру плавления следует избегать выше 300 ° C.
Температура пресс-формы: рекомендуется 80 ° C.
Давление впрыска: обычно от 750 до 1250 бар, в зависимости от материала и конструкции изделия.
Скорость впрыска: высокая скорость (немного ниже для армированных материалов).
Химические и физические свойства пластика PA66
PA66 имеет более высокую температуру плавления в полиамидных материалах. Это полукристаллический кристаллический материал.
PA66 также сохраняет высокую прочность и жесткость при более высоких температурах.
PA66 все еще гигроскопичен после формования, степень которого зависит, прежде всего, от состава материала,
толщина стенки и условия окружающей среды. При разработке продукта,
важно учитывать влияние гигроскопичности на геометрическую устойчивость.
Чтобы улучшить механические свойства PA66, часто добавляют различные модификаторы. Стекло является наиболее распространенной добавкой,
и иногда добавляются синтетические каучуки, такие как EPDM и SBR, для улучшения ударопрочности.
PA66 является менее вязким и, следовательно, обладает хорошей текучестью (но не такой хорошей, как PA6).
Это свойство можно использовать для обработки очень тонких деталей. Его вязкость чувствительна к изменениям температуры.
Усадка PA66 составляет от 1% до 2%. Добавление добавок из стекловолокна может уменьшить усадку до 0,2% ~ 1%.
Коэффициент усадки является большим в направлении потока и в направлении, перпендикулярном направлению потока.
PA66 устойчив ко многим растворителям, но слаб к кислотам и другим хлорирующим агентам.
PA66 устойчив ко многим растворителям, но менее устойчив к кислотам и другим хлорирующим агентам.
PA66 имеет хорошие комплексные свойства, а также его прочность на растяжение, прочность на изгиб,
усталостная прочность, износостойкость и электрические свойства превосходны.
Предыдущая статья:Британский рейтинг огнестрельного оружия Класс 0 уровня
PA 66-GF(Murylon ® А GF) – полиамид со стекловолокном. Этот материал превосходит характеристики Полиамида 66 (PA 66). Значительно улучшена хладотекучесть, а также стабильности размеров. Материал выдерживает более высокие статические сжимающие нагрузки.
Особые свойства:
Повышенная прочность на сжатие
Отличные характеристики хладотекучести
Повышенная жёсткость
Лучшая стабильность размеров по сравнению с другими полиамидами
Увеличенный температурный диапазон (+120°C)
Меньшее впитывание влаги
Возможности использованияPA 66—GF:
Несущие детали машин, подвергающиеся высоким нагрузкам
Технические характеристики материала:
Характеристики
Стандарт
Ед. изм.
PA 66-GF
Цвет материала
черный
Шифр
isO 1043-1
pa 66-gf
Плотность
isO 1183-1
г/см3
1,29
впитывание воды
—
— после 24/96 часов выдержки в воде при 23°c
isO 62
%
0.39/0.74
— при насыщении в обычном климате при 23°c/50% отн. вл.
—
%
1,7
— при насыщении в воде
—
%
5,5
Механические свойства
Напряжение текучести / разрушающее напряжение
ISO 527-1/-2
мПа
-/100
-/75
Предельное (разрывное) удлинение
ISO 527-1/-2
%
5
12
модуль Юнга (испытание на разрыв)
ISO 527-1/-2
мПа
5900
3200
испытание на сжатие – сжимающее напряжение при 1/2/5 % номинальной осадки
ISO 604
мПа
28/55/90
Долговременное испытание на растяжение, напряжение, которое после 1000 ч ведёт к удлинению на 1 % — при 23°c
ISO 899-1
МПа
26
18
Ударная вязкость (Шарпи)
ISO 179-1
кДж/м2
<50
Ударная вязкость образца с надрезом (Шарпи)
ISO 179-1
кДж/м2
6
Твёрдость при вдавливании шарика
ISO-2039-1
мПа
165
Твёрдость по Шору, D
ISO 868
°
82-83
Коэффициент трения скольжения в сухом виде
—
0,35
Износ при скольжении
—
мкм/км
0,28
Термические характеристики
Температура плавления
ISO 11357-1
°C
255
Температура перехода в стеклообразное состояние
ISO 11357-1
°C
60
Теплопроводность при 23°C
—
Вт/(K x м)
0,30
Линейный термический коэффициент удлинения α:
ISO 11359-2
м/(м x K)
— среднее значение от 23 до 60°C
5 x 10 -5
-среднее значение от 23 до 100°c
6 x 10 -5
Верхняя температура эксплуатации на воздухе:
—
°C
— кратковременная температура эксплуатации
240
— длительная: в течение 5000 ч
120
— длительная: в течение 20. 000 ч2
110
Нижняя температура эксплуатации
—
°C
-20
Характеристики горения по UL94 — толщина образца 3/6 мм
—
—
HB/HB
Электрические свойства
Прочность на пробой
IEC 60243-1
кВ/мм
30
20
Удельное объёмное сопротивление
IEC 60093
Ом x см
> 10 14
> 10 12
Поверхностное сопротивление
IEC 60093
Ом
> 10 13
> 10 12
Диэлектрическая проницаемость: – при 100 Гц
IEC 60250
—
3,9
6,9
– при 1 мГц
3,6
3,9
коэффициент диэлектрических потерь tan δ: – при 100 Гц
IEC 60250
—
0,012
0,19
– при 1 мГц
0,014
0,04
Физиологические свойства
Совместимость с пищевыми продуктами
—
Наша компания имеет возможность поставки листов РЕ 1000 на основе СВМПЭ, а также сопутствующих товаров (пруток, стержни, и др детали. ) в любой город мира.
PA66 — полиамид 66 | TechPlasty
Сравнить материалы
Скачать PDF
Другие названия материалов PA66 : Полиамид 6.6, Нейлон 6-6, 66, 6/6
Группа материалов: сопротивление и термическая стабильность размеров. Кроме того, PA66 обладает выдающейся износостойкостью и низкими фрикционными свойствами. Он также имеет очень хорошие температурные, химические и ударные свойства. Пользователи должны знать о склонности PA66 поглощать влагу, что может повлиять на стабильность размеров. Фактически, PA66 имеет тенденцию поглощать больше влаги при насыщении, чем литой PA6G.
Цвет материала:
Natur
Типичные области применения:
электрические изоляторы с резьбой
Детали, контактирующие с пищевыми продуктами
Показать больше нашей продукции
Материал используется в:
Автомобильная промышленность
Машиностроение
Производство специализированных машин
Особенности:
хорошие свойства скольжения и износа электроизоляционные
хорошая износостойкость
хорошо поддается сварке и склеиванию
высокая прочность
устойчив ко многим маслам, смазкам и топливам
высокая прочность
Наличие материала:
Некоторые размеры есть в наличии
Сравнение свойств материалов
ПА6Г+масло
ПА6Г+МоС2
ПА6Г
ПА66+ГФ30
ПА66
ПА6
ПА4. 6
ПА12Г
Удельный вес
1,14 г/см³
1,16 г/см³
1,15 г/см³
1,29 г/см³
1,14 г/см³
1,14 г/см³
1,18 г/см³
1,03 г/см³
Предел текучести
80 Н/мм²
78 Н/мм²
85 Н/мм²
160 Н/мм²
85 Н/мм²
76 Н/мм²
100 Н/мм²
60 Н/мм²
Прочность на растяжение
Допустимая деформация среднего давления 1%
22,00 Н/мм²
25,00 Н/мм²
26,00 Н/мм²
28,00 Н/мм²
25,00 Н/мм²
24,00 Н/мм²
23,00 Н/мм²
Допустимая деформация среднего давления 2%
43,00 Н/мм²
49,00 Н/мм²
51,00 Н/мм²
55,00 Н/мм²
49,00 Н/мм²
46,00 Н/мм²
45,00 Н/мм²
Допустимая деформация среднего давления 5%
79,00 Н/мм²
88,00 Н/мм²
92,00 Н/мм²
90,00 Н/мм²
90,00 Н/мм²
80,00 Н/мм²
94,00 Н/мм²
п. в сухой предел
0,23 МПа.м/с
0,13 МПа.м/с
0,13 МПа.м/с
0,11 МПа.м/с
0,10 МПа.м/с
Прочность на изгиб
140 Н/мм²
140 Н/мм²
250 Н/мм²
135 Н/мм²
130 Н/мм²
150 Н/мм²
90 Н/мм²
Растяжимость
50 %
25 %
40 %
5 %
50 %
50 %
25 %
55 %
Модуль изгиба
2 800 Н/мм²
3 200 Н/мм²
2 900 Н/мм²
2 500 Н/мм²
3 200 Н/мм²
1 500 Н/мм²
Модуль растяжения
2 600 Н/мм²
3 300 Н/мм²
3 500 Н/мм²
11 000 Н/мм²
3 000 Н/мм²
3 200 Н/мм²
3 300 Н/мм²
2 000 Н/мм²
Ударная вязкость
без злому
без злому
без злому
50
без злому
без злому
без злому
без злому
Прочность с надрезом
>5 кДж/м²
>3 кДж/м²
>4 кДж/м²
>6 кДж/м²
>4 кДж/м²
>5 кДж/м²
>8 кДж/м²
>15 кДж/м²
Твердость шарика
140 Н/мм²
160 Н/мм²
165 Н/мм²
240 Н/мм²
170 Н/мм²
150 Н/мм²
165 Н/мм²
100 Н/мм²
Коэффициент трения
0,18
0,32
0,35
0,45
0,35
0,38
0,35
0,32
Скользящая одежда
0,05 мкм/км
0,10 мкм/км
0,10 мкм/км
0,10 мкм/км
0,23 мкм/км
0,80 мкм/км
Абразивный износ
150
160
260
Антистатический материал
№
№
№
№
№
№
№
№
Диэлектрическая проницаемость
3,70
3,60
3,60
3,90
3,80
3,90
3,80
3,50
Электрическая прочность
22 кВ/мм
24 кВ/мм
25 кВ/мм
30 кВ/мм
27 кВ/мм
25 кВ/мм
25 кВ/мм
20 кВ/мм
Удельное внутреннее сопротивление 9(13) Ом. см
Температура плавления
220°С
220°С
220°С
255°С
265°С
220°С
9(-5)/К
Теплопроводность
0,23 Вт/(км)
0,30 Вт/(км)
0,29 Вт/(км)
0,30 Вт/(км)
0,28 Вт/(км)
0,28 Вт/(км)
0,30 Вт/(км)
0,23 Вт/(км)
Температура постоянного использования
-40-105
-30-105
-40-105
-30-120
-30-100
-30-95
-40-155
-60-80
Переходная температура использования
-40-160
-40-170
-40-170
-30-180
-30-150
-40-140
-40-200
-60-140
Коэффициент трения
0,18
0,32
0,35
0,45
0,35
0,38
0,35
0,32
Впитываемость
1,8 %
2,4 %
2,2 %
1,7 %
2,5 %
2,6 %
2,8 %
0,9 %
Водопоглощение
5,5 %
6,7 %
6,5 %
5,5 %
9 %
10 %
9,5 %
1,4 %
Сопротивление — масла
стойкий
стойкий
стойкий
стойкий
стойкий
стойкий
стойкий
стойкий
Кислотостойкость
условно стойкий
условно стойкий
условно стойкий
условно стойкий
условно стойкий
условно стойкий
условно стойкий
условно стойкий
Прочность — щелочь
стойкий
стойкий
стойкий
стойкий
условно стойкий
условно стойкий
условно стойкий
стойкий
Контакт с пищевыми продуктами
№
№
№
№
№
№
№
№
Особенности
самой власти
PA6 может поглощать до 7% (по весу) воды при высокой влажности или при погружении в воду. Это может привести к изменению размеров до 2% и соответствующему снижению физических свойств. Правильные методы проектирования часто могут компенсировать этот фактор.
Высочайшая теплостойкость материалов PA
Material properties table
Specific weight
1.14 g/cm³
Yield strength
85 N/mm²
Allowable mean pressure deformation 1%
25.00 N/ мм²
Allowable mean pressure deformation 2%
49.00 N/mm²
Allowable mean pressure deformation 5%
90.00 N/mm²
p.v dry limit
0.13 MPa. М/с
Прочность на изгиб
135 Н/мм²
ТРЕНАННОСТЬ
GEALTURE MODULUS
2
GEALTURAL MODULUS
2
4.
4.
4.
4.
.0003
Tensile modulus
3 000 N/mm²
Impact toughness
bez zlomu
Notched toughness
>4 kJ/m²
Ball hardness
170 Н/мм²
Коэффициент трения
Струйный износ
0,10 мм/км
4.10 Ум/км
44.(-5)/K
Теплопроводность
0,28 Вт/(К·м)
Температура постоянного использования
-30 ; 100 °C
Переходная температура эксплуатации
-30 ; 150 °C
Впитываемость
Водопоглощение
Стойкость к маслам
9 0 8503
Acid resistance
conditionally resistant
Durability — alcali
conditionally resistant
Food contact
Some trade names of the material
Tecamid® 66
Murylon® A
Ertalon® 66 SA
Sustamid® 66
Zellamid® 250
Торговые наименования, незащищенные рег. марка:
Полиамид 6.6, нейлон 6-6, 66, 6/6
Инженерные пластики и изделия из них можно заказать в компании TechPlasty. Материалы одной группы от разных производителей не всегда напрямую взаимозаменяемы, поскольку не все они могут иметь одинаковые технические параметры. Наши технические консультанты, имеющие многолетний опыт работы с конструкционными пластмассами, будут рады сообщить вам о различиях в отдельных материалах, особенно в граничных условиях. Подробные технические данные материалов отдельных производителей можно найти в их технических паспортах.
Торговые названия некоторых материалов являются охраняемыми товарными знаками. Tecamid® 66 является зарегистрированным товарным знаком Ensinger; Murylon® A является зарегистрированной торговой маркой Murtfeldt; Ertalon® 66 SA является зарегистрированной торговой маркой Quadrant; Sustamid® 66 является зарегистрированной торговой маркой Röchling; Zellamid® 250 является зарегистрированной торговой маркой Zell-Metall;
Все остальные товарные знаки или зарегистрированные товарные знаки являются собственностью соответствующих владельцев.
Свойства и значения полиамидов
Дом
Руководства по выбору
Полиамид (PA) или нейлон: Полное руководство (PA6, PA66, PA11, PA12…)
Делиться
Обзор
Ключевые приложения
Ключевые свойства
Собственность
ПА 6
ПА 66
ПА 11/12
ПА 46
ПА 6/10
ППА
Химическая стойкость
Диоктилфталат @ 100%, 60°C
—
—
Удовлетворительно
—
—
—
Этанол @ 96%, 20°C
—
—
Удовлетворительно
—
—
—
Глицерин @ 100%, 20°C
—
—
Удовлетворительно
—
—
—
Смазка при 20°C
—
—
Удовлетворительно
—
—
—
Перекись водорода @ 30%, 60°C
—
—
Неудовлетворительно
—
—
—
Керосин при 20°C
—
—
Удовлетворительно
—
—
—
Метанол @ 100%, 20°C
—
—
Удовлетворительно
—
—
—
Метилэтилкетон @ 100%, 20°C
—
—
Удовлетворительно
—
—
—
Минеральное масло при 20°C
—
—
Удовлетворительно
—
—
—
Фенол при 20°C
—
—
Неудовлетворительно
—
—
—
Силиконовое масло при 20°C
—
—
Удовлетворительно
—
—
—
Мыло при 20°C
—
—
Удовлетворительно
—
—
—
Гидроксид натрия @
—
—
Удовлетворительно
—
—
—
Гидроксид натрия @
—
—
Ограниченный
—
—
—
Гидроксид натрия @ 10%, 20°C
—
—
Удовлетворительно
—
—
—
Гидроксид натрия @ 10%, 60°C
—
—
Ограниченный
—
—
—
Гипохлорит натрия @ 20%, 20°C
—
—
Ограниченный
—
—
—
Толуол при 20°C
—
—
Удовлетворительно
—
—
—
Ксилол при 20°C
—
—
Удовлетворительно
—
—
—
Бензин
—
—
Удовлетворительно
—
—
—
Ацетон @ 100%, 20°C
—
—
Удовлетворительно
—
—
—
Гидроксид аммония @ 30%, 20°C
—
—
Удовлетворительно
—
—
—
Бензол @ 100%, 20°C
—
—
Ограниченный
—
—
—
Бутилацетат @ 100%, 20°C
—
—
Удовлетворительно
—
—
—
Бутилацетат @ 100%, 60°C
—
—
Удовлетворительно
—
—
—
Хлороформ при 20°C
—
—
Неудовлетворительно
—
—
—
Диоктилфталат @ 100%, 20°C
—
—
Удовлетворительно
—
—
—
Электрика
Дуговое сопротивление, с
118-125
130-140
—
—
120
—
Диэлектрическая проницаемость
4-5
4-5
—
3,4-3,8
3-4
4,3
Диэлектрическая прочность, кВ/мм
10-20
20-30
—
15-25
16-26
20. 8-209
Коэффициент рассеяния x 10 -4
100-600
100-400
—
190-600
40
270
Объемное удельное сопротивление x 10 15 , Ом·см
14
14
—
15
14
15
Механический
Удлинение при разрыве, %
200-300
150-300
—
160-300
150-300
2,6-30
Удлинение при текучести, %
3,4-140
3,4-30
—
—
—
6
Модуль упругости при изгибе, ГПа
0,8-2
0,8-3
—
1-3,2
1-2
2,1-3,7
Твердость по Роквеллу M
30-80
30-80
—
92
1-50
—
Твердость по Шору D
80-95
80-95
—
—
60-85
—
Прочность на разрыв (растяжение), МПа
50-95
50-95
—
65-85
50-65
85
Предел текучести (на растяжение), МПа
50-90
45-85
—
65-85
50-65
—
Прочность (ударная вязкость по Изоду с надрезом при комнатной температуре), Дж/м
50-160
50-1150
—
30-250
70-999
960-1065
Прочность при низкой температуре (удар по Изоду с надрезом при низкой температуре), Дж/м
Станок для лазерной резки листовой стали 1.5 кв с ЧПУ, Лазерная резка
Доставка по Украине
1 480 000 грн
Лазерный станок СО2 LM9060-75R 75 Вт, оборудование для лазерной резки и гравировки, лазерный гравер с ЧПУ
На складе в г. Ровно
Доставка по Украине
159 510 грн
Купить
Станок лазерной резки металла BAYKAL
Под заказ
Доставка по Украине
от 6 899 800 грн
Купить
Комбинированный лазерный станок для резки листа и трубы ACME
Доставка из г. Киев
от 2 700 000 грн
Купить
Лазерный станок для резки дерева Thunder Laser NOVA35 130Вт. 90х60см.
Доставка по Украине
435 750 грн
Купить
Станок для лазерной резки плоского металла
Под заказ
Доставка по Украине
1 140 000 грн/комплект
Купить
Станок для волоконной лазерной резки с обменным столом XT Laser E1530
Доставка по Украине
Цену уточняйте
Станок для волоконной лазерной резки с обменным столом XT Laser E1545
Доставка по Украине
Цену уточняйте
Станок для волоконной лазерной резки с обменным столом XT Laser E2040
Доставка по Украине
Цену уточняйте
Станок для волоконной лазерной резки с обменным столом XT Laser E2060
Доставка по Украине
Цену уточняйте
Смотрите также
Оптоволоконный лазерный станок для резки труб LSEL-ST6000x
Под заказ
Доставка по Украине
Цену уточняйте
Оптоволоконный лазерный станок для резки труб LSEL-ST6000g
Под заказ
Доставка по Украине
Цену уточняйте
Оптоволоконный станок для лазерной резки LSEL-P0640g
Под заказ
Доставка по Украине
Цену уточняйте
Малогабаритный полностью закрытый станок для лазерной резки волокна XT Laser 1309S
Доставка по Украине
Цену уточняйте
Оптоволоконный станок для лазерной резки LSEL-AD3015g
Под заказ
Доставка по Украине
Цену уточняйте
Оптоволоконный станок для лазерной резки LSEL-AL3015g
Под заказ
Доставка по Украине
Цену уточняйте
Станок для лазерной резки листового металла Morn Group
Доставка по Украине
Цену уточняйте
Экономичный станок для лазерной резки листового волокна Morn Group
Доставка по Украине
Цену уточняйте
Станок лазерной резки CORTA PS 3100
Доставка по Украине
от 600 000 грн
Купить
Станок лазерной резки с ЧПУ Yangli GL3015F
Заканчивается
Доставка по Украине
2 091 093 грн
1 986 539 грн
Купить
Станок для лазерной резки труб и профилей TUBEMATIC 2005 г. в., TRUMPF
Заканчивается
Доставка по Украине
4 160 000 грн
Купить
Станок лазерный СО2 для резки и маркировки Z1390 (EFR F6 130W-150W)
Доставка по Украине
252 509 грн
Купить
Станок лазерный СО2 для резки и маркировки Z1390 (RECI W6 130W-150W)
Доставка по Украине
271 672 грн
Купить
Станок лазерный СО2 для резки и маркировки Z9060 (EFR F2 80W)
Доставка по Украине
186 840 грн
Купить
Станок для лазерной резки с ЧПУ
2. Что такое волоконный лазерный генератор?
Генератор волоконного лазера используется в волоконно-оптическом лазерном резаке, и это лазерный генератор со стекловолокном, легированным редкоземельными элементами, в качестве усиливающей среды. Свет накачки волоконно-оптического лазерного генератора используется для облучения источника накачки из стекловолокна, легированного редкоземельными элементами, что стимулирует поглощение фотонов ионами редкоземельных элементов. Возбуждающее излучение совпадает с частотой падающего фотона, а когерентный свет в направлении распространения и направление вибрации усиливаются светом для генерации высокоэнергетического лазера.
Генератор волоконного лазера имеет широкий спектр применений, таких как обработка материалов, медицина, связь, инструменты и датчики, научные исследования и военное дело и т. Д. Крупнейшая область применения волоконно-оптического лазера, обработка материалов, разработала множество прикладных технологий, таких как лазерная резка, маркировка, сварка, очистка и обработка поверхности, плакировка.
Отрасль волоконной лазерной резки стала наиболее широко используемой областью применения волоконных лазеров. Поскольку рабочим телом генератора волоконно-оптического лазера является оптическое волокно, на его характеристики влияют переходные характеристики оптического волокна. Свет накачки волоконного лазера, входящий в оптическое волокно, обычно имеет множество мод, а фотоэлектрический сигнал может иметь множество мод. Различные режимы накачки волоконного лазера по-разному влияют на разные режимы сигнала, что усложняет анализ генератора и усилителя волоконного лазера. Распределение легирования в оптическом волокне также оказывает большое влияние на генератор волоконного лазера. Чтобы среда имела характеристики усиления, рабочие ионы (т.е. примеси) легируют в волоконно-оптический лазер.
Обычно рабочие ионы равномерно распределены в ядре. Однако распределение разных мод излучения накачки в волокне неравномерно. Чтобы повысить эффективность накачки волоконного лазера, распределение ионов и распределение энергии накачки должны быть как можно более близкими. При анализе оптоволоконного лазерного генератора, в дополнение к общему принципу работы лазерного генератора, рассмотренному выше, мы также должны учитывать его собственные характеристики, вводить различные модели и применять специальные методы анализа для достижения хороших результатов анализа.
Как и традиционный твердотельный или газовый лазерный генератор, волоконный лазерный генератор также состоит из трех основных компонентов: источника накачки, усиливающей среды и резонатора. В качестве источника накачки волоконно-оптического лазера обычно используется мощный полупроводниковый лазерный генератор, а в качестве усиливающей среды используется волокно, легированное редкоземельными элементами, или обычное нелинейное волокно. Резонатор может состоять из различных линейных резонаторов, таких как волоконная решетка и элемент оптической обратной связи, или различные линейные резонаторы могут состоять из ответвителей. Кольцевая полость.
Свет накачки волоконно-оптического лазера подводится к оптическому волокну через соответствующую оптическую систему. После поглощения света накачки усиливающее волокно формирует инверсию числа частиц или нелинейное усиление, вызывая спонтанное излучение. Генерируемый свет спонтанного излучения формирует стабильный лазерный выход за счет усиления возбуждения и выбора режима резонатора.
3.Как работает станок для лазерной резки волокна?
Благодаря системе числового управления станок для резки волоконно-оптического лазера оснащен генератором волоконно-оптического лазера, который вводит накачивающий материал в оптическое волокно и связывает лазер с определенной длиной волны, излучаемый полупроводниковым лазером, для создания из оптического волокна лазера. Затем устройство для резки волоконно-оптического лазера преобразует лазерный луч в пятно малого диаметра, чтобы сформировать очень яркий луч с высокой плотностью энергии, который воздействует на разрезанный металл, заставляя температуру металла в точке лазерного облучения резко повышаться и мгновенно достигают температуры испарения, вызывая испарение и образование дырок. Станок для лазерной резки берет это за отправную точку и заставляет луч волоконного лазера перемещаться относительно заготовки по определенной траектории в соответствии с требованиями формы обрабатываемой заготовки, образуя прорезь. При этом для удаления шлака используется вспомогательное продувочное устройство.
4. Каковы характеристики станка для лазерной резки волокна?
1. Эффективность электрооптического преобразования станка для резки металла с волоконным лазером высока, а эффективность преобразования превышает 30%. Волоконным лазерам малой мощности не требуется охлаждающий чиллер. Система воздушного охлаждения в системе резки с волоконным лазером может значительно снизить энергопотребление во время работы станка для резки металла с волоконным лазером, а также снизить эксплуатационные расходы и достичь максимальной эффективности производства. 2. Когда волоконный лазер работает, он требует минимальных затрат на техническое обслуживание и не требует дополнительного газа для лазера, поэтому станок для резки металла с волоконным лазером будет иметь низкие затраты на эксплуатацию и техническое обслуживание. 3. Станок для резки металла с волоконным лазером имеет модульную полупроводниковую конструкцию с резервированием. В резонансной полости нет оптических линз, поэтому станок для резки металла с волоконным лазером не требует времени на запуск, регулировки, обслуживания и высокой стабильности. Это снижает затраты на аксессуары и время обслуживания. 4. Выходная длина волны станка для резки металла волоконным лазером составляет 1.064 мкм, что составляет лишь 1/10 длины волны CO2. Выходной луч имеет высокую плотность мощности и хорошее качество лазерного луча. Так что это очень способствует поглощению металлических материалов. 5. Для оптической передачи всего волоконно-лазерного станка для резки металла используется оптическое волокно, которое не требует сложных световодных систем, таких как зеркала. Оптический путь прост, структура устойчива, а внешний оптический путь не требует обслуживания. 6. Режущая головка содержит защитные линзы, поэтому расход дорогих расходных материалов, таких как фокусирующие линзы, очень невелик. 7. Свет выводится через оптическое волокно, что делает конструкцию механической системы станка для резки металла волоконным лазером очень простой и легко интегрируемой с роботом или многомерным рабочим столом. 8. После того, как лазер оборудован заслонкой, несколько машин могут работать одновременно через шунтирование оптического волокна и многоканальность. Расширение функций удобно, а обновление удобно и просто. 9. Оптический лазерный резак по металлу имеет преимущества небольшого объема, легкого веса, подвижного рабочего положения и небольшой площади пола.
5. Для чего используется станок для лазерной резки с волоконным лазером?
Отрасль применения станков для лазерной резки волокна: обработка листового металла, электроника, реклама, авиация, аэрокосмическая промышленность, автомобили, электроприборы, пищевое оборудование, детали метро для обработки кухонной посуды, корабли, текстильное оборудование, прецизионные аксессуары, обработка инструментов, украшения, инженерное оборудование, металлургическое оборудование, лифты, бытовая техника, сувениры ручной работы, металлообработка и другие отрасли промышленного производства.
Материалы, вырезанные станком для лазерной резки волокна: углеродистая сталь, железо, легированная сталь, нержавеющая сталь, кремнистая сталь, оцинкованная пластина, пружинная сталь, алюминий, алюминиевый сплав с алюминиевой пластиной цинка, травильная пластина, медь, серебро, золото, титан и многие другие. другие разные металлические пластины и трубы.
6. Каковы преимущества и преимущества волоконных лазерных резаков?
1. Высокая точность: точность позиционирования лазерного резака по металлу составляет 0.05 мм, а точность повторного позиционирования — 0.025 мм. 2. Узкая щель: из-за очень маленького светового пятна луча волоконного лазера в фокусе достигается высокая плотность мощности, поэтому материал быстро нагревается до степени испарения, а отверстие испаряется при высокой температуре. При относительно линейном движении балки и металлического материала отверстие непрерывно образует щель с очень узкой шириной, и ширина щели составляет примерно 0.10-0.20 мм. 3. Гладкая режущая поверхность: режущая кромка не имеет заусенцев, а шероховатость режущей кромки контролируется в пределах Ra6.5. 4. Высокая рабочая скорость: скорость резки металлического лазерного резака может достигать 30 м / мин, а макс. скорость движения может достигать 60 м / мин. 5. Высокое качество резки: лазерный резак по металлу относится к системе бесконтактной резки, поэтому режущая кромка практически не подвержена влиянию тепла. Заготовка почти не подвергается термической деформации, а во время штамповки и резки материала полностью исключается образование сжатой кромки. 6. Отсутствие повреждений материала: лазерная режущая головка не будет касаться поверхности материала, чтобы гарантировать отсутствие царапин на материале. 7. Не зависит от формы материала: станок для лазерной резки металла управляется системой ЧПУ, поэтому он обладает хорошей гибкостью и может обрабатывать любую графику, а также резать трубы и другие фасонные материалы. 8. Отсутствие вложений в пресс-форму: в прошлом пресс-форма широко использовалась при обработке металла, но для лазерной обработки пресс-форма не требуется, поэтому она не потребляет пресс-формы, не требует затрат на ремонт пресс-формы и сокращает время замены пресс-формы, тем самым сокращая затраты на обработку и снижение производственных затрат, особенно подходит для обработки крупногабаритных изделий. 9. Экономия материала: станок для лазерной резки металла использует компьютерное программирование, изделия различной формы можно разрезать до макс. коэффициент использования заготовки. 10. Высокая скорость доставки образцов: после завершения проектирования чертежей изделия лазерный резак по металлу может сразу же разрезать материал, и сразу же можно получить настоящий новый продукт. 11. Безопасность и экологичность: станок для лазерной резки металла отличается низким уровнем отходов, низким уровнем шума, чистотой, безопасностью и не загрязняет окружающую среду. Таким образом, станок для лазерной резки металла значительно улучшает рабочую среду.
7.Преимущества перед станком для лазерной резки CO2:
1. Лучшее качество лазерного луча: по сравнению с лазерной резкой CO2 станок для лазерной резки металла имеет меньшее пятно фокусировки, более тонкую линию резки, более высокую эффективность работы и лучшее качество обработки. 2. Более высокая скорость резки: станок для лазерной резки металла имеет в 2-3 раза скорость резки, чем станок для лазерной резки CO2 с той же мощностью лазера. 3. Повышенная стабильность: используется лучший в мире оптический лазерный станок для резки металла со стабильной производительностью, а срок службы основных компонентов может достигать 100000 часов. 4. Более высокая эффективность электрооптического преобразования: эффективность фотоэлектрического преобразования лазерного резака по металлу составляет около 30%, что в три раза больше, чем у CO2-лазера, что обеспечивает экономию энергии и защиту окружающей среды. 5. Более низкая стоимость использования: энергопотребление всего станка для лазерной резки металла составляет всего 20-30% от аналогичного станка для лазерной резки CO2. 6. Более низкие затраты на обслуживание: нет необходимости использовать лазерный рабочий газ; Передача по оптоволоконному кабелю без отражающих линз значительно сокращает расходы на техническое обслуживание. 7. Упрощение эксплуатации и обслуживания: станок для лазерной резки металла использует оптоволоконную передачу, нет необходимости регулировать оптический путь. 8. Более гибкий световодный эффект: станок для лазерной резки металла имеет компактную структуру, небольшой размер, легко отвечает требованиям гибкой обработки.
8.Преимущества перед станком для лазерной резки YAG:
1. Более высокая скорость резки: скорость оптического станка для лазерной резки металла в 4-5 раз выше, чем у YAG, что подходит для массовой обработки и производства. 2. Низкие эксплуатационные расходы: эксплуатационные расходы станка для лазерной резки металла ниже, чем у станка для твердой лазерной резки YAG. 3. Более высокая эффективность фотоэлектрического преобразования: эффективность фотоэлектрического преобразования станка для лазерной резки металла примерно в 10-12 раз выше, чем у станка для лазерной резки YAG. Цена соответствующего станка для лазерной резки металла выше, поэтому цена станка для лазерной резки металла намного выше, чем у станка для лазерной резки YAG, но намного ниже, чем у станка для лазерной резки на диоксиде углерода. Но соотношение полов действительно самое высокое из них.
9. Как обслуживать станок для лазерной резки волокна?
Как использовать и обслуживать станок для лазерной резки металла? Легко ли это сделать? При использовании станка для лазерной резки металла для инженерных работ оператор должен изучить навыки использования и обслуживания станка для лазерной резки металла, чтобы повысить эффективность оборудования и максимизировать эффективность станка для лазерной резки металла. 1. Часто проверяйте стальную полосу, чтобы убедиться в натяжении станка для лазерной резки металла. В противном случае, если во время эксплуатации возникнут проблемы, это может привести к травмам или даже серьезной смерти. 2. Проверяйте прямолинейность гусеницы и вертикальность машины каждые полгода и вовремя ремонтируйте и устраняйте неисправности. Без этого эффект резки может быть плохим, и произойдет ошибка, которая повлияет на качество резки. Это первая задача, которую необходимо выполнить. 3. Пылесосьте пыль и грязь в машине один раз в неделю. Все электрические шкафы и основные части станка для лазерной резки металла должны быть герметичными и пыленепроницаемыми. 4. Направляющую станка для лазерной резки металла необходимо часто очищать для удаления пыли и прочего мусора, чтобы рама станка для лазерной резки металла часто очищалась и смазывалась без лишних деталей. Направляющую станка для лазерной резки металла следует часто чистить и смазывать, а двигатель станка для лазерной резки металла также следует часто чистить и смазывать. Станок для резки с волоконным лазером может лучше двигаться и резать более точно в процессе резки, а качество резки продуктов будет улучшено. 5. Головка для лазерной резки с двойным фокусным расстоянием является хрупким изделием на станке для лазерной резки. Длительное использование приведет к повреждению лазерной режущей головки. Станок для резки с волоконным лазером требует регулярного осмотра и обслуживания. Если есть деформация или другие формы, вы должны знать, что лазерная режущая головка немного повреждена, и вам необходимо ее заменить. Отсутствие замены повлияет на качество резки и увеличит стоимость. Некоторые продукты могут нуждаться в переработке, что снижает эффективность производства.
10. На что следует обращать внимание при использовании станка для резки волоконным лазером?
1. Убедитесь, что сетевая розетка находится в хорошем состоянии, а заземляющий провод волоконно-оптического лазерного резака надежно заземлен. 2. Убедитесь, что рабочее напряжение охладителя волоконно-оптического лазерного резака стабильное и нормальное. 3. Несоответствие частоты сети вызовет повреждение волоконно-оптического лазерного резака. В зависимости от реальной ситуации в вашей стране выберите 50 Гц или 60 Гц. 4. В целях защиты циркуляционного водяного насоса категорически запрещается эксплуатировать волоконно-оптический лазерный резак без воды. Перед упаковкой новой машины опорожните резервуар для воды. Перед запуском убедитесь, что резервуар для воды наполнен водой, иначе можно легко повредить водяной насос. Когда уровень воды в водяном баке чиллера ниже зеленого (нормального) диапазона указателя уровня воды, охлаждающая способность чиллера немного снизится. Убедитесь, что уровень воды в резервуаре для воды находится в зеленом (нормальном) диапазоне указателя уровня воды. Не используйте циркуляционный насос для слива.
5. Убедитесь, что входные и выходные каналы для воздуха чиллера не заблокированы. Воздуховыпускное отверстие над охладителем волоконно-оптического лазерного резака должно находиться на расстоянии мин. 1250 пикселей от препятствия, а боковой воздухозаборник — мин. 500 пикселей от препятствия.
6. Входной воздушный фильтр волоконно-оптического лазерного резака необходимо регулярно чистить. Воздушный фильтр волоконно-оптического лазерного резака следует регулярно чистить. Серьезное засорение воздушного фильтра волоконно-оптического лазерного резака приведет к отказу чиллера.
7. Обратите внимание на влияние конденсата. Когда температура воды ниже температуры окружающей среды и высокая влажность окружающей среды, на поверхности трубы циркуляции воды и охлаждаемого оборудования будет образовываться конденсат. В случае вышеупомянутой ситуации рекомендуется увеличить температуру воды или сохранить тепло для водопроводных труб и охлаждаемого оборудования.
8. Станок для волоконно-оптической лазерной резки является промышленным оборудованием. Непрофессионалам не разрешается управлять им.
11. Какова стоимость станка для лазерной резки волокна?
Стоимость станка для лазерной резки волоконно-оптического кабеля складывается из следующих позиций: 1. Детали ЧПУ. Они включают в себя корпус машины, генератор волоконного лазера, режущую головку волоконного лазера, источник питания с лазерной регулировкой, воздушный компрессор, охладитель, резервуар для хранения воздуха, газовый баллон, охлаждающий осушитель, фильтр, вытяжной вентилятор, пылеуловитель, шлакоуловитель и т. Д. 2. Система лазерной резки волоконно-оптического кабеля и программное обеспечение для лазерной резки волоконно-оптического кабеля. 3. Фрахт. Из Китая в мастерскую заказчика. 4. Налоговая ставка. Включите НДС, тарифы и т. Д. 5. Таможенное оформление. 6. Местное обслуживание и техническая поддержка. Вообще говоря, стоимость станка для лазерной резки с оптоволоконным кабелем составляет от 20,000. 00 200,000.00 до XNUMX XNUMX долларов США.
Лазер AMADA Ensis мощностью 2 кВт — это новейшая разработка в области оптоволоконной технологии, обеспечивающая более высокую скорость резки и резку более толстого материала по сравнению с более ранними волоконными лазерами.
Запрос коммерческого предложения
Добавлено в список запросов
Запрос, поданный 31.12.22
Compare
Нью-Йорк, США
Лазерные резаки
AMADA ENSISIS 3015 RI
Лазерные катерии
3000-WATT ESSIS-3015RI Fiber Laser
3000-WATT ESSIS-3015RI Fiber Система резки плоского и трубчатого/пруткового проката Год выпуска 2019 — Состояние нового с небольшим пробегом!
Запросить цену
Добавлено в список запросов
Запрос отправлен 31.12.22
Сравнить
США
Лазерные резаки
AMADA ENSIS 3015 RI
Лазерные резаки
Как новый, малочасовая система Amada ENSIS-3015 RI для волоконного лазера для резки плоских поверхностей и труб, с 3000-ваттным двигателем Amada AJ Fiber, 5′ x 10 ‘ челночный стол, система поворотных указателей, система управления AMNC 3i
Запросить цену
Добавлено в список запросов
Заявка отправлена 31. 12.22
Сравнить
Висконсин, США
5
5 Лазерные резаки0003
AMADA ENSIS 3015 RI
Лазерные резаки
Волоконный лазер Amada ENSIS 3015 RI, 3000 Вт, ось вращения 5 x 10 футов для труб и труб, управление AMNC3i, малое время работы, новинка 2019 г.
Запросить 2 Quote 900 по запросу список
Запрос, представленные 31.12.22
Сравнение
Канзас, США
Лазерные резаки
Amada Ensis-3015AJ
Лазерные кареты
3000 watt-Amada ansis-33015AJ С ЦИКЛИЧЕСКИМ ПОГРУЗЧИКОМ С AMS3015CL И 10 ПОЛКАМИ УСТАНОВЛЕНА АВТОМАТИЧЕСКАЯ БАШНЯ AMS3015T-10P НОВИНКА: 2018 Г. – ТОЛЬКО 2300 ЛУЧ В ЧАСАХ
Запрос a Quote
Добавлено в список запросов
Запрос, поданный 31.12.22
Сравнение
США
Лазерные режущие СИСТЕМА РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ 3015AJ MFG:2019
2000 WATT AMADA СИСТЕМА РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ENSIS-3015AJ MFG:2017 — ПРИБЛИЗИТЕЛЬНО 3600 ЧАСОВ НАРАБОТКИ
Запросить цену
Добавлено в список запросов
Заявка отправлена 31. 12.22
Сравнить
United States
Laser Cutters
AMADA EZ CUT
Laser Cutters
Request a Quote
Added to Request list
Request submitted 12/31/22
Compare
United States
Лазерные резаки
AMADA EZ CUT
Лазерные резаки
Генераторы азота Amada Ez-Cut, 2008 г. (2) В наличии
Запросить предложение
Добавлено в список запросов
Запрос отправлен 31.12.22
Сравнить
Калифорния, США
Лазерные резаки
AMADA EZ CUT
Лазерные резаки
217 PSI X 109 CFM Система генерации азота 40 HP для лазерной резки азота Характеристики, комбинированный компрессор/осушитель, ресивер на 30 галлонов, ручное переключение азота на вспомогательные газы.
18 179,93 евро
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 31.12.22
Сравнение
Соединенные Штаты
Лазерные резаки
AMADA F0 3015 NT Лазерная система
Лазерные резаки
4000 кВт, 60 «x 120» Шалле, фан -AF4000.
. Добавлено в список запросов
Запрос, представленная 31.12.22
Сравнение
Соединенные Штаты
Лазерные резаки
AMADA FO 3015 M2 NT
LASER COTTER МФГ:2011 45 518 ЧАСОВ НА 9/22, прибл.. 9 000 часов остались на Turbo Blower
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 31.12.22
Сравнение
США
Лазер
Лазерные резаки
AMADA FO-3015 , 4000″ WATT», CO2, ШИРИНА СТОЛА 5′, ДЛИНА СТОЛА 10′, FANUC 160iL CNTRL /31/22
Сравнение
Соединенные Штаты
Лазерные резаки
AMADA FO-3015
Лазерные резаки
5 ‘x 10’ 4KW Laser System с контроллером Fanuc Af4000 Турбовентилятор и вакуумный насос, трансформатор.
55 472,09 €
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 31.12.22
Сравнить
США
Лазерные резаки
AMADA FO-3015NT
Лазерные резаки
AMADA FO3015-NT ЛАЗЕР 4000 Вт НОВИНКА: 2007 | RM
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 31.12.22
Сравнение
Соединенные Штаты
Лазерные режущие , 4000 ВАТТ, НОВЫЙ: 2007 | RM
Запросить цену
Добавлено в список запросов
Запрос, поданный 31.12.22
Сравнение
Соединенные Штаты
Лазерные резаки
AMADA FO-3015NT
Лазерные режущие. Запросить цену
Добавлено в список запросов
Заявка отправлена 31. 12.22
Сравнить
США
Лазерные резаки
AMADA FO-3015NT
29 Лазерные резаки0003
СО2 ЛАЗЕР AMADA FO3015NT 4000 ВАТТ MFG:2008 — ПРИБЛИЗИТЕЛЬНО 56 250 ЧАСОВ Turbo Blower имеет приблизительно 15 000 часов, осталось
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 31.11.22
Сравнение
Нью-Йорк, США
Лазерные кареты
FO-3015NT
99
Лазерные резаки
Amada FO-3015NT Lasmac 4000 Вт 2007 г., перестроенный в 2018 г. компанией Amada челночный стол пылесборник Амада Fanuc AF4000E на заводе очень красиво
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 31.12.22
Сравнение
США
Лазерные режущие Amada FO3015NT Laser Cutting Cell New 2007
Запросить цену
Добавлено в список запросов
Заявка отправлена 31. 12.22
Сравнить
США
Лазерные резаки0003
AMADA FO-3015NT
Лазерные резаки
5 ‘x 10’ AMADA FO3015NT LASER RUTCH CLOT Штаты
Лазерные резаки
AMADA FO-3015NT
Лазерные резаки
5′ X 10′ Amada FO3015NT 3 Ячейка для лазерной резки New 2005
Потрясающий лазер! Эта вещь прошла регулярное техническое обслуживание и находится в отличном состоянии. Поставляется с пылесборником и охладителем. Попросите посмотреть видео о том, как это работает!
Request a Quote
Added to Request list
Request submitted 12/31/22
Compare
Idaho, United States
Laser Cutters
AMADA LASMAC 655
Laser Cutters
€8,691 — € 43 448 EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 31.12.22
Сравнить
Альберта, Канада
Лазерные резаки
2 AMAAC 2SMAC
3
30009
Laser Cutters
Amada LC 1212 Fabrication Laser
Request a Quote
Added to Request list
Request submitted 12/31/22
Compare
North Carolina, United States
Laser Cutters
AMADA LASMAC LC-1212AII
Лазерные резаки
Amada Lasmac Станок для лазерной резки с ЧПУ Модель: LC-1212 Альфа II Год: 1997 Управление: Fanuc серии 16L, модель C1500, A04B-0810-B301 Источник питания: 200/220 В, 3 фазы, 50/60 Гц, 70 А, 23 кВА
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 31. 12.22
Сравнение
Онтарио, Канада
Лазерные режущие Лазерный станок с ЧПУ
Запросить цену
Добавлен в список запросов
Заявка отправлена 31.12.22
Сравнить
США
Лазерные резаки
DANT 3 0LC91 AMANT0009
Laser Cutters
Request a Quote
Added to Request list
Request submitted 12/31/22
Compare
United States
Laser Cutters
AMADA LC F1 3015 F1 NT
Laser Cutters
Запросить цену
Добавлено в список запросов
Запрос отправлен 31.12.22
Сравнить
США
Лазерные резаки
AMADA LC-2415 A II
Лазерные резаки
AMADA LC-2415 a II, 2000 «Ватт», CO2, ШИРИНА СТОЛА 5 ФУТОВ, ДЛИНА СТОЛА 10 ФУТОВ, FANUC 160iL CNTRL НОВИНКА: 1998 | RM
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленная 31. 12.22
Сравнение
Соединенные Штаты
Лазерные резаки
4. Таблица: 122″ (x) x 61″ (y) x 3,94″ (z), управление Fanuc NT-PC, год выпуска: 2012
Модель: F13015NT Мощность: 4000 Вт Тип лазера: летающая оптика Ход по оси X: 122 дюйма Перемещение по оси Y: 61 дюйм Z-ось…
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 31.12.22
Сравнение
Нью-Йорк, США
Лазерные режущие. F1NT 5′ x 10′ 6Kw CO2 Laser CNC Laser
Запросить цену
Добавлено в список запросов
Заявка отправлена 31.12.22
Сравнить
США
Лазерные резаки
0003
AMADA LC-3015F1NT
Лазерные резаки
2012 Amada LC3015 F1NT, ширина стола 5 футов, длина стола 10 футов, макс. Резонатор, чистка Orion …
Запрос A Цитата
Добавлена в список запросов
Запрос, представленные 31.12.22
Сравнение
США
Лазерные катерии
AMADA LC-3015F1NT
0002 Лазерные резаки
Система лазерной резки CO2 размером 5 футов X 10 футов с контроллером Amada AMNC-F, пылесборником, двойным челночным столом, охладителем, вспомогательным газом высокого давления.
€185,994.65 EUR
Request More Info
Added to Request list
Request submitted 12/31/22
Compare
United States
Laser Cutters
AMADA LC-3015F1NT
Laser Cutters
Amada LC3015 F1NT 5 футов x 10 футов 4 кВт CO2 лазер с ЧПУ с автоматизацией
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 31. 12.22
Сравнение
США
Лазерные режущие. x 10′ 4 кВт Лазерный станок с ЧПУ
Запросить цену
Добавлено в список запросов
Заявка отправлена 31.12.22
Сравнить
США
Лазерные резаки3
008 AMADA LC-4020F1NT
Лазерные резаки
*** МЫ ПРИНИМАЕМ ТОРГИ | 2016 6000 ватт AMADA CNC LASER LSER LC4020F1NT, ТВИНА-Адаптивная Оптика, Система резки с помощью воды, модельный год 2016
€ 279 644,58 EUR
Запрос.
Айова, США
Станки лазерной резки листового металла для продажи по доступным ценам
Демонстрационное видео — Лазерная резка оцинкованного листового металла
В видео вы увидите, что мы используем станок ET-FL2010G для вырезания изображения дракона на оцинкованном листе. В качестве вспомогательного газа используется сжатый воздух. Демонстрация включает 3 главы:
• Отображение внешнего вида станка
• Процесс резки волоконным лазером
• Отображение всего проекта
Пожалуйста, наслаждайтесь.
Применение станка для лазерной резки листового металла
Область применения
Станок для лазерной резки листового металла подходит для следующих целей: изготовление листового металла, металлические вывески, металлические панели с лазерной резкой, нестандартная резка металлоконструкций, лазерная резка декора стен из дерева и многое другое.
Материалы
Идеально подходит для металлических листов, таких как сталь, нержавеющая сталь, тонкий металл, латунь, алюминий, титан, оцинкованные листы.
Спецификация станка для лазерной резки листового металла с ЧПУ
• В комплект поставки входит волоконно-лазерная режущая головка au3tech — модель A100M, предназначенная для резки листового металла с помощью лазерных источников мощностью не более 1000 Вт. Голова оснащена составной группой линз D30 для интеграции луча. Он имеет разнообразные настройки интерфейса, поэтому он может соответствовать различным источникам волоконного лазера. Благодаря оптимизации конструкции оптики и водяного охлаждения лазерная головка может стабильно работать в течение длительного времени при высокой мощности.
• Источник волоконного лазера использует надежный бренд в Китае: MAX. Мощность 1000 Вт.
• Станок оборудован системой резки волоконным лазером au3tech. В систему интегрированы такие функции, как управление движением, планирование пути, графический дизайн, набор текста, корректировка процесса и мониторинг компонентов системы. Это идеальный центр управления лазерными станками для резки листового металла.
• Мы оснастили систему управления передовым промышленным компьютером. Дисплей представляет собой сенсорный экран, к которому можно прикасаться пальцем или управлять мышью и клавиатурой. Система поставляется с ручным генератором импульсов для облегчения настройки исходной точки.
• С сигнальной лампой, даже если мы не находимся перед машиной, мы также можем четко знать рабочее состояние машины. Если ошибка возникает во время работы машины, загорается красная лампочка и раздается звуковой сигнал.
• Станок для лазерной резки листового металла использует систему сервопривода переменного тока Japan Yaskawa. Тихая работа, быстрая и точная.
Краткие сведения о станке для лазерной резки листового металла EA-FL2010G
• Модель головки для лазерной резки Au3tech. А100М
• Макс. Размер реза 1000×2000 мм
• Источник волоконного лазера мощностью 1000 Вт – Марка: MAX
• Система волоконной лазерной резки Au3tech
• Основание станка, сваренное из стальных труб
• Уникальная балка из авиационного алюминия
• Оригинальные линейные направляющие0 HIWIN/PMI0
• Оригинальная шлифовальная рейка и шестерня T-Win
• Пилообразный стол для резки
Подробная информация о глобальной технической поддержке станка для лазерной резки листового металла EagleTec
• Вместе с машиной будет предоставлен полный набор учебных пособий, которые понятны и хорошо написаны на английском языке.
• Мы проведем вас через все этапы, начиная от первоначальной настройки и заканчивая запуском станка для резки листового металла с помощью оптоволоконного лазера.
• Всякий раз, когда у вас есть вопросы о машине, мы будем рады ответить и помочь вам онлайн.
Технические параметры станка для резки листового металла с волоконным лазером
Оригинальные линейные направляющие HIWIN/PMI из Тайваня (срок службы от 8 до 10 лет)
Допуск на резку
0,3 мм
Система смазки1122
Automatic central lubrication
Transmission
Grinding rack and pinion (brand T-Win)
Programming Software
Au3tech SC2000
Cutting Gas
Compressed air, oxygen, nitrogen
Расширение редактируемой графики
AI, BMP, DST, DWG, DXF, DXP, LAS, PLT
Макс. Скорость резки
30 000 мм/мин
Точность позиционирования
0. 05mm
Cutting Thickness
0 to 10mm (mild steel)
NA
< 0.06
Fume Extractor
2.2KW
Consumables
Cutting nozzle
Рабочая температура
10 ~ 40 (℃)
Влажность
< 70%
Температура хранения
-12 5 5 91 (12 ℃ 60)1120
Working Voltage
AC220V/50~60Hz, Single-Phase, or make to order
Package Dimension
1 x 20GP
Gross Weight
1400KGS
FAQs about the Sheet Станки для лазерной резки металла
В: Как вы можете получить эту машину, отправленную к нам?
A: Мы можем отправить наши станки для лазерной резки металлических листов по всему миру морским путем. Вам просто нужно сообщить нам свой порт въезда, и мы можем предложить вам морской фрахт.
Мы продолжаем обозревать интересные и необычные пластики. Сегодня героем нашего обзора становится неоднозначный пластик ABS/PA от компании Filamentarno!. Информации о нем очень мало, так что давайте разбираться вместе.
Содержание
Общая информация
Информация от производителя по пластику Filamentarno! ABS/PA
Внешний вид пластика Filamentarno! ABS/PA
Разбираем на молекулы
Параметры печати пластиком Filamentarno! ABS/PA
Усадка
Эксперименты с химией
Выводы
Общая информация
В нашем интернет-магазине Filamentarno! ABS/PA представлен следующими товарами:
Быстрый просмотр
На момент написания обзора пластик Filamentarno ABS/PA представлен в единственном цвете – “натуральный”. Стоит отметить, что ABS/PA относится к классу инженерных материалов, поэтому рассчитывать на большой выбор цветов не приходится. Однако, отсутствие ABS/PA в черном цвете не играет на руку, как показывает практика, матерые 3D печатники предпочитают пластики черного цвета.
Форма выпуска пластика следующая:
катушки D200 по 0,75 кг (стандартные катушки в коробках),
ABS/PA метражом.
Стандарт диаметра прутка 1,75 мм. Прутков другого диаметра пластика ABS/PA данной серии Filamentarno не производит.
Информация от производителя по пластику Filamentarno! ABS/PA
На сайте компании Filamentarno представлена следующая информация:
Пластик на основе ABS/PA (смесь акрилонитрилбутадиенстирола и полиамида PA6). Подходит для печати конечных изделий, где требуется высокая ударопрочность и стойкость к ультрафиолету. Инертен к большинству доступных химических растворителей (идеален для печати подкапотных деталей и автотюнинга).
Параметры печати
Температура сопла
250-270°С
Температура печатного стола
110-120°
Обдув модели
по необходимости
Скорость печати
до 100 мм/с
Подача пластика (Flow)
97-100%
Диаметр сопла
от 0. 2 мм (min)
Мин. высота слоя
от 0.05 мм
Объемное сопротивление
1E13 Ом*м
Температура размягчения по ВИКА
110°С
Допуск по диаметру прутка
0.03 мм
Количество на катушке
~ 300 м
Максимальная прочность на разрыв
45 Мпа
Твердость по Шору D
–
Относительное удлинение при разрыве
25%
Модуль упругости при растяжении
2100 Мпа
Теплостойкость (min / max)
от -50 до +110°С
Плотность
1.07 гр/см3
Ударная вязкость по Шарпи с надрезом (+23°С)
70 kj/м2
Ударная вязкость по Шарпи с надрезом (-30°С)
12 kj/м2
Усадка при изготовлении изделий
0.7-0.8%
Источник сайт производителя
Кроме указанной информации есть ссылка на сертификаты
Имеется фото рендера упаковки, примеры распечатанных деталей, а также ссылка на официальную инструкцию по настройке печати, которая уводит нас на портал 3dtoday.
Как всегда крайне скудная информация. Давайте будем вместе разбираться в том, что же такое ABS/PA.
Этап распаковки и описания упаковки пластика мы пропустим, кому интересен данный вопрос, можете прочесть статью “Как Filamentarno! упаковывает пластик для 3D печати“.
Внешний вид пластика Filamentarno! ABS/PA
Пластик выпускается в одном цвете, который называется Натуральный. На фото он кажется белым, но это не так. Пластик имеет немного желтовато-бежевый оттенок, или даже цвет слоновой кости.
Сам пруток не похож на классические материалы. Он матовый, не очень упругий, кажется немного мягким. Пруток ярко выраженного запаха “из коробки” не имеет.
Диаметр прутка стабильный и колеблется в диапазоне от 1,72 мм до 1,74 мм. По результатам целой серии измерений средний диаметр прутка составил 1,73 мм.
Как видно из измерений, диаметр прутка стабильный и не выходит за пределы допуска, заявленного производителем.
Разбираем на молекулы
Пластик ABS/PA от Filamentarno представляет собой полимер/полимерный композитный материал. Если выражаться простым языком – сплав (или смесь) нескольких полимеров. В нашем случае это смесь ABS и нейлона, если точнее, то нейлона-6, он же PA6, он же Полиамид 6.
Что представляют собой эти полимеры?
ABS-пластик (акрилонитрилбутадиенстирол, АБС) – ударопрочный термопластик, завоевавший высокую популярность в промышленности и в аддитивном производстве. Отличные механические и физические свойства ABS-пластика обуславливают возможность применения этого материала для создания всевозможных объектов, имеющих практическую ценность. ABS-пластик широко применяется в автомобильной, медицинской и сувенирной промышленности, в производстве спортивного инвентаря, сантехники, банковских карт, мебели, игрушек и др. Относительно невысокая стоимость ABS-пластика и сравнительная легкость использования в качестве расходного материала привели к высокой популярности ABS среди энтузиастов 3D-печати. ABS-пластик является одним из наиболее популярных материалов для печати методом послойного наплавления (FDM/FFF).
Полиамид 6 — конструкционный полимерный материал, обладающий хорошими прочностными и антифрикционными свойствами. Данный полиамид химически стоек к воздействию масел, бензина, спирта, слабых кислот, разбавленных и концентрированных щелочей, нетоксичен. Является продуктом гидролитической полимеризации капролактама, соответствует химической формуле (-NH-(Ch3)5-CO-)n.
PA6 имеет высокий уровень водопоглощения и низкую стойкость к солнечной радиации, что объясняет его недолговечность. Данная марка полиамида является наиболее распространенной в силу своей относительно низкой цены.
PA6 используется для изготовления технических изделий, применяемых в машиностроении, автомобилестроении и других областях.
Очень интересное сочетание пластиков выбрала компания Filamentarno для производства своего прутка, полагаем, что для производства материала были использованы специальные присадки и наполнители. Давайте разбираться, как печатать пластиком ABS/PA.
Параметры печати пластиком Filamentarno! ABS/PA
Если вы являетесь постоянным читателем наших ненаучных статей, то знаете, что мы являемся заядлыми 3D печатниками и имеем опыт работы и с ABS, и с нейлоном. Но наш опыт совершенно не помог в освоении ABS/PA. Первое знакомство с ним произошло год назад и оставило неизгладимое впечатление, но давайте по порядку.
Итак, перед началом работы с Filamentarno! ABS/PA нужно учесть следующее:
Перед печатью пластик необходимо сушить. Даже если вы его только купили, даже если он свежий (недавно произведен), даже если вы его только распаковали. Мы рекомендуем сушить пластик при температуре около 70 градусов в течение 4-6 часов. Как сушить (в специальной сушилке, духовке, сушилке для овощей и т.д.) решайте сами. Но сушить надо. В процессе печати сушить не обязательно. Если ABS не просушить, то при печати он начнет вести себя очень непредсказуемо. И чем влажнее пластик, тем качество печати будет хуже. Влияние влажности пластика на качество готовых деталей наукой пока не изучено.
Стоит учитывать, что ABS/PA является полимер/полимерным композитом, т.е. его структура является однородной, он не обладает абразивными свойствами, поэтому для печати этим материалом можно использовать обычные латунные сопла.
В тестировании данного материала участвовали два различных принтера:
UltiSteel – на наш субъективный взгляд, лучший домашний 3D принтер,
Picaso Designer X – отличный коммерческий принтер и принтер для тех, кто не хочет заморачиваться.
И вот тут началось самое интересное. ABS/PA очень сложен в печати, нам показалось, что ни ABS ни нейлон и рядом не валялись. Основной удар принял на себя UltiSteel. В итоге мы столкнулись со следующими проблемами:
Ужасная адгезия к печатному столу. На UltiSteel мы используем обычное оконное стекло и ни один адгезив не смог удержать деталь на столе более 30-40 минут: ни различные 3D клея, ни БФ-2 не смогли справиться с этой задачей.
Маленькая вилка рабочих температур. Проблема ABS/PA заключается в том, что если его недогреть, то деталь будет печататься на первый взгляд нормально, но как только вы попробуете снять ее со стола, деталь рассыплется по слоям как бабкин свитер. Вроде все отлично напечаталось и вдруг раз… и в руках клубок тонких нитей. Обратная сторона – это перегрев ABS/PA. Если материал перегреть, то он начинает пузыриться выходя из сопла, пениться и кипеть.
Путем проб и ошибок было выяснено, что рабочая температура ABS/PA составляет 260 градусов. Если опустить температуру до 255 градусов, слои перестают спекаться, если поднять до 265 градусов – пластик кипит.
Проведя серию бесплодных попыток работы с этим материалом, наш инженер сдался и признал, что для обычных 3D принтеров без правильной термокамеры ABS/PA не подходит.
Поскольку мы не добились успеха в работе с данным материалом на обычном принтере, то не видим смыла публиковать неподтвержденные параметры печати.
Новый подход к освоению Filamentarno ABS/PA мы предприняли после появления в арсенале 3D принтера Picaso Designer X.
К сожалению, официального профиля от производителя принтера или от Filamentarno для этого пластика не существовало и его пришлось создавать самостоятельно.
Параметры печати пластиком ABS/PA на принтере Picaso выглядят следующим образом:
Скачать Профиль для Picaso Designer X — Пластик Filamentarno! ABS/PA
Рецепт освоения ABS/PA оказался очень прост – он не любит обдув и любит термокамеру, вот для чего нужны дорогие 3D принтеры.
При работе с данным материалом не возникло никаких проблем.
ABS/PA в печати себя ведет точно так же как и обычный ABS, проблем с адгезией не наблюдалось. Для надежного удержания модели на столе достаточно 3D клея от компании Picaso
Адгезия у материала более чем хорошая, настолько хорошая, что если поторопиться и не дождаться полного остывания печатного стола, деталь может отделиться вместе с кусками стекла. Именно так были убиты уже 2 стекла у пикасо.
Вот фото нескольких моделей напечатанных из Filamentarno ABS/PA
Шестерня для колеровочной машины. Доработана с учетом пожеланий заказчикаРемкомплект для фонаря “Яркий луч”
Усадка
Проведем тест на усадку. Для этого печатаем цилиндр диаметром 25 мм. Если фактический размер оказался меньше, то это усадка.
В нашем случае пластик дал усадку 0,64%. Учитывайте это при печати изделий. А еще, на всякий случай, проведите тест самостоятельно.
Эксперименты с химией
Ну а теперь перейдем к химическим экспериментам. Производителем заявлено, что Filamentarno ABS/PA идеален для печати подкапотных деталей и автотюнинга. Вот и посмотрим, как будет чувствовать себя после длительного пребывания в различных “подкапотных” жидкостях, растворителях и т.д.
Методика проведения эксперимента следующая.
Мы печатаем несколько калибровочных кубиков из испытуемого материала
На сутки помещаем их в различные жидкости
Извлекаем спустя сутки и оцениваем результат. Если нас что-то смущает, начинаем “доковыриваться”
В нашем эксперименте использовались те же жидкости, что и при написании статьи “Обзор Filamentarno! Антипирен UL94 V-0. В огне не горит и в кислоте не тонет“, но в расширенном составе, а именно:
Ацетон из ближайшего хоз. магазина, в котором мы мучали ABS GF-4 (читайте статью “Чуть больше чем просто ABS. Обзор Filamentarno ABS GF-4“)
Крот – средство для прочистки канализации (раствор щелочи NaOH)
Сольвент
Ксилол
Перейдем к результатам наших испытаний.
Самые распространенные подкапотные жидкости – бензин (в нашем случае АИ-92), дизельное топливо и моторное масло не причинили ABS/PA никакого видимого ущерба, смотрите сами:
Filamentarno! ABS/PA и бензин АИ-92
Filamentarno! ABS/PA и дизельное топливо
Filamentarno! ABS/PA и моторное масло 10-W40
Суточная выдержка образцов в сольвенте и в растворе щелочи (Средство Крот) не нанесла образцам никакого вреда.
Filamentarno! ABS/PA и раствор щелочи (Крот)
Filamentarno! ABS/PA и сольвент
Filamentarno! ABS/PA и ксилол
Ну а дальше интереснее. Образец, который мы извлекли из ксилола показался нам несколько более скользким, поверхность показалась чуть более мягкой.
Вероятно нам показалось, а может быть к каким-то негативным последствиям привела бы более длительная выдержка образца в ксилоле.
Filamentarno! ABS/PA и ацетон
Одним из компонентов ABS/PA является ABS, который растворяется в ацетоне. Эксперимент подтвердил, что пластику ABS/PA длительное пребывание в ацетоне не очень понравилось.
Местами кубик покрылся каким-то белым налетом. Налет достаточно рыхлый, спокойно продавливается отверткой. Но под налетом оказывается нормальный пластик.
На фото сравнение двух кубиков, один побывал в бензине, второй в ацетоне. Видимо наличие ABS пластика в филаменте не добавляет ему иммунитета в ацетоне.
Filamentarno! ABS/PA и электролит
И вот тут начинается самое интересное. Когда мы начали извлекать баночки с образцами оказалось, что содержимое емкости с электролитом стало мутным.
После извлечения кубика из емкости мы наблюдали вот такую картину:
Та часть кубика, которая находилась внутри электролита стала белой, мягкой, будто сделанной из творога, ее без труда можно было проткнуть ногтем или проколоть отверткой.
Как видно из эксперимента, ацетон ABS/PA еще может потерпеть, а вот против раствора серной кислоты ему нечего противопоставить. Полагаем, что за 2-3 суток кубик полностью растворился бы.
Как показал наш эксперимент, наиболее разрушительным для ABS/PA является длительное воздействие серной кислоты или ацетона.
Выводы
Ну что ж, настало время делать выводы. Пластик для 3D принтера Filamentarno! ABS/PA является очень интересным представителем полимер/полимерных композитов. К его достоинствам можно отнести следующее:
Имеет низкую цену по сравнению с другими инженерными материалами
Устойчив к воздействию ультрафиолета
Более упругий, чем ABS
Имеет более высокую термостойкость по сравнению с ABS
Не является абразивным и для его печати прекрасно подходят латунные сопла
К недостаткам ABS/PA можно отнести
Материал только натурального цвета. Нет материала черного цвета
Требует особых условий печати, которые не всегда можно обеспечить на бытовом 3D принтере
Узкая вилка рабочих температур
Не устойчив к ацетону и раствору серной кислоты
При наличии термокамеры у пластика можно выделить следующие достоинства (помимо упомянутых ранее):
отличное качество печати на высоких скоростях
отличная адгезия к столу
отлично отделяются поддержки
Правда, при наличии термокамеры, проявляется один недостаток – пластик уж очень хорошо приклеивается к столу. Так, что деталь может отделиться с кусками стекла.
Если вы являетесь обладателем 3D принтера без полноценной (хотя бы пассивной) термокамеры, то ABS/PA вам не подойдет. С ним не пройдет трюк с пакетом или коробкой, который спасает при печати обычным ABS. Поверьте нашему мнению, т.к. у нас у самих есть 3D принтер с полностью закрытым корпусом. Увы, полностью закрытый корпус, это еще не термокамера.
Но для обладателей 3D принтеров с пассивной или активной термокамерой ABS/PA может стать практически повседневным материалом. В отличие от ABS и PETG материал стоек к воздействию ультрафиолета, что позволяет использовать его при изготовлении уличных деталей без окраски и пост обработки.
Благодаря низкой цене по сравнению с композитами он обладает более высокой термостойкостью, что значительно расширяет сферу его применения. Если рассматривать материал с точки зрения капризности, то он получился чем-то средним между ABS и нейлоном. Да, Filamentarno ABS/PA более требователен к условиям печати чем простой ABS, но менее капризный чем нейлон.
Мы думаем, что среди профессиональных 3D печатников данный материал будет пользоваться популярностью.
Что печатать из Filamentarno! ABS/PA
Для чего применять Filamentarno ABS/PA решать вам, но мы поделимся с вами своим опытом использования.
Из этого пластика отлично получаются подкапотные детали, так недавно мы печатали заглушку впускного патрубка для автомобиля Lexus
В процессе реализации концепции управления отоплением через систему умного дома мы заказали управляемые электронные термостатические головы, оказалось, что они не подходят к клапанам Giacomini. Тут нас снова выручил ABS/PA, из него мы распечатали прекрасные переходники для термостатических голов от Moes.
Ну а сейчас мы решили провести соревнования между ABS/PA и антипиреном – было решено установить вторую метеостанцию с корпусом для датчика из ABS/PA
Но это, как говорится, совсем другая история.
Полиамид PA 6
PA 6 ( Murylon ® B) –полиамид, обладающий наивысшей ударной вязкостью. Благодаря отличному сочетанию механических свойств он лучше всего подходит для использования в машиностроении.
Особые свойства:
Отличная вязкость
Хорошая ударопрочность
Незначительная хладотекучесть
Допущен к использованию с продуктами питания
Возможности использованияPA 6:
Ролики
Подшипники скольжения
Детали, подвергающиеся действию ударов и толчков
Технические характеристики материала:
Характеристики
Стандарт
Ед. изм.
PA 6
Цвет материала
белый
Шифр
isO 1043-1
pa 6
Плотность
isO 1183-1
г/см3
1,14
впитывание воды
—
— после 24/96 часов выдержки в воде при 23°c
isO 62
%
1,28/2,5
— при насыщении в обычном климате при 23°c/50% отн. вл.
—
%
2,6
— при насыщении в воде
—
%
9
Механические свойства
Напряжение текучести / разрушающее напряжение
ISO 527-1/-2
мПа
76/-
45/-
Предельное (разрывное) удлинение
ISO 527-1/-2
%
50
>100
модуль Юнга (испытание на разрыв)
ISO 527-1/-2
мПа
3500
1400
испытание на сжатие – сжимающее напряжение при 1/2/5 % номинальной осадки
ISO 604
мПа
24/46/80
Долговременное испытание на растяжение, напряжение, которое после 1000 ч ведёт к удлинению на 1 % — при 23°c
ISO 899-1
МПа
18
7
Ударная вязкость (Шарпи)
ISO 179-1
кДж/м2
Б. и.
Ударная вязкость образца с надрезом (Шарпи)
ISO 179-1
кДж/м2
5,5
Твёрдость при вдавливании шарика
ISO-2039-1
мПа
150
Твёрдость по Шору, D
ISO 868
°
76
Коэффициент трения скольжения в сухом виде
—
0,35
Износ при скольжении
—
мкм/км
0,23
Термические характеристики
Температура плавления
ISO 11357-1
°C
220
Температура перехода в стеклообразное состояние
ISO 11357-1
°C
50
Теплопроводность при 23°C
—
Вт/(K x м)
0,28
Линейный термический коэффициент удлинения α:
ISO 11359-2
м/(м x K)
— среднее значение от 23 до 60°C
9 x 10-5
-среднее значение от 23 до 100°c
10,5 x 10-5
Верхняя температура эксплуатации на воздухе:
— кратковременная температура эксплуатации
—
°C
160
— длительная: в течение 5000 ч
85
— длительная: в течение 20. 000 ч2
70
Нижняя температура эксплуатации
—
°C
-40
Характеристики горения по UL94 — толщина образца 3/6 мм
—
—
HB/HB
Электрические свойства
Прочность на пробой
IEC 60243-1
кВ/мм
25
16
Удельное объёмное сопротивление
IEC 60093
Ом x см
> 1014
> 1012
Поверхностное сопротивление
IEC 60093
Ом
> 1013
> 1012
Диэлектрическая проницаемость: – при 100 Гц
IEC 60250
—
3,9
7,4
– при 1 мГц
3,3
3,8
коэффициент диэлектрических потерь tan δ: – при 100 Гц
IEC 60250
—
0,019
0,13
– при 1 мГц
0,021
0,06
Физиологические свойства
Совместимость с пищевыми продуктами
+
Наша компания имеет возможность поставки листов РЕ 1000 на основе СВМПЭ, а также сопутствующих товаров (пруток, стержни, и др детали. ) в любой город мира.
Все, что вам нужно знать о нейлоне (PA)
Что такое нейлон и для чего он используется?
Нейлон — это синтетический термопласт , линейный полиамид (большая молекула, компоненты которой связаны особым типом связи), впервые полученный в 1935 году американским химиком Уоллесом Карозерсом, который тогда работал в исследовательском центре DuPont в Делавэре. . Уоллес произвел то, что технически известно как нейлон 66 (до сих пор один из самых распространенных вариантов). Спрос на синтетические материалы в целом и на нейлон в частности вырос во время Второй мировой войны, когда натуральных материалов, таких как шелк, каучук и латекс, было значительно меньше.
Нейлон используется для различных целей, включая одежду, усиление резиновых материалов, таких как автомобильные шины, для использования в качестве каната или нити, а также для изготовления многих деталей, полученных литьем под давлением, для транспортных средств и механического оборудования. Он исключительно прочен, относительно устойчив к истиранию и влагопоглощению, долговечен, устойчив к химическим веществам, эластичен и легко моется. Нейлон часто используется в качестве заменителя низкопрочных металлов. Это пластик, который выбирают для компонентов моторного отсека транспортных средств из-за его прочности, термостойкости и химической совместимости.
Нейлон также можно комбинировать с различными добавками для получения различных вариантов со значительно отличающимися свойствами материала. Вот взгляд на композитную шестерню, сделанную из нейлона и углерода.
Нейлон обычно обозначается химическим обозначением «PA» (например, PA 6 или PA 6/66) и наиболее широко доступен в черном, белом и его естественном цвете (не совсем белый или бежевый). Возможно, наиболее распространенным вариантом для инженерных приложений является нейлон 6/6. Нейлон 6/6 можно экструдировать (расплавить и протолкнуть через головку), а также он подходит как для литья под давлением, так и для 3D-печати. Он имеет высокую температуру плавления, что делает его отличной заменой металлам в высокотемпературных средах (например, под капотом автомобиля). Недостатком материала является относительно низкая ударная вязкость (даже по сравнению с другими пластиками; см. таблицу ниже). На следующей диаграмме показана относительная ударная вязкость нейлона по сравнению с ударной вязкостью других широко используемых пластиков, таких как АБС, полистирол (ПС) или поликарбонат (ПК). Следует отметить, что ударная вязкость нейлона может быть улучшена с помощью процесса, называемого «кондиционирование». По этой причине, а также из-за того, что нейлон можно легко комбинировать с другими материалами для повышения его прочности, важно проверить свойства конкретного материала нейлона, который вы используете.
Изображение с сайта ptsllc.com
Каковы характеристики нейлона?
Теперь, когда мы знаем, для чего он используется, давайте рассмотрим некоторые ключевые свойства нейлона (ПА). Нейлон представляет собой конденсационный сополимер, состоящий из нескольких различных типов мономеров в сочетании друг с другом. Его можно производить различными способами, обычно начиная с перегонки сырой нефти, но его также можно производить из биомассы. Нейлон классифицируется как «термопластичный» (в отличие от «термореактивного») материала, что относится к тому, как пластик реагирует на тепло. Термопластичные материалы становятся жидкими при температуре их плавления — очень высокая 220 градусов по Цельсию в случае нейлона.
Одним из полезных свойств термопластов является то, что их можно нагревать до точки плавления, охлаждать и снова нагревать без существенной деградации. Вместо сжигания термопласты, такие как нейлон, разжижаются, что позволяет легко формовать их под давлением, а затем перерабатывать. Напротив, термореактивные пластмассы можно нагревать только один раз (обычно в процессе литья под давлением). Первый нагрев вызывает схватывание термореактивных материалов (аналогично двухкомпонентной эпоксидной смоле), что приводит к химическому изменению, которое невозможно обратить. Если вы попытаетесь нагреть термореактивный пластик до высокой температуры во второй раз, он сгорит. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку.
Почему так часто используется нейлон?
Нейлон часто используется в шестернях, втулках и пластиковых подшипниках из-за присущих ему свойств низкого трения. Нейлон — не самый скользкий из доступных пластиков. Как правило, мы рекомендуем ацеталь, если единственным соображением является низкое трение. Тем не менее, его высокие характеристики по другим механическим, химическим и термическим свойствам делают его хорошим выбором для деталей, подверженных сильному износу.
Нейлон также является невероятно полезным пластиком для приложений, требующих как пластического материала, так и высокой температуры плавления. А еще он невероятно разнообразен. Нейлон может быть адаптирован для широкого спектра применений из-за множества различных вариантов производства и регулируемых свойств материала этих вариантов в результате различных материалов, с которыми можно комбинировать нейлон. В Creative Mechanisms мы использовали нейлон в нескольких приложениях в различных отраслях. Вот несколько примеров:
Потребительские товары (например, игрушки). В прошлом мы работали над скутером, который в конечном итоге был отлит из стеклонаполненного нейлона.
Мебельные точки удара.
3D-печатные модели для высокотемпературных приложений, когда АБС-пластик не подходит (хотя это вариант, мы обычно используем нейлоновые композитные материалы больше из-за их прочности и меньше из-за их температурных характеристик при 3D-печати).
Шестерни для механических передач.
Какие бывают виды нейлона?
Хотя нейлон был открыт и первоначально запатентован Уоллесом Карозерсом из Dupont, он был произведен (как нейлон 6) три года спустя (в 1938 году) с использованием другой методологии немецким химиком-исследователем Паулем Шлаком, тогда работавшим в IG Farben. В современную эпоху его производит большое количество фирм, каждая из которых обычно имеет свой собственный производственный процесс, уникальную формулу и торговые марки. Полный список производителей материалов вы можете посмотреть здесь.
Обычные варианты включают нейлон 6, нейлон 6/6, нейлон 66 и нейлон 6/66. Цифры указывают количество атомов углерода между кислотной и аминной группами. Одиночные цифры (например, «6») указывают на то, что материал создан из одного мономера в сочетании с самим собой (т. е. молекула в целом представляет собой гомополимер). Две цифры (например, «66») указывают на то, что материал состоит из нескольких мономеров в сочетании друг с другом (сомономеры). Косая черта указывает на то, что материал состоит из различных групп сомономеров в сочетании друг с другом (т. е. является сополимером).
Как производится нейлон?
Нейлон, как и другие пластмассы, обычно начинается с перегонки углеводородного топлива в более легкие группы, называемые «фракциями», некоторые из которых объединяются с другими катализаторами для производства пластмасс (обычно путем полимеризации или поликонденсации). Нейлон также можно производить из биомассы. Основываясь на природе биомассы, это потенциально может привести к более биоразлагаемому материалу. Фактический процесс производства нейлона относится к одной из двух методологий. Первый включает реакцию мономеров с аминными (Nh3) группами, реагирующими с карбоновой кислотой (COOH). Второй состоит в реакции диамина (молекула с 2 группами Nh3) с дикарбоновой кислотой (молекула с 2 группами СООН).
Нейлон для разработки прототипов на станках с ЧПУ, 3D-принтерах и машинах для литья под давлением. листовая заготовка (полезно для изготовления станков с ЧПУ). Это также легко поддающийся литью под давлением материал. Материал из натурального нейлона чаще всего имеет не совсем белый цвет, а также обычно доступен в белом и черном цветах. Тем не менее, нейлон можно окрасить практически в любой цвет. Материал легко доступен в форме нити для 3D-печати, где он нагревается, а расплавленная нить изготавливается в желаемой 3D-форме.
Когда наша компания разрабатывает прототипы деталей из нейлона, мы обрабатываем их на станках с ЧПУ. Несколько лет назад наша компания приступила к изготовлению прототипов пластиковых крючков для банджи-шнуров. Мы начинаем с прототипа ABS FDM, чтобы подтвердить размер/форму/эстетику/функциональность. Затем мы обрабатываем крючок из нейлона на станке с ЧПУ для проверки прочности. Завершающим этапом является литье под давлением производственных деталей.
При литье под давлением нейлон иногда наполняют определенным процентом стекловолокна для повышения его прочности на растяжение. Процентное содержание стекла обычно составляет от 10% до 40%. Крючки, которые мы отливаем под давлением, на самом деле выше 40%. Стекловолокно увеличивает прочность, но также влияет на то, как деталь выходит из строя. Без стеклянного наполнителя нейлон согнется и поддастся, прежде чем сломается. При добавлении стекловолокна (особенно при более высоких процентах) разрушение становится мгновенным хрупким разрывом с минимальным изгибом. Когда нейлон имеет наполнитель из стекловолокна, его называют, например, 30% GF Nylon. (GF означает «наполненный стеклом»).
Каковы недостатки нейлона?
Хотя нейлон имеет высокую температуру плавления, он плохо выдерживает воздействие открытого пламени. Это легковоспламеняющийся материал, который быстро воспламеняется при контакте с открытым пламенем. В нейлон могут быть добавлены антипирены для улучшения воспламеняемости. Например, нейлон, используемый для коллектора в одном из наших новых дизайнерских проектов, имеет самый высокий класс огнестойкости (V-0). Из-за этого в материал часто добавляют УФ-стабилизатор перед его литьем под давлением.
Все данные для неармированного нейлона 6. *В стандартном состоянии (при 25 °C (77 °F), 100 кПа). ** Источник данных . *** Исходные данные
Нейлон ПА Пластмасса для литья под давлением характер и условия
Нейлон (полиамид, сокращенно ПА) относится к пластику, состоящему из полиамидных смол, который может быть получен поликонденсацией диаминов и двухосновных кислот , или полимеризацией с раскрытием цикла лактамов, образующихся при дегидратации аминокислот. В отличие от ПС, ПЭ и ПП, ПА не размягчается постепенно с повышением температуры, а размягчается в узком диапазоне температур, близком к очевидной температуре плавления, т. е. 215-225 °С. Он течет, как только достигается температура.
Существует много разновидностей полиамида PA, в основном в том числе PA6, PA66, PA610, PA11, PA12, PA1010, PA612, PA46, PA6T, PA9T и MXD-6 ароматический полиамид и т. д., и обычно используются PA6, PA66, PA610, PA11 и PA12.
Все нейлоновые инженерные пластики выглядят как ороговевшие, прочные, суперяркие, белые (или молочно-белые) или желтоватые, а также прозрачные или полупрозрачные кристаллические смолы, которые легко окрашиваются в любой цвет. Как инженерный пластик, молекулярная масса нейлона обычно колеблется от 1,5 до 30 000. Их плотность чуть больше 1. Плотность: 1,14-1,15 г/см 3 ; предел прочности при растяжении: > 60,0 МПа; удлинение: >30%; прочность на изгиб: 90,0 МПа; ударная вязкость с надрезом: (кДж/м 2 ) > 5. Степень усадки нейлона составляет от 1% до 2%. Обратите внимание на изменение размеров, вызванное поглощением влаги после формования. Коэффициент водопоглощения составляет 100%, и он все еще может поглощать 8% при относительно насыщенной влажности. Материал можно использовать в температурных условиях от -40 до 105°С, с температурой плавления 215-225°С и подходящей толщиной стенки 2-3,5 мм. Механические свойства ПА, такие как прочность на растяжение и сжатие, изменяются в зависимости от температуры и поглощения влаги, поэтому вода является пластификатором ПА. После добавления стекловолокна его прочность на растяжение и сжатие может быть увеличена примерно в 2 раза, а также улучшена термостойкость. Соответственно, сам ПА имеет очень высокую износостойкость, поэтому его можно непрерывно обрабатывать без смазки. Если вам нужен особый смазывающий эффект, вы можете добавить в PA немного сульфида.
Основные плюсы литья пластмасс под давлением из полиамида:
1. Высокая механическая прочность, отличная ударная вязкость, а также высокая прочность на растяжение и сжатие. Удельная прочность на растяжение выше, чем у металла, а прочность на сжатие сравнима с металлом, но его жесткость не так хороша, как у последнего. Его предел прочности при растяжении близок к пределу текучести, который более чем в два раза выше, чем у АБС. Он обладает сильной способностью поглощать удары и вибрацию напряжения, а его ударная вязкость намного выше, чем у обычных пластиков.
2. Обладает превосходной усталостной прочностью. Первоначальная механическая прочность изделия может сохраняться после многократного изгиба. Полиамид часто применяется в условиях, когда очевидна регулярная усталость, например, поручни эскалаторов, новые пластиковые диски велосипедов и т. д. температуры деформации и допускает длительное применение в температурных условиях 150 ° C. После того, как PA66 армирован стекловолокном, его температура тепловой деформации может достигать более 250 ° C).
4. Гладкая поверхность с низким коэффициентом трения и высокой износостойкостью. При использовании в качестве подвижных механических частей материал является самосмазывающимся с низким уровнем шума, поэтому при небольшом трении смазка не требуется;
5. Коррозионностойкий; высокая стойкость к щелочам и большинству солевых жидкостей; также устойчив к слабым кислотам, маслам, бензину, ароматическим углеводородам и общим растворителям; инертен к ароматическим соединениям, но не к сильным кислотам и окислителям. Способен противостоять эрозии бензина, масла, жира, спирта и слабой щелочи и обладает выдающейся способностью против старения. Может использоваться в качестве упаковочного материала для смазочных материалов и топлива.
6. Самозатухающий, нетоксичный, без запаха, отлично устойчивый к атмосферным воздействиям, устойчивый к биологической эрозии, обладает отличными антибактериальными и антиплесневыми свойствами.
7. Отличные электрические свойства. Отличная электрическая изоляция — объемное сопротивление и напряжение пробоя нейлона очень высоки. В сухих условиях он может использоваться в качестве изоляционного материала промышленной частоты, а его отличные электроизоляционные свойства могут сохраняться даже в условиях высокой влажности.
8. Изделия из полиамида легкие по весу, легко окрашиваются и формуются. Он способен быстро течь благодаря низкой вязкости расплава. Полиамидом легко заполнить форму, так как он имеет высокую температуру замерзания после заполнения материалом, что позволяет выполнять быстрое литье под давлением, поэтому цикл формования сокращается для высокой эффективности производства.
Основные недостатки литья пластмасс под давлением из полиамида:
1. Легко впитывает воду. При высоком водопоглощении водонасыщение может достигать более 3%, что в определенной степени влияет на размерную стабильность и электрические свойства, особенно для тонкостенных изделий;
2. Плохая устойчивость к свету. При слишком длительном воздействии высокой температуры окружающей среды он окисляется кислородом воздуха, сначала становясь коричневым, а затем растрескиваясь.
3. Строгие требования к технологии литья пластмасс под давлением: наличие следов влаги нанесет большой ущерб качеству литья; сложно контролировать размерную стабильность изделия из-за теплового расширения; наличие острых углов изделия приведет к концентрации напряжений, что соответственно снижает механическую прочность; неравномерная толщина стенок вызовет коробление и деформацию изделия; Точность оборудования крайне необходима для последующей обработки продукта.
4. Набухает после поглощения воды или спирта. Он не стоек к сильным кислотам и окислителям, поэтому не может использоваться в качестве кислотостойких материалов.
PA Литье пластмасс под давлением Применение
Литье пластмасс под давлением из нейлона PA в основном используется в автомобилестроении, электротехнике/электронике, транспорте, машиностроении, производстве проводов/кабелей/коммуникаций, киноиндустрии и отраслях повседневного спроса для производства различных подшипников, шестерен , круглые шестерни, кулачки, конические шестерни, маслопроводы, маслобаки, защитные кожухи, опорные рамы, колесные колпаки и дефлекторы.
Фундаменты ЛЭП. ЗКиФ — Защитная плита верхняя ЗПН-В7
Плиты защитные железобетонные ЗПН-В7 – это специальные конструкции, которые применяются в инженерном строительстве при возведении круглых колодцев канализационных, водопроводных, дренажных и газопроводных сетей для защиты этих коммуникаций от смещения в грунтах.
Защитные плиты ЗПН-В7, как правило, применяются при устройстве колодцев из полиэтилена (колодцы ПЭ) или пластика при прокладке труб из полиэтилена низкого давления (трубы ПНД) или поливинилхлорида (трубы ПВХ). Колодцы из полиэтилена широко применяются в сетях хозяйственно-бытовой внутренней канализации зданий, ливневой и общесплавной канализации, в технологических каналах промышленных предприятий, а также в качестве дренажных и дождеприемных колодцев и колодцев-ревизий. Трубы применяются в безнапорной и напорной канализации, а также при прокладке водопропускных трубопроводов и электрических кабелей.
Полиэтиленовые и пластиковые колодцы и трубы имеют несколько важных преимуществ по сравнению с другими строительными изделиями: низкий удельный вес изделий, благодаря которому монтаж происходит в разы быстрее, чем тех же изделий, изготовленных из чугуна или железобетона; низкие тепло- и электропроводность, позволяющие использовать конструкции из полиэтилена в любой среде; трубы и колодцы из полиэтилена или пластика устойчивы к механическим повреждениям и агрессивным средам; возможность изготавливать конструкции абсолютно любой формы.
Тем не менее, низкий вес полиэтиленовых и пластиковых конструкций, будучи весомым преимуществом, является одновременно и недостатком: такие колодцы и трубы недостаточно устойчивы в водонасыщенных и подвижных грунтах, которые достаточно широко распространены в России. Именно поэтому для придания устойчивости полиэтиленовых и пластиковых инженерных конструкций предусмотрено устройство пригрузочных камер, которые заливаются бетоном, и применяются специальные защитные плиты ЗПН-В7 из железобетона.
в безнапорных полиэтиленовых и пластиковых канализациях и трубопроводах, в которых транспортирование воды и газа происходит самотеком. Это сооружения, которые используются в системе внутренней канализации зданий, дренажных и водосточных системах, а также при прокладке подземных и наземных электрических кабелей, компьютерных, телефонных и телевизионных сетей;
в напорных полиэтиленовых и пластиковых канализациях и трубопроводах. Это инженерные сооружения, в которых транспортирование газообразных, жидких и твёрдых веществ или их смесей осуществляется под давлением. Такие сооружения применяются при устройстве любых наружных инженерных сетей.
Защитные плиты ЗПН-В7 представляют собой кольца, внутренний диаметр которых совпадает с внешним диаметром колодца или трубы. Защитные плиты могут быть изготовлены как непосредственно на месте монтажа (монолитные плиты), так и заблаговременно, на заводе. Преимущество заводских изделий заключается в том, что их монтаж происходит значительно быстрее, так как им не требуется время для затвердевания (застывания) бетонной смеси. К тому же, изделия, выпущенные с завода, к моменту монтажа набирают необходимый уровень прочности и могут подвергаться воздействию нагрузок. Для удобства монтажа на верхней поверхности плит имеются подъемные петли. Герметичность узлов колодцев и труб достигается с помощью резиновых уплотнителей.
Защитные плиты ЗПН-В7 изготавливаются индивидуально под каждый конкретный проект в соответствии с рабочими чертежами, которые разработаны ОАО Гипроспецгаз.
Плиты защитные ЗПН-В7 изготавливаются из тяжелого бетона классами В15 и В20 по прочности на сжатие. Класс бетона по морозостойкости принимается от F150 и выше, в зависимости от температуры воздуха в районе строительства, класс по водонепроницаемости – не менее W6, т.к. изделия подвергаются эксплуатации в среде, характеризующейся высоким уровнем влажности. Нормируемая отпускная прочность бетона принимается равной 70% от класса бетона по прочности на сжатие, но при необходимости может быть уменьшена или увеличена в соответствии с требованиями ГОСТ 13015.0.
Железобетонные защитные плиты ЗПН-В7 армируются плоскими каркасами из вязальной арматуры и стеками, которые в сборе образуют двойной пространственный каркас. В качестве материала для армирования используется стальная проволока класса В500, А240 или А500С. Закладные изделия и подъемные петли для удобства монтажа изготавливаются из стали класса А240.
Защитные плиты ЗПН-В7 являются изделиями с высоким уровнем ответственности, поэтому к качеству их изготовления предъявляются достаточно серьезные требования. На поверхности изделий не допускаются какие-либо трещины, за исключением технологических и усадочных, ширина которых должна быть не более 0,3 мм. Допускаются незначительные раковины и наплывы бетона, площадь которых при этом должна быть менее 5 мм. Обнажение арматуры категорически не допускается, так как плиты эксплуатируются в грунте и, следовательно, находятся в прямом контакте с грунтовыми водами, которые неминуемо приведут к коррозии и разрушению элементов сети.
Плиты защитные железобетонные ЗПН-В7, их форма и размеры должны поставляться потребителю в соответствии с рабочими чертежами на эти изделия. Значения действительных отклонений от линейного размера конструкций не должны превышать ±5-10 мм. Отклонения по положению отверстий не должны превышать 10 мм. Отклонение от плоскостности поверхностей должно быть менее 4-8 мм. Внутренние поверхности плит могут иметь технологический уклон, который не должен превышать 1,5 %.
Железобетонные защитные плиты ЗПН-В7 транспортируют и хранят в рабочем положении. Допускаются также другие схемы складирования при условии обеспечения сохранности конструкций и соблюдения требований безопасности.
Возможна централизованная доставка продукции транспортом на объект заказчика.
Также мы готовы предложить изготовление железобетонных защитных плит по индивидуальным эскизам и/или чертежам Заказчика.
Каталог продукции. Защитные плиты и формы для бетонирования.
Компания «НИС» осуществляет поставку защитных плит и форм для бетонирования для полимерных колодцев. Установка защитных плит является необходимой мерой для защиты колодца от повреждения, т.к. защитная плита передает внешние нагрузки не на само полимерное изделие, а на грунт вокруг него. В зависимости от зоны размещения колодца и внешнего диаметра горловины в качестве защитных плит могут быть использованы:
► плиты по ГОСТ 8020-90;
► плиты, изготовленные по индивидуальным чертежам проектных организаций;
► специальная форма из полиэтилена для бетонирования;
► плиты из набора «НБП-7У» («НИС»).
В таблице 1 приведены примеры наиболее распространенных монтажных решений для установки защитных плит.
Применение плит перекрытий по ГОСТ 8020-90 совместно с формой для бетонирования.
► Пример использования формы для
бетонирования при установке колодца в
пешеходной зоне
Формы для бетонирования являются аналогом железобетонных защитных (разгрузочных) плит. Использование таких форм позволяет отказаться от сооружения опалубки, что существенно снижает время монтажных работ, а также обеспечивает быстроту и удобство монтажа колодцев.
►
Сварная форма для бетонирования
Помимо использования стандартной литой формы под бетонирования, которая имеет даметр отверстия 650 мм, возможно изготовление форм для бетонирования нестандартных размеров. Применение таких полимерных изделий актуально для нестандартных колодцев. Например при установке полиэтиленового колодца с дублирующей горловиной в зоне временной транспортной нагрузки.
Также наша компания изготавливает сварные формы под бетонирование для устройства опорных плит. Такое изделие позволяет сократить время сооружения опалубки, что в свою очередь увеличивает скорость монтажа наружных инженерных сетей.
А) сварная форма под бетонирование для горловин;
B) сварная форма под бетонирование для опорной плиты.
Применение плит по ГОСТ 8020-90.
При монтаже полимерных колодцев возможно использование стандартных плит по ГОСТ 8020-90.
► Пример использования ж/б плит
перекрытий для установки колодца
в зоне транспортной нагрузки
Таблица 1. Примеры наиболее распространенных монтажных решений для установки защитных плит.
№ п/п
Наименование изделия
Габаритные размеры, мм
Диаметр внутреннего отверстия, мм
1
Форма для бетонирования
Ø1200х200
650
2
ПД6
2500х1750х220
580
3
П10
Ø1200х120
700
4
УОП6
Ø1600х330
700
5
ЗПН-В-7
Ø1280х200
840
6
ЗПН-ВЛ
Ø1250х150
680
7
ЗПВ-ВТ
1800х200
680
Схема устройства опорной плиты на колодце с легким люком
1– защитная плита верхняя ЗПВ-ВЛ; 2 – защитная плита нижняя ЗПН-В.
Схема устройства опорной плиты на колодце с тяжелым люком,
2 – защитная плита нижняя ЗПН-В-8, 3 – защитная плита верхняя ЗПВ-ВТ
Схема устройства колодца с полиэтиленовой формой под дорогой
Схема устройства колодца с полиэтиленовой формой в пешеходной зоне
Специальные тарелки | Департамент транспортных средств
Все номерные знаки на этой странице можно использовать на транспортных средствах, зарегистрированных по ставке для прогулочных автомобилей, и на грузовиках, зарегистрированных менее чем на 26 001 фунт. (За исключением транспортных средств, зарегистрированных в IRP).
См. Связанные формы и информацию в конце этой страницы.
Военный и ветеранский номерной знак:
Ветеран-инвалид
Семейство Золотых Звезд
Выживший в Перл-Харборе
военнопленный
Пурпурное сердце
Ветеран США
Национальная гвардия Вермонта
Ветераны зарубежных войн (VFW)
Вьетнамские ветераны Америки (ВВА)
В театральных тарелках
Афганистан
Война в Персидском заливе
Война в Ираке
Корейская война
Вьетнамская война
Вторая мировая война
Организации безопасности/обслуживания:
Радиолюбитель
Скорая медицинская помощь
Национальный лыжный патруль
Профессиональные пожарные Вермонта
Ассоциация пожарных штата Вермонт
Таблички специального фонда:
Строим светлое будущее
Консервация
Организации:
Американский легион
масоны
Лайонс Клуб Международный
Ротари Интернэшнл
Организации безопасности/обслуживания
Группы, обеспечивающие полицию и пожарную охрану, спасательные отряды, национальную гвардию, а также организации, необходимые для реагирования на чрезвычайные ситуации, и радиолюбители, лицензированные Федеральной комиссией по связи США, могут получить специальную (безопасность) организация) таблички. По требованию руководителя организации безопасности, при заявлении и уплате годового сбора за каждый комплект табличек (помимо ежегодного сбора за регистрацию), могут быть выданы специальные таблички, свидетельствующие о принадлежности к одной из «организаций безопасности». зарегистрированным (членам этих организаций) из:
Прогулочные автомобили
Прочие транспортные средства, зарегистрированные по ставке прогулочного автомобиля
Грузовики, зарегистрированные менее чем за 26 001 фунт
Заявитель должен предоставить письменное заявление соответствующего должностного лица организации, разрешающее выдачу номеров. В то время, когда организация запрашивает пластины, она должна внести в отдел установленную плату. За каждый выданный комплект номерных знаков часть этого депозита будет применяться в качестве платы за специальные номерные знаки организации безопасности для каждого уполномоченного заявителя. Когда первоначальный депозит будет исчерпан, заявители должны будут оплатить ежегодный взнос.
Когда членство человека в квалифицированной организации прекращается или прекращается, это лицо должно немедленно сдать все специальные регистрационные знаки, выданные Департаменту транспортных средств .
Табличка радиолюбителя
Дополнительный сбор: разовый сбор
Туалетная столик: №
Необходимые документы: копия лицензии Федеральной комиссии по связи
.
Заявка: Заявка на табличку организации безопасности/сервиса (форма № ВД-128)
Табличка неотложной медицинской помощи
Дополнительный сбор: разовый сбор
Туалетная столик: №
Необходимые документы: Разрешение Ассоциации скорой помощи Вермонта
Заявка: Заявка на табличку организации безопасности/сервиса (форма № ВД-128)
Номер национального лыжного патруля (NSPVT)
Подайте заявку через членскую организацию.
Дополнительная плата: единовременная плата
Туалетная табличка: №
Необходимые документы: Подтверждение текущего членства (действующая регистрационная карточка NSP).
Заявка: Заявка на табличку организации безопасности/сервиса (форма № ВД-128)
Профессиональные пожарные Вермонта (PFFV)
Дополнительный сбор: единовременный сбор
Туалетная столик: №
Необходимые документы: Разрешение профессиональных пожарных Вермонта
Заявка: Заявка на табличку организации безопасности/сервиса (форма № ВД-128)
Ассоциация пожарных штата Вермонт (VSFA)
Дополнительный сбор: разовый сбор
Туалетная столик: №
Необходимые документы: Разрешение Ассоциации пожарных штата Вермонт
Заявка: Заявка на табличку организации безопасности/сервиса (форма № ВД-128)
Таблички специального фонда
Табличка Building Bright Futures
Фонд Vermont Building Bright Futures поддерживает развитие и расширение детских учреждений в нашем штате. Места, доброжелательные к детям, улучшают качество ухода за нашими детьми. Фонд штата Вермонт, финансируемый за счет премий за номерные знаки специальных транспортных средств, Building Bright Futures находится в ведении Департамента по делам детей и семей совместно с Общественным ссудным фондом Вермонта с консультативной группой членов сообщества, представителей по уходу за детьми и законодателей штата. Фонд предоставляет гранты на развитие, расширение и ремонт детских учреждений и общественных программ, направленных на удовлетворение потребностей региона в уходе за детьми.
Дополнительная плата: годовая плата
Туалетная столик: Да
Заявка
: Заявка на табличку Building Bright Futures (форма № VD-1024)
Тарелки для консервации
В 1995 году законодательный орган Вермонта принял закон о создании первой Тарелки для консервации, на которой был изображен сапсан. Плата Conservation Plate стала доступна для прогулочных автомобилей в 1997 году и собрала более 1,5 миллиона долларов, что помогло поддержать Фонд дикой природы, не связанный с игрой, и Программу грантов водораздела.
В 1997 году в закон были внесены поправки, в соответствии с которыми в него были включены грузовики весом менее 8099 фунтов. В 2004 году предельный вес грузовика был увеличен и теперь включает грузовики весом менее 26 001 фунта. С момента запуска программы было выпущено более 19 000 комплектов номерных знаков для консервации. В настоящее время на дорогах Вермонта активно зарегистрировано более 9000 комплектов номерных знаков. В ноябре 2014 года были представлены и поступили в продажу три новых тарелки для сохранения (гагара, олень и ручьевая форель).
На текущей тарелке консервации изображены три разных животных: гагара, олень и ручьевая форель. Таблички Catamount (которые представители дикой природы объявили официально вымершими) и пластины сапсана доступны только для обновления или замены пластин. Дополнительную информацию о Conservation Plate, Фонде дикой природы, не связанной с охотой, и Программе грантов водораздела можно найти на веб-сайте Fish & Wildlife.
Дополнительная плата: годовая плата
Туалетная столик: Да
Заявка
: Заявка на сохранение Вермонта (форма № VD-154)
Организации
Номерной знак Американского легиона
Члены Американского легиона могут размещать логотип Американского легиона на своих номерных знаках штата Вермонт. Табличка доступна для членов Американского легиона из Вермонта. На дизайне изображен официальный логотип Американского легиона на левой стороне пластины.
Дополнительная плата: разовая плата
Туалетная столик: №
Необходимые документы: копия действительного членского удостоверения или доверенность от почтового адъютанта
.
Заявка: Заявка на табличку организации безопасности/сервиса (форма № ВД-128)
Табличка масонов
Члены Великой масонской ложи Вермонта могут размещать логотип масонов на своих номерных знаках штата Вермонт. Табличка доступна для членов Вермонтской Великой Ложи масонов штата Вермонт. На дизайне изображен официальный логотип Великой Ложи Вермонта для масонов на левой стороне пластины.
Дополнительная плата: разовая плата
Туалетная столик: №
Необходимые документы: копия действительного членского билета или разрешение от секретаря ложи
Заявка: Заявка на табличку организации безопасности/сервиса (форма № ВД-128)
Номерной знак Lions Club International
Члены Lions Club International могут размещать логотип Lions на своих номерных знаках штата Вермонт. Табличка доступна для членов Lions Club International из Вермонта. Дизайн включает официальный логотип Lions Club International на левой стороне пластины.
Дополнительная плата: разовая плата
Туалетная столик: №
Необходимые документы: Копия удостоверения личности участника или доверенность от начальника отделения
Заявка: Заявка на табличку организации безопасности/сервиса (форма № ВД-128)
Номерной знак Ротари Интернэшнл
Члены Ротари Интернэшнл могут размещать логотип Ротари на своих номерных знаках штата Вермонт. Табличка доступна для членов Ротари Интернэшнл из Вермонта. На дизайне изображен официальный логотип Rotary International с правой стороны пластины.
Дополнительная плата: разовая плата
Туалетная столик: №
Необходимые документы: Копия удостоверения личности участника или доверенность от начальника отделения
Заявка: Заявка на табличку организации безопасности/сервиса (форма № ВД-128)
Законна ли рамка моего номерного знака в Вермонте?
Рамки и крышки номерных знаков разрешены законом в Вермонте с некоторыми ограничениями.
В наши дни почти все можно настроить под себя, так почему бы и не вашу машину? Но если вы не в восторге от того, что хотите потратить тысячи долларов на современную аудиосистему или изготовленные на заказ диски, крышка номерного знака может стать отличным способом добавить немного индивидуальности вашей поездке.
Но прежде чем добавить эту идеальную рамку, убедитесь, что рамки пластин и крышки разрешены законом в вашем штате. Незнание законов в вашем штате может поставить вас (и вашу сладкую поездку) в неприятную ситуацию.
Приложение брокера по страхованию автомобилей
Джерри
здесь, чтобы убедиться, что вы знаете все правила номерных знаков в Вермонте, включая то, что законно, и как избежать штрафов.
Позвольте Джерри найти вашу цену всего за 45 секунд
Без спама · Без длинных форм · Без комиссий
Найдите страховку (100% бесплатно)
Законны ли рамки номерных знаков в Вермонте?
Да — если цифры и буквы на вашем номерном знаке хорошо читаются, рамка номерного знака полностью легальна.
Каковы правила для рамок номерных знаков в Вермонте?
Департамент транспортных средств Вермонта
говорит, что рамки номерных знаков разрешены , если они «полностью не затемнены», а буквы и цифры «всегда отчетливо видны».
Это особенно важно для регистрационных наклеек, которые должны располагаться либо в правом верхнем, либо в правом нижнем углу, в зависимости от номерного знака. Крышка номерного знака также не может скрывать регистрационную наклейку.
Как насчет крышек номерных знаков?
Крышки номерных знаков также разрешены законом в Вермонте, если цифры и буквы хорошо читаются. Это означает, что тонированные чехлы незаконны, и за их наличие вас могут оштрафовать. Хотя штраф обычно не превышает 5 долларов , вы также можете не пройти государственную проверку, если у вас есть тонированное покрытие на вашем номерном знаке.
Как найти дешевое страхование автомобиля в Вермонте
Найти лучшее предложение по страхованию автомобиля не должно быть трудным.
Джерри
— это лицензированный страховой брокер и суперприложение для сравнения цен, которое может помочь вам найти лучшее покрытие для вашего бюджета и автомобиля.
Всего за 45 секунд Джерри может сравнить предложения более чем 50 ведущих страховых компаний, а это значит, что у вас есть время для более важных вещей, таких как поиск идеальной рамки номерного знака!
Убедитесь, что вы получаете лучшее страховое покрытие в
Вермонт
по наилучшей возможной цене.
“
Джерри
потрясающее общение! И еще лучшие предложения! Благодаря Джерри я увеличил свои платежи с 327 до 182 долларов.
Швейцарские настольные токарные станки JET по металлу по низкой цене
Компания «РуСтан» предлагает заказать малогабаритные токарные станки по металлу JET (Джет) по оптимальной цене. Продукция, известная на мировом рынке уже более полувека, производится международным концерном JPW Tools AG (Швейцария), состоящих из фирм Jet, Powermatic и Wilton, начальные буквы собственных имен которых удачно сложились в общее название концерна.
Станки по типу : Бытовые
Активные фильтры: Снять все активные фильтры
Бренд: JET (Швейцария)
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 39189
Нет в наличии
Универсальный токарный станок JET BD-11GDMA с фрезерной головой
Ø обработки над станиной 280
РМЦ700
Макс. обороты 2000
Мощность 1.50 кВт
Напряжение220В
Масса250 кг
Код товара: 267
Нет в наличии
Бытовой токарный станок для дома JET BD-3 по металлу
Ø обработки над станиной 100
РМЦ170
Макс. обороты 3800
Мощность 0.26 кВт
Напряжение220В
Масса13 кг
Код товара: 269
Нет в наличии
JET BD-7 токарный станок по металлу настольный
Ø обработки над станиной 180
РМЦ350
Макс. обороты 3000
Мощность 0.37 кВт
Напряжение220В
Масса44 кг
Код товара: 36763
Нет в наличии
Токарный станок по металлу JET BD-8VS
Ø обработки над станиной 230
РМЦ400
Макс. обороты 2500
Мощность 1.00 кВт
Напряжение220В
Масса58 кг
Код товара: 37018
Нет в наличии
Токарный станок JET BD-7VS настольный
Ø обработки над станиной 180
РМЦ300
Макс. обороты 2500
Мощность 1.00 кВт
Напряжение220В
Масса55 кг
Код товара: 1479
Нет в наличии
Токарный станок настольный JET BD-X7 с асинхронным двигателем
Ø обработки над станиной 180
РМЦ350
Макс. обороты 2500
Мощность 0.50 кВт
Напряжение220В
Масса50 кг
Код товара: 37019
Нет в наличии
Токарный станок по металлу JET BD-10VS
Ø обработки над станиной 250
РМЦ500
Макс. обороты 2500
Мощность 1.50 кВт
Напряжение220В
Масса137 кг
Код товара: 1467
Нет в наличии
Настольный токарный станок JET BD-8A
Ø обработки над станиной 210
РМЦ450
Макс. обороты 2000
Мощность 1.30 кВт
Напряжение220В
Масса94 кг
Код товара: 36756
Нет в наличии
Токарно винторезный станок JET BD-11G без СОЖ на подставке
Ø обработки над станиной 280
РМЦ700
Макс. обороты 2000
Мощность 1.50 кВт
Напряжение220В
Масса180 кг
Код товара: 41396
Нет в наличии
Настольный токарный станок с УЦИ JET BD-8A DRO
Ø обработки над станиной 210
РМЦ450
Макс. обороты 2000
Мощность 1.30 кВт
Напряжение220В
Масса92 кг
Код товара: 39257
Нет в наличии
Настольный токарный станок JET BD-12G
Ø обработки над станиной 300
РМЦ750
Макс. обороты 2000
Мощность 1.50 кВт
Напряжение220В
Масса357 кг
Код товара: 39920
Нет в наличии
Настольный токарно-фрезерный станок JET BD-10DMA
Ø обработки над станиной 250
РМЦ555
Макс. обороты 200
Мощность 0.70 кВт
Напряжение220В
Масса181 кг
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Благодаря оптимальному соотношению качества и цены настольные токарные станки JET по металлу подходят для обработки деталей небольших размеров в домашних мастерских, автомобильных сервисах, учебных заведениях для обучения молодых специалистов. Также станочное оборудование характеризуются простотой в эксплуатации и техническом обслуживании. Может быть установлено на верстаке или подставке. Соответствует отечественным и мировым стандартам качества и точности.
Малогабаритные токарники «Джет» характеризуются оптимальной стоимостью в сочетании с высокой надёжностью и предназначены для:
обработки внешних и внутренних цилиндрических и конических поверхностей;
нарезания метрической и дюймовой резьбы;
накатки и шлифовки деталей;
высверливанию отверстий.
Отзывы
Найдено товаров : 12
Снять все активные фильтры
Сбросить фильтры
Цена
Производитель
Россия PROMA (Чехия) Optimum (Германия) WEISS MACHINERY JET (Швейцария) Metal Master STALEX CORMAK
Все производители
Ø обработки над станиной
Максимально возможный диаметр заготовки, который можно установить на станке и вращать над направляющими станины
Ø обработки над супортом
Максимально возможный диаметр заготовки, обрабатываемой над поперечными салазками суппорта
РМЦ
РМЦ — расстояние между центрами. Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Ø отверстия шпинделя
Диаметр сквозного цилиндрического отверстия в шпинделе. Используется для сквозного крепления заготовки через шпиндель станка.
Макс. обороты
Максимальные обороты шпинделя. Единица измерения — об/м.
ЧПУ
GSK
Регулировка частоты вращения шпинделя
Спупенчатая — путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Ступенчатая Бесступенчатая
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
380В 220В
Масса
В наличии
Швейцарские учебные (школьные) токарные станки по металлу JET по оптимальной цене
org/BreadcrumbList»>
Главная
/
Станки
/
По металлу
/
Токарные
/
Школьные
/ JET (Швейцария)
Компания «РуСтан» предлагает заказать швейцарские школьные (учебные) токарные станки по металлу JET. Оборудование данной группы является уменьшенной копией промышленных и предназначены для комплектации школьных мастерских, училищ, небольших производств и ремонтных цехов.
Активные фильтры: Снять все активные фильтры
Бренд: JET (Швейцария)
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 39189
Нет в наличии
Универсальный токарный станок JET BD-11GDMA с фрезерной головой
Ø обработки над станиной 280
РМЦ700
Макс. обороты 2000
Мощность 1.50 кВт
Напряжение220В
Масса250 кг
Код товара: 267
Нет в наличии
Бытовой токарный станок для дома JET BD-3 по металлу
Ø обработки над станиной 100
РМЦ170
Макс. обороты 3800
Мощность 0.26 кВт
Напряжение220В
Масса13 кг
Код товара: 269
Нет в наличии
JET BD-7 токарный станок по металлу настольный
Ø обработки над станиной 180
РМЦ350
Макс. обороты 3000
Мощность 0.37 кВт
Напряжение220В
Масса44 кг
Код товара: 36763
Нет в наличии
Токарный станок по металлу JET BD-8VS
Ø обработки над станиной 230
РМЦ400
Макс. обороты 2500
Мощность 1.00 кВт
Напряжение220В
Масса58 кг
Код товара: 224
В наличии 1 шт.
Токарно-винторезный станок JET GHB-1340A
Ø обработки над станиной 330
РМЦ1015
Макс. обороты 2000
Мощность 2.80 кВт
Напряжение380В
Масса650 кг
Код товара: 37018
Нет в наличии
Токарный станок JET BD-7VS настольный
Ø обработки над станиной 180
РМЦ300
Макс. обороты 2500
Мощность 1.00 кВт
Напряжение220В
Масса55 кг
Код товара: 1479
Нет в наличии
Токарный станок настольный JET BD-X7 с асинхронным двигателем
Ø обработки над станиной 180
РМЦ350
Макс. обороты 2500
Мощность 0.50 кВт
Напряжение220В
Масса50 кг
Код товара: 37019
Нет в наличии
Токарный станок по металлу JET BD-10VS
Ø обработки над станиной 250
РМЦ500
Макс. обороты 2500
Мощность 1.50 кВт
Напряжение220В
Масса137 кг
Код товара: 1467
Нет в наличии
Настольный токарный станок JET BD-8A
Ø обработки над станиной 210
РМЦ450
Макс. обороты 2000
Мощность 1.30 кВт
Напряжение220В
Масса94 кг
Код товара: 216
Нет в наличии
Токарно-винторезный станок JET GHB-1330A DRO с УЦИ
Ø обработки над станиной 330
РМЦ760
Макс. обороты 2000
Мощность 2.80 кВт
Напряжение380В
Масса600 кг
Код товара: 36756
Нет в наличии
Токарно винторезный станок JET BD-11G без СОЖ на подставке
Ø обработки над станиной 280
РМЦ700
Макс. обороты 2000
Мощность 1.50 кВт
Напряжение220В
Масса180 кг
Код товара: 41396
Нет в наличии
Настольный токарный станок с УЦИ JET BD-8A DRO
Ø обработки над станиной 210
РМЦ450
Макс. обороты 2000
Мощность 1.30 кВт
Напряжение220В
Масса92 кг
Код товара: 39257
Нет в наличии
Настольный токарный станок JET BD-12G
Ø обработки над станиной 300
РМЦ750
Макс. обороты 2000
Мощность 1.50 кВт
Напряжение220В
Масса357 кг
Код товара: 35469
Нет в наличии
Токарно-винторезный станок JET GHB-1340A DRO
Ø обработки над станиной 330
РМЦ1015
Макс. обороты 2000
Мощность 2.80 кВт
Напряжение380В
Масса650 кг
Код товара: 225
Нет в наличии
Токарно-винторезный станок JET GH-1440W3 DRO c УЦИ
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Продукция одноименной фирмы, известная на мировом рынке уже более полувека, производится международным концерном JPW Tools AG (Швейцария), состоящих из фирм Jet, Powermatic и Wilton, начальные буквы собственных имен которых удачно сложились в общее название концерна.
Токарные станки JET по металлу отличаются оптимальным соотношением цены/качества. Все станочное оборудование этой марки характеризуется простотой в эксплуатации и техническом обслуживании. Соответствует отечественным и мировым стандартам качества и точности.
Отзывы
Найдено товаров : 21
Снять все активные фильтры
Сбросить фильтры
Цена
Производитель
ZMM Sliven (Болгария) JET (Швейцария) Россия PROMA (Чехия) Optimum (Германия) WEISS MACHINERY Metal Master
Все производители
Ø обработки над станиной
Максимально возможный диаметр заготовки, который можно установить на станке и вращать над направляющими станины
Ø обработки над супортом
Максимально возможный диаметр заготовки, обрабатываемой над поперечными салазками суппорта
РМЦ
РМЦ — расстояние между центрами. Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Ø отверстия шпинделя
Диаметр сквозного цилиндрического отверстия в шпинделе. Используется для сквозного крепления заготовки через шпиндель станка.
Макс. обороты
Максимальные обороты шпинделя. Единица измерения — об/м.
Регулировка частоты вращения шпинделя
Спупенчатая — путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Ступенчатая Бесступенчатая
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
380В 220В
Масса
В наличии
Вверх
Что такое швейцарский токарный станок? Подробное руководство
Швейцарский токарный станок был создан в Швейцарии в 1870-х годах для производства деталей для часовой промышленности.
Благодаря высокой точности и малой погрешности швейцарские токарные станки в настоящее время широко используются во всем мире для различных целей.
Но что делает эти токарные станки особенными и чем они отличаются от обычных токарных станков?
В этой статье я подробно рассказал о швейцарских токарных станках, таких как их конструкция, возможности и области применения.
В конце я также изложил различия между швейцарским токарным станком и обычным токарным станком, чтобы помочь вам сравнить их и выбрать тот, который подходит для вашего применения.
Что в этой статье?
Что такое швейцарский токарный станок?
Конструкция швейцарского токарного станка
Факторы, отличающие швейцарские токарные станки от обычных токарных станков
Подготовка материала для швейцарского токарного станка
Преимущества использования швейцарского токарного станка
Заключительные мысли
Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что такое швейцарский токарный станок?
Токарные станки Swiss — это высокоточные станки, идеально подходящие для обработки мелких и сложных деталей. В этих токарных станках скользящая передняя бабка продвигает сегмент заготовки в зону обработки через направляющую втулку, в то время как остальная часть заготовки прочно удерживается внутри патрона.
Внутренняя часть швейцарского токарного станка с ЧПУ APSX Nano (Источник: APSX)
Швейцарские токарные станки — это токарные станки с ЧПУ, в которых режущий инструмент остается неподвижным, а высокоскоростно вращающийся прутковый материал перемещается вперед и назад для выполнения операции обработки.
Это ключевой аспект, которым швейцарские токарные станки отличаются от обычных токарных станков.
Швейцарские токарные станки используют сегментный подход к обработке, который обеспечивает надежный зажим длинных заготовок, тем самым предотвращая их отклонение при приложении большой силы резания.
Эти токарные станки также сокращают потери материала, позволяя использовать небольшие и тонкие прутки для обработки мелких деталей, которые иначе нельзя было бы обработать на традиционных токарных станках.
Швейцарские токарные станки обычно используются для механической обработки металлов и поэтому считаются разновидностью токарных станков по металлу.
По сравнению с токарными станками по дереву, токарные станки по металлу характеризуются высоким крутящим моментом шпинделя и относительно меньшей скоростью (об/мин).
Токарные станки по дереву также можно использовать для обработки металлических заготовок, но наличие токарных станков по металлу различных типов, таких как центральный токарный станок, револьверный токарный станок, швейцарский токарный станок и т. д., дает им преимущество даже перед лучшими токарными станками по дереву.
Несмотря на сложную работу и высокую точность, швейцарские токарные станки также доступны по конкурентоспособным ценам, сравнимым с ценами на обычные токарные станки.
APSX-NANO — один из таких доступных швейцарских токарных станков, который можно использовать для обработки различных материалов, таких как алюминий, нержавеющая сталь, латунь, пластик и т. д.
Конструкция типичного швейцарского токарного станка втулка и скользящая передняя бабка.
Втулка направляющая закреплена в литой шпиндельной бабке и изготовлена таким образом, что внутренняя поверхность прочно удерживает прутковую бабку.
Заготовка зажимается в цанге, расположенной за направляющей втулкой в скользящей передней бабке.
Подается в зону обработки через направляющую втулку, где инструмент перемещается на необходимое расстояние от центра заготовки для процесса токарной обработки.
Инструменты работают очень близко к направляющей втулке, что предотвращает отклонение заготовки под действием силы резания.
Кроме того, передовые швейцарские токарные станки оснащены двумя шпинделями — основным и вспомогательным.
Главный шпиндель используется для первичной обработки детали и затем передается на вспомогательный шпиндель в случае дополнительных операций обработки.
Однако главный и вспомогательный шпиндель должны быть идеально выровнены, чтобы предотвратить повреждение заготовки или станка.
Факторы, отличающие швейцарские токарные станки от обычных токарных станков
В таблице ниже я суммировал различия между швейцарскими токарными станками и обычными токарными станками.
Параметр
Швейцарская токарный станок
Обычный токарный станок
Смещение в оси Z
Положительный
Отрицательный
Заказ на маханинг
Заказ на Маханинг
. Заготовка
Направляющая втулка
Присутствует
Отсутствует
Охлаждающая жидкость
Масло
Вода
Время цикла
Низкий
HIGH
Постпроцесс
НЕТ
может быть необходим для комплексных частей между различными частями. -ось
Заготовка выходит из направляющей втулки
В обычном токарном станке заготовка выдвигается из цангового патрона на определенную длину, а торец заготовки считается точкой отсчета (0 на оси Z).
Инструмент перемещается от торца заготовки к цанговому патрону. Это считается движением по отрицательной оси Z.
Следовательно, при программировании для обычного токарного станка с ЧПУ следует использовать отрицательный знак («-«) для смещения оси Z.
При швейцарской обработке скользящая шпиндельная бабка продвигает заготовку в зону обработки через направляющую втулку.
Как и на обычном токарном станке, торец заготовки по-прежнему считается точкой отсчета (0 на оси Z).
Однако перемещение заготовки из патрона считается движением по положительной оси Z, противоположным движению на обычном токарном станке.
Это означает, что вы должны использовать положительный знак («+») для смещения оси Z во время программирования токарного станка Swiss.
Сегментация
Как правило, на обычных токарных станках операции выполняются в последовательном порядке. Следующая операция выполняется только после завершения первой операции.
Это означает, что заготовку обтачивают, а затем меняют инструмент, чтобы сделать канавки там, где это необходимо.
Этот рабочий процесс является лучшим вариантом для обычного токарного станка, так как вся заготовка доступна для обработки в любое время.
При швейцарской обработке скользящий припуск делает невозможным отслеживание этого рабочего процесса, поскольку вся заготовка никогда не доступна сразу.
Из-за этого сегментированный подход к обработке имеет больше смысла на швейцарских токарных станках. Размер сегмента обычно составляет 0,75 дюйма, что является стандартной площадью поверхности направляющей втулки.
Например, при использовании токарного станка для токарной обработки и изготовления канавок на заготовке.
Поток сегментной обработки на токарном станке
Токарный станок сначала выполняет точение на сегменте 1, затем меняет инструмент и делает необходимые канавки в текущем сегменте.
Затем через направляющую втулку выталкивается очередной сегмент заготовки и соответственно меняется инструмент для выполнения токарно-нарезных операций в следующем сегменте.
Сегментация также необходима для предотвращения выпадения приклада из направляющей втулки при втягивании.
Направляющая втулка
Направляющая втулка, используемая в швейцарских токарных станках
Направляющая втулка является одной из характерных деталей, которые отличают швейцарские токарные станки от обычных токарных станков.
В обычных токарных станках заготовки устанавливаются в основную цангу, и это может вызвать отклонение прутка, если отношение длины к диаметру превышает 4:1.
Швейцарский токарный станок уменьшает вылет и прогиб почти до нуля, обрабатывая заготовку очень близко к направляющей втулке.
Направляющая втулка обеспечивает надежную опору заготовки, что позволяет выполнять глубокие пропилы за один проход, а не за несколько мелких проходов. Это повышает точность и снижает износ инструмента.
В зависимости от требуемой точности направляющие втулки бывают трех видов: поворотные, неподвижные и высокоточные направляющие втулки.
Вращающиеся направляющие втулки вращаются вместе с заготовкой и лучше всего подходят для токарной обработки широких элементов.
По сравнению с двумя другими, вращающиеся направляющие втулки обеспечивают наименьшую точность и используются для приложений с допуском около ± 0,0005 дюйма или выше.
Неподвижные направляющие втулки остаются неподвижными, а прутковый материал вращается внутри них.
Они должны быть отрегулированы таким образом, чтобы прутковый материал полностью соприкасался с втулкой и, в то же время, не должен быть слишком тугим, чтобы застопорить шпиндель.
Неподвижные направляющие втулки используются, когда требуется более высокая точность (более 0,0005 дюйма).
Высокоточные направляющие втулки, как следует из названия, используются для еще более жестких допусков.
Охлаждающая жидкость
В отличие от обычных токарных станков, в швейцарских токарных станках используется охлаждающая жидкость на масляной основе вместо воды
СОЖ используется для отвода тепла от режущих кромок и предотвращения перегрева пруткового материала для предотвращения изменения размеров.
По сравнению с охлаждающими жидкостями на водной основе охлаждающие жидкости на масляной основе обладают меньшей теплоемкостью.
Однако он обеспечивает высокую смазывающую способность, тем самым уменьшая трение и сводя к минимуму выделение тепла.
Также помогает снизить износ инструмента и предотвратить ржавление деталей. Это увеличивает срок службы инструментов и снижает потребность в обслуживании машины.
Время цикла
Различные оси на токарно-винторезном станке
В случае токарно-винторезного станка подвижная заготовка увеличивает количество рабочих осей, тем самым обеспечивая более высокую степень свободы.
Типичное число осей для токарных станков Swiss составляет от 7 до 13, по сравнению с 2-5 осями для обычных токарных станков.
Швейцарский токарный станок может выполнять несколько операций, таких как сверление, прорезка пазов, фрезерование, торцевая обработка канавок и обратное сверление за один проход.
Возможность выполнения нескольких операций обработки за один установ сокращает время цикла и повышает производительность токарных станков Swiss.
Постобработка
При использовании обычных токарных станков сложные детали, как правило, необходимо обрабатывать на разных станках, прежде чем получить конечный продукт.
Швейцарский токарный станок, с другой стороны, имеет около 30 инструментов, которые могут работать с материалом. Это устраняет необходимость обработки детали на других машинах.
Кроме того, швейцарские токарные станки обеспечивают более качественную обработку поверхности за один проход без необходимости дополнительных процессов чистовой обработки.
В результате детали, изготовленные на швейцарских токарных станках, имеют качество «готово к отправке».
Подготовка материала для швейцарского токарного станка
Максимально допустимая неровность прутка для швейцарского токарного станка
Швейцарские станки лучше всего подходят для изготовления мелких деталей с жесткими допусками. Емкость стержня обычно колеблется от 0,08 дюйма (2 мм) до 1,5 дюйма (38 мм).
Швейцарские станки могут изготавливать детали размером от 0,0003 дюйма и многократно точить детали диаметром до 0,003 дюйма.
Важным требованием к швейцарским токарным станкам является то, что прутковый материал должен иметь одинаковый диаметр по всей длине.
Даже если стержень занижен на несколько миллиметров, он должен быть занижен по всей длине на столько же.
Пруток, подаваемый на токарно-винторезный станок, должен быть как можно более прямым. Тем не менее, он может работать с максимальным луком 0,001 дюйма на 12 дюймов длины.
Если в токарно-винторезном станке используется несогласованный прутковый материал, созданная деталь также будет несогласованной.
На обычный токарный станок может подаваться непостоянная прутковая заготовка, поскольку ее можно центрировать и поворачивать до тех пор, пока она не станет однородной. Эта операция невозможна на швейцарском токарном станке.
Преимущества использования швейцарского токарного станка
Станки с ЧПУ, такие как швейцарские токарные станки, могут предложить несколько преимуществ по сравнению с обычными токарными станками.
Швейцарские токарные станки изначально были предназначены для обработки мелких и детализированных деталей с очень жесткими допусками, таких как детали, используемые в часовой промышленности.
Направляющая втулка позволяет использовать прутковый материал с отношением длины к диаметру более 4:1 без отклонения пруткового материала, что невозможно на обычных токарных станках.
Сегментированный подход к рабочему процессу и высокое качество поверхности исключают необходимость вторичной обработки.
Возможность установки нескольких режущих инструментов и более высокая степень свободы обеспечивают малое время цикла, что означает, что швейцарские токарные станки могут производить большее количество деталей с большей точностью, чем обычные токарные станки.
окончательные мысли
Швейцарские токарные станки имеют ряд существенных преимуществ по сравнению с обычными токарными станками.
Сегментный подход швейцарских токарных станков, наряду с многоосевой системой резки и возможностью установки нескольких режущих инструментов, предлагает различные преимущества по сравнению с обычными токарными станками.
Однако это увеличивает сложность процесса и, следовательно, требует опытного станочника и оператора с ЧПУ для выполнения желаемого процесса на этих станках.
G-код для оптимального управления швейцарскими машинами, как правило, очень сложен, так как нужно помнить о многих других вещах.
Кроме того, программирование таких сложных задач может быть утомительным и требует полного понимания операции обработки.
Одной из таких задач является перемещение детали с главного шпинделя на вспомогательный шпиндель.
Идеальная синхронизация во время передачи должна быть обеспечена, чтобы предотвратить повреждение машины или детали.
Обычные токарные станки идеально подходят для изготовления тяжелых деталей, тогда как швейцарские станки идеально подходят для небольших, но очень сложных деталей.
Заготовка, используемая на швейцарских токарных станках, должна быть одинаковой как по диаметру, так и по длине, в то время как обычные токарные станки предоставляют некоторую свободу, когда речь идет о неровностях прутковой заготовки.
часто задаваемые вопросы (FAQ)
Чем швейцарские станки отличаются от обычных станков?
Швейцарские токарные станки отличаются от обычных токарных станков принципом работы. В швейцарском токарном станке заготовка может вращаться и скользить вдоль оси Z, тогда как в обычном токарном станке инструмент перемещается, а заготовка остается неподвижной.
Каково применение токарного станка?
Швейцарские токарные станки идеально подходят для обработки небольших деталей сложной геометрии, которые обычно используются в медицинских устройствах, деталях гидравлических клапанов, медицинских имплантатах, музыкальных инструментах, валах, часах и электронике.
Может ли швейцарский токарный станок работать без направляющей втулки?
Да, существуют гибридные швейцарские токарные станки, которые могут работать без направляющей втулки. Эти швейцарские токарные станки ведут себя как токарный станок с фиксированной передней бабкой, поскольку держатель втулки снимается, а цанга входит в отливку передней бабки. Этот способ работы более удобен, когда нужно изготовить серию деталей за короткий промежуток времени.
Швейцарский токарный станок — Бывший в употреблении швейцарский токарный станок на продажу
Чем швейцарская обработка с ЧПУ отличается от токарной обработки с ЧПУ?
Швейцарские токарные станки с ЧПУ отличаются от традиционных токарных станков и токарных центров из-за того, что инструмент соответствует ложе. В токарном центре с ЧПУ инструменты располагаются на круглой револьверной головке с инструментальными пазами. Пруток подается через устройство подачи прутка, а револьверная головка запрограммирована на вращение и шарнирное движение по осям X, Y и Z для встречи с прутком для резки материала. Некоторые токарные станки с ЧПУ имеют более одного шпинделя.
В токарном станке с ЧПУ с двумя шпинделями деталь подается с исходного шпинделя на вторичный шпиндель, где на другой стороне детали может быть выполнена дополнительная обработка. Револьверные головки токарных станков с ЧПУ с двумя шпинделями имеют пазы для инструментов с обеих сторон револьверной головки и могут изготавливать более сложные детали, чем одношпиндельные. Размеры прутков, которые можно подавать в токарный центр с ЧПУ, могут быть намного больше, чем на швейцарских токарных станках с ЧПУ. Механизмы подачи прутка на токарных станках с ЧПУ подают прут, но не сочленяют его с инструментом. Инструмент (на револьверной головке) запрограммирован на перемещение к стержню.
Швейцарские токарные станки изготавливают мелкие детали из прутка
Швейцарские токарные станки с ЧПУ обычно изготавливают детали с наружным диаметром менее 2. Они работают путем перемещения фиксированного приспособления к прутку. Эти инструменты режут очень близко к шпинделю, что позволяет очень быстро менять инструмент. Основное различие между CNC Swiss и токарными станками с ЧПУ заключается в том, как устройство подачи прутка и шпиндель работают вместе для производства деталей. Шпиндель швейцарского токарного станка с ЧПУ управляет движением прутка относительно стационарного инструмента на инструментальном приспособлении.
Вместо инструмента движется брус. Вся резка производится прямо рядом с цангой. Это отличается от токарного станка с ЧПУ, где резка происходит по мере движения инструмента к прутку.
Швейцарские токарные станки с ЧПУ отлично подходят для обработки длинных деталей
Если вы изготавливаете цилиндрическую деталь с внешним диаметром 6 и некоторыми элементами, такими как резьба и пазы, ее можно изготовить либо на токарном центре с ЧПУ, либо на швейцарском токарном станке. Однако на токарном станке с ЧПУ инструмент будет перемещаться по длине детали, что может вызвать некоторый уклон при резании ближе к концу детали. Но на швейцарском токарном станке с ЧПУ рез всегда будет происходить рядом с цангой, поэтому деталь останется круглой и будет находиться в пределах того же диапазона допусков на передней части детали, что и на конце детали. Это делает швейцарские токарные станки идеальными для любых деталей, которые должны быть точными (возможно +/-.001) и длинными по сравнению с внешним диаметром.
Швейцарские токарные станки с ЧПУ отлично подходят для серийного производства
Швейцарские токарные станки отлично подходят для высокопроизводительной работы.
ИнтерПолиМех является технологическим партнером и авторизованным дилером компании Импринта. Последняя разработка компании – 3D принтер Hercules G2, совершенный производственный станок для задач любого уровня. Простая система управления, печать из облака, готовые профили под материалы и система автоматических калибровок позволяют творить быстро и удобно. А возможность работы с техническими материалами PEEK, PC, PEKK и PA делает промышленную печать доступной каждому.
Устройство готово к поставкам заказчикам. Будем рады видеть вас в их числе.
ЗАПРОСИТЬ ЦЕНУ
Преимущества 3D принтера Hercules G2
Настольный принтер с областью печати 200х200х210 мм занимает небольшую площадь (0,12 м2).
Размер печатной области гарантирует возможность печати моделей объемом до 8 литров.
Печатающая головка Hercules UniHot выдает высокую производительность печати для твердых и гибких материалов.
Способен печатать любыми пластиками благодаря температуре нагрева экструдера 410°C.
Управлять принтером стало еще проще с возможностью удаленного доступа.
Благодаря функции возобновления печати прогресс больше не будет потерян при отключении питания.
Предусмотрена термоизоляция блока нагрева, прижимающий механизм имеет регулировку, а сопло очищается автоматически.
Гладкое печатное изделие сразу после печати, без дополнительной обработки.
Поддерживает печать множеством материалов, как популярными, так и сложными.
Технические характеристики
ТЕХНОЛОГИЯ ПЕЧАТИ
FFM (Fused Filament Fabrication). Построение объекта идет за счет расплавления нити пластика, которая через экструдер подается на рабочую поверхность.
ПОДДЕРЖИВАЕМЫЕ МАТЕРИАЛЫ
PEEK, PEKK, Ultem 1010, FormaX, ABS, PLA, HIPS, PVA, UltraX, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX, ETERNAL, FLEX, EASY FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPER SOFT, PRO-FLEX, TOTAL PRO, NYLON, TPUD70, TPUA85, Total GF-30, Titan GF-12, Flex Soft, Flex Hard и другие.
ЭКСТРУДЕР HERCULES G2
Количество экструдеров
1 (один)
Стандартный предустановленный диаметр сопла
200х200х210 мм
Возможные диаметры сменных сопел
0.2, 0.3, 0.5, 0.8, 1, 1.2 мм
Охлаждение экструдера
Активное, воздушное
Температура нагрева
410 С
Охлаждение модели
Двустороннее, регулируемое
Диаметр пластиковой нити
1,75 мм
Тип хотэнда
Цельнометаллический
МЕХАНИКА И ГАБАРИТЫ
Тип направляющих Х,У
Рельсовые направляющие HIWIN 12 мм
Тип направляющих Z
Валы цилиндрические 16 мм
Тип передачи Х,У
H-BOT с зубчатым ремнем 10 мм типа HTD3M
Тип передачи Z
Трапецеидальный винт в шагом 8 мм
Точность позиционирования
0,00125 мм
Тип концевых датчиков
Оптические
Производительность печати гибкими материалами
125 мм/с
Размер принтера без упаковки
420х452х616
Размер упаковки
497х509х750
Вес нетто/брутто
29. 5 кг/35 кг
ПРИНТЕР И КОМПЛЕКТАЦИЯ
Габариты печати
200х200х210 мм
Калибровка плоскости стола
Программная, автоматическая, компенсация первого слоя
Производительность
До 100 см3/ч
Производительность печати гибкими материалами
До 55 см3/ч
Максимальная линейная скорость печати при нормальной экструзии
125 мм/с
Максимальная линейная скорость холостого хода
300 мм/с
Ускорение
До 3000 мм/с2
Тип корпуса
Закрытый корпус с регулируемой принудительной вентиляцией
3D-принтер Hercules G2 разработан и произведен в России. Он не уступает многим зарубежным аналогам.
ЗАПРОСИТЬ ЦЕНУ
Модельный ряд 3D принтеров Импринта
Hercules Strong
Изготавливайте габаритные изделия из технических, композиционных и гибких материалов, используя большое рабочее поле и надежный производительный экструдер.
Hercules Strong Duo
Печатает двумя разными материалами одновременно, автоматически калибруется и контролирует подачу пластика. Новая электроника и механика позволяют печатать точно и бесшумно.
Hercules
Быстро печатает небольшие детали из любых материалов слоем от 15 микрон*. Идеально подойдёт для дома или офиса: занимает меньше места, чем офисный принтер. Очень прост в обращении.
Запросить цену
Заполните форму заявки, и мы свяжемся с вами в самое ближайшее время.
Ваше имя
Ваш e-mail
Сообщение
Первый обзор 3D принтера Hercules G2. Русский 3D принтер от Imprinta убийца Ultimaker?
Содержание:
1. Общее впечатление от анонса.
2. Внешний вид Hercules G2
3. Дисплей
4. Diaprint и облако
5. Экструдер и сопло
6. Системы контроля печати и электроника
7. Кинематика
8. Материалы и Примеры печати
9. Вывод
Всем привет друзья, с Вами 3DTool!
Часто ли происходят такие изменения, которые влияют на большое количество людей, сообщества, а иногда на целые рынки?
Не часто, да и не каждая революционная идея способна изменить представление о том, что привычно, нормально и «само собой». А когда дело касается таких технологичных рынков, как 3д принтеры, понятия «нормальности» выкристаллизовываются годами. Тем сложнее и интереснее задача для прогрессоров, представить новый взгляд на привычные вещи, предложить свое, революционное видение продукта и закрепить его в массовом сознании. Видимо именно такую задачу поставила перед собой отечественная компания-производитель Imprinta. Их линейка 3d принтеров Hercules за последнее время обзавелась собственной технологичной платформой со множеством прогрессивных и отвечающих времени систем, а также углубила и улучшила механическую часть своих устройств. Но стоит ли останавливаться на достигнутом? Конечно нет.
И в этом году был представлен новейший концепт – Hercules G2(Generation 2). В первую очередь новое поколение транслирует одну важную мысль – USB флешка / SD карта более Вам не нужна, со всем справятся облачные технологии и проработанная алгоритмика использования устройства, а современные FDM 3d принтеры способны быть настоящими универсалами в одном решении и печатать любым материалом от WAX до инженерных PEEK, PEI, ULTEM. Новинка уже доступна для предзаказа в нашей компании 3Dtool, однако пощупать реальное устройство руками удалось пока еще немногим.
Давайте рассмотрим, что же представила нам Imprinta, смогут ли они переломить понятие «нормальности» и попробуем подытожить, стоит ли нам так держаться за старые догмы?
Общее впечатление от анонса
На днях состоялся анонс новейшей модели от Imprinta – Hercules G2. Сказать, что публика была удивлена, значит намеренно умолчать. На самой онлайн-презентации, да и в обсуждениях телеграмм каналов, на форумах и в пабликах социальных сетей посвященных 3д печати, разразились настоящие баталии. Новинка не оставила равнодушных, это можно сказать уверенно.
Во время онлайн-презентации, в присущей ему манере, соучредитель и по совместительству, генеральный директор Imprinta – Артем Соломников озвучил основные отличительные особенности Hercules G2. Ими стали:
Переработанная кинематика и механика устройства.
Новая версия Hercules Control Board и вспомогательных систем.
Новейший сенсорный дисплей с огромным набором возможностей и настроек.
Работа в полностью новом П.О. – Diaprint с возможностью управлять устройством и слайсить исключительно « в облаке», однако с поддержкой локального слайсера.
Поддержка огромного количества материалов от классических PLA / ABS до экзотических инженерных пластиков.
И конечно же, большое количество других интересных фишек и опций.
Конечно, компания обещала выпустить нечто новое, еще в 2019-м году, на выставке 3DToday Fest в Москве, но финальный результат действительно внушителен. Если не сказать больше.
Давайте заочно разберем новичка по деталям и сформируем более взвешенную оценку.
Внешний вид Hercules G2
То, что перед вами продукт от Imprinta видно невооруженным взглядом. Характерный дизайн легко читается в оформлении принтера. На первый взгляд кажется, что G2 делит корпус с каким-то из старых принтеров, однако это не так. Размеры устройства гораздо больше самого маленького принтера в линейке производителя – Hercules 2018 и ощутимо меньше флагманских Hercules Strong 2019 и Hercules Strong DUO.
Габариты Hercules G2 составляют 420 х 452 х 616 мм, стандартный, средний размер, отлично помещающийся на любом рабочем столе и вписывающийся практически в любое рабочее пространство.
На передней панели нельзя не заметить огромный 7-ми дюймовый сенсорный дисплей. Сверху расположилась фронтальная дверца с характерной ручкой, и … Все. На передней панели вы не найдете привычных глазу слота SD карты или USB флешки. Вернемся к этому позже, а пока рассмотрим корпус далее.
На боковых стенках устройства расположились глухие смотровые окна, ничего из ряда-вон выходящего.
Сверху – удобная крышка из акрилового пластика, работу которой Артем демонстрировал в Ролике с презентацией.
А вот сзади дело обстоит интереснее, здесь находятся 4 вентилятора рабочей области – два работают на вытяжку горячего воздуха (сверху), а два других на приток воздуха. Эта система отлично сочетается с модифицированным мега – обдувом в печатающем блоке, о нем скажем чуть позднее, вместе они дают возможность печатать из PLA пластика с максимально возможным качеством на экстремальных углах и с достаточно длинными мостами. Это, конечно, предстоит еще проверить в деле, но Imprinta поспешила представить фотографии распечаток и качество действительно впечатляет. Кстати, вентиляторы на выдув оборудованы угольными фильтрами для минимизации неприятного запаха и дополнительной фильтрации воздуха.
Также, на задней стенке расположились номерная табличка, кнопка включения и ethernet разъем. И в отличии некоторых других моделей 3д принтеров, этот узел Hercules G2 жизненно необходим, ведь работает он только при подключении к локальной сети, или с помощью облачного сервиса. Никак иначе отправить задание на принтер Вам, не удастся.
Дисплей
Такой же крутой как в 3D принтерах Raise 3D или Ultimaker S-серии. Все же Imprinta пошла по правильному пути, и заменила “крутилки” , на сенсорную панель управления. Ведь сенсорный дисплей — это уже “must have” для многих гаджетов, 3D-принтеры не исключение.
Основное меню дисплея содержит изображение самого принтера и две крупных иконки – запуска задания на печать и операций с материалом. Вполне логично, эти функции — самые часто используемые в любых принтерах.
Далее, мы можем увидеть меню передвижения по осям, оформленное с симпатичной графикой, с помощью которой можно отследить перемещение печатающего блока в режиме реального времени и такое же меню движения стола по оси Z с анимацией и красивым дизайном.
Так же засветилось меню процесса печати, где мы видим анимированный аватар задания в левой части экрана и кнопки управления с информацией о процессе справа. Сверху, как и на остальных фото, можно заметить линейку основного меню.
Так же, нам продемонстрировали процесс калибровки прижима сопла по оси Z, в том же стиле.
На нем же можно поменять температуры экструдера, стола, и другие параметры.
Учитывая наличие облачного сервиса, конкуренция становится совсем уж явной. Хотя Hercules меньше в размерах и гораздо доступнее по цене.
Diaprint и облако.
Ну вот мы и добрались до самого вкусного и самого важного нововведения второй генерации Hercules’ов – новейшая система облачного слайсинга Diaprint Cloud и «клиентская» часть слайсера – Diaprint PC, подключаемая по LAN, если по какой-то причине использовать 3д принтер с подключением к интернету невозможно.
Давайте бегло разберем эту экосистему и составим о ней первое впечатление.
Diaprint Cloud — облачная система, благодаря которой прямо в окне вашего браузера можно сформировать G-код задания, отправить его на печать, а также отслеживать состояние любого Hercules G2 подключенного к этой системе и авторизованного в одном аккаунте, и следить за их работой в онлайн режиме по веб камере.
Система напоминает уже упомянутую нами выше Raise3D Cloud и базируется на математическом движке слайсера Cura полностью интегрированном в облачное решение благодаря сотрудничеству с 3D Printer OS.
Diaprint Cloud – заточена под организацию крупных ферм 3D принтеров и наилучшим образом покажет себя именно в этом направлении. Однако существует и «офлайн версия»
Diaprint PC – офлайн версия П.О. Набор функций ограничен только слайсером и запуском на печать, тогда как в Cloud можно делать все что позволяет платформа. Версия предназначена на случай ограниченного доступа в интернет и работает с помощью Lan подключения. Отлично подойдет для оборонных и закрытых предприятий, где не всегда есть возможность подключения к интернету.
Как мы уже отметили выше, слайсер Diaprint базируется на математическом ядре Cura и это очевидный плюс. Более того, перекликается даже интерфейс и людям привыкшим работать в Cura последних версий будет довольно легко освоиться и в Diaprint’e.
Систему можно обсуждать довольно долго, мы же приводим краткое описание в целях ознакомления и подробно останавливаться на функциях этого П. О. мы не будем. Отметим только, что после ознакомления с экосистемой принтера становится понятно, почему производитель решил ограничить применения карт памяти и полностью доверился облачному решению. С 32-мя Гб оперативной памяти, устройству просто не нужна лишняя беготня с носителями, а возможность быстро подключится к техподдержке позволяет пользователю быстро решать любые возникающие проблемы.
Тем не менее, посмотрим, как Diaprint покажет себя в деле.
Экструдер и сопло
Печатающий блок – один из основных узлов обеспечивающих топовое положение решению от Imprinta. Третья итерация фирменного Uni Hot, получила полностью переработанную систему протяжного механизма, который содержит напечатанные на 3д принтере по металлу детали и призван свести на нет несовершенства существующих на рынке решений.
Максимальный нагрев сопла теперь составляет 410 градусов, а обдув способен печатать самые острые углы, он, кстати, осуществляется с помощью двух турбинных вентиляторов спереди и сзади печатающего блока и обеспечивает стабильность температуры Cold End’a даже в самых экстремальных условиях. А это значит, что и с цельнометаллическим экструдером пробки из материала исключены.
Узел был спроектирован, фактически с нуля. Ревизии были подвергнуты даже сопла. Что, несомненно, является важным фактором. В недавнем прошлом, среди некоторых пользователей появилось недовольство качеством исполнения сопел на прошлых моделях, теперь это недоразумение исправлено.
Hercules G2 комплектуется уникальными соплами, разработанными и производимыми с очень большой тщательностью. Например, по словам Артема Соломникова, для производства «всеядного» хотенда, была придумана специальная технология полировки трубки экструдера, не имеющая аналогов. Одна только эта операция занимает 40 минут реального рабочего времени.
Доступны два исполнения – титановое сопло повышенной прочности, для абразивных материалов и латунное для классических. Как и раньше, пользователям предлагается большое количество размеров от 0. 3 до 1.2 мм.
Кстати, для удобства регулировки прижима на протягивающий механизм был установлен специальный сигнальный флажок, позволяющий быстро оценить его уровень.
Системы контроля печати и электроника.
Наряду с глобальным обновлением печатающего блока, получили логичное обновление и системы контроля печати. Так, благодаря энкодеру, расположенному на валу прижимного ролика, и оптическому датчику, установленному теперь непосредственно возле катушки, система Sensitive PROCheck определяет наличие и движение нити в механизме быстрее и точнее, чем раньше. Все это безусловно увеличило надежность и отказоустойчивость узла.
SolidPrint Check в свою очередь, опирается на показания энкодера и позволяет определить несовершенства и артефакты на внешней поверхности изделия. Исключаются перекосы и несовершенства детали при производстве.
В случае возникновения какой-либо ошибки с подачей или деформацией, принтер ставит печать на паузу и направляет оператору сообщение об ошибке на дисплей устройства и в интерфейс Diaprint Cloud.
Помимо этого, благодаря новой ревизии собственной электронной платформы – Hercules Control Board, на базе ядра STM32F406 168 МГц, 32-бит, появилась возможность установить более совершенные драйверы осей – TMC5161 работающие еще тише, это кстати, чистая правда, ни на одной трансляции или видео обзоре принтер не был слышен на фоне, хотя на всех из них в этот момент он печатал.
Внутри корпуса расположилась веб камера высокого разрешения, передающая картинку в Diaprint Cloud и без которой его работа была бы не настолько удобной.
Подключение к интернету и работу дисплея регулирует плата Raspberry, а полностью автоматической калибровкой стола, создающей карту высот и корректирующей положение стола во время печати, ведает все тот же STM32.
Так же принтер оборудован 80 ваттным нагревателем экструдера и нагревательным столом способным достигать 150 градусов нагрева. Конечно же, все это потребовало и дополнительных предохранителей.
Кинематика
Также Hercules G2 обзавелся несколькими серьезными модификациями кинематики и механики.
Во-первых, теперь по осям X/Y каретку с печатающим блоком тянет армированный стальным кордом 10 миллиметровый ремень не подверженный растяжениям и устойчивый к высоким температурам.
Помимо этого, по всем осям были установлены оптические концевые датчики, никаких сбоев со временем, как с механическими аналогами теперь быть не может, своевременное и правильное решение.
Hercules G2 использует уникальные для настольных 3D принтеров шаговые моторы типоразмера Nema-23 с усилием до 12,6 кг, за счет которых обеспечивается та самая беспрецедентная скорость печати в 100 кубических сантиметров в час, подтвержденная тестами. Так же, вкупе с 12-ти миллиметровыми рельсовыми направляющими Hiwin это обеспечивает четкое и быстрое перемещение довольно массивного печатающего блока, который, как мы уже выяснили выше, также был существенно переработан.
По оси Z можно обнаружить классические 16 миллиметровые цилиндрические направляющие и трапецеидальный винт в качестве привода стола. Интересно, почему инженеры решили не устанавливать швп?
Материалы и Примеры печати
Согласитесь, какой обзор и без примеров печати?
На радость нашему любопытству, Imprinta предоставила широкий список примеров с печатью разными материалами.
Мы не будем давать комментарий по каждому из них, а просто предлагаем оценить качество исполнения самостоятельно.
На первой фотографии вы можете видеть довольно крупную деталь из PEKK– жаропрочного конструкционного пластика.
Далее представлен хорошо знакомый пользователям Picaso 3D – Formax в безусловно отменном качестве печати.
Оранжевая деталь выполнена из привычного всем печатникам ABS. Обратите внимание на качество внутренней поверхности.
Далее нам демонстрируют диковинный Easy Flex от Rec. И это не самый мягкий эластомер, который уже протестировали на принтере. Подтверждена уверенная печать Titi Flex от PrintProduct.
Далее идет инженерный пластик повышенной прочности от SEM – ABS MAX. На презентации было отлично видно, что качество печати очень впечатляет. Учитывая, что ABS Max не самый простой в печати материал, результаты внушительные.
Однако самым эффектным на наш взгляд примером оказался этот футуристичный небоскреб, демонстрирующий способности Hercules G2 печать PLA на уровне, а то и лучше недавно попавшего к нам на обзор Ultimaker.
Вывод
Что ж, давайте подытожим.
То, что показала за последние две недели Imprinta, как бы не язвили некоторые скептики, действительно шаг, а то и несколько шагов вперед даже по сравнению с их собственными ранними разработками.
Идея отказаться от носителей и перевести всю работу с устройством в онлайн – действительно революционна и заслуживает, как минимум внимания, как максимум – уважения за смелость.
Качество печати и проработка всего изделия, налицо. Набор пластиков, с которым G2 уверенно работает – закрывает по факту 95% любых вариаций задач на тему эксплуатации.
По состоянию на конец 2020 года, 3D принтер Hercules G2 — один из самых технологичных 3D принтеровроссийского производства с современной электронной начинкой и компонентами. Радует, что производитель не просто обновил какой-то отдельный узел, а сделал полностью новую платформу.
Была проделана тщательная работа над ошибками, и теперь новый G2 — попытается завоевать не только рынок РФ и СНГ, но и безусловно покорит Европейский.
А на этом у нас все! Спасибо за чтение, с вами была компания 3DTool ! До новых статей!
Приобрести 3D принтеры Imprinta, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
По электронной почте: Sales@3dtool. ru
Телефону: 8(800)775-86-69
Или на нашем сайте: https://3dtool.ru
Не забывайте подписываться на наш YouTube канал :
Не забывайте вступать в наши группы в соц.сетях:
INSTAGRAM
ВКонтакте
Facebook
Обзор большого 3D-принтера Hercules Strong / Хабр
Всем привет! Это Top 3D Shop, и сегодня мы рассмотрим обновленный 3D-принтер Hercules Strong производства компании «Импринт» из Красноярска.
Смотрите видео обзор на нашем YouTube канале. Тем, кто предпочитает печатный текст с картинками, предлагаем читать дальше — мы расшифровали и проиллюстрировали обзор специально для вас.
Видео
Подписывайтесь на наш канал, чтобы не пропустить новые обзоры и свежие выпуски нашей цифровой 3D продукции.
О принтере
Теперь «Стронг» выглядит иначе, сравнимо с предыдущей моделью.
Hercules strong
Характеристики
— Технология печати: FDM — Площадь конструкции, мм: 300х300х400 — Толщина слоя, мкм, от: 20 — Нагрев экструдера, °С: 260 — Нагрев платформы, °С: 120 — Скорость печати, мм/с: 180 — Платформа: стекло — Насадка, мм: 0,5 в сборе, от 0,2 до 1,0 опционально — Потребляемая мощность, Вт: 300 — Цена, руб.: 180 000
Наименование
От простого «Геркулеса» крепкая версия отличается в первую очередь размерами. Целевой областью принтера является печать крупных деталей, поэтому он имеет более закрытый корпус для обеспечения правильной температуры при печати. Хотя большие изделия обычно печатают из PLA, в принтере есть универсальный экструдер, подходящий для печати всеми основными филаментами для FDM.
FDM — самая распространенная и доступная технология 3D-печати. Hercules Strong печатает стандартную пластиковую нить диаметром 1,75 мм. Подробнее о материалах читайте ниже, в отдельном разделе.
У принтера нет слайсера собственной марки; вместо этого производитель рекомендует использовать открытые слайсеры Slik3r или Repetier-host, но об этом чуть позже.
Оборудование
Принтер поставляется в деревянном ящике, все подвижные части надежно закреплены стяжками. Рассмотрим комплектацию принтера.
В комплекте с принтером идет сопло 0,5 мм, также можно купить сопло диаметром от 0,2 до 1 мм, в зависимости от ваших потребностей.
Платформа принтера покрыта специальной пленкой, улучшающей адгезию. Если эта пленка износилась, ее можно снять и заменить на новую или использовать клей для 3D-печати.
В комплект входят:
— Насадка 0,5 мм — Пластиковая катушка от производителя — Кабель питания — Шнур USB — Набор ключей для сервисного обслуживания — Гарантийный талон, инструкция и флеш-карта — Антивибрационные ножки
Обзор принтера и механизмов
Теперь перейдем к самому заметному отличию, это новый дизайн. Больше никаких мебельных петель. Корпус выполнен из стали и выглядит совершенно иначе, остекление выполнено из полупрозрачного пластика.
Верхнюю крышку теперь можно не снимать, за печатью можно наблюдать через пластиковые окошки спереди и сбоку. В целом корпус теперь больше похож на корпус простого «Геркулеса» и стал более закрытым, в нем меньше щелей и отверстий, что хорошо, если вы печатаете не только PLA.
Принтер оснащен кинематикой типа H-bot, как и большинство других FDM-принтеров. Платформа перемещается с помощью ШВП и пары цилиндрических направляющих.
Направляющие для остальных осей — рельсы. Механика принтера стандартная, экструдер расположен вверху и перемещается по осям X и Y, платформа перемещается по оси Z.
В задней части корпуса есть два кулера, которые отвечают за охлаждение камеры.
На экструдере расположены охладители для охлаждения пластика во время печати. Это стандартная компоновка для 3D-принтеров с закрытым корпусом.
Довольно интересно выглядит крепление катушки: катушка просто ставится на два ролика, что снимает многие ограничения по ее габаритам и весу, главное, чтобы она подходила по ширине.
Обзор программного обеспечения
В принтере нет своего слайсера, производитель рекомендует использовать Slik3r. Вы также можете использовать любой открытый слайсер, поддерживающий профили, например CURA или Simplify. Обычно мы используем просто «simplifay».
Профиль можно найти в Интернете, сделать самостоятельно (при наличии квалификации) или настроить с помощью сервисной службы.
Когда слайсер настроен, мы загружаем модель в формате STL, настраиваем такие параметры, как толщина слоя и процент заполнения, и запускаем модель для рендеринга. Когда g-код готов, сохраняем его на SD-карту и переносим на принтер.
Печать
После того, как мы разрежем нашу модель на слои и переведем все это в машинный код, можно загрузить этот код в принтер и приступить к печати.
Большинство 3D-принтеров можно подключить к компьютеру с помощью USB-кабеля и начать печать с компьютера, но делать это не рекомендуется, т. к. любое зависание чревато остановкой печати и выходом из строя. Печать лучше всегда начинать с носителя или из внутренней памяти принтера.
Перед печатью покрываем платформу специальным 3D клеем. Это клей для приклеивания (приклеивания) первого слоя модели к платформе.
Распылять клей внутри принтера категорически запрещено, так как он полимеризуется на элементах кинематики и это может привести к неисправности. Необходимо набрызгать клей на салфетку или ткань и расстелить стол.
Также можно использовать специальный клей-карандаш или пластиковый раствор в растворителе, но последний вариант лучше не применять на платформах со специальным покрытием.
Механика принтера позволяет печатать толщиной от 20 до 800 мкм. Нужно помнить, что если вы печатаете что-то большое, с толщиной слоя 50 микрон и диаметром сопла 0,3 мм, то у вас будут сотни часов на печать. Более крупные детали лучше печатать с соплом большего диаметра, что экономит время.
Принтер имеет закрытый со всех сторон корпус, что вместе с подогреваемой платформой позволяет печатать термоусадочными пластиковыми материалами, такими как ABS. В отличие от предыдущей версии принтера здесь нет возможности поднять верхнее стекло, для лучшего охлаждения при печати PLA. Теперь принтер имеет закрытый верхний корпус. Вы можете открыть дверь или оставить задачу по охлаждению выхлопной системы.
Одной из характерных особенностей Hercules Strong является большая область печати, которая составляет 300x300x400 мм, что значительно больше, чем у большинства FDM-принтеров. Резьба принтера использует стандартный диаметр 1,75 мм.
Вот наша модель и готова. При печати PLA он довольно сильно липнет к столу, стоит дождаться полного остывания платформы и снять его вручную. Модели из ABS обычно отскакивают от стола после того, как он остынет до 40 градусов.
Производитель не рекомендует использовать шпатель для снятия модели.
Материалы
Существует множество типов нитей, которые можно печатать на Hercules Strong. Это ABS, производимый из нефтепродуктов и широко применяемый в промышленности, биопластик PLA, резиноподобные FLEX и RUBBER, а также экзотические композитные пластики, такие как LAYWOOD (с древесиной) и BRONSEFILL (с металлическими частицами).
На самом деле принтер поддерживает печать подавляющим большинством филаментов. Точнее: всем, для чего подходят его температурные условия.
Проще всего, конечно, набрать PLA. Если вам нужно создать что-то большое, то это ваш выбор. ABS больше подходит для небольших функциональных деталей. Кроме того, принтер очень хорошо печатает гибкими материалами, такими как FLEX и RUBBER. Для композитных пластиков лучше брать насадку большего размера.
Преимущества и недостатки
Плюсы:
— Большая область печати — Высокая стабильность работы — Прочный и устойчивый стальной корпус — Сложная система охлаждения принтера — Возможность работы с большинством популярных материалов
Минусы:
— По сравнению с предыдущей моделью плохой обзор, несъемная непрозрачная верхняя крышка — Большой и тяжелый принтер, не может возможность установки на любом рабочем месте — Отсутствие собственного фирменного слайсера
Заключение
По результатам тестовой печати можно сказать, что Hercules Strong — очень бодрый и качественный принтер, предназначенный для стабильной печати больших изделий. Стабильность работы подтверждена тестами производителя и заявлена как минимум 150 часов непрерывной печати без перерывов, чему способствует система циркуляции воздуха в камере принтера. Кроме того, новый Стронг заметно похорошел внешне.
Рекомендуем Hercules Strong для работы в области архитектурного макетирования, прототипирования технологических изделий и арт-объектов, для печати готовых изделий на заказ.
Чтобы приобрести Hercules Strong, сделайте заказ онлайн. Если у вас есть вопросы, свяжитесь с нами по телефону 8 (499) 322-23-19 или по электронной почте [email protected], мы дадим исчерпывающую консультацию и подберем 3D принтер под ваши цели и задачи.
Хотите больше интересных новостей из мира 3D технологий?
Подписывайтесь на нас в соц. сети:
3D-принтер HERCULES G4
SIU System представляет вашему вниманию 3D принтер HERCULES G4.
Модель Hercules G4 — это новое поколение профессиональных принтеров от российского производителя IMPRINTA, использующих технологию Fused Filament Fabrication (FFF), метод которой заключается в послойном сплавлении нитей, как правило, термопластичных. Технология послойного наплавления (экструзии) является наиболее распространенным и популярным методом 3D-печати и широко используется для создания трехмерных моделей при прототипировании и в промышленном производстве. Технология FFF предполагает создание объектов путем нанесения последовательных слоев материала, повторяющих контуры цифровой модели.
Особенности 3D-принтера HERCULES G4
Устройство имеет жесткий металлический корпус закрытого типа, обладающий повышенными теплоизоляционными свойствами. Зона строительства находится внутри активной герметичной термокамеры, нагретой до 65 °С. Печатная платформа также нагревается до максимальной температуры 150°C. Благодаря размерам строительной зоны 400х300х600 мм становится возможным создание целых крупногабаритных изделий за один цикл. 3D-принтер Hercules G4 обладает высокой производительностью до 162 см³/ч и точностью печати 0,002 мм/м с повторяемостью 95%. Толщина слоя продукта может варьироваться от 0,02 до 0,9 мм. Принтер обладает богатым функционалом, включая систему контроля наличия и подачи материала, а также может комплектоваться системой сушки материала Hercules MDry Station, влияющей на качество и стабильность получаемой продукции.
Преимущества
Принтер оснащен фирменным высокотемпературным экструдером Hercules UniHot V4 с максимальной температурой нагрева до 420 °С и цельнометаллическим хотэндом с титановым термобарьером, позволяющим печатать инженерными пластиками. При необходимости печати наиболее распространенными материалами при температуре до 250 °С возможна установка термобарьера из тефлона. По умолчанию экструдер имеет сменное сопло диаметром 0,4 мм, которое можно легко заменить на сопло другого размера (0,3, 0,6, 0,8 или 1,2 мм). Сопло может быть изготовлено из латуни или титана.
Благодаря новой механике максимальная линейная скорость печатающей головки составляет 125 мм/с, а скорость холостого хода — 300 мм/с, что позволяет достичь высокой скорости печати. Для наиболее плавного и быстрого перемещения печатающей головки на оси X и Y установлены рельсовые направляющие от HIWIN, а на оси Z установлены цилиндрические валы диаметром 16 мм. Движение XY использует кинематику Core-XY с зубчатым ремнем типа GT2 шириной 10 мм, а по оси Z используются две высокоточные шарико-винтовые пары HIWIN с шагом 4 мм, что обеспечивает точность продукции.
Области применения
Hercules G4 с увеличенным рабочим пространством и производительностью предназначен для создания различных функциональных прототипов и мелкосерийного производства высококачественной готовой продукции для малого и среднего бизнеса.
Материалы для печати
Hercules G4 способен эффективно работать с техническими, гибкими материалами, широким спектром инженерных материалов, композитов, эластичных, а также высокотемпературных материалов PEEK и PEKK. В качестве сырья используются катушки пластиковых ниток диаметром 1,75 мм.
Программное обеспечение
Устройство управляется 32-битным контроллером Hercules Control Board на базе ядра STM32F406 (или аналога) с тактовой частотой 168 МГц. Шаговые двигатели — NEMA 23 для X и Y, NEMA17 для Z и NEMA 11 для экструдера. Среди доступных интерфейсов для подключения: Ethernet (LAN), Wi-Fi и USB.
Программное обеспечение Diaprint Suite используется для подготовки моделей к 3D-печати и управления процессом печати, включая веб-версию Diaprint Cloud, приложение Diaprint для ПК для Windows и MacOS и мобильное приложение Diaprint APP, которое будет доступно в 2023 году. Подготовка к работе программное обеспечение уже тщательно подобрало все необходимые настройки для самых популярных материалов. Они просты в использовании для производства качественных 3D-печатных деталей, что упрощает обучение и удобство для оператора.
Характеристики 3D-принтера HERCULES G4
Максимальная производительность
до 162 см3/ч
Точность печати
0,002 мм/м
Повторяемость результата
95%
Поддерживаемые типы контента
Основными из них являются композиты ABS, PLA, PETG, TPU, CF и GF, PEEK, PEKK, BASF 316L и 17 4 PH.
Прочее — полимеры SEBS
Тип экструдера
Прямой экструдер Hercules UniHot V4 (1 шт.)
Тип хотэнда
Стандартный цельнометаллический с титановым термобарьером с нагревом до 420°С.
Хот-энд с тефлоновым термобарьером с нагревом до 250°С (приобретается отдельно)
Температура нагрева сопла
до 420 °С
Температура нагреваемой камеры
до 65°С
Температура платформы с подогревом
до 150 °С
Диаметр латунного сопла
0,3, 0,4, 0,6, 0,8, 1,2 мм (в зависимости от совместимости с хотэндом)
Диаметр нити
1,75 мм
Механика принтера
Тип направляющей для X, Y: направляющие HIWIN, 12 мм
Тип направляющей для Z: гладкие цилиндрические валы, 16 мм
Тип трансмиссии для X, Y: Core-XY, с зубчатым ремнем типа GT2
Тип шестерни для Z: две прецизионные шарико-винтовые пары HIWIN с шагом 4 мм
Контроллер
Плата управления Hercules на базе ядра STM32F406 (или аналогичного) 168 МГц, 32-бит
Гибкая игла для чистки сопла 3D принтера (набор 0.2/0.3/0.35/0.4/0.5 мм) [#X-6], цена 60 грн — Prom.ua (ID#1241043815)
Характеристики и описание
Набор игл для чистки сопла (набор 0.2/0.3/0.35/0.4/0.5 мм)
Гибкие иглы предназначены для очистки сопел 3D принтера от различных засорений, которые периодически случаются особенно при частой эксплуатации 3D принтера. Гибкая металлическая конструкция иглы обеспечивает ее прочность и снижает риск быстрой поломки в процессе использования. Регулярная прочистка сопла поможет улучшить качество печати и продлит срок службы существующего сопла.
Характеристики:
Материал: нержавеющая сталь
Диаметры игл: 0.2/0.3/0.35/0.4/0. 5 мм
Размер: 60 мм Комплектация: — Набор игл для прочистки сопла x 1
Нажмите, чтобы посмотреть все наши товары
— Оплата проводится переводом на карту Приватбанка (если не выбрана опция «наложенный платеж»). — Реквизиты для оплаты приходят вам на email после покупки. — Покупатель должен оплатить лот на протяжении 7-ми дней.
— Доставка осуществляется службами Новая почта и Укрпочта. — Товар отправляется только после 100% предоплаты, если не выбрана опция «наложенный платеж». — Стоимость доставки оплачивает покупатель при получении посылки. — При покупке нескольких лотов, стоимость доставки комбинируется.
Не делайте необдуманных покупок!
— Товары из разных партий могут иметь незначительные отличия между изображением на сайте и фактическим видом. — По любым вопросам относительно товара используйте кнопку «Задать вопрос о товаре». — После покупки вы обязуетесь оплатить покупку на протяжении 7-ми дней,в противном случае нам придется оставить «отрицательный» отзыв по сделке.
Был online: Сегодня
Продавец Ardu.prom.ua (наложка НП от 150 грн!)
6 лет на Prom.ua
1000+ заказов
Каталог продавца
Отзывы
1681
г. Запорожье. Продавец Ardu.prom.ua (наложка НП от 150 грн!)
Был online: Сегодня
Код: #X-6
На складе в г. Запорожье
Доставка по Украине
40+ купили
60 грн
Оптовые цены
Доставка
Оплата и гарантии
Популярные производители в категории Наборы и компоненты для самостоятельной сборки электроники
Без бренда
STMicroelectronics
Kradex
Arduino
Sxemki
Maszczyk
Noname
NXP Semiconductors
International Rectifier
waveshare
RobotDyn
Infineon
Texas Instruments
У нас покупают
Наборы и компоненты для самостоятельной сборки электроники
Съемные объективы
Аксессуары для фото-, видеокамер
ТОП теги
Термоусадочная машина
4. 0 speaker
3.3 скачать
Комплект радиомодуля
Igbt infineon
Diy годинник
Модуль преобразователь
Насколько вам удобно на проме?
Игла для чистки сопла экструдера
Каждый пользователь FDM 3D принтера сталкивался с ситуацией когда сопло забивалось и расплавленный филамент переставал выдавливаться из форсунки.
Для решения этой задачи существует несколько методов связанных с демонтажем форсунки. Это и удаление остатков филамента при помощи специального сверла, и выжигание пластика горелкой, и применение различных растворителей.
Существует простой способ очистки сопла без демонтажа форсунки. Для этого необходимо воспользоваться предлагаемыми иглами для прочистки сопла 3D принтера.
Игла для прочистки сопла 3D принтера изготовлена из высококачественной нержавеющей стали и имеет различные диаметры. Для прочистки сопла необходимо выбрать диаметр иглы равный диаметру сопла, нагреть сопло до температуры немного превышающей ту, при которой велась печать. Затем вставить иглу в сопло и прочистить его, перемещая иглу внутрь и наружу, проталкивая при этом нить пластика через экструдер вручную.
Процедуру необходимо повторить несколько раз до тех пор, пока пластик не начнет свободно выдавливаться из сопла.
Страна
Китай
Расходные материалы
для 3D-принтера
Тип аксессуара
Разное
Нет отзывов о товаре
Напишите отзыв и получите 5 очков лояльности. Вы можете перевести очки в ваучер и получить скидку при следующих заказах. Очки появятся в вашем аккаунте после публикации отзыва.
Покупатели этого товара так же приобрели:
Акция
-20%
Нет в наличии
Нет в наличии
Последние товары на складе
Товар имеется в различных вариантах
Нет в наличии
3D аксессуары
Термоковрик Для 3D Принтера FlashForge Guider 2 / 2S (Оригинал)
BT-FFG2
5. 0 (отзывов: 1)
270 ₴
► Размер (мм) : 305 X 265► Хорошая адгезия► Многоразовое использование► Толщина (мм) : 0,5 Шероховатая поверхность термоковрика обеспечивает хорошую адгезию при 3D печати. Можно использовать с большинством распространенных материалов: ABS, PLA, PET, PP, HIPS и др.
Просмотр
Нет в наличии
3D аксессуары
Ключ для сопел E3D V5/V6, MK-8 (7мм)
356741
5.0 (отзывов: 1)
60 ₴
Мини-ключ для оперативной и удобной смены сопел популярных типоразмеров E3D V6 M2 M2.5 M3 M4. ► Вес – 10 г► Размеры (мм): 4; 5; 5.5; 7► Размеры гаек: M2, M2.5, M3, M4► Изготовлен из прочного сплава Ключ идеально подходит под типы сопел: E3D V5/V6, МК 8. * Внимание: данный ключ не подходит для сопел от Ender
Последние товары на складе
Связанные статьи
5 Лучшие комплекты для чистки сопла 3D-принтера Обзор
В некоторых случаях засорение сопла происходит, когда 3D-принтер создает недостаточное количество температуры. Это приводит к тому, что материал прилипает к соплу. Это связано не только с необходимостью некоторых корректировок или настроек, но и с правильным режимом очистки. Ответ? Правильный набор для чистки сопла принтера.
Качественный комплект для очистки сопла принтера поможет вам поддерживать сопла экструдера в исправном состоянии. Имейте в виду, что регулярное техническое обслуживание вашего 3D-принтера не только поможет вам создавать идеальные 3D-отпечатки, но и продлит срок службы вашего устройства.
Ниже приведены некоторые из лучших наборов для чистки сопел 3D-принтеров от ведущих мировых брендов. Чтобы убедиться, что вы сделаете лучший выбор из этих пяти великолепных вариантов, мы составили список их основных функций с помощью энтузиастов и профессионалов 3D-принтеров.
Ищите комплект, в котором есть все инструменты и материалы, необходимые для наилучшей очистки форсунок. Сделав свой выбор, не забудьте нажать на кнопки ниже, чтобы получить доступ к лучшим ценам Amazon для них!
Лучший 3D-настройка для очистки насадки для насадки для очистки и рейтинга
3D Принтер. Набор инструментов
отлично подходит для E3D, MK8, MK10 и некоторых других
два типа специальных пинцетов
12 штук 5 мм 3 иглы из нержавеющей стали 0,4 мм2 штук разных точных пинцетов, 1 штука пластиковая бутылка
2. Leinuosen 21-Piece 3D Printer Nozzle and Cleaning Kit
great for Makerbot Creality CR-10, MK8 Makerbot Reprap Prusa I3 3D printers
curved precision tweezers
10 кусочков гибких игл из нержавеющей стали
3. Гларки 24-часовые 3D-набор для очистки насадки для съемки
10 кусоч0003
deburring tool and two replacement bits
9-inch pallet knife
4. REPTOR 11-Piece 3D Printer Nozzle Cleaning Kit
suitable for delicate nozzle maintenance
прецизионный пинцет с немагнитным изгибом
прецизионный пинцет с немагнитным изгибом
9001
5 частей 0,4 мм бури
Высококачественная нержавеющая сталь
Совместимость с большинством 3D-дивнеров
0 900 900
0
0
0
0
50505023333333333333333333333333333333333333333333333333333333н. 1. Набор инструментов для очистки сопла 3D-принтера Mika3D из 27 предметов
0023
Mika3D
Weight (Set)
2.2 ounces
Material
Stainless Steel
Package Dimensions
5,51 x 1,18 x 1,18 дюйма
качество
долговечность
функции и инструменты
простота использования
Включает набор сверл для очистки сопел 3D-принтера с 27 инструментами (12 игл из нержавеющей стали 0,4 мм, 12 медных игл 0,35 мм, 2 пинцета разной точности, 1 пластиковую бутылку), которые отлично подходят для очистки засоров нитей и сопел 3D-принтеров.
Имеет гибкие и прочные иглы, которые легко скручиваются.
Идеально очищает сопла 3D-принтера, а также другие мелкие детали, такие как горловина и механизм подачи.
Включает в себя два типа специальных пинцетов, один для обслуживания сопла, а другой для очистки горячих концов экструдера и излишков вспомогательного материала для нити PLA/ABS.
Подходит и совместим с большинством сопел экструдеров для 3D-принтеров, включая E3D, MK8, MK10 и некоторые другие.
Хотя иглы отлично подходят для очистки наконечника, за ними должен следовать стержень, чтобы вытолкнуть остатки нити из печатающей головки.
Будьте осторожны при обращении с пинцетом, так как он очень острый.
Окончательный вариант:
Набор инструментов для очистки сопла 3D-принтера Mika3D — хороший вариант для очистки и обслуживания сопла 3D-принтера. Эти крошечные инструменты отлично справляются с удалением стойких засоров, которые образовались со временем. Один только пинцет стоит своей цены, а иглы также хороши для сложных засоров. Точно так же набор отлично подходит для определения того, вызвана ли проблема печати засорением или чем-то еще в процессе, включая проблему с экструдером или плохую нить. Цена на комплект была разумной, потому что он содержит все необходимое и является отличной инвестицией, предназначенной для вашего 3D-принтера.
Проверить цену
2. Leinuosen 21-Piece 3D Printer Nozzle and Cleaning Kit
Specifications:
97% Overall
Brand
Leinuosen
Weight ( комплект)
1,41 унции
Материал
Нержавеющая сталь, латунь
размеры пакета
5,91 x 1,18 x 0,39 дюйма
Качество
101011010110101018
. shiple
.shiple
.shiple
.slieble
.slieble
.slieble
.slieble
.slieble
.slieble
.slieble
7less
7less
.shile
7lly. диаметром 0,4 мм идеально подходит для тонкого ухода за форсунками и труднодоступными местами, такими как шестерни подачи.
Поставляется с 10 соплами MK8 диаметром 0,4 мм, изготовленными из высококачественной латуни, прочными, долговечными и поддерживающими входной диаметр 1,75 мм, выходной диаметр 0,4 мм и шестигранный диаметр сопла 3D-принтера 6 мм.
Включает 1 пинцет для ухода за насадками и удаления ненужного вспомогательного материала.
Имеет изогнутый прецизионный пинцет, который является антистатическим и немагнитным.
Подходит для всех моделей 3D-принтеров Makerbot Creality CR-10, MK8 Makerbot Reprap Prusa I3.
Пинцет может быстро согнуться без надлежащего ухода.
Окончательный вариант:
Leinuosen Набор из 21 сопла для 3D-принтера и его очистки — отличное соотношение цены и качества, поскольку в комплект входит 10 сопел для принтера, а также 10 игл для чистки сопел диаметром 0,4 мм в одной упаковке. В комплект входит хороший набор зондов, сопел и пинцетов, которые можно использовать с 3D-принтерами и которые чрезвычайно полезны для удаления засоров и очистки сопел. Очистители работают хорошо и очищают сопло, а также экструдер гораздо более тщательно и быстро. Этот пакет — все, что вам нужно, если вы ищете удобный набор для обслуживания 3D-печати по самой низкой цене, но с достойным качеством.
Проверить цену
3. Glarks 24-Piece 3D Printer Nozzle Cleaning Tool Kit
Specifications:
96% Overall
Brand
Glarks
Weight ( комплект)
13,05 унций
Материал
Металл, пластик
0017
Размеры упаковки
11,1 x 7,28 x 1,77 дюйма
Качество
9003
Функции и инструменты
Съемки
Функции и инструментов 9014
С легкостью
. чистящие иглы, содержащиеся в круглом контейнере.
Иглы для очистки из нержавеющей стали легко скручиваются и являются гибкими, что делает их пригодными для очистки сопел 3D-принтеров, устранения засоров нитей и легкого удаления излишков нити.
Включает инструмент для снятия заусенцев и две сменные насадки, изготовленные из алюминиевого сплава с качественным покрытием (рукоятка) и быстрорежущей стали (лезвия), которые отлично подходят для нарезки круглых отверстий, широких отверстий, острых линий и угловых краев.
9-дюймовый мастихин для удаления 3D-отпечатков с прочной деревянной ручкой для превосходного контроля и тонким высокоточным лезвием из нержавеющей стали для простого и быстрого удаления отпечатков с печатного стола.
Включает в себя кусачки для проволоки, которые можно использовать для резки нити, и инструмент для напильника, который используется для обработки неровных краев 3D-печати.
Включает в себя пинцет с загнутым кончиком, который идеально подходит для удаления просачивающейся нити из сопла экструдера перед началом печати.
Качество некоторых инструментов не очень впечатляет, но они прекрасно справляются со своими функциями.
Окончательный вариант:
Набор инструментов для очистки сопла 3D-принтера Glarks из 24 предметов не только предлагает инструменты для очистки сопла, но и содержит все необходимое для обслуживания вашего 3D-принтера. Он включает в себя инструмент для удаления заусенцев для обрезки края 3D-принтера и чистящие иглы для очистки сопел 3D-принтера, включая устранение проблем с засорением нити. Он также поставляется с резаком для проволоки, предназначенным для резки нити и некоторых других легких материалов, используемых во время печати. Он также содержит пинцет для извлечения просачивающейся нити из сопла экструдера до тех пор, пока он не начнет печатать, инструмент для напильника для сглаживания неровных краев на 3D-отпечатках путем протирания инструмента по грубым кускам материала и скребок для удаления моделей из 3D-принтеров. Этот пакет похож на универсальный магазин для всего, что вам нужно.
Проверить цену
4. REPTOR 11 PEECE 3D PRINTER COMPLANG KIT
Технические характеристики:
94%
9000
7
.
1,2 унции
Материал
Нержавеющая сталь
230193
размеры пакета
5,51 x 0,98 x 0,98 дюйма
качество
Dupability
Особенности и инструменты
Exture
9003
. Слита. иглы с диаметром опоры 0,40 мм.
Включает антистатический, немагнитный изогнутый прецизионный пинцет для очистки сопел и излишков материала.
Включает в себя долговечный набор из 11 инструментов, которые можно использовать для различных задач, включая извлечение излишков пластика или устранение замятий с высокой точностью.
Подходит для деликатного обслуживания форсунок, в том числе в труднодоступных местах, таких как шестерни подачи.
Контейнер удобный, незаметный и стильный, вместе со всеми продуктами заключен в аккуратную пластиковую тубу с завинчивающейся крышкой, которая надежно удерживает их вместе.
Хотя этот предмет и очарователен, он не подходит для осей XYZ 3D-принтера Da Vinci Mini.
Окончательный вариант:
Иглы в наборе для чистки сопла 3D-принтера REPTOR имеют длину 76 мм, или 3 дюйма, и достаточно гибкие, чтобы врезаться в засор с нижнего конца или достаточно длинные для верхнего конца. Иглы имеют тенденцию быть немного более прочными и долговечными, чем другие инструменты для очистки форсунок. У него идеальные текстурированные ручки, которые легко захватываются и очень полезны для устранения засоров в горячем конце. Кроме того, пинцеты острые, поэтому преимуществом является то, что они поставляются с защитным наконечником для мер предосторожности. Этот набор инструментов — все, что вам нужно для вашего 3D-принтера, готового к любым проблемам с соплом.
Особенности. которые отлично подходят для очистки сопел 3D-принтеров.
Рукоятки обеспечивают надежный контроль и хват.
Изготовлен из высококачественной нержавеющей стали с длиной сверла 16 мм.
Имеет длинный хвостовик 20 мм и совместим с большинством сопел экструдеров 3D-принтеров диаметром 0,4 мм.
Хрупкий, легко сгибается при неправильном использовании.
Окончательный вариант:
Набор из 5 сверл для 3D-принтера Kamo — это фантастический инструмент, разработанный для того, чтобы помочь вам избавиться от засорения сопел в вашем 3D-принтере. Засорение сопла происходит еженедельно, но это мини-сверло работает достаточно хорошо, просверливая его через основание сопла, когда оно становится горячим. Вы можете легко удалить PLA или другие нити, застрявшие внутри, просто рукой, а также легким поворотом. Это отличный продукт для устранения возможных неполадок по цене, а также экономит время при длительных процессах очистки. Для справки: если у вас есть 3D-принтер, которым вы регулярно пользуетесь, необходимо поддерживать его с помощью этих сверл Kamo, однако имейте в виду, что они крошечные, тонкие и легко гнутся.
Проверить цену
Лучшие наборы для чистки сопел 3D-принтеров — Руководство покупателя
Большинство брендов обладают какой-то уникальной ценностью, которая отличает их от других продуктов. Наряду с брендами, некоторые, такие как Leinuosen, предлагают высококачественную продукцию по доступной цене, в то время как другие, такие как REPTOR, предлагают более дорогие, но окупаемые инвестиции. Имейте в виду, что качество оборудования зачастую важнее цены.
Совместимость материалов
Благодаря высокой теплопроводности, а также жестким производственным допускам все сопла изготавливаются из металла. В результате существуют различные инструменты для очистки сопел, которые используются в процессе очистки сопел 3D-принтеров. Помните, что каждый из них имеет свой собственный набор характеристик, которые по-разному влияют на процесс очистки сопла, поэтому вы должны выбирать чистящие средства, совместимые с типом сопла вашего принтера.
диаметр отверстия
Внутренний диаметр отверстия является конечной и наиболее важной характеристикой сопла, которую следует учитывать. Диаметры сопел обычно варьируются от 0,1 мм до 1,0 мм. Убедитесь, что инструменты в вашем наборе для чистки совместимы с размером диаметра вашей насадки.
качество
Наборы для чистки сопел 3D-принтеров могут не дать того, за что вы платите, иногда даже меньше, а иногда даже больше. Для сравнения, качество и долговечность комплектов для чистки сопел 3D-принтеров могут указывать на то, насколько хорошо и долго они будут служить вам.
Лучшие наборы для чистки сопла 3D-принтера — часто задаваемые вопросы
Как понять, что сопло 3D-принтера засорилось?
Когда материал полностью нагреется, вручную вытолкните его из сопла. К тому времени материал должен постепенно выходить из сопла, если этого не происходит, вероятно, сопло забито.
Как долго будет использоваться сопло 3D-принтера, прежде чем его потребуется очистить?
Это зависит от того, какую нить вы используете и как часто вы используете свой 3D-принтер. Раньше латунные сопла служили всего несколько месяцев, но вам следует рассчитывать на более короткий срок службы, если вы печатаете изделия из углеродного волокна.
Как часто нужно очищать сопло 3D-принтера?
Зависит от того, как часто вы печатаете или какой тип нити вы использовали. Нить низкого качества или обожженная нить чаще забивает поры сопла, поэтому рекомендуется очищать ее через 200–400 часов печати.
Почему важна очистка сопла вашего 3D-принтера?
Большинство проблем с 3D-принтерами были вызваны засорением дюз, поэтому важно поддерживать форсунки в хорошем рабочем состоянии, чтобы гарантировать качество 3D-печати.
Автор Санти Бонгко
Санти Бонгко — редактор SolidSmack, ведущего сайта, посвященного 3D-САПР, роботам, крутым проектам и другим технологиям. В течение последних семи лет он преподавал робототехнику и вместе со своими учениками разрабатывал инновационные идеи для 3D-принтеров. Он также помогал в разработке некоторых инновационных цифровых идей и продуктов для различных предприятий цифрового маркетинга и крупных компаний в Азии. Теперь, помимо знакомства со шведским столом в Калифорнии, ему нравится руководить группами наших штатных экспертов, которые пробуют ваши любимые продукты и электронные бренды и пишут для вас содержательные обзоры. PS: Он любит делать обзоры техники и брать ее домой, чтобы лично «попробовать».
— самый эффективный способ очистки сопла 3D-принтера. Вы можете снять сопло и замочить его в ацетоне, чтобы удалить любые следы загрязнения нити. Щетка из латунной проволоки с мягкой щетиной поможет удалить остатки нити.
Сопло для 3D-принтера является важнейшим элементом процесса 3D-печати и отвечает за плавную экструзию нити. Любые засорения или закупорки сопел напрямую влияют на качество печати. Забитые сопла приведут к недостаточной экструзии, непостоянному потоку нити и неравномерным слоям.
Несмотря на то, что прочистить засорившуюся форсунку несложно, выявить засорение может быть непросто. В этой статье мы объясним, как распознать засорение форсунки, рассмотрим различные методы очистки и что вы можете сделать, чтобы предотвратить засорение форсунки в будущем.
Читайте дальше, чтобы узнать, как очистить сопло 3D-принтера и получить удовольствие от 3D-печати!
Как определить, что сопло принтера забито?
Изображение: squid-do через Reddit
Может быть сложно связать дефекты печати с забитыми соплами. Тем не менее, несколько заметных индикаторов быстро скажут вам, имеете ли вы дело с засорением форсунки.
Самый простой способ обнаружить засорение сопла — это заметить снижение общего качества печати. Неравномерная экструзия, недостающие слои и недостаточная экструзия — это лишь некоторые из побочных эффектов засорения сопла. Частичная закупорка сопла может вызвать все эти проблемы. Точно так же может произойти полное застревание из-за засорения материала, застрявшего в сопле.
Неправильный первый слой является еще одним признаком засорения сопла. Если сопло не выдавливает нить во время первого слоя или поток нити неравномерный, возможно, сопло засорилось. Тем не менее, полезно устранить любые проблемы с выравниванием кровати и Z-смещением, прежде чем проверять, не забито ли сопло.
Кроме того, скручивание нити сразу после экструзии и более тонкие линии печати также являются признаками засорения сопла. Распознавание этих признаков поможет вам быстро очистить сопло и предотвратить дальнейшее ухудшение качества ваших 3D-отпечатков.
Как чистить сопло 3D-принтера?
Если вы начинаете видеть отложения нити на внешней поверхности сопла, пора его очистить. Очистка сопла 3D-принтера проста, и все, что вам нужно, это латунная проволочная щетка и протирочная ткань.
Латунная щетка предотвращает повреждение латунных сопел и позволяет вычистить застрявший печатный материал с грязного сопла.
Перед началом процесса очистки полезно сначала нагреть сопло 3D-принтера. Нагрев сопла размягчает любые застрявшие кусочки нити и позволяет быстрее их вытереть.
Тщательно очистив насадку, вы можете стереть остатки материала с ее поверхности. Мягкая салфетка из микрофибры — наш инструмент для этого.
Очистка сопла 3D-принтера завершена, и вы можете снова начать печать. Не забывайте всегда следить за состоянием сопла и регулярно очищать его, чтобы поддерживать оптимальное качество печати.
Набор проволочных щеток Turboom Набор щеток для очистки сварочного шлака…
616 Отзывы
Проверить цену
Как прочистить забитое сопло 3D-принтера?
Если сопло уже засорилось, не волнуйтесь! Очистка сопла — это простой процесс, который можно выполнить несколькими способами.
Набор для чистки сопла
Стандартный набор для чистки сопла состоит из тонких металлических игл, пинцета и щетки. Вы можете использовать этот метод для очистки сопла, выполнив следующие действия:
Начните с нагрева сопла почти до максимальной температуры. Это поможет смягчить любую нить, застрявшую внутри сопла.
Затем используйте металлические иглы, чтобы выбрать любые более крупные куски нити, которые могут блокировать сопло.
После того, как большие куски будут удалены, используйте щетку-насадку, чтобы очистить все более мелкие кусочки нити.
Наконец, используйте пинцет, чтобы удалить последние кусочки нити или мусор.
Набор для чистки сопла 3D-принтера — набор игл и пинцетов 0,4 мм…
Проверить цену
Холодная вытяжка
Холодная вытяжка или атомарная вытяжка часто используются для прочистки сопла и удаления мусора внутри него. Это простая техника, не требующая разборки или чистящих инструментов для удаления засора.
Использование нейлоновой нити даст наилучшие результаты. Однако вы также можете использовать PLA, ABS или специальную чистящую нить (подробнее об этом позже), если нейлон недоступен.
Во-первых, вам нужно нагреть сопло до температуры печати вашей нити. После этого вам придется вручную проталкивать нить, пока она не выйдет из сопла. Теперь вы можете дать вашему хотэнду остыть, вставляя нить в сопло.
На последнем этапе необходимо сначала удалить экструдированный материал с наконечника сопла. Затем установите температуру принтера на 85-90 °С . Как только она достигнет этой температуры, медленно полностью вытащите нить из сопла.
Возможно, вам придется выполнить эту процедуру несколько раз, чтобы удалить грязь и кусочки нити с внутренней стороны сопла. Вы можете остановиться, как только заметите, что нить холодного вытягивания свободна от мусора.
Замачивание сопла в ацетоне
Набор для чистки сопла и холодная протяжка могут не всегда быть практичными с такими нитями, как ABS, и ваше сопло все еще может быть засорено. Когда дело доходит до ABS, снятие сопла и замачивание его в ацетоне — хороший способ прочистить засор.
Начните с нагрева форсунки, прежде чем снимать ее с горячего конца. Нагрев форсунки немного освобождает ее от блока ТЭНа и облегчает откручивание. Для безопасного и эффективного снятия сопла можно использовать гаечный ключ или инструмент для снятия сопла.
После того, как вы сняли насадку, замочите ее в чашке со слоем ацетона примерно на 30 минут. Ацетон поможет растворить нить ABS, застрявшую внутри сопла.
Рекомендуется:
Как расплавить и растворить нить PLA
После завершения замачивания вы можете использовать проволочную щетку, чтобы удалить последние кусочки нити. Не забудьте также очистить наконечник сопла, так как именно здесь происходит большинство засоров.
Теперь вы можете собрать свой 3D-принтер и снова начать печатать. Сначала обязательно правильно высушите насадку. Для этого подойдет бумажное полотенце или мягкая ткань.
Всегда следите за соплом и регулярно чистите его, чтобы поддерживать оптимальное качество печати.
Использование тепловой пушки
В то время как пропитка ацетоном полезна для нити ABS, она не так эффективна для нити из других материалов. Особенно PETG и нейлон практически не вступают в реакцию с ацетоном.
При работе с этими нитями накаливания тепловая пушка поможет очистить сопло от засорения.
Первым шагом является снятие сопла с горячего конца 3D-принтера или узла экструдера. Это то же самое, что вы сделали бы для замачивания ABS.
Далее вам нужно будет нагреть сопло с помощью тепловой пушки, пока нить внутри не расплавится.
После того, как нить расплавится, вы можете использовать тонкую иглу или проволочную щетку, чтобы удалить мусор из сопла. Будьте осторожны, сопло в этот момент горячее.
После очистки сопла вы можете снова прикрепить его к узлу горячего конца и снова начать печать. Убедитесь, что насадка достаточно остыла, прежде чем прикреплять ее снова.
Как минимум, вы должны очищать сопло 3D-принтера при смене материалов накаливания. Форсунки легко забиваются остатками материала после замены нити.
Например, при переходе с нити ABS на PLA часть материала ABS может остаться в сопле. Поскольку PLA печатает при более низкой температуре, чем ABS, остатки ABS не расплавятся и не засорят сопло.
Еще одной причиной засорения форсунок являются частицы грязи и пыли, попадающие вместе с нитью накаливания. Если вы постоянно печатаете грязной нитью, грязь со временем может скопиться в сопле и засорить его.
Поскольку очистить нить от пыли и грязи может быть непросто, в качестве профилактики можно очищать сопло через каждые 100–200 часов печати.
Как правило, если вы заметили ухудшение качества печати, это обычно является признаком того, что сопло начинает засоряться и нуждается в очистке. Вы можете сделать это независимо от того, как долго и из каких материалов вы занимаетесь 3D-печатью.
Как предотвратить засорение сопла 3D-принтера
Регулярно используйте чистящую нить для 3D-принтера
Чистящая нить для 3D-печати — это самый простой способ очистить сопла изнутри. Он состоит из материала, специально используемого для очистки и продувки пластика из машин для литья под давлением. Вам нужно экструдировать его при температуре печати вашей нити, пока вы не заметите чистую белую нить материала, выходящую из сопла, без каких-либо мусора или цвета нити.
Несмотря на то, что очистка нити накала может показаться немного дорогой, она работает эффективно и устраняет любые частичные засоры. И вам нужно только небольшое количество. Вы можете использовать его после каждых 100-200 часов печати для эффективной очистки сопел и предотвращения их засорения.
Чистящая нить для 3D-принтеров NovaMaker 1,75 мм,…
Проверить цену
Замените изношенные сопла
Вы хотите, чтобы отверстие сопла выглядело круглым. Это сопло уже имеет некоторые признаки износа, но в нем еще осталось несколько часов печати.
Латунные сопла подвергаются сильному износу из-за постоянного трения нити накала. Этот износ ускоряется, когда вы используете абразивные нити, такие как светящиеся в темноте, углеродное волокно и нити с металлическим наполнителем.
Абразивные волокна не только изнашивают отверстие сопла, но и могут начать скапливаться мельчайшие частицы металла материала сопла. Это может заблокировать поток нити и привести к застреванию нити.
Если вы регулярно используете абразивные волокна или замечаете сильный износ сопла, рекомендуется чаще заменять латунное сопло.
В качестве альтернативы можно использовать насадки из нержавеющей стали или других закаленных материалов. Они более устойчивы к абразивным волокнам и имеют более длительный срок службы, чем обычные латунные сопла.
Заделка зазора на горячем конце трубки из ПТФЭ
В горячем конце 3D-принтера с футеровкой из ПТФЭ трубка полностью проходит внутрь и располагается прямо над соплом. Если зазор между тефлоновой трубкой и соплом не находится на одном уровне, расплавленная нить будет вытекать из него. В конце концов, в хотэнде будет накапливаться пластиковая нить, что приведет к заклиниванию нити.
Зазор возникает из-за неисправных трубных соединений из ПТФЭ. По мере износа муфт трубка из ПТФЭ начинает входить и выходить из горячего конца, создавая зазор между собой и соплом. Пропуски экструдера и недостаточная экструзия являются признаками застревания нити в хотэнде.
Если вы заметили эти проблемы, вам следует немедленно устранить зазор трубки из ПТФЭ в горячем конце.
Прежде всего убедитесь, что трубка из ПТФЭ обрезана заподлицо под углом 90°. Если у него есть наклон, он никогда не будет идеально выровнен с горячим концом.
Во-вторых, помогает замена изношенных пневмомуфт на новые как на узле экструдера, так и на узле хотэнда. Это гарантирует, что трубка из ПТФЭ останется на месте с течением времени.
Трубка Боудена из ПТФЭ (1 м) 1 шт.+ 6 шт. KJH04-M6 Фитинги + 6 шт. JP4-01…
Проверить цену
Используйте высококачественную нить
Высококачественная нить уменьшит засорение сопел, а также обеспечит высокое качество печати. Производители высококачественных нитей гарантируют, что их продукция практически не содержит примесей, производится в беспыльной среде, имеет постоянный диаметр и надлежащим образом упакована под вакуумом, чтобы уменьшить как можно больше дефектов материала.
Мы составили обзор нитей высочайшего качества в наших статьях Best PLA, Best ABS и Best PETG. Мы рекомендуем вам проверить эти бренды, если вы подозреваете, что забитые сопла вызваны низкокачественной нитью.
Хотя эти нити могут быть дороже, чем бюджетные материалы, они часто стоят дополнительных денег.
Они не только экономят время, но и дают лучшие результаты. Если вы хотите продавать свои 3D-принтеры и зарабатывать деньги с помощью 3D-принтера, качественные нити могут стать выгодным вложением.
Поддерживайте чистоту и отсутствие пыли на нити
Чистое пространство для 3D-печати в значительной степени способствует предотвращению засорения сопел. Если ваша пластиковая нить подвергается воздействию внешней среды во время печати, она собирает частицы пыли, которые забивают сопло. После печати с ним нужно хранить его подальше от солнечных лучей и в ящике для хранения, чтобы на нем не скапливалась пыль.
Еще один способ защитить установку для 3D-печати от пыли и грязи — использовать корпус для 3D-принтера. Они поддерживают в чистоте не только текущую нить в принтере, но и сам 3D-принтер.
Часто задаваемые вопросы
Как очистить забитое сопло с помощью PLA?
Чтобы прочистить забитое сопло с помощью PLA, вам потребуется разобрать принтер и снять сопло. После того, как сопло снято, вы можете использовать тонкую проволоку, иглу или другой небольшой остроконечный инструмент, чтобы очистить отверстие от любого мусора, который может блокировать отверстие. Возможно, вам придется нагреть сопло зажигалкой, чтобы расплавить пластиковую нить.
Будьте осторожны, чтобы не повредить сопло во время его очистки.
Как очистить сопло Ender 3 после печати?
Важно регулярно очищать сопло Ender 3, чтобы предотвратить засорение и обеспечить высокое качество печати.
Комментарий: Брал для работы, после подобного перфоратора другой известной фирмы хвалить особо не за что: при непрерывной работе нагревается до обжигания руки через х|б перчатку где- то за час, удар для штробления слабоватый, в дуле бур начинает болтаться по эллипсу примерно через полтора месяца, правда не выпадывает, но люфт просто башенный!!!! Щётки умотались за полгода, сменные CB-419, вообще за 3 месяца, куплены у оф. представителя Макита! Вывод : инструмент может и хороший, но только для дома- просверлить с десяток дырок раз в месяц!!! Прийдется опять возвращаться к старому, пусть и цена стала выше!
Полезный отзыв?
Да (5) /
Нет (3)
Андрей (25. 04.2016)
Комментарий: Перфоратором очень доволен, делаю ремонты квартирные, 3 года, полет нораньный!
Полезный отзыв?
Да (6) /
Нет (7)
Александр (12.07.2012)
Комментарий: Перфоратор шикарный.Работаю электриком по ремонту квартир. Этот перф долбит бетон и монолит, мощный,сила удара дай бог каждому в этом сегменте инструмента. Надо только работать хорошим долотом и будет результат. Приобрёл ещё шуруповёт Макита и буду воследстии приобретать в этой компании расоднки и другиенструменты. Макита ру5лит!!!
Полезный отзыв?
Да (22) /
Нет (20)
Slaid (07. 07.2011)
Комментарий: Отличный инструмент!!!Когда покупал,продавец сказал что такая мощь в квартире не нужна.Про вопрос относительно отказов ответил,что за 4 года ни одного возврата не было.»Золотая середина» по цене и профпригодности между дрелями и перфораторами этого бренда.Смущает только две вещи: отсутствие хотя каких либо «расходников» и китайское производство.Положили хотя бы пасту для сверел вместо бейсболки,а так инструмент для дома и гаража отличный!!!
Полезный отзыв?
Да (20) /
Нет (19)
Анна (22.02.2011)
Комментарий: Огромное спасибо курьеру Андрею, доставил вовремя всё объяснил, рассказал, просто умница! можете гордиться таким курьером!!! На счёт работы перфоратора- надеюсь всё будет хорошо, по крайней мере опытные пользователи сказали что с этой техникой нет проблем!!!
Полезный отзыв?
Да (15) /
Нет (17)
Тимур (15. 02.2011)
Комментарий: Отличный перфоратор Макита 2450, работает без передышки уже четвертый год. Качество отличное, отличный инструмент
Полезный отзыв?
Да (19) /
Нет (14)
вадим (14.01.2011)
Комментарий: перфоратор превосходен!по цене и качеству!продал именно этой модели около 5000шт может гораздо больше но плохого не встречалось и наврятле будет неважно от сборки!если сам не загубишь!все нуждается в обслуживание.надо проходить своевременно оно и по проще будет чем с аналогами и по быстрее!(щитаю что конкурент только KRESS)но он чють дороже!
Полезный отзыв?
Да (18) /
Нет (20)
михаил (16. 12.2010)
Комментарий: техникой доволен уже4 года пользуюсь нареканий нет всё просто изумительно. постепенно перехожу на макиту как грится техника для жизни !
Полезный отзыв?
Да (14) /
Нет (15)
Алекс (14.12.2010)
Комментарий: Аппарат весч,чево мы только сним не вытворяли-Всё может,ну почти всё.
Макита она и в Африке -МАКИТА.
Полезный отзыв?
Да (18) /
Нет (18)
Роман (09. 11.2010)
Комментарий: Работали на монтаже фасада в день по 2500 дырок сверлил по100-200 мм и так неделю полёт нормальный падал с 4 этажа повис на шнуре выжил работал дальше
При строительстве и ремонте в число важнейших инструментов всегда входит перфоратор. Выбирая подходящую модель необходимо учитывать известность производителя инструмента и марку. Одна из таких известных марок Makita.
История фирмы Makita началась еще 80 лет назад в Японии. В настоящее время это один лидеров по выпуску шуруповертов и перфораторов.
Перфораторы производства компании Makita могут использоваться для проделывания отверстий в стенах из кирпича и сооружениях из металла. Главное достоинство этих моделей — большая мощность и применение предохранителей, которые исключают поломки, вызванные сбоями в электрической сети. Большие технические возможности позволяют использовать перфораторы Makita в роли отбойного молотка. Ну, а если у вас много работы по демонтажу и тостый слой бетона, то лучше использовать гидроклин.
Содержимое
1 Общая информация
2 Перфоратор Makita HR2450 характеристики
3 Перфоратор Makita HR2450 инструкция по эксплуатации
Общая информация
Перфоратор Makita HR2450, выпускаемый больше десятилетия, стал уже легендой. Модель приобрела множество почитателей, чему способствовала ее высокая надежность и малая цена, выгодно отличающая ее от других известных марок. Именно цена решила исход битвы за покупателей в пользу фирмы Makita.
Несмотря на широкий ассортимент перфораторов, самая популярная модель — перфоратор Makita HR2450. Цена модели сыграла в этом не последнюю роль. Этот аппарат применяется при строительстве и ремонте различных объектов.
Он использует три режима:
Обычное сверление. Перфоратор может высверливать отверстия различного диаметра в бетоне, стали, дереве и других материалах.
Сверление с применением удара. Используется, если нужно сверлить материалы повышенной прочности.
Долбление. Мощность — 780 Вт позволяет применять перфоратор при работах по демонтажу.
Одним из достоинств аппарата является управление скоростью вращения и специальный патрон для того, чтобы снимать долото.
К недостаткам перфоратора причисляют то, что он не имеет вибрационной защиты.
Перфоратора Makita HR2450, отзывы на который самые лучшие, сменила модель HR2400. Он работает в трех режимах, имеет мощность, приближающуюся к 800 Вт и энергию удара 2,7 Дж.
Поскольку перфоратор Makita HR2450 довольно хорошо себя зарекомендовал на отечественном рынке строительных услуг, сосредоточимся подробнее на его характеристиках.
Также рекомендуем статью о характеристиках угловой шлифмашины (в народе болгарке), без которой тоже не обойтись при работе с бетоном.
Перфоратор Makita HR2450 характеристики
Модель Makita HR2450 заявляется производителями как инструмент профессионального класса, способный выдерживать большие и продолжительные нагрузки. Этот перфоратор способен выполнить широкий перечень строительных и ремонтных работ. Он служит для изготовления отверстий в материалах, с которыми не может справиться обычная дрель. Особенно трудно без него обойтись в работах по перепланировке квартир.
Агрегат оснащен электронным регулятором скорости вращения, который дает возможность управлять этим параметром при работе с основаниями различной прочности. Смена рабочих частей в агрегате производится легко. Несмотря на простоту смены, специальная расцепная муфта справляется с их крепким удерживанием. Когда напряжение в сети падает, аппарат подвергается автоматической блокировке. В работе перфоратор Makita HR2450 инструкция предусматривает лабиринтную систему, предохраняющую систему от строительного мусора.
максимальный диаметр по бетону – 24 мм, дереву – 32 мм, стали – 13 мм;
система электронного реверса;
наличие защитной муфты;
число оборотов в режиме холостого хода – 0 — 1100 об/мин;
число ударов – 0-4500 уд/мин;
длина шнура – 4 м;
вес агрегата – 2,4 кг.
Перфоратор Makita HR2450 инструкция по эксплуатации
До начала ремонтных работ нужно удостовериться, что выключатель триггерного типа работает и его можно легко возвратить в положение выключено, когда его отпускаешь. После того как произведено включение питания, работа начинается путем нажатия кнопки включения. Количество оборотов тем больше, чем сильнее давление на кнопку. Чтобы остановить сверло, нужно полностью отпустить выключатель. Чтобы выключить агрегат с заблокированной кнопкой выключения, ее надо сначала выжать до конца, а потом отключить.
Чтобы произвести включение реверса, требуется перевод выключателя в положение «А». Тогда начнется движение сверла вправо. В состоянии «В» сверло начинает двигаться в обратную сторону. До того как приступить к сверлению, нужно удостовериться, что направление, куда сверло будет вращаться, выбрано правильно. Для того, чтобы изменить настройки перфоратора, требуется дождаться, когда сверло полностью остановится. Для того, чтобы установить реверсное движение сверла, необходимо выжать кнопку включения наполовину.
Когда производятся ремонтные работы с твердыми материалами, для них лучше всего применять сверление с ударом. Чтобы установить этот режим, нужно произвести фиксацию кнопки блокировки пальцем и сделать поворот ручки изменения режима работы до положения «сверло-молоток». Для эксплуатации агрегата в этом положении лучше всего использовать долото, имеющее наконечник из карбидо-вольфрамового сплава. Также для работы с твёрдыми материалами, если вам их необходимо разрезать, лучше использовать станок для резки камня.
Чтобы проводить работы с мягкими основаниями основаниями средней плотности, лучше всего использовать режим вращения. Этот режим устанавливается с помощью ручки изменения режима. Она переключается в положение «сверло». Для этого режима эксплуатации лучше всего применять бур по дереву или спиральное сверло. Ударный режим оптимален для дробления, скобления и расщепления материала. Чтобы перевести перфоратор в этот режим, ручку смены режимов поворачивают в положение «молоток». В этом режиме используются слесарное зубило или пирамидальное долото.
Правилами техники безопасности запрещено переключение режимов, пока идет вращение перфоратора, поскольку это чревато его поломкой. Важно также наблюдать, чтобы ручка установки точно указывала на выбранный режим, а не между режимами.
В агрегате предусмотрен ограничитель крутящего момента. При достижении мотором предельного количества оборотов, он будет автоматически отключен. Как только ограничитель сработает, нужно тотчас же выключить агрегат из сети, чтобы избежать изнашивания деталей перфоратора.
В модели перфоратора имеется глубинометр, позволяющий делать одинаковые отверстия.
Перфоратор Makita hr2450, схема инструкции по ремонту которого находится в сети интернет, хорошо поддается ремонту.
Рекомендуем к прочтению — использование глубинного высокочастотного вибратора.
Описание перфоратора Makita HR2450
Технические характеристики
Общие характеристики
Тип монтажного сверла
SDS-Плюс
Количество скоростей
1
Потребляемая мощность
780 Вт
Макс. холостой ход
1100 об/мин
Макс. ударов в минуту
4500 уд/мин
Макс. энергия удара
2,7 Дж
Макс. диаметр сверления (дерево)
32 мм
Макс. диаметр сверления (металл)
13 мм
Макс. диаметр сверления (бетон)
24 мм
Питание
из сети
Функции и особенности
Режимы работы
сверление перфоратором, сверление, долбление
Отвертка
есть
Возможности
задний ход, предохранительная муфта, электронная регулировка скорости
надежность, инструмент часто работает на пределе своих технических характеристик месяцами и годами
ремонтопригодность, инструмент устроен просто, разбирается обычной крестовой отверткой, запчасти не дорогие (почини Bosch, De Volt и почувствуй разницу, а ломается любой инструмент) и доступен на любом рынке в специализированных точках, и тем более
недостатки
отсутствие инструкции шрифтом Брайля, для людей которые не видят характеристики инструмента написанные на корпусе
Комментарий для начала вспомним возможности инструмента: сверление в бетоне по максимуму! 24 мм, сталь 13 мм, дерево 32 мм, ни слова о коронке для подсетников (68 мм) этот инструмент не может подрозетники в бетоне, для этого есть другие модели начиная от HR2810 (начну возражать, типа сверлилки , можно, и человек возить два мешка сухой смеси (100 кг), но далеко ли вы уедете?) Максимальные характеристики, указанные производителем, это максимальная скорость автомобиля, как долго вы будете ехать на максимальной скорости? А для серийных работ можно использовать сверло диаметром до 17 мм (по бетону естественно). Далее, кто сказал, что MAKITA производится в Финляндии? В Финляндии есть логистический (транспортный) терминал MAKITA для Европы и России, вся MAKITA завозится в Россию через Финляндию. У Макиты 9заводов в мире, 7 изделий поставляются в Россию (США, Великобритания, Германия, Япония, Румыния и два завода в Китае). При этом качество ВСЕХ растений ОДИНАКОВО! Не путайте MAKITU с дешевыми брендами. Даже HILTI в 2009 году построила завод в Китае. Вывод, кто гарантированно не хочет попасть на китайскую сборку, покупайте PROTUL, FESTUL и FAYN и тогда до свидания. ecol2000, 10.12.2010 Оценка 5
Добродетели
Универсальный солдат
недостатки
их нет
Комментарий Не смотрите на имя, это бухгалтерия супруга. Мое первое знакомство с этим перфом состоялось еще в 2005 году, когда, настрадавшись от какого-то очень сильного бытового удара при навешивании кухонных шкафов, было решено взять на работу такую Макиту. Дом был панельный, нужно было крепить карниз к потолку…. каково же было мое удивление, когда бетон при сверлении показался маслом….. прошла пара лет и снова понадобился перфоратор… место работы уже сменилось, но у родственника был такой же красавец, который в очередной раз справился с подрамником и пазом около 2м.
после чего на свое 30-летие сделал себе подарок в виде перф 2450р и Шурик 6281DWAE после приобретения инструмент был задействован в деревянном полу на балконе ************************ в 2011 году мы купили новую квартиру. за 11 месяцев ремонта просверлено около 1000 отверстий от 6 до 10 мм в бетоне, пробито 25 м и изготовлено 6 поддержателей…..перфоратор справился на отлично и до сих пор в рабочем состоянии…..рекомендую только всем читать инструкцию, не более 20 минут на ряд, потом дать инструменту остыть…. и обязательно использовать смазку для сверл…
однозначно стоит каждого рубля своей цены Овсянникова Ирина, 18. 06.2014 Оценка 5
Достоинства
нормальное трехрежимное исполнение! Механизм в порядке после 2-х лет интенсивной работы по установке окон. Пластик корпуса прочный.
недостатки
Через 3 месяца моей работы перестала регулироваться кнопка (резко на полную мощность) и позже реверс (-560 руб). Ручка переключателя режимов слегка изношена, хотя ее f. выполняет.
Комментарий Вскрыли через 1,5 года, почистили, поменяли смазку, чего не могли сделать. Смазать хвостовик сверла не следует забывать и не пихать его пыльно. А потом шпиндель на игольчатом подшипнике. Уплотнение тоже желательно периодически менять (2 года). kvkv-83, 01.08.2010 Оценка 4
Достоинства
Удобный в использовании шнур. Продается без комплектации, что снижает цену и брать только мотор. Больше цвета и дизайна.
недостатки
Коробка передач греется, при длительной эксплуатации на режимах, превышающих паспортные))
Комментарий 5 лет назад сомневался, нужна ли такая дорогая покупка (4200 р. за акцию))). Ни разу не пожалел. Заработок на укладке плитки. HR-2450 в работе постоянно. И раствор месит, и стены бетон выравнивает, и подрозетники в бетоне сверлят. Сравнение с поддержкой АК-47! Простое и надежное перф. Любителям фрез диаметром 60-75мм по бетону, совет. Центральный надъярус сделать под мельницу, круг обвести той же мельницей. И по описанной окружности делаем много отверстий 6-8мм. И перфоратор в стену не вдавливайте, только прямой, машинка умная и веса для этого хватает. Теперь нужно было заменить щетки (5 лет!!!!) На сайте сказать спасибо всему коллективу Макита. Kapitan.dzheck, 2012-10-13 Оценка 5
Добродетели
Качество, ударная сила 2,7 J, Веса
.
недостатки
не заметил
Комментарий Моя работа была связана с электромонтажными работами и слабым током, перепробовав кучу разных инструментов от Hilti до зубила, остановил свой выбор на покупке HR2450 и купил осенью 2005 года, за все время ни разу не ремонтировался, замена масла в редукторе раз в 2 года — это не в счет, только профилактика. Щетки двигателя не менял. Изначально купил для сверления бетона и как зубило, коронка выше 68 не тянет, сверло до 14мм, выше не использовал, не было необходимости. Сверла применялись разные и для разных задач, в основном Дребо, Макита, Бош и фьюзер типа Стайер и другие при сверлении железобетона. Масло масло только метабо, в отличии от родного не течет. Переходник на патрон менял 2 раза, купил последний Германия пат.1334.184 Rohm, лет пять назад, служит по настоящее время. В целом — профессиональный инструмент при правильном использовании. То, что производится сейчас, я могу понять по отзывам. Жаль, что хорошее ненадолго. Цветков Евгений, 03.02.2014 Оценка 5
Достоинства
4
4
Достоинства
недостатки
через 1 год интенсивной работы летит редуктор
Комментарий Работаю установщиком окон ПВХ и секционных ворот 5 лет, инструмент просто отличный Aleksanderpantin, 2009-07-07 Оценка 5
Makita HR2450 Video Review
Как выбрать правильный для выбора дома. Ударная дрель или перфоратор
Какой инструмент лучше — перфоратор или молоток?
Черный перфоратор и декер KD970KA
Перфоратор Makita HR2450
Перфоратор Bosch PBH 3000-2 FRE
Сервисное обслуживание
Перфоратор стал очень популярным предметом. Раньше молоток заменил молоток и болт.
те мастера, которые имели большой опыт работы, пользуются мощной электродрелью и специальными сверлами, имеющими твердые наконечники. Были люди, которые приобрели Балтийские марки сеялок и продукции. К ним относятся: Бош, Метабо, Макито и многие другие, но лучше купить фирменный, как правильно подобрать перфоратор?
Пока евроремот был не так распространен, летчики-моряки, побывавшие за границей и видевшие жизнь иностранцев, приобрели там эту технику и привезли в нашу страну. Оборудование, привезенное из других стран, отличалось качеством и надежностью. Волшебники пользовались этим приемом, не обращая внимания на то, что необходимых припасов почти не было. Все эти новшества были первыми шагами к цивилизации. Следует отметить, что зарубежное оборудование используется только работниками крупных промышленных городов и столицы России.
Но надо отметить, что время, когда не было качественной техники, быстро закончилось. Сейчас есть замечание о том, что есть проблема, связанная с правильным выбором техники. Даже те люди, у которых небольшой доход и много свободных средств, могут купить пунш домой и работать любой ценой.
Какой инструмент лучше — перфоратор или молоток?
Многие не переставали спрашивать, почему чаще выбирают перфоратор, а не перфоратор? В этой статье постараемся ответить на этот вопрос. Если выбрать ударную дрель, нельзя не заметить, что дрель имеет большую мощность, в то же время легкая дрель, можно сказать, намного меньше, чем у перфоратора. Также расходные материалы для перфоратора можно купить намного дешевле, чем для ружья, и отверстие можно сделать без особых усилий. Итак, почему выбирают перфоратор, а не дрель? Чтобы ответить на этот вопрос, не нужно долго думать. Можно просто отметить, что основная функция перфоратора – сверление без применения ударной обработки. Возможность небольшого удара сверла, Данная функция является вспомогательной. Ударно-спусковой механизм перфоратора — обычная «трещотка», а вот с перфоратором все не так просто. Перфоратор можно использовать для работы с кирпичом, бетоном, шлакоблоками и другими видами строительных материалов. Основная функция ружья — ударный поршень, создающий гораздо большую силу удара, чем дрель. Перфоратор работает как по электро-, так и по электрошоковому принципу. Если сравнивать силу удара дрели и перфоратора, то необходимо отметить, что перфоратор при этом значительно уступает перфоратору.
Для такого инструмента, как перфоратор, сделана предохранительная муфта, она запускается при некотором усилии. например, если есть необходимость просверлить отверстие в монолитной плите с помощью дрели, а через некоторое время он впился в арматуру, то предохранительная муфта без потерь выйдет из этой ситуации. Следовательно, если бы не было предохранительной муфты, то впоследствии случались бы неприятные ситуации. Дрель, в свою очередь, имеет большую мощность и высокий момент затяжки. Перфоратор по этим параметрам уступает перфоратору. Эти показатели являются основными при остановке внимания на тренировке.
Таким образом, из всего вышесказанного можно сделать вывод, что дрель и молоток — это противоположные инструменты, даже если не обращать внимания на одну и ту же функцию. Все же для того, чтобы работать из дома, лучше даже использовать недорогие китайские перфораторы, которые проделывают отверстия в бетоне без труда, с чем обычная ударная дрель не справится.
Для работы дома отлично подойдет перфоратор, заменяющий перфоратор. Раньше Хаммер имел большой вес, Мы были медлительны, но так как мы все больше и больше развиваемся, Стали делать удары, которые имеют большую скорость и разные режимы работы. Что лучше купить — перфоратор или перфоратор? Если позволяют финансовые возможности, то купите лучше Cordless и пробивайте. Сейчас вы можете ознакомиться с несколькими моделями, а затем определиться с инструментом, который будет максимально удобным, легким и выполняющим различные задачи.
Итак, перед тем, как выбрать более подходящий инструмент, необходимо помнить, о том, что перфоратор бывает профессиональный и бытовой .
В свою очередь возможность разными сверлами просверливать отверстия разного диаметра, для открытия более 24 мм придется выбирать тяжелый перфоратор с большим патроном SDS MAX (СДС МАКС).
Молотки профессиональные и бытовые отличаются друг от друга тем, что каждый вид имеет свой уровень нагрузки, которую выдерживает инструмент. Как бытовой молоток, так и профессиональный имеют множество функций. В этом случае можно сказать, что производственные рабочие выполняют одни и те же действия, поэтому приобретать инструмент, имеющий высокую стоимость и множество функций, не имеет смысла. А все потому, что самый простой и недорогой инструмент больше подходит для мелких бытовых нужд. Но для такой небольшой бригады, которая занимается строительством, Профессиональный многофункциональный молоток — отличный выбор.
Теперь попробуйте выбрать удар весом два килограмма. Также рассмотрим дрели с двумя или тремя режимами и еще инструмент с двумя скоростями и тремя режимами. Производители, выпускающие профессиональные модели и не работающие с бытовыми перфораторами, не завышают стоимость профессиональных перфораторов профессионального производства. Итак, приступим непосредственно к рассмотрению различных моделей перфораторов.
Черный перфоратор и декер KD970KA
Эта модель имеет два режима перфорации. У этого перфоратора может получиться довольно интересная модель, она изготавливается больше года, в этом случае перфоратор отлично подойдет для домашнего ремонта. много s люди выбирают эту модель для работы.
Bosch PBH 3000-2 FRE
Поставка перфоратора в пластиковом кейсе. В поставке могут быть совершенно разные наборы. Теперь перейдем непосредственно к свойствам модели. Черный перфоратор & Decker KD970KA имеет мощность 750 Вт и энергию удара 2,2 Дж. Все это позволяет работнику, выполняющему работу на дому, выполнять все необходимые действия. В основном гарантийный срок изделия составляет два года, прямого угла нет, изготовление перфоратора не совсем привлекательно. Третьего режима нет, поэтому зубило в принципе не потребуется, отрицательный фактор в том, что никакой режим не может сильно сократить срок службы.
Перфоратор Makita HR2450
Перфоратор Makita HR2450
Данная модель пользуется большим количеством домашних мастеров, и так популярна именно потому, что пользуется тем, что перфоратор отличается надежностью и низкой стоимостью. Профессиональный инструмент Макита. Следовательно, эта модель достаточно распространена и известна. Модель имеет мощность 780 Вт и энергию удара 2,7 Дж. диаметр сверления 24 мм. Если сравнивать перфоратор, который был описан выше, и эту модель, то у него есть третий режим работы. Перфоратор Макита обладает высокой энергией удара. С помощью этого инструмента можно без особых усилий класть штробу и класть плитку.
Но все же не рекомендуется как альтернатива отбойному молотку. Если все время работать на прямое попадание, то износ ударного механизма произойдет довольно скоро. Надо отметить, что при наличии такой неприятности обслуживающий персонал оценит ее естественно, в следствии чего придется платить за ремонт. Гарантия составляет один год и предоставляется только тем покупателям, которые приобрели товар с заводским браком. Если они были замечены в работе инструмента. Для работы отличный вариант, сам по себе такой, скажу что он очень хороший и пережил не один ремонт. Важно знать при покупке, как отличить подтёлку от оригинала.
Видео:
Перфоратор Bosch PBH 3000-2 FRE
Перфоратор Bosch PBH 3000-2 FRE
Другим известным перфоратором является Bosch PBH 3000-2 FBE. Могу даже сказать, что продукция Bosch является лидером. также в 1932 г. был выпущен первый в мире электрический молот. И на данный момент компания выпускает качественную продукцию, которая хорошо известна и популярна во всем мире.
Недавно была выпущена эта модель как перфоратор Bocsh PBH 3000-2 FBE. Производство пистолета представляет собой очень интересную разработку. При изготовлении работники компании пользуются двухступенчатой коробкой передач. Так же у этой модели сменный патрон, и можно без задержек поменять патрон у буров на стандартный, В результате получается мощная дрель. Из вышеизложенного можно сделать вывод, что когда человек овладевает твердым ударом, он приобретает Бурение. Metabo, Milwaukee также предлагают аналогичные продукты. Но все же продолжаем рассказывать о перфораторе Bocsh PBH 3000-2 FRE.
Перфоратор имеет двигатель, мощность которого составляет 780 Вт, а сила удара 2,8 Дж. На рукоятке сделаны специальные накладки, позволяющие рабочему снизить энергию удара. Производитель устанавливает двухлетнюю гарантию. Это делает инструмент еще более популярным. Итак, сейчас узнаем!, в чем привлекательность ружья. скорость вращения перфоратора от 800 до 1500 об/мин. И это известно многим, не только специалистам, но и умельцам. Есть съемный картридж, но даже он не может выполнять такие работы, которые позволяют работать с деревом и металлом. Производительность работы с этими материалами меньше по сравнению с дрелью. Исходя из этого, специалисты решили увеличить число оборотов, что привело к установке на перфораторе специального редуктора, позволяющего увеличить число оборотов до 3000 тысяч в минуту. Следовательно, перфоратор можно использовать для сверления отверстий под разетку. Также вы можете использовать молоток и тогда, когда необходимо приготовить раствор. Следовательно, из всего вышесказанного можно сделать вывод, что этот инструмент может во многом помочь мастеру на все руки.
Видео:
Так что вывод, перфоратор лучше купить? Ответить на этот вопрос можно без сомнения. Отличным выбором является молоток, который имеет не одну ставку и три режима.
Сервисное обслуживание
Существуют также некоторые скрытые факторы, о которых покупатель должен знать перед тем, как выбрать перфоратор. Перфоратор имеет сложную технологию производства, с которой необходимо обращаться бережно и вовремя проводить профилактическое обслуживание. Именно эти действия помогут сохранить инструмент в исправном, рабочем состоянии на долгое время. Все покупатели продавцы говорят, что через какое-то время необходимо привести молоток в строй и проверить его состояние. Но клиентам это не нравится, так как половина из них думает о том, что специалисты просто хотят выманить побольше денег.
Ознакомьтесь c техническими характеристиками перфоратора Makita HR2450 780Вт. Более подробное представление о товаре вы получите изучив отзывы о перфораторе Макита ХР2450. Цену смотрите вверху справа от характеристик перфоратора.
Добавить к сравнению
Добавить в «Желания»
Вопросы?
Makita HR 2450 отзывы, видео обзор, характеристики, описание
Ужасно!Купили 3 штуки у официального дилера. 2 вылетело в течении 1 года, третий через 14 месяцев. С гарантии сняли, сказали, что очень интенсивно использовали. Восстановлению не подлежат, дешевле купить новый. Нет достоинств Инструмент явно с конструктивными недостатками или плохим качеством изготовления.
erema1987
Полностью удовлетворен Макитой
Отлично!Приобрел себе аппарат 1,5 года назад. Со всем домашними заданиями справляется на Ура (юзаю регулярно). Очень удобная, провод толстенный-надежный. Пока проблемами и не пахнет. Впрочем, это больше инструмент для профессиональной работы и регулярного использования, так что рассчитываю на пожизненное использование)) все выполненно оч профессионально и надежно не обнаружено
Joker 7
Домохозяйкам еще и детям останется в наследство.
Отлично!Малярка(ГКЛ),отделка,облицовка,электрика с перекурами и шторборезом . Иногда баловались 80 коронкой по бетону)))) Работает аппарат 5 через 2 полная смена.На различных операциях. Раствор им не мешаю и вам не советую.Для этого есть миксеры. Куплен 1.10.2014 Через 2 года: ствол уже виляет,иногда смазка вылетает. Отбил себя за первый заказ. В ремонте дешевле, чем аналоги. Сам его еще не ремонтировал. Локти и суставы меньше после его болят, есть с чем сравнить. Домохозяйкам еще и детям останется в наследство. Прекрасное сочетание эргономики и качества,цены. Дурак его может сломать.
kulturist1
Вещь
Отлично!Обалденная вещь!До этого были всякие ударные дрели,дешевые польско-китайские перфораторы,с которыми спотеешь пока просверлишь. С макитой 2450 я узнал что такое настоящий перфоратор.Купил 1.5года назад и валю перфораторам нормально.Сделал 2х комнатную квартиру с нуля и по хозяйству постоянно нужен.На днях пришлось толстый металл сверлить диаметром 14мм-для макиты 2450 и это не проблема.Есть варианты получше ,но этот проверенный и давно на рынке.Рекомендую. Надежный,мощный,компактный.Нормальной длины шнур Все производители в РБ- китай
Wolfy
С ним приятно иметь дело.
Отлично!Качественный инструмент. Лаконичная конструкция. Корпусные детали и органы управления изготовлена на высшем уровне, длинный гибкий шнур.
С ним приятно иметь дело. Лаконичная и прочная конструкция;
Соотношение цена/качество превосходит одноклассников. Скудная комплектация.
Виталий
Makita HR 2450 HR — отличный выбор для профессиональной работы
Отлично!Приобрел по случаю ремонта. Снес при помощи ее пару стенок, поднял проем в железобетоне для установки новых дверей, штробил проводку и дырки под подрозетники в связке с болгаркой и диском по бетону на 125. Доволен на все 100. Хорошо долбит, сверлит. Хочу сказать, что легче всего она справляется с бетоном :), т.к. патрон стоит только SDS+, то при использовании левого переходника можно и простые сверла ставить. Но тогда очень люфт большой. Если вы собираетесь и метал сверлить, то вам тогда нужен вариант со сменным патроном (и это без вариантов), ну а если у вас есть, скажем, шуруповерт или простая дрель — то голову можно не забивать и сэкономить 20-40 $
Большое дело расцепляющая муфта (при моих работах очень часто клинит сверло).
Греется вмеру. Дырок 20 как из куста 8*21 бур и ж/б-н 15см кажись, потом нагревается. больше всего греется, когда долотом стучишь.
Удобно, что шнур длинный и толстый, вроде надежно выглядит. Чемодан вместительный, на нем надпись, что-то про Норвегию, кажись, хотя сам скорее всего Китай, в коде стоит Y
Мощности хватает. До начала работ им рекомендую познакомиться с соседями и выучить их распорядок дня. Уж очень они достают Мощный, надежный, трудолюбивый, греется в меру, длинный шнур, большой и вместительный чемодан, реверс и электронная регулировка оборотов Ну, наверное, на первое место вынесу Цену, наличие только SDS+ патрона
Владимир
Отличная модель.
Отлично!Использую 2 года, причём интенсивно. Вопросов по качеству нет, выдерживает ВСЕ заявленные производителем нагрузки, но для профессиональной работы ИНОГДА не хватает мощности. Отличная модель за свои деньги. ИНОГДА маловато мощности.
Николай
своих денег стоит
Отлично!Пользуюсь этой моделью с 2006 года.с домашними делами справляется на ура . Сильная добротная модель.Купил дополнительно патрон под обычные свёрла для расширения возможностей. Работаю с ним не каждодневно но довольно часто даю хорошие нагрузки.В общем перфоратор отличный. мощный.добротно изготовлен.длинный шнур питания позволяющий часто обходиться без удлинителя,чемоданчик для хранения и переноски не выявил.
Обратите внимание
Bosch GBH 2-26 RE Professional [0611251703]
Средняя оценка: 5, мнений:
Bosch GBH 2-26 DFR Professional (0611254768)
Средняя оценка: 5, мнений:
Makita HR 2470
Средняя оценка: 4.5, мнений:
Einhell Global BH-G 726
Средняя оценка: 3.5, мнений:
Расскажите друзьям
Выскажите своё мнение
Перфоратор Makita HR2450 SDS Plus, 240 В
Комплект
Загрузка обзоров продуктов…
109,96 фунтов стерлингов
91,63 фунта стерлингов Без НДС
Нет на складе
КУПИТЬ
хх
и
ПОЛУЧАТЬ
хх
Сэкономить£xxx. xx
Рекомендуемая розничная цена £xxx.xx
Сейчас £xxx.xx
Общая стоимость сделки:
£xxx.xx без НДС £80,00
Принять условия*
Подходящий бесплатный товар будет автоматически добавлен в корзину
НАБОР
НАБОР
Купите один товар, и мы дадим вам указанный процент скидки 2-й пункт. Указанная процентная скидка применяется к текущему цена 1 единицы «сохраняемого» предмета, пока действует сделка. Скидка на «сохранить» товар доступен только при «Добавить сделку в корзину» нажимается/нажимается, и покупка впоследствии завершается. ‘Сохранить’ скидка на товар не действует на любой другой товар. Нет скидки применяется к предмету «купить». Несколько предложений Bundle могут быть добавлены к корзину и купил.
БЕСПЛАТНО
БЕСПЛАТНО
Кто не любит бесплатные вещи?! Если не указано иное, мы будем автоматически добавить бесплатный продукт в корзину и отправить его с вашим заказом. Предложение «бесплатного» товара зависит от «основного» приобретаемый товар. Стоимость «бесплатного» предмета указана в сделке отражает полную продажную цену Toolstop. Сделки «выкупа» могут только через веб-сайт участвующего бренда. положения и условия бренда также применяются к любой сделке по выкупу рекламируется Toolstop.
СНИЖЕНИЕ ЦЕН
СНИЖЕНИЕ ЦЕН
Следите за нашими регулярными скидками! Синяя цена «была» отражает обычную цену продажи Toolstop. Красная цена «распродажи» отражает цену предложения, пока сделка доступна.
Все условия сделок
Все предложения действительны при наличии всех ‘пучок’, «сохранить» и «бесплатные» предметы связанных с какой-либо конкретной сделкой. Все цены указаны с учетом НДС Великобритании, если не указано иное. Toolstop оставляет за собой право прекратить сделки в любое время.
Перфоратор Makita HR2450 SDS+ поставляется в комплекте с кейсом для переноски, ограничителем глубины и рукояткой в сборе
ОСТАЛОСЬ ТОЛЬКО 240 В
Особенности:
Практичное позиционирование долота под углом — 40 желаемых положений без использования адаптера долота.
Эргономичная прорезиненная рукоятка для лучшего контроля.
Мощный двигатель мощностью 780 Вт.
Ограничитель глубины и рукоятка в сборе.
Стандарт:
Двойная изоляция
Защита органов слуха
Вращение вперед/назад
Только молоток
Только поворотный
Перфоратор
Триггер переменной скорости
Поставляется в комплекте с футляром для переноски
Спецификация:
Максимум в бетоне – 24 мм
Max в стали — 13 мм
Max в дереве — 32 мм
Джоулей — 2,7 Дж
ударов в минуту — 0–4500 ударов в минуту
Скорость без нагрузки — 0–1100 об/мин
Входная мощность — 780 Вт
Вес нетто — 2,4 кг
Артикул: MAK-HR2450-240V
Loading product reviews. ..
Loading product questions…
User manual Makita HR2450FT (English
manualMakita HR2450FT
GB
Rotary Hammer Instruction Manual
F
Perforateur
Manuel d’instructions
D
Bohrhammer Betriebsanleitung
I
Martello rotativo Istruzioni per l’uso
NL
Boorhamer Gebruiksaanwijzing
E
Martillo rotativo Manual de instrucciones
P
Martelo misto Manual de instruções
DK
Borehammer Brugsanvisning
S
Borrhammare Bruksanvisning
N
Borhammer Bruksanvisning
SF
Poravasara Käyttöohje
GR Περιστροφικ σφυρί Οδηγίες χρήσεως
HR2450/T
X HR
HR2450F/FT
Посмотреть руководство для Makita HR2450FT бесплатно. Данное руководство относится к категории Сверлильные станки, 1 человек дали ему среднюю оценку 8. 9. Руководство доступно на следующих языках: Английский. У вас есть вопрос о Makita HR2450FT или вам нужна помощь? Задайте свой вопрос здесь
Общие
Makita
HR2450FT | HR2450FT
Drill Machine
88381052368, 0088381052368
English
User manual (PDF)
Features
Chuck type
SDS Plus
Производительность
Скорость удара
4500 ударов в минуту
Энергия удара (макс. )
2,7 Дж
Drilling diameter in steel (max)
13 mm
Drilling diameter in concrete (max)
24 mm
Drilling diameter in wood (max)
32 mm
Weight & dimensions
Weight
2600 g
Power
Power source
AC
show more
Can’t find the answer to your question in the manual? Вы можете найти ответ на свой вопрос в разделе часто задаваемых вопросов о Makita HR2450FT ниже.
 Використовуються для меблів та іншого.Нагелі, 16 ммНагелі діаметром 16 мм — це неперевершена якість, натуральна деревина та ідеальна обробка. Використовуються для меблів та іншого.Круглі дерев’яні палички діаметром 2 см — оптимальний варіант для побудови вігваму. Повірте, Ваша дитина буде в захваті!Нагелі, 20 ммКруглі дерев’яні палички діаметром 2 см — оптимальний варіант для побудови вігваму. Повірте, Ваша дитина буде в захваті!
Використовуються для меблів та іншого.Нагелі, 16 ммНагелі діаметром 16 мм — це неперевершена якість, натуральна деревина та ідеальна обробка. Використовуються для меблів та іншого.Круглі дерев’яні палички діаметром 2 см — оптимальний варіант для побудови вігваму. Повірте, Ваша дитина буде в захваті!Нагелі, 20 ммКруглі дерев’яні палички діаметром 2 см — оптимальний варіант для побудови вігваму. Повірте, Ваша дитина буде в захваті!
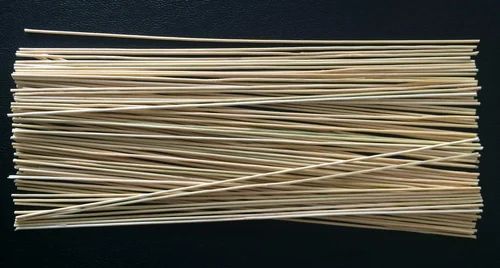
 м
м FUfNG18iw-_q_xuoufQznHZwsAgT4dMyWmTbCbgdQN0″ data-advtracking-product-id=»668028462″ data-tg-chain=»{"view_type": "preview"}»>Топ
FUfNG18iw-_q_xuoufQznHZwsAgT4dMyWmTbCbgdQN0″ data-advtracking-product-id=»668028462″ data-tg-chain=»{"view_type": "preview"}»>Топ eyJwcm9kdWN0SWQiOjEyNzc3MTAyMDcsImNhdGVnb3J5SWQiOjE4MDUyMCwiY29tcGFueUlkIjo1MjQxMDYsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY5MTc1MTk2LjQ4OTY0NTIsInBhZ2VJZCI6Ijk3NjBlYjVkLTNjMjEtNGUwZC1hM2I4LWUzZDhlNWNlZWRmZSIsInBvdyI6InYyIn0.UOtozAyk9AbU3jAUZvw2JJ-WQJcxVZFzDYG16mFx2VI» data-advtracking-product-id=»1277710207″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyNzc3MTAyMDcsImNhdGVnb3J5SWQiOjE4MDUyMCwiY29tcGFueUlkIjo1MjQxMDYsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY5MTc1MTk2LjQ4OTY0NTIsInBhZ2VJZCI6Ijk3NjBlYjVkLTNjMjEtNGUwZC1hM2I4LWUzZDhlNWNlZWRmZSIsInBvdyI6InYyIn0.UOtozAyk9AbU3jAUZvw2JJ-WQJcxVZFzDYG16mFx2VI» data-advtracking-product-id=»1277710207″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjg1NDgwNzY4MiwiY2F0ZWdvcnlJZCI6MTgwNTIwLCJjb21wYW55SWQiOjUyNDEwNiwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjkxNzUxOTYuNDkxMTIwMywicGFnZUlkIjoiOGMzODE1MDUtM2NkOC00YzNjLWI4MDktNTg0OWIzM2JlZmEwIiwicG93IjoidjIifQ.6GUNwkwcnoHbcDnYGMXTIYGmlTE23MAHt0p0Adc459s» data-advtracking-product-id=»854807682″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg1NDgwNzY4MiwiY2F0ZWdvcnlJZCI6MTgwNTIwLCJjb21wYW55SWQiOjUyNDEwNiwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjkxNzUxOTYuNDkxMTIwMywicGFnZUlkIjoiOGMzODE1MDUtM2NkOC00YzNjLWI4MDktNTg0OWIzM2JlZmEwIiwicG93IjoidjIifQ.6GUNwkwcnoHbcDnYGMXTIYGmlTE23MAHt0p0Adc459s» data-advtracking-product-id=»854807682″ data-tg-chain=»{"view_type": "preview"}»>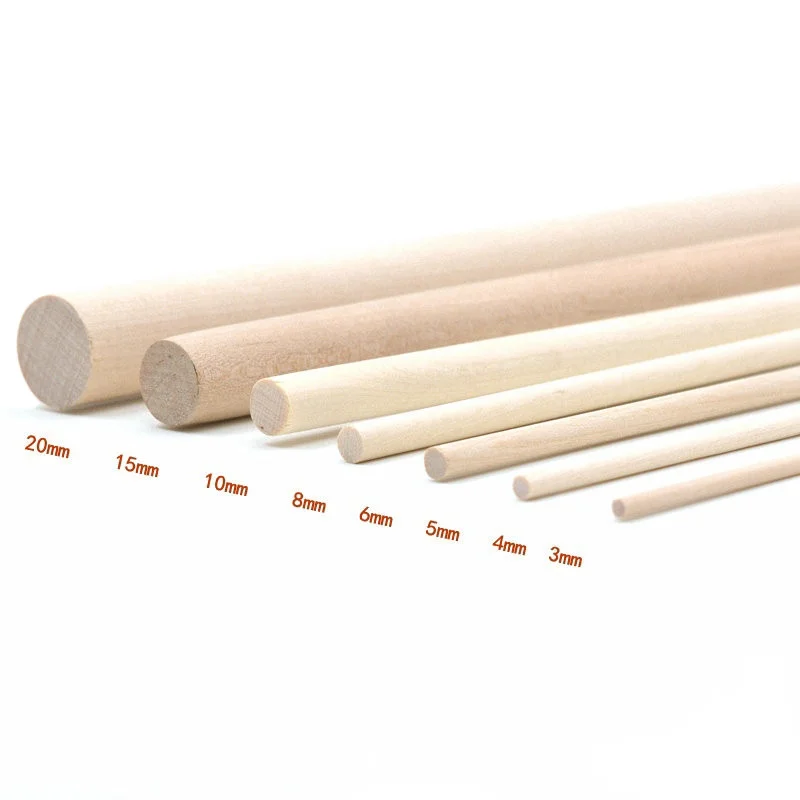 м
м VbURihCFYOajoUzhFZvwTVG8vm6g5r3AW5XFET7w12s» data-advtracking-product-id=»1193061416″ data-tg-chain=»{"view_type": "preview"}»>Топ
VbURihCFYOajoUzhFZvwTVG8vm6g5r3AW5XFET7w12s» data-advtracking-product-id=»1193061416″ data-tg-chain=»{"view_type": "preview"}»>Топ Lkrh72tFfMbJrC5Lv0gknO_jI48h2zeaTRdmIjJiCeg» data-advtracking-product-id=»1192992826″ data-tg-chain=»{"view_type": "preview"}»>Топ
Lkrh72tFfMbJrC5Lv0gknO_jI48h2zeaTRdmIjJiCeg» data-advtracking-product-id=»1192992826″ data-tg-chain=»{"view_type": "preview"}»>Топ _YZoyuAFdpuHVqePtYlbyp8JhLxwk4EQbWlbm1062YA» data-advtracking-product-id=»1192995484″ data-tg-chain=»{"view_type": "preview"}»>Топ
_YZoyuAFdpuHVqePtYlbyp8JhLxwk4EQbWlbm1062YA» data-advtracking-product-id=»1192995484″ data-tg-chain=»{"view_type": "preview"}»>Топ JQR4vBxoBfIWqJlNY_pUpawIF0nVXbPwCXgnYuzE23E» data-advtracking-product-id=»1192997124″ data-tg-chain=»{"view_type": "preview"}»>Топ
JQR4vBxoBfIWqJlNY_pUpawIF0nVXbPwCXgnYuzE23E» data-advtracking-product-id=»1192997124″ data-tg-chain=»{"view_type": "preview"}»>Топ GGVOQBtYc2aXXsRGRHIUEPKW2ZFHvR11DHfmIwu6v3s» data-advtracking-product-id=»1193003398″ data-tg-chain=»{"view_type": "preview"}»>Топ
GGVOQBtYc2aXXsRGRHIUEPKW2ZFHvR11DHfmIwu6v3s» data-advtracking-product-id=»1193003398″ data-tg-chain=»{"view_type": "preview"}»>Топ jkgriluxPO3BByc1KCorDsVjtqwJUjvsUzcimtrAFQY» data-advtracking-product-id=»1193004873″ data-tg-chain=»{"view_type": "preview"}»>Топ
jkgriluxPO3BByc1KCorDsVjtqwJUjvsUzcimtrAFQY» data-advtracking-product-id=»1193004873″ data-tg-chain=»{"view_type": "preview"}»>Топ HIZstbDiHrI4f0E6SNuRaUnUEKGGs88BGS9QFtg5Dq8″ data-advtracking-product-id=»1193040120″ data-tg-chain=»{"view_type": "preview"}»>Топ
HIZstbDiHrI4f0E6SNuRaUnUEKGGs88BGS9QFtg5Dq8″ data-advtracking-product-id=»1193040120″ data-tg-chain=»{"view_type": "preview"}»>Топ 2W7pFLZD2zxG4x_F8lTWpCpABnlbxXus2YodxnOs_ng» data-advtracking-product-id=»1193041046″ data-tg-chain=»{"view_type": "preview"}»>Топ
2W7pFLZD2zxG4x_F8lTWpCpABnlbxXus2YodxnOs_ng» data-advtracking-product-id=»1193041046″ data-tg-chain=»{"view_type": "preview"}»>Топ hSuW5z0bM5nchuPDO6QtojCjRpb18DlUxQZ43bztx1E» data-advtracking-product-id=»404973102″ data-tg-chain=»{"view_type": "preview"}»>Топ
hSuW5z0bM5nchuPDO6QtojCjRpb18DlUxQZ43bztx1E» data-advtracking-product-id=»404973102″ data-tg-chain=»{"view_type": "preview"}»>Топ
 Отныне вы не ограничены рамками наших наборов. В этом разделе мы постарались собрать разнообразные виды бревен, реек, резных элементов, декора, а также заготовки для дверей и окон разного масштаба.
Отныне вы не ограничены рамками наших наборов. В этом разделе мы постарались собрать разнообразные виды бревен, реек, резных элементов, декора, а также заготовки для дверей и окон разного масштаба.






 com
com


 Это титановое кольцо изготовлено из титана Ti6AL-4V (авиационного класса), который в два раза прочнее и более чем в 4 раза тверже, чем «коммерчески чистые» сорта, используемые в большинстве титановых колец. Пожизненная гарантия.
Это титановое кольцо изготовлено из титана Ti6AL-4V (авиационного класса), который в два раза прочнее и более чем в 4 раза тверже, чем «коммерчески чистые» сорта, используемые в большинстве титановых колец. Пожизненная гарантия. Каждый самородок уникален и помогает создать красивое и запоминающееся украшение.
Каждый самородок уникален и помогает создать красивое и запоминающееся украшение. Прочный камень оправлен в полосу из 14-каратного золота и украшен кусочками натурального золота. Чистые жилы золота были вытеснены в кварц гидротермальным давлением, когда они оба находились в расплавленном состоянии. Эти редкие образования находят в естественном состоянии горняки твердых пород. Изделия исключительного качества вручную разрезаются на отдельные камни и полируются. Каждый драгоценный камень из дисперсного кристалла золота уникален в своем роде. Тяжелый и чрезвычайно прочный. Приблизительный вес золота кольца составляет 12,5 дедвейта. Примерный размер кварца 16 X 16 мм.
Прочный камень оправлен в полосу из 14-каратного золота и украшен кусочками натурального золота. Чистые жилы золота были вытеснены в кварц гидротермальным давлением, когда они оба находились в расплавленном состоянии. Эти редкие образования находят в естественном состоянии горняки твердых пород. Изделия исключительного качества вручную разрезаются на отдельные камни и полируются. Каждый драгоценный камень из дисперсного кристалла золота уникален в своем роде. Тяжелый и чрезвычайно прочный. Приблизительный вес золота кольца составляет 12,5 дедвейта. Примерный размер кварца 16 X 16 мм.
 org/BreadcrumbList»>
org/BreadcrumbList»> Это полукристаллический кристаллический материал.
Это полукристаллический кристаллический материал. ..
..
 ..
..
 ..
..
 изм.
изм. 000 ч2
000 ч2 ) в любой город мира.
) в любой город мира. 6
6 в сухой предел
в сухой предел см
см Это может привести к изменению размеров до 2% и соответствующему снижению физических свойств. Правильные методы проектирования часто могут компенсировать этот фактор.
Это может привести к изменению размеров до 2% и соответствующему снижению физических свойств. Правильные методы проектирования часто могут компенсировать этот фактор. М/с
М/с марка:
марка:
 8-209
8-209
 в., TRUMPF
в., TRUMPF Возбуждающее излучение совпадает с частотой падающего фотона, а когерентный свет в направлении распространения и направление вибрации усиливаются светом для генерации высокоэнергетического лазера.
Возбуждающее излучение совпадает с частотой падающего фотона, а когерентный свет в направлении распространения и направление вибрации усиливаются светом для генерации высокоэнергетического лазера. Различные режимы накачки волоконного лазера по-разному влияют на разные режимы сигнала, что усложняет анализ генератора и усилителя волоконного лазера. Распределение легирования в оптическом волокне также оказывает большое влияние на генератор волоконного лазера. Чтобы среда имела характеристики усиления, рабочие ионы (т.е. примеси) легируют в волоконно-оптический лазер.
Различные режимы накачки волоконного лазера по-разному влияют на разные режимы сигнала, что усложняет анализ генератора и усилителя волоконного лазера. Распределение легирования в оптическом волокне также оказывает большое влияние на генератор волоконного лазера. Чтобы среда имела характеристики усиления, рабочие ионы (т.е. примеси) легируют в волоконно-оптический лазер. В качестве источника накачки волоконно-оптического лазера обычно используется мощный полупроводниковый лазерный генератор, а в качестве усиливающей среды используется волокно, легированное редкоземельными элементами, или обычное нелинейное волокно. Резонатор может состоять из различных линейных резонаторов, таких как волоконная решетка и элемент оптической обратной связи, или различные линейные резонаторы могут состоять из ответвителей. Кольцевая полость.
В качестве источника накачки волоконно-оптического лазера обычно используется мощный полупроводниковый лазерный генератор, а в качестве усиливающей среды используется волокно, легированное редкоземельными элементами, или обычное нелинейное волокно. Резонатор может состоять из различных линейных резонаторов, таких как волоконная решетка и элемент оптической обратной связи, или различные линейные резонаторы могут состоять из ответвителей. Кольцевая полость. Затем устройство для резки волоконно-оптического лазера преобразует лазерный луч в пятно малого диаметра, чтобы сформировать очень яркий луч с высокой плотностью энергии, который воздействует на разрезанный металл, заставляя температуру металла в точке лазерного облучения резко повышаться и мгновенно достигают температуры испарения, вызывая испарение и образование дырок. Станок для лазерной резки берет это за отправную точку и заставляет луч волоконного лазера перемещаться относительно заготовки по определенной траектории в соответствии с требованиями формы обрабатываемой заготовки, образуя прорезь. При этом для удаления шлака используется вспомогательное продувочное устройство.
Затем устройство для резки волоконно-оптического лазера преобразует лазерный луч в пятно малого диаметра, чтобы сформировать очень яркий луч с высокой плотностью энергии, который воздействует на разрезанный металл, заставляя температуру металла в точке лазерного облучения резко повышаться и мгновенно достигают температуры испарения, вызывая испарение и образование дырок. Станок для лазерной резки берет это за отправную точку и заставляет луч волоконного лазера перемещаться относительно заготовки по определенной траектории в соответствии с требованиями формы обрабатываемой заготовки, образуя прорезь. При этом для удаления шлака используется вспомогательное продувочное устройство.
 Оптический путь прост, структура устойчива, а внешний оптический путь не требует обслуживания.
Оптический путь прост, структура устойчива, а внешний оптический путь не требует обслуживания.
 Гладкая режущая поверхность: режущая кромка не имеет заусенцев, а шероховатость режущей кромки контролируется в пределах Ra6.5.
Гладкая режущая поверхность: режущая кромка не имеет заусенцев, а шероховатость режущей кромки контролируется в пределах Ra6.5. 




 Некоторые продукты могут нуждаться в переработке, что снижает эффективность производства.
Некоторые продукты могут нуждаться в переработке, что снижает эффективность производства. Убедитесь, что уровень воды в резервуаре для воды находится в зеленом (нормальном) диапазоне указателя уровня воды. Не используйте циркуляционный насос для слива.
Убедитесь, что уровень воды в резервуаре для воды находится в зеленом (нормальном) диапазоне указателя уровня воды. Не используйте циркуляционный насос для слива.
 00 200,000.00 до XNUMX XNUMX долларов США.
00 200,000.00 до XNUMX XNUMX долларов США.
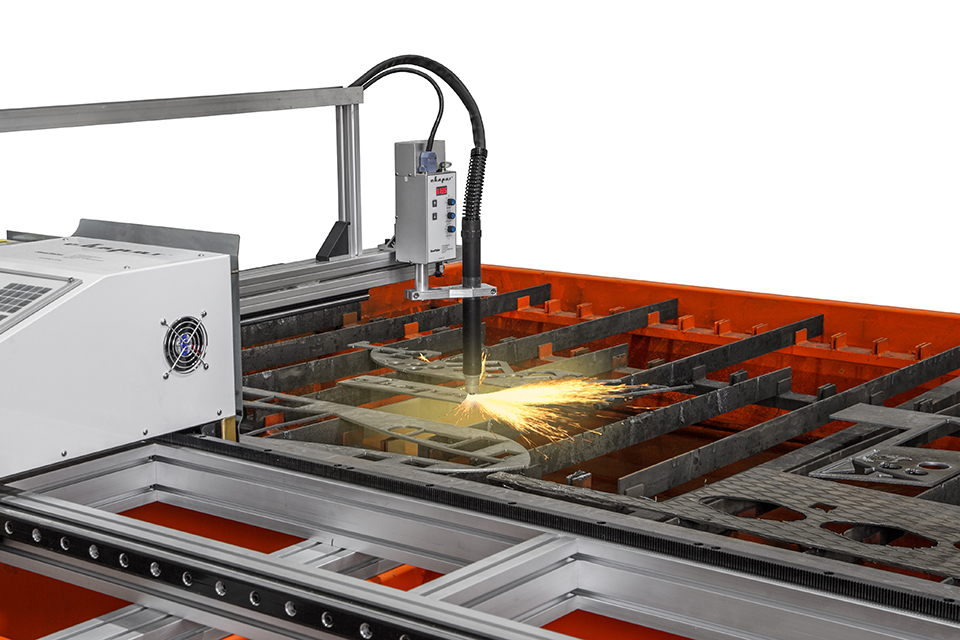 12.22
12.22 12.22
12.22 12.22
12.22

 12.22
12.22 12.22
12.22 Все новые внутренние и внешние зеркала. Новые рейки для стола, под напряжением, хорошо режут и готовы к работе!
Все новые внутренние и внешние зеркала. Новые рейки для стола, под напряжением, хорошо режут и готовы к работе! Представлен 31/31/22
Представлен 31/31/22 Предполагаемый. 31/22
Предполагаемый. 31/22 12.22
12.22 12.22
12.22 Резонатор, чистка Orion …
Резонатор, чистка Orion …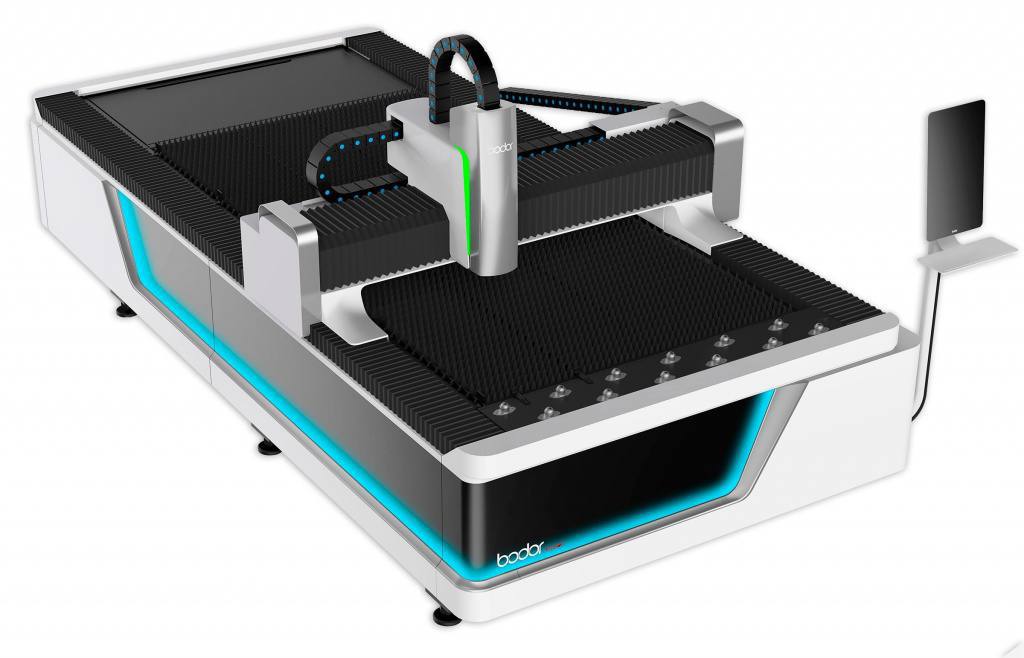 12.22
12.22 В качестве вспомогательного газа используется сжатый воздух. Демонстрация включает 3 главы:
В качестве вспомогательного газа используется сжатый воздух. Демонстрация включает 3 главы:
 Это идеальный центр управления лазерными станками для резки листового металла.
Это идеальный центр управления лазерными станками для резки листового металла.
 1120
1120 05mm
05mm 
 2 мм (min)
2 мм (min)
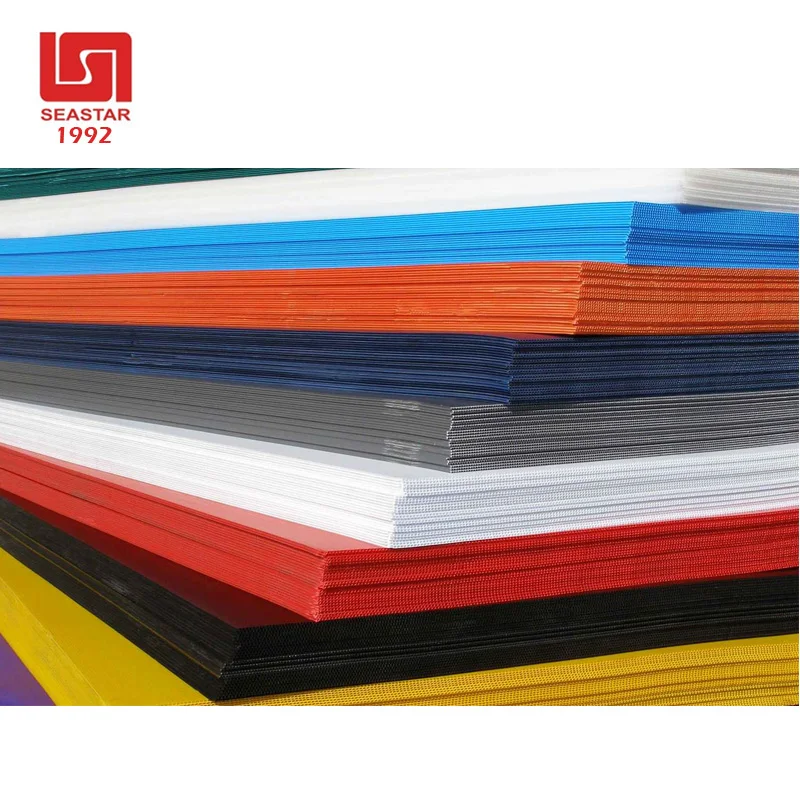 Если выражаться простым языком – сплав (или смесь) нескольких полимеров. В нашем случае это смесь ABS и нейлона, если точнее, то нейлона-6, он же PA6, он же Полиамид 6.
Если выражаться простым языком – сплав (или смесь) нескольких полимеров. В нашем случае это смесь ABS и нейлона, если точнее, то нейлона-6, он же PA6, он же Полиамид 6.
 Но наш опыт совершенно не помог в освоении ABS/PA. Первое знакомство с ним произошло год назад и оставило неизгладимое впечатление, но давайте по порядку.
Но наш опыт совершенно не помог в освоении ABS/PA. Первое знакомство с ним произошло год назад и оставило неизгладимое впечатление, но давайте по порядку.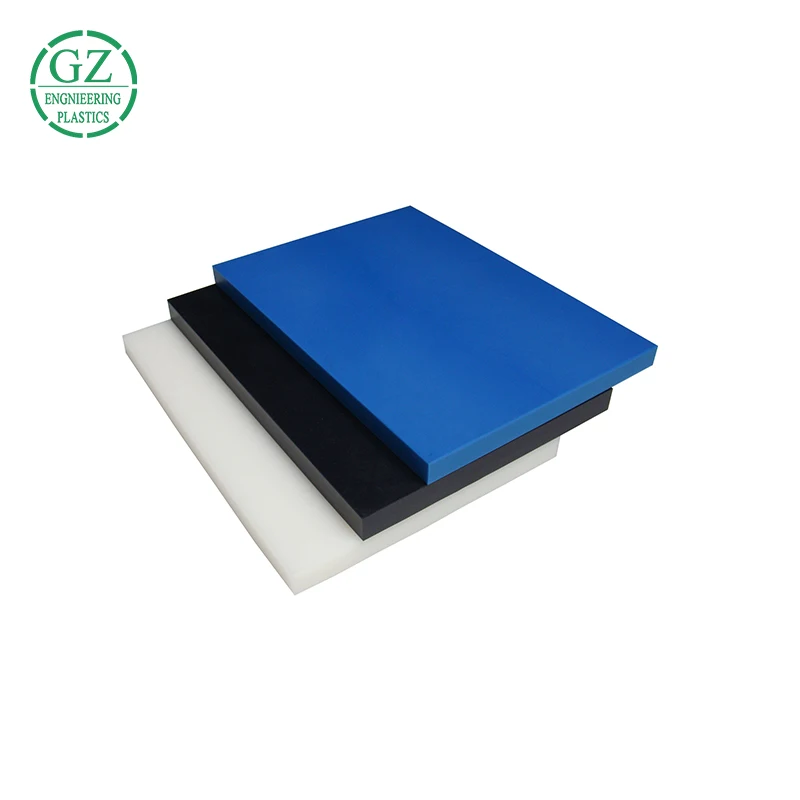
 Обратная сторона – это перегрев ABS/PA. Если материал перегреть, то он начинает пузыриться выходя из сопла, пениться и кипеть.
Обратная сторона – это перегрев ABS/PA. Если материал перегреть, то он начинает пузыриться выходя из сопла, пениться и кипеть.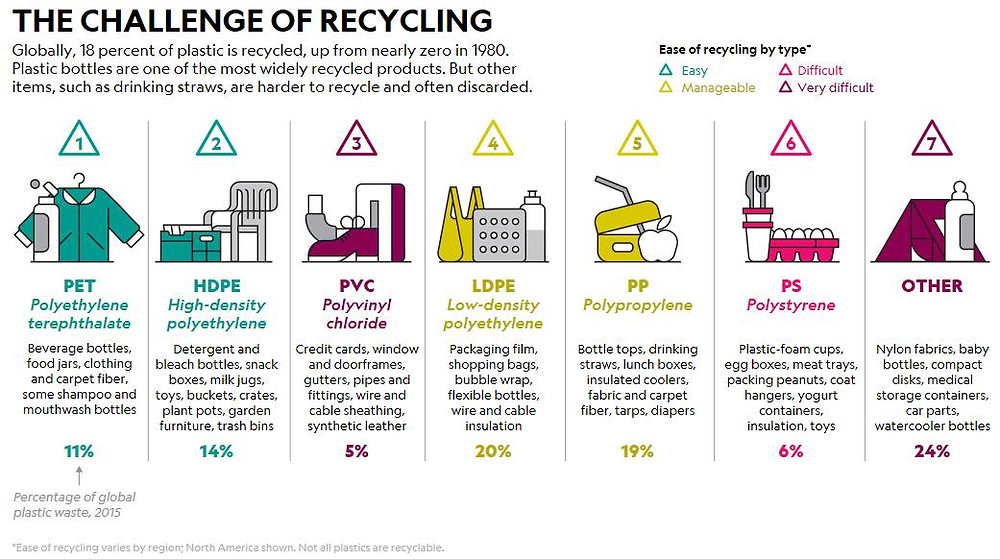
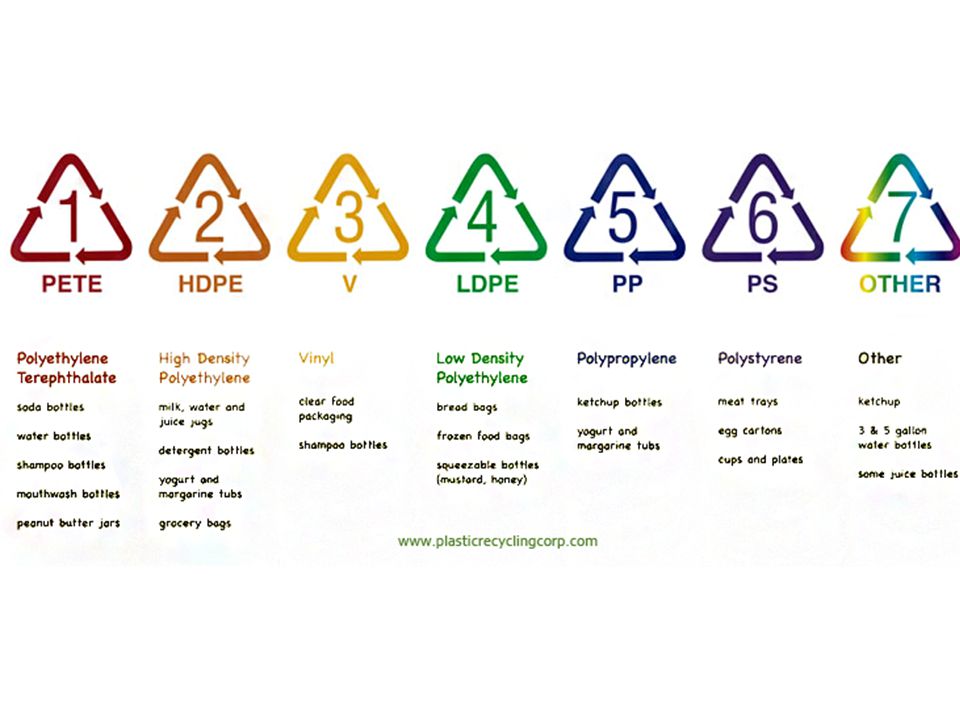 Производителем заявлено, что Filamentarno ABS/PA идеален для печати подкапотных деталей и автотюнинга. Вот и посмотрим, как будет чувствовать себя после длительного пребывания в различных “подкапотных” жидкостях, растворителях и т.д.
Производителем заявлено, что Filamentarno ABS/PA идеален для печати подкапотных деталей и автотюнинга. Вот и посмотрим, как будет чувствовать себя после длительного пребывания в различных “подкапотных” жидкостях, растворителях и т.д.

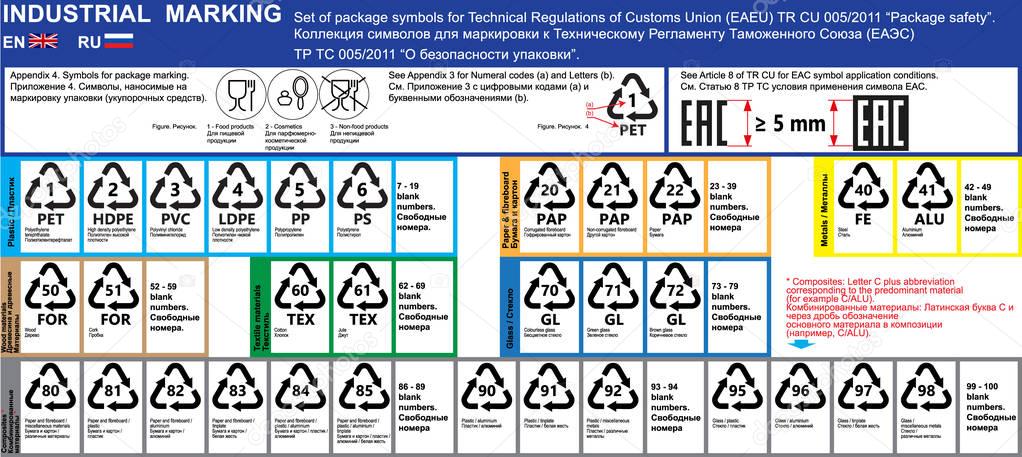
 Так, что деталь может отделиться с кусками стекла.
Так, что деталь может отделиться с кусками стекла.
 Благодаря отличному сочетанию механических свойств он лучше всего подходит для использования в машиностроении.
Благодаря отличному сочетанию механических свойств он лучше всего подходит для использования в машиностроении. вл.
вл.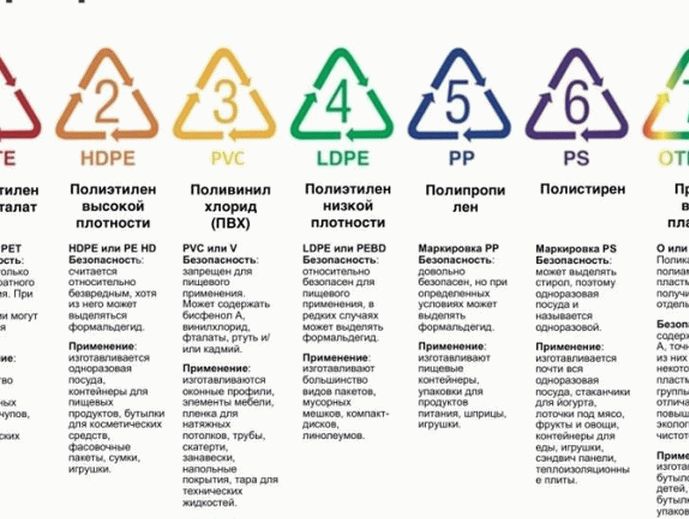 и.
и. 000 ч2
000 ч2 ) в любой город мира.
) в любой город мира. Он исключительно прочен, относительно устойчив к истиранию и влагопоглощению, долговечен, устойчив к химическим веществам, эластичен и легко моется. Нейлон часто используется в качестве заменителя низкопрочных металлов. Это пластик, который выбирают для компонентов моторного отсека транспортных средств из-за его прочности, термостойкости и химической совместимости.
Он исключительно прочен, относительно устойчив к истиранию и влагопоглощению, долговечен, устойчив к химическим веществам, эластичен и легко моется. Нейлон часто используется в качестве заменителя низкопрочных металлов. Это пластик, который выбирают для компонентов моторного отсека транспортных средств из-за его прочности, термостойкости и химической совместимости. Он имеет высокую температуру плавления, что делает его отличной заменой металлам в высокотемпературных средах (например, под капотом автомобиля). Недостатком материала является относительно низкая ударная вязкость (даже по сравнению с другими пластиками; см. таблицу ниже). На следующей диаграмме показана относительная ударная вязкость нейлона по сравнению с ударной вязкостью других широко используемых пластиков, таких как АБС, полистирол (ПС) или поликарбонат (ПК). Следует отметить, что ударная вязкость нейлона может быть улучшена с помощью процесса, называемого «кондиционирование». По этой причине, а также из-за того, что нейлон можно легко комбинировать с другими материалами для повышения его прочности, важно проверить свойства конкретного материала нейлона, который вы используете.
Он имеет высокую температуру плавления, что делает его отличной заменой металлам в высокотемпературных средах (например, под капотом автомобиля). Недостатком материала является относительно низкая ударная вязкость (даже по сравнению с другими пластиками; см. таблицу ниже). На следующей диаграмме показана относительная ударная вязкость нейлона по сравнению с ударной вязкостью других широко используемых пластиков, таких как АБС, полистирол (ПС) или поликарбонат (ПК). Следует отметить, что ударная вязкость нейлона может быть улучшена с помощью процесса, называемого «кондиционирование». По этой причине, а также из-за того, что нейлон можно легко комбинировать с другими материалами для повышения его прочности, важно проверить свойства конкретного материала нейлона, который вы используете. Нейлон представляет собой конденсационный сополимер, состоящий из нескольких различных типов мономеров в сочетании друг с другом. Его можно производить различными способами, обычно начиная с перегонки сырой нефти, но его также можно производить из биомассы. Нейлон классифицируется как «термопластичный» (в отличие от «термореактивного») материала, что относится к тому, как пластик реагирует на тепло. Термопластичные материалы становятся жидкими при температуре их плавления — очень высокая 220 градусов по Цельсию в случае нейлона.
Нейлон представляет собой конденсационный сополимер, состоящий из нескольких различных типов мономеров в сочетании друг с другом. Его можно производить различными способами, обычно начиная с перегонки сырой нефти, но его также можно производить из биомассы. Нейлон классифицируется как «термопластичный» (в отличие от «термореактивного») материала, что относится к тому, как пластик реагирует на тепло. Термопластичные материалы становятся жидкими при температуре их плавления — очень высокая 220 градусов по Цельсию в случае нейлона. Если вы попытаетесь нагреть термореактивный пластик до высокой температуры во второй раз, он сгорит. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку.
Если вы попытаетесь нагреть термореактивный пластик до высокой температуры во второй раз, он сгорит. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку. В Creative Mechanisms мы использовали нейлон в нескольких приложениях в различных отраслях. Вот несколько примеров:
В Creative Mechanisms мы использовали нейлон в нескольких приложениях в различных отраслях. Вот несколько примеров: Полный список производителей материалов вы можете посмотреть здесь.
Полный список производителей материалов вы можете посмотреть здесь. Нейлон также можно производить из биомассы. Основываясь на природе биомассы, это потенциально может привести к более биоразлагаемому материалу. Фактический процесс производства нейлона относится к одной из двух методологий. Первый включает реакцию мономеров с аминными (Nh3) группами, реагирующими с карбоновой кислотой (COOH). Второй состоит в реакции диамина (молекула с 2 группами Nh3) с дикарбоновой кислотой (молекула с 2 группами СООН).
Нейлон также можно производить из биомассы. Основываясь на природе биомассы, это потенциально может привести к более биоразлагаемому материалу. Фактический процесс производства нейлона относится к одной из двух методологий. Первый включает реакцию мономеров с аминными (Nh3) группами, реагирующими с карбоновой кислотой (COOH). Второй состоит в реакции диамина (молекула с 2 группами Nh3) с дикарбоновой кислотой (молекула с 2 группами СООН). Несколько лет назад наша компания приступила к изготовлению прототипов пластиковых крючков для банджи-шнуров. Мы начинаем с прототипа ABS FDM, чтобы подтвердить размер/форму/эстетику/функциональность. Затем мы обрабатываем крючок из нейлона на станке с ЧПУ для проверки прочности. Завершающим этапом является литье под давлением производственных деталей.
Несколько лет назад наша компания приступила к изготовлению прототипов пластиковых крючков для банджи-шнуров. Мы начинаем с прототипа ABS FDM, чтобы подтвердить размер/форму/эстетику/функциональность. Затем мы обрабатываем крючок из нейлона на станке с ЧПУ для проверки прочности. Завершающим этапом является литье под давлением производственных деталей.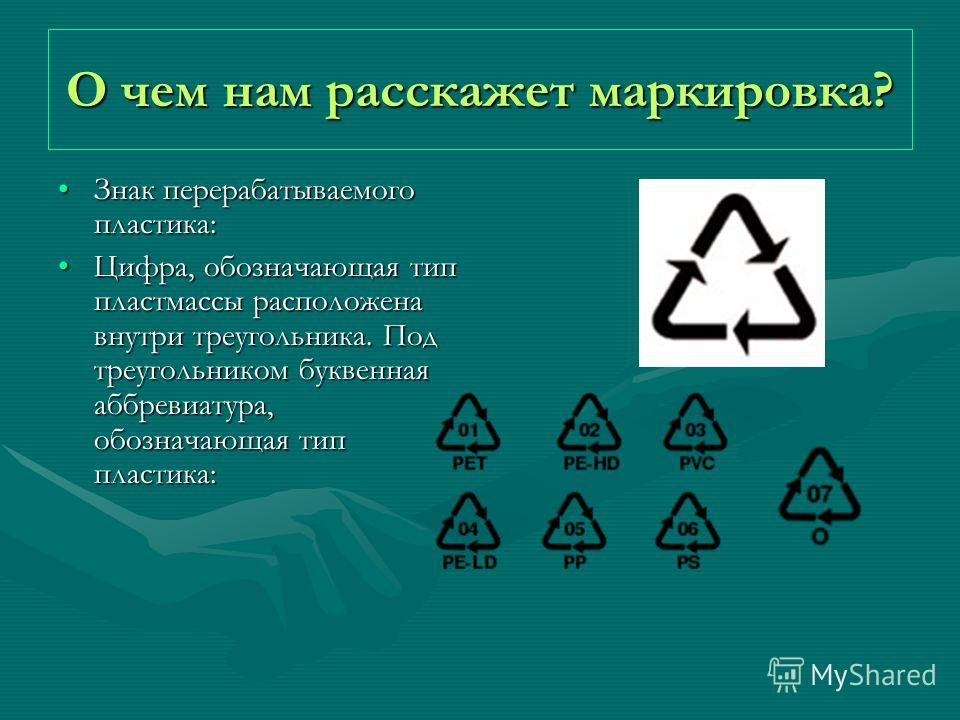 (GF означает «наполненный стеклом»).
(GF означает «наполненный стеклом»). В отличие от ПС, ПЭ и ПП, ПА не размягчается постепенно с повышением температуры, а размягчается в узком диапазоне температур, близком к очевидной температуре плавления, т. е. 215-225 °С. Он течет, как только достигается температура.
В отличие от ПС, ПЭ и ПП, ПА не размягчается постепенно с повышением температуры, а размягчается в узком диапазоне температур, близком к очевидной температуре плавления, т. е. 215-225 °С. Он течет, как только достигается температура. Степень усадки нейлона составляет от 1% до 2%. Обратите внимание на изменение размеров, вызванное поглощением влаги после формования. Коэффициент водопоглощения составляет 100%, и он все еще может поглощать 8% при относительно насыщенной влажности. Материал можно использовать в температурных условиях от -40 до 105°С, с температурой плавления 215-225°С и подходящей толщиной стенки 2-3,5 мм. Механические свойства ПА, такие как прочность на растяжение и сжатие, изменяются в зависимости от температуры и поглощения влаги, поэтому вода является пластификатором ПА. После добавления стекловолокна его прочность на растяжение и сжатие может быть увеличена примерно в 2 раза, а также улучшена термостойкость. Соответственно, сам ПА имеет очень высокую износостойкость, поэтому его можно непрерывно обрабатывать без смазки. Если вам нужен особый смазывающий эффект, вы можете добавить в PA немного сульфида.
Степень усадки нейлона составляет от 1% до 2%. Обратите внимание на изменение размеров, вызванное поглощением влаги после формования. Коэффициент водопоглощения составляет 100%, и он все еще может поглощать 8% при относительно насыщенной влажности. Материал можно использовать в температурных условиях от -40 до 105°С, с температурой плавления 215-225°С и подходящей толщиной стенки 2-3,5 мм. Механические свойства ПА, такие как прочность на растяжение и сжатие, изменяются в зависимости от температуры и поглощения влаги, поэтому вода является пластификатором ПА. После добавления стекловолокна его прочность на растяжение и сжатие может быть увеличена примерно в 2 раза, а также улучшена термостойкость. Соответственно, сам ПА имеет очень высокую износостойкость, поэтому его можно непрерывно обрабатывать без смазки. Если вам нужен особый смазывающий эффект, вы можете добавить в PA немного сульфида. Высокая механическая прочность, отличная ударная вязкость, а также высокая прочность на растяжение и сжатие. Удельная прочность на растяжение выше, чем у металла, а прочность на сжатие сравнима с металлом, но его жесткость не так хороша, как у последнего. Его предел прочности при растяжении близок к пределу текучести, который более чем в два раза выше, чем у АБС. Он обладает сильной способностью поглощать удары и вибрацию напряжения, а его ударная вязкость намного выше, чем у обычных пластиков.
Высокая механическая прочность, отличная ударная вязкость, а также высокая прочность на растяжение и сжатие. Удельная прочность на растяжение выше, чем у металла, а прочность на сжатие сравнима с металлом, но его жесткость не так хороша, как у последнего. Его предел прочности при растяжении близок к пределу текучести, который более чем в два раза выше, чем у АБС. Он обладает сильной способностью поглощать удары и вибрацию напряжения, а его ударная вязкость намного выше, чем у обычных пластиков.
 В сухих условиях он может использоваться в качестве изоляционного материала промышленной частоты, а его отличные электроизоляционные свойства могут сохраняться даже в условиях высокой влажности.
В сухих условиях он может использоваться в качестве изоляционного материала промышленной частоты, а его отличные электроизоляционные свойства могут сохраняться даже в условиях высокой влажности.

 Это инженерные сооружения, в которых транспортирование газообразных, жидких и твёрдых веществ или их смесей осуществляется под давлением. Такие сооружения применяются при устройстве любых наружных инженерных сетей.
Это инженерные сооружения, в которых транспортирование газообразных, жидких и твёрдых веществ или их смесей осуществляется под давлением. Такие сооружения применяются при устройстве любых наружных инженерных сетей.
 На поверхности изделий не допускаются какие-либо трещины, за исключением технологических и усадочных, ширина которых должна быть не более 0,3 мм. Допускаются незначительные раковины и наплывы бетона, площадь которых при этом должна быть менее 5 мм. Обнажение арматуры категорически не допускается, так как плиты эксплуатируются в грунте и, следовательно, находятся в прямом контакте с грунтовыми водами, которые неминуемо приведут к коррозии и разрушению элементов сети.
На поверхности изделий не допускаются какие-либо трещины, за исключением технологических и усадочных, ширина которых должна быть не более 0,3 мм. Допускаются незначительные раковины и наплывы бетона, площадь которых при этом должна быть менее 5 мм. Обнажение арматуры категорически не допускается, так как плиты эксплуатируются в грунте и, следовательно, находятся в прямом контакте с грунтовыми водами, которые неминуемо приведут к коррозии и разрушению элементов сети. Допускаются также другие схемы складирования при условии обеспечения сохранности конструкций и соблюдения требований безопасности.
Допускаются также другие схемы складирования при условии обеспечения сохранности конструкций и соблюдения требований безопасности.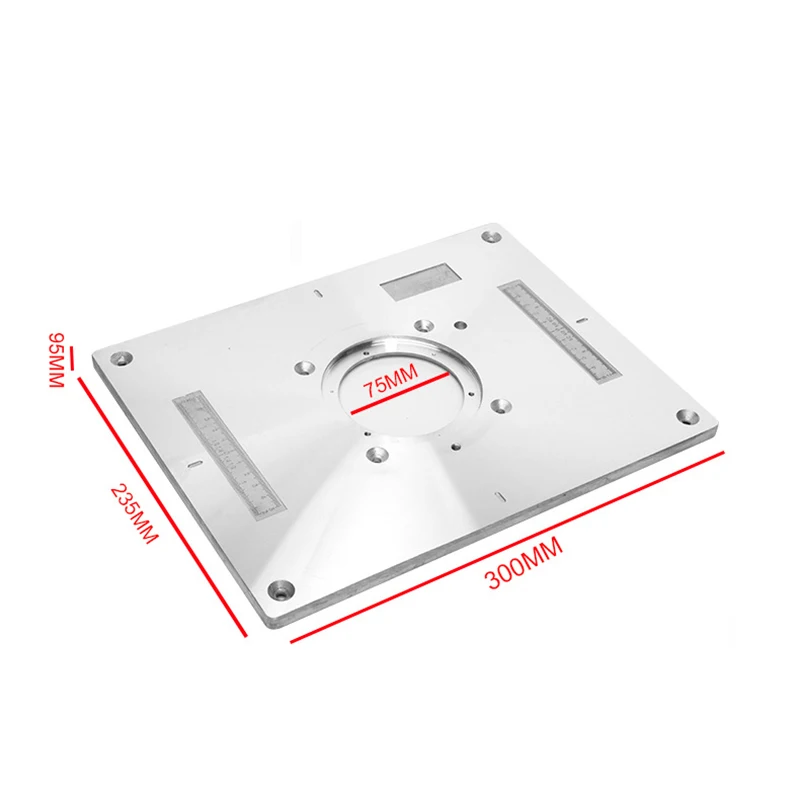
 Применение таких полимерных изделий актуально для нестандартных колодцев. Например при установке полиэтиленового колодца с дублирующей горловиной в зоне временной транспортной нагрузки.
Применение таких полимерных изделий актуально для нестандартных колодцев. Например при установке полиэтиленового колодца с дублирующей горловиной в зоне временной транспортной нагрузки. Примеры наиболее распространенных монтажных решений для установки защитных плит.
Примеры наиболее распространенных монтажных решений для установки защитных плит.
 По требованию руководителя организации безопасности, при заявлении и уплате годового сбора за каждый комплект табличек (помимо ежегодного сбора за регистрацию), могут быть выданы специальные таблички, свидетельствующие о принадлежности к одной из «организаций безопасности». зарегистрированным (членам этих организаций) из:
По требованию руководителя организации безопасности, при заявлении и уплате годового сбора за каждый комплект табличек (помимо ежегодного сбора за регистрацию), могут быть выданы специальные таблички, свидетельствующие о принадлежности к одной из «организаций безопасности». зарегистрированным (членам этих организаций) из:

 Фонд штата Вермонт, финансируемый за счет премий за номерные знаки специальных транспортных средств, Building Bright Futures находится в ведении Департамента по делам детей и семей совместно с Общественным ссудным фондом Вермонта с консультативной группой членов сообщества, представителей по уходу за детьми и законодателей штата. Фонд предоставляет гранты на развитие, расширение и ремонт детских учреждений и общественных программ, направленных на удовлетворение потребностей региона в уходе за детьми.
Фонд штата Вермонт, финансируемый за счет премий за номерные знаки специальных транспортных средств, Building Bright Futures находится в ведении Департамента по делам детей и семей совместно с Общественным ссудным фондом Вермонта с консультативной группой членов сообщества, представителей по уходу за детьми и законодателей штата. Фонд предоставляет гранты на развитие, расширение и ремонт детских учреждений и общественных программ, направленных на удовлетворение потребностей региона в уходе за детьми.
 Табличка доступна для членов Американского легиона из Вермонта. На дизайне изображен официальный логотип Американского легиона на левой стороне пластины.
Табличка доступна для членов Американского легиона из Вермонта. На дизайне изображен официальный логотип Американского легиона на левой стороне пластины. Табличка доступна для членов Lions Club International из Вермонта. Дизайн включает официальный логотип Lions Club International на левой стороне пластины.
Табличка доступна для членов Lions Club International из Вермонта. Дизайн включает официальный логотип Lions Club International на левой стороне пластины.



 обороты 2500
обороты 2500  обороты 2000
обороты 2000  Также станочное оборудование характеризуются простотой в эксплуатации и техническом обслуживании. Может быть установлено на верстаке или подставке. Соответствует отечественным и мировым стандартам качества и точности.
Также станочное оборудование характеризуются простотой в эксплуатации и техническом обслуживании. Может быть установлено на верстаке или подставке. Соответствует отечественным и мировым стандартам качества и точности. Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм. Оборудование данной группы является уменьшенной копией промышленных и предназначены для комплектации школьных мастерских, училищ, небольших производств и ремонтных цехов.
Оборудование данной группы является уменьшенной копией промышленных и предназначены для комплектации школьных мастерских, училищ, небольших производств и ремонтных цехов. обороты 3800
обороты 3800  обороты 2500
обороты 2500  обороты 2000
обороты 2000  обороты 2000
обороты 2000  обороты 1800
обороты 1800 
 Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
 Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас. 


 -ось
-ось





 Этот способ работы более удобен, когда нужно изготовить серию деталей за короткий промежуток времени.
Этот способ работы более удобен, когда нужно изготовить серию деталей за короткий промежуток времени. Размеры прутков, которые можно подавать в токарный центр с ЧПУ, могут быть намного больше, чем на швейцарских токарных станках с ЧПУ. Механизмы подачи прутка на токарных станках с ЧПУ подают прут, но не сочленяют его с инструментом. Инструмент (на револьверной головке) запрограммирован на перемещение к стержню.
Размеры прутков, которые можно подавать в токарный центр с ЧПУ, могут быть намного больше, чем на швейцарских токарных станках с ЧПУ. Механизмы подачи прутка на токарных станках с ЧПУ подают прут, но не сочленяют его с инструментом. Инструмент (на револьверной головке) запрограммирован на перемещение к стержню. Вся резка производится прямо рядом с цангой. Это отличается от токарного станка с ЧПУ, где резка происходит по мере движения инструмента к прутку.
Вся резка производится прямо рядом с цангой. Это отличается от токарного станка с ЧПУ, где резка происходит по мере движения инструмента к прутку.

 5 кг/35 кг
5 кг/35 кг gcode)
gcode) 8A 1.8° 12.6 Kg*cm,
8A 1.8° 12.6 Kg*cm,  Он не уступает многим зарубежным аналогам.
Он не уступает многим зарубежным аналогам. Общее впечатление от анонса.
Общее впечатление от анонса. Их линейка 3d принтеров Hercules за последнее время обзавелась собственной технологичной платформой со множеством прогрессивных и отвечающих времени систем, а также углубила и улучшила механическую часть своих устройств. Но стоит ли останавливаться на достигнутом? Конечно нет.
Их линейка 3d принтеров Hercules за последнее время обзавелась собственной технологичной платформой со множеством прогрессивных и отвечающих времени систем, а также углубила и улучшила механическую часть своих устройств. Но стоит ли останавливаться на достигнутом? Конечно нет.  Сказать, что публика была удивлена, значит намеренно умолчать. На самой онлайн-презентации, да и в обсуждениях телеграмм каналов, на форумах и в пабликах социальных сетей посвященных 3д печати, разразились настоящие баталии. Новинка не оставила равнодушных, это можно сказать уверенно.
Сказать, что публика была удивлена, значит намеренно умолчать. На самой онлайн-презентации, да и в обсуждениях телеграмм каналов, на форумах и в пабликах социальных сетей посвященных 3д печати, разразились настоящие баталии. Новинка не оставила равнодушных, это можно сказать уверенно.
 Это, конечно, предстоит еще проверить в деле, но Imprinta поспешила представить фотографии распечаток и качество действительно впечатляет. Кстати, вентиляторы на выдув оборудованы угольными фильтрами для минимизации неприятного запаха и дополнительной фильтрации воздуха.
Это, конечно, предстоит еще проверить в деле, но Imprinta поспешила представить фотографии распечаток и качество действительно впечатляет. Кстати, вентиляторы на выдув оборудованы угольными фильтрами для минимизации неприятного запаха и дополнительной фильтрации воздуха. Вполне логично, эти функции — самые часто используемые в любых принтерах.
Вполне логично, эти функции — самые часто используемые в любых принтерах.

 О. мы не будем. Отметим только, что после ознакомления с экосистемой принтера становится понятно, почему производитель решил ограничить применения карт памяти и полностью доверился облачному решению. С 32-мя Гб оперативной памяти, устройству просто не нужна лишняя беготня с носителями, а возможность быстро подключится к техподдержке позволяет пользователю быстро решать любые возникающие проблемы.
О. мы не будем. Отметим только, что после ознакомления с экосистемой принтера становится понятно, почему производитель решил ограничить применения карт памяти и полностью доверился облачному решению. С 32-мя Гб оперативной памяти, устройству просто не нужна лишняя беготня с носителями, а возможность быстро подключится к техподдержке позволяет пользователю быстро решать любые возникающие проблемы. А это значит, что и с цельнометаллическим экструдером пробки из материала исключены.
А это значит, что и с цельнометаллическим экструдером пробки из материала исключены. 3 до 1.2 мм.
3 до 1.2 мм.
 Конечно же, все это потребовало и дополнительных предохранителей.
Конечно же, все это потребовало и дополнительных предохранителей.


 ru
ru

 Больше никаких мебельных петель. Корпус выполнен из стали и выглядит совершенно иначе, остекление выполнено из полупрозрачного пластика.
Больше никаких мебельных петель. Корпус выполнен из стали и выглядит совершенно иначе, остекление выполнено из полупрозрачного пластика.

 Более крупные детали лучше печатать с соплом большего диаметра, что экономит время.
Более крупные детали лучше печатать с соплом большего диаметра, что экономит время.
 Стабильность работы подтверждена тестами производителя и заявлена как минимум 150 часов непрерывной печати без перерывов, чему способствует система циркуляции воздуха в камере принтера. Кроме того, новый Стронг заметно похорошел внешне.
Стабильность работы подтверждена тестами производителя и заявлена как минимум 150 часов непрерывной печати без перерывов, чему способствует система циркуляции воздуха в камере принтера. Кроме того, новый Стронг заметно похорошел внешне. Технология послойного наплавления (экструзии) является наиболее распространенным и популярным методом 3D-печати и широко используется для создания трехмерных моделей при прототипировании и в промышленном производстве. Технология FFF предполагает создание объектов путем нанесения последовательных слоев материала, повторяющих контуры цифровой модели.
Технология послойного наплавления (экструзии) является наиболее распространенным и популярным методом 3D-печати и широко используется для создания трехмерных моделей при прототипировании и в промышленном производстве. Технология FFF предполагает создание объектов путем нанесения последовательных слоев материала, повторяющих контуры цифровой модели. Принтер обладает богатым функционалом, включая систему контроля наличия и подачи материала, а также может комплектоваться системой сушки материала Hercules MDry Station, влияющей на качество и стабильность получаемой продукции.
Принтер обладает богатым функционалом, включая систему контроля наличия и подачи материала, а также может комплектоваться системой сушки материала Hercules MDry Station, влияющей на качество и стабильность получаемой продукции. Для наиболее плавного и быстрого перемещения печатающей головки на оси X и Y установлены рельсовые направляющие от HIWIN, а на оси Z установлены цилиндрические валы диаметром 16 мм. Движение XY использует кинематику Core-XY с зубчатым ремнем типа GT2 шириной 10 мм, а по оси Z используются две высокоточные шарико-винтовые пары HIWIN с шагом 4 мм, что обеспечивает точность продукции.
Для наиболее плавного и быстрого перемещения печатающей головки на оси X и Y установлены рельсовые направляющие от HIWIN, а на оси Z установлены цилиндрические валы диаметром 16 мм. Движение XY использует кинематику Core-XY с зубчатым ремнем типа GT2 шириной 10 мм, а по оси Z используются две высокоточные шарико-винтовые пары HIWIN с шагом 4 мм, что обеспечивает точность продукции. Шаговые двигатели — NEMA 23 для X и Y, NEMA17 для Z и NEMA 11 для экструдера. Среди доступных интерфейсов для подключения: Ethernet (LAN), Wi-Fi и USB.
Шаговые двигатели — NEMA 23 для X и Y, NEMA17 для Z и NEMA 11 для экструдера. Среди доступных интерфейсов для подключения: Ethernet (LAN), Wi-Fi и USB.

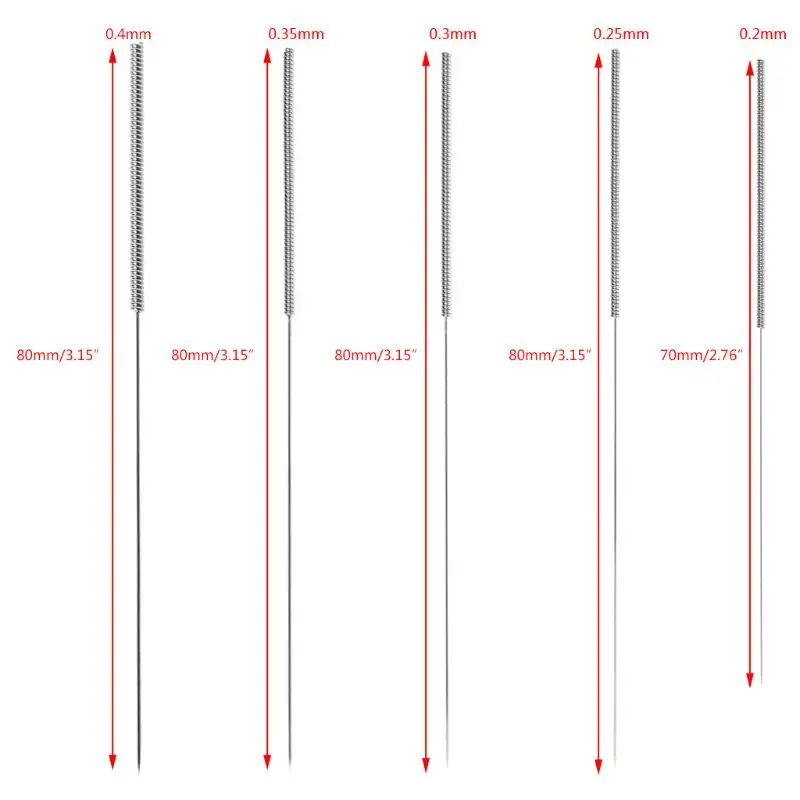 0 speaker
0 speaker Затем вставить иглу в сопло и прочистить его, перемещая иглу внутрь и наружу, проталкивая при этом нить пластика через экструдер вручную.
Затем вставить иглу в сопло и прочистить его, перемещая иглу внутрь и наружу, проталкивая при этом нить пластика через экструдер вручную. 0 (отзывов: 1)
0 (отзывов: 1) Это приводит к тому, что материал прилипает к соплу. Это связано не только с необходимостью некоторых корректировок или настроек, но и с правильным режимом очистки. Ответ? Правильный набор для чистки сопла принтера.
Это приводит к тому, что материал прилипает к соплу. Это связано не только с необходимостью некоторых корректировок или настроек, но и с правильным режимом очистки. Ответ? Правильный набор для чистки сопла принтера. Набор инструментов
Набор инструментов Гларки 24-часовые 3D-набор для очистки насадки для съемки
Гларки 24-часовые 3D-набор для очистки насадки для съемки 1. Набор инструментов для очистки сопла 3D-принтера Mika3D из 27 предметов
1. Набор инструментов для очистки сопла 3D-принтера Mika3D из 27 предметов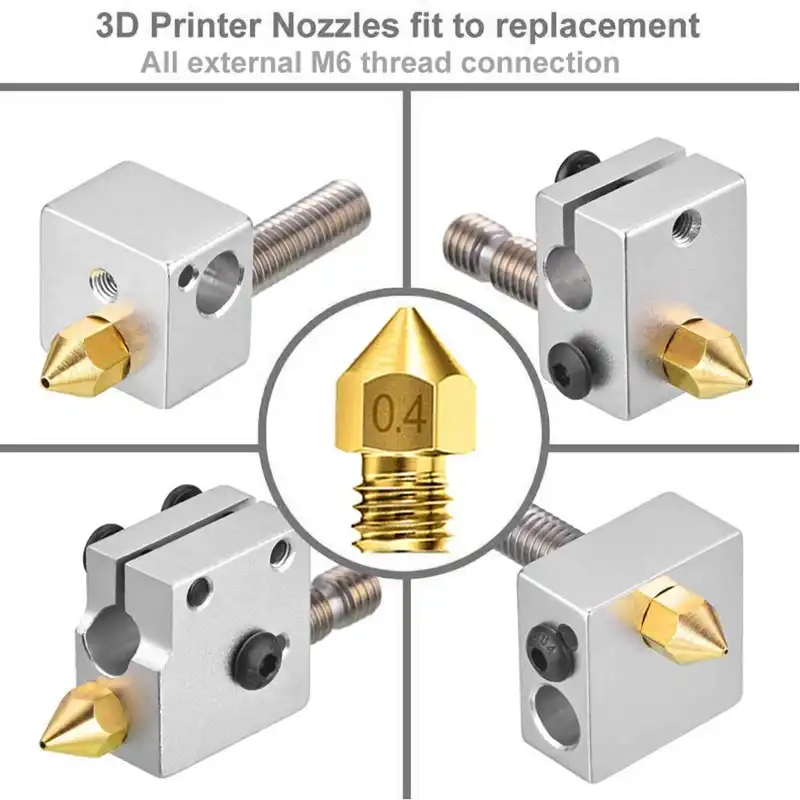
 Эти крошечные инструменты отлично справляются с удалением стойких засоров, которые образовались со временем. Один только пинцет стоит своей цены, а иглы также хороши для сложных засоров. Точно так же набор отлично подходит для определения того, вызвана ли проблема печати засорением или чем-то еще в процессе, включая проблему с экструдером или плохую нить. Цена на комплект была разумной, потому что он содержит все необходимое и является отличной инвестицией, предназначенной для вашего 3D-принтера.
Эти крошечные инструменты отлично справляются с удалением стойких засоров, которые образовались со временем. Один только пинцет стоит своей цены, а иглы также хороши для сложных засоров. Точно так же набор отлично подходит для определения того, вызвана ли проблема печати засорением или чем-то еще в процессе, включая проблему с экструдером или плохую нить. Цена на комплект была разумной, потому что он содержит все необходимое и является отличной инвестицией, предназначенной для вашего 3D-принтера. shiple
shiple
 чистящие иглы, содержащиеся в круглом контейнере.
чистящие иглы, содержащиеся в круглом контейнере.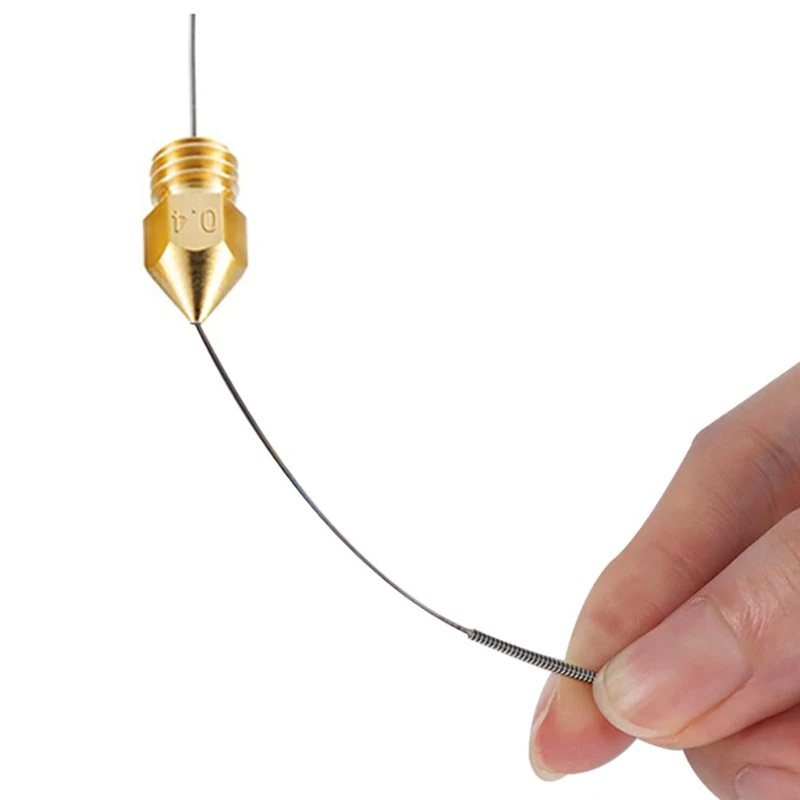
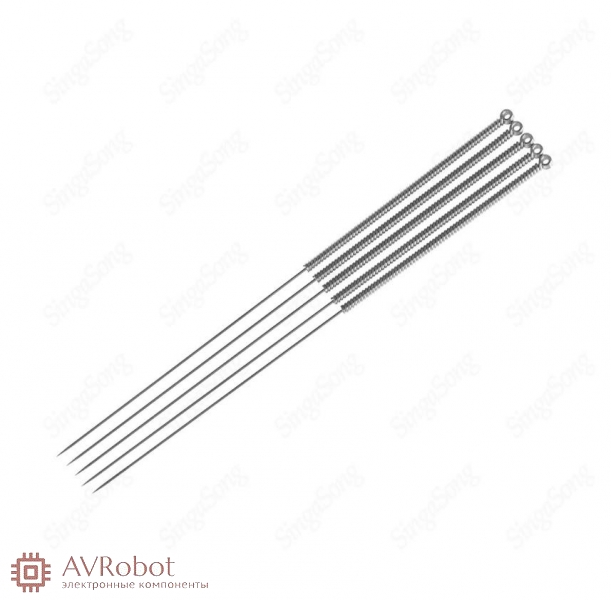 Этот пакет похож на универсальный магазин для всего, что вам нужно.
Этот пакет похож на универсальный магазин для всего, что вам нужно. Слита. иглы с диаметром опоры 0,40 мм.
Слита. иглы с диаметром опоры 0,40 мм. Иглы имеют тенденцию быть немного более прочными и долговечными, чем другие инструменты для очистки форсунок. У него идеальные текстурированные ручки, которые легко захватываются и очень полезны для устранения засоров в горячем конце. Кроме того, пинцеты острые, поэтому преимуществом является то, что они поставляются с защитным наконечником для мер предосторожности. Этот набор инструментов — все, что вам нужно для вашего 3D-принтера, готового к любым проблемам с соплом.
Иглы имеют тенденцию быть немного более прочными и долговечными, чем другие инструменты для очистки форсунок. У него идеальные текстурированные ручки, которые легко захватываются и очень полезны для устранения засоров в горячем конце. Кроме того, пинцеты острые, поэтому преимуществом является то, что они поставляются с защитным наконечником для мер предосторожности. Этот набор инструментов — все, что вам нужно для вашего 3D-принтера, готового к любым проблемам с соплом. (Комплект)
(Комплект) 



 Тем не менее, несколько заметных индикаторов быстро скажут вам, имеете ли вы дело с засорением форсунки.
Тем не менее, несколько заметных индикаторов быстро скажут вам, имеете ли вы дело с засорением форсунки.


 Когда дело доходит до ABS, снятие сопла и замачивание его в ацетоне — хороший способ прочистить засор.
Когда дело доходит до ABS, снятие сопла и замачивание его в ацетоне — хороший способ прочистить засор.
 ..
..

 В конце концов, в хотэнде будет накапливаться пластиковая нить, что приведет к заклиниванию нити.
В конце концов, в хотэнде будет накапливаться пластиковая нить, что приведет к заклиниванию нити. Производители высококачественных нитей гарантируют, что их продукция практически не содержит примесей, производится в беспыльной среде, имеет постоянный диаметр и надлежащим образом упакована под вакуумом, чтобы уменьшить как можно больше дефектов материала.
Производители высококачественных нитей гарантируют, что их продукция практически не содержит примесей, производится в беспыльной среде, имеет постоянный диаметр и надлежащим образом упакована под вакуумом, чтобы уменьшить как можно больше дефектов материала. После печати с ним нужно хранить его подальше от солнечных лучей и в ящике для хранения, чтобы на нем не скапливалась пыль.
После печати с ним нужно хранить его подальше от солнечных лучей и в ящике для хранения, чтобы на нем не скапливалась пыль.
 07.2011)
07.2011) 02.2011)
02.2011) 12.2010)
12.2010) 11.2010)
11.2010)
 Цена модели сыграла в этом не последнюю роль. Этот аппарат применяется при строительстве и ремонте различных объектов.
Цена модели сыграла в этом не последнюю роль. Этот аппарат применяется при строительстве и ремонте различных объектов.




 диаметр сверления (бетон)
диаметр сверления (бетон) Далее, кто сказал, что MAKITA производится в Финляндии? В Финляндии есть логистический (транспортный) терминал MAKITA для Европы и России, вся MAKITA завозится в Россию через Финляндию. У Макиты 9заводов в мире, 7 изделий поставляются в Россию (США, Великобритания, Германия, Япония, Румыния и два завода в Китае). При этом качество ВСЕХ растений ОДИНАКОВО! Не путайте MAKITU с дешевыми брендами. Даже HILTI в 2009 году построила завод в Китае. Вывод, кто гарантированно не хочет попасть на китайскую сборку, покупайте PROTUL, FESTUL и FAYN и тогда до свидания.
Далее, кто сказал, что MAKITA производится в Финляндии? В Финляндии есть логистический (транспортный) терминал MAKITA для Европы и России, вся MAKITA завозится в Россию через Финляндию. У Макиты 9заводов в мире, 7 изделий поставляются в Россию (США, Великобритания, Германия, Япония, Румыния и два завода в Китае). При этом качество ВСЕХ растений ОДИНАКОВО! Не путайте MAKITU с дешевыми брендами. Даже HILTI в 2009 году построила завод в Китае. Вывод, кто гарантированно не хочет попасть на китайскую сборку, покупайте PROTUL, FESTUL и FAYN и тогда до свидания.  Дом был панельный, нужно было крепить карниз к потолку…. каково же было мое удивление, когда бетон при сверлении показался маслом…..
Дом был панельный, нужно было крепить карниз к потолку…. каково же было мое удивление, когда бетон при сверлении показался маслом…..  06.2014 Оценка 5
06.2014 Оценка 5 Больше цвета и дизайна.
Больше цвета и дизайна.
 Жаль, что хорошее ненадолго.
Жаль, что хорошее ненадолго.  Раньше молоток заменил молоток и болт.
Раньше молоток заменил молоток и болт. Даже те люди, у которых небольшой доход и много свободных средств, могут купить пунш домой и работать любой ценой.
Даже те люди, у которых небольшой доход и много свободных средств, могут купить пунш домой и работать любой ценой. Основная функция ружья — ударный поршень, создающий гораздо большую силу удара, чем дрель. Перфоратор работает как по электро-, так и по электрошоковому принципу. Если сравнивать силу удара дрели и перфоратора, то необходимо отметить, что перфоратор при этом значительно уступает перфоратору.
Основная функция ружья — ударный поршень, создающий гораздо большую силу удара, чем дрель. Перфоратор работает как по электро-, так и по электрошоковому принципу. Если сравнивать силу удара дрели и перфоратора, то необходимо отметить, что перфоратор при этом значительно уступает перфоратору. Все же для того, чтобы работать из дома, лучше даже использовать недорогие китайские перфораторы, которые проделывают отверстия в бетоне без труда, с чем обычная ударная дрель не справится.
Все же для того, чтобы работать из дома, лучше даже использовать недорогие китайские перфораторы, которые проделывают отверстия в бетоне без труда, с чем обычная ударная дрель не справится.
 число оборотов холостого хода 1100 об./мин
число оборотов холостого хода 1100 об./мин youtube.com/embed/ArxRqKLpQ8s?ecver=2″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/ArxRqKLpQ8s?ecver=2″ frameborder=»0″ allowfullscreen=»»> 
 С макитой 2450 я узнал что такое настоящий перфоратор.Купил 1.5года назад и валю перфораторам нормально.Сделал 2х комнатную квартиру с нуля и по хозяйству постоянно нужен.На днях пришлось толстый металл сверлить диаметром 14мм-для макиты 2450 и это не проблема.Есть варианты получше ,но этот проверенный и давно на рынке.Рекомендую. Надежный,мощный,компактный.Нормальной длины шнур Все производители в РБ- китай
С макитой 2450 я узнал что такое настоящий перфоратор.Купил 1.5года назад и валю перфораторам нормально.Сделал 2х комнатную квартиру с нуля и по хозяйству постоянно нужен.На днях пришлось толстый металл сверлить диаметром 14мм-для макиты 2450 и это не проблема.Есть варианты получше ,но этот проверенный и давно на рынке.Рекомендую. Надежный,мощный,компактный.Нормальной длины шнур Все производители в РБ- китай Снес при помощи ее пару стенок, поднял проем в железобетоне для установки новых дверей, штробил проводку и дырки под подрозетники в связке с болгаркой и диском по бетону на 125. Доволен на все 100. Хорошо долбит, сверлит. Хочу сказать, что легче всего она справляется с бетоном :), т.к. патрон стоит только SDS+, то при использовании левого переходника можно и простые сверла ставить. Но тогда очень люфт большой. Если вы собираетесь и метал сверлить, то вам тогда нужен вариант со сменным патроном (и это без вариантов), ну а если у вас есть, скажем, шуруповерт или простая дрель — то голову можно не забивать и сэкономить 20-40 $
Снес при помощи ее пару стенок, поднял проем в железобетоне для установки новых дверей, штробил проводку и дырки под подрозетники в связке с болгаркой и диском по бетону на 125. Доволен на все 100. Хорошо долбит, сверлит. Хочу сказать, что легче всего она справляется с бетоном :), т.к. патрон стоит только SDS+, то при использовании левого переходника можно и простые сверла ставить. Но тогда очень люфт большой. Если вы собираетесь и метал сверлить, то вам тогда нужен вариант со сменным патроном (и это без вариантов), ну а если у вас есть, скажем, шуруповерт или простая дрель — то голову можно не забивать и сэкономить 20-40 $
 До начала работ им рекомендую познакомиться с соседями и выучить их распорядок дня. Уж очень они достают Мощный, надежный, трудолюбивый, греется в меру, длинный шнур, большой и вместительный чемодан, реверс и электронная регулировка оборотов Ну, наверное, на первое место вынесу Цену, наличие только SDS+ патрона
До начала работ им рекомендую познакомиться с соседями и выучить их распорядок дня. Уж очень они достают Мощный, надежный, трудолюбивый, греется в меру, длинный шнур, большой и вместительный чемодан, реверс и электронная регулировка оборотов Ну, наверное, на первое место вынесу Цену, наличие только SDS+ патрона Сильная добротная модель.Купил дополнительно патрон под обычные свёрла для расширения возможностей. Работаю с ним не каждодневно но довольно часто даю хорошие нагрузки.В общем перфоратор отличный. мощный.добротно изготовлен.длинный шнур питания позволяющий часто обходиться без удлинителя,чемоданчик для хранения и переноски не выявил.
Сильная добротная модель.Купил дополнительно патрон под обычные свёрла для расширения возможностей. Работаю с ним не каждодневно но довольно часто даю хорошие нагрузки.В общем перфоратор отличный. мощный.добротно изготовлен.длинный шнур питания позволяющий часто обходиться без удлинителя,чемоданчик для хранения и переноски не выявил. xx
xx Предложение «бесплатного» товара зависит от «основного»
Предложение «бесплатного» товара зависит от «основного» 9. Руководство доступно на следующих языках: Английский. У вас есть вопрос о Makita HR2450FT или вам нужна помощь? Задайте свой вопрос здесь
9. Руководство доступно на следующих языках: Английский. У вас есть вопрос о Makita HR2450FT или вам нужна помощь? Задайте свой вопрос здесь