Волоконная сварка: Лазерная сварка купить ручной аппарат по металлу
Ручная лазерная сварка Wattsan Laser Weld A1500
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Ручная лазерная сварка Wattsan Laser Weld A1500
- Вес (нетто)
- 45 кг
- Мощность излучателя
- 1500 Вт
- Тип излучателя
- Иттербиевый (Волоконный)
- Тип оборудования
- Лазерная сварка
- Охлаждение
- Воздушное
Все характеристики
Описание Wattsan Сварка 3 в 1 воздушное охлаждение
Функциональная и портативная
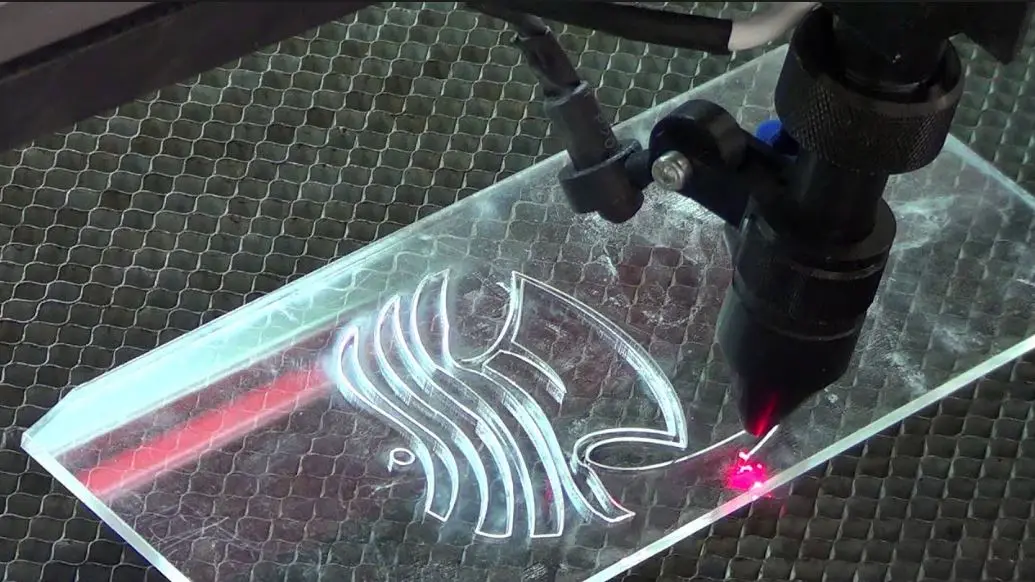
Компактная система ручной лазерной сварки Wattsan Laser Weld A1500 — мощный аппарат нового поколения с волоконным лазером 1500 Вт (основанным на технологии накачки 976 нm).
Аппарат сочетает три самые востребованные функции обработки металла:
- лазерную сварку (опционально с присадочной проволокой)
- лазерную очистку (сварного шва от цветов побежалости, а также металлических поверхностей от краски, ржавчины и тд.)
- лазерную резку металла
Предназначена для сварки стыковых, угловых, тавровых, и кольцевых швов, а также для сварки плохо подогнанных изделий.
Высокоскоростная сварка
- Сваривает детали сварочным пистолетом за один проход в 4-5 раз быстрее традиционной сварки.
- Гарантирует аккуратные высококачественные сварные швы на любых поверхностях. Не нагревает околошовную область.
- Эстетический шов даже при повторном проплавлении соединения (без зачистки и переподготовки шва)
- Осуществляет сквозное и частичное проплавление в любом пространственном положении.

- Минимальная постобработка деталей (шлифовка или полировка)
- Экономит время рабочего процесса и не требует длительного этапа обучения оператора.
- Не перегревается при длительном использовании, специально предназначена для работы в промышленном режиме
Замена традиционной сварки!
Сварные швы новичков, как у опытных профессионалов
Описание преимуществ Wattsan Сварка 3 в 1 воздушное охлаждение
Чистит и режет металл
Лазерная сварка Wattsan Laser Weld A1500 — мультифункциональный аппарат 3 в 1. Помимо лазерной сварки он осуществляет 2 самые популярные опции на любом производстве:
1. Лазерную очистку — при смене стандартного сварочного пистолета на сканатор для очистки ( дополнительная комплектация к станку) аппарат становится полноценной лазерной очисткой непрерывного воздействия мощностью 1 500 Вт.
Применяется на производствах для очистки больших площадей металлических поверхностей от ржавчины и краски (любых конфигураций: лист, труба, сложные формы). А также применяется для очистки сварного шва от цветов побежалости.
2. Лазерную резку — при замене на стандартном сварочном пистолете сопла для лазерной резки (стандартная комплектация), и соответствующих настройках, сварка выполняет функцию лазерной резки металла.
Преимущества Wattsan Сварка 3 в 1 воздушное охлаждение
Толщины проплавления
При односторонней сварке
- нержавеющая сталь — 4 мм
- низкоуглеродистая сталь — 4 мм
- алюминиевые сплавы — 4 мм
- медь -1 мм
При двусторонней сварке
- нержавеющая сталь — 8 мм
- низкоуглеродистая сталь — 8 мм
- алюминиевые сплавы — 8 мм
- медь — 2 мм
Отдельные преимущества Wattsan Сварка
3 в 1 воздушное охлаждение
Уникальные инновации у вас на службе
Wattsan Сварка 3 в 1 воздушное охлаждение
Эргономичный корпус станка.
Лазерный источник, система управления, автоматическое воздушное охлаждение, объединены в одном блоке. Вес сварки всего 45 кг (самая легкая лазерная сварка на рынке).Диагностика и обновление через Wifi. В отличие от аналогов, аппарат имеет Wifi модуль и подключается к обновлениям станка (предустановленным параметрам, прошивки). Также аппарат имеет возможность удаленной диагностики.
 Лазерный источник, система управления, автоматическое воздушное охлаждение, объединены в одном блоке. Вес сварки всего 45 кг (самая легкая лазерная сварка на рынке).
Лазерный источник, система управления, автоматическое воздушное охлаждение, объединены в одном блоке. Вес сварки всего 45 кг (самая легкая лазерная сварка на рынке).Инновационная система охлаждения. Станок имеет воздушную систему охлаждения, работает при температуре от +10 градусов до + 50 при интенсивной нагрузке крупного промышленного предприятия.
Также воздушное охлаждение исключает дополнительные расходы по сравнению с системами, нуждающимися в водяном охлаждении (95% лазерных сварок на рынке с водяным охлаждением)
Волоконный лазерный источник 1500 Вт (основанный на технологии накачки 976 нm)
Широкий диапазон сварных швов
-
Регулируемая ширина сварки
Сварочный пистолет имеет встроенную функцию колебания луча.
Это дает возможность сварки с расширением лазерного луча от 0,5 мм до 5 мм, т.е сварки плохо подогнанных изделий (с зазором до 0,3 мм) -
Сварка с присадочной проволокой
Аппарат совместим с присадочной проволокой востребованных диаметров — 0.8, 1.0, 1.2 и 1.6 мм
-
8 сопел в комплекте
В пакете к станку прилагаются:
- сопла для сварки с присадочной проволокой
- сопло для сварки внутренних и торцевых швов, сопло для резки
 Это дает возможность сварки с расширением лазерного луча от 0,5 мм до 5 мм, т.е сварки плохо подогнанных изделий (с зазором до 0,3 мм)
Это дает возможность сварки с расширением лазерного луча от 0,5 мм до 5 мм, т.е сварки плохо подогнанных изделий (с зазором до 0,3 мм)
Описание преимуществ Wattsan Сварка 3 в 1 воздушное охлаждение
Удобство использования
Сварка имеет эргономичный, легкий удобный в использовании лазерный сварочный пистолет.
На пистолете, в отличие от аналогов, реализована одна кнопка, которая включает и подачу газа и подачу лазерного луча (аппарат работает с азотом, аргоном и газовой смесью).
В основании пистолета реализован QBH разъем для соединения с оптоволокном, а также защитный колпачок для оптоволокна, страхует от поломки при смене пистолета на сканатор для очистки.
В стандартной комплектации сварка имеет 5-ти метровый волоконный кабель. По запросу аппарат может быть оснащен оптоволоконным кабелем от излучателя до пистолета длиной 10 метров. Вариация длины кабеля дает возможность сварки в удаленных местах.
Также, пистолет совместим со всеми ведущими системами подачи проволоки.
Максимальные сварочные возможности при минимальном браке
Управление сваркой
-
Интерфейс управления лазерной сваркой Wattsan Laser Weld A1500:
- кнопки включения и выключения, а также экстренной остановки станка
- электронный дисплей для настроек
- 70 предустановленных параметров сварки (подсказка для оператора станка по выбору режимов)
- возможность сохранения своих комбинаций параметров для наиболее частых задач
- управление конфигурацией/формой шва
- управление подачей газа и лазерного луча происходит через сварочный пистолет
-
Воздушный фильтр
Также, в отличие от аналогов, на сварке реализован воздушный фильтр, для очистки подачи воздуха, что усиливает долговечность аппарата при интенсивном использовании в неблагоприятных для станка внешних условиях.

Отдельные преимущества Wattsan Сварка
3 в 1 воздушное охлаждение
Почему так дорого?
Wattsan Сварка 3 в 1 воздушное охлаждение
Компактность, мобильность, удобство в использовании. За счет воздушного охлаждения лазерного источника, инновационной, более дорогостоящей технологии, по сравнению с лазерными сварками с водяным охлаждением (чиллером). Вес сварки всего 45 кг. Вес аналогичных сварок с водяным охлаждением 150-200 кг.
Сварка, очистка и резка 3 в 1. В отличие от аналогов, соединяет в себе функции лазерной сварки, лазерной очистки, а также резки металла.
Одним аппаратом удаляются цвета побежалости со сварного шва. Устраняется копоть после сварки. Удаляется ржавчина, краска, маслянистые отложения. Также осуществляется резка металла, что оптимизирует затраты на кол-во оборудования.
 Также осуществляется резка металла, что оптимизирует затраты на кол-во оборудования.
Также осуществляется резка металла, что оптимизирует затраты на кол-во оборудования.Сварка плохо подогнанных изделий. Сварочный пистолет имеет встроенную функцию колебания луча. Это дает возможность сварки с расширением лазерного луча от 0,5 мм до 5 мм, т.е сварки плохо подогнанных изделий (с зазором до 0,3 мм).
Возможность сварки без расходных материалов и с присадочной проволокой. Совместим с присадочной проволокой востребованных диаметров — 0.8, 1.0, 1.2 и 1.6 мм
Диагностика и обновление через Wifi. В отличие от аналогов, аппарат имеет Wifi антенну и подключается к обновлениям станка (предустановленным параметрам, прошивки). Также аппарат имеет возможность удаленной диагностики.
Описание преимуществ Wattsan Сварка 3 в 1 воздушное охлаждение
Обучение в подарок
Мы предоставляем теоретические и практические навыки по работе со сварочным аппаратом, а также стандартный мануал к станку:
- начальная настройка и обзор системы
- базовые основы безопасности оператора лазерной сварки
- особенности лазерной сварки
- ваш первый лазерный сварной шов
- режимы программирования и настройки управления
- компьютерное управление для индивидуальных настроек
Мы даем к сварке в подарок оффлайн полное индивидуальное обучение от наших инженеров
Демонстрация наших станков в более 50 городах
России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей.
80% клиентов выбирали оборудование благодаря нашей консультации.
Демо-залы
Выставки
Онлайн
У клиентов
Укажите телефон
Характеристики
Wattsan Сварка 3 в 1 воздушное охлаждение
Основные
- Тип оборудования
- Лазерная сварка
Габариты
- Габариты (ДхШхВ)
- 650x300x621 мм
- Вес (нетто)
- 45 кг
Механика
- Охлаждение
- Воздушное
- Мощность излучателя
- 1500 Вт
ПО
- Электропитание
- 220 В
- Тип излучателя
- Иттербиевый (Волоконный)
Комплектация
- Руководство пользователя
- 1 шт
- Кабель питания
- 1, 1 шт
- Очки
- 1 шт
- Сопла
- 8 комплект
- Паспорт станка
- 1 шт
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку
персональных данных
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России.
Гарантируем лучшую стоимость доставки по всей РФ и СНГ!Пусконаладочные работы. В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.

 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ!Часто задаваемые вопросы
Лазерная очистка убирает:
- коррозию,
- ржавчину,
- масляные пленки,
- лакокрасочные покрытия,
- окалину,
- нагар,
- продукты нефтяных отложений,
- гальванические покрытия,
- адгезивные покрытия,
- органические отложения.
По сравнению с механическими и химическими методами воздействия, этот метод не травматичен — нет контакта человека с обрабатываемой поверхностью, и экологичен — нет выделения токсичных испарений.
Также нет риска повреждения металла, с которого вы удаляете ржавчину или краску.
Аппарату необходимо минимальное количество расходных материалов: азот/аргон и электричество, расходные электроды не требуются.
Сваривание деталей происходит без присадочной проволоки, хотя опционально можно подключить ее подачу.
Можно сварить такие швы:
- стыковые,
- угловые,
- тавровые,
- кольцевые,
- плохо подогнанные изделия.
Сварка обеспечивает высококачественное формирование сварного шва: без деформаций, прожогов, постобработки (ввиду ограниченной зоны термического влияния на материал).

 org/Question»>
org/Question»>Не нужно беспокоиться о чистке или шлифовке рабочей поверхности перед и после сварки. Лазерная сварка не требует, чтобы металл был настолько чистым, как при сварке MIG.
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку
персональных данных
Автоматизированная лазерная установка ALFA-Fiber с волоконным лазером
На установках серии ALFA-Fiber выполняются работы по лазерной сварке корпусных изделий из металла, капсул, датчиков, кардиостимуляторов и т. п.
п.
Особенности
Особенности процесса формирования лазерного излучения в иттербиевом волокне позволяют получить узкий концентрированный световой пучок. Это позволяет получить большую глубину провара при меньшей ширине шва, нежели при импульсной сварке твердотельным алюмо-иттриевым лазером.
За счет специфики конструкции иттербиевые волоконные лазеры имеют и другие особенности по сравнению с YAG-лазерами:
-
Так как излучение генерируется в теле волокна, а насыщение производится светодиодной матрицей, у волоконных лазеров отсутствуют расходные материалы наподобие ламп накачки, и ресурс лазера является практически неограниченным. -
-
у волоконных лазеров отсутствует оптическая система, присущая стандартным импульсным машинам, эти лазеры не нужно юстировать; -
-
волоконный лазер прост в эксплуатации и обслуживании; -
-
за счет более высокого КПД волоконных систем, данные установки неприхотливы и для успешной работы им достаточно воздушного охлаждения.

Еще несколько лет назад главным недостатком волоконных систем являлась их цена. Предпочтение чаще всего отдавалось недорогим твердотельным YAG-лазерам. Однако за счет широкого распространения волоконных технологий разница по цене между аналогичными YAG-системами и волоконными лазерами уже незначительна.
Справедливости ради необходимо заметить, что невысокая мощность импульса волоконных лазеров снижает эффективность их работы с цветными металлами типа меди, алюминия, латуни и т.п. Это связано с высокой теплопроводностью цветных металлов, а также высокой отражающей способностью их поверхности.
Функции
- лазерная обработка выполняется по заданной траектории;
- удобное программное обеспечение с широкими возможностями, позволяющее загружать, редактировать траектории, создавать их по видеоизображению;
- удобный сенсорный дисплей с функциями регулировки параметров выходящего излучения;
- Стереоскопическая система зрения, совмещенная с системой видеонаблюдения с выводом изображения на экран ;
- двойная защита зрения оператора с оптическим фильтром и жк-затвором;
- отсутствие расходных материалов и необходимости юстировки системы;
- система охлаждения воздушная.

Технические параметры
|
|
|
|
|
|
|
|
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
Стелла Маккартни на построении более устойчивой индустрии моды в 2023 году
Земля в США
 org/Person»> от Эмили Чан
org/Person»> от Эмили Чан
Сфотографировано Энни Лейбовиц, Vogue, январь 2020.
Стелла МакКартни. был в авангарде движения за устойчивое развитие моды. Но, несмотря на шквал обязательств брендов в отношении климата в последние годы, изменения в отрасли в целом оставались медленными. На самом деле, цифры, предоставленные Хартией моды Организации Объединенных Наций, показывают, что только 15 процентов ее подписавших — тех, кто наиболее привержен экологическим действиям — находятся на пути к достижению цели 1,5 градусов по Цельсию, установленной Парижским соглашением. «Гринвошинг — это словосочетание не просто так», — говорит дизайнер Vogue через Zoom из ее дома в Уилтшире. «Наша индустрия очень хороша в пиаре и очень хороша в том, чтобы заставить вещи казаться не такими, какие они есть на самом деле».
Для дизайнера, активного борца за права животных, стремление управлять своим одноименным брендом устойчивым образом всегда было второй натурой. «Я думаю, что причина, по которой я занимаюсь этим на протяжении всей своей карьеры, заключается в том, что мне действительно не все равно», — продолжает она. «Я не хочу убивать животных; Я не хочу убивать планету. Я глубоко заинтересована в том, чтобы быть добропорядочной гражданкой Матери-Земли, деловой женщиной и модельером».
«Я думаю, что причина, по которой я занимаюсь этим на протяжении всей своей карьеры, заключается в том, что мне действительно не все равно», — продолжает она. «Я не хочу убивать животных; Я не хочу убивать планету. Я глубоко заинтересована в том, чтобы быть добропорядочной гражданкой Матери-Земли, деловой женщиной и модельером».
Этот дух до сих пор отсутствует у значительной части брендов в отрасли. «Я думаю, что каждый масштабный игрок должен сыграть свою роль в переменах», — говорит Маккартни о прогрессе, который она надеется увидеть в следующем году. «Мы являемся одной из самых вредных отраслей для планеты. Я надеюсь, что люди в нашей отрасли будут нести ответственность за внесение изменений, выходящих за рамки финансового [решения]».
Сейчас мода борется с этим напряжением более заметно, чем когда-либо: стремясь к постоянному росту, в то же время публично обещая сократить выбросы парниковых газов. Маккартни считает, что между ними можно найти баланс. «Я верю, что если мы сможем продолжать развиваться и если мы действительно этого захотим, то мы сможем заменить плохой бизнес чистым бизнесом», — говорит она.
Stella McCartney выпускает новую полностью круглую парку из материала Econyl, который на 100% перерабатывается и подлежит вторичной переработке.
Предоставлено Стеллой Маккартни
Это лишь одна из причин, по которой McCartney продолжает сотрудничать с новаторами, которые разрабатывают более экологичные материалы, такие как Econyl, регенерированный нейлон, созданный из выброшенных рыболовных сетей и других пластиковых отходов. В этом месяце бренд запускает свой первый коммерчески доступный полностью круглый предмет одежды: парку из материала Econyl, который на 100% перерабатывается и подлежит вторичной переработке. Ранее Маккартни выпустил вместе с Adidas в 2019 году худи Infinite, изготовленную с использованием NuCyl — волокна, которое предназначено для расщепления и повторного использования в бесконечной одежде будущего., но в то время было доступно только 50.
«Парка полностью замыкает цикл — она принимает 100-процентные отходы, а затем [когда вы закончите с ней] вы можете либо вернуть ее в магазин Stella McCartney, либо использовать QR-код там и опубликовать ее, и затем мы можем переработать его обратно в волокно и сделать из него другую одежду», — объясняет Маккартни. «Это действительно круто — для меня это круче, чем просто сказать: «О, я действительно люблю неоново-зеленые пушистые сапоги в этом сезоне». Это самая модная вещь, которую вы можете сделать, если вы работаете в мире моды прямо сейчас».
«Это действительно круто — для меня это круче, чем просто сказать: «О, я действительно люблю неоново-зеленые пушистые сапоги в этом сезоне». Это самая модная вещь, которую вы можете сделать, если вы работаете в мире моды прямо сейчас».
Наряду с Econyl, McCartney сотрудничает с такими компаниями, как Bolt Threads, над своей «некожей» Mylo, сделанной из корней грибов (дизайнер был частью раннего «консорциума» брендов, поддерживающих компанию) и «винной кожей». производства итальянской компании Vegea из отходов винограда. Тем временем Маккартни также помог создать новый фонд Collab SOS стоимостью 200 миллионов долларов, который инвестирует в такие компании, как Bolt Threads. Другие проекты, поддержанные фондом, включают Natural Fiber Welding, которая создала альтернативу коже без пластика под названием Mirum, и Protein Evolution, стартап, который разработал процесс, позволяющий бесконечно утилизировать пластиковые отходы (включая нейлон и полиэстер). переработанный.
«Лично для меня важно вкладывать средства в эти новые стартапы и в будущее моды, потому что я занимаюсь модой», — говорит Маккартни о своем участии в фонде. «Я работаю каждый день вместе со многими невероятными технологическими брендами. Мы вместе разрабатываем материалы и решения, а затем я воплощаю их в бизнес-модель. Для меня использовать моих партнеров [и] мои контакты для повышения масштаба всего [через фонд] — тогда вы действительно можете увидеть значимые изменения».
«Я работаю каждый день вместе со многими невероятными технологическими брендами. Мы вместе разрабатываем материалы и решения, а затем я воплощаю их в бизнес-модель. Для меня использовать моих партнеров [и] мои контакты для повышения масштаба всего [через фонд] — тогда вы действительно можете увидеть значимые изменения».
Бренд представил свою сумку Frayme, изготовленную из Mylo, альтернативной кожи, сделанной из корней грибов, на весенней выставке 2022 года в 2021 году.
Предоставлено Стеллой Маккартни
Помимо поддержки новых инноваций в области устойчивого текстиля, дизайнер сосредоточила внимание на важности улучшения биоразнообразия, будь то ее собственная органическая ферма, где она запустила новый проект по восстановлению дикой природы, вдохновленный ее темой для весна 2023 г. — к ее последней предосенней коллекции, в которой она впервые использовала регенеративный хлопок. Маккартни работал с Söktaş, семейной фермой в Турции, над пилотным проектом, поддерживаемым LVMH, по переводу пяти гектаров земли с выращивания органического хлопка на регенеративный. (Последнее не только гарантирует, что в процессе не используются удобрения или пестициды, но также активно заботятся и пополняют почву и экосистему, помогающие выращивать хлопок.) «Это действительно захватывающе; на это ушло около трех лет», — говорит она о последней вехе бренда. «Я действительно надеюсь, что однажды подобные вещи будут субсидироваться правительствами».
(Последнее не только гарантирует, что в процессе не используются удобрения или пестициды, но также активно заботятся и пополняют почву и экосистему, помогающие выращивать хлопок.) «Это действительно захватывающе; на это ушло около трех лет», — говорит она о последней вехе бренда. «Я действительно надеюсь, что однажды подобные вещи будут субсидироваться правительствами».
Несмотря на то, что Маккартни настаивает на этих изменениях в сообществе дизайнеров, она ясно понимает, что для достижения значительного прогресса действительно необходимо законодательство. Вот почему она посетила саммит G7 в Корнуолле в 2020 году и вошла в число дизайнеров, поддержавших Закон о моде в Нью-Йорке — предложенный законопроект, который потребует от любого модного бренда, который ведет бизнес в Нью-Йорке и имеет годовой глобальный доход в размере более 100 миллионов долларов, чтобы раскрыть свои выбросы парниковых газов, а также их энергию, воду, использование материалов и пластика, а также управление химическими веществами.
«У нас нет полицейской отрасли, — объясняет дизайнер. «Мы не субсидируемся в положительном смысле. Мои некожаные товары, отправляемые в Америку, облагаются налогом, который иногда превышает в два раза налог на товары, сделанные из кожи животных. Если я положу свиную кожу на тот же товар, сумма налога может значительно уменьшиться. Меня это шокирует; Я разговаривал с такими людьми, как Байден на G7 и Джон Керри [об этом]. Это те вещи, которые мы должны изменить. Мы должны ввести штрафы в нашей отрасли — они есть в автомобильной промышленности; в авиационной отрасли это есть».
Возможно, необычно слышать, как ведущий дизайнер лирично отзывается о сложностях изменения государственной политики в отношении этих вопросов, но, как ясно дает понять Маккартни, это именно то, что нам нужно, чтобы делал в будущем. «Я просто подумал, что поеду в [Центральный] Сент-Мартинс и стану модельером», — шутит Маккартни. «Но предстоит много работы. На мне моя политическая шляпа или модная шляпа; Я немного запутался, какую из них носить в половине случаев».
TopicsEarth to UsУстойчивое развитиеStella McCartney
Vogue Daily
Все самое необходимое: главные истории моды, выбор редакции и стиль знаменитостей.
Читать дальше
Сварка натуральных волокон – необоснованная компания
Познакомьтесь с необоснованным предприятием
Сварка натуральных волокон
Преобразование индустрии материалов для производства мягких товаров от зависимости от нефти и линейных жизненных циклов к присущей растениям циркулярности
Люк Хаверхалс
Основатель и генеральный директор Natural Fiber Welding
Подробнее о Луке »
Соединять
Naturalfiberwelding.com
Сотрудники
101–200
Штаб-квартира
Пеория, Иллинойс, США
Сварка натуральных волокон раскрывает силу растений и открывает новую эру бескомпромиссных материалов и текстиля. На планете Земля нет ничего более распространенного, чем растительная материя, которая не имеет себе равных в своей способности удовлетворять потребности населения мира.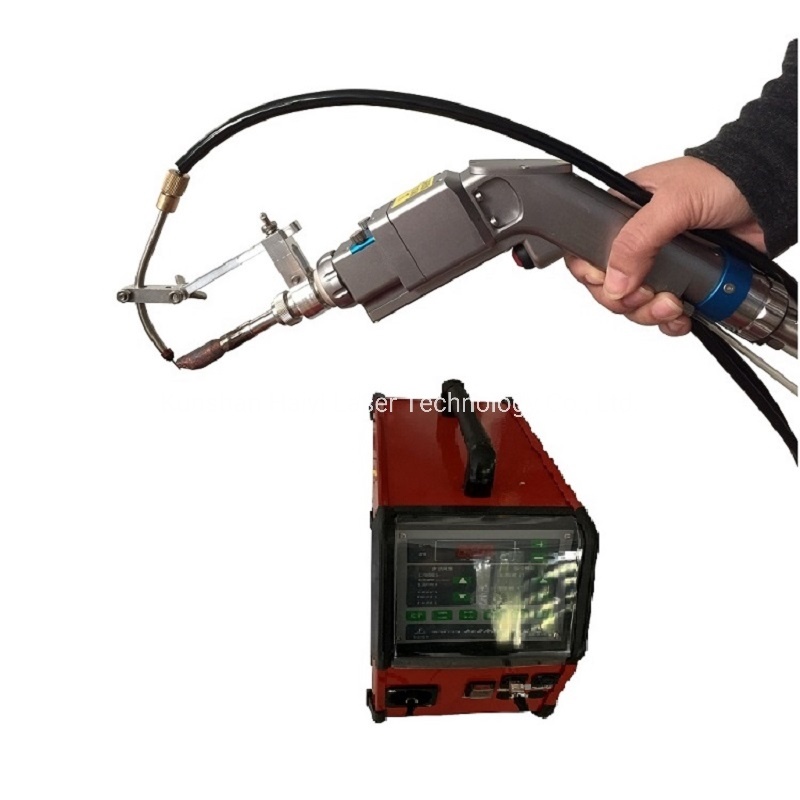 Используя разнообразие и изобилие растений, NFW обеспечивает мир устойчивой и замкнутой цепочкой поставок материалов, создавая композиты из возобновляемых питательных веществ. От переработанного хлопка в качественных тканях до материалов, похожих на кожу, не содержащих нефтехимии и пластмасс, NFW трансформирует индустрию мягких товаров с помощью своих технологий замкнутого цикла. NFW масштабирует автоматизированные производственные платформы, которые ускоряют переход человечества от зависимости от нефти и линейных жизненных циклов к цикличности, присущей растениям, создавая более устойчивое будущее.
Используя разнообразие и изобилие растений, NFW обеспечивает мир устойчивой и замкнутой цепочкой поставок материалов, создавая композиты из возобновляемых питательных веществ. От переработанного хлопка в качественных тканях до материалов, похожих на кожу, не содержащих нефтехимии и пластмасс, NFW трансформирует индустрию мягких товаров с помощью своих технологий замкнутого цикла. NFW масштабирует автоматизированные производственные платформы, которые ускоряют переход человечества от зависимости от нефти и линейных жизненных циклов к цикличности, присущей растениям, создавая более устойчивое будущее.
Энергетика и окружающая среда
Заметные достижения
- В партнерстве с поставщиком Porsche, компанией Motherson, разработали прототип отделки салона MIRUM® для Porsche Taycan в рамках запуска автобана.
- Объявлено о производственных мощностях площадью 110 000 кв. Футов и планах добавить 100 рабочих мест для производства кожи Mirum на растительной основе в 2021 году.
- Получение миноритарных инвестиций от Ralph Lauren Corporation для масштабирования их технологии Clarus из переработанного волокна в качественную одежду.

В настоящее время работает в
Четыре
Регионы
Питч-видео
Подпишитесь на другие видео »
Упоминания в прессе
7 июля 2021 г.
Встречайте пионеров технологий Всемирного экономического форума 2021 года
Последняя группа пионеров технологий сочетает инновации с предпринимательским духом.
Читайте на Всемирном экономическом форуме »
18 ноября 2022 г.
Почему кожаные альтернативы не обязательно соответствуют стандартам «безвредности для животных»
В новом фильме SLAY (slay.film), созданном отмеченным наградами французским режиссером и борцом за права животных Ребеккой Каппелли, мы видим, как животное становится аксессуаром. футов Сварка натуральных волокон. ..
..
Читайте на FashionUnited »
24 ноября 2021 г.
Цель на работе: как Unreasonable сотрудничает с Barclay’s, чтобы дать бизнесу «необоснованное» преимущество
С 2016 года банковская группа Barclays сотрудничает со службой поддержки бизнеса на стадии роста Unreasonable Group (UG) для создания и расширения Unreasonable Impact (UI) — социальной и…
Читать в Форбс »
15 июля 2021 г.
Компания Natural Fiber Welding привлекла 15 миллионов долларов финансирования
Компания Natural Fiber Welding (NFW) из Пеории, штат Иллинойс, разработчик технологий, основанных на устойчивом использовании растений и натуральных волокон для производства товаров длительного пользования и текстиля, привлекла финансирование в размере 15 миллионов долларов.
Читать о FinSME »
25 февраля 2021 г.
Allbirds собирается перейти на кожу растений — вот что это значит и почему вас это должно волновать
Бренд инвестировал 2 миллиона долларов в компанию Natural Fiber Welding, занимающуюся инновациями в области материалов.
Читать новости об обуви »
11 февраля 2021 г.
Ускоритель циркуляров
Представляем первую группу новаторов The Circulars Accelerator.
Читайте на Всемирном экономическом форуме »
Работа в компании Natural Fiber Welding
Опубликовано 22 декабря 2022 г.
Участник группы доставки и получения
Пеория, Иллинойс, США
Посмотреть список »
Опубликовано 13 декабря 2022 г.
Сотрудник по исследованиям, тестированию и развитию
Пеория, Иллинойс, США
Посмотреть список »
Опубликовано 2 декабря 2022 г.
Менеджер по бухгалтерскому учету
Дистанционный пульт
Посмотреть список »
Опубликовано 15 ноября 2022 г.
Планировщик производства
Пеория, Иллинойс, США
Посмотреть список »
Опубликовано 9 ноября 2022 г.
Помощник по административным вопросам, административный офис
Пеория, Иллинойс, США
Посмотреть список »
Опубликовано 5 ноября 2022 г.
Инженер по текстильной продукции — Вязание
Пеория, Иллинойс, США
Посмотреть список »
Опубликовано 5 ноября 2022 г.
Специалист по разработке и качеству пряжи
Пионер, Калифорния, США
Посмотреть список »
Опубликовано 1 октября 2022 г.
Инженер-химик — Операции
Пеория, Иллинойс, США
Посмотреть список »
Опубликовано 30 сентября 2022 г.
Технолог
Пеория, Иллинойс, США
Посмотреть список »
Опубликовано 16 сентября 2022 г.
Промышленный инженер-стажер — весна 2023 или лето 2023
Пеория, Иллинойс, США
Посмотреть список »
Опубликовано 15 сентября 2022 г.
Инженер-стажер — лето 2023 г.
Пеория, Иллинойс, США
Посмотреть список »
Опубликовано 15 сентября 2022 г.
Стажер по исследованиям и разработкам — весна 2023 г. или лето 2023 г.
Пеория, Иллинойс, США
Посмотреть список »
Больше предприятий в
Энергия и окружающая среда
АТЕК
Мы существуем, чтобы обезуглероживать приготовление пищи с помощью прорывной технологии IoT.
Просмотреть профиль »
Бен Джеффрис
генеральный директор АТЕК
Магнус
Мы существуем, чтобы обеспечить ветряные двигатели для снижения потребления топлива и вредных выбросов, поддерживая обезуглероживание судоходства по всему миру.
Просмотреть профиль »
Джеймс Родс
Генеральный директор и соучредитель Magnuss
Смарт Джоули
Мы существуем, чтобы сделать Индию самой эффективной страной в мире до 2030 года.
 Деталь разорванная чуть ли не на «пополам» на пленке «нонейм-китай» и та же деталь с те ми же настройками тем же полимером на пленке «хардлайт для сириуса».
Деталь разорванная чуть ли не на «пополам» на пленке «нонейм-китай» и та же деталь с те ми же настройками тем же полимером на пленке «хардлайт для сириуса».
 ru/blog/stati/top-10-nedorogikh-printerov/
ru/blog/stati/top-10-nedorogikh-printerov/ р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн  Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо 


 Пленка ETFE толщиной 100 и 200 микрон и пленка PFA различной толщины. Пожалуйста, свяжитесь с нами для получения дополнительной информации. Если вам нужна самоклеящаяся пленка ФЭП, мы можем предложить и ее.
Пленка ETFE толщиной 100 и 200 микрон и пленка PFA различной толщины. Пожалуйста, свяжитесь с нами для получения дополнительной информации. Если вам нужна самоклеящаяся пленка ФЭП, мы можем предложить и ее.

 Они обычно из-за того, что вы слишком грубо обращаетесь с ним, особенно с вашим шпателем.
Они обычно из-за того, что вы слишком грубо обращаетесь с ним, особенно с вашим шпателем.
 Я также подробно опишу эти шаги ниже.
Я также подробно опишу эти шаги ниже. Избавьтесь от старой пленки FEP, так как она вам не понадобится, но убедитесь, что на ней не осталось незатвердевшей смолы.
Избавьтесь от старой пленки FEP, так как она вам не понадобится, но убедитесь, что на ней не осталось незатвердевшей смолы.
 Обычно это большие винты с шестигранной головкой на дне бака.
Обычно это большие винты с шестигранной головкой на дне бака. 

 большой мощн.
большой мощн.
 Торговые марки: Walter Tool·ID, Walter®GPS.
Торговые марки: Walter Tool·ID, Walter®GPS. tec®Silver, пластины Tiger.tec®Gold, PCD пластины, СМП
tec®Silver, пластины Tiger.tec®Gold, PCD пластины, СМП Их продукты используются во всем мире как профессионалами, так и домашними энтузиастами, и сегодня они продолжают предлагать инновационные решения.
Их продукты используются во всем мире как профессионалами, так и домашними энтузиастами, и сегодня они продолжают предлагать инновационные решения.
 В то время как ваши индивидуальные потребности в электроинструментах естественным образом определяются их использованием, вашими проектами и вашими личными предпочтениями; Есть несколько инструментов, которые найдут место в каждом гараже из-за их гибкости и высокой производительности. Электроинструменты FEIN — лучшие в мире; без них не обходится ни один гараж…
В то время как ваши индивидуальные потребности в электроинструментах естественным образом определяются их использованием, вашими проектами и вашими личными предпочтениями; Есть несколько инструментов, которые найдут место в каждом гараже из-за их гибкости и высокой производительности. Электроинструменты FEIN — лучшие в мире; без них не обходится ни один гараж… ..
.. Торговая марка Walter включает твердосплавные пластины со сменными пластинами и инструментальные системы из поликристаллического алмаза для фрезерования, токарной обработки, обработки канавок и обработки отверстий; Walter Titex — это синоним твердосплавных инструментов и инструментов для сверления и развертывания из быстрорежущей стали; а Walter Prototyp производит инструменты для нарезания резьбы и фрезерные инструменты из твердого сплава и быстрорежущей стали. Кроме того, компания Walter под брендом Walter Multiply предлагает комплексный пакет услуг по цифровым решениям, управлению инструментами, планированию производственного процесса и обучению.
Торговая марка Walter включает твердосплавные пластины со сменными пластинами и инструментальные системы из поликристаллического алмаза для фрезерования, токарной обработки, обработки канавок и обработки отверстий; Walter Titex — это синоним твердосплавных инструментов и инструментов для сверления и развертывания из быстрорежущей стали; а Walter Prototyp производит инструменты для нарезания резьбы и фрезерные инструменты из твердого сплава и быстрорежущей стали. Кроме того, компания Walter под брендом Walter Multiply предлагает комплексный пакет услуг по цифровым решениям, управлению инструментами, планированию производственного процесса и обучению.

 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.


 124 кг
124 кг ..
.. Скидка
Скидка
 Укороченные спиральные витки и пылесборники конической формы для сверхбыстрого удаления материала в двойную канавку большого объема. MAK4 значительно повышает рабочие параметры скорости сверления и ожидаемого срока службы. Это значительно снижает стоимость одного отверстия. Подходит для сверления в: бетоне, камне, кирпичной кладке, креплениях, анкерах и инженерном кирпиче.
Укороченные спиральные витки и пылесборники конической формы для сверхбыстрого удаления материала в двойную канавку большого объема. MAK4 значительно повышает рабочие параметры скорости сверления и ожидаемого срока службы. Это значительно снижает стоимость одного отверстия. Подходит для сверления в: бетоне, камне, кирпичной кладке, креплениях, анкерах и инженерном кирпиче. ..
.. Будь первым!
Будь первым! org/BreadcrumbList»>
org/BreadcrumbList»>

 Половинки корпуса соединены саморезами. Что бы добраться до всех – надо снять наклейку:
Половинки корпуса соединены саморезами. Что бы добраться до всех – надо снять наклейку: А случаи такие, имеют обыкновение возникать часто. Недавно, ехал мимо объекта. И совсем не по поводу ремонта. Поступил звонок, что оборудование сломалось. Решил заехать – оказалось отскочила от пайки ножка диода. Ехать за паяльником – это почти 200 километров туда и обратно. Пришлось напрячь начальника объекта, съездить домой за своим паяльником. Паяльник оказался еще тот… )))) Но диод был припаян, оборудование заработало. Но времени это заняло больше часа. Тогда то у меня и родилась идея заиметь подобный паяльник, который всегда будет со мной. Тем более такие неисправности очень часты. Ломающееся оборудование, в основном выпущено и работает не выключаясь с 70-х годов прошлого века. И ремонтировалось не одним поколением ремонтников. Причем не всегда качественно.
А случаи такие, имеют обыкновение возникать часто. Недавно, ехал мимо объекта. И совсем не по поводу ремонта. Поступил звонок, что оборудование сломалось. Решил заехать – оказалось отскочила от пайки ножка диода. Ехать за паяльником – это почти 200 километров туда и обратно. Пришлось напрячь начальника объекта, съездить домой за своим паяльником. Паяльник оказался еще тот… )))) Но диод был припаян, оборудование заработало. Но времени это заняло больше часа. Тогда то у меня и родилась идея заиметь подобный паяльник, который всегда будет со мной. Тем более такие неисправности очень часты. Ломающееся оборудование, в основном выпущено и работает не выключаясь с 70-х годов прошлого века. И ремонтировалось не одним поколением ремонтников. Причем не всегда качественно. После того, как я пошевелил транзистор – он отвалился полностью. Выводы даже не были залужены:
После того, как я пошевелил транзистор – он отвалился полностью. Выводы даже не были залужены: В ближайшее время постараюсь его сделать.
В ближайшее время постараюсь его сделать. (SV-55300-40+SV-55320), 40Вт
(SV-55300-40+SV-55320), 40Вт рукоятка, жало «LONG LIFE», форма клин
рукоятка, жало «LONG LIFE», форма клин

 Д.
Д. Литий-ионный аккумулятор обладает приличной мощностью, которая обеспечивает 45 минут работы от полностью заряженного аккумулятора.
Литий-ионный аккумулятор обладает приличной мощностью, которая обеспечивает 45 минут работы от полностью заряженного аккумулятора. Беспроводной паяльник Tooluxe
Беспроводной паяльник Tooluxe  Аккумуляторный паяльник Lexivon
Аккумуляторный паяльник Lexivon  Это дает вам большую взлетно-посадочную полосу для работы.
Это дает вам большую взлетно-посадочную полосу для работы. паяльная машина.
паяльная машина. Аккумуляторный паяльник Hakko
Аккумуляторный паяльник Hakko 

 В то время как один комплект батарей может обеспечить вам около 1 или 2 часов непрерывной работы, некоторые бренды также обеспечат вам более высокое качество обслуживания. Хотя они дешевы, они также могут немного раздражать.
В то время как один комплект батарей может обеспечить вам около 1 или 2 часов непрерывной работы, некоторые бренды также обеспечат вам более высокое качество обслуживания. Хотя они дешевы, они также могут немного раздражать. Это опять же зависит от типа топлива, которое вы используете для машины.
Это опять же зависит от типа топлива, которое вы используете для машины.
 С машинами, ручки которых имеют выемку, поддерживающую вашу руку, гораздо удобнее работать, чем с жесткими ручками, похожими на палки. Силиконовая ручка лучше и предпочтительнее по сравнению с ручкой в виде палочки.
С машинами, ручки которых имеют выемку, поддерживающую вашу руку, гораздо удобнее работать, чем с жесткими ручками, похожими на палки. Силиконовая ручка лучше и предпочтительнее по сравнению с ручкой в виде палочки.
 )
)
 Советы в любом случае расходный материал.
Советы в любом случае расходный материал.
 Допускаемая разнотолщинность у тонких ножей 0,05 мм на длину ножа, у толстых —до 0,1 мм. Отклонение от! прямолинейности режущей кромки должно быть в пределах 0,025 мм на 100 мм ее длины.
Допускаемая разнотолщинность у тонких ножей 0,05 мм на длину ножа, у толстых —до 0,1 мм. Отклонение от! прямолинейности режущей кромки должно быть в пределах 0,025 мм на 100 мм ее длины. Вследствие больших скоростей резания, применяемых на продольно-фрезерных станках, на ножи действуют значительные центробежные силы. Поэтому плохое крепление ножей может привести к поломке станка.
Вследствие больших скоростей резания, применяемых на продольно-фрезерных станках, на ножи действуют значительные центробежные силы. Поэтому плохое крепление ножей может привести к поломке станка.
 1, б). Задний стол устанавливают приблизительно по высоте и на него помещают рамку таким образом, чтобы наконечник индикатора опирался на режущую кромку ножа. Отметив показание прибора, его устанавливают у второго конца ножа, а затем сравнивают оба показания. Если разница между ними не больше 0,1 мм, то положение ножа правильное; если разница больше, положение ножа изменяют, «утопляя» его Выступающий конец или выдвигая другой конец. Таким способом проверяют и остальные ножи, закрепленные на валу.
1, б). Задний стол устанавливают приблизительно по высоте и на него помещают рамку таким образом, чтобы наконечник индикатора опирался на режущую кромку ножа. Отметив показание прибора, его устанавливают у второго конца ножа, а затем сравнивают оба показания. Если разница между ними не больше 0,1 мм, то положение ножа правильное; если разница больше, положение ножа изменяют, «утопляя» его Выступающий конец или выдвигая другой конец. Таким способом проверяют и остальные ножи, закрепленные на валу. Оно состоит из двух электромагнитов, закрепленных на кронштейне. При выверке ножей кронштейн с электромагнитами устанавливают на подставке (или на столе станка). Ножевой вал располагают так, чтобы один из его ножей находился под электромагнитами. При подключении катушек к сети переменного тока электромагниты притягивают нож, его слегка закрепляют в этом положении и отключают катушки электромагнитов. Таким образом последовательно устанавливают все ножи. По втому принципу разработаны приспособления для установки ножей на ножевых головках и сменных резцов на цилиндрических фрезах.
Оно состоит из двух электромагнитов, закрепленных на кронштейне. При выверке ножей кронштейн с электромагнитами устанавливают на подставке (или на столе станка). Ножевой вал располагают так, чтобы один из его ножей находился под электромагнитами. При подключении катушек к сети переменного тока электромагниты притягивают нож, его слегка закрепляют в этом положении и отключают катушки электромагнитов. Таким образом последовательно устанавливают все ножи. По втому принципу разработаны приспособления для установки ножей на ножевых головках и сменных резцов на цилиндрических фрезах. Болты нужно затягивать, переходя от середины вала (головки) к его краям, в противном случае можно изогнуть нож, по этой же причине затягивать болты нужно постепенно, в несколько приемов, и, чтобы избежать срыва резьбы, пользоваться только стан дартными ключами.
Болты нужно затягивать, переходя от середины вала (головки) к его краям, в противном случае можно изогнуть нож, по этой же причине затягивать болты нужно постепенно, в несколько приемов, и, чтобы избежать срыва резьбы, пользоваться только стан дартными ключами.

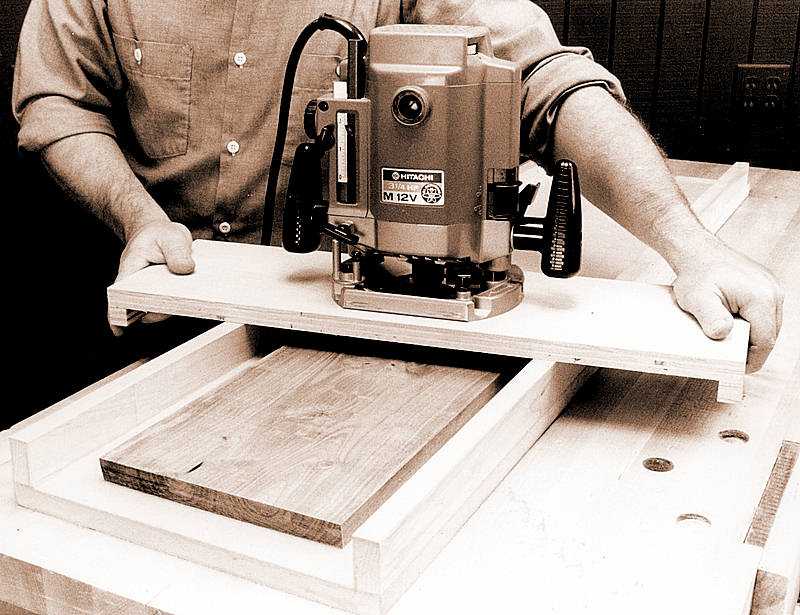 4 Движением суппортов или направляющих линеек установите базовые размеры с помощью любой фрезерной сборки, предназначенной для установки на данный станок. Для остальных сборок регулировка положения шпинделя и направляющей линейки не требуется. Данная операция производится для профилирующих и шипорезных сборок отдельно.
4 Движением суппортов или направляющих линеек установите базовые размеры с помощью любой фрезерной сборки, предназначенной для установки на данный станок. Для остальных сборок регулировка положения шпинделя и направляющей линейки не требуется. Данная операция производится для профилирующих и шипорезных сборок отдельно.
 Почувствовав отсутствие смещения клина и ножа при закручивании винта, выполнить слабую затяжку.
Почувствовав отсутствие смещения клина и ножа при закручивании винта, выполнить слабую затяжку. Немедленно выключите станок, т.к. нож может сломаться или вылететь вместе с клином. Произведите повторную установку ножа.
Немедленно выключите станок, т.к. нож может сломаться или вылететь вместе с клином. Произведите повторную установку ножа. Не приступайте к работе без твердой уверенности в Ваших действиях.
Не приступайте к работе без твердой уверенности в Ваших действиях.  Означает ли это также, что производство ножей станет проще? Неужели это так же просто, как скопировать лист бумаги на копировальной машине? Knivesandtools объясняет!
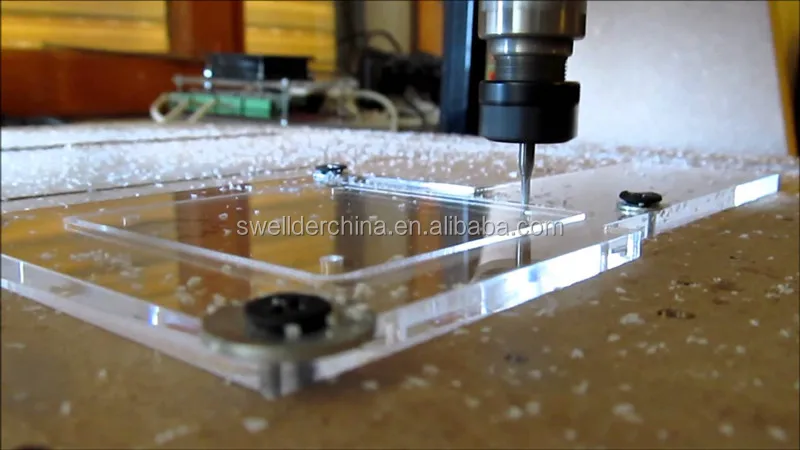
Означает ли это также, что производство ножей станет проще? Неужели это так же просто, как скопировать лист бумаги на копировальной машине? Knivesandtools объясняет! Это, однако, не означает, что у вас есть чертеж, который может обработать станок с ЧПУ. Этот чертеж необходимо преобразовать для вашего конкретного станка с ЧПУ. Станок должен знать, какой размер фрез необходимо использовать. Разница в одну сотую миллиметра уже гарантирует, что шкала не подойдет должным образом. Для этого рисунок преобразуется в Gcode. Специальный язык, который устраняет разрыв между чертежом и фрезерованием.
Это, однако, не означает, что у вас есть чертеж, который может обработать станок с ЧПУ. Этот чертеж необходимо преобразовать для вашего конкретного станка с ЧПУ. Станок должен знать, какой размер фрез необходимо использовать. Разница в одну сотую миллиметра уже гарантирует, что шкала не подойдет должным образом. Для этого рисунок преобразуется в Gcode. Специальный язык, который устраняет разрыв между чертежом и фрезерованием.
 Часто еще одна очень тонкая насадка осторожно перемещается по поверхности для получения красивого финиша. Это может занять много времени, но оно того определенно стоит.
Часто еще одна очень тонкая насадка осторожно перемещается по поверхности для получения красивого финиша. Это может занять много времени, но оно того определенно стоит.
 Сегодня станки с ЧПУ немногим более продвинуты, быстрее и могут выполнять гораздо больше операций. Однако основные принципы остаются прежними, и вам все равно нужно знать, что вы делаете.
Сегодня станки с ЧПУ немногим более продвинуты, быстрее и могут выполнять гораздо больше операций. Однако основные принципы остаются прежними, и вам все равно нужно знать, что вы делаете. Эксперты прогнозируют, что размер рынка будет расти в среднем на 6% в год в течение следующих шести лет. Это отрезвляющая статистика для производителей, которые не решаются адаптироваться к изменениям. Ваши конкуренты уже идут на это, как и вы, если хотите оставаться на вершине своей игры.
Эксперты прогнозируют, что размер рынка будет расти в среднем на 6% в год в течение следующих шести лет. Это отрезвляющая статистика для производителей, которые не решаются адаптироваться к изменениям. Ваши конкуренты уже идут на это, как и вы, если хотите оставаться на вершине своей игры. Однако прежде чем использовать компьютерную программу, дизайнеру нужно будет осветить всю идею на бумажных рисунках и эскизах. Программа для рисования поможет вам создать цифровую 3D-модель конструкции ножа.
Однако прежде чем использовать компьютерную программу, дизайнеру нужно будет осветить всю идею на бумажных рисунках и эскизах. Программа для рисования поможет вам создать цифровую 3D-модель конструкции ножа.
 По этим причинам биты подвергаются значительному износу и часто требуют замены.
По этим причинам биты подвергаются значительному износу и часто требуют замены.
 За последние несколько лет мы имели честь обслуживать многих клиентов, которые используют фрезерные станки с ЧПУ SYIL для изготовления нестандартных ножей для своих клиентов.
За последние несколько лет мы имели честь обслуживать многих клиентов, которые используют фрезерные станки с ЧПУ SYIL для изготовления нестандартных ножей для своих клиентов.



 С другой стороны, качество среза ухудшается. Компромиссный вариант – использовать минимальную степень подкачки.
С другой стороны, качество среза ухудшается. Компромиссный вариант – использовать минимальную степень подкачки. Разумеется, край получится неровным, его нужно будет шлифовать.
Разумеется, край получится неровным, его нужно будет шлифовать. Это важно, так как перегретая проволока просто расплавит материал.
Это важно, так как перегретая проволока просто расплавит материал.

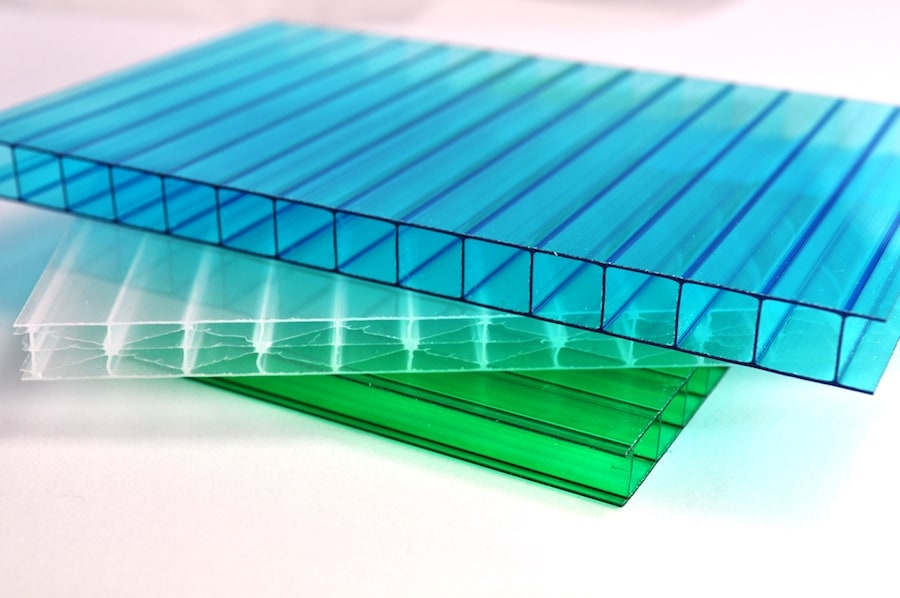
 Благодаря особым физико-механическим особенностям этого полимерного материала, среди которых можно выделить прочность и гибкость, получилось создать продукт, поддающийся разнообразным методам обработки.
Благодаря особым физико-механическим особенностям этого полимерного материала, среди которых можно выделить прочность и гибкость, получилось создать продукт, поддающийся разнообразным методам обработки.
 1 миллиметра. Края среза сразу получаются прозрачными и абсолютно гладкими, а отходов практически нет.
1 миллиметра. Края среза сразу получаются прозрачными и абсолютно гладкими, а отходов практически нет. Достаточно одного литра воды, чтобы спокойно работать в течение часа.
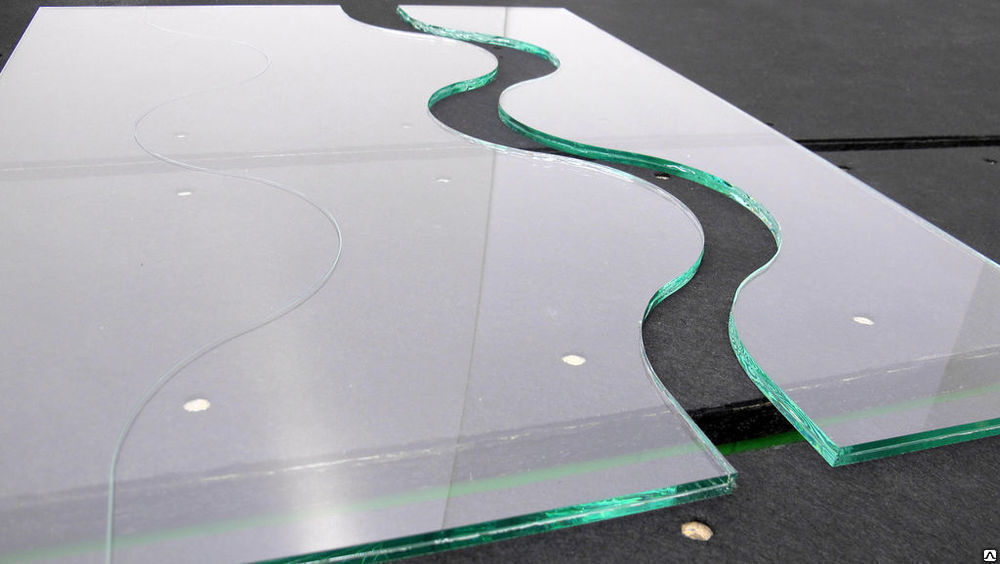
Достаточно одного литра воды, чтобы спокойно работать в течение часа. После замера надо несколько раз сильно провести по кромке резаком. Линейка выступит в качестве ограничителя. Если лист был прорезан больше чем на половину, то остается только отломить материал по линии разреза. После этого необходимо приступить к зачистке краев и использовать столярный фуганок. Если его под рукой нет, то вполне подойдет надфиль или наждачная бумага.
После замера надо несколько раз сильно провести по кромке резаком. Линейка выступит в качестве ограничителя. Если лист был прорезан больше чем на половину, то остается только отломить материал по линии разреза. После этого необходимо приступить к зачистке краев и использовать столярный фуганок. Если его под рукой нет, то вполне подойдет надфиль или наждачная бумага.
 youtube.com/embed/OPk0WKnZoH0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/OPk0WKnZoH0″ frameborder=»0″ allowfullscreen=»»> 
 Некоторые люди используют фанеру, чтобы закрыть отверстие, но она блокирует естественный свет. Вы можете использовать лист плексигласа с вырезом для вентиляции вместо оконного кондиционера!
Некоторые люди используют фанеру, чтобы закрыть отверстие, но она блокирует естественный свет. Вы можете использовать лист плексигласа с вырезом для вентиляции вместо оконного кондиционера!
 Убедитесь, что вы придерживаетесь той же линии, и используйте острое лезвие. На толстом листе плексигласа придется больше резать. Предупреждение : это будет издавать ужасный звук, как ногти по классной доске!
Убедитесь, что вы придерживаетесь той же линии, и используйте острое лезвие. На толстом листе плексигласа придется больше резать. Предупреждение : это будет издавать ужасный звук, как ногти по классной доске!

 Иногда помогает сначала наклеить на линию разреза полоску малярного скотча.
Иногда помогает сначала наклеить на линию разреза полоску малярного скотча. Вставьте акриловое сверло в патрон дрели и установите его на среднюю скорость.
Вставьте акриловое сверло в патрон дрели и установите его на среднюю скорость. 1 Инструменты необходимы
1 Инструменты необходимы Идеально подходит для оконных стекол, дверей и других предметов интерьера. Универсальность оргстекла выходит далеко за рамки мебели. Из-за своей долговечности он используется в медицинской или стоматологической промышленности, автомобилях и вертолетах, бытовом оборудовании и больших аквариумах.
Идеально подходит для оконных стекол, дверей и других предметов интерьера. Универсальность оргстекла выходит далеко за рамки мебели. Из-за своей долговечности он используется в медицинской или стоматологической промышленности, автомобилях и вертолетах, бытовом оборудовании и больших аквариумах.

 Принесите соответствующее защитное оборудование и повторите процесс. Чтобы прикрыться, наденьте защитные перчатки и очки.
Принесите соответствующее защитное оборудование и повторите процесс. Чтобы прикрыться, наденьте защитные перчатки и очки.
 Получить заказ и обменяться бухгалтерскими документами;
Получить заказ и обменяться бухгалтерскими документами;
 То есть, воздух с маслом, попадая в полость масляного сепаратора, получают внутри сепаратора вращательное движение с достаточно большой скоростью.
То есть, воздух с маслом, попадая в полость масляного сепаратора, получают внутри сепаратора вращательное движение с достаточно большой скоростью.




 Затягивается от руки и на этом замена масляного сепаратора неразборного практически закончена.
Затягивается от руки и на этом замена масляного сепаратора неразборного практически закончена.

 Эта трубка достаточно хрупкая, легко ломается и при снятии крышки масляного сепаратора ее поломка достаточно частая даже у специалистов Atlas Copco.
Эта трубка достаточно хрупкая, легко ломается и при снятии крышки масляного сепаратора ее поломка достаточно частая даже у специалистов Atlas Copco.
 Больше – это уже нонсенс, причем нонсенс серьезный.
Больше – это уже нонсенс, причем нонсенс серьезный.
 Это входит в правило замены масляного сепаратора на компрессорах. Но это опять же в случае, если и сепаратор, и масло отработали свой срок службы.
Это входит в правило замены масляного сепаратора на компрессорах. Но это опять же в случае, если и сепаратор, и масло отработали свой срок службы.

 Так вот, этот стакан тоже иногда трескается. Его назначение как раз – это часть системы центробежного отделения масла. Вот эта центробежная система отделения масла тоже иногда выходит из строя.
Так вот, этот стакан тоже иногда трескается. Его назначение как раз – это часть системы центробежного отделения масла. Вот эта центробежная система отделения масла тоже иногда выходит из строя.
 Вот один из способов.
Вот один из способов.

 У нас будет, во-первых, недостаточное давление на выходе компрессора, так как оно будет стравливаться через предохранительный клапан.
У нас будет, во-первых, недостаточное давление на выходе компрессора, так как оно будет стравливаться через предохранительный клапан.
 Вернее на качество приготавливаемого компрессором воздуха.
Вернее на качество приготавливаемого компрессором воздуха.
 И масляный туман взрывается.
И масляный туман взрывается.
 И эта зона находится в винтовом элементе. Причем разница там не очень большая в давлениях. И он с небольшой разницей давлений это масло засасывается из сепаратора, выдавливается из сепаратора в обратно-винтовой элемент, ступень сжатия.
И эта зона находится в винтовом элементе. Причем разница там не очень большая в давлениях. И он с небольшой разницей давлений это масло засасывается из сепаратора, выдавливается из сепаратора в обратно-винтовой элемент, ступень сжатия.
 Такой термопринтер, в основном, используется в швейно-текстильной промышленности для печати этикеток.
Такой термопринтер, в основном, используется в швейно-текстильной промышленности для печати этикеток.




 Для установки нового ФН:
Для установки нового ФН:
 Разъемы для подключения внешнего оборудования расположены там же. Среди доступного интерфейса: USB, RS-232, RJ-11. К онлайн-кассе можно подключить дисплей покупателя, дисплей кассира, сканер штрихкодов, денежный ящик, эквайринг, клавиатуру. Интернет-соединение поддерживается с помощью подключения к компьютеру.
Разъемы для подключения внешнего оборудования расположены там же. Среди доступного интерфейса: USB, RS-232, RJ-11. К онлайн-кассе можно подключить дисплей покупателя, дисплей кассира, сканер штрихкодов, денежный ящик, эквайринг, клавиатуру. Интернет-соединение поддерживается с помощью подключения к компьютеру.
 В наш авторизированный ЦТО можно обратиться за заменой ФН, перепрошивкой или ремонтом торгового оборудования в Ростове-на-Дону.
В наш авторизированный ЦТО можно обратиться за заменой ФН, перепрошивкой или ремонтом торгового оборудования в Ростове-на-Дону.
 Покрытие чернеет в местах нагрева, создавая изображение [2].
Покрытие чернеет в местах нагрева, создавая изображение [2].
 Для инициализации необходимо использовать команду ESC @ .
Для инициализации необходимо использовать команду ESC @ . Чтобы найти nL и nH, сначала вычислите по модулю ширины изображения относительно 256 (поскольку nL и nH могут быть между 0 и 255). Остаток и частное будут представлены как nL и nH соответственно. Например, если есть ширина изображения 200 пикселей, два значения для nL и nH будут 0xC8 (200 в десятичном значении) и 0x00 (0 в десятичном значении) соответственно. Если бы ширина изображения составляла 340 пикселей, значения были бы 0x54 (84 в десятичном формате) и 0x01 (1 в десятичном формате). Таким образом, в основном ширина равна nL + nH x 256. d указывает на данные битового изображения. Биты, соответствующие точкам для печати, равны 1, а биты, соответствующие точкам, которые не печатаются, равны 0,9.0003
Чтобы найти nL и nH, сначала вычислите по модулю ширины изображения относительно 256 (поскольку nL и nH могут быть между 0 и 255). Остаток и частное будут представлены как nL и nH соответственно. Например, если есть ширина изображения 200 пикселей, два значения для nL и nH будут 0xC8 (200 в десятичном значении) и 0x00 (0 в десятичном значении) соответственно. Если бы ширина изображения составляла 340 пикселей, значения были бы 0x54 (84 в десятичном формате) и 0x01 (1 в десятичном формате). Таким образом, в основном ширина равна nL + nH x 256. d указывает на данные битового изображения. Биты, соответствующие точкам для печати, равны 1, а биты, соответствующие точкам, которые не печатаются, равны 0,9.0003 Головка принтера имеет ширину 1 точку и длину 24 точки, она перемещается слева направо, прожигает до 24 точек в вертикальном направлении на каждую 1 точку в горизонтальном направлении. На следующих рисунках также показано, как работает плотность 8 и 24 точки или одинарная и двойная плотность:
Головка принтера имеет ширину 1 точку и длину 24 точки, она перемещается слева направо, прожигает до 24 точек в вертикальном направлении на каждую 1 точку в горизонтальном направлении. На следующих рисунках также показано, как работает плотность 8 и 24 точки или одинарная и двойная плотность:
 82
82 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.


 по бетону //ЭНКОР
по бетону //ЭНКОР 365) //Маkita D-15263
365) //Маkita D-15263 Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
 Этот перфоратор с диаметром сверления 1-1/8 дюйма весит 6,9 фунта и предлагает режимы сверления, сверления с ударом и долбления. Он оснащен 8,5-амперным двигателем, обеспечивающим энергию удара 2,4 фунта-фута при 5100 ударов в минуту без нагрузки и 1300 об/мин без нагрузки.
Этот перфоратор с диаметром сверления 1-1/8 дюйма весит 6,9 фунта и предлагает режимы сверления, сверления с ударом и долбления. Он оснащен 8,5-амперным двигателем, обеспечивающим энергию удара 2,4 фунта-фута при 5100 ударов в минуту без нагрузки и 1300 об/мин без нагрузки. Это свидетельствует о внимании компании к деталям: компания Bosch увидела потребность в дифференциации внутри категории и ответила на этот призыв. Нас это вполне устраивает.
Это свидетельствует о внимании компании к деталям: компания Bosch увидела потребность в дифференциации внутри категории и ответила на этот призыв. Нас это вполне устраивает.