Фрезерные станки с ЧПУ серии AT и AVT Protec (German). Поставщик: Artisman. Высококачественное фрезерование и гравирование поверхностей деталей.Перейти к описанию.
Форматно–раскроечный станок Griggio — оптимальный выбор! Перейти к описанию.
Деревообрабатывающие станки Italmac. Перейти к описанию.
Деревообрабатывающие станки Altesa 400 EUR. Перейти к описанию.
Форматно-раскроечные станки ALTESA мод. P-45F; P-45FX, (ИТАЛИЯ). Перейти к описанию.
Главная
О компании
Новости
Технологии
Статьи
Сервисный центр
Хит продаж
Доставка
Станки б/у
Контакты
Главная » Производители » Griggio
Появившаяся на свет в 1970 году, в Италии, Griggio , имея опыт в сфере разработки и изготовления деревообрабатывающих станков и иных видов оборудования, следуя уникальной интуиции и выбирая путь, приведший Griggio на лидирующие позиции в сфере разработки и производства деревообрабатывающего оборудования. На настоящий момент, эволюционировав из мастерской в компанию-лидера в сфере разработки и производства деревообрабатывающих станков и других видов оборудования для обработки дерева, Griggio заслуженно получила хорошую репутацию и ведущие позиции и в производстве такого вида промышленного оборудования для обработки дерева, как традиционный станок, годовые объемы выпуска которого приближаются к 5 000 штук.
Станок для искусственного старения древесины Griggio R 300-2А, (Италия)
Cтанок предназначен для искусственного старения древесины по пласти с помощью специальных абразивных щеток. Широко применяется в различных производствах: для обработки балок, вагонки, рамок для картин, деревянного пола, различных профилей.
Рейсмусовый станок Griggio PSA 630
Станок предназначен для плоскостного строгания досок, брусков, щитов в заданный размер по толщине. Применяется в серийном и производстве столярных изделий.
Четырехсторонний станок Griggio G18/4E / G 23/4Е
Четырехсторонний станок предназначен для профильной и плоскостной обработки пиломатериала с 4-х сторон за один проход.
Рейсмусовый станок Griggio PS 41 — Azzurra
Станок предназначен для плоскостного строгания досок, брусков, щитов в заданный размер по толщине. Применяется в серийном и производстве столярных изделий.
Предназначен станок для прямолинейного одностороннего строгания изделий из древесины по плоскости и снятия фасок под углом.
Четырехсторонний станок Profimat 23S
Четырехсторонний станок предназначен для профильной и плоскостной обработки пиломатериала с 4-х сторон за один проход с целью получения изделий высокого качества с точными геометрическими размерами (половой доски, вагонки, наличников, брусков, плинтуса и прочих фасонных изделий).
Рейсмусовый станок Griggio PS 43-53-63 — Compact
Станок предназначен для плоскостного строгания досок, брусков, щитов в заданный размер по толщине. Применяется в серийном и производстве столярных изделий.
Предназначен станок для прямолинейного одностороннего строгания изделий из древесины по плоскости и снятия фасок под углом.
Токарный станок Griggio TA 150 — AZZURRA
Предназначен для четырехсторонней плоскостной и профильной обработки заготовок за один проход с целью получения изделий точной геометрической формы и сложного профиля (багет, плинтус, погонаж сложного профиля и др. фасонные изделия).
Профильные работы могут выполняться боковыми, верхней и универсальной фрезами. Имеется возможность установки пильных дисков на последнем универсальном шпинделе для продольного раскроя заготовок.
Предназначены для прямолинейного одностороннего строгания изделий из древесины по плоскости и снятия фасок под углом.
Кромкооблицовочный станок с узлом снятия свесов GRIGGIO мод. GBC 92R
Кромкооблицовочный станок с датчиком длинны кромки и ручной подачей заготовки. Профессиональная модель GBC 92R предназначается работ по облицовке рулонным материалом (наклейка кромки 0,4-3 мм) выпуклых и вогнутых заготовок (радиусных и прямых) с ручной подачей.
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками и полосовым кромочным материалом толщиной до 3 мм, а также обеспечивает автоматическое закругление углов приклеенного кромочного материала (PVC/ABS) без остановки обрабатываемого элемента.
Высокоточные сверлильноприсадочные станки предназначены для сверления сквозных и глухих отверстий в торцах и плоскостях мебельных щитов и брусковых деталей.
Фрезерный станок Griggio T 22
Предназначен для выполнения разнообразных фрезерных работ по дереву, зарезки простых шипов и проушин с помощью шипорезной каретки (опция).
Четырехсторонний-продольно фрезерный станок Griggio G 18/5E
Предназначен для четырехсторонней плоскостной и профильной обработки заготовок за один проход с целью получения изделий точной геометрической формы и сложного профиля (багет, плинтус, погонаж сложного профиля и др. фасонные изделия).
Профильные работы могут выполняться боковыми, верхней и универсальной фрезами. Имеется возможность установки пильных дисков на последнем универсальном шпинделе для продольного раскроя заготовок.
Форматно-раскроечный станок GRIGGIO C45
Форматно-раскроечный станок предназначен для продольного, поперечного раскроя заготовок из массивной древесины, а также плитных материалов (МДФ, ДВП, ДСП и клееных щитов), облицованных и ламинированных, с предварительной подрезкой нижней кромки для исключения сколов. Возможен как штучный, так и пакетный раскрой заготовок, а также наклон пильного узла до 45o в вертикальной плоскости.
Кромко-облицовочный станок для прямых и фигурных заготовок Griggio мод. GB 60-10, (Италия).
Предназначен для облицовывания прямых и радиусных заготовок (выпуклых и вогнутых) рулонным материалом. Профессиональный кромкооблицовочный станок с ручной подачей заготовки.
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками и полосовым кромочным материалом толщиной до 3 мм, а также обеспечивает автоматическое закругление углов приклеенного кромочного материала (PVC/ABS) без остановки обрабатываемого элемента.
Фрезерный станок Griggio Т 210
Предназначен для выполнения разнообразных фрезерных работ по дереву по направляющим линейкам с ручной подачей ( изготовление вагонки, половой доски, плинтуса, наличника, филенки и других погонажных изделий), зарезки простых шипов с помощью шипорезной каретки и криволинейного фрезерования по шаблону с ручной подачей.
Четырехсторонний станок Griggio G 240/5 U
Станки предназначены для четырехсторонней плоскостной и профильной обработки заготовок за один проход с целью получения изделий точной геометрической формы. Широко используются на предприятия и цеха по производству столярно-строительных изделий, клееного бруса и щита, производству профильных погонажных изделий, производству мебели, стандартного домостроения и другие деревообрабатывающие производства.
Форматно-раскроечный станок Griggio UNICA 350
Станок предназначен для качественного раскроя фанерных и ламинированных древесноволокнистых плит, для продольного поперечного и под углом к волокнам раскроя пиломатериалов. Наличие подрезной пилы обеспечивает качественный рез без сколов и трещин ламинированных и фанерных плит.
Станок для облицовывания криволинейных мебельных деталей Griggio Gelios
Предназначен для облицовывания криволинейных кромок мебельных щитов и заготовок рулонным материалом. Подача кромочного материала в зону приклеивания осуществляется автоматически из магазина.
Четырехсторонний станок Griggio G 230/5 U
Станки предназначены для четырехсторонней плоскостной и профильной обработки заготовок за один проход с целью получения изделий точной геометрической формы. Широко используются на предприятия и цеха по производству столярно-строительных изделий, клееного бруса и щита, производству профильных погонажных изделий, производству мебели, стандартного домостроения и другие деревообрабатывающие производства.
Форматно-раскроечный станок Griggio UNICA 400
Станок предназначен для высококачественного раскроя ламинированных ДСП, МДФ и ДВП; продольного, поперечного и под углом к волокнам раскроя пиломатериалов. Подрезной узел с приводом от отдельного электродвигателя обеспечивает идеальное пиление без сколов.
Форматно-раскроечный станок Griggio SC 32
Профессиональный полноформатный круглопильный станок. Поставляется с кареткой длинною 2600 миллиметров или 3200 миллиметров. Станки SC 32 предназначены для чистового раскроя щитов из массивной древесины, ДСП, ДВЛ, МДФ с различными облицовочными покрытиями.
Фрезерные станки Griggio Т 220-270
Предназначены для плоскостного, профильного и объемного фрезерования прямолинейных и криволинейных заготовок из массивной древесины и древесных материалов.
Четырехсторонний-продольно фрезерный Griggio G 240P/6F
Предназначен для четырехсторонней плоскостной и профильной обработки заготовок за один проход с целью получения изделий точной геометрической формы.
Имеется возможность установки пильного узла (опция) на последнем шпинделе для про-дольного раскроя заготовок.
Станок изготовлен в соответствии с европейскими нормами (стандартами) «СЕ»
Четырехсторонний-продольно фрезерный Griggio G 240 6-7
Предназначен для четырехсторонней плоскостной и профильной обработки заготовок за один проход с целью получения изделий точной геометрической формы.
Имеется возможность установки пильного узла (опция) на последнем шпинделе для про-дольного раскроя заготовок.
Станок изготовлен в соответствии с европейскими нормами (стандартами) «СЕ»
На все представленные в каталоге деревообрабатывающие станки Griggio предоставляется гарантия 1 год. Поставка оборудования производится день-в-день.
Производство погонажных изделий из массива древесины (вагонки, доски половой, наличника, плинтуса, раскладки, блок хауса и др.
)
Производство погонажных изделий из массива древесины (вагонки, доски половой, наличника, плинтуса, раскладки, блок хауса и др.)
1. Лесопиление
Распиловка древесины на пиломатериал заданных размеров
Оборудование:
Лесопильные станки и пилорамы
StojCAD
UH500, UP700, KP58, DKP6, D9
Ustunkarli
большой выбор комплектаций
Wravor
Wravor 1000, Wravor 1100, Wravor 1200 prof
Лесопильных станки StorojCAD являются родоначальниками углового пиления ( 25 лет на мировом рынке лесопильного оборудования и более 13 лет на российском ). Отличаются от аналогичных станков потрясающей надёжностью, простотой в эксплуатации и обслуживании. При изготовлении пиломатериалов на станках словацкой компании StrojCAD точность геометрии и высокое качество поверхности позволяет избежать участка калибровки в размер и вскрытия дефектов перед участком оптимизации и удаления дефектов. Компания Негоциант-инжиниринг является экслюзивным поставщиком лесопильного оборудования StorojCAD в России и ближнем зарубежье.
2. Сушка пиломатериала
Снятие внутренних напряжений древесины и улучшение её биологических и физико-механических свойств
Оборудование:
Сушильная камера конвективного типа
Россия
Сушильная камера конвективного типа
Сушильные камеры конвективного типа можно назвать универсальными с точки зрения технологии сушки древесины. Автоматизация управления процессом сушки и наличие заданных программ (вариаций) сушки позволяет обрабатывать в сушильной камере как круглый лес и пиломатериал, так и изделия из древесины различных пород. Сушильная камера комплектуется европейским оборудованием, предназначенным для эксплуатации её в интенсивном режиме. Всё оборудование сертифицировано и безопасно в эксплуатации. Объём поставляемых сушильных камер не ограничен, автоматизация позволяет дистанционно управлять всем процессом сушки в каждой отдельной секции по отдельной программе.
3. Оптимизация пиломатериала
Торцовка пиломатериала. Удаление дефектов и оптимизация в размер.
Упаковка погонажных изделий в термоусадочную плёнку
Оборудование:
Упаковщик погонажа
GRASO
JC-1
Пакверк
УМ-1 «Лайн»
Перечень предлагаемого оборудования для производства погонажных изделий из массива может быть изменён в зависимости от требований вашего производства. Высококвалифицированные специалисты нашей компании проконсультируют Вас при выборе оборудования и предложат наиболее оптимальный вариант комплектации вашего производства.
Вернуться к списку технологий
Machinery & Equipment I Canada Rubber Group
Плинтус используется в машинах и оборудовании для ограждения открытых пространств, удержания материалов и обеспечения защиты от ударов и повреждений. Функционально плинтус имеет следующие особенности и преимущества:
Герметизирует и закрывает пространства и отверстия в машинах и оборудовании, предотвращая попадание грязи, мусора и жидкостей. Это повышает производительность оборудования и время безотказной работы, а также снижает потребность в техническом обслуживании и очистке.
Содержит материал, перемещаемый в машинах, конвейерах, желобах и т. д. Это уменьшает утечку и повышает производительность и безопасность.
Защищает оборудование от ударов и износа. Плинтус может уменьшить повреждение оборудования при ударе, а также защитить поверхности от сил истирания и трения. Это особенно важно для оборудования, которое работает с грубыми и абразивными материалами, такими как шламы и смеси.
Новые машины часто поставляются с уже установленными плинтусами как часть общей конструкции оборудования. По мере ввода оборудования в эксплуатацию плинтус может изнашиваться, что требует его замены. Кроме того, в некоторых конструкциях машин и оборудования не учитывается необходимость в ограждении, что может привести к проблемам после ввода оборудования в эксплуатацию. В обоих случаях решение состоит в том, чтобы работать с поставщиком, имеющим материалы и ноу-хау для производства эффективного плинтуса.
Плинтус для машин и оборудования может быть изготовлен из различных материалов. Выбор используемого материала зависит от области применения и степени защиты оборудования от износа и ударов. Например, в тех случаях, когда первостепенное значение имеют износостойкость, защита и легкий доступ, CRG изготовила борта для оборудования из материала DURASHIELD® и конвейерные ленты Enlast для тяжелых условий эксплуатации. Эти износостойкие плинтусы обеспечивают необходимую защиту, увеличивая время безотказной работы оборудования и снижая потребность в частой замене.
В некоторых случаях желателен плинтус из ударопрочного пластика. Примером могут служить пластиковые плинтуса, предназначенные для ограждения пространства между технологической линией и уровнем пола. Эти платы могут быть обработаны по размеру и снабжены любыми отверстиями, необходимыми для установки на рамы оборудования.
В CRG мы предлагаем экономичные решения для плинтусов, изготовленные из материалов, предназначенных для конкретного применения. Наша база материалов вместе с нашим ноу-хау в производстве позволяет нам создавать плинтусы, которые удовлетворят потребности любого применения. Мы не торопимся, чтобы полностью понять требования к применению плинтуса, включая оборудование, рабочую среду, обрабатываемые материалы, параметры процесса (включая температуру) и многое другое, чтобы убедиться, что выбраны правильные материалы. Основные материалы, которые CRG использует для изготовления плинтусов для машин и оборудования, описаны ниже.
Материал DURASHIELD® — это ведущий устойчивый к разрыву и истиранию продукт из натурального каучука, доступный сегодня на рынке. Семейство материалов DURASHIELD®, производимое компанией American Biltrite, доступно во многих стилях, твердостях и цветах. Две доступные рецептуры являются отраслевым стандартом:
CRG может поставлять материал SKIRT-SHIELD® в рулонах или нарезать материал по индивидуальному заказу до размеров, подходящих для любого оборудования или требований по обработке материалов. Плинтус, изготовленный из SKIRT-SHIELD®, является основным продуктом для применения в отраслях, где преобладают конвейерные ленты, таких как горнодобывающая промышленность, производство заполнителей, цемента, бетона и т. д.
Ленты Enlast Engineered Structures — это материал, который CRG иногда использует для изготовления плинтусов в определенных областях применения оборудования. Для этих целей мы использовали этот материал для изготовления бортов различного оборудования, в том числе используемых в горнодобывающей, агрегатной и других отраслях промышленности.
Там, где для плинтусов требуется повышенная устойчивость к износу и истиранию, Enlast Grade I и II является проверенным выбором материала. Ленты Enlast Grade I и II доступны в широком ассортименте слоев, толщин и составов, что позволяет CRG выбирать тип ленты для производства плинтуса, который точно соответствует требованиям каждого клиента.
CRG может обрабатывать плинтусы из самых разных пластиковых материалов, включая UHMW, HDPE, акрилы, фенолы и другие. Материалы, одобренные FDA, доступны для применения в пищевой промышленности. Наш процесс обработки пластмасс может поддерживать производство простых или сложных геометрических форм, в том числе с резьбой и поднутрениями. Мы можем изготовить плинтус из пластикового листового материала различной толщины и ширины, а также длины до 126”. Наша резка с жестким допуском в пределах ± 0,005 дюйма гарантирует, что ваши спецификации будут достигнуты с минимальными потерями материала. Пластиковый плинтус CRG всегда поставляется чистым и непыльным, с ровными краями без сколов.
Если в вашем приложении требуется плинтус для машин и оборудования, CRG может помочь. Наш опыт и возможности в области обработки позволяют нам изготавливать плинтусы из качественных материалов, которые подходят практически для любого применения.
Чтобы узнать больше, свяжитесь с нашим отделом продаж по адресу [email protected] для рассмотрения ваших потребностей.
BOGDA Профили из вспененного ПВХ для пола Поролоновая юбка Экструдер для досок Производитель Поставщик Поставщик
Пластиковые плинтусы, наличники и планки являются популярной альтернативой традиционным деревянным плинтусам. Пластиковые плинтуса, наличники и отделка доступны либо в простом белом цвете, либо под дерево светлого дуба, чтобы органично вписаться в дом.
Узнать сейчас
Следующий продукт
Описание продукта Упаковка и доставка Отзыв клиента Вопросы-Ответы Введение компании
Описание продукта
Готовый продукт
Применение профилей из вспененного ПВХ BOGDA Производственная линия экструдера для юбок из вспененного поливинилхлорида
Пластиковые плинтусы, наличники и планки являются популярной альтернативой традиционным деревянным плинтусам. Пластиковые плинтуса, наличники и отделка доступны либо в простом белом цвете, либо под дерево светлого дуба, чтобы органично вписаться в дом.
Пластиковые плинтуса, наличники и наличники не требуют покраски (но могут быть по желанию), они не разбухают от пролитой воды, не деформируются, не трескаются и не страдают от древоточца в отличие от деревянной альтернативы.
Спецификация
№.
Перечень профилей из вспененного ПВХ BOGDA Производственная линия для экструдера досок из пенопласта
1
Винтовой погрузчик
2
SJSZ51 Conical Double Vint Extruder
3
Калибровочный охлаждение. Станок для плинтуса из ПВХ
6
Станок для резки плинтуса из ПВХ
7
Штабелер для плинтуса из ПВХ
8
может добавить связанную вспомогательную машину, такую как система смешивания для взвешивания сырья, Chiller . …..
Описание продукта
9002 SJCHICLIC51S51S51S51S51S51S51S51S51S51S51SICLIACLE. шнековый экструдер для напольных плинтусов с системой управления SIEMENS PLC
1. Производительность: 80-120 кг/ч
2. Скорость экструзии: 3-5 м/мин
3. Главный двигатель: бренд SIMO или другой известный бренд
4. Инвертор: бренд ABB
5. Сырье: PVC Pusgh чертеж
Вакуумный калибратор и резервуар для водяного охлаждения
3-метровый резервуар для воды
Нержавеющая сталь, материал водяного охлаждения
Машина для горячего тиснения для профилей из вспененного ПВХ для производства пенопластовой юбки для пола, экструдера для доски, экструдера
Машина для горячего тиснения плинтуса из вспененного ПВХ. Мы можем настроить виды декоративного рисунка на поверхности.
Дизайн машины полностью зависит от вас.
Вытяжная машина для профилей из вспененного ПВХ, экструдер для производства пенопластовых юбок, экструдер для досок
Размер тяги: 200 мм ширина
Мощность мощности: 3KW Общая длина: 1800 мм Эффективная длина: 1500 мм Способ управления: частота. Пенопластовые профили Производственная линия экструдера для производства пенопластовых досок
ПЛК-управление
Укладчик пластиковых профилей
Длина штабеля: 3500 мм Материал: нержавеющая сталь Метод работы: автоматический Тип зажима: плинтус
Плинтус из ПВХ/ плинтус из ПВХ/ плинтус из ПВХ/ плинтус из вспененного ПВХ
Индивидуальный размер плинтуса из ПВХ 05002
32
Упаковка и доставка
Компания BOGDA Machinery Technology Co. , Ltd является лидером в производстве пластиковых машин и сырья, такого как оборудование для экструзии пластиковых профилей/труб/листов/досок, отходов полипропиленовой/полиэтиленовой пленки/ПЭТ-бутылок. стиральная машина для переработки, линия для переработки, а также линия для гранулирования пластика. Между тем, мы знакомы с видами сырья, чтобы помочь вам выбрать наиболее подходящую машину наилучшего качества с экономической точки зрения.
BOGDA имеет различные производственные фабрики и сильные технические отделы для изучения требований каждого клиента до выполнения окончательного заказа. Серьезный отдел продаж и послепродажного обслуживания ответит на запрос и решит проблемы на заказ в течение 24 часов, которые уже экспортируют машины и материалы в Россию, Венесуэлу, Казахстан, Турцию, Бразилию, Дубай, Филиппины, Малайзию, Таиланд, Вьетнам, Польшу, Индию и скоро.
Быстрая реакция, хорошее качество, лучшая цена и отличный сервис — наши преимущества и культура.
Отзывы клиентов
Часто задаваемые вопросы
В: Где мы можем получить запасные части?
A: Мы выбираем международный бренд, который клиент может найти везде, например Siemens, Schneider, Omron, Delixi и т.
Токарно-фрезерный станок по металлу. Станок и фрезерная приставка (головка)
Токарно-фрезерный станок позволяет сделать деталь полностью, закрепив ее в шпинделе или центрах. Он одновременно выполняет функции различного узкоспециализированного оборудования: токарного, сверлильного, фрезерного. В зависимости от типа производства, приобретаются маленькие станки настольные или большие, высокопроизводительные.
Токарно-фрезерный станок
Содержание
Технические характеристики
Обработка на токарно фрезерном оборудовании совмещает точение цилиндрических поверхностей стационарно установленным резцом при вращении самой детали. С одной установки производится и фрезеровка – плоская обработка вращающимися инструментами. Станки с программным управлением работают самостоятельно и выполняют полностью все операции с высокой точностью. Достаточно набрать программу, задать допуски на размеры и класс чистоты поверхности. Такие станки называют токарными центрами с ЧПУ.
Токарно фрезерные станки имеют общие технические характеристики:
мощность;
размеры заготовок;
потребляемое напряжение;
обрабатываемый материал;
тип сверлильно-фрезерного шпинделя;
расстояние между центрами;
максимальный ход фрезерного суппорта;
максимальный диаметр обработки над станиной и суппортом;
обороты и скорость фрезерного шпинделя.
Производство деталей на станке
Выпускать небольшое количество запчастей можно на простом оборудовании весом менее 1 т. Верстачный токарно-фрезерный станок при относительно небольшой стоимости способен производить большие партии деталей, необходимых для ремонта автомобилей, бытовой техники и других механизмов. Он выполняет операции:
точение продольное и поперечное;
сверление;
нарезка резьбы;
фрезеровка пазов и шлицов;
растачивание;
фрезерование плоскостей и граней;
шлифовка круглая и плоская.
Обрабатывать можно длинные и плоские заготовки. Настольные и верстачные модели токарных центров имеют высокую производительность и способны обеспечить продукцией небольшое предприятие.
Устройство оборудования
Устройство токарно-фрезерных станков совмещает узлы разного вида оборудования узкой специализации. От токарного у него:
станина;
шпиндель;
винт для нарезки резьбы;
суппорт;
задняя бабка.
Двигатель для вращения фрезерного инструмента может располагаться на токарном суппорте. К нему подключается конус для крепления фрез, сверл и метчиков. Количество операций ограничено продольными фрезеровками, сверловкой и нарезкой резьбы. Фрезы используют только наборные и с твердосплавными пластинами.
Комбинированный токарно-фрезерный станок имеет второй суппорт с отдельным приводом для вращения фрезерного инструмента. Это позволяет обрабатывать плоскости под углом с высокой точностью и чистотой поверхности. Устанавливать можно цилиндрические, торцевые, дисковые и концевые фрезы, развертки, сверла, метчики.
Токарно-фрезерный станок с ЧПУ
Установка блока ЧПУ – числового программного управления – позволяет задавать нужные параметры работы. Станок самостоятельно выполняет обработку детали и останавливается. Оператор устанавливает новую заготовку и запускает процесс обработки. Наличие бункера на больших токарных центрах с ЧПУ позволяют станку работать без остановок. Установка заготовки и пуск следующего цикла операций производится автоматически.
Классификация токарно фрезерных станков
Классифицируют токарные обрабатывающие центры по нескольким параметрам: размер и вес, тип фрезерного суппорта, сложность и универсальность оборудования.
Размеры
По мощности и размерам токарные центры условно делятся по весу:
мини – весом менее 1000 кг;
средние от 1 т до 10 т;
большие весят более 10 т.
К мини относятся настольные токарно фрезерные станки по металлу и дереву. Они имеют вес 300 – 400 кг и позволяют обрабатывать детали длиной до 700 мм. Удлиненная станина дает возможность работать с заготовками до 1200 мм длиной. Диаметр цилиндрической поверхности не превышает 90 мм. Особенностью настольных токарно фрезерных станков является их компактность и возможность расположения в домашней мастерской.
Мини токарно-фрезерный станок
Настольный обрабатывающий центр по металлу с ЧПУ способен изготавливать сложные изделия с точностью до 0,01 мм и контролировать угол до 0,001°.
К классу мини относится и токарный станок по дереву. Относительно низкая твердость материала позволяет выпускать модели с двигателями, питающимися от сети в 220 V с потребительской частотой 50 Гц. Достаточно трехфазное подключение к бытовой розетке с заземлением.
Тип и привод фрезерной головки
По конструкции фрезерного шпинделя различают токарные центры;
простые;
с приводным центром;
шпиндель с С-осью;
с противошпинделем.
Схема устройства представляет соединение рабочих узлов с разного оборудования на станине токарного станка. Продольная обработка точением производится при вращении заготовки и стационарно закрепленном инструменте – резце. Фрезерный инструмент вращается от отдельного привода, режет поверхность и сверлит неподвижную болванку. Простая конструкция оборудования предполагает ручное управление. Для изготовления больших партий одинаковых деталей подключают ЧПУ.
Шпиндель
Сложные фрезерные станки с ЧПУ имеют шпиндель с С-осью. Расположение фрезерного инструмента и самостоятельное его перемещение параллельно основной оси позволяет делать сложные детали с обработкой боковых поверхностей и торцов.
По назначению и сложности
По назначению, и сложности обработки токарные центры делятся:
деревообрабатывающие;
настольные по металлу;
многофункциональные;
универсальные.
Управление деревообрабатывающими станками допускается ручное, при единичном изготовлении деталей и малыми партиями. Серии повторяющихся запчастей проще делать, подключив ЧПУ. Оператор набирает программу, устанавливает заготовку и нажимает кнопку пуска. Дальнейшее пребывание его возле станка не обязательно. Используют в столярных мастерских для изготовления ножек и стоек мебели.
Деревообрабатывающий токарный станок с фрезерной головкой
Настольные и верстачные станки по металлу применяются в мастерских с изготовлением продукции небольшими партиями и на крупных предприятиях, выпускающих большое количество различного оборудования. При малой нагрузке и единичном изготовлении управляются вручную. Большинство из них имеют ЧПУ и могут подключаться к компьютеру. Они обрабатывают детали сложной конфигурации с высокой точностью. Самостоятельно контролировать размеры не могут. При стирании режущей кромки и поломке инструмента продолжают работать по заданной программе. Оператор должен периодически проверять резцы и фрезы на целостность пластин и контролировать основные размеры.
Установленный на место задней бабки противошпиндель увеличивает количество выполняемых одновременно операций.
При наличии независимых суппортов и числового программного управления, плоские заготовки ставятся по 2 и обрабатываются одновременно. Возможна поочередная обработка одной заготовки в разных шпинделях. Многофункциональный токарный центр с ЧПУ имеет высокую производительность и позволяет обрабатывать детали со всех сторон, включая торцы. Точение, сверловка и фрезеровка производятся в любой плоскости и под углом.
Универсальные станки
Универсальные токарные станки с фрезерной головой имеют суппорт, расположенный параллельно оси детали – С-шпиндель. В нем крепится фрезерный инструмент и вращается от независимого двигателя. Головка с фрезой может перемещаться в любом направлении, производя обработку под разными углами. Сменщик меняет фрезерный инструмент по заданной программе, увеличивая количество операций. Станок выполняет:
точение цилиндрическое, коническое, торцевое;
изготовление червяков;
фрезеровку;
сверловку;
расточку;
торцовку;
зацентровку;
нарезку внутренней резьбы;
нарезку наружной резьбы резцом и плашкой;
фрезеровку пазов;
фрезеровку зуба;
шлифовку;
долбежку.
В результате получаются детали любой конфигурации, с проточками, канавками и отверстиями, как по торцам, так и на боковых сторонах. При этом выдерживается высокая точность и соосность всех рабочих поверхностей, поскольку обработка производится с одной установки.
При изготовлении валков и других деталей со сложной конфигурацией, применяется копир.
Универсальный центр движется, повторяя форму шаблона, установленного на станке. Делается специальный плоский копир и вставляется в специальное отделение программного блока. Резец при движении повторяет его форму. При подключении станка с ЧПУ к компьютеру, копир не нужен, движение инструмента контролируется специальной программой. В результате станок обрабатывает заготовки по заданной кривой линии. Получаются детали со сложной поверхностью в виде парабол, синусоид, кривых с разными радиусами и плавными переходами.
Токарно фрезерные станки с ЧПУ по металлу, имеют заложенную в программу корректировку действий. Например, при нагреве они снижают количество оборотов, уменьшая нагрузку. Если температура достигает критического значения, станок самостоятельно останавливается. Продолжить работу можно после охлаждения.
В старых моделях программа не корректируется, и работа станка начинается с первой операции. Некоторое время инструмент режет воздух. Затем продолжается обычная обработка. Современные станки с ЧПУ после аварийной остановки и охлаждения могут самостоятельно включиться и продолжить работу. Вмешательство оператора не требуется.
Рекомендации по выбору токарно фрезерного станка
Фрезерный станок по дереву подойдет для работы в домашней мастерской. Фирме по производству мебели удобнее будет обрабатывать детали на оборудовании с ЧПУ. Программа обеспечит выпуск совершенно одинаковых ножек и стоек при минимальном участии человека.
Выбор токарно-фрезерного станка начинается с анализа потребности в деталях различной сложности.
Если надо делать запчасти к машинам, которые ремонтируются в мастерской, достаточно токарно фрезерного станка по металлу.
Небольшой настольный агрегат полностью удовлетворит потребности в деталях для ремонта. На нем можно выточить даже коленвал легкового автомобиля, тормозные диски, нестандартный крепеж. Затраты на покупку оборудования с ЧПУ не оправдают себя.
Не все мастерские имеют возможность подключения к промышленной линии с напряжением в 380 V. Среди оборудования класса мини можно найти работающее от потребительской сети 220 V. Не надо тянуть кабель специально из-за возможности включить фрезерный станок.
Эксплуатация токарно-фрезерного станка
Большие токарные станки ЧПУ подходят для массового производства деталей большими партиями. В памяти блока управления сохраняется несколько набранных программ. Оператору надо только набрать код загружаемой партии.
Токарно-фрезерные станки с ЧПУ по металлу в Санкт-Петербурге
Главная
Продажа
Токарное оборудование
Токарно-фрезерный станок с ЧПУ по металлу
Вы можете очень быстро сравнить цены токарно-фрезерного станка с ЧПУ по металлу и подобрать оптимальные варианты из более чем 6232 предложений
Реклама
Токарный станок с ЧПУ по металлу CKE 6150Z/1500
ЧПУ Fanuc, Dст=500мм, РМЦ=1500мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Реклама
Токарно-фрезерный станок для балясин из дерева с копиром ТФС 1550
Предназначен для точения и профильной обработки ( получение многогранников, канавок) на неподвижных изделиях с механической подачей суппорта по копиру. Станок основан на принципе фрезерования…
Подробное описание и цена >>>
Реклама
Токарно-фрезерные центры с ЧПУ SPECTR G5 — 60YS
Максимальный диаметр точения, 130 мм. Максимальная длина обработки, 150 мм. Перемещение по оси Х, 225 мм. Перемещение по оси Z, 235 мм. Перемещение по оси Y, 385 мм.
Подробное описание и цена >>>
Токарно фрезерный станок с чпу DMG CTX 310 (Польша)
Состояние: Новый Производитель: DMG (Польша)
В наличии
DMG CTX 310 (Польша)Токарно фрезерный станок с чпу. Хорошее состояние + оснасткаГод 2014, наработка 11 000 часов
28.10.2019
Санкт-Петербург (Россия)
4 000 000
Токарно-фрезерный станок с ЧПУ XDNC50
Состояние: Новый
Предлагаем высокомощный токарный станок XDNC50 с ЧПУ.Станок имеет ось Y, может выполнять торцовое фрезерование, сверление и нарезание резьбы.Основные характеристики:Maкс. диаметр обработки — 330мм…
13.01.2022
Санкт-Петербург (Россия)
36 000
Токарно фрезерный станок с ЧПУ MAZAK INTEGREX 200 SY
Состояние: Б/У Год выпуска: 2001 Производитель: MAZAK
Производитель MAZAKМодель INTEGREX 200 SYГод выпуска 2001Система управления Mazatrol 640 MTДиаметр обработки 540 mmПеремещение по оси Y +/- 80 mmПеремещение по оси Z 1065 mmКонус шпинделя Capto. ..
08.04.2019
Санкт-Петербург (Россия)
4 950 000
Токарно фрезерный станок с ЧПУ INDEX G 200
Состояние: Б/У Год выпуска: 1998 Производитель: INDEX
Производитель INDEXМодель G 200Год выпуска 1998Масса станка 4,8Диаметр обработки 420C-ось yesДиаметр свободного вращения 420 mmДиаметр отверстия шпинделя 42Число оборотов шпинделя 6300 U/minСистема…
09.04.2019
Санкт-Петербург (Россия)
3 950 000
Фрезерный станок с ЧПУ Beaver 3021 AVLT 8
Фрезерные станки с ЧПУ Beaver 3021 AVLT 8. Либо другой производитель с аналогичными или минимальными отклонениями характеристиками.
26.02.2016
Санкт-Петербург (Россия)
Фрезерный станок с ЧПУ G1325C
Состояние: Б/У Производитель: Китай
Продаем фрезерный станок с ЧПУ G1325C, новый со склада в Санкт-Петербурге. Предназначен для обработки листовых материалов, дерева, акрила, ПВХ, ДСП, МДФ и тд.
Тел. 8 911 270 74 18
ДмитрийТри…
17.05.2016
Санкт-Петербург (Россия)
998 000
Фрезерный станок с ЧПУ DECKEL MAHO DMU 40
Состояние: Б/У Год выпуска: 2007 Производитель: DECKEL MAHO
Состояние: Б/У Год выпуска: 2008 Производитель: Doosan (Россия)
Металлообрабатывающая фирма предлагает купить токарно-фрезерный станок Doosan Lynx 220 LM 2008 г. выпуска.Страна производитель Корея-Система ЧПУ Fanuc-Длина обработки 510 мм-Диаметр обработки 250…
30.05.2019
Санкт-Петербург (Россия)
2 000 000
Вертикально-фрезерный станок с ЧПУ КМ -100 (Тайвань)
Состояние: Б/У Год выпуска: 2013
Вертикально-фрезерный станок с ЧПУ КМ -100 (Тайвань) (1000х500х600)Вертикально-фрезерный станок с ЧПУ КМ -100 (Тайвань) (1000х500х600) 2013 г.в. Фотографии по запросу.
22.11.2013
Санкт-Петербург (Россия)
180 000
Токарно-фрезерный станок КТФ-6М
Состояние: Б/У Производитель: Прогресс (Россия)
Продаю токарно-фрезерный станок КТФ 6М, в хорошем рабочем состоянии, продается за ненадобностью, работы немного, балясины у друзей заказываем. Можно посмотреть в работе.Работа на этом станке не…
04.04.2017
Санкт-Петербург (Россия)
115 000
Фрезерный станок с ЧПУ
Состояние: Новый
Осуществляю сборку фрезерного станка с чпу под нужды заказчика. Каждый заказ уникален и только вы решаете каким он будет. Цена и сроки изготовления зависят от сложности необходимых работ и…
06.02.2018
Санкт-Петербург (Россия)
80 000
НАСТОЛЬНЫЙ ГРАВИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК С ЧПУ SICONO SIC330 DSP PLUS
Состояние: Б/У Год выпуска: 2013
НАСТОЛЬНЫЙ ГРАВИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК С ЧПУ SICONO SIC330 DSP PLUSНебольшой настольный 3D гравировально-фрезерный станок. Рабочая область: 290 x 290 x 95 мм, шпиндель: 1500 Вт, 6000-24000…
04. 06.2019
Санкт-Петербург (Россия)
Фрезерный станок с ЧПУ MC-1325MAII
Состояние: Б/У Год выпуска: 2012 Производитель: Китай
Продается фрезерный станок с ЧПУ MC-1325MAII для разных работ по ДСП, дереву, МДФ. фанере, в том числе ля изготовления кухонных фасадов, столешниц, любых фигурных мебельных деталей. Станок…
01.02.2021
Санкт-Петербург (Россия)
490 000
takang токарный трубонарезной станок с ЧПУ
Состояние: Б/У Год выпуска: 2004 Производитель: Тайвань
Токарный трубонарезной станок с ЧПУ , пр-во Тайвань , cnc takang , 2004г. в. макс. диаметр обработки 940мм , рмц 2020мм, резцедержка 8 позиционная . конвейера стружки нет . отверстие в шпинделе…
05.10.2020
Санкт-Петербург (Россия)
8 900 000
токарный трубонарезной станок с ЧПУ
Состояние: Б/У Год выпуска: 1990 Производитель: Германия
токарный трубонареной станок с ЧПУ , 1990г.в, ЧПУ сименс , пр-во Германия , отверстие в шпинделе -300мм.правый и левый пневмопатрон, макс. диаметр обработки над станиной 880мм, рмц 1800мм ,…
22.10.2020
Санкт-Петербург (Россия)
токарный трубонарезной станок с ЧПУ
Состояние: Б/У Год выпуска: 1990 Производитель: Германия
токарный трубонарезной станок с ЧПУ , пр-во Германия , отверстие в шпинделе 300мм ,передний и задний 3-х кулачковые пневмопатроны ( отв. в патроне 250мм) , гл. привод 75кВт.,масса станка 30…
10.11.2020
Санкт-Петербург (Россия)
Фрезерный станок с чпу wattsan 0609 mini
Состояние: Новый Производитель: wattsan
В наличии
Фрезерный станок WATTSAN Модель: 0609 MINI Рабочее поле (X,Y,Z): 600х900х100 Мощность шпинделя: 1.5 кВт Тип цанг: ER-11 Фрезерный станок WATTSAN 0609 MINI — компактный и практичный настольный…
30.03.2021
Санкт-Петербург (Россия)
254 200
Фрезерный станок с ЧПУ WoodTec H-1325L
Состояние: Б/У Год выпуска: 2019 Производитель: WoodTec (Китай)
Фрезерный станок с ЧПУ WoodTec H-1325L, в отличном состоянии, практически не использовался. Размер зоны обработки — 1300*2500*170 мм.Тип рабочего стола — вакуумный и механический с «Т»-пазами…
09.05.2021
Санкт-Петербург (Россия)
500 000
1м63 16к20 1и611 6р82ш 676 и др. Токарные фрезерные Станки
Состояние: Новый
В наличии
Токарно-винторезные станки: 1И611 70 т. р. ТВ-320 55 т. р. 1К62 100 т. р 1К625 130 т. р. 16К20 170 т. р. SN401 180т. р. 1М63 220 т. р.Радиально сверлильные: 2К52 110 т. р. 2А554 180 т. р….
26.05.2016
Санкт-Петербург (Россия)
Бюджетные токарные и фрезерные станки с ЧПУ
Состояние: Новый Производитель: ACE Designers (Индия)
Компания ACE Designers — это команда из более чем 500 человек, является одной из крупнейших компаний-производителей станков в Индии. Производственные мощности, расположенные в Бангалоре (Индия),…
26.04.2021
Санкт-Петербург (Россия)
Популярные категории в Санкт-Петербурге
Да кстати, на портале ProСтанки выбор предложений по токарно-фрезерному станку с ЧПУ по металлу почти как на Авито и TIU
Видео токарно-фрезерного станка с ЧПУ по металлу
Механически обработанные детали | Поворот, бурение и фрезерование
Дом> Изготовление металлов> Обработанные детали
Обработанные бронзовые детали
Обработанные алюминиевые детали
Обработанные детали
Обработанные из нержавеющей стали.
Deeco Metals поставляет механически обработанные металлические детали, которые могут быть изготовлены из отливок, поковок, прутков или экструдированных профилей.
Операции механической обработки
Три основных процесса механической обработки классифицируются как точение, сверление и фрезерование. Другие операции, попадающие в разные категории, включают формование, строгание, расточку, протяжку и распиловку.
Токарные операции — это операции, при которых заготовка вращается как основной метод перемещения металла относительно режущего инструмента. Токарные станки являются основным станком, используемым при токарной обработке.
Фрезерные операции — это операции, при которых режущий инструмент вращается, чтобы привести режущие кромки к заготовке. Фрезерные станки являются основным инструментом, используемым при фрезеровании.
Сверлильные операции — это операции, при которых отверстия изготавливаются или очищаются путем приведения вращающегося резца с режущими кромками в нижней части в контакт с заготовкой. Операции сверления выполняются в основном на сверлильных станках, но иногда и на токарных или фрезерных станках.
Прочие операции — это операции, которые, строго говоря, не могут быть операциями механической обработки в том смысле, что они могут не производить стружку/стружку, но эти операции выполняются на обычном станке. Полировка является примером смешанной операции. При полировке не образуется стружка, но ее можно выполнять на токарном, фрезерном или сверлильном станке.
Определение механической обработки
Механическая обработка — это термин, используемый для описания процессов, в которых режущий инструмент удаляет ненужный материал с заготовки для получения желаемой формы или детали. Заготовка, как правило, представляет собой литой или кованый компонент, или кусок необработанного материала, или обработанный из пруткового материала.
Детали, которые изготавливаются из предварительно сформованной заготовки, обычно имеют кубическую или цилиндрическую форму по своей общей форме, но их индивидуальные особенности могут быть довольно сложными. Механическая обработка может использоваться для создания различных элементов, включая отверстия, пазы, карманы, плоские поверхности и даже сложные контуры поверхности. Хотя обрабатываемые детали обычно изготавливаются из металла, почти все материалы могут быть обработаны, поэтому механическая обработка часто считается наиболее распространенным и универсальным из всех производственных процессов.
В качестве процесса удаления материала механическая обработка по своей сути не является самым экономичным выбором для основного производственного процесса на более крупных деталях, которые можно легко отлить или выковать. Оплаченный материал отрезается и выбрасывается для получения финальной части. Рекомендуется, чтобы при вырезании более 40% веса детали рассматривался альтернативный метод изготовления. Кроме того, несмотря на низкие затраты на настройку и оснастку, может потребоваться длительное время обработки, что может быть непомерно дорогостоящим для больших количеств крупных деталей. В результате механическая обработка чаще всего используется в ограниченных количествах, например, при изготовлении прототипов или нестандартных инструментов для других производственных процессов. Однако мелкие детали большого объема, которые легко обрабатываются из прутка, как правило, обрабатываются на высокоскоростных винтовых станках с очень низкими затратами. Механическая обработка также очень часто используется в качестве вторичного процесса, при котором удаляется минимальный материал, а время цикла короткое. Из-за высоких допусков и чистоты поверхности, которую предлагает механическая обработка, ее часто используют для добавления или улучшения прецизионных элементов к существующей детали или сглаживания поверхности до чистовой отделки.
Как упоминалось выше, механическая обработка включает в себя множество процессов, в каждом из которых удаляется материал с заготовки или детали. Наиболее распространенные процессы удаления материала, называемые обычной или традиционной механической обработкой, — это те, которые механически вырезают небольшие стружки материала с помощью острого инструмента. В нетрадиционных процессах обработки могут использоваться химические или термические средства удаления материала. Традиционные процессы механической обработки часто делят на три категории: одноточечная резка, многоточечная резка и абразивная обработка. Каждый процесс в этих категориях однозначно определяется типом используемого режущего инструмента и общим движением этого инструмента и заготовки. Однако в рамках данного процесса могут выполняться различные операции, каждая из которых использует определенный тип инструмента и движение резания. Механическая обработка детали обычно требует множества операций, которые выполняются в тщательно спланированной последовательности для создания желаемых функций.
Процессы удаления материала
Механические
Одноточечная резка
Токарная обработка
Строгание и формование
Многоточечная резка
Фрезерование
Сверление
Протяжка
Пиление
Абразивная обработка
Шлифование
Хонингование
Притирка
Ультразвуковая обработка
Струйно-абразивная обработка
Химическая промышленность
Химическая обработка
Электрохимическая обработка (ЭХО)
Термальный
Газовая резка
Электроэрозионная обработка (EDM)
Обработка высокоэнергетическим лучом
Одноточечная резка относится к использованию режущего инструмента с одной острой кромкой, который используется для удаления материала с заготовки. Наиболее распространенным процессом одноточечной резки является токарная обработка, при которой заготовка вращается, а режущий инструмент входит в заготовку, срезая материал. Токарная обработка выполняется на токарном станке и изготавливает цилиндрические детали, которые могут иметь внешние или внутренние особенности. Токарные операции, такие как токарная обработка, растачивание, торцовка, нарезание канавок, отрезка (отрезка) и нарезание резьбы, позволяют обрабатывать широкий спектр деталей, включая пазы, конусы, резьбу, плоские поверхности и сложные контуры. Существуют и другие процессы одноточечной резки, не требующие вращения заготовки, такие как планирование и формование.
Свяжитесь с Deeco Metals
Запросите предложение или свяжитесь с нами для получения дополнительной информации о наших услугах.
Обработанные детали из бронзы
Обработанные детали из алюминия
Обработанные детали
Обработанные детали из нержавеющей стали
Различные обработанные детали
Просмотреть галерею
Металлообработка | Руководство по правильному производству
История токарной и прядильной обработки металлов насчитывает тысячи лет. Первое графическое свидетельство, обнаруженное археологами в гробнице египетского фараона Петосириса IV века. На картине изображены двое мужчин, работающих на древнем токарном станке.
Техники могут выполнять токарную обработку металла вручную, но большинство мастерских используют в своей работе механизированные токарные станки. Сегодня мы рассмотрим введение в токарную обработку металла. Мы рассмотрим такие вопросы, как: Что такое токарная обработка металла? Какие металлы можно точить? Что можно получить в процессе токарной обработки металла? И более.
В компании Elemet Manufacturing, Inc. наши опытные механики и техники-чертежи тщательно адаптируют нашу технологию к вашим потребностям проектирования от начала и до конца. Вы можете положиться на то, что наши процессы токарной обработки металла соответствуют самым высоким стандартам качества и эффективности. Свяжитесь с нами сегодня!
Что такое точение металла?
Токарная обработка — это самый простой процесс механической обработки. Это также наиболее распространенная операция токарной обработки.
В процессе токарной обработки металла режущий инструмент вычитает металлические детали из внешнего диаметра вращающейся заготовки. Основная цель токарной обработки металла – уменьшить заготовку до требуемых размеров.
Токарная обработка может быть на внешней поверхности детали или внутри, также называемая расточкой. Материал, используемый в этом производстве, обычно представляет собой заготовку, полученную в результате других процессов, таких как литье, ковка, экструзия или волочение.
Токарная обработка металла — это вид механической обработки. Это процесс удаления материала, используемый для создания вращающихся деталей путем резки ненужного материала.
Для токарной обработки металла требуется токарный или токарный станок, заготовка, приспособление и режущий инструмент. Заготовка представляет собой кусок предварительно сформированного металла, закрепленный на приспособлении. Приспособление прикреплено к токарному станку и вращается с высокой скоростью.
Резак обычно представляет собой одноточечный режущий инструмент, соединенный с устройством. Однако для некоторых операций используются многоточечные инструменты. Выбранный режущий инструмент входит во вращающуюся заготовку и срезает материал на мелкие кусочки, чтобы создать желаемую форму.
Токарная обработка позволяет получать вращающиеся, как правило, осесимметричные детали со многими элементами, такими как отверстия, канавки, резьба, конусность, ступени различного диаметра и даже контурные поверхности. Детали, которые полностью изготавливаются путем токарной обработки, часто включают компоненты ограниченного тиража, возможно, для прототипов.
Токарная обработка металла также обычно используется в качестве вторичного процесса для добавления или улучшения характеристик изготовленных деталей с использованием другого подхода. Благодаря чистоте поверхности и высоким допускам, которые предлагает токарная обработка металла, она идеально подходит для добавления прецизионных вращательных элементов к элементу, основная форма которого уже сформирована.
Теперь давайте подробно рассмотрим различные виды токарной обработки металла и некоторые дополнительные процессы:
Растачивание
Растачивание — это процесс металлообработки, при котором отверстие увеличивается уже просверленное (или отлитое) с помощью одноточечной резки. инструмент (или расточная головка, содержащая несколько таких инструментов). Растачивание обычно используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание — это аналог точения по внутреннему диаметру, при котором вырезаются внешние диаметры.
Токарная обработка фаски
Подобно ступенчатой токарной обработке, токарная обработка фаски создает угловой переход квадратной кромки между поверхностями с разным диаметром токарной обработки.
Точение по контуру
При точении по контуру режущий инструмент движется в осевом направлении по заданной геометрии. Многократные проходы контурного инструмента необходимы для создания желаемых форм в готовом изделии.
Сверление
Сверление — это процесс удаления материала изнутри заготовки. В этом процессе используются стандартные сверла, неподвижно закрепленные в револьверной головке токарного станка. Данную процедуру могут выполнять отдельно приобретаемые сверлильные станки.
Нарезание торца
Нарезание торца в контексте токарной обработки металла включает в себя перемещение выбранного режущего инструмента под прямым углом к оси вращения заготовки. Облицовка выполняется операцией поперечного суппорта. Первая операция часто выполняется при изготовлении заготовки, а часто и последняя, отсюда и фраза «обработка».
Нарезка канавок
В металлообработке нарезка канавок аналогична отрезке, но канавки нарезаются на определенную глубину вместо того, чтобы полностью отделять деталь от заготовки. Машинисты могут выполнять нарезку канавок на внутренних и внешних поверхностях, а также на лицевой стороне детали (также известную как нарезка торцевых канавок или трепанация).
Твердая токарная обработка
Твердая токарная обработка состоит из токарной обработки металлов с твердостью по Роквеллу С выше 45. Обычно она выполняется после термической обработки заготовки. Процесс твердого точения имеет тенденцию заменять более традиционные операции шлифования.
Твердое точение подходит для деталей, требующих точности круглости 0,5-12 микрометров или шероховатости поверхности Rz 0,8-7,0 микрометров. Твердое точение включает, среди прочего, шестерни, компоненты ТНВД и гидравлические компоненты.
Накатка
Накатка — это нарезание зубчатого рисунка на поверхности детали для использования в качестве рукоятки с помощью специального инструмента для накатки.
Отрезка
В процессе отрезки, также называемого отрезкой или отрезкой, создаются глубокие канавки, которые отделяют готовый или частично готовый компонент от исходной заготовки.
Многоугольная токарная обработка
Многоугольная токарная обработка — это процесс токарной обработки, при котором некруглые формы обрабатываются без прерывания вращения исходного материала.
Расширение
Расширение — это размерная операция, при которой небольшое количество металла удаляется из уже просверленного отверстия. Развёртывание используется для изготовления внутренних отверстий чрезвычайно точных диаметров. Например, отверстие диаметром 6 мм делается путем сверления сверлом диаметром 5,98 мм, а затем расширяется до точных размеров.
Сферическое точение
Сферическое точение придает заготовке форму шара.
Ступенчатая токарная обработка
В процессе ступенчатой токарной обработки создаются две поверхности с резким изменением диаметра между ними. Готовое изделие напоминает ступеньку.
Коническое точение
Коническое точение позволяет получить коническую поверхность путем постепенного уменьшения или увеличения диаметра цилиндрической заготовки. Эта операция сужения находит широкое применение в конструкции машин.
Почти все шпиндели станков имеют конические отверстия, в которые вставляются конические хвостовики различных инструментов и приспособлений для удержания заготовок. Токарная обработка с конусом создает наклонный переход между двумя поверхностями заготовки разного диаметра. Результат возникает из-за углового движения между заготовкой и режущим инструментом.
Нарезание резьбы
Как стандартная, так и нестандартная резьба может быть нарезана на токарном станке с использованием соответствующего режущего инструмента. Либо снаружи, либо внутри отверстия, обычно называемое одноточечной резьбой.
Какие металлы могут токарные станки?
Теперь, когда мы рассмотрели «что такое токарная обработка металлов», давайте обратимся к тому, что могут обрабатывать материалы, и они используют несколько различных металлов в процессе токарной обработки металлов:
Черные металлы, такие как железо, сталь или литье железо
Алюминий
Латунь и другие сплавы меди
Жаропрочные никелевые сплавы
Титан
Другие цветные металлы
Зачем работать с токарной мастерской?
Нет простого способа описать преимущества высококачественной прецизионной обработки и ее важность в современной производственной экономике.
Карданные валы для деревообрабатывающего оборудования
Доставка по Украине
11 500 грн
Купить
КарданМашПроект
Карданные валы для прессового оборудования
Доставка по Украине
35 700 грн
Купить
КарданМашПроект
Карданные валы для деревообрабатывающего оборудования
Доставка по Украине
11 500 грн
Купить
АртАвтоМир
Карданные валы для прессового оборудования
Доставка по Украине
35 700 грн
Купить
АртАвтоМир
Токарный станок для деревообработки PROMA DSL-1100V с копиром | Токарный по дереву Чехия
Недоступен
35 172 грн
Смотреть
PSTech™ Ukraine | ПСТ Украина
Станок деревообрабатывающий || JET JKM-300
Недоступен
40 500 грн
39 850 грн
Смотреть
БензоТех
Станки для деревообработки — виды оборудования для домашней мастерской
Деревообрабатывающие станки являются необходимым оборудованием для тех, кто хочет создать полезное и красивое изделие путем обработки дерева. Но тут важно понимать, что только при правильном выборе подходящего инструмента осуществляется возможность создания поистине красивого предмета из дерева.
До сегодняшних дней ручные изделия из дерева имеют высокую цену, так как в процессе тратится много усилий и времени работника, в сравнении с заводским конвейерным производством.
Содержание
Основные виды деревообрабатывающих станков
Бытовые аппараты для дерева многофункционального типа
Главные достоинства инструмента
Разновидности деревообрабатывающих станков
Рекомендации по выбору станка для обработки дерева
Выбор оборудования по его функциональному назначению
Основные виды деревообрабатывающих станков
Существует некоторая классификация, по которой можно поделить деревообрабатывающие станки на несколько видов, исходя из предназначения, исполняемой операции:
заточки предполагает обработку цилиндрического изделия. Тут нужны токарные станки по дереву.
Станок для пиления предусматривает возможность:
обрезки;
раскроя детали;
криволинейного, поперечного и продольного распиливания заготовки.
В данном случае станки по дереву представлены в виде лобзикового станка, ленточной пилы.
Агрегат для прессовки предназначен для того чтобы изготовлять МДФ, ДСП, фанеру. Чтобы произвести такие процедуры, понадобиться наличие ручных прессов, прессов.
Агрегат для строгания предполагает обработку деталей про профилям и плоскостям. С помощью инструмента можно создать идеально ровную деревянную поверхности. В данном случае понадобятся механизмы:
рейсмусовые;
фуговальные;
строгальные деревообрабатывающие.
Конструкция рейсмуса
Фрезеры необходимы для художественной работы с деревом, его обработки, а также профилирования деталей, они бывают:
четырехсторонние деревообрабатывающие;
копировально-фрезерные;
фрезерные.
Шлифовальные машины нужны чтобы:
убрать заусеницу, волну;
снять провес;
сгладить острый край;
калибровать деталь;
чтобы придать определенную шероховатость поверхности.
Ленточная шлифовальная машина по дереву
Бытовые аппараты для дерева многофункционального типа
Многофункциональные станки, предназначенные для обработки дерева, используют чтобы совершить в полупрофессиональной либо домашней мастерской разнообразные операции по резке. Многофункциональные станки в этом случае подразумевают следующие методы, предполагающие воздействие на дерево:
строгания;
пиления;
сверления;
фрезеровку;
шлифовку.
Главные достоинства инструмента
Деревообрабатывающие станки обладают множеством преимуществ при работе с ними, а именно можно выделить следующие аспекты.
Во время работы мастер тратит намного меньше усилий, сравнивая с ручными инструментами, так как этот вариант приводит к быстрому переутомлению, потере наблюдательности и трате времени на изготовлении детали.
Станки гарантируют высокое качество исполнения изделия. При работе с ним даже начинающие мастера смогут достичь высоких показателей точности.
Данное преимуществом объясняется тем, что во время эксплуатации электрического или ручного инструмента мастер передвигает инструмент, а при работе со станком – детали. Благодаря этому, можно легче и лучше контролировать процедуру, а также осмотреть область резки.
Существенное повышение производительности труда. Станок дает возможность за такой же период произвести в несколько раз больше деталей, нежели с электрическим или ручным.
Разновидности деревообрабатывающих станков
Различают несколько видов деревообрабатывающего оборудования:
специальные;
специализированные;
универсальные.
Во время производства нередко используют определенное оборудование, предназначенное для того, чтобы обработать одинаковые детали, которые отличаются только размерами. К примеру, к специальным относят форматно-раскроечные устройства – благодаря ему происходит распиливание плит и щитов. Данное оборудование чаще всего применяет при создании дверей и мебели корпусного типа.
Кромкошлифовальный станок KSO 1500F
К специализированному оборудованию относят те инструменты, которые предназначаются, чтобы выполнить конкретную операцию. К примеру, кромкошлифовальные станки позволяют выровнять раму, профиль, края щита. Данный инструмент используют в столярных и мебельных цехах.
Универсальный станок отличается возможностью использования в разнообразных областях. При помощи их можно удачно произвести ряд разнообразных операций. Универсальным станком можно заменить несколько специальных, но, к сожалению, он будет уступать по показателям результативности и точности. Но в случае небольших цехов либо мастерских, данный вариант является самым удачным выбором. Он позволит не только сэкономить время, но и денежные средства.
Но если выше наведенный инструмент идеально подходит для производств серийных либо мелкосерийных типов, то домашнюю мастерскую можно смело пополнять станками комбинированными. При помощи его можно сделать разнообразные операции: сделать отверстие, строгать и распиливать изделий и др.
Рекомендации по выбору станка для обработки дерева
При выборе деревообрабатывающего оборудования, необходимо понимать, какую максимальную нагрузку он сможет выдержать. В данном случае самым важным техническим параметром является мощность – именно от нее будет зависеть эффективность, результативность, качество, а также скорость производимой работы.
Кроме этого, важно обращать внимание на следующие характеристики и особенности деревообрабатывающего агрегата:
Регулировка глубины пропила
максимальную глубинку пропила;
максимальную ширину и глубину строгания;
минимальную длину изделия, используемого как заготовку;
максимальную глубину сверления.
Также следует обращать внимание на то, какой вид станины используется. К примеру, оборудование, имеющее сварную станину, можно использовать для производства среднего и малого размеров при обработке деталей среднего размера. Также существуют агрегаты, имеющие литую станину – этот вариант применяют в работе с изделиями больших габаритов – цена на такое устройство немного выше.
Еще важные характеристики деревообрабатывающего оборудования для мастерской:
Благодаря встроенной защитной системе, осуществляется автоматическое выключение оборудования при перегреве.
Высокий уровень безопасности.
Обслуживание и наладка не требует каких-либо специальных знаний и навыков – все можно сделать быстро и без усилий.
Минимальный шум при эксплуатации гарантирует комфортность работы.
Доступность стоимости.
Выбор оборудования по его функциональному назначению
При покупке следует учитывать функциональности. Станки можно поделить на 3 типа:
Функции деревообрабатывающего станка
узкоспециализированный;
универсальный;
бытовой станок.
Узкоспециализированный станок – это лучшее решение при необходимости произведения качественной и точной обработки. Оборудование используют для конкретной задачи, а это дает возможность справляться с работой на высшем уровне.
Сверхточную обработку детали на большом производстве проводят путем применения станков, мощность которых достигает показателей в 2500–12000 Вт. Каждый промышленный станок характеризуется большими глубиной пропила и шириной строгания. Кроме этого, они имеют набор разнообразных дополнительных функций.
Универсальный. Данное оборудование используют в небольшом и малом производстве, в мастерской. Они отличаются небольшой мощностью в 450–3000 Вт. Характеризуются многофункциональностью, так как способны:
распиливать;
фуговать;
фрезеровать;
сверлить материал.
Универсальный инструмент дает возможность замены ряда установок, предназначенных для определенной сферы, а это гарантирует существенную экономию рабочего пространства.
Деревообрабатывающий бытовой станок МД
Бытовой станок идеально подходит для домашней мастерской. Стоимость такого товара будет оптимальной, если сравнивать с другими изделиями.
Несмотря на то, что по мощности и цене станки довольно низкие, но они производятся из прочных деталей, поэтому способны служить на протяжении длительного времени. Каждое устройство оснащено электродвигателем, позволяющим эксплуатировать его в условиях быта.
Качественный станок отличается наличием удобной столешницы, так как она дает пространство для удобного выполнения задачи. На рынке представлены разнообразные виды станков для обработки дерева – выбор зависит только от предназначения и наличия необходимых функций для определенного вида работы.
Видео: Станки для деревообработки
MARTIN Деревообрабатывающие станки | Высококачественные машины для торговли и промышленности
Машины на складе
Отзывы
Изделия из дерева на заказ — Сьерра-Мадре, Калифорния
«Мой основной продукт — заказные шкафы для жилых помещений. Наличие универсальной пилы, которая может идеально отпилить под углом 10-футовую панель, а затем использовать ее для распиловки массивной древесины, открывает неограниченные возможности для творчества. Предлагая полную линейку продуктов от корпусов до столешниц из цельного дерева. к большим окнам и дверям, оборудование MARTIN позволяет мне предлагать нашим клиентам то, что они хотят. С помощью фуганка T54 я могу с комфортом фрезеровать заготовки для 10-футовых дверей, зная, что они будут плоскими. Точность — это то, что для меня значит MARTIN». Скотт Слейтер
Кал Дверь — Морган Хилл, Калифорния
«Как одному из крупнейших производителей дверей из массива дерева в США, нам нужны фуговальные и строгальные станки, гарантирующие высочайшую точность и чистейшие результаты строгания – и все это при обработке различных пород дерева. Мы прекрасно справляемся с этим, не только с точки зрения качества и надежности, в течение многих лет, используя почти 80 машин MARTIN». Эдвард Дж. Росси
Изготовители шкафов Edwards & Wilson — Торонто, Канада
«Я попал в мир станков MARTIN Group со своим ползуном T74. После того, как я получил такой хороший опыт работы с этой надежной и очень точной пилой с раздвижным столом, я купил свой рейсмусовый станок MARTIN T45 со спиральной режущей головкой «Shelix». фантастическая работа, и мне и моим работникам нравится работать с простым в управлении станком. Последним станком MARTIN, который у меня есть, является фуганок MARTIN T54.Забор 0° — самый прочный из всех, что я когда-либо видел. Я также купил BARTH VakuuCar+ у MARTIN. Этот мобильный верстак имеет поворотную раму, что позволяет мне работать одному при перемещении больших панелей.» Дэйв Эдвардс
Walden & Co — Хилдсбург, Калифорния
«Это пятая машина, приобретенная у MARTIN. Эта машина настолько бесшумна и точна, что просто замечательна. Невозможно измерить любое отклонение от заданного размера. Никаких бекасов и разрывов зерна. Эта машина быстро изменила наш процесс S4S. Идеальный в сочетании с нашим столярным станком MARTIN T54».
Craz Woodworking Associates – Беллпорт, Нью-Йорк
«Мы остановили свой выбор на станке MARTIN с раздвижным столом T75PreX, потому что в течение многих лет были уверены в его качестве. наше решение заменить нашу старую пилу легко. Новая пила расширяет наши возможности, облегчает нам работу и помогает сэкономить время». Питер Краз
Соломенная изысканная мебель и кухонные шкафы — Гейнсвилл, Флорида
«Нам нравится слайдер MARTIN! Это изменило способ и скорость нашей работы. Я никогда бы не подумал, что смогу распиливать широкие и толстые породы дерева на настольной пиле лучше, чем мой фуганок, но ползунок MARTIN делает это! Разборка листовых материалов теперь примерно в 2-3 раза быстрее, чем наш старый метод, и результаты превосходны». Джейсон Стро
Изделия из дерева на заказ — Сьерра-Мадре, Калифорния
«У меня есть столярная мастерская в Южной Калифорнии. Я искал новую шлифовальную машину, и в прошлом у меня было несколько моделей с широким ремнем. Основная причина, по которой я модернизировал ее, заключалась в том, что мне нужна была машина шириной 53 дюйма и возможностью шлифовать шпонированные панели без повреждений. Раньше у меня была двухголовая 43-дюймовая шлифовальная машина с пневматическим валиком, и я не доверял машине при шлифовании шпонированных панелей. Это всегда была работа по ручному шлифованию, которое дорого и требует много времени…
Trieste Corp. — Лонг-Айленд-Сити, Нью-Йорк
«Я изготавливаю высококачественную мебель на заказ, и для этого мне нужны были подходящие машины для точных и быстрых результатов. Я выбрал широколенточный шлифовальный станок Weber, потому что он дает мне максимальную гибкость при шлифовании массивной древесины, шпона и лака/герметика. Благодаря запатентованному WEBER CBF, у меня почти нет колебаний, а несколько оставшихся следов удаляются запатентованной планетарной головкой Weber…
Meridian Products — New Holland, PA
В Meridian Products мы производим высококачественные компоненты для кухонных шкафов. Наши дверцы и фасады ящиков могут иметь рельефные панели из массива дерева или панели из шпона. Используя широколенточные шлифовальные станки старой технологии в нашей линейке панелей, нам приходилось выполнять большое количество ручных орбитальных шлифовальных работ, чтобы добиться уровня качества, необходимого нашим клиентам. Мы определили наши требования, изучили несколько брендов и провели несколько демонстраций вживую…
Cozzolino Custom Millwork Inc — West Orange, NJ
В Cozzolino мы производим высококачественную мебель для наших клиентов в Нью-Йорке. Для окончательной шлифовки у нас не было идеального решения, поэтому мы проверили различные широколенточные шлифовальные машины. Мы решили остановить свой выбор на WEBER KSN-2-1350 (DM) Compact, так как на этой машине мы добились наилучших результатов шлифования. Шлифовальный станок WEBER отличается простотой использования, а компоненты Siemens гарантируют доступность электрических запасных частей в течение многих лет.
Столярная мастерская Roland – Телква, Британская Колумбия
«Сейчас мы используем BARTH MULTI Press. Мы долго искали такое устройство и теперь очень довольны, что у нас есть этот пресс. Это значительно упростило наши рабочие процессы. Один рабочий может склеивать каркасы, ящики , столовые доски и многое другое. В противном случае при работе с традиционными струбцинами всегда нужны два рабочих. Все, что мы производим в нашей мастерской, склеивается в этом прессе». Роланд Оберладер
Изделия из дерева на заказ — Сьерра-Мадре, Калифорния
«Это прекрасный день в середине февраля 2015 года в Калифорнии, и сегодня мой мембранный пресс BARTH by MARTIN VMP3513 действительно прибыл. Когда я увидел полунатяжной механизм и размер коробки, я был шокирован. Я купил несколько 60-дюймовых удлинителей для вилочного погрузчика. что сделало разгрузку очень легкой.Если бы у меня не было удлинителей, я бы не смог его разгрузить.Водитель был очень мил и помог спустить его по подъездной дорожке — я попросил его использовать домкрат для поддонов на конце, пока я использовал вилочный погрузчик, чтобы направить его к передней части гаража…
Craz Woodworking Associates – Беллпорт, Нью-Йорк
«Работая в течение многих лет с традиционным американским вакуумным мешком и насосом, мы уже знали, что подобная вакуумная система может сделать для нас. С BARTH VMP4013 мы быстро поняли, что есть еще больше отличий по сравнению с нашей старой системой. насос с масляной смазкой, теперь мы выполняем свою работу примерно на 35% быстрее и имеем большее давление. …
Доктор Кент Адкинс — Сент-Луис, Миссури
«У меня есть только ограниченное пространство для зажима корпуса, пресса для шпона и пресса для панелей. Barth RPG-l/VMP3513 предлагает с одной стороны пресс для шпона/вакуумной мембраны Barth VMP3513, а с другой стороны — мультипресс BARTH RPG-L. , ВМП предлагает решение 100% пресс для шпона, который также может быть использован для формовки с чрезвычайно дробным давлением 5-7 минут при обычном облицовывании без нагрева!…
Изготовители шкафов Edwards & Wilson — Торонто, Канада
BARTH VacuucarXL помогает нашему рабочему, используя до трех вакуумных присосок, удерживать заготовку на месте, так что руки наших рабочих в кабине свободны для выполнения своей работы. Возможность отрегулировать высоту рабочей плиты до необходимой высоты помогает нашим работникам уменьшить проблемы со здоровьем, что положительно сказывается на нашей производительности.
Изготовители шкафов Edwards & Wilson — Торонто, Канада
Вакуумный мембранный пресс BARTH VP заменяет в нашей мастерской традиционный вакуумный пресс. С помощью пресса мы экономим много времени на настройку до реального процесса склеивания/прессования, а в случае с мембраной из натурального каучука нам не нужно использовать двойные плиты при обычных работах по облицовке шпоном. С правильным клеем (обычный клей на водной основе) мы экономим здесь столько времени, что печать скоро окупится сама собой. Специальная мембрана Barth значительно отличается от других продуктов, доступных на маркировке, и имеет большое значение.
Rockwood Door & Millwork — Миллерсбург, Огайо
«Мы используем вакуумные мембранные прессы BARTH для облицовки и склеивания формованных деталей. Прессы BARTH убедили нас, потому что благодаря их проверенной технологии время прессования очень короткое, а поскольку не требуется нагрев, затраты на электроэнергию снижаются на 99 % по сравнению с прессами с нагревательными плитами. Время прессования шпона составляет всего 6-8 минут при использовании стандартного клея на водной основе». Конрад Шрок
Walden & Co — Хилдсбург, Калифорния
После первых нескольких недель использования GANNOMAT ProTec Нил Уолден заявил: «Эта машина значительно экономит время. С этой машиной мы выполняем работу в среднем примерно на 10 часов быстрее, поэтому ProTec действительно окупает себя»
Best Mark National — Ирвингтон, Нью-Йорк
«Мы купили широколенточный шлифовальный станок WEBER у MARTIN Woodworking Machines в 2017 году и остались очень довольны этой машиной. Когда нам нужно было повысить нашу эффективность в области изготовления шкафов, мы снова связались с MARTIN и нашли идеальное решение с помощью GANNOMAT ProTec. ProTec работает быстро, очень точно и очень удобен для оператора». Марек Веглицки
Mack Custom Woodworking — Shokan, NY
«Мы производим высококачественную мебель и предметы интерьера и хотели минимизировать время производства без ущерба для качества. Демонстрация убедила нас в правильности обрабатывающего центра GANNOMAT ProTec. ProTec покорил нас своей мощной технологией и высокой точностью изготовления деталей». Лэнс Мак
Д.Л. Sinjem Co. Inc. — Ла-Хабра, Калифорния
«Мы выбрали ProTec, потому что он предлагает наилучший возможный комплект оборудования. Машина убеждает своей точностью (заподлицо с угловыми соединениями), скоростью, занимаемой площадью и ценой. Мы пользуемся машиной уже несколько недель и впечатлены удобством программного обеспечения». Дуг Синджем
Cozzolino Custom Millwork Inc — Вест-Ориндж, Нью-Джерси
Мы инвестировали в новый широколенточный шлифовальный станок WEBER, и, поскольку для нас важно высокое качество отделки, нам также понадобилась мощная система сбора пыли. AL-KO PU350 имеет систему возврата чистого воздуха на 99,9%. Таким образом, в нашей мастерской нет пыли, что хорошо для наших сотрудников, и, кроме того, мы можем получить идеальную поверхность. Коллектор AL-KO PU350 оснащен автоматической системой пожаротушения, что является еще одним большим преимуществом.
Найти дилера
С запада на восток. С севера на юг. Ваш дилер находится прямо перед вами.
найти дилера прямо сейчас
Информационный бюллетень
Будьте в курсе событий и подпишитесь на нашу частую рассылку и будьте в курсе актуальных новостей о наших инновационных машинах и услугах, деловых новостей, а также интересных советов и советов.
зарегистрируйтесь сейчас
Запасные части
Ваша машина нуждается в освежающей детали для повышения эффективности. Мартин предоставляет вам весь спектр запасных частей.
получить запрос на ваши запасные части
Настольные пилы — Damatomacchine
Настольная пила по дереву с наклонной циркулярной пилой Ø 200 мм, скорость 4700 об/мин, размер бруса 695 мм, план 530 х 1010 мм, однофазный двигатель 1100 Вт
(Код: DMCI20SM)
890,00 € (включая НДС)
Деревообработка Настольная циркулярная пила Ø 250 мм, частота вращения вала 4000 об/мин. Каретка 400 мм с максимальной производительностью пропила за один проход 1200 мм с двигателем 2200 Вт
(Код: DMCITS250)
1.550,00 € (включая НДС)
Настольная пила с наклонной циркулярной пилой Ø 250 мм и однофазным двигателем 2,2 кВт с частотой вращения 4000 об/мин и ходом каретки 1200 мм
(Код: DMCIP250)
1.890,00 € (включая НДС)
Пильный стол со встроенным фрезерным станком, два отдельных двигателя 3 л.с., дисковая пила Ø 315 мм с гравером, размер каретки 700 x 530 мм
(Код: DMCI300)
2.990,00 € (включая НДС)
Настольная пила с узлом пилы с наклоном диска 90°–45°, высота пропила макс. 4” (102 мм), дисковая пила Ø 315 мм, ход каретки 1700 мм, питание от двух однофазных двигателей мощностью 2200 Вт
(Код: DMCI301)
3.850,00 € (включая НДС)
Торцовочный станок, состоящий из циркулярной пилы Ø 315 мм, регулируемой по высоте и наклоняемой до 45°, гравировального станка, каретки для торцовки на тележке заподлицо с лезвием, фрезерный станок / фрезерный станок с вертикальным трехскоростным шпинделем; питается от 2 независимых двигателей мощностью 2200 Вт. Устанавливает подшипники типа SKF
(Код: DMCI3012)
4.190,00 € (включая НДС)
Настольная пила по дереву с кареткой 2600 мм, наклонная дисковая пила 315 мм с гравером и встроенным фрезерным станком с независимым двигателем
(Код: DMCI3017)
4.690,00 € (включая НДС)
Настольная пила по дереву с кареткой 2600 мм, наклонная дисковая пила 315 мм с гравером и независимым фрезерным станком
(Код: DMCI3013)
4.890,00 € (включая НДС)
Профессиональный брусковый станок для дерева с 2 независимыми двигателями, способный произвести брусок 2800 мм за один проход, оборудован ножевой проволочной тележкой длиной 2600 мм, наклонным ножом диаметром 315 мм, гравером и шпиндельно-фрезерным станком с наклоном от 0 до 45 градусов, с Вал фрезы 30 мм.
(Код: DMCITS26P)
5.490,00 € (включая НДС)
Квадратный станок с тележкой для канатной пилы 3200 мм, работающей на стальных шариках, круговым диском диаметром 315 мм, наклоняемым от 0° до 45°, оснащенным новейшей встроенной защитой с телескопической стрелой для подключения одной из наших присосок, двумя независимыми трехфазными моторы (один для пилы и один для гравера)
3D-печать — Национальная сборная Worldskills Россия
“
Технология 3D-печати была изобретена еще в 80‑х годах прошлого века, но популярной стала не так давно. При таком способе печати материал наслаивается друг на друга, формируя готовое изделие, а не просто двухмерное изображение. Благодаря этому возможности 3D-печати практически безграничны: изготовить можно как мелкую высокоточную деталь, так и целое строение! В этом уроке мы разберем весь процесс 3D-печати от начала до конца.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Аппарат, работающий по принципу аддитивного производства. Готовое изделие как бы «выращивается» из определенного материала
Принцип производства, при котором готовое изделие формируется благодаря постепенному добавлению материала на основу
Программы, позволяющие нарезать STL-модели на слои и на основе этого генерировать G-код, в котором прописаны команды для 3D-принтера
Видеолекция
Конспект
Технологии аддитивного производства
В настоящее время в мире существует огромное множество технологий 3D-печати, начиная с самой старой и простой технологии FDM и заканчивая развивающейся технологией 3D-биопринтинга.
SLA (стереолитография)
Технология производства моделей из жидких фотополимерных смол. Полимеризация смолы происходит за счет облучения ультрафиолетовым лазером в точках соприкосновения материала с лучом. По завершении построения контура рабочая платформа погружается в бак с жидкой смолой на дистанцию, равную толщине одного слоя. После выравнивания поверхности жидкого материала начинается процесс построения следующего слоя. Цикл повторяется до построения полной модели.
Главным преимуществом стереолитографии является высокая точность печати. Минимальная высота слоя может составлять всего 25 микрон.
Из недостатков стоит отметить высокую стоимость производимых моделей за счет высокой цены расходных материалов.
Вот пример напечатанной детали с механическими поддержками.
SLS (селективное лазерное спекание)
В процессе данного производства лазер выборочно спекает частицы полимерного порошка, сплавляя их друг с другом и тем самым создавая слой за слоем.
Данная технология обеспечивает высокую точность, детализацию и позволяет производить детали с хорошими и стабильными механическими свойствами в отличие от FDM и SLA. А печать в объеме расходного материала позволяет печатать детали даже самой сложной формы без механических поддержек.
Вот пример детали, напечатанной по данной технологии.
MJP (многоструйная трехмерная печать)
Данная технология основана на послойном построении объекта из фотополимера на базе воска для построения поддержек и полимера со свойствами, выбранными для самой детали.
MJP чем-то схожа с технологией SLA: в обеих используются фотополимерные смолы и ультрафиолетовые лазеры. Но MJP отличается более детализированной печатью и наличием восковых поддержек, что, в свою очередь, позволяет полностью избавиться от постобработки модели.
Так выглядит деталь, изготовленная по данной технологии.
СJP (цветная струйная печать)
Принцип печати заключается в последовательном нанесении порошкообразных материалов слой за слоем, после чего наносится связующий полимер. Особенность технологии в том, что можно использовать полимеры разных цветов, что позволяет создавать разноцветные и текстурированные детали.
Подобная технология применяется для создания реалистичных прототипов зданий, одежды и обуви, органов человека в медицине, а также изготовления фигурок отсканированных людей.
FDM (моделирование методом наплавления)
Печать по данной технологии осуществляется за счет послойного наплавления материала.
Несмотря на то, что технология FDM является самой старой технологией печати, широкое распространение она получила сравнительно недавно. Она заключает в себе простоту изучения и использования, доступность на рынке аддитивных технологий и прекрасное соотношение между ценой и качеством готовых изделий.
Технология FDM позволяет использовать различные типы материала для печати. Каждый материал отличается по своим свойствам и параметрам печати. Это могут быть:
простые пластики: ABS, PLA;
инженерные пластики: PetG, ePeek;
специальные материалы: PVA, Hips, Flex.
Изготовление детали на 3D‑принтере
Техника безопасности
Во время работы 3D-принтера не следует лезть руками в рабочую область, где производится печать.
При работе с фотополимерными принтерами, в которых используется фотополимерная смола, следует использовать защитные очки и перчатки.
При работе с принтерами, использующими для печати порошковые материалы, необходимо защитить органы дыхания и зрения.
Что нам понадобится
3D‑принтер
Пластик для 3D‑печати
Компьютер с установленным слайсером
USB‑накопитель
Специальный клей для 3D‑печати
Салфетки
Выполнение настроек для печати
1. 3D-модель формата STL загружаем в специальный софт, именуемый слайсером.
2. Располагаем модель так, чтобы минимизировать количество поддержек. 3. Выставляем параметры печати. Обозначаем высоту слоя. Она не должна превышать диаметр установленного на принтере сопла. Чем больше высота слоя, тем быстрее печать, но при этом страдает качество поверхности модели.
4. Выполняем настройки процента заполнения. Они влияют на уровень заполняемости модели: чем выше процент, тем прочнее модель. Но при этом увеличивается расход материала и время печати.
5. Выполняем настройки поддержки. Основными являются зазоры между моделью и телом поддержки во время печати. Настраивая поддержки, необходимо учитывать высоту слоя.
6. Выполняем настройки адгезии. Они позволяют создавать «юбки» вокруг моделей, которые увеличивают площадь контакта модели со столом. Чем меньше площадь контакта, тем шире должна быть «юбка».
7. После установления всех параметров нажимаем Slicing.
8. Сохраняем задание и отправляем его на принтер.
Подготовка принтера
1. Загружаем материал в принтер.
2. В программе заходим в раздел «Пластики», выбираем пункт «Загрузки пластика» и устанавливаем тип пластика, который хотим загрузить.
3. Калибруем принтер. Для этого заходим в раздел «Сервис», выбираем пункт «Настройка стола» и следуем указаниям на экране.
4. Задание может выполняться по одному из профилей скорости печати: черновик, стандарт или качество. Напротив каждого профиля написано приблизительное время печати. Выбираем необходимый профиль.
5. Наносим клей для 3D-печати на салфетку и равномерно распределяем его по столу.
6. Запускаем задание и ждем, когда напечатается деталь.
Измерение и постобработка готового изделия
1. Печать завершена. Даем модели остыть и снимаем со стола.
Важно
Не стоит снимать готовую модель со стола сразу, так как это может испортить саму модель или даже повредить стол
2. Проводим обзор готового изделия. Снимаем размеры физической модели и сравниваем их с размерами трехмерной модели.
3. Проводим оценку поверхностей модели. Совсем незначительная шероховатость является нормой для FDM-печати. Для достижения идеальных поверхностей модель нуждается в последующей постобработке.
“
В этом уроке мы прошли весь путь оператора 3D‑принтера и разобрались в этапах, которые в него входят. А теперь закрепите свои знания, пройдя небольшое задание.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
Стартуем!
Дальше
Проверить
Узнать результат
Больше площадь контакта модели со столом
Лучше качество поверхности модели
Прочнее модель
Быстрее печать
Дальше
Проверить
Узнать результат
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пройти еще раз
3D-принтеры — Всё о 3D-принтерах и технологии 3D-печати / Хабр
Всё о 3D-принтерах и технологии 3D-печати
Статьи
Авторы
Компании
Сначала показывать
Порог рейтинга
AnnTa
Компьютерное железо 3D-принтеры DIY или Сделай сам Лайфхаки для гиков Электроника для начинающих
Из песочницы
Возникла необходимость сдать кучу конспектов в рукописном виде за короткий срок, процесс захотелось автоматизировать и вот, что из этого вышло.
Читать далее
Всего голосов 35: ↑35 и ↓0 +35
Просмотры
4.2K
Комментарии 11
kulhaker478
Блог компании AdminVPS Сетевые технологии *Производство и разработка электроники *3D-принтеры DIY или Сделай сам
С наступающим Хабровчане! Есть мнение что, устройство без корпуса нельзя считать законченным и без него оно будет лежать в разобранном виде, собирая пыль. Поэтому в этой финальной части смоделируем и напечатаем на 3D принтере свой корпус.
И наконец – подведём итоги по проекту, сколько было затрачено финансов, допущено ошибок, а также поделюсь с вами своими планами на Хабр и не только.
Приятного прочтения
Всего голосов 22: ↑20 и ↓2 +18
Просмотры
6. 6K
Комментарии 2
Aleksandr8
3D-принтеры
Из песочницы
3MF — это формат файлов, созданный на замену STL и отличающийся повышенным удобством и расширенным функционалом. Кратко объясняем преимущества.
Читать далее
Всего голосов 9: ↑4 и ↓5 -1
Просмотры
3.5K
Комментарии 14
MechanikArtem
Работа с 3D-графикой *Киберпанк 3D-принтеры Носимая электроника Processing *
Туториал
Всем привет! Мы разрабатываем «умные пайетки» — электромеханические цветовоспроизводящие устройства для дизайнерской одежды.
Сегодня расскажу о том, как мы напечатали наше первое платье на 3D принтере!
Читать далее
Всего голосов 22: ↑22 и ↓0 +22
Просмотры
6. 9K
Комментарии 8
smart_alex
Блог компании Timeweb Cloud 3D-принтеры DIY или Сделай сам Лайфхаки для гиков
Есть в моём хозяйстве один чрезвычайно полезный инструмент — 3D принтер. Мне, как любителю что-нибудь смастерить, он время от времени оказывает неоценимые услуги по прототипированию и созданию различных деталей (втулок, держателей, корпусов для аппаратуры и т. д. и т. п.).
Но есть одна проблема: принтер довольно объёмный (40х60х60 см), плюс расходники и ремкомплект — всё это занимает много места и превращает любую комнату в подобие производственного цеха. Если у вас есть, например, свободный гараж или другое подобное помещение, то проблем нет, но в остальных случаях приходится мириться с этим инородным элементом для любого жилого интерьера.
Долго я пытался как-то решить эту проблему и наконец мне удалось найти, как мне кажется, довольно гармоничное решение, которым я и хочу поделиться с вами, возможно это поможет кому-то «пройти между Сциллой и Харибдой» — иметь в своём распоряжении ценный инструмент и при этом не уродовать своё жилое пространство.
Итак…
Читать дальше →
Всего голосов 22: ↑20 и ↓2 +18
Просмотры
8.5K
Комментарии 38
sand77777
Работа с 3D-графикой *Старое железо 3D-принтеры DIY или Сделай сам
✏️ Технотекст 2022
Мечтали вы в детстве покрутить настоящий корабельный штурвал? Вот представьте: море, соленые брызги, над головой гудят на ветру наполненные ветром паруса, у вас в руках штурвал, и ваш быстрый клипер мчится навстречу горизонту…
Этот штурвал – часы. Он шелковистый и медный (обнаженная медь печатной платы, неповторимая и своеобразная фактура этого любимого материала мастера), покрутите и представьте, как время побежало в обратном направлении, в то прошлое, где соленые брызги и паруса вашей детской мечты. А может, это вход в параллельную реальность?
Шутка. Но всё-таки покрутите штурвал, а вдруг… )
Крутим дальше )
Всего голосов 15: ↑13 и ↓2 +11
Просмотры
4.3K
Комментарии 15
kompas_3d
Блог компании АСКОН CAD/CAM *Дизайн 3D-принтеры
К самоходным машинам мы пришли через авиацию. Костяком будущего предприятия стали выпускники Самарского государственного аэрокосмического университета. Мы также занимались распылением удобрений, но опыляли поля с воздуха на дельталетах и самолетах. Это было сложно и временами рискованно. Поэтому мы решили спроектировать «наземную» машину, которая бы, тем не менее, сравнилась с авиационной техникой по скорости и качеству обработки или даже превзошла ее. Разработки вели по авиационным нормам, так как мы все были летчиками.
В результате этих изысканий в 2001 году сделали нашу первую машину. Уже тогда она с большой скоростью обрабатывала поля и была очень легкой.
Узнать подробности
Всего голосов 35: ↑34 и ↓1 +33
Просмотры
5.6K
Комментарии 18
kompas_3d
Блог компании АСКОН Работа с 3D-графикой *CAD/CAM *3D-принтеры DIY или Сделай сам
В начале сентября мы выпустили новую версию системы КОМПАС-3D Home для любительского 3D-моделирования и домашнего использования. Мейкерам, 3D-печатникам, домашним мастерам и блогерам доступны все возможности профессиональной САПР.
Что же нового появилось в КОМПАС-3D v21 Home?
Большая подробная статья
Всего голосов 10: ↑10 и ↓0 +10
Просмотры
8.8K
Комментарии 23
Erwinmal
Блог компании RUVDS.com Читальный зал Научно-популярное 3D-принтеры Будущее здесь
Даже в неожиданно бурные 2020-е, уже оспаривающие у 1920-х годов звание «ревущих двадцатых», прогресс не собирается стоять на месте. Технологии шагают всё дальше и дальше, и не все они настолько на слуху, как диалоговые и графические нейросети, нейроинтерфейсы или самоуправляемые боевые дроны. Однако немало из них могут повлиять на нашу жизнь. В частности, эти три.
Читать дальше →
Всего голосов 47: ↑39 и ↓8 +31
Просмотры
12K
Комментарии 54
Sergiv
000Z» title=»2022-10-14, 09:48″>14 октября 2022 в 09:48
Блог компании Специальный Технологический Центр Научно-популярное 3D-принтеры Мультикоптеры DIY или Сделай сам
Дело было вечером, делать было нечего (с)
У вас получился винт, оптимизированный для "нулевой" скорости (висение). Ваш коптер теперь будет медленнее летать, медленнее набирать высоту, скорее всего, "тупее" реагировать на управление и хуже держать ветер. Также могут появиться вибрации (контроллер настроен именно на то соотношение тяги-оборотов, у вас же оно стало другим)
В данной статье постараюсь разобраться так ли это на самом деле, какие минусы и плюсы возникнут, как эти винты поведут себя в полёте.
Полетели ещё раз
Всего голосов 19: ↑18 и ↓1 +17
Просмотры
5.7K
Комментарии 25
kompas_3d
000Z» title=»2022-10-04, 11:11″>4 октября 2022 в 11:11
Блог компании АСКОН CAD/CAM *Космонавтика 3D-принтеры
В июле завершился третий этап международного проекта SIRIUS (Scientific International Research In Unique Terrestrial Station), моделирующего длительные пилотируемые космические полеты. На протяжении 240 суток экипаж из 5 человек, представлявших три страны — Россию, США и ОАЭ, находился в полной изоляции в условиях, имитирующих работу реальной экспедиции на окололунной орбитальной станции и поверхности Луны. Эксперимент проходил в испытательном комплексе Института медико-биологических проблем Российской академии наук (ИМБП РАН) и предполагал полное погружение во все этапы космической миссии: от выхода на орбиту Земли и перелета до Луны до пребывания на орбите и возвращения на Землю.
Мы поговорили с командиром экипажа SIRIUS-21, начальником отделения по созданию комплексных тренажеров перспективных транспортных кораблей Центра подготовки космонавтов им. Ю. А. Гагарина Олегом Блиновым об участии в эксперименте, решении самых разных задач с помощью доступных 3D-технологий и, конечно, о буднях будущего межпланетного перелета.
Узнать подробности
Всего голосов 3: ↑3 и ↓0 +3
Просмотры
926
Комментарии 0
TilekSamiev
Управление продажами *Законодательство в IT Бизнес-модели *Научно-популярное 3D-принтеры
Данная статья написана в целях познакомить читателя с таким являнием как Ghost Gun. Автор ни к чему не призывает. Помните, неправомерное приобретение, хранение и применение оружия является преступлением и должно преследоваться по всей строгости Закона!
Ghost Gun (гост ган) или «оружие-призрак», общий термин для несерийного и самодельного огнестрельного оружия, которое впервые появилось в Америке как творение оружейников-любителей в конце 1980-х годов. Но в последние годы, благодаря быстро развивающейся оружейной промышленности, они стали более доступными и популярными среди преступников и злоумышленников. Они недорогие, их легко приобрести, и уже давно существуют вне поля зрения правительства. Наборы для сборки гост ган являются основой подавляющего большинства оружия, продаваемого населению и применяемого в преступлениях в США. Многие компоненты, такие как ствол, затвор и магазин, можно легально приобрести в Интернете, в удобных комплектах без лицензии на огнестрельное оружие
Но после того, как оружие собрано, законный порог считается пройденным, поскольку в этом случае изготовитель становится производителем и владельцем огнестрельного оружия, а для этого уже требуются лицензия и регистрационное удостоверение.
24 августа 2022 года вступили в силу новые федеральные правила, направленные на сокращение распространения неотслеживаемого огнестрельного оружия, собранного в частном порядке. Но требование администрации Байдена о сериализации гост ган и обязательной проверки биографических данных при его продаже не может применяться к миллионам единиц оружия, которые уже находятся в обращении.
Читать дальше →
Всего голосов 14: ↑10 и ↓4 +6
Просмотры
6.1K
Комментарии 32
TimurYanovskiy
Блог компании Белая Радуга Научно-популярное 3D-принтеры Здоровье
Напечатанная на 3D-принтере модель челюсти с будущими реставрациями
Нам, стоматологам, постоянно нужно аддитивное производство. То пациент дерево встретит, то за бордюр зубами схватится, то вообще спрыгнет с третьего этажа на лицо, и части из этих пациентов не хочется ждать четыре месяца до постоянной имплантации, а нужны временные конструкции, чтобы выйти через 40 минут и улыбаться на деловой встрече. Ещё на 3D-принтерах мы печатаем фрагмент вас для тренировок перед операцией. Плюс сегодня хорошая зуботехническая лаборатория имеет собственный 3D-принтер для печати моделей, искусственных коронок, виниров и кап.
Сегодня мы расскажем, какие особенности 3D-печати есть у нас. Первая и главная — всё то, что сертифицировано для медицины, стоит в три–десять раз дороже. Но есть и другие особенности.
Что вообще представляют собой 3D-технологии в стоматологической практике, какие методики используются.
Как они применяются в ортодонтии, ортопедии и хирургии.
Как мы вас сканируем.
Про материалы.
Почему мы часто отдаём предпочтение более традиционному фрезерованию.
Сколько стоят современные стоматологические принтеры.
Как мы выбираем зуботехническую лабораторию для печати моделей и протезирования.
Читать дальше →
Всего голосов 44: ↑41 и ↓3 +38
Просмотры
7K
Комментарии 10
vandiemen
3D-принтеры
✏️ Технотекст 2022
Всем привет! Цены на филамент в последнее время вообще не радуют. Также особенностью 3D печати является тот факт, что некоторые детали приходится перепечатывать по нескольку раз для достижения желаемых результатов. Процесс разработки и печати детали иногда бывает достаточно итеративным и медитативным )).А что если бы у Вас был безлимитный пластик? Эдакая «супер способность» — человек-филамент? Помогло бы это Вам в Вашем 3D ремесле?
Представляю Вашему вниманию компактный экструдер филамента из PET бутылок!
Читать далее
Всего голосов 87: ↑84 и ↓3 +81
Просмотры
22K
Комментарии 33
Bright_Translate
Блог компании RUVDS.com Разработка под Arduino *3D-принтеры DIY или Сделай сам
Туториал
Перевод
Моделисты ракет зачастую стремятся, чтобы их творения наилучшим образом показывали себя в определенной категории состязаний, будь то подъем яиц (когда необходимо спроектировать ракету, которая сможет поднять сырое куриное яйцо на максимальную высоту и в целости вернуть обратно), полеты на продолжительность (когда ракета должна оставаться в воздухе как можно дольше) или на максимальную высоту.
Подумывая, какой бы новый проект реализовать, и обладая тягой к 3D-печати, CAD моделированию и физике, я решил спроектировать ракету для подъема на максимальную высоту в силу возможностей двигателя D-класса. Целью этого проекта было оценить практическую эффективность 3D-печати в ракетомоделировании по сравнению с существующими техниками изготовления моделей.
Читать дальше →
Всего голосов 44: ↑42 и ↓2 +40
Просмотры
9.4K
Комментарии 17
Bright_Translate
Блог компании RUVDS.com Программирование микроконтроллеров *3D-принтеры DIY или Сделай сам
Туториал
Перевод
Целью этого проекта было превратить массажер головы в автоматизированное устройство, которое бы само делало мне массаж. Изначальной задумкой было просто использовать линейный привод или один шаговый двигатель с резьбовой шпилькой для реализации движения вверх/вниз. Однако меня понесло, и я решил сделать так, чтобы устройство могло осуществлять движение во всех направлениях, для чего и была выбрана платформа Гью-Стюарта, обеспечивающая 6 степеней свободы.
Не слишком ли это мудрено? Да!
Оказалось ли это дорого? Да!
Я ненормальный? Да!
Все программные и аппаратные файлы доступны на GitHub
Читать дальше →
Всего голосов 53: ↑53 и ↓0 +53
Просмотры
5.6K
Комментарии 12
DAN_SEA
Блог компании RUVDS.com Читальный зал 3D-принтеры DIY или Сделай сам Электроника для начинающих
Картинка macrovector, freepik
Каждый охотник желает знать, где сидит фазан каждый владелец 3D принтера желает знать, как ему апнуть свой печатный стол. Именно об этом и пойдёт рассказ ниже.
Читать дальше →
Всего голосов 47: ↑44 и ↓3 +41
Просмотры
6.8K
Комментарии 35
additive_rocket_science
Робототехника Космонавтика 3D-принтеры Химия Будущее здесь
И снова сначала видео.
На данном видеоролике продемонстрирован концепт ракетостроительного завода в коробке — Rocket Factory In-a-Box (RFIB) от исследовательской лаборатории Air Force Research Laboratory (AFRL) в США. Малогабаритный мобильный завод по производству кастомизированных твердотопливных ракет в форм-факторе контейнера для перевозки грузов позволит запускать ракеты в любое время и в любом месте (Рис. 1). Сеть скрытых автономных ракетных заводов (АРЗ) обеспечат непрерывность высокоточного огневого воздействия по первому требованию (услуга on-demand для военных), позволив уйти от зависимости от двух-трех уязвимых и прозрачных для разведки промышленных центров по производству ракетного вооружения с негибкой логистикой крупногабаритных грузов к быстрому прототипированию и производству ракетного вооружения непосредственно на линии фронта с гибко настраиваемой логистикой, сыпучее сырье для которого транспортируется малогабаритными высокомобильными скрытыми транспортными средствами.
Прямо «Supreme Commander» на максималках — так американцы собираются воевать в веке двадцать первом.
Читать далее
Всего голосов 15: ↑12 и ↓3 +9
Просмотры
6.1K
Комментарии 84
5-55
.NET *C# *Софт 3D-принтеры
Программа 3DL — справочник 3D печатника (версия: 1.05) — предназначена для ведения справочника, сравнения и использования параметров печати 3D нитей (филаментов) различных производителей и полезна для людей использующих/тестирующих большое количество филаментов.
Поинтересоваться
Всего голосов 6: ↑5 и ↓1 +4
Просмотры
1.8K
Комментарии 12
additive_rocket_science
000Z» title=»2022-08-10, 16:14″>10 августа 2022 в 16:14
Робототехника Космонавтика 3D-принтеры Химия Будущее здесь
Из песочницы
3D-печать смесевого ракетного топлива — мы сделали это. Спустя сотню экспериментов, несколько волн отчаяний и стадий принятия неизбежного. Сделали и запатентовали.
Разработанная технология аддитивного производства твердотопливных зарядов (ТТЗ) из смесевого ракетного топлива (СРТ) для твердотопливного ракетного двигателя (РДТТ), методом FDM-печати включает в себя: специальный состав СРТ с требуемыми энергетическими и эксплуатационными параметрами, сам 3D-принтер послойного синтеза для печати ракетного топлива, а также несколько сопутствующих технологий.
Читать далее
Всего голосов 87: ↑85 и ↓2 +83
Просмотры
13K
Комментарии 169
Новый подход к 3D-печати электроники на основе гидрогеля
Ингрид Фаделли, Tech Xplore
Полностью гидрогелевый ЭКГ-электрод, напечатанный на 3D-принтере. Кредит: Хуэй и др.
Гидрогели представляют собой трехмерные (3D) полимерные сетки, которые не растворяются в воде, но удерживают большое количество жидкости. Благодаря этому выгодному свойству гидрогели являются особенно многообещающими материальными платформами как для биомедицинских, так и для экологических приложений, поскольку они могут выживать в жидкостях организма или во влажной природной среде, не рассеиваясь.
За последнее десятилетие инженеры и материаловеды разрабатывали многочисленные электронные устройства на основе мягких гидрогелей, в том числе экологические и биомедицинские датчики, устройства для доставки лекарств и искусственные ткани. Несмотря на огромный потенциал этих устройств на основе гидрогеля, их широкое внедрение до сих пор сдерживается высокой стоимостью производства.
Исследовательская группа под руководством доктора Нанцзя Чжоу из Университета Вестлейк и Института перспективных исследований Вестлейка в Китае недавно представила новую стратегию, позволяющую 3D-печать электроники из мягкого гидрогеля. Их подход, представленный в статье, опубликованной в Nature Electronics может помочь снизить себестоимость многочисленных устройств на основе гидрогеля, включая датчики деформации, индукторы и биологические электроды.
Печать произвольной формы проводящими чернилами в поддерживающей матрице из гидрогеля. Кредит: Хуэй и др.
«Мы решили изучить производство гидрогеля, потому что, хотя большая часть современной мягкой электроники основана на гибких эластомерах и полимерах, гидрогель, несомненно, больше похож на человеческий организм и может привести к лучшей интеграции тканей и снижению иммунных реакций», — д-р Юэ Хуэй. , — рассказал TechXplore один из исследователей, проводивших исследование. «Как показали предыдущие исследования, мы считаем, что гидрогель является многообещающим кандидатом для создания будущих медицинских электронных устройств».
Основная цель недавнего исследования, проведенного Хуи и его коллегами, состояла в том, чтобы разработать эффективную стратегию производства все более сложной и биомедицински полезной электроники на основе гидрогеля. Предлагаемый ими подход основан на технологии 3D-печати, в частности, с использованием поддерживающей матрицы на основе гидрогеля и растяжимых серебряно-гидрогелевых чернил.
«Разработанный нами метод встроенной 3D-печати включает в себя печать произвольной формы проводящими гидрогелевыми чернилами на поддерживающей гидрогелевой матрице и последующее отверждение двух частей для формирования мягкого и растяжимого электронного устройства», — пояснил Хуэй. «Они основаны на подходящих реологических свойствах матрицы и чернил, а также на ортогональном механизме отверждения альгината и полиакриламида, которые являются основными компонентами гидрогеля».
Растягивающаяся гидрогелевая электроника, напечатанная на 3D-принтере. Кредит: Хуэй и др.
Исследователи обнаружили, что сочетание проводящего наполнителя (например, чешуек серебра) с гранулированными частицами геля приводит к образованию сегрегированной структуры в проводящей краске для 3D-печати. Эти чернила продемонстрировали замечательную электропроводность более 1400 См/см.
Чтобы продемонстрировать осуществимость предложенной ими стратегии, Хуи и его коллеги использовали ее для создания серии электроники на основе гидрогеля, включая датчики деформации, катушки индуктивности и биологические электроды. Было обнаружено, что полученные устройства работают исключительно хорошо, что позволяет предположить, что этот подход можно использовать для создания ряда новых технологий на основе гидрогеля.
«Как показано в нашей статье, наш метод можно использовать для изготовления различных электронных устройств из гидрогеля с различными функциональными возможностями», — сказал Хуэй. «В частности, мы можем напрямую печатать открытые электроды, которые могут общаться с внешним миром, и мы можем включать такие компоненты, как светодиоды и микросхемы, в схемы с помощью печати. Наши результаты показывают, что с тонким дизайном мы действительно можем создавать функциональные электронные устройства из гидрогеля».
Светодиод загорается по беспроводной связи с помощью напечатанного на 3D-принтере гидрогелевого индуктора. Кредит: Хуэй и др.
В будущем недавняя работа этой группы исследователей может позволить производить более сложную и изощренную электронику на основе гидрогеля, включая биомедицинские устройства и новые технологии для мониторинга окружающей среды. Хуи и его коллеги в настоящее время работают над улучшением своей стратегии 3D-печати, чтобы еще больше облегчить ее практическую и крупномасштабную реализацию.
«Теперь мы продолжим оптимизировать материалы и методы», — добавил Хуэй. «Например, систематическое и теоретическое исследование проводящих чернил с сегрегированной структурой все еще отсутствует, что может стать ключом к дальнейшему улучшению их проводимости. Мы также планируем разработать и изготовить биомедицинские устройства и проверить их функциональность на животных».
Дополнительная информация: Юэ Хуэй и др. Трехмерная печать электроники из мягкого гидрогеля, Nature Electronics (2022). DOI: 10.1038/s41928-022-00887-8
Цитата : Новый подход к 3D-печати электроники на основе гидрогеля (10 января 2023 г.) получено 11 января 2023 г. с https://techxplore.com/news/2023-01-approach-3d-hydrogel-based-electronics.html
Этот документ защищен авторским правом. Помимо любой добросовестной сделки с целью частного изучения или исследования, никакие часть может быть воспроизведена без письменного разрешения. Контент предоставляется только в ознакомительных целях.
Количество «оружий-призраков», распечатанных на 3D-принтере, в Канаде становится все больше и больше, чем можно было бы отследить время.
В Калгари, например, в 2022 году полиция конфисковала 17 пистолетов, напечатанных на 3D-принтере, по сравнению с одним в 2021 и 2020 годах. в Калгари, когда мы впервые начали [подразделение] , потому что просто не видели их», — сказал Бен Лоусон, исполняющий обязанности старшего сержанта подразделения по расследованию огнестрельного оружия полицейской службы Калгари. в 2022 году, так что кто знает, что принесет 2023 год».
Оружие, напечатанное на 3D-принтере, относится к категории самодельного огнестрельного оружия, называемого «оружием-призраком», отчасти потому, что его невозможно отследить.
У него нет серийного номера. , потому что печатная часть пистолета — это ствольная коробка, часть оружия, которая регулируется в Канаде. Остальные части пистолета можно приобрести в оружейных магазинах и в Интернете без лицензии на огнестрельное оружие.0003
Чертежи по производству этого огнестрельного оружия легко доступны в Интернете, а предмет можно изготовить с помощью 3D-принтера потребительского уровня.
Бен Лоусон, исполняющий обязанности старшего сержанта отдела по расследованию огнестрельного оружия полицейской службы Калгари, показывает напечатанное на 3D-принтере огнестрельное оружие, изъятое его подразделением. (Эллен Мауро/CBC)
Чтобы получить представление о масштабах проблемы, CBC News связалась с 20 полицейскими подразделениями по всей стране и собрала данные из сообщений СМИ в районах, где полиция не стала бы обсуждать количество изъятого огнестрельного оружия.
Эти ружья были найдены по всей стране, от таких городов, как Саскатун и Виннипег, до небольших мест, таких как Стратфорд, Онтарио, и Вулкан, Альта.
«Когда я смотрю на нашу статистику, кажется, что… в город проникает поток 3D-оружия, чтобы компенсировать нехватку оружия, которая у нас есть в городе прямо сейчас», — сказал Инсп. Элтон Холл из полицейской службы Виннипега на конференции новостей в июле после того, как его силы захватили три приемника, напечатанных на 3D-принтере.
«Я знал, что это должно было случиться», — сказал он об этом оружии, направляющемся в Виннипег, несмотря на усилия, которые он подробно описал на пресс-конференции по борьбе с насилием с применением оружия в городе. «Это было только вопросом времени.»
Оружие, распечатанное на 3D-принтере, найдено по всей стране
В декабря полиция Виннипега объявила об арестах после того, как «преступная сеть запросила и оплатила законные услуги 3D-печати для производства» приемников для огнестрельного оружия.
Королевская полиция Ньюфаундленда объявила о задержании производителя в феврале. Были изъяты восемь 3D-печатных корпусов огнестрельного оружия, а также несколько принтеров и другие предметы, в том числе глушители, которые, по словам полиции, также были напечатаны на 3D-принтере.
В январе в Саскатуне полиция конфисковала два 3D-принтера и «несколько частей оружия» — впервые для полиции.
Всего семь сил сообщили CBC News, что по сравнению с предыдущими годами количество оружия, напечатанного на 3D-принтере, увеличилось. Но данные, предоставленные CBC, были неполными. Из этих семи сил только пять имели конкретные цифры, что в общей сложности составило 46 единиц оружия, напечатанных на 3D-принтере, захваченных в 2022 году, по сравнению с четырьмя в предыдущие годы.
В этом году полиция Калгари изъяла 17 единиц огнестрельного оружия, напечатанных на 3D-принтере. Ранее они захватили только один. (Раздаточный материал полиции Калгари)
«Каждый может выйти в интернет, он может купить компьютер, ноутбук… Они могут купить [3D-принтер] за 300 долларов, и теперь они печатают огнестрельное оружие», — сказал исполняющий обязанности старшего сержанта. Лоусон из полиции Калгари.
Он сказал, что по всей стране неопознанное оружие может продаваться по цене от 2500 до 7500 долларов, в зависимости от города.
В 2022 году полиция провинции Онтарио изъяла 18 единиц такого оружия, хотя ранее находила только одно.
Полицейские силы Торонто, к которым обратилась CBC News, сообщили, что видели очень мало оружия, напечатанного на 3D-принтере. Регион Пил, например, в прошлом году конфисковал только один, и до этого номера не отслеживались.
Региональная полиция Йорка изъяла одно напечатанное на 3D-принтере огнестрельное оружие. Согласно заявлению полицейской организации, это было «полностью функционирующее огнестрельное оружие», и оно использовалось при ограблении автомобиля.
ЧАСЫ | Самодельные пистолеты-призраки не имеют серийных номеров:
Неотслеживаемые пистолеты-призраки: растущая угроза в Канаде в городах Канады. Репортер Эллен Мауро намеревается выяснить, как выглядит угроза, и спрашивает, почему не делается больше, чтобы держать их подальше от улиц.
В Торонто с 2020 года было конфисковано восемь пистолетов, напечатанных на 3D-принтере. Но в заявлении CBC Полицейская служба Торонто (TPS) заявила, что трансграничный импорт и незаконный оборот огнестрельного оружия, произведенного регулируемыми производителями оружия, остается «преобладающей проблемой общественной безопасности». угроза в Торонто в это время».
Несмотря на это, в крупнейшем городе Канады есть опасения по поводу других типов оружия-призраков, которые невозможно отследить.
«Хотя мы не наблюдаем увеличения количества 3D-оружия, особенно в Торонто, TPS все чаще конфискует оружие, произведенное в частном порядке без серийных номеров», — говорится в заявлении. «Они могут включать в себя огнестрельное оружие, напечатанное на 3D-принтере, переделанные пулевые ружья и другое самодельное огнестрельное оружие».
Спорное дело в США
В 2013 году в заголовках американских газет впервые появилось напечатанное на 3D-принтере оружие. Рассматриваемое огнестрельное оружие называлось «Освободитель», и это был однозарядный пистолет. Его создатель хотел разместить чертежи огнестрельного оружия в Интернете, чтобы другие тоже могли его изготовить.
Это было началом судебной тяжбы в США, которая закончилась в 2018 году, когда был урегулирован иск, поданный Коди Уилсоном, создателем The Liberator. Этот шаг сделал легальным размещение чертежей огнестрельного оружия в Интернете.
Дизайнер оружия из Висконсина Итан Миддлтон демонстрирует огнестрельное оружие, которое он напечатал и собрал менее чем за день. (Ousama Farag/CBC)
В большинстве штатов США жителям разрешено изготавливать оружие для личного пользования. Например, в Висконсине дизайнер оружия Итан Миддлтон разместил в Интернете планы огнестрельного оружия, поделившись ими с большим сообществом энтузиастов огнестрельного оружия, напечатанных на 3D-принтере.
Миддлтон говорит, что для него это права, закрепленные в Конституции США: Первая поправка, или свобода слова, и Вторая поправка, право на ношение оружия.
«Мы рассматриваем это как свободу слова. Это форма искусства», — сказал Миддлтон. «Я думаю, что такие вещи, выходящие на публику, помогают ответственным взрослым и ответственно вооруженным людям оставаться ответственно вооруженными, независимо от того, думает ли правительство, что они должны быть в состоянии или нет».
Оружие Миддлтона названо в честь продуктов (Apple Pie, Mac n Cheese) и было загружено тысячи раз. Он говорит, что несколько канадцев связались с ним по поводу его проектов.
«Есть пара парней, которые довольно часто пишут сообщения, в основном просто просматривая файлы, говоря: «Привет, я очень ценю то, что ты делаешь»»
Цель «обойти закон»: Мендичино
В интервью CBC News министр общественной безопасности Марко Мендичино сказал: «Мое самое большое беспокойство по поводу оружия-призрака заключается в том, что оно быстрое, дешевое, доступное и его предназначение.
Данные документы позволят вам проверить качество печати на вашем принтере онлайн прямо на сайте, прочистить печатающую головку онлайн и выявить дефекты на распечатках. Выберите проверочный документ в зависимости от того какой принтер у вас используется.
Проверка цветного принтера онлайн
Чаще всего в современном компьютерном мире большую часть проблем доставляют именно струйные цветные принтеры. Причина в том что для печати в них используются чернила, которые при малейшей возможности так и норовят засохнуть и принтер начинает пропускать один или несколько цветов или полосить. Если вы не знаете какой принтер у вас — во первых, если принтер цветной, с вероятностью 90% он струйный и использует жидкие чернила, если сбоку принтера расположены контейнеры для жидких чернил или если размер картриджа сравним по размерам с пару коробочек спичек. Если картридж большой и больше сравним по размеру со старой видеокассетой — то это лазерный принтер. Если вы не используете струйный принтер хотя бы один раз в две неделю печатающая головка может засохнуть. Воспользуйтесь онлайн тестом принтера чуть ниже чтобы проверить насколько хорошо печатает ваш принтер.
Мы подготовили тестовое изображение сверхвысокого разрешения размером с лист А4. При разрешении 300 пикселей на один дюйм размер картинки получился 2480 на 3508 пикселей. Картинка доступна без сжатия и со сжатием, как вам будет удобно ее загрузить. Печать нужно производить при максимальном выбранном качестве изображения в настройках принтера.
Открыть тестовую страницу, PDF без сжатия, около 100 мб
Открыть тестовую страницу, PDF со сжатием ZIP, около 24 мб
Открыть тестовую страницу, PNG без сжатия, около 51 мб
Открыть тестовую страницу, PNG со сжатием, около 6 мб
Проверка лазерного принтера онлайн
99% процентов бытовых черно-белых принтеров лазерные. Встречали мы и струйные, Epson делает, но это скорее исключение, подтверждающее правило. Лазерный принтер использует лазерный луч для намагничивания вала, который, разогретый печкой, переносит горячий порошок (тонер) на лист бумаги. В отличии от струйных с обычными картриджами ресурс этого принтера 2-3 тысячи отпечатков на одной заправке картриджей, есть модели и на 15000+ отпечатков. Эти принтеры очень боятся всякого рода скрепок, которые вместе с листом бумаги подсовывают всякие сотрудники всяких бухгалтерий. Иногда изнашиваются фотобарабаны, иногда выходит из строя печка (тэн). Вы можете воспользоваться тестовым листом для проверки вашего лазерного черно-белого принтера онлайн.
Тестовый лист содержит основные элементы для тестирования лазерного принтера онлайн. Здесь и прямоугольная черная область на которой видно непропечатанный тонер, и текст, и градиентная область. В результате отпечатки изображения на весь лист вы сможете проверить качество печати вашего лазерного принтера.
Открыть тестовую страницу, PDF со сжатием ZIP, около 4 мб
Открыть тестовую страницу, PNG со сжатием, около 1 мб
Помогите проекту Джинн.
ру
На моем сайте нет рекламы, все программы созданные мной и моими друзьями — бесплатные, подобранные утилиты и драйвера проверены, все данные находятся на наших серверах и доступны 24/7 (как говорится — без регистрации и смс). Работа по созданию сайта, аренда и обслуживание серверов стоит времени и денег. Я делал проект таким, каким хотел бы видеть современный интернет, где нет кликбейта, мусора и рекламы, когда можно не бояться зайти на какую-нибудь страничку и накачать вирусов, когда не знаешь, где настоящая кнопка «скачать», а где — вредоносная ссылка. Если вы нашли на Джинн.ру информацию, драйвер или программу, которая помогла вам решить проблему — мы будем очень рады, если вы поддержите нас материально. А еще мы рады отзывам.
С уважением, Михаил и проект Джинн.ру
₽ В России — Карта МИР Сбербанк (российские рубли) — 2202 2013 5454 1142 Михаил К.
$ В остальном мире — Карта VISA BakaiBank (американские доллары) — 4714 2400 6990 3442 Mihail K.
₿ На BitCoin кошелек — bc1qs4pnfvvxcjykwg7uu3rl5fahfdypcf9rksvwkd
Тестовая страница для проверки цветного принтера
Для тестирования цветных и монохромных принтеров и других печатающих устройств применяют специальные тестовые прогоны для определения корректной печати. Эта проверка состоит из группы фотографий, которые способны полностью передать весь спектр цветовой гаммы, а также детальности изображения и ее насыщенности. Далее в статье мы рассмотри, какой должна быть тестовая страница, позволяющая проверить правильность работы цветного принтера.
Содержание
Оценка цветопередачи принтера
Вид тестовой страницы для проверки работы цветного принтера
Методика и параметры тестирования печатных устройств
Способы оценки качества печати цветного принтера
Оценка цветопередачи принтера
Для того, чтобы измерить качество цветопередачи печатного устройства, используются тесты, которые схожи с методом тестирования сканеров. Этот процесс начинается с оцифровки тестового файла TF1. Оцифровка должна быть произведена с применением максимально возможного разрешения сканера. Файл на выходе применяется для оценки RGB-компонентов в некоторых областях. Для этого применяют графический редактор Adobe Photoshop. На определенных участках с разной яркостью фиксируются полученные результаты передачи на странице основных семи цветов (голубого, зеленого, синего, красного, желтого, черного, пурпурного). После чего полученные данные записывают в специальную таблицу, где после определяют уровень корректности цветов, которые воспроизводит принтер.
Шаблон 1
Коэффициент цветопередачи можно определить по формуле:
К = ((Синий1+Синий2)+(Красный1-Красный2)+(Зеленый1-Зеленый2)) / 77.
К – это коэффициент цветопередачи, которую обеспечивает принтер.
Зеленый2, Красный2, Синий2 – контрольные цветовые точки на изображении.
Зеленый1, Красный1, Синий1 – контрольные цветовые точки на шаблонном изображении.
Так, чем меньшим будет число подсчетов, тем точнее цветопередача принтера.
Это может быть полезным: Лэпбук готовые шаблоны для распечатывания.
Вид тестовой страницы для проверки работы цветного принтера
Для тестирования цветного печатного устройства и проведения дополнительного анализа фотографических печатей изображений применяют особые таблицы, созданные в CorelDRAW. Такая таблица содержит в себе произвольные разноцветные элементы, расположенные по порядку на листе формата А4. Такие тестовые страницы имеют различного рода предметы, которые способны передать максимальное число цветовых оттенков. Обычно это: натуральные изображения природы, различные виды фруктов и овощей, которые контрастируют на однотонном фоне, а также черно-белые изображения. Такой набор картинок способен передать актуальность цвета и способность печатать различные оттенки, необходимые для полноты и натуральности изображения.
Шаблон 2
Шаблон 3
Шаблон 4
Методика и параметры тестирования печатных устройств
Сам метод тестирования различных типов принтеров может различаться по некоторым факторам. Но в процессе проверки путем тестовой страницы специалисты стараются придерживаться общих стандартов. За несколько десятилетий в развитии рынка принтеров сформировались даже некие общие правила проведения анализа. Но все же для различных типов принтеров имеются свои правила. К примеру, процесс тестирования струйных и лазерных устройств немного отличается от того же теста матричных принтеров.
Наибольшее значение в процессе анализа работы путем печати тестового листа уделяется качеству печати и производительности принтеров. Само собой, этот показатель больше всех интересует потенциального покупателя. Наряду с этим показателем, пользователей также интересует стоимость устройства и его обслуживания. На сегодняшний день практически все новые модели соответствую соотношению качества работы и цене.
В независимости от того, какой тип принтера тестируется, внимание обращается на следующие параметры:
Технология печати, сравнивают ее достоинства и недостатки;
Аппаратные возможности устройства, а также технические характеристики;
ПО для принтера, наличие эффективных и полезных программ для устройства;
Комплектация при поставке;
Качество исполнения внешних деталей принтера.
Читайте также: Родословное дерево семьи шаблоны для распечатки.
Способы оценки качества печати цветного принтера
Эта процедура предполагает как объективную, так и субъективную оценку напечатанного изображения на листе тестируемого принтера. К субъективной оценке относится визуальное изучение отснятой тестовой страницы для проверки цветного печатного устройства, недостатки его печати, которые можно заметить невооруженным глазом.
Объективная оценка предполагает более сложные процедуры определения дефектов в печати. Изображение для теста сначала испытывается через эталонный сканер, затем переносится в электронный вариант. Следующим шагом устанавливается разница между цифровым вариантом и оригиналом. Это сравнение делается при помощи специальной программы, которая фиксирует цветовые показатели со специальных плашек. Сканер при работе может допускать погрешности. Для этого перед тестом проводится его калибровка. Если проверяется черно-белый принтер, характеристики цветовых качеств уже не требуются.
В статье мы подробно разобрали, что такое тестовая страница для контроля работы цветного принтера. А также рассмотрели, какие факторы указывают на корректное состояние печатного устройства.
Главная » Принтеры и сканеры
Автор Дима Опубликовано Обновлено
Лучший сублимационный принтер — Тестирование принтеров
Распространяйте любовь
Сублимационная печать — относительно новая технология; он был доступен для личного использования на рабочем столе только несколько лет. Как вы понимаете, это означает, что количество «сублимационных» принтеров относительно невелико. Фактически, Sawgrass — единственная компания, которая в настоящее время производит сублимационные принтеры для личного пользования.
Удивительно, но это не означает, что вы должны покупать только принтеры Sawgrass. Многие струйные принтеры можно легко преобразовать в сублимационные за несколько простых шагов. Ниже мы рассмотрим лучшие сублимационные принтеры, существующие в настоящее время для личного использования, и обсудим, какие струйные принтеры можно наиболее успешно преобразовать в сублимационные принтеры.
Содержание
1 Типы сублимационных принтеров
1,1 Дополнительные соображения
2 Верхние Принтеры подсознания Sawgrass для личного использования
3 Принтеры Sublimation
3.1. Почему An Inkjet Printers для Sublimation
3.1. Почему An Inkjet Printers. Как определить, можно ли переоборудовать струйный принтер для сублимационной печати
3.3 Принтеры Epson для сублимационной печати
3. 4 Принтеры Ricoh для сублимационной печати
3.5 Принтеры Canon для сублимации
3.6 Принтеры Brother для сублимации
3.7 Принтеры HP для сублимации
4 Часто задаваемые вопросы
4.1 Можно ли использовать любой принтер в качестве сублимационного принтера?
4.2 Нужно ли использовать сублимационные чернила в сублимационном принтере?
4.3 Какие сублимационные чернила лучше?
4.4 Требуется ли для сублимационной печати специальная бумага?
4.5 Что делать, если сублимационный принтер засорился?
4.6 Какой термопресс мне нужен для сублимационной печати?
Типы сублимационных принтеров
Сублимационные принтеры можно разделить на три основные категории:
Настольные принтеры: Эти принтеры обычно предназначены для личного использования. Они меньше по размеру, причем самый большой из них обычно вмещает сублимационную бумагу размером 13 x 19 дюймов (идеально подходит для изображений размером 12 x 18 дюймов, которые обычно являются стандартными для печати на футболках).
Узкоформатный принтер: Эти принтеры обычно являются отдельно стоящими принтерами и в основном предназначены для коммерческого использования. Они печатают на рулонах бумаги шириной от 24 до 44 дюймов. Узкоформатные принтеры могут печатать больший объем отпечатков, чем настольные принтеры.
Широкоформатный принтер: Эти принтеры известны как промышленные принтеры и идеально подходят для печати на текстиле, баннерах, одежде и других крупномасштабных проектах печати. Широкоформатные принтеры используют рулоны бумаги шириной от 44 до 104 дюймов.
Дополнительные соображения
При подготовке к выбору сублимационного принтера вы должны сначала подумать, что вам потребуется от вашего принтера. Некоторые из наиболее важных вещей, которые следует учитывать, включают:
Тип принтера. При выборе принтера для сублимации вы можете выбрать либо принтер для сублимации, либо струйный принтер, переделанный для сублимационной печати. Как правило, сублимационные принтеры обеспечивают более высокое качество сублимационной печати по более высокой цене.
Размер поля печати. Размер вашего принтера будет определяться размером отпечатков, которые вы планируете делать. Например, если вы печатаете на кофейных кружках, вам, скорее всего, не понадобится сублимационный принтер размером 24 на 36 дюймов. При рассмотрении требований к размеру помните, что большинство принтеров не печатают до края листа. Поэтому важно получить принтер, который немного больше, чем то, что вы будете печатать.
Объем печати. Некоторые принтеры можно использовать с системами оптовых чернил, которые позволяют печатать большие объемы. При использовании объемных картриджей вы тратите меньше денег на миллилитр чернил. Однако, если вы не печатаете большой объем, объемная система может быть вредной, так как чернила могут забиваться и со временем высыхать.
Количество цветов чернил. Большинство принтеров поставляются со стандартными возможностями четырехцветной печати. Базовыми цветами этих принтеров являются голубой, пурпурный, желтый и черный (CMYK). Однако, если вы печатаете фотографии или сложные изображения, требующие тонкости оттенка и тона, вы можете рассмотреть возможность приобретения 6- или 8-цветного принтера.
Скорость печати. Все мы знаем пословицу «время — деньги». Если ваш бизнес зависит от быстрых сроков выполнения работ, высокая скорость печати обязательна. При просмотре характеристик скорости печати обязательно обратите внимание на размер печатаемого объекта и количество используемых цветов. Меньшие изображения с меньшим количеством цветов печатаются быстрее.
Сублимационные принтеры Top Sawgrass для личного пользования
При выборе сублимационного принтера важно помнить, что ни один принтер не будет лучшим во всех ситуациях; Вы должны выбрать лучший принтер для вас. Поэтому мы составили список лучших принтеров на рынке (вместе с их характеристиками), чтобы помочь вам выбрать принтер, который подходит именно вам.
Как упоминалось выше, Sawgrass — единственная компания на рынке, производящая настольные сублимационные принтеры. Поэтому, если вам нужен сублимационный принтер, мы рекомендуем следующие принтеры Sawgrass:
Sawgrass Virtuoso SG500
Sawgrass Virtuoso SG1000
Sawgrass Virtuoso VJ 628
Цена (долл. США)
549 долларов
1499 долларов
4449 долларов
Максимальный размер носителя (дюймы)
8,5″ x 14″
13″ x 19″
Рулоны 24,3″
Скорость печати
82 отпечатка/час
69 отпечатков/час
52 кв. фута/час
Набор чернил
CMYK
CMYK
CMYK
Возможности системы подачи чернил
Нет
Нет
Нет
Емкость лотка для носителей
250 листов
250 листов
Н/Д
Макс. разрешение
600 x 600 т/д
600 x 600 т/д
720 x 1440 т/д
Возможности WiFi
Да
Да
№
Размеры
15,75 дюйма x 17,25 дюйма x 8,5 дюйма
21 дюйм x 14,25 дюйма x 8,5 дюйма
47 дюймов x 23 дюйма x 46 дюймов
Идеальный вариант использования
Следующее поколение сублимационного принтера Sawgrass SG400. Сделано для личного пользования. Идеально подходит для товаров с высокой маржой, таких как кофейные кружки и подставки.
Предназначен для малого бизнеса. Идеально подходит для одежды, мягких товаров и фотопанелей среднего размера.
Предназначен для коммерческого использования. Этот принтер идеально подходит для компаний, которые хотят быстро начать работу с надежным продуктом.
Струйные принтеры для сублимационной печати
Поскольку сублимационных принтеров индивидуального размера очень мало, некоторые компании разработали методы преобразования струйных принтеров в сублимационные. Если вы решите преобразовать струйный принтер, важно убедиться, что у вас есть правильные чернила, бумага и инструменты, прежде чем создавать сублимационные отпечатки. Для получения дополнительной информации о сублимационной печати ознакомьтесь с другой нашей статьей Сублимационный принтер / Печать).
Почему стоит выбрать струйный принтер для сублимационной печати
Многие люди предпочитают переоборудовать струйные принтеры, а не приобретать сублимационные принтеры. Преобразование струйного принтера для сублимационной печати имеет несколько ключевых преимуществ и недостатков:
Преимущества
Недостатки
Вариант дешевого сублимационного принтера
Переход на сублимацию почти всегда приводит к аннулированию гарантии
Вы можете переоборудовать принтер, который у вас уже есть дома
Компании, производящие струйные принтеры, не имеют возможности оказывать поддержку при проблемах с сублимационной печатью
Большинство струйных принтеров имеют другие функции, которые вы также можете использовать, в том числе отправку факсов или сканирование
Как определить, можно ли переоборудовать струйный принтер для сублимационной печати
Струйные принтеры можно разделить на две категории в зависимости от их технологии:
Принтеры, использующие термическую (тепловую) технологию для переноса чернил на бумагу
Принтеры, использующие пьезотехнологию (давление) для переноса чернил на бумагу
Как правило, термопринтеры НЕЛЬЗЯ использовать для сублимационной печати.
Термоструйные принтеры переносят чернила на бумагу, нагревая чернила до нужной консистенции. Сублимационная печать использует другой тип чернил, которые не реагируют на тепло одинаково. Вместо того, чтобы переносить сублимационные чернила на бумагу, термопринтер либо выпекает чернила на бумаге, либо заставляет чернила выделяться из картриджей. Это приводит к искажению изображения или появлению пятен.
Принтеры, использующие пьезотехнологию, не используют тепло для переноса чернил и могут успешно использоваться с сублимационными чернилами.
Принтеры Epson для сублимации
Компания Epson известна как один из основных производителей сублимационных принтеров для личного пользования. По иронии судьбы, Epson на самом деле не производит сублимационные принтеры. Все принтеры Epson используют пьезотехнологию для печати, что делает их идеальными для преобразования в сублимационный принтер.
Наши лучшие принтеры Epson, совместимые с сублимацией, включают:
Epson WorkForce WF-7720
Epson WorkForce WF-7210
Epson WorkForce WF-7710
Epson EcoTank ET-15000
Epson Stylus C88
Цена
199 долларов
199,99 долларов
149 долларов
599 долларов
650 долларов
Максимальный размер носителя
13″ x 19″
11″ x 17″
13″ x 19″
13″ x 19″
8,5 x 11 дюймов
Скорость печати
Черный: 18 страниц ISO в минуту Цветной: 10 страниц ISO в минуту
Черный: 8,7 страниц ISO в минуту Цветной: 6 страниц ISO в минуту
18 страниц в минуту
20 страниц/мин минута
19 страниц в минуту
Набор чернил
CMYK
CMYK
CMYK
CMYK
CMYK
Возможности системы подачи чернил
Нет
Да
Да
Нет
Нет
Емкость лотка для носителей
250 листов на лоток (два лотка)
Лоток на 125 листов
Лоток на 250 листов
Лоток на 50 листов
12-2 листа
MAX Resolution
4800 x 2400 DPI
4800 x 2400 DPI
4800 x 2400 DPI
4800 x 1200 DPI
5767666660126 4800 x 1200 DPI
576 576766766766666766766676676676676676676676676766767666666. 4800 x 1200 DPI
Принтеры Ricoh отличаются использованием гелевых чернил. Хотя это все еще струйные принтеры, чернила, которые они используют, намного гуще, чем обычные чернила. Благодаря этому принтеры Ricoh идеально подходят для перехода на сублимацию, поскольку печатающие головки уже достаточно велики, чтобы вместить сублимационные чернила без риска засорения (в отличие от многих других вариантов струйных принтеров).
Несмотря на то, что сублимационные принтеры Ricoh являются отличной альтернативой Epson, приобрести их в США может быть непросто. Поскольку все производители находятся за границей, принтеры Ricoh по-прежнему не распространены в Штатах.
Принтеры Canon для сублимационной печати
Принтеры Canon являются термопринтерами, поэтому их нельзя переоборудовать для сублимационной печати.
Если вы изучали сублимационные принтеры, возможно, вы видели сублимационные принтеры Canon Selphy. Хотя эти принтеры используют сублимационные чернила, они не используют сублимационную бумагу. Скорее, они используют процессы сублимации для создания красивых фотопечатей.
Если вы ищете красивый фотопринтер, сублимационный принтер Canon Selphy — отличный выбор. Однако, если вы ищете сублимационный принтер, сублимационный принтер Canon Selphy вам НЕ подойдет.
Принтеры Brother для сублимации
Большинство принтеров Brother являются пьезопринтерами и поэтому могут быть преобразованы для сублимации. Однако принтеры Brother сложно использовать в качестве сублимационных принтеров, поскольку картриджи для сублимационных чернил не предназначены для принтеров Brother.
Можно использовать и другие чернильные картриджи, но они, как правило, дают неправильный профиль чернил и нечеткие изображения.
Единственный принтер Brother, получивший положительные отзывы как сублимационный принтер, — это Brother MFC-J995DW:
Brother MFC-J995DW
Цена
199 $
Максимальный размер носителя
8,5 x 14 дюймов
Скорость печати
Черный: 12 страниц в минуту Цвет: 10 страниц в минуту
Набор чернил
CMYK
Возможности системы подачи чернил
Нет
Емкость лотка для носителей
150 листов
Максимальное разрешение
Черный: 98 dpi Цветной: 196 dpi
Возможности WiFi
Да
Размер
19,20 фунтов.
Идеальное решение для использования
Создан для малого бизнеса, лучше всего подходит для печати на ткани.
Принтеры HP для сублимации
Струйные принтеры HP являются термопринтерами. Таким образом, они не могут быть преобразованы в сублимационные принтеры.
HP продает линейку промышленных принтеров, которые можно использовать для сублимации; однако эти сублимационные принтеры промышленного уровня стоят от 7000 долларов и обычно слишком велики для домашней установки.
Часто задаваемые вопросы
Можно ли использовать любой принтер в качестве сублимационного?
Нет, термопринтеры нельзя использовать в качестве сублимационных принтеров.
Вам нужно использовать сублимационные чернила в сублимационном принтере?
Да, сублимация работает только при использовании специальных сублимационных чернил. Для получения дополнительной информации посетите (Сублимационный принтер / Печать).
Какие сублимационные чернила лучше?
Для наилучшего качества печати всегда лучше использовать чернильные картриджи, созданные специально для вашего принтера. Большинство экспертов рекомендуют сублимационные чернила Inktec.
Требуется ли для сублимационной печати специальная бумага?
Да, сублимационная бумага должна использоваться для сублимационной печати. Сублимационная бумага менее впитывающая, чем обычная бумага для принтера, и может выдерживать тепло и давление в процессе сублимационной печати.
Что делать, если сублимационный принтер засорился?
Если принтер не используется в течение длительного периода времени, головки принтера могут высохнуть или засориться. Если чернила не могут пройти через головку принтера, вы можете запустить цикл очистки и промывки головки принтера, чтобы удалить чернила.
Какой термопресс мне нужен для сублимационной печати?
Тип термопресса, который вам нужен, зависит от того, какой тип сублимации вы будете выполнять. Размер и форма конечного продукта (например, кружка, холст или одежда, на которую вы наносите изображение) будут влиять на то, какой термопресс вам нужен. Для получения дополнительной информации см. (Сублимационный принтер / Печать).
Как печатать на двусторонней печати в Microsoft Word
Автор Тейлор
|
20 декабря 2020 г.
Делитесь любовью
Если вы часто печатаете текстовые документы, вы знаете, что стоимость бумаги может быстро возрасти. Поэтому всегда приятно, когда можно найти эффективные способы сократить свои расходы.
Одним из самых простых способов сократить расходы (и сохранить деревья) является двусторонняя печать. В этой статье подробно описано, как использовать двустороннюю печать для всех ваших документов Microsoft Word (что должно быть применимо как для операционных систем Windows, так и для Mac).
Содержание
1 Что такое двусторонняя печать?
2 Поддерживает ли мой принтер двустороннюю печать?
3 Как распечатать документ Word с помощью автоматической двусторонней печати
4 Как распечатать документ Word с помощью ручной двусторонней печати
5 Как распечатать двустороннюю печать с использованием четных и нечетных страниц
Что такое двусторонняя печать?
Двусторонняя печать, также известная как двусторонняя печать, представляет собой процесс печати на обеих сторонах листа бумаги. Это может быть выполнено автоматически вашим принтером, вручную вашим принтером или вручную вставленными бумагами.
Большинство принтеров предоставляют несколько вариантов печати на выбор, в том числе:
Односторонняя печать: Этот тип печати обычно используется на вашем принтере по умолчанию. При односторонней печати документ Word будет напечатан только на одной стороне страницы.
Печать на обеих сторонах (переворот страниц по длинному краю): При этом типе печати каждая страница печатается на обеих сторонах. «Перевернуть страницы по длинному краю» означает, что текст на обеих сторонах бумаги будет ориентирован одинаково. Когда вы печатаете, ваш текст будет ориентирован так же, как в книге.
Печать на обеих сторонах (переворот страниц по короткому краю): Этот тип печати будет печатать на обеих сторонах каждой страницы. «Перевернуть страницы по короткому краю» означает, что текст на обратной стороне страницы будет перевернут по сравнению с текстом на лицевой стороне. Этот тип печати идеален, когда вы скрепляете верхнюю часть бумаги вместе.
Печать вручную на обеих сторонах: При этом типе печати каждая вторая страница документа печатается на одной стороне бумаги, а затем предлагается перезагрузить принтер. После повторной загрузки бумаги принтер распечатает остальные страницы вашего документа на противоположной стороне бумаги.
Поддерживает ли мой принтер двустороннюю печать?
Самый простой способ определить, поддерживает ли ваш принтер двустороннюю печать, — запустить процесс печати в документе Microsoft Word:
В документе Word нажмите «Файл» и выберите «Печать».
В настройках выберите раскрывающееся меню «Тип печати» (большинство принтеров по умолчанию используют одностороннюю печать). Если вы видите параметры печати «Двусторонняя», «Двусторонняя», «Печать на обеих сторонах» или «Двусторонняя», значит, ваш принтер поддерживает двустороннюю печать.
Крупные коммерческие принтеры с большей вероятностью будут предлагать двустороннюю печать, чем принтеры для личного пользования, поскольку компании в большей степени полагаются на экономию средств и эффективность двусторонней печати.
Как распечатать документ Word с помощью автоматической двусторонней печати
Если ваш принтер поддерживает двустороннюю печать, выполните следующие действия:
Откройте документ Word, который хотите распечатать.
В Microsoft Word нажмите «Файл» и выберите «Печать».
В настройках выберите раскрывающееся меню «Тип печати» (большинство принтеров по умолчанию используют одностороннюю печать). Выберите вариант двусторонней печати.
Нажмите «Печать». Ваш документ будет распечатан с двух сторон.
Если вы заинтересованы в двусторонней печати нескольких копий документа, узнайте, как это сделать, в разделе «Что означает «Разбор по копиям» при печати».
Как напечатать документ Word с помощью ручной двусторонней печати
Некоторые принтеры предлагают ручную двустороннюю печать, если они не имеют опции автоматической двусторонней печати. Вы можете вручную напечатать двусторонний документ, выполнив следующие действия:
Откройте документ Word, который хотите распечатать.
В Microsoft Word нажмите «Файл» и выберите «Печать».
В настройках выберите раскрывающееся меню «Тип печати» (большинство принтеров по умолчанию используют одностороннюю печать). Выберите опцию «Вручную печатать на обеих сторонах».
Нажмите «Печать».
Принтер будет печатать нечетные страницы документа Word на одной стороне бумаги. Когда печать будет завершена, ваш принтер предложит вам перезагрузить бумагу.
Повторно загрузите бумагу, которую вы только что напечатали, в противоположной ориентации, чтобы принтер мог печатать на противоположной стороне.
Выберите «Печать». Ваш принтер будет печатать четные страницы вашего документа Word на обратной стороне бумаги.
Если вы впервые выполняете двустороннюю печать вручную, обычно лучше распечатать тестовую страницу, чтобы убедиться, что вы понимаете, как правильно загружать бумагу в правильной ориентации.
Двусторонняя печать с использованием четных и нечетных страниц
Если ваш принтер не поддерживает автоматическую или ручную двустороннюю печать, вы все равно можете выполнить двустороннюю печать вручную. Вы можете настроить собственную двустороннюю печать, выполнив следующие действия:
Откройте документ Word, который хотите напечатать.
В Microsoft Word нажмите «Файл» и выберите «Печать».
В настройках выберите раскрывающееся меню с надписью «Печать всех страниц» и выберите «Печать только нечетных страниц».
Выберите «Печать».
Принтер будет печатать нечетные страницы документа Word на одной стороне бумаги. Когда печать будет завершена, перезагрузите страницы в противоположной ориентации, чтобы принтер мог печатать на противоположной стороне.
В Microsoft Word нажмите «Файл» и выберите «Печать».
В настройках выберите раскрывающееся меню с надписью «Печать всех страниц» и выберите «Печать только четных страниц».
Выберите «Печать». Ваш принтер будет печатать четные страницы вашего документа Word на обратной стороне бумаги.
Если вы впервые печатаете двустороннюю бумагу с использованием этого метода, обычно лучше распечатать тестовую страницу, чтобы убедиться, что вы понимаете, как правильно загружать бумагу в правильной ориентации.
Аккумулятор при работе может нагреваться до 70°С. Если начать зарядку при высокой температуре, это может привести к повреждению или неполному заряду аккумулятора.
Необходимо остудить вентилятор до комнатной температуры, прежде чем его заряжать. MAKITA разработала специальную систему зарядки со встроенным вентилятором. Если аккумулятор был перегрет во время работы то, прежде чем начинать зарядку, система охлаждения снизит его температуру до комнатной. Благодаря постоянному охлаждению батареи, удалось увеличить зарядный ток, снизив общее время зарядки.
Индивидуальное охлаждение
Инновационное конструкторское решение позволило создать систему индивидуального охлаждения каждого элемента, что значительно улучшает распределение заряда между элементами и продлевает срок их службы — принудительная циркуляция воздуха вокруг каждого элемента.
Зарядные устройства Makita
Продлевают срок службы аккумулятора
(Количество работы производимое одним аккумулятором в процентах к Ni-Cd аккумулятору 1.9 Ач)
Зарядное устройство контролирует зарядку каждого элемента индивидуально, чтобы недопустить перезаряд или недозаряд элементов. Это значительно увеличивает срок службы аккумулятора.
Процесс зарядки аккумулятора:
Сбалансированная зарядка
MAKITA — балансировка ёмкости. Зарядное устройство определяет остаточную ёмкость каждого элемента и заряжает элементы индивидуально, контролируя ёмкость. В результате аккумулятор заряжается максимально полно.
Обычная несбалансированная зарядка — алгоритм зарядки равномерно увеличивает заряд каждой банки независимо от начального состояния. В результате самый разряженный элемент заряжается не полностью, а самый заряженный перезаряжается и может выйти из строя, что выведет из строя весь аккумулятор.
На аккумуляторе присутствует индикатор уровня заряда.
Время заряда
Время зарядки аккумуляторов в зависимости от емкости составляет от 15 до 55 минут.
Входящий в комплект аккумулятор емкостью 5.0 Ач зарядное устройство заряжает за 45 минут.
MakPac
Набор поставляется в пластмассовом кейсе MakPac.
Гарантия
Информация о гарантийных обязательствах, гарантийном сроке и сроке службе товара находится на сайте www.makita.ru в разделе «Поддержка» – «Гарантия».
Документы:
pdfскачать
Характеристики
Артикул
198311-6
Тип товара
Аккумулятор
Бренд
Makita
Тип аккумулятора
Li-Ion
Напряжение аккумулятора, В
18
Емкость аккумулятора, А.ч
5
Форма аккумулятора
Слайдер
Количество аккумуляторов
2
Тип зарядного устройства
Быстрозарядное
Выходное напряжение зарядного устройства, В
18
Рабочее напряжение зарядного устройства, В
220
Время заряда, мин
45
Гарантия, мес
12
Страна-производитель
Китай
Часто ищут
С зарядным устройством
Вес, кг
1,25
Отзывы покупателей
Сначала показывать
Дмитрий
Владимир 28 ноября 2022
Имею данное зарядное устройство, заряжает быстро,не греется. Не страшно оставить в комнате и уйти работать на улицу. Всем советую покупать лишь оригинальную продукцию. Аккумуляторы ну очень долго разряжаются.
Дмитрий
Санкт-Петербург 28 ноября 2022
Отличный набор для вашего инструмента! Ёмкие аккумуляторы позволяют эфективнее использовать инструмент, а быстрая зарядка сэкономить время на перезарядке! Всё это упаковано в систейнер «makpac» стыкующийся с другими систейнерами для удобства транспортировки и хранения, что очень удобно при выездных работах.
Москва 22 ноября 2022
Используем с шуруповертом, отлично держит заряд
Андрей
Санкт-Петербург 19 ноября 2022
отличный, супер комплект, поставил один на болгарку, второй на перфоратор. работают очеееннььь долго. из недостатков Это конечно цена
Евгений
Санкт-Петербург 13 ноября 2022
Отличные аккумы и зарядка. Использую на шуруповёрте с ударом.Достоинства: Вполне хорошие аккумуляторы по этой цене.Недостатки: Нет
Александр
Москва 12 ноября 2022
Две пары по 4 а/ч и 5 а/ч закрывает потребности в питании инструмента на весь день. Работаю циркуляркой, болгаркой, 2 шуриками, импактом, перфом и кучкой китайских ноунеймов под эту платформу.Достоинства: Целый день работать можно, не думая о проводах.Недостатки: Теперь только цена
Луга 10 ноября 2022
Макита основная часть моих инструментов и не только аккумуляторных.Достоинства: Использую на паркетке,сабельной,реноваторе и шурике.
Луга 10 ноября 2022
Использую на реноваторе,сабельной пиле,паркетке,шуруповёрте.Имея ещё пару дополнительных аккумуляторов по 3 Ач ,инструмент не простаивает.Достоинства: Заряжаются минут 50,что соответствует 5Ач.
Виктор
Санкт-Петербург 02 ноября 2022
Зарядное устройство норм. заряжает как умеет. А вот аккумуляторы не очень. Все хорошо работает до определенного времени, очевидно до набора циклов зарядки встроенным в АКБ контроллером. Прошло полгода с момента начала эксплуатации и не в профессиональном уровне, а в бытовом и один из АКБ из купленного комплекта перестал заряжаться. Ничего не предвещало беды, все АКБ работали одинаково хорошо, заряжались, разряжались при работе и вдруг один из них как будто выключили. Он перестал заряжаться и начинал мигать лампочкой на зарядном устройстве — то перегрев, то неисправность. Считаю, что ресурс в полтора года при эксплуатации в домашних, не профессиональных условия, слишком мало для именитой фирмы.
Николай
Санкт-Петербург 29 августа 2022
Использовал данный набор с шуруповертом, реноватором, цепной электропилой. Заряд держит долго. Удобный, добротный кейс.
Санкт-Петербург 15 августа 2022
Что можно сказать про аккумуляторы, которые докупаются переодически в замен умирающим? Работают, года 3 даже почти не теряя емкости, дальше как повезёт. Нельзя переохлаждать, при работе на морозе могут перестать заряжаться, потом бывает отогреваются, за неделю в тепле. Отдельное слово заслуживает кейс. Он комплектный, на «один пост» Легко пристегивается к другим таким же кейсам или скажем к «четырёх постовому» чемодану. Из кейса выкидывается вся эта чёрная фигня служащая для фиксации и туда влезает какой-нибудь инструмент в дополнение к з/у и АКБ. В моём случае реноватор.Достоинства: КейсНедостатки: Брал ещё за 17. За 24 это как то перебор.
Арсений
Санкт-Петербург 08 августа 2022
Не знал, что в комплекте еще идет кейс! Приятно) Брали для триммера. Странно, что у Макиты нет более емкого аккумулятора, чем на 5Ah
Москва 08 августа 2022
Отличные аккумуляторы, подходят как родные и тем самым продлевают работу и не дают прерываться на заряд уже старых аккумуляторов.
Андрей Сергеевич
Выборг 09 июля 2022
Всё отлично, я очень доволен.Достоинства: Чем больше, тем лучше, это знают все нормальные люди.
дмитрий
Гатчина 21 февраля 2022
Отличный зап.комплект, актуальные 5 а/ч. Для 18 вольтового инструмента. Ну, новые, они новые и естьНедостатки: Стоимость
Санкт-Петербург 02 ноября 2021
Брал для шпилькозабивного пистолета Макита. Без проблем.Достоинства: Хорошая ёмкость. Быстрая зарядка.
Петрозаводск 18 сентября 2021
Хороший комплект. Самые актуальные на данный момент аккумуляторы 18V для Makita это 5 Ач, по весу от 3 Ач не отличимы. Большой запас емкости дает возможность работать длительное время с инструментам требующими больших энергозатрат, перфораторы, болгарки, циркулярки и прочие. Экспресс зарядка с оповещением о полной зарядке аккумуляторов мелодией на выбор, отличная штука с охлаждением. Аккумулятор 5 Ач заряжается в среднем 30-40 мин. Недостаток только это цена на эти полезные девайсы, в остальном бомбический наборчик.
Санкт-Петербург 17 сентября 2021
Очень хороший вариант, заряжает быстро и заряда хватит надолго. Для работы то что надо
Николай
Санкт-Петербург 06 сентября 2021
Работает) РекомендуюДостоинства: ОригиналНедостатки: Зарядное устройство лучше оставлять в помещении без пыли
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Сертификаты
Фотографии покупателей
Аккумуляторы для инструмента
Пояса, ремни, сумки
Защита рук
Защита лица, глаз, головы
Защита органов дыхания
Маркеры, карандаши, мел
Рулетки
Уровни
Сетевые фильтры
Удлинители бытовые
Демисезонная спецодежда
Зимняя спецодежда
Рабочая обувь, наколенники
908487
Доставим
Сегодня
Привезем в партнерские пункты выдачи
03/01 после 10:00
при заказе до 01/01 до 11:59
Смотреть на карте
Адаптер для зарядки Makita ADP10 (191C11-5) 18В 1-5Ач Li-Ion
Цена за шт
4 934 ₽
За баллы:
1 233,25
В корзину
627489
Доставим
Сегодня
Привезем в партнерские пункты выдачи
03/01 после 10:00
при заказе до 01/01 до 11:59
Смотреть на карте
Зарядное устройство Makita DC18RC (195915-5) Li-Ion 18В
Цена за шт
4 871 ₽
За баллы:
1 217,50
В корзину
Аккумулятор Makita 198311-6 18В 5Ач Li-Ion с зарядным устройством в комплекте (2 шт. ) в Москве представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить аккумулятор Makita 198311-6 18В 5Ач Li-Ion с зарядным устройством в комплекте (2 шт.) в интернет-магазине Петрович в Москве.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар аккумулятор Makita 198311-6 18В 5Ач Li-Ion с зарядным устройством в комплекте (2 шт.) действительны в Москве.
Зарядное устройство MAKITA: Makita, однопортовая зарядка, для 18 В, Li-Ion/NiMH, 6 Ач, заряжается за 1 час, быстрая — 4NNN4|DC18RC
МАКИТА
Предмет # 4NNN4
производитель Модель #
DC18RC
UNSPSC #
26111704
№ страницы каталога
685
685
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти зарядные устройства заряжают аккумуляторные батареи для аккумуляторных инструментов Makita, совместимые по химическому составу/типу, напряжению и серии.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
МАКИТА
Предмет # 4NNN4
производитель Модель #
DC18RC
UNSPSC #
26111704
№ страницы каталога
685
685
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти зарядные устройства заряжают аккумуляторные батареи для аккумуляторных инструментов Makita, совместимые по химическому составу/типу, напряжению и серии.
Двухпортовое зарядное устройство Makita Rapid на 18 В
Линкедин
YouTube
Томаснет
Артикул DC18RD
Категории Аккумуляторы и зарядные устройства, Аккумуляторные электрические сборочные инструменты
Теги 14,4В, 18В, аккумулятор, зарядное устройство, зарядное устройство, Makita
Марка: Макита
Макита LXT? это крупнейшая в мире беспроводная инструментальная система, работающая от 18-вольтовых литий-ионных аккумуляторов слайд-типа. В основе LXT? Система 18V LXT? Литий-ионный аккумулятор и эффективное зарядное устройство Rapid Optimum Charger. Двухпортовое быстродействующее оптимальное зарядное устройство 18 В для ионно-литиевых аккумуляторов (DC18RD) заряжает два аккумулятора одновременно, предоставляя пользователям инструментов непревзойденную эффективность зарядки, поэтому их аккумуляторы проводят больше времени в работе и меньше времени сидят в зарядном устройстве.
Быстрое оптимальное зарядное устройство с двумя портами на 18 В обеспечивает основные преимущества для пользователей аккумуляторных инструментов Makita с литий-ионными аккумуляторами на 18 В. Эксклюзивный встроенный вентилятор охлаждает аккумулятор, нагнетая воздух через вентиляционные отверстия аккумулятора во время процесса зарядки для более быстрой зарядки. Зарядное устройство обменивается данными со встроенным чипом аккумулятора на протяжении всего процесса зарядки, чтобы оптимизировать срок службы аккумулятора за счет активного контроля тока, напряжения и температуры. Результатом является лучшее в категории время зарядки: два компактных литий-ионных аккумулятора 18 В емкостью 2,0 Ач всего за 25 минут; два 18V LXT? Литий-ионные аккумуляторы 3,0 Ач всего за 30 минут; два 18V LXT? Литий-ионные аккумуляторы 4,0 Ач всего за 40 минут; два 18V LXT? Литий-ионные аккумуляторы 5,0 Ач всего за 45 минут.
ДОБАВИТЬ В ЦИТАТУ
Описание
Отзывы (0)
Описание
Заряжает два (2) компактных литий-ионных аккумулятора 18 В 2,0 Ач всего за 25 минут Заряжает два (2) 18 В LXT? Литий-ионные аккумуляторы емкостью 3,0 Ач всего за 30 минут Зарядка двух (2) 18-вольтовых LXT? Литий-ионные аккумуляторы 4,0 Ач всего за 40 минут Зарядка двух (2) 18 В LXT? Литий-ионные аккумуляторы 5,0 Ач всего за 45 минут Заряжает два (2) 18 В LXT? Литий-ионные аккумуляторы емкостью 6,0 Ач всего за 55 минут Зарядное устройство Makita Rapid Optimum Charger обменивается данными со встроенным чипом аккумулятора на протяжении всего процесса зарядки, чтобы оптимизировать срок службы аккумулятора за счет активного контроля тока, напряжения и температуры (2) Встроенные вентиляторы циркуляция воздуха через аккумуляторы во время процесса зарядки для охлаждения аккумуляторов и ускорения зарядки Оптимизирует срок службы аккумуляторов за счет активного контроля тока, напряжения и температуры 3-летняя ограниченная гарантия
Головка с леской GTH предназначена HUTER GGT и GET-1200SL SAF. Применяют для скашивания травы на небольших газонах, вокруг клумб и деревьев. Головка с леской HUTER GTH прочная, имеет долгий период эксплуатации. Хвосты лески выводятся на нужную длину путем простого нажатия кнопки, расположенной на головке, ударом о землю.
Дополнительная информация
Характеристики товара
Особенности
круглое сечение
Диаметр лески
2,4 мм
Длина
3 м
Производитель
Huter, Германия / Китай
Головка с леской Huter GTH – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Головка с леской Huter GTH, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Сечение
круг
Тип комплектующих
головка с леской
Толщина, мм
2
Функции
Возможности
Для триммеров GGT-800S(T), GGT-1000S(T), GGT-1300S(T), GGT-1500S(T), GGT-1900S(T), GGT-2500S(T)
Производитель
Бренд
Huter
Страна бренда
Германия
Страна производства
Китай
Размеры и вес
Вес в упаковке, кг
0,335
Длина, м
3
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка: Плохо
Хорошо
Продолжить
Метки: Головка, GTH, GGT, GET-1200, GET-1500, GET-1700, GGT-, GET 1200, GET 1500, GET 1700, GGT, GET1200, GET1500, GET1700, для, триммера, электротриммера, бензотриммера
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка. Авторские права защищены.
Головка с леской GTH «Easy Load» для GGT,GET-1200,GET-1500,GET-1700
Печать
В избранноеСравнение
Артикул: 71/2/25
520 ₽
-+Купить
Москва Каховка: В наличии Москва Ясенево: Осталась 1 штука Москва-Дмитровка: В наличии
Головка с леской GTH «Easy Load»
Подробное описание
Обзор
Характеристики
Отзывы (0)
(без названия)
С 2020 года поставляется в комплекте с триммерами:
✦ GGT-1500 SX/TX
✦ GGT-2500 S/T
✦ GGT-2900 S/T
✦ GGT-2500 S/T PRO
✦ GGT-2900 S/T PRO
Особенности:
✦Быстрая, безразборная заправка лески буквально в три движения.
✦Высокая производительность.
✦Низкий уровень вибрации.
✦Ударопрочный пластик.
✦Совместима со всеми триммерами Huter.
УПРОЩЕННЫЙ ПОРЯДОК ЗАПРАВКИ ЛЕСКИ:
1. СОЕДИНИТЕ УКАЗАТЕЛЬ НА КОРПУСЕ ПОВОРОТНОЙ РУКОЯТКИ КАТУШКИ С ОТВЕРСТИЯМИ ДЛЯ ЗАПРАВКИ ЛЕСКИ. 2. ПРОДЕНЬТЕ ЛЕСКУ ЧЕРЕЗ ОТВЕРСТИЯ, ПРОТЯНИТЕ ЧЕРЕЗ КАТУШКУ. ОТМЕРЬТЕ НЕОБХОДИМОЕ КОЛИЧЕСТВО ЛЕСКИ (3-5 МЕТРОВ). ОТРЕЖЬТЕ ИЗЛИШКИ ТАК, ЧТО БЫ КОНЦЫ, ВЫХОДЯЩИЕ ИЗ КАТУШКИ БЫЛИ ОДИНАКОВОЙ ДЛИНЫ. 3. ПОВЕРНИТЕ РУКОЯТКУ КАТУШКИ ПО ЧАСОВОЙ СТРЕЛКЕ, ЛЕСКА НАМОТАЕТСЯ НА КАТУШКУ. ТРИММЕР ГОТОВ К РАБОТЕ!
P.S. ЛЕСКУ МОЖНО ЗАПРАВИТЬ И ТРАДИЦИОННЫМ СПОСОБОМ, РАЗОБРАВ КАТУШКУ.
Толщина, мм
2
Длина, м
5
Возможности
Для триммеров huter
Страна бренда
Германия
Страна производства
Китай
Вес
0.3 кг
Бренд
Huter
Штрихкод EAN-13
4606059029878
Сертификат: Головка с леской для триммеров HUTER
Хит!
В наличии
Масло 2T для двухтактных двигателей HUTER
Артикул: 73/8/3/2
В наличии
Головка с леской GTH для HUTER GGT и GET-1200SL SAF
Артикул: 71/2/9
В наличии
Головка с леской Th2 для HUTER GGT и GET-1200SL, GET-1500SL
Артикул: 71/2/24
Хит!
В наличии
Диск (лезвие) HUTER GTD-40TP
Артикул: 71/2/16
В наличии
Леска HUTER TS3012
Артикул: 71/2/3
В наличии
Леска HUTER S3012
Артикул: 71/2/2
В наличии
Кожух для бензотриммеров HUTER
Артикул: 71/2/17
В наличии
Леска HUTER TS2412
Артикул: 71/2/13
В наличии
Леска HUTER R3012
Артикул: 71/2/1
В наличии
Леска HUTER S2412
Артикул: 71/2/12
Хит!
В наличии
Вибрационный насос ВИХРЬ ВН-10В
Артикул: 68/8/1
В наличии
Леска HUTER R2412
Артикул: 71/2/11
Показывать по:244864
Хит!
В наличии
Триммер электрический HUTER GET-1200SL
Артикул: 70/1/3
Показывать по:244864
Чтение линии головы, линия мудрости/разума на ладони
Расположение и значение
Линия головы (также линия мудрости или линия разума) является второй важной линией в чтении ладони. Начинается от края ладони между большим и указательным пальцами и проходит через ладонь в средней части с линией жизни внизу и линией сердца вверху. Вы можете найти его точное местоположение на правой картинке. → Линия Головы Чтение Онлайн
Линия Головы раскрывает мудрость человека, веру, отношение, мыслительные способности, способность к напряжению, творческие способности, а также способности памяти, самоконтроля и многое другое. В целом глубокая и тонкая линия головы идет человеку на пользу. Если у вас есть такая линия, это говорит о том, что вы умны. Также разное значение имеют длина, степень изгиба, цепочки, пончики, ответвления, пересечение и звезды линии головы.
Различная длина линии заголовка
Рис. 3
Рис. 2
Рис. 1
● Long : Если линия продолжается и заканчивается под мизинцем, она считается длинной линией. Если у вас есть такая линия, это говорит о том, что у вас очень ясный ум. Вы отзывчивы, хорошо соображаете и более внимательны, чем другие. В то же время легко слишком много думать и зайти в тупик. (Рис. 1)
● Средний : Если линия головы доходит до безымянного пальца, она средней длины. Большинство людей принадлежит к этому типу. Вы также умны и гениальны. Иногда у вас даже больше возможностей что-то делать, чем у людей с длинной линией головы. (Рис. 2)
● Короткая : Небольшая часть лица имеет короткую линию головы, которая проходит только под средним пальцем. Если вы принадлежите к этому типу, вы обычно медлительны в ответах, поспешны, небрежны, нерешительны и импульсивны. Однако ваше преимущество в том, что вы можете систематически выполнять поставленную задачу. (Рис. 3)
Степень изгиба линии головы
Рис. 6
Рис. 5
Рис. 4
● Прямая : Если линия головы прямая, это говорит о том, что вы обладаете сильными аналитическими способностями, практичны и целеустремленны. Вы, как правило, были прирожденным идеологом и могли преуспеть в математике, коммерции, науке и технике. (Рис. 4)
● Изогнутая : Вы мягки, терпимы, реалистичны и обладаете сильными навыками межличностного общения с изогнутой линией головы. В таких областях, как средства массовой информации, PR, литература, социальные науки, психология и т. д., вы можете полностью раскрыть свои таланты. (Рис. 5)
● Крутой вниз : Если у вас есть такая линия, у вас богатое воображение, высокие творческие способности и художественный талант. Вы подходите для таких творческих профессий, как художник, писатель или поэт. Кроме того, вы легко поддаетесь влиянию эмоций. Например, тратить много денег в плохом настроении. (Рис. 6)
Рис. 9
Рис. 8
Рис. 7
Пересечение линии сердца до конца мизинца ● Если линия головы пересекает линию сердца прямо до конца мизинца, обычно слишком много здравого смысла и любви к искусству. Однако ваша жизнь будет полна взлетов и падений. (Рис. 7)
● Если край загибается, это говорит о том, что вы симпатичны, богаты воображением и романтичны. Но вы легко страдаете от хронических заболеваний, таких как гипертония и диабет. (Рис. 8)
Близко к линии сердца в конце
Если ваша линия головы идет близко к линии сердца в конце, вы обычно уверены в себе и хорошо строите личные отношения. Значит, вы смогли преодолеть трудности с помощью друзей и добиться больших успехов в карьере. (Рис. 9)
Рис. 12
Рис. 11
Рис. 10
Присоединен к линии жизни
● Если ваша линия головы разделится в начале, она скоро разделится и линия жизни разделится. решительный характер с гибкостью. (Рис. 10)
● Если линия головы и линия жизни пересекаются на некотором расстоянии от начала до разделения, это указывает на интровертного, расчетливого и вдумчивого характера. Чем дольше наложение, тем больше вы беспокоитесь, осторожны и нерешительны. (Рис. 11)
Отделена от линии жизни («川» ладонь) Если линия головы отделена от линии жизни, это показывает, что у вас смелый и экстравертный характер. Мужчинам с такими линиями легко добиться успеха в карьере, а женщинам легко стать леди-драконом. Как личность вы очень независимы. Какой бы сложной ни была ситуация, вы можете решить проблему самостоятельно. Кроме того, у вас есть тонны самоуважения, в то же время сильное чувство неполноценности. Однако вы не сочувствуете, любите контролировать свою любовь и не принимаете чужие ошибки. Итак, ваша личная жизнь обычно не гладкая. (Рис. 12)
Двойной
Редко можно увидеть человека с двойной линией головы. Если у вас есть две линии, это говорит о том, что вы обладаете сильными умственными способностями.
Обычно у вас двоякий характер, вы любите рассматривать проблему с разных точек зрения. Если вы женщина с двумя линиями головы, вы, как правило, успешная деловая женщина с сильным характером и предприимчивым духом. Тем не менее, у вас может быть много перипетий в браке. (Рис. 13)
Раздвоенный
Рис. 13
Нисходящие ветви Если ваша линия головы имеет нисходящую ветвь в конце, это говорит о том, что вы хороший мыслитель, обладающий сильной способностью анализировать и решать проблемы. Чем перпендикулярнее и длиннее ветка, тем сильнее ваши мыслительные способности и воображение. (Рис. 13)
Ветви, направленные вверх ● Если на конце линии головы есть загнутая вверх ветвь, это указывает на то, что вы обладаете сильной приспособляемостью, хорошими социальными способностями и выдающимся деловым даром. В сфере бизнеса вы можете добиться больших успехов. (Рис. 14) ● Если линия имеет загнутую вверх ветвь, доходящую до нижней части безымянного пальца, это указывает на большие таланты. Если вы сделаете свою карьеру в искусстве, вы сможете выделиться среди других. (Рис. 15) ● Если ветвь простирается до места между указательным и средним пальцами, это означает, что вы достаточно умны, но нереалистичны, чтобы целиться высоко. Из-за этого вам легко замутить неприятности. (Рис. 16) ● Ветвь, тянущаяся к холму Юпитера ниже указательного пальца, показывает, что вы любите славу, богатство и власть. Кроме того, вам нравится доминировать над другими. По своему характеру вы бодры и полны энергии, чтобы смело идти вперед. (Рис. 17)
Кисточки на конце Кисточки на конце линии головы намекают на то, что вы можете страдать от головокружения и головной боли, вызванных низким кровяным давлением или давлением на нервы из-за разрастания шейной кости. Кроме того, вы можете страдать кардионеврией, так как у вас слабое сердце. Поэтому для защиты от болезни необходимо больше упражнений. (Рис. 18)
Рис. 14
Рис. 15
Рис. 16
Рис. 17
Рис. 18
Остров
Островок на линии головы означает, что вы отвлеклись и страдаете расстройством памяти. Чем больше остров, тем серьезнее ваш металлический кризис. Расположение острова имеет разные значения:
● Для острова ниже горы Юпитера (расположенного ниже указательного пальца) это означает, что вы родились с плохим питанием. Кроме того, вы не могли сосредоточиться, когда что-то делали. (Рис. 19) ● Остров под горой Сатурна (расположенный ниже среднего пальца) означает, что у вас легко болит голова и вы страдаете от депрессии. Кроме того, у вас проблемы с желудком и вы часто страдаете от потери аппетита. (Рис. 20) ● Остров под горой Аполлона, расположенный ниже безымянного пальца, указывает на то, что у вас обычно слабое зрение. (Рис. 21) ● Островок под основанием мизинца означает, что у вас может быть нервный срыв. Кроме того, это предзнаменование церебропатии в конце года. (Рис. 22)
● Два островка означают, что вы можете страдать цефаластенией или ухудшением памяти. Обычно вам не хватает здравого смысла, вы упрямы, невнимательны и любите быть эгоцентричным. (Рис. 23)
Рис. 19
Рис. 20
Рис. 21
Рис. 22
Рис. 23
Звезды
Рис. 25
Рис. 26
Звездная линия состоит из трех коротких линий, пересекающихся друг с другом наподобие звезды.
● Если на вашей линии головы есть звезда, это указывает на то, что вы можете получить травму или страдать от болезней, особенно от головной боли. То, что вы должны хорошо защищать, — это голова, и вы должны стараться избегать любых травм головы. (Рис. 24)
● Если звезда находится не на линии головы, а рядом с линией, это хороший знак, чтобы показать свою великую мудрость. (Рис. 25)
Крестовины
Рис. 27
Рис. 26
Пересечения на линии Головы показывают, что вы робки и безвольны, легко поддаетесь беспокойству и страху. Особенно следует защищать голову, чтобы не пораниться.
● Если линия вашей головы идет вниз с пересечением в конце, вы можете попасть в серьезную аварию. (Рис. 26)
● Три или более пересечений на линии означают, что у вас может быть генетическое заболевание сердца или коронарная болезнь. (Рис. 27)
Сцепленная
Сцепленная линия головы часто встречается в хиромантии. Если ваша линия головы скована цепочкой, это указывает на колеблющееся внимание, отсутствие концентрации, большую подозрительность и обдумывание.
Если в начале линии Головы есть цепочки, то обычно вы выглядите болваном, с плохой памятью, беспорядочным мышлением, в то же время отсутствием целеустремленности. Кроме того, вы сильно пьете. (Рис. 24)
Если линия на всем протяжении цепочка, у вас может быть заболевание головного мозга. Кроме того, вы, как правило, умственно слабы, чувствительны и не способны концентрироваться. Если и ваша линия головы, и линия жизни соединены цепочкой, это показывает, что у вас слабое здоровье и недостаток жизненных сил. Самки этой линии обычно подозрительны, не проявляют настойчивости, легко поддаются соблазну и склонны к своеволию.
Разорванная и прерывистая
● Разорванная: линия головы, которая разбивается на две части, очевидно, означает, что вы можете внезапно заболеть. Кроме того, некоторые хироманты считают, что это связано с вашей карьерой. Сломанный означает прерывание вашей карьеры. Если сломанная часть находится в пределах 0,12 дюйма, это намекает на то, что вы можете получить травмы головы или проблемы. Так что следует быть особенно осторожным и избегать травм головы.
● Прерывистая: Если ваша линия головы прерывистая, вы обычно обладаете сильным духом. В личной жизни большинство из вас не могут жить в гармонии со своим партнером. В конце концов, вы можете столкнуться с последствиями расставания. (Рис. 25)
Линия Сердца встречается с линией Головы
У некоторых людей линия Головы и линия Сердца пересекаются в одну линию. Это называется обезьяньей линией, обезьяньей складкой или одиночной поперечной ладонной складкой.
Общепризнано, что для мужчин обезьянья линия символизирует способность создавать богатство. На самом деле, у многих успешных мужчин есть обезьянья линия. Для женщин такая линия указывает на тяжелую жизнь, невезение с близкими и высокую вероятность развода. Подробнее о Simian Crease, пожалуйста, нажмите на следующую ссылку: → Линия Обезьяны (линия Сердца встречается с линией Головы)
Связанное Чтение: → Линия Головы Показывает Ваш Подходящий Карьерный Путь
Различные типы Линии Головы объясняются в хиромантии
Содержание
Линия Головы в хиромантии относится к мыслительному процессу и аспектам, связанным с мозгом и разумом. Невероятно, но это так, линия головы не олицетворяет интеллект, знания или навыки.
Подробное объяснение значения строки заголовка
Наша умственная сила, слабость, стабильность, нестабильность и наклонности обозначены линией головы. Линия головы указывает, где возникают и заканчиваются мысли.
Обычно люди, изучающие хиромантию или начинающие хироманты, связывают линию головы с линией интеллекта. Наоборот, линия головы — это не линия интеллекта. Однако линия головы связана с мыслительным процессом.
Поделиться в Твиттере Поделиться в Твиттере
Поделиться на Facebook Поделиться на Facebook
Поделиться на Pinterest Поделиться на Pinterest
Поделиться в LinkedIn Поделиться в LinkedIn
Поделиться на Reddit Поделиться на Reddit
Линия головы не может быть связана с интеллектом, а также с мудростью. Мудрость полностью отличается от наших мыслей.
Наше эмоциональное, психологическое и социальное благополучие являются частью нашего психического здоровья. Это влияет на то, как мы думаем, чувствуем и действуем.
Что означает линия головы в хиромантии?
Линия Головы в хиромантии показывает психическую устойчивость человека, силу и слабость. IQ человека не раскрывается по линии головы. Линия Головы указывает на начало и окончание наших мыслей и, наконец, на то, что мы ищем мысленно.
Линия головы не является линией интеллекта в хиромантии
Длинная линия головы в хиромантии
Длина линии головы в хиромантии не имеет отношения к интеллекту человека. Хотя длинная линия головы представляет собой умственную силу, при соблюдении нескольких условий. Если глубокий, ясный и прямой без волнообразного образования, то это указывает на силу духа.
Длина линии головы
У длинной линии головы есть положительные и отрицательные стороны. Чем длиннее линия, тем сильнее мысленные границы, которые человек создает вокруг себя.
Каждая ситуация уникальна, поэтому длинная линия головы не может гарантировать уверенный выстрел. Длинная линия головы иногда не дает нам желаемых результатов, потому что человек создал ментальные границы и не может выйти за ментальные границы.
Короткая линия головы при чтении ладони
Короткая линия головы не означает, что человеку не хватает интеллекта или умственной силы. Хороший аспект короткой линии головы означает, что человек не устанавливает жестких ментальных границ.
Значение короткой линии головы в хиромантии
Обычно считается, что короткая линия головы означает, что человек дурак. Хотя эта интерпретация неверна.
Объяснение следующее: энергия, свет или ток проникают в пальцы и ладонь. Следовательно, свет/ток/энергия проходит короткую головную линию, без каких-либо завалов. По обеим сторонам головы и линии сердца находятся различные планеты. Планеты лучше смешиваются с более короткими линиями головы и сердца.
Известный актер Шарух Хан и известный адвокат Рам Джет Малани из Индии имеют короткую линию заголовка. Мы не можем считать людей с короткой линией головы дураками, наоборот, я считаю, что это лучше, чем длинная линия головы.
Это только для того, чтобы проиллюстрировать, что короткая линия головы может быть замечена на руках успешных людей, в то время как длинная линия головы также может быть неудачной. Для него нет жестких и быстрых правил.
Волнистая линия Головы хиромантия
Простое постепенное изменение линии Головы означает психическую устойчивость, в то время как волнообразное образование указывает на психическую неустойчивость и иррациональность.
Волнистая линия Головы увеличивает нестабильность и депрессивные тенденции, особенно если она нарушена под холмом Сатурна 9.0004 Постепенное колебание/наклон не должно восприниматься негативно, но волнистая линия головы очень негативно. Это не означает, что человек с волнистой линией головы неудачник.
Волнистая линия головы в хиромантии указывает на отсутствие полной ясности в одном направлении. Волнообразное образование, куда бы оно ни наклонялось, будет демонстрировать сдвиг в уме/природе/личности. Волнистая линия головы означает психическую нестабильность, и никакие деньги не могут принести этого душевного удовлетворения.
Связь Сатурна с линией Ума
Если линия головы в хиромантии имеет выпуклость под холмом Сатурна, указывающую на палец Сатурна, это указывает на умственный стресс, депрессию и т. д.
Линия головы изгибается глубоко вниз к холму Луны
холм Луны, это может вызвать капризность, безумие, визуализацию и романтику. Пожалуйста, не считайте безумие полным безумием. Безумие бывает разной степени, как положительное, так и отрицательное.
Двойная линия головы в хиромантии
В хиромантии редко можно встретить двойную линию головы. Двойная линия головы означает два независимых мыслительных процесса. Однако двойная линия головы не должна коррелировать с замешательством. Кроме того, необходимо уточнить, что раздвоение ума или раздвоение личности не должно быть связано с замешательством.
Двойная линия головы не означает замешательство, это указывает на двойственный мыслительный процесс.
И двойственность, и замешательство кажутся похожими, но они сильно различаются по своему значению.
Нормальное исходное положение линии Ума
Линия Ума обычно начинается на стороне ладони под холмом Юпитера. Однако редко это может начаться на холме Юпитера или на холме Марса в отрицательной области.
Начальная точка нормального заголовка, как у всех
Если линия Головы начинается со стороны ладони. Это означает, что у человека легкий характер. Человек не находится под влиянием ни Юпитера, ни Негативного холма Марса.
Линия головы от холма Юпитера
Ум ищет качества Юпитера благодаря линии головы, берущей начало на холме Юпитера. Линия Головы редко начинается на холме Юпитера.
Качества, представленные Юпитером, стремятся к почету, положению, власти, управлению, должности и духовности.
Заголовок, происходящий на холме Юпитера.
Это означает, что ум человека находится под влиянием качеств холма Юпитера. Это редкая линия, и очень немногие люди имеют глубокую и четкую линию, подобную той, что изображена на изображении.
Раздвоенная линия головы от горы Юпитера
Раздвоенная линия головы от горы Юпитера указывает на то же значение, что и выше.
Линия головы берет начало на холме Марса Отрицательный
Линия головы редко берет начало на холме Марса Отрицательный. Это означает, что разум человека ищет и находится под влиянием качеств отрицательной области Марса.
Заголовок, происходящий на холме Марса, негативная область гнева, агрессии и огня.
Качества, представленные Марсом. Негативная область: гнев, агрессия, огонь, искра внутри нас, целенаправленный огонь и нецелевой огонь. Человек, вероятно, очень быстро разозлится, а гнев все время будет в голове. Раздвоение головы в хиромантии, происхождение на холме Марса отрицательное и нормальное положение линии головы тоже означают нечто подобное.
Значение ответвления от холма Марса, соединяющегося с линией головы
Раздвоенная линия головы в хиромантии, берущая начало в отрицательной области Марса и соединяющаяся с линией головы, имеет такое же значение, как и когда линия головы берет начало на отрицательном холме Марса.
Значение ответвления, соединяющего линию головы, носит скорее временный характер по сравнению с тем, если вся линия головы начинается на отрицательном холме Марса.
Вызывает гнев и агрессию в уме, что приводит к принятию неправильных решений. Иногда в крайних случаях нам приходится иметь дело с полицией или судом, но это крайний случай. Большинство людей могут просто испытывать больше агрессии, что приводит к некоторым проблемам.
Говорят, что неудача коренится в гневе. Агрессия и ярость подавляют наш интеллект.
Что означает длина линии Головы в хиромантии?
Длинная линия головы в лучшем случае указывает на силу духа, если она глубокая и четкая. Хотя длина заголовка не имеет ничего общего с интеллектом.
Нормальная длина линии головы — хороший признак. Все лишнее приводит нас к крайности
. Начало линии головы определяет начало мыслительного процесса, а окончание определяет наш пункт назначения. Линия головы часто неправильно читается как линия интеллекта, что совершенно неверно.
Что означает лучшая линия Головы в хиромантии?
Хорошим признаком считается глубокая, чистая линия головы без резких колебаний. Линия Головы изображает умственную устойчивость, здравость и ясность. Наши мысли и поступки многое говорят о том, кто мы есть как люди.
Люди разных профессий имеют разные типы линий головы. У человека схожей профессии могут быть и разные линии.
Линия головы, отмеченная цифрами 1-1, начинается на холме Юпитера/указательного пальца и заканчивается на холме Меркурия. Смысл в том, что человек ищет и получает высокое почетное положение благодаря холму Юпитера. Окончание линии головы на Меркурии приносит технические знания, расчеты и общение.
Линия Головы, отмеченная цифрой 2-2, начинается от нормального исходного положения и слегка наклонена к холму Луны. Это означает, что человек практичен, а также обладает воображением в меру. Все в меру — хороший знак, потому что это дает предсказуемость. Предсказуемость означает, что человек может свободно общаться с людьми.
Это не означает, что человек с резким заголовком не может быть успешным или знаменитым. Наша ограниченная точка здесь — это просто психическая устойчивость.
Что означает остров на линии Головы в хиромантии?
Если в заголовке есть остров, это означает психическую нестабильность. Остров на линии головы под холмом Сатурна приносит депрессию, печаль и душевную травму, которая может длиться несколько лет. Как правило, возраст на линии головы под холмом Сатурна составляет 30 плюс-минус несколько лет.
В наши дни многие хироманты много говорят о знаке рыбы в хиромантии, и подробные статьи объясняют.
Остров на строке головы
Заголовок, если в нем есть остров, означает психическую нестабильность. Эта часть жизни является наиболее продуктивной, и лучше иметь хорошую линию головы в продуктивные годы, особенно в период с 15 до 35 лет. Любой негативный знак в эти годы может иметь долгосрочные последствия для нашей жизни.
Как рассчитать возраст по линии Головы?
У нас есть разные способы измерения и расчета возраста в заголовке. Основным принципом является пересечение линии денег и линии головы в возрасте 35 лет.
Мы должны взглянуть на этот аспект и по-другому. Юпитер обращается вокруг Солнца за 12 лет. Начальная часть линии головы находится под холмом Юпитера. Эта часть нашей жизни является частью роста и расширения, изображенной Юпитером. Юпитер — большая планета, поэтому все дело в росте, расширении и уважении. Таким образом, первая часть линии головы лежит под Юпитером, поэтому она длится по крайней мере 12 лет, но может длиться до 18 лет.0005 Рассчитать возраст по линии головы.
Сатурн обращается вокруг Солнца примерно за 29 лет. Это одна из самых медленных планет. После сильного роста наступает стабильность, и почва должна быть стабилизирована, чтобы обеспечить рост бетона. Эта часть жизни наступает в возрасте от 12 до 41 года. Обратите внимание, что возраст, о котором я говорю, может варьироваться от человека к человеку.
Островок на линии головы под 2-м пальцем/пальцем Сатурна может указывать на депрессию. Остров может быть забавным местом для жизни в течение нескольких дней, но вскоре он превращается в изоляцию.
Одно из качеств Сатурна — изоляция. Изоляция иногда может привести к депрессии. Изоляция может быть вызвана самим собой или из-за какой-либо психической или эмоциональной травмы.
Существует два типа изоляции. Во-первых, когда человеку грустно из-за неудачных отношений, потери работы или отсутствия карьеры. Второй тип изоляции — это когда человек сверхмогущественен и богат, и он оторван от всех. Желание слишком много денег или сами деньги изолировали человека.
Ветви вверх от линии Ума, указывающие на ртутный палец, означают успех
Раздвоенная линия головы в хиромантии, указывающая на пальцы, является отличным признаком успеха во всем, за что мы беремся в жизни в данный момент.
На пересечении линии головы и линии судьбы, возраст 35 лет, есть восходящая линия, указывающая на холм Меркурия. Поэтому это означает успех в возрасте 35 лет.
Меркурий — это все, что связано с нашими навыками. Навыки могут быть инженерными навыками юриста по статистике медицинского бизнеса и экономики. Следовательно, значение, придаваемое этой конкретной раздвоенной линии головы, — это успех благодаря навыкам.
Ответвления вверх от линий Ума означают успех в хиромантии
Таким образом, можно увидеть все виды навыков, и восходящие линии линий от основной линии либо от линии сердца, либо от линии денег, указывающие на палец, всегда хорошо, и это означает какой-то выигрыш.
Указывает ли линия головы на мудрость в хиромантии?
Психическое здоровье на линии Головы
Психическое здоровье очень важно и на руку. Остров на линии головы означает психическую изоляцию или психические проблемы. Вряд ли имеет значение, находятся ли указатели на левой или правой руке. Левая рука — это пассивная рука, а не активная рука, но она играет роль во всех хороших или плохих аспектах, которые мы можем видеть в любой руке.
Если в какой-то определенный период у нас возникают психические расстройства, это может проявиться где-то в нашей жизни. Нечеткие, волнистые линии головы означают психические проблемы, проблемы с концентрацией внимания, и мы не в ладу с собой. Душевный покой длится до тех пор, пока остров движется по нашим линиям. Это будет беспокойный период в нашей жизни.
Раздвоенная линия головы в хиромантии указывает на пальцы
Если ответвления от головы идут к пальцу либо к холму Юпитера, Сатурна, Солнца или Меркурия, все эти признаки считаются отличным знаком.
Восходящие линии от линии головы, указывающие на пальцы
По умолчанию восходящие ответвления к пальцам на линии головы являются отличным признаком. Однако нисходящие ответвления на линии головы являются негативным признаком, особенно в начале линии головы.
Верхние ветви от заголовка, указывающие на пальцы, указывают на более высокое положение.
Эту восходящую линию не следует рассматривать как линию удачи, но, безусловно, она поднимает настроение. Истинный смысл в том, что человек ищет положения и власти. Следовательно, те же самые люди, которые стремятся к более высоким должностям, скорее всего, достигнут более высоких и лучших результатов в жизни.
Особенности конструкции и специфика работы высокочастотных асинхронных двигателей
Страница 6 из 20
ГЛАВА ТРЕТЬЯ ВЫСОКОЧАСТОТНЫЕ АСИНХРОННЫЕ ДВИГАТЕЛИ С РОТОРАМИ РАЗЛИЧНОЙ КОНСТРУКЦИИ
3-1. ОСОБЕННОСТИ КОНСТРУКЦИИ И СПЕЦИФИКА РАБОТЫ ВЫСОКОЧАСТОТНЫХ АСИНХРОННЫХ ДВИГАТЕЛЕЙ.
а), б), в).
Рис. 3-1. Схематическое изображение высокочастотных двигателей с роторами различной конструкции.
Высокочастотные асинхронные машины весьма разнообразны по конструкции. Однако они могут быть сведены к трем основным конструктивным схемам, отличающимся конструкцией роторов (рис. 3-1): а — с обмоткой в закрытых или полузакрытых пазах шихтованного пакета ротора; б — с массивным ферромагнитным (стальным) ротором; в — с зубчатым ротором без обмоток, пакет которого набран из изолированных листов тонколистовой электротехнической стали. Двигатели индукторного типа выполняют трехфазными и однофазными (рис. 3-2). В индукторных электрических машинах рациональное использование площади паза статора и экономия обмоточных материалов является актуальной задачей.
Рис. 3-2. Схематическое изображение индукторных двигателей.
а — с раздельными обмотками; б — с совмещенными обмотками; в — однофазный конденсаторный; а —однофазный с короткозамкнутым витком.
Рис. 3-3. Электрошпиндель, частота вращения (120—144)-10+3 об/мин, мощность 100—250 Вт.
а — общий вид; б — вид в разрезе. В индукторных преобразователях частоты и индукторных двигателях с несколькими первичными и вторичными отдельными обмотками требуется значительное увеличение площади паза для их размещения. Поэтому целесообразно применение совмещенных, электрически связанных обмоток (рис. 3-2,б), в проводниках которых протекает результирующий ток (Л. 38]. В этом случае достигается уменьшение диаметра проводников обмотки и площади паза. При совмещении обмоток выбирается такое число зубцов ротора и соответствующее укорочение шага обмотки, при которых в ней одновременно индуктируются э. д. с. основной гармоники и зубцовой рабочей гармоники поля, обусловленной зубчатостью ротора.
Двигатель с частотой вращения 48·10+3 об/мин. мощность 1—2 кВт.
Согласно ГОСТ 6697-67 установки переменного тока, предназначенные для работы в диапазоне частот до 10·103 Гц, должны изготовляться на следующие номинальные частоты: 400, 500, 600, 800, 1000, 1 200, 1600, 2400, 4800, 8000, 9600 Гц.
Частота вращения высокочастотного электродвигателя должна быть согласована по частоте тока с приведенной шкалой частот. Электродвигатель, на выступающем конце вала которого закреплен шлифовальный круг, называют электрошпинделем. Его назначение — чистовое шлифование деталей. При выборе скорости вращения электрошпинделя исходят из того, что чистовое шлифование наилучшим образом осуществляется при линейной скорости шлифовального круга 25—50 м/с. Следовательно, чем меньше диаметр обрабатываемого кольца подшипника, тем больше должна быть скорость вращения электрошпинделя.
Таблица 3-1
При участии автора во Всесоюзном научно-исследовательском институте подшипниковой промышленности (ВНИИПП) был спроектирован ряд электрошпинделей, конструкции которых показаны на рис. 3-3, 3-4. Их основные данные приведены в табл. 3-1. Электрошпиндель с частотой вращения 120·103 об/мин имеет закрытую конструкцию, водяное охлаждение, выполнен на шариковых опорах. Для уменьшения потерь энергии от полей рассеяния лобовых частей крышки и подшипниковые щиты целесообразно делать из немагнитной стали. Для отвода тепла в корпусе двигателя сделан кольцевой канал (рис. 3-4), в котором циркулирует вода, поступающая из водопроводной сети через резиновый шланг и штуцер. Смазка подшипников осуществляется масляным туманом, который подводится через специальные каналы к переднему и заднему подшипникам.
Сверхвысокоскоростные асинхронные электрошпиндели изготовляют итальянская фирма Gamfior, американская фирма Brayant и др. С целью уменьшения окружных скоростей шарикоподшипников во ВНИИПП был создан и испытан электродвигатель на сателлитовых шариковых подшипниках (рис. 3-5) с частотой вращения до 200·103 об/мин. Основные размеры этого двигателя: диаметр ротора 24,5 мм; внутренний диаметр расточки статора 25,6 мм; активная длина пакета статора 28 мм; диаметр вала ротора под подшипниками 14 мм. Вал ротора опирается на внешние кольца трех сателлитовых шарикоподшипников с коэффициентом редукции по скорости для шарикоподшипников — около трех. При частоте 3,5 кГц синхронная частота вращения поля двигателя 210·103 об/мин. При частоте вращения ротора 200·103 об/мин линейная скорость на периферии ротора 270 м/с. Пусковые характеристики двигателя приведены в гл. 6, рис. 6-6—6-9.
Наряду с массивным ферромагнитным ротором в настоящее время применяют пакет ротора из сплава меди и стали, который имеет достаточную магнитную проводимость для рабочего поля и удовлетворительную электрическую проводимость для тока ротора, причем указанный сплав должен иметь достаточную механическую прочность по пределу текучести.
Рис. 3-5. Двигатель с сателлитным расположением шарикоподшипников, частота вращения 200-103 об/мин.
Применение высокочастотных машин экономически весьма выгодно, поскольку их основные размеры обратно пропорциональны частоте вращения поля. При этом частота вращения ротора может быть значительно меньше частоты вращения поля n1, например в двигателях индукторного типа. Пакет ротора должен быть прежде всего рассчитан по механическим условиям, исходя из запаса прочности по пределу текучести материала. В первые годы создания сверхвысокоскоростных машин предпочитали выбирать массивный стальной ротор. В последующем выяснилась возможность применения ротора с короткозамкнутой обмоткой в шихтованном пакете. С повышением содержания кремния увеличивается предел текучести листовой электротехнической стали, поэтому для пакета ротора следует выбирать сталь марок Э31, Э41. Толщина листа для пакета ротора по причинам механической прочности не должна быть слишком малой; ее принимают равной 0,5 или 0,35 мм.
Материал для обмотки ротора следует выбирать со сравнительно большим пределом текучести и. малым удельным электрическим сопротивлением, например магниевую или кадмиевую бронзу. Однако более доступными материалами являются латунь, медь, сплавы алюминия. На современных электромашиностроительных заводах изготовление роторов с алюминиевой обмоткой хорошо освоено даже при сравнительно малых пазах и осуществляется на высокопроизводительной машине, что особенно важно при серийном производстве. Изготовление ротора с медными и латунными стержнями связано с ручным трудом и является трудоемким процессом. Такие роторы в процессе работы склонны к разбалансировке вследствие того, что стержни перемещаются в пазах ротора.
В сверхвысокоскоростных асинхронных двигателях при большой частоте тока сравнительно велики индуктивные сопротивления рассеяния обмоток, поэтому с целью улучшения пусковых характеристик приходится выбирать материал обмотки ротора с большим удельным электрическим сопротивлением. В этом случае алюминий является более приемлемым, чем медь, поскольку он имеет большое удельное электрическое сопротивление. Механическая прочность обмотки ротора является очень важным показателем двигателя с высокой частотой вращения и тяжелым пуском. Если принять при расчете допустимое напряжение на растяжение для меди 3 000 Н/см2, а для алюминия — 1000 Н/см2, то напряжение от центробежных сил в алюминиевой клетке получается на 30% ниже, чем в медной.
Поскольку электрошпиндели предназначены для шлифования поверхностей с высоким классом чистоты (8—12 классы), они должны иметь достаточную жесткость. Желательно иметь первую критическую скорость выше номинальной, что при весьма больших скоростях возможно только при сравнительно коротком роторе и достаточно большом его диаметре. В сверхвысокоскоростном двигателе целесообразно определять диаметр ротора, исходя из допустимого коэффициента запаса прочности материала ротора по пределу текучести. Растягивающее напряжение σt в материале ротора, возникающее от действия центробежных сил, обусловленных собственной массой, не должно быть больше предела текучести σs материала. В противном случае произойдет «разбухание» пакета ротора.
Работоспособность сверхвысокоскоростного двигателя зависит от того, насколько правильно спроектирована его электрическая часть, какова прочность ротора, насколько эффективна система охлаждения двигателя и правильно ли выбраны опоры. Срок службы шариковых опор при больших окружных скоростях шарикоподшипников даже при смазке масляным туманом сравнительно невелик. Больший ресурс времени работы оказывается у сверхвысокоскоростных машин на газовых опорах. Подшипники с газовой смазкой в СССР теоретически разработаны и внедряются при участии проф. С. А. Шейнберга и его учеников. Конструкции таких опор им описаны в [Л. 87]. В проблемной лаборатории МЭИ был спроектирован двигатель на длинных газовых подшипниках мощностью до 4 кВт с частотой вращения 48· 103об/мин. Он предназначен для турбокомпрессора. Такая конструкция позволяет обработать подшипники за один установ. Ротор с бортиком диаметром 20 мм вставляется справа и закрепляется подпятником. Наличие бортика позволяет фиксировать ротор с помощью подпятника в аксиальном направлении. При сборке и разборке двигателя не требуется снятия подшипников. Так как двигатель предназначен для турбокомпрессора, то на роторе имеются газовые турбины (газовые колеса). При данной конструкции они могут быть размещены или на обоих концах вала ротора, или с одной стороны. При расположении газовой турбины с одной стороны ее целесообразно разместить с той же стороны, где имеется бортик, так как в этом случае при сборке и разборке не потребуется снятия газовой турбины и не будет нарушена выполненная балансировка ротора вместе с газовой турбиной. Для охлаждения двигателя можно использовать газ, но более эффективно охлаждение водой. Поэтому в корпусе двигателя имеется канал для воды, создающий водяную рубашку. Двигатель спроектирован с трехфазной первичной обмоткой на напряжение 380 В с частотой 800 Гц. Вторичная роторная обмотка — короткозамкнутая. Данные таких двигателей при величине воздушного зазора 0,2 мм и закрытых пазах на роторе приведены в табл. 3-2 и 3-3.
Таблица 3-2
При работе двигателя на вентиляторную нагрузку его пусковой момент оказывается вполне достаточным, а перегрузочная способность по моменту около двукратной.
Табл и ц а 3-3
Материал подшипников — графит, пропитанный баббитом. Подпятник изготовлен из графита без пропитки. По окружности подшипника имеются два ряда отверстий диаметром 0,3—0,4 мм. Зазор между валом ротора и подшипником 10—30 мкм. Перед пуском двигателя сухой очищенный воздух подается в подшипники и проходит через отверстия в зазор между валом и подшипником, в результате чего создается несущая воздушная подушка. В момент пуска такие подшипники работают как аэростатические, затем по мере увеличения скорости и возникновения «воздушного клина» они начинают работать как аэродинамические. Однако при весьма больших частотах вращения длинные газовые опоры не годятся, так как в этом случае возникает полускоростной вихрь, шип (цапф) ротора задевает подшипник и разрушает его поверхность, двигатель выходит из строя. Поэтому при создании электромашин с частотой вращения (200—300)-103 об/мин и более следует применять короткие газовые опоры.
Рис. 3-6. Электрошпиндель на коротких воздушных опорах, частота вращения 300-103 об/мин, продольный разрез.
Исследования таких коротких подшипников были проведены в СССР Λ. Ш. Кабулашвили и С. А. Шейнбергом [Л. 87]. При отношении длины подшипника к диаметру шипа в коротких опорах удается избежать полускоростного вихря и обеспечить работоспособность двигателя при указанных частотах вращения ротора. Спроектированный в Проблемной лаборатории электромеханики МЭИ микроэлектродвигатель с частотой вращения 300·103 об/мин, на частоту f1=5 кГц, с первичной обмоткой на напряжение U1=127 В представлен на рис. 3-6, 3-7. Этот двигатель выполнен на коротких газовых опорах. Его назначение — чистовое шлифование отверстий колец диаметром около одного миллиметра. Конструкция двигателя позволяет осуществлять обработку и доводку коротких газовых подшипников за один установ. При сборке и разборке подшипники остаются в неприкосновенности. Фиксация ротора в аксиальном направлении осуществляется торцевым подпятником так же, как и в предыдущей конструкции двигателя. На валу 3 ферромагнитного ротора (рис. 3-7) профрезерованы пазы-шлицы, в которых помещены стержни 2 короткозамкнутой обмотки, закрытые цилиндрическим немагнитным бандажом 1. Преимущество данного микроэлектрошпинделя перед пневмошпинделем заключается в том, что он обеспечивает сравнительно жесткую механическую характеристику. В пневмошпинделе очень мягкая механическая характеристика, которая неприемлема по условиям чистового шлифования. Исправить ее, сделать более жесткой не представляется возможным из-за трудности создания газовой установки с обратными связями по скорости.
Рис. 3-8. Асинхронный двигатель индукторного типа без обмоток на роторе, частота 1 000 Гц, мощность 100 Вт. а — статор; б — ротор.
Для экспериментальных исследований на кафедре электрических машин МЭИ были спроектированы асинхронные двигатели индукторного типа (АИД), построенyые на московских заводах и в Проблемной лаборатории электромеханики МЭИ, где они и были исследованы. Показанный на рис. 3-8 АИД предназначался для замены высокочастотного обычного двигателя с механическим редуктором. Отдельные данные экспериментальных образцов АИД приведены в табл. 3-4.
Впервые электродвигатели с магнитной редукцией скорости вращения ротора нашли применение в часовых механизмах и электроприборах в виде однофазного индукторного синхронного двигателя Уорена. В настоящее время во многих областях техники широко применяют синхронные двигатели с магнитной редукцией скорости.
Таблица 3-4
Теоретические и экспериментальные исследования этих двигателей широко проводятся в СССР и в других странах [Л. 55, 57, 63, 64, 69].
Индукторные синхронные двигатели выполняют с открытыми пазами на роторе и статоре, причем на статоре, кроме малых зубчиков (гребенки) на внутренней поверхности расточки статора, имеются большие полузакрытые пазы для размещения проводников первичной обмотки (рис. 3-9). Из общей классической теории электрических машин известно, что в машине переменного тока с открытыми пазами на статоре возникает наибольший электромагнитный момент от основных зубцовых гармоник магнитных полей (Л. 23, 69, 73—77] при условии, когда z1=z2±p1. В индукторном двигателе указанные зубцовые поля являются рабочими полями. При заданных синхронной частоте вращения (п2с) ротора и частоте электросети определяется число зубцов ротора: z1=60f1/п2с, где п2с=пγ. После этого находят число зубцов гребенки z1 статора по вышеприведенному уравнению. Что касается числа больших статорных пазов z0 для размещения обмотки, то они выбираются исходя из числа полюсов (2p1) первичной обмотки. Индукторные синхронные двигатели изготовляются в СССР и за рубежом в основном двух видов: однофазный конденсаторный (рис. 3-2,в; рис. 3-9) и однофазный с короткозамкнутым витком на статоре (рис. 3-2,г). В том и другом виде двигателей массивный ротор — зубчатый. При асинхронном пуске магнитное поле индуктирует в массиве зубчатого ротора токи, в результате чего возникает электромагнитный вращающий момент и ротор достигает той скорости, при которой он втягивается в синхронизм. Характеристики этих двигателей улучшены путем возбуждения постоянным кольцевым магнитом, помещенным на роторе.
Рис. 3-9. Синхронный индукторный двигатель с двумя зубчатыми поверхностями.
а — лист стали статора; б — продольный разрез ротора; в — взаимное расположение зубцов пакетов ротора; 1 — зубцы; 2 — постоянный магнит; 3 — вал; При двусторонней зубчатости поверхностей в индукторном двигателе можно выбрать весьма малое зубцовое деление гребенки (рис. 3-9), выполнить сравнительно большое число зубцов ротора. В результате магнитной редукции скорости удается получить весьма низкие частоты вращения ротора. Например, для получения 60 об/мин ротора при частоте сети 50 Гц необходимо выполнить ротор с числом зубцов 50, а число зубцов гребенки статора при четырехполюсной первичной обмотке можно выбрать 48 или 52.
Когда z2>z1, ротор вращается в направлении основного поля, когда z2<z1, в противоположную сторону относительно основного поля; в последнем случае возникают большие потери мощности в стали ротора от основного поля. Основные размеры: внутренний диаметр и длина пакета определяются исходя из электромагнитных нагрузок, мощности, так же как в обычных двигателях, но с учетом специфики конструкции и условий работы данной машины. При этом чем выше частота питающей сети, тем меньше основные размеры двигателя, которые в индукторном двигателе не зависят от скорости ротора, а определяются скоростью основного поля, которое индуцирует э. д. с. в обмотке двигателя.
Изготовление микродвигателей с двусторонней зубчатостью должно быть весьма точным, так как ширина зубца гребенки около одного миллиметра (рис. 3-9). Малейшая неточность в изготовлении и сборке индукторной машины сведет на нет пульсации магнитного поля от зубцов, и машина станет неработоспособной. Для текстильных фабрик требуется огромное количество сверхвысокоскоростных веретен — вьюрков с частотой вращения свыше полумиллиона оборотов в минуту. В существующих в данное время конструкциях такая частота вращения достигается в результате механической редукции порядка десяти. Назначение вьюрка — обеспечение ложной крутки нити. Крепление — подвеска вьюрка осуществляется с помощью постоянного магнита, при этом он вращается в результате механического соприкосновения его шеек с двумя дисками.
Система с механической редукцией скорости имеет целый ряд недостатков: ненадежность, большой износ шеек шпинделя в результате сухого трения о диски, наличие громоздких постоянных магнитов для магнитной подвески — вьюрка, большие потери мощности на трение. Эти недостатки в значительной мере могут быть устранены в случае внедрения малогабаритного сверхвысокоскоростного электродвигателя. В направлении создания таких электродвигателей для текстильных машин ведутся работы в ряде организаций. Например, в Московском текстильном институте создан миниатюрный электровьюрковый двигатель на газовых подшипниках с частотой вращения до (200—300)·103 об/мин, потребляющий мощность около 5—10 Вт. Выше были рассмотрены двигатели с цилиндрическим ротором. Наряду с ними в настоящее время применяют и торцевые электромашины. Торцевой сверхвысокоскоростной электродвигатель с дисковым безвальным ротором 2 на газовом подпятнике 4 показан на рис. 3-10. Он предназначен для крутильной головки текстильной машины. В верхней части безвального ротора имеется чашка 5 для материала нити. Магнитная стабилизация вращающегося ротора в радиальном направлении осуществляется основным магнитным полем машины с помощью дисковых выступов и кольцевых канавок, сделанных на активных поверхностях статора 1 и ротора 2. Такая магнитная стабилизация ротора имеет целый ряд недостатков и в первую очередь то, что кольцевые канавки на поверхности пакета статора уменьшают магнитную проводимость в зазоре и полезную поверхность пакета для рабочего магнитного потока машины.
Рис. 3-10. Торцевой асинхронный двигатель с дисковым ротором.
При отключении обмотки 3 статора от электросети ротор оказывается в состоянии неустойчивого равновесия, так как в этом случае исчезают магнитные силы, которые удерживали его в радиальном направлении. Ротор приобретает хаотическое движение и может произойти поломка двигателя. В конструкции такого двигателя следует предусмотреть наряду с направляющими опорами 6, 7 постоянный кольцевой магнит или питание постоянным током статорной обмотки через выпрямитель от сети переменного тока, чтобы осуществить стабилизацию вращающегося ротора при выбеге, когда нет переменных токов в его обмотках. Более надежна магнитная стабилизация вращающегося ротора в радиальном направлении с помощью отдельной дисковой стабилизирующей обмотки, обтекаемой постоянным током, которая рассмотрена в § 5-4. В электрической машине с безвальным ротором неоспоримо преимущество применения магнитного подвеса ротора, позволяющего повышать частоту вращения роторов, совмещать рабочие органы с телом ротора, осуществлять герметизацию статора от рабочей области ротора. Вместе с тем в ряде случаев эффективно использование магнитной стабилизации ротора совместно с другими видами опор, например с газовыми (см. гл. 6).
Назад
Вперёд
Вибратор высокочастотный без встроенного преобразователя Husqvarna (Atlas Copco) AX48, вал 5 м 9678581-01
Описание
Характеристики
Документация
Отзывы (0)
Описание
Особенности:
Высокочастотный электрический вибратор без встроенного преобразователя Husqvarna AX 48 — это легкое, удобное и мощное оборудование с высокой производительностью и встроенным в булаву двигателем, которое прекрасно подходит для работы с бетоном высокой и средней подвижности
Для подключения вибратора Husqvarna AX 48 необходим преобразователь частоты
Спиральный медный ротор обеспечивает плавный запуск электродвигателя, что гарантирует высокую надежность вибратора при работе
Длинный сетевой кабель (10м) позволяет выполнять работу на удалении от места подключения, а 5ми метровый шланг может быть заменен на более длинный, до 12м
В булаву вмонтирован трехфазный электродвигатель оснащенный термовыключателем, два съемных эксцентриковых элемента, роликовый и игольчатый подшипники.
Корпус булавы изготовлен из стали, закаленной индукционными токами высокой частоты, имеет скругленные края, позволяющие легко скользить через препятствия и арматуру. Для защиты опалубки и арматуры вибратор Husqvarna AX 48 может комплектоваться резиновыми наконечниками
Использование смазанных игольчатых подшипников позволяет работать вибратору в горизонтальном положении
Влагозащищенность булавы IP67. Двойной слой волокна гибкого вала дает дополнительный срок его эксплуатации. Предварительная закаленная сталь подвергается вторичному упрочнению
Особенности:
Высокочастотный электрический вибратор без встроенного преобразователя Husqvarna AX 48 — это легкое, удобное и мощное оборудование с высокой производительностью и встроенным в булаву двигателем, которое прекрасно подходит для работы с бетоном высокой и средней подвижности
Для подключения вибратора Husqvarna AX 48 необходим преобразователь частоты
Спиральный медный ротор обеспечивает плавный запуск электродвигателя, что гарантирует высокую надежность вибратора при работе
Длинный сетевой кабель (10м) позволяет выполнять работу на удалении от места подключения, а 5ми метровый шланг может быть заменен на более длинный, до 12м
В булаву вмонтирован трехфазный электродвигатель оснащенный термовыключателем, два съемных эксцентриковых элемента, роликовый и игольчатый подшипники.
Корпус булавы изготовлен из стали, закаленной индукционными токами высокой частоты, имеет скругленные края
Характеристики
Характеристики
Амплитуда, мм
1,12
Влагозащищенность булавы
IP67
Возможность работы вибратора в горизонтальном положении
+
Время погружения для легкой вибрации в бетон, сек
10-20
Время погружения для обычной вибрации в бетон, сек
10-20
Время погружения для очень легкой вибрации в бетон, сек
5-10
Время погружения для сильной вибрации в бетон, сек
10-40
Гарантированная звуковая мощность, Lw дБ (А)
91
Двойной слой волокна гибкого вала для большого срока эксплуатаци
+
Диаметр булавы, мм
∅ 48
Диаметр воздействия вибрации на бетон, мм
∅ 570
Длина булавы, мм
↕ 350
Длина гибкого вала, м
5
Длина электрического кабеля, м
10
Допустимое время работы оператора в день, час
4,7
Защита оператора от электрического удара
+
Защита от перегрузок
+
Защита против ударов и вибраций
+
Звуковое давление на уши оператора, Lp дБ(А)
80
Масса булавы, кг
4,2
Мощность, Вт
560
Назначение
Удаление пустот из бетона, распределение бетона по форме, увеличение плотности, улучшение сцепления бетона с арматурой, вывод влаги наверх
Напряжение, В
42
Особенности
Для работы необходимо дополнительно приобрести преобразователь частоты (см. дополнительные изделия).
Применение для балок
+
Применение для ЖБИ конструкций
+
Применение для ЖБИ плит
+
Применение для колонн
+
Применение для полов
+
Применение для стен
+
Применение для фундаментов
+
Рабочая масса, кг
15,1
Сила тока, А
10
Смазка булавы
не требуется
Термозащита булавы
+
Тип привода
Электрический
Уровень вибрации , м/с2
4,27
Фаза
3
Центробежная сила, кН
2,7
Частота вибрации при полном погружении в бетон, виб/мин
12000
Частота, Гц
200
Шаг погружения вибратора в бетон, мм
↔ 380
Фильтры
Диаметр булавы, мм
∅ 48
Длина булавы, мм
↕ 350
Уровень вибрации , м/с2
4,27
Габариты и вес
Вес брутто, кг
20
Высота в упаковке, мм
1000
Длина в упаковке, мм
500
Ширина в упаковке, мм
700
Документация
Отзывы (0)
Нет отзывов о данном товаре.
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Применение в высокочастотных двигателях требует дополнительной фильтрации
Применение в высокочастотных двигателях приводит к более высоким гармоническим искажениям во всей системе привода двигателя. Чтобы учесть это, можно либо уменьшить гармоники за счет снижения номинальных характеристик частотно-регулируемого привода, увеличив стоимость и размер привода, либо снизить номинальные характеристики двигателя с постоянными магнитами, чтобы он мог поглощать повышенные гармоники, сохраняя при этом желаемую мощность. В любом случае капитальные затраты системы существенно увеличатся, как показано на рис. 1 ниже.
Обычные синусоидальные фильтры могут принимать 15% THID от ЧРП и фильтровать его до 5% THID. Проблема с добавлением современного синусоидального фильтра заключается в том, что стоимость фильтра часто превышает стоимость снижения мощности двигателя с постоянными магнитами.
Синусоидальные фильтры CTM отличаются. Фильтры CTM FlexSine ® и HighSine ™ способны снизить гармоники привода с 35 % THID до 5 % THID . Отношение 35% к 5% ЧРП/SWF/двигатель снизит CAPEX (инвестиции) и OPEX. Кроме того, это уменьшит общий размер и вес системы без внесения дополнительных синфазных помех (рис. 2 ниже). Оптимизируйте систему электропривода уже сегодня, добавив CTM FlexSine ® или фильтр HighSine™.
Загрузить информационный документ
Высокочастотные двигатели приводят к более высоким гармоническим искажениям для всей системы привода. Чтобы учесть это, можно либо уменьшить гармоники за счет снижения номинальных характеристик частотно-регулируемого привода, увеличив стоимость и размер привода, либо снизить номинальные характеристики двигателя с постоянными магнитами, чтобы он мог поглощать повышенные гармоники, сохраняя при этом желаемую мощность. В любом случае капитальные затраты системы существенно увеличатся, как показано на рис. 1 ниже.
Обычные синусоидальные фильтры могут принимать 15% THID от ЧРП и фильтровать его до 5% THID. Проблема с добавлением современного синусоидального фильтра заключается в том, что стоимость фильтра часто превышает стоимость снижения мощности двигателя с постоянными магнитами.
Синусоидальные фильтры CTM отличаются. Фильтры CTM FlexSine ® и HighSine ™ способны снизить гармоники привода с 35 % THID до 5 % THID . Отношение 35% к 5% ЧРП/SWF/двигатель снизит CAPEX (инвестиции) и OPEX. Кроме того, это уменьшит общий размер и вес системы без внесения дополнительных синфазных помех (рис. 2 ниже). Оптимизируйте систему электропривода уже сегодня, добавив CTM FlexSine ® или фильтр HighSine™.
Загрузить информационный документ
Применение высокочастотных двигателей требует дополнительной фильтрации
Применение высокочастотных двигателей приводит к более высоким гармоническим искажениям для всей системы привода. Чтобы учесть это, можно либо уменьшить гармоники за счет снижения номинальных характеристик частотно-регулируемого привода, увеличив стоимость и размер привода, либо снизить номинальные характеристики двигателя с постоянными магнитами, чтобы он мог поглощать повышенные гармоники, сохраняя при этом желаемую мощность. В любом случае капитальные затраты системы существенно увеличатся, как показано на рис. 1 ниже.
Обычные синусоидальные фильтры могут принимать 15% THID от ЧРП и фильтровать его до 5% THID. Проблема с добавлением современного синусоидального фильтра заключается в том, что стоимость фильтра часто превышает стоимость снижения мощности двигателя с постоянными магнитами.
Синусоидальные фильтры CTM отличаются. Фильтры CTM FlexSine ® и HighSine ™ способны снизить гармоники привода с 35 % THID до 5 % THID . Отношение 35% к 5% ЧРП/SWF/двигатель снизит CAPEX (инвестиции) и OPEX. Кроме того, это уменьшит общий размер и вес системы без внесения дополнительных синфазных помех (рис. 2 ниже). Оптимизируйте систему электропривода уже сегодня, добавив CTM FlexSine ® или фильтр HighSine™.
Загрузить информационный документ
Дополнительные ресурсы
23 февраля 2021 г.
Снижение капитальных вложений (CAPEX) в систему электропривода. Избегайте дорогостоящих снижений производительности без ущерба для производительности. Сегодня существует лучшее решение. Фильтры CTM HighSine™ и FlexSine® Терминология: VFD (THD OUT): общее гармоническое искажение…
21 февраля 2021 г.
Пассивные фильтры гармоник GridHawk Пассивные фильтры гармоник серии GridHawk® от CTM обладают рядом ключевых преимуществ по сравнению со стандартными фильтрами гармоник. К этим преимуществам относятся: Устойчивость к высоким напряжениям сети. Фильтры GridHawk® уникальны тем, что они…
20 февраля 2021 г.
Преимущества пленочных конденсаторов CTM Magnetics использует высоконадежные полипленочные конденсаторы. По сравнению с электролитическими конденсаторами, используемыми в фильтрах наших конкурентов, преимущества пленочных конденсаторов CTM включают более высокие номинальные температуры, более высокие номинальные значения импульсного напряжения,…
19 февраля 2021 г.
Герметичные контакторы защищают наружные фильтры гармоник Многие фильтры гармоник используют наружные шкафы NEMA 3R в условиях дуновения пыли или высокой влажности. Фильтр гармоник, ожидающий установки в полевых условиях в течение 30 дней, может собрать достаточно пыли на контакторе, чтобы…
18 февраля 2021 г.
Защита от синфазных помех Обычные синусоидальные фильтры вносят значительное количество синфазных помех. Синфазный (подшипниковый) ток может иметь катастрофические последствия для асинхронных двигателей, приводя к электрическим рифлениям и преждевременному выходу подшипника из строя. Как…
17 февраля 2021 г.
Проблема с длиной кабеля Длинные кабели увеличивают гармонические искажения для всей системы привода двигателя (рис. 1). CTM обнаружил влияние длины кабеля на гармонические искажения с помощью полевых данных, предоставленных заказчиком. Из-за создаваемого дополнительного шума…
для высокой эффективности, высокой частоты и высокой надежности
Преобразователи частоты (ЧРП) или Приводы переменного тока регулируют силу вращения и скорость электродвигателей путем изменения частоты входной мощности двигателя. .
Применяя передовые технологии в электроприводах и инверторах, Calnetix Technologies может в полной мере использовать преимущества новейших технологий в мотор-генераторах с постоянными магнитами (ПМ). Приводы Calnetix с регулируемой скоростью низкого и среднего напряжения (VSD) обеспечивают энергоэффективность и надежность для обеспечения прибыльных операций в широком диапазоне промышленных приложений.
Преобразователь частоты или привод переменного тока Calnetix имеет простую двухуровневую архитектуру с малым количеством деталей и высокой надежностью по сравнению с многоуровневыми инверторными топологиями. Гармоники тока сведены к минимуму за счет работы инвертора на более высокой частоте ШИМ-переключения. В инверторах Calnetix используются переключающие устройства IGBT (биполярный транзистор с изолированным затвором) и SiC (карбид кремния). SiC — это новая технология, которая позволяет значительно повысить частоту переключения при низких операционных потерях. минор-латынь;цвет:красный»>
ПРЕИМУЩЕСТВА
Calnetix предлагает проектирование и производство силовой электроники и систем управления. Двунаправленные приводы Vericycle™ или приводы с регулируемой скоростью — идеальный выбор для любого типа высокоскоростного вращающегося оборудования. Calnetix предлагает как готовые, так и изготовленные на заказ высокочастотные приводы с регулируемой скоростью и стремится работать в сотрудничестве с нашими клиентами для предоставления продукции высочайшего качества. Некоторые из ключевых преимуществ частотно-регулируемых приводов Calnetix Vericycle™ включают:
Системный уровень дизайна
Низкий импеданс
Без сенсоров силовые транзисторы и двигатели с постоянными магнитами увеличили мощность, уменьшили размер и стоимость и сделали возможными новые приложения. Электроприводы и инверторы Calnetix, от приложений с электродвигателями до приложений управления положением, адаптируются к потребностям процесса и помогают повысить общую эффективность системы. В настоящее время Calnetix предлагает следующие приводы с регулируемой скоростью и инверторные решения.
Сверло по металлу, 3,2 мм, HSS, нитридтитановое покрытие, шестигранный хвостовик. MATRIX
ME-717322
Сверло по металлу изготовлено из инструментальной легированной стали. Поверхность сделана из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 3,2
Длина, мм.: 85
Цена: 46,25 руб / шт
Сверло по металлу, 3 мм, HSS, нитридтитановое покрытие, шестигранный хвостовик. MATRIX
ME-717302
Сверло по металлу изготовлено из инструментальной легированной стали. Поверхность сделана из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм. : 3
Длина, мм.: 82
Цена: 54 руб / шт
Сверло по металлу, 2,5 мм, HSS, нитридтитановое покрытие, шестигранный хвостовик. MATRIX
ME-717252
Сверло по металлу изготовлено из инструментальной легированной стали. Поверхность сделана из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 2,5
Длина, мм.: 78
Цена: 45 руб / шт
Сверло по металлу, 2 мм, HSS, нитридтитановое покрытие, шестигранный хвостовик. MATRIX
ME-717202
Сверло по металлу изготовлено из инструментальной легированной стали. Поверхность сделана из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 2
Длина, мм.: 70
Цена: 39 руб / шт
Сверло по металлу, 10 мм, HSS, нитридтитановое покрытие, шестигранный хвостовик. MATRIX
ME-717952
Сверло по металлу изготовлено из инструментальной легированной стали. Поверхность сделана из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 10
Длина, мм.: 133
Цена: 154 руб / шт
Сверло по металлу, 10 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717950
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 10
Длина, мм.: 133
Цена: 167 руб / шт
Сверло по металлу, 9 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717900
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 9
Длина, мм.: 123
Цена: 124 руб / шт
Сверло по металлу, 8 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717800
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 8
Длина, мм.: 115
Цена: 108 руб / шт
Сверло по металлу, 7,5 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717750
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 7,5
Длина, мм.: 109
Цена: 90 руб / шт
Сверло по металлу, 7 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717700
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 7
Длина, мм.: 108
Цена: 77,50 руб / шт
Сверло по металлу, 6,5 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717650
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 6,5
Длина, мм.: 101
Цена: 76,25 руб / шт
Сверло по металлу, 6 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717600
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 6
Длина, мм.: 92
Цена: 67,50 руб / шт
Сверло по металлу, 5,5 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717550
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 5,5
Длина, мм.: 92
Цена: 63,75 руб / шт
Сверло по металлу, 5 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717500
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 5
Длина, мм.: 86
Цена: 52,50 руб / шт
Сверло по металлу, 4,8 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717480
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 4,8
Длина, мм.: 86
Цена: 52,50 руб / шт
Сверло по металлу, 4,5 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717450
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 4,5
Длина, мм.: 80
Цена: 48,75 руб / шт
Сверло по металлу, 4 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717400
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 4
Длина, мм.: 75
Цена: 51 руб / шт
Сверло по металлу, 3,5 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717350
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 3,5
Длина, мм.: 70
Цена: 46,50 руб / шт
Сверло по металлу, 3,2 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717320
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 3,2
Длина, мм.: 65
Цена: 45 руб / шт
Сверло по металлу, 3 мм, HSS, нитридтитановое покрытие, цилиндрический хвостовик. MATRIX
ME-717300
Изготовлено из инструментальной легированной стали. Поверхность сверла из титаносодержащего сплава, что значительно повышает эксплуатационные Характеристики: сверл по металлу.
Бренд: MATRIX
Тип изделия: Дрели и оснастка
Материал обработки: Металл
Диаметр, мм.: 3
Длина, мм.: 61
Цена: 43,50 руб / шт
Сверло 16,5 к/х Р6М5 2301-0056 — РИНКОМ
Сверло 16,5 к/х Р6М5 2301-0056 — РИНКОМ
Скрыть уведомление
Внимание! Мы не работаем в праздничные дни с 31 декабря 2022 по 8 января 2023. Все заявки будут обработаны 9 января.
Главная
Инструменты
Сверла по металлу
Сверло коническое
Код товара: 66035
Поделиться
Описание инструмента
Размеры
Как купить?
Доставка и оплата
Статьи по теме
Свёрла с коническим хвостовиком применяются для создания отверстий в различных деталях при помощи стационарных станков. ГОСТ предусматривает выпуск свёрл к/х от 5 до 80 мм, однако широкое применение находят свёрла диаметром от 12 до 24 мм. Для крепления свёрл к/х применяются втулки различной конусностью. В нашей компании Вы можете приобрести любой диаметр сверла с коническим хвостовиком или заказать его изготовление.
Нашли ошибку? Сообщите нам!
Размер
Код товара
Цена
Количество
3.5
106127
660 ₽
— +
91 в наличии
В корзину
4
106128
660 ₽
— +
93 в наличии
В корзину
4. 2
106129
660 ₽
— +
93 в наличии
В корзину
4.5
106130
660 ₽
— +
88 в наличии
В корзину
5
67916
351 ₽
— +
79 в наличии
В корзину
5.1
82381
479 ₽
— +
128 в наличии
В корзину
5.2
67918
479 ₽
— +
44 в наличии
В корзину
5. 3
82382
479 ₽
— +
128 в наличии
В корзину
5.5
67917
479 ₽
— +
39 в наличии
В корзину
5.6
65970
297 ₽
— +
65 в наличии
В корзину
5.7
65971
479 ₽
— +
86 в наличии
В корзину
5.8
65972
479 ₽
— +
36 в наличии
В корзину
6
67919
252 ₽
— +
145 в наличии
В корзину
6. 1
82385
206 ₽
— +
73 в наличии
В корзину
6.2
65973
161 ₽
— +
2455 в наличии
В корзину
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Коническая резьба
Как выбрать сверло
Сверление рельс
Конус Морзе
Способы заточки ступенчатых сверл
Рейтинг сверл по металлу
Как правильно подобрать сверло под метчик?
Как заточить сверло по металлу
Похожие товары
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
Таблица размеров сверл
Идет загрузка… Пожалуйста, подождите…
Таблица размеров сверл
Наш информационный бюллетень
В этой таблице показаны десятичные дюймовые эквиваленты для дробных дюймов, размера проволоки, размера буквы и метрических сверл диаметром до двух дюймов.
Размер
Десятичный эквивалент
Размер
Десятичный эквивалент
Десятичный эквивалент
Размер
0016
Размер
Десятичный эквивалент
97
0,0059
2,60 мм
0,1024
М
0,295
63/64″
0,9844
96
0,0063
37
0,104
7,50 мм
0,2953
1″
1
95
0,0067
2,70 мм
0,1063
19/64″
0,2969
25,50 мм
1. 0039
94
0,0071
36
0,1065
7,60 мм
0,2992
1-1/64″
1.0156
93
0,0075
2,75 мм
0,1083
Н
0,302
26,00 мм
1.0236
92
0,0079
7/64 дюйма
0,1094
7,70 мм
0,3031
1-1/32″
1.0312
91
0,0083
35
0,11
7,75 мм
0,3051
26,50 мм
1.0433
90
0,0087
2,80 мм
0,1102
7,80 мм
0,3071
1-3/64″
1. 0469
89
0,0091
34
0,111
7,90 мм
0,311
1-1/16″
1.0625
88
0,0095
33
0,113
5/16″
0,3125
27,00 мм
1,063
0,25 мм
0,0098
2,90 мм
0,1142
8,00 мм
0,315
1-5/64″
1.0781
87
0,01
32
0,116
О
0,316
27,50 мм
1.0827
86
0,0105
3,00 мм
0,1181
8,10 мм
0,3189
1-3/32″
1. 0938
85
0,011
31
0,12
8,20 мм
0,3228
28,00 мм
1.1024
84
0,0115
3,10 мм
0,122
Р
0,323
1-7/64″
1.1094
0,30 мм
0,0118
1/8″
0,125
8,25 мм
0,3248
28,50 мм
1,122
83
0,012
3,20 мм
0,126
8,30 мм
0,3268
1-1/8″
1,125
82
0,0125
3,25 мм
0,128
21/64″
0,3281
1-9/64″
1. 1406
0,32 мм
0,0126
30
0,1285
8,40 мм
0,3307
29,00 мм
1.1417
81
0,013
3,30 мм
0,1299
Вопрос
0,332
1-5/32″
1.1562
80
0,0135
3,40 мм
0,1339
8,50 мм
0,3346
29,50 мм
1.1614
0,35 мм
0,0138
29
0,136
8,60 мм
0,3386
1-11/64″
1.1719
0,36 мм
0,0142
3,50 мм
0,1378
Р
0,339
30,00 мм
1. 1811
79
0,0145
28
0,1405
8,70 мм
0,3425
1-3/16″
1.1875
0,38 мм
0,015
9/64″
0,1406
11/32″
0,3438
30,50 мм
1.2008
1/64 дюйма
0,0156
3,60 мм
0,1417
8,75 мм
0,3445
1-13/64″
1.2031
0,40 мм
0,0157
27
0,144
8,80 мм
0,3465
1-7/32″
1.2188
78
0,016
3,70 мм
0,1457
С
0,348
31,00 мм
1. 2205
0,42 мм
0,0165
26
0,147
8,90 мм
0,3504
1-15/64″
1.2344
0,44 мм
0,0173
3,75 мм
0,1476
9,00 мм
0,3543
31,50 мм
1.2402
0,45 мм
0,0177
25
0,1495
Т
0,358
1-1/4″
1,25
77
0,018
3,80 мм
0,1496
9,10 мм
0,3583
32,00 мм
1,2598
0,46 мм
0,0181
24
0,152
23/64″
0,3594
1-17/64″
1,2656
0,48 мм
0,0189
3,90 мм
0,1535
9,20 мм
0,3622
32,50 мм
1. 2795
0,50 мм
0,0197
23
0,154
9,25 мм
0,3642
1-9/32″
1.2812
76
0,02
5/32 дюйма
0,1562
9,30 мм
0,3661
1-19/64″
1,2969
75
0,021
22
0,157
У
0,368
33,00 мм
1.2992
0,55 мм
0,0217
4,00 мм
0,1575
9,40 мм
0,3701
1-5/16″
1.3125
74
0,0225
21
0,159
9,50 мм
0,374
33,50 мм
1. 3189
0,60 мм
0,0236
20
0,161
3/8″
0,375
1-21/64″
1.3281
73
0,024
4,10 мм
0,1614
В
0,377
34,00 мм
1.3386
72
0,025
4,20 мм
0,1654
9,60 мм
0,378
1-11/32″
1.3438
0,65 мм
0,0256
19
0,166
9,70 мм
0,3819
34,50 мм
1.3583
71
0,026
4,25 мм
0,1673
9,75 мм
0,3839
1-23/64″
1. 3594
0,70 мм
0,0276
4,30 мм
0,1693
9,80 мм
0,3858
1-3/8″
1,375
70
0,028
18
0,1695
Вт
0,386
35,00 мм
1,378
69
0,0292
11/64″
0,1719
9,90 мм
0,3898
1-25/64″
1.3906
0,75 мм
0,0295
17
0,173
25/64″
0,3906
35,50 мм
1,3976
68
0,031
4,40 мм
0,1732
10,00 мм
0,3937
1-13/32″
1. 4062
1/32″
0,0312
16
0,177
х
0,397
36,00 мм
1.4173
0,80 мм
0,0315
4,50 мм
0,1772
Д
0,404
1-27/64″
1.4219
67
0,032
15
0,18
13/32″
0,4062
36,50 мм
1.437
66
0,033
4,60 мм
0,1811
З
0,413
1-7/16″
1.4375
0,85 мм
0,0335
14
0,182
10,50 мм
0,4134
1-29/64″
1. 4531
65
0,035
13
0,185
27/64″
0,4219
37,00 мм
1.4567
0,90 мм
0,0354
4,70 мм
0,185
11,00 мм
0,4331
1-15/32″
1,4688
64
0,036
4,75 мм
0,187
7/16″
0,4375
37,50 мм
1.4764
63
0,037
3/16″
0,1875
11,50 мм
0,4528
1-31/64″
1.4844
0,95 мм
0,0374
4,80 мм
0,189
29/64″
0,4531
38,00 мм
1. 4961
62
0,038
12
0,189
15/32″
0,4688
1-1/2″
1,5
61
0,039
11
0,191
12,00 мм
0,4724
1-33/64″
1,5156
1,00 мм
0,0394
4,90 мм
0,1929
31/64″
0,4844
38,50 мм
1,5157
60
0,04
10
0,1935
12,50 мм
0,4921
1-17/32″
1,5312
59
0,041
9
0,196
1/2 дюйма
0,5
39,00 мм
1,5354
1,05 мм
0,0413
5,00 мм
0,1969
13,00 мм
0,5118
1-35/64″
1,5469
58
0,042
8
0,199
33/64″
0,5156
39,50 мм
1,5551
57
0,043
5,10 мм
0,2008
17/32″
0,5312
1-9/16″
1,5625
1,10 мм
0,0433
7
0,201
13,50 мм
0,5315
40,00 мм
1,5748
1,15 мм
0,0453
13/64″
0,2031
35/64″
0,5469
1-37/64″
1,5781
56
0,0465
6
0,204
14,00 мм
0,5512
1-19/32″
1,5938
3/64″
0,0469
5,20 мм
0,2047
9/16″
0,5625
40,50 мм
1,5945
1,20 мм
0,0472
5
0,2055
14,50 мм
0,5709
1-39/64″
1. 6094
1,25 мм
0,0492
5,25 мм
0,2067
37/64″
0,5781
41,00 мм
1,6142
1,30 мм
0,0512
5,30 мм
0,2087
15,00 мм
0,5906
1-5/8″
1,625
55
0,052
4
0,209
19/32″
0,5938
41,50 мм
1,6339
1,35 мм
0,0531
5,40 мм
0,2126
39/64″
0,6094
1-41/64″
1.6406
54
0,055
3
0,213
15,50 мм
0,6102
42,00 мм
1,6535
1,40 мм
0,0551
5,50 мм
0,2165
5/8″
0,625
1-21/32″
1,6562
1,45 мм
0,0571
7/32 дюйма
0,2188
16,00 мм
0,6299
1-43/64″
1,6719
1,50 мм
0,0591
5,60 мм
0,2205
41/64″
0,6406
42,50 мм
1,6732
53
0,0595
2
0,221
16,50 мм
0,6496
1-11/16″
1,6875
1,55 мм
0,061
5,70 мм
0,2244
21/32″
0,6562
43,00 мм
1,6929
1/16″
0,0625
5,75 мм
0,2264
17,00 мм
0,6693
1-45/64″
1. 7031
1,60 мм
0,063
1
0,228
43/64″
0,6719
43,50 мм
1,7126
52
0,0635
5,80 мм
0,2283
11/16″
0,6875
1-23/32″
1,7188
1,65 мм
0,065
5,90 мм
0,2323
17,50 мм
0,689
44,00 мм
1,7323
1,70 мм
0,0669
А
0,234
45/64″
0,7031
1-47/64″
1,7344
51
0,067
15/64″
0,2344
18,00 мм
0,7087
1-3/4″
1,75
1,75 мм
0,0689
6,00 мм
0,2362
23/32″
0,7188
44,50 мм
1,752
50
0,07
Б
0,238
18,50 мм
0,7283
1-49/64″
1,7656
1,80 мм
0,0709
6,10 мм
0,2402
47/64″
0,7344
45,00 мм
1,7717
1,85 мм
0,0728
С
0,242
19,00 мм
0,748
1-25/32″
1,7812
49
0,073
6,20 мм
0,2441
3/4″
0,75
45,50 мм
1,7913
1,90 мм
0,0748
Д
0,246
49/64″
0,7656
1-51/64″
1,7969
48
0,076
6,25 мм
0,2461
19,50 мм
0,7677
46,00 мм
1,811
1,95 мм
0,0768
6,30 мм
0,248
25/32″
0,7812
1-13/16″
1,8125
5/64 дюйма
0,0781
1/4″ E
0,25
20,00 мм
0,7874
1-53/64″
1,8281
47
0,0785
6,40 мм
0,252
51/64″
0,7969
46,50 мм
1. 8307
2,00 мм
0,0787
6,50 мм
0,2559
20,50 мм
0,8071
1-27/32″
1,8438
2,05 мм
0,0807
Ф
0,257
13/16″
0,8125
47,00 мм
1.8504
46
0,081
6,60 мм
0,2598
21,00 мм
0,8268
1-55/64″
1,8594
45
0,082
Г
0,261
53/64″
0,8281
47,50 мм
1.8701
2,10 мм
0,0827
6,70 мм
0,2638
27/32″
0,8438
1-7/8″
1,875
2,15 мм
0,0846
17/64″
0,2656
21,50 мм
0,8465
48,00 мм
1,8898
44
0,086
6,75 мм
0,2657
55/64″
0,8594
1-57/64″
1. 8906
2,20 мм
0,0866
Ч
0,266
22,00 мм
0,8661
1-29/32″
1.9062
2,25 мм
0,0886
6,80 мм
0,2677
7/8″
0,875
48,50 мм
1.9094
43
0,089
6,90 мм
0,2717
22,50 мм
0,8858
1-59/64″
1.9219
2,30 мм
0,0906
я
0,272
57/64″
0,8906
49,00 мм
1.9291
2,35 мм
0,0925
7,00 мм
0,2756
23,00 мм
0,9055
1-15/16″
1,9375
42
0,0935
Дж
0,277
29/32″
0,9062
49,50 мм
1,9488
3/32 дюйма
0,0938
7,10 мм
0,2795
59/64″
0,9219
1-61/64″
1,9531
2,40 мм
0,0945
К
0,281
23,50 мм
0,9252
50,00 мм
1,9685
41
0,096
9/32″
0,2812
15/16″
0,9375
1-31/32″
1,9688
2,45 мм
0,0965
7,20 мм
0,2835
24,00 мм
0,9449
1-63/64″
1,9844
40
0,098
7,25 мм
0,2854
61/64″
0,9531
50,50 мм
1,9882
2,50 мм
0,0984
7,30 мм
0,2874
24,50 мм
0,9646
2 дюйма
2
39
0,0995
л
0,29
31/32 дюйма
0,9688
38
0,1015
7,40 мм
0,2913
25,00 мм
0,9843
CLE-LINE Jobber Length Сверло: Размер сверла №16, длина канавки 2 3/16 дюйма, общая длина 3 3/8 дюйма, 4xD — 22N391|C18069
CLE-LINE
Предмет # 22Н391
производитель Модель #
C18069
UNSPSC #
27112801
Группа каталога №
G5343
№ страницы каталога
Н/Д
Страна происхождения
СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ.
Страна происхождения может быть изменена.
Черно-золотая отделка этих сверл смазывает сверла и обеспечивает некоторую устойчивость к износу и ржавчине. Эти биты имеют спиральные канавки, которые эвакуируют стружку, когда биты сверлят заготовку. У них также есть лыски на хвостовике, которые помогают предотвратить проскальзывание бит в сверлильном патроне при сверлении на высоких скоростях или при больших нагрузках.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
Из чего состоит ЧПУ-фрезер, основные узлы фрезерного станка с ЧПУ
Современный рынок фрезерных станков с ЧПУ предлагает оборудование различных типов, но, при всем широком диапазоне конфигураций, основные узлы всех агрегатов одинаковы. Исключение составляют механизмы поддержки и подвижного ползуна (хобота), которые есть в станках горизонтального типа и отсутствуют в вертикальных фрезерах.
Устройство и основные узлы фрезерного оборудования консольного типа
Основание (опорная плоскость) – неподвижная цельнолитая конструкция из серого чугуна (преимущественно СЧ 21-40 и СЧ 15-32). Предназначена для фиксации станины, которая крепится болтами к верхней части основания. В подстанинном пространстве может быть размещена емкость для сбора охлаждающей жидкости и электронасосы.
Станина – важнейший элемент оборудования, который связывает воедино все узлы и механизмы станка и принимает на себя всю нагрузку. Представляет собой сварную или литую неподвижную конструкцию, усиленную ребрами жесткости. Внутри располагается коробка скоростей, объединенная с коробкой переключения, и блок с электрооборудованием. Для отливки используется серый чугун, для сварки – сталь 3 и 4. Стальные станины уступают в жесткости и надежности чугунным, зато отличаются меньшим весом.
Сварное основание станка и станина с ребрами жесткости
Линейные направляющие для фрезерных станков
Консоль – узел, присутствующий во фрезерных обрабатывающих центрах консольного типа. Отливается из чугуна и перемещается параллельно станине по вертикальным направляющим. На боковой поверхности консоли расположена коробка подачи, а верхней части размещаются салазки, по которым движется рабочий стол с закрепленной на нем заготовкой.
Стол – рабочая поверхность с прижимной оснасткой для фиксации заготовок, которая перемещается по салазкам. Может двигаться в продольном/поперечном/вертикальном направлениях и осуществляет подачу детали к режущему инструменту. Поскольку фрезерная обработка требует высокой точности, одним из основных требований к столу является жесткость поверхности. Плоскость стола не должна вибрировать при работе фрезы, прогибаться под весом заготовки или допускать иную пластическую деформацию.
Рабочий стол с защитным алюминиевым покрытием для фрезерного обрабатывающего центра с ЧПУ
приводы подачи / главного / вспомогательного движения;
система сигнализации о неполадках в оборудовании;
освещение рабочей зоны;
прочие вспомогательные электроэлементы управления.
Шпиндель – относится к важнейшим узлам станка и предназначен для крепления фрезерного инструмента и придания ему вращательного движения. Представляет собой термически обработанный, сбалансированный вал из легированной стали, снабженный устройством для крепления фрезы. От качества шпинделя зависит то, насколько высокоточно будет обработана заготовка.
Шпиндель для фрезерного станка вертикального типа
Фрезерный станок с ЧПУ: ПОЛНЫЙ разбор, виды комплектация
На фрезерном станке производят изделия из металла, оргстекла, пластика, древесины и многих других. На фрезере возможна, как поперечная резка, так и создание сложных криволинейных рисунков на поверхности материала.
Не важно, хотите вы гравировать огромные памятники из камня или изготавливать небольшие шкатулки из фанеры – для любой задачи найдётся подходящий фрезерный станок с ЧПУ.
В этой статье мы расскажем о том, как выбрать такой станок и на что обратить внимание.
В первую очередь нужно отталкиваться от задач: какие изделия вы будете изготавливать на фрезерном станке? Каков объём вашего производства — штучное или потоковое? С каким материалом вы планируете работать? От ответов на эти вопросы зависят многие характеристики станка.
Рабочее поле фрезерного станка
Его размер зависит от вида изготавливаемой продукции и площади рабочего помещения.
И в зависимости от этого выделяют два типа фрезерных станков ЧПУ:
Напольные фрезеры
Например, именно такой тип станка потребуется для фрезеровки дверей. Мы можем вам порекомендовать для этой задачи, к примеру, Wattsan A1 1325 или M1 1325. Его рабочее поле соответствует размеру заготовки — 1300х2500 миллиметров.
На станках большего формата стол всегда неподвижен, а портал перемещается по оси Y.
Настольные фрезерные аппараты
Для производства небольших деревянных коробочек подойдут компактные варианты фрезеров — Wattsan 0404 и 0609.
Кроме того, их можно использовать в небольшом мебельном производстве, для изготовления сувениров, отделки интерьера и экстерьера.
Например, размер рабочего поля Wattsan 0404 — 400х400 мм., он поместится в небольшой мастерской. А в базовой комплектации этого станка есть всё, что потребуется для небольшого штучного производства — шпиндель 1,5 Квт и водяная помпа.
Типы фрезерных станков в зависимости от обрабатываемого материала
Кроме того, выделяется несколько типов фрезерного оборудования в зависимости от обрабатываемого материала:
Высокоскоростные фрезерные ЧПУ станки
Они предназначены для резки и раскроя металлов, дерева, двухслойного пластика, оргстекла, ПВХ, гипса. А кроме того, на них можно фрезеровать гранит и мрамор, что часто используется в ритуальном бизнесе для обработки плит и памятников.
Например, Wattsan M2S 1325. Он оснащён вакуумным столом, системой аспирации и подачи смазки, поворотным устройством и системой СОЖ. Он подойдёт, как для 3d фрезеровки, гравировки и резки дерева, оргстекла, ПВХ, алюминия и обработки плит из гранита и мрамора.
Фрезерно-гравировальные станки
Максимальный размер размер рабочего поля такого станка 2000х4000 мм. Именно поэтому на них обычно работают с листовыми материалами.
К примеру, Wattsan M1 2040. На нём можно работать с заготовками больших размеров. Он предназначен для фрезерной 3d резки, гравировки и резки дерева, оргстекла, ПВХ, композита, алюминия.
Больше всего Wattsan M1 2040 используется в промышленном производстве композитных материалов, где требуется раскрой крупных заготовок.
Граверы
На них возможны различные виды фрезеровки, как 2d, так и 3d.
Например, для 3d фрезеровки широко используется станок Wattsan M1 6090.
А засчёт установки 4-х осевой поворотки возможна 4d обработка. О том, какое для этого потребуется программное обеспечение мы расскажем позже.
Узкопрофильные станки
Они предназначены для работы с одним материалом.
Например, Wattsan M1 1325 RD преимущественно применяется в деревообработке. Его используют для производства мебели, элементов декора для дизайна интерьеров и сувенирного производства.
На этом станке можно работать, как с мягкой, так и твёрдой древесиной. К слову, если в первом случае станок не оставляет задиров, то на твёрдом материале он будет фрезеровать ещё лучше.
Компактные станки с ЧПУ
Wattsan 0404 mini, Wattsan 0609 mini — небольшие настольные и функциональные фрезерно-гравировальные станки.
На них можно выполняют фрезерную 3d резку и гравировку дерева, МДФ, ДСП, оргстекла, ПВХ, композита, алюминия. Компактные станки используются для деревообработки, лёгкой промышленности, сувенирной пормышленности, отделки интерьера и экстерьера.
Жёсткость конструкции
Это один из главных параметров, на который нужно обратить внимание при выборе станка. Ведь иначе скорость обработки будет низкой, и, как следствие, уменьшится производительность.
Так же, при недостаточной жёсткости в процессе работы станок будет вибрировать, что может привести, например, к поломке инструмента и сократит срок службы самого станка. Особенно это касается граверов.
Кроме того, жёсткость конструкции станка критична при обработке твёрдых материалов.
Если, например, для фрезеровки дерева это не так важно, то для обработки металла потребуется очень жёсткий станок.
У тех станков, где меньше меньше соединений деталей посредством болтов, конструкция более жёсткая.
Имейте ввиду, что у станков с недостаточно жёсткой конструкцией может ухудшаться точность позиционирования, так как оборудование будет вибрировать при работе.
К примеру, если заявленная точность вашего станка 0,0001 мм, то на самом деле она может доходить до 0,1 мм.
Параметры точности станка фрезерного станка
Точность позиционирования
Этот показатель означает, насколько точно рабочая голова станка окажется в точке с заданными координатами. Если в управляющей программе будет задана точка 150,150, станок, в зависимости от его точности позиционирования, может приехать, как точно в заданную точку, так и, например, в точку 150. 1, 149.9.
Чем больше рабочее поле станка, тем сложнее добиться точности позиционирования. Кстати, при большой длине на этот показатель влияет ещё и температура в помещении, так как под воздействием тепла материал станка расширяется. Это так же влияет и на жёсткость станка.
Кроме того, есть ещё несколько факторов, влияющих на позиционирование станка — класс точности направляющих, система передачи движения, шаговые двигатели, у которых разница между шагами может быть до 30 %.
Точность позиционирования нашего фрезерного оборудования составляет от 0,01 до 0,05 мм.
Повторяемость
Под этим параметром имеется в виду погрешность, с которой станок приезжает в одну и ту же точку.
Допустим, если вы задали станку команду приехать в определенную точку, затем отправили обратно и вернули назад, и повторили несколько раз. При хороших показателях повторяемости, станок будет приезжать точно в те же координаты, с небольшим разбросом.
Как правило, у всех станков она от 0,02-0,05 мм, что считается неплохо.
И именно этот показатель обычно указывается в параметре “точность” у станка.
И хорош тот фрезерный станок с ЧПУ, у которого выше точность, ниже энергопотребление, больше удобства в пользовании, надежности в любой рабочей ситуации.
Комплектация фрезерного станка с ЧПУ
При выборе фрезерного станка этот параметр не такой важный, как, например, жёсткость конструкции и точность позиционирования. Однако, комплектующие нужно подбирать правильно.
Итак, давайт разберёмся, из чего состоит фрезерный станок.
Как устроен шпиндель?
Шпиндель – это мощный компактный электродвигатель. Фреза зажимается в шпинделе при помощи патрона с цанговым зажимом. Цанга обжимает хвостовик фрезы со всех сторон, в отличие от того же трёхкулачкового патрона.
Это важно, потому что фреза испытывает боковые нагрузки, а цанга помогает равномерно их распределить и обеспечивает более плотный зажим.
От мощности шпинделя зависит, с каким усилием он будет фрезеровать материал. Если она мала, то будут падать обороты, уменьшится производительность, а станок может деформироваться.
Например, на настольных станках мощность шпинделя, как правило, невелика, поэтому толстый материал он будет резать очень медленно.
У нас есть два настольных станка — Wattsan 0404 mini и 0609 mini. Мощность шпинделя у них обоих составляет 1,5 Квт. Их, как правило, используют для 3d фрезеровки небольших изделий:
клише для тиснения,
пломбираторов,
медалей,
икон,
картин,
фресок.
В этих видах обработки не требуется особое силовое воздействие.
А вот у сверхмощного станка Wattsan M9 1325 c мощностью шпинделя 7,5 Квт область применения иная — раскрой больших и толстых заготовок МДФ, ДСП, древесины в производстве мебели, наружной рекламы и многого другого.
Кроме того, его можно использовать в ритуальном бизнесе для фрезеровки памятников из камня.
При выборе шпинделя обратите внимание на его характеристики, указанные в техническом паспорте — мощность и количество оборотов в минуту. Выбор этих параметров зависит от материала, с которым вы будете работать.
К примеру, для обработки листовой фанеры потребуется мощность от 800 Вт, для твёрдой древесины, лёгких металлов и пластиков – от 1500 Вт, а для фрезеровки камня – от 3000 Вт.
Охлаждение шпинделя фрезерного станка
Поскольку шпиндель работает на полную мощность, а КПД у него, как и у любого двигателя, не 100%, он быстро нагревается и нуждается в интенсивном охлаждении. Существуют два вида систем охлаждения шпинделя:
Водяное
Оно осуществляется засчёт циркуляции воды. Для водяного охлаждения шпинделя можно использовать помпу или чиллер.
Из плюсов такой системы охлаждения — отсутствие шума, возможность работы на минимальных оборотах и надёжное теплоотведение.
Рассмотрим на примере гравировки магния, при которой совершается 12000-15000 об/мин. При этом для шпинделя до 3 Квт требуется подключение к сети 220V ±10% 50Hz. А если мощность шпинделя выше 3 Квт, то потребуется подключение 380 вольт.
Недостаток водяного охлаждения шпинделя состоит в сложности конструкции, так как требуется резервуар для охлаждающей жидкости. Кроме того, если это помпа, охлаждающие свойства воды будут зависеть от температуры воздуха в помещении. Зато помпы компактные.
Кроме того, шпинделю с водяным охлаждением свойственна слабая антикоррозионная стойкость внутренних деталей.
Воздушное
Это система самоохлаждения шпинделя — либо крыльчатка сверху на валу электродвигателя, которая вращается вместе с ротором шпинделя, либо бесперебойный вентилятор наверху.
Плюсы такой системы в компактности и простоте.
А минус в том, что если вы, к примеру, фрезеруете дерево, то крыльчатка и вентилятор будет часто загрязняться пылью, и их необходимо будет менять.
Направляющие фрезерного станка
От них зависит точность обработки и жёсткость конструкции фрезерного станка.
Направляющие бывают:
Круглые рельсовые
Они, как правило, идут в комплектации бюджетных станков. На них можно обрабатывать дерево, пластики, ювелирный воск и многое другое.
Прямоугольные профильные рельсовые
Это более качественные направляющие таких брендов, как AMT, PMI, Hiwin, THK. Они применяются для обработки, которая требует наибольшей точности.
Централизованная система смазки фрезерного станка
Она упрощает смазку направляющих и подшипников. С автоматической системой смазки вам не придётся ходить с масленкой и смазывать каждую направляющую и подшипник отдельно.
Достаточно просто наполнить маслом небольшой бак и отогнать портал по диагонали в одну сторону и обратно. И всё смазано! Система смазки значительно экономит время на техобслуживание.
Кроме того, её можно настроить по таймеру.
Автоматическая система смазки ставится на станки с рабочим полем от 1200х1200 мм.
СОЖ фрезерного станка
Это смазочно-охлаждающая жидкость. Она есть во всех станках, которые предназначены для обработки металлов. СОЖ охлаждает место фрезеровки.
В состав смазочно-охлаждающей жидкости могут входить эмульсии с добавлением дисульфида и молибдена, масла с противоизносными присадками, добавками йода, серы, хлора и фосфорорганических соединений, а так же масла с добавками серы, хлора, фосфорорганических соединений.
СОЖ выглядит таким образом.
Кроме того существует ещё одна система охлаждения зоны обработки металла — “масляный туман”. Она оснащена компрессором, нагнетающим масло под давлением, благодаря чему при выходе СОЖ можно наблюдать туман.
Таким образом, СОЖ не только охлаждает зону фрезеровки, но и, смазывая инструмент, предотвращает его натирание.
Двигатели для перемещения портала фрезерного станка
Их выбор зависит от размера рабочего поля фрезерного станка. До 1200х1200 мм — достаточно шаговых двигателей, к станку с рабочим полем 2000х3000 мм — подойдут как шаговые двигатели, так и серводвигатели. Чем они различаются между собой?
Шаговые двигатели
Они бюджетные и простые в управлении. Их можно использовать для многих небольших производств — шкатулки, иконы, фрески и т.д.
Но шаговые двигатели шумят и с ростом скорости могут работать неправильно.
Поэтому они не используются на производстве, где нужна высокая скорость работы, например, при резке на промышленных машинах.
Сервоприводы
У серводвигателей есть обратная связь с управляющей программой. Это исключает вероятность сбоя шагов, не сбиваются координаты на высоких скоростях, динамика работы выше, а позиционирование более точное.
Для работы на высокой скорости на крупном производстве рекомендуем вам оснащать станок серводвигателями.
Сравнение шаговых двигателей и сервопривода:
Скорость перемещения: ШД (шаговый двигатель) – 20-25 м/мин, сервопривод может перемещаться от 60 м/мин и более.
Скорость разгона: ШД – до 120 об/мин за 1 секунду, сервопривод – до 1000 об/мин за 0,2 секунды.
Управление станком
Как устроена управляющая программа?
Она представляет из себя текстовый txt-файл, где каждая строка задаёт новое перемещение фрезы по оси X, Y или Z. А инструмент в свою очередь переходит из одной точки в другую.
Управляющая программа задаёт не только координаты движения фрезы, но и команды для шпинделя — раскрутить или остановить, а также, скорость движения инструмента и вращения шпинделя.
Из совокупности этих программ формируется G-код.
Он передаётся на контроллер, который отвечает за дальнейшие действия станка. Существует огромное множество систем управления станком — DSP-контроллеры, NC Studio, Mach4, Moriseiki, Syntec, Weyhong, Fanuc, HAAS, Seikos, Heidenhain и др.
Программное обеспечение
Как правило, векторный чертёж для фрезеровки создаётся в Vectric Aspire. Но есть и другие программы, например, ArtCAM, Vcarve, SheetCAM и многие другие.
Выбор программного обеспечения зависит в том числе и от того, какую вы хотите делать фрезеровку. Она бывает контурной и 3d, рассмотрим их особенности.
Различия контурной фрезеровки и 3d
2d фрезеровка
Векторный макет для плоской фрезеровки можно сделать в AutoCAD или CorelDraw.
А настройки УП для нее не отличаются множеством команд, ведь фреза идёт в одну сторону, затем, скругляется и направляется в другую.
Размер макета для 2d фрезеровки обычно весил несколько килобайт.
3d фрезеровка
В этом случае макет создаётся в специализированных программах — 3ds Max и Solidworks.
В отличие от 2d, при 3d фрезеровке инструмент, кроме движения по двум плоскостям, меняет ещё и высоту положения. Также, при 3d обработке дерева чаще меняется рельеф, чем при 2d.
В управляющей программе каждое такое изменение отмечается, как точка. Соответственно фреза переходит из одной точки в другую, при этом не только двигаясь влево-вправо, но и повышаясь и понижаясь. Так создаётся 3d модель.
Размер макета для 3d фрезеровки составляет несколько мегабайт.
Структурно эти два вида фрезеровки ничем не различаются. Есть отличия только в поведении станка, и они являются следствием особенностей чертежа в управляющей программе.
Автоматическая смена инструмента во фрезерном станке
Бывает так, что фрезеровку нужно делать в несколько этапов — сначала снять верхний слой толстой фрезой, а затем нанести тонкий рисунок, для чего большая фреза точно не годится.
В процессе резки больше не нужно менять фрезу вручную, потому что есть система автоматической смены инструмента, которая представляет из себя, так называемую, станцию, расположенную над шпинделем.
На ней закрепляется несколько необходимых для работы инструментов. А управляется она в программе, где задаётся, что и какой фрезой резать. Перед каждой сменой инструмента шпиндель возвращается к станции.
Станки с размером рабочего поля от 1500х3000 мм обычно идут с автоматической сменой инструмента, они используются на циклах обработки 5-15 мин для контурной резки.
Исключение — станок Wattsan M4 S 1325 с 4-мя фрезами. У него нет автосмены фрезы, зато есть сразу 4 шпинделя и функция измерения длины инструмента за одну операцию для каждого из них. То есть, каждый шпиндель со своим инструментом подъезжает к специальному датчику, где проходит калибровку, после чего инструменты работают на одной высоте.
Порядок и очерёдность работы каждого инструмента задаётся в управляющей программе.
Как заготовка крепится на рабочем столе фрезерного станка?
Существуют различные способы — струбцина или саморезы на столе с Т-образными пазами или – вакуумный стол. Рассмотрим два этих вида столов. Итак,
Вакуумный стол
Он закрепляет заготовку на рабочем столе силой вакуумного насоса. К нему прилагается уплотнительный шнур, который позволяет отсекать части заготовки, не влезающие на рабочее поле станка.
У вакуумного стола есть несколько недостатков:
Не получится закрепить небольшие заготовки;
Он несовместим с системой охлаждения инструмента, системой удаления стружки;
Для закрепления дерева, МДФ, ДСП потребуется насос мощностью от 5 Квт, вследствие чего будут большие затраты на электроэнергию.
Но для фрезеровки больших заготовок других материалов вакуумный стол будет оптимальным выбором.
Стол с Т-образными пазами
А вот МДФ, ДСП и дерево надёжно закрепится при помощи стола с Т-пазами.
Обычно на него устанавливаются накладки из ПВХ, которые иногда меняются вследствие износа.
Другое название этого стола — “жертвенный”.
Инструмент для фрезерного станка
Это фреза, и она выбирается в зависимости от задач, обрабатываемого материала и его толщины.
Фрезы изготавливаются из быстрорежущей стали (HSS) или карбида вольфрама. Стальные фрезы быстро тупятся под нагревом. А карбидные не так сильно тупятся, они острее, но более хрупкие.
Давайте рассмотрим основные виды фрез:
“Кукуруза”
Внешне похожа на напильник. Даёт мелкую пылевидную стружку на композитах — стеклостолите и карбоне.
Спиральная
Такие фрезы удаляют стружку засчёт движений вверх/вниз. Они бывают, как с одной, так и несколькими кромками. И чем их больше, тем фреза жёстче.
Однозаходными фрезами режут мягкие материалы, например, фанеру. А длинная фреза позволяет разрезать толстое дерево, но при этом, может погнуться и сломаться. Фрезы с несколькими кромками используют для обработки металла.
Если, к примеру, вы режете много деталей при отсутствии вакуумного стола, то лучше оставлять стружку. Таким образом, она будет закреплять маленькие детали на листе. Это гораздо удобнее, чем оставлять между ними перемычки, ведь так они могут выскочить и прыгать по всему рабочему столу, попадая под фрезу.
Прямая фреза
Имеет прямую режущую кромку и оставляет стружку в поле реза.
Алмазная фреза
На её поверхность нанесена алмазная крошка. Такой фрезой можно резать и гравировать стекло и камень. Но не рекомендуем работать алмазной фрезой “на сухую”, иначе она быстро испортится и оставит после себя много пыли.
Граверная фреза
Представляет из себя срезанную наполовину иголку с очень хрупким кончиком. Будьте осторожны, если вы режете граверной фрезой под малым углом.
Они применяются для нанесения надписей и тонких углублений.
Спиральная фреза с полусферическим наконечником
У неё полусферический кончик, который оставляет едва заметные “ступеньки”, в отличие, от фрез с плоским концом. Таким инструментом режут чистовой слой у ЗД барельефов.
Элементы механических перемещений
Рассмотрим плюсы и минусы различных способов:
Шарико-винтовая передача (ШВП)
Она применяется только для станков с небольшим рабочим полем до до 1200х1200 мм. На больших станках корпус будет расположен в средней части винта, поэтому возможен прогиб.
Максимально допустимая длина ШВП 1,5 м.
Давайте сравним два варианта станков с ШВП с размером рабочего поля 900х600 мм. Допустим, на одном из них установлена ШВП 8 мм, а на втором 16 мм. При высокой скорости работы на тонкая шагово-винтовая передача будет вибрировать по всей длине, что может привести к поломке узлов станка и инструмента.
А ШВП диаметром 16 мм при той же скорости будет исправно перемещать узлы станка. Это позволит увеличить производительность.
Если вы работаете на высокой скорости, рекомендуем комплектовать станок толстой ШВП.
Зубчатая рейка
Она используется на малых и средних скоростях на станках с рабочим полем от 1200х2400 мм и никогда не ставится на станок с сервоприводом.
Зубчатая передача даёт большую скорость перемещения и высокую точность позиционирования.
Система удаления стружки
При изготовлении мебельных фасадов, гравировке декора и барельефа обычно остаётся много пыли и стружки.
Дополнительно можно заказать систему удаления стружки, которая представляет из себя строительный пылесос. Например, у Wattsan M1 1325 она есть.
Таким образом, при резке фанеры стружка полетит в этот пылесос.
Обязательно ли устанавливать систему удаления стружки? Конечно, нет. Но тогда будьте готовы стоять в стружке по колено.
А при обработке карбона и стеклотекстолита рекомендуем её не вдыхать. Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт.
Чем различаются фрезеры A1 и M1?
Станки с конфигурацией M1 считаются более профессиональными, чем A1.
Линейка M1 имеет высоту портала по оси z — 300 мм, что позволяет обрабатывать высокие заготовки. Кроме того, на таких моделях есть планетарные редукторы.
Так же, модели М1 оснащены мощными шаговыми двигателями и качественными драйверами Leadshine. Рельсы таких станков увеличены, и возможен их выход за пределы рабочего поля.
Станки M1 отличаются устойчивостью конструкции, отсутствием вибраций на высокой скорости работы, хорошей производительность и долгим сроком службы.
Многоосевые фрезерные станки
Это отдельная линейка станков для профессионалов.
Например, станки с 4-ой осью, на которую можно поставить изделие, и оно будет обрабатываться по кругу.
Кроме того, бывают 5-ти координатные фрезеры с 5-ю степенями свободы, и они универсальны. На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.
Фрезер с 5-ю степенями свободы даёт возможность работать, как на большом мебельном производстве, так и с мелкими деталями. Из достоинств такого оборудования — высокое качество и скорость работы, и он полное исключение человека из производственного процесса.
Бывает ЧПУ оборудование и с ещё большим количеством степеней свободы — роботизированные манипуляторы.
Рекомендации по выбору фрезерного оборудования
При выборе фрезерного станка нужно учесть множество нюансов в зависимости от вашей задачи. Поэтому перед покупкой оборудования рекомендуем вам:
Уточнять у менеджеров данные о модели
В частности, информацию о том, с какими материалами работает станок.
Всё наше оборудование проходит тройной контроль качества. И этот процесс записывается на видео, которое можно попросить у менеджеров перед покупкой станка.
Посетить демонстрацию
Это можно сделать бесплатно перед покупкой любого оборудования. На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.
Проверьте комплектацию
Когда вы определились с выбором станка, обязательно проверьте комплектацию узлов оборудования. Должен присутствовать блок программного управления станком, шнуры с разъёмами соответствующей конфигурации и диски с ПО.
Всё это и не только можно сделать в процессе пусконаладочных работ, которые проводятся в нашем сервисном центре квалифицированными инженерами.
Мы надеемся, что помогли вам в выборе фрезерного ЧПУ станка.
Видео
Как правильно выбрать материалы для станков с ЧПУ
Одним из больших преимуществ использования станков с ЧПУ является его универсальность. Это связано с тем, что прецизионные фрезерные и токарные станки с ЧПУ успешно работают с очень широким спектром сырья для производства готовых деталей. Это дает инженерам-конструкторам множество вариантов, когда дело доходит до создания прототипов и коммерческих продуктов.
Большинство токарных и фрезерованных деталей с ЧПУ изготавливаются из металла. Это связано с тем, что металл является прочным и жестким и может выдерживать быстрое удаление материала, вызванное современными инструментами. Давайте сначала рассмотрим наиболее распространенные металлы, используемые для обработки с ЧПУ.
Общие металлические материалы для обработки с ЧПУ
В этом разделе вы узнаете о различных распространенных металлических материалах, которые используются для обработки с ЧПУ. Мы перечислили эти материалы ниже.
Алюминий 6061
Это наиболее распространенный алюминий общего назначения, используемый для обработки на станках с ЧПУ. Основными легирующими элементами являются магний, кремний и железо. Как и все алюминиевые сплавы, он имеет хорошее отношение прочности к весу и естественно устойчив к атмосферной коррозии. Другие преимущества этого материала заключаются в том, что он обладает хорошей обрабатываемостью и обрабатываемостью на станках с ЧПУ, может быть сварен и анодирован, а его широкая доступность означает его экономичность.
При термообработке до состояния Т6 6061 имеет значительно более высокий предел текучести, чем отожженный 6061, хотя цена несколько выше. Одним из недостатков 6061 является плохая коррозионная стойкость при воздействии соленой воды или других химических веществ. Он также не такой прочный, как другие алюминиевые сплавы для более требовательных применений.
6061 — это материал, который обычно используется для изготовления автозапчастей, велосипедных рам, спортивных товаров, некоторых компонентов самолетов и рам радиоуправляемых автомобилей.
Алюминий 7075
7075 — высший сорт алюминия, легированный в основном цинком. Это один из самых прочных алюминиевых сплавов, используемых в механической обработке, с отличным соотношением прочности и веса.
Из-за прочности этого материала он имеет среднюю обрабатываемость, что означает, что он имеет тенденцию возвращаться к своей первоначальной форме при холодной штамповке. 7075 также поддается механической обработке и может быть анодирован.
Опоры для палаток высокого класса от MSR изготовлены из алюминия 7075-T6.
7075 часто усиливается до T6. Однако это плохой выбор для сварки, и в большинстве случаев этого следует избегать. Мы обычно используем 7075 T6 для изготовления пресс-форм для литья пластмасс под давлением. Он также используется для высокопрочного рекреационного оборудования для альпинизма, а также для автомобильных и аэрокосмических рам и других нагруженных деталей.
Латунь
Латунь представляет собой сплав меди и цинка. Это очень мягкий металл, и его часто можно обрабатывать без смазки. Это материал, который также хорошо поддается обработке при комнатной температуре, поэтому он часто находит применение, не требующее большой прочности. Есть много видов латуни, в основном в зависимости от процентного содержания цинка. По мере увеличения этого процента коррозионная стойкость снижается.
Молотки латунные плотные, не искрящие и мягкие.
Латунь отполирована до блеска и очень похожа на золото. По этой причине его часто можно найти в косметических целях. Латунь электропроводна, но немагнитна и легко поддается переработке.
Латунь можно сваривать, но чаще всего ее соединяют низкотемпературными процессами, такими как пайка или пайка. Еще одной особенностью латуни является то, что она не искрит при ударе о другой металл, поэтому она находит применение в инструментах во взрывоопасных средах. Интересно, что латунь обладает естественными антибактериальными и антимикробными свойствами, и ее использование в этом отношении все еще изучается.
Латунь обычно используется в сантехнической арматуре, домашней декоративной фурнитуре, молниях, корабельной фурнитуре и музыкальных инструментах.
Магний AZ31
Магний AZ31 представляет собой сплав алюминия и цинка. Он на 35% легче алюминия при той же прочности, но и немного дороже.
Корпус этой камеры был отлит под давлением из магния.
Магний легко поддается механической обработке, но он легко воспламеняется, особенно в виде порошка, поэтому его необходимо обрабатывать с помощью жидкой смазки. Магний может быть анодирован для повышения его коррозионной стойкости. Он также очень стабилен в качестве конструкционного материала и является отличным выбором для литья под давлением.
Магний AZ31 часто используется для компонентов самолетов, в которых наиболее желательны малый вес и высокая прочность, а также его можно найти в корпусах для электроинструментов, чехлах для ноутбуков и корпусах камер.
Нержавеющая сталь 303
Существует много разновидностей нержавеющей стали, названной так из-за добавления хрома, который помогает предотвратить окисление (ржавчину). Поскольку все нержавеющие стали выглядят одинаково, необходимо очень внимательно проверять поступающее сырье с помощью современного метрологического оборудования, такого как детекторы OES, чтобы подтвердить характеристики стали, которую вы используете для обработки.
В случае 303 также добавляется сера. Эта сера помогает сделать нержавеющую сталь 303 наиболее подходящей для механической обработки, но она также имеет тенденцию несколько снижать ее защиту от коррозии.
303 не подходит для холодной штамповки (гибки) и не может подвергаться термообработке. Наличие серы также означает, что она не подходит для сварки. Он обладает отличными свойствами обработки, но необходимо соблюдать осторожность при выборе скорости/подачи и остроты режущих инструментов.
303 часто используется для гаек и болтов из нержавеющей стали, фитингов, валов и шестерен. Однако его не следует использовать для фитингов морского класса.
Нержавеющая сталь 304
Это наиболее распространенная форма нержавеющей стали, используемая в самых разных потребительских и промышленных товарах. Часто называемый 18/8, это относится к добавлению в сплав 18% хрома и 8% никеля. Эти два элемента также делают этот обрабатываемый материал особенно прочным и немагнитным.
304 — это материал, который легко поддается механической обработке, но, в отличие от 303, его можно сваривать. Он также более устойчив к коррозии в большинстве обычных (нехимических) сред. Для машинистов он должен быть обработан очень острыми режущими инструментами, а не загрязнен другими металлами.
Винты, гайки и другие крепежные детали часто изготавливаются из нержавеющей стали 304.
Нержавеющая сталь 304 — отличный выбор материала для кухонных принадлежностей и столовых приборов, резервуаров и труб, используемых в промышленности, архитектуре и автомобильной отделке.
Нержавеющая сталь 316
Добавление молибдена делает 316 еще более устойчивым к коррозии, поэтому ее часто считают нержавеющей сталью морского класса. Он также прочен и легко сваривается. Для изготовления этой скобы для лодки использовалась нержавеющая сталь
316.
316 используется в архитектурной и морской арматуре, для промышленных труб и резервуаров, автомобильной отделки и кухонных столовых приборов.
Углеродистая сталь 1045
Это обычный сорт мягкой стали, т.е. не нержавеющая. Обычно он дешевле, чем нержавеющая сталь, но значительно прочнее и жестче. Его легко обрабатывать и сваривать, его можно подвергать деформационному упрочнению и термической обработке для получения различной твердости.
1045 (в европейском стандарте C45) используется во многих промышленных применениях для изготовления гаек и болтов, шестерен, валов, шатунов и других механических деталей, требующих более высокой степени ударной вязкости и прочности, чем нержавеющая сталь. Он также используется в архитектуре, но при воздействии окружающей среды его поверхность обычно обрабатывают для предотвращения ржавчины.
Титан
Титан хорошо известен своей высокой прочностью, малым весом, ударной вязкостью и коррозионной стойкостью. Его можно сваривать, пассивировать и анодировать для повышения защиты и улучшения внешнего вида. Титан плохо полируется, плохо проводит электричество, но хорошо проводит тепло. Это сложный материал для обработки, поэтому следует использовать только специальные фрезы.
Этот сменный тазобедренный сустав и гнездо были напечатаны на 3D-принтере из титана.
Титан, как правило, биосовместим и имеет очень высокую температуру плавления. Хотя он дороже, чем другие металлы в коммерческой форме, это материал, используемый в механической обработке, который на самом деле очень распространен в земной коре, но его труднее очищать.
Титан хорошо подходит для порошковой 3D-печати металлом. Он находит применение в самых требовательных аэрокосмических, военных, биомедицинских и промышленных областях, где хорошо противостоит нагреву и агрессивным кислотам.
Обычные пластмассы для станков с ЧПУ
Пластмассы, используемые для фрезерной и токарной обработки с ЧПУ, должны быть достаточно жесткими, чтобы сохранять свою форму, пока они зажаты в тисках или приспособлении. Это одно из соображений, которое сужает область доступных материалов. Следующие типы пластиковой смолы зарекомендовали себя на протяжении многих лет, потому что они стабильны, прочны, легко поддаются механической обработке и позволяют производить отличные готовые детали и прототипы.
АБС-пластик
АБС-пластик — отличный выбор для станков с ЧПУ. ABS — прочный, ударопрочный пластик, устойчивый к химическим веществам и электрическому току.
АБС-пластик легко окрашивается, поэтому он дает хорошие косметические результаты. Из-за своей универсальности и прочности это самый распространенный пластик, который мы используем для быстрого прототипирования. Вы найдете его в автомобильных компонентах, электроинструментах, игрушках и спортивных товарах, а также во многих других областях. ABS дешевле, чем другие инженерные пластики, такие как PEEK или Ultem, но он не выдерживает высоких температур в течение длительного периода времени.
Нейлон
Нейлон имеет многие из тех же характеристик, что и АБС. Он обладает большей прочностью на растяжение, поэтому мы используем его для ткани и веревки. Нейлон и АБС-смолы часто смешивают вместе со стекловолокном, чтобы улучшить их желаемые свойства. Нейлон может заменить многие механические детали, а поскольку он хорошо смазывает поверхность, его используют для движущихся шестерен и скользящих компонентов. Одним из недостатков нейлона является то, что он со временем впитывает влагу, поэтому он не подходит для морских применений. И это может быть тяжело для режущих инструментов во время обработки.
ПММА Акрил
ПММА — это жесткая прозрачная смола, используемая вместо стекла или при изготовлении других прозрачных оптических деталей. Он устойчив к царапинам, но менее ударопрочен, чем поликарбонат. Одним из преимуществ ПММА является то, что он не содержит бисфенол-А, поэтому его можно использовать для хранения пищевых продуктов. После механической обработки акрил имеет мутную матовую поверхность. Поверхность можно обработать с помощью паровой полировки, которую мы делаем в Star Rapid, чтобы сделать ее оптически прозрачной. Одна вещь, которую следует знать об акриле, заключается в том, что он подвержен тепловой деформации, поэтому перед механической обработкой с него следует снять напряжение. ПММА используется для экранов дисплеев, световодов, линз, прозрачных корпусов, хранения пищевых продуктов и для замены стекла, если прочность не имеет значения.
PEEK
PEEK — это действительно высокопрочный и стабильный инженерный пластик. Его можно использовать в качестве заменителя металла во многих областях применения, и он может выдерживать длительное воздействие высоких температур. PEEK используется для передовых медицинских, аэрокосмических и электронных компонентов. Это также отличный выбор для легких светильников, потому что он не склонен ползти или деформироваться со временем, как другие смолы. PEEK намного дороже, чем многие другие пластики, поэтому его обычно используют только тогда, когда ничего другого не годится. Во многих случаях его необходимо отжигать в процессе обработки, иначе он сформирует трещины под напряжением.
UHMWPE
Это длинное название означает «полиэтилен сверхвысокой молекулярной массы». На самом деле существует несколько различных видов полиэтилена с различными механическими и химическими свойствами. UHMWPE особенно твердый и прочный, очень устойчивый к химическим веществам и имеет скользкую поверхность. Все эти характеристики делают СВМПЭ стандартом ухода за суставами. Этот материал также используется в морской среде, пищевой и химической промышленности, а также для зубчатых передач и конвейерных лент.
Другие материалы для станков с ЧПУ
В этой таблице вы найдете дополнительные материалы для станков с ЧПУ, используемые в отрасли.
Волокно
Углеродное волокно
углепластик, углепластик, углепластик
Металл
Алюминий – 1050
АЛ 1050
Металл
Алюминий – 1060
АЛ 1060
Металл
Алюминий – 2024
АЛ 2024
Металл
Алюминий – 5052-х21
АЛ 5052-х21
Металл
Алюминий – 5083
АЛ 5083
Металл
Алюминий – 6061
АЛ 6061
Металл
Алюминий – 6082
АЛ 6082
Металл
Алюминий – 7075
АЛ 7075
Металл
Алюминий – бронза
АЛ + Бр
Металл
Алюминий – MIC-6
AL – MIC-6
Металл
Алюминий – QC-10
АЛ КК-10
Металл
Латунь
Cu + Zn
Металл
Медь
Медь
Металл
Медь – бериллий
Cu + Be
Металл
Медь – хром
Cu +Cr
Металл
Медь – вольфрам
Медь + В
Металл
Магний
мг
Металл
Магниевый сплав
Металл
Фосфористая бронза
Cu + Sn + P
Металл
Сталь – Нержавеющая сталь 303
нержавеющая сталь 303
Металл
Сталь – Нержавеющая сталь 304
нержавеющая сталь 304
Металл
Сталь – Нержавеющая сталь 316
нержавеющая сталь 316
Металл
Сталь – нержавеющая сталь 410
нержавеющая сталь 410
Металл
Сталь – нержавеющая сталь 431
нержавеющая сталь 431
Металл
Сталь – нержавеющая сталь 440
нержавеющая сталь 440
Металл
Сталь – нержавеющая сталь 630
нержавеющая сталь 630
Металл
Сталь 1040
нержавеющая сталь 1040
Металл
Сталь 45
нержавеющая сталь 45
Металл
Сталь D2
нерж. сталь D2
Металл
Оловянная бронза
Металл
Титан
Ти
Металл
Титановый сплав
Металл
Цинк
Цинк
Пластик
Акрилонитрилбутадиенстирол
АБС
Пластик
Акрилонитрилбутадиенстирол
АБС – высокотемпературный
Пластик
Акрилонитрилбутадиенстирол
АБС – антистатический
Пластик
Акрилонитрил-бутадиен-стирол + поликарбонат
АБС + ПК
Пластик
Полиэтилен высокой плотности
HDPE, PEHD
Пластик
Нейлон 6
ПА6
Пластик
Нейлон 6 + 30% стеклонаполнитель
ПА6 + 30% стекловолокна
Пластик
Нейлон 6-6 + 30% стеклонаполнитель
PA66 + 30% GF
Пластик
Нейлон 6-6 Полиамид
ПА66
Пластик
Полибутилентерефталат
ПБТ
Пластик
Поликарбонат
ПК
Пластик
Поликарбонат – Стеклянный наполнитель
ПК + ГФ
Пластик
Поликарбонат + 30% стеклонаполнение
Поликарбонат + 30 % стекловолокна
Пластик
Полиэфиркетон
ПЭЭК
Пластик
Полиэфиримид
ПЭИ
Пластик
Полиэфиримид + 30% стеклонаполнитель
Ultem 1000 + 30% GF
Пластик
Полиэфиримид + Ultem 1000
ПЭИ + Ultem 1000
Пластик
Полиэтилен
ПЭ
Пластик
Полиэтилентерефталат
ПЭТ
Пластик
Полиметилметакрилат – акрил
ПММА – Акрил
Пластик
Полиоксибензилметиленгликольангидрид
Бакелит
Пластик
Полиоксиметилен
ПОМ
Пластик
Полифениленсульфид
ППС
Пластик
Полифениленсульфид + стеклонаполнитель
ППС + ГФ
Пластик
Полифенилсульфон
ППСУ
Пластик
Полипропилен
ПП
Пластик
Политетрафторэтилен
ПТФЭ
Пластик
Поливинилхлорид
ПВХ
Пластик
Поливинилхлорид + белый/серый
ПВХ – белый/серый
Пластик
Поливинилиденфторид
ПВДФ
Суперсплав
Васпалой
Васпаллой
Как правильно выбрать материалы для ЧПУ? Наше пошаговое руководство
Вышеприведенная информация может помочь вам принять решение о том, какой материал лучше всего подходит для вашего приложения, учитывая, что во многих случаях более чем один вариант будет работать нормально.
Мы всегда советуем нашим клиентам-партнерам учитывать среду, в которой будет использоваться деталь, и каким силам она будет подвергаться в течение всего срока службы. Хотя существует множество переменных, по нашему опыту, именно эти области оказывают наибольшее влияние на пригодность сырья.
Влажность
Должен ли продукт выдерживать соленую или пресную воду? Некоторые металлы и пластмассы естественным образом устойчивы к коррозии, в то время как другие материалы могут нуждаться в дополнительной обработке поверхности, такой как покраска, гальваническое покрытие или анодирование. И да, даже многие виды пластика, такие как нейлон, могут со временем поглощать воду, что приводит к преждевременному выходу детали из строя.
Прочность
Существует несколько различных способов понимания понятия прочности применительно к материаловедению, и это очень сложный и технический предмет. В целом инженеры по продуктам обычно обеспокоены:
Прочность на растяжение: Насколько хорошо материал сопротивляется тянущей силе?
Подшипник сжатия или нагрузки: Насколько хорошо материал сопротивляется постоянной нагрузке?
Прочность: Насколько материал сопротивляется разрыву?
Эластичность: Насколько хорошо материал возвращается к своей первоначальной форме после снятия нагрузки?
Все материалы различаются по различным типам прочности, которые они демонстрируют, поэтому очень важно знать ваши допустимые пределы, а затем выбрать материал, который имеет адекватный коэффициент безопасности, значительно превышающий эти пределы.
Хорошей новостью является то, что существует множество онлайн-сайтов с данными о материалах, которые предоставляют исчерпывающую техническую информацию обо всех имеющихся в продаже металлах и пластмассах, поэтому с ними следует ознакомиться заранее.
Тепло
Все материалы расширяются и сжимаются в присутствии тепла. Это потенциально может повлиять на вашу деталь, если она будет подвергаться множеству циклов нагрева и охлаждения. По мере того, как детали становятся более горячими, они также становятся более мягкими и гибкими, прежде чем достигнут точки плавления. Тепло также может привести к выделению газа из некоторых пластиковых смол или к термическому разложению, которое разрушает их химические связи. Поэтому, чтобы предотвратить отказ критической детали, всегда используйте материал, который будет термически стабилен при температуре, намного превышающей ожидаемые рабочие условия.
Стойкость к коррозии
Коррозия подразумевает гораздо больше, чем просто воздействие воды. Любая неблагоприятная химическая реакция с другим посторонним веществом потенциально может привести к поломке детали. К таким веществам относятся масла, реагенты, кислоты, соли, спирты, чистящие средства и т. д. Обратитесь к соответствующим спецификациям материалов, чтобы убедиться, что ваш металл или пластик могут противостоять ожидаемому химическому воздействию.
Обрабатываемость
Не столько проблема с относительно мягким пластиком, сколько с некоторыми типами металла или углеродного волокна. Чрезвычайно прочные материалы, включая углеродное волокно, могут быстро вывести из строя дорогостоящие режущие инструменты. Другие требуют очень тщательного контроля скорости резания и скорости подачи. Кроме того, некоторые материалы можно обрабатывать быстрее, чем другие. Для более длительных производственных циклов использование металла, который быстро обрабатывается, может сэкономить значительное время и деньги в долгосрочной перспективе.
Стоимость
Очевидно, что для всех видов сырья необходимо учитывать стоимость. Тем не менее, мы настоятельно рекомендуем всем разработчикам продукции учитывать, что экономия средств за счет выбора материала более низкого качества никогда не является хорошей идеей в долгосрочной перспективе. Вместо этого выберите лучший материал, который вы можете себе позволить, но при этом обладающий всеми необходимыми функциями. Это помогает гарантировать, что готовая деталь будет долговечной.
Запросите бесплатную консультацию по фрезерованию с ЧПУ сегодня
Хотя это наиболее распространенные металлические сплавы, которые мы используем для большинства фрезерных и токарных работ с ЧПУ, существует множество других сплавов, подходящих практически для любого применения. Мы будем рады работать с вами, чтобы порекомендовать лучшее решение, когда вы загружаете свои файлы САПР для предложения.
Что можно сделать на станке с ЧПУ?
Опубликовано: Брайан Рид на 16 октября 2019 г.
Что можно сделать на станке с ЧПУ? Станки с числовым программным управлением (ЧПУ) формируют материал, используя предварительно запрограммированные процедуры. Они могут создавать детали эффективно и с высокой степенью точности. В результате многие отрасли промышленности полагаются на компоненты, изготовленные на станках с ЧПУ. Секторы, в которых используется обработка с ЧПУ, включают перечисленные ниже и другие, имеющие решающее значение для повседневной жизни.
Усовершенствованное программное обеспечение и оборудование с ЧПУ могут создавать детали для многих типов транспортных средств. Производители двигателей могут использовать станки с ЧПУ для изготовления нескольких компонентов, включая головки цилиндров и блоки цилиндров. Станки с ЧПУ создают детали для транспортных средств, таких как:
Автомобили: Производители и изготовители могут проектировать определенные детали для автомобилей, автобусов, грузовиков и мотоциклов в формате, совместимом с ЧПУ. Затем они могут автоматизировать производство этих деталей.
Поезда: Станок с ЧПУ может резать и формировать прочные внешние детали для общественных и частных поездов.
Аэрокосмическая промышленность: Станки с ЧПУ могут производить детали, используемые для экстерьера и интерьера самолетов и космических кораблей.
Marine: Внешние и внутренние детали для многих моделей лодок изготавливаются на станках с ЧПУ.
Станки с ЧПУ могут производить детали для транспортных средств общественного транспорта, морские и лодочные детали и другие компоненты транспортных средств.
Производитель оригинального оборудования (OEM)
Производители оригинального оборудования работают с различными компонентами и конструкциями изделий. Станки с ЧПУ могут участвовать во многих этапах процесса изготовления металлоконструкций OEM, в том числе:
Прототипы: Возможности станков с ЧПУ в 3D и 2D позволяют создавать прототипы деталей и готовых изделий.
Детали массового производства: Обработка с ЧПУ может автоматизировать производство определенных деталей. Специальные машины также могут работать с материалами, с которыми другие машины не справляются.
Станки с ЧПУ могут повысить эффективность и точность для компаний-производителей оригинального оборудования от проектирования до производства.
Бытовая электроника и другие товары
Электроника и другие потребительские товары требуют высокого уровня точности при производстве. В производстве потребительских товаров и электронной промышленности станки с ЧПУ производят:
Электронные компоненты: Станки с ЧПУ могут резать и придавать форму чувствительным металлическим деталям, обеспечивающим работу электроники.
Корпус и кожухи: Корпуса и кожухи, защищающие электронные компоненты, также могут быть изготовлены на станках с ЧПУ.
Детали бытовой техники: Станок с ЧПУ также может производить более прочные детали, из которых состоят надежные бытовые приборы.
Поскольку станки с ЧПУ работают с металлом, пластиком и многими другими материалами, они могут использоваться на нескольких этапах потребительского производства.
Строительство и архитектура
Станок с ЧПУ может формировать прочные детали для долговременного строительства. Это передовое оборудование может следовать спецификациям компьютера для создания:
Архитектурные элементы: Станки с ЧПУ создают архитектурные элементы, такие как двери, из таких материалов, как дерево и металл.
Трубы и перила: Гибочный станок с ЧПУ может сгибать металлические трубы и трубы в трубы и перила для строительных проектов.
Модели зданий: Станок с ЧПУ может создать детальную модель здания из таких материалов, как пластик и композит, в процессе проектирования здания.
Точность хорошо выполненного процесса ЧПУ способствует получению высококачественных результатов в строительстве.
Продукция Fairlawn Tool, Inc., изготовленная на станках с ЧПУ.
Fairlawn Tool, Inc. специализируется на производстве и изготовлении из одних рук. Мы используем обработку с ЧПУ как один из наших передовых методов формовки металлических деталей для широкого спектра отраслей промышленности.

 Применяется в серийном и производстве столярных изделий.
Применяется в серийном и производстве столярных изделий.
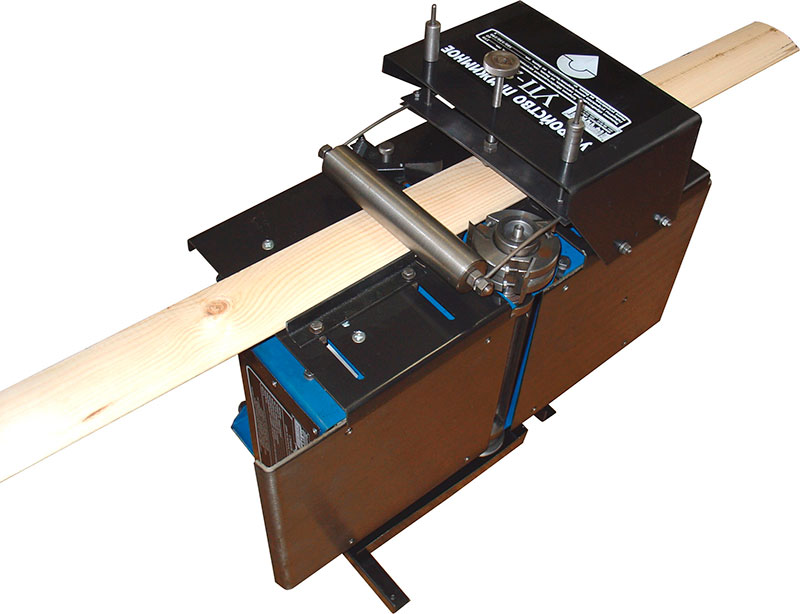



 Наличие подрезной пилы обеспечивает качественный рез без сколов и трещин ламинированных и фанерных плит.
Наличие подрезной пилы обеспечивает качественный рез без сколов и трещин ламинированных и фанерных плит.
 Подрезной узел с приводом от отдельного электродвигателя обеспечивает идеальное пиление без сколов.
Подрезной узел с приводом от отдельного электродвигателя обеспечивает идеальное пиление без сколов.

 )
) При изготовлении пиломатериалов на станках словацкой компании StrojCAD точность геометрии и высокое качество поверхности позволяет избежать участка калибровки в размер и вскрытия дефектов перед участком оптимизации и удаления дефектов. Компания Негоциант-инжиниринг является экслюзивным поставщиком лесопильного оборудования StorojCAD в России и ближнем зарубежье.
При изготовлении пиломатериалов на станках словацкой компании StrojCAD точность геометрии и высокое качество поверхности позволяет избежать участка калибровки в размер и вскрытия дефектов перед участком оптимизации и удаления дефектов. Компания Негоциант-инжиниринг является экслюзивным поставщиком лесопильного оборудования StorojCAD в России и ближнем зарубежье. Сушильная камера комплектуется европейским оборудованием, предназначенным для эксплуатации её в интенсивном режиме. Всё оборудование сертифицировано и безопасно в эксплуатации. Объём поставляемых сушильных камер не ограничен, автоматизация позволяет дистанционно управлять всем процессом сушки в каждой отдельной секции по отдельной программе.
Сушильная камера комплектуется европейским оборудованием, предназначенным для эксплуатации её в интенсивном режиме. Всё оборудование сертифицировано и безопасно в эксплуатации. Объём поставляемых сушильных камер не ограничен, автоматизация позволяет дистанционно управлять всем процессом сушки в каждой отдельной секции по отдельной программе. Шлифование и окраска
Шлифование и окраска Высококвалифицированные специалисты нашей компании проконсультируют Вас при выборе оборудования и предложат наиболее оптимальный вариант комплектации вашего производства.
Высококвалифицированные специалисты нашей компании проконсультируют Вас при выборе оборудования и предложат наиболее оптимальный вариант комплектации вашего производства. Плинтус может уменьшить повреждение оборудования при ударе, а также защитить поверхности от сил истирания и трения. Это особенно важно для оборудования, которое работает с грубыми и абразивными материалами, такими как шламы и смеси.
Плинтус может уменьшить повреждение оборудования при ударе, а также защитить поверхности от сил истирания и трения. Это особенно важно для оборудования, которое работает с грубыми и абразивными материалами, такими как шламы и смеси. Плинтус может уменьшить повреждение оборудования при ударе, а также защитить поверхности от сил истирания и трения. Это особенно важно для оборудования, которое работает с грубыми и абразивными материалами, такими как шламы и смеси.
Плинтус может уменьшить повреждение оборудования при ударе, а также защитить поверхности от сил истирания и трения. Это особенно важно для оборудования, которое работает с грубыми и абразивными материалами, такими как шламы и смеси. Эти износостойкие плинтусы обеспечивают необходимую защиту, увеличивая время безотказной работы оборудования и снижая потребность в частой замене.
Эти износостойкие плинтусы обеспечивают необходимую защиту, увеличивая время безотказной работы оборудования и снижая потребность в частой замене. Основные материалы, которые CRG использует для изготовления плинтусов для машин и оборудования, описаны ниже.
Основные материалы, которые CRG использует для изготовления плинтусов для машин и оборудования, описаны ниже. Для этих целей мы использовали этот материал для изготовления бортов различного оборудования, в том числе используемых в горнодобывающей, агрегатной и других отраслях промышленности.
Для этих целей мы использовали этот материал для изготовления бортов различного оборудования, в том числе используемых в горнодобывающей, агрегатной и других отраслях промышленности. Пластиковый плинтус CRG всегда поставляется чистым и непыльным, с ровными краями без сколов.
Пластиковый плинтус CRG всегда поставляется чистым и непыльным, с ровными краями без сколов. Пластиковые плинтуса, наличники и отделка доступны либо в простом белом цвете, либо под дерево светлого дуба, чтобы органично вписаться в дом.
Пластиковые плинтуса, наличники и отделка доступны либо в простом белом цвете, либо под дерево светлого дуба, чтобы органично вписаться в дом. …..
….. Мы можем настроить виды декоративного рисунка на поверхности.
Мы можем настроить виды декоративного рисунка на поверхности.  , Ltd является лидером в производстве пластиковых машин и сырья, такого как оборудование для экструзии пластиковых профилей/труб/листов/досок, отходов полипропиленовой/полиэтиленовой пленки/ПЭТ-бутылок. стиральная машина для переработки, линия для переработки, а также линия для гранулирования пластика. Между тем, мы знакомы с видами сырья, чтобы помочь вам выбрать наиболее подходящую машину наилучшего качества с экономической точки зрения.
, Ltd является лидером в производстве пластиковых машин и сырья, такого как оборудование для экструзии пластиковых профилей/труб/листов/досок, отходов полипропиленовой/полиэтиленовой пленки/ПЭТ-бутылок. стиральная машина для переработки, линия для переработки, а также линия для гранулирования пластика. Между тем, мы знакомы с видами сырья, чтобы помочь вам выбрать наиболее подходящую машину наилучшего качества с экономической точки зрения.

 Установка заготовки и пуск следующего цикла операций производится автоматически.
Установка заготовки и пуск следующего цикла операций производится автоматически.
 Расположение фрезерного инструмента и самостоятельное его перемещение параллельно основной оси позволяет делать сложные детали с обработкой боковых поверхностей и торцов.
Расположение фрезерного инструмента и самостоятельное его перемещение параллельно основной оси позволяет делать сложные детали с обработкой боковых поверхностей и торцов. При малой нагрузке и единичном изготовлении управляются вручную. Большинство из них имеют ЧПУ и могут подключаться к компьютеру. Они обрабатывают детали сложной конфигурации с высокой точностью. Самостоятельно контролировать размеры не могут. При стирании режущей кромки и поломке инструмента продолжают работать по заданной программе. Оператор должен периодически проверять резцы и фрезы на целостность пластин и контролировать основные размеры.
При малой нагрузке и единичном изготовлении управляются вручную. Большинство из них имеют ЧПУ и могут подключаться к компьютеру. Они обрабатывают детали сложной конфигурации с высокой точностью. Самостоятельно контролировать размеры не могут. При стирании режущей кромки и поломке инструмента продолжают работать по заданной программе. Оператор должен периодически проверять резцы и фрезы на целостность пластин и контролировать основные размеры.

 Например, при нагреве они снижают количество оборотов, уменьшая нагрузку. Если температура достигает критического значения, станок самостоятельно останавливается. Продолжить работу можно после охлаждения.
Например, при нагреве они снижают количество оборотов, уменьшая нагрузку. Если температура достигает критического значения, станок самостоятельно останавливается. Продолжить работу можно после охлаждения.
 рев. гол.
рев. гол. Хорошее состояние + оснасткаГод 2014, наработка 11 000 часов
Хорошее состояние + оснасткаГод 2014, наработка 11 000 часов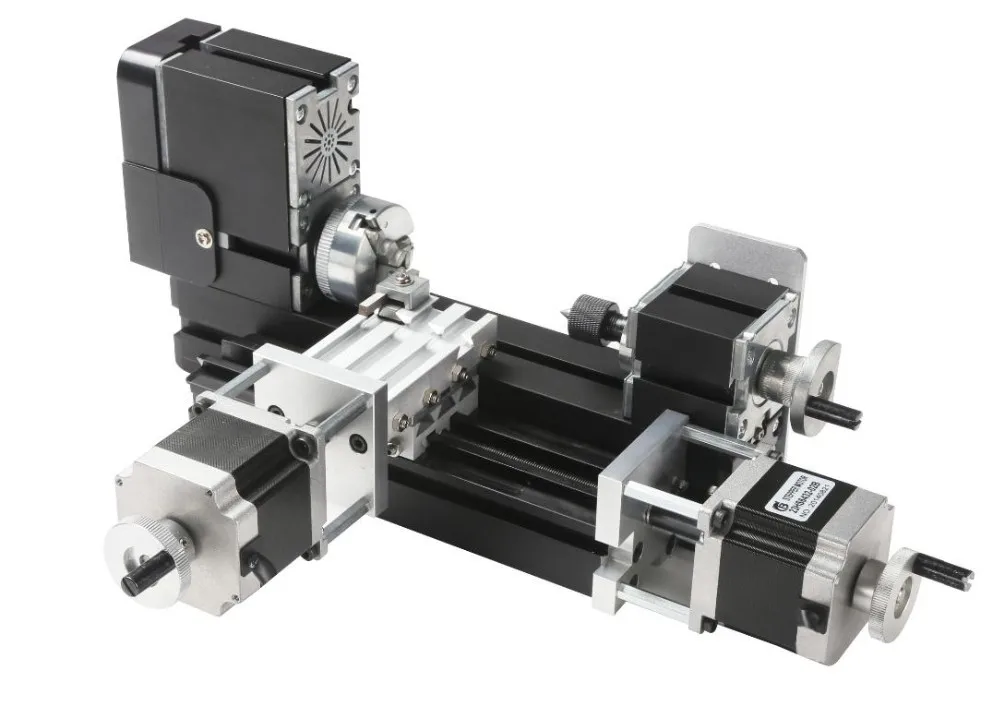 ..
.. Предназначен для обработки листовых материалов, дерева, акрила, ПВХ, ДСП, МДФ и тд.
Предназначен для обработки листовых материалов, дерева, акрила, ПВХ, ДСП, МДФ и тд.
 выпуска.Страна производитель Корея-Система ЧПУ Fanuc-Длина обработки 510 мм-Диаметр обработки 250…
выпуска.Страна производитель Корея-Система ЧПУ Fanuc-Длина обработки 510 мм-Диаметр обработки 250… Можно посмотреть в работе.Работа на этом станке не…
Можно посмотреть в работе.Работа на этом станке не… 06.2019
06.2019 отверстие в шпинделе…
отверстие в шпинделе… в патроне 250мм) , гл. привод 75кВт.,масса станка 30…
в патроне 250мм) , гл. привод 75кВт.,масса станка 30… Размер зоны обработки — 1300*2500*170 мм.Тип рабочего стола — вакуумный и механический с «Т»-пазами…
Размер зоны обработки — 1300*2500*170 мм.Тип рабочего стола — вакуумный и механический с «Т»-пазами… Производственные мощности, расположенные в Бангалоре (Индия),…
Производственные мощности, расположенные в Бангалоре (Индия),… Другие операции, попадающие в разные категории, включают формование, строгание, расточку, протяжку и распиловку.
Другие операции, попадающие в разные категории, включают формование, строгание, расточку, протяжку и распиловку. Полировка является примером смешанной операции. При полировке не образуется стружка, но ее можно выполнять на токарном, фрезерном или сверлильном станке.
Полировка является примером смешанной операции. При полировке не образуется стружка, но ее можно выполнять на токарном, фрезерном или сверлильном станке.
 Из-за высоких допусков и чистоты поверхности, которую предлагает механическая обработка, ее часто используют для добавления или улучшения прецизионных элементов к существующей детали или сглаживания поверхности до чистовой отделки.
Из-за высоких допусков и чистоты поверхности, которую предлагает механическая обработка, ее часто используют для добавления или улучшения прецизионных элементов к существующей детали или сглаживания поверхности до чистовой отделки.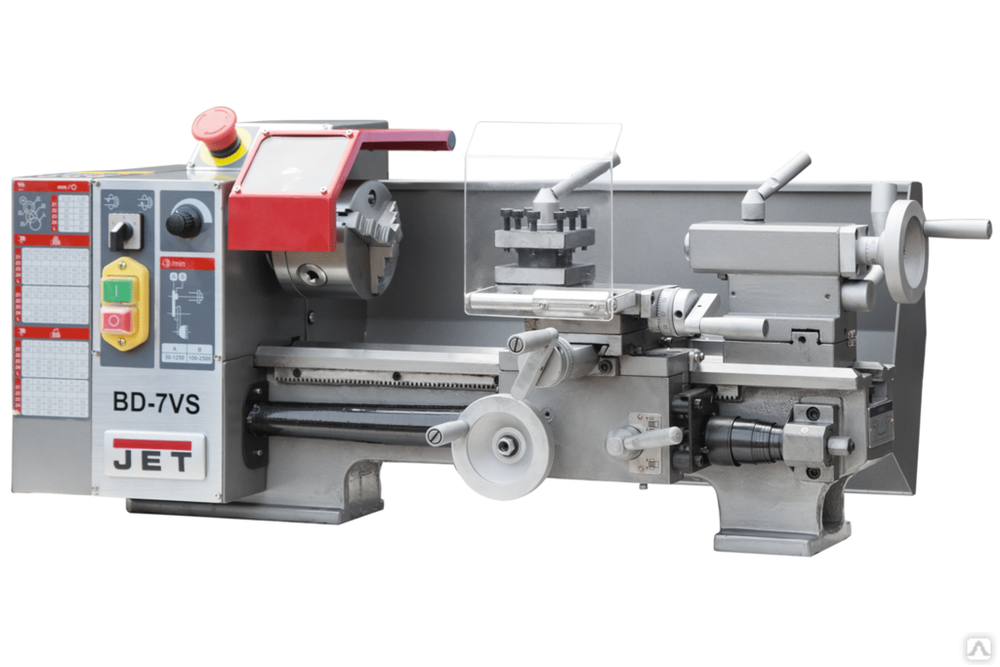 Механическая обработка детали обычно требует множества операций, которые выполняются в тщательно спланированной последовательности для создания желаемых функций.
Механическая обработка детали обычно требует множества операций, которые выполняются в тщательно спланированной последовательности для создания желаемых функций. Наиболее распространенным процессом одноточечной резки является токарная обработка, при которой заготовка вращается, а режущий инструмент входит в заготовку, срезая материал. Токарная обработка выполняется на токарном станке и изготавливает цилиндрические детали, которые могут иметь внешние или внутренние особенности. Токарные операции, такие как токарная обработка, растачивание, торцовка, нарезание канавок, отрезка (отрезка) и нарезание резьбы, позволяют обрабатывать широкий спектр деталей, включая пазы, конусы, резьбу, плоские поверхности и сложные контуры. Существуют и другие процессы одноточечной резки, не требующие вращения заготовки, такие как планирование и формование.
Наиболее распространенным процессом одноточечной резки является токарная обработка, при которой заготовка вращается, а режущий инструмент входит в заготовку, срезая материал. Токарная обработка выполняется на токарном станке и изготавливает цилиндрические детали, которые могут иметь внешние или внутренние особенности. Токарные операции, такие как токарная обработка, растачивание, торцовка, нарезание канавок, отрезка (отрезка) и нарезание резьбы, позволяют обрабатывать широкий спектр деталей, включая пазы, конусы, резьбу, плоские поверхности и сложные контуры. Существуют и другие процессы одноточечной резки, не требующие вращения заготовки, такие как планирование и формование. Первое графическое свидетельство, обнаруженное археологами в гробнице египетского фараона Петосириса IV века. На картине изображены двое мужчин, работающих на древнем токарном станке.
Первое графическое свидетельство, обнаруженное археологами в гробнице египетского фараона Петосириса IV века. На картине изображены двое мужчин, работающих на древнем токарном станке. Это также наиболее распространенная операция токарной обработки.
Это также наиболее распространенная операция токарной обработки.




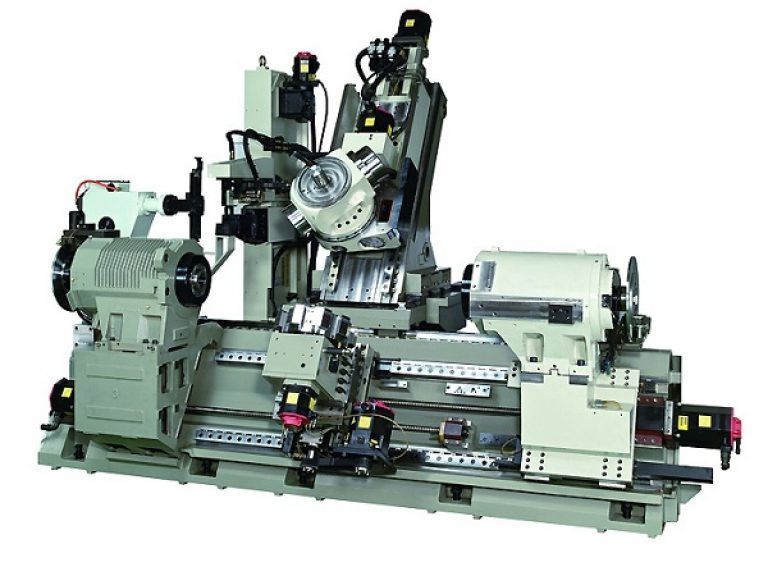 Токарная обработка с конусом создает наклонный переход между двумя поверхностями заготовки разного диаметра. Результат возникает из-за углового движения между заготовкой и режущим инструментом.
Токарная обработка с конусом создает наклонный переход между двумя поверхностями заготовки разного диаметра. Результат возникает из-за углового движения между заготовкой и режущим инструментом.
 2 — 22 440 грн
2 — 22 440 грн Но тут важно понимать, что только при правильном выборе подходящего инструмента осуществляется возможность создания поистине красивого предмета из дерева.
Но тут важно понимать, что только при правильном выборе подходящего инструмента осуществляется возможность создания поистине красивого предмета из дерева. Тут нужны токарные станки по дереву.
Тут нужны токарные станки по дереву.


 Он позволит не только сэкономить время, но и денежные средства.
Он позволит не только сэкономить время, но и денежные средства.
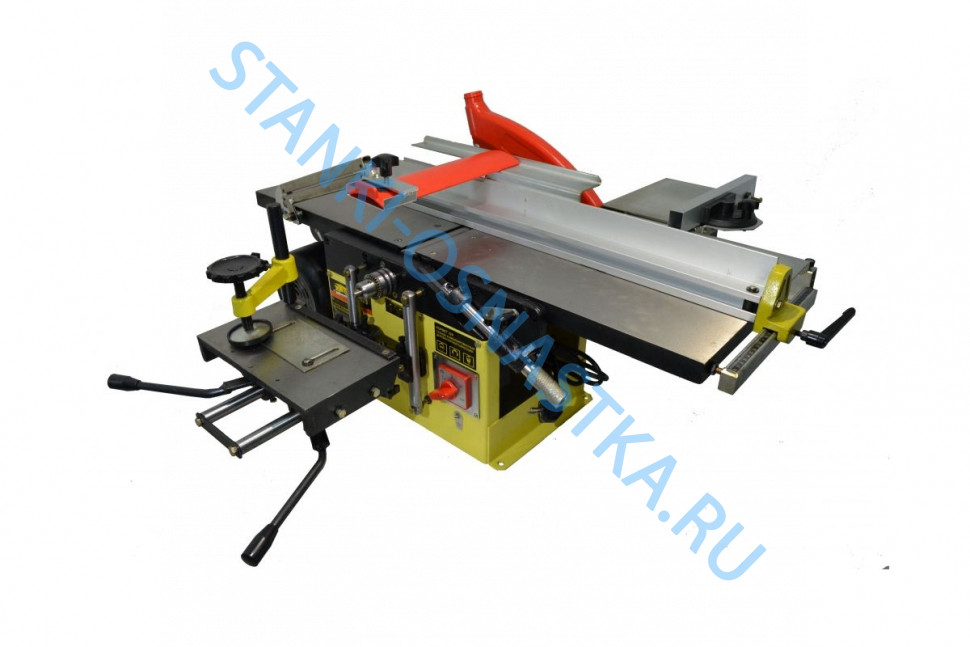

 Наличие универсальной пилы, которая может идеально отпилить под углом 10-футовую панель, а затем использовать ее для распиловки массивной древесины, открывает неограниченные возможности для творчества. Предлагая полную линейку продуктов от корпусов до столешниц из цельного дерева. к большим окнам и дверям, оборудование MARTIN позволяет мне предлагать нашим клиентам то, что они хотят. С помощью фуганка T54 я могу с комфортом фрезеровать заготовки для 10-футовых дверей, зная, что они будут плоскими. Точность — это то, что для меня значит MARTIN». Скотт Слейтер
Наличие универсальной пилы, которая может идеально отпилить под углом 10-футовую панель, а затем использовать ее для распиловки массивной древесины, открывает неограниченные возможности для творчества. Предлагая полную линейку продуктов от корпусов до столешниц из цельного дерева. к большим окнам и дверям, оборудование MARTIN позволяет мне предлагать нашим клиентам то, что они хотят. С помощью фуганка T54 я могу с комфортом фрезеровать заготовки для 10-футовых дверей, зная, что они будут плоскими. Точность — это то, что для меня значит MARTIN». Скотт Слейтер Эдвард Дж. Росси
Эдвард Дж. Росси Невозможно измерить любое отклонение от заданного размера. Никаких бекасов и разрывов зерна. Эта машина быстро изменила наш процесс S4S. Идеальный в сочетании с нашим столярным станком MARTIN T54».
Невозможно измерить любое отклонение от заданного размера. Никаких бекасов и разрывов зерна. Эта машина быстро изменила наш процесс S4S. Идеальный в сочетании с нашим столярным станком MARTIN T54». Джейсон Стро
Джейсон Стро Благодаря запатентованному WEBER CBF, у меня почти нет колебаний, а несколько оставшихся следов удаляются запатентованной планетарной головкой Weber…
Благодаря запатентованному WEBER CBF, у меня почти нет колебаний, а несколько оставшихся следов удаляются запатентованной планетарной головкой Weber… Для окончательной шлифовки у нас не было идеального решения, поэтому мы проверили различные широколенточные шлифовальные машины. Мы решили остановить свой выбор на WEBER KSN-2-1350 (DM) Compact, так как на этой машине мы добились наилучших результатов шлифования. Шлифовальный станок WEBER отличается простотой использования, а компоненты Siemens гарантируют доступность электрических запасных частей в течение многих лет.
Для окончательной шлифовки у нас не было идеального решения, поэтому мы проверили различные широколенточные шлифовальные машины. Мы решили остановить свой выбор на WEBER KSN-2-1350 (DM) Compact, так как на этой машине мы добились наилучших результатов шлифования. Шлифовальный станок WEBER отличается простотой использования, а компоненты Siemens гарантируют доступность электрических запасных частей в течение многих лет. Когда я увидел полунатяжной механизм и размер коробки, я был шокирован. Я купил несколько 60-дюймовых удлинителей для вилочного погрузчика. что сделало разгрузку очень легкой.Если бы у меня не было удлинителей, я бы не смог его разгрузить.Водитель был очень мил и помог спустить его по подъездной дорожке — я попросил его использовать домкрат для поддонов на конце, пока я использовал вилочный погрузчик, чтобы направить его к передней части гаража…
Когда я увидел полунатяжной механизм и размер коробки, я был шокирован. Я купил несколько 60-дюймовых удлинителей для вилочного погрузчика. что сделало разгрузку очень легкой.Если бы у меня не было удлинителей, я бы не смог его разгрузить.Водитель был очень мил и помог спустить его по подъездной дорожке — я попросил его использовать домкрат для поддонов на конце, пока я использовал вилочный погрузчик, чтобы направить его к передней части гаража… Barth RPG-l/VMP3513 предлагает с одной стороны пресс для шпона/вакуумной мембраны Barth VMP3513, а с другой стороны — мультипресс BARTH RPG-L. , ВМП предлагает решение 100% пресс для шпона, который также может быть использован для формовки с чрезвычайно дробным давлением 5-7 минут при обычном облицовывании без нагрева!…
Barth RPG-l/VMP3513 предлагает с одной стороны пресс для шпона/вакуумной мембраны Barth VMP3513, а с другой стороны — мультипресс BARTH RPG-L. , ВМП предлагает решение 100% пресс для шпона, который также может быть использован для формовки с чрезвычайно дробным давлением 5-7 минут при обычном облицовывании без нагрева!…
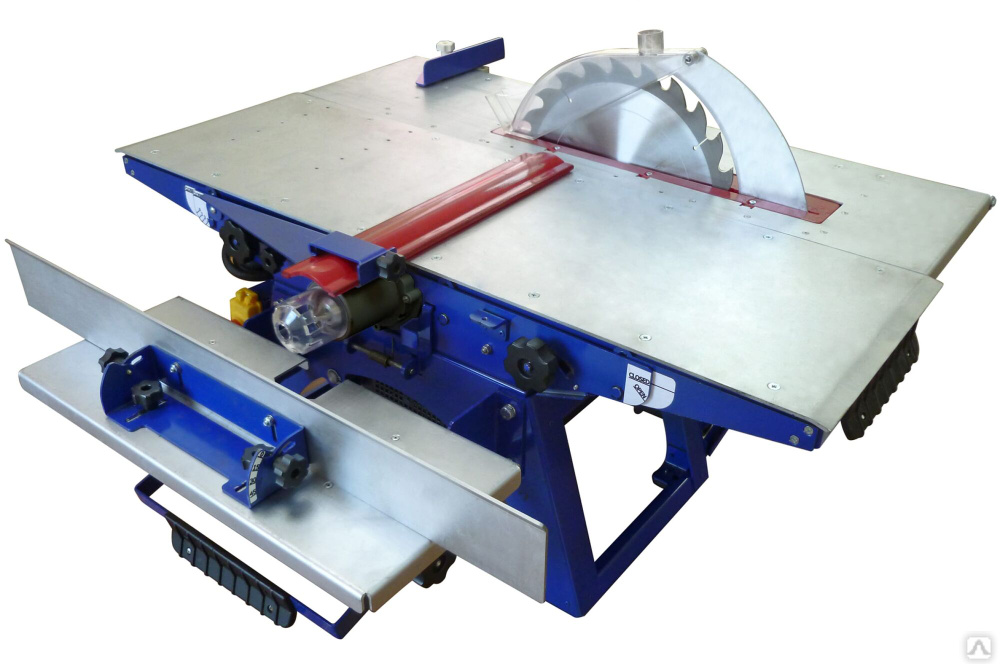 Конрад Шрок
Конрад Шрок Демонстрация убедила нас в правильности обрабатывающего центра GANNOMAT ProTec. ProTec покорил нас своей мощной технологией и высокой точностью изготовления деталей». Лэнс Мак
Демонстрация убедила нас в правильности обрабатывающего центра GANNOMAT ProTec. ProTec покорил нас своей мощной технологией и высокой точностью изготовления деталей». Лэнс Мак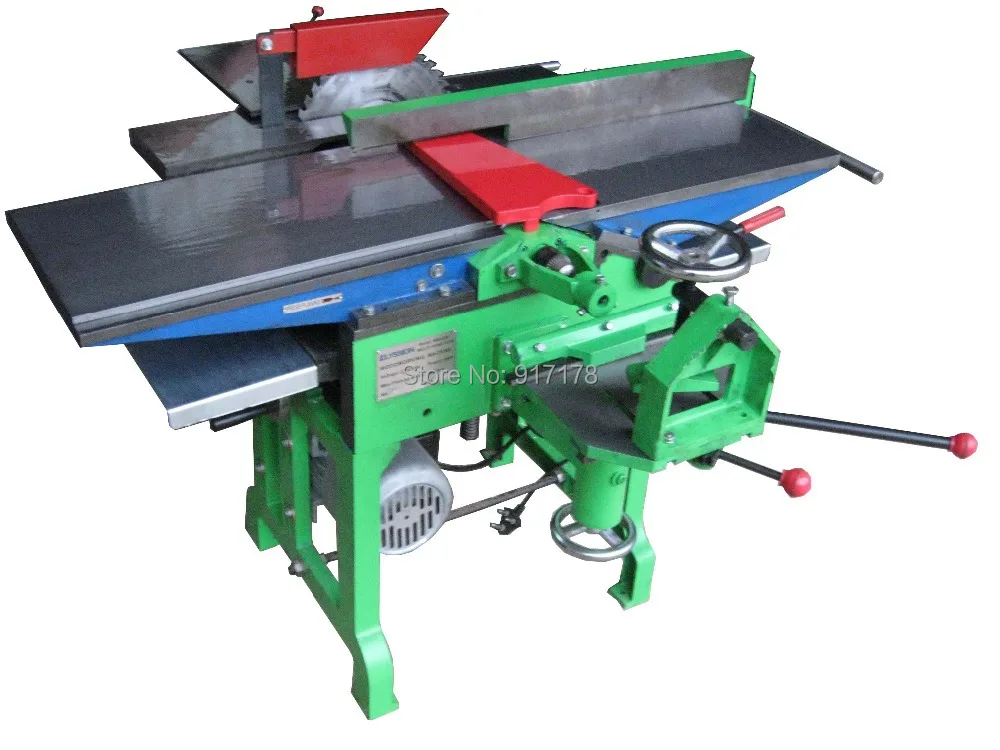 Таким образом, в нашей мастерской нет пыли, что хорошо для наших сотрудников, и, кроме того, мы можем получить идеальную поверхность.
Таким образом, в нашей мастерской нет пыли, что хорошо для наших сотрудников, и, кроме того, мы можем получить идеальную поверхность. Каретка 400 мм с максимальной производительностью пропила за один проход 1200 мм с двигателем 2200 Вт
Каретка 400 мм с максимальной производительностью пропила за один проход 1200 мм с двигателем 2200 Вт

 Особенность технологии в том, что можно использовать полимеры разных цветов, что позволяет создавать разноцветные и текстурированные детали.
Особенность технологии в том, что можно использовать полимеры разных цветов, что позволяет создавать разноцветные и текстурированные детали.
 Проводим обзор готового изделия. Снимаем размеры физической модели и сравниваем их с размерами трехмерной модели.
Проводим обзор готового изделия. Снимаем размеры физической модели и сравниваем их с размерами трехмерной модели. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
 6K
6K 9K
9K
 Но всё-таки покрутите штурвал, а вдруг… )
Но всё-таки покрутите штурвал, а вдруг… ) Поэтому мы решили спроектировать «наземную» машину, которая бы, тем не менее, сравнилась с авиационной техникой по скорости и качеству обработки или даже превзошла ее. Разработки вели по авиационным нормам, так как мы все были летчиками.
Поэтому мы решили спроектировать «наземную» машину, которая бы, тем не менее, сравнилась с авиационной техникой по скорости и качеству обработки или даже превзошла ее. Разработки вели по авиационным нормам, так как мы все были летчиками.
 000Z» title=»2022-10-14, 09:48″>14 октября 2022 в 09:48
000Z» title=»2022-10-14, 09:48″>14 октября 2022 в 09:48 000Z» title=»2022-10-04, 11:11″>4 октября 2022 в 11:11
000Z» title=»2022-10-04, 11:11″>4 октября 2022 в 11:11 Ю. А. Гагарина Олегом Блиновым об участии в эксперименте, решении самых разных задач с помощью доступных 3D-технологий и, конечно, о буднях будущего межпланетного перелета.
Ю. А. Гагарина Олегом Блиновым об участии в эксперименте, решении самых разных задач с помощью доступных 3D-технологий и, конечно, о буднях будущего межпланетного перелета. Но в последние годы, благодаря быстро развивающейся оружейной промышленности, они стали более доступными и популярными среди преступников и злоумышленников. Они недорогие, их легко приобрести, и уже давно существуют вне поля зрения правительства. Наборы для сборки гост ган являются основой подавляющего большинства оружия, продаваемого населению и применяемого в преступлениях в США. Многие компоненты, такие как ствол, затвор и магазин, можно легально приобрести в Интернете, в удобных комплектах без лицензии на огнестрельное оружие
Но в последние годы, благодаря быстро развивающейся оружейной промышленности, они стали более доступными и популярными среди преступников и злоумышленников. Они недорогие, их легко приобрести, и уже давно существуют вне поля зрения правительства. Наборы для сборки гост ган являются основой подавляющего большинства оружия, продаваемого населению и применяемого в преступлениях в США. Многие компоненты, такие как ствол, затвор и магазин, можно легально приобрести в Интернете, в удобных комплектах без лицензии на огнестрельное оружие
 Также особенностью 3D печати является тот факт, что некоторые детали приходится перепечатывать по нескольку раз для достижения желаемых результатов. Процесс разработки и печати детали иногда бывает достаточно итеративным и медитативным )).А что если бы у Вас был безлимитный пластик? Эдакая «супер способность» — человек-филамент? Помогло бы это Вам в Вашем 3D ремесле?
Также особенностью 3D печати является тот факт, что некоторые детали приходится перепечатывать по нескольку раз для достижения желаемых результатов. Процесс разработки и печати детали иногда бывает достаточно итеративным и медитативным )).А что если бы у Вас был безлимитный пластик? Эдакая «супер способность» — человек-филамент? Помогло бы это Вам в Вашем 3D ремесле?
 Изначальной задумкой было просто использовать линейный привод или один шаговый двигатель с резьбовой шпилькой для реализации движения вверх/вниз. Однако меня понесло, и я решил сделать так, чтобы устройство могло осуществлять движение во всех направлениях, для чего и была выбрана платформа Гью-Стюарта, обеспечивающая 6 степеней свободы.
Изначальной задумкой было просто использовать линейный привод или один шаговый двигатель с резьбовой шпилькой для реализации движения вверх/вниз. Однако меня понесло, и я решил сделать так, чтобы устройство могло осуществлять движение во всех направлениях, для чего и была выбрана платформа Гью-Стюарта, обеспечивающая 6 степеней свободы. Именно об этом и пойдёт рассказ ниже.
Именно об этом и пойдёт рассказ ниже.
 000Z» title=»2022-08-10, 16:14″>10 августа 2022 в 16:14
000Z» title=»2022-08-10, 16:14″>10 августа 2022 в 16:14 Кредит: Хуэй и др.
Кредит: Хуэй и др. Их подход, представленный в статье, опубликованной в Nature Electronics может помочь снизить себестоимость многочисленных устройств на основе гидрогеля, включая датчики деформации, индукторы и биологические электроды.
Их подход, представленный в статье, опубликованной в Nature Electronics может помочь снизить себестоимость многочисленных устройств на основе гидрогеля, включая датчики деформации, индукторы и биологические электроды. Предлагаемый ими подход основан на технологии 3D-печати, в частности, с использованием поддерживающей матрицы на основе гидрогеля и растяжимых серебряно-гидрогелевых чернил.
Предлагаемый ими подход основан на технологии 3D-печати, в частности, с использованием поддерживающей матрицы на основе гидрогеля и растяжимых серебряно-гидрогелевых чернил.
 Кредит: Хуэй и др.
Кредит: Хуэй и др. DOI: 10.1038/s41928-022-00887-8
DOI: 10.1038/s41928-022-00887-8

 «Это было только вопросом времени.»
«Это было только вопросом времени.»

 «Они могут включать в себя огнестрельное оружие, напечатанное на 3D-принтере, переделанные пулевые ружья и другое самодельное огнестрельное оружие».
«Они могут включать в себя огнестрельное оружие, напечатанное на 3D-принтере, переделанные пулевые ружья и другое самодельное огнестрельное оружие».

 Лазерный принтер использует лазерный луч для намагничивания вала, который, разогретый печкой, переносит горячий порошок (тонер) на лист бумаги. В отличии от струйных с обычными картриджами ресурс этого принтера 2-3 тысячи отпечатков на одной заправке картриджей, есть модели и на 15000+ отпечатков. Эти принтеры очень боятся всякого рода скрепок, которые вместе с листом бумаги подсовывают всякие сотрудники всяких бухгалтерий. Иногда изнашиваются фотобарабаны, иногда выходит из строя печка (тэн). Вы можете воспользоваться тестовым листом для проверки вашего лазерного черно-белого принтера онлайн.
Лазерный принтер использует лазерный луч для намагничивания вала, который, разогретый печкой, переносит горячий порошок (тонер) на лист бумаги. В отличии от струйных с обычными картриджами ресурс этого принтера 2-3 тысячи отпечатков на одной заправке картриджей, есть модели и на 15000+ отпечатков. Эти принтеры очень боятся всякого рода скрепок, которые вместе с листом бумаги подсовывают всякие сотрудники всяких бухгалтерий. Иногда изнашиваются фотобарабаны, иногда выходит из строя печка (тэн). Вы можете воспользоваться тестовым листом для проверки вашего лазерного черно-белого принтера онлайн. ру
ру
 Этот процесс начинается с оцифровки тестового файла TF1. Оцифровка должна быть произведена с применением максимально возможного разрешения сканера. Файл на выходе применяется для оценки RGB-компонентов в некоторых областях. Для этого применяют графический редактор Adobe Photoshop. На определенных участках с разной яркостью фиксируются полученные результаты передачи на странице основных семи цветов (голубого, зеленого, синего, красного, желтого, черного, пурпурного). После чего полученные данные записывают в специальную таблицу, где после определяют уровень корректности цветов, которые воспроизводит принтер.
Этот процесс начинается с оцифровки тестового файла TF1. Оцифровка должна быть произведена с применением максимально возможного разрешения сканера. Файл на выходе применяется для оценки RGB-компонентов в некоторых областях. Для этого применяют графический редактор Adobe Photoshop. На определенных участках с разной яркостью фиксируются полученные результаты передачи на странице основных семи цветов (голубого, зеленого, синего, красного, желтого, черного, пурпурного). После чего полученные данные записывают в специальную таблицу, где после определяют уровень корректности цветов, которые воспроизводит принтер.
 Но в процессе проверки путем тестовой страницы специалисты стараются придерживаться общих стандартов. За несколько десятилетий в развитии рынка принтеров сформировались даже некие общие правила проведения анализа. Но все же для различных типов принтеров имеются свои правила. К примеру, процесс тестирования струйных и лазерных устройств немного отличается от того же теста матричных принтеров.
Но в процессе проверки путем тестовой страницы специалисты стараются придерживаться общих стандартов. За несколько десятилетий в развитии рынка принтеров сформировались даже некие общие правила проведения анализа. Но все же для различных типов принтеров имеются свои правила. К примеру, процесс тестирования струйных и лазерных устройств немного отличается от того же теста матричных принтеров.
 Фактически, Sawgrass — единственная компания, которая в настоящее время производит сублимационные принтеры для личного пользования.
Фактически, Sawgrass — единственная компания, которая в настоящее время производит сублимационные принтеры для личного пользования. 4 Принтеры Ricoh для сублимационной печати
4 Принтеры Ricoh для сублимационной печати
 Как правило, сублимационные принтеры обеспечивают более высокое качество сублимационной печати по более высокой цене.
Как правило, сублимационные принтеры обеспечивают более высокое качество сублимационной печати по более высокой цене. Большинство принтеров поставляются со стандартными возможностями четырехцветной печати. Базовыми цветами этих принтеров являются голубой, пурпурный, желтый и черный (CMYK). Однако, если вы печатаете фотографии или сложные изображения, требующие тонкости оттенка и тона, вы можете рассмотреть возможность приобретения 6- или 8-цветного принтера.
Большинство принтеров поставляются со стандартными возможностями четырехцветной печати. Базовыми цветами этих принтеров являются голубой, пурпурный, желтый и черный (CMYK). Однако, если вы печатаете фотографии или сложные изображения, требующие тонкости оттенка и тона, вы можете рассмотреть возможность приобретения 6- или 8-цветного принтера. Поэтому мы составили список лучших принтеров на рынке (вместе с их характеристиками), чтобы помочь вам выбрать принтер, который подходит именно вам.
Поэтому мы составили список лучших принтеров на рынке (вместе с их характеристиками), чтобы помочь вам выбрать принтер, который подходит именно вам.
 Напряжение аккумуляторов 18 Вольт, емкость 5.0 Ач.
Напряжение аккумуляторов 18 Вольт, емкость 5.0 Ач. Не страшно оставить в комнате и уйти работать на улицу. Всем советую покупать лишь оригинальную продукцию. Аккумуляторы ну очень долго разряжаются.
Не страшно оставить в комнате и уйти работать на улицу. Всем советую покупать лишь оригинальную продукцию. Аккумуляторы ну очень долго разряжаются. Недостатки: Нет
Недостатки: Нет Все хорошо работает до определенного времени, очевидно до набора циклов зарядки встроенным в АКБ контроллером. Прошло полгода с момента начала эксплуатации и не в профессиональном уровне, а в бытовом и один из АКБ из купленного комплекта перестал заряжаться. Ничего не предвещало беды, все АКБ работали одинаково хорошо, заряжались, разряжались при работе и вдруг один из них как будто выключили. Он перестал заряжаться и начинал мигать лампочкой на зарядном устройстве — то перегрев, то неисправность. Считаю, что ресурс в полтора года при эксплуатации в домашних, не профессиональных условия, слишком мало для именитой фирмы.
Все хорошо работает до определенного времени, очевидно до набора циклов зарядки встроенным в АКБ контроллером. Прошло полгода с момента начала эксплуатации и не в профессиональном уровне, а в бытовом и один из АКБ из купленного комплекта перестал заряжаться. Ничего не предвещало беды, все АКБ работали одинаково хорошо, заряжались, разряжались при работе и вдруг один из них как будто выключили. Он перестал заряжаться и начинал мигать лампочкой на зарядном устройстве — то перегрев, то неисправность. Считаю, что ресурс в полтора года при эксплуатации в домашних, не профессиональных условия, слишком мало для именитой фирмы. Нельзя переохлаждать, при работе на морозе могут перестать заряжаться, потом бывает отогреваются, за неделю в тепле. Отдельное слово заслуживает кейс. Он комплектный, на «один пост» Легко пристегивается к другим таким же кейсам или скажем к «четырёх постовому» чемодану. Из кейса выкидывается вся эта чёрная фигня служащая для фиксации и туда влезает какой-нибудь инструмент в дополнение к з/у и АКБ. В моём случае реноватор.Достоинства: КейсНедостатки: Брал ещё за 17. За 24 это как то перебор.
Нельзя переохлаждать, при работе на морозе могут перестать заряжаться, потом бывает отогреваются, за неделю в тепле. Отдельное слово заслуживает кейс. Он комплектный, на «один пост» Легко пристегивается к другим таким же кейсам или скажем к «четырёх постовому» чемодану. Из кейса выкидывается вся эта чёрная фигня служащая для фиксации и туда влезает какой-нибудь инструмент в дополнение к з/у и АКБ. В моём случае реноватор.Достоинства: КейсНедостатки: Брал ещё за 17. За 24 это как то перебор. Достоинства: Чем больше, тем лучше, это знают все нормальные люди.
Достоинства: Чем больше, тем лучше, это знают все нормальные люди.
 ) в Москве представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить аккумулятор Makita 198311-6 18В 5Ач Li-Ion с зарядным устройством в комплекте (2 шт.) в интернет-магазине Петрович в Москве.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар аккумулятор Makita 198311-6 18В 5Ач Li-Ion с зарядным устройством в комплекте (2 шт.) действительны в Москве.
) в Москве представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить аккумулятор Makita 198311-6 18В 5Ач Li-Ion с зарядным устройством в комплекте (2 шт.) в интернет-магазине Петрович в Москве.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар аккумулятор Makita 198311-6 18В 5Ач Li-Ion с зарядным устройством в комплекте (2 шт.) действительны в Москве.




 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.

 Начинается от края ладони между большим и указательным пальцами и проходит через ладонь в средней части с линией жизни внизу и линией сердца вверху. Вы можете найти его точное местоположение на правой картинке. → Линия Головы Чтение Онлайн
Начинается от края ладони между большим и указательным пальцами и проходит через ладонь в средней части с линией жизни внизу и линией сердца вверху. Вы можете найти его точное местоположение на правой картинке. → Линия Головы Чтение Онлайн Вы отзывчивы, хорошо соображаете и более внимательны, чем другие. В то же время легко слишком много думать и зайти в тупик. (Рис. 1)
Вы отзывчивы, хорошо соображаете и более внимательны, чем другие. В то же время легко слишком много думать и зайти в тупик. (Рис. 1) Вы, как правило, были прирожденным идеологом и могли преуспеть в математике, коммерции, науке и технике. (Рис. 4)
Вы, как правило, были прирожденным идеологом и могли преуспеть в математике, коммерции, науке и технике. (Рис. 4)  Однако ваша жизнь будет полна взлетов и падений. (Рис. 7)
Однако ваша жизнь будет полна взлетов и падений. (Рис. 7) Чем дольше наложение, тем больше вы беспокоитесь, осторожны и нерешительны. (Рис. 11)
Чем дольше наложение, тем больше вы беспокоитесь, осторожны и нерешительны. (Рис. 11)
 3-3, 3-4. Их основные данные приведены в табл. 3-1. Электрошпиндель с частотой вращения 120·103 об/мин имеет закрытую конструкцию, водяное охлаждение, выполнен на шариковых опорах.
3-3, 3-4. Их основные данные приведены в табл. 3-1. Электрошпиндель с частотой вращения 120·103 об/мин имеет закрытую конструкцию, водяное охлаждение, выполнен на шариковых опорах. Вал ротора опирается на внешние кольца трех сателлитовых шарикоподшипников с коэффициентом редукции по скорости для шарикоподшипников — около трех. При частоте 3,5 кГц синхронная частота вращения поля двигателя 210·103 об/мин. При частоте вращения ротора 200·103 об/мин линейная скорость на периферии ротора 270 м/с. Пусковые характеристики двигателя приведены в гл. 6, рис. 6-6—6-9.
Вал ротора опирается на внешние кольца трех сателлитовых шарикоподшипников с коэффициентом редукции по скорости для шарикоподшипников — около трех. При частоте 3,5 кГц синхронная частота вращения поля двигателя 210·103 об/мин. При частоте вращения ротора 200·103 об/мин линейная скорость на периферии ротора 270 м/с. Пусковые характеристики двигателя приведены в гл. 6, рис. 6-6—6-9.

 Желательно иметь первую критическую скорость выше номинальной, что при весьма больших скоростях возможно только при сравнительно коротком роторе и достаточно большом его диаметре. В сверхвысокоскоростном двигателе целесообразно определять диаметр ротора, исходя из допустимого коэффициента запаса прочности материала ротора по пределу текучести.
Желательно иметь первую критическую скорость выше номинальной, что при весьма больших скоростях возможно только при сравнительно коротком роторе и достаточно большом его диаметре. В сверхвысокоскоростном двигателе целесообразно определять диаметр ротора, исходя из допустимого коэффициента запаса прочности материала ротора по пределу текучести. Подшипники с газовой смазкой в СССР теоретически разработаны и внедряются при участии проф. С. А. Шейнберга и его учеников. Конструкции таких опор им описаны в [Л. 87]. В проблемной лаборатории МЭИ был спроектирован двигатель на длинных газовых подшипниках мощностью до 4 кВт с частотой вращения 48· 103об/мин. Он предназначен для турбокомпрессора. Такая конструкция позволяет обработать подшипники за один установ. Ротор с бортиком диаметром 20 мм вставляется справа и закрепляется подпятником. Наличие бортика позволяет фиксировать ротор с помощью подпятника в аксиальном направлении. При сборке и разборке двигателя не требуется снятия подшипников. Так как двигатель предназначен для турбокомпрессора, то на роторе имеются газовые турбины (газовые колеса). При данной конструкции они могут быть размещены или на обоих концах вала ротора, или с одной стороны. При расположении газовой турбины с одной стороны ее целесообразно разместить с той же стороны, где имеется бортик, так как в этом случае при сборке и разборке не потребуется снятия газовой турбины и не будет нарушена выполненная балансировка ротора вместе с газовой турбиной.
Подшипники с газовой смазкой в СССР теоретически разработаны и внедряются при участии проф. С. А. Шейнберга и его учеников. Конструкции таких опор им описаны в [Л. 87]. В проблемной лаборатории МЭИ был спроектирован двигатель на длинных газовых подшипниках мощностью до 4 кВт с частотой вращения 48· 103об/мин. Он предназначен для турбокомпрессора. Такая конструкция позволяет обработать подшипники за один установ. Ротор с бортиком диаметром 20 мм вставляется справа и закрепляется подпятником. Наличие бортика позволяет фиксировать ротор с помощью подпятника в аксиальном направлении. При сборке и разборке двигателя не требуется снятия подшипников. Так как двигатель предназначен для турбокомпрессора, то на роторе имеются газовые турбины (газовые колеса). При данной конструкции они могут быть размещены или на обоих концах вала ротора, или с одной стороны. При расположении газовой турбины с одной стороны ее целесообразно разместить с той же стороны, где имеется бортик, так как в этом случае при сборке и разборке не потребуется снятия газовой турбины и не будет нарушена выполненная балансировка ротора вместе с газовой турбиной. Для охлаждения двигателя можно использовать газ, но более эффективно охлаждение водой. Поэтому в корпусе двигателя имеется канал для воды, создающий водяную рубашку. Двигатель спроектирован с трехфазной первичной обмоткой на напряжение 380 В с частотой 800 Гц. Вторичная роторная обмотка — короткозамкнутая. Данные таких двигателей при величине воздушного зазора 0,2 мм и закрытых пазах на роторе приведены в табл. 3-2 и 3-3.
Для охлаждения двигателя можно использовать газ, но более эффективно охлаждение водой. Поэтому в корпусе двигателя имеется канал для воды, создающий водяную рубашку. Двигатель спроектирован с трехфазной первичной обмоткой на напряжение 380 В с частотой 800 Гц. Вторичная роторная обмотка — короткозамкнутая. Данные таких двигателей при величине воздушного зазора 0,2 мм и закрытых пазах на роторе приведены в табл. 3-2 и 3-3. В момент пуска такие подшипники работают как аэростатические, затем по мере увеличения скорости и возникновения «воздушного клина» они начинают работать как аэродинамические. Однако при весьма больших частотах вращения длинные газовые опоры не годятся, так как в этом случае возникает полускоростной вихрь, шип (цапф) ротора задевает подшипник и разрушает его поверхность, двигатель выходит из строя. Поэтому при создании электромашин с частотой вращения (200—300)-103 об/мин и более следует применять короткие газовые опоры.
В момент пуска такие подшипники работают как аэростатические, затем по мере увеличения скорости и возникновения «воздушного клина» они начинают работать как аэродинамические. Однако при весьма больших частотах вращения длинные газовые опоры не годятся, так как в этом случае возникает полускоростной вихрь, шип (цапф) ротора задевает подшипник и разрушает его поверхность, двигатель выходит из строя. Поэтому при создании электромашин с частотой вращения (200—300)-103 об/мин и более следует применять короткие газовые опоры. 
 Исправить ее, сделать более жесткой не представляется возможным из-за трудности создания газовой установки с обратными связями по скорости.
Исправить ее, сделать более жесткой не представляется возможным из-за трудности создания газовой установки с обратными связями по скорости.
 Что касается числа больших статорных пазов z0 для размещения обмотки, то они выбираются исходя из числа полюсов (2p1) первичной обмотки.
Что касается числа больших статорных пазов z0 для размещения обмотки, то они выбираются исходя из числа полюсов (2p1) первичной обмотки. 3-9), выполнить сравнительно большое число зубцов ротора. В результате магнитной редукции скорости удается получить весьма низкие частоты вращения ротора. Например, для получения 60 об/мин ротора при частоте сети 50 Гц необходимо выполнить ротор с числом зубцов 50, а число зубцов гребенки статора при четырехполюсной первичной обмотке можно выбрать 48 или 52.
3-9), выполнить сравнительно большое число зубцов ротора. В результате магнитной редукции скорости удается получить весьма низкие частоты вращения ротора. Например, для получения 60 об/мин ротора при частоте сети 50 Гц необходимо выполнить ротор с числом зубцов 50, а число зубцов гребенки статора при четырехполюсной первичной обмотке можно выбрать 48 или 52. д. с. в обмотке двигателя.
д. с. в обмотке двигателя. Эти недостатки в значительной мере могут быть устранены в случае внедрения малогабаритного сверхвысокоскоростного электродвигателя. В направлении создания таких электродвигателей для текстильных машин ведутся работы в ряде организаций. Например, в Московском текстильном институте создан миниатюрный электровьюрковый двигатель на газовых подшипниках с частотой вращения до (200—300)·103 об/мин, потребляющий мощность около 5—10 Вт.
Эти недостатки в значительной мере могут быть устранены в случае внедрения малогабаритного сверхвысокоскоростного электродвигателя. В направлении создания таких электродвигателей для текстильных машин ведутся работы в ряде организаций. Например, в Московском текстильном институте создан миниатюрный электровьюрковый двигатель на газовых подшипниках с частотой вращения до (200—300)·103 об/мин, потребляющий мощность около 5—10 Вт. Такая магнитная стабилизация ротора имеет целый ряд недостатков и в первую очередь то, что кольцевые канавки на поверхности пакета статора уменьшают магнитную проводимость в зазоре и полезную поверхность пакета для рабочего магнитного потока машины.
Такая магнитная стабилизация ротора имеет целый ряд недостатков и в первую очередь то, что кольцевые канавки на поверхности пакета статора уменьшают магнитную проводимость в зазоре и полезную поверхность пакета для рабочего магнитного потока машины. 


 дополнительные изделия).
дополнительные изделия).

 1 ниже.
1 ниже. Чтобы учесть это, можно либо уменьшить гармоники за счет снижения номинальных характеристик частотно-регулируемого привода, увеличив стоимость и размер привода, либо снизить номинальные характеристики двигателя с постоянными магнитами, чтобы он мог поглощать повышенные гармоники, сохраняя при этом желаемую мощность. В любом случае капитальные затраты системы существенно увеличатся, как показано на рис. 1 ниже.
Чтобы учесть это, можно либо уменьшить гармоники за счет снижения номинальных характеристик частотно-регулируемого привода, увеличив стоимость и размер привода, либо снизить номинальные характеристики двигателя с постоянными магнитами, чтобы он мог поглощать повышенные гармоники, сохраняя при этом желаемую мощность. В любом случае капитальные затраты системы существенно увеличатся, как показано на рис. 1 ниже. 2 ниже). Оптимизируйте систему электропривода уже сегодня, добавив CTM FlexSine ® или фильтр HighSine™.
2 ниже). Оптимизируйте систему электропривода уже сегодня, добавив CTM FlexSine ® или фильтр HighSine™. По сравнению с электролитическими конденсаторами, используемыми в фильтрах наших конкурентов, преимущества пленочных конденсаторов CTM включают более высокие номинальные температуры, более высокие номинальные значения импульсного напряжения,…
По сравнению с электролитическими конденсаторами, используемыми в фильтрах наших конкурентов, преимущества пленочных конденсаторов CTM включают более высокие номинальные температуры, более высокие номинальные значения импульсного напряжения,… 1). CTM обнаружил влияние длины кабеля на гармонические искажения с помощью полевых данных, предоставленных заказчиком. Из-за создаваемого дополнительного шума…
1). CTM обнаружил влияние длины кабеля на гармонические искажения с помощью полевых данных, предоставленных заказчиком. Из-за создаваемого дополнительного шума… Приводы Calnetix с регулируемой скоростью низкого и среднего напряжения (VSD) обеспечивают энергоэффективность и надежность для обеспечения прибыльных операций в широком диапазоне промышленных приложений.
Приводы Calnetix с регулируемой скоростью низкого и среднего напряжения (VSD) обеспечивают энергоэффективность и надежность для обеспечения прибыльных операций в широком диапазоне промышленных приложений. Calnetix предлагает как готовые, так и изготовленные на заказ высокочастотные приводы с регулируемой скоростью и стремится работать в сотрудничестве с нашими клиентами для предоставления продукции высочайшего качества. Некоторые из ключевых преимуществ частотно-регулируемых приводов Calnetix Vericycle™ включают:
Calnetix предлагает как готовые, так и изготовленные на заказ высокочастотные приводы с регулируемой скоростью и стремится работать в сотрудничестве с нашими клиентами для предоставления продукции высочайшего качества. Некоторые из ключевых преимуществ частотно-регулируемых приводов Calnetix Vericycle™ включают:


 MATRIX
MATRIX MATRIX
MATRIX MATRIX
MATRIX MATRIX
MATRIX MATRIX
MATRIX MATRIX
MATRIX MATRIX
MATRIX ГОСТ предусматривает выпуск свёрл к/х от 5 до 80 мм, однако широкое применение находят свёрла диаметром от 12 до 24 мм. Для крепления свёрл к/х применяются втулки различной конусностью. В нашей компании Вы можете приобрести любой диаметр сверла с коническим хвостовиком или заказать его изготовление.
ГОСТ предусматривает выпуск свёрл к/х от 5 до 80 мм, однако широкое применение находят свёрла диаметром от 12 до 24 мм. Для крепления свёрл к/х применяются втулки различной конусностью. В нашей компании Вы можете приобрести любой диаметр сверла с коническим хвостовиком или заказать его изготовление. 2
2 3
3 1
1 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. 0039
0039 0469
0469 0938
0938 1406
1406 1811
1811 2205
2205 2795
2795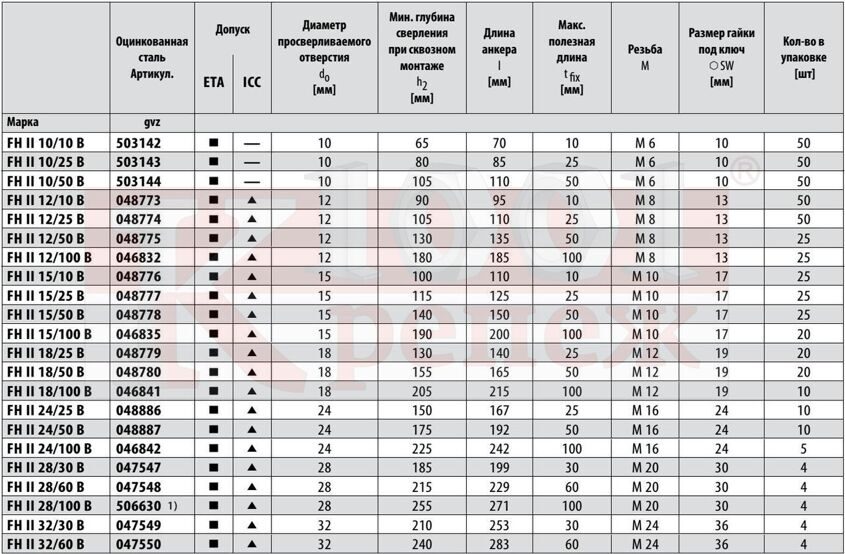 3189
3189 3594
3594 4062
4062 4531
4531 4961
4961 6094
6094 7031
7031 8307
8307 8906
8906

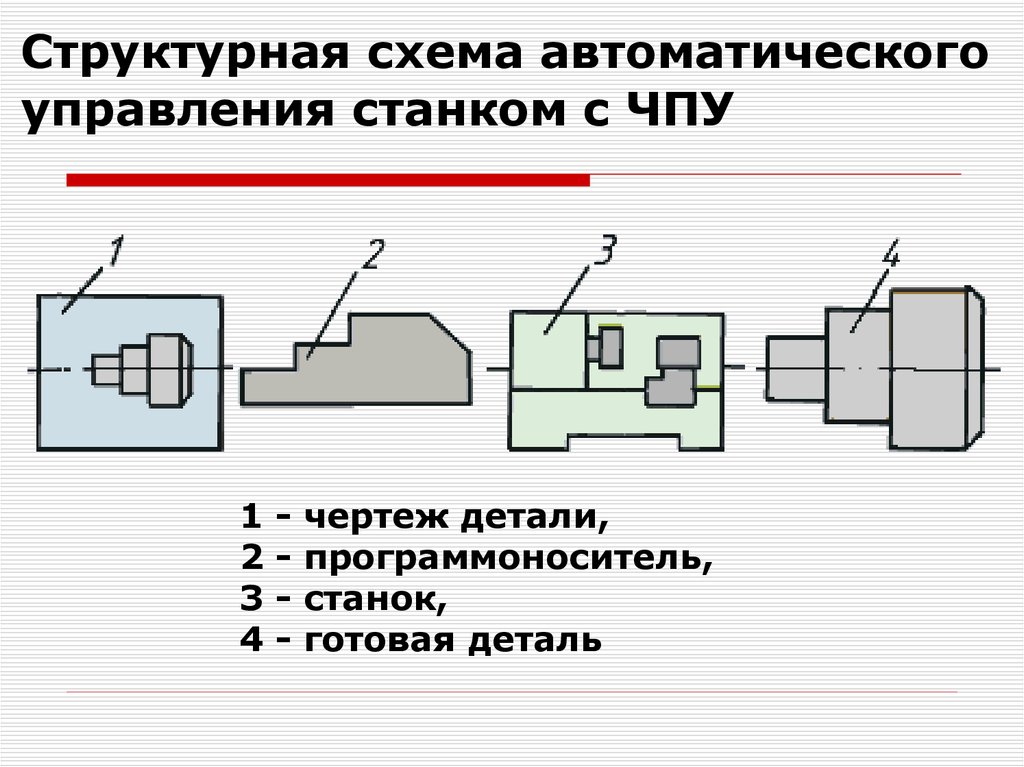 Может двигаться в продольном/поперечном/вертикальном направлениях и осуществляет подачу детали к режущему инструменту. Поскольку фрезерная обработка требует высокой точности, одним из основных требований к столу является жесткость поверхности. Плоскость стола не должна вибрировать при работе фрезы, прогибаться под весом заготовки или допускать иную пластическую деформацию.
Может двигаться в продольном/поперечном/вертикальном направлениях и осуществляет подачу детали к режущему инструменту. Поскольку фрезерная обработка требует высокой точности, одним из основных требований к столу является жесткость поверхности. Плоскость стола не должна вибрировать при работе фрезы, прогибаться под весом заготовки или допускать иную пластическую деформацию. От качества шпинделя зависит то, насколько высокоточно будет обработана заготовка.
От качества шпинделя зависит то, насколько высокоточно будет обработана заготовка.
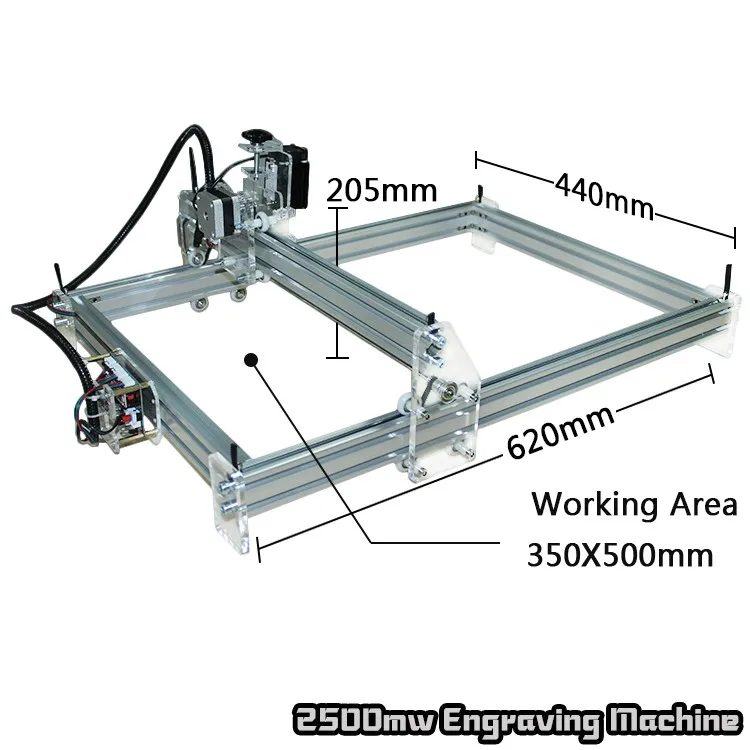 А в базовой комплектации этого станка есть всё, что потребуется для небольшого штучного производства — шпиндель 1,5 Квт и водяная помпа.
А в базовой комплектации этого станка есть всё, что потребуется для небольшого штучного производства — шпиндель 1,5 Квт и водяная помпа. 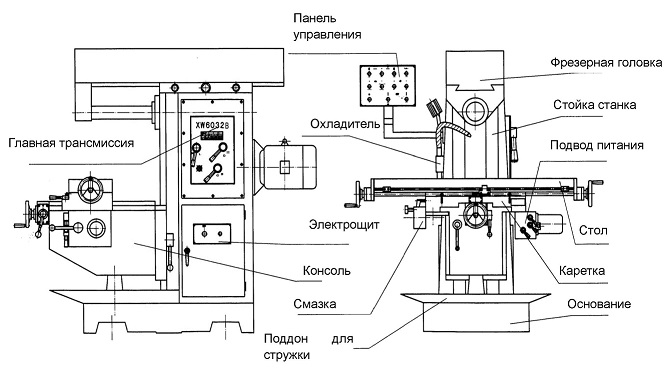 Именно поэтому на них обычно работают с листовыми материалами.
Именно поэтому на них обычно работают с листовыми материалами. 

 1, 149.9.
1, 149.9. 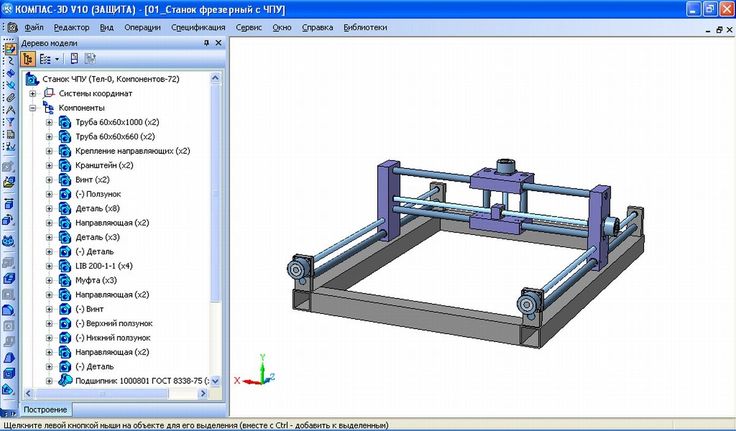
 Если она мала, то будут падать обороты, уменьшится производительность, а станок может деформироваться.
Если она мала, то будут падать обороты, уменьшится производительность, а станок может деформироваться.
 При этом для шпинделя до 3 Квт требуется подключение к сети 220V ±10% 50Hz. А если мощность шпинделя выше 3 Квт, то потребуется подключение 380 вольт.
При этом для шпинделя до 3 Квт требуется подключение к сети 220V ±10% 50Hz. А если мощность шпинделя выше 3 Квт, то потребуется подключение 380 вольт.
 Она есть во всех станках, которые предназначены для обработки металлов. СОЖ охлаждает место фрезеровки.
Она есть во всех станках, которые предназначены для обработки металлов. СОЖ охлаждает место фрезеровки. 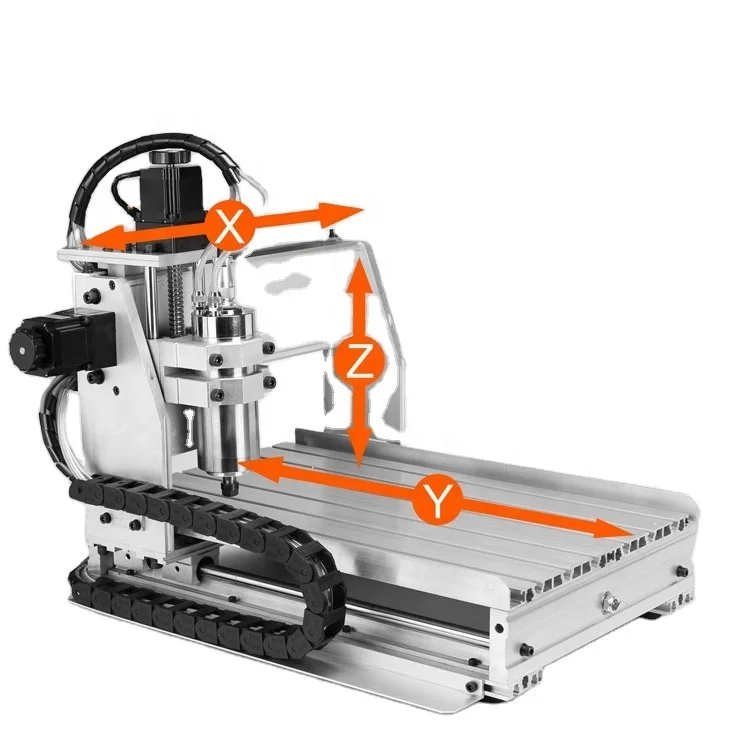 Чем они различаются между собой?
Чем они различаются между собой? 
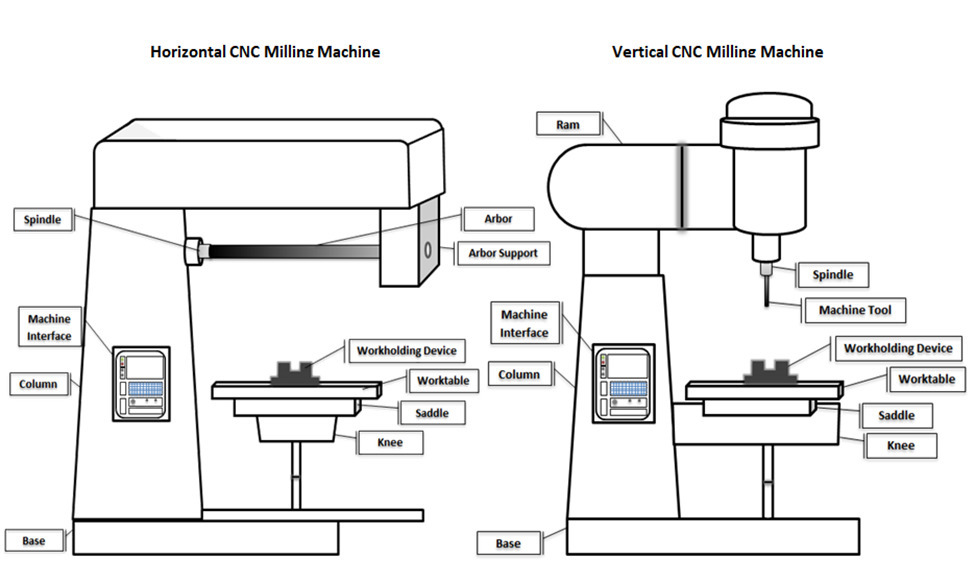 Она бывает контурной и 3d, рассмотрим их особенности.
Она бывает контурной и 3d, рассмотрим их особенности.
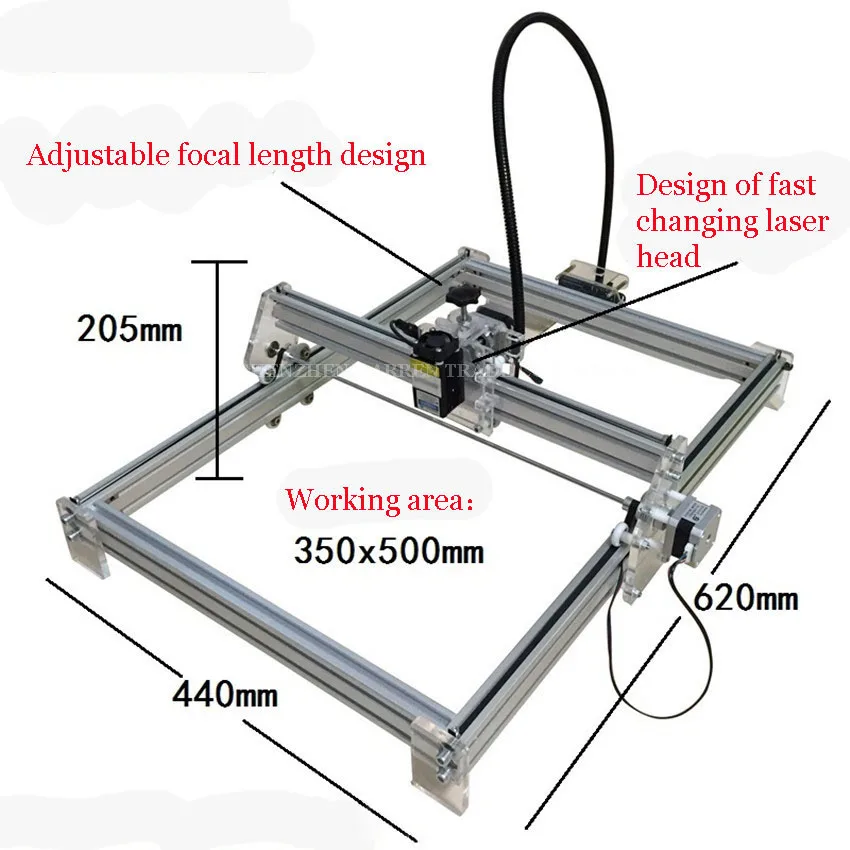

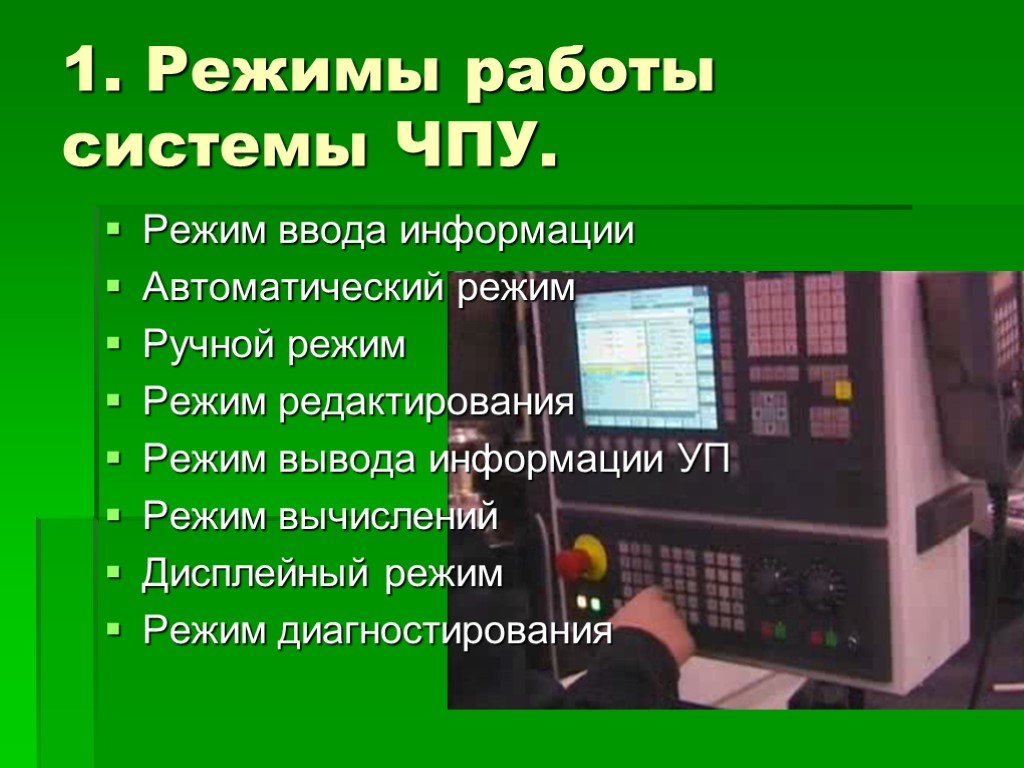 И чем их больше, тем фреза жёстче.
И чем их больше, тем фреза жёстче. Будьте осторожны, если вы режете граверной фрезой под малым углом.
Будьте осторожны, если вы режете граверной фрезой под малым углом. 
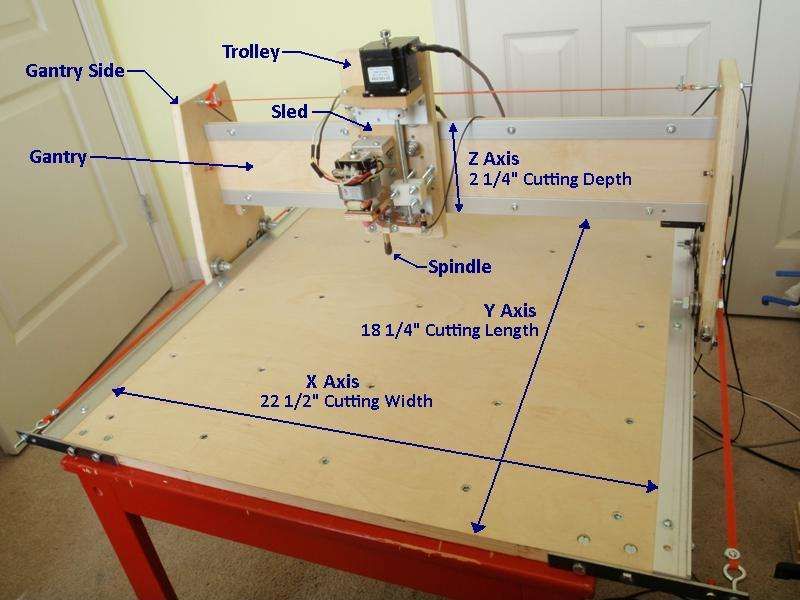 Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт.
Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт.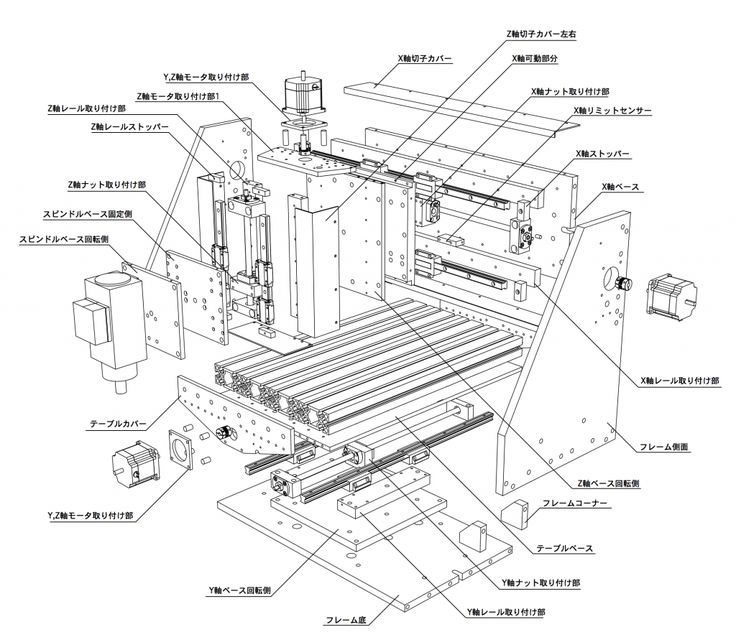 На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.
На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.  На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.
На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.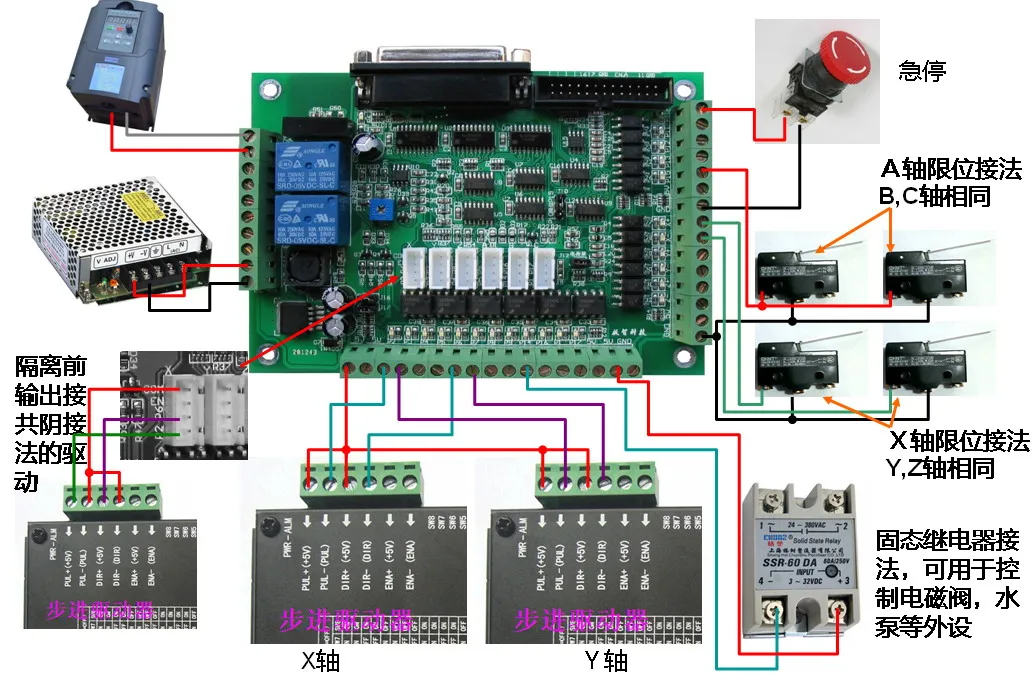 Это дает инженерам-конструкторам множество вариантов, когда дело доходит до создания прототипов и коммерческих продуктов.
Это дает инженерам-конструкторам множество вариантов, когда дело доходит до создания прототипов и коммерческих продуктов. Другие преимущества этого материала заключаются в том, что он обладает хорошей обрабатываемостью и обрабатываемостью на станках с ЧПУ, может быть сварен и анодирован, а его широкая доступность означает его экономичность.
Другие преимущества этого материала заключаются в том, что он обладает хорошей обрабатываемостью и обрабатываемостью на станках с ЧПУ, может быть сварен и анодирован, а его широкая доступность означает его экономичность.
 Есть много видов латуни, в основном в зависимости от процентного содержания цинка. По мере увеличения этого процента коррозионная стойкость снижается.
Есть много видов латуни, в основном в зависимости от процентного содержания цинка. По мере увеличения этого процента коррозионная стойкость снижается.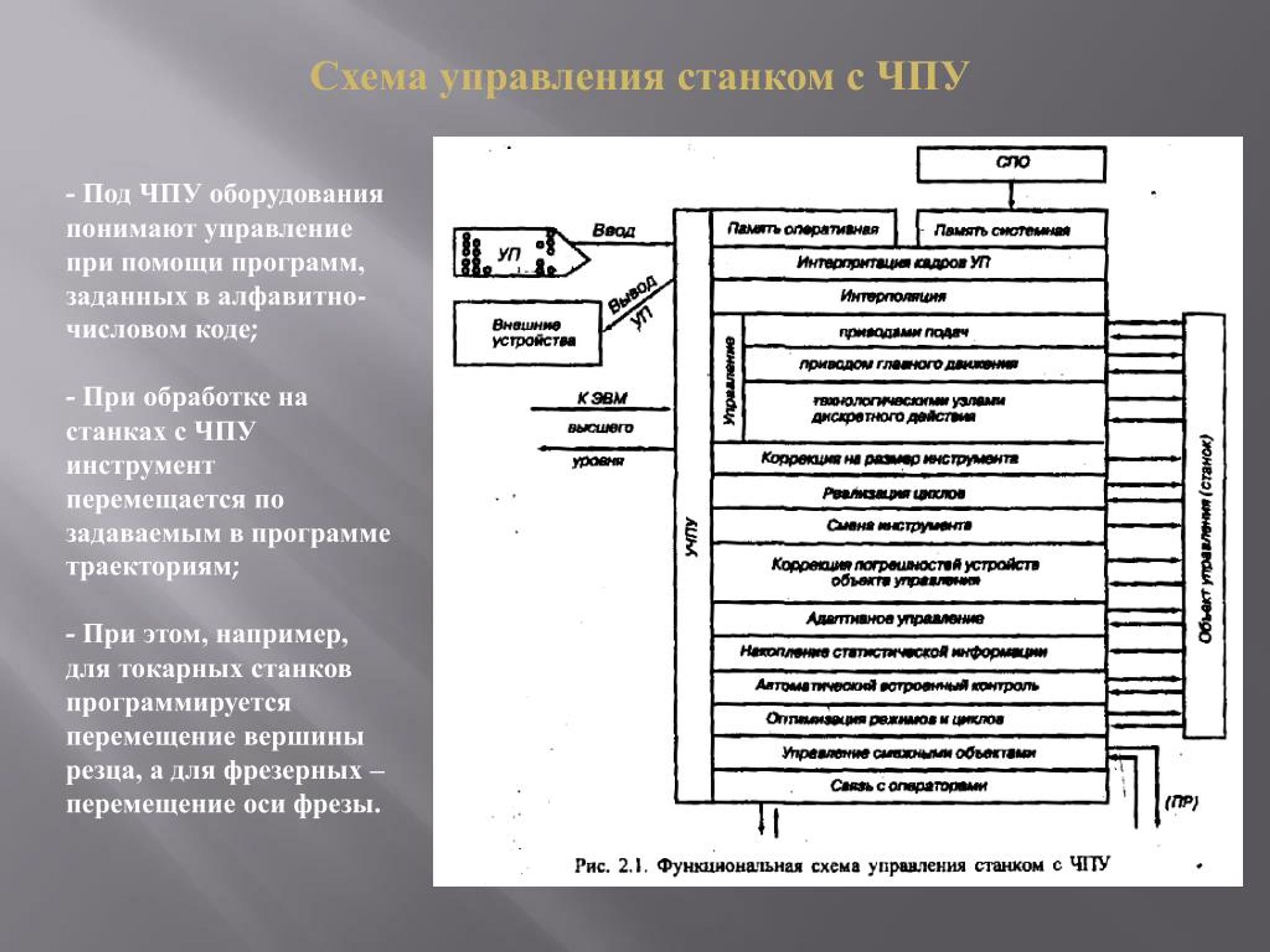 Он на 35% легче алюминия при той же прочности, но и немного дороже.
Он на 35% легче алюминия при той же прочности, но и немного дороже.


 Титан плохо полируется, плохо проводит электричество, но хорошо проводит тепло. Это сложный материал для обработки, поэтому следует использовать только специальные фрезы.
Титан плохо полируется, плохо проводит электричество, но хорошо проводит тепло. Это сложный материал для обработки, поэтому следует использовать только специальные фрезы. Это одно из соображений, которое сужает область доступных материалов. Следующие типы пластиковой смолы зарекомендовали себя на протяжении многих лет, потому что они стабильны, прочны, легко поддаются механической обработке и позволяют производить отличные готовые детали и прототипы.
Это одно из соображений, которое сужает область доступных материалов. Следующие типы пластиковой смолы зарекомендовали себя на протяжении многих лет, потому что они стабильны, прочны, легко поддаются механической обработке и позволяют производить отличные готовые детали и прототипы. Он обладает большей прочностью на растяжение, поэтому мы используем его для ткани и веревки. Нейлон и АБС-смолы часто смешивают вместе со стекловолокном, чтобы улучшить их желаемые свойства. Нейлон может заменить многие механические детали, а поскольку он хорошо смазывает поверхность, его используют для движущихся шестерен и скользящих компонентов. Одним из недостатков нейлона является то, что он со временем впитывает влагу, поэтому он не подходит для морских применений. И это может быть тяжело для режущих инструментов во время обработки.
Он обладает большей прочностью на растяжение, поэтому мы используем его для ткани и веревки. Нейлон и АБС-смолы часто смешивают вместе со стекловолокном, чтобы улучшить их желаемые свойства. Нейлон может заменить многие механические детали, а поскольку он хорошо смазывает поверхность, его используют для движущихся шестерен и скользящих компонентов. Одним из недостатков нейлона является то, что он со временем впитывает влагу, поэтому он не подходит для морских применений. И это может быть тяжело для режущих инструментов во время обработки. Одна вещь, которую следует знать об акриле, заключается в том, что он подвержен тепловой деформации, поэтому перед механической обработкой с него следует снять напряжение. ПММА используется для экранов дисплеев, световодов, линз, прозрачных корпусов, хранения пищевых продуктов и для замены стекла, если прочность не имеет значения.
Одна вещь, которую следует знать об акриле, заключается в том, что он подвержен тепловой деформации, поэтому перед механической обработкой с него следует снять напряжение. ПММА используется для экранов дисплеев, световодов, линз, прозрачных корпусов, хранения пищевых продуктов и для замены стекла, если прочность не имеет значения.
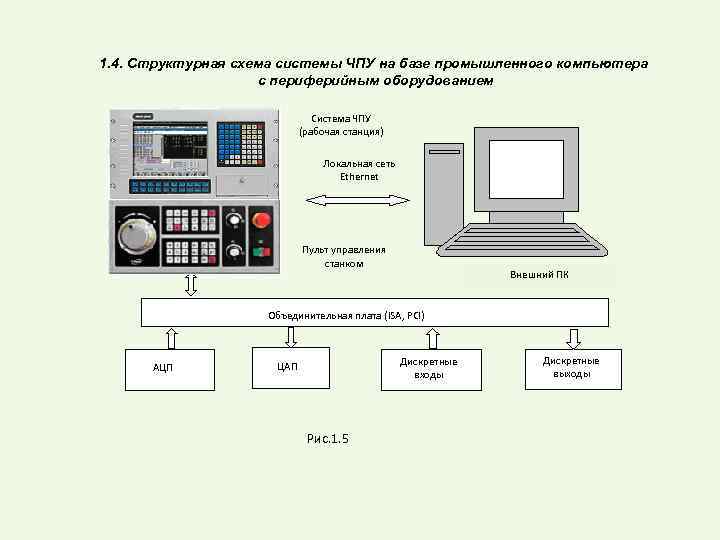 сталь D2
сталь D2

 Любая неблагоприятная химическая реакция с другим посторонним веществом потенциально может привести к поломке детали. К таким веществам относятся масла, реагенты, кислоты, соли, спирты, чистящие средства и т. д. Обратитесь к соответствующим спецификациям материалов, чтобы убедиться, что ваш металл или пластик могут противостоять ожидаемому химическому воздействию.
Любая неблагоприятная химическая реакция с другим посторонним веществом потенциально может привести к поломке детали. К таким веществам относятся масла, реагенты, кислоты, соли, спирты, чистящие средства и т. д. Обратитесь к соответствующим спецификациям материалов, чтобы убедиться, что ваш металл или пластик могут противостоять ожидаемому химическому воздействию. Тем не менее, мы настоятельно рекомендуем всем разработчикам продукции учитывать, что экономия средств за счет выбора материала более низкого качества никогда не является хорошей идеей в долгосрочной перспективе. Вместо этого выберите лучший материал, который вы можете себе позволить, но при этом обладающий всеми необходимыми функциями. Это помогает гарантировать, что готовая деталь будет долговечной.
Тем не менее, мы настоятельно рекомендуем всем разработчикам продукции учитывать, что экономия средств за счет выбора материала более низкого качества никогда не является хорошей идеей в долгосрочной перспективе. Вместо этого выберите лучший материал, который вы можете себе позволить, но при этом обладающий всеми необходимыми функциями. Это помогает гарантировать, что готовая деталь будет долговечной. Они могут создавать детали эффективно и с высокой степенью точности. В результате многие отрасли промышленности полагаются на компоненты, изготовленные на станках с ЧПУ. Секторы, в которых используется обработка с ЧПУ, включают перечисленные ниже и другие, имеющие решающее значение для повседневной жизни.
Они могут создавать детали эффективно и с высокой степенью точности. В результате многие отрасли промышленности полагаются на компоненты, изготовленные на станках с ЧПУ. Секторы, в которых используется обработка с ЧПУ, включают перечисленные ниже и другие, имеющие решающее значение для повседневной жизни.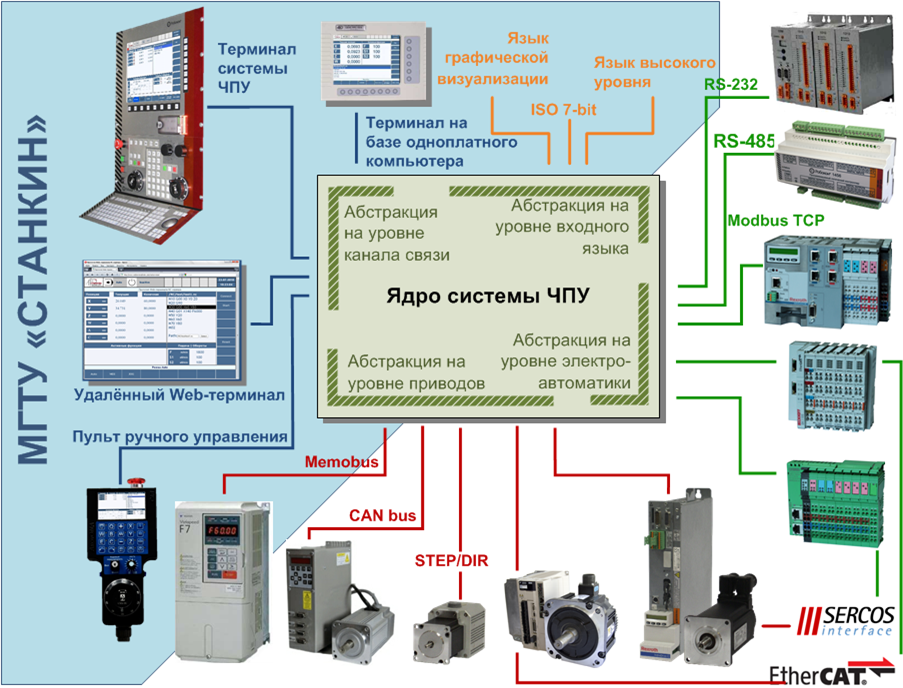
 Специальные машины также могут работать с материалами, с которыми другие машины не справляются.
Специальные машины также могут работать с материалами, с которыми другие машины не справляются.