Асп 15: Генератор ацетиленовый АСП-15 — Мир Сварки
Генератор ацетиленовый АСП-15 — Мир Сварки
|
Название характеристики
|
Параметры характеристики
|
|
Давление номинальное (МПа)
|
от 0,01 до 0,15
|
|
Время работы без дозаправки (мин)
|
от 30 до 35
|
|
Вместимость (л.)
|
20
|
|
Габариты (мм)
|
340х420х620
|
|
Масса (кг)
|
12
|
Переносные ацетиленовые аппараты устанавливаются вне помещений, желательно под навесом. Стационарные аппараты, а также переносные, предназначенные для стационарной работы, должны устанавливаться в специальных помещениях и эксплуатироваться согласно требованиям «Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». Возле мест установки ацетиленовых генераторов должны вывешиваться предупредительные таблички. При минусовых температурах ацетиленовые генераторы устанавливают в утепленных будках.
Возле мест установки ацетиленовых генераторов должны вывешиваться предупредительные таблички. При минусовых температурах ацетиленовые генераторы устанавливают в утепленных будках.
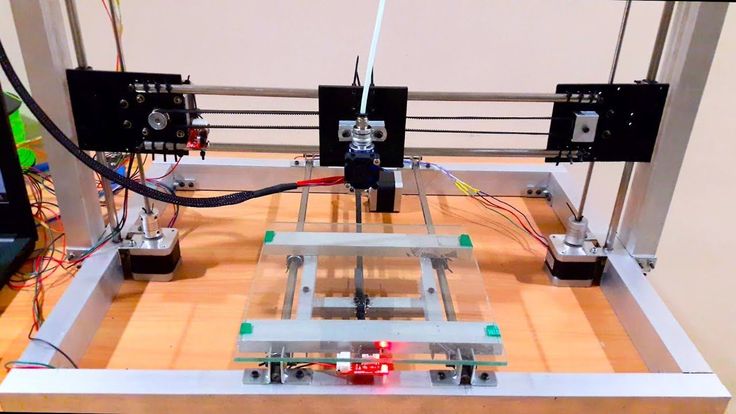
Заправляют генератор в следующей последовательности. Через горловину 7 заливают необходимое количество воды, которая при достижении уровня переливной трубки 10 поступает в промыватель. Заполнение контролируют переливной пробкой 15. Карбид кальция загружают в металлическую решетчатую корзину 8, закрепляют поддон 17, устанавливают на место и прижимают металлической крышкой 4 с мембраной 6. Плотность прилегания крышки к корпусу генератора обеспечивается винтовым зажимом 1.
По мере разложения карбида кальция водой выделяемый в газообразователе ацетилен по трубке 10 поступает в промыватель, проходит сквозь слой воды, где охлаждается и очищается и через вентиль 12 по шлангу поступает на потребление.
Необходимое для сварки давление ацетилена поддерживается предохранительным затвором 13. Процесс разложения карбида кальция регулируется следующим образом. По мере разложения карбида кальция корзина опускается в воду вертикальным движением под действием вытеснителя. Когда давление ацетилена повышается, корзина с карбидом поднимается вверх под действием пружины и мембраны. При этом уровень погружения карбида в воду снижается и, как следствие, снижается количество вырабатываемого ацетилена, что, в свою очередь, приводит к снижению давления. Если давление падает ниже допустимого, усилием пружины корзина опускается в воду, и автоматически увеличивается количество вырабатываемого ацетилена и давление начинает повышаться.
Процесс разложения карбида кальция регулируется следующим образом. По мере разложения карбида кальция корзина опускается в воду вертикальным движением под действием вытеснителя. Когда давление ацетилена повышается, корзина с карбидом поднимается вверх под действием пружины и мембраны. При этом уровень погружения карбида в воду снижается и, как следствие, снижается количество вырабатываемого ацетилена, что, в свою очередь, приводит к снижению давления. Если давление падает ниже допустимого, усилием пружины корзина опускается в воду, и автоматически увеличивается количество вырабатываемого ацетилена и давление начинает повышаться.
Кроме того, давление в аппарате регулируется уровнем воды, находящейся в газообразователе. По мере выработки ацетилена, когда давление повышается, вода под его действием переливается в вытеснитель, ее уровень снижается и количество вырабатываемого ацетилена снижается. Если давление ацетилена падает, вода из вытеснителя поднимается вверх, смачивая карбид кальция, и количество вырабатываемого ацетилена вновь возрастает. Таким образом, при помощи указанных двух механизмов поддерживается необходимое количество вырабатываемого ацетилена и его рабочее давление.
Таким образом, при помощи указанных двух механизмов поддерживается необходимое количество вырабатываемого ацетилена и его рабочее давление.
Ацетиленовый генератор асп-10, асп-15. Устройство и требования к размещению
Берегите глаза |
16.10.2017
Постоянное производство горячего ацетилена необходимо не только для газокислородной сварки и резки. Ацетиленовый генератор требуется для работы автономных светильников и обогревателей, для производства в больших количествах различных растворителей и органических кислот. Вместе с тем химическая реакция образования ацетилена из карбида кальция и воды достаточно опасна, а потому требует тщательного соблюдения жёстких мер безопасности.
Доступные технологии и оборудование для получения ацетилена
В бытовых и полупрофессиональных условиях ацетилен можно получать тремя способами:
- При добавлении карбида кальция СаС2 в воду: в ходе реакции уменьшается количество кускового карбида, а производительность зависит от его качества и влажности.
 Способ иногда называют «сухим».
Способ иногда называют «сухим». - При воздействии воды на кусковой карбид, когда производительность получения ацетилена определяется расходом воды. Это – так называемый «мокрый» способ.
- Вытеснением образующегося газа, который сам пропускает в реакционную камеру требуемое количество воды. Способ называется комбинированным.
 Способ иногда называют «сухим».
Способ иногда называют «сухим».Хотя и считается, что более современным способом получения ацетилена является совместное использование при сварке и резке автогеном двух баллонов – с ацетиленом и кислородом, ацетиленовые генераторы достаточно востребованы. Особенно там, где пункты заправки или обмена баллонов встречаются редко.
Классификация известных конструкций ацетиленовых генераторов может быть следующей:
- По производительности, которая может начинаться от 1 м3/ч для малогабаритных передвижных устройств и заканчиваться установками промышленного типа, выдающими до 650 м3 ацетилена в час.
- По давлению ацетилена на выходе. Оно может составлять до 10 кПа для генераторов низкого давления и до 150 кПа – для генераторов среднего давления. Более высокого давления для работы горелки не требуется.
- По мобильности. Ацетиленовый генератор может быть стационарным и передвижным. В последнем случае из-за габаритов устройства производство ацетилена будет не более 2,5…3 м3/ч.
 Оно может составлять до 10 кПа для генераторов низкого давления и до 150 кПа – для генераторов среднего давления. Более высокого давления для работы горелки не требуется.
Оно может составлять до 10 кПа для генераторов низкого давления и до 150 кПа – для генераторов среднего давления. Более высокого давления для работы горелки не требуется.Существенное ограничение всех способов химической генерации ацетилена являются высокие требования к состоянию карбида, в частности, к размерам его гранул, которые должны находиться в пределах 25…80 мм. В противном случае реакция идёт неравномерно, и давление образующегося ацетилена не отличается стабильностью. Поэтому современные конструкции генераторов снабжаются газовыми редукторами.
Устройство ацетиленового генератора
Технически более простыми считаются устройства «сухого» типа, в которых к воде добавляется карбид кальция. Такой ацетиленовый генератор состоит из следующих частей:
- Герметично закрываемого бункера с карбидом.
- Баллона, нижняя часть которого заполняется наполовину водой, а пространство вверху предназначено для образования ацетилена.
- Дозатора-питателя, которым производится периодическая подача карбида в баллон.
- Решётки из нержавеющей стали, находящейся в нижней части баллона, на поверхности которой и происходит химическая реакция образования горючего газа.
- Шламосборника в днище баллона.
- Обратного клапана для отбора ацетилена к месту его потребления.
- Манометра, по показаниям которого открывается заслонка, управляющая подачей карбида в баллон.

Компоновка ацетиленового генератора, производящего газ «мокрым» способом, несколько иная. В нижней части баллона размещается ёмкость с карбидом, куда периодически через реторту подаётся вода. Верхняя часть баллона, как и в предыдущей конструкции, предназначена для сбора выделяющегося при реакции ацетилена. Газ по вертикальной трубе выходит из ёмкости и, проходя через водный слой, направляется к отбирающему узлу, одновременно вытесняя воду вниз. Этим обеспечивается непрерывность подачи воды, что положительно отличает этот способ от «сухого», где подача карбида носит дискретный характер.
Этим обеспечивается непрерывность подачи воды, что положительно отличает этот способ от «сухого», где подача карбида носит дискретный характер.
В ацетиленовых генераторах комбинированного типа к устройству «мокрого» типа добавляется ещё один узел – вытеснитель, который позволяет управлять интенсивностью реакции карбида с водой. Если давление газа в баллоне возрастает, то вытеснитель понижает уровень воды, необходимый для продолжения реакции ацетиленообразования. При снижении давления ацетилена в баллоне (что свидетельствует о прекращении химической реакции), уровень воды повышается, и доступ её к карбиду восстанавливается.
Достоинства и ограничения конструкций ацетиленовых генераторов
Наиболее популярными у пользователей являются ацетиленовые генераторы типа АСП-1,25, АСП-10, АСП-15, БАКС-1 и БАКС-1М «Малыш». Выбор определяется конечными целями использования.
Выбор определяется конечными целями использования.
Из переносных устройств наиболее благоприятные отзывы собирает БАКС-1М «Малыш». Аппарат компактен, надёжен, отличается стабильностью поддержания заданного давления газа, что особенно важно при резке автогеном. «Малыш» обеспечивает наиболее точный (а, следовательно, и экономичный) расход горючего газа, однако требователен к качеству регламентных работ, особенно с запорно-регулирующей арматурой. Как и для большинства передвижных устройств, исходный уровень давления задаётся вручную, что потребует некоторых навыков.
При всех достоинствах аппаратов комбинированного типа (к которым относятся АСП-1,25, АСП-10 и АСП-15) они страдают общим недостатком: зашлаковыванием вытеснительной камеры продуктами химической реакции. При несвоевременном обнаружении это приводит к смещению перегородки между камерами газообразования и промывки в сторону вытеснителя. Восстановить такое смещение бывает невозможным. Производители ацетиленовых генераторов АСП-15 комплектуют устройства не всегда качественными редукторами, что приводит к потерям давления газа на выходе. В результате аппараты приходится периодически встряхивать.
В результате аппараты приходится периодически встряхивать.
Опыт эксплуатации ацетиленовых генераторов показывает, что модели АСП-15 и БАКС-1М «Малыш» целесообразнее всего применять при больших объёмах газосварочных работ.
Требования к размещению ацетиленовых генераторов
Газогенераторы отличаются повышенной взрывоопасностью. Чтобы свести риск взрыва генератора к минимуму, необходимо соблюдать следующие простые правила:
- Использовать агрегат только при тех температурах, которые указаны в инструкции по эксплуатации.
- Периодически проверять эффективность работы редуктора, которая при разных давлениях ацетилена на выходе может срабатывать с разной точностью.
- Проверять агрегат на искрение, особенно, если ряд деталей изготовлен из стали, а не из искробезопасной бронзы.
- Контролировать и своевременно предупреждать возможность подсоса воздуха из атмосферы внутрь ацетиленового генератора.
- При регламентных работах устройство должно стабильно функционировать в диапазоне давлений 20…110% от номинального.
- Ни при каких обстоятельствах не снимать предохранительный клапан.

Генераторы переносного типа эксплуатируются только на открытых строительных площадках, либо – кратковременно — в хорошо проветриваемых помещениях. Расстояние от источника сварки не должно быть менее 10 метров. Не допускается размещение передвижных устройств вблизи источников открытого пламени, а также непрерывно работающей техники – вентиляторов, насосов, компрессоров.
Лучковая пила. Сочетание надёжности и универсальности
Ручной гудронатор. Распыляем битумные эмульсии
Пятнадцатая сессия Ассамблеи государств-участников
16–24 ноября 2016 г. | |||||
| |||||
| ASP15 Предварительная рабочая программа — английский | |||||
| ASP15 ЖУРНАЛ — Английский | Français Предыдущие ЖУРНАЛЫ | |||||
| ASP15 Справочник — английский | Французский | |||||
| СМИ Руководство для журналистов — English | Французский | |||||
ОБЩАЯ ИНФОРМАЦИЯ | |||||
Приглашения — Государства — Вербальная нота от 15 февраля 2016 г. Регистрационная форма (ТОЛЬКО для штатов) — English/Français Полномочия — Государства — Вербальная нота от 16 февраля 2016 г. | |||||
| Записка о Целевом фонде для участия наименее развитых стран и других развивающихся государств — Вербальная нота от 18 февраля 2016 г. ICC-ASP/15/S/LDC/07 — English | испанский | Français Письмо PASP (29 июля 2016 г.) – английский язык | испанский | Франциск 9Форма 0047 – английский/французский | |||||
| Регистрация — Приглашенные государства — Вербальная нота от 17 февраля 2016 г.  ICC-ASP/15/IS/06 — English | испанский | Французский | |||||
 – Всемирный форум, Гаага, Нидерланды
– Всемирный форум, Гаага, Нидерланды 
ДОКУМЕНТАЦИЯ | |||||||||||||||||||||
| Предварительная повестка дня ICC-ASP/15/1/Rev.1 — English | испанский | французский | عربي Аннотированный перечень вопросов, включенных в предварительную повестку дня | |||||||||||||||||||||
| Двухгодичный отчет Секретариата о юридической помощи (июль – декабрь 2015 г.) ICC-ASP/15/2 — английский | испанский | французский | номер | |||||||||||||||||||||
| Доклад о деятельности и выполнении программ Международного уголовного суда за 2015 год ICC-ASP/15/3 — English | испанский | французский | номер | |||||||||||||||||||||
| Внешний аудит Международного уголовного суда: Отчет о ревизии исполнения бюджета проекта постоянных помещений ICC-ASP/15/4 — English | испанский | французский | عربي | |||||||||||||||||||||
| Доклад Бюджетно-финансового комитета о работе его двадцать шестой сессии ICC-ASP/15/5 — English | испанский | французский | номер | |||||||||||||||||||||
| Выборы членов Бюджетно-финансового комитета ICC-ASP/15/6 — English | испанский | французский | номер | |||||||||||||||||||||
| Отчет Исследовательской группы по тематике управления I в отношении предварительных поправок к правилу 165 Правил процедуры и доказывания ICC-ASP/15/7 — English | испанский | французский | номер | |||||||||||||||||||||
| Отчет Консультативного комитета по кандидатурам судей о работе его пятого заседания ICC-ASP/15/8 — English | испанский | французский | номер | |||||||||||||||||||||
| Отчет суда о сотрудничестве ICC-ASP/15/9 — английский язык | испанский | французский | номер | |||||||||||||||||||||
| Предлагаемый программный бюджет Международного уголовного суда на 2017 год ICC-ASP/15/10 — английский | испанский | французский | عربي ICC-ASP/15/10/Corr.  1 — только на английском языке 1 — только на английском языке ICC-ASP/15/10/Corr.2 — только на французском языке | |||||||||||||||||||||
| Отчет об исполнении бюджета Международного уголовного суда по состоянию на 30 июня 2016 года ICC-ASP/15/11 — English | испанский | французский | | |||||||||||||||||||||
| Финансовые отчеты Международного уголовного суда за год, закончившийся 31 декабря 2015 г.* ICC-ASP/15/12 — English | испанский | французский | عربي ICC-ASP/15/12/Corr.1 — английский (только английский) | |||||||||||||||||||||
| Финансовые отчеты Целевого фонда для потерпевших за год, закончившийся 31 декабря 2015 года ICC-ASP/15/13 — English | испанский | французский | عربي | |||||||||||||||||||||
| Доклад Ассамблее государств-участников о проектах и деятельности Совета директоров Целевого фонда для потерпевших за период с 1 июля 2015 года по 30 июня 2016 года ICC-ASP/15/14 — английский язык | испанский | французский | номер | |||||||||||||||||||||
| Доклад Бюджетно-финансового комитета о работе его двадцать седьмой сессии ICC-ASP/15/15 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Доклад о деятельности Международного уголовного суда ICC-ASP/15/16 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Отчет о деятельности Комитета по надзору ICC-ASP/15/17 — английский язык | испанский | французский | عربي | |||||||||||||||||||||
| Отчет Бюро о сотрудничестве ICC-ASP/15/18 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Доклад Бюро о Плане действий Ассамблеи государств-участников по обеспечению универсальности и полного осуществления Римского статута Международного уголовного суда ICC-ASP/15/19 — Английский | испанский | французский | номер | |||||||||||||||||||||
ICC-ASP/15/20 Официальные отчеты | |||||||||||||||||||||
| Отчет Бюро Исследовательской группы по вопросам управления ICC-ASP/15/21 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Доклад Бюро о взаимодополняемости ICC-ASP/15/22 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Отчет в бюро о рассмотрении порядка выдвижения и избрания судей ICC-ASP/15/23 — английский язык | испанский | французский | عربي | |||||||||||||||||||||
| Доклад Рабочей группы по поправкам ICC-ASP/15/24 — английский | испанский | французский | عربي ICC-ASP/15/24/Add.  1 — английский | испанский | французский | عربي 1 — английский | испанский | французский | عربي ICC-ASP/15/24/Add.2 — английский | испанский | французский | عربي | |||||||||||||||||||||
| Отчет Бюро юридической помощи ICC-ASP/15/25 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Доклад руководителя Независимого механизма надзора ICC-ASP/15/26 — английский | испанский | французский | номер | |||||||||||||||||||||
| Аудиторский отчет по проекту Re Vision Секретариата Международного уголовного суда ICC-ASP/15/27 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Доклад Бюро о задолженности государств-участников ICC-ASP/15/28 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Доклад Бюро о процессе стратегического планирования Международного уголовного суда ICC-ASP/15/29 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Доклад Секретариата о приблизительных расходах, выделенных на данный момент в Суде в связи с передачей дел Советом Безопасности ICC-ASP/15/30 — English | испанский | французский | номер | |||||||||||||||||||||
| Отчет Бюро о отказе от сотрудничества ICC-ASP/15/31 — Английский | испанский | французский | ICC-ASP/15/31/Add.  1 — английский язык | испанский | французский | номер 1 — английский язык | испанский | французский | номер | |||||||||||||||||||||
| Доклад Бюро о справедливом географическом представительстве и гендерном балансе при наборе персонала Международного уголовного суда ICC-ASP/15/32 — Английский | испанский | французский | عربي | |||||||||||||||||||||
| Промежуточный отчет Суда о влиянии OTP Basic-Size на весь Суд ICC-ASP/15/33 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Заключительный отчет Суда о влиянии модели OTP Basic Size на весь Суд ICC-ASP/15/34 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Доклад Председателя рабочей группы Бюро по осуществлению статьи 97 Римского статута Международного уголовного суда ICC-ASP/15/35 — Английский | испанский | французский | номер | |||||||||||||||||||||
| Неофициальное резюме Председателя на тему «Отношения между Африкой и Международным уголовным судом» ICC-ASP/15/36 — английский язык | испанский | французский | номер | |||||||||||||||||||||
| Представление Боснии и Герцеговины относительно выборов членов Бюджетно-финансового комитета ICC-ASP/15/37 — English| испанский | французский | номер | |||||||||||||||||||||
| Представление Эстонии относительно выборов членов Бюджетно-финансового комитета ICC-ASP/15/38 — English| испанский | французский | номер | |||||||||||||||||||||
| Делегации на пятнадцатой сессии Ассамблеи государств-участников Римского статута Международного уголовного суда (Предварительная версия) ICC-ASP/15/INF.  1 — English/Español/Français 1 — English/Español/Français | |||||||||||||||||||||
| Предлагаемый бюджет по программам Международного уголовного суда на 2017 год – Краткое изложение (неофициальная версия) ICC-ASP/15/INF.2 — English | испанский | французский | номер | |||||||||||||||||||||
| Доклад Рабочей группы по предлагаемому программному бюджету Международного уголовного суда на 2017 год (Расширенная версия) ICC-ASP/15/WGPB/1 — английский | испанский | французский | номер | |||||||||||||||||||||
* В соответствии с просьбой Ассамблеи к Секретарю, содержащейся в резолюции ICC-ASP/15/Res.1, раздел I, пункт. 1, о внесении поправок и переиздании финансовых отчетов, измененный аудиторский отчет о финансовых отчетах Международного уголовного суда — финансовый год, закончившийся 31 декабря 2015 года, содержится в Официальных отчетах Ассамблеи государств — участников Римского статута Международного уголовного суда. | |||||||||||||||||||||
| |||||||||||||||||||||
Вербальная нота ICC-ASP/15/S/50 (3 октября 2016 г.) — английский язык | испанский | французский
|
 Суд, пятнадцатая сессия, Гаага, 16–24 ноября 2016 г. (ICC-ASP/15/20), том I, приложение IX.
Суд, пятнадцатая сессия, Гаага, 16–24 ноября 2016 г. (ICC-ASP/15/20), том I, приложение IX. 11.2016 – английский | испанский | французский | номер
11.2016 – английский | испанский | французский | номер 11.2016 — английский
11.2016 — английский АСП 100мг/325мг/15мг Таблетки: виды применения, побочные эффекты, цена и заменители
Описание продукта
АСП 100мг/325мг/15мг Таблетка представляет собой комбинированное лекарство, используемое для облегчения боли и отека при различных состояниях, таких как мышечная боль и отек. боли, боли в суставах и послеоперационные боли. Таким образом, он эффективно облегчает боль и воспаление при таких состояниях, как ревматоидный артрит, анкилозирующий спондилит и остеоартрит.
Таким образом, он эффективно облегчает боль и воспаление при таких состояниях, как ревматоидный артрит, анкилозирующий спондилит и остеоартрит.
ASP 100 мг/325 мг/15 мг Таблетку следует принимать в дозе и продолжительности, рекомендованных врачом. Его следует принимать с пищей или молоком, чтобы предотвратить расстройство желудка. Регулярный прием лекарства в нужное время повышает его эффективность. Важно продолжать принимать лекарство регулярно, пока ваш врач не скажет вам, что это безопасно.
Тошнота, рвота, боль в животе, расстройство желудка, изжога, потеря аппетита и диарея — вот некоторые из распространенных побочных эффектов, которые могут наблюдаться при приеме этого лекарства. Ваш врач может регулярно контролировать функцию почек, функцию печени и уровни компонентов крови, если вы принимаете это лекарство для длительного лечения. Длительное употребление может привести к серьезным осложнениям, таким как желудочное кровотечение и проблемы с почками. ASP 100 мг/325 мг/15 мг таблетки не рекомендуется, если вы беременны или кормите грудью.
Применение таблеток ASP
- Обезболивающее
Преимущества таблеток ASP
При облегчении боли
ASP 100 мг/325 мг/15 мг при состояниях, поражающих суставы и мышцы. Он работает, блокируя химические мессенджеры в мозгу, которые сообщают нам, что у нас есть боль. Это может помочь облегчить боль при таких состояниях, как ревматоидный артрит и остеоартрит. Наряду с обезболивающими, это лекарство также содержит активный ингредиент под названием серратиопептидаза, фермент, который способствует общему процессу заживления и ускоряет выздоровление.
Принимайте, как предписано, чтобы получить максимальную пользу. Не принимайте больше или дольше, чем необходимо, так как это может быть опасно. Как правило, вы должны принимать наименьшую дозу, которая работает, в течение как можно более короткого времени. Это поможет вам легче заниматься повседневными делами и вести более активную и качественную жизнь.
Большинство побочных эффектов не требуют медицинской помощи и исчезают, когда организм приспосабливается к лекарству. Проконсультируйтесь с врачом, если они сохраняются или если вы беспокоитесь о них
Проконсультируйтесь с врачом, если они сохраняются или если вы беспокоитесь о них
Common side effects of ASP
- Nausea
- Vomiting
- Stomach pain
- Indigestion
- Heartburn
- Loss of appetite
- Diarrhea
How to use ASP Tablet
Take this medicine in the dose and продолжительность по рекомендации врача. Проглотите его целиком. Не жевать, раздавить или сломать его. Таблетки АСП 100 мг/325 мг/15 мг следует принимать во время еды.
Как работает планшет ASP
ASP 100 мг/325 мг/15 мг Таблетка представляет собой комбинацию трех лекарственных средств: ацеклофенак, парацетамол и серратиопептидаза. Ацеклофенак — нестероидный противовоспалительный препарат (НПВП), а Парацетамол — жаропонижающее (жаропонижающее). Они работают, блокируя высвобождение определенных химических мессенджеров в мозгу, которые вызывают боль и лихорадку. Серратиопептидаза — это фермент, который расщепляет аномальные белки в месте воспаления и способствует заживлению.
Указания по технике безопасности
Алкоголь
НЕБЕЗОПАСНО
Небезопасно употреблять алкоголь вместе с таблетками ASP 100 мг/325 мг/15 мг.
Беременность
ПРОКОНСУЛЬТИРУЙТЕСЬ С ВРАЧОМ
ASP 100 мг/325 мг/15 мг таблетки могут быть небезопасны для использования во время беременности. Несмотря на ограниченное количество исследований на людях, исследования на животных показали вредное воздействие на развивающегося ребенка. Ваш врач взвесит преимущества и любые потенциальные риски, прежде чем назначать его вам. Пожалуйста, проконсультируйтесь с врачом.
Грудное вскармливание
ПРОКОНСУЛЬТИРУЙТЕСЬ С ВРАЧОМ
Информация об использовании таблеток АСП 100 мг/325 мг/15 мг во время грудного вскармливания отсутствует. Пожалуйста, проконсультируйтесь с врачом.
Вождение автомобиля
НЕБЕЗОПАСНО
ASP 100 мг/325 мг/15 мг Таблетка может снизить бдительность, повлиять на ваше зрение или вызвать сонливость и головокружение. Не садитесь за руль при появлении этих симптомов.
Не садитесь за руль при появлении этих симптомов.
Почки
ОСТОРОЖНО
ASP 100 мг/325 мг/15 мг Таблетки следует применять с осторожностью у пациентов с заболеваниями почек. Может потребоваться коррекция дозы таблеток АСП 100 мг/325 мг/15 мг. Пожалуйста, проконсультируйтесь с врачом.
Использование таблеток АСП 100 мг/325 мг/15 мг не рекомендуется пациентам с тяжелым заболеванием почек.
Печень
ОСТОРОЖНО
ASP 100 мг/325 мг/15 мг Таблетки следует применять с осторожностью у пациентов с заболеваниями печени. Может потребоваться коррекция дозы таблеток АСП 100 мг/325 мг/15 мг. Пожалуйста, проконсультируйтесь с врачом.
Однако использование таблеток АСП 100 мг/325 мг/15 мг не рекомендуется пациентам с тяжелым заболеванием печени и активным заболеванием печени.
Что делать, если вы забыли принять таблетку ASP?
Если вы пропустите дозу таблетки ASP 100 мг/325 мг/15 мг, примите ее как можно скорее. Однако, если уже почти пришло время для следующей дозы, пропустите пропущенную дозу и вернитесь к своему обычному графику. Не удваивайте дозу.
Однако, если уже почти пришло время для следующей дозы, пропустите пропущенную дозу и вернитесь к своему обычному графику. Не удваивайте дозу.
Все заменители
Только для информационных целей. Проконсультируйтесь с врачом, прежде чем принимать какие-либо лекарства.
ASP 100 мг/325 мг/15 мг Таблетка
7,9 ₹/таблетка
Vetory SP Таблетка
Hetero Drugs Ltd
₹6.05/tablet
23% cheaper
Ibugesic ASP Tablet
Cipla Ltd
₹6.5/tablet
18% cheaper
Clovi-SP Tablet
Telpha
₹7/tablet
11% cheaper
Aceclo Sera 100mg/325mg/15mg Tablet
Aristo Pharmaceuticals Pvt Ltd
₹8.8/tablet
11% costlier
Freemol SP 100mg/325mg/15mg Tablet
Omnimol Meditechnics Pvt Ltd
₹9/tablet
На 14% дороже
Посмотреть все заменители
Краткие советы
- Вам прописали это комбинированное лекарство для облегчения боли и воспаления.
- Принимайте во время еды, чтобы избежать расстройства желудка.
- Может вызывать головокружение и сонливость. Не садитесь за руль и не делайте ничего, что требует умственной концентрации, пока не узнаете, как на вас влияет таблетка ASP 100 мг/325 мг/15 мг.
- Избегайте употребления алкоголя во время приема таблеток АСП 100 мг/325 мг/15 мг, так как это может вызвать чрезмерную сонливость и увеличить риск повреждения печени.
Не принимайте его вместе с другими лекарствами, содержащими ацетаминофен (лекарства от боли/лихорадки или от кашля и простуды), не посоветовавшись предварительно с врачом.

Факт Бокс
Образование привычки
№
Терапевтический класс
боли анальгетики
Обозначающие. Справочная боли в лепе.
Доктор Саурабх Арора
Кардиология
можно принять кроцин от боли и сделать эхо ЭКГ ТМТ, чтобы исключить проблемы с сердцем
ЕЩЕ
Зачем таблетки альвироз асп ??
Д-р Сфурти Манн
Терапия
Какое лекарство в нем содержится, пожалуйста, сообщите настоящее название лекарства
ЕЩЕ
У меня проблемы с горлом в течение 1 месяца. Проблемы с глотанием воды и пищи также ощущаются как покалывание в горле. Мой ЛОР-специалист прописал мне IBUGESIC ASP, MPX CV 625 и назальный спрей NOSIKING, но у меня не было такого облегчения, пожалуйста, помогите мне. Спасибо
Проблемы с глотанием воды и пищи также ощущаются как покалывание в горле. Мой ЛОР-специалист прописал мне IBUGESIC ASP, MPX CV 625 и назальный спрей NOSIKING, но у меня не было такого облегчения, пожалуйста, помогите мне. Спасибо
Д-р Виджай Верма
ЛОР
Добавить таблетку 40 мг.1 перед завтраком в течение пяти дней
ЕЩЕ
Один из моих зубов чувствителен. Иногда бывают боли
Доктор Абхиджит Гамбхир
Хирургия зубов
чувствительность имеет множество причинных факторов для облегчения боли можно принимать обезболивающие средства, это даст временное облегчение Доктор Сону Балхара Ахлават
Акушерство и гинекология
Не принимайте Кроцин для обезболивания
ЕЩЕ
Уважаемый доктор, моя жена на четвертом месяце беременности, после полудня у нее болит голова. Не могли бы вы посоветовать мне, что мне делать
Доктор Сону Балхара Ахлават
Акушерство и гинекология
Кроцин в таблетках для обезболивания. E дал
E дал
ЕЩЕ
Посоветуйте мне лекарство для быстрого отпуска, так как у меня болит спина с правой стороны.
Доктор Правин Пушкар
Урология
Примите любое обезболивающее для быстрого облегчения
ЕЩЕ
Plz dr. посоветуйте мне таблетку для облегчения боли при менструациях, которую легко можно купить в магазине.
Доктор Мегха Тули
Акушерство и гинекология
Вы можете принимать таблетки для облегчения боли
ЕЩЕ
Часто задаваемые вопросы
Таблетка 5мг2/10мг3 10 В. Что такое АСП 1?
Это комбинация трех препаратов: ацеклофенак, парацетамол и серратиопептидаза. Этот препарат помогает снять боль и воспаление. Он работает путем снижения уровня химических веществ в организме, которые вызывают боль и воспаление.
В. Безопасно ли принимать таблетки АСП 100 мг/325 мг/15 мг?
Это лекарство безопасно для большинства пациентов. Однако у некоторых пациентов это может вызвать нежелательные побочные эффекты, такие как тошнота, рвота, боль в животе, изжога и диарея. Если вы испытываете какие-либо постоянные проблемы из-за лекарства, сообщите об этом своему врачу как можно скорее.
Если вы испытываете какие-либо постоянные проблемы из-за лекарства, сообщите об этом своему врачу как можно скорее.
В. Могу ли я прекратить прием таблеток АСП 100 мг/325 мг/15 мг, когда моя боль уменьшится?
Это лекарство обычно используется в течение короткого периода времени и может быть прекращено после уменьшения боли. Тем не менее, продолжайте принимать его, если ваш врач посоветовал вам это сделать.
В. Может ли таблетка ASP 100 мг/325 мг/15 мг вызывать тошноту и рвоту?
Да, применение этого лекарства может вызвать тошноту и рвоту. Если вы испытываете тошноту при приеме этого лекарства, принимайте его с молоком, пищей или с антацидами. Избегайте приема жирной или жареной пищи вместе с этим лекарством. В случае рвоты выпить большое количество воды или другой жидкости, делая небольшие частые глотки. Поговорите со своим врачом, если рвота не проходит, и вы заметили признаки обезвоживания, такие как темная моча с сильным запахом и низкая частота мочеиспускания. Не принимайте никаких других лекарств, не посоветовавшись с врачом.
Не принимайте никаких других лекарств, не посоветовавшись с врачом.
В. Могут ли таблетки ASP 100 мг/325 мг/15 мг вызывать головокружение?
Да, применение этого лекарства может вызвать головокружение (ощущение слабости, слабости, неустойчивости или предобморочное состояние) у некоторых пациентов. Если вы чувствуете головокружение или легкое головокружение, лучше немного отдохнуть и возобновить занятия, как только почувствуете себя лучше.
В. Существуют ли особые противопоказания, связанные с приемом таблеток АСП 100 мг/325 мг/15 мг?
Использование этого лекарства считается вредным для пациентов с известной аллергией на любой из компонентов или наполнителей этого лекарства или для пациентов с известной аллергией на другие обезболивающие (НПВП). Предпочтительно избегать его применения у пациентов с язвой желудка в анамнезе или у пациентов с активными рецидивирующими язвами желудка/кровотечениями. Его также следует избегать у пациентов с сердечной недостаточностью в анамнезе, высоким кровяным давлением и заболеваниями печени или почек.
В. Могу ли я принимать таблетки ASP 100 мг/325 мг/15 мг с комплексом витаминов группы В?
Да, это лекарство можно принимать с препаратами комплекса витаминов группы В. Хотя это помогает облегчить боль, витамин B-комплекс может помочь исправить дефицит витаминов, который может вызывать ваши симптомы.
В. Может ли прием таблеток АСП 100 мг/325 мг/15 мг вызвать повреждение почек?
Да, длительное применение этого лекарства может привести к повреждению почек. Нормальные почки вырабатывают химические вещества, называемые простагландинами, которые защищают их от повреждений. Использование обезболивающих снижает уровень простагландинов в организме, что приводит к повреждению почек при длительном применении. Применение обезболивающих не рекомендуется пациентам с сопутствующим заболеванием почек.
В. Могу ли я принять более высокую дозу таблетки ASP 100 мг/325 мг/15 мг, чем рекомендуется?
Нет, прием дозы, превышающей рекомендуемую, может привести к увеличению вероятности побочных эффектов. Если вы испытываете усиление боли или боль не уменьшается при рекомендуемых дозах, обратитесь к врачу для повторной оценки.
Если вы испытываете усиление боли или боль не уменьшается при рекомендуемых дозах, обратитесь к врачу для повторной оценки.
В. Каковы инструкции по хранению и утилизации таблеток ASP 100 мг/325 мг/15 мг?
Храните это лекарство в упаковке или контейнере, в котором оно было получено, плотно закрытым. Храните его в соответствии с инструкциями, указанными на упаковке или этикетке. Утилизируйте неиспользованное лекарство. Убедитесь, что его не употребляют домашние животные, дети и другие люди.
Показать больше
Показать меньше
Отказ от ответственности:
Единственной целью Tata 1mg является обеспечение того, чтобы ее потребители получали информацию, проверенную экспертами, точную и заслуживающую доверия. Однако информация, содержащаяся в настоящем документе, НЕ должна использоваться в качестве замены консультации квалифицированного врача. Информация, представленная здесь, предназначена только для информационных целей. Это может не охватывать все о конкретных состояниях здоровья, лабораторных тестах, лекарствах, всех возможных побочных эффектах, взаимодействиях с лекарствами, предупреждениях, предупреждениях и т. д. Пожалуйста, проконсультируйтесь со своим врачом и обсудите все ваши вопросы, связанные с любым заболеванием или лекарством. Мы намерены поддерживать, а не заменять отношения между врачом и пациентом.
Это может не охватывать все о конкретных состояниях здоровья, лабораторных тестах, лекарствах, всех возможных побочных эффектах, взаимодействиях с лекарствами, предупреждениях, предупреждениях и т. д. Пожалуйста, проконсультируйтесь со своим врачом и обсудите все ваши вопросы, связанные с любым заболеванием или лекарством. Мы намерены поддерживать, а не заменять отношения между врачом и пациентом.
Ссылки
Ацеклофенак. Норт-Харроу, Миддлсекс: Accord Healthcare Limited; 2011 [пересмотрено 29 июня 2015 г.]. [По состоянию на 19 апреля 2019 г.] (онлайн) Доступно по адресу:
Парацетамол. Барнстейпл, Девон: Actavis UK Limited; 1980 [пересмотрено 23 декабря 2016 г.]. [По состоянию на 19 апреля 2019 г.] (онлайн) Доступно по адресу:
Бхагат С., Агарвал М., Рой В. Серратиопептидаза: систематический обзор существующих доказательств.
Int J Surg. 2013;11(3):209-17. [По состоянию на 19 апреля 2019 г.] (в сети). Дорога Mauja Jharmajri, Baddi, Distt — Solan H.P. — 173205Страна происхождения: Индия
Срок действия: февраля 2023 г. или после этой датыЛицензированный партнер-поставщик из ближайшего к вам офиса доставит таблетки АСП 100 мг/325 мг/15 мг. Как только аптека примет ваш заказ, вам будет предоставлена подробная информация об аптеке. Принятие вашего заказа зависит от действительности ℞ вашего врача и наличия этого лекарства.
В случае возникновения каких-либо проблем, свяжитесь с нами
Идентификатор электронной почты: [email protected]
Адрес: 5-й этаж башни — B президентского здания, 46/4 Mehrauli Gurgaon Road, Sector 14, Gurugram, Haryana- 122001, ИндияВключая все налоги
Эта цена предложения действительна для заказов на сумму свыше 1799 фунтов стерлингов.
 Int J Surg. 2013;11(3):209-17. [По состоянию на 19 апреля 2019 г.] (в сети). Дорога Mauja Jharmajri, Baddi, Distt — Solan H.P. — 173205
Int J Surg. 2013;11(3):209-17. [По состоянию на 19 апреля 2019 г.] (в сети). Дорога Mauja Jharmajri, Baddi, Distt — Solan H.P. — 173205
 скорость печати, мм/ч
скорость печати, мм/ч Жидкокристаллические (LCD, ЖК) матрицы – это компоненты, которые формируют разрешение, выступая в качестве маски для источника излучения.
Жидкокристаллические (LCD, ЖК) матрицы – это компоненты, которые формируют разрешение, выступая в качестве маски для источника излучения. С Photon Mono и Mono X компания Anycubic решила пойти по пути, который действительно стал самым плодотворным дизайнерским выбором для бюджетных полимерных принтеров: это съемная акриловая крышка.
С Photon Mono и Mono X компания Anycubic решила пойти по пути, который действительно стал самым плодотворным дизайнерским выбором для бюджетных полимерных принтеров: это съемная акриловая крышка. В наличии-то он в наличии, но воспользоваться им не так просто. Для этого понадобится специальное приложение Anycubic, которое живет на флешке в виде файла .apk. Не самый практичный способ распространять программы для смартфонов, особенно если учесть, что на свете нет смартфонов с разъемом USB Type A. С трудом оправившись от шока, мы набрали в Google «Anycubic app» и нашли страницу на сайте Anycubic, откуда приложение можно скачать (чтобы потом установить его в обход настроек безопасности). Ну и суета!
В наличии-то он в наличии, но воспользоваться им не так просто. Для этого понадобится специальное приложение Anycubic, которое живет на флешке в виде файла .apk. Не самый практичный способ распространять программы для смартфонов, особенно если учесть, что на свете нет смартфонов с разъемом USB Type A. С трудом оправившись от шока, мы набрали в Google «Anycubic app» и нашли страницу на сайте Anycubic, откуда приложение можно скачать (чтобы потом установить его в обход настроек безопасности). Ну и суета! Иными словами, в нем должно быть более чем достаточно места для всех ваших идей.
Иными словами, в нем должно быть более чем достаточно места для всех ваших идей. У Photon Mono SE источник мощнее, чем у Mono, поэтому в одном случае скорость достигает 50 мм/ч, в другом – 80 мм/ч.
У Photon Mono SE источник мощнее, чем у Mono, поэтому в одном случае скорость достигает 50 мм/ч, в другом – 80 мм/ч. У него серьезный рабочий объем и разрешение 4K, он вполне конкурентоспособен среди среднеразмерных бойцов и в состоянии заполнить (когда выйдет где-нибудь в 2021 году) нишу, созданную некогда Elegoo Saturn.
У него серьезный рабочий объем и разрешение 4K, он вполне конкурентоспособен среди среднеразмерных бойцов и в состоянии заполнить (когда выйдет где-нибудь в 2021 году) нишу, созданную некогда Elegoo Saturn.








 Я распечатал Tau Kill Team, ожидая прибытия официальной миниатюрной коробки. Печатаю миниатюры себе и друзьям. Эта вещь просто потрясающая. Я не вижу никаких линий (за исключением некоторых случаев внутри, в прозрачной смоле. Вы наносите слой грунтовки, и вы никогда их не увидите. Сообщество и Anycubic также на 100 % поддерживают этот 3D-принтер.
Я распечатал Tau Kill Team, ожидая прибытия официальной миниатюрной коробки. Печатаю миниатюры себе и друзьям. Эта вещь просто потрясающая. Я не вижу никаких линий (за исключением некоторых случаев внутри, в прозрачной смоле. Вы наносите слой грунтовки, и вы никогда их не увидите. Сообщество и Anycubic также на 100 % поддерживают этот 3D-принтер. Принтер по-прежнему работает. Я все еще люблю это. Мне нравятся отпечатки, которые он производит. Я включаю некоторые рождественские ужасы, выпущенные Dragon Workshop / Крисом Хантом, чтобы продемонстрировать их печать. 🙂 (используйте код MYMAKERFUN3D со скидкой 5 % на My Mini Factory). Этот принтер продолжает выпускать миниатюры, качество которых не от мира сего. Для недавнего Kickstarter Lost Dragons я распечатал теневого дракона в размере 200%. Я напечатал голову на Фотоне, чтобы добиться более высокого качества там, где это необходимо. Возможность сочетать сильные стороны FDM-печати и полимерной печати также оказалась великолепной.
Принтер по-прежнему работает. Я все еще люблю это. Мне нравятся отпечатки, которые он производит. Я включаю некоторые рождественские ужасы, выпущенные Dragon Workshop / Крисом Хантом, чтобы продемонстрировать их печать. 🙂 (используйте код MYMAKERFUN3D со скидкой 5 % на My Mini Factory). Этот принтер продолжает выпускать миниатюры, качество которых не от мира сего. Для недавнего Kickstarter Lost Dragons я распечатал теневого дракона в размере 200%. Я напечатал голову на Фотоне, чтобы добиться более высокого качества там, где это необходимо. Возможность сочетать сильные стороны FDM-печати и полимерной печати также оказалась великолепной. Я рассматриваю это с прицелом на миниатюры и ландшафт для варгеймов. В группе Anycubic Photon на Facebook есть множество отличных постов от людей, использующих их для изготовления ювелирных изделий и в стоматологических целях. Менее двух лет назад Peopoly Maoi была революционной. Это был принтер SLA примерно за 1000 долларов. Несколько месяцев спустя Wanhao представила D7 менее чем за 1000 долларов, что положило начало эре доступных полимерных 3D-принтеров. (Хотя смолы по-прежнему дороги, они тоже дешевеют). Перенесемся примерно на год вперед с момента появления Wanhao, и у нас было несколько претендентов, борющихся за лучший недорогой полимерный принтер DLP. Включая Micromake L2, FLSUN-S Complete, Tevo Firefly (насколько я могу судить, этот проект был отменен), Creality 3D LD-001 и Anycubic Photon. Wanhao прошел через ряд итераций, чтобы сделать его лучшим 3D-принтером, и Anycubic смогла извлечь уроки из этого и создать выдающийся 3D-принтер — Photon. Нажмите здесь, чтобы перейти к моей живой странице распаковки и предварительного просмотра.
Я рассматриваю это с прицелом на миниатюры и ландшафт для варгеймов. В группе Anycubic Photon на Facebook есть множество отличных постов от людей, использующих их для изготовления ювелирных изделий и в стоматологических целях. Менее двух лет назад Peopoly Maoi была революционной. Это был принтер SLA примерно за 1000 долларов. Несколько месяцев спустя Wanhao представила D7 менее чем за 1000 долларов, что положило начало эре доступных полимерных 3D-принтеров. (Хотя смолы по-прежнему дороги, они тоже дешевеют). Перенесемся примерно на год вперед с момента появления Wanhao, и у нас было несколько претендентов, борющихся за лучший недорогой полимерный принтер DLP. Включая Micromake L2, FLSUN-S Complete, Tevo Firefly (насколько я могу судить, этот проект был отменен), Creality 3D LD-001 и Anycubic Photon. Wanhao прошел через ряд итераций, чтобы сделать его лучшим 3D-принтером, и Anycubic смогла извлечь уроки из этого и создать выдающийся 3D-принтер — Photon. Нажмите здесь, чтобы перейти к моей живой странице распаковки и предварительного просмотра.
 Первое отличие — это слайсер. Я привык работать с Cura 3D и Simplify 3D. Этот принтер использует собственный слайсер, который работает хорошо, хотя и немного медленно. Сенсорный экран довольно прост, начиная с 3-х пунктов меню. Перемещение чана и его обнуление, печать и другие элементы настройки. Это работает очень хорошо. Принтер поставляется с запасным листом FEP, когда заканчивается ваш, а также с перчатками, смоляными фильтрами, инструментами и другими предметами. Он также поставляется с 250 мл зеленой смолы. В качестве меры предосторожности я также ношу защитные очки, чтобы защитить глаза от случайного брызга.
Первое отличие — это слайсер. Я привык работать с Cura 3D и Simplify 3D. Этот принтер использует собственный слайсер, который работает хорошо, хотя и немного медленно. Сенсорный экран довольно прост, начиная с 3-х пунктов меню. Перемещение чана и его обнуление, печать и другие элементы настройки. Это работает очень хорошо. Принтер поставляется с запасным листом FEP, когда заканчивается ваш, а также с перчатками, смоляными фильтрами, инструментами и другими предметами. Он также поставляется с 250 мл зеленой смолы. В качестве меры предосторожности я также ношу защитные очки, чтобы защитить глаза от случайного брызга. Вернитесь через несколько часов к готовому отпечатку. Это действительно настолько просто. Подготовить отпечаток к печати, это сложнее.
Вернитесь через несколько часов к готовому отпечатку. Это действительно настолько просто. Подготовить отпечаток к печати, это сложнее.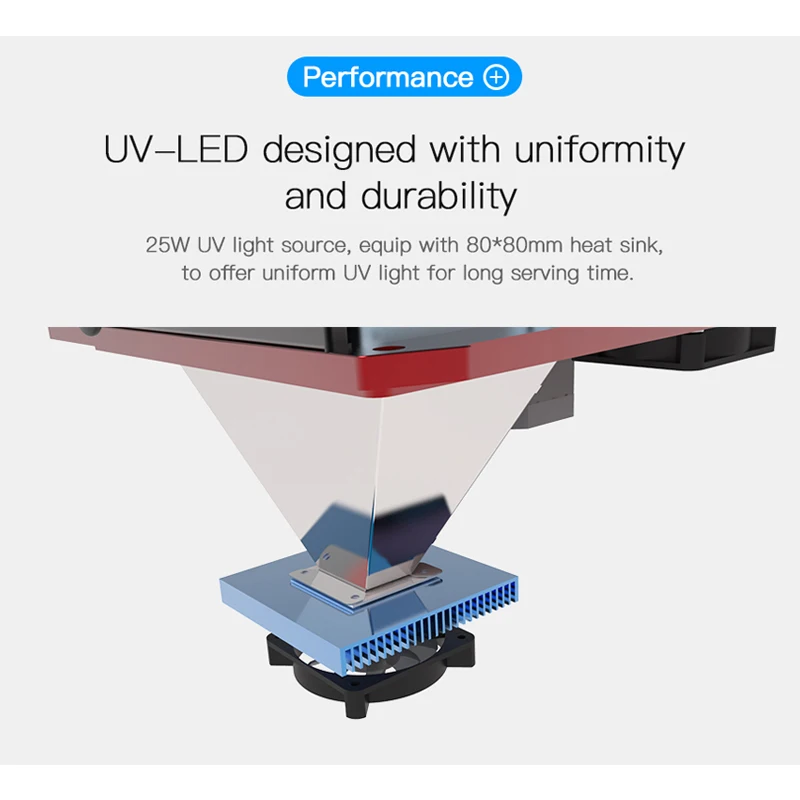 Они недороги, когда дело доходит до мощности.
Они недороги, когда дело доходит до мощности. Я все еще новичок в этом и использую автоматически сгенерированные опоры в слайсере Photon. Работает, достаточно хорошо, но могло быть и лучше. Я читал, что несколько человек используют программное обеспечение B9 Creator для создания опор. Еще одна замечательная отсылка — видео из 3D-танков Туренкарна. У него есть отличные видеоролики о подготовке моделей к печати на Anycubic Photon. Между этими двумя источниками вы сможете хорошо печатать и начнете понимать, как печатать лучше. Модератор Facebook Артур Фусте также создал замечательную электронную таблицу, в которой перечислены все переменные, необходимые для большого количества печатных смол, и сообщество регулярно добавляет новые. Говоря о сообществе, я администратор группы Anycubic в Facebook. У нас есть очень полезные и преданные своему делу люди, которые помогают решить проблемы с принтером и демонстрируют отличные новые отпечатки, которые они сделали. Посмотрите на стикер вверху, на котором есть многие ссылки, упомянутые здесь, и другие, такие как скидка 10% на нить Monocure.
Я все еще новичок в этом и использую автоматически сгенерированные опоры в слайсере Photon. Работает, достаточно хорошо, но могло быть и лучше. Я читал, что несколько человек используют программное обеспечение B9 Creator для создания опор. Еще одна замечательная отсылка — видео из 3D-танков Туренкарна. У него есть отличные видеоролики о подготовке моделей к печати на Anycubic Photon. Между этими двумя источниками вы сможете хорошо печатать и начнете понимать, как печатать лучше. Модератор Facebook Артур Фусте также создал замечательную электронную таблицу, в которой перечислены все переменные, необходимые для большого количества печатных смол, и сообщество регулярно добавляет новые. Говоря о сообществе, я администратор группы Anycubic в Facebook. У нас есть очень полезные и преданные своему делу люди, которые помогают решить проблемы с принтером и демонстрируют отличные новые отпечатки, которые они сделали. Посмотрите на стикер вверху, на котором есть многие ссылки, упомянутые здесь, и другие, такие как скидка 10% на нить Monocure.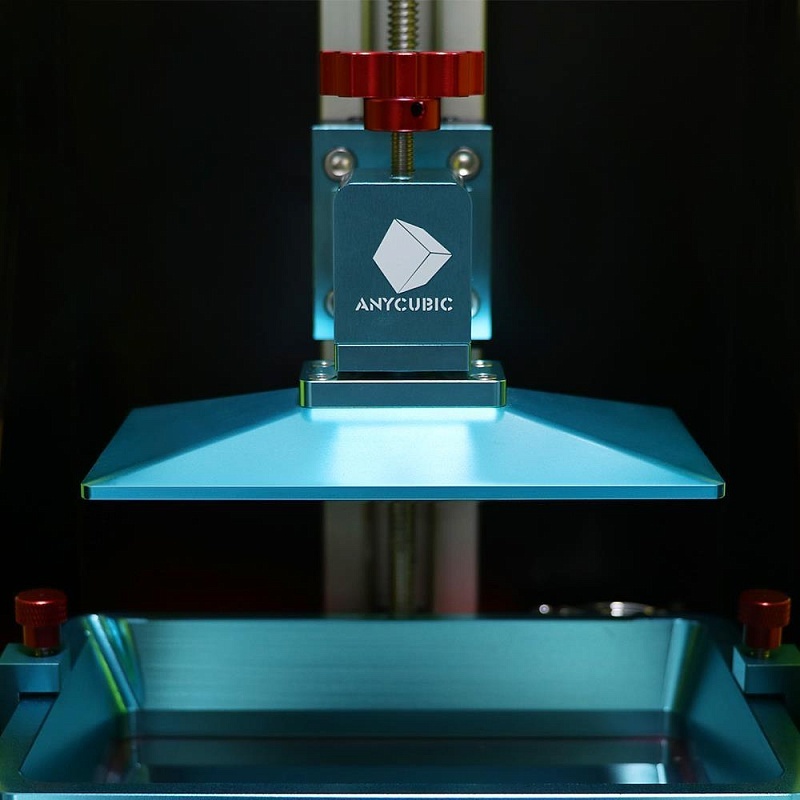
 (Используйте не менее 90% IPA, лучше 99%). После этого проведите отпечатком по кругу. Я знаю, что некоторые люди используют зубную щетку, чтобы удалить всю незатвердевшую смолу. Оттуда вы можете сделать вторую ванну с IPA, чтобы убедиться, что вы удалили всю смолу, а затем перенести ее в ванну с водой / мылом, чтобы очистить модель. Оттуда я либо помещаю модель на улицу на солнце, либо под УФ-свет. Обычно мне требуется около 10 минут, дольше под лампой. Но вы можете почувствовать модель ногтем. Если он немного упругий / липкий, его нужно вылечить больше. Если нет, то все готово. Я также использую одноразовую форму для выпечки, в которой я делаю свою работу, чтобы содержать смолу. Мой Фотон находится в другой одноразовой посуде, ПРОСТО на случай, если лист ФЭП протечет.
(Используйте не менее 90% IPA, лучше 99%). После этого проведите отпечатком по кругу. Я знаю, что некоторые люди используют зубную щетку, чтобы удалить всю незатвердевшую смолу. Оттуда вы можете сделать вторую ванну с IPA, чтобы убедиться, что вы удалили всю смолу, а затем перенести ее в ванну с водой / мылом, чтобы очистить модель. Оттуда я либо помещаю модель на улицу на солнце, либо под УФ-свет. Обычно мне требуется около 10 минут, дольше под лампой. Но вы можете почувствовать модель ногтем. Если он немного упругий / липкий, его нужно вылечить больше. Если нет, то все готово. Я также использую одноразовую форму для выпечки, в которой я делаю свою работу, чтобы содержать смолу. Мой Фотон находится в другой одноразовой посуде, ПРОСТО на случай, если лист ФЭП протечет.
 Это более сложная версия 3D-печати, но, в конце концов, отпечатки того стоят. Я составил этот список, чтобы помочь вам начать работу с тем, что вам нужно для начала работы с полимерным принтером. Я бы сказал, что УФ-сушилка для ногтей просто необходима. И УФ-сушилка для ногтей также может быть заменена решением «сделай сам».
Это более сложная версия 3D-печати, но, в конце концов, отпечатки того стоят. Я составил этот список, чтобы помочь вам начать работу с тем, что вам нужно для начала работы с полимерным принтером. Я бы сказал, что УФ-сушилка для ногтей просто необходима. И УФ-сушилка для ногтей также может быть заменена решением «сделай сам». Он может обеспечить такой уровень детализации, который невозможен для FDM-принтера. Anycubic Photon также может сделать это по низкой цене. По мере того, как все больше людей увлекаются 3D-печатью с помощью 3D-принтеров на основе смолы, я вижу, что их затраты снижаются, и, что более важно, я вижу, что затраты на смолу снижаются по мере роста спроса и эффекта масштаба. Когда я говорю, что это лучшее DLP-принтер вокруг, я имею в виду, что по цене вы не можете победить его. Существуют и другие 3D-принтеры на основе смолы, но с точки зрения простоты использования (посмотрите, как вы выравниваете другие с несколькими винтами, это далеко не так просто), стоимости и качества, это лучший из доступных 3D-принтеров на основе смолы. Я без колебаний рекомендую этот 3D-принтер, если вы хотите печатать мелкие детали в ювелирной промышленности, стоматологии или просто для удовольствия.
Он может обеспечить такой уровень детализации, который невозможен для FDM-принтера. Anycubic Photon также может сделать это по низкой цене. По мере того, как все больше людей увлекаются 3D-печатью с помощью 3D-принтеров на основе смолы, я вижу, что их затраты снижаются, и, что более важно, я вижу, что затраты на смолу снижаются по мере роста спроса и эффекта масштаба. Когда я говорю, что это лучшее DLP-принтер вокруг, я имею в виду, что по цене вы не можете победить его. Существуют и другие 3D-принтеры на основе смолы, но с точки зрения простоты использования (посмотрите, как вы выравниваете другие с несколькими винтами, это далеко не так просто), стоимости и качества, это лучший из доступных 3D-принтеров на основе смолы. Я без колебаний рекомендую этот 3D-принтер, если вы хотите печатать мелкие детали в ювелирной промышленности, стоматологии или просто для удовольствия.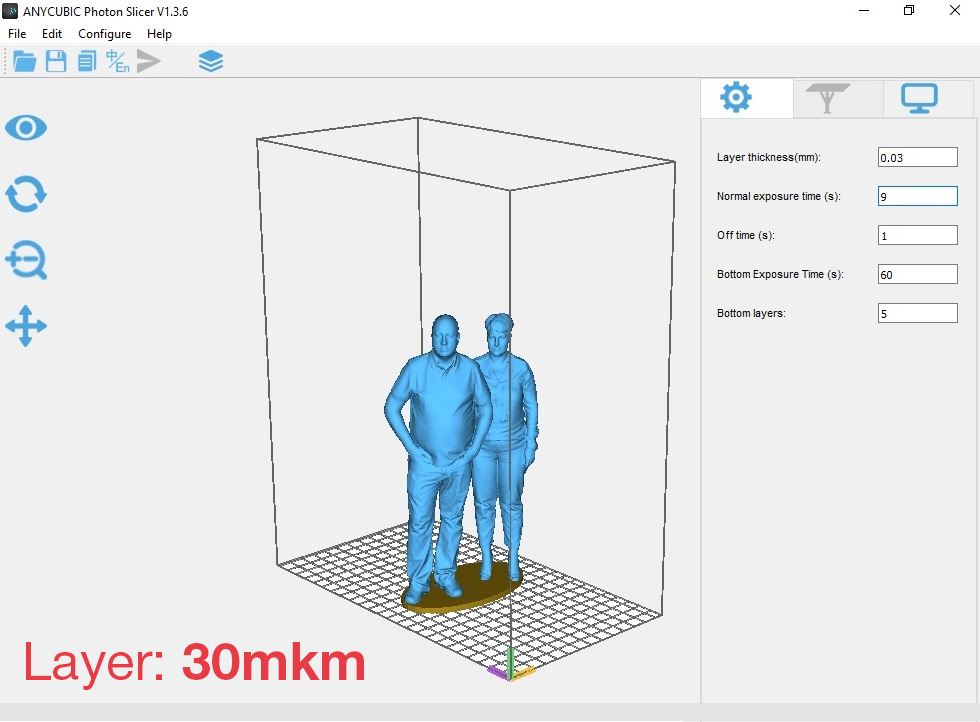
 Таким образом, сила удара создаётся высотой зуба.
Таким образом, сила удара создаётся высотой зуба.
 Такие патроны применяются для использования особых насадок: лопаток, буров и т.д. Расходные материалы для перфораторов намного дороже, чем у дрели. А специальные патроны не дают возможность использовать свёрла. С целью расширить функциональные возможности перфораторов, производители нередко докомплектовывают модели лёгкого и среднего класса дополнительными кулачковыми патронами.
Такие патроны применяются для использования особых насадок: лопаток, буров и т.д. Расходные материалы для перфораторов намного дороже, чем у дрели. А специальные патроны не дают возможность использовать свёрла. С целью расширить функциональные возможности перфораторов, производители нередко докомплектовывают модели лёгкого и среднего класса дополнительными кулачковыми патронами.
 Дрель ударная хороша при сверлении отверстий в таких материалах как пластик, кирпич, древесина, мягкие металлы. Возможно применение ударной дрели при сверлении лёгкого бетона, но только в крайних случаях. Дрель также может быть использована в качестве миксера или для работы с крепежом. Для сверления и обработки бетона необходимо взять перфоратор. Перфоратор может применяться при сверлении бетона разной прочности, однако для точного сверления в металлах и древесине он малопригоден. Равные по мощности с дрелями перфораторы намного превосходят их по весу и цене. Если ваше жилище состоит из стекла и бетона, то вам понадобится ударная дрель. Но в дополнение к ней неплохо иметь на всякий случай под рукой не слишком дорогой и мощный, но все же перфоратор.
Дрель ударная хороша при сверлении отверстий в таких материалах как пластик, кирпич, древесина, мягкие металлы. Возможно применение ударной дрели при сверлении лёгкого бетона, но только в крайних случаях. Дрель также может быть использована в качестве миксера или для работы с крепежом. Для сверления и обработки бетона необходимо взять перфоратор. Перфоратор может применяться при сверлении бетона разной прочности, однако для точного сверления в металлах и древесине он малопригоден. Равные по мощности с дрелями перфораторы намного превосходят их по весу и цене. Если ваше жилище состоит из стекла и бетона, то вам понадобится ударная дрель. Но в дополнение к ней неплохо иметь на всякий случай под рукой не слишком дорогой и мощный, но все же перфоратор.
 Между этими электрическими инструментами существует некоторая разница, которая не видна людям, никогда не бравшим их в руки.
Между этими электрическими инструментами существует некоторая разница, которая не видна людям, никогда не бравшим их в руки.





 Их изготавливают на престижных предприятиях высококвалифицированным персоналом.
Их изготавливают на престижных предприятиях высококвалифицированным персоналом. Наибольший размер сверления отверстий указывается в паспорте инструмента. При превышении этой величины возникают неисправности и поломка устройства.
Наибольший размер сверления отверстий указывается в паспорте инструмента. При превышении этой величины возникают неисправности и поломка устройства.
 Он может надежно закрепить насадку диаметром до 30 мм. Чтобы выполнить работы бытового назначения этого хватает с лихвой.
Он может надежно закрепить насадку диаметром до 30 мм. Чтобы выполнить работы бытового назначения этого хватает с лихвой.
 Виды и устройство. Работа
Виды и устройство. Работа
 Рисунок B ). Поршень движется в цилиндре и создает давление воздуха при движении вперед, и это давление воздуха фактически приводит в действие ударный механизм. Перфораторы обеспечивают гораздо большую энергию удара, чем перфораторы. Они гораздо более долговечны и являются предпочтительным инструментом профессионалов. Еще одним большим преимуществом является то, что у большинства перфораторов есть три режима: режим сверления, ударная дрель или просто молоток, поэтому они могут действовать как мини-отбойный молоток. Конечно, перфоратор стоит дороже перфоратора, но об этом позже.
Рисунок B ). Поршень движется в цилиндре и создает давление воздуха при движении вперед, и это давление воздуха фактически приводит в действие ударный механизм. Перфораторы обеспечивают гораздо большую энергию удара, чем перфораторы. Они гораздо более долговечны и являются предпочтительным инструментом профессионалов. Еще одним большим преимуществом является то, что у большинства перфораторов есть три режима: режим сверления, ударная дрель или просто молоток, поэтому они могут действовать как мини-отбойный молоток. Конечно, перфоратор стоит дороже перфоратора, но об этом позже.

 (Тот, что слева, предназначен для патрона SDS-Max.) Вы также можете добавить трехкулачковый патрон для обычных сверл.
(Тот, что слева, предназначен для патрона SDS-Max.) Вы также можете добавить трехкулачковый патрон для обычных сверл. Но рейтинг BPM — это еще не все: сила тока двигателя и то, как дрель ощущается в ваших руках, важнее. Цельнометаллические патроны более долговечны, чем патроны с пластиковыми деталями. И хотя быстрозажимные патроны удобны для обычной дрели, они часто не обладают достаточной удерживающей силой, необходимой для сверления кирпичной кладки. Размер патрона часто определяет максимальный рекомендуемый размер отверстия, с которым может справиться сверло.
Но рейтинг BPM — это еще не все: сила тока двигателя и то, как дрель ощущается в ваших руках, важнее. Цельнометаллические патроны более долговечны, чем патроны с пластиковыми деталями. И хотя быстрозажимные патроны удобны для обычной дрели, они часто не обладают достаточной удерживающей силой, необходимой для сверления кирпичной кладки. Размер патрона часто определяет максимальный рекомендуемый размер отверстия, с которым может справиться сверло. Подходит для сверления отверстий диаметром до 1/2 дюйма в блоках, строительном растворе, кирпиче и другой легкой кладке. Эти сверла также будут сверлить бетон, но медленно.
Подходит для сверления отверстий диаметром до 1/2 дюйма в блоках, строительном растворе, кирпиче и другой легкой кладке. Эти сверла также будут сверлить бетон, но медленно.
 Но вы не найдете эту золотую середину, нажимая изо всех сил. На самом деле, слишком большое давление замедлит процесс сверления и вызовет ненужный износ шестерен двигателя. Кроме того, вы сломаете биты.
Но вы не найдете эту золотую середину, нажимая изо всех сил. На самом деле, слишком большое давление замедлит процесс сверления и вызовет ненужный износ шестерен двигателя. Кроме того, вы сломаете биты. Это значительно снизит нагрузку на дрель. Кроме того, мелкие сверла не катаются так сильно, как большие, что полезно, когда вам нужно отверстие в точном месте.
Это значительно снизит нагрузку на дрель. Кроме того, мелкие сверла не катаются так сильно, как большие, что полезно, когда вам нужно отверстие в точном месте.


 Но если вам нужна универсальная дрель для обычных работ или вам просто нужно просверлить твердые стены, то, вероятно, стоит инвестировать в какую-нибудь ударную дрель.
Но если вам нужна универсальная дрель для обычных работ или вам просто нужно просверлить твердые стены, то, вероятно, стоит инвестировать в какую-нибудь ударную дрель. Дрели могут быть очень компактными, особенно модели с шестигранным патроном на 12 В, такие как Bosch GSR 12 V-15 FC (хотя обратите внимание, что шестигранный патрон можно использовать только с шестигранным хвостовиком). аксессуар — чаще всего это будет отвертка, но вы также можете приобрести сверла с шестигранным хвостовиком, а также другие типы аксессуаров для электроинструмента). Термин «дрель-шуруповерт» обычно относится к аккумуляторному инструменту с батарейным питанием, и ключом к его возможностям завинчивания является регулируемая муфта, которая позволяет установить порог крутящего момента — как только машина начинает применять уровень крутящего момента, соответствующий при этой настройке вращение автоматически останавливается. После того, как вы настроите его, это позволит вам вбить несколько креплений на требуемую глубину, просто нажав на спусковой крючок, вместо того, чтобы направлять их с помощью осторожных манипуляций со скоростью. При сверлении отверстий муфта обычно устанавливается в отдельный режим сверления, который обеспечивает максимальное приложение крутящего момента и постоянное вращение.
Дрели могут быть очень компактными, особенно модели с шестигранным патроном на 12 В, такие как Bosch GSR 12 V-15 FC (хотя обратите внимание, что шестигранный патрон можно использовать только с шестигранным хвостовиком). аксессуар — чаще всего это будет отвертка, но вы также можете приобрести сверла с шестигранным хвостовиком, а также другие типы аксессуаров для электроинструмента). Термин «дрель-шуруповерт» обычно относится к аккумуляторному инструменту с батарейным питанием, и ключом к его возможностям завинчивания является регулируемая муфта, которая позволяет установить порог крутящего момента — как только машина начинает применять уровень крутящего момента, соответствующий при этой настройке вращение автоматически останавливается. После того, как вы настроите его, это позволит вам вбить несколько креплений на требуемую глубину, просто нажав на спусковой крючок, вместо того, чтобы направлять их с помощью осторожных манипуляций со скоростью. При сверлении отверстий муфта обычно устанавливается в отдельный режим сверления, который обеспечивает максимальное приложение крутящего момента и постоянное вращение. Этот тип функции завинчивания гораздо реже встречается на сетевых машинах, хотя есть несколько исключений, таких как Bosch GSB 21-2RCT, у которого есть диск предварительного выбора крутящего момента.
Этот тип функции завинчивания гораздо реже встречается на сетевых машинах, хотя есть несколько исключений, таких как Bosch GSB 21-2RCT, у которого есть диск предварительного выбора крутящего момента. Обратите внимание, что, как и другие сетевые электроинструменты, дрели часто доступны на 110 В или 240 В — варианты на 240 В можно использовать со стандартными бытовыми розетками, а версии на 110 В можно использовать только с понижающими трансформаторами, которые используются на строительных площадках и в других местах. промышленная среда..
Обратите внимание, что, как и другие сетевые электроинструменты, дрели часто доступны на 110 В или 240 В — варианты на 240 В можно использовать со стандартными бытовыми розетками, а версии на 110 В можно использовать только с понижающими трансформаторами, которые используются на строительных площадках и в других местах. промышленная среда.. Вероятно, самый популярный тип сверл в целом, этот универсальный станок может заворачивать винты и сверлить большинство материалов, будь то со стандартным вращательным действием или с ударным действием. Если вы хотели приобрести только одну дрель для общего использования по дому, Combi — хороший выбор. Обычно они доступны в виде моделей на 12 В или 18 В, которые будут совместимы с батареями других электроинструментов того же диапазона. Комбинированные дрели имеют регулируемые муфты, такие как те, что вы найдете на шуруповертах, что означает, что вы можете выбрать подходящий уровень крутящего момента для погружных винтов заподлицо с поверхностью вашей заготовки, а самые универсальные модели будут иметь две или более передачи для оптимизации любой из них. крутящий момент или скорость по мере необходимости.
Вероятно, самый популярный тип сверл в целом, этот универсальный станок может заворачивать винты и сверлить большинство материалов, будь то со стандартным вращательным действием или с ударным действием. Если вы хотели приобрести только одну дрель для общего использования по дому, Combi — хороший выбор. Обычно они доступны в виде моделей на 12 В или 18 В, которые будут совместимы с батареями других электроинструментов того же диапазона. Комбинированные дрели имеют регулируемые муфты, такие как те, что вы найдете на шуруповертах, что означает, что вы можете выбрать подходящий уровень крутящего момента для погружных винтов заподлицо с поверхностью вашей заготовки, а самые универсальные модели будут иметь две или более передачи для оптимизации любой из них. крутящий момент или скорость по мере необходимости.

 Еще одним преимуществом машин SDS является то, что их обычно можно использовать для ударов молотком без вращения, что делает их подходящими для легких работ по сносу или прокладке каналов в сочетании с долотом SDS. Где они оказываются менее эффективными, так это в задачах сверления дерева и металла (или завинчивания шурупов), и редко можно найти биты SDS, предназначенные для чего-либо, кроме кирпичной кладки. Однако на большинстве моделей режим молота можно отключить, а некоторые поставляются со сменными кулачковыми патронами, что делает их пригодными для использования со всеми насадками с прямым хвостовиком. Стоит обратить внимание на дрели SDS, если вам в первую очередь нужно сверлить кирпичи или бетон, и это единственный тип станков в этом списке, который можно использовать как для долбления, так и для сверления. Имейте в виду, что существует несколько различных обозначений SDS, но наиболее распространенным является SDS Plus (часто называемый просто SDS). Машины SDS Max — это большие инструменты, предназначенные для тяжелых условий эксплуатации, а SDS Quick — это компактная система, эксклюзивная для линейки Bosch DIY.
Еще одним преимуществом машин SDS является то, что их обычно можно использовать для ударов молотком без вращения, что делает их подходящими для легких работ по сносу или прокладке каналов в сочетании с долотом SDS. Где они оказываются менее эффективными, так это в задачах сверления дерева и металла (или завинчивания шурупов), и редко можно найти биты SDS, предназначенные для чего-либо, кроме кирпичной кладки. Однако на большинстве моделей режим молота можно отключить, а некоторые поставляются со сменными кулачковыми патронами, что делает их пригодными для использования со всеми насадками с прямым хвостовиком. Стоит обратить внимание на дрели SDS, если вам в первую очередь нужно сверлить кирпичи или бетон, и это единственный тип станков в этом списке, который можно использовать как для долбления, так и для сверления. Имейте в виду, что существует несколько различных обозначений SDS, но наиболее распространенным является SDS Plus (часто называемый просто SDS). Машины SDS Max — это большие инструменты, предназначенные для тяжелых условий эксплуатации, а SDS Quick — это компактная система, эксклюзивная для линейки Bosch DIY.
 Xact Metal, кстати, так и поступила, спустя год после премьеры переделав XM200 в XM200S.
Xact Metal, кстати, так и поступила, спустя год после премьеры переделав XM200 в XM200S.
 ..
.. Современный 3D принтер для печати по металлу позволяет распечатывать высокоточные конструктивные элементы, которые востребованы в космической, машиностроительной, авиационной отраслях.
Современный 3D принтер для печати по металлу позволяет распечатывать высокоточные конструктивные элементы, которые востребованы в космической, машиностроительной, авиационной отраслях.
 org/ListItem»>
org/ListItem»>


 org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»>

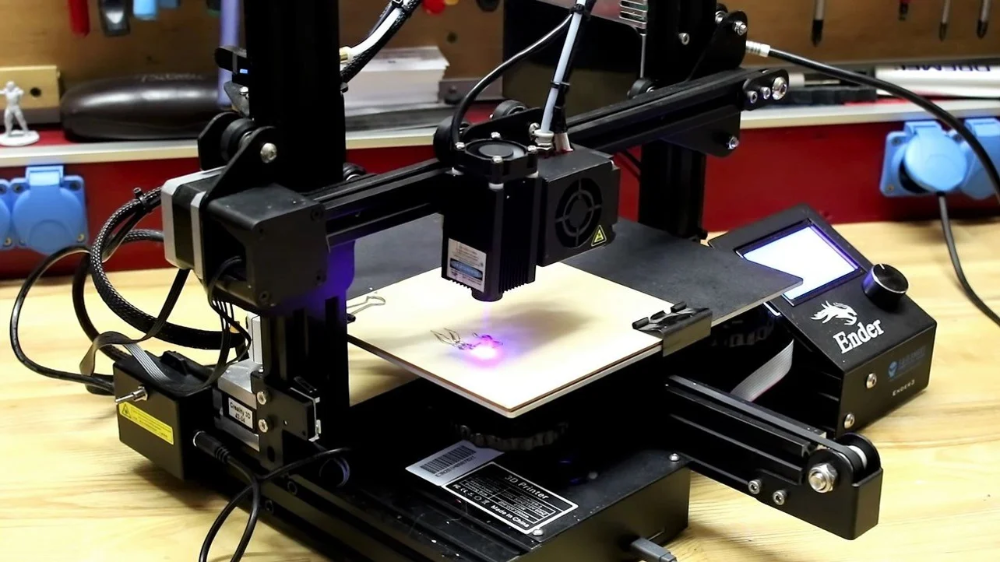
 Вы даже можете купить более мощную лазерную насадку мощностью 10 Вт, 4-осевую вращающуюся надстройку для резки или гравировки круглых объектов и многое другое!
Вы даже можете купить более мощную лазерную насадку мощностью 10 Вт, 4-осевую вращающуюся надстройку для резки или гравировки круглых объектов и многое другое! 0020
0020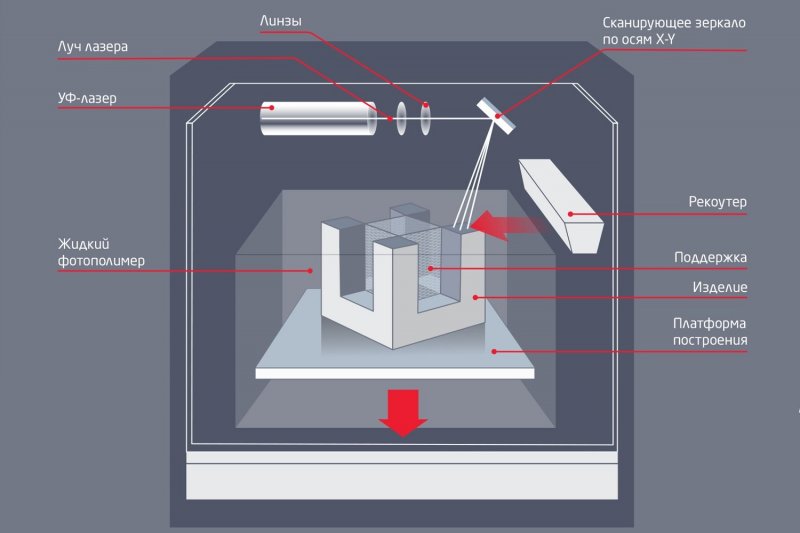 Элитные спортсмены не могли одновременно конкурировать на вершине НБА, НФЛ и НХЛ — даже Майкл Джордан не мог взломать бейсбол — и то же самое верно для менее специализированных 3D-принтеров.
Элитные спортсмены не могли одновременно конкурировать на вершине НБА, НФЛ и НХЛ — даже Майкл Джордан не мог взломать бейсбол — и то же самое верно для менее специализированных 3D-принтеров.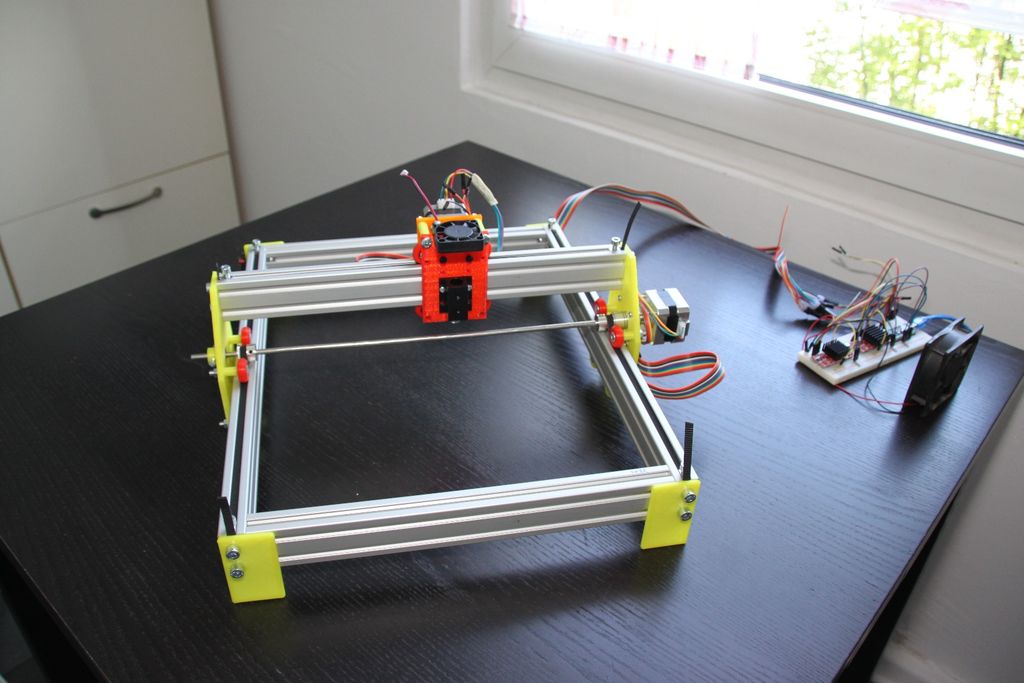 Более мощные станки с ЧПУ вращаются быстрее, могут резать более прочные материалы и работать точнее и дольше.
Более мощные станки с ЧПУ вращаются быстрее, могут резать более прочные материалы и работать точнее и дольше. 0 полностью уничтожил это, став самым финансируемым технологическим проектом в истории Kickstarter, собрав удивительные 7,85 миллиона долларов. Тысячи восторженных поклонников, которым понравился Snapmaker Original, вернулись, чтобы поддержать новую версию, и с момента своего полного выпуска он остается самым популярным 3D-принтером «все в 1».
0 полностью уничтожил это, став самым финансируемым технологическим проектом в истории Kickstarter, собрав удивительные 7,85 миллиона долларов. Тысячи восторженных поклонников, которым понравился Snapmaker Original, вернулись, чтобы поддержать новую версию, и с момента своего полного выпуска он остается самым популярным 3D-принтером «все в 1».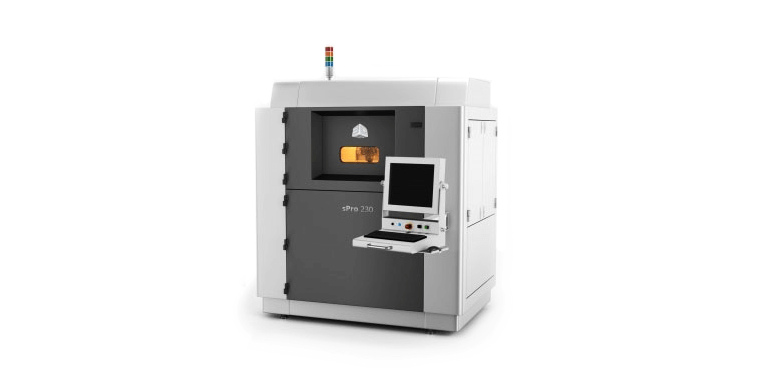
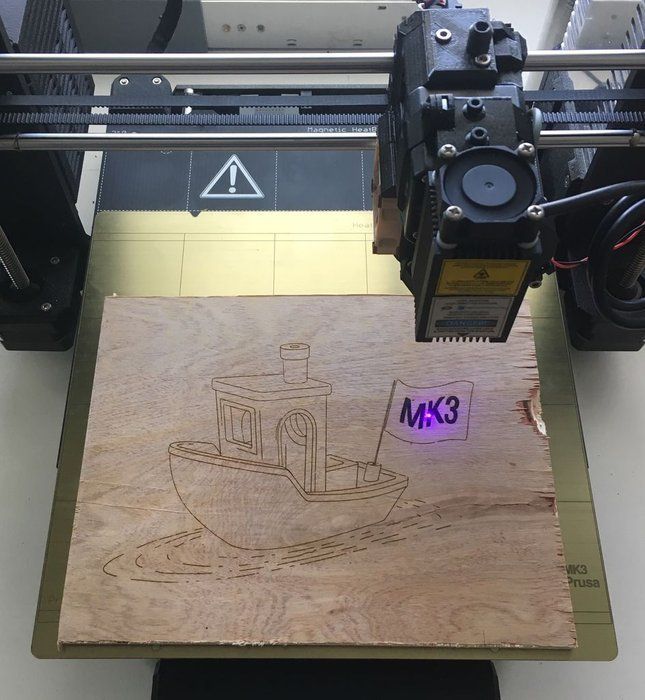
 Это эффективный недорогой 3D-лазерный принтер. Мы также протестировали его в качестве лазерного резака, и нам удалось вырезать и собрать подарочную коробку из тонкого листа мягкой древесины толщиной 1,5 мм. Snapmaker 2.0 также работает как лазерный резак, а также как 3D-принтер.
Это эффективный недорогой 3D-лазерный принтер. Мы также протестировали его в качестве лазерного резака, и нам удалось вырезать и собрать подарочную коробку из тонкого листа мягкой древесины толщиной 1,5 мм. Snapmaker 2.0 также работает как лазерный резак, а также как 3D-принтер.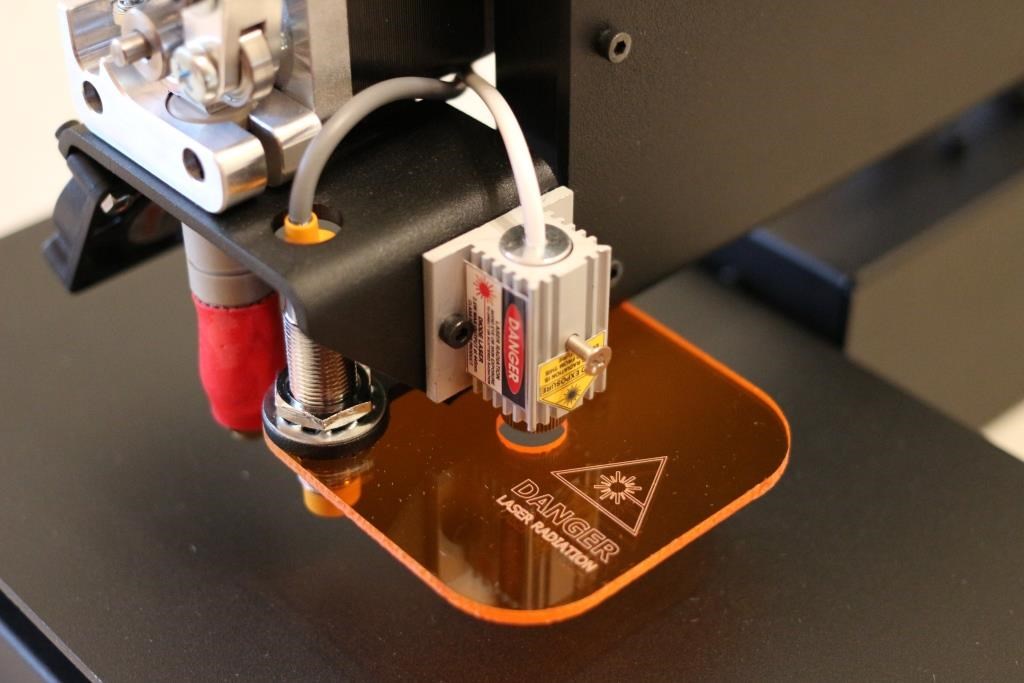 Готовая резная деталь льва с ЧПУ на 3D-принтере Snapmaker 2.0 3-в-1.
Готовая резная деталь льва с ЧПУ на 3D-принтере Snapmaker 2.0 3-в-1. Функциональный как небольшой 3D-принтер, а также способный резать дерево и гравировать изображения на чехлах для телефонов и других материалах, Snapmaker Original покорил сердца многих производителей по всему миру и добился оглушительного успеха.
Функциональный как небольшой 3D-принтер, а также способный резать дерево и гравировать изображения на чехлах для телефонов и других материалах, Snapmaker Original покорил сердца многих производителей по всему миру и добился оглушительного успеха.
 Этот вариант съедобного материала может печатать шоколадом, а также другими подобными материалами, такими как глазурь и тесто для приготовления пищи.
Этот вариант съедобного материала может печатать шоколадом, а также другими подобными материалами, такими как глазурь и тесто для приготовления пищи. часть. Гибридный 3D-лазерный принтер с ЧПУ может быть настроен для печати нитей 3D-принтера диаметром 1,75 мм и 3 мм и имеет достаточно большую рабочую область для печати даже самых крупных проектов.
часть. Гибридный 3D-лазерный принтер с ЧПУ может быть настроен для печати нитей 3D-принтера диаметром 1,75 мм и 3 мм и имеет достаточно большую рабочую область для печати даже самых крупных проектов. В целом, это фантастический и чрезвычайно универсальный 3D-принтер «все в одном» и наиболее близкий доступный вариант к машине с полным производственным комплексом. Инструментальная головка ZMorph с ЧПУ создает дизайн из дерева. Источник: ZMorph на Medium.
В целом, это фантастический и чрезвычайно универсальный 3D-принтер «все в одном» и наиболее близкий доступный вариант к машине с полным производственным комплексом. Инструментальная головка ZMorph с ЧПУ создает дизайн из дерева. Источник: ZMorph на Medium.
 5axismaker может выполнять 3D-печать из PLA или ABS.
5axismaker может выполнять 3D-печать из PLA или ABS.
 Фрезерная деталь с ЧПУ может фрезеровать мягкие металлы с прочностью до 75 HRB — это действительно комплексное решение. Оси вращения Diabase H-Series предлагают фантастическую сложность деталей и варианты сложной геометрии для производства.
Фрезерная деталь с ЧПУ может фрезеровать мягкие металлы с прочностью до 75 HRB — это действительно комплексное решение. Оси вращения Diabase H-Series предлагают фантастическую сложность деталей и варианты сложной геометрии для производства. Следовательно, печать высокотемпературных нитей, таких как ABS и HIPS, невозможна, и вы можете использовать Ecubmaker TOYDIY только как 3D-принтер PLA. (Проведено тестирование использования двойного экструдера для печати ПВА в качестве подложки, хотя компания этого не рекомендует). Поэтому, если вы используете вариант 3D-печати с двумя экструдерами, вы можете печатать только два разных цвета PLA, а не опоры из растворимого материала.
Следовательно, печать высокотемпературных нитей, таких как ABS и HIPS, невозможна, и вы можете использовать Ecubmaker TOYDIY только как 3D-принтер PLA. (Проведено тестирование использования двойного экструдера для печати ПВА в качестве подложки, хотя компания этого не рекомендует). Поэтому, если вы используете вариант 3D-печати с двумя экструдерами, вы можете печатать только два разных цвета PLA, а не опоры из растворимого материала.

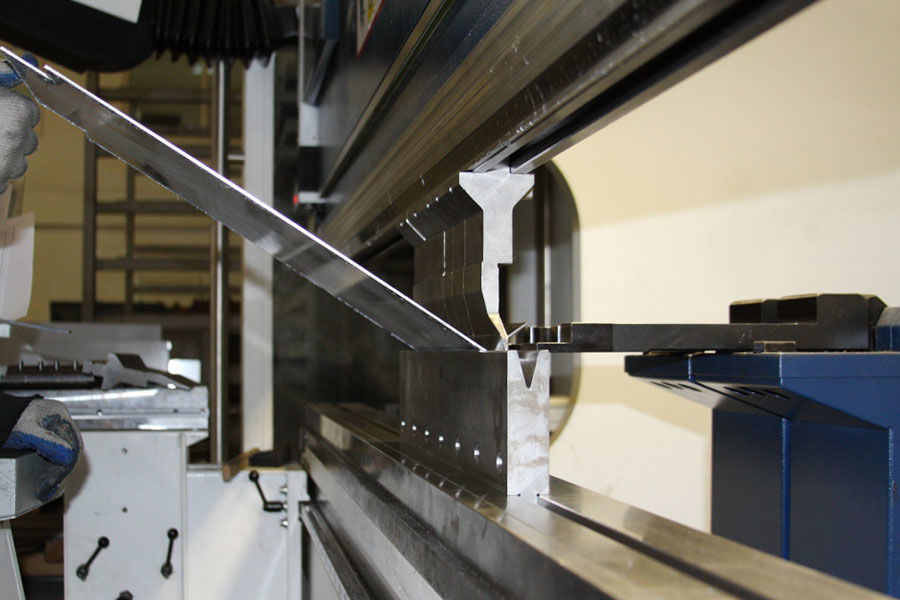
 Позволяют выполнять гибочные работы непосредственно в месте монтажа, потому часто применяются на стройплощадках, в небольших производственных цехах и мастерских.
Позволяют выполнять гибочные работы непосредственно в месте монтажа, потому часто применяются на стройплощадках, в небольших производственных цехах и мастерских. Отличные эксплуатационные параметры и оптимальная стоимость продукции позволяют этим брендам успешно конкурировать с европейскими и американскими производителями
Отличные эксплуатационные параметры и оптимальная стоимость продукции позволяют этим брендам успешно конкурировать с европейскими и американскими производителями

 Главное качество — возможность работать быстро, с полной повторяемостью гибов, при этом можно выпускать друг за другом детали с совершенно разными размерами и с совершенно разными конфигурациями гибов. То есть панелегибы Salvagnini позволяют без снижения скорости производить различные детали в произвольном порядке, практически без вмешательства оператора.
Главное качество — возможность работать быстро, с полной повторяемостью гибов, при этом можно выпускать друг за другом детали с совершенно разными размерами и с совершенно разными конфигурациями гибов. То есть панелегибы Salvagnini позволяют без снижения скорости производить различные детали в произвольном порядке, практически без вмешательства оператора.
 Но пришла промышленная революция, все больше и больше резьбовых стержней из дерева и деревянных балок заменялись металлическими деталями; закрывающая функция также состояла из рычагов, управляющих валов и эксцентриковых подшипников из металла. Деревянный стол для гибки часто усиливали металлом, так называемой краевой планкой, для достижения точных результатов гибки. А механическое производство листового металла действительно началось в конце 18 века, когда английский промышленник Джон Уилкинсон изобрел реверсивный прокатный стан.
Но пришла промышленная революция, все больше и больше резьбовых стержней из дерева и деревянных балок заменялись металлическими деталями; закрывающая функция также состояла из рычагов, управляющих валов и эксцентриковых подшипников из металла. Деревянный стол для гибки часто усиливали металлом, так называемой краевой планкой, для достижения точных результатов гибки. А механическое производство листового металла действительно началось в конце 18 века, когда английский промышленник Джон Уилкинсон изобрел реверсивный прокатный стан. Первоначально ножницы приводились в движение только вручную за счет импульса, но позже они также приводились в действие гидравлически. Долгое время положение изгиба определялось складным правилом или шаблоном. Позже к ним присоединились первые регулируемые системы обратного упора с ручным приводом.
Первоначально ножницы приводились в движение только вручную за счет импульса, но позже они также приводились в действие гидравлически. Долгое время положение изгиба определялось складным правилом или шаблоном. Позже к ним присоединились первые регулируемые системы обратного упора с ручным приводом. В 1975 компания Jorns представила первые гибочные станки с ЧПУ: серии 78 и 77. Вскоре за ними последовали первые гибочные станки с моторизованным задним упором и электрическими ножницами.
В 1975 компания Jorns представила первые гибочные станки с ЧПУ: серии 78 и 77. Вскоре за ними последовали первые гибочные станки с моторизованным задним упором и электрическими ножницами. Премьера полностью автоматизированных двойных гибочных станков состоялась на рубеже тысячелетий.
Премьера полностью автоматизированных двойных гибочных станков состоялась на рубеже тысячелетий.
 Хотя листогибочные прессы продолжают становиться все более сложными, добавление компьютеризированного управления к семи различным типам гибки листового металла остается относительно постоянным.
Хотя листогибочные прессы продолжают становиться все более сложными, добавление компьютеризированного управления к семи различным типам гибки листового металла остается относительно постоянным.
 В процессе протирки листовой металл опускается через край штампа, образуя изгиб. Листогибочный пресс «протирает» металлическую пластину, прижимая ее до тех пор, пока металл не изгибается над внешним краем штампа, а машина, прилагающая усилие, «протирает» вниз вдоль или мимо заготовки до ее конца или края. Подумайте о складывании оберточной бумаги по краю коробки, и вы сможете визуализировать «вытирающий» тип изгиба листового металла.
В процессе протирки листовой металл опускается через край штампа, образуя изгиб. Листогибочный пресс «протирает» металлическую пластину, прижимая ее до тех пор, пока металл не изгибается над внешним краем штампа, а машина, прилагающая усилие, «протирает» вниз вдоль или мимо заготовки до ее конца или края. Подумайте о складывании оберточной бумаги по краю коробки, и вы сможете визуализировать «вытирающий» тип изгиба листового металла.
 Мы называем эти перекрытия «стыковыми соединениями». Они часто крошечные, измеряются в долях дюймов или всего в нескольких миллиметрах.
Мы называем эти перекрытия «стыковыми соединениями». Они часто крошечные, измеряются в долях дюймов или всего в нескольких миллиметрах.
 — в стандартной комплектации к листогибу.
— в стандартной комплектации к листогибу.

 гидравлический гибочный пресс с ЧПУ и серво-гидравликой
гидравлический гибочный пресс с ЧПУ и серво-гидравликой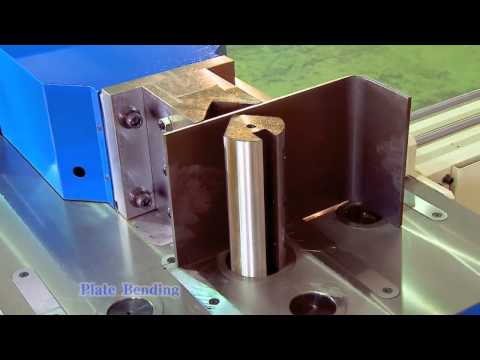 Прессы с 8-ю или более осями — уже не редкость, к тому же они наиболее перспективны при совместном использовании роботов с гибочными прессами.
Прессы с 8-ю или более осями — уже не редкость, к тому же они наиболее перспективны при совместном использовании роботов с гибочными прессами. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет! Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
 Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, состоянием гибочного инструмента и свойствами материала: толщина, предел прочности, деформационное упрочнение.
Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, состоянием гибочного инструмента и свойствами материала: толщина, предел прочности, деформационное упрочнение. На практике вы можете сэкономить деньги на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, и потратить их на дополнительное оснащение. Например, на дополнительные оси заднего упора или манипуляторы.
На практике вы можете сэкономить деньги на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, и потратить их на дополнительное оснащение. Например, на дополнительные оси заднего упора или манипуляторы. Если большой радиус должен быть высокого качества, рекомендуется применять только метод калибровки специальным инструментом.
Если большой радиус должен быть высокого качества, рекомендуется применять только метод калибровки специальным инструментом. Тогда P = 8 x S, где P выражается в тоннах. Например, для толщины 2 мм раскрытие матрицы V = 2 x 8 = 16 мм означает, что вам необходимо 16 тонн/м.
Тогда P = 8 x S, где P выражается в тоннах. Например, для толщины 2 мм раскрытие матрицы V = 2 x 8 = 16 мм означает, что вам необходимо 16 тонн/м.

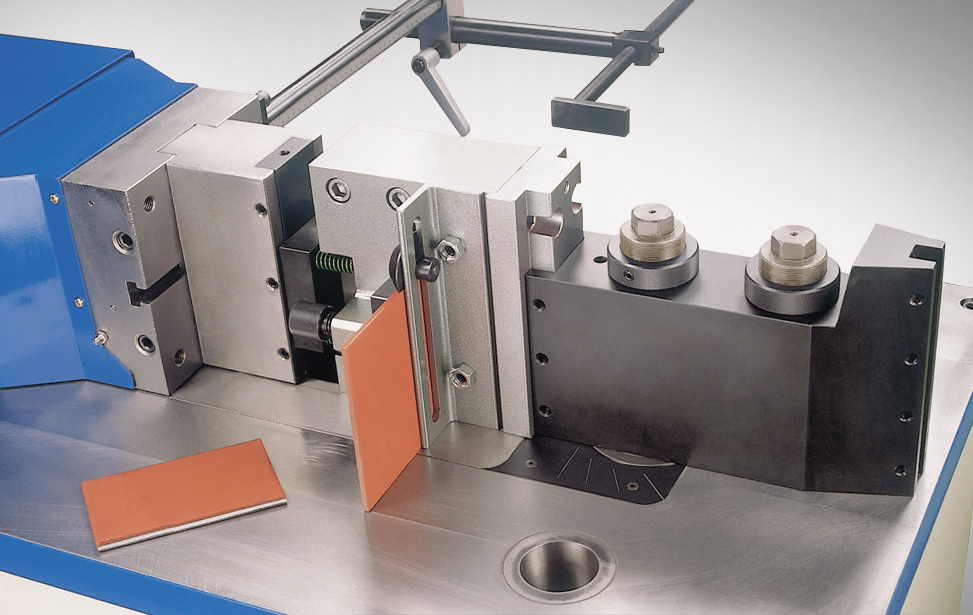
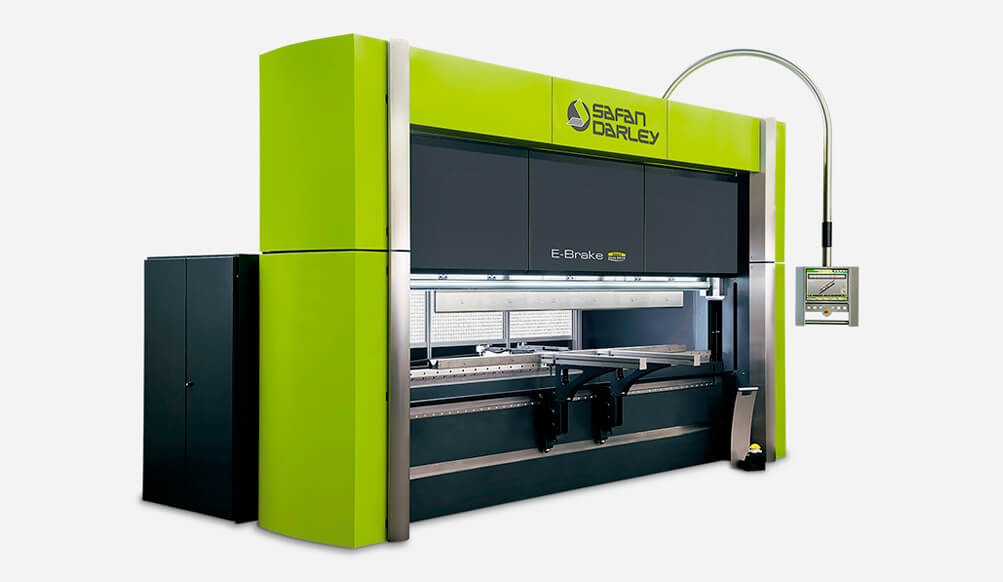 Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки. Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.


 Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля.
Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля. Он подойдет, если внутренний радиус должен быть равен толщине листа или большой радиус должен быть высокого качества. Но усилие гиба при методе калибровке в 3-10 раз больше, чем при свободной гибке, а для каждой формы нужно подбирать специальный инструмент.
Он подойдет, если внутренний радиус должен быть равен толщине листа или большой радиус должен быть высокого качества. Но усилие гиба при методе калибровке в 3-10 раз больше, чем при свободной гибке, а для каждой формы нужно подбирать специальный инструмент.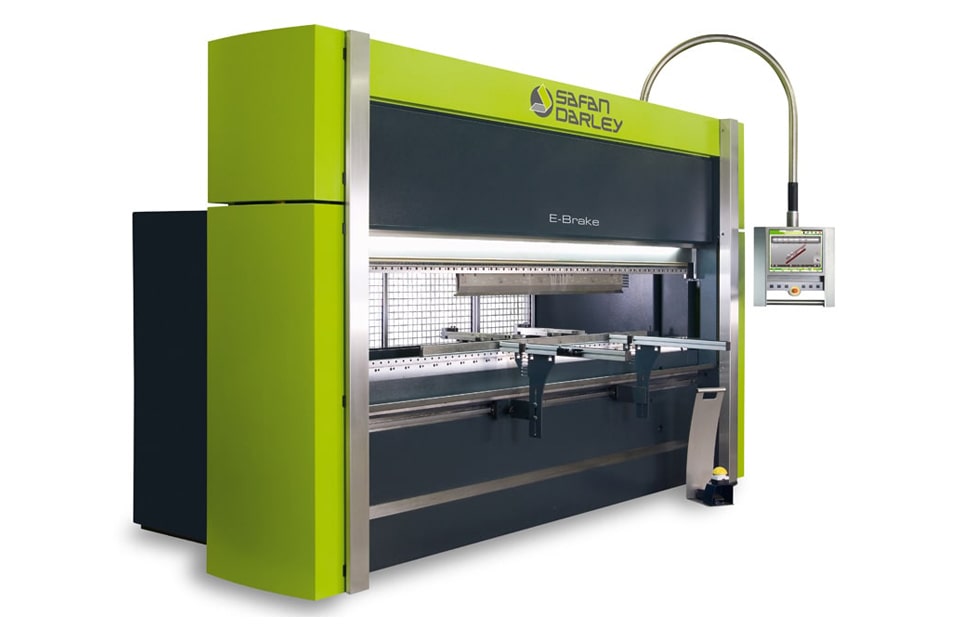 д.
д.



 Следует отметить, что для тонких листов (< 3 мм) качество самого листа, такое как размер погрешности толщины, однородность материала и направление текстуры прокатки, напрямую определяет точность гнутых деталей!
Следует отметить, что для тонких листов (< 3 мм) качество самого листа, такое как размер погрешности толщины, однородность материала и направление текстуры прокатки, напрямую определяет точность гнутых деталей!








 5-2.6
5-2.6
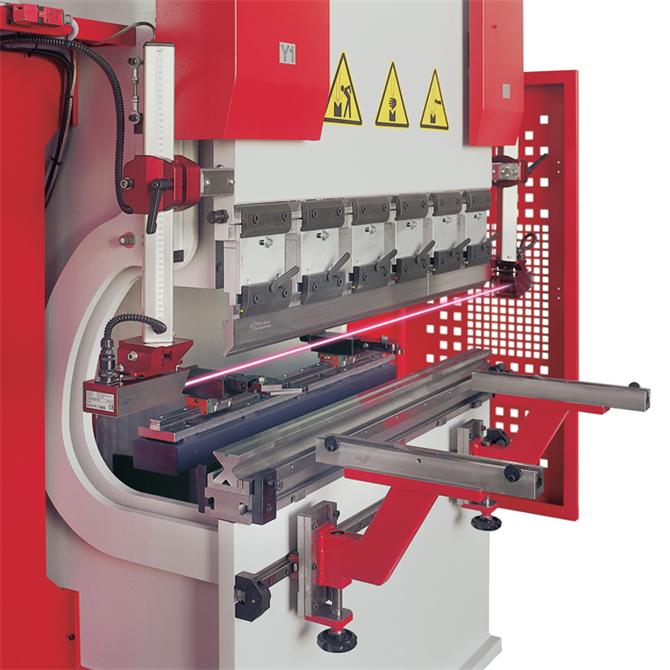

 ход: 100 мм
ход: 100 мм Влияние изменения коэффициента материала на ход
Влияние изменения коэффициента материала на ход 


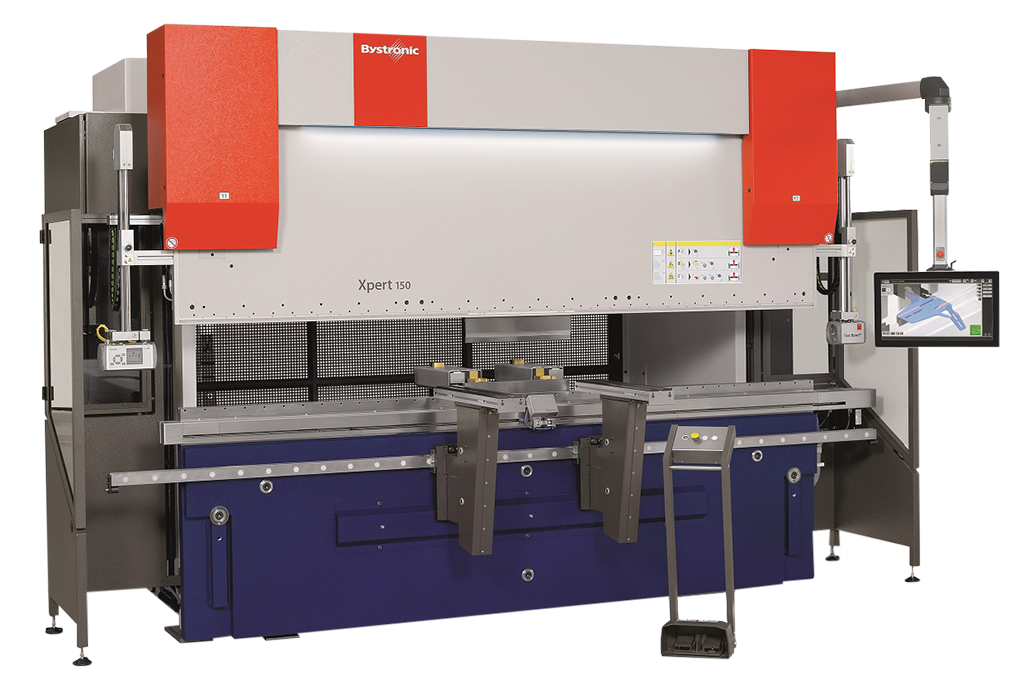 Пресс-тормоз может быстро выполнять действия со скольжением вниз, толчком, непрерывным движением, удержанием давления, обратным ходом и остановкой на полпути, а также сгибать несколько локтей под одним и тем же углом или под разными углами за одну подачу.
Пресс-тормоз может быстро выполнять действия со скольжением вниз, толчком, непрерывным движением, удержанием давления, обратным ходом и остановкой на полпути, а также сгибать несколько локтей под одним и тем же углом или под разными углами за одну подачу.
 Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.


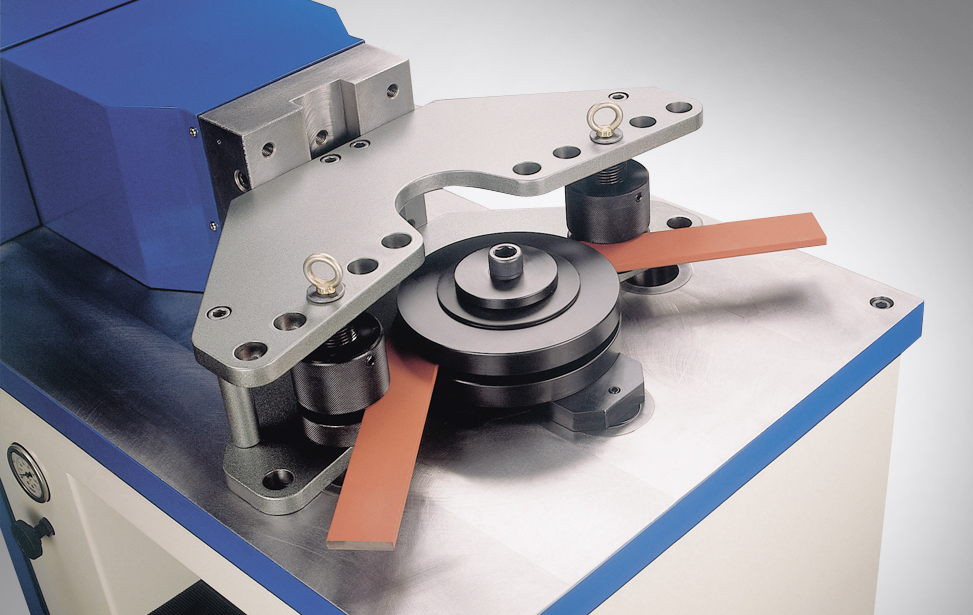 Один конец поворотного рычага подвижно соединен с синхронным торсионным валом, другой конец поворотного рычага подвижно соединен с шатуном, нижний конец шатуна снабжен опорой поворотного рычага, а усиление ползуна предусмотрено под опорой поворотного рычага.
Один конец поворотного рычага подвижно соединен с синхронным торсионным валом, другой конец поворотного рычага подвижно соединен с шатуном, нижний конец шатуна снабжен опорой поворотного рычага, а усиление ползуна предусмотрено под опорой поворотного рычага. д., и для обеспечения движения вниз с определенная точность синхронизации.
д., и для обеспечения движения вниз с определенная точность синхронизации.  Различные структурные принципы
Различные структурные принципы Система числового управления, группа гидравлических регулирующих клапанов и магнитная шкала представляют собой систему управления с обратной связью листогибочного пресса с ЧПУ.
Система числового управления, группа гидравлических регулирующих клапанов и магнитная шкала представляют собой систему управления с обратной связью листогибочного пресса с ЧПУ.

 7 х 16.5
7 х 16.5 org/Review»>
org/Review»> 09.2018
09.2018

 с.)
с.) )
)

 340 кг
340 кг Tondez en toute sécurité!
Tondez en toute sécurité!
 д. Это отличается от банкротства, поскольку это добровольная продажа.
д. Это отличается от банкротства, поскольку это добровольная продажа.
 7 кВт
7 кВт 6 кг
6 кг 4 кг
4 кг youtube.com/embed/RD4JPHqSDnI?autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/RD4JPHqSDnI?autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  6 кг
6 кг 5 кг
5 кг 8 кг
8 кг

 темпер. воды на входе
темпер. воды на входе Рекомендуем при покупке уточнять наличие желаемых функций и характеристик.
Рекомендуем при покупке уточнять наличие желаемых функций и характеристик. Пожалуйста, включите его, если у вас возникли проблемы.
Пожалуйста, включите его, если у вас возникли проблемы. Поскольку штаты реализуют эти тесты по-разному, будьте осторожны при сравнении этих данных с данными из другого штата.
Поскольку штаты реализуют эти тесты по-разному, будьте осторожны при сравнении этих данных с данными из другого штата.

 Сам фокус приходится точно на поверхность материала, который находится в обработке на станине. Поэтому важно перед началом процедуры реза провести точную фокусировку.
Сам фокус приходится точно на поверхность материала, который находится в обработке на станине. Поэтому важно перед началом процедуры реза провести точную фокусировку. Агрегатно-активной средой в них выступает специальный газ, который при прохождении через него электрического импульса превращается в монохромный направленный высокотемпературный луч;
Агрегатно-активной средой в них выступает специальный газ, который при прохождении через него электрического импульса превращается в монохромный направленный высокотемпературный луч;
 Также лазерный станок необходим для экономии процессуального времени при работе с цветными металлами: алюминием, медью, латунью и другими.
Также лазерный станок необходим для экономии процессуального времени при работе с цветными металлами: алюминием, медью, латунью и другими.

 Чем толще дерево, тем выше должно быть давление для обеспечения аккуратного края реза. При выполнении тонкой гравировки давление необходимо снижать.
Чем толще дерево, тем выше должно быть давление для обеспечения аккуратного края реза. При выполнении тонкой гравировки давление необходимо снижать. Обязательно нужно прибавить запас мощности для продления срока службы трубки.
Обязательно нужно прибавить запас мощности для продления срока службы трубки. Изображение, созданное дизайнером или инженером, переносится на дерево без искажений, с сохранением заданных размеров.
Изображение, созданное дизайнером или инженером, переносится на дерево без искажений, с сохранением заданных размеров.


 Наши клиенты варьируются от гигантов отрасли, таких как Apple, до студентов инженерных специальностей и любителей, которым нужны детали самого высокого качества, вырезанные лазером, по разумной цене.
Наши клиенты варьируются от гигантов отрасли, таких как Apple, до студентов инженерных специальностей и любителей, которым нужны детали самого высокого качества, вырезанные лазером, по разумной цене.
 Обслужив более 33 000 клиентов, изготовив более 2 миллионов деталей, мы участвовали в многочисленных проектах, охватывающих все отрасли. Поскольку самой большой проблемой, с которой сталкиваются инженеры, является время, мы сосредоточили свое внимание на развитии компании по лазерной резке, которая может рассчитать стоимость, произвести и поставить точные детали менее чем за 24 часа.
Обслужив более 33 000 клиентов, изготовив более 2 миллионов деталей, мы участвовали в многочисленных проектах, охватывающих все отрасли. Поскольку самой большой проблемой, с которой сталкиваются инженеры, является время, мы сосредоточили свое внимание на развитии компании по лазерной резке, которая может рассчитать стоимость, произвести и поставить точные детали менее чем за 24 часа. Как и в любом производственном процессе, программное обеспечение, используемое для разработки продукта, никогда не взаимодействует с оборудованием, и большинство производителей преобразуют представленные файлы в свои собственные форматы.
Как и в любом производственном процессе, программное обеспечение, используемое для разработки продукта, никогда не взаимодействует с оборудованием, и большинство производителей преобразуют представленные файлы в свои собственные форматы.


 Фрезерование с ЧПУ — это производственный процесс, который может обеспечить более высокую точность, чем лазерная резка, но длительный период времени, необходимый для каждого прохода, означает, что он применим только в тех случаях, когда важна точность (например, установка поршней в блок цилиндров).
Фрезерование с ЧПУ — это производственный процесс, который может обеспечить более высокую точность, чем лазерная резка, но длительный период времени, необходимый для каждого прохода, означает, что он применим только в тех случаях, когда важна точность (например, установка поршней в блок цилиндров). Самые маленькие детали, которые мы можем вырезать, имеют размер 6×6 мм из-за использования решетчатых станин (это означает, что детали меньшего размера провалятся через отверстия в станине лазера). Сложные элементы на деталях имеют минимальный размер 1×1 мм, в противном случае сильный нагрев лазера может вызвать деформацию и обезображивание.
Самые маленькие детали, которые мы можем вырезать, имеют размер 6×6 мм из-за использования решетчатых станин (это означает, что детали меньшего размера провалятся через отверстия в станине лазера). Сложные элементы на деталях имеют минимальный размер 1×1 мм, в противном случае сильный нагрев лазера может вызвать деформацию и обезображивание. д., но, вопреки распространенному мнению, лазер не плавит разрезаемую деталь, а испаряет материал. Именно это испарение позволяет лазерным резчикам работать с горючими материалами, такими как дерево и бумага, не поджигая их.
д., но, вопреки распространенному мнению, лазер не плавит разрезаемую деталь, а испаряет материал. Именно это испарение позволяет лазерным резчикам работать с горючими материалами, такими как дерево и бумага, не поджигая их. Таким образом, перед инженерами часто ставится задача найти подходящий запас материалов, безопасных для лазера, и это может занять драгоценное время.
Таким образом, перед инженерами часто ставится задача найти подходящий запас материалов, безопасных для лазера, и это может занять драгоценное время.
 Что еще хуже, может быть сложно найти производителей, готовых решить эти проблемы, не сталкиваясь с серьезными компромиссами в проекте.
Что еще хуже, может быть сложно найти производителей, готовых решить эти проблемы, не сталкиваясь с серьезными компромиссами в проекте.
 »
»
 Деревянные механические компоненты представляют собой экологически чистую и устойчивую альтернативу пластику и металлу, при этом они легкие и обладают высокими эксплуатационными характеристиками.
Деревянные механические компоненты представляют собой экологически чистую и устойчивую альтернативу пластику и металлу, при этом они легкие и обладают высокими эксплуатационными характеристиками. Хотя распространено мнение, что лазерные резаки режут материалы путем сжигания, вместо этого они используют интенсивное тепло лазерного луча для испарения материала (тем самым удаляя его).
Хотя распространено мнение, что лазерные резаки режут материалы путем сжигания, вместо этого они используют интенсивное тепло лазерного луча для испарения материала (тем самым удаляя его). в отрасли лазерной резки.
в отрасли лазерной резки.
 Это связано с отсутствием какой-либо механической силы со стороны лазерного луча, что позволяет изготавливать чрезвычайно сложные детали. В то же время отсутствие механических усилий также устраняет необходимость в выступах или вырезах в деталях, и это позволяет деревянным деталям, вырезанным лазером, быть идеальной копией дизайна.
Это связано с отсутствием какой-либо механической силы со стороны лазерного луча, что позволяет изготавливать чрезвычайно сложные детали. В то же время отсутствие механических усилий также устраняет необходимость в выступах или вырезах в деталях, и это позволяет деревянным деталям, вырезанным лазером, быть идеальной копией дизайна.

 Использование дерева предоставляет инженерам более дешевую альтернативу перед переходом на более прочный материал, такой как металл или пластик, а когда производственные партии готовы к заказу, скидки на оптовые заказы могут достигать 93%. Инженерам доступно очень мало производственных услуг, которые могут перейти от прототипирования к полномасштабному производству так же быстро и дешево, как Поноко.
Использование дерева предоставляет инженерам более дешевую альтернативу перед переходом на более прочный материал, такой как металл или пластик, а когда производственные партии готовы к заказу, скидки на оптовые заказы могут достигать 93%. Инженерам доступно очень мало производственных услуг, которые могут перейти от прототипирования к полномасштабному производству так же быстро и дешево, как Поноко.
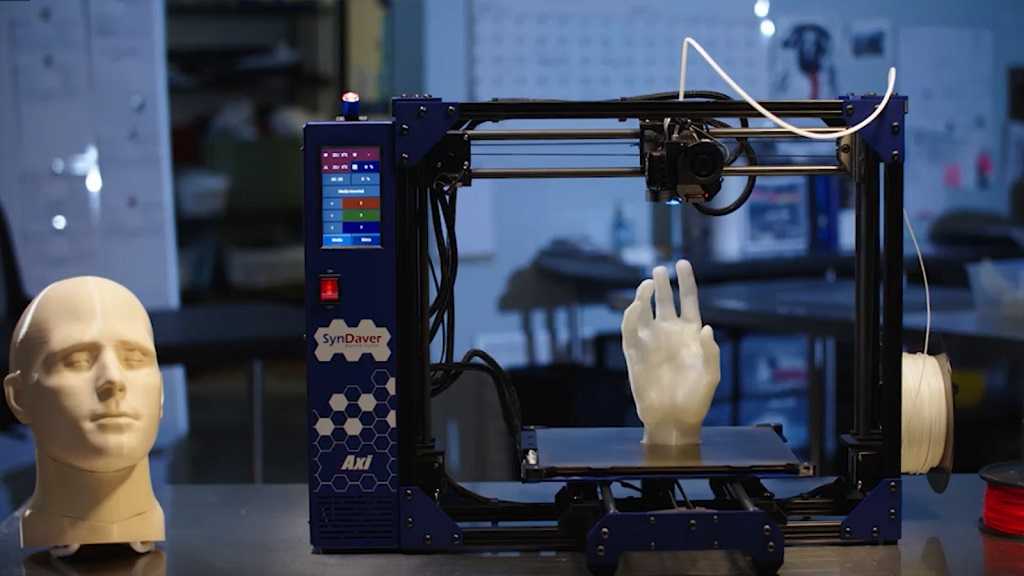
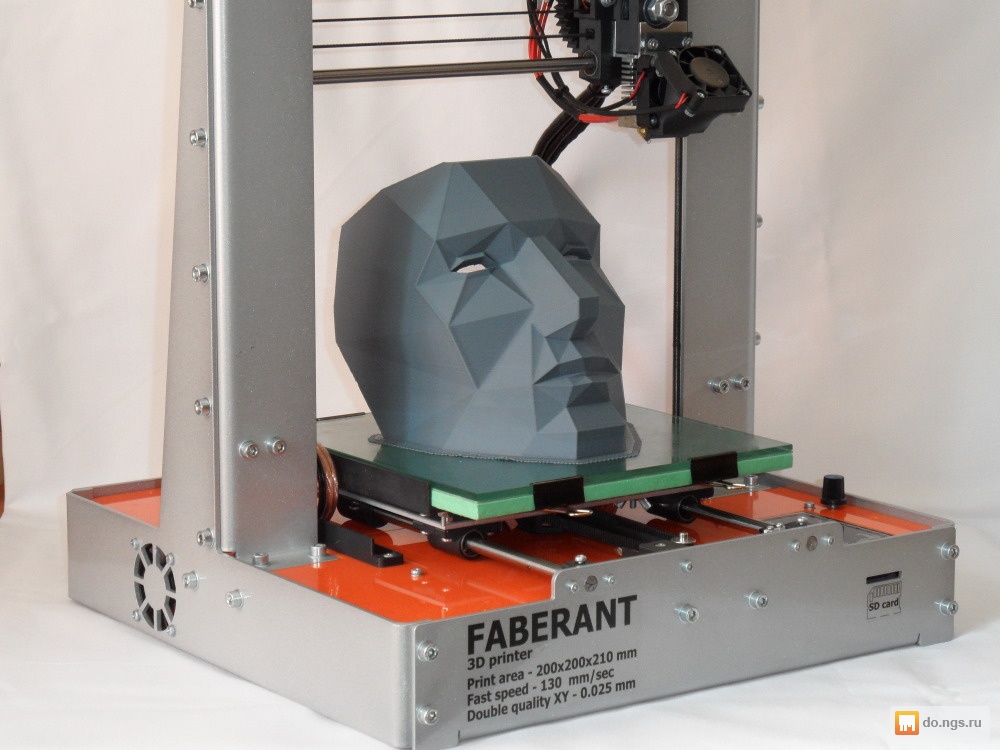 ..
..
 Найти хороший баланс между ценой и производительностью всегда сложно. В этой статье рассматриваются важные функции, которые следует учитывать при принятии решения, и обобщается наш выбор лучшего 3D-принтера для миниатюр в пяти ключевых категориях.
Найти хороший баланс между ценой и производительностью всегда сложно. В этой статье рассматриваются важные функции, которые следует учитывать при принятии решения, и обобщается наш выбор лучшего 3D-принтера для миниатюр в пяти ключевых категориях. Однако универсальность означает, что могут быть созданы и другие типы моделей, что позволяет получить максимальную отдачу от вашей покупки. Хотя мы сосредоточились на способности машины печатать 3D-миниатюры, наши кирки могут создавать и другие модели.
Однако универсальность означает, что могут быть созданы и другие типы моделей, что позволяет получить максимальную отдачу от вашей покупки. Хотя мы сосредоточились на способности машины печатать 3D-миниатюры, наши кирки могут создавать и другие модели.

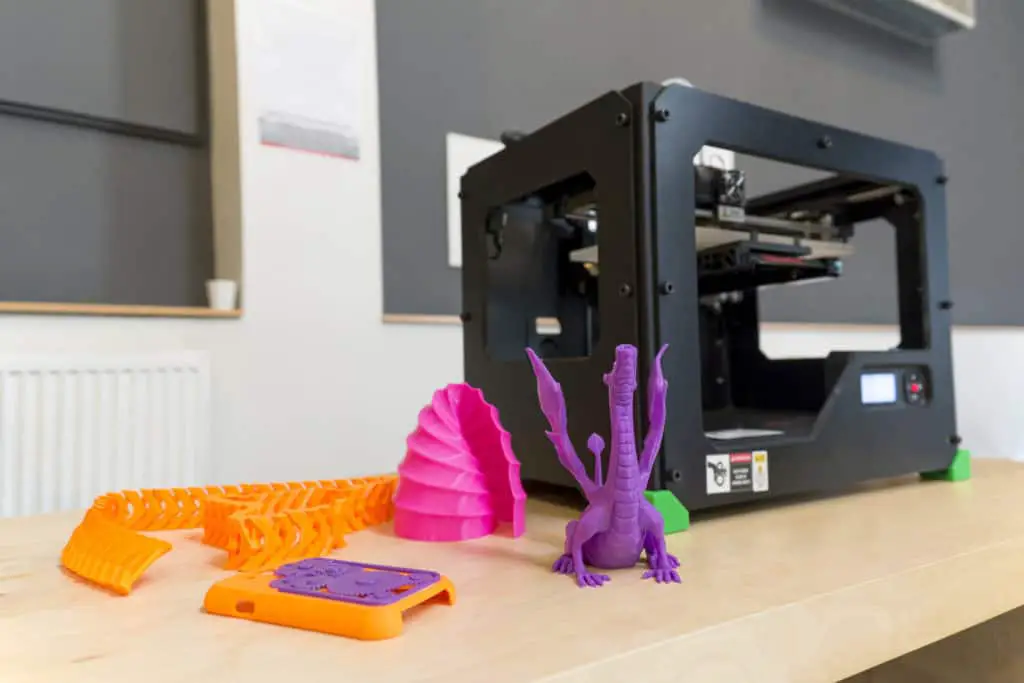 Вертикальные пиксели составляют 10 микрон (что типично для многих полимерных 3D-принтеров), а горизонтальные пиксели — 50 микрон. Хотя статистика не так впечатляет, как у машин 4K, в реальном мире различия в деталях на самом деле довольно малы. Разрешение на готовых моделях не такое высокое, как у некоторых других 4K-принтеров, но вам нужно присмотреться, чтобы увидеть разницу. Скорость принтера составляет конкурентоспособный максимум 50 мм (2 дюйма) в час.
Вертикальные пиксели составляют 10 микрон (что типично для многих полимерных 3D-принтеров), а горизонтальные пиксели — 50 микрон. Хотя статистика не так впечатляет, как у машин 4K, в реальном мире различия в деталях на самом деле довольно малы. Разрешение на готовых моделях не такое высокое, как у некоторых других 4K-принтеров, но вам нужно присмотреться, чтобы увидеть разницу. Скорость принтера составляет конкурентоспособный максимум 50 мм (2 дюйма) в час. Elegoo Mars 2 Pro производит очень хорошие 3D-миниатюры, и для геймеров, желающих сэкономить, это жизнеспособная альтернатива.
Elegoo Mars 2 Pro производит очень хорошие 3D-миниатюры, и для геймеров, желающих сэкономить, это жизнеспособная альтернатива. Слои стали толще, и хотя доступны сопла толщиной до 20 микрон, они никогда не смогут уловить одинаковые детали. Кроме того, как и большинство филаментных 3D-принтеров, Creality Ender 3 V2 требует обширной сборки, которая займет не менее пары часов.
Слои стали толще, и хотя доступны сопла толщиной до 20 микрон, они никогда не смогут уловить одинаковые детали. Кроме того, как и большинство филаментных 3D-принтеров, Creality Ender 3 V2 требует обширной сборки, которая займет не менее пары часов. Это не лучший 3D-принтер для миниатюр, если вы опытный любитель игр, но для новичков и тех, кто играет с семьей и друзьями, он может стать идеальным выбором.
Это не лучший 3D-принтер для миниатюр, если вы опытный любитель игр, но для новичков и тех, кто играет с семьей и друзьями, он может стать идеальным выбором.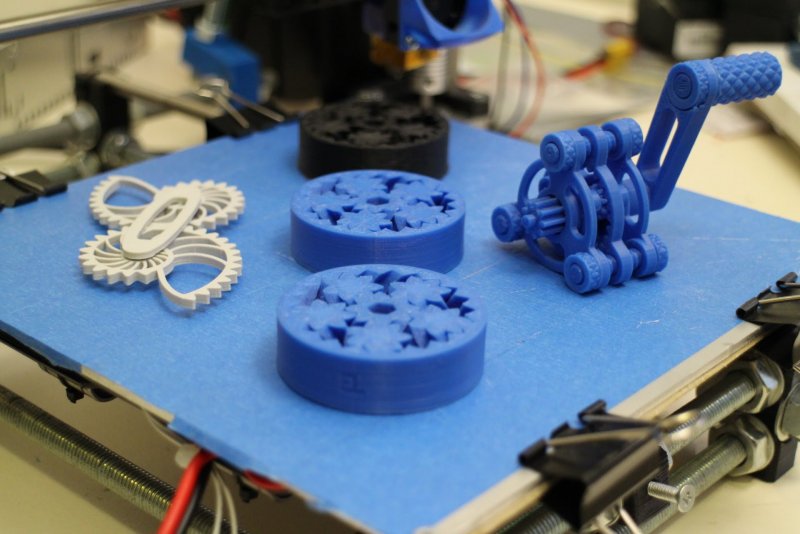 По сути, это серьезное обновление нашего лучшего выбора, модели 4K. Экран больше — 9,25 дюйма, а разрешение — 5750 x 3600 пикселей. Размер пикселей по горизонтали составляет всего 34 микрона, что является самым маленьким показателем в своем классе. Это также быстро, печатая со скоростью до 80 мм (3,15 дюйма) в час.
По сути, это серьезное обновление нашего лучшего выбора, модели 4K. Экран больше — 9,25 дюйма, а разрешение — 5750 x 3600 пикселей. Размер пикселей по горизонтали составляет всего 34 микрона, что является самым маленьким показателем в своем классе. Это также быстро, печатая со скоростью до 80 мм (3,15 дюйма) в час.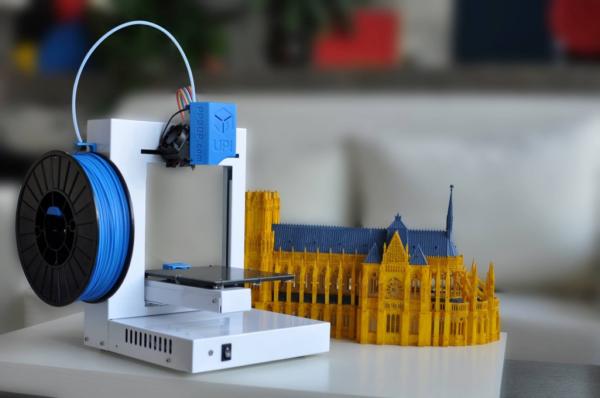
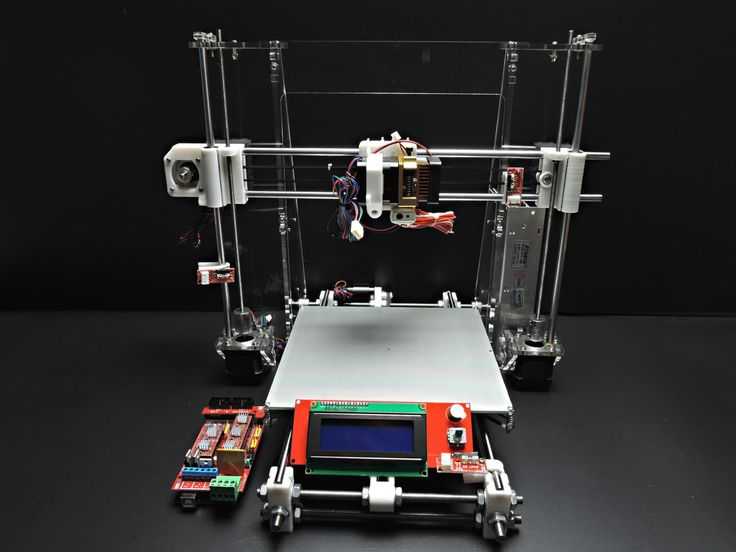 Тем не менее, Phrozen может работать со впечатляющей скоростью 80 мм (3,15 дюйма) в час, что примерно на 30 процентов больше, чем у его ближайшего конкурента.
Тем не менее, Phrozen может работать со впечатляющей скоростью 80 мм (3,15 дюйма) в час, что примерно на 30 процентов больше, чем у его ближайшего конкурента.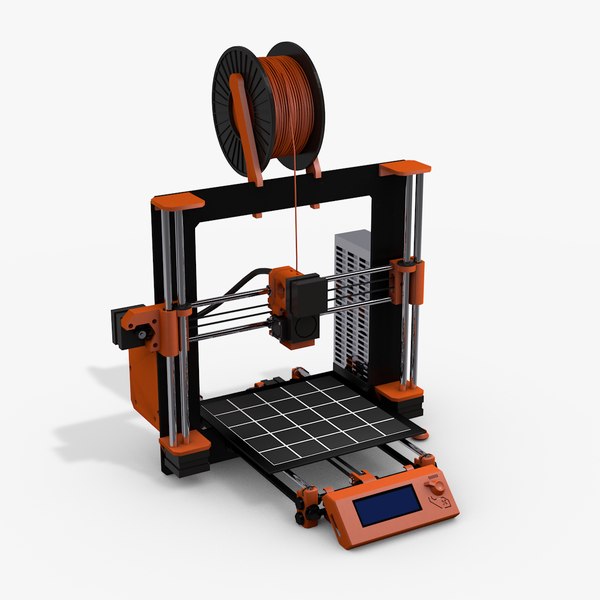
 У них нет экранов с высоким разрешением, поэтому решающими факторами являются размер сопла и толщина слоя. По правде говоря, филаментные принтеры не могут приблизиться к моделям из смолы с точки зрения детализации. Тем не менее, они проще в использовании, не выделяют токсичных паров, и многие из них обеспечивают уровень детализации, который полностью соответствует их потребностям.
У них нет экранов с высоким разрешением, поэтому решающими факторами являются размер сопла и толщина слоя. По правде говоря, филаментные принтеры не могут приблизиться к моделям из смолы с точки зрения детализации. Тем не менее, они проще в использовании, не выделяют токсичных паров, и многие из них обеспечивают уровень детализации, который полностью соответствует их потребностям.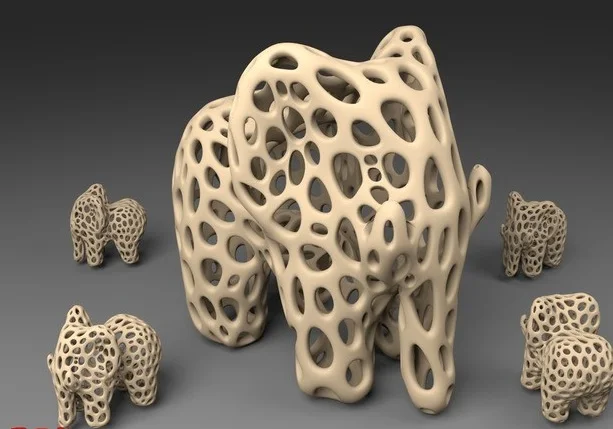 Их продажа незаконна, и они не допускаются к участию в турнирах.
Их продажа незаконна, и они не допускаются к участию в турнирах.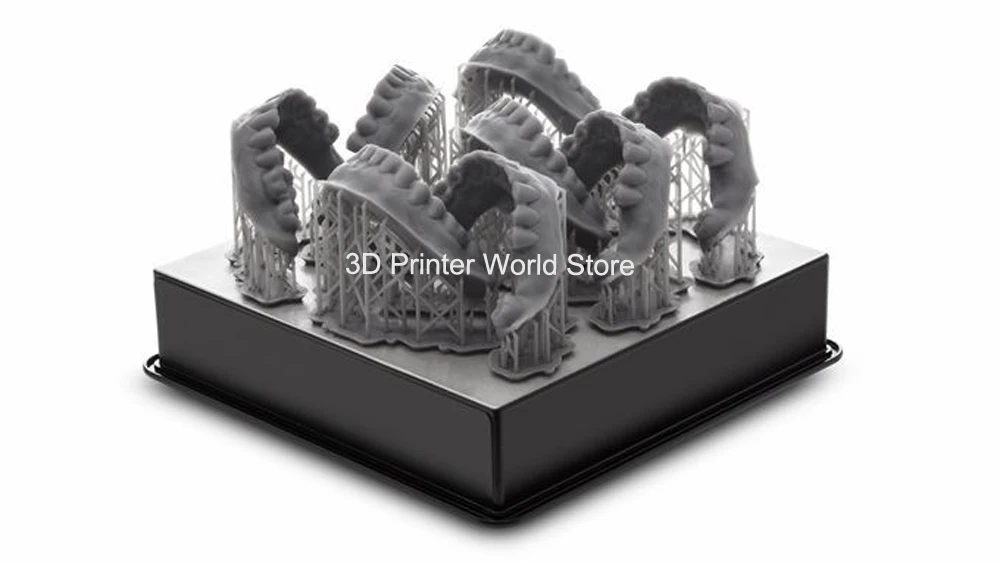 Если последнее важно, то полимерный принтер определенно будет лучшим выбором. Наши лучшие выборы имеют отличные примеры, чтобы помочь вам принять решение.
Если последнее важно, то полимерный принтер определенно будет лучшим выбором. Наши лучшие выборы имеют отличные примеры, чтобы помочь вам принять решение.
 Здесь мы расскажем о лучших 3D-принтерах для производства миниатюр и компонентов для настольных игр, а также о том, что вам следует учитывать, если вы думаете о том, чтобы потратиться на один из них.
Здесь мы расскажем о лучших 3D-принтерах для производства миниатюр и компонентов для настольных игр, а также о том, что вам следует учитывать, если вы думаете о том, чтобы потратиться на один из них.
 Принтеры для моделирования методом наплавления (FDM), которые наносят слой за слоем расплавленного пластика, и принтеры для стереолитографии (SLA), которые используют УФ-свет для отверждения жидкой смолы, придающей ей желаемую форму. Есть куча подкатегорий и куча жаргона, но сейчас нет необходимости слишком углубляться в скучные вещи: в основном все сводится к смоле и термопластам.
Принтеры для моделирования методом наплавления (FDM), которые наносят слой за слоем расплавленного пластика, и принтеры для стереолитографии (SLA), которые используют УФ-свет для отверждения жидкой смолы, придающей ей желаемую форму. Есть куча подкатегорий и куча жаргона, но сейчас нет необходимости слишком углубляться в скучные вещи: в основном все сводится к смоле и термопластам. Еще одна вещь, которую следует знать, это то, что отчасти из-за дополнительной детализации печать SLA обычно занимает больше времени, чем FDM.
Еще одна вещь, которую следует знать, это то, что отчасти из-за дополнительной детализации печать SLA обычно занимает больше времени, чем FDM. Как для XY, так и для Z, чем меньше, тем лучше. Для получения качественных миниатюр для настольных ПК отлично подходит разрешение 50 микрон или меньше, хотя оно не обязательно гарантирует качественный результат, особенно если принтер имеет высокое разрешение только в одном направлении.
Как для XY, так и для Z, чем меньше, тем лучше. Для получения качественных миниатюр для настольных ПК отлично подходит разрешение 50 микрон или меньше, хотя оно не обязательно гарантирует качественный результат, особенно если принтер имеет высокое разрешение только в одном направлении.
 Mars 3 — это изящный комплект, вес которого составляет всего 5,2 кг, но он обладает фантастической точностью по запрашиваемой цене 468 долларов США / 346 фунтов стерлингов, с очень впечатляющим разрешением XY 35 микрон и минимальной толщиной слоя в минуту (разрешение Z ) 10 микрон. Он может похвастаться некоторыми приятными функциями, такими как USB-порт на передней панели и простой, но большой сенсорный экран, хотя, к сожалению, ему не хватает подключения к Wi-Fi. Кроме того, он быстрый — управление одним слоем каждые 2,5 секунды — и простой в использовании: калибровка рабочего стола — детская игра.
Mars 3 — это изящный комплект, вес которого составляет всего 5,2 кг, но он обладает фантастической точностью по запрашиваемой цене 468 долларов США / 346 фунтов стерлингов, с очень впечатляющим разрешением XY 35 микрон и минимальной толщиной слоя в минуту (разрешение Z ) 10 микрон. Он может похвастаться некоторыми приятными функциями, такими как USB-порт на передней панели и простой, но большой сенсорный экран, хотя, к сожалению, ему не хватает подключения к Wi-Fi. Кроме того, он быстрый — управление одним слоем каждые 2,5 секунды — и простой в использовании: калибровка рабочего стола — детская игра. 592), Phrozen Sonic Mini 8K — лучший домашний 3D-принтер высокого класса. Он имеет чрезвычайно мощное разрешение XY 22 микрона, а также разрешение Z 10 микрон, и, несмотря на слово «мини» в названии, имеет объем сборки, сравнимый с нашими предыдущими рекомендациями. В настоящее время доступен для предварительного заказа, вы не найдете лучшего 3D-принтера, чем Phrozen Sonic Mini 8K.
592), Phrozen Sonic Mini 8K — лучший домашний 3D-принтер высокого класса. Он имеет чрезвычайно мощное разрешение XY 22 микрона, а также разрешение Z 10 микрон, и, несмотря на слово «мини» в названии, имеет объем сборки, сравнимый с нашими предыдущими рекомендациями. В настоящее время доступен для предварительного заказа, вы не найдете лучшего 3D-принтера, чем Phrozen Sonic Mini 8K. рендеринг или что-то в этом роде. Но на самом деле, мы думаем, что ты просто становишься глупым.
рендеринг или что-то в этом роде. Но на самом деле, мы думаем, что ты просто становишься глупым. Никто не любит покупать ландшафт, когда можно купить больше мини, поэтому этот 3D-принтер, безусловно, может помочь вам расшириться.
Никто не любит покупать ландшафт, когда можно купить больше мини, поэтому этот 3D-принтер, безусловно, может помочь вам расшириться. О чем вся эта суета?
О чем вся эта суета?