Ведро строительное пластмассовое 12 л Россия Сибртех
Ведро строительное пластмассовое 12 л Россия Сибртех
Ведро строительное пластмассовое 16 л Россия Сибртех
Ведро строительное пластмассовое 16 л Россия Сибртех
Ведро строительное пластмассовое 20 л Россия Сибртех
Ведро строительное пластмассовое 20 л Россия Сибртех
Таз круглый строительный, 40 л, Россия Sparta
Таз круглый строительный, 40 л, Россия Sparta
Таз круглый строительный, 60 л, Россия Sparta
Таз круглый строительный, 60 л, Россия Sparta
Таз круглый строительный, 85 л, Россия Sparta
Таз круглый строительный, 85 л, Россия Sparta
814525
Таз прямоугольный строительный, 60 л Россия Sparta
Таз прямоугольный строительный, 60 л Россия Sparta
814535
Таз прямоугольный строительный, 90 л Россия Sparta
Таз прямоугольный строительный, 90 л Россия Sparta
Таз прямоугольный строительный, 120 л Россия Сибртех
Таз прямоугольный строительный, 120 л Россия Сибртех
Похожие товары
Бетоносмеситель БСЛ-200, 200 л, 1000 Вт Сибртех
Бетоносмеситель БСЛ-200, 200 л, 1000 Вт Сибртех
Бетоносмеситель СМ-200K, 200 л, мощность 900 Вт МТХ
Бетоносмеситель СМ-200K, 200 л, мощность 900 Вт МТХ
Бетоносмеситель B-200, 1000 Вт, 200 л DENZEL
Артикул: 95424
Ссылка на инструкцию
http://instrument. ru/info/manual/95424.pdf
Производитель
DENZEL
Категория оборудования
Бетоносмесители
Вес
65.3 кг
Все характеристики
К сравнению
В избранное
Категории:
Бетоносмесители
Обзор
Характеристики
Обзор
Предназначен для приготовления строительных бетонных смесей
Характеристики
Ссылка на инструкцию
http://instrument. ru/info/manual/95424.pdf
Производитель
DENZEL
Категория оборудования
Бетоносмесители
Вес
65.3 кг
1926.
702 — Требования к оборудованию и инструменту.
По стандартному номеру
1926.702 — Требования к оборудованию и инструменту.
1926.702 (а)
Хранение бестарного цемента.
1926.702 (а) (1)
Бункеры, контейнеры и силосы для хранения сыпучих материалов должны быть оборудованы следующим:
1926.702 (а) (1) (я)
Конические или клиновидные днища; и
1926.702(а)(1)(ii)
Механические или пневматические средства запуска потока материала.
1926.702 (а) (2)
Сотрудникам не разрешается входить в складские помещения, если система выброса не отключена, не заблокирована и не снабжена биркой, указывающей на то, что систему выброса нельзя использовать.
1926.702 (б)
Бетономешалки. Бетономешалки с загрузочными люками в один кубический ярд (-8 м3) или более должны быть оснащены следующим оборудованием:
1926.702 (б) (1)
Механическое устройство для очистки скипа от материалов; и
1926.702 (б) (2)
Ограждения, установленные с каждой стороны скипа.
1926.702 (с)
Мощные затирочные машины. Затирочные машины с механическим приводом и вращающегося типа с ручным управлением должны быть оснащены переключателем управления, который автоматически отключает питание всякий раз, когда руки оператора убираются с рукояток оборудования.
1926.702 (д)
Бетонные тележки. Бетонные ручки багги не должны выступать за колеса с обеих сторон багги.
1926.702 (е)
Бетононасосные установки.
1926.702 (д) (1)
Бетононасосные системы, использующие напорные трубы, должны быть снабжены трубными опорами, рассчитанными на 100-процентную перегрузку.
1926.702 (д) (2)
Шланги со сжатым воздухом, используемые в системе перекачки бетона, должны быть снабжены безопасными соединительными муфтами для предотвращения разделения секций под давлением.
1926.702 (ф)
Ведра для бетона.
1926.702 (ф) (1)
Бетонные ковши, оборудованные гидравлическими или пневматическими задвижками, должны быть снабжены предохранительными защелками или аналогичными предохранительными устройствами для предотвращения преждевременного или случайного сброса.
1926.702 (ф) (2)
Ведра для бетона должны быть сконструированы таким образом, чтобы бетон не зависал сверху и по бокам.
1926.702(г)
Треми. Секции самосвалов и аналогичных бетонных транспортных средств должны быть закреплены проволочным тросом (или эквивалентными материалами) в дополнение к обычным муфтам или соединениям.
1926.702 (ч)
Поплавки для быков. Рукоятки булл-поплавков, используемые там, где они могут соприкасаться с электрическими проводниками под напряжением, должны быть изготовлены из непроводящего материала или изолированы непроводящей оболочкой, электрические и механические характеристики которой обеспечивают эквивалентную защиту ручки, изготовленной из непроводящего материала.
1926.702 (я)
Пилы для каменной кладки.
1926.702 (я) (1)
Каменная пила должна быть защищена полукруглым кожухом над лезвием.
1926.702 (я) (2)
В конструкцию полукруглого кожуха должен быть включен метод удержания фрагментов лезвия.
1926.702(к)
Процедуры блокировки/маркировки.
1926.702(к)(1)
Ни одному работнику не разрешается выполнять работы по техническому обслуживанию или ремонту оборудования (например, смесителей компрессоров, экранов или насосов, используемых для бетонных и каменных строительных работ), где непреднамеренное срабатывание оборудования может привести к травмам, за исключением случаев, когда вся потенциально опасная энергия источники были заблокированы и помечены.
1926.702(к)(2)
На ярлыках должно быть написано «Не запускать» или аналогичный язык, чтобы указать, что оборудование нельзя эксплуатировать.
Объемный бетоносмеситель
– плюсы и минусы
Объемные бетоносмесители заполняют нишу на рынке гибких поставок бетона короткими партиями. Как и у любого оборудования, у объемного бетоносмесителя есть плюсы и минусы , а также дезинформация на рынке.
Развеяны пять мифов
Миф № 1: Объемное смешивание бетона – новая и непроверенная технология
1965 – Получен патент на Concrete-Mobile
К 1980 году было произведено более 2500 бетономобилей
К 2000 г. произведено более 10 000 объемных бетоносмесителей
Используется во всех штатах США и более чем в половине всех стран мира
Используется вооруженными силами США, многими государственными и местными департаментами транспорта и многими городами
Миф № 2: Объемные бетоносмесители не могут сравниться по точности и постоянству с бетоносмесителями
Одинаковые допуски для всех материалов
Больше ограничений на готовую смесь, так как контакт воды с цементом происходит на заводе, а не на стройплощадке
ACI 304. 6R «Руководство по использованию объемных измерений» Утверждение и спецификация VMMB (NRMCA)
Одним из важных факторов является контроль дозирования и смешивания на стройплощадке
Миф № 3: Объемные бетоносмесители не производят «хороший бетон» (например, недостаточное время перемешивания)
Многие примеры качественного бетона:
Накладки настила моста
Ремонт взлетно-посадочной полосы аэропорта
Конструктивные элементы
Строители бассейнов, Удержание почвы
Проницаемый бетон
Легкий бетон на пене и легких заполнителях
Миф № 4: Объемные бетоносмесители не могут работать с крупными производственными заливками или проектами
Одну единицу оборудования можно перезагрузить на строительной площадке — не нужно тратить время или топливо на дорогу
Объемное оборудование способно производить производительность более 69 кубических метров в час
Множество примеров крупномасштабных проектов, выполненных с использованием волюметрики
Обычная объемная модель, представленная сегодня на рынке, будет производить 0,76 кубометра бетона в минуту
Миф № 5: Волюметрические смесители слишком сложны в эксплуатации и требуют слишком долгого обучения
Как и в случае с другим оборудованием на стройплощадке, надлежащее обучение операторов является обязательным
Оператор объемного смесителя должен иметь более высокий уровень подготовки, чем обычный оператор бочкового смесителя – «завод периодического действия на колесах»
Мы предлагаем обширное обучение по эксплуатации, техническому обслуживанию и калибровке своего оборудования
Типичная «повседневная» операция проста и повторяема.
Чтобы получить дополнительную информацию или поговорить с одним из наших дружелюбных специалистов по продажам, свяжитесь с нами.
Выбор M15 и Antec оказался хорошим выбором для нашей компании. Несмотря на то, что мы сталкивались с некоторыми проблемами, M15 снова и снова демонстрировала свою универсальность, преодолевая, преодолевая и преодолевая всевозможные препятствия, с которыми не справились бы стандартные бетономешалки… подробнее ⇢
Марк и Мэри-Энн, Замес бетона в работе
Нам нравится наш маленький насос REED. Он тихий, плавный и стабильный на протяжении всего распыления. Он не пинается, как насосы конкурентов, и срок службы компенсационных колец увеличивается примерно в 3 раза
Я продолжаю пользоваться услугами ANTEC, потому что у них есть полный ассортимент аксессуаров, которые поддерживают продаваемое ими оборудование, они есть на складе и могут быть отправлены в кратчайшие сроки.
ABS пластик — материал, применяемый в технологии 3D печати. Это специальный термопластик, который широко используется в промышленности. У него много положительных характеристик и особенностей. Материал постоянно усовершенствуется, расширяется его цветовая гамма. И сейчас разработано уже несколько его разновидностей. Рассмотрим основные характерные свойства, присущие ABS пластику и его рабочую температуру.
ABS пластик для печати
Свойства
ABS используется для 3Д печати давно. И является одним из востребованных материалов в данной области. И, хотя многие стали заменять его более экологичным и качественным PLA пластиком, этот вид остается на первом месте в области ускоренного прототипирования.
ABS пластик для 3d ручки — это стойкий, прочный полимер, обладающий температурой стеклования. Именно за это качество его стали использовать в промышленных целях. Достигая необходимой температуры, полимер превращается из текучего, вязкого вещества в более твердое, стеклообразное.
ABS пластик для 3d ручки
Температура стеклования должна быть очень высокой. Чтобы в процессе использования готовых предметов, сделанных из полимера, они сохраняли форму и функционал. При этом, нагрев должен быть достаточно низким для безопасности экструзии.
Основные характеристики
Рассмотрим характеристики двух разновидностей пластиков: ABS, PLA. И сравним их качественные показатели. ABS — ударопрочный, износостойкий материал с высокой размерной стабильностью. Его используют в вакуумных металлизациях и при нанесении покрытий гальванических. Получаются изделия с ровной блестящей поверхностью. В зависимости от разновидности материала, поверхность готовых объектов может получаться как блестящей, так и матовой.
Разноцветный ABS пластик
Вещество обладает стойкостью к материалам смазочным, к неорганическим солям, кислотам и щелочам. Может разрушиться при воздействии УФ-лучей, ацетона, эфира, бензола. Попадая в эти вещества, пластик просто растворяется.
Температура размягчения АБС материала от 90 до 119 градусов. Температура изгиба от 95 до 108 градусов. Высокая способность выдержки низкого температурного режима — до -40 градусов. Его заправляют в 3D ручку и выполняют различные объекты. Затем готовые предметы помещают в сушилку и выдерживают там от 30 минут до двух часов (в зависимости от качества сушки).
АБС подходит для создания не только мелких бытовых предметов, но и более громоздких. Например, из него изготавливают бампера для автомобилей, пластиковые кубики лего, различные конструкторы.
ABS, PLA и NYLON
Чтобы распечатывать большие объекты, нужна особая внимательность и профессионализм. Так как в процессе остывания моделей, возможны их деформации. После распечатки и просушки объекты легко шлифуются и окрашиваются аэрозольными или акриловыми красителями. АБС не разлагается биологическим путем, поэтому представляет опасность экологии. Утилизировать изделия из подобного материала необходимо по определенным правилам.
PLA — это полиактид. Он имеет отличительные характеристики по отношению к ABS материалу. Разница между ними существенная. Из PLA распечатывают первые работы на 3D принтере. Изделия быстро твердеют в процессе охлаждения их специальным вентилятором. При изменениях температур деформация ПЛА минимальна. В отличие от АБС пластика.
Печать PLA пластиком
PLA более безопасный и экологичный материал для принтеров. Это более вязкое вещество. При ударе оно не сломается, как АБС. В этом их существенная разница. Это вещество более скользкое. Поэтому, его применяют для изготовления деталей для прокрутки. Например, печатают оси для детских игрушек, подшипники с функцией скольжения и т. д. В ацетоне ПЛА не растворяется. Для этого применяют специальный раствор.
Это растительный материал. Он отлично разлагается в течение двух лет. Предметы из него менее долговечны, но безопасны. Детали получаются более гладкими. Если выбирать материалы для распечатки на принтере детских изделий: ABS или PLA пластик, стоит отдать предпочтение второму веществу. Тем более, что его делают в разных цветах — для игрушек вполне подходит именно ПЛА.
Конструктор lego
Что печатают из этих пластиков
Печать ABS пластиком очень распространена в изготовлении бытовых и авто изделий:
Крупные детали для машин: щитки, управляющие элементы, радиаторные решетки;
Биоразлагаемые упаковочные товары, средства гигиенические, посуду для одноразового применения;
подшипники;
хирургические приспособления, штифты, нити;
детские изделия, посуду, игрушки.
Игрушка из ABS пластика
Что выбрать лучше для создания изделий на принтере 3Д, зависит от вида изготавливаемого объекта и области его применения. Кроме этого, учитывается предполагаемая долговечность изделия и для кого оно предназначено. Производители сейчас стали больше склоняться к товарам из ПЛА пластика. Несмотря на его недолговечность, он безопасен для здоровья детей и экологии.
ABS пластик для 3d печати на 3d принтере — описание, характеристики, физические свойства
ABS-пластик (акрилбутадиенстирол) – твердая, ударопрочная, термопластичная промышленная смола на основе сополимера акрилонитрила с бутадиеном и стиролом. В зависимости от необходимых св-в, производитель может варьировать пропорции в пределах: 15-35% Акрилонитрила, 5-30% Бутадиена, 40-60% Стирола. Является одиним из самых популярных материалов применяемых в 3д-печати, т.к. обладает лучшим сочетанием цена/качество. ABS-пластик может быть переработан и использован повторно. В ABS-пластик могут быть добавлены различные армирующие и декоративные добавки (стеклянные волокна, металлическая пудра, т. д.) для придания необходимых св-в.
Этот материал применяется практические во всех сферах нашей жизни. Аддитивные технологии, автомобилестроение, медицина, промышленность, строительство, спортивный инвентарь, игрушки и т.д. Благодаря своим пластическим св-ам с ним очень легко работать, можно изготовить практически любую деталь, высокого качества.
Подробный обзор пластиков для 3D принтеров
1. Безопасность и токсические св-ва ABS пластика.
При нормальной температура 23 град. этот материал не представляет никакой опасности. Однако при нагревании или воздействии определенных веществ (например спирт), а так же незначительно при воздействии УФ-излучения, начинает выделять ядовиты состовляющие – бутадиен, акрилонитрил, стирол. Все эти вещества в газообразном состоянии предствляют опасность для человека, являются ядами и канцерогенами. Никогда не используйте посуду из ABS-пластика. При домашнем использовании ABS-пластика, в 3д-принтерах, происходит его нагревание, поэтому обязательно проветривайте помещение старайтесь меньще находится, в помещении где идет процесс печати или воспользуйтесь альтернативой PLA-пластиком.
2. Использование в 3д-печати
ABS-пластик это самый популярный материла который используется в 3д-печати. Этот материал долговечен, не поглащает влагу, сохраняет свои размеры во время хранения, не боиться высокой температуры воздуха.
3. Основные минусы ABS-пластика
— Токсичность при нагревании и воздействии этилового спирта. Загрязняет окружающую среду.
— Может разрушаться от воздействия солнечных лучей
— Худшая детализация отпечатков (по сравнению с PLA-пластиком)
— Непрозрачный материал
4. Основные плюсы ABS-пластика
— Высокая прочность (по сравнению с PLA). Выше прочность на изгиб и разрыв.
— Разнообразная цветовая гамма
— Высокая химическая стойкость (жиры, масла, бензин, кислоты, щелочи и т.д.)
— Влагостойкость
— Хорошо поддаетя финишной обработке (шлифовка, грунтовка, покраска и т.д.). Хорошо обрабатывается ацетоном.
— Широкий диапазон экспуатационных температур.
— Отлично склевается.
— Отличный материал для новичнов в 3д-печати.
— Хорошая скорость печати
— Практически нулевая усадка готового изделия, не более 1%
— Хорошо связывается с поверхностью для печати, но рекомендуется использовать подогреваемый стол и спец. поверхности для печати.
— Не растворим в спире и воде
5. Физические свойства ABS-пластика
Рабочая темпертура
220-270 град
Температура платформы
105-115 град
Температура размягчения
90-105 град.
Температура стеклования
100 град
Температура самовоспламенения
290 — 395 град.
Минимальная толщина стенки (рекомендуемая)
0.8-1.2 мм
Минимальная толщина слоя (рекомендуемая)
70% от диаметра сопла
Плотность
1.07 г/с м³
Прочность при растяжении
35-50 МПа (23 град. )
Прочность на изгиб
41-45 МПа (23 град.)
Твердость (по Роквеллу)
80 — 116 R
Усадка
0.3-0.8%
Блеск (для марок с повышенным блеском, угол 60 град)
93-95%
Водопоглощение (23 град., 24 часа, погружение)
0.2 — 0.3%
При какой температуре АБС-пластик размягчается и плавится? – Printing It 3D
ABS (акрилонитрил-бутадиен-стирол) – это обычная нить, используемая в 3D-печати и принадлежащая к семейству термопластов, что означает, что ее можно использовать повторно и перерабатывать. Как термопласт, он обычно твердый в холодном состоянии, но его можно нагреть до мягкости, например, в 3D-принтере. Однако 3D-печать из ABS немного сложнее, чем кажется на первый взгляд, из-за его уникальных свойств.
АБС начинает размягчаться при температуре 105 °C (221 °F), что является температурой его стеклования. В этот момент он размягчится и станет достаточно гибким, чтобы его можно было выдавить через сопло 3D-принтера. Однако у АБС нет установленной температуры плавления, и каждая полимерная смесь будет плавиться по-разному.
Эта статья максимально подробно расскажет вам о термических свойствах АБС-пластика, чтобы понять, как работает этот филамент и как с его помощью печатать. К концу этой статьи у вас будет точка зрения ученого-полимера на ABS, и, надеюсь, вы будете знать, насколько горячим он может быть до того, как он начнет разрушаться.
Плавится ли АБС?
Если вы похожи на меня, вы, вероятно, никогда особо не задумывались о том, что происходит с пластмассами и полимерами, когда они нагреваются.
Невооруженным глазом горячий материал может быть либо твердым, либо мягким, либо обгоревшим до хрустящей корочки. Однако, как и почти все, тепло существует в спектре, и плавление имеет множество форм, форм и текстур.
АБС плавится, но не имеет заданной температуры плавления. Поскольку ABS представляет собой аморфное твердое вещество, его температура стеклования составляет 105 ° C (221 ° F), при которой он начинает приобретать гибкую эластичную текстуру. По мере нагревания он медленно и постепенно превращается в жидкость.
Понимание того, как плавится АБС
Аморфные твердые тела по определению не имеют заданной температуры плавления. Вместо этого они имеют заданную температуру стеклования.
Температуры стеклования в меньшей степени связаны с простым процессом плавления и вместо этого показывают, когда аморфное твердое вещество теряет свою стекловидную твердую текстуру и приобретает эластичную мягкую текстуру.
В частности, при плавлении твердое тело превращается в жидкость. Однако температура стеклования, которая применяется только к аморфным твердым телам, представляет собой уровень нагрева, при котором материал становится мягким и гибким, прежде чем он полностью расплавится.
Итак, это можно рассматривать как начало процесса плавления.
Плавление АБС в сравнении с размягчением
Проще говоря, давайте сравним АБС с кубиком льда.
Кубики льда не являются аморфными твердыми телами и тают. Итак, когда кубик льда достигает точки плавления, он становится жидким.
Однако АБС не превращается в жидкость, когда достигает температуры стеклования. Вместо этого он приобретает эластичную, липкую консистенцию, достаточно податливую для печати.
Мне нравится думать о температурах стеклования в терминах лапши спагетти.
Когда лапша сухая, она твердая. Когда вы нагреваете их в кипящей воде, они становятся эластичными, жевательными и мягкими, точно так же, как ABS, когда вы нагреваете его до температуры стеклования.
Если варить лапшу слишком долго, она растворится в воде и снова превратится в муку, из которой сделана.
ABS проходит аналогичный процесс.
АБС плавление зависит от смеси полимеров
Чем больше вы нагреваете АБС, тем больше он будет плавиться и растворяться.
Однако температура плавления и время, необходимое для разжижения, будут зависеть от наличия других химических веществ в полимерной смеси и условий окружающей среды.
Таким образом, каждая нить из АБС-пластика по-разному реагирует на тепло.
Итак, никто не может точно сказать, когда АБС расплавится или расплавится. Тем не менее, мы всегда можем предсказать, когда он станет достаточно мягким и липким, чтобы его можно было использовать в 3D-принтере или пресс-форме для литья под давлением.
Чтобы узнать больше об ABS, посмотрите это видео на YouTube от Томаса Санладерера, энтузиаста 3D-печати:
При какой температуре следует печатать нить из ABS?
Печать на нити ABS должна осуществляться при температуре от 240 °C до 270 °C (от 464 °F до 518 °F). Тем не менее, каждая нить уникальна, поэтому вы должны использовать рекомендуемую температуру из инструкций производителя. Также важно выполнять тестовые отпечатки при использовании новой нити.
Как вы, наверное, знаете из идеальной температуры печати, АБС-пластик обладает исключительной термостойкостью. К сожалению, не все принтеры могут так сильно нагреваться, поэтому вам необходимо ознакомиться с руководством пользователя вашего принтера, прежде чем пытаться 3D-печатать с нитью из АБС-пластика.
Если вы печатаете АБС-пластиком в первый раз, посмотрите рекомендуемую температуру печати на катушке с нитью и выберите настройку температуры, которая находится непосредственно между указанным диапазоном.
Если нить забивает сопло, увеличьте температуру примерно на 5 °С (9°F). Однако, если ваша нить начинает скручиваться, уменьшите температуру на 5 ° C (9 °F).
Продолжайте вносить изменения, пока не найдете оптимальную температуру, затем напишите эту температуру на катушке с нитью. Таким образом, вы можете легко найти идеальную температуру для каждой нити накала при повторном использовании.
Безопасен ли АБС для пищевых продуктов?
Я неоднократно слышал этот вопрос: если АБС-пластик не плавится, значит ли это, что его можно безопасно использовать в качестве контейнера для еды или воды?
Большой ответ: абсолютно нет.
АБС небезопасен для пищевых продуктов, и вы никогда не должны есть продукты из него. ABS вымывает вредные газы и частицы, которые могут отравить вас, особенно в горячем состоянии. Поэтому никогда не используйте его в микроволновой печи, духовке или при приготовлении пищи.
В общем, любая нить, безопасная для пищевых продуктов, имеет свои риски. Полимеры сложные, и даже если один из них сопротивляется плавлению, это не значит, что в нем нет токсичных компонентов, которые могут высвободиться в процессе нагревания.
Тем не менее, ABS является популярным материалом, безопасным для пищевых продуктов при комнатной температуре или ниже. На самом деле, обшивка вашего холодильника, скорее всего, сделана из АБС-пластика, из него же сделаны и лего. Однако, когда жарко (говорю по своему опыту), появляется ужасный химический запах, который вызывает кашель.
Это подтверждают и исследования. ABS при нагревании выделяет в воздух химические вещества, которые стремятся попасть в наши легкие. Как только они это сделают, пути назад уже не будет.
Поэтому всегда обеспечивайте надлежащую вентиляцию при печати из АБС-пластика, никогда не используйте его для хранения воды или еды и не нагревайте его после печати.
Кроме того, пожалуйста, не используйте пластик для приготовления пищи или еды, если вы не уверены, что он безопасен для пищевых продуктов. Некоторые компании будут пытаться получить выгоду от сделки, неправильно обучая вас, но если вы узнаете о термических свойствах любого пластика, вы сможете определить, является ли что-то безопасным для пищевых продуктов или нет.
Заключительные мысли
ABS — отличная нить, если вы понимаете, во что ввязываетесь.
Будучи аморфным твердым веществом, он имеет температуру стеклования 105 ° C (221 ° F), когда он становится достаточно мягким для печати. Однако химические добавки и соотношения в нити накала могут мешать этой идеальной температуре «плавления».
Независимо от того, насколько прочной и термостойкой является эта нить, ее небезопасно использовать в качестве контейнера для пищевых продуктов или жидкостей. Поэтому всегда соблюдайте осторожность при использовании ABS и используйте надлежащую вентиляцию каждый раз, когда печатаете с его помощью.
Все о нити ABS — Gizmo Dorks
Дэвид Л.
АБС-пластик уже давно используется в производстве благодаря своей прочности и долговечности. Это был один из первых материалов, использованных в 3D-принтерах, и он остается одним из самых популярных. Давайте подробнее рассмотрим АБС-пластик, его свойства и рекомендации по использованию в 3D-печати.
Что такое АБС?
ABS — это аббревиатура акрилонитрил-бутадиен-стирола, который представляет собой термопласт нефтяного происхождения. Термопласты — это пластмассы, которые становятся гибкими или мягкими при достижении определенной температуры. Как вы можете себе представить, эта гибкость делает ABS идеальным кандидатом для использования в 3D-печати.
ABS — это пластик, знакомый нам, знаем мы об этом или нет — он используется в бытовой технике, игрушках, автомобильных бамперах и других повседневных предметах. ABS — очень прочный пластик, и при нагрузке он скорее сгибается, чем ломается. Кроме того, АБС-пластик ударопрочный и легкий, что является основной причиной, по которой блоки Lego изготавливаются из этого пластика. ABS также обладает отличными амортизирующими свойствами, что делает его фаворитом для шлемов, багажа и подобных защитных предметов. Он выдерживает экстремальные погодные условия и устойчив к большинству химических веществ. Эти свойства делают его идеальным пластиком для многих целей, 3D-печать — лишь одна из них.
Использование АБС-пластика в 3D-печати
Как упоминалось выше, аморфные качества АБС — одна из вещей, которые делают его отличным пластиком для 3D-печати. При печати в надлежащих условиях он печатает чисто и быстро, с минимальными засорами, замятиями и натяжением. Чтобы получить красивую чистую печать, обязательно отточите оптимальные настройки принтера. Может потребоваться некоторая тонкая настройка, поскольку каждый 3D-принтер немного отличается.
Цвета АБС
ABS поставляется с широким спектром цветов 3D нитей. Краситель и краситель смешиваются с гранулами смолы АБС, чтобы создать приятный ровный цвет филамента АБС. ABS имеет естественный белый тон, что делает его идеальным фоном для создания ярких цветов. Цветной АБС-пластик обычно не выцветает, поэтому напечатанная 3D-деталь прослужит долгие годы.
Температура печати нитью ABS
Нить из АБС-пластика экструдируется при температуре 220-240˚ по Цельсию. Поскольку АБС-пластик имеет тенденцию к деформации при охлаждении, требуется нагретая рабочая плита с температурой 110˚ по Цельсию. Это обеспечит минимальное коробление или разделение слоев по мере остывания изделия. Еще лучшей средой был бы закрытый принтер, но хорошие результаты возможны при вышеупомянутых температурах и нагретой пластине.
Будь то 3D-печать механических деталей, блокирующих деталей или штифтовых соединений, важно учитывать окружающую среду и температуру, при которых будет использоваться печать. АБС-пластик находит широкое применение благодаря высокой температуре стеклования. АБС-пластик не начинает размягчаться до 105˚ по Цельсию, что намного выше большинства настроек. Эта гибкость делает 3D-печать из АБС-пластика популярной как для прототипирования, так и для окончательного дизайна.
Запах нити ABS
Нить ABS представляет собой продукт на масляной основе, поэтому при печати будут присутствовать некоторые пары и сильный запах. Этот запах не беспокоит большинство людей, но всегда рекомендуется, независимо от того, какой тип нити вы используете, всегда печатать в хорошо проветриваемом помещении.
Размеры нитей АБС и их хранение
Нить для 3D-печати ABS имеет номинальные диаметры 1,75 мм и 3 мм. Необходимый размер зависит от марки и модели вашего 3D-принтера.
Как и в случае с большинством 3D-филаментов, поглощение влаги всегда является проблемой. Когда вы не используете нити для 3D-печати, храните их в герметичном пластиковом пакете. Если вы достаточно быстро пройдете нить 3D-печати, этого метода должно быть достаточно. Если у вас несколько рулонов филамента или запасы расходуются медленно, подумайте о хранении филамента в герметичном пластиковом пакете или контейнере с парой упаковок влагопоглотителя.
Кроме того, убедитесь, что вы храните свою нить — даже если вы храните ее в герметичном контейнере — вдали от растворителей или химических веществ, которые, как известно, разрушают или изменяют ABS, таких как ацетон.
Возможности постпечати
3D-отпечатки, как правило, отлично выглядят сразу после сборки, но если вы хотите поработать над своим произведением после печати, есть несколько вариантов.
ABS можно легко отшлифовать для получения более гладкой поверхности или подвергнуть механической обработке для достижения определенных характеристик и повышения точности деталей. Вы также можете раскрасить свой 3D-принт акриловыми красками.
Felix 3.0 1X MakerBot Replicator 2X WANHAO Duplicator 4X
Советы из этой статьи научат Вас печатать нейлоном (Nylon) как профи. Нейлон (Nylon) -это более прочная и долговечная альтернатива таким материалам, как PLA и ABS пластики.
Все, кто когда либо печатал на 3D принтере, знакомы с такими материалами как PLA и ABS пластики. Если вы печатали PLA пластиком, вы, наверное, знаете, что, это довольно сильный, он еще и очень хрупкий материал. Вы не можете оставить детали на солнце или в любом другом месте, где температура поднимается выше 54*С.
Если вы печатали ABS пластиком, вы знаете, что это гораздо более прочный, чем PLA материал, но 3D печатные ABS-детали не имеют силы отлитых формованных деталей, и часто не являются достаточно сильными для функциональных частей.
Пробуем Нейлон (Nylon).
Нейлон (Nylon) — это невероятно прочный, долговечный и универсальный материал для 3D-печати. Гибкий когда тонкий, но с очень высокой межслойной адгезией, Нейлон (Nylon) хорошо применим при изготовлении таких моделей, как подвижные шарниры или другие функциональные части и механизмы. Низкий коэффициент трения и высокая температура плавления Нейлона (Nylon) — отличный выбор при печати таких вещей, как шестерёнки.
Вот что нужно знать, чтобы начать печать нейлоном (Nylon).
1) Температура плавления нейлона — 240С и выше, убедитесь в том, что экструдер вашего принтера можно нагреть хотя бы до 260С.
2) Нейлон (Nylon) должен быть высушен.
Нейлон (Nylon) очень гигроскопичен. Это означает, что он легко поглощает воду из воздуха. Нейлон (Nylon) может поглотить более чем на 10% от своего веса воды, менее чем за 24 часа. Для достижения успешной печати нейлоновыми нитями требуется сухая нить. При печати Нейлоном (Nylon), который не сухой, вода взрывает нить, вызывая пузырьки воздуха во время печати, что препятствует хорошей адгезии слоя и значительно ослабляет модель. Оно становится хрупкой.
Сухой Нейлон (Nylon) печатается с маслянисто-гладкой или глянцевой поверхностью. Для того чтобы просушить Нейлон (Nylon), его надо поместить в духовку с температурой 80-95С на 6-8 часов. После сушки храните в герметичном контейнере, предпочтительно с осушителем (силикагелем).
Модель напечатанная сухим нейлоном слева, мокрым нейлоном справа.
3) Нейлон (Nylon) может покоробиться.
Мы обнаружили, что Нейлон (Nylon) деформируется примерно также, как и ABS.
При печати Нейлоном (Nylon) обязательно требуется принтер с подогреваемым столом. А клей-карандаш на основе ПВА нанесенный на подогреваемый стол — это лучший способ адгезии. Клей или скотч-лента достаточна недорогой расходный материал и его достаточно просто найти. Мы обнаружили, что разогретый до 75С подогреваемый стол, совместно с тонким слоем клея отлично работает при печати Нейлоном (Nylon).
Не используйте вентиляторы охлаждения слоев.
Для лучшего результата 3D печати избегайте сквозняков или прохладных мест.
Рекомендуемые параметры печати:
Температура экструзии — 240-260C (каждый тип Нейлон (Nylon) нити немного отличается. Следуйте рекомендациям производителя).
Температура подогреваемого стола — 70-80C (используем клей ПВА)
Скорость печати: 30-60мм/с
Высота слоя: 0,2 – 0,4 мм
Для печати мы используем нейлон производства Taulman3D, американской компании которая посвятила себя разработке инновационных материалов для 3D печати. На сегодняшний день доступно 3 вида нейлона под марком Taulman3D.
Taulman3D 618 Nylon специально разработан для 3D печати, его отличительными особенностями является: хорошее соединение с поверхностью, высокая водонепроницаемость, хорошее сопротивлению разрыва и возможность впитывать краску. Модели напечатанные этим материалом имеют натурально белый цвет с прозрачной поверхностью. Пластик также легко можно окрасить, как до печати, так и после.
Taulman3D 645 Nylon обладает неповторимыми характеристиками. Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C.
Taulman3D 645 Nylon — последняя разработка компания с улучшенными свойствами адгезии между слоями и повышенной прочностью.
Приобрести продукцию Taulman3D можно в нашем интернет магазине.
Печать нейлоном (Nylon) на 3D принтере особенности технологии
Нейлон известен как прочный, универсальный материал. Это синтетический состав, образованный из полиамидов, представляющих собой полимеры, связанные амидными связями. Когда дело доходит до 3D-печати, Nylon часто считается «продвинутым» ресурсом, поскольку для работы с ним требуются определенные навыки и оборудование. Для распечатки на 3D-принтере материал берут в форме порошка или нити.
Физические свойства нейлона
Нейлон – популярный выбор в промышленной 3D-печати, поскольку он долговечен и устойчив к истиранию. Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности. Низкий коэффициент трения состава означает, что он хорошо подходит для изготовления подвижных запчастей. Нейлон часто используется для создания функциональных прототипов, шарниров, шестерен и аналогичных деталей.
Химические свойства нейлона
Чтобы полностью понять нейлоновую 3D-печать важно учитывать и другие характеристики. Филамент имеет высокую температуру плавления и гигроскопичен, то есть хорошо впитывает влагу. Последнее свойство может быть как преимуществом, так и недостатком. Плюс в том, что поверхность напечатанной детали хорошо поддается окрашиванию. Минус – нить поглощает влагу из воздуха, что влияет на процесс печати и характеристики готовой детали.
Выбор технологии
Трехмерная печать нейлоном на 3D-принтере имеет особенности — она может быть реализована методом послойного наплавления (FDM) с использованием нейлоновой нити, посредством селективного лазерного спекания (SLS) либо способом многоструйного сплавления (MJF) с применением порошка.
FDM
Использование Nylon для 3D-печати было дорогой процедурой, потому что MJF- и SLS-принтеры дорогие, а FDM принтеры стали дешевой альтернативой. Сегодня можно задействовать FDM-принтер и специальную нейлоновую нить, которая расплавляется, а затем экструдируется через сопло на платформу построения слоями, пока деталь не будет готова. Хотя 3D-печать нейлоном на FDM оборудовании намного доступнее, чем SLS или MJF, качество распечатанного объекта не так впечатляет.
Кроме того, не все FDM-аппараты могут работать с нейлоновым филаментом. Важно иметь качественный (цельнометаллический) хотэнд, выдерживающий температуру выше 250°C. Nylon также склонен к короблению, поэтому сцепление с поверхностью становится отдельной проблемой. Нейлоновая нить выпускается различных видов, наиболее распространенными из которых являются PA 6 и PA 66. Оба варианта обладают стандартными показателями прочности, устойчивости к истиранию и низким коэффициентом трения, но имеют один существенный недостаток – высокое влагопоглощение.
Формула волокна из анида (нейлон-66) и капрона (нейлон-6).
Фото: ru.wikipedia.org
Хранение и нейлоновая печать
Гигроскопичность материала может отрицательно сказаться на филаменте. Нить начинает терять свои свойства, разлагаться в течение нескольких часов. Чтобы предупредить такой сценарий, принципиальное значение имеет правильное хранение.
Простой пластиковый герметичный контейнер – хорошее решение, когда нить не используется, но что делать при печати? Идеальный выход – блок для хранения с контролем влажности, который также подает нить в экструдер. Если материал на катушке впитала много влаги, то ее можно высушить в специальной камере или духовом шкафу.
SLS
Метод селективного лазерного спекания подразумевает использование лазера для послойного спекания порошка. Большинство таких 3D-принтеров ориентированы на полимеры. Одним из основных материалов, используемых в данном оборудовании, является Nylon, в частности, нейлоновые порошки PA 11 и PA 12. Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна.
SINTERIT
Фото: Sinterit
Характеристики:
Категория
Порошок для SLS-печати
Тип материала
Нейлон 11
Упаковка
Пластиковая бутылка
Цвет
Серый
Относительное удлинение при разрыве
27%
Предел прочности
46 МПа / 50 МПа (первичный порошок)
Твердость по Шору по шкале D
76
Коэффициент освежения материала
60 [%] — для повторного использования оставшегося порошка PA11 добавьте 60% СВЕЖЕГО порошка
Предназначен для
Lisa Pro
Фото: Sinterit
Характеристики:
Категория
Порошок для SLS-печати
Тип материала
Polyamide 12 порошок
Упаковка
Пластиковая бутылка
Гранулирование
18 — 90 [мкм]
Цвет
Темно-серый / антрацит
Относительное удлинение при разрыве
10%
Предел прочности
32 [МПа]
Температура размягчения (метод Вика, тип A50 / B50)
172/155 [° C] | 342/311 [° F]
Температура теплового прогиба B 0,45 [МПа]
143 [° C] | 289 [° F]
Харднес по Шору в масштабе D
74
Модуль упругости / Юнга E
1029 [МПа] | 148 [тысяч фунтов / кв. Дюйм]
Коэффициент освежения материала
26 [%] — для повторного использования оставшегося порошка PA12 добавьте 26% СВЕЖЕГО порошка.
Предназначен для
Lisa Pro
Профессиональный 3D принтер Sinterit LISA PRO
Фото: Sinterit
SINTRATEC
PA12 порошок полиамида (нейлона)
Фото: Sintratec
Характеристики:
Плотность
0,95 г / см 3 *
Ударная вязкость по Изоду (с надрезом)
43 Дж / М *
Удлинение при разрыве
8% *
Температура отклонения тепла
177 ° С
Гибкая сила
47 МПа *
Поддерживаемая толщина стенки
мин. 0,5 мм
Предназначен для
Sintratec S2 Sintratec KIT
3D принтер SINTRATEC S2 нейлон
Фото: Sintratec
Характеристики:
Страна
Швейцария
Источник питания
230 В | 11 А макс. | 50-60 Гц
Материал печати
нейлон
Технология печати
SLS
3D принтер Sintratec KIT
Фото: Sintratec
Характеристики:
Страна
Швейцария
Максимум Printvolume
110 х 110 х 110 мм
Рекомендуемый объем печати
90 х 90 х 90 мм
Скорость лазера
5-20 мм / с *
Высота слоя
100 — 150 микрометр *
Температура
80 — 150 ° С *
После завершения построения объекты полностью окружены неизрасходованным порошком, который служит опорой для распечатанных моделей. В SLS-аппаратах можно повторно использовать до 50-70% оставшегося материала для будущих циклов печати. С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации.
Обратной стороной этого метода является стоимость. Промышленные SLS-принтеры продаются по цене выше 200 тысяч долларов. Однако в последнее время на рынке появляются более доступные решения, такие как настольный SLS-аппарат Fuse 1 от Formlabs по цене около 10 тысяч $. За порошок придется заплатить не менее 60 долларов за кг.
MJF
Multi Jet Fusion – уникальная методика спекания порошка, разработанная Hewlett Packard. Технология похожа на предыдущую, но также имеет кое-что общее со способом струйного нанесения связующего.
MJF и SLS запускают процесс печати Nylon одинаково. Перед началом спекания на платформу для сборки распределяется слой порошка. Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.
Поверх каждого свежего порошкового слоя в местах, где будут спекаться будущие слои, распыляется химический состав, который помогает веществу поглощать энергию от источника тепла принтера. Когда SLS использует лазер, MJF полагается на мощный инфракрасный свет, который в сочетании с термозакрепителем ускоряет процесс спекания, из-за чего печать продвигается быстрее.
Хотя обе технологии позволяют создавать феноменальные детали, MJF опережает SLS, когда дело касается детализации. Частично это связано с используемым агентом, который помогает сделать грани максимально острыми, немного уменьшая интерсивность сплавления на границах объекта.
После завершения печати неспеченный порошок можно утилизировать. Однако MJF позволяет повторно использовать до 80% материала, хотя это во многом зависит от конкретных машин. Техника MJF по цене сопоставима с промышленными машинами SLS, но имеет более высокую скорость печати с потенциально лучшей детализацией.
Источник
Теги:
Нейлон, 3D-печать, Nylon, 3D-принтер, MJF- и SLS-принтеры, FDM-принтер, Профессиональный 3D принтер Sinterit LISA PRO, PA12 порошок полиамида (нейлона), 3D принтер SINTRATEC S2 нейлон, 3D принтер Sintratec KIT
Все, что вам нужно знать о нейлоновой 3D-печати
Прежде чем вы начнете с нейлоновой 3D-печатью, мы собрали некоторую основную информацию, которую вам необходимо знать. Читайте дальше, чтобы узнать о преимуществах, недостатках, истории и применении нейлоновой 3D-печати.
Нейлоновая нить и напечатанное на 3D-принтере зубчатое колесо
Говоря о материалах для 3D-печати, нейлон следует упомянуть как один из самых популярных материалов для профессиональных пользователей. Во многом это можно объяснить его популярностью за пределами 3D-печати. Нейлон имеет широкий спектр применения благодаря своим уникальным свойствам, а преимущества 3D-печати означают, что детали можно легко и недорого изготавливать на лету.
Тем не менее, настольная технология 3D-печати методом наплавления (FDM), которая является одним из наиболее широко используемых типов 3D-печати, иногда может включать в себя множество проб и ошибок. Некоторые материалы легко печатать, в то время как другие требуют сравнительно большей кривой обучения.
В этой статье мы поделимся всем, что вам нужно знать о нейлоновой 3D-печати. Нейлон можно напечатать в 3D с использованием трех различных технологий, а именно FDM, селективного лазерного спекания (SLS) и MultiJet Fusion (MJF). Тем не менее, объем этой статьи сосредоточен на 3D-печати FDM.
ПОНИМАНИЕ НЕЙЛОНА КАК МАТЕРИАЛ
Химический состав
Нейлон был впервые синтезирован американской химической компанией DuPont в 1935 году. Она разработала материал для коммерческого использования, и с тех пор нейлон стал обычным явлением во многих отраслях промышленности.
Нейлон относится к группе пластмасс, известных как полиамиды. В основном это полукристаллические и, как правило, очень прочные материалы. Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.
Нейлон можно легко смешивать со многими другими пластиками для формирования композитов, улучшая их эксплуатационные характеристики. Это широко используется в автомобильной промышленности, и некоторые распространенные композиты в 3D-печати представляют собой нейлон, наполненный стекловолокном, и нейлон, наполненный углеродным волокном. Нейлон является универсальным материалом и подходит практически для всех типов производственных операций, таких как литье под давлением, экструзия и аддитивное производство (в FDM, SLS и MJF).
Некоторые из наиболее популярных областей применения нейлонового материала:
➜ В текстильной промышленности нейлон используется для изготовления рыболовных лесок и упаковки для пищевых продуктов. ➜ В индустрии моды нейлон используется в качестве ткани для производства таких изделий, как чулочно-носочные изделия, нижнее белье, плащи, ветровки и спортивная одежда, используемая в спорте. ➜ В электронной промышленности нейлон используется в качестве изоляторов и корпусов переключателей. ➜ В автомобильной промышленности нейлон используется для производства таких деталей, как впускные коллекторы, дверные ручки и решетки радиатора. В потребительских товарах нейлон используется в спортивных товарах, таких как крепления для лыж и колеса для скейтборда. ➜ В производстве машин для движущихся частей, таких как зубчатые колеса и ролики.
НЕЙЛОН в 3D ПЕЧАТИ
Точно так же, как нейлон стал популярным материалом в традиционном производстве, нейлон стал популярным материалом для использования в 3D-принтерах. 3D-печать обеспечивает дополнительные преимущества неограниченной геометрии, итерации и настройки, а также доступность при небольших объемах.
Гибкость и долговечность нейлона помогают в 3D-печати деталей с тонкими стенками. Низкий коэффициент трения и высокая температура плавления делают его особенно устойчивым к истиранию и позволяют использовать его для печати таких деталей, как функциональные блокирующие шестерни.
Нейлон обладает механическими свойствами, сравнимыми с ABS (еще одним широко используемым материалом в традиционном и аддитивном производстве). ABS определяется его прочностью, но устойчивость нейлона к износу и усталости делает его превосходным для приложений, требующих таких свойств.
Помимо преимуществ, нейлон имеет один существенный недостаток, который часто может ухудшить его печатные характеристики – гигроскопичность, т.е. способность поглощать влагу. Это свойство вредно для обеспечения предсказуемой производительности. Но это же свойство помогает нейлону легко обрабатываться красителями для ткани и аэрозольными красками, что делает его пригодным для использования в печати эстетических (демонстрационных) моделей.
Были успешные случаи, когда один пациент получал титановый имплантат таза, другой получал новую титановую нижнюю челюсть. Пациенту-мотоциклисту, чье лицо было серьезно повреждено в дорожно-транспортном происшествии, восстановили его с помощью напечатанных на 3D-принтере деталей.
Биопечать позволяет печатать искусственные органы на 3D-принтере, помогая быстрее решать проблемы с органной недостаточностью у пациентов, что важно как для пациента и его/ее семьи, так и для системы здравоохранения.
Распечатанные на 3D-принтере салфетки были разработаны для фармацевтических испытаний в качестве экономичного и этичного средства выявления побочных эффектов лекарств и проверки безопасных дозировок.
Таблетки могут быть изготовлены с использованием процесса 3D-печати Binder Jetting. Этот процесс позволяет изготавливать таблетки очень пористыми, что позволяет получать высокие дозы в одной таблетке, которая быстро растворяется и легко усваивается, что полезно для лечения таких состояний, как эпилепсия.
МОДЕЛИРОВАНИЕ ПЛАВЛЕНИЕМ (FDM) НЕЙЛОНА 3D ПЕЧАТЬ
Как упоминалось ранее, 3D-печать нейлоном в FDM немного сложна, но с помощью правильных инструментов ее можно использовать для получения стабильных результатов. Мы начнем с некоторых общих проблем с нейлоновой 3D-печатью.
Общие проблемы с нейлоновой 3D-печатью
Одной из проблем 3D-печати из нейлона является то, что нейлон очень гигроскопичен. Даже кратковременное воздействие высокой влажности может привести к намоканию нити, что при печати может привести к несоответствию точности размеров и прочности детали. Благодаря этому свойству очень важно хранить нейлоновую нить в сухом месте. Профессиональные 3D-принтеры FDM закрыты, поэтому влаги можно безопасно избежать, но для новых пользователей, работающих с самодельными или более дешевыми настольными принтерами, материал подвергается воздействию воздуха во время печати. Это делает его восприимчивым к влаге. Влага, поглощенная нейлоном, нагревается при прохождении через утеплитель и образует пузырьки, которые в процессе нагрева лопаются. Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати.
Кроме того, нейлон подвержен деформации. Деформация возникает, когда происходит неравномерное охлаждение отпечатка, и оттиск скручивается от рабочей пластины, деформируя печатную часть. Этого можно избежать путем эффективного склеивания платформы для печати и использования платформы с подогревом, чтобы нижний слой печати оставался слегка нагретым, чтобы он прилипал к платформе на время печати. В качестве дополнительной меры предосторожности охлаждающие вентиляторы можно отключить (у всех слайсеров есть возможность отключать вентиляторы во время печати) при печати нейлоном.
Также рекомендуется, чтобы печать нейлоном производилась в хорошо проветриваемом помещении из-за его химического состава.
Решения для нейлоновой 3D-печати
К счастью, существуют профессиональные 3D-принтеры, такие как MakerBot METHOD, которые доступны по цене для предприятий и имеют функции, позволяющие легко и последовательно выполнять 3D-печать из нейлона. Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати.
СВОЙСТВА МАТЕРИАЛА FDM НЕЙЛОНА
ПАРАМЕТР
Имперский
Метрическая система
Термическая деформация (ASTM 648, 66 psi)
196°F
91°С
Модуль упругости при изгибе (ASTM D790, 15 мм/мин)
250 000 фунтов на кв. дюйм
1700 МПа
Прочность на изгиб (ASTM D790, 15 мм/мин)
14 000 фунтов на кв. дюйм
97 МПа
Прочность на растяжение при пределе текучести (ASTM D638, 50 мм/мин)
9500 фунтов на кв. дюйм
66 МПа
Модуль упругости при растяжении (ASTM D638, 50 мм/мин)
>320 000 фунтов на кв. дюйм
>2200 МПа
Деформация при текучести – удлинение (%)
>10%
>10%
Ударная вязкость с надрезом (ASTM D256)
>3,5 фут-фунт/дюйм
>187 Дж/м
(Технические характеристики нейлона MakerBot)
ПРЕИМУЩЕСТВА
➜ Механические свойства
➀ Высокая ударопрочность — Долговечность в ситуациях, когда детали постоянно ударяются друг о друга или падают. ➁ Устойчивость к истиранию – Низкий коэффициент трения нейлона позволяет использовать нейлон в устройствах с движущимися частями, которые в противном случае изнашивались бы друг с другом ➂ Гибкость – В более тонких геометриях нейлон можно многократно сгибать без разрушения
➜ Постобработка: Нейлон гигроскопичен, и это свойство облегчает его последующую обработку, впитывающую красители для ткани и аэрозольные краски.
НЕДОСТАТКИ
➜ Гигроскопичен: нейлон гигроскопичен, т. е. поглощает влагу из воздуха, что может повлиять на качество печати и, в конечном счете, на характеристики детали.
➜ Предварительная сушка: Нейлон должен быть предварительно высушен для удаления впитавшейся влаги. Это требует дополнительных усилий, дополнительного оборудования и дополнительного времени. А если сушки недостаточно, то на отпечатке будет
➜ Деформация: Нейлон склонен к деформации, что может привести к деформации детали.
ГДЕ КУПИТЬ?
Нейлоновый материал можно приобрести у производителей нити или у производителей 3D-принтеров. Для 3D-МЕТОДА MakerBot мы рекомендуем использовать MakerBot Nylon, поскольку он оптимизирован для получения отличных результатов.
Ищете профессиональную платформу для 3D-печати, которая работает с различными промышленными материалами? Узнайте больше на makerbot. com/method.
Похожие сообщения
Лучшие нейлоновые 3D-принтеры 2022 года (и ОСНОВНЫЕ ПОЛЕЗНЫЕ СОВЕТЫ)
Нейлоновая нить — одна из самых прочных и красивых нитей. Вы можете создавать ударопрочные детали, которые великолепно выглядят, но значительно дешевле, чем такие нити, как поликарбонат. .
К сожалению, в отличие от филаментов, таких как PLA, ваш обычный настольный принтер будет бороться с высокими температурами, необходимыми нейлону для правильной печати, а также с тщательно контролируемым охлаждением через корпус, чтобы предотвратить его деформацию.
Вы также должны заботиться о своей нейлоновой нити – она очень гигроскопична .
Итак, мы выбрали лучшие 3D-принтеры для нейлона, способные выдерживать температуры, начиная с самого низкого ценового диапазона.
Стоит отметить, что, хотя все эти нейлоновые 3D-принтеры хороши для печати нейлоном, даже более жесткие и абразивные смеси нитей, такие как углеродное волокно, кевлар или стекловолокно, требуют особого внимания.
Стандартные латунные сопла быстро разрушатся — вам понадобится закаленная сталь или рубин — и не все принтеры предназначены для этого. Однако Pulse XE разработан специально для абразивов.
Nylon 3D Printing Settings
Nozzle Temperature: 230°C to 290°C
Heated Bed Temperature: 25°C to 80°C
Hotend: All -metal capable of reaching 300°C
Print Speed: 30 mm/s to 60 mm/s
Layer height: 0.2-0.4 mm
Fan speed: 0%
Кровавая поверхность: Стекло, Garolite
Адгезия: MAGIGOO, PVA GLUE
КОНЛИЗА: ОТЛИЧНЫЙ, но не требуется
2 NYLON, . Чтобы облегчить этот процесс, ниже приведены рекомендуемые настройки для печати нейлоном. Вы захотите настроить и адаптировать их к вашему принтеру и марке нити для достижения оптимальных результатов.
Лучшие нейлоновые 3D-принтеры 2022 года — обзоры
3DSourced поддерживается для чтения. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Qidi Tech X-Plus — лучший недорогой закрытый 3D-принтер для нейлона
Цена: Проверить цену на Amazon здесь от Qidi Technology, наш обзор лучших принтеров для нейлона был бы неполным без упоминания Qidi Tech X-Plus.
Универсальность является краеугольным камнем Qidi Tech X-Plus, главным образом благодаря двойным взаимозаменяемым экструдерам.
Базовый экструдер, работающий при температуре до 260°C, идеально подходит для ваших проектов PLA, ABS, TPU и PETG. Но для нейлоновой печати другой нагревается до 300°C.
Эта двойственность также распространяется на двухстороннюю печатную платформу с различными клеящими свойствами на каждой поверхности. Одна сторона предназначена для ваших стандартных нитей; переверните его, чтобы использовать чувствительные к температуре материалы, такие как нейлон.
Еще одним важным преимуществом Qidi Tech X-Plus является закрытая камера и система фильтрации воздуха, которые делают все возможное по сравнению с другими аналогичными 3D-принтерами, поддерживающими нейлон. Камера помогает уменьшить количество ошибок при печати, поддерживая стабильную тепловую среду, что очень важно при работе с нейлоном и АБС-пластиком.
Добавленные функции, такие как подключение к Wi-Fi, сенсорный экран, возможность печати резюме и двойные держатели нити накаливания, прекрасно дополняют список функций Qidi Tech X-Plus. Вы также найдете объем сборки 270 x 200 x 200 мм; не самый большой, но, безусловно, достаточный для функциональных частей среднего размера.
В целом, мы бы сказали, что Qidi Tech X-Plus представляет собой отличное решение для полупрофессионалов на рынке универсального нейлонового принтера. Он доступен по цене и имеет функции, обычно зарезервированные для ценовой категории выше.
PRUSA I3 MK3S+
Цена: 999 долл. США — Доступно в магазине Prusa здесь
Сборка: 250 x 250 x 210 мм
. Столкой с Folds On Arg -Secul If Primpting. , у нас есть Prusa i3 MK3S+, один из лучших универсальных 3D-принтеров на рынке сегодня.
Обычно владельцы хвалят его за PLA, PETG и гибкие материалы, но Prusa i3 MK3S+ также впечатляет более экзотическими и требовательными типами нити, включая нейлон.
Особый хот-энд E3D V6 делает тяжелую работу в этом смысле. Благодаря высококачественным цельнометаллическим компонентам горячая часть может комфортно достигать пиковой температуры 300°C.
Наряду с хот-эндом вы найдете собственную нагревательную платформу Prusa MK52″, способную нагреваться до 120°C, идеально подходящую для нанесения первого слоя термочувствительного материала без деформации. Нейлон — источник тепла, и Prusa i3 MK3S+ предлагает все поджаренные тепловые качества, необходимые для блеска.
Если не принимать во внимание ошибки пользователя — наиболее частую причину неудачных отпечатков — Prusa i3 MK3S+ выдает замечательные результаты печати с нейлоном. Легко забыть, что это принтер FDM по уровню детализации, предлагаемому здесь. Поскольку это нейлон, детали сохраняют ожидаемую долговечность и стойкость к истиранию, что делает их подходящими, например, для функциональных деталей, таких как петли и шестерни.
Нейлон производительности в стороне, Prusa i3 MK3S+ имеет список функций, достойный похвалы. Основные моменты включают простое автоматическое выравнивание сетчатого слоя SuperPINDA 2, датчик нити накала, восстановление потери мощности и почти бесшумную печать в «Скрытом режиме». Здесь мы просто царапаем поверхность того, что представляет собой сложная, очень надежная машина для просьюмеров.
Поскольку Prusa MK3S+ пропитан множеством положительных качеств, трудно не порекомендовать его как один из лучших 3D-принтеров для нейлона, независимо от того, являетесь ли вы новичком или опытным производителем.
Тем не менее, по умолчанию это 3D-принтер под открытым небом — варианты его включения включают покупку официального корпуса Prusa или изготовление собственного корпуса с нуля.
Pulse XE
Цена: $999 — Доступно на Matterhackers здесь
Объем сборки: 250 x 220 x 215 мм
Pulse XE — это прочный станок для 3D-печати из обработанного алюминия, разработанный с нуля для работы с самыми требовательными, абразивными и сложными типами материалов, включая нейлон.
Это станок для изготовления прочных деталей для требовательных реальных приложений. Несмотря на корпус, похожий на танк, Pulse XE — своего рода нежный гигант — его невероятно легко настроить и использовать с самого начала.
В Pulse XE используется тот же самый лучший в своем классе хотэнд E3D V6, что и в Prusa i3 MK3S+ (он основан на дизайне Prusa). Быстро достигая максимальной температуры 300 ° C, горячий конец помогает переносить нейлон к отличным отпечаткам, полученным с помощью нагретого стола с поверхностью LayerLock Garolite и экструдера Bondtech BMG.
В работе Pulse XE предлагает надежность уровня Prusa с несколькими заметными дефектами и превосходной отделкой печатных деталей, что делает его одним из лучших 3D-принтеров с нейлоновой печатью на рынке.
Другие положительные стороны включают автоматический датчик выравнивания слоя BLTouch, датчик окончания нити накала, функцию возобновления питания и приличный рабочий объем 250 x 220 x 215 мм.
Проще говоря; Pulse XE собирает все самые модные модификации, о которых вы только могли подумать, и размещает их в одном прочном наборе для 3D-печати. Это рабочая лошадка, которая работает из коробки. Если в вашем списке желаний для 3D-печати есть такие требовательные материалы, как нейлон, но вы по-прежнему хотите, чтобы принтер одинаково хорошо работал дома с такими скобами, как PLA и гибкие материалы, рассмотрите Pulse XE.
DREMEL 3D45
Цена: Проверка цена на Amazon здесь / доступна на Matterhackers здесь / доступна на динамизм здесь
Полность. печать стала своего рода хитом благодаря Dremel 3D45. Полностью закрытый экосистемный принтер Dremel 3D45, предназначенный для школ, упрощает процесс обучения 3D-печати. Лучше всего то, что он прекрасно работает с нейлоном и упрощает первые экспериментальные отпечатки.
Безопасный и надежный, благодаря угольным фильтрам и прозрачным крышкам, Dremel 3D45 вписывается в любую учебную среду. Но он по-прежнему обладает отличными возможностями печати под капотом.
Рабочий объем 255 x 155 x 170 мм дает вам достаточно места для деталей малого и среднего размера, например, для автомобилей или деталей роботов низкого уровня. Вы также найдете другие примечательные функции. К ним относятся датчик накаливания, полуавтоматическое выравнивание кровати, бесплатные планы уроков и отличные инструменты для нарезки.
Что касается нейлоновой печати Dremel 3D45, вы можете рассчитывать на прочные, долговечные отпечатки с достаточной гибкостью для более тонких деталей. Цельнометаллический горячий конец Dremel может нагреваться до 280°C, а нагретый до 100°C слой поддерживает подходящий уровень адгезии для стабильных результатов.
Несмотря на то, что Dremel 3D45 великолепен, есть одна серьезная проблема. Принтер работает наилучшим образом только при использовании запатентованной нити Dremel. Это разработано для экосистемного принтера для повседневного использования в образовательных целях. Можно, конечно, использовать стороннюю нить. Но ожидайте точной настройки параметров температуры, чтобы добиться наилучшего качества печати.
Ultimaker S3
Цена: ~ 4 000 долл. США — Доступно в Matchhackers здесь / доступно на динамизм здесь
Строительница: 215 x 215 x 200 мм
. , который ворвался на сцену 3D-печати еще в 2017 году, Ultimaker S3 — это мощный 3D-принтер с двойной экструзией, подходящий для профессиональных и дизайнерских приложений.
Установка с двумя экструдерами отличается универсальностью, расширяя свою компетенцию на все, от ABS и PLA до PVA, CPE и нейлона. Что бы вы ни делали с Ultimaker S3, результаты печати будут не чем иным, как превосходными, с особым акцентом на чистые края и гладкую поверхность при печати нейлоном. Ultimaker 3 идеально подходит для тех функциональных приложений, где важны долговечность и надежность.
Кратко взглянув на список технических характеристик, Ultimaker 3 также добился успеха. Приличный объем сборки 215 x 215 x 200 мм, сменные печатные ядра для разных типов филамента, закрытая камера, подключение к Wi-Fi, автоматическое выравнивание слоя, разрешение слоя до 20 микрон и подогреваемый стеклянный слой.
Единственная проблема, сдерживающая Ultimaker S3, — это длительное время печати. Вините тот факт, что мы привыкли к гораздо более быстрым принтерам благодаря достижениям за прошедшие годы. Введите отпечатки с мелкими деталями, особенно при использовании нескольких типов материалов, и вас ждет длинная старая утомительная работа, исчисляемая десятками часов.
Ultimaker S5
Цена: 6 300 долл. США -Доступно в Matchhackers здесь / доступно на Dynamism здесь
Сборка. всевозможные приложения. Во многом это связано с тем, как он работает с различными типами нитей, включая нейлон, и все это в оптимизированной функциональной настройке, обеспечивающей выдающееся качество печати.
Вы, безусловно, платите за удовольствие, а Ultimaker S5 стоит дешевле производителей-любителей, которым лучше подойдет более доступный, хотя и более старый Ultimaker S3. Тем не менее, для деловых и опытных производителей с ограниченным бюджетом цена Ultimaker S5 полностью оправдана.
Помимо обширной совместимости материалов, Ultimaker S5 поставляется с крупными размерами 330 x 240 x 300 мм, подходящими для серийной пакетной печати, крупных прототипов, функциональных деталей и всего, что между ними.
Добавьте автоматическое выравнивание платформы, закрытую камеру, те же впечатляющие возможности двойной экструзии Ultimaker S3, сенсорный экран и платформу с подогревом. Перечислите самые желанные функции среди дизайнеров и инженеров, у Ultimaker S5 они есть.
Хотя мы могли бы с радостью продолжать хвалить эту машину, чтобы подчеркнуть, насколько впечатляющее предложение у нас есть, Ultimaker S5 лучше всего рассматривать как сверхмощный Ultimaker S3 большого размера, который сам по себе является одним из лучших доступных нейлоновых принтеров.
Руководство покупателя. На что обращать внимание при выборе нейлонового 3D-принтера
Вот несколько основных характеристик, на которые следует обратить внимание при выборе нейлонового 3D-принтера:
Цельнометаллический горячий конец
Нейлон требует высоких температур . Рекомендуется использовать хотэнд, способный безопасно и стабильно достигать температуры 300°C, так как это соответствует всем рекомендациям производителя нити накала.
Еще одной проблемой, связанной с не цельнометаллическими горячими концами, является внутренняя трубка из ПТФЭ, которая может разрушаться и выделять токсичные пары при температуре около 240°C. Учитывая, что 240 ° C находится на нижнем уровне обычных температурных требований нейлона, вы, вероятно, будете регулярно преодолевать его.
Корпус
Как и ABS, нейлон особенно чувствителен к изменениям температуры окружающей среды. Перепады температуры вызывают скручивание и другие деформации, портящие отпечатки.
Хотя это и не обязательно на 100 %, принтер с корпусом значительно снижает вероятность того, что подобные проблемы испортят вам впечатления от печати на нейлоне.
При печати углеродным волокном и другим композитным нейлоном необходимо учитывать наличие твердых частиц пыли. Настоятельно рекомендуется принтер с воздушным фильтром HEPA.
Подогреваемый стол
Подогреваемый стол способствует адгезии первого слоя и предотвращает коробление. В сочетании с корпусом нагревательная платформа обеспечивает все тепло, необходимое нейлону для получения качественных отпечатков без деформации.
Выравнивание стола
Автоматическое выравнивание стола значительно сократит время работы с принтером, хотя и не является обязательным. Это устраняет необходимость ручного выравнивания, позволяя печатать быстрее и эффективнее.
Советы и рекомендации по использованию нейлонового 3D-принтера
Хранение и сушка Нейлон
Хотя нейлон обладает многими превосходными свойствами, основным недостатком является то, что он легко поглощает влагу из воздуха. Он делает это с такой скоростью, что если оставить нейлоновую нить всего на несколько часов, она может испортиться до такой степени, что она разрушит детали и испортит фирменную гладкую поверхность нейлона.
Чтобы избежать проблем, связанных с влажностью, очень важно правильно хранить нейлон. Типичные решения включают герметичные герметичные контейнеры и многоразовые вакуумные пакеты с влагопоглотителями. Если нейлон впитает влагу, проблема не будет постоянной, так как можно высушить нить, готовую к 3D-печати.
Здесь у вас есть варианты. Одним из наиболее распространенных является помещение нити в домашнюю печь при температуре примерно 70-80°C примерно на шесть часов. При этом удаляется вся влага.
В качестве альтернативы вы можете приобрести специальную сушилку для нитей, например PrintDry Pro или Sunlu FilaDryer S1. Последний делает шаг вперед, поскольку позволяет печатать одновременно с сушкой нити, что идеально, если вы работаете во влажных условиях, когда проблематично оставить нейлон на воздухе.
Прилипание к кровати
Помимо гигроскопичности, одной из самых больших проблем при печати на нейлоне является то, насколько этот материал склонен к деформации. Нейлону не нужно много времени, чтобы закатить истерику и вызвать проблемы с адгезией.
Чтобы дать себе шанс на победу, вам нужно правильно настроить температуру сопла и нагреваемого слоя, а также использовать немного дополнительного клея, чтобы обеспечить прочный первый слой.
Нанесение слоя недорогого, легкодоступного клея на основе ПВА перед печатью хорошо работает, как и более специализированные альтернативы, такие как Magigoo или Kapton. Здесь мы рекомендуем поверхности для кроватей.
Помимо клея, мы рекомендуем использовать поля и плоты для каждого отпечатка. Они действуют как дополнительный буфер, гарантирующий, что деталь хорошо прилипает к станине и не деформируется. Они означают использование немного большего количества филамента при каждом отпечатке, но преимущества намного перевешивают дополнительные затраты материала.
Обратите внимание на рекомендуемые производителем настройки
Из-за различных смесей, композитных наполнителей, качества сырья и производственных процессов не все бренды нейлона предъявляют одинаковые требования к настройкам принтера. Обратите внимание на то, что рекомендует производитель нити, особенно в отношении температуры сопла и нагреваемого слоя.
Часто производители бесполезно указывают диапазоны температур вместо конкретного числа. Хотя это хлопотно, это необходимо для обслуживания как можно большего количества принтеров. Начните с самой высокой рекомендуемой температуры и двигайтесь вниз. В качестве альтернативы, тест температурной башни должен помочь вам определить оптимальные настройки.
Вентиляторы выкл.
При работе с нейлоном выключайте вентилятор охлаждения деталей на принтере. Материал чрезвычайно чувствителен к изменениям температуры, и быстрое охлаждение может усугубить проблемы с адгезией и короблением первого слоя.
Нейлон предпочитает остывать в своем собственном темпе. Контролируемое и равномерное охлаждение предотвращает коробление и обеспечивает гладкую поверхность деталей.
Печать медленная
Еще один важный момент из сборника рекомендаций по использованию нейлона — печатать медленнее, чем при использовании ABS или PLA. Идеальной считается скорость от 30 до 50 мм/с, но не выше 60 мм/с.
Оптимальная настройка зависит от конкретного принтера и марки нити, поэтому не забудьте настроить скорость печати, сделав несколько начальных тестовых отпечатков, чтобы увидеть, что работает лучше всего.
Преимущества и недостатки нейлона
Преимущества
Прочный и долговечный – Нейлон обладает высокой прочностью на растяжение и чрезвычайно долговечен даже под нагрузкой.
Ударопрочный – Нейлон может выдерживать большие нагрузки в течение длительного периода времени, не разрушаясь и не ломаясь.
Износостойкий – Нейлон хорошо выдерживает трение, что делает его особенно подходящим для таких применений, как функциональные шестерни и живые петли.
Гибкий . Хотя нейлон не такой гибкий, как нити, такие как ТПУ, он гораздо более гибкий, чем АБС и ПЛА. Кроме того, это особенно полезно для тонких отпечатков, требующих прочности наряду с гибкостью.
Недостатки
Чрезвычайно гигроскопичен – Нейлон, оставленный открытым, впитывает воду. Хотя это не особенно проблема для печатных деталей, это проблема для намотанной нити. Когда он влажный, он может вызвать всевозможные проблемы с печатью, поскольку он проходит через горячий конец, где вода эффективно кипит, разрушая нить и вызывая засорение.
Склонен к деформации . Из-за высокой термочувствительности нейлон подвержен деформации, что делает его одним из самых сложных материалов для 3D-печати.
Требуется правильное хранение — Чтобы избежать проблем с влажностью, нейлон необходимо хранить правильно, что может привести к дополнительным затратам.
Хобби – шасси дрона , запчасти для радиоуправляемых автомобилей, шины, диски.
Может ли любой 3D-принтер печатать нейлоном?
Нет, не все 3D-принтеры могут печатать нейлоном. Свойства нейлона делают его особенно сложным для печати, и многие недорогие принтеры, обычно предназначенные для печати PLA и ABS, просто не смогут идти в ногу со временем.
Как покрасить напечатанный на 3D-принтере нейлон?
Благодаря своим гигроскопическим свойствам нейлон хорошо поддается окрашиванию. MatterHackers предлагает подробное руководство по окрашиванию нейлона до или после печати.
Насколько прочен нейлон, напечатанный на 3D-принтере?
При 3D-печати нейлон демонстрирует прочность на разрыв 7000 фунтов на квадратный дюйм, что позволяет ему выдерживать нагрузки до 200 кг до появления каких-либо признаков деградации. Нейлон прочен, долговечен и особенно устойчив к ударам, износу, длительному трению и истиранию.
Часто задаваемые вопросы
Какие 3D-принтеры могут печатать нейлоном?
Для печати нейлоном вам понадобится принтер с цельнометаллическим хотэндом, способным достигать температуры до 300°C, кожух и, если вы печатаете композитным нейлоном, закаленное сопло. Qidi Tech X-Plus, Prusa i3 MK3S+, Pulse XE, Dremel 3D45 и Ultimaker S5 — хороший выбор для 3D-печати нейлоном.
Какой 3D-принтер лучше всего подходит для печати на АБС-пластике и нейлоне
Одним из основных сходств между АБС-пластиком и нейлоном является то, что обоим материалам требуется стабильная тепловая среда для предотвращения таких проблем, как деформация. Принтер с корпусом обеспечит устойчивую и постоянную работу принтера. Такие принтеры, как Qidi Tech X-Plus и Ultimaker S5, имеют полностью закрытую камеру, что делает их подходящими для сложных нитей, таких как ABS и нейлон.
Может ли Ender 3 3D-печатать нейлон?
Нет, приклад Ender 3 не предназначен для работы с нейлоном. Тем не менее, с несколькими целевыми обновлениями, в частности, цельнометаллическим хотэндом, таким как E3D V6 и корпусом, а также обновлением прошивки для повышения максимальной температуры, Ender 3 может обрабатывать нейлоновую печать. Вы можете прочитать больше в нашем руководстве по нити Ender 3.
Можно ли на 3D-принтере напечатать стеклонаполненный нейлон?
Безусловно, однако, если у вас есть латунное сопло, вам придется заменить его на более надежное и долговечное сопло, такое как сопло из закаленной стали, для печати стеклонаполненным нейлоновым волокном (NylonG).
Можно ли 3D-печатать нейлон в помещении?
Да, но лучше делать это в хорошо проветриваемом помещении, поскольку известно, что нейлон выделяет потенциально токсичные пары и твердые частицы пыли, или же используйте герметичный корпус с воздушным фильтром.
Дают ли нейлоновые 3D-печатные детали усадку?
Нет, детали из нейлона, напечатанные на 3D-принтере, не дают усадки.
Фотографическое качество на любых поверхностях и материалах, экологичность – таковы особенности ультрафиолетовой печати, открывающей огромные возможности для рекламной и мебельной сфер. Печать на УФ принтере по фанере, ДСП, МДФ и ДВП, имеющей толщину до 120 мм, позволяет продвигать товары и услуги в помещениях и на улице, создавать стильные и атмосферные интерьеры.
Сферы применения
Печать на УФ принтере по ДСП, ДВП, МДФ и фанере позволяет создавать неповторимые и стильные изделия для дома и офиса:
шкафы и столы;
столешницы, сиденья для стульев;
барные стойки и другие элементы декора для интерьера;
двери для комнат, на которые нанесены рисунки или логотипы;
элементы для перегородок, потолков, стеновых или фальшпанелей;
плакаты, вывески, постеры и баннеры, информационные таблички и доски объявлений для стен;
столы в приемной, промо-стойки, ростовые или 3D-фигуры, выставочные конструкции, стенды, POP или POS-материалы;
мебельные фасады для кухни, гостиной, детской комнаты, ванной или спальни.
Многообразие дизайнерских возможностей позволяет оформить торговое, офисное пространство или квартиру под стать своим идеям. Большой популярностью УФ печать пользуется в развлекательной сфере: владельцы заведений заказывают дизайн мебели для ресторанов, торговых помещений, салонов красоты.
Факт: Печать на УФ принтере позволяет создать неповторимую атмосферу в квартире или выдержать офис в едином корпоративном стиле.
Преимущества УФ принтеров и прямой полноцветной УФ печати
Невысокая цена материалов из МДФ, фанеры, ДСП, ДВП на фоне дорогостоящего натурального дерева.
Неприхотливость. Нанесенным изображениям не страшны механические повреждения, перепады температур, ультрафиолет, агрессивные моющие средства и вода.
Большая скорость печати благодаря мгновенному высыханию чернил и стабильной работы.
Долговечность. Срок службы варьируется в пределах 5-20 лет в зависимости от сферы применения.
Экологичность. Никаких запахов и выделяемых токсинов после печати. Изделия можно устанавливать даже в медицинских учреждениях и комнатах для детей.
Высокое качество изображения: стабильная и яркая цветопередача, проработанная детализация при выполнении любых задач – от орнаментов и фотографий до тематических рисунков и репродукций произведений искусства, разрешение до 1440 dpi.
Ширина печатной зоны до 5000 мм.
Возможность создания белой подложки на МДФ под полноцветные изображения.
Остается только выбрать надежную компанию, специализирующуюся на поставке УФ принтеров для печати по дереву.
7 аргументов в пользу оборудования от компании САЙН СЕРВИС
Рекомендуем качественные чернила, расходные элементы и оборудование от проверенных и надежных брендов.
Работаем с широкоформатным оборудованием, максимальная ширина материалов –5 000 мм.
Владельцы нашего оборудования – это и крупные мебельные фабрики, и рекламно-производственные компании, и частые лица, ощутившие реальные преимущества УФ принтеров и широкоформатной УФ печати, перед другими видами печати. Наше оборудование установлено по всей РФ, в том числе: в Москве, в Санкт-Петербурге, в Новосибирске, а также и в других городах.
Имеем большой опыт обслуживания и настройки любых УФ принтеров, эксплуатируемых в РФ. Осуществляем гарантийную поддержку и послегарантийное обслуживание.
В команду специалистов входят сотрудники, которые помогут разобраться в видах УФ принтеров: планшетные, рулонные, гибридные, сувенирные, помогут разобраться в комплектациях УФ принтеров, помогут купить недорогой но надежный и качественный УФ принтер под Ваши задачи, будь то печать натяжных потолков или печать фасадов мебели.
Работаем как с коммерческими организациями, так и частными заказчиками.
Поставляем надежное широкоформатное оборудование за разумную цену.
Пост-обработка
Поэтому помимо УФ печати на МДФ и ДСП заказчикам часто требуется осуществить резку МДФ или ДСП с отпечатанным изображением, это хороший повод расширить парк оборудования и предложить услуги пост-обработки, как правило это резка листов размерами до 4000х2000 мм.
Наши специалисты обладают необходимым набором инструментов и знают все тонкости пост-обработки – начиная с скоростных режимов и заканчивая технологическими паузами между этапами.
Печать по МДФ открывает огромные возможности для оформления дома или квартиры, продвижения продукции или услуг, оформления офисного пространства для комфорта сотрудников и клиентов, поэтому спрос на УФ печать растет из года в год.
Любое копирование информации с сайта sign-service.ru должно производится с сылкой на источник и с согласия администрации ресурса.
P.S. Если Вам нужно купить фрезерные станки за приятную стоимость — смело обращайтесь к нам — наши условия Вас приятно порадуют! Все, что Вам нужно сделать — это просто связаться с нами и вежливые менеджеры тут же ответят на Ваш звонок или письмо. Будем рады взаимовыгодному сотрудничеству. До связи!
Новости
УФ чернила и оборудование
В сравнение с сольвентными принтерами, УФ-модели выделяются высокой экологичностью. Они не содержат летучих органических веществ, которые испаряются после печати. Помимо этого, они обладают рядом преимуществ:
Читать
Новости
Фрезерный станок – необходимое оборудование для успешного бизнеса
Механизация труда является основой коммерческой эффективности предприятия, это правило в полной мере относится и к сфере изготовления рекламной и сувенирной продукции.
Читать
Новости
Цена на лазерные станки. От чего зависит?
Знали ли Вы какая цена на лазерные станки различных брендов. Вопрос, конечно интересный, и мы постараемся осветить его в нашей статье. Желаем приятного прочтения.
Читать
Новости
Использование лазера для вывесок и табличек
Лазерные технологии обработки материалов нашли широкое применение в рекламе. Станки для лазерной резки и гравировки позволяют изготавливать вывески, таблички, рекламные щиты, витрины с привлекательным дизайном и высокими показателями надежности.
Читать
Новости
Советы по выбору интерьерного принтера
В широкоформатных наружных принтерах используют сольвентные чернила, в широкоформатных интерьерных интерьерных принтерах – экосольвентные. Место использования налагает определенные требования к тому какой купить интерьерный принтер и к их техническим характеристикам.
Читать
Как выбирать оборудование для печати на фанере
Компания «ЗИС Сервис» уже десять лет поставляет разное оборудованиедля печати на фанере. По этому, даннуюстатью мы хотим посвятить выбору оборудования для такой печати.
В большинстве случаев для печати на фанере используют бесконтактный способ печати, с помощью планшетного принтера. Планшетныепринтера да формата А2 как правило имеютстатичный печатный механизм, и подвижный стол.
Фото принтера по фанере с подвижным столом:
В принтерах пофанере от А1 до формата 3 на 3 метра применяется исключительно статичный стол,и перемещение происходит исключительно порталом.
Фото принтера со статичным столом:
Себестоимость:
Один из самых важныхпараметров при печати на фанере это себестоимость. Здесь можно разделить принтера на три группы: УФ принтера, принтера на экосольвенте, и принтера на температурнойкраске. Самая большая себестоимость у УФ принтера ,на втором месте температурные краски, и самая дешевая себестоимость у экосольвента.
Производительность: у всех трех способов примерно одинакова,и составляет шесть квадратных метров в час.
По механическойстойкости: на первом месте температурныекраски, они будут выдерживать даже механические царапины ножом. С красками на экосольвенте прочность будет хуже, так как экосольвентныйспособ печати подразумевает обязательную грунтовку фанеры. Основное достоинствоУФ краски закрепляться рельефом на поверхности здесь превращается в недостаток,так как краска не проникает глубоко в фанеру, а соответственно это приводит книзкой механической прочности.
Требования к фанере:
Это самый важный параметр, по которому в первую очередь стоитвыбирать оборудование. Ведь допечатная и пост печатная обработка это вседлительные и время затратные работы. Соответственно здесь следует выбиратьоборудование, которое позволяет за счет исключения допечатной и пост печатнойобработки как минимум на 100% увеличить производительность. Давайте рассмотримтребования к каждому типу печати:
Экосольвентный способ печати, пригоден только длялакированной фанеры или грунтованной фанеры, на фанере без обработки такиекраски будет течь. При этом способе печати не сильно влияет, будит ли эта фанера, отшлифована до печати. Основноедостоинство этого способа самая низкая себестоимость печати.
Принтера с «температурными»краски наиболее популярны в данном направлении печати, так как не требуют никакойпредварительной и после печатной обработки. Более того при этом способе печати,не играет абсолютно никакого значения качество фанеры, подойдет даже сырая нешлифованная фанера. При этом способе печати получается наибольшая яркостькрасок. Единственный недостаток, это более дорогие краски чем экосольвент.
Для УФ печати фанера подходит меньше всего, так как длятакой печати желательно шлифованное и грунтованное дерево. УФ печать, как правило, больше подходит длясувенирной печати на дереве, где стоимость изделия высока и можно, выбиратьболее дорогой материал для печати. Хотя УФ печать позволяет имитироватьгравировку и другие эффекты.
С образцами печати на каждом способе печати рекомендуем ознакомиться в демонстрационном зале нашей компании.
Наша компания готова каждому пользователю порталаиндивидуально разъяснить особенности каждого частного случая.
Поделиться:
Печать на дереве | Роланд ДГ
Дом
Приложения
Древесина
Если вы хотите печатать на целых листах фанеры или вам нужно добавить индивидуальную графику на деревянные подставки и небольшие вывески, у Roland DG есть машина, которая соответствует вашим потребностям. Технологии Roland DG позволяют пользователям печатать непосредственно на предварительно изготовленных деревянных досках с помощью широкоформатных УФ-планшетов, печатать непосредственно на небольших деревянных предметах с помощью настольных УФ-планшетов или оклеивать деревянные предметы виниловой графикой с помощью струйной технологии. Технология Roland DG упрощает печать на дереве.
Персонализированная печать на дереве
Художники, владельцы интернет-магазинов, поставщики подарков и другие специалисты по нестандартной графике могут получать огромную прибыль, добавляя сообщения, логотипы компаний и графику к различным деревянным предметам. Используя настольные принтеры VersaUV LEF, пользователи получают удобный способ печати непосредственно на нестандартных рамах, подставках, детских блоках, деревянных приспособлениях, небольших табличках и других желаемых предметах.
Настройка деревянных объектов
С помощью планшетных принтеров Roland DG VersaUV пользователи могут создавать дорогостоящие одноразовые изделия по индивидуальному заказу, такие как столешницы, витрины, предметы декора, инструменты, произведения искусства и многие другие специальные предметы, которые имеют высокие цены.
Виниловая графика на дереве
Помимо планшетной печати VersaUV, Roland DG также предлагает на сегодняшний день на рынке самые надежные и универсальные широкоформатные струйные принтеры. Печатайте, вырезайте и наклеивайте виниловую графику на деревянные рекламные проспекты, деревянные инструменты, спортивные товары, вывески и многое другое.
Печать непосредственно на древесине
с помощью УФ-планшета
Roland DG поставляет ряд настольных, настольных и крупноформатных планшетных УФ-принтеров, которые могут печатать непосредственно на деревянных поверхностях, обеспечивая удобное решение для печати по дереву. С добавлением чернил Gloss пользователи могут добавлять уникальные текстуры, узоры, мазки кистью и другие потрясающие художественные эффекты для создания действительно оригинальных произведений.
См. планшетные УФ-принтеры
Печать, резка и нанесение графики на дерево
с помощью струйных принтеров Roland DG
Печатайте дизайны на виниле для обработки дерева с помощью струйных устройств Roland DG, включая принтеры/каттеры серии TrueVIS, которые оживляют ваши отпечатки с потрясающим качеством цвета, VersaEXPRESS RF-640, который создает фотореалистичные изображения, и настольный принтер/каттер VersaStudio BN-20. для настольной арт-печати.
См. Струйные принтеры Roland DG
Продукты
VersaUV LEF2 200
Обрезчик принтеров серии TrueVIS VG3
Эко растворитель
Примеры из практики
Детский фитнес
ЭйДжей Энтерпрайзис
Красотка в горошек
3D-принтер, делающий детали из деревянных листов | Shane
Компания, в которой я работаю, проводит ежегодный хакатон, на котором команды собираются вместе, чтобы создавать всевозможные сумасшедшие вещи в течение 3 дней. Команда, с которой я работаю, воспользовалась возможностью создать 3D-принтер, существование которого на самом деле не имеет смысла. Он печатает детали из деревянных листов толщиной 3/4 дюйма, и результаты довольно крутые.
Видение было простым: нам нужна гигантская деревянная скамья, и мы хотим ее прямо сейчас. Для тех, кто не знает, стенд — это неофициальная тестовая деталь, используемая в 3D-принтерах для оценки их производительности.
Мы экспериментировали с различными способами изготовления деревянной детали, но в конечном итоге остановились на фрезеровании ее из ДСП толщиной 3/4 дюйма просто потому, что это А) звучало весело Б) казалось наиболее податливым, учитывая короткое время и, что наиболее важно C) ДСП другой толщины на месте получить не удалось.
Мы действительно хотели довести принтер до конца, поэтому наш подход к дизайну был сосредоточен на выборе проектов, в которых было бы как можно меньше рисков и неизвестных. По сути, мы не хотели заниматься исследованиями и разработками. Везде, где это было возможно, мы использовали стандартные компоненты, и у машины не было замкнутых контуров, которые нам приходилось контролировать.
Принтер работает следующим образом:
Разделить желаемый объект на последовательность дискретных слоев
Возьмите лист дерева и вырежьте из него первый слой
Приклейте новый лист дерева к первому слою, затем вырежьте из него следующий слой
Повторяйте, пока деталь не будет готова
Ниже приведены особенности реализации этих шагов.
Портал/маршрутизатор
Это одна из самых простых частей, в которой нет ничего особенного. Это XY-портал, в котором используются экструзионные и V-образные колеса для линейных направляющих, шаговые двигатели и ходовые винты для приводов.
Устройство для склеивания листов
Чтобы это работало, слои должны быть склеены вместе. Эта проблема была немного сложной, потому что нам нужен был надежный способ дозирования четко определенной струи клея. Вы должны быть точны, так как клей в неправильных местах может сделать деталь невозможной для извлечения из стопки фанеры. Мы полностью избежали решения этой проблемы, используя стандартную пневматическую клеевую головку, прикрепленную к той же платформе, что и фрезер, что позволяет нам рисовать любой рисунок клея, который мы хотим.
Вторая проблема, которую нужно было решить, заключалась в том, чтобы убрать клеевую головку с дороги при фрезеровании. Это было сделано путем изготовления мини-платформы с пневматическим приводом для клеевой головки.
Новый податчик листов
Это была самая сложная проблема в системе, которую нужно было решить должным образом. Подача листов должна выполнять несколько функций:
Вносить новый лист фанеры из стопки, не протирая предыдущий слой, чтобы не размазать клей
Опустите лист на ранее напечатанный слой
Быть достаточно прочным, чтобы обеспечить надежное соединение листов друг с другом
Мы обдумывали несколько разных идей, но в итоге остановились на захвате листа тремя шипами с пневматическим приводом. Это очень надежный способ удержания различных размеров листов. Шипы встроены в подвижную раму на направляющих ящиков, которые можно задвигать и выдвигать из зоны сборки с помощью слишком сложного пневматического привода (у нас не было достаточно длинного)
Для возможности прессования подвижная рама упирается в жесткие упоры в станке, которые поддерживают нагрузку, когда мы вводим в нее ось Z.
К сожалению, в запале мы сориентировали направляющие ящика неправильно, что сделало их значительно более провисшими, чем нужно. Это простое решение на будущее.
Ось Z
Как и портал, ось Z относительно проста. Единственная сложность заключалась в том, что он должен был постоянно поднимать и опускать до 350 фунтов фанеры, а также прикладывать дополнительное усилие прижатия для склеивания листов. Мы использовали цепь из четырех ходовых винтов, приводимую в движение одним большим шаговым двигателем. Сцена управляется бюджетными выдвижными ящиками. Это сработало достаточно хорошо, но, как и ожидалось, выравнивание винтов было очень болезненным. Если бы мы сделали это снова, мы бы сделали это по-другому, просто чтобы спасти себя от ада мировоззрения.
Электроника и прошивка
Наша электроника состояла в основном из соединенных вместе готовых модулей. Мы использовали готовую релейную плату для запуска пневматики, освещения и звуковых сигналов. Мы используем G2Core (порт TinyG для ARM) на Arduino Due для управления движением и BeagleBone Black для прошивки, управляющей нашей машиной. Драйверы шаговых двигателей есть в наличии и поставляются вместе с двигателями. Было здорово иметь стабильный контроллер движения и иметь возможность использовать готовый G-код для таких процедур, как подача листов.
Генерация траекторий
Мы создали собственный конвейер для генерации траекторий инструментов для печати. Это состояло из того, какие движения должен делать фрезер, какие движения должна делать клеевая головка и последовательности для всей пневматики. Они были скомпилированы в файлы gcode, которые последовательно выполнялись на машине. Есть бесконечное количество изящных вещей, которые можно сделать для траекторий инструментов, но, как и во всем остальном, мы ошиблись в сторону наиболее надежного и простого подхода.
Для движений фрезера мы сначала рассчитали выпуклую поверхность детали, которая будет напечатана, и удалили все отходы в этой области. Это было необходимо, так как оставшийся материал внутри детали может оказаться несъемным.
Затем мы добавляем дополнительные вырезы за пределами модели, чтобы можно было удалить отходы материала за пределы выпуклой оболочки детали. В этом случае мы просто добавляем «крестик» вокруг модели. Это позволило нам резать листы циркулярной пилой по одному и отрывать их от модели. Это сработало очень хорошо.
Для траекторий клея мы заполнили все перекрывающиеся области между слоями модели спиральной заливкой клея. Мы также добавили несколько капель клея в ненужную фанеру, окружающую деталь, чтобы сделать ее устойчивой, но при этом достаточно хрупкой, чтобы разбить листы.
Настройки печати PLA пластиком | Как подобрать режимы для ПЛА пластика
Пластиковая нить PLA используется в 3Д-принтерах, печатающих по технологии FDM. Это действительно удивительный материал, который отличается экологичностью и нетоксичностью. В ходе печати он не «воняет», а издает лёгкий аромат попкорна. Всё дело в том, что он изготавливается на базе природного растительного сырья – кукурузы, картофеля, тростника и т.п.
Если сравнивать PLA-пластик с ABS, то окажется, что первый более твёрдый, а поэтому процесс нанесения очередного слоя будет более медленным. Но это положительно сказывается на итоге печати, ведь изделия получаются более гладкими. Однако это накладывает свои особенности на настройки печати, в выборе которых следует ориентироваться на характеристики материала.
Технические характеристики PLA-пластика
PLA-пластик для 3Д-принтера обладает рядом ключевых характеристик. В зависимости от бренда, свойства могут в незначительной мере отличаться. Тем не менее, для данного материала характерны:
прочность и жёсткость;
полупрозрачность и даже прозрачность;
широкая цветовая палитра;
гладкость, детализированность готовых моделей и блестящая поверхность.
ПЛА-пластик оказывается более простым в работе, идеальный вариант для новичков в 3Д-печати, так как он не подвергается таким деформациям, усадке, как АБС. Но он менее термостоек и уже при 70-ти градусов может начать деформироваться.
Материал обладает следующими техническими характеристиками:
Показатель
Величина
Температура стеклования
60-65 градусов по Цельсию
Плотность
123-1,25 г/см3
Упругость на растяжение
3,3 гПа
Удлинение (относ.)
3,8%
Прочность на разрыв
57,8 мПа
Прочность на изгиб
55,3 мПа
Теплостойкость
50 градусов по Цельсию
Температура плавления
170-180 градусов по Цельсию
Минимальная толщина стенки
1мм
В силу того, что материал по сути натуральный, он не отличается большой долговечностью. В целом изделие из такого пластика может прослужить от 2 до 5 лет, зато оно полностью биоразлагаемое.
Настройки печати PLA пластиком
Важнейшим при 3Д-печати по технологии FDM всегда будет первый слой. Он должен закрепиться на рабочем столе, чтобы избежать дальнейшей деформации. В данном вопросе PLA-пластик менее требователен в сравнении с ABS. Но многие используют специальные подложки, синий скотч или клей-карандаш. Печатать можно и просто на стекле, особенно если 3Д-принтер оснащён подогревом стола. Оптимальной температурой будет в данном случае 70 градусов, хотя в ряде случаев, опытным путём установлено, что наилучших результатов добиваются на холодном столе.
Второй момент – важно правильно выставить высоту экструдера. Сопло должна быть на такой высоте, чтобы между ним и рабочим столом проходил спокойно стандартный лист.
Далее необходимо определиться со стандартным набором настроек:
температура;
толщина слоя;
температура стола (если имеет место подогрев).
Ещё один важный момент чтобы результат печати из PLA был наилучшим необходимо использовать обдув на полной мощности. Так пластик будет вовремя охлаждаться и не деформироваться.
Как и в случае с ABS, показатели печати будут выводиться опытным путём. Например, температура будет устанавливаться на 200 градусов, а затем повышаться или понижаться на 5 градусов, пока не будет найден оптимальный вариант, при котором слои будут идеально скрепляться, успевать застывать и не плыть.
А усредненные настройки печати ПЛА-пластиком следующие:
Показатель
Величина
Температура плавления
200-220 градусов
Толщина слоя
На 20% меньше диаметра сопла
Температура подогрева стола
60-80 градусов
Коэффициент подачи пластика
0,97
Скорость печати
30-80 мм/с
Обдув
да
Тем не менее, всё равно руководствоваться необходимо рекомендациями производителя пластика и 3Д-принтера. Добавить к этому опытные наработки и наилучший результат печати не заставит себя ждать.
Сравнение материалов:
Плохо +
Удовлетворительно + +
Нормально + + +
Хорошо + + + +
Отлично+ + + + +
СВОЙСТВО
ABS
PLA
HIPS
FLEX
RUBBER
WAX
PVA
Легкость печати
+ + +
+ + + + +
+ +
+ +
+ +
+ + +
+ + +
Жесткость
+ + + +
+ + + + +
+ +
+ +
+ + +
+ +
+ + + +
Легкость мех. обработки
+ + + + +
+ +
+ + + +
+
+ +
+ + + + +
+ + + + +
Долговечность дома
+ + + +
+ + + + +
+ + + + +
+ + + + +
+ + + + +
+ + + + +
+
Межслойная адгезия
+ + +
+ + + + +
+ + +
+ + + + +
+ + + + +
+ + + + +
+ + + +
Отсутствие запаха при печати
+ +
+ + + +
+ + + + +
+ + + +
+ + + +
+ + +
+ + + +
Долговечность на улице
+ + + +
+ +
+ + + +
+ + + +
+ + + +
+ + +
+
Термостойкость
+ + + + +
+ +
+ + + +
+ + + + +
+ + +
+
+
Стойкость к УФ
+
+ + + + +
+ + + + +
+
+ + +
+ + + +
+
Ударопрочность
+ + + +
+ + +
+ +
+ + + + +
+ + + + +
+
+ +
Маслостойкость
+ + + + +
+ + + +
+ + + +
+ + +
+
Бензостойкость
+ + + +
+ + + +
+ + +
+ +
+
Температура эксплуатации
от -40°С до +80°С
от -20°С до +40°С
от -40°С до +70°С
от -40°С до +100С
от -35°С до +85°С
температура выплавления ~130°С
от -10°С до +30°С
Параметры печати для PLA пластика в ПО Simplify3D
Ниже приведены рекомендованные параметры для печати PLA пластиком и подготовка задания в слайсере Simplify3D.
Основные параметры: область печати принтера – 200х200х210 мм., диаметр сопла – 0,3 мм. *Данные значения необходимо изменить под Ваш принтер.
Перевод вкладок и параметров слайсера Simplify3D представлен по ссылке – ПЕРЕЙТИ
Как правильно печатать филаментом PLA
Давайте рассмотрим в деталях процесс 3D-печати филаментом PLA. Мы обсудим, что такое PLA и как его подружить с вашим принтером, как подобрать правильную температуру и на каких поверхностях печатать.
PLA — это удивительный материал для 3D-моделирования. Но не токсичен и в процессе работы приятно пахнет. PLA бывает самых разных цветов, а по причине его температурных характеристик из него исключительно просто получаются великолепные объекты.
Если вы работали с ABS, вы обнаружите, что PLA тверже, наносится медленнее и с помощью него легче получаются замечательно гладкие детали. PLA меньше искажается под воздействием температуры, и им проще печатать крупные объекты. Следует учитывать, что, поскольку этот материал более жесткий, он, следовательно, более хрупкий. Если вы собираетесь использовать распечатанный вами объект в условиях, где ему придется испытывать много ударов и резких столкновений, PLA может оказаться не лучшим выбором.
Другой важный момент при печати PLA — это температуры, которым будет подвергаться распечатка. PLA становится мягким при 70-80 °C, и изготовленные из этого пластика объекты деформируются, если в течение продолжительного времени находятся под воздействием температур, которые выше указанных. Вот почему около экструдера следует использовать ABS или какой-либо другой материал. Все остальные детали принтера мы обычно распечатываем из PLA — кроме тех, которые находятся рядом с экструдером, они из ABS.
Проверьте качество пластика
Проблема пластиковая нить хрупкая и ломается в руках. При печати слои ложатся неравномерно, шероховато, частые пропуски и подтеки, слышны щелчки и хлопки. (Случается с ABS и PLA)
PLA и ABS гигроскопичны, то есть впитывают влагу из окружающей среды. Влажный пруток становится более ломким и хрупким. Может ломаться руками при сгибе. Такой филамент, если не сломался в механизме подачи экструдера, поступая в горячий хотэнд за доли секунды нагревается до температуры кипения воды, в следствие чего даже малое содержание влаги мгновенно закипает и вырывается наружу, создавая при этом характерный взрыв. Внешне такой пластик не будет отличаться от здорового, но он будет более хрупким и ломким. Качественный PLA и ABS не должен ломаться руками без усилия.
Решение просушите катушку с пластиком
Поместите филамент в электрическую духовку на 2-3 часа и температуре 70 °C. Можно для этих целей использовать закрытую камеру принтера с подогревом стола.
Храните не используемый пластик в герметичной коробке или пакетах с влагопоглотителем. Правильная фабричная упаковка для PLA и ABS — герметичный вакуумный пакет с пакетиком силикагеля.
Влагопоглотитель не высушит пластик, но отлично защитит от излишней влаги.
Используйте не гигроскопичные марки пластика SBS и HIPS — они не впитывают влагу, могут сколько угодно храниться без риска испортиться
Проблема пластик вытекает из сопла экструдера.
Для марок некоторых производителей очень сложно подобрать походящую температуру экструдера. Капризная печать, слои ложатся не равномерно, качество печати оставляет желать лучшего. Это не идеальный пластик, все что остается делать — при каждой загрузке пластика подбирать температуру экструдера.
Решение приобретайте качественные материалы проверенных производителей.
Как правильно напечатать первый слой
Первый слой — самая важная часть любой распечатки. Есть несколько вещей, который нужно сделать, чтобы первый слой прилип хорошо.
Монтажная пластина (или подложка для печати) должна быть установлена на правильном уровне.
Экструдер должен находиться на правильной высоте над ней.
Материал основы должен быть достаточно хорош, чтобы PLA за него зацепился.
Печать на подложке
Используйте материалы для адгезии: подложки — один из самых простых и быстрых способов добиться отличных распечаток из PLA, как впрочем ABS, SBS или HIPS.
Раньше повсеместно использовался синий скотч 3M — не верх совершенства, но его было очень просто использовать, пока не перестал производиться. Но иногда во время печати ваша деталь могла отодрать скотч от стола, и в таких случаях объект будет иметь искажения.
Печать на подогретом столе
Если у вас стол с регулируемой температурой, можно вполне успешно печатать прямо на стекле. Рекомендуемая температура стола при печати PLA — 70 °C.
При печати на стекле исключительно важно выставить уровень стола и экструдера на правильную высоту. Если экструдер будет находиться слишком далеко от стола, PLA не прилипнет ВООБЩЕ; если слишком близко – стекло полностью заблокирует экструдирование материала, и он опять-таки не прилипнет ВООБЩЕ.
Если ваш первый слой не прилипает
Проверьте уровень стола.
Убедитесь, что печатающая головка находится достаточно близко, чтобы она качественно выдавливала первый слой. Зазор между соплом и поверхностью стола проверяется обычным листом бумаги. Лист толжен пролезать через это расстояние, но не застревать.
Убедитесь, что вы достаточно прогнали экструдер перед началом печати, так что филамент поступает на стол в течение всего процесса печати первого слоя. В программе slic3r вы можете выставить количество обходов до 4 или 5, в зависимости от детали.
Протрите стекло денатуратом.
Когда все настроено правильно, стекло – это самый лучший вариант для работы с PLA. На нем получается замечательный блестящий нижний слой, а подогрев стола обеспечивает то, что все выйдет гладко и ровно.
Прочие поверхности для печати
Печать на прозрачной самоклеющейся пленке для стола 3д принтера
Прозрачная полиэстеровая самоклеящаяся пленка с перманентным термоустойчивым клеевым слоем. Наклейте пленку на печатный стол. Эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного дольше, выдерживает высокие температуры. Brim (Кайма) не нужен — шестерни без Brim это здорово. Держится дольше каптона.
Печать на каптоновой ленте
Многим удалось добиться хороших результатов, печатая на каптоновой ленте. Чтобы печатать на ней с помощью PLA, требуется монтажный стол с подогревом. Раньше мы именно так и печатали, но когда научились делать всё правильно на стекле, перестали считать этот вариант самым лучшим. Процесс печати на каптоновую ленту практически идентичен печати на стекле, однако требует больше подготовительных работ и очистки. Если вы знаете о каких-то других преимуществах каптоновой ленты, пожалуйста, поделитесь. Мы постоянно работаем над усовершенствованием процесса.
Печать на поликарбонат
Мы немного поэкспериментировали с поликарбонатом, слегка смазывая его растительным маслом. Поликарбонат работает, все распечатывается хорошо. Вот только деталь трудно снимается, так что преимущества как-то неочевидны. Нам кажется, что этот метод заслуживает более глубокого изучения, и мы расскажем о своих исследованиях, как только они будут проведены. А пока мы рекомендуем работать с синем скотчем.
За чем надо следить
Если температура слишком высока
Между разными частями распечатки вы заметите большое количество своего рода струн (соплей), а экструдер будет «протекать», выпуская большое количество пластика при перемещении между различными печатаемыми областями. Если такое происходит, вы должны попытаться снизить температуру, делая это с шагом в 5 градусов до тех пор, пока из экструдера не перестанет выходить чрезмерно много материала.
Иногда приходится работать с материалом, который просто менее вязок, чем это обычно бывает у PLA, и поэтому он легче протекает даже при более низких температурах. Мы рекомендуем увеличить на несколько миллиметров обратную подачу (ректракт, retract)
Если температура слишком мала
Вы заметите, что филамент или не прилипает к предыдущему слою и у вас получается неровная поверхность, или же деталь получится недостаточно прочной и ее легко разделить. Так или иначе, вам следует увеличить температуру на 5 градусов и продолжать ее наращивать до тех пор, пока у вас не станут получаться качественные отрезки на каждом слое, а после печати деталь окажется достаточно прочной.
Смена филамента
При смене цвета PLA:
Выставьте на холодном экструдере температуру в 80 °C и дождитесь нагрева.
Когда температура достигнет 80 °C, удалите из экструдера находящийся в нем филамент. Вы можете вытянуть его руками, или же может потребоваться реверсивная подача.
Если у вас возникли проблемы с удалением филамента, увеличьте температуру до 100 °C и повторите попытку.
Увеличьте температуру еще и обычным способом заправьте новый филамент.
Прогоняйте его через экструдер до тех пор, пока он не начнет выходить чистым, т.е. только нового цвета. Если вы переходите с более темного цвета (например, черного) на более светлый (например, белый или натуральный), прогоняйте подольше, чтобы убедиться в отсутствии темных загрязнений:
Прочистите шестерню экструдера и выдуйте все частицы из входа в него.
Распечатайте что-нибудь, по поводу чего вам не жалко, если там будет немного предыдущего цвета, или прогоните экструдер в течение нескольких минут. Этот процесс может занять от 10 до 15 минут, прежде чем вы с уверенностью сможете отметить, что темный материал больше не подмешивается к светлому.
Примечание. Мы рекомендуем извлекать филамент, когда он находится в мягком, а не в полностью расплавленном состоянии — тогда будет меньше шансов, что расплавленный материал отложится с внутренней стороны экструдера или еще до камеры плавления. В обоих случаях такого рода остатки могут привести к трудноустранимому забиванию печатающего механизма. Можно также пропихнуть гибкий кусочек филамента, чтобы убедиться, что из конечной части экструдера удалены все загрязнения.
Что делать, если что-то не так
Есть несколько ключевых моментов, которые следует проверить, если распечатки не получаются. Но перед тем как мы рассмотрим решения, мы должны дать краткую характеристику симптомам.
«Первый слой никак не прилипает».
Убедитесь, что экструдер находится на правильной высоте. Установите ограничитель или сам экструдер на высоту 0.
Убедитесь, что стол выровнен. Зазоры во всех точках калибровки между соплом и столом должны быть приблизительно в толщину листа бумаги.
«У детали некачественные внутренние слои и верхняя поверхность».
Проверьте температуру экструдирования (вам может понадобиться увеличивать ее с шагом в 5 градусов)
Проверьте натяжение филамента.
Прочистите шестерню подачи филамента
«На гранях моей детали много мелких бугорков».
Убедитесь, что на принтер поступает достаточный поток данных. При печати с компьютера, убедитесь, что он не перегружен и нормально отправляет команды на принтер. Если тормозит принтер, обычно это означает, что перегружен он.
Печатайте с SD-карты. На некоторых принтерах вы можете попробовать печатать с SD-карты. Часто это помогает принтеру получать достаточно данных и работать более плавно.
Приобретите более качественный PLA. Мы обнаружили, что качество исходного материала может оказывать существенно влияние на качество печати. Покупка более качественного PLA может помочь в достижении лучших результатов. Тем не менее, не спешите все сваливать на PLA. При правильных установках и достаточном терпении любителям трехмерной печати удавалось успешно работать с самыми разнообразными материалами, многие из которых обладали очень низкой вязкостью и имели очень большие неоднородности. Вы должны уметь добиваться от детали по крайней мере функциональности – пусть даже и с филаментом немного более низкого качества.
«Вертикальные элементы моей распечатки выглядят расплавленными или слипшимися».
Включите «охлаждение». Если у вашего принтера имеется кулер, вы должны включить «охлаждение» в установках печати.
Приобретите маленький вентилятор. Если у вашего принтера встроенного кулера нет, вы должны озаботиться поисками небольшого настольного вентилятора. Это значительно улучшит ситуацию с вертикальными элементами ваших распечаток и поможет при «наведении мостов» (когда верхний слой перекрывает промежутки на нижнем).
«Мой принтер не выдает никакого материала».
Убедитесь, что hotend вообще нагревается. Если нет, нужно провести техобслуживание принтера. Скорее всего, у вас порвалось соединение или «поджарилась» электроника (это если принтер вообще подключен и реагирует на команды программы 🙂
Почистите шестерню подачи и отрегулируйте натяжение. Самое первое, что нужно сделать, — это почистить шестерню подачи, которая касается филамента, и убедиться в правильном натяжении нити. Неправильное натяжение или забитая шестерня подачи обычно дают почти такую же картину, как при низкой температуре филамента, но иногда это вообще блокирует экструдирование. Почистите прижимной ролик металлической щеткой и убедитесь, что натяжение филамента хорошее и плотное (слишком большое тоже может мешать экструдированию, обычно это свойственно принтерам с прямой подачей, — когда мотор напрямую крутит шестерню подачи; при наличии промежуточных шестерней такое случается реже).
Удалите заправленный филамент. Возможно, мелкие частицы пластика застряли в самом кончике экструдера и забивают его. Используйте описанную выше технику смены филамента, чтобы извлечь все частицы из конца экструдера.
Проверьте на наличие засора между экструдером и хотэндом и устраните проблему. Эта проблема является наиболее экстремальной, потому что устранить ее можно, только разобрав экструдер. Иногда филамент из хотэнда может затекать обратно в экструдер, в результате чего образуются пузыри, которые потом застывают и блокируют дальнейшую работу. Обычно это случается в месте соединения экструдера и хотэнда. Извлеките экструдер и удалите весь PLA, который можете (для этого вам может понадобиться подогреть хотэнд до 80-100 °C). Если вы не можете удалить весь филамент, вытягивая его, вы можете попробовать протолкнуть его сквозь хотэнд. Для этого мы обычно используем маленький шестигранный (инбусовый) ключ. Если не получается и так, вы можете попробовать высверлить экструдер или хотэнд, но тогда может потребоваться их замена. Обязательно принимайте меры предосторожности против ударов током и ожогов. Если у вас нет достаточного опыта, найдите кого-нибудь, у кого такой опыт есть, — это лучше, чем рисковать получить травму.
Ultimate Materials Guide — Советы по 3D-печати с использованием PLA
Обзор
Полимолочная кислота, широко известная как PLA, является одним из самых популярных материалов, используемых в настольной 3D-печати. Это нить по умолчанию для большинства экструзионных 3D-принтеров, потому что ее можно печатать при низкой температуре и не требуется подогреваемый стол. PLA — отличный материал для первого использования, когда вы изучаете 3D-печать, потому что его легко печатать, он очень недорогой и позволяет создавать детали, которые можно использовать для самых разных приложений. Это также одна из самых экологически чистых нитей на современном рынке. Полученный из таких культур, как кукуруза и сахарный тростник, PLA является возобновляемым и, что наиболее важно, биоразлагаемым. В качестве бонуса это также позволяет пластику издавать сладкий аромат во время печати.
Низкая стоимость
Жесткая и хорошая прочность
Хорошая точность размеров
Хороший срок годности
Низкая термостойкость
Может сочиться, и могут потребоваться охлаждающие вентиляторы
Нить может стать хрупкой и сломаться
Не подходит для использования вне помещений (воздействие солнечного света)
Требования к оборудованию
Перед 3D-печатью с использованием PLA убедитесь, что ваш 3D-принтер соответствует перечисленным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 45-60 ° C Нагретый слой. Дополнительная кассетя . требуется специальный горячий конец
Охлаждение
Часть Охлаждающий вентилятор Требуется Скорость вентилятора: 100%
Best Practices
Эти советы помогут вам снизить вероятность распространенных проблем 3D-печати, связанных с PLA, таких как натяжение, просачивание или недостаточная экструзия.
Точная настройка ретракций для предотвращения просачивания
Одной из наиболее распространенных проблем с PLA является просачивание. Поскольку нить течет относительно легко по сравнению с другими материалами, она имеет тенденцию продолжать течь во время перемещения в конце сегмента. Это создает с вашей стороны завязки или волоски, и настройка параметров отвода — лучший способ борьбы с таким поведением! Для разных марок PLA и разных принтеров могут потребоваться немного разные настройки отвода, поэтому вам, возможно, придется поэкспериментировать, чтобы найти наилучшее значение для вашего принтера. В версии 4.0 Simplify3D добавлена очень полезная функция, которая может помочь в этом, позволяя вам быстро попробовать десятки различных настроек, а затем просмотреть последнюю часть, чтобы определить, какая из них лучше всего подходит для вашей конкретной настройки. Например, вы можете настроить две вертикальные стойки, которые печатаются рядом, чтобы оценить натяжение при перемещении вперед и назад между каждой стойкой. Затем перейдите в «Инструменты» > «Мастер настройки переменных» и выберите, как вы хотите настроить параметры во время печати. Например, вы можете попробовать установить разное расстояние отвода для каждой 20-миллиметровой секции отпечатка, а затем выбрать значение, которое в конечном итоге будет работать лучше всего. Чтобы получить дополнительные советы о том, как уменьшить натяжение и просачивание, обязательно ознакомьтесь с нашим Руководством по качеству печати, в котором есть целый раздел, посвященный этой проблеме: Как уменьшить расслоение и просачивание.
Оптимизируйте настройки охлаждения
Охлаждение — один из наиболее важных аспектов печати из PLA. Наличие специального вентилятора для охлаждения деталей имеет огромное значение для качества печатных деталей. Свежеэкструдированный пластик должен как можно быстрее остыть ниже температуры стеклования. Это предотвратит натяжение пластика и образование других артефактов. Мы рекомендуем установить вентилятор на 100% на протяжении всей печати, за исключением первых 1-2 слоев, где вы хотите создать прочную связь с платформой. Simplify3D также включает полезную опцию на вкладке «Охлаждение» в настройках вашего процесса, которая может автоматически снижать скорость печати для мелких деталей, обеспечивая достаточное время для охлаждения слоев. Это может значительно улучшить качество печати, позволяя слою затвердеть перед печатью следующего слоя поверх него. Этот параметр можно найти на вкладке «Скорости» в настройках вашего процесса.
Выберите правильную температуру экструдера
Это отличный наконечник для любого филамента, но особенно полезен для PLA, который часто содержит различные комбинации добавок в зависимости от производителя. Эти различные добавки могут привести к колебаниям температуры печати в пределах 190-230 градусов Цельсия. Если вы печатаете при неправильной температуре, это может привести к ряду проблем с качеством печати, включая просачивание, натяжение и недостаточную экструзию. PLA также можно комбинировать с различными наполнителями, такими как металл, дерево и волокно, которые придают ему характеристики, отличные от стандартных гомогенных PLA. Для этого могут потребоваться другие настройки или даже другое оборудование. Обязательно проконсультируйтесь с производителем вашей нити, чтобы узнать оптимальную температуру для использования с вашей конкретной нитью. Если у вас проблемы с нанизыванием, попробуйте снизить температуру на 5-10 градусов, что поможет предотвратить чрезмерное просачивание. Если вы боретесь с недостаточной экструзией, попробуйте увеличить температуру на 10 градусов, чтобы материал легче проходил через сопло.
Pro-Tips
Настоятельно рекомендуется использовать вентилятор, который охлаждает 3D-печатную деталь со всех сторон. Многие популярные 3D-принтеры имеют насадки, разработанные сообществом, которые можно распечатать и установить на вашу машину для улучшения потока охлаждающего воздуха.
Увеличение количества контуров по периметру для ваших отпечатков PLA создаст прочную связь между каждым слоем, создавая более прочные детали, которые менее подвержены поломке.
Начало работы с PLA
Теперь, когда вы готовы начать печать из PLA, вот еще немного информации, которая поможет вам начать работу. Начните думать об идеях проектов, ознакомившись с нашими общими приложениями, попробуйте один из предоставленных образцов проектов или найдите новую нить для пробы из нашего списка популярных марок материалов.
Стандартные приложения
Элементы для испытаний и калибровки
Сборки с точными размерами
Декоративные детали
Реквизит для косплея
Примеры проектов
Пружинный двигатель LA, роликовое шасси
Г — Зажим
Шлем штурмовика
Популярные бренды
Polymaker PLA, PolyMax, PolyPlus
ColorFabb PLA/PHA
Люк PLA
eSun PLA
Филаментум PLA
Все, что вам нужно знать о PLA для 3D-печати
Опубликовано 19 августа 2019 г. автором Carlota V.
PLA, также известный как полимолочная кислота или полилактид, представляет собой термопласт, изготовленный из возобновляемых ресурсов, таких как кукурузный крахмал, тапиока. корней или сахарного тростника, в отличие от других промышленных материалов, изготовленных в основном из нефти. Благодаря своему более экологическому происхождению этот материал стал популярным в индустрии 3D-печати, мы начали использовать его в медицинских целях и в продуктах питания.
Чтобы узнать больше об этом материале, мы подготовили полное руководство по нити PLA для 3D-печати. Каковы наилучшие параметры печати? Чем нить PLA отличается от нити ABS? Кто производители? Когда лучше всего его использовать и для каких приложений?
Производство пластика PLA
PLA был создан в 1930-х годах американским химиком Уоллесом Карозерсом, наиболее известным благодаря разработке нейлона и неопрена в химической компании DuPont. Но только в 1980-х годах, что PLA был наконец произведен для использования американской компанией Cargill.
Этот термопластичный полимер получают путем ферментации источника углеводов, такого как кукурузный крахмал. В этом случае натуральный продукт измельчают, чтобы отделить крахмал от кукурузы, смешивая его с кислыми или молочнокислыми мономерами. В этой смеси крахмал расщепляется на декстрозу (D-глюкозу) или кукурузный сахар. Наконец, при ферментации глюкозы образуется L-молочная кислота, основной компонент PLA. Этот материал считается неньютоновской псевдопластической жидкостью. Это означает, что его вязкость (сопротивление потоку) будет изменяться в зависимости от нагрузки, которой он подвергается. В частности, PLA представляет собой мелкозернистый материал, а это означает, что вязкость уменьшается по мере приложения нагрузки.
Нить PLA в 3D-печати
Нить PLA получила широкое распространение в аддитивном производстве отчасти потому, что она производится из возобновляемых продуктов, а также благодаря своим механическим свойствам. Это часто предпочтительный выбор для новичков в 3D-печати, поскольку с этим материалом очень легко работать. Этот материал, считающийся полукристаллическим полимером, имеет температуру плавления 180ºC, что ниже, чем у нити ABS, которая начинает плавиться при температуре от 200ºC до 260ºC. Это означает, что при печати PLA нет необходимости в использовании подогреваемой печатной платформы, а также нет необходимости в закрытой камере. Единственным недостатком является то, что нить PLA имеет более высокую вязкость, которая может засорить печатающую головку, если вы не будете осторожны.
Эта нить не имеет таких же механических свойств, как нить из АБС; второй гораздо более стойкий и гибкий. Однако PLA обладает большей термостойкостью, поэтому его часто используют в пищевой промышленности. Тем не менее, его часто рекомендуют использовать, если проект не имеет больших механических сложностей, так как он намного проще. Например, PLA не требует сложной постобработки. При необходимости его можно отшлифовать или обработать ацетоном, а опоры обычно очень легко снимаются. Могут быть некоторые проблемы с первым слоем этого материала, поэтому рекомендуется наклеить клейкую ленту на печатный лоток, чтобы облегчить ее отделение после того, как изделие будет готово.
Это действительно устойчиво?
В последнее время устойчивость PLA-филамента была поставлена под сомнение. Возможно, потому, что термин «биоразлагаемый», который часто используется для обозначения этой нити, приводит к путанице. Действительно, материал создан из возобновляемых материалов, которые вы найдете в природе, однако это не делает этот материал обязательно биоразлагаемым. Этот материал может разлагаться, но только при определенных аэробных условиях. Например, PLA может быстро разлагаться при промышленном компостировании, в противном случае может потребоваться до 80 лет, чтобы разложиться на открытом воздухе, превратившись, как и другие пластмассы, в пластиковый загрязнитель. Если вам интересно узнать больше о воздействии PLA-филамента на окружающую среду, мы взяли интервью у трех экспертов, которые поделились с нами своим эксклюзивным мнением по этому вопросу.
PLA изготавливается из возобновляемых материалов, таких как кукурузный крахмал.
Основные производители нити PLA
Это один из самых популярных материалов для 3D-печати. Австрийская компания WeforYou, разработчик полимеров и устойчивых решений, является одной из самых известных.
Если вы столкнулись с ситуацией, в которой не смогли получить ответ или нужную вам помощь от наших сотрудников, остались недовольны сервисом или не нашли решения своего вопроса, то можете напрямую обратиться со своей проблемой к руководству компании.
Просим вас наиболее полно и информативно описать возникшую ситуацию, указать филиал, фамилию и имя сотрудника / сотрудников с которыми вы работали и прочую информацию.
Также мы будем рады любым предложениям и пожеланиям по улучшению нашей работы.
Фильтры принтеров используются для отображения принтеров, удовлетворяющих определенному набору условий. Полезно, например, отфильтровать принтеры по определенным ошибкам или по группам зданий, независимо от используемого сервера печати.
Оснастка «Управление печатью» содержит по умолчанию два фильтра. Для каждого создаваемого фильтра есть возможность задать отправку уведомления электронной почтой или запуск сценария при выполнении условия фильтра.
Примечание
Чтобы выполнять эту операцию, необходимо быть членом группы Администраторы и должна быть установлена роль сервера печати.
Настройка и сохранение представления с фильтром
Откройте «Управление печатью».
Щелкните правой кнопкой папку Настраиваемые фильтры и выберите команду Добавить новый фильтр принтеров. Запустится Мастер создания фильтра принтеров.
На вкладке мастера Имя и описание фильтра принтеров введите имя фильтра принтера. Имя появится в папке Настраиваемые фильтры принтеров дерева «Управление печатью».
В поле Описание введите описание (необязательно).
Для показа числа принтеров, удовлетворяющих условиям фильтра, установите флажок Показывать общее число принтеров после имени фильтра принтеров.
Нажмите кнопку Далее.
На странице мастера Определить фильтр принтеров:
в списке Поле выберите очередь печати или характеристику состояния принтера;
в списке Условие выберите состояние;
в поле Значение введите значение.
Завершив добавление условий фильтра, нажмите кнопку Далее.
На вкладке мастера Настроить уведомления (необязательно) выполните одно или оба следующих действия:
Для настройки уведомления установите флажок Посылать уведомление по электронной почте и введите один или несколько адресов получателя и отправителя. SMTP-сервер должен быть настроен для маршрутизации сообщения. Для разделения адресов используйте формат account@domain и точку с запятой для разделения нескольких учетных записей.
Для настройки запуска сценария установите флажок Запустить сценарий и введите путь к файлу сценария. Добавляемые аргументы введите в поле Дополнительные аргументы.
Щелкните Готово.
Примечание
Для настройки уведомлений в существующих фильтрах принтеров щелкните правой кнопкой мыши представление с фильтром и выберите Настроить уведомления.
Настройка дополнительных уведомлений
При создании или изменении фильтра есть возможность задать отправку автоматического уведомления по электронной почте или запуск сценария при выполнении условия фильтра. Это полезно при исправлении неполадок принтеров, особенно в организациях с несколькими зданиями и администраторами.
Например, можно задать представление для всех управляемых отдельным сервером принтеров, у которых значение состояния не равно «Готов». Если состояние принтера сменит значение «Готов» на любое другое, администратор сможет получить уведомление по электронной почте от компонента «Управление печатью».
Кроме настройки уведомления на собственном наборе принтеров, можно настроить уведомления на объектах серверов печати. Например, если сервер отключился или диспетчер очереди не работает, может быть выслано уведомление по электронной почте.
Настройка уведомлений с помощью сценария полезна для выявления и исправления неполадок принтеров. Например, если принтеры переходят в автономный режим, может быть автоматически запущен сценарий перезапуска диспетчера очереди. Можно также автоматически запустить сценарий печати тестовой страницы.
Сценарии могут быть написаны на языке сценариев Visual Basic Script (VBS) или на любом другом, доступном на компьютере. Сценарий должен находиться на компьютере с установленным компонентом «Управление печатью». Сценарий выполняется с вашими правами, поэтому у вас должны быть разрешения на любые действия, выполняемые сценарием.
Дополнительная информация
Чтобы открыть консоль «Управление печатью», нажмите кнопку Пуск, щелкните пункт Администрирование, а затем — пункт Управление печатью.
Для этого необходимы учетные данные администратора.
Дополнительные источники информации
Управление принтерами и серверами печати
Ошибка Fixing Filter Failed при печати на macOS
Вы были перенаправлены на этот ответ на основании совпадения идентификатора. кликните сюда чтобы увидеть результаты поиска по этой фразе.
Сводка
Исправление ошибки «Сбой фильтра» при печати на macOS
Решение
Проблема
При попытке печати с компьютера Mac я получаю сообщение об ошибке «Остановка фильтра не удалась».
Решение
При печати на компьютере под управлением macOS может появиться сообщение об ошибке «Сбой остановленного фильтра» или «Невозможно преобразовать в файл PostScript».
Это обычное дело при обновлении старой версии macOS до более новой версии, поскольку система печати в операционной системе могла быть изменена в новой версии операционной системы. Например, обновление с OS X 10.14.7 до macOS 11 (Big Sur) может вызвать эти ошибки, поскольку изменилась вся система, которая позволяет вам печатать. Чтобы решить эту проблему, мы должны удалить старый драйвер и установить новый.
Чтобы удалить старый драйвер, выполните следующие действия:
1. Нажмите Apple в верхнем левом углу, а затем выберите «Системные настройки».
2. Щелкните Принтеры и сканеры.
3. Щелкните принтер Canon слева, а затем [-] внизу, чтобы удалить его.
4. Повторяйте, пока все принтеры Canon не будут удалены, а затем закройте Системные настройки.
5. Щелкните один раз на рабочем столе, чтобы Finder появился в верхнем левом углу.
6. Нажмите «Перейти», а затем «Перейти к папке».
7. В этом поле введите: /Library/Printers/ и нажмите Перейти
8. В появившейся папке удалите папку Canon.
Теперь введите свою модель вверху и выберите драйверы, загрузите соответствующий драйвер CUP и установите.
Был ли этот ответ полезен?
Мы используем ваши отзывы для улучшения нашего контента. Пожалуйста, включите дополнительные комментарии ниже.
Отправка…
Спасибо за отзыв!
При отправке произошла ошибка. Пожалуйста, попробуйте еще раз.
Применимые модели
D Series
imageCLASS
imageCLASS D1120
imageCLASS D1150
imageCLASS D1350
imageCLASS D1520
imageCLASS D1550
imageCLASS D320
imageCLASS D340
imageCLASS D520
imageCLASS D550
imageCLASS D560
imageCLASS D570
imageCLASS D660
imageCLASS D680
imageCLASS D760
imageCLASS D780
imageCLASS D860
imageCLASS D880
imageCLASS LBP151dw
imageCLASS LBP162dw
imageCLASS LBP214dw
imageCLASS LBP215dw
imageCLASS LBP251dw
imageCLASS LBP253dw
imageCLASS LBP312dn
imageCLASS LBP351dn
imageCLASS LBP352dn
imageCLASS LBP612Cdw
imageCLASS LBP654Cdw
imageCLASS LBP712Cdn
imageCLASS MF113w
imageCLASS MF212w
imageCLASS MF216n
imageCLASS MF217w
imageCLASS MF227dw
imageCLASS MF229dw
imageCLASS MF232w
imageCLASS MF236n
imageCLASS MF244dw
imageCLASS MF247dw
imageCLASS MF249dw
imageCLASS MF264dw
imageCLASS MF264dw II
imageCLASS MF267dw
imageCLASS MF269dw
imageCLASS MF3010
imageCLASS MF3110
imageCLASS MF3240
imageCLASS MF414dw
imageCLASS MF4150
imageCLASS MF416dw
imageCLASS MF419dw
imageCLASS MF424dw
imageCLASS MF426dw
imageCLASS MF4270
imageCLASS MF429dw
imageCLASS MF4350d
imageCLASS MF4370dn
imageCLASS MF4380dn
imageCLASS MF4450
imageCLASS MF4570dn
imageCLASS MF4570dw
imageCLASS MF4690
imageCLASS MF4770n
imageCLASS MF4880dw
imageCLASS MF4890dw
imageCLASS MF515dw
imageCLASS MF525dw
imageCLASS MF5730
imageCLASS MF5750
imageCLASS MF5770
imageCLASS MF5950dw
imageCLASS MF6160dw
imageCLASS MF6180dw
imageCLASS MF624Cw
imageCLASS MF628Cw
imageCLASS MF632Cdw
imageCLASS MF634Cdw
imageCLASS MF6530
imageCLASS MF6550
imageCLASS MF726Cdw
imageCLASS MF729Cdw
imageCLASS MF731Cdw
imageCLASS MF733Cdw
imageCLASS MF735Cdw
imageCLASS MF8050Cn
imageCLASS MF8080Cw
imageCLASS MF810Cdn
imageCLASS MF8170c
imageCLASS MF8180c
imageCLASS MF8280Cw
imageCLASS MF8350Cdn
imageCLASS MF8380Cdw
imageCLASS MF8450c
imageCLASS MF8580Cdw
imageCLASS MF9150c
imageCLASS MF9170c
imageCLASS MF9220Cdn
LBP Series
MAXIFY
MAXIFY GX Series
MAXIFY GX5020
MAXIFY GX6020
MAXIFY GX6021
MAXIFY GX7020
MAXIFY GX7021
MAXIFY iB Series
MAXIFY iB4020
MAXIFY iB4120
MAXIFY MB Series
MAXIFY MB2020
MAXIFY MB2120
MAXIFY MB2320
MAXIFY MB2720
MAXIFY MB5020
MAXIFY MB5120
MAXIFY MB5320
MAXIFY MB5420
MF Series
PIXMA
PIXMA G Series
PIXMA iP Series
PIXMA iP100
PIXMA iP110
PIXMA iP1300
PIXMA iP15000014
PIXMA iP1600
PIXMA iP1700
PIXMA iP1800
PIXMA iP2000
PIXMA iP2200
PIXMA iP2600
PIXMA iP2700
PIXMA iP3000
PIXMA iP3300
PIXMA iP3500
PIXMA iP3600
PIXMA iP4000
PIXMA iP4000R
PIXMA iP4200
PIXMA iP4300
PIXMA iP4500
PIXMA iP4600
PIXMA iP4700 92IX
P41IX
0013 PIXMA iP4920
PIXMA iP5000
PIXMA iP5200
PIXMA iP5200R
PIXMA iP5300
PIXMA iP6000D
PIXMA iP6210D
PIXMA iP6220D
PIXMA iP6320D
PIXMA iP6600D
PIXMA iP6700D
PIXMA iP7220
PIXMA iP8500
PIXMA iP8720
PIXMA iP90
PIXMA iP90v
PIXMA iX Series
PIXMA iX6520
PIXMA iX60140
PIXMA MG Series
PIXMA MG2120
PIXMA MG2220
PIXMA MG2420
PIXMA MG2520
PIXMA MG2524
PIXMA MG2525
PIXMA MG2920
PIXMA MG2929
PIXMA MG3020
PIXMA MG3029
PIXMA MG3120
PIXMA MG3220
PIXMA MG3520
PIXMA MG3620
PIXMA MG4120
PIXMA MG4220
PIXMA MG5220
PIXMA MG5320
PIXMA MG5420
PIXMA MG5520
PIXMA MG5620
PIXMA MG5720
PIXMA MG5721
PIXMA MG5722
PIXMA MG6120
PIXMA MG6220
PIXMA MG6320
PIXMA MG6420
PIXMA MG6620
PIXMA MG6820
PIXMA MG6822
PIXMA MG7120
PIXMA MG7520
PIXMA MG7720
PIXMA MG8120
PIXMA MG8220
PIXMA mini260
3 PIXMA0013 PIXMA MP Series
PIXMA MP130
PIXMA MP140
PIXMA MP150
PIXMA MP160
PIXMA MP170
PIXMA MP180
PIXMA MP190
PIXMA MP210
PIXMA MP240
PIXMA MP250
PIXMA MP280
PIXMA MP450
PIXMA MP460
PIXMA MP470
0013 PIXMA MP520
PIXMA MP530
PIXMA MP540
PIXMA MP560
PIXMA MP600
PIXMA MP610
PIXMA MP620
PIXMA MP630
PIXMA MP640
PIXMA MP750
PIXMA MP760
PIXMA MP780
PIXMA MP800
PIXMA MP830
PIXMA MP860
PIXMA MP950
PIXMA MP960
PIXMA MP970
PIXMA MP980
PIXMA MP990
PIXMA MX Series
PIXMA MX300
PIXMA MX310
PIXMA MX320
PIXMA MX330
PIXMA MX340
PIXMA MX350
PIXMA MX360
PIXMA MX372
PIXMA MX410
PIXMA MX420
PIXMA MX432
PIXMA MX452
PIXMA MX472
PIXMA MX492
PIXMA MX512
PIXMA MX522
PIXMA MX532
PIXMA MX532X
PIXMA MX700
PIXMA MX712
PIXMA MX722
PIXMA MX7600
PIXMA MX850
PIXMA MX860
PIXMA MX870
PIXMA MX882
PIXMA MX892
PIXMA MX922
PIXMA PRO Series
PIXMA PRO-1
PIXMA PRO-10
PIXMA PRO-100
PIXMA Pro9000
PIXMA Pro9000 Mark II
PIXMA Pro9500
PIXMA Pro9500 Mark II
Серия PIXMA TR
PIX 9MATS
0015
Все еще не нашли то, что искали?
Бизнес-продукты
В том числе:
imageRUNNER
изображениеПРЕСС
ColorWave / PlotWave
Получать поддержку
Членский портал CPS
Эта защищенная паролем страница предоставляет участникам универсальное решение для обслуживания.
Здесь вы найдете пункты проката, списки оборудования для проката и тест-драйва, а также формы заявок.
Получать поддержку
Ошибка принтера Epson «Остановлен — фильтр» f…
Похоже, что давно никто не ответил. Чтобы снова начать разговор, просто
задать новый вопрос.
Ну вот, опять. Я имел дело с этим в течение многих лет.
Попытка выполнить беспроводную печать с Mac, выдается сообщение об ошибке,
Остановлено — «Фильтр» не работает , Big Sur, Monterey на Macbook),
, и это происходит с несколькими принтерами Epson (старый Artisan 730, новый XP-6100).
Я делал все, чтобы попытаться исправить: обновлял, удалял и переустанавливал драйверы, сбрасывал системы печати, выключал и включал все миллионы раз — поверьте мне, ВСЁ. Я прочитал все записи на форуме, обходные пути и глупые заклинания вуду. .. ничего не работает. Иногда переустановка помогает на короткое время (одно или два задания на печать), но потом я получаю ужасный «Черт, принтеры снова не работают!»
Да ладно Эппл и Эпсон!!! Почему за ВСЕ ЭТО ВРЕМЯ не может быть решения этой проблемы???
MacBook Air (2020 г. или новее)
Опубликовано 20 февраля 2022 г., 4:19
svsjr написал:
Ну вот, опять. Я занимаюсь этим УЖЕ ГОДЫ.
Попытка напечатать по беспроводной сети с Mac, сообщение об ошибке,
Остановлен — «Фильтр» не удался
и это происходит с несколькими принтерами Epson (старый Artisan 730, новый XP-6100) .
Настройка Smoothie для работы на SKR 1.3 с драйверами TMC2130 и TMC5160 через SPI
Разное
Подпишитесь на автора
Подписаться
Не хочу
1
Всем привет!
Собран принтер на базе SKR 1.3, с кинематикой CoreXY.Сейчас пользуюсь Marlin, но тестирование показало, что присутствует «странная» переменная экструзия. Как пример: возьмём пустотелый куб 20х20мм. На нем появляется рябь с равным шагом 6 слоев. Берем тот же куб но с размерами 40х40. И теперь рябь уже каждые 3 слоя. Берем 80х80 и уже, каждый слой не к слою.
Изменчивость совсем не большая, но не позволяет получать идеальные поверхности.
Почему Smoothie? Решил на эту же конфигурацию её накатить, сделал базовые настройки. Драйверы перевел на перемычки, для дробления шагов 16. И когда поставил тот же файл с кубиком 20х20, ряби не увидел. Повторил со всеми поверхностями, и все идеально, нет больше переменной экструзии.
Меня конечно терзает вопрос, почему!?Чем же отличается эта прошивка или, что такого делает Marlin, что пластик лезет неравномерно? Ответа не нашёл.
А дальше, раз все проблемы качества решает Smoothie, нужно как то перенести функционал Marlin.
Теперь по существу:
1. Экструдер:
Драйвер TMC2130 установлен на оси E или Экструдер. BIGTREETECH TMC2130 V3.0 SPI.
Экструдер — Директ, основан на Trianglelab BMG экструдер + V6 HOTEND двухприводный, 24 вольта.
Шаговый двигатель в экструдере Nema17 17HS4023 1.8 градуса
2. Оси XY:
Для осей XY применяются TMC5160. Дробление требуется 64 микро шага. Ток в пропившие 1200. Драйверы так же от BIGTREETECH.BIGTREETECH TMC5160 V1.2 SPI. Чтобы они завелись на SKR 1.3 потребовалось убрать контакт, и добавить как показал на картинке ниже. В прошивке уже потребовалось установить значение сопротивление резистора, в разделе настроек Configuration_adv.h для 21хх на 0.075.
#define X_RSENSE 0.075
#define Y_RSENSE 0.075
Двигатели осей XY от STEPPERONLINE 17HS19-2004S1. На всякий случай, может потребуется приложу характеристики.
3. Ось Z:
Управляется TMC2208 в режиме STANDALONE, дробление установлено на 16 перемычками. Двигатель такой же как и на XY.
К оси Z нет вопросов, высота слоев максимально равномерная, разглядывал под микроскопом.
4. Материнская плата:
SKR 1.3. Самая обычная BIGTREETECH SKR V1.3
Блок питания 24 вольта 500 ватт.
Вопрос.
Вопрос в том как завести данную связку на основе Smoothie? Оси E и Z не требуют особо ничего, можно подключить используя перемычки. Хоть и маленький двигатель Экструдера будет не восторге выставленных по умолчанию токов от TMC2130. Но все же хотелось в режиме SPI. Хуже того, на Marlin это все еще работает в гибридном режиме. Так как 2130 не способен в «тихом режиме» крутиться быстро, а в BMG экструдере редуктор, скорость ретракта 15мм/с, это предел. Эту проблему исправляет Гибридный режим, этот имеется виду:
#define HYBRID_THRESHOLD
#define E0_HYBRID_THRESHOLD 15
Это позволяет крутиться шаговому двигателю намного быстрее.
А ток для данного двигателя нужно снижать до 500 (чего то там, не понятно какой это ток в реальности), двигатель передвигается.
Оси YX работают с нестандартным дроблением 64, вроде как можно выставить его перемычками. Но требуется ток 1.2 и более для работы. А на TMC5160 ток уже не покрутить отверткой.
Тезисно:
1. Заставить работать TMC2130 в режиме SPI. Возможность включить гибридный режим, или принудительно выключить «тихий» stealthChop режим.
2. Заставить работать TMC5160 в режиме SPI, с дроблением 64 и так же отключенным stealthChop.
3. Мечта) Заставить marlin работать так же как Smoothie.
Примеры проблемы приложу чуть позднее. Сейчас далеко от принтера, а вопрос назрел.
Плата управления Bigtreetech SKR 2 + 5 драйверов TMC2209 (Комплект)
Плата управления Bigtreetech SKR 2 + 5 драйверов TMC2209 (Комплект)
Артикул: bundle-skr2-and-tmc2209
Категории: Bigtreetech, Запчасти для 3D принтеров, Электроника Метки: Bigtreetech, Bigtreetech SKR 1. 3, Bigtreetech SKR 1.4, Bigtreetech SKR 1.4 Turbo, Marlin, Reprap, SKR 2, STM32F429VGT6, TMC2209, UART, Драйвер, Драйвер шагового двигателя, Плата управления, Плата управления 3D принтера
Описание
Детали
Происхождение товара
Отзывы (0)
Описание
Предлагаем Вашему вниманию комплект деталей для 3D принтера. Комплект включает в себя следующие товары:
Плата управления 3D принтера Bigtreetech SKR 2
Драйвер шагового двигателя TMC2209 v1.2 Bigtreetech
*Внешний вид приобретаемого товара может отличаться.
Bigtreetech SKR 2 Rev. B
На плате распаян мосфет HY1904
Плата управления 3D принтера Bigtreetech SKR 2 (материнская плата 3D принтера) построена на новом 32 битном микроконтроллере STM32F429VGT6 и является логическим продолжением развития плат управления серии Bigtreetech SKR 1. 3, Bigtreetech SKR 1.4 / Bigtreetech SKR 1.4 Turbo
В отличие от предшественников, плата управления Bigtreetech SKR 2 обладает большей производительностью, расширенным набором интерфейсов, увеличенным функционалом. Плата поддерживается всеми современными прошивками для 3D принтеров. Имеет расширенные возможности по подключению периферийного оборудования, что позволяет использовать ее в качестве надежной и современной платформы, как для построения современного 3D принтера, так и для модернизации существующих 3D принтеров.
Характеристики Bigtreetech SKR 2
Микроконтроллер: STM32F407VGT6, ARM cortex-M4 CPU 180Mhz
Возможность простого подключения модулей Wi-Fi ESP-12S, ESP-07S (необходимо при использовании прошивки RepRap c поддержкой Duet Web Control). Модуль Wifi для платы SKR 2 приобретается отдельно!
Возможность подключения RGB-ленты (Поддерживаются управляемые светодиодные ленты на базе WS2812B с напряжением питания 5 Вольт)
Входящее напряжение: DC 12В – DC24В
Логическое напряжение DC 3. 3 В
Поддерживаемые дисплеи: TFT2.4, TFT3.5, TFT2.8, 2004LCD, 12864LCD и др.
Поддерживаемые драйвера шаговых двигателей: TMC2208/TMC2209/TMC2130/TMC2100/ST820/A4988/DRV8825/LV8729/TMC2225/TMC5160/TMC2226, возможность подключения внешних драйверов
Количество подключаемых драйверов ШД: 5 шт. Возможность подключить два двигателя оси Z параллельно к одному драйверу ШД.
Режим работы шаговых двигателей: STEP/DIR, UART, SPI
Разъемы для BL-Touch, PS-ON, Power-Detect, i2C, датчики филамента.
Интерфейсы: MicroSD, USB, U-Disk
3 независимых канала для подключения вентиляторов с ШИМ (PWM) управлением.
4-х слойная плата для эффективного рассеивания тепла
При наличии соответствующего функционала у драйвера шагового двигателя, есть возможность всклочить парковку без концевиков.
Поддерживаемые прошивки: Marlin, RepRap, Kliper и т.д.
Особенности платы управления Bigtreetech SKR 2
Перемычка, позволяющая выбирать между USB-питанием или встроенным питанием, должна быть установлена. В противном случае питание не будет подаваться на логическую часть материнской платы, и индикатор питания не загорится.
Мощность нагревательного стола, подключенного к основной плате, не должна превышать 10 А. Если Вы хотите использовать нагревательный элемент большей мощности, рекомендуем использовать нагревательный элемент на 24 В, как и питание основной платы. Как вариант, для управления мощным нагревательным столом можно дополнительно установить специальный модуль мосфета или твердотельное реле.
Перемычки, позволяющие выбирать между SPI WiFi (для RRF) и U-disk, должны быть вставлены, чтобы выбрать хотя бы один вариант. Одновременная работа SPI WiFi и U-disk невозможна. Т.е. работать будет либо Wifi либо U-Disk (USB).
Функция защиты драйвера шагового двигателя от неправильной установки в настоящее время поддерживается только в прошивке Marlin и недоступна при использовании прошивки RRF (reprap firmware). Следовательно, если Вы не используете прошивку Marlin, пожалуйста, внимательно проверьте, правильно ли вставлен драйвер, чтобы не повредить драйвер и/или материнскую плату.
На плате управления Bigtreetech SKR 2 используется слот для SD типа push-pull, который не выталкивается при нажатии на карту после вставки. Поэтому будьте осторожны при установке или извлечении карты.
Схема подключения платы управления Bigtreetech SKR 2
Распиновка платы управления Bigtreetech SKR 2 (pinout)
Габаритные и монтажные размеры платы управления Bigtreetech SKR 2
Верхняя шелкография платы управления Bigtreetech SKR 2
Нижняя шелкография платы управления Bigtreetech SKR 2
Больше полезной и актуальной информации по плате управления Bigtreetech SKR 2 вы можете найти в официальном репозитории компании Bigtreetech на Github
Комплект поставки Bigtreetech SKR 2
Плата управления Bigtreetech SKR 2
USB кабель
Джамперы (перемычки)
Коробка
Драйвер шагового двигателя TMC2209 v1.
2 BIgtreetech.
Чип драйвера ШД расположен на нижней части платы, радиатор устанавливается на печатную плату сверху. Это сделано в связи с тем, что чип греется больше всего именно внизу. Vref регулируется через отверстие в печатной плате либо прошивкой при включенном UART.
Характеристики TMC2209 v1.2 BIgtreetech:
Логика совместима с драйвером A4988/DRV8825 и др. Напряжение от 3,3В до 5В
Ток 2А с пиковой нагрузкой 2.8А
Конфигурации микрошага: 1/2, 1/4, 1/8, 1/16. С интерполяцией до 1/256
1/256 без интерполяции только с управлением по UART
Питание мотора: 4,75 до 36В
Поддержка режимов STEP/DIR и UART
Режим StealthChop2 – Автоматический алгоритм работы драйвера. Основан на принципе прерывания напряжения, что обеспечивает значительное снижение шума при работе шагового двигателя. Данный режим работает автономно и настраивается автоматически в первый момент движения двигателя (в штатном режиме работы).
Режим SpreadCycle – Опция StealthChop, уменьшающая резонансы. Применяется при работе на высоких скоростях. Может быть включен только через UART и OPT.
Режим StallGuard – Возможность использовать драйвер в качестве концевого выключателя. Чип детектирует превышение нагрузки на двигатель.
Режим CoolStep – Основан на режиме StallGuard, автоматически снижает ток драйвера, для предотвращения перегрева чипа.
Режим Flexible microPlyer – Интерполяция шагов до 1/256
Происхождение товара
Страна производства: Китай
Импортер в Республике Беларусь: ИП Шалашенко Евгения Александровна Юридический адрес: 222728, Минская обл. Дзержинский район, д. Шатилы, ул. Центральная, 4
Только зарегистрированные клиенты, купившие данный товар, могут публиковать отзывы.
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
GDSTime, Детали хотэнда, Детали экструдера, Запчасти для 3D принтеров, Кулеры (Вентиляторы)
Вид сверху (с MosFets). Дополнительную информацию можно также найти в PDF-файле схемы.
v1.3 Распиновка
Примечания:
CLK должен быть подключен к GND на v1.3, чтобы использовать внутренние часы.
v1.4 Распиновка
Подсказки:
Контакт DCO является выходом, обратите внимание, что он не подключен к SDO , потому что некоторые материнские платы соединяют эти контакты (также называемые SLP + RST ).
Чтобы активировать контроллер движения, перемычка SD_MODE должна быть разомкнута, а контакт SD_MODE перемычки должен быть установлен на GND проводом (SD_MODE=0). См. Схемы.
v1.5 Распиновка
Подсказки:
Контакт DCO является выходом, обратите внимание, что он не подключен к SDO, так как некоторые платы называются мостами , т. к.0016 SLP + RST ).
Для активации контроллера движения необходимо разомкнуть перемычку SD_MODE. Вывод SD_MODE имеет внешний подтягивающий резистор (SD_MODE=0). См. Схемы. .
Источник питания
Земля
Земля
VM
Напряжение питания двигателя (10–35 В или 10–50 В)
VIO
Напряжение питания логики (3,3-5 В)
.
Motor Outputs
M1A
Motor Coil 1
M1B
Motor Coil 1
M2A
Motor Coil 2
M2B
Motor Coil 2
.
Входы управления
ШАГ
Вход шагового сигнала 9.
TMC5160 SPI Mode
SDO/CFG0
MISO — Serial Data Output
SDI/CFG1
MOSI — Serial Data Input
SCK/CFG2
SCLK — Serial Clock Input
CS/CFG3
SS — вход выбора микросхемы (без внутреннего подтягивающего резистора)
DCEN/CFG4
dcStep Enable Input, pd ( GND=off )
DCIN/CFG5
dcStep Gating Input, pd
DCO
dcStep Ready Output
SD_MODE
Mode: Motion Controller ( VIO=off )
SPI_MODE
Mode: SPI, pd ( VIO=on )
CLK
Clock input ( GND=int. clock )
DIAG0
Diagnostics Output 0 (50k pull-up to 2.5V)
DIAG1
Diagnostics Output 1 (100k pull-down to GND)
pd — pin with pull- down resistor (to GND)
Operating Modes
SD_MODE
SPI_MODE
Mode
GND
GND
UART enabled
GND
VIO
SPI and Motion Controller enabled
VIO
GND
Standalone
VIO
VIO
SPI enabled
TMC5160 — Trinamic
TMC5160
Request sampleBuy now
TMC5160 представляет собой мощный контроллер шагового двигателя и драйвер IC с интерфейсами последовательной связи. Он сочетает в себе гибкий генератор рампы для автоматического целевого позиционирования с самым передовым в отрасли драйвером шагового двигателя. Используя внешние транзисторы, можно реализовать высокодинамичные приводы с высоким крутящим моментом. Основанный на сложных измельчителях Trinamic SpreadCycle™ и StealthChop™, драйвер обеспечивает абсолютно бесшумную работу в сочетании с максимальной эффективностью и лучшим крутящим моментом двигателя. Высокая степень интеграции, высокая энергоэффективность и малый форм-фактор позволяют создавать миниатюрные и масштабируемые системы для экономичных решений. Комплексное решение сводит к минимуму кривую обучения, обеспечивая при этом лучшую производительность в своем классе. TMC5160-WA использует смачиваемую боковую часть, позволяющую проводить визуальный осмотр паяных соединений.
Минимальный размер обнаруживаемого объекта: 18*18*1 мм для железа
Максимальная частота срабатывания: 500 Гц
Тип выхода: NPN открытый коллектор
Сила тока на выходе: 50 мА при напряжении питания 12 вольт, 100 мА — при 24 вольт.
Размеры:
Datasheet (pdf, En)
Похожие позиции
Концевой датчик Omron TL-W5MC1 — Lasercut
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Концевой датчик Omron TL-W5MC1
Все характеристики
Цена
из наличия
2 590 ₽
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей. 80% клиентов выбирали оборудование благодаря нашей консультации.
Демо-залы
Выставки
Онлайн
У клиентов
Укажите телефон
Характеристики
Подключение
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России. Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Пусконаладочные работы. В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.
TL-W5MC1 2M | Промышленная автоматизация OMRON
Изображение
Неэкранированный, квадратного типа, трехпроводные модели постоянного тока, расстояние срабатывания 5 мм ±10%, NO, NPN с открытым коллектором, модели с предварительно подключенным кабелем
Размер сенсорной головки
18 мм x 10 мм x 30,5 мм
Тип
Квадратный тип, неэкранированный
Источник питания
Трехпроводные модели постоянного тока
Расстояние срабатывания
5 мм ±10 %
Расстояние установки
от 0 до 4 мм
Режим работы
№
Список предметов TL-W
Ratings/Performance
Dimensions
Output circuit
Mutual interference
Effects of surrounding metals
Characteristic chart
Ratings/Performance
As of October 5, 2020
Чувствительная головка, размер
18 mm x 10 mm x 30. 5 mm
Type
Square type, Unshielded
Power source
DC Three-wires models
Sensing distance
5 mm ±10%
Установочное расстояние
от 0 до 4 мм
Дифференциальное расстояние
10% макс. расстояния обнаружения
Объект обнаружения
Черный металл (Чувствительность снижается с цветными металлами.)
Стандартный объект для сенсорного ощущения
Железо 18 x 18 x 1 мм
Частота отклика
500 Гц (среднее значение)
Пластковое напряжение
. .
Диапазон рабочего напряжения
от 10 до 30 В пост. тока
Потребляемый ток
10 мА макс.
Управляющий выход (тип выхода)
NPN с открытым коллектором
Управляющий выход (переключающая способность)
при 12 В пост. тока: макс. 50 мА. (макс. 30 В пост. тока) при 24 В пост. тока: макс. 100 мА. (макс. 30 В пост. тока)
Управляющий выход (остаточное напряжение)
1 В макс. (Ток нагрузки 100 мА с длиной кабеля 2 м)
Станки с ЧПУ для резьбы по дереву. Резьба по дереву как бизнес. Принцип работы станка с ЧПУ: фото, видео.
Резьба по дереву испокон веков считалась уделом мастеров, а ручной труд и по сей день в цене. Древесина экологически чистый материал, а изделия из дерева всегда пользуются высоким спросом, в частности мебель и предметы интерьера.
Если рассматривать резьбу по дереву с точки зрения бизнеса, то можно с уверенностью сказать, что это перспективное направление, резьба по дереву стоит недёшево, спрос есть.
Если мастеру чтобы сделать сложную художественную резьбу понадобится несколько месяцев, то станок с ЧПУ справится с этой задачей максимум за день.
Станки с ЧПУ для резьбы по дереву.
Мы рассмотрим фрезерно – гравировальный станок с системой управления привода, числовым программным управлением, или просто ЧПУ.
По сути, управление станком обеспечивает микропроцессор и интегрированный контроллер, заданные параметры вырезаемой модели вводятся с помощью компьютера и графической программы, оператору достаточно ввести параметры изготовляемой модели и фреза вырезает древесину согласно заданным координатам модели с определённой амплитудой и глубиной движений.
Станок с ЧПУ способен вырезать сложный рельефный рисунок на плоскости в частности на деревянной заготовке, по сути это та же ручная работа, только её можно поставить на поток.
Станки с ЧПУ для работы по дереву могут выполнять несколько функций:
Токарные.
Фрезерные.
Гравировальные.
Резьба по дереву бизнес на резных изделиях.
Давайте рассмотрим, насколько будет интересен станок с ЧПУ для бизнеса.
С помощью станка для резьбы по дереву можно организовать производство различных декоративных изделий:
Декоративные предметы интерьера.
Фигурные элементы для лестниц, мебели.
Резные рамы для зеркал.
Резные рамы для картин, икон.
Карнизы, багеты.
Мебельные фасады.
Резные двери.
Статуи.
Резные настенные часы.
Художественная резьба.
Ассортимент резных изделий из дерева можно предоставить довольно широкий.
Чтобы наладить бизнес на резьбе по дереву, понадобится приобрести станок с ЧПУ, понадобится установка и наладка станка опытным специалистом.
Вам понадобится изучить тонкости работы со станком, в частности понадобится овладеть программой для создания моделей для резьбы.
В заключение рекомендую посмотреть видео резьба по дереву станком с ЧПУ.
https://www.youtube. com/watch?v=ZHMnBZ_Ds5M
Рубрика: Производство Комментариев: 1
Станки для резьбы по дереву в категории «Инструмент»
Набор токарных резцов для резьбы по дереву 12 шт. в чехле
На складе
Доставка по Украине
1 050 грн/комплект
Купить
Набор ножей для резьбы по дереву 5 в 1
Доставка из г. Харьков
850 грн
Купить
Металлические стеки для резьбы по дереву
На складе
Доставка по Украине
по 420 грн
от 2 продавцов
420 грн
Купить
Набор для резьбы по дереву из 12 ножей в скатке BeaverCraft S10
Доставка по Украине
3 210 грн
Купить
Набор стамесок для резьбы по дереву в карбоновом боксе с точильным камнем. 12 предметов
На складе в г. Острог
Доставка по Украине
750 грн
Купить
Набор для резьбы по дереву из четырех ножей в скатке BeaverCraft S09
Доставка по Украине
1 220 грн
Купить
Набор скальпелей,ножей для резьбы по дереву
На складе
Доставка по Украине
620 грн/набор
Купить
Набор из 12 стамесок для резьбы по дереву Newacalox долота ножи резцы
На складе в г. Ровно
Доставка по Украине
545 грн
Купить
Набор фрез для резьбы по дереву 5 шт для гравера, Dremel, бормашинки и тд.
На складе в г. Львов
Доставка по Украине
446 грн
Купить
Набор для резьбы по дереву из четырех ножей BeaverCraft S07
Доставка по Украине
1 170 грн
Купить
Нож для резьбы по дереву R Deer RT-M101 со сменными лезвиями 10 шт
На складе в г. Киев
Доставка по Украине
328.95 — 433.6 грн
от 2 продавцов
387 грн
328.95 грн
Купить
Набор из 12 стамесок для резьбы по дереву Newacalox долота ножи резцы
На складе
Доставка по Украине
545 — 975 грн
от 16 продавцов
939 грн
657 грн
Купить
Набор для резьбы по дереву из четырех ложкорезов BeaverCraft S11
Доставка по Украине
1 390 грн
Купить
Набор фигурных стаместок для резьбы по дереву 6 шт. NS-6
Доставка из г. Харьков
145 грн
Купить
Нож для резьбы по дереву Morakniv Woodcarving Kit
На складе
Доставка по Украине
1 742 грн
Купить
Смотрите также
Сверлильный локатор станок для дрели по дереву
На складе
Доставка по Украине
599 грн
Купить
Набор стамесок для резьбы по дереву Newacalox 12 шт.
Заканчивается
Доставка по Украине
565 — 1 140 грн
от 5 продавцов
650 грн
565 грн
Купить
Набор из 12 стамесок для резьбы по дереву Newacalox долота ножи резцы, 101335
На складе в г. Ровно
Доставка по Украине
545 грн
Купить
Набор фрез для резьбы по дереву 5 шт OB, код: 2593946
Доставка по Украине
920 грн
645.98 грн
Купить
Набор фрез для резьбы по дереву 5 шт GL, код: 2593946
Доставка по Украине
920 грн
645. 98 грн
Купить
Набор фрез для резьбы по дереву 5 шт ZK, код: 2593946
Доставка по Украине
920 грн
645.98 грн
Купить
Набор фрез для резьбы по дереву 5 шт SM, код: 2593946
Доставка по Украине
920 грн
645.98 грн
Купить
Набор ножей для резьбы по дереву R’Deer RT-M114
На складе в г. Киев
Доставка по Украине
635 грн
Купить
Набор фрез для резьбы по дереву 5 шт MN, код: 2593946
Доставка по Украине
920 грн
645.98 грн
Купить
Набор из 12 стамесок для резьбы по дереву Newacalox долота ножи резцы
На складе в г. Ровно
Доставка по Украине
545 — 654 грн
от 16 продавцов
545 грн
Купить
Набор для паяния и пирографии (выжиганию и резьбы по дереву и коже) 60 Вт 220 В 35 предметов JZL
Доставка из г. Харьков
1 577 грн
Купить
Набор для пирографии (выжиганию и резьбы по дереву и коже) 60 Вт 220 В 71 предмет JZL
Доставка из г. Харьков
1 777 грн
Купить
Сверлильный станок для дрели по дереву локатор
На складе
Доставка по Украине
700 грн
599 грн
Купить
R Deer RT-M101 со сменными лезвиями 10 шт Нож для резьбы по дереву
На складе в г. Киев
Доставка по Украине
481 грн
384.80 грн
Купить
Поддержка и загрузка
— Digital Wood Carver
На этой странице вы найдете установочные файлы, которые можно загрузить. Здесь вы можете найти видео начальной настройки.
Если вам нужна дополнительная поддержка, свяжитесь с нами по электронной почте [email protected] или по телефону (833)392-2621 Дополнительный номер 2.
Руководство по началу работы
DWC1824 Краткое руководство пользователя — Скачать
DWC2440 Краткое руководство — загрузка
Файлы установки программного обеспечения
Просто найдите свою модель и соответствующую версию и загрузите. Включает установочный файл PlanetCNC TNG и профили устройств TNG. Инструкции по установке программного обеспечения в формате PDF прилагаются к файлам ниже.
1111111111111111111111111111111111111111111111112. для пользователей, использующих новейшее программное обеспечение PlanetCNC Motion Controller (v2018.9.17 и выше) и Vectricv9.5 и более поздние версии программного обеспечения для проектирования (VCarve Desktop, VCarve Pro и Aspire). Если вы используете более старую версию Vectric или USB-контроллера ЧПУ, вы будете использовать постпроцессор (GCode(inch)(*.tap)) в программном обеспечении vectric.
Чтобы загрузить последнюю версию постпроцессоров Vectric: Щелкните здесь. Инструкции по установке файлов постпроцессора: Щелкните здесь.
АРХИВЫ
Контроллер PlanetCNC TNG V1 — 2018.9.17
Предоставлено PlanetCNC, последним программным обеспечением контроллера PlanetCNC TNG Motion Controller. Если ваше устройство более старой модели и имеет плату управления MK3/4, вы имеете право перейти на это новое программное обеспечение контроллера. Новые агрегаты 2017 — 2019уже используют это программное обеспечение контроллера. Важно поддерживать программное обеспечение контроллера в актуальном состоянии. Для последнего обновления PlanetCNC TNG и файлов настроек для вашего ЧПУ выберите из списка ниже.
Загрузите последнюю версию PlanetCNC TNG v2018.9.17: нажмите здесь. Загрузите файлы настроек мини-резчика DWC1824 для PlanetCNC TNG: нажмите здесь. Загрузите файлы настроек DWC2440 для PlanetCNC TNG: нажмите здесь. Загрузите файлы настроек DWC5100 (4×8) для PlanetCNC TNG: нажмите здесь. Загрузите файлы инструмента обнуления DWC Quickset для PlanetCNC TNG: нажмите здесь. Загрузите файлы калькулятора шага 4-й оси DWC для PlanetCNC TNG: нажмите здесь.
USB-контроллер ЧПУ
Программное обеспечение USB-контроллера ЧПУ, предоставленное PlanetCNC, использовалось в наших ранних моделях ЧПУ моделей 2012–2017 годов и до сих пор используется многими нашими пользователями. Важно поддерживать программное обеспечение контроллера в актуальном состоянии. Для последнего обновления USB-контроллера ЧПУ и файлов настроек для вашего ЧПУ выберите из списка ниже.
Чтобы загрузить последнюю версию 2.10.1807.2601 USB-контроллера ЧПУ: нажмите здесь. Чтобы загрузить файлы настроек мини-резчика DWC1824 для USB-контроллера ЧПУ: Нажмите здесь. Чтобы загрузить файлы настроек фрезерного станка DWC2440 для USB-контроллера ЧПУ: Нажмите здесь. Чтобы загрузить файлы настроек 4-й оси DWC2440 для USB-контроллера ЧПУ: Нажмите здесь. Чтобы загрузить настройки цифрового датчика DWC2440 для USB-контроллера ЧПУ: Щелкните здесь.
Ваша Microsoft Windows прошла обновление? Программное обеспечение USB-контроллера ЧПУ не подключается к ЧПУ? Кнопки USB-контроллера ЧПУ неактивны? Возможно, вам потребуется сбросить настройки драйвера Windows. Инструкции по сбросу настроек драйвера: Нажмите здесь.
Самая простая в мире система ЧПУ для обработки
X-CARVE Pro ПОЛНАЯ СИСТЕМА ЧПУ
От нестандартных шкафов до встроенных — увеличьте производительность с помощью X-Carve Pro. Сократите дорогостоящие ошибки и улучшите рабочий процесс с помощью нашего простого в использовании программного обеспечения Easel Pro.
КУПИТЬ СЕЙЧАС
СЕЙЧАС, ВКЛЮЧАЯ
КОМПЛЕКТ ПЫЛЕСБОРНИКА СТОИМОСТЬЮ 550 $
ПЫЛЕСОС FEIN
+
ПЫЛЬ ЗАМЕСТИТЕЛЬ
X-CARVE Pro ПОЛНАЯ СИСТЕМА ЧПУ
От нестандартных шкафов до встроенных — увеличьте производительность с помощью X-Carve Pro. Сократите дорогостоящие ошибки и улучшите рабочий процесс с помощью нашего простого в использовании программного обеспечения Easel Pro.
КУПИТЬ
vimeo.com/video/716124823?h=3ac1227c0f&color=d4af00&title=0&byline=0&portrait=0″ frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»» title=»XCP Under the Hood-2 (1).mov»/>
X-Carve Pro с ЧПУ
Надежный станок с колесной формулой 4×4 или 4×2, может резать листы размером 4×8 футов.
Программное обеспечение Easel Pro
Включает 3-летнюю подписку на наше простое в использовании программное обеспечение CAD/CAM.
Поддержка США
Аппаратное и программное обеспечение поддерживает всего один телефонный звонок или электронное письмо.
Простая установка
Собирается менее чем за 4 часа и подключается к любой стандартной розетке 120 В без GFCI.
ДИЗАЙН
Нарисуйте свою собственную идею и загрузите ее в EASEL PRO или просмотрите нашу библиотеку из более чем 3 миллионов дизайнов.
РЕЗАТЬ
Мольберт управляет шпинделем и выполняет расчеты, так что никаких догадок.
ПРОДАВАТЬ
X-CARVE PRO и EASEL PRO ускоряют производство, позволяя выполнять больше заданий и выполнять их быстрее.
3 ГОДА EASEL PRO
С КАЖДЫМ X-CARVE PRO
3 ГОДА EASEL PRO
ДЛЯ КАЖДОГО X-CARVE PRO
КОНСТРУКЦИЯ ПЕРЕТАСКИВАНИЕМ
Простая в использовании платформа EASEL позволяет легко проектировать и подключаться к станку с ЧПУ. Это единственное программное обеспечение, которое необходимо вашему бизнесу для проектирования, импорта, вырезания и обмена — и все это за считанные минуты!
Теперь представляем 3D-резку: одним нажатием кнопки импортируйте файлы STL и наблюдайте, как 3D-проекты оживают.
УЗНАТЬ БОЛЬШЕ НАЧАТЬ БЕСПЛАТНУЮ ПРОБНУЮ ПРОБНУЮ ВЕРСИЮ
Простота использования
3D в Easel Pro избавляет вас от догадок, связанных с 3D, и позволяет вам сосредоточиться на воплощении ваших 3D-проектов в жизнь.
Кривая быстрого обучения
Не требуя опыта, вы можете приступить к работе и использовать 3D в Easel Pro за считанные минуты.
Доступно всем пользователям Easel Pro
Никаких дополнительных сборов. Наслаждайтесь полным доступом к 3D возможности. Просто импортируйте файлы STL и приступайте к работе.
Зарабатывай больше
Поднимите свои проекты на новый уровень и зарабатывайте больше денег, продавая высококачественную 3D-резку.
ЭКОНОМЬТЕ ВРЕМЯ И ДЕНЬГИ
Отсутствие зависимости от квалифицированной рабочей силы
Нет необходимости нанимать технаря. Настолько просто, что любой член вашей команды может спроектировать и вырезать.
0% финансирование
Когда вы выбираете «Подтвердить при оформлении», вы можете легко совершать ежемесячные платежи в течение 12, 24 или 48 месяцев.
Просто выберите на кассе
Уменьшить количество ошибок
5,5 футов на жестком алюминиевом портале установлены шариковые винты диаметром 25 мм, обеспечивающие точность до ширины человеческого волоса
Выбери своего специалиста
Обе модели X-Carve Pro имеют одинаковое лучшее в своем классе оборудование, программное обеспечение и поддержку. Выберите размер, который работает для вас.
X-Carve Pro 4×4
9 495,00 долларов США
Выберите пакет
Основные характеристики
портал веретено пыльник
Наш 5,5-футовый. на жестком алюминиевом портале установлены шариковые винты диаметром 25 мм и линейные направляющие с точностью до ширины человеческого волоса (0,001 дюйма). Обе модели имеют 4-фут. рабочей ширины, так что какой бы вы ни выбрали, вы сможете резать больше, быстрее и глубже.
Как сделать проточный водонагреватель из газового баллона
Огород
На чтение 3 мин Опубликовано Обновлено
Такой бойлер будет незаменим на даче или в частном доме, где отсутствует централизованный или автономный источник горячей воды. Для его изготовления потребуется минимум затрат, немного времени и начальные навыки резки, пайки и сварки металла.
Содержание
Понадобится
Процесс изготовления водонагревателя
Смотрите видео
Понадобится
До начала работ нам необходимо найти и прикупить:
старый газовый баллон;
дверные петли и навесы;
трубу и гофрированное колено из пластика;
медные трубки и колена;
шланги, соединители и переходники;
припой и флюс для пайки медных труб;
ленту перфорированную монтажную;
шурупы с шайбами;
стальной уголок.
Из инструментов нам понадобится: болгарка, сварочный полуавтомат, газовая горелка, дрель, молоток, дремель и т. д.
Процесс изготовления водонагревателя
Перед выполнением всех работ заполняем баллон водой, чтобы удалить возможные остатки газа и газолина.
Внизу сбоку газового баллона по разметке выполняем прямоугольный вырез с помощью болгарки.
Отрезаем от крепежной планки петли-стрелы лишнее, а оставшуюся часть выгибаем дугой, помогая себе молотком. Прикладываем рабочую поверхность петли к боковой поверхности баллона снаружи вертикального разреза, а согнутую часть планки прижимаем к участку баллона, предназначенному для выреза. В таком положении петлю-стрелу привариваем к баллону, после чего доводим вырезание до конца. Кромки зачищаем болгаркой.
Приступаем к отрезке верха баллона с небольшой дуги по линии разреза. Прикладываем к ней обычную дверную петлю и привариваем одно крыло к баллону снаружи разреза. Затем продолжаем резку, пока верхняя часть полностью не отделится от нижней.
Чуть отступив от верхнего края баллона вниз, прикладываем торец пластикового колена и намечаем место выреза круглого отверстия.
Для этого вначале используем болгарку и завершаем дремелем. В полученное отверстие вставляем колено, ориентируя его выход к верху.
Отрезаем от стального уголка три одинаковых фрагмента и привариваем их к основанию баллона сбоку на равном расстоянии по окружности, направляя одну из полок наружу. Это повысит устойчивость баллона при его нахождении в вертикальном положении.
Устанавливаем ранее отделенную от баллона верхнюю часть и привариваем второе крыло петли к поверхности крышки. Петля позволит откидывать колпак и открывать доступ к зоне горения топлива.
Нарезаем необходимые по длине медные трубки и с помощью медных колен соединяем их вместе.
На стыки наносим щеткой флюс и запаиваем припоем, расплавляя его газовой горелкой. Трубки закрепляем на наружной поверхности баллона с помощью перфорированной монтажной ленты и шурупов с шайбами, которые вкручиваем дрелью в заранее просверленные в стенке баллона отверстия.
К входу медных трубок с помощью соединителей подключаем водопроводный шланг и подаем воду. Убеждаемся в отсутствии подтеков и выходе воды с другого конца медных трубок. Выход соединяем термостойким шлангом с потребителем, например душевой лейкой через пускатель воды.
Проверим работу проточного водонагревателя. Включаем подачу холодной воды при закрытом пускателе, разводим огонь в топке и дожидаемся устойчивого пламени.
После чего закрываем дверцу топки и, отбросив сверху крышку, закладываем основное топливо. Через некоторое время открываем пускатель и убеждаемся, что из душевой лейки бьет теплая или даже горячая вода.
Законченный вид:
Смотрите видео
Оцените автора
Резьба по дереву для начинающих | Дремель
Не терпится заняться творчеством в мастерской? Делаете ли вы небольшой ремонт дома, деревянную ложку или космический корабль, резьба по дереву требует терпения, инструментов и времени. Это руководство по резьбе по дереву для начинающих должно помочь вам начать работу, от выбора подходящего дерева до выбора подходящих аксессуаров Dremel.
1 8
Выберите основные инструменты для резьбы по дереву
В этом нет ничего особенного. Вот что вам понадобится, если вы только начинаете:
A Разделочный нож
Специальные ножи, предназначенные для строгания, как правило, имеют фиксированные лезвия и более длинные ручки. Инвестируйте в хороший нож – он того стоит.
Топор
У вас есть шанс стать лесорубом, потому что топор — необходимый инструмент. Возьмите небольшой топор, который вы можете легко схватить.
Точильный камень
Резьба по дереву в конечном итоге затупит любое лезвие, поэтому хороший керамический точильный камень необходим. Наклоните лезвие под углом 10-20 градусов и проведите им вперед и назад по точильному камню.
2 8
Выберите инструменты Dremel для резьбы по дереву
3 8
Выберите инструменты Dremel для сглаживания
Для сглаживания можно использовать EZ SpeedClic: Абразивные полировальные круги для финишной обработки различной зернистости. Диапазон между 180-280 должен быть хорош для небольших проектов. Чтобы удерживать и использовать колеса, вам также понадобится оправка. В частности, оправка EZ SpeedClic (SC402) для шлифовальных кругов и оправка 401 для полировальных кругов.
4 8
Знай лучшую древесину для резьбы по дереву
Если вы только начинаете заниматься резьбой по дереву, лучше выбрать мягкую древесину, такую как береза, липа, сосна, ива или конский каштан. Их легче вырезать. Вскоре, когда вы станете более опытными, вы сможете использовать березовый кап, вишню, клен, яблоню, грушу, маслину или грецкий орех. Все они содержат красивые узоры и цвета и добавят новые элементы в ваш дизайн.
5 8
Знайте, чего следует избегать при выборе дерева для резьбы
Если вы покупаете древесину в магазине для рукоделия, скорее всего, вы не найдете в ней много годичных колец или сучков. Однако, если вы получаете его на лесопилке, это может быть большей проблемой. Помните, что если вы новичок в резьбе по дереву, вам может быть сложно вырезать эти естественные образования. Получите самую чистую древесину и вернитесь к сложным вещам позже. Практика делает совершенным.
6 8
Примите необходимые меры предосторожности
Всегда держите ножи острыми
Заточка ножей не только облегчает работу, но и делает ее более безопасной. Скорее всего, вы поранитесь тупым лезвием, чем острым.
Носите перчатку
Всегда надевайте ее на руку, не держащую разделочный нож. Кожаные рабочие перчатки не только защитят ваши руки, но и будут более устойчивы к повреждениям и прослужат дольше.
Носите защитные очки
Неприятно, когда древесная стружка попадает в глаза, поэтому берегите свое драгоценное зрение и всегда надевайте хорошие защитные очки, когда пилите, рубите или используете насадки Dremel.
Пылезащитная маска
Всегда надевайте пылезащитную маску, чтобы не вдыхать пыль, образующуюся при резке, резке, шлифовке или полировке.
7 8
Сначала потренируйтесь рисовать свой дизайн
Ваша деталь для резьбы по дереву может меняться по ходу работы, но в начале важно придерживаться совершенствования ее основной формы. Перед тем, как начать строгать, слегка обведите рисунок карандашом. Оставаться в пределах линий вашего рисунка поможет вам не сбиться с пути, когда появятся топор и разделочный нож.
8 8
Уделите время резьбе по дереву
Во время ваших проектов по резьбе по дереву будут моменты, когда вам захочется ускорить процесс; особенно процесс сушки. Но не торопитесь и старайтесь получать удовольствие от каждого шага процесса. Резьба по дереву — это не то хобби, с которым можно торопиться, и когда вы держите в руках готовую работу, вы будете рады, что потратили на это время.
К настоящему времени вы, вероятно, взволнованы, чтобы начать свой первый проект резьбы по дереву. Взгляните на наше 10-шаговое руководство по вырезанию деревянной ложки. Или прочтите: Как избежать неудач при резьбе по дереву.
лучших насадок для резьбы по дереву Dremel, которые можно купить (обзор 2022 г.)
В этой статье я рассмотрел 7 наборов насадок и фрез, совместимых с Dremel и Dremel сторонних производителей. Я обнаружил, что набор Taita Tools из 20 предметов предлагает лучшие сверла Dremel для резьбы по дереву.
За годы работы по дереву я перепробовал почти все виды вращающихся инструментов. Поэтому я могу сказать вам заранее, что вы захотите иметь в своем распоряжении большое разнообразие бит. Однако для начала базовый набор, подобный упомянутому выше, сослужит вам хорошую службу.
Обратите внимание, что Dremel использует вращающиеся насадки с валом ⅛ дюйма, а более крупные вращающиеся инструменты, такие как ручные фрезеры, используют вращающиеся насадки на ¼ дюйма. Поэтому всегда покупайте насадки ⅛” для вашего Dremel и подобных вращающихся инструментов.
Если вы хотите узнать о лучших сверлах Dremel для резьбы по дереву, продолжайте читать.
Лучшие сверла Dremel для резьбы по дереву:
1. Лучшие в целом – инструменты Taita, 20 шт. борфрез с двойной насечкой
Сверла для резьбы по дереву должны очень хорошо выполнять две задачи: делать точные разрезы и сохранять хороший баланс. Первое очевидно. Во-вторых, чтобы он не вибрировал повсюду. У большинства дешевых наборов есть проблема со вторым пунктом (помимо того, что они очень легко ломаются).
Набор инструментов Taita хорошо сложен и предназначен для точной работы. Эти борфрезы идеально подходят для большинства обычных работ по резьбе по дереву.
Хорошая сбалансированность
Доступная цена за 20 шт. дерево и пластик. Не может резать мягкий металл
Не может делать очень мелкие детали
В целом, это отличный набор для работы, но вам, возможно, придется дополнить его несколькими дополнительными борфрезами для особых случаев. Они отлично подходят для универсальной резьбы по дереву. Если вам нужно регулярно снимать много материала, обратите внимание на специальные борфрезы от Kutzall. Я рассмотрел их позже в этом списке.
Проверить цену на Amazon
2. Лучший набор для тонкой детализации и скульптуры — набор из 5 быстрорежущих инструментов Yurinwoo
Поначалу они могут показаться немного дорогими всего за пять штук, но они того стоят. Этот набор представляет собой бор одной формы в 5 различных, часто используемых размерах. Они предназначены для чрезвычайно тонкой деталировочной работы. В зависимости от вашего стиля резьбы по дереву, вы даже можете сделать их своим первым набором резцов по дереву.
HSS означает быстрорежущая сталь. Как следует из названия, этот материал предназначен для высокоскоростного использования. Это делает его идеальным для использования с вашим Dremel на максимальной скорости, если это необходимо.
Предназначен для тонкой детализации
Долговечный высококачественный материал
Сбалансирован и центрирован для использования без дрожания
Идеально подходит для лепки мелких сложных деталей
Не подходит для всех видов резьбы по дереву
5
5
5
Не подходит для черновой обработки деталей перед детальной обработкой.
Не подходит для текстурирования и придания формы.
Приобретите их в качестве дополнительного набора на тот случай, когда вам нужно выполнить очень мелкие детали и вырезы. Этот набор предназначен для небольших проектов или для создания мелких деталей на большом изделии. Они отлично подходят для создания фигурок и других деталей.
Узнать цену на Amazon
3. Лучший инструмент для тонкой гравировки — Dremel 689-01
Это недорогой набор борфрез производства Dremel, который идеально подходит для гравировки и финишной обработки. Особенно проекты, которые имеют много мелких форм и областей, которые нуждаются в гладкой и точной отделке. Несмотря на то, что в описании сказано, что он предназначен для резьбы и гравировки, он не идеален для настоящей резьбы по дереву.
Это потому, что он не предназначен для одновременного снятия большого количества материала, что необходимо при создании основной формы вашего изделия. Вы можете использовать ранее упомянутый набор инструментов Taita от простого деревянного блока до готовой детали.
С помощью этого набора вы можете выгравировать изящные узоры на куске дерева, но не придавать ему форму.
Высококачественное изготовление
Точное центрирование
Долговечные насадки
Можно использовать на стекле и металле
Не предназначено для придания формы
Не подходит для лепки 11 не требует шлифовальных насадок, которые идут в комплекте.
Я рекомендую их тем, кто создает небольшие изделия, требующие гравировки, а не придания формы/вырезания. Отлично подходит для гравировки имен и рисунков на таких предметах, как подставки, деревянные ложки и т. д.
Проверить цену на Amazon
4. Лучше всего подходит для универсального использования — набор принадлежностей для вращающегося инструмента Dremel — 710-08
Этот набор немного дороже, потому что он состоит из 160 штук в нескольких категориях. Это здорово иметь в своей мастерской для общего использования. Есть гравировальные насадки, отрезные круги, шлифовальные барабаны, шлифовальные насадки и т. д. Все резчики по дереву должны будут использовать эти вещи в какой-то момент.
Так что это скорее универсальный набор, который хорошо иметь, но не обязательно. После того, как вы инвестировали в биты, которые вам нужны больше всего, только тогда вы должны инвестировать в этот набор. Вы поблагодарите себя, как только сделаете это. Часто возникают непредвиденные ситуации, требующие чего-то другого, кроме специализированного сверла для резьбы по дереву.
Отличное предложение по количеству прилагаемых принадлежностей
Официальное качество Dremel
Может использоваться для материалов, отличных от дерева
Относительно доступный по количеству поставляемых деталей
Неспециализированный набор для резьбы по дереву
Довольно дорого для начинающих
Система замков EZ не всегда выдерживает интенсивную эксплуатацию
Рекомендую этот набор тем, кто помимо резьбы по дереву занимается другими проектами. Если вы занимаетесь только резьбой по дереву, вы, вероятно, можете пропустить это, ничего не упустив. Однако, если у вас, как и у меня, есть жук-самоделка, или вы хотите немного поэкспериментировать (тоже я!), то это отличный набор.
Проверить цену на Amazon
5. Лучший набор для начинающих – набор твердосплавных борфрез Lukcase с двойной насечкой – 10 шт. Они похожи на набор инструментов Taita и имеют такую же текстуру с двойным вырезом для быстрых резов. Однако они не такие точные и предназначены больше для черновой обработки форм.
Поскольку они быстро и гладко режут большинство видов древесины, они являются отличным выбором для начинающих. Различные формы также являются моей любимой особенностью. Вы можете использовать эти формы для создания различных текстур и разрезов, которые нелегко выполнить с помощью прямых борфрез.
Доступная цена за 10 шт.
Подходит для новичков
Конструкция с двойной насечкой для работы на высоких скоростях
Фасонные борфрезы придают разнообразный вид
Подходит для черновой обработки
Все боры одинаковые
размер, различается только форма
Не такой точный, как некоторые другие наборы в этом списке
Бесполезен для тонкой детализации
Я рекомендую этот набор для тех, кто только начинает или ищет различные формы, чтобы помочь в обтачивая свои куски. Они быстро снимают материал и хорошо работают с большинством видов дерева.
Узнать цену на Amazon
6. Лучше всего подходит для черновой обработки – борфрезы Kutzall Extreme
Компания Kutzall производит специальные борфрезы. Они бывают трех основных разновидностей — Extreme (очень грубая), Coarse и Fine. Каждый тип имеет различные формы, такие как сфера, цилиндр, конус и т. д.
Как вы могли догадаться из названия, тип Extreme предназначен для очень быстрого снятия большого количества материала. На сегодняшний день это лучший бор для этой работы. Единственный нюанс — они дорогие. За одну насадку Kutzall вы купите целый набор других обычных борфрез с лишними деньгами.
Для краткости я включаю только один тип и форму, но предлагаю вам внимательно изучить все их предложения. Все борфрезы ⅛” подходят к вашему Dremel. Мелкие предназначены для создания более гладкой поверхности, а чем грубее вы сделаете, тем грубее будет поверхность.
Предназначены для профессиональных резчиков по дереву или серьезных энтузиастов/любителей. Они служат очень долго и очень высокого качества. Даже у Dremel нет таких специализированных бит в линейке официальных принадлежностей Dremel. Имея правильную форму и зернистость, вам понадобится всего несколько из них для работы над большим разнообразием проектов.
Специально построенное для резьбы по дереву
Очень высокое качество и длительный
3 Уровни грубых
Идеально подходит для грубых и формирования
очень дорогой
Не предназначен для детализации
.
Вам будет трудно найти что-то лучшее на рынке, когда речь идет о таких специализированных борах для резьбы по дереву. Инвестируйте в них с умом, и они сослужат вам хорошую службу. Я безоговорочно рекомендую их всем серьезным и профессиональным мастерам резьбы по дереву.
Узнать цену на Amazon
7. Лучший инструмент для фрезерования — набор фрез Dremel 692 из 6 предметов индустрия.
Благодаря точной фрезеровке вы можете создавать красивые узоры и инкрустации, которые невозможны при использовании любой другой техники. №
Dremel предлагает для этой цели две разные насадки, и вам следует присмотреться к ним, если вас интересует этот стиль резьбы по дереву. Эти биты предназначены для фрезерования, но вы можете использовать их для резьбы в крайнем случае. Я не рекомендую вам использовать их для резьбы в целом, потому что они предназначены для использования либо перпендикулярно поверхности, либо горизонтально.
При использовании с правильными насадками для фрезерования эти наконечники дадут отличные результаты.
Высококачественные официальные насадки Dremel
6 штук дают вам все разнообразие, которое вам когда-либо понадобится
Отлично подходит для обрезки и чистовой обработки краев в небольших проектах
Дорого по сравнению с большинством других наборов в этом списке
Это можно полностью использовать только со специальными насадками
Не использовать для лепки общего назначения
Если вам интересно попробовать фрезерование или вам часто требуется обработать края, я рекомендую этот набор. Просто убедитесь, что у вас есть правильное приложение для работы, которую вы пытаетесь сделать.
Проверить цену на Amazon
Итак, у вас есть это, мои отобранные рекомендации по лучшим битам Dremel для резьбы по дереву. Однако, прежде чем вы начнете использовать свою кредитную карту, полезно узнать, что такое биты и заусенцы и как их лучше всего использовать.
Читайте дальше, чтобы узнать, на что следует обращать внимание при выборе бит для вращающихся инструментов Dremel.
Руководство по покупке бит Dremel
В этом разделе рассматриваются все основные и некоторые дополнительные вопросы, которые вам необходимо знать, чтобы выбрать лучшие биты Dremel для резьбы по дереву.
Материал
Наиболее распространенными материалами являются быстрорежущая сталь (HSS) и карбид вольфрама. Обычно поверх быстрорежущей стали наносится слой карбида вольфрама. Это абразивные боры. Режущие насадки часто имеют покрытие из вольфрамовой стали поверх быстрорежущей стали.
Биты или заусенцы?
Термины «фрезы» и «боры» часто используются взаимозаменяемо, но это не всегда одно и то же. Самый простой способ запомнить это — все заусенцы — это биты, но не все биты — это заусенцы. Заусенцы — это абразивные насадки, которые используются для черновой обработки, гравировки или полировки. Бит может быть буровым долотом, фрезерным долотом, долотом с ЧПУ; вы поняли идею.
Истирание
Вообще говоря, проект начинается с агрессивного, очень абразивного заусенца. Однако не в том смысле, что он постоянно использует четырехбуквенные ругательства! Очень абразивный бор предназначен для одновременного снятия большого количества материала. Это полезно, когда вы набрасываете основную форму детали из деревянного блока.
После этого вы переходите к более мелким заусенцам и битам, переходя от черновой стадии к формовке, детализации и чистовой обработке.
Детализирующие насадки
Вам понадобятся очень точные насадки для изготовления деталей на мелких деталях или более мелких деталей на больших деталях. Средний размер ваших кусочков также будет определять средний размер бит, которые вам потребуются. Для новичков это может быть методом проб и ошибок. Так что лучше покупать более дешевые наборы, которые имеют большое разнообразие. Как только вы узнаете размеры, уровни истирания и формы, которые вам нужны, вы можете начать инвестировать в более дорогие биты.
Насадки для детализации — это хлеб с маслом в тонкой резьбе по дереву. Так что не торопитесь, чтобы понять это.
Связанный: Полное руководство по битам Dremel (2022
Формы
Различные формы предназначены для создания различных разрезов и, следовательно, различных текстур. Думайте о них как об эквиваленте различных кистей и мастихинов, которыми пользуются художники. Они похожи на различные стамески и стамески для резьбы по дереву, о которых я рассказывал в своих статьях о строгании по дереву. Каждый из них создает свой уникальный вид. Используйте их все, и вы скоро поймете, какие из них подходят для вашего стиля. Убедитесь, что вы экспериментируете с каждую часть по-разному, чтобы прочувствовать ее.0003
Тем не менее, сфера и конус — мои любимые формы для работы, потому что я могу создавать плавные линии и кривые в различных конструкциях. Крошечные биты сферической формы или микробиты идеально подходят для очень тонкой детализации.
Центрирование
Это очень важный аспект хорошей фрезы для резьбы по дереву. Если бита хоть немного смещена от центра, она будет вибрировать при вращении. Это будет ухудшаться по мере увеличения скорости. Это не только испортит точность вашей работы, но и будет очень неудобно в использовании. Нервное движение создаст нежелательные порезы, и его также будет трудно контролировать.
По этим причинам вы хотите покупать продукцию самого высокого качества. Даже в этом случае вам нужно привыкнуть к легкому прикосновению и регулировке давления и скорости в зависимости от дерева и выполняемой работы. Всегда позволяйте инструменту делать свою работу. Ваши руки в основном направляют инструмент, а не заставляют его.
Давление
Большинство новичков склонны переусердствовать с давлением и согнуть трензеля или даже сломать их. Дешевые биты легко сломаются или погнутся, но часто они прослужат дольше при правильном использовании. Опытные художники могут извлечь большую пользу из самых дешевых битов, потому что они используют легкое прикосновение. Слегка надавливайте только при необходимости. Всегда перемещайте сверло, когда вырезаете, особенно на твердой древесине. В противном случае древесина будет коптить, а также быстрее затупит лезвие.
Долговечность
Высококачественные биты должны служить вам долго, но точный срок службы зависит от исполнителя. Можно с уверенностью сказать, что чем аккуратнее вы будете, тем дольше прослужат ваши биты. Не роняйте их на пол и не храните вместе с другими инструментами. Это заставит их бегать друг против друга и быстрее притуплять их. Особенно это актуально, если вы много двигаетесь.
Двойная или обычная насадка
Двойные насадки предназначены для более быстрой резки, а обычные насадки предназначены для более медленной и плавной резки. Хорошо иметь оба и использовать каждый по мере необходимости. Они превосходны по-своему, но вам нужно использовать каждый, чтобы полностью понять их уникальные плюсы и минусы.
Шлифовка и полировка
Это часть финишной обработки, и существуют шлифовальные барабаны и полировальные круги, специально предназначенные для этих целей. Технически это не заусенцы и не биты. Только специально созданные аксессуары, предназначенные для выполнения одной работы. Шлифовальные барабаны бывают двух размеров, а полировальные круги — самых разных размеров и разных форм.
Вы можете покупать их большими наборами по отдельности, потому что они быстро изнашиваются.
Биты с алмазным покрытием
Обычно это также часть отделки. Вы также можете использовать их для гравировки, и Dremel продает их как инструменты для гравировки. Я предпочитаю использовать их в качестве крошечных шлифовальных инструментов для отделки участков, куда шлифовальные барабаны и полировальные диски просто не дотянутся. Они также могут гравировать на стекле и сверлить керамику, если вы хотите поэкспериментировать.
Чего следует избегать
Всегда избегайте наборов, которые обещают огромное количество разнообразных предметов по очень низкой цене. Обычно они того не стоят. Если это известная компания, такая как Dremel, то на нее стоит обратить внимание. Потратьте свой бюджет на небольшой набор с приличным разнообразием, а затем двигайтесь дальше.
Большинству мастеров резьбы по дереву никогда не понадобятся точильные камни из карбида кремния или металлические отрезные диски. Поэтому нет необходимости покупать большие наборы, включающие их, если только они не нужны вам для других проектов.
Подробнее: Лучшие вращающиеся инструменты для покупки в 2022 году
Резюме
Начните с малого с доступным набором бит Dremel. Я лично рекомендую Taita Tools Набор твердосплавных борфрез с двойной насечкой из 20 шт. Если у вас есть опыт, выберите специализированный набор, если вы уже точно знаете, чего хотите.
Не поддавайтесь искушению купить все из этого списка! Я знаю, как это может быть, но большинство художников в конечном итоге снова и снова используют одни и те же биты. Как только этот этап наступит в вашей карьере резчика по дереву, вы можете просто пойти дальше и купить целую фабрику, если хотите! А пока постарайтесь исчерпать все возможности с базовым набором.
Я надеюсь, что этот список помог вам лучше понять свой выбор, когда дело доходит до покупки лучших фрез Dremel для резьбы по дереву. Просто помните, что искусство всегда создает художник, а не инструмент. Кроме того, путь у всех разный, поэтому вам может не понадобиться делать это точно так, как это делает ваш любимый художник. Исследуйте свои варианты и разработайте свою подпись. Именно так мы растем как художники и привносим в мир захватывающее новое искусство.
 ru/info/manual/95424.pdf
ru/info/manual/95424.pdf
 ru/info/manual/95424.pdf
ru/info/manual/95424.pdf
 702 — Требования к оборудованию и инструменту.
702 — Требования к оборудованию и инструменту.
 Затирочные машины с механическим приводом и вращающегося типа с ручным управлением должны быть оснащены переключателем управления, который автоматически отключает питание всякий раз, когда руки оператора убираются с рукояток оборудования.
Затирочные машины с механическим приводом и вращающегося типа с ручным управлением должны быть оснащены переключателем управления, который автоматически отключает питание всякий раз, когда руки оператора убираются с рукояток оборудования.


 Как и у любого оборудования, у объемного бетоносмесителя есть плюсы и минусы , а также дезинформация на рынке.
Как и у любого оборудования, у объемного бетоносмесителя есть плюсы и минусы , а также дезинформация на рынке. 6R «Руководство по использованию объемных измерений» Утверждение и спецификация VMMB (NRMCA)
6R «Руководство по использованию объемных измерений» Утверждение и спецификация VMMB (NRMCA) 6R «Руководство по использованию объемных измерений» Утверждение и спецификация VMMB (NRMCA)
6R «Руководство по использованию объемных измерений» Утверждение и спецификация VMMB (NRMCA)

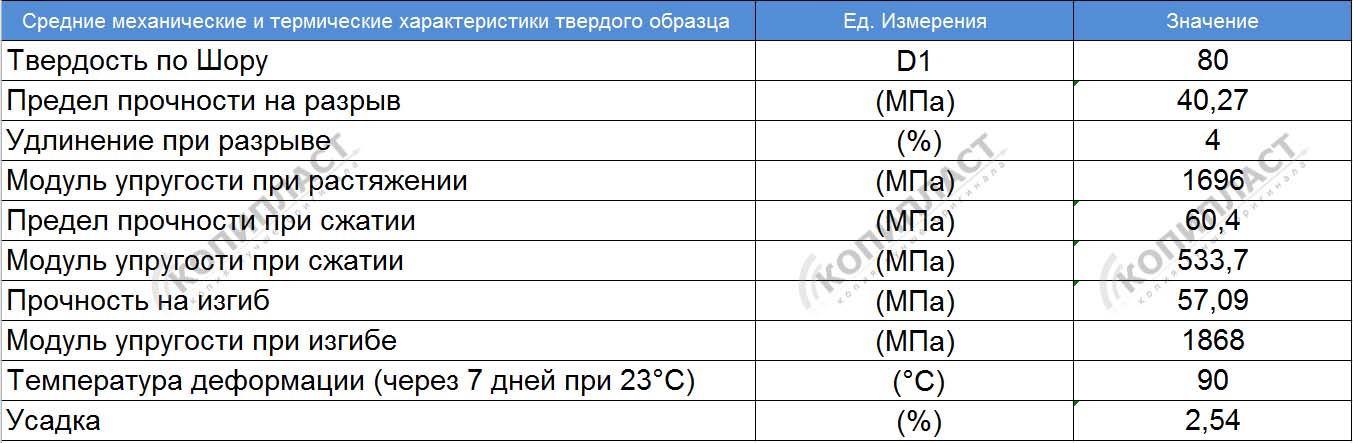

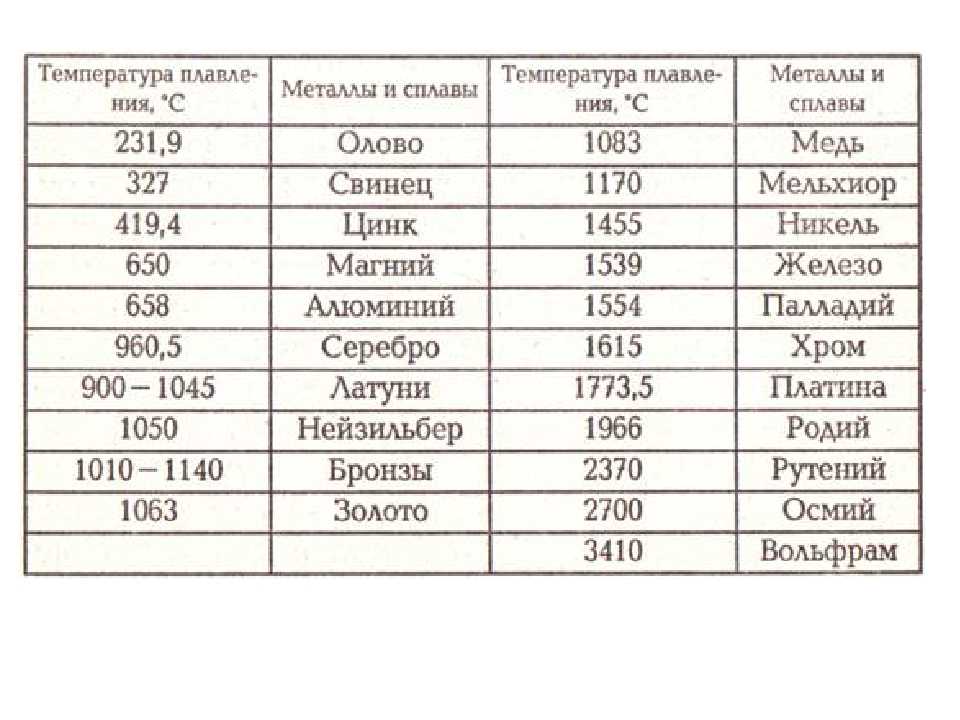 Тем более, что его делают в разных цветах — для игрушек вполне подходит именно ПЛА.
Тем более, что его делают в разных цветах — для игрушек вполне подходит именно ПЛА.
 д.) для придания необходимых св-в.
д.) для придания необходимых св-в.

 )
)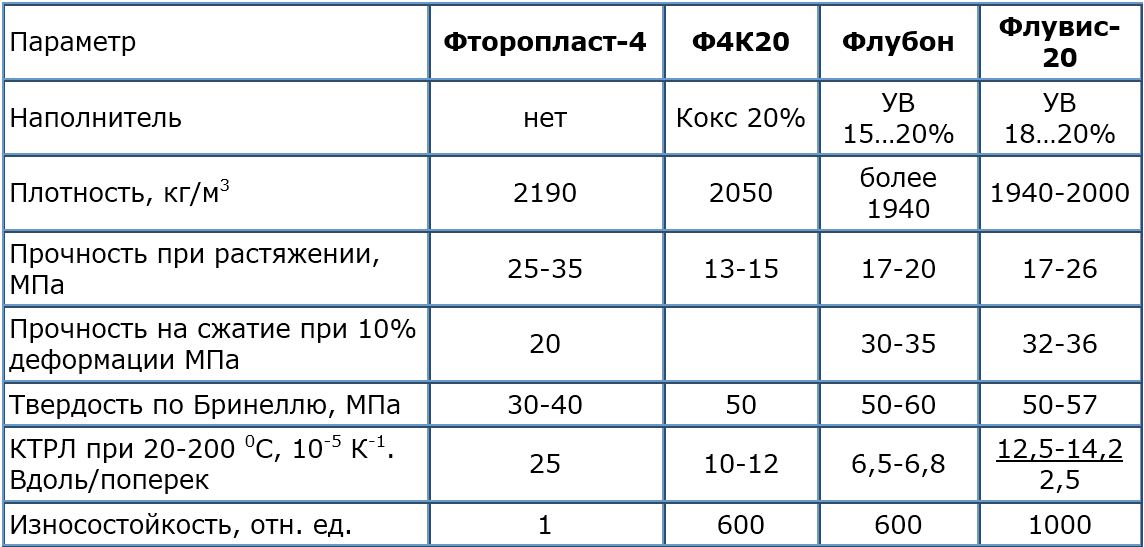 Однако у АБС нет установленной температуры плавления, и каждая полимерная смесь будет плавиться по-разному.
Однако у АБС нет установленной температуры плавления, и каждая полимерная смесь будет плавиться по-разному.  По мере нагревания он медленно и постепенно превращается в жидкость.
По мере нагревания он медленно и постепенно превращается в жидкость. 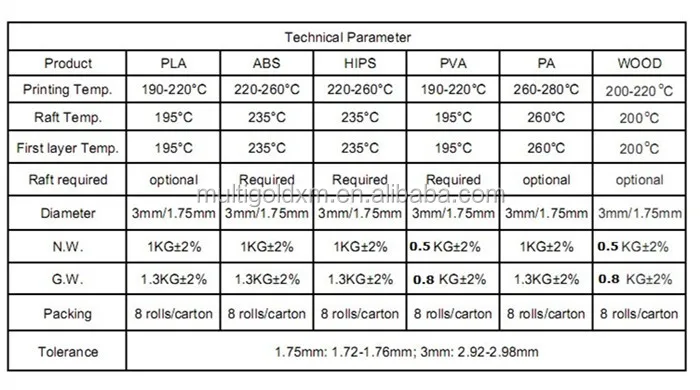 Итак, когда кубик льда достигает точки плавления, он становится жидким.
Итак, когда кубик льда достигает точки плавления, он становится жидким.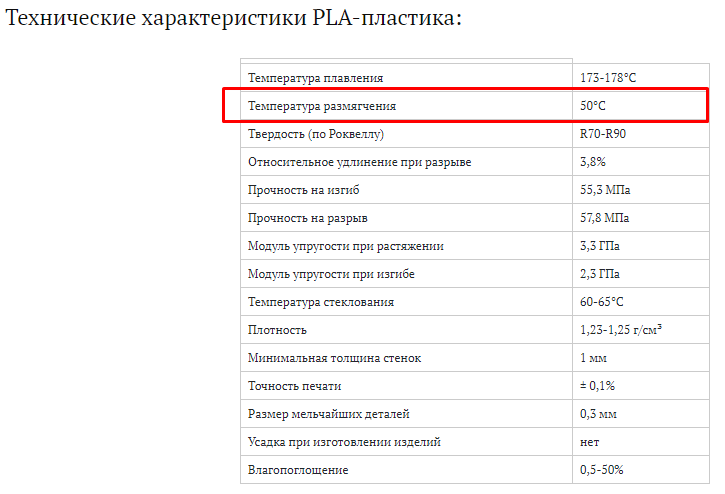
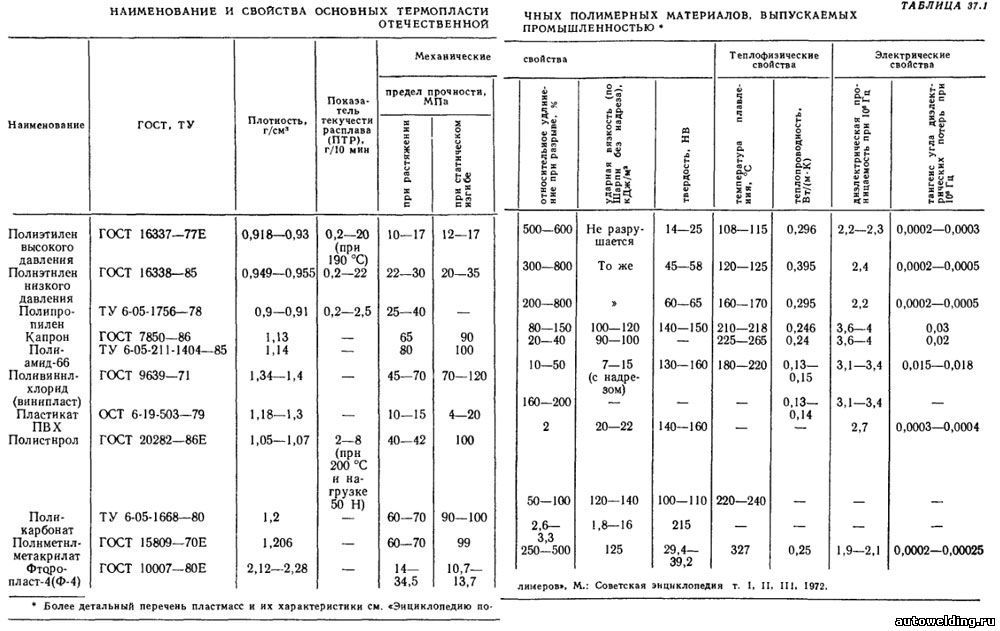 Также важно выполнять тестовые отпечатки при использовании новой нити.
Также важно выполнять тестовые отпечатки при использовании новой нити. 
 Однако, когда жарко (говорю по своему опыту), появляется ужасный химический запах, который вызывает кашель.
Однако, когда жарко (говорю по своему опыту), появляется ужасный химический запах, который вызывает кашель.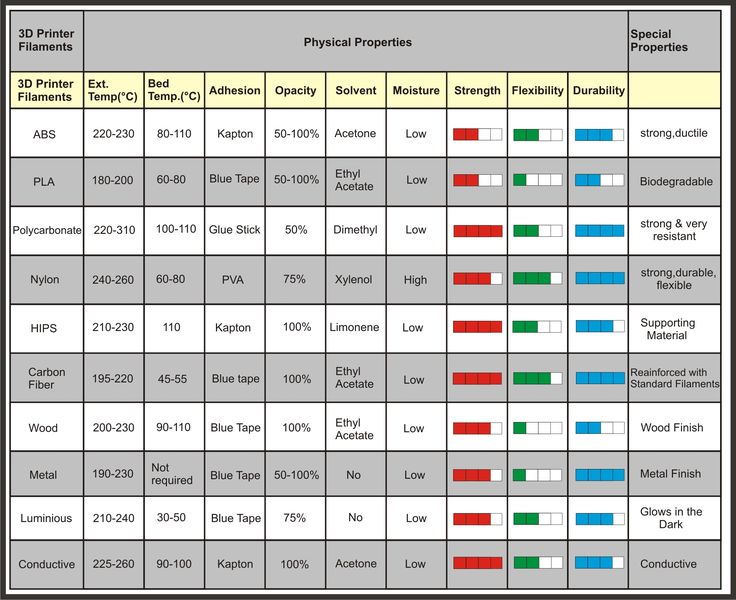 Однако химические добавки и соотношения в нити накала могут мешать этой идеальной температуре «плавления».
Однако химические добавки и соотношения в нити накала могут мешать этой идеальной температуре «плавления».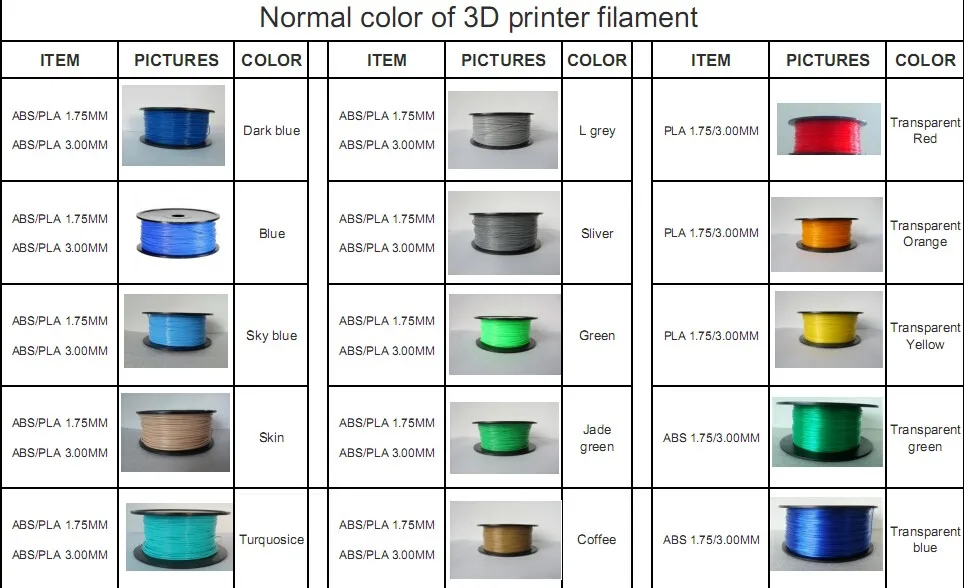 Как вы можете себе представить, эта гибкость делает ABS идеальным кандидатом для использования в 3D-печати.
Как вы можете себе представить, эта гибкость делает ABS идеальным кандидатом для использования в 3D-печати.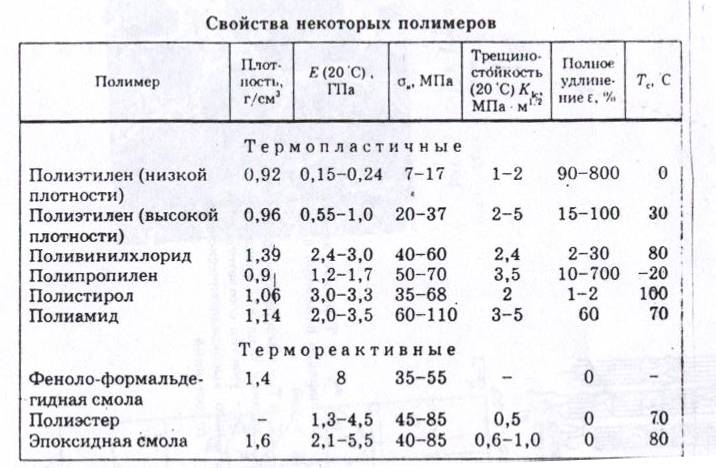 Чтобы получить красивую чистую печать, обязательно отточите оптимальные настройки принтера. Может потребоваться некоторая тонкая настройка, поскольку каждый 3D-принтер немного отличается.
Чтобы получить красивую чистую печать, обязательно отточите оптимальные настройки принтера. Может потребоваться некоторая тонкая настройка, поскольку каждый 3D-принтер немного отличается.
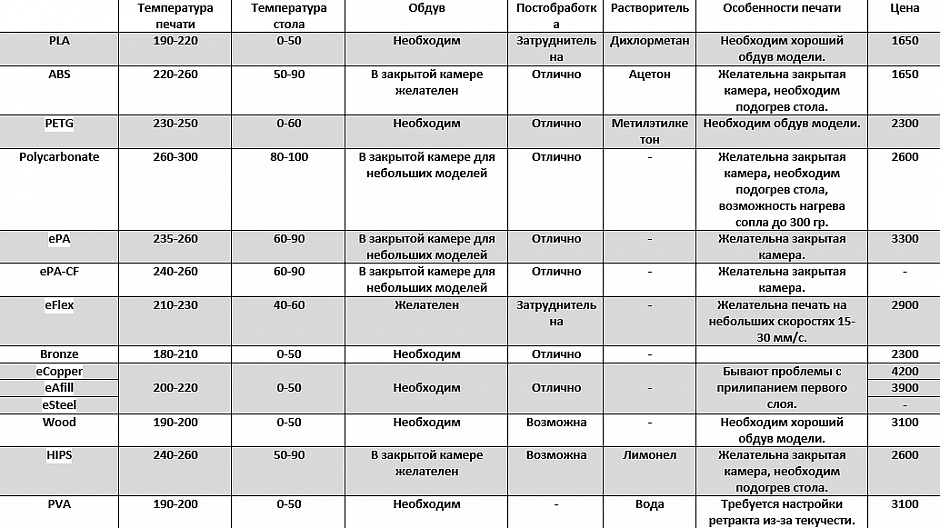 Когда вы не используете нити для 3D-печати, храните их в герметичном пластиковом пакете. Если вы достаточно быстро пройдете нить 3D-печати, этого метода должно быть достаточно. Если у вас несколько рулонов филамента или запасы расходуются медленно, подумайте о хранении филамента в герметичном пластиковом пакете или контейнере с парой упаковок влагопоглотителя.
Когда вы не используете нити для 3D-печати, храните их в герметичном пластиковом пакете. Если вы достаточно быстро пройдете нить 3D-печати, этого метода должно быть достаточно. Если у вас несколько рулонов филамента или запасы расходуются медленно, подумайте о хранении филамента в герметичном пластиковом пакете или контейнере с парой упаковок влагопоглотителя.
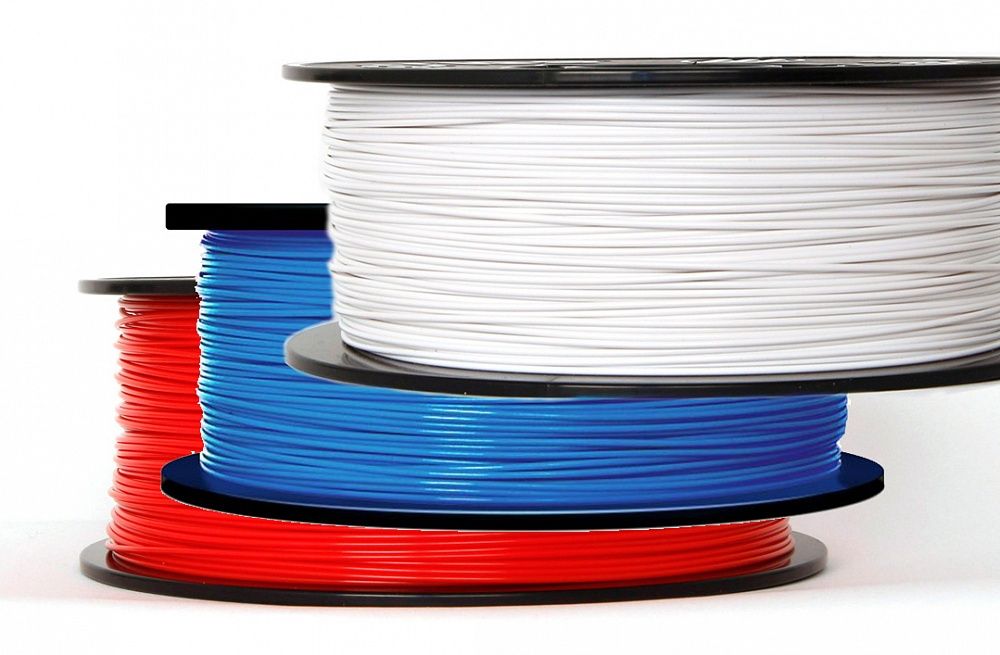 Оно становится хрупкой.
Оно становится хрупкой.
 Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C.
Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C. Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности.
Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности.

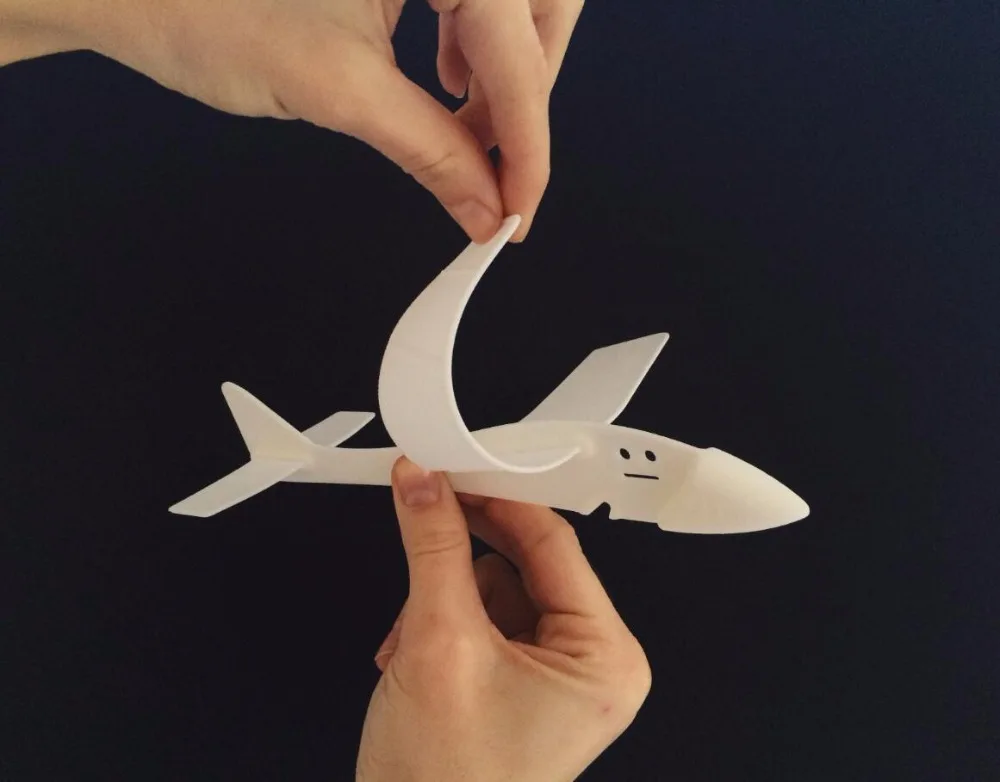 Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна.
Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна. Дюйм]
Дюйм] | 50-60 Гц
| 50-60 Гц С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации.
С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации. Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.
Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.

 Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.
Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.



 Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати.
Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати. Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати.
Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати. дюйм
дюйм
 com/method.
com/method.
 Чтобы облегчить этот процесс, ниже приведены рекомендуемые настройки для печати нейлоном. Вы захотите настроить и адаптировать их к вашему принтеру и марке нити для достижения оптимальных результатов.
Чтобы облегчить этот процесс, ниже приведены рекомендуемые настройки для печати нейлоном. Вы захотите настроить и адаптировать их к вашему принтеру и марке нити для достижения оптимальных результатов. Одна сторона предназначена для ваших стандартных нитей; переверните его, чтобы использовать чувствительные к температуре материалы, такие как нейлон.
Одна сторона предназначена для ваших стандартных нитей; переверните его, чтобы использовать чувствительные к температуре материалы, такие как нейлон. Он доступен по цене и имеет функции, обычно зарезервированные для ценовой категории выше.
Он доступен по цене и имеет функции, обычно зарезервированные для ценовой категории выше.
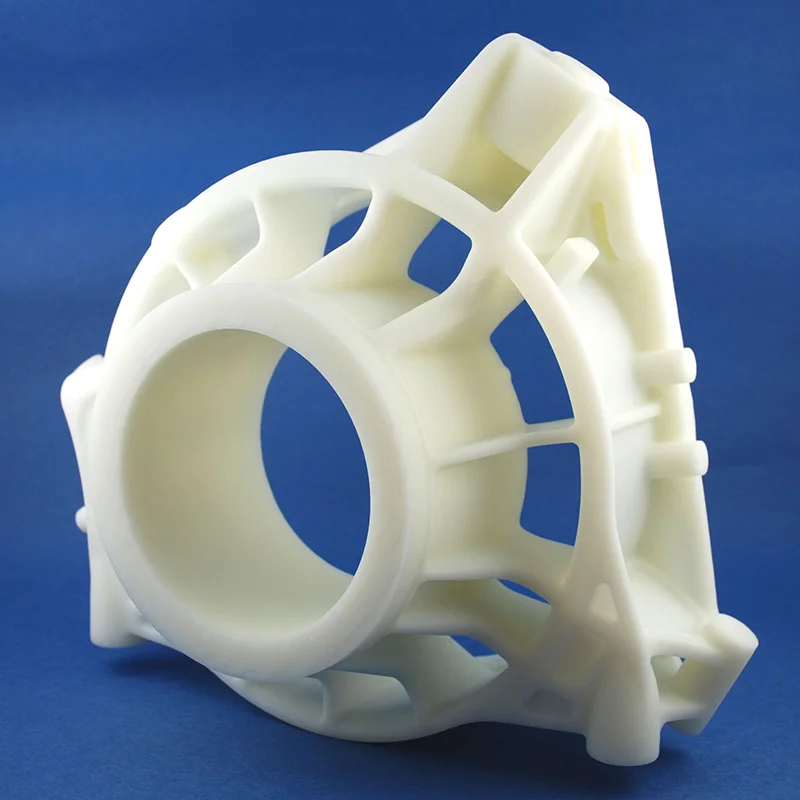

 печать стала своего рода хитом благодаря Dremel 3D45. Полностью закрытый экосистемный принтер Dremel 3D45, предназначенный для школ, упрощает процесс обучения 3D-печати. Лучше всего то, что он прекрасно работает с нейлоном и упрощает первые экспериментальные отпечатки.
печать стала своего рода хитом благодаря Dremel 3D45. Полностью закрытый экосистемный принтер Dremel 3D45, предназначенный для школ, упрощает процесс обучения 3D-печати. Лучше всего то, что он прекрасно работает с нейлоном и упрощает первые экспериментальные отпечатки. Срок службы варьируется в пределах 5-20 лет в зависимости от сферы применения.
Срок службы варьируется в пределах 5-20 лет в зависимости от сферы применения.


 По этому, даннуюстатью мы хотим посвятить выбору оборудования для такой печати.
По этому, даннуюстатью мы хотим посвятить выбору оборудования для такой печати.
 При этом способе печати не сильно влияет, будит ли эта фанера, отшлифована до печати. Основноедостоинство этого способа самая низкая себестоимость печати.
При этом способе печати не сильно влияет, будит ли эта фанера, отшлифована до печати. Основноедостоинство этого способа самая низкая себестоимость печати.
 Технология Roland DG упрощает печать на дереве.
Технология Roland DG упрощает печать на дереве.
 планшетные УФ-принтеры
планшетные УФ-принтеры youtube.com/embed/9YygcvAzGJs» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/9YygcvAzGJs» frameborder=»0″ allowfullscreen=»»> 
 Если бы мы сделали это снова, мы бы сделали это по-другому, просто чтобы спасти себя от ада мировоззрения.
Если бы мы сделали это снова, мы бы сделали это по-другому, просто чтобы спасти себя от ада мировоззрения. Есть бесконечное количество изящных вещей, которые можно сделать для траекторий инструментов, но, как и во всем остальном, мы ошиблись в сторону наиболее надежного и простого подхода.
Есть бесконечное количество изящных вещей, которые можно сделать для траекторий инструментов, но, как и во всем остальном, мы ошиблись в сторону наиболее надежного и простого подхода.
 В целом изделие из такого пластика может прослужить от 2 до 5 лет, зато оно полностью биоразлагаемое.
В целом изделие из такого пластика может прослужить от 2 до 5 лет, зато оно полностью биоразлагаемое.
 Добавить к этому опытные наработки и наилучший результат печати не заставит себя ждать.
Добавить к этому опытные наработки и наилучший результат печати не заставит себя ждать. обработки
обработки
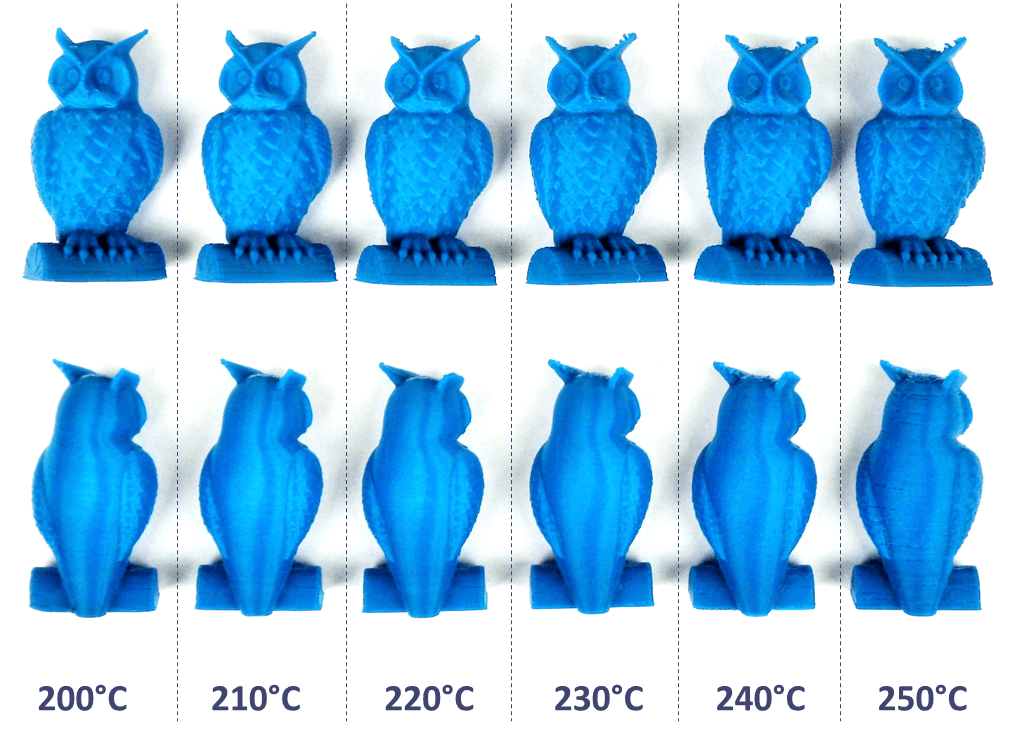 Следует учитывать, что, поскольку этот материал более жесткий, он, следовательно, более хрупкий. Если вы собираетесь использовать распечатанный вами объект в условиях, где ему придется испытывать много ударов и резких столкновений, PLA может оказаться не лучшим выбором.
Следует учитывать, что, поскольку этот материал более жесткий, он, следовательно, более хрупкий. Если вы собираетесь использовать распечатанный вами объект в условиях, где ему придется испытывать много ударов и резких столкновений, PLA может оказаться не лучшим выбором. Влажный пруток становится более ломким и хрупким. Может ломаться руками при сгибе. Такой филамент, если не сломался в механизме подачи экструдера, поступая в горячий хотэнд за доли секунды нагревается до температуры кипения воды, в следствие чего даже малое содержание влаги мгновенно закипает и вырывается наружу, создавая при этом характерный взрыв. Внешне такой пластик не будет отличаться от здорового, но он будет более хрупким и ломким. Качественный PLA и ABS не должен ломаться руками без усилия.
Влажный пруток становится более ломким и хрупким. Может ломаться руками при сгибе. Такой филамент, если не сломался в механизме подачи экструдера, поступая в горячий хотэнд за доли секунды нагревается до температуры кипения воды, в следствие чего даже малое содержание влаги мгновенно закипает и вырывается наружу, создавая при этом характерный взрыв. Внешне такой пластик не будет отличаться от здорового, но он будет более хрупким и ломким. Качественный PLA и ABS не должен ломаться руками без усилия.


 Эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного дольше, выдерживает высокие температуры. Brim (Кайма) не нужен — шестерни без Brim это здорово. Держится дольше каптона.
Эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного дольше, выдерживает высокие температуры. Brim (Кайма) не нужен — шестерни без Brim это здорово. Держится дольше каптона. Вот только деталь трудно снимается, так что преимущества как-то неочевидны. Нам кажется, что этот метод заслуживает более глубокого изучения, и мы расскажем о своих исследованиях, как только они будут проведены. А пока мы рекомендуем работать с синем скотчем.
Вот только деталь трудно снимается, так что преимущества как-то неочевидны. Нам кажется, что этот метод заслуживает более глубокого изучения, и мы расскажем о своих исследованиях, как только они будут проведены. А пока мы рекомендуем работать с синем скотчем. Так или иначе, вам следует увеличить температуру на 5 градусов и продолжать ее наращивать до тех пор, пока у вас не станут получаться качественные отрезки на каждом слое, а после печати деталь окажется достаточно прочной.
Так или иначе, вам следует увеличить температуру на 5 градусов и продолжать ее наращивать до тех пор, пока у вас не станут получаться качественные отрезки на каждом слое, а после печати деталь окажется достаточно прочной.

 Часто это помогает принтеру получать достаточно данных и работать более плавно.
Часто это помогает принтеру получать достаточно данных и работать более плавно. Если у вашего принтера встроенного кулера нет, вы должны озаботиться поисками небольшого настольного вентилятора. Это значительно улучшит ситуацию с вертикальными элементами ваших распечаток и поможет при «наведении мостов» (когда верхний слой перекрывает промежутки на нижнем).
Если у вашего принтера встроенного кулера нет, вы должны озаботиться поисками небольшого настольного вентилятора. Это значительно улучшит ситуацию с вертикальными элементами ваших распечаток и поможет при «наведении мостов» (когда верхний слой перекрывает промежутки на нижнем).
 Обязательно принимайте меры предосторожности против ударов током и ожогов. Если у вас нет достаточного опыта, найдите кого-нибудь, у кого такой опыт есть, — это лучше, чем рисковать получить травму.
Обязательно принимайте меры предосторожности против ударов током и ожогов. Если у вас нет достаточного опыта, найдите кого-нибудь, у кого такой опыт есть, — это лучше, чем рисковать получить травму. В качестве бонуса это также позволяет пластику издавать сладкий аромат во время печати.
В качестве бонуса это также позволяет пластику издавать сладкий аромат во время печати.
 Simplify3D также включает полезную опцию на вкладке «Охлаждение» в настройках вашего процесса, которая может автоматически снижать скорость печати для мелких деталей, обеспечивая достаточное время для охлаждения слоев. Это может значительно улучшить качество печати, позволяя слою затвердеть перед печатью следующего слоя поверх него. Этот параметр можно найти на вкладке «Скорости» в настройках вашего процесса.
Simplify3D также включает полезную опцию на вкладке «Охлаждение» в настройках вашего процесса, которая может автоматически снижать скорость печати для мелких деталей, обеспечивая достаточное время для охлаждения слоев. Это может значительно улучшить качество печати, позволяя слою затвердеть перед печатью следующего слоя поверх него. Этот параметр можно найти на вкладке «Скорости» в настройках вашего процесса. Для этого могут потребоваться другие настройки или даже другое оборудование. Обязательно проконсультируйтесь с производителем вашей нити, чтобы узнать оптимальную температуру для использования с вашей конкретной нитью. Если у вас проблемы с нанизыванием, попробуйте снизить температуру на 5-10 градусов, что поможет предотвратить чрезмерное просачивание. Если вы боретесь с недостаточной экструзией, попробуйте увеличить температуру на 10 градусов, чтобы материал легче проходил через сопло.
Для этого могут потребоваться другие настройки или даже другое оборудование. Обязательно проконсультируйтесь с производителем вашей нити, чтобы узнать оптимальную температуру для использования с вашей конкретной нитью. Если у вас проблемы с нанизыванием, попробуйте снизить температуру на 5-10 градусов, что поможет предотвратить чрезмерное просачивание. Если вы боретесь с недостаточной экструзией, попробуйте увеличить температуру на 10 градусов, чтобы материал легче проходил через сопло. Начните думать об идеях проектов, ознакомившись с нашими общими приложениями, попробуйте один из предоставленных образцов проектов или найдите новую нить для пробы из нашего списка популярных марок материалов.
Начните думать об идеях проектов, ознакомившись с нашими общими приложениями, попробуйте один из предоставленных образцов проектов или найдите новую нить для пробы из нашего списка популярных марок материалов. корней или сахарного тростника, в отличие от других промышленных материалов, изготовленных в основном из нефти. Благодаря своему более экологическому происхождению этот материал стал популярным в индустрии 3D-печати, мы начали использовать его в медицинских целях и в продуктах питания.
корней или сахарного тростника, в отличие от других промышленных материалов, изготовленных в основном из нефти. Благодаря своему более экологическому происхождению этот материал стал популярным в индустрии 3D-печати, мы начали использовать его в медицинских целях и в продуктах питания. В этой смеси крахмал расщепляется на декстрозу (D-глюкозу) или кукурузный сахар. Наконец, при ферментации глюкозы образуется L-молочная кислота, основной компонент PLA. Этот материал считается неньютоновской псевдопластической жидкостью. Это означает, что его вязкость (сопротивление потоку) будет изменяться в зависимости от нагрузки, которой он подвергается. В частности, PLA представляет собой мелкозернистый материал, а это означает, что вязкость уменьшается по мере приложения нагрузки.
В этой смеси крахмал расщепляется на декстрозу (D-глюкозу) или кукурузный сахар. Наконец, при ферментации глюкозы образуется L-молочная кислота, основной компонент PLA. Этот материал считается неньютоновской псевдопластической жидкостью. Это означает, что его вязкость (сопротивление потоку) будет изменяться в зависимости от нагрузки, которой он подвергается. В частности, PLA представляет собой мелкозернистый материал, а это означает, что вязкость уменьшается по мере приложения нагрузки. Это означает, что при печати PLA нет необходимости в использовании подогреваемой печатной платформы, а также нет необходимости в закрытой камере. Единственным недостатком является то, что нить PLA имеет более высокую вязкость, которая может засорить печатающую головку, если вы не будете осторожны.
Это означает, что при печати PLA нет необходимости в использовании подогреваемой печатной платформы, а также нет необходимости в закрытой камере. Единственным недостатком является то, что нить PLA имеет более высокую вязкость, которая может засорить печатающую головку, если вы не будете осторожны. Возможно, потому, что термин «биоразлагаемый», который часто используется для обозначения этой нити, приводит к путанице. Действительно, материал создан из возобновляемых материалов, которые вы найдете в природе, однако это не делает этот материал обязательно биоразлагаемым. Этот материал может разлагаться, но только при определенных аэробных условиях. Например, PLA может быстро разлагаться при промышленном компостировании, в противном случае может потребоваться до 80 лет, чтобы разложиться на открытом воздухе, превратившись, как и другие пластмассы, в пластиковый загрязнитель. Если вам интересно узнать больше о воздействии PLA-филамента на окружающую среду, мы взяли интервью у трех экспертов, которые поделились с нами своим эксклюзивным мнением по этому вопросу.
Возможно, потому, что термин «биоразлагаемый», который часто используется для обозначения этой нити, приводит к путанице. Действительно, материал создан из возобновляемых материалов, которые вы найдете в природе, однако это не делает этот материал обязательно биоразлагаемым. Этот материал может разлагаться, но только при определенных аэробных условиях. Например, PLA может быстро разлагаться при промышленном компостировании, в противном случае может потребоваться до 80 лет, чтобы разложиться на открытом воздухе, превратившись, как и другие пластмассы, в пластиковый загрязнитель. Если вам интересно узнать больше о воздействии PLA-филамента на окружающую среду, мы взяли интервью у трех экспертов, которые поделились с нами своим эксклюзивным мнением по этому вопросу.




 Запустится Мастер создания фильтра принтеров.
Запустится Мастер создания фильтра принтеров. SMTP-сервер должен быть настроен для маршрутизации сообщения. Для разделения адресов используйте формат account@domain и точку с запятой для разделения нескольких учетных записей.
SMTP-сервер должен быть настроен для маршрутизации сообщения. Для разделения адресов используйте формат account@domain и точку с запятой для разделения нескольких учетных записей.
 Сценарий должен находиться на компьютере с установленным компонентом «Управление печатью». Сценарий выполняется с вашими правами, поэтому у вас должны быть разрешения на любые действия, выполняемые сценарием.
Сценарий должен находиться на компьютере с установленным компонентом «Управление печатью». Сценарий выполняется с вашими правами, поэтому у вас должны быть разрешения на любые действия, выполняемые сценарием.


 .. ничего не работает. Иногда переустановка помогает на короткое время (одно или два задания на печать), но потом я получаю ужасный «Черт, принтеры снова не работают!»
.. ничего не работает. Иногда переустановка помогает на короткое время (одно или два задания на печать), но потом я получаю ужасный «Черт, принтеры снова не работают!»

 3, Bigtreetech SKR 1.4, Bigtreetech SKR 1.4 Turbo, Marlin, Reprap, SKR 2, STM32F429VGT6, TMC2209, UART, Драйвер, Драйвер шагового двигателя, Плата управления, Плата управления 3D принтера
3, Bigtreetech SKR 1.4, Bigtreetech SKR 1.4 Turbo, Marlin, Reprap, SKR 2, STM32F429VGT6, TMC2209, UART, Драйвер, Драйвер шагового двигателя, Плата управления, Плата управления 3D принтера 3, Bigtreetech SKR 1.4 / Bigtreetech SKR 1.4 Turbo
3, Bigtreetech SKR 1.4 / Bigtreetech SKR 1.4 Turbo 3 В
3 В
 Следовательно, если Вы не используете прошивку Marlin, пожалуйста, внимательно проверьте, правильно ли вставлен драйвер, чтобы не повредить драйвер и/или материнскую плату.
Следовательно, если Вы не используете прошивку Marlin, пожалуйста, внимательно проверьте, правильно ли вставлен драйвер, чтобы не повредить драйвер и/или материнскую плату. 2 BIgtreetech.
2 BIgtreetech.

 к.0016 SLP +
к.0016 SLP +  clock )
clock ) Используя внешние транзисторы, можно реализовать высокодинамичные приводы с высоким крутящим моментом. Основанный на сложных измельчителях Trinamic SpreadCycle™ и StealthChop™, драйвер обеспечивает абсолютно бесшумную работу в сочетании с максимальной эффективностью и лучшим крутящим моментом двигателя. Высокая степень интеграции, высокая энергоэффективность и малый форм-фактор позволяют создавать миниатюрные и масштабируемые системы для экономичных решений. Комплексное решение сводит к минимуму кривую обучения, обеспечивая при этом лучшую производительность в своем классе.
Используя внешние транзисторы, можно реализовать высокодинамичные приводы с высоким крутящим моментом. Основанный на сложных измельчителях Trinamic SpreadCycle™ и StealthChop™, драйвер обеспечивает абсолютно бесшумную работу в сочетании с максимальной эффективностью и лучшим крутящим моментом двигателя. Высокая степень интеграции, высокая энергоэффективность и малый форм-фактор позволяют создавать миниатюрные и масштабируемые системы для экономичных решений. Комплексное решение сводит к минимуму кривую обучения, обеспечивая при этом лучшую производительность в своем классе.  0082
0082 17
17

 Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
 5 mm
5 mm
 расстояния срабатывания при 23 ℃ в диапазоне температур от -25 до 70 ℃
расстояния срабатывания при 23 ℃ в диапазоне температур от -25 до 70 ℃ 80 г
80 г , м: 5 мм 0 мин., мин. 20 мм мин.
, м: 5 мм 0 мин., мин. 20 мм мин. 9, 3-core
9, 3-core 5
5

 CE / IEC
CE / IEC 9
9 9
9 Collector
Collector 5
5 5
5

 com/watch?v=ZHMnBZ_Ds5M
com/watch?v=ZHMnBZ_Ds5M Ровно
Ровно NS-6
NS-6 98 грн
98 грн Харьков
Харьков Включает установочный файл PlanetCNC TNG и профили устройств TNG. Инструкции по установке программного обеспечения в формате PDF прилагаются к файлам ниже.
Включает установочный файл PlanetCNC TNG и профили устройств TNG. Инструкции по установке программного обеспечения в формате PDF прилагаются к файлам ниже.

 Инструкции по сбросу настроек драйвера: Нажмите здесь.
Инструкции по сбросу настроек драйвера: Нажмите здесь. vimeo.com/video/716124823?h=3ac1227c0f&color=d4af00&title=0&byline=0&portrait=0″ frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»» title=»XCP Under the Hood-2 (1).mov»/>
vimeo.com/video/716124823?h=3ac1227c0f&color=d4af00&title=0&byline=0&portrait=0″ frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»» title=»XCP Under the Hood-2 (1).mov»/> 





 Это руководство по резьбе по дереву для начинающих должно помочь вам начать работу, от выбора подходящего дерева до выбора подходящих аксессуаров Dremel.
Это руководство по резьбе по дереву для начинающих должно помочь вам начать работу, от выбора подходящего дерева до выбора подходящих аксессуаров Dremel. Диапазон между 180-280 должен быть хорош для небольших проектов. Чтобы удерживать и использовать колеса, вам также понадобится оправка. В частности, оправка EZ SpeedClic (SC402) для шлифовальных кругов и оправка 401 для полировальных кругов.
Диапазон между 180-280 должен быть хорош для небольших проектов. Чтобы удерживать и использовать колеса, вам также понадобится оправка. В частности, оправка EZ SpeedClic (SC402) для шлифовальных кругов и оправка 401 для полировальных кругов. Помните, что если вы новичок в резьбе по дереву, вам может быть сложно вырезать эти естественные образования. Получите самую чистую древесину и вернитесь к сложным вещам позже. Практика делает совершенным.
Помните, что если вы новичок в резьбе по дереву, вам может быть сложно вырезать эти естественные образования. Получите самую чистую древесину и вернитесь к сложным вещам позже. Практика делает совершенным.
 Или прочтите: Как избежать неудач при резьбе по дереву.
Или прочтите: Как избежать неудач при резьбе по дереву.
 Если вам нужно регулярно снимать много материала, обратите внимание на специальные борфрезы от Kutzall. Я рассмотрел их позже в этом списке.
Если вам нужно регулярно снимать много материала, обратите внимание на специальные борфрезы от Kutzall. Я рассмотрел их позже в этом списке.
 Вы можете использовать ранее упомянутый набор инструментов Taita от простого деревянного блока до готовой детали.
Вы можете использовать ранее упомянутый набор инструментов Taita от простого деревянного блока до готовой детали. Это здорово иметь в своей мастерской для общего использования. Есть гравировальные насадки, отрезные круги, шлифовальные барабаны, шлифовальные насадки и т. д. Все резчики по дереву должны будут использовать эти вещи в какой-то момент.
Это здорово иметь в своей мастерской для общего использования. Есть гравировальные насадки, отрезные круги, шлифовальные барабаны, шлифовальные насадки и т. д. Все резчики по дереву должны будут использовать эти вещи в какой-то момент. Если вы занимаетесь только резьбой по дереву, вы, вероятно, можете пропустить это, ничего не упустив. Однако, если у вас, как и у меня, есть жук-самоделка, или вы хотите немного поэкспериментировать (тоже я!), то это отличный набор.
Если вы занимаетесь только резьбой по дереву, вы, вероятно, можете пропустить это, ничего не упустив. Однако, если у вас, как и у меня, есть жук-самоделка, или вы хотите немного поэкспериментировать (тоже я!), то это отличный набор. Они быстро снимают материал и хорошо работают с большинством видов дерева.
Они быстро снимают материал и хорошо работают с большинством видов дерева.
 Благодаря точной фрезеровке вы можете создавать красивые узоры и инкрустации, которые невозможны при использовании любой другой техники. №
Благодаря точной фрезеровке вы можете создавать красивые узоры и инкрустации, которые невозможны при использовании любой другой техники. № Просто убедитесь, что у вас есть правильное приложение для работы, которую вы пытаетесь сделать.
Просто убедитесь, что у вас есть правильное приложение для работы, которую вы пытаетесь сделать.
 Средний размер ваших кусочков также будет определять средний размер бит, которые вам потребуются. Для новичков это может быть методом проб и ошибок. Так что лучше покупать более дешевые наборы, которые имеют большое разнообразие. Как только вы узнаете размеры, уровни истирания и формы, которые вам нужны, вы можете начать инвестировать в более дорогие биты.
Средний размер ваших кусочков также будет определять средний размер бит, которые вам потребуются. Для новичков это может быть методом проб и ошибок. Так что лучше покупать более дешевые наборы, которые имеют большое разнообразие. Как только вы узнаете размеры, уровни истирания и формы, которые вам нужны, вы можете начать инвестировать в более дорогие биты. Убедитесь, что вы экспериментируете с каждую часть по-разному, чтобы прочувствовать ее.0003
Убедитесь, что вы экспериментируете с каждую часть по-разному, чтобы прочувствовать ее.0003 Ваши руки в основном направляют инструмент, а не заставляют его.
Ваши руки в основном направляют инструмент, а не заставляют его.
 Я предпочитаю использовать их в качестве крошечных шлифовальных инструментов для отделки участков, куда шлифовальные барабаны и полировальные диски просто не дотянутся. Они также могут гравировать на стекле и сверлить керамику, если вы хотите поэкспериментировать.
Я предпочитаю использовать их в качестве крошечных шлифовальных инструментов для отделки участков, куда шлифовальные барабаны и полировальные диски просто не дотянутся. Они также могут гравировать на стекле и сверлить керамику, если вы хотите поэкспериментировать. Я лично рекомендую Taita Tools Набор твердосплавных борфрез с двойной насечкой из 20 шт. Если у вас есть опыт, выберите специализированный набор, если вы уже точно знаете, чего хотите.
Я лично рекомендую Taita Tools Набор твердосплавных борфрез с двойной насечкой из 20 шт. Если у вас есть опыт, выберите специализированный набор, если вы уже точно знаете, чего хотите.