Есть ли у вас возникли вопросы насчет Groove G-Dry, свяжитесь с нами!
+372 5 822 896 8
Рабочие часы
пн-пт
10-19
сб
10-16
вс
закрыто
Особенности
Технические особенности
Поверхностный материал: 1. 6 mm suede leather upper
Подкладка: G-DRY
Стельки: PU
Промежуточная подошва: EVA
Внешняя подошва: GTF™ Opale
Наличие
Nõmme
Jaama 12
размер/цвет: 41 (7)/black
в наличии
размер/цвет: 41,5 (7,5)/black
в наличии
размер/цвет: 42 (8)/black
в наличии
размер/цвет: 42,5 (8,5)/black
в наличии
размер/цвет: 43 (9)/black
в наличии
размер/цвет: 44 (9,5)/black
в наличии
размер/цвет: 44,5 (10)/black
в наличии
размер/цвет: 45 (10,5)/black
в наличии
размер/цвет: 46,5 (11,5)/black
в наличии
Tähesaju
Tähesaju tee 9
размер/цвет: 41 (7)/black
в наличии
размер/цвет: 42 (8)/black
в наличии
размер/цвет: 43 (9)/black
в наличии
размер/цвет: 44 (9,5)/black
в наличии
размер/цвет: 45 (10,5)/black
в наличии
размер/цвет: 46 (11)/black
в наличии
ПАЗ G-DRY | Garmont Outdoor USA
Multiterrain
Добавить в список желаний
5 7 ПАЗ G-DRY Магазин 5
ГАРМОНТ
Артикул
002488_6
EAN
8056586039738
Походная обувь для горных троп и повседневной носки
• Гидроизоляционная мембрана Garmont G-Dry • Верх из замши толщиной 1,6 мм • Дышащая экологически чистая Стелька из полиуретана • Подошва двойной плотности для дополнительной устойчивости
Best for Подходит Технологии
Размер:
Таблица размеров
4 США 4,5 США 5 США 5,5 США 6 США 6,5 США 7 США 7,5 США 8 США 8,5 США 9НАС 9,5 США 10 долларов США 10,5 США 11 США 11,5 США 12 США 12,5 США 13 США 13,5 США 14 США
$ 140,00
Товар добавлен в корзину
Перейти в корзину
Вы достигли максимального количества, которое можно добавить в корзину
В корзину
БЕЗОПАСНЫЕ ПЛАТЕЖИ
Выберите предпочтительный способ оплаты. Это безопасно и надежно
GARMONT QUALITY
Более 50 лет опыта в индустрии активного отдыха
ЛУЧШИЙ ДЛЯ
Скандинавская ходьба
Для скандинавской ходьбы
Пешие прогулки
Для высокогорных походов
Сложность похода: E
Вам также может понравиться
Воздухопроницаемость Способность обуви оставаться свежей и сухой
Легкость Легкость обуви (категория обуви)
Защита Защита стопы от ударов
Поддержка Поддержка стопы при ходьбе
Жесткость Степень сопротивления изгибу
43 ПОМЕСТИТЬСЯ Высота обуви
Низкий верх
Средний верх
Высокий верх
Подгонка обуви
технический
обычный
вместительный
ТИП Стельки
Lite flex
Mid flex
X-lite flex
Carbon flex
Шнуровка доходит до носка для индивидуальной подгонки переднее сгибание для большего комфорта при ходьбе
ТЕХНОЛОГИИ
Верх из замши толщиной 1,6 мм. Вес 450 гр. (Размер половинной пары 9 США).
Add®
Набор конструктивных решений устраняет асимметрию стопы и обеспечивает идеальную посадку
Детали
• Точная шнуровка
• Асимметричная манжета
• Вместительный носок
G-DRY
Водонепроницаемая и ветрозащитная мембрана Garmont® сохраняет ноги сухими даже в самые дождливые дни
Этот сайт использует файлы cookie для предоставления своих услуг и позволяет вам отправлять файлы cookie с других сайтов («сторонних») для отправки рекламы и услуг в соответствии с вашими предпочтениями. Если вы хотите узнать больше или отказаться от всех или некоторых файлов cookie, нажмите здесь. Закрывая этот баннер, прокручивая эту страницу или щелкая любой элемент, вы даете согласие на использование каждого файла cookie. Хорошо, я понял
G-DRY Интеллектуальные промышленные сушилки для продуктов питания, фруктов и овощей
Сделано в Турции
Высокотехнологичные сушилки для пищевых продуктов, фруктов и овощей
Мы применяем наш 50-летний опыт работы в области отопления, охлаждения и вентиляции в пищевой промышленности. Мы всегда готовы максимально использовать наши возможности во всех областях, где важны поток воздуха и влажность. Умные сушилки для пищевых продуктов G-Dry , что означает Green Dry, являются отражением этой способности, приобретённой годами. с опытом работы в пищевой промышленности. Мы оснастили наши умными сушилками для пищевых продуктов с низким расходом топлива, низкий выброс углерода , максимальная гигиена и высокая производительность , с технологиями, которые окажут влияние в этом секторе. Вдобавок ко всему, полностью с отечественными НИОКР и отечественными столица! Давайте испытаем эту гордость вместе.
Давайте станем свидетелями того, как наша умная сушилка для пищевых продуктов G-Dry под брендом вышла на заслуженный уровень в отрасли.
Подробнее
Сушилки для пищевых продуктов
G-Dry предлагают множество функций для идеальной сушки фруктов, овощей и продуктов. Высокое качество сборки а передовая технология нового поколения позволяет сушить продукты быстро, качественно и не нарушая его качество. Имея профессиональные инженерные возможности в своей инфраструктуре, сушка пищевых продуктов G-Dry машин, вывести промышленную сушку пищевых продуктов на новый уровень с низким потреблением энергии, гибкость использования энергетического типа и прочные прочные структурные особенности.
Машины для сушки пищевых продуктов G-Dry обладают высокой эффективностью и высокой производительностью сушки. Сушат продукты быстро, мощно и без компрометирующее качество. Несмотря на их высокую эффективность и высокую производительность, они требуют крайне малой мощности. потребление. Это максимально снижает эксплуатационные расходы.
Конструкция шкафа сушильных машин для пищевых продуктов G-Dry имеет конструкцию, обеспечивающую гигиену и защиту пищевых продуктов над процессом обработки пищевых продуктов. стандарты. В конструкции салона использованы высококачественные гигиенические материалы. Вы можете сушить фрукты, овощи и другие продукты питания в этом гигиеническом шкафу без забот.
Машины для сушки пищевых продуктов G-Dry способны высушить 1 тонну пищевых продуктов всего за 6 часов, не нарушая внешний вид и качество содержания пищи. Благодаря этой функции вы значительно увеличите свою операционную прибыль за счет значительной экономии времени сушки.
Благодаря высокой технологии сушильные машины G-Dry могут достигать температуры от -20 °C до +50, +62 °C без трата энергии. Благодаря этой способности вы избегаете высоких затрат на энергию, необходимую при переходе от низких температур к высоким.
Сушилки для пищевых продуктов G-Dry предназначены для потребления энергии, необходимой для сушки, из всех источников тепла, таких как отработанное тепло и энергия термальной воды. Благодаря возможности использования возобновляемой энергии вы защищаете окружающую среду и контролируете свой бюджет.
В сушилках для пищевых продуктов G-Dry используется технология с различным типом потребления энергии. Они могут быть изготовлены с водяными батареями, тепловой насос, электрический или гибридный. G-Dry не принуждает вас использовать одну рабочую систему. Машины могут быть спроектированы по наиболее подходящему для вас варианту.
Благодаря интеллектуальным технологиям нового поколения сушилками для пищевых продуктов G-Dry можно дистанционно управлять с компьютеров, планшетов и смартфонов. С помощью этой функции который предлагает полное дистанционное управление, вам не нужно находиться рядом с машиной, чтобы контролировать процесс сушки во время длительных периодов сушки. Наши машины дают вам возможность тратить свое время и энергию на другие вещи.
Сушилки для пищевых продуктов G-Dry имеют усовершенствованную встроенную интеллектуальную панель управления, которая упрощает процесс сушки и включает в себя конфигурации для конкретных пищевых продуктов. что нужно для идеальной сушки. Для идеального процесса сушки достаточно внести необходимые коррективы с умной панели управления, после помещения изделий в сушильный шкаф.
Сушилки для пищевых продуктов G-Dry имеют возможность устанавливать ограничения доступа для пользователей, использующих интеллектуальную панель управления и функцию дистанционного управления. Администратор, у которого есть все разрешения, может ограничивать или увеличивать разрешения других пользователей, которых он определяет.
Машины для сушки пищевых продуктов G-Dry имеют встроенную прецизионную шкалу. Эти чувствительные весы мгновенно измеряют вес пищи во время еды. процесс сушки. Путем расчета разницы между начальным весом и сухим весом процесс сушки автоматически прекращается при достижении желаемого веса сушки.
Разработано и произведено турецкими инженерами
Машины для сушки пищевых продуктов G-Dry были разработаны и изготовлены с большой тщательностью профессиональными и опытными инженерами. компании RES Enerji Sistemleri A.Ş., одного из ведущих производителей систем отопления, охлаждения и вентиляции сектор технологий Турции.
Особое внимание уделялось тому, чтобы это был полностью отечественный капитал и отечественное производство. G-сухой промышленный сушилки для пищевых продуктов были созданы с целью продвижения турецкой техники и технологических возможностей Турции. во всем мире, с мотивацией доказать, что у нас есть право голоса в промышленном сектор сушки пищевых продуктов на международной арене.
Благодаря этой мотивации G-Dry удалось сделать себе имя благодаря сильным технологическим возможностям и профессиональному инжиниринг, после первого года выхода на рынок.
Все о нашем бренде G-Dry и его уникальной технологии
На все ваши вопросы об истории основания G-Dry, видении, секрете успеха и передовые технологии, вы можете посмотреть наши рекламные видеоролики.
Почему продукты, фрукты и овощи сушат?
С древних времен были разработаны различные методы консервации и консервирования, и сушка применялась к продуктам питания . С помощью этих методов вода в продуктах испаряется с помощью воздушного потока и солнечного света без потери калорийности и без разрушения их клеток. Снижение показателя активности воды высушенных продуктов повышает их долговечность. Микроорганизмы и бактерии, которые портят пищу, не могут размножаться или выживать в продуктах, содержащих воду ниже определенного уровня. Благодаря процессу сушки продукты можно хранить и употреблять в течение длительного времени без потери витаминов и минералов. Вы можете сушить многие пищевые продукты, такие как все виды фрукты, овощи, мясные продукты, чай, оливки, сыр, черствый хлеб, грибы, специи, макаронные изделия и сахар как для консервации, так и для использования в различных областях.
Продукты питания, овощи и фрукты Методы сушки
Метод сушки продуктов может осуществляться только с солнечным теплом в природе . С развитием техники второй метод обеспечивается сушилками для пищевых продуктов , которые могут передавать имитированное тепло от различных источников сухим продуктам . Хотя метод сушки является разделенные на эти две основные группы, они могут обеспечить необходимый источник тепла для удаления воды из пищи тремя основными способами. Это конвекционная сушка , кондуктивная сушка и высокочастотные (радио) методы сушки . При конвекционной сушке тепло, необходимое для испарения воды, часто переносится газом, например воздухом. Горячий газ (воздух) пропускается через, над и между пищевыми продуктами, подлежащими сушке. Этот метод широко известен как метод сушки горячим воздухом. В проведении метод сушки , тепло, необходимое для испарения, передается теплопроводностью. Другими словами, в то время как пища, подлежащая сушке, неподвижны или движутся, тепло передается пище от горячей области, с которой она соприкасается. В высоком (радио) частотная сушка, тепло передается высушиваемым продуктам через близлежащее поле излучения без необходимости любой материальный носитель. Основная логика здесь аналогична микроволновым печам.
Преимущества сушильных машин
Выполнение сушка пищевых продуктов с использованием солнечного тепла и воздушного потока (ветра), которые являются основными методами, требует идеального сезонного времени. Более того, эти методы могут выполняться в антисанитарных условиях, независимо от подсушивающих свойств пищи. идеальная сушка параметры каждого продукта отличаются. Благодаря развивающейся технологии мы знаем об этих параметрах. Сушилки для пищевых продуктов , с другой стороны, способны идеально сушить, имитируя наиболее подходящие условия сушки в соответствии с к типу питания во все времена года, независимо от природных условий.
Легкая переналадка станков, чтобы ответить на ваши требования
МЫ ДАЕМ ВОЗМОЖНОСТИ – ВЫ ВЫБИРАЕТЕ
Отдельно стоящие станки СТАНКИ СЕРИИ 1000
Стандартные линии СТАНКИ СЕРИИ 1500
Линии для строительных и периметрических поддонов СТАНКИ СЕРИИ 2000
Станки для нестандартных поддонов СТАНКИ СЕРИИ 2500
СТАНКИ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ
ПОЛНАЯ ПРОИЗВОДСТВЕННАЯ ЛИНИЯ
Мы производим производственные линии, которые быстро и эффективно трансформируют заготовки в штабели готовых поддонов. Оборудование, изготовленное под заказ, сэкономит ваше время и деньги! Мы всегда хотим быть уверены, что вы получили именно то оборудование, которое полностью отвечает вашим требованиям. Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудование добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
ПОЛУЧИТЬ ПРЕДЛОЖЕНИЕ
СОЗДАЙТЕ ЛИНИЮ ПО ВАШЕМУ ЗАКАЗУ
Начните с одного станка или создайте линию по вашему заказу шаг за шагом! Мы производим станки для производства поддонов для больших и малых производств. Вы можете выбрать уровень автоматизации, количество персонала и назначение станка или линии. Сегодня вы инвестируете в то, что со временем вырастет. Все наши станки могут быть объединены в полную линию. Вы определяете сроки и этапы ваших инвестиций!
НАШИ СТАНКИ
ПОЛНАЯ ПРОИЗВОДСТВЕННАЯ ЛИНИЯ
Мы производим производственные линии, которые быстро и эффективно трансформируют заготовки в штабели готовых поддонов. Оборудование, изготовленное под заказ, сэкономят ваше время и деньги! Мы всегда хтим быть уверены, что вы получили именно то оборудование, которое полностью отвечает вашим требованиям. Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудования добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
ПОЛУЧИТЬ ПРЕДЛОЖЕНИЕ
СОЗДАЙТЕ ЛИНИЮ ПО ВАШЕМУ ЗАКАЗУ
Начните с одного станка или создайте линию по вашему заказу шаг за шагом! Мы производим станки для производства поддонов для больших и малых производств. Вы можете выбрать уровень автоматизации, количество персонала и назначение станка или линии. Сегодня вы инвестируете в то, что со временем вырастет. Все наши станки могут быть объединены в полную линию. Вы определяете сроки и этапы ваших инвестиций!
НАШИ СТАНКИ
ЛЕГКО ПЕРЕСТРАИВАТЬ!
Управление настройками размеров и типов производимых поддонов
осуществляется за несколько минут на всех станках Mychrome.
СТАНКИ СЕРИИ 1000
Отдельно стоящие станки
СТАНКИ СЕРИИ 1500
Стандартные линии
СТАНКИ СЕРИИ 2000
Линии для строительных и периметрических поддонов
СТАНКИ СЕРИИ 2500
Станки для нестандартных поддонов
СТАНКИ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ
Go to Top
Оборудование для производства евро поддонов
Комплексные лесопильные линии
Торцовочные станки
Оборудование для производства евро поддонов
Гвоздь- CNW (Бабинный)
Высота — 45-90 мм
Диаметр — 2,5-3,3 мм
Вес — 3,7 кг
Рабочее давление — 5-8 bar
Расход воздуха — 4 л/цикл
Подробная информация о станке …
Оборудование для производства евро поддонов
Гвоздь- CNW (Бабинный)
Высота — 25-57 мм
Диаметр — 2,1-2,5 мм
Вес — 2,7 кг
Рабочее давление — 4-6 bar
Расход воздуха — 2,7 л/цикл
Подробная информация о станке . ..
Оборудование для производства евро поддонов
Оборудование для производства евро поддонов
Оборудование для производства евро поддонов
Блок подготовки воздуха — это наиболее необходимый агрегат при оргинизации рабочего места пневмоинструмента. Фильтровальный элемент производит очистку воздуха от примесей до 5микрон, редуктор понижает давление в системе, а автоматическая масленка произведет самзку инструмента для надежной работы.
Подробная информация о станке …
Оборудование окончательной обработки поддона
Двухкамерная сушильная камера Optimal для фитосанитарной термооброботки европоддонов типа ЕВРО (кол-во 700 шт. в каждой)
Подробная информация о станке …
Оборудование для производства евро поддонов
Полностью автоматическое устройство, предназначенное для манипуляции (переворот) и штабелирования поддонов без вмешательства оператора.
Подробная информация о станке …
Оборудование для производства евро поддонов
SMPA 500. 1 ED найдет свое применение прежде всего в компаниях занимающихся производством поддонов с мощностью 500 шт. в смену (8 часов)
Подробная информация о станке …
Оборудование для производства евро поддонов
Автоматическое оборудование, состоящее из 5 рабочих узлов (см.ниже), работает в автоматическом режиме включения агрегатов. Машина работает или самостоятельно или может стать составной частью производственной линии путем присоединения за гвоздезабивной автомат SMPA 500.1 ED. Оборудование предназначено для обработки поддонов с размерами шириной от 700 мм до 1200 мм и длиной от 600 мм до 1 500 мм.
Подробная информация о станке …
Торцовочные станки
Торцовочные станки
Предназначены для поперечного раскроя пиломатериалов. Оснащённые думя или тремя пилами с механической или автоматической подачей заготовок и с регулируемым положением пил. Данные торцовочные станки обеспечивают максимальную производительность в серийном производстве.
Подробная информация о станке …
Оборудование для производства евро поддонов
Это подходящее решение для предприятий собирающихся заниматься промышленным производством поддонов и для производителей желаемых соответствовать заказам специальных поддонов или небольших объемов.
Подробная информация о станке …
Оборудование для производства евро поддонов
Это подходящее решение для предприятий собирающихся заниматься промышленным производством поддонов постепенно инвестируя в течение времени.
Подробная информация о станке …
Оборудование для производства евро поддонов
Сборка гвоздезабивными пистолетами на универсальном кондукторе по нашему опыту, наиболее оптимальный вариант производства деревянных поддонов и паллет. Срок окупаемости 1-3 месяцев. Производительность при таком способе может доходить до 30 поддонов в час на одного оператора. Применение кондуктора позволяет значительно снизить затраты ручного труда на технологических операциях, обеспечить гарантированную постоянную точность размера поддона, повысить качество продукции и сократить число рабочих, занятых на производстве, увеличив производительность в 2-3 раза.
Подробная информация о станке …
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker — Приложение !
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности . Указанные товарные знаки принадлежат их соответствующим владельцам. Machineseeker Group GmbH не несет ответственности за содержание внешних веб-сайтов, на которые имеются ссылки.
Нажмите здесь для просмотра всех гвоздезабивных машин
или просмотрите наши самые популярные машины ниже.
Все представленные ниже машины теперь позволяют изготавливать четырехстрочных поддонов с включенным 4-м стрингером в сборе и дополнительным монтажным комплектом для 9 гвоздей.0114 бесплатно .
Подробнее
Pallet Chief II — надежная рабочая лошадка, идеально подходящая для магазинов паллет любого размера.
Практически не требует технического обслуживания и является одной из самых простых в эксплуатации машин для поддонов в отрасли.
Наш продавец № 1 и его легче всего рекомендовать из-за его простоты, универсальности и непревзойденной цены.
Подробнее
Pallet Chief III представляет собой автоматическую систему сборки поддонов, обеспечивающую минимальную усталость оператора.
Универсален, как и Pallet Chief II, может использоваться на любом объекте. Использует 110 вольт и сжатый воздух.
Машина для дерна/полозьев
3 полозья в минуту*
Подробнее
Идеально подходит для дерновых ферм или любых операций, требующих полозьев или односторонних поддонов.
Автоматическое размещение настила и гвоздей обеспечивает постоянное качество и скорость производства салазок, на которые вы можете рассчитывать.
*В зависимости от характеристик салазок
3 поддоны в минуту*
Укладчик Deluxe
Подробнее
Простота всей линейки паллетного оборудования распространяется и на PC IV, предназначенный для увеличения производительности без ущерба для качества.
Включая две станции забивания гвоздей, переворачиватель поддонов и укладчик Deluxe — это самая автоматизированная система в нашей стандартной линейке.
*В зависимости от спецификаций поддона
2022 Брошюра по продажам
(2 страницы)
Нажмите здесь для просмотра/Загрузка. Быстрая настройка
Повышенная скорость и производительность
Использование собираемых ногтей или скобок
Точное размещение ногтей
может быть построено для получения любого размера поддонов с любым числом стрижек
888888888 годы. мир за их замечательный дизайн. Наши машины для изготовления поддонов создают экономичный, простой в обслуживании, удобный и прибыльный производственный процесс. Выше вы найдете некоторые из самых популярных паллетных машин, производимых компанией Pallet Chief. От гвоздезабивных машин для поддонов до оборудования для штабелирования поддонов — вы можете спроектировать всю свою систему изготовления поддонов с помощью надежного оборудования от компании Pallet Chief. Независимо от того, являетесь ли вы производителем поддонов, который только начинает свою деятельность, или управляете крупной компанией по производству поддонов, стремящейся увеличить производительность при минимальном техническом обслуживании и меньшем количестве человеко-часов, у нас есть машина, которая соответствует вашим потребностям.
20 лет, и он все еще постоянный клиент — Уэйн Бэнкс
3д принтер печать фигурок, печать 3д моделей на заказ. Дешево. 3д студия Скилл
Печать 3д моделей на заказ становится все более востребованной услугой, так как позволяет в сжатые сроки воплотить виртуальную модель в реальное изделие.
Одна из популярных во всем мире сфер применения — 3д принтер печать фигурок — в будущем вполне способна заменить привычные фотографии.
Вы можете сделать уникальный и незабываемый подарок для друзей и родных, выбирая печать 3д моделей на заказ и остановившись на одном из множества вариантов:
собственная миниатюра;
фигурки любимых;
3 д-скульптуры молодоженов;
изображение друзей и коллег;
образы кумиров;
фигурки любимых персонажей;
малыш с УЗИ-снимка;
детский рисунок, напечатанный на 3D принтере;
статуэтка домашнего питомца;
миниатюрная копия транспортного средства;
3 д-копия произведения искусства и т. д.
Любая 3д-модель выполняется профессиональными дизайнерами по фотографиям, сделанным с разных ракурсов, или на основе 3d сканирования с помощью компьютерных технологий. И в том, и в другом случае работа состоит из двух этапов. На первом этапе дизайнер создает виртуальную 3 д модель, которая затем может быть неоднократно напечатана. Второй этап – изготовление самой статуэтки.
Планируя печать 3д моделей на заказ, Вы можете выбрать удобный для Вас размер, стильный монохромный или реалистичный красочный вариант. Печать 3 д модели осуществляется на специальном оборудовании с использованием современных высококачественных экологичных материалов. Цветной гипсополимер обеспечит фотографическую точность, монохромный фотополимер передаст мельчайшие детали, а одноцветная или двухцветная печать пластиком станет наиболее выгодной по цене. Помимо выбора материала, на стоимость 3d портрета влияет также его масштаб и степень детализации. В зависимости от технологии, размеров и сложности 3д принтер печать фигурок занимает от нескольких часов до нескольких дней.
Выполненная по Вашему заказу в единственном числе в виде игрушки, статуэтки, брелка или магнита, любая модель будет изготовлена оперативно, качественно и оригинально. Напечатанная на 3D-принтере практичная и долговечная 3d-фигурка надолго станет эксклюзивным украшением любого интерьера, рабочего стола или новогодней елки.
Вы можете предварительно оценить ожидаемое качество услуги 3д печати с учетом выбранного материала и настроек, запросив фотографии готовых работ или посетив наш офис.
Как рассчитать стоимость печати на 3D принтере
Для реализации некоторых идей самым быстрым и простым решением становится 3D-печать. В некоторых ситуациях удачным решением может стать приобретение своего 3D-принтера, но иногда гораздо выгоднее и быстрее заказать необходимое изделие в фирме, специализирующейся на 3D-печати. Да и многие обладатели 3D-принтера задумываются о том, чтобы “монетизировать” свое хобби, но как правильно рассчитать свои затраты?
Несмотря на то, что цену принято указывать за грамм рабочего материала, просто умножить вес модели на стоимость 1 грамма будет неправильно. Помимо стоимости расходных материалов в цену изделия добавляется еще много неочевидных, на первый взгляд, расходов.
Для каждой технологии 3D печати используются свои расходники. Разберем самые популярные и доступные из них.
Доступные технологии и основные отличия
В настоящее время появилось огромное количество 3D аппаратов от небольших настольных, которые уместятся на рабочем столе, до огромных промышленных станков. Среди самых доступных можно выделить 2 технологии — FDM и фотополимерные принтеры (LCD/DLP/SLA).
FDM 3D-печать
На сегодняшний день самой доступной технологией 3D-печати является FDM. Разнообразие материалов и 3D-принтеров позволяет применять FDM для широкого спектра задач.
Схематичная работа FDM принтера
Большой выбор позволяет легко подобрать 3D-принтер под определенную задачу или найти универсальный аппарат.
Материалом для печати служит пластиковая нить — филамент. На рынке можно найти филамент под различные задачи, на любой “вкус” и кошелек. Это могут быть совсем недорогие ABS и PLA пластики или специфические — токопроводящие, выжигаемые и т.д.
Плюсы:
Минусы:
Несмотря на то, что FDM позволяет печатать широким спектром пластиков, с различными свойствами, некоторые ограничения у технологии есть. Например нельзя получить идеально гладкую поверхность, изготавливать миниатюрные и очень тонкие элементы или изготавливать детали с очень сложной внутренней геометрией с высокой точностью.
Фотополимерная печать
Фотополимерные принтеры могут работать по одной из 3х технологий — SLA, DLP или LCD. Эти аппараты придут на помощь, если необходимо изготовить небольшую, но очень подробную модель с множеством мелких деталей.
Принцип работы фотополимерных принтеров
В качестве расходного материала используется фотополимерная смола застывающая от УФ излучения. Сейчас появилось большое разнообразие фотополимерных смол на любой вкус. От особо прочных и точных инженерных или ювелирных смол, до мягких флексов.
Плюсы:
Высокая точность печати
Хорошее качество поверхности
Большое разнообразие принтеров и расходников
Минусы:
Фотополимерные принтеры хорошо показали себя в различных отраслях, где требуется идеально гладкая поверхность и высокая точность. Их используют в стоматологии, ювелирной промышленности, для изготовления миниатюрных мастер моделей для литья и многого другого.
Промышленные принтеры
Это уже промышленные станки, для которых требуется отдельное помещение и иногда определенные требования к вентиляции и т.д. В этой статье мы не будем подробно разбирать эти аппараты, но кратко рассмотрим самые популярные технологии.
FDM
Помимо настольных аппаратов, работающих по технологии FDM, распространены промышленные принтеры, работающие по тому же принципу.
К этой категории можно отнести аппараты с большой областью печати (от 30х30х30 см и больше). Например Raise Pro2 с областью печати 30х30х30 см.
Raise Pro2
Или станки, предназначенные для печати тугоплавкими материалами (например PEEK). В таких 3D-принтерах обычно присутствует активная термокамера, а экструдер можно разогревать выше 400 градусов.
CreatBot F160-PEEK предназначенный для работы с тугоплавкими пластиками
Фотополимерные принтеры
Промышленные фотополимерные аппараты обычно имеют намного большую рабочую область, по сравнению со своими “домашними” братьями. Помимо этого оптимизированы и автоматизированы многие процессы для более быстрой работы. На таких принтерах можно быстро и качественно изготовить небольшую партию моделей, большой прототип или мастер модель.
Семейство промышленных фотополимерных принтеров Prismlab с большой рабочей областью
3DP
3DP — Three-Dimensional Printing (переводится как трехмерная печать) является логичным продолжением обычных двухмерных принтеров. Печать производится при помощи сопел которые выборочно наносят связующее вещество на материал (обычно это гипс). В связующее вещество можно добавить краситель и модель получится цветная.
Цветная гипсовая модель
Поскольку гипсовая модель получается хрупкой, похожий принцип используют для печати металлами. Только готовое изделие нужно обработать в печи для удаления связующего вещества и повышения прочности. Но несмотря на обработку такие металлические отпечатки все равно будут уступать по прочности литым изделиям.
MJM
Это фирменная технология компании 3D Systems. MJM — это смесь FDM, 3DP и иногда SLA (зависит от выбранного материала). Печать производится при помощи множества небольших сопел (от 96 до 488), расположенных на голове станка. Точность и качество поверхности моделей, изготовленных таким способом, ничем не уступает фотополимерным принтерам.
Модели изготовленные при помощи MJM технологии
Такие аппараты умеют работать с фотополимерными смолами, воском или термопластиком. Можно комбинировать сразу несколько материалов — например для сложных моделей можно использовать в качестве поддержки воск.
SLM
SLM — это послойное спекание металлического порошка при помощи мощного лазера. Есть несколько похожих технологий — SHS/SLS. Принцип работы один и тот же, только вместо лазерного луча используется тепловая печатающая головка.
Турбина, изготовленная методом SLM
В качестве материала для печати можно использовать порошки различных металлов — золото, нержавейка, алюминий, различные сплавы и т. д.
Рабочая камера при печати заполняется инертным газом, чтобы не происходило окисления металлов. Это позволяет печатать даже титановым порошком.
Модели, изготовленные таким методом ничем не уступают, а иногда и превосходят, литые изделия. SLM позволяет изготавливать модели со сложной внутренней геометрией, которые невозможно изготовить другим методом (литье или фрезеровка).
Себестоимость 3D-печати
Себестоимость модели складывается обычно из нескольких факторов.
Амортизация оборудования. Принтеру как любому станку требуется обслуживание и периодическая замена некоторых запчастей. При работе постепенно растягиваются ремни, изнашиваются втулки или линейные подшипники. Например, при износе втулок или линейных подшипников; может появится выработка на валах и потребуется их замена.
Цена материалов
Основная статья расходов для 3D-принтера- это, конечно, печатный материал. ;
FDM (пластиковый филамент)
Поскольку FDM технология на сегодняшний день самая распространенная, выбор филаментов очень разнообразен.
Инженерные пластики — обычно это нейлон с добавлением различных наполнителей, которые улучшают физические характеристики готовой модели. Стоимость спец. пластиков начинается от 2000р за катушку и выше. Все зависит от производителя и наполнителя (углеволокно, стеклоткань и т.д).
Декоративные пластики используются для имитации различных материалов. Пластик может просто необычно окрашен (светящиеся, прозрачные пластики) или в него добавляется специальный наполнитель (пластики с металлической пудрой). Стоимость декоративных пластиков начинается от 1500р за катушку и дороже, в зависимости от наполнителя.
Большое преимущество FDM — разнообразный выбор материалов для работы. Это позволяет, имея один принтер, изготавливать практически любое изделие — от детской игрушки до сложного инженерного прототипа.
Фотополимеры (смола)
Технология печати фотополимерной смолой становится все доступнее. Появляется много разнообразных смол.
Стоимость обычной цветной смолы начинается от 2500р за 0,5 кг (объем +/- 0,5 л). Можно найти в продаже смолу меньшего объема (250 гр). Можно приобрести несколько разных смол в маленьких емкостях и на практике выяснить, какая из них лучше подойдет для определенной модели.
Инженерные смолы — это смолы с увеличенной прочностью. Их можно использовать не только для печати декоративных изделий, но и для изготовления функциональных прототипов и моделей. Стоимость за 0,5 кг начинается от 5900р и выше.
Спец смолы — выжигаемые, стоматологические, мягкие флексы и т. д. В зависимости от смолы цена за 0,5 кг может начинатся от 4800р и выше. Все зависит от характеристик смолы.
Фотополимерные смолы еще не достигли такого разнообразия как FDM филаменты, но уверенно их догоняют. Хотя из-за того, что литр смолы стоит ощутимо дороже катушки филамента себестоимость изделия получается намного выше.
Примеры печати
FDM
Mag Pull (петля быстрого извлечения) для G3 магазинов.
Модель бесплатно скачана из открытого источника (файл можно скачать тут). Печать инженерным угленаполненным пластиком (цена за катушку от 4700руб). Вес модели с поддержкой около 25 грамм. Постобработка не понадобилась. Стоимость готовой модели — 250р.
Пластиковая застежка
Файл скачан из открытого источника (можно скачать здесь). Пластик — угленаполненный нейлон (цена за катушку от 4700р). Вес готового изделия около 20 грамм. Отпечаток без постобработки. Итоговая стоимость — 200р.
Макет часов
Модель смоделирована на заказ (стоимость моделирования от 1000р). Изделие напечатано на промышленном принтере с использованием растворимой поддержки. Отпечаток без постобработки. Стоимость готового изделия — от 700р за штуку (зависит от количества необходимых изделий).
Тяговый протез
Модель взята из открытого источника (скачать доработанную версию протеза можно здесь). Вес израсходованного материала около 600 гр, печать ABS пластиком (стоимость катушки от 800 р). После печати производилась постобработка и сборка. Итоговая стоимость изделия — от 3000 р (зависит от материала печати, материала поддержки, заполнения и т.д).
Макет педали
Изготовление 3D-модели по чертежу (от 1000 р). Вес готовой модели около 200 гр. Изделие печаталось инженерным угленаполненным пластиком (стоимость катушки от 4700 р). Постобработка не понадобилась. Стоимость готового изделия около 3000 р.
Фотополимерные принтеры
Модели челюстей для изготовления коронок
Файлы для печати получены при помощи 3D-сканера и доработаны в 3D-редакторе (стоимость сканирования от 3000 р, стоимость ручной доработки от 1000 р). Печать на промышленном фотополимерном принтере. Постобработка не нужна. Стоимость готового изделия от 80 р за грамм.
Кольца из выжигаемого фотополимера
Модель изготовлена на заказ. Печать на настольном SLA принтере выжигаемым полимером. Постобработка не нужна. Стоимость готового изделия — 200 р за изделие.
Миниатюры
Модели куплены на сайте myminifactory (стоимость модели от 2$). Изготовлены при помощи настольного DLP принтера. Постобработка не потребовалась. Стоимость готовой фигурки от 70 р за грамм.
3D печать на заказ
Многие обладатели 3D принтеров задумываются о монетизации своего хобби. Но стоит понимать, что цена 3D печати “для себя” и цена коммерческой печати очень сильно отличаются.
Начиная печатать на заказ лучше иметь в наличии несколько принтеров, работающих по разным технологиям.
Стоимость коммерческой 3D печати
Помимо себестоимости модели, к коммерческому изготовлению изделий, можно добавить:
Моделирование. Часто клиенту нужно не только изготовить деталь, а предварительно смоделировать ее. Это может быть простая зубчатая шестеренка, на моделирование которой не потребуется много времени, а может сложная скульптура, моделирование которой займет больше времени чем изготовление.
Постобработка модели. Это может быть просто удаление поддержек, с зачисткой места их соприкосновения с изделием или полный цикл обработки (шпатлевка, шлифовка поверхности, покраска и т.д).
Стоит учитывать, что не всегда модель получится распечатать с первого раза. Иногда может потребоваться несколько попыток. А это дополнительные расходы.
Что невыгодно печатать
Несмотря на широкие возможности 3D печати есть модели которые невыгодно делать на 3D принтере. Для таких моделей лучше использовать другие способы изготовления.
Примеры коммерческой печати
Ювелирные изделия для дальнейшей отливки
Изготовление рекламной продукции и сувениров
Штучные миниатюры или мастер модель для последующего литья
Макет изготовленный при помощи 3D печати
Выгодно печатать на 3D принтере:
Если деталь продается только в сборе. Например сломалась небольшая шестеренка в механизме, но механизм продается только “в сборе”. Гораздо дешевле изготовить нужную шестеренку на 3D принтере, чем покупать весь механизм.
Небольшая партия деталей. Небольшие партии, особенно моделей со сложной геометрией, выгоднее изготовить на 3D-принтере, чем литьем или другими методами.
Итоги
Если нужно несколько моделей или небольшой проект, иногда целесообразнее будет заказать изготовление в сторонней организации. Ведь помимо покупки оборудования и материалов, придется разбираться в нюансах настроек и характеристиках различных материалов.
Покупка 3D-принтера, для коммерческого использования, оправдана если удастся полноценно нагрузить его работой или потом его можно будет использовать для других целей.
Для печати на заказ нужно иметь несколько принтеров, работающих по разным технологиям. Лучше обзавестись несколькими аппаратами с меньшей областью печати, чем купить всего один принтер, хоть и с большой рабочей областью.
6 лучших 3D-принтеров для миниатюр на ноябрь 2022 года (D&D & More)
Рост популярности видеоигр оттеснил настольные игры на обочину, но те, кому нравятся эти игры, часто являются их преданными поклонниками. Поскольку пользовательские персонажи и модели для игр становятся дорогими от до , многие решили, что покупка 3D-принтера для миниатюр и печать собственных пользовательских моделей — это путь вперед.
Миниатюры обычно относятся к таким играм, как Warhammer, Dungeons & Dragons и 28-миллиметровым миниатюрам, но миниатюры, напечатанные на 3D-принтере, могут означать любые маленькие модели.
В этой статье даются советы о лучших 3D-принтерах для миниатюр как для моделей, так и для местности, которые вы можете купить в зависимости от ваших приоритетов, предпочтений и бюджета, а также основные советы по печати миниатюр — и помимо спецификаций, факторы, которые на самом деле делают отличие от миниатюрного качества печати.
БЮДЖЕТНЫЙ ВЫБОР
Anycubic Photon M3
Высококачественный 4K-экран по низкой цене0005
Доступно на AnyCubic здесь Amazon здесь
Качественный выбор
AnyCubic Mono x 6k
Высокий качество 6K LCD Скрип
. at anycubic здесь amazon здесь
FOR TERRAIN
Creality Ender 3 V2
Качество ниже, чем у полимерного принтера, но идеально для местности
Отличный недорогой принтер начального уровня
Доступен в Creality здесь Amazon здесь
Зачем 3D-печать собственных миниатюр?
Вместо того, чтобы ограничиваться моделями, представленными в каталогах миниатюрных компаний, и платить более 10 долларов за модель, с помощью 3D-принтера вы можете печатать все, что захотите, а также сэкономить до 90% на покупной цене. !
Некоторые дизайнеры бесплатно публикуют свои миниатюры в Интернете (мы добавим лучшие места позже), но даже модели премиум-класса очень дешевы — часто всего за несколько долларов. И когда вы покупаете их, вы получаете файл STL, чтобы вы могли печатать модель снова и снова.
Фигурка, напечатанная на 3D-принтере, которую мы напечатали на нашем полимерном принтере Elegoo. Миниатюрное кольцо, напечатанное на 3D-принтере – такой уровень детализации возможен только на полимерных принтерах.
Некоторые премиум-файлы даже поставляются с предварительно созданными профилями слайсера, так что вам просто нужно импортировать файл и распечатать.
Таким образом, при принятии решения о покупке или 3D-печати настольных миниатюр два основных фактора — это выбор и цена.
Лучшие 3D-принтеры для миниатюр
Название
Тип принтера
Объем сборки (мм)
Разрешение XY
Цена
Где купить по лучшей цене?
Elegoo Mars 2 Pro
Resin
129 x 80 x 160
50μm
$220
Elegoo here
Anycubic Photon M3
Resin
163 x 103 x 180
40μm
300 $
Anycubic здесь
Elegoo Mars 3
Смола
143 x 90 x 175
35μm
$300
Elegoo here
Anycubic Mono X 6K
Resin
197 x 122 x 250
34μm
$569
Anycubic here
Phrozen Sonic Mini 8K
Resin
165 x 72 x 180
22μm
$699
Phrozen here
Creality Ender 3 V2
FDM
220 x 220 x 250
$ 279
Creality Store здесь
Ender 5 плюс
FDM
350 x 350 x 40092
$ 579
СТО ?
Миниатюрная 3D-печать стоит в среднем около 1 доллара США, хотя эта сумма зависит от размера модели и типа используемой смолы. 1-литровая бутылка смолы позволяет напечатать 30-35 миниатюр разумного размера, а стоимость смолы для любителей составляет 20-40 долларов.
Помните, однако, что вы будете использовать немного смолы для миниатюр на подставках, поэтому только около двух третей вашей смолы пойдет на настоящие модели.
Почему бы не использовать FDM для 3D-печати миниатюр (но следует использовать для ландшафта)
Хотя 3D-принтеры FDM имеют большую площадь печати, а нить дешевле и нетоксична, вы не можете приблизиться к тому же уровню деталей. А мельчайшие детали — ключ к потрясающе выглядящим миниатюрам.
Вы увидите линии слоев на модели, и вам потребуется изрядное количество отделки и постобработки, чтобы достичь ваших стандартов качества. Для сравнения, если бы вы увидели в магазине миниатюру, напечатанную методом FDM, вы бы, скорее всего, не купили ее.
Но вы можете печатать более крупные и грубые детали с помощью FDM-принтера, такие как ландшафт, фоны и аксессуары, такие как башни, мосты и другие интересные дополнения. Часто эти детали будут шире, чем могут поместиться настольные ЖК-принтеры, но FDM-принтер, такой как Ender 3, должен быть в состоянии напечатать их, а если нет, то более крупный принтер, такой как Ender 5 Plus, наверняка сможет.
В целом, мы рекомендуем купить полимерный принтер для миниатюрных моделей и принтер FDM для местности и аксессуаров. Однако, если вы новичок и печать смолой вас пугает, вы все равно можете печатать миниатюры надлежащего качества с помощью FDM-принтера. FDM-печатная местность для миниатюр. Источник
Лучшие 3D-принтеры для миниатюр 2022 – обзоры
В зависимости от ваших предпочтений мы выбрали как FDM, так и полимерные принтеры. В первой части представлены лучшие полимерные принтеры для миниатюр в каждом ценовом диапазоне, а затем перечислены лучшие 3D-принтеры FDM для миниатюр, которые мы рекомендуем.
3DSourced поддерживается для чтения. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Лучшие полимерные 3D-принтеры для миниатюр
Elegoo Mars 2 Pro Mono — лучший недорогой полимерный 3D-принтер для миниатюр
Цена: $250 — Доступно в магазине Elegoo здесь / Также доступно на Amazon здесь
Максимальный объем печати: 5,1 x 3,1 x 6,3 дюйма цене, Elegoo Mars 2 Pro быстро стал опорой настольной 3D-печати. Когда мы протестировали его для нашего обзора Elegoo Mars 2 Pro, мы были очень впечатлены качеством, которое он обеспечивает по такой низкой цене. 3D-печать Clank, которую мы напечатали на Elegoo Mars 2 Pro 9.0005
Для производителей, имеющих опыт 3D-печати и знакомых с дополнительными сложностями печати смолой, Elegoo Mars может стать идеальным 3D-принтером для миниатюр и настольных моделей. Он может печатать более гладкие модели с более четкими и четкими краями, чем принтеры FDM, а используемые смолы стоят не так дорого, как раньше.
Мы также рекомендуем станцию промывки и отверждения Elegoo — доступна на Amazon здесь
ЖК-экран 2K 6″ обеспечивает принтеру высокую точность отверждения смол с доступным разрешением слоя от 0,01 до 0,2 мм. Он поставляется с CHITUBOX, высоко оцененным 3D-слайсером из смолы, который быстро нарезает модели, чтобы сэкономить ваше время, а также включает в себя полезные функции, такие как инструменты, которые выдалбливают модели перед печатью, чтобы снизить затраты на материалы, если вы не возражаете против немного менее прочного. части.
В целом, Elegoo Mars 2 Pro Mono является одним из лучших недорогих полимерных принтеров, и для создания миниатюр, если у вас есть технические ноу-хау, вы можете обнаружить, что печать смолой лучше всего соответствует вашим потребностям.
Максимальное значение: Если вас устраивает ЖК-дисплей с разрешением 2K, Mars 2 Pro — ваш лучший выбор. Если у вас есть деньги, выбирайте Elegoo Mars 3 или Photon M3.
Мы были впечатлены деталями миниатюр, которые мы напечатали с его помощью.
Минусы
С тех пор были выпущены более новые принтеры с более высокими характеристиками, однако большинство из них стоят дороже.
AnyCubic Photon M3
Цена: Проверка последняя цена на AnyCubic здесь
Объем . микрон
Недавно выпущенный Anycubic Photon M3 добился успеха в производстве миниатюр, сочетая в себе лучшие характеристики по той же цене, что и его предшественники, Photon Mono и Mono 4K.
Эти усовершенствования наиболее заметны при увеличении объема сборки 163 x 103 x 180 мм. На бумаге это может показаться не таким уж большим, но это означает, что Anycubic Photon M3 может производить гораздо более крупные отдельные модели или пакетно печатать больше копий за один раз, чем Mono 4K, не говоря уже об оригинальном Mono.
Дополнительная высота по оси z хорошо подходит для более высоких моделей, отлично подходит, если вы работаете над изготовлением больших фигурок для демонстрации.
Anycubic Photon M3 и Mono 4K используют монохромный ЖК-дисплей 4K, но более крупный экран Photon M3 с диагональю 7,6 дюйма справляется с большим объемом сборки. В цифрах это означает небольшое понижение разрешения XY до 40 микрон по сравнению с 35 микронами у Mono 4 K, но при таких низких числах разница неразличима невооруженным глазом, даже для опытных поклонников миниатюр.
Мы по-прежнему рекомендуем Photon M3 вместо Mono 4K из-за большего объема сборки — на этом уровне разница в 5 микрон не будет иметь значения, даже в самых точных миниатюрах.
По сравнению со стандартным ЖК-дисплеем 2K Mono нет конкурентов: Anycubic Photon M3 обеспечивает гораздо лучшую детализацию и функции даже на самых сложных фигурках Warhammer и D&D. Это также быстро, с твердой скоростью печати 50 мм / ч, что соответствует примерно 30 минутам для 28-миллиметровой модели.
Чрезвычайно доступный.
Идеально подходит для больших миниатюр, особенно для высоких моделей.
Минусы
Немного более низкое разрешение, чем у Mono 4K — но это из-за большего экрана и объема сборки на Photon M3.
Anycubic Mono X 6K
Цена: Проверить последнюю цену на Anycubic здесь / Amazon здесь0221
Минимальная высота слоя: 10 микрон
Anycubic Mono X 6K, позиционируемый как обновление популярной бюджетной модели Mono X, не столько заново изобретает колесо, сколько опирается на прочный фундамент и фантастическое качество сборки.
В первую очередь это переход на дисплей с разрешением 6K, улучшенную световую матрицу для улучшения равномерности отверждения и увеличенный ЖК-дисплей с диагональю 9,25 дюйма. На практике это означает высокое качество печати и более четкое разрешение XY 34 микрона на большей поверхности.
Для производителей миниатюр это означает заметный скачок качества по сравнению с Mono X, особенно в отношении более мелких деталей, таких как волосы, чешуя, рога, детали доспехов и черты лица. Отпечатано на Mono X 6K. Предоставлено: u/MaxHereticus66
Это относится к большим и маленьким фигуркам или моделям благодаря тому, что Anycubic Mono X 6K имеет вместительный рабочий объем 197 x 122 x 250 мм для полимерного принтера. Другими словами, Anycubic Mono X 6K подходит как для печати больших танков, рыцарей и гончих Warhammer, так и для классических 28-мм миниатюр космических десантников.
Мы настоятельно рекомендовали Mono X, когда он был самым качественным полимерным принтером среднего класса, и Mono X 6K прекрасно развивает это. Однако, если вы хотите сэкономить деньги, Photon M3 — отличный выбор, если вас устраивает разрешение 4K, поскольку Mono X 6K стоит вдвое дороже.
Для игроков-любителей Warhammer и тех, кто неравнодушен к случайным пятничным вечерним сеансам D&D, Photon M3 остается наиболее экономичным вариантом. Но для разрешения следующего уровня лучше всего подходит Mono X 6K.
Mono X уже был лучшим выбором — теперь он обновлен.
ЖК-дисплей 6K обеспечивает превосходную передачу сложных деталей.
Еще больший объем сборки для одновременного производства множества миниатюр.
Минусы
Дорого по сравнению с бюджетными 3D принтерами для миниатюр.
Если вам не нужно все качество 6K, выберите Photon M3, Photon Mono 4K или Elegoo Mars 3.0221
Объем сборки: 165 x 72 x 180 мм
Разрешение по осям XY: 22 микрона
Минимальная высота слоя: 10 микрон , Phrozen Sonic Mini 8K идеально подходит для высококачественных миниатюр, будь то настольные игры, дисплеи или военные игры.
Если вы можете переварить ценник, Phrozen Sonic Mini 8K будет таким же премиальным, как и лучшие 3D-принтеры для миниатюр — если только вы не станете полностью промышленным.
Phrozen Sonic Mini 8K предлагает лучшее в своем классе разрешение XY 22 микрона. Он превосходит по производительности такие популярные принтеры на полимерной основе, как семейство Elegoo Mars и Anycubic Photon Mono X 6K и Mono 4K. В действии этот тип разрешения передает даже мельчайшие детали с мельчайшими деталями даже на небольших 28-миллиметровых миниатюрах. Отпечаток 4K слева и 8K справа. Источник: Geek Gaming Scenics
Теперь, при всей своей способности создавать превосходные миниатюры, у Phrozen Sonic Mini 8K есть один существенный недостаток по сравнению с другими полимерными принтерами — небольшой объем сборки.
Он имеет размеры 165 x 72 x 180 мм, что ставит его в один ряд с более дешевыми аналогами, такими как Anycubic Photon Mono 4K.
Это неизбежно является недостатком, если вы печатаете одиночные большие фигурки, но это уменьшает возможности для одновременной пакетной печати нескольких фигурок, поэтому, если вы хотите производить большие объемы для своих деловых или домашних игр, рассмотрите линейку Sonic Mighty от Phrozen. Anycubic Mono X 6K или Elegoo Saturn S.
В целом, если вы ищете миниатюры самого высокого качества и не слишком беспокоитесь о небольшом объеме сборки, Phrozen Sonic Mini 8K практически не имеет себе равных.
Лучшее в своем классе разрешение XY 22 микрона.
Идеально подходит для небольших фигурок размером 28 мм с точными чертами и деталями.
Минусы
Небольшой объем сборки по цене.
Лучшие 3D-принтеры FDM для миниатюр
Creality Ender 3 V2 — лучший 3D-принтер для миниатюрной местности
Цена: Проверить цену в официальном магазине Creality здесь / Доступно на Amazon здесь
2
Размер: 2 х 250 мм
Разрешение: 100 микрон
Считающийся одним из лучших дешевых 3D-принтеров, Ender 3 славится своей надежностью и эффективностью по доступной цене. Он поставляется в виде комплекта для 3D-принтера, но его сборка занимает менее часа и очень проста — всего 20 винтов.
Это FDM-принтер, поэтому он не может достичь того же уровня точности, что и принтеры из смолы Elegoo или Anycubic. Тем не менее, это один из лучших 3D-принтеров FDM для ландшафта для миниатюр, так как он печатает надежно, дешево и имеет приличный объем печати 220 x 220 x 250 мм.
Если вы хотите избежать печати смолой, вы можете использовать ее для печати миниатюр, но они не будут иметь такого же уровня точности, и вам потребуется выполнить некоторую шлифовку и общую постобработку, чтобы приблизить их к уровню ты доволен.
Но Ender 3 V2 — лучший принтер в своем ценовом диапазоне для местности, а нить PLA очень дешевая и с ней очень легко печатать. Единственная проблема может возникнуть, если вы хотите напечатать большие башни или ландшафт, который не помещается в объем сборки.
Лучший недорогой комплект FDM — простой в сборке и печати, надежный и прочный.
Широкие возможности модернизации: доступно множество экструдеров, платформ, хотэндов и других модификаций.
Минусы
Не очень подходит для миниатюр – придерживайтесь ландшафта и вместо этого настоятельно подумайте о принтере из смолы.
Ender 5 Plus — лучший 3D-принтер для миниатюрной местности
Цена: Проверить последнюю цену на Creality здесь / Amazon здесь
Том сборки : 350 x 350 x 400 мм
Точность печати: 100 микрон
Толщина слоя: 100-400 микрон
Объем не совсем соответствует размеру ландшафта, который вы планируете печатать, Ender 5 Plus — отличная альтернатива.
Он увеличивает объем сборки до внушительных 350 x 350 x 400 мм, что идеально подходит для тех обширных фонов для вашего стола и приключений D&D, которые просто не поместятся на стандартном Ender 3.
По сравнению с недорогими потребительскими принтерами этот размер тома очень высок и должен покрыть все ваши потребности на местности. Он особенно подходит для запутанных руин, полей сражений, башен, скалистых выступов, подземелий и т. д. — идеально подходит для усиления этого важного ощущения погружения.
Помимо большого формата, Ender 5 Plus также обладает некоторыми полезными преимуществами по сравнению с Ender 3. Он поставляется с датчиком автоматического выравнивания кровати BLTouch, чтобы сэкономить время и усилия, чтобы вы могли сосредоточиться на воссоздании ландшафта.
Также имеются двойные ходовые винты по оси Z для повышения стабильности и, как следствие, общего качества печати. В другом месте он может похвастаться датчиком нити, который предупреждает вас, если нить заканчивается или ломается, поэтому вы не будете тратить больше времени, чем вам нужно, на печать, которая не будет завершена.
Ender 5 Plus стоит вдвое дороже, чем вы ожидаете заплатить за Ender 3, но если вы можете увеличить свой бюджет, это универсальный принтер для местности, который стоит дополнительных денег.
Массивный объем сборки 350 x 350 x 400 мм.
Удобные функции, такие как автоматическое выравнивание кровати и датчик нити.
Идеально подходит для больших фонов и моделей местности.
Минусы
Более чем в два раза дороже Ender 3 и Ender 3 V2.
Важные характеристики и факторы, которые следует учитывать при покупке 3D-принтера для миниатюр
Высота слоя
Различные 3D-принтеры имеют разную минимальную высоту слоя, например, Elegoo Mars 3 имеет минимальную высоту слоя 0,01 мм или 10 микрон. Creality Ender 3 V2 имеет минимальную высоту слоя 0,1 мм или 100 микрон.
Чем меньше высота слоя, которую вы выберете для своих моделей, тем выше качество и тем менее заметными будут линии слоев.
Однако, чем ниже высота слоя, тем больше слоев будет в вашей модели, что увеличивает время, необходимое для печати, а также повышает вероятность неудачной печати.
Мы советуем вам не уменьшать толщину до 0,01 мм на 3D-принтере из смолы с миниатюрами — 0,03–0,04 мм — это хороший диапазон для отличного качества. Чтобы представить это в перспективе, на миниатюрном отпечатке высотой 6 см из смолы со слоями 0,05 мм, то есть 1200 слоев для печати.
Качество и точность экрана: вам нужен экран 4K, 6K или 8K? И стоит ли покупать монохромный 3D-принтер?
Самое главное выбрать моно 3D принтер. Они отверждают и печатают полимерные слои часто в 3 раза быстрее, а также часто служат в 4 раза дольше, поэтому они сэкономят вам деньги и избавят вас от необходимости постоянно заменять детали.
Мы рекомендуем вам выбрать полимерный принтер 4K, если вы можете себе это позволить, так как сейчас они ненамного дороже принтеров 2K MSLA, и вы заметите повышение точности, особенно таких деталей, как волосы и бороды, или руки и пальцы на ваших моделях. Если у вас есть деньги, купите принтер 8K, но это не обязательно.
Однако при определении высокого качества принтера не смотрите исключительно на технические характеристики.
Трафарет 2K с принтером, изготовленным из высококачественных деталей, таких как болты рабочей пластины и замки резервуара для смолы, которые могут работать с малой высотой слоя, сохраняя точность и не подвержены нарезанию резьбы, будут создавать лучшие миниатюрные модели, чем некачественно построенный 4К принтер.
Сосредоточьтесь на покупке качественного принтера известной компании с качественным экраном.
Высококачественные бренды включают Anycubic, Elegoo и Phrozen в этих более низких ценовых диапазонах, и мы настоятельно рекомендуем их, если вы печатаете миниатюры дома или другие точные модели из смолы.
При этом существуют заметные различия на каждом уровне качества смолы — в основном после того, как вы загрунтовали модели.
Углы будут выглядеть немного четче, а определенные черты лица и определение мышц в целом станут лучше, но вы по-прежнему можете создавать очень хорошие модели на 4K или даже 2K ЖК-принтерах с полимерным экраном, вы просто получите дополнительную резкость, когда увеличите до 6К или 8К.
Как скорость и размер работают с полимерным принтером
Полимерные принтеры работают иначе, чем принтеры FDM. Вместо того, чтобы печатать одну деталь за раз, когда экструдер FDM-принтера отслеживает слой, ЖК-принтеры сразу прошивают весь слой, поэтому независимо от того, сколько моделей печатается на рабочей пластине, все они будут печататься с одинаковым объемом. время.
Таким образом, единственный фактор, определяющий, сколько времени займет задание на печать смолой, — это высота самой высокой модели.
Это делает размер сборки полимерного принтера важным, так как чем больше моделей вы можете упаковать в область, тем больше моделей вы можете напечатать за одно задание — за то же время. Большие 3D-принтеры могут одновременно печатать более 20 миниатюр, хотя большинство принтеров-любителей могут печатать около 3-4 миниатюрных моделей разумного размера.
Что нужно помнить при 3D-печати пластиковых миниатюр
Смола токсична и вызывает раздражение – никогда не прикасайтесь к ней напрямую, а если все-таки коснетесь, тщательно вымойте руки водой с мылом. Носите маску, чтобы избежать испарений, обычно старайтесь избегать помещения при печати и, если возможно, размещайте принтер рядом с вентиляцией.
После печати требуется постобработка — вам нужно будет соскрести смоляные отпечатки с рабочей пластины, снять опоры (наденьте перчатки), смыть смолу с отпечатков изопропиловым спиртом, высушить их и вылечить их в ультрафиолетовом свете. Затем, по желанию, вы можете исправить любые недостатки, загрунтовать и покрасить их для вашего индивидуального вида. Мы рекомендуем покупать станцию для мытья и отверждения вашего бренда, чтобы сэкономить ваше время и нервы.
Вам потребуется заменить детали . Двумя основными виновниками являются пленки FEP и экраны, которые со временем необходимо будет заменить. Это выводит вас из строя на некоторое время и стоит денег.
Подробнее: 3D-печать миниатюр дешевле (мы рассчитали точную стоимость для FDM и полимерной печати миниатюр)
Что делает хороший 3D-принтер для миниатюр
Точность: измеряется в микронах, это ключ для того, насколько подробными будут даже самые мелкие детали ваших моделей. Лучшие полимерные 3D-принтеры для миниатюр часто достигают 35 микрон для мельчайших деталей. Принтеры FDM не могут достичь такого же разрешения.
Область печати: , так как принтеры MSLA отверждают сразу целые слои смолы, большая площадь печати означает, что вы можете печатать еще больше моделей за то же время.
Устойчивая металлическая рама: тяжелая рама менее подвержена влиянию других факторов, таких как вибрации, которые могут даже незначительно повлиять на качество модели. Высококачественные детали являются ключом к созданию точных миниатюр, поэтому выберите принтер известного бренда, известного своими качественными изделиями.
Передовой опыт для 3D-печати FDM-миниатюр
Размер сопла: Использование маленького сопла повышает точность печати на принтерах, и хотя они печатают медленнее, это не является большой проблемой при печати небольших моделей, которые в любом случае не занимают много времени.
Настройки медленной скорости печати: Если у вас самый быстрый 3D-принтер, например, дельта-3D-принтер, вам следует снизить его скорость при печати небольших точных моделей. Вы можете уменьшить скорость до 20-30 мм/с.
Процент заполнения: вы можете изменить это в зависимости от того, насколько сильными должны быть ваши миниатюры. Если вы хотите сэкономить на материальных затратах и не возражаете против снижения прочности некоторых деталей, вы можете уменьшить заполнение до 10%, хотя некоторые любители, которым нужны цельные модели, могут выбрать более высокий процент заполнения.
Настройки ретракции: оптимизируют настройки ретракции, чтобы предотвратить просачивание и натяжение нити, что особенно часто происходит с PLA.
Постобработка : не имеет прямого отношения к вашему принтеру, но вы можете решить, следует ли покрасить модель, отшлифовать или отполировать ее, чтобы улучшить ее отделку.
Где найти файлы для миниатюрных 3D-принтеров?
Вот некоторые сайты, на которых размещены бесплатные и платные файлы:
MyMiniFactory
Cults3D
Thingiverse (все бесплатно)
Gambody (специализируется на моделях видеоигр/комиксов)
Pinshape здесь некоторые статьи, в которых мы рекомендуем отпечатки, связанные с миниатюрами:
Файлы для 3D-печати Dungeons and Dragons
3D-принты Warhammer 40K
Файлы фигурок, напечатанные на 3D-принтере
Файлы фигурок аниме, напечатанные на 3D-принтере
Башни с игральными костями, напечатанные на 3D-принтере
Файлы дракона, напечатанные на 3D-принтере
Постобработка и рисование миниатюрных отпечатков
-обработка любви и внимания. В конце концов, 3D-принтеры могут зайти так далеко, когда дело доходит до выявления пышных деталей и сложности модели.
Удаление подложек
Сначала удалите все поддерживающие конструкции, удалив их вручную или с помощью кусачек, или, в случае растворимых подложек, погрузив их в соответствующую жидкость, обычно в воду.
Очистка и шлифовка
Далее вам нужно очистить и улучшить поверхность печати, чтобы удалить дефекты, пятна, следы от опор и другие дефекты.
Мы рекомендуем обычную наждачную бумагу или наждачную губку – они дешевы, эффективны и имеют градации зернистости для быстрой шлифовки, получения более гладкой поверхности и т. д. -обработка. Вы также можете использовать канцелярский нож, скальпель или точные надфили для труднодоступных мест.
Склеивание частей вместе (если их несколько) и заполнение отверстий
После очистки отпечатка приклейте или прикрепите части миниатюры с помощью связующего вещества (вы также можете сделать это после покраски, если хотите), и заполните любые дренажные отверстия, швы, зазоры и трещины, используя кисточку и смесь смолы и детской присыпки.
Обязательно отвердите только что нанесенную смоляную смесь. Вы можете использовать неотверждаемые продукты, такие как превосходный Apoxie Sculpt, чтобы заполнить пробелы.
Грунтование и покраска
Следующая остановка, у нас покраска. Во-первых, нам нужно загрунтовать миниатюры, чтобы создать прочный первый слой, чтобы последующие слои краски хорошо держались.
Можно использовать как аэрозольный баллончик, так и кисть — подойдет любая старая грунтовка из хозяйственного магазина. Если вы ищете марку, мы рекомендуем Tamiya Surface Primer.
Два легких пальто — хороший вариант на всякий случай. Дайте грунтовке достаточно времени, чтобы она как следует высохла.
Наконец, раскрасьте миниатюру. Здесь применяются стандартные миниатюрные этикет и приемы. Мы рекомендуем использовать обычные акриловые краски, которые можно найти в любом магазине товаров для хобби, например, в Vallejo Game Color. Мы рекомендуем инвестировать в разные размеры кистей, чтобы покрыть все, от больших одноцветных участков до мелких сложных деталей.
После этого не торопитесь рисовать, и помните, практика делает совершенным. Ваши первые миниатюры могут выглядеть не идеально, но придерживайтесь их, и они сразу же начнут получаться великолепными.
Законно ли печатать модели Warhammer на 3D-принтере?
3D-печать фигурок Warhammer является законной, если вы не пытаетесь продать их или использовать в каких-либо других коммерческих целях. Патентные законы запрещают кому бы то ни было продавать какие-либо объекты на основе чужой интеллектуальной собственности. Однако если вы разрабатываете модель самостоятельно, если она не идентична или является полной имитацией чужой работы, защищенной авторским правом, то вы не нарушаете их авторские права или патенты.
Тем не менее, будьте в курсе новых изменений в законах, которые влияют на юридическую позицию авторов и владельцев ИС. Например, Закон об ассигнованиях 2021 г. изменил способ взаимодействия владельцев ИС и предполагаемых нарушителей. Эта статья также полезна для общего понимания вашего положения в области 3D-печати и интеллектуальной собственности.
В заключение этой статьи мы хотели бы напомнить читателям об осторожности, поскольку законы об интеллектуальной собственности (ИС) запрещают создание, загрузку или трехмерную печать символов, охраняемых товарными знаками. У вас могут возникнуть проблемы, если вы напечатаете персонажа с торговой маркой, такого как покемон, поскольку некоторые крупные компании становятся все более усердными в преследовании людей, нарушающих эти законы.
Стоит ли покупать 3D-принтер для миниатюр?
Если вы планируете печатать большое количество миниатюр, однозначно стоит купить 3D-принтер для миниатюр. Вы можете напечатать любую модель, которую хотите, вместо того, чтобы покупать все, что есть в наличии, и за небольшую цену. Вы можете начать дешево, потратив менее 300 долларов на Anycubic Photon M3 или Elegoo Mars 3.
Какой материал лучше всего подходит для 3D-печати миниатюр?
Смолы — лучший материал для 3D-печати миниатюр, поскольку у них есть такие мелкие детали, как лица и оружие, с которыми нить не сможет сравниться. Некоторые из лучших доступных смоляных материалов производятся такими компаниями, как Siraya Tech, Anycubic и Elegoo, что позволяет печатать фантастические детали на ваших миниатюрах в рамках вашего бюджета.
Дешевле ли 3D-печать миниатюр? (D&D) – Цена за миниатюру – 3D Printerly
Известно, что 3D-печать является ценным методом производства продукции, но люди задаются вопросом, будет ли 3D-печать миниатюр дешевле.
Да, печатать миниатюры на 3D-принтере дешевле и выгоднее, чем покупать их. Первоначальные инвестиции в приобретение 3D-принтера и материалов относительно высоки, но стоимость модели значительно ниже, если вы планируете создать большое количество миниатюр.
Это основной ответ, но продолжайте читать, чтобы узнать подробности.
Сколько стоят обычные миниатюры?
Обычная миниатюра может стоить от 0,50 долл. США за штуку до 200 долл. США за изготовленную на заказ миниатюру, сделанную профессионалом. Вы можете получить простые, универсальные неокрашенные миниатюры оптом по низким ценам. Набор горожан Wildspire стоит около 40 долларов за 58 миниатюр, что составляет около 0,70 доллара за миниатюру.
Стоимость миниатюры может сильно варьироваться в зависимости от того, что вы хотите, но для стандартной неофициальной миниатюры, сравнимой с 3D-печатью из смолы, вы можете получить их довольно дешево, но качество выигрывает. быть лучшим.
Официальная миниатюра хорошего качества может стоить от 5 до 10 долларов, в зависимости от того, является ли она частью набора, продаваемого поштучно. Цена миниатюр может сильно варьироваться в зависимости от их модели, размера и сложности, а также от того, окрашены они или нет.
Вы можете найти официально лицензированные миниатюры для своей настольной игры или купить миниатюры у независимых продавцов, которые печатают неофициальные дизайны. Я нашел упаковку из 30 неокрашенных миниатюр D&D Nolzur’s Marvelous Miniatures Wave 16 за 170 долларов, что составляет 5,70 долларов каждая.
Предварительно раскрашенный набор D&D Icons of the Realm: Sahugin Warband Set стоит около 47 долларов и содержит 6 миниатюр по цене 7,83 доллара за миниатюру.
Этот набор Warhammer из 10 фигурок с дополнительными частями тела стоит около 47 долларов. Это примерно 4,7 доллара за фигурку без стоимости краски, поскольку официальные миниатюры Warhammer поставляются неокрашенными. Картины, написанные художником, можно найти на таких сайтах, как Etsy.
В случае с этим набором цена одной фигурки может возрасти примерно до 9 долларов..1.
Существуют также средние и более детализированные отдельные фигурки, такие как Долина Ледяного Ветра: Иней Морозной Девы — Ксардорок Солнечная Порча (10 долларов) и Ледяной великан-опустошитель (40 долларов), что намного дороже, чем стандартные неокрашенные миниатюры.
Наконец, вы можете заказать пользовательские миниатюры по цене от 19,99 долларов США на таких сайтах, как Hero Forge.
Сколько стоят напечатанные на 3D-принтере миниатюры? Нить и смола
Миниатюры, напечатанные на 3D-принтере, могут стоить всего около 0,06 доллара США за отдельную миниатюру из нити только из материалов, в то время как миниатюра из смолы обойдется вам примерно в 0,21 доллара США в материалах. Если у вас еще нет настроенного 3D-принтера, вы можете приобрести приличный 3D-принтер из нити или смолы всего за 200 долларов.
Стоимость 3D-печатной миниатюры зависит от размера и типа используемого материала. Есть некоторые специальные нити и смолы, которые стоят дороже, поэтому стоимость каждой миниатюры будет увеличиваться, но не слишком значительно.
Покупка материала в большем количестве должна снизить ваши расходы.
Один пользователь Reddit купил бутылку смолы объемом 250 мл за 25 долларов и использовал ее для печати 31 модели, и у него еще оставалось достаточно смолы для еще 4-5 моделей. В этом случае стоимость одной модели составляет около 0,70 доллара США.
Итак, что вам даст 250-миллилитровая бутылка или смола… от PrintedMinis
Смола, которую он использовал, была довольно дорогой, около 50 долларов за 500-миллилитровую бутылку. Вы можете получить бутылку Anycubic Resin объемом 500 мл всего за 17 долларов на Amazon, что составляет примерно треть цены.
Это уменьшит цену каждой модели всего до 0,22 доллара или 0,19 доллара, если вы купили бутылку объемом 1 л, хотя цены могут незначительно колебаться.
Другим аспектом стоимости миниатюр из смолы, с которым вы можете столкнуться, является цена файла модели STL, если вы получаете предмет премиум-класса. Вы можете покупать их по отдельности или получать их в упаковках/наборах, а также ежемесячно на специальной странице Patreon.
Обычно они не слишком дорогие, но я видел несколько проектов премиум-класса, которые стоят более 20 долларов за одну высококачественную модель файла STL. Обычные цены на миниатюры, если они премиальные, составляют около 5 долларов, в то время как многие из них можно загрузить бесплатно.
Еще один вариант, который у вас есть, это создавать свои собственные модели, либо с нуля, либо из какого-то шаблона в программном обеспечении, таком как Blender. Это отличный вариант, если вы творческий человек и любите делать что-то самостоятельно, хотя для достижения достойного уровня требуется много практики.
С точки зрения материала, необходимого для каждой миниатюры, в стандартной модели должно использоваться только около 3 граммов нити для 32-миллиметровой модели, обычного размера для настольных игровых миниатюр.
PLA стоит в среднем $20/кг. Это означает, что эта модель будет стоить 0,06 доллара. Многие люди, которые печатают настольные миниатюры на 3D-принтере, используют PLA, так как это дешевый материал, который легко печатать, но у него есть проблемы с долговечностью и гибкостью, поскольку мелкие детали могут легко сломаться.
Смола является лучшим выбором, потому что вы можете использовать смесь обычной смолы с гибкой смолой, чтобы детали имели большую «податливость», что снижает вероятность их поломки. Миниатюра диаметром 32 мм, изготовленная из смолы, будет стоить около 0,21 доллара США за бутылку объемом 1 л смолы стоимостью 30 долларов США.
Оценки смолы, указанные в нижней части рисунка, кажутся неточными, поэтому я бы не стал уделять этому слишком много внимания. Согласно реальным тестам, пользователи могут напечатать около 100-140 миниатюр из 1 л смолы, что стоит от 0,21 до 0,30 долларов за миниатюру.
Что касается филаментных 3D-принтеров, то для производства высококачественных миниатюр вам потребуется не так уж много, только филамент и собранный 3D-принтер. Ender 3 V2 — отличная машина, которая стоит около 250 долларов.
Для 3D-принтеров из смолы вам также понадобится метод промывки и отверждения моделей, который можно сделать довольно дешево. Elegoo Mars 2 Pro — уважаемая машина из смолы, которая также стоит около 250 долларов.
Вам понадобится:
Контейнер для огурцов
Изопропиловый спирт
УФ-лампа
Набор нитриловых перчаток
Все это можно купить примерно за 65 долларов.
Если вы купите полимерный 3D-принтер за 250 долларов, а затем потратите 65 долларов на аксессуары, а также 1-литровую бутылку смолы за 30 долларов (которая может напечатать около 140 миниатюр), вы заплатите около (345 долларов / 140 миниатюр) = 2,46 доллара за миниатюру.
После первоначальной стоимости каждая миниатюра значительно уменьшится до стоимости материалов, что составит 0,21 доллара США за миниатюру.
С другой стороны, для больших моделей потребуется больше материала, особенно если они напечатаны с опорами или частями. Посмотрите на эту разбивку о том, сколько миниатюр вы можете напечатать с 1 л смолы, чтобы иметь представление о том, сколько могут стоить разные миниатюры.
Дешевле или рентабельнее 3D-печать миниатюр? Стоит или нет?
Вы можете распечатать миниатюру всего за 0,06 доллара США за модель, используя нить, в то время как покупка одной модели стоит около 2 долларов США за базовую миниатюру низкого качества.
Мы уже рассмотрели стоимость смолы, поэтому давайте посмотрим на базовую стоимость миниатюр из нити.
Для печати с использованием филамента основные расходы составляют:
3D-принтер с филаментом: 250 долларов США за базовую машину
Нить: 20 долларов за 1 кг нити
Инструменты для чистки 3D-принтеров: $35
Ассортимент наждачной бумаги: $10
Еще одна вещь, на которую стоит обратить внимание при 3D-печати миниатюр, — это покраска. Хорошим набором красок для покраски ваших миниатюр является набор красок для армейского художника Dungeon and Dragons Official Paint Line Adventurer’s Paint Set.
Еще одна вещь, которую следует принять во внимание, — это потенциальные неудачные отпечатки, особенно если вы новичок в 3D-печати. Это не должно быть слишком важным, так как обычно вы можете остановить модели, которые выглядят так, как будто они выходят из строя, или если модель не прилипает к рабочей пластине, на самом деле она не тратит много смолы.
Повторная печать моделей может иногда занимать много времени и материалов, однако в большинстве случаев у вас не будет проблем с неудачной печатью, особенно в случае небольших моделей.
Есть аргументы в пользу того, что качество выше, когда речь идет о покупке профессиональных миниатюр, но качество 3D-печати из смолы постоянно растет, и в наши дни трудно определить разницу между миниатюрами, напечатанными на 3D-принтере, и профессиональными миниатюрами.
С точки зрения филаментной печати, верно, что модели более склонны к натяжению и общее качество не такое хорошее, однако они также дешевле, чем миниатюры из смолы, и при наличии терпения их можно отполировать, чтобы они выглядели великолепно.
Существует также стоимость дизайна файла STL, как упоминалось ранее, если вы решите купить модель онлайн или подписаться на страницу Patreon для нестандартных дизайнов. Или же вы можете распечатать бесплатные модели или разработать модели самостоятельно.
3D-печать ваших собственных миниатюр дает вам уровень настраиваемости, который вы не можете получить при покупке миниатюр, если только вы не заплатите дизайнеру и не сделаете его на заказ, что было бы очень дорого.
Вместо этого вы можете просто заплатить дизайнеру за корректировку существующей 3D-модели или даже создать свои собственные модели с использованием различных программ для 3D-моделей.
От дизайна до создания самой модели гораздо выгоднее использовать 3D-принтер для создания миниатюр.
Сложно ли 3D-печать миниатюр?
Для полного новичка 3D-печать миниатюр поначалу может показаться сложной задачей. Вы должны выбрать правильный принтер, откалибровать его и купить правильный материал. Это потребует проб и ошибок, но есть много руководств, которые упрощают 3D-печать миниатюр. Сначала вы можете начать с базовых миниатюр.
Иногда печать может дать сбой, и вам придется начинать все сначала, но как только вы приобретете некоторый опыт и знания, 3D-печать миниатюр станет намного проще.
В Интернете есть множество руководств по любым вопросам, связанным с 3D-печатью, от настройки до менее известных проблем, которые могут привести к сбою печати, и вы также можете получить доступ к серверам Discord сообщества Patreon, где вы можете обсудить печать.
Печать смолой
Создание моделей с использованием смолы — довольно сложный процесс, в том смысле, что вы должны обработать отпечатки, прежде чем сможете их использовать
Однако люди обычно предпочитают полимерные 3D-принтеры для миниатюр из-за более высокого качества отпечатков.
Хотя 3D-печать обычно требует времени, пользователю в этом видео потребовалось всего 3 дня, чтобы напечатать и покрасить 46 моделей, в то время как другой пользователь упомянул, что он напечатал армию из 2000 деталей менее чем за неделю без покраски.
Однако с точки зрения материала следует соблюдать осторожность, чтобы не соприкасаться с незатвердевшей смолой, так как это вредно для кожи и глаз. Один пользователь предупредил, что некоторые смолы могут иметь побочные эффекты даже при вдыхании, поэтому всегда следует внимательно читать этикетки и готовиться соответствующим образом.
Вот почему вы должны учитывать пространство, в котором вы разместите принтер и станцию закрепления, которое должно хорошо проветриваться и желательно не в той же комнате, где вы спите.
Вот видео, в котором рассказывается, насколько это сложно заключается в том, чтобы впервые напечатать собственные миниатюры в 3D на полимерном принтере.
В этом видео собраны плюсы и минусы 3D-печати миниатюр.
Печать нитью
Печать нитью проще, чем печать смолой. Однако настройка может занять некоторое время в зависимости от того, какую машину вы покупаете. Некоторые 3D-принтеры поставляются 95% предварительно собраны, и их сборка занимает всего 10 минут, в то время как некоторые требуют много времени на сборку и могут занять около часа.
Производители совершенствуются в создании предварительно собранных принтеров, но для более дешевых, таких как оригинальный Ender 3, вам придется следовать инструкциям и тщательно собирать его.
После того, как сборка завершена, вы хотите изучить калибровку, особенно выравнивание станины. Это довольно просто, когда вы понимаете, как это работает, но поначалу это может быть проблемой. Вы также можете найти 3D-принтеры с автоматическим нивелированием.
Печать FDM может быть проще, поскольку требуется меньше постобработки, за исключением некоторой полировки наждачной бумагой и удаления опор, если они у вас есть.
Тем не менее, качество отпечатков не такое высокое, как у смолы, поэтому иногда процесс полировки может занять некоторое время, поэтому люди выбирают печать филаментом только для больших реквизитов или рельефа.
Нить также гораздо менее токсична, чем смола, хотя во время печати хорошо проветривать помещение. Как отметил один пользователь, FDM-принтер занимает меньше места, чем станция печати на полимерной основе, и его легче чистить, чем принтер на полимерной основе.
Вот видео, в котором впервые пользователь смотрит на реквизиты и ландшафты для печати филаментом.
Сколько стоит 3D-печать армии Warhammer?
Вы можете напечатать армию из 47 моделей всего за 17,33 доллара, если воспользуетесь бесплатными файлами STL. Для более премиальной Warhammer Army вы можете приобрести файлы STL и распечатать их на 3D-принтере примерно за 95 долларов. В то же время покупка другого набора из 16 официальных моделей на официальном сайте также обойдется вам примерно в 9 долларов. 5.
Давайте разберем стоимость печати собственной армии.
На протяжении всей статьи я объяснял, что печатать миниатюры самому дешевле.
В качестве примера я буду использовать полную армию, созданную по правилам одной страницы. Его можно приобрести в MyMiniFactory за 78 долларов, и на момент написания статьи он содержит 47 моделей разных размеров. Основания можно сделать самостоятельно или приобрести совместимые.
Вы также можете решить использовать исключительно бесплатные файлы из различных источников для создания армии, в этом случае вам нужно будет учитывать только материальные затраты.
Посмотрим примерную стоимость материалов для выбранной армии из 47 моделей:
35 моделей на 28-32мм – 7,35$
10 моделей чуть большего размера до 52 мм – 7,50 долл. США
2 большие модели на 64 мм – 2,48 долл. США
Общая стоимость смолы: 17,33 долл. США
Добавив стоимость файлов STL, мы получим около 100 долл. США для этих 47 моделей, цена аналогична набору из 16 моделей, но вам придется выполнять постобработку и раскрашивать миниатюры самостоятельно. . Не забудьте также учесть временные обязательства.
Конечно, это всего лишь приблизительная оценка стоимости одной из многих армий, которые вы можете найти для печати.
Вот еще оценка для печати другой армии.
Как я уже упоминал ранее, окончательная цена зависит от того, насколько большими вы хотите сделать модели и сколько моделей вы хотите напечатать, поэтому трудно дать приблизительную цену и дать общепринятую цену.
Стоимость также зависит от того, насколько дороги файлы STL, если вы решите не создавать все модели самостоятельно или смешивать и подбирать бесплатные файлы STL, найденные в Интернете (вероятность найти целую армию бесплатно довольно низка).
Едем вниз — растём вверх, или ось Z за недорого / Хабр
Доброго вам времени суток, уважаемые гики и сочувствующие! Эта публикация — продолжение описания конструкции моего самодельного 3D принтера. Ось Z — один из самых противоречивых узлов принтера. Что выбрать — ультимативную точность или хорошее масштабирование? Перемещать ось Х или рабочий стол принтера? Два подхода — два решения.
На первые 3D принтеры я не мог смотреть без содрогания: конструкции были незрелые, многие узлы использовались с нарушением ТУ, из-за общей зыбкости требовалась постоянная подстройка, мелкий ремонт, размеры рабочего поля были малыми. Я реши решить проблему внутренних противоречий, просто скрестив ежа с ужом конструкции портального фрезерного станка и 3D принтера.
Был спроектирован и скручен воедино остов 3D монстра:
Он состоит из сорокамиллиметровых алюминиевых конструкционных профилей, соединяемых толстыми уголками 45х45 и болтами М8. Эта конструкция имеет размеры 60х40х40 см и абсолютно непоколебима при нормальной работе принтера. Размер рабочей площадки составлял 45х22 см, при максимальной высоте объекта 28 см.
Ось Z образована двумя вертикально расположенными двадцатимиллиметровыми линейными шинами с прецизионными каретками. Каретки приводятся в движение прецизионными трапецевидными винтами, установленными на радиально-упорные подшипники. Каждый винт имеет привод от шагового мотора через ременную передачу 3:1. Верхние концы винтов обточены и вставлены в игольчатые втулки так, чтобы осевое смещение винта во втулке предотвращало его подклинивание при тепловом расширении. Я использовал полимерную гайку для винтов: больших скоростей/нагрузок нет, а полимерная гайка не так требовательна к смазке и значительно проще в монтаже. В данной конструкции рост высоты модели обеспечивается поднятием оси Х над столом, а ось Z используется как подвижная опора для оси X.
Видео работы:
Эта ось работала без каких-либо проблем вплоть до разборки этого принтера на запчасти.
Недостатки данного решения:
1. Цена. Прецизионные компоненты стоят дорого.
2. Сложность конструкции
3. Плохая масштабируемость.
Когда я начал строить второй принтер, опыт и скаредность участвовали в создании конструкции наравне с врождённым желанием идти своим путём, не ожидая милостей от природы.
Соответственно, новый принтер должен был стать не только более простым, быстрым, универсальным, надёжным и ремонтопригодным, но и значительно более дешёвым.
Для оси Z нового принтера был выбран не винтовой привод, а сходная с лебёдкой грузовых кранов тросовая конструкция. Она состоит из собственно приводного механизма с ремённым понижающим редуктором и двух блоков, на которые и ложится вся масса по оси Z.
Здесь фото принтера в целом:
За стабильность пространственной ориентации отвечают две круглые десятимиллиметровые стальные шины, по которым перемещаются парные подшипники скольжения из синтерной бронзы.
На следующих двух видео можно рассмотреть конструкцию лебёдки, там ничего сложного:
Остов оси Z: простая и лёгкая конструкция.
Расчёты по мощности: Приводной барабан имеет радиус 10 мм. Соответственно, крутящий момент 0,3 Нм (обычный мотор Nema 17) на рычаге в 10 мм составит 30 Н. Ременный редуктор с передаточным числом 2:1 удваивает это число.
Вследствие этого максимальное усилие, которое может развить эта лебёдка, составляет около 60 Ньютон, соответственно максимальная масса оси Z вместе с массами стола и объекта не должна превышать 6 кг в покое.
Теперь определим потери на разгон и торможение оси Z: для разгона 1кг массы с ускорением 1 м/с², необходимо приложить силу в 1 Ньютон. На самом деле, ускорения 1 м/с² для оси Z вполне достаточно, и каждый разгоняемый килограмм обойдётся нам в 1 Н приложенной силы.
Самый тяжёлый элемент в конструкции — подогреваемый стол, это дюралюминиевая пластина 350х350х3 мм весом 980 грамм с приклеенными нагревательными элементами общим весом 150 грамм.
Остальные элементы конструкции, включая теплоизоляцию из Basotect, весят около 900 грамм.
Общий вес конструкции составляет около 2030 грамм, что при округлении в большую сторону потребует 21 Н для удержания и ещё 2,1 Н для ускорения. Итого, ещё раз округляя в сторону больших значений, 24 Н.
Если же к массе оси Z добавить килограммовую модель, то понадобится уже 34 Н, что составляет
чуть более половины расчётной мощности лебёдки. Казалось бы, конструкция избыточна по мощности. Но дьявол, как всегда, кроется в деталях. Дело в том, что для достижения максимального крутящего момента через обмотки мотора должны течь максимальные токи, что неизбежно вызовет его перегрев и преждевременный выход из строя.
По этой причине я и спроектировал конструкцию с условием большого запаса по мощности, а ток мотора установил опытным путём чуть больше минимально необходимого. Мотор при этом нагревался до 50-60°С, что вполне допустимо по ТУ.
На этом видео лебёдка легко жонглирует осью Z без рабочего стола, но с двумя катушками филамента весом по 1300 грамм:
Итак, вопрос мощности решён. Теперь поговорим о точности. Учитывая параметры компонентов лебёдки и мотора, при микростеппинге 1/16 возможно перемещение оси Z с шагом 0,02 мм. Теперь рассмотрим проблему точности у лебёдки с однослойной намоткой троса. Радиус приводного барабана в моей конструкции составляет 10 мм, соответственно, длина окружности при намотке будет 62,8 мм. Для того, чтобы поднять ось Z на 44 см, необходимо примерно семь оборотов. При использовании троса толщиной 1 мм осевое смещение намотки составит 7 мм. При этом происходит изменение расстояния от точки соприкосновения троса с барабаном до нижнего опорного блока.
Посчитаем, насколько всё плохо: ведущий барабан находится в центре одной из диагоналей квадрата, образованного нижней частью корпуса принтера. Соответственно, барабан удалён от каждого из нижних опорных блоков на 320 мм. Путём нехитрых расчётов выясняется, что при перемещении стола на 440 мм произойдёт изменение геометрии привода на 0,077 мм.
Качественные винты с трапецевидной резьбой обеспечивают точность от 0,07 до 0,4 мм на таких расстояниях. Проще говоря, не обеспечивают никакого значимого выигрыша по точности. Если же по каким-то причинам Вам необходимо напечатать модели высотой большей, чем 44 см, нужно просто пропорционально увеличить диаметр приводного барабана (для сохранения малого количества оборотов, потребных для перемещения оси) и передаточное число редуктора (для сохранения номинальной нагрузки на мотор). При этом стоимость механизма растёт незначительно, в отличие от конструкции с винтовым приводом.
Один из тестовых объектов:
В заключение могу сказать: хотя опыт и является производной от преодолённых трудностей и совершённых ошибок, но иногда процесс его приобретения доставляет больше удовольствия, чем достигнутые результаты.
3D моделей не будет, ибо я их никак не могу отыскать на диске.
Публикуется под лицензией WTFPL.
Ну, и традиционное: Have fun!
Изгиб и провисание оси X на Ender-3. Как устранить?
Важные первые шаги (частичная разборка принтера). Выпрямите обе оси Z. Отрегулируйте эксцентриковые гайки. Затяните болты, которыми крепятся узлы роликов. Вывод.
В огромном сообществе пользователей принтеров Ender-3 нередко возникают вопросы по сборке, настройке и эксплуатации этого популярного 3D-принтера для начинающих.
Мы решили написать пост-ответ на один из распространенных вопросов: Провисание оси X на Ender 3. Как исправить?
Итак, начнем!
Проблема:
Я купил свой Ender 3 всего несколько недель назад, и после сборки он, вроде бы, работал нормально, но я заметил, что у меня были проблемы при калибровке стола.
Я запускал печать после калибровки, но почему-то сопло всегда зарывалось в поверхность стола с правой стороны.
Я решил повторно откалибровать платформу, и оказалось, что с правой стороны принтер не откалиброван, хотя до запуска печати все было нормально.
Я заметил, что после запуска печати что-то кардинально менялось и сопло меняло свое положение: то слишком близко к столу, то слишком далеко.
Я понял, что это произошло из-за провисания оси X, но иногда она провисала, а иногда нет, поэтому выровнять стол было практически невозможно.
На просторах интернета возможно найти немалое количество советов по устранению этой неполадки. Мы выбрали тот, который действует лучше всего.
Важные первые шаги (частичная разборка принтера).
Снимите катушку с пластиком, иначе она будет запутываться и доставлять неудобства.
С помощью большого шестигранного ключа, входящего в комплект для сборки 3D-принтера, открутите винты на верхней направляющей.
Затем обязательно отсоедините кабели, подключенные к двигателю экструдера E, двигателю и концевому выключателю оси X.
Используя шестигранный ключ меньшего размера, ослабьте винт на муфте, который держит трапецеидальный винт оси Z, а затем полностью снимите его, повернув против часовой стрелки, и пока отставьте его в сторону.
Выпрямите обе оси Z.
Убедитесь, что оси не повернуты или смещены относительно рамы принтера.
Смещение осей оказывает давление на ролики, и они не могут свободно перемещаться вверх и вниз по профилям, что со временем приводит к их повреждению.
Итак, вот как решить обе эти проблемы:
Положите принтер на левый бок (дисплеем вверх, чтобы не давить на него всем весом принтера).
Слегка ослабьте винты в нижней части принтера, удерживающие ось Z на месте. Нет необходимости полностью выкручивать их, просто ослабьте их таким образом, чтобы вы могли повернуть или покачать ось Z.
Вращайте ось Z до тех пор, пока она не будет правильно выровнена и, удерживая ее на месте одной рукой, второй рукой затяните винты с помощью шестигранного ключа.
Если вы предварительно отсоедините блок питания, то выровнять ось вам будет значительно проще, потому что он не будет вам мешать.
Сделайте то же самое с другой осью Z, убедившись, что рама выровнена и максимально квадратная.
Теперь пришло время вернуть ось X на место, чтобы проверить, исчезло ли провисание и могут ли ролики свободно перемещаться вверх и вниз по профилям. Чтобы проверить, решена ли проблема, прикрутите верхнюю направляющую так, чтобы потайные отверстия были обращены вверх, а затем подвигайте ось X вверх и вниз.
В некоторых случаях приведенных выше манипуляций достаточно и ролики не нуждаются в калибровке. К сожалению, так происходит не всегда, поэтому переходим к следующему шагу.
Отрегулируйте эксцентриковые гайки.
Эксцентриковая гайка отличается от обычной тем, что отверстие в гайке смещено в одну сторону и при повороте она двигает колесо/ролик ближе или дальше от оси, и это позволяет регулировать насколько плотно весь узел будет цепляться за ось.
Если гайка затянута слишком туго, то он не сможет свободно двигаться вверх и вниз. С другой стороны, если слишком свободно, то весь узел ролика будет трястись и колебаться.
Для регулировки эксцентриков вам понадобится ключ, входящий в комплект сборки.
Используя большую сторону ключа, ослабьте гайку так, чтобы вы могли свободно перемещать весь узел ролика.
Затем начните затягивать гайку, пока не почувствуете, что узел ролика плотно прилегает к оси. Он должен прилегать плотно, но не слишком (это не так просто объяснить, но довольно легко почувствовать, когда вы будете это делать). Вы должны приложить некоторое усилие, чтобы прокрутить ролик двумя пальцами.
Как только вы закончите с одной стороной, проделайте те же действия со второй стороны.
Перемещайте X-ось вверх и вниз, чтобы убедиться, что она двигается плавно, а затем опустите до упора, пока не услышите «щелчок» концевика оси Z, после чего снова переместите ось вверх, но поднимайте ее не посередине, а с правой стороны.
Если вся конструкция движется плавно, и правая сторона движется одинаково с левой, то вы все сделали правильно!
Возможно, вам придется предпринять еще один шаг, чтобы полностью решить эту проблему, и это будет затяжка болтов, которые крепят узлы роликов.
Затяните болты, которыми крепятся узлы роликов.
Если вы посмотрите на раму, к которой прикреплен экструдер, в середине должны быть два винта, которые крепят его к оси X.
Проверьте, возможно они слегка ослаблены, либо вы не выровняли конструкцию в процессе сборки.
Вот как это исправить:
С помощью одного из шестигранных ключей, прилагаемых к принтеру, ослабьте два винта, которыми каретка крепится к оси X. Винт, который ближе к центру принтера, ослабьте совсем чуть-чуть.
Используя этот внутренний винт в качестве опорной точки, слегка отрегулируйте ось X, пока она не выровняется правильно.
Затяните оба винта до полного исчезновения люфта.
Имейте в виду, что в целом, это не главный виновник провисания оси X, поэтому вам следует сначала сосредоточиться на регулировке эксцентриковых гаек и смещении оси.
Вывод.
Провисание оси X создаст массу проблем, и исправить это просто необходимо. К счастью, это не так уж сложно, и вам потребуется около 10 минут, чтобы принтер смог нормально функционировать.
Вы можете начать с регулировки эксцентриковых гаек, даже не разбирая принтер, но мы настоятельно рекомендую выполнить шаги, которые мы описали, поскольку это очень простой и эффективный метод.
Надеемся, эта информация была полезной!
Удачной печати!
Axe Print — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Axe лучшие модели для 3D-печати・Cults
Топор
Бесплатно
Копье Драупнир с несколькими навершиями и кольцом в комплекте | Копье Кратоса | По CC3D
5,81 €
HICTOP i3 clone Держатель бронзовой втулки оси Y
Бесплатно
Qidi Tech Z-Axis Shims for 1/8″ and 1/4″ Glass Bed — для стержней 8 мм
Бесплатно
Регулятор оси Y Anycubic Vyper (TOP Remix)
Бесплатно
Верхний левый и правый держатель оси Z для Hephestos — защита от качания винта
Бесплатно
Гном и человек
39,79 €
Модернизация Robo3D с гладким стержнем по оси Y для стандартной станины
Бесплатно
Стабилизация оси Z Robo3D
Бесплатно
Направляющая оси Z для Geeetech a10 a20 a30 Ender V-slot
2,21 €
Custom 1/18 Gear Dark Angels
Бесплатно
Чемпионы крови
€5
топоры тьмы
2 €
LEGO Панцерфауст 60/100
€1,50
-15%
€1,28
Топор и пень
1 €
Маркер объектива Small Chest Fantasy 28 мм
0,53 €
подшипник оси Z weedo tina2
бесплатно
Двойной синхронизатор оси Z
Бесплатно
БОГ ВОЙНЫ РАГНАРОК КРАТОС ТОПОР
€10,20
-55%
€4,59
Брелок God of War Leviathan Axe, настенное искусство, силуэт
Без сомнения изделия из резины являются продукцией, которая широко востребована практически во всех отраслях. Она необходима в процессе машиностроения, в химической, обувной и даже фармацевтической промышленности. Вследствие этого изготовление изделий из резины считается одним из основных направлений деятельности нашей компании. Мы занимаемся производством таких деталей, как кнопки для аппаратуры, разнообразные накладки, заглушки, кожухи, демпферы и пр. Для изготовления резиновых изделий применяется только высококачественное сырье, которое обладает прекрасными техническими характеристиками, выдерживает неблагоприятное воздействие окружающей среды и влияние высоких температур. На каждом этапе осуществляется полный контроль над качеством сырья и готовых деталей.
Производство на заказ.
Кроме производства стандартной продукции, у нас есть возможность произвести изделия из резины на заказ. Наша компания располагает современным оборудованием, а значит, изготовление резинотехнических изделий находится на самом высоком уровне. Мы располагаем собственным штатом опытных технологов и специалистов, это дает нам возможность выпускать РТИ любой сложности. Кроме того, мы занимаемся выпуском резиновых изделий на алюминиевой основе и с металлической закладкой.
Галерея
Автомобильные детали фотогалереяИзделия из резины фотогалереяПластиковые корпуса фотогалерея
Производство РТИ начинается с выбора и разработки резиновой смеси. Благодаря правильным пропорциям и контролю над качеством определяются термоустойчивость и диэлектрические свойства, поэтому продукция из резины, выпускаемая нашей компанией обладает наилучшими эксплуатационными показателями. Изделия из резины по праву пользуются репутацией продукции, имеющей высокую прочность, которая прекрасно сочетается с характеристиками эластичности, надёжности и длительного срока эксплуатации.
Прототипом любого РТИ может служить как оригинальная деталь, так и деталь, выращенная с помощью 3D прототипирования.
Наша компания использует в своих разработках различные современные добавки — полимерные смеси, благодаря чему удаётся выпускать достаточно термостойкую резину. Таким образом, современные резиновые изделия могут применяться в условиях высоких и низких температур, при перепадах, а также в агрессивной среде.Наша компания выпускает не только стандартные, формовые резиновые изделия по существующим шаблонам, но также и нестандартную продукцию на заказ. В таких случаях необходимо учитывать, что если продукция из резины производится согласно индивидуальному заказу, в производственный цикл включаются такие дополнительные стадии, как подготовка проекта и изготовление индивидуально сконструированных пресс-форм.Наша компания практикует такой способ производства формовых резинотехнических изделий, как литье под давлением, благодаря которому получается максимально качественная резинотехническая продукция.
Производство по такому методу выполняется с помощью специальных оборудованных автоматических манипуляторов в литьевых прессах или литьевых машинах. На первом этапе резинотехнические изделия проходят охлаждения в специальных камерах с применением жидкого азота. После этого осуществляется удаление лишних частей – отходов при помощи специальных инструментов. Наша компания принимает заказы на производство резинотехнических изделий, выполнение обрезинивания металллофурнитуры, металлокаркасов, пластин различных конфигураций с использованием пресс-форм заказчика.
Мы сможем осуществить любые идеи наших клиентов, которые связаны с производством резиновых, а также металорезиновых изделий, начиная от выполнения чертежей, производства пресс форм до выпуска готовых изделий на собственном оборудовании.
Ремонт резиновых изделий | Полезное своими руками
Ремонт каучуковых ручных насосов
Для исправления разрывов в каучуковых насосах, употребляемых для поливки улиц, растений и т. д., рекомендуется следующий состав: мелконарезанный каучук растворяют в скипидаре, в хлороформе, в бензине или в керосине; каучук в названных жидкостях растворяется не полностью, но размягчается до такой степени, что приобретает консистенцию тестообразной массы.
Другие рецепты клеевых составов для ремонта резиновых изделий вы найдете в этой статье.
Затем слегка нагревают пробитые и разорванные края насоса и накладывают размягченный в одной из названных жидкостей каучук, после чего края сдавливают.
Если после первой заклейки не получится полной заделки, каучуку дают высохнуть и операцию повторяют.
После тщательно выполненных работ поврежденные части исправляются полностью, так что насос вновь становится пригоден для продолжительного употребления.
Ремонт резиновых подушек, мячей и т.д.
Названные резиновые изделия с более или менее толстой оболочкой исправляют следующим способом.
Сначала поверхность их необходимо хорошо очистить от пыли и грязи, затем берут канифоль и растворяют ее в 90%-ном спирте до получения густой массы.
Полученной смесью тщательно промазывают трещины и дают замазке как следует затвердеть. Этим способом можно починить старые резиновые подушки, наколенники, мячи и т.п. резиновые изделия.
Ремонт резиновых плащей
Для исправления резиновых плащей и других тонких резиновых оболочек берут кусочек тонкого листового каучука, по величине соответствующий месту, подлежащему ремонту, и намазывают его с одной стороны, а также и прилегающее место на поверхности предмета скипидаром.
Смазанные поверхности накладывают друг на друга и кладут на сутки под пресс.
Исправленные места после этого оказываются столь же непроницаемыми для воды, как они были и раньше в неповрежденном виде.
Следует заметить, что свежий листовой каучук удобнее всего резать острым, смоченным водой ножом.
Ремонт резиновых трубок
Небольшие отверстия смачиваются на краях бензином, а затем заполняются куском размягченной в бензине резины, которая затем сглаживается горячим железом.
После ремонта трубка может еще долго служить, а само место ремонта можно, при некотором навыке, сделать совершенно незаметным для глаз.
Для предохранения от высыхания и растрескивания резиновые трубки необходимо всегда держать при комнатной температуре.
Ремонт галош
Галоши тщательно моют, высушивают и подчищают мелким напильником. Затем вырезают соответствующего размера заплатку, смазывают клеем для резиновых изделий, прижимают к нужному месту (если нужно, обвязывают бечевками) и дают подсохнуть в течение двух часов, после чего покрывают зачищенное место или всю галошу резиновым лаком.
Ремонт резиновых рукавов
Растрескавшийся снаружи резиновый рукав очищается теплой водой при помощи щетки от грязи и тщательно высушивается. Затем его кладут на доску и на трещины наносится клей для ремонта резиновых изделий до тех пор, пока все трещины не заполнятся им.
Внимание!
Презервативы ремонту не подлежат!
Каждый новый слой наносится по высыхании предыдущего.
Когда последний слой станет засыхать, рукав в этом месте обертывают холщовой тесьмой, смоченной вышеупомянутым клеем.
Если рукав дал трещины на внутренней своей поверхности, то описанный способ непригоден, так как в починенном месте образуется утолщение, вокруг которого собирается грязь и может образоваться «пробка». В таком случае вырезают испорченный кусок и сращивают оба конца, вставляя их в короткий кусок резинового рукава большего диаметра, плотно охватывающего починенный рукав.
Ремонт резиновой обуви
Резиновая заплата, которую хотят наклеить на резиновую обувь, и поврежденное место протираются шкуркой, чтобы поверхность обоих стала шероховатой; затем смазывают обе поверхности клеем для ремонта резиновых изделий, после чего оставляют их в покое на полчаса и потом крепко сжимают.
Чтобы ремонт сделать прочнее, следует вулканизировать заплату холодным способом.
Для этого промазывают ее после вышеописанной операции сероводородом, к которому добавлено немного хлористой серы, а затем уже быстро нажимают на поврежденное место.
Приклейка подошв к сапогам
Для приклейки резиновых подошв к кожаной обуви пригодны следующие замазки:
Разрезают 10 частей каучука на мелкие кусочки, кладут их в жестянку, помещенную в водяную баню и нагретую до 30°С, и добавляют 140 частей сернистого углерода. Когда каучук растворится, добавляют смесь, приготовленную следующим образом: сплавляют 10 частей каучука с 10 частями истолченной канифоли и затем добавляют 35 частей скипидара. Эту замазку следует хранить в герметически закупоренной склянке.
При сплавлении равных частей обыкновенной смолы и гуттаперчи получается замазка, которую применяют горячей и которая хорошо пристает к коже, резине и разным другим материалам.
Растворяют 10 частей гуттаперчи в 100 частях бензина. Раствор этот сливается в склянку, содержащую 100 частей олифы, и все сильно взбалтывается.
Как сделать цельную пресс-форму из силиконового каучука
В этом пошаговом учебном пособии показано, как сделать простую, цельная силиконовая форма для небольшого декоративного предмета.
Основы:
Блок-формы, как правило, являются простейшим типом формы.
Для них обычно требуется больше резины, чем для других методов (например, форм для одеял).
Их изготавливают путем заливки жидкой резины в защитную зону вокруг модели (или «мастера»).
Эти защитные зоны могут быть изготовлены из различных материалов (ламинированная древесно-стружечная плита, трубы из ПВХ, пластилиновые глиняные палочки, полипропилен сверхвысокой молекулярной массы, фанера, Sonotubes®, пенопласт, оргстекло и многое другое).
В нашей линейке продуктов вы можете выбрать один из следующих материалов пресс-формы: полиуретановый каучук, силиконовый каучук, отвержденный оловом, или силиконовый каучук, отвержденный платиной.
Расходные материалы и инструменты, необходимые для завершения этого проекта:
Модель A
PlatSil® 73-40 Платиновая силиконовая формовочная резина (или другая формовочная резина)
Разделительный состав Pol-Ease® 2500
Кисть
Пластилиновая глина или клей-расплав
Ламинированная древесно-стружечная плита (или другой материал для ограждения)
Шурупы
Сверло (для создания вентиляционного отверстия)
2
Емкость для смешивания и инструмент для смешивания (например, ведра и шпатель из нержавеющей стали)
Цифровые весы
Уровень
Средства индивидуальной защиты
Всегда просматривайте паспорта безопасности продукта перед использованием.
Шаг первый: выберите зону содержания
В данном случае в качестве материала «формовочной коробки» использовалась ламинированная меламиновая древесно-стружечная плита. Стенки формовочного ящика были привинчены вместе и размещены на основной доске. Иногда для скрепления всех этих частей используется ремешок для пресс-формы.
Если коробка формы не будет использоваться для поддержки формы во время процесса литья, убедитесь, что резина достаточно толстый между моделью и стенками формы, чтобы он не деформировался при заполнении литейным материалом. Как правило, это должно быть не менее ½” со всех сторон [Рис. 1]. Кроме того, убедитесь, что ящик для пресс-формы достаточно высокий. для размещения соответствующей высоты пресс-формы — не менее ½ дюйма резины над моделью.
Рисунок 1: Минимум ½” пространства со всех сторон модели
Шаг второй: закрепите модель на базе
Надежно закрепите (например, привинтите или приклейте) модель к основанию.
Если модель не закреплена, залитая резина может подтечь под нее, и она может начать всплывать.
ПРИМЕЧАНИЕ: Если модель пористая (например, из гипса, дерева, камня, кирпичной кладки, керамики), просверлите вентиляционное отверстие в основании. плату под моделью, чтобы воздух мог выходить [Рисунок 2].
Рис. 2: Вентиляция базовой платы при работе с пористой моделью
Шаг третий: запечатайте коробку формы
Чтобы предотвратить вытекание резины из формы, герметизируйте внутренние края (между стенками и между стенками и базовая плата). Для этого процесса использовалась нагретая пластилиновая глина [Рисунок 3]. Еще одним вариантом является термоклей.
Рисунок 3: Пластилиновая глина использовалась для герметизации краев формовочной коробки
Шаг четвертый: при необходимости нанесите герметик и/или разделительный состав
Герметизация пористых моделей
Как правило, пористые модели необходимо герметизировать перед нанесением разделительного состава и перед заливкой резины. Герметизация агент должен быть определен на основе материала модели и материала резиновой формы.
Для многих пористых моделей требуется несколько слоев восковой пасты, вазелина, шеллака, краски, расплавленного парафина, лака или Раствор ПВА (поливинилового спирта) хорошо работает. Некоторые каучуки содержат ингредиенты, растворяющие краску и лаки; воск или шеллак могут работать в этом случае. (полиуретан каучуки будут связываться с шеллаком, поэтому в этом случае необходимо осторожно наносить разделительный состав).
Для голой штукатурки нанесите гончарное мыло или масляное мыло Мерфи на влажную поверхность с помощью мягкой щетки. Промыть и повторить эту процедуру несколько раз, а затем отполируйте поверхность мягкой тканью. Не пытайтесь использовать этот метод на материалах, которые не гипс.
В этом случае герметик не понадобился.
Применение разделительного агента
При работе с силиконовая формовочная резина , модель должна быть покрыта разделительной смазкой Pol-Ease® 2500 [Рис. 4] перед заливкой. Платиновые силиконовые каучуки, в частности, иногда могут страдать от ингибирования отверждения при заливке. на некоторых поверхностях (ингибирование отверждения — это отсутствие отверждения поверхности в течение рекомендуемого времени — поверхность при контакте с рисунком остается липким или незатвердевшим). Настоятельно рекомендуется пробное отверждение перед покрытием всего модель с резиной.
Рисунок 4: Разделительный агент Pol-Ease® 2500 используется с силиконовыми формовочными каучуками.
Перед заливкой полиуретановая формовочная резина , модель должна быть тщательно покрыта Pol-Ease® 2300 Release. Агент [Рисунок 5].
Рисунок 5: Разделительный агент Pol-Ease® 2300 на силиконовой основе используется с полиуретановые формовочные каучуки
Разделительные составы должны быть равномерно распылены по всей поверхности (включая дно опоки и стенки опоки), затем почистите сухой щеткой, чтобы обеспечить равномерное покрытие.
Шаг пятый: определите, сколько жидкой резины необходимо
Как рассчитать:
Для ящика
Рассчитайте объем ящика для пресс-формы (Д x Ш x В = объем) [Рисунок 6].
Оценить объем модели.
Вычтите расчетный объем модели из объема опоки.
Разделить результат (объем площади формы) на удельный объем резины формы. (Для этой формы мы используют PlatSil® 73-40. Удельный объем этой резины 22,0 дюйм3 /фунт).
Полученное число представляет собой количество жидкой резины (фунты). нужный.
Для цилиндра
Следуйте тому же процессу, что и выше. Вы можете найти объем цилиндра, выполнив этот расчет: π x R 2 90 173 x H [рис. 6].
Рисунок 6: Как рассчитать объем прямоугольной коробки или цилиндра
Шестой этап: взвешивание и смешивание резины
Как только количество каучука, необходимого для проекта, определено, взвесьте и смешайте каучук. Все Политек полиуретан и силиконовые каучуки представляют собой двухкомпонентные системы (часть A и часть B). В этом случае соотношение компонентов PlatSil® 73-40 составляет 1А:10В по массе. Многие из наших продуктов соответствуют стандарту 1A:1B.
Перед смешиванием каучук должен быть комнатной температуры и все инструменты должны быть готовы (некоторое «рабочее время», время, когда вы до того, как резина начнет затвердевать, может быть очень коротким – если инструменты не готовы, продукт может застыть раньше полностью залито). Время работы PlatSil® 73-40 составляет 45 минут.
В некоторых случаях часть B необходимо встряхнуть или перемешать перед смешиванием с частью A.
Особое внимание следует уделить обеспечению правильного соотношения компонентов смеси. Мы рекомендуем измерять все накладки (кроме 1A:1B) с помощью вес на цифровых весах; не по объему.
Тщательно перемешайте части А и В [Рисунок 7].
Рисунок 7: Тщательно перемешайте компоненты A и B
Перед заливкой смешанной резины в пресс-форму некоторые могут использовать вакуумную камеру или бак высокого давления для удалить пузырьки воздуха из смеси. Это не всегда необходимо и должно определяться в каждом конкретном случае. основа.
S tep Seven: заливка резины
Перед заливкой резины убедитесь, что коробка формы выровнена. Неравномерные формы в конечном итоге приведут к неравномерному литью.
Начните с заливки резины в один угол формы. Налейте каучук в каучук, позволяя каучуку течь по модель. Избегайте заливки непосредственно на модель [Рисунок 8]. Это помогает предотвратить попадание пузырьков воздуха.
Рисунок 8: Залить каучук в каучук, позволяя ему течь по модели
Убедитесь, что резина соответствует соответствующему уровню высоты и что все части модели достаточно закрыты.
Распыление соответствующего разделительного агента на поверхность резины сразу после заливки помогает отделить поверхность. пузырьки воздуха.
Шаг восьмой: дождитесь отверждения резины
Время отверждения варьируется от резины к резине. Некоторые каучуки можно извлечь из формы за 30 минут, в то время как другие не следует извлекают из формовочных ящиков не менее чем на 24 часа. Время отверждения уменьшится при более высоких температурах.
Слишком раннее извлечение из формы может привести к деформации резины.
PlatSil® 73-40 имеет время отверждения 16 часов при комнатной температуре (~77°F).
Шаг девятый: извлечение формы
Когда резина затвердеет, осторожно извлеките ее из формы. Стенки формовочного ящика, возможно, придется снять, чтобы удалить плесень.
Теперь форма готова [Рис. 9], и можно начинать процесс литья [Рис. 10 и 11]!
Рисунок 9: Готовая цельная форма для блоков Platsil® 73-40
Рисунок 10: Пластмассовая отливка (EasyFlo 60) из формы
Мы немного увлеклись своим Красители PolyColor:
Рисунок 11: Несколько отливок из формы (с использованием красителей EasyFlo 60 и PolyColor)
Помогите мне отлить пластиковые ручки и резиновые детали
1 сентября 2019 г. | By Staff
Вопрос:
Я являюсь счастливым обладателем DeSoto 1939 года выпуска, принадлежавшего моему деду. Он находится в прекрасном первоначальном состоянии, но пластиковые внутренние ручки и накладки дверных ручек потрескались и отсутствуют из-за многолетнего пребывания на солнце пустыни. Есть небольшие резиновые детали, которые также стали жесткими и изношенными. Есть ли способ сделать это дома без специализированных и дорогих инструментов?
Ответ:
Как оказалось, решить эту проблему довольно легко. Вы можете купить литьевую смолу и краску в магазинах для рукоделия или просто заказать все необходимое у Douglas and Sturgess в Ричмонде, Калифорния (douglasandsturgess.com).
Как резиновые изделия, так и небольшие пластмассовые детали могут быть легко отлиты. А резиновые детали даже легче, чем пластмассовые, благодаря резиновым изделиям RTV (вулканизация при комнатной температуре).
Вещи, которые вам понадобятся:
• Комплект резины для изготовления пресс-форм Smooth-On PMC-121/30
• Smooth-On PMC-790 (детали A и B)
• Smooth-on Universal Mold Release
• Черный пигмент
• Прозрачная литейная смола Castin’craft (для пластиковых деталей)
• Эмаль в цвет оригинального пластикового изделия (для пластиковых деталей)
• Мерный стакан
• Контейнеры для форм
• Тряпки
• Разбавитель лака для очистки.
Примечание: Существует несколько брендов вышеуказанных литейных изделий, которые работают одинаково. Однако придерживайтесь одного бренда, чтобы обеспечить совместимость.
Кроме того, резина RTV на самом деле резина не больше, чем шины вашего автомобиля. Натуральный каучук давно заменили более прочным силиконом, бутилом и уретановой синтетикой для большинства применений. Латекс является исключением. Это единственный «резиновый» продукт, который до сих пор изготавливается из натурального каучука из таких мест, как Малайзия. Но ни натуральный каучук, ни любая синтетика на самом деле не черные.
Вы когда-нибудь замечали эти белые шины на безлошадных повозках? Они были изготовлены из натурального непигментированного каучука. Производители начали добавлять в шины черный пигмент, чтобы сделать их менее подверженными гниению и менее склонными к появлению потертостей и грязи. Поэтому, когда вы будете делать свои собственные запасные части из резины, вы также захотите добавить в них пигмент, и это достаточно легко сделать.
Резиновые детали
Отливать резиновые изделия легко, если у вас есть хороший оригинал для работы. Товар не должен быть идеальным. Вы можете использовать пластилин для лепки, чтобы сгладить трещины, если это необходимо, и вы даже можете сделать целые прототипы из низкотемпературной глины для лепки, доступной в магазинах для рукоделия, если вам нужно. Прототипы также могут быть изготовлены из дерева или металла.
Я покупаю материалы для литья у Douglas and Sturgess, потому что у них есть полный ассортимент резиновых форм и изделий для изготовления деталей, твердость которых варьируется от очень гибких и липких до жестких и прочных материалов. У них также есть раствор черного пигмента, необходимый для того, чтобы резиновые изделия выглядели правильно. В магазинах для хобби и рукоделия есть похожие товары, но сложно найти все необходимое в одном месте.
Вам потребуются перемычки для формования жидкого уретанового формовочного раствора, пока он не затвердеет. Многие люди строят ящики из деревянных планок, но я обнаружил, что маленькие пластиковые ящики и миски, такие как те, которые вы использовали бы для остатков в холодильнике или для организации мелких предметов в офисе, очень хорошо работают, если вы сбрызнете их небольшим количеством выпуск пресс-формы в первую очередь.
Температура важна для химических процессов, поэтому работайте в помещении, которое может поддерживаться на уровне около 65 градусов по Фаренгейту. Вам также понадобится адекватная вентиляция, потому что пары могут быть опасными для дыхания. И вы захотите надеть латексные перчатки, чтобы защитить руки.
Распылите тонкий слой смазки для пресс-формы на перемычку пресс-формы и прототип, который вы хотите воспроизвести. Хорошей идеей будет нанести его тонкой кистью, дать ему застыть, а затем нанести еще один тонкий туман. Дайте разделительной массе высохнуть в течение не менее 15 минут, прежде чем продолжить.
Поместите изделие, которое нужно воспроизвести, в дамбу формы, убедившись, что у вас останется не менее ½ дюйма формы над изделием после заливки смеси для изготовления формы в дамбу. Обязательно расположите предмет так, чтобы у вас было минимальное количество подрезов. Обширное подрезание будет означать, что ваша гибкая резиновая форма в конечном итоге расколется и станет бесполезной из-за скручивания и изгиба.
Если прототип требует значительной подрезки, вы можете расположить его так, чтобы можно было разрезать форму на две части с помощью универсального ножа, чтобы извлечь ее. Вставьте установочные штифты, такие как дюбели или гвозди, чтобы совместить две половинки формы, прежде чем разрезать ее пополам. Вам также может понадобиться вырезать отверстие, из которого будет высыпаться литейный материал, или просто вставить пластиковую соломинку из-под газировки.
Смешайте состав для изготовления резиновых форм. Добавьте Smooth-on PMC-121/30 (мягкая формула для изготовления форм) одну часть A к одной части B в мерном стакане. Я использую одноразовые градуированные стаканчики, которые можно приобрести в магазинах для рукоделия. Не переусердствуйте с соотношением смеси, потому что если вы это сделаете, ваша плесень может никогда не вылечиться или стать хрупкой. Медленно перемешивайте смесь в течение полных трех минут, очищая дно и стенки чашки, чтобы тщательно ее перемешать.
Медленно залейте смесь в форму, стараясь не задерживать пузырьки воздуха. Дайте плесени высохнуть в течение как минимум 16 часов, прежде чем трогать ее, и убедитесь, что во время процесса она поддерживается на стабильном уровне 65-70 градусов по Фаренгейту. Умеренно более высокая температура окружающей среды немного ускорит время отверждения, но не торопите его. Когда закончите наливать, переверните одноразовый мерный стаканчик вверх дном и положите его на газету. Остаток затвердеет и выскочит, оставив чашу многоразовой.
Первый шаг — сделать форму. Для этого мы использовали мягкий компаунд ПМС-120/30.
Слегка сбрызните перемычку формы и деталь-прототип небольшим количеством смазки для формы, затем нанесите кистью. Снова сбрызните и дайте высохнуть не менее 15 минут.
После того, как форма затвердеет в течение необходимого времени, вы можете нагреть ее до 150 градусов в течение четырех-восьми часов, чтобы увеличить срок службы, но в этом нет необходимости, если только вы не собираетесь изготавливать с ее помощью большое количество предметов.
Когда форма полностью затвердеет, осторожно извлеките прототип, вытолкнув его. Ваша новая форма должна быть идеальным отпечатком вашего прототипа. Проверьте его на наличие пузырьков воздуха, а затем приступайте к смешиванию материала для дубликата.
Я использовал резиновую смесь Smooth-On PMC-790, чтобы сделать необходимую мне резиновую прокладку, потому что это гораздо более жесткая и эластичная смесь. Вам нужно смешать PMC-790 в соотношении одна часть А к двум частям В и обязательно тщательно перемешивайте в течение как минимум трех минут, как вы это делали раньше. Только на этот раз вам также нужно будет добавить пару капель черного пигмента для аутентичного вида.
Снова медленно залейте компаунд в форму, пока он слегка не переполнится, чтобы обеспечить усадку. Дайте излечению детали от 16 до 24 часов. Когда вы вытащите его, у вас будет идеальная копия. Практически любую резиновую деталь можно сделать таким образом, приложив немного фантазии. Для длинных уплотнителей сделайте форму из дерева с помощью фрезера, затем покройте ее шеллаком и нанесите на нее небольшое количество смазки для формы. Вы можете сделать практически все, что вам может понадобиться, используя полиуретановую резиновую смесь Smooth-On и хорошую форму.
Пластмассовые изделия
Если у вас есть хорошие детали от другого автомобиля, вы можете легко сделать для них формы из литьевой смолы, которую можно приобрести в магазинах для рукоделия. Литейная смола особенно хороша для изготовления сменных ручек, накладок и роговых кнопок, но ее также можно использовать и для более амбициозных проектов.
Прототипы могут быть изготовлены из дерева, металла или даже глины для лепки, обожженной при низкой температуре. Машинист может легко изготовить прототипы круглых накладок и роговых кнопок из алюминия. Скульптурные панели могут быть изготовлены из мягкой сосны и отшлифованы до нужной формы. Подойдет даже ДВП, если на него нанести несколько слоев шеллака для герметизации.
Поместите прототип так, чтобы для его извлечения из отвержденной формы требовалось минимальное подрезание.
Смешайте PMC-120/30 одну часть A с одной частью B и тщательно перемешайте в течение трех минут.
Медленно залейте компаунд для изготовления формы в перемычку формы, чтобы свести к минимуму образование пузырьков воздуха.
Дайте плесени высохнуть не менее 16 часов при температуре не ниже 65-70 градусов по Фаренгейту.
Аккуратно извлеките прототип. Он должен легко вытягиваться, но будьте осторожны, чтобы не порвать форму.
Стреляйте в новую форму небольшим количеством смазки.
Смешайте PMC-790 одну часть А с двумя частями В и добавьте пару капель раствора пигмента. Тщательно перемешать в течение трех минут.
Медленно вливайте резиновую смесь, чтобы не было пузырьков, и немного переполняйте, чтобы обеспечить усадку.
Для заливки литьевой смолы требуется практически та же техника, что и для заливки уретана для резиновых деталей. Просто внимательно следуйте инструкциям по смешиванию, тщательно перемешайте и дайте деталям высохнуть в течение необходимого времени, как указано в инструкциях на банке с литьевой смолой.
Литейная смола прозрачная, желтоватого или янтарного цвета. Краски можно использовать для окрашивания пластика, но это редко дает нужный эффект. Чтобы убедиться, что ваши реплики соответствуют оригинальным элементам на приборной панели, отнесите оригинал в магазин автомобильных красок и попросите их смешать пинту соответствующей эмали.
И пока вы там, возьмите немного разбавителя, пластификатора и немного прозрачной эмали. Загрунтуйте детали, а затем нанесите слой эмали. Подождите, пока это вспыхнет, затем смешайте немного прозрачной краски с цветной краской и снова снимите детали, чтобы они выглядели полупрозрачными. После того, как детали затвердеют, их можно отшлифовать и отполировать вручную.
Если вам нужно просверлить отверстия в пластиковых деталях, по возможности используйте сверлильный станок и вращайте дрель на низкой скорости, чтобы не перегреть и не расплавить пластик. Нитки также можно нарезать на пластмассовые изделия, но рекомендуется также использовать немного суперклея внутри, чтобы такие ручки оставались на месте.
Отличный гравер.
Был бы чиллер в комплекте. Было бы еще лучше
Олег
3 января 2021 11:43
Лазерный маркер МИНИ
Великолепный станок
Все произошло быстро.
Пришел, посмотрел, купил, ушел.
Ребята мне все настроили и обучили секретам быстрой работы.
Огромное спасибо всей вашей команде, и горячий привет Ильнуру.
Евгений
6 декабря 2020 19:05
Лазерный маркер ПРОФИ
Отлично
Красивый стильный станок.
Екатерина Сергеевна
19 марта 2020 11:47
Лазерный маркер КЛАССИК
Станок приобретался для гравировки на кубках и медалях. Со своей задачей справляется великолепно.
Через год работы появился шум.
Оказалось из за пыли.
Все почистили и…
Еще
Если на поверхность металлических предметов и деталей необходимо нанести рисунок, техническую или маркировочную информацию, потребуется лазерный маркер по металлу. С помощью этого оборудования легко наносятся любые графические элементы на предметы из разных металлов. Купить лазерный маркер по металлу с доставкой по всем регионам России можно в компании «LaserBIZ».
Разновидности маркеров
Маркер для нанесения графической информации на металлическую поверхность может быть нескольких типов:
оптоволоконный лазерный маркер по металлу – это высокопродуктивный станок с мощным лазером для создания надписей и графики на поверхности черной стали, цветных металлов, нержавейки и других материалов; преимуществом этого оборудования является высокая скорость работы, хорошая детализация изображения, нет необходимости использовать расходные материалы;
ультрафиолетовый маркер – это маломощная установка, посредством которой можно наносить графические надписи на поверхность стали и других материалов.
CO2 RF лазерные маркеры используются для нанесения изображения и надписей на неметаллические поверхности.
CO2 и оптоволоконный маркер имеет небольшое рабочее поле, которое составляет приблизительно 100х100 мм. Если нужна большая рабочая площадь, используется широкоформатный лазерный маркер по металлу, с рабочей областью до 1000х1000 мм.
Почему стоит заказать у нас?
большой выбор маркеров для работы с разными материалами;
на выбор есть переносные и стационарные установки;
все оборудование сертифицировано;
на маркеры есть гарантия производителя сроком от 12 месяцев;
проводим установку оборудования и обучение персонала его использованию;
доступные цены и скидки постоянным клиентам.
Лазерный гравер маркер по металлу 30 Ватт Gravmax LMFM-03-30
Лазерный гравер маркер по металлу 30 Ватт Gravmax LMFM-03-30
Настольный лазерный гравер GRAVMAX LMFM-03-30 мощность 30 Вт. Лазерный гравер применяется для лазерной маркировки металлов: стали, серебра, золота, латуни и неметаллических изделий: кожа, камень, пластики. В лазерном маркере применяется модуль с волоконным лазерным излучателем Raycus. Высокий КПД лазерного маркера позволяет отказаться от водяных систем охлаждения, что позволяет размещать лазерный гравер непосредственно на рабочем столе.
ОПИСАНИЕ ЛАЗЕРНОГО МАРКЕРА
Переносной настольный лазерный маркерGRAVMAX LMFM-03-30 укомплектован волоконным иттербиевым лазером. Лазерный маркер предназначен для высокоточной маркировки или Лазерной маркировки металлов и неметаллических изделий. Волоконный излучатель лазерного маркера не требует технического обслуживания, не нуждается в расходных материалах, надежен.
Температура +15…+30оС, отн. влаж. до 80% без конденсата
Вес нетто (всего комплекта)
40кг
Вес брутто
50кг
Гарантийный период
12 мес.
ПРИМЕРЫ МАРКИРОВКИ НА ЛАЗЕРНОМ ГРАВЕРЕ GRAVMAX LMFM-03-30
Лазерная маркировка на лазерном GRAVMAX
Лазерная маркировка на кольцах Gravmax LMFM-03-30
Лазерная маркировка на кольцах Gravmax mini LMFM-03-30
КОМПЛЕКТАЦИЯ ЛАЗЕРНОГО МАРКЕРА GRAVMAX
Блок управления лазерным маркером
1шт
Рабочий стол со штативом
1шт
Ножная педаль
1шт
Излучатель с гальвосканером
1шт
Комплект проводов
1 комплект
Сетевой кабель
1шт
Инструкция
6шт
УСЛОВИЯ ПОСТАВКИ ЛАЗЕРНОГО МАРКЕРА GRAVMAX LMFM-03-30
Лазерный Маркер GRAVMAX
Руководство по эксплуатации на английском языке
Руководство по эксплуатации на русскомязыке
Гарантийное обслуживание
Срок отгрузки
со склада в москве
Тел. : (499) 963-31-58 E-mail gravbiz(собака)mail.ru
Назад
Вперед
You have no rights to post comments
2023 Лучшие бюджетные станки для лазерной маркировки на продажу
Вы с нетерпением ждете возможности сделать что-то своими руками или купить недорогой станок для лазерной маркировки онлайн для любителей или промышленного производства, чтобы гравировать детали, инструменты, поделки, подарки, предметы искусства, бирки, знаки, украшения, подшипники, проволока, пистолеты с металлом, деревом, пластиком, тканью, кожей, стеклом? Вы ищете производителя, производителя, поставщика, дилера, продавца, бренд с самым высоким рейтингом, чтобы подобрать лучшие бюджетные CO2, волоконные, УФ-лазерные маркеры с типами портативных, портативных, настольных в США, Великобритании, ОАЭ, Канаде, Австралии, Россия, Южная Африка, Китай, Индия или другие страны Азии, Европы, Северной Америки, Южной Америки, Африки и Океании? Ознакомьтесь с лучшим справочником покупателя для мастеров, машинистов, операторов, пользователей, начинающих и владельцев рекламных магазинов в 2023 году. STYLECNC станет лучшим магазином, который может предложить вам самые популярные системы лазерной маркировки с ЧПУ в 2023 году с мощностью лазера 20 Вт, 30 Вт, 50 Вт, 60 Вт, 70 Вт, 80 Вт, 100 Вт, 130 Вт, 150 Вт, 180 Вт, 200 Вт, 300 Вт и индивидуальная лазерная печать, травление, маркировка и гравировка для ваших индивидуальных проектов, идей DIY и бизнес-планов.
Что такое лазерная маркировочная машина?
Лазерная маркировочная машина представляет собой тип лазерной системы с ЧПУ (цифровым программным управлением), в которой используется волоконный, CO2- или УФ-лазер для нанесения необратимых меток, включая текст, цифры, буквы, матричные коды, логотипы, знаки, фотографии, изображения, узоры на 2D или 3D поверхности металлов (алюминий, нержавеющая сталь, оцинкованная сталь, углеродистая сталь, титан, железо, сплав, латунь, медь, серебро, золото), дерево, ткань, кожа, пластик, акрил, стекло, АБС, печатная плата, каучука, силикона и полимера. Это отличается от обычной струйной печати. Лазерные маркеры имеют преимущества высокой скорости, высокого качества, высокой точности, отсутствия загрязнения, безопасности, простоты в эксплуатации, бесплатного обслуживания и низкой стоимости. Машины для лазерной маркировки также известны как лазерные маркеры, машины для лазерной маркировки, машины для лазерной маркировки, системы лазерной маркировки, машины для лазерной гравировки, машины для лазерной маркировки, машины для лазерной маркировки, машины для лазерной печати и инструменты для лазерной маркировки.
Как работает система лазерной маркировки?
Системы лазерной маркировки используют лазерный луч для маркировки этикеток, изготовленных графическими утилитами. Есть как 2D метка для плоских поверхностей, так и 3D метка для криволинейных поверхностей.
Система двумерной лазерной маркировки
Зеркальные гальванометры используются для сканирования лазерным лучом и маркировки на двухмерной поверхности. Линза f˜ используется для концентрации света на двумерной поверхности.
Система трехмерной лазерной маркировки
Зеркальные гальванометры используются для сканирования лазерным лучом и маркировки на трехмерной поверхности. Они переместят фокусирующую линзу (вместо линзы f˜) назад и начнут юстировать лазерный луч не только по оси X и оси Y, но и по оси Z.
Процесс лазерной маркировки
Система имеет шесть различных процессов маркировки, включая отжиг, гравировку, маркировку, окрашивание, вспенивание, удаление и карбонизацию, которые широко используются в промышленном производстве, школьном образовании, малом бизнесе, домашнем бизнесе, небольшом магазине. и домашний магазин.
Для чего используются лазерные маркировочные машины?
Лучшие станки для лазерной маркировки отличаются наличием лазерного генератора. У нас есть генератор волоконного лазера, генерирующий лазерный луч 1,06 мкм, генератор УФ-лазера, генерирующий лазерный луч 0,355 мкм, генератор лазера CO2, генерирующий лазерный луч 10,6 мкм. УФ-лазер преобразует основной лазер в треть длины волны с помощью нелинейного оптического кристалла. Известно, что волоконные лазеры эффективно генерируют мощность, они компактны благодаря принципу генерации. Волоконный лазер больше подходит для обработки металлов, чем УФ-лазер и CO2-лазер. УФ-лазеры работают за счет преобразования длины волны лазера, они могут выполнять детальную обработку с низким тепловым эффектом для материалов, которые имеют высокую скорость поглощения для этих длин волн, однако эксплуатационные расходы могут быть высокими. УФ-лазерные маркеры очень хороши для пластика. Лазеры CO2 легче поглощаются прозрачными материалами, потому что они имеют большую длину волны, чем волоконные лазеры и УФ-лазеры, что делает их подходящими для маркировки стекла или других прозрачных материалов. Лазеры CO2 очень хороши для ПВХ, бумаги, резины, стекла и дерева.
Сколько типов машин для лазерной маркировки?
Как вы ищете, мы всегда называем их как машина для лазерной маркировки металла, машина для лазерной маркировки деталей, машина для лазерной маркировки инструментов, машина для лазерной маркировки дерева, машина для лазерной маркировки ювелирных изделий, машина для лазерной маркировки золота, машина для лазерной маркировки нержавеющей стали, лазер машина для маркировки подшипников, машина для лазерной маркировки пластика, машина для лазерной маркировки стекла.
Применение: Домашние лазерные маркеры, лазерные маркеры для хобби, промышленные системы лазерной маркировки.
Функции: цветные лазерные граверы с лазерным источником MOPA, система глубокой лазерной 3D-гравировки, онлайн-летающие лазерные гравировальные станки.
Сколько стоит машина для лазерной маркировки?
Если у вас есть идея купить дешевый станок для лазерной маркировки, вы можете задаться вопросом, сколько это стоит? как получить справедливую цену или окончательную цену?
В зависимости от мощности лазера, лазерных источников, программного обеспечения для лазера, системы управления, системы привода, запасных частей, комплектов, другого аппаратного и программного обеспечения вы получите окончательную цену в диапазоне от 3500 до 70 000 долларов.
Волоконный лазерный гравер доступен по цене от 3500 до 28 500 долларов. Система лазерной маркировки CO2 стоит от 4500 до 70 000 долларов США. Лазерная УФ-маркировочная машина стоит от 10 000 до 30 000 долларов. Если вы хотите купить за границей, налог, таможенное оформление и стоимость доставки должны быть включены в окончательную цену.
Каковы преимущества лазерной маркировки?
Лазерная маркировка — одно из самых быстрых решений для обрезки, доступных на рынке. Это приводит к высокой производительности и экономической выгоде во время производства. В зависимости от структуры и размера материала можно использовать различные лазерные установки (например, гальванические лазеры) или лазерные источники (например, волоконные лазеры) для дальнейшего увеличения скорости. Он долговечен и в то же время устойчив к истиранию, теплу и кислотам. В зависимости от настроек параметров некоторые материалы также можно маркировать без повреждения поверхности. Благодаря высокой точности маркировки даже очень тонкая графика, шрифты размером 1 кегль и очень мелкие геометрические фигуры будут четкими. В то же время, лазерная маркировка гарантирует неизменно высокое качество.
Как современный метод точной гравировки, технология лазерной маркировки имеет непревзойденные преимущества по сравнению с традиционными методами гравировки, такими как коррозия, электроэрозионная обработка, механическое скрайбирование и печать:
1. Лазер используется в качестве метода гравировки, обработка не требуется. усилие между заготовками. Вы можете получить преимущества отсутствия силы резания, небольшого теплового воздействия и отсутствия контакта, чтобы обеспечить первоначальную точность объекта. В то же время он обладает широкой адаптируемостью к материалам, которые могут оставлять тонкие следы на поверхности различных материалов и обладают хорошей долговечностью;
2. Контроль пространства и времени лазера очень хорош, а материал, форма, размер и среда обработки объекта обработки очень свободны. Он особенно подходит для автоматической гравировки и специальной гравировки поверхности. И метод гравировки является гибким, что может не только удовлетворить потребности лабораторного дизайна отдельных предметов, но и удовлетворить требования промышленного массового производства;
3. Линии, отмеченные лазером, могут достигать размеров от миллиметров до микрометров. Очень сложно имитировать и изменить маркировку, сделанную лазерным маркером, что чрезвычайно важно для защиты от подделки продукции;
4. Комбинация системы лазерной маркировки и технологии управления ЧПУ позволяет создать эффективное автоматическое гравировальное оборудование, которое может печатать различные символы, символы и узоры. Это простое в использовании программное обеспечение для разработки шаблонов маркировки, изменения содержания маркировки и адаптации к высокоэффективным и быстро меняющимся требованиям современного производства;
5. Он не имеет источника загрязнения и представляет собой чистую и экологически чистую лазерную технологию с высокой степенью защиты окружающей среды;
Лазерный маркер широко используется во всех сферах жизни, открывая широкие перспективы для высококачественной маркировки, высокой эффективности, экологически чистого и недорогого современного производства и производства. С непрерывным расширением современных приложений лазерной маркировки требования к миниатюризации, высокой эффективности и интеграции систем лазерного производства также выше.
Перед включением питания лазерного маркера проверьте водный путь и контур. Последовательность загрузки:
1. Включите подачу питания и включите ключевой выключатель. В это время выхлоп машины и система охлаждения находятся под напряжением, а амперметр показывает значение около 7А.
2. Подождать от 5 до 10 секунд, нажать триггерную кнопку на внешней панели управления, амперметр показывает нулевое значение, через 3-5 секунд загорается криптоновая лампа, амперметр показывает значение 7А. (См. инструкцию по эксплуатации блока питания лазера).
3. Включите гальванометр.
4. Включите компьютер и вызовите нужный файл маркировки.
5. Отрегулируйте мощность лазера на рабочий ток (10~18А), можно приступать к маркировке.
После маркировки отключите питание каждого компонента в обратном порядке в указанной выше последовательности:
1. Отрегулируйте рабочий ток блока питания лазера до минимума (около 7А).
2. Выключите компьютер.
3. Отключить питание гальванометра.
4. Нажмите кнопку остановки.
5. Выключите ключ зажигания.
7. Отключите входящее питание.
Как купить недорогой лазерный маркер в Интернете?
Шаг 1. Запросить консультацию.
Вы можете проконсультироваться с нашим менеджером по продажам онлайн, и мы порекомендуем вам наиболее подходящую машину, ознакомившись с вашими требованиями.
Шаг 2. Получите бесплатное предложение.
Мы предложим вам наше подробное предложение на основе вашей консультируемой машины. Вы получите лучшие характеристики и доступную цену в рамках вашего бюджета.
Шаг 3. Подпишите контракт.
Обе стороны тщательно оценивают и обсуждают все детали (технические параметры, спецификации и деловые условия) заказа, чтобы исключить недопонимание. Если у вас нет сомнений, мы вышлем вам PI (Proforma Invoice), а затем подпишем с вами договор.
Шаг 4. Соберите свою машину.
Мы организуем изготовление машины, как только получим ваш подписанный договор купли-продажи и депозит. Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
Этап 5. Проверка.
Весь производственный процесс будет находиться под регулярным контролем и строгим контролем качества. Вся машина будет проверена, чтобы убедиться, что она может работать очень хорошо, прежде чем покинуть завод.
Шаг 6. Доставка.
Доставка начнется в соответствии с условиями контракта после вашего подтверждения. Вы можете запросить информацию о транспорте в любое время.
Шаг 7. Таможенное оформление.
Мы подготовим и доставим покупателю все необходимые товаросопроводительные документы и обеспечим беспрепятственное таможенное оформление.
Шаг 8. Поддержка и обслуживание.
Мы предлагаем профессиональную техническую поддержку и бесплатное обслуживание клиентов по телефону, электронной почте, Skype, WhatsApp, онлайн-чату, удаленному обслуживанию. Мы также предлагаем доставку от двери до двери в некоторых районах.
Как обслуживать машину для лазерной маркировки?
Лазерный маркировочный станок — это профессиональный лазерный станок с ЧПУ, который объединяет лазерный генератор, систему управления ЧПУ, станок и электричество. В настоящее время, когда все больше и больше внимания уделяется авторскому праву, оно стало незаменимым, независимо от того, используется ли оно в производстве или DIY с точки зрения персонализации, оно очень популярно во всех сферах жизни. С непрерывным расширением рыночного спроса использование лазерных маркеров во всех сферах жизни становится все более и более широким, потому что его цена недешева, а его обслуживание также ценится всеми.
После того, как машина используется в течение определенного периода времени, если она не уделяет внимания ежедневному обслуживанию, ее функция легко подвергается определенному износу, что напрямую влияет на эффект маркировки, скорость маркировки и срок службы машины. . Поэтому мы должны регулярно проводить техническое обслуживание.
Ежедневное техническое обслуживание
1. Очистите оборудование от пыли, грязи и инородных тел, удалите пыль, грязь и посторонние предметы с помощью пылесоса, спирта и непыльной ткани;
2. Проверьте, находится ли фокусное расстояние в пределах диапазона стандартного фокусного расстояния, и убедитесь, что лазер достигает самого сильного состояния;
3. Проверьте, не загрязнена ли линза полевого объектива, протрите бумагой для чистки линз;
4. Проверьте, нормально ли отображается экран настройки параметров лазера и находятся ли параметры лазера в пределах диапазона настройки;
5. Включена ли машина нормально, включены ли главный выключатель машины, выключатель управления лазером и выключатель системы лазерной маркировки;
6. Убедитесь, что переключатель исправен и работает. После нажатия переключателя проверьте, находится ли он под напряжением; нормально ли работает лазер.
Еженедельное техническое обслуживание
1. Содержите машину в чистоте и очищайте поверхность и внутреннюю часть машины;
2. Проверьте, можно ли нормально включить предварительный просмотр красного света, параметры лазера находятся в пределах диапазона настройки, откройте коррекцию красного света в программном обеспечении, чтобы включить красный свет;
3. Чтобы очистить линзу лазерного поля, сначала используйте специальную бумагу для чистки линз, смоченную в спирте, чтобы протереть ее в одном направлении, а затем протрите ее сухой бумагой для чистки линз;
4. Проверьте, в порядке ли лазерный луч, откройте программное обеспечение и запустите ручную маркировку для проверки лазера.
Ежемесячное техническое обслуживание
1. Проверьте подъемную рейку на ослабление крепления, ненормальный шум, утечку масла, очистите ее тряпкой без пыли и добавьте смазочное масло;
2. Очистите от пыли воздуховыпускное отверстие лазера, чтобы обеспечить нормальный отвод тепла. Очистите пыль, мусорные узлы и другие посторонние предметы внутри оборудования, используйте пылесос, спирт и обеспыленную ткань для удаления пыли, грязи и посторонних предметов;
3. Проверьте, не ослабевает ли излучаемый лазером свет, для проверки используйте измеритель мощности;
4. Проверьте, не ослаблена ли вилка питания и каждый разъем соединительного кабеля, проверьте каждую часть разъема; нет ли плохого контакта;
5. Проверьте, не смещен ли путь красного света предварительного просмотра, и выполните коррекцию красного света.
Ежегодное обслуживание
1. Проверьте вентилятор охлаждения лазера, нормально ли он вращается, и очистите от пыли блок питания лазера и плату управления;
2. Проверьте, не ослаблена ли каждая ось движения, нет ли ненормального шума, плавной работы, протрите тканью без пыли и добавьте смазочное масло.
Меры предосторожности
1. Пожалуйста, надевайте защитные очки во время работы, чтобы избежать воздействия яркого света, который может повредить очки;
2. Особое внимание: во время использования запрещается помещать руку в зону сканирования лазера;
3. Если машина эксплуатируется неправильно, что привело к аварийной ситуации, немедленно нажмите кнопку выключения питания;
4. Во избежание поражения электрическим током не работайте мокрыми руками;
5. Во время работы машины не засовывайте голову или руки в машину во избежание травм;
6. Никакие конкретные системные параметры не могут быть изменены по желанию без разрешения специалиста по оборудованию.
На что следует обратить внимание
Метки, нанесенные лазерным маркером, трудно носить и легко защитить от подделки, что играет важную роль в продвижении улучшений качества и сортов продукции. Существующий лазерный маркер, в котором аппаратное обеспечение должно быть установлено на материнской плате компьютера, и весь процесс маркировки неотделим от компьютера и снижает стабильность машин для лазерной маркировки, но также увеличивает стоимость и размер.
С дальнейшей интеграцией технологии лазерного производства становится все более очевидно, что лазерная маркировка становится все легче и меньше. Систему маркировки можно разделить на две части: графическое редактирование и контроль маркировки. Работа по редактированию графики осуществляется на компьютере. Ядро программного обеспечения управления работает на плате управления. Файл LDB используется для хранения данных, созданных при редактировании графики, и через USB-устройство отправляет данные на карту управления, которая больше не требует участия компьютера при маркировке. Исследования были сосредоточены на улучшении алгоритмов наклонных линий и коррекции, а также алгоритма управления для управления маркировкой графики и анализа файловой системы FAT USB-устройства.
MarkTech 30i Handheld Laser Engraver Processes Materiales Materses и некоторые Plastes. Теперь вы можете наносить лазерную «печать» и «лазерную этикетку» путем непосредственной маркировки продуктов и деталей. Простая настройка для печати серийных номеров, маркировки кода даты и времени, символов трафаретного текста. Эта лазерная маркировочная машина также может печатать графику в растровом или векторном форматах и создавать машиночитаемые одномерные штрих-коды, QR-коды и промышленный двухмерный матричный код. Ручной лазерный гравер по металлу MarkTech 30i — это мобильный, удобный, простой в эксплуатации и программируемый инструмент для нанесения перманентной маркировки и кодирования. Этот портативный лазерный гравер по металлу оснащен мощным волоконным лазерным гравером мощностью 30 Вт и весит примерно 26 фунтов, что позволяет выполнять практичную портативную лазерную гравировку.
Деревянные судоходные ящики ручной печать на металлическом строительном принтере
компьютер, программное обеспечение Laser Engraver на базе Linux встроено в ручной лазерный гравер MarkTech 30i. Использование встроенного сенсорного экрана позволяет пользователю предварительно настроить индивидуальные задания лазерной маркировки и лазерной гравировки. Промышленная лазерная маркировка не может быть проще.
ЭКСПЛУАТАЦИЯ РУЧНОГО ЛАЗЕРНОГО ГРАВЕРА:
Наденьте защитные очки для защиты глаз от лазерного излучения
Затем просто поместите лазерную метку 30i на защитную оранжевую поверхность отмеченного конуса 30i. Прямоугольник позиционирования красного луча очертит область, которую нужно отметить.
Наконец, нажмите триггерную кнопку на рукоятке, лазерная гравировка начнет выполняться.
**Встроенный сенсорный экран — это программное обеспечение контроллера лазера, встроенное в ручной лазерный гравер по металлу MarkTech 30i. Оператор может искать и выбирать из предварительно сохраненных макетов лазерной маркировки, разработанных и настроенных для маркируемой поверхности. После выбора задания на маркировку оператор может предварительно просмотреть выбранный макет, прежде чем он будет напечатан/выгравирован на поверхности.
НЕТ РАСХОДНЫХ МАТЕРИАЛОВ ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ И ГРАВИРОВКИ:
Для этого портативного лазерного гравера расходные материалы не требуются.
В защите в первую очередь нуждаются узлы и детали, к которым обоснованно предъявляются требования по стабильности и точности геометрических форм обрабатываемых деталей. А именно:
станины с чугунными и стальными направляющими скольжения токарно-винторезных, фрезерных, шлифовальных, револьверных, координатно- и горизонтально- расточных станков;
ползуны, поперечины;
валы, ходовые винты и другие винтовые пары;
части агрегатов с направляющими качения;
полимерные накладные направляющие и направляющие, изготовленные из материала Moglice методом заливки и формования https://remval.by/category-products/moglice-pretsizionnye-iznosostojkie-pokrytiya-skolzheniya/
Механический износ с потерей формы, задиры приводят к некорректной работе станков, аварийному останову производства. Серьезные поломки требуют срочных внеплановых ремонтов с вынужденными простоями, связаны с высокими трудозатратами. В целом отсутствие действенной защиты деталей приводит к серьезным проблемам.
Почему детали, подвергающиеся трению, быстро изнашиваются
Такие частицы, как металлическая стружка, песок, окалина, наждачная пыль имеют высокую твердость. Они попадают на направляющие и другие части промышленных станков, что приводит к образованию рисок, царапин, задиров на поверхностях. Причиной появления погрешностей также могут быть удары, забоины при падении тяжелых заготовок, заедания из-за попавшей металлической стружки и грязи. Мелкие забои и царапины возникают на станинах крупногабаритных токарно-обдирочных станков из-за падения тяжелой металлической стружки.
Малозаметные повреждения со временем становятся исходной точкой задиров, которые иногда достигают глубины 0,5-3 мм. Когда мельчайшая металлическая пыль, особенно чугунная, в смеси с СОЖ, маслами попадает между направляющими станины и каретки, износ деталей происходит очень интенсивно.
Сопротивление задирам и износостойкость в целом повышают путем специальной обработки поверхностного слоя направляющих: закалкой, азотированием, электроискровой обработкой, цементацией. Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь
Задиры и другие повреждения лучше всего не допускать, для этого необходимо выполнить защиту с помощью проверенных приспособлений и методов.
Способы защиты деталей и высокоточных узлов от преждевременного износа
Фетровые уплотнения – самое простое, давно известное средство защиты направляющих от окалины, пыли и стружки. Уплотнения из фетра крепят к торцам салазок, столов и прочим частям станков. Мягкие и впитывающие элементы быстро засоряются, а когда забиваются металлической стружкой, становятся своеобразным притиром, ускоряющим истирание поверхностей. Сильно засоренный фетр использовать нельзя, его нужно менять на новый. В плановом порядке фетровые прокладки рекомендуется промывать в чистом керосине с периодичностью 1 раз в неделю.
Использование щитков – наиболее эффективный способ защиты направляющих и других узлов от механических повреждений (забоин, царапин), от попадания на рабочие поверхности опасных загрязнителей. Щитки должны быть прочными, при этом легко откидываться или сниматься.
Мы предлагаем защитные изделия польской фирмы Меркатор, официальным представителем которой являемся.
Телескопические металлические защитные кожухи
Телескопические кожухи (щитки) – набор коробчатых элементов незамкнутого профиля. Комплектующие последовательно вставлены один в другой, между ними предусмотрены уплотнения. Кожухи оснащены скребками, щитки достаточно прочные, выдерживают вес человека, при необходимости по ним можно ходить. Щитки надежно предохраняют направляющие от загрязнения, уменьшают их износ на 30-50 %.
Краткая версия каталога здесь
Рулонная защита направляющих
Рулонная защита оснащена запатентованной мультипружинной системой натяжения. В отличие от однопружинных, мультипружинная обеспечивает ряд преимуществ, признана лучшим доступным решением в своем классе. Рулонная защита демонстрирует:
высокую скорость передвижения;
надежность и стабильность защиты при высоких и низких температурах;
компактность и легкий монтаж;
стабильную силу натяжения;
гарантию стабильной работы на 1 млн рабочих циклов.
Имеется также рулонная защита, разработанная специально для токарных станков.
Краткая версия каталога здесь
Защитные фартуки
Краткая версия каталога алюминиевых клепаных роллетных защитных фартуков здесь
Гофрированные защитные кожухи
Представляют собой конструкцию с упругим складчатым элементом, растягивающимся или сжимающимся при перемещении узла. Гофры рекомендуют применять для защиты направляющих станин заточных, шлифовальных, зубообрабатывающих, фрезерных и других видов станков, а также для защиты направляющих стоек и поперечин портальных станков.
Защитные гофрированные кожухи изготавливают из технических тканей, композитов высокого качества (Panox, Nomex, Kevlar), демонстрируют стойкость к вредным условиям работы (высокая температура, химикаты), надежно защищают направляющие.
Краткая версия каталога здесь
Сильфоны – защита ходовых винтов, валов
Шитые сильфоны незаменимы, когда требуется максимально компактная защита вращающегося сборного узла.
Резиновые сильфоны – водонепроницаемая защита подвижных деталей, особенно сильно загрязненных стружкой и СОЖ.
Литые сильфоны применяют, когда требуется термостойкость и высокая механическая прочность.
Краткая версия каталога здесь
Телескопические пружинные кожухи
Коническая пружинная защита обеспечивает надежную изоляцию для направляющих колонн, шпинделей и валов на станочном оборудовании и на прочих промышленных металлообрабатывающих центрах. Пружина работает как защитный кожух, самоочищается при условии правильной установки на станке.
Краткая версия каталога здесь
Скребки направляющих
Профилированные скребки фирмы Меркатор – эталонное техническое решение для станков серийного производства. Они выпускаются в двух модификациях:
скребки для защиты направляющих;
скребки для телескопической защиты.
Среди их достоинств:
выгодная цена при высоком качестве изделия;
точность и повторяемость размеров;
герметичность по всему периметру, в том числе по крепежным отверстиям;
возможность изготовления по чертежам (CAD).
Краткая версия каталога здесь
В этой статье отражены данные только по основным направлениям производимой продукции. Чтобы ознакомиться с ассортиментом детально, изучите каталог или позвоните нам.
Как правило, мы изготавливаем кожухи по чертежам, полученным от заказчика или на основе уже использованных, в том числе поврежденных, образцов. Делаем измерения непосредственно на производственных участках клиентов. С нами, вы можете рассчитывать на разумные, конкурентные цены, гарантированно высокое качество предлагаемой нами продукции. Наши кожухи – действенная защита узлов и деталей, персонала. Используйте надежную защиту, чтобы обеспечить должную гигиену труда, повысить уровень безопасности производства.
Формы заявок для каждого типа защиты доступны в нашем каталоге. Пришлите нам фото старой защиты, если таковая была, а также эскиз защиты с габаритными размерами.
Оставить заявку
Телескопические защиты направляющих от производителя!
Энергоцепи.
7 правил подбора, которые экономят время и деньги
08.12.2020
Уважаемые Коллеги!
В этой статье мы предлагаем Вам ознакомиться с самыми крупными и самыми маленькими защитными системами станков. Самыми крупными системами защиты станков являются телескопические защиты (кожухи) – «слоны» направления «Защиты для станков BESSERN», предназначенные для защиты уязвимых элементов и технических систем от агрессивного воздействия в условиях рабочей среды, от механических повреждений и организации безопасного функционирования станков.
Как и все подразделения направления «Защиты станков» — телескопические защиты это сложный, технологический продукт, состоящий из нескольких базовых элементов.
Предлагаем разобраться в данных составляющих:
1. Сектор телескопического кожуха, самый крупный элемент защиты, обеспечивает возможность растягиваться и сжиматься, знаю длину каждого сектора можно рассчитать длину растяжения и сжатия. Виды секторов бывают разные: двухскатные, прямые, односкатные, сложной формы
Различные формы телескопических защит
Для проектирования типовой формы защиты можно заполнить отдельный опросный лист с необходимыми размерами. Все опросные листы можно скачать по ссылкам ниже, если появятся вопросы, уточните у нашего инженера.
2. Ролики, антифрикционные башмаки – элементы обеспечивающие снижение трения при контакте с направляющей.Существуют ролики и антифрикционные башмаки, которые изготавливают из специального полиамида. Если суммарный вес секторов высокий и защита имеет низкую скорость перемещения, применяют стальные ролики и латунные антифрикционные башмаки
Ролики
Латунные направляющие
3. Система рычагов (пантограф) – элемент телескопических защит, обеспечивающий снижения шума работы кожуха, позволяющий уменьшить толщину секторов с сохранением заданной жесткости.
4. Вот мы и плавно подошли к «муравьям» направления и очень важному элементу телескопических кожухов – стиратели (скребки, грязесъемники). Данный элемент широко используется на производстве как отдельная система по очистке направляющих от абразивного воздействия и является составляющей частью телескопических кожухов, который увеличивает срок службы телескопической защиты, тем самым продлевает работу станка без простоя. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла.
Для срочного ремонта предлагаем воспользоваться скребками из наличия на складе в России. Перечень постоянно растет, просим уточнять. Полный ассортимент по ссылке в каталоге Скребки BESSERN
Скачать полный каталог
В наличии со склада в России, отгрузка за 24 часа:
Решения для защиты машин | Dynatect Protective Cover Systems
Защитные кожухи предназначены для защиты и отклонения побочных продуктов процесса (таких как стружка), охлаждающих жидкостей и масел, а также от находящихся под ними критически важных деталей. Dynatect использует различные производственные процессы и продукты, которые предлагают гибкие конструкции, которые скручиваются, изгибаются и изгибаются, чтобы обеспечить неограниченное движение в динамическом диапазоне движения. Просмотрите и сравните варианты покрытия машинного пути, рельса, шарико-винтовой передачи или вала в приведенных ниже статьях.
Быстрые ссылки:
Видео: Защита станков
Станкостроение и прецизионная обработка Страница
Страница робототехники и автоматизации
Электронная книга по защите шпинделя Электронная книга о дизайне мехов Держатели кабелей и шлангов
Зачем нужна защита машин?
Накладки для обеспечения долговечности движущихся компонентов
Станок может создавать среду, в которой его детали должны быть защищены от рабочих процессов, но при этом они должны двигаться беспрепятственно. Непосредственная близость движущихся частей часто исключает возможность использования статических защитных кожухов.
Замена критических компонентов машины, таких как прецизионные шарико-винтовые пары или направляющие, обычно превышает затраты на установку сменных защитных ограждений.
Это то, что, скорее всего, отправило вас на поиски защитного чехла. К счастью, Dynatect уже более 70 лет производит динамические и гибкие кожухи как для производителей, так и для пользователей станков.
Защита машин как мера безопасности
Ситуации, в которых рабочие должны находиться в непосредственной близости от движущихся частей, представляют угрозу для здоровья и безопасности. В соответствии с государственными нормами безопасности детали или функции машины, которые могут привести к травмам, должны быть защищены.
Угрозы безопасности, связанные с движущимся оборудованием, можно уменьшить с помощью защитных ограждений или крышек, которые препятствуют непреднамеренному контакту с точками защемления или движущимися частями.
Типы защиты машины
Дорожные покрытия: Какие бывают стили?
Существуют гибкие конструкции чехлов, которые можно сворачивать, сгибать и изгибать, обеспечивая неограниченное движение в динамическом диапазоне движений.
Доступны защитные кожухи из различных материалов и различных типов. Они могут быть полимерными, металлическими или тканевыми в зависимости от требований приложения.
Тканевые сильфоны являются наиболее гибкими для адаптации к высоким скоростям и плавному скольжению. Они доступны в различных формах, размерах и материалах, включая ткани с эластомерным покрытием, термопласты и арамидные волокна с покрытием.
Рулоны из промышленной ткани способны работать на высокой скорости и также доступны во многих вариантах материалов. Они идеально подходят для дорожек с пространственными препятствиями, которые не позволяют использовать более глубокие профили покрытия.
Наши уникальные стальные скользящие крышки Gorplate представляют собой низкопрофильный вариант , способный работать на высокой скорости и выдерживать брызги сварки и горячую стружку.
Алюминиевые рулоны (Alumaflex) состоят из соединенных профилей, образующих барьер от горячей стружки, охлаждающих жидкостей и масел.
Gordillo Сильфоны имеют стальной экран, прикрепленный к каждой складке для защиты от абразивов и жидкостей. Сильфоны с металлическим экраном представляют собой низкопрофильную альтернативу телескопическим крышкам.
Металлические ролл-апы со стальной лентой подходят для более длинных перемещений и широких пролетов, а сверхпрочные покрытия Steelflex могут использоваться в качестве поверхности для ходьбы при закрытии опасных ям.
Стальные телескопические крышки обеспечивают максимальную защиту направляющих станков от падающих инструментов, абразивов, химикатов и охлаждающих жидкостей. Телескопические крышки можно отремонтировать, а дворники заменить по мере необходимости.
Сильфонные кожухи защищают линейные рельсы и направляющие
Особенности конструкции
Какие факторы следует учитывать при выборе защитного покрытия?
Сообщите производителю защитного чехла о ваших требованиях к применению, таких как:
Температурные условия, включая температуру окружающей среды и близлежащие источники тепла
Воздействие экологических угроз, таких как пыль, масла, кислота, охлаждающая жидкость, сварочные брызги и т. д.
Скорость (скорость и ускорение) покрытия и частота цикла
Условия вакуума или давления
Требования к поддержке нагрузки (например, поверхность для хождения для осмотра или обслуживания, высокая нагрузка на стружку или защита от падающих инструментов)
Ориентация движения крышки (горизонтальная, вертикальная, поперечная рейка/фронтальная, потолок/крыша)
Чтобы помочь в выборе подходящего покрытия, местный представитель Dynatect может помочь в измерении покрытия, дать рекомендации, показать образцы и помочь в запросе сметы. Dynatect предоставляет формы запроса расценок, чтобы упростить процесс получения расценок.
Посмотреть защитные чехлы
Варианты покрытия вала Электронная книга со сравнительным справочником
Получите наше сравнительное руководство по различным вариантам защиты вала. Узнайте о плюсах, минусах и компромиссах, связанных с каждой технологией гибкого защитного покрытия.
Загрузить PDF
Руководство по проектированию сильфонов Электронная книга
Узнайте о применении и функциях сильфонов. Dynatect изготавливает сильфоны в соответствии с уникальными требованиями различных отраслей. Этот ресурс поможет вам узнать, что следует учитывать при выборе кожуха сильфонного типа для вашего оборудования.
Скачать PDF
Ознакомьтесь с другими продуктами Dynatect
Соответствующие ресурсы
Подробнее +
Хотите поговорить с нашими экспертами?
Внутренние зоны защиты машин между оборудованием и персоналом
Внутренние зоны защиты машин между оборудованием и персоналом
Конструкция с секционной панелью
Speed-Commander™ 1400 MP поставляется в виде секционной панели. Панели соединяются с помощью горизонтальных алюминиевых профилей, которые позволяют быстро и легко заменять панели при необходимости и идеально подходят для помещений с небольшим или отсутствующим движением воздуха.
Защитный выключатель класса 4
Защитный выключатель класса 4, сигнализирующий о том, что дверь закрыта, входит в стандартную комплектацию. Персонал, работающий поблизости, может быть уверен, что дверь находится в закрытом положении, когда это необходимо.
Однофазное подключение / 3-фазный привод
SC 1400 SEL MP поддерживает стандартные источники питания, доступные на большинстве объектов. Блок управления HFCB имеет фиксированное подключение и стандартную выходную мощность 230 В / 1 фазу / 3 фазы для скорости открывания до 80 дюймов в секунду. ™ Трехфазные блоки управления HFC1 доступны в качестве опции
Дополнительный аварийный аккумуляторный блок ИБП — Доступен для дверей, оснащенных нашим блоком управления HFCB на 230 В / 1 фаза. При использовании этой опции, если в двери пропадает питание, аварийный блок батарей ИБП автоматически открывает дверь один раз, позволяя персоналу быстро покинуть зону.
Стандартная зона обзора во всю ширину обеспечивает максимальную видимость.
Рабочая скорость
Открытие:
До 80 дюймов в секунду.
Закрытие:
30 дюймов в секунду.
Направляющие
Стандарт :
Сверхпрочные, калибр 12, оцинкованная сталь со съемными передними крышками. Направляющие гусеницы имеют ширину 7-1/4 дюйма и глубину 4-1/2 дюйма.
Дополнительно:
Нержавеющая сталь.
Двигатель с прямым приводом
Компактный двигатель с прямым приводом с самоконтролем имеет запатентованный встроенный предохранительный тормоз и не требует технического обслуживания.
Автоматическое реле давления (АРД-1) предназначено для автоматизации работы бытового насоса, используемого в системах автономного водоснабжения и полива, а также для защиты насоса от работы «в сухую». А также для использования в водопроводной системе с гидроаккумулятором или без него.
Преимущества:
— Имеет функцию защиты от сухого хода насоса
— Гибкие пользовательские настройки
— Имеет режим полива (позволяет непрерывно расходовать воду без отключения насоса из-за срабатывания защитных систем, встроенных в АРД-1)
Функции управления и регулировки: Давление включения насоса: от 1 до 9,8 бар Давление отключения насоса: от 1,1 до 9,9 бар Пороговое давление сухого хода: от 0 до 9,7 бар Длительность проверки системы на утечку: от 0 до 99 минут
Вес без упаковки, кг
0. 62
Диаметр выходного отверстия, дюйм
0.5
Частота, Гц
50
Мощность, Вт
1500
Напряжение сети, В
220
Возможности
Защита от сухого хода, Автоматический перезапуск для проверки наличия воды, Защита от утечки, Защита от разрыва трубопроводов, Защита от частого включения, Режим «полив»
Гарантия, мес.
12
Страна бренда
Россия
Страна производства
Китай
Вес
0.74 кг
Класс защиты
IP65
Максимальный потребляемый ток, А
6.5
Бренд
Вихрь
Штрихкод EAN-13
4606059025573
Модель
АРД-1
Инструкция по применению
Хит!
В наличии
Скважинный насос ВИХРЬ СН-90В
Артикул: 68/3/3
В наличии
Дренажный насос ВИХРЬ ДН-900
Артикул: 68/2/3
В наличии
Клещи переставные ВИХРЬ 250 мм
Артикул: 73/6/3/4
Хит!
В наличии
Масло 2T для двухтактных двигателей HUTER
Артикул: 73/8/3/2
Хит!
В наличии
Дренажный насос ВИХРЬ ДН-750
Артикул: 68/2/2
В наличии
Вибрационный насос ВИХРЬ ВН-15В
Артикул: 68/8/2
В наличии
Скважинный насос ВИХРЬ СН-60B
Артикул: 68/3/8
В наличии
Стабилизатор напряжения РЕСАНТА АСН-1000/1-Ц
Артикул: 63/6/2
В наличии
Стабилизатор напряжения РЕСАНТА АСН-2000/1-Ц
Артикул: 63/6/4
Хит!
В наличии
Сварочный аппарат РЕСАНТА САИ-190
Артикул: 65/2
В наличии
Дренажный насос ВИХРЬ ДН-300
Артикул: 68/2/6
В наличии
Вибрационный насос ВИХРЬ ВН-15Н
Артикул: 68/8/6
Показывать по:244864
Хит!
В наличии
Вибрационный насос ВИХРЬ ВН-10В
Артикул: 68/8/1
В наличии
Вибрационный насос ВИХРЬ ВН-15В
Артикул: 68/8/2
В наличии
Вибрационный насос ВИХРЬ ВН-15Н
Артикул: 68/8/6
В наличии
Вибрационный насос ВИХРЬ ВН-40В
Артикул: 68/8/4
В наличии
Насосная станция ВИХРЬ АСВ-1200/24Н
Артикул: 68/1/6
В наличии
Насосная станция ВИХРЬ АСВ-800/24Н
Артикул: 68/1/7
Хит!
В наличии
Насосная станция ВИХРЬ АСВ-800/24
Артикул: 68/1/1
В наличии
Насосная станция ВИХРЬ АСВ-800/20
Артикул: 68/1/5
В наличии
Насосная станция ВИХРЬ АСВ-1200/24Ч
Артикул: 68/1/9
В наличии
Гидроаккумулятор (бак) ВИХРЬ ГА-100
Артикул: 68/6/3
В наличии
Гидроаккумулятор (бак) ВИХРЬ ГА-50
Артикул: 68/6/2
В наличии
Гидроаккумулятор (бак) ВИХРЬ ГА-24
Артикул: 68/6/1
Показывать по:244864
Автоматическое реле давления АРД-1 Вихрь – RICHTONE
7 187 ₽в т. ч. НДС
68/4/8
10 в наличии
Описание
Детали
Кросс-аналоги
Описание
Автоматическое реле давления (АРД-1) предназначено для автоматизации работы бытового насоса, используемого в системах автономного водоснабжения и полива, а также для защиты насоса от работы «в сухую».
Автоматические регуляторы давления насоса: области применения, преимущества и устранение неполадок — Hills Irrigation
Когда дело доходит до автоматических регуляторов давления, название говорит само за себя. Эти удобные устройства автоматически управляют нагнетательным насосом , обеспечивая постоянную подачу достаточного давления без необходимости ручной регулировки. Автоматические контроллеры насосов бывают разных конфигураций в зависимости от того, для чего они вам нужны, но наиболее распространенные типы предварительно настроены или регулируются с помощью 25-мм наружной резьбы BSP сверху, снизу или сбоку.
Помимо автоматического запуска и остановки нагнетательного насоса, автоматический регулятор давления имеет множество других применений и преимуществ, таких как поддержание желаемого давления и защита нагнетательного насоса от работы всухую. Функции различаются в зависимости от выбранного вами автоматического регулятора давления, но эти основные элементы одинаковы для всех марок и моделей.
В этой статье будут раскрыты все области применения, все преимущества и даже решения некоторых распространенных проблем с автоматическими контроллерами насосов. Предоставив вам всю необходимую информацию об автоматических контроллерах насосов, вы поймете, действительно ли они вам нужны и как их эффективно использовать.
Учитывая их полезность, неудивительно, что многие бытовые водяные насосы теперь поставляются с уже установленным контроллером насоса, предлагая фантастическое универсальное решение для управления водоснабжением.
Чтобы узнать все, что вам нужно знать о нагнетательных насосах, продолжайте читать!
Содержание
Что такое автоматический контроллер насоса?
Прежде всего, давайте углубимся в объяснение того, что такое автоматический контроллер насоса. Вы уже знаете, что контроллер насоса автоматизирует управление вашим нагнетательным насосом, но каковы его другие области применения и преимущества?
Автоматический регулятор давления водяного насоса представляет собой интеллектуальную и экономичную систему, предназначенную для управления давлением воды . Это помогает предотвратить задержки, свести к минимуму вибрации и обеспечить точное и точное управление подачей воды. При таком разнообразии функций одним из выдающихся преимуществ является то, что это высокоэффективное оборудование.
Автоматический контроллер насоса заменяет шесть устройств, в том числе:
Напорный бак
Реле давления
Обратный клапан
Манометр
Пятиходовая медь
Поплавковый выключатель
Все эти устройства объединены в одно интеллектуальное и эффективное устройство: автоматический контроллер насоса.
Вы можете использовать автоматический регулятор давления для бытового или бытового водоснабжения, оснащенный насосом, регулирующим давление в душе, раковинах, разбрызгивателях и т. д. Они полезны в сочетании с бытовым насосом повышения давления или насосом резервуара для дождевой воды.
Вот некоторые из основных областей применения автоматического регулятора давления:
Он управляет насосом, обеспечивая его работу с постоянным расходом.
Принимая душ дома без напорного насоса или автоматического контроля давления, вы можете заметить непостоянную температуру воды или прерывистое давление воды. С устройством, которое поддерживает постоянный поток воды, вы получите гораздо больше удовольствия от принятия душа.
Автоматически запускает и останавливает водяной насос всякий раз, когда вы открываете или закрываете кран или вентиль.
Благодаря автоматическому регулятору давления вам не нужно включать усилитель давления или нагнетательный насос каждый раз, когда вы хотите принять душ или помыть посуду. При открытии крана или раковины электронный контроллер автоматически запускает насос.
Защищает водяной насос от повреждений благодаря встроенным функциям.
Установив автоматический регулятор давления, вы добавляете дополнительный уровень защиты водяному насосу. Как вы, наверное, знаете, многие факторы могут привести к поломке водяного насоса, например, работа всухую, утечки, заклинивание реле протока, нехватка воды и многое другое. Автоматический регулятор давления предназначен для предотвращения всех этих и многих других проблем.
Как работает автоматический контроллер насоса?
Теперь, когда вы знаете, что такое автоматический контроллер насоса и на что он способен, давайте поговорим о том, как он работает.
По сути, автоматический регулятор давления представляет собой двигатель, который автоматически включается, когда вода в верхнем баке (ОНТ) падает ниже нижнего предела и наоборот. Схема, стоящая за ним, проста, сводит к минимуму вероятность проблем с электричеством, а также очень энергоэффективна. Он питается от 12-вольтового источника постоянного тока, который потребляет примерно столько же энергии, сколько заряжает ваш телефон .
Не вдаваясь в технические подробности, скажем, что работа автоматического регулятора давления зависит от давления воды. Использование автоматического контроля давления устраняет необходимость во всех других компонентах традиционной системы контроля давления воды, делая водопровод в вашем доме менее сложным (и менее дорогим).
Благодаря менее сложным элементам управления и большей автоматизации, не говоря уже об отсутствии гидроаккумулятора, регулировка давления воды в вашем доме стала намного проще.
Плюсы и минусы автоматического контроллера насоса
Плюсы автоматического контроллера давления насоса:
Автоматически останавливает работу водяного насоса всухую и перегрев, когда заканчивается подача воды
Повышает эффективность вашей водопроводной или ирригационной системы, а значит, вы экономите воду и, возможно, электроэнергию
Автоматически активирует электрический насос, поэтому вам не нужно стоять рядом с водяным насосом, чтобы включить его или выключить вручную
Работает от источника постоянного тока 12 В, что означает энергоэффективность
При отключении функция автоматического перезапуска периодически проверяет наличие воды, поэтому вам не нужно снова включать ее вручную
Электрическая схема менее сложна, чем при использовании традиционной системы давления воды, что означает, что сантехника менее громоздка, а поиск и устранение неисправностей намного проще
Недостатки автоматических регуляторов давления насосов:
Автоматизация может иметь свои недостатки, поскольку автоматизированное устройство обычно не готово к каждому возможному сценарию
Поскольку это электронное устройство, для его схемы требуется надлежащая и надежная крышка, а устройство может быть повреждено, если внутрь попадет вода
Может возникнуть сложность при установке в некоторых старых домах или существующих водопроводных сетях старого типа
Для подключения автоматического регулятора давления может потребоваться электрик, если он предварительно не интегрирован с водяным насосом
Надежность и долговечность могут различаться в зависимости от цены — более дорогие устройства неизбежно будут давать лучшие результаты и предлагать больше функций
Технологии все еще могут быть сложными и незнакомыми для старшего поколения
Значительно дороже ручных регуляторов давления
Нужен ли мне автоматический контроллер насоса?
Прежде чем задаться вопросом, нужен ли вам автоматический контроллер насоса, сначала ответьте на следующие вопросы:
Вы хотите сэкономить деньги на счетах за воду и электроэнергию?
Вам нужна долговечная система контроля давления воды, которую легко настроить и устранить неполадки?
Вам нужен менее сложный и более эффективный вариант для поддержания постоянного потока давления в вашем доме без износа гидробака или переключателя?
Мы предполагаем, что ваш ответ — да! И если вы настраиваете новую водопроводную или оросительную систему, вам обязательно следует подумать о приобретении автоматического регулятора давления. Использование автоматизированного решения с самого начала позволяет избежать многих недостатков и проблем, связанных с модернизацией существующей сети.
Однако, если вы сталкивались с многочисленными разочарованиями и неудобствами, связанными с настройкой регулятора давления, возможно, вам также стоит инвестировать в автоматический регулятор давления насоса.
Важно отметить, что многие насосы теперь поставляются в комплекте с контроллером давления, а некоторые могут быть даже предварительно установлены, что упрощает процесс настройки и запуска насоса и контроллера насоса. Если вы не уверены, обратитесь к поставщику ирригационных систем, чтобы определить, нужно ли вам приобретать отдельный регулятор давления.
Итак, с чего начать поиск варианта, соответствующего вашим потребностям? Давайте рассмотрим некоторые из основных типов контроллеров насосов.
Типы автоматических контроллеров насосов
Большинство автоматических контроллеров насосов делают то же самое, но, поскольку существует так много применений и преимуществ их использования, существуют также разные типы в зависимости от ваших потребностей.
Различные производители и модели автоматических контроллеров насосов будут иметь различные функции и характеристики, например:
Различные размеры в соответствии с техническими характеристиками насоса и диапазоном давления
Бытовые, коммерческие и промышленные модели
Опции для различных жидкостей (например, вода, сточные воды и другие жидкости)
Различные средства управления (например, прецизионные и настраиваемые отсечки давления)
Функции автоматического отключения и автоматического перезапуска
Встроенный манометр
Некоторые из лучших марок контроллеров давления насоса в Австралии включают:
Нагнетательные насосы Hyjet DH с регулятором давления
Водоструйные насосы Bromic Tankboy с регулятором давления
Как подключить автоматический контроллер насоса?
Установка встроенного автоматического контроллера насоса проста — они предназначены для присоединения к выходному патрубку водяного насоса (с адаптером или без него, в зависимости от модели вашего насоса). Однако, когда дело доходит до электрических компонентов, вам может понадобиться помощь электрика, как и в случае с любым контроллером полива.
Если вы стремитесь к самостоятельному решению, покупка предварительно подключенного водяного насоса и контроллера устраняет необходимость в электропроводке и упрощает процесс установки. В противном случае проверьте, покупаете ли вы модель «подключи и работай» или вам понадобится подрядчик по электрике для установки устройства.
Шаги, которые вам необходимо предпринять для установки, будут значительно различаться в зависимости от вашей модели — некоторые из них имеют предварительную резьбу, поэтому вам не следует использовать головную ленту или смазку для труб для установки, в то время как некоторые требуют этого для надежного уплотнения.
В любом случае установка контроллера давления насоса включает в себя подключение входа и выхода к водяному насосу и трубе с адаптером или без него в зависимости от совместимости. Электрические компоненты, возможно, должны быть подключены электриком, но если вы используете модель «подключи и работай», установка намного проще.
Перед использованием не забудьте заправить новый автоматический регулятор давления в соответствии с инструкциями в руководстве.
Вскоре ваш новый автоматический регулятор давления водяного насоса будет готов к работе – при условии, что остальные трубы и насос также настроены правильно!
Как настроить автоматический регулятор давления водяного насоса?
Большинство автоматических контроллеров насосов для бытового использования имеют заданные точки включения и выключения, поэтому они не требуют настройки. Более продвинутые модели могут иметь настраиваемые параметры давления в подходящем диапазоне, которые можно легко отрегулировать с помощью кнопок на лицевой панели контроллера.
Поиск и устранение неисправностей системы автоматического управления насосом
0003
Установите крышку, если она еще не закрыта, чтобы защитить электрические компоненты от повреждения водой.
Если это рекомендовано производителем, используйте при установке тефлоновую ленту для предотвращения утечек.
Убедитесь, что вы рассматриваете возможность использования баррельного соединения между контроллером давления и электронасосом. Это может быть полезно для будущего ремонта и установки.
Вот некоторые распространенные проблемы с автоматическим контроллером насоса и способы их решения.
Советы и рекомендации по устранению неполадок
Совет №1: Всегда сверяйтесь с руководством. В большинстве случаев ответы, которые вы ищете, находятся прямо перед вами, поэтому убедитесь, что вы не выбрасываете руководство, каким бы тяжелым оно ни было. Если вы не сохранили его, вы можете найти большинство руководств в Интернете с помощью быстрого поиска в Google.
Совет № 2: Если ваша машина не загорается и не показывает, что она работает, возможно, блок питания не включен или не работает. Вы можете попробовать использовать другой блок питания, но убедитесь, что он имеет точно такое же напряжение и полярность, как и оригинальный — если у вас есть какие-либо сомнения, обратитесь к производителю за рекомендациями.
Совет №3: Попробуйте перезагрузить устройство вручную — это может помочь вернуть автоматический контроллер помпы в рабочее состояние. Обычно на передней панели контроллера есть кнопка сброса.
Если вы столкнулись с отказом автоматического контроллера насоса, вот несколько советов по выявлению проблемы:
Проблема: Насос остановился или работает только на короткое время
Слишком низкий уровень воды , утечки воздуха или пузырьки воздуха в линии, клапаны линии всасывания закрыты
Проблема: Насос слишком часто включается и выключается (цикличность насоса)
Проблема с поплавковым клапаном, протечки воды в водопроводе, негерметичность обратного или приемного клапана двигатель – обратитесь к производителю или специалисту по ирригации
Высокая температура воды – дайте остыть и повторите попытку позже
Проблема: насос не выключается
Утечка воды на выходе насоса или вокруг него
Проблема: Контроллер не возобновляет подачу воды при необходимости
Проблема с электропитанием, утечка всасываемого воздуха, засоренная труба или закрытые клапаны
Примечание: эта информация предназначена только для того, чтобы указать, с чего начать. Всегда консультируйтесь с вашим руководством, производителем или экспертом, если у вас возникли серьезные проблемы.
Вопросы по теме:
В чем разница между реле давления 30/50 и 40/60?
Эти параметры являются наиболее распространенными настройками давления для большинства домовладельцев, и все зависит от предпочтений. 30/50 — отличная конфигурация для одноуровневого или двухэтажного дома. Тем не менее, для зданий с тремя уровнями или выше, 40/60 должно сработать.
Как узнать, работает ли мой двигатель всухую или всухую?
Работа всухую означает, что двигатель водяного насоса работает без подачи воды, что может привести к перегреву и, в конечном итоге, к отказу двигателя насоса. К счастью, использование автоматического регулятора давления предотвратит подобные проблемы.
Отказ от ответственности:
Эта статья опубликована только для общих информационных целей и не является профессиональным советом.
Телеинспекция трубопроводов с помощью робота SIGMA
В роботе нового поколения Sigma был учтен многолетний опыт эксплуатации множества реализованных систем предыдущего поколения. В серии Sigma реализованы современные решения в области передачи, обработки и визуализации информации о состоянии внутренней поверхности трубопровода.
Робот SIGMA 200 – это управляемый оператором робот телеинспекции высокой проходимости с приводом на все колеса, с возможностью смены колес для эксплуатации в трубопроводах различного диаметра. Система разработана для телеинспекции подземных трубопроводов и коллекторов подачи и отвода воды диаметром от 200 до 3000 мм
Скачать PDF описание
Для чего нужна телеинспекция?
Цели телеинспекции трубопроводов и канализаций:
Приемка сетей водоснабжения, канализации и водостока после строительства и ремонта
Плановое обследование канализационных коллекторов: — предотвращение провалов — определение участков, требующих незамедлительного ремонта — принятие обоснованного решения о способе ремонта — выявление образующихся засоров
Обследование канализационных коллекторов при промывке
Обследование трубопроводов перед бестраншейной реновацией
Поиск утечек в водопроводе
Закрыть
Комплекс для телеинспекции трубопроводов SIGMA – это технически сложная система, построенная на модульной платформе и состоящая из следующих узлов:
• Модуль наведения камеры • Транспортный модуль • Пост управления • Кабельный барабан
Модуль наведения камеры
Современный видеосенсор высокого разрешения обеспечивает 120-кратное увеличение и бесконечные углы вращения. Камера с высокой точностью позиционируется в требуемом месте, а широкий диапазон фокусировки и встроенная подсветка позволяют получить цветное, крупное и четкое изображение для проведения детального анализа характера дефекта на 17-дюймовом экране монитора поста управления.
Full HD
Разрешение
4 000 лм
Суммарный световой поток
120х
Суммарный zoom
∞
Угол ротации и качания камеры
Тип камеры: цветная
Формат: Full HD
Разрешение: 1080p
Диапазон фокусировки: от 10 мм до бесконечности
Максимальный угол обзора: 62°
Кратность увеличения: 120
Встроенный светильник: ультра яркие светодиоды
Больше характеристик
Управление фокусировкой: дистанционное / автоматическое
Управление увеличением: дистанционное
Управление яркостью светильника: дистанционное
Угол качания видеокамеры: бесконечный
Угол ротации видеокамеры: бесконечный
Два лазерных светодиода для измерения объектов/диаметра трубы
Оптическая стабилизация изображения
Наличие датчиков положения видеокамеры
Наличие датчиков давления внутренней полости
Сапфировые защитные стёкла у объектива и светодиодов
Максимальное давление внешней среды: 0,1 МПа
Минимальная рабочая температура: -20 °С
Максимальная рабочая температура: 60 °С
Корпус из антикоррозийных материалов
Степень защиты: IP68
Закрыть
Транспортный модуль
Изготовлен из нержавеющей стали и имеет колёсную формулу 4х4. Предназначен для перемещения робота внутри трубопровода, размещения внешнего и внутреннего оборудования в герметичном корпусе. Модуль оснащается двумя электроприводами мощностью 120 Ватт каждый, электромеханическим приводом подъёма модуля основной камеры, а также встроенной камерой заднего вида.
4х4
Колесная формула
Камера
Заднего вида
IP68
Степень защиты
Электро
Привод подъема камеры
Для обследования труб диаметром от 200 мм
Два электропривода по 120 Вт каждый
Шарнир излома основного разъема для облегчения ввода в трубопровод
Датчик измерения уклона
Гироскопический датчик измерения поворота трубопровода
Датчик контроля внутреннего давления
Камера заднего вида Full HD со светодиодной подсветкой
Отсутствие открытых кабелей — вся проводка проложена в скрытых каналах и проходках внутри корпуса
Корпус – коррозионностойкая сталь
Больше характеристик
Колесная база: 240 мм
Габаритные размеры, не более: длина — 360 мм, ширина — 120 мм, высота — 100 мм (без устройства подъёма камеры)
Высота подъёма видеокамеры 330 мм
Степень защиты: IP68
Устройство подъёма видеокамеры: электромеханическое
Бортовой поворот
Колесо D93 мм — литое, с протектором, для труб диаметром от 200 мм — 4 шт.
Дополнительные комплекты колес большего диаметра
Камера заднего вида
Минимальная рабочая температура: -20 °С
Максимальная рабочая температура: 60 °С
Масса: 20 кг
Закрыть
Пост управления
Предназначен для управления роботом, отображения телеметрической информации, выполнения измерений, записи и обработки изображения и составления отчётов. Он представляет собой ударопрочный кейс с интегрированным компьютером, имеет два сенсорных экрана 17,3″ и 10″ и 2 джойстика для управления роботом и камерой. В пост предустанавливается программный комплекс TELESCAN, который реализует удобный интерфейс управления роботом и позволяет создавать информационные отчеты с использованием обширного и гибкого классификатора наблюдений.
IP67
Степень защиты
-20 °С
Минимальная рабочая температура
11 кг
Масса
17,3”
Диагональ экрана
Вывод телеметрии на экран
Встроенный компьютер
Функция построения графика уклона и поворота трубы
Функция документирования информации и подготовки отчетов
Функция измерения размеров повреждений и дефектов трубы
Встроенный цветной ЖК монитор высокой яркости 1000 кд/м2, диагональ 17,3”
Возможность подключения по беспроводному каналу всей линейки продуктов компании
Степень защиты IP67 с закрытой крышкой
Минимальная рабочая температура: -20 °С
Максимальная рабочая температура: 60 °С
Габариты: 470 х 357 х 176 мм
Масса: не более 11 кг
Закрыть
Кабельный барабан
Электрический или ручной барабан с кабелем, обеспечивающим передачу сигналов управления и видеосигнала с камеры. Барабан вмещает до 400 м армированного арамидными нитями кабеля G8, по которому подается питание и управляющие сигналы на транспортный модуль, а также передается изображение с камеры на пост управления. Автоматический барабан оснащается электромеханическим приводом намотки с автоматической укладкой и датчиком метража кабеля для точного определения положения робота внутри трубопровода.
до 400 м
Длина кабеля
7,5 мм
Диаметр кабеля
2 000 H
Рабочее усилие кабеля
-30 °C
Минимальная рабочая температура
Исполнение: мобильный/стационарный
Тип: ручной/автоматический
Датчик метража кабеля
Минимальная рабочая температура -20 °C
Вместимость кабеля G8: до 400 м
Больше характеристик
Специальный кабель G8:
Силовой элемент: арамидные нити
Оболочка: специальный термопластик
Диаметр: не более 7,5 мм
Рабочее растягивающее усилие: до 2000 Н
Максимальное усилие на разрыв: не менее 4000 Н
Минимальная температура: -20 °С
Максимальная температура: 60 °С
Закрыть
Преимущества роботизированного комплекса SIGMA:
Улучшенная проходимость
Увеличенная колесная колея
Колёсная формула 4х4, независимое управление колесами правого и левого борта
3 типа колес для разных диаметров труб
Оптимизированное управление
Ничего лишнего – только 10-дюймовый сенсорный экран и два джойстика
Дополнительные аксессуары
Зонд-передатчик для точной локации робота в трубе
Устройства защиты кабеля от истирания
Пульт дистанционного управления
Насос с осушителем воздуха
Программное обеспечение TELESCAN
Удобное ПО, с улучшенной эргономикой и расширенным функционалом
Построение графика уклона и поворота трубы
Измерение размеров повреждений и дефектов трубы
Документирование информации и подготовка отчетов
Вывод параметров телеметрии на экран
Расcчитать стоимость
Видео с камеры устройства
Видео с испытаний в реальном коллекторе новой системы телеинспекции трубопроводов и канализаций SIGMA
Все видео с телеинспекционным роботом SIGMA можно увидеть на нашем канале Youtube.
Робототехнические системы SIGMA так же могут поставляться в составе диагностических автолабораторий для телеинспекции на базе автомобилей-фургонов: Газель, Peugeot Boxer, Ford Transit, Mercedes Sprinter и других.
Линейка роботов SIGMA
включает так же системы телеинспекции:
Sigma 150
Диаметр обследуемых труб от 150 мм
Sigma 100
Диаметр обследуемых труб: от 100 мм
Для телеинспекции частично заполненных коллекторов диаметром 700-3000 мм предлагается плавающий модуль W350
Все модули могут быть выполнены во взрывозащищенном исполнении.
Отправить заявку
Отправляя данные, я даю согласие на их обработку, в т.ч. отправку информационных сообщений на указанный электронный адрес
В этой статье я решил ограничиться тем что указано в заголовке: а именно рассказом про роботизированные системы российского производства, применяемые в практике неразрушающего контроля.
Под российской системой я подразумеваю оборудование, которое разработано, собрано и применяется почти всегда в России
Под роботизированной системой я понимаю систему, у которой есть два или более программно управляемых привода, предназначенных для перемещения датчиков относительно объекта контроля или наоборот (по ГОСТ Р ИСО 8373-2014)
Под неразрушающим контролем имеем в виду метод контроля, при котором не нарушается пригодность объекта. Неразрушающий контроль обязателен при производстве и эксплуатации опасных промышленных объектов: трубопроводов, сосудов, транспорта и сооружений. Ограничимся здесь ультразвуковым, вихретоковым и телевизионным видами контроля, не вдаваясь в детали.
Задача, которую я себе ставлю — рассказать всем интересующимся об отечественных разработках в роботизации неразрушающего контроля. О кейсах и фичах, которые уже внедрены или будут решены в будущем.
Почему я могу писать об этом — я 20+ лет участвую в разработке и эксплуатации подобных систем и накопил достатоно знаний о реальных возможностях оборудования. Технические характеристики и описания я взял по большей части из открытых источников. Личный опыт автора отражен курсивом.
Зачем нужны роботы в неразрушающем контроле
Роботы в неразрушаюшем контроле заменяют человека:
там, куда человек не влезет по причинам размеров (например технологический канал реактора РБМК-1000 диаметром 82 мм или трубопровод Ду400 компрессорной станции)
куда человек не полезет из-за опасных условий (корпус реактора АЭС, обшивка судна, стоящего в мокром доке)
где требуется документирование результатов контроля с привязкой координат датчиков при движении или нужна принципиально высокая скорость контроля, в том числе однотипных изделий
Роботы для внутритрубной диагностики
Для путешествий внутри трубы в потоке транспортируемой среды или под давлением воздуха/газа часто применяются различные снаряды: измерительные, вихретоковые, магнитные, ультразвуковые. Но такие снаряды не относятся к нашей теме — роботизированным комплексам. Для того чтобы стать роботом нужно проявить активность и автономность. Хорошим примером такого шустрого «парня» является «Сканер-дефектоскоп А2072».
Робот для внутритрубной диагностики А2072
Решенные технологические задачи для такого робота:
Связь на основе WiFi, обеспечивающая расстояние передачи свыше 1 километра
Магнитные колеса-редукторы (усилие отрыва от ферромагнитной поверхности 60 кг ) позволяют пробираться в тройники, зависать в потолочном положении
LiFe полимерные аккумуляторы емкостью 200 Вт*ч, обеспечивают до 8 часов автономной работы
3-х осевой МЭМС-инклинометр фиксирует угловое положение (погрешность измерения ± 0,1 градус), что позволяет реализовать функции трассировки пройденного участка и автоматическое управление движением
Блок ультразвукового контроля построен на базе преобразователей с сухим точечным контактом, то есть не нужно тащить с собой контактную жидкость. Низкая чувствительность таких датчиков компенсируется тем, что используется решетка из 32 элементов, работающих совместно
Конечно присутствует телекамера с подсветкой для поиска посторонних предметах в трубах (чего там только не бывает!) и выявления больших дефектов
Как приятная добавка — датчик метана на борту
Еще одно семейство роботов российской разработки применяется в том числе в России, Франции и США, согласимся это не такой частый случай. Это разработки ТДК-400-М-Л, RODIS-8.
Внутритрубный робот ТДК-400-М-Л на гусеничном ходу
Особенности этих роботов:
в зависимости от исполнения пролезают в трубопроводы Ду200-Ду1400
перемещение идёт на гусеничном ходу враспор
всё-таки питаются по кабелю длиной до 550 м, зато гарантировано будут извлечены из трубы в случае необходимости
Системы для телеинспекции трубопроводов Sigma с манипуляторами Р150 и Р200К позволяют проводить телевизионный контроль, измерение деформации, отслеживание трассы труб внутренним диаметром от 150 мм.
Их особенности:
Дополнительная камера заднего вида
Устройство намотки кабеля, синхронизированное с движением робота
Защита от опрокидывания
Манипуляторы Р150 и Р200К
Задача внутритрубной диагностики автономными роботами весьма актуальна — в России десятки тысяч километров трубопроводов, которые не могут быть проконтролированы традиционными внутритрубными снарядами. Как говорят медики, не бывает здоровых, бывают недообследованные.
Роботы для контроля трубопровода снаружи
Другой пример контроля основного металла и сварных швов труб при эксплуатации — сканер-дефектоскоп АВТОКОН-МГТУ, который, как видно из названия, разработан в МГТУ (МВТУ) им. Баумана. Только этот сканер автономно перемещается по наружной стороне трубы, вдоль трубы или по её окружности. Данные тоже передаются на управляющий компьютер по WiFi.
У него два ведущих магнитных колеса, аккумуляторы и блоки с ультразвуковыми датчиками для контроля сварного шва с обеих сторон. Его особенность в том, что он тащит на себе баллончики с густой смазкой, которая постепенно подаётся под ультразвуковые датчики.
Сканер-дефектоскоп АВТОКОН
Интересная задача для подобных роботов, которые ползают по трубе изнутри или снаружи — отслеживать и контролировать позицию относительно валика усиления сварного шва. Потому что промах означает, что контроль не был проведен полноценно. Точность позиционирования зависит от методики контроля и толщины стенки трубы, и желательно, чтобы она составляла до 1/4 толщины.
Наиболее простым в реализации, однако не самым дешевым, способом выглядит применение лазерного триангуляционного профиломера, по измерениям профиля валика усиления шва без труда определяются его границы и отклонение центра от желаемого. Рисунок ниже поясняет как выглядят исходные данные профилометрии.
Другой способ состоит в том, что лазерная линия проецируется простой указкой, а относительно дешевая видеокамера снимает профиль и управляющий компьютер пытается рассчитать профиль подобный показанному выше по видеоизображению (облаку точек). На практике требуемая точность позиционирования вполне может быть достигнута.
Третий вариант, хронологически более ранний, — применять магнитные датчики по обеим сторонам сварного шва, как это и сделано в сканере «АВТОКОН». На практике сам наблюдал, что если неудачно установить исходное положение относительно шва, то сканер может шов потерять и поехать совсем не туда, куда надо.
Сканирующие устройства для трубопроводов и оборудования АЭС
Для контроля оборудования и трубопроводов атомных электростанций еще с 1970-х годов применяются системы автоматизированного контроля: корпусов реакторов и технологических каналов, трубопроводов различных типоразмеров, теплообменных трубок парогенераторов.
Задача решается примерно одна и та же — переместить группу датчиков (ультразвуковых, вихретоковых) по заданной траектории, обеспечив их равномерное прижатие и высокую повторяемость позиционирования.
В зависимости от сложности задачи такие сканеры бывают двух-, трех- координатные, крепятся к объекту контроля на монтируемые направляющие или передвигаются на магнитных колёсах. Применяемые приводы обычно или на основе цепной, ремённой или зубчатой передачи. Реже используются винтовые передачи, пневмоприводы. Информация о текущей координате обычно передается в дефектоскоп с помощью квадратурных энкодеров.
Системы контроля корпусов реактора ВВЭР-1000 (СК.27, СК.187) и каналов РБМК-1000 (СК.26), разработанные в НИКИМТ в советское время, выпускаются и применяются поныне. Эти системы предусматривают удаление оператора на расстоянии 100-150 м от объекта контроля.
Одно из важных требований к таким системам, которые применяются на вскрытом оборудовании, состоит в том, чтобы ничего от них не отвалилось и не попало в первый контур реакторной установки. Еще к особенностям СК.187 — робот несет также и оборудование для зачистки наружной поверхности корпуса и днища реактора и как видно на фотографии, катается по настоящим рельсам, если не ошибаюсь, Р50.
Система контроля корпуса реактора снаружи СК.187
Не смог найти в общем доступе фотографий или моделей системы СК. 26, которая контролирует топливные каналы и каналы СУЗ реактора РБМК (как уже было сказано внутренним диаметром 82-84 мм и толщиной стенки 3-4 м). Система устроена так: над каналом устанавливается барабан с тросом и кабелем, на который подвершивается «торпеда», которая вращаясь со скоростью 2 оборота в секунду проходит требуемую зону контроля и протаскивает группу ультразвуковых датчиков. В случае необходимости (подозрении на наличие дефектов) в автоматическом режиме сканируется нужный участок канала и данные записываются для последующей расшифровки.
Из личного опыта — было тревожно на испытаниях системы СК.26 слушать колокольчик АСД (автоматической сигнализации о дефекте) при вращении «торпеды»внутри настроечного образца с дефектом. АСД должно было срабатывать 2 раза в секунду — не больше и не меньше, иначе несоответвие ТЗ.
Так выглядят каналы РБМК-1000. На фото показаны системы для ремонта графитовой кладки, а не система СК.26. Что-то похожее на СК. 26 по размерам обведено в зелёный кружок
Настоящие вызовы возникают когда разработчик упирается в ограничения, например по габаритам, по нагрузке, которую должен нести сканер. Если сам сканер доставляет к объекту белковый помощник, то нужно сделать оборудование легким и удобным в переноске, к примеру, по вертикальным лестницам, в узких проёмах.
На примере ниже сканер СК.1335 для сварного шва парогенератора АЭС ВВЭР-1000. Он устанавливается на небольшой доступный участок шириной 120 мм и должен нести шесть ультразвуковых датчиков типа фазированной решётки и камеру телевизионного контроля, обеспечивать сканирование по всей доступной поверхности.
Сканер СК.1335 для кольцевого шва парогенератора
Сканер приводится в движение магнитными колёсами, не сбиться с пути ему помогает направляющий трек. Поперёк сварного шва группу датчиков перемещает каретка. Весит такой сканер в сборе со всеми направляющими и прижимами около 12 кг, длину имеет около 750 мм. Когда мне в руки попадают подобные сканеры, мне хочется их сравнить с пулемётом Калашникова, по весу и (желаемой) надежности.
Еще один пример — сканер для контроля сварных соединений роторов паровой турбины. Особенность геометрии такова, что в зазор шириной порядка 200 мм между дисками нужно впихнуть сканер и обеспечить двухкоординатное сканирование. Для фиксации сканера на объекте выбран направляющий поликлиновый ремень, который натягивается храповиком. Из-за своеобразной формы сканер получил наименование сканер “КОНЬ”.
Сканер «Конь»
Решенные технологические проблемы для подобных сканеров и систем:
Точность позиционирования порядка 0,1 мм при использовании сервомоторов (сами сервомоторы и контроллеры к ним швейцарские) или шаговых двигателей (раньше были советские, теперь обычно японские). Такая точность необходимо для применения продвинутых методов обработки исходных данных контроля
При работе с шаговыми двигателями в зависимости от конструкции сканирующего устройства требовалось подбирать диапазон рабочих частот, чтобы не впадать в нежелательный резонанс
Для работы с несколькими сервомоторами удобно использовать CAN BUS
Для компенсации потери координаты из-за прокручивания ведущих колёс по объекту иногда применяются внешние энкодеры, для того чтобы давать обратную связь о фактически пройденном пути
При работе с вращающимися частями при перемещении 16-канального зонда внутри 15-метрового канала в системе СК. 26 применяются многоканальные токосъемники, которые несколько портят качество сигнала, однако позволяют выявлять дефекты на требуемом уровне чувствительности
Для ряда систем контроля применяются радиационно-стойкие видеокамеры
Подводные роботы
Для обследования корпусов судов применяется подводный робот, разработанный в МВТУ им. Баумана. Робот имеет восемь винтов, может маневрировать в подводном положении.
Пристыковавшись к корпусу судна за счет прижимного винта, робот перемещается по обшивке с помощью колёс.
Робот несёт и зачистную машинку для подготовки “пятачка” для ультразвуковой толщинометрии.
Подводный робот МВТУ
Задачи для подводных роботов обещают быть обширными и разнообразными в связи с планами освоения шельфов в Ледовитом и Тихом океане. Здесь планируются целые подводные «города» для добычи газа. В том числе и потребуется делать диагностику оборудования и трубопроводов. Проблемы, которые встанут перед такими роботами во многом навигационные — борьба с течением, мутной водой, биообрастанием.
Стационарные комплексы для контроля
В описанных выше случаях робот или сам добирается до объекта контроля или его приносят его биологические помощники, но есть еще и вариант, когда объект контроля приходит к роботу сам, например по технологической линии или загружается краном.
К таким комплексам относятся различные системы контроля труб, колёсных пар подвижного состава, дисков, валов, колец и прутков. Контакт между датчиками и объектом может быть воздушный с зазором, струйный, щелевой, иммерсионный. Реже встречается вариант непосредственного контакта датчика и объекта.
При иммерсионном контроле изделие целиком погружается в ванну, а приводы вращают изделие и перемещают датчики по заданной траектории. В простейшем виде подобная система планшетного типа собирается из стандартных компонентов — алюминиевые направляющие и сервоприводы. Но если требуется увеличить число степеней свободы, то система становится сложнее. Система ультразвукового контроля авиационных дисков УКД-1200 имеет 5 степеней свободы и шестая это вращение планшайбы с диском.
Система иммерсионного контроля дисков УКД-1200Комплекс контроля колёсных пар «Пеленг-Автомат»
Решенные технологические задачи для подобных систем:
Высокая скорость движения объекта контроля (более 100 мм/с) для обеспечения требуемой производительности
Перемещение датчиков по траектории, считанной из CAD модели объекта
Автоматическая сортировка изделий на дефектные и бездефектные
Краскопульты для автоматической маркировки дефектных участков
«Акустический глаз» в иммерсионных системах для выставления точного расстояния от ультразвуковых датчиков до поверхности объекта
Программное обеспечение для управления роботами
В этой области всё достаточно сложно, потому что каждый производитель создает собственную систему и пишет собственный софт. Насколько мне известно, не сложилось единого стандарта управления, унификация есть только по формату сигналов энкодеров, которые передаются в дефектоскопы.
Общие принципы, которые закладываются в программное обеспечение для автоматизированных систем в неразрушающем контроле:
диагностика приводов при включении
выполнение заранее заданной программы перемещения и режим ручного управления
обнуление точки отсчета и задание направления осей перемещения
калибровка энкодеров непосредственно на объекте контроля
блокировки перемещений
наблюдение за процессом движения по телевизионному изображению, совмещённому изображению 3D модели робота и объекта
Заключение
За пределами рассмотрения осталось то, в чем я совсем не имею опыта — различные дроны — крылатые и с пропеллерами, насколько я знаю, они применяются в России для диагностики трасс трубопроводов. Мне также неизвестно о российских разработках универсальных промышленных роботов. Буду рад, если такие разработки существуют. Могу сказать, что таким роботам-рукам точно найдется применение в области неразрушающего контроля.
Надо понимать, что средства доставки и перемещения датчиков это лишь половина задачи автоматизированного неразрушающего контроля, вторая половина это разработка методики и алгоритмов обработки данных. Но об этом не расскажешь вкратце, хотя я готов сделать обзор наиболее интересных алгоритмов.
Выводы
Потребности российской промышленности в роботизированном неразрушающем контроля есть и продолжают расти, учитывая что во многих отраслях (Газпром, Росатом и другие) на уровне нормативных документов приоритет отдается автоматизированным методам неразрушающего контроля
В борьбе за снижение влияния человеческого фактора, для увеличения производительности и информативности контроля применяется разнообразное оборудование, в том числе и разработанное в России; это вполне соответствует понятию Индустрия 4.0 (а точнее, NDT 4.0)
Разработчики стараются оснастить роботов наибольшим количеством датчиков, реализующих разные виды контроля одновременно
Разработчикам также есть чем заняться дальше — всегда актуальна задача сделать перемещение быстрее, точнее, самих роботов сделать меньшего размера или увеличить их автономность
P.
S.
Не претендовав на 100% освещение всех разработок, я упомянул разработки государственных и частных компаний: «Алтек», «АКС», «Кропус», «МВТУ им. Баумана», «Никимт-Атомстрой», «ЭХО+». Если читатель посчитает нужным дополнить мой обзор, приглашаю в комментарии или готов принять их лично.
UPD
Добавил робота Sigma от российского разработчика Taris
Роботы для осмотра труб | Промышленные инспекционные роботы
«Nexxis — это результат смены парадигмы. Именно здесь оживают новаторские возможности».
Xtrax Omni
Xtrax Omni — универсальный, компактный и прочный модуль с гусеничным приводом, специально разработанный для самых суровых условий.
Посмотреть продукт
Инспекционный робот Magneto
Платформа Magneto — это инспектирующий робот новой передовой конструкции, разработанный в сотрудничестве с австралийскими компаниями, Nexxis и Data61, частью CSIRO. Благодаря электромагнитным опорам и передовому искусственному интеллекту, который позволяет ему подниматься и осматривать вертикальные и сложные промышленные конструкции, Magneto идеально подходит для преодоления сложных проверок входа в замкнутое пространство. Электромагнитные опоры Magneto обладают высокой степенью свободы, что дает недостаточную маневренность робототехнике для текущего контроля и часто требуется во время контроля для плавного и эффективного контроля сложной геометрии и конструкции.
Просмотреть продукт
Роботизированная гусеничная установка для утилизации отработанного тепла (WHRU)
Основными требованиями к конструкции являются перемещение системы на расстояние до 20 м через 24-дюймовую напорную трубу и развертывание системы видеонаблюдения в 12 соседних 6-дюймовых трубах. обменные трубки.
Посмотреть продукт
RotoMag с модулем УЗК
Компания Nexxis разработала специальное решение для внутреннего визуального и ультразвукового контроля дымовой трубы жидкого горения. Интеграция панорамирования, наклона и масштабирования (PTZ) Spectrum SP90. Расширение UT; Текущие кабели UT имеют длину 30 м. Кабели UT будут удлиняться и тестироваться на соотношение сигнал/шум и электрические помехи. развертывание контактной жидкости; Чтобы противостоять напору при пробегах более 70 м, Nexxis разработала и внедрила систему подачи контактной жидкости. насадка для очистки; Компания Nexxis разработала и внедрила головку для очистки от накипи с соответствующим брызговиком, чтобы уменьшить накопление ферромагнитного материала на магнитах гусеничного хода.
Просмотреть продукт
VERTI-ROBOT
VERTI-ROBOT подходит для трубопроводов диаметром от 150 до 300 мм и длиной и может увеличиваться или уменьшаться по мере необходимости при перемещении на расстояние до 200 м. Длина тросов зависит от диаметра или размера робота, от внутренних поверхностей трубопроводов и от количества изгибов труб, которые необходимо пройти. Изгибы трубы 1,5 х D, изменение сечения трубы, небольшие деформации или наплывы сварных швов будут улажены без проблем.
Посмотреть продукт
Устройство сальникового уплотнения для взрывоопасных зон
SAIR — это беспроводной магнитный гусеничный робот, способный проводить ультразвуковой и визуальный контроль различных объектов, таких как резервуары, сосуды, трубы и отводы. Его уникальная и запатентованная конструкция обеспечивает высокую маневренность на изогнутых поверхностях диаметром от 8 дюймов до плоской пластины. Кроме того, SAIR оснащен газовыми датчиками для обнаружения опасных и горючих газов. Осмотр приподнятых труб и труднодоступных мест еще никогда не был таким удобным.
Посмотреть продукт
SAIR Wireless UT Crawler
SAIR — это беспроводной магнитный гусеничный робот, способный проводить ультразвуковой и визуальный контроль различных объектов, таких как резервуары, сосуды, трубы и отводы. Его уникальная и запатентованная конструкция обеспечивает высокую маневренность на изогнутых поверхностях диаметром от 8 дюймов до плоской пластины. Кроме того, SAIR оснащен газовыми датчиками для обнаружения опасных и горючих газов. Осмотр приподнятых труб и труднодоступных мест еще никогда не был таким удобным.
Просмотреть продукт
Рекомендуемые
Осмотр резервуара для дизельного топлива в процессе эксплуатации
Оператор энергоснабжения обратился к Nexxis с просьбой разработать решение для осмотра своего резервуара для дизельного топлива в процессе эксплуатации.
Подробнее
Рекомендуемые
Проверка дымохода жидкостного сжигания
Горнодобывающая компания привлекла Nexxis для рассмотрения решения для внутренней визуальной и ультразвуковой (UT) проверки дымохода жидкостного сжигания.
Подробнее
Рекомендуемые
Magnapods: очень гибкие инспекционные роботы
Быстрый прогресс в области технологий продолжает предлагать все более совершенные решения для важнейшего аспекта инспекции промышленного оборудования.
Подробнее
Роботы для осмотра труб | Роботизированные (гусеничные) канализационные камеры на продажу
Роботы для осмотра труб | Роботизированные (гусеничные) канализационные камеры для продажи
«»
Дистанционно управляемые роботизированные обходчики труб в основном используются на линиях диаметром от 4 дюймов и длиной более 500 футов. Разработанные с учетом производительности и надежности, эти роботизированные камеры могут работать в самых сложных условиях в мире. В результате мы поставляем их для самых разных отраслей промышленности по всему миру, где доступ человека опасен или невозможен из-за ограниченного входа или пространства.
Pipe Robots Comparison Chart
SIGMA HD-LR
To the product
SIGMA HD
To the product
STORMER S3000
To к продукту
TROGLOTREK
к продукту
Мы понимаем, что выбор подходящего робота для обхода труб — это сложное решение, которое зависит от ваших целей, потребностей и бюджета. Свяжитесь с нашей командой, и мы поможем вам найти лучшее решение, которое будет соответствовать вашим требованиям и ожиданиям.
Мощные гусеничные роботы-трубоукладчики с предустановленными расширенными функциями, включая камеры Full HD с оптическим зумом и стабилизацией изображения, датчики давления, инклинометр , возможность гироскопа прокладывать трубопровод и измерять повреждения, возможность осмотра на очень больших расстояниях и
Все, что вам нужно для выполнения базового визуального осмотра вашей инфраструктуры без больших затрат. Качество коммерческого класса с ценными функциями, включая полностью портативную конструкцию и возможность перемещения по трубам размером от 4 дюймов.
Advanced Pipe Crawler Sigma HD
TO Product
Advanced Pipe Robot Sigma HD-LR (Long Range)
9000 2
TORA
90907
TORA
90907
.
К продукту
Гусеничный робот STORMER S3000
К продукту
2 Особенности роботизированной инспекции труб0004
Получите доступ в замкнутые пространства и опасные зоны
Готово за считанные минуты. Нет необходимости в специальном грузовике
Модульная конструкция для простоты обслуживания и ремонта
Ищете камеру для осмотра магистрали?
Камера с трансфокатором CYCLOPZ HD
0089
Ищете скважинную камеру?
Скважинные камеры
РОБОТЫ ДЛЯ ИНСПЕКЦИИ ТРУБ
Осматривайте трубопроводы с захватывающей дух точностью со скоростью, вдвое превышающей скорость обычной нажимной камеры, с помощью одного из роботов-трубопроводов. Эти роботизированные инспекционные системы с дистанционным управлением работают дальше и перемещаются по мусору намного лучше, чем стандартные канализационные камеры для труб различного диаметра. Взаимозаменяемые колеса и стояки головки камеры позволяют проверять трубы диаметром от 4 до 120 дюймов с кабелями длиной от 820 футов. Гораздо дольше, чем любая нажимная камера. Эти сканирующие сканеры легко пройдут через ваши линии, обеспечивая всесторонние и четкие изображения интересующих объектов, используя инновационную оптику и электронику, легко настраиваемые конструкции и удобное программное обеспечение. Вы можете изучить их на месте или сохранить для просмотра позже. Все роботы-трубопроводчики имеют концентратор монитора для просмотра и документирования проверок, возможность двигаться вперед и назад, а также головку камеры с поворотом и наклоном, позволяющую смотреть из стороны в сторону, вверх и вниз. Некоторые устройства имеют расширенные функции, в том числе; рулевое управление, для труб большого диаметра, резервная камера, для безопасного удаления трактора и навигации по завалам, чипы камеры HD с оптическим зумом, цифровым измерением, с возможностью прокладки трубопровода, а также усовершенствованные аккумуляторные батареи для крайне удаленных объектов осмотра без доступа к электроэнергия или генераторы.
Станок с ЧПУ D735S — настольный 3-х осевой фрезерно-гравировальный станок с ЧПУ.
Workspace XYZ:
750x350x100 мм
Spindle сapacity:
Опция kW
Rotation speed:
до 24 000 rpm
148 577 руб
D960S
Станок с ЧПУ D960S — настольный 3-х осевой фрезерно-гравировальный станок с ЧПУ.
Workspace XYZ:
900x600x100 мм
Spindle сapacity:
опция kW
Rotation speed:
до 24 000 rpm
144 001 руб
D1260
Станок с ЧПУ D1260S-WS1500
— настольный 3-х осевой фрезерно-гравировальный станок с ЧПУ.
Workspace XYZ:
1200x600x100 мм
Spindle сapacity:
Опция kW
Rotation speed:
до 24 000 rpm
808 236 руб
AR-4015
Станок с ЧПУ AR4015 — профессиональный вертикальный 3-х осевой фрезерно-гравировальный станок с ЧПУ портального типа. Станок надежен, прост в эксплуатации и неприхотлив в работе.
Workspace XYZ:
4000x1500x140 мм
Spindle сapacity:
2,2 kW
Rotation speed:
24000 rpm
988 416 руб
AR-4020
Станок с ЧПУ AR4020 — профессиональный вертикальный 3-х осевой фрезерно-гравировальный станок с ЧПУ портального типа. Станок надежен, прост в эксплуатации и неприхотлив в работе.
Workspace XYZ:
4000x2000x140 мм
Spindle сapacity:
2,2 kW
Rotation speed:
24000 rpm
104 676 руб
D1500S
Станок с ЧПУ D1500S
— настольный 3-х осевой фрезерно-гравировальный станок с ЧПУ.
Workspace XYZ:
1000x500x100 мм
Spindle сapacity:
опция kW
Показать еще
Вход в конфигуратор
x
Станки с ЧПУ для резьбы по дереву в России
Главная
Продажа
Обрабатывающие центры и станки с ЧПУ
Станок с ЧПУ для резьбы по дереву
Вы можете очень быстро сравнить цены станка с ЧПУ для резьбы по дереву и подобрать оптимальные варианты из более чем 81219 предложений
Реклама
Фрезерный станок с ЧПУ RJ 1212L (круглые направляющие)
Рабочая зона 1200*1200*80/150 мм. Мощность шпинделя 1,5 (2,2)* кВт. Потребляемая мощность 5,1 кВт.
Подробное описание и цена >>>
Реклама
Фрезерно-гравировальный станок с ЧПУ LTT-1530A
Рабочая поверхность (оси Х и Y), 1500х3000 мм. Максимальная высота обработки (по оси Z), 250 мм. Частота вращения шпинделя, 0-18000 об/мин.
Подробное описание и цена >>>
Реклама
4-х осевой фрезерный станок с ЧПУ с автоматической сменой инструмента M1325ATH
Предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D; 2,5D и 3D) и в том числе для 4-х осевой обработки…
Подробное описание и цена >>>
Станок с ЧПУ для сверления по дереву
Состояние: Новый
Станок с ЧПУ для сверления по дереву Технические параметры:Ось X tavel 4200 мм.Ось Y tavel 1800 мм.Длина обрабатывания древесины: 150 мм ~ 3050 мм.Ширина обрабатывания древесины:…
01.07.2022
Москва (Россия)
54 340
Станок с ЧПУ для резьбы по камню
Состояние: Новый Производитель: Китай
СТАНОК ДЛЯ РЕЗЬБЫ ПО КАМНЮ С ЧПУЭтот станок для резьбы по камню с ЧПУ предназначен для резьбы по камню и может резать, гравировать и сверлить мрамор, гранит, травертин, известняк, оникс, мыльный. ..
05.09.2022
Москва (Россия)
Гравировальный цилиндрический станок с ЧПУ CNC-2015С
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
С помощью этого станка ЧПУ можно выполнять обработку дерева. Рабочее поле станка: 2000х1500мм. Имеется 6 осей вращения с параметрами 300×1500мм.Шестишпиндельный фрезерный цилиндрический станок ЧПУ…
03.06.2016
Каменск-Шахтинский (Россия)
Гравировальный цилиндрический станок с ЧПУ CNC-1820С
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
ЧПУ станок выполняет обработку по дереву. Рабочее поле: 1800х2000мм. Ось вращения: 300×1500мм, 4 штуки. Четырехшпиндельный фрезерный цилиндрический станок ЧПУ для резьбы по дереву CNC-1820С….
03.06.2016
Каменск-Шахтинский (Россия)
19 777
Круглофрезерный цилиндрический станок с ЧПУ 757
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Данный ЧПУ станок подойдет столярным мастерским, а также студиям дизайна и мебельным фабрикам. Станки могут применять для изготовления 3D-фигур круглого сечения, которые исопользуют в оформлении…
03.06.2016
Каменск-Шахтинский (Россия)
Токарно-фрезерный автоматический станок с ЧПУ M1320
Состояние: Новый
В наличии
Токарно-фрезерный станок ЧПУ для резьбы по дереву М1320 позволяет изготовить детали круглого сечения так фигурные такие как балясины, ножки столов и стульев, колонны и т. п. С его помощью вы…
16.12.2022
Казань (Россия)
Гравировально-фрезерный станок с ЧПУ SSG 2040ES
Состояние: Новый Производитель: Китай
Фрезерные станки с ЧПУ предназначены для обработки дерева, ДСП, МДФ, фанеры, любые полистиролы, искусственный камень, акриловое стекло и оргстекло, модельный пластик. Данные станки используются для…
01.02.2022
Москва (Россия)
Фрезерно-гравировальный станок с ЧПУ TJ-1520-4
Состояние: Новый Производитель: Китай
Фрезерные станки с ЧПУ предназначены для обработки дерева, ДСП, МДФ, фанеры, любые полистиролы, искусственный камень, акриловое стекло и оргстекло, модельный пластик. Данные станки используются для. ..
01.02.2022
Москва (Россия)
Фрезерный станок с ЧПУ
Куплю/возьму в аренду фрезерный станок с ЧПУ трехкоординатный для обработки дерева, алюминия, пластика
16.11.2017
Орехово-Зуево (Россия)
100 000
Настольные фрезерные станки с ЧПУ по дереву серии (707)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Настольные станки с ЧПУ могут использоваться не только как фрезерные, но и как гравировальные. В этом случае они будут выполнять 2D обработку. Настольный фрезерный станок 707-3 может работать как…
03.06.2016
Каменск-Шахтинский (Россия)
1 100
Станки ЧПУ фрезерный для резки дерева. Серия SM
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Новые высокоточные станки с ЧПУ серии SM собраны с применением инновационных технологий.Новые высокоточные станки с ЧПУ серии SM собраны с применением инновационных технологий. Станки полностью…
03.06.2016
Каменск-Шахтинский (Россия)
7 000
Координатно-фрезерный станок с чпу Carver SM PRO 2030
Состояние: Новый Производитель: Carver SM PRO 2030
В наличии
Компания ООО «Полармар» продаст Координатно-фрезерный станок с ЧПУ Carver SM PRO (новый). Рабочий размер 2000x3000x200 мм.
Станок выполняет следующие виды работ: — Изготовление двухмерных…
24.05.2016
Архангельск (Россия)
1 300 000
ФРЕЗЕРНО-ГРАВИРОВАЛЬНЫЙ СТАНОК С ЧПУ BEAVER 0907AT3
Состояние: Б/У Год выпуска: 2014 Производитель: BEAVER (Китай)
Фрезерный станок с ЧПУ предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D. ..
04.04.2016
Кузнецк (Россия)
700 000
Фрезерный станок с ЧПУ 1325
Состояние: Новый
В наличии
Сфера использования: Данные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при строительстве.
Фрезерный станок с ЧПУ BL-M1325B…
13.12.2022
Уфа (Россия)
500 000
фрезерный станок с ЧПУ 1400*2500*250
Состояние: Новый Год выпуска: 2014
В наличии
продаю фрезерно-гравировальный станок с ЧПУ, новый
«SP» 1425
высокопроизводительный надежный станок. предназначен для обработки дерева(любых пород), мдф, металла, искусственного камня….
02.12.2014
Чебоксары (Россия)
580 000
Фрезерный станок с ЧПУ RusМастер
Состояние: Новый Год выпуска: 2015
В наличии
Фрезерный станок с ЧПУ «RusМастер » Используется для фрезеровки материалов из дерева. Числовое программное управление позволяет рассчитать точное расстояние, при изготовлении различных деталей,…
18.01.2016
Губкин (Россия)
480 000
8-шпиндельный круглофрезерный станок с ЧПУ для деревообработки CNC-1200+8H
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Восьмишпиндельный четырехкоординатный станок с ЧПУ CNC-1200+8H — самый высокопроизводительный станок в линейке четырехкоординатных станков. Он имеет наибольшее количество одновременно работающих…
03.06.2016
Каменск-Шахтинский (Россия)
Фрезерный станок с ЧПУ G1325C
Состояние: Б/У Производитель: Китай
Продаем фрезерный станок с ЧПУ G1325C, новый со склада в Санкт-Петербурге. Предназначен для обработки листовых материалов, дерева, акрила, ПВХ, ДСП, МДФ и тд.
Тел. 8 911 270 74 18
ДмитрийТри…
17.05.2016
Санкт-Петербург (Россия)
998 000
Токарный станок с ЧПУ CK6132, CJK6132
Состояние: Новый
Токарный станок с ЧПУ может с высокой эффективностью обрабатывать внешний и внутренний диаметр, торец, конус, обрабатывать по дуге и нарезать резьбу
Стандартный резцедержатель с электроприводом…
10.05.2018
Рыбинск (Россия)
Токарный станок с ЧПУ
Состояние: Новый Производитель: Тайвань
Токарный станок с ЧПУ может с высокой эффективностью обрабатывать внешний и внутренний диаметр, торец, конус, обрабатывать по дуге и нарезать резьбу
Стандартный резцедержатель с электроприводом. ..
10.05.2018
Рыбинск (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку с ЧПУ для резьбы по дереву почти как на Авито и TIU
Видео станка с ЧПУ для резьбы по дереву
Местный каталог услуг по резке с ЧПУ — Digital Wood Carver
Воплотите свой проект в жизнь!
Нужен действительно уникальный проект, сделанный для особого случая Найдите местную службу резьбы с ЧПУ , используя наш каталог клиентов!
Вы владелец Digital Wood Carver? Получить список!
Выберите свой штат, чтобы увидеть местных резчиков
Алабама
1
Арканзас
1
Калифорния
1
Колорадо
1
Флорида
3
Гавайи
2
Иллинойс
5
Индиана
11
Канзас
2
Луизиана
2
Мэриленд
3
Массачусетс
1
Мичиган
4
Миссури
5
Невада
1
Нью-Гемпшир
1
Нью-Джерси
1
Нью-Йорк
5
Северная Каролина
2
Огайо
2
Оклахома
1
Пенсильвания
5
Теннесси
4
Техас
1
Вермонт
1
Вирджиния
2
Вашингтон
1
Западная Виргиния
1
Висконсин
4
Обзор резчиков
Боулбивуд
Шелбивилль, Индиана — Цифровая резьба по дереву, ремесла, шкафы, ремонт мебели, вывески, таблички, сараи, значки и многое другое
Poppys Prints
Лагранжвиль, Нью-Йорк — Таблички и таблички с деревянными столами.
Ed’s CNC
Westbury, Нью-Йорк — Мы предлагаем множество услуг по нашим проектам с ЧПУ.
Уильям Уоллес
Индианаполис, Индиана
Sure O’ Designs
Гринфилд, Индиана — ручная резьба, обработка на станках с ЧПУ, выжигание по дереву, токарная обработка по дереву
Chevalier Custom Works LLC
Richland, Washington — Мы создаем, чтобы вдохновлять и создавать в соответствии с желаниями клиентов.
Джеймс Л. Спаркс
Дюпо, Иллинойс. Пенсионер, создающий вывески и проекты на своем ЧПУ DWC.
Jeff Luebbert Custom Moldings
Джефферсон-Сити, Миссури — я вырезаю вывески, 3D-резные фигурки, резные молдинги автопроизводителей и уникальные предметы для восстановления старинной мебели.
Baileys’ Custom Carvings
Эдмонд, Оклахома — декоративная резьба по дереву
Mk Fire Design
Avon, Индиана — Индивидуальный станок с ЧПУ / Деревообработка
MilCarve Ops
Сент-Джозеф, Миссури — MilCarve Ops — предприятие, принадлежащее ветеранам, специализирующееся на военных памятных вещах.
MW Wood Studio & Laser Engraving, LLC
Республика, Миссури. В настоящее время мы предлагаем клиентам различные товары/услуги в области лазерной гравировки и деревообработки. Дайте нам знать, что мы можем помочь вам создать.
JC Woodworking
Цинциннати, Огайо – Индивидуальные вывески, сегментированные деревянные футбольные и футбольные мячи и кухонные столы
Oahu Wood Creations
Oahu, Hawaii — Мы обеспечиваем индивидуальную обработку дерева, когда обычные не годятся. Мы создаем индивидуальный декор для дома, деловые вывески и мебель.
Crane Family Woodworking
Clinton, Indiana — Crane Family Woodworking уделяет особое внимание украшению вашего дома красивой деревянной мебелью, украшениями, вывесками, расписанными вручную и/или фрезерованными на станках с ЧПУ, и многим другим!
Джордж В. Планик
Грейслейк, Иллинойс — резчик-любитель с ЧПУ и лазером.
Vitruvian Woodshop
Гринсборо, Северная Каролина — Услуги небольших пользовательских ремесел с ЧПУ.
Gate City CNC
Гринсборо, Северная Каролина — Услуги небольших пользовательских станков с ЧПУ.
KCW Станки с ЧПУ и лазерной гравировкой
Палм-Харбор, Флорида — Лицензированный военный ремесленник, выполняющий резьбу по дереву с ЧПУ и лазерную гравировку.
Homes on a Limb
Нэшвилл, Индиана — Профессиональный столяр в Нэшвилле.
JSJ Custom Woods & Guitars
Магнолия, Техас — Изготовленные на заказ гитары и вывески.
Gary’s CNC Wood Shop
Лейк-Сити, Мичиган — Индивидуальные проекты. Давай сделаем это!
Shade Tree Engraving & Woodcraft
Wawaka, Indiana — Мы предоставляем дизайнерские услуги вплоть до готового продукта. Единственным ограничением является ваше воображение.
Pappy’s Wood Crafts
Greeneville, Tennessee. В основном я занимаюсь лазерной гравировкой украшений, магнитов или наборов подставок. Делаю небольшие работы по дереву.
Sparky’s Woodworks
Fletcher, Missouri- Sparky’s Woodworks предлагает искусно изготовленные вывески и подарки из дерева, на 100% сделанные в США, с большим выбором оригинальных изделий, доступных в нашем интернет-магазине, а также услуги индивидуального дизайна и изготовления.
Integrity Woodcrafting
Бруквилл, Огайо — CNC резьба до 22×36 и мебель ручной работы на заказ.
Pioneer Valley Wood Art
Гринфилд, Массачусетс — Криббедж Доски и маленькие вывески
Kitchen Works 4-U Inc.
Брэндон, Флорида — Мы предоставляем полный комплекс услуг по проектированию с ЧПУ в районе Тампа-Бэй.
Cubit CNC
Brooklyn, Indiana — Wood CNC до 18”x24”. Я делаю маленькие и средние персонализированные таблички, деревянные тарелки с животными для детей, деревянные банки с животными и другие разнообразные праздничные безделушки.
TennesseeRustic
Livingston, Tennessee — Мы производим различные предметы, в том числе декор для дома в деревенском стиле и предметы для образования.
Творения Рона
Нортпорт, Алабама. Я специализируюсь на небольших сувенирах с использованием станков с ЧПУ и лазерной гравировки.
Гленн Прюэтт
Драй Пронг, Луизиана — Мебель для маскировки оружия или ценностей.
JohnE’s Woodworking Shoppe
Ротшильд, Висконсин – мастер по изготовлению досок в Манкале
Изготовление по дереву Hall’s Custom Woodcraft
Энола, Пенсильвания — Изделия из дерева всех типов на заказ
Кевин Вуд Творения
Принц Фредрик, Мэриленд — Индивидуальные услуги ЧПУ и прокрутки
Из леса
Маршалл, Индиана. Уникальные деревянные изделия на заказ и в наличии: таблички, таблички, коробки, подносы, миски и многое другое!
Carve-A-Lot
Уичито, Канзас. Компания специализируется на изготовлении персонализированных флагов на заказ, вывесок с фамилиями и логотипами, а также эксклюзивных, единственных в своем роде деревянных и зеркальных табличек, которые запоминаются.
Михаил Дроздо
Рэймондвилль, Миссури. У нас есть для вас особый подарок.
Деревообработка Turtle Ledge
Сильверлейк, Нью-Йорк. Мы изготавливаем на заказ деревянные вывески, выжигаемые по дереву вывески, столы и стулья Adirondack.
Латинодеревянный завод
Ньюарк, Нью-Джерси — Индивидуальная резьба, гравировка и лазерная гравировка на проектах.
Мастерская Carved Right / Мастерская безмятежности
Браун-Сити, штат Мичиган — RJ’s Hobbies, лазерная гравировка, фрезерный станок с ЧПУ, сублимация, ручки на заказ
Майкл ЛаБелл
Уотертаун, Нью-Йорк. Мне нравится делать простые текстовые таблички на заказ!
Брайан Эллис
Парамп, Невада – Деревообработка и металлообработка
Вятт Вудс
Плимут, Висконсин — Столяр на пенсии, выполняющий специальные проекты. Токарные, деревянные игровые доски, таблички и часы и т. д.
Мастерская Вайкоффа
Фонтан, Колорадо. Мастерская Wyckoff’s Workshop принадлежит и управляется ветеранами и специализируется на деревянных изделиях из цельных дубовых пластин, резьбе и вывесках.
Марк Йост
Эссекс, Мэриленд — Я делаю небольшие проекты, игрушки, вывески и т. д. Не стесняйтесь, чтобы некоторые видели ЧПУ для себя!
808 Креатив
Гонолулу, Гавайи — столярный цех с полным спектром услуг, оснащенный ЧПУ и лазерной гравировкой
Дэн Ингл
Бомонт, Калифорния
CnC Cutts
Моргантаун, Западная Вирджиния – Индивидуальные огранки для других предприятий и ремесленников
Пит Вулли
Марион, Иллинойс — Столяр на пенсии развлекается!
Рон Галилей
Монессен, Пенсильвания — Проектируйте и создавайте проекты для семьи и друзей.
Декор для дома «Дятлы»
Уилмингтон, Северная Каролина — Изделия ручной работы и декор из дерева для дома
Знаки ручной работы и многое другое RTH
Бентонвилль, Арканзас. Экспертное качество, долговечные вывески и другие предметы, изготовленные на заказ специально для вас!
ООО «Ди Джи Вудворкинг»
Франклин, Висконсин — Индивидуальные проекты из дерева и акрила, сделанные нашей семьей с заботой для вас!
Деревянные изделия Dustmaker’s
Текумсе, Канзас. Я также занимаюсь изготовлением мебели. Я готов посмотреть на любой проект, чтобы увидеть, если можно сделать. Я заинтересован в изготовлении мебели, ламп, часов, деревянных ящиков, вывесок и всего, что возможно из дерева.
CB Tech, LLC
Саут-Берлингтон, Вермонт – General Woodworking and Signs
2 иска
Гулливер, Мичиган — перепрофилирование, переработка деревянных поддонов и указателей на столбы, домашний декор и многое другое.
Резчик на вершине холма
Байби, Теннесси. Мы продаем персонализированные деревянные таблички, знаки, флаги и другие изделия, вырезанные или обработанные лазером.
R AllenWood
Манила, Индиана. Мы начинаем небольшой домашний бизнес. Нет работы, которая была бы слишком маленькой или слишком большой.
Ллойд Хейр
Карлайл, Пенсильвания — Деревообработка, Металл, Ремонт музыкальных инструментов. Я делаю вывески, таблички, чаши и гитары.
Каменик Энтерпрайзис
Северо-Восток, Мэриленд — Лазерная резка и гравировка на заказ
Хартфорд, Висконсин — Работа с ЧПУ, а также столярные изделия и мебель на заказ.
Графика и вывески Alberti
Питтсбург, штат Пенсильвания — Вывески, автомобильная графика, футболки и надписи на витринах …
Майк Уэй
Саут-Хилл, Вирджиния — Вывески на продажу
Джон Малиновски
Маршалл, Мичиган | Зефирхиллс, Флорида – продажи из уст в уста
JD Wood Works
Ньюфилдс, Нью-Гэмпшир — Производитель — Строитель — Создатель дерева
Древесная терапия
Принц Фредрик, Мэриленд – Wood Therapy
Том Толанд
Норт-Аполло, Пенсильвания — Хобби
Знаки и графика Bayou
Belle Chasse, Луизиана — Магазин вывесок с полным спектром услуг, включая изготовленные на заказ деревянные вывески с ЧПУ 3D.
ЗАПИСАТЬСЯ В СПИСОК
Если вы являетесь владельцем DWC и предлагаете местные услуги ЧПУ и/или можете проводить демонстрации своего ЧПУ, то вы можете попасть в список здесь!
Зарегистрируйтесь!
Сообщить о реферале
Кто-нибудь порекомендовал нас вам до того, как вы купили ЧПУ? Дайте нам знать, и мы вознаградим их процентом от стоимости продажи (наличными 2% или кредитом в магазине 3%)!
PlanetCNC Fix — Digital Wood Carver
27. 08.22 — Вниманию клиентов Digital Wood Carver. Все пользователи PLanetCNC TNG столкнутся с ошибкой отсутствия или недействительной лицензии при попытке запустить свой станок с ЧПУ. PlanetCNC только что уведомил нас о проблеме.
Инструкции по устранению этой проблемы приведены ниже. ПОЖАЛУЙСТА, СЛЕДУЙТЕ ЗА НИМ ВНИМАТЕЛЬНО И ВНИМАТЕЛЬНО.
ЭТО НЕ ПРИМЕНЯЕТСЯ К ПОЛЬЗОВАТЕЛЯМ USB-КОНТРОЛЛЕРА ЧПУ. СЛЕДУЙТЕ ЭТИМ ИНСТРУКЦИЯМ, ТОЛЬКО ЕСЛИ ВЫ ПОЛУЧАЕТЕ ОШИБКУ «ЛИЦЕНЗИЯ ОТСУТСТВУЕТ ИЛИ НЕДЕЙСТВИТЕЛЬНА».
Вот инструкции, как это исправить.
Будьте на компьютере, на котором работает ЧПУ
Выключите машину
Подсоедините USB-кабель от машины к компьютеру
Откройте эту ссылку и загрузите архив . https://drive.google.com/uc?export=download&id=1geWzBBMM_q7DVNuRu01bMWdrzJUDaeFX
Загрузка должна начаться автоматически.
После того, как zip-папка будет загружена на ваш компьютер. щелкните, чтобы открыть папку. Откроется окно проводника, и в верхней части окна вы должны увидеть опцию «ИЗВЛЕЧИТЬ ВСЕ», если вы не видите кнопку «ИЗВЛЕЧИТЬ ВСЕ» в меню в верхней части экрана, вы увидите «ИЗВЛЕКАТЬ» и ниже «Инструменты для сжатых папок».
Нажмите «Инструменты для сжатых папок», и вверху появится «ИЗВЛЕЧЬ ВСЕ».
Нажмите «ИЗВЛЕЧЬ ВСЕ», а когда откроется окно извлечения, нажмите «ИЗВЛЕЧИТЬ» внизу.
После извлечения файла откроется НОВОЕ окно проводника с распакованным установочным файлом. Нажмите, чтобы запустить
Вы получите всплывающее окно с ПРЕДУПРЕЖДЕНИЕМ, в котором говорится, что Windows защитила ваш компьютер. НАЖМИТЕ БОЛЬШЕ ИНФОРМАЦИИ. а затем НАЖМИТЕ «ЗАПУСТИТЬ В ЛЮБОМ СЛУЧАЕ» внизу этого окна.
НАЖМИТЕ ДА, чтобы программа могла внести изменения.
Когда программа установки откроется….Пройдите через программу установки…. ДАЛЕЕ, ДАЛЕЕ, УСТАНОВИТЬ
ПО ЗАВЕРШЕНИИ УСТАНОВКИ программа PlanetCNC TNG откроется автоматически. ЗАКРЫТЬ эту программу.
Вы перезапустите программу с помощью ярлыка DWC_Mill_Mode, расположенного на рабочем столе
Нажмите «Да», чтобы программа могла внести изменения Версия не правильная. Закройте это окно.
—————
СЛЕДУЮЩИЙ ШАГ: ОБНОВЛЕНИЕ ПРОШИВКИ
После того, как вы снова откроете программу после выполнения описанных выше шагов, вам необходимо запустить обновление прошивки…
1 . Меню машины (рядом с меню помощи вверху экрана)
2 . Щелкните Контроллер
3 . Щелкните Обновление прошивки
4 . Нажмите «ОК», когда будет предложено
СЛЕДУЮЩИЙ
сброс кнопок джога
Вам нужно будет сбросить кнопки джога для каждого из ярлыков на рабочем столе (DWC_ Mill_Mode, DWC_PICLASER_MODE, DWC_LASER _ MODE, DWC_4THAXIS_MODE, DWC_PROBE _MODE и и т. Д., Что бы ни применимо к вам)
 6 mm suede leather upper
6 mm suede leather upper 6 mm suede leather upper
6 mm suede leather upper Это безопасно и надежно
Это безопасно и надежно Вес 450 гр. (Размер половинной пары 9 США).
Вес 450 гр. (Размер половинной пары 9 США).
 Вдобавок ко всему, полностью с отечественными НИОКР и отечественными
Вдобавок ко всему, полностью с отечественными НИОКР и отечественными Несмотря на их высокую эффективность и высокую производительность, они требуют крайне малой мощности.
Несмотря на их высокую эффективность и высокую производительность, они требуют крайне малой мощности.




 Другими словами, в то время как пища, подлежащая сушке,
Другими словами, в то время как пища, подлежащая сушке,
 Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудования добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудования добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
 ..
.. 1 ED найдет свое применение прежде всего в компаниях занимающихся производством поддонов с мощностью 500 шт. в смену (8 часов)
1 ED найдет свое применение прежде всего в компаниях занимающихся производством поддонов с мощностью 500 шт. в смену (8 часов)





 мир за их замечательный дизайн. Наши машины для изготовления поддонов создают экономичный, простой в обслуживании, удобный и прибыльный производственный процесс. Выше вы найдете некоторые из самых популярных паллетных машин, производимых компанией Pallet Chief. От гвоздезабивных машин для поддонов до оборудования для штабелирования поддонов — вы можете спроектировать всю свою систему изготовления поддонов с помощью надежного оборудования от компании Pallet Chief. Независимо от того, являетесь ли вы производителем поддонов, который только начинает свою деятельность, или управляете крупной компанией по производству поддонов, стремящейся увеличить производительность при минимальном техническом обслуживании и меньшем количестве человеко-часов, у нас есть машина, которая соответствует вашим потребностям.
мир за их замечательный дизайн. Наши машины для изготовления поддонов создают экономичный, простой в обслуживании, удобный и прибыльный производственный процесс. Выше вы найдете некоторые из самых популярных паллетных машин, производимых компанией Pallet Chief. От гвоздезабивных машин для поддонов до оборудования для штабелирования поддонов — вы можете спроектировать всю свою систему изготовления поддонов с помощью надежного оборудования от компании Pallet Chief. Независимо от того, являетесь ли вы производителем поддонов, который только начинает свою деятельность, или управляете крупной компанией по производству поддонов, стремящейся увеличить производительность при минимальном техническом обслуживании и меньшем количестве человеко-часов, у нас есть машина, которая соответствует вашим потребностям.
 В зависимости от технологии, размеров и сложности 3д принтер печать фигурок занимает от нескольких часов до нескольких дней.
В зависимости от технологии, размеров и сложности 3д принтер печать фигурок занимает от нескольких часов до нескольких дней. Помимо стоимости расходных материалов в цену изделия добавляется еще много неочевидных, на первый взгляд, расходов.
Помимо стоимости расходных материалов в цену изделия добавляется еще много неочевидных, на первый взгляд, расходов.
 На рынке можно найти филамент под различные задачи, на любой “вкус” и кошелек. Это могут быть совсем недорогие ABS и PLA пластики или специфические — токопроводящие, выжигаемые и т.д.
На рынке можно найти филамент под различные задачи, на любой “вкус” и кошелек. Это могут быть совсем недорогие ABS и PLA пластики или специфические — токопроводящие, выжигаемые и т.д.
 Сейчас появилось большое разнообразие фотополимерных смол на любой вкус. От особо прочных и точных инженерных или ювелирных смол, до мягких флексов.
Сейчас появилось большое разнообразие фотополимерных смол на любой вкус. От особо прочных и точных инженерных или ювелирных смол, до мягких флексов.

 На таких принтерах можно быстро и качественно изготовить небольшую партию моделей, большой прототип или мастер модель.
На таких принтерах можно быстро и качественно изготовить небольшую партию моделей, большой прототип или мастер модель.

 д.
д.
 ;
;
 Это позволяет, имея один принтер, изготавливать практически любое изделие — от детской игрушки до сложного инженерного прототипа.
Это позволяет, имея один принтер, изготавливать практически любое изделие — от детской игрушки до сложного инженерного прототипа.
 д. В зависимости от смолы цена за 0,5 кг может начинатся от 4800р и выше. Все зависит от характеристик смолы.
д. В зависимости от смолы цена за 0,5 кг может начинатся от 4800р и выше. Все зависит от характеристик смолы.
 Вес готового изделия около 20 грамм. Отпечаток без постобработки. Итоговая стоимость — 200р.
Вес готового изделия около 20 грамм. Отпечаток без постобработки. Итоговая стоимость — 200р.
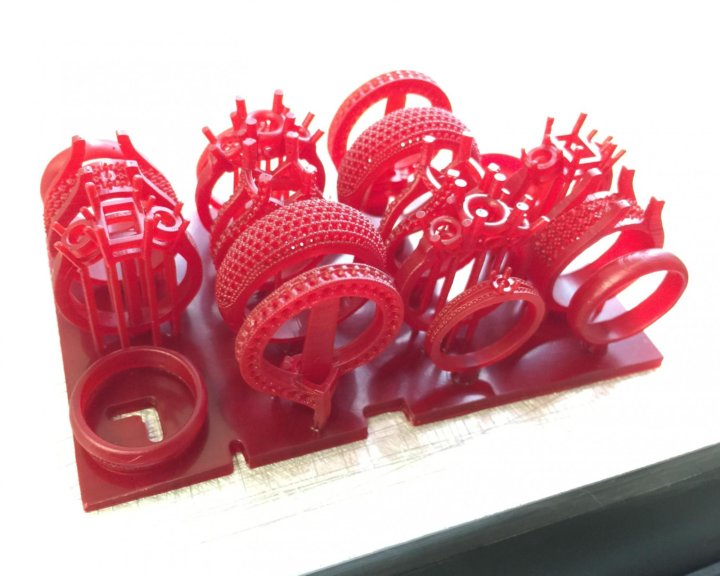 Вес готовой модели около 200 гр. Изделие печаталось инженерным угленаполненным пластиком (стоимость катушки от 4700 р). Постобработка не понадобилась. Стоимость готового изделия около 3000 р.
Вес готовой модели около 200 гр. Изделие печаталось инженерным угленаполненным пластиком (стоимость катушки от 4700 р). Постобработка не понадобилась. Стоимость готового изделия около 3000 р.
 Изготовлены при помощи настольного DLP принтера. Постобработка не потребовалась. Стоимость готовой фигурки от 70 р за грамм.
Изготовлены при помощи настольного DLP принтера. Постобработка не потребовалась. Стоимость готовой фигурки от 70 р за грамм.
 Это может быть просто удаление поддержек, с зачисткой места их соприкосновения с изделием или полный цикл обработки (шпатлевка, шлифовка поверхности, покраска и т.д).
Это может быть просто удаление поддержек, с зачисткой места их соприкосновения с изделием или полный цикл обработки (шпатлевка, шлифовка поверхности, покраска и т.д).
 Например сломалась небольшая шестеренка в механизме, но механизм продается только “в сборе”. Гораздо дешевле изготовить нужную шестеренку на 3D принтере, чем покупать весь механизм.
Например сломалась небольшая шестеренка в механизме, но механизм продается только “в сборе”. Гораздо дешевле изготовить нужную шестеренку на 3D принтере, чем покупать весь механизм.
 Лучше обзавестись несколькими аппаратами с меньшей областью печати, чем купить всего один принтер, хоть и с большой рабочей областью.
Лучше обзавестись несколькими аппаратами с меньшей областью печати, чем купить всего один принтер, хоть и с большой рабочей областью.

 !
! 1-литровая бутылка смолы позволяет напечатать 30-35 миниатюр разумного размера, а стоимость смолы для любителей составляет 20-40 долларов.
1-литровая бутылка смолы позволяет напечатать 30-35 миниатюр разумного размера, а стоимость смолы для любителей составляет 20-40 долларов. Часто эти детали будут шире, чем могут поместиться настольные ЖК-принтеры, но FDM-принтер, такой как Ender 3, должен быть в состоянии напечатать их, а если нет, то более крупный принтер, такой как Ender 5 Plus, наверняка сможет.
Часто эти детали будут шире, чем могут поместиться настольные ЖК-принтеры, но FDM-принтер, такой как Ender 3, должен быть в состоянии напечатать их, а если нет, то более крупный принтер, такой как Ender 5 Plus, наверняка сможет. Узнать больше
Узнать больше Он поставляется с CHITUBOX, высоко оцененным 3D-слайсером из смолы, который быстро нарезает модели, чтобы сэкономить ваше время, а также включает в себя полезные функции, такие как инструменты, которые выдалбливают модели перед печатью, чтобы снизить затраты на материалы, если вы не возражаете против немного менее прочного. части.
Он поставляется с CHITUBOX, высоко оцененным 3D-слайсером из смолы, который быстро нарезает модели, чтобы сэкономить ваше время, а также включает в себя полезные функции, такие как инструменты, которые выдалбливают модели перед печатью, чтобы снизить затраты на материалы, если вы не возражаете против немного менее прочного. части.
 В цифрах это означает небольшое понижение разрешения XY до 40 микрон по сравнению с 35 микронами у Mono 4 K, но при таких низких числах разница неразличима невооруженным глазом, даже для опытных поклонников миниатюр.
В цифрах это означает небольшое понижение разрешения XY до 40 микрон по сравнению с 35 микронами у Mono 4 K, но при таких низких числах разница неразличима невооруженным глазом, даже для опытных поклонников миниатюр.
 Однако, если вы хотите сэкономить деньги, Photon M3 — отличный выбор, если вас устраивает разрешение 4K, поскольку Mono X 6K стоит вдвое дороже.
Однако, если вы хотите сэкономить деньги, Photon M3 — отличный выбор, если вас устраивает разрешение 4K, поскольку Mono X 6K стоит вдвое дороже.
 Anycubic Mono X 6K или Elegoo Saturn S.
Anycubic Mono X 6K или Elegoo Saturn S.
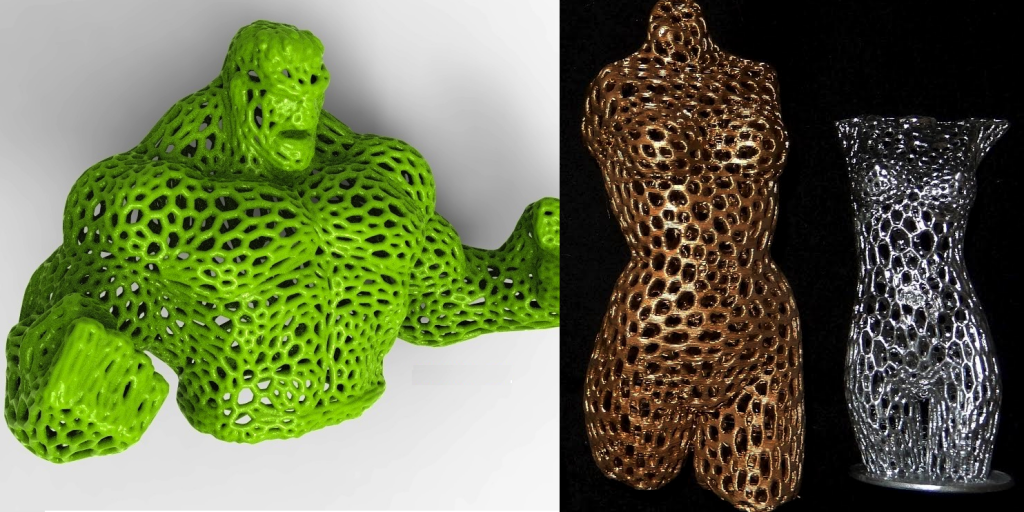
 д. — идеально подходит для усиления этого важного ощущения погружения.
д. — идеально подходит для усиления этого важного ощущения погружения.


 время.
время. Затем, по желанию, вы можете исправить любые недостатки, загрунтовать и покрасить их для вашего индивидуального вида. Мы рекомендуем покупать станцию для мытья и отверждения вашего бренда, чтобы сэкономить ваше время и нервы.
Затем, по желанию, вы можете исправить любые недостатки, загрунтовать и покрасить их для вашего индивидуального вида. Мы рекомендуем покупать станцию для мытья и отверждения вашего бренда, чтобы сэкономить ваше время и нервы.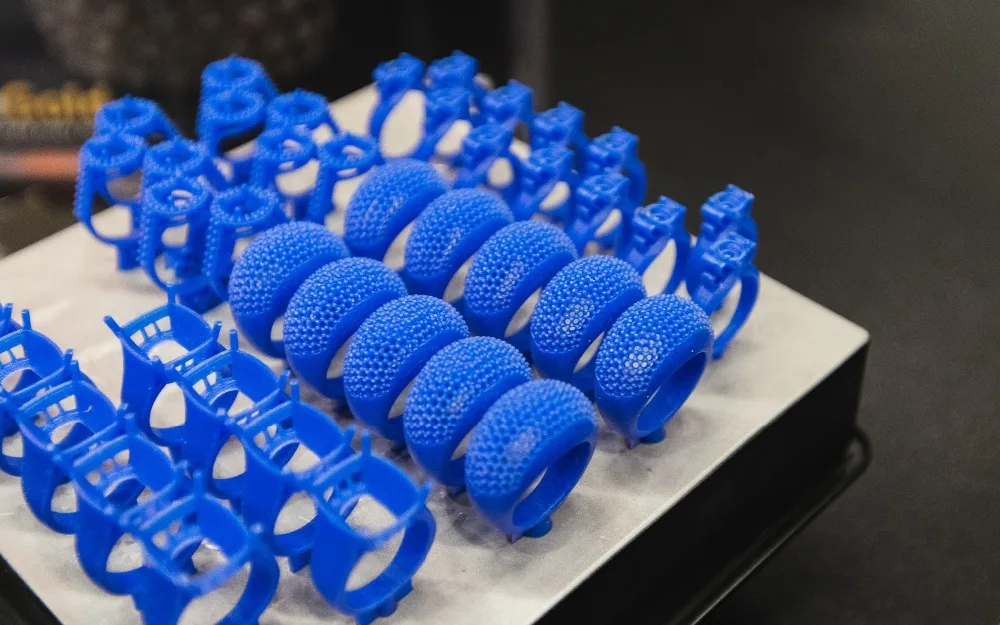
 Если вы хотите сэкономить на материальных затратах и не возражаете против снижения прочности некоторых деталей, вы можете уменьшить заполнение до 10%, хотя некоторые любители, которым нужны цельные модели, могут выбрать более высокий процент заполнения.
Если вы хотите сэкономить на материальных затратах и не возражаете против снижения прочности некоторых деталей, вы можете уменьшить заполнение до 10%, хотя некоторые любители, которым нужны цельные модели, могут выбрать более высокий процент заполнения. В конце концов, 3D-принтеры могут зайти так далеко, когда дело доходит до выявления пышных деталей и сложности модели.
В конце концов, 3D-принтеры могут зайти так далеко, когда дело доходит до выявления пышных деталей и сложности модели.
 Эта статья также полезна для общего понимания вашего положения в области 3D-печати и интеллектуальной собственности.
Эта статья также полезна для общего понимания вашего положения в области 3D-печати и интеллектуальной собственности. Некоторые из лучших доступных смоляных материалов производятся такими компаниями, как Siraya Tech, Anycubic и Elegoo, что позволяет печатать фантастические детали на ваших миниатюрах в рамках вашего бюджета.
Некоторые из лучших доступных смоляных материалов производятся такими компаниями, как Siraya Tech, Anycubic и Elegoo, что позволяет печатать фантастические детали на ваших миниатюрах в рамках вашего бюджета. Набор горожан Wildspire стоит около 40 долларов за 58 миниатюр, что составляет около 0,70 доллара за миниатюру.
Набор горожан Wildspire стоит около 40 долларов за 58 миниатюр, что составляет около 0,70 доллара за миниатюру. 
 Если у вас еще нет настроенного 3D-принтера, вы можете приобрести приличный 3D-принтер из нити или смолы всего за 200 долларов.
Если у вас еще нет настроенного 3D-принтера, вы можете приобрести приличный 3D-принтер из нити или смолы всего за 200 долларов. 

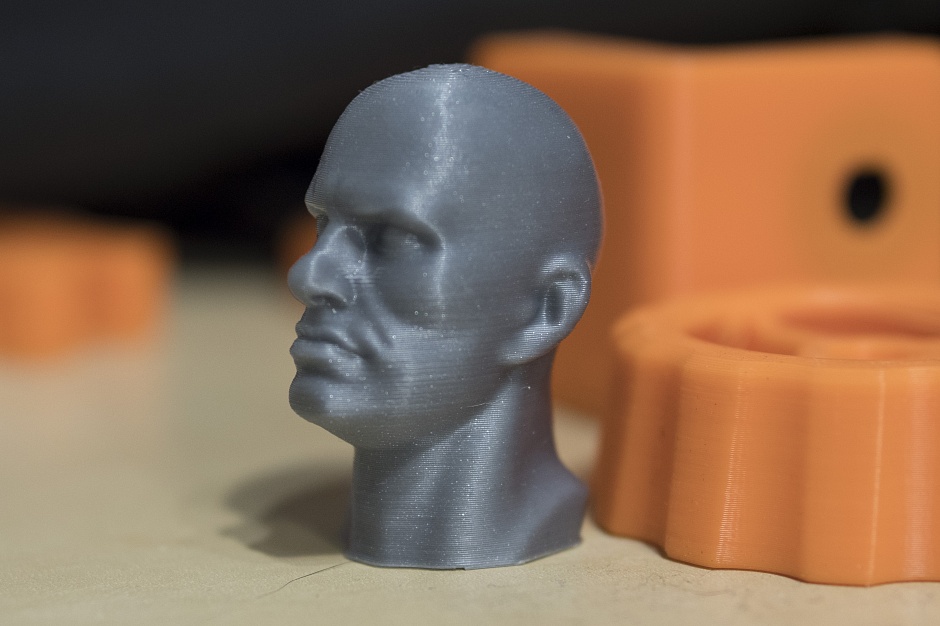 Согласно реальным тестам, пользователи могут напечатать около 100-140 миниатюр из 1 л смолы, что стоит от 0,21 до 0,30 долларов за миниатюру.
Согласно реальным тестам, пользователи могут напечатать около 100-140 миниатюр из 1 л смолы, что стоит от 0,21 до 0,30 долларов за миниатюру.


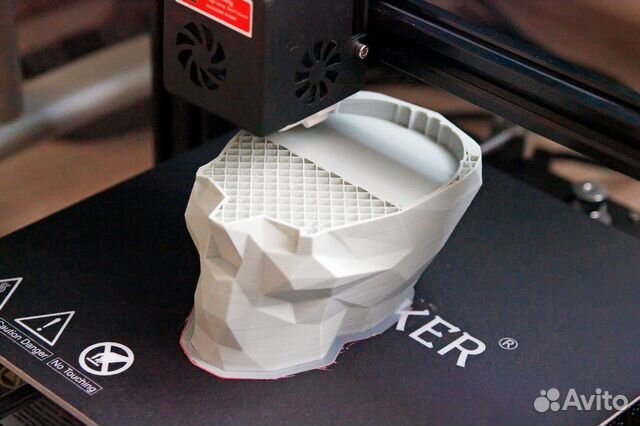


 Однако настройка может занять некоторое время в зависимости от того, какую машину вы покупаете. Некоторые 3D-принтеры поставляются 95% предварительно собраны, и их сборка занимает всего 10 минут, в то время как некоторые требуют много времени на сборку и могут занять около часа.
Однако настройка может занять некоторое время в зависимости от того, какую машину вы покупаете. Некоторые 3D-принтеры поставляются 95% предварительно собраны, и их сборка занимает всего 10 минут, в то время как некоторые требуют много времени на сборку и могут занять около часа.
 5.
5.  США для этих 47 моделей, цена аналогична набору из 16 моделей, но вам придется выполнять постобработку и раскрашивать миниатюры самостоятельно. . Не забудьте также учесть временные обязательства.
США для этих 47 моделей, цена аналогична набору из 16 моделей, но вам придется выполнять постобработку и раскрашивать миниатюры самостоятельно. . Не забудьте также учесть временные обязательства.
 Цена. Прецизионные компоненты стоят дорого.
Цена. Прецизионные компоненты стоят дорого.

 Теперь поговорим о точности. Учитывая параметры компонентов лебёдки и мотора, при микростеппинге 1/16 возможно перемещение оси Z с шагом 0,02 мм. Теперь рассмотрим проблему точности у лебёдки с однослойной намоткой троса. Радиус приводного барабана в моей конструкции составляет 10 мм, соответственно, длина окружности при намотке будет 62,8 мм. Для того, чтобы поднять ось Z на 44 см, необходимо примерно семь оборотов. При использовании троса толщиной 1 мм осевое смещение намотки составит 7 мм. При этом происходит изменение расстояния от точки соприкосновения троса с барабаном до нижнего опорного блока.
Теперь поговорим о точности. Учитывая параметры компонентов лебёдки и мотора, при микростеппинге 1/16 возможно перемещение оси Z с шагом 0,02 мм. Теперь рассмотрим проблему точности у лебёдки с однослойной намоткой троса. Радиус приводного барабана в моей конструкции составляет 10 мм, соответственно, длина окружности при намотке будет 62,8 мм. Для того, чтобы поднять ось Z на 44 см, необходимо примерно семь оборотов. При использовании троса толщиной 1 мм осевое смещение намотки составит 7 мм. При этом происходит изменение расстояния от точки соприкосновения троса с барабаном до нижнего опорного блока. Проще говоря, не обеспечивают никакого значимого выигрыша по точности. Если же по каким-то причинам Вам необходимо напечатать модели высотой большей, чем 44 см, нужно просто пропорционально увеличить диаметр приводного барабана (для сохранения малого количества оборотов, потребных для перемещения оси) и передаточное число редуктора (для сохранения номинальной нагрузки на мотор). При этом стоимость механизма растёт незначительно, в отличие от конструкции с винтовым приводом.
Проще говоря, не обеспечивают никакого значимого выигрыша по точности. Если же по каким-то причинам Вам необходимо напечатать модели высотой большей, чем 44 см, нужно просто пропорционально увеличить диаметр приводного барабана (для сохранения малого количества оборотов, потребных для перемещения оси) и передаточное число редуктора (для сохранения номинальной нагрузки на мотор). При этом стоимость механизма растёт незначительно, в отличие от конструкции с винтовым приводом. Отрегулируйте эксцентриковые гайки. Затяните болты, которыми крепятся узлы роликов. Вывод.
Отрегулируйте эксцентриковые гайки. Затяните болты, которыми крепятся узлы роликов. Вывод.






 Таким образом, современные резиновые изделия могут применяться в условиях высоких и низких температур, при перепадах, а также в агрессивной среде.Наша компания выпускает не только стандартные, формовые резиновые изделия по существующим шаблонам, но также и нестандартную продукцию на заказ. В таких случаях необходимо учитывать, что если продукция из резины производится согласно индивидуальному заказу, в производственный цикл включаются такие дополнительные стадии, как подготовка проекта и изготовление индивидуально сконструированных пресс-форм.Наша компания практикует такой способ производства формовых резинотехнических изделий, как литье под давлением, благодаря которому получается максимально качественная резинотехническая продукция.
Таким образом, современные резиновые изделия могут применяться в условиях высоких и низких температур, при перепадах, а также в агрессивной среде.Наша компания выпускает не только стандартные, формовые резиновые изделия по существующим шаблонам, но также и нестандартную продукцию на заказ. В таких случаях необходимо учитывать, что если продукция из резины производится согласно индивидуальному заказу, в производственный цикл включаются такие дополнительные стадии, как подготовка проекта и изготовление индивидуально сконструированных пресс-форм.Наша компания практикует такой способ производства формовых резинотехнических изделий, как литье под давлением, благодаря которому получается максимально качественная резинотехническая продукция.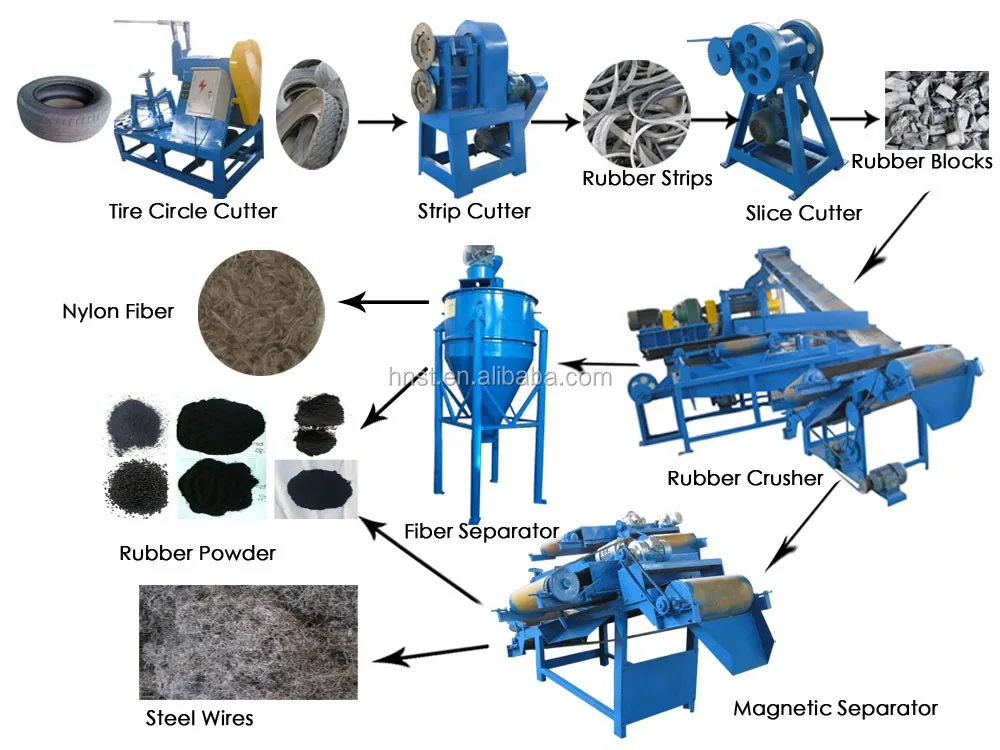 После этого осуществляется удаление лишних частей – отходов при помощи специальных инструментов. Наша компания принимает заказы на производство резинотехнических изделий, выполнение обрезинивания металллофурнитуры, металлокаркасов, пластин различных конфигураций с использованием пресс-форм заказчика.
После этого осуществляется удаление лишних частей – отходов при помощи специальных инструментов. Наша компания принимает заказы на производство резинотехнических изделий, выполнение обрезинивания металллофурнитуры, металлокаркасов, пластин различных конфигураций с использованием пресс-форм заказчика.


 В таком случае вырезают испорченный кусок и сращивают оба конца, вставляя их в короткий кусок резинового рукава большего диаметра, плотно охватывающего починенный рукав.
В таком случае вырезают испорченный кусок и сращивают оба конца, вставляя их в короткий кусок резинового рукава большего диаметра, плотно охватывающего починенный рукав.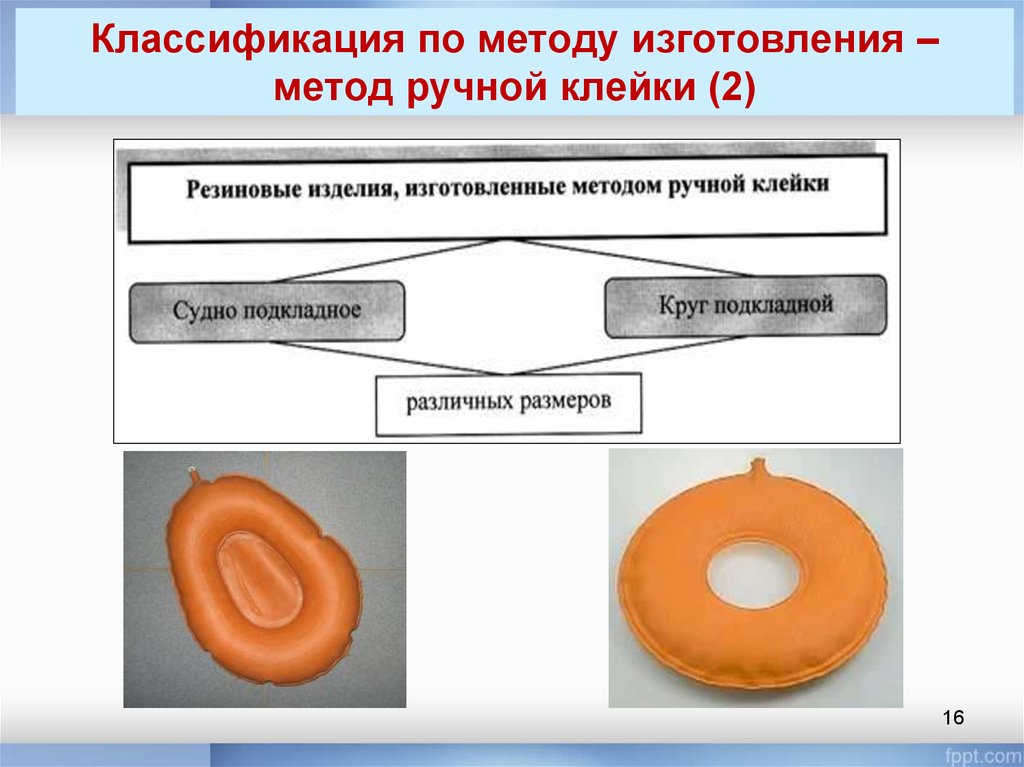 Когда каучук растворится, добавляют смесь, приготовленную следующим образом: сплавляют 10 частей каучука с 10 частями истолченной канифоли и затем добавляют 35 частей скипидара. Эту замазку следует хранить в герметически закупоренной склянке.
Когда каучук растворится, добавляют смесь, приготовленную следующим образом: сплавляют 10 частей каучука с 10 частями истолченной канифоли и затем добавляют 35 частей скипидара. Эту замазку следует хранить в герметически закупоренной склянке.


 Герметизация
Герметизация

 Все Политек полиуретан
Все Политек полиуретан Это не всегда необходимо и должно определяться в каждом конкретном случае.
Это не всегда необходимо и должно определяться в каждом конкретном случае. Некоторые каучуки можно извлечь из формы за 30 минут, в то время как другие не следует
Некоторые каучуки можно извлечь из формы за 30 минут, в то время как другие не следует | By Staff
| By Staff


 Лазерный гравер применяется для лазерной маркировки металлов: стали, серебра, золота, латуни и неметаллических изделий: кожа, камень, пластики. В лазерном маркере применяется модуль с волоконным лазерным излучателем Raycus. Высокий КПД лазерного маркера позволяет отказаться от водяных систем охлаждения, что позволяет размещать лазерный гравер непосредственно на рабочем столе.
Лазерный гравер применяется для лазерной маркировки металлов: стали, серебра, золота, латуни и неметаллических изделий: кожа, камень, пластики. В лазерном маркере применяется модуль с волоконным лазерным излучателем Raycus. Высокий КПД лазерного маркера позволяет отказаться от водяных систем охлаждения, что позволяет размещать лазерный гравер непосредственно на рабочем столе. youtube.com/embed/LshSpOyn9aM?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/LshSpOyn9aM?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  youtube.com/embed/krwT7R6OlsE?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/krwT7R6OlsE?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  Источник лазерного излучения Raycus (опционально Maxphotonics, IPG)
Источник лазерного излучения Raycus (опционально Maxphotonics, IPG) 0
0 
 : (499) 963-31-58 E-mail gravbiz(собака)mail.ru
: (499) 963-31-58 E-mail gravbiz(собака)mail.ru STYLECNC станет лучшим магазином, который может предложить вам самые популярные системы лазерной маркировки с ЧПУ в 2023 году с мощностью лазера 20 Вт, 30 Вт, 50 Вт, 60 Вт, 70 Вт, 80 Вт, 100 Вт, 130 Вт, 150 Вт, 180 Вт, 200 Вт, 300 Вт и индивидуальная лазерная печать, травление, маркировка и гравировка для ваших индивидуальных проектов, идей DIY и бизнес-планов.
STYLECNC станет лучшим магазином, который может предложить вам самые популярные системы лазерной маркировки с ЧПУ в 2023 году с мощностью лазера 20 Вт, 30 Вт, 50 Вт, 60 Вт, 70 Вт, 80 Вт, 100 Вт, 130 Вт, 150 Вт, 180 Вт, 200 Вт, 300 Вт и индивидуальная лазерная печать, травление, маркировка и гравировка для ваших индивидуальных проектов, идей DIY и бизнес-планов. Лазерные маркеры имеют преимущества высокой скорости, высокого качества, высокой точности, отсутствия загрязнения, безопасности, простоты в эксплуатации, бесплатного обслуживания и низкой стоимости. Машины для лазерной маркировки также известны как лазерные маркеры, машины для лазерной маркировки, машины для лазерной маркировки, системы лазерной маркировки, машины для лазерной гравировки, машины для лазерной маркировки, машины для лазерной маркировки, машины для лазерной печати и инструменты для лазерной маркировки.
Лазерные маркеры имеют преимущества высокой скорости, высокого качества, высокой точности, отсутствия загрязнения, безопасности, простоты в эксплуатации, бесплатного обслуживания и низкой стоимости. Машины для лазерной маркировки также известны как лазерные маркеры, машины для лазерной маркировки, машины для лазерной маркировки, системы лазерной маркировки, машины для лазерной гравировки, машины для лазерной маркировки, машины для лазерной маркировки, машины для лазерной печати и инструменты для лазерной маркировки.
 УФ-лазер преобразует основной лазер в треть длины волны с помощью нелинейного оптического кристалла. Известно, что волоконные лазеры эффективно генерируют мощность, они компактны благодаря принципу генерации. Волоконный лазер больше подходит для обработки металлов, чем УФ-лазер и CO2-лазер. УФ-лазеры работают за счет преобразования длины волны лазера, они могут выполнять детальную обработку с низким тепловым эффектом для материалов, которые имеют высокую скорость поглощения для этих длин волн, однако эксплуатационные расходы могут быть высокими. УФ-лазерные маркеры очень хороши для пластика. Лазеры CO2 легче поглощаются прозрачными материалами, потому что они имеют большую длину волны, чем волоконные лазеры и УФ-лазеры, что делает их подходящими для маркировки стекла или других прозрачных материалов. Лазеры CO2 очень хороши для ПВХ, бумаги, резины, стекла и дерева.
УФ-лазер преобразует основной лазер в треть длины волны с помощью нелинейного оптического кристалла. Известно, что волоконные лазеры эффективно генерируют мощность, они компактны благодаря принципу генерации. Волоконный лазер больше подходит для обработки металлов, чем УФ-лазер и CO2-лазер. УФ-лазеры работают за счет преобразования длины волны лазера, они могут выполнять детальную обработку с низким тепловым эффектом для материалов, которые имеют высокую скорость поглощения для этих длин волн, однако эксплуатационные расходы могут быть высокими. УФ-лазерные маркеры очень хороши для пластика. Лазеры CO2 легче поглощаются прозрачными материалами, потому что они имеют большую длину волны, чем волоконные лазеры и УФ-лазеры, что делает их подходящими для маркировки стекла или других прозрачных материалов. Лазеры CO2 очень хороши для ПВХ, бумаги, резины, стекла и дерева.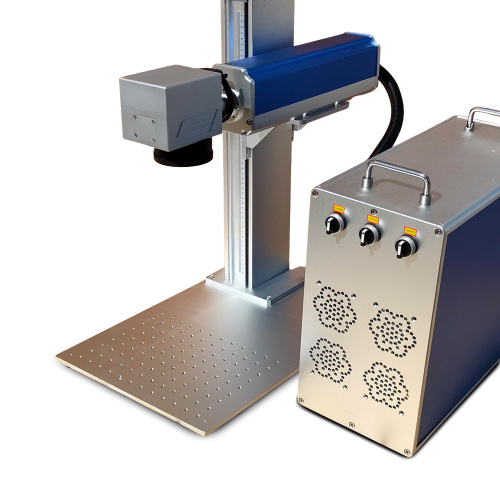

 В то же время, лазерная маркировка гарантирует неизменно высокое качество.
В то же время, лазерная маркировка гарантирует неизменно высокое качество. И метод гравировки является гибким, что может не только удовлетворить потребности лабораторного дизайна отдельных предметов, но и удовлетворить требования промышленного массового производства;
И метод гравировки является гибким, что может не только удовлетворить потребности лабораторного дизайна отдельных предметов, но и удовлетворить требования промышленного массового производства; С непрерывным расширением современных приложений лазерной маркировки требования к миниатюризации, высокой эффективности и интеграции систем лазерного производства также выше.
С непрерывным расширением современных приложений лазерной маркировки требования к миниатюризации, высокой эффективности и интеграции систем лазерного производства также выше. Последовательность загрузки:
Последовательность загрузки:
 Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.

 Содержите машину в чистоте и очищайте поверхность и внутреннюю часть машины;
Содержите машину в чистоте и очищайте поверхность и внутреннюю часть машины;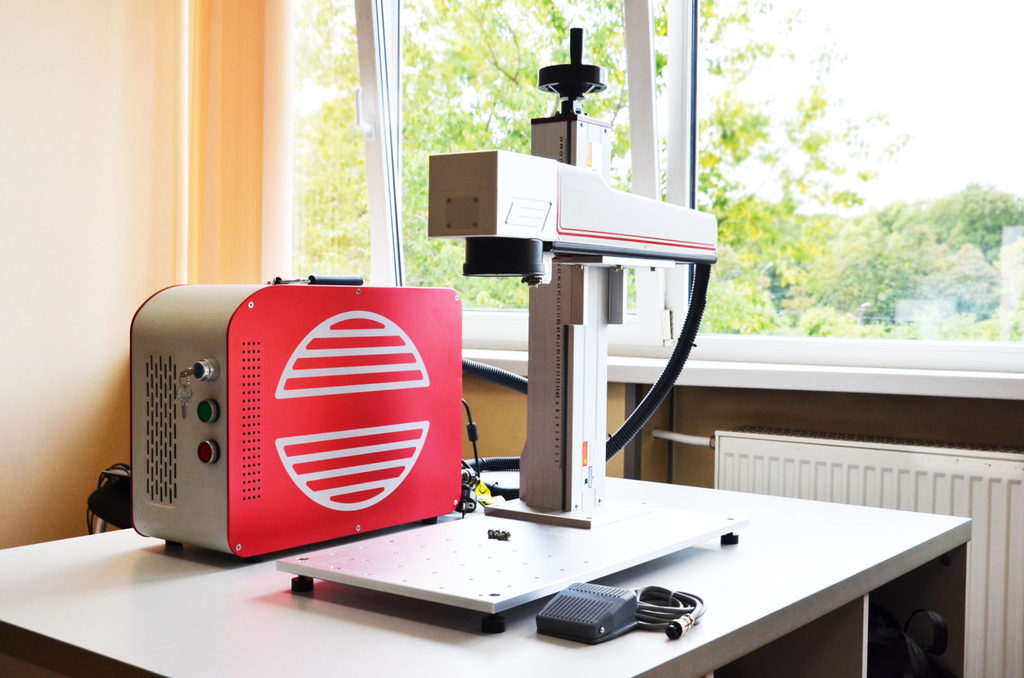 Проверьте, не ослабевает ли излучаемый лазером свет, для проверки используйте измеритель мощности;
Проверьте, не ослабевает ли излучаемый лазером свет, для проверки используйте измеритель мощности; Если машина эксплуатируется неправильно, что привело к аварийной ситуации, немедленно нажмите кнопку выключения питания;
Если машина эксплуатируется неправильно, что привело к аварийной ситуации, немедленно нажмите кнопку выключения питания; Систему маркировки можно разделить на две части: графическое редактирование и контроль маркировки. Работа по редактированию графики осуществляется на компьютере. Ядро программного обеспечения управления работает на плате управления. Файл LDB используется для хранения данных, созданных при редактировании графики, и через USB-устройство отправляет данные на карту управления, которая больше не требует участия компьютера при маркировке. Исследования были сосредоточены на улучшении алгоритмов наклонных линий и коррекции, а также алгоритма управления для управления маркировкой графики и анализа файловой системы FAT USB-устройства.
Систему маркировки можно разделить на две части: графическое редактирование и контроль маркировки. Работа по редактированию графики осуществляется на компьютере. Ядро программного обеспечения управления работает на плате управления. Файл LDB используется для хранения данных, созданных при редактировании графики, и через USB-устройство отправляет данные на карту управления, которая больше не требует участия компьютера при маркировке. Исследования были сосредоточены на улучшении алгоритмов наклонных линий и коррекции, а также алгоритма управления для управления маркировкой графики и анализа файловой системы FAT USB-устройства. Простая настройка для печати серийных номеров, маркировки кода даты и времени, символов трафаретного текста. Эта лазерная маркировочная машина также может печатать графику в растровом или векторном форматах и создавать машиночитаемые одномерные штрих-коды, QR-коды и промышленный двухмерный матричный код. Ручной лазерный гравер по металлу MarkTech 30i — это мобильный, удобный, простой в эксплуатации и программируемый инструмент для нанесения перманентной маркировки и кодирования. Этот портативный лазерный гравер по металлу оснащен мощным волоконным лазерным гравером мощностью 30 Вт и весит примерно 26 фунтов, что позволяет выполнять практичную портативную лазерную гравировку.
Простая настройка для печати серийных номеров, маркировки кода даты и времени, символов трафаретного текста. Эта лазерная маркировочная машина также может печатать графику в растровом или векторном форматах и создавать машиночитаемые одномерные штрих-коды, QR-коды и промышленный двухмерный матричный код. Ручной лазерный гравер по металлу MarkTech 30i — это мобильный, удобный, простой в эксплуатации и программируемый инструмент для нанесения перманентной маркировки и кодирования. Этот портативный лазерный гравер по металлу оснащен мощным волоконным лазерным гравером мощностью 30 Вт и весит примерно 26 фунтов, что позволяет выполнять практичную портативную лазерную гравировку. Промышленная лазерная маркировка не может быть проще.
Промышленная лазерная маркировка не может быть проще.
 Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь
Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь Щитки должны быть
Щитки должны быть


 7 правил подбора, которые экономят время и деньги
7 правил подбора, которые экономят время и деньги Все опросные листы можно скачать по ссылкам ниже, если появятся вопросы, уточните у нашего инженера.
Все опросные листы можно скачать по ссылкам ниже, если появятся вопросы, уточните у нашего инженера. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла.
В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла. 2 (1002108) — 1000мм
2 (1002108) — 1000мм К счастью, Dynatect уже более 70 лет производит динамические и гибкие кожухи как для производителей, так и для пользователей станков.
К счастью, Dynatect уже более 70 лет производит динамические и гибкие кожухи как для производителей, так и для пользователей станков. Они могут быть полимерными, металлическими или тканевыми в зависимости от требований приложения.
Они могут быть полимерными, металлическими или тканевыми в зависимости от требований приложения.
 д.
д. Dynatect изготавливает сильфоны в соответствии с уникальными требованиями различных отраслей. Этот ресурс поможет вам узнать, что следует учитывать при выборе кожуха сильфонного типа для вашего оборудования.
Dynatect изготавливает сильфоны в соответствии с уникальными требованиями различных отраслей. Этот ресурс поможет вам узнать, что следует учитывать при выборе кожуха сильфонного типа для вашего оборудования. Персонал, работающий поблизости, может быть уверен, что дверь находится в закрытом положении, когда это необходимо.
Персонал, работающий поблизости, может быть уверен, что дверь находится в закрытом положении, когда это необходимо. / кв. ярд.
/ кв. ярд.
 ч. НДС
ч. НДС 5017
5017 537
537 721.087
721.087 Эти удобные устройства автоматически управляют нагнетательным насосом , обеспечивая постоянную подачу достаточного давления без необходимости ручной регулировки. Автоматические контроллеры насосов бывают разных конфигураций в зависимости от того, для чего они вам нужны, но наиболее распространенные типы предварительно настроены или регулируются с помощью 25-мм наружной резьбы BSP сверху, снизу или сбоку.
Эти удобные устройства автоматически управляют нагнетательным насосом , обеспечивая постоянную подачу достаточного давления без необходимости ручной регулировки. Автоматические контроллеры насосов бывают разных конфигураций в зависимости от того, для чего они вам нужны, но наиболее распространенные типы предварительно настроены или регулируются с помощью 25-мм наружной резьбы BSP сверху, снизу или сбоку.

 С устройством, которое поддерживает постоянный поток воды, вы получите гораздо больше удовольствия от принятия душа.
С устройством, которое поддерживает постоянный поток воды, вы получите гораздо больше удовольствия от принятия душа.
 Использование автоматизированного решения с самого начала позволяет избежать многих недостатков и проблем, связанных с модернизацией существующей сети.
Использование автоматизированного решения с самого начала позволяет избежать многих недостатков и проблем, связанных с модернизацией существующей сети.
 Однако, когда дело доходит до электрических компонентов, вам может понадобиться помощь электрика, как и в случае с любым контроллером полива.
Однако, когда дело доходит до электрических компонентов, вам может понадобиться помощь электрика, как и в случае с любым контроллером полива.


 Всегда консультируйтесь с вашим руководством, производителем или экспертом, если у вас возникли серьезные проблемы.
Всегда консультируйтесь с вашим руководством, производителем или экспертом, если у вас возникли серьезные проблемы.
 Предназначен для перемещения робота внутри трубопровода, размещения внешнего и внутреннего оборудования в герметичном корпусе. Модуль оснащается двумя электроприводами мощностью 120 Ватт каждый, электромеханическим приводом подъёма модуля основной камеры, а также встроенной камерой заднего вида.
Предназначен для перемещения робота внутри трубопровода, размещения внешнего и внутреннего оборудования в герметичном корпусе. Модуль оснащается двумя электроприводами мощностью 120 Ватт каждый, электромеханическим приводом подъёма модуля основной камеры, а также встроенной камерой заднего вида.
 Барабан вмещает до 400 м армированного арамидными нитями кабеля G8, по которому подается питание и управляющие сигналы на транспортный модуль, а также передается изображение с камеры на пост управления. Автоматический барабан оснащается электромеханическим приводом намотки с автоматической укладкой и датчиком метража кабеля для точного определения положения робота внутри трубопровода.
Барабан вмещает до 400 м армированного арамидными нитями кабеля G8, по которому подается питание и управляющие сигналы на транспортный модуль, а также передается изображение с камеры на пост управления. Автоматический барабан оснащается электромеханическим приводом намотки с автоматической укладкой и датчиком метража кабеля для точного определения положения робота внутри трубопровода.
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»> Неразрушающий контроль обязателен при производстве и эксплуатации опасных промышленных объектов: трубопроводов, сосудов, транспорта и сооружений. Ограничимся здесь ультразвуковым, вихретоковым и телевизионным видами контроля, не вдаваясь в детали.
Неразрушающий контроль обязателен при производстве и эксплуатации опасных промышленных объектов: трубопроводов, сосудов, транспорта и сооружений. Ограничимся здесь ультразвуковым, вихретоковым и телевизионным видами контроля, не вдаваясь в детали. Но такие снаряды не относятся к нашей теме — роботизированным комплексам. Для того чтобы стать роботом нужно проявить активность и автономность. Хорошим примером такого шустрого «парня» является «Сканер-дефектоскоп А2072».
Но такие снаряды не относятся к нашей теме — роботизированным комплексам. Для того чтобы стать роботом нужно проявить активность и автономность. Хорошим примером такого шустрого «парня» является «Сканер-дефектоскоп А2072». Низкая чувствительность таких датчиков компенсируется тем, что используется решетка из 32 элементов, работающих совместно
Низкая чувствительность таких датчиков компенсируется тем, что используется решетка из 32 элементов, работающих совместно
 Его особенность в том, что он тащит на себе баллончики с густой смазкой, которая постепенно подаётся под ультразвуковые датчики.
Его особенность в том, что он тащит на себе баллончики с густой смазкой, которая постепенно подаётся под ультразвуковые датчики. На практике требуемая точность позиционирования вполне может быть достигнута.
На практике требуемая точность позиционирования вполне может быть достигнута. Применяемые приводы обычно или на основе цепной, ремённой или зубчатой передачи. Реже используются винтовые передачи, пневмоприводы. Информация о текущей координате обычно передается в дефектоскоп с помощью квадратурных энкодеров.
Применяемые приводы обычно или на основе цепной, ремённой или зубчатой передачи. Реже используются винтовые передачи, пневмоприводы. Информация о текущей координате обычно передается в дефектоскоп с помощью квадратурных энкодеров. 26, которая контролирует топливные каналы и каналы СУЗ реактора РБМК (как уже было сказано внутренним диаметром 82-84 мм и толщиной стенки 3-4 м). Система устроена так: над каналом устанавливается барабан с тросом и кабелем, на который подвершивается «торпеда», которая вращаясь со скоростью 2 оборота в секунду проходит требуемую зону контроля и протаскивает группу ультразвуковых датчиков. В случае необходимости (подозрении на наличие дефектов) в автоматическом режиме сканируется нужный участок канала и данные записываются для последующей расшифровки.
26, которая контролирует топливные каналы и каналы СУЗ реактора РБМК (как уже было сказано внутренним диаметром 82-84 мм и толщиной стенки 3-4 м). Система устроена так: над каналом устанавливается барабан с тросом и кабелем, на который подвершивается «торпеда», которая вращаясь со скоростью 2 оборота в секунду проходит требуемую зону контроля и протаскивает группу ультразвуковых датчиков. В случае необходимости (подозрении на наличие дефектов) в автоматическом режиме сканируется нужный участок канала и данные записываются для последующей расшифровки. 26 по размерам обведено в зелёный кружок
26 по размерам обведено в зелёный кружок
 26 применяются многоканальные токосъемники, которые несколько портят качество сигнала, однако позволяют выявлять дефекты на требуемом уровне чувствительности
26 применяются многоканальные токосъемники, которые несколько портят качество сигнала, однако позволяют выявлять дефекты на требуемом уровне чувствительности



 S.
S. Электромагнитные опоры Magneto обладают высокой степенью свободы, что дает недостаточную маневренность робототехнике для текущего контроля и часто требуется во время контроля для плавного и эффективного контроля сложной геометрии и конструкции.
Электромагнитные опоры Magneto обладают высокой степенью свободы, что дает недостаточную маневренность робототехнике для текущего контроля и часто требуется во время контроля для плавного и эффективного контроля сложной геометрии и конструкции. развертывание контактной жидкости; Чтобы противостоять напору при пробегах более 70 м, Nexxis разработала и внедрила систему подачи контактной жидкости. насадка для очистки; Компания Nexxis разработала и внедрила головку для очистки от накипи с соответствующим брызговиком, чтобы уменьшить накопление ферромагнитного материала на магнитах гусеничного хода.
развертывание контактной жидкости; Чтобы противостоять напору при пробегах более 70 м, Nexxis разработала и внедрила систему подачи контактной жидкости. насадка для очистки; Компания Nexxis разработала и внедрила головку для очистки от накипи с соответствующим брызговиком, чтобы уменьшить накопление ферромагнитного материала на магнитах гусеничного хода.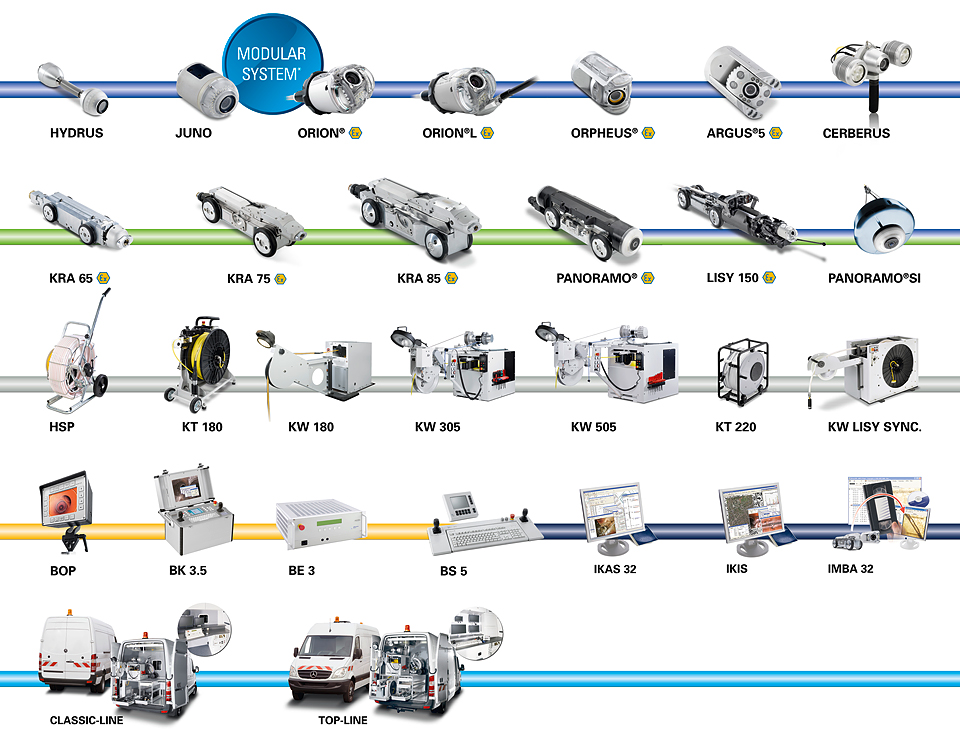 Его уникальная и запатентованная конструкция обеспечивает высокую маневренность на изогнутых поверхностях диаметром от 8 дюймов до плоской пластины. Кроме того, SAIR оснащен газовыми датчиками для обнаружения опасных и горючих газов. Осмотр приподнятых труб и труднодоступных мест еще никогда не был таким удобным.
Его уникальная и запатентованная конструкция обеспечивает высокую маневренность на изогнутых поверхностях диаметром от 8 дюймов до плоской пластины. Кроме того, SAIR оснащен газовыми датчиками для обнаружения опасных и горючих газов. Осмотр приподнятых труб и труднодоступных мест еще никогда не был таким удобным.
 В результате мы поставляем их для самых разных отраслей промышленности по всему миру, где доступ человека опасен или невозможен из-за ограниченного входа или пространства.
В результате мы поставляем их для самых разных отраслей промышленности по всему миру, где доступ человека опасен или невозможен из-за ограниченного входа или пространства. Качество коммерческого класса с ценными функциями, включая полностью портативную конструкцию и возможность перемещения по трубам размером от 4 дюймов.
Качество коммерческого класса с ценными функциями, включая полностью портативную конструкцию и возможность перемещения по трубам размером от 4 дюймов. Эти роботизированные инспекционные системы с дистанционным управлением работают дальше и перемещаются по мусору намного лучше, чем стандартные канализационные камеры для труб различного диаметра.
Эти роботизированные инспекционные системы с дистанционным управлением работают дальше и перемещаются по мусору намного лучше, чем стандартные канализационные камеры для труб различного диаметра. 
 Станок надежен, прост в эксплуатации и неприхотлив в работе.
Станок надежен, прост в эксплуатации и неприхотлив в работе.

 ..
.. Четырехшпиндельный фрезерный цилиндрический станок ЧПУ для резьбы по дереву CNC-1820С….
Четырехшпиндельный фрезерный цилиндрический станок ЧПУ для резьбы по дереву CNC-1820С…. п. С его помощью вы…
п. С его помощью вы… ..
.. Серия SM
Серия SM ..
.. Числовое программное управление позволяет рассчитать точное расстояние, при изготовлении различных деталей,…
Числовое программное управление позволяет рассчитать точное расстояние, при изготовлении различных деталей,… Предназначен для обработки листовых материалов, дерева, акрила, ПВХ, ДСП, МДФ и тд.
Предназначен для обработки листовых материалов, дерева, акрила, ПВХ, ДСП, МДФ и тд.
 ..
..


 В основном я занимаюсь лазерной гравировкой украшений, магнитов или наборов подставок. Делаю небольшие работы по дереву.
В основном я занимаюсь лазерной гравировкой украшений, магнитов или наборов подставок. Делаю небольшие работы по дереву.
 08.22 — Вниманию клиентов Digital Wood Carver. Все пользователи PLanetCNC TNG столкнутся с ошибкой отсутствия или недействительной лицензии при попытке запустить свой станок с ЧПУ. PlanetCNC только что уведомил нас о проблеме.
08.22 — Вниманию клиентов Digital Wood Carver. Все пользователи PLanetCNC TNG столкнутся с ошибкой отсутствия или недействительной лицензии при попытке запустить свой станок с ЧПУ. PlanetCNC только что уведомил нас о проблеме. ЗАКРЫТЬ эту программу.
ЗАКРЫТЬ эту программу.