Станок ИТ-1М, 2-ва рычага, таблички, шильдики. Вариант 1. таблички, шильды из алюминия
Цена 950.00 грн.
Набор таблиц, шильдики для токарно-винторезного станка ИТ 1М,ИТ-1ГМ. Материал — алюминий. Состояние — новое. Печать — термотрансферная. Изделие долговечно и устойчиво к истиранию.
Количество Станок ИТ-1М, 2-ва рычага, таблички, шильдики. Вариант 1.
Артикул: 87
Категория: Таблички шильдики для токарных станков Метки: бирки алюминиевые, бирки металлические, запчасти для станка, запчасти для станка ИТ-1М, ИТ-1М, ИТ-1М шильд, станок ИТ 1М, станок ИТ-1М табличка, станок ИТ1М, станок токарно винторезный ИТ 1 М, таблица, таблица подач, таблица резьб, таблица резьб и подач, таблица резьб и подач ИТ-1М, таблиці для верстатів, таблички, таблички алюминиевые, таблички для станка, таблички для станка ИТ-1М, таблички из алюминия, таблички металлические, шильды Бренд: ShildService
Описание
Детали
Отзывы (0)
Описание
Станок ИТ-1М, токарно-винторезный, набор табличек, шильдики, шильды, таблица резьб и подач.
Универсальные токарно-винторезные станки ИТ-1М, ИТ-1ГМ выпускались на предприятии Ивановский станкостроительный завод в поселке Ивановка Луганской области Украины.
Станок ИТ-1М — предназначен для использования в передвижных ремонтных мастерских, а ИТ-1ГМ — станок стационарного использования.
Набор табличек предназначен для станка ИТ1м с 2-мя рычагами с числом зубьев шестеренок настройки гитары 25\80\60.
На сайте представлены несколько вариантов шильдиков станок ИТ-1м, а именно:
—станок ИТ-1м, один рычаг, шильдики, таблички, таблица резьб и подач
— станок ИТ-1м, два рычага, Вариант 1, шильдики,таблички, таблица резьб и подач
—станок ИТ-1м, два рычага, Вариант 2, шильдики, таблички, таблица резьб и подач
-станок ИТ-1м, панель электрошкафа
Технические характеристики изделия, станок ИТ-1м таблички, шильдики :
Материал — алюминий 0,5мм (1мм — по согласованию)
Состояние — новое.
Печать — термотрансферная.
Производитель: собственное производство, компании ШильдСервис
Изделие долговечно и устойчиво к истиранию, предназначено для длительной эксплуатации.
Форма оплаты:
безналичная оплата на расчетный счет, без НДС
наложенный платеж, оплата при получении в офисе транспортной компании.
Основные технические характеристики, токарно-винторезный станок ИТ-1м
Универсальные токарно-винторезные станки ИТ-1М, ИТ-1ГМ выпускались на предприятии Ивановский станкостроительный завод в поселке Ивановка Луганской области Украины.
Станок ИТ-1М — предназначен для использования в передвижных ремонтных мастерских, а ИТ-1ГМ — станок стационарного использования.
Специализированные токарно-винторезные станки облегченного типа моделей ИТ-1М, ИТ-1ГМ предназначены для выполнения разнообразных токарных и винторезных работ в патроне, на план шайбе и в центрах.
На станке осуществляются обточка, расточка, торцовка, сверление и нарезание метрической, дюймовой, модульной и питчевой резьбы.
При наличии специальных приспособлений на станках можно производить фрезерование плоскостей, шпоночных и других пазов, расточку небольших корпусных деталей, наружное и внутреннее шлифование.
Модель ИТ-1М предназначена для использования в подвижных ремонтных мастерских, модель ИТ-1ГМ — станок стационарного исполнения.
Напряжение питания на станок ИТ-1М подается от генератора, который приводится в действие от двигателя автомобиля через трансмиссию.
Класс точности станков — Н по ГОСТ 8—82Е.
Ознакомится с подробными техническими характеристиками станка 1А616 можно по ссылке ПАСПОРТНЫЕ ДАННЫЕ СТАНОК ИТ-1м
Посмотреть шильдики для токарных станков других моделей можно в разделе ТАБЛИЧКИ ДЛЯ ТОКАРНЫХ СТАНКОВ
Заказать данный товар с доставкой за рубеж можно на нашем специализированном сайте shildservice. com
Токарный станок ИТ-1М является распространенным оборудованием для выполнения многочисленных токарных операций, таких как расточка, сверление, торцовка, нарезание различных резьбы.
Токарно-винторезный станок ИТ-1М применяется в школьных мастерских, в цехах небольших производств.
Содержание:
1 Технические характеристики
2 Модификации
3 Назначение и область применения
4 Конструктивные особенности устройства
5 Габаритные размеры рабочего пространства
6 Расположение и особенности функционирование органов управления
6.1 Главные составляющие
6.2 Шпиндель
6.3 Электрическая схема
6.4 Кинетическая схема
7 Инструкция по эксплуатации, паспорт
8 Правила и техника безопасности
9 Проблемы со шпинделем и особенности ремонта
Технические характеристики
Основные характеристики токарного станка ИТ-1М:
Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
В выемке максимальная длина обработки – 30 см.
Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
Количество передач, чтобы переключать обороты шпинделя– 12.
Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).
Модификации
Известно 4 модификации токарно-винторезного станка ИТ:
1М – агрегат облегченного типа для работы в мобильных мастерских,
РМЦ – 1000 мм;
ИТ-1М-01 – РМЦ 1400 мм, агрегат аналогичного типа, для мобильных цехов.
ИТ-1ГМ – РМЦ 1000 мм, используется для стационарных работ.
ИТ-1ГМ-01 – РМЦ 1400 мм, применяется для стационарного исполнения.
Назначение и область применения
Токарно-винторезный станок ИТ-1М применяется на небольших предприятиях, в домашних мастерских и цехах. При стандартной комплектации выполняет все классические токарные процессы, но может работать и с расширенным функционалом. Работа с изделием производится в патроне, в планшайбе, а также при закреплении на центрах.
Используется данный агрегат на малых производствах, но при этом соответствует все требованиям к профессиональному оборудованию. Станок надежен и требует минимальных затрат на обслуживание. В стандартной комплектации он выполняет следующие функции:
расточка отверстий;
сверление и обточка поверхностей;
нарезание резьбы;
обработка краев заготовки, в том числе точение торцов.
Если использовать на агрегате дополнительные инструменты или оборудование, то функционал значительно расширяется. Мастер может проводить фрезерные операции, шлифовку, расточку корпусных изделий ограниченных размеров.
Конструктивные особенности устройства
Основные элементы конструкции рассматриваемого агрегата:
узел коробки подач;
упорная тумба;
шпиндельная бабка;
электрооборудование;
стопор патрона;
станина из чугуна;
система для охлаждения с отдельным двигателем;
фартук;
суппорт;
подвзадняя бабка;
редуктор с рукоятками на передней панели, чтобы переключать диапазон частоты вращения шпинделя.
Также в системе имеется электрошкаф, защищающий агрегат от коротких замыканий и перегрузок.
Габаритные размеры рабочего пространства
Длина станка в соответствии с РМЦ 2165, 2585 мм.
По ширине – 960;
По высоте– 1500 мм.
Масса станка без залитого масла и дополнительных приспособлений – 1140 кг.
Расположение и особенности функционирование органов управления
Большинство органов управления станка расположены на его передней бабке.
Главные составляющие
Сверху на передней бабке расположена панель с тумблером. Снизу – рукоятка для подбора скорости шпинделя. Над ним расположены 3 ручки, отвечающие за шаг и тип резьбы, а также величину подачи. Справа от нижнего рычага расположена ручка для управления вращением шпинделя.
Непосредственно под панелью тумблеров располагается рычаг выбора типа резьбы и ручка перебора.
Для управления задней бабкой рычагов меньше:
рычаг, чтобы управлять пинолю;
рычаг для ее зажима.
На фартуке станка имеется маховик для позиционирования суппорта и каретки, а также ручка для позиционирования поперечных салазок и ручка ходовой гайки.
Шпиндель
Шпиндель имеет 12 частот вращений. Конец шпинделя фланцевый, конец шпинделя соответствует стандарту 12593-6К.
Диапазон частоты вращения в любом из доступных направлений 18-250 об/мин.
Электрическая схема
Для питания электродвигателей станка используется трехфазное напряжение 380 и 220 В.
Основные узлы электрической схемы:
основной электродвигатель;
автоматический выключатель;
переключатель реверса основного движка;
пакетный переключатель движка и системы охлаждения;
выключатель насоса и двигатель системы охлаждения.
Кинетическая схема
Инструкция по эксплуатации, паспорт
Инструкция по эксплуатации данного агрегата традиционно включает в себя указания по настройке оборудования, его установке, наладке и использованию. Здесь же имеются все схемы и чертежи, которые касаются токарно-винторезного станка ИТ-1М. Основные правила работы:
Перед включением станка проверить заземление.
Проверить смазочную систему и сальник передней бабки.
На первом этапе агрегат включают на холостом ходу без задействования рабочих органов.
Затем последовательно запускаются для проверки все рабочие органы станка.
Перед началом работы станок должен быть на холостом ходу не меньше 5 минут.
После прохождения первичной проверки следует прекратить работу главного привода и настроить параметры станка для текущей операции.
Паспорт токарного станка вы можете бесплатно скачать по ссылке Паспорт токарного станка ИТ-1М
Правила и техника безопасности
При работе со станком нужно соблюдать меры предосторожности, чтобы избежать травмирования. Основные правила техники безопасности:
работать на станке с спецодежде, в очках;
станок должен стоять на жесткой поверхности, исключающей вибрацию;
обязательно соблюдать правила пожарной безопасности.
При работе с токарным станком не допускается наличие провисающих частей одежды. Волосы должны быть строго под головным убором.
Проблемы со шпинделем и особенности ремонта
Шпиндель – довольно дорогая деталь, а потому менять его необходимо в крайних случаях. В большинстве вариантов его проще отремонтировать.
В случае износа шейки ее необходимо заточить, отполировать с использованием пасты ГОИ.
Проверка размеров конуса выполняется после зачистки наждачной бумагой и шлифовки. Используется специальный калибр.
При неправильной форме посадочного гнезда, которая чаще всего случается из-за отсутствия регулярной чистки, следует расточить гнездо под переходную втулку, в которой формируется конус стандартной конфигурации.
Перед расточкой необходимо в обязательном порядке провести обкатку подшипников. Их подтягивают, проверяют биение, а затем соответствие нормам точности по ГОСТу.
Поделиться в социальных сетях
Станок токарный ИТ-1М, 1 рычаг. Шильдик, Табличка с бейджем, Табличка с резьбой
Токарно-винторезные станки универсальные ИТ-1М, ИТ-1ГМ произведены на Ивановском станкостроительном заводе в селе Ивановка Луганской области Украины.
Технические характеристики изделия (станок ИТ-1М плитный, токарный ИТ-1М шильдики ):
Материал – алюминий 0,5 мм. Состояние – новый. Печать – термотрансфер.
Производитель: Украина, компания «ШилдСервис».
Продукт прочный и устойчивый к маслам и растворителям, рассчитан на длительное использование.
Оплатить можно:
– Банковский перевод Оплата по счету. Счет будет отправлен на электронную почту, указанную при оформлении заказа.
— Банковский перевод Western Union (комиссия за транзакцию должна быть ниже по сравнению с прямым банковским переводом)
Таблички к токарным станкам других моделей Вы можете посмотреть в разделе:
Шильдики к токарным станкам различных производителей
Шильдики к токарным станкам производства СССР
Шильдики для фрезерных станков изготовлены в СССР
Шильдики, ступенчатый стол к сверлильному станку производства СССР
Описание станка
Токарно-винторезные станки универсальные ИТ-1М, ИТ-1ГМ выпускались на Ивановском станкостроительном заводе в г. село Ивановка Луганской области Украины.
Станок ИТ-1М предназначен для использования в передвижных ремонтных мастерских, а станок ИТ-1ГМ является стационарным.
Станки токарно-винторезные специализированные маломощные моделей ИТ-1М, ИТ-1ГМ предназначены для выполнения различных токарно-винторезных работ в патроне, на шайбе и в центрах.
Станок выполняет точение, растачивание, нарезку, сверление и нарезание метрической, дюймовой, модульной и шаговой резьбы.
При наличии на станках специальных приспособлений можно выполнять фрезерование плоскостей, шпоночных и других пазов, растачивание мелких корпусных деталей, наружное и внутреннее шлифование.
Модель ИТ-1М предназначена для использования в передвижных ремонтных мастерских, модель ИТ-1ГМ — стационарная машина.
Напряжение питания на машину ИТ-1М подается от генератора, который приводится в действие от двигателя автомобиля через трансмиссию.
Класс точности станков – Н по ГОСТ 8-82Е.
Особенности конструкции станков токарных ИТ-1М, ИТ-1ГМ
Станина станка литая, коробчатая с поперечными ребрами. Для возможности обработки изделий диаметром до 550 мм станина имеет углубление с вставленной в него перемычкой.
Две призматические и две плоские направляющие термообработаны с последующей шлифовкой.
Передняя бабка содержит шпиндельный узел, звено увеличения шага, обратной резьбы и подачи, а также привод перемещения сменных зубчатых колес и коробку подач.
В подшипниках шпинделя применены: спереди — двухрядный роликоподшипник с регулируемым радиальным зазором, сзади — радиальный шариковый подшипник.
Шпиндель имеет двенадцать скоростей.
Конец шпинделя фланцевый с центрирующим коротким конусом под шайбу поворотную по ГОСТ 12593. Номинальный размер торца шпинделя 6 (D=106,375 мм).
Задняя бабка перемещается по направляющим станины.
Для точения конических поверхностей с малой конусностью корпус задней бабки смещается в поперечном направлении относительно оси станка в обе стороны по направляющему зубу.
Коробка подач получает движение от передней бабки станка через сменные зубчатые колеса и обеспечивает нарезание метрической, дюймовой, модульной и шаговой резьбы.
Защита патрона используется при работе с выдвижением кулачков за наружный диаметр патрона.
На станке ИТ-1М предусмотрен хомут, фиксирующий упор в проходном положении.
Смазка станка осуществляется с помощью плунжерного насоса, установленного на корпусе передней бабки.
Включая производственный этаж под козловым краном 3100 м²
Шесть мостовых козловых кранов, включая: 1 x 16 тонн, 4 x 5 тонн и 1 x 3,5 тонны
МОЩНОСТЬ ИЗМЕРЕНИЯ
Один (1) сканер Reni Shaw для контроля качества и измерения
Один комплект (1) внешних микрометров диаметром от 1000 мм до 200 мм с сертификатами калибровки Sanas
Один набор (1) внутренних микрометров диаметром от 1000 мм до 30 мм Сертификаты калибровки Sanas
Один набор (1) нониусов длиной от 3 м до 150 мм по стандартам Sanas
Плазменная резка листов толщиной до 12 мм
Система качества сертифицирована по ISO 9001 : 2008
ТОКАРНЫЙ ЦЕНТР С ЧПУ
3-осевой токарный станок с ЧПУ
(PRO KING)
Токарный станок с наклонной станиной с ЧПУ для тяжелых условий эксплуатации 5,5 м между центрами, поворот 1,1 м Макс. диаметр токарной обработки с 4 шт. Осевые живые инструменты и диаметр шпинделя 230 мм
2-осевой токарный станок с ЧПУ
(PUMA 12)
Токарный станок с наклонной станиной с ЧПУ, центры 1,2 метра, поворотный диаметр 660 мм, максимальный диаметр поворота, диаметр шпинделя 90 мм
2-осевой токарный станок с ЧПУ 900 21 (МАЗАК )
Наклонный токарный станок с ЧПУ, центры 800 мм, поворотный макс. диаметр 280 мм, диаметр шпинделя 50 мм
2-осевой токарный станок с ЧПУ
(TOPPER TNL) 0 мм отверстие шпинделя ЧПУ ГОРИЗОНТАЛЬНОЕ
2-х осевой токарный станок с ЧПУ
(PUMA 15)
Высокомощный токарный станок с ЧПУ с наклонной станиной 2 метра центров, поворот 800 мм Макс. диаметр поворота, диаметр шпинделя 115 мм
ГОРИЗОНТАЛЬНОЕ И ВЕРТИКАЛЬНОЕ ФРЕЗЕРОВАНИЕ С ЧПУ
9001 2 ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК С ЧПУ (DOOSAN DBC 130L)
(2) Doosan DBC 130L Размер стола 2 м x 2,2 м = 5 осей Ход по оси X 4 м, ход по оси Y 2,5 м, ход по оси Z 2,5 м, ширина 700 мм, угол поворота 0,01 градуса Максимум 12000 кг на столе
ЧПУ, 5 осей
(KTM 1)
С двумя столами для поддонов 1100 мм x 1100 мм, стол с бесконечным углом наклона, ход «X» 1,5 м, ход «Y» 1000 мм, ход «Z» 1 ,2 м, вращающийся, бесконечный, 0,01 градуса, 40 карманов, BT 50, держатели инструментов, макс. 1500 кг на столе 1,2 м, ось Z 1,5 м Программируемая головка Huron для обработки конусных поверхностей Держатель инструмента BT 50, максимальный вес на столе 8000 кг
ЧПУ 4 оси)
(KTM 2)
Горизонтально-фрезерный станок Существующий станок в ежедневном производстве (1) Столы, 2 м x 1000 мм, Стол с бесконечным углом поворота, бесконечный 0,01 градуса 40 Pocket BT 50 Держатели инструментов, макс. 2500 кг на столе
ЧПУ 3 оси
(SUPERMAX)
Вертикально-фрезерный станок Ход X 1,6 м, Y ход 900 мм, Z ход 800 мм, 30 гнезд BT 50 держателей инструментов, макс. 2000 кг на столе
ЧПУ 3 оси
(DAHLIH)
(3) Вертикально-фрезерные станки Ход ‘X’ 1 м, Ход 800 мм, Ход ‘Z’ 700 мм, 30 гнезд B T 40 Держатели инструментов, Макс. 1000 кг в таблице
ЧПУ, 3 оси
(TOPPER)
(5) Фрезерные станки Topper Фрезерный станок с ЧПУ Ход «X» 900 мм, ход «Y» 650 мм, ход «Z» 500 мм, 30 карманов BT 40 держателей инструментов, макс. 800 кг на столе
CQ5250 5M ВЕРТИКАЛЬНО-РАСТОЧНЫЙ СТАНОК С ЧПУ
1 x Wuhu 3-х осевой вертикально-расточный станок Рабочий диапазон: 5000 мм качание x 2500 мм высота под поперечным суппортом с приводным инструментом.
Этот вопрос уже обсуждался в статье о сушке печатных плат перед сборкой. Все упирается в то, требуется ли перед монтажем пайкой волной припоя дополнительно сушить недавно изготовленные (без долгого срока хранения) печатные платы?
Есть несколько аспектов этого вопроса:
Для начала необходимо удостовериться, что при изготовлении плат не был нарушен техпроцесс. Иногда ло сих пор еще применяют вышедшую несколько лет назад из обращения спецификацию IPC 1399 вместо апробированной и рекомендованной спецификации IPC 1601, особенно в части хранения и обращения с готовыми платами.
Большинство готовых плат приходит из-за рубежа, и в зависимости от способа доставки они едут или летят до места назначения какое-то время, но в запечатанном (герметизированным) виде с соблюдением всех рекомендаций IPC 1601. В ваших же интересах не допускать лишнего времени хранения открытых пакетов, а сразу отправлять печатные платы на сборку.
Что касается самого базового материала. В наши дни любой материал, особенно для бессвинцовых сборок, должен соответствовать IPC 4101/126 или 4101/129, а это прежде всего высокопроизводительные ламинаты с высокой Tg и соответствующими допусками. Поэтому следующий важный пункт – правильный материал.
Наконец, убедитесь, что все настройки оборудования под пайку волной припоя, температурный профиль, аппаратура и руки к этой аппаратуре в порядке.
Как измерять влажность плат?
Процедура определения внутренней влажности ПП подробно описана в IPC 1601. Вкратце: взвесить, просушить, взвесить, посчитать. Вроде описано все просто, но на практике все не так как на бумаге. Нужны точные весы, хорошая печка, выдержка по времени и т.п. Если вы располагаете всем этим, то можно заняться. Вопрос: как это поможет потом с ремонтом расслоившихся плат?
Разумеется, есть организации, которые возьмутся за ремонт таких плат, если расслоение не критичное и может быть исправлено. Но надо понимать, что сам этот дефект сильно разрушает всю структуру печатной платы и следует взвесить все за и против такого ремонта.
Комментарии читателей блога
Рассматривайте печатные платы как готовые устройства, к которым применима классификация MSL (уровни чувствительности к влажности электронных компонентов). Перед сборкой необходимо проверить уровень влажности с помощью специального метода IPC-TM-650. Но, на мой взгляд, проще и дешевле сразу отправлять платы на «выпечку».
К сожалению, не все поставщики используют герметичные пакеты с защитой от влажности (Moisture Barrier Bag, MBB), влагопоглотителем и карточкой-индикатором влажности (Humidity Indicator Card, HIC), поэтому платы внутри такой упаковки заведомо имеют определенный процент влажности. Позаботьтесь, чтобы сборку делали за один раз, а не растягивали по времени.
Если вскрыть упаковку и оставить платы на сутки или больше на «свежем» воздухе до монтажа, то вероятность появления вздутий или расслоений на них значительно возрастет. А для МПП проверить такие дефекты даже с помощью рентгеновского анализа бывает затруднительно.
Если речь идет о бессвинцовой пайки, то предварительная сушка просто обязательно по определению.
Pierpaolo Galli, Meta System SpA
По моему опыту, большая часть расслоений, которую я видел, была связана использованием базовых материалов, несовместимых с установленным количеством термоциклов или сам температурный профиль пайки имел недостатки. Так что, подбор материала очень важная вещь.
Второй фактор – собственно влажность. Даже высокопроизводительные материалы с высокой Tg довольно гигроскопичны, поэтому производители всегда рекомендуют сушить их перед сборкой, особенно если пик термопрофиля приходится на 260оС.
Наконец, необходимо учитывать элементную разводку плат. В последнее время участились случаи, когда по неопытности дизайнеры забывают, что сборка платы может происходить не за один проход. Некоторые элементы располагаются так близко к друг другу, что температурная обработка одного может влиять на соседние близко расположенные компоненты. Не говоря уже о случаях ручного монтажа.
Большинство расслоений не могут быть отремонтированы, поскольку при этом всегда нарушают IPC 6012 и 610. Единственный возможный вариант ремонта, когда расслоение произошло на самом краю (углу) платы и не затронуло никаких конструктивных деталей ПП.
Brad Fern, Medtronic, USA
По материалам с портала www.circuitinsight.com. Еще статьи по теме монтажа и изготовления печатных плат:
Влияние влаги на паяемость стандартных ВЧ-разъемов
Дефекты пайки волной припоя
Сушить ли платы перед сборкой?
Сравнительный анализ механизмов гаструляции у гидроидов — доклад на конференции
Аннотация доклада:
Книдарии (Cnidaria) являются представителями низших Metazoa. Судя по литературным данным, в их развитии обнаружены практически все типы гаструляции, известные для многоклеточных животных: униполярная иммиграция клеток, мультиполярная иммиграция, вторичная (морульная) деламинация, клеточная деламинация, инвагинация (Metschnikoff, 1886; Hyde, 1894; Berrill, 1949; Иванова-Казас, 1975; Van de Vyver, 1980; Marlow, Martindale, 2007). Все перечисленные гаструляционные морфогенезы (за исключением инвагинации), а также их различные сочетания, присутствуют и в развитии Hydrozoa. В учебниках приводится схематизированное описание этих морфогенезов. Например, вторичная деламинация описывается следующим образом: «Первоначально однородные клетки (в зависимости от их положения на поверхности морулы или в глубине) дифференцируются на экто- и эндодерму» (Иванова-Казас, 1975). Создается впечатление, что эмбрионы двух видов гидроидов, использующих один и тот же гаструляционный морфогенез, на стадии гаструлы практически неразличимы. Однако это не так. Сравнительный анализ обнаруживает заметные различия гаструляции, которая с формальной точки зрения описывается как деламинация, у разных видов гидроидов. Рассмотрим гаструляцию двух видов колониальных морских гидроидов, развитие которых проходит через стадию морулы.
Развитие Dynanena pumila начинается с формирования рыхлой морулы, состоящей из неполяризованных или слабо поляризованных клеток. На этой стадии клетки будущих экто- и эндодермы практически неразличимы, а зародышевые листки не сегрегированы друг от друга. В дальнейшем происходит формирование эпителия из поверхностных клеток, сопровождающееся стохастическим вовлечением в процесс и части внутренних клеток. Этот морфогенез сильно влияет на форму эмбриона — на данной стадии она очень изменчива и полностью зависит от динамики процесса эпителизации. На следующей стадии происходит упорядочивание формы и вытяжение эмбриона, а также сегрегация зародышевых листков. При этом внутренние клетки, эпителизовавшиеся «по ошибке» деэпителизуются. Передний конец формирующейся планулы морфологически диференцируется в первую очередь.
Развитие Hydractinia echinata начинается с упорядоченного дробления. На стадии 16 бластомеров внутренние клетки еще отсутствуют, однако полость не формируется — базальные концы бластомеров соприкасаются друг с другом. В дальнейшем веретена деления меняют ориентацию и бластомеры отделяют клетки внутрь эмбриона. До стадии 128 бластомеров митотические веретена могут быть ориентированы как параллельно, так и перпендикулярно поверхности эмбриона. Таким образом, популяция внутренних клеток пополняется за счет деления наружных, т. е. сегрегации зародышевых листков не наблюдается. Однако ультраструктура наружных клеток уже отличается от внутренних. Так, наружные клетки связаны субапикальными септальными контактами еще со стадии 16-32 бластомеров. После стадии 128 бластомеров, митотические веретена наружных клеток всегда ориентируются параллельно поверхности эмбриона, а число внутренних клеток увеличивается только за счет их размножения. Судя по всему, интенсивное размножение наружных клеток приводит к механической нестабильности поверхности эмбриона (наружные клетки оказываются сжаты). В результате запускается процесс активного изменения формы клеток, что, в свою очередь, приводит к деформации поверхности эмбриона. Изменчивость формы эмбрионов на этой стадии резко возрастает. Упорядочивание формы эмбриона происходит параллельно с процессом вытяжения формирующейся передне-задней оси. Первым, как и у Dynamena, дифференцируется передний конец.
И так, при сопоставлении гаструляции Dynamena и Hydractinia выявляются следующие межвидовые различия: структура и способ формирования морулы; степень обособленности зародышевых листков; стадия и механизм сегрегации зародышевых листков. Общим для обоих видов является то, что гаструляционные морфогенезы оказывают сильное влияние на макроморфологию эмбриона, что наблюдается далеко не у всех изученных видов гидроидов, использующих в развитии деламинацию. Однако Dynamena и Hydractinia различаются тем, как именно и на какой стадии развития гаструляционные морфогенезы влияют на форму эмбриона. Общей для обоих видов является связь между гаструляционными морфогенезами и дифференцировкой морфологической оси эмбриона.
Metschinkoff E., 1886. Embryologische Studien an Medusen. Wien. 1886. 159 p.
Van de Vyver G., 1980. A comparative study of the embryonic development of hydrozoa athecata, in: Developmental and Cellular Biology of Coelenterates, Tardent, P. and Tardent, R., Eds., Amster-dam: Elsevier pp. 109–120.
Hyde I.H., 1894. Entwicklungsgeschichte einiger Scyphomedusen. Z. wiss. Zool. 58: pp.531-565.
Berrill N.J., 1949. Developmental analysis of scyphomedusae. Biological Reviews, 24(4): 393–409.
Marlow H.Q., Martindale M., 2007. Embryonic development in two species of scleractinian coral embryos: Symbiodinium localization and mode of gastrulation. Evolution & Development 9(4): 355–367.
Иванова-Казас O.M., 1975. Сравнительная эмбриология беспозвоночных животных: Простейшие и многоклеточные. Новосибирск. 1975. 372 с.
Определение и значение расслоения — Merriam-Webster
де · лам · и · нация
(ˌ)dē-ˌla-mə-ˈnā-shən
: разделение на составляющие слои
расслаиваться
(ˌ)dē-la-mə-ˌnāt
непереходный глагол
Примеры предложений
Недавние примеры в Интернете
Одна из наиболее интересных гипотез состоит в том, что задуговой (восточнее фронта дуги) вулканизм обусловлен отрывом литосферы, часто обозначаемым как расслоение или затопление.
— Эрик Клеметти, Discover Magazine , 21 июля 2011 г.
National Geographic сообщает, что конструкция перчаток скафандра астронавтов может привести к травмам рук и пальцев, в том числе неприятному состоянию, называемому расслаиванием ногтя , при котором ноготь полностью отделяется от ногтевого ложа.
— Элиза Стрикленд, , журнал Discover , 14 сентября 2010 г.
Недостатки, отмеченные в описании, включают трещину на лобовом стекле (прикрытую клейкой солнцезащитной полосой), некоторое расслоение стекла , а также различные сколы и царапины.
— Басем Васеф, Автомобиль и водитель , 18 августа 2022 г.
Для тех из нас, кто не является ученым Oreo, расслоение — это когда что-то разделяется на слои.
— Мэдлин Холкомб, 9 лет. 0017 CNN , 19 апреля 2022 г.
Лучше всего то, что клея в сборке нет, так что расслаивания точно не будет.
— Внешний онлайн , 14 марта 2022 г.
Но расслоение бруса из-за некачественного клея и/или сборки может ухудшить их огневые характеристики, как это было замечено в 2018 году.
— Луи Грицо, Forbes , 15 ноября 2021 г.
Следите за отслоение на дверях и крыше снаружи тоже.
— Бенджамин Хантинг, Автомобиль и водитель , 8 августа 2021 г.
Это означает отсутствие покраски, растрескивания, расслаивания или отслаивания.
— Кливленд , 7 декабря 2020 г.
Узнать больше
Эти примеры программно скомпилированы из различных онлайн-источников, чтобы проиллюстрировать текущее использование слова «расслоение». Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
История слов
Первое известное использование
1877, в значении, определенном выше
Путешественник во времени
Первое известное использование расслоение было в 1877 г.
Посмотреть другие слова того же года де ла Мар
расслоение
Деланд
Посмотреть другие записи рядом
Процитировать эту запись
Стиль
MLAЧикагоAPAMМерриам-Вебстер
«Деламинация». Словарь Merriam-Webster. com , Merriam-Webster, https://www.merriam-webster.com/dictionary/delamination. По состоянию на 26 апреля 2023 г.
Копия цитирования
Медицинское определение
расслаивание
существительное
де · лам · и · нация
(ˌ)dē-ˌlam-ə-ˈnā-shən
1
: разделение на составляющие слои
2
: гаструляция, при которой энтодерма отщепляется в виде слоя от внутренней поверхности бластодермы, а архентерон представлен пространством между этим эндодом м и масса желтка
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
Что такое расслоение? — Определение из Corrosionpedia
Рассмотрено
Рагвендра Гопал
| Последнее обновление: 8 июля 2021 г.
Что означает расслоение?
Отслоение относится к потере адгезии покрытия к поверхности или между слоями покрытия. Отслоение может происходить в:
Композитных материалах
Железобетонных конструкциях
Многослойных материалах
Отслоение имеет тенденцию разрушать прочность и долговечность покрытия, а также эстетический вид материала. Это может сделать основание уязвимым для коррозии.
Когда коррозионные среды имеют прямой доступ к металлической подложке, электрохимические реакции будут происходить на границе металл-покрытие в присутствии воды, вызывая расслоение. Следовательно, хорошее защитное покрытие требует плотной связи между покрытием и металлической подложкой, чтобы предотвратить проникновение воды на поверхность раздела. Механическая связь очень важна для обеспечения хорошей адгезии покрытия. Считается хорошей инженерной практикой увеличивать шероховатость поверхности металлов, чтобы увеличить площадь контакта и улучшить адгезию между покрытием и металлом подложки.
На механизм разрушения покрытия влияет ряд параметров. К ним относятся не только свойства покрытия, интерфейса и подложки, но и распределение напряжений. Если покрытие находится под действием остаточного растягивающего напряжения, существует по крайней мере три возможных механизма разрушения. Например, хрупкое покрытие может разрушиться из-за образования трещин по всей толщине пленки. Более прочные покрытия могут выйти из строя из-за отслоения вдоль границы раздела или даже из-за распространения трещины внутри подложки. Механизм разрушения, связанный с сжимающими напряжениями в покрытии, происходит за счет одновременного коробления и расслоения.
Поскольку использование композитных материалов в авиации растет, расслаивание становится все более серьезной проблемой безопасности полетов, особенно в хвостовой части самолетов.
Расслоение бетона чаще всего встречается в настилах мостов и вызывается коррозией арматурной стали или замерзанием и оттаиванием.
Реклама
Разъяснения Corrosionpedia Расслоение
Отслоение может быть нескольких типов, например:
Разрушение клея или смолы
Разрушение арматуры
Отслоение смолы от арматуры
В последнем случае отслоение приводит к отслоению. Чтобы прояснить различие, отслоение относится к тому, когда два материала перестают прилипать друг к другу, тогда как отслоение относится к тому, когда ламинированный материал отделяется.
Однако причиной отслоения является слабое сцепление. Таким образом, отслоение является коварным видом разрушения, так как оно развивается внутри материала, не будучи видимым на поверхности, подобно усталости металла.
Отслоение материала можно обнаружить по его звуку:
Твердый композит издает яркий звук, тогда как расслоившаяся часть звучит тускло
Другие используемые методы неразрушающего контроля включают:
Оптический рефлектометр во временной области
Ультразвук
Радиографическое изображение
Инфракрасное изображение
При расслаивании бетона оно происходит, когда свежая бетонная поверхность герметизируется или уплотняется путем затирки, в то время как нижележащий бетон все еще пластичен и продолжает выделяться и/или выделять воздух. Образующиеся расслоения, как правило, толще, чем вызванные неправильной обработкой. Отслоения трудно обнаружить во время отделки, но они становятся очевидными после затвердевания и высыхания бетонной поверхности.
Можно смоделировать расслоение в многослойной композитной структуре без дефектов. Процесс расслоения делится на две части; инициация расслоения и последующий рост. Для прогнозирования начального расслоения используется критерий разрушения первого слоя. Рост начального расслоения моделируется с помощью методики виртуального закрытия трещин VCCTi.e
Практический опыт и лабораторные наблюдения показывают, что подвергшиеся коррозии железобетонные конструкции больше склонны к растрескиванию и расслоению бетона, чем к потере прочности конструкции. Предлагаемый метод основан на механике разрушения и основан на раскрытии трещин в бетоне как критерии его расслоения. Разработана аналитическая модель для определения ширины трещины в бетоне. Скорость коррозии является наиболее важным фактором, влияющим на время расслоения бетона.
У нас в гостях вы можете посетить мини шоу-рум, где вы увидите несколько моделей лазерных станков и приобрести их. Так же для тех, кто только «начинает» мы можем провести экскурсию по нашему производству сувениров полного цикла, где вы увидите лазерные ЧПУ станки и УФ-принтеры в условиях реальной работы.
Так же вы сможете попробовать как режет, гравирует и печатает наша техника, можете привезти свои материалы и макеты для TEST-драйва. На нашем производстве трудятся профессионалы с более чем десятилетним стажем.
Так же в рамках филиала вы можете получить сервисное обслуживание а так же выезд сервис инженера по Краснодарскому краю для решения ваших проблем с ЧПУ станком.
г. Краснодар, ул. Уральская, 145
8 (800) 201-50-65
ШОУ-РУМ, СКЛАД, ПРОИЗВОДСТВО,
СЕРВИС-СЛУЖБА
У нас в гостях вы сможете посетить мини шоу-рум, где вы сможете увидеть несколько моделей лазерных станков сувенирных принтеров.
Так же для тех кто только «начинает» мы можем провести экскурсию по нашему по настоящему гигантскому производству сувениров полного цикла где увидеть лазерные ЧПУ станки с различными опциями и сувенирные принтеры в условиях реальной работы.
Так же вы сможете попробовать как режет, гравирует и печатает наша техника, можете привезти свои материалы и макеты для TEST-драйва. На нашем производстве трудятся профессионалы с более чем десятилетним стажем. Так же в рамках филиала вы можете получить сервисное обслуживание, а так же выезд сервис инженера по Краснодарскому краю для решения ваших проблем с ЧПУ станком, в частности г. Анапа, Новороссийск и ближайшие населенные пункты.
г. Анапа, ул. Шевченко, 2
8 (800) 201-50-65
ТЕХПОДДЕРЖКА, МИНИ ШОУ-РУМ, ПРОИЗВОДСТВО
У нас в гостях вы сможете посетить наше производство, где вы увидите лазерные станки.
Так же для тех, кто только «начинает» мы можем провести экскурсию по нашему сувенирному производству, вы сможете увидеть лазерные ЧПУ станки в условиях реальной работы. Так же вы сможете попробовать как режет, гравирует и печатает наша техника, можете привезти свои материалы и макеты для TEST-драйва.
Так же в рамках нашего сервиса технический специалист поможет вам в решении проблем с вашим оборудованием.
г. Сочи, пгт Красная поляна, ост. «Вертодром»
8 (800) 201-50-65
ШОУ-РУМ, ПРОИЗВОДСТВО, СЕРВИС-СЛУЖБА
Мы в цифрах
СТАНКОВ ВСЕГДА В НАЛИЧИИ
ЛЕТ НА РЫНКЕ
ДОВОЛЬНЫХ КЛИЕНТОВ
СТАНКОВ ПРОДАЕМ В МЕСЯЦ
Популярные товары
Перейти
Какие выбрать сопла для лазерной резки металла
Сопло является одним из расходных элементов лазерного станка. Деталь используется в конструкции системы лазерной головы из сопла выходит луч и обдув зоны реза. Наличие последней, минимизирует или полностью исключает вероятность окисления или подгорания нагретых поверхностей.
Из каких материалов производится сопло, какие задачи решает
Сопло является элементом лазерной оптической головы для сварки, резки.
Подавляющее большинство моделей сопел выполняется из меди, так как этот материал хорошо рассеивает тепло, сохраняет свои ёмкостные характеристики при значительных температурах.
Отдельные версии имеют хромовое покрытие. Задачей последнего является исключение вероятности налипания выдуваемых из зоны реза капель расплава.
Сопловая часть устанавливается в лазерной голове сразу за оптической системой.
Благодаря её наличию решаются задачи:
подачи к зоне реза рабочих газов (с регулировкой расхода).
Ими выдувается расплавленный металл. При этом повышается качество кромок, исключается возникновение наплывов.
обеспечения соосности газовой струи и лазерного луча;
небольшой защиты оптики лазера.
Непосредственно на сопло замыкается контакт датчика слежения (чаще всего, через керамический изолятор). Последний формирует сигналы, позволяющие выдерживать при работе заданное расстояние между соплом и поверхностью заготовки.
Классификация существующих типов
С учётом материала обрабатываемой заготовки для выполнения реза используется один или два разных газа. Соответственно применяют одинарное или двойное сопло.
Одинарные (однослойные) и двойные (двухслойные)
Первое используется при работе на атмосферном воздухе, газовых средах условно-инертных, инертных (азот, аргон). Эти газы предупреждают окисление. Эта способность обусловила их востребованность для работы с высоколегиррованными марками стали, титаном, алюминием, латунью, так как позволяет получить кромку высокого качества.
Одновременно поступающие газы охлаждают кромки реза, исключая их тепловые деформации. Выполняют защиту оптики головы от брызг расплавов, разогретых до высоких температур.
При кислородной резке газ способствует окислению низколегированных (чёрных) сталей. Процесс является экзотермическим (выделяется существенное количество тепла), но процесс значительно ускоряется.
Двойное сопло имеет специальную вставку, для подачи двух различных газов. Чаще всего, подобные модели используются при кислородной резке. Внутренний слой – кислород высокой чистоты (для 5.0 она составляет 99,999%).
Малейший подсос атмосферного воздуха, иных газов, приводит к изменению параметров горения и, соответственно, рабочих характеристик станка. Поэтому внешний слой газов является своеобразным защитным «кожухом» для внутреннего газового столба.
Диаметр проходного отверстия
Непосредственное влияние на скорость и качество раскроя оказывает конструкция сопла и диаметр проходного отверстия. С его увеличением возрастает расход подаваемых газов, меняется площадь сечения газового столба, форма потока, его скорость.
Пример. При мощности компрессора (газогенератора) в 15 атм сквозь сопло диаметром 1 мм будет проходить примерно 0.14 м3/мин. Через 3.5 мм уже 1.8 м3/мин. Увеличение мощности подающего агрегата до 25 атм увеличит расход, в последнем случае, примерно до 3 м3/мин.
Варианты конструктивного исполнения
Существует несколько версий:
стандартная форма сопла, усечённый конус.
Эта форма свойственна и одинарным и двойным соплам, является наиболее распространённой (классической). Пример. Cопло Trumpf марки TR301-4561. Является универсальным.
«сомбреро» конусная часть имеет увеличенную высоту и малые углы наклона боковых граней.
Своё наименование получила за визуальную схожесть с этим мексиканским головным убором. Отлично подходит для резки близкорасположенных контуров (не наползает на соседнюю кромку).
К недостаткам относится существенно меньшее время, которое имеется у датчика для предотвращения вероятного удара сопла о кромку реза заготовки. Это может привести к повреждению покрытия или керамического кольца.
Альтернативным решением, в конструкции которого удалось предотвратить вероятность возникновения удара является модернизированная версия сомбреро с параболическими стенками.
Подобная конфигурация позволяет плавно «обтекать» препятствие.
Сомбреро с закруглённой вершиной.
Востребовано для работы с заготовками, толщина которых менее 0.3 мм. Сопла с плоской головкой, при отводе от заготовки после выполнения реза, тянут её за собой. Через несколько миллиметров она отлипает, однако точность реза уже сбивается. Сферическая головка исключает подобное развитие событий.
Широко востребовано при обработке трёхмерных заготовок.
Надеемся, что данная информация позволит вам подобрать сопло необходимой модели.
Лазерные резаки для изготовления архитектурных моделей
org/BreadcrumbList»>
Trotec Laser
Применение
Изготовление архитектурных моделей
Лазерная резка и гравировка деталей из дерева, картона и пластика. С помощью лазера можно создавать подробные 3D-модели, модели домов, презентационные, конкурсные и функциональные модели.
Изготовление архитектурной модели
Лазерная 3D-модель дома.
Как можно использовать лазерный резак при создании архитектурных моделей?
Вы можете вырезать и гравировать лазером мельчайшие компоненты для создания архитектурных моделей и моделей в индустрии игрушек. Быстрая и точная лазерная резка текстиля, пластика, дерева, шпона, МДФ, ПММА, картона, бумаги, пенопласта, полистирола, пленки, акрила, пластика и многого другого.
Нарисуйте свои фигуры, как обычно, в программе САПР или графической программе. Станок для лазерной резки работает с максимальной точностью и вырезает детали для подробных моделей зданий, моделей железных дорог, репродукций различных конструкций или архитектурных моделей в точном масштабе. Вы можете использовать детали сразу же без последующей обработки — без заусенцев, пыли или стружки. Срезы точные и чистые.
+Лазерная резка архитектурной модели. +Лазерная резка полистирола для фасадной стены модельного дома.
Вам нужна дополнительная информация о лазерной резке архитектурных моделей?
Свяжитесь с нами бесплатно и без обязательств.
Свяжитесь с нами
Каковы преимущества лазерного станка при создании архитектурных моделей? Сравнение технологий.
Что можно сделать с помощью лазера при моделировании.
Как рассчитать стоимость использования лазера в архитектурном моделировании?
Взгляните на наши примеры и узнайте больше о стоимости лазерного резака для создания 3D-моделей в натуральную величину. При расчете учитываются инвестиционные и эксплуатационные расходы.
Давайте посчитаем вместе. Мы поддерживаем вас от идеи до установки лазерного станка.
Запросите запись прямо сейчас.
Свяжитесь с нами
Какой лазерный резак подходит для изготовления архитектурных моделей?
Точная резка с помощью серии Speedy предлагает идеальное решение для создания 3D-моделей. Резка акрила, дерева, бумаги или текстиля выполняется без усилий.
Откройте для себя лазерный гравер и резаки Speedy
Что говорят наши клиенты.
«Для нас важны региональные связи, они позволяют нам предоставлять быстрое обслуживание на местах и поддерживать активный обмен информацией о новых разработках и улучшениях».
Д-р Мартин Кальтенбруннер
Руководитель института, Университет Иоганна Кеплера: Институт экспериментальной физики, кафедра физики мягкого вещества
Читать историю клиента
«Наличие лазерного гравировального станка Trotec стало действительно хорошей приманкой для привлечения людей в Makerspace. Когда они узнают об этом больше и понимают, насколько он универсален и полезен, они часто остаются здесь намного дольше и строят вокруг него проекты».
Люк Танселл
Makerspace Adelaide
Читать историю клиента
Часто задаваемые вопросы об использовании лазера для создания архитектурных моделей.
Как можно вырезать архитектурные модели лазером?
Какой лазерный резак лучше всего подходит для архитектурных моделей?
Могут ли лазерные станки вырезать масштабные модели с мельчайшими деталями?
Какие материалы используют архитекторы для изготовления моделей?
Что нужно, чтобы начать работу с лазерным резаком при создании архитектурных моделей?
Будем рады бесплатно проконсультировать вас.
Свяжитесь с нами
Линейка лазерных станков | Эпилог Лазер
Лазерный станок:
Максимальная площадь гравировки:
Толщина материала:
Типы лазерных источников:
Мощность лазерного источника:
Драйвер принтера и программное обеспечение:
Внутренняя память:
Режимы работы:
Система камер IRIS™:
Максимальная скорость гравировки (дюймы/метры в секунду):
Ускорение:
Сверхтихие вентиляторы охлаждения:
Связь:
Система движения:
Отслеживание работы:
Автофокус:
Сенсорный экран:
Индикатор состояния:
В комплекте Таблица:
Откидная дверь:
Воздушный компрессор:
Защитные элементы:
Класс:
24 x 12 дюймов (610 x 305 мм)
7 дюймов (178 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 : 30 или 40 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
1 накладная
60 дюймов в секунду (1,5 м/с)
3,5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Высокоскоростные шаговые двигатели
В комплекте
В комплекте
В комплекте
—
Сотовый стол для резки
—
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт непрерывной мощности МАКСИМАЛЬНО 600–700 нм
Узнать больше
24 x 12 дюймов (610 x 305 мм)
7 дюймов (178 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
Волокно: С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 30, 40, 50 или 60 Вт Волокно: 30 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
1 накладная
120 дюймов в секунду/3,05 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
Включено
В комплекте
В комплекте
—
Сотовый стол для резки
—
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт cW МАКСИМАЛЬНО 600–700 нм
Узнать больше
24 x 24 дюйма (610 x 610 мм)
10 дюймов (254 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 : 40, 50 или 60 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладных
120 дюймов в секунду/3,05 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
—
Сотовый стол для резки
—
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт непрерывной мощности МАКСИМАЛЬНО 600–700 нм
Узнать больше
36 x 24 дюйма (914 x 610 мм)
10 дюймов (254 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 : 50 или 60 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладных
120 дюймов в секунду/3,05 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
—
Сотовый стол для резки
—
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт cW МАКСИМАЛЬНО 600–700 нм
Узнать больше
24 x 24 дюйма (610 x 610 мм)
9 дюймов (228 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм Волокно: С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 60 или 80 Вт Оптоволокно: 30 или 50 Вт Двойной источник: 60 Вт CO 2 и 30 Вт 4 Оптоволокно
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладные + регистрация
165 дюймов в секунду/4,2 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
В комплекте
CO2 — Решетчатый стол для резки, оптоволокно/двойной — Рабочий стол
В комплекте
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт cW МАКСИМАЛЬНО 600–700 нм
Узнать больше
36 x 24 дюйма (914 x 610 мм)
9 дюймов (228 мм)
CO 2 : Металлокерамическая волноводная трубка с воздушным охлаждением, 10,6 мкм Волокно (только двойной источник): С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 60 или 80 Вт Двойной источник: 60 Вт CO 2 и 30 Вт оптоволокно или 80 Вт CO 2 и 9004 оптоволокно 04
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладные + регистрация
165 дюймов в секунду/4,2 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
В комплекте
CO2 — Решетчатый стол для резки, двойной — Рабочий стол
В комплекте
Не включено
В комплекте
Лазерный продукт класса 2 — 1 мВт cW МАКСИМАЛЬНО 600–700 нм
Узнать больше
48 x 36 дюймов (1219 x 914 мм)
12,25 дюйма (311 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм Волокно: С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 80 или 120 Вт Двойной источник: 120 Вт CO 2 и 50 Вт Волокно
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладные + регистрация
165 дюймов в секунду/4,2 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
—
CO2/Dual — рабочий стол
В комплекте
В комплекте
В комплекте
Лазерный продукт класса 2 — 1 мВт cW МАКСИМАЛЬНО 600–700 нм
Узнать больше
F163: 4″ x 4″ (101 x 101 мм) F254: 6″ x 6″ (152 x 152 мм)
F163: 10 дюймов (254 мм) F254: 6 дюймов (152 мм)
Волокно: С воздушным охлаждением, 1064 нм
Волокно: 30-ваттное импульсное, 30-ваттное MOPA или 60-ваттное оптоволокно
Раскройка и резка материалов на фрезерных станках ЧПУ
Новости
В большинстве случаев раскрой материала связан с обработкой исходных листов материала большого размера. Из больших листов, в результате получаются небольшие заготовки имеющие размер готовых изделий. Часто необходимо осуществлять раскрой композитных алюминиевых панелей, вспененного ПВХ, листового акрила и ПВХ, и т.д. Современные фрезерные станки с ЧПУ наилучшим образом приспособлены для выполнения этих операций.
В настоящее время чётко прослеживается тенденция по универсализации используемого оборудования, что позволяет оптимизировать технологический процесс, упростить его, снизить издержки. Даже такую операцию, как раскрой материала, можно производить при помощи фрезерных станков с ЧПУ. Использование фрезерных станков с ЧПУ для раскроя материала позволяет получить существенную экономию, а иногда становится единственных возможным инструментом, например при раскрое ПВХ, который нельзя обрабатывать лазером. Фрезерные координатные станки с большим рабочим полем — до 4000х2000мм, успешно справляются с этой работой.
Необходимо понимание того, что для раскроя материала требуются достаточно мощные и быстрые установленные шпиндели. Фрезерные станки должны иметь достаточно большое рабочее поле, чтобы на нём можно было разместить лист материала целиком.
Резка материалов фрезерными станками с ЧПУ
Если при раскрое нам приходилось работать с материалом, имеющим большие размеры, то резка в первую очередь связана с обработкой уже чистовых заготовок. При выполнении резки заготовке придаются контуры готового изделия. Весьма значимым достоинством станков с ЧПУ является реализуемая на них возможность фигурной резки материала. При этом хотелось бы отметить некоторую специализацию таких станков. Для резки хрупкого или упругого материала наилучшим образом подходят лазерные станки, на них удобно резать кожу, бумагу, резину. Для работы с другими материалами предпочтение следует отдать фрезерным станкам с ЧПУ, причём такие станки могут не только производить фигурную резку, но и производить обработку материала сразу по трём координатам, получая объёмные 3D изделия. Производя обработку заготовки на фрезерном станке с ЧПУ можно получить высококачественные рельефы.
Фрезерные станки с ЧПУ позволяют обрабатывать заготовки на большой скорости и с точным соблюдением требуемых размеров. Это позволяет отказаться от такой операции, как «чистовая дорезка», заготовки обрабатываются без припуска, что даёт существенную экономию времени затрачиваемого на изготовление изделия.
Станки с ЧПУ хорошо подходят и для такой, достаточно специфичной работы, как резка композитных панелей. Благодаря высокой точности обеспечиваемой станками с ЧПУ, обрабатываемую панель можно прорезать не полностью, что позволяет её легко гнуть для получения конечного изделия.
Пример фрезерного координатного станка с ЧПУ
В рекламной деятельности наиболее популярные материалы для раскроя — алюминиевые композитные панели, для изготовления рекламных конструкций, и вспененный ПВХ для УФ печати. Для раскроя этих материалов нельзя использовать обычный CO2 лазер, т.к. алюминиевый композит будет отражать лазерный луч, а ПВХ будет выделять соляную кислоту, которая быстро приведет к коррозии лазерного станка и выходу его из строя. В добавок листы этих материалов выпускаются большого размера, самый распространенный и востребованный размер 4000х2000мм. Поэтому для раскроя этих и многих других материалов идеально подойдет Фрезерно-гравировальный станок Optima OP-2040A.
Этот станок обладает большим рабочим полем 4000х2000мм, позволяющим разместить лист материала целиком. Зафиксировать материал на рабочем столе можно или вакуумным прижимом, или струбцинами. На фрезерный станок устанавливаются мощные шпиндели до 6кВт, позволяющие развивать высокую линейную скорость резки, что бывает необходимо, при срочном заказе, или при большой загруженности, запас мощности никогда не помешает и при небольших заказах, он продлит ресурс службы шпинделя.
В отличии от конкурентов, на портал фрезерно-гравировального станка OP-2040A, для его перемещения установлены двигатели с обоих сторон, что обеспечивает идеальное перемещение инструмента по оси Y. На станках с такими большими габаритами, для передачи крутящего момента от двигателей — устанавливается косая зубчатая рейка, рейка обеспечивает высокую скорость перемещения, повышенную стойкость к износу, сохранение высокой точности перемещения при износе, в отличии от шарико-винтовой передачи (ШВП). Кроме того ШВП с длиной более 2000мм просто провиснут под собственным весом, чего никогда не случится с косой зубчатой рейкой.
Управление фрезерным станком осуществляется или с компьютера — в случае выбора контроллера NCStudio, или через загрузку задания с флешки — в случае выбора контроллера DSP A11. Контроллер NCStudio визуализирует процесс работы на экране компьютера в реальном времени, в любой момент можно поставить задание на паузу, заменить инструмент, или изменить положение оси Z, он недорогой, прощает ошибки при создании программы резки, но далеко не самый быстрый. Профессиональный контроллер DSP A11 не имеет визуального интерфейса, программа резки загружается в контроллер с флешки, и станок начинает работать в автономном режиме, это один из самых быстрых контроллеров, но он дороже NCStudio, и если в программе резки допущена ошибка, можно сломать инструмент, шпиндель и сам корпус станка — поэтому этот контроллер рекомендуем только для профессионалов с многолетним опытом.
Фрезерно-гравировальный станок Optima OP-2040A можно использовать в мебельном, рекламном, сувенирном, модельном производствах и т.п. Для изготовления простых и сложных элементов из различных материалов в 2 и 3 плоскостях.
Любое копирование информации с сайта sign-service.ru должно производится с ссылкой на источник и с согласия администрации ресурса.
Новости
Диагностика проблем печатных головок
Простой способ проверки головки. Рассмотрим несколько вариантов диагностирования, так сказать на месте и своими силами. За пример возьмем головы Seiko и Epson.
Читать
Новости
Купить фрезерный станок – цена выгодная в САЙН СЕРВИС
Цена фрезерного станка заинтересует всех, кто планирует его приобретать. Купить такое оборудование по минимальной стоимости можно в нашей компании.
Читать
Новости
Лазерный станок по дереву – высокоточное и эффективное оборудование
Мебельная промышленность, реклама и производство сувенирной продукции и детских игрушек – вот лишь малая часть сфер, где требуется высокоточная обработка древесины.
Читать
Новости
Как выбрать лазерный гравер
Лазерный гравер является многофункциональным оборудованием с ЧПУ, предназначенным для раскроя и гравировки (маркировки) различных материалов. Главной особенностью этого инструмента является возможность обработки довольно широкого диапазона материалов. В их число включается стекло, акрил, дерево, пластик, шпон, ткань, кожа, резина, картон, искусственный камень и многое другое.
Читать
Новости
Как работает датчик материала
Основная функция датчика материала – включение и отключение двигателя размотки. Устанавливается на нижнюю часть корпуса по направлению к материалу. Лучше всего располагать его ближе к краю, что позволит определять узкие материалы.
Читать
Раскрой на чпу фанеры, мдф, дсп и резка других листовых материалов
Криволинейный раскрой — это точное и быстрое разделение листовых материалов на детали любой формы с помощью концевых фрез на станках с ЧПУ по векторным графическим файлам и чертежам (принимаем в работу любой из наиболее популярных форматов: DWG, DXF, AI, CDR (CorelDraw)), так же возможно создание векторных файлов для раскроя по простым бумажным эскизам.
Наша компания выполняет как прямолинейное, так и криволинейное раскраивание материалов. Однако современные дизайнерские решения требуют использования криволинейных элементов, так как запросы потребителей в сфере изысканности и сложности изделий значительно возросли. Чаще всего это касается мебели, фасадов, стеновых панелей и других предметов интерьера.
Закономерно, что на рынке получил популярность такой тип резки листовых материалов, как криволинейный раскрой и распил деталей. Из-за различной и неоднородной структуры материалов, которых сейчас очень много (фанеры, МДФ, ДСП), качество распила должно быть особым, без малейших дефектов. Именно таким требованиям отвечает выполнение работ на станках с числовым программным управлением (ЧПУ).
Фрезерный раскрой, особенности:
Фрезерование — более широкое понятие, включающее в себя и раскрой/распил. Так же, во фрезерную резку входит многоуровневая выборка, фрезеровка четвертей, углублений, пазов и различных профилей на контурах произвольной формы.
Листовой раскрой на ЧПУ позволяет фигурно обработать торцы, сделать разные бороздки, а также всевозможные углубления. Помимо этого, на современном высокотехнологичном оборудовании можно выполнять одновременно криволинейный и прямолинейный распил, на любом материале, толщина которого не превышает 70 мм. Такой процесс фрезерования состоит из нескольких этапов для обеспечения высокого качества и максимальной гладкости кромки. Никаких сколов, трещин и других дефектов — просто не возникнет. Точность раскроя достигает 0,1 мм. Возможен выпуск однотипных изделий (серийное производство одинаковых деталей).
Фанера:
Раскрой данного материала — довольно популярная услуга. Простота и легкость обработки, существование различных способов соединения фанерных конструкций и невысокая себестоимость фанеры — обеспечили ее высокую популярность. Применяют материал для изготовления рекламной продукции, сувениров, создания декоративных элементов и т.д.
Для изготовления фанеры используют прессованный шпон. На станках с чпу выполняется раскрой фанеры с высочайшей точностью и рекордной скоростью. Между тем фанера — материал довольно «капризный». Для выполнения работ безупречного качества лучше обратиться к профессионалам, поскольку фрезерование фанерных листов требует правильного выбора режущего инструмента и скорости резки.
Распил ДСП:
Такие листовые материалы как ДВП, ЛДСП и ДСП также легко обрабатывать на станках с ЧПУ. Их изготавливают из стружки, перерабатывающейся в различной степени. А благодаря существующим технологиям в производстве мелкодисперсного сырья, которое соединяют специальным клеем, никаких ограничений в формате и толщине материалов не существует. Это дает возможность создания любых конструкционных и дизайнерских проектов. Резка листовых материалов из древесины проходит отлично.
Что касается интерьеров, то пожалуй самым распространенным материалом является ламинированный ДСП, раскрой которого востребован при производстве мебели. Подробнее смотрите в статье: Раскрой ЛДСП.
Для изготовления рекламных конструкций, а также изделий, применяемых в нежилых помещениях больше подходит ДСП. Раскрой данного материала выполняется на станках с чпу предельно быстро и качественно. Смотрите подробнее о свойствах древесно-стружечных плит и особенностях резки здесь. Выполним раскрой ДСП по максимально низким ценам в городе! Предусмотрим все нюансы при работе на станке с чпу, выберем нужный режим, правильную скорость и верный размер фрез, предотвратив возникновение сколов и повреждений.
Раскрой МДФ:
МДФ — это еще один популярный материал, применяемый в различных сферах. Подробнее о нем смотрите здесь. Обеспечим выгодную стоимость любых фрезерных работ по древесно-стружечным материалам и дереву. Выполним раскрой МДФ.
Стоимость:
Раскрой и распил считаются погонными метрами, это удобнее, ведь для каждого материала используется своя наиболее подходящая скорость резанья, кроме того цена может зависеть от диаметра используемых фрез, ведь одни фрезы могут переносить большие нагрузки, а другие меньшие. Стоимость на листовой раскрой зависит также от толщины и типа обрабатываемого материала.
Уточнить цены можно по телефону.
Для предварительного расчета стоимости резки листовых материалов, отправьте Ваш макет на электронную почту [email protected] или воспользуйтесь формой обратной связи.
Параметры резания для фрезерования – ToolNotes
Скорость шпинделя (n)
Скорость резания (v c )
Скорость подачи
Подача на оборот (f n )
Подача стола (v f )
Нагрузка и подача стружки на зуб (f z )
Глубина резания
Осевая (a p )
Радиальная (a e )
Угол зацепления
Прорезь
Угол подъема
Попутное фрезерование
Обычное фрезерование
Предотвращение вибрации (см.)
Угловое зацепление (см.)
См. (видео)
Стратегии траектории фрезерования
Входы и выходы
Высокоэффективное фрезерование (см.)
Высокоскоростное фрезерование
Трохоидальное фрезерование (см.)
Черновая обработка с погружением
Износ и отказ инструмента
Абразивный износ
Выкрашивание
Термическое растрескивание
Излом
См. также: Сокращения параметров резания
Скорость шпинделя (n)
Скорость резания (v 9) 0006 c
)
Скорость резания при фрезеровании – это скорость, при которой токарный инструмент проходит материал, который он режет, вращаясь. Это скорость точки на внешней окружности вращающегося инструмента.
Калькулятор: скорость резания до скорости резания
Калькулятор: скорость резания до скорости резания
Скорость подачи
Подача на оборот (f
n )
В то время как подача таблицы (ниже) обычно используется для указания скорости подачи операции фрезерования, иногда используется подача на оборот. В подаче на оборот расстояние, которое стол проходит за один оборот фрезы, независимо от скорости вращения шпинделя.
Подача на оборот, подача стола или подача на зуб.
Подача стола (v
f )
Скорость фрезерной подачи для подачи стола обычно указывается в единицах длины на единицу времени, например, дюймы в минуту (IPM) или миллиметры в минуту (мм/мин).
Загрузка стружки и подача на зуб (f
z )
Расстояние, на которое стол перемещается вперед в единицу времени, деленное на количество зубьев, называется подачей на зуб (fz). Это иногда называют «продвижением на зуб» или APT. Подача на зуб — это максимальное количество стружки для данного набора параметров резания. По мере того, как радиальная глубина резания (переход) становится меньше, стружкообразование уменьшается.
Калькулятор: нагрузка на стружку
Калькулятор: скорость подачи от нагрузки на стружку
Глубина резания
В плечевой фрезе г предусмотрено две глубины резания: осевая и радиальная.
Осевая глубина резания (a
p )
Осевая глубина резания (показана как p ниже) также известна как «уменьшение» или ADOC.
Радиальная глубина резания (a
e )
Радиальная глубина резания (показана как e ниже) также известна как «ступенька» или RDOC и часто указывается в процентах от диаметра инструмента.
Осевая глубина резания (ap) и радиальная глубина резания (ae)
Прорезка
При прорезке концевой фрезой единственной переменной является осевая глубина резания (a p ).
Нарезание пазов концевой фрезой
Угол зацепления (или дуга зацепления)
Угол зацепления зависит как от радиальной глубины резания (ae), так и от траектории инструмента. Угол зацепления может существенно увеличиться при фрезеровании в углах или при больших значениях шага.
Угол взаимодействия Угол взаимодействия — угол
Попутное фрезерование
Попутное фрезерование, также называемое попутным фрезерованием или попутным фрезерованием.
В менее жестких станках силы попутного фрезерования имеют тенденцию отталкивать стол от ходового винта.
Другое название попутного фрезерования — фрезерование по толщине. Резание начинается со значительной нагрузки стружки и уменьшается по мере продвижения резания.
Стружкообразование от толстого к тонкому.
Традиционное фрезерование
Также называется фрезерованием от тонкого к толстому или встречным фрезерованием.
Силы от обычного фрезерования обеспечивают жесткость стола по отношению к ходовому винту.
Стружкообразование начинается, когда перед фрезой скапливается достаточно материала для начала действия сдвига. По мере продвижения фрезы стружка утолщается.
Стружкообразование от тонкого к толстому
Изготовление косозубых колес на вертикально-фрезерном станке
перейти на главную страницу
перейти на страницу выше «косозубые колеса – звенья»
Изготовление косозубых колес на вертикально-фрезерном станке машина.
В другом месте указано, что у большинства любителей нет подходящего горизонтально-фрезерного станка для изготовления винтовых зубчатых колес. Однако так же легко изготовить косозубые шестерни на вертикально-фрезерном станке. Главный и, пожалуй, единственный недостаток заключается в том, что установка для винтового фрезерования на вертикальном станке не такая жесткая, как на горизонтальном станке.
Хитрость заключается в том, что зуборез держится на укороченной оправке, закрепленной в вертикальном гнезде. Но вертикальная голова наклонена. Этот наклон задает требуемый угол наклона спирали.
Нарезание косозубого колеса точно такое же, как нарезание цилиндрического зубчатого колеса, за исключением некоторых ключевых отличий:
A во время нарезания зубчатого колеса фрезерный стол перемещается за счет вращения ходового винта к столу. Вращение ходового винта также используется для вращения делительной головки,
B фреза должна находиться под углом спирали к оси детали, поверхность которой разрезается
C Фреза того же типа, что используется для нарезания прямозубых зубчатых колес, но какой из наборов необходим, зависит от угла наклона винтовой линии.
Нож
Нож является стандартным ножом Brown and Sharp.
рис. 2450 Нож типа Brown and Sharp – первая сторона
Выбран для данного примера. Он предназначен для изготовления 1 мод зуба с углом вдавливания 20º. Из него получается шестерня с 26-34 зубьями.
рис 2451
93 * (угол подъема)
Например, предположим, что зубчатое колесо должно иметь 30 зубьев, а угол подъема составляет 17º 45″, тогда куб косинуса угла подъема равен 0,9551. Необходима фреза для N’ зубьев.
Н / 0,8712 в кубе = 30/0,8712 = 34,43
Резец для прямозубого цилиндрического колеса с 34 зубьями равен № 4. В данном случае он оказывается одним и тем же
Этот довольно неожиданный результат доказан на стр. 25-28 в «Спиральные и червячные передачи»
Следует отметить, что фреза всегда необходима для большего количества зубьев, чем необходимо. Обычно у цилиндрических зубчатых колес наименьшее количество зубьев, которое можно нарезать, равно двенадцати с помощью фрезы № 1. Это означает, что можно нарезать косозубые колеса с меньшим количеством зубьев.
Фреза устанавливается на цапфу. Заглушка вставляется в вертикальную втулку. Вертикальная головка наклоняется на необходимый угол спирали.
Нож для инжира на коротком держателе, прикрепленный к вертикальной головке (2452)
Различные способы наклона вертикальной головки
Вертикальная головка наклонена под углом угла спирали. Однако головка могла быть впереди или позади заготовки и могла быть наклонена влево или вправо. Кроме того, резак может вращаться по часовой стрелке или против часовой стрелки.
На фотографии выше нож установлен таким образом, что он будет резать только при вращении против часовой стрелки (если смотреть сверху). В этом случае заготовка должна будет двигаться справа налево, если она находится перед фрезой, или слева направо, если она будет позади фрезы.
Высота фрезерного стола
Важно, чтобы центральная высота заготовки находилась на центральной высоте фрезы, которая наклонена. Один из способов решения этого вопроса заключается в следующем. Со столом на любой удобной высоте измерьте высоту верхней части фрезы.
2455 винтовое фрезерование 6
рис. 2455 измерение высоты верхней части фрезы
Затем измерьте высоту нижней части фрезы. Для этого штангенрейсмаса известно, что при измерении с использованием верхней стороны стержня требуется припуск 10,86 мм.
Измеряется высота нижней части фрезы.
2456 измерение высоты нижней стороны резака
Разница между высотой верхней и нижней части, деленная на два, представляет собой высоту верхней части над центральной высотой делительной головки. Получается 110,00 мм. Теперь можно поднять фрезерный стол так, чтобы высота верхней части фрезы была равна половине высоты фрезы плюс 110,00 мм
Фрезерный стол поднимают или опускают до тех пор, пока центральная высота головки делительной головки не окажется на высоте середины фрезы.
Заготовка
Заготовка может удерживаться с помощью оправки, оправки или между центрами. Это описано в
«Делительная головка – фиксация заготовки».
Весь смысл всех этих методов в том, чтобы убедиться, что заготовка удерживается концентрически. Но другой способ — изготовить заготовку из круглого прутка, который обтачивают на токарном станке, а затем зажимают в четырехкулачковом патроне на делительной головке.
Первый шаг — обточить заготовку до внешнего диаметра шестерни, которую мы хотим сделать. Мы можем избежать сложной математики, просто найдя в каталоге снаряжение, которое хотим изготовить. Например:
Предположим, что шестерня должна вращаться так, чтобы ее ось была параллельна другой подобной шестерне. Это должно быть 30 зубов. угол зацепления должен быть 20º Размер зубьев 1 мод.
В каталоге есть один с углом подъема спирали 17 градусов 45 минут.
PCD 31,5 мм.
Наружный диаметр 33,5 мм.
Это внешний диаметр заготовки. Обычно это точили на токарном станке.
рис Подготовка заготовки.
На этом этапе необходимо отцентровать сверло, просверлить и развернуть отверстие шестерни.
Обратите внимание, что заготовка не точно отцентрирована в патроне. Здесь это не имеет значения, потому что при обработке на фрезерном станке он будет удерживаться в четырехкулачковом патроне и затем будет точно отцентрован.
Установка делительной головки
Делительная головка устанавливается на фрезерном столе так, чтобы ее ось была параллельна фрезерному столу как по горизонтали, так и по вертикали.
Если используется задняя бабка, она должна быть установлена таким образом, чтобы заготовка и т. д. также были параллельны как по горизонтали, так и по вертикали.
Если используется оправка или заготовка представляет собой просто кусок круглого прутка, то заготовка должна центрироваться в четырехкулачковом патроне на делительной головке.
Делительная головка предназначена для деления круга на необходимое количество зубьев на изготавливаемой шестерне. Как это сделать, описано в разделе 9.0085
«Делящая головка – делящая круг».
Весь процесс начинается со штифта на делительной головке в нулевом отверстии любого используемого кольца отверстий.
Заготовка устанавливается в четырехкулачковый патрон на делительной головке. Он должен быть отцентрован как можно точнее. Любая ошибка здесь, скажем, 0,1 мм будет означать, что зубы с одной стороны будут на 0,1 мм больше, а с другой стороны будут на 0,1 мм меньше. Для очень маленьких зубов это может сделать изготовленную шестерню бесполезной.
2469 центрирование при нарезке косозубого колеса
Зубчатая передача
Ходовой винт соединен с вспомогательным входом на делительной головке посредством зубчатой передачи. Ходовой винт может приводиться в движение двигателем или вручную. Требуемое соотношение — это то, что необходимо для производства требуемого свинца. Шаг определяется углом наклона и диаметром делительной окружности изготавливаемой шестерни.
Чтобы найти шаг шага для угла наклона зубьев, умножьте диаметр делительной окружности на число пи на тангенс угла наклона зубьев.
шаг = PCD * pi / tan (угол спирали)
шаг = 31,5 * 3,142 / 0,3201
= 309,2 мм
Это означает, что за один полный оборот заготовки фрезерный стол должен переместиться на 309,2 мм.
Для одного полного оборота заготовки вспомогательный вход должен повернуться 40 раз.
На используемом фрезерном станке шаг ходового винта составляет 5 мм, т.е. один оборот ходового винта перемещает стол на 5 мм.
Количество оборотов ходового винта, необходимое для получения требуемого движения:
необходимое расстояние/шаг ходового винта 309.2/5
это должно производить 40 оборотов на вспомогательном входе. Разница компенсируется зубчатой передачей
(309,2/5)/40 = R
R = 1,546
Используя Hobnail, предложенная зубчатая передача (использующая очень ограниченный набор шестерен):
100, 86, 64, 48
Приблизительно 60 витков ходового винта дают 40 витков вспомогательного входа, поэтому ходовой винт оснащен 48-зубчатой шестерней, а 100-зубчатая — вспомогательным входом.
2474 Зубчатая передача для нарезания косозубого колеса
Нарезание зубчатого колеса
В установке, показанной ниже.
2492 нарезка косозубого колеса
фиг система для нарезки
Резак устанавливается с помощью папиросной бумаги так, чтобы он едва касался поверхности заготовки. Требуемая глубина резания составляет 0,085 дюйма. Когда фреза находится справа от заготовки, она перемещается на 0,085 дюйма с помощью УЦИ. Затем DRO устанавливается на ноль. Все вырезы должны быть сделаны на эту глубину. Это экономит много усилий, если установлен упор, поэтому глубина резания всегда правильная.
Искусство нарезания зубчатых колес заключается в том, чтобы сделать нарезание каждого зуба жесткой, непрерывной последовательностью, которая продолжается без остановки от первого зуба до последнего.
Последовательность следующая:
Запустите фрезу
Нанесите немного смазочно-охлаждающей жидкости на заготовку
Проведите заготовку мимо фрезы на нужной глубине,
Остановите фрезу,
Вытащите стол, чтобы фреза очистить от заготовки,
перемотать стол,
вытащите штифт из делительной головки
при необходимости поверните на ноль или более полных оборотов
штифт снова окажется внутри левого секторного рычага,
вставьте штифт в отверстие
поднимите штифт и поверните так, чтобы он коснулся внутренней стороны правого рычага сектора
впустите его в отверстие,
переместите рычаги сектора по кругу,
переместите стол до упора,
вернитесь к началу последовательности.
2470 косозубое зубчатое колесо
2471 резка косозубой шестерни
2472 готовая косозубая шестерня
2475 левая и правая шестерни
2477 левая и правая шестерни зацепления
Что происходит
Резка запущен. Начинается справа от заготовки. Ходовой винт поворачивается таким образом, что заготовка проходит мимо фрезы слева направо. При движении вправо он также вращается.
После обработки каждой канавки заготовку необходимо отодвинуть от фрезы. Соотношение между положением вращения между заготовкой и положением стола сохраняется только в том случае, если привод к столу реверсирован. Невозможно просто поставить машину задним ходом, потому что любой люфт в системе будет означать, что фреза будет протаскиваться через зазоры, но немного неправильно. Это делается до тех пор, пока фреза не вернется к исходной стороне шестерни. В любом положении отношения сохраняются, делая это. Если это сделать, то в любом положении штифт на рукоятке можно будет отвести назад и повернуть ручку через необходимое количество отверстий.
Зарегистрирована в государственных органах 9 Показать историю
Дата
Межрайонная инспекция федеральной налоговой службы № 18 по республике татарстан
Код органа: 1690
Межрайонная инспекция федеральной налоговой службы № 4 по республике татарстан
16.09.2019
Отделение фонда пенсионного и социального страхования российской федерации по республике татарстан
18.09.2019
Отделение Фонда пенсионного и социального страхования Российской Федерации по Республике Татарстан
17.09.2019
Краткая справка
ООО «КРОНА» ведёт деятельность 4 года. Основной вид деятельности компании — 46.62 Торговля оптовая станками. Также у организации зарегистрировано еще 9 дополнительных ОКВЭД. За время деятельности компания участвовала в 3 арбитражных делах. ООО «КРОНА» присвоен ИНН 1655402104, КПП 165901001, ОГРН 1181690038970, ОКПО 28488859. Обратите внимание, в результате проверки на критерии фирмы-однодневки выявлен средний уровень риска.
Упоминания организации:
Google
Yandex
HeadHunter
Экспресс проверка
max
Средний риск
Важная информация
Конкуренты компании
ИП ЗАЙНУТДИНОВ АРТУР АНАСОВИЧ
ООО «СТРОЙИНВЕСТ»
ООО «АГРОПРОГРЕСС»
Контрагенты компании
ООО «РУСКОМПЛЕКТСЕРВИС»
ООО «ДЛ-ЛОГИСТИЧЕСКИЕ РЕШЕНИЯ»
ООО «ЮГ»
Другие компании
ООО «АНТЕЙ»
ООО «НОВЫЙ ДОМ»
ООО «ССМ»
ООО «КЛУБ-СЕРВИС»
ООО «ПРЕДПРИЯТИЕ» СТРОЙЦЕНТР»
Выручка
Чистая прибыль
Открыть все финансовые показатели >
КРОНА (Нижний Новгород) — адрес, телефон, сайт компании — ID158263
Пожаловаться
Контакты КРОНА
Телефон: +7 (903) 602-52-66
Email: Написать
Веб-сайт: Перейти
Представитель компании на сайте: КРОНА (КРОНА)
Фактический адрес: г. Нижний Новгород, ул. Торфяная, 34, 1
КРОНА расположена по адресу г. Нижний Новгород, ул. Торфяная, 34, 1. Основными видами деятельности КРОНА являются:
Сверлильные станки по металлу, Токарный станок по металлу .
На сайте Проминдекс можно связаться с представителем организации КРОНА (КРОНА) по телефону: +7 (903) 602-52-66 или по электронной почте Написать. На сайте КРОНА, указанном в контактах, узнайте подробную информацию о деятельности и режиме работы организации.
Описание
Поставка металлообрабатывающего, деревообрабатывающего оборудования и КПО.
КРОНА на карте
Телефонные номера с этой страницы: 79036025266
На сайте с 15 авг 2017
Новые товары и услуги компании
2 объявления
Все объявления компании
Отзывы о КРОНА
Сферы деятельности КРОНА
Похожие компании
Казанова Ксения
Анна
Дмитрий
Новиков Александр Иванович
Руслан Рузалевич Халиуллин
Батыр
Карточка компании
Объявления компании
Crown Equipment Corporation | США
Ваш путь к автоматизации
Здесь начинается
Самый трудный шаг на пути к автоматизации может быть первым. Наша загружаемая электронная книга здесь, чтобы помочь. Узнайте больше о возможностях автоматизации и ответьте на вопросы, которые помогут вам выбрать правильное решение для вашей работы.
Чистая сила
В помещении и на улице
Надежный вилочный погрузчик Crown серии C-B грузоподъемностью 8000–10 000 фунтов с пневматическими шинами обеспечивает надежную работу как внутри, так и снаружи помещений с чистой и эффективной электроэнергией.
Узнать больше
Доступен сейчас
Ручной домкрат PTH с 3-летней гарантией
Прочный, надежный, готовый к отправке
Делайте больше с меньшими затратами
Вилочные погрузчики серии C-G обеспечивают повышенную маневренность, комфорт оператора и грузоподъемность на высоте.
Узнать больше
Интеллектуальные решения
Складские решения
Подключенные решения
Решения для автоматизации
Энергетические решения
Дизайн склада
Стеллажи и хранение
Товары для склада
Оператор и управление автопарком
Управление техническим обслуживанием флота
Двухрежимные автоматические вилочные погрузчики
Полуавтоматическая комплектация заказов
Автоматическое позиционирование
Управление энергопотреблением
Литий-ионные энергетические системы
Батареи, зарядные устройства и аксессуары
Обслуживание аккумуляторов и зарядных устройств
Подъемники для поддонов
Электрические домкраты для поддонов
Тележки с поддонами для пассажиров
Портальные штабелеры
Штабелеры с противовесом
Стоячие вилочные погрузчики
Сидячие вилочные погрузчики
Вилочные погрузчики с двигателем внутреннего сгорания
Ричтраки
Комплектовщики заказов
Башенные сборщики заказов
Вспомогательные транспортные средства
Тягачи
Интернет-магазин с короной
Наслаждайтесь быстрой доставкой на тележках с поддонами вместе с тысячами запчастей для вилочных погрузчиков и расходных материалов.
Откройте для себя компанию Crown
Определяя будущее погрузочно-разгрузочных работ
Клиенты и отраслевые эксперты согласны с тем, что компания Crown имеет репутацию отмеченного наградами дизайна продукции, передовых разработок и технологий, а также приверженности принципам устойчивого развития.
Подробнее
Credible by Design
Компания Crown получила множество наград, подтверждающих ее способность производить инновационные продукты, устанавливающие новые стандарты превосходного дизайна.
Посмотреть награду Crown Design Awards
Компания Crown признана ведущим поставщиком технологий
В знак признания своих подключенных и автоматизированных решений по обработке материалов компания Crown Equipment Corporation была включена в список ведущих поставщиков программного обеспечения и технологий FoodLogistics 2020 FL100+ восьмой год подряд.
Посмотреть всю историю
Просмотреть все новости Crown
Гибкость, надежность и удобство
DHL Supply Chain произвела революцию на своем складе с помощью автоматических ричтраков Crown DualMode, повышающих производительность и открывающих новые возможности для сотрудников склада.
Прочитать историю
Просмотреть все результаты клиентов
Готовы ли ваши сотрудники к расширению возможностей подключения
Почти никто не любит перемен, и эту основную черту человеческой природы необходимо учитывать при внедрении любой технологии, особенно когда вы расширяете возможности подключения на своем предприятии.
Прочитать статью
Просмотреть все статьи блога
Производители машин для изготовления консервных банок | История |
Компания, основанная в 1930-х годах, обладает почти столетним опытом проектирования и изготовления машин для производства консервных банок. Мы с гордостью базируемся в Западном Йоркшире, Великобритания, в самом сердце промышленной революции.
CMB Engineering всемирно известна своим инновационным оборудованием для производства банок. Основанная в 1930-х годах, в колыбели европейской промышленной революции; компания занимается разработкой и проектированием передовых технологий в Шипли почти столетие. За это время произошло слияние французского производителя Carnaud; и дальнейшее приобретение компанией Crown Holdings Incorporated, одним из ведущих мировых производителей металлической упаковки; определили инновационную и клиентоориентированную компанию, которую вы видите перед собой сегодня.
При проектировании и создании первой машины CMB Engineering для изготовления банок компания одновременно сосредоточилась на использовании векового инженерного мастерства, чтобы разработать решение, отвечающее потребностям производителей банок.
Это привело к изобретению Bodymaker; таким образом, мы предоставили уникальное решение, сочетающее в себе как изготовление банок, так и обрезку, чтобы предоставить производителям удобную и эффективную машину с уменьшенной занимаемой площадью. Запущен более сорока лет назад; вы все еще можете найти наши оригинальные машины Bodymaker, работающие как часы на заводах по производству банок по всему миру.
Сквозь время
Сегодня мы черпаем вдохновение из нашей гордой истории инженерного мастерства. Мы отвечаем за разработку передовых технологий изготовления консервных банок; в дополнение к системам и технологиям для обжатия и декорирования, которые могут помочь производителям консервных банок решить проблемы, которые ждут их в будущем. От имени наших клиентов используются десятилетия промышленных знаний и технического мастерства, которые воплощены в наших проектах.
1853 – Основана Основана Джеймсом Денби Ли и Джеймсом Крэбтри в Crag Mills, Windhill, производящая текстильное оборудование.
1930 – Преобразование в Metal Box Компания покупает Metal Box Company и начинает производство оборудования для производства консервных банок.
1964 – Докфилд-роуд, Шипли Metal Box переезжает в свой нынешний дом, специально построенный участок на Докфилд-роуд в Шипли.
1986 – Лауреат Королевской премии Лауреат Королевской премии в области предпринимательства – Технологические достижения, присуждаемой за разработку технологии накручивания горлышка на банку, состоящую из двух частей. Процесс с тех пор используется во всем мире
1988 – Расширение Офис открывается в Норуолке, США
1989 – становится CarnaudMetalbox Metal Box сливается с Carnaud SA из Франции и становится CarnaudMetalbox Engineering
1991 — Запуск Bodymaker Запуск 5000 Bodymaker
1994 – Разработка триммера для банок CMB начинает разработку машины для обрезки банок, четырехголовочной роторной машины, способной обрабатывать банки всех стандартных размеров DWI
1995- Приобретение компанией Crown Cork & Seal Crown Cork & Seal Company, Inc. (теперь Crown Holdings) приобретает CarnaudMetalbox Engineering
1997 – Запуск MK2 Bodymaker Запуск Mk2 5000 Bodymaker, усовершенствованного горизонтального пресса двойного действия для производства алюминиевых или стальных банок DWI с высокой скоростью и эффективностью
2006 – Запуск распылительной машины 3200 Запуск распылительной машины 3200, высокоскоростной машины для внутреннего лакирования алюминиевых или стальных банок
2006 – Выпуск набора штампов Выпуск набора штампов, инструмента для каппера для всех типов прессов для алюминиевых и стальных стаканов
2007 – 3400 Die Necker Launch Запуск 3400 Die Necker, многоступенчатой машины для вырезания горловины, способной производить банки со скоростью до 3400 банок в минуту
2009 – World Skills UK Команда молодых инженеров из CMB Engineering выиграла золото в категории задач производственной команды на конкурсе World Skills UK
2010 – Обладатель Королевской премии 2-я Королевская премия за предпринимательство, присужденная в категории «Международная торговля» — высшая официальная награда для британского бизнеса. Представлено принцессой Анной
2013 – World Skills Команда учеников CMB является частью команды Великобритании, представляющей Великобританию в командном соревновании производственных команд на чемпионате World Skills в Лейпциге, Германия
2014 – Запуск Академии Запуск Академии, первой в отрасли, предлагающей углубленное практическое и теоретическое понимание изготовления и закатки банок
2014 – Лауреат Королевской премии 3-й раз лауреаты премии Queens Award в области предпринимательства — международная торговля
2014 – 50-летие Празднование Докфилд-роуд как дома CMbE и сердца нашего производственного наследия Великобритании
2015 – World Skills Команда учеников CMB входит в состав команды Великобритании, представляющей Великобританию в командном соревновании производителей на чемпионате World Skills в Сан-Паулу, Бразилия
2015 г. – Запуск распылительной машины реформат™ Запуск распылительной машины реформат™, внутренней распылительной машины с сервоприводом, разработанной для повышения скорости, эффективности и контроля над процессом равномерного покрытия внутренней части банок с напитками или едой
2016 — Награды CanTech — Награда за инновации. Победители премии CanTech Innovations 2016 за распылительную машину remat™ 2016 Награда Crown за социальную устойчивость Получено за программу безопасности сотрудников «Cool To Be Safe»
2017 – World Skills Команда CMB Apprentices входит в состав команды Великобритании, представляющей Великобританию в командном соревновании производителей на чемпионате World Skills в Абу-Даби, Объединенные Арабские Эмираты
2018 г. – 1000-й триммер продан Эрик Миддлтон и Энди Голдсбро представляют памятную табличку для 1000-го триммера
2019 – World Skills Команда CMB Apprentices входит в состав команды Великобритании, представляющей Великобританию в командном соревновании производителей на чемпионате World Skills в Казани, Россия
2020 – обладатель Королевской премии 4-й раз удостоен Королевской премии в области предпринимательства – инновации за краскораспылитель remat™
2020 – Расширение Расширение блока 9. Объект площадью 20 561 футов2 на заводе Hirstwood Works, Шипли, Западный Йоркшир. Расширение блока 6.
2021 — Расширение блока 12 Производственное предприятие площадью 150 000 футов2 в Лидсе, Западный Йоркшир
Ну вот и настало время написать что-то полезное… В результате проб и ошибок появился опыт в 3д печати :D.
Речь сегодня пойдет о небезызвестном пластике от фд пласта. Много было про него разговоров, и как я заметил, единого мнения о настройках печати нет, каждый печатает по-своему…. В связи с чем, у многих новичков сразу возникает тысяча вопросов, так давайте разберемся раз и навсегда с этим пластиком)
Для тех, кому лень читать: Рекомендуемая температура сопла 210-215, стол 35-50 (холодный! , настройки печати стандартные (Для cura текучесть 95%).
1. Температура печати
Вообще, рекомендуемая температура для PLA-пластика составляет 140-200 градусов (в зависимости от состава).
Когда я купил принтер, предыдущий владелец печатал пластиком Print Product при температуре 215 градусов (стол 85)
Вообще любой пластик начинает плавиться при меньшей температуре чем та, которая требуется для качественной печати. Почему я упомянул слово ‘качественной’? А все просто, вы можете печатать PLA и при 150-170 градусах, и при этом деталь с виду будет казаться нормальной, но при такой низкой температуре слои не будут достаточно хорошо склеиваться между собой, в связи с этим, деталь легко может расслоиться.
Вернемся к FD пласту. Поначалу, купив первую катушку, я печатал при 185 градусах, и получались хорошие результаты:
Нефертити после обработки дихлорметаном.
Затем, были приобретены другие цвета (белый и натуральный) для создания прототипов….
И тут начались ‘пляски’… Детали совсем не хотели получаться, 😥 .
Основная проблема была в том, что слои ‘мазались’ т.е. верхний слой вместе с нижним размазывались, как зубная паста по стеклу)
В чем проблема? По порядку…
1. Температура печати у меня стояла 215, стол 85.
При 215 градусах слои слипаются как нужно. 85 градусов на столе для адгезии, липнет на ура (у меня на столе был каптон), при меньших температурах получалась каша. %$%# в адрес FD пласта…
Вот результат, если стол не достаточно горячий…
Красивый цвет стола, не правда ли?) Весь секрет в том, что по верх стекла наклеена алюминиевая фольга, сверху каптон… Ибо автоуровень стола стоит)
Решение:
Тут есть несколько вариантов:
1. Оставляем ту же температуру стола (75-85), и делаем хорошее охлаждение (чтобы дуло прямо на сопло и желательно по кругу)
2. Тоже самое, только после 1 слоя охлаждаем слой. Например, в CURA есть вкладка расширения, где вы подробно можете настроить паузы печати, температуры слоев и.т.д.
3. Печатать на холодном столе, но для адгезии использовать другие средства (Я выбрал именно этот вариант)
Раньше думал, что клей-карандаш, лак и.т.д все это колхоз, я и сейчас также думаю, но клей-карандаш это прикольная штука.
Я использовал клей-карандаш фирмы Комус, липнет достаточно хорошо.
И небольшой лайфхак как выбрать нужный нам клей-карандаш. ..
Нам нужно, чтобы наш клей был максимально липким, и не высыхал, поэтому при покупке откройте клей и пощупайте его пальцем, он должен быть достаточно липким и ваш палец должен прилипать очень хорошо….
Теперь смотрим на состав, у 1 образца он идентичен жидкому клею ПВА, но воды меньше и добавлен глицерин… не пойдет… (вода быстро высыхает и клей становится сухим)
Второй намного лучше, не содержит воды, а самое главное содержит стеарат натрия, который не будет давать высыхать нашему клею (поэтому он такой липкий на ощупь), ну и естественно глицерин, как связующее вещество.. =)
Так как у меня автоуровень стола, я решил нафиг снять стекло, так как мне не нравилось, как он меряет по углам…
В итоге оставил голый стол. На него клею обычный скотч, а поверх размазываю клей-карандаш. Выходит чудно, и скотч не жалко если что. Но, как правило, после печати клей отходит от стола в виде пленки, и её легко удалить.
Текучесть
Тоже немаловажная характеристика… Как правило, из-за избытка пластика появляются излишки пластика, из-за которых фактура детали становится неровной…
Путем проб и ошибок, выяснил, что наиболее удачная в пределах 93-95-98. Советую самим поэкспериментировать.
Вот какие характеристики у меня стоят:
И вот, спустя 2 месяца мучений, я наконец-то воплотил в жизнь свои детальки)
Радости естественно не было предела, чего и всем желаю)))
Пару фоток процесса печати:
Надеюсь, эта статья кому-нибудь поможет)
REC Wiki » PLA-пластик: характеристики, настройки печати, советы
Полилактид (ПЛА, PLA) — это биополимер, пользующийся высокой популярностью среди энтузиастов 3D-печати по двум основным причинам.
Основные преимущества и недостатки ПЛА
Во-первых, это экологичный, биоразлагаемый пластик, получаемый из натурального сырья — как правило, агропромышленных отходов кукурузы и сахарного тростника, из которых добывается крахмал, перерабатываемый в молочную кислоту и лактид, а затем в итоговый полимер. Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.
Второй момент — это простота 3D-печати полилактидом. Среди всех доступных материалов это один из наиболее непривередливых в плане технических возможностей используемого оборудования, так как ПЛА не требует высокотемпературных хотэндов, износостойких сопел или термокамер, и даже позволяет обходиться без подогреваемых столиков. Этот материал — прекрасный выбор для начинающих пользователей 3D-принтеров.
Профессионалы тоже не обходят ПЛА стороной, так как он хорошо подходит для быстрого прототипирования, изготовления макетов и сувенирной продукции со стабильными результатами, снижающими трудозатраты.
С другой стороны, полилактид не лишен недостатков, среди которых можно отметить крайне низкую теплостойкость (всего около 50°С) и довольно высокую хрупкость, осложняющие использование этого полимера в инженерных приложениях, например в производстве нагруженных конструкций и деталей механизмов, а также делающие практически невозможной продолжительную эксплуатацию изделий из этого материала на открытом воздухе, особенно в жарком климате. Низкая теплостойкость также затрудняет механическую обработку.
Напоследок стоит упомянуть еще одно популярное направление использования полилактида — 3D-печать выплавляемых/выжигаемых литейных мастер-моделей. Здесь у ПЛА целый ряд плюсов, включая один неочевидный: этот полимер относительно дешев и обладает низкой зольностью, а низкую температуру тепловой деформации можно считать не недостатком, а преимуществом, так как быстрая потеря прочности помогает предотвращать растрескивание литейных форм из-за теплового расширения полимерной начинки при обжиге. 13 Ом/см
Предел текучести при растяжении и температуре 23°С: н/д
Прочность при изгибе 2,8 мм/мин. 23°C: н/д
Ударная твердость по Роквеллу (шкала R): н/д
Масло- и бензостойкость (максимальное изменение формы за 24 часа): 0,3%
Кислородный индекс, %O2 по ГОСТ 21793-76: 20,8-21
Массовая доля золы по ГОСТ 15973: менее 0,01%
Рекомендации по подготовке к 3D-печати PLA-пластиком
Для 3D-печати полилактидом подойдет любой, даже самый бюджетный FDM 3D-принтер. ПЛА отличается низкой термоусадкой, а потому не требует использования термокамер. Подогрев столика опционален и в большинстве случаев избыточен. Более того, этот материал достаточно долго застывает, что вкупе с изначально низкой температурой тепловой деформации требует помощи не с подогревом, а наоборот с охлаждением укладываемого пластика, чтобы он успевал схватываться и сохранял форму при укладке последующих слоев и построении нависающих элементов. По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).
ПЛА демонстрирует высокую межслойную адгезию, что хорошо, а чтобы материал лучше схватывался со столиком, рабочую поверхность желательно покрыть синим малярным скотчем (как на иллюстрации ниже), лаком для волос, либо тонким слоем клея — подойдет обычный канцелярский клей-карандаш или наш специальный, универсальный состав The3D. Во многих случаях дополнительные адгезионные средства не требуются вообще, например при использовании 3D-принтеров со специальными адгезионными покрытиями или стеклянных столиков.
При необходимости, для повышения схватывания с поверхностью можно включить подогрев столика, но без чрезмерного нагревания, памятуя о низкой теплостойкости ПЛА. Например, можно включить подогрев в начале 3D-печати для улучшения схватывания первого слоя модели со столиком или вспомогательным адгезионным покрытием, а затем отключить, чтобы столик не генерировал избыточное тепло.
Как и с любым другим материалом, при работе с ПЛА важно не превышать допустимую скорость и температуру 3D-печати. Конкретный скоростной диапазон указать не можем, так как он зависит от используемого оборудования, но насчет температурного режима поясним, что нагревание хотэнда свыше рекомендуемых параметров ради повышения производительности крайне нежелательно, так как перегрев материала способствует образованию нагара внутри хотэнда и возникновению пробок в соплах.
Рекомендуемые настройки для 3D-печати материалом REC PLA:
Все полимеры в той или иной степени гигроскопичны, и ПЛА — не исключение. Насыщенность влагой может привести к закипанию материала в хотэнде с разными неприятными последствиями вроде прерывистой подачи с щелчками, образования пузырьков, расслоения и других дефектов. Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.
Заодно такая упаковка предотвратит накапливание пыли, способной образовывать нагар в хотэнде и сопле. Если пластик все же покроется пылью, достаточно пропустить филамент через простой поролоновый фильтр (например, вот такой) по пути от катушки до хотэнда прямо во время 3D-печати.
При необходимости материал можно просушить непосредственно перед 3D-печатью. Подробно о том, как правильно хранить и сушить пластики, можно узнать из отдельных статей по этим ссылкам:
— Хранение филамента
— Сушка пластика
Наконец, еще раз напомним про низкую теплостойкость полилактида и порекомендуем хранить филамент в прохладном месте, подальше от прямого воздействия солнечного света, радиаторов отопления, кухонных плит и других источников тепла.
Постобработка PLA-пластика
Полилактид — материал твердый, но не лучшим образом подходящий для механической обработки ввиду трудностей, связанных с низкой температурой плавления. В то же время стоит помнить о довольно высокой хрупкости этого материала: при слишком сильном механическом воздействии возможно растрескивание, так что к сверлению, фрезерованию, гравированию и другим подобным процедурам стоит подходить аккуратно.
Материал хорошо поддается покраске акриловыми красками, желательно с использованием грунтовки. Для склеивания можно применять цианоакрилат (супер-клей), а также некоторые растворители, например дихлорэтан и дихлорметан. Последние также хорошо подходят для сглаживания поверхностей. Имейте в виду, что это токсичные, летучие жидкости, требующие строгого соблюдения техники безопасности. Более безопасным вариантом для сглаживания слоев служит концентрированный лимонен. Ацетон с ПЛА не работает.
Безопасность PLA-пластика REC
В общем и целом, полилактид считается одним из самых безопасных материалов в арсенале 3D-печатников, но стоит иметь в виду, что все зависит от добросовестности производителей — нет никаких гарантий, что в дешевом филаменте под сомнительным брендом не будут присутствовать токсичные красители или другие добавки. 3)
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания PLA-пластика REC
Наша компания последовательно проводит испытания выпускаемых филаментов для 3D-принтеров. С отчетами об испытаниях* REC PLA можно ознакомиться по ссылкам ниже:
На ударную вязкость по Шарпи
На изгиб
На разрыв вдоль слоев
На разрыв поперек слоев
На сжатие
СанЭпидем
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
PLA Нить для 3D-печати, ваш цвет — наш спрос
Для обеспечения всех функций этого веб-сайта требуются файлы cookie. Используя наш веб-сайт, вы соглашаетесь на использование нами файлов cookie. Узнайте больше. Скройте это сообщение. Налог
Меню
Toggle NAV
Вход
Учетная запись
Настройки
Язык
PLA 3D -печать в любом цвете, специально созданный для вас!
Независимо от того, имеете ли вы особый вкус или уникальный объект, который нуждается в индивидуальном дизайне, мы из colorFabb поможем вам получить нить PLA любого цвета, которая вам нужна.
Наша услуга Color On Demand позволяет вам выбрать именно тот цвет, который вам нужен, чтобы вывести ваш проект 3D-печати на новый уровень. Мы сделали более 200 подобранных цветов RAL из нити PLA. Более того, мы можем сделать любой цвет по вашему желанию. Не стесняйтесь обращаться к нам для индивидуального запроса цвета. Мы делаем это без каких-либо дополнительных оплат.
Пороговое значение для нестандартных цветов никогда не было таким низким в истории производства 3D-филамента. Наш новый процесс окрашивания позволяет нам производить столько цветов, сколько вам может понадобиться из одной катушки весом 750 г или 2200 г.
Минимальный объем заказа для соответствующих цветов RAL составляет всего одну катушку по 750 г или 2200 г. Индивидуальные цвета будут изготавливаться, начиная с одной катушки весом 750 г.
Пожалуйста, имейте в виду, что все цвета RAL, которые мы уже согласовали, имеют время выполнения примерно 5 рабочих дней перед отправкой. В случае повышенного спроса это может быть на несколько дней больше. Если вы спешите, пожалуйста, свяжитесь с нами перед заказом.
КАК РАБОТАЕТ СПЕЦИАЛЬНО ЦВЕТНАЯ НИТЬ PLA?
Если вы ищете определенный цвет RAL, вы можете взглянуть на наши уже подобранные и утвержденные цвета RAL. Если ваш цвет RAL отсутствует в нашей существующей базе данных RAL, вы можете отправить нам свой запрос по электронной почте.
Запросы на нестандартные цвета обрабатываются через нашу контактную онлайн-форму – мы ответим в течение 24 часов.
ЦВЕТ ПО ЗАПРОСУ НА ПАРТИИ. Batch.Works — это союз, заключенный на небесах.
Компания Batch.Works, расположенная в Восточном Лондоне, исследует использование новейших технологий в масштабах микропроизводства, чтобы в конечном итоге сделать доступную продукцию ближе к дому.
Особое внимание уделяется оптимизации и персонализации потребительских товаров для людей. Color On Demand от colorFabb позволяет Batch.Works дополнительно персонализировать 3D-отпечатки клиентов, используя специальные цвета.
Знание того, что пороговое значение для пользовательских цветов ниже, чем когда-либо, и работа с высококачественным и надежным материалом PLA, дает уверенность в решении любого проекта 3D-печати с оттенком цвета.
Контактная информация
Телефон
Тема
—Пожалуйста, выберите— Проблема с моим заказомВопрос о материалеНастройки принтераЗапрос на спонсорство или в социальных сетяхСтатус заказаЗапрос на предложениеЦитатаСкидка на обучениеВопросы о доставкеПользовательский материалПлатежи/оформление заказа
Сообщение ЦВЕТ ВАМ НУЖЕН
Не соглашайтесь на второе место. Выберите именно тот оттенок цвета, который вам нужен! Вы можете выбрать из 200+ подходящих цветов RAL или бросить нам вызов с вашим индивидуальным запросом цвета.
НИЗКИЙ МИН. КОЛИЧЕСТВО ДЛЯ ЗАКАЗА
Благодаря инновационному процессу окраски минимальный объем заказа соответствующих цветов RAL составляет всего одну катушку весом 750 г. Индивидуальные цвета будут изготавливаться, начиная с одной катушки весом 2200 г.
ВОСПРОИЗВОДИМЫЕ ЦВЕТА
Строго контролируемый производственный процесс гарантирует цвет от одного заказа к другому, поэтому вы можете быть уверены, что цвет будет точно таким же при каждом размещенном заказе.
В ПАРТИИ. РАБОТАЕТ МЫ ДЕЛАЕМ НАШ ПРОДУКТ ЦВЕТНЫМ. БЛАГОДАРЯ КОМПАНИИ COLORFABB И ИХ ПОТРЯСАЮЩЕЙ КОМАНДЕ, ОНИ МОГУТ СООТВЕТСТВОВАТЬ ЛЮБЫМ ЦВЕТАМ, И МЫ МОЖЕМ ПРЕДОСТАВИТЬ НАШИМ КЛИЕНТАМ НАИЛУЧШЕЕ ВПЕЧАТЛЕНИЕ С ЦВЕТОМ, КОГДА-ЛИБО В 3D-ПЕЧАТИ FDM
ЖУЛЬЕН ВАИСЬЕР, ОСНОВАТЕЛЬ BATCH.
WORKS
ИЩЕТЕ ИЗГОТОВЛЕННЫЙ НА ЗАКАЗ ЦВЕТ PLA?
Еще никогда не было так легко сделать PLA-пластину индивидуального цвета.
Отправьте запрос на цвет, и наши специалисты по цвету приступят к работе.
Эти специалисты будут вашим основным контактным лицом в процессе подбора цвета и будут держать вас в курсе.
Он позаботится о том, чтобы ваш нестандартный цвет был доставлен вовремя и в соответствии со спецификацией.
Контакт
Вернуться к началу
Нестандартная нить для 3D-печати
Вы ищете что-то особенное в нити для 3D-принтера?
РАЗРАБОТКА С ПРОФЕССИОНАЛАМИ
ИНДИВИДУАЛЬНЫЕ МАТЕРИАЛЫ ДЛЯ 3D-ПЕЧАТИ
ПРЕДСТАВЬТЕ, ЧТО ВЫ МОЖЕТЕ СДЕЛАТЬ БЕЗ ГРАНИЦ
Философия NeverD для требовательных материалов для печати приложения. Воплотите свои проекты в жизнь с нашей специальной нитью для 3D-печати. Мы будем работать с вами над вашим проектом, чтобы разработать то, что никогда не делалось раньше. Наша команда ученых, инженеров и химиков может найти идеальные индивидуальные материалы для печати и нестандартную нить для 3D-принтера, чтобы выполнить работу. Получите точные свойства, необходимые для вашего приложения, воспользовавшись нашим 50-летним опытом.
СОЗДАВАЙТЕ ИНДИВИДУАЛЬНЫЕ МАТЕРИАЛЫ СЕГОДНЯ
ПРОЕКТЫ ДЛЯ 3D-ПЕЧАТИ, РАЗРАБОТАННЫЕ НАМИ НА ЗАКАЗ
Матовый ПЛА
Шелк ПЛА
Неабразивный светящийся в темноте PLA
Термальный нейлон
PEEK без обогреваемой камеры
Поликарбонат
поликарбонат углеродное волокно
Мульти Материал ТПУ
Неабразивное нейлоновое углеродное волокно
нить 6 мм
ИДЕАЛЬНОЕ СОГЛАСИЕ ЦВЕТА
ПОЛЬЗОВАТЕЛЬСКИЕ ЦВЕТА
БЕЗГРАНИЧНЫЕ ВОЗМОЖНОСТИ ЦВЕТА
Filamatrix имеет 45-летний опыт разработки цветов.
Производственная площадь участка, занимаемая поточной линией, включает непосредственную площадь, занимаемую оборудованием исходя из его габаритных размеров и дополнительную площадь, занимаемую проходами, проездами и вспомогательным оборудованием, хозяйственным инвентарем.
Определяется размер производственной площади на основе технологической планировки оборудования и рабочих мест и исходя из норм удельной площади на единицу оборудования и количества единиц оборудования.
Нормы удельной площади устанавливаются на единицу оборудования исходя из того, к какой группе станков оно относится, и включает всю дополнительную площадь. Все станки в зависимости от габаритных размеров подразделяются на три группы: мелкие, средние и крупные. Для мелких станков нормы удельной площади устанавливаются в размере 5-12 м2; для средних станков – 12-25 м2; для крупных станков – 25-45 м2; для верстаков – 3-5 м2.
Расчет производственной площади участка по нормативам удельных площадей производится в табличной форме (таблица 4).
Таблица 4
Расчет производственной площади
№ п/п
Наименование оборудования
Модель или марка
Габаритные размеры
Количество единиц оборудования (шт.)
Норма удельной площади
Производственная площадь
1
Универсальный фрезерный станок
6Р82Ш
24701250
3
15
45
2
Плоскошлифовальный станок
3Б71м1
26001550
2
15
30
3
Верстак
3
4
12
4
Токарно-винторезный станок
1А616П
21351255
3
15
45
5
Настольно-сверлильный станок
НС12А
710360
1
10
10
ИТОГО
12
Х
142
Определив производственную площадь участка, необходимо рассчитать вспомогательную площадь, занимаемую под конторские и бытовые помещения. Она, как правило, составляет 30-45% от производственной площади.
;
(м2).
Таблица 5
Расчет общей площади
Виды площади
Источник или методика расчета
Площадь, S кв.м.
Производственная площадь
Таблица 4
142
Вспомогательная площадь
Принимаем 35% от производственной
49,7
ВСЕГО
191,7
3.2. Планировка производственного участка
Планировка участка (цеха) – это план расположения технологического оборудования и рабочих мест. На плане должны быть также показаны строительные элементы – стены, колонны, дверные и оконные проемы и т.д.; основной производственный инвентарь – верстаки, плиты, складочные площадки; подъемно-транспортные устройства – мостовые и другие краны, конвейеры, монорельсы, электрокары, робоэлектрокары и др.
При разработке планировки участка используются условные обозначения, габаритные размеры оборудования принимаются по каталогам или по заданию, внутри контура, изображающего вид оборудования, проставляется инвентарный номер оборудования.
Планировка выполняется в масштабе 1:100 с соблюдением допустимых расстояний между станками и строительными элементами. Желательно возле габаритного контура оборудования указать условными обозначениями места подводки энергоносителей, води и т.д.
Поточные линии или участки механической обработки, а также участки серийной сборки, как правило, располагаются вдоль пролета, при этом оборудование и рабочие места могут быть размещены в один, два или более рядов, вдоль или под углом к оси пролета.
Планировка поточной линии, участка серийной сборки обычно сочетается с выбором средств межоперационного транспорта. Она должна отвечать принципу прямоточности, т.е. предусматривать возможность передачи деталей между станками, сборочных единиц между рабочими местами по кратчайшему расстоянию с наименьшими затратами времени с наименьшим использованием производственной площади. Этому требованию, как правило, удовлетворяет расстановка оборудования на участке в. последовательности операций технологического процесса.
При планировке необходимо предусмотреть удобные подходы к станкам (рабочим местам) для проведения ремонта и обслуживания; выделить необходимые площади для размещения накопителей деталей (заделов) и подходы к ним; площади для размещения устройств ЧПУ, устройств управления ПР, магазинов для хранения инструментов и приспособлений, места для проведения контроля качества продукции.
Расстановка оборудования зависит от конструкции производственного здания и характера изготавливаемых деталей и изделий, а также от характера и вида используемого оборудования и транспортных средств
Поточные линии могут быть различной формы: прямые, круговые, овальные, извилистые (зигзагообразные), V-образные. S-образные и преломляющиеся под различным углом (Г-образные), П-образные.
Как правило, наиболее эффективной является прямая линий. Она проста, может быть хорошо организована, легко смонтирована и установлена, ее нетрудно обслуживать. Затраты на конвейер минимальные, отсутствуют трудности, связанные с организацией передачи деталей под углом к прямой линии. Рабочие места поточной линии располагаются вдоль конвейера с одной или с двух сторон.
Направление движения деталей по операциям в ходе обработки должно быть показано стрелками.
Общая форма участка, отведенного для расположения оборудования с включением вспомогательных помещений, должна быть прямоугольной. На плане обязательно показывают проходы, длину и ширину транспортных средств (если применяется конвейер), границы участка, проходы, проезды, длина и ширина участка.
Схема планировки участка приведена в Приложении 2.
Паспорт токарного станка.
Испытание и проверка станка на геометрическую точность.
Паспорт токарного станка
Испытание и проверка станка на геометрическую точность
Паспорт станка является руководством в процессе ремонта и эксплуатации станка, при выборе типа станка для разработки технологического процесса, при назначении режимов обработки, при проектировании оснастки и т. д. Паспорт токарного станка является документом, в котором содержатся основные технические данные и характеристика станка: наибольшие размеры обрабатываемых заготовок; частота вращения шпинделя; подача; наибольшее усилие, допускаемое механизмом подач; мощность электродвигателя главного привода; габаритные размеры и масса станка. В паспорте приводятся основные параметры суппортов, шпинделя, резцовой головки, задней бабки и других сборочных единиц (узлов) станка. Могут быть приведены сведения по механике главного привода и подач: частота прямого и обратного вращения шпинделя или планшайбы! наибольший допустимый крутящий момент, соответствующий частоте вращения шпинделя или планшайбы; ступени рабочих подач суппортов и скорости установочных перемещений; эскизы важнейших деталей станка с указанием рабочего пространства и крайних положений перемещения сборочных единиц (узлов) и т. п.
В паспорте описывается комплект приспособлений и принадлежностей, поставляемых заказчику со станком: сменные и запасные зубчатые колеса; инструмент для обслуживания станка; ремни для главного привода и других сборочных единиц; патроны; оправки; люнеты; центры упорные и вращающиеся; шкивы; вспомогательный инструмент и др. В паспорте приводятся результаты испытания токарного станка на соответствие нормам точности и жесткости, которые показывают допускаемые и фактические значения точности перемещения сборочных единиц (узлов) станка, а также точности обработки и качества обработанной поверхности изделия — образца.
Одним из необходимых условий для обеспечения требуемой точности и долговечности работы станка является его правильная установка и крепление на фундаменте. Тип фундамента зависит от нагрузки, передаваемой основанию станка, массы станка и сил инерции, действующих во время работы станка. Фундаменты под металлорежущие станки бывают двух типов: первый — фундаменты, которые являются только основанием для станка, второй — фундаменты, которые жестко связаны со станком и придают станку дополнительную устойчивость и жесткость. Токарные станки устанавливают, как правило, на фундаментах второго типа согласно установочному чертежу, который дается в руководстве по эксплуатации станка. В чертеже указываются необходимые размеры для изготовления фундамента, а также расположение станка в помещении с учетом свободного пространства для выступающих и движущихся частей станка. При установке станка на бетонное основание размечают гнезда по размерам, соответствующим отверстиям крепления станины станка, а затем гнезда вырубают. После установки и выверки станка по уровню фундаментные болты заливают цементным раствором. Установку станка в горизонтальной плоскости выверяют с помощью уровня, устанавливаемого в средней части суппорта параллельно и перпендикулярно оси центров. В любом положении каретки суппорта на направляющих станка отклонение уровня не должно превышать 0,04 мм на 1000 мм. Если фундаментные болты предварительно залиты в фундаменте, то выверку производят, когда они не затянуты. После установки и выверки производят внешний осмотр станка и испытывают его на холостом ходу, под нагрузкой, на точность и жесткость.
Испытание станка на холостом ходу. Привод главного движения последовательно проверяют на всех ступенях частоты вращения. Затем проверяют взаимодействие всех механизмов станка; безотказность и своевременность, включения и выключения механизмов от различных управляющих устройств; работу органов управления; исправность системы подачи СОЖ и гидро- и пневмооборудования станка. В процессе испытания на холостом ходу станок должен на всех режимах работать устойчиво, без стуков и сотрясений, вызывающих вибрации. Перемещение рабочих органов станка механическим или гидравлическим приводом должно происходить плавно, без скачков и заеданий. При испытании станка на холостом ходу проверяются также его паспортные данные (частота вращения шпинделя, подача, перемещения кареток суппорта и др.). Фактические данные должны соответствовать значениям, указанным в паспорте.
Испытание станка под нагрузкой позволяет выявить качество его работы и проводится в условиях, близких к производственным. Испытание производят путем обработки образцов на таких режимах, при которых нагрузка не превышает номинальной мощности привода в течение основного времени испытания. В процессе испытания допускается кратковременная перегрузка станка по мощности, но не более чем на 25%. Время испытания станка под полной нагрузкой должно быть не менее 0,5 ч. При этом все механизмы и рабочие органы станка должны работать исправно; система подачи СОЖ должна работать безотказно; температура подшипников скольжения и качения не должна превышать 70-80 градусов С, механизмов подач 50 градусов С, масла в резервуаре 60 С.
Новые станки в процессе эксплуатации, а также после ремонта проверяют на геометрическую точность в ненагруженном состоянии, на точность обработанных деталей и на получаемую при этом шероховатость обработанной поверхности. Требования к точности изложены в руководстве по эксплуатации станка. При проверке на точность станка проверяют прямолинейность продольного перемещения суппорта в горизонтальной плоскости; одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости; радиальное биение центрирующей поверхности шпинделя передней бабки под установку патрона; осевое биение шпинделя передней бабки и др.
Прямолинейность продольного перемещения суппорта в горизонтальной плоскости проверяют с помощью цилиндрической оправки, закрепленной в центрах передней и задней бабки, и индикатора, установленного на суппорте, рисунок ниже — а). Смещением задней бабки в поперечном направлении добиваются, чтобы показания индикатора на концах оправки были одинаковы или отличались не более чем на 0,02 мм на 1 м хода суппорта.
Одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости проверяют при удалении задней бабки от передней на 1/4 наибольшего расстояния между центрами, рисунок выше — б). Проверку выполняют с помощью цилиндрических оправок, вставленных в отверстия шпинделя и пиноли задней бабки, и индикатора, установленного на суппорте. Наибольшее показание индикатора на образующей оправки шпинделя определяют возвратно-поступательным поперечным перемещением суппорта в горизонтальной плоскости относительно линии центров. Не изменяя положения индикатора, таким же способом определяют его показания на образующей оправки задней бабки. Разница в показаниях индикатоpa не должна превышать 0,06 мм у станков для обработки деталей с наибольшим диаметром 400 мм. Допускается только превышение оси отверстия пиноли над осью шпинделя передней бабки.
Радиальное биение центрирующей поверхности шпинделя передней бабки под патрон проверяют с помощью индикатора, рисунок выше — в). При этом измерительный стержень индикатора устанавливают перпендикулярно образующей центрирующей шейки шпинделя. Радиальное биение шейки вращающегося шпинделя для патрона с наибольшим диаметром обрабатываемой детали 400 мм не должно превышать 0,01 мм.
Осевое биение шпинделя передней бабки измеряют с помощью оправки, вставленной в отверстие шпинделя, и индикатора, установленного на станке при вращающемся шпинделе, рисунок ниже — г). Измерительный стержень индикатора с плоским наконечником упирается в шарик, который установлен в центровое отверстие оправки. Осевое биение шпинделя для установки деталей с наибольшим диаметром 400 мм не должно превышать 0,01 мм.
Радиальное биение конического отверстия шпинделя передней бабки проверяют с помощью оправки длиной L=300 мм, вставленной в отверстие шпинделя, и индикатором, установленным в резцедержатель станка при вращающемся шпинделе, рисунок выше — д). Для станков с наибольшим диаметром обрабатываемой детали 400 мм радиальное биение оправки у торца шпинделя (положение 1) не должно превышать 0,01 мм, а на расстоянии L=300 мм от торца шпинделя (положение 2) — 0,02 мм.
Параллельность оси вращения шпинделя передней бабки продольному перемещению суппорта проверяют с помощью оправки длиной L=300 мм, установленной в отверстие шпинделя, и индикатором, установленным на суппорте станка, рисунок выше — е). Измерение производят по образующей оправки в вертикальной (положение 3) и горизонтальной (положение 4) плоскостях. При этом снимают показания индикатора по двум диаметрально расположенным образующим оправки (при повороте шпинделя на 180 градусов), перемещая суппорт с индикатором от торца шпинделя на расстояние L=300 мм. Затем определяют среднеарифметическое значение отклонений, измеренных по двум образующим (отдельно для горизонтальной и для вертикальной плоскостей). Для станков с наибольшим диаметром обрабатываемой детали 400 мм допускаемая непараллельность оси шпинделя направлению продольного перемещения суппорта в вертикальной плоскости не должна превышать 0,03 мм (причем непараллельность должна быть направлена только вверх), а в горизонтальной плоскости — 0,012 мм (непараллельность должна быть направлена только в сторону суппорта).
Точность работы токарных станков проверяют при обработке образцов. На станках с наибольшим диаметром обрабатываемой детали 400 мм точность геометрической формы цилиндрической поверхности проверяют при обработке образцов длиной 200 мм. Предварительно обработанный образец с тремя поясками, расположенными по концам и в середине образца, устанавливают в патрон или в центры станка и обрабатывают по наружной поверхности поясков. Проверяют постоянство диаметра в любом поперечном сечении, при этом разность между измеренными максимальным и минимальным значениями не должна превышать 0,02 мм. Измерение производят пассиметром, микрометром или другими инструментами.
Плоскостность торцовой поверхности проверяют при обработке образцов диаметром d=200 мм, установленных в кулачки патрона. Торцовая поверхность образца может иметь кольцевые канавки (у периферии, в середине и в центре) и должна быть предварительно обработана. После проточки торцовой поверхности образец не снимают со станка. Результаты обработки могут быть проверены индикатором, установленным на суппорте так, чтобы наконечник индикатора был перпендикулярен измеряемой поверхности. Измерение производят путем перемещения в поперечном направлении верхней части суппорта на длину, равную или больше D. Отклонение, определяемое как половина наибольшей алгебраической разности показаний индикатора, не должно превышать 0,016 мм. Плоскостность торцовой поверхности можно также проверить, касаясь наконечником индикатора контрольной линейки, приложенной к обработанному торцу образца. Линейку прикладывают в разных осевых сечениях проверяемой поверхности и определяют отклонение так же, как описано выше.
Точность нарезаемой резьбы проверяют на образце (диаметр которого примерно равен диаметру ходового винта станка), закрепленном в центры станка, при нарезании трапецеидальной резьбы длиной не более 500 мм с шагом, примерно равным шагу ходового винта станка. При этом ходовой винт непосредственно соединяют со шпинделем через сменные зубчатые колеса с отключением механизма коробки подач. После чистовой обработки проверяют равномерность резьбы с помощью соответствующих приборов и методов проверки. По результатам измерений определяют накопленную погрешность шага резьбы — разность между фактическим и заданным расстоянием между любыми одноименными (не соседними) профилями витка резьбы в осевом сечении по линии, параллельной оси винта. Величина накопленной погрешности шага резьбы не должна превышать 0,04 мм на длине 300 мм.
На главную
Зона машин: это то место, куда вы идете, когда просто не можете оторваться от фотографий на Facebook
Зона машин (Сара Рич)
«Люди любят Facebook. Они действительно любят его», — написал Биз Стоун ранее в этом месяце. «Моя свекровь выглядит загипнотизированной, когда решает провести немного времени в Facebook».
Она не единственная. По оценкам ComScore, Facebook съедает 11 процентов всего времени, проведенного в Интернете в Соединенных Штатах. Известно, что его пользователи проводят на сайте в среднем 400 минут в месяц.
Я знаю гипноз, как и вы, уверен. Вы начинаете щелкать фотографии своих друзей друзей, и в следующее мгновение вы понимаете, что прошел час. Это странно успокаивает, но не удовлетворяет. Как только заклинание снято, я чувствую, что только что потратил кучу времени впустую. Но пока это происходит, я застрял внутри машины, человеческая анимация GIF: I. Just. Не могу. Останавливаться.
Или, может быть, он загорится, когда я пролистываю твиты ночью перед сном. Я даже не нажимаю на ссылки и не отвечаю людям. Я просто прокручиваю вниз или, что еще хуже, тяну вниз большим пальцем, перезагружая, перезагружая.
А иногда я погружаюсь в меланхолию бесконечной прокрутки Tumblr.
Являются ли эти переживания, как сказал бы Стоун, любовью? Мир технологий обычно измеряет, насколько вам нравится услуга, по тому, сколько времени вы тратите на нее. Так что много времени равно любви.
Моя собственная интуиция подсказывает, что это не любовь. Это нечто гораздо более технологичное, что антрополог из Массачусетского технологического института Наташа Шулл называет « машинной зоной ».
«Дело не в победе, а в том, чтобы попасть в зону»
Шулл более десяти лет ездил в Лас-Вегас и разговаривал с игроками и операторами казино об игровых автоматах, прибыльность которых резко возросла в эпоху цифровых технологий, поскольку разработчики игр оптимизировали их, чтобы люди продолжали играть.
Она обнаружила, что большинство людей, играющих в автоматы, не зарабатывают деньги. Они знают, что не сорвут джек-пот и не пойдут домой. Как сказал Роман Марс в недавнем выпуске своего потрясающего подкаста 99% Invisible об исследованиях Шюлля: «Дело не в победе, а в том, чтобы попасть в зону».
Что такое машинная зона? Это ритм. Это ответ на точно настроенную петлю обратной связи. Это мощное искажение пространства-времени. Вы нажали кнопку. Что-то происходит. Ты снова попал. Что-то похожее, но не совсем то же самое происходит. Может быть, ты выиграешь, может быть, нет. Повторить. Повторить. Повторить. Повторить. Повторить. Это удовольствие от повторения, безопасность цикла.
«Все остальное отпадает», — говорит Шулл Марсу. «Чувство денежной ценности, времени, пространства, даже ощущение себя уничтожается в экстремальной форме этой зоны, в которую вы входите».
В книге Шюлля « Зависимость по замыслу » игрок по имени Лола говорит ей: «Я почти загипнотизирован тем, что является этой машиной. Это как играть против самого себя: ты — машина, машина — это ты».
Опять это слово: загипнотизирована, как бабушка Стоуна. Многие игроки использовали вариации этой фразы. «Чтобы описать зону словами, — пишет Шулл, — игроки, с которыми я разговаривал, дополнили экзотическую терминологию гипноза и магнетизма девятнадцатого века ссылками двадцатого века на просмотр телевизора, компьютерную обработку данных и вождение автомобиля».
Танцовщица Сара Ясски подражает анимированному GIF-файлу в фильме Кары Де Фабио « Она была компьютером» или становится им. (Loren R. Robertson Productions)
Они говорили что-то вроде: «Вы в трансе, вы на автопилоте. Зона подобна магниту, она просто притягивает вас и удерживает там».
К чему эти слова, эти метафоры? Мы не схватываем когнитивно состояние, в которое впадаем, — мы только чувствуем его власть над нами — так же, как мы слили контуры с неодушевленным. Ты машина; машина это ты . И это чувствуется… слов не хватает. На самом деле, это похоже на неудачу слов, потому что она находится на грани человеческого опыта, просачиваясь в кибернетическое царство, лучше всего выражаемое в данных и коде.
Зона машины — это темная сторона «потока», психологического состояния, предложенного Михаем Чиксентмихайи. В состоянии потока есть цель, правила достижения цели и обратная связь о том, как это происходит. Важно, чтобы задача соответствовала вашим навыкам, чтобы возникало ощущение «одновременного контроля и вызова».
В интервью Wired 1996 года Чиксентмихайи описал это состояние следующим образом: «Полная вовлеченность в деятельность ради самой себя. Эго отпадает. Время летит. Каждое действие, движение и мысль неизбежно вытекают из предыдущего, как играть джаз».
Шулл видит поворот в этом явлении перед новыми игровыми автоматами Вегаса, которые включают в себя крошечные брызги кажущегося контроля, чтобы усилить их петли обратной связи. Но вместо самореализации и счастья, которые описывает Чиксентмихайи, многие игроки чувствуют себя опустошенными и грустными из-за своего времени, проведенного в игровых автоматах.
Игры используют человеческое стремление к потоку, но без смысла или мастерства, связанных с состоянием. Зона машины — это место, куда уходит ум, когда тело полностью растворяется в задаче. «Вы можете стереть все это на автоматах», — говорит игрок Шюллю. «Ты даже можешь стереть себя».
Вы можете уйти от всего этого в машинной зоне, но только до тех пор, пока остаетесь там.
Зона Facebook
Когда мы погружаемся в повторяющуюся задачу на наших компьютерах, я думаю, мы можем войти в более мягкую версию машинной зоны. Очевидно, что если вы подшучиваете над друзьями или переписываетесь с мамой на Facebook, вы не в этой зоне. Если вы активно читаете и пишете стихи в Твиттере, вы не в этой зоне. Если вы рисуете на Tumblr, вы не в этой зоне. Зона машин антисоциальна и характеризуется отсутствием человеческого общения. Вы можете смотреть на людей, когда просматриваете фотографии, но ваше взаимодействие с их цифровым присутствием носит механический, повторяющийся характер и подкрепляется компьютеризированной обратной связью.
Я не утверждаю, что люди «подсели» на Facebook. У некоторых игроков, упомянутых в исследовании Шюлля, действительно есть серьезные проблемы. Но я использую их истории, как это делал Шулл, — в качестве источников знаний о зоне, не говоря уже о том, что их опыт работы с игровыми автоматами точно такой же, как время вашего среднего пользователя на Facebook.
Я указываю на это, потому что существует тенденция отбрасывать идею зависимости от различных технологий, как будто это не имеет большого значения. Но это.
Все это для того, чтобы сказать: я не спорю о совокупности таких сервисов, как Facebook. Это критика конкретных поведенческих циклов, которые могут возникать внутри них.
Чистейший пример проникновения в машинную зону — просмотр фотоальбомов на Facebook. В этом нет ничего особенно полезного или интересного. И все же, покажите мне пользователя Facebook, который не тратил часы и часы на это. Почему? Вы можете найти зону. Нажмите. Фото. Нажмите. Фото. Нажмите. Фото. И, возможно, где-то там вы найдете что-то классное («Мой друг знает моего кузена») или милое («Котенок»). Большой. Джекпот! Нажмите. Фото. Нажмите. Фото. Нажмите. Фото.
Мультиэкспозиция, Меркурий, астронавт (НАСА)
Facebook — крупнейший в мире сервис для обмена фотографиями. В 2008 , когда на сайте было заархивировано 10 миллиардов фотографий, пользователи просматривали 15 миллиардов изображений в день . Процесс происходил 300 000 в секунду . Нажмите. Фото. Нажмите.
В 2010 году Facebook загрузил 65 миллиардов изображений, и они обрабатывались с пиковой скоростью 1 миллион в секунду. К 2012 году пользователи Facebook загружали 300 миллионов фотографий в день. А в начале этого года Facebook объявил, что пользователи доверили им 240 миллиардов фотографий.
Если мы предположим, что соотношение количества загруженных фотографий к просмотренным фотографиям не уменьшилось резко, пользователи, вероятно, загружают миллиардов фотографий Facebook в день со скоростью миллионов в секунду. Нажмите. Фото. Нажмите.
Все это приводит к большому количеству времени, проведенного в цикле. Согласно отчету ComScore за 2011 год, пользователи тратят 17 процентов своего времени на сайте исключительно на просмотр фотографий (что, как отмечает Inside Facebook, не включает «время, потраченное на чтение новостных лент и уведомлений, созданных при загрузке фотографий»).
Чтобы представить эти цифры в перспективе, отчет ComScore Digital Focus за 2013 год показал, что Facebook занимает 83 процента времени, проведенного во *всех* социальных сетях в Интернете. Это означает, что 14% всего времени, проведенного в социальных сетях, приходится на один поведенческий цикл. Это больше, чем все время, проведенное в Tumblr, Pinterest, Twitter и LinkedIn вместе взятых!
Если все технологические артефакты содержат в себе определенные «предписания», если проектировщики могут вписывать намерения в вещи, которые они создают, как в теории социолога Бруно Латура, тогда мы можем сказать, что одни механизмы вовлечения являются более предписывающими, чем другие.
Что объединяет Facebook и игровые автоматы, так это способность быстро реагировать на простые действия; они приносят крошечные вознаграждения по несовершенно предсказуемому графику «выплат». Это принудительные петли, искажающие первоначальное намерение пользователя. То, что начиналось как «Посмотри на фотографию человека X», становится «Продолжай видеть больше фотографий». Сам механизм становится точкой.
Разработчикам игровых автоматов, со своей стороны, пришлось столкнуться с этическими проблемами, возникающими при использовании зоны автоматов. И эта борьба не была красивой.
Шулл рассказывает об одном дизайнере, Рэнди Адамсе. Сначала он говорит ей, что «морально» против того, чтобы быть машинами, которые допускают компульсивное поведение, что является признанием того, что это возможно. «Но в этом вопросе Адамс был непоследователен, — пишет она. «[Адамс] начал с обнаружения зависимости внутри человека, заявив, что «некоторые люди не могут контролировать ту часть, которая превращает его из развлечения в зависимость». Когда его попросили указать «часть, которая превращает игру из развлечения в зависимость», он ответил: «Это дизайн игры», а затем добавил, что эта характеристика дизайна «не была преднамеренной с нашей стороны, просто так получилось, развиваться».
Что бы это значило для проекта социальных сетей, если бы мы поняли, что они вызывают психологические состояния, подобные игровым автоматам? Будут ли сотрудники Кремниевой долины бороться со своим продуктом так же, как разработчики игровых автоматов? Я знаю многих программистов и людей, которые работали в различных социальных компаниях; они, конечно, не считают себя занимающимися тем же основным бизнесом, что и казино. Большинство из них думают, что они «преуспевают, делая добро».
В качестве мысленного эксперимента представьте, что существуют неопровержимые доказательства того, что определенные конструкции веб-сервисов заставляют людей входить в машинную зону, увеличивая в четыре раза время пребывания на сайте для подгруппы пользователей. Будут ли дизайнеры запрещать их использование или все они будут использовать эти приемы в своих стартапах?
Все могло быть иначе. Сайт может поощрять различную этику потребления. Чтобы быть немного абсурдным: почему бы не опубликовать табличку после того, как кто-то просмотрит 100 фотографий, которая говорит: «Почему бы вместо этого не написать записку другу или члену семьи?»
Разве эти вещи не должны быть частью того, о чем думают веб-компании? Не только побуждая пользователей потреблять все больше и больше, но и помогая им остановиться.
Проблема «предоставления людям того, что они хотят»
Можно возразить, что дизайнеры просто давать людям то, что они хотят. Данные говорят о том, что люди тратят много времени на просмотр картинок; Итак, Facebook показывает фотографии. Просто как тот.
Участие обычно является валютой сферы социальной сети. Поскольку гораздо сложнее измерить, действительно ли кто-то наслаждается опытом, чем измерить количество минут, которые кто-то тратит на это, вовлеченность обычно измеряется временем. Итак, Силиконовая долина убедила себя (и пользователей своего программного обеспечения), что мы голосуем своими кликами.
Но есть проблема. Вместе с данными тайно пронесли определение «чего хотят люди». Определение начинается логически: люди заходят на сайты, которые им нравятся. Но потом становится пошустрее. Говорят, что чем больше времени вы проводите на сайте или его части, тем больше он вам нравится. Конечно, это полностью исключает роль самой компании в формировании поведения пользователей для увеличения потребления. И игнорирует тот факт, что люди иногда (часто?) делают с собой вещи, которые им не нравятся. Кому «нравится» часами переключать каналы — и все же это было основной частью американского опыта на протяжении десятилетий.
Что, если 400 минут в месяц, которые люди проводят в Facebook, в основном (или даже частично) тратятся в машинной зоне, загипнотизированы, накапливая рекламные показы для компании?
Вот мое утверждение: размышления о машинной зоне и принудительных петлях, которые ее инициируют, обладают огромной объяснительной силой. Это объясняет чувство «потерянное время», которое я испытывал в различных социальных сетях и о котором я слышал от других людей. Это объясняет, как чем больше Facebook настраивал свои сервисы, тем больше людям не нравился их опыт, даже если они не отказывались от него. Это помогает объяснить, почему люди продолжают возвращаться к сервисам, которые их засасывают, даже если они говорят, что не хотят этого делать.
Это помогает мне понять, почему социальные сети, которые начинались с благих намерений объединять людей, стали такой сложной темой. Среди тех, кто разбирается в технологиях, считается подвигом сказать: «Я люблю Facebook».
Поскольку дизайнеры и разработчики интерпретировали максимизацию «времени на сайте», «прилипчивости», «вовлеченности» как предоставление людям того, чего они хотят, они построили систему, которая вызывает у людей навязчивые реакции, о которых они позже сожалеют.
По крайней мере, явление машинной зоны должно стать частью того, как мы говорим об удовольствиях в Интернете. Возможно, в долгосрочной перспективе эти проблемы решатся сами собой. Я не уверен, однако: экономические силы, лежащие в основе социальных сетей, поддерживаемых рекламой, в основном требуют максимизации времени, которое люди проводят на сайте, генерируя показы рекламы.
Так уж получилось, что модели поведения пользователей, наиболее выгодные для Facebook и других социальных сетей, — это именно те модели, которые они интерпретировали как означающие, что люди их любят. Это похоже на то, как если бы они определили, что будет наиболее прибыльным, а затем выяснили, как оправдать это как удовлетворение потребностей пользователей.
Но на самом деле я в это не верю. Можно многое сказать о предпринимателях, дизайнерах и программистах, которые создают компании социальных сетей, но они верят в то, что делают. Они скорее идеологи, чем трусливые финансовые триангуляторы. И они проводят весь день в Facebook, Instagram, Twitter, Tumblr и Pinterest. Бьюсь об заклад, они тоже знают машинную зону. И поэтому я надеюсь, что они действительно перестанут конструировать ловушки.
В любом случае борьба с великой неполноценностью, лежащей в основе этих принудительных петель, должна быть одной из целей проектирования, использования и критики технологий.
В лучших традициях Долины мы изготовим футболку «Просто скажи нет машинной зоне».
1910.212 — Общие требования ко всем машинам.
По стандартному номеру
1910.212 — Общие требования ко всем машинам.
1910. 212(а)
Защита машины —
1910.212(а)(1)
Виды охраны. Должен быть обеспечен один или несколько методов ограждения машины для защиты оператора и других работников в зоне машины от опасностей, создаваемых, например, в месте эксплуатации, точками захвата, вращающимися частями, летящими стружками и искрами. Примеры методов ограждения: барьерные ограждения, двуручные спусковые устройства, электронные устройства безопасности и т. д.
1910.212(а)(2)
Общие требования к ограждениям машин. Ограждения должны быть прикреплены к машине, где это возможно, и закреплены в другом месте, если по какой-либо причине установка на машине невозможна. Ограждение должно быть таким, чтобы оно само по себе не создавало опасности несчастного случая.
1910. 212(а)(3)
Охрана рабочего места.
1910.212(а)(3)(и)
Рабочая точка — это область машины, где фактически выполняется работа с обрабатываемым материалом.
1910.212(а)(3)(ii)
Место работы машин, при работе которых работник может получить травму, должно быть ограждено. Защитное устройство должно соответствовать всем соответствующим стандартам или, при отсутствии применимых конкретных стандартов, должно быть спроектировано и изготовлено таким образом, чтобы оператор не мог находиться в опасной зоне любой частью своего тела во время рабочего цикла.
1910.212(а)(3)(iii)
Специальные ручные инструменты для размещения и удаления материала должны быть такими, чтобы можно было легко обращаться с материалом, не помещая руку оператора в опасную зону. Такие инструменты не должны заменять другие средства защиты, требуемые настоящим разделом, а могут использоваться только в качестве дополнительной защиты.
1910.212(а)(3)(iv)
Ниже перечислены некоторые машины, для которых обычно требуется охрана рабочего места:
1910.212(а)(3)(iv)(а)
Гильотинные ножницы.
1910.212(а)(3)(iv)(б)
Ножницы.
1910.212(а)(3)(iv)(с)
Ножницы типа «крокодил».
1910.212(а)(3)(iv)(г)
Силовые прессы.
1910. 212(а)(3)(iv)(д)
Станки фрезерные.
1910.212(а)(3)(iv)(е)
Электропилы.
1910.212(а)(3)(iv)(г)
Фуганки.
1910.212(а)(3)(iv)(з)
Переносные электроинструменты.
1910.212(а)(3)(iv)(я)
Формовочные валки и каландры.
1910.212(а)(4)
Бочки, контейнеры и бочки. Вращающиеся барабаны, бочки и контейнеры должны быть защищены ограждением, которое сблокировано с приводным механизмом, так что бочка, барабан или контейнер не могут вращаться, если ограждение не установлено на место.
Плазменная резка металла: особенности и преимущества метода
Существует множество способов раскроя металлоизделий. Если в приоритете оперативная обработка при относительно низких затратах, поможет плазменная резка металла. Мощность и, соответственно, производительность специализированного оборудования в 6–7 раз выше, чем у традиционной газопламенной горелки. Качество реза сопоставимо с передовой лазерной технологией, при этом цена более выгодная.
Резка металла плазмой — разновидность термического раскроя. В качестве резца выступает плазменная струя — скоростной поток ионизированного раскаленного газа. Если не вдаваться в научные тонкости, плазма представляет собой концентрированный источник тепла, температура которого может достигать 30 000 °С. За счет этого удается резать материалы, с которыми не справляется обычная кислородная горелка.
Основные преимущества плазменной резки
Универсально. Материалы — черные и цветные металлы, их сплавы, углеродистые, легированные и другие стали. Изделия — лист, труба, профиль, заготовки, детали.
Оперативно. При резке элементов малой и средней толщины (до 50 мм) скорость работ в 25 раз выше, чем у газопламенной резки.
Качественно. Одновременно с резкой плазма выдувает излишки расплава. Локальный нагрев исключает тепловую деформацию вокруг зоны воздействия.
Точно. С помощью профессионального оборудования можно выполнять прямые и криволинейные резы, делать отверстия, в том числе сложной формы.
Выгодно. Цена плазменной резки металла во многом зависит от применяемого газа, для большинства металлоизделий подходит абсолютно бесплатный воздух.
Особенности технологии
Для образования высокотемпературной и высокоскоростной плазменной дуги (или струи) применяется плазмотрон — генератор плазмы. Сначала оборудование формирует рабочую электрическую дугу — ее температура составляет около 5000 градусов. Затем в сопло аппарата поступает газ — при взаимодействии с электрической дугой он ионизируется и преобразуется в плазму с температурой около 30 000 градусов. В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм.
Эффективность сочетается с качеством — поток плазмы выдувает из полости реза излишки расплава, поэтому на кромках почти нет окалины и грата (наплава). К тому же за счет высокой концентрации плазмы металл нагревается локально, даже в непосредственной близости от линии реза нет теплового напряжения и деформации.
Оборудование для плазменной резки
По принципу действия плазмотроны делятся на два вида:
дуговой плазменный резак прямого действия формирует дугу между своим электродом и токопроводящим металлическим изделием. У прямой дуги максимально высокий КПД, поэтому плазменно-дуговая резка оптимальна в промышленных масштабах;
струйный плазменный резак косвенного действия образует собственную рабочую дугу между электродом и соплом. Обрабатываемая поверхность в цепь не включена, поэтому резка плазменной струей менее эффективна. Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
Также оборудование различается по назначению:
бытовые плазмотроны легкие и компактные, но производительность невысокая. Мощности хватает на резку деталей толщиной 15–20 мм. Средняя скорость распила — 6 м/мин. Держать ручной аппарат приходится на весу — даже опытному оператору сложно добиться высокого качества кроя. Зачастую на краях видны неровности, наплывы, следы рывков;
промышленные плазмотроны представляют собой мощные высокопроизводительные агрегаты. Как правило, они входят в состав автоматических линий, где с помощью ЧПУ можно программировать самый сложный раскрой. Благодаря гибким настройкам на одном аппарате возможна осуществлять плазменную резку листа, трубы и других прокатных изделий. Точная обработка позволяет соблюсти регламенты ГОСТ по всем основным критериям — перпендикулярности, угловатости, оплавлению верхнего края, шероховатости.
Ясно, что кустарная резка ручным аппаратом не дает гарантии качества. Если нужна точная и оперативная металлообработка (особенно в больших масштабах), стоит обратиться в специализированную фирму с мощной технической базой.
Плазменная резка металла в NAYADA
Наша компания — профессионал в сфере обработки металла, в комплекс услуг входит и плазменная резка. Сотрудничаем с клиентами из Москвы, Подмосковья и других регионов страны — готовые изделия развозим по столице и области (есть свой автотранспорт), организуем доставку по России через надежную ТК.
Работаем со всеми металлами, сплавами, сталями. Режем листовые, трубные и другие изделия толщиной до 100 мм. Техническая база — мощный плазморез прямого действия КЕДР CUT-60G. Оборудование подходит для особо твердых сталей толщиной до 20 мм, может кроить сетчатые и перфорированные изделия. Работы ведутся оперативно — за счет мощного воздушного охлаждения аппарату не требуются длительные перерывы. Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.
Чтобы заказать услуги плазменной резки или проконсультироваться с технологом, позвоните нам, закажите обратный звонок или заполните форму обратной связи на сайте.
Все о плазменной резке металла
В данной статье мы бы хотели подробно рассказать Вам об устройстве плазменной резки и сферах ее применения. Также подробно рассмотрим ее преимущества и недостатки.
Как работает плазменный резак?
Данный тип резки использует плазму, так что для начала нужно понимать, что это такое.
Плазма – это ионизированный квазинейтральный газ, образующий нейтральные молекулы и заряженные частицы. Возникает при сильном нагреве, например, кислорода и активной ионизации. Плазма также имеет свойство проводить электрический ток.
Простыми словами, чтобы получить плазму – достаточно нагреть газ до 10000 градусов по Цельсию, создать давление и ионизацию.
Плазменная резка – это способ раскроя металла, который использует плазму в качестве режущего инструмента. В режущей головке образуется электрическая дуга, через которую проходит газ. Он нагревается до 5000-30000 градусов по Целсию и превращается в плазменную струю.
Станок плазменной резки
Изначально был изобретен ручной портативный плазменно-дуговой аппарат для резки металлов. Он состоит из: основного аппарата, силового кабеля, шлангопакета и плазматрона. Такой аппарат хорошо себя зарекомендовал и со временем стали производить большие автоматические станки с ЧПУ (числовое программное управление). Такие станки позволяют резать листовой металл и тубы с точностью до 0,25мм. А скорость реза достигает 7м/мин. Максимально возможная толщина металла зависит от станка. Станок средней мощности может резать металл толщиной примерно до 30мм. Более мощные аппараты могут резать до 70мм. На нашем предприятии установлен станок автоматической плазменной резки с ЧПУ Multicam 6000, который может резать металл толщиной до 60мм.
Применение в различных сферах
Сейчас плазменная резка металла используется чуть-ли не на каждом более-менее крупном предприятии, занимающимся металлообработкой. Она позволяет выполнять большой объем работ за достаточно короткое время и при этом обеспечивает хорошее качество среза.С применением плазменной резки изготавливают: заборы, ворота, калитки, двери, решетки, лестницы, водостоки и многие другие металлоизделия.
Преимущества и недостатки
Для лучшего понимания плюсов и минусов – нужно сравнить данный тип резки с основными ее конкурентами. К ним можно отнести лазерную и гидроабразивную резку.Относительно них можно выделить следующие преимущества:
Возможный диапазон толщины металла 0,5 – 60мм;
Раскрой абсолютно любых металлов в отличном качестве;
Точность резки в районе 0,25мм;
Скорость раскроя, которая составляет 7 метров в минуту;
Нет необходимости в дополнительной обработке изделий после резки.
К недостаткам можно отнести лишь большую стоимость, как самого станка, так и расточников.
Читайте также
Сколько стоит резка металла
Хотите понять из чего формируются цены на качественную резку металла? Тогда прочитайте эту статью! Вы узнаете основные нюансы от которых зависит итоговая стоимость Вашего заказа.
Читать статью
Где применяется рубка металла гильотиной?
Интересует рубка металла гильотиной? Прочитайте эту статью чтобы узнать как она работает и где применяется. В случае необходимости будем рады оказать Вам данную услугу на индивидуальных условиях!
Читать статью
Где заказать лазерную резку?
В данной статье Вы узнаете почему лазерная резка обрела такую популярность, а также почему стоит заказать лазерную резку у нас и почему мы считаемся одними из лучших на рынке.
Читать статью
Как работает плазменная резка? Преимущества и недостатки
Резка металла может быть разделена на две категории – механическая и термическая резка. Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ .
Это один из наиболее широко используемых методов резки толстых металлических листов, но он также доступен и для листового металла. Прежде чем углубиться в преимущества и возможности плазменной резки, следует решить еще один вопрос.
Что такое плазма?
Вы наверняка слышали о трех основных состояниях материи – твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних слоях атмосферы Земли. Знаменитое полярное сияние — результат действия солнечных ветров, состоящих из плазмы. Освещение и высокотемпературный огонь также включают плазму. И наши тела тоже.
В целом он составляет около 99% видимой части Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновой вывеске и, конечно же, плазменных резаках.
Плазма представляет собой электропроводящее ионизированное газообразное вещество . Это означает, что у некоторых атомов отсутствуют электроны, а также есть свободные электроны.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Поэтому плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время он ведет себя аналогично жидкостям с точки зрения своей способности течь под действием электрического и магнитного полей.
Как работает плазменный резак?
Как работает плазменная резка
Процесс плазменной резки — это метод термической резки. Это означает, что он использует тепло для плавления металла, а не для его механической резки.
Общая механика системы всегда одинакова. Плазменные резаки используют сжатый воздух или другие газы, такие как азот. Происходит ионизация этих газов с образованием плазмы.
Обычно сжатые газы вступают в контакт с электродом, а затем ионизируются, создавая большее давление. Когда давление возрастает, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая струю плазмы. Затем наносится на заготовку. Поскольку плазма является электропроводной, заготовка соединяется с землей через режущий стол.
Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть вообще малобюджетная версия под названием высокочастотный контакт . Это недоступно для плазменных резаков с ЧПУ, поскольку высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Создание искры происходит, когда плазмотрон касается металла. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.
Другим вариантом является метод вспомогательной дуги . Во-первых, искра создается внутри горелки с помощью цепи высокого напряжения и слабого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга создается, когда вспомогательная дуга касается заготовки. Теперь оператор может начать процесс резки.
Третий способ заключается в использовании подпружиненной головки плазменной горелки . Прижатие горелки к заготовке создает короткое замыкание, в результате чего начинает течь ток.
Сброс давления устанавливает вспомогательную дугу. Дальнейшее аналогично предыдущему способу. Это приводит дугу в контакт с заготовкой.
Преимущества и недостатки
Преимущества
Может резать все токопроводящие материалы. Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.
Отличное качество для толщины до 50 мм.
Максимальная толщина до 150 мм.
Относительно дешев для пропилов средней толщины.
Лучший способ резки нержавеющей стали и алюминия средней толщины.
Доступны станки с ЧПУ
, обеспечивающие высокую точность и повторяемость.
Может резать в воде, что приводит к уменьшению ЗТВ. Также снижает уровень шума.
Меньший пропил по сравнению с газовой резкой.
Более высокая скорость резки, чем при кислородной резке.
Путем изменения параметров тот же аппарат можно использовать для плазменной сварки.
Недостатки
ЗТВ большего размера по сравнению с лазерной резкой.
Качество более тонких листов и пластин не такое хорошее, как при лазерной резке.
Допуски не такие точные, как при лазерной резке.
Не достигает такой толщины, как пламенная или гидроабразивная резка.
Оставляет ЗТВ, чего не делает гидроабразивная резка.
Более широкий пропил, чем при лазерной резке.
Выбор метода резки
Выбор между различными методами резки зависит от материала, его толщины и применения деталей.
Рекомендуемая толщина реза для плазменной резки составляет от 15 до 50 мм .
Рекомендуемый верхний предел толщины материала для плазменной резки составляет около 50 мм для углеродистой и нержавеющей стали. Алюминий не должен превышать 40 мм.
Все вышеперечисленное относится к области гидроабразивной и газовой резки.
Услуги лазерной резки должны быть предпочтительным вариантом для листового металла и более тонких пластин из-за более высокого качества и скорости резки. Но верхний предел лазерной резки где-то в районе 25…30 мм.
Кроме того, плазменная резка выполняется быстрее и, следовательно, дешевле для пластин толщиной от 15 мм. Опять же, вопрос упирается в требуемое качество. Тем не менее, всегда можно получить хороший и плавный результат с помощью постобработки.
Как работают плазменные резаки?
Невероятная прочность металла сделала его идеальным материалом для изготовления многих вещей, от которых мы все зависим как в производстве, так и в нашей повседневной жизни. Однако его сила может также удвоиться как слабость, потому что его нелегко формовать, резать или манипулировать. Плазменные резаки призваны помочь в решении этой задачи.
Что такое плазменный резак?
Плазменный резак посылает электрическую дугу через газ, проходя через суженное отверстие. Используя сильное тепло, плазменные резаки повышают температуру газа и переводят его в четвертое состояние материи, называемое плазмой. В сочетании с совместимым плазменным резаком этот инструмент может проходить через такие металлы, как сталь, алюминий, латунь и медь, практически без сопротивления. Этот острый процесс сварки позволяет получить более четкие, четкие линии и более прочную конструкцию.
Совершенствование производственного процесса
Плазменные резаки необходимы в обрабатывающей промышленности, от строительных компаний и автомастерских до слесарей. По мере развития технологий менялись и дизайн, и возможности этого инструмента. Плазменные резаки и горелки обычно делятся на две категории: ручные и машинные.
Ручные резаки универсальны и часто портативны, что делает сварочные работы более удобными. Они обеспечивают высокую силу тока при резке, но обычно используются при обработке легких металлов для обрезки лишнего материала.
С другой стороны, механизированные плазменные резаки используются для крупномасштабных работ. Они включают в себя больше функций и используются вместе с раскройными столами. Эти системы не могут быть легко перемещены, так как для их работы требуется более мощный источник питания. Выбор между механизированным или ручным резаком зависит от размера, формы и толщины материала, который необходимо разрезать.
Столы для резки с ЧПУ включают программное обеспечение, которое можно запрограммировать для выполнения сложных конструкций.
Газокислородная горелка, вариант
Машины для газокислородной резки также используются в механической обработке и производстве для резки твердых материалов. Эти машины работают с использованием пламени кислорода / топливного газа для предварительного нагрева стали до температуры воспламенения. Затем на металл направляется мощная струя кислорода, вызывая химическую реакцию с образованием оксида железа, также известного как шлак. Затем струя удаляет шлак из разреза.
Ручные резаки, также называемые газокислородными резаками, также используются для резки твердых материалов, таких как металл, и используются чаще, чем режущие машины.
Штревели ISO | Штревель ГОСТ | Зажимной болт для патрона BT | Шпилька для конуса | Штревельный болт DIN | Тянущая гайка
Тянущие штанги, штревельные болты
Тянущие штанги (также называемые «retention knobs») – соединение между тягой станка и оправкой.
(!) Применение неподходящего болта или ошибка при установке может привести к повреждению оправки или поломке узлов станка.
Штревель DIN 69872 (с отверстием)
Для оправок по стандарту DIN 69871.
Даннные штревели используюся для большенства станков европейского производства, отличительной особенностью является фаска 15 градусов на месте захвата штревеля механизмом станка.
Штревель DIN69872 с отверстием для подачи СОЖ
Наименование
Код заказа
ISO, K
G, мм
d, мм
d1, мм
L, мм
l1, мм
В наличии
Штревель SK30 DIN69872
DIN30-A
30
M12
13
13
44
24
20 шт.
Узнать цену
Штревель SK40 DIN69872
DIN40-A*
40
M16
17
19
54
26
196 шт.
Узнать цену
Штревель SK50 DIN69872
DIN50-A*
50
M24
25
28
74
34
34 шт.
Узнать цену
Штревель ISO 7388/2-A
Для оправок по стандарту DIN 69871.
Штревель ISO7388/2-A с отверстием для подачи СОЖ
Наименование
Код заказа
ISO, K
G, мм
d, мм
d1, мм
L, мм
l1, мм
В наличии
Штревель SK30 ISO7388/2-A
ISO30-A
30
M12
13
12
44
24
14 шт.
Узнать цену
Штревель SK40 ISO7388/2-A
ISO40-A*
40
M16
17
19
54
26
15 шт.
Узнать цену
Штревель SK50 ISO7388/2-A
ISO50-A*
50
M24
25
28
74
34
12 шт.
Узнать цену
Штревель ISO 7388/2-B
Для оправок по стандарту DIN 69871.
Штревель ISO7388/2-B с отверстием для подачи СОЖ
Наименование
Код заказа
ISO, K
G, мм
d, мм
d1, мм
L, мм
l1, мм
Склад
Штревель SK40 ISO7388/2-B
ISO40-B
40
M16
17
18,95
44,5
16,40
22 шт.
Узнать цену
Штревель SK50 ISO7388/2-B
ISO50-B
50
M24
25
29,10
65,5
25,55
15 шт.
Узнать цену
Штревель BT тип 1 (45 гр.)
Для оправок по стандарту MAS403 BT.
(!) Применение неподходящего болта или ошибка при установке может привести к повреждению оправки или поломке узлов станка. Наши специалисты ответят на все Ваши вопросы и обеспечат выполнение Ваших задач в минимальные сроки.
Наименование
Код заказа
ISO, K
G, мм
d, мм
d1, мм
L, мм
l1, мм
В наличии
Штревель BT30 45гр.
BT30-45
30
M12
12,5
11
43
23
173 шт.
Узнать цену
Штревель BT40 45гр.
BT40-45*
40
M16
17,0
15
60
35
613 шт.
Узнать цену
Штревель BT50 45гр.
BT50-45*
50
M24
25,0
23
85
45
320 шт.
Узнать цену
Штревель BT тип 2 (60гр.)
Для оправок по стандарту MAS403 BT.
Наименование
Код заказа
ISO, K
G, мм
d, мм
d1, мм
L, мм
l1, мм
В наличии
Штревель BT30 60гр.
BT30-60
30
M12
12,5
11
43
23
21 шт.
Узнать цену
Штревель BT40 60гр
BT40-60*
40
M16
17,0
15
60
35
18 шт.
Узнать цену
Штревель BT50 60гр.
BT50-60*
50
M24
25,0
23
85
45
6 шт.
Узнать цену
Штревель BT тип 3 (90гр.) Mori-Seiki
Для оправок по стандарту MAS403 BT.
Наименование
Код заказа
ISO, K
G, мм
d, мм
d1, мм
L, мм
l1, мм
В наличии
Штревель BT40 90гр.
BT40-90*
40
M16
17,0
15
60
35
18 шт.
Узнать цену
Штревель BT50 90гр.
BT50-90*
50
M24
25,0
23
85
45
9 шт.
Узнать цену
Штревель MAS-BT JIS B6339
Для оправок по стандарту MAS403 BT.
По форме схожи с DIN 69872, но «хвост» штревеля длиннее на 3 мм. Используются на некоторых типах азиатских станков.
Наименование
Код заказа
BT, K
G, мм
d, мм
d1, мм
L, мм
l1, мм
В наличии
Штревель BT40 JIS B6339
BT40-JIS*
40
M16
17
19
54
29
117,00 шт.
Узнать цену
Штревель HAAS
Для оправок по стандарту DIN 69871.
Используется на станках HAAS, Micron для оправрк SK40. А также позволяет использовать инструментодержатели по DIN 69871 на азиатстких станках под оправки с конусом BT фаска 45 градусов, но только в режиме ручной смены иструмента. Штревель на 3 мм короче обычного BT40-45, что позволяет закрепить оправку, но «рука» станка не сможет поменять инструмент, что может вызвать неисправность оборудования.
Наименование
Код заказа
ISO, K
G, мм
d, мм
d1, мм
L, мм
l1, мм
В наличии
Штревель SK40-HAAS
SK40-H
40
M16
17,0
15
57
32
97 шт.
Узнать цену
Штревель MAZAK
Для станков компании MAZAK, c отвесттием для подвода СОЖ.
Штревель MAZAK с отверстием для подачи СОЖ
Наименование
Код заказа
ISO, K
G, мм
d, мм
d1, мм
L, мм
l1, мм
В наличии
Штревель BT40-MAZAK
BT40-M
40
M16
17
18,8
44,11
19,11
117 шт.
Узнать цену
Штревель BT50-MAZAK
BT50-M
50
M24
25
28,95
65,2
25,2
21 шт.
Узнать цену
Штревель MAHO-OTT
Для оправок по стандарту DIN 69871 и MAS403 BT.
Позволяет использовать оправки 7:24 по DIN 69871 и MAS-BT на универсальных станках DIN2080. Штревеля для DIN 69871 и MAS-BT отличаются длинной на 3 мм, поэтому важно выбирать правильный штревель во избежании выхода из стоя узлов станка.
Наименование
Код заказа
ISO, K
G=G1, мм
d, мм
d1, мм
L, мм
l1, мм
В наличии
Штревель SK40 MAHO-OTT
SK40-MO
40
M16
17
25,00
53
25
7 шт.
Узнать цену
Штревель BT40 MAHO-OTT
BT40-MO
40
M16
17
25,00
56
28
25 шт.
Узнать цену
Штревель SK50 MAHO-OTT
SK50-MO
50
M24
25
39,29
68
25
7 шт.
Узнать цену
* — Штревели без отверстия, с уплотнительным кольцом, а также штревели с уплотнительным кольцом и отверстием Вы можете заказать по запросу. Наличие товара Вы можете уточнить у наших специалистов.
Техническая информация
Превосходный материал и качество его термообработки для тянущих штанг очень важны, так как усилия приложенные к штревелю могут доходить до 3000 daN на станках с шпинделем SK50. Высокоточная обработка затяжных винтов гарантирует позиционирование и надёжный зажим держателя в шпинделе. Для большинства станков используется стандартная конструкция штанги (DIN, ISO, BT, CAT), но для некоторых требуется специальная конструкция.
Производители станков используют разные типы штревелей. Применение неподходящего болта или ошибка при установке может привести к повреждению оправки или поломке узлов станка. Мы предлагаем большой выбор центральных болтов, но в связи с их большим разнообразием, конечный пользователь должен сам проверять поставляемые ему штревеля на соответствие типу станка и конуса шпинделя.
Штревеля изготавливают по следующим стандартам:
DIN 69872
ISO 7388/2-A
ISO 7388/2-B
MAHO-OTT
MAS 407 ВТ — для инструмента с хвостовиком по MAS 403 BT
С отверстием для подачи СОЖ — для оправок типа AD и AD+B (подача СОЖ через оправку, отверстия во фланце должны быть закрыты пробками)
Без отверстия для подачи СОЖ — для оправок типа A (штревель совместим с оправками типа AD и AD+B, но подача СОЖ через инструмент будет не возможна)
С отверстием для подачи СОЖ и уплотнительным кольцом — для оправок типа AD и AD+B (подача СОЖ через оправку, отверстия во фланце должны быть закрыты пробками). Уплотнительные кольца обеспечивают дополнительную герметичность и минимизируют потери давления СОЖ
Без отверстия для подачи СОЖ и уплотнительного кольца — для оправок типа B и AD+B (подача СОЖ через фланец, пробки должны быть сняты)
Возможно ли использовать отправки BT или SK DIN 69871 на универсальных станках с шпинделем SK DIN 2080?
Да, т. к. конуса одинаковые 7:24, отличается места для захвата инструмента и место под штревель (показано на рисунке), то есть проблема решается при помощи переходника, удлинением оправки.
В данной статье рассмотрим наиболее часто встречающиеся инструментальные хвостовики оправок и их размеры.
Отметим важный отечественный стандарт ГОСТ 24644 — определяет размеры концов шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков.
Наиболее часто встречающийся станочный конус 7:24 (SK – Steil Kegel, «крутой конус»), оправки таких стандартов как:
(соответствие с нашими ГОСТами приведено в скобках)
DIN 2080 (ГОСТ 25827 исп. 1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
DIN 69871 (ГОСТ 25827 исп.2) — могут в каталогах иметь обозначение DV, SK
ГОСТ 25827 исп.3 — нет аналога
MAS 403 BT (JIS B6339) — чаще на станках Азиатского производства, не имеют аналогов с отечественным ГОСТ
ANSI/CAT — ANSI B5.18, NST, ANSI B5.50 — обозначение CAT, CV — чаще у оправок, ориентированных под Американский рынок (но зачастую возможно применение оправок DIN 69871)
Нужно так же заметить, что размеры конусов у таких оправок, как правило, одинаковые (т.е. к примеру, конус 40 что у оправки по DIN2080, что у оправки по DIN69871 и прочих ранее указанных — конуса будут одинаковые по размерам, отличия будут только в конструкциях и размерах мест под захватные места манипулятором станка (поясок с канавкой, или иногда его называют «юбкой» оправки) для автоматической смены оправки (так же возможны дополнительные конструктивные выступы со стороны центрового отверстия (со стороны штревеля), такие как в DIN 2080 или в ГОСТ 25827 исп. 3)
Размеры хвостовиков 7:24, соответствуют ИСО 7388-1-83.
Буквы в конце номера оправки указывают на исполнение подвода СОЖ через оправку.
Нужно так же указать на новые исполнения оправок по DIN69871, MAS403BT, ANSI/SAT, в которых предусмотрен контакт оправки со шпинделем не только по конусу, но и по торцу шпинделя.
Такие оправки более точные, и их называют оправки с двойным контактом (Dual Contact, Face Contact и т.д.), они более жесткие.
Но есть возможность установки, например, в станок рассчитанный под оправки с двойным контактом оправок обычных, при этом они просто не будут опираться на торец шпинделя (хотя конечно это не желательно, но допустимо в отдельных случаях).
Оправки с конусами HSK типа (угол конусности 2 град., 51 мин., 78 сек., с соотношением стенок 1:10).
Система HSK (Hohl Shaft Kegel — полый конический хвостовик) разрабатывалась как система крепления для скоростной обработки. Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.
Основные различия в приводных пазах, захватных пазах, отверстиях под СОЖ, и площади поверхности фланца.
Приводные пазы находятся в конце хвостовика, они различной глубины, что позволяет устанавливать оправку только в одном положении.
Хвостовик в стиле А имеет размер конуса на один размер больше, чем в стеле В, это условие верно и для стилей D и F. Оправки в стиле С были разработаны исключительно для ручного зажатия.
В токарно-фрезерных, многофункциональных станках применяются оправки HSK-T (буква Т указывает что это токарное исполнение)
Отличие от оправок типа А незначительное по допускам, в связи с этим возможна взаимозаменяемость.
Конуса Морзе DIN228 (ГОСТ 25557)
Стандарт R8 DIN 1835 B — DIN6499/ISO15488
Стандарт ISO26623
Стандарт VDI DIN69880 (ГОСТ24600)
Резцедержатели изготовлены согласно DIN 69880, точность хвостовика — соответствует классу IT6 (H6)
• В соответствии с нормами DIN 69880-6 биение цанговых патронов DIN 6499 и DIN 6388 составляет 0,02
• Изготовлены из стали с последующей цементацией, твердость 58+/-2 HRC, прочность 800-1000 Н/мм2
• Все внутренние диаметры, хвостовик и насечки отшлифованы
Фрезерные тиски
– Sherline Products
Количество фрезерных тисков
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
Артикул: 3551
Категория: Фрезерные тиски
Описание
инструкции
Запасные части
3D вид
О фрезерных тисках
Удерживать мелкие детали при фрезеровании удобнее всего с помощью фрезерных тисков. Фрезерные тиски отличаются от других станочных тисков тем, что они предназначены для удержания подвижной губки во время зажима, исключая любую возможность подъема губки. Тоже аккуратно сделано. Дешёвые тиски для сверлильного станка почти бесполезны на фрезерном станке, потому что их нельзя точно выровнять по станку.
Фрезерные тиски — это первый аксессуар, который приобретает большинство владельцев мельниц. Он будет выполнять большую часть операций по удержанию деталей при фрезеровании и прост в использовании.
Призрачный вид тисков мельницы показывает желтую латунную выдвижную бочку. Нажмите на изображение, чтобы увеличить его.
Фрезерные тиски Sherline идеально подходят для работы с фрезерным станком Sherline. Челюсти имеют ширину 2,00 дюйма (50,8 мм) и глубину 1,00 дюйма (25,4 мм) и открываются на полные 2,00 дюйма (50,8 мм). Неподвижная губка имеет как горизонтальную, так и вертикальную V-образную канавку для облегчения удержания круглого прутка. В тиски входят два зажима для крепления к фрезерному станку. Эти зажимы такие же, как и прижимной набор с 4 зажимами.
Неправильное использование станков и их принадлежностей может привести к серьезным травмам. Прежде чем использовать этот инструмент, внимательно прочитайте инструкции и убедитесь, что понимаете его правильное и безопасное использование.
Всегда надевайте защитные очки при работе со станками .
Скачать PDF 3551 Инструкции
Деталь №
Описание
Количество
30561
10-32 Т-образные гайки
2
35020
Подвижная губка тисков
1
35030
Вставка с фиксированной губкой
1
35040
Вставка с подвижной губкой
1
35060
Шайба выпуклая
1
35070
6-32 x 3/8″ Flt Hd Phil Screw
2
35100
Корпус тисков (после 3/93)
1
35120
Опускной элемент тисков
1
35130
Винт SHC 10-32 x 1-5/8″
1
35580
Прижимной зажим
2
40330
Винт 10-32 x 5/8″ SHC
4
Щелкните P/N ниже, чтобы загрузить заархивированную версию файла IGS 3D CAD. Вам нужно будет распаковать zip-файл перед просмотром файла IGS. 3551 Фрезерные тиски 3D IGS Модель Для просмотра файлов .igs требуется программа просмотра IGS. НАЖМИТЕ ЗДЕСЬ , чтобы загрузить БЕСПЛАТНУЮ программу просмотра IGS .
Попутное фрезерование по сравнению с обычным фрезерованием
Как машинист, вы слышите множество технических терминов. Старые ребята называют это одним, а молодые — другим. Если вы не машинист или только начинаете заниматься механической обработкой, это может сбивать с толку. Сегодня я собираюсь обсудить два из этих запутанных терминов – фрезерование с восхождением и обычное фрезерование. Знание разницы между ними и правильное применение может выделить вас среди коллег и поднять общее качество ваших деталей на новый уровень.
Прежде всего, давайте установим некоторые основные правила. Мы будем вращать наш шпиндель вперед (по часовой стрелке) и использовать стандартную концевую фрезу — мы поговорим о концевых фрезах и многих других инструментах в следующем посте в блоге. На данный момент мы будем использовать стандартные инструменты и рассмотрим преимущества и недостатки как ручных станков, так и станков с ЧПУ.
При вращении инструмента по часовой стрелке попутное фрезерование идет ВМЕСТЕ с вращением. Думайте о канавках (или зубьях фрезы) как о протягивании материала или о ПОДНИМАНИИ материала. При попутном фрезеровании канавка ударяется о материал в верхней части реза, и толщина стружки уменьшается по мере того, как канавка режет. Это приводит к тому, что стружка откладывается ЗА резом, что очень важно. Стружка очищается от резака, что означает, что вы не нарезаете стружку повторно. Поскольку вы не срезаете стружку повторно, результатом является лучшее качество поверхности и более длительный срок службы инструмента. Меньшая мощность требуется от шпинделя для подъемной фрезы, а результатом резания является прижимная сила к материалу, что может упростить работу с зажимами. Кроме того, при чистовой обработке пола элемента или торцевом фрезеровании тонкого материала прижимная сила может способствовать стабилизации детали.
Попутное фрезерование — стружка удаляется за пропилом, поэтому ее не нужно повторно резать, что приводит к лучшему качеству поверхности.
Однако у попутного фрезерования есть и недостатки, самые серьезные из которых встречаются на ручных машинах. При выполнении подъемной мельницы на 60-летнем Бриджпорте вы можете столкнуться с серьезными проблемами с люфтом. Из-за тянущего действия инструмента на материал, если вы используете станок с большим люфтом, инструмент захватит материал, и стол сдвинется на расстояние, равное этому люфту. На некоторых машинах это может быть не только катастрофическим для детали, но и невероятно опасным для оператора. Отклонение инструмента (которое мы рассмотрим в другом посте) при использовании подвижной фрезы будет перпендикулярно инструменту, то есть в сторону и внутрь вашей детали, что повлияет на толщину стружки и потенциально поставит под угрозу вашу точность.
При вращении инструмента по часовой стрелке обычное фрезерование идет ПРОТИВ вращения. Канавки вашего фрезы ударяются о материал и противодействуют вращению, откладывая стружку ПЕРЕД пропилом. Как и ожидалось, это приведет к повторной нарезке стружки, что увеличит износ инструмента и ухудшит качество поверхности. Поскольку инструмент ударяет по нижней части детали, а канавка срезает вверх, а стружка становится все тяжелее по мере резания, вы создаете направленное вверх усилие на деталь, что может вызвать проблемы с зажимом.
Традиционное фрезерование — предлагает значительные преимущества при обработке твердых материалов, таких как чугун или горячекатаная сталь.
У обычного фрезерования есть и недостатки, и достоинства. При обработке таких материалов, как черновой чугун или горячекатаная сталь, предпочтительным методом является обычное фрезерование. Особенно для горячекатаной стали из-за твердого черного слоя на внешней поверхности. Выполнение подвижного стана на горячекатаной стали может привести к выкрашиванию режущих кромок из-за твердости этого внешнего слоя и более агрессивного способа контакта инструмента с шероховатой поверхностью, вызывая больший прогиб и потенциально более тяжелую стружку. Поскольку отклонение инструмента на обычной фрезе имеет тенденцию быть параллельным инструменту, он взаимодействует с шероховатой поверхностью с более щадящей скоростью. Еще одна сильная сторона обычного фрезерования — чистовые проходы. Если вы сделаете черновую обработку профиля с помощью подъемно-поступательной фрезы, которая с самого начала даст вам хорошую чистоту поверхности, а затем переключите ее на чистовую обработку с помощью обычной легкой фрезы, вы будете удивлены результатами. Из-за отклонения инструмента, наблюдаемого при попутном фрезеровании, обычный чистовой проход фрезой обеспечит хорошую чистовую обработку на легком проходе. Другим вариантом является «призрачный проход» или «пружинный проход», который представляет собой разрез в противоположном направлении, в данном случае обычный, без фактического выполнения более тяжелого прохода. Вы увидите количество удаляемого материала, оставшегося после отклонения инструмента, и он оставит отличный результат, пока вы смазываете.
Продолжаем знакомиться с технологиями обработки на фрезерных станках с ЧПУ посредством выдержек из книги Ловыгина А.А., Васильева А.В. и Кривцова С.Ю. — переходим к описанию CAD CAM систем и принципов моделирования и работы.
Сегодня для достижения успеха на рынке промышленное предприятие вынуждено работать над сокращением срока выпуска продукции, снижением ее себестоимости и повышением качества. Стремительное развитие компьютерных и информационных технологий привело к появлению CAD/CAM/CAE систем, которые являются наиболее продуктивными инструментами для решения этих задач.
Что такое CAD и САМ?
Под CAD системами (computer-aided design — компьютерная поддержка проектирования) понимают программное обеспечение, которое автоматизирует труд инженера-конструктора и позволяет решать задачи проектирования изделий и оформления технической документации при помощи персонального компьютера.
САМ системы (computer-aided manufacturing — компьютерная поддержка изготовления) автоматизируют расчеты траекторий перемещения инструмента для обработки на станках с ЧПУ, и обеспечивают выдачу управляющих программ с помощью компьютера.
САЕ системы (computer-aided engineering — компьютерная поддержка инженерных расчетов) предназначены для решения различных инженерных задач, например, для расчетов конструктивной прочности, анализа тепловых процессов, расчетов гидравлических систем и механизмов.
Развитие CAD/CAM/CAE систем продолжается уже несколько десятилетий. За это время произошло некоторое разделение или точнее “ранжирование” систем на уровни. Появились системы верхнего, среднего и нижнего уровней. Системы верхнего уровня обладают огромным набором функций и возможностей, но с ними тяжелее работать. Системы нижнего уровня имеют довольно ограниченные функции, но очень просты в изучении. Системы среднего уровня — это “золотая середина”. Они обеспечивают пользователя достаточными для решения большинства задач инструментами, при этом не сложны для изучения и работы.
Уровни САМ системы
САМ система предназначена для автоматического создания управляющих программ на основе геометрической информации, подготовленной в CAD системе. Главные преимущества, которые получает технолог при взаимодействии с системой, заключаются в наглядности работы, удобстве выбора геометрии, высокой скорости расчетов, возможности проверки и редактирования созданных траекторий.
Различные САМ системы могут отличаться друг от друга областью применения и возможностями. К примеру, существуют системы для токарной, фрезерной, электроэрозионной обработки, деревообработки и гравировки. Не смотря на то, что большинство современных CAD/CAM систем умеют создавать УП для любого типа производства, такое разделение по областям применения остается актуальным. Если предприятию нужна фрезерная обработка, то оно приобретает модуль фрезерования. Если же нужна только токарная обработка, то достаточно приобрести токарный модуль этой же системы. Модульность построения САМ систем является частью маркетинговой политики разработчиков и позволяет предприятию-пользователю экономить значительные средства для приобретения только необходимых конструкторско-технологических возможностей.
В свою очередь, модули системы отличаются определенным уровнем возможностей. Обычно для фрезерной обработки разработчики вводят следующие уровни:
• 2.5-й осевая обработка
На этом уровне система позволяет рассчитывать траектории для простого 2-х координатного фрезерования и обработки отверстий.
• 3-х осевая обработка с позиционированием 4-ой оси
На этом уровне вы сможете работать с 3D моделями. Система способна генерировать УП для объемной обработки.
• Многоосевая обработка
В этом случае система предназначена для работы с самым современным оборудованием и способна создавать УП для 5-ти осевого фрезерования самых сложных деталей.
Чем выше уровень модуля, тем большими возможностями он обладает. Естественно, что для разработки алгоритмов 5-ти координатной обработки требуются большие инвестиции (как финансовые, так и интеллектуальные), чем для разработки алгоритмов 3-х координатной обработки. Следовательно, и стоимость модулей будет разной. Если у вашего предприятия нет оборудования для 5-ти координатной обработки, то нет смысла приобретать самый дорогостоящий модуль.
Геометрия и траектория
Прежде чем начать работу с CAD/CAM системой вы должны понять, что геометрия детали изготовленной на станке с ЧПУ может отличаться от истинной геометрии CAD модели. Несомненно, что 3D модель служит базой для расчета траекторий, но готовая деталь является результатом работы САМ системы и станка с ЧПУ, которые по-своему интерпретируют исходную геометрическую информацию.
Возьмем эллипс, который может быть создан в любой CAD системе очень просто — достаточно одного клика мышкой. Однако станок с ЧПУ не способен напрямую описать эллипс, ведь он умеет перемещать инструмент только по прямой или дуге. САМ система знает это и решает возникшую проблему при помощи аппроксимации эллипса прямыми линиями с определенной точностью. В результате, траекторию эллипса можно получить и на станке с ЧПУ, но уже при помощи линейной интерполяции.
Программист сам устанавливает ограничивающую зону для аппроксимации, то есть определяет с какой точностью нужно “приблизиться” к исход¬ной геометрии. Чем выше задана точность, тем больше будет произведено отдельных сегментов, и тем больший размер будет иметь программа обработки. Особенно ярко этот эффект проявляется при обработке 3D моделей.
Рис. 12.10. Линейная аппроксимация эллипса в САМ системе выполняется с заданной точностью.
Общая схема работы с CAD/CAM системой
Этап 1. В CAD системе создается электронный чертеж или 3D модель детали. На рисунке 12.1 изображена трехмерная модель детали с карманом сложной формы.
Этап 2. Электронный чертеж или 3D модель детали импортируется в САМ систему. Технолог-программист определяет поверхности и геометрические элементы, которые необходимо обработать, выбирает стратегию обработки, режущий инструмент и назначает режимы резания. Система производит расчеты траекторий перемещения инструмента.
Рис. 12.2. САМ система рассчитала траекторию для обработки кармана.
Этап 3. В САМ системе производится верификация (визуальная проверка) созданных траекторий. Если на этом этапе обнаруживаются какие либо ошибки, то программист может легко их исправить, вернувшись к предыдущему этапу.
Рис. 12.3. Результат верификации.
Этап 4. Финальным продуктом САМ системы является код управляю¬щей программы. Этот код формируется при помощи постпроцессора который форматирует УП под требования конкретного станка и системы ЧПУ.
Виды моделирования
Существует несколько вариантов геометрического представления детали в CAD системе. Выбор того или иного варианта зависит от возможностей системы и от необходимости его применения для создания управляющей программы.
Еще не так давно основными инструментами инженера-конструктора были карандаши, линейка и ватман. С появлением первых персональных компьютеров началась настоящая революция в области автоматизации проектирования. Инженеры-конструкторы сразу же оценили преимущества “плоских чертилок”. Даже самая простая CAD система для двумерного проектирования позволяет быстро создавать различные геометрические элементы, копировать фрагменты, автоматически наносить штриховку и проставлять размеры.
Основными инструментами при плоском проектировании являются линии, дуги и кривые. При помощи операций продления, обрезки и соединения геометрических элементов происходит создание “электронного чертежа”. Для полноценной работы с плоской графикой в САМ системе необходима дополнительная информация о глубине геометрии.
Каркасная модель представляет геометрию детали в трехмерном пространстве, описывая положение ее контуров и граней. Каркасная модель в отличие от плоского электронного чертежа предоставляет САМ системе частичную информацию о глубине геометрии.
С развитием автомобильной и авиационной промышленности и необходимостью аналитического описания деталей сложной формы на ПК, сформировались основные предпосылки для перехода от плоского к объемному моделированию Объемная или 3D модель предназначена для однозначного определения геометрии всей детали.
Рис. 12.5. 2D геометрия.
Рис. 12.6. Каркасная модель.
Рис. 12.7. Поверхностная модель.
Системы объемного моделирования базируются на методах построения поверхностей и твердотельных моделей на основе плоских и неплоских эскизов. Эскиз, в свою очередь, состоит из простых геометрических элементов — линий, дуг и кривых. Инженер-конструктор принимает в качестве эскизов сечения, виды и осевые линии деталей.
Поверхностная модель очень похожа на каркасную. Представьте себе, что между гранями каркасной модели натянута тонкая ткань. Это и будет поверхностной моделью. Таким образом, любое изделие может быть представлено в виде набора ограничивающих поверхностей.
В настоящее время поверхностные модели широко используются для работы с САМ системами, особенно когда речь идет об инструментальном производстве.
При твердотельном способе моделирования основными инструментами являются тела, созданные на основе эскизов. Для построения твердого тела используются такие операции как выдавливание, вырезание и вращение эскиза. Булевы операции позволяют складывать, вычитать и объединять раз¬личные твердые тела для создания 3D модели изделия. В отличие от поверхностных моделей, твердотельная модель не является пустой внутри. Она обладает некоторой математической плотностью и массой. На сегодняшний день твердотельные модели — это самое популярная основа для расчета траекторий в САМ системе.
Одним из главных преимуществ этого способа является так называемая параметризация. Параметризация означает, что в любой момент вы можете изменить размеры и характеристики твердого тела, просто изменив числовые значения соответствующих параметров.
Современная CAD/CAM система должна обладать инструментами для создания как поверхностных, так и твердотельных моделей.
Рис. 12.8 Выдавливание (Extrude) плоского эскиза для создания твердотельной модели.
CAM-системы для станков с ЧПУ
Содержание:
Самое слабое звено — человек?
Знакомьтесь: CAM-CAD системы
Зачем все это нужно
Как это работает
Сколько стоит CAM-система и как не ошибиться при покупке ПО
Основные CAM-системы, которые используются на российских предприятиях
Образ типичного станочника середины XX века — замасленный халат, кепка и традиционный карандаш за ухом, безвозвратно ушел в прошлое. Хотя многие специалисты тех лет были настоящими виртуозами, и достигали в своей работе порога невозможного. И все же… Современные фрезерные, токарные, сверлильные и многие другие типы станков, часть из которых совмещает в себе множество функций и поэтому носит горделивое название «обрабатывающий центр», — почти все они теперь управляются электроникой и компьютерами.
Конечно, помощь человека нужна и этим «умникам». Но только для того, чтобы поменять содержимое их инструментального магазина, установить необходимую оснастку, произвести ряд настроек и привязку инструмента. А самое главное – обеспечить наличие соответствующей компьютерной программы. В ней должен содержаться набор последовательных команд с описанием всех необходимых операций, которые должен выполнить станок, график и траектории перемещения его подвижных органов, указания по геометрии и параметрам обработки детали.
Самое слабое звено — человек?
Оказалось, что человек для создания программ изготовления деталей на станках с числовым программным управлением (ЧПУ) подходит плохо. Современный обрабатывающий центр тратит на изготовление детали, в зависимости от ее сложности, от нескольких минут до нескольких часов. А создание управляющей программы (УП) для этой задачи, если программирование ведется традиционным способом, может потребовать от нескольких суток до нескольких недель напряженного труда квалифицированного программиста.
Так как во второй половине прошлого века начали активно развиваться системы автоматизированного проектирования (САПР) инженерных работ, при помощи которых, среди всего прочего, можно создать трехмерную графическую компьютерную модель любой детали, человек как создатель управляющих программ оказался лишним звеном. Его как слишком медленную прослойку между умными и исполнительными станками с ЧПУ, с одной стороны, и почти неограниченными возможностями программного комплекса САПР с другой, также заменило специализированное программное обеспечение.
Знакомьтесь: CAM-CAD системы
По-английски новый программный комплекс получил название CAM — ComputerAidedManufacturing (компьютеризированная подготовка производства), и вошел на правах одной из самых важных составляющих в систему программ САПР. Учитывая, что английское название последней — «Computer Aided Design System», сокращенно — CAD System, родился новый термин: CAD-CAM системы. Именно этот программный комплекс помог освободить человека от рутинного программирования станков с ЧПУ.
Использование CAM-систем позволяет проектировать технологические процессы, быстро синтезировать программы для станков с ЧПУ, моделировать процессы станочной обработки и многое другое. Однако все эти важные подзадачи чаще всего решаются на основе объемных геометрических моделей, которые являются продуктом работы CAD-системы. Поэтому в обиходе, справочной литературе и технической документации чаще встречается название CAD/CAM-системы, что указывает на тесную взаимосвязь этих двух понятий.
Зачем все это нужно?
Процессы подготовки управляющей программы при помощи компьютера и изготовление нужной детали на станке с ЧПУ происходят значительно быстрее, чем при выполнении этой работы традиционном способом. И это первое преимущество данного метода. Вторым главным преимуществом совместного использования САМ-системы и станка с ЧПУ является точность изготовления деталей. Без такого подхода в нынешних условиях было бы невозможным производство многих изделий, требующих максимально точной подгонки деталей друг к другу.
Кроме того, возможность создания и анализа виртуальной трехмерной модели сложнопрофильной детали до начала работ по ее изготовлению, во многих случаях позволяет избежать конструкторских и технологических ошибок еще на этапе подготовки производства. Специалисты считают, что современное машиностроительное предприятие может быть конкурентоспособным и успешно занимать свою нишу на рынке, если будет соответствовать трем условиям:
● сократит до минимума срок подготовки производства и вывода продукции на рынок;
● добьется меньшей себестоимости продукции, чем основные конкуренты;
● обеспечит наилучшее качество продукции.
Всего этого можно добиться только за счет использования современного оборудования, достижений науки и развития компьютерных технологий. Важнейшей из которых является использование в процессе производства станков с ЧПУ и мощной программной среды – CAM/CAD систем.
Как это работает?
В качестве исходных данных при создании программы управления станком, используются результаты проектирования из CAD-системы. Хотя программирование даже на этом этапе может быть осуществлено при наличии только исходного чертежа или эскиза, а также описания технологического процесса. Результатом программирования будет ввод в станок данных о размерах заготовки, параметрах ее обработки, траекториях движения детали и режущего инструмента, команд управления подачей и другими движущимися системами станка.Современные CAM-программы могут использоваться при разработке сложных технологических процессов, а в металлообработке применяются, в основном, как средство синтеза программ для управления станками с ЧПУ и моделирования процессов обработки. Система рассчитывает траектории и относительное движение инструмента и заготовки. Благодаря наличию специального программного модуля, называемого постпроцессором, при построении управляющей траектории CAM-система учитывает особенности кинематики конкретного станка, на котором ведется обработка.
На практике обычная последовательность действий при изготовлении какой-либо детали на заказ, например, на 4-координатном фрезерном станке с ЧПУ, такова:
1.Создание 3D-модели по эскизу или чертежу.
2.Создание управляющей программы на основе 3D-модели.
3.Передача программы в станок с ЧПУ.
4.Закрепление заготовки, выполнение операций 3-х осевой фрезеровки.
5. Выполнение операций 4-х осевой фрезеровки. Контроль размеров готовой детали.
Сколько стоит
CAM-программа и как не ошибиться при покупке ПО?
Приобретение лицензионного программного обеспечения до сих пор не стало привычкой наших компьютеризированных сограждан. Хорошо, если стоимость хотя бы операционной системы входит в цену купленного ноутбука или персонального компьютера. Но вот в случае использования сложного специализированного программного обеспечения в производственной деятельности, о своей чрезмерной «экономности» следует забыть.
Во-первых, найденное в сети или переписанное у кого-то по случаю «вскрытое» ПО, скорее всего, нормально работать не будет. Во-вторых, если использование нелицензионного программного обеспечения обнаружится, штрафы и судебные санкции могут финансово «подрубить» даже достаточно крепкое предприятие. Поэтому лицензию на использование одной из CAM/CAD систем, которые в избытке представлены на рынке промышленного ПО, придется купить. Стоимость – от нескольких тысяч долларов.
Основные CAM-системы, которые используются на российских предприятиях
● PowerMill. Разработчик – компания Delcam. Преимущества: 2,3 и 5-осевая высокоскоростная обработка 3D-поверхностей. Согласно одного из статистических исследований, имеет наибольшее количество пользователей в мире.
● MasterCam. Популярная CAD/CAM-программа для многоосевой обработки. Последняя версия – MasterCam-X7. Разработчик – компания CNC Software. Почти 170 тысяч инсталляций в мире. Имеет модуль русификации.
● SprutCAM. Разработчик – компания СПРУТТехнология (Россия). В отличие от многих существующих в мире систем, программа поддерживает разработку управляющего программного обеспечения для многокоординатных фрезерных станков, а также станков электроэрозионного типа, учитывая 3D-модель кинематики станка. Создает достоверную 3D-модель станка, что позволяет виртуально просмотреть будущий процесс обработки детали. Все преимущества российского разработчика: удобный интерфейс, обновление версий, поддержка, приемлемая цена, наличие справочной литературы.
● ADEM.Разработчик – компания «Омега АДЕМ Технолоджиз» (г. Москва, Россия). Многокоординатная обработка, доступная цена, поддержка, возможность обучения персонала.
● ESPRIT. Разработчик – компания DP Technology (США). Высокопроизводительная, многофункциональная, обучающаяся система среднего класса. Русифицированный интерфейс и справочная система. Лучше остальных программных комплексов поддерживает электроэрозионные станки.
● CAMWorks. Разработчик — Geometric Technologies Inc. (Индия-США). Программа работает в среде и по модели программного комплекса SolidWorks. Поддерживается работа с 2-х и 5-координатными фрезерными станками.
Перечисленные CAM-программы – наиболее популярны, изучены и активно используются на российских предприятиях. При выборе конкретного продукта и его версии, кроме возможностей программного комплекса и его цены, следует учитывать возможности своего станочного парка, наличие «горячей» линии или других видов поддержки русскоязычных пользователей, возможность бесплатного или более дешевого обновления до новых версий.
Автор статьи: ведущий технолог АО «КоСПАС» М.В. Ягупов
Что такое CAM для фрезерования?
Перейти к содержимому
30 августа 2021 г.
Мишель Немет
Опубликовано в Продукт
CAM для фрезерования является одним из наиболее часто используемых методов в мире производства для изготовления деталей чрезвычайно точных форм и размеров, поскольку он сочетает в себе два мощных инструмента: фрезерование и программное обеспечение CAM. Фрезерование — это тип процесса субтрактивной обработки, означающий удаление материала с заготовки. Он делает это с помощью вращающегося инструмента, такого как концевая фреза, для резки материала заготовки. Автоматизированное производство (CAM) относится к использованию специализированного программного обеспечения для автоматизации производства на совместимом оборудовании. Программное обеспечение CAM использует файлы деталей, созданные в программном обеспечении автоматизированного проектирования (САПР), и создает код для управления станками с ЧПУ для резки детали. Mastercam, например, представляет собой программное обеспечение CAM со встроенным CAD, но вы также можете импортировать файлы CAD практически из любого программного обеспечения CAD для подготовки к обработке на фрезерном станке с ЧПУ. CAM для фрезерования — это использование программного обеспечения CAM для автоматизации фрезерных станков с ЧПУ для эффективного производства.
Каковы преимущества CAM для фрезерования?
Альтернативой использованию программного обеспечения CAM для автоматизации процесса фрезерования на станке с ЧПУ является использование ручного фрезерного станка или создание G-кода станка с ЧПУ вручную. Оба варианта отнимают много времени и оставляют возможность для человеческой ошибки. Почти всегда лучше оставить этот процесс на усмотрение сложного программного обеспечения, которое предназначено для поиска наиболее эффективного возможного процесса обработки. С помощью этой опции магазины также могут сохранять файлы на случай, если в будущем они снова будут производить те же детали. Мало того, что магазины могут соответствовать строгим стандартам, автоматизация также приводит к значительному увеличению скорости производства и эффективности по сравнению с альтернативным процессом измельчения.
В чем разница между 2D и 3D фрезерованием?
Разница между 2D-фрезерованием и 3D-фрезерованием в основном заключается в количестве осей станка, которые могут быть заданы в каждой строке кода ЧПУ. Как правило, при 2D-фрезеровании только оси X и Y будут использоваться для любого движения станка. Напротив, при 3D-фрезеровании можно использовать одновременное перемещение по осям X, Y и Z. Например, при фрезеровании в 2D можно перемещаться только из стороны в сторону, по направлению к окну и от него. В 3D-фрезеровании можно было перемещаться из стороны в сторону, вперед-назад и вверх-вниз одновременно. При обработке сложных поверхностей, например при изготовлении компонентов пресс-форм и штампов, Mastercam Mill 3D можно использовать для программирования любой свободной сложной поверхности или набора поверхностей.
Решения для фрезерных станков Mastercam
От методов общего назначения, таких как оптимизированная обработка карманов, до узкоспециализированных траекторий, таких как 5-осевая турбинная резка, с помощью Mastercam Mill детали изготавливаются быстрее, с большей точностью, качеством и повторяемостью.
Многие продукты, которые мы используем каждый день, производятся с помощью Mastercam Mill. Это программное обеспечение CAM предоставляет полный набор стратегий обработки. Фрезерные решения Mastercam можно настроить в соответствии с потребностями вашего цеха сегодня и легко масштабировать для удовлетворения ваших будущих производственных потребностей:
Комплексный пакет проектирования с каркасным проектированием, проектированием поверхностей и твердых тел с полным трехмерным моделированием в САПР.
Широкий выбор модулей траекторий, от лучших в отрасли 2D/3D динамических стратегий фрезерования до многоосевых.
Специализированные опции, такие как Port Expert и Blade Expert.
Контекстная справка, доступная из диалоговых окон.
Интеллектуальные траектории с учетом запасов.
Полная библиотека инструментов и поддержка пользовательских инструментов.
Расширенное моделирование механической обработки.
Узнайте больше на сайте Mastercam Mill Solutions.
BobCAD-CAM Mill — BobCAD-CAM
BobCAD-CAM Mill — BobCAD-CAM
Вопросы? Позвоните по телефону 877-262-2231, чтобы поговорить с CAD CAM Pro!
ХАРАКТЕРИСТИКИ: Copy with Geometry
Сократите время программирования, исключив выбор геометрии для копируемых операций обработки. Новая функция CAM ускоряет итерации траектории при копировании и вставке элементов обработки.
для фрезерной обработки предоставляет функциональные возможности, необходимые для программирования всего: от простых циклов гравировки, обработки профилей, карманов и отверстий до сложных одновременных программ фрезерования по 4 и 5 осям. Он включает в себя полный спектр сложных, эффективных и современных стратегий обработки с помощью простого интерфейса, управляемого мастером, который делает программирование быстрее и проще даже для новых и случайных пользователей. Dynamic Machining Strategies™ сводит к минимуму объем программирования, в то время как расширенное твердотельное моделирование позволяет тестировать и подтверждать свою работу, вселяя уверенность в правильности программирования деталей.
Обработка портов (новая функция)
Обработка сложной внутренней геометрии с легкостью и точностью. Обработка портов обеспечивает специализированную операцию траектории с оптимизированным рабочим процессом. Тратьте меньше времени на настройку параметров и больше времени на обрезку стружки.
Multiblade (новая функция)
Операция Multiblade имеет четыре шаблона специально для обработки определенного аспекта детали. Черновая обработка, чистовая обработка лезвия, чистовая обработка втулки и чистовая обработка скругления создают оптимальную траекторию движения инструмента с минимальным вмешательством пользователя.
Индексная черновая обработка по 5 осям теперь автоматически добавляется к 3-осевой расширенной черновой, индексной и черновой обработке с использованием автоматического режима 3 + 2. Тратьте меньше времени на создание индексных систем, сохранение операционного запаса и т. д. время нарезки стружки.
Формат APT (новая функция)
Теперь вы можете легко установить расширение файла ЧПУ на «.apt» в диалоговом окне «Текущие настройки» для вывода в этом формате, который обычно используется сторонним программным обеспечением для постобработки.
Усовершенствования дерева CAM (новая функция)
Новый рабочий процесс повышает производительность, обеспечивая лучший пользовательский интерфейс для оптимизации циклов обработки с ЧПУ и создания траекторий. Публикуйте и запускайте быстрее с новой и улучшенной навигацией по дереву CAM V34 и рабочим процессом. Редактирование двойным щелчком, автоматическое закрытие, расширенное дерево CAM, размещение шрифтов, видимость бэкплота, размещение одной операции, примечания дерева CAM с системными настройками по умолчанию для пользователя.
Обнаружение открытых краев (новая функция)
2 Осевой выбор «открытых карманов» стал проще благодаря автоматическому обнаружению открытых краев, реализованному в версии V34. Сокращение или исключение создания геометрии, которая ранее требовалась для создания усовершенствованных шаблонов обработки карманов, используемых для обработки открытых карманов.
Удаление заусенцев (новая функция)
Новая траектория разрушения кромок для удаления заусенцев в настройке. Траектория без столкновений, поддерживающая разрушение кромки поднутрения, находится на расстоянии нескольких щелчков мыши. Выберите свою модель и инструмент, V34 сделает все остальное. Доступны для удаления заусенцев по 3, 4 и 5 осям.
Токарное фрезерование (новая функция)
Новая траектория предоставляет 4- и 5-осевым программистам дополнительные возможности для черновой обработки. Достигайте более высоких скоростей съема материала, устраняя при этом волокнистую стружку птичьего гнезда с помощью новой многоосевой траектории токарно-фрезерного станка.
Новая опция траектории упрощает программирование 5-осевой обработки за счет автоматического преобразования 5-осевой обработки. Используйте 3-осевые траектории для программирования 5-осевых заданий и позвольте V34 автоматически предотвращать столкновения.
Многоосевая чистовая обработка (новая функция)
Чистовая обработка стен и полов с помощью новых специализированных траекторий, оптимизирующих рабочий процесс. 5 шаблонов осевой обработки, которые предлагают мощность и скорость многоосевой черновой обработки в чистовой обработке! Минимум вложений с максимальным результатом! Инструменты для бочек поддерживаются 5 Axis Premium.
ВЫБЕРИТЕ семейство программного обеспечения BobCAD-CAM
САПР
Дерево проектирования САПР
Динамическое рисование
Вспомогательные линии
Библиотека форм
2D/3D каркасы
2D логические значения
Пересечение 3-х плоскостей Z
Инструменты для создания 2D- и 3D-геометрии
Поверхностная конструкция
Сплошное моделирование
Сплошные логические операции и редактирование поверхности
Утилиты CAD, перевод, зеркалирование, стечкой и рассеяние
Gear, Cams & Sprocket Design Wizard
Очистка и оптимизация геометрии с удалением двойных объектов
Перевод данных САПР и взаимодействие
САМ
Библиотека инструментов
Набор инструментов
Библиотека держателей инструментов
Мастер обработки материалов
Лист настройки
Список инструментов
Программирование на основе элементов
Функции сохранения и загрузки
Несколько мест установки машины
Библиотека материалов
Стратегии динамической обработки
Фон траектории
Редактор траектории
Solid 3D Simulation
Статистика траектории
Отображение скорости подачи
Универсальный постпроцессор
Вывод подпрограммы
)
Ассоциативное дерево CAM
Группы траекторий
Шаблоны траекторий (преобразование / вращение)
Доминирующий порядок обработки инструмента
Доминирующий порядок обработки элемента
Диспетчер выбора геометрии элемента
Мастер траекторий
Оптимизация порядка сортировки последовательности обработки

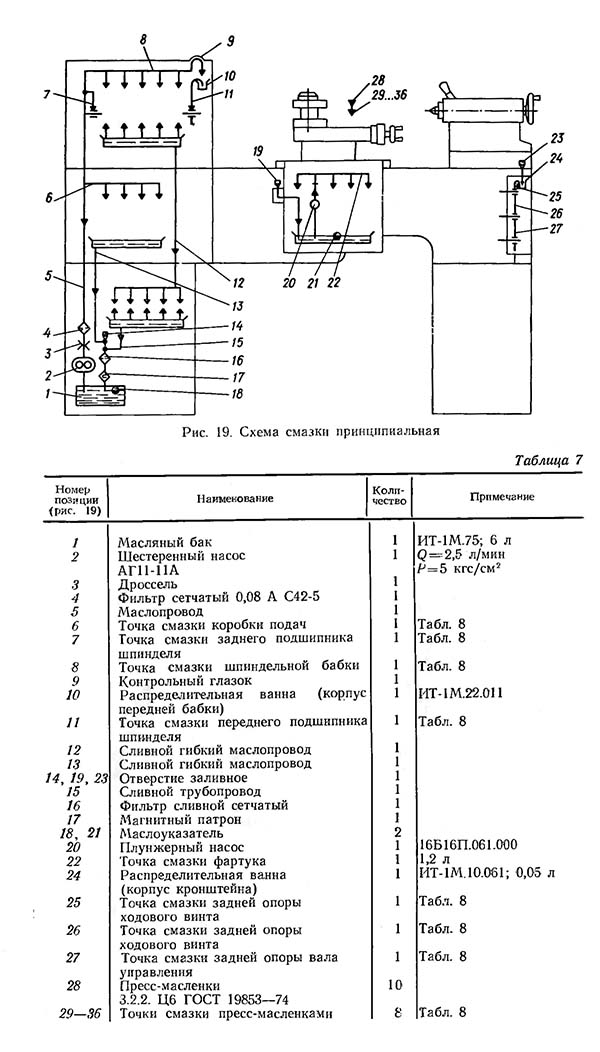

 com
com 
 При стандартной комплектации выполняет все классические токарные процессы, но может работать и с расширенным функционалом. Работа с изделием производится в патроне, в планшайбе, а также при закреплении на центрах.
При стандартной комплектации выполняет все классические токарные процессы, но может работать и с расширенным функционалом. Работа с изделием производится в патроне, в планшайбе, а также при закреплении на центрах.
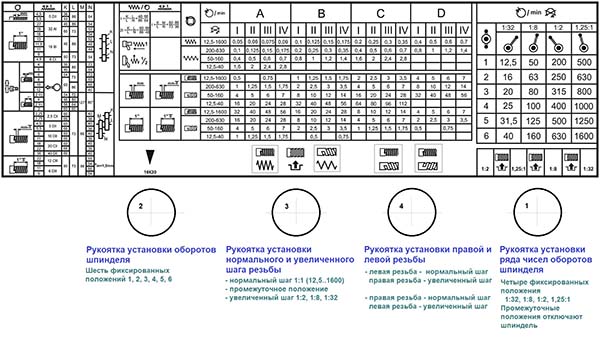
 Здесь же имеются все схемы и чертежи, которые касаются токарно-винторезного станка ИТ-1М. Основные правила работы:
Здесь же имеются все схемы и чертежи, которые касаются токарно-винторезного станка ИТ-1М. Основные правила работы:
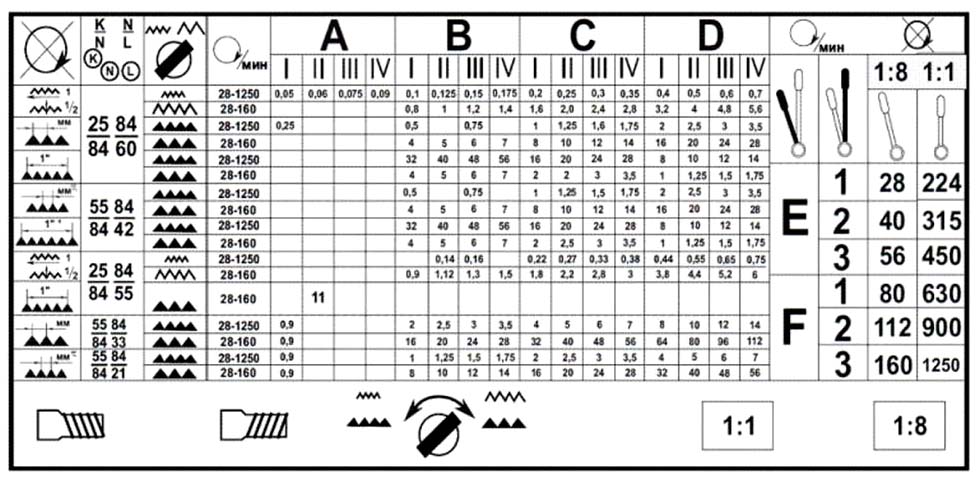 Счет будет отправлен на электронную почту, указанную при оформлении заказа.
Счет будет отправлен на электронную почту, указанную при оформлении заказа.
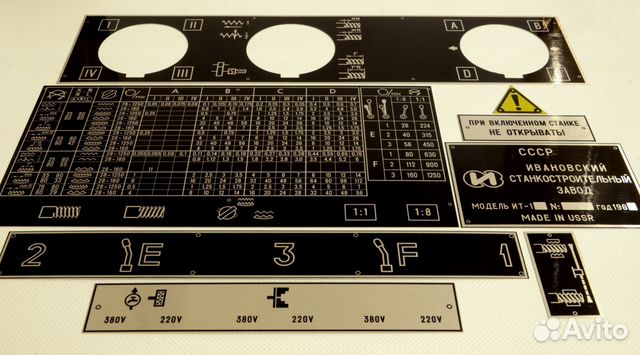
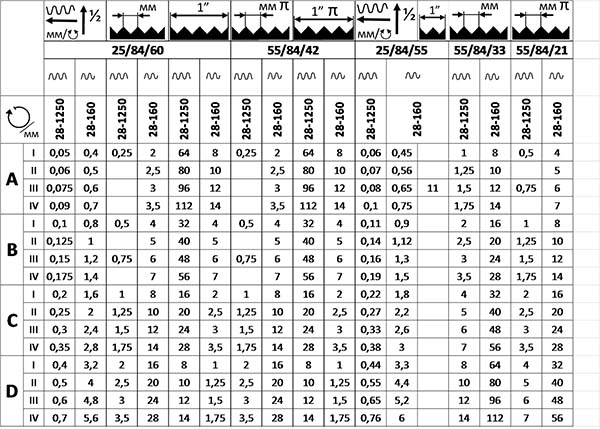
 диаметр токарной обработки с 4 шт. Осевые живые инструменты и диаметр шпинделя 230 мм
диаметр токарной обработки с 4 шт. Осевые живые инструменты и диаметр шпинделя 230 мм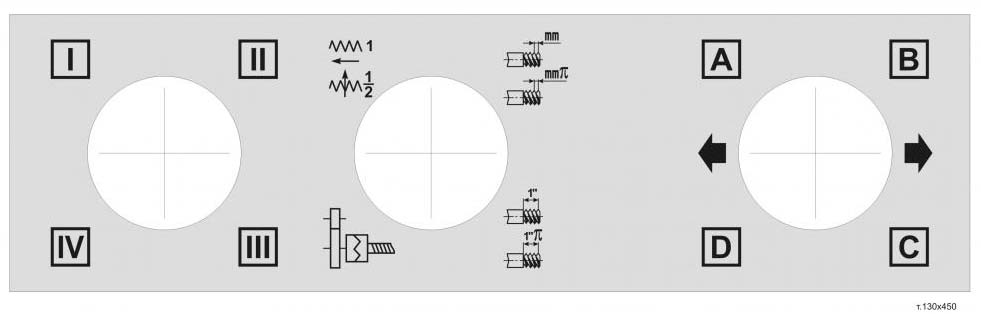 1500 кг на столе 1,2 м, ось Z 1,5 м Программируемая головка Huron для обработки конусных поверхностей Держатель инструмента BT 50, максимальный вес на столе 8000 кг
1500 кг на столе 1,2 м, ось Z 1,5 м Программируемая головка Huron для обработки конусных поверхностей Держатель инструмента BT 50, максимальный вес на столе 8000 кг
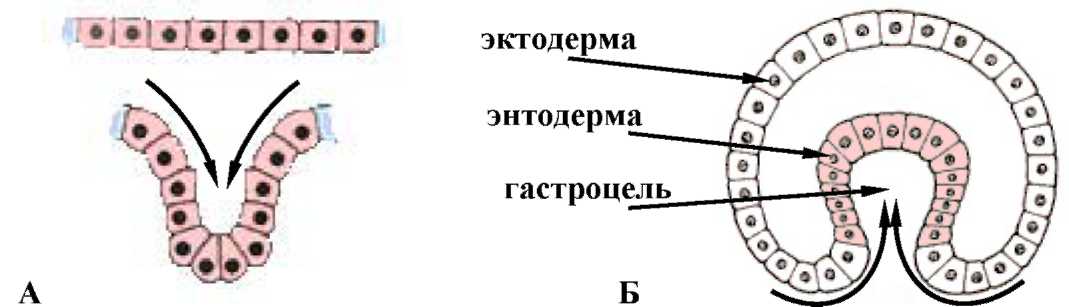 Но надо понимать, что сам этот дефект сильно разрушает всю структуру печатной платы и следует взвесить все за и против такого ремонта.
Но надо понимать, что сам этот дефект сильно разрушает всю структуру печатной платы и следует взвесить все за и против такого ремонта. А для МПП проверить такие дефекты даже с помощью рентгеновского анализа бывает затруднительно.
А для МПП проверить такие дефекты даже с помощью рентгеновского анализа бывает затруднительно. Не говоря уже о случаях ручного монтажа.
Не говоря уже о случаях ручного монтажа. Все перечисленные гаструляционные морфогенезы (за исключением инвагинации), а также их различные сочетания, присутствуют и в развитии Hydrozoa. В учебниках приводится схематизированное описание этих морфогенезов. Например, вторичная деламинация описывается следующим образом: «Первоначально однородные клетки (в зависимости от их положения на поверхности морулы или в глубине) дифференцируются на экто- и эндодерму» (Иванова-Казас, 1975). Создается впечатление, что эмбрионы двух видов гидроидов, использующих один и тот же гаструляционный морфогенез, на стадии гаструлы практически неразличимы. Однако это не так. Сравнительный анализ обнаруживает заметные различия гаструляции, которая с формальной точки зрения описывается как деламинация, у разных видов гидроидов. Рассмотрим гаструляцию двух видов колониальных морских гидроидов, развитие которых проходит через стадию морулы.
Все перечисленные гаструляционные морфогенезы (за исключением инвагинации), а также их различные сочетания, присутствуют и в развитии Hydrozoa. В учебниках приводится схематизированное описание этих морфогенезов. Например, вторичная деламинация описывается следующим образом: «Первоначально однородные клетки (в зависимости от их положения на поверхности морулы или в глубине) дифференцируются на экто- и эндодерму» (Иванова-Казас, 1975). Создается впечатление, что эмбрионы двух видов гидроидов, использующих один и тот же гаструляционный морфогенез, на стадии гаструлы практически неразличимы. Однако это не так. Сравнительный анализ обнаруживает заметные различия гаструляции, которая с формальной точки зрения описывается как деламинация, у разных видов гидроидов. Рассмотрим гаструляцию двух видов колониальных морских гидроидов, развитие которых проходит через стадию морулы.
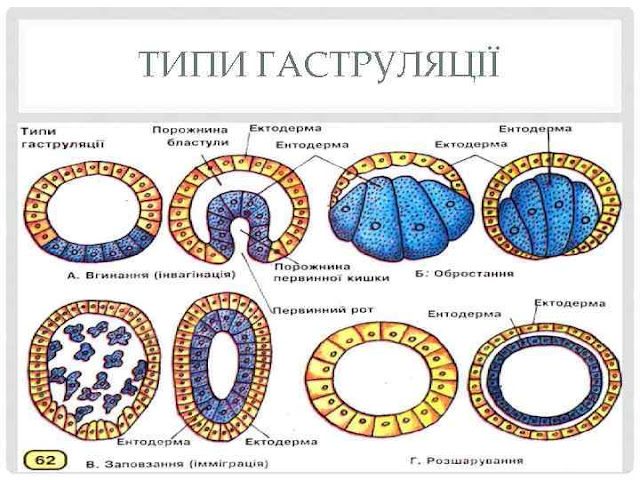 На этой стадии клетки будущих экто- и эндодермы практически неразличимы, а зародышевые листки не сегрегированы друг от друга. В дальнейшем происходит формирование эпителия из поверхностных клеток, сопровождающееся стохастическим вовлечением в процесс и части внутренних клеток. Этот морфогенез сильно влияет на форму эмбриона — на данной стадии она очень изменчива и полностью зависит от динамики процесса эпителизации. На следующей стадии происходит упорядочивание формы и вытяжение эмбриона, а также сегрегация зародышевых листков. При этом внутренние клетки, эпителизовавшиеся «по ошибке» деэпителизуются. Передний конец формирующейся планулы морфологически диференцируется в первую очередь.
На этой стадии клетки будущих экто- и эндодермы практически неразличимы, а зародышевые листки не сегрегированы друг от друга. В дальнейшем происходит формирование эпителия из поверхностных клеток, сопровождающееся стохастическим вовлечением в процесс и части внутренних клеток. Этот морфогенез сильно влияет на форму эмбриона — на данной стадии она очень изменчива и полностью зависит от динамики процесса эпителизации. На следующей стадии происходит упорядочивание формы и вытяжение эмбриона, а также сегрегация зародышевых листков. При этом внутренние клетки, эпителизовавшиеся «по ошибке» деэпителизуются. Передний конец формирующейся планулы морфологически диференцируется в первую очередь.
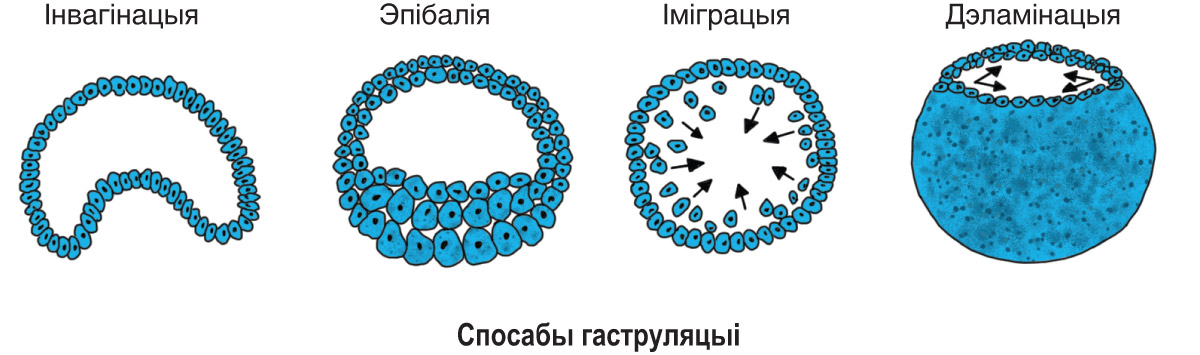 До стадии 128 бластомеров митотические веретена могут быть ориентированы как параллельно, так и перпендикулярно поверхности эмбриона. Таким образом, популяция внутренних клеток пополняется за счет деления наружных, т. е. сегрегации зародышевых листков не наблюдается. Однако ультраструктура наружных клеток уже отличается от внутренних. Так, наружные клетки связаны субапикальными септальными контактами еще со стадии 16-32 бластомеров. После стадии 128 бластомеров, митотические веретена наружных клеток всегда ориентируются параллельно поверхности эмбриона, а число внутренних клеток увеличивается только за счет их размножения. Судя по всему, интенсивное размножение наружных клеток приводит к механической нестабильности поверхности эмбриона (наружные клетки оказываются сжаты). В результате запускается процесс активного изменения формы клеток, что, в свою очередь, приводит к деформации поверхности эмбриона. Изменчивость формы эмбрионов на этой стадии резко возрастает. Упорядочивание формы эмбриона происходит параллельно с процессом вытяжения формирующейся передне-задней оси.
До стадии 128 бластомеров митотические веретена могут быть ориентированы как параллельно, так и перпендикулярно поверхности эмбриона. Таким образом, популяция внутренних клеток пополняется за счет деления наружных, т. е. сегрегации зародышевых листков не наблюдается. Однако ультраструктура наружных клеток уже отличается от внутренних. Так, наружные клетки связаны субапикальными септальными контактами еще со стадии 16-32 бластомеров. После стадии 128 бластомеров, митотические веретена наружных клеток всегда ориентируются параллельно поверхности эмбриона, а число внутренних клеток увеличивается только за счет их размножения. Судя по всему, интенсивное размножение наружных клеток приводит к механической нестабильности поверхности эмбриона (наружные клетки оказываются сжаты). В результате запускается процесс активного изменения формы клеток, что, в свою очередь, приводит к деформации поверхности эмбриона. Изменчивость формы эмбрионов на этой стадии резко возрастает. Упорядочивание формы эмбриона происходит параллельно с процессом вытяжения формирующейся передне-задней оси.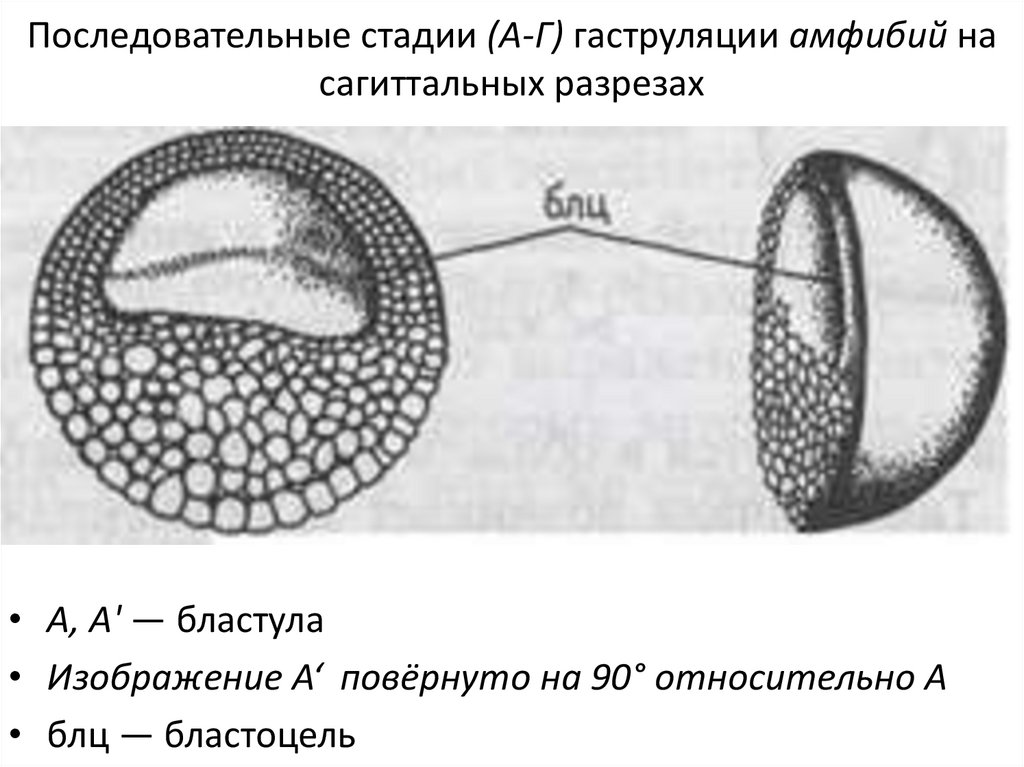 Первым, как и у Dynamena, дифференцируется передний конец.
Первым, как и у Dynamena, дифференцируется передний конец.
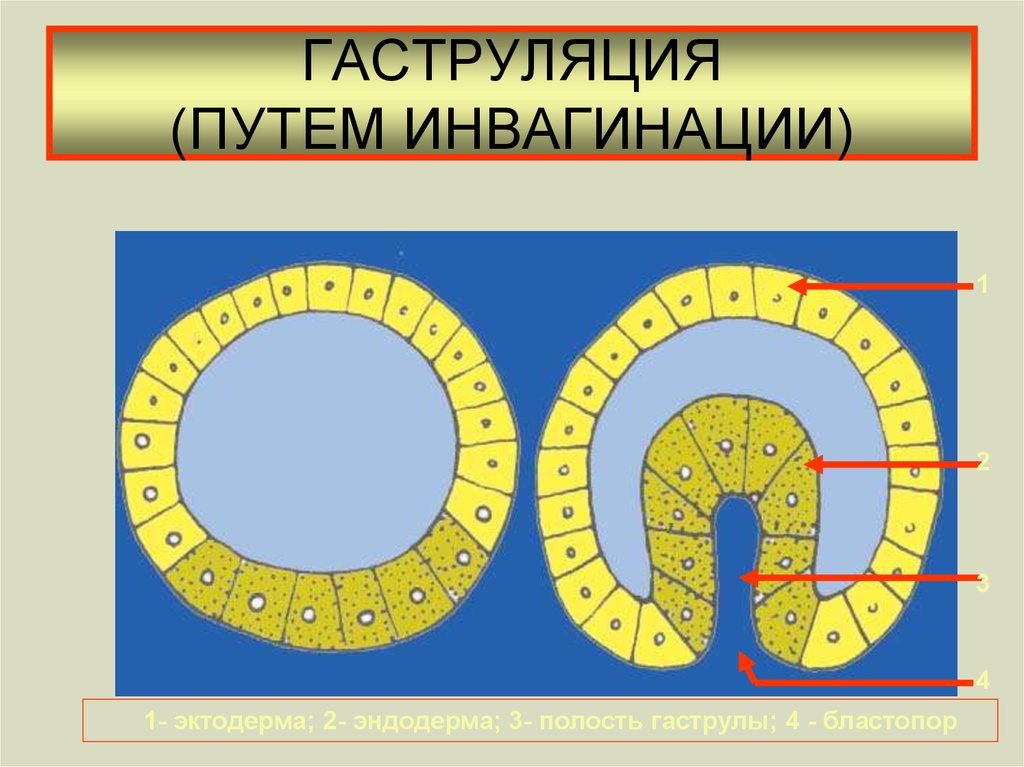 and Tardent, R., Eds., Amster-dam: Elsevier pp. 109–120.
and Tardent, R., Eds., Amster-dam: Elsevier pp. 109–120.
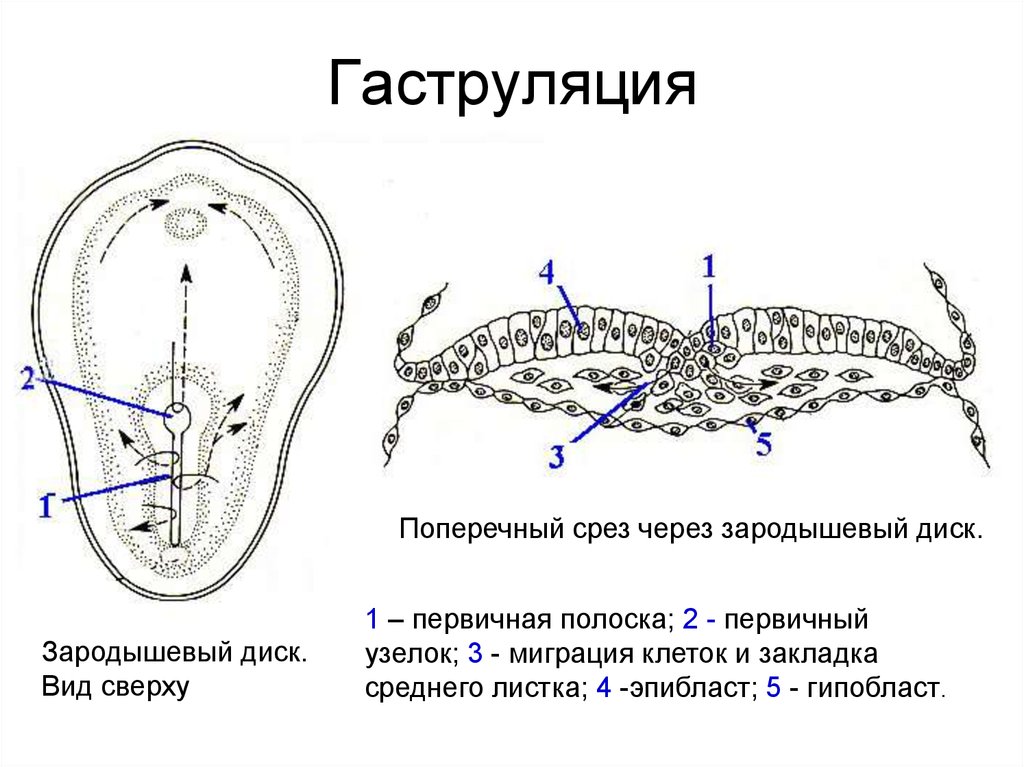
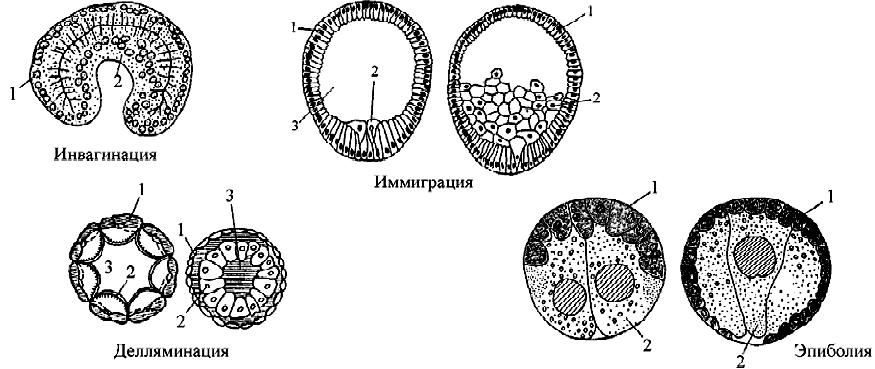 0017 CNN , 19 апреля 2022 г.
0017 CNN , 19 апреля 2022 г.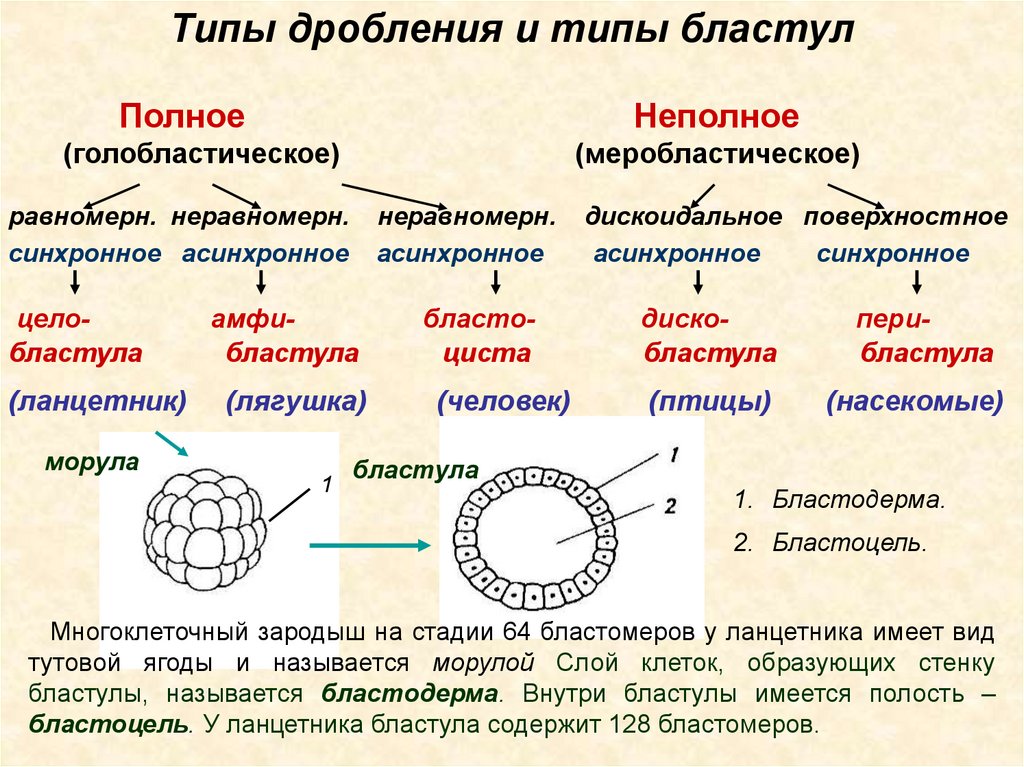 Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах. com , Merriam-Webster, https://www.merriam-webster.com/dictionary/delamination. По состоянию на 26 апреля 2023 г.
com , Merriam-Webster, https://www.merriam-webster.com/dictionary/delamination. По состоянию на 26 апреля 2023 г.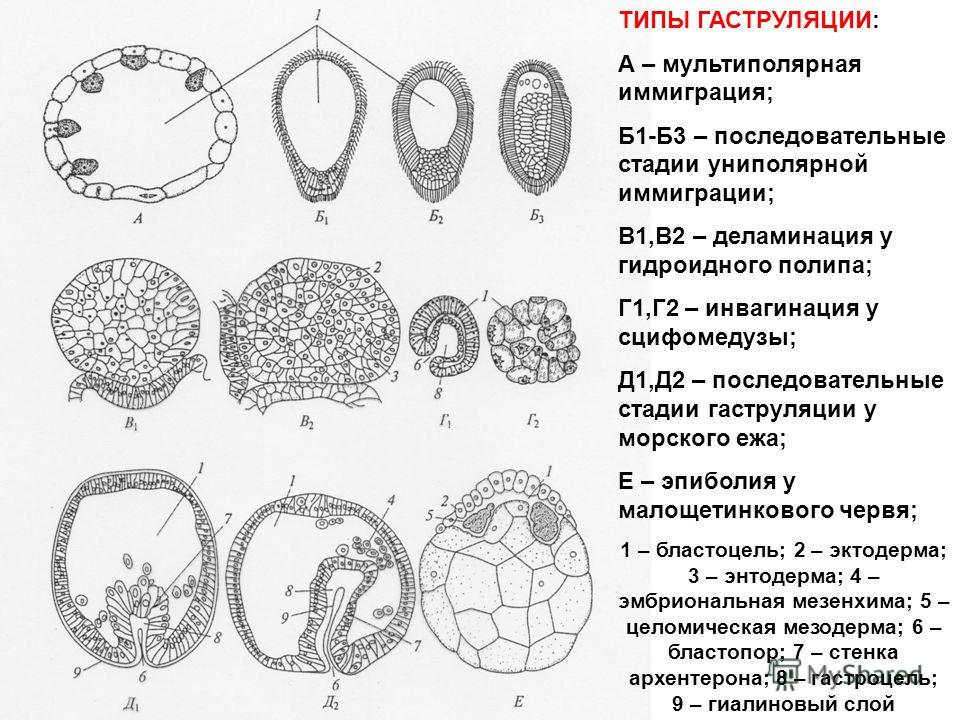
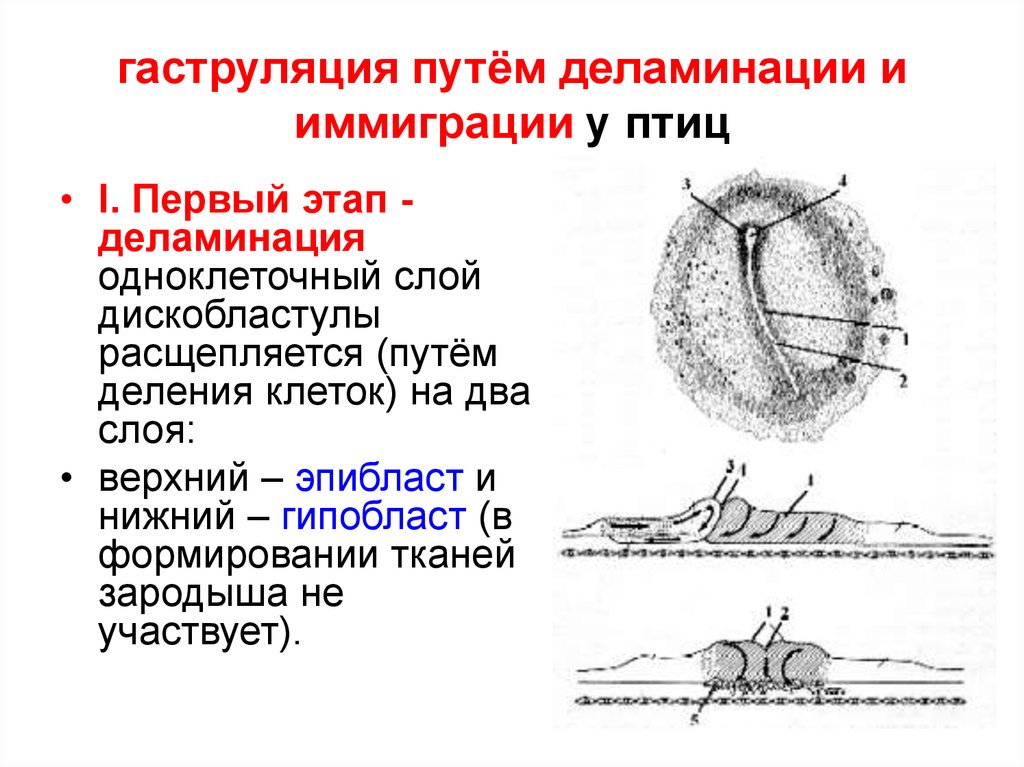
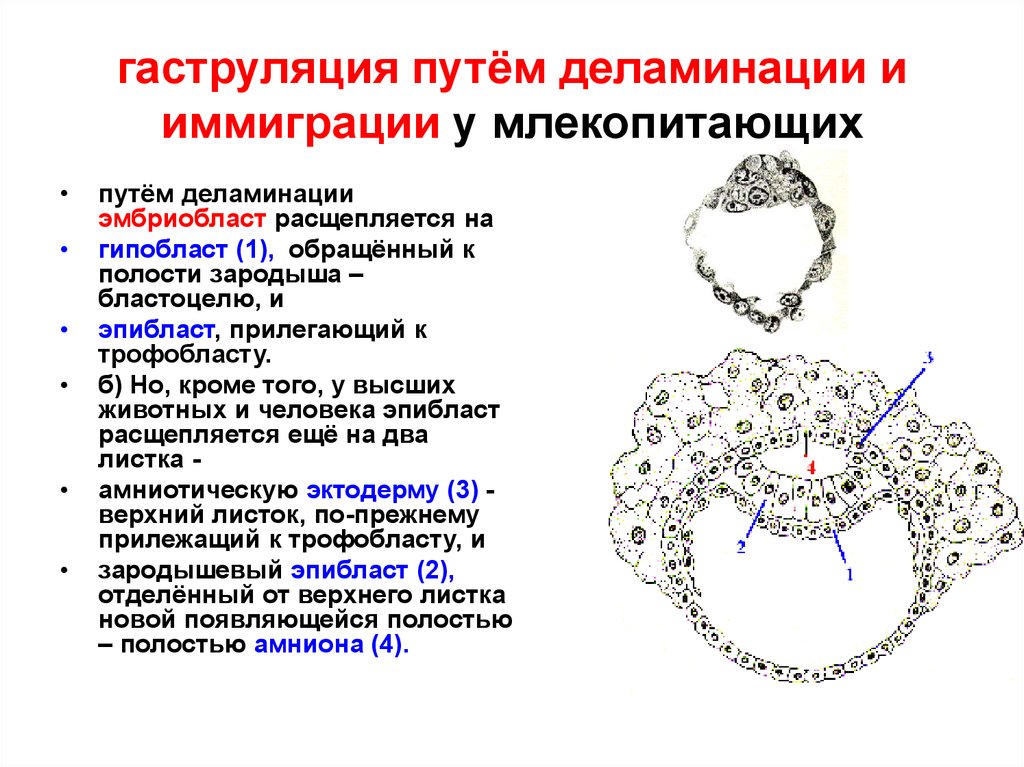 Чтобы прояснить различие, отслоение относится к тому, когда два материала перестают прилипать друг к другу, тогда как отслоение относится к тому, когда ламинированный материал отделяется.
Чтобы прояснить различие, отслоение относится к тому, когда два материала перестают прилипать друг к другу, тогда как отслоение относится к тому, когда ламинированный материал отделяется. Образующиеся расслоения, как правило, толще, чем вызванные неправильной обработкой. Отслоения трудно обнаружить во время отделки, но они становятся очевидными после затвердевания и высыхания бетонной поверхности.
Образующиеся расслоения, как правило, толще, чем вызванные неправильной обработкой. Отслоения трудно обнаружить во время отделки, но они становятся очевидными после затвердевания и высыхания бетонной поверхности.
 На нашем производстве трудятся профессионалы с более чем десятилетним стажем.
На нашем производстве трудятся профессионалы с более чем десятилетним стажем.
 Так же вы сможете попробовать как режет, гравирует и печатает наша техника, можете привезти свои материалы и макеты для TEST-драйва.
Так же вы сможете попробовать как режет, гравирует и печатает наша техника, можете привезти свои материалы и макеты для TEST-драйва.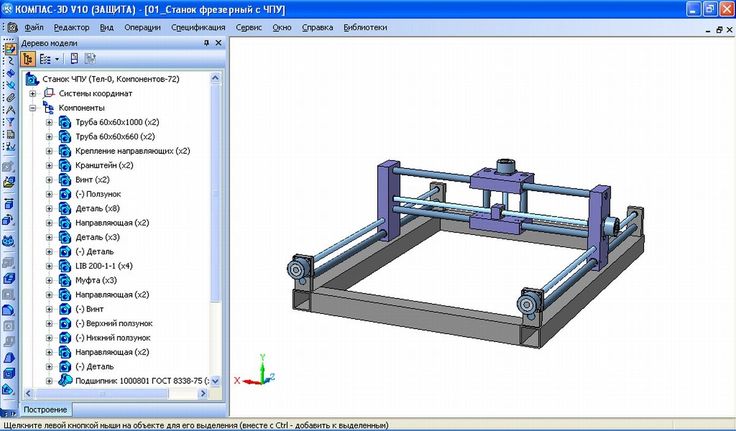 Деталь используется в конструкции системы лазерной головы из сопла выходит луч и обдув зоны реза. Наличие последней, минимизирует или полностью исключает вероятность окисления или подгорания нагретых поверхностей.
Деталь используется в конструкции системы лазерной головы из сопла выходит луч и обдув зоны реза. Наличие последней, минимизирует или полностью исключает вероятность окисления или подгорания нагретых поверхностей.
 Выполняют защиту оптики головы от брызг расплавов, разогретых до высоких температур.
Выполняют защиту оптики головы от брызг расплавов, разогретых до высоких температур.
 Это может привести к повреждению покрытия или керамического кольца.
Это может привести к повреждению покрытия или керамического кольца.  org/BreadcrumbList»>
org/BreadcrumbList»>
 При расчете учитываются инвестиционные и эксплуатационные расходы.
При расчете учитываются инвестиционные и эксплуатационные расходы. Когда они узнают об этом больше и понимают, насколько он универсален и полезен, они часто остаются здесь намного дольше и строят вокруг него проекты».
Когда они узнают об этом больше и понимают, насколько он универсален и полезен, они часто остаются здесь намного дольше и строят вокруг него проекты». Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера.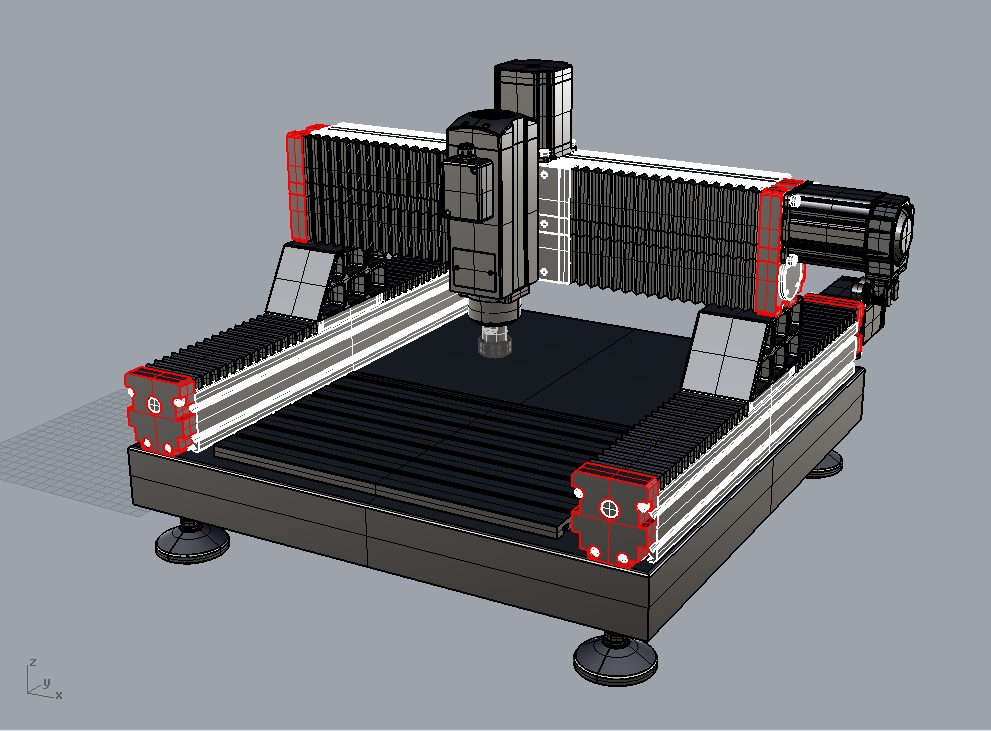 Гравировка файлов любого размера.
Гравировка файлов любого размера.
 Основной вид деятельности компании — 46.62 Торговля оптовая станками. Также у организации зарегистрировано еще 9 дополнительных ОКВЭД. За время деятельности компания участвовала в 3 арбитражных делах. ООО «КРОНА» присвоен ИНН 1655402104, КПП 165901001, ОГРН 1181690038970, ОКПО 28488859. Обратите внимание, в результате проверки на критерии фирмы-однодневки выявлен средний уровень риска.
Основной вид деятельности компании — 46.62 Торговля оптовая станками. Также у организации зарегистрировано еще 9 дополнительных ОКВЭД. За время деятельности компания участвовала в 3 арбитражных делах. ООО «КРОНА» присвоен ИНН 1655402104, КПП 165901001, ОГРН 1181690038970, ОКПО 28488859. Обратите внимание, в результате проверки на критерии фирмы-однодневки выявлен средний уровень риска. Нижний Новгород, ул. Торфяная, 34, 1
Нижний Новгород, ул. Торфяная, 34, 1 Наша загружаемая электронная книга здесь, чтобы помочь. Узнайте больше о возможностях автоматизации и ответьте на вопросы, которые помогут вам выбрать правильное решение для вашей работы.
Наша загружаемая электронная книга здесь, чтобы помочь. Узнайте больше о возможностях автоматизации и ответьте на вопросы, которые помогут вам выбрать правильное решение для вашей работы.

 За это время произошло слияние французского производителя Carnaud; и дальнейшее приобретение компанией Crown Holdings Incorporated, одним из ведущих мировых производителей металлической упаковки; определили инновационную и клиентоориентированную компанию, которую вы видите перед собой сегодня.
За это время произошло слияние французского производителя Carnaud; и дальнейшее приобретение компанией Crown Holdings Incorporated, одним из ведущих мировых производителей металлической упаковки; определили инновационную и клиентоориентированную компанию, которую вы видите перед собой сегодня. Мы отвечаем за разработку передовых технологий изготовления консервных банок; в дополнение к системам и технологиям для обжатия и декорирования, которые могут помочь производителям консервных банок решить проблемы, которые ждут их в будущем. От имени наших клиентов используются десятилетия промышленных знаний и технического мастерства, которые воплощены в наших проектах.
Мы отвечаем за разработку передовых технологий изготовления консервных банок; в дополнение к системам и технологиям для обжатия и декорирования, которые могут помочь производителям консервных банок решить проблемы, которые ждут их в будущем. От имени наших клиентов используются десятилетия промышленных знаний и технического мастерства, которые воплощены в наших проектах. Процесс с тех пор используется во всем мире
Процесс с тех пор используется во всем мире Представлено принцессой Анной
Представлено принцессой Анной – Запуск распылительной машины реформат™
– Запуск распылительной машины реформат™  – 1000-й триммер продан
– 1000-й триммер продан 
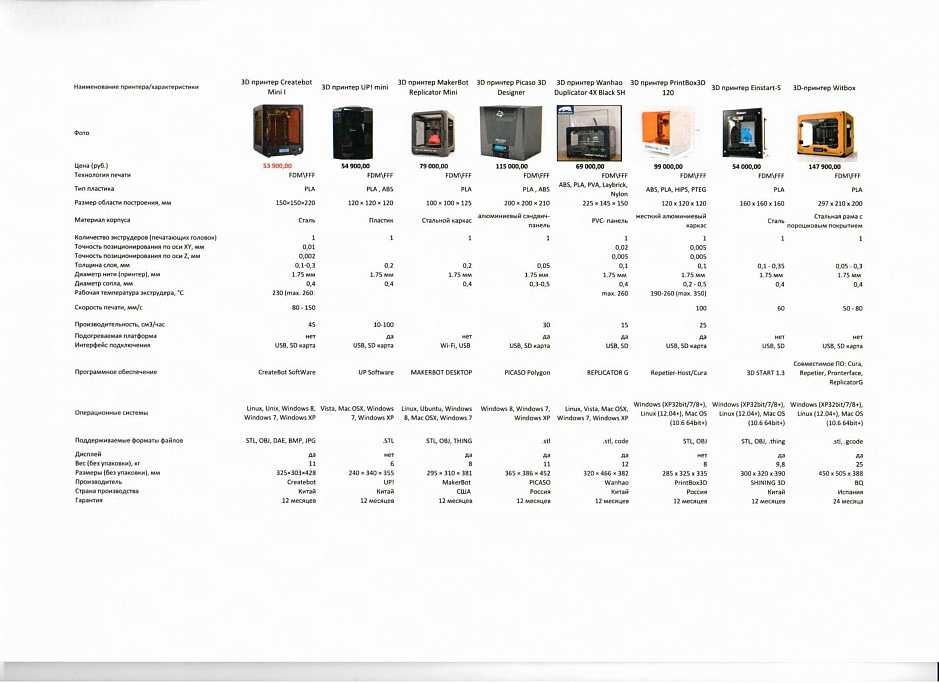 %$%# в адрес FD пласта…
%$%# в адрес FD пласта… ..
..
 Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.
Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.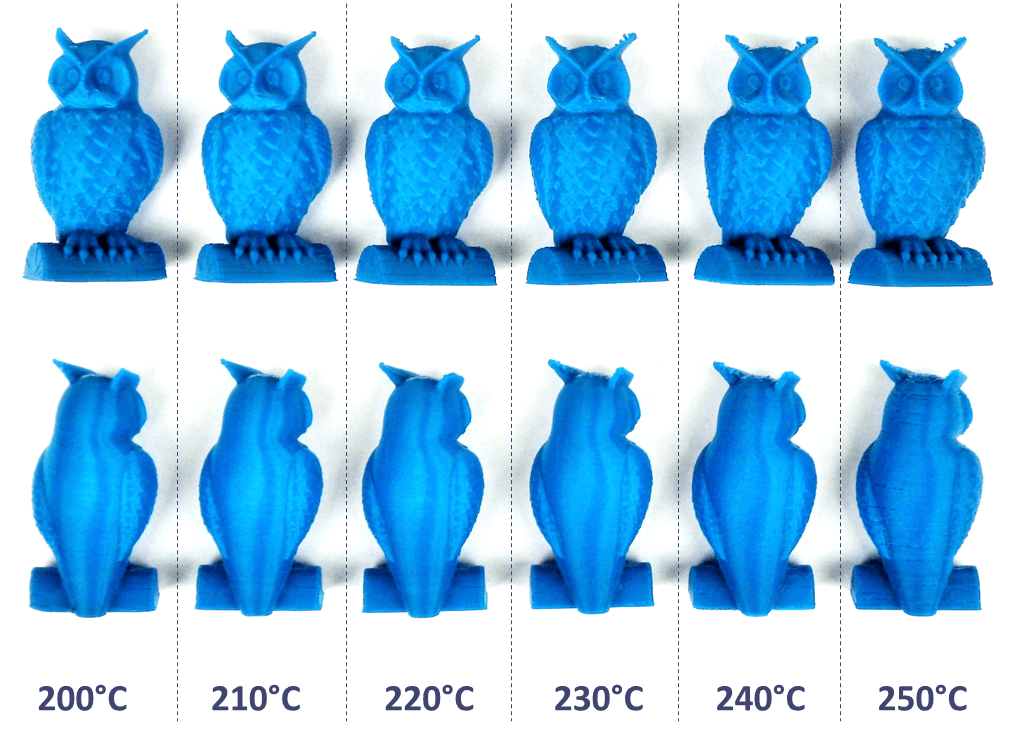
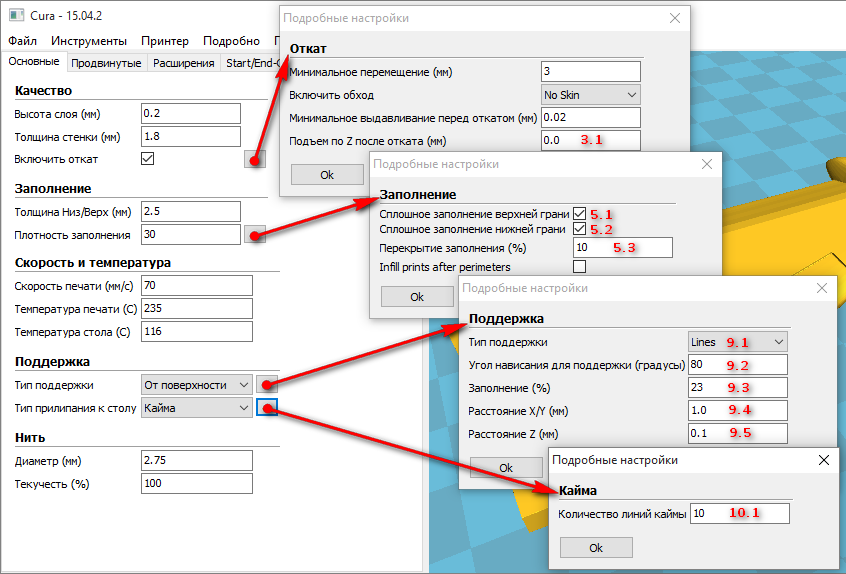 13 Ом/см
13 Ом/см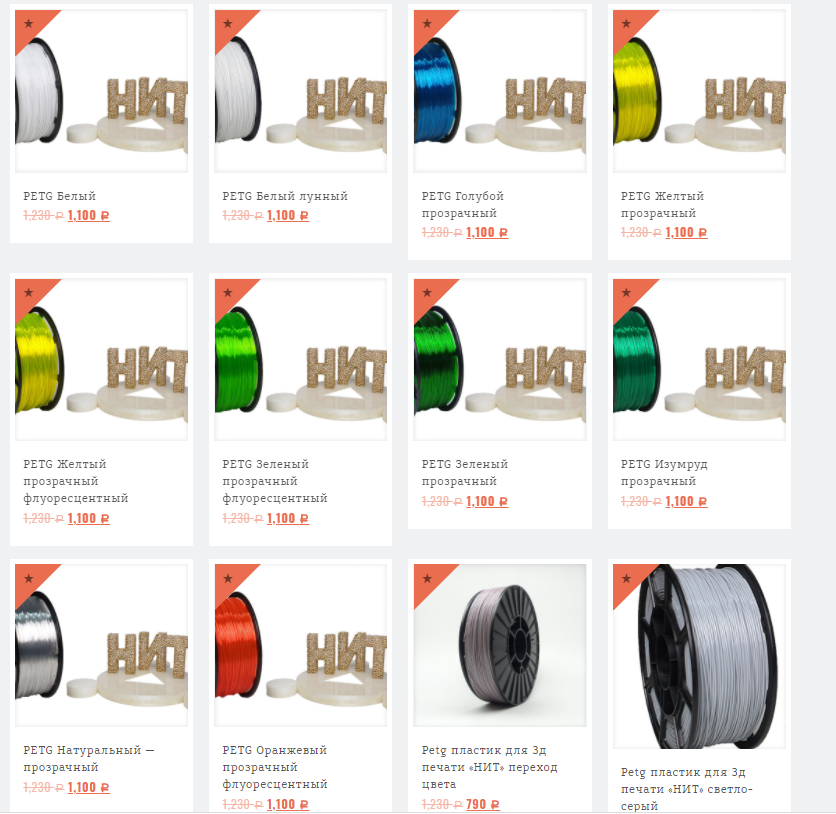 По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).
По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).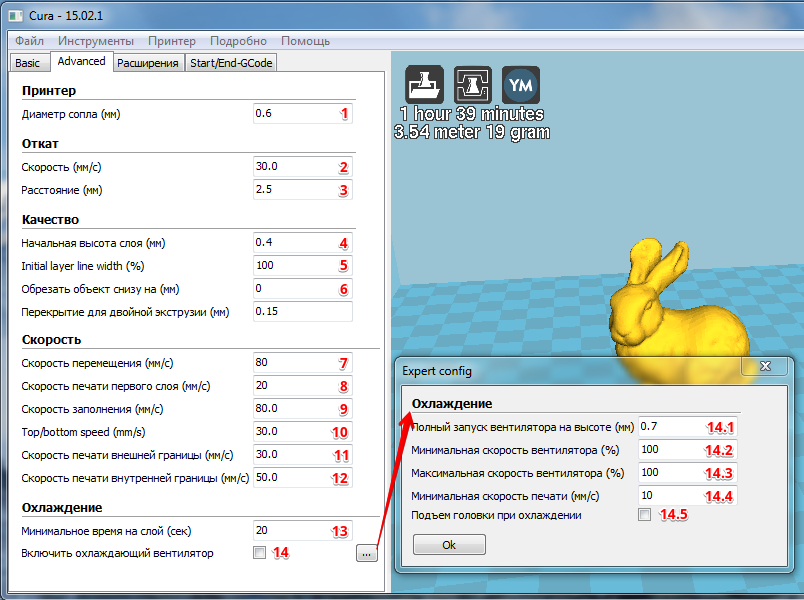
 Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.
Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.
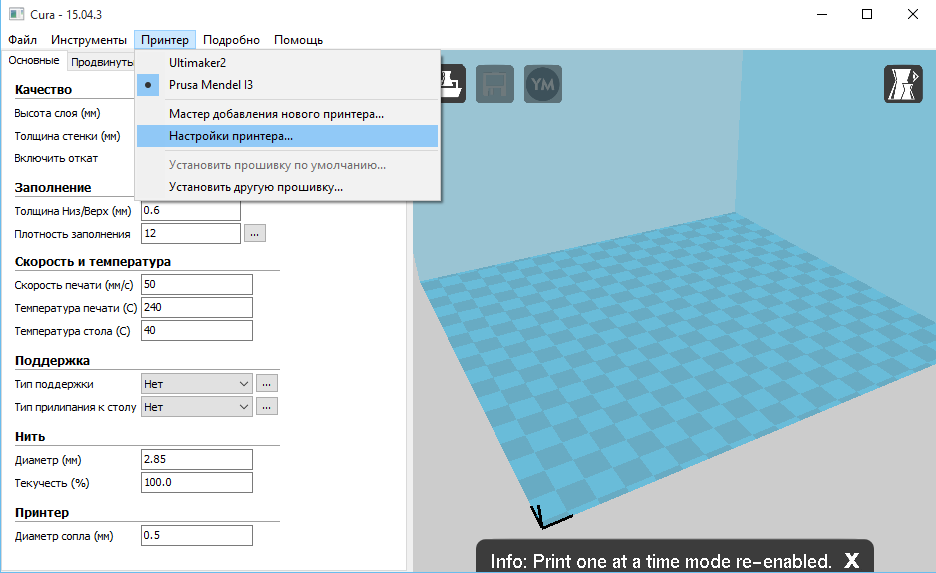 3)
3)
 Если вы спешите, пожалуйста, свяжитесь с нами перед заказом.
Если вы спешите, пожалуйста, свяжитесь с нами перед заказом. Color On Demand от colorFabb позволяет Batch.Works дополнительно персонализировать 3D-отпечатки клиентов, используя специальные цвета.
Color On Demand от colorFabb позволяет Batch.Works дополнительно персонализировать 3D-отпечатки клиентов, используя специальные цвета.
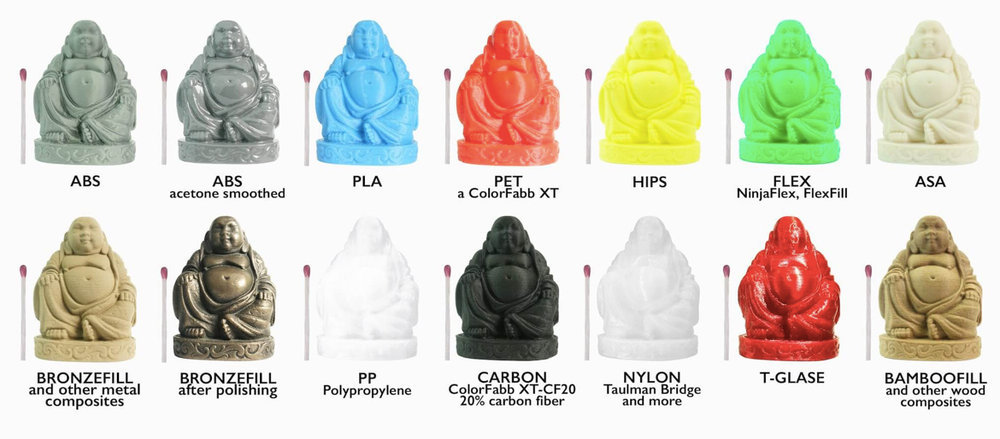 WORKS
WORKS 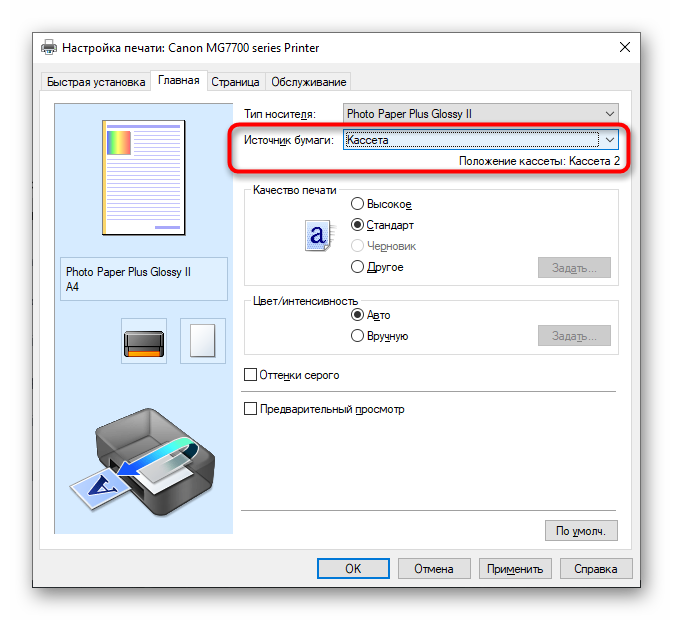 Воплотите свои проекты в жизнь с нашей специальной нитью для 3D-печати. Мы будем работать с вами над вашим проектом, чтобы разработать то, что никогда не делалось раньше. Наша команда ученых, инженеров и химиков может найти идеальные индивидуальные материалы для печати и нестандартную нить для 3D-принтера, чтобы выполнить работу. Получите точные свойства, необходимые для вашего приложения, воспользовавшись нашим 50-летним опытом.
Воплотите свои проекты в жизнь с нашей специальной нитью для 3D-печати. Мы будем работать с вами над вашим проектом, чтобы разработать то, что никогда не делалось раньше. Наша команда ученых, инженеров и химиков может найти идеальные индивидуальные материалы для печати и нестандартную нить для 3D-принтера, чтобы выполнить работу. Получите точные свойства, необходимые для вашего приложения, воспользовавшись нашим 50-летним опытом.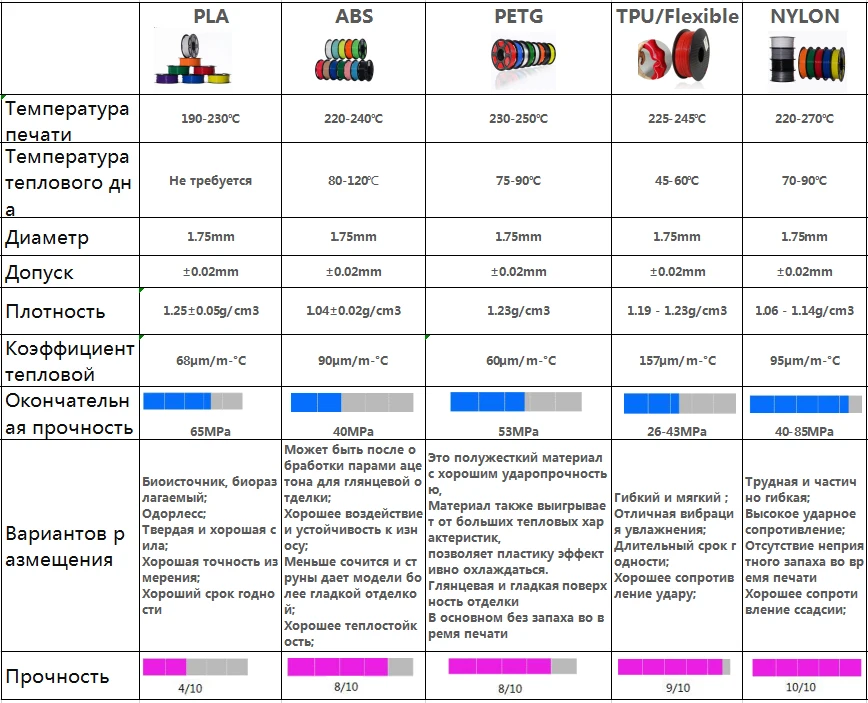
 Она, как правило,
Она, как правило, На плане должны быть также показаны
На плане должны быть также показаны
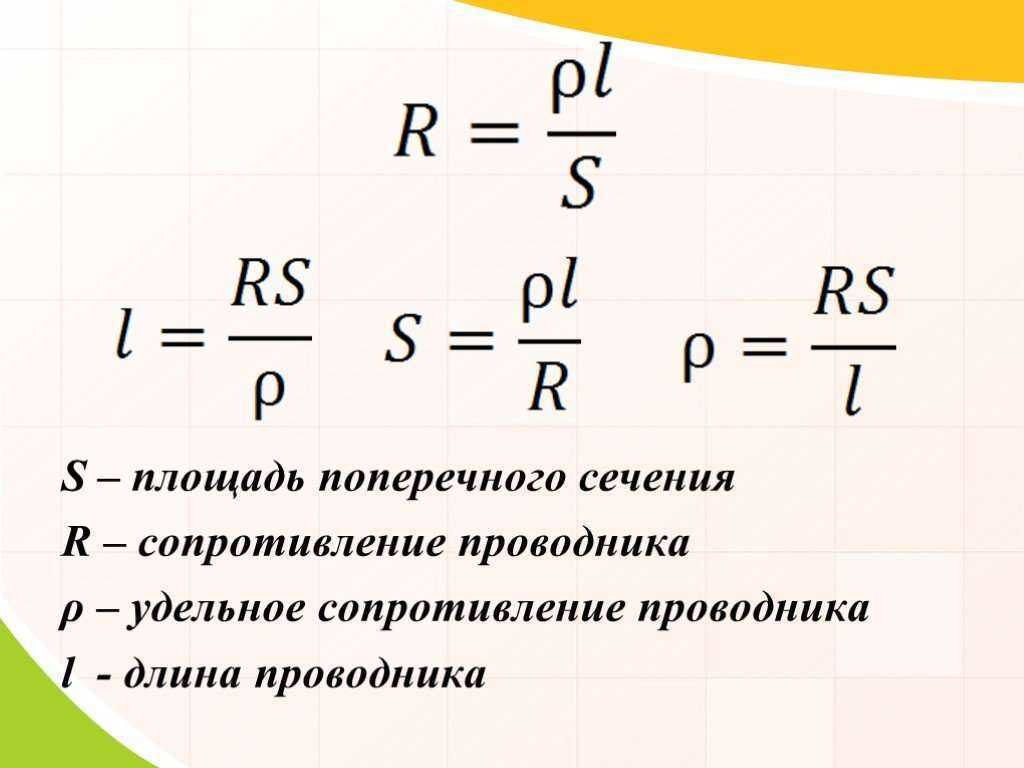
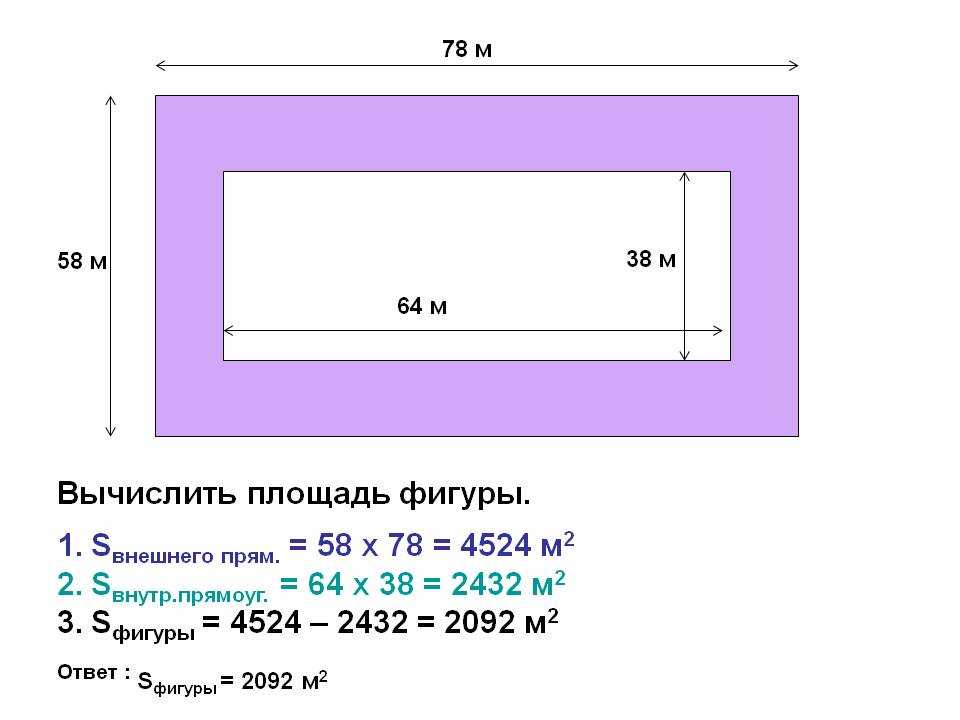 Испытание и проверка станка на геометрическую точность.
Испытание и проверка станка на геометрическую точность.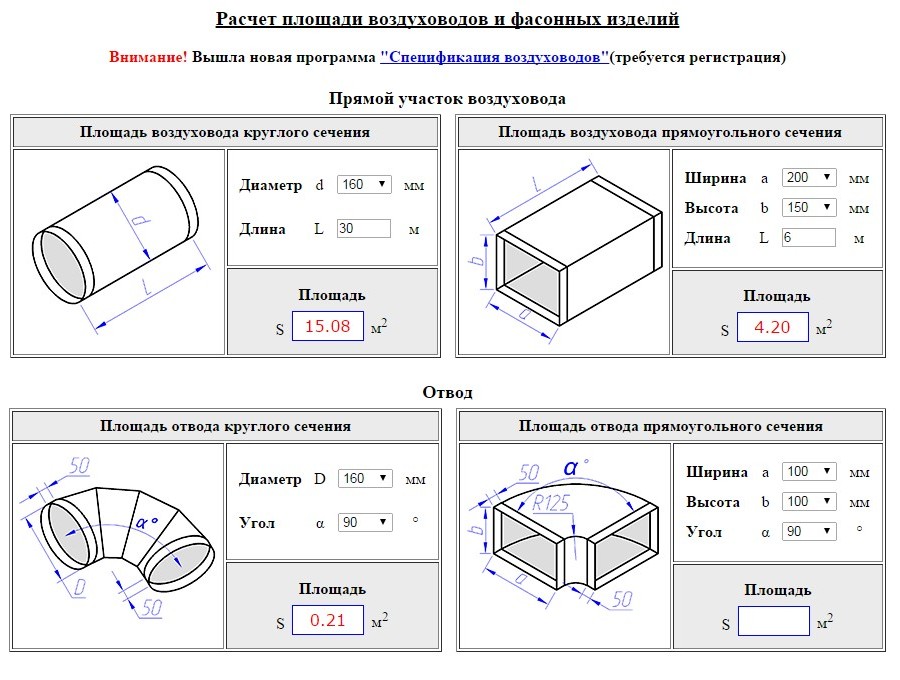 п.
п.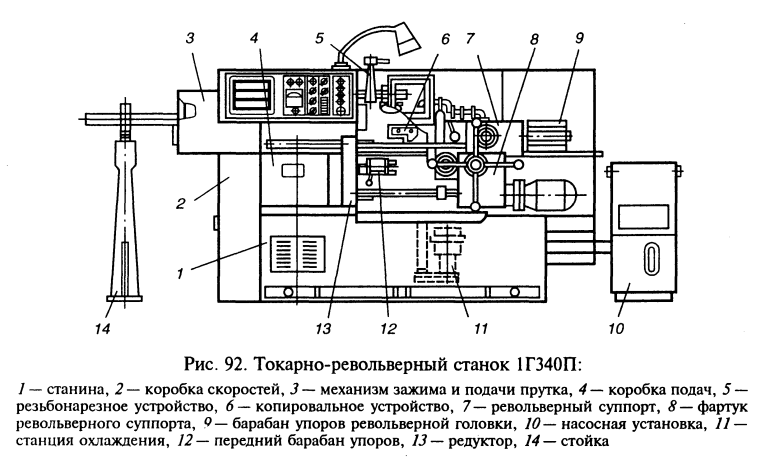 Токарные станки устанавливают, как правило, на фундаментах
Токарные станки устанавливают, как правило, на фундаментах
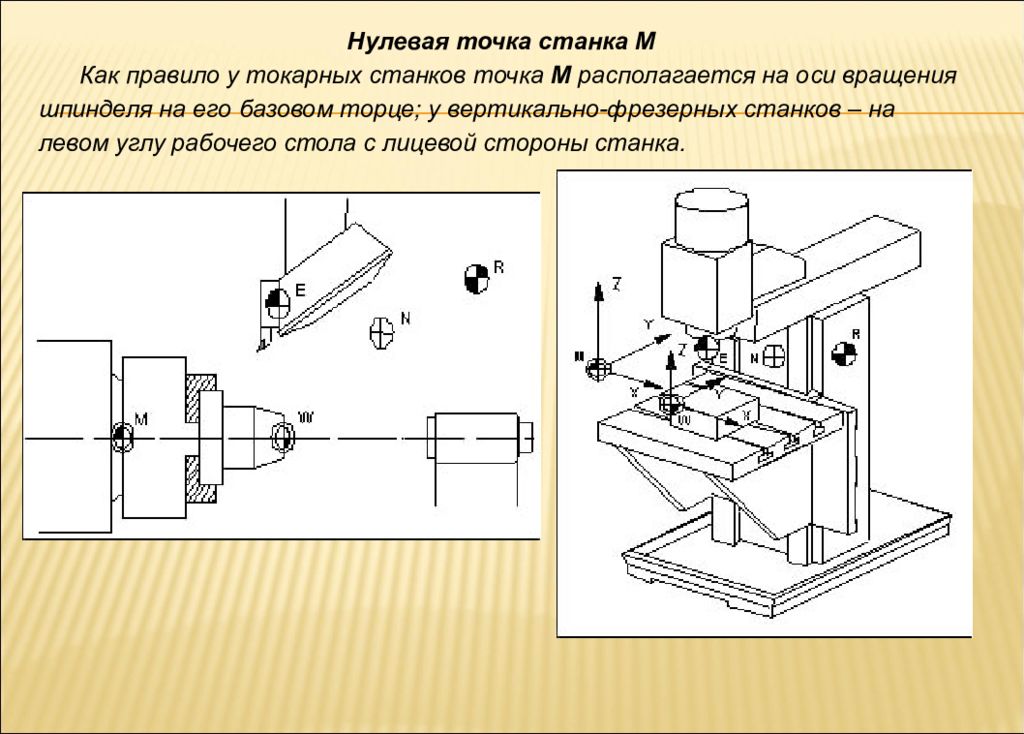 Испытание производят путем обработки образцов на
Испытание производят путем обработки образцов на

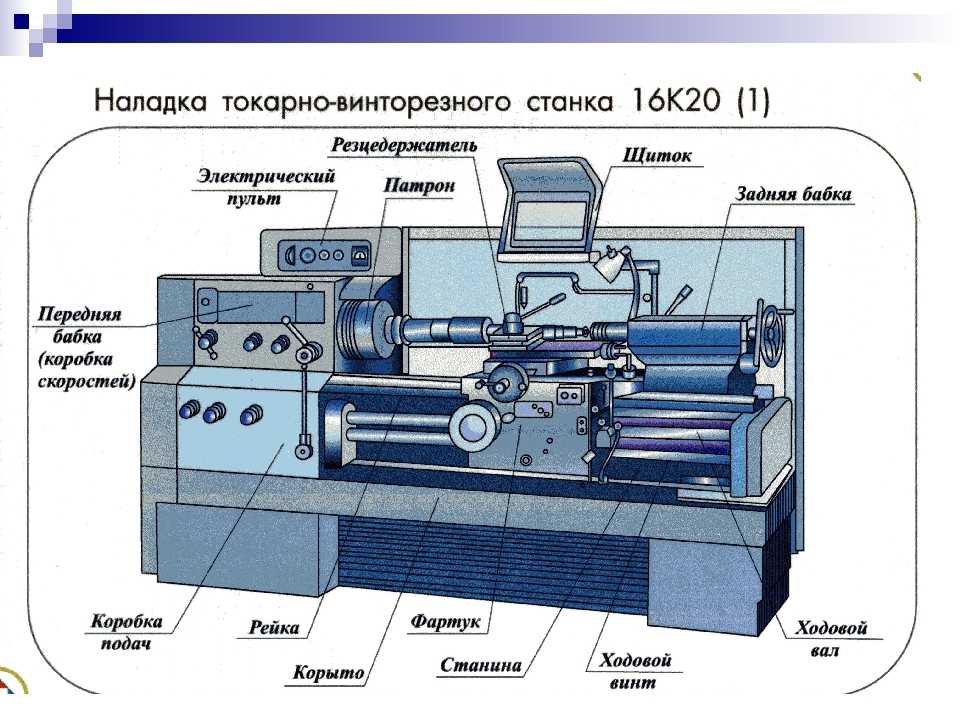 Осевое
Осевое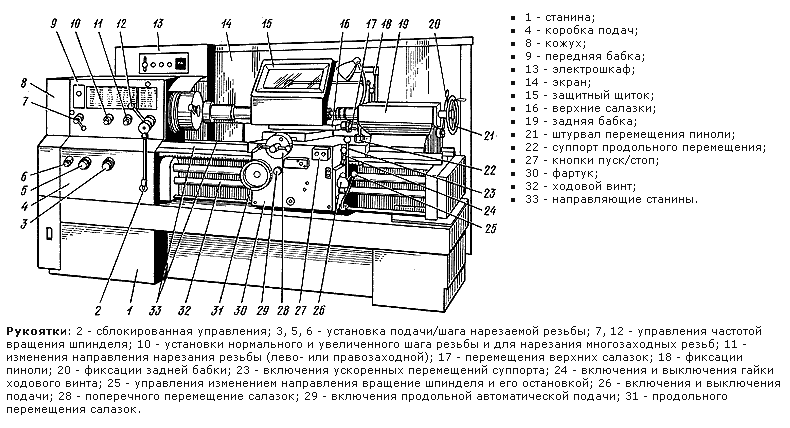 Затем определяют среднеарифметическое значение отклонений,
Затем определяют среднеарифметическое значение отклонений,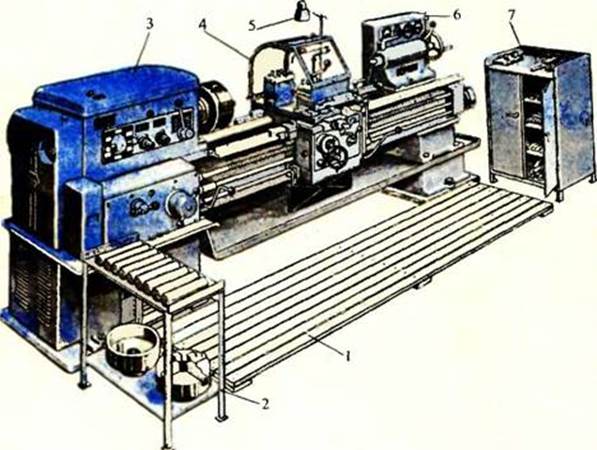
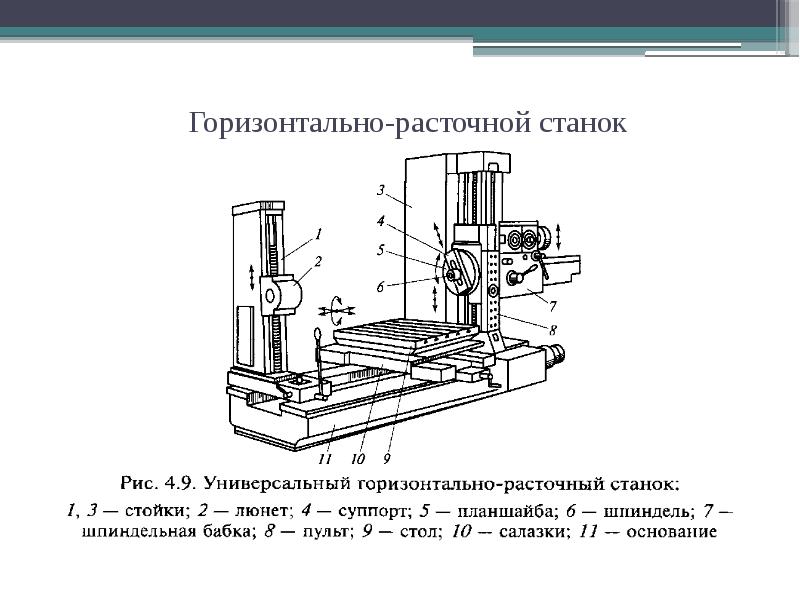 Они действительно любят его», — написал Биз Стоун ранее в этом месяце. «Моя свекровь выглядит загипнотизированной, когда решает провести немного времени в Facebook».
Они действительно любят его», — написал Биз Стоун ранее в этом месяце. «Моя свекровь выглядит загипнотизированной, когда решает провести немного времени в Facebook».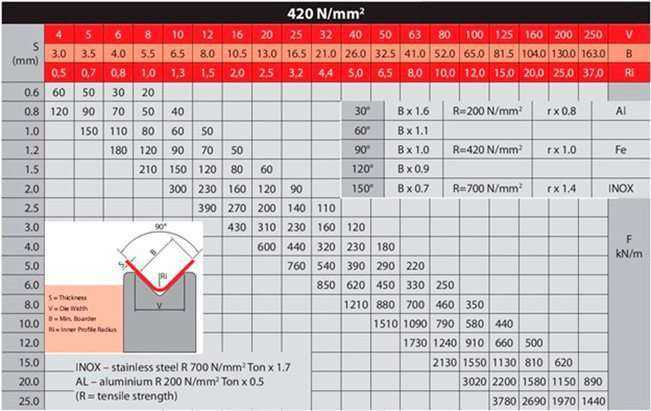


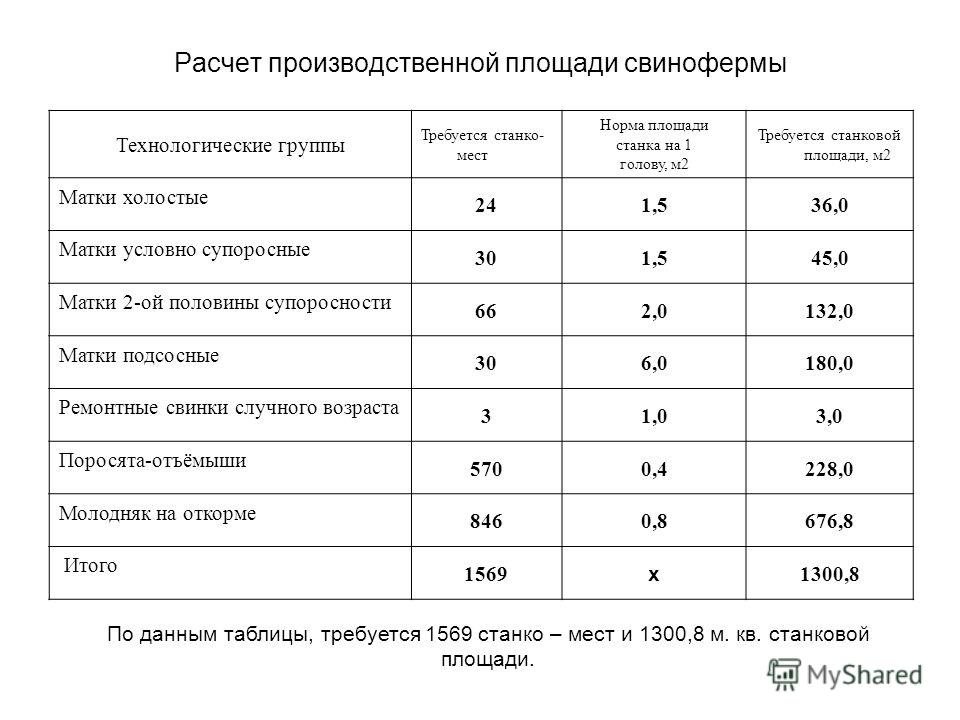
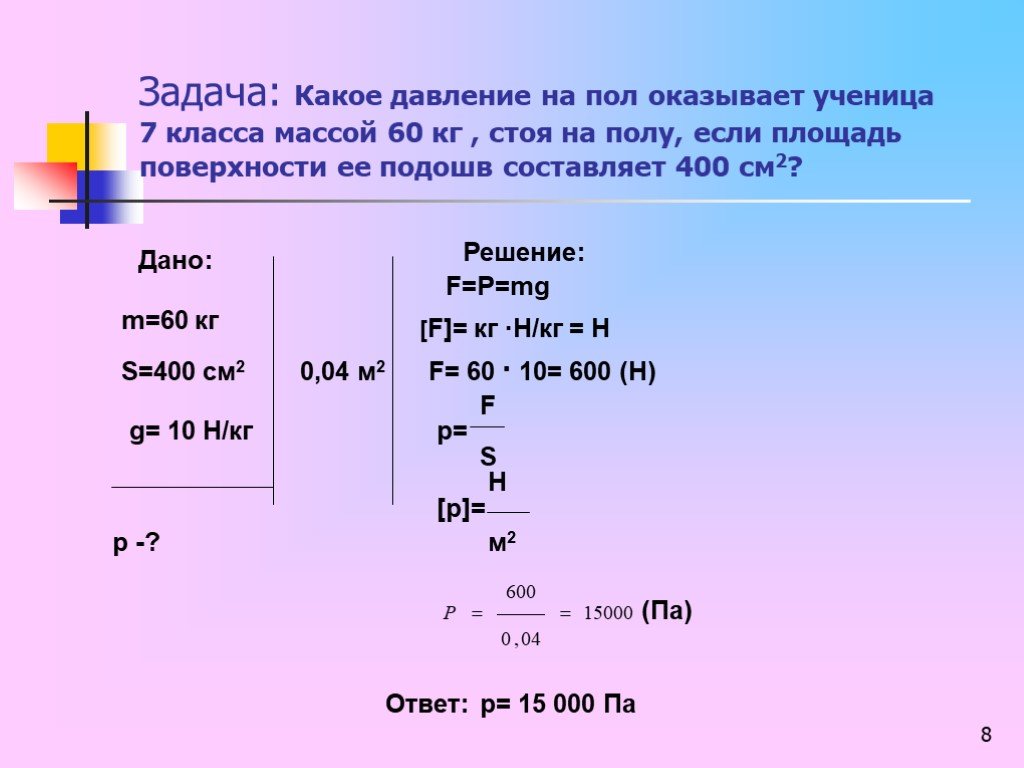

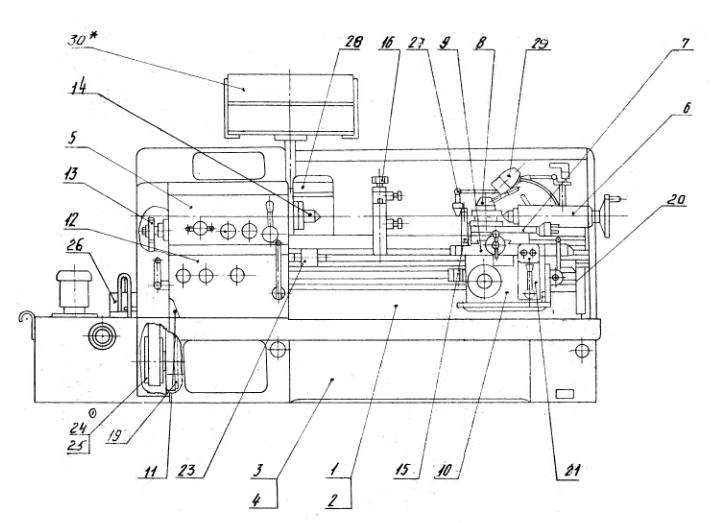 Процесс происходил 300 000 в секунду . Нажмите. Фото. Нажмите.
Процесс происходил 300 000 в секунду . Нажмите. Фото. Нажмите.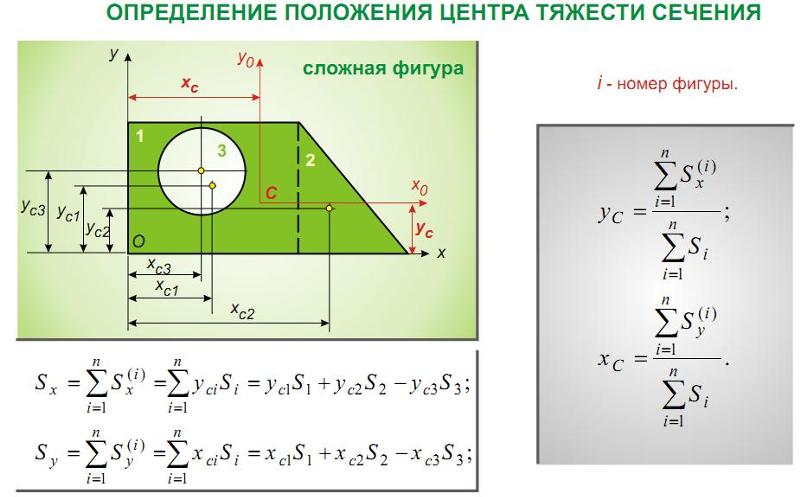 Это означает, что 14% всего времени, проведенного в социальных сетях, приходится на один поведенческий цикл. Это больше, чем все время, проведенное в Tumblr, Pinterest, Twitter и LinkedIn вместе взятых!
Это означает, что 14% всего времени, проведенного в социальных сетях, приходится на один поведенческий цикл. Это больше, чем все время, проведенное в Tumblr, Pinterest, Twitter и LinkedIn вместе взятых! И эта борьба не была красивой.
И эта борьба не была красивой. Большинство из них думают, что они «преуспевают, делая добро».
Большинство из них думают, что они «преуспевают, делая добро». Данные говорят о том, что люди тратят много времени на просмотр картинок; Итак, Facebook показывает фотографии. Просто как тот.
Данные говорят о том, что люди тратят много времени на просмотр картинок; Итак, Facebook показывает фотографии. Просто как тот. Среди тех, кто разбирается в технологиях, считается подвигом сказать: «Я люблю Facebook».
Среди тех, кто разбирается в технологиях, считается подвигом сказать: «Я люблю Facebook».
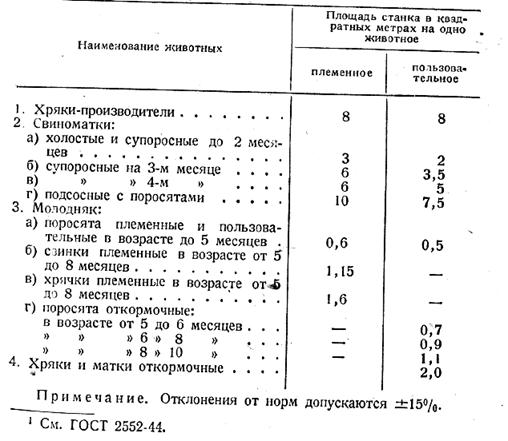 212(а)
212(а) 212(а)(3)
212(а)(3) Такие инструменты не должны заменять другие средства защиты, требуемые настоящим разделом, а могут использоваться только в качестве дополнительной защиты.
Такие инструменты не должны заменять другие средства защиты, требуемые настоящим разделом, а могут использоваться только в качестве дополнительной защиты. 212(а)(3)(iv)(д)
212(а)(3)(iv)(д)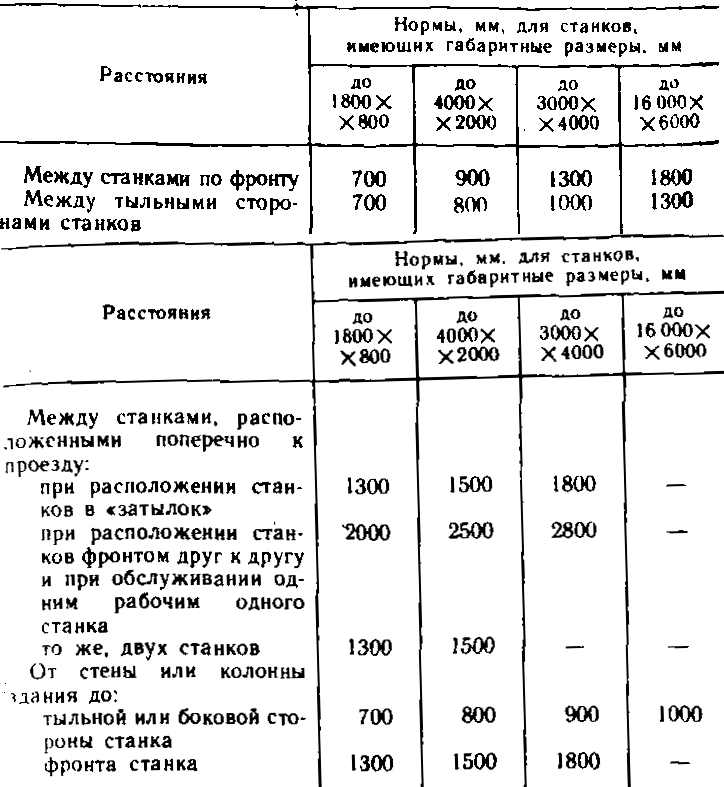
 В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм.
В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм. Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
 Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.
Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.


 Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ .
Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ .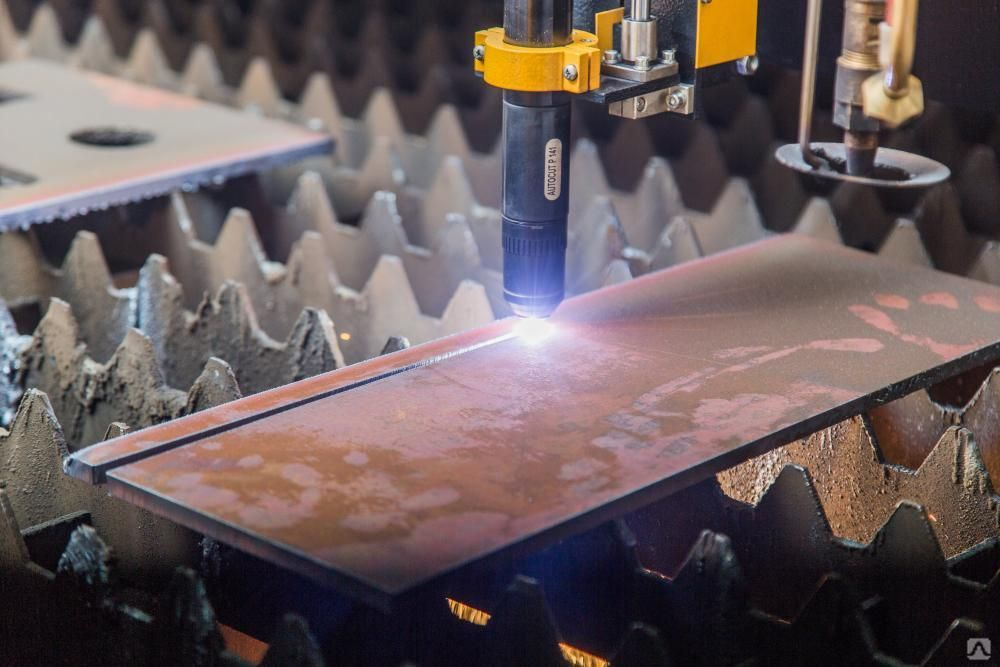
 В то же время высокоскоростные газы выдувают расплавленный металл.
В то же время высокоскоростные газы выдувают расплавленный металл.
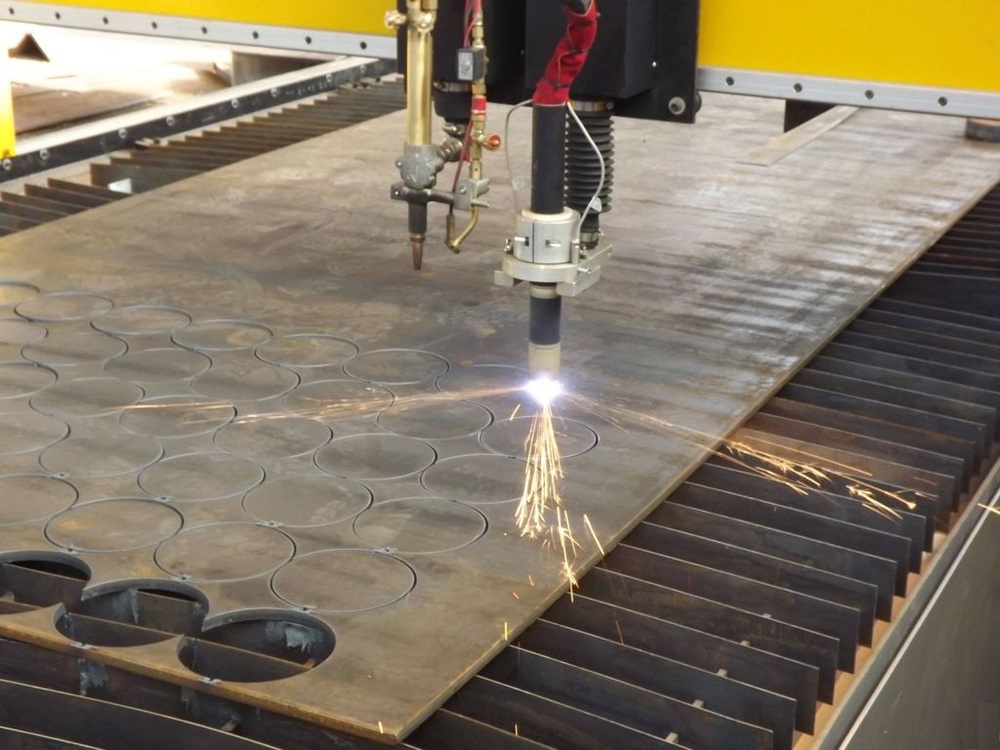
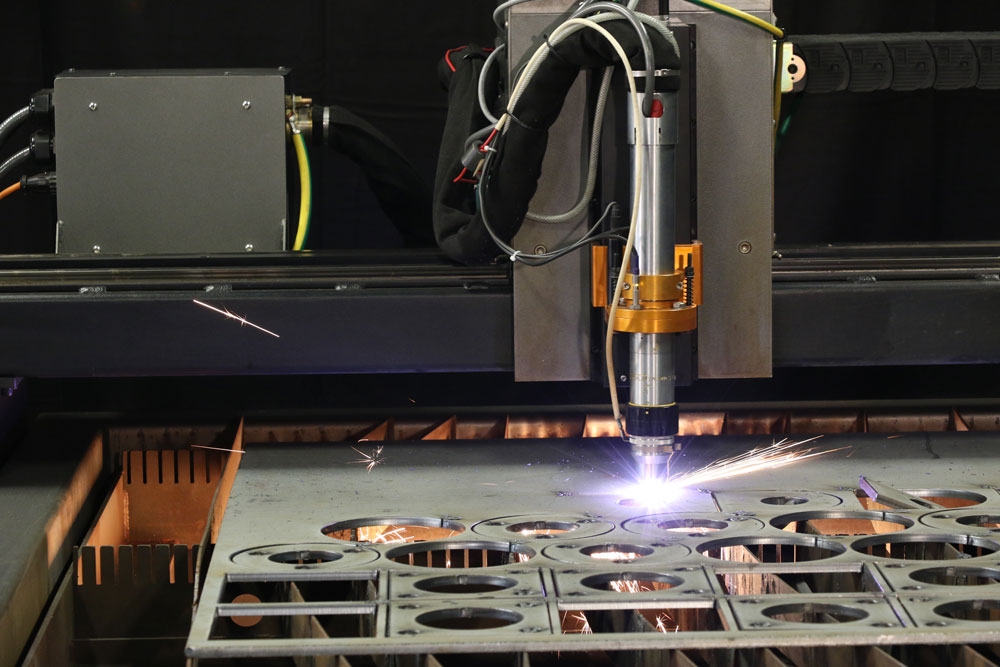 Алюминий не должен превышать 40 мм.
Алюминий не должен превышать 40 мм. Используя сильное тепло, плазменные резаки повышают температуру газа и переводят его в четвертое состояние материи, называемое плазмой. В сочетании с совместимым плазменным резаком этот инструмент может проходить через такие металлы, как сталь, алюминий, латунь и медь, практически без сопротивления. Этот острый процесс сварки позволяет получить более четкие, четкие линии и более прочную конструкцию.
Используя сильное тепло, плазменные резаки повышают температуру газа и переводят его в четвертое состояние материи, называемое плазмой. В сочетании с совместимым плазменным резаком этот инструмент может проходить через такие металлы, как сталь, алюминий, латунь и медь, практически без сопротивления. Этот острый процесс сварки позволяет получить более четкие, четкие линии и более прочную конструкцию. Они включают в себя больше функций и используются вместе с раскройными столами. Эти системы не могут быть легко перемещены, так как для их работы требуется более мощный источник питания. Выбор между механизированным или ручным резаком зависит от размера, формы и толщины материала, который необходимо разрезать.
Они включают в себя больше функций и используются вместе с раскройными столами. Эти системы не могут быть легко перемещены, так как для их работы требуется более мощный источник питания. Выбор между механизированным или ручным резаком зависит от размера, формы и толщины материала, который необходимо разрезать.
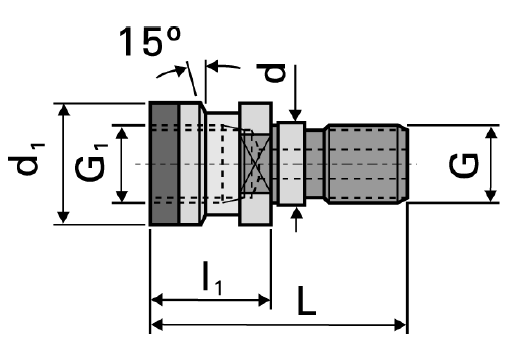
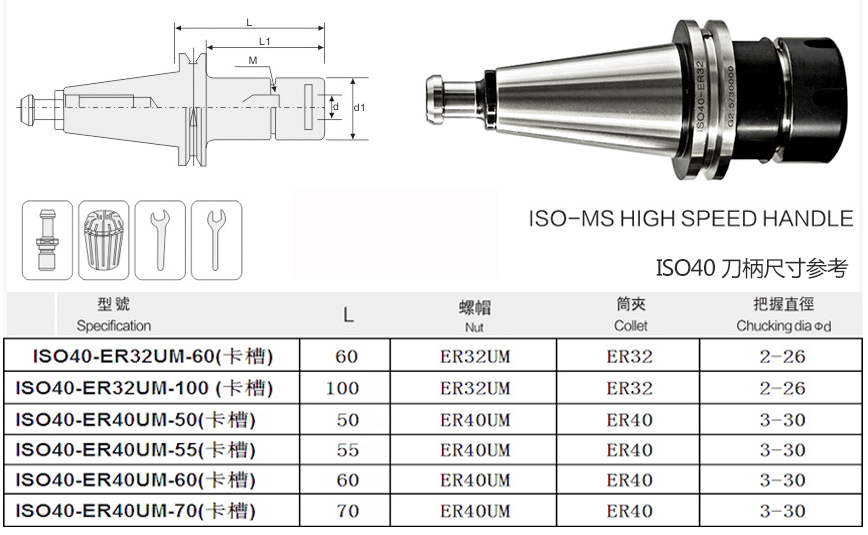
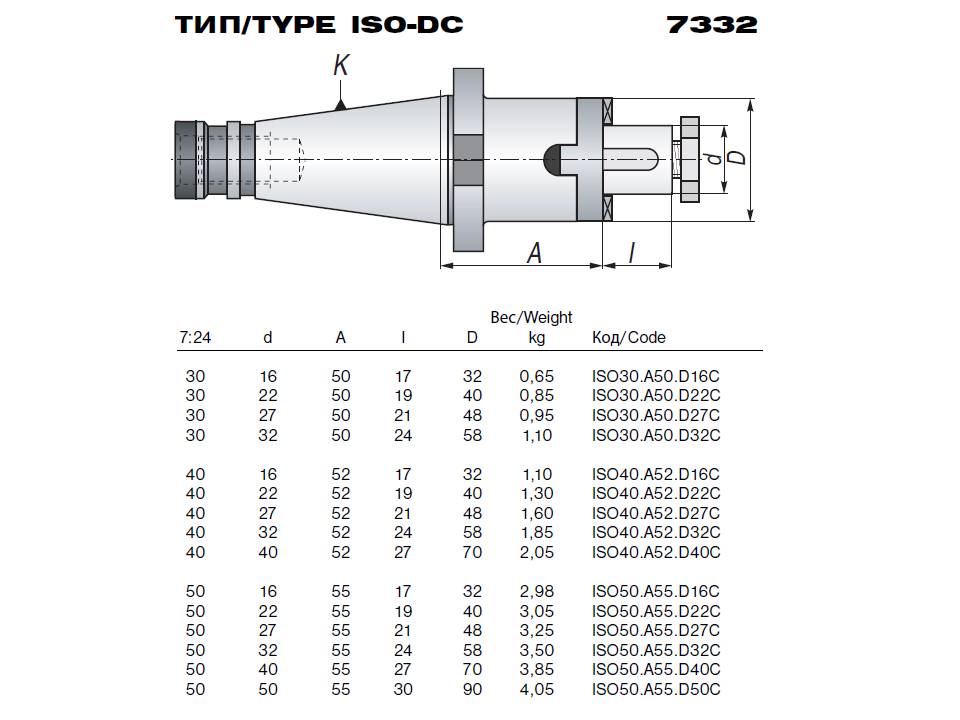
.jpg)
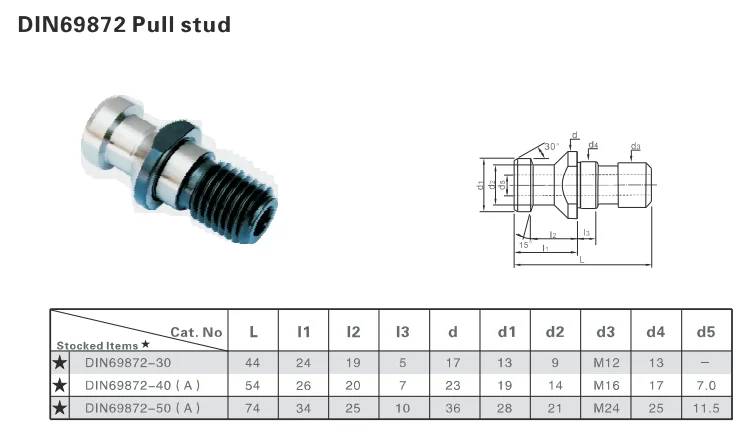

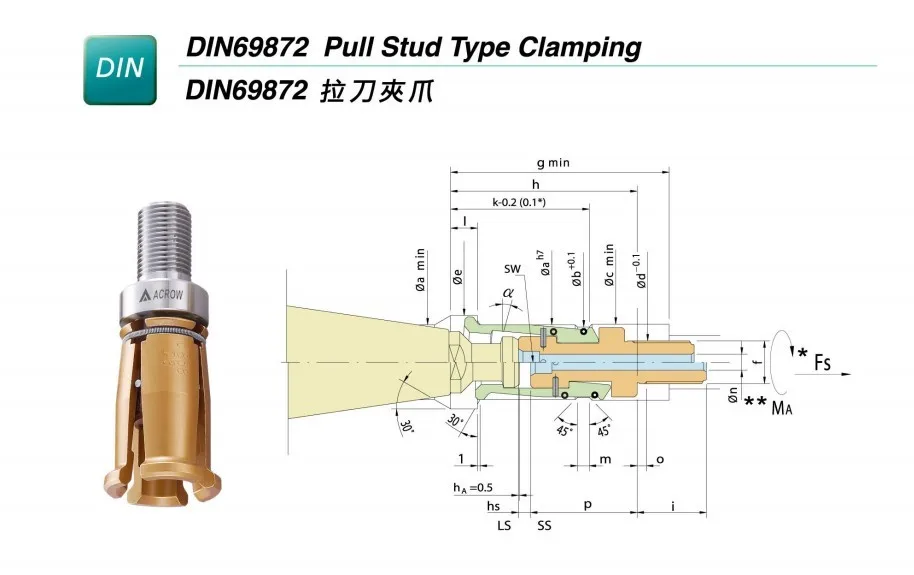
 Штревеля для DIN 69871 и MAS-BT отличаются длинной на 3 мм, поэтому важно выбирать правильный штревель во избежании выхода из стоя узлов станка.
Штревеля для DIN 69871 и MAS-BT отличаются длинной на 3 мм, поэтому важно выбирать правильный штревель во избежании выхода из стоя узлов станка.
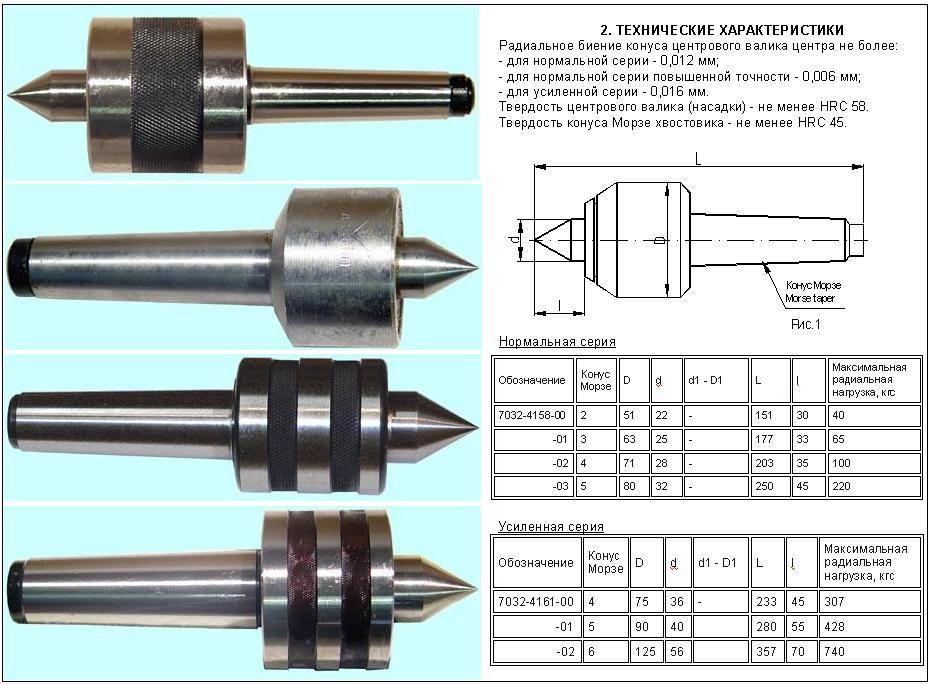
 Европейские производители: Alzmetal, Barrufaldi, Boschert, Balluff, Bridgeropt, Breton, Boehringer, Cincinnati, Cincinnati Milacron, Chevalier, Chiron, Citizen, Cosen, Deckel, Deckel-Maho, Dahlin, DMG-Deckel, DMG-Gildemeister, Duplomatic, EMCO Maier, Euromac, Gidemeister, HERMLE, MAG Cincinnati, Micron, Shaublin, Sauter, Spinner, Traub. Американские производители: AgieCharmilles, Haas, JONES & SHIPMAN
Европейские производители: Alzmetal, Barrufaldi, Boschert, Balluff, Bridgeropt, Breton, Boehringer, Cincinnati, Cincinnati Milacron, Chevalier, Chiron, Citizen, Cosen, Deckel, Deckel-Maho, Dahlin, DMG-Deckel, DMG-Gildemeister, Duplomatic, EMCO Maier, Euromac, Gidemeister, HERMLE, MAG Cincinnati, Micron, Shaublin, Sauter, Spinner, Traub. Американские производители: AgieCharmilles, Haas, JONES & SHIPMAN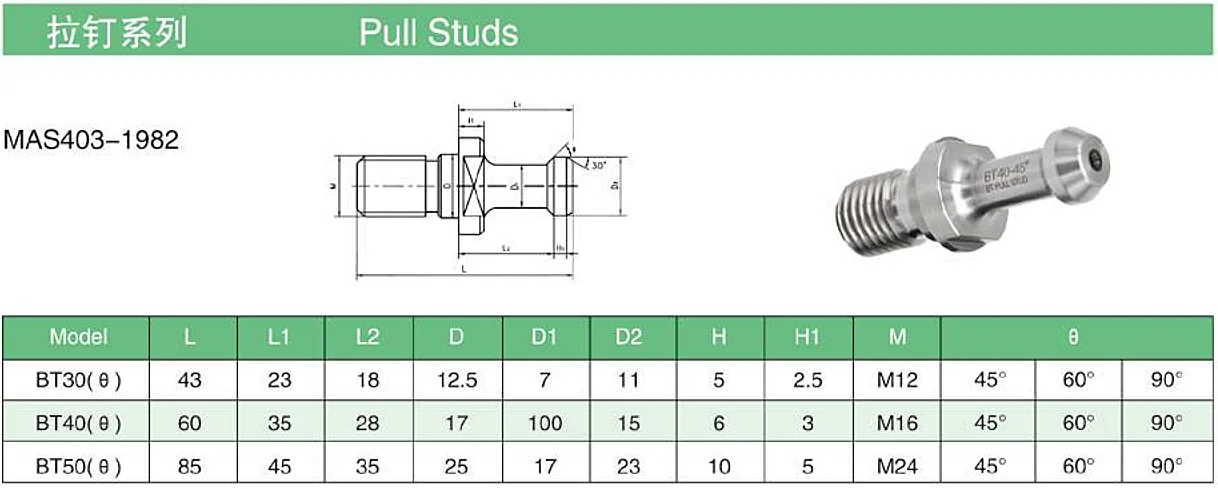 к. конуса одинаковые 7:24, отличается места для захвата инструмента и место под штревель (показано на рисунке), то есть проблема решается при помощи переходника, удлинением оправки.
к. конуса одинаковые 7:24, отличается места для захвата инструмента и место под штревель (показано на рисунке), то есть проблема решается при помощи переходника, удлинением оправки. 1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT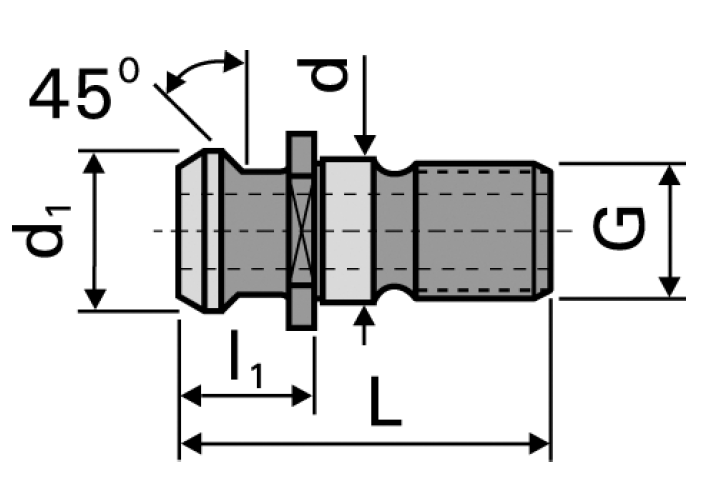 3)
3)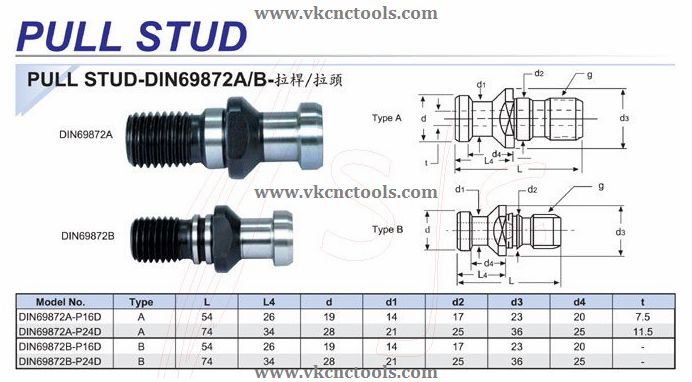 Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.
Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей. Фрезерные тиски отличаются от других станочных тисков тем, что они предназначены для удержания подвижной губки во время зажима, исключая любую возможность подъема губки. Тоже аккуратно сделано. Дешёвые тиски для сверлильного станка почти бесполезны на фрезерном станке, потому что их нельзя точно выровнять по станку.
Фрезерные тиски отличаются от других станочных тисков тем, что они предназначены для удержания подвижной губки во время зажима, исключая любую возможность подъема губки. Тоже аккуратно сделано. Дешёвые тиски для сверлильного станка почти бесполезны на фрезерном станке, потому что их нельзя точно выровнять по станку.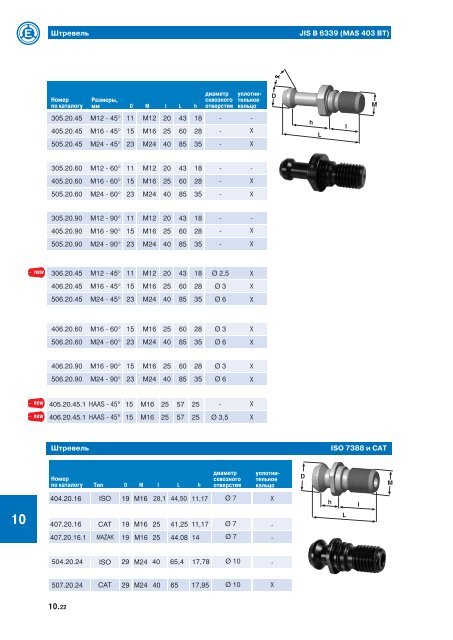 Эти зажимы такие же, как и прижимной набор с 4 зажимами.
Эти зажимы такие же, как и прижимной набор с 4 зажимами. Вам нужно будет распаковать zip-файл перед просмотром файла IGS.
Вам нужно будет распаковать zip-файл перед просмотром файла IGS. 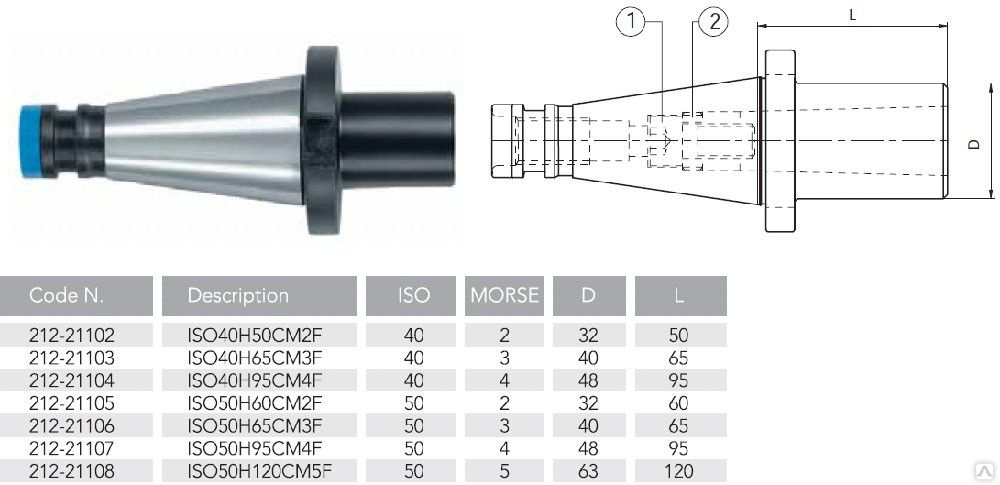 На данный момент мы будем использовать стандартные инструменты и рассмотрим преимущества и недостатки как ручных станков, так и станков с ЧПУ.
На данный момент мы будем использовать стандартные инструменты и рассмотрим преимущества и недостатки как ручных станков, так и станков с ЧПУ.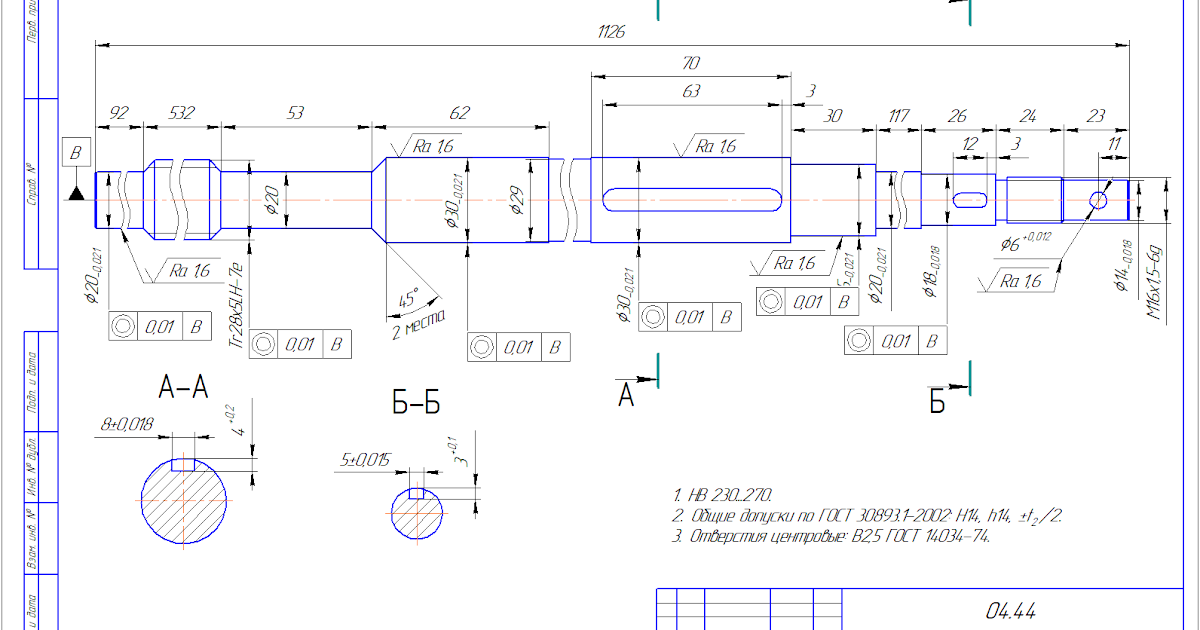
 Канавки вашего фрезы ударяются о материал и противодействуют вращению, откладывая стружку ПЕРЕД пропилом. Как и ожидалось, это приведет к повторной нарезке стружки, что увеличит износ инструмента и ухудшит качество поверхности. Поскольку инструмент ударяет по нижней части детали, а канавка срезает вверх, а стружка становится все тяжелее по мере резания, вы создаете направленное вверх усилие на деталь, что может вызвать проблемы с зажимом.
Канавки вашего фрезы ударяются о материал и противодействуют вращению, откладывая стружку ПЕРЕД пропилом. Как и ожидалось, это приведет к повторной нарезке стружки, что увеличит износ инструмента и ухудшит качество поверхности. Поскольку инструмент ударяет по нижней части детали, а канавка срезает вверх, а стружка становится все тяжелее по мере резания, вы создаете направленное вверх усилие на деталь, что может вызвать проблемы с зажимом.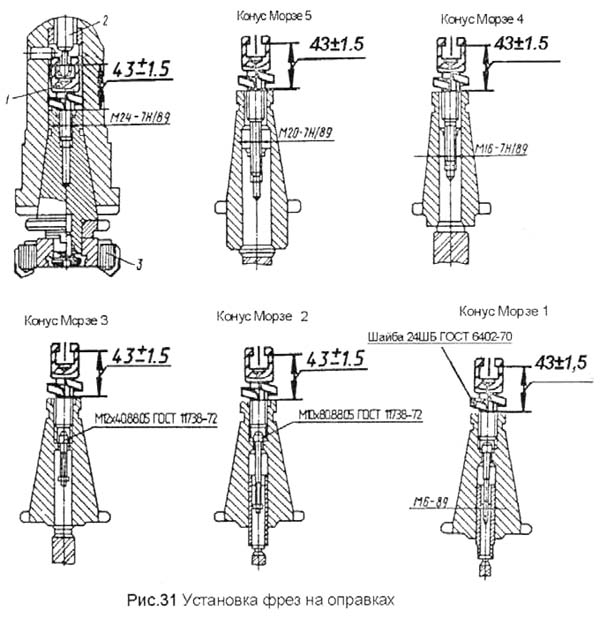 Поскольку отклонение инструмента на обычной фрезе имеет тенденцию быть параллельным инструменту, он взаимодействует с шероховатой поверхностью с более щадящей скоростью. Еще одна сильная сторона обычного фрезерования — чистовые проходы. Если вы сделаете черновую обработку профиля с помощью подъемно-поступательной фрезы, которая с самого начала даст вам хорошую чистоту поверхности, а затем переключите ее на чистовую обработку с помощью обычной легкой фрезы, вы будете удивлены результатами. Из-за отклонения инструмента, наблюдаемого при попутном фрезеровании, обычный чистовой проход фрезой обеспечит хорошую чистовую обработку на легком проходе. Другим вариантом является «призрачный проход» или «пружинный проход», который представляет собой разрез в противоположном направлении, в данном случае обычный, без фактического выполнения более тяжелого прохода. Вы увидите количество удаляемого материала, оставшегося после отклонения инструмента, и он оставит отличный результат, пока вы смазываете.
Поскольку отклонение инструмента на обычной фрезе имеет тенденцию быть параллельным инструменту, он взаимодействует с шероховатой поверхностью с более щадящей скоростью. Еще одна сильная сторона обычного фрезерования — чистовые проходы. Если вы сделаете черновую обработку профиля с помощью подъемно-поступательной фрезы, которая с самого начала даст вам хорошую чистоту поверхности, а затем переключите ее на чистовую обработку с помощью обычной легкой фрезы, вы будете удивлены результатами. Из-за отклонения инструмента, наблюдаемого при попутном фрезеровании, обычный чистовой проход фрезой обеспечит хорошую чистовую обработку на легком проходе. Другим вариантом является «призрачный проход» или «пружинный проход», который представляет собой разрез в противоположном направлении, в данном случае обычный, без фактического выполнения более тяжелого прохода. Вы увидите количество удаляемого материала, оставшегося после отклонения инструмента, и он оставит отличный результат, пока вы смазываете.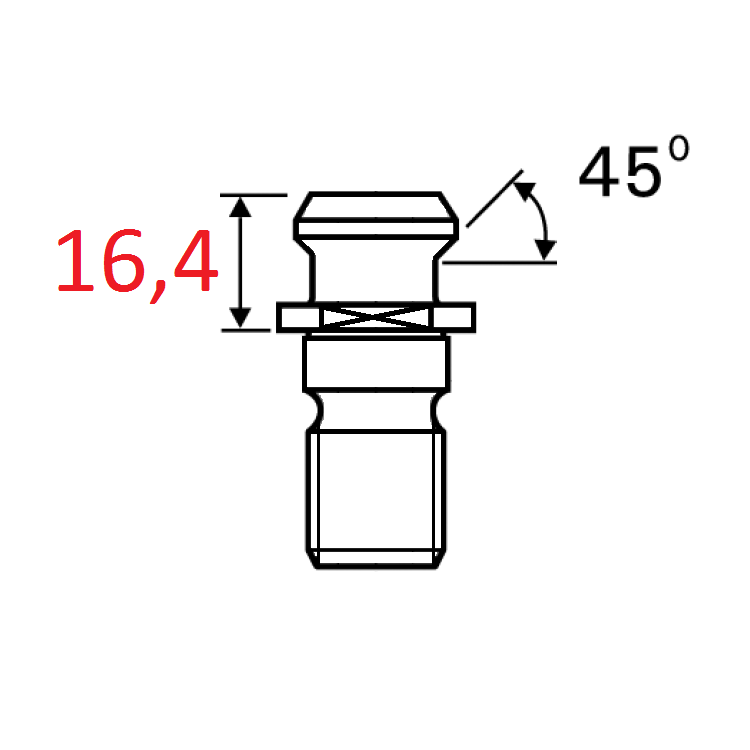
 Главные преимущества, которые получает технолог при взаимодействии с системой, заключаются в наглядности работы, удобстве выбора геометрии, высокой скорости расчетов, возможности проверки и редактирования созданных траекторий.
Главные преимущества, которые получает технолог при взаимодействии с системой, заключаются в наглядности работы, удобстве выбора геометрии, высокой скорости расчетов, возможности проверки и редактирования созданных траекторий.
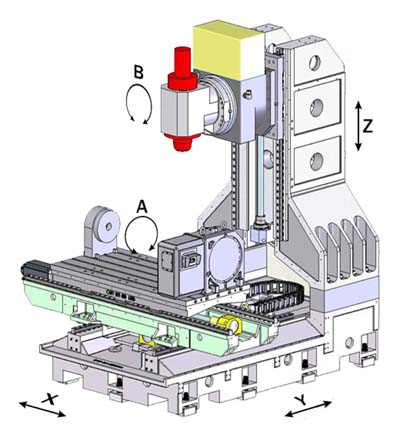
 Если у вашего предприятия нет оборудования для 5-ти координатной обработки, то нет смысла приобретать самый дорогостоящий модуль.
Если у вашего предприятия нет оборудования для 5-ти координатной обработки, то нет смысла приобретать самый дорогостоящий модуль.

 Инженеры-конструкторы сразу же оценили преимущества “плоских чертилок”. Даже самая простая CAD система для двумерного проектирования позволяет быстро создавать различные геометрические элементы, копировать фрагменты, автоматически наносить штриховку и проставлять размеры.
Инженеры-конструкторы сразу же оценили преимущества “плоских чертилок”. Даже самая простая CAD система для двумерного проектирования позволяет быстро создавать различные геометрические элементы, копировать фрагменты, автоматически наносить штриховку и проставлять размеры.
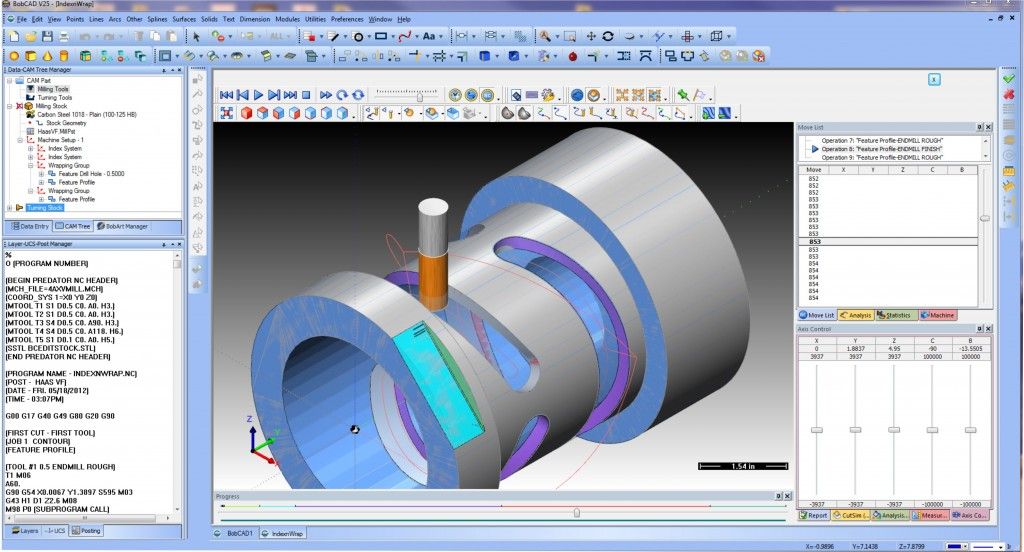
 Для построения твердого тела используются такие операции как выдавливание, вырезание и вращение эскиза. Булевы операции позволяют складывать, вычитать и объединять раз¬личные твердые тела для создания 3D модели изделия. В отличие от поверхностных моделей, твердотельная модель не является пустой внутри. Она обладает некоторой математической плотностью и массой. На сегодняшний день твердотельные модели — это самое популярная основа для расчета траекторий в САМ системе.
Для построения твердого тела используются такие операции как выдавливание, вырезание и вращение эскиза. Булевы операции позволяют складывать, вычитать и объединять раз¬личные твердые тела для создания 3D модели изделия. В отличие от поверхностных моделей, твердотельная модель не является пустой внутри. Она обладает некоторой математической плотностью и массой. На сегодняшний день твердотельные модели — это самое популярная основа для расчета траекторий в САМ системе.
 Хотя многие специалисты тех лет были настоящими виртуозами, и достигали в своей работе порога невозможного. И все же… Современные фрезерные, токарные, сверлильные и многие другие типы станков, часть из которых совмещает в себе множество функций и поэтому носит горделивое название «обрабатывающий центр», — почти все они теперь управляются электроникой и компьютерами.
Хотя многие специалисты тех лет были настоящими виртуозами, и достигали в своей работе порога невозможного. И все же… Современные фрезерные, токарные, сверлильные и многие другие типы станков, часть из которых совмещает в себе множество функций и поэтому носит горделивое название «обрабатывающий центр», — почти все они теперь управляются электроникой и компьютерами.  Современный обрабатывающий центр тратит на изготовление детали, в зависимости от ее сложности, от нескольких минут до нескольких часов. А создание управляющей программы (УП) для этой задачи, если программирование ведется традиционным способом, может потребовать от нескольких суток до нескольких недель напряженного труда квалифицированного программиста.
Современный обрабатывающий центр тратит на изготовление детали, в зависимости от ее сложности, от нескольких минут до нескольких часов. А создание управляющей программы (УП) для этой задачи, если программирование ведется традиционным способом, может потребовать от нескольких суток до нескольких недель напряженного труда квалифицированного программиста.  Учитывая, что английское название последней — «Computer Aided Design System», сокращенно — CAD System, родился новый термин: CAD-CAM системы. Именно этот программный комплекс помог освободить человека от рутинного программирования станков с ЧПУ.
Учитывая, что английское название последней — «Computer Aided Design System», сокращенно — CAD System, родился новый термин: CAD-CAM системы. Именно этот программный комплекс помог освободить человека от рутинного программирования станков с ЧПУ. И это первое преимущество данного метода. Вторым главным преимуществом совместного использования САМ-системы и станка с ЧПУ является точность изготовления деталей. Без такого подхода в нынешних условиях было бы невозможным производство многих изделий, требующих максимально точной подгонки деталей друг к другу.
И это первое преимущество данного метода. Вторым главным преимуществом совместного использования САМ-системы и станка с ЧПУ является точность изготовления деталей. Без такого подхода в нынешних условиях было бы невозможным производство многих изделий, требующих максимально точной подгонки деталей друг к другу.
 Система рассчитывает траектории и относительное движение инструмента и заготовки. Благодаря наличию специального программного модуля, называемого постпроцессором, при построении управляющей траектории CAM-система учитывает особенности кинематики конкретного станка, на котором ведется обработка.
Система рассчитывает траектории и относительное движение инструмента и заготовки. Благодаря наличию специального программного модуля, называемого постпроцессором, при построении управляющей траектории CAM-система учитывает особенности кинематики конкретного станка, на котором ведется обработка.  Хорошо, если стоимость хотя бы операционной системы входит в цену купленного ноутбука или персонального компьютера. Но вот в случае использования сложного специализированного программного обеспечения в производственной деятельности, о своей чрезмерной «экономности» следует забыть.
Хорошо, если стоимость хотя бы операционной системы входит в цену купленного ноутбука или персонального компьютера. Но вот в случае использования сложного специализированного программного обеспечения в производственной деятельности, о своей чрезмерной «экономности» следует забыть. Согласно одного из статистических исследований, имеет наибольшее количество пользователей в мире.
Согласно одного из статистических исследований, имеет наибольшее количество пользователей в мире. Разработчик – компания «Омега АДЕМ Технолоджиз» (г. Москва, Россия). Многокоординатная обработка, доступная цена, поддержка, возможность обучения персонала.
Разработчик – компания «Омега АДЕМ Технолоджиз» (г. Москва, Россия). Многокоординатная обработка, доступная цена, поддержка, возможность обучения персонала.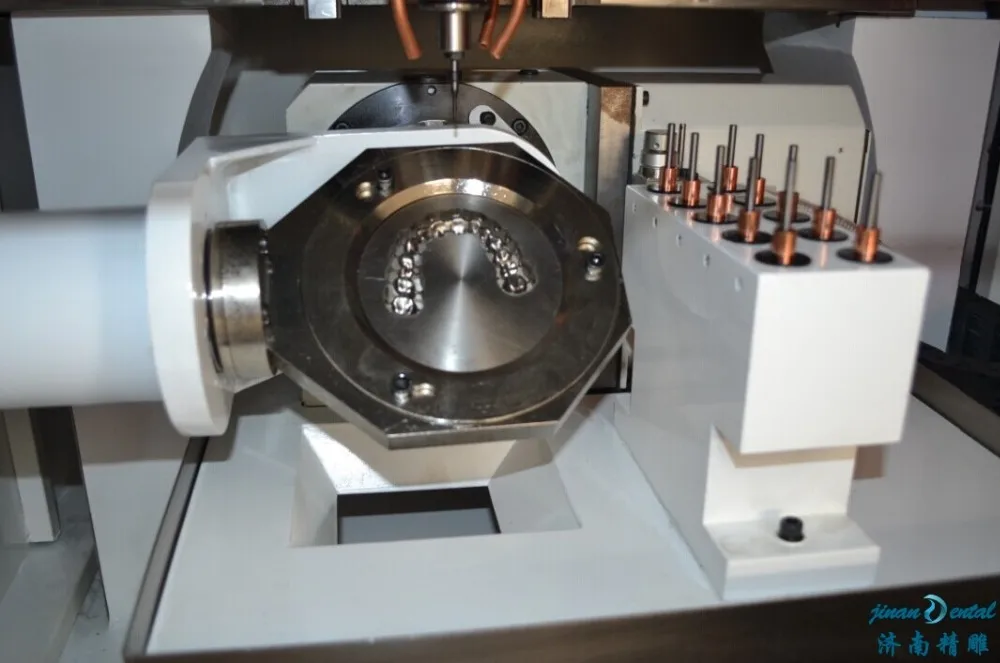
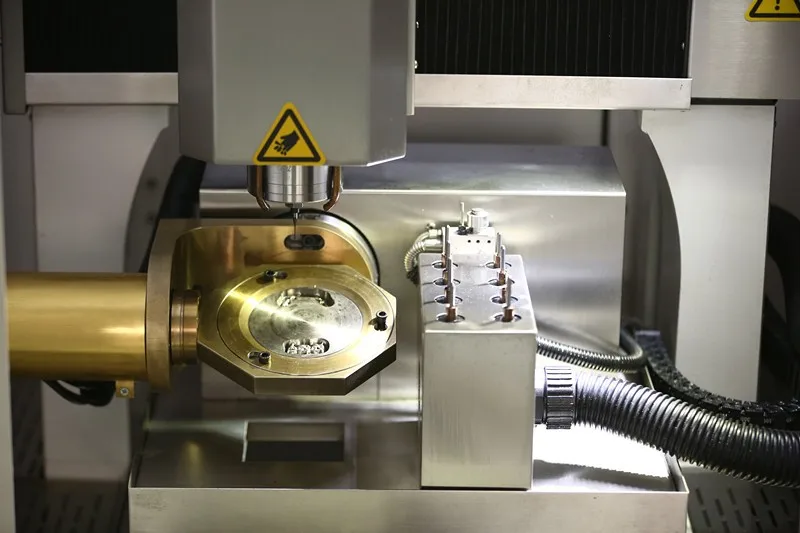 Mastercam, например, представляет собой программное обеспечение CAM со встроенным CAD, но вы также можете импортировать файлы CAD практически из любого программного обеспечения CAD для подготовки к обработке на фрезерном станке с ЧПУ. CAM для фрезерования — это использование программного обеспечения CAM для автоматизации фрезерных станков с ЧПУ для эффективного производства.
Mastercam, например, представляет собой программное обеспечение CAM со встроенным CAD, но вы также можете импортировать файлы CAD практически из любого программного обеспечения CAD для подготовки к обработке на фрезерном станке с ЧПУ. CAM для фрезерования — это использование программного обеспечения CAM для автоматизации фрезерных станков с ЧПУ для эффективного производства. Мало того, что магазины могут соответствовать строгим стандартам, автоматизация также приводит к значительному увеличению скорости производства и эффективности по сравнению с альтернативным процессом измельчения.
Мало того, что магазины могут соответствовать строгим стандартам, автоматизация также приводит к значительному увеличению скорости производства и эффективности по сравнению с альтернативным процессом измельчения.
 Он включает в себя полный спектр сложных, эффективных и современных стратегий обработки с помощью простого интерфейса, управляемого мастером, который делает программирование быстрее и проще даже для новых и случайных пользователей. Dynamic Machining Strategies™ сводит к минимуму объем программирования, в то время как расширенное твердотельное моделирование позволяет тестировать и подтверждать свою работу, вселяя уверенность в правильности программирования деталей.
Он включает в себя полный спектр сложных, эффективных и современных стратегий обработки с помощью простого интерфейса, управляемого мастером, который делает программирование быстрее и проще даже для новых и случайных пользователей. Dynamic Machining Strategies™ сводит к минимуму объем программирования, в то время как расширенное твердотельное моделирование позволяет тестировать и подтверждать свою работу, вселяя уверенность в правильности программирования деталей.