Система лазерной очистки: Лазерная очистка металла от ржавчины и краски, обезжиривание поверхностей, очистка сварочных швов, удаление лаковых покрытий
Лазерная очистка металла от ржавчины и краски, обезжиривание поверхностей, очистка сварочных швов, удаление лаковых покрытий
Лазерная очистка – это надежная, безопасная и быстрая технология, предназначенная для очистки поверхностей. С использованием этой технологии можно легко удалять ржавчину, слои краски, лака и других покрытий или осаждений, обезжиривать поверхности, счищать последствия окисления или осаждения пыли. Поскольку при очистке поверхностей не используются посторонние вещества, этот процесс не вредит окружающей среде и пользователю оборудования. Благодаря долговечности и надежности оборудования, а также небольшому расходу энергии лазерная очистка стала широко используемым методом в промышленности.
Области применения:
- Очистка пластиковых и резиновых литейных форм
- Удаление слоев ржавчины и краски
- Обезжиривание поверхностей в пищевой промышленности
- Обезжиривание металлических поверхностей перед сваркой
- Очистка сварочных швов и поверхности, поврежденной при сварке
- Удаление лаковых, полиамидных и других покрытий
- Реставрация зданий, мостов, скульптур и даже картин
- Удаление сажи
- Нейтрализация радиоактивных поверхностей
- Удаление изоляции с проводов
Преимущества
- Бесконтактная технология – очищаемый материал не подвергается механическому, термическому или химическому воздействию, поэтому сохраняются его структура и поверхность, следовательно данный метод подходит для работы с очень тонкими или хрупкими материалами.

- Сухая очистка – в отличие от процессов очистки песком или сухим льдом при лазерной очистке не используются дорогие и опасные материалы, ядовитые химикаты, не выделяется большое количество отходов и пыли.
- Точность – четко определяемая и изменяемая длина линии очистки позволяет применять эту технологию там, где требуется высокая точность.
- Надежность – система лазерной очистки создана в Литве, предусмотрен ресурс работы более 90 000 часов, система приспособлена к использованию в промышленности.
- Скорость очистки – в зависимости от применения и мощности системы можно достичь до 10-ти! раз большей скорости очистки по сравнению со стандартными методами очистки поверхностей.
- Быстрая подготовка к работе – система полностью готова к работе менее чем за 5 минут.
- Безопасность – для работы с системой требуются лишь защитные очки, а также рекомендуется респиратор.
- Компактная и транспортируемая система – оборудование можно с легкостью перемещать в помещении или даже переносить как ранец.
- Быстро окупающаяся инвестиция – для эксплуатации оборудования не требуется пополнение материалов, не нужны дорогие и сложные средства защиты. В большинстве случаев оборудование для лазерной очистки окупается за один год.
- Небольшая стоимость эксплуатации – в зависимости от модели оборудование для лазерной очистки потребляет всего 1–5 кВт электроэнергии.
- Чистота – предлагаемые нами системы не загрязняют окружающую среду и имеют высокий КПД.

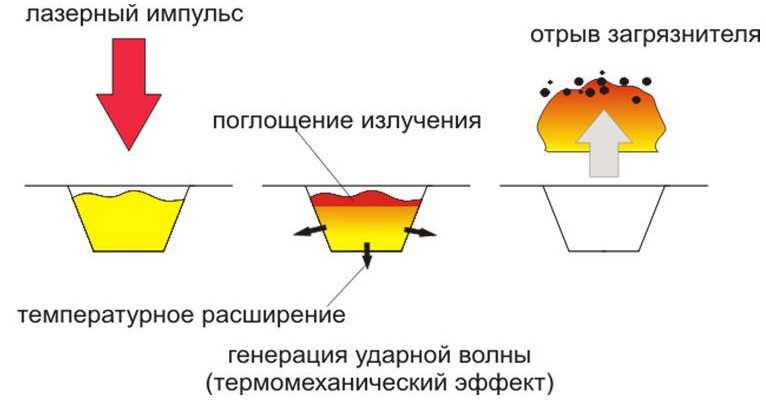
Как это работает?
Очень короткие наносекундные импульсы мощностью 100 000 Вт направляются в очищаемый слой, где они впитываются. Абсорбированная загрязнениями энергия вызывает их моментальный распад, часть которых испаряется, превращается в пыль или расщепляется на атомарном уровне. Остатки разложившихся веществ могут быть удалены системой фильтрации воздуха или счищены. Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д.
Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д.
Процесс лазерной чистки
Сравнение до и после
Решения
Легко транспортируемые системы
Транспортируемые системы состоят из лазерного источника света, оптического кабеля желаемой длины (до 40 метров) и лазерного пистолета. Мы предлагаем системы мощностью 20 – 1000 Вт. В зависимости от модели такие лазерные системы применяются, как для прецизионной обработки поверхностей небольшого площади, так и для поверхностей материалов с большой площадью.
Мы предлагаем системы лазерной очистки ранцевого типа, маленький вес которых (<18 кг) и легкое управление позволяют работать в труднодоступных местах.
Системы, интегрированные в производство
Компактные стационарные твердотельные и волоконные лазеры Nd:YAG, предназначенные для конвейерной лазерной очистки. Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.
Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.
Решения для автоматизированных и роботизированных систем
Полностью автоматизированные системы лазерной очистки позволяют оптимизировать работу через достижение безукоризненной точности и эффективности. Мы предлагаем полную разработку проекта от адаптации системы лазерной очистки в соответствии с Вашими задачами до сдачи в эксплуатацию и гарантируем всестороннее техническое обслуживание и поддержку системы.
Особенности лазерных систем очистки:
- Быстрая скорость лазерной очистки — до 5 мин / м2 (полное перекрытие импульсов)
- Частота импульсов от 25 кГц до 500 кГц
- Всегда готовая система, просто подключи и работай
- Самые компактные и эффективные системы: Размеры 485x390x180 мм, вес 18 кг
- Качество: Срок гарантии 2 гола, с возможностью продления до 3 лет
- Срок службы: более 90000 часов;
- Готовность: 24/7
- Метод охлаждения: воздушное (до 300 Вт)
- Все системы включают в себя профессиональную подготовку по лазерной безопасности и эксплуатации класса 4
- Optola использует технологию Galvano-scanner, которая позволяет достичь до 10 м2 /ч скорости очистки в зависимости от очищаемого материала
Как выбрать подходящую систему?
Самый простой способ — отправить нам образец (предпочтительно ~ 10×10 см).
Мы сможем определить скорость очистки и влияние желаемой системы на конкретный материал. После тестов, мы посоветуем наиболее эффективную систему в зависимости от ваших задач.
Все системы оснащены принадлежностями, необходимыми для работы:
Стандартным оптоволоконным кабелем 5 м, кабелем питания длиной 2 м (может быть изменен). Комплект принадлежностей включает в себя: 2 шт. защита для глаз, 2 шт. респираторы, ИК-детектор, набор для чистки линз.
Оборудование для лазерной очистки:
Системы лазерной очистки для реставрации
Реставрация объектов искусства и архитектуры — трудоемкий и длительный процесс. Важно качественно очистить и не повредить изделие. Использование традиционных методов не только повышает риск повреждений, но и требуют затрат на расходные материалы и доп уборку. Лазерная очистка избавит от этих проблем и поможет бережно выполнять реставрационные работы. В нашей статье расскажем, с какими задачами может справиться лазерный комплекс F-Clean и почему стоит обратить на него внимание.
В нашей статье расскажем, с какими задачами может справиться лазерный комплекс F-Clean и почему стоит обратить на него внимание.
Нет побочных загрязнений и расходных материалов
Для очистки поверхности лазерным комплексом F-Clean требуется только электроэнергия. Процесс обработки является самым чистым по сравнению с традиционными способами. Большинство загрязнений испаряется, остатки можно убрать с помощью обычной тряпки. Забудьте о песке и химических реагентах. Можно работать в помещении и на улице. Никакого шума и грязи.
Лазерная очистка изделий из гипса
Детальная очистка без повреждения поверхности
Лазерное излучение способно очистить поверхность любой формы и рельефа, обработать самые труднодоступные места без необходимости разбора изделия. Очищаемая поверхность не повреждается. Пучок лазерного излучения воздействует только на слой загрязнения, не повреждая основную поверхность. Можно аккуратно работать со старинными предметами и возвращать им прежний вид.
Очищаемая поверхность не повреждается. Пучок лазерного излучения воздействует только на слой загрязнения, не повреждая основную поверхность. Можно аккуратно работать со старинными предметами и возвращать им прежний вид.
Лазерная очистка фрагмента из чугуна
Кейс: Очистка старинного самолета от коррозии с помощью F-Clean
В 2019 году в Pokkels обратился Музей техники Вадима Задорожного. Организация искала способы очистить военный самолет, который 70 лет находился в болоте. Самолет покрылся сквозной коррозией, металл истончился. Традиционные способы не подходили, потому что повредили бы хрупкие детали.
Портативный ранец F-Clean BP удалил краску и следы коррозии без деформации поверхности.
Очистка военного самолета
Подходит для работы на высоте с крупными объектами
Размер очищаемого объекта не имеет значения для работы с лазерным устройством. F-Clean эффективно очищает и бронзовую табличку, и памятник. Размер очищаемой поверхности влияет только на время очистки: чем больше объект, тем больше времени займет обработка. Для высотных работ особенно удобен мобильный лазерный комплекс в формате ранца Pokkels F-Clean BP. Благодаря весу 15 кг и габаритам обычного рюкзака устройство позволяет комфортно производить очистку на высоте.
Фрагмент памятника до и спустя 2 минуты лазерной очистки
Ресурс работы F-Clean 50 лет
Ресурс лазерных устройств Pokkels рассчитан на 100 000 часов. Это больше 50 лет при условии использования оборудования на протяжении 8 часов 5 дней в неделю. Такой срок эксплуатации возможен благодаря качественным комплектующим. Наши устройства построены на базе лазерных источников IPG Photonics — мирового лидера по производству волоконных лазеров.
Лазерная очистка предметов старины
Основные преимущества
- Очистка поверхностей из металла, камня, стекла и дерева.

- Удаление различных типов загрязнения: органика, краска, нагар, ржавчина и др.
- Глубокая очистка поверхностей сложных форм и рельефов
- Подходит для высотных работ
- Бережная обработка без повреждения поверхности
- Отсутствие побочных загрязнений и расходных материалов
Назад к применениям
Системы лазерной очистки
— Laser Photonics
Системы лазерной очистки CleanTech™ — это лучшие промышленные системы лазерной очистки и кондиционирования поверхностей на современном рынке. CleanTech™ производится в США компанией Laser Photonics и стремится разрабатывать самые экологичные и безопасные лазерные продукты в индустрии волоконных лазеров. Системы лазерной очистки CleanTech доступны в различных размерах и мощностях для решения любых задач.
9Лазерные системы 0010 CleanTech™ имеют существенное преимущество по сравнению с традиционными методами очистки, такими как пескоструйная обработка, струйная обработка сухим льдом и другими абразивно-струйными методами, поскольку системы лазерной очистки экологичны, энергоэффективны и выполняют работу в два раза быстрее. Лазерная очистка удаляет краску, загрязнения, ржавчину и остатки с помощью высокоэнергетического лазерного луча, который оставляет подложку нетронутой. CleanTech — это наиболее экономичный, эффективный и безопасный метод промышленной очистки, удаления ржавчины, удаления краски и подготовки поверхности.
Не знаете, какая система вам подходит? Узнайте, как правильно выбрать лазерный бластер
CleanTech™ Titan FX
CleanTech Titan FX — это мощный широкоформатный лазер, предназначенный для очистки, удаления ржавчины и подготовки поверхности больших и тяжелых деталей.
Применение:
- Предназначен для промышленного применения
- Используется для очистки, удаления ржавчины и подготовки поверхности
- Зона обработки до 7 футов x 13 футов
Узнать больше
CleanTech™ Titan Express
Среднеразмерный — мощный — комплектный . Машина для лазерной очистки CleanTech Titan Express — это высокомощный волоконный лазер для очистки и кондиционирования поверхностей.
Машина для лазерной очистки CleanTech Titan Express — это высокомощный волоконный лазер для очистки и кондиционирования поверхностей.
Области применения:
- Удаление ржавчины и краски, очистка литейных форм
- Используется для очистки и подготовки поверхности
- Рабочая зона до 4 x 4 фута
- Волоконный лазер класса IV
Узнать больше
CleanTech™ MegaCenter
Система лазерной очистки CleanTech™ Megacenter — это промышленная система лазерной очистки деталей, удаления ржавчины и кондиционирования поверхности 9001 1
Приложения:
- Лазерная система промышленного класса
- Используется для очистки деталей, удаления ржавчины и системы подготовки поверхности
- Работает как автономная установка или может быть легко интегрирована в производственную линию
Узнать больше
CleanTech™ Handheld LPC-50CTH
CleanTech™ Handheld LPC-50CTH Laser — это импульсная лазерная система с воздушным охлаждением. высокопроизводительный, промышленный, быстрый, точный и невероятно производительный инструмент для лазерной очистки.
высокопроизводительный, промышленный, быстрый, точный и невероятно производительный инструмент для лазерной очистки.
Области применения:
- Очистка пресс-формы
- Судостроение и судостроение Удаление коррозии
- Дезактивация
- Удаление цинкового покрытия при сварке
Подробнее
CleanTech™ Ручной LPC-100CTH
CleanTech™ Ручной LPC-100CTH — это импульсная лазерная система с воздушным охлаждением, обещающая высокую производительность, промышленный уровень, быструю, точную и невероятно продуктивную лазерную очистку.
Области применения:
- Производство автозапчастей
- Очистка оборудования пищевой промышленности
- Очистка сточных вод
- Резиновые шины
- Очистка пресс-форм шин
Узнать больше
CleanTech™ Портативный LPC-200CTH
Представляем новую модель модели LPC-200-CTH для ручной лазерной очистки поверхностей с несколькими схемами, которая будет включена в линейку продуктов CleanTech™.
Области применения:
- Газовая и нефтяная промышленность
- Удаление ржавчины
- Удаление краски с самолетов
- Удаление покрытий и краски
- Обезжиривание
Подробнее
CleanTech™ Handheld LPC-300CTH
CleanTech™ Handheld LPC-300CTH — это высокоэффективная лазерная система промышленного класса с водяным охлаждением, быстрая, точная и невероятно производительная лазерная очистка.
Области применения:
- Предварительное покрытие деталей
- Обработка перед сваркой
- Обработка перед сваркой
- Удаление оксида
Узнать больше
Портативный прибор CleanTech™ LPC-1000CTH
CleanTech™ Handheld LPC-1000CTH — это высокопроизводительный, быстрый, точный и невероятно производительный инструмент для лазерной очистки промышленного класса.
Области применения:
- Алюминий (анодированный/полированный/литой)
- Нержавеющая сталь/мягкая сталь
- Титан
- Медь
Узнать больше
CleanTech™ Handheld 2000-CTH Worksite
CleanTech наиболее экономичный, эффективный и безопасный метод промышленной очистки, удаления ржавчины, удаления краски и подготовки поверхности.
Области применения:
- Очистка от плесени
- Судостроение и морская коррозия
- Газовая и нефтяная промышленность
- Удаление ржавчины
- И многое другое
- Очистка деталей двигателя
- Удаление ржавчины
- Очистка промышленных пресс-форм
- Очистка пресс-форм
- Косметическая обработка поверхности (заменяет дробеструйную обработку)
- Выборочное удаление краски
- Очистка форм
- Предварительная обработка соединений
- Предварительная сварка
- Очистка пресс-форм
- Судостроение и морская коррозия
- Газовая и нефтяная промышленность
- Удаление ржавчины
- Очистка форм
- Судостроение и морская коррозия
- Газовая и нефтяная промышленность
- Удаление ржавчины
- И многое другое
- Источник питания 110/220 В переменного тока
- 1 Импульсный лазер в мДж, стандарт
- Чистящая головка с двойным выключателем активации и механической блокировкой для безопасность
- Широкий диапазон параметров очистки, стандартные и нестандартные формы оптики
- Безопасное смотровое окно класса 4 с защитой от лазера
- Лазерный выключатель с блокировкой контакта «ON» для безопасности оператора
- Миниатюрный вытяжной вентилятор в стандартной комплектации
- Дополнительный пылесборник
- Дополнительный – система вспомогательного инертного газа
- Гибкий оптический кабель длиной 3 м
- Очистка металлических деталей
- Удаление краски
- Удаление анодирования
- 3D-очистка и подготовка поверхности
- Текстурирование поверхности
- Косметическая обработка поверхности (заменяет пескоструйную обработку)
- Выборочное удаление краски
- Очистка пресс-формы
- Очистка предварительной обработки соединения
- Очистка «на лету»
- Абляция (анодирование, покраска или покрытие)
- Удаление и снятие краски
- Удаление ржавчины и коррозии
- Обезжиривание
- Максимальная мощность 2000 Вт
- Волоконный лазер класса IV
- 5 предустановленных шаблонов лазерного излучения
- Система водяного охлаждения
- OSHA и FDA C DRH-совместимый
- Лазерная очистка
- Максимальная мощность 1000 Вт
- Класс IV Волоконный лазер
- Одноосный шаблон
- Система водяного охлаждения
- Соответствие OSHA и FDA CDRH
- Лазерная очистка
- Максимальная мощность 300 Вт
- Волокно класса IV Лазер
- 5 предустановок лазерного шаблона
- Система водяного охлаждения
- Соответствует требованиям OSHA и FDA CDRH
- Черновая и чистовая обработка
- Макс.

Наладчик станков: Работа наладчиком станков с ЧПУ в Москве
Наладчик станков с ЧПУ, работа наладчиком станков с чпу, вакансии наладчик станков с чпу в Москве
Наладчик-программист токарных ЧПУ станков
125 000 — 145 000 ₽/месяц
Добавить в избранное
Кадровое агентство уникальных специалистов
Москва
Настройка данных станков, обеспечение их работоспособности, передача в работу операторам, периодический контроль качества изготавливаемых деталей
Образование не ниже среднего специального. Опыт работы…Скрыть
Оператор-наладчик станков с ЧПУ (фрезерной и токарной группы)
65 000 ₽/вахта 15 дней
Добавить в избранное
ВЕЛА ГРУПП
Москва
Будьте первым
Вахта
Наладка фрезерных (3 и 4 координатных) и/или токарных, токарно-фрезерных станков с ЧПУ на пооперационное изготовление деталей…
Профильное образованиеСкрыть
Наладчик станков с ЧПУ
от 118 800 ₽/месяц
Добавить в избранное
ЭКСПРЕСС
Москва
Будьте первым
Вахта
Наладка,написание программ, управление процессом … инструмента.
Стойки
Документально подтверждающий опыт работы. Выполнение работ не менее 4-го разрядаСкрыть
Разместите резюме, и мы подберем вам подходящие вакансии
24 апреля
Наладчик станков с ЧПУ
от 127 000 ₽/месяц
Добавить в избранное
ЧАЗ Лидер Стафф
Москва
Токарно-фрезерный станок (Fanuc,Tsugami,Spinner)
Опыт работы от 3 лет. Умение составлять программы обработки детали. Ответственный подход к работеВ компании есть ещё 1 похожая вакансия
Скрыть
22 апреля
Оператор-наладчик станков с ЧПУ
90 000 — 150 000 ₽/месяц
Добавить в избранное
ПНФ «ЛГ автоматика»
Москва
Работа на станках токарной, фрезерной группы
Образование средне-специальное. Опыт работы не менее 2-х лет на станках токарной/фрезерной группыСкрыть
Хотите получать новые вакансии первым?
Лучшие вакансии закрываются быстрее остальных.
Подпишитесь на новые актуальные вакансииВ Telegram
21 апреля
Оператор-наладчик станков с ЧПУ
140 000 — 165 000 ₽/месяц
Добавить в избранное
Группа Компаний МРК
Москва
Окончательное изготовление деталей из легированных и нержавеющих сталей на токарно-револьверном станке с ЧПУ СКЕ1650 (Fanuk) класс точности 7
От 5 разряда. Запись ТК, Квалификационные документы -ОБЯЗАТЕЛЬНО
Запись ТК, Квалификационные документы -ОБЯЗАТЕЛЬНОВ компании есть ещё 3 похожие вакансии
Скрыть
21 апреля
Оператор-наладчик станков с ЧПУ (Fanuc и Siemens), металлообработка
85 000 — 120 000 ₽/месяц
Добавить в избранное
Рэндматес
Москва
Авиамоторная
и ещё 2 станции
Доступно для соискателей от 45+ лет
Ищем специалистов для токарной обработки металла на станке ЧПУ в связи с ростом производства и расширением станочного парка
Опыт работы на станке с ЧПУ стойка FANUC (в т.ч. самостоятельное написание и корректировка программ)Скрыть
24 апреля
Наладчик станков с ЧПУ токарные и фрезерные группы
от 118 800 ₽/месяц
Добавить в избранное
ЭКСПРЕСС
Москва
Управление процессом обработки деталей. Контроль и корректировка работы станка. Корректировка управляющих программ. Подбор…
Документально подтверждающий опыт работы. Выполнение работ не менее 4-го разрядаСмотрят
1
человек
Скрыть
20 апреля
Оператор-наладчик станков с ЧПУ фрезерной группы (металлообработка)
70 000 — 110 000 ₽/месяц
Добавить в избранное
Рэндматес
Москва
Авиамоторная
Андроновка
Разработка пооперационных процессов обработки деталей.
 Подготовка наладочных карт и управляющих программ для четырехосевого…
Подготовка наладочных карт и управляющих программ для четырехосевого…
Высшее техническое образование. Желание учиться и совершенствовать свои профессиональные навыкиСмотрят
1
человек
Скрыть
Оператор-наладчик станков с ЧПУ
130 000 — 160 000 ₽/месяц
Добавить в избранное
БИЗНЕС РЕСУРС
7.5
Москва
Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ) и манипуляторов (роботов) для механической подачи заготовок на рабочее место
Токарная группа станков, стойка Фанук или. Или Фрезерная группа станков, стойка ХеденхайнСмотрят
2
человека
Скрыть
Оператор-наладчик станка с ЧПУ
79 000 ₽/месяц
Добавить в избранное
МКПК Универсал
Москва
Алтуфьево
Работа на фрезерных и токарных станках с ЧПУ (стойка Fanuc, Simens).
 Осуществление привязки инструмента, корректировка программы…
Осуществление привязки инструмента, корректировка программы…
Навык написания программ со стойки по G-кодам. Чтение чертежей, знание…Скрыть
23 апреля
Инженер, наладчик станков с ЧПУ
По договорённости
Добавить в избранное
МЗ «Поток»
Москва
Разработка управляющих программ для фрезерных и токарных станков с ЧПУ, создание, внедрение и настройка программ для ЧПУ. Контроль соответствия деталей требованиям конструктивных документов, консультация и обучение других операторов и т.д
Знание…Смотрят
1
человек
Скрыть
21 апреля
Оператор-наладчик станков с ЧПУ
120 000 — 170 000 ₽/месяц
Добавить в избранное
Вертикаль
Москва
Токарная и фрезерная группа, стойки: FANUC, SIEMENS, HAAS. NC. Корректировка программ, привязка инструмента
Опыт работы от 2 лет, разряд не ниже 4-гоСмотрят
2
человека
Скрыть
20 апреля
Оператор-наладчик станков с ЧПУ
от 123 000 ₽/месяц
Добавить в избранное
Гарант-Сервис
Москва
Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ) и.
 Манипуляторов (роботов) для механической подачи…
Манипуляторов (роботов) для механической подачи…
Опыт работы, запись в ТК. Умение читать чертежиВ компании есть ещё 1 похожая вакансия
Скрыть
21 апреля
Наладчик-оператор токарных станков с ЧПУ
75 000 — 90 000 ₽/месяц
Добавить в избранное
ПК Токомет
Москва
11 минутНагатинская
Создание техпроцесса и наладка станка (стойка Fanuc, Haas). Написание управляющих программ. Подбор режущего инструмента,…
Опыт работы по специальности от 3х лет. Умение работать с готовыми программамиСкрыть
24 апреля
Наладчик ЧПУ
120 000 — 150 000 ₽/месяц
Добавить в избранное
Вертикаль
Москва
В. г. Самару: Токарный станок стойка Сименс, наладка станка, самостоятельное написание программ средней сложности и изготовление деталей серийного производства
Опыт работы по специальности подтвержденный записью в трудовой книжке, либо трудовыми…Смотрят
1
человек
Скрыть
24 апреля
Наладчик станков и манипулятор с ПУ (5 разряда)
По договорённости
Добавить в избранное
Акционерное общество «Государственное машиностроительное конструкторское бюро «Вымпел» им.
 И. И. Торопова»
И. И. Торопова»Москва
Тушинская
Наладка фрезерно-расточного оборудования с ЧПУ для обработки деталей по 6-7 квалитетам
Знание основ наладки фрезерного оборудования с ЧПУ, правил установки и выверки деталей с использование универсальной и специальной оснасткиСмотрят
3
человека
Скрыть
24 апреля
Наладчик-оператор токарных станков с ЧПУ
от 80 000 ₽/месяц
Добавить в избранное
Москва
Нагатинская
Отклик без резюме
Подбор режущего инструмента в зависимости от типа обрабатываемого материала и вида обработки. Сбор инструмента с его последующей…
Знание технологии механической обработки различных металлов резанием на станках с ЧПУСкрыть
24 апреля
Оператор-наладчик станков с ЧПУ 5 разряд
от 80 000 ₽/месяц
Добавить в избранное
JOBCART.
 RU
RUМосква
Южная
Выполнение расчетов, связанных с наладкой, управлением и пуском станков с ЧПУ и т.д
ОтветственностьСкрыть
21 апреля
Оператор-наладчик станков с ЧПУ
до 60 000 ₽/месяц
Добавить в избранное
ГКУ МО «Центр занятости населения Московской области»
Москва
Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ) и манипуляторов (роботов) для механической подачи заготовок на рабочее место
В компании есть ещё 2 похожие вакансии
Скрыть
Сегодня в 7:54
Оператор станка с ЧПУ
50 000 — 80 000 ₽/месяц
Добавить в избранное
ВИТРИНА А ГРУП
Москва
Оператор станка с ЧПУ — деревообрабатывающий и кромкооблицовочный станки Felder, Rover
Опыт работы от 1 годаВ компании есть ещё 1 похожая вакансия
Смотрят
1
человек
Скрыть
Сегодня в 7:38
Токарь-карусельщик
128 000 — 154 000 ₽/месяц
Добавить в избранное
ООО»ГАНЕША»
Москва
Токарная обработка деталей на токарно-карусельных станках по 10-14 квалитетам с большим числом переходов.
 Точное обтачивание…
Точное обтачивание…
Опыт работы. Удостоверение или подтверждение в трудовой книжкеВ компании есть ещё 6 похожих вакансий
Скрыть
Токарь ЧПУ
65 000 — 100 000 ₽/месяц
Добавить в избранное
Глебовский механический завод
Москва
Работа на станках ЧПУ: HAAS, NC-201, NC-210. Производство деталей по чертежам. Пооперационный контроль изготавливаемых изделий
Профильное образование. Знание основных технологических процессов, согласно разряда (4 разряд)Скрыть
Разместите резюме, и мы подберем вам подходящие вакансии
Станочник широкого профиля с ЧПУ (6 разряда)
По договорённости
Добавить в избранное
Научно-исследовательский машиностроительный институт имени В. В. Бахирева
Москва
Водный стадион
Осуществлять контроль за производственным процессом на токарных и фрезерных станках с ЧПУ. Выбирать, … использовать универсальные и … инструмент. Программировать, … пульта управления сложных … ЧПУ
Образование среднее и стаж работы станочником…Скрыть
Токарь ЧПУ
100 000 — 120 000 ₽/месяц
Добавить в избранное
ТД ЦВИТ
Москва
Изготовление деталей по чертежам.
 Написание программ как со стойки в G кодах, так и в CAM программах. Работа с измерительным…
Написание программ как со стойки в G кодах, так и в CAM программах. Работа с измерительным…
Чтение чертежейСмотрят
1
человек
Скрыть
Токарь-универсал
от 75 000 ₽/месяц
Добавить в избранное
НПП Гидрикс
Москва
Работа на токарном станке (16к20), в основном с нержавейкой. Подготовка деталей оборудования для очистных сооружений
Профильное образование. Опыт работы на токарном станке, с металлом, от 2 летСмотрят
1
человек
Скрыть
Оператор станков (токарных) с программным управлением 3-4 разряда
от 110 000 ₽/месяц
Добавить в избранное
Радиофизика
Москва
4 минутыПланерная
Изготовление деталей на токарных станках с программным управлением методом точения вплоть до 6-го квалитета, расточка отверстий…
Среднее образование. Знание ГОСТов, умение читать чертежи
Знание ГОСТов, умение читать чертежиСкрыть
Токарь
от 45 000 ₽/месяц
Добавить в избранное
Технический центр пожарной безопасности
Москва
Будьте первым
Доступно для соискателей от 45+ лет
Изготовление деталей по чертежам и образцам. Выполнение операций, связанных с обработкой деталей (порезка заготовок, фрезерование…
Среднее образование. Опыт от 1 годаСмотрят
1
человек
Скрыть
Токарь-универсал
90 000 — 110 000 ₽/месяц
Добавить в избранное
Москва
Изготовление деталей согласно чертежам на токарном станке. Соблюдение требуемой точности. Соблюдение КД
ВнимательностьСкрыть
Оператор фрезерных станков с ЧПУ
По договорённости
Добавить в избранное
ПромСервис
Москва
Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ) и манипуляторов (роботов) для механической подачи заготовок на рабочее место
Среднее специальное образование. Опыт работы от 2-х лет
Опыт работы от 2-х летСкрыть
Токарь-универсал
от 90 000 ₽/месяц
Добавить в избранное
Интес-микро
Москва
Доступно для соискателей от 45+ лет
Доступно для соискателей с ограниченными возможностями
Сталь, алюминий, латунь, титан
Токарь 6 разряд на станке 15к20 и шаублин 150Смотрят
1
человек
Скрыть
Оператор ЧПУ фрезеровщик
от 60 000 ₽/месяц
Добавить в избранное
ВИАЙПРО
Москва
Водный стадион
Коптево
Работа на координатно — фрезерном станке (раскрой листового материала) Multicam 1000 Series. Создание УП в программе ArtCam…
Скрыть
Токарь-универсал, токарь
от 90 000 ₽/месяц
Добавить в избранное
НПП ВакЭТО
Москва
Теплый Стан
Доступно для соискателей от 45+ лет
Изготовление деталей согласно чертежам на универсальных токарных станках.
 Соблюдение требуемой точности. Нарезка сложной резьбы
Соблюдение требуемой точности. Нарезка сложной резьбы
Способность нарезки трапецеидальной резьбы длиной метр. Опыт…Смотрят
1
человек
Скрыть
24 апреля
Оператор станка с ЧПУ (металлообработка)
от 60 000 ₽/месяц
Добавить в избранное
ДВ ЛЮКС
Москва
15 минутПражская
15 минутЮжная
Использование электромеханического оборудования (фрезерный станок) и измерительных инструментов. Работа на вертикальном обрабатывающем…
Умение работать с чертежами и 3D-моделями. Знание программ PowerMill…Смотрят
1
человек
Скрыть
24 апреля
Токарь
до 75 200 ₽/месяц
Добавить в избранное
«Черкизово»
Москва
Навыки работы на станках 16К20, 1М63.
 Приветствуется умение работы на фрезерных станках. Исполнительность, внимательность…
Приветствуется умение работы на фрезерных станках. Исполнительность, внимательность…
Рассматриваем … токарь, станочник, слесарь … МагнитСкрыть
24 апреля
Токарь-универсал
100 000 — 120 000 ₽/месяц
Добавить в избранное
Аэроэлектромаш
Москва
6 минутСавеловская
Работа на станках модели ИЖ250ИТП, 1К62. Пользоваться универсальным измерительным инструментом (микрометр, пассаметр, глубиномер…
Аккуратность, исполнительность. Аналогичный опыт работы от 2-х летСмотрят
1
человек
Скрыть
24 апреля
Токарь-универсал 5 разряда
75 000 ₽/месяц
Добавить в избранное
Термоинтех
Москва
Обработка жаропрочных металлов и сплавов, различных видов стали. Изготовление деталей согласно чертежам. Обработка деталей…
Скрыть
24 апреля
Оператор станков ЧПУ
от 75 000 ₽/месяц
Добавить в избранное
Энергоресурс
Москва
Кузьминки
Котельники
Выполнять установку и закрепление заготовки на станке с ЧПУ ( токарная, фрезерная группа станков).
 Изготовление деталей различной…
Изготовление деталей различной…
Опыт работы в аналогичной должности от года. Умение писать программы…Смотрят
1
человек
Скрыть
24 апреля
Оператор вертикально-фрезерного центра с ЧПУ по металлу
от 90 000 ₽/месяц
Добавить в избранное
Квантово-оптические системы
Москва
Обработка деталей на вертикально-фрезерном центре с ЧПУ, стойка «FANUC». Написание и отработка обрабатывающих…
Отличные навыки работы по профессии фрезеровщик на обрабатывающих центрах. Умение грамотно читать конструкторскую документациюСкрыть
24 апреля
Оператор фрезерного станка с ЧПУ
По договорённости
Добавить в избранное
НПО ТЕХНОАП
Москва
11 минутКалужская
Чертановская
Обслуживание многоцелевых станков с числовым программным управлением. Управление станком с программным управлением.
 Изготовление…
Изготовление…
Опыт работы на универсальном или ЧПУ фрезерных/токарных станках. Знание технологии и режимов обработки материалов…Смотрят
1
человек
Скрыть
Попробуйте уточнить запрос
Оператор-наладчик станков с ЧПУ
1234Дальше
Профессии Ростеха: наладчик станков
Фото: КАМАЗ
Госкорпорация Ростех объединяет сотни тысяч высококлассных профессионалов с большим опытом, уникальными навыками и компетенциями, которые используются в создании сложных научно-технологических проектов. На предприятиях Корпорации работают без малого 600 тыс. сотрудников, среди которых есть представители самых редких и необычных специальностей.
Но в этот раз наш рассказ о вполне распространенной профессии – наладчик. Во всяком случае, это слово многим на слух знакомо и никаких загадок, на первый взгляд, не таит. Правда, люди, далекие от техники, вряд ли смогут сразу сказать, чем конкретно занимаются, к примеру, наладчики станков. А ведь без них никакое предприятие не сможет работать.
Во всяком случае, это слово многим на слух знакомо и никаких загадок, на первый взгляд, не таит. Правда, люди, далекие от техники, вряд ли смогут сразу сказать, чем конкретно занимаются, к примеру, наладчики станков. А ведь без них никакое предприятие не сможет работать.
Сегодня у нас только девушки, и поэтому мы будем употреблять феминитив «наладчицы». Представительницы одной из самых мужских специальностей, наладчицы КАМАЗа, рассказывают о тонкостях управления станками. Ну и о том, как пришли в профессию.
Альфия Шайхутдинова, наладчик автоматических линий и агрегатных станков в цехе блоков 103-го завода двигателей – настоящий технарь и по призванию, и по способностям.
По первому образованию Альфия – специалист по разработке нефтяных и газовых месторождений. Закончила нефтяной колледж сразу по трем специальностям: оператор по добыче нефти и газа, оператор по поддержанию пластового давления 4-го разряда и оператор по исследованию скважин 4-го разряда. Но что делать, если в «нефтянке» слишком высока конкуренция и очень тяжело устроиться, особенно девушке? Главное, не изменять призванию, машинам и механизмам, решила Альфия.
Но что делать, если в «нефтянке» слишком высока конкуренция и очень тяжело устроиться, особенно девушке? Главное, не изменять призванию, машинам и механизмам, решила Альфия.
– Я с детства очень увлекалась всякими механизмами, постоянно находилась в гараже у отца, – рассказывает она.
Поэтому останавливаться и тем более сворачивать со своего пути Альфия не стала, а наоборот, решила пойти дальше и выше. В 2019-м девушка поступила в КНИТУ-КАИ на специальность «Конструкторско-технологическое обеспечение машиностроительных производств». И сразу после сдачи экзаменов устроилась работать на КАМАЗе. Как говорится, решила подкрепить теорию практикой. На заводе сообразительную и искренне увлеченную Альфию без внимания не оставили – обучили сначала профессии оператора автоматических линий, а затем и наладчика.
– На мне парк из пяти агрегатных станков: два станка токарной группы черновой обработки, один протяжной станок, токарный станок чистовой обработки и сверлильный станок. В моем понимании они максимально простые – не нужно управлять программой, все размеры держишь и контролируешь вручную, самостоятельно, – делится подробностями своей работы Альфия. – Я слежу за размером, делаю наладку-переналадку, если что-то выходит из-под контроля и надо оперативно решить эту проблему. Меняю инструменты и работаю с измерительными приборами.
В моем понимании они максимально простые – не нужно управлять программой, все размеры держишь и контролируешь вручную, самостоятельно, – делится подробностями своей работы Альфия. – Я слежу за размером, делаю наладку-переналадку, если что-то выходит из-под контроля и надо оперативно решить эту проблему. Меняю инструменты и работаю с измерительными приборами.
Конечно, не обошлось и без традиционного недоверия: справится ли молодая студентка с такой серьезной мужской работой?
– Бывало, слышала: «Да разве она сумеет?» Но я доказала, что могу справиться со всем! Люди постарше все-таки привыкли, что профессии строго делятся на мужские и женские, но молодежь уже знает, что в этом нет необходимости. Все зависит от желания – если хочешь что-то делать, то сделаешь, – уверена Альфия. – Знаете, мое кредо: работа должна предоставлять ту свободу, которую ты хотел получить. И КАМАЗ мне это дает.
Когда работа в радость, когда выбор специальности был по-настоящему свободный, движение вверх идет неуклонно..jpg) В мае этого года Альфия получила 5-й разряд, причем всего через год после присвоения 4-го. В иерархии ее профессии осталась последняя, высшая ступень. Но девушка не торопится: «Нужно сначала полноценно отработать по новому разряду. Посмотреть, что получается, а что нет, узнать как можно больше. А там видно будет».
В мае этого года Альфия получила 5-й разряд, причем всего через год после присвоения 4-го. В иерархии ее профессии осталась последняя, высшая ступень. Но девушка не торопится: «Нужно сначала полноценно отработать по новому разряду. Посмотреть, что получается, а что нет, узнать как можно больше. А там видно будет».
Совершенствование навыков в профессии наладчика нисколько не мешает большой мечте. Впрочем, она, конечно же, связана с техникой:
– Меня очень привлекает робототехника. Хочу попытаться выучить хотя бы один язык программирования и сконструировать своего собственного робота, – улыбается Альфия.
Следующая наша героиня – Светлана Казакова родом из Удмуртии, переехала в Набережные Челны вслед за мужем. В поисках стабильной работы пришла на КАМАЗ. Рабочая карьера Светы стартовала с должности оператора автоматических линий 3-го разряда цеха передних осей.
– Поначалу было непросто, конечно. Но я считаю, что в человеке должно быть упорство, стремление развиваться. Никогда не боялась пытаться освоить что-нибудь новое, даже сейчас с удовольствием помогаю «соседям» на других станках, учусь и с ними работать, – делится Света секретами успеха.
Но я считаю, что в человеке должно быть упорство, стремление развиваться. Никогда не боялась пытаться освоить что-нибудь новое, даже сейчас с удовольствием помогаю «соседям» на других станках, учусь и с ними работать, – делится Света секретами успеха.
Ее наставник, наладчик Фаяз Фархутдинов, отдает должное технической хватке Светланы и всегда поддерживает желание двигаться дальше. Наоборот, не дает засиживаться на одном месте, постоянно учит чему-то новому.
– Сначала мне удалось повысить разряд до 4-го, а с июля этого года я из оператора автоматических линий стала наладчиком 4-го разряда, – говорит Света.
Как и Альфия, Света очень довольна своей работой и намерена не останавливаться и достигнуть 6-го разряда.
– Уже пять лет здесь работаю и не жалела ни дня, – улыбается девушка. – Мне нравится темп и ритм работы, возможность постоянно учиться. Я такой человек – не люблю медлительность, сидячий образ жизни. Работа за станком как раз по мне, здесь постоянно в движении, обрабатываешь детали. И я вижу, что можно и расти, и развиваться – это очень важно.
Работа за станком как раз по мне, здесь постоянно в движении, обрабатываешь детали. И я вижу, что можно и расти, и развиваться – это очень важно.
Но сначала Светлана намерена детально разобраться во всех тонкостях своей нынешней работы. Дело это очень серьезное и ответственное, и, несмотря на солидный уже опыт, порой без помощи наставника не обойтись.
– Мы изготавливаем рычаг поворотного кулака для передних осей «КАМАЗа», – объясняет Света. – Сначала выгоняем деталь с линии на промежуточную обработку. Затем черновая и чистовая обработка на токарных станках, шлифовка, фрезеровка, сверловка и нарезание резьбы. Все делается с помощью станков. Я слежу за тем, чтобы работа шла правильно, меняю инструменты и выставляю необходимые размеры. Потом готовые рычаги промываются и отправляются на сборку ступицы.
Столько операций и запомнить непросто, а на практике, как известно, все сложнее, чем в теории. Чтобы освоить эту сложную технологическую цепочку, необходимы трудолюбие, терпение и стрессоустойчивость, уверена Светлана.
– Самое главное – желание работать. У тех, у кого оно есть, дело спорится. Человек должен приходить на работу с желанием что-то делать, обучаться чему-то новому, развиваться. Еще очень важен коллектив, мне с ним повезло. Мы всегда помогаем друг другу, я могу задать любой вопрос любому наладчику – никто не откажет.
Розу Сабирову – наладчицу станков и манипуляторов с программным управлением – 16 лет назад прямо со школьной скамьи привел на завод отец, Раиф Флюрович Исхаков, слесарь механосборочных работ. Дочь хотела работать, самостоятельно зарабатывать, а тут и вакансия подвернулась вполне себе «женская» – распределителя работ. Только вот на «женских» должностях Роза не усидела: сначала стала оператором токарного станка с ЧПУ, а после декрета, когда выяснилось, что в «токарке» операторов хватает, освоила и фрезерные станки.
Уже через несколько месяцев она стала многостаночницей, обслуживала и два, и три станка, а когда людей не хватало, и все четыре. Потом как-то мастер Сергей Савельев предложил ей выучиться на наладчицу.
Потом как-то мастер Сергей Савельев предложил ей выучиться на наладчицу.
– Это решение далось мне нелегко, – рассказывает Роза. – Если честно, я всегда боялась перехода на новую модель кронштейна или крестовины – вдруг пойдет что-то не так, – признается Роза. – Вся ответственность за возможный брак на тебе. Поначалу отнекивалась. А тут мальчишки, наладчики наши, подбадривают – не переживай, мы же рядом, всегда поможем. И я решилась. Нашла курсы наладчиков, три месяца занималась по вечерам, изучала программирование. Учиться я люблю, это интересно, но, когда приходит новая документация на детали, до сих пор волнуюсь, – смущенно улыбается молодая наладчица. – Иногда прошу кого-нибудь из ребят постоять рядом, проследить, все ли я правильно делаю. Деталь в порядке – и на душе радость, все получилось!
– Это все женское кокетство, – уверен мастер Савельев. – Роза с лёту все знания схватывает, она профессию наладчика освоила, еще будучи оператором, надо было пройти курс, чтобы теорию подтянуть и получить документ, удостоверяющий ее право работать по новой профессии.
Наладчики на производстве всегда требуются, но не каждая женщина решается освоить эту профессию. Больше всего и претенденток, и окружающих мужчин-специалистов волнует, а справится ли женщина с электронным оборудованием. Но наши героини в себе уверены, главное – постоянно учиться, постоянно совершенствоваться, повышать квалификацию – и все будет по плечу. Это, кстати, универсальное правило и для начинающего, и для опытного наладчика, независимо от пола и возраста.Настройка станка
Станок
Регулировкастатьи из
Журнал машиностроения
перепечатан
Линдсей Публикации Инк.Другая коллекция
коротких, но милых статей из послевоенных выпусков журнала Machinery
по станкам и их испытаниям и наладке.Ты первый
получите интересную статью о новых токарных станках Drummond. Вам не только говорят
какие конструктивные особенности делают их уникальными, но вы поняли логику
от размера и формы седла, задней бабки и клиньев до максимальной прочности
и жесткость. Вы получаете ценные идеи в конструкции токарного станка. Затем приходят фотографии
Вы получаете ценные идеи в конструкции токарного станка. Затем приходят фотографии
различных тестов, проводимых на токарном станке, прежде чем он сможет уйти
фабрика.Далее из
«Июль 1919 года» — увлекательная статья, рассказывающая британским машиностроителям о том, как они
могли взять свои токарные станки, которые были почти изношены от токарной артиллерии времен Первой мировой войны.
снарядов двадцать четыре часа в сутки и восстановить их до заводской точности и получить
лет больше жизни от них. Здесь вы научитесь делать пробные замеры,
и как рассчитать, сколько металла нужно соскоблить с какой части
передняя бабка и седло, чтобы повернуть шпиндель для выравнивания или опустить
это, чтобы выровнять заднюю бабку или что-то еще, что может понадобиться. Вы получаете
примеры расчетов и невероятные советы по восстановлению токарного станка
к точности. Одна эта статья стоит цены всего
буклет.
Тогда вы получите
длинная статья из двух частей о подшипниках для токарных станков. Теперь это не про мяч
или роликовые подшипники. Речь идет о старых бронзовых, латунных и даже стальных втулках.
и рукава. Эти простые, но точные подшипники работали на масляной пленке, зажатой
между втулкой и шпинделем. Очень простые устройства, но невероятная производительность
было возможно. В токарном станке Gingery используются бронзовые подшипники, и у вас может
старый токарный станок, который их использует. Вы получаете десятки рисунков различных видов
подшипники, используемые в передних бабках токарных станков, фрезерных станках, шлифовальных станках и т. д. и почему
они были спроектированы так, как они были. Вы получите ценные советы о том, почему один тип
подшипника был лучше, чем другой. Они могут обеспечить годы точной работы
при условии, что они правильно смазаны и отрегулированы.Наконец
короткая статья перенесет вас на фабрику Pratt & Whitney, чтобы увидеть токарные станки
проверяемые винты. Это отличные статьи. Если вы планируете построить токарный станок,
Это отличные статьи. Если вы планируете построить токарный станок,
или восстановить один, то эти навыки вам обязательно пригодятся. Даже если ты никогда
используйте информацию, представленную здесь, вы узнаете много нового о практической машине
конструкция инструмента. Отличное чтение! Много веселья для машинного ореха. Получить один!
Буклет 5 1/2 x 8 1/2 47 страниц
№
22810Регулятор инструмента C6226 | Инструмент GoldStar
https://www.goldstartool.com/
ТОЛЬКО 99¢ ДОСТАВКА В США НА ВСЕ НАШИ ТОВАРЫ
Позвоните нам: 1.800.868.4419 / 1.213.623.8805
Регулятор инструмента C6226
Артикул: C6226
Вес: 0,05 фунта
Поставщик: GoldStar
Наша цена:
$14,99
Рыночная цена: $28,75
Экономия: $13,76 за единицу
Продано
Пожалуйста, введите количество хотя бы одного товара
Количество недоступно.

Фрезерно обрезной станок: Фрезерно отрезной станок: принцип работы
Комбинированный круглопильно-фрезерный станок KPSN-300A | Griggio Centre
Перейти к содержанию
Москва, ул.Флотская, д.5, корпус «А», оф.608+7 (495) 544 54 [email protected]
Пн — Пт: 9-18
Технические характеристики
Преимущества станка
- Комбинированные фрезерно-круглопильно-фуговально-рейсмусовые станки KPSN (Ройек, Чехия) интересны своими широкими возможностями при обработке всех типов дерева и древесных материалов. Фрезерная обработка и пиление круглыми пилами необходимы на каждом деревообрабатывающем производстве, также как и фугование базовой поверхности плюс рейсмусование в размер по толщине. Совмещение этих операций на одном станке – очень удобно для небольших цехов.
- Фактически комбинированный пятиоперационный станок KPSN состоит из двух двухоперационных станков, объединенных общей станиной. Это фрезерно-круглопильный KPFN300A и фуговально-рейсмусные MSP315 или MSP415 (в зависимости от ширины обработки на фуганке и рейсмусе).
- Как мы выяснили, чешский KPSN имеет тяжелую станину, приличные диаметры пил, работает фрезами большой массы и диаметра, имеет форматную каретку длиной до 3200 мм, приводы оснащены мощными отдельными двигателями, длинные базовые литые столы фуганка и рейсмуса… Полноценный деревообрабатывающий станок.
- Один круглопильно-фрезерно-фуговально-рейсмусовый станок дешевле, чем отдельный импортный круглопильно-фрезерный станок по дереву (например, чешский KPFN300A) и отдельный импортный фуговально-рейсмусовый станок (например, MSP315). Подумайте, собираясь купить форматно-обрезной станок с фрезером, можно чуть доплатить и получить помимо циркулярки с фрезером еще и фуганок с рейсмусом.
Описание
Комбинированный пятиоперационный круглопильно-фрезерно-фуговально-рейсмусовый станок KPSN300A предназначен для всех основных операций в деревообработке. Во-первых, это раскрой погонажных (доски, брусья, планки, балки) и полноформатных плитных материалов (ДСтП, ЛДСП, МДФ, ДВП, ХДФ, орголит, текстолит, плиты с сотовым наполнителем, мебельный щит) при помощи основной и подрезной пил.
 Во-вторых, фрезерование различных профильных поверхностей насадными фрезами: профилирование погонажа, изготовление шиповых соединений, получение профилей и обгонка деталей по периметру. Также на чешском станке KPSN возможна работа концевыми фрезами: обгонка по периметру, изготовление паза под заднюю стенку, снятие свесов по пласти и т.д. В-третьих, фугование плоской поверхности заготовок из массива с целью создания базы для дальнейшей обработки досок, брусков, мебельного щита и т.д. В-четвертых, формирование финишной толщины брусковых и плоскостных заготовок рейсмусованием. В качестве опционального оборудования возможна установка сверлильно-пазовальной приставки VDA315L. Эта долбежка позволит получать отверстия (глухие или сквозные) и цилиндрические пазы.
Во-вторых, фрезерование различных профильных поверхностей насадными фрезами: профилирование погонажа, изготовление шиповых соединений, получение профилей и обгонка деталей по периметру. Также на чешском станке KPSN возможна работа концевыми фрезами: обгонка по периметру, изготовление паза под заднюю стенку, снятие свесов по пласти и т.д. В-третьих, фугование плоской поверхности заготовок из массива с целью создания базы для дальнейшей обработки досок, брусков, мебельного щита и т.д. В-четвертых, формирование финишной толщины брусковых и плоскостных заготовок рейсмусованием. В качестве опционального оборудования возможна установка сверлильно-пазовальной приставки VDA315L. Эта долбежка позволит получать отверстия (глухие или сквозные) и цилиндрические пазы.Опции
- При работе в режиме круглопильного (форматно-раскроечного станка) можно увеличить расстояние до упорной линейки. И сделать упор не на 800 мм (как у станка KPSN300A), а на 1500 мм. Полезно при работе с полноформатными листами МДФ или ЛДСП.

- Малая угловая линейка, устанавливаемая в пазы форматно-обрезного стола, позволит быстрее и удобнее пилить маленькие и угловые заготовки (различные полочки в кухонной мебели, например).
- Различные опорные линейки и столики на столе форматно-обрезного круглопильного узла станка KPFN300A будут полезны опытным и понимающим толк производителям мебели.
- По фрезерному узлу чешских деревообрабатывающих станков KPSN300A и KPSN400A тоже есть много полезных опций: от специализированного шипорезного кожуха, оборудования для работы с короткими заготовками, специального шпинделя под цанговый зажим концевых фрез с увеличенной скоростью вращения до 10 тысяч оборотов в минуту, различных диаметров шпинделя (от 30 до 50 мм), до сменной конструкции шпинделя.
- Узел фугования и рейсмусования станков KPSN можно дооснастить роликами на входе и выходе рейсмусового стола, ножевым валом типа TERSA-MBM, устройством для выставления ножей. А на модели KPSN400A также доступны ролики внутри самого рейсмусового стола и механизм подачи заготовок в рейсмус с двумя скоростями (на выбор).

- Вообще, комбинированный станок KPSN вобрал в себя все лучшие возможности двухоперационных станков KPFN300A (циркулярка + фрезер) и MSP (фуганок + рейсмус). Каждый столяр найдет для себя много интересного.
- Для столярных мастерских, не имеющих трехфазную электрическую сеть 380В, комбинированный станок KPSN может иметь электродвигатель 2,2 кВт для однофазной сети 220В.
- Сверлильно-пазовальная приставка VDA315L фактически превращает комбинированный станок KPSN в деревообрабатывающий центр. К самой пазовальной приставке можно установить револьверный патрон с заранее установленными межосевыми расстояниями в 16/22/32/38 мм и угловую линейку с собственной шкалой нониуса.
- Вопросы по станку
- Вопросы по запчастям на станок
Вопросы по станку
Контактные данные:
Ваше имя *
Электронная почта *
Телефон *
Город
Станок (выбрать)
SSD-400
Ваше сообщение
Вопросы по запчастям на станок
Вверх
Принципиальные схемы обрезных станков
Лесопильные предприятия нашей страны оснащены обрезными станками Ц2Д-5А, Ц2Д-7А, ЦЗД-7, Ц4Д-4 и ЦЗД-7ф.
 На некоторых предприятиях установлены обрезные станки зарубежных фирм «Содерхамнс» (Тор), «Кархула» (8Н), «Дри» (KT-41I) и др.
На некоторых предприятиях установлены обрезные станки зарубежных фирм «Содерхамнс» (Тор), «Кархула» (8Н), «Дри» (KT-41I) и др.Для двусторонней продольной обрезки кромок у необрезных досок применяют двухпильные обрезные станки Ц2Д-5А и Ц2Д-7. Трехпильный обрезной ЦЗД-7 и четырехпильный Ц4Д-4 станки используют для продольной параллельной распиловки широких необрезных пиломатериалов на две (ЦЗД-7) или три (Ц4Д-4) доски с одновременной обрезкой кромок. Для фрезерования кромок необрезных пиломатериалов применяют фрезерно-обрезной станок ЦЗД-7ф, который при необходимости может также производить продольную распиловку широких досок на две доски.
В результате обработки пиломатериалов на обрезных станках получаются чистообрезные доски с прямоугольным сечением.
Станки Ц2Д-7А, Ц4Д-4 и ЦЗД-7ф представляют собой унифицированную гамму. Не унифицирован станок Ц2Д-5А. Унифицированные станки имеют сварную станину, механизмы резания, подачи, управления перемещением пил, привода, ногтевой защиты, гидросистемы, пульта управления и электрошкафа.

Станки унифицированной гаммы обладают следующими отличительными особенностями. Механизмы подачи на всех станках имеют закрытые зубчатые передачи, работающие в масляных ваннах, рассчитанные на долголетний срок службы. Конструкция подающих вальцов позволяет осуществлять их быструю замену или ремонт без значительной разборки станка.
С целью обеспечения автоматического подъема верхних подающих вальцов предусмотрено устройство, срабатывающее при входе материала в зону передней когтевой завесы. Автоматический подъем вальцов обеспечивает плавный заход подаваемого материала и исключает разворот сориентированной доски независимо от состояния торца (косорез, неоторцованный и т. д.).
Станки оборудованы быстродействующими тормозами, которые крепятся с помошью крепежей, которые производятся на заводе по производству метизов, установленными на приводах пильных валов, когтевыми завесами, расположенными в передней и задней частях станка, и необходимыми блокировками, исключающими пуск станка при незакрытом ограждении и поднятой когтевой завесе.

При необходимости обрезные станки ЦЗД-7 и Ц4Д-4 могут быть трансформированы: первый — в двухпильный, а второй — в трехпильный станки без длительной остановки их.
Фрезерование необрезных кромок досок с получением технологической щепы на станке ЦЗД-7ф осуществляется фрезами, расположенными совместно с зачистными круглыми пилами, зачищающими поверхность кромок досок.
Установка подвижных пил (фрез у ЦЗД-7ф) на требуемый размер производится от гидросистемы с пульта управления. Станки Ц2Д-5А, Ц2Д-7, ЦЗД-7ф комплектуют впередистаночными роликовыми конвейерами (столами) ВЦ2Д-7, ВЦ4Д-4 и позадистаночными рейкоотделительными устройствами РЦ2Д-7, РЦЗД-7 и РЦ4Д-4.
На лесопильных предприятиях нашей страны широкое распространение получили двухпильные обрезные станки Ц2Д-5А с гидрофицированным перемещением подвижной пилы. Общий вид станка Ц2Д-5А и приведена его кинематическая схема. Эти станки серийно выпускает Вологодский станкозавод; они предназначены для двусторонней параллельной обрезки необрезных досок с целью получения чистообрезных пиломатериалов прямоугольного поперечного сечения.

ПОХОЖИЕ СТАТЬИ:
Опубликовано: 25.07.2011 Просмотрено: 1,654 разSawyer Showcase: God’s Country Live Edge Wood Milling
Витрина Сойера:
Когда прошлым летом Карл вышел на пенсию, он стал проводить больше времени с теми, кого любит, в том числе со своей переносной пилорамой HM126. Он начал фрезеровать овалы и круги, которые решил опубликовать на Facebook Marketplace. Их любили люди, особенно невесты. Они сделали красивые свадебные украшения и приветственные знаки. По мере того, как раунды становились все более популярными, он брался за более крупные проекты.
Один был для Ассоциации радужных маршрутов, некоммерческой организации, которая поощряет жителей Садбери быть более здоровыми и общаться с природой, продвигая местные городские тропы. Прогулка по радужным корням Садбери использовала 250 его меньших раундов в качестве медалей для участников, прошедших 30-километровый поход.
 Карл всегда рад поддержать доброе дело. Затем к нему обратились местные школы с просьбой пожертвовать маленькие круги, сделанные из ясеня, чтобы они раскрасили их на День Благодарения. Детям было очень весело делать на них отпечатки рук. Его любовь и поддержка сообщества также позволили ему получить приглашение на выставку Sudbury Home Show в этом году.
Карл всегда рад поддержать доброе дело. Затем к нему обратились местные школы с просьбой пожертвовать маленькие круги, сделанные из ясеня, чтобы они раскрасили их на День Благодарения. Детям было очень весело делать на них отпечатки рук. Его любовь и поддержка сообщества также позволили ему получить приглашение на выставку Sudbury Home Show в этом году.Несмотря на то, что Карл по-прежнему считает фрезерование своим хобби, у Карла много клиентов, заинтересованных в его работе. Друг обратился к Карлу и предложил сделать логотип для его мельницы, поэтому он придумал название «God’s Country Live Edge Wood Milling». Карл фрезерует одни из самых красивых плит с живой кромкой, которые вы когда-либо видели, и у него всегда есть большой выбор пиломатериалов для своих клиентов. Когда он вложил средства в точилку и зубоустановку Woodland Mills, чтобы обновить свои лезвия, пильщики со всего мира начали просить его заточить и настроить их лезвия. Восстановление лезвий стало популярной услугой, которую он может предложить своим коллегам-пилочникам.

Карл работает из своего дома в Северном Онтарио. Возможно, у него не самый большой двор, но он, безусловно, использует все пространство, которое у него есть. Трудно пройти мимо его дома, не заметив, что Карл страстно любит фрезеровать дерево. Повсюду в его собственности аккуратные груды пиломатериалов. Он построил убежище, где стоит его HM126, прекрасно обслуживаемое и регулярно убираемое. Рядом с мельницей, прислоненной к стенам его гаража, стоит постоянно меняющийся ассортимент великолепных плит с живой кромкой. Одно можно сказать наверняка, у Карла всегда есть что посмотреть.
Карл не любит расточительства. Он делает все возможное, чтобы использовать каждый кусочек бревен, которые он обрабатывает. Некоторые из оставшихся произведений откладываются для того, чтобы местные художники могли бесплатно их подобрать. Детали со слишком большой текстурой или отверстиями идеально подходят для его приятелей-полицейских, которым нравится заниматься заливкой смолы в качестве времяпрепровождения — хобби, Карл уверен, что однажды он этим займется.
 Некоторые из оставшихся кусков от резки плит с живой кромкой довольно малы. Карл использует их для изготовления досок для колбасных изделий различных форм и стилей, чтобы раздавать их друзьям и семье, иногда даже добавляя бесплатную доску к заказу клиента.
Некоторые из оставшихся кусков от резки плит с живой кромкой довольно малы. Карл использует их для изготовления досок для колбасных изделий различных форм и стилей, чтобы раздавать их друзьям и семье, иногда даже добавляя бесплатную доску к заказу клиента.Учитывая то количество бревен, которое перемалывает Карл, ему нужен постоянный запас бревен. Ему посчастливилось иметь красивый участок площадью 100 акров на острове Манитулин, где у него есть выбор из тысяч деревьев. На данный момент его HM126 идеально подходит для работы с бревнами, которые он фрезерует, но однажды он надеется добавить в свой арсенал HM130MAX.
Карл не только распиливает пиломатериалы на продажу, но и делает пиломатериалы для своих собственных проектов. Прямо сейчас он и его жена строят автономный домик на своей территории острова Манитулин, чуть более чем в 2 часах езды от дома. Эти двое хотели хижину, где они могли бы проводить отпуск и выходные, живя простой жизнью. Карлу не нравилась идея платить за гидроэлектростанцию, но было бы удобно иметь электричество на участке, когда появятся внуки.
 Решения? Солнечные генераторы для питания всего салона. Он построил надворную постройку и душ на открытом воздухе, обогреваемый ямой для костра, для этих существ. На территории есть 2 природных источника, из которых он может брать воду. Кабина подготовлена к зиме, хотя Карлу не привыкать к холоду, часто ловящемуся на езде при отрицательных температурах.
Решения? Солнечные генераторы для питания всего салона. Он построил надворную постройку и душ на открытом воздухе, обогреваемый ямой для костра, для этих существ. На территории есть 2 природных источника, из которых он может брать воду. Кабина подготовлена к зиме, хотя Карлу не привыкать к холоду, часто ловящемуся на езде при отрицательных температурах.Внутри уютной хижины находится красивый лофт с перилами из кедра и обшивкой из белой сосны на стенах спальни. Вся древесина поступает из его собственности и обрабатывается на HM126.
Карлу удалось добиться большого успеха благодаря своей мельнице. Не только со своей семьей, но и с обществом, а также с клиентами, которые с любовью называют его по прозвищу «Карлос Амейгос». Он всегда готов помочь, чем может, давая советы и советы всем, кто спрашивает. Окружающим видно, что он любит то, чем занимается. Спасибо, что поделились своей историей, Карл!
Edge Technology 29-000 | Органайзер для фрезерных станков для режущих и измерительных инструментов
Краевые технологии
$33,95
22,65 доллара США
(Вы экономите $11,30)
Текущий запас:
3Количество:
- Корабли:
- В тот же рабочий день, если заказ сделан до 12:30 по тихоокеанскому времени
- Марка:
- Краевая технология
- Корабли:
- В тот же рабочий день, если заказ сделан до 12:30 по тихоокеанскому времени
- Снято с производства:
- Артикул:
- 55001571
- СКП:
- Вес:
- 0,90 фунта
- Доставка:
- Рассчитывается на кассе
- Функции
- Отзывы
Органайзер Mill от Edge Technology обеспечивает надежное место для хранения инструментов и контрольного оборудования на передней части стола фрезерного станка.

Станок лазерной сварки металла: Лазерная сварка купить ручной аппарат по металлу для дома и производства
Оптоволоконный лазерный станок 3 в 1 для сварки, чистки и резки металла LCW-1500/Raycus G.Weike (Китай)
Данное оборудование является новейшей интегрированной системой «три в одном», которая поддерживает лазерную сварку, лазерную очистку и лазерную резку металла в ручном режиме.
Рабочий режим можно свободно переключать в соответствии с различными сценариями применения.
Разработан на основе ручных сварочных аппаратов, обладает высокой надежностью и стабильностью. Оснащен механизмом подачи проволоки и водяным чиллером.
Применение
Используются при производстве кухонной утвари, сантехники, бытовой техники, металлической мебели, окон и дверей, автозапчастей, в рекламном производстве и во многих других сферах.
Особенности конструкции
Лазерный источник Raycus
Серия волоконно-оптических лазеров третьего поколения с одним модулем. Бренд №1 в Китае. Запатентованная конструкция для бесперебойной работы и легкого обслуживания.
Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов.Голова Au3tech для лазерной чистки
Голова Au3tech для лазерной сварки
Голова Au3tech для лазерной резки
Система управления Au3tech
Удобный сенсорный экран, легкое и быстрое нажатие и установка параметров, функции определения неисправностей в режиме реального времени, обратная связь и сигнализация.
Существует библиотека параметров процессов, которая может обеспечить быстрое запоминание и хранение рабочих параметров.
Пульт дистанционного управления для удобной настройки параметров. Экономьте времени и усилий, простота в эксплуатации.Устройство подачи проволоки
Система подачи проволоки отвечает за стабильную подачу проволоки во время сварки.
 Двухтактный механизм подачи проволоки используется для обеспечения хорошего выравнивания проволоки и стабильной скорости подачи проволоки. Если требуется предварительный нагрев, добавляется источник питания нагревающий проволоку. Применяется для аргонодуговой сварки, лазерной сварки, плазменной сварки. Имеет легкую конструкцию, положение угла подачи проволоки можно регулировать.
Двухтактный механизм подачи проволоки используется для обеспечения хорошего выравнивания проволоки и стабильной скорости подачи проволоки. Если требуется предварительный нагрев, добавляется источник питания нагревающий проволоку. Применяется для аргонодуговой сварки, лазерной сварки, плазменной сварки. Имеет легкую конструкцию, положение угла подачи проволоки можно регулировать.Водяной чиллер
Система охлаждения с двойным фреоновым контуром, обеспечивает постоянное поддержание оптимально-рабочей температуры иттербиевого источника в заданном эксплуатационном диапазоне.
Сварка. Таблица зависимости толщины заготовки от вида материала и выходной мощности волоконного лазера
Материал Толщина металла, мм 1000Вт 1500Вт 2000Вт Глубина расплава, мм Выходная мощность, % Глубина расплава, мм Выходная мощность, % Глубина расплава, мм Выходная мощность, % Нержавеющая сталь 0,6 0,2 16 0,3 15 0,3 10 0,8 0,2 20 0,3 20 0,4 15 1,0 0,3 25 0,5 25 0,5 20 1,2 0,3 30 0,5 30 0,6 25 1,8 0,3 40 0,7 40 0,8 35 2,5 0,5 40-45 0,8 40-45 1,0 35-45 3,0 0,7 60 1,2 60 1,4 50 5,0 1,5 70-80 2,1 70-80 6,0 2,5 80-90 7,0 3,0 80-90 Алюминий, медь 0,5 0,3 70-80 0,3 70-80 0,4 60-80 1,0 0,5 80-90 0,5 80-90 0,8 80-90 1,5 0,6 85-95 0,6 80-90 0,8 80-90 2,0 0,8 85-95 1,0 85-95 4,0 2,0 90-100 Чистка.
 Параметры очистки в зависимости от мощности лазерного источника
Параметры очистки в зависимости от мощности лазерного источникаХарактеристики лазерного источника Объект очистки Толщина очистки Скорость очистки Ширина линии очистки Количество проходов Производит-ть RFL-1000
оксидный слой ≤25 Нм 8 мм/с 50 мм 1 1,4 м²/ч ≤50 Нм 15 мм/с 50 мм 4 0,67 м²/ч ≤75 Нм 15 мм/с 50 мм 8 0,34 м²/ч ржавчина ≤30 Нм 25 мм/с 50 мм 1 4,5 м²/ч ≤60 Нм 20 мм/с 50 мм 1 3,6 м²/ч ≤100 Нм 10 мм/с 50 мм 1 1,8 м²/ч масляная краска, гальваническое покрытие ≤200 Нм 10 мм/с 90 мм 5 0,65 м²/ч ≤400 Нм 10 мм/с 90 мм 8 0,4 м²/ч ≤600 Нм 10 мм/с 90 мм 10 0,32 м²/ч RFL-2000
оксидный слой ≤25 Нм 15 мм/с 50 мм 1 2,7 м²/ч ≤50 Нм 15 мм/с 50 мм 3 0,9 м²/ч ≤75 Нм 15 мм/с 50 мм 5 0,54 м²/ч ржавчина ≤30 Нм 50 мм/с 50 мм 1 9 м²/ч ≤60 Нм 35 мм/с 50 мм 1 6,3 м²/ч ≤100 Нм 20 мм/с 40 мм 1 2,88 м²/ч масляная краска, гальваническое покрытие ≤200 Нм 10 мм/с 90 мм 3 1,08 м²/ч ≤400 Нм 10 мм/с 90 мм 5 0,65 м²/ч ≤600 Нм 10 мм/с 90 мм 6 0,54 м²/ч ≤800 Нм 10 мм/с 90 мм 7 0,46 м²/ч ≤1000 Нм 10 мм/с 90 мм 8 0,4 м²/ч ≤1200 Нм 10 мм/с 90 мм 9 0,36 м²/ч Получаемые изделия
Сварка
Чистка
Очистка от масла
Очистка от краски
Лазерная чистка пыли
Удаление оксидного слоя
Очистка от ржавчины
Удаление ржавчины
Удаление ржавчины
Чистка винтов
Преимущества
Оптоволоконная лазерная сварка
Оптоволоконная лазерная чистка
✓ Сварной шов гладкий и красивый.
Отсутствует деформация поверхности, не требует последующего шлифования, отсутствует необходимость чистовой обработки сварного шва.
✓ Отсутствие образований токсичных веществ во время работы.
Процесс абсолютно безопасен и не производит негативное воздействие на человеческий организм.
✓ Равномерность сварки.
Достигается равномерным распределением точечной энергии лазерного сварочного аппарата.
✓ Отсутствие шума.
Особая технология лазерной очистки ограничивает появление звуковых шумов, в то время как механический способ отличается большей громкостью и причиняет весомый дискомфорт.
✓ Высокая скорость сварки.
Скорость лазерной сварки в 2-10 раз выше, чем скорость традиционной сварки.
✓ Высокая эффективность и качественная обработка нужного изделия.
Остальные способы удаления ржавчины и коррозии не дают такого хорошего результата.
 При чистке лазером пользователь не контролирует качество процедуры, поэтому возможность допущения ошибки исключается.
При чистке лазером пользователь не контролирует качество процедуры, поэтому возможность допущения ошибки исключается.✓ Простота эксплуатации.
Гибкий ручной режим работы легок в освоении, не требует специального обучения. С помощью ручного пистолета можно сваривать длинные отрезки (отсутствует ограничение длины сварки длиной рабочего поля). Возможность сваривать труднодоступные зоны и осуществлять сварку под любым углом.
✓ Простота в эксплуатации.
Установка сама определяет оптимальный рабочий режим при автоматической работе. Также есть возможность ввода информации вручную. Для этого корпус устройства укомплектован специальным пультом и дисплеем.
✓ Универсальность.
Гибкие настройки позволяют производить шовную и точечную сварку.
✓ Режим работы.
Лазерная очистка металла может проводиться в ручном режиме с пультом дистанционного управления.
✓ Экономия в обслуживании.

Отсутствие расходных материалов, низкое электропотребление, стабильность работы и длительный срок службы снизят затраты на обслуживание.
✓ Безопасность для зрения.
Аппараты оснащены защитным кожухом. Необходимо работать в защитных очках.
✓ Экологичность.
Надежная и экологически чистая технология без загрязнения окружающей среды.
✓ Компактность.
Легкий вес и компактность позволяют использовать установку в любых производственных условиях.
✓ Устойчивость к коррозии и высокая термостойкость. Производитель: G.Weike
Родина бренда: Китай
Мощность лазера 1500 Вт Лазерный источник Raycus Длина волны 1064 Нм Срок службы 100 000 моточасов Время непрерывной работы 24 часа Глубина сварки 0,5-3 мм Ширина чистки за проход 0-80 мм Фокусная высота чистки 600 мм Длина волокна 10 метров Скорость 0-120 мм/сек Напряжение 220В Потребляемая мощность 12 кВт Система управления ЧПУ Система охлаждения Водяной чиллер Рабочая температура 15-35 ℃ Рабочая влажность Габаритные размеры 1150х600х800 мм Вес 220 кг Аппарат для лазерной сварки металлов PB300CE с чпу
Следует разъяснить, что PB300CE является источником лазерного излучения и для полноценности конструкции необходима комплектация автоматизированным рабочим столом (манипулятор изделия).
 Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.Генератор изготавливается в строгом соответствие с европейскими стандартами.
Характеристика продукта
Аппарат для сварки металлов PB300CE относится к группе лазеров, активной средой которых является алюмоиттриевый гранат легированный неодимом, а в качестве генерации среды выступают ксеноновые лампы.
Основными элементами конструкции являются: Nd:YAG резонатор, волоконно-оптическая система передачи лазерного излучения, PFCS система управления мощностью лазера с обратной связью в режиме реального времени, источник питания лазера HPP700ACE и система охлаждения.

Керамический моноблок резонатора с несколькими лампами накачки способен генерировать излучение с выходной мощностью 300 Вт и пиковой мощностью 6 кВт.
Преимущества
- Широкий набор регулируемых технологических параметров лазера в широком диапазоне позволяет обрабатывать большое количество сталей и сплавов, различной толщины;
- Качество и стабильность излучения;
- Реализация процесса сварки, как на воздухе, так и в атмосфере инертных газов;
- Возможно выполнение таких технологических операций, как закалка различных материалов, легирование и наплавка;
- Возможность комплектации с различными манипуляторами изделия;
- Сертификат CE
Сфера применения
Из материалов следует отметить возможность работы с конструкционными сталями, алюминиевыми и медными сплавами, магниевыми и титановыми сплавами.
Технические данные
Тип лазера YAG Длина волны излучения 1064 нм Макс.  выходная мощность
выходная мощность300 Вт Макс. энергия в импульсе 6 Дж/мс Ширина импульса 0.1-50 мс Частота след. импульсов 1-200 Гц Кол-во форм импульсов 50 групп Кол-во волоконных выходов ≤4 Метод разделения излучения По времени или энергии Диаметр жилы волокна 0.6 мм Тип обратной связи Обр. связь по мощности Охлаждение Водяное Потребляемая мощность 16 кВт Электропитание 380 В Вес 500 кг Габариты (ДxШxВ, мм) 1480x610x1100 Пришло время ручной лазерной сварки в металлообработке
Достижения в области лазерной сварки сделали ручную лазерную сварку доступной для бизнеса способами, которые раньше были невозможны.
 Сварщики, использующие ручные лазерные сварочные аппараты, должны соблюдать процедуры и рекомендации по технике безопасности, такие как ношение негорючей одежды, одежды с длинными рукавами и сварочной одежды. IPG Photonics
Сварщики, использующие ручные лазерные сварочные аппараты, должны соблюдать процедуры и рекомендации по технике безопасности, такие как ношение негорючей одежды, одежды с длинными рукавами и сварочной одежды. IPG Photonics В течение многих лет производители в отрасли использовали традиционные методы сварки, такие как MIG или TIG. Но попутно эти традиционные методы создали ограничения.
Сварка TIG, например, представляет собой трудоемкий метод сварки двумя руками, для которого требуется опытный высококвалифицированный оператор. Он генерирует сильное тепло, которое деформирует тонкие материалы, затрудняет сварку меди и ограничено при сварке металлов различной толщины.
Между тем, для сварки MIG требуется расходуемая проволока, предварительная очистка материала и скошенные стыки для сварки с полным проплавлением толстых материалов. Углы перемещения и работы ограничены, а вертикальное положение может быть затруднительным.
Поскольку отрасль постоянно меняется, производители ищут новые способы оставаться конкурентоспособными.
 Они пришли к выводу, что для этого требуется снижение затрат, повышение эффективности и воспроизводимое качество деталей. Есть и новая задача: дать возможность новым сварщикам работать продуктивно и своевременно, не жертвуя при этом качеством. Американское общество сварщиков указывает, что к 2023 году в США будет дефицит квалифицированных сварщиков, составляющий 375 000 человек. чем сварка MIG и TIG, для повышения производительности и точности.
Они пришли к выводу, что для этого требуется снижение затрат, повышение эффективности и воспроизводимое качество деталей. Есть и новая задача: дать возможность новым сварщикам работать продуктивно и своевременно, не жертвуя при этом качеством. Американское общество сварщиков указывает, что к 2023 году в США будет дефицит квалифицированных сварщиков, составляющий 375 000 человек. чем сварка MIG и TIG, для повышения производительности и точности.Каковы преимущества лазерной сварки?
В течение многих лет лазеры рассматривались скорее как научные инструменты, чем как промышленные инструменты, в основном из-за традиционного использования оптических элементов и зеркал, требующих тщательного выравнивания и обращения.
В 1990-х годах компания IPG Photonics впервые представила на рынке волоконные лазеры для промышленного применения. Эти лазерные источники являются полностью твердотельными. Простота волоконного лазера объясняет его эффективность, компактность, надежность и низкую стоимость, которые обеспечивают его успех в промышленных применениях.
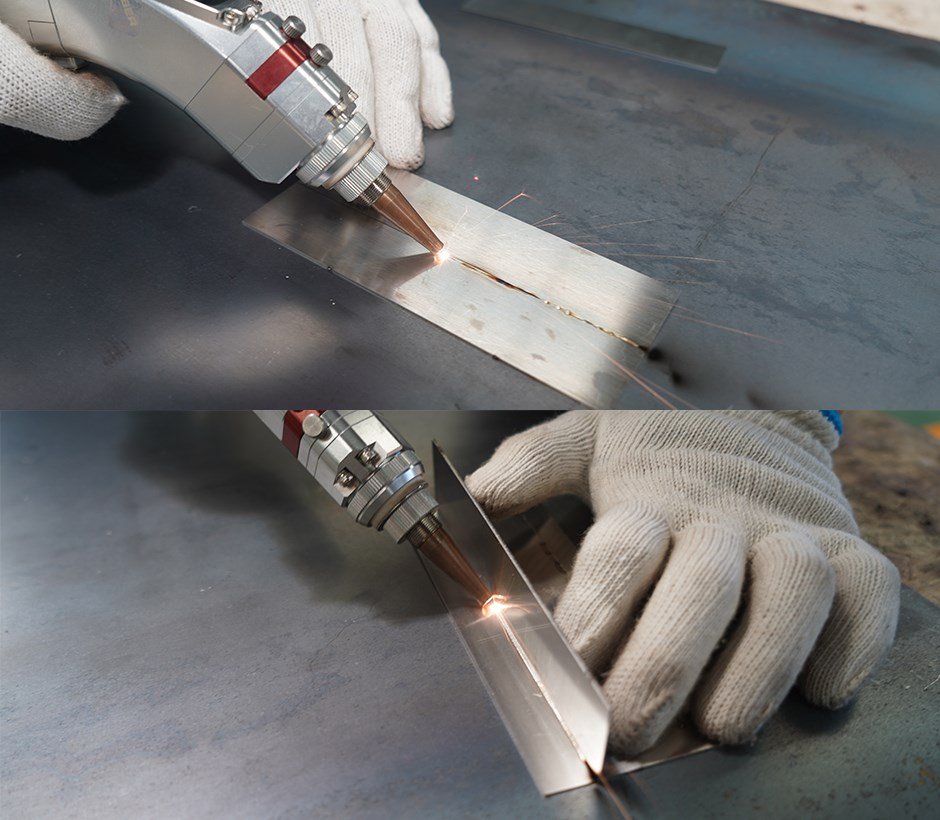 По сравнению с устаревшими лазерными системами волоконная технология обеспечивает более высокую выходную мощность и качественный луч при меньших затратах и минимальном техническом обслуживании.
По сравнению с устаревшими лазерными системами волоконная технология обеспечивает более высокую выходную мощность и качественный луч при меньших затратах и минимальном техническом обслуживании.Совершенствование лазерной технологии сделало лазерную сварку все более популярной технологией в отраслях, где важны высокая прочность сварного шва и стабильное качество сварки. Качество и яркость света волоконного лазера точно регулируют тепловложение материала, что позволяет сваривать тонкие материалы. Лазеры не ограничиваются только сталями; они также могут сваривать алюминий и медь. Даже биметаллическая сварка является практической реальностью.
Оптоволоконная технология упрощает технологию доставки луча, открывая еще больше возможностей для усовершенствования процесса. Современная технология подачи луча, такая как сварка с колебанием, при которой луч колеблется вперед и назад, позволяет стабилизировать ванну расплава, расширить окно процесса (диапазоны параметров сварки) и свести к минимуму плохую или переменную подгонку деталей (в определенных пределах).
 . Во многих случаях это устраняет необходимость в последующем шлифовании, что снижает трудозатраты.
. Во многих случаях это устраняет необходимость в последующем шлифовании, что снижает трудозатраты.Лазерная сварка также может быть автоматизирована для повышения производительности и рентабельности производства. Его высокая точность позволяет соединять мелкие детали с низким тепловложением и минимальным искажением.
Гибкость кобота в сочетании с возможностями технологии ручной лазерной сварки делает его подходящим для небольших объемов производства с большим ассортиментом продукции. ИПГ Фотоникс
В начале цена ограничивала его потенциал и была барьером для входа. В промышленных применениях лазеры были дорогими, требовали периодического ремонта и использовались только на дорогостоящих деталях, обычно интегрированных в робот или специальную лазерную рабочую станцию.
Эти ранние лазеры потребляли значительно больше энергии, чем современные волоконные лазеры, эффективность которых в настоящее время достигает 50%.
 Это обеспечивает экономию средств в нижней строке. Эта эффективность также может устранить необходимость в чиллерах, что сделает лазерную технологию более портативной, чем когда-либо прежде. Наконец, по сравнению с традиционной ручной сваркой MIG и TIG лазерная сварка, как правило, выполняется быстрее, повышает производительность и увеличивает прибыль.
Это обеспечивает экономию средств в нижней строке. Эта эффективность также может устранить необходимость в чиллерах, что сделает лазерную технологию более портативной, чем когда-либо прежде. Наконец, по сравнению с традиционной ручной сваркой MIG и TIG лазерная сварка, как правило, выполняется быстрее, повышает производительность и увеличивает прибыль.Постоянно снижая стоимость лазерного источника, улучшая качество света и предлагая уникальные варианты подачи луча, производители лазеров теперь могут предлагать системы с более выгодным предложением, что делает их более доступными и больше не зарезервированными для приложений премиум-класса.
Как работает ручная лазерная сварка?
Экономичные лазерные источники в сочетании с гибкостью доставки волоконного лазера обеспечивают беспрецедентный доступ к ручной лазерной сварке.
Но как это работает? Проще говоря, плотность мощности лазера плавит металл, устраняя необходимость зажигать дугу; функция качания избавляет от необходимости вплетать бусину вручную; и во многих случаях подача проволоки полностью исключена.
 Высокая удельная мощность приводит к меньшему размеру и лучшему контролю сварочной ванны. Благодаря точному контролю параметров лазера эффекты теплового искажения уменьшаются, что делает процесс доступным для неквалифицированных операторов и позволяет организациям повышать квалификацию своих опытных сотрудников до более важных ролей.
Высокая удельная мощность приводит к меньшему размеру и лучшему контролю сварочной ванны. Благодаря точному контролю параметров лазера эффекты теплового искажения уменьшаются, что делает процесс доступным для неквалифицированных операторов и позволяет организациям повышать квалификацию своих опытных сотрудников до более важных ролей.Надежность оборудования когда-то была проблемой ручной лазерной сварки. Структурным блоком волоконного лазера является диод с одним излучателем, срок службы которого на порядок больше, чем срок службы диодной матрицы или альтернативных стержней. Насосы герметичны в соответствии со стандартами телекоммуникаций и не боятся влажности, пыли, вибрации и самых агрессивных промышленных сред.
Благодаря промышленной надежности ручной лазерной сварки волоконные лазеры могут использоваться в дополнение к базовой автоматизации производства, что еще больше повышает эффективность производства. Благодаря относительно недавнему взрыву технологии совместных роботов (коботов) базовые уровни автоматизации производства стали доступны на многих производственных площадках.
 Коботы по своей природе синергичны с технологией ручной лазерной сварки, потому что они экономичны и просты в использовании и развертывании. Гибкость робота в сочетании с возможностями технологии ручной лазерной сварки делают его пригодным для небольших объемов производства с большим ассортиментом продукции. Если его можно сварить вручную, то, скорее всего, его можно сварить и с помощью кобота. Это может еще больше повысить производительность лазерной сварки, позволяя вам предварительно загружать приспособление для детали, пока кобот выполняет сварку на отдельном приспособлении.
Коботы по своей природе синергичны с технологией ручной лазерной сварки, потому что они экономичны и просты в использовании и развертывании. Гибкость робота в сочетании с возможностями технологии ручной лазерной сварки делают его пригодным для небольших объемов производства с большим ассортиментом продукции. Если его можно сварить вручную, то, скорее всего, его можно сварить и с помощью кобота. Это может еще больше повысить производительность лазерной сварки, позволяя вам предварительно загружать приспособление для детали, пока кобот выполняет сварку на отдельном приспособлении.Нужно ли быть экспертом по лазерам, чтобы управлять ручным лазером?
Нисколько. Ручные системы лазерной сварки обычно имеют предварительные настройки для распространенных типов и толщин материалов. Простые элементы управления позволяют выбрать правильную предустановку, выбрав тип и толщину материала из таблицы и установив элементы управления в соответствии с указанными настройками.
 В случае интеграции с коботом, кобот можно настроить на автоматический выбор правильных настроек для текущего проекта.
В случае интеграции с коботом, кобот можно настроить на автоматический выбор правильных настроек для текущего проекта.Сварные швы выглядят великолепно, но прочны ли они?
Ручная лазерная сварка обеспечивает превосходную эстетику, но выглядит ли это слишком хорошо, чтобы быть правдой? Чтобы ответить на этот вопрос, IPG подготовила несколько образцов и отправила их в Sturbridge Metallurgical Services Inc. (SMS) для независимой оценки.
Стыковые соединения пластин толщиной 0,036 дюйма, 0,075 дюйма и 0,120 дюйма были выполнены, а срезы были подготовлены с использованием стандартной методики ASTM и проверены при 50-кратном увеличении. Всего было проверено 26 поперечных сечений. Во всех случаях не отмечено растрескивания, непровара, пористости, включений и других дефектов. Сварные профили прошли все испытания, недоливов не отмечено.
Во всех случаях при испытаниях сварки стыковых соединений пластин из нержавеющей стали 304 толщиной 0,036 дюйма, 0,07 дюйма и 0,120 дюйма трещин, непроваров, пористости, включений и других дефектов не отмечено.
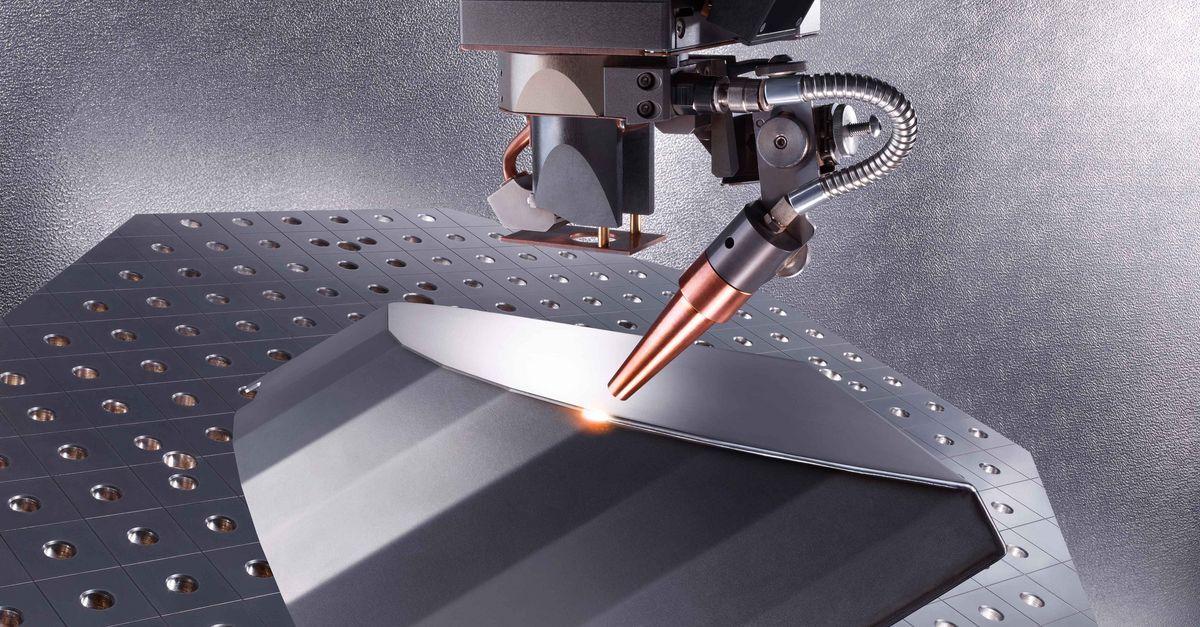 Сварные профили прошли все испытания и не было замечено недоливов. Sturbridge Metallurgical Services Inc.
Сварные профили прошли все испытания и не было замечено недоливов. Sturbridge Metallurgical Services Inc. Было установлено, что все образцы сварных швов соответствуют стандартам AWS D17.1:2017 Class A.
Что еще я могу сделать с моим ручным лазером?
В зависимости от системы ручная лазерная сварка доступна в конфигурациях, позволяющих выполнять сварку с полным проплавлением до 6 мм. Кроме того, некоторые конфигурации системы можно также использовать для очистки деталей. Это может быть полезно при подготовке детали к удалению любых остатков масла или мусора с заготовки.
Возможности ручного лазера для очистки также можно использовать для предотвращения коррозии и пассивации материала после сварки. IPG подготовила несколько сварных швов в соответствии с ASTM B117-19., Стандартная практика эксплуатации аппарата для распыления соли (тумана) и отправил их в SMS. Параллельное сравнение сварного шва, пассивированного лазером, и непассивированного сварного шва показало успех лазерной пассивации.

Каковы некоторые правила безопасности?
Несмотря на то, что ручной лазер прост в использовании и имеет встроенные функции безопасности, важно помнить, что это мощное промышленное оборудование. При использовании ручного лазера помните, что лучи могут быть опасны для тела и глаз. Луч лазерной сварки невидим, поэтому нельзя полагаться на визуальные подсказки, чтобы гарантировать безопасность.
Несмотря на то, что эти системы являются лазерами класса IV, в них встроены функции безопасности, чтобы защитить вас. При разработке программы лазерной безопасности хорошей отправной точкой является рассмотрение ANSI Z136.1 (2014), Safe Use of Lasers . В дополнение к лазерной безопасности вам необходимо выполнить традиционные требования безопасности при сварке.
Вот несколько общих правил, которым необходимо следовать:
- Выполняйте все работы по лазерной сварке в зоне, контролируемой лазером (LCA) — светонепроницаемом помещении с электрическими блокировками, отключающими лазерный луч при открытии двери.

- Носите негорючую одежду, одежду с длинными рукавами и сварочную одежду. Все присутствующие в LCA должны использовать средства индивидуальной защиты, в том числе очки для защиты от лазерного излучения, рассчитанные на тип лазера, и традиционный сварочный шлем.
- Соблюдайте меры безопасности при эксплуатации, принимая во внимание возможность отражения лазерного луча.
- Никогда не работайте на ручном лазерном сварочном аппарате, не ознакомившись полностью с требованиями безопасности и процедурами, задокументированными в руководстве производителя оборудования, которое требует от вас соблюдения указаний в Z136.1.
Подходит ли мне ручная лазерная сварка?
Быть в производственном бизнесе означает находить новые способы оставаться конкурентоспособными и совершенствовать процессы. Сварка может отнимать много времени и энергии; без нужного оборудования оно может стать доступным только высококвалифицированным мастерам.
Ручная лазерная сварка обеспечивает быструю сварку; прост в освоении и эксплуатации; и обеспечивает высококачественные, стабильные результаты для широкого диапазона материалов и толщин с минимальными искажениями, деформациями, подрезами или прожогами.
 Он обеспечивает полное проплавление и сводит к минимуму дефекты сварки, такие как трещины или непровар.
Он обеспечивает полное проплавление и сводит к минимуму дефекты сварки, такие как трещины или непровар.Если вы хотите сократить свои расходы, улучшить качество сварки и упростить процесс сварки, ручная лазерная сварка обеспечит вам лучший путь как к успеху, так и к повышению прибыльности, при этом позволяя человеку, не имеющему профессионального опыта сварки, сварить как профессионал.
Линейка продуктов IPG Photonics включает ручную систему лазерной сварки и очистки LightWELD. IPG Photonics
Ручные лазерные сварочные аппараты
Ручные лазерные сварочные аппараты — чрезвычайно гибкие машины, используемые для соединения кусков металла. В этом сообщении блога мы обсудим технологию, назначение и преимущества этих передовых машин.
Типичный ручной лазерный сварочный аппарат. Изображение предоставлено Fortune Laser
Лазерная сварка — это прогрессивный метод, используемый для сварки металлов или термопластичных материалов с использованием лазерного луча.
 Лазерный луч служит концентрированным источником тепла, что обеспечивает исключительную точность и быстроту выполнения. Лазерный источник создает более прочный шов на чрезвычайно высокой скорости, что делает машины удобными для машиностроения, требующего высокой точности производственного процесса.
Лазерный луч служит концентрированным источником тепла, что обеспечивает исключительную точность и быстроту выполнения. Лазерный источник создает более прочный шов на чрезвычайно высокой скорости, что делает машины удобными для машиностроения, требующего высокой точности производственного процесса.Ручные лазерные сварочные аппараты оптимизируют мобильность во время этого процесса и обеспечивают дополнительную гибкость для пользователя. Хотя использование человеком обычно приводит к меньшей точности, точность процесса сварки на этих машинах перевешивает любые недостатки, приводящие к высококачественным сварным швам. Эти машины исключительно удобны в использовании, часто они представляют собой машину «все в одном», очень похожую на показанную выше.
Ручные лазерные сварочные аппараты
Технология ручных лазерных аппаратов аналогична технологии автоматизированных, с добавлением нескольких удобных для пользователя аспектов для повышения гибкости и мобильности.
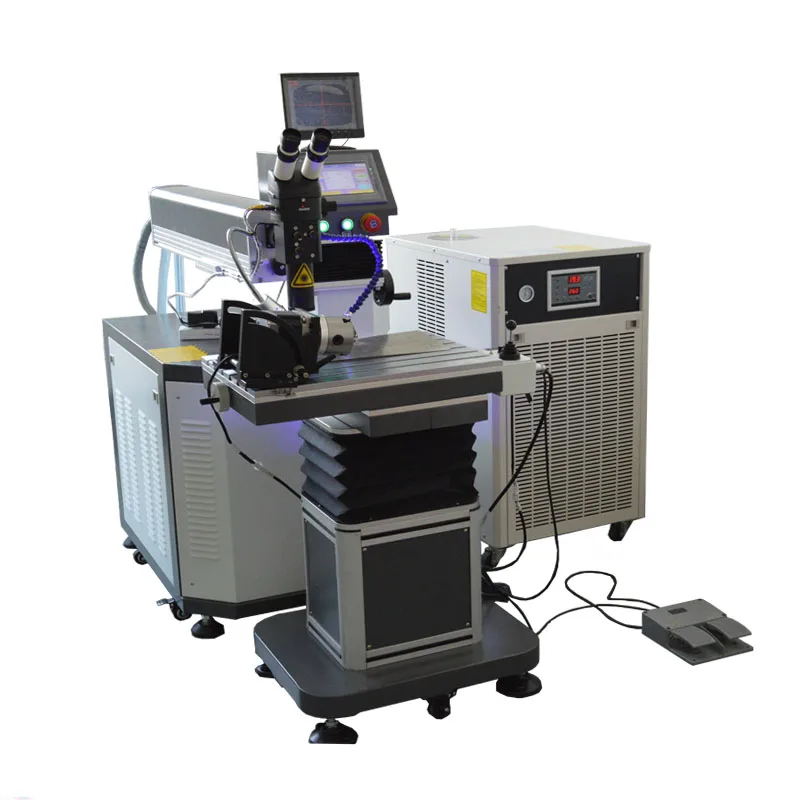 Основное отличие заключается в том, как мощность лазера передается на портативное устройство для управления человеком. Несмотря на разницу, они сохраняют стандартные характеристики лазерной сварки для создания прочных и точных соединений на различных совместимых материалах.
Основное отличие заключается в том, как мощность лазера передается на портативное устройство для управления человеком. Несмотря на разницу, они сохраняют стандартные характеристики лазерной сварки для создания прочных и точных соединений на различных совместимых материалах.Основные характеристики системы ручного лазерного сварочного аппарата
В ручном лазерном устройстве функции в целом организованы так, как показано на фотографии ниже. Лазерный двигатель размещен в другом блоке, а результирующее излучение направляется на ручной сварочный пистолет через оптическое волокно. Этот сварочный пистолет, как правило, оснащен функцией определения фокуса, позволяющей быстро позиционировать аппарат в нужной зоне сварки.
В процессе сварки лазер нагревает/плавит окружающие материалы, а затем сплавляет их вместе в процессе охлаждения.
Ручной лазерный сварочный пистолет: На схеме основных компонентов показаны сопло выходного отверстия, пусковая кнопка и выход для подключения специального потока охлаждающего газа для охлаждения свариваемых деталей.

Как показано на фото, сварочный пистолет оснащен распылительной головкой, пусковой кнопкой и датчиком температуры. Все это обеспечивает чрезвычайно эффективную или эргономичную конструкцию, обеспечивающую минимальное техническое обслуживание и высокую стабильность. Тщательный контроль глубины и ширины сварного шва, который обеспечивает это устройство, делает его популярным выбором для отраслей, требующих точного и плавного выполнения.
Отдельный блок ручного лазерного сварочного аппарата — это место, где генерируются излучение и энергия. Этот компонент содержит удобную панель управления для легкого использования настроек машины. Обычно он будет напоминать машину на схеме, показанной ниже.
Ручной лазерный сварочный аппарат: На схеме основных компонентов выделены основной операционный блок, в котором находится лазерная головка, и рабочий дисплей, который управляет всеми ключевыми параметрами лазера.
Кстати, если производительность вашего лазерного сварочного аппарата ухудшится, рассмотрите возможность приобретения хорошего детектора мощности от нашего спонсора — Gentec EO .
 Они являются ведущим мировым экспертом в области решений для измерения лазерного луча.
Они являются ведущим мировым экспертом в области решений для измерения лазерного луча. Преимущества и недостатки ручных лазерных сварочных аппаратов
Преимущества этих аппаратов значительно перевешивают недостатки, но здесь мы обсудим их обоих в кратком сравнении.
Ограничения
Основным недостатком ручных лазерных сварочных аппаратов часто называют их высокую цену. Они варьируются от оценочной стоимости в 8000 долларов для портативных устройств до примерно 50 000 долларов для автоматических машин. Для компаний меньшего масштаба, работающих над более личными проектами, эти расходы могут быть немного недосягаемыми. Однако преимущества и общая экономическая эффективность этих машин часто могут легко уравновесить их цену со временем.
Преимущества
До появления лазерных сварочных аппаратов пайка, дуговая сварка и сварка пламенем были стандартными методами сварки. Пайка — это процедура, используемая для соединения двух или более предметов с использованием присадочного металла.
 Обычные присадочные металлы обычно включают олово, свинец, серебро, алюминий, никель или медь. Присадочный металл заливается в желаемую область соединительного шва, а затем расплавляется для создания сварного шва. На фото ниже сравнивается стандартная пайка и лазерная сварка.
Обычные присадочные металлы обычно включают олово, свинец, серебро, алюминий, никель или медь. Присадочный металл заливается в желаемую область соединительного шва, а затем расплавляется для создания сварного шва. На фото ниже сравнивается стандартная пайка и лазерная сварка.Наглядное сравнение паяного сварного соединения (справа) и ручной лазерной сварки (слева).
Как видно из фотографии выше, совершенно очевидно, что ручные лазерные сварочные аппараты обеспечивают более высокую точность и чистоту по сравнению с методами пайки. Сам сварной шов имеет гораздо меньшую площадь поверхности, и вокруг стыка остается меньше остатков. В конечном итоге это обеспечивает более гладкий внешний вид сварных деталей.
Ручные лазерные сварочные аппараты не только более точны, но и намного быстрее. В зависимости от типа лазера и используемой мощности машины могут сваривать материалы на высокой скорости, составляющей несколько метров в минуту. Это делает лазерные сварочные аппараты чрезвычайно подходящими для высокопроизводительных сред.

Другим заметным преимуществом является их совместимость с широким спектром материалов, как обсуждалось ранее. Когда речь идет о разных типах стали, машины способны сваривать материал разной толщины. Когда-то было сложно учитывать альтернативную толщину с использованием методов пайки, поэтому это сэкономило много времени для обрабатывающей промышленности.
В целом портативные системы обеспечивают гибкость, недоступную другим машинам, что обеспечивает мобильность для выполнения уникальных сварных швов различных размеров и толщины.
Резюме
Анализируя технологию и преимущества лазерной сварки в целом, обычному человеку очевидно, что машины чище и обеспечивают большую точность. Но, как мы более подробно обсудили выше, преимущества предлагают гораздо больше. Погружаясь в отраслевые проекты, мы видим, как лазерная сварка служит универсальным инструментом в самых разных областях. От маленького кольца на пальце до машины, которую вы водите каждый день, портативные лазерные сварочные аппараты сыграли решающую роль в бесконечных неожиданных проектах вокруг вас.

———————————————————
Знаете ли вы?
Технология лазерной сварки в настоящее время является хорошо изученной областью, документально подтвержденной на многих сайтах и в публикациях. Для начала вас может заинтересовать наше краткое руководство по лазерной сварке. В качестве бонуса к этой статье давайте еще раз повторим два основных процесса лазерной сварки. Лазерная сварка возможна в двух отдельных режимах: сварка с ограничением проводимости и сварка с отверстием . Оба используются в разных сценариях, но общее приложение очень похоже.
Сварка с ограничением проводимости используется только в том случае, если плотность мощности лазера составляет менее 0,5 мегаватт на квадратный сантиметр, как указано в данных, собранных Amada Weld Tech. Удельная мощность считается количеством мощности на единицу объема или отношением доступной мощности к объему. Более высокая плотность мощности не связана с лучшей производительностью, просто для разных методов используются разные значения.

Горизонтальный станок: Горизонтально фрезерные станки купить по цене от 326000 руб. в Москве
ГОРИЗОНТАЛЬНЫЙ СТАНОК С ПОДВИЖНОЙ КОЛОННОЙ CORREA FENIX —
Описание
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
СТОЛ Размер стола mm 4.000 x 1.000 / 25.000 x 2.500 Макс. нагрузка на стол Kg / m2 10000 / 15000 ПЕРЕМЕЩЕНИЯ Продольное X mмм 4.000 — 25.000 Поперечное Y мм 1.250 — 1.500 Вертикальное Z мм 1.500 / 2.000 / 2.300 / 2.500 ПОДАЧИ Макс. X м/мин 25 Y м/мин 25 Z м/мин 25 SХАРАКТЕРИСТИКИШПИНДЕЛЯ Шпиндель ISO-50 / HSK-100 Скорость вращения об/мин 3. 000 / 6.000Макс. мощность кВт 24 / 33 Макс. момент Нм 840 — 990 ГОЛОВКИ
Технология UAD
Индексированные головки идеальны для всех видов обработки: обработка с большим снятием стружки, твёрдых материалов, используя длинный инструмент, копирования и т. д.
Технология E5E
Непрерывная двухосевая головка идеальна для обработки с 4-мя или 5-ю непрерывными осями, а также для супер-чистовой на 3+2 осях.
СТАНДАРТНОЕ И OПЦИОННОЕ ОБОРУДОВАНИЕ
СТАНДАРТНОЕ ОБОРУДОВАНИЕ
- Универсальная автоматическая головка
- ЧПУ Heidenhain или Siemens (Operate HMI)
- Электронный маховичок
- Кондиционирование
- электрического шкафа
- Линейные направляющие на осях X, Y, Z
- Лампа освещения рабочей зоны
- Гидравлическая и охлаждающая станции
- Абсолютные оптические линейки Heidenhain на всех осях
- Внешний полив СОЖ направляемыми соплами
- Внешняя подача воздуха, а также через инструмент
- Базовое ограждение
- Теледиагностика
- VIXION 4.
 0
0
ОПЦИОННОЕ ОБОРУДОВАНИЕ
- Другие головки
- Щупы замера детали и инструмента
- Автоматические магазины на 30, 40, 60, 120 инструментов
- Статические магазины на 8, 12 инструментов
- Пистолет для полива СОЖ или обдува воздухом
- Система СОЖ с самоочищающимся
- фильтром
- Плитные настилы
- Поворотные столы
- Токарные столы
- Стружкоудалители
- Периметральное ограждение
- Кабинетное ограждение (только для некоторых моделей)
- СОЖ по оси шпинделя
Горизонтальный консольно-фрезерный станок FU450MR
На станок FU450MR предусмотрена установка вертикальной фрезерной головки, что позволяет расширить сферу применения.
Станок отличается простотой управления и неприхотливостью в эксплуатации.
Наличие поворотного стола расширяет диапазон возможностей станка.
Увеличена износостойкость накладок направляющих.
Максимальная нагрузка на стол 1500 кг, что позволяет вести обработку крупногабаритных деталей.
Наличие механизма опускания консоли исключает касание инструментом обработанной поверхности при обратном ускоренном ходе стола.
Наличие механизма зажима стола при попутной подаче в продольной координате обеспечивает необходимую жесткость и исключает вибрацию.
Устанавливаемые шариковинтовые передачи позволяют достигать высокую точность перемещений, устанавливать на станки системы УЦИ.Технические характеристики FU450MR
Параметр
Значение
Модель аналога, производимого в СНГ
6Т83
Рабочая поверхность стола, мм
* специальное исполнение
400х1600
450х1800*
Рабочая поверхность стола, мм
400х1600
Нагрузка на стол, кг
1500
Продольное перемещение стола, мм
1120
Продольное перемещение стола, мм (специальное исполнение)
1320
Поворот стола в обе стороны, град
45
Поперечное перемещение крестового суппорта, мм
345
Вертикальное перемещение консоли, мм
400
Вертикальное перемещение консоли, мм (специальное исполнение)
630
Мощность главного привода, кВт
11
Мощность главного привода, кВт (специальное исполнение)
15
Макс.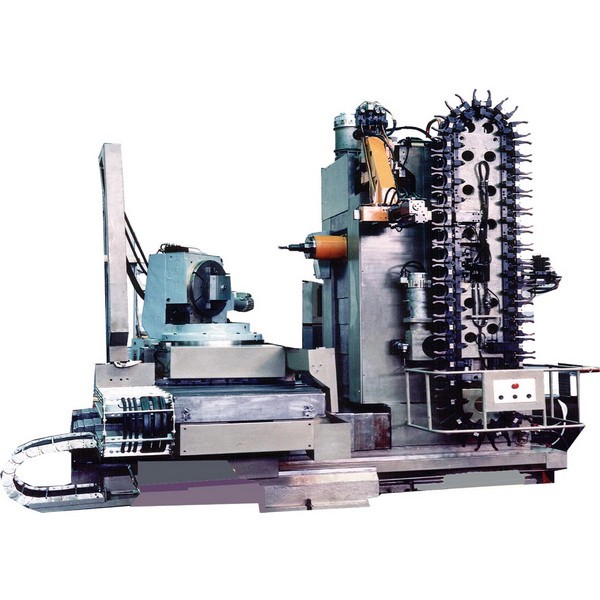 крутящий момент на шпинделе, Нм
крутящий момент на шпинделе, Нм
1850
Конус инструмента
ISO-50
Диаметр переднего подшипника, мм
110
Максимальный диаметр фрезерной головки, мм
315
Количество подач
18
Диапазон частот вращения, об/мин
28…1400
Диапазон частот вращения, об/мин (специальное исполнение)
45…2240
Продольные и поперечные подачи, мм/мин
16…800
Продольные и поперечные подачи, мм/мин (специальное исполнение)
25. ..1250
..1250
Вертикальные подачи, мм/мин
5…250
Вертикальные подачи, мм/мин (специальное исполнение)
8…400
Мощность привода подач, кВт
2.2
Ускоренный ход, вдоль и поперек, мм/мин
3150
Ускоренный ход по вертикали, мм/мин
1000
Общая потребляемая мощность, кВт
14.5
Горизонтальный консольно-фрезерный станок FU450MR востребован в мелкосерийном и крупносерийном производствах.Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
- Перейти в карточку товара и нажать «Заказать».
 После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения.
После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения. - Вы так-же можете просто отправить запрос на адрес электронной почты: [email protected]
Мы работаем с физическими и юридическими лицами по безналичному расчету.
Можем доставить ваш заказ собственными силами либо через операторов перевозок.Горизонтальный процесс
Что такое горизонтальная обработка?
Горизонтальная обработка, также известная как фрезерование, основана на использовании вращающихся фрез для удаления металла с заготовки. Горизонтальная обработка выполняется на горизонтальном обрабатывающем центре (HMC), в котором используется шпиндель, параллельный полу. С горизонтально ориентированным шпинделем инструменты выступают из боковой части держателя инструмента и режут по боковой стороне заготовки, способствуя отпаданию стружки со стола.
 Горизонтальные обрабатывающие центры также позволяют интегрировать устройство смены двух паллет, чтобы облегчить автоматическую работу и сократить время обработки детали.
Горизонтальные обрабатывающие центры также позволяют интегрировать устройство смены двух паллет, чтобы облегчить автоматическую работу и сократить время обработки детали.Несмотря на то, что наши горизонтальные обрабатывающие центры различаются по размеру и мощности, мы проектируем каждый из них с учетом качества, надежности, простоты эксплуатации и безопасности. Кроме того, благодаря нашей философии производства «Производство по требованию» все наши горизонтальные обрабатывающие центры оснащены новейшими и самыми передовыми технологиями фрезерования для повышения производительности и развития вашего бизнеса.
- Жесткая конструкция обеспечивает быстрое ускорение и повышенную повторяемость
- Большие емкости для хранения инструментов обеспечивают повышенную гибкость производства деталей
- Различные варианты скорости шпинделя и крутящего момента для материалов от алюминия до титана
- 3-, 4- и 5-осевые возможности для бесконечных возможностей обработки форм деталей
- MX обеспечивают долговечность и надежность для долговременной точности
- В стандартную комплектацию большинства моделей входит устройство смены двух палет, позволяющее увеличить коэффициент использования шпинделя
- Встроенное измерение местоположения детали и проверка элементов в цикле резки
- Удобные элементы управления ЧПУ упрощают программирование и повышают производительность
- Сконфигурирован для интеграции с роботом для облегчения автоматической обработки (загрузка/разгрузка)
- Интеграция с нашей системой PALLETECH для автоматического отключения света
Гибридные роликовые направляющие
Независимо от того, требуется ли для вашей области применения тяжелая или высокоскоростная обработка больших или малых деталей в условиях высокой или низкой производительности, мы предлагаем самый широкий ассортимент горизонтальных обрабатывающих центров в отрасли, чтобы вы могли найти наилучшее решение для своих задач.
 потребностей с наименьшей стоимостью владения.
потребностей с наименьшей стоимостью владения.Серия HC
Идеально подходит для мелкосерийного и крупносерийного производства для широкого спектра операций по металлообработке.
- Размер поддона: 400–500 мм
- Шпиндельные соединения: CAT 40, CAT 40/BIG PLUS
- Количество инструментов: 84 инструмента
- Шпиндели: 12k, 15k, 20k
Подробнее
Серия HCN
Широкая серия станков, предназначенных для удовлетворения разнообразных потребностей в механической обработке во многих отраслях промышленности. Высокая жесткость конструкции обеспечивает высокоточную и высокоскоростную обработку.
- Размер стола: 400-500 мм
- Размер поддона: 400–1250 мм
- Шпиндельные соединения: CAT 40, CAT 40/BIG PLUS, CAT 50, CAT 50/BIG PLUS, HSK-A63, HSK-A100
- Емкость инструмента: 40-348 инструментов
- Шпиндели: 6k, 7k, 8k, 10k, 12k, 14k, 16k, 18k, 25k, 30k
Подробнее
Серия HCR
Высокоскоростная и высокоточная обработка, объединяющая многолетний опыт производства одновременных 5-осевых и горизонтальных обрабатывающих центров.

- Оси: 5
- Размер поддона: 500–630 мм
- Соединения шпинделя: CAT 40, CAT 40/BIG PLUS, HSK-A63
- Емкость инструмента: 40-348 инструментов
- Шпиндели: 12k, 18k, 25k, 30k
Подробнее
Горизонтальные фотографии
Свяжитесь с местным представителем Mazak или посетите один из наших технологических центров , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.
Горизонтальные обрабатывающие центры (HMC) | Современный механический цех
Горизонтальный обрабатывающий центр (HMC) — это обрабатывающий центр с горизонтальной ориентацией шпинделя.
 Такая конструкция обрабатывающего центра способствует бесперебойной работе производства. Одна из причин этого заключается в том, что горизонтальная ориентация способствует падению фишек, поэтому их не нужно убирать со стола. Что еще более важно, горизонтальная конструкция позволяет встроить двухпалетное устройство смены инструмента в компактную машину. Для экономии времени работа может загружаться на одну паллету горизонтального обрабатывающего центра, в то время как обработка выполняется на другой паллете.
Такая конструкция обрабатывающего центра способствует бесперебойной работе производства. Одна из причин этого заключается в том, что горизонтальная ориентация способствует падению фишек, поэтому их не нужно убирать со стола. Что еще более важно, горизонтальная конструкция позволяет встроить двухпалетное устройство смены инструмента в компактную машину. Для экономии времени работа может загружаться на одну паллету горизонтального обрабатывающего центра, в то время как обработка выполняется на другой паллете.Четыре вопроса, которые должен задать магазин, рассматривающий HMC
По сравнению с вертикальными обрабатывающими центрами, горизонтальные обрабатывающие центры имеют потенциал для увеличения времени безотказной работы шпинделя, времени цикла и производительности. Хотя они имеют более высокую цену, их более высокая производительность может иметь большое значение для магазинов любого размера, как показала компания Valley Tool.

Горизонтальные обрабатывающие центры: необходимая литература
Покупка HMC: рекомендации по периферийному оборудованию
Не пора ли перейти на HMC? Давайте рассмотрим некоторые виды периферийного оборудования, о которых следует подумать покупателям HMC.
Покупка HMC: инструменты и оснастка
Не пора ли перейти на HMC? Давайте рассмотрим проблемы, связанные с инструментами и рабочими приспособлениями, о которых следует помнить тем, кто заинтересован в приобретении HMC.
Покупка HMC: чем отличаются горизонтальные обрабатывающие центры
Не пора ли перейти на горизонтальный обрабатывающий центр? Давайте рассмотрим некоторые конструктивные, прикладные и конструктивные факторы, которые отличают HMC от вертикальных машин.
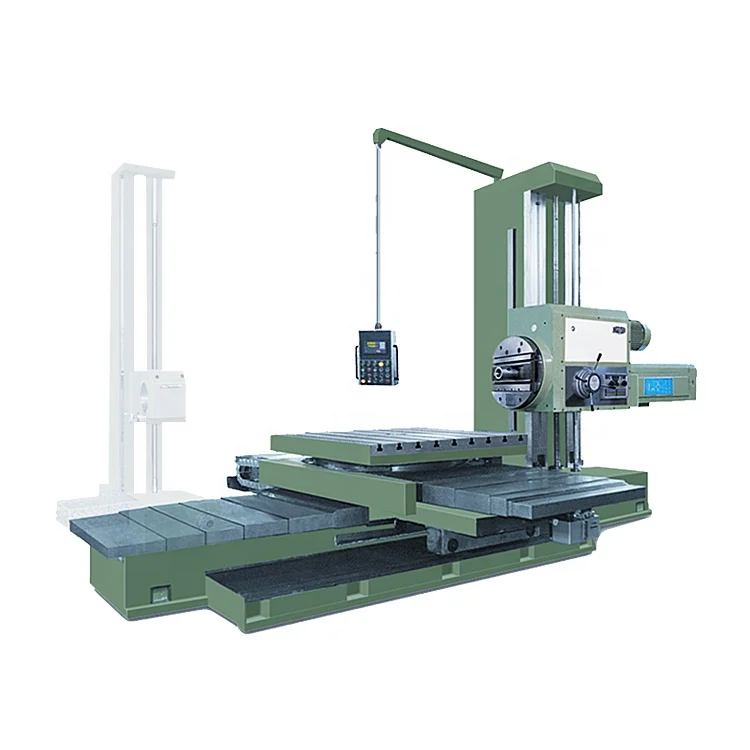
Почему всплеск HMC?
Прогнозируется, что расходы на горизонтальные обрабатывающие центры достигнут самого высокого уровня за последние десять лет. В частности, эти машины покупают небольшие магазины. Магазин, который я недавно посетил, иллюстрирует причину.
Сколько на самом деле стоит обрабатывающий центр: общая окупаемость инвестиций в течение жизненного цикла
В официальном документе объясняется, почему важно рассматривать весь жизненный цикл машины, чтобы определить ее истинные затраты и выгоды.
ПОСЛЕДНИЕ ГОРИЗОНТАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
ПОСМОТРЕТЬ ВСЕ ГОРИЗОНТАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ СТАТЬИ
Fryer предлагает компактный HMC для обработки небольших партий
JTEKT запускает новую серию HMC
Горизонтальный токарный центр готов к высокой производительности
Дебют серии HMC
Цифровая демонстрация: Станок с ЧПУ серии X для экструзии
Широкий спектр приложений для горизонтального обрабатывающего центра
VMC обеспечивает надежное пятиосевое производство без участия человека
Магазин по трудоустройству — первая половина бизнеса
Тяжелое машиностроение: сложная логистика перемещения крупногабаритных станков
Передовой опыт: обработка сложных материалов
Модульный горизонтальный обрабатывающий центр обеспечивает бесперебойное производство
Горизонтальный обрабатывающий центр Okuma предлагает новые функции
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ГОРИЗОНТАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Часто задаваемые вопросы: Горизонтальные обрабатывающие центры
Что такое горизонтальный обрабатывающий центр?
Горизонтальные и вертикальные трехосные станки различаются главным образом наклоном шпинделя, при этом шпиндели горизонтальных станков параллельны поверхности стола станка, а шпиндели вертикальных станков перпендикулярны поверхности, хотя отдельные конструкции сильно различаются по поддерживать различные приложения.

Источник: Machining 101: Что такое обрабатывающие центры?
Что такое обрабатывающий центр?
Обычно обрабатывающие центры представляют собой многоцелевые станки с числовым программным управлением. Эта гибкость не только позволяет повысить производительность, но и позволяет одной машине заменить несколько одноцелевых машин.
Обрабатывающие центры позволяют выполнять несколько операций над заготовкой, от черновой до чистовой, за одну установку.
Зачем покупать горизонтальный обрабатывающий центр?
Ответ прост: производительность и прибыль. Горизонтальные установки могут легко выполнять в три раза больше работы, чем сопоставимые VMC. Это утверждение предполагает, что рабочая нагрузка, необходимая для загрузки машины, доступна. Несомненно, с помощью HMC вы можете сделать больше за гораздо меньшее время. С увеличением производства пропускная способность магазина значительно повышается. Поскольку несколько операций могут выполняться в одной установке на HMC, меньше незавершенного производства должно перемещаться по цеху, что повышает эффективность.

Источник: Покупка HMC: чем отличаются горизонтальные обрабатывающие центры
Каковы дополнительные затраты на добавление горизонтального обрабатывающего центра?
Чтобы в полной мере использовать машину более высокого уровня, другие части процесса также должны быть подняты на более высокий уровень. Вот неполный список необходимых дополнительных инвестиций:
1. Инспекционное оборудование.
2. Компьютеры.
3. Охлаждающая жидкость.
4. Устройство предварительной настройки инструмента.
5. Крепление.
6. Торговля инструментами.
Поставщики горизонтальных обрабатывающих центров
Сузить по категории Горизонтальные обрабатывающие центры
Горизонтальные пятиосевые обрабатывающие центры
Горизонтальные обрабатывающие центры, до четырех осей
Универсальные обрабатывающие центры
Компания Stecker Machine Company показывает, что получение максимальной отдачи от сотрудников означает ценить своих сотрудников.

#топшопыЭли Пласкетт
Старший помощник редактора, Modern Machine Shop
Новый компактный HMC от Starrag увеличивает скорость и производительность
Heckert H65 обеспечивает скорость перемещения до 80 м/мин и стандартную скорость шпинделя до 10 000 об/мин благодаря шпинделю HSK-A100 с полым валом мощностью 60 кВт/450 Нм. Мотор-шпиндель с временем разгона в одну секунду можно использовать для обработки легких сплавов.
Niigata запускает HMC с закаленными, отшлифованными перевернутыми V-образными направляющими скольжения
По словам Ниигаты, HN800-V обладает жесткостью и точностью, необходимыми для выполнения сверхточной контурной обработки и растачивания компонентов с критическими допусками.

Назад к таблицам производительного фрезерования
Черновые операции могут довести шпиндель с ЧПУ до предела своих возможностей. Понимание того, как интерпретировать диаграмму лошадиных сил, может удерживать эти операции в безопасных пределах.
Starrag Five-Axis HMC присоединяется к фабрике будущего AMRC
X40 от Starrag Heckert присоединяется к серии других многоосевых машин, поставленных Starrag, на Фабрике будущего Центра передовых производственных исследований Университета Шеффилда.
Mazak модернизирует вертикальные и горизонтальные обрабатывающие центры
По словам Мазака, и HCN-6800 NEO, и Variaxis i-800 NEO имеют полностью переработанный корпус и усовершенствования, позволяющие быстро и оптимально решать широкий спектр задач по производству деталей.

Корень стил: Правописание корней стел-, стил-
Правописание корней стел-, стил-
Цели урока:
- способствовать открытию учащимися в ходе урока специального правила правописания корней стел — / стил -; перенести полученные знания на правописание корней бер-/ бир-, пер-/ пир-, тер-/тир;
- продолжить формирование у учащихся умений ставить перед собой цели, планировать и организовывать свою деятельность во времени согласно выбранной теме; продолжать содействовать развитию фонематического слуха, внимания, логики;
- способствовать воспитанию трудолюбия, аккуратности, взаимопомощи, культуры речи.
Ход урока
1.Ситуация успеха
— Сейчас урок? За дело. Сегодня 31 января – последний день января. Сыро. Мокро. А нам так хотелось, чтобы было так: зима, холод, нам хорошо. Снег метёт и пушистым ковром землю застилает.
( Открываю доску с записанным текстом.
)З_ма. Хол_д. Нам х_р_шо. Снег м_тет и пушистым к_вром землю заст_лает.
— Что будете делать?
( Ответы детей.)
— Правильно. Вставим пропущенные буквы и выделим ту часть слова, где находится орфограмма. Вам понятно задание?
Выполнение и проверка задания. Дети объясняют правописание орфограмм.
2. Ситуация разрыва
— Какой корень в слове “застилает”? Как вы проверили это слово?(Стелет, стелется)
— Я подобрала другие слова: “настил”, “подстилка”. Можно ли их использовать для проверки слова “застилает”?
( Учащиеся говорят, что не знают значения этих слов.)
— Давайте выясним значение этих слов.
Работа с толковым словарем.
( НАСТИЛ – поверхность из досок или другого материала, нанесенного сверху чего-нибудь. ПОДСТИЛКА – то, что подстелили.)
— Однокоренные ли эти слова?
(Ответы детей)
— Можно ли проверять наше слово “застилает” этими словами?(Можно)
— Выходит, что слово “застилает” можно проверять словами “стелет” и “настил”?
3.
 Постановка учебной задачи
Постановка учебной задачи— Какое из однокоренных слов вы будете использовать? Вы можете ответить? Что будете делать?
(Выслушиваю мнения детей, которые приходят к выводу, что данное слово нельзя проверить по сильной позиции и нужно вывести специальное правило.)
4. Решение учебной задачи
— Займемся исследованием. Я вам предлагаю языковой материал.
Даны два столбика слов, записанных на доске.
заст_лю заст_лает наст_лить наст_лать подст_лю подст_лаешь — С чего вы начнете работу? Что вам поможет?(Словарь)
Работа в парах со словарем.
— Что вы заметили? ( В первом столбике записаны слова с корнем стел -, а во втором – с корнем стил-.
 )
)— Как вы думаете, от чего это зависит? Порассуждайте в группах.
Работа в группах.
( Выслушиваю рассуждения детей)
Вывод правила: если есть за корнем А, в корне будет И всегда.
5. Моделирование
— Зафиксируйте свой вывод на модели. Что вы должны показать на своих моделях?
( Выслушиваю объяснения учащихся.)
Предъявление моделей на доске.
6.Физкультминутка
7. Дополнения к правилу
Работа в парах
— Вы не забыли, к какому выводу мы пришли?
( Повторение правила)
— Этому правилу подчиняется и написание других корней. Вы должны сами отыскать эти корни, в предложениях записанных на карточках.
Содержание карточки 1.
Дети собирают ягоды и сегодня их соберут много.
Можно опереться на палку, а можно опираться на руку.
Не забудь протереть обувь и потирай её постоянно.
( Анализ языкового материала в парах.)
— Какие, корни, подчиняющиеся этому правилу, вы нашли?
( Выслушиваем ответы, дополняем таблицу.)
СТЕЛ СТИЛ БЕР БИР ПЕР ПИР ТЕР ТИР 8. Выработка орфографических навыков на основании выведенного правила – выполнение упражнения
Содержание карточки 2
расст_латься оп_раться выт_рать ст_реть соб_ру уб_раю выст_лить ( Проверка)
9.
 Домашнее задание
Домашнее задание— Составьте предложения сданными словами.
10. Рефлексия
— Наш урок подошёл к концу. Подведите итоги своей работы, закончив одно из предложений.
На уроке я научился…
На уроке я понял…
На уроке мне было интересно…
На уроке мне было трудно…jacques andhrel / Шампунь Стил Актив
Шампунь против выпадения и стимулирующий рост волос (Стиль Актив)
В состав данного шампуня входят экстракты обладающие свойствами, предотвращающие возникновение вероятных факторов выпадения волос головы как, например, грибковые инфекции, бактерии себореи и воспаления наряду со свойствами укрепления и роста волос. Все перечисленные свойства помогают укреплению, гладкости и блеску волос.
Экстракт чеснока (Allium satium) используемый в данном шампуне играет важную роль при лечении облысения и обладает антиоксидантными свойствами способствующие укреплению волос. Данный экстракт существует в веществах под названием алиин (аliin) обладающее антибактериальным и антигрибковым действием. Данный экстракт так же играет важнейшую роль при лечении ран и инфекций. Экстракт репейника (Arctium мajeu) используемый в данном шампуне предотвращает накопление жира в волосах головы исключая тем самым появление грибковых инфекций.
Данный экстракт существует в веществах под названием алиин (аliin) обладающее антибактериальным и антигрибковым действием. Данный экстракт так же играет важнейшую роль при лечении ран и инфекций. Экстракт репейника (Arctium мajeu) используемый в данном шампуне предотвращает накопление жира в волосах головы исключая тем самым появление грибковых инфекций.
Свойства:- Против выпадения ослабленных волос
- Против жирной себореи на коже и выпадения волос
- Антибактериальный
- Стимулирует циркуляцию крови в эпидермисе головы, питает и укрепляет волосы
- Против отеков
- Укрепляет корни и ствол волос
- Смягчает и придает им форму
Способ применения: нанесите необходимое количество шампуня на мокрые волосы массажными движениями, затем сполосните их водой. Повторите данное действие и подождите 5 минут, затем сполосните волосы водой. В случае попадания в глаза, промойте их большим количеством воды.
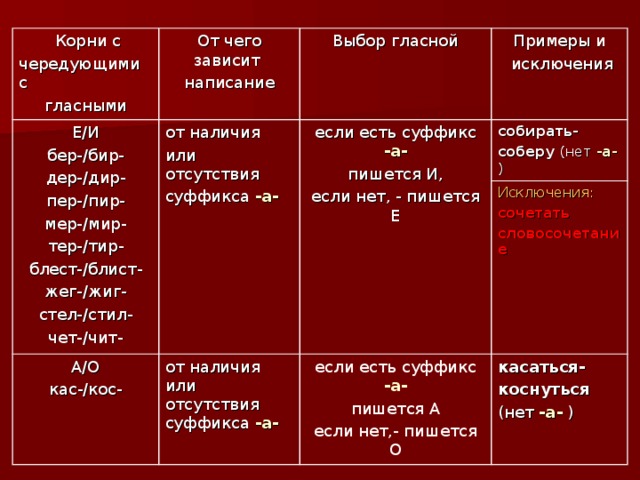
Основные действия в формуле
Основные активные вещества
Антиоксидант, антибактериальный и противогрибковый препарат
Восстановление и укрепление корней волос, кондиционер.Экстракт чеснока (Allium Sativum)
Экстракт чеснока (Garlic)Уменьшение и контроль чувствительности воспаления и отека кожи головы
Anthemis Nobilis Extract
Экстракт ромашки
Ромашка (Chamomile)Питание и укрепление корней волос
Яснотка белая Lamium Album
(White Nettle)Дорогое антибактериальное средство для профилактики перхоти и укладки волос
Hedera Helix
Плющ обыкновенный
(Ivy)Предотвращение грибковых инфекций и кондиционер для волос
Arctium Majus Extract
Экстракт большого лопуха
Burdock) )Стимулирует фолликулы и предовращает преждевременное выпадение волос.
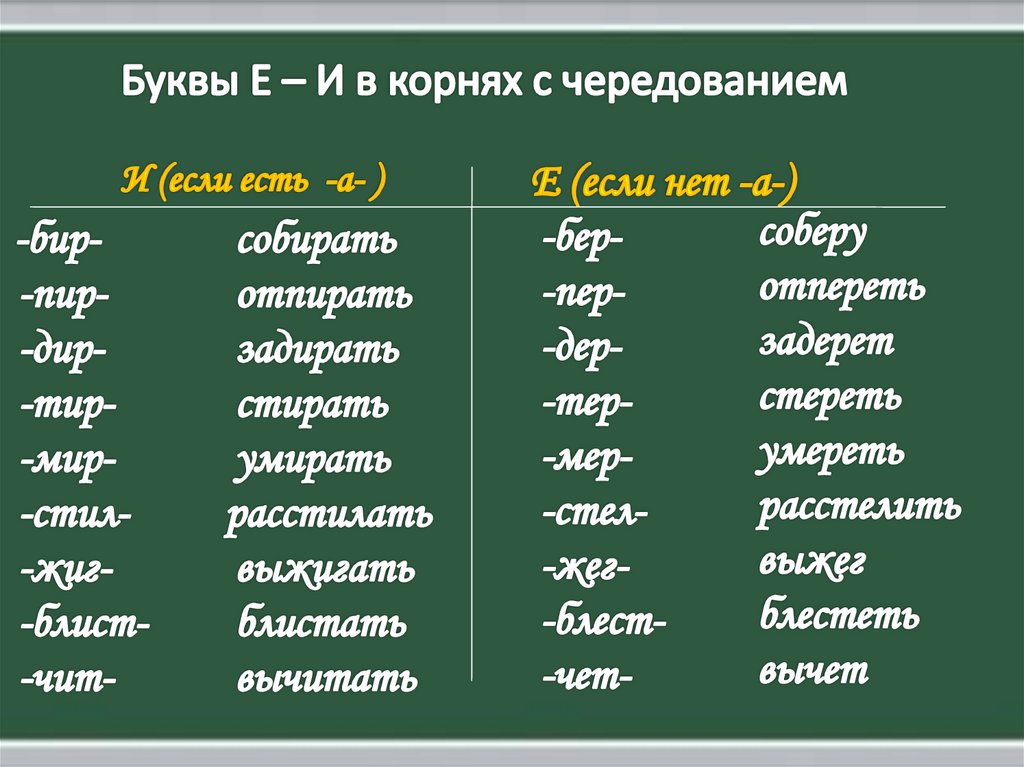
Контроль перхоти и блеск волосRosmarinus Officinalis Розмарин
(Rosemary)Улучшает кровообращение кожи головы и способствует питанию и стимуляции фолликул, уменьшает воспаление
Arnica Montana
Экстракт Арники ГорнойАнтиоксидант
Pinus Sylvestris
( Pine Leaf)
Экстракт Сосны обыкновеннойБогат витамином С, предовращает сечение кончиков волос, кондиционер, укрепляет корни волос
Nasturtium Officinale
Жируха обыкновенная
( Watercress)- Стимулирует кровообращение кожи головы, питает и укрепляет волосы
- Контроль и рпедовращение выпадения ослабленных волос
- Укрепление стержня и корней волос
- Антибактериальное, противовоспалительное и противоотечное средство
Корни стиля
— кузов и стиль
Каждый день женщины спрашивают меня: «Что, если мой тип телосложения не соответствует моему личному стилю?».
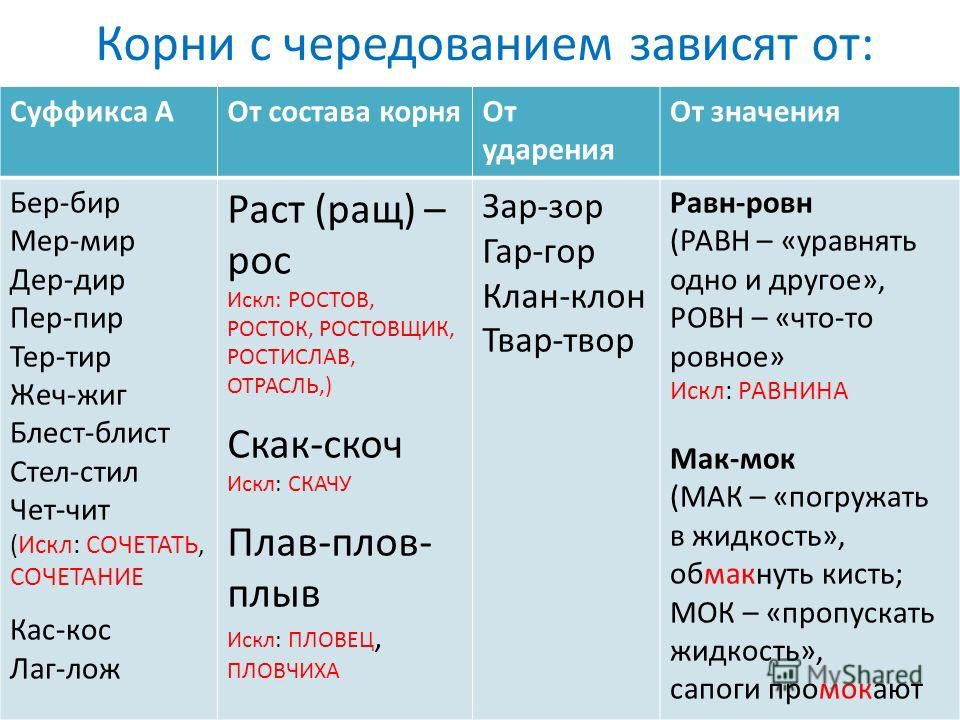 Они чувствуют себя разочарованными системами типизации тела, которые говорят им, что им нужно одеваться более вневременно, или более женственно, или более смело, когда это просто не похоже на них внутри. Моя система «Корни стиля» поможет вам определить 3 основных элемента вашего личного стиля, соединить их друг с другом и типом фигуры с каждым нарядом, который вы носите.
Они чувствуют себя разочарованными системами типизации тела, которые говорят им, что им нужно одеваться более вневременно, или более женственно, или более смело, когда это просто не похоже на них внутри. Моя система «Корни стиля» поможет вам определить 3 основных элемента вашего личного стиля, соединить их друг с другом и типом фигуры с каждым нарядом, который вы носите.8 корней стиля
Ниже представлено представление каждого из 8 корней стиля, чтобы вы могли понять, как они работают. Вот как вы хотите представить себя миру! Если вы хотите, чтобы вас считали сильным и способным человеком во всех сферах жизни, вы можете выбрать «гору». Если вы хотите, чтобы вас воспринимали как мрачного или готического человека, вы можете выбрать «луна». Если вы хотите, чтобы вас считали женственной и сексуальной, вы можете выбрать «огонь». В каждом из этих дескрипторов есть много эстетики/тенденций/моды, которые меняются. Существует огромный диапазон внутри каждого типа, и фотографии ниже — не единственный способ проявления каждого корня.

Луна
Луна может быть описана как темная и мятежная. Он вдохновлен ночным временем, разложением и хаосом.
Солнце
Солнце можно охарактеризовать как творческое, дикое и экспериментальное. Он вдохновлен ярким летом, тропическими локациями и игрой.
Цветок
Цветок можно описать как сладкий, нежный и красивый. Он вдохновлен живописностью, цветущей жизнью и спокойствием.
Огонь
Огонь можно описать как чувственный и роскошный. Он вдохновлен электричеством, пышными или вулканическими пейзажами и горением.
Земля
Землю можно охарактеризовать как природную и — по-другому не скажешь (я пробовал) — земную. Он вдохновлен грязью, лесными обитателями и нетронутой человеком землей.
Mushroom
Mushroom можно охарактеризовать как классический и элегантный. Он вдохновлен симметрией, простыми пейзажами и тем, как природа встает на свои места.
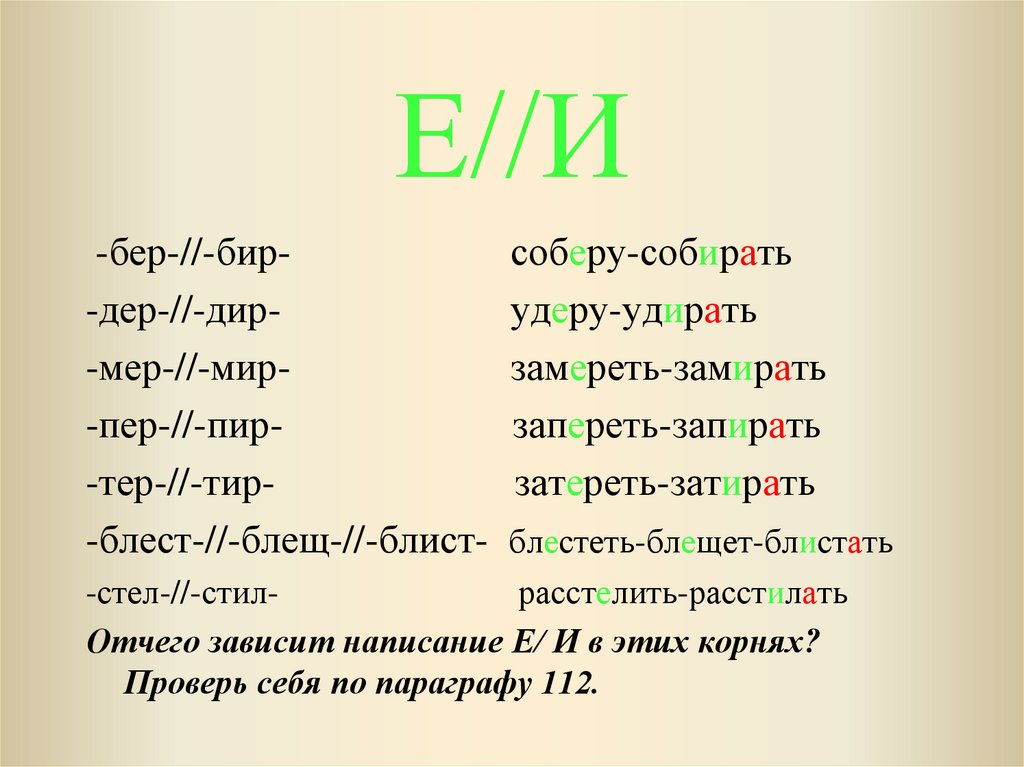
Гора
Гору можно охарактеризовать как сильную и мощную. Он вдохновлен величественностью, силой и впечатляющими размерами, такими как пещеры или долины.
Камень
Камень можно охарактеризовать как расслабленный и непринужденный. Он вдохновлен городскими улицами или походами.
Чтобы найти корни своего стиля, вы можете просто следовать инстинкту и просто выбрать 3, которые больше всего похожи на вас. Если вы боретесь с этим, вы можете пройти этот тест!
Викторина работает как «это» или «это», так что возьмите лист бумаги и запишите свои ответы! Чтобы ответить на вопрос, подумайте: если бы я был самым [вставьте вариант здесь] человеком в любой комнате, было бы это настоящим мной? Некоторые из них будут иметь более сильное притяжение, чем другие, поэтому ничего страшного, если вы чувствуете, что находитесь посередине, просто выберите тот, который больше всего склоняется к .
Вы бы предпочли выглядеть…
скромной или чувственной?
беззаботно или поверх вещей?
темный или светлый?
прочный или нежный?
Экспериментальный или вневременной?
Результаты:
Если вы выбрали чувственный, беззаботный, нежный , у вас может быть ОГОНЬ как один из ваших корней
если вы выбрали легкий, нежный , скромный у вас может быть ЦВЕТОК как один из ваших корней
если вы выбрали вдобавок ко всему, деликатный, вневременной, скромный одним из ваших корней может быть ГРИБ
если вы выбрали темный, сильный, беззаботный, чувственный , одним из ваших корней может быть ЛУНА
если вы выбрали беззаботный, нежный, экспериментальный , у вас может быть ЗЕМЛЯ как один из ваших корней
Если вы выбрали: сильный, превосходный, вневременной, скромный , у вас может быть ГОРА как один из ваших корней
Если вы выбрали скромный, беззаботный, вневременной, сильный одним из ваших корней может быть КАМЕНЬ
Если вы выбрали: легкий, беззаботный, экспериментальный возможно, одним из ваших корней будет СОЛНЦЕ!
Возможно, вы обнаружите, что ваши варианты не совсем соответствуют одному из приведенных выше вариантов, и именно здесь вы выбираете несколько корней стиля!
Например, вы могли бы выбрать:
Это может соответствовать комбинации гриба, огня и луны.
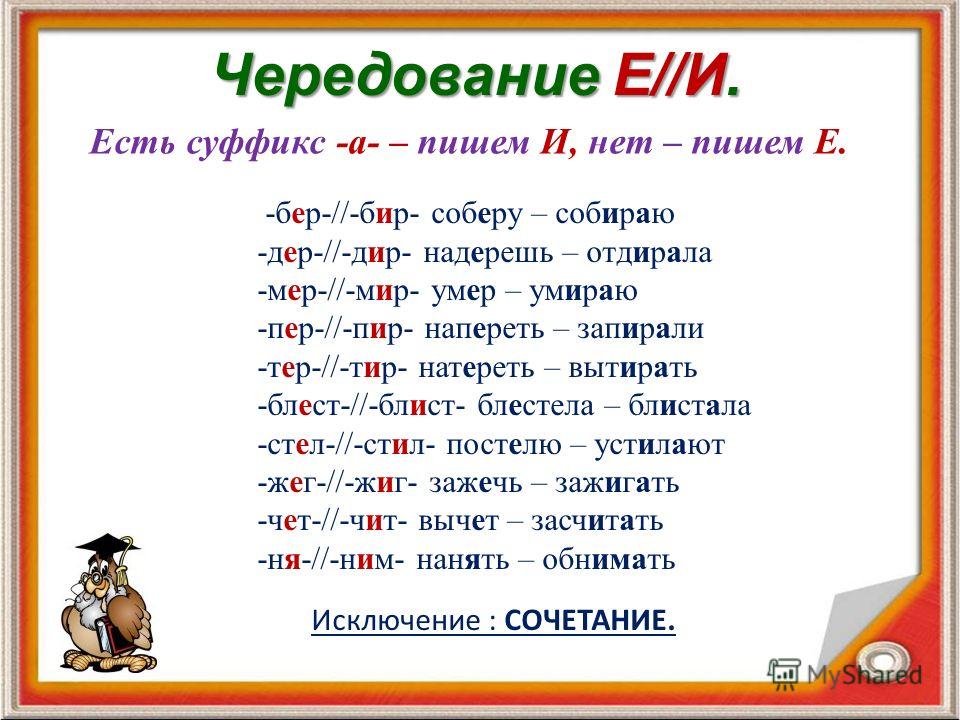 Это пример того, как это может выглядеть ->
Это пример того, как это может выглядеть ->Прочтите этот пост в блоге, чтобы узнать больше об викторине Style Roots Quiz ЗДЕСЬ
Сочетание корней вашего стиля
У большинства из нас есть более чем одна вещь, которая влияет на нас и, следовательно, на наш личный стиль. Мы все многогранны, и наш стиль выглядит наиболее уникальным и впечатляющим, когда в нем также сочетаются несколько элементов.
Чтобы ваши наряды были цельными, а не мешаниной, КАЖДАЯ часть должна содержать элементы каждого из корней вашего стиля.Оба эти наряда имеют общие стилистические корни: горы, луна и огонь, но воплощают их по-разному.
Наряд слева неплох, но выглядит очень актуальным, в то время как наряд справа кажется вневременным, но с некоторой индивидуальностью.
Вы не уверены, кто эта женщина слева: женственна, резка или умна? Мы не знаем. В то время как наряд слева производит впечатление утонченной женщины с изюминкой — это гораздо более захватывающая концепция.
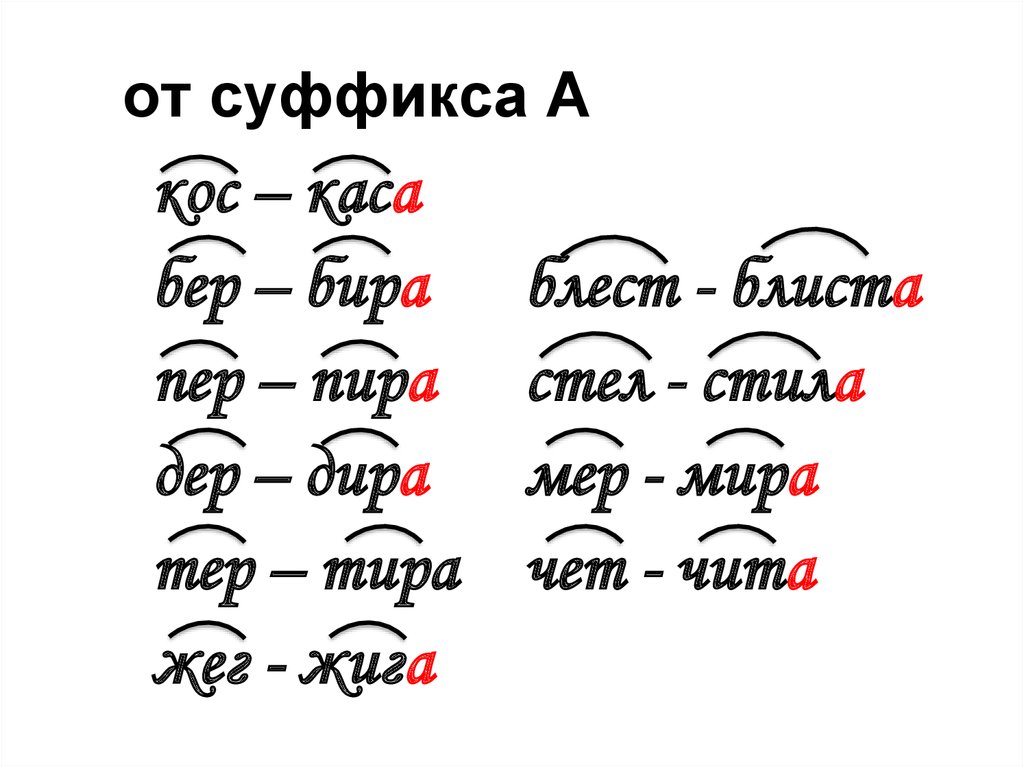
Проблема с нарядом слева заключается в том, что если вы уберете каждую часть, вы получите совершенно другой наряд — каждый предмет является крайним примером корня стиля — тогда как почти каждый элемент наряда справа имеет как минимум два элемента: гора, луна и огонь. Здесь больше горы, чем чего-либо еще, но это нормально — гора будет ее доминирующим корнем стиля, а два других влияют на внешний вид. Не должно быть равным!
ЛЕВАЯ
ПРАВАЯ
юбка
леопардовый принт — луна + огонь
простой силуэт — гора
9 0051
средней длины — горный
сумка
часы
золото — гора + огонь
чанки — гора + луна
простой циферблат — гора
блейзер
минимальная деталь — гора
острые формы — гора
закатанные рукава — луна (просто)
тройник
Сочетание с типом телосложения
Существует 3 способа совместить корни стиля с типом телосложения.
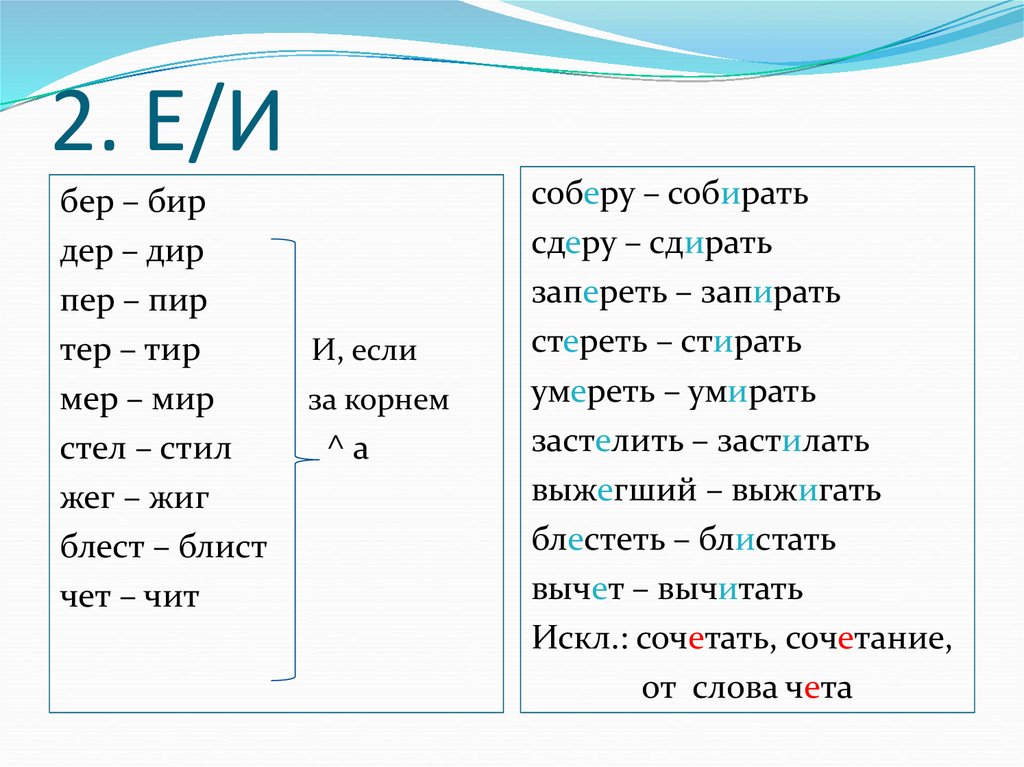 Я вижу основную проблему в том, что люди думают, что они должны отказаться от своего собственного стиля, чтобы одеться в соответствии с вашим типом телосложения, а это не так!
Я вижу основную проблему в том, что люди думают, что они должны отказаться от своего собственного стиля, чтобы одеться в соответствии с вашим типом телосложения, а это не так!Уточните, сосредоточьтесь, следуйте
Я разработал систему из 3-х различных методов, чтобы ваши корни стиля работали для вашего типа телосложения. Первый шаг — написать список элементов, составляющих основу вашего стиля. Например, для луны можно написать:
темные цвета
цепочки
кружева
полоски
90 054
кожа
рипы
леопардовый принт
бархат
Допустим, для следующих примеров вы романтик с корнем «лунный» стиль.
Уточнить
Метод «Уточнить» включает настройку каждой детали таким образом, чтобы она соответствовала рекомендациям по вашему типу телосложения. Таким образом, небесный отпечаток слева слишком крупный и резкий для шрифта R, а версия справа немного округлая и тонкая.
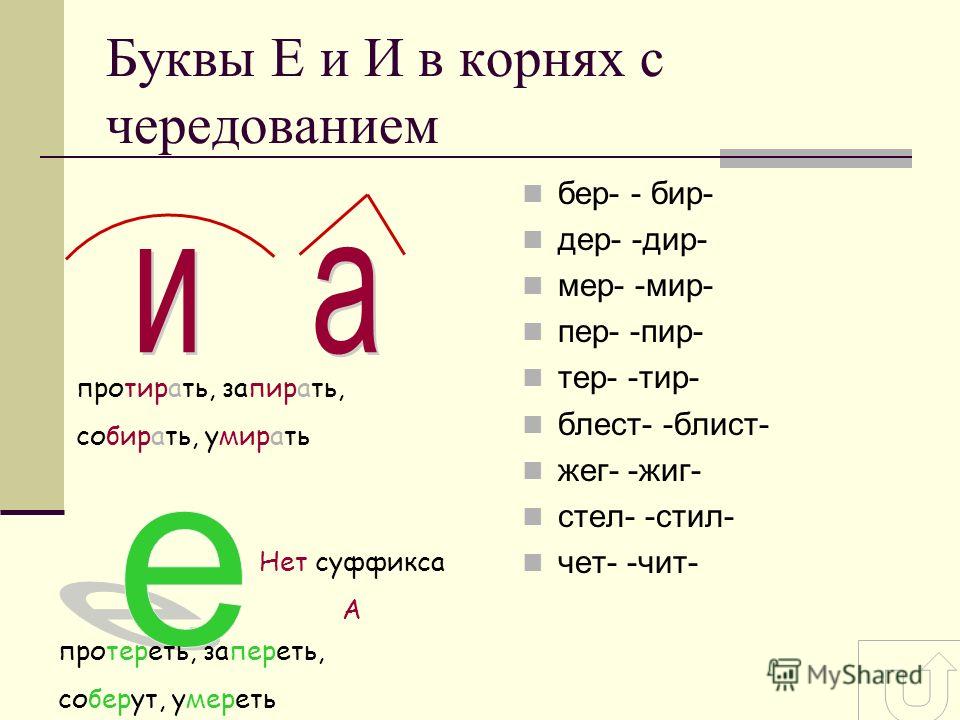 Идея состоит в том, чтобы адаптировать детали корня к вашим линиям вот так!
Идея состоит в том, чтобы адаптировать детали корня к вашим линиям вот так!Метод «Фокус» включает в себя изменение силуэта в соответствии с линиями вашего типа тела, независимо от размера/формы «корневой» детали. В этом примере наша R-девушка хочет носить клетку, которая по своей сути является деталью Ян, поэтому она будет контрастировать с ее телосложением. Если вы выберете юбку, подобную той, что слева, ситуация ухудшится, но вместо этого выберите юбку с оборками, бантами и силуэтом в виде песочных часов, чтобы форма подходила для вашей фигуры R.
Следовать
Последний вариант самый простой, но самый ограниченный. Просто выберите элементы из своего списка корней, которые подходят вашему типу телосложения, вместо того, чтобы пытаться заставить работать другие. Таким образом, вместо полосок, массивных сапог или клетки вы можете выбрать леопардовый принт, кружево или бархат.

Нужна моя помощь?
Надеюсь, теперь вы лучше понимаете корни своего стиля и то, как заставить их работать на ваше тело. Если вы хотите, чтобы я создал для вас стиль, основанный на вашем типе телосложения и стилевых корнях, обязательно ознакомьтесь с моими услугами и заполните контактную форму. Вместе мы сможем положить конец войне с вашим гардеробом!
Корень | Спецификация стиля | Mapbox GL JS
Корень | Спецификация стиля | Картбокс GL JS | Mapbox
Все docschevron-rightMapbox GL JSchevron-rightarrow-leftStyle Specificationchevron-rightRoot
Свойства корневого уровня стиля Mapbox определяют слои карты, источники листов и другие ресурсы, а также значения по умолчанию для начального положения камеры, если они не указаны где-либо еще.
{ "версия": 8, "name": "Улицы Mapbox", "sprite": "mapbox://sprites/mapbox/streets-v8", "glyphs": "mapbox://fonts/mapbox/{fontstack}/{диапазон}.pbf", "источники": {. ..},
«слои»: [...]
}
..},
«слои»: [...]
}
Некоторые свойства корневого уровня, в том числе
владелецимодифицированный, не задокументированы здесь, поскольку они не влияют на визуализацию стиля. Полный список этих свойств и их описания см. в примере объекта стиля в документации API стилей Mapbox.Требуемый массив слоев.
Слои будут отображаться в порядке этого массива.
"слои": [ { "id": "вода", "источник": "mapbox-улицы", "исходный слой": "вода", "тип": "заполнить", "краска": { "цвет заливки": "#00ffff" } } ]Требуемый объект с исходными значениями.
Спецификации источника данных.
"источники": { "mapbox-улицы": { "тип": "вектор", "url": "mapbox://mapbox.mapbox-streets-v6" } }Обязательное перечисление.
Номер версии спецификации стиля. Должен быть 8.
"версия": 8
Дополнительный номер.
Единицы в градусах .
По умолчанию
0.Азимут по умолчанию, в градусах. Азимут — это направление компаса, которое направлено «вверх»; например подшипник 90° ориентирует карту так, чтобы восток был вверху. Это значение будет использоваться только в том случае, если карта не была позиционирована другими способами (например, параметрами карты или взаимодействием с пользователем).
"подшипник": 29
Дополнительный массив чисел.
Центр карты по умолчанию по долготе и широте. Центр стилей будет использоваться только в том случае, если карта не была позиционирована другими способами (например, параметрами карты или взаимодействием с пользователем).
"центр": [ -73,9749, 40,7736 ]
Дополнительный туман.
Глобальный эффект, который затемняет слои и маркеры в зависимости от их расстояния до камеры. Туман можно использовать для аппроксимации влияния атмосферы на удаленные объекты и улучшения восприятия глубины карты при использовании с рельефом или 3D-объектами.
 Примечание: туман переименован в атмосферу в Android и iOS SDK и планируется изменить в GL-JS v.3.0.0.
Примечание: туман переименован в атмосферу в Android и iOS SDK и планируется изменить в GL-JS v.3.0.0.Необязательная строка.
Шаблон URL для загрузки наборов глифов поля расстояния со знаком в формате PBF. URL-адрес должен включать токены
{fontstack}и{range}. Это свойство необходимо, если какой-либо слой использует свойство макета текстового поля"глифы": "mapbox://fonts/mapbox/{fontstack}/{range}.pbf"Дополнительный свет.
Глобальный источник света.
"свет": { "якорь": "окно просмотра", "белый цвет", "интенсивность": 0,4 }Необязательно.
Произвольные свойства, полезные для отслеживания с помощью таблицы стилей, но не влияющие на визуализацию. Свойства должны иметь префикс, чтобы избежать конфликтов, например ‘mapbox:’.
Необязательная строка.
Понятное для человека название стиля.
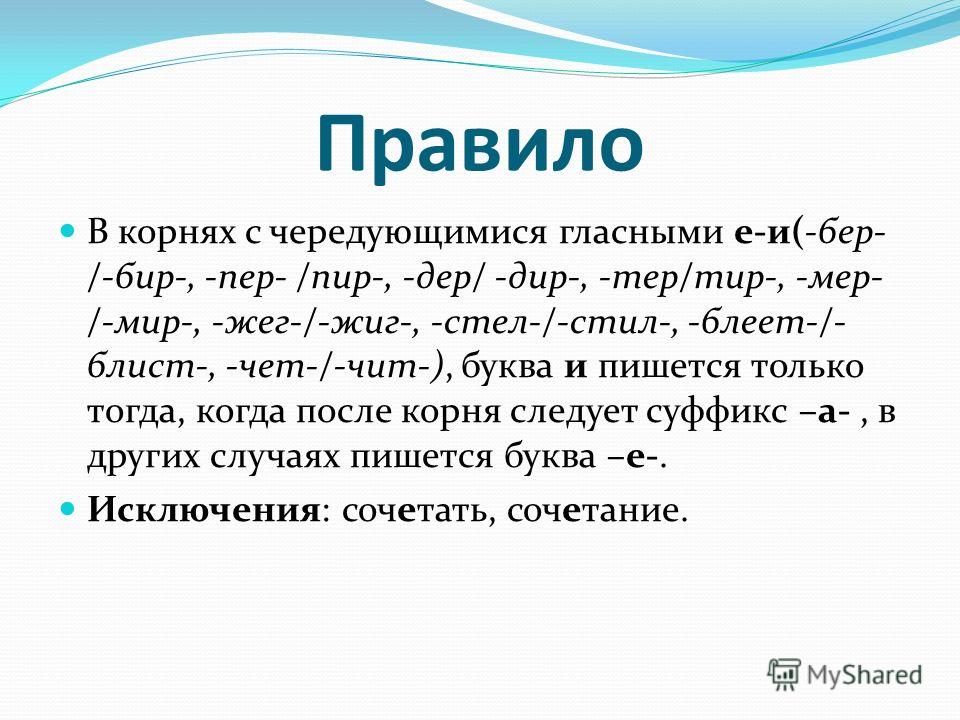
"имя": "Яркий"
Дополнительный номер.
Единицы в градусах .
По умолчанию
0.Шаг по умолчанию, в градусах. Ноль перпендикулярен поверхности, чтобы смотреть прямо вниз на карту, в то время как большее значение, например 60, смотрит вперед, к горизонту. Шаг стиля будет использоваться только в том случае, если карта не была позиционирована другими способами (например, параметрами карты или взаимодействием с пользователем).
"шаг": 50
Дополнительный выступ.
Проекция, в которой должна отображаться карта. Поддерживаемые проекции: Меркатор, Глобус, Альберс, Равноземная, Равнопрямоугольная (WGS84), Конформно-коническая Ламберта, Естественная Земля и Трипель Винкеля. Рельеф, небо и туман поддерживаются только Меркатором и глобусом. CustomLayerInterface не поддерживается за пределами Mercator.
"проекция": { "имя": "альберс", "центр": [ -154, 50 ], "параллели": [ 55, 65 ] }Необязательная строка.
Базовый URL-адрес для получения изображения спрайта и метаданных. Расширения
.png,.jsonи коэффициент масштабирования@2x.pngбудут добавлены автоматически. Это свойство необходимо, если какой-либо слой использует фоновый узорfill-pattern,line-pattern,fill-extrusion-patternилисвойства icon-image. URL-адрес должен быть абсолютным и содержать компоненты схемы, полномочий и пути."sprite": "mapbox://sprites/mapbox/bright-v8"
Дополнительный ландшафт.
Глобальный модификатор, повышающий уровень слоев и маркеров на основе источника данных ЦМР.
Дополнительный переход.
Глобальное определение перехода, используемое по умолчанию для всех свойств и используемое для временных переходов между одним значением и другим, когда переход для конкретного свойства не установлен.

Зачем нужна юстировка: что такое, сколько стоит и зачем она нужна — Мастерская Василия Мартынова
Что такое юстировка объектива камеры
Юстировка объектива камеры — это специальная настройка, благодаря которой снимки, сделанные фотоаппаратом, получаются резкими и качественными. Если рассматривать современную цифровую фототехнику, то это процесс настройки как объектива, так и самого фотоаппарата. Производится оценка состояния объектива и вносятся изменения параметров, благодаря которым нарушения в работе должны быть устранены. Если Вы пользуетесь фотоаппаратом иногда и чаще он лежит без дела, то юстировка скорее всего не потребуется. Чаще всего к ней прибегают профессиональные фотографы, которые активно используют свою аппаратуру.
Содержание
Почему возникает необходимость в юстировки объектива
По мере использования фототехники, практически все объективы со временем теряют свою резкость и качество снимков падает. Кроме этого, привести к возникновению необходимости в юстировке камеры могут следующие причины:
- Механические удары и повреждение;
- Механический износ объектива из-за чего появляются зазоры и люфты в системе крепления;
- Заводской брак объектива или камеры, из-за чего снимки отличаются от той картины, что можно увидеть в видоискателе. Очень часто проблемами с фокусировкой страдают недорогие объективы, в частности Tamron.
Есть несколько признаков по которым можно определить нужна ли юстировка объектива Вашей камеры.
— снимок не в фокусе вне зависимости от режима съёмки;
— несимметричная и неравномерная фокусировка кадра — одна часть в фокусе, а другая — нет;
— при явном указанной точке фокусировки, камера фокусируется на другой точке, находящейся ближе или дальше объекта;
— нарушена механика фокусировки;
— замыленность в зоне фокуса.В чем заключается процесс юстировка объектива
Для юстировки современного объектива используется специальный прибор, который подключается к объективу и вносит изменения в специальные переменные настройки.
Примечание: иногда приходится выполнять юстировку не объектива, а самого фотоаппарата.
 Это обычно делается в тех случаях, когда в видоискатель Вы видите одно, а на снимке получается совсем другое. Тогда изменения вносятся в микропрограмму камеры с той целью, чтобы видоискатель, зеркало фазных датчиков и матрица ловили одну и ту же зону резкости.
Это обычно делается в тех случаях, когда в видоискатель Вы видите одно, а на снимке получается совсем другое. Тогда изменения вносятся в микропрограмму камеры с той целью, чтобы видоискатель, зеркало фазных датчиков и матрица ловили одну и ту же зону резкости.Юстировка объектива своими руками в домашних условиях
В Интернете можно встретить море инструкций как сделать юстировку в домашних условиях. Своими руками без наличия специальной аппаратуры и инструмента (микроскоп, коллиматор и т.п.), у Вас ничего не получится. Одной отвёрткой тут ничего не сделать! Вы не просто бестолку потратите кучу времени, а ещё имеете все шансы угробить дорогую фототехнику. Поэтому сразу хочу отговорить Вас от подобной затеи. Даже в профессиональном сервисном центре специалисту не всегда с первого раза удаётся правильно отъюстировать объектив или камеру. Часто фотографам приходится снова и снова обращаться чтобы в итоге получить желаемый результат.
Статья Юстировка телескопа системы Ньютона
- Начало
- Библиотека
- Юстировка телескопа системы Ньютона
Как-то один опытный любитель астрономии из США Майкл Порцеллино удачно высказывался: «Перед тем как выйти на сцену музыкант настраивает свой инструмент, только так ему удастся воспроизвести тончайшие нюансы его музыки.
 Так почему же не настроить свой инструмент – телескоп, чтобы сполна насладится той грандиозной симфонией звёзд, которую подготовила нам следующая ночь наблюдений».
Так почему же не настроить свой инструмент – телескоп, чтобы сполна насладится той грандиозной симфонией звёзд, которую подготовила нам следующая ночь наблюдений».И действительно, одним из основных требований к телескопу является точная ориентация и концентричность всех оптических элементов системы на оптической оси. Выполнение этого требования позволит телескопу правильно построить изображение наблюдаемого объекта и в хороших наблюдательных условиях показать детали, которые соответствуют предельным теоретическим возможностям инструмента.
Процедура юстировки телескопа, хотя на первый взгляд может показаться сложной, на самом деле с появлением опыта оказывается достаточно простой, а эффект от неё очень значителен. Некоторые нарекания начинающих наблюдателей на качество даваемого телескопом изображения зачастую вызваны именно разьюстировкой оптики. Разумеется, есть телескопы, дающие хорошее качество изображение и есть телескопы худшего качества, но разьюстированный телескоп даже с превосходной оптикой никогда не покажет идеального изображения.
Телескопы Ньютона одни из наиболее популярных среди любителей астрономии, но в виду разных причин могут даже с завода производителя поставляться немного разьюстированными. Телескоп также может быть немного разьюстирован после транспортировки вследствие вибраций или даже незначительных ударов. При наблюдениях с малыми увеличениями звёздных полей и дип-скай объектов подобные незначительные погрешности практически не сказываются на изображении, но при большом увеличении, наблюдая планеты или двойные звёзды, существенное искажение картинки Вы наверняка заметите.
Но, в любом случае, браться за процедуру юстировки нужно только точно убедившись, что телескоп действительно в этом нуждается. Сделать это можно некоторыми из описанных ниже способов и руководствуясь оценками изображения звезды даваемого телескопом при достаточно большом увеличении.
Устройство оправ зеркал телескопа
Уже достаточно серьёзные телескопы Ньютона обязательно оборудованы оправами зеркал с возможностью пользовательской юстировки телескопа.
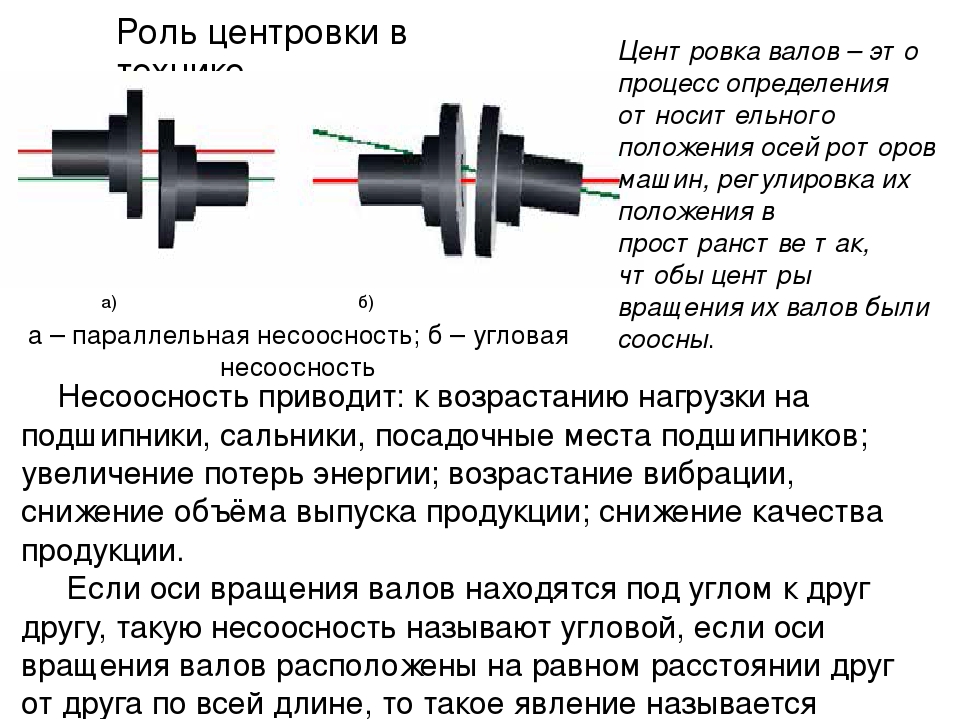 Оправа главного зеркала в простейшем виде состоит из двух пластин, одна из которых жёстко закреплена на трубе, а вторая, на которой установлено зеркало, имеет возможность наклона посредством трёх юстировочных винтов. На оправе обычно находится шесть винтов, три из которых, подпружинены и предназначены собственно для юстировки, а другие три – контрящие, просто упираются в пластину с зеркалом, чтобы сохранить заданное ей положение при юстировке. Юстировка производится после ослабления контрящих винтов, и, добившись нужной ориентации зеркала юстировочными винтами, мы аккуратно и без особого усилия подтягиваем контрящие винты.
Оправа главного зеркала в простейшем виде состоит из двух пластин, одна из которых жёстко закреплена на трубе, а вторая, на которой установлено зеркало, имеет возможность наклона посредством трёх юстировочных винтов. На оправе обычно находится шесть винтов, три из которых, подпружинены и предназначены собственно для юстировки, а другие три – контрящие, просто упираются в пластину с зеркалом, чтобы сохранить заданное ей положение при юстировке. Юстировка производится после ослабления контрящих винтов, и, добившись нужной ориентации зеркала юстировочными винтами, мы аккуратно и без особого усилия подтягиваем контрящие винты.Оправа вторичного зеркала закреплена в трубе на трёх или четырёх растяжках и имеет две металлические детали. На одной находится три юстировочных винта и центральный подпружиненный стопорный винт, а на другой детали под углом 45 градусов закреплено вторичное зеркало. Чтобы отъюстировать вторичное зеркало необходимо немного ослабить центральный винт и работать трёмя остальными.
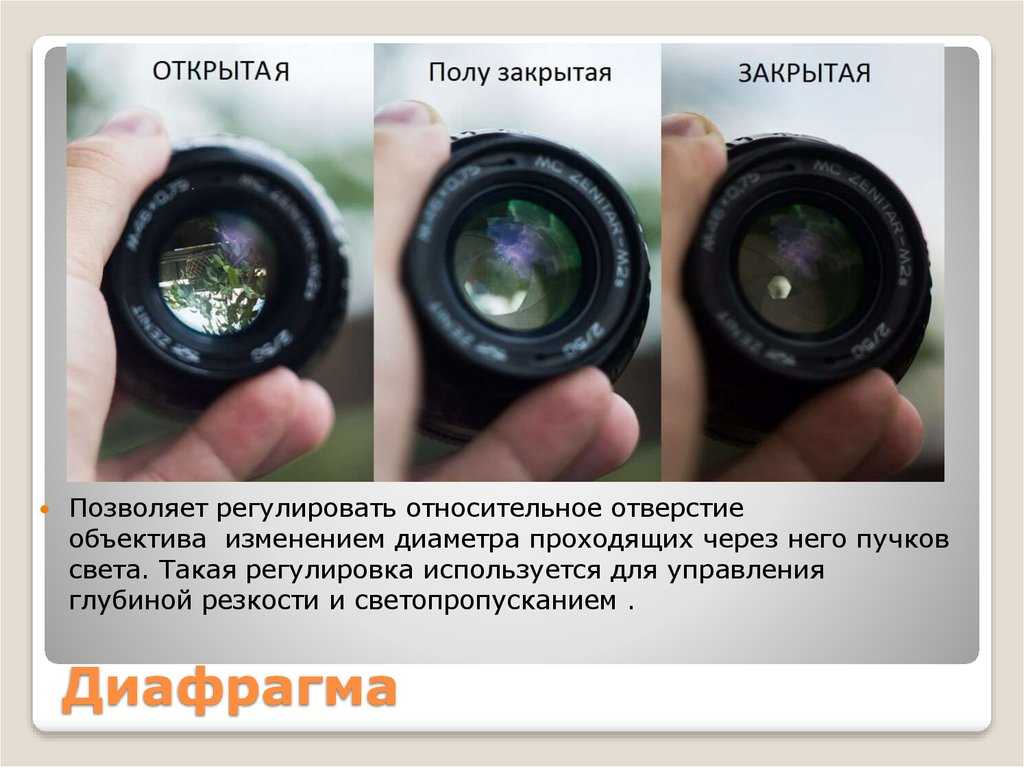
На большинстве заводских зеркал точно в центре находится метка, которая здорово помогает при юстировке. Если же на зеркале Вашего телескопа такой метки нет, её можно нанести самостоятельно. Для этого придётся аккуратно извлечь зеркало из оправы. Делать это нужно крайне осторожно и внимательно, запоминая при этом позиции и разворот всех крепёжных элементов. Вытащив зеркало и уложив его на ровную поверхность, можно приступать. Для того чтобы точно поставить метку можно действовать двумя способами. Как вариант можно точно разметить и вырезать из картона маску на зеркало, диаметр которой, будет равен диаметру зеркала, а в её центре будет находиться небольшое отверстие, через которое можно поставить метку спиртовым маркером. Подобное маску можно легко разметить с помощью обычного циркуля.
По второму способу на зеркало просто укладываются две чистые пластиковые или деревянные линейки крест-накрест и таким способом отмеряется центр окружности и ставится точка.
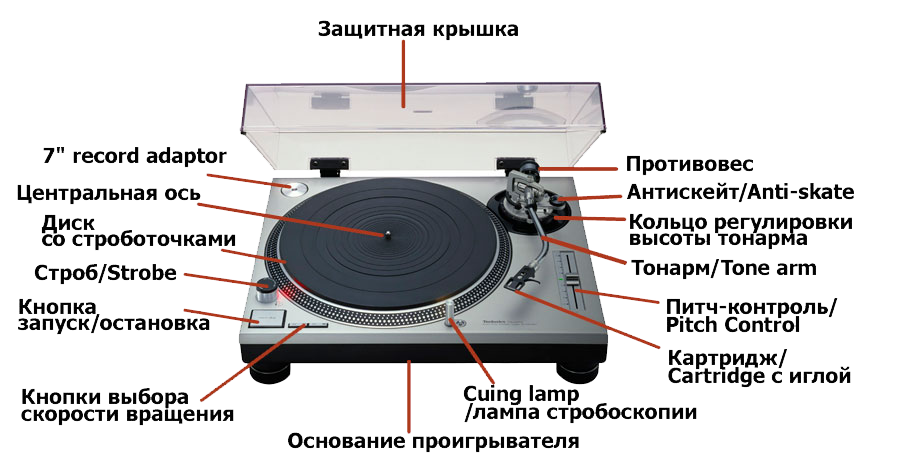 К такой работе нужно подходить очень аккуратно, чтобы не повредить тонкое покрытие зеркала. Нужно также не оставить случайно на зеркале отпечатков рук или пальцев, лучше работать в чистых перчатках.
К такой работе нужно подходить очень аккуратно, чтобы не повредить тонкое покрытие зеркала. Нужно также не оставить случайно на зеркале отпечатков рук или пальцев, лучше работать в чистых перчатках.Предварительная грубая юстировка
Процедуру юстировки удобно разделить на два этапа – грубую юстировку, когда необходимо примерно ориентировать зеркала таким образом, чтобы добиться приблизительной концентричности всех отражений в телескопе, и точную, когда требуется, наблюдая изображение звезды, действительно убедиться в том, что телескоп правильно строит изображение. Для грубой юстировки, нужно просто вытащить из фокусёра окуляр и заглядывая в отверстие глазом, наблюдать структуру отражений в трубе телескопа.
Юстировка вторичного зеркала
Начинать юстировку нужно со вторичного зеркала. Первое чего нужно добиться это концентричность кромки вторичного зеркала относительно внутренней стенки трубки фокусёра телескопа. Сделать это можно перемещая вторичное зеркало вдоль оптической оси.
 Для этого нужно отпускать или подтягивать центральный винт оправы, в первом случае поджимая, а во втором ослабляя три юстировочных винта.
Для этого нужно отпускать или подтягивать центральный винт оправы, в первом случае поджимая, а во втором ослабляя три юстировочных винта.Добившись концентричности, можно перейти уже к самой юстировке. Здесь стоит оговорить, что, т.к. вторичное зеркало имеет оптически плоскую поверхность, небольшое смещение его с оси не вносит каких-либо существенных аберраций в изображение, типа комы или астигматизма. Но будучи не точно выставленным на оси, когда центр эллипса зеркала не совпадает с оптической осью, оно будет придавать дифракционной картине неправильную форму, а при фотографических наблюдениях вносить неравномерное виньетирование по полю зрения матрицы приёмника изображения.
Отцентрировав вторичное зеркало, необходимо его выставить таким образом, чтобы получить полное отражение главного, когда будут видны кромка главного зеркала и удерживающие его лапки концентрично во вторичном зеркале. Пока что не нужно обращать внимания на то, что видно в самом главном зеркале, эти погрешности мы исправим позже.

Во время юстировки вторичного зеркала приходится применять инструменты, обычно это крестовая отвёртка и шестигранный ключ, важно предостеречь себя от того, чтобы случайно уронить инструменты внутрь трубы на главное зеркало. Такая оплошность может привести к значительному сколу на зеркале. Чтобы этого избежать, лучше во время юстировки ориентировать трубу строго горизонтально, в таком положении, если Вы случайно и выроните что-то из инструментов, они просто упадут на внутреннюю стенку трубы и останутся там.
Юстировка главного зеркала
Юстируя главное зеркало нужно добиться того, чтобы оно давало концентричное отражение вторичного зеркала в центре, а растяжки оправы главного зеркала делили видимую картину на ровные сектора. Добившись подобной концентричности элементов, нужно не отрывая глаз от фокусёра аккуратно и последовательно подтянуть все контрящие винты, не сбивая при этом настройки.
Если труба телескопа в своей длине превосходит 1м, то процедуру юстировки главного зеркала лучше проводить с помощником, который будет точно следовать командам наблюдателя.
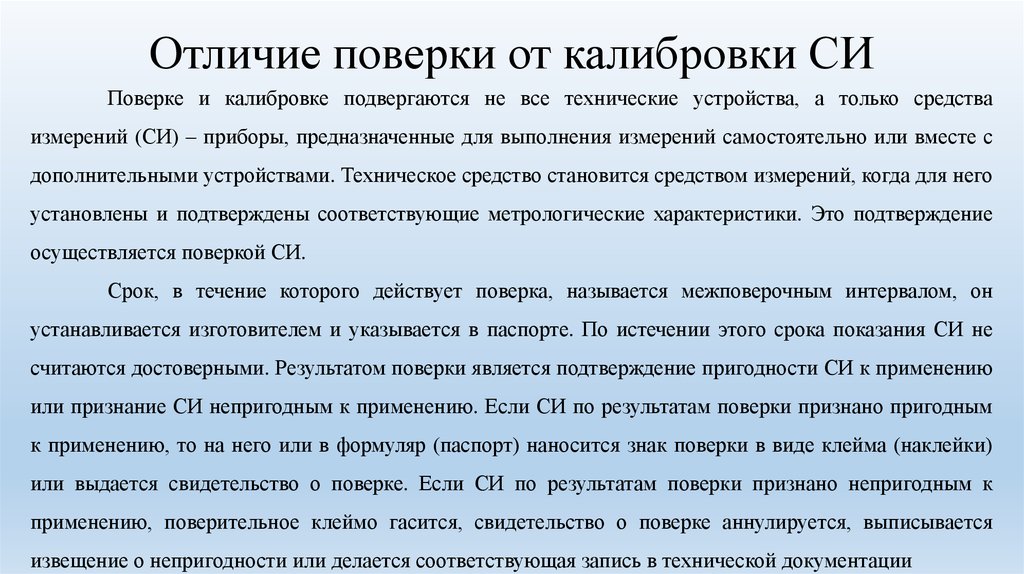
В конечном итоге, желательно получить картинку подобную той, которая приведена на фото ниже. Вторичное зеркало расположено концентрично трубке фокусера, и главное зеркало находится точно по центру вторичного, по его краям видны три крепёжных лапки. Всю картину делят на четыре одинаковых сектора растяжки оправы вторичного зеркала.
Приспособления для юстировки
Для того чтобы упростить или сделать более точным процесс юстировки телескопа существуют удобные приспособления. Рассмотрим некоторые из них.
Визир
Во время грубой юстировки телескопа, заглядывая в отверстие фокусёра, наблюдатель может неправильно ориентировать глаз, так что из-за некорректного угла зрения могут иметь место ошибки при юстировке. Чтобы решить эту проблему, можно использовать простой визир, который позволит наблюдать общую картину строго с одной точки на оптической оси.
Изготовить подобное приспособление можно самостоятельно, используя баночку из-под фотоплёнки, правда, отыскать которую, возможно, уже будет проблематично в наш век цифровой фотографии.
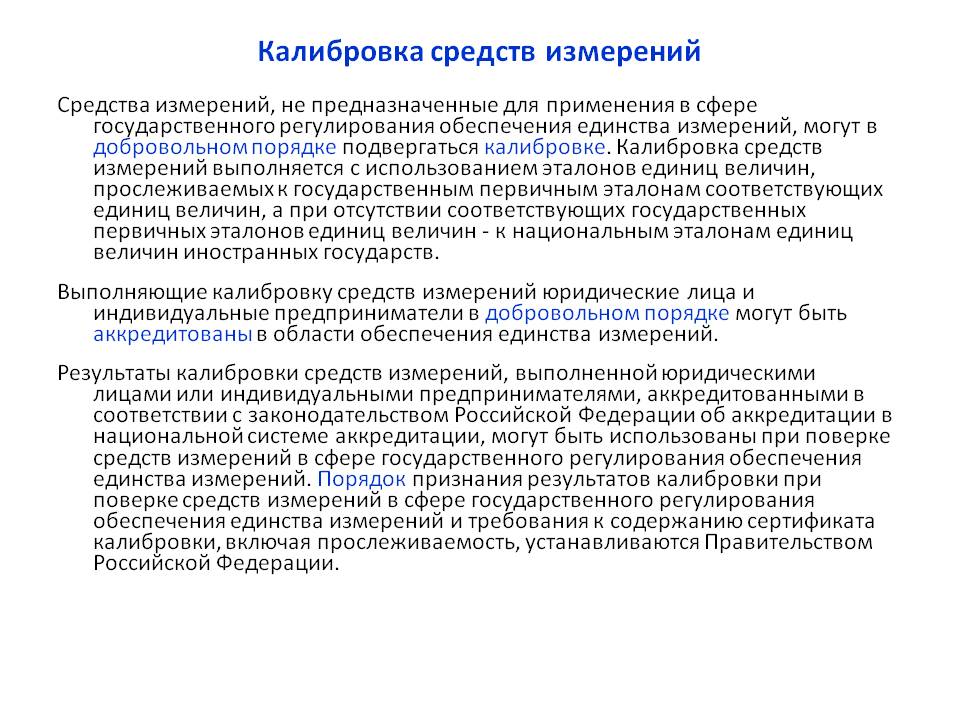 Контейнер от фотоплёнки хорошо подходит благодаря своему внешнему диаметру, который примерно соответствует посадке 1,25 дюйма. В центре крышки баночки делается отверстие диаметром примерно 1мм, а её дно срезается ножом.
Контейнер от фотоплёнки хорошо подходит благодаря своему внешнему диаметру, который примерно соответствует посадке 1,25 дюйма. В центре крышки баночки делается отверстие диаметром примерно 1мм, а её дно срезается ножом.Баночка вставляется вместо окуляра в отверстие фокусёра и таким образом данное приспособление позволяет без особых затрат повысить качество юстировки телескопа.
Чеширский окуляр
Основным недостатком описанного выше визира является то, что нет возможности видеть внутреннюю стенку крышки баночки, что необходимо для правильной юстировки, поэтому приходится работать попеременно – с визиром, для настройки концентричности, и без него, когда глаз естественно подсвечен боковыми лучами света, для сведения оптических осей.
Эту проблему решает удобный аксессуар – это чеширский окуляр, или просто чешир, который представляет собой металлическую трубку с небольшим отверстием на заднем конце, и перекрестием на переднем.
 Его особенность заключается в том, что внутри находится втулка, срезанная под углом 45 градусов и имеющая светоотражающее покрытие. Внутри самой трубки имеется перекрестие нитей для точного прицеливания.
Его особенность заключается в том, что внутри находится втулка, срезанная под углом 45 градусов и имеющая светоотражающее покрытие. Внутри самой трубки имеется перекрестие нитей для точного прицеливания.Удобство в том, что наблюдатель может постоянно держать глаз на оптической оси и при этом видеть отражение в трубке фокусёра. Юстировка при этом осуществляется обычным образом, а центральную метку на зеркале необходимо свести с перекрестием нитей в чешире. С таким приспособлением юстировка становится ещё более точной и оперативной.
Лазерный коллиматор
Одним из последних писков моды у любителей астрономии стало применение лазерных коллиматоров для юстировки телескопов-рефлекторов системы Ньютона. Лазерный коллиматор имеет достаточно простое устройство. В металлическом корпусе с посадкой 1,25″ точно установлены обычная лазерная указка и мишень для возврата луча. Принцип работы с коллиматором заключается в том, чтобы ориентировать луч в центр вторичного зеркала и, отъюстировав его, попасть лучом в центр главного, где находится метка.
 После этого главное зеркало настраивается так, чтобы луч вернулся в центр мишени коллиматора, откуда и был выпущен. Изящность идеи представляется в том, что луч лазера это осуществлённая оптическая ось телескопа, поэтому работа с ним, при наличии некоторых навыков очень удобна.
После этого главное зеркало настраивается так, чтобы луч вернулся в центр мишени коллиматора, откуда и был выпущен. Изящность идеи представляется в том, что луч лазера это осуществлённая оптическая ось телескопа, поэтому работа с ним, при наличии некоторых навыков очень удобна. Ещё одной, безусловно, интересной особенностью лазерного коллиматора является возможность проверки надёжности и устойчивости механических узлов телескопа при нагрузках, деформациях и провисаниях. Проверить это можно разворачивая трубу под разными углами, когда несущие элементы конструкции испытывают меняющиеся напряжения. Больше всего эти вопросы обычно волнуют астрофотографов, для которых проблемы с механикой телескопа обычно сулят потерю фокуса и, как следствие, испорченную серию кадров.
Но если в Вашем телескопе, в разных положениях трубы, луч продолжает оставаться в центре мишени, можно быть уверенным, что телескоп не только хорошо отъюстирован, но и его механика имеет отличное качество исполнения.
Точная юстировка телескопа по звёздам
Несмотря на множество методик или интересных приспособлений для юстировки, самой надёжной проверкой результата является тест в реальных наблюдательных условиях – проверка по звёздам. Даже мельчайшие отклонения оптики с оптической оси достаточно сильно проявляют себя на дифракционной картине звезды. Прежде чем заниматься юстировкой телескопа по звезде, необходимо дать его оптике некоторое время остыть и выждать более-менее спокойную атмосферу, когда наблюдения при увеличениях 1,5-2D не будут приносить дискомфорта.
Оценка качества юстировки производится по коме звезды в центре поля (не путать с комой присущей телескопам Ньютона, она проявляет себя по краю поля). Если оптика разьюстирована, то звезда, вместо аккуратного кружка Эри и нескольких округлых дифракционных колечек, будет иметь искажённый вид с вытянутыми кольцами. Юстировка будет заключаться в том, чтобы придать изображению звезды правильный округлый вид с концентричными кольцами, компенсируя неправильный наклон оптической оси зеркал.
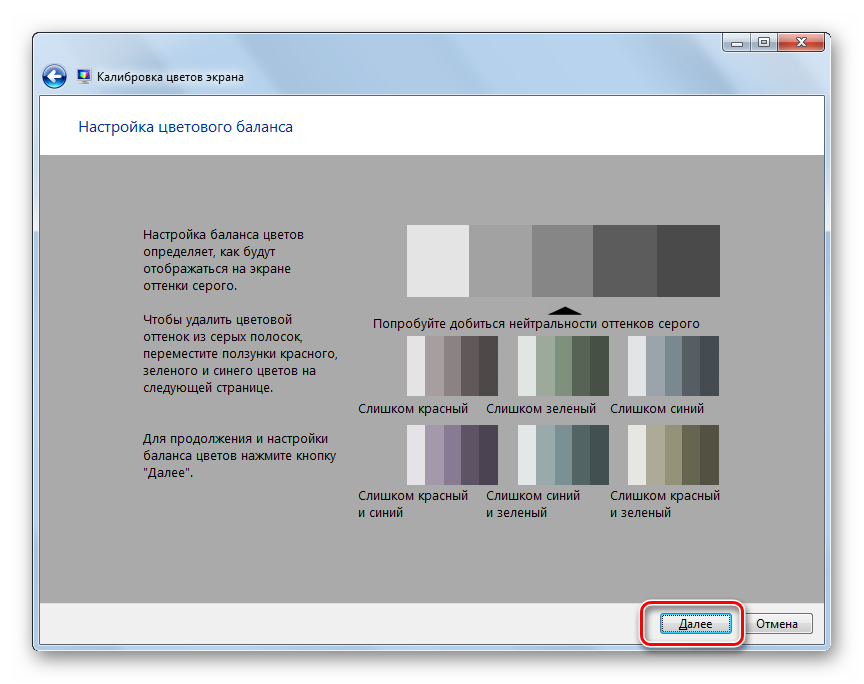
Однажды успешно справившись с задачей точной юстировки телескопа-рефлектора, Вы наберётесь достаточно опыта, и повтор подобных процедур в случае надобности будет занимать всё меньше и меньше времени. А хорошо отъюстированный телескоп будет радовать Вас изящными, аккуратными видами звёзд и качественно новыми деталями на планетах, даря прекрасные впечатления от наблюдений и уверенность в предельных возможностях инструмента.
Консультации
Работаем по будням с 900 до 1800
- (044) 493-88-45
- (050) 307-88-45
- (067) 485-88-45
- (068) 761-82-21
- (093) 761-82-21
- Консультации в Telegram
- [email protected]
Компания
- О нас
- Благотворительность
- Тротуарная астрономия
Сотрудничество
- Партнерская программа
- Для поставщиков
- Наши вакансии
Давайте дружить!
Мобильная версия сайта
Астромагазин AstroScope3.
 0 ©
0 ©
Украина, Киев, Харьков 2007-2021Powered by Melbis Shop v6.3.0 Mon, 01 May 2023 02:04:13 GMT
Разрешение Вашего устройства не позволяет полностью отобразить наш сайт, поэтому просим Вас начать использовать его мобильную версию!
Мобильная версия сайта
Что нужно знать о сход-развале
Развал-схождение, также известный как сход-развал, может помочь вашим шинам работать должным образом и продлить срок их службы. Это также может улучшить управляемость и предотвратить увод вашего автомобиля в одном направлении или странную вибрацию на дороге.
ЧТО ТАКОЕ ВЫРАВНИВАНИЕ ШИН?
Развал-схождение относится к регулировке подвески транспортного средства – системы, соединяющей транспортное средство с его колесами. Это не регулировка самих шин или колес. Ключом к правильному выравниванию является регулировка углов шин, которая влияет на то, как они соприкасаются с дорогой.
КАК УЗНАТЬ, НУЖНА ЛИ МНЕ ВЫСТАВКА ШИН?
Есть несколько способов узнать, нуждается ли ваш автомобиль в регулировке шин. Если вы заметили один или несколько из этих индикаторов, вам следует немедленно обратиться к лицензированному специалисту по обслуживанию для проверки центровки.
Неравномерный износ протектора
Автомобиль тянет влево или вправо
Рулевое колесо смещено от центра при движении прямо
Вибрация рулевого колеса0005
Когда техник проверяет развал-схождение, он или она в основном обращают внимание на три вещи:
1. РАЗВАЛ
Это внутренний или внешний угол шины, если смотреть спереди автомобиля. Слишком большой наклон внутрь или наружу, также известный как отрицательный и положительный развал соответственно, указывает на неправильное выравнивание и его необходимо отрегулировать. Изношенные подшипники, шаровые шарниры и другие детали подвески колес могут способствовать смещению развала колес.
2.
 ТОЕ
ТОЕВ отличие от выравнивания развала, выравнивание схождения — это степень, в которой ваши шины поворачиваются внутрь или наружу, если смотреть сверху. Если это сбивает с толку, просто встаньте и посмотрите себе под ноги. Наклоните их внутрь к центру вашего тела. Когда шины вашего автомобиля расположены под одинаковым углом (помните, мы думаем с точки зрения высоты птичьего полета), мы называем это схождением. Разверните стопы наружу, и у вас получится выравнивание носка наружу. Оба требуют регулировки.
3. РОЛИК
Угол кастера помогает сбалансировать управляемость, устойчивость и прохождение поворотов. В частности, это угол оси рулевого управления, если смотреть сбоку от автомобиля. Если у вас положительный кастер, ось рулевого управления будет наклонена в сторону водителя. С другой стороны, отрицательный кастер означает, что ось рулевого управления наклонена к передней части вашего автомобиля.
ПОЧЕМУ ВАЖНА САЛОСНОВКА ШИН
Неправильная установка колес или шин может привести к неравномерному и преждевременному износу шин.
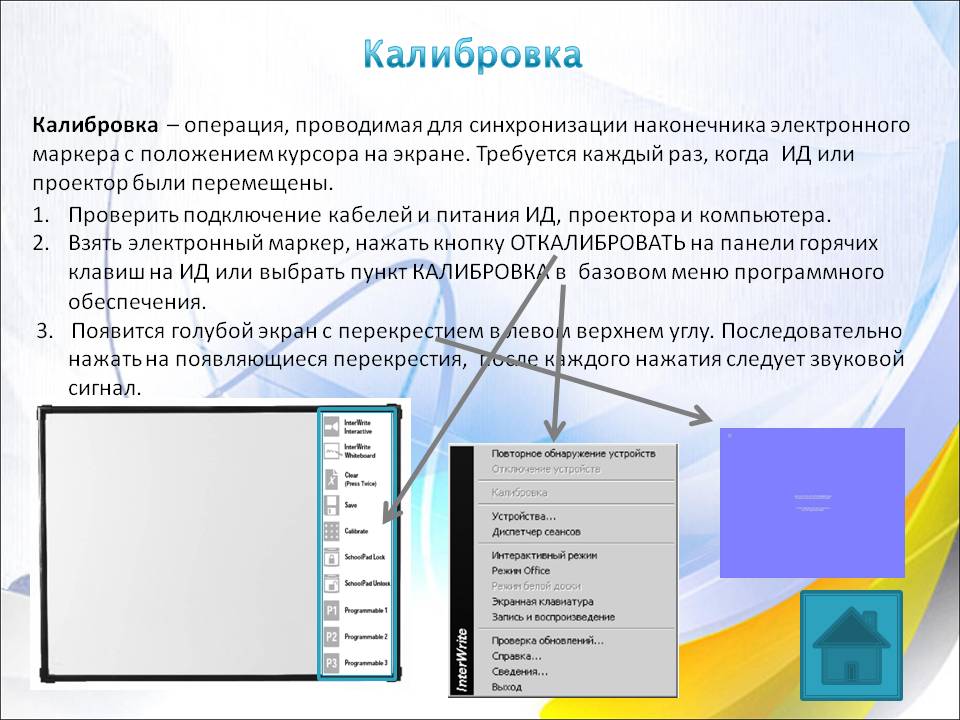 Вот некоторые конкретные типы чрезмерного износа протектора, связанные с несоосностью:
Вот некоторые конкретные типы чрезмерного износа протектора, связанные с несоосностью:ОПЕРАТИВНОСТЬ
Шины считаются «оперенными», когда протектор гладкий с одной стороны и острый с другой. Обычно это признак неправильного выравнивания пальцев ног.
ИЗНОС РАЗГЛУШКИ
Эта степень износа протектора означает, что внутренняя или внешняя часть протектора изнашивается значительно больше, чем центральная часть протектора. Как следует из названия, положительный или отрицательный развал вызывает этот тип износа.
ИЗНОС НА ПЯТКЕ/НОСКЕ
Это происходит, когда одна сторона блоков протектора изнашивается быстрее, чем другая, по окружности. Когда вы проводите рукой по протектору, он выглядит и ощущается как зубья пилы, если смотреть сбоку. Износ пятки/носка может быть признаком недостаточного надувания и/или отсутствия вращения.
Если вы заметили какой-либо из этих необычных признаков износа, обратитесь к технику для проверки центровки. В то время как предотвращение износа шин является хорошей причиной для контроля развала-схождения, последствия несоосности также могут влиять на общую производительность автомобиля.
 Например, автомобиль, который тянет в одну сторону или рулится хаотично, вероятно, имеет проблемы с развал-схождением.
Например, автомобиль, который тянет в одну сторону или рулится хаотично, вероятно, имеет проблемы с развал-схождением.БАЛАНСИРОВКА ШИН
В отличие от балансировки шин, балансировка шин или колес относится к компенсации любого дисбаланса веса в комбинации шин/колес и часто выполняется в сочетании с регулировкой углов установки колес. Существует два основных типа дисбаланса шины/колеса, которые необходимо исправить: статический (одноплоскостной) и динамический (двухплоскостной).
Статическая балансировка касается баланса только в одной плоскости – вертикальное движение, которое может вызвать вибрацию. Динамический дисбаланс, с другой стороны, касается баланса в двух плоскостях — вертикальном движении и поперечном движении. Оба типа дисбаланса требуют использования специального балансировочного станка, чтобы выровнять ситуацию.
Чтобы начать балансировку шин, техник установит их на правильные диски и отрегулирует давление до оптимального уровня. Затем каждая шина помещается в центральное отверстие балансировочного станка.
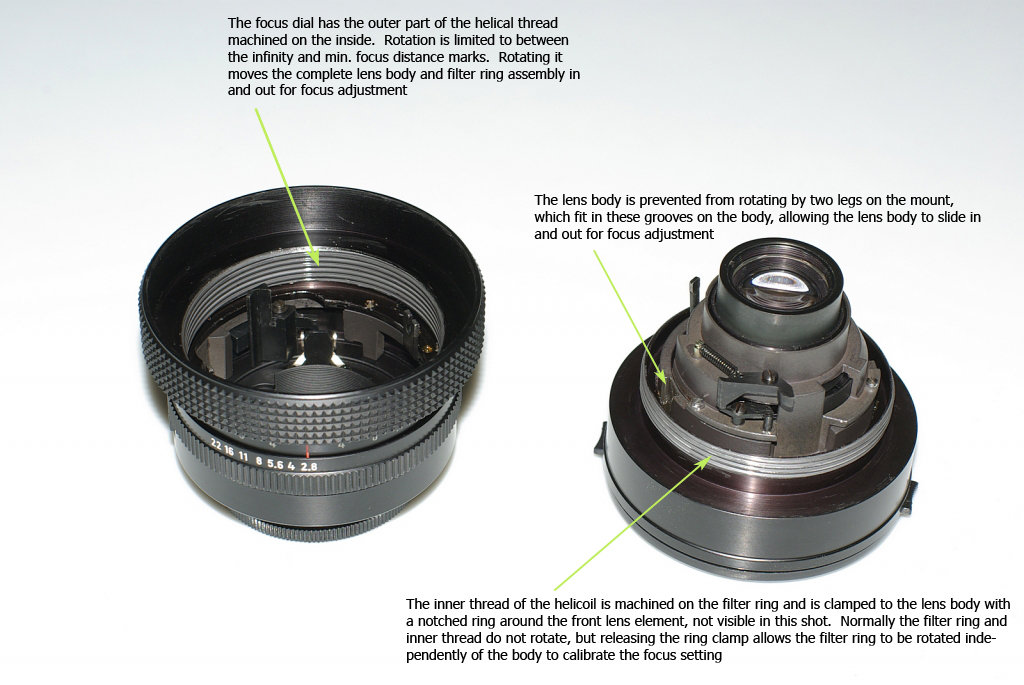 Машина вращает шину на высокой скорости, чтобы измерить дисбаланс комбинации колесо/шина. Он сигнализирует о том, какой вес должен добавить технический специалист, чтобы сбалансировать шину, и о том, в каких областях требуется указанный вес.
Машина вращает шину на высокой скорости, чтобы измерить дисбаланс комбинации колесо/шина. Он сигнализирует о том, какой вес должен добавить технический специалист, чтобы сбалансировать шину, и о том, в каких областях требуется указанный вес.Балансировка шин необходима для надлежащего ухода за шинами по той же причине, что и сход-развал: предотвращение преждевременного износа протектора. Выравнивание и балансировка шин каждые 5000–6000 миль может помочь увеличить срок их службы и общую производительность.
Мне действительно нужно мировоззрение?
Вам не нужно ехать по бездорожью или наезжать на сотни выбоин и лежачих полицейских, чтобы вызвать проблемы с выравниванием. Ежедневная езда может вывести ваши колеса из строя. Со временем эти несоосные шины и колеса в сборе повлияют на расход топлива (MPG), заставят шины изнашиваться быстрее и ухудшат управляемость. Вот почему вам нужна регулярная развал-схождение и чем может помочь Les Schwab.
Что такое развал-схождение?
Развал-схождение — это процесс регулировки углов рулевого управления и компонентов подвески вашего автомобиля до исходных характеристик.
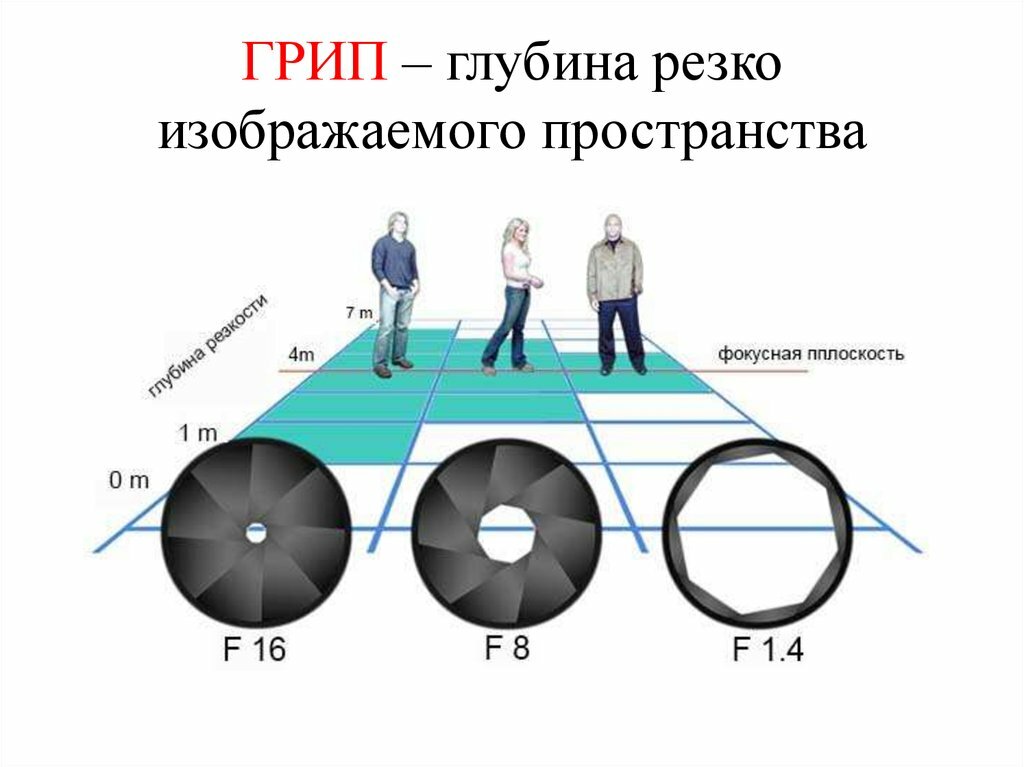 Это означает, что передние и задние колеса находятся на одной линии с центральной линией автомобиля, что оптимизирует управляемость и эффективность использования топлива. Развал-схождение выполняется с помощью специальной машины, которая измеряет углы колес в соответствии с оригинальными характеристиками вашего автомобиля. Затем техник вносит необходимые коррективы.
Это означает, что передние и задние колеса находятся на одной линии с центральной линией автомобиля, что оптимизирует управляемость и эффективность использования топлива. Развал-схождение выполняется с помощью специальной машины, которая измеряет углы колес в соответствии с оригинальными характеристиками вашего автомобиля. Затем техник вносит необходимые коррективы.Если вашему автомобилю требуется перерегулировка, специалисты Les Schwab сделают развал-схождение, наиболее подходящее для вашего автомобиля. Они могут включать выравнивание 4-х колес для переднеприводных, полноприводных и большинства легковых автомобилей, а также выравнивание тяги для многих более крупных грузовиков и внедорожников.
Почему важна развал-схождение
Регулярная развал-схождение должна выполняться два раза в год в рамках основного технического обслуживания автомобиля. Почему? Поскольку несоосность шин и колес в сборе повлияет на расход топлива, приведет к более быстрому износу шин и ухудшит управляемость.
Когда ваш автомобиль выровнен, все четыре колеса будут направлены в одном направлении, выровнены спереди назад и соприкасаются с дорогой под правильным углом.
Как ваш автомобиль выходит из строя
Грязные дороги, ухабистые дороги, выбоины, а также наезды на бордюры и лежачих полицейских могут привести к тому, что ваш автомобиль выйдет из строя. Кроме того, проблемы с выравниванием будут возникать медленно с течением времени из-за нормального износа.
Чтобы быстро проанализировать развал-схождение вашего автомобиля, во время следующей поездки задайте себе следующие вопросы:
- Ваш автомобиль или грузовик тянет в сторону во время движения?
- Рулевое колесо слегка повернуто в одну сторону при движении прямо?
- Легко ли рулевое колесо возвращается в исходное положение при выходе из поворота? Другими словами, возвращается ли он к центру (или почти к центру) без особых усилий с вашей стороны.
- Вы постоянно делаете небольшие корректировки рулевого управления на шоссе или автостраде?
- Есть ли у вас чрезмерный износ внутри или снаружи одной или нескольких шин?
Ответ «да» на любой из вышеперечисленных вопросов может означать, что вашему легковому или грузовому автомобилю требуется развал-схождение.
 Однако, поскольку проблемы с выравниванием бывает трудно обнаружить, рекомендуется проверять их дважды в год , даже если вы не замечаете никаких проблем .
Однако, поскольку проблемы с выравниванием бывает трудно обнаружить, рекомендуется проверять их дважды в год , даже если вы не замечаете никаких проблем .Совет Les Schwab: Распространено заблуждение, что развал-схождение требуется только при неправильном управлении автомобилем. Часто это не так. Проверка сход-развала два раза в год может предотвратить неожиданный износ шин и/или экономию топлива.
Общие признаки и симптомы несоосности колес
Важно поддерживать правильную установку колес на вашем автомобиле. Хотя рекомендуется проводить развал-схождение один или два раза в год, бывают и другие случаи, когда развал-схождение может потребоваться, чтобы избежать потери расхода топлива и чрезмерного износа шин.
Это может включать любое из следующего:
Вы получаете новые шины:
Мы рекомендуем развал-схождение после установки новых шин. Это поможет вам максимально продлить срок службы ваших новых шин. После сильного удара или неравномерного износа шин всегда рекомендуется проводить проверку сход-развала.

Вы опускаете или поднимаете свой автомобиль:
Подъем или опускание автомобиля влияет на углы схождения, развала или кастера. Так же будет ремонт или замена деталей подвески и рулевого управления — стоек, амортизаторов, шаровых опор, рулевых тяг, втулок или рычагов. Если один из этих компонентов поврежден, вполне вероятно, что выравнивание вашего автомобиля не соответствует техническим требованиям.
Регулировка или замена деталей подвески:
Это может повлиять на угол установки шин и колес.
У вас был изгиб крыла или сильный удар о бордюр или дорожный мусор:
Сюда могут входить выбоины и другие опасности. Зайдите в Les Schwab, и мы проведем бесплатный визуальный осмотр.
Прошел год с момента вашего последнего визита:
Ежегодная регулировка поможет вам сэкономить деньги и повысить безопасность ваших прогулок и ежедневных поездок на работу.
Вы замечаете неравномерный износ шин или неровности рулевого колеса:
Наиболее распространенными признаками несоосности являются увод в одну сторону во время движения, необычный износ шин и/или смещение рулевого колеса от центра, даже если автомобиль направлен в сторону прямой.
 Но эти симптомы могут иметь и другие причины, иногда более простые, а иногда и нет.
Но эти симптомы могут иметь и другие причины, иногда более простые, а иногда и нет.Смещение рулевого колеса от центра может быть вызвано износом деталей рулевого управления или подвески. Простое выравнивание может не устранить основную причину.
Неравномерный износ шин не ограничивается только деталями подвески, изгибами крыльев или проблемами схождения, но это хорошее место для начала. Загляните в Les Schwab для бесплатной предрейсовой проверки безопасности, которая включает в себя визуальный осмотр выравнивания и соответствующих компонентов рулевого управления и подвески, обеспечивающих вашу безопасность на дороге.
Les Schwab Подсказка: Проверка центровки в Les Schwab не имеет недостатков. Если мы проверим ваше выравнивание и это не потребует никаких действий, вы ничего не заплатите.
Тяга на рулевом колесе также может быть вызвана дорожными условиями
Если на асфальте есть канавки, которые расположены немного дальше, чем оси автомобиля, вы можете почувствовать тягу, поскольку шины с одной стороны поднимаются немного выше.
 Если дорога заметно выше в центре, автомобиль может отклониться, поскольку шины пытаются найти ровную поверхность.
Если дорога заметно выше в центре, автомобиль может отклониться, поскольку шины пытаются найти ровную поверхность.Les Schwab Совет: Вибрация во время движения часто является признаком дисбаланса шин, а не плохого выравнивания.
Что ваш техник ищет во время услуги по регулировке
Когда вы сделаете регулировку в Les Schwab, вы получите наше обещание наилучшего качества выравнивания и подвески, а также работу, выполненную правильно с первого раза. Вы также получите всестороннее внимание одного из наших профессиональных сертифицированных техников, использующих лучшие в своем классе лазерные технологии.
Когда они закончат, они вернут ваш автомобиль в выравнивание, включая развал, кастер и схождение.
Развал влияет на износ шин
Наклон шины и колеса внутрь и наружу (если смотреть спереди автомобиля) называется развалом. Когда верхняя часть шины наклонена внутрь, это отрицательный развал. Положительный развал означает, что верхняя часть шины наклонена наружу.
 Каждый производитель устанавливает определенный развал для каждого автомобиля, который он производит, который может быть положительным, отрицательным или нулевым (0º). Когда развал находится под правильным углом, шина и колесо катятся прямо.
Каждый производитель устанавливает определенный развал для каждого автомобиля, который он производит, который может быть положительным, отрицательным или нулевым (0º). Когда развал находится под правильным углом, шина и колесо катятся прямо.Как правило, развал играет ключевую роль в прохождении поворотов. Если развал выходит за пределы диапазона производителя, это может вызвать проблемы с управлением и чрезмерный износ шин, что будет стоить вам денег. Если автомобиль имеет регулировку заднего развала, регулировка заднего развала, в дополнение к переднему, играет большую роль в устойчивости на прямой и в поворотах.
Изображение: Hunter Engineering Company
Кастер влияет на управляемость и управляемость
Вы когда-нибудь пробовали ездить на велосипеде без помощи рук? Тот факт, что вы смогли, означал, что у вашего велосипеда положительный кастер. Если бы кастер был нулевым (0º) или отрицательным, ездить таким образом было бы почти невозможно.
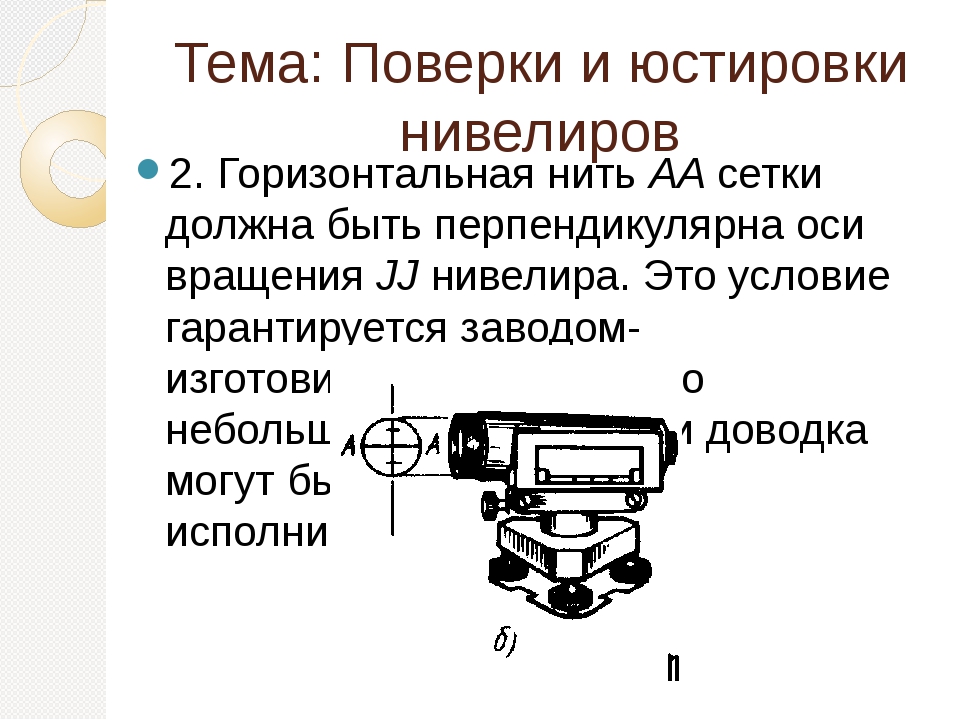 То же самое можно сказать и о вашем автомобиле.
То же самое можно сказать и о вашем автомобиле.Современные автомобили имеют определенный положительный кастер, при этом ось рулевого управления наклонена назад к водителю. Хотя кастер не влияет на износ шин, как развал, он оказывает большое влияние на рулевое управление и управляемость.
Чем выше кастер, тем выше устойчивость транспортного средства на высоких скоростях. Меньший кастер означает более отзывчивое управление.
Изображение: Hunter Engineering Company
Схождение – самый важный угол для срока службы шины
Из всех углов схождение может выйти из строя легче всего. Схождение, правильно откалиброванное в соответствии со спецификациями производителя (которое может быть как слегка положительным, так и отрицательным), будет равно нулю (0º) на дороге. Это означает, что все шины и колеса в сборе (передние и задние) направлены в одном направлении.
Что значит, если схождение не выровнено? Это означает, что ваши шины изнашиваются быстрее, чем должны, и вы сжигаете больше топлива, чем необходимо.
 Когда схождение находится под правильным углом, трение шин меньше при качении. Когда они обращены друг к другу (схождение наружу) или друг к другу (схождение внутрь), они, по сути, слегка царапают дорогу с каждой пройденной милей.
Когда схождение находится под правильным углом, трение шин меньше при качении. Когда они обращены друг к другу (схождение наружу) или друг к другу (схождение внутрь), они, по сути, слегка царапают дорогу с каждой пройденной милей.Изображение: Hunter Engineering Company
Измерения до и после центровки
Советы перед обращением в сервисный центр
Поскольку измерения очень точны, несоосность нельзя увидеть, просто взглянув на колеса и углы наклона шин. Но опытный шиномонтажник, как правило, узнает, что вы просрочили развал-схождение, просто взглянув на износ ваших шин.
Вот что нужно знать, если обслуживание рекомендовано:
- Если у вас повреждена деталь подвески, сначала замените ее. Изношенные или неисправные детали вернут вашему автомобилю неудовлетворительные характеристики.
- Технический специалист может порекомендовать выравнивание тяги или выравнивание четырех колес. Вот учебник, чтобы понять, о чем они говорят.

Магнитные линейки для станков: Магнитные линейки — модельный ряд
Заказать магнитный преобразователь линейных перемещений LM10
Основные преимущества:
●● Самоклеющаяся масштабная лента
●● Разрешение можно варьировать от 50 до 1 мкм
●● Высокоскоростные измерения
●● Превосходная стойкость к загрязнениям
●● Встроенный светодиодный индикатор
●● Измерительная длина до 100 м
●● Высокая надежность благодаря бесконтактному принципу работы
●● Цифровой и аналоговый вариант выхода по промышленным стандартамБесконтактный высокоскоростной линейный магнитный датчик LM10 разработан для жестких условий эксплуатации.Датчик LM10 состоит из водостойкой измерительной считывающей головки, которая двигается до 1,5 мм над магнитной самоклеющейся масштабной лентой и предлагает длину перемещения до 100 м.В измерительную головку встроенный светодиодный индикатор правильной установки головки и исправности датчика в эксплуатации, многочисленные технические допуски и специальное
оборудование для установки магнитной ленты упрощают монтаж устройства LM10.Двунаправленная референтная метка может быть заранее установлена в масштабную ленту или приклеивается над лентой с помощью специального самовыравнивающего прибора,который значительно упрощает процесс установки. Датчики LM10 производятся в двух вариантах – с дигитальным или аналоговым выходом и предлагают заказчикам диапазон разрешений, в том числе 1, 2, 5, 10, 20 и 50 мкм.
При 1 мкм LM10 обеспечивает максимальную скорость 4 м/сек.Разработаны для жестких условий эксплуатации, эти компактные датчики линейных перемещений способны функционировать при рабочей температуре от -20 °C до +85 °C и могут похвастаться водостойким уплотнением (степень защиты IP68), высоким сопротивлением удару, вибрациям и давлению. Надежная магнитная лента стойкая также к химическим веществам, применяемым в разных отраслях промышленности.Бесконтактная конструкция удачно решает не только проблему трения и износа, но также отправляет появление механического гистерезиса при максимальной скорости и ускорениях.
 Датчики LM10 гарантируют достоверные решения в сложных и тяжелых условиях применения, они успешно применяются в
Датчики LM10 гарантируют достоверные решения в сложных и тяжелых условиях применения, они успешно применяются в деревоперерабатывающей, камнеперерабатывающей, металлообрабатывающей, текстильной, печатной, пластмассовой промышленностях и на производстве упаковки. Они пригодны также для систем автоматизации и сборочных конвейеров, для лазерной, пламенной и гидроабразивной резки, производства микросхем и печатных плат итп.
Технические характеристики Магнитные энкодеры LM10/LM15 Максимальная длина измерения 50м (по предварительному заказу до 100м) Шаг полюса LM10/LM15 2/5 мм Доступные разрешения 5 µ Длина синусоидального периода 2 мм Масштаб магнитного разрыва от 0,5 до 1,5 (в версии для клееной линейки) Точность системы ±20µ / ±40µ при t 20 ° C Температура эксплуатации / хранения -20°C до +85° C / -40°C до +85°C Гистерезис <3 до 0,5 мм Выходной сигнал 5V TTL Питание от 4,5 до 5,5 V Класс защиты IP68 (в соответствии с IEC 60529) Вибрация (от 55 до 2000 Гц) 300 м / с2 (IEC 60068-2-6) Монтажные размеры магнитного датчика LM 10
Применения
Дифференциальный магниторезистивный датчик (AMR) детектирует градиент магнитного поля над магнитной лентой и преобразует его в аналоговые сигналы синус и косинус.
 Эти аналоговые сигналы потом внутри считывающей головки преобразуются с помощью интерполятора, который обеспечивает диапазон разрешений до 1 мкм.
Эти аналоговые сигналы потом внутри считывающей головки преобразуются с помощью интерполятора, который обеспечивает диапазон разрешений до 1 мкм.
Надежные и достоверные измерения обеспечены только, когда зазор между сенсором и лентой не превышает ¾ дистанции от северного до южного полюса магнитной ленты. Внутри такого зазора амплитуда синус и косинус сигнала стабильная, с допуском 10%. Датчик детектирует градиент магнитного поля и таким образом является практически нечувствительным к внешним/случайным магнитным полям.Монтажные размеры масштабной ленты
Цифровая индикация Arbah-L К+С для токарного станка
Основные особенности цифровых дисплеев ARBAH K+C:Настройка нулевой точки для осей X , Y , Z
Переключение режима единицы измерения: (дюймы/мм) дюйм/мм
Переключение показателей для оси X: радиус / диаметр
Переключение показателей: 2 оси / 3 оси / суммирование
Настройка значений для выбранной оси
Абсолютное (ABS) и относительное (INC) измерение
Деление значения оси (значение/2)
Часы реального времениОптические линейки К+С
Основные преимущества:-качественные оптические линейки с разрешением 0,001 до 100 мкм
-Высокая точность благодаря лазерной съемки
-Прочный алюминиевый корпус с двойным уплотнением
-Двойной шариковый подшипник для головки считывателя
-Компенсация перекоса между линейкой и суппортом станка
-Нечувствительны к вибрации
-Кабель для передачи данных с защитным кожухом
-Линейки с длинной измерения до 3000 ммЦифровая индикация Arbah К+С для фрезерного станка
Основные особенности цифровых дисплеев K+C:Настройка нулевой точки для осей X , Y , Z
Переключение режима единицы измерения: (дюймы/мм) дюйм/мм
Переключение показателей для оси X: радиус / диаметр
Переключение показателей: 2 оси / 3 оси / суммирование
Настройка значений для выбранной оси
Абсолютное (ABS) и относительное (INC) измерение
Деление значения оси (значение/2)
Часы реального временимагнитные линейки
С момента изобретения первых средств измерения перемещений органов станков наука и технология шагнули далеко вперед.
 По-прежнему одним из самых распространенных измерителей являются оптические линейки. Достоинств у них масса: это и превосходная точность измерений, и долговечность, и хорошая помехозащищенность. Но… Как всегда есть некоторые но.
По-прежнему одним из самых распространенных измерителей являются оптические линейки. Достоинств у них масса: это и превосходная точность измерений, и долговечность, и хорошая помехозащищенность. Но… Как всегда есть некоторые но.Одним из недостатков оптических линеек является то, что использование в качестве измерителя стеклянной полоски с нанесенной на ней рисками делает саму конструкцию линейки достаточно уязвимой. Стекло, как всем нам известно, является очень хрупким материалом. И для обеспечения целостности стекла внутри линейки и отсутствия искривления геометрии требуется использовать жесткий металлический (дюралюминиевый) профиль, внутрь которого и помещается сама стеклянная шкала.
Такая конструкция имеет ограничения по длине, так как увеличение длины линейки увеличивает и ее массу, что негативно отражается на жесткости конструкции. Поэтому максимальная длина оптической линейки, как правило, ограничивается длиной 3 метра. Использование больших длин крайне нецелесообразно.
 Во-первых, оптическая линейка итак является продуктом весьма недешевым, а при заказе длины больше стандартного типоразмера стоимость такой оптической линейки становится просто астрономической. Но даже если вы и пошли на приобретение такой оптической линейки, то это не все трудности, с которыми вам придется столкнуться. Во-вторых, следующей задачей будет – как доставить такой хрупкий продукт в целостности и невредимости к вам на предприятие? Как следствие – значительное увеличение стоимости транспортировки.
Во-первых, оптическая линейка итак является продуктом весьма недешевым, а при заказе длины больше стандартного типоразмера стоимость такой оптической линейки становится просто астрономической. Но даже если вы и пошли на приобретение такой оптической линейки, то это не все трудности, с которыми вам придется столкнуться. Во-вторых, следующей задачей будет – как доставить такой хрупкий продукт в целостности и невредимости к вам на предприятие? Как следствие – значительное увеличение стоимости транспортировки.В-третьих, доставка такой линейки целой и невредимой – это еще не все. Почему? Потому, что ее установка весьма трудоемкий и недешевый процесс. Устанавливать такую линейку должны специалисты высшей категории, которые возьмут за работу немалые деньги. В стоимость установки будут заложены возможные риски в случае повреждения самой линейки. Плюс процесс «примерки» оптической линейки на ее установочное место – процесс длительный, кропотливый и, можно сказать, ювелирный. Поверхность, на которую будет устанавливаться линейка, должна быть идеально ровной и геометрически правильной.
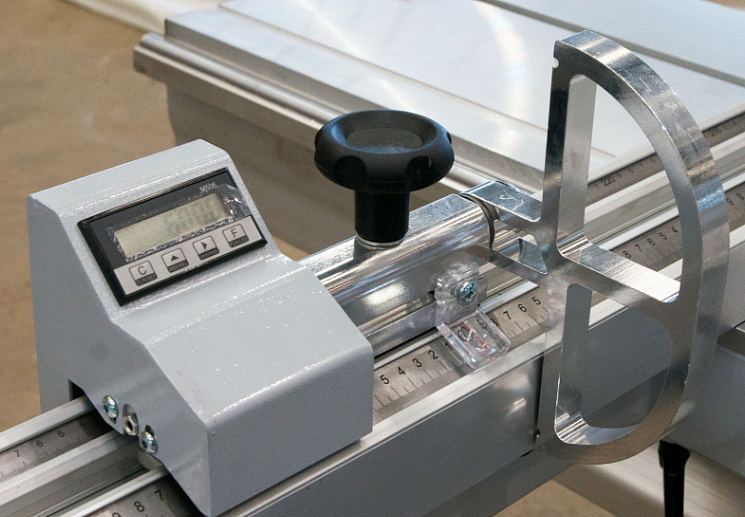 Неправильная установка может в одночасье вывести дорогостоящую вещь из строя.
Неправильная установка может в одночасье вывести дорогостоящую вещь из строя.Итого: использование оптических линеек больших длин на универсальных станках крайне нецелесообразно. Это и очень дорого, и трудоемко, и, с точки зрения долговечности, крайне сомнительно.
Но как же быть в такой ситуации? Неужели нет решения? Есть! и оно уже успешно применяется: это применение магнитных линеек.
Что же такое магнитная линейка? Как правило, это гибкая резиновая лента на металлической полосе, в которую интегрированы магниты. Магниты располагаются с определенным шагом. Обычно применяется шаг полюсов 5+5мм и 2+2мм. Магниты интегрированы в саму резиновую основу и визуально не видны. Для придания жесткости конструкции эластичный слой с магнитами в фабричных условиях наносится на ленту из нержавеющей стали и механически неотделим от нее. Сама лента обеспечивает гибкость магнитной ленты (ее легко можно скрутить в моток). Металлическая лента также не дает магнитной линейке растягиваться, обеспечивая неизменное расстояние между полюсами магнитов.
 С обратной стороны металлическая лента имеет клейкую основу, которая позволяет закреплять магнитную линейку на требуемую поверхность.
С обратной стороны металлическая лента имеет клейкую основу, которая позволяет закреплять магнитную линейку на требуемую поверхность.Вообще установка магнитной линейки процесс весьма простой, по сравнению с установкой оптической линейки. Магнитная лента просто приклеивается на геометрически ровную поверхность. Второй неотъемлемой частью магнитной линейки является считывающая головка, которая крепится при помощи кронштейна на движущейся части станка. Она-то и фиксирует при движении чередование магнитных полюсов на магнитной ленте и преобразует это в понятный для ЧПУ или УЦИ электрический сигнал. Обычно это стандартный сигнал ТТЛ уровня. Требования к поверхности не являются жесткими. Расстояние между головкой и магнитной лентой может колебаться 1+1 мм. И это никак не отражается на точности измерений. После установки магнитной ленты, поверх нее обычно наклеивается лента из нержавеющей стали, которая обеспечивает защиту самой магнитной ленты от механических повреждений.
Но в чем же все-таки достоинства магнитной линейки по сравнению с оптической? Первое, и самое значительное, – это ее длина.
 Длина магнитной линейки может быть самой различной. Предлагаемые нами магнитные линейки могут иметь длину до 32 метров!! Разве можно представить себе оптическую линейку такой длины? А с магнитной линейкой все просто: вы просто отрезаете (или указываете в заказе) необходимую вам длину.
Длина магнитной линейки может быть самой различной. Предлагаемые нами магнитные линейки могут иметь длину до 32 метров!! Разве можно представить себе оптическую линейку такой длины? А с магнитной линейкой все просто: вы просто отрезаете (или указываете в заказе) необходимую вам длину.Второе: для установки магнитной линейки не требуется идеальная геометрическая поверхность (база), как для оптических линеек. Это очень важно, так как универсальные станки изначально не имеют подготовленных, геометрически точных поверхностей для установки измерительной системы. Но как же поступать в случае, если поверхность, на которую будет устанавливаться линейка, ну совсем кривая? Производители наших линеек предусмотрели и этот момент. В таких случаях мы применяем так называемые направляющие (Pad Strips), которые крепятся к станине станка через регулируемые по высоте опоры. Причем эти направляющие являются, по сути, каркасом для магнитной ленты. Сначала устанавливаются, геометрически юстируются и жестко фиксируются направляющие, а затем в них закладывается сама магнитная лента.
 Затем лента закрывается защитной лентой из нержавеющей стали. Использование такой каркасной системы позволяет устанавливать магнитную линейку на поверхность с перепадами по длине до 2 см!! Трудоемкость, конечно, несколько возрастает, но это несравнимо с процессом установки оптической линейки аналогичной длины. Плюс ко всему, полностью исключена возможность повреждения линейки.
Затем лента закрывается защитной лентой из нержавеющей стали. Использование такой каркасной системы позволяет устанавливать магнитную линейку на поверхность с перепадами по длине до 2 см!! Трудоемкость, конечно, несколько возрастает, но это несравнимо с процессом установки оптической линейки аналогичной длины. Плюс ко всему, полностью исключена возможность повреждения линейки.Но как же соотносится стоимость оптической и магнитной линейки? А это уже третий плюс в пользу применения магнитных линеек. Дело в том, что в измерительных системах длиной от 2-х метров, уже экономически выгодно применять магнитные линейки. Это обусловлено тем, что самой дорогостоящей частью магнитной линейки является считывающая головка, поэтому увеличение длины магнитной линейки незначительно сказывается на увеличении стоимости.
И в завершении хочется добавить еще один плюс в пользу магнитных линеек – это класс защищенности. Если для оптических линеек очень критичным является среда использования (отсутствие пыли, грязи, СОЖ, металлической стружки), то для магнитной линейки это все не критично.
 Наши магнитные линейки имеют класс защищенности IP67, что позволяет им работать в тех условиях, где оптическая линейка выйдет из строя в считанные часы. На линейку попадают брызги эмульсии? – не проблема. Отлетает стружка? – не важно. В воздухе пары, дымность? – магнитная линейка в этих условиях будет работать безотказно. Единственное, чего боится магнитная линейка, – это прямое воздействие магнитных полей, так что устанавливать магнитные линейки в непосредственной близости от мощного источника электромагнитного излучения нежелательно.
Наши магнитные линейки имеют класс защищенности IP67, что позволяет им работать в тех условиях, где оптическая линейка выйдет из строя в считанные часы. На линейку попадают брызги эмульсии? – не проблема. Отлетает стружка? – не важно. В воздухе пары, дымность? – магнитная линейка в этих условиях будет работать безотказно. Единственное, чего боится магнитная линейка, – это прямое воздействие магнитных полей, так что устанавливать магнитные линейки в непосредственной близости от мощного источника электромагнитного излучения нежелательно.Итак, если вам необходимо измерять большие перемещения и среда использования для вас имеет решающее значение, – смело применяйте магнитную линейку. Это грамотное и рациональное использование ваших средств.
Шовная линейка + магнитная направляющая
БЕСПЛАТНО
Линейка направляющих для швов + БЕСПЛАТНАЯ магнитная направляющая для швов | Мадам Шью
— МадамШьюперейти к содержанию
ВЫ ТАКЖЕ МОЖЕТЕ РАЗМЕЩАТЬ ЗАКАЗЫ ПО ТЕЛЕФОНУ 1-844-284-5336
- Описание
- Технические характеристики
- Инструкции и многое другое
- Отправка/возврат
Описание
С помощью этой линейки для направителей вы сможете точно устанавливать стежки на любой швейной машине.
 С помощью бесплатной магнитной направляющей для швов вы можете легко соблюдать точное расстояние при шитье.
С помощью бесплатной магнитной направляющей для швов вы можете легко соблюдать точное расстояние при шитье.Идеальная работа? Вы хотите более точные швы, чем маркировка игольной пластины вашей швейной машины?
В MadamSew 9 16 маленьких отверстий0021 Линейка для швов , предназначенная для вставки иглы для швейных машин. Используйте эти отверстия, чтобы точно измерить припуски на швы от ⅛” до 2” и установите строчку на швейной машине. Флуоресцентный зеленый цвет этого шаблона для швов делает его хорошо заметным на всех тканях.
Вместе с этой линейкой вы получаете дополнительную магнитную направляющую для швов , чтобы убедиться, что вы соблюдаете точное расстояние во время шитья. Вы можете просто временно прикрепить эту маленькую металлическую направляющую к большинству игольных пластин или металлических швейных машин. Направитель шва не будет смещаться во время шитья.
**Максимум 10 покупок на одного клиента**
Использование продукта
- Точная настройка строчки каждый раз
- Идеальное стачивание при выстегивании
- Аккуратные швы при шитье
Вы также можете использовать линейку для направителей швов в качестве маленькой многофункциональной линейки
- для измерения небольших деталей в целом (линейка 2 ½ дюйма x 5 дюймов)
- для обрезки небольших полуквадратных треугольников с помощью удобной линии 45° и
- , чтобы легко отмечать точку поворота для сшивания углов или пришивать бейку с помощью встроенного креста для маркировки поворота ¼ дюйма.

Технические характеристики
Направляющая линейка
- Материал: прочный прозрачный пластик
- Размеры: 5 ½ x 2 ½ дюйма
- Маркировка:
- 16 игольных отверстий для следующих припусков на швы: ⅛”, ¼”, ⅜”, ½”, ⅝”, ¾”, ⅞”, 1”, 1 ⅛”, 1 ¼”, 1 ⅜”, 1 ½”, 1 ⅝ «, 1 ¾», 1 ⅞», 2″
- Маркировка ⅛, ¼ и 1 дюйм с 2 сторон
- линия 45°
- Маркировочная крестовина ¼ дюйма
Магнитный направитель шва
- Материал: сталь
- Сильный магнит в середине
- Размеры:: ок. ½ дюйма x 2 дюйма
- Вес: 1,09 унции
Примечание. Для швов шириной ¼ дюйма вам нужно будет либо поместить магнитный направитель перед прижимной лапкой, если это возможно на вашей машине, либо сдвинуть иглу до упора вправо, чтобы направитель не попал внутрь. путь вашей прижимной лапки. Для швов менее ¼ дюйма используйте ленту васи вместо магнитной направляющей.

**Максимальная покупка 10 штук на одного покупателя**
Инструкции и многое другое
Набор четких инструкций пользователя поставляется с каждой линейкой и магнитной направляющей для швов.
У нас также есть подробное руководство по эксплуатации с изображениями и видео, доступное на веб-сайте MadamSew:
онлайн-руководство по линейке для направителей швов .
Вы также можете просмотреть видеоролик Линейка направляющих для швов на Youtube
, в котором показано, как использовать линейку для направляющих для швов на швейной машине в сочетании с магнитной направляющей для швов.
Доставка/возврат
Когда я получу свой заказ?
- Вы должны получить свой заказ в течение 2-5 рабочих дней после отправки посылки.
 Мы прилагаем все усилия, чтобы отгружать заказы в порядке очереди, в зависимости от наличия товара, как можно быстрее.
Мы прилагаем все усилия, чтобы отгружать заказы в порядке очереди, в зависимости от наличия товара, как можно быстрее.
- Для международных заказов Ваш заказ отправляется с нашего международного склада и будет доставлен в течение 2-5 недель. Однако в основном нам удается оставаться ниже этого верхнего предела.
Предлагаете ли вы возмещение?
- Конечно! Все продукты Madam Sew поставляются с 60-дневной гарантией возврата денег , мы стремимся предоставить нашим клиентам наилучшее обслуживание клиентов. Если вы хотите запросить возврат средств, отправьте электронное письмо в нашу службу поддержки для получения помощи.
Как с вами связаться?
- Электронная почта нашей службы поддержки клиентов: [email protected] или вы можете позвонить нам по телефону 1-844-284-5336.
Быстрая доставка
Товар, который есть в наличии, будет доставлен вам в течение 2-3 рабочих дней.
Плата фрезерного станка: Фрезерные станки ЧПУ от производителя
Выбор контроллера для фрезерного чпу станка
Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Контроллеры бывают как многоканальные: 3х и 4х осевые контроллеры шаговых двигателей, так и одноканальные. Многоканальные контроллеры чаще всего встречаются для управления небольшими шаговыми двигателями, типоразмера 42 или 57мм(nema17 и nema23). Такие двигатели подходят для самостоятельной сборки ЧПУ станков с рабочим полем до 1м. При самостоятельной сборке станка с рабочим полем более 1м следует использовать шаговые двигатели типоразмера 86мм(nema34), для управления такими двигателями понадобятся мощные одноканальные драйвера с током управления от 4,2А и выше.
Для управления настольными фрезерными станками широко распространены контроллеры на специализированных микросхемах-драйверах управления ШД, например, TB6560 или A3977. Эта микросхема содержит в себе контроллер, который формирует правильную синусоиду для разных режимов полушага и имеет возможность программной установки токов обмоток.
Эти драйвера предназначены для работы с шаговыми двигателями до 3А, типоразмеры ШД NEMA17 42мм и NEMA23 57мм.Управление контроллером с помощью специализированных программ управления станком MACh4 или KCAM или Linux EMC2 и других, установленных на ПК. Рекомендуется использовать компьютер с процессором частотой не менее 1GHz и память 1 Гб. Стационарный компьютер дает лучшие результаты, по сравнению с ноутбуками и значительно дешевле. Кроме того, вы можете использовать этот компьютер и для других работ, когда он не занят управлением вашим станком. При установке на ноутбук или ПК с памятью 512Мб рекомендуется провести оптимизацию системы под Mach4.
Для подключения к компьютеру используется параллельный порт LPT(для контроллера с USB интерфейсом порт USB). Если ваш компьютер не оборудован параллельным портом (всё больше и больше компьютеров выпускается без этого порта) вы можете приобрести плату расширителя портов PCI-LPT или PCI-E-LPT или специализированный контроллер-преобразователь – USB-LPT, который подключается к компьютеру через USB порт.
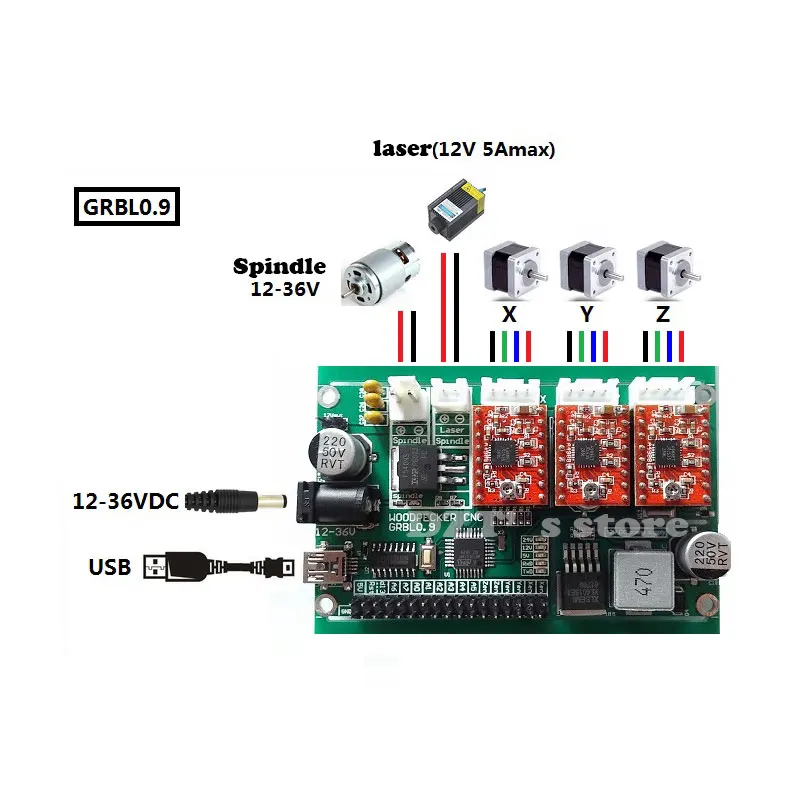
С настольным гравировально-фрезерным станком из алюминия CNC-2020AL, в комплекте блок управления с возможностью регулировки оборотов шпинделя, рисунок 1 и 2, блок управления содержит драйвер шаговых двигателей на микросхеме TB6560AHQ, блоки питания драйвера шаговых двигателей ШД и блок питания шпинделя.
рисунок 1
Рисунок 2
1. Один из первых контроллеров управления фрезерными станками с ЧПУ на микросхеме TB6560 был, получивший прозвище -«синяя плата» , рисунок 3. Этот вариант платы много обсуждался на форумах, она имеет ряд недостатков. Первый — медленные оптроны PC817, что требует при настройке программы управления станком MACh4, вводить максимально допустимое значение в поля Step pulse и Dir pulse = 15. Второй это плохое согласование выходов оптопар с входам драйвера TB6560, решается доработкой схемы, Рисунок 8 и 9. Третий — линейные стабилизаторы питания платы и в следствии этого большой перегрев, на последующих платах применены импульсные стабилизаторы.
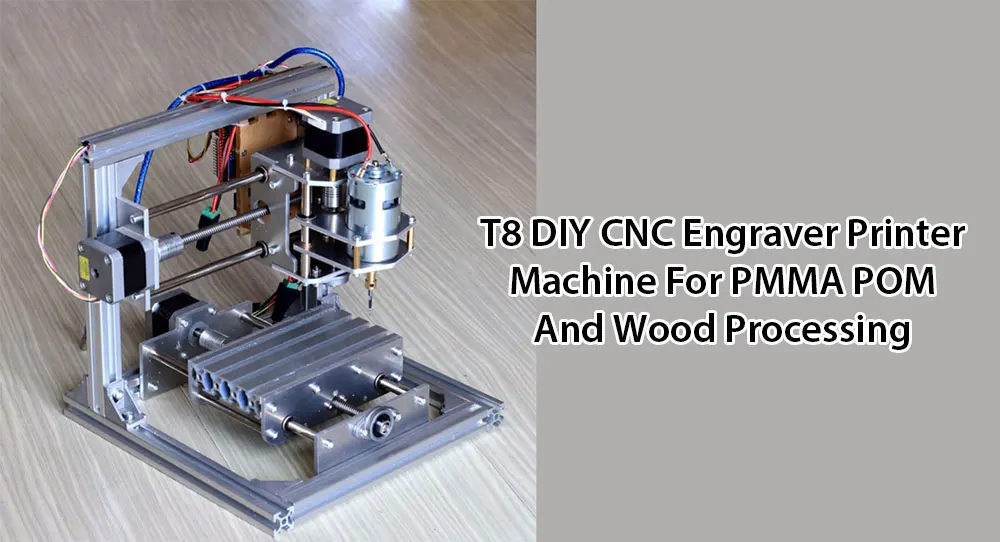 Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.
Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.Рисунок 3.
2. Контроллер управления ЧПУ станком поступивший на рынок после «синей платы», получивший прозвище красная плата, рисунок 4.
Здесь применены более высокочастотные(быстрые) оптроны 6N137. Реле шпинделя 10А. Наличие гальванической развязки по питанию. Есть разъем для подключения драйвера четвертой оси. Удобный разъем для подключения концевых выключателей.
Рисунок 4.
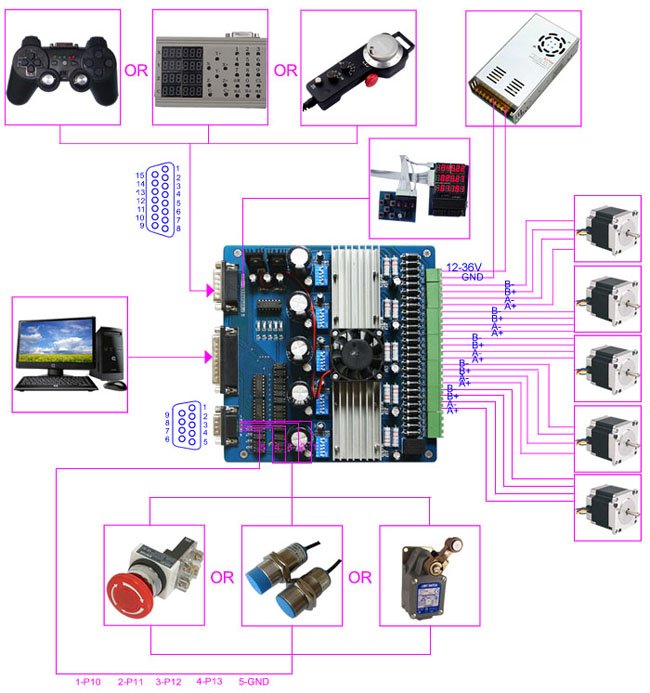
3. Контроллер шаговых двигателей с маркировкой TB6560-v2 тоже красного цвета, но упрощенный, нет развязки по питанию, рисунок 5. Маленький размер, но и в следствии этого меньше размер радиатора.
Рисунок 5
4. Контроллер в алюминиевом корпусе, рисунок 6. Корпус защищает контроллер от пыли попадания металлических частей, он же служит и хорошим теплоотводом. Гальваническая развязка по питанию. Есть разъем для питания дополнительных цепей +5В. Быстрые оптроны 6N137. Низкоимпедансные и конденсаторы Low ESR. Нет реле управления включением шпинделя, но есть два выхода для подключения реле (транзисторные ключи с ОК) или ШИМ управления скоростью вращения шпинделя. Описание подключения сигналов управления реле на страничке Подключение концевых выключателей и реле шпинделя к контроллеру ЧПУ на TB6560
Рисунок 6
5.
 4х осевой контроллер фрезерно-гравировального станка с ЧПУ, интерфейс USB, рисунок 7.
4х осевой контроллер фрезерно-гравировального станка с ЧПУ, интерфейс USB, рисунок 7.Рисунок 7
Данный контроллер не работает с программой MACh4, в комплекте своя программа управления станком.
6. Контроллер ЧПУ станка на драйвере ШД от Allegro A3977, рисунок 8.
Рисунок 8
7.Одноканальный драйвер шагового двигателя ЧПУ станка DQ542MA. Этот драйвер может использоваться при самостоятельном изготовлении станка с большим рабочим полем и шаговыми двигателями на ток до 4.2А, может работать и с двигателями Nema34 86mm, рисунок 9.
Рисунок 9
Фото доработки синей платы контроллера шаговых двигателей на TB6560, рисунок 10.
Рисунок 10.
Схема исправления синей платы контроллера ШД на TB6560, рисунок 11.
Рисунок 11.
Фрезерование печатных плат на фрезерном станке Roland
Студент ФабЛаба рассказывает, как он моделировал и фрезеровал печатную плату на станке Roland Modela.
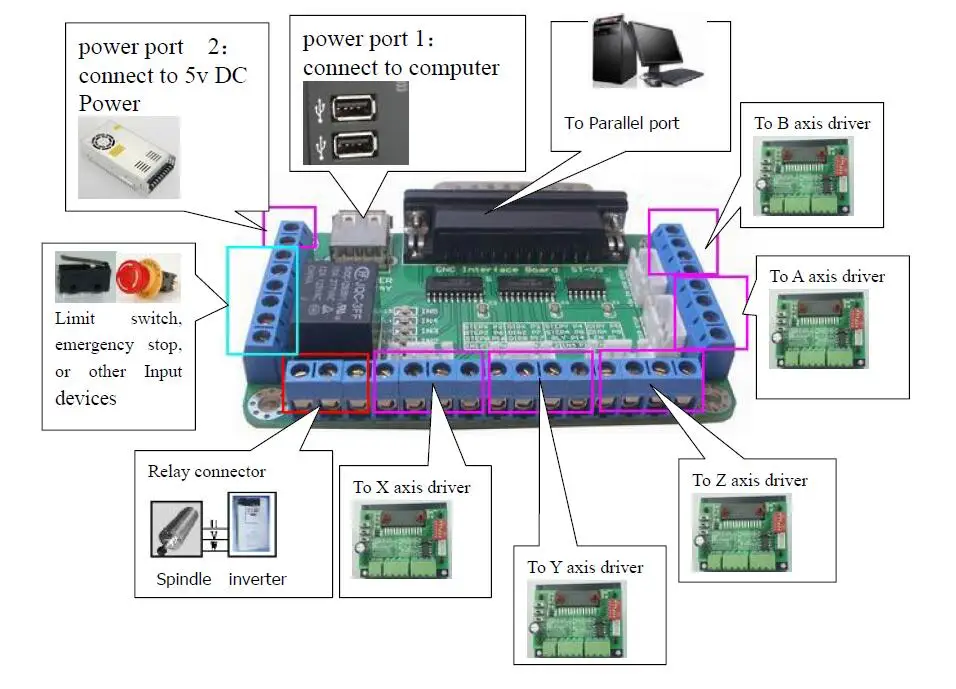
Задача: разобраться в основах проектирования электроники. Повторить печатную плату «Hello World» и добавить по меньшей мере, на неё ещё одну кнопку и светодиод.
В работе мы использовали программный пакет Eagle – специализированное программное обеспечение для создания печатных плат, а также библиотеки Adafruit, Eagle и Fab Academy для получения необходимых компонентов.
Для начала рекомендуется ознакомится с первыми тремя частями учебного руководства по CadSoft Eagle от Jeremy Blum’а:
Скачать необходимые файлы для рассматриваемой в данной статье работы можно по следующим ссылкам:
Схема для Eagle [.sch]
Печатная плата для Eagle [.brd]Список компонентов для изготовления платы (номиналы — см. в схеме):
1 шт. конденсатор CAP1206
1 шт. кварцевый резонатор
1 шт. 8-битовый микроконтроллер ATtiny44A-SSU
5 шт.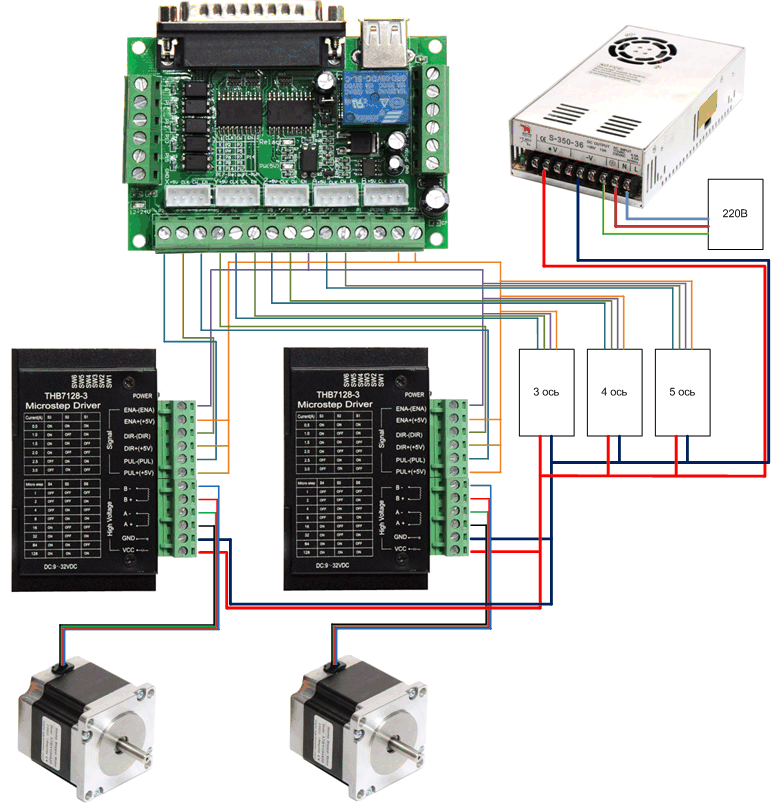 резисторов 1206
резисторов 1206
1 шт. кнопка-переключатель 6 мм
1 шт. разъём для подключения Arduino (ARDUINO_SERIAL_PROGRAM SMD Pin)
1 шт. разъём AVRISP SMD
1 шт. RGB-светодиодПроцесс изготовления печатной платы:
Я чувствую себя очень комфортно, используя в качестве помощника при работе с электроникой программный пакет Eagle. Тем не менее, трудности возникали при поиске нужных компонентов в библиотеках. Например, мне необходимо было поменять конденсатор с простого на электролитический, и это оказалось непросто. Но после того, как я их все нашёл и разместил на схеме, используя модуль Schematic Design, я начал делать соединения — т.е. рисовать печатную плату.
При соединении элементов я руководствовался схемой в файле hello.ftdi.44 .png, но в силу отсутствия специализированных знаний мне всё-таки было трудновато понять, как конкретно в данной схеме работают и на какие параметры влияют применяемые резисторы и конденсаторы. Пришлось почитать «Энциклопедию электронных компонентов» под авторством Чарльза Платта, чтобы разобраться как использовать эти элементы на данной плате, особенно при попытке добавить несколько новых компонентов.
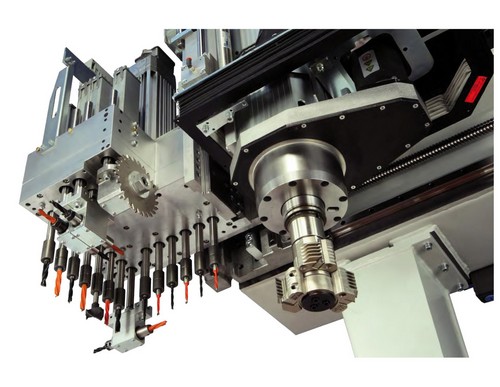
Я решил добавить кнопку и цветной светодиод на свою плату. Для расчёта номиналов резисторов я посмотрел описания используемых компонентов, а также зашёл на
онлайн-калькулятор сопротивлений чтобы всё рассчитать. Когда я закончил со схемой, я продолжил вносить изменения в печатную плату. Я разместил все элементы так как мне показалось оптимально, и запустил автотрассировку. Она весьма неплохо развела печатную плату и вручную почти ничего не пришлось доделывать, кроме изменения буквально пары соединений. Когда файл с печатной платой в Eagle был готов, я сохранил его как .png-файл, сделал контур в Фотошопе и отправил его на фрезерный станок Roland Modela для непосредственного её изготовления. Здесь пришлось сделать несколько попыток.
Первая попытка не увенчалась успехом, так как я неудачно — неровно — расположил заготовку и в некоторых местах фреза прошла где-то слишком глубоко, а где-то слишком грубо, и соединения были повреждены.А вот вторая попытка фрезерования удалась на славу.
 Печатная плата вышла чёткая и чистая, но как только я начал припаивать компоненты, я заметил допущенную уже другую ошибку: двое из выводов микроконтроллера были подключены неверно. Пришлось вернуться в Eagle, исправлять, и фрезеровать снова.
Печатная плата вышла чёткая и чистая, но как только я начал припаивать компоненты, я заметил допущенную уже другую ошибку: двое из выводов микроконтроллера были подключены неверно. Пришлось вернуться в Eagle, исправлять, и фрезеровать снова.В третий раз я всё сделал наверняка. Станок добротно вырезал плату, а после — я красиво всё запаял.
Заметка:
Когда дело дошло до программирования, оказалось, что плата не работает. Была допущена очередная ошибка с соединением. Начитавшись литературы и окончательно разобравшись в принципах работы данной схемы, перерисовал её, отфрезеровал её снова с помощью фрезерного станка, и запрограммировал.
Плата получилась даже проще и компактнее:Фрезерный станок для печатных плат
Prometheus — Zippy Robotics, Inc
Prometheus позволяет вам делать печатные платы на вашем столе. Поддерживаются верхний и нижний слои, просверленные отверстия и обрезки краев.
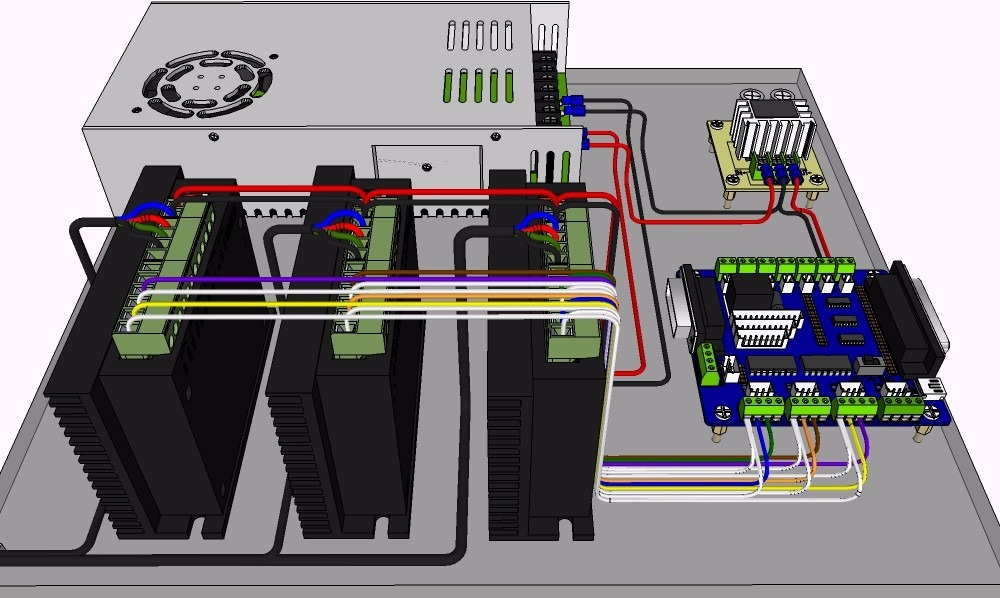
ЗАКАЗАТЬ сейчас
Закажите станок для изготовления печатных плат Prometheus сейчас, чтобы занять место в очереди
*Обратите внимание, что если вы заказываете из-за пределов США, вы будете импортировать нашу продукцию и будете нести ответственность за любые таможенные пошлины/налоги/сборы, связанные с импортом нашей продукции. товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы.
Серийная версия нашего фрезерного станка для печатных плат Prometheus.
Способность создавать вещи — это сила
.
Эта возможность есть у каждого. Мы хотим усилить ее с помощью Prometheus — настольного фрезерного станка для печатных плат, который позволит вам изготавливать печатные платы прямо на рабочем столе за считанные минуты.
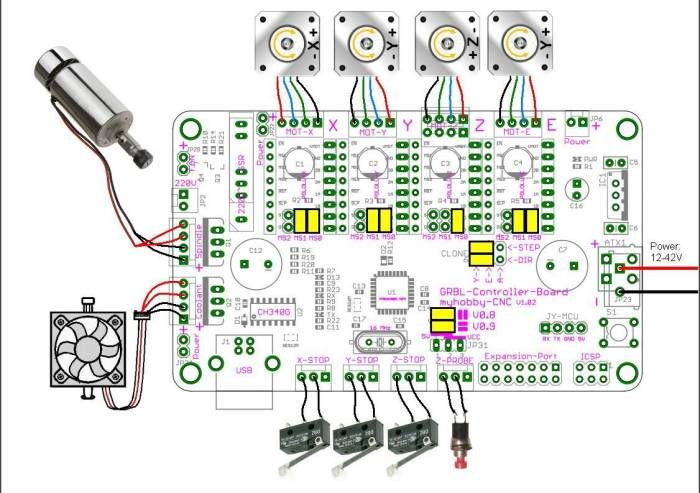 Вам больше не придется ждать, пока ваша плата будет доставлена вам из службы производства печатных плат.
Вам больше не придется ждать, пока ваша плата будет доставлена вам из службы производства печатных плат.ProCAM — демонстрация импорта Gerber из Circuit Maker
В этом видео мы покажем вам, как взять проект, созданный в Altium’s Circuit Maker, и создать печатную плату с помощью Prometheus.
Почему мы?
Мы считаем, что с Prometheus вы получите больше производительности на доллар, чем с любым из наших конкурентов. Наши особенности отличают Prometheus. Машины с аналогичными характеристиками стоят на тысячи долларов дороже. Наше соотношение цены и качества составило специально разработанных , как и остальные наши характеристики.
Мы также активно изучаем поддержку гибких материалов, поддержку паяльной маски и другие материалы помимо FR-4. С Zippy Robotics вы можете быть уверены, что мы никогда не перестанем внедрять инновации .
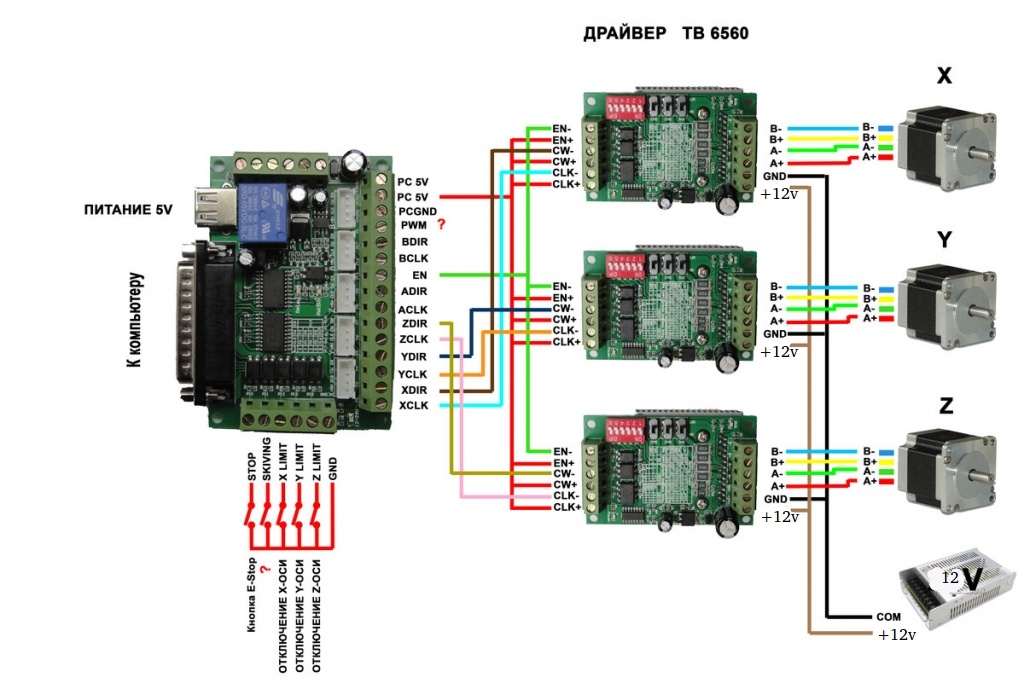 Мы никогда не согласимся на «достаточно хорошо».
Мы никогда не согласимся на «достаточно хорошо».Отслеживание поверхности
Prometheus быстро исследует поверхность доски перед фрезерованием, создает карту поверхности и использует ее для поддержания одинаковой глубины резки по всей поверхности доски.
Программная калибровка выравнивания
Функция калибровки ProCAM гарантирует, что квадраты получаются квадратными. Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации.
Поддержка мелкого шага
Имея дорожку 4 мил/пространство 5 мил, Prometheus может поддерживать практически любые компоненты для поверхностного монтажа.
Высокоскоростной шпиндель
50 000 об/мин позволяет сверлам малого диаметра резать с высокой скоростью подачи.
Низкое биение
Статическое биение нашего шпинделя составляет менее 0,0001 дюйма (2,5 микрона), поэтому вы можете работать с крошечными концевыми фрезами и иметь более длительный срок службы.
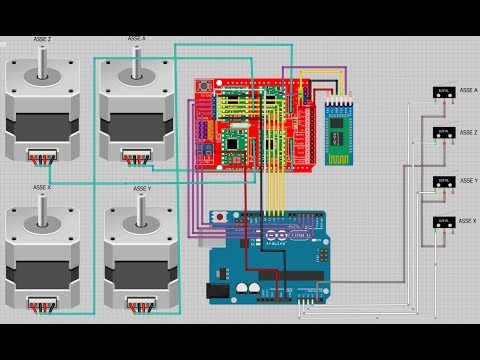
Как это работает
Prometheus — фрезерный станок для печатных плат. Он работает путем фрезерования (или вырезания/гравировки) вашей схемы на стандартной плате с медным покрытием. Сверла, используемые во фрезерных станках, называются «концевыми фрезами», и хотя они могут быть похожи на сверла, между ними есть важное отличие: сверла предназначены для резки только с их острия, в то время как концевые фрезы могут резать и сбоку. Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например).Prometheus специально создан для изготовления печатных плат. Требования и спецификации, необходимые для вырезания мелких деталей, необходимых для современных печатных плат, сильно отличаются от стандартных фрезерных или фрезерных станков с ЧПУ, которые обычно используются для вырезания дерева или металла.
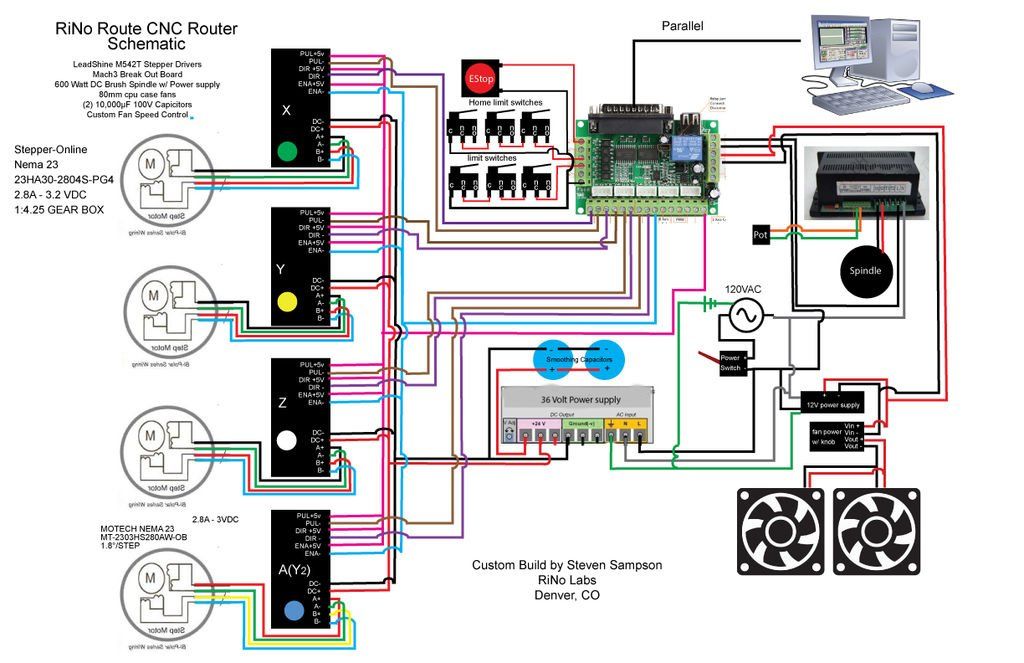 Когда мы вырезаем элементы размером всего в несколько тысячных дюйма, единственной наиболее важной характеристикой является биение шпинделя или TIR (общее указанное биение). Это то, что вы редко встретите в кавычках для недорогих станков с ЧПУ общего назначения, но малое биение имеет решающее значение, когда речь идет о микрофрезеровании. Биение описывает, насколько сильно качается бита при вращении вокруг оси вращения. Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
Когда мы вырезаем элементы размером всего в несколько тысячных дюйма, единственной наиболее важной характеристикой является биение шпинделя или TIR (общее указанное биение). Это то, что вы редко встретите в кавычках для недорогих станков с ЧПУ общего назначения, но малое биение имеет решающее значение, когда речь идет о микрофрезеровании. Биение описывает, насколько сильно качается бита при вращении вокруг оси вращения. Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.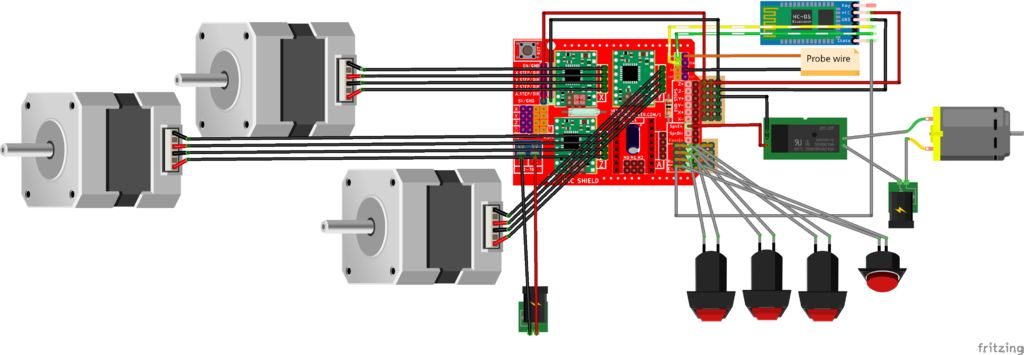
Программное обеспечение ProCAM (Prometheus Computer-Aided Manufacturing)
ProCAM — это программное обеспечение CAM, разработанное специально для Prometheus. Он позволяет импортировать стандартные файлы Gerber, которые вы создаете с помощью своего любимого инструмента проектирования печатных плат, а затем генерирует пути инструментов и используется для управления фрезерным станком Prometheus для печатных плат. ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber.Технические характеристики
Скорость шпинделя: 50 000 об/мин
MAX X/Y Скорость: больше, чем 3800 мм/мин (150 млн.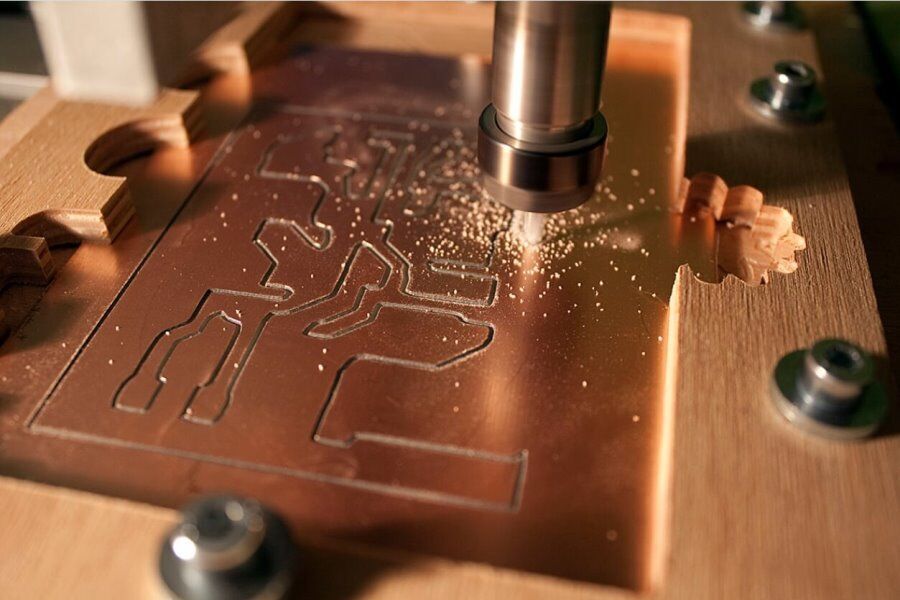 )
)
. подшипник (статический)
Тип биты: Для нашего шпинделя требуются наши нестандартные биты Zippy Robotics, Максимальный диаметр хвостовика 0,1248 дюйма . Мы предлагаем соответствующие биты.
Максимальный размер печатной платы: 6 дюймов x 4 дюйма или европейский размер 160 мм x 100 мм
Тип печатной платы: FR-4, FR-1, Rogers 4350 (другие ламинаты Rogers проходят испытания). Односторонняя или двусторонняя
Минимальный размер дорожки/промежутка: 4 мил дорожки/5 мл промежутков (1 мил = 0,001 дюйма = 0,0254 мм, 5 мил = 0,127 мм)
Максимальный размер просверленного отверстия: 0,125 дюйма (3,175 мм)
Разрешение X и Y: 0,000156 дюйма (4 микрона)
Z разрешение: 0,000049 дюйма (1,25 микрона)
Контроллер двигателя: Пользовательский контроллер ZippyTalk на базе Atmel ARM
Вес: 30 фунтов.
Занимаемая площадь: 14 x 15,8 дюймов
Входное напряжение: Универсальный источник питания, 100–240 В переменного тока
Возможности подключения: USB Plug-and-Play
Системные требования: Windows 7 или более поздней версии. Планируется поддержка Mac и Linux
Обратите внимание, что это текущие спецификации, но они могут измениться, если будут внесены дополнительные изменения до того, как мы начнем поставки.Основы фрезерных станков для печатных плат
Специализированные станки, предназначенные для прототипирования печатных плат, могут значительно ускорить разработку.
Леланд Тешлер • Ответственный редактор
Изучите онлайн-колонки с советами для инженеров, и вы часто будете видеть сообщения, пропагандирующие инвестиции в фрезерный станок, специально предназначенный для производства прототипов печатных плат.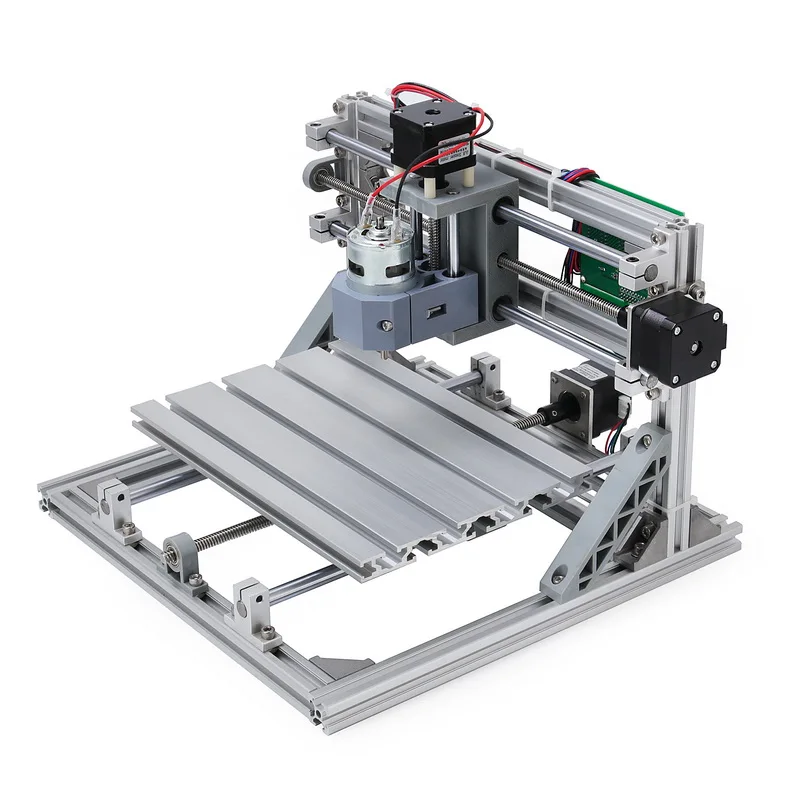 Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.
Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.Основная функция фрезерных станков для печатных плат заключается в выборочном фрезеровании медного слоя на подложке печатной платы для формирования дорожек и других проводящих участков на поверхности платы. Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Конечно, существуют ограничения на то, что можно сделать с печатной платой, изготовленной на фрезерном станке. Основное ограничение заключается в том, что на простых станках возможны только двухслойные платы.
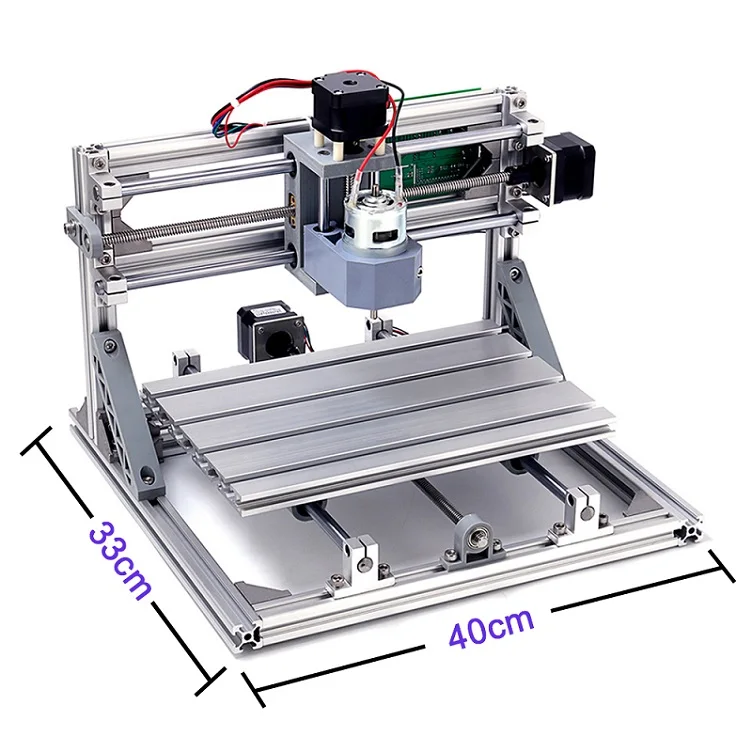 Создание паяльной маски также проблематично.
Создание паяльной маски также проблематично.Кроме того, фрезерные станки, достаточно хорошие для производства печатных плат, могут быть дорогими. Нижний предел ценового диапазона для этих машин составляет около 4000 долларов, но более сложное оборудование, способное делать переходные отверстия, может стоить в диапазоне 25000 долларов. Даже более сложные лазерные машины достигают шестизначной суммы. Эти устройства используют лазеры для удаления материала и, таким образом, имеют некоторые преимущества по сравнению с механическим фрезерованием, которые включают более высокую точность и отсутствие износа сверл.
Кроме того, аддитивные подходы к ПХБ становятся все более практичными. Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
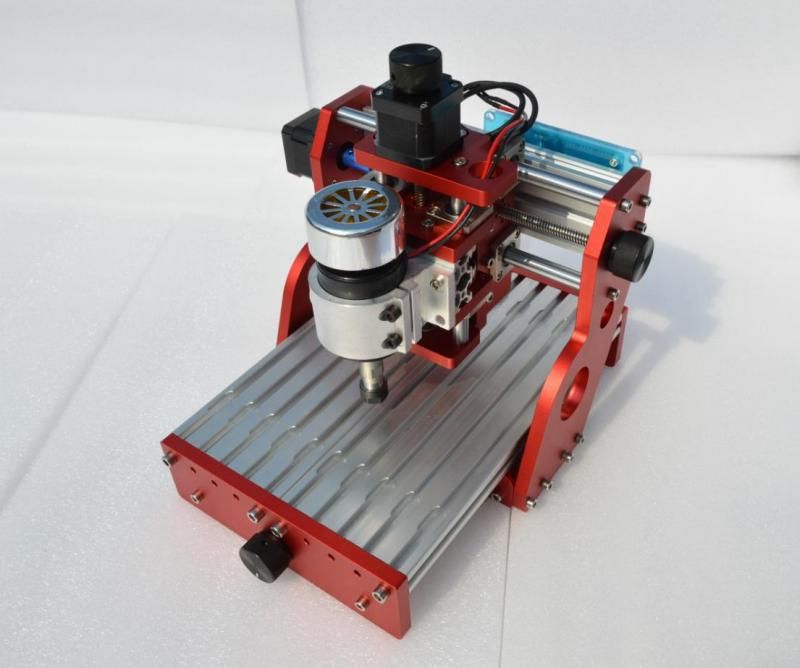
Базовые мельницы
Фрезерный станок Prometheus от Zippy Robotics.
Одним из станков по производству печатных плат в бюджетной категории является Prometheus от Zippy Robotics Inc. в Нортпорте, штат Нью-Йорк. Станок стоимостью 3000 долларов имеет шпиндель, который работает со скоростью 50 000 об/мин и имеет биение менее 2,5 микрон. В нем указана точность 0,15625 мил (4 микрона) по осям X и Y и всего 1,25 микрона по оси Z. Его максимальная скорость подачи составляет 3800 мм/мин, а станок включает отслеживание поверхности, что, как утверждается, обеспечивает стабильные результаты по глубине резания.
Завод поставляется с программным обеспечением управления под названием ProCAM, которое берет стандартные файлы чертежей Gerber и использует их для построения чертежей размером до 6×4 дюймов. особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с множеством корпусов микросхем для поверхностного монтажа и делать двухстороннюю плату с просверленными отверстиями примерно за час.

Следует отметить, что в 30-фунтовом Prometheus используются специальные биты, доступные только у Zippy. Компания заявляет, что типичные серийные биты будут немного больше максимально допустимого диаметра хвостовика и не будут входить в шпиндель. Также следует отметить отсутствие механизма автоматической смены инструмента.
Компания Bantam Tools в Пикскилле, штат Нью-Йорк, когда-то производила настольный фрезерный станок
Фрезерный станок с ЧПУ Bantam. Предыдущая версия обрабатывала исключительно работу с печатными платами. Он также может фрезеровать пластик, алюминий и подобные мягкие металлы.
станок, оптимизированный для использования с печатными платами. Это устройство было заменено более универсальным инструментом, называемым настольным фрезерным станком с ЧПУ, который также может обрабатывать алюминиевые и пластиковые детали. Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.
 с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.Станок с ЧПУ Bantam стоит около 4000 долларов. Bantam производит пакет программного обеспечения для фрезерных станков, годовая подписка на который стоит 200 долларов. Bantam также предоставляет ряд специализированных режущих инструментов для станка, в том числе инструмент для гравировки печатных плат.
Станки с ЧПУ, подобные станкам Bantam, обладают универсальными возможностями, которые позволяют им создавать печатные платы, а также, возможно, корпуса, в которых будет размещаться печатная плата. Но станки компании LPKF Laser & Electronics N.A. в Туалатине, штат Орегон, оптимизированы для изготовления печатных плат. Компания, пожалуй, наиболее известна своими машинами серии ProtoMat. В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
Top, машина LPKF ProtoMat.
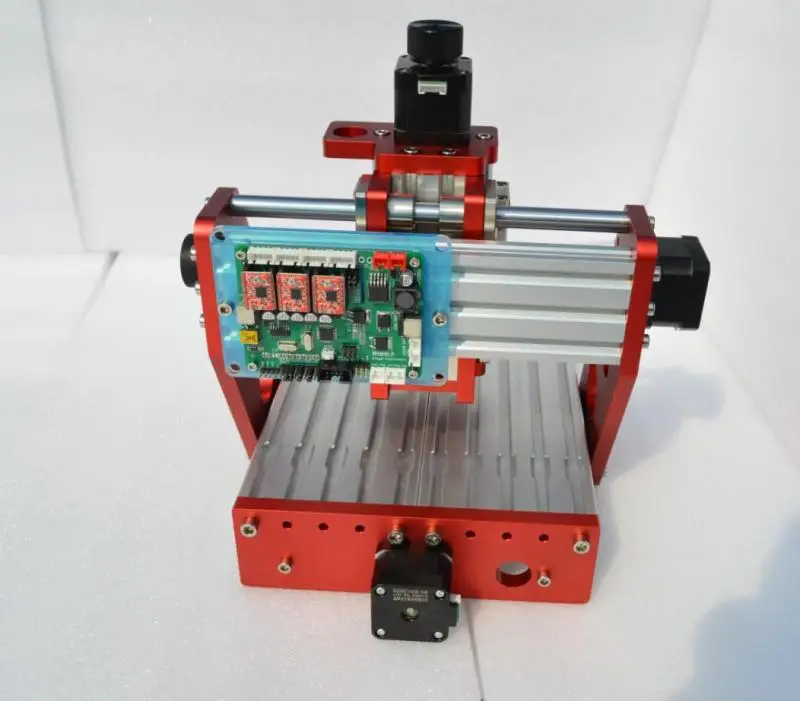 внизу машина LPKF ProtoLaser.
внизу машина LPKF ProtoLaser.Скорость двигателя шпинделя в этом диапазоне от 40 000 до 100 000 об/мин, а на двух станках используется автоматическая смена инструмента. Двигатели шпинделя с более высокой скоростью вращения обеспечивают более чистое качество фрезерной кромки с меньшим количеством заусенцев. Качество кромки особенно заметно при использовании концевых фрез меньшего размера и при фрезеровании более мягких подложек RF. Шпиндель ProtoMat E44 со скоростью вращения 40 000 об/мин обеспечивает минимальный размер дорожки размером 4 мил с интервалом 8 мил. Шпиндели со скоростью вращения 60 000 и 100 000 об/мин в системах ProtoMat S64 и S104 позволяют использовать дорожки толщиной 4 мила с интервалом 4 мила. .
На двух машинах также доступны камеры реперного выравнивания. Они вступают в игру при изготовлении двусторонних печатных плат, отмечая положение реперных меток на плате, чтобы структуры на обеих сторонах платы совпадали. Более дорогие модели также оснащены датчиком и программным обеспечением обратной связи по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
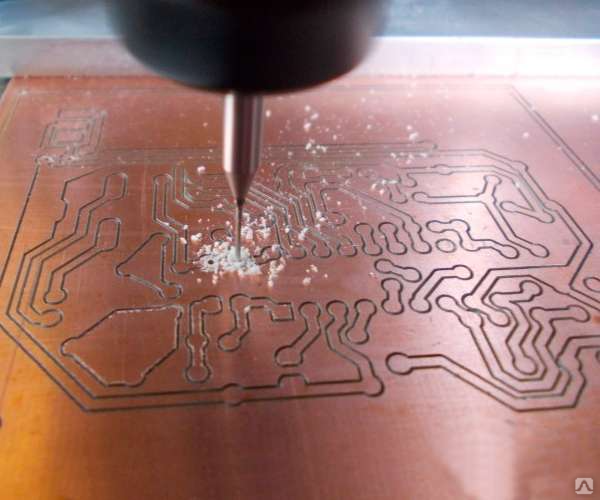
Следует также отметить, что некоторые машины LPKF могут создавать многослойные печатные платы в сочетании с прессом для ламинирования и комплектом для нанесения покрытия через отверстия. Есть два уровня сложности комплектов для сквозных отверстий. В самом дешевом из них используется проводящий полимер, который вручную наносится на отверстия, просверленные в плате. Существует также специальная машина LPKF, которая применяет гальванические и химические процессы к отверстиям пластины в закрытой камере.
Станки линейки LPKF ProtoLaser явно предназначены для выполнения гораздо более сложных задач, чем грубое прототипирование. В них используются лазеры для операций резки и формовки, а их цена варьируется от 91 000 до 373 000 долларов. Лазерный луч удаляет медь рядом с будущими дорожками, не оставляя следов. Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
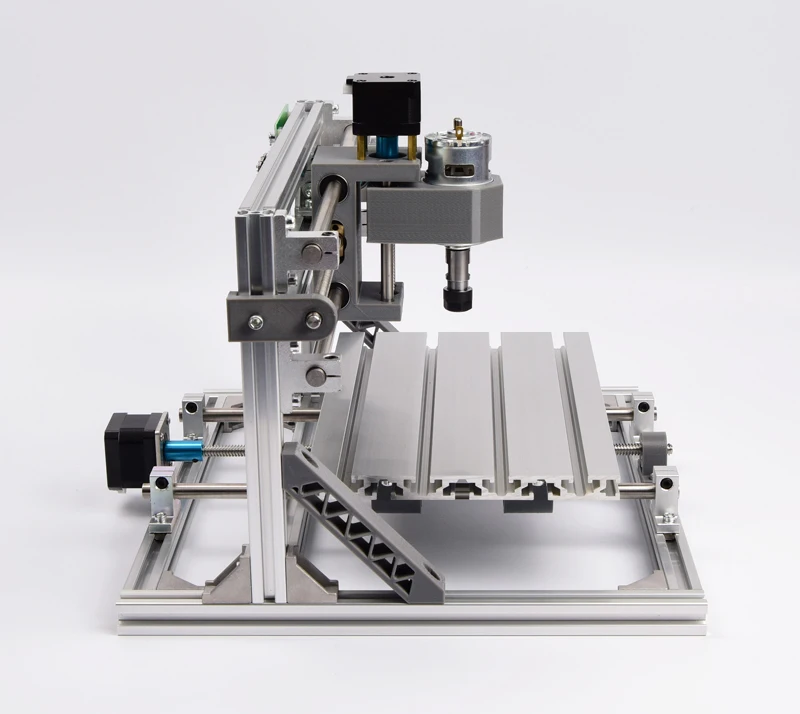
Существует четыре модели протолазеров. Среди их особенностей — лазерные лучи с малым размером пятна, что позволяет вырезать каналы шириной до 15 мкм. Говорят, что такие прецизионные размеры особенно полезны для радиочастотных приложений, где часто используются полосковые линии.
Там, где менее дорогие машины могут работать достаточно хорошо для подложек печатных плат садового типа, лазерные машины могут работать с ламинированными подложками и керамикой на основе оксида алюминия, что позволяет изготавливать платы с мелким шагом. Модели ProtoLaser ST, S4, U4 или ProtoLaser R4 часто используются для обработки керамики, небольших следов и сверхбыстрого удаления металла, а также для лазерного травления некоторых гибких материалов (U4 и R4). Эти машины также позиционируются как обеспечивающие самые передовые возможности трассировки/пространства с нетронутой четкостью краев, доступной без использования химического травления.
Высококачественные лазерные станки LPKF включают в себя запатентованный процесс удаления штриховки и расслоения на больших участках истирания меди.
 Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мила (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками.
Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мила (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками.Другие особенности лазерных установок LPKF включают использование длины волны лазера, которая практически не затрагивает подложки, но при этом позволяет надежно обрабатывать медные поверхности с неоднородностями толщиной до 6 мкм. Эти машины также могут создавать микропереходы и отверстия в масках для пайки, резать и структурировать LTCC, обожженную керамику, подложки ITO/TCO и тонкие препреги.
Аддитивные машины
Аддитивные 3D-принтеры, которые могут работать с печатными платами, уже давно доступны. Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями.
 Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.Одним из основных недостатков печатных плат, напечатанных на 3D-принтере, является то, что проводники состоят из проводящих чернил, а не из меди. Полученные дорожки и контактные площадки не обладают такой проводимостью, как обычная плата с медным покрытием — проводящие частицы составляют лишь около 10-20% (по весу) состава проводящих чернил для струйных принтеров. Более низкая проводимость может сделать нецелесообразным изготовление таких же узких дорожек, доступных на мельнице для печатных плат. Следы, нанесенные проводящими чернилами, также могут иметь небольшие отклонения по высоте, что может вызвать проблемы с импедансом в некоторых высокочастотных цепях.
Ботофабрика SV2.
Кроме того, процесс производства печатных плат на 3D-принтерах может потребовать значительного вмешательства человека-оператора. Рассмотрим BotFactory SV2, стоимость которого начинается примерно с 7500 долларов.
 Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, например, при переходе от печати проводников к печати слоя изоляции. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.
Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, например, при переходе от печати проводников к печати слоя изоляции. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.Некоторые 3D-принтеры не могут сами создавать токопроводящие сквозные отверстия. Обычная практика изготовления сквозных отверстий в этих случаях заключается в том, чтобы положить готовую доску на сверлильный станок и вручную просверлить отверстие, а затем добавить заклепку, которая вставляется на место с помощью заклепочного пресса.
Voltera V-One.
3D-принтеры все чаще включают в себя возможности захвата и размещения. SV2, например, также имеет головку захвата.
 Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не только
Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не толькоМашина Стрекоза от NanoDimension.
сверлит отверстия, но может выполнять фрезерование. Скорость вращения шпинделя 13 000 об/мин, биение 0,076 мм. Как и в принтерах BotFactory, проводящие сквозные отверстия обрабатываются заклепками.
Наконец, стоит отметить, что процесс 3D-печати печатных плат может быть быстрее, если принтер может одновременно использовать две печатающие головки, одну для проводников, а другую для диэлектриков. Именно такой подход используется в машинах высокого класса, таких как линейка Dragonfly от NanoDimension в Израиле. Они варьируются в цене от 50 000 долларов до шестизначной суммы. Помимо создания обычных элементов печатной платы, машины Dragonfly могут печатать компоненты, встроенные в плату. Встроенные возможности включают печатные конденсаторы, катушки, коаксиальные кабели и датчики, определяющие крутящий момент, прикосновение и напряжение.
Отрезные пилы цены: Дисковые пилы — купить отрезные пилы в Москве в интернет магазине, цены, каталог
Отрезные пилы — Пилы по бетону | Магазин
Отрезные пилы Husqvarna
Отрезные пилы Stihl
Отрезные пилы с питанием от аккумулятора
Фильтр
23 Продукция
90 011 Цена
8 780,00 долларов США 499,99 долларов США
Марка
- Husqvarna
- Stihl
Размер лезвия
- 9 IN
- 12 IN
- 14 IN
- 16 IN
Работает на
- Газовый
- Электрический
- Аккумуляторный
Комплект аккумуляторной пилы Husqvarna K1 PACE 14″
2 999,00 $
Добавить к сравнению
Судовая или местная доставка вблизи Сент-Пола, Денвера, Милуоки и Чикаго
Самовывоз в магазине
Stihl TS420 Отрезная пила по бетону 14″ Cutquik®
1 239,99 $
ЛУЧШИЙ ПРОДАВЕЦ
Самовывоз из магазина
Добавить к сравнению
900 59 Корабль или местная доставка возле Сент-Пола, Денвер, Милуоки и Чикаго.
Самовывоз в магазине
Husqvarna K770 14-дюймовая отрезная пила по бетону
1 125,00 $
ЛУЧШИЙ ПРОДАВЕЦ
Добавить к сравнению
Доставка кораблем или на месте недалеко от Сент-Пола, Денвер, Милуоки и Чикаго
Забрать в магазине
Аккумуляторная пила Husqvarna K535i 9 дюймов — только без инструмента
670,00 $
Добавить к сравнению
Доставка кораблем или на месте в районе Сент-Пола, Денвера, Милуоки и Чикаго.
Самовывоз из магазина
Stihl TSA230 9-дюймовая аккумуляторная пила
499,99 $
Самовывоз из магазина
Добавить к сравнению
Доставка кораблем или на месте в районе Сент-Пола , Денвер, Милуоки и Чикаго.
Самовывоз из магазина
Комплект аккумуляторной пилы Husqvarna K1 PACE 12 дюймов
2 899,00 $
Добавить к сравнению и Чикаго.

Самовывоз в магазине
Комплект аккумуляторной пилы Husqvarna K1 PACE Rescue 14″
3 099,00 $
Добавить к сравнению
Доставка кораблем или на месте в районе Сент-Пола, Денвера, Милуоки и Чикаго.
Забрать в магазине
Husqvarna K770 SmartGuard 14-дюймовая отрезная пила
1 334,00 $
Добавить к сравнению
Доставка морским или местным транспортом недалеко от Сент-Пола, Денвера, Милуоки и Чикаго.
Забрать в магазине
Газовая отрезная пила Husqvarna K770 Vac 12 дюймов
1 592,00 $
Добавить к сравнению
Доставка морским или местным транспортом недалеко от Сент-Пола, Денвера, Милуоки и Чикаго.
900 59 Получить в магазине
Husqvarna K770 12-дюймовая отрезная пила
1 102,00 $
Добавить к сравнению
Доставка морским или местным транспортом недалеко от Сент-Пола, Денвера, Милуоки и Чикаго.

Самовывоз в магазине
Отрезная пила Stihl TS410 12″ Cutquik®
1 199,99 $
Самовывоз из магазина
Добавить к сравнению
Доставка кораблем или на месте в районе Сент-Пола, Денвера, Милуоки и Чикаго.
Самовывоз в магазине
Электрическая отрезная пила Husqvarna K4000 Wet 14″
1 129,00 $
Добавить к сравнению Милуоки и Чикаго
в магазине
Husqvarna K970 III 14-дюймовая отрезная пила
1 591,00 $
Добавить к сравнению
Морская или местная доставка недалеко от Сент-Пола, Денвера, Милуоки и Чикаго.
Самовывоз из магазина
Отрезная пила Stihl TS440 14″ Cutquik®
1 509,99 $
Самовывоз из магазина
Добавить к сравнению
Корабль или местная доставка недалеко от Сент-Пола, Денвер, Милуоки и Чикаго.

Самовывоз в магазине
Отрезная пила Stihl TS500i 14″ Cutquik®
1 649,99 $
Самовывоз в магазине
Добавить к сравнению
Доставка кораблем или в регионы рядом с Сент-Полом, Денвером, Милуоки и Чикаго.
Самовывоз из магазина
Stihl TS700 14″ Отрезная пила по бетону Cutquik®
1 699,99 $
Самовывоз из магазина
Добавить к сравнению
90 002 Корабельная или местная доставка недалеко от Сент-Пола, Денвер, Милуоки и Чикаго
Получить в магазине
Husqvarna K970 III 16-дюймовая отрезная пила
1 713,00 $
Добавить к сравнению
Доставка кораблем или на месте в районе Сент-Пола, Денвера, Милуоки и Чикаго.
Самовывоз из магазина
S tihl TS800 16″ Cutquik® Отрезная пила
1 799,99 $
Самовывоз из магазина
Добавить к сравнению
Доставка кораблем или на месте в районе Сент-Пола, Денвера, Милуоки и Чикаго.

Самовывоз в магазине
Резак Husqvarna K7000 16″ PRIME
5 645,00 $
Добавить к сравнению
Морская или местная доставка недалеко от Сент-Пола, Денвера, Милуоки и Чикаго.
Самовывоз в магазине
Электрическая пила для резки бетона Husqvarna K4000
2 239,00 $
Добавить к сравнению , Милуоки и Чикаго.
Самовывоз в магазине
Газовая пила Husqvarna K760
2 227,00 $
Добавить к сравнению
Доставка кораблем или местным транспортом недалеко от Сент-Пола, Денвера, Милуоки и Чикаго.
Самовывоз в магазине
Кольцевая пила Husqvarna K970
4 507,00 $
Добавить к сравнению
Доставка кораблем или на месте в районе Сент-Пола, Денвера, Милуоки и Чикаго.

Самовывоз из магазина
Кольцевая пила Husqvarna K7000 17 дюймов PRIME
8 780,00 $
Добавить к сравнению Юки и Чикаго.
Самовывоз из магазина
Отрезные пилы
БЕСПЛАТНАЯ ДОСТАВКА ВСЕХ заказов! (только для континентальной части США)
Показаны 1 — 3 из 3 товаров
Посмотреть
из 575 отзывов
Louis Dziuk
Echo ToughChest Чемодан для бензопилы
Echo Tough Chest
Хорошо сделанный и простой в сборке. Много места для бензопилы и расходных материалов
27.04.2023
Steven Leingang
Пильная цепь OREGON 72EXJ (толщина 0,050 — шаг 3/8 — полное долото/пропуск)
хорошая цена
25.04.2023
Кевин Краточвил
Масло для двухтактных двигателей Red Armor (5.
 2 унций — получается 2 галлона при соотношении 50:1)
2 унций — получается 2 галлона при соотношении 50:1)Red Armor Oil
Отличный продукт, отличный сервис от поставщиков пил, буду заказывать у них снова.
24.04.2023
Натан Хайн
Чемодан Echo ToughChest для бензопилы
Чемодан для переноски Echo
Отличный продукт, защищает вашу бензопилу от непогоды.
24.04.2023
walker james
Профессиональная цепная пила Echo CS-620P
CS620P — полтора станка по дереву! Я только что получил свой и сразу же приступил к работе. Помогла входящая в комплект бутылка масла для двухтактных двигателей Red Armor. Сеть Oregon EXL, в которую входят поставщики пил, имеет огромное значение. Теперь я знаю, какую цепочку я буду запускать в будущем, и где их взять! Спасибо поставщикам пил!
23.04.2023
Earl Millard
Red Armor 2 Cycle Oil (16 унций — получается 6 галлонов при соотношении 50:1)
Отличный продукт по отличной цене
Спасибо за отличный сервис.

23/04/2023
Матовый
Echo OEM — Стиль D0AS, направляющая шина, шаг 3/8, калибр 050 — CS-590 Timberwolf
Отличные цены, фантастическое обслуживание клиентов
Я получил свой заказ в течение нескольких дней и одна часть была неправильной. Я связался с ними по электронной почте, и они сказали, что отправят правильный, и они сделали вместе с инструкциями о том, как вернуть неправильный. Я рад видеть, что обслуживание клиентов по-прежнему хорошо в некоторых компаниях. Продолжай в том же духе
22.04.2023
Р.Т.
Профессиональная цепная пила Echo CS-620P
Отличная пила и отличный сервис
Эта пила отлично справляется со своей задачей. Я использовал Stihls в основном до того, как попробовал эту 60-кубовую пилу от Echo, мне повезло с пилой для шеста Echo (хотя пиле для шеста потребовалось несколько проходов, чтобы действительно открыться). 620 чувствовал себя прекрасно в первый день. Поставщики пил действительно отлично справляются со своей задачей.
 Обычно я покупаю в местном магазине, но этой пилы не было в наличии рядом со мной, поэтому я впервые заказал здесь. Я буду стараться изо всех сил заказывать у этих ребят снова.
Обычно я покупаю в местном магазине, но этой пилы не было в наличии рядом со мной, поэтому я впервые заказал здесь. Я буду стараться изо всех сил заказывать у этих ребят снова.22.04.2023
Артуро Риз
Беспроводной воздуходув Echo eFORCE 56 В — DPB-2500
Вентилятор Echo
Отлично работает, большая мощность.
20.04.2023
Натан Хайн
Профессиональная цепная пила Echo CS-620P
Бензопила Echo cs620p
Отличное обслуживание клиентов, быстрое и надежное обслуживание!
19.04.2023
John Johnson
JB 80 Spray Lube 13 OZ
Homeowner
Отличное общение с клиентами, быстрая доставка!
18.04.2023
Филип Сицилиано
Чемодан Echo ToughChest для бензопилы
Это крепко
Он хорошо держит мой cs-680 и доставлен быстро, что еще можно желать.
16.04.2023
Натан Эллиотт
Red Armor 2 Cycle Oil (6,4 унции — получается 2,5 галлона при 50:1)
Не могу поверить, что сменил!
Я использовал stihl ultra с тех пор, как он вышел, потому что считал его лучшим.
 У меня были проблемы с нагрузкой и загрязнением свечи зажигания, особенно если смесь простояла несколько недель. Читал на некоторых форумах, что красная броня намного лучше, поэтому я решил попробовать. Я запускал его на stihl 361, у которого были некоторые проблемы с холостым ходом, и после танка с красной броней он будет простаивать, не загружаясь и не умирая. Не могу сказать наверняка, что это на самом деле исправило то, что, вероятно, было проблемой накопления углерода, но похоже, что это так. Время покажет.
У меня были проблемы с нагрузкой и загрязнением свечи зажигания, особенно если смесь простояла несколько недель. Читал на некоторых форумах, что красная броня намного лучше, поэтому я решил попробовать. Я запускал его на stihl 361, у которого были некоторые проблемы с холостым ходом, и после танка с красной броней он будет простаивать, не загружаясь и не умирая. Не могу сказать наверняка, что это на самом деле исправило то, что, вероятно, было проблемой накопления углерода, но похоже, что это так. Время покажет.16.04.2023
Натан Эллиотт
Цепная пила Echo CS-3510
Маленький крикун!
Эта маленькая пила действительно открылась после нескольких баков топлива. Я получил ее с 16-дюймовой шиной с 3/8 Lopro, и она действительно хороша для обрезки сучьев и небольших дров. Одна из немногих пил, которые у меня когда-либо были, которой действительно не требовался мод глушителя, чтобы сделать ее приемлемой. поверьте, он может тянуть 20-дюймовую штангу для обрезки сучьев и очистки кустов.

90 034
Подробнее
Робот CleanTech™
LP выпускает Совершенно новая промышленная роботизированная система лазерной очистки. Это первая коммерчески доступная совместная, легко программируемая система лазерной очистки с искусственным интеллектом в США.
Применение:
Узнать больше
Лазерный бластер CleanTech™ Шкаф
Лазерный бластер CleanTech™ представляет собой высокопроизводительная, промышленная, быстрая, точная и невероятно производительная машина для лазерной очистки.
Области применения:
Подробнее
CleanTech™ EZ-RIDER 9 0020
Портативный компьютер CleanTech™ EZ-Rider LPC-M50-M3000 CTH представляет собой высокопроизводительный, армейский, быстрый и производительный инструмент для лазерной очистки.
Области применения:
Узнать больше
CleanTech™ 3000-CTH
CleanTech — наиболее экономичный, эффективный и безопасный метод промышленной очистки, удаления ржавчины, краски и многих других загрязнений демонтаж и подготовка поверхности.
Области применения:
Узнать больше
Ручные системы лазерной очистки – Laser Photonics
Очистка | Черновая обработка | Отделка
Портативные компьютеры CleanTech™ — это передовые технологии лазерной очистки. Эти портативные ручные лазерные очистители идеально подходят для удаления ржавчины и коррозии со всех распространенных металлических поверхностей, таких как сталь, железо, алюминий и т.
 д. Портативные устройства CleanTech™ также являются идеальным решением для обработки поверхности. Идеально подходит для полировки сварных швов, удаления краски или придания шероховатости поверхности перед склеиванием.
д. Портативные устройства CleanTech™ также являются идеальным решением для обработки поверхности. Идеально подходит для полировки сварных швов, удаления краски или придания шероховатости поверхности перед склеиванием.
О лазерных системах CleanTech™
Лазеры
Лазер с модуляцией добротности был специально разработан для приложений, не требующих обслуживания. Он доставляет лазерный луч с дифракционным ограничением (M2<1,05) непосредственно на рабочую площадку по одномодовому оптоволоконному кабелю с металлической оболочкой. Эти компактные лазеры, не требующие обслуживания, предназначены для работы в условиях сильных ударов, вибрации и запыленности при относительно высокой влажности в широком диапазоне рабочих температур. Эффективность настенной розетки до 50 % обеспечивает компактный размер, меньшее количество коммунальных услуг и бесперебойное воздушное охлаждение. Планирование регулярной замены деталей или материалов отсутствует; им требуется только низковольтный источник питания
Чистящая головка
Чистящая головка предназначена для быстрого и точного отклонения и позиционирования лазерного луча. Небольшие размеры пятна достигаются вместе с большими полями изображения. Очень стабильные рабочие условия, а также высокая долговременная стабильность обеспечиваются нагнетанием сжатого воздуха в оптический кожух и удалением частиц между оптическим и защитным слоями кожуха. Компактный корпус защищен от пыли и брызг воды.
Небольшие размеры пятна достигаются вместе с большими полями изображения. Очень стабильные рабочие условия, а также высокая долговременная стабильность обеспечиваются нагнетанием сжатого воздуха в оптический кожух и удалением частиц между оптическим и защитным слоями кожуха. Компактный корпус защищен от пыли и брызг воды.
Требования, выходящие за рамки перечисленных выше, могут быть указаны по запросу. Свяжитесь с Laser Photonics, чтобы поговорить с экспертом по лазерам, который поможет вам подобрать систему, которая наилучшим образом соответствует вашим потребностям.
Безопасность
Меры безопасности во время эксплуатации: Лазерный свет с длиной волны 1064 нм, излучаемый этой лазерной системой, невидим и может быть опасен для человеческого глаза. Во время работы необходимо постоянно носить надлежащие защитные очки для лазерной защиты. Соответствие 21CFR 1040.10: Портативный компьютер CleanTech™ представляет собой закрытый лазерный блок класса IV, определенный CDRH, и отвечает всем требованиям для автономной лазерной системы, как определено в 21 CFR 1040. ПрименениеДемонстрации
Узнать больше CleanTech™ LPC-1000CTH Узнать больше CleanTech™ LPC-300CTH Узнать больше |
 10 в соответствии с Законом о радиационном контроле для здоровья и безопасности от 19 г.68. В качестве дополнительного уровня безопасности система блокировки с резервным переключением помогает предотвратить случайное воздействие избыточного лазерного излучения. Кроме того, система оснащена ручным сбросом электропитания, блокируемым ключом выключателем мощности лазера и разъемом для дистанционной блокировки. Наконец, система имеет звуковой и визуальный индикаторы излучения с настройками задержки излучения на пять (5) секунд. Все эти функции в совокупности составляют систему защиты от лазерного излучения, которая позволяет безопасно и надежно использовать установки CleanTech™. 9
10 в соответствии с Законом о радиационном контроле для здоровья и безопасности от 19 г.68. В качестве дополнительного уровня безопасности система блокировки с резервным переключением помогает предотвратить случайное воздействие избыточного лазерного излучения. Кроме того, система оснащена ручным сбросом электропитания, блокируемым ключом выключателем мощности лазера и разъемом для дистанционной блокировки. Наконец, система имеет звуковой и визуальный индикаторы излучения с настройками задержки излучения на пять (5) секунд. Все эти функции в совокупности составляют систему защиты от лазерного излучения, которая позволяет безопасно и надежно использовать установки CleanTech™. 9