Возможен ли заказ продукции H&M из Турции в Азербайджан? Почему выгодно заказывать продукцию H&M из Турции в Азербайджан? Как заказать одежду от бренда H&M? Каковы условия оплаты и доставки из сайта hm.com в Азербайджан?
H&M была основана Эрлингом Перссоном в 1947 году в Шведском городе Вастерас. Первое название фирмы было Hennes, что означало «обращение к женщинам». Потому что в то время бренд продавал только женскую одежду. Однако в 1968 году в состав бренда вошла торговая марка Mauritz Widforss, которая продавала охотничью одежду, а название бренда было изменено на H&M. Таким образом, H&M стала брендом одежды, который продавал как мужскую, так и женскую одежду, что открыло компанию на международном рынке.
Возможен ли заказ продукции H&M из Турции в Азербайджан?
Бренд H&M имеет магазины во многих странах мира. Бренд H&M имеет магазины во многих странах мира. Но вы можете заказать любой продукт H&M через компанию доставки и воспользоваться нашей службой доставки на дом, не выезжая в какую-либо страну.
Пример продукции:
Ночная рубашка H&M | Платье H&M | Худи и свитшоты H&M | Рубашки и блузки H&M | Куртка и пальто H&M | Кардиган и свитер H&M | H&M Пижама и домашняя одежда | Нижнее белье H&M | H&M Обувь | Аксессуары H&M | Спортивная одежда H&M | H&M Basic | Пиджак H&M | Брюки H&M | H&M Джинсы | Комбинезоны и шорты H&M | Юбка H&M | H&M Шорты | H&M Пляжная одежда | H&M Носки и колготки | H&M Одежда для беременных | H&M Одежда больших размеров. Вы можете заказать любой продукт на hm.com.
Почему выгодно заказывать продукцию H&M из Турции?
В настоящее время у бренда H&M нет магазинов в нашей стране. Можно с уверенностью сказать, что даже если бы у нас здесь был магазин, вы бы увидели существенную разницу в ценах (как и у других брендов). Продукцию мирового бренда H&M вы можете выгодно привезти в Азербайджан через компанию доставки.
Порядок заказа из hm.com
Способ 1: услуга «закажи для меня«
Для этого в первую очередь вы можете зарегистрироваться на сайте dynamex.az и заполнить поля по следующей инструкции, перейдя на страницу “заказать”.
Ссылка на продукт = hm.com ссылка(URL) на понравившийся товар на сайте
Количество продукции = количество продукции H&M, которые вам нравятся
Цена продукта = цена продукта, который вы хотите купить на hm.com (указывается в турецких лирах)
Турция, внутренняя доставка = вы можете оставить эту ячейку пустой. Если вы написали ссылку на продукт выше, вы можете не заполнять эту ячейку.
Детали продукта = вы можете написать цвет, размер или характеристики продукта в этом разделе. (По желанию)
В самом конце вы нажимаете кнопку” Заказать». В открывшемся окне вы увидите список товаров, которые мы вам купим на hm.com. Здесь вы устанавливаете флажок «условия пользователя“, а затем нажимаете ”Оплатить», выбирая все продукты.
После того, как вы нажмете на раздел “взять один” (Tek Çekim) в открывшемся окне, вы заполните поля в соответствии со следующими инструкциями.
Имя, Фамилия на карте = имя и фамилия, написанные на лицевой стороне вашей банковской карты. Пример: HUSEYN SULEYMANOV
Номер карты = 16-значный номер счета, указанный на лицевой стороне карты. Пример: 1234 5678 9101 1121
Дата окончания карты = месяц и дата, указанные на лицевой стороне. Пример: 12/21
Код безопасности CVV = 3-значный код, напечатанный на обратной стороне вашей банковской карты.
После успешного завершения заполнения вышеуказанных данных ваш заказ регистрируется, и мы доставляем посылку в филиал Dynamex как можно скорее и уведомляем вас об этом.
2-й способ: заказать самому на hm.com, сделать объявление на dynamex. az
Если вы завершили заказ с помощью способа 1, Вам не нужна эта операция.
Вы заходя на сайт hm.com, создаете себе аккаунт. В качестве адреса в вашем аккаунте вы указываете наш адрес в Турции, который мы вам предоставили. После этого вы декларируете свой заказ в личном кабинете dynamex.az согласно следующим инструкциям.
Tracking ID = код отслеживания, предоставленный вам от H&M
Название магазина = H&M
Категория = тип продукта, который вы заказываете на hm.com. Например: Бюстгальтер
Цена инвойса = общая цена, указанная в инвойсе, отправленном вам с hm.com
Скачать Invoys = изображение invoys или PDF-форма, отправленная вам из H&M. Например, вы можете открыть этот файл и сделать снимок экрана.
Примечание = здесь вы можете указать дополнительную информацию о вашей посылке.(по желанию)
Порядок правильного декларирования посылки и ответ на все ваши вопросы, касающиеся декларации, вы найдете в доступной форме в видеоинструкции ниже.
ваши покупки в H&M пересылаются в Азербайджан
Зарегистрируйтесь, чтобы получить адрес доставки во Франции, Италии, Испании, Германии или США
регистрируясь на сайте, вы соглашаетесь с нашими
Как это работает ?
1
Зарегистрируйтесь и тогда
ColisExpat vous fournit immédiatement des adresses de livraison dédiées en Europe et aux USA.
2
Отправьте заказ из H&M
на ваш адрес доставки ColisExpat посвящен.
3
ColisExpat объединяет и пересылает
ваши посылки в любую точку мира
Электронная коммерция это бурно развивающийся рынок, который значительно облегчил жизнь потребителей, позволив им делать заказы в Интернете и получать все или почти все с доставкой прямо на дом. При условии, что эти сайты отправляются в вашу страну. Если это не так, не волнуйтесь, ColisExpat получит ваши посылки на один из наших 6 адресов (Германия, Франция, Великобритания, США, Испания и Италия). Мы отправим ваш заказ вам, где бы вы ни находились! ColisExpat осуществляет доставку в более чем 250 пунктов назначения. Мы предлагаем несколько перевозчиков, чтобы ваша доставка соответствовала вашим потребностям. Благодаря такому множеству перевозчиков, мы можем предложить вам различные тарифы и сроки доставки в зависимости от вашего бюджета. Стоимость доставки варьируется в зависимости от размера вашей посылки, пункта назначения и перевозчика. Мы предлагаем несколько вариантов доставки, таких как группировка посылок или страхование посылок во время отправки. Заказывайте с любого сайта, мы позаботимся о доставке вашей посылки.ColisExpat расширяет границы сайтов электронной коммерции. Вы хотите купить товар на веб-сайте, но он не доставляется в вашу страну? Благодаря службе пересылки ColisExpat ваши посылки могут быть получены на один из наших транзитных адресов в Европе или в США, и вы сможете запросить их пересылку в любую страну мира. Независимо от того, находитесь ли вы за границей из страны сайта, на котором хотите совершить покупку, или являетесь резидентом европейской страны и хотите сделать заказ с американского веб-сайта, который доставляет только в США, ColisExpat — это ваше самое удобное решение для доставки. Чтобы иметь доступ к службам доставки ColisExpat, нет ничего проще. Вам просто нужно зарегистрироваться на нашем сайте, после чего вы получите наши адреса в Европе и США. Когда вы размещаете заказ на сайте, который не доставляется в вашу страну, вы вводите наш адрес и свою ссылку клиента. Мы получим вашу посылку, после чего вы сможете выбрать перевозчика, оплатить стоимость доставки и таможенные сборы, если это необходимо. После этого вы сможете запросить переадресацию в страну по вашему выбору. В зависимости от способа доставки перевозчик присвоит вам номер для отслеживания, чтобы вы могли следить за продвижением вашей посылки до конечного пункта назначения, вашего порога.
У нас очень привлекательные тарифы :
Экономьте до 60% на стоимости доставки.
Объединяйте ваши покупки в одну посылку, чтобы экономить еще больше.
Запросите перефасовку ваших посылок, чтобы сделать их менее объемными.
Я живу В АЗЕРБАЙДЖАНЕ, хочу купить брюки на английском сайте и книги в испанском интернет-магазине. Нет проблем ! Я перешлю их на один из транзитных адресов, предоставленных мне ColisExpat. Как только мои покупки будут доставлены в ColisExpat, я выберу опцию переупаковки, чтобы уменьшить объем посылки и сократить расходы на пересылку, а потом запрошу доставку ко мне В АЗЕРБАЙДЖАН.
Я живу В АЗЕРБАЙДЖАН и хочу купить много вещей на разных американских сайтах. Нет проблем, ColisExpat предоставляет мне адрес в США и я закажу доставку туда. Во время запроса на пересылку моих покупок, я выберу объединение, чтобы меньше заплатить за доставку (доставка одной большой посылки стоит намного меньше, чем двух маленьких). Затем я запрошу доставку с помощью USPS Express прямо к себе В АЗЕРБАЙДЖАН.
Бесплатная регистрация
Ваши вопросы :
1- Каких стран это касается ?
ColisExpat отправляет в любые страны, кроме тех, которые находятся в состоянии войны, либо когда имеют место другие форс-мажорные обстоятельства.
2- На каких сайтах я могу делать покупки ?
Вы можете покупать на любых сайтах, главное, чтобы они доставляли по адресам, предоставляемым ColisExpat, которые в данный момент находятся во Франции, Испании, Италии, Германии и США.
3- Какие товары я могу покупать ?
Можно пересылать все товары, за исключением запрещенных в вашей стране и представляющие опасность. Обратите внимание также на почтовые ограничения в зависимости от метода доставки. Обратитесь к нам по имеил [email protected] для любой дополнительной информации.
4- Какой тип посылок можно отправлять ?
Любые посылки от 0 до 30 кг, габариты которых Длина + Ширина + Высота < 2m
О компании
ColisExpat – это бренд, входящий в группу IMX France. IMX France — французская группа компаний, специализирующаяся в настоящее время на доставке посылок. В секторе почтовой доставки, частично монополизированном историческими национальными почтами, IMX уже более 20 лет занимает свое место как высокопрофессиональный глобальный почтовый дистрибьютор. Группа развивается на 4 основных сегментах рынка : пресса, прямой маркетинг, письма и, конечно, посылки. Оснащенная единственным независимым международным сортировочным центром во Франции, IMX успешно использует международную дистрибьюторскую сеть и логистические компании, что позволяет предоставлять конкурентоспособные и качественные услуги.
Бесплатная регистрация
Все марки, которые вы любите !
Заказ бренда H&M в Азербайджане – Dynamex.az
Можно ли заказать бренд H&M в Азербайджане? Почему заказывать у бренда H&M выгодно? Как заказать одежду бренда H&M? Какие условия оплаты и доставки заказа с hm.com ?
H&M | Заказ H&M из турции | H&M индейка | Интернет-магазины H&M | заказ H&M | грузовые перевозки H&M | H&M Азербайджан | H&M Гянджа | H&M Баку
О бренде H&M:
История H&M начинается, когда Эрлинг Перссон открывает первый магазин женской одежды Hennes в Вестеросе, Швеция. … В 1968 году название меняется на Hennes & Mauritz, когда Эрлинг Перссон покупает охотничий магазин Mauritz Widforss, и вместе с магазином появляется запас мужской одежды.
Можно ли заказать продукцию H&M в Азербайджане?
Магазины H&M есть практически по всему миру. Бренд одежды H&M пока не поставляет продукцию напрямую в Азербайджан. Но вы можете заказать любую продукцию H&M грузом, не выезжая в какую-либо страну, и воспользоваться доставкой на дом.
Пример : Ночная рубашка H&M | платье H&M | H&M Толстовки и худи | H&M Рубашки и блузки | куртка и пальто H&M | H&M Кардиган и свитер | H&M Пижамы и домашняя одежда | Нижнее белье H&M | H&M Обувь | Аксессуары H&M | H&M Спортивная одежда | H&M Базовый | куртка H&M | Брюки H&M | Джинсы H&M | комбинезон H&M Rompers & Shorts | Юбка H&M | шорты H&M | Пляжная одежда H&M | H&M Носки и колготки | Одежда для беременных H&M | H&M Плюс Размер. Вы можете заказать любую продукцию H&M на сайте hm. com
Почему выгодно заказывать у бренда H&M?
На данный момент в Азербайджане нет ни одного магазина H&M. Вы можете выгодно заказать любую продукцию H&M в Азербайджан через груз.
Инструкция по заказу в H&M
1-й способ: « Заказать для меня» сервис
Вы должны зарегистрироваться на dynamex.az и заполнить форму, как показано ниже, перейдя на страницу «Заказ».
Ссылка на продукт: Ссылка на товары, которые вам понравились на hm.com.
Количество товара: номер заказанного товара на hm.com
Цена товара: цена заказанного товара на hm.com
Внутренний груз: стоимость внутренней доставки в страну, где вы заказывали от
Информация о товаре: Здесь вы можете написать о цвете товара, размере и других характеристиках.
Если вы завершили, просто нажмите кнопку «Новый заказ». После этого вы увидите список заказанных вами товаров. На стартовой странице отметьте кнопку «Клиентское соглашение», а затем нажмите кнопку «Оплатить», выбрав все продукты в списке.
Итак, остался только 1 шаг. Закончите и наслаждайтесь.
На начальной странице вы должны заполнить форму, как показано ниже, после нажатия кнопки «Tek Çekim».
Kart üzerindeki Ad, Soyad = Имя и фамилия, указанные на лицевой стороне вашей банковской карты. Пример: HUSEYN SULEYMANOV
Kart Numarası = 16-значный номер банковского счета, указанный на лицевой стороне вашей банковской карты. Пример: 1234 5678 9101 1121
Kart Son Kullanma Tarihi = Дата и год, указанные на лицевой стороне вашей банковской карты. Пример: 12/21
CVV Güvenlik Kodu = 3-значный номер, написанный на обратной стороне вашей банковской карты. Пример: 122
Ваш запрос будет получен нами, когда вы заполните эту форму. Тогда мы примем ваш заказ и доставим в бакинский или гянджинский филиал в кратчайшие сроки.
2 nd способ: Заказать на hm.com самостоятельно, Заявить на dynamex.az .
Если вы уже выполнили свой заказ первым способом, вам не нужно этого делать. Просто насладиться.
Сначала вы создадите новую учетную запись на hm.com. Сначала вы создадите новую учетную запись на hm.com. Вы должны добавить наш адрес в Турции в свою учетную запись hm.com. Мы оставили для вас адрес в учетной записи dynamex. После этого вернитесь в свою учетную запись dynamex.az и объявите свой заказ в соответствии с приведенными ниже инструкциями.
Идентификатор отслеживания ID = Код отслеживания, предоставленный вам компанией H&M.
Название магазина = H&M
Категория = Тип товара, который вы заказали на hm.com. Пример: Толстовка
Цена в счете-фактуре = Цена, указанная в счете-фактуре, который был отправлен вам hm. com
Загрузить счет-фактуру = Скриншот или PDF-версия счета-фактуры, отправленного вам hm.com
Примечание = Вы можете оставить примечание здесь, чтобы нам было удобнее.
После заполнения формы мы получим ваш запрос и примем ваш заказ. Тогда мы привезем ваш заказ и доставим в бакинский или гянджинский филиал в кратчайшие сроки.
Ваши покупки в H&M будут доставлены к вашей двери в Азербайджан компанией ColisExpat
Создайте учетную запись, чтобы получить выделенные адреса доставки в Европе и США
Создавая учетную запись, вы принимаете наши
как это работает?
1
Создайте учетную запись
ColisExpat vous fournit immédiatement des de livraison dédiées en Europe et aux USA.
2
Доставка покупок H&M
в ColisExpat, которая позаботится о получении ваших товаров и их надежном хранении.
3
ColisExpat объединяет и пересылает
ваши посылки в любую точку мира.
Электронная коммерция — быстро развивающийся рынок, который значительно облегчил жизнь потребителей, позволив им делать заказы в Интернете и получать все или почти все с доставкой прямо на дом. При условии, что эти сайты отправляются в вашу страну. Если это не так, не волнуйтесь, ColisExpat получит ваши посылки на один из наших 6 адресов (Германия, Франция, Великобритания, США, Испания и Италия). Мы отправим ваш заказ вам, где бы вы ни находились! ColisExpat осуществляет доставку в более чем 250 пунктов назначения. Мы предлагаем несколько перевозчиков, чтобы ваша доставка соответствовала вашим потребностям. Благодаря этому множеству перевозчиков мы можем предложить вам различные тарифы и сроки доставки в зависимости от вашего бюджета. Стоимость доставки варьируется в зависимости от размера вашей посылки, пункта назначения и перевозчика. Мы предлагаем несколько вариантов доставки, таких как группировка посылок или страхование посылок во время отправки. Закажите с любого сайта, мы позаботимся о доставке вашей посылки. ColisExpat разрушает границы сайтов электронной коммерции. Вы хотите купить товар на веб-сайте, но он не доставляется в вашу страну? Благодаря экспедиторской службе ColisExpat ваши посылки могут быть получены на один из наших транзитных адресов в Европе или США и вы сможете запросить их пересылку в любую страну мира. Независимо от того, находитесь ли вы за границей из страны сайта, на котором вы хотите совершить покупку, или являетесь резидентом европейской страны и хотите сделать заказ с американского веб-сайта, который доставляет только в США, ColisExpat — это ваше самое удобное решение для доставки. Чтобы иметь доступ к службам доставки ColisExpat, нет ничего проще. Вам просто нужно зарегистрироваться на нашем сайте, после чего вы получите наши адреса в Европе и США. Когда вы размещаете заказ на сайте, который не доставляется в вашу страну, вы вводите наш адрес и свою ссылку клиента. Мы получим вашу посылку, после чего вы сможете выбрать перевозчика, оплатить стоимость доставки и таможенные сборы, если это необходимо. После этого вы сможете запросить переадресацию в страну по вашему выбору. В зависимости от способа доставки перевозчик присвоит вам номер для отслеживания, чтобы вы могли следить за продвижением вашей посылки до конечного пункта назначения, вашего порога.
Наши цены очень конкурентоспособны:
Сэкономьте до 60% на стоимости доставки.
Объедините покупки в одну посылку, чтобы сэкономить еще больше.
Попросите переупаковать ваши посылки, чтобы они были менее громоздкими.
Я живу В АЗЕРБАЙДЖАНЕ, хочу купить брюки на английском сайте и книги в испанском интернет-магазине. Нет проблем! Я доставил их на один из моих транзитных адресов, предоставленных ColisExpat. Как только мои покупки будут доставлены в ColisExpat, я выберу вариант переупаковки, чтобы уменьшить объем посылки и сократить расходы на пересылку, а затем запрошу доставку ко мне В АЗЕРБАЙДЖАН.
Я живу В АЗЕРБАЙДЖАНЕ и хочу купить много вещей на разных американских сайтах. . Без проблем ! ColisExpat предоставляет мне адрес в США, и я получаю доставку туда. Когда я прошу переслать мои покупки, я выбираю группировать их, чтобы платить меньше (большую посылку отправить дешевле, чем две маленькие). Затем я запрошу доставку с помощью USPS Express прямо к себе В АЗЕРБАЙДЖАН .
Я хочу бесплатно создать учетную запись
Ваши вопросы:
1 — Какие страны покрыты?
ColisExpat работает во всех странах мира, за исключением стран, охваченных войной, и стран, пострадавших от форс-мажора.
2- На каких сайтах я могу размещать заказы?
Вы можете совершать покупки на всех сайтах электронной коммерции с доставкой во Францию или в США, даже если они расположены за пределами Франции или США.
3 — Какие продукты я могу купить?
ColisExpat может доставить вам любые товары, за исключением товаров, на которые распространяется запрет на ввоз в вашу страну, и товаров с высоким уровнем риска. Пожалуйста, не стесняйтесь обращаться к нам по электронной почте [email protected], если вам нужна какая-либо другая информация.
4 — Какие типы посылок может доставить ColisExpat?
Все посылки весом от 0 до 30 кг и размерами, соответствующими длине ширине высоте < 2 м
Кто мы?
ColisExpat – торговая марка IMX France Group IMX France – французская группа компаний, которая сегодня специализируется на доставке посылок. Вот уже более 20 лет IMX доказывает свою ценность в качестве высококачественного почтового дистрибьютора по всему миру в секторе почтовой рассылки, который практически монополизирован традиционными национальными операторами. Группа расширилась на четыре основных сегмента рынка: пресса, прямой маркетинг, корпоративная почта и, конечно же, посылки. Благодаря собственному независимому международному сортировочному центру во Франции, который на сегодняшний день является единственным в своем роде, IMX пользуется преимуществами международной дистрибьюторской сети и логистической организации, которые позволяют ей предлагать конкурентоспособные и высококачественные услуги.
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
В пути, узнайте когда поставка
Мы ответим по E-mail или Whatsapp
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – У нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – В пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Запрос
Контактное лицо (ФИО):
Контактный телефон:
Email:
Комментарий:
Подборка популярных слайсеров для 3D печати
Главная » Статьи
» ПО для 3D слайсинга » Подборка популярных слайсеров для 3D печати
№1: Cura
Скачать — Cura 15. 04.6 или Cura-3.2.1-win64
3D-печать требует предварительной подготовки STL-файлов будущих моделей. Для этих целей и предназначен Cura – универсальный слайсер, предназначенный для 3Д-принтеров Ultimaker и полностью совместимый с аддитивными установками RepRap, Makerbot, Printrbot, Lulzbot и Witbox. Отличительной особенностью данного софта выступает исходный код открытого типа, что позволяет пользователю при необходимости расширять возможности программы путем установки дополнительных приложений. С ее помощью можно напрямую управлять 3D-принтером при условии его соединения с ПК, оперативно корректируя выращивание модели.
Стандартный слайсер Cura легок и прост в использовании, разобраться с его настройками сможет даже дилетант, и все благодаря интуитивно понятному интерфейсу и удобной навигации. Начинать работу рекомендуется в режиме Basic, где можно оперативно менять настройки печати, выбирая оптимальный для будущей 3Д-модели вариант. Для улучшения качества выращиваемого изделия предусмотрен режим Expert.
№2: CraftWare
Компьютерная программа CraftWare предназначена для тех, кто только постигает азы современной трехмерной печати. Она относится к категории слот-слайсеров, предназначенных для подготовки к печати STL-файлов с целью выбора оптимальных настроек для выращивания качественной 3D-модели.
Разработчиком данной программы выступает венгерский стартап CraftUnique, который создавал софт-слайсер для поддержки собственного аппарата CraftBot, предусмотрев его совместимость с другими принтерами.
К неоспоримым преимуществам использования для подготовки STL-файлов к 3Д-печати с помощью программы CraftWare можно отнести возможность оперативного переключения с облегченного режима Basic в профессиональный режим Expert с целью контроля качества выращиваемого изделия, наглядную визуализацию G-кода, обеспечивающую удобство управления действиями, и индивидуальную службу поддержки, которая до последнего времени была только у платных программ.
Если вы решили использовать программу CraftWare для подготовки STL-файлов к 3Д-печати, имейте в виду, что по состоянию на сегодняшний день вы можете скачать из Интернета только бета-версию, где возможны ошибки и сбои.
№3: Netfabb Basic
Данный софт предназначен для подготовки к печати STL-файлов с возможностью их анализа, редактирования, «починки», вплоть до перехода на нарезку. Возможность исправлять готовые STL-файлы на этапе их подготовки к 3Д-печати является ее сильной стороной. Эту компьютерную программу используют даже продвинутые в области трехмерного моделирования пользователи. Она принципиально отличается от софтов-слайсеров расширенным функционалом. Netfabb Basic – это по-настоящему мощный инструмент, который используют и любители, и профессионалы. Он относится к категории базовых программ только лишь из-за низкой стоимости.
№4: Repetier
Эта компьютерная программа предназначена для продвинутых пользователей. Она стоит на уровень выше стандартных софтов-слайсеров для начинающих, подготавливающих STL-файлы к печати, но при этом имеет открытый исходный код, позволяющий добавлять функционал за счет установки дополнительных плагинов.
По состоянию на сегодняшний день Repetier поддерживает почти все настольные 3Д-принтеры, работающие в формате послойного выращивания моделей, 16 экструдеров и мультинарезку через плагины. Этой программой можно управлять через интернет-браузер не только с ПК, но и с мобильного гаджета, имеющего выход в Всемирную сеть.
№5: Simplify3D
Simplify3D предназначена для профессионального использования. Ее отличает расширенный функционал и большой выбор шаблонов заполнения. Данный софт имеет гибкий алгоритм, не только проверяющий подготовленные к печати STL-файлы на ошибки, но и оперативно их устраняющий, создающий нужные структуры и предоставляющий пользователю контроль за их размещением. Кроме того, Simplify3D используется для нарезки модели. Она поддерживается почти всеми настольными 3D-принтерами. Ее называют «швейцарским ножом» для 3D-печати.
№6: Slic3r
Slic3r – это профессиональная компьютерная программа, предназначенная для подготовки к 3D-печати STL-файлов. Она имеет открытый исходный код и отличается расширенным функционалом. Она обеспечивает пользователю огромные возможности предпросмотра модели перед ее отправкой на печать за счет показа ее с разных ракурсов. Данный софт обеспечивает моделям уникальное трехмерное сотовое заполнение, которое не повторяется, как шаблон, а распространяется только на выбранные слои. Его использование повышает прочность выращенного изделия. Slic3r напрямую интегрируется с Octoprint.
№7: MeshLab
MeshLab предназначена для профессионального использования. Ее основным назначением является подготовка STL-файлов к трехмерной печати. Она имеет встроенный STL-редактор, предназначенный для «залатывания дыр», удаления части 3Д-модели, сливания нескольких ее частей в одну и т. д. MeshLab используют для модификации 3Д-моделей и их «ремонта» перед выведением на печать.
№8: OctoPrint
OctoPrint – это программа для профессионалов, не требующая проводного соединения с 3Д-принтером. Ее можно называть софтом «хост», предназначенным для запуска, паузы или остановки 3Д-печати. OctoPrint можно подключать к любым устройствам, поддерживающим Wi-Fi, и использовать для удаленного контроля 3Д-печати. Данная программа совместима почти со всеми современными 3Д-принтерами.
Упрощенное сотрудничество и модерация с Ultimaker Cura 5.2!
Маришка Маас18 октября 2022 г.
Новости
Вышла стабильная версия Ultimaker Cura 5.2! В этом выпуске есть ряд улучшений совместной работы для групп и классов, использующих несколько принтеров Ultimaker.
Кроме того, были введены три новых параметра, которые позволяют настраивать и улучшать поток начального слоя, улучшая сцепление первого слоя и уменьшая эффект «слоновьей лапы».
Мы также максимально упростили сборку и запуск Ultimaker Cura из исходного кода. Усовершенствования способа создания Ultimaker Cura и соответствующая документация помогут членам сообщества с открытым исходным кодом легче вносить свой вклад в будущее Ultimaker Cura.
Абстрактные типы принтеров позволяют сопоставить принтер, который вы хотите использовать, с выбранными вами настройками
Доступ к 3D-принтерам Ultimaker, которые удаленно подключены к Ultimaker Cura, теперь можно получить с помощью нового рабочего процесса. При работе с несколькими 3D-принтерами Ultimaker они теперь автоматически группируются по типу принтера.
Вы можете выбрать этот абстрактный тип принтера, когда начнете нарезать свою деталь. Если вы предпочитаете старый рабочий процесс, он все еще доступен. Теперь можно просматривать загруженные материалы и печатные ядра всех принтеров, доступных вам через цифровую фабрику Ultimaker, не выбирая каждый отдельный принтер. Когда вы закончите поиск правильных параметров печати для вашей детали, вам будет показано, какие принтеры могут напечатать эту деталь для вас. Также можно распечатать одно и то же задание на нескольких принтерах без необходимости переключения между принтерами.
Подключенные принтеры Ultimaker теперь объединены в Абстрактные типы принтеров для упрощения навигации
Утверждение печати при использовании ролей в Ultimaker Digital Factory
Организации с большим количеством пользователей получают доступ к новым инструментам модерации в Ultimaker Cura 5.2. При использовании подписки Ultimaker Professional, Excellence или Education теперь вы можете назначать гостевые роли. Коллеги или студенты в роли гостя по-прежнему могут подготавливать задания на печать в Ultimaker Cura и отправлять их на принтеры через Ultimaker Digital Factory, как обычно. Однако задания на печать, отправленные с использованием роли «Гость», не будут запущены немедленно, а вместо этого потребуют утверждения от пользователя с ролями «Член» или «Администратор».
Утверждение задания на печать помогает организациям, использующим Ultimaker Digital Factory, с большим количеством пользователей контролировать, что и когда распечатывать. Гости могут прикреплять примечания к каждому заданию на печать, которые модератор может использовать, чтобы определить, следует ли распечатать приоритет. Гости имеют право взаимодействовать только со своими собственными заданиями на печать и не могут вмешиваться в работу других принтеров или заданий на печать.
Узнайте больше о доступных ролях в организации здесь.
Задания на печать, отправленные пользователями в роли гостя, должны быть одобрены, прежде чем они будут приняты принтером. Утверждающий может загрузить файл в Ultimaker Digital Factory.
Если вы отправили задание на печать в роли «Гость», оно должно быть одобрено в Ultimaker Digital Factory перед печатью.
Улучшенный контроль над потоком начального слоя
Мы ввели три новых параметра, которые помогут вам настроить начальный слой. Они подходят, когда вы не можете использовать поля или когда используете гибкую рабочую пластину, для которой поля не требуются. Эти настройки можно использовать для настройки адгезии первого слоя и должны позволить вам уменьшить или устранить эффект «слоновьей лапы». Три новых параметра:
Начальный слой Поток по внешней стенке
Начальный слой Поток по внутренней стенке
Начальный слой Поток нижнего слоя
Эти три новых параметра могут помочь вам настроить поток в вашем начальном слое. Вы можете увидеть их эффект в цветовой схеме потока в предварительном просмотре.
Дополнительные улучшения
Следующие улучшения также были реализованы в Ultimaker Cura 5.2:
Сборка из исходного кода теперь более доступна для пользователей Mac, Windows и Linux. Если вы хотите внести свой вклад, начать проще, чем когда-либо. Об этом подробнее здесь.
Исправлена ошибка, из-за которой случайный Z-образный шов стал более случайным.
Исправлена ошибка, из-за которой поддержка дерева по умолчанию заполнялась там, где она должна была быть полой.
Исправлена ошибка, из-за которой пользователи Windows видели бессмысленные уведомления, когда Ultimaker Cura работала в фоновом режиме
Загрузить сейчас
Набор инструментов для 3D-печати с открытым исходным кодом
Что такое Slic3r?
Характеристики
Также совместим с вашим принтером. RepRap (Prusa Mendel, MendelMax, Huxley, Tantillus…), Ultimaker, Makerbot, Lulzbot AO-100, TAZ, MakerGear M2, Rostock, Mach4, Bukobot и многие другие. И даже DLP-принтеры.
Быстрое создание G-кода.
Не ждите часами, чтобы нарезать детальную модель. Slic3r примерно в 100 раз быстрее, чем Skeinforge. Он также использует многопоточность для параллельных вычислений.
Множество форматов ввода/вывода. Slic3r читает файлы STL, AMF и OBJ, а также может выводить файлы G-code и SVG.
Вам нравится графический интерфейс или командная строка? Все возможности удобного интерфейса также доступны из командной строки. Это позволяет интегрировать Slic3r в вашу пользовательскую цепочку инструментов и пакетные операции по своему усмотрению.
Открытый исходный код, открытая разработка. Slic3r — это программное обеспечение с открытым исходным кодом, распространяемое по лицензии AGPLv3. Разработка сосредоточена на GitHub и IRC-канале #slic3r на FreeNode, где сообщество активно участвует в тестировании и предоставлении идей и отзывов.
Зависимости? Неа. Slic3r очень прост в использовании: загрузите, дважды щелкните и наслаждайтесь. Никаких зависимостей не требуется. Без проблем. Для MacOS X, Windows, Linux.
Печать с использованием двух экструдеров. Печатайте красивые цветные объекты или используйте дополнительный экструдер для создания вспомогательного материала. Или поставить на него большее сопло и печатать более быстрое заполнение.
Используйте края для лучшей адгезии. Эта уникальная функция улучшает адгезию встроенной пластины, создавая базовый фланец вокруг ваших объектов, который вы можете легко удалить после печати.
Микрослои: экономия времени, повышение точности. Вы можете выбрать печать с более толстым заполнением, чтобы получить выгоду от малой высоты слоя по периметру и при этом сохранить время печати в разумных пределах.
Составьте тарелку, но печатайте по одному объекту за раз. Используйте встроенный интерфейс обшивки, позволяющий размещать объекты с помощью перетаскивания, вращать и масштабировать их, располагать все как угодно.
Производитель кабельных стяжек из пластика и нержавеющей стали | ХУА ВЕЙ | Высококачественные кабельные стяжки HUA WEI, пластиковые кабельные стяжки, кабельные стяжки из нержавеющей стали, кабельные маркеры, защитная пломба, крепеж, кабельные зажимы, кабельные зажимы, крепления для стяжек, аксессуары для кабельных стяжек, распорные анкеры, опоры для печатных плат и пластиковые винты, защита кабеля, оберточные ленты, брезент, кабельные каналы, втулки, кабелепроводы и фитинги, концевые муфты, соединители проводов, наконечники для концевых шнуров, клеммы, инструменты для нанесения, пистолеты для кабельных стяжек, обжимные инструменты, производитель резаков для кабельных каналов из Тайваня
Как правильно выбрать кабельную стяжку? Для чего их применение?
Есть много типов кабельных стяжек, определенно не только обычные и обычные кабельные стяжки из нейлона 6,6.
Большинство кабельных стяжек изготовлены из нейлона, изобретенного американской компанией Dupont в 1937 году. Нейлон является одним из наиболее широко используемых синтетических термопластов во всем мире благодаря своей высокой прочности, стабильности размеров и высокой стойкости к истиранию.
Во время Второй мировой войны 1939-1945 гг. изобретение авиационного газотурбинного двигателя ускорило использование реактивных самолетов и экспоненциальный рост производства. Чтобы отремонтировать эти самолеты в короткие сроки и связать большое количество длинных проводов самолета, для крепления и связывания проводов кабеля использовались самоблокирующиеся стяжки, аналогичные концепции бигуди, а также для сокращения времени для укладки кабелей и предотвращения мозолей рук или травм, вызванных большим количеством связанных проводов во время сборки.
В 1955 году Курт Робель подал патент на нейлоновые галстуки во Франции (FR1126581A), а в 1958 году Маурус С. Логан также опубликовал патентный документ, описывающий эту концепцию (US3022557A). В 1955 году, когда началась война во Вьетнаме, в дополнение к военным самолетам к флоту добавлялось все больше и больше гражданских авиалайнеров, а также переносных мгновенных авиабаз, и самолеты были предварительно смонтированы, чтобы удовлетворить спрос на быструю и немедленную сборку на месте. . В дополнение к самолетам во время холодной войны космические гонки, производство ракет, спутников и космических кораблей и даже компьютеров использовали более сложную и обширную проводку, а установка и управление кабелями стали более важными и широко распространенными.
Наиболее распространенным материалом являются кабельные стяжки из нейлона 6,6, они универсальны. Они доступны разной длины, ширины, прочности на растяжение, механической конструкции, цвета и т. д. Связывание проводов и кабелей вместе с помощью кабельных стяжек в жизни может содержать их в порядке и предотвращать повреждение проводов или труб, что может привести к риску пожары в проводах.
Разные материалы галстуков имеют разные характеристики и используются для разных целей в различных отраслях промышленности. Например, в экстремально холодном климате, экстремально суровом климате, экстремальных химических средах, пустынях и специальных отраслях промышленности обычный нейлон 6,6 может быть не в состоянии адаптироваться к изменениям температуры, химическим свойствам и т. д. и может сломаться или устать в этих условиях. специальные среды. Поэтому, если вам нужно решение, устойчивое к ультрафиолетовому излучению, вы можете выбрать атмосферостойкий материал Nylon 6,6 или материал Nylon 12, который будет лучше работать на открытом воздухе, даже в условиях пустыни и солнечных полей. Кроме того, кабельные стяжки с металлическим содержанием предназначены для пищевой и фармацевтической промышленности для поддержки обеспечения качества, такого как HACCP, а металлические пигменты могут быть обнаружены с помощью стандартного оборудования. помогает снизить риск заражения. Для визуального обнаружения эти кабельные стяжки обычно имеют синий цвет.
Материал определяет, какое решение подходит для вашей отрасли, от самого общего нейлона до материалов с добавками, таких как термостойкие, устойчивые к ультрафиолетовому излучению, морозостойкие, обнаруживаемые металлами, нейлон 6, нейлон 12 или полипропилен (ПП). Полиэтилен (ПЭ), этилентетрафторэтилен (ЭТФЭ), нержавеющая сталь 304, нержавеющая сталь 316 и т. д.
Приведенная ниже таблица позволяет узнать характеристики различных материалов в соответствии с вашей отраслью или областью применения и может помочь вам выбрать правильный материал, а также предоставить обзор профессиональных и высококачественных продуктов, предлагаемых Hua Wei.
Нейлон — характеристики материала для 3D-принтера
Тенденция разработки новых материалов для 3D-печати, до сих пор связанная только с производством, распространяется на другие отрасли. Благодаря этому на рынке появляются усовершенствованные высокопроизводительные промышленные принтеры, адаптированные для работы при существенных и постоянных температурах. Одним из видов пластика, который в последние годы набирает популярность, является нейлон. Ресурс, который раньше использовался в качестве сырья только в порошковом варианте, теперь все чаще функционирует в виде нитей.
PA – это торговое название полиамидов, производимых химической компанией DuPont. PA6 и PA12 – наиболее распространенные типы пластиков, встречающиеся в 3D-печати.
Особенности материала
Что привлекает внимание представителей 3D-индустрии к нейлоновым составам, так это их практичные свойства. Nylon отличается высокой механической и термической прочностью, устойчивостью к агрессивным химическим средам и низким коэффициентом трения, что делает его пригодным для технического применения.
Полиамид может использоваться для создания высоконагруженных конструктивных элементов, таких как инструменты, петли, зажимы, шестерни, функциональные прототипы. Сырье также востребовано в специализированных приложениях для автомобильной, авиационной и военной промышленностей.
Компоненты на основе нейлона характеризуются большой температурой плавления, поэтому изготовление из них 3D-моделей проводится при постоянном уровне нагрева. Ресурс очень гигроскопичен, стремительно впитывает воду из окружающей среды. С одной стороны, это позволяет легко окрашивать произведенные элементы, с другой – делает работу проблематичной.
Методики и материалы для печати нейлоном
Полиамидные компоненты используются для изготовления 3D-объектов в различных технологиях – SLS, MJF и FDM.
В первом варианте Nylon применяется в форме порошка, который избирательно спекается лазерным лучом. Чаще всего используется разновидность полиамида PA12, позволяющий изготавливать функциональные элементы, или PA11, отличающийся большей прочностью на разрыв. Также востребован DuraForm ProX PA – крепкий термопластичный ресурс, рассчитанный на активное долгосрочное использование в экстремальных условиях. Популярен в качестве замены традиционно литым изделиям. Sintratec PA12 Powder – промышленный вариант, разработанный для создания термоустойчивых штампов сложной конфигурации.
Порошковые технологии являются распространенным методом 3D-печати, поскольку позволяют поддерживать постоянную высокую рабочую температуру, что особенно важно в случае применения полиамида. SLS помогает изготавливать прочные элементы со слегка шероховатой поверхностью, выгодные при мелкосерийном производстве.
Multi Jet Fusion (MJF) в настоящее время подразумевает 3D-печать нейлономиз материалов трех типов:
PA11 – наиболее часто используемый компонент для промышленного применения.
PA12 – самый популярный вариант для трехмерной печати по технологии MJF. Используется для изготовления функциональных и потребительских деталей. Созданные элементы прочны и долговечны, обладают достаточной гибкостью, чтобы противостоять растрескиванию. Состав является биосовместимым и соответствует стандартам директивы RoHS.
PA12GB – сырье, обогащенное стеклянными шариками (40%), из-за чего оно обладает большей жесткостью, чем предыдущий вариант. Уникальные свойства делают пластик пригодным для изготовления прочных объектов, устойчивых к трению и износу с течением времени.
Растущий ассортимент материалов на основе PA6, предназначенных для работы по технологии FDM, стимулирует создание эксклюзивных отпечатков.
На что обратить внимание
При взаимодействии с компонентами на основе Nylon особенно важно грамотно хранить материал и правильно обращаться с ним на этапе подготовки к печати.
Высокая гигроскопичность ресурса усложняет работу. На практике сырье на катушке может поглощать воду в объеме до 10% собственного веса. В связи с этим хранить нейлоновую нить необходимо в герметичном контейнере с силикагелем для поглощения влаги.
Перед началом трехмерной печати важно убедиться, что нейлон не впитал воду. Первым показателем неправильного хранения является увеличенный вес ресурса. Второй – шум, издаваемый при нагревании в печатающей головке. Когда сырье впитывает влагу, оно начинает характерно щелкать при повышении температуры до точки плавления. Тогда вместо гладких слоев, напечатанных на 3D-принтере, получается зазубренная поверхность, которая дисквалифицирует печать как с точки зрения эстетики, так и с позиции механических свойств.
Влажную нить следует подвергнуть воздействию жара, используя специальную сушилку или обычную духовку. На процедуру потребуется 4-6 часов.
Самые проблемные моменты, возникающие при нейлоновой трехмерной печати, – это подъем объекта с печатной платформы и деформация из-за усадки. Чтобы предотвратить сложности, следует обеспечить постоянную температуру в рабочей камере 3D-принтера и избегать источников холодного (например, из кондиционера) воздуха.
Для улучшения механических свойств 3D-печати производители предлагают нейлоновые компоненты, обогащенные углеродным волокном или стеклянными шариками.
PA 12 (MJF) для Multi Jet Fusion
Материал
Разработанный для использования с принтерами Multi Jet Fusion, мелкозернистый материал PA 12 позволяет производить детали с более высокой плотностью и меньшей пористостью, чем детали, спеченные лазером с PA 12, что позволяет четкие текстуры и детализированные поверхности. Этот прочный материал общего назначения не требует опорной конструкции и одинаково хорошо подходит для изготовления полнофункциональных прототипов или деталей для конечного использования.
Технические характеристики
Максимальные размеры детали
370 x 274 x 375 мм
Стандартная точность
±0,3% (с нижним пределом ±0,3 мм) 6 909
9003 9000 010 Толщина слоя
0,08 мм
Минимальная толщина стенки
1 мм
Минимальный размер детали
0,25 мм
900 подвижные детали 011
Да
Внутренние каналы
Да
Структура поверхности
Зернистая структура 1
073
Спецификация
ПАРАМЕТР
ЗНАЧЕНИЕ
ЕДИНИЦА
МЕТОД
Плотность
ASTM D792
1,01
г/см3
ASTM D792
1
Прочность на растяжение
ASTM D638
48
МПа
ASTM D638
Модуль упругости при растяжении ASTM
83 1 10 1700
МПа
ASTM D638
Удлинение при разрыве
ASTM D638
20
%
ASTM D638
Температура отклонения тепла
ASTM D648 (@0,45 МПа)
175
°C
ASTM D648 (при 0,45 МПа)
Фактические значения могут отличаться в зависимости от условий сборки.
Загрузить в формате PDF
Степени отделки
Правильная отделка может превратить вашу печать в продукт. Ознакомьтесь с вариантами постобработки, которые мы предлагаем для этого материала. Если у вас есть какие-либо вопросы или особые пожелания, свяжитесь с нами.
Обычный
Гладкий
Окрашенный в цвет
Гладкий + окрашенный в цвет
Особо гладкая
Дополнительные отделки
Свяжитесь с нами
Хотите задать вопрос или начать работу над проектом? Мы хотели бы услышать от вас.
Поговорите с нашей командой.
Быстрые ссылки
Узнайте больше о Multi Jet FusionКак спроектировать для PA 12 (MJF)
ОПЫТ ЗАКАЗЧИКОВ
Avular настраивает дроны с помощью производства по требованию Materialise при поддержке HP Digital Manufacturing Network
5 минут чтения
ИСТОРИЯ ЗАКАЗЧИКА
PAL Robotics демонстрирует идеальную синергию между робототехникой и 3D-печатью
7 минут чтения 003
Чтение 5 мин.
ИСТОРИЯ ЗАКАЗЧИКА
PAL Robotics демонстрирует идеальное сочетание робототехники и 3D-печати
Чтение 7 мин.
На этой странице:
Технические характеристики Техническое описание Уровни завершения Свяжитесь с нами Обучайтесь и учитесь
Прочные, недорогие и высококачественные детали, напечатанные на 3D-принтере с использованием технологии Nylon 12 и технологии Powder Bed Fusion
HP Multi Jet Fusion (MJF)
Нейлон 12 (полиамид/ПА 12) 3 0237 Идеально подходит для производства прочных, недорогих и качественных деталей в малых и больших объемах
HP 3D High Reusability PA 12 — это прочный термопласт, из которого производятся детали высокой плотности со сбалансированными профилями свойств и прочной структурой. Этот материал был разработан для производства функциональных деталей в различных отраслях промышленности, например, водонепроницаемых, без какой-либо дополнительной обработки.
Брошюра
Сделай детали
Поговорите с экспертом
Запросить образец
Обзор
Приложения
Производительность
Основные моменты материала
Связанные ресурсы
Спецификации
Предназначен для производства
Производство прочных, функциональных и сложных деталей с низкой себестоимостью.
HP 3D High Reusability PA 12, , также известный как нейлон PA12, представляет собой термопластичный материал, из которого производятся детали высокой плотности со сбалансированными профилями свойств и прочными конструкциями. HP 3D High Reusability PA 12 обеспечивает хорошую химическую стойкость к маслам, смазкам, алифатическим углеводородам и щелочам и является оптимальным материалом для сложных узлов, корпусов, кожухов и водонепроницаемых устройств. Благодаря возможности повторного использования избыточного порошка вы можете свести к минимуму отходы, тем самым достигнув низкой стоимости одной детали.
Работайте с производственными службами Proto3000, сертифицированными по стандарту качества ISO 9001:2015, чтобы производить детали из нейлона HP 12.
Приложения
Быстрое прототипирование
Прототипы и окончательные детали.
Производственные детали
Прочные и долговечные детали для конечного использования, такие как живые петли или защелки
Товары народного потребления и электроника
Создание клиентоориентированного пользовательского опыта
Инструментарий для конца руки
Легкие инструменты, специально предназначенные для приложений автоматизации
Ортопедические изделия, протезы и медицинские устройства
Создание прочных и высокоадаптированных устройств для результатов, специфичных для пациентов
Запасные части и приспособления для цепочки поставок
Сборочные детали когда и где они вам нужны, быстро и по запросу
Характеристики материалов
HP 3D High Reusability PA12 обеспечивает оптимальные механические свойства. Этот материал, разработанный для технологии Multi Jet Fusion, проверяет пределы создания функциональных деталей, оптимизирует стоимость и качество деталей, а также обеспечивает высокую и, во многих случаях, лучшую в отрасли возможность повторного использования при низкой стоимости одной детали.
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ
48 МПа/6960 фунтов на кв. дюйм (ось XY) 48 МПа/6960 фунтов на кв. дюйм (ось Z)
УДЛИНЕНИЕ ПРИ РАЗРЫВЕ
20 % (ось XY) 15 % (ось Z)
ПЛОТНОСТЬ ДЕТАЛИ
N/A1,01 г//см3 на основе ASTM D792
Основные материалы
Характеристики материала
ASTM Method Testing
Точка плавления порошка (DSC) – 187°C, 369°F, ASTM D3418
Размер частиц:
603 нс3 0238
Насыпная плотность порошок: 0,425 г/см 3 , 0,015 фунта/дюйм 3
274
Биосовместимость – Соответствует USP Класс I-VI и руководство FDA США для устройств с неповрежденной поверхностью кожи.
Использование
Комплексные сборки
Корпуса
Корпуса и соединители
3
Концевой инструмент, робототехника и автоматизация
Промышленность
Промышленные товары
Потребительские товары
Здравоохранение
Образование
Аэрокосмическая отрасль
Транспорт и автомобилестроение
Шкала производительности
Стоимость
Гибкий
Прочность
Отделка поверхности
Материал Цвет
hex
Стандартный серый
Доступна постобработка
Окрашивание в цвет
Окраска
Обработка поверхности
Автоматическая пескоструйная и галтовочная обработка0003
На базе технологии HP Multi Jet Fusion
Узнайте о синхронной масштабируемой архитектуре для повышения производительности
Узнайте больше о технологии MJF
Технические характеристики
Механические свойства
Метод испытаний
Значение
Прочность на растяжение, макс. нагрузка 1 XY
АСТМ D638
48 МПа/6960 фунтов на кв. дюйм
Прочность на растяжение, максимальная нагрузка 1 , Z
АСТМ D638
48 МПа/6960 фунтов на кв. дюйм
Модуль упругости при растяжении 1 , XY
АСТМ D638
1700 МПа/247 тысяч фунтов на квадратный дюйм
Модуль упругости при растяжении 1 , Z
АСТМ D638
1800 МПа/261 тыс. фунтов на кв. дюйм
Удлинение при разрыве 1 , XY
АСТМ D638
20%
Удлинение при разрыве 1 , З
АСТМ D638
15%
Прочность на изгиб 2 (@ 5%), XY
АСТМ Д790
65 МПа/9425 фунтов на кв. дюйм
Прочность на изгиб 2 (@ 5%), Z
АСТМ Д790
70 МПа/10150 фунтов на кв. дюйм
Модуль упругости при изгибе 2 , XY, Z
АСТМ Д790
1730 МПа/251 тыс. фунтов на кв. дюйм
Изод ударный с надрезом (@ 3,2 мм, 23°C), XYZ
ASTM D256 Метод испытаний A
3,5 кДж/м 2
1 Результаты испытаний, полученные в соответствии с ASTM D638, при скорости испытания 10 мм/мин, образцы типа V.
2 13,55 мм/мин.
Тепловые свойства
Метод испытаний
Значение
Температура теплового прогиба (при 0,45 МПа, 66 фунтов на кв. дюйм), XY, Z
ASTM D648 Метод испытаний A
175ºC / 347ºF
Температура теплового прогиба (при 1,82 МПа, 264 фунт/кв. дюйм), XY
ASTM D648 Метод испытаний A
95ºC / 203ºF
Температура теплового прогиба (при 1,82 МПа, 264 фунт/кв.
Металлические урны для мусора могут быть уличными и офисными. Они различаются по назначению, весу, внешнему виду и объёму. По назначению урны бывают
1. Уличными урнами.
2. Офисными урнами.
Вес мусорных урн может различаться в зависимости от толщины металла и количества функциональных элементов и украшений. По внешнему виду урны могут быть вкапываемыми и наземными. Если вкапываемые урны обязательно надо прикопать в землю, чтобы они не упали, то наземные урны достаточно поставить на землю. Однако, поскольку такие мусорные маки легко специально или случайно опрокинуть, лучше их прикрепить анкерным креплением к асфальту, плитам или другому виду покрытия.
По объёму урны могут быть от семилитровых офисных до тридцатилитровых уличных. В дальнейшем в статье вы узнаете более подробно о каждом виде урн и познакомитесь с некоторыми самыми популярными моделями.
Особенности урн уличных металлических
Урны для улиц разрабатывались с учётом влияния негативных погодных явлений. Уличные урны должны стоять под дождём, снегом, под всеми ветрами. Подвыпившие или сердитые люди могут случайно или специально пнуть урны, и они должны выстоять. Одним словом, при разработке урны для мусора главный критерий – износоустойчивость и прочность. Металл достаточно прочен, но подвержен коррозии. Чтобы урны не стали ржаветь, их покрывают специальной полимерно-порошковой краской. Покрытие устойчиво к механическим повреждениям.
По конструкции уличные урны могут быть с крышками или без оных. Крышки защищают содержимое урны от капель дождя и от снега.
По форме уличные урны могут быть круглыми и прямоугольными. Если вы будете использовать мусорные мешки, то выгоднее купить круглую урну. Края прямоугольной урны могут рвать мешки для мусора, а для круглой урны достаточно мешок закрепить скотчем или верёвкой.
При всём вышеперечисленном урны уличные ещё должны быть красивыми. Для этого есть два решения. Самое распространённое – урну любой конструкции и вида окрасить в яркий цвет – зелёный, синий, красный. Второе – при производстве добавить ей кованых элементов и украшений.
Характеристики урны уличной металлической «Эконом» с зонтиком
Возьмём типичный пример урны для мусора. Урна «Эконом» с зонтиком относится к категории бюджетных урн, а потому пользуется заслуженным спросом среди наших покупателей. Урна сделана из металла толщиной 1 – 1,5 мм. Сверху она окрашена полимерной порошковой краской. Она оборудована качающимся напольным контейнером, за счёт чего из урны легко вытряхивать мусор. Габариты урны «Эконом» с зонтиком – 85*25*25 см, весит она 6 кг, а рассчитана она на 25 литров. Крышка урны закрывает её содержимое от дождя и снега. Она имеет металлические опоры, которые можно прикрепить анкерным креплением к земле.
Характеристики урны металлической Уралочка 2 синей вкапываемой
Для примера рассмотрим ещё одну популярную позицию – урну Уралочка 2 вкапываемую. Её, в отличие от предыдущей урны, нужно вкапывать в землю. Уралочка 2 имеет качающийся контейнер – из неё также легко вытряхивать мелкий бытовой мусор. Каркас урны Уралочки 2 сделан из профильной квадратной трубы 20*20 мм и покрыт полимерной порошковой краской. Ёмкость для мусора выполнена из стали толщиной 0,6 мм и также окрашена полимерно-порошковой краской в яркий синий цвет. Её размеры – 84*31*27 см обеспечивают вместимость урны – 24 литра. В отличие от предыдущей модели, у урны Уралочки 2 нет крышки. Она проще по виду, но такая же функциональная.
Особенности офисных металлических урн
В отличие от уличных урн, офисные имеют усложнённую конструкцию. Они всегда оснащены небольшой педалью, которая открывает крышку. По форме офисные урны всегда круглые, по вместимости могут быть от 7 до 50 литров. По цвету урны для офисов не столь разнообразны, как уличные – они могут быть только чёрными или светлыми хромированными. В качестве образца можно рассматривать любую модель урны, поскольку друг от друга они отличаются незначительно.
Характеристики металлической офисной урны УМП-10 чёрный
У обычной офисной урны, как правило, небольшой объём – в данном случае это 10 литров. Круглая урна УМП-10 имеет размеры 31*20 см, весит она 1,54 кг. В такую урну легко выбрасывать мусор и легко вытаскивать мусорный мешок из неё. Урна будет легка как для сотрудников компании, так и для уборщицы.
Вам нравится статья?
Интересно
Не уверен
Скучно
Уличные урны от производителя, доставка по всей России. Компания Мироград.
Наверх
Описание
Характеристики
Галерея
Схемы урн
Стоимость
Контакты
Описание
Собственный дом, большой участок, сад, цветник бассейн – многие люди мечтают о чем-нибудь из этого списка. Или о всем сразу. Но, наличие большого участка, кроме преимуществ имеет и небольшие неудобства. Всю собственность необходимо поддерживать в порядке. И, чем больше участок, тем больше забот. С каждой бумажкой до мусорного контейнера не находишься. Гораздо удобнее поставить в нескольких локациях участка урны и выбрасывать мелкий мусор в них.
Компания «Мироград» рекомендует использовать металлические урны. Они легкие, прочные, дешевые. Их можно заказать в цвет экстерьера участка. Металлические урны легко чистятся и без проблем переносят температурные колебания, осадки и другие неприятности.
Характеристики
Урны, производимые компанией «Мироград» изготовлены из стали, имеют жесткую и прочную сварную конструкцию. Оснащены вместительным поворотно-подвесным баком, который легко очищается от мусора. Для упрощения пользованием урной в дне предусмотрены технологические отверстия для отвода дождевой воды.
Урны окрашиваются методом полимерной окраски в любой цвет по каталогу RAL. Полимерное покрытие обеспечивает надежную защиту от воздействия окружающей среды, делает урны устойчивыми к возникновению коррозии и к механическим повреждениям поверхности.
Внимание! Данный продукт входит в программу бесплатной доставки товара в города РФ.
Материал
сталь
Толщина стали, мм
1,2
Объем, л
20-30
Покрытие
полимерное
Цвет
старая медь
Галерея
Схемы урн
Стоимость
Модель
Цена, руб
УРНА УЛИЧНАЯ UU-1
1800
УРНА УЛИЧНАЯ UU-2
2170
УРНА УЛИЧНАЯ UU-3
2000
УРНА УЛИЧНАЯ UU-4
3200
Контакты
ИП Гузько А. П. (франчайзи)
г. Новосибирск, Железнодорожный район, ул. Спартака, 8/4, офис 32 (этаж 1, отдельный вход)
5 особенностей, которые делают урну для кремации высококачественной
от J. Malec
Стебли травы Керамическая урна для кремации художника Мишель Кайзерсат
что вы, потребитель, требуете. Но это также начинается с материалов и производства, а также внимания к деталям на каждом этапе пути, пока он не попадет в ваши руки.
Исходя из нашего опыта, пять наиболее распространенных факторов, влияющих на воспринимаемую ценность урны для кремации, сочетают производство урны с потребностями потребителей. Вот эти пять характеристик:
Мастерство
Контроль качества
Материалы
Функциональность
Надежно содержит содержимое
1.
Урны для кремации, резонирующие с мастерством изготовления
При покупке подходящей урны для кремации, которая так же уникальна, как и жизнь, которую она призвана представлять, высокое качество часто является синонимом ручной работы. При поиске доступны урны, начиная от урн для кремации ручной работы из мрамора с простым дизайном и заканчивая ремесленными урнами. Урна ручной работы отражает совершенство благодаря преднамеренному использованию материала, текстуры, цвета, гравировки или травления и дизайна.
Преимущества покупки урны для кремации ручной работы включают в себя:
удовлетворение, которое приходит от того, что вы почтили своего любимого исключительным предметом, отражающим вашу уникальную любовь и отношения
внимание к деталям, заметным с отделкой и травлением, может отличить высококачественного производителя от более низкого
уникальных рисунков, цветов, вариаций гравировки для бордюров и рисунков
поддержка ремесленников и ремесленников
владеть красивой вещью, которой будут восхищаться десятилетиями
2.
Контроль качества: хранитель пятизвездочных урн для кремации
Продавец урн для кремации должен быть в состоянии подтвердить, что каждая урна была тщательно отобрана на основе исключительного качества. Каждая деталь должна быть проверена перед тем, как покинуть производственную площадку.
Розничный продавец должен вручную осмотреть каждую урну, когда она прибывает на предприятие продавца, и еще раз, когда урна упаковывается для отправки.
3. Материалы: высокие стандарты позволяют создавать исключительные урны для кремации
Существует широкий выбор материалов при выборе высококачественной урны для кремации. Вы можете поговорить с представителем розничного продавца об историческом использовании и послужном списке материала, который может указывать на его качество.
Чтобы ознакомиться с наиболее часто используемыми материалами для урн для кремации, ознакомьтесь с нашим руководством по планированию, чтобы выбрать материал, который наилучшим образом соответствует вашим потребностям.
Подумайте, какую функцию будет выполнять урна, прежде чем выбрать наиболее подходящий для вас материал. Вы спросите:
Будет ли урна использована для развеивания праха?
Будет ли урна зарыта?
Вы хотите, чтобы урна находилась в нише? или дома?
Вы хотите, чтобы урна была сделана из прочного материала, такого как дерево или латунь?
Или вы хотите, чтобы урна была биоразлагаемой?
Ответив на приведенные выше вопросы, вы найдете наиболее подходящий материал.
Если вы собираетесь хранить урну для кремации в колумбарии или выставлять дома, вам следует подумать о долговечности выбранного вами материала. Дерево, камень, металл и стекло — отличный выбор для урн.
В дополнение к выбору урны соответствующего стиля и размера, подумайте, насколько легко за урной ухаживать. Потребуется ли чистка от пыли или полировка? Если это так, убедитесь, что любое украшение поверхности выдержит испытание временем и регулярной чисткой при необходимости.
4. Функциональность: служит ли кремационная урна своему прямому назначению?
Другим очень важным аспектом является функциональность изделия.
Плотно и надежно ли закрывается крышка?
Удовлетворяют ли обещанные свойства продукта предполагаемому использованию (например, для разбрасывания, демонстрации или разложения)?
Соответствует ли описание продукта фактическому состоянию товара после его получения?
Не стесняйтесь обращаться к продавцу, если вы обнаружите, что получили не то, что ожидали. Хорошие продавцы всегда будут готовы работать со своими клиентами для своевременного и деликатного решения проблем.
5. Надежно удерживает содержимое
Каждая урна для кремации снабжена описанием того, как в ней хранится пепел кремации. Некоторые крышки надежны, но не приклеены надолго: крышка плотно завинчивается; или панель, которая завинчивается и отвинчивается. Другие крышки просто опираются на горлышко урны, и для их надежной фиксации может потребоваться клей. Урны для разбрасывания должны защищать содержимое, а также плавно открываться, чтобы содержимое могло быть разбросано по назначению.
Прежде чем выбрать урну, решите, какая степень закрытия соответствует вашим потребностям. После того, как вы получите урну, убедитесь, что крышка надежно удерживает прах в соответствии с вашим удовлетворением и предполагаемым использованием.
В поисках качественной урны для погребения
Сегодня на рынке доступно много тысяч урн для кремации, особенно если вы ищете в Интернете. Низкая стоимость не всегда означает низкое качество. Иногда производитель урны закупоривает то, что больше не нужно дистрибьюторам, но нужно публике. Интернет-магазины часто получают эти драгоценные камни по удивительным ценам. Так что, если вы видите что-то, что бросается в глаза, проверьте это. 5 особенностей, упомянутых выше, дадут вам хорошую мерку, чтобы определить, нашли ли вы только что фантастическую сделку или сосуд, в котором вы не хотели бы, чтобы останки вашего любимого отдыхали. 0005
Щелкните здесь, чтобы просмотреть полный список урн для кремации и сувениров, созданных мастерами OneWorld Memorials.
Дж. Малек — художник и писатель, чьи работы часто касаются тем, связанных с потерей и исцелением. Она живет в Миннеаполисе и большую часть времени занимается пермакультурой в городе.
Свойства рандомизации урн в клинических исследованиях
Сохранить цитату в файл
Формат:
Резюме (текст)PubMedPMIDAbstract (текст)CSV
Добавить в коллекции
Создать новую коллекцию
Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки Повторите попытку
Добавить в мою библиографию
Моя библиография
Не удалось загрузить делегатов из-за ошибки Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Электронная почта:
(изменить)
Который день?
Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый будний день
Создайте файл для внешнего программного обеспечения для управления цитированием
. 1988 декабрь; 9 (4): 345-64.
doi: 10.1016/0197-2456(88)
-7.
Л Дж Вэй 1 , Лачин Ж.М.
принадлежность
1 Кафедра биостатистики, Школа общественного здравоохранения, Мичиганский университет, Анн-Арбор.
PMID:
3203525
DOI:
10. 1016/0197-2456(88)
-7
Бесплатная статья
Л. Дж. Вей и соавт.
Контрольные клинические испытания.
1988 Декабрь
Бесплатная статья
. 1988 декабрь; 9 (4): 345-64.
doi: 10.1016/0197-2456(88)
-7.
Авторы
Л Дж Вэй 1 , Лачин Ж.М.
принадлежность
1 Кафедра биостатистики, Школа общественного здравоохранения, Мичиганский университет, Анн-Арбор.
PMID:
3203525
DOI:
10. 1016/0197-2456(88)
-7
Абстрактный
В этой статье мы рассматриваем важные статистические свойства урновой рандомизации (дизайна) для распределения пациентов по группам лечения в клиническом испытании. Дизайн урны является наиболее широко изученным членом семейства адаптивных дизайнов монет со смещением. Такие планы представляют собой компромисс между планами, которые обеспечивают идеальный баланс в назначении лечения, и полной рандомизацией, которая устраняет экспериментальную погрешность. Дизайн урн вынуждает уравновешивать небольшое испытание, но приближается к полной рандомизации по мере увеличения размера испытания (n). Таким образом, конструкция урн не так уязвима для экспериментальной погрешности, как другие ограниченные процедуры рандомизации. В клиническом испытании может быть трудно постулировать, что субъекты исследования составляют случайную выборку из четко определенной однородной совокупности. В этом случае модель рандомизации обеспечивает предпочтительную основу для статистического вывода. Мы описываем перестановочные нулевые распределения большой выборки линейной ранговой статистики для проверки равенства групп лечения на основе дизайна урны. В целом, эти перестановочные тесты могут отличаться от тестов, основанных на популяционной модели, что эквивалентно предположению о полной рандомизации. Постстратифицированный анализ подгрупп также может быть выполнен на основе пермутационного распределения дизайна урны. Это обеспечивает основу для анализа подмножества пациентов с наблюдаемыми ответами, когда можно предположить, что ответы некоторых пациентов отсутствовали случайным образом. Для нескольких взаимоисключающих страт эти тесты коррелируют. Для этого случая описан комбинированный критерий эффективности лечения с поправкой на ковариацию. Наконец, мы показываем, как обобщить дизайн урн для проспективно стратифицированного исследования с довольно большим количеством страт.
Похожие статьи
Статистические свойства рандомизации в клинических исследованиях.
Материнство изнутри наружу: результаты рандомизированного исследования эффективности на уровне сообщества, проверяющего основанное на ментализации родительское вмешательство для матерей с зависимостями.
Лоуэлл А.Ф., ДеКосте С., Далтон Р., Диас Х., Борелли Дж.Л., Мартино С., МакМахон Т.Дж., Сучман Н.Е.
Лоуэлл А.Ф. и соавт. Infant Ment Health J. 2023 Mar; 44 (2): 142–165. doi: 10.1002/imhj.22043. Epub 2023 2 марта. Ментальное здоровье младенцев J. 2023.
PMID: 36862381
Клиническое испытание.
Качество жизни во время рандомизированного испытания терапевтического вмешательства на рабочем месте при расстройстве, связанном с употреблением опиоидов: мобильные оценки в Интернете показывают влияние воздержания от наркотиков и доступа к оплачиваемой работе.
Берц Дж. В. и соавт. Декабрь 2021 г., 4 декабря; 1:100011. doi: 10. 1016/j.dadr.2021.100011. электронная коллекция 2021 дек. Наркотики Алкоголь Зависимость Rep. 2021.
PMID: 36843907 Бесплатная статья ЧВК.
Влияние мануальной терапии с помощью одного инструмента (IAMT) для нижней части спины на структурные и функциональные свойства дорсальной миофасциальной цепи у футболисток: рандомизированное плацебо-контролируемое исследование.
Вебер П., Клинглер В., Шлейп Р., Вебер Н., Джойстен К.
Вебер П. и др. Дж. Клин Мед. 2022 30 ноября; 11 (23): 7110. doi: 10.3390/jcm11237110. Дж. Клин Мед. 2022.
PMID: 36498690 Бесплатная статья ЧВК.
Поведенческая терапия с усилением принятия при трихотилломании у взрослых: рандомизированное клиническое исследование.
Вудс Д. В., Эли Л.Дж., Бауэр К.С., Тухиг М.П., Сондерс С.М., Комптон С.Н., Эспил Ф.М., Нил-Барнетт А., Александр Дж.Р., Вальтер М.Р., Кэхилл С.П., Декерсбах Т., Франклин М.Э.
Вудс Д.У. и др. Behav Res Ther. 2022 ноябрь;158:104187. doi: 10.1016/j.brat.2022.104187. Epub 2022 6 сентября. Behav Res Ther. 2022.
PMID: 36099688
Клиническое испытание.
Влияние графических предупреждающих надписей на поведение курильщиков по сокрытию сигаретных пачек: рандомизированное клиническое исследование CASA.
Пирс Дж.П., Кили С., Лиас Э.К., Пулверс К., Стоун М.Д., Оратовски Дж., Брайтон Э., Вилласеньор А., Стронг Д.Р.
Пирс Дж. П. и др. JAMA Сеть открыта. 2022 1 июня; 5 (6): e2214242. doi: 10.1001/jamanetworkopen.2022.14242. JAMA Сеть открыта. 2022.
Вышки-туры: виды, размеры, характеристики, применение
Содержание статьи:
Конструктивные виды вышек-тур
Области применения
Конструктивные элементы сборно-разборных вышек-тур
Особенности монтажа разборных вышек-тур
Нормативные требования к техническим характеристикам вышек-тур
Основные рекомендации по выбору вышек-тур
Вышки-туры – передвижные конструкции, предназначенные для выполнения ремонтно-строительных и других работ на высоте. Для изготовления их основных элементов используют сталь или прочные алюминиевые сплавы. Конструкция называется турой благодаря тому, что визуально она выглядит как башня-тура, входящая в средние века в архитектурный ансамбль крепостных стен.
Конструктивные виды вышек-тур
В зависимости от конструкции это оборудование бывает сборно-разборным, телескопическим, мобильным.
Сборно-разборные конструкции
Такие вышки-туры в разобранном виде представляют собой набор стоек, поперечных и наклонных балок, креплений. Сборно-разборное оборудование удобно для хранения и перевозки, поскольку не требует привлечения крупногабаритной техники. Их можно монтировать в стесненных условиях, в которых невозможно установить монолитные модели.
Телескопические
Телескопические вышки-туры представляют собой монолитное основание с вертикальными стойками и рабочей площадкой, которая поднимается на требуемую высоту с помощью ручных механизмов. Обычно это компактная конструкция, на которой могут находиться 1-2 человека. Как правило, она используется для проведения ремонтно-строительных и монтажных работ внутри помещений. Часто применяется в театрах, выставочных залах и других объектах общественного назначения.
Мобильные
Эти модели имеют колесную базу с регулировочными винтами, которые позволяют ровно установить оборудование на базовый блок. В зависимости от конструкции могут перемещаться в двух направлениях или имеют возможность разворота на 360°. Вышки-туры, способные поворачиваться на нужный угол, удобны для использования в помещениях сложной конфигурации. После установки конструкции в оптимальное положение ее фиксируют с помощью винтовых упоров, опор, домкратов, закрепляют на строительной конструкции.
Области применения
Вышки-туры различных конструкций используются для следующих целей:
облицовка и ремонт фасадов зданий;
реставрация и очистка памятников;
монтажные и ремонтные работы внутри помещений;
ведение кладочных работ;
подъем материалов на нужный уровень в складских и производственных помещениях;
установка наружной рекламной продукции.
Конструктивные элементы сборно-разборных вышек-тур
В устройство сборных моделей входят следующие основные элементы:
Основание, состоящее из металлической рамы. Для его усиления используются ребра жесткости. Основание может быть оснащено колесами, опорами и дополнительными упорами. Литые колеса обеспечивают простое перемещение конструкции, предотвращает скольжение. Для повышения безопасности работников колеса оснащаются тормозными элементами. Опоры могут быть регулируемыми и нерегулируемыми.
Вертикально расположенные рамы, образующие «этажи». Они состоят из продольных и поперечных труб или балок, диагональных ребер жесткости.
Настил. На этой верхней площадке размещаются работники, материалы, строительный инструмент.
Поручни, маршевые рамы с лестницами. Обеспечивают удобные и безопасные доступ к месту работы и сам рабочий процесс.
Винтовые домкраты. Применяются для регулирования опор.
Особенности монтажа разборных вышек-тур
Для фиксации отдельных элементов и секций используются следующие крепежные элементы:
хомутовые крепления – состоят из хомута и винтовой стяжки;
втулочное крепление – для соединения смежных элементов используются соединительные муфты;
клиновые замки – состоят из опорного фланца, скобы, распорного клина, специального фиксатора, препятствующего самопроизвольному выпадению клина;
штыревое крепление – в его состав выходят Г-образный крюк и трубчатый патрубок.
При монтаже вышек-тур небольшой и средней высоты чаще всего применяется хомутовое крепление. Но для высоких конструкций его используют только после тщательной проверки состояния крепежа.
Для высоких вышек подходит втулочное крепление. Клиновые замки сложны в эксплуатации, поэтому их применяют только в случае редкой сборки/разборки конструкции. Для моделей с невысокой грузоподъемностью часто используется штыревое крепление.
Нормативные требования к техническим характеристикам вышек-тур
Производство этих конструкций регламентирует ГОСТ 24258-88, который предъявляет следующие требования:
в металлических элементах должны быть зачищены острые кромки, стальные модели – окрашены или оцинкованы;
оборудование, высота которого превышает 1,3 м, необходимо оснащать стационарными или съемными перилами;
все соединительные узлы необходимо дополнять фиксирующими элементами, препятствующими самопроизвольному отсоединению элементов.
Основные рекомендации по выбору вышек-тур
При выборе подходящего вида вышек-тур учитывают размеры, материал, грузоподъемность.
Высота
Существует несколько вариантов высоты:
Рабочая. Это высота, на которой работник может осуществлять ремонтно-строительные или монтажные работы.
До настила. Максимальная точка, на которую можно поднять настил.
Высота вышки. Габаритная высота всего сооружения с максимально поднятым настилом.
Общая высота у разных видов вышек-тур колеблется в пределах 3-21 м. Модели высотой более 5 м нуждаются в дополнительных стабилизаторах, самые высокие – в фиксации к стене.
Грузоподъемность
Грузоподъемность и размеры настила выбирают в зависимости оттого, сколько человек будет работать на вышке и какие грузы они будут поднимать наверх. При расчете необходимой грузоподъемности учитывают не только статические, но и динамические нагрузки, например, от работающего строительного инструмента.
Материал, используемый для изготовления вышки
При производстве этого оборудования используется сталь или современные высокопрочные алюминиевые сплавы. Стальные вышки-туры отличаются высокой несущей способностью, что позволяет применять их для подъема наверх нескольких рабочих и/или тяжелых материалов и оборудования. Для облегчения конструкции в качестве вертикальных, горизонтальных и диагональных элементов используют не прокат со сплошным сечением, а круглые или профильные трубы. Стальные конструкции окрашивают порошковыми составами, образующими при нагреве на поверхности прочную и долговечную пленку, для которой характерно прочное сцепление с металлом. Еще один вариант повышения коррозионной стойкости – цинкование.
Алюминиевые вышки-туры, по сравнению со стальными, гораздо легче, но стоят дороже и обладают меньшей несущей способностью. Их преимущества: высокая мобильность, простота сборки, хорошая коррозионная стойкость.
Наличие стабилизаторов
Комплект стабилизаторов – угловых опор – не предусмотрен в базовом комплекте, и его необходимо приобретать отдельно. Для оборудования высотой более пяти метров наличие стабилизирующих опор обязательно. Эти элементы безопасности повышают устойчивость моделей в несколько раз.
Строительные вышки-туры благодаря мобильности и относительно невысокой стоимости – оптимальный вариант при проведении небольших объемов ремонтно-строительных, монтажных работ, для обслуживания складских территорий.
Вышки-туры: виды, размеры, характеристики, применение
Содержание статьи:
Конструктивные виды вышек-тур
Области применения
Конструктивные элементы сборно-разборных вышек-тур
Особенности монтажа разборных вышек-тур
Нормативные требования к техническим характеристикам вышек-тур
Основные рекомендации по выбору вышек-тур
Вышки-туры – передвижные конструкции, предназначенные для выполнения ремонтно-строительных и других работ на высоте. Для изготовления их основных элементов используют сталь или прочные алюминиевые сплавы. Конструкция называется турой благодаря тому, что визуально она выглядит как башня-тура, входящая в средние века в архитектурный ансамбль крепостных стен.
Конструктивные виды вышек-тур
В зависимости от конструкции это оборудование бывает сборно-разборным, телескопическим, мобильным.
Сборно-разборные конструкции
Такие вышки-туры в разобранном виде представляют собой набор стоек, поперечных и наклонных балок, креплений. Сборно-разборное оборудование удобно для хранения и перевозки, поскольку не требует привлечения крупногабаритной техники. Их можно монтировать в стесненных условиях, в которых невозможно установить монолитные модели.
Телескопические
Телескопические вышки-туры представляют собой монолитное основание с вертикальными стойками и рабочей площадкой, которая поднимается на требуемую высоту с помощью ручных механизмов. Обычно это компактная конструкция, на которой могут находиться 1-2 человека. Как правило, она используется для проведения ремонтно-строительных и монтажных работ внутри помещений. Часто применяется в театрах, выставочных залах и других объектах общественного назначения.
Мобильные
Эти модели имеют колесную базу с регулировочными винтами, которые позволяют ровно установить оборудование на базовый блок. В зависимости от конструкции могут перемещаться в двух направлениях или имеют возможность разворота на 360°. Вышки-туры, способные поворачиваться на нужный угол, удобны для использования в помещениях сложной конфигурации. После установки конструкции в оптимальное положение ее фиксируют с помощью винтовых упоров, опор, домкратов, закрепляют на строительной конструкции.
Области применения
Вышки-туры различных конструкций используются для следующих целей:
облицовка и ремонт фасадов зданий;
реставрация и очистка памятников;
монтажные и ремонтные работы внутри помещений;
ведение кладочных работ;
подъем материалов на нужный уровень в складских и производственных помещениях;
установка наружной рекламной продукции.
Конструктивные элементы сборно-разборных вышек-тур
В устройство сборных моделей входят следующие основные элементы:
Основание, состоящее из металлической рамы. Для его усиления используются ребра жесткости. Основание может быть оснащено колесами, опорами и дополнительными упорами. Литые колеса обеспечивают простое перемещение конструкции, предотвращает скольжение. Для повышения безопасности работников колеса оснащаются тормозными элементами. Опоры могут быть регулируемыми и нерегулируемыми.
Вертикально расположенные рамы, образующие «этажи». Они состоят из продольных и поперечных труб или балок, диагональных ребер жесткости.
Настил. На этой верхней площадке размещаются работники, материалы, строительный инструмент.
Поручни, маршевые рамы с лестницами. Обеспечивают удобные и безопасные доступ к месту работы и сам рабочий процесс.
Винтовые домкраты. Применяются для регулирования опор.
Особенности монтажа разборных вышек-тур
Для фиксации отдельных элементов и секций используются следующие крепежные элементы:
хомутовые крепления – состоят из хомута и винтовой стяжки;
втулочное крепление – для соединения смежных элементов используются соединительные муфты;
клиновые замки – состоят из опорного фланца, скобы, распорного клина, специального фиксатора, препятствующего самопроизвольному выпадению клина;
штыревое крепление – в его состав выходят Г-образный крюк и трубчатый патрубок.
При монтаже вышек-тур небольшой и средней высоты чаще всего применяется хомутовое крепление. Но для высоких конструкций его используют только после тщательной проверки состояния крепежа.
Для высоких вышек подходит втулочное крепление. Клиновые замки сложны в эксплуатации, поэтому их применяют только в случае редкой сборки/разборки конструкции. Для моделей с невысокой грузоподъемностью часто используется штыревое крепление.
Нормативные требования к техническим характеристикам вышек-тур
Производство этих конструкций регламентирует ГОСТ 24258-88, который предъявляет следующие требования:
в металлических элементах должны быть зачищены острые кромки, стальные модели – окрашены или оцинкованы;
оборудование, высота которого превышает 1,3 м, необходимо оснащать стационарными или съемными перилами;
все соединительные узлы необходимо дополнять фиксирующими элементами, препятствующими самопроизвольному отсоединению элементов.
Основные рекомендации по выбору вышек-тур
При выборе подходящего вида вышек-тур учитывают размеры, материал, грузоподъемность.
Высота
Существует несколько вариантов высоты:
Рабочая. Это высота, на которой работник может осуществлять ремонтно-строительные или монтажные работы.
До настила. Максимальная точка, на которую можно поднять настил.
Высота вышки. Габаритная высота всего сооружения с максимально поднятым настилом.
Общая высота у разных видов вышек-тур колеблется в пределах 3-21 м. Модели высотой более 5 м нуждаются в дополнительных стабилизаторах, самые высокие – в фиксации к стене.
Грузоподъемность
Грузоподъемность и размеры настила выбирают в зависимости оттого, сколько человек будет работать на вышке и какие грузы они будут поднимать наверх. При расчете необходимой грузоподъемности учитывают не только статические, но и динамические нагрузки, например, от работающего строительного инструмента.
Материал, используемый для изготовления вышки
При производстве этого оборудования используется сталь или современные высокопрочные алюминиевые сплавы. Стальные вышки-туры отличаются высокой несущей способностью, что позволяет применять их для подъема наверх нескольких рабочих и/или тяжелых материалов и оборудования. Для облегчения конструкции в качестве вертикальных, горизонтальных и диагональных элементов используют не прокат со сплошным сечением, а круглые или профильные трубы. Стальные конструкции окрашивают порошковыми составами, образующими при нагреве на поверхности прочную и долговечную пленку, для которой характерно прочное сцепление с металлом. Еще один вариант повышения коррозионной стойкости – цинкование.
Алюминиевые вышки-туры, по сравнению со стальными, гораздо легче, но стоят дороже и обладают меньшей несущей способностью. Их преимущества: высокая мобильность, простота сборки, хорошая коррозионная стойкость.
Наличие стабилизаторов
Комплект стабилизаторов – угловых опор – не предусмотрен в базовом комплекте, и его необходимо приобретать отдельно. Для оборудования высотой более пяти метров наличие стабилизирующих опор обязательно. Эти элементы безопасности повышают устойчивость моделей в несколько раз.
Строительные вышки-туры благодаря мобильности и относительно невысокой стоимости – оптимальный вариант при проведении небольших объемов ремонтно-строительных, монтажных работ, для обслуживания складских территорий.
Эйфелева башня | История, высота и факты
28 марта 2023 г. , 9:42 по восточноевропейскому времени (AP)
Франция видит новые пенсионные протесты, полиция готовится к насилию
Протесты и забастовки против непопулярных пенсионных реформ снова охватили Францию
Вверх Вопросы
Для чего была построена Эйфелева башня?
Когда французское правительство организовывало Международную выставку 1889 года, посвященную столетию Французской революции, был проведен конкурс на лучший проект памятника. Было представлено более 100 планов, и комитет столетия выбрал проект известного мостостроителя Гюстава Эйфеля. После завершения Эйфелева башня служила входными воротами в экспозицию.
Что представляет собой Эйфелева башня?
Первоначально Эйфелева башня была построена как ворота на Международную выставку 1889 года, а также как свидетельство изобретательности французской промышленности. С тех пор он стал представлять особый характер города Парижа. Его огни также часто включают или выключают, чтобы отразить ознаменование крупных мировых событий.
Из чего сделана Эйфелева башня?
Эйфелева башня почти полностью сделана из кованого железа с открытой решеткой. Гюстав Эйфель использовал свои передовые знания о поведении металлических арок и металлических ферм под нагрузкой, чтобы спроектировать легкую и воздушную, но прочную конструкцию, которая предвещала революцию в гражданском строительстве и архитектурном дизайне.
Где находится Эйфелева башня в Париже?
Эйфелеву башню можно найти на Марсовом поле по адресу 5 Avenue Anatole France в 7-м округе Парижа. Расположенный на «Левом берегу», то есть к югу от реки Сены, легендарный 7-й округ Парижа является домом для многих других известных туристических достопримечательностей, таких как Музей Орсе и Музей Родена.
Когда сверкает Эйфелева башня?
Эйфелеву башню можно увидеть сверкающей каждую ночь в течение пяти минут каждый час, в точное начало часа. Нынешняя система освещения существует с 1985 года, хотя башня освещалась по-разному с момента ее дебюта на Международной выставке в 1889 году, когда использовались газовые фонари.
Посмотрите сверху вниз на Эйфелеву башню в Париже, построенную для Международной выставки 1889 года
Просмотреть все видео к этой статье
Эйфелева башня 0043 Эйфелева башня , парижская достопримечательность, которая также является технологическим шедевром в истории строительства. Когда французское правительство организовывало Международную выставку 1889 года, посвященную столетию Французской революции, был проведен конкурс на лучший проект подходящего памятника. Было представлено более 100 планов, и Комитет столетия принял проект известного мостового инженера Гюстава Эйфеля. Эйфелева концепция 300-метровой (984-футовой) башни, построенной почти полностью из кованого железа с открытой решеткой, вызвала удивление, скептицизм и немалую оппозицию по эстетическим соображениям. После завершения башня служила входными воротами в экспозицию.
Ничего похожего на Эйфелеву башню никогда не строили; он был вдвое выше купола собора Святого Петра в Риме или Великой пирамиды Гизы. В отличие от таких старых памятников, башня была возведена всего за два года (1887–1889 гг.) С небольшой рабочей силой и с небольшими затратами. Используя свои передовые знания о поведении металлических арок и металлических ферм под нагрузкой, Эйфель спроектировал легкую, воздушную, но прочную конструкцию, которая предвещала революцию в гражданском строительстве и архитектурном дизайне. А после открытия для публики 15 мая 1889 г., он в конечном итоге оправдал себя эстетически.
Еще из Британники
Париж: вокруг Эйфелевой башни
Эйфелева башня стоит на четырех опорах с решетчатыми балками, которые сужаются внутрь и соединяются в одну большую вертикальную башню. По мере того, как они изгибаются внутрь, пирсы соединены друг с другом сетью балок на двух уровнях, которые предоставляют туристам смотровые площадки. Напротив, четыре полукруглые арки в основании башни представляют собой чисто эстетические элементы, не выполняющие никакой конструктивной функции. Из-за своей уникальной формы, которая была продиктована частично инженерными соображениями, а также частично художественным чутьем Эйфеля, опоры требовали лифтов для подъема по кривой; машины со стеклянными клетками, разработанные американской компанией Otis Elevator, стали одной из главных особенностей здания, помогая сделать его одной из главных туристических достопримечательностей в мире.
Сама башня имеет высоту 300 метров (984 фута). Он опирается на основание высотой 5 метров (17 футов), а телевизионная антенна на вершине башни обеспечивает общую высоту 324 метра (1063 фута). Эйфелева башня была самым высоким сооружением в мире до завершения строительства Крайслер-билдинг в Нью-Йорке в 1929 году.
Редакция Encyclopaedia Britannica Эта статья была недавно пересмотрена и обновлена Адамом Августином.
Какова высота Эйфелевой башни?
СОЦИАЛЬНЫЕ НАУКИ — История
Задумывались ли вы когда-нибудь…
Какой высоты Эйфелева башня?
Сколько человек посетило Эйфелеву башню с момента ее открытия?
Эйфелева башня больше, чем просто туристическая достопримечательность?
Теги:
Просмотреть все теги
архитектура,
Эйфелева башня,
Франция,
Париж,
структура,
самый высокий,
Всемирная выставка
Эйфелева башня была спроектирована инженером Гюставом Эйфелем, чтобы стать координационным центром и входной аркой на Всемирной выставке, посвященной празднованию 100 летия 9 летия. 0097-й -й годовщины Французской революции. Он был открыт 31 марта 1889 года и с тех пор стал культовым символом Парижа и Франции, а также одним из самых узнаваемых сооружений в мире.
Во Франции Эйфелева башня известна как La Tour Eiffel или la dame de fer , что означает «железная леди». антенны наверху).30, когда в Нью-Йорке было построено Крайслер-билдинг.
Эйфелева башня остается самым высоким зданием Парижа. Это также самый посещаемый платный памятник в мире. По оценкам экспертов, с момента открытия Эйфелеву башню посетили более 200 миллионов человек!
Посетители могут подняться на три уровня Эйфелевой башни. На два нижних уровня можно подняться по лестнице или на лифте, и на обоих есть рестораны. На верхний уровень можно попасть только на лифте.
Чтобы построить Эйфелеву башню, сотни рабочих использовали более 2 миллионов заклепок, чтобы соединить более 18 000 кусков железа. Хотя процесс строительства был рискованным из-за конструкции башни с открытым каркасом, Эйфель настаивал на соблюдении мер предосторожности, и во время строительства погиб только один рабочий.
Хотите верьте, хотите нет, но Эйфелева башня не сразу стала хитом парижан. Многие считали его бельмом на глазу и хотели, чтобы его снесли.
С момента постройки в 1889 г.Всемирная выставка, башня изначально предназначалась для временного использования. Город Париж планировал демонтировать башню через 20 лет. Однако она оказалась ценной как башня радиосвязи, поэтому ей разрешили остаться.
Сегодня, безусловно, Эйфелева башня считается архитектурным шедевром, вдохновившим более 30 подобных башен по всему миру. Это больше, чем просто туристическая достопримечательность, она также продолжает оставаться ценным средством связи, поскольку используется для передачи сигналов как радио-, так и телевизионного вещания.
Интересно, что дальше?
Не пропустите завтрашнее чудо дня! Вернитесь в Вандерополис утром, чтобы насладиться празднованием, полным шумихи, дурачества и изобилия махинаций!
Попробуйте
Даже если вы не можете поехать в Париж, вы можете увидеть, как выглядит Эйфелева башня прямо сейчас , посмотрев эту веб-камеру в реальном времени. Если вы хотите почувствовать себя там, посмотрите на вид с земли или сверху!
Дети младшего возраста также с удовольствием будут играть с Эйфелевой башней, собирая пазлы, играя в игры на развитие памяти и украшая собственную Эйфелеву башню своим именем и фейерверком!
Получил?
Проверьте свои знания
Wonder Contributors
Благодарим:
Мэтью за вопросы по сегодняшней теме Wonder!
Удивляйтесь вместе с нами!
Что вас интересует?
Wonder Words
церемония
посвятить
культовый
символ
турист
аттракцион
инженер
фокальный
открыт
заклепка
бельмо на глазу
демонтировать
архитектурный
шедевр
Примите участие в конкурсе Wonder Word
Оцените это чудо
Поделись этим чудом
×
ПОЛУЧАЙТЕ СВОЕ ЧУДО ЕЖЕДНЕВНО
Подпишитесь на Wonderopolis и получайте Wonder of the Day® по электронной почте или SMS
Присоединяйтесь к Buzz
Не пропустите наши специальные предложения, подарки и рекламные акции.
Древесина всегда считалась одним из самых распространенных строительных материалов. Она подходит для внутренней и внешней отделки, используется для изготовления вспомогательных сооружений, крепежных обрешеток и др. Особую группу составляют пиломатериалы. В этой статье мы разберем их основные характеристики и разновидности.
Чтобы разобраться в этом понятии, нужно начать с лесоматериала, который является сырьем для изготовления пиломатериала. Лесоматериал – это продукт вырубки лесополосы (в привычном понимании – стволы деревьев). Если перейти на специальную терминологию, то принято использовать понятия «бревно» и «кряж», которые объединяются словом кругляк или круглый лес. На предприятиях лес проходит процедуру распиловки, в результате этого получается пилопродукция.
Из всего массива пилопродукции пиломатериал выделяется наличием двух параллельных пластей (поверхностей). Партии измеряются кубометрами и могут использоваться для разного вида работ. Для получения готовых изделий применяются радиальная и тангенциальная распиловка. При радиальном способе распила бревно делится на доски от края окружности к центру годичных колец, как стрелки часов. Тангенциальный распил проходит по касательной.
Наглядные примеры тангенциального и радиального распилов
Под понятием пласть в строительстве понимается продольная поверхность пиломатериала. Пласть может быть худшей, лучшей, наружной и внутренней. Также изделия имеют кромки (параллельные узкие плоскости с боков) и торцы (прямоугольное и квадратное сечение, расположенное на концах).
На производстве пиломатериал проходит различные виды обработки, от этого зависит качество изделия.
Обрезной – изделия с двумя отпиленными кромками, которые располагаются перпендикулярно пластям. Пиломатериал может быть односторонне-обрезным, в этом случае опилена только одна кромка. Основная сфера применения – черновая отделка, для использования в чистовой отделке такой пиломатериал нуждается в дополнительной обработке.
Необрезной – пиломатериал с необработанными кромками, в этом случае на кромках обычно присутствует обзол, тогда как у обрезных изделий обзол срезается.
Обзол – это часть древесной кромки бревна, которая сохраняется после распиловки изделий. Доски с обзолом нуждаются в дополнительной обработке перед использованием
Строганный – изделия, у которых выравнивается поверхность путем снятия верхнего слоя. Строганным считается пиломатериал, у которого обработано не менее одной пласти и не менее двух кромок. Строганный брус или доски можно использовать для создания различных чистовых покрытий, изготовления садовой мебели и др.
Строганные доски имеют более ровную поверхность, чем обрезные, на такой доске намного сложнее посадить занозу
Калиброванный – материал, прошедший процедуру сушки и выдержанный в определенных размерах. С таким материалом в будущем будет меньше всего дополнительных работ.
Профильный – продукт дальнейшей переработки пиломатериалов, на специальном оборудовании брусу и доскам придают форму согласно заданному профилю. Изделиям придается форма различных элементов или проводится шпунтовка для облегчения стыковки деталей друг с другом.
По количеству дефектов пиломатериалы подразделяются на пять сортов: отборный, 1-ый, 2-ой, 3-ий и 4-ый. Учитываются такие недостатки, как сучки, трещины, пороки строения древесины, грибковые и биологические поражения.
При покупке строительного материала определенного сорта важно визуально осматривать партию. Наличие большого количества сколов и трещин или изделий, полностью пораженных грибковыми заболеваниями должно настораживать. Если пораженная площадь составляет более 50%, то даже использование антисептических средств не станет гарантией нераспространения грибка.
Доска, пораженная грибком
Отборный – пластевые, кромковые и ребровые сучки для изделия толщиной 40 мм не должны превышать 1/5 ширины, а их количество должно быть не больше двух на один метр длины. Для изделий более 40 мм сучки должны быть не больше 15 мм и могут составлять не больше 1/4 ширины. Загнившие сучки не допускаются. Трещины допускаются, но их размер зависит от длины, например, неглубокие трещины на пластях и кромках не должны превышать 1/6 длины, глубокие – 1/10 длины. При этом торцевые трещины для отборного сорта не допускаются. Изменение строения (крень), заросшая в стволе кора (прорость) и рак не допускаются, наклон волокон должен составлять не более 5%. Для отборного материала не приемлемо наличие гнили, плесени, участков поражения грибковыми заболеваниями. Продольная покоробленность не должна превышать 0,2%, поперечная – 1 %.
Первый сорт – сучки могут составлять от 1/4 до 1/3 ширины по размеру, но их количество не может быть больше 3 – 2 (в том числе загнившие). Неглубокие трещины могут составлять 1/4 длины, глубокие – 1/6. Допускаются трещины в торцах. Такие дефекты, как наклон волокон, крень, двойная сердцевина и рак допускаются, но с определенными ограничениями. Грибные поражения не могут превышать 10 % от площади изделия.
Второй сорт – при толщине более 40 мм сучья могут достигать половины ширины, а их количество может доходить до 3 на метр. Глубокие и неглубокие трещины для этого сорта не различаются, их доля не должна превышать 1/3 длины. Дефекты допускаются, как у первого сорта, но с большими допущениями. Грибные пятна и полосы могут достигать 20% площади. На любом участке допускаются до двух червоточин.
Третий сорт – сучки могут занимать 1/2 ширины или всю кромку. Трещины могут занимать до 1/2 длины. Дефекты структуры допускаются и не нормируются, плесень может занимать до 50% площади, а грибковые поражения не нормируются.
Четвертый сорт – допускаются сучки любых размеров и трещины, единственное условие – сохранение целостности изделия. По ГОСТу на четвертом сорте может присутствовать гниль в виде пятен или полос. Большинство других дефектов не нормируется.
Как и для любых древесных изделий, для пиломатериалов большое значение имеет порода древесины. Хвойные породы содержат в своем составе смолы, поэтому они обладают большей влагостойкостью и лучше подходят для наружных работ. Лиственные породы более чувствительны к воздействию влаги, такие изделия лучше использовать внутри здания. Хвойные пиломатериалы плохо подходят для бань и саун, так как при высоких температурах начинают активно выделять смолы. Также нельзя забывать, что все деревья имеют свою уникальную текстуру годичных колец и неповторимый оттенок, в этом вопросе выбор в большей степени является делом вкуса.
Сосна – наиболее доступная древесина, поэтому главное её преимущества – цена. Еще сосна имеет свою особую текстуру. По конструкционным свойствам она уступает некоторым другим более дорогим хвойным породам.
Лиственница обладает высокой влагостойкостью и антисептическим свойствами, устойчива к грибкам.
Дуб – лиственная порода, обладающая высокой плотностью и прочностью. Может использоваться в качестве конструкционного материала при строительстве, но при этом дубовые пиломатериалы будут значительно дороже, чем аналогичные изделия из сосны.
Бук – прочная лиственная порода, обычно используется для изготовления полов или сидений для мебели.
Осина – используется для производства ДСП, обладает не очень хорошими конструкционными качествами, но при этом часто используется для строительства бань и саун.
Кедр – отличается приятной текстурой. Влагостоек и обладает антисептическим эффектом, может обеззараживать воздух в помещении.
Пиломатериалы отборного, первого, второго и третьего сортов по уровню влажности подразделяются на сухие, сырые и сырые с нанесением антисептических средств. Для четвертого сорта влажность не нормируется. Пригодным для строительных и ремонтных работ считается уровень влажности не более 22%. Изделия с влажностью более 22% считаются сырыми и нуждаются в дополнительной просушке.
Просушка производится естественным способом или с помощью сушильной камеры. При естественном способе высушивания древесные пиломатериалы штабелируются, между изделиями прокладываются вентиляционные зазоры для циркуляции воздуха. При камерной сушке дерево подвергается температурному воздействию в закрытом пространстве. Благодаря этому удается снизить уровень влажности до 10 – 15%. При этом такие пиломатериалы нужно покрывать специальными составами для защиты от воды, так как дерево сохраняет способность впитывать влагу (гигроскопичность).
Материалы, полученные в результате распила лесоматериалов, принято делать на виды на основе их способа производства, влажности и других параметров. Наиболее понятное для большинства потребителей разделение – на конкретные строительные изделия, такие как брус, доска и др.
Брус – изделие, высота и ширина которого превышает 10 см. Брус на сечении имеет форму прямоугольника или квадрата. Обработанные продольные пласти называют канты, в зависимости от их количества брус бывает двухкантный, трехкантный и четырехкантный. Необработанные поверхности имеют округлую форму бревна и обзол. Брус с обзолом годится для возведения временных конструкций, для которых не важен внешний вид. На четырехкантном (обрезном) брусе снимается обзол, благодаря этому получается четырехугольное или прямоугольное сечение, такой вариант наиболее оптимален для частного домостроения.
Первые четыре рисунка демонстрируют двукантный, трехкантный и четырехкантный брус
Брусок – строительный материал с толщиной не более 10 см, ширина при этом не должна превышать двойную толщину, т.е. не более 20 см.
Бруски используются для создания каркасов и обрешеток для гипсокартона или для крепления плитного материала
Доска – продольные изделия из дерева, толщина доски, как и у бруска, по ГОСТу не должна превышать 10 см, ширина доски должна превышать двойную толщину. Доска и брус изготавливаются из центральной или боковой части бревна. По этому признаку их делят сердцевинные, центральные и боковые.
Обапол – пилопродукция с необработанной или частично обработанной пластью. Обапол бывает дощатый или горбыльный
Некоторые разновидности часто причисляют к пиломатериалам, хотя по ГОСТу они являются пилопродукцией, так как не имеют двух параллельных пластей. К пилопродукции относятся шпалы (обрезные и необрезные), обапол и горбыль. Шпала используется в железнодорожном строительстве, дерево пропитывается продуктами нефтяной промышленности, обапол и горбыль имеют одну пропиленную сторону, другую — необработанную или частично пропиленную. Такие материалы часто используются в горной промышленности для сооружения временных конструкций. Раньше из-за дефицита качественного строительного материала обапол и горбыль использовались при строительстве для экономии, при этом для получения ровных краев и одинаковой ширины изделия приходилось дополнительно строгать и опиливать.
Коротко подведем итог тому, что нужно знать о пиломатериалах. Пиломатериалы – это обширный круг строительных материалов, которые получаются в результате распиловки лесоматериалов. Расход обычно производится в кубических метрах. Для частного строительства больше всего подходят обрезные и строганные изделия с уровнем влажности не больше 20%.
Пиломатериалы оцениваются в зависимости от их качества, которое определяется в соответствии с рядом ГОСТов:
Описание производства и пиломатериалов по ГОСТ 18288–87.
Регламент по контролю качества пиломатериалов по ГОСТ 6564–84.
Свод требований по классификации, ограничению, определению пороков ГОСТ 2140–81 и ГОСТ 2140–81
Если говорить о сортности, то она делится на 5 видов (отборный сорт, первый, второй, третий и четвертый) в соответствии с ГОСТ 2695–83 (лиственные породы), ГОСТ 24454–80, а также ГОСТ 8486–86 для сосновых пород древесины. Базовые требования к древесине включают:
Деформацию пиломатериалов после сушки.
Соблюдение четких размеров.
Отсутствие дефектов в готовом погонаже (трещин, сучков, последствий болезней, червоточины, обзол, следов плесени).
Оценка производится по худшей стороне, как в плоскости, так и по кромке.
Отборная кондиция.
Самый дорогостоящий из всех сортов погонажа. Примечательно, что отборный сорт может быть в 2-3 раза выше по стоимости от первого сорта, но незначительно отличаться визуально по качеству. Именно поэтому под видом отборного очень часто реализуется первый сорт. Область применения:
Отделка автомобилей, яхт, кораблей.
Покрытие палуб.
Изготовление мебели.
На 2 м длины не допускается отклонение волокон более чем на 5 градусов, сучки могут присутствовать, но они должны быть крупными и «живыми». Усушка может приводить к образованию трещин, однако не допускаются глубокие растрескивания. Естественно, не допускается гниль, механические повреждения, участки корневой системы, остатки коры, нарушение геометрии, поражение болезнями или червоточины. Нарушение геометрии возможно лишь в диапазоне 0,1-1 %. То есть, если вы заказываете брус 30 х 30, то пределы допусков будут 29,97 х 30,3, чего без использования экстракачественного сырья добиться практически невозможно.
Цены на древесину
Древесина 1 класса.
Древесина 1 класса ¬– ходовой и востребованный товар в мебельном производстве, используемый при изготовлении материалов для отделки, в общестроительных работах.
Технические требования:
Не должна иметь выпавшие сучки, сквозные отверстия, следы поражения гнилью или грибком.
Отбраковываются пиломатериалы с сучками более 10 мм в диаметре.
Допускается тупой обзор по всей длине торцов, но не более 1/6 части всей длины погонажных изделий.
Не допускаются к реализации лесоматериалы с трещинами более четверти длины изделий, а также, если их глубина превышает 1 мм.
Древесина 2 класса.
Кондиция 2 класса предусматривает послабление требований к лесоматериалам. Это увеличивает объем поступающего в продажу леса, а значит – снижает стоимость для конечного потребителя. Например, допускается наличие расшатанных сучков, диаметр которых уже составляет до 20 мм. Область применения в основном – общестроительные работы: изготовление несущих конструкций, обрешетка, кровля, строительство деревянных щитов, опор. Технические требования:
Отбраковка по трухлявости, сильному поражению червоточинами (более 3 повреждений на 1 пог. метр лесоматериала).
Допускаются для хвойных пород смоляные кармашки.
Допускается обзол по длине доски (тупой и острый).
Не допускаются к продаже под 2 сортом доски и брус с трещинами по 1/3 длины глубиной более 1 мм.
Низкая цена, но высокая эксплуатационная надежность обеспечили популярность древесины 2 класса, особенно для изготовления опалубки и кровельных работ.
ПРЕИМУЩЕСТВА БРУСА В LesMos
Качественная древесина, не понравится, заменим
Любое количество пиломатериалов погрузим бесплатно, разгрузим
Доставка день в день. Доставим быстро, разгрузим
Оплачивайте как вам удобно – наличный / безналичный расчет
Пиломатериалы хранятся на сухом складе
Оптовикам — скидки!
Древесина 3 класса.
Основная область применения – изготовление тары, сооружение временных построек, навесов, поддонов. Обращаем внимание, что в силу более мягких требований, несущая способность пиломатериала резко падает. Технические характеристики:
Допускается к реализации лесоматериал со значительным обзолом, крупными смоляными карманами, поврежденный червоточинами.
Допускаются доски и брус со сквозными трещинами, выходящими, в том числе и на торец.
Допускаются лесоматериалы с гнилыми, выпавшими и «табачными» сучками.
Применение такого материала в строительстве ограничено, но в силу низкой стоимости его можно использовать там, где нет нагрузки на конструкции из дерева, и где не требуется красивый внешний вид древесины.
Древесина 4 класса.
Этот класс самый недорогой. В него попадает весь лес, пораженный червоточинами, с высоким обзолом, зараженный гнилью, с сильно покоробленной поверхностью, трещинами и выпавшими сучками. Несмотря на неприглядный внешний вид, древесина 4 сорта может использоваться в общестроительных работах (в обшивке деревом, изготовлении опалубки с применением гладкой стороны, строительстве ограждений). Как правило, общее повреждение гнилью и прочими дефектами не должно превышать 10 % от всей длины лесоматериалов. Поперечное и продольное коробление не регламентируется. Выбирая древесину, смотрите не на ценник, в котором указан класс, а на фактическое состояние погонажа. Недобросовестные производители и продавцы злоупотребляют правилами сортировки погонажа, чтобы повысить свою прибыль. Поэтому, если вы хотите купить лесоматериалы по выгодным ценам и с гарантией их качества – обращайтесь к ответственным производителям.
У нас можно приобрести
Пиломатериалы Определение и значение | YourDictionary
lŭmbər
пиломатериалы, пиломатериалы, пиломатериалы
сущ.
пиломатериалы
Распиленный на брусья, доски, доски и т.п. размеров, удобных для строительства или столярных работ.
Новый мир Вебстера
Что-то бесполезное или громоздкое.
Американское наследие
Разные выброшенные предметы домашнего обихода, мебель и т. д., хранящиеся или занимающие место.
Webster’s New World
(неисчислимо) Древесина, предназначенная для использования в качестве строительного материала.
Wiktionary
Synonyms:
Synonyms:
timber
baseball-bat
forest products
hardwood
boards
lumbering products
sawed timber
logs
cut timber
softwood
глагол
ковылять, грохотать, ковырять
Двигаться тяжело, неуклюже и часто шумно.
Танки карабкаются вверх по склону.
Новый мир Вебстера
Чтобы срубить лес и распилить его на пиломатериалы.
Webster’s New World
Заполнять или загромождать бесполезными предметами или мусором; беспорядок.
Webster’s New World
Вывозить (древесину) из (области) для использования в качестве пиломатериалов.
Новый мир Вебстера
Двигаться с грохотом.
Американское наследие
Synonyms:
Synonyms:
pound
log
burden
boards
blunder
timber
wood
useless
shuffle
plod
trudge
galumph
clump
stump
глыба
Антонимы:
Антонимы:
скользить
облегчить
снять бремя
3 Реклама
0139 Происхождение пиломатериалов
среднеанглийский lomeren возможно скандинавского происхождения От Словарь английского языка американского наследия, 5-е издание
Возможно, из пиломатериалов
От Словарь английского языка американского наследия, 5-е издание
Неизвестное происхождение.
От Викисловарь
Статьи по теме
Также упоминаются пиломатериалы
virgin-timber
lumbering 1
log 1
glulam
wood 1
dendrochronology
mulligan car
crampoon
red cedar
Portland
four-by- два
луковица
Реклама
Найдите похожие слова
Найдите похожие слова на пиломатериал с помощью кнопок ниже.
Слова рядом с древесина в словаре
lumbago
lumbal
lumbar
lumbar-puncture
lumbar-vertebra
lumbee
lumber
lumbered
lumberer
lumbering
lumberingly
лесоруб
Объяснение сортов пиломатериалов – что означают различные типы сортов пиломатериалов
Что означают различные типы сортов пиломатериалов
Пиломатериалы – изделия из древесины, распиленные и профилированные из бревен заготовленных деревьев. По своей природе древесина не имеет однородной консистенции и поэтому будет содержать дефекты, которые влияют на внешний вид пиломатериала, созданного из древесного материала, а также могут влиять на структурные характеристики. В США пиломатериалам присваивается сорт, который устанавливает меру постоянства конечной продукции, производимой лесопильными заводами. Эти сорта используются как для определения качества поставляемых пиломатериалов, так и для предоставления покупателю средств для оценки стоимости и потерь, связанных с выбором данного сорта продукта в качестве сырья.
Существуют системы классификации пиломатериалов как для хвойных, так и для лиственных пород – в этой статье представлено краткое описание обеих систем и дано объяснение значения каждой категории.
Мягкая древесина по сравнению с лиственной
Древесина может быть классифицирована как хвойная или лиственная. Однако эти условия не являются строгим показателем относительной твердости самой древесины.
Мягкая древесина – это древесина, полученная в результате заготовки хвойных деревьев (голосеменных), которые чаще называют вечнозелеными деревьями. Эти деревья обычно имеют иголки и шишки, а не листья. Пиломатериалы из хвойных пород, как правило, легче и имеют меньшую плотность, чем лиственные, из-за того, что эти деревья демонстрируют более высокую скорость роста, чем лиственные. Высокие темпы роста способствуют обильному предложению, при этом большая часть перерабатываемой древесины приходится на хвойные породы. У них, как правило, более прямая текстура, что делает эту древесину пригодной для использования в строительных пиломатериалах и строительных компонентах, таких как окна и двери.
Некоторые из наиболее часто используемых хвойных пород, которые перерабатываются в пиломатериалы, включают:
Кедр – как красный, так и желтый чаще всего
Пихта — часто называемая Пихта Дугласа
Сосна
Красное дерево
Ель
В противоположность этому лиственные породы получают из покрытосеменных (цветущие деревья, обычно широколиственные), которые сбрасывают листву осенью и зимой. Эти деревья содержат сосуды, которые служат транспортным механизмом для воды, и имеют поры на своей поверхности, что приводит к более сложному и интересному рисунку зерен в этой древесине, в зависимости от размера пор. Эта характеристика делает их предпочтительными породами древесины для использования в деревообработке. Деревья лиственных пород растут медленнее, чем хвойные, что способствует их большей плотности, что делает эти леса более прочными и долговечными. Это свойство позволяет использовать их в производстве мебели, краснодеревщиков, напольных покрытий и других строительных работах, где долговечность службы имеет первостепенное значение. Пиломатериалы из лиственных пород, как правило, дороже, чем пиломатериалы из хвойных пород, что обусловлено более ограниченным предложением из-за более медленного роста деревьев и ценности прочности материала.
Обычные пиломатериалы из лиственных пород включают:
Ольха
Ясень, включая белый ясень
Бук
Береза
Вишня
Гикори
Красное дерево
Клен
Дуб, включая красные и белые сорта
Тополь
Тик
Грецкий орех
В приведенной ниже таблице 1 приведены распространенные сорта твердой и мягкой древесины и их плотность в фунтах на кубический фут.
Таблица 1 – Плотность обычных лиственных и хвойных пород
Источник: https://www.engineeringtoolbox.com
Древесина
Тип
Плотность (фунт/фут 3 )
Ольха
Твердая древесина
26-42
Бук
Твердая древесина
32-56
Кедр
Мягкая древесина
23
Пихта Дугласа
Мягкая древесина
33
Хикори
Твердая древесина
37-58
Красное дерево
Твердая древесина
31-53
Клен
Твердая древесина
39-47
Дуб
Твердая древесина
37-56
Сосна
Мягкая древесина
22-35
Тополь
Твердая древесина
22-31
Красное дерево
Мягкая древесина
28-55
Ель
Мягкая древесина
25-44
Тик
Твердая древесина
41-61
Грецкий орех
Твердая древесина
40-43
Пиломатериалы хвойных пород сорта
Американский комитет по стандартизации пиломатериалов (http://www. alsc.org) является органом, разработавшим и поддерживающим Американский стандарт на пиломатериалы хвойных пород PS 20 под эгидой Министерства торговли США.
В большинстве случаев пиломатериалы из хвойных пород используются для строительных пиломатериалов, которые могут быть дополнительно подразделены на устойчивые к нагрузкам, не подвергающиеся давлению и пиломатериалы для внешнего вида. О внешнем виде пиломатериалов судят в основном по общему визуальному качеству, в то время как пиломатериалы, подвергнутые или не подверженные стрессу, больше связаны со структурной целостностью древесины. Розничные лесопилки обычно продают пиломатериалы, не подвергающиеся стрессовым нагрузкам и имеющие внешний вид, которые в совокупности называются «дворовыми пиломатериалами». Сортировка производится после завершения операций сушки и наплавки и осуществляется на основе размера и количества дефектов, появляющихся на лучшей стороне изделия.
Ненапряженные пиломатериалы марки
Для ненапряженных пиломатериалов (распространенным примером является «2-by») толщиной менее 2 дюймов и шириной более номинальной 2 дюймов сорта показаны в Таблице 2 ниже:
Таблица 2: Сорта пиломатериалов для обычных (не подвергающихся стрессу) пиломатериалов
Марка
Обозначение
Описание
Типичное использование
№ 1
Строительство
Содержит умеренное количество тугих сучков. Красит хорошо.
Сайдинг, полки, панели
№ 2
Стандарт
Содержит более крупные и многочисленные сучки. Достаточно хорошо примет краску.
Применение аналогично № 1
№ 3
Утилита
Содержит трещины и сучки. Плохо принимает краску.
Обшивка, черновой пол, обрешетка
№ 4
Эконом
Содержит многочисленные расколы, сучки и подобные дефекты, образующие большие площади отходов древесины. Не будет хорошо красить.
Обшивка, черновой пол, создание форм для бетонных работ
№ 5
Эконом
Содержит наибольшее количество пустых мест и дефектов трассы.
Использование аналогично № 4
Внешний вид пиломатериалов
При использовании пиломатериалов с внешним видом дополнительный акцент делается на внешний вид пиломатериалов, учитывая, что они могут быть открыты после установки, например. Используется для изготовления мебели из хвойных пород. Пиломатериалы высшего сорта обозначаются как отделочные, за ними следуют отборные и обычные. Существуют некоторые различия в этих терминах и оценках в зависимости от ответственного агентства.
В таблице 3 ниже показаны обозначения сортов для избранных и обычных хвойных пород:
Таблица 3: Сорта пиломатериалов для отборных и обычных пиломатериалов
Марка
Обозначение
Описание
А
Выберите
Не имеет сучков, трещин или видимых дефектов.
Б
Выберите
Несколько небольших видимых дефектов.
С
Выберите
Небольшие сучки, но одна сторона может быть полностью без дефектов.
Д
Выберите
Может содержать сучки и другие мелкие дефекты.
1
Общий
Содержит небольшие сучки, которые придают общему виду сучковатость, как у сучковатой сосновой доски. Узлы тугие и вряд ли выпадут.
2
Общий
Имеют плотные сучки, но больше по размеру, чем № 1 Обыкновенный.
Пиломатериалы с классом прочности
Мягкая древесина, прошедшая градуировку по нагрузке, используется в качестве балок, стоек, стоек, стропил и перекрытий, например, в тех случаях, когда материал функционирует в качестве несущей способности и к нему будут приложены рабочие напряжения. Степень напряжения может быть определена либо визуально, либо посредством механических испытаний в соответствии со стандартами и процедурами ASTM, устанавливающими стандартные рабочие значения механических свойств, таких как модуль упругости и изгибающий момент. Эти части называются конструкционными пиломатериалами.
Классификация пиломатериалов
по прочности показана ниже в Таблице 4:
Таблица 4: Сорта пиломатериалов для стресс-класса пиломатериалов
Источник ссылки: https://www.wwpa.org/western-lumber/structural-lumber/Dimension-Lumber
Обозначение
Марка
Описание / Использование
Световой каркас
Выберите структурный
Для размеров от 2”x2” до 4”x4”. Всякий раз, когда требуются высокопрочные расчетные значения, используйте, например, фермы из инженерной древесины.
№ 1 и БТР
№ 1
№ 2
№ 3
Световое обрамление
Строительство
Для размеров от 2”x2” до 4”x4”. Обрамляющие приложения, такие как настенные рамы, калеки, подоконники, плиты и блокировка.
Стандарт
Утилита
Шпилька
Шпилька
Для размеров от 2”x2” до 4”x18”. Этот сорт применяется для пиломатериалов при вертикальном использовании, например, при использовании в несущих стенах.
Структурные балки и доски
Выберите структурный
Для размеров от 2”x5” до 4”x18”. Приложения включают в себя более крупные пиломатериалы, служащие, например, в качестве балок пола и потолка, стропил, перекрытий и ферм.
№ 1 и БТР
№ 1
№ 2
№ 3
Пиломатериалы лиственных пород сорта
Сортировка лиственных пород значительно проще, чем хвойных пород. Американский совет по экспорту древесины лиственных пород (https://www.ahec.org/) разработал Иллюстрированное руководство по сортам пиломатериалов лиственных пород США, которое обеспечивает основу для системы классификации, стандартов измерения и описания характеристик и дефектов, связанных с десятью из обычных лиственных пород в использовании.
Принимая во внимание акцент лиственных пород на общем внешнем виде продукта, неудивительно, что внешний вид становится основным фактором, используемым для установления сорта пиломатериала. Классификация древесины лиственных пород для пиломатериалов учитывает размер и количество кусков (или обрезков), которые могут быть получены при создании продукта из лиственной древесины. Таким образом, система оценок основана на измеряемом проценте чистой древесины, не имеющей дефектов, для каждого из сортов. Более высокие сорта будут иметь больший процент полезного выхода материала, который неуклонно снижается для более низких сортов твердой древесины. Таким образом, высшие сорта дают самые большие или самые длинные чистые куски для использования, в то время как более низкие или обычные сорта требуют дополнительных разрезов для получения чистых кусков, которые, таким образом, будут иметь тенденцию быть короче или меньше.
Высшие или высшие классы обозначаются как FAS (Firsts and Seconds), FAS/1F (FAS-One-Face) и Sel (Selects). Они наиболее подходят для таких применений, как мебель, длинные прозрачные молдинги и другие изделия, где необходимо делать широкие и максимально четкие вырезы.
Обычные сорта, номер 1, номер 1 и номер 2, подходят для изготовления кухонных корпусов, деталей мебели, полов из досок и планок. Обратите внимание, что разница сортов между высшим и обычным сортами отражает выход (измеряемый как полезный % чистого и бездефектного материала). Чистота обычного куска будет такой же, как и у высшего сорта, но размер обычного куска будет меньше по сравнению с сортами FAS и Select.
Первый и второй классы (FAS)
Для первого и второго классов (FAS) требуется:
минимальный размер платы 6 x 8 дюймов
длина 8 футов или более
выход 83-1/3% до 100% чистой древесины
минимальный размер обрезки 3 дюйма в ширину и 7 футов в длину или 4 дюйма в ширину и 5 футов в длину
, что обе стороны платы должны соответствовать требованиям
Класс FAS One Face (F1F) требует, чтобы деталь соответствовала требованиям класса FAS для так называемой лучшей поверхности доски, в то время как плохая сторона может соответствовать требованиям более низкого общего класса номер 1. Этот сорт часто смешивают с FAS при продаже в согласованном процентном соотношении, например, 80% FAS / 20% F1F.
Выбирает класс
Требования к выбору такие же, как и для F1F, за исключением того, что минимальный размер доски уменьшен до 4 дюймов и шире при длине 6 футов или больше.
Номер 1 Обыкновенный (№ 1С) Класс
Обычный сорт номер 1, также называемый корпусным сортом, используется для производства кухонных шкафов и деталей мебели. Обычный класс номер 1 требует звонка:
минимальный размер доски шириной 3 дюйма
минимальная длина 4 фута
выход чистой поверхности 66-2/3% до, но ниже минимального выхода FAS 83-1/3%
минимальный размер сплошной рубки 3 дюйма x 3 фута или 4 дюйма x 2 фута
требование, чтобы обе стороны платы соответствовали этим стандартам
Номер 2A Общий (№ 2AC)
Номер 2A Обычный сорт, называемый сортом Economy, еще больше снижает выход и размеры плит. Этот сорт часто выбирается для использования в производстве напольных покрытий из твердой древесины, а также находит применение в производстве небольших компонентов мебели. Для общего класса Number 2A требуется:
минимальный размер доски шириной 3 дюйма
минимальная длина 4 фута
диапазон доходности чистой поверхности минимум на 50% выше, но меньше общего предела доходности номер 1 в 66-2/3%
минимальный размер сплошной рубки 3 дюйма x 2
градация должна основываться на самой бедной грани
Таким образом, даже лучшая лицевая сторона получит более высокую оценку, изделие все равно будет иметь общую оценку 2А.
Сводка обозначений марок представлена в Таблице 5 ниже:
Таблица 5: Сорта пиломатериалов для лиственных пород
Название класса
Сокращение
Минимальный размер платы
Минимальная производительность или используемый материал на одной стороне
Первая и вторая
ФАС
6 дюймов x 8 футов
83-1/3%
ФАС Односторонняя
Ф1Ф
6 дюймов x 8 футов
83-1/3%
Выберите
СЕЛ
4 дюйма x 6 футов
83-1/3%
#1 Общий
№ 1 С
3 дюйма x 4 фута
66-2/3%
#2A Общий
№ 2 АС
3 дюйма x 4 фута
50%
Полезная номенклатура
Существуют специальные термины и определения, используемые при сортировке пиломатериалов, некоторые из которых приведены здесь для удобства:
Подножка – определяется как произведение ширины доски на толщину (обе в дюймах), умноженное на длину доски в футах.
Мера поверхности – определяется как мера площади поверхности доски. Размер поверхности рассчитывается путем произведения ширины доски (измеряемой в дюймах) на длину доски (измеряемой в футах), а затем деления этого произведения на 12 с округлением до ближайшего целого числа. Эта мера представляет собой предполагаемую площадь поверхности в квадратных дюймах.
Валовой подсчет – также называемый зеленым подсчетом, это значение представляет собой количество досок в футах высушенных в печи пиломатериалов при измерении до процесса сушки. Усадка в результате операции сушки уменьшит это значение примерно на 7%
Сумма нетто – то же измерение, что и сумма брутто, за исключением того, что измерение выполняется после выполнения операции сушки пиломатериала.
Резюме
В этой статье представлен краткий обзор различных систем классификации древесины хвойных и лиственных пород. Чтобы узнать больше о поставщиках пиломатериалов, см.
3D печать металлом – аддитивное производство металлических изделий, которое по праву является одним из наиболее перспективных и стремительно развивающихся направлений в трехмерной печати как таковой. Сама технология берет свое начало еще с обычного спекания материалов, применяемого в порошковой металлургии. Но сейчас она стала более совершенной, точной и быстрой. И сегодня компания SPRINT3D предлагает вам печать металлом на 3D принтере на действительно выгодных условиях. Но для начала – немного информации о самом производственном процессе и его возможностях.
Технология селективного лазерного сплавления
SLM или технология селективного сплавления – это тип прямой печати металлом, при котором достигается плотность 99,5%. Разница особенно ощутима, если сравнивать с моделями, полученными обычным литьем. Достигается такой показатель благодаря внедрению новейших технологий именно в аппаратной части:
Применение специальных роликов для утрамбовки порошков и, как следствие, возможность использования порошков с размером частиц от 5 мкм.
Повышение насыпной плотности, способствующее уплотнению конечных изделий.
Создание разреженной атмосферы инертных газов, при которой достигается максимальная чистота материала, отсутствует окисление и исключаются риски попадания сторонних химических соединений в состав.
Но самое главное – современный 3D принтер для печати металлом позволяет легко подобрать индивидуальную конфигурацию для печати конкретным металлическим порошком. Таким образом даже с недорогим материалом можно получить первоклассный результат. Но только при условии использовании качественного современного оборудования. И здесь мы тоже готовы вас удивить!
3D-печать металлом В SPRINT 3D
3D-печать на собственных 3D-принтерах
Самая большая рабочая область — 280х280х350 мм
Толщина слоя до 15 микрон
3D различными видами металлов
Доставка по всей России и странам СНГ
Установки для 3D печати металлом, которые мы используем
Качество производства – ключевое требование, которое мы ставим перед собой. Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок.
Производственная установка SLM 280HL
SLM 280HL – разработка германской компании SLM Solutions GmbH, использующая технологию послойного лазерного плавления порошковых металлических материалов. Установка оснащена большой рабочей камерой и позволяет создавать 3D объекты размерами 280х280х350 мм. Среди главных преимуществ печати данной установкой можно выделить:
Заполнение рабочей камеры инертным газом, что позволяет работать с различными реактивными металлами.
Скорость печати составляет до 35 см/час.
Толщина слоя построения – 30 и 50 мкм.
Мощность – 400 Вт.
Отдельно отметим запатентованную систему подачи порошкового материала, благодаря которой скорость печати значительно выше, чем на большинстве производственных установок в той же ценовой категории. В производстве мы используем следующие материалы:
Нержавеющая сталь (отечественная 07Х18Н12М2 (Полема), 12Х18Н10Т и импортная 316L).
3D-принтер SLM 280HL может использоваться для создания разного рода металлических компонентов, прототипов и конечных изделий. При необходимости мы можем обеспечить мелкосерийное производство.
Производственная установка ProX 100
ProX 100 – компактная установка для 3D печати металлом, разработанная американской компанией 3D Systems. Она работает по технологии прямого лазерного спекания, благодаря чему обеспечивает высокую скорость и точность производства. Среди основных характеристик стоит выделить:
Размер рабочей камеры – 100х100х80 мм.
Толщина слоя построения – 20 и 30 мкм.
Мощность – 50 Вт.
ProX 100 позволяет создавать прототипы, которые невозможно разработать стандартными методами, обеспечивает короткие сроки изготовления, гарантирует отсутствие пористости материала и высокую плотность деталей. Кроме того, отметим стандартизированное качество всех изделий вне зависимости от их структуры. На данный момент модель активно используется в стоматологии при создании высокоточных протезов, но нашла широкое применение и в других отраслях:
Производство двигателей и отдельных их деталей.
Разработка медтехники.
Печать ювелирных изделий и даже предметов современного искусства.
В печати мы используем сплав кобальт-хром КХ28М6 (производство Полема), изначально разработанный для аддитивных технологий при создании эндопротезов.
3D печать металлом – применение в настоящее время
Многие специалисты утверждают, что 3D печать как таковая еще полностью не раскрыла свой потенциал. К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях:
В медицине: изготовление медицинских имплантов, протезов, коронок, постов и т.д. Высокая точность производства и относительно доступная цена сделали 3D печать очень актуальной в данной отрасли.
В ювелирном деле: многие из ювелирных компаний используют технологию 3D печати для изготовления форм и восковок, а также непосредственно создания ювелирной продукции. К примеру, печать титаном позволяет создавать изделия, которые ранее представлялись невозможными.
В машинной и даже аэрокосмической отраслях: BMW, Audi, FCA и другие компании не первый год используют 3D печать металлом в прототипировании и всерьез рассматривают ее использование в серийном производстве. А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.
И это лишь малая часть того, что можно создавать на современном оборудовании. Практически все металлические изделия, которые вам необходимы, можно создать при помощи технологии 3D печати металлом. И если данная услуга актуальна для вас, обратитесь в SPRINT3D. Мы возьмемся за работу любой сложности и объемов. А главное – предоставим первоклассный результат!
Будущее уже здесь!
Вас может заинтересовать
Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
3D печать металлами. Аддитивные технологии.
SLM или DMLS: в чем разница?
Всем привет, Друзья! С Вами 3DTool!
Каталог 3D принтеров по металлу BLT
Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS) — это два процесса аддитивного производства, которые принадлежат к семейству 3D-печати, с использованием метода порошкового наслоения. Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.
Различия между SLM и DMLS сводятся к основам процесса связывания частиц: SLM использует металлические порошки с одной температурой плавления и полностью плавит частицы, тогда как в DMLS порошок состоит из материалов с переменными точками плавления.
В частности: SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов. И SLM, и DMLS технологии используются в промышленности для создания конечных инженерных продуктов. В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий. Существуют и другие технологические процессы для производства плотных металлических деталей, такие как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM). Их доступность и распространение довольно ограничены, поэтому они не будут представлены в данной статье.
Как происходит 3D печать металлом SLM или DMLS.
Как работает 3D печать металлом? Основной процесс изготовления для SLM и DMLS очень похожи.
1. Камера, в которой происходит печать, сначала заполняется инертным газом (например, аргоном), чтобы минимизировать окисление металлического порошка. Затем она нагревается до оптимальной рабочей температуры. 2. Слой порошка распределяется по платформе, мощный лазер делает проходы по заданной траектории в программе, сплавляя металлические частицы вместе и создавая следующий слой. 3. Когда процесс спекания завершен, платформа перемещается вниз на 1 слой. Далее наносится еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока печать всей модели не будет завершена.
Когда процесс печати завершен, металлический порошок уже имеет прочные связи в структуре. В отличие от процесса SLS, детали прикрепляются к платформе через опорные конструкции. Опора в 3D-печати металлом, создаётся из того же материала, что базовая деталь. Это условие необходимо для уменьшения деформаций, которые могут возникнуть из-за высоких температур обработки. Когда камера 3D принтера охлаждается до комнатной температуры, излишки порошка удаляются вручную, например щеткой. Затем детали как правило подвергаются термообработке, пока они еще прикреплены к платформе. Делается это для снятия любых остаточных напряжений. Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания.
Схема работы 3D принтера по металлу.
В SLM и DMLS почти все параметры процесса устанавливаются производителем. Высота слоя, используемого в 3D-печати металлами, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (текучести, гранулометрического состава, формы и т. д.). Базовый размер области печати на металлических 3D принтерах составляет 200 x 150 x 150 мм, но бывают и более большие размеры рабочего поля. Точность печати составляет от 50 — 100 микрон. По состоянию на 2020 год, стоимость 3D принтеров по металлу начинается от 150 000 долларов США. Например наша компания предлагает 3D принтеры по металлу от BLT. 3D принтеры по металлу, могут использоваться для мелкосерийного производства, но возможности таких систем в 3D-печати, больше напоминают возможности серийного производства на машинах FDM или SLA. Металлический порошок в SLM и DMLS пригоден для вторичной переработки: обычно расходуется менее 5%. После каждого отпечатка неиспользованный порошок собирают и просеивают, а затем доливают свежим материалом до уровня, необходимого для следующего изготовления. Отходы в металлической печати, представляют из себя поддержки (опорные конструкции, без которых не удастся добиться успешного результата). При слишком большом обилии поддержек на изготавливаемых деталях, соответственно будет расти и стоимость всего производства.
Адгезия между слоями.
3D печать металлом на 3D принтерах BLT
Металлические детали SLM и DMLS обладают практически изотропными механическими и термическими свойствами. Они твердые и имеют очень небольшую внутреннюю пористость (менее 0,2 % в состоянии после 3D печати и практически отсутствуют после обработки). Металлические печатные детали имеют более высокую прочность и твердость и часто являются более гибкими, чем детали, изготовленные традиционным способом. Тем не менее, такой металл быстрее становится «уставшим».
Структура поддержки 3D модели и ориентация детали на рабочей платформе.
Опорные конструкции всегда требуются при печати металлом, из-за очень высокой температуры обработки. Они обычно строятся с использованием решетчатого узора.
Поддержки в металлической 3D печати выполняют 3 функции:
• Они делают основание для создания первого слоя детали. • Они закрепляют деталь на платформе и предотвращают её деформацию. • Они действуют как теплоотвод, отводя тепло от модели.
Детали часто ориентированы под углом. Однако это увеличит и объем необходимых поддержек, время печати, и в конечном итоге общие затраты. Деформация также может быть сведена к минимуму с помощью шаблонов лазерного спекания. Эта стратегия предотвращает накопление остаточных напряжений в любом конкретном направлении и добавляет характерную текстуру поверхности детали.
Поскольку стоимость металлической печати очень большая, для прогнозирования поведения детали во время обработки часто используются программные симуляторы. Это алгоритмы оптимизации топологии в прочем используются не только для увеличения механических характеристик и создания облегченных частей, но и для того, чтобы свести к минимуму потребности в поддержках и вероятности искривления детали.
Полые секции и легкие конструкции.
Пример печати на 3D принтере BLT
В отличие от процессов плавления с полимерным порошком, таких как SLS, большие полые секции обычно не используются в металлической печати, так как поддержки будет очень сложно удалить, если вообще возможно. Для внутренних каналов больше, чем Ø 8 мм, рекомендуется использовать алмазные или каплевидные поперечные сечения вместо круглых, так как они не требуют построения поддержек. Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике.
В качестве альтернативы полым секциям, детали могут быть выполнены с оболочкой и сердечниками, которые в свою очередь обрабатываются с использованием различной мощности лазера и скорости его проходов, что приводит к различным свойствам материала. Использование оболочки и сердечников очень полезно при изготовлении деталей с большим сплошным сечением, поскольку это значительно сокращает время печати и уменьшает вероятность деформации.
Использование решетчатой структуры является распространенной стратегией в 3D-печати металлом, для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органичных легких форм.
Расходные материалы для 3D печати металлом.
Технологии SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт, хром и инконель. Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий.
Стоимость металлического порошка очень высока. Например, килограмм порошка из нержавеющей стали 316 стоит примерно 350-450 долларов. По этой причине минимизация объема детали и необходимость поддержек является ключом к поддержанию оптимальной стоимости производства. Основным преимуществом металлической 3D-печати является ее совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые супер сплавы, которые очень трудно обрабатывать традиционными методами. За счет использования металлической 3D-печати для создания детали практически чистой формы — можно достичь значительной экономии средств и времени. В последствии такая деталь может быть подвергнута обработке до очень высокого качества поверхности.
Постобработка металла.
Различные методы пост. обработки используются для улучшения механических свойств, точности и внешнего вида металлических печатных изделий. Обязательные этапы последующей обработки включают удаление рассыпного порошка и опорных конструкций, в то время как термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках ЧПУ может быть использована для критически важных элементов (таких как отверстия или резьбы). Пескоструйная обработка, металлизация, полировка и микрообработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Преимущества и недостатки металлической 3D печати.
Плюсы:
1. 3D печать с использованием металла, может быть использована для изготовления сложных деталей на заказ, с геометрией, которую традиционные методы производства не смогут обеспечить. 2. Металлические 3D печатные детали могут быть оптимизированы, чтобы увеличить их производительность при минимальном весе. 3. Металлические 3D-печатные детали имеют отличные физические свойства, 3D принтеры по металлу могут печатать большим перечнем металлов и сплавов. Включают в себя трудно обрабатываемые материалы и металлические суперсплавы.
Минусы:
1. Затраты на изготовление, связанные с металлической 3D-печатью, высоки. Стоимость расходного материала от 500$ за 1 кг. 2. Размер рабочей области в 3D принтерах по металлу ограничен.
Выводы.
• 3D печать металлом наиболее подходит для сложных, штучных деталей, которые сложно или очень дорого изготовить традиционными методами, например на станке ЧПУ. • Уменьшение потребностей в построении поддержек, значительно снизит стоимость печати при помощи металла. • Металлические 3D-печатные детали имеют отличные механические свойства и могут быть изготовлены из широкого спектра инженерных материалов, включая суперсплавы.
А на этом у нас Все! Надеемся, статья была для Вас полезна.
Каталог 3D принтеров по металлу BLT
Приобрести 3d-принтеры по металлу, а так же любые другие 3d-принтеры и ЧПУ станки, вы можете у нас, связавшись с нами:
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
INSTAGRAM
ВКонтакте
Facebook
Программное обеспечение Eiger для 3D-печати | Markforged
Перейти к навигации
Eiger™
Многофункциональное программное решение для создания деталей и управления ими в рамках рабочего процесса аддитивного производства.
Попробуйте сами
Производите прочные детали по требованию и в момент необходимости с помощью нашей защищенной платформы для аддитивного производства, подключенной к облаку.
От дизайна к детали — легко и быстро
Эйгер — двигатель цифровой кузницы. Он надежно и без усилий переносит ваши проекты из САПР в печатные металлические, непрерывные волокна и композитные детали в едином интуитивно понятном интерфейсе.
Поговорите с экспертом
Цифровая инвентаризация деталей
Систематизируйте детали и управляйте ими с помощью беспрепятственного доступа по требованию из любого места и в любое время.
Автоматическая подготовка к печати
Легко подготавливайте детали к печати одним щелчком мыши или полностью контролируйте параметры печати и размещение непрерывного волокна для неограниченной настройки.
Постоянное улучшение
Эйгер получает еженедельные обновления, гарантируя постоянное развитие Digital Forge.
Повысьте свою производительность в Eiger с помощью моделирования, проверки, управления и интеграции: мощные программные функции доступны в подписках Digital Forge.
Подписки Digital Forge
Моделирование
Проверка характеристик деталей и оптимизация параметров печати для обеспечения соответствия деталей требованиям производительности при максимальной эффективности производства.
Откройте для себя симуляцию
Контроль
Быстрый и надежный контроль качества с помощью автоматического сканирования деталей, а также интуитивно понятных измерений и отчетов.
Откройте для себя инспекцию
Управление и интеграция
Управляйте распределенными производственными операциями с повышенной эффективностью, пониманием и контролем.
Откройте для себя управление и интеграцию
Безопасность, встроенная в ваш рабочий процесс
Модель безопасности нашего программного обеспечения и инфраструктура мирового масштаба помогут обеспечить безопасность вашей организации и соответствие требованиям.
Начнем.
Поговорите с экспертом
Запросить демо
Попробуйте программное обеспечение
Услуга 3D-печати металлом для нестандартных деталей
Спинка
Materials
Materials by Service
Injection MoldingCNC Machining3D PrintingSheet Metal
Materials by Type
PlasticsMetalsElastomers
Related Links
Customer Supplied ResinsColors
Definitive Guide to CNC Machining
Our downloadable guide offers tips on optimizing ваш дизайн для обработки, допуски и соображения по резьбе, выбор правильного материала для ваших деталей и многое другое.
Скачать
Ресурсы
Советы по дизайну Наборы инструментов Руководства и отчеты о тенденциях Тематические исследования Вспомогательные средства дизайна Вебинары и выставки
Блог Видео Часто задаваемые вопросы Педагоги и студенты Глоссарий
Отрасли Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Фабрики х Сеть Платформа цифровых котировок Исследования и разработки Награда за крутую идею Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Приобретение Партнерство
Свяжитесь с США Proto Labs, Inc. 5540 Pioneer Creek Dr. Maple Plain, MN 55359 Соединенные Штаты
P: 877.479.3680 F: 763.479.2679 .3680 F: 763.479.2679 .3680 F: 763.479.2679 . 3680. Цифровые фабрики x Партнерская сеть
Наши цифровые фабрики производят мелкие детали за несколько дней, в то время как наша цифровая сеть партнеров-производителей на основе концентраторов открывает передовые возможности и оптовые цены при больших количествах.
Подробнее
Получить предложениеВойти
Получите качественные металлические прототипы и серийные детали, напечатанные на 3D-принтере. Запросите онлайн цитату сегодня.
ПОЛУЧИТЬ МЕТАЛЛИЧЕСКИЕ ЧАСТИ
Сертификаты
ISO 9001:2015 | AS9100D | Регистрация ITAR
Перейти к разделу
→ Возможности → Доступные сплавы → Сравнить свойства материалов → Отделка поверхности → Постобработка → Почему 3D-печать металлом?
Прямое лазерное спекание металлов (DMLS) — это промышленный процесс 3D-печати металлов, позволяющий создавать полнофункциональные металлические прототипы и промышленные детали менее чем за 7 дней. Ряд металлов производят конечные детали, которые можно использовать для конечных применений.
Технология 3D-печати металлом обычно используется для:
Прототипирования материалов производственного класса
Сложная геометрия
Функциональные детали конечного использования
Уменьшение металлических компонентов в сборке
Мы надеемся, что это руководство окажется для вас полезным. Если файл не скачался, его можно найти здесь.
Руководство по 3D-печати металлом
Приступите к 3D-печати металлом с помощью этого руководства, которое охватывает выбор материала, дизайн, постобработку и проверку качества.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussian FederationRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten ( Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic ofViet NamVirgin Islands, BritishVirgin Islands , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Возможности 3D-печати металлом
Наши основные рекомендации по 3D-печати металлом включают важные аспекты проектирования, которые помогают улучшить технологичность деталей, улучшить внешний вид и сократить общее время производства.
Допуски для 3D-печати металла
Для хорошо спроектированных деталей допуски + Обычно можно получить 0,003 дюйма (0,076 мм) плюс 0,1% от номинальной длины . Обратите внимание, что допуски могут меняться в зависимости от геометрии детали.
Максимальные размеры
Толщина слоя
Минимальный размер элемента
Допуски
*В настоящее время Inconel 718 и алюминий являются единственными материалами, доступными для нашей широкоформатной машины X Line
Металлические варианты материалов для 3D-печати
Ниже представлены доступные металлические сплавы для 3D-печати. В зависимости от материала возможна различная термообработка.
Нержавеющая сталь (17-4 фазы)
Нержавеющая сталь 17-4 PH — это дисперсионно-твердеющая нержавеющая сталь, известная своей твердостью и коррозионной стойкостью. Если вам нужен вариант из нержавеющей стали, выберите 17-4 PH из-за ее значительно более высокой прочности на растяжение и предела текучести, но учтите, что она имеет гораздо меньшее удлинение при разрыве, чем 316L. Окончательные детали, построенные 17-4 PH, проходят термообработку в вакууме, а также H9.00 старение.
Основные преимущества
Термообработка для полной твердости и прочности
Коррозионная стойкость
УЗНАТЬ БОЛЬШЕ>
Нержавеющая сталь (316L)
Нержавеющая сталь 316L — это рабочий материал, используемый для изготовления кислотостойких и коррозионностойких деталей. Выберите 316L, если требуется гибкость нержавеющей стали; 316L является более податливым материалом по сравнению с 17-4 РН. Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения.
Основные преимущества
Кислотостойкость и коррозионная стойкость
Высокая пластичность
УЗНАТЬ БОЛЬШЕ>
Алюминий (AlSi10Mg)
Алюминий (AlSi10Mg) сопоставим со сплавом серии 3000, который используется в процессах литья и литья под давлением. Он имеет хорошее отношение прочности к весу, высокую термостойкость и коррозионную стойкость, а также хорошую усталостную прочность, сопротивление ползучести и разрыву. AlSi10Mg также обладает свойствами теплопроводности и электропроводности. Окончательные детали, изготовленные из AlSi10Mg, получают приложение для снятия напряжения.
Основные преимущества
Высокая жесткость и прочность по отношению к весу
Тепловая и электрическая проводимость
УЗНАТЬ БОЛЬШЕ>
Инконель 718
Инконель — это высокопрочный, устойчивый к коррозии никель-хромовый суперсплав, идеально подходящий для деталей, подвергающихся экстремальным температурам и механическим нагрузкам. Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости.
Основные преимущества
Стойкость к окислению и коррозии
Высокая прочность на растяжение, усталостную прочность, сопротивление ползучести и разрыву
УЗНАТЬ БОЛЬШЕ>
Кобальт-хром (Co28Cr6Mo)
Хром кобальта (Co28Cr6Mo) — суперсплав, известный своим высоким отношением прочности к весу.
Основные преимущества
Высокая прочность на растяжение и ползучесть
Коррозионная стойкость
УЗНАТЬ БОЛЬШЕ>
Титан (Ti6Al4V)
Титан (Ti6Al4V) — сплав для рабочих лошадей. По сравнению с отожженным Ti сорта 23 механические свойства Ti6Al4V сравнимы с кованым титаном по прочности на растяжение, относительному удлинению и твердости. Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений.
Основные преимущества
Высокая жесткость и прочность по отношению к весу
Высокая термостойкость и коррозионная стойкость
УЗНАТЬ БОЛЬШЕ>
Сравнить свойства материалов
20 мкм = высокое разрешение (HR) 30, 40 и 60 мкм = нормальное разрешение (NR)
US
Метрическая
Материалы
Разрешение
Состояние
Предел прочности при растяжении (тыс.фунтов/кв.дюйм)
Предел текучести (тыс. фунтов/кв. дюйм)
Удлинение (%)
Твердость
Нержавеющая сталь (17-4 фазы)
20 мкм
Раствор и старение (H900)
199
178
10
42 HRc
30 мкм
Раствор и старение (H900)
198
179
13
42 HRc
Нержавеющая сталь (316L)
20 мкм
снятие стресса
82
56
78
90 руб
30 мкм
снятие стресса
85
55
75
88 ХРБ
Алюминий (AlSi10Mg)
20 мкм
снятие стресса
39
26
15
42 руб
30 мкм
снятие стресса
50
33
8
59 руб
40 мкм
снятие стресса
43
27
10
50 руб
Кобальт-хром (Co28Cr6Mo)
20 мкм
Как построено
182
112
17
39 HRc
30 мкм
Как построено
176
119
14
38 HRc
Инконель 718
20 мкм
снятие стресса
143
98
36
33 HRc
30 мкм
снятие стресса
144
91
39
30 HRc
30 мкм
Раствор и старение в соответствии с AMS 5663
208
175
18
46 HRc
60 мкм
снятие стресса
139
83
40
27 HRc
60 мкм
Раствор и старение в соответствии с AMS 5663
201
174
19
45 HRc
Титан (Ti6Al4V)
20 мкм
снятие стресса
153
138
15
35 HRc
30 мкм
Снятие стресса
144
124
18
33 HRc
Материалы
Разрешение
Состояние
Предел прочности при растяжении (МПа)
Предел текучести (МПа)
Удлинение (%)
Твердость
Нержавеющая сталь (17-4 фазы)
20 мкм
Раствор и старение (H900)
1 372
1 227
10
42 HRc
30 мкм
Раствор и старение (H900)
1 365
1 234
13
42 HRc
Нержавеющая сталь (316L)
20 мкм
снятие стресса
565
386
78
90 руб
30 мкм
снятие стресса
586
379
75
88 ХРБ
Алюминий (AlSi10Mg)
20 мкм
снятие стресса
268
180
15
46 руб
30 мкм
снятие стресса
345
228
8
59 руб
40 мкм
снятие стресса
296
186
10
50 руб
Кобальт-хром (Co28Cr6Mo)
20 мкм
Как построено
1255
772
17
39 HRc
30 мкм
Как построено
1213
820
14
38 HRc
Медь (CuNi2SiCr)
20 мкм
Закаленный атмосферными осадками
496
434
23
87 ХРБ
Инконель 718
20 мкм
снятие стресса
986
676
36
33 HRc
30 мкм
снятие стресса
993
627
39
30 HRc
30 мкм
Раствор и старение в соответствии с AMS 5663
1434
1207
18
46 HRc
60 мкм
снятие стресса
958
572
40
27 HRc
60 мкм
Раствор и старение в соответствии с AMS 5663
1386
1200
19
45 HRc
Титан (Ti6Al4V)
20 мкм
снятие стресса
1055
951
15
35 HRc
30 мкм
снятие стресса
993
855
18
33 HRc
Эти цифры являются приблизительными и зависят от ряда факторов, включая, помимо прочего, параметры машины и процесса. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Варианты отделки поверхности
Стандартная отделка
Ожидаемые значения шероховатости от 200 до 400 микродюймов Ra (от 0,005 до 0,010 мм Ra) в зависимости от материала и разрешения. Опорные конструкции удалены, а линии слоев видны.
Индивидуальная отделка
Мы предлагаем шлифованные поверхности различной зернистости и полированные до зеркального блеска. Обязательно укажите, предназначена ли нестандартная отделка поверхности для функциональных или эстетических целей, чтобы мы могли лучше проконсультировать вас по нашим индивидуальным вариантам.
Возможности постобработки металлических деталей, напечатанных на 3D-принтере
Улучшите прочность, точность размеров и внешний вид готовых металлических компонентов с помощью DMLS для производства.
Чистовая обработка поверхности
3- и 5-осевое фрезерование
Токарная обработка
Полировка (зеркальная или матовая)
Пассивация
Проволочный электроэрозионный станок
Нарезание резьбы и развертывание
Термическая обработка
Снятие напряжения
Термическая обработка NADCAP
Горячее изостатическое прессование (HIP)
Отжиг на твердый раствор
Старение
Механические испытания
Растяжение
Твердость по Роквеллу
Анализ порошков и материалов
Прослеживаемость
Химия
Анализ размера и распределения частиц
Зачем использовать 3D-печать металлом?
Узнайте, как технология аддитивного производства металлов может использоваться для уменьшения количества компонентов в сборке, изготовления деталей сложной геометрии и, в конечном счете, для экономии времени и средств.
Нажмите, чтобы увеличить
Как работает 3D-печать металлом?
Машина DMLS начинает спекать каждый слой — сначала опорные конструкции для базовой пластины, затем саму деталь — с помощью лазера, направленного на слой металлического порошка. После микросварки поперечного слоя порошка платформа сборки смещается вниз, и лезвие устройства для повторного нанесения покрытия перемещается по платформе, чтобы поместить следующий слой порошка в инертную камеру сборки. Процесс повторяется слой за слоем, пока сборка не будет завершена.
Когда сборка завершена, сначала вручную проводится первоначальная чистка деталей щеткой для удаления большей части рассыпчатого порошка, после чего следует соответствующий цикл термообработки, когда они все еще закреплены в опорных системах, чтобы снять любые напряжения. Детали снимаются с платформы, а опорные конструкции удаляются с деталей, а затем завершаются необходимой дробеструйной очисткой и удалением заусенцев. Конечные детали DMLS имеют почти 100-процентную плотность.
Широкоформатная 3D-печать металлом
Недавно мы добавили линию GE Additive X Line к нашему парку 3D-принтеров по металлу для изготовления крупных деталей из сплава Inconel 718 и алюминия (AlSi10Mg). У вас есть проект, который может подойти? Свяжитесь с нами, и мы сможем обсудить ваши требования.
Узнать больше >
3D-печать металлов для производства
Повышение прочности, точности размеров и внешнего вида металлических компонентов конечного использования с помощью вариантов постобработки, таких как обработка на станках с ЧПУ и термообработка.
Подробнее >
Ресурсы
Что такое 3D-печать?
Получите представление об аддитивном производстве и о том, как его можно использовать для улучшения разработки продукта за счет быстрого прототипирования и производства.
Читать руководство
Постобработка для 3D-печати металлов
Узнайте, как повысить точность размеров, шероховатость поверхности и механические свойства металлических деталей в приложениях с высокими требованиями.
Особенности реза ПВХ, акрила и поликарбоната ➡ AVERS
Большинство пластиков, востребованных в рекламе и дизайне интерьера, довольно легко поддается механической обработке даже в домашних условиях или в небольших цехах. Однако работа с каждой разновидностью требует особого подхода. Например, некоторые виды пластика расплавляются во время процесса резки, если не принять надлежащие меры предосторожности. Кроме того, пластиковые поверхности подвержены царапинам, и края иногда нуждаются в полировке, когда проект завершен.
Рассмотрим, как резать ПВХ, чем можно резать монолитный поликарбонат и чем лучше резать акрил. Именно эти материалы чаще всего используются в рекламных и дизайнерских проектах.
Канцелярский нож
Если необходимо сделать прямой разрез на тонком листе ПВХ, а также акрилового или поликарбонатного пластика (толщиной до 2-5 мм), лучший способ — это использовать универсальный нож Olfa с острым металлическим прямым лезвием и линейку, чтобы порезать пластик, а затем сломать его на столе с острым краем. Техника почти идентична резке стекла, за исключением ключевого момента: прорезается примерно 2/3—3/4 пути, и лучше всего подойдет специальный нож — скребок.
Как лучше резать оргстекло и другие пластики этим инструментом:
Закрепите лист на большой рабочей поверхности с помощью зажимов.
Отметьте желаемую линию разреза, затем надрежьте лист пластика, делая несколько проходов, пока не достигнете глубокого углубления.
Переверните лист и повторите процесс на противоположной стороне, вдоль той же линии реза.
Поместите пластик на рабочую поверхность, выровняв надрезанную канавку с краем рабочей поверхности. Закрепите пластик с помощью зажима.
Отломайте часть, которая свисает с поверхности. Держите линейку поверх пластика, чтобы защитить край пластика от разрушения или сколов. Это особенно важно при работе с хрупким пластиком, таким как акрил.
Это описание не касается того, как резать вспененный ПВХ. Этот материал часто можно разрезать и одним движением с помощью универсального ножа.
Ручная пила
Также выбирая, чем резать панели ПВХ или чем резать поликарбонат в домашних условиях, некоторые отдают предпочтение ручной пиле, однако этот метод требует большей концентрации по сравнению с электрическими пилами. Для достижения наилучшего результата целесообразно использовать пилу с равномерными зубьями, плюс существует ограничение по ширине деталей.
Этот метод занимает много времени и потребует обширной полировки торцов, чтобы вернуть прозрачность и блеск акрилу.
Настольная пила
Для прямых резов пригодна и настольная пила. Ограждение и измеритель торца упрощают контроль и повышают точность работы. Мощности даже недорогой пилы более чем достаточно для пластика.
Если вы не можете найти специальную пилу, любой режущий диск с тонкими зубьями (то есть с большим количеством зубьев) также должен работать. Типичные деревообрабатывающие лезвия просто разбивают и повреждают пластик, что делает их неподходящими.
Нанесите малярную ленту вдоль линии резки, чтобы смягчить сколы. Необходимо помнить, что слишком быстрое движение приведет к расплавлению и сварке свежесрезанного акрила или других пластиков, что сделает его цельным куском.
Дисковые пилы
Ключ к хорошему резанию этими инструментами — высокая скорость резания (скорость вращения) и плавная подача материала. Выбирая, чем правильно резать поликарбонат или акрил, убедитесь, чтобы в станке присутствовал инструмент для удаления пыли/стружки. Выберите диск HSS с чередующимися зубьями, подходящий для пластмасс. Угол просвета зубьев должен составлять от 10° до 15°, передний угол — до 6°.
Электрический лобзик
Лобзик — это отличный выбор для порезки листов. При использовании направляющей линейки хорошо выполняет прямые разрезы. Также прекрасно справляется с изогнутыми и сложными разрезами. Однако при работе необходимо учитывать вибрацию, которая негативно влияет на материал и точность реза. Поэтому прежде, чем резать сотовый поликарбонат или другие пластики, необходимо тщательно зажимать лист.
В идеале использовать острое лезвие, предназначенное для пластика. Также можно использовать лезвие, помеченное для дерева, но возможно, что трение от лезвия создаст слишком много тепла, что приведет к расплавлению разрезанного пластика. Чтобы этого не происходило, необходимо экспериментировать с различными настройками и скоростью работы. Используйте среднюю и высокую скорость и осторожно перемещайте пилу сквозь материал.
Фрезерная резка
Одним из наиболее оптимальных способов реза полимеров является фрезерная резка пальчиковой или дисковой фрезой. Если правильно подобрать фрезу для акрила, край получается прозрачным и не требует полировки. Однако есть как преимущества, так и ограничения. К преимуществам можно отнести: скорость и точность порезки, отсутствие внутренних напряжений после обработки. Среди ограничений: толщина реза, фактический диаметр режущего инструмента, который «выбирает» материал и превращает его в стружку, точность реза ограничена механикой и толщиной фрезы, рез не может быть менее 1 мм.
Лазерные системы
Лазерные системы предназначены для сложной и высокоточной порезки и чаще всего применяются для порезки акрила. Подключенный к компьютеру лазерный резак работает как принтер для перенесения дизайна/изображения на лист акрила. Если требуется создать сложные, замысловатые и креативные формы из пластика, тогда лазер, является лучшим вариантом.
Перед тем, как резать оргстекло лазером, важно иметь хорошую векторную модель. Ее можно создать в любом из различных программных инструментов векторной графики. Чтобы подготовить файл, нужно знать и программу, в которой работает машина. Большинство программ работают в режиме RGB и в миллиметрах. В этом случае цвет каждой линии должен быть указан производителем, а шаг должен быть 0,01 мм.
Если нужно разрезать много деталей, лучше всего держать их как можно ближе друг к другу (обычно ограничено 2 мм между компонентами, но это зависит от толщины листа).
Если в модели есть текст, будет обрезан только контур. Буквы с пространством внутри (например, A, O, B) должны иметь ссылку, которая соединяет внутреннее и внешнее пространство. Если планируется порезка тонких листов, то стоит учитывать, что острые углы могут ломаться. Решение заключается в том, чтобы добавить маленькое отверстие в каждый острый угол. Это позволит распределить напряжение по всей поверхности.
Итак, чем бы вы не решили резать оргстекло и остальные материалы, всегда необходимо соблюдать меры предосторожности. Прикрепите лист пластика к рабочей станции с зажимами, чтобы он не сместился во время резки, и наденьте защитные очки, чтобы защитить глаза от случайных кусочков стружки.
Компания AVERS предлагает широкий ассортимент разнообразных пластиков, а также услуги по их обработке на промышленном оборудовании. Получить помощь в выборе наиболее подходящего материала для конкретной задачи и профессиональную консультацию по его обработке можно, обратившись в чат или по телефонам.
Как и чем резать оргстекло (акрил) в домашних условиях: 6 способов
Домашнему мастеру приходится иметь дело с разными материалами. Хорошо, когда есть специальные инструменты для обработки каждого. Но так бывает не всегда, чаще используется уже имеющийся универсальный набор. Разберемся, как и чем резать оргстекло в домашних условиях, чтобы получить точный рез и не испортить заготовку.
Все о самостоятельной резке оргстекла
Особенности материала Правила резки Инструменты для резки материала
— Ножовка
— Резак
— Электролобзик
— Электрофрезер
— Болгарка
— Нихромовая проволока
Акриловым стеклом называют пластик. Он получается при смешивании метилакриловой кислоты с эфирными компонентами и последующей их полимеризации. Известен под названиями акрил, плексиглас, оргстекло. Не уступает стеклу в прозрачности, но при этом имеет меньший вес. При нагреве до 90-100°С материал становится пластичным. Его можно изгибать, придавать нужную форму. Это свойство надо учитывать при обработке. При нагреве легко деформировать заготовку.
Плавиться акрил начинает при 160°С. Лезвие электроинструмента в процессе разрезания греется и нагревает обрабатываемую деталь. Температура довольно быстро переходит точку плавления. Оргстекло плавится, его частички налипают на режущий узел, что затрудняет работу. Поэтому желательно использовать охлаждение. Так, на производстве проводится обдув струей холодного воздуха или подается вода. В домашней мастерской обычно используется последний метод.
ShutterStock
Чтобы быстро и точно разрезать заготовку, надо выполнить несколько правил. Они «работают» для большинства синтетических материалов: органического стекла, поликарбоната и других. Перечислим основные правила, как резать в домашних условиях оргстекло 4 мм и других размеров.
Прямой или криволинейный рез сделать намного проще, если деталь разогрета. Для этого перед обработкой ее немного прогревают. В качестве источника тепла используют строительный фен либо газовую горелку. Важный момент. Чтобы не подплавить акрил, его держат на расстоянии от греющего приспособления.
Для работы лучше всего выбирать полотно с маркировкой MP.S. Это закаленная сталь высокой прочности.
Пилить любым электроинструментом надо только на низких оборотах. Иначе акриловое стекло будет нагреваться от лезвия и плавиться. Скорость для каждого приспособления подбирается индивидуально.
Резать материал без защиты глаз нельзя. Надо надевать маску или специальные очки. При работе образуется много очень острых мелких осколочков, которые разлетаются из-под режущего узла.
Instagram mechanika.in.ua
ShutterStock
Вариантов, чем резать в домашних условиях оргстекло 2 мм и толще, много. Подробно разберем самые эффективные и легкодоступные.
1. Ножовка
По твердости и сложности обработки оргстекло сопоставимо с буком. Его достаточно просто разрезать ножовкой или, если объем работы невелик, самодельным резаком, изготовленным из режущего полотна. Для обработки выбирают лезвие с частыми мелкими зубцами. Сначала заготовку размечают, проводят на ней линию отреза. Чаще всего это прямая. Вырезать криволинейную деталь ножовкой очень сложно. Разметку хорошо выполнять фломастером либо маркером. Он оставляет четкий след.Можно поступить иначе. Процарапать линию острым гвоздем или ножом. Пилить нужно медленно, не допуская сильного нагрева детали. Для предотвращения залипания лезвия рекомендуется периодически поливать участок резания холодной водой. Срез от ножовки получается неровный, требует доработки шлифованием.
2. Резак
Им удобно пользоваться при небольших объемах работ, когда толщина листа не превышает 2-3 мм. В строительных магазинах продается приспособление для резки. С его помощью выполняют прямые резы, криволинейные делать затруднительно. Перед разрезанием заготовку размечают. Затем плотно прижимают к намеченной линии металлическую линейку. С усилием проводят резаком по листу. Делают это несколько раз, чтобы получился пропил глубиной примерно наполовину пластины. Затем кладут ее на край стола или верстака и точным движением обламывают край.
Срез получается неровный, его шлифуют. В некоторых случаях используют самодельный резак из ножовочного лезвия по металлу. Берут полотно, иногда даже бывшее в употреблении, на точильном круге оформляют ему острый «носик», чтобы было удобно пилить. Противоположный край будет рукояткой. Его обматывают изолентой. Самодельный резак готов. Работают им так же, как и ножовкой.
Instagram sssr.instrument
Instagram enerteh.by
3. Электролобзик
Для работы выбирают только лобзик с регулируемым количеством оборотов. Лучше всего брать пилки по металлу, если это невозможно, подойдут и лезвия для дерева. При этом они должны быть с мелкими и частыми зубцами. Электролобзиком возможно выполнить не только прямой рез, но и криволинейный. Правда, сделать это будет непросто. В любом случае начинают с разметки.
Пилку ставят на линию отреза, включают инструмент. Выбирают самые маленькие обороты и минимальную скорость. Стараются двигаться медленно, чтобы пила не грелась. При появлении признаков плавления материала работу останавливают, льют на пропил холодную воду. Заметить плавление просто. Пластик в районе разреза становится молочно-белым, появляется дымок и характерный запах.
Instagram elektrika.vld
Instagram plast_ru
4. Электрофрезер
С помощью фрезы можно сделать качественный ровный рез, но при этом режущий узел быстро срабатывается. Для отрезания выбирают фрезу толщиной не больше миллиметра. Еще один минус — сильное задымление при работе, поскольку акрил греется. Без охлаждения он может не только плавиться, но и вспениваться. Поэтому надо обязательно подвести воду для охлаждения участка резки. Проще всего подавать охлаждающую жидкость из пластиковой бутылки, в пробку которой вставлена трубка малого диаметра. Таким простым способом можно добиться прозрачного и ровного отреза.
5. Можно ли резать оргстекло болгаркой
Специалисты рекомендуют это делать, только если лист достаточно толстый. Его толщина должна превышать 5 мм. Болгаркой выполняют только прямые резы, криволинейные невозможны. Инструмент режет быстро, акриловое стекло не успевает перегреться и расплавиться. На режущий узел оно не налипает.
Для работы выбирают диск, на котором находятся три крупных зуба. Он предназначен для обработки дерева, но хорошо справляется с оргстеклом.
ShutterStock
6. Нихромовая проволока
С ее помощью выполняют криволинейные вертикальные и прямые горизонтальные резы. Для этого надо собрать самодельное приспособление. Нихромовая нить подключается к источнику тока, напряжение — 24 В. Желательно использовать реостат, чтобы можно было регулировать нагрев. Проволоку фиксируют с двух сторон, чтобы получилось подобие резака. Иногда к верхнему концу прикрепляют ручку, к нижнему — грузик. Таким приспособлением удобно выполнять криволинейные вертикальные резы, вырезать сложные фигуры.
Instagram crazy_black_hacks
Instagram rostalprof
Это не все варианты, чем резать оргстекло 5 мм (или более толстое). Можно использовать стеклорез. Технология не отличается от той, что применяют для стекла. На лист наносится разметка, стеклорезом выполняется надрез, затем край отламывается. К сожалению, не всегда получается отрезать деталь без сколов. Чтобы их не было, вместо стеклореза берут шлицевую отвертку, разогревают ее паяльником. Прижимают к листу до тех пор, пока он не начнет плавиться. Тогда отвертку двигают по разметке. Проплавленный примерно до середины толщины лист отламывают и зачищают.
Материал подготовила
Инна Ясиновская
Своими руками
5 способов резки акрила своими руками
Являетесь ли вы энтузиастом «сделай сам» или профессиональным строителем, акриловый плексиглас становится одним из предпочтительных вариантов для строителей, особенно потому, что он так легко доступен в местных и национальных резчиках плексигласа. Цветной акрил выпускается в различных стилях, а прозрачные акриловые листы обеспечивают оптическую прозрачность, сравнимую со стеклом. Инкапсулированные со стеклянной прозрачностью, прочностью и стойкостью, работа с акриловыми листами (руководство по выбору пластика) не требует специальных навыков и методов. Эти листы можно резать стандартными инструментами для мастерских, включая:
Электропилы
Акриловый дюбель или блоки
Ручные пилы
На протяжении многих лет во многих самодельных проектах использовались листы плексигласа, чтобы улучшить их дизайн и повысить надежность. Тем не менее, если вы любите делать все своими руками и вам сложно резать акрил в домашних условиях, рассмотрите несколько способов (перечисленных ниже) для резки акрила по размеру (также продается в виде плексигласа и плексигласа), достигая высочайшей степени точности. .
Резка ручной пилой:
Большинство людей предпочитают резать акрил ручной пилой. Однако этот метод требует большей концентрации по сравнению с электрическими пилами. Для достижения наилучшего результата рекомендуется использовать пилу с одинаковыми зубьями.
Резка подрезным ножом:
Это один из самых простых способов резки столешниц из акрила. Процесс не требует использования электропилы или любого другого тяжелого электрооборудования. Однако этот процесс требует следующих шагов:
Отметьте область листа, которую вы хотите вырезать.
С помощью подрезного ножа вырежьте узкую канавку в акриловой пленке
Надрез предпочтительно работает на листах толщиной менее ¼ дюйма (6,35 мм).
Положите лист на твердый край стороной с канавкой вверх.
При необходимости зажмите лист.
Согните выступающую сторону листа быстрым и равномерным движением.
По мере изгиба листа канавка будет углубляться по мере распространения трещины по всему листу.
Изгиб приведет к разделению двух частей (поликарбонатного листа) с относительно прямыми и чистыми краями.
Резка лобзиком:
Электролобзик является предпочтительным инструментом для резки акриловых листов. Это небольшой ручной инструмент, который может резать лист прямым лезвием вверх и вниз в быстром движении. Однако, если вы собираетесь резать акрил нелинейно, вам подойдет электролобзик. Это помогает достичь точных результатов, разрезая края на кривые и угловатые формы. Однако рекомендуется поэкспериментировать с настройкой и позиционированием машины, чтобы оценить желаемые результаты.
Резка ленточной пилой:
Ленточная пила лучше всего подходит для резки сложных форм и кривых. При использовании ленточной пилы важно тщательно выбирать лезвие и скорость подачи станка, чтобы свести к минимуму риск плавления или сколов листа. Ленточная пила лучше всего работает с толщиной более 0,472 дюйма. Это помогает добиться чистых и четких краев, сохраняя остроту материала.
Лазерная резка:
Лазерные системы предназначены для сложной и четкой резки акрила. Лазерная резка является одним из предпочтительных вариантов для вырезания желаемого дизайна. Подключенный к компьютеру лазерный резак работает как принтер для переноса дизайна/изображения на кусок акрила. Если вам нужно создать сложные, замысловатые и креативные формы из акрила, лазер, вероятно, будет лучшим вариантом.
Как резать листы акрила или плексигласа
2219 акции
62
Акриловые листы легко резать, если знать, какие инструменты использовать! Я покажу вам, как резать акрил или оргстекло тремя разными способами для достижения наилучших результатов!
Акриловые листы (известные также как оргстекло) — отличная альтернатива стеклу, особенно когда речь идет о безопасности. Несмотря на то, что он прочнее стекла, он все же может треснуть при неправильном разрезании или сверлении!
Я покажу вам, как резать оргстекло тремя разными способами, чтобы вы могли выбрать тот, который лучше всего подходит для вашего проекта!
Этот пост содержит партнерские ссылки для вашего удобства. Покупки, сделанные по этим ссылкам, могут принести мне небольшую комиссию без каких-либо дополнительных затрат для вас. Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации.
Использование акриловых листов
Вы можете использовать акрил или оргстекло вместо стекла во многих проектах «сделай сам». Вот несколько примеров…
Недавно я использовала прозрачный акриловый лист, чтобы сделать корзину для Lego для своего сына. Прозрачные стороны позволяют ему легко обнаружить этот неуловимый кусочек внизу. Очевидно, я не мог использовать обычное стекло для этого проекта, и акрил сработал отлично!
Я также использовал акрил с зеркальной подложкой для этого зеркала для прихожей, сделанного своими руками. Я не хотел, чтобы рядом с входной дверью было стеклянное зеркало, о которое можно удариться или разбить, если дверь захлопнется. Этот небьющийся заменитель отлично подходит и для фоторамок! 9№ 0003
Тонкое оргстекло легко сгибается, и его можно держать в изогнутой форме, как внутреннюю часть этого настенного бра, сделанного своими руками.
Наши окна на верхнем этаже выдвигаются, что затрудняет установку кондиционера, когда становится слишком жарко. Некоторые люди используют фанеру, чтобы закрыть отверстие, но она блокирует естественный свет. Вы можете использовать лист плексигласа с вырезом для вентиляции вместо оконного кондиционера!
Я также придумываю один или два проекта для этих забавных разноцветных акриловых листов! Их легко резать и формировать творческие формы, которые сложно сделать из дерева.
Но прежде чем вы сможете починить разбитое оконное стекло или построить интересный проект, вам нужно научиться резать оргстекло. Вот что вам понадобится!
Материалы, необходимые для резки акриловых листов или листов плексигласа
Акриловый лист большего размера, чем размер вашего проекта
Используйте резак для пластика/ламината для резки акрила вручную
Используйте акриловые лобзиковые полотна для резки акрила лобзиком
Использование 10-дюймовый пластиковый пильный диск для резки акрила на торцовочной или настольной пиле
Используйте пильное полотно для резки пластика диаметром 7 ¼ дюйма, чтобы резать акрил с помощью циркулярной пилы
Используйте спиральную фрезу для резки пластика, чтобы резать акрил с помощью фрезерного станка
Используйте акриловые точечные сверла для сверления отверстий в акриле
Прямые край
Зажимы
Малярная лента
Не забудьте защитное снаряжение Вот мои рекомендации по использованию защитных очков и средств защиты органов слуха
Как резать оргстекло вручную
Резка оргстекла вручную — самый простой способ для новичка, не знакомого с электроинструментом. Этот метод работает только с прямыми резами. Все, что вам нужно, это тонкий акриловый лист, поверочная линейка, которая длиннее вашего разреза, зажимы и подрезной нож.
Зажмите линейку на линии среза
Оргстекло легко поцарапать, поэтому оно продается с пластиковой пленкой или защитной бумагой на поверхности. Держите эту пленку на месте, чтобы не поцарапать прозрачный акрил прямым краем.
Положите акриловый лист на плоскую поверхность и отметьте линию, по которой нужно разрезать. Затем расположите поверочную линейку так, чтобы немного совпадала с линией , и закрепите ее на рабочей поверхности.
Проверьте, куда приземлится лезвие вашего универсального ножа, когда вы проводите им по краю линейки. Край лезвия должен точно попасть в леску. Если нет, отрегулируйте линейку до тех пор, пока это не произойдет. Очень сложно исправить слишком большой разрез с помощью метода надреза и защелки, поэтому точность стоит того!
Надрез по линии разреза
На тонких листах акрила, подобных этому, сделайте 5-10 надрезов коробчатым резаком или надрезным инструментом вдоль прямой кромки, пока не прорежете глубокую канавку примерно на полпути. Убедитесь, что вы придерживаетесь той же линии, и используйте острое лезвие. На толстом листе плексигласа придется больше резать. Предупреждение : это будет издавать ужасный звук, как ногти по классной доске!
Убедитесь, что в начале и в конце пропила нажимайте на универсальный нож с одинаковым усилием, чтобы канавка была ровной по всей длине. В противном случае можно получить неравномерный излом и испортить акрил!
Защелкните акрил по линии разреза.
Вытащите акрил из зажимов. Поверните деталь так, чтобы линия разреза находилась на краю рабочей поверхности.
Удерживая одну сторону одной рукой, резко надавите вниз, чтобы защелкнуть акрил другой рукой. Он должен ровно разорваться по линии разреза.
Отшлифуйте кромку реза
Линия реза может быть острой после разрыва акрилового листа. Используйте резиновый шлифовальный блок и наждачную бумагу все более мелкой зернистости, чтобы создать гладкий край. Не кладите наждачную бумагу на поверхность, иначе вы получите мутную линию.
Как резать акрил лобзиком
К сожалению, если вы хотите вырезать кривые в акриле, вы не можете использовать метод надрезов и защелок. Это особенно сложно, если вы пытаетесь сделать круглые окна-иллюминаторы или другие необычные формы. В этих случаях вам придется использовать электролобзик со специальным акриловым лезвием.
Ключом к резке акрила лобзиком является поддержание низкой скорости. Если вы будете резать слишком быстро, перегретое лезвие расплавит оргстекло, и ваш проект превратится в беспорядок! Наклейте полоску малярного скотча на линию разреза, чтобы предотвратить растрескивание. Узнайте, как использовать лобзик в этом уроке!
Отметьте линию разреза несмываемым маркером на пластиковой пленке, покрывающей лист плексигласа. Запустите полотно электролобзика перед материалом и медленно введите отмеченную линию. Если вы делаете много надрезов, дайте лезвию остыть между каждым.
На видео ниже более подробно показано, как резать оргстекло электролобзиком.
https://youtu.be/vJSsJmttqHsВидео не может быть загружено, так как отключен JavaScript: Как быстро и легко вырезать оргстекло (https://youtu.be/vJSsJmttqHs)
Для достижения наилучших результатов вы можете захотеть поддерживать обе стороны линии реза, чтобы уменьшить вибрации. Два обрезка пиломатериалов 2×4 отлично подходят для этого. Прижмите обе стороны к рабочей поверхности, наденьте защитные очки и медленно сделайте надрез. Затем отшлифуйте обрезанный край, чтобы удалить все острые или неровные участки.
Как резать акрил циркулярной пилой
Если вы режете по прямой линии более толстые листы, вы можете не получить чистого разрыва, используя метод надреза и защелкивания. В этом случае лучше подойдет циркулярная пила, торцовочная пила или настольная пила с соответствующим акриловым диском.
Резка акрила на настольной пиле или торцовочной пиле аналогична резке дерева, если вы используете правильное лезвие. На лезвии должно быть указано, что оно предназначено для резки пластика или акрила. Иногда помогает сначала наклеить на линию разреза полоску малярного скотча.
Для резки акрила циркулярной пилой я рекомендую взять лист жесткой пенопластовой изоляции, чтобы поддерживать лист, чтобы он не вибрировал и не трескался под весом пилы. Я держу один в своей мастерской, чтобы было легче ломать большие листы фанеры снаружи.
Поместите акриловый лист поверх жесткой пенопластовой изоляции и отметьте линию разреза. Установите пластиковое пильное полотно диаметром 7 ¼ дюйма в циркулярную пилу. Я рекомендую использовать приспособление для циркулярной пилы или направляющую для циркулярной пилы, чтобы разрезы были прямыми и чтобы полотно не блуждало.
Сверление отверстий в акриле
Акрил может быть прочнее, чем обычное стекло, но все же хрупкое!Просверливание отверстия (например, для винта или для начала отверстия для лобзика) может привести к тому, что оно расколется, если вы не используете правильное сверло.
Всегда подкрепляйте акриловый лист куском дерева, в котором не жалко просверлить отверстия.
Установки алмазного бурения предназначены для алмазного бурения монолитного железобетона с любой степенью армированности, а также бетона, природного и искусственного камня, кирпича и других абразивных материалов. Установки алмазного бурения с алмазными сверлильными коронками применяются для алмазного сверления (бурения) цилиндрических отверстий в строительных конструкциях при строительстве зданий и сооружений, дорог и мостов, демонтаже или реконструкции. Отличительной особенностью установок алмазного бурения является возможность алмазного сверления отверстий на плоских и криволинейных поверхностях (трубы, арки и т.д.). Диапазон диаметров алмазного бурения составляет от 12 мм до 1850 мм. Глубина алмазного бурения может достигать до 20 м. Алмазное бурение (сверление) производится в любой плоскости и под любым углом.
Установки алмазного бурения по типу привода:
электрические установки алмазного бурения
гидравлические установки алмазного бурения
бензиновые установки алмазного бурения
пневматические установки алмазного бурения
Установки алмазного бурения по способу крепления:
станинные установки алмазного бурения по типу крепления станины: – анкерные станинные установки алмазного бурения – вакуумные станинные установки алмазного бурения – универсальные станинные установки алмазного бурения
ручные установки алмазного бурения (ручные дрели алмазного сверления)
прицепные установки алмазного бурения
навесные установки алмазного бурения
Электрические установки алмазного бурения:
Самым распространенным типом установок алмазного бурения являются электрические установки алмазного бурения , которые предназначены для алмазного сверления отверстий в бетоне (пенобетоне, керамзитобетоне), монолитном железобетоне с любой степенью армированности, твердом природном и искусственном камне, кирпиче (щелевом, шамотном, силикатном) и др. диаметром от 12 мм до 600 мм и глубиной до 20 м. Обязательным условием алмазного сверления электрическими установками алмазного бурения является наличие электрической сети 220 / 380 В и системы водоснабжения.
Станинные электрические установки алмазного бурения
Ручные электрические установки алмазного бурения
Станинные электрические установки алмазного бурения являются наиболее универсальными, чем ручные электрические установки алмазного бурения (ручные дрели алмазного сверления), т.к. позволяют выполнять более широкий спектр технологических задач с более высокой точностью просверливаемых отверстий, незначительным отклонением от горизонтальности, вертикальности и заданного угла алмазного сверления.
Однофазные коллекторные электрические сверлильные двигатели воздушного и водяного охлаждения с напряжением 220 – 240 В и мощностью от 0,8 кВт до 3,42 кВт
Трехфазные асинхронные электрические сверлильные двигатели водяного охлаждения с напряжением 380 – 400 В и мощностью от 3,9 кВт до 11,0 кВт
Кроме того, разработаны специальные высокоскоростные бормоторы (сверлильные двигатели)
Установки алмазного бурения по виду перемещения каретки:
Реечные станинные электрические установки алмазного бурения
Цепные станинные электрические установки алмазного бурения
Винтовые станинные электрические установки алмазного бурения
Конструкция реечной станинной электрической установки алмазного бурения:
Бормотор с редуктором
Опорная плита станины
Реечная стойка станины
Рукоятка привода подачи каретки
Система подачи охлаждающей жидкости внутрь алмазной буровой коронки
Конструкцией реечной станинной электрической установки алмазного бурения предусмотрено применение двух-, трех- и четырехскоростного редуктора, который изменяет крутящий момент режущего алмазного инструмента (алмазной буровой коронки) в зависимости от условий алмазного сверления отверстий, а также предусмотрена подача охлаждающей жидкости (например, воды) в зону алмазного сверления отверстий и отвод жидкости и шлама из зоны алмазного сверления отверстий. При выполнении алмазного сверления отверстий в чистовых помещениях применяется водосборное устройство для отработанной воды и шлама. С помощью штурвала вручную производится возвратно-поступательное перемещение каретки по реечной стойки станины. Встроенные горизонтальный и вертикальный уровни, а также указатель центра отверстий обеспечивают высокую точность алмазного сверления отверстий. Штанги жесткости различной длины позволяют выполнять алмазное сверление отверстий практически под любым углом с высокой точностью. При алмазном сверлении отверстий на большие глубины станины наращиваются удлинительными стойками направляющей рейки, а также оснащаются режущим алмазным инструментом (алмазной буровой коронкой) нестандартной длины или удлинителями. При алмазном сверлении отверстий большого диаметра используют станины с двумя рейками. Рейка и опорная плита крепления, чаще всего, выполнены из легкого и прочного алюминиевого сплава, что облегчает транспортировку, монтаж и демонтаж установки алмазного бурения. Для предотвращения перегрева бормотора шпиндель соединен с редуктором через интегральную муфту предельного момента (фрикционную пару), которая при заклинивании алмазной буровой коронки в процессе алмазного сверления отверстий защищает бормотор от перегрузки.
Станинные электрические установки алмазного бурения по способу крепления опорной плиты:
анкерные: опорная плита крепления позволяет использовать механическое анкерное крепление. В предварительно просверленное отверстие забивается и расклинивается строительный анкер, в который вкручивается анкерный болт. Опорная плита устанавливается на анкерный болт и закрепляется анкерной гайкой.
вакуумные: для вакуумного крепления станины предполагается использование вакуумного насоса с вакуумным шлангом, вакуумным уплотнителем и заглушкой. Плотный контакт опорной плиты с поверхностью и герметичность крепления достигается с помощью вакуумного уплотнителя.
универсальные: универсальный способ крепления опорной плиты сочетает в себе анкерное и вакуумное крепления, при использовании которых необходимы специализированные устроийства и приспособления, такие, как: распорные штанги, прижимные грузы, винтовые домкраты и т. д. Способ крепления опорной плиты распорной штангой осуществляется в стесненных замкнутых помещениях и производится с помощью механического замка и кронштейна.
Гидравлические установки алмазного бурения:
Гидравлические установки алмазного бурения являются самыми мощными из всего ряда алмазной сверлильной техники и предназначены для алмазного сверления отверстий в монолитном высокоармированном бетоне, твердого бетона и скальных пород природного камня. В стандартный комплект всех гидравлических установок алмазного бурения входят гидравлические агрегаты.
Управления алмазным сверлением отверстий на расстоянии
Краткие характеристики гидравлических установок алмазного бурения:
Диапазон диаметров алмазного сверления составляет от 20 мм до 1500 мм.
Глубина алмазного сверления доходит до 20 м.
Обязательными условиями работы является наличие электрической сети 380 – 400 В и водоснабжения.
Возвратно-поступательное перемещение каретки может осуществляться вручную или с помощью отдельного гидравлического мотора.
Конструкция гидравлической установки алмазного бурения:
Гидравлический сверлильный двигатель вращения алмазной буровой коронки
Гидравлический сверлильный двигатель подачи алмазной буровой коронки
Гидравлическая система подачи масла в двигатель вращения алмазной сверлильной коронки
Гидравлическая система подачи масла в двигатель подачи алмазной сверлильной коронки
Система подачи охлаждающей воды
Станина
Шпиндель
Модуль подачи
Алмазная коронка
Гидравлический агрегат
Гидравлические агрегаты для гидравлических установок алмазного бурения:
Гидравлические агрегаты с электрическим приводом – мощность до 45 кВт – выходное давление достигает 235 бар – проток масла составляет 30 – 76 л/мин
Гидравлические агрегаты с дизельным приводом
Наибольшее распространение получили гидравлические агрегаты с электрическим приводом, но также используются и гидравлические агрегаты с дизельным приводом. В зависимости от диаметра, глубины или места алмазного сверления отверстий подбирается тот или иной гидравлический агрегат.
Бензиновые установки алмазного бурения:
Бензиновые установки алмазного бурения в основном используются для взятия образцов кернов и установки металлических конструкций в дорожном строительстве; в гидротехнических сооружениях, в которых невозможно или запрещено использовать электроэнергию, поэтому применение бензиновых алмазных буровых установок становится единственным решением для осуществления алмазного сверления отверстий.
Технические характеристики бензиновых установок алмазного бурения :
Диаметр алмазного сверления 30 – 300 мм
Мощностью двигателя внутреннего сгорания 1,3 – 6,5 кВт
Одно-, двух- или трехступенчатый редуктор
Технические характеристики ручных бензиновых установок алмазного бурения :
Диаметр алмазного сверления в бетоне 30 – 100 мм
Диаметр алмазного сверления в железобетоне 30 – 60 мм
Мощностью двигателя внутреннего сгорания до 1,3 кВт
Четырехступенчатый редуктор
Пневматические установки алмазного бурения:
Пневматические установки алмазного бурения применяются для алмазного сверления отверстий во взрывоопасных помещениях и подземных сооружениях, где разрешено использование электроприборов напряжением не более 36 В. Сфера их применения существенно ограничена ввиду относительно небольшой максимальной мощности.
Технические характеристики пневматических установок алмазного бурения:
Диаметр алмазного сверления отверстий 50 – 160 мм
Расход воздуха 3,3 м³/мин
Максимальная мощность пневматического привода не более 3 кВт
Заключение:
Другие, часто используемые названия установок алмазного бурения: алмазная установка, установка алмазного сверления, станок алмазного бурения, станок алмазного сверления, сверлильная установка, сверлильная машина, алмазная сверлильная установка, алмазная сверлильная машина, буровая установка, буровая машина, алмазная буровая установка, алмазная буровая машина, машина кольцевого сверления, установка кольцевого сверления, машина кольцевого бурения, установка кольцевого бурения, машина колонкового сверления, установка колонкового сверления, машина колонкового бурения, установка колонкового бурения, керносверлильная установка, керносверлильная машина.
В данном разделе Вашему вниманию предлагаются установки алмазного бурения для сверления отверстий, которые удовлетворят любые Ваши потребности. На выбор установки алмазного бурения влияет множество факторов, таких как: необходимый диаметр отверстия, тип строительного материала или условия на строительной площадке:
для оперативного монтажа инженерных коммуникаций (канализация, отопление, кондиционирование и т.д.) имеются легкие (с алюминиевой сверлильной колонной), мобильные, надежные, удобные установки алмазного бурения
профессионалам по алмазному сверлению в бетоне с большой производительностью и тяжелыми условиями работ наверняка подойдет мощная трехфазная электрическая установка алмазного бурения или нагрузоустойчивая двухколонная гидравлическая установка алмазного бурения
Также представлен большой ассортимент дополнительных принадлежностей к установкам алмазного бурения , таких как: водяной насос, вакуумный насос, распорная штанга, анкерное крепление, водосборное кольцо, промышленный пылесос, удлинитель алмазной коронки, переходник для алмазных коронок и др. ; и расходного алмазного инструмента (алмазных буровых коронок).
Компания ПрофТехСнаб осуществляет продажу установок алмазного бурения различных модификаций от ведущих производителей, таких как: CARDI (Италия), KERN (Германия), CEDIMA (Германия), EURODIMA (Германия), ROTHENBERGER (Германия), DR. SCHULZE (Германия) и др., а также производит техническое обслуживание и ремонт.
Специалисты нашей компании проведут профессиональную консультацию по всем интересующим Вас вопросам применения, технических характеристик, эксплуатации, технического обслуживания и ремонта алмазной буровой (сверлильной) техники и оборудования.
Купить установку для алмазного бурения по низкой цене в компании ПрофТехСнаб
Установки алмазного бурения Hakken (Япония)
Установка алмазного бурения до Ø500 мм, 3600 Вт
Hakken SPE-400 U3i-PRO + AB 594-1000
Акция
Новинка
Привод220В
Вес37 кг
Сверление под угломДа
Ø до 500 мм
222 000 руб
Установка алмазного бурения до Ø500 мм, 3600 Вт
Hakken SPE-400 U3i-PRO + SB 594-1000
Новинка
Привод220В
Вес37 кг
Сверление под угломНет
Ø до 500 мм
199 800 руб
Установка алмазного бурения до Ø120 мм, 1500 Вт
Hakken SPJ-123 + SB700
Новинка
Привод220В
Вес10 кг
Сверление под угломНет
Ø до 120 мм
118 400 руб
Установка алмазного бурения до Ø180 мм, 2100 Вт
Hakken SPF-181Uh3 + AB491
Привод220В
Вес17 кг
Сверление под угломДа
Ø до 180 мм
173 900 руб
Установка алмазного бурения до Ø180 мм, 2200 Вт
Hakken SPF-181Uh3 + SB491
Привод220В
Вес17 кг
Сверление под угломНет
Ø до 180 мм
162 800 руб
Установка алмазного бурения до Ø120 мм, 1500 Вт
Hakken SPJ-123Hi + SB700(AB401)
Привод220В
Вес10 кг
Сверление под угломДа
Ø до 120 мм
133 200 руб
Установка алмазного бурения до Ø355 мм, 2400 Вт
Hakken SPM-303U2i + SB491
Привод220В
Вес21 кг
Сверление под угломНет
Ø до 355 мм
185 000 руб
Установка алмазного бурения до Ø355 мм, 2400 Вт
Hakken SPM-303U2i + AB491
Привод220В
Вес24 кг
Сверление под угломДа
Ø до 355 мм
199 800 руб
Установка алмазного бурения до Ø260 мм, 2400 Вт
Hakken SPN-202Ui + AB491
Привод220В
Вес19 кг
Сверление под угломДа
Ø до 260 мм
159 100 руб
Установка алмазного бурения до Ø260 мм, 2400 Вт
Hakken SPN-202Ui + SB491
Привод220В
Вес19 кг
Сверление под угломНет
Ø до 260 мм
144 300 руб
Установка алмазного бурения до Ø400 мм, 3400 Вт
Hakken SPO-14Ai-U + AB594
Привод220В
Вес32 кг
Сверление под угломДа
Ø до 400 мм
Цена по запросу
Установка алмазного бурения до Ø400 мм, 3400 Вт
Hakken SPO-14Ai-U + SB594
Привод220В
Вес32 кг
Сверление под угломНет
Ø до 400 мм
Цена по запросу
Установка алмазного бурения до Ø450 мм, 6400 Вт
Hakken SPX-16A3x-U + AB594
Привод220В
Вес35 кг
Сверление под угломДа
Ø до 450 мм
270 100 руб
Установка алмазного бурения до Ø450 мм, 6400 Вт
Hakken SPX-16A3x-U + SB594
Привод220В
Вес35 кг
Сверление под угломНет
Ø до 450 мм
253 080 руб
Установка алмазного бурения до Ø600 мм, 6400 Вт
Hakken SPX-24A3x-U + CL741
Привод220В
Вес49 кг
Сверление под угломНет
Ø до 600 мм
458 800 руб
Установка алмазного бурения до Ø310 мм, 2400 Вт
Hakken SPZ-253U2i + SB491
Привод220В
Вес21 кг
Сверление под угломНет
Ø до 310 мм
166 500 руб
Установка алмазного бурения до Ø310 мм, 2400 Вт
Hakken SPZ-253U2i + AB491
Привод220В
Вес21 кг
Сверление под угломДа
Ø до 310 мм
177 600 руб
Двигатель алмазного бурения до Ø500 мм, 3600 Вт
Hakken SPE-400 U3i-PRO
Привод220В
Вес16. 10 кг
Мощность3600 Вт
Ø до 500 мм
140 600 руб
Двигатель алмазного бурения до Ø180 мм, 2100 Вт
Hakken SPF-181Uh3i
Привод220В
Вес10.20 кг
Мощность2100 Вт
Ø до 180 мм
Цена по запросу
Двигатель алмазного бурения до Ø120 мм, 1500 Вт
Hakken SPJ-123Hi
Привод220В
Вес5.00 кг
Мощность1500 Вт
Ø до 120 мм
Цена по запросу
Двигатель алмазного бурения до Ø355 мм, 2400 Вт
Hakken SPM-303Ui
Привод220В
Вес16.40 кг
Мощность2400 Вт
Ø до 355 мм
119 880 руб
Двигатель алмазного бурения до Ø260 мм, 2400 Вт
Hakken SPN-202Ui
Привод220В
Вес11.30 кг
Мощность2400 Вт
Ø до 260 мм
99 900 руб
Двигатель алмазного бурения до Ø400 мм, 3400 Вт
Hakken SPO-14Ai-U
Привод220В
Вес12.80 кг
Мощность3400 Вт
Ø до 400 мм
Цена по запросу
Двигатель алмазного бурения до Ø600 мм, 6400 Вт
Hakken SPO-24Ai-U
Привод220В
Вес19. 80 кг
Мощность6400 Вт
Ø до 600 мм
207 200 руб
Двигатель алмазного бурения до Ø450 мм, 6400 Вт
Hakken SPX-16A3x-U
Привод220В
Вес16.10 кг
Мощность6400 Вт
Ø до 450 мм
177 600 руб
Двигатель алмазного бурения до Ø310 мм, 2400 Вт
Hakken SPZ-253U2i
Привод220В
Вес13.60 кг
Мощность2400 Вт
Ø до 310 мм
112 480 руб
Наш флот | Глубоководное бурение
Главная~
Наш флот~
Обзор флота
Южная АмерикаСеверная АмерикаЕвропаАфрикаАвстралияАзия
Статус парка буровых установок
Отчет XLS
Просмотр карты фильтров
Все регионыЮжная АмерикаСеверная АмерикаЕвропаАфрикаАвстралияВсе типы буровых установокУльтраглубоководныеГлубоководныеПосрединноводныеJackups
Южная Америка
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean Courage
Х
Северная Америка
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean BlackHawk
Океан БлэкХорнет
Океанский черный лев
Вест Аурига
Западная Вела
Х
Европа
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean Endeavour
Океан GreatWhite
Океанский Патриот
Океанский доблестный
Х
Африка
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean BlackRhino
Х
Австралазия
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean Apex
Морской монарх
Морской оникс
Х
Ультраглубоководный
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean BlackHawk
Океан БлэкХорнет
Океанский черный лев
Черный носорог океана
Морское мужество
Океан Эндевор
Океан GreatWhite
Морской монарх
Вест Аурига
Вест Вела
Х
Глубоководный
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean Apex
Морской оникс
Океанский доблестный
Х
Середина воды
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Оушен Патриот
Х
Домкраты
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Diamond Offshore — лидер в области морского бурения, предоставляющий услуги бурения по контракту для энергетической отрасли по всему миру, с общим флотом из 12 морских буровых установок, включая восемь полупогружных и четыре буровых судна с динамическим позиционированием.
Ocean GreatWhite — крупнейший в мире сверхглубоководный полупогружной аппарат для суровых условий.
Посмотреть буровые установки Автор:
Все регионыЮжная АмерикаСеверная АмерикаЕвропаАфрикаАвстралияАзия
Сверхглубоководный
> 7500 футов
Океан БлэкХок
Детали конструкции
Gusto P10000
Глубина воды
12 000
Местоположение
Правительство США
Глубина бурения
40 000
Наличие
2 кв. 2023 г.
Океан БлэкХорнет
Детали конструкции
Gusto P10000
Глубина воды
12 000
Местоположение
Правительство США
Глубина бурения
40 000
Наличие
Q1 2023
Океанский черный лев
Детали конструкции
Gusto P10000
Глубина воды
12 000
Местоположение
Правительство США
Глубина бурения
40 000
Наличие
3 кв. 2022 г.
Черный носорог океана
Детали конструкции
Gusto P10000
Глубина воды
12 000
Местоположение
Сенегал
Глубина бурения
40 000 90 011
Доступность
1 кв. 2024 г.
Океанское мужество
Детали конструкции
F&G ExD
Глубина воды
10 000
Местоположение
Бразилия
Глубина бурения
40 000
Наличие
3 кв. 2023 г.
Океанские усилия
Детали конструкции
Класс ODECO Victory
Глубина воды
10 000
Местоположение
Великобритания
Глубина бурения
900 14 35 000
Наличие
4 кв. 2023 г.
Океан GreatWhite
Детали дизайна
Moss CS60E Design 6-го поколения
Глубина воды
10 000
Местоположение
Великобритания
Глубина бурения
35 000
Доступность
Сложные
Морской монарх
Детали конструкции
Класс ODECO Victory
Глубина воды
10 000
Местоположение
Австралия
Глубина бурения
9001 4 30 000
Наличие
1 кв. 2022 г.
Вест Аурига
Детали конструкции
Samsung 12,000
Глубина воды
12000
Местоположение
Правительство США
Глубина бурения
9 0014 37500
Доступность
1 кв. 2023 г.
Западная Вела
Детали конструкции
Samsung 12,000
Глубина воды
12000
Местоположение
Правительство США
Глубина бурения
37 500
Наличие
4 кв. 2022 г.
Глубоководный
5000–7500 футов
Вершина океана
Детали конструкции
ODECO Enhanced Victory Class
Глубина воды
6000
Местоположение
Австралия
Глубина бурения
90 014 30 000
Доступность
1 кв. 2023 г.
Морской оникс
Детали конструкции
ODECO Enhanced Victory Class
Глубина воды
6000
Местоположение
Австралия
Глубина бурения
90 014 30 000
Наличие
3 кв. 2022 г.
Океанский доблестный
Детали дизайна
ODECO Odyssey
Глубина воды
5 500
Расположение
Великобритания
Глубина бурения
30 000
Доступность
В штабелях
Midwater
450 – 5000 футов
Океанский Патриот
Детали конструкции
Bingo 3000
Глубина воды
3000
Местоположение
Великобритания
Глубина сверления
20 000
Доступность
Четвертый квартал 2024 г.
Возможность обработки любого бетона Денвер, Колорадо
Наши возможности
Независимо от того, большой у вас проект или маленький, у нас есть
Распиловка плит
Электрическая пила внутри или снаружи, бетон и асфальт глубиной до 24 дюймов, траншейная плита на уровне грунта, подвесные отверстия в плитах, контрольные швы, обрезка, зеленая пила, пила, глубокая распиловка и ремонт бетона (аэропорты и автомагистрали) )
Демонстрация, демонтаж и удаление
Мосты — полная демонстрация (опор, настил и устои), демонтаж настила моста, замена швов, строительство — демонтаж бетонных конструкций (стены, подвесные плиты, балки), разрушение и удаление (отходы плиты, траншеи, автостоянки, подъездные пути, бордюры и желоба, тротуары), грузоперевозки, вывоз и разгрузка
Стенорез
Бетон, сборный железобетон, кирпич и блоки толщиной до 27 дюймов (или 54 дюйма, если резать с обеих сторон) ), дверные и оконные проемы, механические проемы, доклевеллеры
Колонковое бурение
1/2” до 42” в диаметре (больше с помощью циркулярной канатной пилы), гидравлический отбор керна большого диаметра, 10 футов + глубина – континентальные НКТ (испытательные керны для пилонов, фундаментов, плотин, мостов), столбы, угловые отверстия
Ручная и цепная пила заподлицо
Резка у стен или перекрытий, зачистка углов во избежание перерезов
Ручная и кольцевая пила
Подвальная плита и узкие места, где можно ходить пила не подходит
Распиловка и заделка швов/трещин; трассировка трещин; ремонт швов/трещин, ремонт сколов, мостовые соединения. монтаж различных видов герметика: силиконовый, термогерметик, эпоксидный, компрессионный, выполненный
Георадиосканирование
Сканирование стены, плиты, потолка под электропроводку, пт кабель, пустоты, арматуру
Дробеструйная очистка
Создание чистой и текстурированной бетонной поверхности для достижения желаемого профиля поверхности бетона до 1/ 4 дюйма Устранение опасности споткнуться
Шлифовка пола
Удаление до 3/8 дюйма за один проход. Его можно измельчить или настроить для скарификации. Может легко производить амплитуду 1/4 дюйма
Полировка
Создание очень красивого полированного бетона
Демонтаж
Удаление старого напольного покрытия или покрытия для подготовки к новой отделке
Герметичный бетон 9 0022
Будь то Ashford Formula или Dayton Superior, мы справимся со всеми
Снос мостов
Узнать больше
Подготовка поверхности
Узнать больше
О нашем процессе:
Экологичность +
Стремясь максимально заботиться об окружающей среде, компания Diamond Drilling and Sawing Company уделяет большое внимание утилизации и другим экологически безопасным методам, если это необходимо. Большая часть бетона, удаляемого с наших строительных площадок, перерабатывается и используется для основания дорог. Помимо переработки остатков бетона, Diamond Drilling and Sawing Company перерабатывает все стальные биты и лезвия, масло, гидравлическую жидкость, трансмиссионную жидкость и антифриз.
Профессиональный и тщательный +
В Diamond Drilling and Sawing Company наши отраслевые специалисты видели тысячи проектов за эти годы и могут предложить идеи, выходящие за рамки распиловки и резки. Несмотря на то, что мы не инженеры и не можем дать совет по структурным или инженерным вопросам, общая осведомленность наших операторов позволяет нам уведомлять вас о логистических или технических проблемах, связанных с вашими требованиями к резке, которые другие компании могут пропустить. В результате работа выполняется правильно с первого раза, а проблемы выявляются на ранней стадии, поэтому они не влияют на завершение проекта.
Ненавязчивый +
Последнее, что нужно суперинтенданту на рабочем месте, это еще один ресурс, о котором стоит беспокоиться. Компания Diamond Drilling and Sawing контролирует всех своих операторов, а также их влияние на проект и прилегающую территорию. Принимаются во внимание шум, окружающая среда и ситуационные проблемы. Мы делаем все возможное, чтобы гарантировать отсутствие дополнительных головных болей в результате нашего участия в проекте.
Чистота и точность +
Распиловка — это не только распиловка, но и максимально точная и эффективная распиловка, а затем оставление рабочего места таким же чистым и организованным, каким оно было до вашего прибытия. Компания Diamond Drilling понимает эту задачу. Вот почему все наши операторы укладывают защитный пластик, пылесосят излишки шлама и очищают любые другие участки, затронутые нашей резкой. Мы стремимся быть полностью автономным сервисом, оставляя на рабочем месте только желаемые разрезы.
Reliable Service +
Из-за нашего размера у нас есть резервные операторы, а также резервное оборудование, тогда как у небольших компаний меньше грузовиков, операторов и оборудования.
Компания ТИТАН (титанпром.ру) реализует: 1.) РТ755Ф341 — токарный станок с ЧПУ NC-210 б/у, года выпуска — 1991. Краткое описание: наибольший диаметр устанавливаемой детали, без люнета / в люнете -…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
1М660Ф2 тяжёлый токарный станок РМЦ 12000
Состояние: Б/У Год выпуска: 1989
Компания ТИТАН (титанпром. ру) реализует 1М660Ф2 — тяжёлый токарный станок б/у, год выпуска — 1989. Краткая характеристика: диаметр обрабатываемой детали над станиной / суппортом — 1250 / 900 мм;…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
1А660.400 ТЯЖЁЛЫЙ ТОКАРНЫЙ СТАНОК (ДИАМЕТР 1250 ММ, РМЦ 8000 ММ)
Состояние: Б/У Год выпуска: 1990
Компания ТИТАН реализует 1А660.400 — тяжёлый токарный станок б/у. Краткая характеристика: диаметр обрабатываемой детали над станиной / суппортом — 1250 / 900 мм; длина обрабатываемой детали (РМЦ) -…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
1680 ТЯЖЁЛЫЙ ТОКАРНЫЙ СТАНОК (ДИАМЕТР 1600 ММ, РМЦ 10000 ММ)
Состояние: Б/У Год выпуска: 1990
Компания ТИТАН реализует 1680 — тяжёлый токарный станок б/у. Краткое описание: наибольший диаметр детали обрабатываемой над станиной / суппортом — 1600 / 1040 мм; наибольшая длина обрабатываемой…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
Токарный станок SNA-1000/5000 (1М65-5)
Состояние: Б/У Год выпуска: 1980
Компания ТИТАН реализует SNA 1000 / 5000, аналог 1М65-5 — станок токарно-винторезный б/у, год выпуска — 1980. Краткая характеристика: диаметр обработки над станиной — 1020 мм; диаметр обработки над…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
Рубрики
Ваше имя
Ваш E-mail
Тема ПожеланияПроблемы с сайтомБлагодарностьВопросы по объявлениямВопросы по компаниям
Компания ТИТАН (титанпром. ру) реализует Thermal-Spray-Tek AKH-O-543 — струйно-абразивная камера обитаемая б/у. Краткое описание: размер камеры, длина / ширина / высота — 5000 / 4000 / 3000 мм;…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
РТ263137 станок глубокого сверления
Состояние: Б/У Год выпуска: 1995
Компания ТИТАН (титанпром.ру) реализует РТ 263137 — станок глубокого сверления б/у, год выпуска — 1995. Краткая характеристика: наружный диаметр обрабатываемой детали — 50…320 мм; диаметр…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
М2143 молот штамповочный
Состояние: Б/У Год выпуска: 1980
Компания ТИТАН (титанпром.ру) реализует М2143 — штамповочный молот паровоздушный двойного действия двустоечный б/у. Краткое описание: энергия удара — 50 кДж; номинальная масса падающих частей -…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
ИР500ПМФ4, ИС500ПМФ4, ИС800ПМФ4
Состояние: Б/У Год выпуска: 1992
Компания ТИТАН (титанпром.ру) реализует б/у оборудование:ИР500ПМФ4 обрабатывающий центр, 1992 г.в. ИС500ПМФ4 обрабатывающий центр ЧПУ FANUC, 1992 г.в. ИС800ПМФ4 обрабатывающий центр, 1990 г.в….
Компания ТИТАН (титанпром.ру) реализует AKYAPAK AHS 04/3100 — листогибочные вальцы 4-х валковая машина с ЧПУ б/у, производство — Турция, год выпуска — 2005. Краткое описание: параметры…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
LVD ORION-3015 установка лазерной резки
Состояние: Б/У Год выпуска: 2006
Компания ТИТАН (титанпром.ру) реализует LVD Orion-3015 — установка лазерной резки с ЧПУ FANUC б/у, год выпуска — 2006. Краткое описание: параметры обрабатываемого листа, длина / ширина — до 3000 /. ..
Компания ТИТАН
14.06.2022
Ярославль (Россия)
WOTAN SX-207 внутришлифовальный станок
Состояние: Б/У Год выпуска: 1980
Компания ТИТАН (титанпром.ру) реализует WOTAN SX-207 — внутришлифовальный станок б/у, год выпуска — 1980, комплектное состояние. Оказываем поддержку в таможенном оформлении. Дополнительная…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
аналог АБ6220А пресс-автомат листоштамповочный
Состояние: Б/У Год выпуска: 1979
Компания ТИТАН (титанпром.ру) реализует аналог АБ6220А — пресс-автомат б/у, год выпуска — 1979. Краткое описание: номинальное усилие — 10 тонн; толщина материала — 0,15…1,0 мм; ширина материала -…
Компания ТИТАН
14. 06.2022
Ярославль (Россия)
1Н692 лоботокарный станок
Состояние: Б/У Год выпуска: 1970
Компания ТИТАН (титанпром.ру) реализует 1Н692 — лоботокарный станок б/у, год выпуска — 1970. Краткое описание: диаметр обрабатываемого изделия — до 2000 мм; диаметр планшайбы — 1600 мм; высота…
Компания ТИТАН (титанпром.ру) реализует KELLENBERGER 1000U — прецизионный круглошлифовальный станок б/у, год выпуска — 1982. Краткое описание: высота центров — 125 мм; расстояние между центрами -…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
PROMA FHV–50PD универсальный фрезерный станок
Состояние: Б/У Год выпуска: 2014
Компания ТИТАН (титанпром.ру) реализует PROMA FHV–50PD — универсальный фрезерный станок б/у, год выпуска — 2014. Краткое описание: размер стола — 240х800 мм; состояние — комплектное,…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
OPTIMUM D420x1500 токарно-винторезный станок
Состояние: Б/У Год выпуска: 2014
Компания ТИТАН (титанпром.ру) реализует OPTIMUM D420x1500 — токарно-винторезный станок б/у, год выпуска — 2014. Краткое описание: диаметр обработки над станиной / суппортом — до 420 / 255 мм; длина…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
BYSTRONIC AFM EP 31/100 гидравлический листогибочный пресс с ЧПУ
Состояние: Б/У Год выпуска: 2008
Компания ТИТАН (титанпром.ру) реализует BYSTRONIC AFM EP 31/100 — гидравлический листогибочный пресс с ЧПУ б/у, год выпуска — 2008. Краткое описание: усилие — 100 тонн; рабочая длина гиба — 3100…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
HAAS SUPER MINI MILL HE (SMiniMill) вертикальный обрабатывающий центр
Состояние: Б/У Год выпуска: 2007
Компания ТИТАН (титанпром.ру) реализует HAAS SUPER MINI MILL HE SMINIMILL — вертикальный обрабатывающий центр б/у, год выпуска — 2007. Краткое описание: размер стола, длина / ширина — 730 / 305 мм;…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
MECOF CR-15 CNC фрезерно-расточной станок ЧПУ стол 2700х900 мм
Состояние: Б/У Год выпуска: 2000
Компания ТИТАН (титанпром.ру) реализует MECOF CR-15 CNC – горизонтальный фрезерно-расточной станок с ЧПУ и автоматической сменой инструмента б/у, Италия, год выпуска — 2000. Краткое описание:…
Компания ТИТАН
14.06.2022
Ярославль (Россия)
MECOF AGILE CS-500 CNC фрезерно-расточной станок с ЧПУ стол 7300х1090
Состояние: Б/У Год выпуска: 1997
Компания ТИТАН (титанпром.ру) реализует MECOF CS 500 CNC – горизонтальный фрезерно-расточной станок с ЧПУ и автоматической сменой инструмента б/у, Италия, год выпуска — 1997. Краткое описание:…
Чубаров А.Д., Новиков Н.Н. Особенности деформации поверхностного слоя титановых и тугоплавких сплавов при обработке резанием // Вестник маш. , 1958, вып. 9, стр. 51–53.
Чубаров А.Д., Новиков Н.Н. Роль деформационно-температурного фактора в процессе резания титановых сплавов // Вестник маш. , 1959, вып. 9, с. 82.
Чубаров А.Д. Влияние свойств и структуры титановых сплавов на обрабатываемость их резанием, Кандидат наук. Кандидатская диссертация , Москва, МАИ, 1962.
Google Scholar
Жучков Н.С., Беспахотный П.Д., Чубаров А.Д. и др. Повышение эффективности обработки резанием заготовок из титановых сплавов ой Заготовки. М.: Машиностроение, 1989.
Садаюки Н., Свободная обработка чистого титана и титановых сплавов, Кинзоку (Металлы и технологии) , 1988, том. 58, нет. 2, стр. 17–22.
Google Scholar
«>
Садаюки, Н., Разработка легкообрабатываемого чистого титана и легкообрабатываемых титановых сплавов, Denki-Seiko (Электропечная сталь) , 1988, vol. 59, нет. 2, стр. 79–86.
Артикул
Google Scholar
Садаюки, Н., Разработка легкообрабатываемого титанового сплава, Тецу то хагане (J. Iron Steel Inst. Jpn.) , 1987, том. 73, нет. 5, с. 711.
Google Scholar
Зимерс, К., Бакер, М., Дженкус, П. и Рослер, Дж., Entwicklung, Eigenschaften und Anwendungen von Automatentitan: So verbessert Lanthan die Titan-Zerspanbarkeit, WB Werkstatt und Betrieb , 2006 г., об. 139, нет. 10, стр. 64–67.
Симерс, К., Бейкер, М., и Рослер, Дж., Титановый сплав Ti 6 Al 4 V 0,9 La, Редкие металлы и техника 900 06 , 2006, том . 35, стр. 320–323.
КАС
Google Scholar
Колачев Б.А., Егорова Ю.Б., Талалаев В.Д., Кравченко А.Н. Общие закономерности водородного воздействия на обрабатываемость резанием титановых сплавов, Изв. Росс. акад. наук, мет. , 1995, вып. 6, стр. 119–125.
Егорова Ю.Б., Ильин А.А., Левочкин А.А. Механико-водородная обработка как элемент водородной технологии изготовления деталей из титановых сплавов. Изв. Выш. Учебн. Завед., Цветн. Металл. , 2002, вып. 3, стр. 42–47.
Петруха П.Г., Беспахотный П.Д., Бруштейн Б.Е. и др., Резание труднообрабатываемых материалов , Москва: Машиностроение, 1972.
Google Scholar
«>
Егорова Ю.Б., Мамонов И.М., Давыденко Л.В. Исследование корреляционных связей между механическими свойствами и обрабатываемостью резанием сплава ВТ23. Труды МАТИ . 2001. С. 123–128.
Созинов А.И. . Повышение эффективности черновой обработки заготовок из титановых сплавов . М.: Металлургия, 1990.
. Google Scholar
Строшков А.Н., Теслер Ш.Л., Шабашов С.П., Элинсон Д.С., Обработка резанием труднообрабатываемых материалов с нагревом , Москва: М Ашиностроение, 1977.
Google Scholar
Вивденко Ю.Н. Технологические системы производства наукоемкой техники . М.: Машиностроение, 2006.
Google Scholar
Чемберс, А. Р., Горячая обработка — новая концепция обработки труднообрабатываемых материалов, Bull. Круглый этюд. Мето , 1980, том. 14, нет. 11, с. 17.
Google Scholar
Лопес де Лакалье Л.Н., Ламикиз А. и Грихальба Д., Fresado asistido porplasma de superaleaciones, IMHE: Inf. маг. герр., экв. доступ , 2004, нет. 304, с. 82.
Жучков Н.С. Тепловые эффекты в процессе резания титановых сплавов. Труды Мос. Средний. Инст. , 1977, вып. 402, стр. 30–35.
Баранчиков В.И., Жаринов А.В., Юдин Н.Д., Садыхов А.И., Прогрессивные режущие инструменты и режимы резки: Справочник . М.: Машиностроение, 1990.
Google Scholar
«>
Баранчиков В.И. Обработка специальных материалов в машиностроении: Справочник . М.: Машиностроение, 2002.
Google Scholar
Кирюшин Д.Е. Обработка резанием титановых сплавов Автоматизация и управление в машиностроении у приборостроения . Саратов: Сар. Гос. Тех. ун-та, 2005. С. 105–108.
Google Scholar
Баранчиков В.И. и др. Справочник конструктора-инструментальщика . М.: Машиностроение, 2006.
Google Scholar
Вебцелл С., Анализ эффективности покрытий режущего инструмента при обработке титановыми сплавами, никелевыми сплавами и композитами, Металлообрабатывающее производство , 2005, т. 1, № 1, с. 149, нет. 5, стр. 24–28.
Google Scholar
«>
Подураев В.Н., Обработка резанием труднообрабатываемых материалов , Москва: Высшая школа, 1974.
Google Scholar
Бобров В.Ф., Основы теории резания металлов , М.: Машиностроение, 1975.
Google Scholar
Силин С.С. Методика расчета режимов резания по производительности и качеству обрабатываемых деталей // Расчет режимов на основе общих закононерностей резания (Режимный расчет на основе общих закономерностей резания), Ярославль: Яросл. полит. Ин-т, 1982.
Google Scholar
Белецкий Д.В. Многокритериальная оптимизация процесса заточки на основе обобщения теоретических и экспериментальных исследований методами теории подобия, канд. канд. наук , Рыбинск: РГАТА, 2000.
Google Scholar
«>
Макаров А.Д., Оптимизация процессов резания , Москва: Машиностроение, 1976.
Google Scholar
Масляков Д.В. Определение сопротивления пластической деформации в зоне стружкообразования с учетом совместного влияния условий деформирования и особенностей фазово-кристаллической структуры материала, к.ф.-м.н. (англ.) Диссертация , Рыбинск: РГАТА, 2002.
Google Scholar
Силин С.С. Метод подобия при резке металлов . М.: Машиностроение, 1979.
Google Scholar
Шифрин А.Ш. Резницкий Л.М. Обработка резанием коррозионностойких, жаропрочных и титановых сплавов и сталей . Москва: Машиностроение, 19.89.
Google Scholar
Глазунов С.Г., Важенин С. Ф., Зюков-Батырев Г.Д., Ратнер Я.Л. Применение титана в народном хозяйстве . Киев: Техника, 1975. 9 0007
Google Scholar
Садыгов Т.И. и др. Влияние скорости резания и элемента сечения среза на интенсивность изнашивания при заточке титанового сплава ВТ3-1, с. Оптимизация процессов резания металлов . Уфа: УАИ, 1984. С. 92–93.
Google Scholar
Мухин В.С. и др. Прогноз критериев обрабатываемости при фрезеровании с учетом физико-механических свойств титановых сплавов // Оптимизация процессов резания жаропрочных и особожаропрочных материалов . Специальные процессы резки огнеупорных материалов) , Уфа: УАИ, 1983, стр. 33–35.
Google Scholar
Гордеев В.Ю., Смыслов А.М., Кулаков Г.А. Влияние термомагнитной обработки титановых сплавов на их обрабатываемость резанием // Авиац. Промышленн. , 1988, вып. 2, стр. 43–44.
Белоусов А.И. Повышение обрабатываемости огнеупоров и титановых сплавов выбором рациональной марки инструментального материала на основе критерия циклической термической твердости, в Исследование обрабатываемости жаропрочных и титановых сплавов . Куйбышев, 1976, вып. 3, стр. 62–67.
Макаров В.Ф., Семикаленных В.В., Чигодаев Н.Е. Интенсификация лезвийно-абразивной обработки труднообрабатываемых материалов на основе физической оптимизации процессов резания. технол. , 2004, №№ 17–18, стр. 129–135.
Златин Н., Самая крутая обработка вокруг, МУЖЧИНА: мод. заявл. Известия , 2007, вып. 41, нет. 8, стр. 30–31.
Google Scholar
Wang, Z.Y., Режущие инструменты на льду, Curr. Инж. Инструмент. , 2002, том. 54, нет. 9, с. 12.
КАС
Google Scholar
«>
Латышев В.Н. , Наумов А.Г. Опыт применения смазочно-охлаждающих технологических средств при резании труднообрабатываемых материалов // 9.0005 Физика, химия и механика трибосистем. Межвуз. сб. научн. трудов (Физика, химия и механика трибосистем. Сб. статей), Иваново: ИГУ, 2005, вып. 4, стр. 34–42.
Google Scholar
Информационно-аналитический сайт по материалам зарубежной прессы «Станки, современные технологии и инструмент для обработки металлов». http://www.stankoinform.ru
Крымов В.В., Разработка и внедрение высокопроизводительных процессов, инструмента и оборудования для режущей обработки деталей из труднообрабатываемых материалов (применительно к газотурбинному двигателестроению), Докторская (англ.) диссертация , Москва: Салют, 1999.
Google Scholar
Сакураи К. , Адачи К. и Огава К., Низкочастотное вибрационное сверление сплава Ti-6Al-4V, Keikinzoku (J.Jap. Inst. Light Metals) , 1992, vol. 42, стр. 633–637.
Артикул
Google Scholar
Бржозовский Б.М., Беркенев Н.В., Захаров О.В., Трофимов Д.В., Физические основы, технологические процессы и оборудование ультразвуковой обработки материалов . Саратов: Сар. Гос. тех. ун-т, 2006.
Google Scholar
Ссылки для скачивания
Титан | Макино
Титан | Макино
Перейти к основному содержанию
Подарите своим машинам Titanium ADVANTiGE.™ Наш центр исследований и разработок в области титана соединит вас с избранной группой инженеров по титану с приложениями, которые могут работать для вашего бизнеса.
Подарите своим машинам титан ADVANTiGE™
Титан — и ваша способность его обрабатывать — откроют новые возможности для вашего цеха. Немногие материалы так же важны в сегодняшних (и завтрашних) отраслях, как титан и титановые сплавы. Авиационные турбины и конструкционные компоненты, компоненты двигателей и медицинские приложения, такие как замена суставов, ортопедические штифты, винты и устройства для фиксации костей, — это лишь некоторые из важнейших применений титана.
Ключом к успешной обработке титана является разработка процесса, в котором станок, режущие инструменты, процессы обработки и правильные стратегии резки объединяются, чтобы соответствовать свойствам материала каждого сорта титана.
Для наилучшего соответствия и наилучшего процесса мы рекомендуем обратиться к специалистам.
Наш центр исследований и разработок в области титана в Мейсоне, штат Огайо, связывает вас с избранной группой инженеров, специализирующихся на титане и титановых сплавах. Они работают с поставщиками инструментов и расходных материалов по всему миру, делясь знаниями обо всех видах применения титана, которые могут быть полезны для вашего бизнеса.
Системы автоматизации Makino серии T
Машины Makino серии T можно интегрировать с автоматической системой перемещения и хранения поддонов в очень гибком обрабатывающем комплексе Makino (MMC2) для продолжительных периодов работы без присмотра. Эта система автоматизации автоматически назначает работу и инициирует операции, максимально используя шпиндель для повышения производительности.
Технология ADVANTiGE™
Эксклюзивная технология Makino ADVANTiGE™ помогает повысить производительность обработки титана и значительно увеличивает срок службы инструмента по сравнению с обычной обработкой титана.
ADVANTiGE решает распространенные проблемы с титаном, такие как низкая производительность съема металла и ограниченный срок службы инструмента, благодаря системе подачи СОЖ под высоким давлением, системе гашения вибраций и жесткой конструкции станка и шпинделя.
Технология автономного шпинделя использует датчики шпинделя для измерения смещения, вызванного чрезмерными усилиями резания. Обработка мгновенно адаптируется, защищая как часть шпинделя, так и инструмент.
Система подачи СОЖ под высоким давлением и высоким расходом подает большие объемы СОЖ непосредственно в зону резания для более быстрого удаления стружки, особенно при использовании инструментов с несколькими зубьями. Система охлаждения включает верхний душ, сопло шпинделя и подачу СОЖ через шпиндель для улучшения охлаждения, смазки и удаления стружки.
Система гашения вибрации регулирует силы трения на основе измерения низкочастотной вибрации, предотвращая вибрацию и повреждение режущего инструмента из-за резонанса конструкции в режиме реального времени. Подавление вибрации обеспечивает более глубокие пропилы, более высокую скорость съема металла и меньший износ инструмента.
Жесткая конструкция усовершенствованного оборудования ADVANTiGE обеспечивает прочную и надежную платформу для всех других технологий, дополнительно подавляя вибрацию для уменьшения выкрашивания инструмента и повышения скорости съема металла.
 Таким образом, H&M стала брендом одежды, который продавал как мужскую, так и женскую одежду, что открыло компанию на международном рынке.
Таким образом, H&M стала брендом одежды, который продавал как мужскую, так и женскую одежду, что открыло компанию на международном рынке. Вы можете заказать любой продукт на hm.com.
Вы можете заказать любой продукт на hm.com. Если вы написали ссылку на продукт выше, вы можете не заполнять эту ячейку.
Если вы написали ссылку на продукт выше, вы можете не заполнять эту ячейку.

 При условии, что эти сайты отправляются в вашу страну. Если это не так, не волнуйтесь, ColisExpat получит ваши посылки на один из наших 6 адресов (Германия, Франция, Великобритания, США, Испания и Италия). Мы отправим ваш заказ вам, где бы вы ни находились! ColisExpat осуществляет доставку в более чем 250 пунктов назначения. Мы предлагаем несколько перевозчиков, чтобы ваша доставка соответствовала вашим потребностям. Благодаря такому множеству перевозчиков, мы можем предложить вам различные тарифы и сроки доставки в зависимости от вашего бюджета. Стоимость доставки варьируется в зависимости от размера вашей посылки, пункта назначения и перевозчика. Мы предлагаем несколько вариантов доставки, таких как группировка посылок или страхование посылок во время отправки. Заказывайте с любого сайта, мы позаботимся о доставке вашей посылки.ColisExpat расширяет границы сайтов электронной коммерции. Вы хотите купить товар на веб-сайте, но он не доставляется в вашу страну? Благодаря службе пересылки ColisExpat ваши посылки могут быть получены на один из наших транзитных адресов в Европе или в США, и вы сможете запросить их пересылку в любую страну мира.
При условии, что эти сайты отправляются в вашу страну. Если это не так, не волнуйтесь, ColisExpat получит ваши посылки на один из наших 6 адресов (Германия, Франция, Великобритания, США, Испания и Италия). Мы отправим ваш заказ вам, где бы вы ни находились! ColisExpat осуществляет доставку в более чем 250 пунктов назначения. Мы предлагаем несколько перевозчиков, чтобы ваша доставка соответствовала вашим потребностям. Благодаря такому множеству перевозчиков, мы можем предложить вам различные тарифы и сроки доставки в зависимости от вашего бюджета. Стоимость доставки варьируется в зависимости от размера вашей посылки, пункта назначения и перевозчика. Мы предлагаем несколько вариантов доставки, таких как группировка посылок или страхование посылок во время отправки. Заказывайте с любого сайта, мы позаботимся о доставке вашей посылки.ColisExpat расширяет границы сайтов электронной коммерции. Вы хотите купить товар на веб-сайте, но он не доставляется в вашу страну? Благодаря службе пересылки ColisExpat ваши посылки могут быть получены на один из наших транзитных адресов в Европе или в США, и вы сможете запросить их пересылку в любую страну мира.

 В секторе почтовой доставки, частично монополизированном историческими национальными почтами, IMX уже более 20 лет занимает свое место как высокопрофессиональный глобальный почтовый дистрибьютор. Группа развивается на 4 основных сегментах рынка : пресса, прямой маркетинг, письма и, конечно, посылки. Оснащенная единственным независимым международным сортировочным центром во Франции, IMX успешно использует международную дистрибьюторскую сеть и логистические компании, что позволяет предоставлять конкурентоспособные и качественные услуги.
В секторе почтовой доставки, частично монополизированном историческими национальными почтами, IMX уже более 20 лет занимает свое место как высокопрофессиональный глобальный почтовый дистрибьютор. Группа развивается на 4 основных сегментах рынка : пресса, прямой маркетинг, письма и, конечно, посылки. Оснащенная единственным независимым международным сортировочным центром во Франции, IMX успешно использует международную дистрибьюторскую сеть и логистические компании, что позволяет предоставлять конкурентоспособные и качественные услуги. … В 1968 году название меняется на Hennes & Mauritz, когда Эрлинг Перссон покупает охотничий магазин Mauritz Widforss, и вместе с магазином появляется запас мужской одежды.
… В 1968 году название меняется на Hennes & Mauritz, когда Эрлинг Перссон покупает охотничий магазин Mauritz Widforss, и вместе с магазином появляется запас мужской одежды. com
com  После этого вы увидите список заказанных вами товаров. На стартовой странице отметьте кнопку «Клиентское соглашение», а затем нажмите кнопку «Оплатить», выбрав все продукты в списке.
После этого вы увидите список заказанных вами товаров. На стартовой странице отметьте кнопку «Клиентское соглашение», а затем нажмите кнопку «Оплатить», выбрав все продукты в списке. Тогда мы примем ваш заказ и доставим в бакинский или гянджинский филиал в кратчайшие сроки.
Тогда мы примем ваш заказ и доставим в бакинский или гянджинский филиал в кратчайшие сроки. com
com 
 Закажите с любого сайта, мы позаботимся о доставке вашей посылки. ColisExpat разрушает границы сайтов электронной коммерции. Вы хотите купить товар на веб-сайте, но он не доставляется в вашу страну? Благодаря экспедиторской службе ColisExpat ваши посылки могут быть получены на один из наших транзитных адресов в Европе или США и вы сможете запросить их пересылку в любую страну мира. Независимо от того, находитесь ли вы за границей из страны сайта, на котором вы хотите совершить покупку, или являетесь резидентом европейской страны и хотите сделать заказ с американского веб-сайта, который доставляет только в США, ColisExpat — это ваше самое удобное решение для доставки. Чтобы иметь доступ к службам доставки ColisExpat, нет ничего проще. Вам просто нужно зарегистрироваться на нашем сайте, после чего вы получите наши адреса в Европе и США. Когда вы размещаете заказ на сайте, который не доставляется в вашу страну, вы вводите наш адрес и свою ссылку клиента. Мы получим вашу посылку, после чего вы сможете выбрать перевозчика, оплатить стоимость доставки и таможенные сборы, если это необходимо.
Закажите с любого сайта, мы позаботимся о доставке вашей посылки. ColisExpat разрушает границы сайтов электронной коммерции. Вы хотите купить товар на веб-сайте, но он не доставляется в вашу страну? Благодаря экспедиторской службе ColisExpat ваши посылки могут быть получены на один из наших транзитных адресов в Европе или США и вы сможете запросить их пересылку в любую страну мира. Независимо от того, находитесь ли вы за границей из страны сайта, на котором вы хотите совершить покупку, или являетесь резидентом европейской страны и хотите сделать заказ с американского веб-сайта, который доставляет только в США, ColisExpat — это ваше самое удобное решение для доставки. Чтобы иметь доступ к службам доставки ColisExpat, нет ничего проще. Вам просто нужно зарегистрироваться на нашем сайте, после чего вы получите наши адреса в Европе и США. Когда вы размещаете заказ на сайте, который не доставляется в вашу страну, вы вводите наш адрес и свою ссылку клиента. Мы получим вашу посылку, после чего вы сможете выбрать перевозчика, оплатить стоимость доставки и таможенные сборы, если это необходимо. После этого вы сможете запросить переадресацию в страну по вашему выбору. В зависимости от способа доставки перевозчик присвоит вам номер для отслеживания, чтобы вы могли следить за продвижением вашей посылки до конечного пункта назначения, вашего порога.
После этого вы сможете запросить переадресацию в страну по вашему выбору. В зависимости от способа доставки перевозчик присвоит вам номер для отслеживания, чтобы вы могли следить за продвижением вашей посылки до конечного пункта назначения, вашего порога. . Без проблем ! ColisExpat предоставляет мне адрес в США, и я получаю доставку туда. Когда я прошу переслать мои покупки, я выбираю группировать их, чтобы платить меньше (большую посылку отправить дешевле, чем две маленькие).
. Без проблем ! ColisExpat предоставляет мне адрес в США, и я получаю доставку туда. Когда я прошу переслать мои покупки, я выбираю группировать их, чтобы платить меньше (большую посылку отправить дешевле, чем две маленькие).  Пожалуйста, не стесняйтесь обращаться к нам по электронной почте [email protected], если вам нужна какая-либо другая информация.
Пожалуйста, не стесняйтесь обращаться к нам по электронной почте [email protected], если вам нужна какая-либо другая информация.
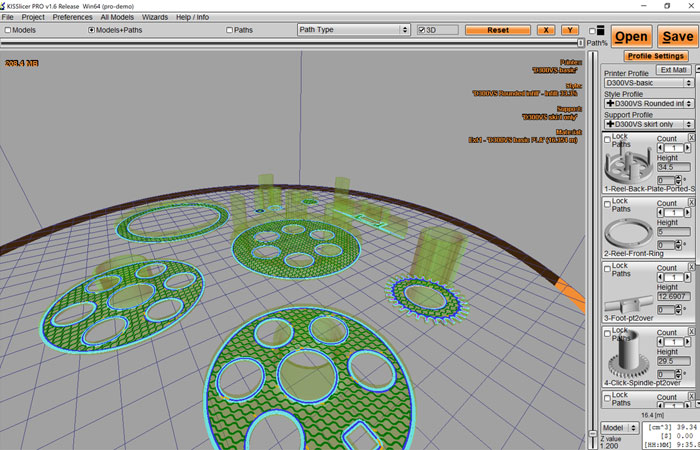
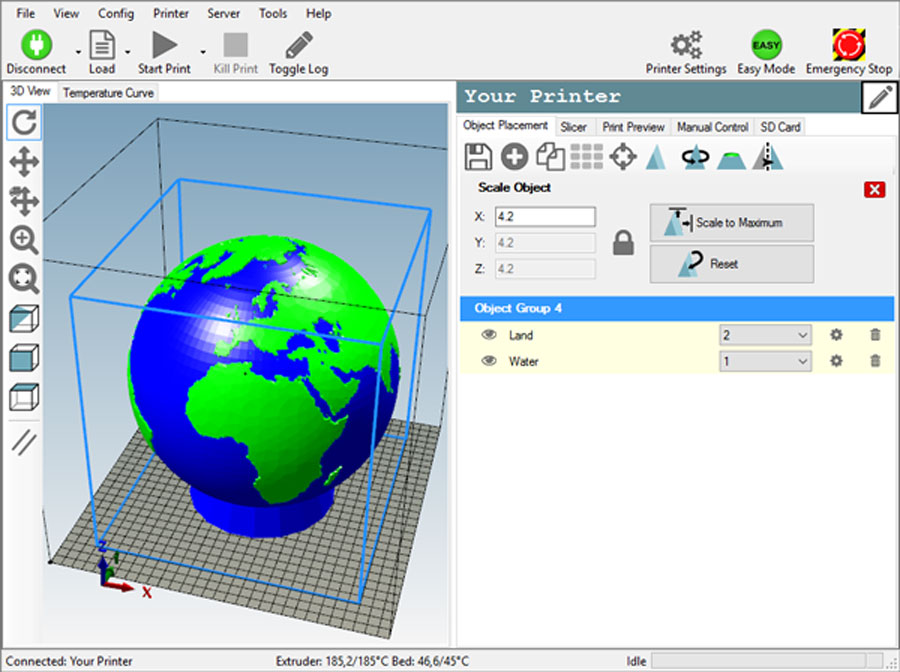 04.6 или Cura-3.2.1-win64
04.6 или Cura-3.2.1-win64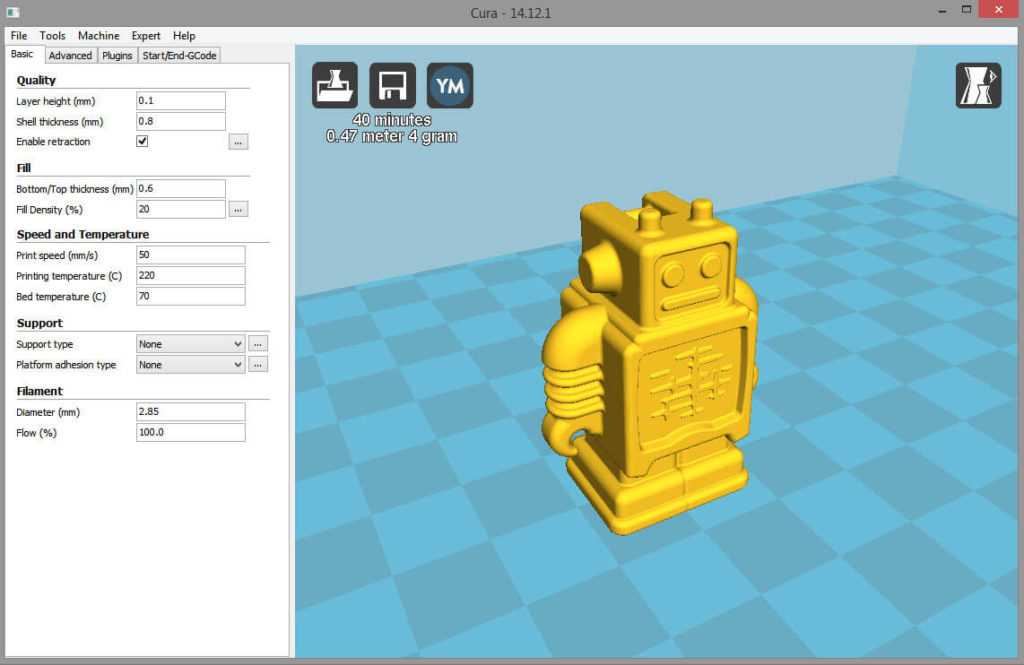
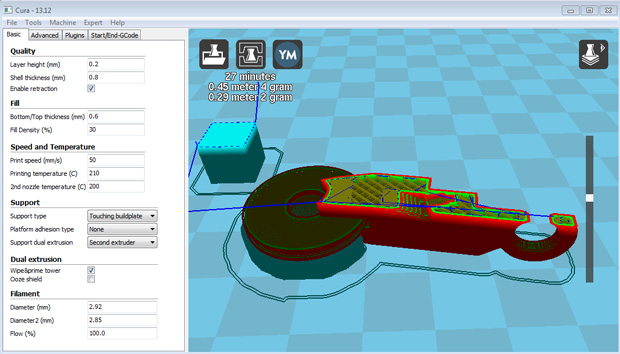
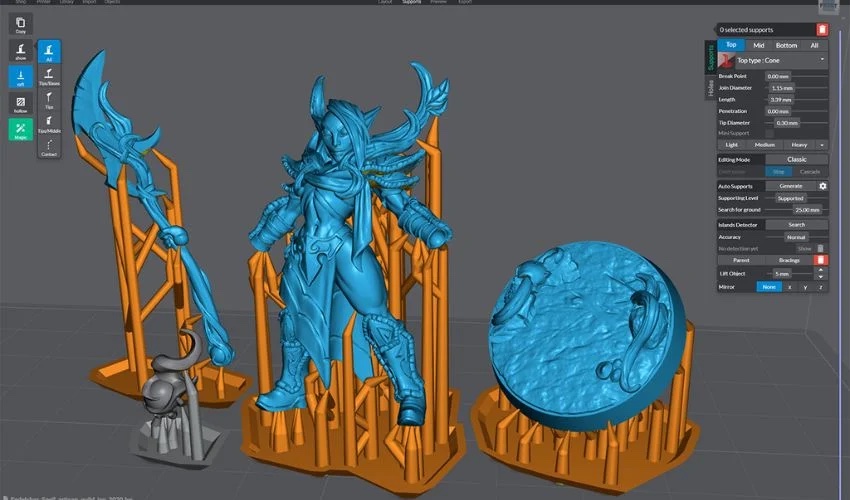 Она стоит на уровень выше стандартных софтов-слайсеров для начинающих, подготавливающих STL-файлы к печати, но при этом имеет открытый исходный код, позволяющий добавлять функционал за счет установки дополнительных плагинов.
Она стоит на уровень выше стандартных софтов-слайсеров для начинающих, подготавливающих STL-файлы к печати, но при этом имеет открытый исходный код, позволяющий добавлять функционал за счет установки дополнительных плагинов. Она поддерживается почти всеми настольными 3D-принтерами. Ее называют «швейцарским ножом» для 3D-печати.
Она поддерживается почти всеми настольными 3D-принтерами. Ее называют «швейцарским ножом» для 3D-печати.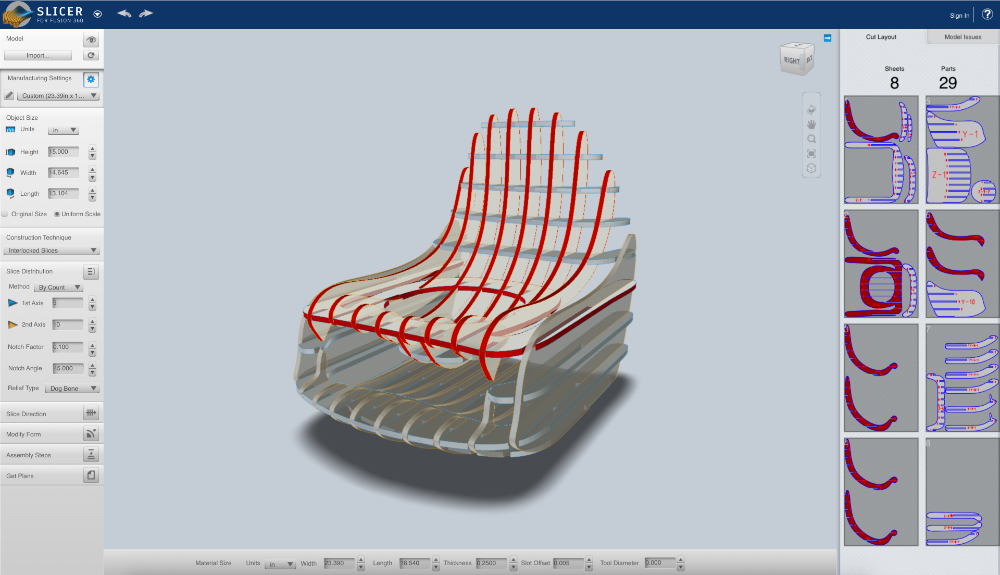 д. MeshLab используют для модификации 3Д-моделей и их «ремонта» перед выведением на печать.
д. MeshLab используют для модификации 3Д-моделей и их «ремонта» перед выведением на печать.
 Также можно распечатать одно и то же задание на нескольких принтерах без необходимости переключения между принтерами.
Также можно распечатать одно и то же задание на нескольких принтерах без необходимости переключения между принтерами.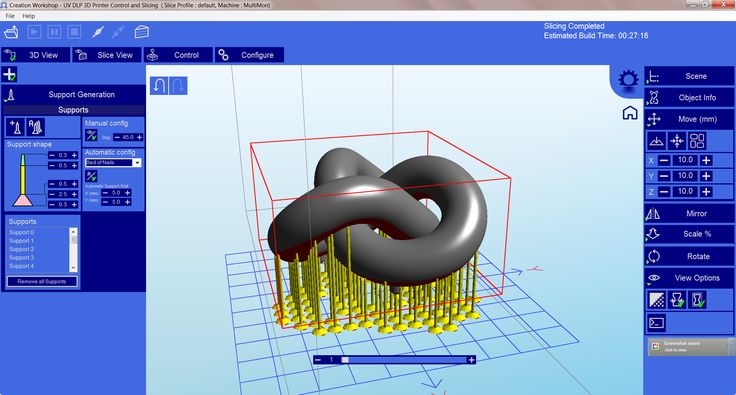 Гости могут прикреплять примечания к каждому заданию на печать, которые модератор может использовать, чтобы определить, следует ли распечатать приоритет. Гости имеют право взаимодействовать только со своими собственными заданиями на печать и не могут вмешиваться в работу других принтеров или заданий на печать.
Гости могут прикреплять примечания к каждому заданию на печать, которые модератор может использовать, чтобы определить, следует ли распечатать приоритет. Гости имеют право взаимодействовать только со своими собственными заданиями на печать и не могут вмешиваться в работу других принтеров или заданий на печать.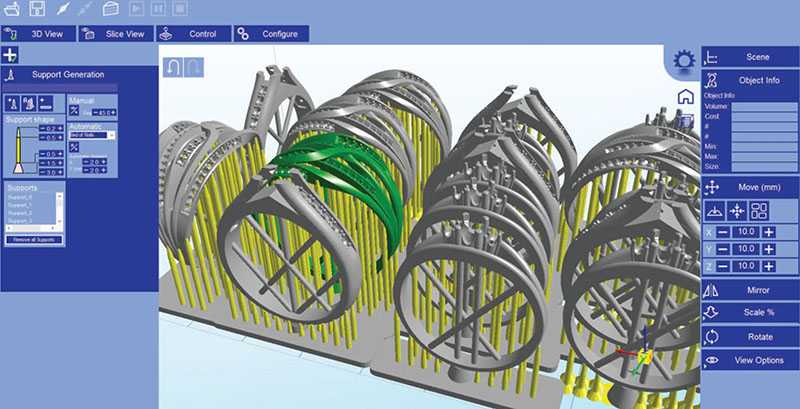 Три новых параметра:
Три новых параметра: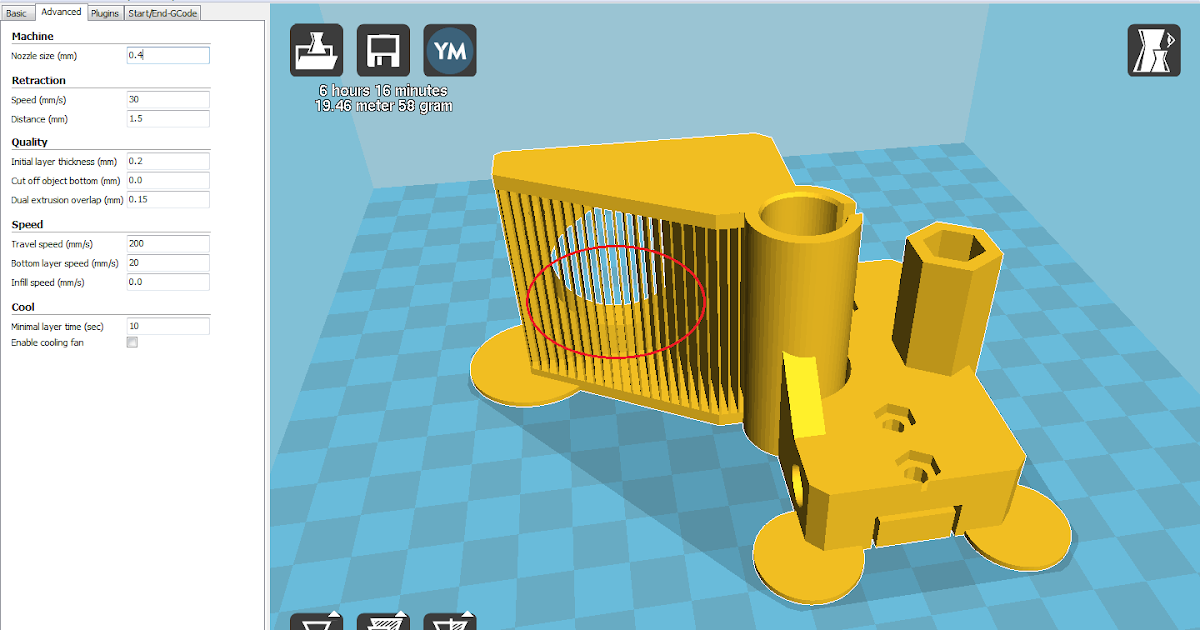
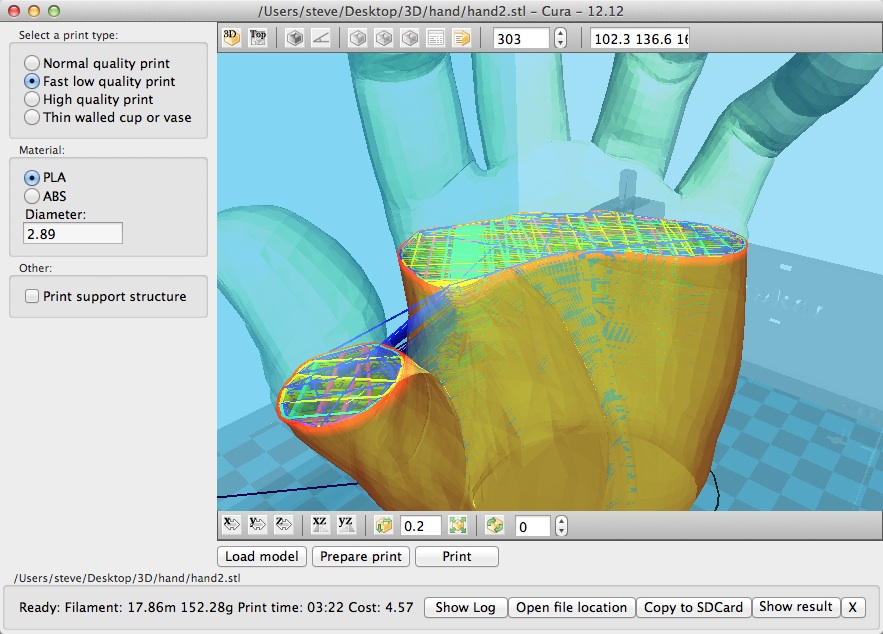
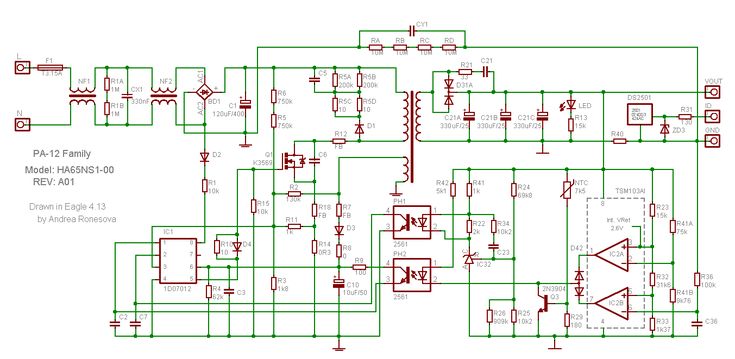 . В дополнение к самолетам во время холодной войны космические гонки, производство ракет, спутников и космических кораблей и даже компьютеров использовали более сложную и обширную проводку, а установка и управление кабелями стали более важными и широко распространенными.
. В дополнение к самолетам во время холодной войны космические гонки, производство ракет, спутников и космических кораблей и даже компьютеров использовали более сложную и обширную проводку, а установка и управление кабелями стали более важными и широко распространенными. д. и может сломаться или устать в этих условиях. специальные среды. Поэтому, если вам нужно решение, устойчивое к ультрафиолетовому излучению, вы можете выбрать атмосферостойкий материал Nylon 6,6 или материал Nylon 12, который будет лучше работать на открытом воздухе, даже в условиях пустыни и солнечных полей. Кроме того, кабельные стяжки с металлическим содержанием предназначены для пищевой и фармацевтической промышленности для поддержки обеспечения качества, такого как HACCP, а металлические пигменты могут быть обнаружены с помощью стандартного оборудования. помогает снизить риск заражения. Для визуального обнаружения эти кабельные стяжки обычно имеют синий цвет.
д. и может сломаться или устать в этих условиях. специальные среды. Поэтому, если вам нужно решение, устойчивое к ультрафиолетовому излучению, вы можете выбрать атмосферостойкий материал Nylon 6,6 или материал Nylon 12, который будет лучше работать на открытом воздухе, даже в условиях пустыни и солнечных полей. Кроме того, кабельные стяжки с металлическим содержанием предназначены для пищевой и фармацевтической промышленности для поддержки обеспечения качества, такого как HACCP, а металлические пигменты могут быть обнаружены с помощью стандартного оборудования. помогает снизить риск заражения. Для визуального обнаружения эти кабельные стяжки обычно имеют синий цвет.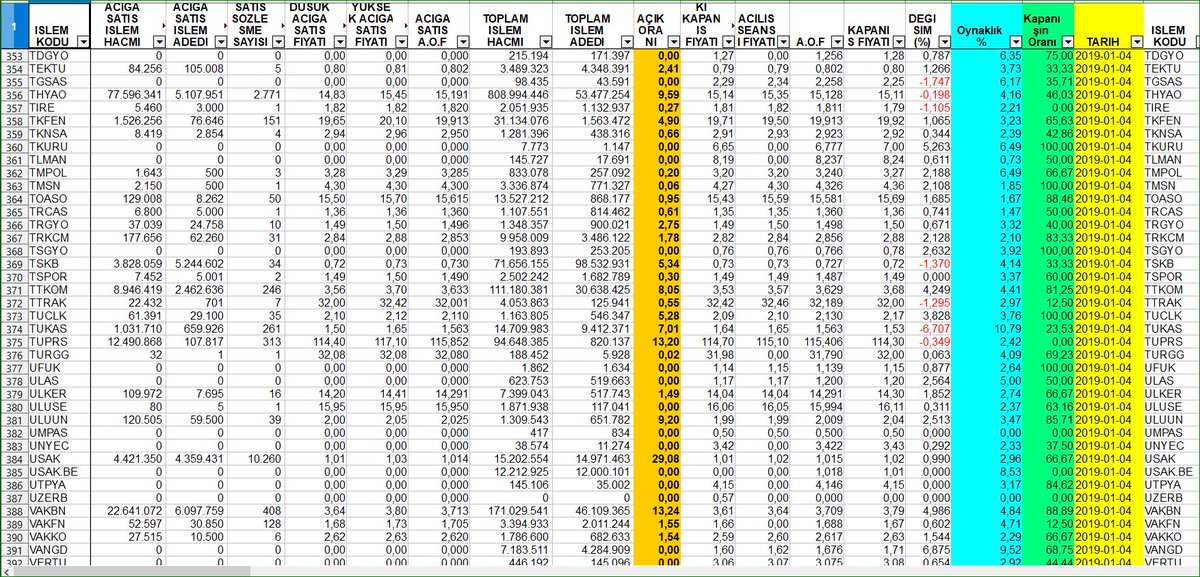 д.
д.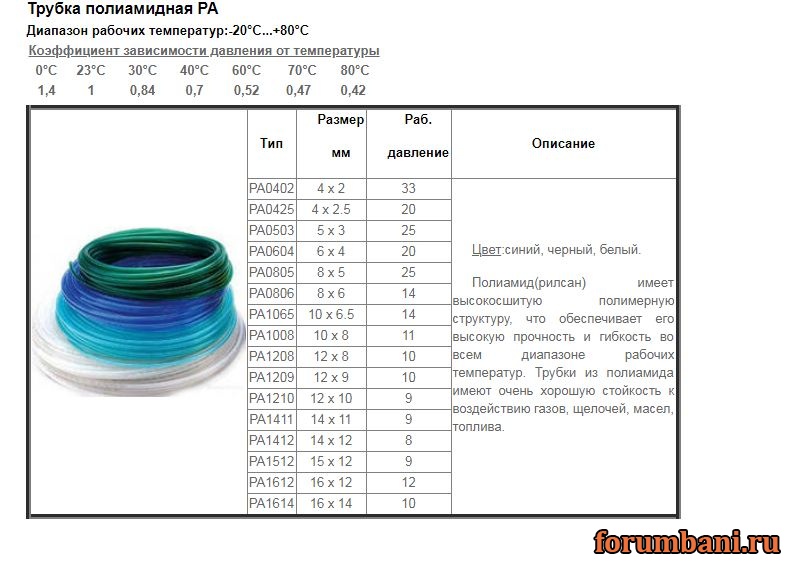


 В связи с этим хранить нейлоновую нить необходимо в герметичном контейнере с силикагелем для поглощения влаги.
В связи с этим хранить нейлоновую нить необходимо в герметичном контейнере с силикагелем для поглощения влаги.


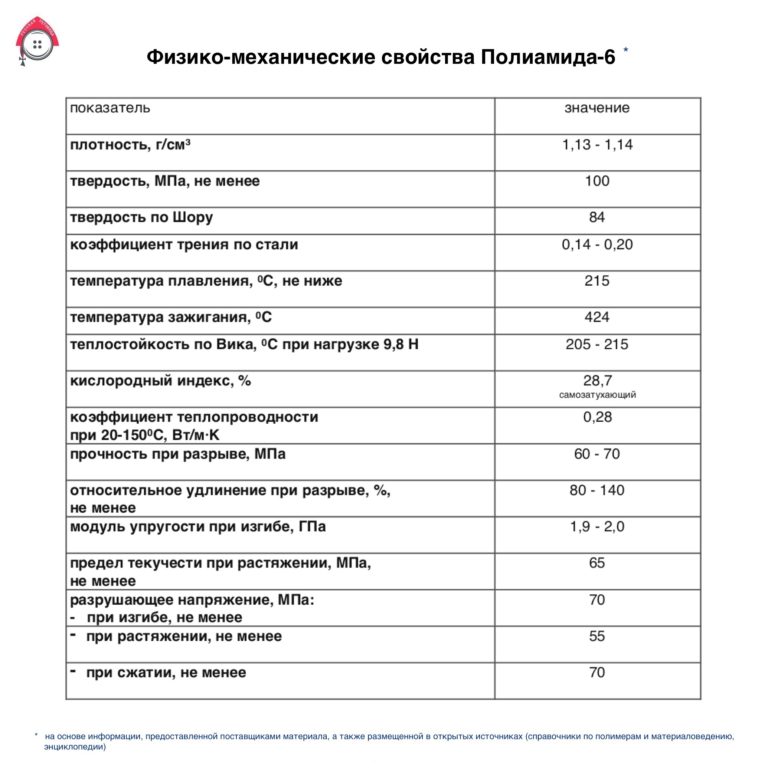 Этот материал был разработан для производства функциональных деталей в различных отраслях промышленности, например, водонепроницаемых, без какой-либо дополнительной обработки.
Этот материал был разработан для производства функциональных деталей в различных отраслях промышленности, например, водонепроницаемых, без какой-либо дополнительной обработки. HP 3D High Reusability PA 12 обеспечивает хорошую химическую стойкость к маслам, смазкам, алифатическим углеводородам и щелочам и является оптимальным материалом для сложных узлов, корпусов, кожухов и водонепроницаемых устройств. Благодаря возможности повторного использования избыточного порошка вы можете свести к минимуму отходы, тем самым достигнув низкой стоимости одной детали.
HP 3D High Reusability PA 12 обеспечивает хорошую химическую стойкость к маслам, смазкам, алифатическим углеводородам и щелочам и является оптимальным материалом для сложных узлов, корпусов, кожухов и водонепроницаемых устройств. Благодаря возможности повторного использования избыточного порошка вы можете свести к минимуму отходы, тем самым достигнув низкой стоимости одной детали.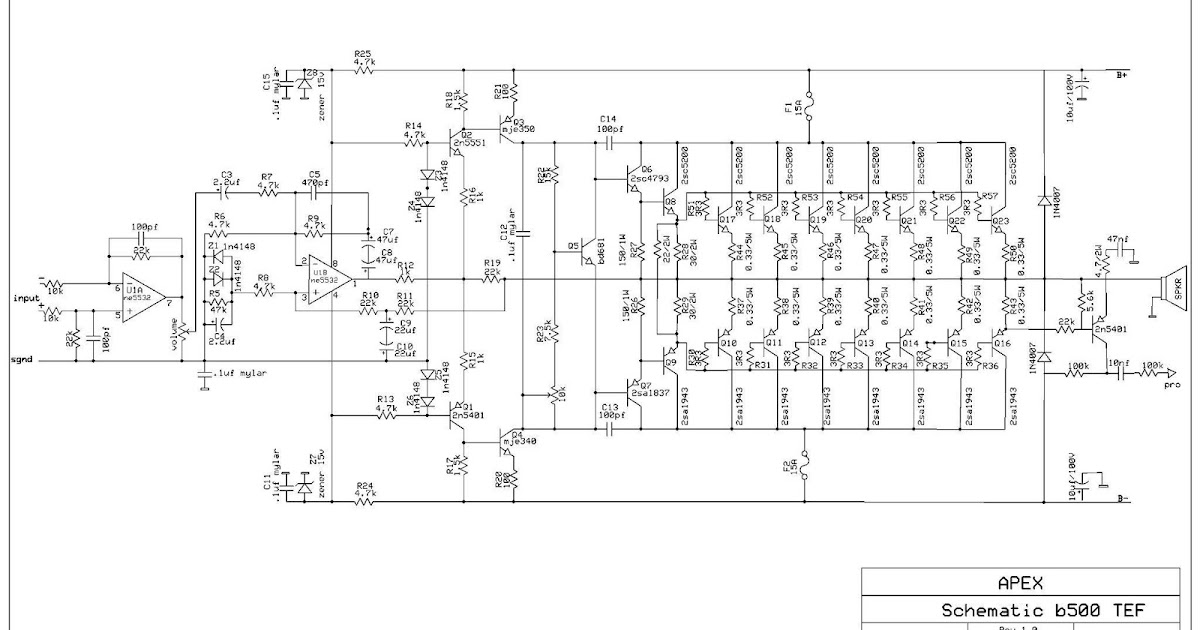 Этот материал, разработанный для технологии Multi Jet Fusion, проверяет пределы создания функциональных деталей, оптимизирует стоимость и качество деталей, а также обеспечивает высокую и, во многих случаях, лучшую в отрасли возможность повторного использования при низкой стоимости одной детали.
Этот материал, разработанный для технологии Multi Jet Fusion, проверяет пределы создания функциональных деталей, оптимизирует стоимость и качество деталей, а также обеспечивает высокую и, во многих случаях, лучшую в отрасли возможность повторного использования при низкой стоимости одной детали.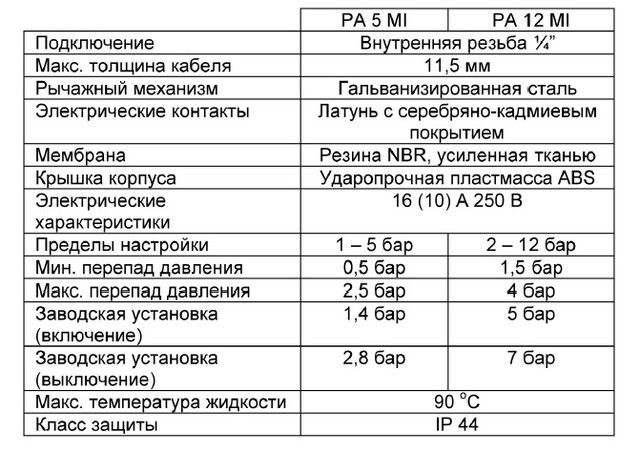
 нагрузка 1 XY
нагрузка 1 XY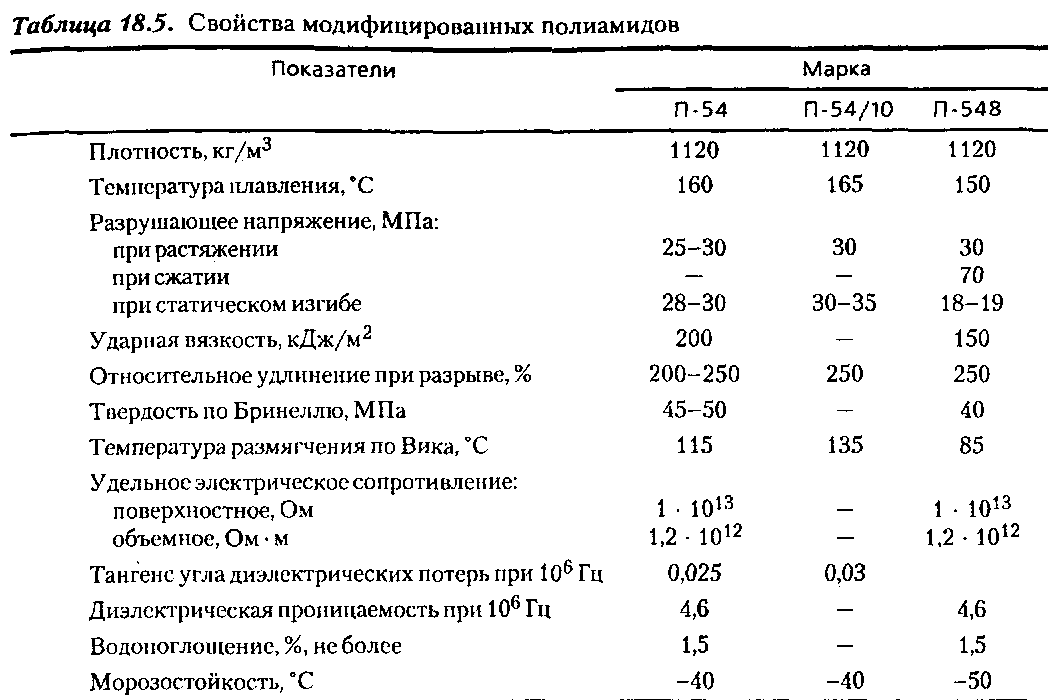 дюйм
дюйм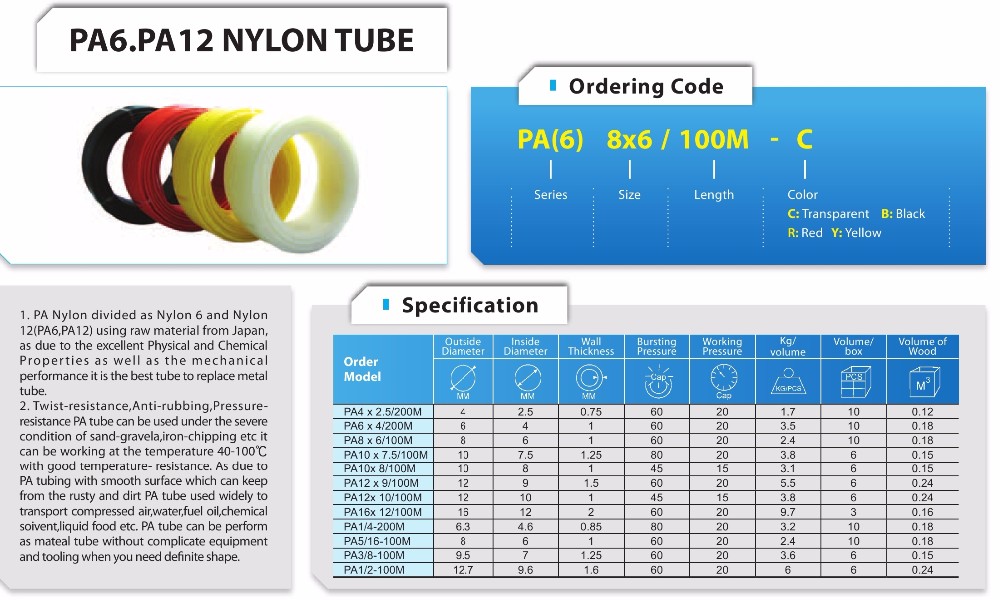
 Края прямоугольной урны могут рвать мешки для мусора, а для круглой урны достаточно мешок закрепить скотчем или верёвкой.
Края прямоугольной урны могут рвать мешки для мусора, а для круглой урны достаточно мешок закрепить скотчем или верёвкой.
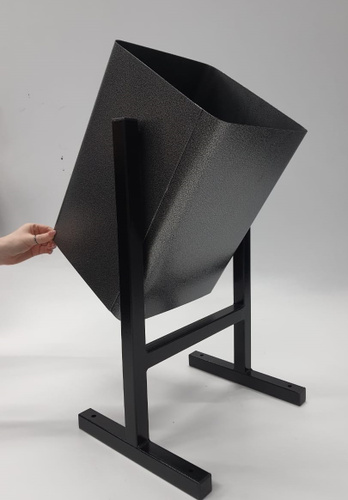 Она имеет металлические опоры, которые можно прикрепить анкерным креплением к земле.
Она имеет металлические опоры, которые можно прикрепить анкерным креплением к земле.
 По форме офисные урны всегда круглые, по вместимости могут быть от 7 до 50 литров. По цвету урны для офисов не столь разнообразны, как уличные – они могут быть только чёрными или светлыми хромированными. В качестве образца можно рассматривать любую модель урны, поскольку друг от друга они отличаются незначительно.
По форме офисные урны всегда круглые, по вместимости могут быть от 7 до 50 литров. По цвету урны для офисов не столь разнообразны, как уличные – они могут быть только чёрными или светлыми хромированными. В качестве образца можно рассматривать любую модель урны, поскольку друг от друга они отличаются незначительно.
 Или о всем сразу. Но, наличие большого участка, кроме преимуществ имеет и небольшие неудобства. Всю собственность необходимо поддерживать в порядке. И, чем больше участок, тем больше забот. С каждой бумажкой до мусорного контейнера не находишься. Гораздо удобнее поставить в нескольких локациях участка урны и выбрасывать мелкий мусор в них.
Или о всем сразу. Но, наличие большого участка, кроме преимуществ имеет и небольшие неудобства. Всю собственность необходимо поддерживать в порядке. И, чем больше участок, тем больше забот. С каждой бумажкой до мусорного контейнера не находишься. Гораздо удобнее поставить в нескольких локациях участка урны и выбрасывать мелкий мусор в них.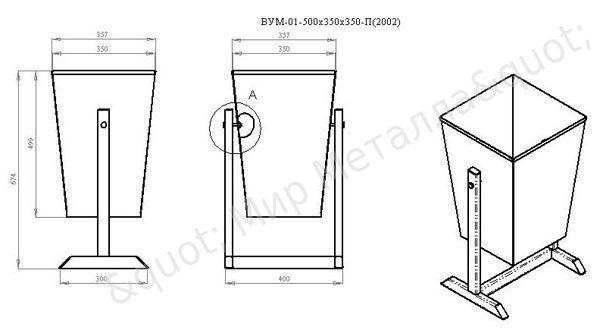 Полимерное покрытие обеспечивает надежную защиту от воздействия окружающей среды, делает урны устойчивыми к возникновению коррозии и к механическим повреждениям поверхности.
Полимерное покрытие обеспечивает надежную защиту от воздействия окружающей среды, делает урны устойчивыми к возникновению коррозии и к механическим повреждениям поверхности. П. (франчайзи)
П. (франчайзи)
 Урны для кремации, резонирующие с мастерством изготовления
Урны для кремации, резонирующие с мастерством изготовления Контроль качества: хранитель пятизвездочных урн для кремации
Контроль качества: хранитель пятизвездочных урн для кремации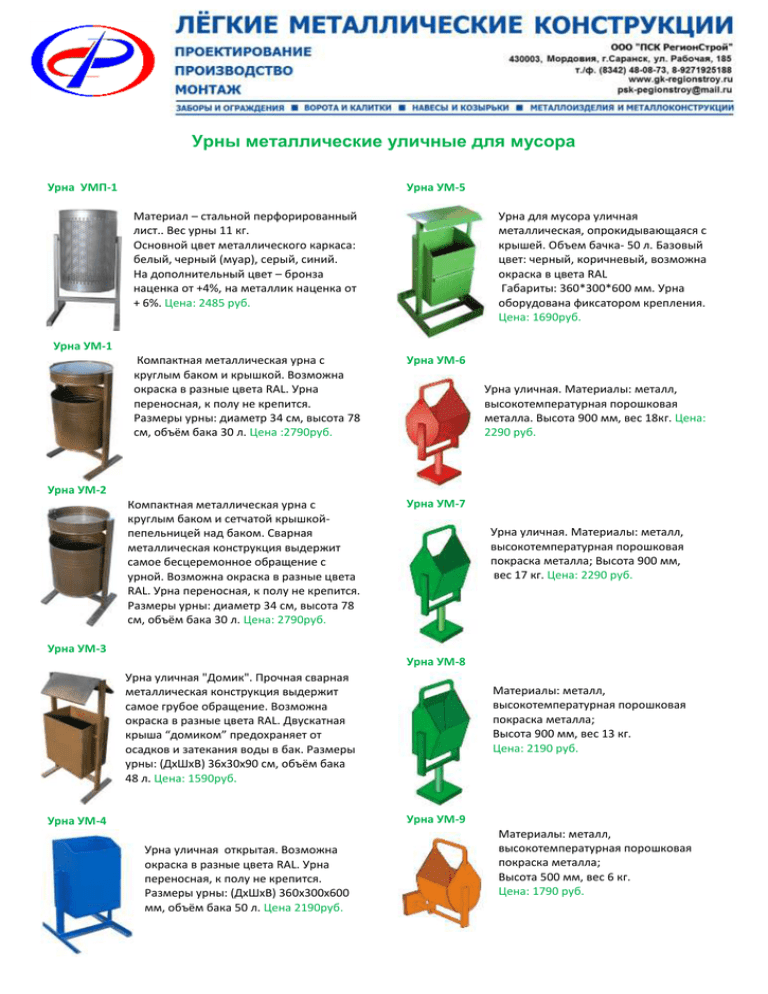

 Урны для разбрасывания должны защищать содержимое, а также плавно открываться, чтобы содержимое могло быть разбросано по назначению.
Урны для разбрасывания должны защищать содержимое, а также плавно открываться, чтобы содержимое могло быть разбросано по назначению. 0005
0005 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт. 1016/0197-2456(88)
1016/0197-2456(88)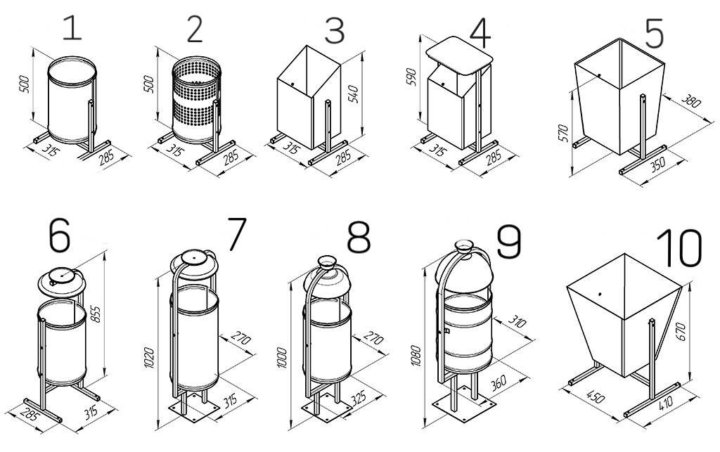 1016/0197-2456(88)
1016/0197-2456(88) В этом случае модель рандомизации обеспечивает предпочтительную основу для статистического вывода. Мы описываем перестановочные нулевые распределения большой выборки линейной ранговой статистики для проверки равенства групп лечения на основе дизайна урны. В целом, эти перестановочные тесты могут отличаться от тестов, основанных на популяционной модели, что эквивалентно предположению о полной рандомизации. Постстратифицированный анализ подгрупп также может быть выполнен на основе пермутационного распределения дизайна урны. Это обеспечивает основу для анализа подмножества пациентов с наблюдаемыми ответами, когда можно предположить, что ответы некоторых пациентов отсутствовали случайным образом. Для нескольких взаимоисключающих страт эти тесты коррелируют. Для этого случая описан комбинированный критерий эффективности лечения с поправкой на ковариацию. Наконец, мы показываем, как обобщить дизайн урн для проспективно стратифицированного исследования с довольно большим количеством страт.
В этом случае модель рандомизации обеспечивает предпочтительную основу для статистического вывода. Мы описываем перестановочные нулевые распределения большой выборки линейной ранговой статистики для проверки равенства групп лечения на основе дизайна урны. В целом, эти перестановочные тесты могут отличаться от тестов, основанных на популяционной модели, что эквивалентно предположению о полной рандомизации. Постстратифицированный анализ подгрупп также может быть выполнен на основе пермутационного распределения дизайна урны. Это обеспечивает основу для анализа подмножества пациентов с наблюдаемыми ответами, когда можно предположить, что ответы некоторых пациентов отсутствовали случайным образом. Для нескольких взаимоисключающих страт эти тесты коррелируют. Для этого случая описан комбинированный критерий эффективности лечения с поправкой на ковариацию. Наконец, мы показываем, как обобщить дизайн урн для проспективно стратифицированного исследования с довольно большим количеством страт.
 дои: 10.1016/0197-2456(88)
дои: 10.1016/0197-2456(88)
 1016/j.dadr.2021.100011. электронная коллекция 2021 дек.
1016/j.dadr.2021.100011. электронная коллекция 2021 дек.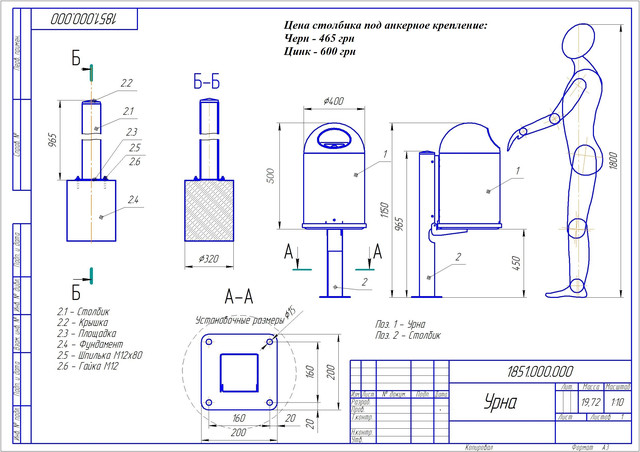 В., Эли Л.Дж., Бауэр К.С., Тухиг М.П., Сондерс С.М., Комптон С.Н., Эспил Ф.М., Нил-Барнетт А., Александр Дж.Р., Вальтер М.Р., Кэхилл С.П., Декерсбах Т., Франклин М.Э.
В., Эли Л.Дж., Бауэр К.С., Тухиг М.П., Сондерс С.М., Комптон С.Н., Эспил Ф.М., Нил-Барнетт А., Александр Дж.Р., Вальтер М.Р., Кэхилл С.П., Декерсбах Т., Франклин М.Э.
 После установки конструкции в оптимальное положение ее фиксируют с помощью винтовых упоров, опор, домкратов, закрепляют на строительной конструкции.
После установки конструкции в оптимальное положение ее фиксируют с помощью винтовых упоров, опор, домкратов, закрепляют на строительной конструкции. Для повышения безопасности работников колеса оснащаются тормозными элементами. Опоры могут быть регулируемыми и нерегулируемыми.
Для повышения безопасности работников колеса оснащаются тормозными элементами. Опоры могут быть регулируемыми и нерегулируемыми.
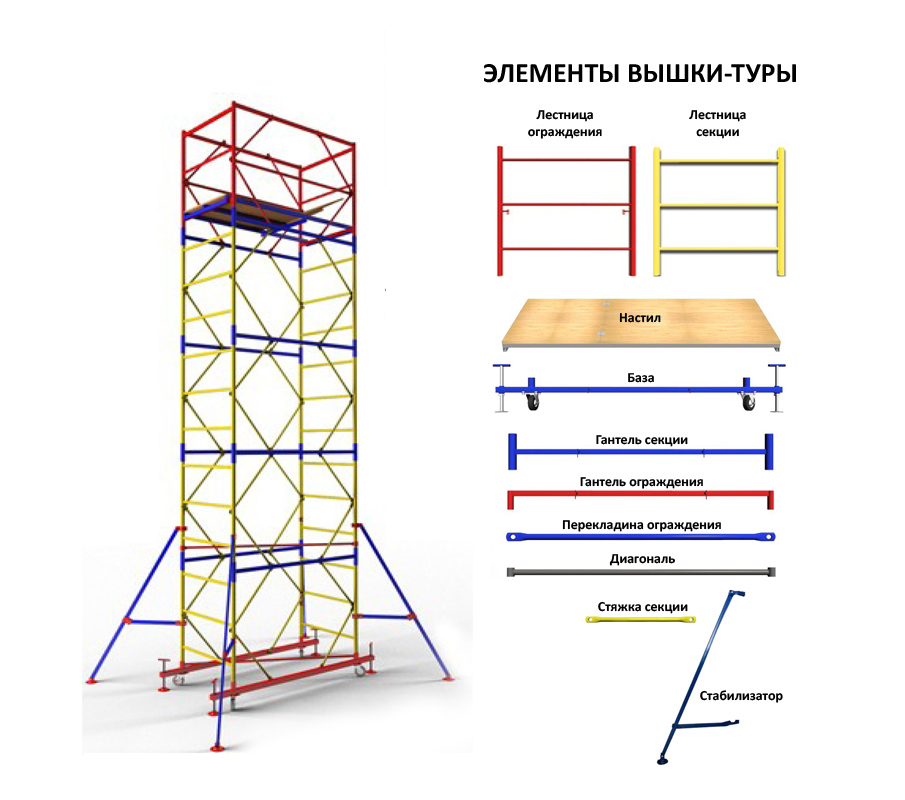

 Для оборудования высотой более пяти метров наличие стабилизирующих опор обязательно. Эти элементы безопасности повышают устойчивость моделей в несколько раз.
Для оборудования высотой более пяти метров наличие стабилизирующих опор обязательно. Эти элементы безопасности повышают устойчивость моделей в несколько раз. Конструкция называется турой благодаря тому, что визуально она выглядит как башня-тура, входящая в средние века в архитектурный ансамбль крепостных стен.
Конструкция называется турой благодаря тому, что визуально она выглядит как башня-тура, входящая в средние века в архитектурный ансамбль крепостных стен. Часто применяется в театрах, выставочных залах и других объектах общественного назначения.
Часто применяется в театрах, выставочных залах и других объектах общественного назначения.



 Стальные конструкции окрашивают порошковыми составами, образующими при нагреве на поверхности прочную и долговечную пленку, для которой характерно прочное сцепление с металлом. Еще один вариант повышения коррозионной стойкости – цинкование.
Стальные конструкции окрашивают порошковыми составами, образующими при нагреве на поверхности прочную и долговечную пленку, для которой характерно прочное сцепление с металлом. Еще один вариант повышения коррозионной стойкости – цинкование. , 9:42 по восточноевропейскому времени (AP)
, 9:42 по восточноевропейскому времени (AP)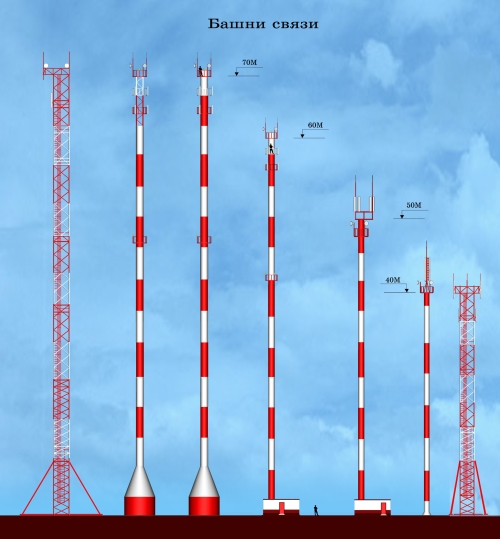 Его огни также часто включают или выключают, чтобы отразить ознаменование крупных мировых событий.
Его огни также часто включают или выключают, чтобы отразить ознаменование крупных мировых событий. Нынешняя система освещения существует с 1985 года, хотя башня освещалась по-разному с момента ее дебюта на Международной выставке в 1889 году, когда использовались газовые фонари.
Нынешняя система освещения существует с 1985 года, хотя башня освещалась по-разному с момента ее дебюта на Международной выставке в 1889 году, когда использовались газовые фонари. После завершения башня служила входными воротами в экспозицию.
После завершения башня служила входными воротами в экспозицию. Напротив, четыре полукруглые арки в основании башни представляют собой чисто эстетические элементы, не выполняющие никакой конструктивной функции. Из-за своей уникальной формы, которая была продиктована частично инженерными соображениями, а также частично художественным чутьем Эйфеля, опоры требовали лифтов для подъема по кривой; машины со стеклянными клетками, разработанные американской компанией Otis Elevator, стали одной из главных особенностей здания, помогая сделать его одной из главных туристических достопримечательностей в мире.
Напротив, четыре полукруглые арки в основании башни представляют собой чисто эстетические элементы, не выполняющие никакой конструктивной функции. Из-за своей уникальной формы, которая была продиктована частично инженерными соображениями, а также частично художественным чутьем Эйфеля, опоры требовали лифтов для подъема по кривой; машины со стеклянными клетками, разработанные американской компанией Otis Elevator, стали одной из главных особенностей здания, помогая сделать его одной из главных туристических достопримечательностей в мире.
 0097-й -й годовщины Французской революции. Он был открыт 31 марта 1889 года и с тех пор стал культовым символом Парижа и Франции, а также одним из самых узнаваемых сооружений в мире.
0097-й -й годовщины Французской революции. Он был открыт 31 марта 1889 года и с тех пор стал культовым символом Парижа и Франции, а также одним из самых узнаваемых сооружений в мире.
 Если вы хотите почувствовать себя там, посмотрите на вид с земли или сверху!
Если вы хотите почувствовать себя там, посмотрите на вид с земли или сверху!

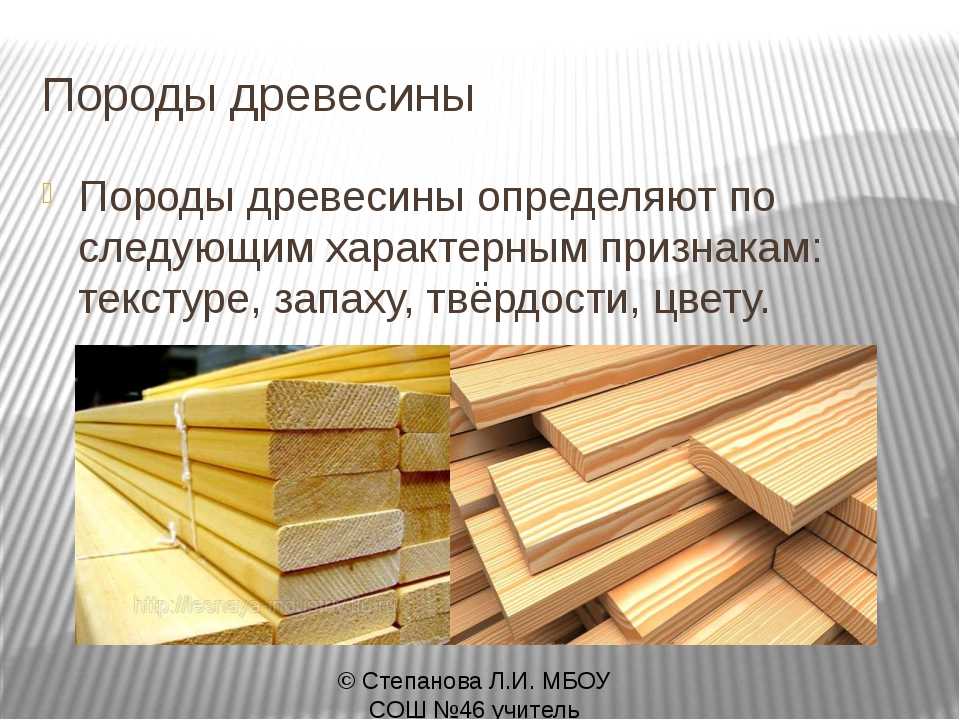
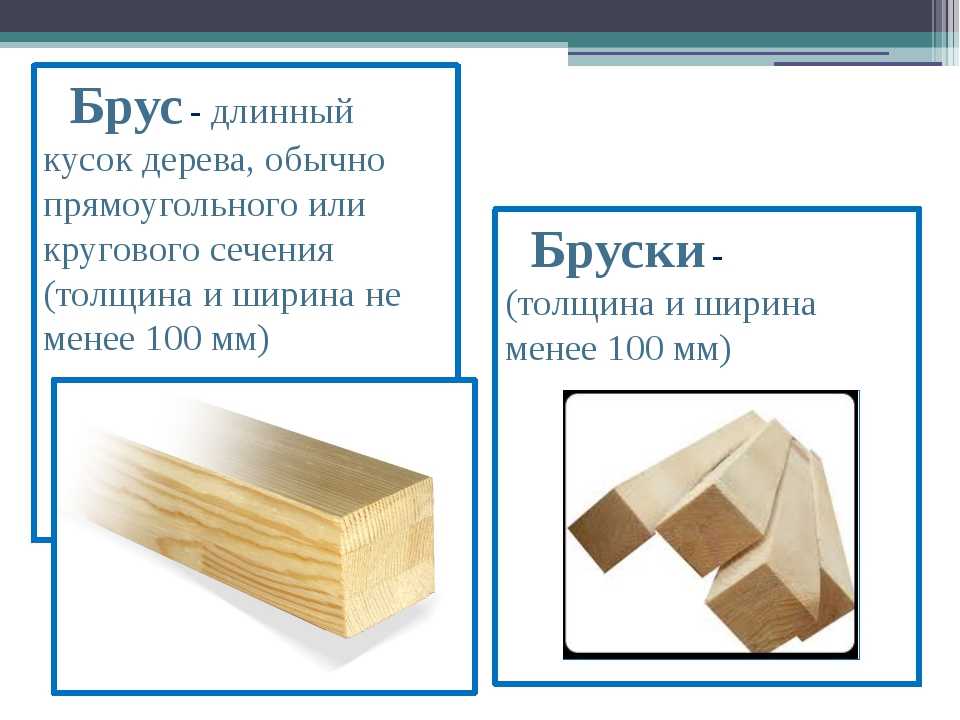 Для изделий более 40 мм сучки должны быть не больше 15 мм и могут составлять не больше 1/4 ширины. Загнившие сучки не допускаются. Трещины допускаются, но их размер зависит от длины, например, неглубокие трещины на пластях и кромках не должны превышать 1/6 длины, глубокие – 1/10 длины. При этом торцевые трещины для отборного сорта не допускаются. Изменение строения (крень), заросшая в стволе кора (прорость) и рак не допускаются, наклон волокон должен составлять не более 5%. Для отборного материала не приемлемо наличие гнили, плесени, участков поражения грибковыми заболеваниями. Продольная покоробленность не должна превышать 0,2%, поперечная – 1 %.
Для изделий более 40 мм сучки должны быть не больше 15 мм и могут составлять не больше 1/4 ширины. Загнившие сучки не допускаются. Трещины допускаются, но их размер зависит от длины, например, неглубокие трещины на пластях и кромках не должны превышать 1/6 длины, глубокие – 1/10 длины. При этом торцевые трещины для отборного сорта не допускаются. Изменение строения (крень), заросшая в стволе кора (прорость) и рак не допускаются, наклон волокон должен составлять не более 5%. Для отборного материала не приемлемо наличие гнили, плесени, участков поражения грибковыми заболеваниями. Продольная покоробленность не должна превышать 0,2%, поперечная – 1 %. Грибные поражения не могут превышать 10 % от площади изделия.
Грибные поражения не могут превышать 10 % от площади изделия.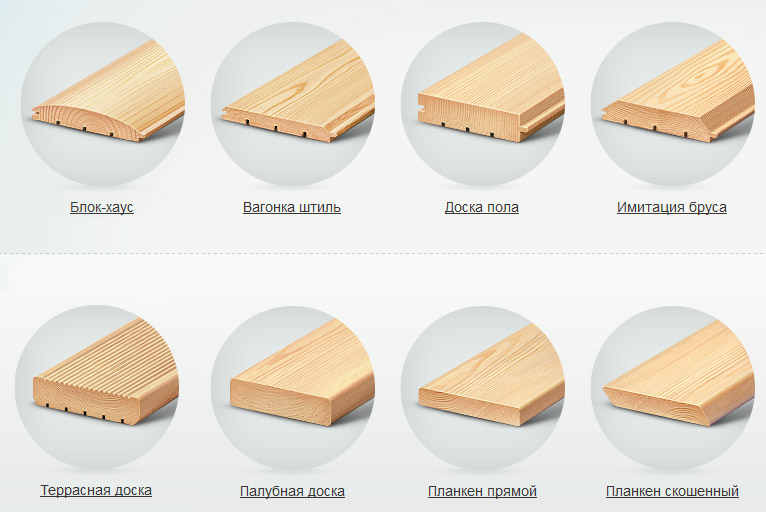 Хвойные породы содержат в своем составе смолы, поэтому они обладают большей влагостойкостью и лучше подходят для наружных работ. Лиственные породы более чувствительны к воздействию влаги, такие изделия лучше использовать внутри здания. Хвойные пиломатериалы плохо подходят для бань и саун, так как при высоких температурах начинают активно выделять смолы. Также нельзя забывать, что все деревья имеют свою уникальную текстуру годичных колец и неповторимый оттенок, в этом вопросе выбор в большей степени является делом вкуса.
Хвойные породы содержат в своем составе смолы, поэтому они обладают большей влагостойкостью и лучше подходят для наружных работ. Лиственные породы более чувствительны к воздействию влаги, такие изделия лучше использовать внутри здания. Хвойные пиломатериалы плохо подходят для бань и саун, так как при высоких температурах начинают активно выделять смолы. Также нельзя забывать, что все деревья имеют свою уникальную текстуру годичных колец и неповторимый оттенок, в этом вопросе выбор в большей степени является делом вкуса.
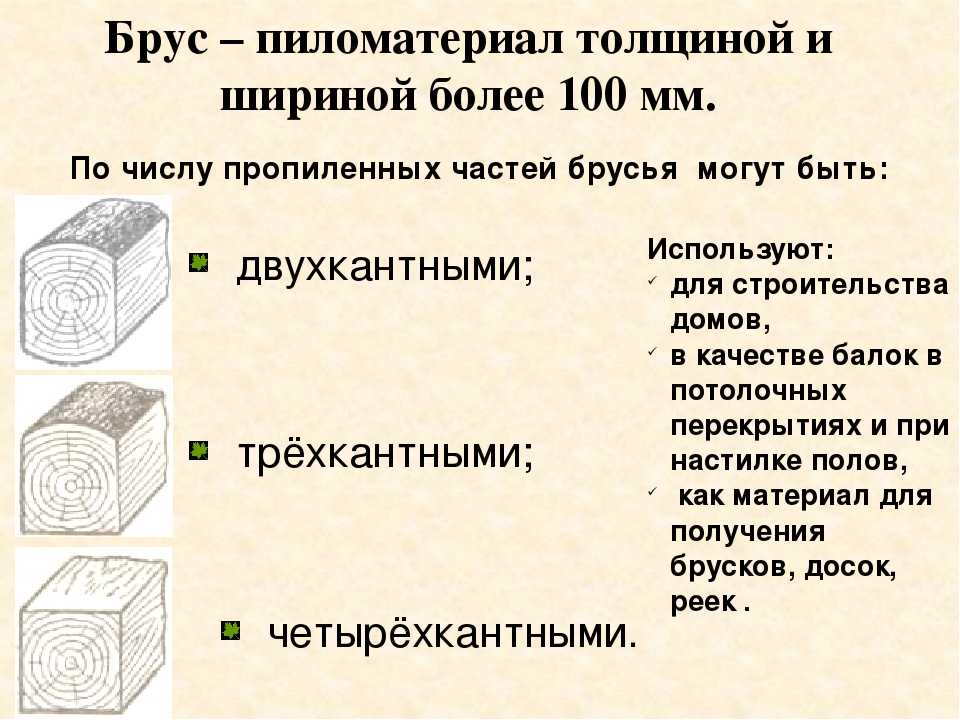 При камерной сушке дерево подвергается температурному воздействию в закрытом пространстве. Благодаря этому удается снизить уровень влажности до 10 – 15%. При этом такие пиломатериалы нужно покрывать специальными составами для защиты от воды, так как дерево сохраняет способность впитывать влагу (гигроскопичность).
При камерной сушке дерево подвергается температурному воздействию в закрытом пространстве. Благодаря этому удается снизить уровень влажности до 10 – 15%. При этом такие пиломатериалы нужно покрывать специальными составами для защиты от воды, так как дерево сохраняет способность впитывать влагу (гигроскопичность). На четырехкантном (обрезном) брусе снимается обзол, благодаря этому получается четырехугольное или прямоугольное сечение, такой вариант наиболее оптимален для частного домостроения.
На четырехкантном (обрезном) брусе снимается обзол, благодаря этому получается четырехугольное или прямоугольное сечение, такой вариант наиболее оптимален для частного домостроения. К пилопродукции относятся шпалы (обрезные и необрезные), обапол и горбыль. Шпала используется в железнодорожном строительстве, дерево пропитывается продуктами нефтяной промышленности, обапол и горбыль имеют одну пропиленную сторону, другую — необработанную или частично пропиленную. Такие материалы часто используются в горной промышленности для сооружения временных конструкций. Раньше из-за дефицита качественного строительного материала обапол и горбыль использовались при строительстве для экономии, при этом для получения ровных краев и одинаковой ширины изделия приходилось дополнительно строгать и опиливать.
К пилопродукции относятся шпалы (обрезные и необрезные), обапол и горбыль. Шпала используется в железнодорожном строительстве, дерево пропитывается продуктами нефтяной промышленности, обапол и горбыль имеют одну пропиленную сторону, другую — необработанную или частично пропиленную. Такие материалы часто используются в горной промышленности для сооружения временных конструкций. Раньше из-за дефицита качественного строительного материала обапол и горбыль использовались при строительстве для экономии, при этом для получения ровных краев и одинаковой ширины изделия приходилось дополнительно строгать и опиливать. 




 Недобросовестные производители и продавцы злоупотребляют правилами сортировки погонажа, чтобы повысить свою прибыль. Поэтому, если вы хотите купить лесоматериалы по выгодным ценам и с гарантией их качества – обращайтесь к ответственным производителям.
Недобросовестные производители и продавцы злоупотребляют правилами сортировки погонажа, чтобы повысить свою прибыль. Поэтому, если вы хотите купить лесоматериалы по выгодным ценам и с гарантией их качества – обращайтесь к ответственным производителям.

 По своей природе древесина не имеет однородной консистенции и поэтому будет содержать дефекты, которые влияют на внешний вид пиломатериала, созданного из древесного материала, а также могут влиять на структурные характеристики. В США пиломатериалам присваивается сорт, который устанавливает меру постоянства конечной продукции, производимой лесопильными заводами. Эти сорта используются как для определения качества поставляемых пиломатериалов, так и для предоставления покупателю средств для оценки стоимости и потерь, связанных с выбором данного сорта продукта в качестве сырья.
По своей природе древесина не имеет однородной консистенции и поэтому будет содержать дефекты, которые влияют на внешний вид пиломатериала, созданного из древесного материала, а также могут влиять на структурные характеристики. В США пиломатериалам присваивается сорт, который устанавливает меру постоянства конечной продукции, производимой лесопильными заводами. Эти сорта используются как для определения качества поставляемых пиломатериалов, так и для предоставления покупателю средств для оценки стоимости и потерь, связанных с выбором данного сорта продукта в качестве сырья.
 Эти деревья содержат сосуды, которые служат транспортным механизмом для воды, и имеют поры на своей поверхности, что приводит к более сложному и интересному рисунку зерен в этой древесине, в зависимости от размера пор. Эта характеристика делает их предпочтительными породами древесины для использования в деревообработке. Деревья лиственных пород растут медленнее, чем хвойные, что способствует их большей плотности, что делает эти леса более прочными и долговечными. Это свойство позволяет использовать их в производстве мебели, краснодеревщиков, напольных покрытий и других строительных работах, где долговечность службы имеет первостепенное значение. Пиломатериалы из лиственных пород, как правило, дороже, чем пиломатериалы из хвойных пород, что обусловлено более ограниченным предложением из-за более медленного роста деревьев и ценности прочности материала.
Эти деревья содержат сосуды, которые служат транспортным механизмом для воды, и имеют поры на своей поверхности, что приводит к более сложному и интересному рисунку зерен в этой древесине, в зависимости от размера пор. Эта характеристика делает их предпочтительными породами древесины для использования в деревообработке. Деревья лиственных пород растут медленнее, чем хвойные, что способствует их большей плотности, что делает эти леса более прочными и долговечными. Это свойство позволяет использовать их в производстве мебели, краснодеревщиков, напольных покрытий и других строительных работах, где долговечность службы имеет первостепенное значение. Пиломатериалы из лиственных пород, как правило, дороже, чем пиломатериалы из хвойных пород, что обусловлено более ограниченным предложением из-за более медленного роста деревьев и ценности прочности материала.
 alsc.org) является органом, разработавшим и поддерживающим Американский стандарт на пиломатериалы хвойных пород PS 20 под эгидой Министерства торговли США.
alsc.org) является органом, разработавшим и поддерживающим Американский стандарт на пиломатериалы хвойных пород PS 20 под эгидой Министерства торговли США. Красит хорошо.
Красит хорошо.


 Всякий раз, когда требуются высокопрочные расчетные значения, используйте, например, фермы из инженерной древесины.
Всякий раз, когда требуются высокопрочные расчетные значения, используйте, например, фермы из инженерной древесины. Этот сорт применяется для пиломатериалов при вертикальном использовании, например, при использовании в несущих стенах.
Этот сорт применяется для пиломатериалов при вертикальном использовании, например, при использовании в несущих стенах. Американский совет по экспорту древесины лиственных пород (https://www.ahec.org/) разработал Иллюстрированное руководство по сортам пиломатериалов лиственных пород США, которое обеспечивает основу для системы классификации, стандартов измерения и описания характеристик и дефектов, связанных с десятью из обычных лиственных пород в использовании.
Американский совет по экспорту древесины лиственных пород (https://www.ahec.org/) разработал Иллюстрированное руководство по сортам пиломатериалов лиственных пород США, которое обеспечивает основу для системы классификации, стандартов измерения и описания характеристик и дефектов, связанных с десятью из обычных лиственных пород в использовании. Таким образом, высшие сорта дают самые большие или самые длинные чистые куски для использования, в то время как более низкие или обычные сорта требуют дополнительных разрезов для получения чистых кусков, которые, таким образом, будут иметь тенденцию быть короче или меньше.
Таким образом, высшие сорта дают самые большие или самые длинные чистые куски для использования, в то время как более низкие или обычные сорта требуют дополнительных разрезов для получения чистых кусков, которые, таким образом, будут иметь тенденцию быть короче или меньше. Этот сорт часто смешивают с FAS при продаже в согласованном процентном соотношении, например, 80% FAS / 20% F1F.
Этот сорт часто смешивают с FAS при продаже в согласованном процентном соотношении, например, 80% FAS / 20% F1F. Этот сорт часто выбирается для использования в производстве напольных покрытий из твердой древесины, а также находит применение в производстве небольших компонентов мебели. Для общего класса Number 2A требуется:
Этот сорт часто выбирается для использования в производстве напольных покрытий из твердой древесины, а также находит применение в производстве небольших компонентов мебели. Для общего класса Number 2A требуется:

 Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок.
Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок. В производстве мы используем следующие материалы:
В производстве мы используем следующие материалы: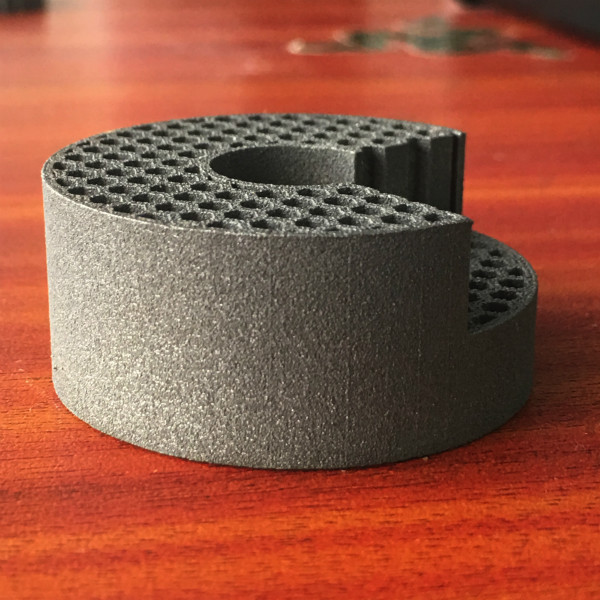
 К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях:
К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях: А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.
А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.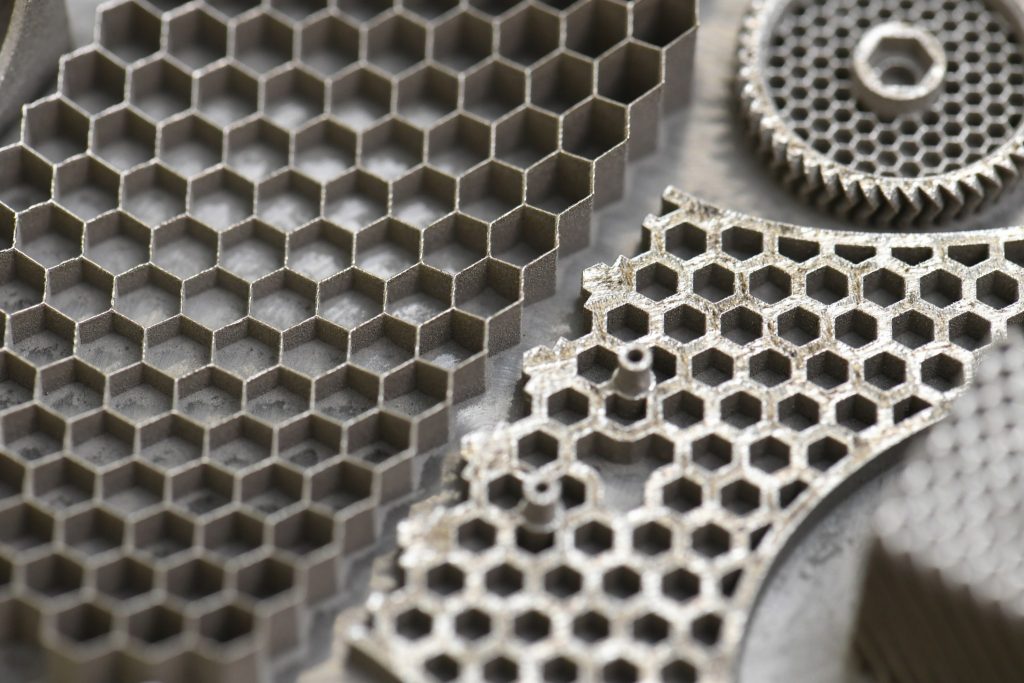 Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.
Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.  В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий.
В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий. 
 Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания.
Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания. 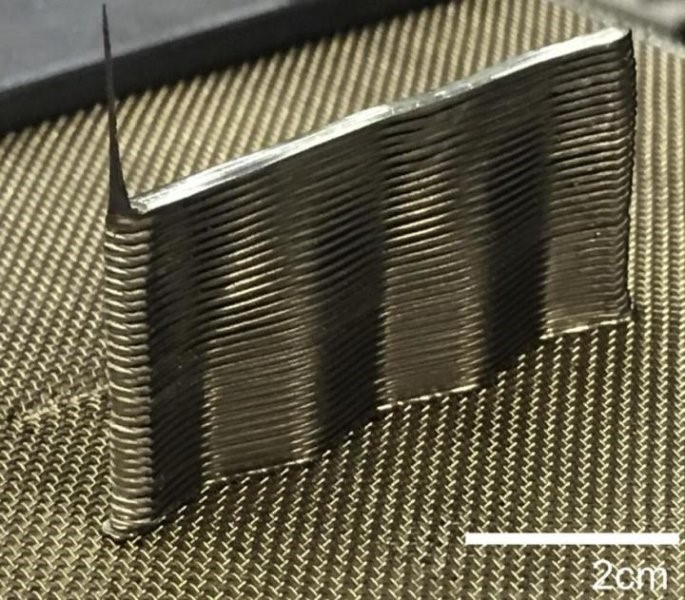
 Тем не менее, такой металл быстрее становится «уставшим».
Тем не менее, такой металл быстрее становится «уставшим».  Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике.
Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике. 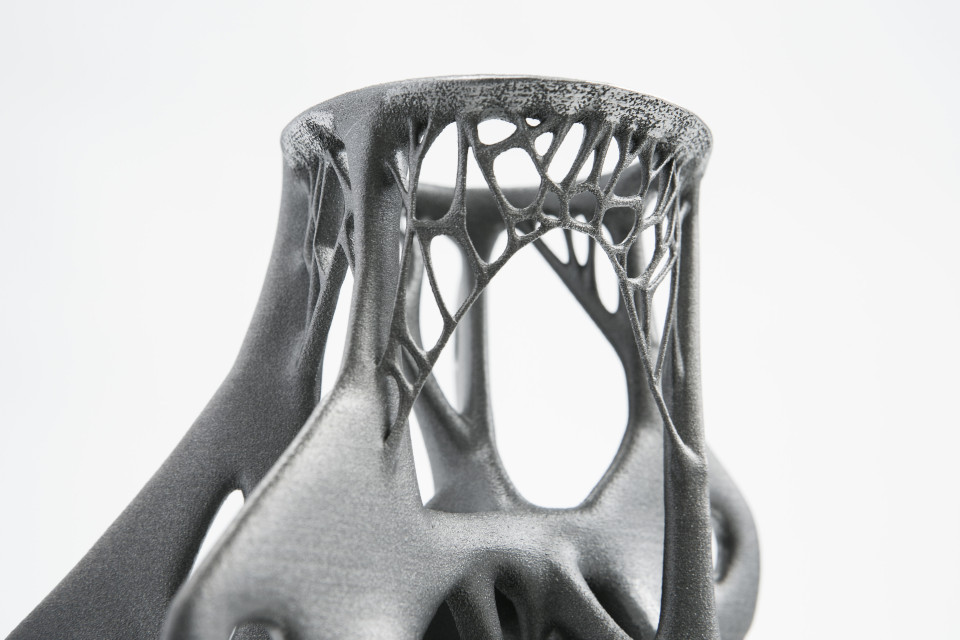 Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий.
Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий. 
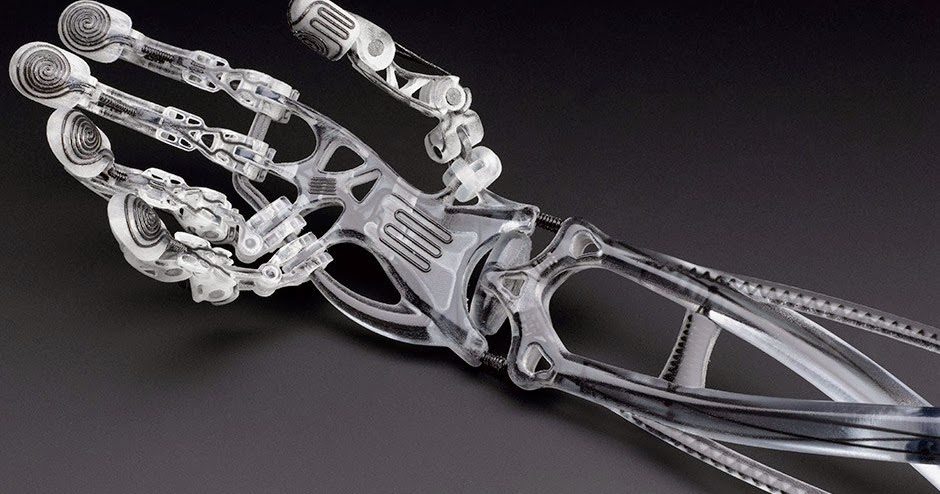





 3680. Цифровые фабрики x
3680. Цифровые фабрики x 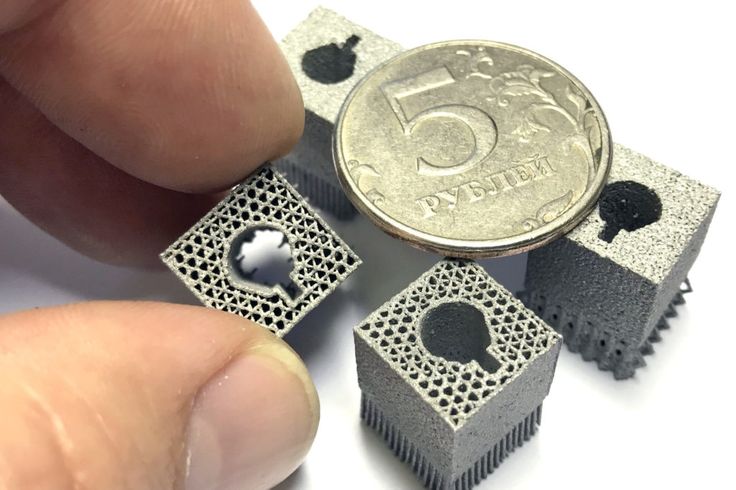 Ряд металлов производят конечные детали, которые можно использовать для конечных применений.
Ряд металлов производят конечные детали, которые можно использовать для конечных применений.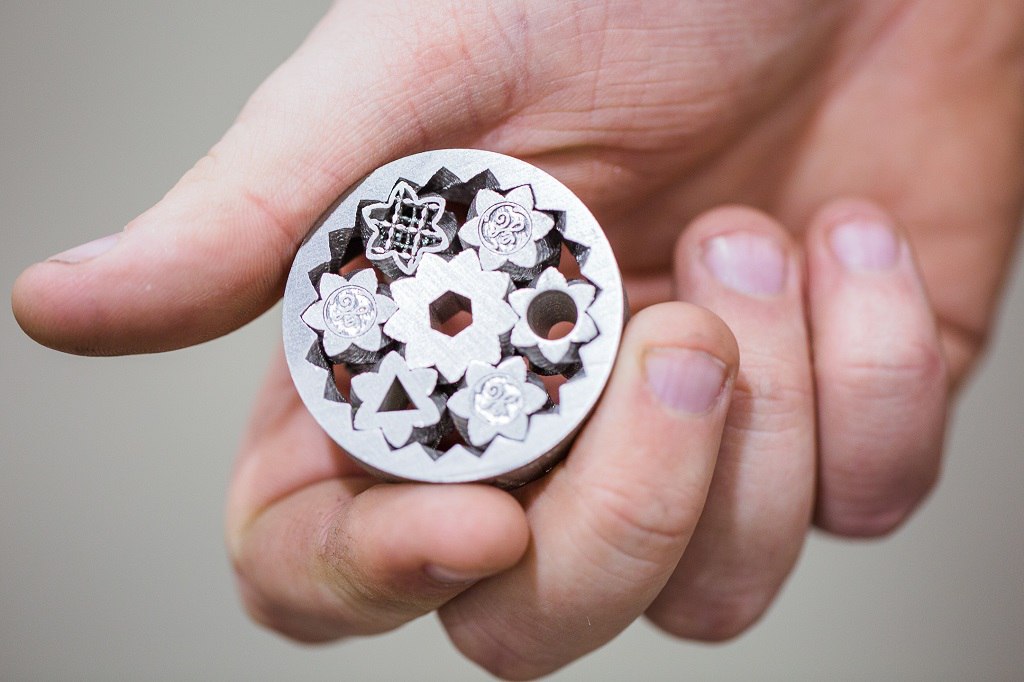
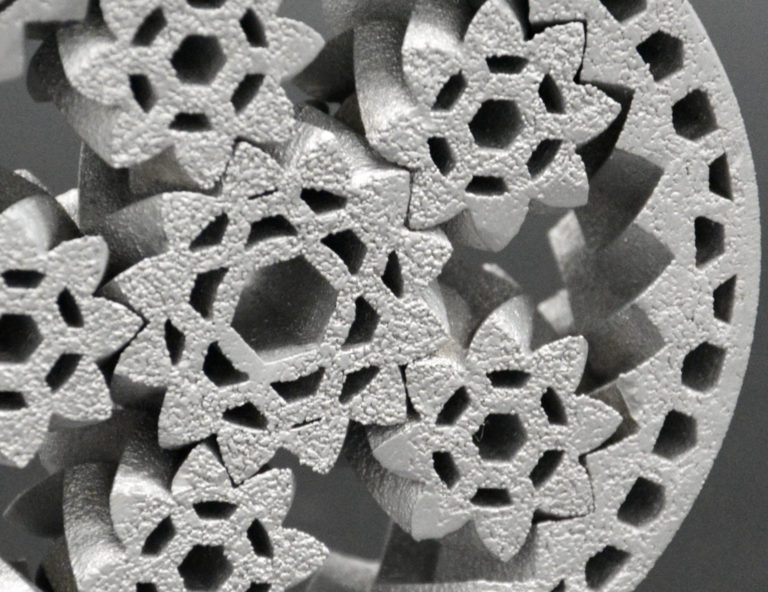 В зависимости от материала возможна различная термообработка.
В зависимости от материала возможна различная термообработка. Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения.
Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения. Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости.
Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости. Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений.
Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей. 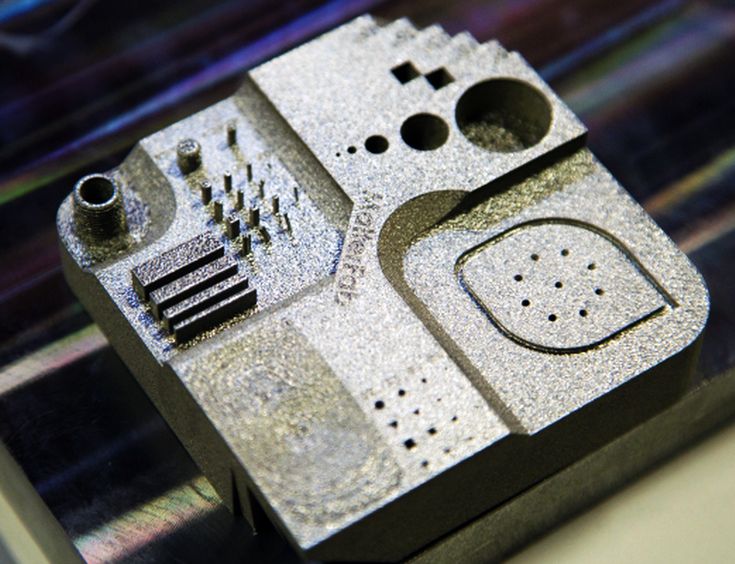



 Этот материал часто можно разрезать и одним движением с помощью универсального ножа.
Этот материал часто можно разрезать и одним движением с помощью универсального ножа.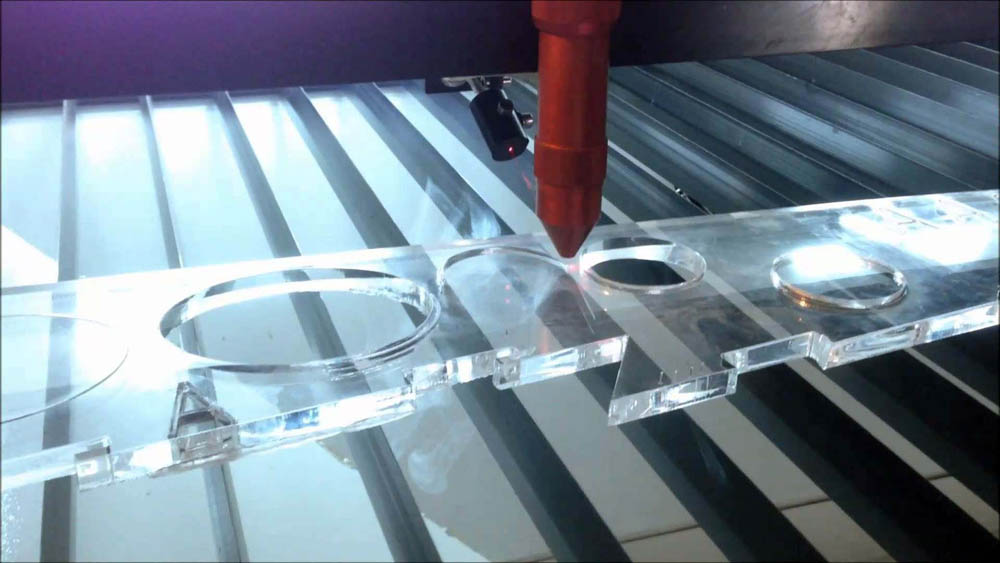


 Буквы с пространством внутри (например, A, O, B) должны иметь ссылку, которая соединяет внутреннее и внешнее пространство. Если планируется порезка тонких листов, то стоит учитывать, что острые углы могут ломаться. Решение заключается в том, чтобы добавить маленькое отверстие в каждый острый угол. Это позволит распределить напряжение по всей поверхности.
Буквы с пространством внутри (например, A, O, B) должны иметь ссылку, которая соединяет внутреннее и внешнее пространство. Если планируется порезка тонких листов, то стоит учитывать, что острые углы могут ломаться. Решение заключается в том, чтобы добавить маленькое отверстие в каждый острый угол. Это позволит распределить напряжение по всей поверхности. Хорошо, когда есть специальные инструменты для обработки каждого. Но так бывает не всегда, чаще используется уже имеющийся универсальный набор. Разберемся, как и чем резать оргстекло в домашних условиях, чтобы получить точный рез и не испортить заготовку.
Хорошо, когда есть специальные инструменты для обработки каждого. Но так бывает не всегда, чаще используется уже имеющийся универсальный набор. Разберемся, как и чем резать оргстекло в домашних условиях, чтобы получить точный рез и не испортить заготовку.  Лезвие электроинструмента в процессе разрезания греется и нагревает обрабатываемую деталь. Температура довольно быстро переходит точку плавления. Оргстекло плавится, его частички налипают на режущий узел, что затрудняет работу. Поэтому желательно использовать охлаждение. Так, на производстве проводится обдув струей холодного воздуха или подается вода. В домашней мастерской обычно используется последний метод.
Лезвие электроинструмента в процессе разрезания греется и нагревает обрабатываемую деталь. Температура довольно быстро переходит точку плавления. Оргстекло плавится, его частички налипают на режущий узел, что затрудняет работу. Поэтому желательно использовать охлаждение. Так, на производстве проводится обдув струей холодного воздуха или подается вода. В домашней мастерской обычно используется последний метод.
 Для обработки выбирают лезвие с частыми мелкими зубцами. Сначала заготовку размечают, проводят на ней линию отреза. Чаще всего это прямая. Вырезать криволинейную деталь ножовкой очень сложно. Разметку хорошо выполнять фломастером либо маркером. Он оставляет четкий след.Можно поступить иначе. Процарапать линию острым гвоздем или ножом. Пилить нужно медленно, не допуская сильного нагрева детали. Для предотвращения залипания лезвия рекомендуется периодически поливать участок резания холодной водой. Срез от ножовки получается неровный, требует доработки шлифованием.
Для обработки выбирают лезвие с частыми мелкими зубцами. Сначала заготовку размечают, проводят на ней линию отреза. Чаще всего это прямая. Вырезать криволинейную деталь ножовкой очень сложно. Разметку хорошо выполнять фломастером либо маркером. Он оставляет четкий след.Можно поступить иначе. Процарапать линию острым гвоздем или ножом. Пилить нужно медленно, не допуская сильного нагрева детали. Для предотвращения залипания лезвия рекомендуется периодически поливать участок резания холодной водой. Срез от ножовки получается неровный, требует доработки шлифованием.  Затем кладут ее на край стола или верстака и точным движением обламывают край.
Затем кладут ее на край стола или верстака и точным движением обламывают край.
 Таким простым способом можно добиться прозрачного и ровного отреза.
Таким простым способом можно добиться прозрачного и ровного отреза.  Иногда к верхнему концу прикрепляют ручку, к нижнему — грузик. Таким приспособлением удобно выполнять криволинейные вертикальные резы, вырезать сложные фигуры.
Иногда к верхнему концу прикрепляют ручку, к нижнему — грузик. Таким приспособлением удобно выполнять криволинейные вертикальные резы, вырезать сложные фигуры.  Цветной акрил выпускается в различных стилях, а прозрачные акриловые листы обеспечивают оптическую прозрачность, сравнимую со стеклом. Инкапсулированные со стеклянной прозрачностью, прочностью и стойкостью, работа с акриловыми листами (руководство по выбору пластика) не требует специальных навыков и методов. Эти листы можно резать стандартными инструментами для мастерских, включая:
Цветной акрил выпускается в различных стилях, а прозрачные акриловые листы обеспечивают оптическую прозрачность, сравнимую со стеклом. Инкапсулированные со стеклянной прозрачностью, прочностью и стойкостью, работа с акриловыми листами (руководство по выбору пластика) не требует специальных навыков и методов. Эти листы можно резать стандартными инструментами для мастерских, включая: Однако этот метод требует большей концентрации по сравнению с электрическими пилами. Для достижения наилучшего результата рекомендуется использовать пилу с одинаковыми зубьями.
Однако этот метод требует большей концентрации по сравнению с электрическими пилами. Для достижения наилучшего результата рекомендуется использовать пилу с одинаковыми зубьями.
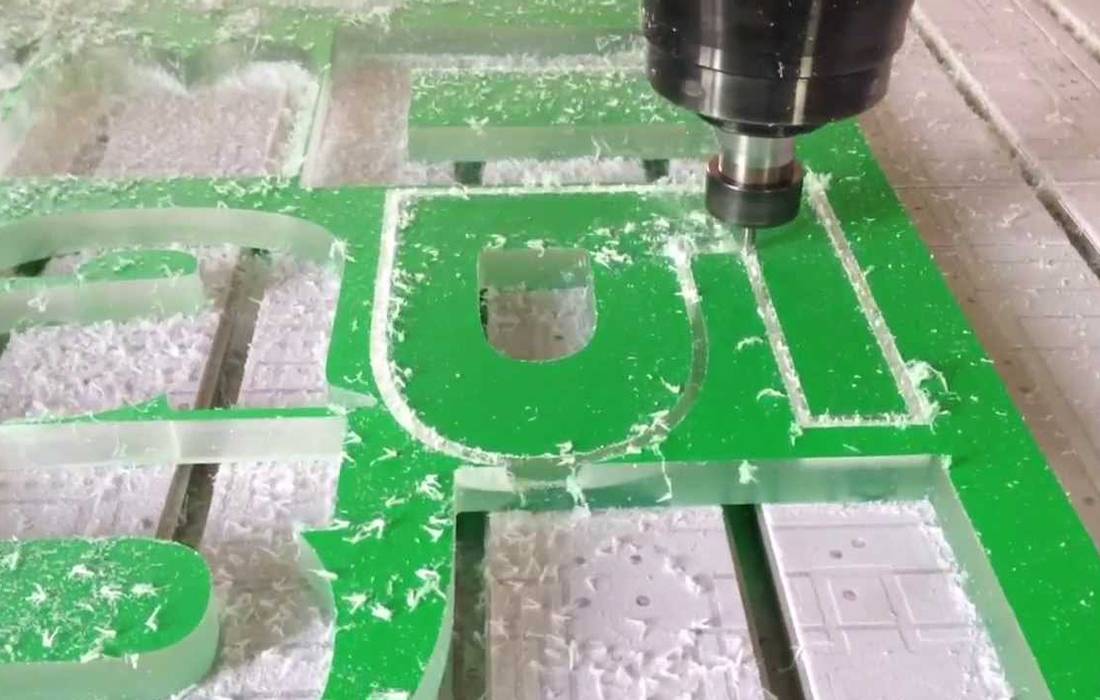 Лазерная резка является одним из предпочтительных вариантов для вырезания желаемого дизайна. Подключенный к компьютеру лазерный резак работает как принтер для переноса дизайна/изображения на кусок акрила. Если вам нужно создать сложные, замысловатые и креативные формы из акрила, лазер, вероятно, будет лучшим вариантом.
Лазерная резка является одним из предпочтительных вариантов для вырезания желаемого дизайна. Подключенный к компьютеру лазерный резак работает как принтер для переноса дизайна/изображения на кусок акрила. Если вам нужно создать сложные, замысловатые и креативные формы из акрила, лазер, вероятно, будет лучшим вариантом. Этот метод работает только с прямыми резами. Все, что вам нужно, это тонкий акриловый лист, поверочная линейка, которая длиннее вашего разреза, зажимы и подрезной нож.
Этот метод работает только с прямыми резами. Все, что вам нужно, это тонкий акриловый лист, поверочная линейка, которая длиннее вашего разреза, зажимы и подрезной нож. Убедитесь, что вы придерживаетесь той же линии, и используйте острое лезвие. На толстом листе плексигласа придется больше резать. Предупреждение : это будет издавать ужасный звук, как ногти по классной доске!
Убедитесь, что вы придерживаетесь той же линии, и используйте острое лезвие. На толстом листе плексигласа придется больше резать. Предупреждение : это будет издавать ужасный звук, как ногти по классной доске!
 Иногда помогает сначала наклеить на линию разреза полоску малярного скотча.
Иногда помогает сначала наклеить на линию разреза полоску малярного скотча.


 д. Способ крепления опорной плиты распорной штангой осуществляется в стесненных замкнутых помещениях и производится с помощью механического замка и кронштейна.
д. Способ крепления опорной плиты распорной штангой осуществляется в стесненных замкнутых помещениях и производится с помощью механического замка и кронштейна.
 В зависимости от диаметра, глубины или места алмазного сверления отверстий подбирается тот или иной гидравлический агрегат.
В зависимости от диаметра, глубины или места алмазного сверления отверстий подбирается тот или иной гидравлический агрегат. Сфера их применения существенно ограничена ввиду относительно небольшой максимальной мощности.
Сфера их применения существенно ограничена ввиду относительно небольшой максимальной мощности.
 ; и расходного алмазного инструмента (алмазных буровых коронок).
; и расходного алмазного инструмента (алмазных буровых коронок). 10 кг
10 кг 80 кг
80 кг
 2022 г.
2022 г. 2022 г.
2022 г. 2023 г.
2023 г.
 монтаж различных видов герметика: силиконовый, термогерметик, эпоксидный, компрессионный, выполненный
монтаж различных видов герметика: силиконовый, термогерметик, эпоксидный, компрессионный, выполненный Большая часть бетона, удаляемого с наших строительных площадок, перерабатывается и используется для основания дорог. Помимо переработки остатков бетона, Diamond Drilling and Sawing Company перерабатывает все стальные биты и лезвия, масло, гидравлическую жидкость, трансмиссионную жидкость и антифриз.
Большая часть бетона, удаляемого с наших строительных площадок, перерабатывается и используется для основания дорог. Помимо переработки остатков бетона, Diamond Drilling and Sawing Company перерабатывает все стальные биты и лезвия, масло, гидравлическую жидкость, трансмиссионную жидкость и антифриз. Компания Diamond Drilling and Sawing контролирует всех своих операторов, а также их влияние на проект и прилегающую территорию. Принимаются во внимание шум, окружающая среда и ситуационные проблемы. Мы делаем все возможное, чтобы гарантировать отсутствие дополнительных головных болей в результате нашего участия в проекте.
Компания Diamond Drilling and Sawing контролирует всех своих операторов, а также их влияние на проект и прилегающую территорию. Принимаются во внимание шум, окружающая среда и ситуационные проблемы. Мы делаем все возможное, чтобы гарантировать отсутствие дополнительных головных болей в результате нашего участия в проекте.
 Краткое описание: наибольший диаметр детали обрабатываемой над станиной / суппортом — 1600 / 1040 мм; наибольшая длина обрабатываемой…
Краткое описание: наибольший диаметр детали обрабатываемой над станиной / суппортом — 1600 / 1040 мм; наибольшая длина обрабатываемой… ру) реализует Thermal-Spray-Tek AKH-O-543 — струйно-абразивная камера обитаемая б/у. Краткое описание: размер камеры, длина / ширина / высота — 5000 / 4000 / 3000 мм;…
ру) реализует Thermal-Spray-Tek AKH-O-543 — струйно-абразивная камера обитаемая б/у. Краткое описание: размер камеры, длина / ширина / высота — 5000 / 4000 / 3000 мм;… Краткое описание: энергия удара — 50 кДж; номинальная масса падающих частей -…
Краткое описание: энергия удара — 50 кДж; номинальная масса падающих частей -… в.LVD Orion-3015…
в.LVD Orion-3015… ..
.. 06.2022
06.2022 ру) реализует JUNG HF50RD – плоскошлифовальный станок б/у, год выпуска — 1971. Краткое описание: параметры стола — 200х600 мм; наибольшая высота детали — 230 мм; в…
ру) реализует JUNG HF50RD – плоскошлифовальный станок б/у, год выпуска — 1971. Краткое описание: параметры стола — 200х600 мм; наибольшая высота детали — 230 мм; в… Краткое описание: размер стола — 240х800 мм; состояние — комплектное,…
Краткое описание: размер стола — 240х800 мм; состояние — комплектное,… Краткое описание: усилие — 100 тонн; рабочая длина гиба — 3100…
Краткое описание: усилие — 100 тонн; рабочая длина гиба — 3100… Краткое описание:…
Краткое описание:… ..
.. , 1959, вып. 9, с. 82.
, 1959, вып. 9, с. 82. «>
«> «>
«> «>
«> «>
«> М.: Машиностроение, 2006.
М.: Машиностроение, 2006. «>
«> «>
«> «>
«> Ф., Зюков-Батырев Г.Д., Ратнер Я.Л. Применение титана в народном хозяйстве . Киев: Техника, 1975. 9 0007
Ф., Зюков-Батырев Г.Д., Ратнер Я.Л. Применение титана в народном хозяйстве . Киев: Техника, 1975. 9 0007 Промышленн. , 1988, вып. 2, стр. 43–44.
Промышленн. , 1988, вып. 2, стр. 43–44. «>
«> «>
«> , Адачи К. и Огава К., Низкочастотное вибрационное сверление сплава Ti-6Al-4V, Keikinzoku (J.Jap. Inst. Light Metals) , 1992, vol. 42, стр. 633–637.
, Адачи К. и Огава К., Низкочастотное вибрационное сверление сплава Ti-6Al-4V, Keikinzoku (J.Jap. Inst. Light Metals) , 1992, vol. 42, стр. 633–637. Немногие материалы так же важны в сегодняшних (и завтрашних) отраслях, как титан и титановые сплавы. Авиационные турбины и конструкционные компоненты, компоненты двигателей и медицинские приложения, такие как замена суставов, ортопедические штифты, винты и устройства для фиксации костей, — это лишь некоторые из важнейших применений титана.
Немногие материалы так же важны в сегодняшних (и завтрашних) отраслях, как титан и титановые сплавы. Авиационные турбины и конструкционные компоненты, компоненты двигателей и медицинские приложения, такие как замена суставов, ортопедические штифты, винты и устройства для фиксации костей, — это лишь некоторые из важнейших применений титана.
 Обработка мгновенно адаптируется, защищая как часть шпинделя, так и инструмент.
Обработка мгновенно адаптируется, защищая как часть шпинделя, так и инструмент.