Бабка станка: Передняя бабка токарного станка.
Передняя бабка токарного станка.
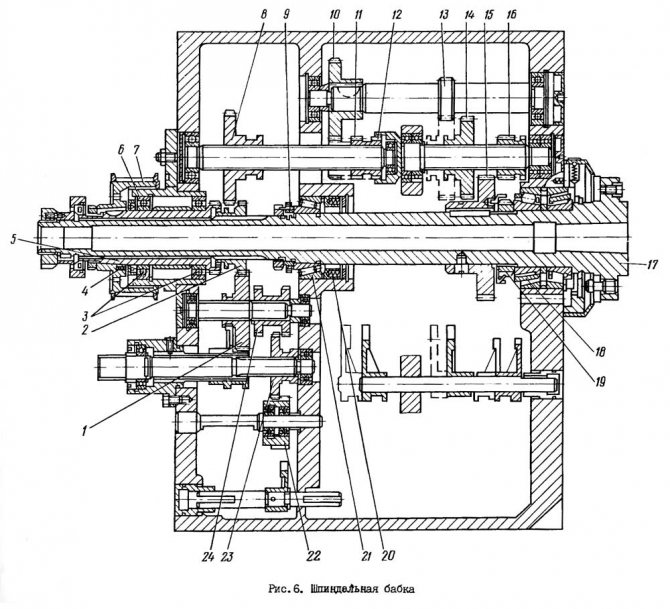
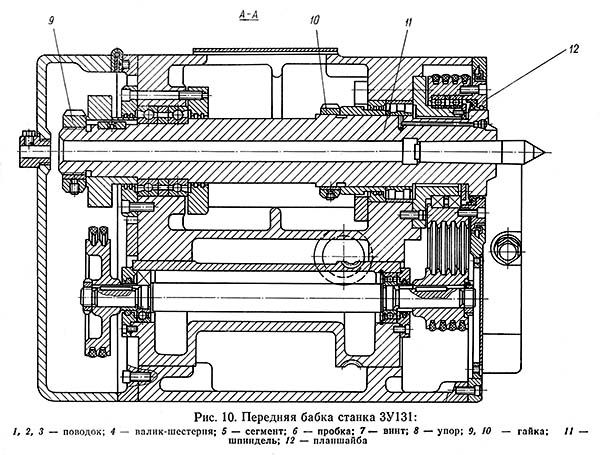
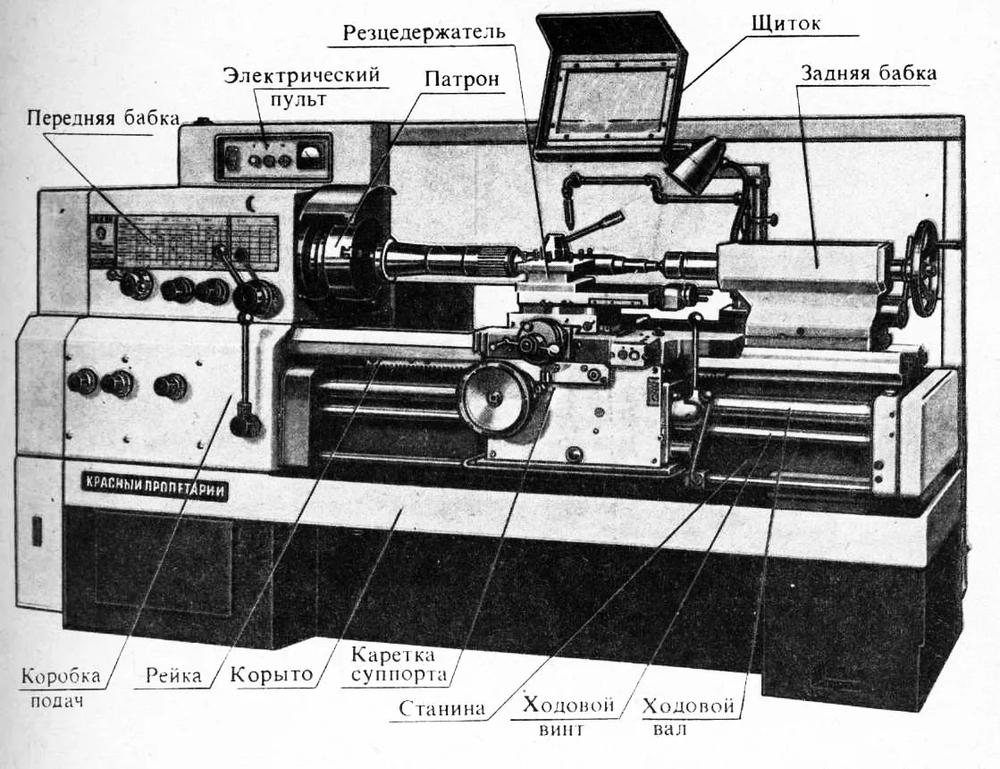
Передняя бабка токарного станка представляет собой чугунный корпус, закрепленный на левой стороне станины. Назначение передней бабки — осуществление главного движения станка: передача вращающего момента от электродвигателя шпинделя к обрабатываемой заготовке с заданной скоростью и крутящим моментом. В данной статье будут рассмотрены шпинделя «традиционной» компановки, т.е. с коробкой скоростей.
рис. Развертка шпиндельной бабки токарного станка с ручным переключением трех диапазонов
В передней бабке размещены коробка переключения скоростей и шпиндель, с закрепленным на торце патроном для зажима заготовки. Насос подачи смазки обеспечивает подачу чистого масла в точки смазки, обеспечивая длительность эксплуатации оборудования в тяжелонагруженных режимах. Для контроля прохождения смазки есть смотровые глазки и, как опция, реле протока. Корпус передней бабки закрыт защитными кожухами, для предотвращения разлета стружки и СОЖ.
Коробка скоростей
Коробка скоростей — это набор зубчатых шестерен, валов и подшипников для реализации передачи усилия вращения от электродвигателя к закрепленной заготовке.
Переключение скоростей производится автоматически или оператором — рукоятками, выведенными на переднюю панель передней бабки. При этом различное сочетание вошедших в зацепление шестерен определяет число оборотов шпинделя в единицу времени. Регулировка оборотов внутри диапазона — реализуется бесступенчато — от электродвигателя шпинделя..
Кроме зубчатых передач в современных станках для привода шпинделя может применяться бесступенчатый метод, т.е. шпиндель всегла вращается в одном диапазоне. Использование приводного электродвигателя с регулируемой скоростью вращения позволяет подавать крутящий момент на шпиндель, небольшой рост момента достигается использованием шкивов разного диаметра. При этом шпиндель может вращаться с любой скоростью в диапазоне, ограниченном характеристиками станка, конструкция передней бабки становится более компактной. * (мин шаг приращения скорости — 1 об/мин).
* (мин шаг приращения скорости — 1 об/мин).
Решение без коробки скоростей позволяет получить выигрыш в максимальной скорости вращения шпинделя, уменьшает вибрации и шум станка.
Шпиндель
Шпиндель — это вращающийся вал, на переднем конце которого установлен патрон для зажима заготовок. Вращается шпиндель в высокоточных подшипниках качения. Для устранения зазоров передняя опоры необходимо произвести регулировку подшипника. Чаще всего это двухрядный роликовый подшипник, с конической посадкой на шпиндель.
Настройка подшипника осуществляется специальной гайкой. При затягивании гайки внутреннее кольцо смещается по шпинделю, устраняя зазоры, образовавшиеся в процессе эксплуатации. Задняя опора шпинделя вращается одном или нескольких подшипниках, имеющих аналогичную регулировку.
Чем больше размер подшипника, тем большее усилие может выдерживать шпиндель, но тем более тихоходным он становится.
Требования к шпиндельному узлу
Шпиндельный узел является основным элементом токарного станка. От его состояния зависит качество обработки деталей и производительность. Рассмотрим требования, предъявляемые к шпинделю:
-
Точность вращения. Задается соответствующими стандартами. Этот параметр зависит от типа и назначения станка, класса точности. Оказывает влияние на чистоту поверхности и цилиндричность готовых деталей. -
Жесткость шпинделя. Также должна определяться соответствующими стандартами. Обычно допустимая деформация шпинделя определяется по его радиальному биению. Величина биения должна быть меньше величины, указанной в приложении к приемке станка.. -
Виброустойчивость. Эта характеристика влияет на качество готовых изделий. -
Быстроходность шпинделя. Чем больше скорость вращения, тем выше качество обрабатываемой поверхности.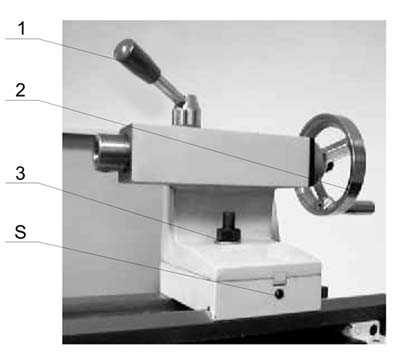 Быстроходность зависит от конструктивных особенностей и назначения станка.
Быстроходность зависит от конструктивных особенностей и назначения станка. -
Несущая способность. Зависит от исполнения шпиндельных опор и правильной подачи смазочных жидкостей. -
Долговечность. Этот параметр напрямую зависит от качества подшипников, в которых вращается шпиндель и качсетва поступающей смазки. -
Допустимый нагрев подшипников. Определяется классом точности станка, температурой окружающей среды, временем и циклом работы..
Конструкции шпиндельных узлов
Конструкции шпиндельных узлов различаются по многим параметрам: по выполнению конкретных работ и точности их выполнения, габаритам и, как следствие, передаваемой мощности, способу передачи крутящего момента и скорости вращения.
В современных скоростных станках вращение шпинделя уже невозможно в традиционных подшипниках.
Настройка станка
Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Перед началом настройки все органы управления устанавливаются в нейтральное положение.
Первыми настраиваются кинематические цепи главного движения: производится установка органов управления в положение, соответствующее требуемой скорости вращения шпинделя. Эта величина будет определять скорость резания.
Устанавливаемая частота вращения шпинделя определяется рациональностью определенных режимов обработки конкретных изделий. Кроме скорости вращения шпинделя важную роль при обработке имеют величины и скорости подач режущего инструмента.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
задняя и передняя.
 Что это такое?
Что это такое?
Главная
» Статьи
» Статьи по металлообработке
» Токарные станки по металлу
» Бабки токарного станка: задняя и передняя. Что это такое?
05.02.2021
Токарные станки по металлу
Просмотров: 4261
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.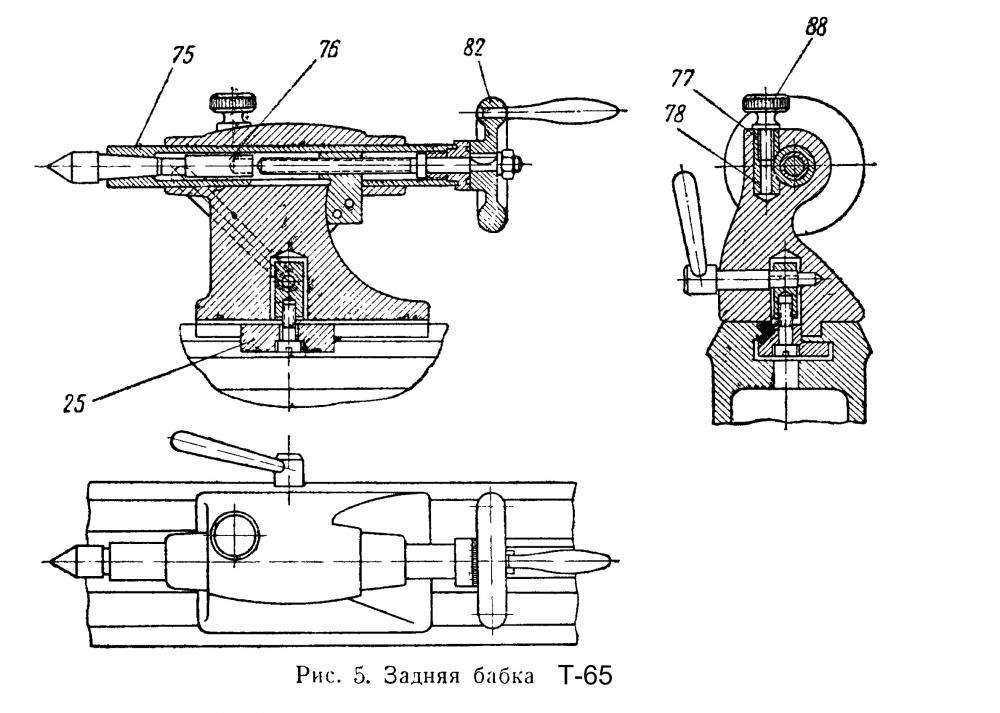
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
пример — шпиндель «картриджного» типа
|
пример — шпиндель с валами и шестернями коробки скоростей
|
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Топ 6 токарных станков с ЧПУ
08.09.2020
Просмотров: 2307
Топ 6 токарных станков с ЧПУ. Представляем Вашему вниманию сравнительную таблицу оборудования с ЧПУ.
Токарные станки по металлу
Школьный токарный станок для металлообработки
27.08.2020
Просмотров: 750
Главные преимущества школьных станков – простая конструкция, широкие возможности для выполнения различных токарных работ, практичность и неприхотливость в обслуживании. При этом есть ряд требований к монтажу и непосредственной эксплуатации агрегатов, которые необходимо учитывать.
Токарные станки по металлу
Топ 7 токарно-карусельных станков по металлу
08.09.2020
Просмотров: 728
Топ 7 токарно-карусельных станков по металлу. Сравнение по производителям и основным характеристикам.
Токарные станки по металлу
Что такое головка грифа для гитары? Объяснение всех различных типов
Головка грифа гитары (или просто «голова») является жизненно важной частью гитары. Это также одна из самых заметных частей, которая придает разным гитарам свой уникальный характер.
Каждый тип гитары и марки имеет узнаваемую головку грифа и наклейку. А поскольку на передней бабке размещены колки, колки, струнные деревья и многое другое, важно, чтобы гитара работала и звучала так, как она работает.
Итак, если вам интересно узнать больше о гитарном пластике, продолжайте читать. Мы рассмотрим, что такое головка грифа для гитары, для чего она нужна, где ее можно найти, почему она важна и какие бывают ее типы.
Содержание
Что такое передняя бабка гитары
Передняя бабка — это верхняя часть гитары, на которой крепятся колки, клавиши, стойки и струнные деревья. Он удерживает струны на месте и позволяет настраивать гитару, поворачивая клавиши настройки, чтобы увеличить или уменьшить натяжение струн.
На головке грифа также имеется наклейка или логотип производителя гитары. Каждая марка гитары имеет уникальную наклейку и форму головки грифа.
Основная причина использования разных типов головок грифа не только эстетична — они хорошо выглядят, — но и позволяет отличать отдельные марки гитар друг от друга. Например, очень легко увидеть разницу между передней бабкой Fender и передней бабкой Gibson, что упрощает их идентификацию.
Например, очень легко увидеть разницу между передней бабкой Fender и передней бабкой Gibson, что упрощает их идентификацию.
Крупные производители гитар не хотят, чтобы вы путали их гитары! Они хотят быть уникальными и выделяться.
Что такое обратная передняя бабка
Обратная передняя бабка — это передняя бабка, которая в основном перевернута. На обычной грифе колки и ключи направлены вверх и находятся на верхней стороне грифа. На обратной бабке они находятся под головой и обращены вниз.
Они чаще встречаются в металлических гитарах, таких как Jackson и Ibanez, но их можно найти и в большинстве марок гитар.
Преимущества обратных передних бабок спорны, но утверждается, что стабильность настройки выше. Кроме того, струны баса находятся под более высоким натяжением, а струны высоких частот — с меньшим натяжением. Это может облегчить сгибание басовых струн и усложнить струны высоких частот.
Но по большей части причина, по которой люди предпочитают перевернутые бабки, кроется в эстетике: они разные, выделяются и выглядят круто и интересно.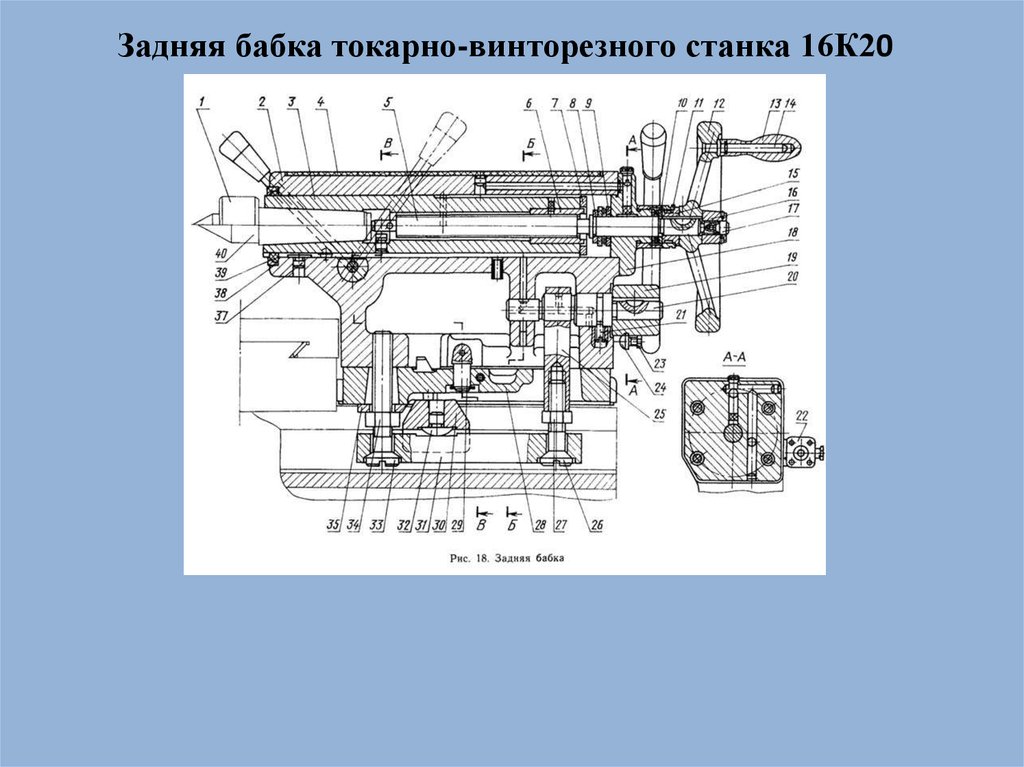
Обратная передняя бабка на Schecter
Где находится передняя бабка на гитаре
Передняя бабка может располагаться в верхней части грифа. Здесь начинаются (или заканчиваются) струны, в зависимости от вашего взгляда на гитару.
Головку грифа можно определить, проследив за струнами от бриджа вверх по грифу до точки, где они заканчиваются. Та часть дерева, где заканчиваются струны и находятся колки для настройки, является головкой грифа.
Детали передней бабки гитары
На передней бабке находятся многие из наиболее важных частей гитары. Ниже приведены основные детали, из которых состоит передняя бабка:
- Колки/колышки – используются для настройки струн. Они изменяют натяжение струн, когда вы поворачиваете их, повышая или понижая высоту тона.
- Настроечные стойки – это металлические или деревянные стойки, на которые наматываются струны и которые удерживаются на месте.
- Растяжки для струн – распорки для струн представляют собой маленькие металлические крючки, удерживающие струны под правильным углом после того, как они проходят над порожком.

- Гайка – гайка находится чуть ниже передней бабки и между ней и грифом. Струны проходят над порожком и через прорезанные в нем канавки, удерживая их на одной линии.
- Анкерный стержень – Анкерный стержень представляет собой металлический стержень или стержень, проходящий через центр шеи. Его можно отрегулировать так, чтобы он противостоял натяжению струн на грифе гитары. Как и гайка, анкерный стержень технически не является частью передней бабки. Просто доступ к нему осуществляется через переднюю бабку (ищите отверстие прямо над гайкой — там находится анкерный стержень, и вы используете шестигранный ключ, чтобы повернуть его).
- Наклейка/логотип – почти всегда находится на передней бабке. Посмотрите на головку грифа большинства гитар, и вы увидите наклейку с указанием марки гитары и, возможно, типа, например, «Stratocaster».
Для получения дополнительной информации об анатомии гитары см. наше руководство по частям гитары.
наше руководство по частям гитары.
Почему важна передняя бабка?
Головка грифа очень важна, потому что она удерживает некоторые из наиболее важных частей гитары. Без передней грифа и частей, которые на нем размещены, гитара не будет удерживать струны на месте или с каким-либо натяжением. Без него вы бы не смогли настроить гитару.
Кроме того, на стабильность строя и сустейн гитары напрямую влияет качество головки грифа. Если головка грифа сделана из более мягкого материала, это может сделать сустейн более грязным, так как он гасит вибрации струн. Более прочный и жесткий материал передней бабки должен давать лучший и более длительный сустейн.
И чисто визуально вам было бы труднее отличить гитару без отдельных частей головки грифа.
Какие существуют типы передней бабки?
Существует 3 основных типа головок грифа для гитар, хотя в большинстве случаев в электрогитарах вы видите только 2 из них. Эти 2 — плоская передняя бабка и угловая передняя бабка.
Каждая марка или производитель гитар по-своему подходят к 2 типам головок грифа с различными формами и углами. Но принципиально они будут либо угловой, либо плоской бабки.
Ниже мы рассмотрим, что делает каждый тип уникальным, почему они сделаны такими, какие они есть, а также преимущества и недостатки обоих.
Плоская передняя бабка
Плоская передняя бабка, также называемая прямой передней бабкой, представляет собой полностью прямую переднюю бабку, как следует из ее названия. У него нет угла к нему.
Плоская головка грифа — один из самых распространенных типов головок грифа для гитар. Fender были первыми, кто разработал плоскую головку грифа, и Stratocaster, возможно, самая известная гитара, и Telecaster имеют плоскую головку грифа.
Они просты в изготовлении и прочны, что изначально сделало их такими популярными.
Плоская передняя бабка Fender Telecaster
Преимущества
Основным преимуществом плоской передней бабки является ее прочность.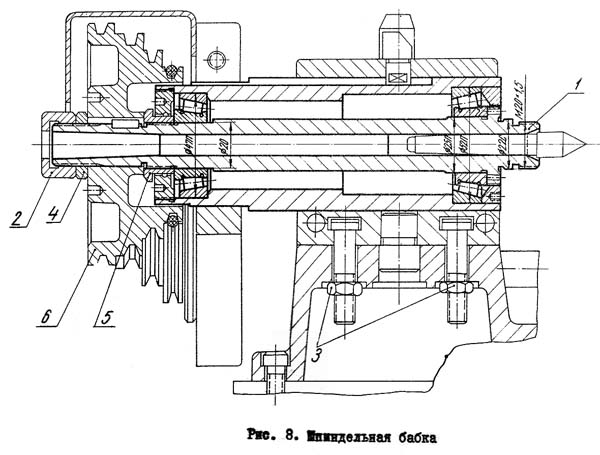 Будучи цельным куском дерева без какого-либо угла, он сохраняет эту прочность по всей голове. Так меньше шансов сломаться.
Будучи цельным куском дерева без какого-либо угла, он сохраняет эту прочность по всей голове. Так меньше шансов сломаться.
Производить плоскую переднюю бабку намного дешевле. Упрощенный дизайн и тот факт, что он сделан из цельного куска дерева, означает, что его легко и недорого построить.
В целом, это один из самых популярных типов передней бабки по одной причине: он хорошо выглядит, прочен, прост в изготовлении и доступен по цене.
Недостатки
Есть и недостатки. Основная проблема заключается в том, что небольшой угол передней бабки может привести к отсутствию давления струн на порожек. Это может привести к гудению струны и выходу струн из прорезей порожка при выполнении больших бэндов.
Для решения этой проблемы были разработаны методы: струнные деревья, помещенные в переднюю бабку, удерживают струны и создают больший угол, что, в свою очередь, приводит к дополнительному натяжению порожка.
Ступенчатые колки также могут хорошо работать и устраняют необходимость в деревьях струн. При расположении колков в шахматном порядке по мере удаления от верхнего порожка колки уменьшаются, создавая больший угол. Однако это не всегда хорошая идея, и эту статью о Haze Guitars интересно читать.
При расположении колков в шахматном порядке по мере удаления от верхнего порожка колки уменьшаются, создавая больший угол. Однако это не всегда хорошая идея, и эту статью о Haze Guitars интересно читать.
Угловая передняя бабка
Угловая передняя бабка иногда называется «наклоненной назад». Как следует из названия, это передняя бабка с углом.
Легко идентифицируется, так как передняя бабка имеет очень выраженный угол от грифа. Он сделан из цельного куска дерева, как и плоская передняя бабка, но для его создания требуется больше усилий, поскольку
Так как они дороже, вы в основном увидите наклонные головки на гитарах более высокого класса: Gibson — самые известные гитары с наклонными головками грифа.
Наклонная передняя бабка Gibson Les Paul
Преимущества
Очевидным преимуществом является то, что наклонная передняя бабка создает большее натяжение на гайке. В отличие от плоской головки, угол и дополнительное натяжение струн на порожке, которые он обеспечивает, улучшают стабильность настройки и снижают вероятность проскальзывания струны.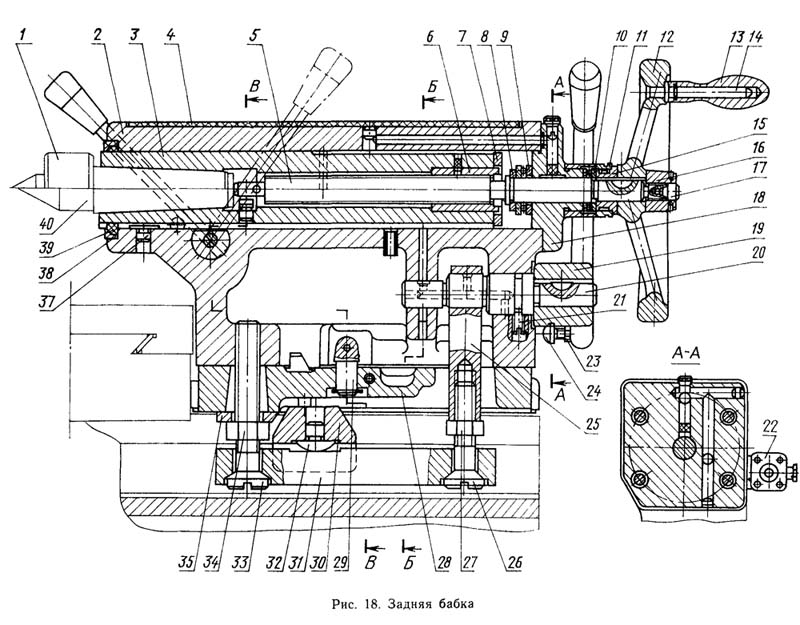 Это также намного более последовательно для каждой строки.
Это также намного более последовательно для каждой строки.
Многие гитаристы также считают, что головка грифа, расположенная под углом, обеспечивает лучшее звучание. Вам придется попробовать и то, и другое, и сделать собственное мнение об этом!
Недостатки
Есть некоторые проблемы с угловой передней бабкой. Он намного слабее и склонен к поломке, чем его плоский аналог.
Волосы древесины, которые проходят вдоль шейки для обеспечения прочности, разрезаются по диагонали при изготовлении угловых головок. Это оставляет область передней бабки, которая намного слабее и склонна к поломке или растрескиванию.
Об этом свидетельствует количество Gibson со сломанной передней бабкой. Единственное, что у них общего, это угловая передняя бабка, и по сравнению с плоской Fender у них гораздо больше шансов сломаться.
Другим недостатком является стоимость. Для изготовления угла требуется большее количество древесины, что, в свою очередь, обходится дороже как с точки зрения материалов, так и труда.
Шарф-шарнир
Чтобы получить лучшее из обоих миров — прочную переднюю бабку, которая с меньшей вероятностью сломается, но при этом имеет угол наклона, обеспечивающий более высокое натяжение на гайке, — был задуман третий тип передней бабки. Шарф сустав.
Косой шарнир имеет тот же угол, что и угловая передняя бабка, но имеет другую конструкцию. Вместо одного цельного куска дерева передняя бабка сделана из двух кусков.
Деталь грифа разрезается по диагонали и затем приклеивается к грифу. Волосы древесины параллельны, а не диагональны, поэтому слабость угловых передних бабок исчезла.
Преимущества
Вы получаете преимущества угловой бабки – стабильную настройку и давление на гайку – без недостатков ее слабости и склонности к поломке.
Недостатки
Единственным реальным недостатком является то, что для сборки требуется больше усилий и навыков. Это, в свою очередь, может сделать шарфовые соединения более дорогими, чем плоская передняя бабка.
Можно ли поменять переднюю бабку на гитаре?
Единственный способ заменить головку грифа на гитаре — это либо заменить весь гриф на головку грифа совершенно другой формы, либо отшлифовать и изменить форму существующей головки.
Вы не можете снимать и заменять передние бабки так же, как, например, шейки на болтах. Вы можете легко купить новый/подержанный гриф Fender для Strat или Tele и заменить сломанный. Это невозможно сделать с головным убором.
Подробнее см. в нашем руководстве о том, можно ли починить сломанную переднюю бабку
Почему передние бабки гитар различаются между электрическими и акустическими
В основном это связано с эстетикой. Вы можете найти довольно много акустических гитар, у которых головка грифа почти такая же, как у электрических. У Gibson есть много палочек href, которые практически одинаковы для электрических и акустических гитар.
Однако в электрогитарах используются металлические струны, которые создают гораздо большее натяжение и нагрузку на головку грифа. Это означает, что им нужна более жесткая и прочная голова. Головки бабок более традиционных акустических и классических гитар не справлялись, что может быть одной из причин, по которой у них разные головки грифа.
Это означает, что им нужна более жесткая и прочная голова. Головки бабок более традиционных акустических и классических гитар не справлялись, что может быть одной из причин, по которой у них разные головки грифа.
Влияет ли передняя бабка на сустейн гитары?
Да. Материалы и способ изготовления передней бабки напрямую влияют на сустейн. Если головка грифа более жесткая и жесткая, вибрации, создаваемые струнами, будут длиться дольше, а сустейн будет больше. Если головка грифа сделана из более мягких материалов, то сустейн будет менее четким и коротким.
Однако форма передней бабки совершенно не влияет на звук. Наличие большей или большей массы передней бабки может увеличить сустейн. Но фактическая форма не должна иметь значения.
Заключение
Головка грифа очень важна. Хотя он может привлечь ваше внимание из-за того, как он выглядит, он играет огромную роль в звуке и функциях гитары.
Как вы уже поняли, передняя бабка содержит некоторые основные части гитары и напрямую влияет на ее звук и сустейн.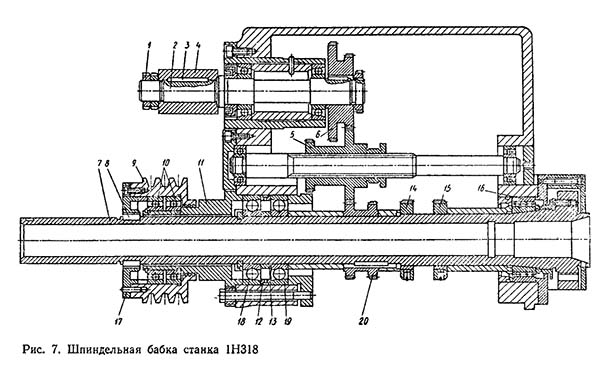 Кроме того, существует 3 различных типа передней бабки, и все они имеют свои плюсы и минусы.
Кроме того, существует 3 различных типа передней бабки, и все они имеют свои плюсы и минусы.
Итак, когда вы в следующий раз будете смотреть на гитару или обдумывать, какую купить, надеюсь, вы уделите немного больше внимания головке грифа и вспомните все, что вы здесь прочитали.
Различные типы головок грифа для гитар
Посетите новый веб-сайт: www.buildyourownguitaronline.com
ГЛАВНАЯ > Различные типы головок для гитар
Головка грифа служит опорой для колков, но также играет важную роль в общем звучании инструмента. Чем жестче головка грифа и соединение грифа с головкой грифа, тем в большей степени инструмент будет сохранять вибрацию струн нетронутой в интересах сустейна.
Более слабое, не усиленное соединение грифа и головки грифа или тонкая головка грифа будут иметь тенденцию изгибаться во время игры на инструменте, поглощая вибрацию струн и уменьшая сустейн нот.
Таким образом, то, как изготовлена головка грифа, будь то прямая или наклоненная назад, влияет на звук, сустейн, удобство игры и стоимость производства инструмента.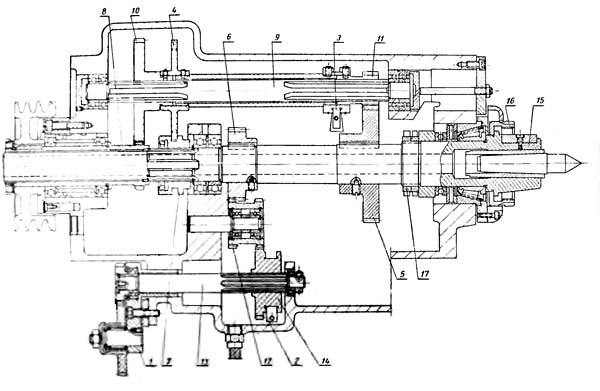
Прямая передняя бабка, наклоненная назад передняя бабка и шарф.
Головка грифа типа Fender (Strat/Tele/JB и т. д.) определяется как «прямая» и позволяет изготовить весь гриф, включая головку грифа, из цельного куска дерева толщиной около 20 мм.
Это решение подходит для массового производства, позволяя значительно сократить трудозатраты и отходы. Это также очень эффективно при наличии мостов вибрато, потому что струна натягивается, не наклоняясь к порожку, за исключением минимума нижней стороны, который позволяет ей вибрировать.
Выравнивание струн в прямой передней бабке
Настройка в инструментах Gibson отличается, когда головка грифа наклонена и требует использования более крупных кусков дерева для изготовления грифа, что, как следствие, увеличивает затраты.
Угловая передняя бабка также обеспечивает гораздо меньшую устойчивость к ударам из-за меньшей длины волокон в области соединения.
Угол передней бабки НЕ влияет на натяжение струн .
Передняя бабка с наклоном назад или под углом на модели Tuscany Rush Custom.
Чтобы избежать значительной хрупкости конструкции с наклонной спинкой, некоторые производители заимствовали из мира классической гитары систему «шейки шарфа», которая состоит из склеивания двух кусков дерева, как показано на рисунке A.
Эта система позволяет надежность и в то же время сохраняет тембральные преимущества решения с наклоном назад.
Изготовление шарфа для 7-струнной гитары (обратите внимание на головку грифа
, усиленную улиткой).
Улитка также помогает усилить соединение головы грифа и грифа, тем самым улучшая звук.
увеличение сустейна и прочности грифа.
Хотя и прямая, и наклоненная назад головка бабки используются с любым типом фиксированного бриджа и тремоло, из-за прямолинейного выравнивания, с которым струны проходят через порожек, «прямая» головка бабки имеет размер 9. 0221 больше подходит для использования тремоло.
0221 больше подходит для использования тремоло.
Некоторым производителям, например PRS, тем не менее удалось добиться отличных результатов в плане удержания строя даже при наклоненной назад головке грифа, уменьшив угол наклона до 10 градусов и переосмыслив конструкцию так, чтобы струны доставали до колков как прямые насколько это возможно.
Выравнивание струн над порожком на передней бабке PRS.
Это уменьшает трение и способствует скольжению струн, как показано на рис.
эта серия видеороликов, в которых Галеаццо Фрудуа объясняет все виды
модификации, которые вы можете применить к гитаре с тремоло, чтобы добиться идеальной стабильности настройки при работе с тремоло.
Улитка помогает усилить головку грифа, тем самым улучшая звук,
увеличивает сустейн и прочность грифа.
Добавление любого вида «массы» к головке грифа сместит резонансный пик от одной из струн и, следовательно, может способствовать улучшению вашего тона и устранению «мертвых» нот.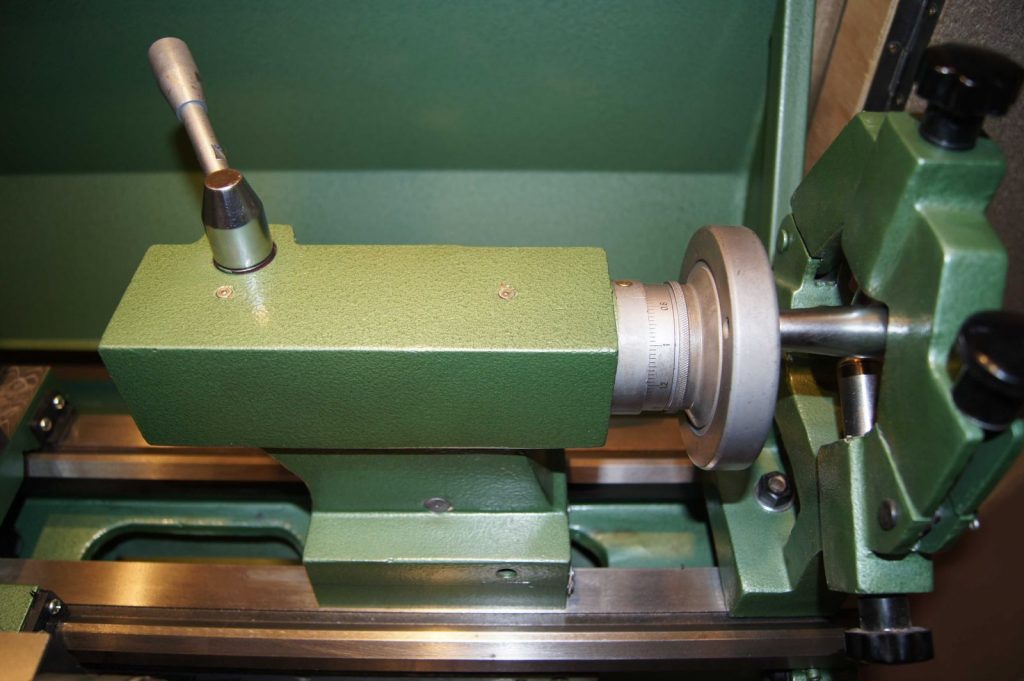
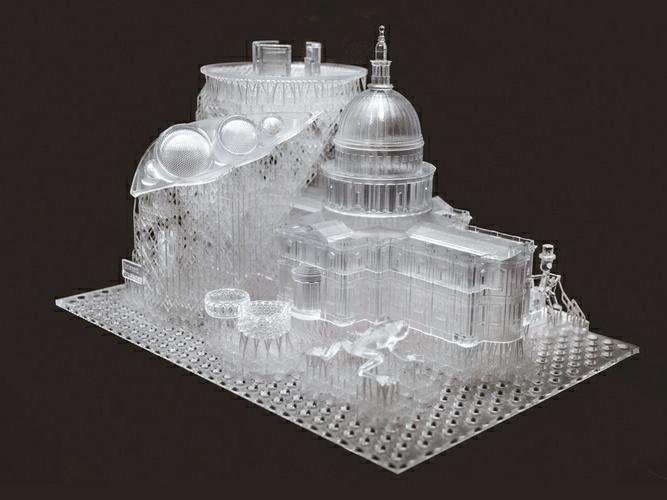
 Данные принтеры обеспечивают исключительное качество и часто используются в высококачественных 3D-приложениях.
Данные принтеры обеспечивают исключительное качество и часто используются в высококачественных 3D-приложениях.
 Ниже 35 микрон становится трудно увидеть различия в качестве.
Ниже 35 микрон становится трудно увидеть различия в качестве.

 Хорошая основа стоит дополнительных нескольких минут печати.
Хорошая основа стоит дополнительных нескольких минут печати.
 ) В этой статье мы в основном сосредоточимся на подъеме.
) В этой статье мы в основном сосредоточимся на подъеме.
 Аналогичным образом, вы можете увеличить высоту до 6 мм, если область слоя большая.
Аналогичным образом, вы можете увеличить высоту до 6 мм, если область слоя большая.
 В противном случае вы можете повредить модель. Перекрытия следует выбирать только в том случае, если модель выступает в качестве функционального элемента. Для моделей и миниатюр перекрытия не требуется.
В противном случае вы можете повредить модель. Перекрытия следует выбирать только в том случае, если модель выступает в качестве функционального элемента. Для моделей и миниатюр перекрытия не требуется.
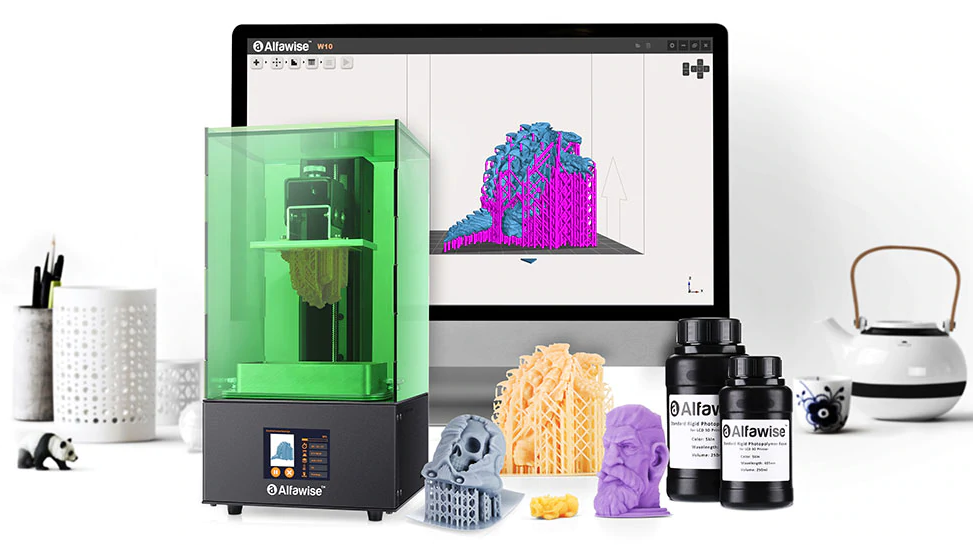
 Скорее всего у вас будет только возможность настроить оттенки серого и размытие пикселей слоя. Однако, вы можете найти значение сглаживания, создав пользовательский профиль принтера.
Скорее всего у вас будет только возможность настроить оттенки серого и размытие пикселей слоя. Однако, вы можете найти значение сглаживания, создав пользовательский профиль принтера.

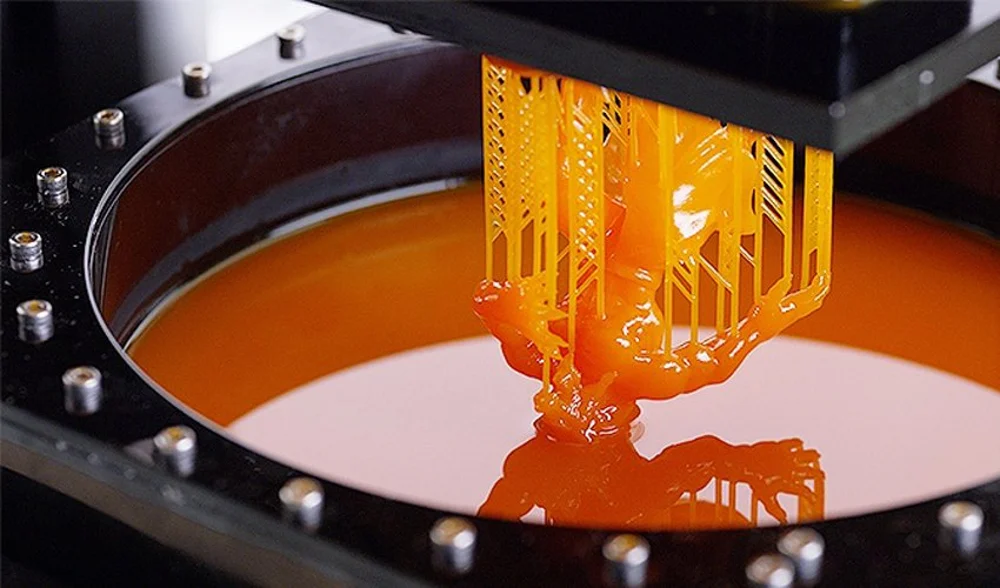
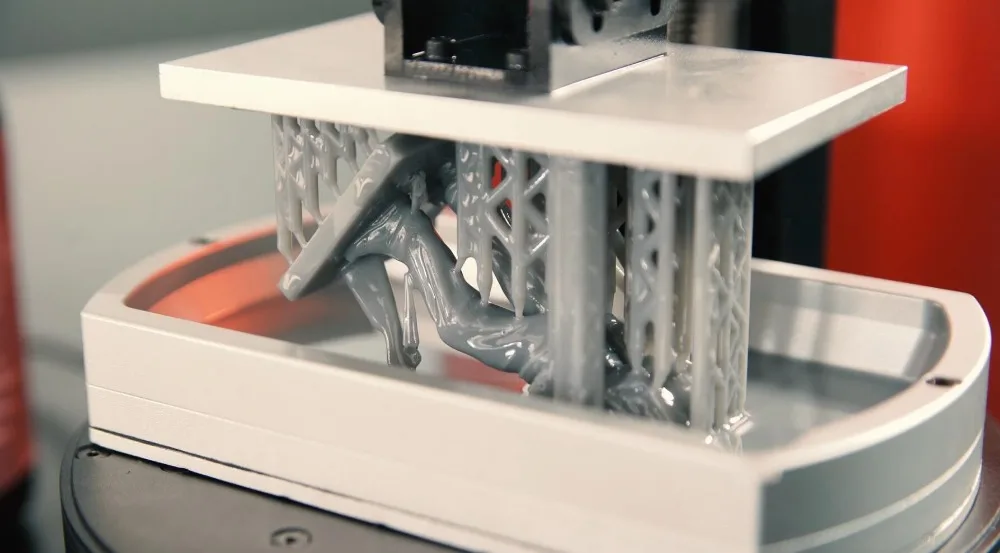
 Хотя функция идентична, способ их работы немного отличается. Полимерные опоры имеют цилиндрическую форму с наклонным концом и заостренным наконечником. Таким образом, вы экономите немного смолы, и слайсер генерирует их только в важных местах, а не по всей области нависания.
Хотя функция идентична, способ их работы немного отличается. Полимерные опоры имеют цилиндрическую форму с наклонным концом и заостренным наконечником. Таким образом, вы экономите немного смолы, и слайсер генерирует их только в важных местах, а не по всей области нависания.
 Одним из пионеров на отечественном рынке производства пластиков для аддитивной отрасли была компания REC. Она занимается непосредственно производством филаментов, а ее подразделение 3D Solutions проводит НИОКР по созданию композиционных материалов.
Одним из пионеров на отечественном рынке производства пластиков для аддитивной отрасли была компания REC. Она занимается непосредственно производством филаментов, а ее подразделение 3D Solutions проводит НИОКР по созданию композиционных материалов.

 И это не полный список – некоторые материалы, такие как ПВХ, не удалось довести до адекватно применимого состояния, поскольку возникают разного рода сложности с переработкой.
И это не полный список – некоторые материалы, такие как ПВХ, не удалось довести до адекватно применимого состояния, поскольку возникают разного рода сложности с переработкой.
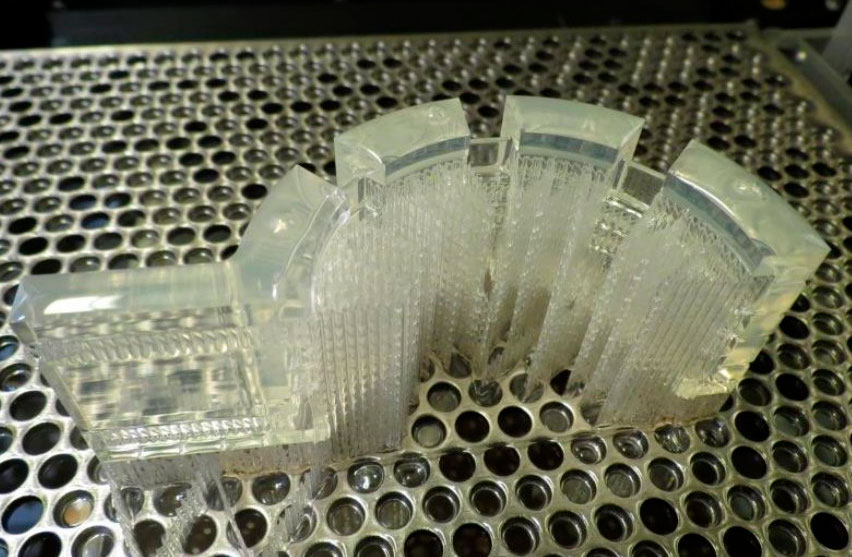
 Из такого композиционного материала с помощью литья или 3D-печати формуется изделие, затем химически вытравляется связующее, полученная модель запекается в печи, и конечном итоге мы получаем цельнометаллическую деталь.
Из такого композиционного материала с помощью литья или 3D-печати формуется изделие, затем химически вытравляется связующее, полученная модель запекается в печи, и конечном итоге мы получаем цельнометаллическую деталь.
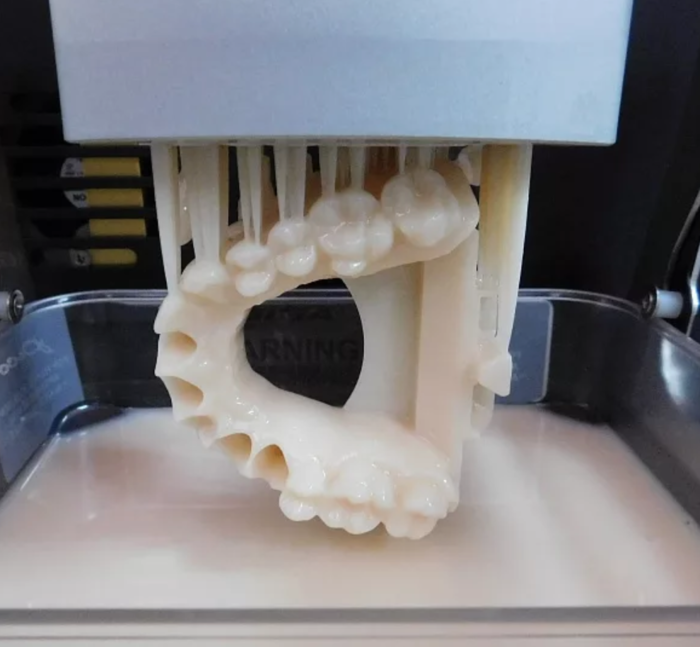
 Полимеры используется для аддитивного производства ортезов (приспособлений для фиксирования конечностей), протезирования и, совместно с образовательными учреждениями, для изготовления анатомических макетов под разные медицинские нужды.
Полимеры используется для аддитивного производства ортезов (приспособлений для фиксирования конечностей), протезирования и, совместно с образовательными учреждениями, для изготовления анатомических макетов под разные медицинские нужды.
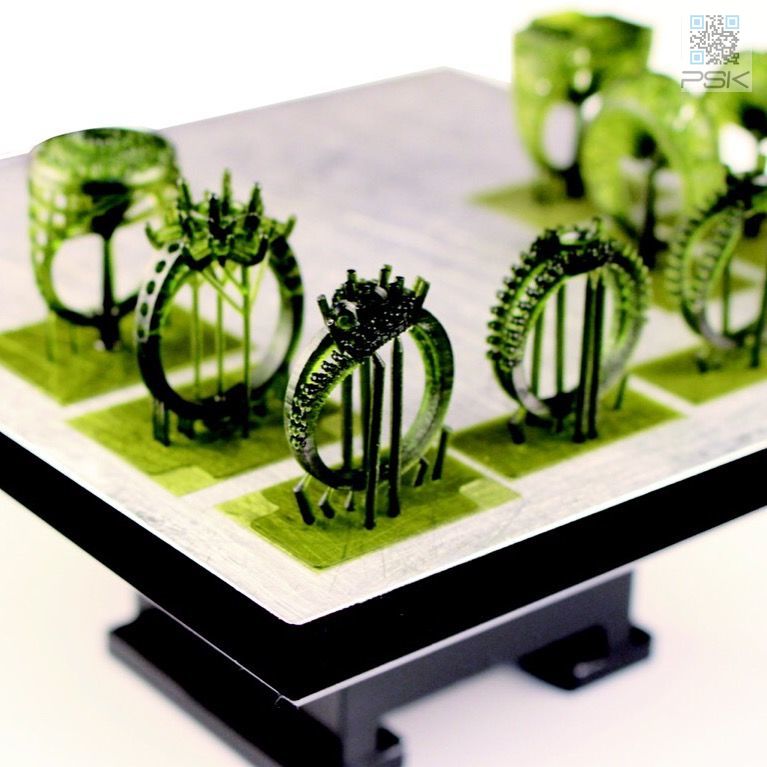

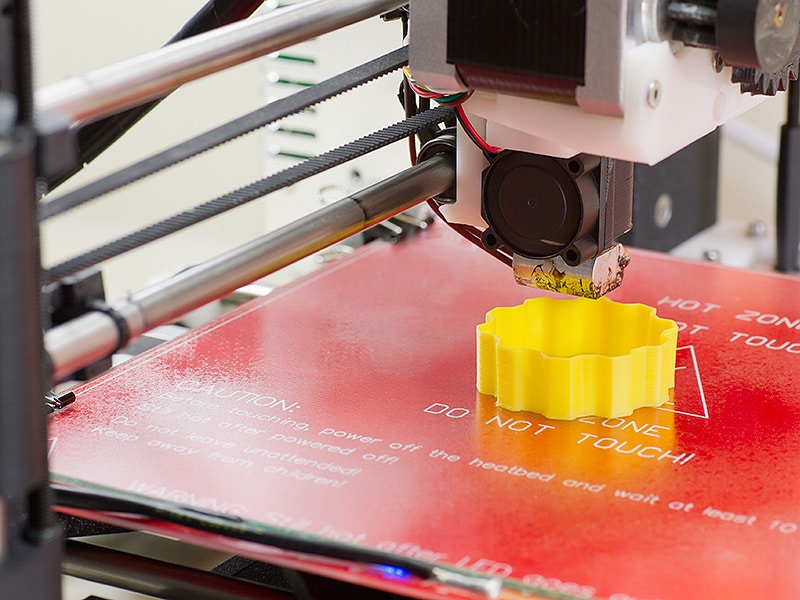
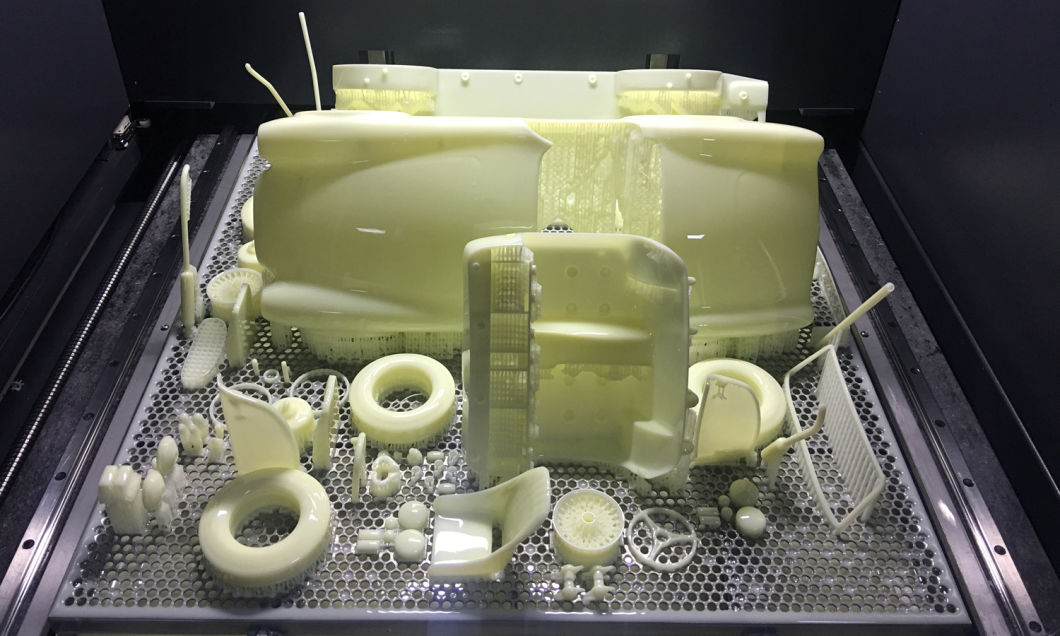
 Компания занимается изготовлением светодиодных светильников небольшими сериями. В некоторых моделях есть пластиковые элементы – заглушки, рассеиватели света. Вся продукция дизайнерская, оригинальная, изготавливать тысячу штук методом литья в силикон получается дороже, не говоря уже о классическом литье пресс-форм: на таком тираже пресс-форма совсем не окупится, детали получатся «золотые». В данном случае 3D-печать – исключительно выгодное решение. В отличие от литья в силикон, аддитивные технологии дают больше свободы в геометрии, и партию можно произвести очень дешево и быстро.
Компания занимается изготовлением светодиодных светильников небольшими сериями. В некоторых моделях есть пластиковые элементы – заглушки, рассеиватели света. Вся продукция дизайнерская, оригинальная, изготавливать тысячу штук методом литья в силикон получается дороже, не говоря уже о классическом литье пресс-форм: на таком тираже пресс-форма совсем не окупится, детали получатся «золотые». В данном случае 3D-печать – исключительно выгодное решение. В отличие от литья в силикон, аддитивные технологии дают больше свободы в геометрии, и партию можно произвести очень дешево и быстро.

 3D-модель была получена на основе КТ и отправлена на 3D-принтер. У изделия есть два варианта применения:
3D-модель была получена на основе КТ и отправлена на 3D-принтер. У изделия есть два варианта применения:

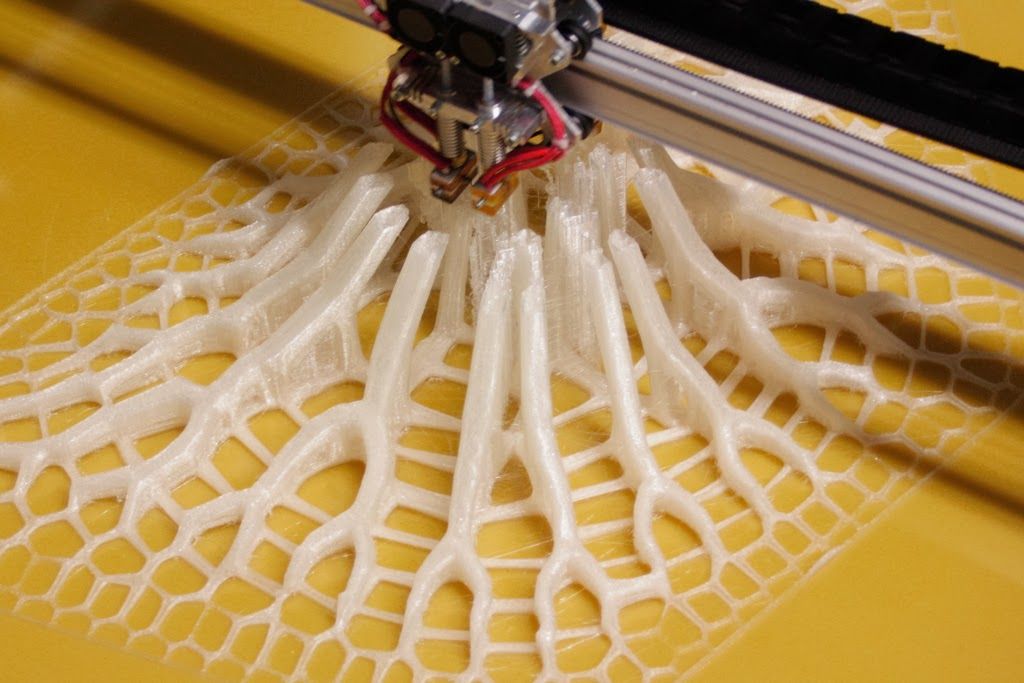
 Однако этот недостаток можно обернуть в преимущество и при помощи крупноформатного 3D-принтера создавать интересные фактуры, как на рис. 9. Конечно же, в первую очередь это производство дизайнерской мебели и различных декоративных элементов и архитектурных форм.
Однако этот недостаток можно обернуть в преимущество и при помощи крупноформатного 3D-принтера создавать интересные фактуры, как на рис. 9. Конечно же, в первую очередь это производство дизайнерской мебели и различных декоративных элементов и архитектурных форм.
 Тем более материалы имеют разную усадку, а в случае различной геометрии деталей усадка будет нелинейной, неодинаковой просто из-за особенности самой технологии – из-за того, как укладывается материал, какие температурные нагрузки применяются. В случае производства оснастки, как правило, используют гибридные технологии – модель печатают, а затем рабочую поверхность фрезеруют. Таким образом мы получаем нужную шероховатость и прецизионную точность.
Тем более материалы имеют разную усадку, а в случае различной геометрии деталей усадка будет нелинейной, неодинаковой просто из-за особенности самой технологии – из-за того, как укладывается материал, какие температурные нагрузки применяются. В случае производства оснастки, как правило, используют гибридные технологии – модель печатают, а затем рабочую поверхность фрезеруют. Таким образом мы получаем нужную шероховатость и прецизионную точность.
 03.2023
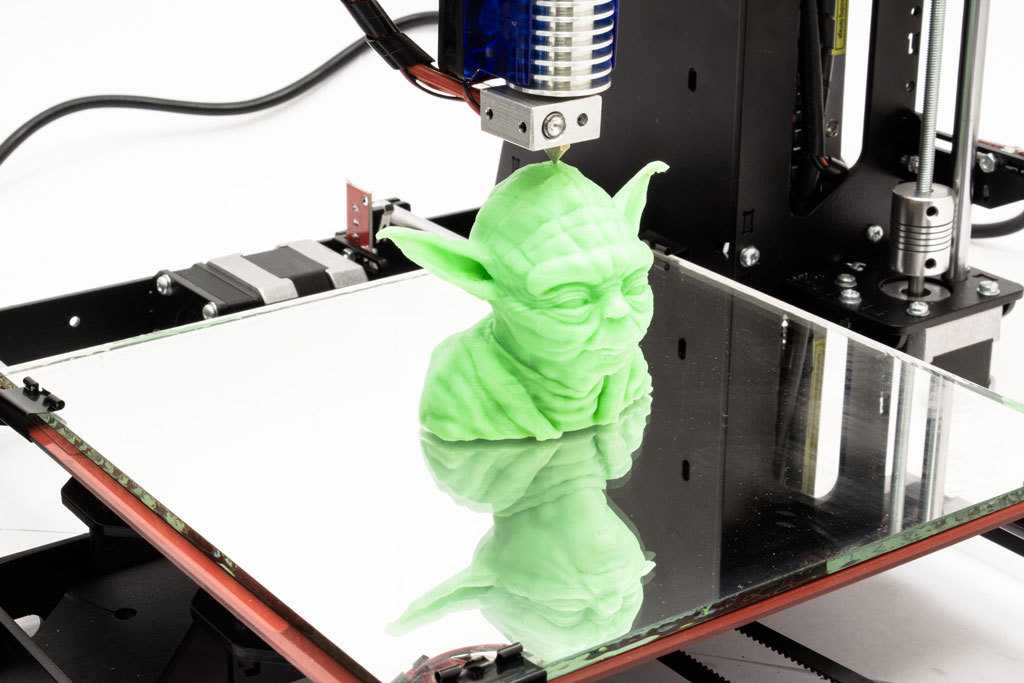
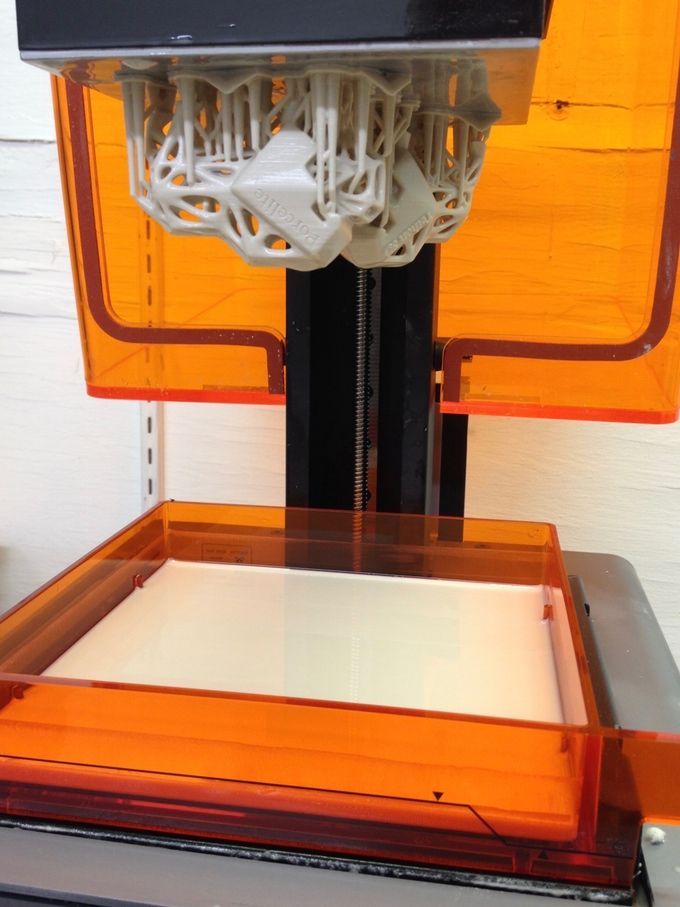
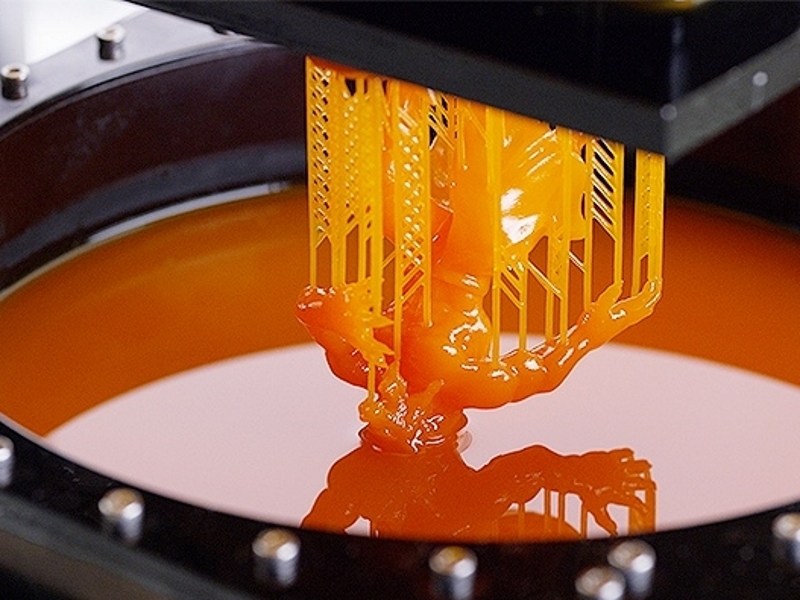
03.2023 Вместо использования металлов или керамики полимерная 3D-печать использует полимеры — длинноцепочечные молекулы, состоящие из повторяющихся звеньев — в качестве основного материала.
Вместо использования металлов или керамики полимерная 3D-печать использует полимеры — длинноцепочечные молекулы, состоящие из повторяющихся звеньев — в качестве основного материала.

 Платформа сборки опускается, и на нее наносится еще один слой порошка.
Платформа сборки опускается, и на нее наносится еще один слой порошка.
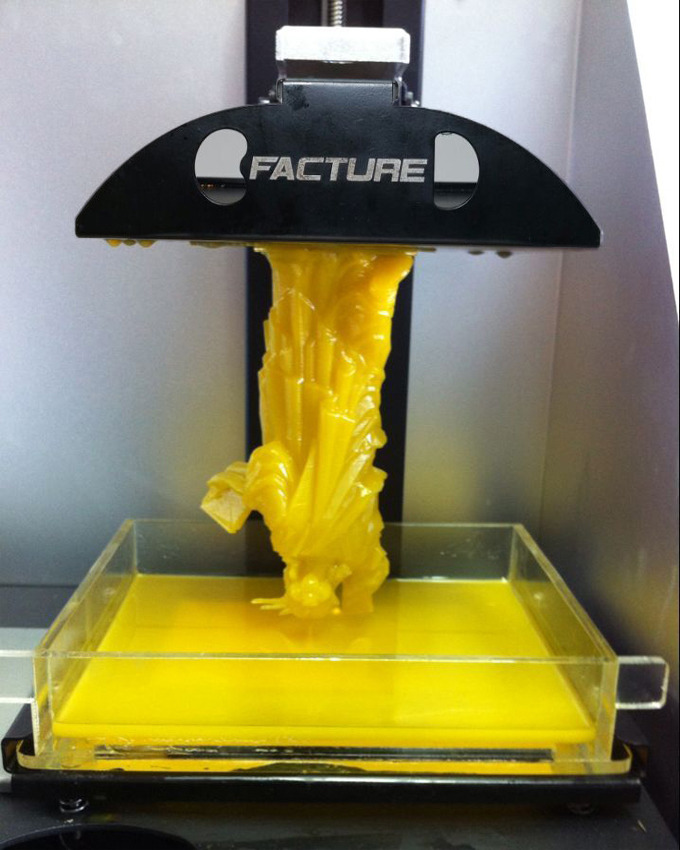
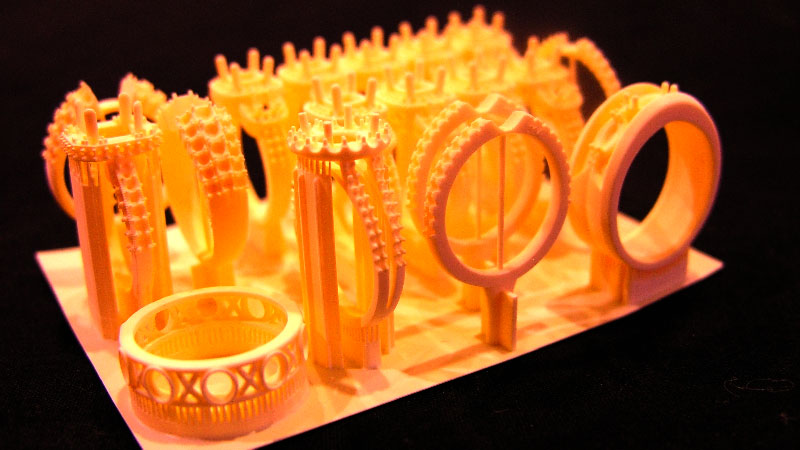
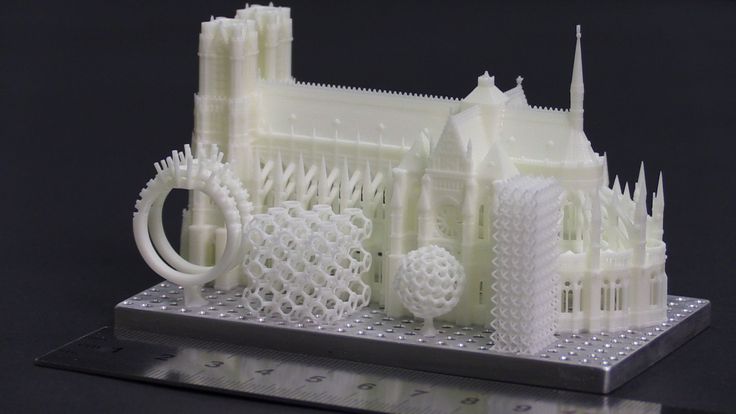
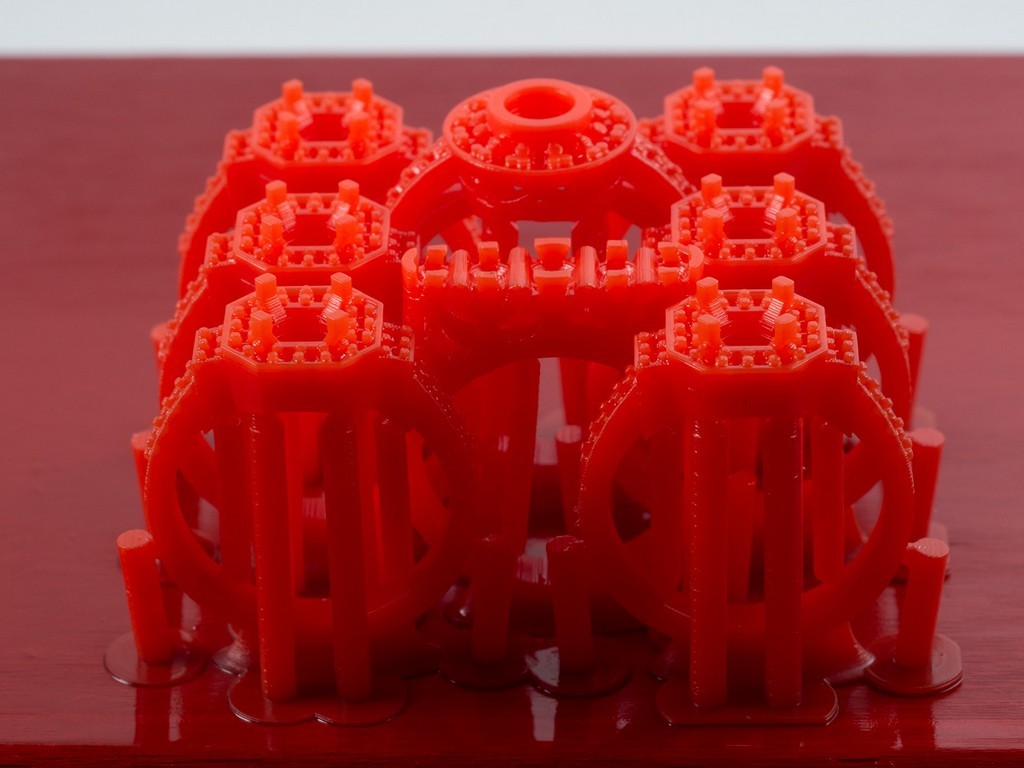
 Эта технология дозирует вязкие жидкости для создания восковых деталей, которые применяются в литье по выплавляемым моделям.
Эта технология дозирует вязкие жидкости для создания восковых деталей, которые применяются в литье по выплавляемым моделям. Технология полимерной 3D-печати обеспечивает более гибкую разработку продуктов, новые детали для конечного использования и изготовление индивидуальных медицинских устройств, которые было бы сложно создать с помощью существующих инструментов и технологий.
Технология полимерной 3D-печати обеспечивает более гибкую разработку продуктов, новые детали для конечного использования и изготовление индивидуальных медицинских устройств, которые было бы сложно создать с помощью существующих инструментов и технологий.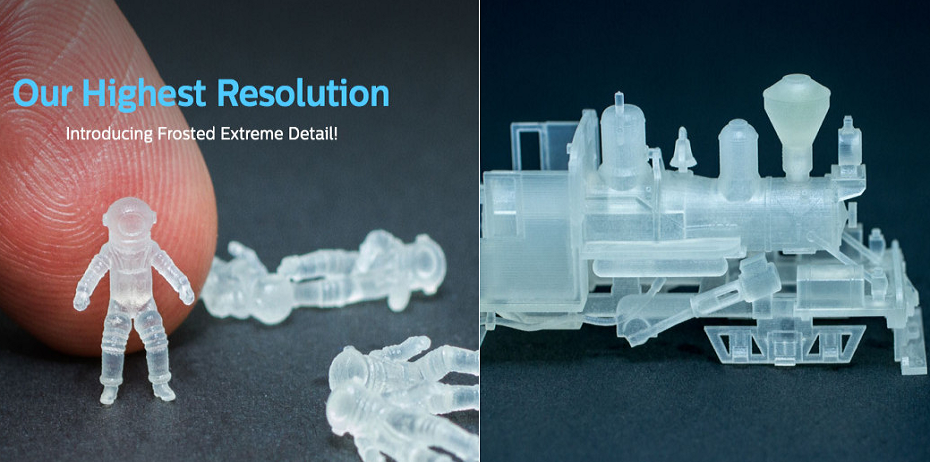 То, на что обычно уходят дни или недели, теперь можно сделать за долю времени, что позволяет оказывать пациентам услуги в тот же день.
То, на что обычно уходят дни или недели, теперь можно сделать за долю времени, что позволяет оказывать пациентам услуги в тот же день.
 м было напечатано на бетонном принтере размером 20 х 40 м всего за 17 дней и обошлось менее чем в 100 000 долларов.
м было напечатано на бетонном принтере размером 20 х 40 м всего за 17 дней и обошлось менее чем в 100 000 долларов.
 В субтрактивном производстве детали создаются путем вырезания материалов из блока до тех пор, пока не будет достигнута желаемая форма. Аддитивное производство создает объекты слой за слоем, что приводит к меньшему количеству отходов и снижению потребности в материалах.
В субтрактивном производстве детали создаются путем вырезания материалов из блока до тех пор, пока не будет достигнута желаемая форма. Аддитивное производство создает объекты слой за слоем, что приводит к меньшему количеству отходов и снижению потребности в материалах. Это обеспечивает самый быстрый принтер на рынке с самой большой площадью сборки в своем классе без ущерба для качества изображения.
Это обеспечивает самый быстрый принтер на рынке с самой большой площадью сборки в своем классе без ущерба для качества изображения.
 Эти проблемы можно предотвратить, используя 3D-принтер с активным контролем температуры.
Эти проблемы можно предотвратить, используя 3D-принтер с активным контролем температуры.
 Обладая очень доступной ценой, это идеальный принтер для пользователей с самыми разными вариантами использования.
Обладая очень доступной ценой, это идеальный принтер для пользователей с самыми разными вариантами использования. Завершите создание всего объема сборки объемом 3 л всего за 4,5
Завершите создание всего объема сборки объемом 3 л всего за 4,5 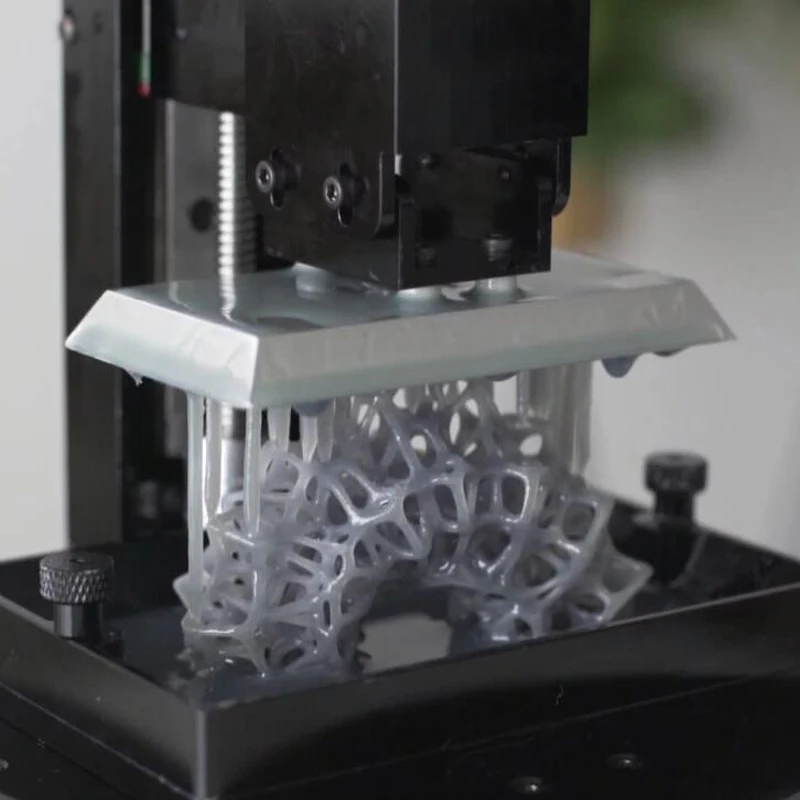
 Здесь широчайший выбор мотоциклов «Кавасаки», начиная с детских кроссовых и четырехколесных мотовездеходов и заканчивая шоссейными супермотоциклами. Есть в продаже и снегоходы «Ямаха». Но что действительно поражает, так это большой выбор аксессуаров различных фирм: мотоодежда «Увекс», «Дайнезе», «Йоко», всемирно известные шлемы «Арай» различных моделей и цветов, шины «Пирелли». Мотоциклисты могут воспользоваться фирменным сервисом, а также приобрести подержанный мотоцикл.
Здесь широчайший выбор мотоциклов «Кавасаки», начиная с детских кроссовых и четырехколесных мотовездеходов и заканчивая шоссейными супермотоциклами. Есть в продаже и снегоходы «Ямаха». Но что действительно поражает, так это большой выбор аксессуаров различных фирм: мотоодежда «Увекс», «Дайнезе», «Йоко», всемирно известные шлемы «Арай» различных моделей и цветов, шины «Пирелли». Мотоциклисты могут воспользоваться фирменным сервисом, а также приобрести подержанный мотоцикл. В этом же центре есть отдел техники других фирм: «Кавасаки», «Пьяджо». Консультанты помогут с выбором подержанного мотоцикла.
В этом же центре есть отдел техники других фирм: «Кавасаки», «Пьяджо». Консультанты помогут с выбором подержанного мотоцикла. На обширной торговой площади выставлены не только мотоциклы различных фирм, но и огромное количество аксессуаров. Полученное фирмой дилерство «Ямахи» предвещает появление в будущем широкого ассортимента именно этих мотоциклов.
На обширной торговой площади выставлены не только мотоциклы различных фирм, но и огромное количество аксессуаров. Полученное фирмой дилерство «Ямахи» предвещает появление в будущем широкого ассортимента именно этих мотоциклов. Впечатления российского мотоциклиста от посещения столицы мировой моды.
Впечатления российского мотоциклиста от посещения столицы мировой моды. Завод был учрежден в 1930 году как Первый государственный часовой завод. После распада СССР завод был в 1992 году преобразован в акционерное общество. В 2005 году часовой холдинг «Мактайм» выкупил у «Полета» оборудование и технологии по производству калибра хронографа 3133. История 1 МЧЗ на этом заканчивается.
Завод был учрежден в 1930 году как Первый государственный часовой завод. После распада СССР завод был в 1992 году преобразован в акционерное общество. В 2005 году часовой холдинг «Мактайм» выкупил у «Полета» оборудование и технологии по производству калибра хронографа 3133. История 1 МЧЗ на этом заканчивается.


 Если это слишком буквально, у нас есть еще одно предложение… Хотите верьте, хотите нет, но тема пустыни с каждым годом становится все сильнее и сильнее, вероятно, с 2017 года. По счастливому стечению обстоятельств Zenith Defy Extreme Desert вполне может себя окупить. впечатляющее прозвище, появившееся прямо сейчас: Арракис.
Если это слишком буквально, у нас есть еще одно предложение… Хотите верьте, хотите нет, но тема пустыни с каждым годом становится все сильнее и сильнее, вероятно, с 2017 года. По счастливому стечению обстоятельств Zenith Defy Extreme Desert вполне может себя окупить. впечатляющее прозвище, появившееся прямо сейчас: Арракис. Это бутик-версия из титана, в которой используются драгоценные камни соколиного глаза для вышеупомянутого двенадцатиугольного контура и для кнопок хронографа. Учитывая свойства этого кварца, это означает, что каждые из 50 часов будут немного отличаться друг от друга.
Это бутик-версия из титана, в которой используются драгоценные камни соколиного глаза для вышеупомянутого двенадцатиугольного контура и для кнопок хронографа. Учитывая свойства этого кварца, это означает, что каждые из 50 часов будут немного отличаться друг от друга. Мы используем его, чтобы управлять днями, и наблюдаем, как он раскрашивает наш мир светом. Стихии и погода всегда непредсказуемы, но солнце всегда встает. Поднимается вовремя. Он устанавливается вовремя. Никогда не поздно. Когда Zenith предложила мне сотрудничество, я не мог придумать лучшего варианта. Точность времени и света являются ключом к отличной фотографии. Благодаря оптимальному планированию и безупречной конструкции часов Zenith я никогда не упускаю свой момент», — сказал Кейнжад о работе с Zenith.
Мы используем его, чтобы управлять днями, и наблюдаем, как он раскрашивает наш мир светом. Стихии и погода всегда непредсказуемы, но солнце всегда встает. Поднимается вовремя. Он устанавливается вовремя. Никогда не поздно. Когда Zenith предложила мне сотрудничество, я не мог придумать лучшего варианта. Точность времени и света являются ключом к отличной фотографии. Благодаря оптимальному планированию и безупречной конструкции часов Zenith я никогда не упускаю свой момент», — сказал Кейнжад о работе с Zenith.


 Этот выцветший градиент придает дизайну состаренный вид, а тот факт, что это матовый циферблат, просто объединяет весь винтажный эффект. Внимание к деталям продолжается и в тексте на циферблате. В общем дизайне часов используется шрифт, соответствующий периоду времени (плоская 4, плоская буква A, надпись El Primero и т. д.). Весь текст — от циферблата до вспомогательных циферблатов и тахиметрической шкалы — выглядит нарисованным вручную, хотя мне не дали указаний, что это так. Нанесение текста на циферблате и цифр почти преднамеренно несовершенно, что создает ощущение часов, выпущенных в 1969 и обнаружил, после многих лет пренебрежения, где-то в ящике стола.
Этот выцветший градиент придает дизайну состаренный вид, а тот факт, что это матовый циферблат, просто объединяет весь винтажный эффект. Внимание к деталям продолжается и в тексте на циферблате. В общем дизайне часов используется шрифт, соответствующий периоду времени (плоская 4, плоская буква A, надпись El Primero и т. д.). Весь текст — от циферблата до вспомогательных циферблатов и тахиметрической шкалы — выглядит нарисованным вручную, хотя мне не дали указаний, что это так. Нанесение текста на циферблате и цифр почти преднамеренно несовершенно, что создает ощущение часов, выпущенных в 1969 и обнаружил, после многих лет пренебрежения, где-то в ящике стола. На этой стрелке чередуются красные и белые полосы с красным на конце, что обеспечивает читаемость по внутренней тахиметрической шкале. Красная дата в положении 4:30 подчеркивает положение окошка даты, которое может быть довольно спорным, но тот факт, что часы таким образом привлекают к нему внимание, добавляет определенной уверенности общему дизайну — плюс, облегчает чтение даты. . Красные акценты перетекают на ремешок, где с обеих сторон есть одиночные красные стежки.
На этой стрелке чередуются красные и белые полосы с красным на конце, что обеспечивает читаемость по внутренней тахиметрической шкале. Красная дата в положении 4:30 подчеркивает положение окошка даты, которое может быть довольно спорным, но тот факт, что часы таким образом привлекают к нему внимание, добавляет определенной уверенности общему дизайну — плюс, облегчает чтение даты. . Красные акценты перетекают на ремешок, где с обеих сторон есть одиночные красные стежки.
 Ремешок прикреплен к соответствующей пряжке из нержавеющей стали, которая также украшена звездой Zenith, такой же, как и ротор.
Ремешок прикреплен к соответствующей пряжке из нержавеющей стали, которая также украшена звездой Zenith, такой же, как и ротор.
 Уточняющее сканирование при выявлении патологических изменений
Уточняющее сканирование при выявлении патологических изменений /дистопирован. зубов
/дистопирован. зубов дых. пути), Беговая
дых. пути), Беговая /полуоткрыт./закр. (привычная окклюзия/прикусной шаблон)
/полуоткрыт./закр. (привычная окклюзия/прикусной шаблон) по КЛКТ, ранее проведенной у нас
по КЛКТ, ранее проведенной у нас Диагностика Diagnocat
Диагностика Diagnocat м.н.) по результатам расчета боковой ТРГ
м.н.) по результатам расчета боковой ТРГ obj/.stl/3dMD‑viewer)
obj/.stl/3dMD‑viewer) м.н.‑ (письменное заключение по результатам исследования)
м.н.‑ (письменное заключение по результатам исследования) Анализ патологической динамики (3 снимка) , с 3D-визуализацией
Анализ патологической динамики (3 снимка) , с 3D-визуализацией
 Одни ушли на фриланс и работают удаленно, другие работают в крутых компаниях. Они смогли, а значит сможешь и ты.
Одни ушли на фриланс и работают удаленно, другие работают в крутых компаниях. Они смогли, а значит сможешь и ты.

 Свяжитесь с нами по телефону, форме ниже или форме Jivosite.
Свяжитесь с нами по телефону, форме ниже или форме Jivosite.

 Я продвигал эту услугу среди коллег всякий раз, когда возникали дискуссии о добавлении новых услуг, включающих расширенную визуализацию, особенно когда ожидаемый объем действительно не оправдывает затраты на покупку специального пакета визуализации.
Я продвигал эту услугу среди коллег всякий раз, когда возникали дискуссии о добавлении новых услуг, включающих расширенную визуализацию, особенно когда ожидаемый объем действительно не оправдывает затраты на покупку специального пакета визуализации. com
com com
com
 5mm
5mm Она широко используется в различных отраслях промышленности.
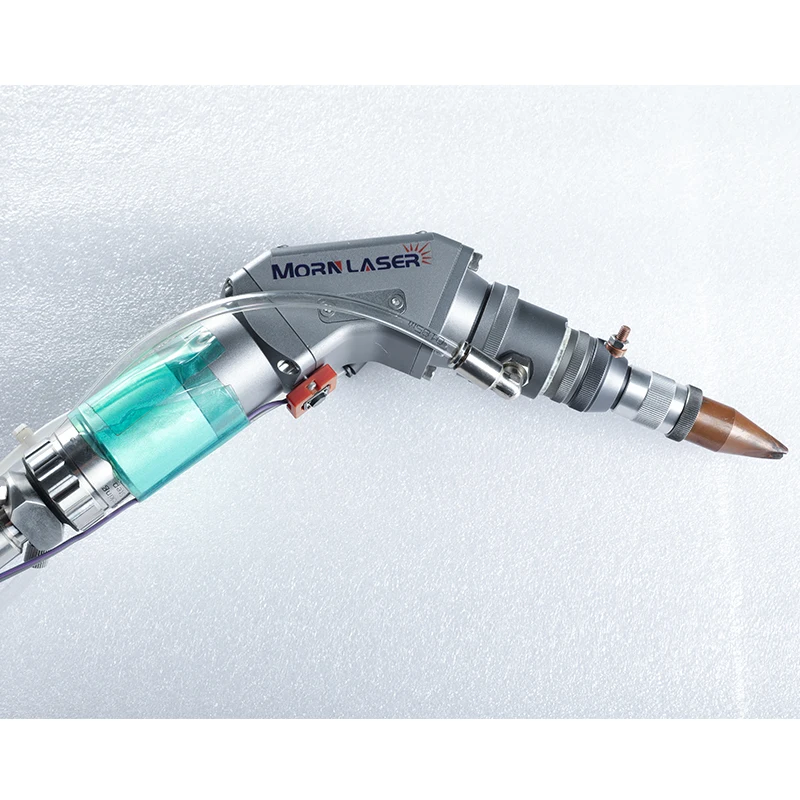
Она широко используется в различных отраслях промышленности. Предназначена для обработки металла толщиной до 8 мм. Обеспечивает высокое качество сварного шва благодаря глубокому проплавлению, узкой зоне нагрева, что позволяет сваривать тонкие листы металла (менее 1мм).
Предназначена для обработки металла толщиной до 8 мм. Обеспечивает высокое качество сварного шва благодаря глубокому проплавлению, узкой зоне нагрева, что позволяет сваривать тонкие листы металла (менее 1мм).

 На сварке Wattsan X в стандартной комплектации реализован удлиненный рукав оптоволокна — 10 м (у других сварок 5 метров), при необходимости (доп. опция), можно увеличить длину оптоволокна до 15-20 м.
На сварке Wattsan X в стандартной комплектации реализован удлиненный рукав оптоволокна — 10 м (у других сварок 5 метров), при необходимости (доп. опция), можно увеличить длину оптоволокна до 15-20 м.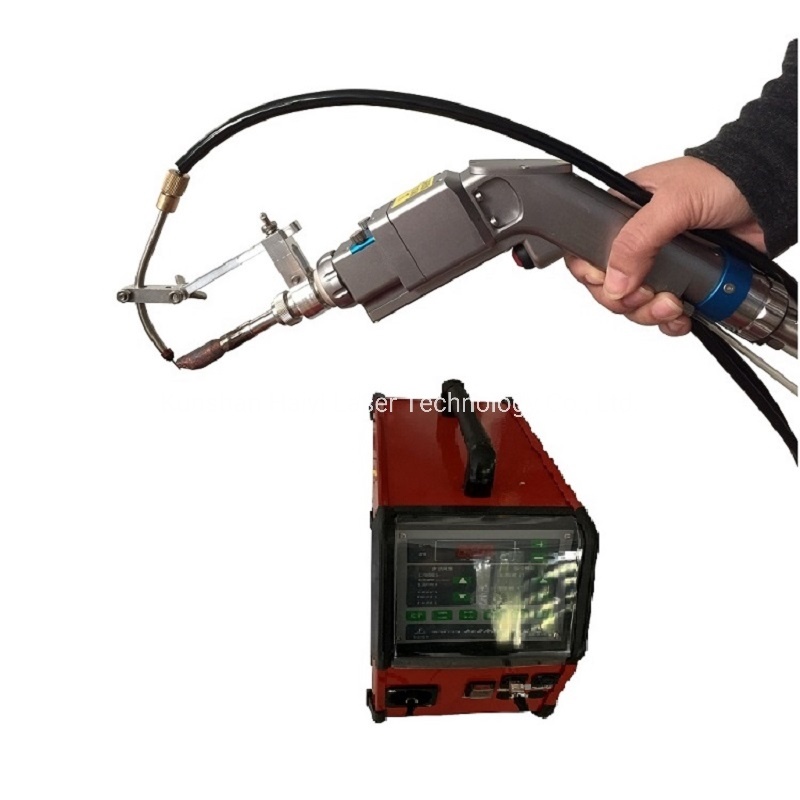

 Совместим с присадочной проволокой востребованных диаметров — 0.8, 1.0, 1.2 и 1.6 мм
Совместим с присадочной проволокой востребованных диаметров — 0.8, 1.0, 1.2 и 1.6 мм
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ!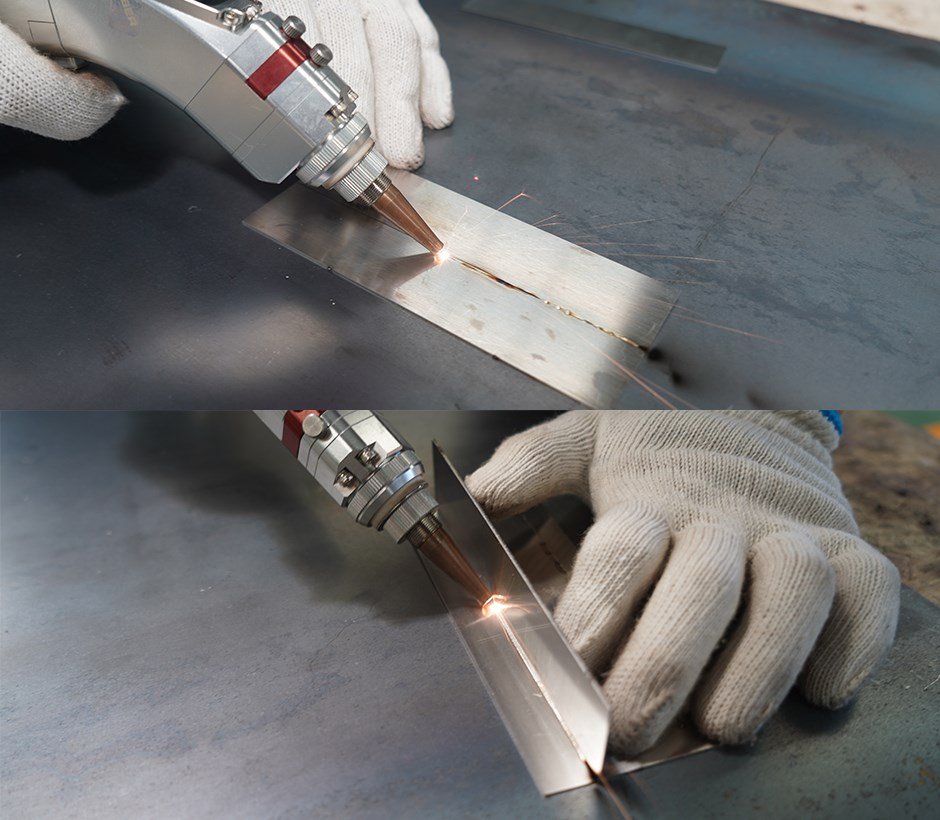
 org/Question»>
org/Question»>

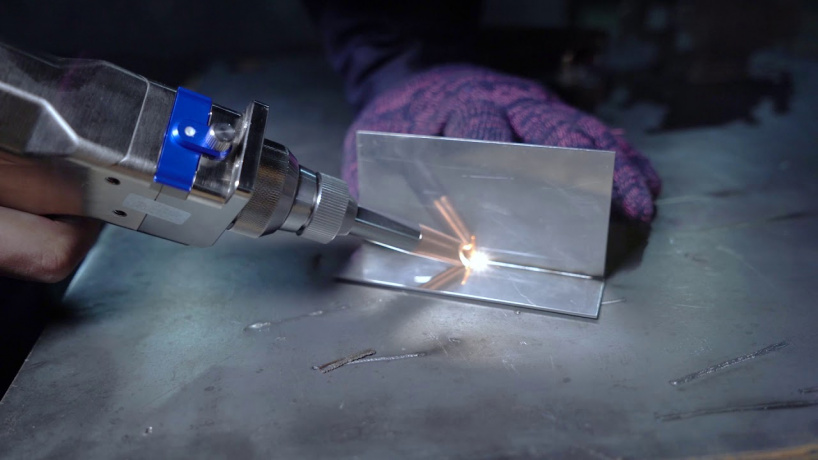
 Волоконные лазеры также обеспечивают большую точность и меньшее тепловложение.
Волоконные лазеры также обеспечивают большую точность и меньшее тепловложение. 
 Этот бесконтактный процесс без изнашиваемых поверхностей гарантирует, что последняя изготовленная вами деталь будет такой же, как и первая.
Этот бесконтактный процесс без изнашиваемых поверхностей гарантирует, что последняя изготовленная вами деталь будет такой же, как и первая. Этот вебинар идеально подходит для тех, кто плохо знаком с лазерной сваркой, а также для тех, кто хочет пройти курс повышения квалификации.
Этот вебинар идеально подходит для тех, кто плохо знаком с лазерной сваркой, а также для тех, кто хочет пройти курс повышения квалификации.
 ru, мы используем файлы-куки (англ. cookies). Своё согласие на них Вы подтвердите оставаясь на веб-сайте для дальнейшего просмотра или нажимая «Я согласен».
ru, мы используем файлы-куки (англ. cookies). Своё согласие на них Вы подтвердите оставаясь на веб-сайте для дальнейшего просмотра или нажимая «Я согласен».
 Собственная соцсеть,
Собственная соцсеть, Я работаю здесь с марта
Я работаю здесь с марта
 Благодаря широкой
Благодаря широкой ПЭК — это про активность,
ПЭК — это про активность, И это очень интересно!
И это очень интересно! Главная сила
Главная сила Всегда хожу на
Всегда хожу на
 Если честно, был небольшой
Если честно, был небольшой Зарплата
Зарплата Эффективное
Эффективное Соблюдение сроков и сокращение
Соблюдение сроков и сокращение


 Это не только знатоки регламентов,
Это не только знатоки регламентов, Рязанский проспект
Рязанский проспект От дистрибьюции ПО
От дистрибьюции ПО autoplay.reverseDirection?e.params.loop?(e.loopFix(),e.slidePrev(e.params.speed,!0,!0),e.emit(«autoplay»)):e.isBeginning?e.params.autoplay.stopOnLastSlide?e.autoplay.stop():(e.slideTo(e.slides.length-1,e.params.speed,!0,!0),e.emit(«autoplay»)):(e.slidePrev(e.params.speed,!0,!0),e.emit(«autoplay»)):e.params.loop?(e.loopFix(),e.slideNext(e.params.speed,!0,!0),e.emit(«autoplay»)):e.isEnd?e.params.autoplay.stopOnLastSlide?e.autoplay.stop():(e.slideTo(0,e.params.speed,!0,!0),e.emit(«autoplay»)):(e.slideNext(e.params.speed,!0,!0),e.emit(«autoplay»))},i)},start:function(){var e=this;return void 0===e.autoplay.timeout&&(!e.autoplay.running&&(e.autoplay.running=!0,e.emit(«autoplayStart»),e.autoplay.run(),!0))},stop:function(){var e=this;return!!e.autoplay.running&&(void 0!==e.autoplay.timeout&&(e.autoplay.timeout&&(clearTimeout(e.autoplay.timeout),e.autoplay.timeout=void 0),e.autoplay.running=!1,e.emit(«autoplayStop»),!0))},pause:function(e){var t=this;t.autoplay.
autoplay.reverseDirection?e.params.loop?(e.loopFix(),e.slidePrev(e.params.speed,!0,!0),e.emit(«autoplay»)):e.isBeginning?e.params.autoplay.stopOnLastSlide?e.autoplay.stop():(e.slideTo(e.slides.length-1,e.params.speed,!0,!0),e.emit(«autoplay»)):(e.slidePrev(e.params.speed,!0,!0),e.emit(«autoplay»)):e.params.loop?(e.loopFix(),e.slideNext(e.params.speed,!0,!0),e.emit(«autoplay»)):e.isEnd?e.params.autoplay.stopOnLastSlide?e.autoplay.stop():(e.slideTo(0,e.params.speed,!0,!0),e.emit(«autoplay»)):(e.slideNext(e.params.speed,!0,!0),e.emit(«autoplay»))},i)},start:function(){var e=this;return void 0===e.autoplay.timeout&&(!e.autoplay.running&&(e.autoplay.running=!0,e.emit(«autoplayStart»),e.autoplay.run(),!0))},stop:function(){var e=this;return!!e.autoplay.running&&(void 0!==e.autoplay.timeout&&(e.autoplay.timeout&&(clearTimeout(e.autoplay.timeout),e.autoplay.timeout=void 0),e.autoplay.running=!1,e.emit(«autoplayStop»),!0))},pause:function(e){var t=this;t.autoplay. running&&(t.autoplay.paused||(t.autoplay.timeout&&clearTimeout(t.autoplay.timeout),t.autoplay.paused=!0,0!==e&&t.params.autoplay.waitForTransition?(t.$wrapperEl[0].addEventListener(«transitionend»,t.autoplay.onTransitionEnd),t.$wrapperEl[0].addEventListener(«webkitTransitionEnd»,t.autoplay.onTransitionEnd)):(t.autoplay.paused=!1,t.autoplay.run())))}},$={setTranslate:function(){for(var e=this,t=e.slides,i=0;i
running&&(t.autoplay.paused||(t.autoplay.timeout&&clearTimeout(t.autoplay.timeout),t.autoplay.paused=!0,0!==e&&t.params.autoplay.waitForTransition?(t.$wrapperEl[0].addEventListener(«transitionend»,t.autoplay.onTransitionEnd),t.$wrapperEl[0].addEventListener(«webkitTransitionEnd»,t.autoplay.onTransitionEnd)):(t.autoplay.paused=!1,t.autoplay.run())))}},$={setTranslate:function(){for(var e=this,t=e.slides,i=0;i
 Наш институциональный отдел возглавляют Джеймс Уилсон, Фил Кавуд, Марк Пэшли, Эндрю Манчи, и его поддерживают Даниэль Гадалла, Патрик Гибсон и Джеймс Холимен.
Наш институциональный отдел возглавляют Джеймс Уилсон, Фил Кавуд, Марк Пэшли, Эндрю Манчи, и его поддерживают Даниэль Гадалла, Патрик Гибсон и Джеймс Холимен. Табачные изделия
Табачные изделия ..
..
 Titomic продает производственные и технологические решения для металлических добавок, металлических покрытий и ремонта для таких отраслей, как оборонная, аэрокосмическая, нефтегазовая, горнодобывающая и автомобильная промышленность. Выручка от повышения была направлена на рост продаж и расширение операций по сборке машин, инвестиции в поддержку совместных предприятий и расширение возможностей Titomic USA. Потенциальным инвесторам сообщили, что два ранее объявленных совместных предприятия Titomic с Repkon и Neos International помогут ей расшириться в новых секторах. PAC был единственным ведущим менеджером и объявил заявки на 9вечера среды. Ожидалось, что рыночная капитализация Titomic после повышения составит 36,9 миллиона долларов. Энтони Макдональд является одним из редакторов Street Talk, специализируясь на прямых инвестициях, инвестиционно-банковских услугах, слияниях и поглощениях и рынках акционерного капитала. Он имеет 10-летний опыт работы в качестве бизнес-журналиста и работал в PwC, занимаясь аудитом и консультированием компаний, предоставляющих финансовые услуги.
Titomic продает производственные и технологические решения для металлических добавок, металлических покрытий и ремонта для таких отраслей, как оборонная, аэрокосмическая, нефтегазовая, горнодобывающая и автомобильная промышленность. Выручка от повышения была направлена на рост продаж и расширение операций по сборке машин, инвестиции в поддержку совместных предприятий и расширение возможностей Titomic USA. Потенциальным инвесторам сообщили, что два ранее объявленных совместных предприятия Titomic с Repkon и Neos International помогут ей расшириться в новых секторах. PAC был единственным ведущим менеджером и объявил заявки на 9вечера среды. Ожидалось, что рыночная капитализация Titomic после повышения составит 36,9 миллиона долларов. Энтони Макдональд является одним из редакторов Street Talk, специализируясь на прямых инвестициях, инвестиционно-банковских услугах, слияниях и поглощениях и рынках акционерного капитала. Он имеет 10-летний опыт работы в качестве бизнес-журналиста и работал в PwC, занимаясь аудитом и консультированием компаний, предоставляющих финансовые услуги.
 ) и, кроме того, специальные узлы токарного станка и механизмы, отражающие особенности станка: шпиндельные узлы, кулачковые механизмы, суппорты, распределительные и вспомогательные механизмы поворотно фиксирующие механизмы, загрузочно разгрузочные механизмы и др.
) и, кроме того, специальные узлы токарного станка и механизмы, отражающие особенности станка: шпиндельные узлы, кулачковые механизмы, суппорты, распределительные и вспомогательные механизмы поворотно фиксирующие механизмы, загрузочно разгрузочные механизмы и др. Оси могут быть неподвижными или вращаться вместе с насаженными на них деталями.
Оси могут быть неподвижными или вращаться вместе с насаженными на них деталями. Подшипники качения делят на радиальные, упорные, радиально-упорные, сферические с шариками, роликовые с цилиндрическими роликами, двухрядные сферические с бочкообразными роликами, роликовые с игольчатыми роликами, роликовые с коническими роликами и др.
Подшипники качения делят на радиальные, упорные, радиально-упорные, сферические с шариками, роликовые с цилиндрическими роликами, двухрядные сферические с бочкообразными роликами, роликовые с игольчатыми роликами, роликовые с коническими роликами и др. Шпиндель автомата или полуавтомата — одна из наиболее ответственных деталей станка. От конструкции шпинделя и его опор зависят точность размеров и форма обрабатываемых деталей, а также шероховатость их поверхностей. Поэтому не случайно говорят, что точность вращения шпинделей станков в значительной степени определяет выходную точность обработки. К шпинделям токарных автоматов и полуавтоматов предъявляют высокие требования по жесткости, виброустойчивости, прочности и износостойкости трущихся поверхностей. Шпиндель устанавливают в подшипниках, смонтированных в корпусе шпиндельной бабки или шпиндельного блока.
Шпиндель автомата или полуавтомата — одна из наиболее ответственных деталей станка. От конструкции шпинделя и его опор зависят точность размеров и форма обрабатываемых деталей, а также шероховатость их поверхностей. Поэтому не случайно говорят, что точность вращения шпинделей станков в значительной степени определяет выходную точность обработки. К шпинделям токарных автоматов и полуавтоматов предъявляют высокие требования по жесткости, виброустойчивости, прочности и износостойкости трущихся поверхностей. Шпиндель устанавливают в подшипниках, смонтированных в корпусе шпиндельной бабки или шпиндельного блока. п.
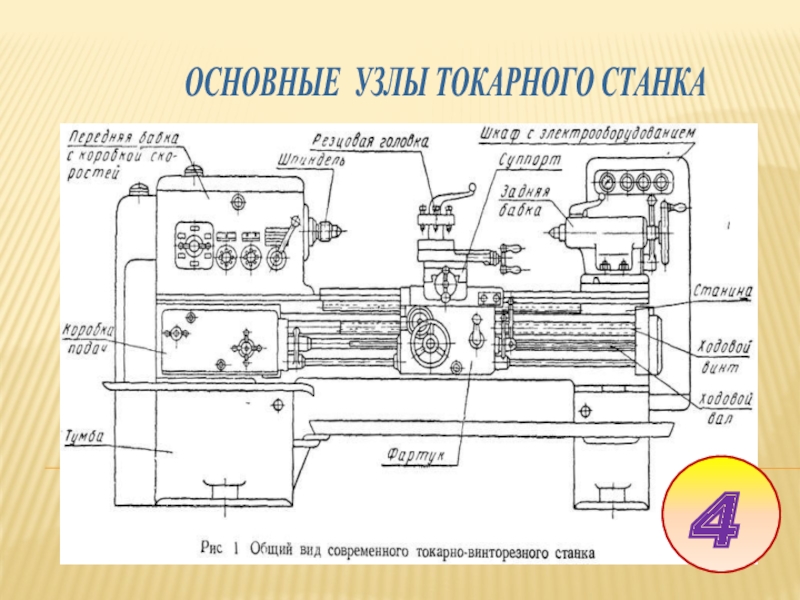
п. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым перемещаются суппорт и задняя бабка. Станина установлена на двух тумбах. Передняя бабка — чугунная коробка, внутри которой расположены главный рабочий орган станка — шпиндель и коробка скоростей. Шпиндель представляет собой полый вал. На правом конце шпинделя крепятся приспособления, зажимающие заготовку. Шпиндель получает вращение от расположенного в левой тумбе электродвигателя через клиноременную передачу и систему зубчатых колес и муфт, размещенных внутри передней бабки. Этот механизм называется коробкой скоростей и позволяет изменять частоту вращения (число оборотов в минуту) шпинделя.
Верхняя часть станины имеет две плоские и две призматические направляющие, по которым перемещаются суппорт и задняя бабка. Станина установлена на двух тумбах. Передняя бабка — чугунная коробка, внутри которой расположены главный рабочий орган станка — шпиндель и коробка скоростей. Шпиндель представляет собой полый вал. На правом конце шпинделя крепятся приспособления, зажимающие заготовку. Шпиндель получает вращение от расположенного в левой тумбе электродвигателя через клиноременную передачу и систему зубчатых колес и муфт, размещенных внутри передней бабки. Этот механизм называется коробкой скоростей и позволяет изменять частоту вращения (число оборотов в минуту) шпинделя.
 д. производится соответствующими органами управления (рукоятками, кнопками, маховичками). Для закрепления заготовок на токарном станке применяют: патроны, планшайбы, цанги, центры, хомутики, люнеты, оправки. Для контроля точности обработки деталей токарь использует штангенциркули, микрометры, калибры, шаблоны, угломеры и другие измерительные инструменты.
д. производится соответствующими органами управления (рукоятками, кнопками, маховичками). Для закрепления заготовок на токарном станке применяют: патроны, планшайбы, цанги, центры, хомутики, люнеты, оправки. Для контроля точности обработки деталей токарь использует штангенциркули, микрометры, калибры, шаблоны, угломеры и другие измерительные инструменты. В этой статье мы объясним цель обработки токарного станка и конфигурацию станка.
В этой статье мы объясним цель обработки токарного станка и конфигурацию станка. Чтобы дать вам представление о том, какие детали используются для обработки на токарных станках, скажем, что в большинстве продуктов, с которыми мы знакомы, используются детали, обработанные на токарных станках.
Чтобы дать вам представление о том, какие детали используются для обработки на токарных станках, скажем, что в большинстве продуктов, с которыми мы знакомы, используются детали, обработанные на токарных станках. 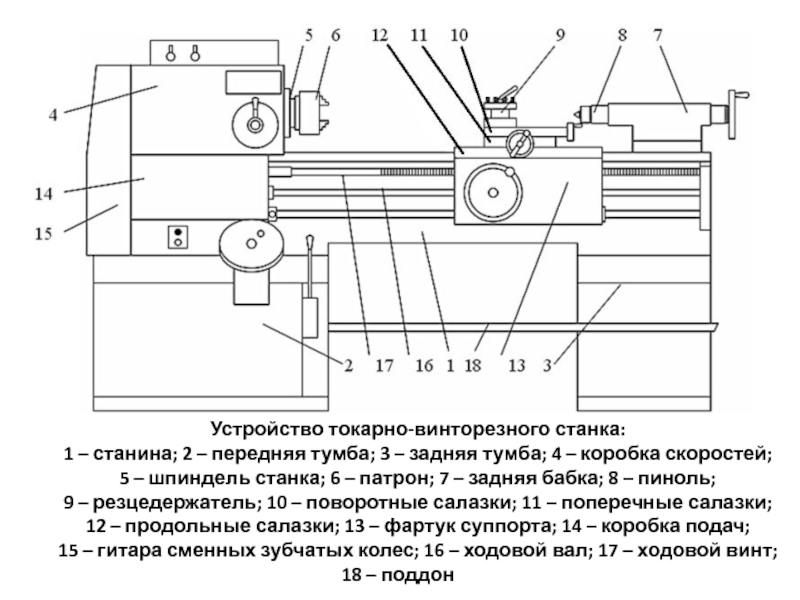 Комбинация этих различных методов обработки используется для изготовления одной детали.
Комбинация этих различных методов обработки используется для изготовления одной детали.
 Он используется для поддержки заготовки, а при смене наконечника его также можно использовать для сверления.
Он используется для поддержки заготовки, а при смене наконечника его также можно использовать для сверления.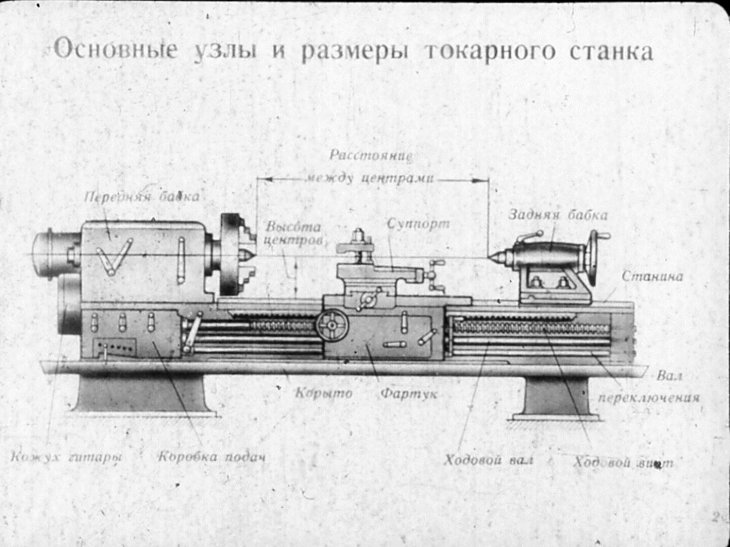 Он используется для придания формы и формы различным материалам. Токарный станок состоит из множества различных частей, и каждая из них служит важной цели. В этом сообщении блога мы обсудим основные части токарного станка и то, что они делают.
Он используется для придания формы и формы различным материалам. Токарный станок состоит из множества различных частей, и каждая из них служит важной цели. В этом сообщении блога мы обсудим основные части токарного станка и то, что они делают. Составная опора поворачивается, позволяя оператору устанавливать угол резания, необходимый для их применения.
Составная опора поворачивается, позволяя оператору устанавливать угол резания, необходимый для их применения.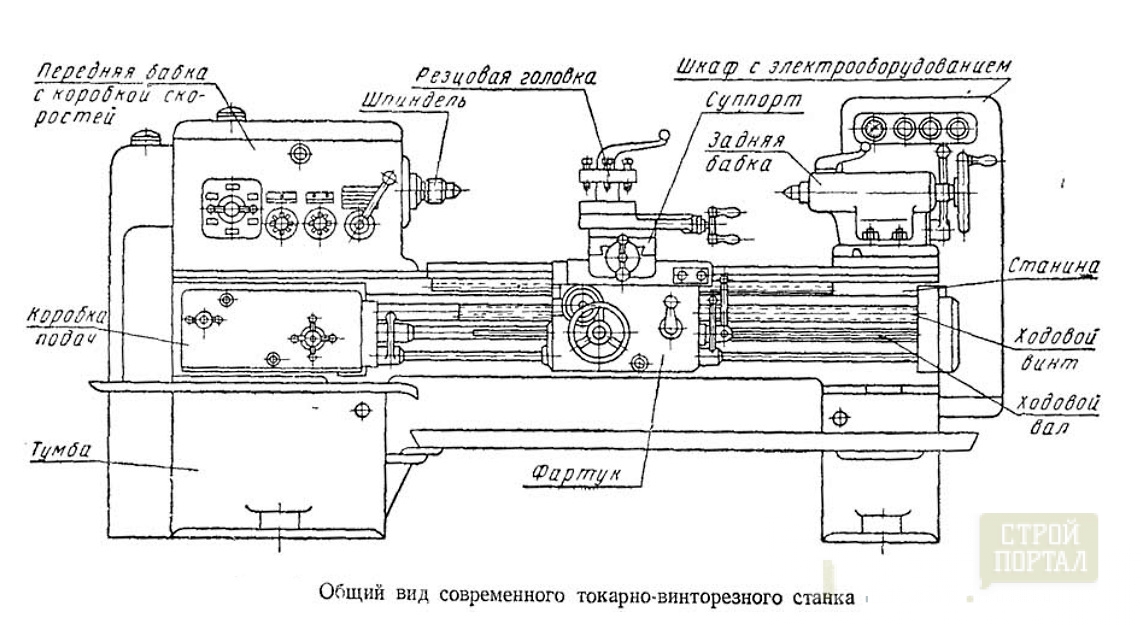 Если подшипники изношены или загрязнены, они могут повредить шпиндель. Это может привести к дальнейшему повреждению других компонентов и повлиять на производительность вашего токарного станка.
Если подшипники изношены или загрязнены, они могут повредить шпиндель. Это может привести к дальнейшему повреждению других компонентов и повлиять на производительность вашего токарного станка.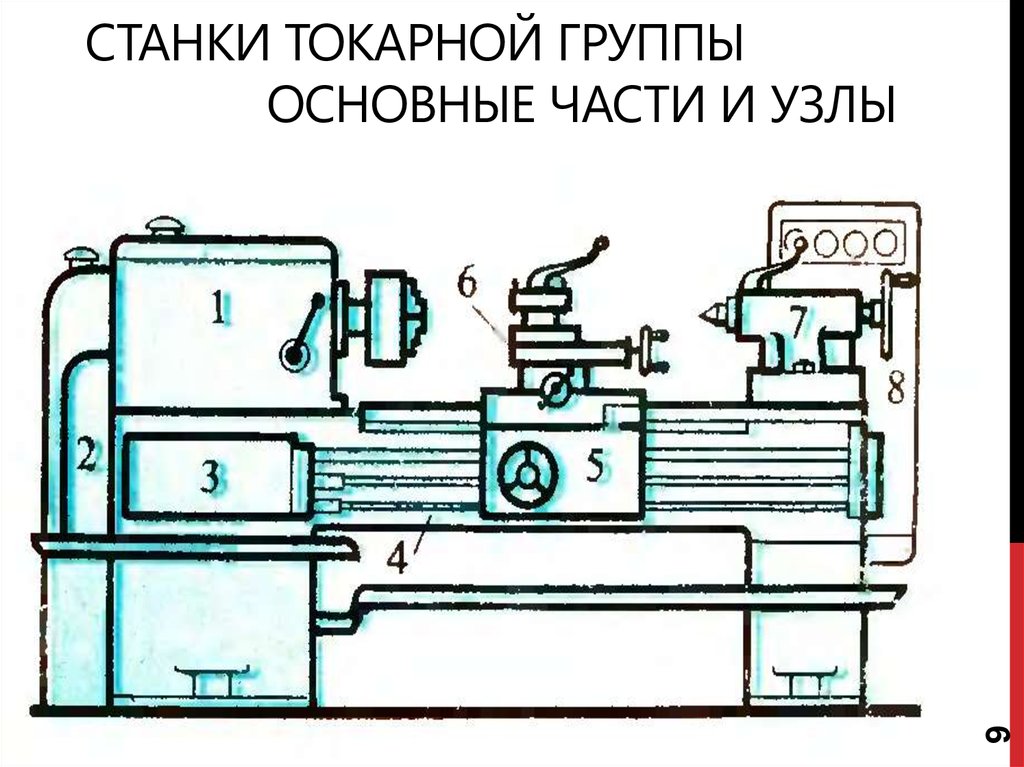
 В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.



 п.
п.


 В основе требований к названному параметру лежит толщина обрабатываемой заготовки, а также цели ее дальнейшего использования. При работе с металлическим профилем, толщина которого достигает 10 мм, погрешность варьируется от 0,1 до 0,5 мм.
В основе требований к названному параметру лежит толщина обрабатываемой заготовки, а также цели ее дальнейшего использования. При работе с металлическим профилем, толщина которого достигает 10 мм, погрешность варьируется от 0,1 до 0,5 мм.
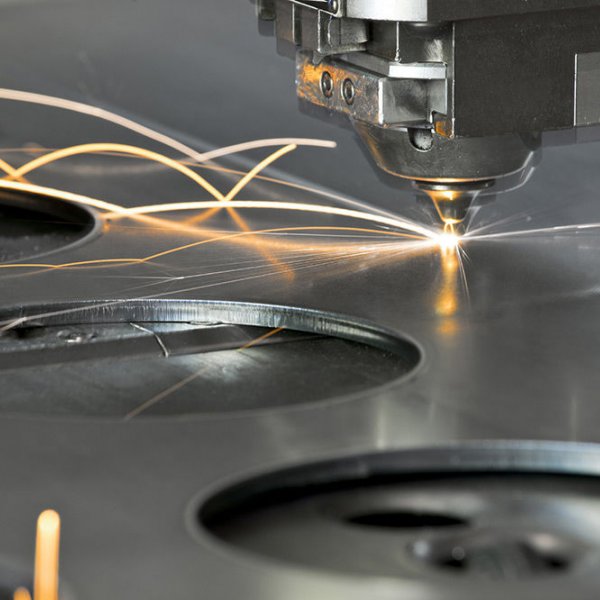
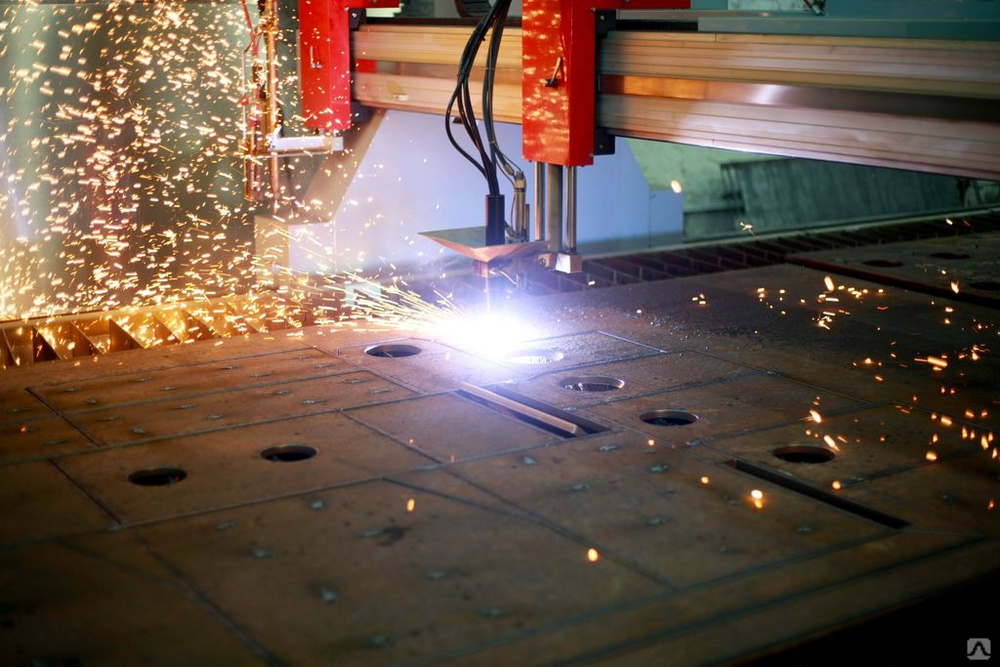 Характеристиками качества являются точность вырезанной заготовки, ширина реза, шероховатость и ровность поверхностей кромок, присутствие на них частиц оплавленного металла (грата), глубина реза. Однако основное значение имеют такие параметры, как скорость резки и толщина детали.
Характеристиками качества являются точность вырезанной заготовки, ширина реза, шероховатость и ровность поверхностей кромок, присутствие на них частиц оплавленного металла (грата), глубина реза. Однако основное значение имеют такие параметры, как скорость резки и толщина детали.

 04.2023
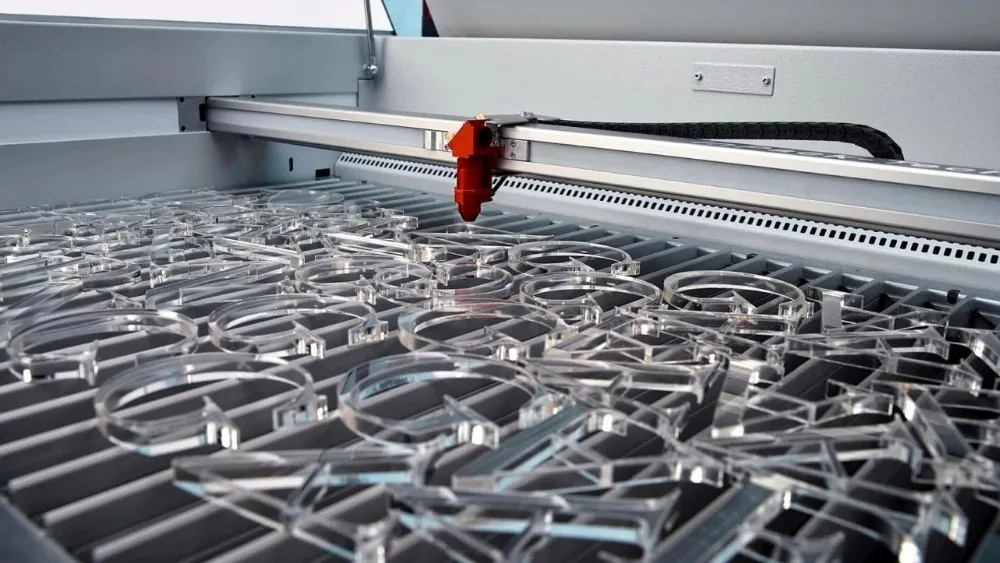
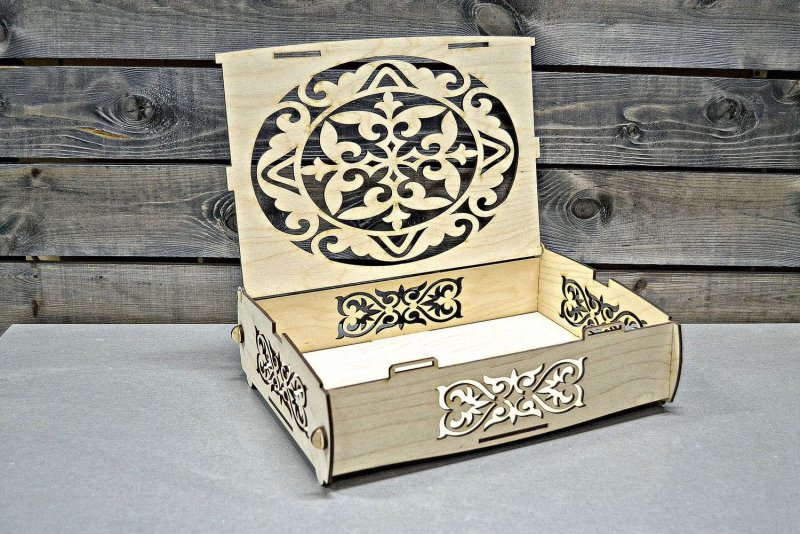
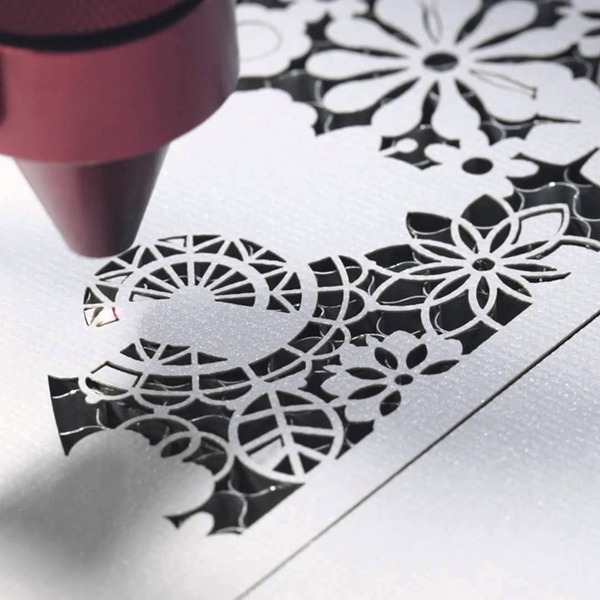
04.2023 И это совсем неудивительно, ведь лазерная резка значительно облегчает обработку хрупких и капризных материалов. Если говорить о самых популярных, то это фанера, оргстекло, акрил и кожа. Помимо перечисленных к капризным материалам можно отнести и множество других – и с ними изготовителям приходится повозиться.
И это совсем неудивительно, ведь лазерная резка значительно облегчает обработку хрупких и капризных материалов. Если говорить о самых популярных, то это фанера, оргстекло, акрил и кожа. Помимо перечисленных к капризным материалам можно отнести и множество других – и с ними изготовителям приходится повозиться. Данная технология успешно применяется при производстве предметов мебели, сувенирной продукции, элементов декора, развивающих игр, посуды…
Данная технология успешно применяется при производстве предметов мебели, сувенирной продукции, элементов декора, развивающих игр, посуды… Подобная резка оргстекла используется для изготовления номерков, подставок, вывесок, ящичков и многочисленной наградной продукции в виде статуэток и кубков. Лазерная резка и гравировка позволяют создавать весьма симпатичную персонализацию с именами, эмблемами и прочей адресной информацией, которая никогда не исчезнет с памятных предметов. Такую продукцию и вручить и получить приятно, лазерная резка и гравировка придаёт ей некий шарм и презентабельность.
Подобная резка оргстекла используется для изготовления номерков, подставок, вывесок, ящичков и многочисленной наградной продукции в виде статуэток и кубков. Лазерная резка и гравировка позволяют создавать весьма симпатичную персонализацию с именами, эмблемами и прочей адресной информацией, которая никогда не исчезнет с памятных предметов. Такую продукцию и вручить и получить приятно, лазерная резка и гравировка придаёт ей некий шарм и презентабельность.
 Самой крошечной из приведённого выше списка можно назвать бижутерию. Для её изготовления применяется лазерная резка фанеры самого высокого качества. Поэтому деревянные серьги, кулоны и браслеты выглядят не только нетривиально, но и очень стильно.
Самой крошечной из приведённого выше списка можно назвать бижутерию. Для её изготовления применяется лазерная резка фанеры самого высокого качества. Поэтому деревянные серьги, кулоны и браслеты выглядят не только нетривиально, но и очень стильно.
 Эти положения траектории также включают скорость, с которой должна двигаться головка инструмента, а также другие сложные данные, такие как сохранение текущей позиции, измерения и уравнения. Однако пользователи, которые отправляют файлы в службы лазерной резки, никогда не будут предоставлять G-код, поскольку каждая машина уникальна, и, следовательно, ее производство зависит от оператора. Вместо этого инженеры должны были предоставить файл проекта, содержащий их деталь, которую нужно изготовить, а затем оператор использовал преобразователь для преобразования модели в G-код, который должен быть выполнен лазерным резаком. Из всех файлов, которые может предоставить инженер, DXF является одним из наиболее распространенных и популярных вариантов, поскольку он используется для представления 2D-форм в векторном формате, который сохраняет расстояния, а также слои. В случае с Ponoko файлы DXF должны содержать до трех разных цветов, которые обозначают разрез, гравировку линии или гравировку области.
Эти положения траектории также включают скорость, с которой должна двигаться головка инструмента, а также другие сложные данные, такие как сохранение текущей позиции, измерения и уравнения. Однако пользователи, которые отправляют файлы в службы лазерной резки, никогда не будут предоставлять G-код, поскольку каждая машина уникальна, и, следовательно, ее производство зависит от оператора. Вместо этого инженеры должны были предоставить файл проекта, содержащий их деталь, которую нужно изготовить, а затем оператор использовал преобразователь для преобразования модели в G-код, который должен быть выполнен лазерным резаком. Из всех файлов, которые может предоставить инженер, DXF является одним из наиболее распространенных и популярных вариантов, поскольку он используется для представления 2D-форм в векторном формате, который сохраняет расстояния, а также слои. В случае с Ponoko файлы DXF должны содержать до трех разных цветов, которые обозначают разрез, гравировку линии или гравировку области.

 Векторный файл может описывать разные линии на разных слоях, которые могут перекрывать друг друга. Кроме того, эти отдельные линии могут быть окрашены отдельно, чтобы представить тип линии. В случае Ponoko используются три отдельных цвета для обозначения линий разреза, линий гравировки или выгравированных областей. Как указывалось ранее, DXF — это формат файла, который поддерживает векторные проекты, сохраняет единицы измерения и измерения, а также поддерживает несколько слоев с разными цветами. Когда дело доходит до использования сервисов Ponoko, предпочтение отдается DXF. Ponoko также принимает файлы EPS, SVG и Ai.
Векторный файл может описывать разные линии на разных слоях, которые могут перекрывать друг друга. Кроме того, эти отдельные линии могут быть окрашены отдельно, чтобы представить тип линии. В случае Ponoko используются три отдельных цвета для обозначения линий разреза, линий гравировки или выгравированных областей. Как указывалось ранее, DXF — это формат файла, который поддерживает векторные проекты, сохраняет единицы измерения и измерения, а также поддерживает несколько слоев с разными цветами. Когда дело доходит до использования сервисов Ponoko, предпочтение отдается DXF. Ponoko также принимает файлы EPS, SVG и Ai. Е. Измерение размера деталей в миллиметрах) и могут использоваться в более поздних 3D-проектах. Второй шаг — убедиться, что в дизайне используются только три цвета и что эти цвета четко определены. Использование трех линий одинакового цвета возможно, но крайне нецелесообразно, так как может быстро возникнуть путаница между тем, что является вырезом, и тем, что является гравировкой. Примером подходящей цветовой схемы может быть красный, зеленый и синий, поскольку все три цвета легко различимы. Если САПР не используется, то важно, чтобы программа, используемая для рисования деталей, не только работала с векторными изображениями, но также имела параметры экспорта, представляющие собой векторные файлы. Хотя Ponoko не поддерживает PostScript, существуют конвертеры, которые могут преобразовывать такие проекты в формат DXF, подходящий для Ponoko. Ponoko также принимает файлы EPS, SVG и Ai.
Е. Измерение размера деталей в миллиметрах) и могут использоваться в более поздних 3D-проектах. Второй шаг — убедиться, что в дизайне используются только три цвета и что эти цвета четко определены. Использование трех линий одинакового цвета возможно, но крайне нецелесообразно, так как может быстро возникнуть путаница между тем, что является вырезом, и тем, что является гравировкой. Примером подходящей цветовой схемы может быть красный, зеленый и синий, поскольку все три цвета легко различимы. Если САПР не используется, то важно, чтобы программа, используемая для рисования деталей, не только работала с векторными изображениями, но также имела параметры экспорта, представляющие собой векторные файлы. Хотя Ponoko не поддерживает PostScript, существуют конвертеры, которые могут преобразовывать такие проекты в формат DXF, подходящий для Ponoko. Ponoko также принимает файлы EPS, SVG и Ai. При загрузке файлов для создания частей следующей важной задачей является проверка лицензионных требований файла. Лицензии Creative Commons почти всегда допускают коммерческое использование при условии указания авторства, но изображения могут быть защищены авторским правом. Другие части могут быть загружены бесплатно, но могут требовать лицензионных отчислений, когда каждая произведенная часть требует выплаты лицензионных отчислений. Еще одна проблема, которую инженеры должны учитывать, заключается в том, что файлы, находящиеся в свободном доступе в Интернете без лицензии или роялти, потенциально могут быть украдены. Поэтому важно, чтобы бесплатные файлы скачивались из первоисточника, а не со сторонних хостов. Такие файлы рискуют быть украдены у других компаний, что может подвергнуть любого, кто их загружает, риску юридического характера. Короче говоря, лучше всего загружать файлы с популярных веб-сайтов, пользующихся хорошей репутацией и хорошо известных среди инженерных сообществ.
При загрузке файлов для создания частей следующей важной задачей является проверка лицензионных требований файла. Лицензии Creative Commons почти всегда допускают коммерческое использование при условии указания авторства, но изображения могут быть защищены авторским правом. Другие части могут быть загружены бесплатно, но могут требовать лицензионных отчислений, когда каждая произведенная часть требует выплаты лицензионных отчислений. Еще одна проблема, которую инженеры должны учитывать, заключается в том, что файлы, находящиеся в свободном доступе в Интернете без лицензии или роялти, потенциально могут быть украдены. Поэтому важно, чтобы бесплатные файлы скачивались из первоисточника, а не со сторонних хостов. Такие файлы рискуют быть украдены у других компаний, что может подвергнуть любого, кто их загружает, риску юридического характера. Короче говоря, лучше всего загружать файлы с популярных веб-сайтов, пользующихся хорошей репутацией и хорошо известных среди инженерных сообществ. Как правило, для станков без лазерной резки требуется матрица или лезвие. Эти контактные методы сопряжены с риском искажения во время обработки. Лазерная резка бесконтактная, поэтому риск деформации минимален. Это делает лазерную резку пригодной для обработки таких объектов, как тонкие пластины и пленки.
Как правило, для станков без лазерной резки требуется матрица или лезвие. Эти контактные методы сопряжены с риском искажения во время обработки. Лазерная резка бесконтактная, поэтому риск деформации минимален. Это делает лазерную резку пригодной для обработки таких объектов, как тонкие пластины и пленки. Лазер обрабатывает CO 2 в трубке, затем генерирует плазму между отражающим зеркалом и выходным ответвителем. Затем плазма попадает на материалы, и материал поглощает свет.
Лазер обрабатывает CO 2 в трубке, затем генерирует плазму между отражающим зеркалом и выходным ответвителем. Затем плазма попадает на материалы, и материал поглощает свет. В MD-X используется 3-осевая технология с оптоволоконным кабелем и лазером YVO 4 .
В MD-X используется 3-осевая технология с оптоволоконным кабелем и лазером YVO 4 .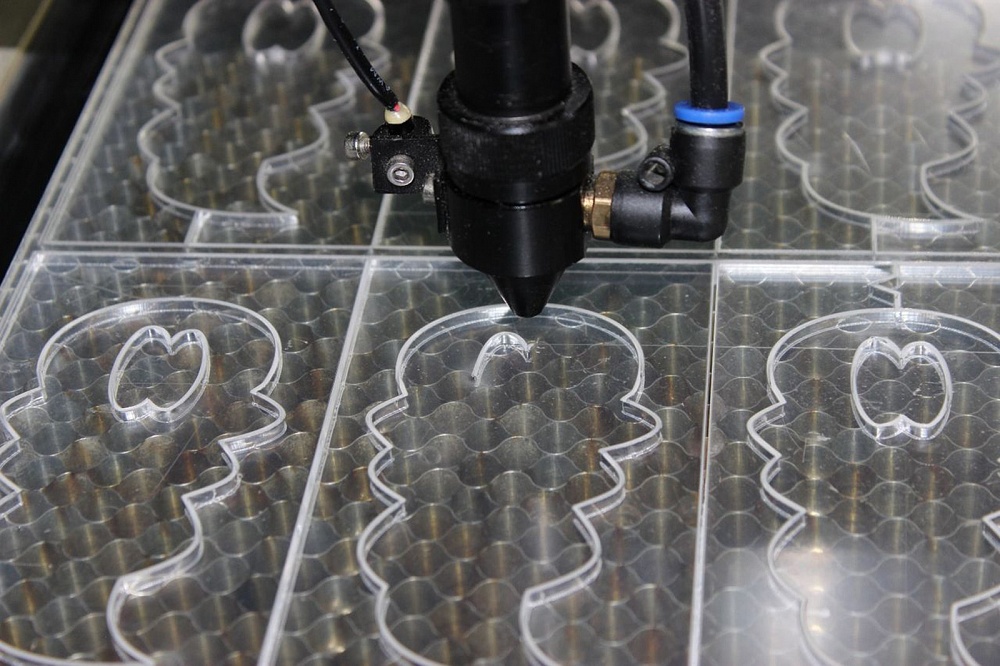
 Также автоматическая система сбора пыли при открытии крышки обеспечит вам идеальную чистоту..
Также автоматическая система сбора пыли при открытии крышки обеспечит вам идеальную чистоту..
 /мин
/мин
 получить товар в
получить товар в
 10.2021
10.2021 Как результат мы достигли нового качества обработки, скорости и простоты в использовании. SRM-20 может обрабатывать различные материалы для моделирования, такие как модельный пластик, дерево, акрил и модельный воск. Большой выбор опциональных цанг позволяет использовать различные инструменты для того, чтобы вы могли выбрать оптимальный для черновой и чистовой обработки.
Как результат мы достигли нового качества обработки, скорости и простоты в использовании. SRM-20 может обрабатывать различные материалы для моделирования, такие как модельный пластик, дерево, акрил и модельный воск. Большой выбор опциональных цанг позволяет использовать различные инструменты для того, чтобы вы могли выбрать оптимальный для черновой и чистовой обработки.
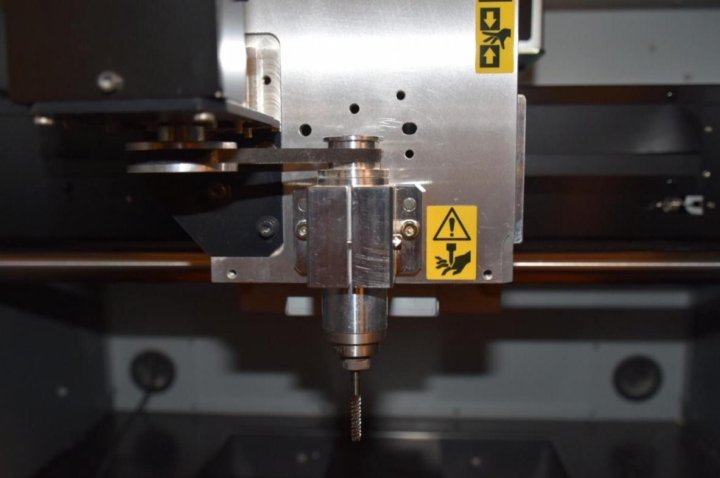 Обороты шпинделя и скорость перемещения может быть изменена прямо во время работы, чтобы вы могли получить наилучший результат за наименьшее время.
Обороты шпинделя и скорость перемещения может быть изменена прямо во время работы, чтобы вы могли получить наилучший результат за наименьшее время.

 Загрузите до шести адаптеров материалов, чтобы включить комбинацию материалов в соответствии с потребностями вашего бизнеса, и пусть DWX-53DC приступает к работе
Загрузите до шести адаптеров материалов, чтобы включить комбинацию материалов в соответствии с потребностями вашего бизнеса, и пусть DWX-53DC приступает к работе Созданная на века и предназначенная для упрощения установки и фрезерования широкого спектра стоматологических протезных материалов, технология DWX была создана, чтобы сделать фрезерование более комфортным и удобным для лаборантов.
Созданная на века и предназначенная для упрощения установки и фрезерования широкого спектра стоматологических протезных материалов, технология DWX была создана, чтобы сделать фрезерование более комфортным и удобным для лаборантов.