изготовление станины, бабок, установка двигателя и резцов
Дерево легко поддается обработке. Используя простые инструменты, можно создавать вещи удивительной красоты и функциональности.
Отдельно стоит отметить изделия, имеющие форму фигур вращения: ручки для инструмента, балясины лестниц, кухонную утварь. Для их изготовления недостаточно топора или стамески, необходим токарный станок.
Купить подобное устройство – не проблема, вот только хороший станок стоит дорого. Обзавестись столь полезным инструментом и сэкономить несложно, ведь можно сделать токарный станок по дереву своими руками.
Не забудь поделиться с друзьями!
Содержание статьи
Зачем нужен и как он устроен
Изготовление станины
Электродвигатель для станка
Прямой привод или ременная передача
Передняя и задняя бабка
Опора для инструмента: подручник
Резцы по дереву
Мини-станок для мелких работ
Станок из электродрели
Зачем нужен и как он устроен
Токарный станок предназначен для изготовления деревянных изделий, имеющих цилиндрическую или близкую к ней форму. Это незаменимая вещь при ремонте загородного дома с деревянной лестницей, резным крыльцом, но не только.
При наличии некоторого опыта токарный инструмент позволит не просто сэкономить на покупных элементах декора, но и заработать, ведь деревянные изделия ручной работы высоко ценятся.
Необходим ли в домашней мастерской такой станок, решать самому мастеру.
Конечно, если нужны несколько ручек для стамесок, их проще купить, но если есть желание изготовить цельнодеревянную лестницу, то комплект балясин выльется в очень крупную сумму. Гораздо дешевле изготовить их самостоятельно. Кстати, даже не придется тратиться на покупку оборудования – простенький станок можно изготовить в собственной мастерской, используя подручные материалы.
Принцип работы токарного станка по дереву не отличается особой сложностью. Цилиндрическая заготовка фиксируется вдоль оси вращения. На нее передается крутящий момент. Подводя к заготовке различные резцы или шлифующий инструмент, ей придают желаемую форму.
Основные части токарного станка:
станина, на которой закреплены все составные части;
электрический привод;
передняя бабка;
задняя бабка;
подручник.
Для удобства работы используют схемы изменения скорости вращения. В профессиональном оборудовании это настоящая коробка передач, система шестерен, позволяющая регулировать обороты в очень широких пределах. Это сложно, самодельный токарный станок по дереву достаточно оборудовать ременной передачей с несколькими шкивами разного диаметра.
Изготовление станины
Станина – рама, которая объединяет все части станка в единое целое. От ее надежности зависит прочность конструкции в целом, потому лучший материал для рамы – стальной уголок. Также можно использовать профильную трубу прямоугольного сечения.
Прежде всего, намечают размеры будущего агрегата. Данный показатель во многом зависит от того, для каких именно изделий нужен станок. Средний размер станины домашнего токарного станка – 80 см. С помощью болгарки с кругом по металлу отрезают две одинаковые заготовки.
Подкладывая деревянные бруски, угольники полками вверх и внутрь, укладывают на ровную поверхность, их верхние грани должны создать идеальную плоскость. Между ними выдерживают одинаковое расстояние, примерно 5 см. Чтобы правильно их сориентировать, используют рейку соответствующей толщины.
Продольные детали основания фиксируют струбцинами. Из такого же угольника делают поперечины. Их три. Две крепят на краях конструкции, третью, являющуюся опорой для передней бабки, примерно в двадцати сантиметрах от левого края. Точные размеры зависят от типа используемого двигателя и параметров шкива, который удалось найти.
Остается сварить станину в единое целое. Шов должен быть надежным и качественным, варить можно ручной сваркой или использовать автомат.
Важно сразу определиться, как будет использоваться станок. Возможна настольная установка или изготовление автономного агрегата. Во втором варианте необходимо предусмотреть ножки. Их можно изготовить из того же угольника, а можно вырезать из бруса подходящей толщины. Применение деревянных ножек позволит сэкономить на материале, кроме того, станок можно будет сделать разборным.
Электродвигатель для станка
Основа привода токарного станка – двигатель. При выборе данного агрегата важно обращать внимание на его основную характеристику – мощность. Для домашнего станка подойдут модели мощностью от 1200 до 2000 Вт. Важен тип подключения, бывают однофазные и трехфазные двигатели.
В настольном токарном станке небольшой мощности можно использовать двигатель от стиральной машины. Он вряд ли справится с обработкой крупной заготовки, но поможет изготовить мелкие элементы декора и кухонную утварь.
Прямой привод или ременная передача
Существует несколько способов передачи вращения на заготовку. Самый простой – прямой привод. В данном случае заготовка крепится непосредственно на вал двигателя. Отличительная особенность данной конструкции – простота. При всем при этом прямой привод имеет ряд существенных недостатков.
Прежде всего, станок с прямым приводом не позволяет регулировать скорость вращения, что критично при работе с твердым материалом. Также стоит учитывать нагрузку на электродвигатель, особенно при работе с заготовками большой массы. Как бы хорошо ни была она центрована, без вибрации не обойдется. Подшипники двигателя не рассчитаны на продольную нагрузку и будут часто выходить из строя.
Чтобы обезопасить двигатель от поломок и обеспечить возможность регулировки скорости вращения заготовки, стоит рассмотреть ременную передачу. В данном случае двигатель располагается в стороне от оси вращения заготовки, а крутящий момент передается посредством шкивов. Используя блоки шкивов разных диаметров, несложно менять скорость в довольно широких пределах.
Станок для дома желательно оборудовать шкивами с тремя и более ручьями, что позволит с одинаковым успехом обрабатывать древесину любых пород, а при необходимости работать с мягкими сплавами.
Передняя и задняя бабка
Обрабатываемая заготовка зажимается между двумя устройствами, называемыми передняя и задняя бабка. На переднюю передается вращение от двигателя, потому она является более сложным узлом.
Конструктивно передняя бабка самодельного токарного станка представляет собой металлическую П-образную конструкцию, между боковыми гранями которой на подшипниках установлен вал и один или несколько шкивов. Корпус данного агрегата можно изготовить из толстой стали, для сборки его в единое целое подойдут болты достаточной длины.
Важная часть передней бабки, как и станка в целом – вал, шпиндель с тремя или четырьмя штифтами, предназначенными для фиксации заготовки. Данный вал пропускают через подшипник одной из щечек П-образного корпуса, далее на него насаживают шкивы. Для их крепления используется шпонка или средство для фиксации цилиндрических деталей, последней надевается вторая щечка, конструкция надежно стягивается болтами.
Задача задней бабки – поддерживать длинную заготовку, позволяя ей свободно вращаться. Можно купить готовую деталь заводского станка, а можно использовать патрон мощной электрической дрели, закрепленный на угольнике подходящей длины. В сам патрон зажимается вал с заостренным концом.
Передняя и задняя бабка устанавливаются на станину. Важно понимать, что оси вращения обоих валов должны полностью совпадать. В противном случае вероятна поломка заготовки, выход станка из строя, а возможно, и травма токаря.
Опора для инструмента: подручник
Подручник – столик, на который опирается инструмент во время работы. В принципе, он может иметь любую конфигурацию, выбирать мастеру, основной критерий – удобство. Одним из лучших вариантов подручника является трапециевидный поворотный столик из толстой стали, закрепленный на платформе, позволяющей перемещать его во всех направлениях. Он позволит обрабатывать любые заготовки, изготавливать изделия различного размера и формы.
Самый же простой подручник для токарных работ – угольник, приваренный к основанию. Высота его верхней кромки должна соответствовать уровню оси бабок.
Резцы по дереву
В качестве режущего инструмента для токарного станка используются резцы. Купить подобный инструмент можно практически в любом строительном магазине. В продажу поступают отдельные резцы и целые наборы.
Если поблизости нет магазина, но есть возможность и желание, можно сделать необходимый инструмент самому. Для этого понадобится металлорежущий станок, а также полотно инструментальной стали, его можно заменить старым инструментом. Токарный резец высокого качества может получиться, к примеру, из старого советского напильника.
Мини-станок для мелких работ
Часто возникает необходимость выточить несколько мелких деревянных деталей, в этом случае вовсе не обязательно изготавливать полноценный станок, можно обойтись токарным мини-станком по дереву. Его изготовление не потребует много труда и не займет много времени.
Устройство такого станка отличается крайней простотой. В качестве электрической составляющей отлично подойдет двигатель от старого магнитофона, запитанный от внешнего блока питания. Станиной мини-станка послужит отрезок доски необходимой длины.
Двигатель необходимо закрепить. Конечно, для маленького станка ременная передача не годится, заготовку придется крепить на вал двигателя. Лучшее приспособление для этого – планшайба. Корпус привода – П-образная пластина, в центре которой просверлено отверстие под вал. Двигатель в корпусе с помощью саморезов крепится на станине.
Основная часть станка готова, остается только изготовить заднюю бабку. Ее корпус изготавливается из бруска подходящего размера. В нем точно по высоте двигателя сверлится отверстие для вала, в качестве него используют дюбель-гвоздь подходящей длины. Бабка крепится с помощью клея и нескольких саморезов.
Используя источник питания с возможностью регулировки выходного напряжения, можно создать станок с переменной скоростью вращения. Регулировать обороты удобно с помощью педали ножного управления. Конструкция данного устройства может быть самой разнообразной, все зависит от имеющихся деталей.
Станок из электродрели
Пожалуй, у каждого домашнего мастера найдется такая полезная вещь, как электродрель. Это действительно универсальный инструмент, им сверлят, смешивают раствор, очищают поверхности. Неудивительно, что у многих возникает идея воспользоваться двигателем дрели, чтобы изготовить маленький токарный станок по дереву.
Это несложно. По большому счету достаточно зафиксировать дрель на станине, а напротив нее установить заднюю бабку, она должна быть подвижной, что позволит регулировать рабочее расстояние.
Существует множество вариантов изготовления подобного токарного станка, они отличаются сложностью, используемыми материалами. В самом простом случае станок представляет собой доску или кусок толстой фанеры, на одном конце которого установлен упор для дрели с фиксатором, на другом – задняя балка: брусок с валом внутри. В качестве вала можно использовать заточенный винт или дюбель подходящего диаметра.
При наличии навыков работы с металлом можно создать станок просто-таки профессионального уровня. Пользуясь им, несложно изготовить изделия самого высокого класса. Если же станок нужен от случая к случаю, лучший вариант – станок из дрели. При необходимости можно выточить требуемую деталь, а если потребуется дрель, так ее можно использовать и по прямому предназначению.
Токарные станки с наклонной станиной
Главная / Новости / Новости / Токарные станки с наклонной станиной
Токарные станки с наклонной станиной
15 Марта 2018
Ни для кого не секрет, что большинство лидеров мирового станкостроения выпускает токарные станки с направляющими, расположенными в плоскости под углом относительно опорной поверхности станка и верхним расположением резцедержателя. Такая компоновка именуется наклонной станиной. Эти тенденции, безусловно, знакомы всем, кто сталкивался с необходимостью покупки токарного станка с ЧПУ. Наряду с очевидными плюсами, при точении и измерении деталей, отводе стружки и т.д. существует один весомый минус. Стоимость отливки станины и стоимость её обработки, а как следствие цена станка, зачастую ставят вопрос о целесообразности приобретения токарного станка с наклонной станиной. Именно этот фактор предопределил отсутствие токарных станков с наклонной станиной на складе нашей компании. Многолетний опыт работы на Российском рынке и статистика продаж станков токарной группы на рынках стран таможенного союза констатировали, что большинство предприятий работает с заготовками из сортового проката или отливками, полученными методом литья в земляные формы. Это в свою очередь подразумевает работу с большим припуском, низкими частотами вращения и ударной нагрузкой. Именно поэтому, большинство покупателей выбирает хорошо зарекомендовавшие себя токарные станки типа 16А20Ф3 или 1М63Ф3 и их аналоги. В нашей линейке токарных станков это CK6150, CK6150S и CK6163.
На рынках стран Евросоюза, США, Японии и Тайваня давно применяются методы получения заготовок, позволяющие минимизировать припуски под обработку, а значит увеличить производительность, скорость и точность механической обработки. В связи с этим большинство крупных и всемирно известных производителей, как правило, не выпускают станков с прямой станиной, а концентрируются на выпуске станков с наклонной станиной. Так же, одним из основных факторов, влияющим на изменения в технологии производства токарных станков с ЧПУ, являются новые разработки в области режущего инструмента, позволяющие увеличить скорости резания при точении, что в свою очередь требует большей частоты вращения, что делает бессмысленным использование ступенчатого переключения диапазонов частот вращения. Для изменения частоты вращения и увеличения её предельных значений применяются серводвигатели шпинделя с ременной передачей крутящего момента на шпиндель или высокоскоростные мотор-шпиндели (прямой привод шпинделя). Так же становится необходимым увеличение скорости подачи, однако высокие скорости перемещения инструмента не достижимы при использовании направляющих скольжения. Поэтому, для высокоскоростной обработки применяются направляющие качения шарикового или роликового (для тяжёлых условий обработки) типов. Кроме того, всё большее применение находят токарно-фрезерные станки, позволяющие производить не только точение, но и фрезерование без перестановки детали. Также получили широкое распространение токарно-фрезерные центры. Практически все станки, предусматривающие токарно-фрезерную обработку, базируются именно на наклонной станине.
Однако, время не стоит на месте и в современных условиях производства всё больше находят применение методы получения точных заготовок с минимальным припуском под обработку и в нашей стране. Производство высокоточных деталей становится всё более востребованным. Отсюда и необходимость в оборудовании, соответствующем уровню современных технологий стала проявляться и среди небольших частных производственных компаний, которые были, есть и будут оставаться нашим основным сегментом рынка. Это подтолкнуло нас во многом пересмотреть подход к выбору складской программы станков, которые мы предлагаем Вашему вниманию.
На выставке «Металлообработка-2018» в Москве, мы представим новый вид продукции, который всегда можно будет увидеть и приобрести из наличия у компании Иствестпарт, а именно токарные станки с наклонной станиной. В 2018 году станки с наклонной станиной на складе ООО «Иствестпарт». Мы рады предложить нашим потенциальным заказчикам и партнёрам следующие разновидности токарных станков с наклонной станиной.
1. Токарные станки с наклонной станиной без задней бабки моделей TCK6330 (Ø точения 300 мм), TCK6336 (Ø точения 360 мм), TCK6336S (Ø точения 360 мм), TCK6340 (Ø точения 400 мм), TCK6350(Ø точения 500 мм). Их назначение- точение коротких заготовок без поджатия задним центром. На сегодняшний день это самые дешёвые станки с наклонной станиной. При этом уровень точности и производительности не уступает большинству европейских, американских и тайваньских токарных станков.
2. Токарные станки с наклонной станиной моделей TCK36 (Ø точения 360 м), TCK46 (Ø точения 460 м), TCK520 (Ø точения 520 м), TCK56 (Ø точения 560 м), TCK66 (Ø точения 360 м). Эти станки могут применяться для обработки валов длинной до 1000 мм. Имеют все необходимые возможности и функции, начиная от гидравлических поддерживающих люнетов и заканчивая функцией приводного инструмента для токарно-фрезерной обработки.
3. Токарные трубонарезные станки с наклонной станиной, серии YPT. Основным их отличием является большой диаметр сквозного отверстия в шпинделе (от190 мм). Так же РМЦ может составлять 2000 мм. Перемещение суппорта на данных станках производится по направляющим скольжения.
4. Тяжёлые токарные станки с ЧПУ с наклонной станиной серии CKY. Так же как и трубонарезные станки с наклонной станиной, они оснащены направляющими скольжения.
Мы надеемся, что в ближайшее время Российские промышленники по достоинству оценят эти новинки. С образцами данного вида оборудования Вы сможете ознакомиться во время выставки Металлообработка-2018, которая будет проходить с 14-18 мая 2018 года в ЦВК «Экспоцентр» г. Москва. Будем рады видеть Вас на нашей экспозиции, располагаемой во 2-павильоне, зал №3.
вернуться назад
Свернуть карту
загрузка карты…
Обратная свзяь
Станина токарного станка – ToolNotes
Перейти к содержимому
ВВЕДЕНИЕ
Bedways
Стойка
Стержень подачи
Свидец
Парта для зазора
Партники с подвесным слоем
ВВЕДЕНИЕ
Клет. Станина обеспечивает основу для направляющих, которые, в свою очередь, несут каретку, заднюю бабку и другие компоненты, такие как люнеты и упоры каретки.
Станина является основным конструктивным элементом токарного станка.
Направляющие
Направляющие или просто направляющие представляют собой линейные несущие элементы, обеспечивающие траекторию движения каретки и задней бабки токарного станка. Направляющие могут иметь несколько конфигураций, включая коробчатые направляющие, V-образные направляющие, направляющие типа «ласточкин хвост», и могут использоваться с шариковыми или роликовыми подшипниками на некоторых токарных станках.
Bedway — это прецизионно отшлифованные поверхности, обеспечивающие траекторию движения каретки и задней бабки.
Рейка
Рейка представляет собой плоский зубчатый элемент, который используется вместе с шестерней для обеспечения движения каретки при токарных операциях. Мощность подается на ведущую шестерню через подающий стержень. На токарных станках с ЧПУ питание может подаваться непосредственно на ведущую шестерню через серводвигатель.
Подающий стержень
Подающий стержень представляет собой цилиндрический стержень с выточенным в нем шпоночным пазом. Червячная передача скользит по этому стержню и передает мощность либо на шестерню каретки, либо на шестерню поперечного скольжения, в зависимости от положения рычага выбора механической подачи.
Примечание. На некоторых токарных станках подающий стержень и ходовой винт встроены в один и тот же компонент.
Тяга подачи передает мощность от передней бабки к каретке для выполнения операций механической подачи в направлении каретки или поперечного суппорта.
Ходовой винт
Ходовой винт представляет собой стержень с резьбой, который используется для подачи энергии на каретку при нарезании резьбы. Ходовой винт часто имеет резьбу ACME. Ходовой винт передает мощность на каретку, когда рычаг полугайки задействован.
Токарные станки с гильзой
Максимальный диаметр заготовки, которую можно обработать на токарном станке, определяет поворот токарного станка. Некоторые токарные станки имеют функцию увеличения поворота токарных станков. Съемный (обычно) сегмент станины, известный как зазор, можно вынуть, чтобы вместить необычно большую заготовку. При определении размера токарного станка обязательно узнайте, является ли размер качания качанием над станиной, над зазором или над поперечным суппортом.
Поворот токарного станка — это заготовка самого большого диаметра, которую можно на нем обработать. Токарный станок с зазором может вместить заготовку большего диаметра с удаленным зазором.
Станина с подвижным зазором (видеопример)
Токарные станки с наклонной станиной
Токарные станки с наклонной станиной имеют наклонную станину. Наклонная ориентация позволяет стружке падать в сторону. Такое расположение может также увеличить расстояние между путями, чтобы обеспечить большую стабильность.
Токарный станок с наклонной станиной
Каталожные номера
Роджерс, Барри. «Покупка токарного станка: наклонные станины и многозадачные конфигурации». Современный механический цех. 17 августа 2018 г. По состоянию на 17 мая 2019 г. https://www.mmsonline.com/blog/post/buying-a-lathe-slant-beds-and-multitasking-configurations.
Этот веб-сайт использует файлы cookie для улучшения вашего опыта. Мы предполагаем, что вы согласны с этим, но вы можете отказаться, если хотите. ПринятьОтклонить Подробнее Чудеса
Выберите опцию
Название по умолчанию — 199,99$
Количество — +
Детали
Эта короткая копия верхней станины токарного станка 70-3040 устанавливается поверх открытой нижней станины и продолжает направляющую верхней станины на той же высоте, что и подвижная станина. Это означает, что основание подручника теперь можно расположить в любом месте токарного станка для токарной обработки, перемещая его из конца в конец, между центрами и центрами. Вторая база подручника не требуется.
Эта короткая копия верхней станины токарного станка 70-3040 устанавливается поверх открытой нижней станины и продолжает направляющую верхней станины на той же высоте, что и подвижная станина. Это означает, что основание подручника теперь можно расположить в любом месте токарного станка для токарной обработки, перемещая его из конца в конец, между центрами и центрами. Вторая база подручника не требуется.
Могу ли я отправить онлайн-заказ за границу?
Да, однако международные тарифы на доставку обычно выше, и онлайн-расчеты могут быть сложными. Пожалуйста, позвоните или напишите нам, чтобы узнать стоимость доставки, чтобы уточнить тарифы на доставку по конкретным международным направлениям.
Могу ли я отправить онлайн-заказ на адреса APO/FBO?
Да, доставка по адресам APO/FBO не вызывает затруднений.
Могу ли я заказать доставку на почтовый ящик? Коробка?
Да, мы можем отправить на почтовый адрес. Коробка через USPS. FedEx и UPS не доставляют на PO. Коробки.
Каковы ваши тарифы на доставку?
Стоимость доставки зависит от фактического веса, размеров и пункта назначения вашего заказа. Мы используем таблицы доставки, предоставленные FedEx, UPS и USPS, для расчета стоимости доставки, взимаемой с вашего заказа. Ваш заказ будет отправлен с нашего склада, расположенного в Гейнсвилле, штат Джорджия, или любого из наших партнеров-поставщиков. Окончательная стоимость доставки рассчитывается в процессе оформления заказа после ввода пункта назначения доставки. Если вы считаете, что стоимость доставки, рассчитанная для вашего заказа, кажется неточной, пожалуйста, свяжитесь с нами для проверки.
Могу ли я забрать свой заказ со склада и избежать доставки?
Да! Если вы находитесь поблизости, посетите наш склад, чтобы забрать свой заказ и избежать дополнительных расходов на доставку. Для этих заказов, пожалуйста, позвоните нам, чтобы сообщить нам ваше приблизительное время прибытия.
Какими перевозчиками вы отправляете заказы?
Большинство наших посылок отправляются FedEx, UPS или USPS.
Могу ли я отследить свой заказ онлайн?
Да! Как только заказ будет отправлен, вы получите электронное письмо с подтверждением доставки и информацией об отслеживании.
Сколько времени займет доставка моего заказа?
Заказы обычно обрабатываются и отправляются в течение 1–3 рабочих дней.
Должен ли я подписывать свой заказ?
Обычно более дорогие заказы (шлифовальные машины, респираторы и т. д.) требуют подписи при доставке. Если вы считаете, что ваше местоположение безопасно для неподписанных доставок, сообщите нам, что вы не хотите расписываться за доставку. Покупатель берет на себя риск потери товара, если он просит не расписываться о доставке.
Если вы хотите вернуть или обменять свой заказ по какой-либо причине, мы здесь, чтобы помочь! Предлагаем бесплатный возврат или обмен бракованных изделий в течение 30 дней с момента получения вашего заказа. Гарантии на продукты зависят от продукта. Если вы недовольны своим продуктом, вы можете вернуть его в течение 14 дней, чтобы получить полный возврат средств или кредит в магазине, в зависимости от того, что вы выберете. Все возвраты исправных продуктов должны быть отправлены за счет клиента. Вы можете вернуть товар за кредит магазина , a за другой продукт или за возмещение исходным способом оплаты.
Обратите внимание на следующие исключения из нашей политики возврата и обмена:
Из-за особенностей респираторов Sundstrom они не подлежат возврату, если только они не имеют дефектов.
Компания СТАНОК работает и развивается в Зеленограде начиная с 2004 года. На данный момент это давно сформировавшийся постоянный штат сотрудников, собственное инструментальное производство со станками, склад оборудования и инструмента 500м2, торговый офис и сервисный центр.
Производственное инструментальное предприятие, работающее под брендом RUTOOL начинало с производства концевого монолитного инструмента используемых при изготовление пластиковых окон, а сейчас расширило свою деятельность на металлообработку и деревообработку.
Так как ассортимент концевых и дисковых фрез, сверл и пильных дисков необычайно огромен и возможности его весь производить совершенно нету, мы закрываем все эти пробелы инструментом известной в России итальянской марки CMT Orange Tool.
Помимо инструментального производства компания поставляет широкий ассортимент оборудования для производства пластиковых и алюминиевых окон, стеклопакетов, а также всевозможных алюминиевых конструкций. Помогает подобрать и наладить оборудование, а также обеспечить гарантийное и послегарантиное обслуживание клиентов.
У нас большой склад запасных частей и расходных материалов на большинство марок оборудования производства окон, даже которых мы не поставляли. Если вследствие закрытия фабрик и других причин у нас нет возможности поставить запасную часть, мы всегда стараемся подобрать аналог из ныне производимых компонентов.
С нами постоянно работают и доверяют тысячи клиентов со всей России. Многие выбрали нас, так как могут заказать все в одном месте, а далее получить груз наиболее удобной для себя транспортной компанией. Так как у нас постоянные и стабильные отгрузки, то мы обзавелись собственным автопарком, который оперативно доставляет крупные грузы в транспортные компании, а также непосредственно клиентам в пределах Московской области. Для небольших отправок инструмента в пределах Москвы и области мы используем своих курьеров.
Наши специалисты по настройке и ремонту станковмогут отремонтировать практически любое турецкое и европейское оконное оборудование как у нас, так и на вашем производстве, как в Москве, так и в других городах. Мастер по наладке станков может выехать к вам в кратчайшие сроки.
Мы участвовали и планируем участвовать в тематических выставках, представляя новые бренды оборудования и инструмента или собственные разработки. Наиболее известные выставки, это крупнейшая строительная выставка MosBuild, самая крупная выставка СтройСиб в Сибири SibBuild / WorldBuild Siberia, выставка деревообработки WOODEX Moscow и ежегодная выставка инстурмента и оборудования по обработке стекла Мир Стекла.
Возникли вопросы?
Обращайтесь на линию консультации — отвечаем оперативно
Виброгалтовочное оборудование, станки для обработки металла, крепёжный инструмент — ООО «Компания Станке»
Виброгалтовочное оборудование, станки для обработки металла, крепёжный инструмент — ООО «Компания Станке»
Все поля обязательны к заполнению, это позволит нам быстрее выйти с вами на связь. Мы сохраняем конфиденциальность.
Крупнейший российский производитель станков для галтовки
«Мы не продаём просто станки. У нас покупают технологии»
Российское производство
Авиационная промышленность
Российский и международный опыт финишной обработки.
Хирургические импланты
Российский и международный опыт финишной обработки.
Оборонная промышленность
Российский и международный опыт финишной обработки.
Виброгалтовочное оборудование
Подробнее
Шлифовальные и полировальные станки
Подробнее
Промышленный пневмо- и электроинструмент
Подробнее
Крепёжный инструмент
Подробнее
Информационные материалы
Подробнее
Демонстрация оборудования
Подробнее
Компания Станке
Отечественный производитель виброгалтовочного оборудования. Российский и международный опыт финишной обработки
В настоящее время компания ориентирована на производство собственного виброгалтовочного оборудования, постоянно работает над конструированием новых моделей и имеет большие планы на будущее — стать отечественным станкостроительным заводом, достойным конкурентом давно обосновавшихся на российском рынке немецких, итальянских и турецких производителей аналогичных машин.
Компания «Станке» разработала собственную модель двустороннего полировального станка, а также поставляет европейские ленточно-шлифовальные станки, очень широкую номенклатуру расходных материалов для шлифовки и полировки, электро- и пневмоинструмент известных производителей. В подборе расходных материалов для заказчиков и их демонстрации в работе компания «Станке» является настоящим профессионалом.
Сервис «Станке»
Компания «Станке» как производитель и поставщик станочного оборудования и инструмента предоставляет своим заказчикам качественный и профессиональный сервис.
Пусконаладочные работы
Сторонние заказы
Услуги по галтовке
Обработка на шлифовальных станках
Бренды
Станке
Российский производитель виброгалтовочного оборудования.
Dynabrade
Шлифовальные машинки, портативные пневматические машинки, инструменты для шлифовки.
Fein
Промышленный электроинструмент для металлообработки, ручной электроинструмент.
Suhner
Электрические и пневматические шлифовальные машины, машины с гибким валом, шлифовальные круги.
Norton
Абразивный инструмент, абразивы для авторемонта, круги, диски.
3M
Шлифовальные ленты, круги, щётки. Scotch-Brite Bristle, материалы для полировки.
Новости и события
29.04.2021
Приглашаем на выставку «МЕТАЛЛООБРАБОТКА – 2021»
Приглашаем вас посетить наш стенд на выставке «МЕТАЛЛООБРАБОТКА – 2021», которая будет проходить с 24 по 28 мая в «Экспоцентре» в Москве.
07.05.2019
Приглашение на выставку «МЕТАЛЛООБРАБОТКА – 2019»
Приглашаем вас посетить наш стенд на выставке «МЕТАЛЛООБРАБОТКА – 2019», которая будет проходить с 27 по 31 мая в Москве.
13.05.2016
Приглашение на выставку «МЕТАЛЛООБРАБОТКА – 2016»
Приглашаем вас посетить наш стенд на выставке «МЕТАЛЛООБРАБОТКА – 2016», которая будет проходить с 23 по 27 мая в Москве.
Машинная компания Джозефа | Эксперты по линейной экструзии
Joseph Machine Company | Эксперты по линейной экструзии
Автоматизированное оборудование и программное обеспечение для резки и изготовления профилей, которые сокращают время цикла, сокращают трудозатраты, повышают качество, исключают брак и повышают безопасность рабочих.
Повышение производительности с помощью автоматизированных систем
создано для вашего рабочего процесса и плана помещения
Экструзионная резка и изготовление
Joseph Machine — лидер в производстве многоступенчатых обрабатывающих центров для оконной промышленности. Увеличьте пропускную способность, экономя рабочую силу и пространство.
Обрабатывающие центры с ЧПУ
Компания Joseph Machine продает полную линейку обрабатывающих центров с ЧПУ, оптимизированных для производства экструзии. Несколько вариантов доступны для применения в оконных, промышленных и навесных стенах.
Оборудование для обработки панелей
Перепрофилируйте более половины своего пространства для обработки и фрезерования с помощью оптимизированных автоматических производственных систем Casadei Industria. Фрезерные станки с ЧПУ с вертикальными столами, запатентованными автоматическими загрузочными устройствами и автоматическим оборудованием для обработки кромок и фальцевания произведут революцию в обработке композитных панелей.
Оборудование для резки и изготовления алюминия
От простых пил с одной головкой до сложных пил с двумя головками и дополнительными инструментами, Joseph предлагает оборудование для резки алюминия, отвечающее вашим производственным потребностям.
Почему производители окон и экструдеров выбирают нас
Линейная автоматизация обработки
Хотите консолидировать машины, перераспределить рабочую силу, снизить производственные затраты и повысить качество деталей?
Достичь 95% выхода материала
Экономьте не менее 800 000 долларов США в год на материальных затратах с нашей Zero Scrap Saw и программным обеспечением для линейной оптимизации
«Только по каталогу» недостаточно.
Ваши спецификации — наши первоначальные заказы — настройка элементов управления, выходов и оснастки — это лишь часть работы.
Немыслимые цели по пропускной способности
Каждые 60 секунд нужно полностью вырезать, изготовить и подготовить к следующему шагу две сложные детали? Без проблем.
Наша философия поддержки
Звоните нам в любое время. Если нам нужно будет заказать рейс в тот же день, чтобы доставить вам критически важные детали, мы это сделаем.
Запчасти для 500 000 автомобилей и больше
Узнайте, как автоматизация, изготовленная по индивидуальному заказу, помогает крупному автопроизводителю решать сложные производственные задачи.
Прочитать пример из практики
Производитель окон выходит за рамки каталога, чтобы сократить время цикла
Когда стандартные решения не справляются с задачей, этому производителю окон понадобилась специальная система Compact SFMC для одновременного выполнения нескольких операций и производства окна каждую минуту.
Посмотреть пример из практики
Производитель навесных стен автоматизирует производство для повышения качества
Этот производитель навесных стен автоматизирован для более точного изготовления широкого спектра деталей и сократился с 10 операторов станка до одного.
Посмотреть пример из практики
Оконный мастер экономит 7 цифр на линейных отходах
Узнайте больше о том, как высокоэффективные автоматизированные системы достигли выхода материалов на 95 %. Затем спросите себя, что могла бы сделать ваша компания с дополнительными 800 000 долларов в год?
Прочитать пример из практики
Оборудование, точно соответствующее вашим потребностям
Сообщите нам желаемые характеристики и производственные цели. Наши опытные инженеры предоставят систему, которая вам нужна сейчас, и помогут поддерживать ее в актуальном состоянии по мере изменения вашей работы.
Как ведущий производитель автомобилей достиг высоких производственных целей с помощью специальной машины
Клиенту требовалось индивидуальное решение, чтобы удовлетворить растущий спрос со стороны популярного автопроизводителя…
Узнать
Как производитель навесных стен ускорил рост, автоматизировав ручной процесс
Клиента удержала система ручного производства. Им требовалось более быстрое производство с меньшим …
Узнайте сейчас
Как производитель окон сократил время производственного цикла с помощью специального станка
Когда клиенту нужно было производить окно каждую минуту, он не мог найти нестандартный решение для полок . ..
Узнать больше
Оборудование для обработки коммерческих окон | Джозеф Машина
Производители жилых окон делают ставку на своевременную и бесперебойную поставку качественных окон.
Затруднило ли качество окон выполнение заказов клиентов? Скорость сдерживает вашу производственную линию? Вы обеспокоены тем, что добавление оборудования на вашу линию означает увеличение рабочей силы?
Обеспечьте свое производство в соответствии с графиком и в точном соответствии со спецификациями с помощью высокоточного и быстрого производственного оборудования, которое безопасно, просто в эксплуатации и обслуживании.
Больше производительности, меньше операторов
С 1986 года мы разрабатываем, изготавливаем и устанавливаем линейное технологическое оборудование и программное обеспечение для оконной промышленности жилых домов. удобства.
Каких производственных целей вам необходимо достичь?
Мы помогаем компаниям, производящим оконные конструкции для жилых домов, достигать самых сложных целей: Сокращение времени цикла , снижение производственных затрат, сокращение трудовых потоков и уменьшение занимаемой площади за счет автоматического производственного оборудования
Повышение качества и устранение отходов с помощью точного контроля экструзии
Устранение ненужного брака материала (и связанных с этим затрат) с помощью Zero Scrap Saw и программного обеспечения для линейной обработки
Сократите время простоя благодаря системам, разработанным для простого обслуживания, включая комплексные планы обслуживания и постоянную поддержку клиентов
Давайте соберем ваши команды лидеров вместе. Мы можем научиться проектировать машины и программное обеспечение, чтобы производить более качественные детали быстрее и с большей прибылью.
Ваши спецификации — наша команда
Вы получите 3D-рендеринг вашей машины после того, как наша концепция будет одобрена и разработана.
Мы познакомим вас с ее функциями и спросим у заинтересованных сторон:
Поможет ли система вам достичь ваших целей?
Выполняется ли резка и изготовление с требуемым качеством, допусками и производительностью?
Что бы сделать его лучше?
После того, как все будет спроектировано в соответствии с вашими потребностями, мы тщательно протестируем машину. Затем ваша команда запускает оборудование на нашем испытательном полигоне, чтобы получить именно то, что вам нужно, прежде чем мы отправим его.
Когда оборудование прибывает на ваш объект, наши сервисные инженеры прибывают на место, чтобы обучить ваших операторов и обслуживающий персонал.
Ваша команда справится с этим, но не стесняйтесь обращаться к нам за поддержкой весь день, в любой день, если возникнут какие-либо проблемы.
Наше программное обеспечение для профилактического обслуживания может предупредить ваших техников о серьезных механических проблемах и простых проблемах обслуживания, таких как затупление пильных полотен, а также позволит вам легко отслеживать производительность и отходы материалов.
Если вы хотите увидеть, как этот процесс развивался для крупного производителя окон в Северной Америке, взгляните на этот пример.
Избегайте простоев благодаря быстрому доступу к запасным частям
У нас есть широкий ассортимент запасных частей, чтобы ваши линии оставались в рабочем состоянии. Никогда не пропустите заказ для оконного ритейлера из-за того, что у вас сломалась машина.
Наряду со спецификацией, наши машины поставляются с полным списком критически важных деталей, инструментов и расходных материалов, которые вам потребуются на месте, чтобы технологическая линия никогда не простаивала.
Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Контроллеры бывают как многоканальные: 3х и 4х осевые контроллеры шаговых двигателей, так и одноканальные. Многоканальные контроллеры чаще всего встречаются для управления небольшими шаговыми двигателями, типоразмера 42 или 57мм(nema17 и nema23). Такие двигатели подходят для самостоятельной сборки ЧПУ станков с рабочим полем до 1м. При самостоятельной сборке станка с рабочим полем более 1м следует использовать шаговые двигатели типоразмера 86мм(nema34), для управления такими двигателями понадобятся мощные одноканальные драйвера с током управления от 4,2А и выше.
Для управления настольными фрезерными станками широко распространены контроллеры на специализированных микросхемах-драйверах управления ШД, например, TB6560 или A3977. Эта микросхема содержит в себе контроллер, который формирует правильную синусоиду для разных режимов полушага и имеет возможность программной установки токов обмоток. Эти драйвера предназначены для работы с шаговыми двигателями до 3А, типоразмеры ШД NEMA17 42мм и NEMA23 57мм.
Управление контроллером с помощью специализированных программ управления станком MACh4 или KCAM или Linux EMC2 и других, установленных на ПК. Рекомендуется использовать компьютер с процессором частотой не менее 1GHz и память 1 Гб. Стационарный компьютер дает лучшие результаты, по сравнению с ноутбуками и значительно дешевле. Кроме того, вы можете использовать этот компьютер и для других работ, когда он не занят управлением вашим станком. При установке на ноутбук или ПК с памятью 512Мб рекомендуется провести оптимизацию системы под Mach4.
Для подключения к компьютеру используется параллельный порт LPT(для контроллера с USB интерфейсом порт USB). Если ваш компьютер не оборудован параллельным портом (всё больше и больше компьютеров выпускается без этого порта) вы можете приобрести плату расширителя портов PCI-LPT или PCI-E-LPT или специализированный контроллер-преобразователь – USB-LPT, который подключается к компьютеру через USB порт.
С настольным гравировально-фрезерным станком из алюминия CNC-2020AL, в комплекте блок управления с возможностью регулировки оборотов шпинделя, рисунок 1 и 2, блок управления содержит драйвер шаговых двигателей на микросхеме TB6560AHQ, блоки питания драйвера шаговых двигателей ШД и блок питания шпинделя.
рисунок 1
Рисунок 2
1. Один из первых контроллеров управления фрезерными станками с ЧПУ на микросхеме TB6560 был, получивший прозвище -«синяя плата» , рисунок 3. Этот вариант платы много обсуждался на форумах, она имеет ряд недостатков. Первый — медленные оптроны PC817, что требует при настройке программы управления станком MACh4, вводить максимально допустимое значение в поля Step pulse и Dir pulse = 15. Второй это плохое согласование выходов оптопар с входам драйвера TB6560, решается доработкой схемы, Рисунок 8 и 9. Третий — линейные стабилизаторы питания платы и в следствии этого большой перегрев, на последующих платах применены импульсные стабилизаторы. Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.
Рисунок 3.
2. Контроллер управления ЧПУ станком поступивший на рынок после «синей платы», получивший прозвище красная плата, рисунок 4.
Здесь применены более высокочастотные(быстрые) оптроны 6N137. Реле шпинделя 10А. Наличие гальванической развязки по питанию. Есть разъем для подключения драйвера четвертой оси. Удобный разъем для подключения концевых выключателей.
Рисунок 4.
3. Контроллер шаговых двигателей с маркировкой TB6560-v2 тоже красного цвета, но упрощенный, нет развязки по питанию, рисунок 5. Маленький размер, но и в следствии этого меньше размер радиатора.
Рисунок 5
4. Контроллер в алюминиевом корпусе, рисунок 6. Корпус защищает контроллер от пыли попадания металлических частей, он же служит и хорошим теплоотводом. Гальваническая развязка по питанию. Есть разъем для питания дополнительных цепей +5В. Быстрые оптроны 6N137. Низкоимпедансные и конденсаторы Low ESR. Нет реле управления включением шпинделя, но есть два выхода для подключения реле (транзисторные ключи с ОК) или ШИМ управления скоростью вращения шпинделя. Описание подключения сигналов управления реле на страничке Подключение концевых выключателей и реле шпинделя к контроллеру ЧПУ на TB6560
Данный контроллер не работает с программой MACh4, в комплекте своя программа управления станком.
6. Контроллер ЧПУ станка на драйвере ШД от Allegro A3977, рисунок 8.
Рисунок 8
7.Одноканальный драйвер шагового двигателя ЧПУ станка DQ542MA. Этот драйвер может использоваться при самостоятельном изготовлении станка с большим рабочим полем и шаговыми двигателями на ток до 4.2А, может работать и с двигателями Nema34 86mm, рисунок 9.
Рисунок 9
Фото доработки синей платы контроллера шаговых двигателей на TB6560, рисунок 10.
Рисунок 10.
Схема исправления синей платы контроллера ШД на TB6560, рисунок 11.
Рисунок 11.
Сферы применения оборудования с ЧПУ
Плата управления чпу в категории «Электрооборудование»
Плата управления ЧПУ, MACh4 USB контроллер, 4 оси (без провода)
Доставка по Украине
892. 70 грн
Купить
Mehanika
Плата управления гравировального станка ЧПУ для CNC3018 CNC2418 CNC1610 версия 3.3
На складе в г. Киев
Доставка по Украине
2 456 грн
1 964.80 грн
Купить
Big-Lavka
Плата управления гравировального станка ЧПУ для CNC3018 CNC2418 CNC1610 версия 3.3 Версия 3.3
На складе в г. Киев
Доставка по Украине
2 487 грн
2 113.95 грн
Купить
Оптовичек — Одесса
Плата управления гравировального станка ЧПУ для CNC3018 CNC2418 CNC1610 версия 3.3 Версия 3.3
На складе в г. Киев
Доставка по Украине
2 975 грн
2 231.25 грн
Купить
MyTorg
Для CNC3018 CNC2418 CNC1610 версия 3.3 Плата управления гравировального станка ЧПУ
На складе в г. Киев
Доставка по Украине
2 681 грн
2 144.80 грн
Купить
ZAKYPKA — Интернет магазин
Плата управління гравіювального станка ЧПУ для CNC3018 CNC2418 CNC1610 версія 3. 3 Версія 3.3
На складе в г. Киев
Доставка по Украине
2 700 грн
2 295 грн
Купить
MyTorg-ukr
Плата управления станком с чпу. MACh4 driver USB RED
Доставка по Украине
1 139 грн
Купить
ТОВ «Всеплюс»
Интерфейсная плата на 4 оси с портом USB UCNCV4 для станка с ЧПУ, коммутационная плата управления под USBCNC
На складе в г. Ровно
Доставка по Украине
2 219 грн
Купить
CNCPROM
Плата управления Arduino Uno R3 (Original), контроллер ЧПУ
На складе в г. Ровно
Доставка по Украине
1 170 грн
Купить
CNCPROM
Плата Arduino Uno + USB кабель, контроллер управления ЧПУ
На складе в г. Ровно
Доставка по Украине
250 грн
Купить
CNCPROM
Плата управления DSP A18 на 4 оси для фрезера и станков с ЧПУ
На складе
Доставка по Украине
4 500 грн
Купить
Планета ЧПУ
Плата управления DSP на 4 оси A18 для фрезера и станков с ЧПУ.
Заканчивается
Доставка по Украине
4 900 грн
Купить
Интернет магазин «ПЕГАС»
Драйвер шагового двигателя CW8060 ЧПУ CNC 6A
На складе в г. Ровно
Доставка по Украине
2 381 грн
Купить
CNCPROM
Драйвер шагового двигателя ВL-TB6560 V2.0 3,5А
На складе в г. Ровно
Доставка по Украине
336 грн
262 грн
Купить
CNCPROM
Интерфейсная плата MACh4 опторазвязка на 5 осей ЧПУ USB BL — MACH — V1.1 D305
На складе в г. Ровно
Доставка по Украине
260 грн
Купить
Double-Shop
Смотрите также
Модуль драйвера шагового двигателя TB6560
На складе
Доставка по Украине
287 грн
Купить
Магазин «Солдер»
Шаговый двигатель NEMA17 17HD40005-22B
На складе
Доставка по Украине
369 грн
Купить
Магазин «Солдер»
Шаговый двигатель NEMA23 23HD56005Y-21B
На складе
Доставка по Украине
738 грн
Купить
Магазин «Солдер»
Шаговый двигатель NEMA23 23HD76002Y-30B
На складе
Доставка по Украине
943 грн
Купить
Магазин «Солдер»
Драйвер шагового двигателя DM556 20-50В 5,6А
На складе
Доставка по Украине
750. 30 грн
Купить
Магазин «Солдер»
Драйвер шагового двигателя TB6600 4,5А
На складе в г. Ровно
Доставка по Украине
787 грн
708 грн
Купить
CNCPROM
Ремонт плат управления для газовых котлов
Услуга
400 грн
vpro.com.ua
Драйвер шагового двигателя TB6600 ЧПУ CNC 4A
На складе в г. Ровно
Доставка по Украине
525 грн
Купить
CNCPROM
Драйвер шагового двигателя MD430 3А
На складе в г. Ровно
Доставка по Украине
525 грн
Купить
CNCPROM
Цифровой драйвер 2DM2280 8А
На складе в г. Ровно
Доставка по Украине
5 972 грн
Купить
CNCPROM
Цифровой драйвер DM2282 Leadshine
На складе в г. Ровно
Доставка по Украине
7 509 грн
6 456 грн
Купить
CNCPROM
Цифровой драйвер DM860 Leadshine
На складе в г. Ровно
Доставка по Украине
2 494 грн
2 219 грн
Купить
CNCPROM
Цифровой драйвер DM542 Leadshine
На складе в г. Ровно
Доставка по Украине
1 529 грн
1 453 грн
Купить
CNCPROM
Цифровой драйвер DM556
На складе в г. Ровно
Доставка по Украине
1 009 грн
904 грн
Купить
CNCPROM
Фрезерный станок для печатных плат
Prometheus — Zippy Robotics, Inc
Prometheus позволяет вам делать печатные платы на вашем столе. Поддерживаются верхний и нижний слои, просверленные отверстия и обрезки кромок.
ЗАКАЗАТЬ сейчас
Закажите станок для производства печатных плат Prometheus сейчас, чтобы занять место в очереди
*Обратите внимание, что если вы заказываете из-за пределов США, вы будете импортировать нашу продукцию и будете нести ответственность за любые таможенные пошлины/налоги/сборы, связанные с импортом нашей продукции. товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы.
Серийная версия нашего фрезерного станка для печатных плат Prometheus.
Способность создавать вещи — это сила
.
Эта способность есть у каждого. Мы хотим усилить ее с помощью Prometheus — настольного фрезерного станка для печатных плат, который позволит вам изготавливать печатные платы прямо на рабочем столе за считанные минуты. Вам больше не придется ждать, пока ваша плата будет доставлена вам из службы производства печатных плат.
ProCAM — демонстрация импорта Gerber из Circuit Maker
В этом видео мы покажем вам, как взять проект, созданный в Altium’s Circuit Maker, и создать печатную плату с помощью Prometheus.
Почему мы?
Мы считаем, что с Prometheus вы получите больше производительности на доллар, чем с любым из наших конкурентов. Наши особенности отличают Prometheus. Машины с аналогичными характеристиками стоят на тысячи долларов дороже. Наше соотношение цены и качества составило специально разработанных , как и остальные наши характеристики.
Мы также активно изучаем поддержку гибких материалов, поддержку паяльной маски и другие материалы помимо FR-4. С Zippy Robotics вы можете быть уверены, что мы никогда не перестанем внедрять инновации . Мы никогда не согласимся на «достаточно хорошо».
Отслеживание поверхности
Prometheus быстро исследует поверхность доски перед фрезерованием, создает карту поверхности и использует ее для поддержания одинаковой глубины резки по всей поверхности доски.
Программная калибровка выравнивания
Функция калибровки ProCAM гарантирует, что квадраты получаются квадратными. Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации.
Поддержка мелкого шага
Имея дорожку 4 мил/промежуток 5 мил, Prometheus может поддерживать практически любые компоненты для поверхностного монтажа.
Высокоскоростной шпиндель
50 000 об/мин позволяет сверлам малого диаметра резать с высокой скоростью подачи.
Низкое биение
Наш шпиндель имеет статическое биение менее 0,0001 дюйма (2,5 микрона), поэтому вы можете работать с крошечными концевыми фрезами и иметь более длительный срок службы.
Как это работает Prometheus — фрезерный станок для печатных плат. Он работает путем фрезерования (или вырезания/гравировки) вашей схемы на стандартной плате с медным покрытием. Сверла, используемые во фрезерных станках, называются «концевыми фрезами», и хотя они могут быть похожи на сверла, между ними есть важное отличие: сверла предназначены для резки только с их острия, в то время как концевые фрезы могут резать и сбоку. Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например).
Prometheus специально создан для изготовления печатных плат. Требования и спецификации, необходимые для вырезания мелких деталей, необходимых для современных печатных плат, сильно отличаются от стандартных фрезерных или фрезерных станков с ЧПУ, которые обычно используются для вырезания дерева или металла. Когда мы вырезаем элементы размером всего в несколько тысячных дюйма, единственной наиболее важной характеристикой является биение шпинделя или TIR (общее указанное биение). Это то, что вы редко встретите в кавычках для недорогих станков с ЧПУ общего назначения, но малое биение имеет решающее значение, когда речь идет о микрофрезеровании. Биение описывает, насколько сильно качается бита при вращении вокруг оси вращения. Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
Программное обеспечение ProCAM (Prometheus Computer-Aided Manufacturing) ProCAM — это программное обеспечение CAM, разработанное специально для Prometheus. Он позволяет импортировать стандартные файлы Gerber, которые вы создаете с помощью вашего любимого инструмента проектирования печатных плат, а затем генерирует пути инструментов и используется для управления фрезерным станком Prometheus для печатных плат. ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber.
Технические характеристики
Скорость вращения шпинделя: 50 000 об/мин Макс. скорость X/Y: Более 3800 мм/мин (150 дюймов/мин) подшипник (статический) Тип биты: Для нашего шпинделя требуются наши нестандартные биты Zippy Robotics, Максимальный диаметр хвостовика 0,1248 дюйма . Мы предлагаем соответствующие биты. Максимальный размер печатной платы: 6 дюймов x 4 дюйма или европейский размер 160 мм x 100 мм Тип печатной платы: FR-4, FR-1, Rogers 4350 (другие ламинаты Rogers проходят испытания). Односторонняя или двусторонняя Минимальный размер дорожки/промежутка: 4 мил дорожки/5 мл промежутков (1 мил = 0,001 дюйма = 0,0254 мм, 5 мил = 0,127 мм) Максимальный размер просверленного отверстия: 0,125 дюйма (3,175 мм) Разрешение X и Y: 0,000156 дюйма (4 микрона) Z разрешение: 0,000049 дюйма (1,25 микрона) Контроллер двигателя: Пользовательский контроллер ZippyTalk на базе Atmel ARM Вес: 30 фунтов. Занимаемая площадь: 14 дюймов x 15,8 дюймов Входное напряжение: Универсальный блок питания, 100–240 В переменного тока Возможности подключения: USB Plug-and-Play Системные требования: Windows 7 или более поздней версии. Планируется поддержка Mac и Linux Обратите внимание, что это текущие спецификации, но они могут измениться, если будут внесены дополнительные изменения до того, как мы начнем поставки.
Основы фрезерных станков для печатных плат
Специализированные станки, предназначенные для прототипирования печатных плат, могут значительно ускорить разработку.
Леланд Тешлер • Ответственный редактор Изучите онлайн-колонки с советами для инженеров, и вы часто будете видеть сообщения, пропагандирующие инвестиции в фрезерный станок, специально предназначенный для производства прототипов печатных плат. Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.
Основная функция фрезерных станков для печатных плат заключается в выборочном фрезеровании медного слоя на подложке печатной платы для формирования дорожек и других проводящих участков на поверхности платы. Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Конечно, существуют ограничения на то, что можно сделать с печатной платой, изготовленной на фрезерном станке. Основное ограничение заключается в том, что на простых станках возможны только двухслойные платы. Создание паяльной маски также проблематично.
Кроме того, фрезерные станки, достаточно хорошие для производства печатных плат, могут быть дорогими. Нижний предел ценового диапазона для этих машин составляет около 4000 долларов, но более сложное оборудование, способное делать переходные отверстия, может стоить в диапазоне 25000 долларов. Даже более сложные лазерные машины достигают шестизначной суммы. Эти устройства используют лазеры для удаления материала и, таким образом, имеют некоторые преимущества по сравнению с механическим фрезерованием, которые включают более высокую точность и отсутствие износа сверл.
Кроме того, аддитивные подходы к ПХБ становятся все более практичными. Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Базовые мельницы
Фрезерный станок Prometheus от Zippy Robotics.
Одним из станков по производству печатных плат в бюджетной категории является Prometheus от Zippy Robotics Inc. в Нортпорте, штат Нью-Йорк. Станок стоимостью 3000 долларов имеет шпиндель, который работает со скоростью 50 000 об/мин и имеет биение менее 2,5 микрон. В нем указана точность 0,15625 мил (4 микрона) по осям X и Y и всего 1,25 микрона по оси Z. Его максимальная скорость подачи составляет 3800 мм/мин, а станок включает отслеживание поверхности, что, как утверждается, обеспечивает стабильные результаты по глубине резания.
Завод поставляется с программным обеспечением управления под названием ProCAM, которое берет стандартные файлы чертежей Gerber и использует их для построения чертежей размером до 6×4 дюймов. особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с многочисленными корпусами микросхем для поверхностного монтажа и изготавливать двухстороннюю плату с просверленными отверстиями примерно за час.
Следует отметить, что в 30-фунтовом Prometheus используются специальные биты, доступные только у Zippy. Компания заявляет, что типичные серийные биты будут немного больше максимально допустимого диаметра хвостовика и не будут входить в шпиндель. Также следует отметить отсутствие механизма автоматической смены инструмента.
Компания Bantam Tools в Пикскилле, штат Нью-Йорк, когда-то производила настольный фрезерный станок
Фрезерный станок с ЧПУ Bantam. Предыдущая версия обрабатывала исключительно работу с печатными платами. Он также может фрезеровать пластик, алюминий и подобные мягкие металлы.
станок, оптимизированный для использования с печатными платами. Это устройство было заменено более универсальным инструментом, называемым настольным фрезерным станком с ЧПУ, который также может обрабатывать алюминиевые и пластиковые детали. Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Станок с ЧПУ Bantam стоит около 4000 долларов. Bantam производит пакет программного обеспечения для фрезерных станков, годовая подписка на который стоит 200 долларов. Bantam также предоставляет ряд специализированных режущих инструментов для станка, в том числе инструмент для гравировки печатных плат.
Станки с ЧПУ, подобные станкам Bantam, обладают универсальными возможностями, которые позволяют им создавать печатные платы, а также, возможно, корпуса, в которых будет размещаться печатная плата. Но станки компании LPKF Laser & Electronics N.A. в Туалатине, штат Орегон, оптимизированы для изготовления печатных плат. Компания, пожалуй, наиболее известна своими машинами серии ProtoMat. В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
Top, машина LPKF ProtoMat. внизу машина LPKF ProtoLaser.
Скорость двигателя шпинделя в этом диапазоне от 40 000 до 100 000 об/мин, а на двух станках используется автоматическая смена инструмента. Двигатели шпинделя с более высокой скоростью вращения обеспечивают более чистое качество фрезерной кромки с меньшим количеством заусенцев. Качество кромки особенно заметно при использовании концевых фрез меньшего размера и при фрезеровании более мягких подложек RF. Шпиндель ProtoMat E44 со скоростью вращения 40 000 об/мин обеспечивает минимальный размер дорожки размером 4 мил с интервалом 8 мил. Шпиндели со скоростью вращения 60 000 и 100 000 об/мин в системах ProtoMat S64 и S104 позволяют использовать дорожки толщиной 4 мила с интервалом 4 мила. .
На двух машинах также доступны камеры реперного выравнивания. Они вступают в игру при изготовлении двусторонних печатных плат, отмечая положение реперных меток на плате, чтобы структуры на обеих сторонах платы совпадали. Более дорогие модели также включают сенсор и программную обратную связь по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Следует также отметить, что некоторые машины LPKF могут создавать многослойные печатные платы в сочетании с прессом для ламинирования и комплектом для нанесения покрытия через отверстия. Есть два уровня сложности комплектов для сквозных отверстий. В самом дешевом из них используется проводящий полимер, который вручную наносится на отверстия, просверленные в плате. Существует также специальная машина LPKF, которая применяет гальванические и химические процессы к отверстиям пластины в закрытой камере.
Станки линейки LPKF ProtoLaser явно предназначены для выполнения гораздо более сложных задач, чем грубое прототипирование. В них используются лазеры для операций резки и формовки, а их цена варьируется от 91 000 до 373 000 долларов. Лазерный луч удаляет медь рядом с будущими дорожками, не оставляя следов. Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Существует четыре модели протолазеров. Среди их особенностей — лазерные лучи с малым размером пятна, что позволяет вырезать каналы шириной до 15 мкм. Говорят, что такие прецизионные размеры особенно полезны для радиочастотных приложений, где часто используются полосковые линии.
Там, где менее дорогие машины могут работать достаточно хорошо для подложек печатных плат садового типа, лазерные машины могут работать с ламинированными подложками и керамикой на основе оксида алюминия, что позволяет изготавливать платы с мелким шагом. Модели ProtoLaser ST, S4, U4 или ProtoLaser R4 часто используются для обработки керамики, небольших следов и сверхбыстрого удаления металла, а также для лазерного травления некоторых гибких материалов (U4 и R4). Эти машины также позиционируются как обеспечивающие самые передовые возможности трассировки/пространства с нетронутой четкостью краев, доступной без использования химического травления.
Высококачественные лазерные станки LPKF включают в себя запатентованный процесс удаления штриховки и расслоения на больших участках истирания меди. Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мил (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками.
Другие особенности лазерных станков LPKF включают использование длины волны лазера, которая практически не затрагивает подложки, но при этом позволяет надежно обрабатывать медные поверхности с неоднородностями толщиной до 6 мкм. Эти машины также могут создавать микропереходы и отверстия в масках для пайки, резать и структурировать LTCC, обожженную керамику, подложки ITO/TCO и тонкие препреги.
Аддитивные машины
Аддитивные 3D-принтеры, которые могут работать с печатными платами, уже давно доступны. Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Одним из основных недостатков печатных плат, напечатанных на 3D-принтере, является то, что проводники состоят из проводящих чернил, а не из меди. Полученные дорожки и контактные площадки не обладают такой проводимостью, как обычная плата с медным покрытием — проводящие частицы составляют лишь около 10-20% (по весу) состава проводящих чернил для струйных принтеров. Более низкая проводимость может сделать нецелесообразным изготовление таких же узких дорожек, доступных на мельнице для печатных плат. Следы, нанесенные проводящими чернилами, также могут иметь небольшие отклонения по высоте, что может вызвать проблемы с импедансом в некоторых высокочастотных цепях.
Ботофабрика SV2.
Кроме того, процесс производства печатных плат на 3D-принтерах может потребовать значительного вмешательства человека-оператора. Рассмотрим BotFactory SV2, стоимость которого начинается примерно с 7500 долларов. Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, как при переходе от печати проводников к печати изоляционного слоя. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.
Некоторые 3D-принтеры не могут сами создавать токопроводящие сквозные отверстия. Обычная практика изготовления сквозных отверстий в этих случаях заключается в том, чтобы положить готовую доску на сверлильный станок и вручную просверлить отверстие, а затем добавить заклепку, которая вставляется на место с помощью заклепочного пресса.
Voltera V-One.
3D-принтеры все чаще включают в себя возможности захвата и размещения. SV2, например, также имеет головку захвата. Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не только
Машина Стрекоза от NanoDimension.
сверлит отверстия, но может выполнять фрезерование. Скорость вращения шпинделя 13 000 об/мин, биение 0,076 мм. Как и в принтерах BotFactory, проводящие сквозные отверстия обрабатываются заклепками.
Наконец, стоит отметить, что процесс 3D-печати печатных плат может быть быстрее, если принтер может одновременно использовать две печатающие головки, одну для проводников, а другую для диэлектриков. Именно такой подход используется в машинах высокого класса, таких как линейка Dragonfly от NanoDimension в Израиле. Они варьируются в цене от 50 000 долларов до шестизначной суммы.
РАБОТА НА ЛАЗЕРНОМ СТАНКЕ В ДОМАШНИХ УСЛОВИЯХ » Лазерфан
Лазерные станки являются относительно молодым оборудованием, поскольку лазерное излучение было исследовано примерно 30 лет назад, что было сравнительно недавно. Однако именно эта технология обработки материалов заняла главенствующее место и стремительно развивается.
Содержание: 1. Популярность углекислотных лазерных аппаратов 2. Лазерный станок дома 3. Что можно делать на домашнем лазерном станке? 3. Особенности использования лазерных станков в домашних условиях
Вывод Популярность углекислотных лазерных аппаратов Лазерный луч обладает очень высокой точностью работы, скоростью прохождения и низкими энергозатратами. Именно в этом и заключается востребованность данного оборудования. Углекислотные лазерные станки являются бюджетным вариантом и они абсолютно просты в использовании.
Лазерный станок дома Углекислотные лазеры по своим габаритам могут не превышать офисный принтер и занимать всего половину письменного стола. С помощью такого прибора можно спокойно мастерить что-то дома по вечерам и организовать свое хобби по изготовлению хэндмейд товаров.
Несмотря на скромные габариты лазерных станков, они не уступают в точности и качестве работы более крупным моделям. Однако, существует несколько отличий. Во-первых, мощность излучателя немного ниже, чем у крупногабаритных станков. Во-вторых, из-за мощности падает скорость обработки материалов. В-третьих, такие станки не способны работать с очень толстыми материалами.
Что можно делать на домашнем лазерном станке? Изготовление световых букв и табличек является самой прибыльной услугой, поскольку они Компактные и миниатюрные лазерные станки не отличаются большим рабочим пространством, но это ничуть не мешает в работе. Что можно сделать на таких станках?
Аксессуары из фетра. Лазером вырезают предметы декора к праздникам, игрушки для детских кроваток, подставки под горячую посуду и многое другое; Аксессуары из бумаги и картона. С помощью лазера можно вырезать открытки, приглашения, визитки, украшения и так далее. Благодаря малой мощности оборудования края получаются без обугливания и выглядят совершенно эстетично; Предметы из ткани, кожи и кожзаменителя; Печати, штампы. Все изображения воспроизводятся с прекрасной детализацией; Поделки из фанеры. Из нее можно сделать пазлы, таблички, разделочные доски и многое другое; Акриловые поделки. Прозрачный материал идеально подходит для фигурок, коробочек для хранения украшений и т.д.; Гравировка. Если использовать лазер всего на половину его мощности, то он не разрезает материал насквозь, а делает поверх него красивый узор. Гравировку можно наносить на совершенно различные вещи и материалы.
Особенности использования лазерных станков в домашних условиях Размещая такой станок дома, необходимо учитывать, что для качественной работы он должен находиться только на ровной горизонтальной поверхности. Нужно следовать правилам эксплуатации и не забывать о возможном вреде для здоровья. Основные правила пользования лазерным станком:
1. Использование вытяжки; 2. Проветривание помещения; 3. Использование респиратора при работе со станком; 4. Работа только с закрытой крышкой станка; 5. Не допускаются маленькие дети; 6. Нельзя резать ПВХ в домашних условиях из-за токсинов, которые выделяются при его обработке.
Вывод Лазерный станок несомненно идеально подходит для домашнего использования и благодаря ему можно выстроить не только отличное хобби, но и прекрасный бизнес, который будет приносить вам только радость с минимум затрат.
Инструкция по работе с лазерным станком
Техника безопасности при работе с лазерным станком
К самостоятельной работе на лазерном оборудовании допускаются лица, имеющие специальное образование или прошедшие обучение для работы с оборудованием, прошедшие инструктажи по технике безопасности, пожарной безопасности, стажировку на рабочем месте, проверку знаний требований охраны труда.
Запрещается оставлять станок включенным без присмотра рабочего персонала — это может привести к пожару.
Запрещается направлять излучатель на живых существ даже в случае, если он обесточен.
Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам.
При обнаружении посторонних шумов прекратите работу и обесточьте оборудование.
Не храните легковоспламеняющиеся вещества (спиртосодержащие, бензин) вблизи оборудования.
Не допускается работа с отражающими металлами, а также материалами, чувствительными к высокой температуре и выделяющими токсичные вещества (например, ПВХ, тефлон, АБС-смолы, полихлоропрен).
Обеспечьте наличие огнетушителя СО2. Не используйте порошковые огнетушители, т.к. они могут повредить деталям лазера.
Перед началом работы на лазерном станке
Проветрите помещение.
Убедитесь в отсутствии вблизи установки легковоспламеняющихся веществ.
Подготовьте рабочее место к началу работы: очистите рабочую поверхность установки от загрязнений и посторонних предметов.
Убедитесь в готовности установки к запуску – боковые панели и задняя панель установки должны быть закреплены на корпусе, пусковая аппаратура и индикатор работы лазера в исправности.
Проверьте исправность вентиляционной системы оборудования и убедитесь в отсутствии препятствий для выхода воздуха.
Проверьте наличие воды в системе охлаждения.
Наденьте защитные очки.
Во время работы с лазерным станком
Избегайте попадания рук и других частей тела в зону рабочей поверхности лазера во избежание ожогов.
Работайте только в защитных очках, т.к. попадание лазерного луча может разрушить роговицу глаза.
При работе на станке не смотрите на луч лазера.
Работу с отражающими материалами производите только при закрытой крышке установки, т. к. отраженный луч не менее опасен, чем основной.
Работу с материалами, выделяющими едкие вещества (акрил, пластик и т.д.) производите с закрытой крышкой и используйте средства защиты дыхательных путей во избежание отравления.
Не открывайте заднюю крышку установки, если оборудование подключено к электросети. Высокое напряжение, используемое для питания лазера, может вызвать поражение электрическим током.
Не допускайте работы при снятых боковых панелях установки во избежание контакта с прямым или рассеянным лазерным пучком, что является травмоопасным.
Во время работы обеспечьте вентиляцию помещения.
Не оставляйте работающее оборудование без присмотра.
В случае обнаружения неисправности, отключите оборудование и поставить в известность специалистов. Не допускается самостоятельный ремонта оборудования.
Отключайте электропитание во время грозы, а также если оборудование долгое время не используется.
По окончанию работы на лазерном станке
Отключите оборудование от электропитания.
Очистите рабочую поверхность и направляющую от частиц материалов.
Проветрите помещение.
Техника безопасности при работе с лазерной системой
Работа с оборудованием требует следующих мер:
Запрещается оставлять станок включенным без присмотра рабочего персонала — это может привести к пожару.
Запрещается направлять излучатель на живых существ даже в случае, если он обесточен.
Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам.
Правильное и надежное заземление поможет избежать выхода из строя электронных компонентов.
При обнаружении посторонних шумов прекратите работу и обесточьте оборудование.
Запрещается работать во взрывоопасной среде, рядом с легковоспламеняющимися предметами.
Проверьте, чтобы все необходимое оборудование лазерной системы (электропитание, ПК, вытяжная система) были правильно и надлежащим образом подключены.
Выполняйте визуальной осмотр состояния лазерной установки. Убедитесь в том, что все механизмы свободно передвигаются и проверьте, чтобы под рабочим столом не находился материал.
Убедитесь в том, что рабочее поле и оптические компоненты находятся в чистом состоянии, при необходимости проведите очистку. Более подробную информацию на эту тему можно найти в руководстве по применению в разделе о регулярном техническом обслуживании.
Проверьте вытяжную систему и при необходимости включите систему охлаждения.
Проверьте, загружены ли фильтры и активированный уголь вытяжной системы в соответствии с руководством.
Закройте защитную крышку.
Если у вас лазер с водяным охлаждением, то включите систему охлаждения перед включением системы.
Что такое лазерная резка? — Полное руководство по процессу
Лазерная резка — это процесс, в котором используется лазер для резки различных материалов как в промышленных, так и в более художественных целях, таких как травление.
Эта статья является одной из серии часто задаваемых вопросов (FAQ) TWI.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Как работает лазерная резка?
Лазерная резка использует мощный лазер, который направляется через оптику и компьютерное числовое управление (ЧПУ) для направления луча или материала. Как правило, в процессе используется система управления движением, чтобы следовать ЧПУ или G-коду шаблона, который должен быть вырезан на материале. Сфокусированный лазерный луч горит, плавится, испаряется или сдувается струей газа, оставляя после себя высококачественную обработанную поверхность.
Лазерный луч создается путем стимуляции лазерных материалов с помощью электрических разрядов или ламп внутри закрытого контейнера. Лазерный материал усиливается за счет внутреннего отражения через частичное зеркало до тех пор, пока его энергии не станет достаточно для выхода в виде потока когерентного монохроматического света. Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.
В самом узком месте лазерный луч обычно имеет диаметр менее 0,0125 дюйма (0,32 мм), но в зависимости от толщины материала возможна ширина разреза до 0,004 дюйма (0,10 мм).
В тех случаях, когда процесс лазерной резки должен начинаться в любом месте, кроме края материала, используется процесс прокалывания, при котором импульсный лазер высокой мощности делает отверстие в материале, например, требуется 5-15 секунд, чтобы прожечь 0,5 лист из нержавеющей стали толщиной 13 мм.
Типы лазерной резки
Этот процесс можно разделить на три основных метода: CO 2 лазер (для резки, сверления и гравировки) и неодимовый (Nd) и неодимовый иттрий-алюминиевый гранат (Nd:YAG) , которые идентичны по стилю: Nd используется для высокоэнергетического растачивания с малым повторением, а Nd: YAG используется для очень мощного растачивания и гравировки.
Для сварки можно использовать все типы лазеров.
CO 2 В лазерах используется пропускание тока через газовую смесь (возбуждение постоянным током) или, что более популярно в наши дни, использование более новой технологии радиочастотной энергии (возбуждение радиочастотой). Радиочастотный метод имеет внешние электроды и, таким образом, позволяет избежать проблем, связанных с эрозией электродов и отложением материала электрода на стеклянной посуде и оптике, которые могут возникнуть при постоянном токе, в котором используется электрод внутри полости.
Другим фактором, влияющим на работу лазера, является тип газового потока. Общие варианты лазера CO 2 включают быстрый осевой поток, медленный осевой поток, поперечный поток и плиту. В быстром осевом потоке используется смесь двуокиси углерода, гелия и азота, циркулирующая с высокой скоростью с помощью турбины или воздуходувки. Лазеры с поперечным потоком используют простой нагнетатель для циркуляции газовой смеси с более низкой скоростью, в то время как пластинчатые или диффузионные резонаторы используют статическое газовое поле, которое не требует повышения давления или стеклянной посуды.
Различные методы также используются для охлаждения лазерного генератора и внешней оптики в зависимости от размера и конфигурации системы. Отработанное тепло может передаваться непосредственно в воздух, но обычно используется хладагент. Вода является часто используемым хладагентом, часто циркулирующим через систему теплопередачи или охладителя.
Одним из примеров лазерной обработки с водяным охлаждением является лазерная микроструйная система, которая соединяет импульсный лазерный луч со струей воды низкого давления для направления луча так же, как оптическое волокно. Вода также дает преимущество в удалении мусора и охлаждении материала, в то время как другие преимущества по сравнению с «сухой» лазерной резкой включают высокую скорость нарезки, параллельный пропил и всенаправленную резку.
Волоконные лазеры также набирают популярность в металлообрабатывающей промышленности. В этой технологии используется твердая усиливающая среда, а не жидкость или газ. Лазер усиливается в стеклянном волокне, чтобы получить гораздо меньший размер пятна, чем достигается с помощью методов CO 2 , что делает его идеальным для резки отражающих металлов.
Услуги
TWI предлагает различные услуги, включая лазерную сварку, гибридную лазерно-дуговую сварку, лазерную обработку поверхности, вывод из эксплуатации лазера, лазерное напыление металла и селективное лазерное плавление.
Изобретая газовую лазерную резку в 1967 году, TWI продолжает играть активную роль в разработке процессов резки.
Лазерные технологии в TWI
TWI находится в авангарде развития лазерной обработки материалов и предлагает лазерную сварку, лазерную резку, гибридную лазерно-дуговую сварку и лазерную зачистку.
Лазерная резка
TWI обладает необходимым оборудованием, знаниями и опытом для проведения исследований и разработок в этой области.
Вывод из эксплуатации с использованием лазеров
TWI имеет опыт и постоянные исследования и разработки в области применения лазерных технологий для вывода из эксплуатации.
Лазерная чистка
Компания TWI разработала оборудование и методы для демонстрации использования высокомощного волоконного лазера для дистанционной очистки бетонных поверхностей.
Где используется?
Эта технология может использоваться для различных применений, включая резку и разметку таких металлов, как алюминий, нержавеющая сталь, низкоуглеродистая сталь и титан. Однако этот процесс также можно использовать для промышленной резки пластика, дерева, керамики, воска, тканей и бумаги.
Технологии лазерной резки используются в различных отраслях промышленности, в том числе в аэрокосмической и автомобильной, а также для резки в опасных средах, например, при выводе из эксплуатации атомных электростанций.
Металл
Резка металла является одним из наиболее распространенных применений лазерной резки и используется для таких материалов, как нержавеющая и мягкая сталь, вольфрам, никель, латунь и алюминий. Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
Металл, вырезанный лазером, широко используется для изготовления компонентов и структурных форм, включая кузова автомобилей, корпуса мобильных телефонов, рамы двигателей или балки панелей.
Древесина
Этот процесс резки можно использовать с древесиной, МДФ и березовой фанерой среди наиболее распространенных материалов, так как они могут быть изготовлены в виде больших листов. Чем тверже древесина, тем больше требуется мощность лазера, при этом для твердых пород дерева требуется больше мощности, чем для мягких пород, таких как бальза.
Древесина является предпочтительным материалом, поскольку она обеспечивает прочность без затрат на металлы, однако с другой стороны, древесина может деформироваться или гнуться со временем, особенно если она подвергается высоким нагрузкам или используется во влажной среде. Помимо резки, лазеры также часто используются для гравировки дерева, а программы САПР используются для создания точных, но сложных конструкций.
Преимущества
Лазерная резка имеет ряд преимуществ по сравнению с другими процессами, например, меньшее загрязнение и более легкая обработка . Точность также может быть улучшена с помощью лазеров, поскольку луч не изнашивается в процессе резки , а материалы также менее подвержены деформации при лазерной резке. Лазеры позволяют резать материалы, которые трудно разрезать другими методами.
Лазерные процессы также стабильно обеспечивают высокий уровень точности и аккуратности с небольшим допуском на человеческую ошибку, сокращение потерь, снижение энергопотребления и, как следствие, снижение затрат .
Лазерная резка может использоваться для травления сложных рисунков на небольших деталях, оставляя металл без заусенцев и с чистым срезом. Загрязнение заготовки при лазерной резке также меньше, чем при других процессах.
Недостатки
Несмотря на множество преимуществ, этот процесс также является синонимом высокое энергопотребление . Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.
Эффективность лазерной резки также зависит от толщины заготовки, разрезаемого материала и типа используемого лазера. Без надлежащего ухода материалы, подлежащие резке, могут сгореть, а некоторые металлы могут изменить цвет, если не будет использована правильная интенсивность лазера. Хотя плазменная резка по-прежнему позволяет резать более толстые листы, чем лазерная резка, достижения в лазерной технологии означают, что разрыв сокращается, хотя затраты на оборудование все еще могут быть непомерно высокими .
Наконец, будучи автоматизированным процессом, пробные прогоны и ремонт требуют участия человека, что приводит к риску серьезных ожогов в случае контакта оператора с лазером.
Связанные часто задаваемые вопросы (FAQ)
Какие проблемы возникают при лазерной резке алюминия и как их решить?
Объясняется отражение луча CO2-лазера и способы его преодоления.
В чем разница между станками с летающей оптикой и станками с фиксированной оптикой для лазерной резки CO2?
Эти два метода, используемые в лазерной резке, сравниваются, выделяя движение заготовки, лазерной головки или луча.
Как работает станок для лазерной резки
Станки для лазерной резки произвели революцию в обрабатывающей промышленности. Они могут идеально воссоздать проекты, сделанные на компьютере, за считанные минуты или даже секунды.
Вы можете быть удивлены тем, сколько возможностей может предложить станок для лазерной резки.
Но как они достигают таких удивительных результатов? Давайте посмотрим, что такое станок для лазерной резки, какие существуют типы лазеров и каких результатов они могут достичь.
Что такое станок для лазерной резки?
Станок для лазерной резки относится к типу станков с ЧПУ. ЧПУ означает компьютерное числовое управление. Это название происходит от того факта, что станок с ЧПУ берет команды из чертежей, которые были оцифрованы и преобразованы в компьютерный язык, который описывает каждый угол и изгиб этой конструкции.
После завершения рисунка в программе компьютерного рендеринга все, что нужно сделать дизайнеру, — отправить его на машину. Это очень похоже на отправку файла изображения на обычный принтер.
Лучше всего то, что станок для лазерной резки может воссоздать эти конструкции за считанные минуты и может производить столько деталей, сколько вам нужно.
Как работают станки для лазерной резки?
В станках с ЧПУ используется несколько различных типов лазеров, которые будут рассмотрены в следующем разделе. Но все станки для лазерной резки работают одинаково.
Все начинается с лазерного источника, который излучает мощный постоянный свет, который можно быстро и точно регулировать.
Затем свет фокусируется и перенаправляется, пока не достигнет точной точки. Если вы когда-либо разжигали огонь с помощью солнечного света и увеличительного стекла, вы знакомы с принципом работы здесь. Когда свет достаточно сконцентрирован, он становится очень горячим, что позволяет ему прорезать выбранный вами материал.
Лазер обычно монтируется на портальной системе. Это позволяет лазеру перемещаться в любом месте по оси XY. Это означает, что он может воспроизводить дизайн с большой точностью, даже если задействовано большое количество кривых и углов.
Тем не менее, не все лазеры могут производить одинаковый уровень детализации; некоторые лазеры недостаточно сильны, чтобы прорезать металл.
Типы станков для лазерной резки
Существует три основных типа станков для лазерной резки: CO2, неодимовые и волоконные. У каждого есть свои сильные и слабые стороны.
CO2-лазеры
CO2-лазеры являются наиболее распространенным типом станков для лазерной резки, поскольку они наиболее доступны по цене, но их широко заменяют более новой и быстрой технологией волоконных лазерных систем резки.
Сердцем CO2-лазера является длинная герметичная трубка, заполненная газом, в основном двуокисью углерода (CO2), с примесью азота. Когда эта трубка электризуется, она возбуждает молекулы газа и создает сильные легкий.
Этот свет выходит из одного конца трубы и отражается от ряда зеркал. Зеркала перенаправляют свет через фокусирующую линзу. Фокусирующая линза концентрирует свет в точке, где он очень горячий. Затем лазер может прорезать ряд материалов посредством термического разделения.
CO2-лазеры в основном используются для обработки листового металла, и их основное преимущество перед волоконными лазерами заключается в том, что они обычно обеспечивают лучшее качество кромок при резке, особенно при резке металла толщиной более 0,25 дюйма. Волоконные лазеры работают по тому же принципу, что и волоконно-оптические источники света.Свет попадает в стеклянную трубку, покрытую другим типом стекла, обладающим другими отражающими свойствами.Это заставляет свет «отражаться» по трубке, усиливая силу света. свет по ходу дела.
Особые свойства этого света позволяют ему гораздо легче поглощаться отражающими материалами, такими как металл.
Природа волоконной оптики также позволяет уменьшить диаметр лазера.
Техника безопасности работы за токарным станком. Обслуживание токарного станка.
Уход за станком. Производительность и точность станка, обусловленные его конструкцией и изготовлением, в значительнойстепени зависят от ухода за ним. Поэтому токарь обязан систематически очищать станок от стружек, пыли и пр. и регулярно смазывать его. Очистку станка необходимо производить, по крайней мepe, один раз в смену. Тряпкой или лучше концами, смоченными в керосине, смывают со станка грязь и засохшее масло. Если на станке обрабатывались чугунные детали, нужно щеткой всюду смести стружку. После очистки все обработанные поверхности станка следует слегка смазать маслом, чтобы защитить их от коррозии.
Особо важное значение имеет своевременное смазывание всех трущихся частей станка. Необходимо изучить карту смазки станка той модели, на которой токарю предстоит работать. В корпус коробки скоростей должно быть налито в достаточном количестве масло индустриальное 30. Коробки скоростей многих станков имеют указатели высшего уровня масла, что облегчает наблюдение за количеством последнего. Смазка механизмов коробки скоростей осуществляется во время работы станка разбрызгиванием масла зубчатыми колесами. Смену масла в коробке скоростей рекомендуется производить не реже, чем один раз в месяц. Если станок запускается в работу впервые, то масло, залитое в коробку при пуске станка, необходимо сменить в первый раз через 10 дней его работы, во второй — после 20 дней и лишь послеэтого перейти на регулярную смену масла После спуска отработанного масла коробку следует промыть чистым керосином. Заливаемое масло рекомендуется фильтровать через сетку.
Очень тщательно следует смазывать подшипники шпинделястанка. У многих современных станков, в том числе и у рассмотренноговыше станка модели 1К62, смазка переднего подшипникашпинделя и фрикционной муфты производится посредством специального электронасоса. Необходимо постоянно наблюдать за его исправностью. Если смазка подшипников фитильная, надо при заполнении проверить исправность фитилей. Для этого необходимо, заполнив каждую масленку маслом, вынуть фитили и посмотреть, проходит ли масло к месту смазывания. Коробка подач смазывается так же, как и коробка скоростей, разбрызгиванием. Кроме того, иногда для дополнительной фитильной смазки подшипников коробки подач в верхней ее части имеетсярезервуар для масла. Через фитили и особые трубки масло из этого резервуара поступает к местам смазки. Наиболее ответственные детали фартука, например падающий червяк у станка модели 1А62, смазываются разбрызгиванием масла, заполняющегосоответственные резервуары. Все прочие трущиеся поверхности деталей фартука получают фитильную смазку из общих резервуаров, расположенных в верхней части фартука, или через отверстия,закрытые шариком. На станке модели 1К62 механизм фартука смазывается от плунжерного насоса.
Через отверстия смазываются одинраз в смену все скользящиеповерхности частей суппорта. Не меньше чем один раз в смену необходимо смазывать чистым маслом направляющие станины и частей суппортов, поверхность ходового винта и ходового валика и их подшипники. Направляющие станины и поперечного суппорта станка модели 1К62 обеспечиваются периодической смазкой струей масла из фартука через специальный краник.
Необходимо также одинраз в смену смазывать пиноль и винтзадней бабки.
Смазывание некоторых частей станка производится техническим вазелином, которым наполняется масленка, имеющаяся вблизи от смазываемых поверхностей.
Регулировка станка. Исправностьдействия отдельных частей и точность станка, созданные при его изготовлении, через некоторое время могут быть частично нарушены. Для устранения образовавшихся неисправностей станка необходимо время от времени его регулировать.
Регулировке подлежат подшипники шпинделя, фрикционная муфта, тормоз, пружина падающего червяка (если он имеется), гайка поперечного суппорта (если она регулируемая), а также все планки и клинья частей суппорта.
Любую из указанных регулировок может производить самтокарь, но лишь в том случае, если он безусловно уверен, что хорошо знает правила регулировки, а также приемы проверки станка после регулировки.
Необходимость выполнения этих правил подтверждается следующим простым примером.
Токарь заметил необходимость регулировки прижимных планок продольных салазок суппорта. Он произвел необходимую регулировку, установив при этом суппорт недалеко от передней бабки, т. е. как раз на том участке направляющих станины, которые изнашиваются обычно больше остальных участков. Если он после этого включит автоматическую подачу суппорта в сторону задней бабки, то как только суппорт дойдет до менее изношенного участка, он заклинится. Поломка механизма подачи почти неизбежна. Этого не случится, если токарь после регулировки прижимных планок вручную переместит суппорт по всей длине направляющих станины.
Подобные последствия ошибок токаря возможны и при других регулировках станка.
Безопасность работы на токарном станке. Безопасность работы на токарном станке обусловливается его устройством и различными мероприятиями. Однако травмы токарей и в настоящее времяне исключены, чаще в легкой, а в отдельных случаях и в тяжелой форме. Причиной несчастных случаев, как правило, является неосторожность и пренебрежение токарей правилами безопасностипри работе на токарном станке.
Чаще всего ранения происходят из-за отлетающей стружки. Известно, что при обработке мягких металлов — латуни, бронзы и т. д. — стружка, как говорят, «фонтанирует». Мелкие кусочки стружки отлетают на большое расстояние от места образования. Даже маленькая стружка может нанести тяжелую травму, если она попадет в глаз. Еще большую опасность представляют стальные стружки, образующиеся при скоростном резании некоторых сталей.Самая простая защита от мелких отлетающих стружек — это очки (рис. 32, а), а еще лучше прозрачная предохранительная маска (рис. 32, б), закрывающая не только глаза, но и все лицо токаря. Более удобным и надежным средством защиты токаря от отлегающих стружек, даже крупных, является прозрачный экран, закрепленный насуппорте. Пример такого экрана показан нарис. 33 в двух положениях — рабочем (сплошные линии) и в откинутом (штрих-пунктирные линии). В последнем положении токарь имеет свободный доступ к обрабатываемой детали для ее установки и снятия, измерения, для смены инструмента и т. д. Перевод экрана в рабочее положение и обратно производится быстро и удобно рукояткой 1.
На рис. 26, а показано аналогичное устройство для защиты от стружки, поставляемое со станком модели 1К62, где на откидном кронштейне 3шарнирно закреплен прозрачный щиток-экран 4.
При обработке вязких сталей стружка образуется в виде длинных спиралей, перепутывающихся настолько, что удаление ихстановится затруднительным, а при работающем станке — очень опасным. Удалять со станка такие стружки руками нельзя и необходимо применять в этих случаях стальные крючки. Лучше, однако, предупреждать образование подобных стружек, применяя какой-либо из существующих способов стружколомания, рассмотренных ниже.
Несчастные случаи происходят в результате неосторожного обращения с вращающимися частями станка, главным образом зубчатыми колесами. У современных станков зубчатые колеса закрываются кожухами, причем некоторые кожухи делаются съемными. Несчастные случаи, связанные с зубчатыми колесами, почти всегда происходят по неосторожности или небрежности самого рабочего.
Нередко рабочий получает травму непосредственно от обрабатываемой детали, особенно если она имеет выступающие части. И здесь единственная мера защиты — осторожность и плотно облегающая рабочая одежда. Рукава одежды должны плотноохватывать руку рабочего у кисти. Значительное количество несчастных случаев вызывается неосторожным обращением с обрабатываемой деталью при установке ее на станок и при снятии.
При работе с охлаждением, если у станка нет специального корыта, охлаждающая жидкость иногда заливает пол у станка. Чтобы не поскользнуться и не упасть на мокром полу, около станка кладут деревянные решетки. В крайнем случае нужно посыпать пол деревянными опилками.
Неисправность электрической проводки и электрических приборов (реостатов, рубильников) для включения электромоторов и неосторожное с ними обращение также являются причинами несчастных случаев. Согласно правилам техники безопасности, каждый станок должен быть заземлен. О всех замеченных неисправностях электропроводки и электроприборов токарю следует немедленно сообщать администрации цеха.
Необходимо отметить, наконец, что причиной травмирования токаря оказывается иногда приспособление, изготовленное токарем из подручных материалов, без соблюдения требований техники безопасности.
Токарь, в особенности молодой, должен постоянно помнить, что во время работы надо быть очень осторожным. Каждый токарь должен твердо помнить пословицу: «Машина шуток не любит и шуток не прощает».
Токарные работы по дереву: как работать на станке начинающим
17.10.2019
1 звезда2 звезды3 звезды4 звезды5 звезд
Рассказываем об устройстве токарного станка, технике безопасности и двух способах обработки заготовок.
Shutterstock
Работа на токарном станке по дереву, в принципе, несложная, но требует навыка и умения чувствовать обрабатываемую деталь. Рассказываем подробности.
Все о работе на токарном станке
Устройство прибора
Набор резцов
Принцип работы
Техника безопасности
Виды работ
Для зажатой между центрами заготовки
Для заготовки, зажатой с одного конца
Токарный станок по дереву имеет одну ограниченную функцию: он только вращает деревянную заготовку. Столяр же из простого куска дерева постепенно вытачивает законченный предмет: ножки для мебели, корпус лампы, стойки перил, игрушки, коробочки, кубки, салатницы, вазы и т.д.
В отличие от прочих машин для обработки дерева, использующихся лишь на тех или иных промежуточных стадиях, токарный станок годится для всех операций: от черновой обработки до полирования. Требуемый инструмент — это желобчатые (цилиндрические или в форме буквы V) и плоские стамески, резцы, скребки различных размеров и форм. Станок вращает заготовку, а рука контролирует движение резца.
Устройство станка с электронным регулированием
Выключатель «Пуск-Стоп»
Станина
Передняя бабка
Переключатель скорости (с вариатором)
Шпиндель
Поводковый центр
Подручник (резцедержатель)
Центр задней бабки
Задняя бабка
Желобчатая стамеска
Резец-майсель (2 мм)
Полукруглый резец
Отрезной резец
Скошенная стамеска (косяк)
Полукруглая стамеска для обработки фасонной поверхности
Желобчатая стамеска для черновой обработки (рейер)
ShutterStock
Весь механизм станка укреплен на станине, сделанной из двух стальных брусьев или из профильных чугунных либо алюминиевых балок. С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
Поворачивающийся во все стороны подручник, располагающийся как можно ближе к заготовке, поддерживает и направляет резец.
На станках с ручной регулировкой скорость (частота) вращения может переключаться (от 450 до 2 000 об./мин) рычагом коробки передач, в которой расположены шкивы с подшипниками. В более сложных моделях станков коробка передач заменена электронным вариатором, позволяющим плавно регулировать скорость на ходу.
Обеспечение безопасности работы на токарных станках — очень важное мероприятие. Этим нельзя пренебрегать ни начинающим, ни профессионалам. При несоблюдении инструкции можно повредить глаза, ранить руки или получить удар током.
Правила работы на токарном станке
Наденьте спецодежду.
Проверьте инструмент перед стартом. Должно быть заземление, защитные щитки.
В патроне не должно быть лишних элементов (стружки).
Установка станков больше 16 кг (для мужчин) и 10 кг (для женщин) разрешается только с помощью специальных инструментов.
Заготовка должна быть выровнена, надежно закреплена на станке.
Запрещается замерять деталь во время работы устройства.
Нельзя удалять стружку струей воздуха, поддерживать детали руками.
Не пытайтесь остановить рабочее устройство вручную.
ShutterStock
В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки. В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок. Второй способ предусматривает установку исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
1. Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Как правильно зажать деталь
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.
С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею деталь так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки — изделие должно держаться само.
Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Подведите подручник как можно ближе. Поворачивая ее рукой, убедитесь, что заготовка свободно вращается и ни за что не задевает. Опорная плоскость подручника должна располагаться примерно на 5 мм ниже оси вращения.
ShutterStock
Как работать
Следующий состоит в том, чтобы сделать брусок дерева цилиндрическим. Это осуществляется на скорости 1 000-1 500 об./мин. При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки — рейера. Если кусок дерева длинный, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
Для вытачивания деталей существуют инструменты разной формы: желобчатая стамеска для обработки фасонной поверхности, плоская стамеска, крючок, полукруглый резец, скошенная стамеска (косяк) и др.
В зависимости от типа используемого инструмента и стадии работы, следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.
Черновая обработка
Для чернового точения цилиндра с помощью рейера установите частоту вращения 1 000 или 1 500 об./мин. Чем точнее должна быть форма цилиндра, тем большую скорость надо устанавливать. Бруски с малым припуском на обработку можно проточить с одного прохода по всей длине, с большим припуском — небольшими порциями, двигаясь от задней бабки к шпинделю.
Начинайте работу плавно, опираясь стержнем резца на подручник и держа лезвие так, чтобы пятка резца соприкасалась с деревом. Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку. Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая — лишь поддерживает лезвие (не нажимая на него).
ShutterStock
При черновой обработке квадратного бруска аккуратно срезайте стамеской углы, не слишком на нее налегая. Доведите деталь до цилиндрической формы наибольшего диаметра, придвигая по мере стачивания припуска подручник по направлению к оси вращения.
В зависимости от того, какую форму вам нужно придать детали, проведите карандашом основные линии разметки выпуклых и вогнутых частей, поворачивая заготовку рукой. Размечайте брусок так, чтобы наиболее широкие части детали всегда располагались со стороны передней бабки.
Начните с обтачивания стамеской двух краев заготовки. Опираясь на подручник, она должна плавно входить в дерево (без резких движений), оставаясь перпендикулярно оси вращения.
Проверка размера
Регулярно проверяйте размер штангенциркулем. Опытные столяры обычно прижимают резец локтем к бедру, чтобы освободить руку для измерительного инструмента. Как только штангенциркуль начинает вибрировать, уменьшите толщину стружки. Таким образом обточите прежде всего наибольшие диаметры, а затем переходите к точению шеек, торов, шаров, плеч и т.д.
Для того чтобы выточить полутор, воспользуйтесь желобчатой стамеской для обработки фасонной поверхности. Держа ее перпендикулярно оси, спускайте режущую кромку с внешней стороны внутрь бруска, поднимая и слегка поворачивая ручку. Чтобы получить целый тор, произведите ту же операцию с обеих сторон.
Шейка (свод) вытачивается таким же резцом, что и тор. После черновой обработки донышка посередине шейки проточите правую полушейку, на этот раз ведя инструмент снизу вверх и вправо. Никогда не переводите резец сразу с одной стороны шейки на другую — их нужно вытачивать по очереди.
Листели (маленькие ободки, часто оставляемые с обеих сторон шейки) вытачиваются мейсель-резцом. У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.
Галтель представляет собой плавный переход от одной поверхности к другой — по сути, комбинацию тора и шейки. Поэтому вначале точите шейку, а затем тор, примыкающий к ней.
Деталь, зажатую с двух сторон, никогда не отрезают полностью. Выточите с двух краев канавки, оставляя перемычки маленького диаметра, и отпилите концы ножовкой, предварительно остановив станок.
Чтобы завершить отделку детали, снимите резцедержатель и обработайте деталь снизу мелкой шкуркой (зернистостью от 16 до М63). Во время работы поворачивайте шкурку крест-накрест, чтобы избежать кольцевых царапин.
Для отделки детали во время вращения натрите ее куском воска и отполируйте плотной тканью или пробковым материалом.
2. Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.
ShutterStock
Пошаговый процесс
Надежно зажмите квадратный брусок дерева в патроне так, чтобы вручную добиться малого биения. Придавая цилиндрическую форму, вы можете для большей безопасности пользоваться подручником.
Когда заготовка приобретет нужную форму, обработайте свободный торец стамеской. В начале подрезается буртик крышки, а затем полукруглым резцом выбирается ее внутренность. Подручник располагается со стороны свободного торца бруска, при этом центр задней бабки снимается.
Вытачивание этой части необходимо для последующего изготовления шляпки на ножке — украшения сверху крышки. После шлифования деталь подрезается мейсель-резцом, а затем отпиливается ножовкой при выключенном двигателе.
Из оставшейся в патроне заготовки предстоит сделать коробочку. Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки.
Вырезав по разметке слегка коническое углубление, вбейте в него киянкой крышку. Ее буртик должен быть высотой не менее 5 мм.
Соединение крышки с коробочкой довольно прочное, так что их можно обрабатывать совместно желобчатой стамеской. Работать надо плавными, равномерными движениями, снимая стружку в направлении от более выпуклых частей к более тонким.
Когда вы придадите коробочке нужную форму, вырежьте тонкие бороздки и обожгите их (сделайте темными) с помощью натянутой железной проволоки. Последнюю операцию следует прекращать с появлением дыма.
На готовую вращающуюся коробочку нанесите, распыляя из баллончика, нитролак, а затем обработайте ее стружками.
После этого изделие покройте воском и отполируйте пробкой.
Вложите клин между коробочкой и крышкой и, слегка ударив киянкой, снимите ее. С помощью сверла, закрепленного в задней бабке, просверлите в изделии отверстие, которое задаст глубину. Режущий инструмент (скребок) держите по оси вращения, приподнимая ручку, пока не будет найден оптимальный угол резания. Резцом можно работать, двигая его от центра к периферии заготовки или наоборот. Время от времени следует проверять глубину. Когда внутренность выточена, подровняйте посадочное отверстие для крышки мелкозернистой шкуркой, а затем срежьте коробочку мейсель-резцом.
Также рекомендуем ознакомиться с видео работы на токарном станке.
Материал
Systeme D
Перевод
Юрий Казачков
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться», Вы даете согласие на обработку персональных данных
Рекомендуем
Подарки себе, семье и друзьям: 8 идей, которые точно порадуют
В Новой Зеландии впервые можно арендовать оригинальный дом хоббита из «Властелина колец»
Столешница из дерева: лучшие идеи для интерьера и 32 фото
Как выглядит необычный гостиничный комплекс с домиками в виде елок?
Дизайнер превратил старый железный контейнер в компактный дом площадью 20 кв. м в Австрии
5 ошибок в украшении дома к празднику, о которых вы не задумывались
Недалеко от Нью-Йорка появился в продаже замок 1929 года
Правительство продлило Дальневосточную ипотеку до 2030 года
Россияне рассказали, планируют ли они брать ипотеку на покупку первого жилья
Реклама на IVD.ru
Архив техники | Прибыль | Токарная обработка дерева
Иногда это подходящее время года для определенных токарных работ. Сентябрь и октябрь подходят для рождественских украшений. Это то время года. Ранняя осень, дети снова в школе, а вы все еще работаете на уборке огорода. Возможно, пока рано думать о вашем личном Рождестве, но…
Рождественские украшения: соберите свой инвентарь FastRead More
Получить древесину для токарного станка может быть проблемой. Однако обрезки со строительной площадки имеют большой потенциал в качестве практики токарной обработки заготовок. Обрезки коммерческих 2х4 делают хорошие токарные заготовки для начинающих. Древесина обычно ель, ель или сосна. Это мягкая древесина, а не твердая. …
Точение заготовок из настольной пилыПодробнее
Магазинные заметки — инструмент, которым часто пренебрегают токари. Планирование вашего проекта поможет вам избежать ошибок и сократить время обработки. С этим шаблоном легко вести заметки о магазине. Добавьте их в свой набор инструментов уже сегодня. Я могу вспомнить несколько случаев, когда я свернул замечательный проект. Один был производителем горшков для семян и …
Заметки о токарной мастерскойПодробнее
Токарная обработка дерева включает в себя прядение древесины и острые инструменты. Вращение дерева может привести к опасностям и травмам. Но следуя некоторым простым советам по безопасности в мастерской, вы сможете избежать распространенных травм, связанных с токарной обработкой дерева. Давайте начнем с вашего магазина токарных станков. Вы заметили, что я сказал «ваш магазин», а не мой? Есть причина для …
9 советов по безопасности в магазине для токарных станковПодробнее
Отрезной инструмент является одним из первых инструментов, которые большинство токарей получают вместе со своим токарным станком. Очевидная цель — помочь вам «разобрать» выключение станка. Однако инструмент гораздо полезнее, чем просто снимать древесину с токарного станка. Итак, давайте взглянем на два разных пробора…
Инструмент для разделения — более универсальный, чем вы думалиПодробнее
Чтобы выточить древесину на токарном станке, вы должны закрепить древесину на токарном станке. При точении шпинделя древесина удерживается между передней и задней бабками. Для точения чаши я покажу вам, как установить заготовку чаши с планшайбой. Эти два метода позволяют токарному станку …
Как прикрепить древесину к токарному станкуПодробнее
Добро пожаловать в удивительный мир токарной обработки дерева. Если вы не уверены, что вам нужно, этот пост поможет вам понять токарную обработку дерева и связанное с ней оборудование для токарной обработки. На данный момент мне нужно сделать несколько упрощающих предположений. Сначала вам понадобится токарный станок. Токарные станки бывают разных размеров: от мини…
Введение в точение по дереву — что вам нужно для началаПодробнее
Моя жена отлично готовит. Я люблю превращать проекты, которые она затем использует для создания кулинарных изысков, которые я могу съесть. Однажды она спросила, могу ли я сделать деревянную ручку для ее мерной ложки. Металлическая ложка прослужила дольше, чем пластиковая ручка. Я думаю, что это пострадало от контакта …
Деревянная ручка — проект по токарной обработке дереваПодробнее
Когда вы только что приобрели свой первый токарный станок, выбор принадлежностей может быть ошеломляющим. Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с …
Установка дерева на токарный станок без использования патронаПодробнее
Точеная деревянная пробка для бутылок — отличный акцент для хорошей бутылки вина. Это дает вам возможность попробовать различные методы токарной обработки, такие как добавление прожиговых линий или невыпадающего кольца. Это небольшой проект, который не требует специальной древесины или специальных токарных инструментов. Будьте изобретательны и создавайте различные формы с помощью …
Как украсить хорошее вино – сделать пробку для бутылки – проект по токарной обработке дереваПодробнее
Очень распространенный вопрос: где взять древесину для токарной обработки. Следующая проблема заключается в том, что после того, как вы соберете немного дерева, досок или веток, как вы поместите грубую древесину на свой токарный станок? Ключом к успешной токарной обработке древесины является подготовка древесины к токарной обработке, а затем ее закрепление на токарном станке, чтобы…
5 шагов по подготовке необработанной древесины к токарной обработкеПодробнее
Садоводство — одно из самых популярных увлечений, обычно занимающее 1-е или 2-е место в опросах. Это делает садовников идеальной группой для вас. Что вы можете сделать для своих друзей-садоводов? Вот пять проектов, которые помогут вам начать. Я уверен, что вы придумаете больше идей для токарной обработки дерева…
5 проектов по токарной обработке дерева для садаПодробнее
Обучение технике токарного станка
ИНЖЕНЕРНАЯ ПОДДЕРЖКА SHOPSMITH
Запишитесь на прием сегодня!
12:00 — 15:00
Понедельник — пятница • Восточное стандартное время
Всего 19,99 долларов США за первые 15 минут и 1 доллар США за минуту после
Запись на прием Онлайн (Нажмите сейчас)
(937) 890-5197 Звонок для записи на прием
Если наша техническая команда разговаривает по телефону, оставьте сообщение
. Они перезвонят вам.
КАК ЭТО РАБОТАЕТ:
✓ ГАРАНТИЯ
✓ БЕЗ ГАРАНТИИ
Если ваше оборудование находится на гарантии, позвоните в нашу службу поддержки клиентов по телефону (937) 890-5197 бесплатно для вас.
Если ваше оборудование не находится на гарантии , или вы приобрели его не у Shopsmith, , обратитесь к техническому эксперту Shopsmith.
ВЫ ПРОСИЛИ, МЫ ДОСТАВЛЯЕМ
Имея более чем 63-летний опыт работы и более 600 000 машин в обращении, наши клиенты просили расширить доступ к службе поддержки инженеров Shopsmith, чтобы:
Дайте рекомендации по поддержанию оптимальной эффективности вашей машины
Помогите пройти процедуру
Помощь с исходными материалами, такими как диаграммы, руководства и т. д.
Помощь в выборе деталей для решения технических проблем
Направляйте вас к богатству материалов «Начало работы»
Или даже просто рассказать, как начать!
Инженерную группу Shopsmith возглавляет наш инженер Shopsmith, ведущий специалист по обеспечению качества и ветеран Shopsmith со стажем более 40 лет. Если его команда не может помочь, то, скорее всего, никто не сможет.
Хоть мы и хотели бы разливать экспертов по магазинам и иметь неограниченные ресурсы, они просто недоступны. Поэтому мы создали специальную Линию технической поддержки Shopsmith, специально предназначенную для оборудования. Больше не на гарантии. (Наше оборудование такого высокого качества, оно длится и длится!)
#
ЧТО
КАК
1
Назначить встречу
Забронировать онлайн
Позвоните в службу поддержки клиентов по телефону (937) 890-5197, чтобы записаться на прием
2
Оплата кредитной картой
Предоставьте информацию о своей кредитной карте для выставления счетов за:
19,99 долларов США за первые 15 минут вашего звонка.
В любое время, превышающее 15 минут, будет взиматься плата в размере 1,00 доллара США за минуту
.
Если ваш звонок будет длиться более 15 минут, вам будет выставлено расчетное дополнительное время.
Деньги не будут возвращены менее чем за 15 минут
3
Получите максимум от своего звонка!
При самостоятельном онлайн-планировании вы сможете:
Запишитесь на прием и получите подтверждение
Предоставьте информацию о том, что вам нужно, чтобы технический эксперт мог подготовиться к вашему звонку
Включите изображения или видео, чтобы помочь вашему техническому эксперту
Непосредственный вызов инженерной технической поддержки позволит вам получить немедленный ответ, если они доступны и не имеют запланированной встречи, в 12:00 и 15:00, с понедельника по пятницу, по восточному поясному времени.
Вы можете очень быстро сравнить цены токарного станка по дереву бу и подобрать оптимальные варианты из более чем 79467 предложений
токарный станок по дереву автомат
Куплю токарный станок по дереву автомат!Серийное производство мебельных ручек!Можно в неисправном состоянии!Жду предложений!8 920 020 90 77 [email protected]
24.01.2013
Арзамас (Россия)
Токарный станок по дереву JWL-1442
Состояние: Б/У Год выпуска: 2009
Токарный станок по дереву JWL-1442, куплен физ. лицом, не использовался, состояние — новыйСТАНДАРТНАЯКОМПЛЕКТАЦИЯ:• Подручник шириной 300 мм для токарногоинструмента• Планшайба диаметром 150 мм•. ..
04.04.2015
Дубна (Россия)
75 000
Механический токарный станок по дереву CL-1200
Состояние: Новый Производитель: ZMM STOMANA (Болгария)
В наличии
Станок CL-1200 предназначен для точения изделий из древесины в центрах, в патроне или планшайбе при помощи подручника. Работает с 4-мя скоростями вращения и даже при обработке крупных изделий…
24.12.2022
Казань (Россия)
Токарный станок по дереву WLAM-1000
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении.Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 370…
27.08.2019
Смоленск (Россия)
7 500
Токарный станок по дереву WLAM-1100U
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении. Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 550…
27.08.2019
Смоленск (Россия)
27 000
Токарный станок по дереву WLAM-1500
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении. Станок оснащён копиром.Технические характеристики:Напряжение питания 380 ВПотребляемая…
27.08.2019
Смоленск (Россия)
77 500
Токарный станок по дереву WLAM-1500
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении. Станок оснащён копиром.Технические характеристики:Напряжение питания 380 ВПотребляемая…
27. 08.2019
Смоленск (Россия)
Токарный станок по дереву WLAM-1100U
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении.Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 550…
27.08.2019
Смоленск (Россия)
Токарный станок по дереву WLAM-1000
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении.Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 370…
27.08.2019
Смоленск (Россия)
Токарный станок по дереву CL-1200M, практически новый, на гарантии
Состояние: Б/У Год выпуска: 2016 Производитель: Stomana (Болгария)
Куплен в октябре 2016г. В работе несколько часов. Не подошел по габаритам, стоит в сухом подвале многоквартирного дома. Детальное описание Станок CL-1200 М предназначен для…
25.02.2017
Борисоглебск (Россия)
170 000
JWL-1440L Токарный станок по дереву
Состояние: Новый Производитель: Швейцария
В наличии
ОСОБЕННОСТИ:4-скоростная ременная передачаФиксация подручника и задней бабки вращающимися рукояткамиЛегкая станина из стальных профилейJet JWL-1440L – токарный станок по дереву с классической…
14.11.2017
Уфа (Россия)
10 500
Токарный станок по дереву Walter Hempel VKh20
Состояние: Б/У Год выпуска: 1985 Производитель: Hempel (Россия)
Продается токарный станок по дереву Walter Hempel VKh20, в рабочем состоянии.
11.01.2018
Москва (Россия)
750 000
Токарный станок по дереву MC 2022
Состояние: Новый
Предназначен для серийного изготовления деревянных профильных изделий небольшого размера, с возможностью сверления отверстия в торце, из заготовок круглого сечения различной длины. Область…
24.12.2022
Казань (Россия)
Токарный станок по дереву WLAM-1500
Состояние: Новый
В наличии
Токарный станок по дереву WLAM — 1500 предназначен для обработки цилиндрических, фасонных, конусных поверхностей из твердых и мягких пород дерева. Благодаря копировальному оборудованию…
24.12.2022
Казань (Россия)
Токарный станок по дереву Jet JWL 1642 с копировальным устройством
Состояние: Б/У Год выпуска: 2016 Производитель: Jet
Токарный станок по дереву Jet JWL 1642 с копировальным устройством. Совсем немного б/у, в отличном состоянии, проверен в работе!!!Мощность, Вт — 2000 Напряжение, В — 220Max диаметр обработки над…
19.03.2018
Красноярск (Россия)
125 000
Токарный станок по дереву JET jml-10141
Состояние: Б/У Год выпуска: 2012 Производитель: JET
Продается компактный удобный Токарный станок по дереву JET jml-10141 в отличном состоянии.В связи с закрытием предприятия распродается оборудование (станки, инструмент). Есть многое по разумной…
18.02.2019
Москва (Россия)
20 000
Токарный станок по дереву Jet JWL -1440L
Состояние: Новый Производитель: Jet (Швейцария)
В наличии
Продаётся настольный токарный станок по дереву. Межцентровое расстояние 1000мм
22.06.2019
Волжский (Волгоградская обл.) (Россия)
9 000
Токарный станок по дереву JET JWL-1440VS
Состояние: Новый
Jet JWL-1440VS – массивный и устойчивый токарный станок с большой зоной обработки, вариаторным приводом шпинделя и мощным асинхронным двигателем, рассчитанным на продолжительную работу без…
24.12.2022
Казань (Россия)
Токарный станок по дереву JET JWL-1443L-M
Состояние: Новый
JWL-1443L-M современный токарный станок для любительского применения, представляющие собой модернизированный и улучшенный вариант популярной модели JWL-1443. Основное отличие новинок –…
24.12.2022
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарному станку по дереву бу почти как на Авито и TIU
Видео токарного станка по дереву бу
Токарні верстати по дереву купити в Україні, замовити Токарні верстати по дереву
Медведев Алексей
Токарний верстат FDB Maschinen MCF 1440
Цена, простота обслуживания, размер изготавливаемых деталей до 1 метра. Брал токарный станок FDB Maschinen MCF 1440 для хобби.
Гость
Токарний верстат по дереву JET JWL-1220
Все параметры соответствуют заявленным. Станок очень помог с моим не большим производством для дома. Уже много ништяков наделал. И не смотря на завод Китая, спасибо что ребята предупредили. Станок оказался очень качественным.
Владислав климов
Токарний верстат JET JWL-1443
Хороший, сбалансированный станок. Работаю уже около двух месяцев, пока полет нормальный. Брал с копировать. Все им недовольны. И скажу почему. В нем надо разобраться и приноровиться работать. Если честно, то работать просто на станке научится проще, чем приноровиться работать с копировать. Ну и относительно к станку. Не хватает трёх позиций: низких оборотов хотелось бы хотя бы с 250, реверс и движок на 1 честный кВт.
Олег
Токарний верстат JET 4224B
Понравилось работать с см-тулс. Ранее слышал позитивные отзывы об этом магазине от друзей, проверил на себе, что компания достойная. Для меня важен профессионализм, а у ребят он есть. Все прошло очень четко, без каких-либо неудобств.
Макар
Токарний верстат JET 3520B
Цей станок суто для бізнесу. При вмілій організації на ньому можна заробляти хороші гроші. Персонал магазину привітний, все детально пояснили, що мене цікавило. Приємно мати справу з такими порядними людьми, які професійно виконують свої обов’язки.
Артур
Токарний верстат по дереву JET JWL-1440VS
При открытии своего цеха немного не рассчитал по финансам и, чтобы не остаться с пустыми руками, часть оборудования оформил в кредит. Условия очень хорошие. Опыт товарыами в кредит большой, поэтому знаю, что говорю. Если все пойдет как планирую, то вскоре все окупится.
Андрей
Токарний верстат JET JWL-1443
Доволен покупкой как никогда, наверное, самое удачное приобретение за последнее время. Станина прочная, чугунная. Бабка цельная. Вообще видно, что крутой станок. Я в принципе уже имел дело с этим магазином, но в этот раз сработали еще лучше. Спасибо
Егор
Токарний верстат FDB Maschinen MCF 1643
Сделал заказ где-то в субботу вечером, доставили мне его в во вторник после обеда. Оперативно очень, учитывая выходные дни. Сам станок прочный, надежный, отличается высокой мощностью. Я очень доволен.
Тимур
Токарний верстат по дереву JET JWL-1220
Станок по дереву JET JWL-1220 меня откровенно порадовал. Компактный, эргономичный. Хорошая лампа подстветки, реально подсвечивает, а не абы считалась, функциональные держатели для инструментов и прочей мелочевки. Спасибо за хорошее оборудование.
Гость
Токарний верстат Jet JWL-1015
Jet JWL-1015 — это вещь достойная, однозначно стоит своих денег и даже больше. Настройка элементарная, обработка идеальная как по мне, точная, аккуратное. Работать со станком приятно. Рад, что вбрал именно эту модель.
Руслан
Токарний верстат FDB Maschinen DB 1218
Неплохой вариант. я доволен, мои ожидания оправдались. Станок из прочного материала, станина надежная. Думаю прослужит станок мне не один год. Отдельно хочу поблагодарить менеджера (Олег кажется), очень исполнительный парень оказался.
Володимир
Токарний верстат PROMA DSO -1000
Я токар з 20-річним стажем. Не спорю, була б можливість купив би модель побільше, з дещо кращими характеристиками. Але і цієї для домашнього використання вистачає цілком. Так що можете сміло брати.
Купить токарные станки по дереву онлайн — Австралия
Сортировка: релевантность
Показать: 12
Сетка
Список
Специальный — заканчивается 01.03.2023
WL-14V — мини-токарный станок по дереву
Поворот Ø356 мм x 470 мм между центрами (240 В)
Электронная регулировка скорости вращения шпинделя с цифровым дисплеем
HAFCO WOODMASTER
Код: W385
$ 522,73 бывший
$ 575. 00 вкл
ДОБАВИТЬ В КОРЗИНУ
Сравнить
Список желаний
Special — Ends 01.03.2023
WL-18 — Токарный станок по дереву с поворотной головкой
Поворот Ø310 мм x 900 мм между центрами (240 В)
Переменная скорость 500 ~ 2000 об/мин и поворотная передняя бабка
HAFCO WOODMASTER
Код: W382
$ 617,27 бывший
$ 679,00 вкл
ДОБАВИТЬ В КОРЗИНУ
Сравнить
Список желаний
Специальное предложение — заканчивается 01.03.2023
WL-20 — Токарный станок по дереву с поворотной головкой
Поворот Ø370 мм x 1100 мм между центрами (240 В)
Переменная скорость 500 ~ 2000 об/мин и поворотная передняя бабка
HAFCO WOODMASTER
Код: W384
$ 726,36 бывший
$ 799,00 вкл
ДОБАВИТЬ В КОРЗИНУ
Сравнить
Список желаний
Special — Ends 01. 03.2023
WL-20 — Токарный станок по дереву с поворотной головкой и набор инструментов
Поворот Ø370 мм x 1100 мм между центрами (240 В) Шлифовальный инструмент для чаши
HAFCO WOODMASTER
Код: K021
$ 990.00 бывший
$ 1 089,00 вкл
ДОБАВИТЬ В КОРЗИНУ
Сравнить
Список желаний
Специальный — заканчивается 01.03.2023
WL-18 — Токарный станок по дереву с поворотной головкой и набор инструментов
Ø310 мм, поворот x 900 мм между центрами (240 В) Шлифовальный инструмент для чаши
HAFCO WOODMASTER
Код: K0211
$ 900.00 бывший
$ 990.00 вкл
ДОБАВИТЬ В КОРЗИНУ
Сравнить
Список желаний
Специальное предложение — заканчивается 01.03.2023
WL-46A — Токарный станок по дереву с электронным регулированием скорости
Поворот Ø462 мм x 1194 мм между центрами (240 В)
Электронное регулирование скорости 100 ~ 3200 об/мин и прочные чугунные ножки
HAFCO WOODMASTER
Код: W387
$ 2 350,00 бывший
$ 2 585,00 вкл
ДОБАВИТЬ В КОРЗИНУ
Сравнить
Список желаний
Сортировка: релевантность
Показать: 12
Сетка
Список
Запрос
Контактное лицо:
Адрес электронной почты:
Телефон:
Укажите адрес электронной почты или номер телефона.
Страна АвстралияНовая ЗеландияДругое (укажите в сообщении)
Почтовый индекс и пригород (Поиск по почтовому индексу или пригороду)
Узнать о? Продажи Запасные части Цена соответствует Другое
Сообщение/Запрос
5 лучших токарных станков по дереву для начинающих в 2022 году: отличные за деньги
Последнее обновление: 18 ноября 2022 г., Чарльз Уилсон земля. Я также изо всех сил пытался выбрать открывающийся токарный станок по дереву, который может расти вместе со мной в моем путешествии по токарной обработке дерева.
Как только я перерос свои навыки, я почувствовал, что мне нужно модернизировать его с помощью более мощного двигателя с недостаточным двигателем в пол л.с.
Итак, если вы придерживаетесь того же мнения и думаете о том, чтобы начать токарное дело, вам необходим токарный станок по дереву с достаточным количеством л.с., весом и хорошей мощностью поворота. Что-то в рамках бюджета и с большой стоимостью перепродажи.
Но, поскольку на рынке их великое множество, может быть сложно найти желаемую модель, которая дает вам наилучшее соотношение цены и качества с максимально возможным крутящим моментом и долговечностью.
Поскольку вам нужно планировать бюджет с учетом основных инструментов для токарной обработки дерева, небольшое исследование может сэкономить вам немного денег на столе.
И чтобы решить эту дилемму, я составил этот краткий список лучших токарных станков по дереву для начинающих , чтобы вы могли легко начать свой бизнес по токарной обработке дерева, не тратя деньги на низкокачественное оборудование.
Я расскажу о пяти таких токарных станках по дереву в трех разных размерных категориях, включая три альтернативных варианта. Вы, должно быть, видели эти маленькие электростанции, используемые наставниками в клубах (кроме мини Вэнь).
Для простоты я исключил из этого обзора комбинации токарно-фрезерных станков.
Начнем с быстрых топ-5 чартов, а потом поговорим об альтернативных вариантах.
Интересная тема: Я опросил почти 400 настоящих токарей по дереву для моего следующего токарного станка.
Отказ от ответственности: как сотрудник Amazon я могу получать небольшой процент от соответствующих покупок.
Кстати, вам также понадобятся эти стартовые аксессуары. Нажмите здесь, чтобы увидеть их на Amazon.
Содержание
Краткий обзор рекомендуемых токарных станков по дереву для начинающих
Excelsior 5-ступенчатая
Shop Fox W1704 (наш верхний выбор)
Мотор
3,2 А.
Swing
10 ″ x 18 «
8″ x 12 «
8 ″ x 13″
8 Скорость
5 Speed
Вес
80,5 фунтов
52 фунтов
45 фунтов
Гарантия
Контактный продавец
2 года
2 лет
. Последняя цена
.0004
Проверка последняя цена
Excelsior 5-скоростно
Swing
10 ″ x 18 «
Переменная скорость
5 Speed
Вес
80,5 фунтов
. Последняя цена
Магазин Fox W1704 (наш лучший выбор)
Качели
8 x 12 дюймов
Регулируемая скорость
Вес
52 фунта
Гарантия
лет
004
Рейтинг клиента
Проверка последняя цена
Мотор
3,2 А.
Swing
8 ″ x 13 «
Переменная скорость
45 фунтов
2 Years 9000 40008
Проверить последнюю цену
Последнее обновление от 2022-11-28 / Изображения из Amazon Product Advertising API
Краткие обзоры токарных станков по дереву для начинающих для начинающих
Давайте начнем с токарных станков по дереву, веками завоевавших рынок благодаря своим качествам и прочности. Таким образом, тысячи токарей доверяют им поддержание превосходного качества токарных станков на сегодняшний день. 0004
Теперь, без дальнейших вступлений, давайте перепрыгнем и посмотрим, какой возможный лучший токарный станок по дереву для начинающих.
1. Обзор магазина Fox W1704: лучший для начинающих
8-дюймовый поворот и 13-дюймовое расстояние между центрами
Двигатель: 1/3 л. 16 дюймов TPI (Купите переходник с 3/4” 16 TPI на 1” 8 TPI.)
Скорость вращения шпинделя: бесступенчатая регулировка от 700 до 3200 об/мин
Вес: 41 фунт
Только вперед
Гарантия: 2 года
Нажмите, чтобы узнать лучшую цену
Для кого
Во-первых, профессиональные токарные станки по дереву не стали бы рассматривать это как профессиональный токарный станок из-за недостаточной мощности двигателей.
Они идеально подходят для небольших вещей и всегда считались превосходными для начального уровня.
Почему стоит выбрать Shop Fox W1704
У меня нет этого станка, но я использовал его несколько раз. У моего друга есть небольшой антикварный магазин здесь, на Норт-Вермилион-стрит. У него какой-то фетиш на станки меньшего размера (не знаю, читает ли он это). Я помогал ему с некоторыми из его проектов.
Итак, я протестировал Wen 3420T, Harbour Freight 8 дюймов x 12 дюймов и Shop Fox W1704. Он купил магазинную лисицу у Craiglist, а остальные были свежими.
Я выточил несколько браслетов и маленьких акриловых ручек, я выточил все три, но больше всего понравился Shop Fox из-за его прочности. (не знаю, у кого-то может быть другое мнение)
Он вибрировал меньше, чем портовый грузовой 8” x12». У него хорошая отделка, на подручнике нет изогнутой текстуры, он довольно гладкий. Кроме того, для Shop Fox также стоит отметить регулируемую скорость по такой низкой цене.
Подручник HF был слишком высоко в самом нижнем положении, и это было проблемой, если он был перпендикулярен центру детали.
Проблемы
Не зацикливайтесь на ограничениях Shop Fox. Они относятся ко всем малым токарным станкам в этом обзоре.
С 8-дюймовым поворотом и 12-дюймовым расстоянием между центрами вы будете ограничены в проектах, которые вы можете сделать. Но как более опытный токарь, позвольте мне сказать вам, что размер не имеет значения (подмигивает). Вы получите столько же удовольствия от токарных ручек и колец, чем от ножек стола и больших мисок.
Магазин Fox W1704 one — конус Морзе 1 в отличие от excelsior mini (большинство мини). Отдых — это нормально, если вы не столкнулись с плохой доставкой.
Следите за выравниванием передней и задней бабки. Позвоните им немедленно, если необходимо заменить его. Это может случиться с любым токарным станком, который вы покупаете.
Говоря о Shop Fox, если вы ищете модель большего размера, вы не ошибетесь с Shop Fox W1758. Я исключил его из этой статьи из-за цены, но если вам нужен токарный станок, который превратит вас из новичка в эксперта, я настоятельно рекомендую его.
2. Excelsior 5 Speed Mini Lathe
10″ swing/ 18″ between centers
Horsepower: ½
MT2 Spindle Taper
Speed Ranges: 760, 1100, 1600, 2200, and 3200
Вес: 83 фунта
Шпиндель 1” x 8 TPI
Только вперед
Нажмите, чтобы получить лучшую цену
Для кого
Только если вы хотите заниматься небольшими поделками, красивыми крошечными мисочками и ручками из смолы, акриловыми утками или гусями звонки, пробки для бутылок и тому подобное, тогда вам может понадобиться мини-токарный станок по дереву.
Теперь вы можете сделать это с помощью полноразмерного токарного станка по дереву, но главное отличие здесь будет в цене, мощности двигателя и размере станка.
Но есть токарные мини-станки по дереву, такие как этот надежный станок от мощного Rockler, для выполнения небольших проектов. Позже вы сможете купить токарный станок своей мечты после того, как точно выполните что-то и станете более мотивированным.
Стоит качество?
Что-то до 300 долларов уже компрометирует бюджет, но будет ли он компрометировать свой класс по цене? Как он работает в своем надлежащем состоянии. Это моя забота.
Если доставка идет нормально и все детали находятся в хорошем состоянии, я могу поспорить, что вы будете в восторге от токарного мини-станка Excelsior от Rockler, если только вы не будете монтировать на нем твердые породы дерева.
Отлично подходит для всего, что меньше диаметра. И намного лучше, чем мини Вэнь.
Почему стоит выбрать токарный станок Excelsior Mini для начинающих
Токарные станки довольны качеством, которое производят токарные станки Rockler, даже с мини-токарными станками. Вы могли видеть Г-н Карл Джейкобсон из Орегона работает с этим конкретным устройством в своей мастерской.
Я хочу сказать, что профессионал всегда избегает этих так называемых «мини-станков» и вместо этого играет с большими птицами. Но когда они это делают, они могут быть очень разборчивыми и не будут принимать все как должное.
Вы когда-нибудь видели наставников нашего клуба, радостно кружащихся с Вэнь Мини? Не совсем. Они хороши для начинающих, но не велики.
Rockler всегда крут и сокрушает его с помощью этого токарного станка Excelsior Mini. Они обгоняют своего соперника в этой категории с самого начала.
Самое приятное то, что этот токарный станок мощностью ½ л.с. поставляется с зубчатым венцом/центром привода MT2, в то время как большинство мини-станков поставляются с MT1. Таким образом, вы можете использовать практически любые аксессуары для MT2. Вы можете увеличить станину до 38-1/2 дюйма для работы со шпинделем с пятью различными скоростями от 760 до 3200 об/мин. Немного быстрее для чаш, но это нормально для меня.
Престижность этому замечательному маленькому токарному станку. Он у меня все еще есть, и я не собираюсь от него избавляться, даже если в конечном итоге куплю гиганта Powermatic.
Проблемы
Прошло 3 года с тех пор, как я пользуюсь этим токарным станком, и он работает очень хорошо. Границы одинаковы для любых мини токарных станков. Не заходите слишком далеко. Это правило.
Хотя, если честно, мне было трудно выровнять удлинитель кровати. Я бы хотел, чтобы у него было четыре отверстия для болтов вместо двух. Теперь вам нужно позаботиться об этом. Всегда согласовывайте способы сделать это прямо перед поворотом.
Но после установки вы счастливый токарь.
Многих не устраивает система смены ремней, но я надеюсь, что вы скоро к ней привыкнете. Не такое уж большое дело, чтобы говорить о нем.
Хорошо, теперь давайте перейдем к бренду, который предлагает самый дешевый токарный станок по дереву, который также идеально подходит для начинающих. Но в отличие от китайских мини-станков у вас могут быть детали в наличии с гарантией и достаточного качества.
3. Обзор WEN LA3421 с регулируемой скоростью: лучший бюджетный токарный станок
8-дюймовый поворот и 12-дюймовое расстояние между центрами ″ x 8 TPI
Скорость вращения шпинделя: Регулируемая скорость от 750 до 3200 об/мин у вас ограниченный бюджет или вы ищете более доступный способ начать токарную обработку дерева. У него есть много функций, которые вы ожидаете от токарного станка вдвое дороже, например, регулируемая скорость.
Для кого
Если вы ищете переменную скорость, но вам нужна более дешевая альтернатива миди Jet или Delta, Wen — идеальный выбор.
О качестве
Не так много лошадиных сил, но достаточно для обработки более легких изделий, таких как акриловые заготовки для ручек, маленькие молоточки, утиные крики, шахматные фигуры, 5-дюймовые крошечные чаши и т. д.
Компания Harbour Freight продавала тот же токарный станок, но теперь перешел на ручную скорость и вариант mt2, поэтому цена завышена.
Получение переменной скорости за эту цену также является довольно интересной функцией, и это единственное преимущество, которое он имеет по сравнению с Harbour Freight mini даже при низкой цене. Но если честно, они не совместимы.
Единственным отличием от Wen 3420T является размер лицевой панели и двигателя. Я думаю, что они придумали 3421 единицу после того, как получили негативные отзывы об устойчивости двигателя.
С небольшой разницей, я бы сказал, что вместо этого вам следует использовать этот блок Wen LA3421. Наличие немного большей мощности двигателя является дополнительным преимуществом.
Это хороший маленький токарный станок мощностью 1/3 л.с., пока вы не разгоните его до предела.
Проблемы
Имейте в виду, что это станок MT1, поэтому вы не сможете использовать свои инструменты, когда в будущем перейдете на токарный станок MT2. Вы можете повернуть маленькое веретено, но вы не сможете сделать какие-либо ножки для стола, как рекламирует компания, если только это не стол для ваших кошек.
Он также не имеет цифрового считывания, так что вам придется угадывать скорость самостоятельно, но учиться классическим и традиционным способом всегда полезно.
Так как он весит чуть меньше 45 фунтов, вы можете заметить, что токарный станок скользит или движется при вращении на более высокой скорости. Перед работой закрепите токарный станок на столешнице.
Последняя и самая серьезная проблема, которую я хочу здесь затронуть, это глохнет двигатель. Этот на 1/3 маломощный двигатель перегревается, иногда работая с твердыми породами дерева или чашами, что не рекомендуется.
Итак, вам нужно начать очень медленно с этим токарным станком. Не заходите слишком далеко с лиственными породами. Остановите двигатель, дайте ему остыть, затем снова запустите. Наконец, я бы посоветовал уважать его ограничения, как это происходит с вашим кошельком.
Другие хорошие токарные станки по дереву для начинающих
Итак, станки, которые я перечислил выше, были токарными станками по дереву для начинающих в соответствии с их размерами и ценой. Если вы хотите увидеть другие потенциальные варианты, вот мой рекомендуемый выбор альтернативных вариантов.
Было бы несправедливо не упомянуть эти станки по дереву, так как они также являются хорошим выбором для начинающих. Я снова ориентируюсь на их размер.
1. Jet JWL-1440VSK Обзор
14-1/2″ поворот и 40″ между центрами
Мотор: 1 л.с., 115/230 В, 1 Фаза
об/мин: 400-3000 Переменная
.
Резьба шпинделя: 1” X 8 TPI RH
Поворот над подручником: 11”
Подручник: 14″
Вес 400 фунтов
Гарантия: 5 лет
05 03 90
8 Возможно, вы еще не готовы купить токарный станок высшего уровня, но все же хотите хороший вариант для полноразмерного станка. Если так, то это может быть оно.
Зачем выбирать Jet 1440VSK
Но это более прочный и мощный токарный станок с хорошими положительными отзывами. Так что выбор в самом начале станка по дереву из цельного чугуна весом 413 кг и двигателем мощностью 1 л. с. – достойное решение.
Хорошо то, что регулятор скорости открывает и закрывает приводной шкив, поэтому вам не нужно перемещать ремни, чтобы изменить скорость.
Я жаловался только на цену, которую они берут. Они могли бы дать ему 16-дюймовый поворот, по крайней мере, для поворота чаши.
Вы можете прочитать обо всех причудливых функциях на Amazon, таких как чугунные ножки, дополнительные кровати и тому подобное, поэтому я не трачу здесь ваше время (моё тоже). и ограничения. Вы не можете рассчитывать на 20-дюймовую работу на 14-дюймовом токарном станке.
Их более низкая скорость 400 об/мин может быть проблемой при точении больших или несбалансированных деревянных заготовок. Чуть более медленные обороты и реверс в какой-то ситуации были бы превосходны.
В комплект поставки не входят долота или патрон, только планшайба. Таким образом, мастерам, вращающим большие чаши, необходимо добавить к этому еще несколько аксессуаров.
Вам понадобится один или два человека, так как детали (ножки, стол, двигатель и т. д.) довольно тяжелые для сборки. Отделите подручник, сначала банджо. Это сделает его легче.
Наконец, тем временем я читал обзор на Amazon. Кто-то по имени Нэнси Карлсмит из Медуэй, Массачусетс обнаружил некоторые проблемы при сборке передних бабок. Позже, после звонка в их службу поддержки, они пришли и исправили это.
Если вы слишком много думаете, выясняя, что может пойти не так, в худшем случае машина может перестать работать.
Никто не гарантирует пожизненную.
Компания Jet предоставляет пятилетнюю гарантию, так что вы можете в любое время позвонить им и решить проблемы, связанные с вашим токарным станком по дереву. У них также отличная репутация в сфере обслуживания клиентов.
Вот почему всегда приятно иметь дело с брендом, у которого есть свои ценности. А Джет всегда сдерживает обещания.
2. Обзор Delta 46-460: альтернатива Jet 1221VS
12,5″ поворот и 16,5″ между центрами
1 л. 250-700, 600-1800 и 1350-4000 об/мин
Электронная регулировка
Конус передней и задней бабки: #2 MT
Приводной шпиндель: 1 дюйм -8 правая резьба TPI
Грузы для переднего и заднего хода
:
фунты
Гарантия: 5 лет
Нажмите, чтобы узнать лучшую цену
Для кого
Определенно достойный выбор для любителей миди, первоклассная альтернатива Jet 1221VS. Они очень похожи, но Delta делает дополнительный шаг в цене.
Следует ли вместо этого рассмотреть Delta 46-460?
Не знаю, недооценил ли я это громкое имя в индустрии средних токарных станков. Компания Delta представила на рынке первый токарный станок Midi, вероятно, в начале 90-х годов, поэтому они являются пионерами.
Этот вариатор Delta всегда был моим фаворитом, хотя я продал свой члену клуба много лет назад, а потом купил 1221VS. Но особой разницы между этими двумя я не заметил.
Мой 46-460 был плавным и тихим с мотором мощностью 1 л. с., достаточным для вращения чаш до 11”. Там написано двенадцать дюймов, но я не люблю работать на краю.
Существенная разница между ними заключается в мощности двигателя. Дельта обрабатывается двигателем мощностью не более одного л.с., тогда как Jet — ¾. Дельта работает и разгоняется очень тихо и плавно, чем Джет, при поворотах назад и вперед.
Если вы поставите их на один и тот же стол, Delta станет примерно на два дюйма выше, что является плюсом для очистки двигателя от стружки.
Без сомнения, это один из самых мощных миди на рынке токарных станков по дереву. Он обслуживает многих мастеров по дереву уровня квалификации. Так что да, вы можете выбрать Delta 46-460 в качестве альтернативы Jet 1221VS.
Опять же, проведите собственное исследование. Присмотритесь ко всем характеристикам. Сравните их с вашими потребностями, а затем примите решение.
Я все равно выбрал Jet 1221vs из-за дополнительных 50 фунтов веса.
Проблемы
Дельта начала получать негативные отзывы в основном из-за проблем с переключателем и недоступности его частей после смены компании. Это привлекло внимание многих. Джет воспользовался этим и добился успеха.
Дельта весит почти на 50 фунтов меньше, чем Джет. Дополнительный вес всегда полезен при повороте чаши. Потому что вы определенно хотите взять что-то, что обещает вам большую прочность.
Банджо не является стандартным одним дюймом, поэтому подставка для инструмента на вторичном рынке не будет соответствовать (отзывы клиентов Amazon, и это правда).
Некоторые люди жалуются на их обслуживание клиентов, но я знаю, что иногда с любым отделом CS в мире могут возникнуть проблемы.
Итак, это все, что я могу сказать, это класс в своей категории во всех отношениях.
Опять же, не ждите от этих мини-станков по дереву качества, которое вы видите в полноразмерном токарном станке. Но по цене, которую он требует, и качеству, которое он обеспечивает, обязательно выберите этот.
Основные советы новичкам при покупке токарного станка по дереву
Токарные мастера, такие как Колин Фурз , Ричард Раффан , Кит Роули , Барри Гросс , и многие другие покупатели в первый раз говорили примерно то же самое, когда советовали . Это основы.
Что вы хотите превратить?
Ваше рабочее место.
Выберите токарный станок в зависимости от мощности, переменной скорости и наличия деталей.
Не тратьте все деньги только на токарный станок, вам понадобятся и другие принадлежности.
Всегда старайтесь использовать токарный станок большего размера.
Чтобы все было более подробно, давайте перейдем к сути, так как я не хочу так долго.
Решите, что вы хотите перевернуть. Затем рассмотрите свое рабочее пространство.
Вам нужно место побольше, если вы собираетесь приобрести полноразмерный блок.
Независимо от того, что вы покупаете, всегда выбирайте двигатель высокого давления с опцией переменной скорости и конусом Морзе №2.
Проверьте, являются ли детали универсальными, чтобы их можно было найти и на вторичном рынке. Не гонитесь за китайцами.
Вы знаете свой бюджет, поэтому выбирайте токарный станок в соответствии с бюджетом. Если тесно, то выбирайте качественные мини или миди.
Помните, что это не будет вашим последним токарным станком навсегда.
Вот мое исчерпывающее руководство по покупке любого токарного станка по дереву с более подробной информацией, которая поможет вам понять эмпирическое правило.
Люди также спрашивают
Как быстро должен работать токарный станок по дереву?
Это зависит от работы. Вам нужно опускаться как можно ниже, если вы работаете с круглыми несбалансированными заготовками. Большинство мини-внедорожников не имеют такой мощности двигателя для создания такого крутящего момента.
Двигатель передней бабки не выдерживает необходимой нагрузки. В результате захлебывается.
Но для работы со шпинделем показатель выше. Типичная максимальная скорость остается ниже 4000 об / мин на верхнем уровне.
Какую древесину легче всего точить?
Вот десять самых простых в обработке пород дерева:
Более полный список можно найти в моей статье о лучших сортах древесины для токарной обработки.
Стоит ли начинать с мини-токарного станка по дереву в качестве новичка?
Конечно, можно. Вы получите возможность узнать машину, а также работу. Выберите любой из мини-станков из списка выше.
Но всегда не забывайте сначала проверять выравнивание передней и задней бабки после того, как она появится у вас дома.
Если вы считаете, что заинтересованы в том, чтобы выбрать один из них, я предлагаю окончательно рассмотреть некоторые другие варианты мини-токарных станков по дереву, прежде чем принимать окончательное решение.
Каким должен быть идеальный токарный станок по дереву для начинающих для точения чаш?
Любой токарный станок по дереву с надежной мощностью и максимальным поворотом станины с плавным пуском с низкой скоростью идеально подходит для токарной обработки чаш. Другими словами, чем больше поворот у машины, тем больше она может повернуть.
С другой стороны, токарные станки Midi также могут создавать высокий крутящий момент с хорошей способностью поворота для точения чаш диаметром до 14 дюймов. Таким образом, такие машины, как Jet, Nova Comet или Delta с переменной скоростью, могут дать вам возможные результаты.
Станки по дереву дорогие?
Токарные станки по дереву стоят от 150 долларов за мини-станок до 8000 долларов за токарный станок профессионального качества. Цена варьируется в зависимости от размера и прочности.
Можно ли купить подержанный токарный станок по дереву?
Можно купить подержанный или дешевый китайский токарный станок на торговой площадке Craiglist или Facebook, чтобы сэкономить деньги.
Но если это то, чем вы увлечены и хотите сделать все возможное, то начать с токарного станка мятного качества должно быть приоритетом.
Поскольку машина будет в свежем состоянии, она легко превзойдет более старую или более дешевую. Кроме того, всегда есть риск неправильной проверки из-за отсутствия опыта.
Токарный станок какого размера мне нужен?
Около 40% токарных станков используют в качестве основного станка миди-токарный станок. Если вы хотите обтачивать только небольшие предметы, например ручки, подойдет мини-токарный станок. А если вы будете переворачивать большие объекты, то вам захочется получить полноразмерную модель.
Вот видео на эту тему, чтобы помочь вам понять основы.
Заключительные мысли
Мне нужно, чтобы вы помнили одну вещь, прежде чем закончить.
рекомендуемые марки индустриальных масел без присадок
Срок службы токарного станка в значительной степени зависит от правильного функционирования системы смазки деталей, поверхности которых постоянно трутся друг о друга. Поэт ому очень важно знать, какое масло заливается в токарный станок, какой марки и какие у него должны быть характеристики.
Содержание:
1 Для каких станков используется масло
1.1 Изменение качества выпускаемой продукции при отсутствии СОЖ
1.2 Наличие механических повреждений
1.3 Чрезмерный нагрев деталей
2 Способы смазки
3 Определяющие характеристики масла для токарного станка
3.1 Класификация масла для токарных станков
4 Какое масло использовать для заливки
4.1 Минеральное
4.2 Синтетическое
5 Популярные марки индустриальных масел (без присадок) для использования в токарных станках
6 Пропорции по заливке масла (для разных деталей)
7 Ориентировочные цены
Для каких станков используется масло
Если рассматривать масло как элемент системы технического обслуживания, то смазку необходимо подводить ко всем подвижным узлам токарного станка. Это определяет карта смазки, которая обязательно прилагается к паспорту на токарный станок.
Смазочные материалы защищают поверхности и детали агрегатов от следующих неблагоприятных факторов:
высокой температуры;
повышенных значений контактного давления;
пыли;
трения;
влаги.
Масло в токарном станке выполняет следующие функции:
Защищает механизм и все детали от износа.
Для отвода продуктов износа от рабочей зоны.
Отводит тепло.
Уменьшает коэффициент трения.
Отказы машин по причине отсутствия или малой подачи смазки легко идентифицировать, когда возникает катастрофическая проблема. Однако в других случаях связь с отказом смазки может быть неочевидной.
Например, когда поломка токарного станка сочетается с другими механическими/эксплуатационными факторами: в этом случае отказ системы смазки влияет на производительность или эффективность металлообработки, но не приводит к катастрофическим проблемам. Некоторые из подобных ситуаций рассматриваются далее.
Изменение качества выпускаемой продукции при отсутствии СОЖ
При недостатке смазки режущие инструменты токарного станка затупляются быстрее, что приводит к ухудшению шероховатости обработанной поверхности. С другой стороны, малое количество смазки вызывает прогрессирующий рост трения скольжения, в результате чего необходимые зазоры в узлах увеличиваются. Появляется радиальное биение соприкасающихся деталей, понижающее точность металлообработки.
Для достижения стабильных показателей точности обработки необходима постоянная очистка смазки от механических взвесей, для чего необходимо постоянно следить за работоспособностью фильтров. Исправно действующие фильтры предупреждают появление частиц стружки, которые могут обратно попадать на поверхность заготовки, вызывая на ней образование царапин. При этом сами элементы циркуляции СОЖ также должны быть защищены от абразивной стружки фильтрами.
Улучшению качества механической обработки способствует использование СОЖ, в составе которых имеются противозадирные присадки. Такие масла содержат повышенное количество маслорастворимых сульфидов.
Важно!
Индустриальное масло не является смазочно-охлаждающей жидкостью (СОЖ). Поэтому его не следует использовать для смазки режущих инструментов. Для этих целей используется специальная охлаждающая жидкость — эмульсионная смазка на основе воды и масла с различными противозадирными и противоизносными присадками.
Наличие механических повреждений
Этот фактор существенен для узлов и деталей токарного станка, которые в процессе его работы совершают вращательное или возвратно-поступательное движении. К группе риска относят:
зубчатые колёса и шестерни;
все детали шпинделя;
все шлицевые соединения;
направляющие суппорта;
подшипники.
Механические повреждения зубчатых передач обусловлены интенсивным контактным трением, недопустимым изменением свойств окружающей среды, физико-химическими процессами окисления смазки. Совокупное действие этих факторов приводит к таким явлениям, как истирание, задир и выкрашивание зубьев; это же можно сказать и о износе червячных передач. Истирание характерно для малых контактных скоростей, выкрашивание – при умеренных и задир – при высоких.
При любом виде износа мощность, необходимая для работоспособности узла самопроизвольно возрастает, что приводит к росту нагрузок. Материал, не рассчитанный на такие нагрузки, разрушается.
Исследования причин выхода из строя подшипников на токарном станке показывают: более 60 % их повреждений связаны со смазкой. Поэтому подшипники и другие вращающиеся компоненты токарного станка требуют оптимальных значений толщины смазочной пленки, которая разделяет контактирующие между собой металлические детали и уменьшает их износ.
Решение этой проблемы — химически сложный механизм, который зависит от термической стабильности смазки, степени её загрязнения, своевременности пополнения и недопустимости использования разнородных смазок.
Чрезмерный нагрев деталей
В процессе высокоскоростной механической обработки на токарном станке все металлы выделяют тепло, поскольку трутся один об другого, выделяя при этом значительную энергию. Термическая деформация происходит тогда, когда, если один из элементов достигает слишком высокой температуры, что приводит к ликвидации нормальных технологических зазоров и уменьшению вязкости смазки.
Из этого следует, что смазка, которая должна была бы снизить вероятность перегрева (за счет уменьшения трения элементов) фактически превращается в один из факторов увеличения износа.
Перегрев растёт, если:
уменьшается количество смазки, поступающей в зону контакта токарного станка;
изменяется состав смазки, главным образом, за счёт появления вторичных химических соединений или мельчайших механических частиц;
используются труднообрабатываемые материалы.
Поскольку универсальной смазки не существует, то их производители всегда указывают диапазон работоспособности продуктов, в зависимости от которой производится настройка системы смазки токарных станков.
Толщина смазочной пленки, обеспечивающей разделение движущихся частей, чтобы свести к минимуму трение, износ и чрезмерное тепловыделение, должна:
Действовать как теплоноситель для охлаждения компонентов машины.
Передавать необходимое усилие и/или работу.
Обеспечивать возможность удаления загрязняющих веществ из смазочного материала.
Кроме того, смазка должна предотвращать появление узлов схватывания, которые ведут к перегреву деталей.
Способы смазки
Периодическая ручная смазка — через закрытые технические отверстия во время работы токарного станка. Для этого можно использовать шприц или специальную масленку. Для подачи масла в труднодоступные места токарного станка используется поршневой насос с ручным управлением.
Капельный или фитильный метод — осуществляется в специальной емкости с помощью капельного или фитильного масленки. Смазочный материал непрерывно поступает из последнего на поверхность детали под действием капиллярной силы.
Циркуляционная смазка осуществляется с помощью гидравлического насоса, который подает масло под давлением непосредственно к механизму токарного станка. Жидкость течет естественным образом. Количество масла контролируется специальным устройством.
Картерный метод — заключается в разбрызгивании масла быстро движущимися крыльчатками или шестеренками, погруженными в смазку и соединенными с вращающимися частями оборудования.
Комбинированная смазка — используется в тех случаях, когда вышеперечисленные методы не обеспечивают оптимальную смазку не только механизма, но и компонентов токарного станка.
Определяющие характеристики масла для токарного станка
Плотность — этот показатель оказывает значительное влияние на характеристики масла для токарного станка, используемого в гидравлических системах. Именно плотность жидкости снижает передающие качества.
Вязкость — это параметр, который напрямую влияет на качество смазочного материала. Это самый важный параметр при выборе смазки для токарного станка. Вязкость зависит от условий эксплуатации, в частности, от температуры. Чем выше значение температуры, тем ниже вязкость.
Температура вспышки — влияет на расход масла для токарного станка и его угар. По сути, это температура, при которой жидкость воспламеняется.
Температура застывания — необходимо учитывать при хранении жидкостей и при переливании.
Содержание кислоты и серы — насколько чистым является масло с точки зрения содержания кислоты и серы.
Зольность — это степень очистки. Чем ниже значение, тем более очищенным является масло.
Чтобы определить, какое масло заливать в конкретный токарный станок, выбор основывается на рекомендациях производителя, которые обязательно указываются в инструкции по эксплуатации.
Класификация масла для токарных станков
И — без добавок.
ИГП (легированные) — с добавками.
Какое масло использовать для заливки
Существует несколько типов смазочных масел, которые можно использовать для токарных станков. Они состоят из базового масла и определенных присадок. Основой может быть минеральное, синтетическое или – редко — растительное масло.
При выборе подходящего смазочного масла для токарных станков подумайте о том, какими свойствами должен обладать смазочный материал. Некоторые позиции выбора рассматриваются далее:
Оптимальная вязкость. Смазочные материалы с высоким индексом вязкости могут выдерживать более высокие температуры. Вязкость также влияет на то, насколько чувствительными будут поверхности токарного станка к грязи и пыли. Более густая смазка сможет улавливать больше загрязняющих веществ. Вязкость является наиболее важным фактором при выборе смазочного масла для токарного станка.
Ингибиторы ржавчины. Эти добавки образуют тонкую плёнку на поверхности металла, которая отталкивает воду. В результате они могут защищают металлообрабатывающий инструмент от ржавчины. Это важно, если хранение оснастки происходит во влажной среде.
Диспергаторы. Они помогают удалять мелкие частицы, провоцирующие истирание контактной поверхности деталей токарных станков. Диспергаторы блокируют пыль, грязь и другие загрязнения, которые удаляются из смазки при её фильтрации.
Противозадирные присадки. Вступают в реакцию с металлическими поверхностями, создавая тонкий барьер. Особенно эффективны для отрезного и шлифовального инструмента.
Главным показателем вязкости считается её минимальная зависимость от температур в зоне контакта. По этому показателю чаще используются машинные масла общего назначения ГОСТ 20799-88 типа И-25А, И-30А и их зарубежные аналоги.
Минеральное
Смазочные материалы на основе минерального масла часто используются в качестве промышленных смазочных материалов. Они дешевле синтетических масел, менее токсичны и их легче утилизировать. Большинство машинных масел имеют основу минерального масла.
Минеральные масла с низкой вязкостью стоят дешевле, но характеризуются повышенным расходом при работе станка.
Синтетическое
Синтетические масла — это искусственные масла. Они содержат некоторые из продуктов на нефтяной основе, что и минеральное масло. Используются, когда по условиям процесса механообработки необходимо масло с высокой термостойкостью и высоким индексом вязкости.
Недостатком синтетических масел считается их более высокая коррозионная активность. Это важно, если тиокарный станок эксплуатируется в помещении с повышенной влажностью. С другой стороны, при особых требованиях к механической обработке, например, к температуре воспламенения или термостойкости, возможности синтетических масел выше, чем минеральных.
Популярные марки индустриальных масел (без присадок) для использования в токарных станках
И-5A. Для смазывания механизмов и устройств, работающих на высоких скоростях при низких нагрузках, где не требуются специальные антиокислительных и антикоррозионных свойств смазочного состава. Оно имеет кинематическую вязкость 6-8 мм2/с при 40°C и температуру вспышки 120°C. Применяется для смазки высокоскоростных шпиндельных узлов в токарных станках. Его можно заменить такими маслами, как И-8А, ИЛС-5.
Масло И-8A аналогично предыдущей марке. Оно имеет кинематическую вязкость 9-11 мм2/с при 40°С и воспламеняется при 130°С. Его можно заменить марками И-5А, ИЛС-10, ИЛС-5.
И-20А. Для смазки узлов, работающих при низких скоростях и высоких нагрузках, например, направляющих скольжения и качания, зубчатых передач. Вязкость 29-35 мм2/с, температура вспышки 180°C. Может быть заменен на ИГП-18 или другим аналогичным по вязкости маслами.
И-30А. В токарных станках используется в основном для смазки фартука, ходовых винтов, направляющих, держателей инструмента, сменных шестерен. Вязкость составляет 41-51 мм2/c, вспышка происходит при температуре от 200°C. Его можно заменить на ИГП-30 или другие аналогичные по вязкости марки.
И-40А. Для смазки зубчатых передач. Вязкость 61-75 мм2/c, температура вспышки от 200°C. Его можно заменить на ИГП-38 или аналогичным по классу вязкости.
И-50А. Вязкость данного масла 90-110 мм2/c, температура вспышки от 215°C. Может быть заменено на ИГП-38 или аналогичное по классу вязкости.
На популярном форуме про токарку (чипмейкер) обнаружил вот такой вот комментарий: «Да не переживайте вы, лейте И5А в шпиндель, И20А в коробку и фартук. На заводе,где брал токарный станок,токарь сказал, что такие масла для него за счастье. С другой стороны в паспортине немцы пишуть «легированный рафинат и.т.д , т.е. масло с присадками. »
Пропорции по заливке масла (для разных деталей)
Такие нормативы приводятся в инструкции по эксплуатации токарного станка, и зависят от того, для чего он предназначен, и какие материалы обрабатывает.
Подшипники шпинделя, редуктор передней бабки и валы смазываются из распределительного бака, расположенного под верхней крышкой передней бабки. Масло подается либо насосом, либо через маслоотражатель, расположенный в передней бабке.
Норма расхода составляет 0,15…0,35 кг/смену (меньшие значения – для оборудования малой мощности и интенсивности использования).
Шестерни в коробке передач смазываются методом разбрызгиванием из масляного бака, который является частью коробки передач. Норма расхода составляет 0,4…0,8 кг/смену.
Редукторы фартука смазываются разбрызгиванием из масляного бака, который является частью фартука. На токарных станках нового типа масляный бак фартука содержит встроенный резервуар для ручного насоса, который смазывает направляющие станины, направляющие поперечного скольжения и гайку. Нормы расхода устанавливаются индивидуально, в зависимости от мощности токарного станка и вида инструмента, но обычно не превышают 0,15…0,30 кг/смену.
На токарных станках с масляным насосом масло обычно доливается через заливную горловину в маслобак, расположенный за крышкой торцевого кожуха шпиндельной бабки. Периодичность заливки смазки в токарный станок обычно указывается на шильдике, прикреплённом к станине или к корпусу системы смазки.
Ориентировочные цены
Масло можно приобрести в металлических или пластиковых емкостях объемом 5, 10, 18 и 20 литров. Вы также можете приобрести его в 200-литровых и 216,5-литровых бочках. Для владельцев мастерских, имеющих токарное оборудование, выгоднее один раз купить смазку по оптовым ценам, которые на порядок ниже розничных.
Марка масла
Цена за 5 л, р.
Цена за бочку, р.
И-5А
355
12 500
И-8А
310
13 180
И-12А
425
12 970
И-20А
355
10 600
И-30А
400
10 770
И-40А
352
«>
10 710
И-50А
305
10 760
Масло для ухода и технического обслуживания станков
Длительную безаварийную работу различных станков, используемых в промышленности, можно обеспечить ежедневным уходом и правильным техобслуживанием этого оборудования.
Перед каждой сменой необходимо:
проверять состояние систем смазки и охлаждения, натяжку приводных ремней;
убедиться в надежности затяжки зажимных деталей, исправности механизмов управления, инструментов, вспомогательных приспособлений, защитных ограждений, средств зануления и заземления;
смазать пары трения, для которых централизованная подача масла не предусмотрена;
очистить рабочую зону от посторонних предметов.
Правила проведения ТО
Согласно ГОСТу 18322, существует несколько видов техобслуживания станков, включая ТО при использовании по назначению, при транспортировке, хранении, на месте эксплуатации или за его территорией, в стационарных и особых условиях и т. д. Определяя периодичность техобслуживания и объем необходимых работ, руководствуются прежде всего паспортом оборудования. В этом же документе указываются схема смазки и тип масла. Если станок эксплуатируется с повышенными нагрузками, служба механика может разработать собственную карту ТО. Мелкая металлическая стружка и пыль, которые образуются при обработке заготовок, ускоряют износ пар трения. Поэтому масло для этого вида техники должно не только формировать защитную пленку на омываемых поверхностях, но и обладать высокими моющими свойствами. Смазочные материалы, которые хорошо подходят для использования в металлорежущих станках, можно выбрать в линейке продукции Rolf.
Общепринятые виды ТО
В общем случае на производстве техобслуживание принято делить:
на текущее, ответственным за выполнение которого является оператор. В ходе этого ТО выполняются чистка и смазка всех доступных узлов, проверяется степень нагрева трущихся элементов;
плановое, проведение которого возлагается на механическую службу. В этом случае чистят и смазывают узлы, требующие разборки, меняют масла и фильтры, при необходимости выполняют наладку и регулировку механизмов.
Токарные станки
Особенность токарных станков заключается в большом количестве пар трения, которые работают в неравных условиях – с разными нагрузками и скоростями вращения. Для каждой из таких пар требуются свой тип масла и отдельный способ его доставки. Так, в масляный бачок, коробку подач и фартук, шпиндельную бабку заливают смазочную жидкость с классом вязкости соответственно 22, 32, и 15. Направляющие смазывают материалами с антискачковыми присадками.
Станки с ЧПУ
В ходе ТО станков с ЧПУ выполняют общие мероприятия по уходу, а также:
зачищают считывающие головки;
проверяют исправность пневматической и гидравлической систем, устройств управления;
определяют состояние наиболее уязвимых комплектующих;
при необходимости – регулируют точность выполняемых операций.
Фрезерные станки
Выполняя техобслуживание такого станка, нужно проконтролировать уровень масла в циркуляционной и гидравлической системах. В процессе эксплуатации этого оборудования 2–3 раза в смену дозаправляют масленки направляющих салазок, фрезерной головки, винтов подъема и перемещения стола.
Лазерные станки
ТО станка, выполняющего резку с помощью лазера, предусматривает:
проверку состояния лазерной трубки, чистку отражателей и фокусирующей линзы от загрязнений, контроль оптической траектории;
уход за линейными направляющими и чиллером, т. е. их очистку раз в две недели;
если ухудшилась вытяжка воздуха – удаление пыли из гофры.
Выбор масла
Если узнать тип масла, указанный в паспорте станка, не представляется возможным, то смазочную жидкость выбирают с учетом типа оборудования, места его расположения и способа установки, материала трущихся поверхностей, диапазона рабочих температур. Так, горизонтальные и вертикальные направляющие скольжения смазывают антискачковым материалом 68-го и 220-го классов вязкости по ISO соответственно. Для смазки линейных направляющих используют жидкость, выбранную с учетом особенностей конструкции станка, скорости перемещения подвижных частей, удельных рабочих нагрузок. Особо нагруженные узлы и механизмы требуют смазывания высоковязкими противозадирными маслами, скоростные – жидкостями малой вязкости с улучшенными антифрикционными свойствами. Подобрать подходящее масло для любого станка можно в каталоге компании ROLF Lubricants GmbH.
Замена СОЖ и промывка системы
Вновь заливаемая СОЖ прослужит максимально долго, если предварительно промыть резервуар станка системным очистителем. Этот состав эффективно борется с загрязнениями и отложениями на смазываемых поверхностях. Нужно выдержать вещество в резервуаре в течение 8–24 часов, после чего слить и промыть систему водой. Системный очиститель освободит внутренние поверхности от остатков старой эмульсии, после чего можно будет залить СОЖ любого другого типа.
Все о маслах для токарных станков и способах их использования
Главная > Блог > Без рубрики > Все о маслах для токарных станков и способах их использования
Станки имеют ряд сложных движущихся частей, и токарные станки не являются исключением. В передней бабке токарного станка есть двигатель, приводящий в движение шпиндель, который может вращаться тысячи раз в минуту.
Добавьте к этому направляющую для задней бабки на станине токарного станка, и вы получите множество движущихся частей, все из которых создают трение — и теоретически им требуется немного масла, чтобы все двигалось.
Так какое масло использовать? Требуются ли для токарных станков специальные масла, и если да, то что делает их особенными? В этом посте мы немного расскажем о маслах для токарных станков, что они из себя представляют и как их использовать.
Различные масла для вашего токарного станка
Сначала короткая версия: вы не можете просто залить старое моторное масло в свой токарный станок и назвать его хорошим. Вам понадобится определенная вязкость вашего масла, и вы захотите, чтобы оно соответствовало определенному стандарту.
Эти стандарты установлены Международной организацией по стандартизации (ISO), и во всей отрасли применяются одни и те же стандарты. Это немного упрощает ситуацию; вам просто нужно определить, какая вязкость масла вам нужна для вашего токарного станка, и найти масло, соответствующее этому стандарту.
Немного запутались в стандартах масла? Узнайте больше информации здесь :
Какова рекомендуемая вязкость масла для токарных станков? Предпочтительным стандартом для большинства машинистов является гидравлическое трансмиссионное масло без моющих присадок ISO 68. Смущенный? Давайте немного разберемся.
ISO 68
Как уже упоминалось, это относится к вязкости масла, измеренной по стандартам ISO. Правильная вязкость масла имеет решающее значение для обеспечения того, чтобы масло достигало всех необходимых деталей и обеспечивало их плавное движение.
Гидравлика
Гидравлические масла и гидравлические жидкости способствуют передаче мощности в гидравлических системах. Они также, как правило, основаны на минеральном масле. Минеральные масла получают из нефти, но с помощью несколько иного процесса — обычно процесса дистилляции.
Без моющих средств
Моторное масло в вашем автомобиле, вероятно, содержит ряд присадок, известных как моющие средства. Эти присадки предназначены для того, чтобы поддерживать чистоту и чистоту работы двигателя, притягивая любые случайные частицы и позволяя им улавливаться масляным фильтром. Эта система хорошо работает в большинстве автомобилей, но не идеальна для небольших и более чувствительных двигателей. Недетергентные масла не содержат каких-либо присадок.
Сложите все это вместе, и что вам нужно для вашего станка? Масло с довольно высокой вязкостью, ISO 68, на основе минерального масла, предназначенное для использования в гидравлических системах и без каких-либо присадок.
Масло для токарных станков и советы по обслуживанию
Не используйте смазку!
Избегайте использования смазки на токарном станке. Смазка будет притягивать стружку и стружку, задерживая их на токарном станке, вызывая образование липких отложений и дополнительный износ. Если вы видите что-то похожее на пресс-масленку, это почти наверняка означает масло.
Используйте немного смазки!
Я знаю — мы только что сказали обратное! Есть одна часть, которая может время от времени нуждаться в смазке — главный шпиндель, где он проходит через подшипники на передней бабке. В большинстве руководств по эксплуатации для этой части требуется небольшое количество смазки, но используйте ее экономно.
Масла для направляющих скольжения
Масло ISO 68 является наиболее часто используемым токарным маслом для передних бабок. Направляющие на станине токарного станка могут потребовать чего-то более легкого, чтобы предотвратить застревание в середине тонкой регулировки. Однако сначала попробуйте свое масло ISO 68, если оно действительно работает, и вы можете избавить себя от необходимости покупать совершенно другое масло.
Заключение
Когда речь заходит о конкретных марках масла для токарных станков, вы обнаружите, что у каждого ценного слесаря есть своя любимая марка. В конце концов, однако, правильная вязкость имеет гораздо большее значение, чем бренд.
Токарный станок – Замена масла – Blondihacks
Время от времени ко всему нужно относиться с любовью.
В последнее время мы довольно сильно нагрузили токарный станок, в том числе обрабатывая некоторые детали, которые определенно выходят за пределы возможностей этого маленького станка. Возможно, из-за этого, а может быть, просто по прошествии времени машина начала издавать несколько новых звуков. Прошло около года регулярной эксплуатации, так что в любом случае машина нуждается в замене масла. Станки во многом похожи на автомобили тем, что имеют системы смазки, требующие периодического обслуживания. Они сильно различаются в зависимости от машины. В этом случае, как и у большинства бюджетных станков азиатского производства, сами важнейшие подшипники шпинделя загерметизированы и не подлежат обслуживанию. Однако быстросменная коробка передач и каретка имеют масляные резервуары, которые необходимо периодически сливать и наполнять. В моем случае смазка представляет собой простую систему «разбрызгивание и гравитация», но есть более крупные и сложные машины, которые имеют масляные насосы и системы распределения смазки.
Прежде чем что-либо разбирать, я хотел понять, откуда исходит новый шум. Вот видео того, что я слышу.
Локализация звуков в сложных машинах, как вам скажет любой автолюбитель, — дело сложное и неинтуитивное. Трудно сказать наверняка, но в данном случае кажется, что шум исходит от быстросменной коробки передач. Мы углубимся в это как часть замены масла. Собственно, именно с этого мы и начнем.
Вот смотровое стекло коробки передач. Уровень масла должен быть на красной отметке. В нем есть заводское масло, но неизвестно, то ли это масло от Precision Matthews, то ли с завода в Китае. В любом случае, наверное, устал. Также хочу отметить, что у под стеклом находится алюминиевый чип. Этот редуктор полностью герметичен. Никогда не сомневайтесь в способности механической обработки стружки проникнуть повсюду.
Как только вы поднимаете тему нефти и любого сложного оборудования, вы рискуете вступить в священную войну. Будь то автомобили, станки, мотоциклы, лодки или что-то еще, вы найдете в Интернете пламенную войну о том, какое масло лучше. За свои деньги я придерживаюсь того, что написано в инструкции. Если у вас старая машина, это сложнее, потому что руководство может быть недоступно. Кроме того, масла, которые они рекомендовали бы, могут быть недоступны. Нефтяная технология изменилась a лот из старых времен перегонки сладкой сырой нефти дважды и прекращения дела. Если у вас есть машина конца 19-го века, вы можете даже найти в руководстве призывы к китовому жиру или парафину.
Эмпирические правила для станков заключаются в том, чтобы подобрать правильный вес и избегать автомобильных моторных масел. Последнее важно, потому что в автомобилях есть масляные системы под давлением с масляным фильтром. Это означает, что в маслах есть детергенты, предназначенные для удержания примесей во взвешенном состоянии, поэтому они будут прокачиваться через масляный фильтр и задерживаться. Станки, как правило, требуют противоположного — вы хотите, чтобы загрязняющие вещества оседали на дне редуктора, вдали от движущихся частей.
Если вам нужно преобразовать рекомендации старой машины в современные эквиваленты, вам могут помочь онлайн-таблицы. Первым делом обычно нужно преобразовать вес из старого числа SAE (например, «вес 20») в современный номер ISO. Может помочь такая диаграмма:
После этого, если вы сможете попасть в нужную категорию продуктов от вашего поставщика (масло для двигателей или трансмиссионное масло), у вас, скорее всего, все будет хорошо. Путевое масло, как правило, липкое, чтобы удерживать его на рабочих поверхностях машин.
Мой токарный станок современный, поэтому в руководстве указаны современные рекомендации по маслу. Они рекомендуют масло для механических трансмиссий вязкостью 75 для всех коробок передач.
Следующим шагом является получение доступа к заливной и сливной пробкам. Это зависит от машины. Вы хотите снять заливную пробку, чтобы выпустить воздух, когда масло стекает, и, конечно же, сливная пробка необходима, чтобы слить масло. Иногда этого даже недостаточно, как мы увидим.
На моей машине сливная пробка быстросменного редуктора раздражающе находится за переключающими шестернями, поэтому их нужно снять в первую очередь.
Вы можете видеть сливную пробку, которая прячется за самой нижней шестерней переключения передач. Отличное место для этого!
Разумеется, нижняя шестерня переключения удерживается всеми остальными шестернями переключения, поэтому необходимо снять всю партию. Я думаю, что эту машину мог спроектировать британский автомобильный инженер.
Это будет хорошая возможность провести техническое обслуживание шестерен переключения передач, так как мы их все снимаем. Они установлены на качающемся банджо, что довольно удобно.
Последней шестерней был истребитель, для снятия которого требовалось легкое уговоры съемника. Я почистил все эти шестерни напильником, потому что они должны легко включаться и сниматься вручную. Фабрика, вероятно, забила их (заусенцы и все такое) и назвала это сменой.
Эта машина Precision Matthews имеет цельнометаллические шестерни (заметьте, спеченные, а не обработанные), что приятно. Многие импортные токарные станки имеют пластиковые шестерни.
Следующим шагом будет удаление масла из редуктора. Сливная пробка расположена так, чтобы… ну… слить масло по всему столу. Я бы предпочел, чтобы этого не произошло, поэтому мне нужен способ направить это в другое место. Быстрая поездка к куче мусора выкашляла кое-что, что могло просто сработать.
В куче хлама оказался кусок алюминиевого водосточного желоба, разрезанный пополам, как раз то, что мне было нужно. Моя куча хлама — таинственный зверь, и я не спрашиваю, откуда берутся подобные вещи.
Я приклеил край носика к лицевой стороне машины синей лентой, чтобы гарантировать попадание каждой капли.
Водосточная труба позволила мне поставить поддон для отработанного масла рядом со скамейкой.
Все эти усилия того стоят. Коробка передач может показаться не очень большой (и это не так), но такое количество масла все равно может привести к колоссальному беспорядку, если его недостаточно не поругать. За всю свою жизнь, работая с автомобилями и тяжелой техникой, я понял, что каждая унция усилий по улавливанию своенравной нефти стоит того.
Эта стратегия отлично сработала, чтобы разрядить коробку передач до определенного предела, но, по правде говоря, я не был доволен результатом. Дело в том, что сливная пробка находится не на дне корпуса, поэтому было видно, что там еще нетривиальное количество масла. Я все равно хотел исследовать странные звуки в этой коробке передач, поэтому решил разобрать ее.
Снятие ручек обычно является первым шагом при разборке чего-либо, и они удерживаются с помощью цилиндрических штифтов, которые легко выбиваются прямым пробойником.
Каждый раз, когда у ручки есть фиксаторы, ожидайте пружины и шарики внутри. Указанные части любят исчезать в одно мгновение. Магнитный лоток для деталей — удобный способ их хранения.
Снятие ручек с чего-либо многое говорит о том, как это было сделано. В данном случае видно, что коробка передач была покрашена после сборки. Вероятно, это часть ребрендинга Precision Matthews того, что (как мне кажется) является машиной китайской компании Weiss.
Самое время отвинтить смотровое стекло и выловить БЕЗУМНЫЙ чип оттуда.
Чтобы снять эту переднюю крышку, у нас есть несколько маленьких винтов с головкой под ключ. Глубокие отверстия удерживают всю коробку передач на машине, и их можно оставить там, где они есть.
Вокруг крышки редуктора имеется резиновая прокладка, поэтому необходимо несколько боковых ударов резиновым молотком, чтобы сломать эту прокладку. Так как я не знаю, насколько глубока скважина с невыпущенной нефтью, я подложила под нее свиную подстилку. Свиной коврик — отличная штука. Он поглощает сверхъестественное количество масла, и есть разновидности, которые могут выполнять такие трюки, как поглощать масло из воды, воду из масла или вытягивать масло из бетона. Это основной «впитывающий все» серый сорт. Это не так дорого, и стоит держать в магазине.
В данном случае «сливная» пробка на самом деле была скорее пробкой «уменьшить уровень масла наполовину», поэтому я очень удивился, когда открыл крышку.
Теперь мы впервые взглянем на коробку передач. Коврик для свиньи имеет свою работу, но впитывает все как чемпион.
Коробка передач работает так, как и следовало ожидать. Переключатель скоростей имеет входной и выходной валы с промежуточным валом между ними. Последний имеет скользящую шестерню, приводимую в движение вилкой переключения на ручке. Просто и эффективно. Все шестерни здесь металлические и в отличном состоянии. Это очень хороший редуктор, учитывая цену этого токарного станка. Секция реверса подачи находится слева и работает так же, с промежуточной шестерней, которую можно ввести для изменения направления выходного вала (которое влияет на выбор диапазона).
Главный вопрос теперь в том, что является источником шума, который я слышал в этой коробке? Ничто не казалось необычным, и все двигалось свободно, так что ничего особенного не оставалось, кроме как очистить салон и собрать заново. Иногда очистка и освежение — это все, что нужно, чтобы заставить машину работать тише.
Вот еще один вид коробки передач. Обратите внимание, как комично высоко находится сливная пробка. Почему не поставили эту заглушку на переднюю часть редуктора, где ее можно было совместить с дном поддона? Твоя догадка так же хороша как и моя.
Осмотр и очистка завершены, я снова собрал коробку передач. У него не было прокладки, а вместо нее была какая-то Mystery Goo™, закрывающая крышку. Я соскоблил и отполировал поверхность прокладки, затем сделал новую прокладку с помощью Hondabond, который нашел в куче мусора. Затем залил новое масло до красной точки в смотровом стекле.
Следующее испытание — повозка. У него есть своя маленькая коробка передач и несколько уникальных задач по обслуживанию. Опять же, сливная пробка находится в странном месте. Вместо того, чтобы положить его спереди, на конце или где-нибудь под рукой, они кладут его на дно. Зазор между кареткой и скамьей составляет около ½ дюйма, поэтому я не могу себе представить, как они ожидают, что вы вставите туда шестигранный ключ, и при этом останется зазор, чтобы вывернуть сливную пробку и снять ее.
Мое решение состояло в том, чтобы взять старый шестигранный ключ с кучи хлама и обрезать его конец, чтобы я мог забраться с ним сюда.
Следующей задачей был дренаж. Мой предыдущий трюк с желобом здесь не сработал, потому что места было слишком мало. В итоге я сделал «воронку» из куска картонной упаковки с пластиковым покрытием из мусорного бака.
Пирожки с мясом Торговца Джо не только вкусны, но и упаковка служит для слива масла из станков.
Оглядываясь назад, можно сказать, что вместимость вагона была достаточно мала, чтобы просто вывалить содержимое на подстилку для свиней. Я не был уверен, хотя, и я действительно очень ненавижу очищать мошенническое масло. Лучше перестраховаться, чем тратить полдня на разбрасывание кошачьего туалета.
Резервуар снова наполнили до красной точки на смотровом стекле.
После всего, что было сделано, я смог собрать шестерни переключения. На все они на всякий случай покрылись красной смазкой. Следует ли менять шестерни маслом или смазкой — это жаркие религиозные споры среди машинистов. Смазка остается там, где вы ее нанесли, и держится почти вечно, но притягивает к себе стружку и грязь. Масло остается чистым, но требует постоянного повторного нанесения. Поскольку эти шестерни находятся внутри крышки за шпинделем, они довольно защищены от мусора, поэтому смазка кажется мне правильным выбором. Это также то, что предлагает руководство, так что этого достаточно для меня.
Правильный выбор зазора на прямозубых зубчатых колесах — это всегда интересный вопрос. Хитрость, которую все всегда предлагают, состоит в том, чтобы проложить между ними полоску свежей бумаги для принтера, потому что она имеет толщину около 4 тысячных. Я пробовал это больше раз, чем могу сосчитать, и, честно говоря, это никогда не работало очень хорошо. Я настраиваю их по ощущениям и звуку. Они должны работать довольно тихо (настолько же тихо, насколько это могут прямозубые прямозубые цилиндрические шестерни — они самые шумные), и люфт должен быть минимальным.
Фрезерный станок PROMA FP-25A — цена, отзывы, характеристики с фото, инструкция, видео
Фрезерный станок PROMA FP-25A предназначен для выполнения фрезерных работ с различными материалами: металлами, сплавами, древесиной, пластиком.
Особенности конструкции
Асинхронный двигатель.
Ременная передача предохраняет двигатель от перегрузки и делает работу станка малошумной
Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания.
Кнопочное управление плавной регулировкой частоты вращения шпинделя.
Цифровая индикация частоты вращения шпинделя и вертикального перемещения шпинделя.
Правое и левое вращение шпинделя.
Возможен выбор быстрого или точного перемещения шпинделя.
Точное перемещение шпиндельной бабки.
Точное перемещение шпиндельной бабки, продольное и поперечное перемещение рабочего стола контролируется по лимбу с ценой деления 0. 02 мм.
Продольное и поперечное перемещение рабочего стола и вертикальное перемещение шпиндельной бабки по салазкам типа «ласточкин хвост»
Защитный экран с концевым выключателем.
Характеристика
Значение
Напряжение, В
220
Потребляемая мощность, Вт
1000
Тип электродвигателя
асинхронный
Максимальный диаметр сверления, мм
25
Максимальный диаметр концевого фрезерования, мм
12
Максимальный диаметр торцевого фрезерования, мм
50
Максимальное расстояние от стола до шпинделя, мм
350
Диапазон оборотов вертикального шпинделя, об/мин
100-1750
Диапазон оборотов горизонтального шпинделя
—
Угол наклона фрезерной головки
30L , 90R
Размер рабочего стола, мм
700х160
Поперечный ход стола, мм
145
Продольный ход стола, мм
490
Ход шпинделя, мм
70
Расстояние от шпинделя до стола, мм
320
Индикатор частоты вращения шпинделя
Да
Индикатор перемещения шпинделя
Да
Конус шпинделя
МК3
Т-образный паз стола, мм
12
Размер упаковки (ДхШхВ), мм
1040х780х800
Масса PROMA FP-25A , кг
198
Стандартная комплектация FP-25A
Сверлильный патрон +
Оправка для сверлильного патрона +
Инструмент +
Маслёнка +
Дополнительная оснастка
Ускоренная подача 25801000
Подставка +
Комплект фрез 20шт 25044033
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о PROMA FP-25A:
Достоинства:
Современные навороты, точность, качество.
Комментарий:
Делаю ножи, клинки, для них станок идеален. И фальш лезвие можно делать и спуски (прямые только, правда) и даже дол нарезать. При этом «в прямом эфире» на экране глубина заглубления – для того же дола это очень важно. По качеству сборки и процессу работы нареканий нет.
Ответить
Оставить отзыв
Фрезерный станок FP-25A — Станки PROMA
Смотреть видео
Описание
Тех. характеристики
Комплектация
Отзывы (0)
Описание
Описание
Вертикальный фрезерный станок FP-25A PROMA предназначен для выполнения фрезерных работ с различными материалами: металлами, сплавами, древесиной, пластиком.
Особенности
Асинхронный двигателем.
Ременная передача предохраняет двигатель от перегрузки и делает работу станка малошумной
Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания.
Кнопочное управление плавной регулировкой частоты вращения шпинделя.
Цифровая индикация частоты вращения шпинделя и вертикального перемещения шпинделя.
Правое и левое вращение шпинделя.
Возможен выбор быстрого или точного перемещения шпинделя.
Точное перемещение шпиндельной бабки.
Точное перемещение шпиндельной бабки, продольное и поперечное перемещение рабочего стола контролируется по лимбу с ценой деления 0.02мм.
Продольное и поперечное перемещение рабочего стола и вертикальное перемещение шпиндельной бабки по салазкам типа «ласточкин хвост»
Внимание! Данная статья применима не ко всем станкам, и для лучшего понимания о проведении технического обслуживания обращайтесь к производителю вашего станка или к профессионалам специализированного сервиса.
Станки с ЧПУ классифицируются по расположению оси шпинделя, количеству используемых инструментов, способу их крепления, виду выполняемых работ. Но объединяет их то, что любой вариант требует качественно организации схемы смазки, ведь только при этом условии возможно корректное выполнение операций (нарезание, сверление, расточка и т.д.).
Как работает схема смазки станка
При взаимодействии с токарным станком необходима непрерывная смазка всех движущихся частей и механизмов. Крутящийся диск на шпиндельной бабке сигнализирует о том, что смазочные составы поступают на ротор. Нормальным считается начало вращения в течение 60 секунд после старта оборудования — этого промежутка времени хватает, чтобы в резервуар было подано масло при помощи шестеренного насоса, который ременной передачей связан с основным мотором станка.
Далее смазка сквозь сетчатый фильтр с магнитным вкладышем попадает к лоткам маслораспределения, а также непосредственно к подшипникам двигателя. Замкнутый характер системы обеспечивает следующую схему работы: масло стекает в шпиндельную бабку, затем отправляется в резервуар чистки, фильтруется от мелкого сора, после чего снова попадает на движимые детали. Если диск, сигнализирующий о поступлении смазки, останавливается или же двигается прерывисто, то это свидетельствует о засорении фильтра либо недостаточном объеме смазочного материала в системе.
Проблема решается следующим образом:
Выключить и обесточить станок;
Снять фильтр и промыть его в керосине;
Проверить количество смазки в системе, если ее недостаточно — то долить;
Установить фильтрующее устройство обратно.
После этого остается запустить станок и убедиться, что все в порядке.
Системы смазки токарных станков во время ТО
При тех.обслуживании подшипники станка обычно смазываются солидоловыми составами, а другие элементы минеральными маслами. Выбранная густота смазки зависит от скорости вращения и силы нагрузки (чем нагрузка ниже и скорость сильнее, тем ниже степень густоты смазочного материала). Что касается конкретной марки СОЖ, то зачастую она регламентируется производителем станка и зависит от температурного режима работы. Технический паспорт вашего оборудования должен содержать всю необходимую информацию.
Четыре основных способа смазывания узлов токарного оборудования:
Картерный. Служит для обработки таких компонентов, как червячная передача, коробка подачи и коробка скоростей. СОЖ разбрызгивается при помощи зубчатых колес, когда резервуар заполнен до требуемой отметки. Чтобы отслеживать уровень жидкости в резервуаре, используются трубчатые указатели и глазки контроля.
Фитильный. Зачастую используется совместно с картерным в том случае, если нужно улучшить попадание СОЖ в цель. В 7 миллиметрах от поверхности в трубку вставляют фитиль, и с определенной регулярностью на нее попадает смазка.
Ручной. Масло вручную направляют в емкости, солидол – внедряют с помощью шприцев. Ежедневно смазывают винт, подшипники и другие двигающиеся элементы. Чем интенсивнее используется станок, тем чаще необходимо проводить эту процедуру.
Наконец, существует также циркуляционный способ. При этом масло подается при помощи нагнетающего насоса и за счет давления передвигается по всем трубкам и точкам системы.
Читайте также
Система смазки ЧПУ станка
Смазка токарного станка
ТО сверлильного станка
Резервуары с СОЖ требуется не только постоянно пополнять, но и полностью менять раз в месяц. Все оборудование, включая фитили, колеса и т.д. тщательно мыть и чистить. Рекомендуется использовать в работе все четыре типа карт смазки станков, поскольку это обеспечит наилучшее качество и работоспособность оборудования.
Наша компания предоставляет возможность купить высококачественные СОЖ разной вязкости от проверенных поставщиков, которые помогут надолго сохранить эксплуатационные свойства станков. По любым интересующим вопросам обращайтесь к нам по указанным на сайте контактам.
Курсовая работа. Кинематика станков токарной группы
В ходе курсовой работы был произведен анализ кинематических схем представителей групп токарных станков. Сюда вошли следующие станки:
Двухстоечный токарно-карусельный станок 1А563Ф4
Токарно-револьверный автомат 1Б140
Шестишпиндельный токарный автомат модели 1Б240-6К
Токарно-винторезный станок 1К62
Многорезцовый токарный полуавтомат 1Н713
Токарно-револьверный станок модели 1П365 с вертикальной осью поворота револьверной головки
Сведения о производителе токарно-винторезного станка 16К20
Производитель токарно-винторезного станка 16К20 — Московский станкостроительный им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
— Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Технические характеристики, чертежи и описание узлов приведены на странице 16К20.
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.).
В 1988 году токарный станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Кинематическая схема станка 16к20 приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Что такое диаграмма конечного автомата?
Поведение объекта является не только прямым следствием его входных данных, но также зависит от его предшествующего состояния. Прошлую историю объекта лучше всего можно смоделировать с помощью диаграммы конечного автомата или традиционно называемого автоматом. Диаграммы конечного автомата UML (или иногда называемые диаграммой состояний, автоматом состояний или диаграммой состояний) показывают различные состояния объекта. Диаграммы конечного автомата также могут показать, как объект реагирует на различные события, переходя из одного состояния в другое. Диаграмма конечного автомата — это диаграмма UML, используемая для моделирования динамической природы системы.
Вы ищете бесплатный инструмент UML для более быстрого, простого и быстрого изучения UML? Visual Paradigm Community Edition — это программное обеспечение UML, которое поддерживает все типы диаграмм UML. Это удостоенный международных наград инструмент для моделирования UML, но при этом он прост в использовании, интуитивно понятен и совершенно бесплатен.
Скачать бесплатно
Зачем нужны диаграммы состояний?
Диаграмма конечного автомата обычно используется для описания поведения объекта, зависящего от состояния. Объект по-разному реагирует на одно и то же событие в зависимости от того, в каком состоянии он находится . Диаграммы конечного автомата обычно применяются к объектам, но могут применяться к любому элементу, который имеет поведение по отношению к другим объектам, таким как: субъекты, варианты использования, методы, системы подсистем и т. д., и они обычно используются в сочетании с диаграммами взаимодействия (обычно диаграммами последовательности). ).
Например:
Представьте, что у вас есть 100 000 долларов на банковском счете. Поведение функции вывода будет следующим: balance := balance — removeAmount; при условии, что баланс после вывода не менее $0; это верно независимо от того, сколько раз вы снимали деньги с банка. В таких ситуациях изъятия не влияют на абстракцию значений атрибутов, и, следовательно, общее поведение объекта остается неизменным.
Однако, если бы баланс счета стал отрицательным после снятия , поведение функции снятия средств было бы совершенно другим. Это связано с тем, что состояние банковского счета меняется с положительного на отрицательное; на техническом жаргоне происходит переход из положительного состояния в отрицательное.
Абстракция значения атрибута является свойством системы, а не глобально применимым правилом. Например, если банк изменит бизнес-правило, чтобы разрешить перерасход банковского баланса на 2000 долларов, состояние банковского счета будет переопределено с условием, что баланс после снятия должен быть не менее 2000 долларов дефицита.
Обратите внимание, что:
Диаграмма конечного автомата описывает все события (а также состояния и переходы для одного объекта)
Диаграмма последовательности описывает события для одного взаимодействия со всеми задействованными объектами
Основные понятия диаграммы состояний
Что такое государство?
Рамбо определяет, что:
«Состояние — это абстракция значений атрибутов и связей объекта. Наборы значений группируются в состояние в соответствии со свойствами, влияющими на общее поведение объекта».
Государственное обозначение
Характеристики нотации конечного автомата
Существует несколько характеристик состояний вообще, независимо от их типов:
Состояние занимает интервал времени.
Состояние часто связано с абстракцией значений атрибутов сущности, удовлетворяющих некоторым условиям.
Сущность изменяет свое состояние не только как прямое следствие текущих входных данных, но и в зависимости от некоторой прошлой истории своих входных данных.
Штат
Состояние — это ограничение или ситуация в жизненном цикле объекта, при которой ограничение выполняется, объект выполняет действие или ожидает события.
Диаграмма конечного автомата представляет собой граф, состоящий из:
Состояния (простые состояния или составные состояния)
Переходы состояний, соединяющие состояния
Пример:
Характеристики состояния
Состояние отображает состояние объектов в определенные моменты времени.
Объекты (или Системы) можно рассматривать как переходящие из состояния в состояние
Точка жизненного цикла элемента модели, которая удовлетворяет некоторому условию, когда выполняется определенное действие или ожидается какое-то событие
Начальное и конечное состояния
Начальное состояние диаграммы конечного автомата, известное как начальное псевдосостояние, обозначено сплошным кружком. Переход из этого состояния покажет первое реальное состояние
Конечное состояние диаграммы конечного автомата показано в виде концентрических кругов. Конечный автомат с разомкнутым циклом представляет объект, который может завершиться до завершения работы системы, в то время как диаграмма конечного автомата с замкнутым циклом не имеет конечного состояния; если это так, то объект живет до тех пор, пока не завершится работа всей системы.
Пример:
События
Сигнатура события описывается как имя-события (список-параметров, разделенных запятыми). События появляются во внутреннем переходном отсеке состояния или при переходе между состояниями. Событие может быть одного из четырех типов:
Сигнальное событие — соответствующее приходу асинхронного сообщения или сигнала
Событие вызова — соответствующее поступлению процедурного вызова на операцию
Событие времени — событие времени происходит по истечении заданного времени
Событие изменения — событие изменения происходит всякий раз, когда выполняется указанное условие
Характеристики событий
Представляет инциденты, которые вызывают переход объектов из одного состояния в другое.
Внутренние или внешние события запускают некоторые действия, которые изменяют состояние системы и некоторых ее частей
События передают информацию, которая обрабатывается операциями с объектами. Объекты реализуют события
Проектирование включает в себя изучение событий на диаграмме конечного автомата и рассмотрение того, как эти события будут поддерживаться системными объектами
Переход
Линии перехода изображают движение из одного состояния в другое. Каждая строка перехода помечается событием , которое вызывает переход.
Рассмотрение системы как набора состояний и переходов между состояниями очень полезно для описания сложного поведения
Понимание переходов между состояниями является частью системного анализа и проектирования
A Переход — это движение из одного состояния в другое состояние
Переходы между состояниями происходят следующим образом:
Элемент находится в исходном состоянии
Происходит событие
Действие выполнено
Элемент переходит в целевое состояние
Множественные переходы происходят, когда разные события приводят к завершению состояния или когда для переходов существуют защитные условия
Переход без события и действия называется автоматическим переходом
Действия
Действие — это выполняемое атомарное вычисление, которое включает в себя вызовы операций, создание или уничтожение другого объекта или отправку сигнала объекту. Действие связано с переходами и во время которого действие нельзя прервать — например, вход, выход
Деятельность
Активность связана с состояниями, которые являются неатомарными или текущими вычислениями. Деятельность может выполняться до завершения или продолжаться бесконечно. Действие будет завершено событием, которое вызывает переход из состояния, в котором определено действие
Характеристики действия и деятельности
Состояния могут запускать действия
Состояния могут иметь второй отсек, содержащий действия или действия, выполняемые, пока объект находится в заданном состоянии
Действие является атомарным выполнением и поэтому завершается без прерывания
Пять триггеров для действий: при входе, выполнении, при событии, при выходе и включении
Действие фиксирует сложное поведение, которое может выполняться в течение длительного времени. Действие может быть прервано событиями, и в этом случае оно не завершается, когда объект переходит в состояние.
Обозначение простой диаграммы состояний
Действия при входе и выходе
Действия входа и выхода, указанные в состоянии. Оно должно быть истинным для каждого входа/выхода. Если нет, то необходимо использовать действия над отдельными дугами перехода
Вход Действие , выполняемое при входе в состояние с обозначением : Вход / действие
Exit Action выполняется при выходе из состояния с обозначением : Exit / action
Пример — действие входа/выхода (статус чековой книжки)
В этом примере показана диаграмма конечного автомата, полученная из класса — «BookCopy»:
Примечание:
На этой диаграмме конечного автомата показано состояние объекта myBkCopy из класса BookCopy
Действие входа: любое действие, помеченное как связанное с действием входа, выполняется всякий раз, когда данное состояние входит через переход
Действие выхода: любое действие, помеченное как связанное с действием выхода, выполняется всякий раз, когда состояние покидается через переход
Подсостояния
Простое состояние — это состояние, не имеющее подструктуры. Состояние, которое имеет подсостояния (вложенные состояния), называется составным состоянием. Подсостояния могут быть вложены на любом уровне. Вложенный конечный автомат может иметь не более одного начального состояния и одного конечного состояния. Подсостояния используются для упрощения сложных плоских автоматов состояний, показывая, что некоторые состояния возможны только в определенном контексте (окружающее состояние).
Пример подсостояния — обогреватель
Диаграммы состояний
часто используются для получения сценариев тестирования, вот список возможных тестовых идей:
Состояние простоя получает событие «Слишком горячо»
Состояние простоя получает событие Too Cool
Состояние охлаждения/запуска получает событие «Компрессор работает»
Состояние охлаждения/готовности получает событие работы вентилятора
Состояние охлаждения/работы получает событие OK
Состояние охлаждения/работы получает событие отказа
Состояние сбоя получает событие Сбой устранен
Состояние нагрева получает событие OK
Состояние нагрева получает событие отказа
Состояние истории
Если не указано иное, когда переход входит в составное состояние, действие вложенного конечного автомата начинается снова с начального состояния (если только переход не нацелен непосредственно на подсостояние). Состояния истории позволяют машине состояний повторно войти в последнее подсостояние, которое было активным до выхода из составного состояния. Пример использования состояния истории представлен на рисунке ниже.
Параллельное состояние
Как упоминалось выше, состояния в диаграммах конечных автоматов могут быть вложенными. Связанные состояния можно сгруппировать в одно составное состояние. Вложение состояний внутри других необходимо, когда действие включает параллельные поддействия. Следующая диаграмма конечного автомата моделирует аукцион с двумя одновременными подсостояниями: обработка заявки и авторизация лимита платежа.
Пример диаграммы параллельного конечного автомата — процесс аукциона
В этом примере конечный автомат, впервые участвующий в аукционе, требует в начале разветвления на два отдельных стартовых потока. Каждое подсостояние имеет состояние выхода, обозначающее конец потока. Если нет аварийного выхода (Canceled или Rejected), выход из составного состояния происходит, когда оба подсостояния вышли.
Вы узнали, что такое диаграмма конечного автомата и как ее рисовать. Пришло время нарисовать собственную диаграмму конечного автомата. Получите Visual Paradigm Community Edition, бесплатное программное обеспечение UML, и создайте свою собственную диаграмму конечного автомата с помощью бесплатного инструмента State Machine Diagram. Он прост в использовании и интуитивно понятен.
Скачать бесплатно
Схема конечного автомата — UML 2 Tutorial
Диаграмма конечного автомата моделирует поведение отдельного объекта, определяя последовательность событий, через которые проходит объект в течение своего жизненного цикла в ответ на события.
В качестве примера на следующей диаграмме конечного автомата показаны состояния, через которые проходит дверь в течение своего срока службы.
Дверь может находиться в одном из трех состояний: «Открыта», «Закрыта» или «Закрыта». Он может реагировать на события Open, Close, Lock и Unlock. Обратите внимание, что не все события допустимы во всех состояниях; например, если дверь открыта, вы не сможете запереть ее, пока не закроете. Также обратите внимание, что к переходу состояния может быть присоединено условие защиты: если дверь открыта, она может реагировать на событие закрытия, только если выполнено условие doorWay->isEmpty. Синтаксис и соглашения, используемые в диаграммах конечных автоматов, будут подробно рассмотрены в следующих разделах.
Штаты
Состояние обозначается прямоугольником со скругленными углами, внутри которого написано название состояния.
Начальное и конечное состояния
Начальное состояние обозначается черным кружком и может быть помечено именем. Конечное состояние обозначается кружком с точкой внутри, а также может быть помечено именем.
Переходы
Переходы из одного состояния в другое обозначаются линиями со стрелками. Переход может иметь триггер, защиту и эффект, как показано ниже.
«Триггер» — это причина перехода, которым может быть сигнал, событие, изменение какого-либо состояния или течение времени. «Защита» — это условие, которое должно быть истинным, чтобы триггер вызвал переход. «Эффект» — это действие, которое будет вызвано непосредственно на объекте, владеющем конечным автоматом, в результате перехода.
Действия состояния
В приведенном выше примере перехода эффект был связан с переходом. Если к целевому состоянию прибывает много переходов, и каждый переход имеет один и тот же связанный с ним эффект, было бы лучше связать эффект с целевым состоянием, а не с переходами. Это можно сделать, определив действие входа для состояния. На приведенной ниже диаграмме показано состояние с действием входа и действием выхода.
Также можно определить действия, которые происходят с событиями, или действия, которые происходят всегда. Можно определить любое количество действий каждого типа.
Автопереходы
Состояние может иметь переход, возвращающий само себя, как показано на следующей диаграмме. Это наиболее полезно, когда эффект связан с переходом.
Составные состояния
Диаграмма конечного автомата может включать в себя диаграммы подмашин, как в примере ниже.
Альтернативный способ отображения той же информации заключается в следующем.
Обозначения в приведенной выше версии указывают на то, что детали автомата проверки PIN-кода показаны на отдельной диаграмме.
Точка входа
Иногда вам не захочется вводить субмашину в обычном начальном состоянии. Например, в следующей подмашине было бы нормально начать в состоянии «Инициализация», но если по какой-то причине не было необходимости выполнять инициализацию, можно было бы начать в состоянии «Готово» с помощью переход к названной точке входа.
На следующей диаграмме показан конечный автомат на один уровень выше.
Точка выхода
Аналогично точкам входа можно указать альтернативные точки выхода. На следующей диаграмме показан пример, в котором состояние, выполняемое после основного состояния обработки, зависит от того, какой маршрут используется для выхода из состояния.
Выбор псевдосостояния
Псевдосостояние выбора показано в виде ромба с одним приходящим переходом и двумя или более уходящими переходами. На следующей диаграмме показано, что какое бы состояние ни было достигнуто после выбранного псевдосостояния, оно зависит от формата сообщения, выбранного во время выполнения предыдущего состояния.
Псевдогосударственный узел
Псевдосостояния соединения используются для объединения нескольких переходов. Одно соединение может иметь один или несколько входящих и один или несколько исходящих переходов; защита может быть применена к каждому переходу. Соединения семантически свободны. Соединение, которое разбивает входящий переход на несколько исходящих переходов, реализует статическую условную ветвь, в отличие от псевдосостояния выбора, которое реализует динамическую условную ветвь.
MetalTec CK 36×450 токарный станок c ЧПУ с горизонтальной станиной
Описание
Характеристики
Конструктивные особенности
НАЗНАЧЕНИЕ:
Токарный станок с ЧПУ – MetalTec CK 36×450 предназначен для производства различных типов металлических изделий. Данный тип станков широко используется в образовательных учреждениях, на опытных производствах, на предприятиях металлообрабатывающей отрасли.
Высокие технические характеристики станка и его надежность гарантированы за счет установленных компонентов и узлов от ведущих мировых производителей, что позволяет использовать его для обработки деталей с высокой точностью и повторяемостью.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
За счет монолитной чугунной станины данный станок обладает достаточной жесткостью и точностью, чтобы производить изделия на серийном производстве.
Высокая надежность и точность в совокупности с небольшими габаритными размерами делают данный станок незаменимым на любом производстве, где необходима автоматизация процессов точения изделий из металла и пластика.
ПРЕИМУЩЕСТВА:
Современный внешний вид станка, высокое качество лакокрасочного покрытия
Эргономичный дизайн и удобное расположение основных модулей станка
Станок компактный, занимает мало пространства на производстве
Монолитная литая станина из чугуна является гарантом высокой жесткости и долговечности станка
Чугунная станина сводит на нет рабочие вибрации
Высокоточный шпиндель для стабильной и высокопроизводительной работы
Система установки и смены инструмента для решения технических задач любой сложности
Подача смазочно-охлаждающей жидкости в зону резки
Система автоматической смазки направляющих позволяет упростить контроль обслуживания станка
Кабинетная защита
Шкаф с электрокомпонентами, степень защиты IP54
Категория: Токарный центр с ЧПУ
Модель
MetalTec CK 36×450
Габариты обрабатываемых деталей:
Макс. диаметр обработки над станиной, мм
360
Макс. диаметр обработки над суппортом, мм
150
Расстояние между центрами, мм
450
Станина и направляющие:
Тип станины
Монолитная станина из чугуна
Твердость направляющих станины
HRC 50
Ширина станины, мм
252
Направляющие по оси Z
Скольжения
Направляющие по оси Х
Скольжения
Система управления и сервопривод:
Стойка управления
Siemens 808D Advanced
Серводвигатели
Siemens
Шпиндель:
Диаметр отверстия в шпинделе, мм
40
Торец шпинделя
А2-5
Конус шпинделя
MT5
Патрон, мм
160
Скорость вращения
150 – 2500 об/мин
Перемещение и скорость подачи:
Ход по оси Х, мм
300
Ход по оси Z, мм
450
Х,Z ускоренная подача , м/мин
6/8
Инструмент:
Тип установки инструмента, мм
6-ти позиционная револьверная головка
Количество устанавливаемого инструмента
6
Размер инструмента, мм
16 x 16
Задняя бабка
Ручная
Максимальное перемещение, мм
110
Конус
МТ4
Двигатель:
Мощность шпинделя, кВт
4
Мощность системы охлаждения, Вт
120
Габаритные размеры:
Длина, мм
1700
Ширина, мм
1070
Высота, мм
1600
Вес, кг
1000
Габаритные размеры в упаковке:
Длина , мм
1780
Ширина, мм
1200
Высота, мм
1900
Вес, кг
1200
SINUMERIK 808D Advanced
Оптимально адаптирована к использованию в стандартных станках с поддержкой токарной и фрезерной технологии
Панель оператора из магниевого литья под давлением, а также высокая степень защиты, позволяют использовать системы ЧПУ SINUMERIK 808D и в жестких условиях окружающей среды
Приводная система SINAMICS
Благодаря множеству технических инноваций приводная система SINAMICS задает новые масштабы в классе приводов для компактных токарных и фрезерных станков.
Возможности и точность системы ЧПУ и привода в полной мере раскрываются только при гарантированной передаче на оси станка. Именно здесь нужны двигатели подачи SINAMICS с их идеальными динамикой и точностью.
Двигатели шпинделей SINAMICS предлагают великолепное решение. Минимальное время разгона и широкий диапазон частот вращения c высокой мощностью обеспечат максимальную производительность станка.
МОНОЛИТНАЯ ЛИТАЯ МАССИВНАЯ СТАНИНА ИЗ ЧУГУНА
Элементы конструкции станины отливаются из высокопрочного сплава чугуна Mehanite.
Отсутствие вибраций при обработке, жесткость и стабильность конструкции.
Для снятия напряжения станины проходят термическую обработку.
Внутренние части станины усилены ребрами жесткости, благодаря чему конструкция имеет практически неограниченный запас прочности.
НАПРАВЛЯЮЩИЕ СКОЛЬЖЕНИЯ
Это широко применяемый тип направляющих, которые обладают высокой грузоподъемностью и жесткостью.
В нормальных условиях эксплуатации не требуют специального технического обслуживания, помимо периодического добавления смазки, и могут прослужить долго, сохраняя высокие скоростные характеристики, высокую точность позиционирования и плавность хода.
АВТОМАТИЧЕСКИЙ 4-х ПОЗИЦИОННЫЙ РЕЗЦЕДЕРЖАТЕЛЬ
Повышение производительности металлообработки за счет сокращения времени на смену инструмента.
Смена вида операции происходит автоматически, благодаря закрепленной в держателе оснастке и быстрой переустановке резца в нужную позицию.
ВЫСОКОТОЧНЫЙ ШПИНДЕЛЬ
Станок оснащен высокоточным шпинделем, можно установить механические, гидравлические и цанговые патроны, что обеспечивает универсальные возможности обработки.
Шпиндель оснащен двойным рядом роликовых подшипников в сочетании с радиально-упорными шарикоподшипниками, которые выдерживают радиальные и осевые нагрузки.
КОНСТРУКЦИЯ БЛОКА БАЗИРОВАНИЯ ШПИНДЕЛЯ
Блок базирования шпинделя, имеет симметричную конструкцию, что позволяет равномерно распределять усилия нагрузки на шпиндель, блок базирования шпинделя и станину станка.
Способствует наилучшей защите и компенсации вибраций и образует более прочную и жесткую цельную структуру, что особенно нужно при обработке тяжелых заготовок, и при импульсной подаче.
ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДВИГАТЕЛЬ ГЛАВНОГО ПРИВОДА
Станок оснащен высокоскоростным надежным двигателем. Вращение на шпиндель передается через ремень. Мощность электродвигателя главного привода – 15 кВт.
ШАРИКО-ВИНТОВАЯ ПЕРЕДАЧА (КЛАСС ТОЧНОСТИ С3)
Шарико-винтовая передача является важнейшим элементом токарного центра с ЧПУ. С помощью ШВП осуществляется движение рабочего модуля станка – инструментального блока (резцедержка).
Прецизионные шлифованные шарико-винтовые передачи обеспечивают высокую точность и повторяемость позиционирования инструмента (даже при высоких нагрузка при грубой обработке), плавное перемещение инструментального блока и его длительный срок службы.
3-Х КУЛАЧКОВЫЙ ЗАЖИМНОЙ ПАТРОН (РУЧНОЙ ЗАЖИМ)
На станке устанавливается токарный патрон диаметром 320 мм с ручным зажимом заготовки.
Так же на станке могут быть установлены токарные патроны с гидравлическим и пневматическим зажимом.
ЗАДНЯЯ БАБКА
В базовой комплектации станок поставляется с задней бабкой с ручной регулировкой.
Задняя бабка применяется для фиксации вращающейся обрабатываемой заготовки.
АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ
Обеспечивает бесперебойную своевременную смазку узлов станка.
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ:
ГИДРАВЛИЧЕСКИЙ ПАТРОН
Предназначен для быстротечного зажима прутков и заготовок цилиндрического и иного сечения (четырехгранных, шестигранных и др.)
Точность центрирования обеспечивается за счет упруго деформируемых зажимных элементов (кулачков), перемещающимися в рабочем пространстве одновременно.
За счет этого обеспечивается самоцентрирование прутка или детали в патроне. Погрешность точности центрирование детали не превышает 0.05 – 0.08 мм
РЕВОЛЬВЕРНАЯ 6-ти ПОЗИЦИОННАЯ ГОЛОВКА
Максимальное количество устанавливаемых инструментов головки составляет – 6 шт., что делает ее более функциональной в сравнении с 4-х позиционной системой.
Данная модель револьверной головки оснащается инструментальными блоками для обработки внешнего диаметра, с размером инструмента 20х20 мм и расточными блоками диаметром 25 мм.
Сколько стоят станки с ЧПУ? [2022]-Every Type
Как вы, наверное, знаете, сегодня на рынке доступны тысячи станков с ЧПУ, но сколько стоит станок с ЧПУ?
На этот вопрос нет простого ответа, потому что цены на станки с ЧПУ колеблются между крайностями.
Самые дорогие станки с ЧПУ, такие как 5-осевые роботизированные ЧПУ, используемые для производства высококачественного военного оборудования, например, в аэрокосмических/оборонных производственных компаниях, могут стоить более миллиона долларов.
С другой стороны, сегодня вы можете приобрести ЧПУ 3018 начального уровня по цене от 150 долларов.
Качество, скорость и универсальность станка (то, что он может резать) примерно определяют стоимость станка с ЧПУ.
В качестве краткого руководства эта таблица поможет вам получить приблизительное представление о ценах на станки с ЧПУ.
Станок с ЧПУ
Стоимость
Настольные фрезерные станки с ЧПУ начального уровня (3018 и китайские)
$150-$500
Hobby CNC Router/Machine
$1k-$3k
Professional CNC Machine
$5k-$100k
Entry-Level 3 axis Mill (VMC)
50 тыс. -$ 100K
Производственные заводы (3 оси)
$ 100K-500K
Производственные мельницы (5 Axis)
> $ 500K
Маленький CNC LATHE (TAIGIGEIGE). <5 тысяч долларов
начальный уровень 2 AXIS LATHE
$ 15K- 50K
Производственный токар (Okuma, Doosan)
$ 50K-$ 300K
CNC MACHENE-MACHEE и это правильно.
Хотя вы можете увидеть цену на станки с ЧПУ для любителей на веб-сайте продавца, цена большинства более крупных станков не указана в Интернете, и вы можете узнать точную цену только после многочисленных переписок по электронной почте и звонков в отдел продаж.
Это потому, что есть много возможностей для переговоров о крупных покупках, таких как промышленные фрезерные станки с ЧПУ.
В качестве примечания: станки с ЧПУ, предназначенные для обработки дерева, значительно дешевле, чем станки с ЧПУ для обработки черных металлов (инструментальная сталь, нержавеющая сталь).
Это связано с тем, что с деревом гораздо легче работать, чем с черными металлами.
Кроме того, допуски на металле обычно гораздо жестче, так что там мало места для ошибки.
Я всегда стараюсь различать ЧПУ, предназначенные для дерева и твердых металлов.
Если за 50 000 долларов вы можете приобрести настоящий зверь для деревообработки, то едва ли вы сможете приобрести промышленный станок начального уровня для обработки стали по этой цене.
Так что это различие очень важно.
Что в этом руководстве?
Факторы, влияющие на цену станка с ЧПУ
Стоимость станков с ЧПУ по категориям
Прочие затраты (или скрытые затраты) на станок с ЧПУ
Стоимость бывших в употреблении станков с ЧПУ
Факторы, влияющие на цену станка с ЧПУ
Размер станка
Это длина, на которую режущий конец станка может перемещаться по каждой оси (X, Y, Z). Чем больше диапазон движения, тем больше цена в целом.
Скорость
Скорость резки напрямую влияет на эффективность производства. Одна и та же задача может выполняться с разной скоростью. Более высокие скорости обычно означают более быстрые и эффективные движения. Это также означает более быструю резку.
Скорость быстрого перемещения, которая относится к скорости, с которой ЧПУ меняет свое положение после резки, является фактором, влияющим на стоимость станка. Самые быстрые ЧПУ имеют скорость быстрого движения 1000 дюймов в минуту.
Точность и допуск
Если вам нужен допуск +/- 0,0002 мм для каждого разреза, который делает ЧПУ, то это значительно повышает стоимость ЧПУ, которое вам нужно. Излишне говорить, что совершенство/точность стоят дорого. Повторяемость стоит дорого.
Количество осей-
По мере увеличения количества осей стоимость увеличивается. 6-осевой станок с ЧПУ (они существуют) может перемещаться намного быстрее, чем 5-осевой, из-за дополнительной степени свободы. Большинство станков с ЧПУ Hobby имеют 3 оси.
Мощность
Общая мощность станка с ЧПУ измеряется такими параметрами, как крутящий момент и число оборотов шпинделя.
Для более крупных ЧПУ профессионального уровня расценки зависят от размера серводвигателей.
ЧПУ для любителей, такое как ЧПУ Sainsmart Genmitsu, имеет крутящий момент шагового двигателя 0,18 фут-фунт, в то время как профессиональный 6-осевой ЧПУ, такой как Zimmerman FZ100, может генерировать крутящий момент 68 фут-фунт. Это почти в 400 раз больше. Это также означает, что Zimmerman стоит миллионы, а Genmitsu стоит менее 300 долларов.
Это наиболее распространенные факторы, влияющие на стоимость станка с ЧПУ.
Далее я расскажу о наиболее распространенных категориях станков с ЧПУ, которые люди покупают, и о том, сколько стоят станки в каждой категории.
Если вы хотите узнать, какие существуют типы станков с ЧПУ, прочитайте этот пост, который я написал — Различные типы станков с ЧПУ.
Стоимость станков с ЧПУ по категориям Китайские ЧПУ)
Универсальный настольный компьютер 3018 CNC
Эти станки — хороший способ прощупать почву, если вы только начинаете работать с станками с ЧПУ и просто хотите окунуться в них.
Эти машины обычно размером с настольный компьютер размером около 30 x 18 дюймов (на самом деле это наиболее предпочтительный размер среди настольных маршрутизаторов).
Перед покупкой очень важно понимать ограничения этих машин.
На самом деле это не фрезерные станки с ЧПУ, а скорее граверы.
Работают с деревом, акрилом, печатными платами, пластиком и ювелирными изделиями.
Некоторые из них, с качественными направляющими и достаточно мощными моторами, могут гравировать и по алюминию.
Некоторые из них оснащены модулями лазерной гравировки, а некоторые просят приобрести модуль дополнительно.
Большинство этих машин состоят из набора общих компонентов, таких как шпиндель, контроллер, шаговый привод, шаговые двигатели и линейные направляющие.
Целая группа людей собирает свои собственные станки с ЧПУ, покупая каждую из этих частей отдельно в соответствии со своими требованиями.
Самые дешевые в этой категории, очевидно, сделаны в Китае, и их поддержка клиентов обычно ограничена.
Вот один из таких станков — CNC 3018 Pro Max 3 Axis Desktop.
Это очень дешево, и вам придется немного повозиться, чтобы быть в пути.
Кроме того, вам нужно будет сделать это самостоятельно, ожидайте очень мало документации и поддержки продавца.
Лучшие среди фрезерных станков с ЧПУ в этой категории стоят около 350 долларов, что немного выше, но оно того стоит. Например, Sainsmart Genmitsu PROVer.
Sainsmart — компания из Канзаса, предлагающая отличную поддержку. Кроме того, документация превосходна для этого продукта.
Я лично опробовал эту машину и понял, что это мой выбор в этой категории.
Весь процесс от настройки до резки прошел гладко.
Стоимость станка/маршрутизатора с ЧПУ для хобби (1000-3000 долларов США)
Фрезерно-фрезерный станок с ЧПУ для любителей
Это уровень, на котором вы только начинаете становиться серьезным. Большинство машин в этом диапазоне начинаются с 1000 долларов и идут вверх.
В отличие от производственных заводов и крупных станков с ЧПУ, которые существуют уже несколько десятилетий, эта категория появилась недавно и быстро развивается.
За последнее десятилетие цена фрезерного станка с ЧПУ значительно снизилась, что делает его реальным вариантом для многих любителей.
Вы действительно можете делать хорошие вещи в этом ценовом диапазоне, если работаете с деревом, пластиком и печатными платами.
BobCNC — одна из таких машин, которую я считаю хорошим выбором, и она является самой доступной в этой категории.
Позволяет резать/гравировать дерево, пластик и печатные платы.
BobCNC не рекомендует использовать свой фрезер на алюминии, латуни или стали.
Хотя он может фрезеровать алюминий, его качество далеко не сравнимо с другими фрезерными станками с ЧПУ для алюминия.
Наверное поэтому не рекомендуют для алюминия.
Примерно в середине этого ценового диапазона находится X-Carve от Inventables. Он стал по-настоящему популярным после того, как некоторые популярные ютуберы начали использовать его для своих проектов.
Одной из действительно хороших вещей, которые я заметил в X-Carve, является их программное обеспечение Easel, которое, похоже, значительно упрощает работу новичка.
По крайней мере, в США есть люди, управляющие деревообрабатывающим бизнесом с ЧПУ X-Carve.
На более высоком уровне в этой категории у вас есть маршрутизаторы, такие как фрезерный станок с ЧПУ Shapeoko.
Это немного более приятная машина по сравнению с X-Carve.
Shapeoko предлагает гораздо лучшие направляющие и детали для экструзии, что обеспечивает лучшее качество резки.
Также может довольно хорошо фрезеровать алюминий. Особенно с запуском Shapeoko 4 фрезерование алюминия на Shapeoko стало довольно простым.
Есть люди, которые занимаются домашним бизнесом с помощью Shapeoko.
X-Carve и Shapeoko, пожалуй, самые популярные сегодня настольные фрезерные станки с ЧПУ.
Стоимость профессионального станка/фрезерного станка с ЧПУ (5–100 000 долл. США)
Shopbot PRS Alpha CNC
В зависимости от возможностей обработки и рабочей области цена фрезерного станка с ЧПУ варьируется между крайними значениями.
В нижней части этой категории находятся ваши Тормахи (10-20 тысяч долларов).
С этого момента можно начинать обработку стали и титана.
Ни один из станков с ЧПУ ниже этой ценовой категории не обладает достаточной жесткостью для быстрой резки стали, по крайней мере, не с каким-либо качеством.
Tormach, вероятно, лучший вариант для любителя, но самый дешевый для любого типа промышленной работы.
Однако вы не можете рассчитывать на то, что с помощью Tormach сможете вести крупномасштабный бизнес или оказывать услуги по механической обработке.
Он все еще слишком медленный для любой производственной работы.
Я часто вижу, как многие машинисты порочат Tormach и сравнивают его с большими дорогими ЧПУ (стоимостью более 100 тысяч долларов) в компаниях, где они работают.
Я думаю, что это несправедливо.
Tormach занимает свое место на рынке. Особенно для людей, у которых нет места для гигантской мельницы в гараже.
Стоимость профессионального деревообрабатывающего станка с ЧПУ
Если вы работаете только с деревом, пластиком и печатными платами, а не с металлом, в пределах (20–30 000 долларов США) у вас есть возможность купить магазинный робот PRSalpha.
Если вы управляете небольшой деревообрабатывающей компанией, этот станок сделает всю работу за вас.
С шоп-ботом у вас есть возможность работать по 8 часов в день в течение нескольких лет подряд, и это не заставит машину потеть.
Обладая прочной сварной стальной рамой, это довольно надежная машина по сравнению с другими брендами, которые конкурируют с ней, например, с ЧПУ Avid.
В этой ценовой категории вы также получаете станки с ЧПУ, которые могут фрезеровать полноразмерные листы 4×8, в отличие от настольных фрезерных станков с ЧПУ из предыдущей категории.
Кроме того, отзывы большинства пользователей об обслуживании клиентов Shopbot превосходны.
Будучи американской компанией, они очень серьезно относятся к этой части.
Для плотников все, что выше ценового диапазона робота-магазина, было бы ненужным, если только вы не думаете о создании полноценного производственного предприятия.
В этом случае есть другие бренды, такие как Onsrud, AXYZ, Biesse и Komo, машины которых стоят от 60 до 90 тысяч долларов.
Стоимость трехосевого фрезерного станка начального уровня (вертикальный обрабатывающий центр) (50–100 000 долл. США)
Станок с ЧПУ Haas
Это категория, в которой вы действительно можете начать обрабатывать сталь и более твердые металлы, такие как титан.
Это также категория, в которой вы можете начать использовать термин «промышленный станок с ЧПУ».
Конечно, вы можете попробовать его на Tormach, но это только для прототипирования, и магазины только начинают работу, а не для серьезного бизнеса по механической обработке.
Наиболее известным брендом в этой категории является Haas.
В мире ЧПУ фрезерный станок начального уровня — это в значительной степени Haas.
Haas — американская станкостроительная компания, производящая станки уже почти 40 лет.
Их машины стоят около 50 тысяч долларов, а самые дорогие стоят около 400 тысяч долларов.
Станки Haas очень хорошо сконструированы для заводов начального уровня, и существует большой рынок для покупки и продажи подержанных станков Haas.
Например, один из моих старых коллег начал заниматься механической обработкой и купил подержанный Haas VF-2 2006 года выпуска за 30 тысяч долларов, и он хорошо себя зарекомендовал.
Теперь HaaS не будет использоваться в аэрокосмической компании или на медицинском предприятии, производящем имплантаты для позвоночника.
Но для небольшого стартапа в области машиностроения HaaS вполне подойдет.
Конечно, шпиндели могут сломаться, но их можно быстро и дешево заменить.
Это значительно упрощает обслуживание HaaS по сравнению с более совершенными машинами, такими как DMG Mori.
Компания Haas придерживается прозрачной политики ценообразования и размещает ее прямо на своем веб-сайте. Вы можете найти их здесь.
Многим владельцам магазинов нравятся варианты финансирования HaaS.
Они очень снисходительно относятся к кредитным рейтингам и имеют доступные варианты ежемесячных платежей, что делает их действительно привлекательными для небольших механических мастерских.
Они часто делают это, даже если в вашем списке нет клиентов, на которых можно претендовать.
В заключение я бы сказал, что HaaS действительно упростила для машинистов открытие собственного магазина.
Стоимость производственных фрезерных станков с ЧПУ (3 оси и выше) (100 тыс. долларов США+)
Станок с ЧПУ Matsuura
Теперь, когда вы попадаете в производственную категорию, все становится очень серьезно.
Стоимость этих машин превышает 100 тысяч долларов, и в идеале вам понадобятся месяцы, прежде чем вы решите выписать чек на машину этой категории.
Здесь так много вещей, которые следует учитывать, например:
Стоимость только станка
Стоимость инструмента
Стоимость удержания работы
Доступность услуг в вашем регионе
Во-первых, стоимость станка не полная картина. Вы должны знать стоимость каждого сопровождения, необходимого для вашей работы.
Для производственного цеха/фабрики каждый день, когда вы не можете запустить свой ЧПУ, является убытком, когда вы платите проценты ни за что.
Таким образом, очень важно, чтобы ваш ЧПУ не имел простоев или имел очень мало времени простоя из-за поломки детали.
Для этого вам необходимо отличное обслуживание машины в вашем регионе. Когда вы покупаете у китайского производителя ЧПУ, всегда есть риск не получить необходимую вам сервисную поддержку.
Кроме того, уровни обслуживания каждого бренда различаются в зависимости от города, в котором вы находитесь.
Обслуживающий персонал Мацууры может быть из Коннектикута, тогда как обслуживающий персонал DMG Mori может быть из Нью-Джерси.
В некоторых городах крупные бренды могут заключать соглашения со сторонними сервисными службами на выполнение ремонта.
На этом уровне каждое улучшение, которое вы ищете, стоит дорого.
Если вы хотите хранить 60 инструментов вместо 32, это будет стоить намного дороже.
Если вы хотите, чтобы скорость вращения шпинделя составляла 20 000 вместо 15 000, это значительно увеличит затраты.
Что вам нужно сделать, так это действительно понять требования вашего магазина, не только текущие требования, но и то, какую работу вам, возможно, придется выполнять в будущем.
На производстве каждая секунда, которую вы можете сбрить, является преимуществом.
Вот хорошие бренды, о которых я знаю из своего опыта работы с ЧПУ:
Matsuura
Okuma
DMG Mori
Mazak
Hurco
Вы, наверное, заметили большинство хороших CNC в этой категории. производства Японии или Германии.
Кроме того, вертикальный обрабатывающий центр дешевле по сравнению с горизонтальным обрабатывающим центром (HMC).
5-осевой ЧПУ от DMG Mori обойдется вам как минимум в 400 000 долларов.
Но по этой цене вы готовы работать на своей машине по 18 часов в день 6 дней в неделю.
Наконец, в наши дни для повышения производительности широко распространено добавление манипулятора/робота к ЧПУ.
Fanuc — известный бренд, производящий передовые роботизированные технологии для ЧПУ.
С роботом вы можете иметь гораздо более высокое время работы и почти 24-часовое непрерывное производство (я говорю почти, потому что будут простои, что бы вы ни делали).
Конечно, ценность хорошего машиниста все еще существует, потому что роботы не могут делать все.
В наши дни есть полностью автоматизированные магазины, но они пока далеки от совершенства.
Кроме того, с роботом вам нужно заплатить за машину, а также заплатить сотни тысяч долларов за ее интеграцию в вашу мельницу.
Стоимость небольшого токарного станка с ЧПУ (от 2 до 5 тыс. долл. США)
Токарный станок с ЧПУ — очень популярный тип станков с ЧПУ с широким спектром применения.
Когда я говорю о небольших токарных станках с ЧПУ, я имею в виду те, которые могут обрабатывать небольшие металлические заготовки со скоростью, достаточной для любителя.
Наиболее жизнеспособными вариантами в этой категории являются токарные станки с ЧПУ от Sherline, Taig и Proxxon.
Taig DSLS 4029 Токарный станок с ЧПУ
Бренд Proxxon базируется в Германии, а Sherline и Taig — в США.
У всех трех брендов есть несколько вариантов в этом ценовом диапазоне от 2 тысяч долларов за самые основные до 5 тысяч долларов.
Профессиональному машинисту это может показаться утомительно медленным.
Однако для любителей, которым нужно изготовить деталь для личного проекта, это отличный выбор.
Их можно использовать для токарной обработки всех металлов, включая инструментальную сталь и титан, хотя и с низкой скоростью и с использованием соответствующей охлаждающей жидкости.
Однако точная токарная обработка стали на этих токарных станках с ЧПУ также во многом зависит от навыков оператора.
Обратите внимание, что это токарные станки, которые также имеют версию с ручным управлением (без ЧПУ).
Производители оснастили их системой ЧПУ вместо ручного режима работы.
Стоимость двухосевого токарного станка с ЧПУ начального уровня ($15-50 тыс.)
Это токарные станки с ЧПУ, которые небольшие магазины используют в качестве своего первого станка.
Самым доступным в этой категории является Tormach 8L, который стоит около 10 тысяч долларов (включая все аксессуары).
Tormach 8L был выпущен в 2020 году и застал многих врасплох благодаря низкой цене.
Это отличный выбор для начинающих токарных станков, но ограниченная максимальная длина заготовки является основным недостатком токарного станка 8L.
Для большинства предприятий Tormach 15L Slant Pro является выбором начального уровня.
Tormach 15L Slant Pro Lathe
15L slant pro стоит около 25 тысяч долларов за достаточно оснащенную версию.
Как только вы перейдете от 15L, следующим жизнеспособным выбором станет Haas TL1, стоимость которого начинается от 30 тысяч долларов.
TL1 можно найти во многих небольших производственных цехах по всей территории США, отчасти из-за отличных доступных вариантов финансирования.
Haas TL1 работает от однофазной сети, что избавляет небольшие магазины от необходимости переходить на трехфазную систему питания для работы ЧПУ.
Хотя Tormach и Haas являются хорошим выбором, некоторые машинисты предпочитают им подержанные Okuma или DMG Mori.
Стоимость этих бывших в употреблении станков может быть такой же, как у нового Haas, но при этом они значительно мощнее.
Однако существуют риски, связанные с покупкой подержанного токарного станка с ЧПУ.
Прочие расходы (или скрытые расходы) на ЧПУ
В цехах есть старая шутка: «Станок — это просто первоначальный взнос за инструменты». И правильно, я бы сказал.
Хотите верьте, хотите нет, но стоимость оснастки и крепления может стоить столько же, сколько стоимость вашего станка.
Так что это должно быть учтено в вашем бюджете, если вы планируете приобрести фрезерный станок.
Это больше применимо к ЧПУ стоимостью более 20 тысяч долларов, а не к фрезерным станкам для хобби.
Хорошие тиски от Orange или Allmatic обойдутся вам в 2000 долларов (да!). Эти затраты могут быстро возрасти.
Это общий контрольный список аксессуаров, которые вы должны учитывать в своем бюджете.
Это ни в коем случае не является исчерпывающим и может варьироваться в зависимости от вашей цели:
Зажим
Держатель инструмента
Пластины и корпуса фрез
Инструменты (карбид и т. д.)
Контрольное оборудование
Хранение инструментов Сверла, Смеситель охлаждающей жидкости, крепеж и ключи.
Измерительные инструменты, такие как микрометры, штангенциркули, резьбовые калибры и штифтовые калибры.
Настройка ПК/компьютера с ОС, сетью и другими необходимыми функциями.
Помимо этого физического оборудования, вам может понадобиться купить лицензию на программное обеспечение для вашей машины.
Иногда программное обеспечение поставляется бесплатно вместе с машиной, но не всегда.
Такие компании, как HaaS и Fanuc, например, продают программное обеспечение отдельно, и вам нужно доплачивать, чтобы «включить вашу машину», так сказать, что некоторых клиентов раздражает.
Один из моих друзей сказал мне, что заплатил Fanuc около 4000 долларов за активацию памяти объемом 2 МБ для своего ЧПУ.
Если вы используете ЧПУ для деревообработки, VCarve — это хорошее и популярное программное обеспечение для проектирования, которое стоит менее 1000 долларов за одну лицензию.
Большинство людей с Shopbot или Некоторые бренды, такие как Inventables XCarve, имеют собственное программное обеспечение (Easel), которое поставляется бесплатно с машиной.
Вам также может быть интересно прочитать:
Лучшие токарные станки с ЧПУ в 2022 году для обработки металла
Лучшее программное обеспечение для ЧПУ [2022] для любителей и профессионалов [бесплатно и платно]
Стоимость бывших в употреблении станков с ЧПУ
Бывший в употреблении станок с ЧПУ
Когда я говорю о бывших в употреблении станках с ЧПУ, я имею в виду в первую очередь фрезерные станки и станки с ЧПУ стоимостью более 10 тысяч долларов.
Ниже этой цены большой рынок подержанных машин невелик, и большинство людей просто покупают новые.
Теперь, когда дело доходит до подержанных мельниц, разница в цене между новой и подержанной может быть значительной. Если вам нужны примеры конкретных цен, то вот некоторые из них:
Мой друг продал свой DMU 50 2009 года (DMG Mori) за 40 000 долларов, потому что хотел обновить его. Новый обошелся ему примерно в 220 000 долларов.
Я часто захожу на такие сайты, как machinetools.com, чтобы помочь друзьям и клиентам купить мельницы. Я бы сказал, что вы можете получить Mazak HCN 5000 2010 года примерно за 150 тысяч долларов по сравнению с совершенно новым HCN 5000, который будет стоить около 400 000 долларов.
При покупке бывшего в употреблении ЧПУ необходим тщательный осмотр и проверка.
Эмпирическое правило гласит, что лучше купить малопользованную модель 2000 года, чем изношенную модель 2010 года.
Количество часов работы машины имеет значение.
В общем, вы должны проверить биение шпинделя, число оборотов ЧПУ, какие шумы он издает на скорости, если есть чрезмерный шум при движении стола, машинное время на ЧПУ, сохраненные аварийные сигналы ЧПУ, любые утечки и т. д.
Это не является исчерпывающим.
Если вы покупаете подержанную машину, не просматривая историю аварийных сигналов и журналы технического обслуживания, вы можете совершить большую ошибку.
Часто задаваемые вопросы
Сколько стоит фрезерный станок с ЧПУ?
Фрезерные станки с ЧПУ могут стоить от 350 до 100 000 долларов США в зависимости от размера, сложности, скорости и универсальности фрезерного станка с ЧПУ.
Любительские фрезерные станки с ЧПУ, такие как Sainsmart, Shapeoko, X-Carve, могут стоить от 350 до 3000 долларов.
Профессиональные фрезерные станки с ЧПУ начального уровня, такие как от Avid CNC, могут стоить от 3500 до 12 000 долларов США.
Домашняя страница
Все машины
Металл
Токарные станки
Токарные станки с ЧПУ
Сортировать по:
Актуальность
Показать на карте посмотреть
United Kingdom (Великобритания), SO31 7DP Southampton
DUGARD Eagle 200 HT Токарный станок с ЧПУ вкл.
LNS Bar Feeder (Часы работы 2485H)
CNC Latches
TOP LOT
2012 • 4000 кг • 3500 x 1800 x 1700 мм • Кредитная карта требуется
, Portugal.0560
CNC Latches
TIP
2002 • 3000 кг • 4 200 x 3000 x 2300 мм • Требуется кредитная карта
EMCO PC TURF 125 CNC LATHE
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
CNC
2000 • 600 кг • 1730 x 875 x 1620 мм • Требуется кредитная карта
Германия, 50354 Hürth
SOMAB UNIMAB-500 Циклический токарный станок с ЧПУ
Токарные станки с ЧПУ
Top lot
1991 • 6,500 kg • 3,400 x 1,800 x 1,750 mm
Italy, 33098 Valvasone
FORCE ONE FCL — 450 TMS CNC Double Spindle Lathe
CNC Lathes
2000 • 6,400 kg • 4,000 x 5,400 x 2,220 мм
Италия, 31027 Spresiano (TV)
Токарный станок с ЧПУ COMEV SPEED 21
Токарный станок с ЧПУ
2011 • 2000 кг • 3000 x 1600 x 2000 мм Испания
,
551 Ambrosero, Cantabria
JATOR TAJ42-10-2-95 Токарный станок с ЧПУ + загрузчик QUICKLOAD
Токарные станки с ЧПУ
Год выпуска: неизвестен • 5400 кг • 5400 x 1500 x 2300 мм • Требуется кредитная карта 977 Германия,
3
2
Токарный станок с ЧПУ SAEILO Contur E 460
Токарные станки с ЧПУ
Наконечник
2003 • 2 200 кг • 2 600 x 1 800 x 1 900 мм
Италия, регион Турин
3Параллельный токарный станок с ЧПУ MOMAC TA 20S
Токарный станок с ЧПУ
2001 • 3 000 кг • 1 900 x 2 900 x 1 900 мм
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые товары по электронной почте.
Текущий поиск выполнен успешно.0002 Tip
1995 • 9,500 kg • 4,900 x 2,450 x 3,300 mm • Credit card required
Italy, 33098 Valvasone
MANURHIN MC.CF CNC Automathic Lathe
CNC Lathes
1995 • 1 kg • 1,700 x 7,800 x 1,800 мм
Италия, 31027 Spresiano (TV)
Токарный станок с ЧПУ COMEV PICO CM300/2000
Токарные станки с ЧПУ
1999 • 2800 кг • 3000 x 1700 x 2003 мм
0553 Германия, 53842 TROISDORF
Индекс GU 600 CNC Universal Токарный станок
Платание с ЧПУ
1984 • 4500 кг • 3,400 x 2000 3 9009
Serbia, 31210 Požega
.
Top lot
Наконечник
1993 • 6480 кг • 5000 x 2000 x 2250 мм
Германия, 74405 Gaildorf
Токарные станки TRAUB TNC 42/65 DG Токарный станок с ЧПУ
00003
Tip
1997 • 5,000 kg • 5,500 x 2,400 x 3,700 mm
Germany, 39112 Magdeburg
TACCHI DB132 HS 8m CNC Heavy Duty Lathe
CNC Lathes
2008 • 60,000 kg • 19,200 x 4,480 x 3,350 mm
Германия, 39112 Магдебург
Токарный станок с ЧПУ HWACHEON Hi-TECH850L
Токарный станок с ЧПУ
2014 • 17 000 кг • 6 300 x 2 900 x 3 000 мм
Германия, 39112 Magdeburg
HWACHEON Hi-TECh300 MC CNC Lathe
CNC Lathes
2014 • 4,350 kg • 2,645 x 1,675 x 1,720 mm
Germany, 80997 München
HEYLIGENSTAEDT Heynumat 21UK/2000 CNC Lathe
CNC Lathes
2003 • 20 000 кг • 8 500 x 4 500 x 3 000 мм
Германия, 80997 Мюнхен
BOEHRINGER VDF 250 см Токарный станок с ЧПУ
Токарный станок с ЧПУ
кг 1998 • 20 900, 000 x 3800 x 2800 мм
Чешская Республика, 39901 Kovarov
Emco Emcoturn 425 CNC Double Spindle Tarte
CNC Lathe
Год.
DOOSAN PUMA INVERTURN 3000M Токарный станок с ЧПУ
Токарный станок с ЧПУ
Топ-лот
2014 • 9000 кг • 4000 x 3500 x 3500 мм
Швейцария,
Miyano Bne-34 S 3 Токана
Платание с ЧПУ
TOP LOT
HOT LOT
1999 • 6500 кг • 5,700 x 2200 x 2,200 мм
3, 4080 x 200. Токары
Top Lot
Hot Lot
2007 • 3000 кг • 1700 x 4000 x 1800 мм
Венгрия, 4080 Hajdúnánás
DMG NEF 400 CNC Lathe
Cnc Lathes 900
Cnc Lathe
9.0003
2007 • 3000 кг • 1700 x 4000 x 1800 мм
Венгрия, 4080 Hajdúnánás
DMG NEF 400 CNC LATHE
CNC LATHES
2007 • 3000 кг • 1,700 x 4000.1010.1500.15001.1700.1700.1700.1700. 800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800.800. 800.800.800.800.8001.1700.1700.1700.1700.
Токарный станок с ЧПУ GILDEMEISTER CTX-200 S2
Токарный станок с ЧПУ
2001 • 2 900 кг • 2 500 x 1 750 x 1 750 мм
Не нашли то, что искали?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые элементы по электронной почте.
Текущий поиск успешно подписан
Подписаться на поиск
Определение: Токарные станки с ЧПУ
Что такое токарный станок с ЧПУ? – Дизайн и функциональность
История и особенности токарного станка с ЧПУ
Области применения токарных станков с ЧПУ
Покупка подержанного токарного станка с ЧПУ
Обзор производителей токарных станков с ЧПУ
Токарный станок с ЧПУ — это токарный станок, движения которого управляются компьютером . Этот станок обрабатывает сложные контуры даже при большом количестве деталей без ущерба для качества. Особой разновидностью токарных станков с ЧПУ является обрабатывающий центр ( токарный центр ), который отличается особенно высокой производительностью. Каждый производитель (например, GILDEMEISTER, MAZAK или TRAUB) оснащает свои токарные станки с ЧПУ и обрабатывающие центры различными системами управления (например, MAZATROL). Диаметр поворота и длина варьируются. В Surplex вы найдете подержанные станки с ЧПУ с конвейер для стружки и другие аксессуары. Также современные модели от ведущих производителей!
Токарный станок с ЧПУ — это станок для токарной обработки заготовок (включая металл) с использованием числового программного управления или сокращенно ЧПУ. То же самое относится к токарным станкам с ЧПУ и токарным автоматам с ЧПУ, которые в первую очередь отличаются друг от друга производительностью. Токарные станки с ЧПУ позволяют оператору изготавливать сложные единичные изделия, а также мелкосерийные и крупносерийные изделия. Эти станки в основном представляют собой токарные станки, но с существенным отличием: все процедуры перемещения могут выполняться автоматически и контролироваться встроенными средствами управления. Предшественником токарного станка с ЧПУ был токарный станок с ЧПУ, который имел только числовое управление и не позволял сохранять программы. Этот недостаток технологии токарных станков с ЧПУ был устранен внедрением технологии ЧПУ.
Станки для производства токарных деталей
Компьютеризированное выполнение и контроль процессов
Простота планирования благодаря постоянному времени производства
Эти современные станки позволяют в любой изменения и сохранить их в системе. Все данные, необходимые для правильной работы токарного станка с ЧПУ, предоставляются станку в числовой форме. Компьютер постоянно сравнивает эти данные и самостоятельно вносит коррективы с помощью специальных управляющих устройств. Сначала необходимо создать программу ЧПУ, чтобы начать обработку, которая может выполняться непосредственно на токарном станке с ЧПУ или с помощью внешних компьютеров. В последнем случае вновь созданные программы передаются на машину через устройства хранения данных или сетевое соединение для ввода. Для программирования необходимо соблюдать определенную процедуру, изложенную в соответствующих правилах DIN. Исходная точка станка или нулевая точка станка является ключевым требованием обработки. Эта точка используется для расчета всех координат для различных осей движения. Различные держатели инструмента позволяют выполнять ряд рабочих процессов, таких как торцевая резка, продольная токарная обработка или коническая токарная обработка.
Токарный станок с ЧПУ MAZAK в работе
Первые токарные станки с ЧПУ были представлены в Германии в начале 1980-х годов. Компьютерные и машинные технологии с тех пор значительно улучшились. Затем они были заменены полными токарными станками и фрезерными центрами , которые более эффективны благодаря сочетанию производственных процессов. Точность токарного станка с ЧПУ особенно полезна для цилиндрических деталей. Различные токарные станки с ЧПУ также можно комбинировать для создания еще более универсальных станков. Токарно-фрезерный центр с ЧПУ является ярким примером и сочетает в себе токарные и фрезерные процессы. В сочетании с другими промышленными машинами можно создавать полные производственные системы или даже производственные линии с использованием промышленных роботов и транспортных устройств, что значительно повышает производительность. Элементы управления часто настроены очень по-разному.
Токарные станки с числовым программным управлением идеально подходят для использования там, где требуется высокая производительность и чистая рабочая среда. С помощью токарного станка с ЧПУ можно достичь больших объемов при постоянном качестве, а планирование будущего производства упрощается благодаря постоянным производственным циклам. Могут быть обработаны сложные детали и возможна работа на нескольких станках. Хорошим примером производственного сценария для токарных станков с ЧПУ является изготовление шкивов сцепления и ведущего шкива — внутренняя и внешняя часть могут быть обработаны с использованием одной зажимной позиции.
Широкое использование токарных станков с ЧПУ привело к тому, что на рынке появился очень широкий ассортимент станков. Однако это не означает, что подержанный токарный станок с ЧПУ является малоценным приобретением – даже станки с ЧПУ первого поколения могут стоить до десяти тысяч евро. Токарный станок с ЧПУ — очень привлекательный и многообещающий элемент комплекта: автоматизированное производство токарных деталей с помощью токарной обработки с ЧПУ для создания любой формы — очень интересная перспектива для технологических энтузиастов. Однако токарные станки с ЧПУ являются одними из самых сложных и требующих интенсивного обслуживания станков, которые можно найти на рынке. Поэтому подержанный токарный станок с ЧПУ требует некоторых базовых знаний, чтобы оценить, соответствует ли он вашим потребностям, и ввести его в эксплуатацию. Преимущество бывших в употреблении токарных станков с ЧПУ заключается в том, что на них можно эксплуатировать стандартные детали.
После приобретения токарного станка с ЧПУ его можно оснастить инструментами и держателями по очень разумным ценам. Также имеется широкий спектр периферийного оборудования для токарных станков с ЧПУ. При покупке бывшего в употреблении токарного станка с ЧПУ стоит провести пробный запуск в рамках оценки станка. Также рекомендуется воспользоваться услугами опытного дилера, который во время презентации выявит слабые места в подержанной технике. Мы советуем выточить образец изделия, а затем проверить его размеры с помощью цифрового штангенциркуля. Это позволит вам определить любые изношенные участки в подшипниках и соединениях станка с ЧПУ, приобретенного на рынке подержанного оборудования. Система охлаждающей смазки подержанного токарного станка также должна быть полностью исправна. Еще одним преимуществом покупки бывшего в употреблении токарного станка с ЧПУ является то, что создано большое количество компаний, специализирующихся на предоставлении услуг по техническому обслуживанию бывших в употреблении станков с ЧПУ. С их помощью бывшие в употреблении станки с ЧПУ могут быть полностью и с минимальными затратами отремонтированы.
Возможность капитального ремонта
Если у бывшего в употреблении станка с ЧПУ есть царапины на корпусе или на панелях корпуса есть конденсат, это можно использовать в своих интересах в переговорах. Тем не менее, это ни в коем случае не является причиной для отказа от покупки конкретного токарного станка с ЧПУ или токарного станка по металлу с ЧПУ, поскольку эти компоненты легко ремонтировать или заменять. Подержанный токарный станок с ЧПУ можно использовать для расширения существующего парка оборудования или увеличения ассортимента продукции, которую может предложить определенный отдел. Для обучения рекомендуется использовать небольшой токарный станок с ЧПУ: бывший в употреблении станок с ЧПУ может соответствовать всем требованиям для изучения основ программирования, даже если он не может обеспечить все допуски, требуемые промышленными приложениями.
Если вы хотите приобрести подержанный токарный станок с ЧПУ, Surplex — это то, что вам нужно. На наших бесчисленных промышленных аукционах вы регулярно найдете ассортимент токарных станков, токарных автоматов и токарных станков с ЧПУ по привлекательным ценам.
Ряд производителей заработали хорошую репутацию благодаря своим токарным станкам с ЧПУ, токарным станкам и токарным автоматам. К ним относятся престижные фирмы, такие как TRAUB, MIYANO, INDEX и VOEST-ALPINE, а также MANURHIN и EMCO. Мы также настоятельно рекомендуем бывшие в употреблении токарные станки с ЧПУ производства GILDEMEISTER. Список демонстрирует, что токарные станки с ЧПУ немецкого производства соответствуют очень высоким стандартам. Этих и многих других производителей токарных станков с ЧПУ часто можно найти на сайте Surplex.com.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу. После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар.
 Это незаменимая вещь при ремонте загородного дома с деревянной лестницей, резным крыльцом, но не только.
Это незаменимая вещь при ремонте загородного дома с деревянной лестницей, резным крыльцом, но не только.
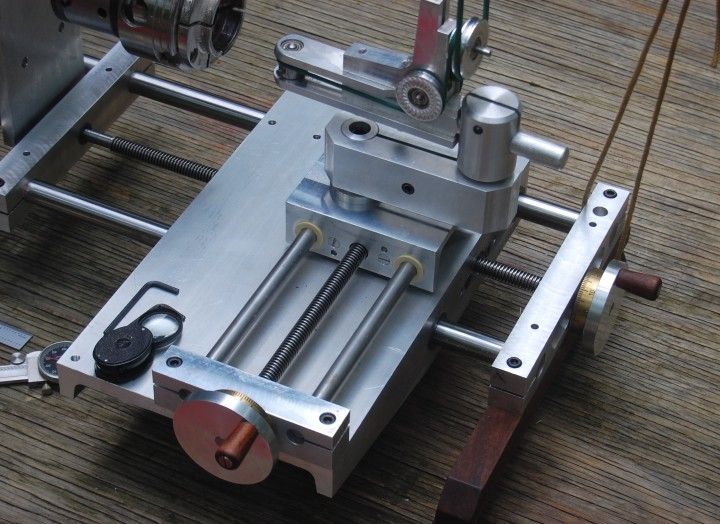 Данный показатель во многом зависит от того, для каких именно изделий нужен станок. Средний размер станины домашнего токарного станка – 80 см. С помощью болгарки с кругом по металлу отрезают две одинаковые заготовки.
Данный показатель во многом зависит от того, для каких именно изделий нужен станок. Средний размер станины домашнего токарного станка – 80 см. С помощью болгарки с кругом по металлу отрезают две одинаковые заготовки.
 Используя блоки шкивов разных диаметров, несложно менять скорость в довольно широких пределах.
Используя блоки шкивов разных диаметров, несложно менять скорость в довольно широких пределах. Данный вал пропускают через подшипник одной из щечек П-образного корпуса, далее на него насаживают шкивы. Для их крепления используется шпонка или средство для фиксации цилиндрических деталей, последней надевается вторая щечка, конструкция надежно стягивается болтами.
Данный вал пропускают через подшипник одной из щечек П-образного корпуса, далее на него насаживают шкивы. Для их крепления используется шпонка или средство для фиксации цилиндрических деталей, последней надевается вторая щечка, конструкция надежно стягивается болтами. В принципе, он может иметь любую конфигурацию, выбирать мастеру, основной критерий – удобство. Одним из лучших вариантов подручника является трапециевидный поворотный столик из толстой стали, закрепленный на платформе, позволяющей перемещать его во всех направлениях. Он позволит обрабатывать любые заготовки, изготавливать изделия различного размера и формы.
В принципе, он может иметь любую конфигурацию, выбирать мастеру, основной критерий – удобство. Одним из лучших вариантов подручника является трапециевидный поворотный столик из толстой стали, закрепленный на платформе, позволяющей перемещать его во всех направлениях. Он позволит обрабатывать любые заготовки, изготавливать изделия различного размера и формы. Токарный резец высокого качества может получиться, к примеру, из старого советского напильника.
Токарный резец высокого качества может получиться, к примеру, из старого советского напильника.


 Это в свою очередь подразумевает работу с большим припуском, низкими частотами вращения и ударной нагрузкой. Именно поэтому, большинство покупателей выбирает хорошо зарекомендовавшие себя токарные станки типа 16А20Ф3 или 1М63Ф3 и их аналоги. В нашей линейке токарных станков это CK6150, CK6150S и CK6163.
Это в свою очередь подразумевает работу с большим припуском, низкими частотами вращения и ударной нагрузкой. Именно поэтому, большинство покупателей выбирает хорошо зарекомендовавшие себя токарные станки типа 16А20Ф3 или 1М63Ф3 и их аналоги. В нашей линейке токарных станков это CK6150, CK6150S и CK6163.
 Для изменения частоты вращения и увеличения её предельных значений применяются серводвигатели шпинделя с ременной передачей крутящего момента на шпиндель или высокоскоростные мотор-шпиндели (прямой привод шпинделя). Так же становится необходимым увеличение скорости подачи, однако высокие скорости перемещения инструмента не достижимы при использовании направляющих скольжения. Поэтому, для высокоскоростной обработки применяются направляющие качения шарикового или роликового (для тяжёлых условий обработки) типов. Кроме того, всё большее применение находят токарно-фрезерные станки, позволяющие производить не только точение, но и фрезерование без перестановки детали. Также получили широкое распространение токарно-фрезерные центры. Практически все станки, предусматривающие токарно-фрезерную обработку, базируются именно на наклонной станине.
Для изменения частоты вращения и увеличения её предельных значений применяются серводвигатели шпинделя с ременной передачей крутящего момента на шпиндель или высокоскоростные мотор-шпиндели (прямой привод шпинделя). Так же становится необходимым увеличение скорости подачи, однако высокие скорости перемещения инструмента не достижимы при использовании направляющих скольжения. Поэтому, для высокоскоростной обработки применяются направляющие качения шарикового или роликового (для тяжёлых условий обработки) типов. Кроме того, всё большее применение находят токарно-фрезерные станки, позволяющие производить не только точение, но и фрезерование без перестановки детали. Также получили широкое распространение токарно-фрезерные центры. Практически все станки, предусматривающие токарно-фрезерную обработку, базируются именно на наклонной станине.
 Производство высокоточных деталей становится всё более востребованным. Отсюда и необходимость в оборудовании, соответствующем уровню современных технологий стала проявляться и среди небольших частных производственных компаний, которые были, есть и будут оставаться нашим основным сегментом рынка. Это подтолкнуло нас во многом пересмотреть подход к выбору складской программы станков, которые мы предлагаем Вашему вниманию.
Производство высокоточных деталей становится всё более востребованным. Отсюда и необходимость в оборудовании, соответствующем уровню современных технологий стала проявляться и среди небольших частных производственных компаний, которые были, есть и будут оставаться нашим основным сегментом рынка. Это подтолкнуло нас во многом пересмотреть подход к выбору складской программы станков, которые мы предлагаем Вашему вниманию.
 Их назначение- точение коротких заготовок без поджатия задним центром. На сегодняшний день это самые дешёвые станки с наклонной станиной. При этом уровень точности и производительности не уступает большинству европейских, американских и тайваньских токарных станков.
Их назначение- точение коротких заготовок без поджатия задним центром. На сегодняшний день это самые дешёвые станки с наклонной станиной. При этом уровень точности и производительности не уступает большинству европейских, американских и тайваньских токарных станков.

 Станина обеспечивает основу для направляющих, которые, в свою очередь, несут каретку, заднюю бабку и другие компоненты, такие как люнеты и упоры каретки.
Станина обеспечивает основу для направляющих, которые, в свою очередь, несут каретку, заднюю бабку и другие компоненты, такие как люнеты и упоры каретки. На токарных станках с ЧПУ питание может подаваться непосредственно на ведущую шестерню через серводвигатель.
На токарных станках с ЧПУ питание может подаваться непосредственно на ведущую шестерню через серводвигатель. Некоторые токарные станки имеют функцию увеличения поворота токарных станков. Съемный (обычно) сегмент станины, известный как зазор, можно вынуть, чтобы вместить необычно большую заготовку. При определении размера токарного станка обязательно узнайте, является ли размер качания качанием над станиной, над зазором или над поперечным суппортом.
Некоторые токарные станки имеют функцию увеличения поворота токарных станков. Съемный (обычно) сегмент станины, известный как зазор, можно вынуть, чтобы вместить необычно большую заготовку. При определении размера токарного станка обязательно узнайте, является ли размер качания качанием над станиной, над зазором или над поперечным суппортом. Современный механический цех. 17 августа 2018 г. По состоянию на 17 мая 2019 г. https://www.mmsonline.com/blog/post/buying-a-lathe-slant-beds-and-multitasking-configurations.
Современный механический цех. 17 августа 2018 г. По состоянию на 17 мая 2019 г. https://www.mmsonline.com/blog/post/buying-a-lathe-slant-beds-and-multitasking-configurations. Вторая база подручника не требуется.
Вторая база подручника не требуется. Коробка через USPS. FedEx и UPS не доставляют на PO. Коробки.
Коробка через USPS. FedEx и UPS не доставляют на PO. Коробки. Для этих заказов, пожалуйста, позвоните нам, чтобы сообщить нам ваше приблизительное время прибытия.
Для этих заказов, пожалуйста, позвоните нам, чтобы сообщить нам ваше приблизительное время прибытия. Покупатель берет на себя риск потери товара, если он просит не расписываться о доставке.
Покупатель берет на себя риск потери товара, если он просит не расписываться о доставке.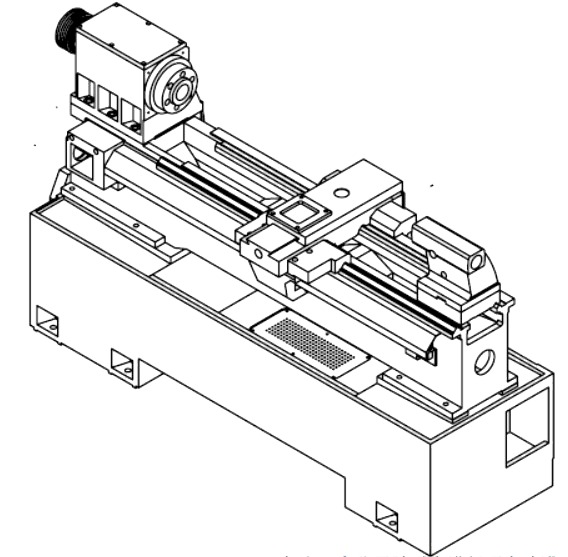
 Для небольших отправок инструмента в пределах Москвы и области мы используем своих курьеров.
Для небольших отправок инструмента в пределах Москвы и области мы используем своих курьеров.
 Российский и международный опыт финишной обработки
Российский и международный опыт финишной обработки
 Увеличьте пропускную способность, экономя рабочую силу и пространство.
Увеличьте пропускную способность, экономя рабочую силу и пространство.

 Затем спросите себя, что могла бы сделать ваша компания с дополнительными 800 000 долларов в год?
Затем спросите себя, что могла бы сделать ваша компания с дополнительными 800 000 долларов в год? ..
.. Мы можем научиться проектировать машины и программное обеспечение, чтобы производить более качественные детали быстрее и с большей прибылью.
Мы можем научиться проектировать машины и программное обеспечение, чтобы производить более качественные детали быстрее и с большей прибылью.
 Рекомендуется использовать компьютер с процессором частотой не менее 1GHz и память 1 Гб. Стационарный компьютер дает лучшие результаты, по сравнению с ноутбуками и значительно дешевле. Кроме того, вы можете использовать этот компьютер и для других работ, когда он не занят управлением вашим станком. При установке на ноутбук или ПК с памятью 512Мб рекомендуется провести оптимизацию системы под Mach4.
Рекомендуется использовать компьютер с процессором частотой не менее 1GHz и память 1 Гб. Стационарный компьютер дает лучшие результаты, по сравнению с ноутбуками и значительно дешевле. Кроме того, вы можете использовать этот компьютер и для других работ, когда он не занят управлением вашим станком. При установке на ноутбук или ПК с памятью 512Мб рекомендуется провести оптимизацию системы под Mach4.
 Этот контроллер в серии станков «Моделист» не применяется.
Этот контроллер в серии станков «Моделист» не применяется.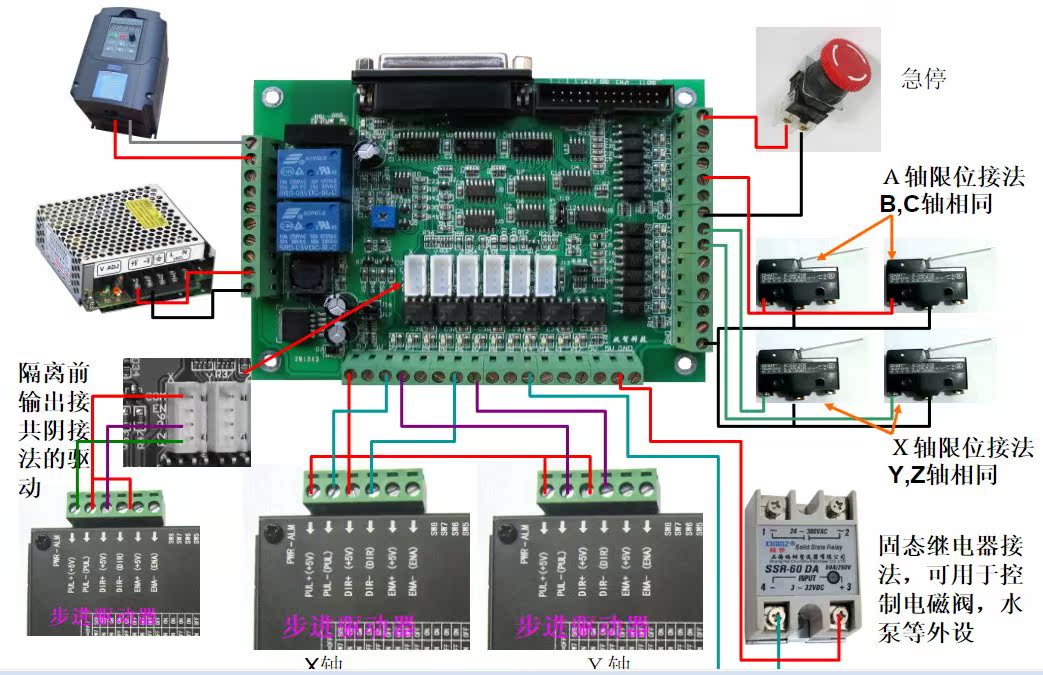
 70 грн
70 грн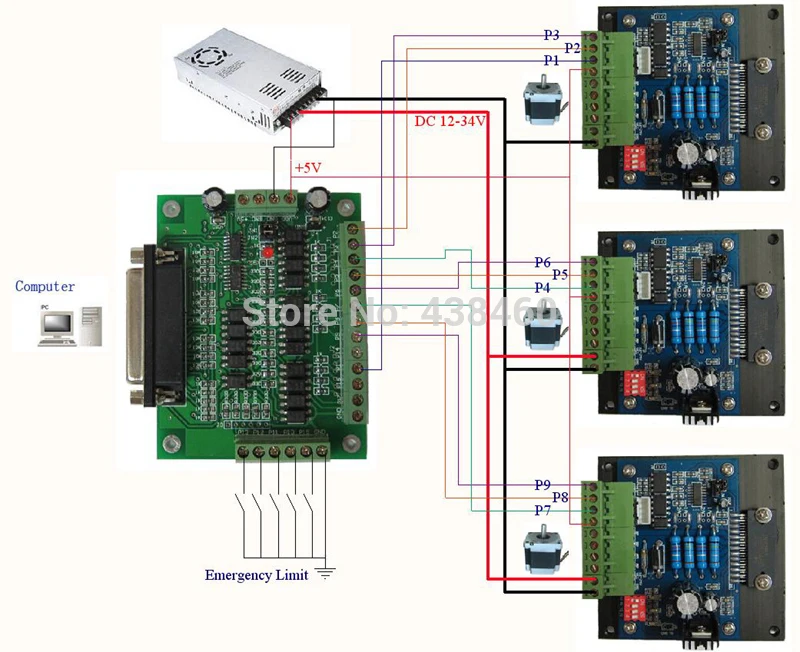 3 Версія 3.3
3 Версія 3.3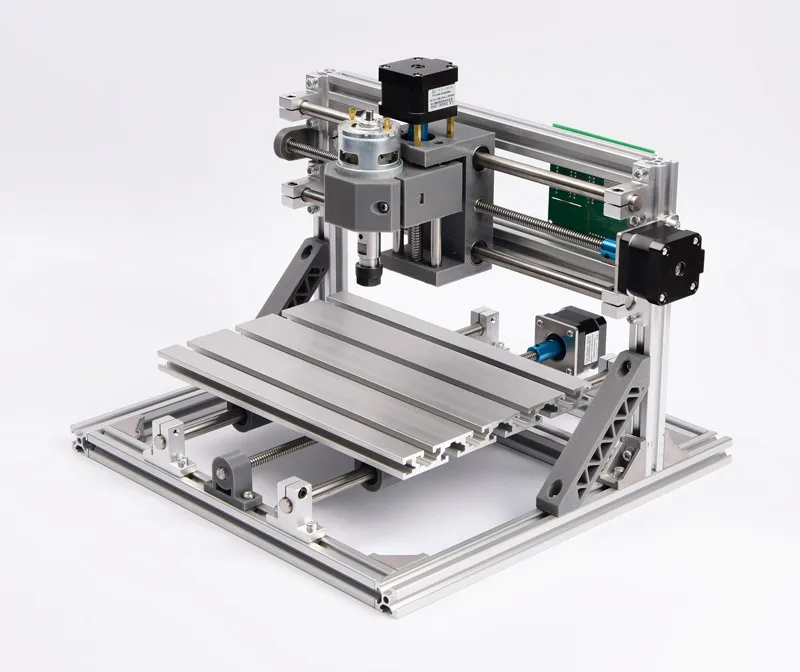
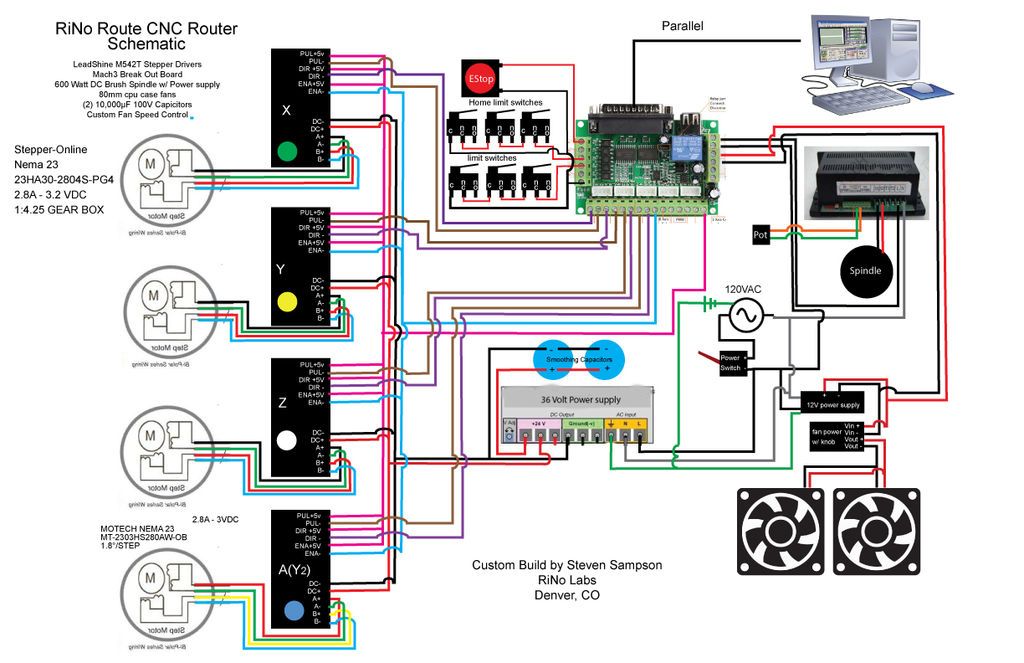 30 грн
30 грн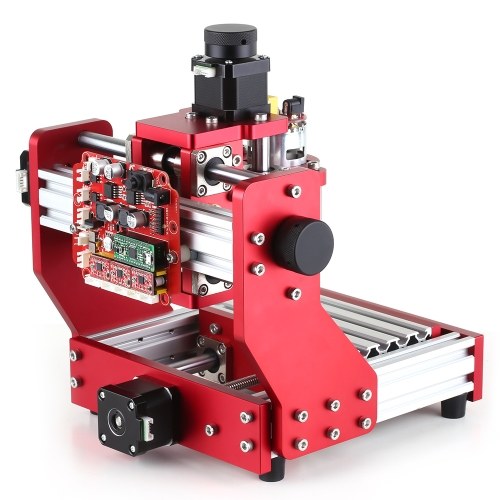 Ровно
Ровно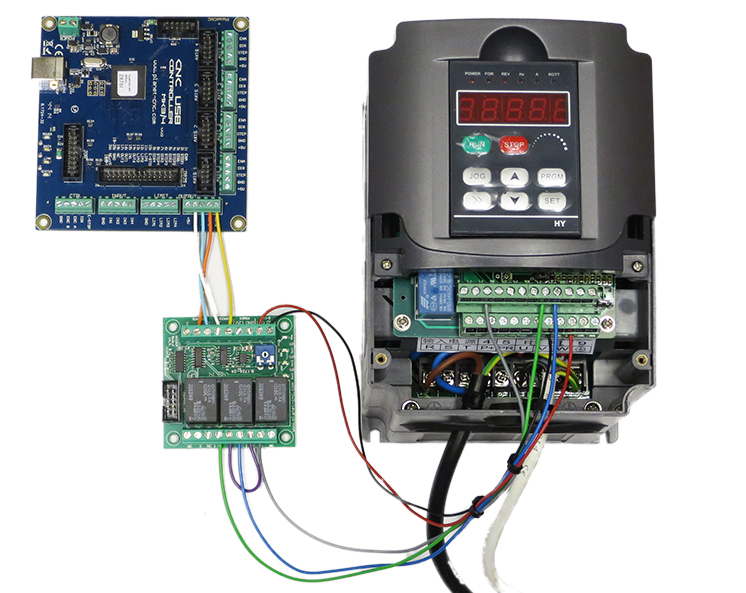 товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы.
товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы. 
 Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации.
Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации. Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например).
Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например).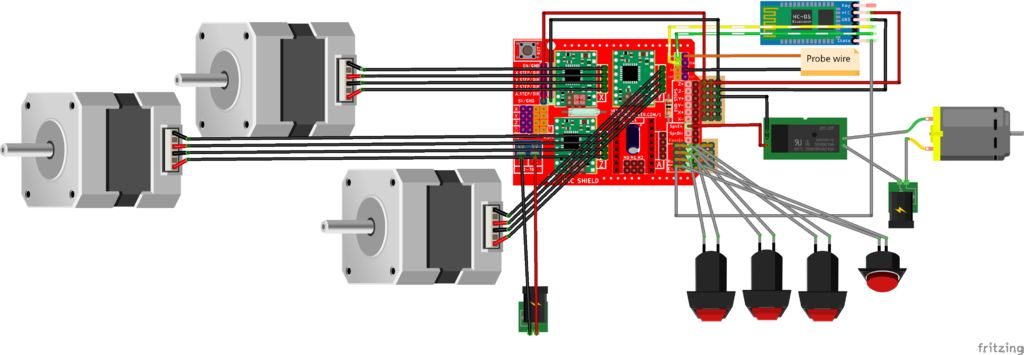 Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости. ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber.
ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber. Односторонняя или двусторонняя
Односторонняя или двусторонняя 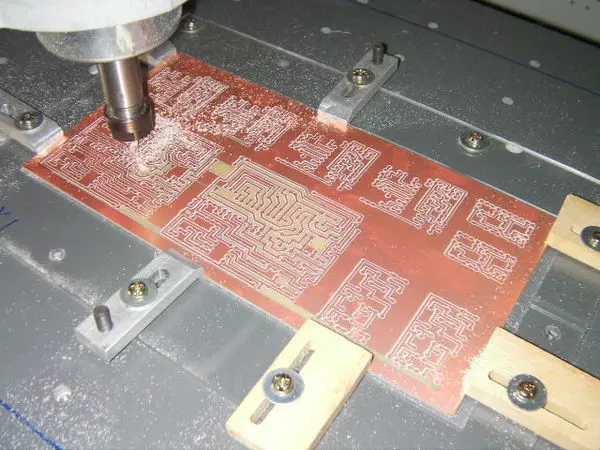
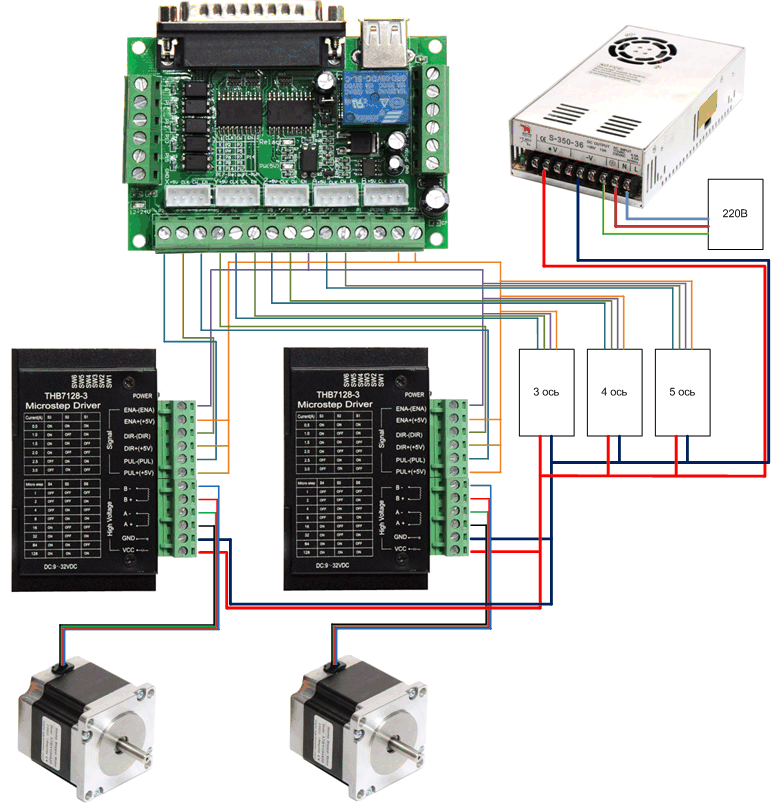 Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Некоторые из этих специализированных машин также могут формировать переходные отверстия. Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали. особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с многочисленными корпусами микросхем для поверхностного монтажа и изготавливать двухстороннюю плату с просверленными отверстиями примерно за час.
особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с многочисленными корпусами микросхем для поверхностного монтажа и изготавливать двухстороннюю плату с просверленными отверстиями примерно за час.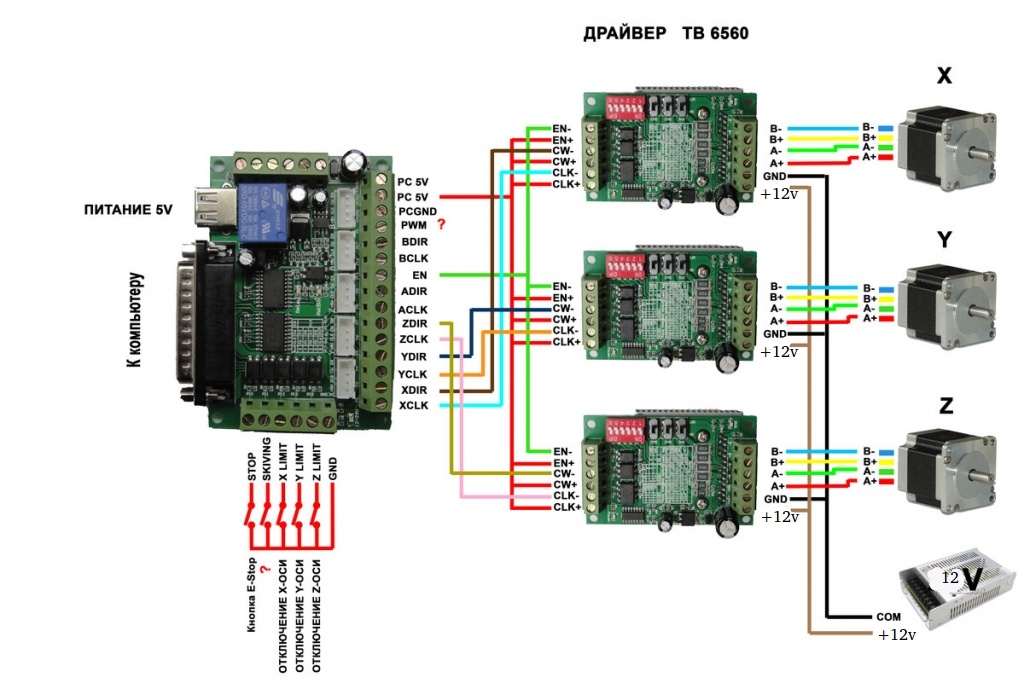 Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной. В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.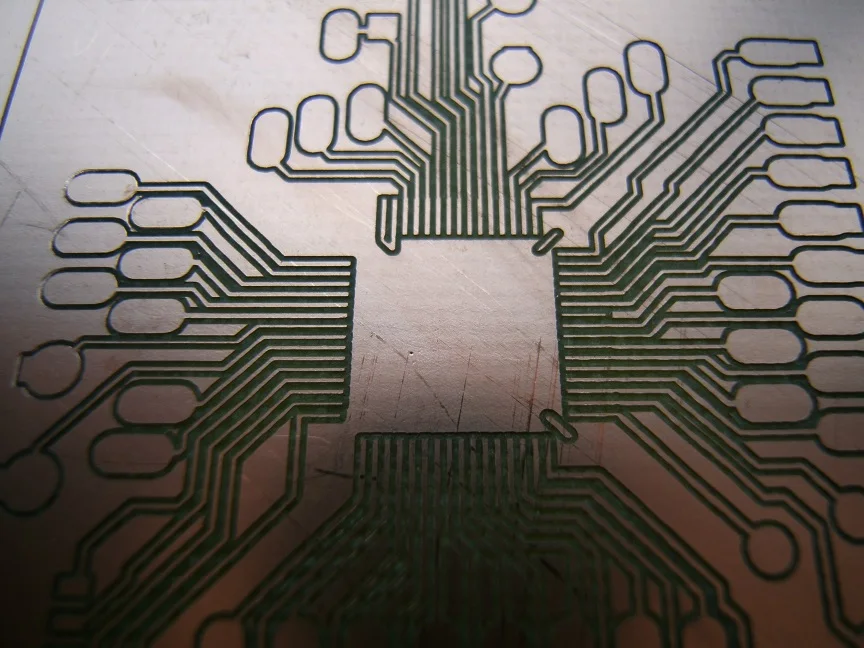 Более дорогие модели также включают сенсор и программную обратную связь по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Более дорогие модели также включают сенсор и программную обратную связь по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.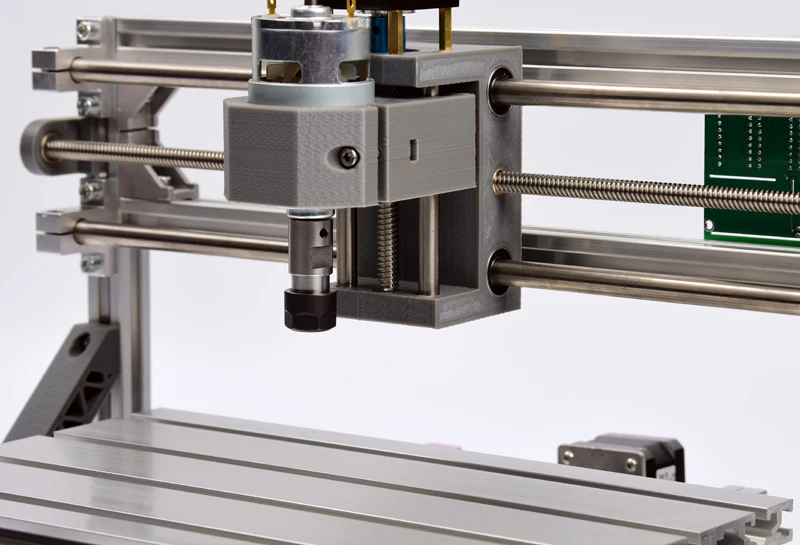
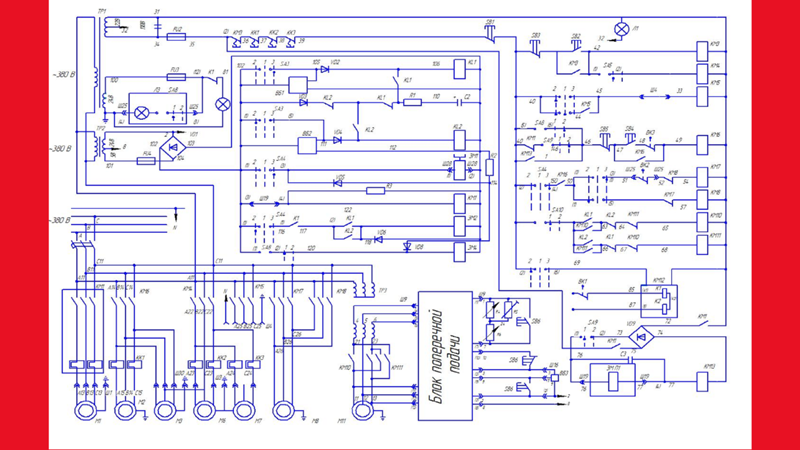 Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.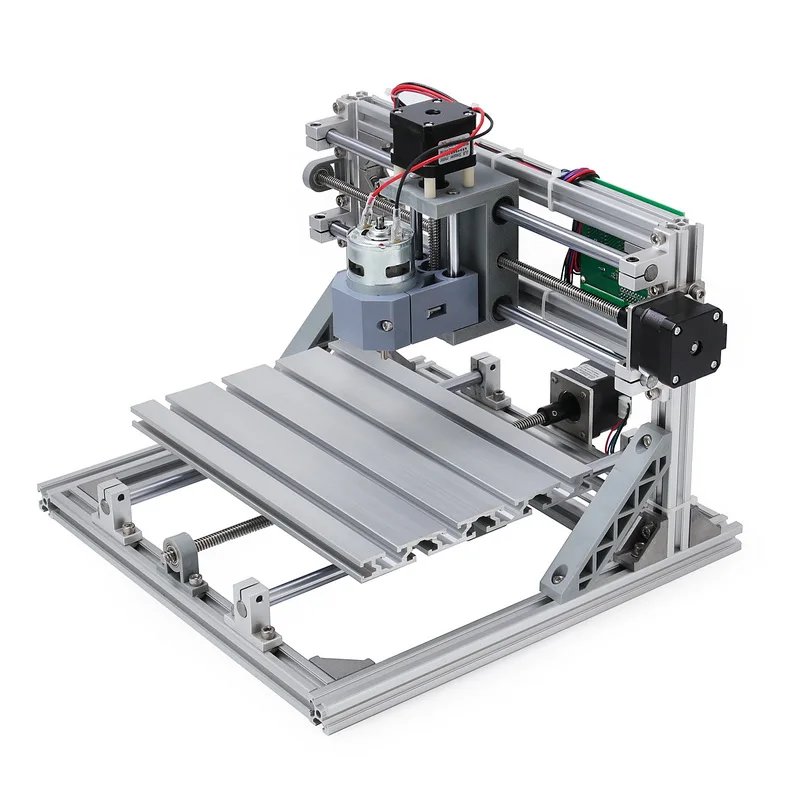
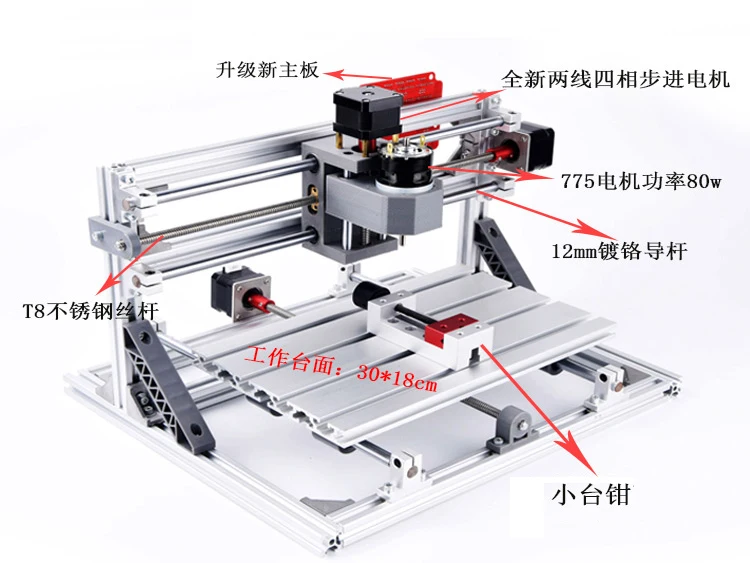

 С помощью лазера можно вырезать открытки, приглашения, визитки, украшения и так далее. Благодаря малой мощности оборудования края получаются без обугливания и выглядят совершенно эстетично;
С помощью лазера можно вырезать открытки, приглашения, визитки, украшения и так далее. Благодаря малой мощности оборудования края получаются без обугливания и выглядят совершенно эстетично; Нужно следовать правилам эксплуатации и не забывать о возможном вреде для здоровья. Основные правила пользования лазерным станком:
Нужно следовать правилам эксплуатации и не забывать о возможном вреде для здоровья. Основные правила пользования лазерным станком:

 к. отраженный луч не менее опасен, чем основной.
к. отраженный луч не менее опасен, чем основной.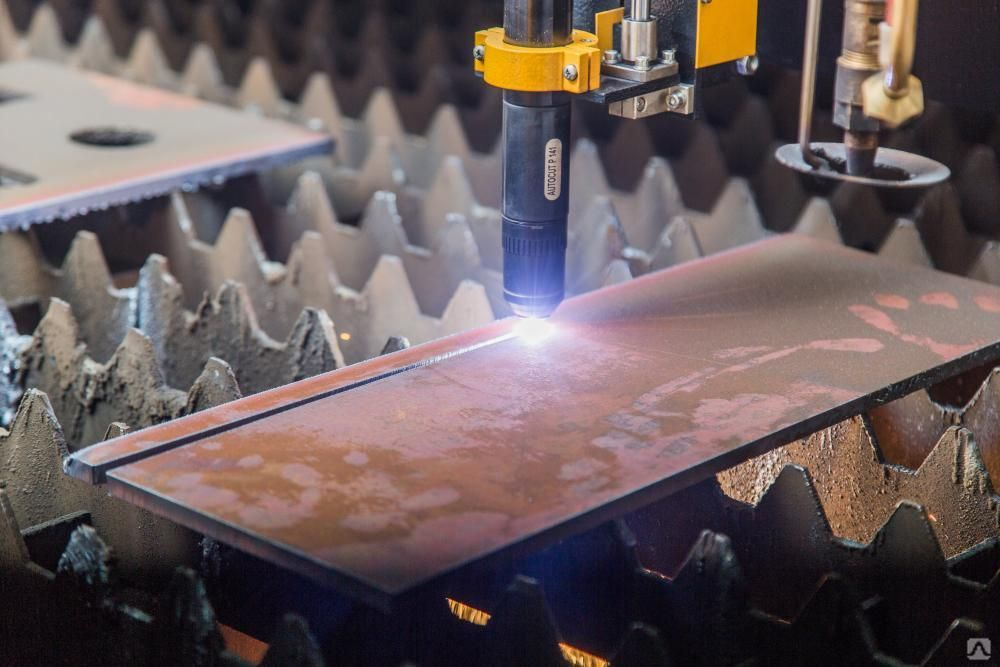


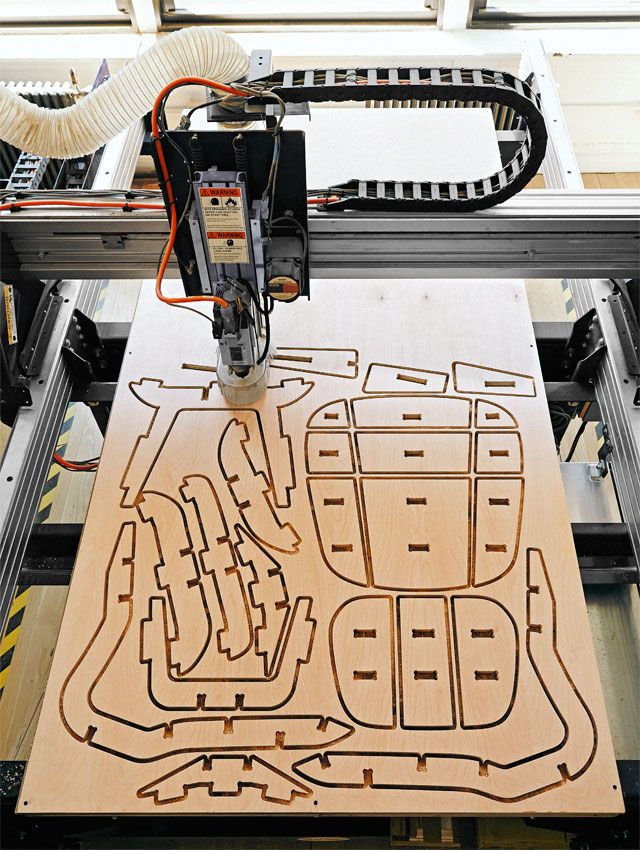 Лазерный материал усиливается за счет внутреннего отражения через частичное зеркало до тех пор, пока его энергии не станет достаточно для выхода в виде потока когерентного монохроматического света. Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.
Лазерный материал усиливается за счет внутреннего отражения через частичное зеркало до тех пор, пока его энергии не станет достаточно для выхода в виде потока когерентного монохроматического света. Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.



 Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
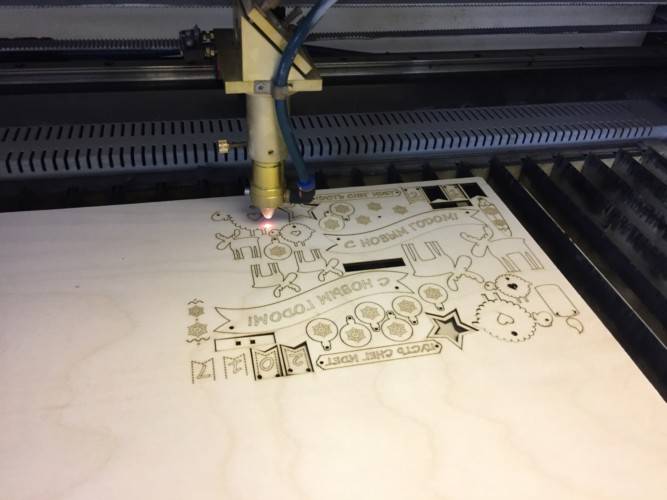 Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.
Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.


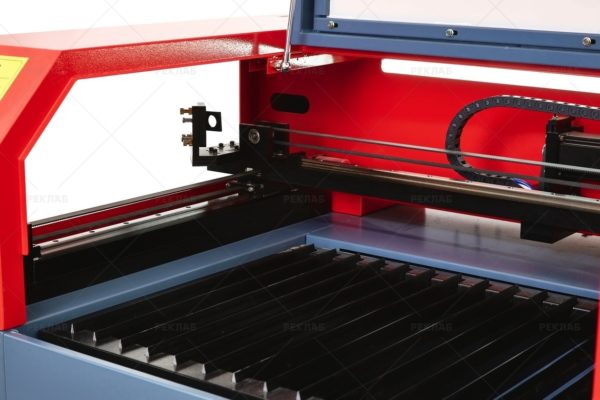
 Коробка подач смазывается так же, как и коробка скоростей, разбрызгиванием. Кроме того, иногда для дополнительной фитильной смазки подшипников коробки подач в верхней ее части имеетсярезервуар для масла. Через фитили и особые трубки масло из этого резервуара поступает к местам смазки. Наиболее ответственные детали фартука, например падающий червяк у станка модели 1А62, смазываются разбрызгиванием масла, заполняющегосоответственные резервуары. Все прочие трущиеся поверхности деталей фартука получают фитильную смазку из общих резервуаров, расположенных в верхней части фартука, или через отверстия,закрытые шариком. На станке модели 1К62 механизм фартука смазывается от плунжерного насоса.
Коробка подач смазывается так же, как и коробка скоростей, разбрызгиванием. Кроме того, иногда для дополнительной фитильной смазки подшипников коробки подач в верхней ее части имеетсярезервуар для масла. Через фитили и особые трубки масло из этого резервуара поступает к местам смазки. Наиболее ответственные детали фартука, например падающий червяк у станка модели 1А62, смазываются разбрызгиванием масла, заполняющегосоответственные резервуары. Все прочие трущиеся поверхности деталей фартука получают фитильную смазку из общих резервуаров, расположенных в верхней части фартука, или через отверстия,закрытые шариком. На станке модели 1К62 механизм фартука смазывается от плунжерного насоса.
 Он произвел необходимую регулировку, установив при этом суппорт недалеко от передней бабки, т. е. как раз на том участке направляющих станины, которые изнашиваются обычно больше остальных участков. Если он после этого включит автоматическую подачу суппорта в сторону задней бабки, то как только суппорт дойдет до менее изношенного участка, он заклинится. Поломка механизма подачи почти неизбежна. Этого не случится, если токарь после регулировки прижимных планок вручную переместит суппорт по всей длине направляющих станины.
Он произвел необходимую регулировку, установив при этом суппорт недалеко от передней бабки, т. е. как раз на том участке направляющих станины, которые изнашиваются обычно больше остальных участков. Если он после этого включит автоматическую подачу суппорта в сторону задней бабки, то как только суппорт дойдет до менее изношенного участка, он заклинится. Поломка механизма подачи почти неизбежна. Этого не случится, если токарь после регулировки прижимных планок вручную переместит суппорт по всей длине направляющих станины.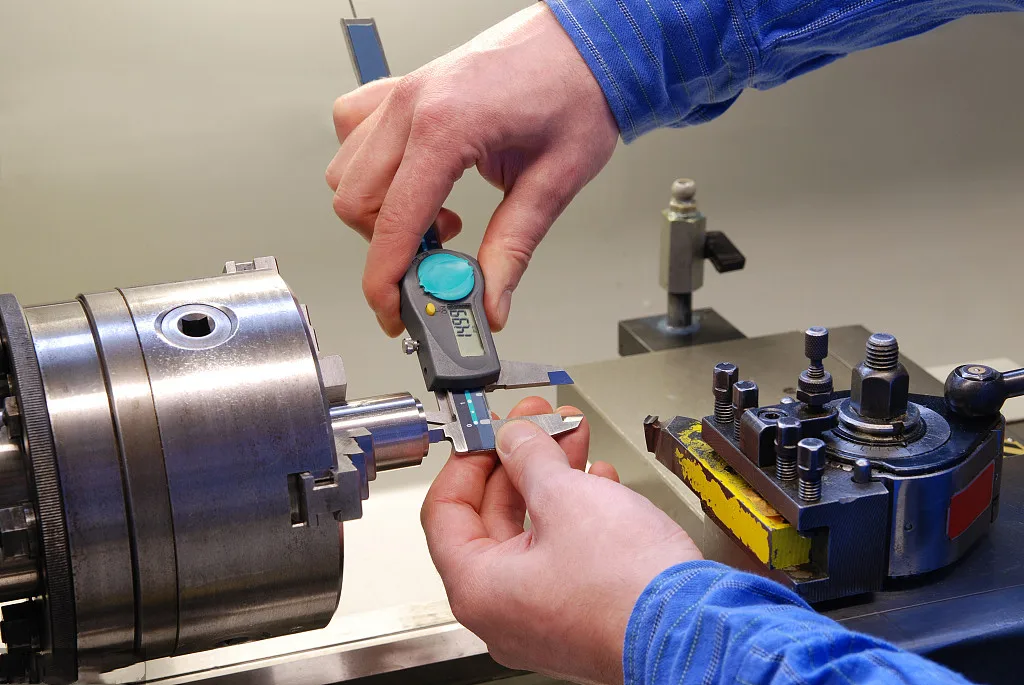
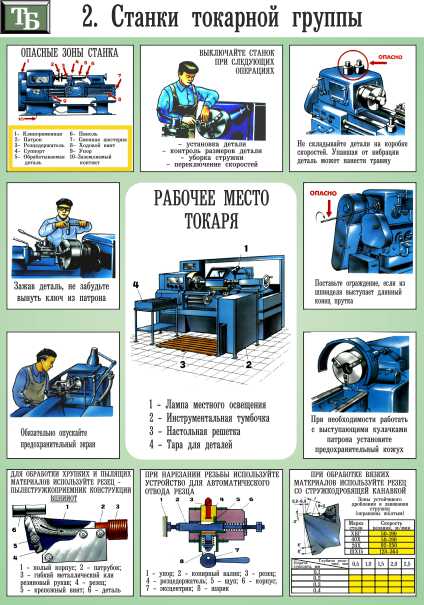 д. Перевод экрана в рабочее положение и обратно производится быстро и удобно рукояткой 1.
д. Перевод экрана в рабочее положение и обратно производится быстро и удобно рукояткой 1.
 Рассказываем подробности.
Рассказываем подробности. С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
 Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
Если вы новичок в работе на этом станке, будет логично начинать с первого способа.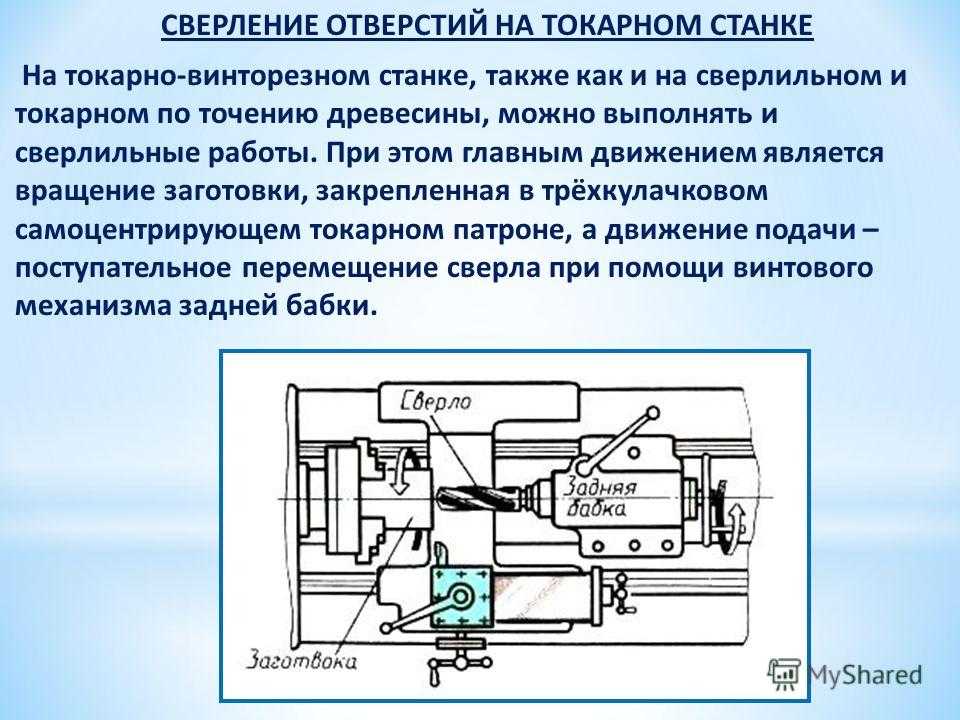

 Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку. Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая — лишь поддерживает лезвие (не нажимая на него).
Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку. Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая — лишь поддерживает лезвие (не нажимая на него).
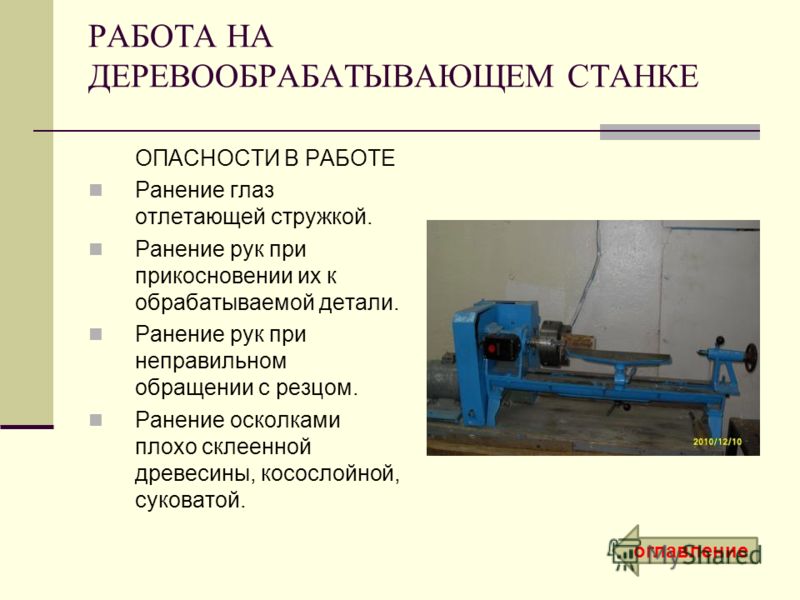 У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.
У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.
 Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки.
Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки. С помощью сверла, закрепленного в задней бабке, просверлите в изделии отверстие, которое задаст глубину. Режущий инструмент (скребок) держите по оси вращения, приподнимая ручку, пока не будет найден оптимальный угол резания. Резцом можно работать, двигая его от центра к периферии заготовки или наоборот. Время от времени следует проверять глубину. Когда внутренность выточена, подровняйте посадочное отверстие для крышки мелкозернистой шкуркой, а затем срежьте коробочку мейсель-резцом.
С помощью сверла, закрепленного в задней бабке, просверлите в изделии отверстие, которое задаст глубину. Режущий инструмент (скребок) держите по оси вращения, приподнимая ручку, пока не будет найден оптимальный угол резания. Резцом можно работать, двигая его от центра к периферии заготовки или наоборот. Время от времени следует проверять глубину. Когда внутренность выточена, подровняйте посадочное отверстие для крышки мелкозернистой шкуркой, а затем срежьте коробочку мейсель-резцом.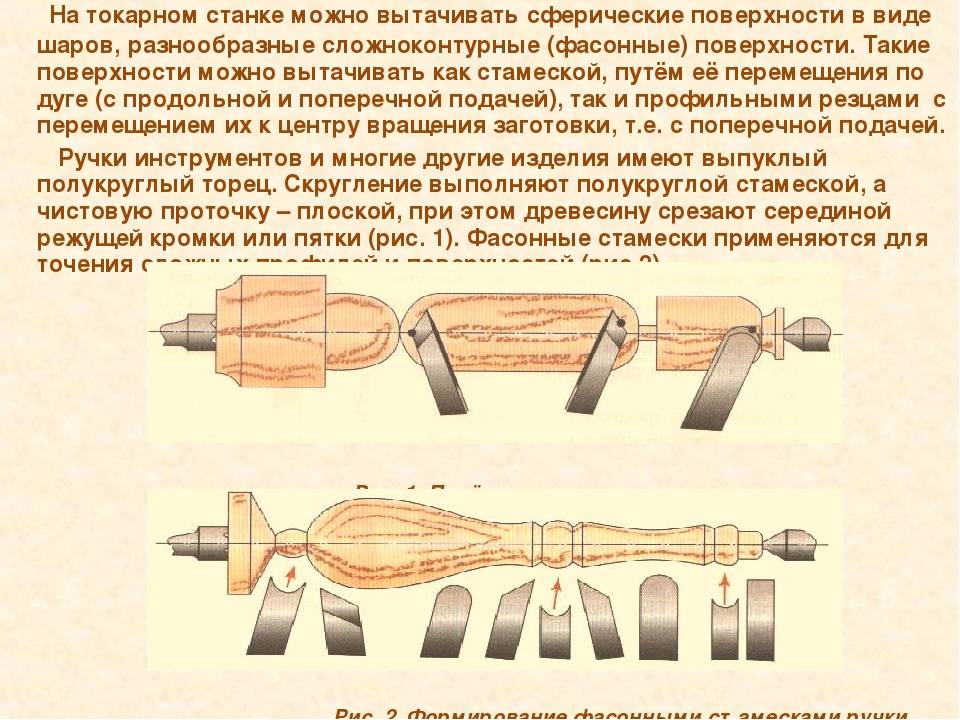 м в Австрии
м в Австрии Возможно, пока рано думать о вашем личном Рождестве, но…
Возможно, пока рано думать о вашем личном Рождестве, но…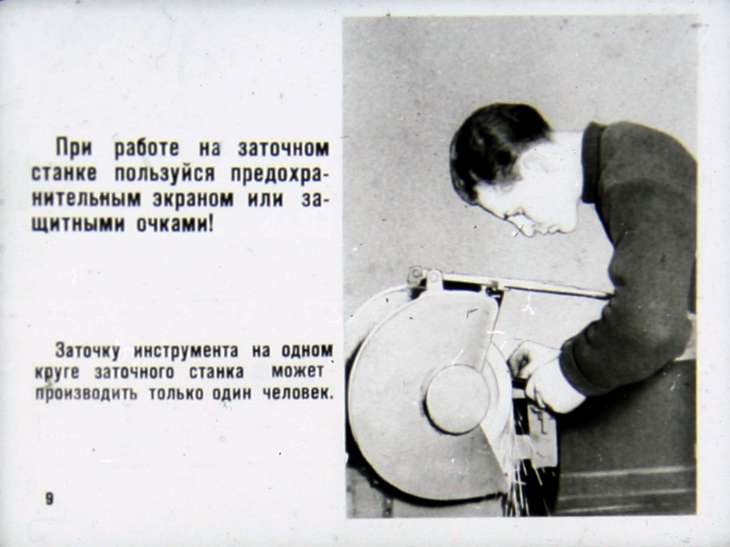 Вращение дерева может привести к опасностям и травмам. Но следуя некоторым простым советам по безопасности в мастерской, вы сможете избежать распространенных травм, связанных с токарной обработкой дерева. Давайте начнем с вашего магазина токарных станков. Вы заметили, что я сказал «ваш магазин», а не мой? Есть причина для …
Вращение дерева может привести к опасностям и травмам. Но следуя некоторым простым советам по безопасности в мастерской, вы сможете избежать распространенных травм, связанных с токарной обработкой дерева. Давайте начнем с вашего магазина токарных станков. Вы заметили, что я сказал «ваш магазин», а не мой? Есть причина для …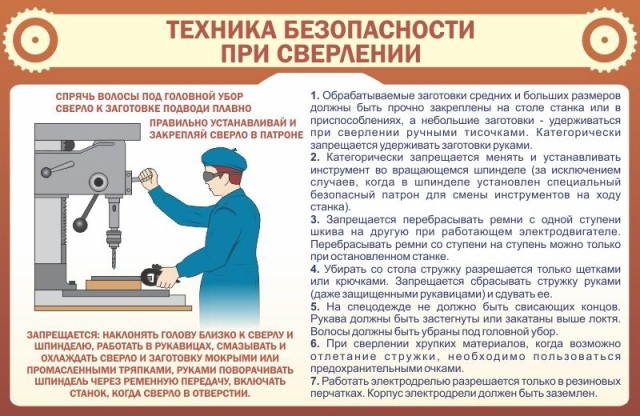 Эти два метода позволяют токарному станку …
Эти два метода позволяют токарному станку … Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с …
Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с … Это делает садовников идеальной группой для вас. Что вы можете сделать для своих друзей-садоводов? Вот пять проектов, которые помогут вам начать. Я уверен, что вы придумаете больше идей для токарной обработки дерева…
Это делает садовников идеальной группой для вас. Что вы можете сделать для своих друзей-садоводов? Вот пять проектов, которые помогут вам начать. Я уверен, что вы придумаете больше идей для токарной обработки дерева… Они перезвонят вам.
Они перезвонят вам.  д.
д. 

 Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 550…
Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 550… 08.2019
08.2019 В работе несколько часов. Не подошел по габаритам, стоит в сухом подвале многоквартирного дома. Детальное описание Станок CL-1200 М предназначен для…
В работе несколько часов. Не подошел по габаритам, стоит в сухом подвале многоквартирного дома. Детальное описание Станок CL-1200 М предназначен для…
 Совсем немного б/у, в отличном состоянии, проверен в работе!!!Мощность, Вт — 2000 Напряжение, В — 220Max диаметр обработки над…
Совсем немного б/у, в отличном состоянии, проверен в работе!!!Мощность, Вт — 2000 Напряжение, В — 220Max диаметр обработки над… Межцентровое расстояние 1000мм
Межцентровое расстояние 1000мм Брал токарный станок FDB Maschinen MCF 1440 для хобби.
Брал токарный станок FDB Maschinen MCF 1440 для хобби. Для меня важен профессионализм, а у ребят он есть. Все прошло очень четко, без каких-либо неудобств.
Для меня важен профессионализм, а у ребят он есть. Все прошло очень четко, без каких-либо неудобств. Вообще видно, что крутой станок. Я в принципе уже имел дело с этим магазином, но в этот раз сработали еще лучше. Спасибо
Вообще видно, что крутой станок. Я в принципе уже имел дело с этим магазином, но в этот раз сработали еще лучше. Спасибо Рад, что вбрал именно эту модель.
Рад, что вбрал именно эту модель. 00
00 03.2023
03.2023
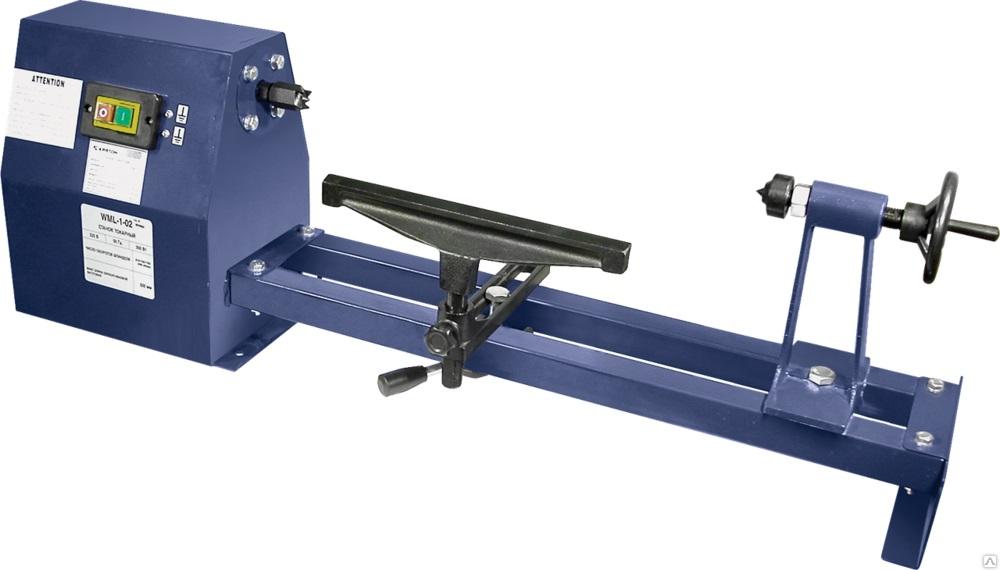

 Последняя цена
Последняя цена 0004
0004 У моего друга есть небольшой антикварный магазин здесь, на Норт-Вермилион-стрит. У него какой-то фетиш на станки меньшего размера (не знаю, читает ли он это). Я помогал ему с некоторыми из его проектов.
У моего друга есть небольшой антикварный магазин здесь, на Норт-Вермилион-стрит. У него какой-то фетиш на станки меньшего размера (не знаю, читает ли он это). Я помогал ему с некоторыми из его проектов.

 Вы могли видеть Г-н Карл Джейкобсон из Орегона работает с этим конкретным устройством в своей мастерской.
Вы могли видеть Г-н Карл Джейкобсон из Орегона работает с этим конкретным устройством в своей мастерской. Немного быстрее для чаш, но это нормально для меня.
Немного быстрее для чаш, но это нормально для меня. Но в отличие от китайских мини-станков у вас могут быть детали в наличии с гарантией и достаточного качества.
Но в отличие от китайских мини-станков у вас могут быть детали в наличии с гарантией и достаточного качества.

 Если вы хотите увидеть другие потенциальные варианты, вот мой рекомендуемый выбор альтернативных вариантов.
Если вы хотите увидеть другие потенциальные варианты, вот мой рекомендуемый выбор альтернативных вариантов. с. – достойное решение.
с. – достойное решение. д.) довольно тяжелые для сборки. Отделите подручник, сначала банджо. Это сделает его легче.
д.) довольно тяжелые для сборки. Отделите подручник, сначала банджо. Это сделает его легче. 250-700, 600-1800 и 1350-4000 об/мин
250-700, 600-1800 и 1350-4000 об/мин с., достаточным для вращения чаш до 11”. Там написано двенадцать дюймов, но я не люблю работать на краю.
с., достаточным для вращения чаш до 11”. Там написано двенадцать дюймов, но я не люблю работать на краю. Это привлекло внимание многих. Джет воспользовался этим и добился успеха.
Это привлекло внимание многих. Джет воспользовался этим и добился успеха. Это основы.
Это основы. Если тесно, то выбирайте качественные мини или миди.
Если тесно, то выбирайте качественные мини или миди. Боксельдер
Боксельдер  Другими словами, чем больше поворот у машины, тем больше она может повернуть.
Другими словами, чем больше поворот у машины, тем больше она может повернуть. Кроме того, всегда есть риск неправильной проверки из-за отсутствия опыта.
Кроме того, всегда есть риск неправильной проверки из-за отсутствия опыта.
 Некоторые из подобных ситуаций рассматриваются далее.
Некоторые из подобных ситуаций рассматриваются далее. Такие масла содержат повышенное количество маслорастворимых сульфидов.
Такие масла содержат повышенное количество маслорастворимых сульфидов. Истирание характерно для малых контактных скоростей, выкрашивание – при умеренных и задир – при высоких.
Истирание характерно для малых контактных скоростей, выкрашивание – при умеренных и задир – при высоких.


 Именно плотность жидкости снижает передающие качества.
Именно плотность жидкости снижает передающие качества.
 Вязкость также влияет на то, насколько чувствительными будут поверхности токарного станка к грязи и пыли. Более густая смазка сможет улавливать больше загрязняющих веществ. Вязкость является наиболее важным фактором при выборе смазочного масла для токарного станка.
Вязкость также влияет на то, насколько чувствительными будут поверхности токарного станка к грязи и пыли. Более густая смазка сможет улавливать больше загрязняющих веществ. Вязкость является наиболее важным фактором при выборе смазочного масла для токарного станка. По этому показателю чаще используются машинные масла общего назначения ГОСТ 20799-88 типа И-25А, И-30А и их зарубежные аналоги.
По этому показателю чаще используются машинные масла общего назначения ГОСТ 20799-88 типа И-25А, И-30А и их зарубежные аналоги.

 »
» Нормы расхода устанавливаются индивидуально, в зависимости от мощности токарного станка и вида инструмента, но обычно не превышают 0,15…0,30 кг/смену.
Нормы расхода устанавливаются индивидуально, в зависимости от мощности токарного станка и вида инструмента, но обычно не превышают 0,15…0,30 кг/смену.
 «>
«> д. Определяя периодичность техобслуживания и объем необходимых работ, руководствуются прежде всего паспортом оборудования. В этом же документе указываются схема смазки и тип масла. Если станок эксплуатируется с повышенными нагрузками, служба механика может разработать собственную карту ТО. Мелкая металлическая стружка и пыль, которые образуются при обработке заготовок, ускоряют износ пар трения. Поэтому масло для этого вида техники должно не только формировать защитную пленку на омываемых поверхностях, но и обладать высокими моющими свойствами. Смазочные материалы, которые хорошо подходят для использования в металлорежущих станках, можно выбрать в линейке продукции Rolf.
д. Определяя периодичность техобслуживания и объем необходимых работ, руководствуются прежде всего паспортом оборудования. В этом же документе указываются схема смазки и тип масла. Если станок эксплуатируется с повышенными нагрузками, служба механика может разработать собственную карту ТО. Мелкая металлическая стружка и пыль, которые образуются при обработке заготовок, ускоряют износ пар трения. Поэтому масло для этого вида техники должно не только формировать защитную пленку на омываемых поверхностях, но и обладать высокими моющими свойствами. Смазочные материалы, которые хорошо подходят для использования в металлорежущих станках, можно выбрать в линейке продукции Rolf. В этом случае чистят и смазывают узлы, требующие разборки, меняют масла и фильтры, при необходимости выполняют наладку и регулировку механизмов.
В этом случае чистят и смазывают узлы, требующие разборки, меняют масла и фильтры, при необходимости выполняют наладку и регулировку механизмов.
 Так, горизонтальные и вертикальные направляющие скольжения смазывают антискачковым материалом 68-го и 220-го классов вязкости по ISO соответственно. Для смазки линейных направляющих используют жидкость, выбранную с учетом особенностей конструкции станка, скорости перемещения подвижных частей, удельных рабочих нагрузок. Особо нагруженные узлы и механизмы требуют смазывания высоковязкими противозадирными маслами, скоростные – жидкостями малой вязкости с улучшенными антифрикционными свойствами. Подобрать подходящее масло для любого станка можно в каталоге компании ROLF Lubricants GmbH.
Так, горизонтальные и вертикальные направляющие скольжения смазывают антискачковым материалом 68-го и 220-го классов вязкости по ISO соответственно. Для смазки линейных направляющих используют жидкость, выбранную с учетом особенностей конструкции станка, скорости перемещения подвижных частей, удельных рабочих нагрузок. Особо нагруженные узлы и механизмы требуют смазывания высоковязкими противозадирными маслами, скоростные – жидкостями малой вязкости с улучшенными антифрикционными свойствами. Подобрать подходящее масло для любого станка можно в каталоге компании ROLF Lubricants GmbH.
 Вам понадобится определенная вязкость вашего масла, и вы захотите, чтобы оно соответствовало определенному стандарту.
Вам понадобится определенная вязкость вашего масла, и вы захотите, чтобы оно соответствовало определенному стандарту.

 Однако сначала попробуйте свое масло ISO 68, если оно действительно работает, и вы можете избавить себя от необходимости покупать совершенно другое масло.
Однако сначала попробуйте свое масло ISO 68, если оно действительно работает, и вы можете избавить себя от необходимости покупать совершенно другое масло. Они сильно различаются в зависимости от машины. В этом случае, как и у большинства бюджетных станков азиатского производства, сами важнейшие подшипники шпинделя загерметизированы и не подлежат обслуживанию. Однако быстросменная коробка передач и каретка имеют масляные резервуары, которые необходимо периодически сливать и наполнять. В моем случае смазка представляет собой простую систему «разбрызгивание и гравитация», но есть более крупные и сложные машины, которые имеют масляные насосы и системы распределения смазки.
Они сильно различаются в зависимости от машины. В этом случае, как и у большинства бюджетных станков азиатского производства, сами важнейшие подшипники шпинделя загерметизированы и не подлежат обслуживанию. Однако быстросменная коробка передач и каретка имеют масляные резервуары, которые необходимо периодически сливать и наполнять. В моем случае смазка представляет собой простую систему «разбрызгивание и гравитация», но есть более крупные и сложные машины, которые имеют масляные насосы и системы распределения смазки. Мы углубимся в это как часть замены масла. Собственно, именно с этого мы и начнем.
Мы углубимся в это как часть замены масла. Собственно, именно с этого мы и начнем. Нефтяная технология изменилась a лот из старых времен перегонки сладкой сырой нефти дважды и прекращения дела. Если у вас есть машина конца 19-го века, вы можете даже найти в руководстве призывы к китовому жиру или парафину.
Нефтяная технология изменилась a лот из старых времен перегонки сладкой сырой нефти дважды и прекращения дела. Если у вас есть машина конца 19-го века, вы можете даже найти в руководстве призывы к китовому жиру или парафину. Может помочь такая диаграмма:
Может помочь такая диаграмма:



 Следует ли менять шестерни маслом или смазкой — это жаркие религиозные споры среди машинистов. Смазка остается там, где вы ее нанесли, и держится почти вечно, но притягивает к себе стружку и грязь. Масло остается чистым, но требует постоянного повторного нанесения. Поскольку эти шестерни находятся внутри крышки за шпинделем, они довольно защищены от мусора, поэтому смазка кажется мне правильным выбором. Это также то, что предлагает руководство, так что этого достаточно для меня.
Следует ли менять шестерни маслом или смазкой — это жаркие религиозные споры среди машинистов. Смазка остается там, где вы ее нанесли, и держится почти вечно, но притягивает к себе стружку и грязь. Масло остается чистым, но требует постоянного повторного нанесения. Поскольку эти шестерни находятся внутри крышки за шпинделем, они довольно защищены от мусора, поэтому смазка кажется мне правильным выбором. Это также то, что предлагает руководство, так что этого достаточно для меня.


 Выбранная густота смазки зависит от скорости вращения и силы нагрузки (чем нагрузка ниже и скорость сильнее, тем ниже степень густоты смазочного материала). Что касается конкретной марки СОЖ, то зачастую она регламентируется производителем станка и зависит от температурного режима работы. Технический паспорт вашего оборудования должен содержать всю необходимую информацию.
Выбранная густота смазки зависит от скорости вращения и силы нагрузки (чем нагрузка ниже и скорость сильнее, тем ниже степень густоты смазочного материала). Что касается конкретной марки СОЖ, то зачастую она регламентируется производителем станка и зависит от температурного режима работы. Технический паспорт вашего оборудования должен содержать всю необходимую информацию.
 По любым интересующим вопросам обращайтесь к нам по указанным на сайте контактам.
По любым интересующим вопросам обращайтесь к нам по указанным на сайте контактам. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
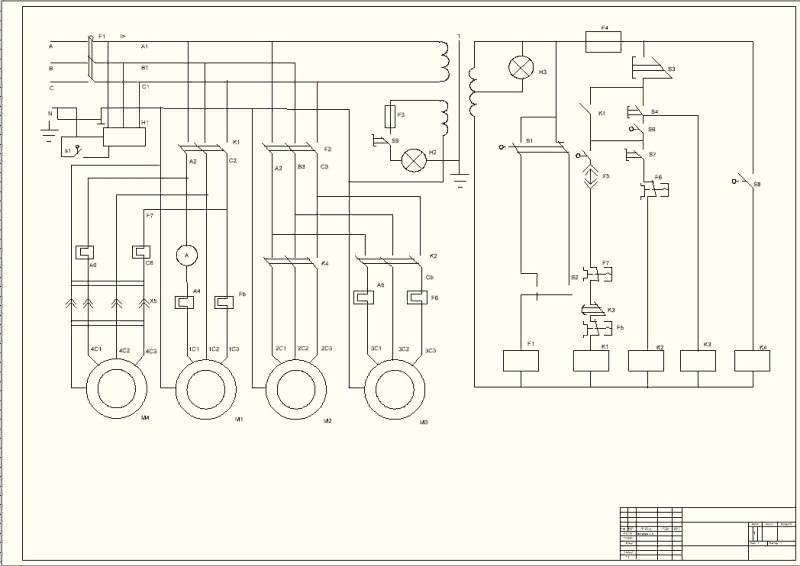 Диаграммы конечного автомата UML (или иногда называемые диаграммой состояний, автоматом состояний или диаграммой состояний) показывают различные состояния объекта. Диаграммы конечного автомата также могут показать, как объект реагирует на различные события, переходя из одного состояния в другое. Диаграмма конечного автомата — это диаграмма UML, используемая для моделирования динамической природы системы.
Диаграммы конечного автомата UML (или иногда называемые диаграммой состояний, автоматом состояний или диаграммой состояний) показывают различные состояния объекта. Диаграммы конечного автомата также могут показать, как объект реагирует на различные события, переходя из одного состояния в другое. Диаграмма конечного автомата — это диаграмма UML, используемая для моделирования динамической природы системы. Диаграммы конечного автомата обычно применяются к объектам, но могут применяться к любому элементу, который имеет поведение по отношению к другим объектам, таким как: субъекты, варианты использования, методы, системы подсистем и т. д., и они обычно используются в сочетании с диаграммами взаимодействия (обычно диаграммами последовательности). ).
Диаграммы конечного автомата обычно применяются к объектам, но могут применяться к любому элементу, который имеет поведение по отношению к другим объектам, таким как: субъекты, варианты использования, методы, системы подсистем и т. д., и они обычно используются в сочетании с диаграммами взаимодействия (обычно диаграммами последовательности). ).
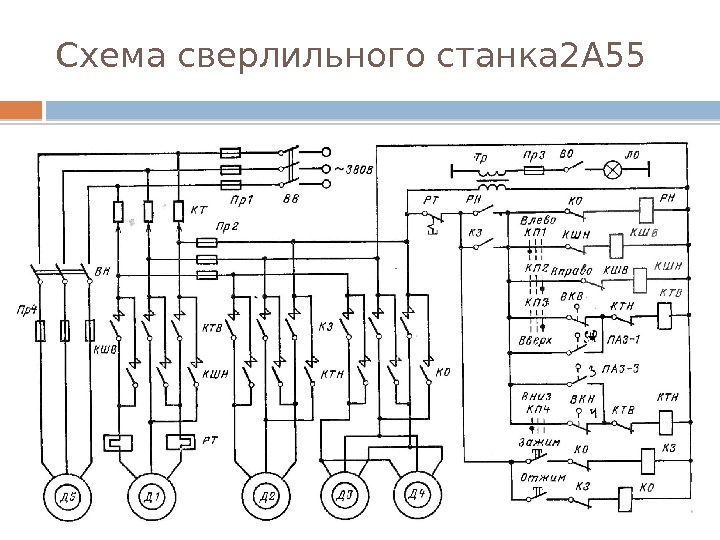
 Переход из этого состояния покажет первое реальное состояние
Переход из этого состояния покажет первое реальное состояние
 Действие связано с переходами и во время которого действие нельзя прервать — например, вход, выход
Действие связано с переходами и во время которого действие нельзя прервать — например, вход, выход
 Состояние, которое имеет подсостояния (вложенные состояния), называется составным состоянием. Подсостояния могут быть вложены на любом уровне. Вложенный конечный автомат может иметь не более одного начального состояния и одного конечного состояния. Подсостояния используются для упрощения сложных плоских автоматов состояний, показывая, что некоторые состояния возможны только в определенном контексте (окружающее состояние).
Состояние, которое имеет подсостояния (вложенные состояния), называется составным состоянием. Подсостояния могут быть вложены на любом уровне. Вложенный конечный автомат может иметь не более одного начального состояния и одного конечного состояния. Подсостояния используются для упрощения сложных плоских автоматов состояний, показывая, что некоторые состояния возможны только в определенном контексте (окружающее состояние). Состояния истории позволяют машине состояний повторно войти в последнее подсостояние, которое было активным до выхода из составного состояния. Пример использования состояния истории представлен на рисунке ниже.
Состояния истории позволяют машине состояний повторно войти в последнее подсостояние, которое было активным до выхода из составного состояния. Пример использования состояния истории представлен на рисунке ниже.
 Обратите внимание, что не все события допустимы во всех состояниях; например, если дверь открыта, вы не сможете запереть ее, пока не закроете. Также обратите внимание, что к переходу состояния может быть присоединено условие защиты: если дверь открыта, она может реагировать на событие закрытия, только если выполнено условие doorWay->isEmpty. Синтаксис и соглашения, используемые в диаграммах конечных автоматов, будут подробно рассмотрены в следующих разделах.
Обратите внимание, что не все события допустимы во всех состояниях; например, если дверь открыта, вы не сможете запереть ее, пока не закроете. Также обратите внимание, что к переходу состояния может быть присоединено условие защиты: если дверь открыта, она может реагировать на событие закрытия, только если выполнено условие doorWay->isEmpty. Синтаксис и соглашения, используемые в диаграммах конечных автоматов, будут подробно рассмотрены в следующих разделах.
 Это наиболее полезно, когда эффект связан с переходом.
Это наиболее полезно, когда эффект связан с переходом. На следующей диаграмме показан пример, в котором состояние, выполняемое после основного состояния обработки, зависит от того, какой маршрут используется для выхода из состояния.
На следующей диаграмме показан пример, в котором состояние, выполняемое после основного состояния обработки, зависит от того, какой маршрут используется для выхода из состояния.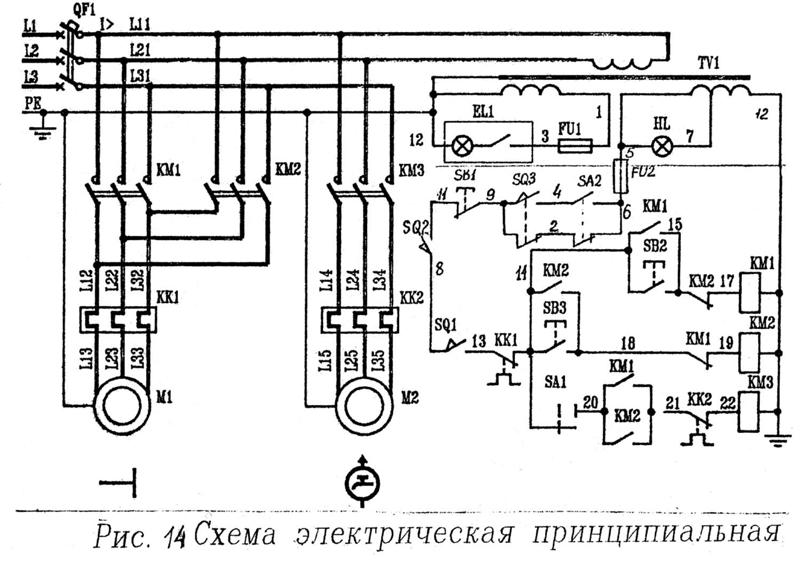

 диаметр обработки над станиной, мм
диаметр обработки над станиной, мм
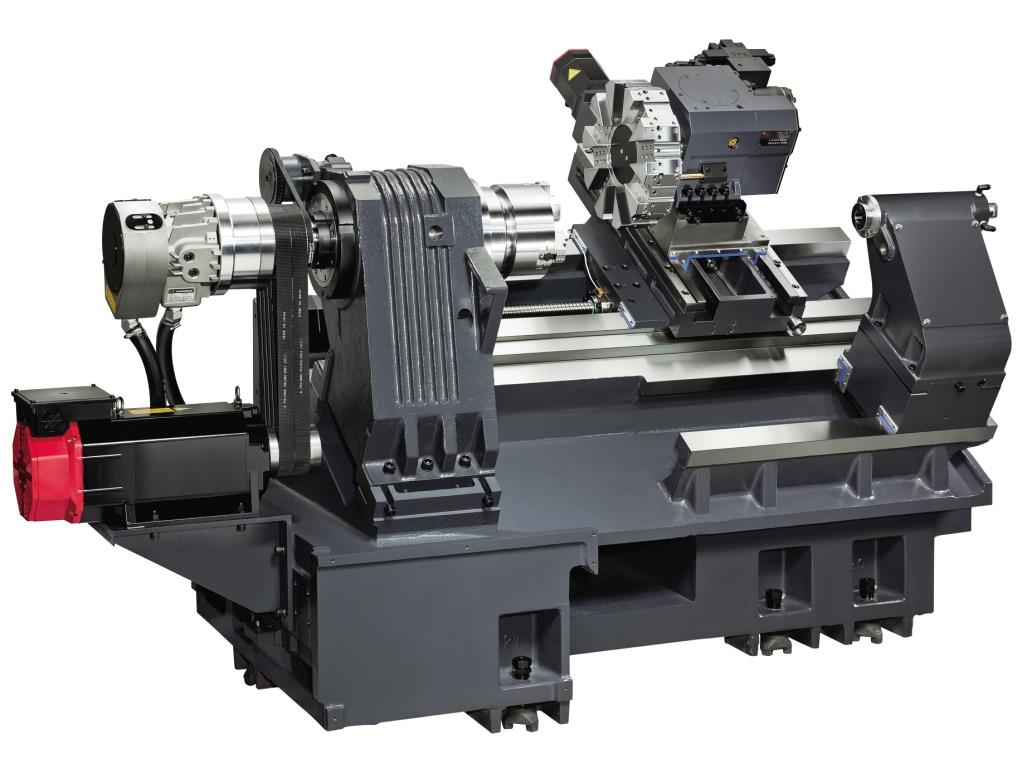

 С помощью ШВП осуществляется движение рабочего модуля станка – инструментального блока (резцедержка).
С помощью ШВП осуществляется движение рабочего модуля станка – инструментального блока (резцедержка).

 -$ 100K
-$ 100K
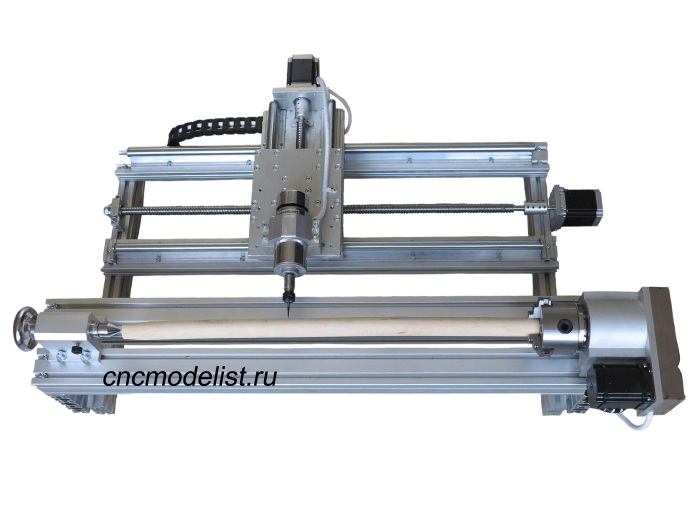 Чем больше диапазон движения, тем больше цена в целом.
Чем больше диапазон движения, тем больше цена в целом. Большинство станков с ЧПУ Hobby имеют 3 оси.
Большинство станков с ЧПУ Hobby имеют 3 оси.
 Большинство машин в этом диапазоне начинаются с 1000 долларов и идут вверх.
Большинство машин в этом диапазоне начинаются с 1000 долларов и идут вверх. Он стал по-настоящему популярным после того, как некоторые популярные ютуберы начали использовать его для своих проектов.
Он стал по-настоящему популярным после того, как некоторые популярные ютуберы начали использовать его для своих проектов.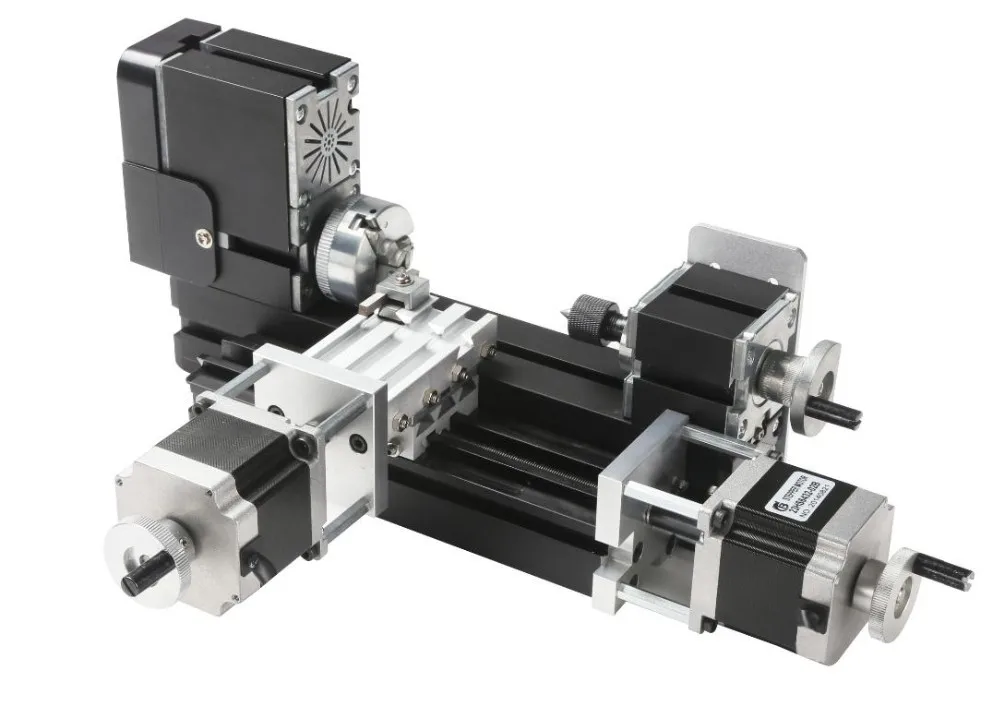



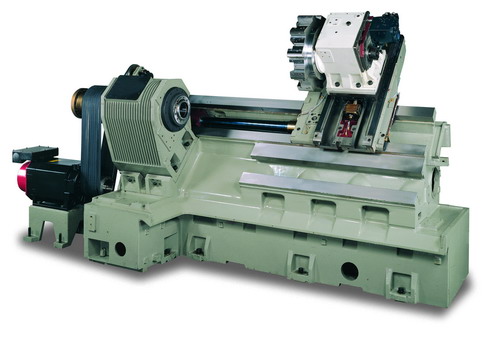










 LNS Bar Feeder (Часы работы 2485H)
LNS Bar Feeder (Часы работы 2485H)
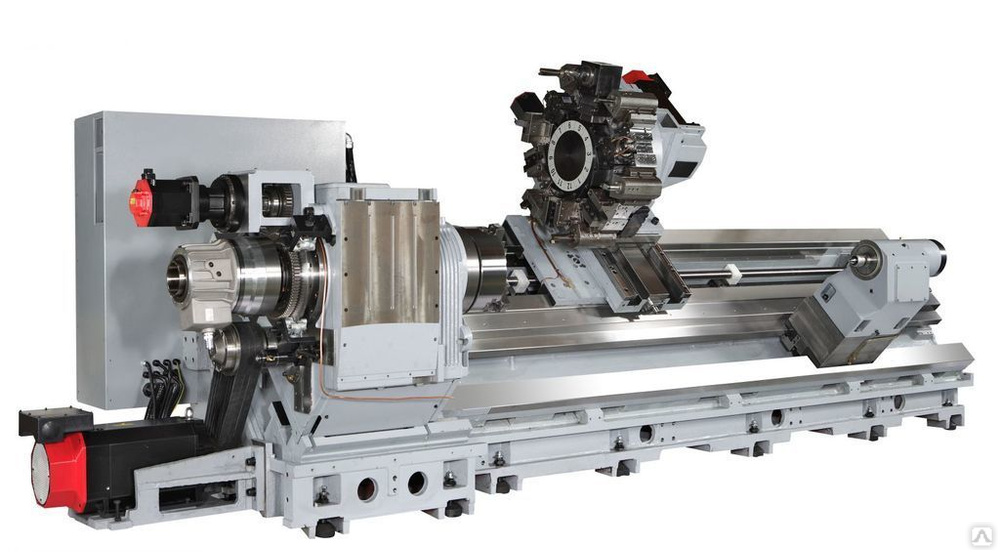
 800.800.800.800.8001.1700.1700.1700.1700.
800.800.800.800.8001.1700.1700.1700.1700. Особой разновидностью токарных станков с ЧПУ является обрабатывающий центр ( токарный центр ), который отличается особенно высокой производительностью. Каждый производитель (например, GILDEMEISTER, MAZAK или TRAUB) оснащает свои токарные станки с ЧПУ и обрабатывающие центры различными системами управления (например, MAZATROL). Диаметр поворота и длина варьируются. В Surplex вы найдете подержанные станки с ЧПУ с конвейер для стружки и другие аксессуары. Также современные модели от ведущих производителей!
Особой разновидностью токарных станков с ЧПУ является обрабатывающий центр ( токарный центр ), который отличается особенно высокой производительностью. Каждый производитель (например, GILDEMEISTER, MAZAK или TRAUB) оснащает свои токарные станки с ЧПУ и обрабатывающие центры различными системами управления (например, MAZATROL). Диаметр поворота и длина варьируются. В Surplex вы найдете подержанные станки с ЧПУ с конвейер для стружки и другие аксессуары. Также современные модели от ведущих производителей! Предшественником токарного станка с ЧПУ был токарный станок с ЧПУ, который имел только числовое управление и не позволял сохранять программы. Этот недостаток технологии токарных станков с ЧПУ был устранен внедрением технологии ЧПУ.
Предшественником токарного станка с ЧПУ был токарный станок с ЧПУ, который имел только числовое управление и не позволял сохранять программы. Этот недостаток технологии токарных станков с ЧПУ был устранен внедрением технологии ЧПУ. Для программирования необходимо соблюдать определенную процедуру, изложенную в соответствующих правилах DIN. Исходная точка станка или нулевая точка станка является ключевым требованием обработки. Эта точка используется для расчета всех координат для различных осей движения. Различные держатели инструмента позволяют выполнять ряд рабочих процессов, таких как торцевая резка, продольная токарная обработка или коническая токарная обработка.
Для программирования необходимо соблюдать определенную процедуру, изложенную в соответствующих правилах DIN. Исходная точка станка или нулевая точка станка является ключевым требованием обработки. Эта точка используется для расчета всех координат для различных осей движения. Различные держатели инструмента позволяют выполнять ряд рабочих процессов, таких как торцевая резка, продольная токарная обработка или коническая токарная обработка. Токарно-фрезерный центр с ЧПУ является ярким примером и сочетает в себе токарные и фрезерные процессы. В сочетании с другими промышленными машинами можно создавать полные производственные системы или даже производственные линии с использованием промышленных роботов и транспортных устройств, что значительно повышает производительность. Элементы управления часто настроены очень по-разному.
Токарно-фрезерный центр с ЧПУ является ярким примером и сочетает в себе токарные и фрезерные процессы. В сочетании с другими промышленными машинами можно создавать полные производственные системы или даже производственные линии с использованием промышленных роботов и транспортных устройств, что значительно повышает производительность. Элементы управления часто настроены очень по-разному.
 Также имеется широкий спектр периферийного оборудования для токарных станков с ЧПУ. При покупке бывшего в употреблении токарного станка с ЧПУ стоит провести пробный запуск в рамках оценки станка. Также рекомендуется воспользоваться услугами опытного дилера, который во время презентации выявит слабые места в подержанной технике. Мы советуем выточить образец изделия, а затем проверить его размеры с помощью цифрового штангенциркуля. Это позволит вам определить любые изношенные участки в подшипниках и соединениях станка с ЧПУ, приобретенного на рынке подержанного оборудования. Система охлаждающей смазки подержанного токарного станка также должна быть полностью исправна. Еще одним преимуществом покупки бывшего в употреблении токарного станка с ЧПУ является то, что создано большое количество компаний, специализирующихся на предоставлении услуг по техническому обслуживанию бывших в употреблении станков с ЧПУ. С их помощью бывшие в употреблении станки с ЧПУ могут быть полностью и с минимальными затратами отремонтированы.
Также имеется широкий спектр периферийного оборудования для токарных станков с ЧПУ. При покупке бывшего в употреблении токарного станка с ЧПУ стоит провести пробный запуск в рамках оценки станка. Также рекомендуется воспользоваться услугами опытного дилера, который во время презентации выявит слабые места в подержанной технике. Мы советуем выточить образец изделия, а затем проверить его размеры с помощью цифрового штангенциркуля. Это позволит вам определить любые изношенные участки в подшипниках и соединениях станка с ЧПУ, приобретенного на рынке подержанного оборудования. Система охлаждающей смазки подержанного токарного станка также должна быть полностью исправна. Еще одним преимуществом покупки бывшего в употреблении токарного станка с ЧПУ является то, что создано большое количество компаний, специализирующихся на предоставлении услуг по техническому обслуживанию бывших в употреблении станков с ЧПУ. С их помощью бывшие в употреблении станки с ЧПУ могут быть полностью и с минимальными затратами отремонтированы.

