ML292A Комбинированный станок в Перми (Станки бытовые деревообрабатывающие)
Цена: Цену уточняйте
за 1 ед.
Компания ООО “ОптТорг“ (Пермь) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар ML292A Комбинированный станок с доставкой по одному региону России, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Предназначенные для комплексной обработки столярных изделий на малых предприятиях, а также фермерских и личных подсобных хозяйствах.
Предназначенные для комплексной обработки столярных изделий на малых предприятиях, а также фермерских и личных подсобных хозяйствах.
Станки обеспечивают следующие виды обработки:
— пиление продольное, поперечное и под углом;
— фугование;
— выборка пазов шипов и проушин;
— сверление перовыми сверлами;
— фрезерование концевыми фрезами.
Отличительные особенности:
+ Станок обеспечивает безопасные условия работы: все режущие инструменты имеют ограждения.
+ Жесткая станина и литые столы, снижающие вибрацию и сохраняющие точность длительное время.
Технические характеристики
Наименование
Параметры
Ширина фугования, мм
200
Диаметр ножевого вала, мм
72
Минимальная длина обрабатываемой детали
150
Толщина снимаемого слоя, мм
3
Частота вращения ножевого вала (сверла), об/мин
4000
Толщина при пилении, мм
70
Диаметр дисковой пилы, мм
250
Частота вращения пильного вала, об/мин
3500
Мощность электродвигателя, кВт
1,5
Напряжение, В
220/380
Габариты (Д х Ш х В), мм
1120х710х570
Масса, кг
98
Характеристики ML292A Комбинированного станка
— Страна производитель: Китай
Товары, похожие на ML292A Комбинированный станок
Вы можете оформить заказ на «ML292A Комбинированный станок» в организации «ООО ОптТорг» через наш каталог БизОрг. Сейчас предложение находится в статусе «в наличии».
Почему «ООО ОптТорг»
специальное предложение по цене для пользователей торговой площадки БизОрг;
своевременное выполнение взятых обязательств;
разнообразные методы оплаты.
Оставьте заявку прямо сейчас!
FAQ
Как оставить заявку?Чтобы оставить заявку на «ML292A Комбинированный станок» свяжитесь с фирмой «ООО ОптТорг» по контактным данным, которые указаны в правом верхнем углу. Обязательно укажите, что нашли организацию на торговой площадке БизОрг.
Где узнать более подробную информацию об организации «ООО ОптТорг»?Для получения подробных даных об организации перейдите в правом верхнем углу по ссылке с названием фирмы. Затем перейдите на нужную вкладку с описанием.
Предложение указано с ошибками, контактный номер телефона не отвечает и т.п.Если у вас появились проблемы при взаимодействии с «ООО ОптТорг» – сообщите идентификаторы организации (5696) и товара/услуги (3250591) в нашу службу поддержки пользователей.
Служебная информация
«ML292A Комбинированный станок» можно найти в следующей категории: «Станки бытовые деревообрабатывающие».
Предложение было создано 01.09.2013, дата последнего обновления — 16.11.2013.
За это время предложение было просмотрено 549 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией ООО “ОптТорг“ цена товара «ML292A Комбинированный станок» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО “ОптТорг“ по указанным телефону или адресу электронной почты.
GZ Industrial Supplies является дистрибьютором и поставщиком продуктов Hellolog и других промышленных инструментов в Нигерии. Наш стационарный строгальный станок по дереву ML292A-hellolog — это универсальный деревообрабатывающий станок, гибкий для любых видов работ, столярных, мебельных и тяжелых промышленных операций, он прочный и эргономичный.
Свяжитесь с нами, чтобы узнать о наличии продукта.
1 отзыв
Скрыть отзывы
Показать отзывы
сопутствующие товары
Клиенты также просмотрели
Комбинированные машины
от Damatomacchine | дм Италия
Дом
Деревообрабатывающие станки
Комбинированные машины
Широкий ассортимент многофункциональных станков для обработки древесины, способных выполнять от минимум 3 до максимум 7 рабочих мест
Комбинированный станок Cosmos Elite от Damatomacchine
Комбинированный станок для деревообработки с циркулярной пилой Ø 200 мм, квадратная каретка с максимальным ходом 500 мм, фрезерование/формовка с режущей головкой 50 мм, строгальный станок/толщина шириной от 154 мм с 2 ножами, долбежный станок, однофазный двигатель 1100 Вт (Код: DMCI012E)
Комбинированный станок Cosmos Standard производства Damatomacchine
Деревообрабатывающий комбинированный станок с циркулярной пилой Ø 200 мм, строгальной кареткой с максимальным ходом 500 мм, строгальным станком толщиной от 154 мм шириной с 2 ножами, долбежным, 1100 Вт однофазный двигатель (Код: DMCI012)
Комбинированный станок Andromeda Standard by Damatomacchine
Деревообрабатывающий станок с 5 различными типами обработки: циркулярная пила Ø 250 мм, раздвижная настольная пила с максимальным резом 350 мм, фрезерный станок с горизонтальным шпинделем, строгальный станок / толщина 210 мм шириной, Двигатель однофазный (220 В) мощностью 2 л.
Главная » Универсальные резцы для токарно-копировальных станков
Данный тип резцов предназначен для токарных станков по дереву, работающих по копиру.
В зависимости от радиуса могут использоваться как для черновой, так и для чистовой обработки.
Устанавливаются как перед люнетом (формирующие), так и за люнетом (черновой+чистовой).
Формирующий резец
перед люнетом
Формирующие резцы устанавливаются
над осью вращения
неподвижно на размер диаметра
люнетного кольца.
Черновой и чистовой резцы
Черновой и чистовой резцы
располагаются сверху над осью
вращения и опускаются на
обрабатываемую заготовку
по принципу коромысла,
приводимые в действие системой
копировального механизма.
Классификатор универсальных токарных резцов.
V — профиль
L — профиль
Г — профиль
Материал: WMV-СО
— сплав быстрорежущей стали (наряду с вольфрамом (W) содержат молибден (М), один из важнейших носителей мощности, ванадий(V) – для обеспечения стойкости режущего инструмента и высокий процент кобальта(CO), что значительно улучшает теплостойкость быстрорежущей стали.
Артикул
В, мм
Н, мм
L, мм
R, мм
Профиль
G1
20
25
240
4
L
G2
20
25
240
4
V
G3
25
25
240
6
L
G4
25
25
240
6
V
G5
25
30
240
12
L
G6
25
30
240
6
L
G7
25
30
240
6
V
G8
30
30
240
12
L
G9
30
30
240
12
V
G10
25
25
240
5
L
G11
25
25
240
5
V
G12
25
30
240
5
L
G13
25
30
240
5
V
G14
30
30
240
8
L
G15
30
30
240
8
V
G16
30
30
240
6
L
G17
30
30
240
6
V
GC5
25
30
280
12
L
GC6
30
30
280
6
L
GC7
30
30
280
6
V
GC10
25
30
280
5
L
GC11
25
30
280
5
V
GC12
30
30
280
8
L
GC13
30
30
280
8
V
GR5
25
30
220
12
L
GR6
25
30
220
6
L
GR7
25
30
220
6
V
GR8
30
30
220
12
L
GR10
25
30
220
5
L
GR11
25
30
220
5
V
GR98
30
30
220
10
L
GR99
30
30
220
10
Г
112-1
20
30
180/200/220/250
0. 5
V
112-2
20
30
180/200/220/250
1.0
V
112-3
20
30
180/200/220/250
2.0
V
112-4
20
30
180/200/220/250
4.0
V
Материал: TANTUNG (тв. сплавная напайка)
112-1-Т
20
30
180/200/220/250
0.5
V
112-2-Т
20
30
180/200/220/250
1.0
V
112-3-Т
20
30
180/200/220/250
2.0
V
112-4-Т
20
30
180/200/220/250
4.0
V
Статья: Токарные резцы по металлу
Резцы для токарного станка — режущие инструменты, предназначенные для обработки металлических деталей различных форм, точности и размеров, позволяющие выполнять основной перечень технологических операций по обработке металла. Используются на машиностроительных, металлургических и других промышленных предприятиях, крупных и мелких производствах, в ремонтных мастерских.
Конструкция токарного резца
Конструкция резца, предназначенного для токарной обработки, представлена двумя основными элементами:
рабочей головкой, выполняющей обработку металлической детали;
державкой, используемой для фиксации инструмента на токарном станке.
Рабочая головка резца состоит из нескольких плоскостей и режущих кромок с разным углом заточки, зависящим от характеристик металла и типа обработки. Державка выполняется в нескольких вариантах по поперечному сечению — в виде прямоугольника, квадрата, круга.
По конструкции инструменты разделяются на несколько видов:
прямые: державка и рабочая головка расположены на одной либо двух осях, параллельных друг другу;
изогнутые: державка имеет изогнутую форму;
отогнутые: рабочая головка отогнута относительно оси державки.
Классификация резцов для токарной обработки
По направлению совершения подающего движения различают:
инструменты левого типа: подаются слева направо во время обработки. Если на инструмент положить левую руку, то со стороны большого пальца будет находиться режущая часть;
инструменты правого типа: подача осуществляется справа налево. Это самый распространенный вид. Если положить на резец правую руку, то режущая кромка будет расположена со стороны большого пальца.
По типу выполняемых операций резцы разделяются на следующие типы:
для черновых работ;
для получистовых работ;
для чистовых работ.
Материал изготовления резцов
Токарные резцы классифицируются в соответствии с требованиями соответствующего ГОСТа на три основные категории:
цельные, изготовленные из легированной стали. Имеют ограниченную сферу использования − для обработки заготовок на низких скоростях;
резцы с твердосплавными пластинами съемного типа, фиксирующиеся на рабочую головку при помощи винтов или прижимов. Самый распространенный вид, увеличивающий производительность работ и позволяющий обрабатывать металлы при изменениях режимов резания;
резцы с пластиной из твердого сплава, напаянной на рабочую часть. Используются реже.
Особенности установки резца
Перед установкой резца на токарный станок следует тщательно очистить опорные части резцедержателя. Для крепления каждого инструмента используется не менее чем 2 болта. После крепления резец следует подвести строго к центру передней или задней бабки и отрегулировать по высоте. ФФинишная регулировка резца на требуемую глубину выполняется с лимбом поперечной подачи либо методом пробных стружек.
Технология заточки резцов
Точение резцов выполняется регулярно и позволяет придать рабочей части инструмента нужные форму и углы. Для этого существует специальный станок, но при его отсутствии можно использовать универсальный станок с точильным кругом. Обработка задней и передней поверхности резцов выполняется поэтапно, под определенными углами.
Для более точной обработки резцов используются специальные подкладки, устанавливаемые между столиком станка и опорной поверхностью инструмента. Во время заточки важно, чтобы режущая кромка инструмента находилась на уровне с центром точильного круга. Точильный круг должен вращаться таким образом, чтобы режущая пластина прижималась к державке.
Машины для резки — Kuris-Group USA
КУРИС ОДНОСЛОЙНЫЕ РЕЗКИ
Серия однослойных ножей «Cutty» от Kuris представляет собой четвертое поколение проверенных ножей, которые были полностью переработаны и оптимизированы. Он отличается индивидуально оптимизированной режущей головкой с программируемой осью Z.
Все машины рассчитаны на максимальную производительность и оптимальное качество продукции. Инструментальная технология может быть адаптирована индивидуально и точно к соответствующему материалу. Это означает, что всегда достигаются оптимальные условия резания.
Четвертое поколение оснащено адаптацией инструмента Multiflex. Помимо чрезвычайно короткого времени врезания, эта система также предлагает убедительный выбор благодаря быстрому позиционированию и скорости резки. Кроме того, система смены инструмента значительно сокращает время наладки, поскольку требуется меньше операций по настройке.
Резак достигает скорости позиционирования до 100 метров в минуту и, в зависимости от типа материала, скорости резки до 70 метров в минуту. Машина дополнительно доступна с вакуумным насосом мощностью 7,5 или 11 кВт.
Стандартный пользовательский интерфейс и навигация по меню гарантируют, что оператор машины может быстро освоиться с машиной в различных технологиях. Ошибки при эксплуатации и затраты на обучение резко сокращаются.
Даже на высоких скоростях машина режет стабильно и надежно. Мобильная и инновационная система управления очень удобна в использовании.
Для резки текстильных материалов, технического текстиля, пленки, кожи, пластмасс, препрегов, стекловолокна, углеродного волокна, сотовых материалов и специальных материалов.
Немецкая служба контроля качества
КОЖАНЫЕ РЕЗЧИКИ КУРИС
По сравнению с другими отраслями и материалами, раскрой кожи требует максимального внимания и повышенных усилий.
Поэтому, особенно в кожевенной промышленности, всегда существовала потребность в высокой степени автоматизации. Мы поставили перед собой задачу и интенсивно изучили весь производственный процесс.
Благодаря нашим решениям мы сильно повлияли на рынок кожи. Эффективный и высокоуровневый курс будет охватывать такие темы, как интеллектуальное управление заказами, администрирование кожи, сканирование кожи, мощный раскрой и точная резка.
Нарезка кожи до нужного размера на протяжении веков представляла собой особую задачу. Для выявления проблемных участков материала мы много лет разрабатывали нашу систему обнаружения кожи. Здесь важно определить, какую часть шкуры можно вырезать.
Вместе с нашим партнером Gemini мы разработали специальное компьютерное программное обеспечение для исследования кожи. Детальный процесс обнаружения происходит, когда материал получен или до того, как он покинет поставщика, он полностью зарегистрирован и доступен в любое время.
Доступны системы различной сложности в зависимости от объема производства: от оптимального использования отдельной шкуры до записи, архивирования, хранения и резки множества шкур на основе профиля заказа.
Запатентованная сканирующая станция Kuris сочетает в себе инновации, эргономику и эффективность. Использование интеллектуального пера и интерактивного рабочего пространства открывает возможности для совершенствования рабочих процессов, добавляющих ценность. Цифровые записи данных открывают новые горизонты, когда речь идет о создании заказов, диагностике и экономической эффективности.
Здесь возможна реализация на любой бюджет. Оптические устройства, такие как камеры и проекторы, используются для записи и визуализации. Инструмент OT1 идеально подходит для резки кожи. Встроенная щеточка для очистки гарантирует плавный и надежный процесс очистки оптических устройств. Срок службы режущей подложки также значительно увеличивается.
МНОГОСЛОЙНЫЕ РЕЗЧИКИ КУРИС
Наши машины серии TexCut могут обрабатывать текстильные пакеты высотой до 100 мм. Высота зависит от материала и требуемой точности.
Как ведущие азиатские производители текстиля, которые снабжают престижные европейские модные марки, так и известные немецкие производители одежды доверяют технологии нашей компании.
Области применения:
Швейная промышленность, автомобильная промышленность, аэрокосмическая промышленность, мебельная промышленность, строительная промышленность, судостроение и железнодорожная промышленность.
Если вы ищете хорошую электронную машину для высечки, не ищите дальше. Мы потратили много времени на изучение некоторых из лучших электронных станков для резки, которые вы можете найти сегодня, и мы собираемся поделиться с вами нашими выводами, чтобы вы тоже могли делать потрясающие разрезы.
Имейте в виду, что наш список состоит из , а не в каком-то конкретном порядке, поэтому вам нужно будет прочитать обзоры и сделать выбор, какую модель вы предпочитаете.
Если вы новичок в квилтинге или электронных ножах, вот несколько вещей, которые нужно знать, прежде чем двигаться дальше:
Электрические ножи точно вырезают дизайны
Дизайны можно создавать, редактировать и вырезать на заказ
Резаки могут резать ткань, бумага, винил, дерево (в некоторых случаях) и другие материалы
Эти типы резаков для ткани лучше всего подходят для резки одного слоя ткани за раз. Если вы хотите что-то, что может вырезать несколько слоев, обратите внимание на машины для высечки ткани, такие как Accuquilt Go 9.0069
Если вы ищете ручные высекальные машины, наши рекомендации можно найти здесь. Используя самые современные технологии и программное обеспечение, машина для высечки может выполнять такие точные разрезы, которые не под силу человеческой руке. Вы можете каждый раз создавать повторяющиеся рисунки с одинаковой точностью, что не так просто при вырезании вручную.
Любой, кто любит декоративно-прикладное искусство, шитье или действительно уникальные украшения, найдет миллион применений для правильной раскройной машины.
Мы предоставили три лучших варианта лучшей высекальной машины ниже.
1. Беспроводная машина для резки Cricut Explore Air
Cricut Explore Air является лидером отрасли. Что особенного в этом продукте, так это то, что он предлагает двойную каретку, которая позволяет резать и надрезать или резать и писать за один простой шаг.
Особенности этой электрической высекальной машины:
Двойная каретка
6 типов изображений, принимаемых при загрузке
60 материалов, которые он может разрезать
Design Space (онлайн-программное обеспечение для дизайна)
Компоненты для хранения
От вдохновения до воплощения пользователи могут создавать свои модели с помощью онлайн-программного обеспечения или приложения. Пользователи могут загружать изображения в различных форматах по беспроводной сети, а в бесплатной библиотеке содержится более 50 000 изображений, шрифтов и проектов.
Для запуска Explore Air не требуются сложные настройки, можно делать большие или маленькие разрезы. Требования к разрезу юнита:
Ширина от 1/4” до 11 1/2”
Высота 23 1/3”
Пользователи могут вырезать карту и заставить Explore Air одновременно писать на ней причудливое персонализированное сообщение. один легкий шаг. Вы можете делать предметы интерьера, подарки, украшения и многое другое с помощью Air.
На этой машине можно резать кожу, ткань, дерево и даже пергамент и печатать на них.
Создавайте роскошные ткани для своих собственных квилтинговых или швейных проектов или придумывайте милый дизайн для своей обуви, чтобы вернуть старым скучным туфлям модную моду.
Единственные настройки, которые вам нужно отрегулировать, — это настройки материала, чтобы выбрать правильную настройку для вашего разреза.
Cricut позаботится обо всем остальном, что позволяет с легкостью создавать профессиональные элегантные дизайны одним нажатием кнопки. Существует даже приложение-редактор, которое позволяет вам изменять цвета и редактировать свои проекты, чтобы настроить их дальше.
=> Нажмите здесь, чтобы узнать, что другие говорят о Cricut Explore Air.
2. Электронная машина для резки Silhouette Cameo
Модель Cameo от Silhouette — это пресс для высечки, который может резать материалы от винила до ткани шириной 12 дюймов и длиной до 10 футов. Да, 10 футов. Это массивный электронный симпатичный гаджет, обладающий одним из лучших эстетических качеств на рынке.
Особенности Cameo:
Коврик для резки 12 дюймов
100 предварительно загруженных рисунков
Длина резки 10 футов
Функция Print & Cut (подробнее об этом ниже)
Silhouette Studio для создания собственных рисунков и шрифтов
Cameo — впечатляющая машина, ориентированная на качество. С Cameo можно резать все, от ткани до картона и термотрансферного материала.
Если шрифт есть на вашем компьютере, вы можете вырезать его .
Функция «Печать и вырезание» позволяет пользователям предварительно распечатывать материалы, используя их распечатку, и вырезать их с помощью Cameo. Эта простая функция раскрывает творческий потенциал пользователя, позволяя быстро создавать высококачественные дизайны и вырезы.
Запатентованная функция считывает метки на отпечатанной бумаге и обрезает метки, обеспечивая точную обрезку печатных изображений.
Интернет-магазин предлагает на выбор 50 000 готовых форм.
Сенсорный экран и цветной ЖК-экран облегчают навигацию по настройкам. Нарезайте материал прямо из рулона с помощью встроенного поперечного резака на задней панели устройства. Лезвия и другие аксессуары можно аккуратно хранить в прилагаемых отсеках для хранения.
Индивидуальная одежда, открытки и декорации на виниле — вот лишь некоторые из того, что любят вырезать пользователи.
Silhouette Studio входит в комплект поставки устройства. Просто установите программное обеспечение на свой компьютер, и вы получите доступ к мощному набору инструментов, позволяющих пользователям мгновенно создавать потрясающие дизайны.
Пользователи также могут создавать изображения и шрифты с помощью Silhouette Studio.
Это одна из лучших электронных машин для резки на рынке сегодня, и она подтверждена сотнями положительных отзывов.
Если вам нужен набор, компания также продает эту модель в пакетах, что гарантирует, что вы сможете начать резку сразу же после получения этого продукта.
Отличная модель для строгих нужд резки.
=> Нажмите здесь, чтобы узнать больше об электронном станке для резки Silhouette Cameo.
3. Brother CM350 ScanNCut 2 Станок для резки для дома и хобби
Компания Brother является производителем высококачественного станка для резки для хобби, который слишком хорош, чтобы его не заметить. CM350 часто отсутствует на складе, и это свидетельствует о высоком спросе со стороны пользователей, хотя иногда это может доставлять неудобства.
У этого устройства есть несколько интересных функций, которые вы должны увидеть:
85-дюймовый ЖК-экран
Возможность подключения к беспроводной сети
600 встроенных дизайнов
7 встроенных шрифтов
Сканер с разрешением 300 точек на дюйм
Облачное веб-приложение
Это одна из самых передовых машин для резки на рынке, а мощность сканирования сканера с разрешением 300 точек на дюйм является основной причиной, по которой CM350 попал в наш список. Модернизированный дисплей предлагает увеличенное на 30 % пространство для просмотра на колоссальном сенсорном ЖК-экране с диагональю 4,85 дюйма.
Когда вы собираетесь использовать этот резак, вы можете подключить его через ПК, беспроводную связь или использовать его как автономный и использовать встроенные функции.
Рекомендуется беспроводная связь или ПК, поскольку вы получите доступ к программе ScanNCutCanvas, которая представляет собой бесплатное облачное приложение, упрощающее проектирование и редактирование данных резки. У вас под рукой будет профессиональное программное обеспечение для редактирования и создания, позволяющее создавать потрясающие нарезки.
Появилась новая галерея проектов, в которой пользователи получают пошаговые инструкции по созданию уникальных проектов.
Для создания разрезов достаточно нажать кнопку.
С помощью Brother CM350 вы можете сканировать почти что угодно, от рисунков до семейных фотографий и даже проектов домашнего декора.
Работая с тканью, вы сможете делать изящные и профессиональные детализированные разрезы. Подушки — это любимое дело фанатов, которые вырезают из ткани уникальные узоры, а с помощью этого резака вы также можете делать открытки, бумажные украшения и многое другое.
Я хочу заявить, что есть кривая обучения, чтобы освоить эту модель.
Как поменять язык интерфейса принтера: подробное описание настроек языка для принтеров, которое подойдет для моделей любой марки. Ссылки для скачивания драйверов и описание установки
Все зависит от модели принтера. Предположим, что в наличии есть только один принтер, который используется в домашних условиях. Как известно, эти принтеры не снабжены панелью с клавишами, как другие многофункциональные принтеры, которые могут печатать, делать копии, сканировать, отправлять факс и выполнять другие функции.
Когда мы хотим поменять язык интерфейса на обычном принтере, речь идет о смене языка меню программного обеспечения для обслуживания принтера: инструменты и настройки принтера.
Вопрос на самом деле поставлен так: Как изменить язык программы обслуживания принтера? Есть два способа изменить язык драйверов: первый — это поменять язык уже установленного драйвера, или второй — по новой установить данную программу и выбрать нужный язык.
Как правило, язык операционной системы компьютера влияет на язык программ данного компьютера: зачастую язык устанавливается по умолчанию в соответствии с языком ОС. Например, если ОС использует немецкий язык, очень вероятно, что настройки по умолчанию для любого драйвера будут также на немецком языке.
В идеале нужно попытаться изменить язык из окна свойств принтера перед удалением или переустановкой драйверов. Для этого нужно зайти в настройки принтера из меню Устройства печати. В списке установленных принтеров выберите ярлык нужного принтера, нажмите на нем правой кнопкой мыши, чтобы перейти в свойства принтера. Как правило, Свойства — это последняя опция в развертывающемся списке.
В окне меню выберите Дополнительные настройки или Параметры конфигурации устройства. В данном окне найдите опцию, которая связана с языковыми настройками и поменяйте язык. Возможно, придется перезагрузить компьютер, чтобы изменения пришли в силу.
Второй способ: переустановить драйверы
Удалите драйверы для принтера. Убедитесь, что в очереди на печать нет документов. найдите подходящие драйверы в интернете: на веб-сайте HP или на веб-сайте Canon. Все зависит от марки принтера.
Перед началом загрузки файла будет предложено выбрать язык. Затем следуйте процессу установки, по завершении которого программа для обслуживания принтера будет на том языке, который вы выбрали в начале.
Если у нас в наличии есть многофункциональный принтер, для конфигурации языка на дисплее
Здесь есть два варианта: заменить язык дисплея на панели принтера или заменить язык программного обеспечения, установленного на компьютере.
Для настройки языка с панели принтера нужно будет зайти в конфигурацию под данным знаком .
Вполне возможно, что , для изменения языкы на принтере нам нужно будет зайти в меню под названием Языки или региональные настройки. Для дополнительной информации обратитесь к руководству пользователя, чтобы подробнее узнать, как изменить язык принтера. Если вам нужна помощь , пожалуйста, свяжитесь с нами.
Как перевести CURA на нормальный русский язык
Техничка
Подпишитесь на автора
Подписаться
Не хочу
19
Всем привет!
Я новичок в 3д-печати, но меня это дело зацепило не на шутку и я захотел глубоко разобраться в настройках слайсера Cura 4.6.1. О, как же я был удивлён тем, что не смог найти исчерпывающий информации по настройке параметров нарезки! С английским у меня плохо, а русский перевод курицы близок к машинному и похоже, что это и есть машинный перевод от Майкрософта, изредка разбавленный человеческими комментариями. Многие русские термины в интерфейсе режут слух, многие не понятны совсем, даже с переведёнными пояснениями, даже на оригинальном английском. Пока разберёшься в очередном параметре, уже забудешь суть предыдущего, а возиться снова с переводом слишком затратно по времени. Короче, решил я сделать свой перевод куры на понятный мне русский. И оказалось, что это не сложно.
Расскажу как перевести на русский язык отдельные фразы если вам они, как и мне, режут глаза. Можете хоть всю куру перевести.
Рис 1. Корявые названия и объяснения
.
Для начала нам понадобится скачать с оф. сайта и установить свободно распространяемую программу Poedit. Предполагаю, что пользоваться поиском все уже умеют.
Открываем ей файл слайсера fdmprinter.def.json.po.
Рис 2. Скрин открытого файла
.
Видим напротив каждой фразы англоязычного интерфейса корявый куриный перевод на русский. Выделяем строку и ниже просто редактируем русский текст как нам нравится.
Сохраняем драгоценный редактированный файлик к себе в закрома, а затем жмём меню «Файл => компилировать в формат МО» и сохраняем под названием fdmprinter.def.json.mo.
Находим в папках куры файл с тем же названием, сохраняем его на всякий случай в отдельной папке, а на его место вставляем свой.
Всё, открываем слайсер и радуемся своему переводу!
Рис 3. Результат перевода на русский язык интерфейса Cura 4.6.1.
Если кто-то проникнется идеей перевести всё меню настроек и сделает это хорошо, то прошу поделиться со мной файликами перевода. 🙂 Всем хорошей печати!
Еще больше интересных статей
15
Подпишитесь на автора
Подписаться
Не хочу
Наверное, многие уже слышали о прелестях прошивки Klipper, но попробовав ее установить, разбили амби…
Читать дальше
1
Подпишитесь на автора
Подписаться
Не хочу
Не секрет ,что заводские кронштейны двигателей выполнены из листового алюминия толщиной 3 мм ,…
Читать дальше
xedos
Загрузка
25. 04.2016
335350
207
Подпишитесь на автора
Подписаться
Не хочу
Добрый день Уважаемые читатели!
GCODE: Плюшки от ПавлушкиПосле написания предыдущей…
Читать дальше
Некоторые принтеры не будут печатать русские символы
Word 97+: некоторые принтеры не будут печатать русские символы
Word 97+: некоторые принтеры не печатают русские символы
Проблема: вы видите нормальный русский язык на экране в Word 97 и более поздних версиях, но когда распечатываешь, то видишь только какие-то квадратики или какие-то тарабарские символы вместо русского на бумаге.
Примечание. MS Excel 97 тоже может иметь такую проблему. Ниже приведена ссылка на Инструкция по Excel на сайте Microsoft — статья Q191191 в базе знаний Майкрософт:
Excel 97: проблемы с печатью символов Юникода (расширенных).
Первое, что нужно попробовать (то же самое — если у вас есть такие проблемы в любом другом приложении Office, таком как Excel ) это получить новейшее программное обеспечение для принтера (драйверы принтера) — перейдите на веб-сайт производителя вашего принтера. производителя, а также загрузите и установите последнюю версию программного обеспечения.
Если вышеперечисленное не помогло, то попробуйте один из следующих способов:
1. Принтеры HP DeskJet
Один из способов решения этой проблемы (другие методы — в разделе 2 ниже) :
перейдите в папку Windows\System и найдите файл hpfcfg.exe
дважды щелкните этот файл, чтобы выполнить его
Снимите флажок «Технология печати Windows»
Поставьте галочку в поле под названием «Печать True Type в графическом режиме»
2. База знаний Microsoft: ARTICLE-ID: Q159418: Word 97: некоторые принтеры не печатают символы Unicode
Есть нет мои собственные инструкции ниже, это копия статьи Q159418 от базу знаний Майкрософт.
Эта статья Microsoft «WD97: некоторые принтеры не печатают символы Unicode» в настоящее время находится здесь: http://support.microsoft.com/support/kb/articles/q159/4/18.asp но поскольку веб-сайт MS часто перестраивается, я привожу ниже копию этого статья.
База знаний Microsoft: ARTICLE-ID: Q159418
WD97: некоторые принтеры не будут печатать символы Unicode
Последнее рассмотрение: 22 января, 1999
Информация в этой статье относится к:
Microsoft Word 97 для Windows
ВАЖНО: Эта статья содержит информацию о редактировании реестра. Перед редактированием реестра необходимо сначала сделать резервную копию файлы реестра (System.dat и User.dat). Оба являются скрытыми файлами в Папка Windows.
СИМПТОМЫ
Если вы печатаете документ, содержащий расширенные символы, например греческие символов, на определенные принтеры, использующие драйверы принтеров, которые не принимают Символы Unicode, расширенные символы могут быть напечатаны в виде квадратных блоков. даже если они правильно отображаются на экране.
Проблема затрагивает следующие принтеры и драйверы принтеров:
Canon BubbleJet BJ-C600, 4000, 4200, 4500, 4550, версия 3.40
Canon Multipass 2500 3,40
Эпсон Колор 500
Epson Stylus Color, версия 2.x
Epson Stylus Pro/XL версия 2.11BE
HP Color LaserJet 5 PCL, версия драйвера принтера F 1.300
HP DeskJet 1600C, версия драйвера принтера 4.20
HP LaserJet 4 PCL, версия драйвера принтера 3.78
HP LaserJet 6P, стандартный драйвер принтера
Лазерный принтер Okidata 4
ПРИЧИНА
Эта проблема возникает из-за того, что эти драйверы принтеров не поддерживают для символов Юникода.
ВРЕМЕННОЕ РЕШЕНИЕ
Чтобы обойти эту проблему, используйте любой из следующих методов.
Способ 1: установка флага печати
Для драйвера принтера существует флаг (настройка реестра), который заставляет его использовать функции компоновки символов Американского национального института стандартов (ANSI) вместо функций раскладки символов Unicode. При правильной настройке это позволяет драйверу принтера правильно печатать расширенные символы. Чтобы установить этот флаг, используйте метод, соответствующий вашей версии Word.
ПРЕДУПРЕЖДЕНИЕ. Неправильное использование редактора реестра может привести к серьезным проблемам, которые может потребоваться переустановка Windows 95. Microsoft не может гарантировать, что проблемы, возникшие в результате неправильного использования редактора реестра, могут быть решены. Используйте Редактор реестра на свой страх и риск.
Информацию о том, как редактировать реестр, см. в статье Изменение ключей и Значения раздела интерактивной справки в редакторе реестра (Regedit.exe). Обратите внимание, что вы следует сделать резервную копию файлов реестра (System.dat и User.dat) перед редактированием реестра.
Microsoft Word 97 Service Release 1 (SR-1) :
(вы можете проверить свою версию через Help/About)
Если вы установили Microsoft Word 97 Service Release 1 (SR-1), вы можете установите одну запись реестра, которая применяется ко всем установленным принтерам. Если у вас есть исходная (не SR1) версия Word 97, см. Раздел «Версия Word 97 (не SR1)» далее в этой статье.
Чтобы установить запись реестра, выполните следующие действия:
1. В меню «Пуск» нажмите «Выполнить».
2. В поле «Открыть» введите «regedit» (без кавычек), а затем
4. Дважды щелкните клавишу Word, чтобы открыть ее.
5. Под клавишей Word нажмите, чтобы выбрать имя вашего принтера.
ПРИМЕЧАНИЕ. Если имя вашего принтера не отображается под клавишей Word,
Следуй этим шагам:
а. В меню «Реестр» нажмите «Выход».
б. Запустите Ворд.
в. В меню «Файл» нажмите «Печать». В разделе «Принтер» выберите свой принтер в
список имен, а затем нажмите кнопку «Закрыть» («x» справа
стороне строки заголовка). Если соответствующий принтер уже
выбран, затем нажмите «Отмена».
д. В меню Инструменты щелкните Параметры.
е. Перейдите на вкладку Печать и нажмите кнопку ОК.
ф. Снова запустите метод 1 с шага 1.
6. При выбранном ключе принтера в меню Правка выберите Создать и нажмите
Строковое значение.
7. На правой панели введите «Флаги» (без кавычек) и нажмите
ВВОД.
8. Выбрав «Флажки», в меню «Правка» нажмите «Изменить».
9. В поле Значение введите «8192» (без кавычек) и щелкните
ОК.
Теперь принтер должен правильно печатать расширенные символы.
Метод 2: обходные пути для конкретного принтера
Следующая информация описывает обходные пути, которые доступны для определенные драйверы принтера. Обратите внимание, что не все драйверы принтера могут иметь конкретное обходное решение (в этом случае метод 1 является единственным доступным обходной путь).
HP DeskJet 1600C:
Чтобы обойти эту проблему, выполните следующие действия.
1. В меню «Пуск» выберите «Параметры», а затем щелкните «Принтеры».
2. Щелкните значок принтера HP DeskJet 1600C ColorSmart.
3. В меню «Файл» выберите «Свойства».
4. В диалоговом окне свойств HP DeskJet 1600C ColorSmart нажмите
Вкладка «Подробности», а затем нажмите кнопку «Настройка».
5. В диалоговом окне «Настройка ColorSmart» нажмите кнопку «Дополнительно».
и нажмите OK, чтобы закрыть все открытые диалоговые окна.
HP LaserJet 4 серии PCL:
Чтобы обойти эту проблему, выполните следующие действия.
1. В меню «Пуск» выберите «Параметры», а затем щелкните «Принтеры».
2. Щелкните значок принтера HP LaserJet 4.
3. В меню «Файл» выберите «Свойства».
4. В диалоговом окне свойств HP LaserJet 4 щелкните вкладку Шрифты.
5. В диалоговом окне «Шрифты» в разделе «Шрифты True Type» выберите «Печать TrueType».
как графику» и нажмите «ОК».
СОСТОЯНИЕ
Microsoft подтвердила, что это проблема в Microsoft Word 97 для Окна.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Символы ASCII представлены значениями от 0 до 127; ANSI включает ASCII, но добавляет символы со 128 по 255. Во всех языках ASCII символы точно такие же, но символы 128-255 используются для символы, характерные для языка, на основе кодовой страницы, связанной с язык. Этот подход обрабатывает различия символов для большинства языков в мире.
Некоторые языки (в частности, восточноазиатские языки, такие как японский кандзи, несколько диалектов китайского и корейского языков) не могут быть представлены только 256 символов. Письменные знаки в этих языках представляют собой целые слова. а не отдельные буквы, поэтому обычно существует более 6000 различных персонажи.
Юникод был введен для работы с этими языками. Юникод использует два байта на символ вместо стандартного одного байта на символ.
Для получения дополнительной информации см. следующие статьи в База знаний Майкрософт:
ИДЕНТИФИКАТОР АРТИКУЛА: Q159471
НАЗВАНИЕ : Word 97: Как установить файлы поддержки Far East
ИДЕНТИФИКАТОР СТАТЬИ: Q99884
НАЗВАНИЕ: Unicode и Microsoft Windows NT
АРТИКУЛ-ID: Q130052
НАЗВАНИЕ: Идеи, которые следует помнить при преобразовании из ASCII или ANSI в
Юникод
DeskJet 1600C, LaserJet 4 и Color LaserJet 5 производятся Hewlett-Packard, поставщик, независимый от Microsoft; мы не даем никаких гарантий, подразумеваемые или иные в отношении производительности или надежности данного продукта.
Для получения дополнительной информации о том, как получить техническую поддержку Microsoft продуктов, если вы находитесь за пределами США, обратитесь в Microsoft филиал для вашего региона.
Чтобы найти дочернюю компанию, посетите веб-сайт Microsoft World Wide Offices. в:
http://www.microsoft.com/worldwide/default.htm.
Или см. следующую статью базы знаний Майкрософт:
ИДЕНТ. АРТИКУЛА: Q49868
НАЗВАНИЕ: Техническая поддержка международной дочерней компании Microsoft
Последнее рассмотрение: 22 января 1999 г.
Первый русский книгопечатник, 1583.
Об этом товаре
Заголовок
Первый русский книгопечатник, 1583.
Резюме
Эта книга, изданная в Киеве в 1895 г., представляет собой краткую биографию Ивана Федорова (около 1510—83), предназначенную для широкого круга читателей. Наряду со Швейпольтом Фиолем и Франциском Скориной Федоров был одним из отцов книгопечатания в восточнославянском регионе. Он окончил Ягеллонский университет в Кракове, Польша, а затем работал в Москве, где издавал литургические произведения подвижным шрифтом, первые книги, напечатанные в России. Его изгнали из Москвы писцы, опасавшиеся конкуренции со стороны его нововведений, и он бежал в Великое княжество Литовское, где открыл типографию в Заблудове (на территории современной Польши). В 1572 году он переехал во Львов (на территории современной Украины, но в то время в составе Речи Посполитой). Федоров был не только печатником, но и гравером, инженером и пушечным мастером. В книге описывается раннее развитие книгопечатания в восточнославянских землях, достижения Федорова и его отношение к обществу, в котором он жил.
Имена
Андриевский, А. Составитель.
Создано/опубликовано
Киев : Киевская комиссия народных чтений, 1895.
Заголовки
—
Литва
—
Польша
—
Российская Федерация
—
Украина
—
с 1510 по 1583 год
—
Федоров, Иван, около 1510-1583 гг.
—
Полиграфия—Украина
Заметки
—
Название разработано на английском языке сотрудниками библиотеки.
—
Исходный объем ресурса: 24 страницы.
—
Оригинальный ресурс: Национальная библиотека Украины имени Ярослава Мудрого.
—
Контент на русском языке.
—
Описание основано на данных, извлеченных из Мировой цифровой библиотеки, которые могут быть получены из учреждений-партнеров.
Середина
1 сетевой ресурс.
Цифровой идентификатор
https://hdl. loc.gov/loc.wdl/wdl.10009
Контрольный номер Библиотеки Конгресса
2021666588
Онлайн формат
сжатые данные
пдф
изображение
Постоянная ссылка LCCN
https://lccn. loc.gov/2021666588
Дополнительные форматы метаданных
MARCXML-запись
МОДС Запись
Дублинская основная запись
Манифест презентации IIIF
Манифест (JSON/LD)
Права и доступ
Библиотеке Конгресса ничего не известно о каких-либо авторских правах или других ограничениях в коллекции Всемирной цифровой библиотеки. При отсутствии каких-либо таких ограничений эти материалы могут использоваться бесплатно и повторно. Исследователям рекомендуется ознакомиться с исходной информацией, прилагаемой к каждому пункту. Информацию о том, как связаться с организациями-партнерами WDL, см. в этом архивном списке партнеров 9.0007
Библиотека просит исследователей подходить к материалам этой коллекции с уважением к культуре и чувствам людей, чья жизнь, идеи и творчество задокументированы здесь.
В чем преимущества и недостатки двухголового лазерного СО2 ЧПУ станка? ✭ «ЧПУ24»
Что это за зверь такой, кому нужен, какие варианты использования? Разбираемся вместе с компанией ЧПУ24.
Технология функционирования прибора
Использование СО2 станков для резки лазером стало неотъемлемой составляющей многих сфер жизни. Такую конструкцию устанавливают и активно используют не только на предприятиях промышленного типа, но также в гаражах, домах, мастерских. Используется резка лазером для работы практически с любыми поверхностями:
из фанеры;
деревянной;
текстильной;
кожаной;
бумажной;
различных видов пластика;
металлической и других материалов.
Изделия, выполненные посредством востребованной лазерной технологии, окружают повсюду и принимаются повсеместно. Это ювелирные поделки, сувениры, инструменты, детали и многое другое.
В основе этого способа обработки лежит тепловое воздействие лазерного луча на обрабатываемую поверхность материала. Генерация луча происходит в лазерной трубке, в которую закачана смесь газов. Основным, из которых является газ СО2, который и дал название самой трубке, технологии и название оборудованию. После выхода из трубки луч через систему зеркал доставляется на фокусирующуюся линзу, установленную в лазерной голове. С помощью системы ЧПУ мы задаем мощность выходящего луча и скорость перемещения лазерной головки. В зависимости от этих параметров мы получаем либо резку материала, либо гравировку.
Основные достоинства
В подавляющем количестве лазерных станков установлена одна лазерная головка с помощью которой мы выполняем резку и гравировку и соответственно одна лазерная трубка определенной мощности. От мощности трубки зависит предельная толщина разрезаемого материала — чем больше мощность, тем больше толщина прорезаемого материала, так же изменяется и качество гравировки, чем трубка мощнее, тем у нее больше пятно контакта и тем менее детальная гравировка.
Так в чем же преимущество станка с двумя рабочими головами, перед станком с одной?
Две лазерные головы за единицу времени сделают ровно в два раза больше продукции чем одна. Это справедливо по отношению как к резке, так и к нанесению гравировки. Рабочее поле делится на две части: правую и левую. В зависимости от размера рабочего поля это может быть, например, 1300мм, тогда рабочее поле каждой лазерной головы будет 650мм или 1600мм, тогда рабочее поле будет 800мм. Область обработки от нас к нам при этом остается неизменной.
Универсальность.
Если у вас есть потребность использовать все рабочее поле станка, то это тоже возможно. Можно сдвинуть одну из лазерных голов в сторону и отключить лазерную трубку.
В рабочем положении
Лазерные головы сдвинуты
Вариативность и подстраховка.
Можно использовать лазерные трубки одинаковой мощности, а можно разной. В этом случае достигается как уже было сказано увеличение производительности. Кроме этого, лазерная трубка или блок питания лазерной трубки может выйти из строя в самое неподходящий момент. Пока мы ждем комплектующие на замену, оборудование стоит, сроки горят, заказчик недоволен. В Станке с двумя головами и лазерными трубками мы можем продолжать работать, да медленнее, но пока ждем комплектующие на замену, мы доделаем заказ и отдадим их клиенту.
Можно использовать лазерные трубки разной мощности. Например, одна лазерная трубка 130вт, мы ее используем для раскроя материалов, например, фанеры, кожи, а вторая 50вт для нанесения тонкой гравировки.
Цена
Обе лазерные головки и лазерные трубки установлены в одном и том же корпусе станка, если бы это была модель с одной лазерной головкой и лазерной трубкой. Обе лазерные головки закреплены на одном и том же портале, обеим движение передает один и тот же двигатель, обеими управляет один и тот же контроллер. Даже охлаждаться лазерные трубки могут от одного и того же чиллера. Например, в модели чиллера CW-5200 может быть, как два входа, так и четыре, соответственно для одной и двух трубок. Поэтому в зависимости от модели лазерного станка и мощности лазерных трубок происходит незначительное удорожание оборудование, чаще всего, оно укладывается в 10-15% от цены модели с одной головой.
Данное оборудование не занимает больше места в сравнении с вариантом использования двух лазерных станков, соответственно можно не переплачивать за аренду помещения, использовать незанятые метры под склад и другие нужды.
Лазерная головка перемещается только в одну сторону — Неисправность электрики/электроники лазера
#1
OFFLINE
korsakov
Отправлено 19 Февраль 2016 — 18:00
Rabbit 6090se вдруг, ни с того ни с сего, станок перестал нормально работать. Головка уехала до упора вправо. После остановки, стрелками на панели попытался сдвинуть головку: едет вперед-назад, влево НЕ ЕДЕТ. Вручную поставил головку в центр. При нажатии на панели стрелки вправо — головка едет вправо, а при нажатии стрелки влево — головка ДВИГАЕТСЯ ВПРАВО.
Подскажите, что могло произойти — до этого работал, нареканий не было.
Наверх
#2
OFFLINE
Alexandr Kiselev
Отправлено 19 Февраль 2016 — 18:18
Пропало движение по оси «Х», смотрите провода от шагового двигателя до драйвера, скорее всего причина в обрыве провода в гибком кабель-канале.
Техника не ошибается!» А разве технику придумали не люди!? А им как раз и свойственно ошибаться! Лучший контролер — совесть! Но лучшая совесть, все же, контролер… Ремонт: замена одних неисправностей другими.
Наверх
#3
OFFLINE
vv92
Отправлено 19 Февраль 2016 — 18:29
Дир смотрите на этой оси.
С Вас пиво, чё.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#4
OFFLINE
korsakov
Отправлено 19 Февраль 2016 — 18:50
Тема закрыта. Отошли провода на штекере, которым подключается провод к драйверу. Вместо пива могу предложить молока, нашего монастырского, приезжайте в гости))
Наверх
#5
OFFLINE
maximsoft
Отправлено 30 Май 2018 — 23:23
Добрый день.
Прошу помощи в диагностике неисправности.
AWC 708c lite перемещение по Y только в одну сторону. Станок новый, но, по идее, электроника должна была быть настроена производителем.
Дан станок: плата AWC 708c lite драйвер CWD556 (CW-motor) движки NEMA 23 (57BHH76 499B 30AB) Концевые датчики механика, нормально открытые. Ноль станка по датчикам СверхуСправа
Проблема:
При включении станка, после двойной отработки датчика портал пытается уйти вверх с соответствующим грохотом. При выключенном станке отвели портал вниз(по оси Y), затем включили станок и, не дав порталу дойти до концевика нажали последний самостоятельно, дважды. Станок естественно подумал что он достиг датчика и голова поехала как и положено влево, на свой ноль, а портал вверх.
Далее было обнаружено, что при нажатии на лицевой панели кнопок перемещения влево-вправо голова отрабатывает адекватно, а вот при нажатии вверх вниз портал едет ВСЕГДА вверх. Т.е. при противоположных сигналах управления осью мотор крутит только в одну сторону.
Собственно, что делать?
пс на драйверах лампочки правильно горят?
Сообщение отредактировал Admin: 31 Май 2018 — 07:02
Перенесено
Наверх
#6
OFFLINE
niksooon
Отправлено 30 Май 2018 — 23:35
тестер в зубы руки и отследить уровень сигнала Dir( и его изменение при реверсе движения) оси У от выхода контроллера до входа драйвера……
Наверх
#7
OFFLINE
maximsoft
Отправлено 31 Май 2018 — 00:04
Мне это в новинку. +Нет возможности оперативно производить манипуляции со станком.
Почитал про драйвера и понял — если низкий сигнал DIR приходит на оба направления — обрыв или короткое.
У меня еще вопрос — сигнальные диоды на драйвере горят в штатном режиме?
Наверх
#8
OFFLINE
KuZ
Отправлено 01 Июнь 2018 — 13:49
сигнальные диоды на драйвере горят в штатном режиме?
Диоды будут гореть в штатном режиме, даже если движение будет не в ту сторону. Диоды загораются от перегруза по току или от перенапряжения..
«Знаю я эти культурные дома. Иконы, самовары, Нефертити… Какие-то многозначительные черепки… Уйма книг, и все новенькие. .. А водки — на донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил? Занялся более важными делами?..» С. Довлатов.
Наверх
#9
OFFLINE
maximsoft
Отправлено 01 Июнь 2018 — 22:03
В общем dir нормально доходит к драйверу. Драйверы и моторы меняли местами. Неисправность в драйвере, кажется.
Наверх
#10
OFFLINE
2ar
Отправлено 02 Июнь 2018 — 00:38
Драйверы и моторы меняли местами. Неисправность в драйвере, кажется.
При нажатии на стрелки управления сигнал на DIR (вход драйвера) меняется с 0 до 5в (тестером смотрел).
При замене моторов проблема остается на драйвере, т.е. другой мотор крутит только в одну сторону.
При замене входящего сигнала (смена осей с контроллера на драйвер) проблема остается на драйвере, т.е. мотор другой оси крутит в одну сторону.
Дополнительно вопрос переключатели(и провода на шаговый) верно стоят на драйверах? (глючный драйвер на четвертом фото)
Проконсультировался с электронщиком, говорит перегорел транзистор(ы) силовой, но измерил тестером сопротивление пар выходных контактов (А+А- и В+В-) — короткого нет.
Сообщение отредактировал maximsoft: 02 Июнь 2018 — 00:48
Наверх
#12
OFFLINE
2ar
Отправлено 02 Июнь 2018 — 01:02
глючный драйвер на четвертом фото
где фото?
Наверх
#13
OFFLINE
maximsoft
Отправлено 02 Июнь 2018 — 01:15
Пятое сообщение в теме
http://mir-cnc.ru/to…ну-ст/?p=251789
Наверх
#14
OFFLINE
maximsoft
Отправлено 05 Июнь 2018 — 15:23
В общем, накрылся драйвер. После диагностики выявился нерабочий контроллер.
Оптопары пропускают сигнал нормально, сигнал доходит к контроллеру, но не выходит. Транзисторы выходные в порядке.
Вопрос. Можно ли воткнуть на его место вот такой драйвер?
https://refit.com.ua…una-2dm556.html
Наверх
#15
OFFLINE
Evgeni1010
Отправлено 07 Май 2019 — 19:01
Сегодня произошла история с нежеланием идти головке в лево. Пока ковырялся что к чему, пока потрогал ведзе, позже решил еще раз проверить её ход. И о чудо, опять стала работать, зараза. Видимо где-то просто отошло… На всякий случай законтрил термоклеем заход проводов в двигатель.
Наверх
#16
OFFLINE
Evgeni1010
Отправлено 02 Январь 2020 — 20:27
Эпопея продолжилась вот сейчас (январь).
И так странное поведение головки по оси х.
Происходит следующее: при запуске станка (головка находится внизу стола): движение по Х (влево-вправо) есть. Поднимаю головку по У вверх, повторяю движение по оси Х (влево-вправо) — движение есть. Теперь опускаю головку на миллиметр вниз — движение в право пропало!
Снова поднимаю головку чуть выше, вверх, снова движение по оси Х (влево-вправо) есть, снова чуть вниз и сразу движение в право по Х пропадает.
Итог: поднимая головку вверх, движение по Х (влево-вправо) есть, чуть опустить — вправо исчезает, влево сохраняется.
И так все время сокращается поле по Х (вправо) до самого верха стола!
Менял местами драйвера двигателей реакция такая же.
Думал перебит провод. Но движение по Х (влево-вправо) есть с самого низа, до верха поля, по всей площади стола, пока есть движение вверх-вверх- вверх… как только сигнал чуть «вниз» — сразу «стоп по Х вправо» !!!
Такое ощущение что поле «поджимается» програмно или где то сбита какая то настройка движения по Х .
При чем все началось внезапно, вот только что вырезал файл, а повторить уже не получилось, даже лазер не выключал, просто пропало движение вправо и все!
ГАД !!! (до этого немного изменял размеры поля, в программе на компе), но все оставалось по прежнему. А сейчас, включил лазер, и опять ОН стал работать как прежде по всему полю верх -вниз, влево- вправо!
Он гад издевается!!!!
Вот сейчас все винты закручу на место, поверну его мордой к себе и он опять что нибудь выкинет… (хотя может и пронесет).
Самое обидное что не понимаю где его глючит! Чтобы этого позже не повторилось.
Наверх
#17
OFFLINE
3D-BiG
Отправлено 02 Январь 2020 — 20:32
Вместо гадания просто замените провод на этот движок, дабы быть уверенным, что дело не в нем. … И вернее всего будете жутко удивлены… Т.к. ток у лазеров на движки чаще всего не превышает 3.5А (не говорю о огромных станках, где 86 движки, а веду речь о станках с 57 движками), то из широкодоступных проводов возьмите КММ 4*0.35…
Сообщение отредактировал 3D-BiG: 02 Январь 2020 — 20:34
Наверх
#18
OFFLINE
Evgeni1010
Отправлено 02 Январь 2020 — 20:44
Ну точно, повторилась ситуация, все завернул, поставил мордой к себе. А он ГАД повторяет свои капризы. Да, видимо провод надо точно перекинуть.
Наверх
#19
OFFLINE
Evgeni1010
Отправлено 06 Январь 2020 — 21:54
Кинул провода на прямую к двигателю, от одного драйвера пашет, от другого нет, хотя раньше были некоторые потуги работать от «сбитого» драйвера, но похоже где то КЗ, убило мечту — просто о замене провода. Теперь жду посылку с Али, с драйвером.
Наверх
#20
OFFLINE
Evgeni1010
Отправлено 14 Январь 2020 — 19:00
получил драйвер…деньги на ветер…
Проблема в трех верхних проводах! Только что определил. Раньше ума то не хватило по раздельности контакты проверить. Зараза!
Syntron Драйвер шагового двигателя SH-20403
на верхнюю колодку идут три провода. На одном драйвере (X) эти контакты не пашут (ну как непашут, нет движения вправо, только влево), когда присоединяю три верхних от другого драйвера (Y), то работает. Что за провода и что проверить? На заводе посоветовали проверить концевик, просто отсоединить, отсоединил,таже херня осталась. Так думаю что верхние провода идут к плате? Вероятность пробоя в проводах скорей всего никакая. Получается плата?
Сообщение отредактировал Evgeni1010: 15 Январь 2020 — 01:03
Наверх
Лазерные головки для гравировки с ЧПУ ⁎ Лазерные системы, драйверы, модули, диоды
Гравировальные лазерные головки серии PLh4D-XT
Все преимущества серии PLh4D-6W унаследованы лазерными головками серии PLh4D-XT: универсальность, компактные размеры, скоростной драйвер. Кроме того, все аксессуары серии PLh4D-6W совместимы с серией PLh4D-XT.
Гравировальные лазерные головки PLh4D-XT-Series созданы как серия специализированных лазерных головок для гравировки с очень высоким разрешением и резки материалов с ультратонкой линией.
Витрина лазерных проектов с ЧПУ для вдохновения
Художественные работы, присланные клиентами, являются для нас источником лучшего вдохновения и мотивируют нас продолжать создавать и улучшать продукты.
Они также являются отличным источником вдохновения для других. Именно они извлекают выгоду из плодов ваших талантов.
Какие инструменты вы используете в своей работе? Какие материалы? Какие методы вы используете?
Мы будем публиковать самые интересные материалы на нашем веб-сайте и в профилях социальных сетей — присылайте их нам по электронной почте.
Модернизация лазера для популярных станков с ЧПУ
С нашим адаптером PLh4D-CNC подключение к
любому станку с ЧПУ становится простым и интуитивно понятным . Наши комплекты модернизации лазера ЧПУ работают со всеми типами сигналов модуляции, используемыми контроллерами ЧПУ: аналоговый 0–5 В или 0–10 В, сигнал шпинделя ШИМ, сигнал ТТЛ, обратный сигнал ТТЛ. Дополнительные входы включения позволяют интегрироваться в системы ЧПУ, которые используют сигналы управления безопасностью, такие как кнопки аварийного останова. Наши лазерные головки серии 6W представляют собой модули с потребляемой мощностью лазера 30 Вт, которые обеспечивают реальную оптическую мощность 6 Вт.
Мы предлагаем комплекты лазерной модернизации для станков с ЧПУ, включая i2R, Avid, Workbee, LEAD, Axiom, Onefinity, Shapeoko, Stepcraft и X-Carve, а также другие фрезерные станки с ЧПУ с пошаговыми инструкциями по установке.
Высокопроизводительный промышленный лазер для обработки
Высококачественные высокопроизводительные лазерные головки для популярных станков с ЧПУ и промышленных станков, облегчающие резку и гравировку. Модули лазерной гравировки PLh4D-15W с низким энергопотреблением менее 85 Вт помогают сократить эксплуатационные расходы вашего производственного предприятия.
Упростите свою работу. Достигайте своих целей.
Превзойти ожидания.
Мы рады представить наш новый веб-сайт, посвященный оборудованию для лазерной гравировки. Ваш текущий логин и пароль учетной записи будут работать на обоих веб-сайтах.
Дерево
Металл
Кожа
Текстиль
Керамика
Другое
Что говорят наши клиенты?
Jim Neeb
Petter Theland
Peter Lydman
Tiran Dagan
Adam Haręża
Chris H.
James Wegner
Øyvind Amundsen
Kim Es
Gabriel Prieto
Bryan A.
Joe Van Beckum Last Leg Woodworks.
Лазерная головка PLh4D-15W для лазерной гравировки и резки
Первая трехдиодная лазерная головка для гравировки
Новейшее дополнение к нашей линейке промышленных лазерных головок для резки и гравировки, пожалуй, самый универсальный лазер для гравировки на рынке ЧПУ. Обладая реальной оптической мощностью 15 Вт, а также новым дизайном, эта компактная лазерная головка может обрабатывать широкий спектр древесных материалов, кожи, текстиля и пластика, кратко изложенных в разделе «Применения лазера Blue CNC» ниже. Это также первая компактная лазерная головка с ЧПУ, которая не только маркирует металл, но и глубоко гравирует его. Поскольку он использует синий лазерный свет, он может эффективно обрабатывать материалы, с которыми борются инфракрасные лазеры. Кроме того, его можно адаптировать практически к любому станку с ЧПУ. Этот легкий, мощный, экономичный и простой в использовании лазер является идеальным выбором как для крупносерийного промышленного применения, так и для требовательных индивидуальных пользователей.
Комплект полной лазерной модернизации с лазерной головкой мощностью 15 Вт для всех станков с ЧПУ
Вы можете напрямую приобрести комплект для своего станка с ЧПУ, используя приведенный ниже список (A–Z)
Если вы хотите узнать Подробнее о PLh4D-15W вы можете прочитать ниже.
Применение синего лазера с ЧПУ
Деревообработка
Гравировка синим лазером позволяет получить детализированный рисунок с закругленными краями, а также затемнить цвет древесины. Лазерная гравировка может быть использована для гравировки логотипа или фотографии, что невозможно сделать с помощью фрез. С помощью PLh4D-15W можно выполнять лазерную гравировку дерева и древесных материалов, в том числе пробки, ДСП, ДСП, ольхи, вишни, клена, МДФ, липы, бальзы, шпона, древесноволокнистых плит средней и высокой плотности. Для этих приложений скорость жизненно важна. PLh4D-15W может гарантировать, что ваш бизнес или домашняя мастерская останется на шаг впереди. Высокий уровень поглощаемой оптической мощности позволяет гравировать фанеру со скоростью 100 мм/с.
Кожевничество
Еще одно интересное применение PLh4D-15W — кожевенное дело. Вы можете выполнять лазерную гравировку и резку кожи высшего качества, цельнозерновой кожи, кожи с исправленным зерном и проклеенной кожи. Эта лазерная головка мощностью 15 Вт может резать кожу толщиной 1,3 мм за один проход со скоростью 21 мм/с (что эквивалентно 75 м в час или 1,8 км (1,1 мили) за 24-часовой рабочий день лазерной машины). Это происходит без обугливания краев. Он может гравировать кожу со скоростью > 100 мм/с при мощности 40%.
Широкий ассортимент текстиля
Высокое поглощение синего лазерного излучения для различных материалов обеспечивает быструю резку без повреждения защитных слоев, используемых при резке текстиля. Синяя лазерная резка и гравировка подходят для различных типов текстиля, включая Cordura™, алькантару, войлок, нейлон 1080 денье, джинсы, коротковолокнистый хлопок, шерсть, шотландку, флис, белый полиэстер, софтшелл, шелк, кружево и лен. Высокая удельная мощность позволяет лазерную резку тканей с углеродной и нейлоновой пряжей, а также белых тканей. Многие прочные материалы, используемые в производстве палаток, воздушных змеев и сумок, можно резать со скоростью 60 мм/с.
Гравировка нержавеющей стали
PLh4D-15W также подходит для гравировки сплавов нержавеющей стали. На примере фотографии с ножом мы сделали гравировку со скоростью 6 мм/с. Синяя лазерная головка мощностью 15 Вт может маркировать нержавеющую сталь со скоростью 33 мм/с.
Гравировка углеродистой стали
Вы не можете гравировать инструментальную сталь и виды стали с высоким содержанием углерода с помощью синего лазера мощностью 6 Вт. Однако наши тесты показали, что синяя лазерная головка мощностью 15 Вт может гравировать как быстрорежущую, так и мягкую сталь. Фактически, контраст и точность позволяют выгравировать рабочий QR-код.
Резка и гравировка пластмасс
Еще одним применением PLh4D-15W является резка и гравировка синтетических полимеров. Вы можете резать и гравировать лазером такие пластмассы, как поликарбонат, АБС-пластик, ацетали, нейлон, акрил, PLA, поликарбонат, полиэфиры, полимеры с микроповерхностью, полиуретан, полиэтилены, фторполимеры, PEI, полипропилен, вулканизированное волокно, PEEK, полиимиды, пластмассы Rowmark®. , ППО, полистирол и пленка VCF. Например, наши испытания показали, что синий лазер мощностью 15 Вт может резать цветной ПММА за один проход со скоростью 2,5 мм/с.
Характеристики продукта
Непревзойденная оптическая мощность в своем классе
Использует несколько мощных синих лазерных диодов для масштабирования оптической мощности.
Сопло для подачи воздуха под высоким давлением снижает потребность в техническом обслуживании
Сопло для подачи воздуха под высоким давлением позволяет очищать объектив в 10 раз реже. Сжатый воздух также ускоряет процесс резки и гравировки, удаляя дым и предотвращая чрезмерное накопление грязи на линзе. Кроме того, направленный поток воздуха охлаждает рабочую зону, что приводит к отсутствию дефектов и равномерному контрасту гравировки.
Доступны с двумя соплами разной длины для резки тонких и толстых материалов
Питание от синих лазерных диодов
В отличие от инфракрасного света, синий свет легче поглощается многими промышленными материалами. Это напрямую связано с несколькими преимуществами, включая снижение энергопотребления и более компактный теплоотвод.
Встроенная управляющая электроника
Во многих лазерных головках диод соединен с драйвером диода длинным кабелем, а соединение осуществляется с помощью разъемов. Длинные провода характеризуются значительными индуктивными эффектами. Это приводит к задержке отклика диода по отношению к драйверу диода и, как следствие, к размытым линиям. Разъемы более склонны к отсоединению, чем соединение, выполненное посредством прямой пайки. Отсоединение во время лазерной обработки может привести к повреждению лазерной головки.
Долгий срок службы
Лазерные головки Opt Lasers — это станки с ЧПУ промышленного класса. Механические части изготовлены из обработанного алюминия. Наши продукты разработаны с учетом оптимизации охлаждения. Инвестиции в оборудование высочайшего качества гарантируют наилучшие характеристики и цену.
Прецизионные асферические линзы
Каждый лазерный модуль содержит четыре прецизионно отлитых линзы, каждая из которых практически не имеет дефектов. В сочетании с многослойным просветляющим покрытием, нанесенным методом вакуумного напыления, эта конструкция обеспечивает превосходные оптические характеристики и впечатляющую плотность мощности 1,5 МВт/см².
Синергия мощности и узкое пятно луча
Оптическая система объединяет лучи от нескольких мощных лазерных диодов и фокусирует их в узкое пятно. Это приводит к высокой удельной мощности, что дает универсальность для гравировки различных материалов, включая нержавеющую сталь, инструментальную сталь и титан.
Легкая конструкция Подходит практически для любого станка с ЧПУ
Благодаря легкому алюминиевому корпусу лазер весит менее 800 г. Поскольку типичный шпиндель с ЧПУ весит примерно 1,8 кг, станки с ЧПУ могут без труда управлять им.
Простая интеграция
Может быть установлен практически на любом станке с ЧПУ, так как он принимает как аналоговые, так и ШИМ-сигналы ЧПУ.
Instant-On Power
No warm-up time
Product Specifications
Item
Typical Value
Comments
Optical Power
15 Вт
T-окр. = 25°C
Центральная длина волны
445 нм
Рабочее расстояние
4 мм (0,157 дюйма)
Расстояние от кончика воздушного сопла
Ширина пятна луча
<180 мкм (0,007 дюйма)
Размеры
167 х 70 х 87 мм
Д x В x Ш, с присоединенной насадкой
Схема монтажных отверстий
77 х 68 мм
M3 (#4-40) или M4 (#8-32) рекомендуется
Вес
790 г (27,8 унции)
Напряжение блока питания
22–24 В постоянного тока
Потребляемая мощность
<85 Вт
Вход модуляции 1
0-5 В
Аналоговый/ШИМ/ТТЛ
Вход модуляции 2
0–3 В, 0–5 В, 0–10 В, 0–24 В
ШИМ/ТТЛ
Макс. Мод. Пропускная способность
30 кГц
Рекомендуется 5–10 кГц
Рабочая температура
10–45°C (50–113°F)
Стандартный размер шланга воздушной форсунки
4 мм (5/32″)
Макс. Давление воздуха
бар (72 фунтов/кв. дюйм)
Видео по продукту — быстрое гравюра и резание
Видео продукта — однопроходная гравировка и резание
7777. :
Если вы не можете найти интересующий вас материал в приведенной ниже таблице, не стесняйтесь обращаться к нам с помощью Анкеты для проверки материалов.
Комплектация и эксплуатационные характеристики лесопильного оборудования во многом определяют успешность деревоперерабатывающего производства, как крупного, так и малого, в том числе домашнего. Казалось бы, бери самое дорогое и «навороченное» — не ошибёшься. Однако для каждого предприятия важно подобрать собственный комплект оборудования, соответствующий не только его масштабам, но и объёмам перерабатываемого сырья, его свойствам, характеристикам готовой продукции.
Яркий пример — выбор углопильного станка. Производители и дилеры делают акцент на скорости распила и качестве готового пиломатериала. «Вы получите качественную продукцию с отличными механическими параметрами», «безупречная геометрия пиломатериалов», — звучит заманчиво, не правда ли? Но нужно помнить, что производители щедры на обещания, а утверждения о безусловном превосходстве одной технологии над другой зачастую оказываются маркетинговым ходом, не более.
Покупать оборудование, особенно неизвестное, можно только после внимательного анализа потребностей производства и собственных возможностей предпринимателя. Соблазн приобрести углопильный станок появляется, как правило, на этапе модернизации предприятия. Но иногда и новички считают, что лучше вложиться в сложное производительное оборудование уже на старте.
Обычно такую стратегию выбирают те, кому финансы позволяют не экономить. Хотя цена вопроса заставляет задуматься: стоимость углопильной дисковой пилорамы в несколько раз превышает стоимость ленточной, да и режущий инструмент для неё не дешёвый. И это тот случай, когда не скупой платит дважды, а слишком щедрый может нерационально распорядиться своими инвестициями.
Выгодно ли приобретение углопильного станка?
Для изготовления обрезных пиломатериалов, паркета, клеёного бруса, заготовок для погонажных изделий, мебельного щита традиционно используют дисковые пилорамы. Углопильные станки целесообразно применять тем, кто работает с лесом лиственных и хвойных сортов до 1000 мм диаметром и планирует получать из них радиальные пиломатериалы.
Углопил — это спецоборудование, а отнюдь не станок широкого профиля. Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна.
Доски, которые получаются в результате радиального распила, чаще всего дороже. Такие пиломатериалы держат более устойчивую форму, при сушке меньше подвергаются поперечному короблению, чем, например, полученные в результате тангенциального распила. К тому же они менее подвержены как разбуханию, так и усыханию. Недаром великий Страдивари предпочитал для своих скрипок использовать древесину именно радиального распила.
«Многие новички считают, что на одном таком станке они выйдут на экспорт, не имея собственной аренды леса и дальнейшей более глубокой переработки древесины», — рассказывает автор профессионального блога о деревообработке Андрей Ноак.
Но нужно учитывать и производительность такого оборудования: итоговый выход досок при радиальном распиле с учётом соблюдения всех технологических особенностей составляет до 35%, а зачастую не превышает 15%. Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
В разной плоскости
«Считается, что станки для радиального распила предназначены только для производства радиальных пиломатериалов. Это неверно из-за особенностей самого метода углового пиления. Правильно было бы утверждать, что метод углового пиления наряду с производством обычных обрезных пиломатериалов даёт возможность производить попутно и радиальные пиломатериалы из одного бревна.
Возможность индивидуального раскроя бревна методом углового пиления позволяет одновременно получать радиальные пиломатериалы из бездефектных зон бревна и обычные обрезные (но можно и другого сечения) из зоны расположения пороков. Толщина и ширина выпиливаемых последовательно пиломатериалов ограничены только диаметром пильного диска.
Получая минимум 20% радиальных пиломатериалов из рядового сырья от общего объёма произведённых пиломатериалов, деревообработчик значительно увеличивает свою прибыль при тех же самых затратах», — утверждает один из производителей деревообрабатывающего оборудования.
А что думают пользователи этого оборудования — сами деревообработчики? Надо отметить, что в открытую они редко готовы комментировать свой опыт работы с тем или иным станком, ссылаясь то на недостаток опыта, то на некие «сопутствующие факторы», которые у каждого производителя древесной продукции свои.
Источником информации в этой ситуации становятся многочисленные отраслевые форумы — здесь лесники в выражениях не стесняются, и уж если у станка есть недостатки, распишут в лучшем виде. Но и на похвалу не поскупятся, если есть за что хвалить. А заодно поделятся проблемами, с которыми столкнулись при эксплуатации той или иной модели, и своими способами их решения.
Для справки Угловое пиление (продольный радиальный распил брёвен угловым способом) выполняется на круглопильных станках, когда направление пиления дисков происходит в двух взаимно перпендикулярных плоскостях. Это новая технология в области первичной деревообработки.
Данный метод прост: дисковые пилы, расположенные в вертикальной и горизонтальной плоскостях, последовательно вырезают из бревна ламели, на торце которых годовые кольца расположены «радиально», то есть под углом 45° к наибольшей по площади плоскости ламели. Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
Мнения разделились
«Угловик — рабочий инструмент. Желательно, чтобы была реализована возможность распиловки как в угловом режиме, так и в развал. Потом будет больше возможностей изменения технологической цепочки на разных этапах развития», — так на лесном интернет-форуме рассказал о своём опыте работы с углопильным станком один из деревообработчиков.
Его оппонент считает, что покупать углопил для развального или иного простого распила — «безумное вложение денег и стрельба из пушки по воробьям».
«Смысла его использовать как альтернативу лесопильной раме или «ленточке» не вижу. Установленная мощность большая, инструмент дорогой, кривых рук станок не примет, производительность маленькая. Поэтому, ставя вопрос о том, для каких целей покупают углопильные станки, для себя надо эти цели и определить. Первым вопросом, конечно же, будет наличие подобающего сырья, вторым — наличие контракта, по которому напиленную продукцию можно выгодно продать», — считает пользователь лесопильного оборудования.
«Углопил хорош, когда ограничены площади и размеры пиломатериалов близки к размерам брусьев 100х100х6000, 150х150х6000. Вот тогда появляется реальная экономическая обоснованность», — поддерживает его коллега.
Для справки Радиальные пиломатериалы применяют в производстве клеёного оконного бруса и поставляют в страны Евросоюза.
Учитываем все факторы
При чём здесь площади? А при том, что использование углопила позволяет отказаться от станков второго ряда: с его помощью можно получить сразу весь обрезной пиломатериал, в то время как после «ленточки» нужно будет ставить кромкообрезной станок. Поэтому лесопромышленники признают рациональность его применения в тех случаях, когда есть недостаток места на промплощадке.
Также есть мнение, что имеет смысл задуматься о приобретении углопильного станка тем, у кого проблемы с персоналом: меньше оборудования — меньше потребность в специалистах для его обслуживания. Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации.
«Всё упирается в оператора. Ценность этого кадра намного больше самого станка. Оператор вам пилит чистые деньги, и его надо растить, как ребёнка, холить и лелеять. Беречь как зеницу ока. Вырастить его можно с нуля. Я за год вырастил четверых. Сначала будете вместе бегать с линейкой по брёвнам, кубатурить, как их пилить, и потом процесс пойдёт», — поделился опытом пользователь лесного форума с ником Олег.
«Операторов на станок найти непросто. Сплав механики и компьютерных технологий даётся старшему поколению с трудом. Молодёжь же имеет свои проблемы с обучаемостью, концентрацией внимания, трудовой дисциплиной», — сетует ещё один владелец углопила Евгений.
Решает персонал
Современные модели таких станков оснащают программным обеспечением и автоматической системой оптимизации раскроя, которая выполняет расчёт оптимальной схемы распила бревна по критерию максимального выхода пиломатериалов с заданными параметрами. Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен.
«Оператора лучше растить на месте самому и с нуля. Предыдущий опыт его работы на угловике другой модели абсолютно не нужен, а иногда и мешает. К станку человек привыкает в течение месяца и начинает пилить самостоятельно. Как минимум должен знать строение древесины и её пороки, а не только железную часть станка.
На проектную производительность станка оператор выходит к концу первого года работы. Набирает основной опыт, узнает все тонкости распиловки, проходит первые косяки в работе, начинает чувствовать работу пил на слух. Ведь никому не нужен простой «кнопочник», который нашинкует из бревна гору всякой лапши», — продолжает рекомендации форумчанин Олег.
Некоторые современные модели углопильных станков также оснащены системой автосброса пиломатериала, которая позволяет работать в полностью автоматическом режиме (при использовании пиловочника определённого диаметра). При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне.
При отсутствии такой системы производительность оборудования напрямую зависит от расторопности помощников оператора. Как правило, два помощника относят доски на приличное расстояние, при необходимости торцуют и раскладывают по пакетам. Оператор при этом ждёт, пока они отойдут на безопасное расстояние, и лишь затем запускает новый цикл пиления. Соответственно, разница при съёме материала вручную и автосбросе существенная.
Без отходов не выходит
Недостаток, который отмечают практически все пользователи углопила, — большое количество отходов пиления, которые могут создавать проблемы в работе оборудования и мешать оператору. В частности, стружки и опилки могут набиваться в различных узких местах или налипать на направляющие, что нарушает геометрию распила.
Сравнивая работу углопильного станка с другим оборудованием, например, с многопильным станком, операторы указывают на то, что во втором случае опилки сыплются сразу в подвал и на транспортёр, сколько их там — не видно. Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
«Углопильный станок традиционно является мощнейшим источником опилок, которые он разбрасывает по сторонам не хуже пулемета. При попутном резе опилки летят на расстояние 10 метров до стены, где доблестно к ней прилипают и образуют некую кучу. Не спасает никакая защита и аспирация», — делится впечатлениями один из пользователей.
На станке, как правило, имеется специальное ограждение, но оно универсальное и рассчитано на использование пил определённого диаметра. Если же на оборудовании установлены пилы другого размера, ограждение не поможет — придётся его переделывать под используемый диаметр пильного инструмента. Помимо опилок, вылететь из-под пилы может и горбыль, а это уже не просто неприятно, но и опасно — скорость выброса такова, что горбыль втыкается в брусовую стену на половину толщины бруса.
По этой причине производители не рекомендуют срезать горбыли и остатки на бревне обратным ходом. А для страховки между пультом и углопилом можно поставить мелкую металлическую сетку.
Проблема большого количества отходов в виде горбыля, пилок и щепы не только в том, что они загрязняют рабочее место и могут стать причиной выхода из строя оборудования или отдельных его элементов. Отходы лесопиления нужно утилизировать, в идеале — перерабатывать в востребованную продукцию. Самый очевидный путь, по которому идёт сегодня большинство деревообработчиков, — производство топливных гранул или брикетов.
Подготовила Мария Кармакова
Статья опубликована в журнале Лесной комплекс №4 2021
Углопильные станки в России — Биржа оборудования ProСтанки
Главная
Продажа
Пилорамы дисковые угловые
Углопильный станок
Вы можете очень быстро сравнить цены углопильного станка и подобрать оптимальные варианты из более чем 75918 предложений
Углопильный станок
Состояние: Новый Год выпуска: 2012
В наличии
Углопильный станок . Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ…
26.05.2013
Санкт-Петербург (Россия)
1 400 000
Углопильный станок РИФТ-Угол
Состояние: Новый Год выпуска: 2013
В наличии
Углопильный станок РИФТ для распиловки древесины.Станок отличается простотой и надежностью
конструкции. Рама станка сварена из прямоугольных труб большого сечения, что
обеспечивает большую…
26.05.2013
Санкт-Петербург (Россия)
1 400 000
Углопильный станок (пилорама) Universal 1000 фирмы WALTER
Состояние: Б/У Год выпуска: 2015 Производитель: WALTER
Углопильный станок (пилорама) Universal 1000 фирмы WALTER. Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной…
Состояние: Б/У Год выпуска: 2011 Производитель: StrojCAD DKP-6 (Словения)
Продается двухдисковый углопильный станок StrojCAD DKP-6 2011 г.в. Минимальная и бережная эксплуатация с периодическим техническим обслуживанием.Состояние отличное. Комплектация «Стандарт» без…
24.09.2019
Юрьев-Польский (Россия)
2 300 000
Углопильный станок UH500. Гарантия 12 месяцев. Наработка менее 100 часов. Новый станок
Состояние: Новый Производитель: StrojCAD s. r.o. (Словакия)
В наличии
Продаётся однодисковый углопильный станок UH 500, год выпуска 2010. ГАРАНТИЯ 12 месяцев.Новый станок, реальная наработка 90 часов. Хранился в собранном виде в сухом помещении.Комплектация:-…
11.09.2019
Солнечногорск (Россия)
950 000
Углопильный станок UH500. Гарантия 12 месяцев. Наработка менее 100 часов
Состояние: Новый Производитель: StrojCAD (Словакия)
В наличии
Продаётся однодисковый углопильный станок UH 500, год выпуска 2010. Гарантия 12 месяцев.Новый станок, реальная наработка 90 часов. Хранился в собранном виде в сухом помещении.Комплектация:-…
11.09.2019
Солнечногорск (Россия)
950 000
Углопильный станок «БАРС-1»
Состояние: Б/У Год выпуска: 2005 Производитель: Россия
Продам углопильный станок «БАРС-1» в хорошем состоянии
12. 09.2019
Красноярск (Россия)
500 000
дисковый углопильный станок SHARK
Состояние: Новый Производитель: SHARK (Россия)
В наличии
предприятие в г. Кострома продает дисковый углопил SHARK, оборудование настроено, исправно. производит обрезной пиломатериал экспортного качества, производительность 8-10 м3/смена. автоматическое…
21.12.2017
Кострома (Россия)
450 000
Станок углопильный проходного типа
Состояние: Новый Производитель: ООО «Восточная Деловая Компания» (Беларусь)
Углопильный станок первого ряда используется для производства обрезной доски, бруса и полубруса. Для увеличения производительности потребуется станок второго ряда — многопил (для распиловки. ..
11.07.2022
Невель (Россия)
Пилы дисковые для многопильных станков в Уфе
Состояние: Новый
В наличии
Всегда в наличии в Уфе пилы дисковые для многопильных, кромкообрезных, углопильных станков диаметром от 250 до 650 мм. С подчистными зубьями и без.производим расточку посадочного отверстия, вырезку…
14.02.2019
Уфа (Россия)
Контроллер позиционирования ZRK 5.1 для ленточной и дисковой пилорамы
Состояние: Новый Производитель: Беларусь
В наличии
Производим контроллер линейного перемещения пильного узла (электронная линейка).Область применения — горизонтальные ленточные, круглопильные пилорамы и углопильные станки.Благодаря нашему прибору…
08.11. 2022
Подольск (Россия)
45 000
Электронная линейка ZRK 5.1 для пилорам различных конструкций
Состояние: Новый Год выпуска: 2017 Производитель: Электронная линейка ZRK 5.1 (Беларусь)
В наличии
Производим контроллер линейного перемещения пильного узла (электронная линейка).Область применения — горизонтальные ленточные, круглопильные пилорамы и углопильные станки.Благодаря нашему прибору,…
08.11.2022
Владимир (Россия)
45 000
Угловая дисковая пилорама ДПУ-500
Состояние: Новый Производитель: Алтай-3 (Россия)
Пилорама углового пиления (угловая дисковая пилорама) производит распиловку бревна двумя пильными дисками. Смонтированный на пильной каретке блок пильных дисков расположенных под углом 90. ..
20.11.2022
Казань (Россия)
Угловая дисковая пилорама ДПУ-600
Состояние: Новый Производитель: Алтай-3 (Россия)
В наличии
Пилорама углового пиления (угловая дисковая пилорама) производит распиловку бревна двумя пильными дисками. Смонтированный на пильной каретке блок пильных дисков расположенных под углом 90…
20.11.2022
Казань (Россия)
Электронная линейка ZRK 5.1 для любых пилорам
Состояние: Новый Производитель: ИП Руденец А.Н. (Беларусь)
В наличии
Производим контроллер позиционирования (электронная линейка). Область применения горизонтальные ленточные, круглопильные пилорамы и углопильные станки. Благодаря нашему прибору увеличивается. ..
Пилорама дисковая поворотная ПД-2000 Мини-450 Пилорама дисковая Мини-450 была разработана и запущена в серийное производство в 2013 году. Это новая модель деревообрабатывающих станков…
19.11.2022
Нижний Новгород (Россия)
189 000
Станок углопильный UP-700
Состояние: Новый
В наличии
Станок углопильный UP-700, произ-ва Словения.ОТС.Бери и работай.Высокая точность распила,радиальный распил.Тел.89069525144
11.05.2014
Абакан (Россия)
650 000
Углопильный дисковый станок Барс 5. 2.2.2
Состояние: Новый Производитель: Россия
В наличии
Углопильный дисковый станок Барс 5.2.2.2 Состояние новый , распилили 30 м3 при настройке…
05.04.2021
Нея (Россия)
2 000 000
Станок углопильный дисковый UNIVERSAL-1000М
Состояние: Б/У Год выпуска: 2014 Производитель: WALTER (Польша)
В настоящее время пилим на нем. В отличном состоянии, полностью обслужен, все что требовалось заменить за время эксплуатации — заменили: трос транспортера удалителя опилок, приводные цепи,…
08.01.2020
Иркутск (Россия)
1 450 000
Дисковый станок «Сова-М6»
Состояние: Новый
В наличии
Распиливает бревно по любой схеме. Оптимальные диаметры бревен 14-65см. Производительность 20-30куб.м. в смену. Работают 2 человека.Для индивидуальной распиловки бревен или лафетов на обрезной…
28.02.2020
Йошкар-Ола (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по углопильному станку почти как на Авито и TIU
Видео углопильного станка
Машина для производства древесного угля Ведущий поставщик-BELONG MACHINERY
Перейти к содержимому
HomeIan Lee2022-10-14T14:44:13+08:00
Zhengzhou Belong Machinery Co., Ltd является профессиональным производителем угольных машин, расположенным в городе Чжэнчжоу, Китай. Мы предоставляем клиентам технологии и решения для производства древесного угля из материалов биомассы, таких как древесина, куски, кокосовая скорлупа, бамбук и рисовая шелуха. Нашей основной продукцией являются печи для карбонизации, машины для производства древесных брикетов, экструдеры для древесного угля, угольные прессы, прессы для кальяна и т. д.
У нас есть опытная команда инженеров, которая разрабатывает решения для производства древесного угля для клиентов. Для завода по производству древесно-угольных брикетов наш инженер может выехать за границу для руководства установкой и обучения рабочих работе с машинами. Надеемся на сотрудничество с вами!
Рекомендуемые машины для производства древесного угля
Запросить цену
0026
Опилки отличаются от кусковой древесины и скорлупы кокосовых орехов, они не подходят для непосредственного карбонизации. Таким образом, первым шагом является преобразование опилок в брикеты, а затем карбонизация брикетов опилок в древесный уголь.
Для изготовления брикетов из опилок важно обеспечить размер опилок менее 3 мм и влажность менее 12%.
Подробную информацию можно найти в статье Изготовление древесного угля из опилок.
Какие материалы лучше всего подходят для изготовления угля для кальяна
Лучшими материалами для изготовления угля для кальяна являются скорлупа кокосовых орехов, бамбук и твердая древесина, например, дуб, лимонное дерево и т. д.
Подробнее о лучших материалах для изготовления угля марка вашей машины
У нас есть разные машины для изготовления брикетов различных форм и размеров, таких как шестиугольные, восьмиугольные, овальные, подушкообразные, яйцевидные, кубические, сплюснутые, пальцеобразные, цилиндрические, треугольные, прямоугольные и т. д.
Вы можете посетить страницу брикетировочная машина для древесного угля для получения более подробной информации.
Краткое описание принципа работы печи для карбонизации
1-я ступень: используется внешний нагрев, такой как сжигание древесных отходов или сжиженного газа, для повышения внутренней температуры камеры для карбонизации 2-я ступень: с повышением температуры , материалы в камере начинают пиролиз и выделяют дым и газ. 3-я ступень: поток дыма и газа в очиститель, пыль, древесный уксус, древесная смола и т. д. очищаются и оставляются в резервуаре очистителя, поток газа в трубу для сжигания на дне камеры карбонизации. 4-я стадия: когда концентрация газа увеличится до определенного градуса, он воспламенится. Затем постепенно прекращайте сжигание древесных отходов или сжиженного газа, сжигайте только газ, образовавшийся в результате карбонизации, для отопления. 5-й этап: Когда процесс карбонизации близок к завершению, объем производимого газа будет постепенно уменьшаться. Когда температура на термометре упадет примерно до 40 градусов, откройте герметичную дверцу и достаньте уголь.
Посетите страницу машины для карбонизации для более подробной информации.
Предоставляете ли вы услуги по установке
Мы можем отправить нашего опытного инженера на объект заказчика для руководства установкой, вводом в эксплуатацию и обучением.
Спасибо за ваше сообщение. Оно было отправлено.
Произошла ошибка при попытке отправить ваше сообщение. Пожалуйста, попробуйте позже.
Ссылка для загрузки страницы
Перейти к началу
Экструдер для древесного угля | Винтовой пресс для брикетирования угля
Перейти к содержимому
Экструдер для древесного угляIan Lee2022-09-08T15:54:23+08:00
Экструдер для древесного угля представляет собой формовочную машину шнекового типа для производства брикетов стержневой формы из древесного угля. Поскольку он также может использоваться для прессования угля, активированного угля и полукокса, его также называют угольным брикетировочным прессом. Эта машина имеет компактную конструкцию, включая электродвигатель, редуктор, загрузочную воронку, винтовую часть, разгрузочное отверстие, основание машины и т. д.
1 Принцип работы шнекового экструдера для угольных брикетов
2 Как работает машина для экструзии угольных стержней
3 Применение машины для производства угольных стержней
4 Автоматический резак для брикетов
5 Угольный экструдер с брикетным резаком для производства кубического древесного угля
6 Технические параметры экструдера для древесного угля
7 Отправьте нам запрос
Принцип работы шнекового экструдера для угольных брикетов
Экструдер для древесного угля использует принцип шнековой экструзии для сжатия угольного/угольного порошка в формованные брикеты. После того, как угольный порошок высыпается в загрузочный бункер, он продвигается вперед к разгрузочному отверстию брикетировочной машины с помощью шнека. От камеры шнека до пресс-формы пространство становится меньше. Под огромным давлением древесный уголь проходит через формы и, наконец, принимает определенные формы.
Как работает машина для экструзии древесного угля
Применение машины для производства угольных стержней
Помимо древесного угля и угля, эта экструзионная машина также может производить брикеты из кокса, шлама, оливкового жмыха, коровьего навоза и т. д. Для При изготовлении брикетов хорошего качества размер порошка древесного угля должен быть менее 3 мм, а влажность около 20%. Чтобы удовлетворить требования различных клиентов, форма формы может быть шестиугольной, квадратной, круглой и т. д. Кроме того, клиенты могут выбрать производство полых или сплошных брикетов, диаметр брикетов составляет 3-50 мм.
Автоматический резак для брикетов
Чтобы расширить область применения экструдера для древесного угля, мы обычно оснащаем его автоматическим резчиком. Как следует из названия, он может автоматически нарезать брикеты на одинаковую длину. Это небольшое устройство значительно повышает эффективность производства и улучшает внешний вид брикетов. Кроме того, с помощью автоматического резака шнековый экструдер для древесного угля можно использовать для производства кубического древесного угля для кальяна.
Экструдер для древесного угля с брикетным резаком для производства кубического древесного угля
Технические параметры экструдера для древесного угля
Съемочные планы Рабочий вытачивает металлическую деталь. Авиастроение, завод, цех, станок, деталь, вытачивать,…
Похожие съемочные планы
HD
00:13
Рабочий в защитных очках вытачивает деталь на станке. Авиастроение, завод, цех, станок, деталь,…
HD
00:11
Станок вытачивает металлическую деталь. Авиастроение, завод, цех, станок, деталь, вытачивать,…
HD
00:13
Крупный план. Рабочий у токарного станка. Авиастроение, завод, цех, станок, деталь, вытачивать,…
HD
00:36
Крупный план, рабочий контролирует работу токарного станка и сверяет точность детали. Авиастроение,…
HD
00:11
Рабочий вытачивает деталь на станке. Завод, авиастроение, инструменты, станки, приборы, лекало,…
HD
00:22
Работа фрезы по металлу. Фрезер, токарный станок, станок, деталь, металл, стружка, металлическая…
HD
00:38
Крупный план, рабочий доводит металлическую деталь молотком. Авиастроение, авиазавод, завод, цех,…
HD
00:09
Рабочий подносит металлическую деталь к прессу. Авиастроение, авиазавод, завод, цех, станок,…
HD
00:29
Рабочий проверяет металлическую деталь на лекале и доводит молотком. Авиастроение, авиазавод,…
HD
00:28
Рабочие проверяют металлическую дугу на лекалах и правят ее молотком. Авиастроение, авиазавод,…
Похожая кинохроника
Наука и техника № 12
1959
Здание металлическогозавода. Рабочий у станка. Цехзавода. Рабочийвытачивает пять деталей из одной
Нижнее Поволжье № 44
1961
первых рядах. Панорама цеха Волгоградского завода «Газоаппарат». Рабочие у станков. Лица токаря В. Бондаренко
Работа станка с дисковой пилой
1990-1999
Цех. Станок с дисковой пилой. Рабочий надевает пилу, режет металлические брусья. Образцы металлических
Рабочий класс советской Литвы
1948-1950
ученик вытачиваютдетали. Лицо ученика, работающего на станке. Тарнаускас с учеником у станка. Вид старого
Наука и техника № 3
1959
«УСП». Рабочие у станков. Компрессор. Детали компрессора. Приспособления для изготовления деталей. Рабочие
Наука и техника № 10
1964
поставки необходимых приборов в цеха на Ленинградском металлическомзаводе имени XX-го съезда партии. «Когда«Физика и металл». Установка Степанова — изобретение, позволяющее изготавливать металлические изделия любого
Наука и техника № 11
1959
микрон». Цех, станок ЛР-87, рабочие. Деталь в станке. Электрический мотор станка. Рабочий управляет
Наука и техника № 12
1971
металлообрабатывающий станок. На небольшом станке обрабатывается металлическаядеталь. На этом же станке можно обрабатывать
Москва № 68 Время меняет нас.
1986
заправляют пленку в станок. Рабочий передвигает деталь, крутит ручку станка. Станок-автомат захватывает, поднимает
Мы — хозяева.
1984
Переливание расплавленного металла, совещание рабочих двух заводов в цехе. Рабочие на собрании в кабинете
Наш сайт использует файлы cookies для персонализации сервисов и удобства пользователей. Продолжая работать с сайтом и/или его сервисами,
вы принимаете Пользовательское соглашение,
Политику конфиденциальности
и Политику Cookies.
Универсальный плоскошлифовальный станок DMTG M7130 — цена, отзывы, характеристики с фото, инструкция, видео
Универсальный плоскошлифовальный станок DMTG M7130 предназначен для обработки плоских заготовок из стали, чугуна и цветного металла и т.д., любой формы и под любым углом, которые крепятся при помощи специальных зажимных приспособлений. Заготовки обычной формы, могут крепиться на магнитной плите, либо непосредственно на рабочем столе.
Станина, рабочий стол станка M7130
Закаленная станина станка отличается симметрией конструкции, поддерживается температурный режим масла для смазки направляющих, что сводит к минимуму вероятность деформации направляющих. На станке установлен рабочий стол с габаритными размерами 320 х 1000мм и со скоростью перемещения от 3 до 25 м/мин. Максимальное расстояние от оси шпинделя до поверхности рабочего стола — 575мм, минимальное – 135мм.
Предельная грузоподъемность стола (включая магнитную плиту) – 500кг. Горизонтальное перемещение шлифовальной бабки осуществляется посредством гидравлики и в ручном режиме. Вертикальное перемещение шлифовальной бабки выполняется в ручном режиме. Имеется опция быстрого подъема. Поперечное перемещение шлифовальной бабки осуществляется в автоматическом режиме и при помощи гидравлики. Имеется опция ручного зажима, что делает работу на станке простой и удобной.
Шлифовальная головка станка M7130
В шлифовальную головку может быть установлен шлифовальный круг с максимальными размерами Ø350 х ø127 х ø40мм (внешний диаметр х внутренний диаметр х толщина). Максимальное число оборотов круга в минуту – 1440. Диапазон непрерывной поперечной подачи: 0.6 – 3м/мин. Пределы поперечной подачи шпинделя на 1 двойной ход стола (бесступенчатое регулирование) от 3 до 30 мм.
Подача шлифовальной бабки в ручном режиме и при помощи гидравлики регулируется специальной рукояткой. В случае выбора гидравлической подачи при нажатии, либо при вытягивании стержня происходит смена направления подачи шлифовальной бабки. Так же предусмотрены ограничители продольной и поперечной подачи шлифовальной бабки в режиме гидравлической подачи. Ручная поперечная подача регулируется маховичком. Управление скоростью непрерывной подачи, скоростью толчковой подачи и величиной подачи производится одной рукояткой. Имеется панель управления электрическими компонентами станка.
Характеристика
Значение
Размеры рабочего стола, мм
1000×300
Макс. размеры заготовки, мм
1000х300×400
Макс. масса заготовки, кг
Макс.расстояние от оси шпинделя до поверхности стола, мм
Где машины могут заменить человека, а где нет (пока)
Статья (PDF-478KB)
Поскольку технологии автоматизации , такие как машинное обучение и робототехника, играют все более важную роль в повседневной жизни, их потенциальное влияние на рабочее место, что неудивительно, стало основным направлением исследований и общественного беспокойства. Дискуссия склоняется к манихейской игре в угадайку: какие рабочие места будут или не будут заменены машинами?
На самом деле, как показало наше исследование, в этой истории больше нюансов. Хотя в следующем десятилетии автоматизация полностью упразднит очень небольшое количество профессий, она затронет часть почти всех рабочих мест в большей или меньшей степени, в зависимости от типа выполняемой ими работы. Автоматизация, в настоящее время выходящая за рамки рутинной производственной деятельности, обладает потенциалом, по крайней мере, с точки зрения ее технической осуществимости, для преобразования таких секторов, как здравоохранение и финансы, которые требуют значительной доли интеллектуального труда.
Видео
От научной фантастики к бизнес-фактам
Майкл Чуи из McKinsey объясняет, как автоматизация меняет работу.
Эти выводы основаны на нашем детальном анализе более чем 2000 видов деятельности по более чем 800 профессиям. Используя данные Бюро трудовой статистики США и O*Net, мы подсчитали как количество времени, затрачиваемое на эти виды деятельности в экономике США, так и техническую возможность автоматизации каждого из них. Полные результаты, которые будут опубликованы в начале 2017 года, будут включать несколько других стран, 1 1. Для получения промежуточных сведений о наших основных выводах см. Michael Chui, James Manyika и Mehdi Miremadi, «FourОсновы автоматизации рабочего места», McKinsey Quarterly , ноябрь 2015 г., но мы опубликовали некоторые первоначальные выводы в конце прошлого года и следим сейчас за дополнительными промежуточными результатами.
В прошлом году мы показали, что продемонстрированные в настоящее время технологии могут автоматизировать 45 процентов действий, за выполнение которых людям платят, и что около 60 процентов всех профессий могут быть автоматизированы на 30 или более процентов составляющих их действий, опять же с технологиями, доступными сегодня. В этой статье мы исследуем техническую осуществимость, используя продемонстрированные в настоящее время технологии, автоматизации трех групп профессиональной деятельности: тех, которые наиболее подвержены, менее подвержены и наименее подвержены автоматизации. В рамках каждой категории мы обсуждаем сектора и профессии, в которых роботы и другие машины с наибольшей и с наименьшей вероятностью заменят те виды деятельности, которые в настоящее время выполняют люди. В конце этой статьи мы обсудим, как развивающиеся технологии, такие как генерация естественного языка, могут изменить мировоззрение, а также некоторые последствия для руководителей высшего звена, возглавляющих все более автоматизированные предприятия.
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему веб-сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: [email protected]
Загрузите и распечатайте наш постер на тему «Где машины могут заменить людей, а где они не могут (пока)»
Печать на стандартной бумаге формата 11×17 или A3
Понимание потенциала автоматизации
Обсуждая автоматизацию, мы имеем в виду возможность того, что данная деятельность может быть автоматизирована путем принятия продемонстрированных в настоящее время технологий, то есть независимо от того, является ли автоматизация этой деятельности технически осуществимой . 2 2. Мы определяем «демонстрируемые в настоящее время технологии» как те, которые уже продемонстрировали уровень производительности и надежности, необходимый для автоматизации 1 или более из 18 возможностей, связанных с выполнением рабочих операций. В некоторых случаях такой уровень производительности был продемонстрирован с помощью коммерчески доступных продуктов, в других — с помощью исследовательских проектов. Всякая профессия состоит из множества видов деятельности, каждая из которых имеет разную степень технической осуществимости. В приложении 1 перечислены семь групп действий высшего уровня, которые мы определили. Занятия в розничной торговле, например, включают в себя такие действия, как сбор или обработка данных, взаимодействие с покупателями и установка выкладки товаров (что мы классифицируем как физическое перемещение в предсказуемой среде). Поскольку все эти составляющие виды деятельности имеют различный потенциал автоматизации, мы получаем общую оценку для сектора, изучая время, которое работники тратят на каждое из них в течение рабочей недели.
Экспонат 1
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему веб-сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: [email protected]
Техническая осуществимость является необходимой предпосылкой для автоматизации, но не полным предиктором того, что деятельность будет автоматизирована. Второй фактор, который следует учитывать, — это стоимость разработки и развертывания как аппаратного, так и программного обеспечения для автоматизации. Стоимость рабочей силы и связанная с ней динамика спроса и предложения представляют собой третий фактор: если рабочие в изобилии и значительно дешевле, чем автоматизация, это может быть решающим аргументом против. Четвертый фактор, который следует учитывать, — это преимущества, выходящие за рамки замены труда, в том числе более высокий уровень производительности, лучшее качество и меньшее количество ошибок. Они часто больше, чем снижение затрат на рабочую силу. Необходимо также взвесить вопросы регулирования и общественного признания, такие как степень приемлемости машин в той или иной конкретной обстановке. Теоретически робот может заменить некоторые функции медсестры, например. Но на данный момент перспектива того, что это действительно может произойти очень заметным образом, может оказаться неприятной для многих пациентов, которые ожидают человеческого контакта. Потенциал автоматизации в отрасли или профессии отражает тонкое взаимодействие между этими факторами и компромиссами между ними.
Даже когда машины берут на себя часть человеческой деятельности в профессии, это не обязательно означает конец рабочих мест в этой сфере деятельности. Наоборот, в профессиях, частично автоматизированных, их количество в разы увеличивается, потому что общий спрос на оставшиеся виды деятельности продолжает расти. Например, широкомасштабное развертывание сканеров штрих-кодов и связанных с ними систем торговых точек в Соединенных Штатах в 1980-х годах снизило затраты на оплату труда в расчете на один магазин примерно на 4,5 процента, а стоимость продуктов, покупаемых потребителями, на 1,4 процента. 3 3. Эмек Баскер, «Изменение на кассе: отслеживание влияния инновационного процесса», Журнал экономики промышленности , июнь 2015 г., том 63, номер 2, стр. 339–70. Это также позволило ввести ряд нововведений, в том числе увеличить количество рекламных акций. Но кассиры все еще были нужны; на самом деле их занятость росла в среднем более чем на 2 процента в период с 1980 по 2013 год.
Хотите узнать больше о McKinsey Global Institute?
Наиболее автоматизируемые виды деятельности
Почти пятая часть времени, проведенного на рабочих местах в США, связана с физическими действиями или работой с механизмами в предсказуемой среде: работники выполняют определенные действия в хорошо известных условиях, где относительно легко предвидеть изменения. Благодаря адаптации и внедрению доступных в настоящее время технологий мы оцениваем техническую осуществимость автоматизации такой деятельности в 78 процентов, что является наивысшей из наших семи категорий высшего уровня (Иллюстрация 2). Поскольку предсказуемая физическая активность занимает видное место в таких секторах, как производство, общественное питание и размещение, а также розничная торговля, они наиболее подвержены автоматизации, исходя только из технических соображений.
Экспонат 2
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему веб-сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: [email protected]
На производстве, например, выполнение физических действий или управление механизмами в предсказуемой среде составляет одну треть общего времени рабочих. Деятельность варьируется от упаковки продукции до загрузки материалов на производственное оборудование, сварки и технического обслуживания оборудования. Из-за преобладания такой предсказуемой физической работы около 59процент всей производственной деятельности может быть автоматизирован с учетом технических соображений. Однако за общей технической осуществимостью скрываются значительные различия. Например, в сфере производства 90 процентов того, что делают сварщики, резчики, паяльщики и паяльщики, имеет технический потенциал для автоматизации, но для представителей службы поддержки эта возможность составляет менее 30 процентов. Потенциал различается и среди компаний. Наша работа с производителями показывает широкий диапазон уровней внедрения — от компаний с непоследовательным или малым использованием автоматизации до весьма искушенных пользователей.
Производство, при всем его техническом потенциале, является вторым наиболее легко автоматизируемым сектором экономики США. Сектор услуг занимает первое место: размещение и питание, где почти половина всего рабочего времени связана с предсказуемой физической активностью и работой машин, включая приготовление, приготовление пищи или подачу еды; уборка помещений для приготовления пищи; приготовление горячих и холодных напитков; и собирать грязную посуду. Согласно нашему анализу, 73 процента действий, выполняемых работниками в сфере общественного питания и жилых помещений, могут быть автоматизированы по техническим соображениям.
Некоторые из этих возможностей знакомы. Например, автоматы или автоматизированные столовые уже давно используются. Теперь рестораны тестируют новые, более сложные концепции, такие как самообслуживание или даже роботизированные серверы. Такие решения, как робот для приготовления гамбургеров от Momentum Machines, который, как сообщается, может собирать и готовить 360 гамбургеров в час, могут автоматизировать ряд действий по приготовлению пищи. Но хотя технический потенциал их автоматизации может быть высоким, экономическое обоснование должно учитывать как преимущества, так и издержки автоматизации, а также рассмотренную ранее динамику предложения рабочей силы. Для некоторых из этих видов деятельности текущие ставки заработной платы являются одними из самых низких в Соединенных Штатах, что отражает как требуемые навыки, так и размер доступной рабочей силы. Поскольку работники ресторана, которые готовят, зарабатывают в среднем около 10 долларов в час, бизнес-кейс, основанный исключительно на снижении затрат на рабочую силу, может показаться неубедительным.
Розничная торговля — еще один сектор с высоким техническим потенциалом для автоматизации. По нашим оценкам, 53 процента его деятельности можно автоматизировать, хотя, как и в производстве, многое зависит от конкретной профессии в данном секторе. Например, ритейлеры могут воспользоваться преимуществами эффективного управления запасами и логистики на базе технологий. Упаковочные объекты для отгрузки и складирования товаров являются одними из наиболее частых физических действий в розничной торговле и имеют высокий технический потенциал для автоматизации. Так же как и ведение записей о продажах, сбор информации о клиентах или продуктах и другие действия по сбору данных. Но розничная торговля также требует когнитивных и социальных навыков. Консультирование клиентов, какие куски мяса или обувь какого цвета покупать, требует здравого смысла и эмоционального интеллекта. Мы подсчитали, что 47 % операций розничных продавцов имеют технический потенциал для автоматизации — это намного меньше, чем 86 %, которые могут быть реализованы бухгалтерами, счетоводами и ревизорами в этом секторе.
Однако, как мы отмечали выше, тот факт, что деятельность может быть автоматизирована, не означает, что она будет автоматизирована — действуют более широкие экономические факторы. Работа бухгалтеров, бухгалтеров и аудиторов, например, требует навыков и обучения, поэтому их меньше, чем простых поваров. Но действия, которые они выполняют, требуют меньше автоматизации, требуя в основном программное обеспечение и базовый компьютер.
Соображения, подобные этим, привели к наблюдаемой тенденции к более высоким уровням автоматизации действий, характерных для некоторых профессий со средней квалификацией, например сбора и обработки данных. По мере развития автоматизации рабочие места, требующие более высокой квалификации, вероятно, будут автоматизироваться все более высокими темпами.
Тепловая карта на рис. 3 показывает широкий спектр возможных вариантов автоматизации как в отдельных секторах, так и для различных видов деятельности в них. 4 4. Для более глубокого изучения всех секторов экономики США см. данные McKinsey об автоматизации и рабочих местах в США на сайте public.tableau.com.
Экспонат 3
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему веб-сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: [email protected]
Деятельность и секторы в среднем диапазоне автоматизации
Во всех профессиях в экономике США треть времени, проведенного на рабочем месте, связана со сбором и обработкой данных. Оба вида деятельности имеют технический потенциал для автоматизации, превышающий 60 процентов. Давным-давно многие компании автоматизировали такие действия, как администрирование закупок, обработка платежных ведомостей, расчет потребности в материальных ресурсах, создание счетов и использование штрих-кодов для отслеживания потоков материалов. Но по мере развития технологий компьютеры помогают увеличить масштаб и качество этой деятельности. Например, ряд компаний теперь предлагают решения, которые автоматизируют ввод бумажных счетов и счетов в формате PDF в компьютерные системы или даже обработку заявок на получение кредита. И это не только работники начального уровня или низкооплачиваемые клерки, которые собирают и обрабатывают данные; люди, чей годовой доход превышает 200 000 долларов, также тратят около 31 процента своего времени на эти дела.
Финансовые услуги и страхование являются одним из примеров этого явления. Мир финансов зависит от профессионального опыта: биржевые трейдеры и инвестиционные банкиры живут за счет своего ума. Тем не менее, около 50 процентов всего времени рабочей силы в сфере финансов и страхования посвящено сбору и обработке данных, где технический потенциал для автоматизации высок. Агенты по страховым продажам собирают информацию о клиентах или продуктах, а андеррайтеры проверяют точность записей. Агенты по продаже ценных бумаг и финансовых услуг подготавливают договоры купли-продажи или другие договоры. Служащие банка проверяют достоверность финансовых данных.
В результате финансовый сектор имеет технический потенциал для автоматизации операций, на которые уходит 43 процента рабочего времени его работников. Опять же, потенциал одних профессий намного выше, чем других. Например, по нашим оценкам, ипотечные брокеры тратят до 90 процентов своего времени на обработку заявок. Внедрение более сложных процессов проверки документов и кредитных заявок может сократить эту долю до чуть более 60 процентов. Это освободило бы ипотечных консультантов, чтобы они могли уделять больше времени консультированию клиентов, а не рутинной обработке. И клиент, и ипотечное учреждение получают большую ценность.
Другие виды деятельности в среднем диапазоне технического потенциала для автоматизации включают большие объемы физической активности или эксплуатацию машин в непредсказуемых условиях. Эти виды деятельности составляют большую часть работы в таких секторах, как сельское хозяйство, лесное хозяйство и строительство, а также могут быть найдены во многих других секторах.
Примеры включают управление подъемным краном на строительной площадке, оказание первой медицинской помощи, сбор мусора в общественных местах, расстановку учебных материалов и оборудования, а также заправку кроватей в гостиничных номерах. Последние два действия непредсказуемы в основном потому, что окружающая среда постоянно меняется. Школьники оставляют сумки, книги и пальто как бы хаотично. Точно так же в гостиничном номере разные гости разбрасывают подушки в разных местах, могут оставлять или не оставлять одежду на своих кроватях и по-разному загромождают пространство на полу.
Эти действия, требующие большей гибкости, чем в предсказуемой среде, на данный момент сложнее автоматизировать с помощью продемонстрированных технологий: их потенциал автоматизации составляет 25 процентов. Если технологии будут развиваться, чтобы справляться с непредсказуемыми средами так же легко, как и с предсказуемыми, потенциал автоматизации возрастет до 67 процентов. Уже сейчас некоторые действия в менее предсказуемых условиях в сельском хозяйстве и строительстве (такие как оценка качества урожая, измерение материалов или преобразование чертежей в рабочие требования) в большей степени подвержены автоматизации.
Деятельность с низким техническим потенциалом для автоматизации
Сложнее всего автоматизировать с помощью доступных в настоящее время технологий те виды деятельности, которые связаны с управлением и развитием людей (потенциал автоматизации 9 процентов) или с применением опыта для принятия решений, планирования или творческой работы (18 процентов). Эти виды деятельности, часто характеризуемые как работа со знаниями, могут быть такими же разнообразными, как программирование программного обеспечения, создание меню или написание рекламных материалов. На данный момент компьютеры отлично справляются с очень четко определенными действиями, такими как оптимизация маршрутов грузоперевозок, но людям по-прежнему необходимо определять правильные цели, интерпретировать результаты или обеспечивать проверку решений на основе здравого смысла. Важность человеческого взаимодействия очевидна в двух секторах, которые пока имеют относительно низкий технический потенциал для автоматизации: здравоохранение и образование.
Может ли машина выполнять вашу работу?
Изучите наш обширный набор данных на Tableau Public.
В целом здравоохранение имеет технический потенциал для автоматизации примерно на 36 процентов, но этот потенциал ниже для медицинских работников, чья повседневная деятельность требует опыта и прямого контакта с пациентами. Например, по нашим оценкам, менее 30 процентов действий дипломированной медсестры можно было бы автоматизировать, основываясь только на технических соображениях. Для стоматологов-гигиенистов эта доля снижается до 13 процентов.
Тем не менее, некоторые виды медицинской деятельности, в том числе приготовление пищи в больницах и введение лекарств без внутривенного введения, можно было бы автоматизировать, если бы были адаптированы продемонстрированные в настоящее время технологии. Сбор данных, на который также приходится значительное количество рабочего времени в этом секторе, также может стать более автоматизированным. Помощники медсестер, например, тратят около двух третей своего времени на сбор медицинской информации. Даже некоторые из более сложных действий, выполняемых врачами, такие как введение анестезии во время простых процедур или чтение рентгенологических снимков, имеют технический потенциал для автоматизации.
Из всех рассмотренных нами секторов техническая осуществимость автоматизации в образовании самая низкая, по крайней мере, на данный момент. Безусловно, цифровые технологии трансформируют эту область, о чем свидетельствуют бесчисленные классы и средства обучения, доступные в Интернете. Тем не менее, суть обучения заключается в глубоких знаниях и сложных взаимодействиях с другими людьми. Вместе эти две категории — наименее поддающиеся автоматизации из семи, указанных в первом примере, — составляют около половины деятельности в секторе образования.
Несмотря на это, 27% образовательной деятельности — в основном те, которые происходят за пределами классной комнаты или в кулуарах — потенциально могут быть автоматизированы с помощью продемонстрированных технологий. Дворники и уборщики, например, убирают и контролируют помещения здания. Повара готовят и подают школьную еду. Помощники по административным вопросам ведут инвентарный учет и информацию о персонале. Автоматизация этих действий по сбору и обработке данных может помочь сократить рост административных расходов на образование и снизить его стоимость без ущерба для его качества.
Заглядывая вперед
По мере развития технологий робототехника и машинное обучение будут все больше проникать в деятельность, которая сегодня имеет лишь низкий технический потенциал для автоматизации. Новые методы, например, обеспечивают более безопасное и более эффективное физическое сотрудничество между роботами и людьми в условиях, которые сейчас считаются непредсказуемыми. Эти разработки могут позволить автоматизировать больше видов деятельности в таких секторах, как строительство. Искусственный интеллект можно использовать для проектирования компонентов в инженерно-технических отраслях.
Один из крупнейших технологических прорывов произошел бы, если бы машины развили понимание естественного языка наравне со средними человеческими способностями, то есть если бы компьютеры получили возможность распознавать понятия в повседневном общении между людьми. В розничной торговле такие достижения естественного языка увеличили бы технический потенциал автоматизации с 53 процентов всего рабочего времени до 60 процентов. В финансах и страховании скачок будет еще больше, с 43 до 66 процентов. В здравоохранении тоже, хотя мы не верим, что демонстрируемые в настоящее время технологии могут выполнять все действия, необходимые для диагностики и лечения пациентов, со временем технологии станут более функциональными. Возможно, роботы еще не чистят вам зубы и не обучают ваших детей, но это не значит, что они не будут этого делать в будущем.
Однако, как было сказано в самом начале, простого рассмотрения технического потенциала автоматизации недостаточно для оценки того, какая часть этого потенциала будет реализована в конкретных видах деятельности. Фактический уровень будет отражать взаимодействие технического потенциала, выгод и затрат (или экономического обоснования), динамики спроса и предложения рабочей силы и различных нормативных и социальных факторов, связанных с приемлемостью.
Ведущие более автоматизированные предприятия
Автоматизация может изменить рабочее место каждого, включая высшее руководство. Быстрая эволюция технологий может сделать использование их потенциала и избежание ловушек особенно сложными. В некоторых отраслях, таких как розничная торговля, автоматизация уже меняет характер конкуренции. Игроки электронной коммерции, например, конкурируют с традиционными ритейлерами, используя как физическую автоматизацию (например, роботов на складах), так и автоматизацию работы со знаниями (включая алгоритмы, которые предупреждают покупателей о товарах, которые они могут захотеть купить). В горнодобывающей промышленности автономные системы транспортировки, которые транспортируют руду внутри шахты более безопасно и эффективно, чем это делают люди-операторы, также могут значительно повысить производительность.
Руководителям высшего звена в первую очередь необходимо определить, где автоматизация может преобразовать их собственные организации, а затем разработать план перехода на новые бизнес-процессы, обеспечиваемые автоматизацией. Тепловая карта потенциальных действий по автоматизации в компаниях может помочь направлять, идентифицировать и расставлять приоритеты для потенциальных процессов и действий, которые могут быть преобразованы. Как мы уже отмечали, ключевой вопрос будет заключаться в том, где и как раскрыть ценность, учитывая стоимость замены человеческого труда машинами. Большая часть выгод может быть получена не за счет снижения затрат на рабочую силу, а за счет повышения производительности за счет уменьшения количества ошибок, повышения производительности и повышения качества, безопасности и скорости.
Готовиться к будущему никогда не рано. Чтобы быть готовыми к достижениям автоматизации завтра, руководители должны бросить себе вызов, чтобы понять данные и технологии автоматизации, которые появятся сегодня. Но для извлечения выгоды из автоматизации требуется больше, чем просто данные и технологическая смекалка. Более серьезные проблемы связаны с рабочей силой и организационными изменениями, которые лидеры должны будут внедрить, поскольку автоматизация меняет целые бизнес-процессы, а также с культурой организаций, которые должны научиться рассматривать автоматизацию как надежный рычаг повышения производительности. Руководители высшего звена, со своей стороны, должны будут «отпускать» способы, которые противоречат вековому организационному развитию. 5 5. См. Мартин Дьюхерст и Пол Уиллмотт, «Менеджер и машина: новое уравнение лидерства», McKinsey Quarterly , сентябрь 2014 г.
Понимание деятельности, которая наиболее подвержена автоматизации с технической точки зрения, может предоставить уникальную возможность переосмыслить то, как работники взаимодействуют со своей работой и как цифровые трудовые платформы могут лучше объединять отдельных лиц, команды и проекты. 6 6. См. Аарон Де Смет, Сьюзен Лунд и Уильям Шэнингер, «Организация будущего», стр. 9.0019 McKinsey Quarterly , январь 2016 г., Это также могло бы вдохновить топ-менеджеров на размышления о том, сколько их собственных действий можно было бы лучше и эффективнее выполнять с помощью машин, высвобождая исполнительное время, чтобы сосредоточиться на ключевых компетенциях, с которыми не справится ни робот, ни алгоритм. заменить — пока.
Может ли машина выполнять вашу работу? Узнайте на Tableau Public, где мы проанализировали более 800 профессий, чтобы оценить степень их автоматизации с использованием существующих технологий.
Woodworking Machinery — Planner Machine
Подробнее.
Подробнее ..
Подробнее.0002
Подробнее ..
Подробнее.
Подробнее ..
Подробнее .
.
Подробнее. модели, рейсмусовые станки, фрезерные станки, винтовые токарные станки, пилы по дереву и циркулярные пилы, радиальные пилы, шлифовальные станки и зубила. Оборудование имеет компактную конструкцию и изготовлено из устойчивого к ржавчине материала, что делает его очень прочным. Они были созданы для обеспечения высокой мощности и точности, что приводит к снижению потерь материала и хорошей окупаемости инвестиций. Планировочное оборудование было высоко автоматизировано, чтобы производить очень качественную отделку в кратчайшие сроки. Сверхмощные планировщики J 601 особенно хороши для чрезвычайно загруженной среды и работают эффективно, без простоев или отказов оборудования.
Наш деревообрабатывающий станок является одним из видов деревообрабатывающего станка, который может обрабатывать древесину для производства различных предметов, таких как деревянная мебель, декор, двери и т. д. Следовательно, машины, которые мы предлагаем в основном приводятся в действие с помощью электродвигателей, и эта машина широко используется в деревообработке. Следовательно, иногда даже шлифовальные станки также считаются важным компонентом деревообрабатывающего оборудования. Фактически, наш деревообрабатывающий станок также предлагает множество преимуществ и областей применения, которые полезны и пользуются большим спросом в различных типах деревообрабатывающей промышленности по всему миру.
Промышленное использование деревообрабатывающего станка
Деревообрабатывающие станки в основном помогают в процессе обработки дерева, который трудно выполнить вручную. Эти резьбовые станки в основном используются для высокой точности, экономии времени и повышения точности. С помощью этих машин можно вырезать сложные узоры и нарезать деревянную деталь желаемой формы и размера. При полном технологическом контроле эта машина может производить множество одинаковых деталей. Эта точность экономит средства, помимо рутинного выполнения сложных фрезерных работ и вырезов по дереву. Поскольку это промышленное оборудование, оно обладает уникальными функциями, помогающими получать индивидуальные результаты.
Набор 4 конструктора 251 деталь Ниндзя Го (NinjaGo 31104)
1071
в магазин
Набор запасных деталей 1 LEGO Education SPIKE Старт 2000722 Лего
999
в магазин
Набор Амонг ас аналог Лего (265 деталей) деталей
1250
в магазин
Лего Техник / Конструктор Lego Technik / 135 деталей / Совместим с наборами лего / Игрушка, машинка, для мальчика, фигурка / Аксессуар, набор
1489
в магазин
Лего Сити катер береговой охраны 1288 деталей / конструктор для мальчиков набор
1849
5893
в магазин
Лего Техник / Конструктор Lego Technik / 135 деталей / Совместим с наборами лего / Игрушка, машинка, для мальчика, фигурка / Аксессуар, набор
2300
в магазин
Набор деталей, запчастей для конструктора, совместимые с Лего, 182 шт Лего деталей
2290
в магазин
Лего Гарри Поттер Хогвартс Волшебные шахматы 876 деталей набор
4144
в магазин
Набор для хранения LEGO XL Blue Storage Bin 6 штук 9840 Лего деталей
12810
15071
в магазин
Набор деталей, запчастей для конструктора, совместимые с Лего, 116 шт Лего деталей
1690
в магазин
Набор деталей, запчастей для конструктора, совместимые с Лего, 638 шт Лего деталей
3250
в магазин
Лего для мальчиков / Набор фигурок из 16 человечков Пластиковый конструктор 280 деталей / Разноцветный 150 грамм Бренд Axiifai / Серия Майнкрафт Совместим с любым Лего / Детский подарок
999
в магазин
Набор канцелярский LEGO 8 деталей Карандаши точилка фигурка 520533 Лего
737
в магазин
Набор из 4 пластин совместимых с лего Дупло 51*25 см деталей
3180
в магазин
Деталь LEGO Зубчатая шестеренка 16T, вторая версия — усиленная, светло-серый 50 шт. Лего набор деталей
1164
в магазин
Набор деталей, запчастей для конструктора, совместимые с Лего, 182 шт Лего деталей
2290
в магазин
лего крепость/ Конструктор «Крепость красного дракона» Майнкрафт minecraft 856 деталей светящийся с LED-подсветкой набор
2437
2948
в магазин
Набор деталей, запчастей для конструктора, совместимые с Лего, 591 шт Лего деталей
2690
в магазин
Лего для мальчиков / Набор фигурок из 16 человечков Пластиковый конструктор 280 деталей / Разноцветный 150 грамм Бренд Axiifai / Серия Майнкрафт Совместим с любым Лего / Детский подарок
999
в магазин
Лего Техник / Конструктор Lego Technik / 175 деталей / Совместим с наборами лего / Игрушка, машинка, для мальчика, фигурка / Аксессуар, набор
2655
в магазин
Набор LEGO Harry Potter: Давайте играть в Квиддич (книга+детали) Лего деталей
689
в магазин
Набор 4 конструктора 251 деталь Ниндзя Го (NinjaGo 31104)
Конструктор с фигурками Крипера и Оцелота LEGO® Minecraft BigFig 21156
Lego
Новое
Конструктор Bela Пещера зомби. Майнкрафт аналог Lego Minecraft
Конструктор Bela Minecraft — большой ассортимент — Бесплатная доставка
Bela
Новое
Lego Minecraft конструктор Торговый пост 21167 The Trading Post
Mattel
Новое
Конструктор Lele 33191 My World Minecraft Майнкрафт Береговая цитадель 517 дет — Бесплатная доставка
Lele
Новое
Другие категории
Конструкторы Minecraft
тем | Официальный магазин LEGO® US
Исследуйте мир, не выходя из дома. Наборы LEGO® Architecture дают строителям возможность воссоздать потрясающие достопримечательности, знаменитые городские горизонты и знаменитые исторические здания. Эти впечатляющие наборы станут прекрасным подарком для всех, кто интересуется путешествиями, историей и дизайном.
Ночь опустилась на Готэм-сити™, и строители повсюду готовы к наборам Бэтмена. Они могут сражаться против плохих парней со своим любимым Темным рыцарем.
LEGO® BOOST позволяет детям создавать модели с моторами и датчиками, а затем воплощать их в жизнь с помощью простых кодовых команд на основе значков. Бесплатное приложение LEGO BOOST для планшетов содержит простые пошаговые инструкции по сборке и программированию многофункциональных моделей.
LEGO® BrickHeadz™ — это коллекционные фигурки, которые вы можете собрать и показать, чтобы добавить индивидуальности вашему дому или личному пространству. На этих собранных из кубиков фигурках изображены очаровательные животные, персонажи из мультфильмов, любимые фанатами персонажи из фильмов и телепередач, а также специальные предметы на праздничную тематику.
Создайте собственное произведение искусства из наборов LEGO® Brick Sketches™ для демонстрации. Эти произведения искусства LEGO® с 3D-иллюстрациями культовых персонажей принесут веселье и цвет в любую детскую комнату.
Это оживленное метро с наборами LEGO® City, полными реалистичных транспортных средств, зданий и множества забавных персонажей. Юные строители могут строить аварийно-спасательные службы, такие как полиция и пожарные, поезда, торговые центры и многое другое. Стимулируйте творчество вашего ребенка, чтобы построить свой собственный уникальный город.
Развивайте творческие способности детей с LEGO® Classic. Наборы содержат идеи, которые помогут им начать работу, а специальные детали вместе с классическими кубиками LEGO еще больше вдохновляют. А поскольку LEGO Classic охватывает так много разных возрастных групп, в ней найдется развлечение для всей семьи и воображение для каждого поколения.
С наборами LEGO® Creator 3 в 1 открываются бесконечные возможности для игр, которые втрое веселее! Креативные строители могут построить три разных конструкции или сделать все, что они могут себе представить. Наборы включают в себя крутые транспортные средства, удивительных животных и игровые наборы, наполненные забавными ролевыми историями.
Наборы LEGO® Creator Expert, разработанные для сложных, но полезных экспериментов, демонстрируют впечатляющие достопримечательности, модульные здания, классические транспортные средства, поп-культуру и красивые наборы для домашнего декора. Найдите свою страсть и погрузитесь в сборки, достойные демонстрации.
DC Universe™ позволяет вашему ребенку играть, изобретать и творить в красочном мире супергероев. С помощью этих игровых наборов ваш ребенок может создавать известные сцены и наслаждаться ролевой игрой между всеми героями и злодеями. Каждый вариант приносит удовольствие и много обучения.
LEGO® | Любимцы Диснея, такие как Моана или Эльза Диснея, а также персонажи-принцессы, такие как Золушка, Ариэль и Рапунцель, оживут, когда ваш ребенок воссоздаст романтику, приключения и героизм. ЛЕГО | У Disney есть все элементы, такие как замки, башни, повозка, сундуки с сокровищами, ворота и многое другое, чтобы ваш ребенок разыгрывал эти классические истории и вдохновлял их на создание собственных сказок.
Подарите детям незабываемые впечатления в удивительном мире LEGO® | Конструкторы Disney Микки и друзья. Присоединяйтесь к Микки, Минни, Дональду, Дейзи, Гуфи и другим классическим персонажам Диснея в веселых наборах, которые предлагают развивать навыки ролевой игры и развивающие занятия.
Юные строители могут отправиться в свои межгалактические приключения с LEGO® | Lightyear от Disney и Pixar. Воображение разыгрывается, поскольку фанаты могут переосмыслить эпические космические миссии Базза Лайтера из фильма с творческими игровыми наборами для неземного веселья.
Поощряйте красочное творчество с помощью наборов LEGO® DOTS для любителей декоративно-прикладного искусства, которые любят индивидуализировать. Дети могут выражать себя, создавая одежду для ношения и совместного использования, а также предметы декора комнаты, такие как подставки для карандашей, доски объявлений и многое другое.
Когда у малышей развито воображение, строительные блоки LEGO® DUPLO® раскрывают их творческие способности посредством развивающего обучения. Эти игровые наборы дают маленьким детям бесконечное веселье, самовыражение и радостное исследование.
Юные творческие строители могут присоединиться к пяти близким друзьям в различных приключениях в Хартлейк-Сити для веселых ролевых игр. Дети могут рассказывать свои собственные истории, развивать навыки межличностного общения и разыгрывать сценарии из реальной жизни, восхваляющие дружбу.
Готовьтесь к приключениям! С LEGO® | Disney Frozen, вы можете воссоздать моменты из эпических фильмов Disney Frozen и дать волю воображению! Магия в ваших руках! ЛЕГО | Ассортимент сборных игрушек Disney «Холодное сердце» включает милых и вдохновляющих персонажей из мультфильма «Холодное сердце», а также детали, особенности и функции, которые будят воображение детей.
Дайте волю волшебству Хогвартса™ и разыграйте очаровательные приключения с любимыми Гарри, Гермионой, Роном и другими в битвах с Темными Волшебниками. LEGO® Harry Potter™ предлагает поклонникам Волшебный мир™ воссоздать наполненные действием сцены и разыграть собственные истории.
LEGO® Ideas предлагает поклонникам представить свои оригинальные творения, чтобы другие фанаты проголосовали за них и, возможно, они стали будущим набором LEGO®. Идеи, которые воплотились в жизнь, включают фаворитов поп-культуры, таких как «Сайнфельд» и «Один дома», произведения искусства, такие как «Звездная ночь» Винсента Ван Гога и «Глобус».
Наслаждайтесь часами захватывающих приключений динозавров с игровыми наборами LEGO® Jurassic World™. Присоединяйтесь к героическим персонажам и постарайтесь сдержать разбредающихся в парке динозавров, строя крутые машины, научное оборудование и лаборатории.
LEGO® Art дает вам возможность создавать потрясающие детализированные наборы декора из кубиков, которые отдают дань уважения мирам искусства, природы, развлечений, путешествий и истории. Потратьте время, чтобы развить свою страсть к расслабляющему и полезному опыту.
Исследуйте мир Пандоры с помощью захватывающих и сложных наборов LEGO, вдохновленных вселенной фильма «Аватар». Воссоздайте сцены или разыграйте новые приключения с помощью наборов, в которых представлены знаковые персонажи и знакомые места из фильмов.
Решения LEGO® Education, традиционно разрабатываемые для школьных условий, пробуждают естественную любознательность учащихся и помогают им развивать необходимые навыки 21 века.
Наборы LEGO® Icons, разработанные для сложных, но полезных экспериментов, демонстрируют впечатляющие достопримечательности, модульные здания, классические автомобили, поп-культуру и красивые наборы для домашнего декора. Найдите свою страсть и погрузитесь в сборки, достойные демонстрации.
Оживите своих любимых персонажей с помощью LEGO® Super Mario™. От начальных курсов до наборов расширения, наборов усилений и наборов персонажей — создавайте уровни, чтобы LEGO® Mario™ и LEGO® Luigi™ сражались с врагами и собирали монеты. Исследуйте приложение LEGO Super Mario, чтобы найти цифровые инструменты, идеи для игр и многое другое.
Поклонники всех возрастов могут отпраздновать силу супергероев с наборами LEGO® Marvel. Создавайте и разыгрывайте веселые приключения из фильмов и переживайте захватывающие сцены, чтобы победить суперзлодеев. Воссоздавайте батальные сцены, создавайте крутые транспортные средства и создавайте аутентичные реквизиты супергероев, достойные демонстрации.
Вдохновите юные умы создавать, программировать и играть с собственным роботом! LEGO® MINDSTORMS® предоставляет возможность построить 5 уникальных конструкций и управлять ими с помощью приложения Robot Inventor. Дети получают необходимые навыки STEM, участвуя в неограниченных игровых возможностях.
Наборы LEGO® Minecraft® оживляют популярную видеоигру с помощью кубиков LEGO®, чтобы фанаты могли воссоздать ее уникальных персонажей и захватывающую игровую среду. Дети могут использовать свои творческие навыки конструирования, чтобы придумать свои собственные истории и приключения Minecraft®.
Минифигурки LEGO® — идеальный способ порадовать вашего ребенка. В каждой загадочной сумке есть минифигурка и аксессуары, но они не узнают, какую из них получат, пока не откроют ее и не узнают. Вашему ребенку понравится встречаться с ними и обмениваться моделями-дубликатами со своими друзьями. Какой из них они получат?
Оживите милых приспешников Грю с помощью новых игровых наборов Minions.
Вдохновленные классическими китайскими легендами «Король обезьян» и «Путешествие на Запад», наборы LEGO® Monkie Kid™ — отличный способ для детей разыграть красочные приключения. Юные строители могут прославить мир традиционных героев и злодеев с помощью захватывающих сражений и творческих игр.
Игровые наборы LEGO® NINJAGO® открывают захватывающий мир ниндзя, полный приключений и эпических сражений с силами зла. Юные строители могут освоить искусство Кружитцу, водить крутые транспортные средства, строить тренировочные додзё и разыгрывать забавные истории из популярного телешоу.
Моторизируйте наборы LEGO® и повышайте их игровую ценность с помощью функций Powered UP.
LEGO® SERIOUS PLAY® — это инновационный экспериментальный процесс, направленный на повышение эффективности инноваций и бизнеса. Основываясь на исследованиях, которые показывают, что такой вид практического, мысленного обучения способствует более глубокому и осмысленному пониманию мира и его возможностей, LEGO SERIOUS PLAY® углубляет процесс размышлений и поддерживает эффективный диалог — для всех в организация.
Готово, готово! LEGO® Speed Champions дает любителям гоночных автомобилей возможность воссоздать мини-версии ведущих и самых известных автомобилей мира. Создавайте и демонстрируйте эти коллекционные копии моделей, таких как Ferrari, Aston Martin, Lamborghini, Dodge и Chevrolet.
Обращаясь ко всем любителям паутины, у нас есть наборы Человека-паука для любого возраста. Строителям понравится использовать свое паучье чутье для борьбы с преступностью вместе со своим любимым супергероем.
Почувствуй Силу, когда будешь строить из LEGO® Star Wars ™ и сосредоточьтесь на джедаях, чтобы пережить захватывающие сцены из легендарной космической саги. Поклонники всех возрастов могут воссоздать памятные моменты с культовыми автомобилями, любимыми персонажами и аутентичными моделями, достойными демонстрации.
Наборы LEGO® «Очень странные дела» предлагают поклонникам сериала Netflix захватывающий опыт строительства из «Обратной стороны» в ностальгическую вселенную 1980-х годов. Присоединяйтесь к детям, когда они сражаются со злыми существами из потустороннего мира и воссоздают сцены из популярного шоу.
Наборы LEGO® Technic™ обеспечивают продвинутый и сложный опыт сборки, основанный на реальных транспортных средствах, больших и малых, таких как спортивные автомобили, мотоциклы и строительные машины. Они полны аутентичных функций, таких как функционирующие коробки передач, колеса и оси.
Остановись! VIDIYO — это захватывающая цифровая игра в сотрудничестве с Universal Music Group, которая позволяет детям воплотить в жизнь свои оригинальные музыкальные видеоклипы, используя песни, которые им нравятся, от любимых исполнителей.
Улучшите любую сборку с помощью наборов аксессуаров LEGO® в таких категориях, как спортивные аксессуары, продукты питания и многое другое. Каждый набор Xtra содержит дополнительные детали LEGO и тематические элементы, идеально подходящие для игры или демонстрации.
Игрушки Lego — Walmart.com
О игрушках Lego — Walmart.com
Дайте волю воображению вашего ребенка с наборами LEGO
Часто наборы LEGO являются одной из первых игрушек, с которыми ребенок начинает играть, когда растет. Этот бренд с его уникальными строительными пластиковыми блоками дает волю воображению детей, создавая творения, которые они могут построить. Кажется, что в наши дни наборы LEGO повсюду: видеоигры, фильмы, настольные игры и даже фирменные парки развлечений. Хотя есть базовые наборы, которые вы можете купить для своих детей, существуют специальные тематические игровые наборы, с которыми ваш ребенок будет часами развлекаться с воображением. Благодаря нашим ежедневным низким ценам, мы являемся лучшим местом, когда придет время купить новый набор LEGO для вашего ребенка или кого-то из ваших знакомых.
Супергерои
Все самые популярные супергерои представлены в мире LEGO Super Heroes. Сюда входят Бэтмен, Супермен, Человек-паук, Капитан Америка, Женщина-кошка и Черная пантера. У каждого из этих персонажей — и у многих других — есть по крайней мере один игровой набор, посвященный им, а у некоторых — несколько. Ваш ребенок может создать виртуальный мир, собирая и устанавливая различные игровые наборы рядом друг с другом. Во многих игровых наборах Super Heroes есть злодей или два для каждого героя, и ваш ребенок может дать волю своему воображению, смешивая и сопоставляя злодеев и супергероев — даже персонажей DC Comics против персонажей Marvel Comics. Некоторые из примечательных злодеев, включенных в игровые наборы, включают Джокера, Пингвина, Альтрона, Красного Черепа и Магнето.
Эти игровые наборы представляют некоторые из знаковых мест и предметов в мире супергероев. Некоторые из них включают Бэтпещеру и Бэтмобиль Бэтмена, Башню Мстителей, Смоллвиль, родной город Супермена, и здание газеты Daily Bugle. Поклонники телешоу «Бэтмен» 1966-68 годов могут даже приобрести воссоздание Бэтпещеры и поместья Уэйнов, которые появлялись в этом шоу, а также множество минифигурок персонажей шоу в зависимости от того, как они выглядели в этом шоу. Сюда входят Бэтмен и Робин, а также их альтер-эго Брюса Уэйна и Дика Грейсона, их дворецкий Альфред и четыре главных злодея из сериала: Джокер, Риддлер, Пингвин и Женщина-кошка.
Мир Юрского периода
Четвертый фильм из серии фильмов Парк Юрского периода — « Мир Юрского периода », в котором есть несколько игровых наборов LEGO, представляющих некоторые из ключевых сцен фильма. Некоторые из сцен, воссозданных в виде доступных наборов, включают LEGO Jurassic World Indominus rex Breakout, LEGO Jurassic World Raptor Rampage и LEGO Jurassic World Gallimus Trap. Существуют дополнительные дополнения к игровым наборам, которые доступны отдельно, включая LEGO 9.0149 Jurassic World Blue & White Jeep, LEGO Jurassic World ACU Troopers Gyrosphere Vehicle и LEGO Dimensions Team Pack. Чтобы заново пережить веселье фильма на экране в форме LEGO, существуют соответствующие видеоигры, в которые можно играть на Microsoft Xbox и Sony PlayStation.
«Звездные войны»
Одна из коллекций игровых наборов LEGO — это наборы LEGO «Звездные войны ». В этих игровых наборах представлены сцены и действия из всех фильмов «Звездные войны» , начиная с 1970-х годов и заканчивая последним выпуском. Ваши дети могут создавать наборы с изображением таких знаковых мест, как Хот, Звезда Смерти, Набу и Джеонозис. Многие из самых запоминающихся транспортных средств, показанных в фильме, доступны в виде игровых наборов LEGO, например воссозданные «Тысячелетний сокол», «Звездный истребитель джедаев», «Звездные истребители X-Wing» и «Парусная баржа Джаббы Хатта». Минифигурки, представляющие все ключевые бойцов «Звездных войн» включены в некоторые наборы, такие как Дарт Вейдер, Чубакка, R2-D2, Люк Скайуокер и Кайло Рен. Некоторые ключевые персонажи, такие как Дарт Вейдер, сами превратились в игровые наборы для ваших детей.
Другие наборы LEGO
Хотя фильмы и телешоу играют важную роль во вселенной LEGO, не во всех игровых наборах есть персонажи, ставшие популярными на больших и малых экранах.
LEGO city : Эти игровые наборы, которые были одними из первых игровых наборов, выпущенных под брендом LEGO, позволяют детям воссоздавать места, которые они могут видеть каждый день. Если им нравится строительство, есть площадки для сноса и строительные машины. Если они хотят вырасти и стать первыми ответчиками, им нужно построить станции первой помощи, полицейские участки, больницы, полицейские машины, пожарные машины и вертолеты. Они могут представить, каково это быть космонавтом с игровым набором космического челнока, градостроителем с улицами, железными дорогами и городскими зданиями, которые нужно настроить, и мечтать стать пилотом с набором городского пассажирского самолета. В каждом из этих игровых наборов есть много минифигурок и транспортных средств, ваши дети могут создавать целые районы в центре города, собирая несколько наборов одновременно.
LEGO Minecraft : Minecraft — это трехмерная видеоигра, посвященная строительству и строительству, что делает естественной связь с LEGO. Игроки исследуют области игры, разбивая и размещая блоки по пути. В LEGO Minecraft представлены определенные игровые локации, такие как Ферма, Дом на дереве в джунглях и Крепость Пустоты, которые игроки могут построить и воссоздать самостоятельно. В каждый набор входят минифигурки, и наборы взаимодействуют друг с другом, например, «Снежное убежище» и «Ледяные шипы».
LEGO Friends : Хотя большинство игровых наборов LEGO подходят как для мальчиков, так и для девочек, со многими из них играют мальчики. Игровые наборы LEGO Friends созданы для маленьких девочек, хотя с ними могут играть и мальчики. Наборы, действие которых происходит в городе Хартлейк, включают в себя студию звукозаписи поп-звезд LEGO Friends, парикмахерскую LEGO Friends Heartlake и поезд для вечеринок LEGO Friends. Каждый из них имеет минифигурки для конкретного набора, которые работают со всеми связанными наборами.
Дайте волю воображению вашего ребенка с наборами LEGO Playsets
Часто наборы LEGO являются одной из первых игрушек, с которыми ребенок играет в детстве. Этот бренд с его уникальными строительными пластиковыми блоками дает волю воображению детей, создавая творения, которые они могут построить. Кажется, что в наши дни наборы LEGO повсюду: видеоигры, фильмы, настольные игры и даже фирменные парки развлечений. Хотя есть базовые наборы, которые вы можете купить для своих детей, существуют специальные тематические игровые наборы, с которыми ваш ребенок будет часами развлекаться с воображением. Благодаря нашим ежедневным низким ценам, мы являемся лучшим местом, когда придет время купить новый набор LEGO для вашего ребенка или кого-то из ваших знакомых.
Супергерои
Все самые популярные супергерои представлены в мире LEGO Super Heroes. Сюда входят Бэтмен, Супермен, Человек-паук, Капитан Америка, Женщина-кошка и Черная пантера. У каждого из этих персонажей — и у многих других — есть по крайней мере один игровой набор, посвященный им, а у некоторых — несколько. Ваш ребенок может создать виртуальный мир, собирая и устанавливая различные игровые наборы рядом друг с другом. Во многих игровых наборах Super Heroes есть злодей или два для каждого героя, и ваш ребенок может дать волю своему воображению, смешивая и сопоставляя злодеев и супергероев — даже персонажей DC Comics против персонажей Marvel Comics. Некоторые из примечательных злодеев, включенных в игровые наборы, включают Джокера, Пингвина, Альтрона, Красного Черепа и Магнето.
Эти игровые наборы представляют некоторые из знаковых мест и предметов в мире супергероев. Некоторые из них включают Бэтпещеру и Бэтмобиль Бэтмена, Башню Мстителей, Смоллвиль, родной город Супермена, и здание газеты Daily Bugle. Поклонники телешоу «Бэтмен» 1966-68 годов могут даже приобрести воссоздание Бэтпещеры и поместья Уэйнов, которые появлялись в этом шоу, а также множество минифигурок персонажей шоу в зависимости от того, как они выглядели в этом шоу. Сюда входят Бэтмен и Робин, а также их альтер-эго Брюса Уэйна и Дика Грейсона, их дворецкий Альфред и четыре главных злодея из сериала: Джокер, Риддлер, Пингвин и Женщина-кошка.
Мир Юрского периода
Четвертый фильм из серии фильмов Парк Юрского периода — « Мир Юрского периода », в котором есть несколько игровых наборов LEGO, представляющих некоторые из ключевых сцен фильма. Некоторые из сцен, воссозданных в виде доступных наборов, включают LEGO Jurassic World Indominus rex Breakout, LEGO Jurassic World Raptor Rampage и LEGO Jurassic World Gallimus Trap. Существуют дополнительные дополнения к игровым наборам, которые доступны отдельно, включая LEGO 9.0149 Jurassic World Blue & White Jeep, LEGO Jurassic World ACU Troopers Gyrosphere Vehicle и LEGO Dimensions Team Pack. Чтобы заново пережить веселье фильма на экране в форме LEGO, существуют соответствующие видеоигры, в которые можно играть на Microsoft Xbox и Sony PlayStation.
«Звездные войны»
Одна из коллекций игровых наборов LEGO — это наборы LEGO «Звездные войны ». В этих игровых наборах представлены сцены и действия из всех фильмов «Звездные войны» , начиная с 1970-х годов и заканчивая последним выпуском. Ваши дети могут создавать наборы с изображением таких знаковых мест, как Хот, Звезда Смерти, Набу и Джеонозис. Многие из самых запоминающихся транспортных средств, показанных в фильме, доступны в виде игровых наборов LEGO, например воссозданные «Тысячелетний сокол», «Звездный истребитель джедаев», «Звездные истребители X-Wing» и «Парусная баржа Джаббы Хатта». Минифигурки, представляющие все ключевые бойцов «Звездных войн» включены в некоторые наборы, такие как Дарт Вейдер, Чубакка, R2-D2, Люк Скайуокер и Кайло Рен. Некоторые ключевые персонажи, такие как Дарт Вейдер, сами превратились в игровые наборы для ваших детей.
Другие наборы LEGO
Хотя фильмы и телешоу играют важную роль во вселенной LEGO, не во всех игровых наборах есть персонажи, ставшие популярными на больших и малых экранах.
LEGO city : Эти игровые наборы, которые были одними из первых игровых наборов, выпущенных под брендом LEGO, позволяют детям воссоздавать места, которые они могут видеть каждый день. Если им нравится строительство, есть площадки для сноса и строительные машины. Если они хотят вырасти и стать первыми ответчиками, им нужно построить станции первой помощи, полицейские участки, больницы, полицейские машины, пожарные машины и вертолеты. Они могут представить, каково это быть космонавтом с игровым набором космического челнока, градостроителем с улицами, железными дорогами и городскими зданиями, которые нужно настроить, и мечтать стать пилотом с набором городского пассажирского самолета. В каждом из этих игровых наборов есть много минифигурок и транспортных средств, ваши дети могут создавать целые районы в центре города, собирая несколько наборов одновременно.
LEGO Minecraft : Minecraft — это трехмерная видеоигра, посвященная строительству и строительству, что делает естественной связь с LEGO. Игроки исследуют области игры, разбивая и размещая блоки по пути. В LEGO Minecraft представлены определенные игровые локации, такие как Ферма, Дом на дереве в джунглях и Крепость Пустоты, которые игроки могут построить и воссоздать самостоятельно. В каждый набор входят минифигурки, и наборы взаимодействуют друг с другом, например, «Снежное убежище» и «Ледяные шипы».
LEGO Friends : Хотя большинство игровых наборов LEGO подходят как для мальчиков, так и для девочек, со многими из них играют мальчики. Игровые наборы LEGO Friends созданы для маленьких девочек, хотя с ними могут играть и мальчики. Наборы, действие которых происходит в городе Хартлейк, включают в себя студию звукозаписи поп-звезд LEGO Friends, парикмахерскую LEGO Friends Heartlake и поезд для вечеринок LEGO Friends. Каждый из них имеет минифигурки для конкретного набора, которые работают со всеми связанными наборами.
СИВИК GALAXY PLUS (СБМП-60/3D Л) балансировочный стенд предназначенный для балансировки колес легковых автомобилей, внедорожников, легких грузовиков и мотоциклов с диаметром дисков от 10 до 28 дюймов и массой до 70 кг. GALAXY PLUS — автоматический станок высокой точности и производительности класса De Luxe, обладающий полным набором функций. Эффективен для балансировки литых дисков. Большой LCD монитор 22″ существенно упрощает эксплуатацию и обслуживание.
Особенности
Панель управления с LСD монитором.
Электронная линейка для ввода дистанции и диаметра обода.
Бесконтактный УЗ датчик ввода ширины обода.
Обслуживание колес со стальными и литыми дисками, в том числе мотоколес.
Точная установка ленточного груза электронной линейкой.
Автоповорот колеса к месту установки груза и удержание — S-Drive.
Автоматическое определение схемы установки грузов – AutoALU.
Балансировка колеса без нажатия кнопок – NoTouch.
Технология измерения биения диска определяет необходимость ремонта или замены диска – RimRunout.
Показывает точку установки груза на «6 часов» и гарантирует балансировку литых дисков за 1 цикл – LaserPointer.
Встроенная защита от перенапряжения – PowerGuard.
Установка ленточных грузов за спицами – Split.
Счетчик отбалансированных колес.
Отчет об установленных грузах.
Детализированный отчет с возможностью записи на флэш-карту.
Три профиля оператора.
Оптимизация положения шина-диск.
Минимизация статического дисбаланса.
Специальная программа для балансировки мотоколес.
Программа «Мастер проверки и калибровки станка».
Компенсация дисбаланса адаптера.
Речевое сопровождение.
Эргономичная рабочая зона.
Высокоточный шпиндельный узел, диаметр вала 40 мм.
Увеличенный вылет вала для установки широких колес.
LED-подсветка зоны установки груза.
Комплектация
КС-227 быстросъемная гайка SIVIK.
Комплект конусов STANDARD SIVIK Armor: малый 43-40 мм, средний 62-82, большой 78-114.
КС-234 двухсторонний конус с кольцом SIVIK Armor 108-174 мм.
Клещи балансировочные.
Защитный кожух.
Дополнительные опции
КС-232 набор двухсторонних конусов PROFESSIONAL.
КС-211 адаптер фланцевый (ГАЗЕЛЬ, Волга, УАЗ и др.).
КС-225 мотоадаптер.
КС-225-01 Доп. комплект Luxe к адаптеру для балансировки мотоциклетных колес.
Технические характеристики
Параметр
Значение
Макс. масса колеса, кг
70
Макс. диаметр диска
28”
Макс. ширина диска
20”
Макс. диаметр колеса, мм
900
Время измерения дисбаланса, сек
5
Точность, г
1
Диаметр вала, мм
40
Питание
220 В / 350 Вт
Масса, кг
147
Габаритные размеры, мм
1370 x 1080 x 1540
Балансировочный станок GALAXY Plus Sivik
Главная / Шиномонтажное оборудование / Балансировочные станки легковые / Балансировочный станок GALAXY Plus Sivik — СБМП-60/3D Л
Балансировочный станок СИВИК ГЕЛАКСИ СБМП-60/3D Л (GALAXY Plus) — Автомат высокой точности и производительности класса ПРЕМИУМ. Полный набор функций. Большой LCD монитор существенно упрощает эксплуатацию и обслуживание. Имеет улучшенную 3D графику и эргономику управления. Оснащен подсветкой места установки груза и лазерным указателем на 6 часов. Запатентованные технологии Сивик позволяют отбалансировать практически любое колесо до 28″ за один цикл.
202 000
Арт.: СБМП-60/3D Л
Бренд: Sivik (Россия)
Купить
Получить скидку
Доставка
Быстрая доставка (узнать подробнее)
Оплата
Безналичная
Наличная
Гарантия 24 мес.
Закажите по телефону
+7 (495) 726-30-83
Описание
Тех. характеристики
Комплектация
Видео
Новый дизайн SIVIK GALAXY Plus
Станок SIVIK GALAXY Plus стал выглядеть еще эффективнее, благодаря новой подсветке логотипа
Новые функции
В данном станке реализована новая технология «Измерения биения диска», определяющая степень нарушения геометрии диска с максимальной точностью:
Вы сможете выявить:
Наличие отклонений обода от идеальной окружности;
Усредненное значение биения диска;
Значение дефекта относительно положения “12 часов” (или “6 часов”).
Вы сможете получить:
Дополнительный заработок — возможность расширения спектра услуг шиномонтажной мастерской;
Наглядность полученных данных — измерение биений происходит автоматически, нет необходимости в проведении визуального осмотра.
Точная установка ленточного груза электронной линейкой.
Измерение биения диска.
Автоматическое определение схемы установки грузов (технология AutoALU).
Автоповорот к месту установки груза (технология S-Drive).
Балансировка без нажатия кнопок.
Защита от «скачков» напряжения (технология PowerGuard).
SPLIT – установка ленточных грузов за спицами («невидимый» груз).
Электронная линейка для измерения диаметра и дистанции.
Электронная линейка для измерения ширины.
Минимизация статического дисбаланса.
Счётчик отбалансированных колёс.
Отчет об установленных грузах.
Основные преимущества:
Полный набор функций
Используются подшипники только ведущих мировых производителей
Поликлиновые полиуретановые ремни обеспечивают не только низкий уровень шумов, но и показывают себя практически «вечными» в эксплуатации
Все производственные процессы сертифицированы по международному стандарту ISO-9001
Оптимизация для балансировки литых дисков
Большой LCD монитор существенно упрощает эксплуатацию и обслуживание
Возможность распечатки дополнительного отчета о работе с помощью флеш-карты
Светодиодная подсветка места установки груза
Программа «мастер проверки и калибровки станка», на монитор выводятся подсказки, как правильно калибровать стенд
Улучшенная графика меню
Увеличено кол-во пользователей до 3 человек
Добавлены виды дисков мотоколес для балансировки
Используемые технологии
Позволяет осуществить прямой ввод параметров плоскостей установки грузов, т. е. электронной линейкой вы просто указываете место, куда хотите установить груз. Исходя из полученных данных, станок точно рассчитывает необходимую массу грузов. Завершающая часть технологии Direct3D — установка ленточных грузов электронной линейкой:
точно на дистанцию, соответствующую расчетной;
точно в расчетное угловое положение;
оператор фиксирует груз в зажиме, выдвигает его до звукового сигнала и прижимает к ободу;
Это позволяет отбалансировать практически любое колесо за один цикл.
Векторное управление 3-фазным двигателем для поворота в рассчитанное угловое положение
Расчет угла поворота вала с учетом диаметра диска, траектории линейки и толщины груза
Учет способа установки груза (ручной или линейкой) при расчете угла поворота вала
Следящее удержание в расчетном положении
Подтормаживание вала при установке/снятии колеса
Автоматическое определение схемы установки грузов (ALU) после ввода размеров колеса
Автоматическое определение типов грузов (от типа груза зависит смещение центра тяжести груза в плоскости коррекции)
Обеспечивает возможность не нажимать ни одной кнопки в процессе балансировки колеса
Автоматический ввод размеров при выдвижении линейки в начале измерений
Автоматический вызов программы AutoALU после ввода размеров
Автоматический запуск измерения дисбаланса при опускании кожуха
Автоматический поворот к месту установки груза слева после измерения дисбаланса
Если слева груз не требуется – то для установки груза справа
Автоматическое управление установкой ленточного груза при выдвижении линейки после измерения дисбаланса
Для установки груза с другой стороны достаточно толкнуть колесо, и оно остановится в месте установки следующего груза
Автоматическое подтормаживание вала для снятия/установки колеса
Подавление кратковременных бросков напряжения
Автоматическое отключение при продолжительном превышении напряжения со звуковым сигналом
Диагональ монитора
21″
Максимальный диаметр диска
28″
Максимальная ширина диска
20″
Максимальная масса колеса
70 кг.
Макс. диаметр колеса в сборе
900 мм.
Точность измерения
1 г.
Время измерения
5 с
Диаметр вала
40 мм.
Габаритные размеры
1360x1210x1590 мм.
Питание
220 В
Мощность
350 Вт
Вес
135 кг.
Цвет
синий / красный
Гарантия
2 года
• быстросъемная гайка SIVIK (Россия) • комплект конусов: малый, средний, большой (43-114,5 мм) • клещи для установки и снятия грузов • комплект «Джип» (кольцо и конус) для крепления колес с диаметром внутреннего отверстия 97-160 мм.
С этим товаром покупают
Android (версия Go) | Андроид
30 %
270 МБ
900 МБ
Экран, показывающий запуск приложений на устройстве Android.
Повышение уровня устройств начального уровня.
Молниеносная ОС, созданная для смартфонов с оперативной памятью менее 2 ГБ. Android (версия Go) работает легче и экономит данные, что расширяет возможности на множестве устройств.
30 %
Запускается быстрее.
Приложения запускаются на 30 % быстрее, если вы используете Android (версия Go) на смартфоне начального уровня.
270 МБ
Делает больше, все сразу.
До 270 МБ дополнительной памяти позволяют запускать больше приложений и игр одновременно.
900 МБ
Оставляет дополнительное пространство.
До 900 МБ дополнительной памяти означает место для большего количества фотографий, видео и приложений. Выбирайте из более чем 2 миллионов приложений в Google Play.
Предназначен для объединения людей.
Мы считаем, что каждый должен иметь доступ к удивительным возможностям смартфона. Android (версия Go) оказывает влияние, начиная от точной настройки специальных возможностей и заканчивая повышенной доступностью.
Камера, которая превращает текст в речь.
Lens в Google Go читает написанное вслух, помогая большему количеству людей понять окружающий мир.
Браузер, говорящий на вашем языке.
Chrome переводит любой текст на экране на ваш язык. Читайте вслух одним нажатием кнопки.
Приложения, расширяющие возможности.
Популярные приложения Google для Android (версия Go) созданы с нуля. Приложения занимают меньше места и сохраняют больше данных. Все быстрее, полезнее и проще в использовании.
Google Go
Разрешить Google читать страницы вслух. Получить предложения по вводу. Частный поиск на общих устройствах. Используйте камеру, чтобы учить новые слова. Сделайте мир ближе, просто так.
Поиск Грейс Хоппер в Google Go и переход к статье в Википедии, где Google читает текст вслух.
Затем отображаются поисковые подсказки, когда пользователь вводит «рецепт панира».
Затем наведите камеру на табличку с надписью «Парковка запрещена» и переведите ее на новый язык.
Gallery Go
Редактирование одним касанием. СМИ, которые легче найти. Тратьте меньше времени на поиск этой фотографии, пока Google все упорядочивает. И сохраняйте данные, делая все это в автономном режиме.
Пролистывание фотогалереи людей, еды и животных. Нажав на фотографию миски с лимонами, она заполнит весь экран.
Камера
Сделайте идеальный портрет. Или взять весь пейзаж. И все это благодаря камере, которая сохраняет четкость деталей и яркие цвета. С предложениями по хранению есть место, чтобы захватить больше.
Сфотографировать женщину с длинными волосами и в джинсовой рубашке.
Assistant Go
Отправьте текстовое сообщение или получите быстрые ответы на спонтанные вопросы. Google Assistant запускается только тогда, когда вы его об этом просите, поэтому ваша батарея работает намного дольше.
Спросите Google Assistant, выиграла ли Нигерия футбольный матч против Аргентины. Помощник Google подтвердил да, и счет был 4-2.
Легко управляйте файлами.
Files от Google помогает всем находить, делиться и очищать свои файлы. Получите советы о том, что нужно удалить, например неиспользуемые приложения. Даже отправляйте файлы ближайшим друзьям без использования данных.
Найдите лучший баланс.
Инструменты
Digital Wellbeing помогут вам контролировать то, как вы используете свой телефон. Установите ограничения с помощью таймеров приложений и управляйте уведомлениями. Или уменьшите количество прерываний с помощью режима «Не беспокоить».
Еще больше в Google Play.
Помимо приложений, созданных для Android (версия Go), есть более 2 миллионов приложений, которые можно открыть. Следите за друзьями, читайте новости и решайте все головоломки. На Android есть приложение для всего.
Встроенная система безопасности, которая всегда начеку.
Android (версия Go) имеет встроенные функции безопасности, которые защищают всех. При поддержке экспертных ресурсов от Google.
Google Play Protect
Пусть эта защитная служба работает сама по себе, чтобы предотвратить доступ вредоносных приложений к вашему телефону.
«Найти мое устройство»
Найдите, заблокируйте и, при необходимости, очистите устройство, если оно пропало.
Дополнительные элементы управления конфиденциальностью
Управляйте личными данными. Получите информацию, чтобы сделать более разумный выбор конфиденциальности.
Эффективная защита
Обеспечьте безопасность данных без ущерба для производительности с помощью расширенного шифрования.
Создавайте приложения для более широкой аудитории.
Привлекайте больше людей, создавая с помощью Android. Присоединяйтесь к множеству разработчиков, которые создают приложения для смартфонов начального уровня.
Узнать больше
Давайте строить вместе.
Более 80% телефонов Android начального уровня работают под управлением Android (версия Go). В 180+ странах. На моделях 16k+. Получите необходимые инструменты, чтобы помочь пользователям сделать больше с Android.
Начало работы
Что происходит.
Откройте для себя новейшую версию Android (версия Go). От новых функций и обновлений ОС до впечатляющих историй. Здесь все в порядке.
Снимайте и храните красивые фотографии.
Читать статью полностью
Что нового в Android (версия Go).
Читать статью полностью
Предоставление Google Go всему миру.
Читать статью полностью
Gallery Go работает в автономном режиме для сохранения данных.
Читать статью полностью
Проектирование для включения в Кению.
Читать статью полностью
Эффективное шифрование на большем количестве устройств.
Читать статью полностью
디오 테크몰
Пожалуйста, выберите Страну назначения и язык:
Доставка по адресу: 가나 (Гана). Доставка: 가봉 (Габон). Доставка по адресу: 가이아나 (Гайана). Доставка: 감비아 (Гамбия). ) Доставка: 그레나다 (гренада) доставка по доставке: 그루지야 (Грузия) по доставке: 그리스 (grece) по доставке: 기니 (Гвинея). Доставка по адресу: 기니비소 (Гвинея-Бисау). (Нигерия) доставка по адресу: 남아프리카 공화국 공화국 (Южная Африка) по доставке: 네덜란드 (네덜란드령 앤 틸리스) (Нидерланды (Антиль)). К: 네팔 (Непал) по доставке: 노르웨이 (Норвегия) доставка по адресу: 뉴질란드 (Новая Зеландия) по доставке: 니제르 (Нигер). : 덴마크 (Дания) доставка по адресу: 덴마크 (그린란드) (Гренландия). Доставка: 덴마크 (페로즈 제도 제도) (Фарерские острова). Доставка: 도미니 카공 화국 (Доминиканская Республика) Доставка: 도미니 연방 (Доминика). ГЕРМАНИЯ) ДОСТАВКА В : 동티모르(ТИМОР-ЛЕШТИ) ДОСТАВКА В : 라오스(ЛАОССКАЯ НАРОДНАЯ ДЕМОНСТРАЦИОННАЯ РЕСПУБЛИКА)ШИ Pping: 라이베리아 (Либерия) доставка в: 라트비아 (Латвия) доставка в: 러시아 (Российская федерация). Доставка: 레바논 (Ливан) по доставке: 레소토 (Лесото) по доставке: 루마니아 (Румыния). Доставка: 르완다 (Руанда) доставка в: 리비아 (ливийский арабский джамахирия). Доставка: 리첸 쉬테 인 인 (liechtenstein) доставка в: 리투아니아 (Литовская) доставка в: 마다가스카르 (Мадагаскар). (Малави) Доставка по адресу: 말레이지아 (Малайзия) Доставка: 말리 (Мали) Доставка по адресу: 멕시코 (Мексика) по доставке: 모나코 (Монако). Доставка по адресу: 모로코 (Марокко). Доставка: 모리셔스 (Маврикий). Мавритания) Доставка по адресу: 모잠 비크 (Мозамбик). Доставка: 몬테네그로 (Черногория). Доставка: 몰도바 (Молдова, Республика). Доставка: 몰디브 (Мальдивские). Доставка: 몰타 (Мальта). Доставление в: 몽고 (Монголия). 미국 (США). Доставка по адресу: 미국 (괌 괌) (гуам) доставка по адресу: 미국 (마아 샬 제도) (Маршалл -острова). Доставка: 미국 (버진 제도 제도) (Виргинские острова США). Доставка: 미국 (사모아, 구 서사 모아) (САМОА)ДОСТАВКА В: 미국(사모아제도)(АМЕРИКАНСКОЕ САМОА)ДОСТАВКА В: 미국 (사이판) (северные острова Мариана) Доставка: 미국 (팔라우 섬 섬) (Палау) Доставка по адресу: 미국 (푸 에르토리코 섬) (Пуэрто -рико). Доставка: 미얀마 (Мьянма). Доставка по адресу: 바누아투 (vanuatu). Доставка: 바레인 (бахрейн). Доставка по адресу: 바베이도스 (barbados) по доставке: 바하마 (Багамс) по доставке к: 방글라데시 (bangladesh). Доставка: 베네수엘라 (Венесуэла). К: 베트남 (Вьетнам) по доставке: 벨기 에 에 에 (Бельгия). Доставка: 벨라루스 (беларусь) по доставке: 벨리세 (Белиз). Доставка по адресу: 보스니아 헤르체 코비나 (Босния и Герцеговина). Доставление в: 보츠와나 (Ботсвана). Доставка в: 볼리비아 (Боливия) Доставка по адресу: 부르키나 파소 (Буркина -Фасо). Доставка: 부탄 (бхутан) по доставке: 불가리아 (Болгария (Rep)) Доставка по адресу: 브라질 (Бразилия). Доставка: 브룬디 (бурунди) по доставке: 사우디 아라비아 아라비아 아라비아 아라비아 아라비아 (Саудовская Аравия). Доставка по адресу: 사이프러스 (Кипр). Доставка по адресу: 산마리노 (Сан -Марино). Доставка по адресу: 세네갈 (Сенегал). ДОСТАВКА В: 세이셸(СЕЙШЕЛЫ)ДОСТАВКА В: 세인트 루시아(СЕНТ-ЛЮСИЯ)ДОСТАВКА В: 세인트빈센트그레나딘(СЕНТ-ВИН Цент и гренадины) доставка в: 세인트 키츠네 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 К: 스웨덴 (Швеция) доставка по адресу: 스위스 (Швейцария). Доставка: 스페인 (에스파니아 에스파니아) (Испания). Доставка по адресу: 슬로바키아 (Slovakia). Доставка: 슬로베니아 (Slovenia). Доставка: 시 에라리온 (Sierra leone). (Сингапур) Доставка по адресу: 아랍 에미레이트 연합국 연합국 (Объединенные Арабские Эмираты). Доставка: 아르메니아 (Армения). Доставка: 아르헨티나 (Аргентина) по доставке к: 아이슬란드 (Исландии). Доставка: 아이티 (Гаити) по доставке в: 아일란드 (에이레) (Ирландия) Доставка по адресу: 아제르바이 잔 잔 (азербайджан). Доставка: 아프가니스탄 (Афганистан). Доставка по адресу: 안도라 (Андорра) Доставка: 알바니아 (Албания). Доставка по адресу: 알제리 (Алжир). 다 (Антигуа и Барбуда). Доставка: 에리트리아 (Эритрея). Доставка по адресу: 에스토니아 (Эстония). Доставка по доставке: 에콰도르 (Эквадор). )(МОНТСЕРРАТ)ДОСТАВКА В: 영국(버뮤다섬)( Бермудские острова) доставка по адресу: 영국 (버진 제도) (британские Виргинские острова). : 영국 (터크 스케이 코스 제도 제도) (турки и острова Кайкос) по доставке: 예멘 (йемен) по доставке: 오만 (оман) по доставке к: 오스트레일리아 (노퍽 섬) (остров Норфолк) по доставке: 오스트레일리아 (호주) (Австралия) Доставка по адресу: 오스트리아 (Австрия) доставка по адресу: 온두라스 (Гондурас) по доставке: 요르단 (иордан) по доставке: 우간다 (Уганда). To: 이디오 피아 (Эфиопия) доставка в: 이라크 (Ирак) по доставке: 이란 (Иран (Исламский представитель))). : 인도 (Индия) доставка по адресу: 인도네시아 (Индонезия) доставка по адресу: 일본 (Япония). Доставка по адресу: 자메이카 (Ямайка) по доставке: 잠비아 (Zambia) по доставке: 중국 (China (People’s Rep)). )(МАКАО)ДОСТАВКА В: 중국(홍콩)(ГОНКОНГ)ДОСТАВКА В: 중앙 아프리카(ЦЕНТРАЛЬНО-АФРИКАНСКАЯ РЕСПУБЛИКА)ДОСТАВКА В: 지부티(ДЖИБУТИ)ДОСТАВКА T O: 짐바브웨 (Zimbabwe) Доставка: 차드 (Chad) доставка по адресу: 체코 (чешский реп). ) Доставка по адресу: 카타르 (Катар) по доставке: 캄보디아 (Камбоджа). Доставка по адресу: 캐나다 (Канада). Доставка: 케냐 (Кения). Доставка по адресу: 코스타리카 (Коста -Рика). : 콜롬비아 (Колумбия) доставка по адресу: 콩고 (Конго) доставки по адресу: 쿠바 (Куба). Доставка по адресу: 쿠웨이트 (кувейт). Доставка по адресу: 크로아티아 (Хорватия). Доставка по адресу: 키르키즈스탄 (Kyrgyzstan). : 타이 (태국) (Таиланд) доставка по адресу: 타이완 (대 만) (Тайвань) доставка по адресу: 타지키스탄 (Таджикистан). Доставка по адресу: 탄자니아 (Танзания (United Rep)). Доставка: 터키 (индейка). Доставка по адресу: 통가 (Тонга) доставка: 투르크 메니스탄 메니스탄 메니스탄 (Туркменистан). Доставка по адресу: 투발루 (tuvalu) доставка по адресу: 튀니지 (Тунис). Доставка по адресу: 트리니다 드토바고 (Тринидад и Тобаго). В: 파라과이(ПАРАГВАЙ)ДОСТАВКА В: 파키스탄(ПАКИСТАН)ДОСТАВКА В: 파푸아뉴기니(ПАПУА-НОВАЯ ГВИНЕЯ)ДОСТАВКА В: 페루(PE Ru) Доставка по адресу: 포르투갈 (Португалия). Доставка: 폴란드 (Польша (Rep)). Доставка по адресу: 프랑스 (Франция). Доставка по адресу: 프랑스 (과데루프 섬 섬) (Гваделупа) Доставка по адресу: 프랑스 (기아나) (французская Гуяна).
лазерный станок по металлу | станок лазерной резки металла
лазерный станок по металлу | станок лазерной резки металла
КАТАЛОГ
12kw+
ПРИМЕНЕНИЕ
О НАС
НОВОСТИ
КОНТАКТЫ
Показание резки
Показание станка
пропагандистское видео
каталог
Станок для лазерной резки листов
Станок для лазерной резки трубов
Станок для лазерной резки листов и трубов
Автоматическое производственное оборудование
Аппарат для лазерной сварки
Ручная машина для лазерной очистки
применение
Образец
Применение
Новость
Блог
видео
Показание резки
Показание станка
Пропагандистское видео
свяжитесь с нами
Тел: + 86-0531-88983665
WhatsApp: +86 15508692995
Электронная почта:sales@oreelaser. com
Производственный центр: № 19-1, индустриальный парк, улица Цзиян, город Цзинань
Маркетинговый центр: 2 # 16F, здание Aosheng, улица Синьлуо, зона высоких технологий, город Цзинань
Copyright ® 2018 OREE LASER
видео-инсрукция по монтажу своими руками, оборудование, аппарат, станок, фото и цена
Статьи
Оборудование для лазерной резки дерева встречается нечасто, но с каждым годом его популярность становится все больше. Дело в том, что раньше такие станки стоили очень дорого, но с развитием технологий их цена значительно снизилась, и они стали доступны широкому кругу пользователей.
Важно подобрать качественный вариант, чтобы он позволял выполнять нужные вам процессы, но и правильная эксплуатация не менее важна, именно этим вопросам и будет посвящен данный обзор.
На фото: резка дерева лазером может производиться как на заготовках, так и на готовых конструкциях небольшого размера
Преимущества данной группы оборудования
Если вы раздумываете над тем, какой вариант станка выбрать, то данный раздел позволит познакомиться как с плюсами, так и с минусами лазерного оборудования. Начнем с достоинств:
Точность
Лазерная резка по дереву – высокоточный процесс, ведь толщина разреза составляет 0,1-0,2 миллиметра. Если вам нужно обрабатывать мелкие детали и делать конструкции сложной формы, то данный вариант подойдет для любой из целей как нельзя лучше, ведь резак способен справиться с самыми сложными контурами
Высокая производительность
Скорость резки очень высока, что позволяет выполнять большой объем работы за короткое время. Это позволяет сэкономить и энергоресурсы, кроме того, при работе не нужно ваше вмешательство, вы просто наблюдаете за процессом и контролируете его
Экономичность
Это относится как к показателям энергопотребления (мощные двигатели в других видах оборудования используют в работе гораздо больше электроэнергии), так и к расходу материала. Высокая точность позволяет работать с минимальным количеством отходов и бережливо расходовать материал
Многофункциональность
Станок для лазерной резки по дереву может не только вырезать элементы любого размера и формы, но и прекрасно подходит для нанесения гравировки на поверхность и создания рельефных картин. Многие компании зарабатывают огромные деньги именно на таком виде услуг, как гравировка на деревянных изделиях
Важно! При выборе конкретной модели важно определиться, какие материалы вы будете обрабатывать, ведь есть установки для дерева, фанеры, металла, пластика, а есть и универсальные варианты, которые могут справится с разными видами сырья.
Оборудование может занимать достаточно большое пространство, особенно если рабочий стол имеет внушительные габариты, поэтому у вас должно быть помещение под установку станка
Кроме всех вышеописанных достоинств есть и некоторые ограничения, которые следует знать:
Торцы элементов получаются очень ровными, но они будут темными вследствие воздействия очень высокой температуры, это является особенностью данного типа оборудования, о которой стоит помнить.
Отрезанные торцы всегда темные из-за того, что на материал воздействует высокая температура
Резка дерева лазером возможна, только если толщина материала не превышает 20 мм. А в ряде случаев этот показатель еще меньше, поэтому использовать данный вариант для обработки толстых заготовок не получится.
Особенности выбора и использования установок
Если вы твердо решили, что вам нужен аппарат для лазерной резки дерева, то следует очень тщательно отнестись к выбору конкретной модификации, мы расскажем, на какие критерии следует обратить самое пристальное внимание.
Если вы изучите информацию в сети, но найдете множество статей о том, как сделать лазерный резак по дереву своими руками из старого CD-привода.
На самом деле, вы сможете собрать мощную лазерную указку, которая не сможет резать материал ввиду небольшой мощности, а если приобретать соответствующие комплектующие с высокими показателями, то себестоимость установки будет едва ли не больше готовой конструкции, поэтому лучше сразу выбирать заводское решение.
Кустарные варианты слишком маломощны, чтобы резать древесину даже небольшой толщины
Критерии выбора
В первую очередь мы рекомендуем обращать внимание только на продукцию компаний, хорошо зарекомендовавших себя на рынке, так как очень важно, насколько качественно произведено оборудование. Применение ненадежных вариантов может быть даже опасным, поэтому лучше не гнаться за сомнительной экономией.
Из важных нюансов можно выделить следующие:
Мощность лазера, от этого напрямую зависит его производительность и скорость обработки материалов, обычно производители выпускают целую линейку оборудования с разными характеристиками под разнообразные потребности.
Размер стола также очень важен, так как если вы будете работать с большими листами, то они должны полностью располагаться на рабочей поверхности. Заранее определитесь с этим показателем,чтобы при выборе знать, какое решение оптимально для вас.
Для мелких работ можно приобрести компактное оборудование, которое можно расположить практически в любом помещении
Резка лазером по дереву может производиться на конструкциях разной конфигурации, поэтому желательно, чтобы рабочая поверхность имела функцию регулировки по высоте.
Все узлы и несущая конструкция должны быть изготовлены из прочных материалов, это очень важно для обеспечения надежности станка. Кроме того, все подвижные узлы должны двигаться четко, без люфтов и проскальзываний.
Очень важно наличие качественного и простого программного обеспечения, так как любые сбои могут привести к простою оборудования.
Особенности рабочего процесса
Лазерная резьба по дереву осуществляется в небольших установках, которые отличаются простотой использования
Для подготовки оборудования требуется внимательно изучить все рекомендации, которые дает инструкция по эксплуатации. Кроме того, первый запуск лучше всего проводить со специалистом, который должен обучить вас основам работы.
В целом лазерная резка дерева своими руками несложна и включает следующие этапы:
В компьютере подготавливается модель будущего изделия, которая может быть как двухмерной, так и трехмерной.
Далее все данные заносятся в компьютер оборудования, и он самостоятельно вычисляет все необходимые рабочие параметры.
Крепится заготовка нужного размера и тщательно фиксируется на рабочей поверхности, после этого можно включать оборудование.
Важно! Для работы лазера в конструкции предусмотрена система охлаждения, в которой присутствует жидкость. Не забывайте проверять ее уровень время от времени.
В процессе работы нужно периодически контролировать процесс, хотя при сбоях оборудование отключится самостоятельно, поэтому опасности возникновения аварий практически нет.
Резьба по дереву лазером позволяет вырезать изделие нужной формы и нанести на поверхность определенную структуру
Вывод
Можно с уверенностью утверждать, что за данной технологией будущее, поэтому, если у вас есть потребность в резке дерева, советуем обратить внимание именно на лазерные станки. Видео в этой статье поможет разобраться в некоторых сложных нюансах более обстоятельно.
2D и 3D лазерная резка
primaathome.com/» data-mp4=»images/prima/video/laser-genius-10kw.mp4″ data-vid=»1″ data-poster=»images/prima/video/laser-genius-10kw.jpg» data-title=»Laser Genius 10kW» data-description=»Laser Genius offers the best quality, accuracy and productivity without compromises on the whole thickness range thanks to the best integration of all machine components.»>
Следующий Laser Genius 10 кВт
Laser Genius предлагает лучшее качество, точность и производительность без компромиссов в целом…
jpg» data-title=»Platino Fiber + Automatic Part Sorting & Combo Tower Laser» data-description=»Platino Fiber provides you with superior performance on a wide range of
thicknesses. It is available with laser powers ranging from 2 to 6 kW, to meet
customers’ specific needs. It’s suitable for any production need, offering a full
range of solutions for automation like the Combo Tower Laser and the automatic
part sorting system LST.»>
Следующий Platino Fiber + автоматическая сортировка деталей и комбинированный лазер
Platino Fiber обеспечивает превосходную производительность в широком диапазоне толщины. Это…
primaathome.com/» data-mp4=»images/prima/video/laser-next-1530.mp4″ data-vid=»2″ data-poster=»images/prima/video/laser-next-1530.jpg» data-title=»Laser Next EVO» data-description=»Automotive parts manufacturers need highly specialized products for the cutting of sheet metal parts, capable of answering to all their specific requirements.»>
Следующий Laser Next EVO
Производителям автозапчастей нужны узкоспециализированные продукты для резки листового металла…
«>
Следующий Laser Next 2141
Laser Next 2141 — это многоцелевое решение, разработанное и предназначенное для обработки крупных деталей и…
Следующий Combi Genius 1530
Объединение различных этапов работы в одну машину ускоряет производство. ..
Laser Genius 10 кВт
Laser Genius предлагает лучшее качество, точность и производительность без компромиссов во всем диапазоне толщин благодаря наилучшей интеграции всех компонентов машины.
Platino Fiber + автоматическая сортировка деталей и комбинированный лазер
Platino Fiber обеспечивает превосходную производительность в широком диапазоне толщин. Он доступен с мощностью лазера от 2 до 6 кВт для удовлетворения конкретных потребностей клиентов.
Лазер Next 1530 EVO
Производителям автомобильных деталей нужны узкоспециализированные продукты для резки деталей из листового металла, отвечающие всем их специфическим требованиям.
Laser Next 2141
Laser Next 2141 — это многоцелевое решение, разработанное и предназначенное для обработки крупных деталей и производства в мастерских с использованием передовых технологий для различных областей применения (3D-резка, 2D-резка и сварка).
Combi Genius 1530
Объединение различных этапов работы в одну машину ускоряет производство конечного продукта и снижает производственные затраты. Prima Power Combi сочетает резку волоконным лазером с сервоэлектрической штамповкой.
лазерная резка-видео и с роликовые материалы
3,295videos
Bilder
Fotos
Grafiken
Viktoren
Videos
9008
DRECHSTE
VIDES
DRECHSTE
. в Ihren Projekten nutzen können, или такие, как лазерные лучи или турбины, um noch mehr faszinierendes Stock-Material und B-Roll-Videoclips zu entdecken.
современная технология с ЧПУ schneiden power action auf metall horizontale eisenarbeit objekt hot gas. Herstellung Industrieller Подробности в Computerprogramm schwerindustrie. вырезать металлический материал лазерный прожиг крупным планом выстрел — лазерная резка сток-видео и б-ролл-фильмматериал
Moderne technologische CNC Schneiden Power Action auf Metall. ..
Laserschneiden von Acryl — лазерная резка стокового видео и рулонного материала
Laserschneiden von Acryl
роботы и техники. Industriemaschine cnc плазменно-лазерный Schneider in innenräumen. хелле функен. автоматизация blechschneidprozesses. Modernes Werkzeug in der Industrie. computersteuerung der high-tech-herstellung von baupproductten. нахауфнаме. zeitlu — лазерная резка стоковых видеороликов и киноматериалов
Robotik und Technik. Industriemaschine CNC Plasma-Laserschneider…
Industriemaschine CNC-Plasmalaser. Робототехника и инженерия. Schneiden Sie Bleche in der Werkstatt. Modernes Werkzeug in der Schwerindustrie. Viele helle Funken. Hochpräzise Fertigung von Stahlteilen. Automatische Arbeit für Schmiedearbeiten. Bearbeitung und Schneiden von metallischen Teilen. Computersteuerung der High-Tech-Herstellung von Bauprodukten. Genauigkeit дер Eisenbearbeitung. Der Industrielle Laserschneidbrenner schneidet Präparate aus Metall. Лазерный резак в der Produktion. Heiße Flamme aus der Bewegung des Strahls. Робототехник в современной промышленности. Automatischer Förderer. Высшие технологии в промышленном производстве. Moderne Technologien in der Luft- und Raumfahrindustrie. Eine Industrielle Zerspanungsmaschine arbeitet ohne menschliches Zutun. Roboter-Industrieausrüstung. Lasertechnik bei der Bearbeitung von Metallstrukturen. Anwendung eines Automaticischen Lasers Zum Schneiden von Blechen in der Automobilindustrie. Демонстрация оборудования для лазерных металлургических машин. Ауфшлиссен. Зейтлупе.
laser schneiden 1 — лазерная резка стоковых видеороликов и рулонных материалов
Laser Schneiden 1
Industrielle Laserschneidschweißmaschine
современные технологии с ЧПУ Power Action auf metall horizontale eisenarbeit objekt heißes gas. Herstellung Industrieller Подробности в Computerprogramm schwerindustrie. вырезать металлический материал лазерный прожиг крупным планом выстрел — лазерная резка сток-видео и b-roll-filmmaterial
Moderne technologische Cnc Schneiden Power Action auf Metall. ..
современные технологии cnc schneiden power action auf metall horizontale eisenarbeit objekt heißes gas. Herstellung Industrieller Подробности в Computerprogramm schwerindustrie. вырезанный металлический материал лазерный ожог крупным планом выстрел — лазерная резка сток-видео и b-roll-filmmaterial
Moderne technologische Cnc Schneiden Power Action auf Metall…
Moderne technologische CNC-Schneidkraftaktion auf metallische horizontale Eisenarbeiten Objekt heißes Gas. Herstellung Industrieller Подробности в Computerprogrammen Schwerindustrie. Geschnittenes Metallmaterial Laser Burn Nahaufnahme
Industrieller Laserschneider mit Funken. der Programmierte roboterkopf schneidet mit hilfe einer riesigen blechtemperatur. ein metallwerkstück wird von einer elektrischen machine bearbeitet. цусамменрюккен. — лазерная резка стоковых видеороликов и б-рольных пленок
Промышленный лазерный станок с технологией Funken. Der programmierte. ..
Industrieller Laserschneider mit Funken. Der programmierte Roboterkopf schneidet mit Hilfe einer riesigen Blechtemperatur. Ein Metallwerkstück wird von einer elektrischen Maschine Bearbeitet. Ауфшлиссен
профессиональная лазерная обработка с ЧПУ Metallblech mit Hellem Glanz in der Fabrik — лазерная резка стокового видео и рулонного материала
профессиональная лазерная обработка с ЧПУ Metallblech mit hellem Glanz in… Industriefabrik
laser schneiden aus metall — лазерная резка стоковых видеороликов и рулонных материалов
Laser Schneiden aus Metall
современная технология с ЧПУ Power Action на металлическом горизонтальном объекте с использованием горячего газа. Herstellung Industrieller Подробности в Computerprogramm schwerindustrie. вырезать металлический материал лазерный прожиг крупным планом выстрел — лазерная резка сток-видео и б-ролл-фильмматериал
Moderne technologische CNC Schneiden Power Action auf Metall. ..
Hochpräzise cnc-laserschneiden metallblech mit hellem glanz in der fabrik — laser cut stock-videos und b-roll-filmmaterial
Hochpräzise CNC-Laserschneiden Metallblech mit hellem Glanz в…
Hochpräzises CNC-Laserschneiden von Blechen mit hellem Funkeln in der Industriefabrik
laserschneiden und schweißen auf stahloberfläche — laser cut stock-videos und b-roll-filmmaterial
Laserschneiden und Schweißen auf Stahloberfläche
Industriemaschine, Laserschneiden durch blech — лазерная резка сток-видео и б-ролл-пленка -видео и б-рол-пленка
Professional Metallarbeiter Schneidstahl im Werk
laserschneider auf holz — лазерная резка сток-видео и б-рол-пленка
Laserschneider auf Holz
Industrielle Laser Ausschneiden Löcher из металлического блеха. Moderne präzisionsausrüstung — лазерная резка видеоматериалов и б-ролл-пленок
Industrielle Laser ausschneiden Löcher in Metallblech. Moderne Prä
Industrielaser schneidet ein muster auf einem kunststoff — лазерная резка стокового видео и б-ролл-пленки Кейн Люте. Высококачественный FullHD-фильмматериал
Lasergeschnittene Hallo — лазерная резка стокового видео и б-ролл-пленки
Lasergeschnittene Hallo
Laserschneidmachine für blech. нахауфнаме. современный станок с ЧПУ-faserlaser Schneidet собрать на blechplatte. helle brennende funken fliegen während des schneidvorgangs vom laserstrahl — лазерная резка видеоматериалов и б-ролл-пленки
Laserschneidmachine für Blech. Нахауфнаме. moderne Maschine…
laser-cutter — стоковые видеоролики и видеоматериалы для лазерной резки
Лазерный резак
Ein Lasercutter im Einsatz mit Funkenflug
современный промышленный инструмент для сварки и лазерной резки. металларбейт. — лазерная резка стоковых видеороликов и рулонных пленочных материалов
Заполните имя, телефон, почту и наши менеджеры свяжутся с Вами в рабочее время для уточнения деталей заказа
Имя
Телефон Пожалуйста, введите корректный номер
E-mail
Комментарий
Заявка успешно отправлена
Заявка успешно отправлена
Отзыв про
Мы ценим Ваше время и звоним только по делу!
Как Вас зовут?
Ваш email
Телефон для связи Пожалуйста, введите корректный номер
Отзыв
Уточните район / населенный пункт
Протестировать
Заполните имя, телефон, почту и наши менеджеры свяжутся с Вами в рабочее время для уточнения деталей заказа
Имя
Телефон Пожалуйста, введите корректный номер
E-mail
Комментарий
Заявка успешно отправлена
Бросивший семью ради украинки Тони Гарнет выгнал Софью Каркадым через 4 месяца
Общество
119883
Поделиться
Фото: Соцсети
Британец Тони Гарент выгнал свою возлюбленную с Украины Софию Каркадым после сильной ссоры. Ради новой возлюбленной он четыре месяца назад бросил 28-летнюю мать своих двоих детей Лорну. С ней британец прожил 10 лет.
30-летний охранник начал отношения с 22-летней беженкой практически с нуля. Его многие осуждали. Мужчина даже лишился работы и не мог найти жилье. Дом ему предоставил давний товарищ.
Однако через четыре месяца Тони собрал вещи своей подруги и объявил, что между ними все кончено. По его словам, у Софии проблемы с алкоголем, гневом и она никогда не сможет понять, что его дочери всегда будут стоять на первом месте.
По словам Тони, апогей в отношениях наступил вечером 24 сентября. Пара отмечала в доме в Брэдфорде (Западный Йоркшир) его день рождения. София устроила скандал и несколько раз воткнула в стену нож. Напуганный именинник вызвал полицейских.
Тони признался, что очень жалеет о том, что бросил Лорну и детей ради украинки.
«Это действительно напугало меня, и у меня не было другого выбора, кроме как позвонить в полицию. Меня это совсем не радует. Но я беспокоился о своей безопасности», — сообщил британец.
Ссора произошла в присутствии еще двух украинских беженцев – Софии Расторгуевой и Ильи Троневича. Тони пригласил их себе пожить после отчаянной просьбы о помощи пары в соцсетях.
Каркадым уже опомнилась, и послала возлюбленному несколько сообщений, умоляя о прощении. Но британец остался непреклонен, он уже давал ей несколько шансов.
Тони и Лорна приняли Софию Каркадым в своем доме 4 мая 2022 года в рамках правительственной программы по предоставлению жилья беженцам из Украины. Беженка сразу же поладила с главой семьи, так как он немного говорил по-словацки. Они вместе смотрели телевизор и начали ходить в спортзал. Ситуация разрасталась и через 10 дней разгневанная Лорна потребовала, чтобы София покинула ее дом. Она ушла вместе с Тони.
Ситуация вызвала огромный скандал, но парочка надеялась пожениться и Тони даже воспользовался процедурой реверсирования вазэктомии, которая возвращает мужчине возможность иметь детей.
Путин объяснил, почему россияне не должны жить как в Париже
16201
Арсений Томин
Кулеба объяснил, на какие переговоры с Россией согласен Киев
18146
Остап Жуков
В доме, где погибла вдова Говорухина, уже случались несчастья
Фото
15860
Станислав Юрьев
Вдова Станислава Говорухина погибла при пожаре в Новой Москве
17182
Елизавета Сапкова
Путин объяснил, почему Донбасс не воссоединился с Россией раньше
Фото
15063
Эмма Грибова
Что почитать:Ещё материалы
В регионах
Секрет мягкой и сочной печени: вот чем нужно посыпать кусочки перед обжариванием
17132
Калмыкия
Хитрость, как отличить заряженную батарейку от севшей за несколько секунд
14233
Калмыкия
Развожаев: Киев попытался повторить теракт семилетней давности
11352
Крым
Фото: //t. me/razvozhaev/
Как постирать пуховик, чтобы не осталось разводов и комков: простой способ
6938
Калмыкия
Добавьте в кастрюлю одну ложку этого продукта — и макароны получатся идеальными: лайфхак от итальянцев
6682
Калмыкия
Самое страшное место в Дзержинском районе Ярославля так и останется страшным
6196
Ярославль
В регионах:Ещё материалы
Минерал, камень января, абразив, фильтрующий материал
Главная » Минералы » Гранат
Наиболее известен как красный драгоценный камень и камень января.
Гранат встречается во многих цветах и имеет множество промышленных применений.
Автор: Хобарт М. Кинг, доктор философии, дипломированный геммолог GIA
Драгоценные гранаты: Большинство людей считают гранат красным драгоценным камнем. Тем не менее, гранат встречается в самых разных цветах. По часовой стрелке сверху слева: красный альмандин (Мадагаскар), зеленый цаворит (Танзания), желтый мали (Мали), оранжевый спессартин (Мозамбик), розовый малайя (Танзания), зеленая мята мерелани (Танзания), красный пироп (Кот-д’Ивуар). ), зеленый демантоид (Намибия), фиолетовый родолит (Мозамбик) и оранжевый гессонит (Шри-Ланка). Девять из десяти вышеперечисленных гранатов происходят из Африки, относительно нового источника эффектных гранатов.
Что такое гранат?
Гранат — это название, используемое для большой группы породообразующих минералов. Эти минералы имеют общую кристаллическую структуру и общий химический состав X 3 Y 2 (SiO 4 ) 3 . В этой композиции «X» может быть Ca, Mg, Fe 2+ или Mn 2+ , а «Y» может быть Al, Fe 3+ , Mn 3+ , V 3+ . или Cr 3+ .
Эти минералы встречаются по всему миру в метаморфических, изверженных и осадочных породах. Большая часть граната, обнаруженного вблизи поверхности Земли, образуется, когда осадочная порода с высоким содержанием алюминия, такая как сланец, подвергается воздействию тепла и давления, достаточно интенсивного для образования сланца или гнейса. Гранат также встречается в породах контактового метаморфизма, подповерхностных магматических очагах, лавовых потоках, глубинных вулканических извержениях, а также в почвах и отложениях, образовавшихся при выветривании и эрозии гранатсодержащих пород.
У большинства людей слово «гранат» ассоциируется с красным драгоценным камнем; однако они часто удивляются, узнав, что гранат встречается во многих других цветах и имеет множество других применений. В Соединенных Штатах основным промышленным использованием граната в 2012 году была гидроабразивная резка (35%), абразивно-струйные материалы (30%), гранулы для фильтрации воды (20%) и абразивные порошки (10%).
РЕКЛАМА
Группа гранатов: В этой таблице представлены наиболее важные драгоценные камни из группы гранатов. Алюминиевые гранаты обычно красного цвета с более высоким удельным весом и твердостью. Члены кальция обычно имеют зеленый цвет и более низкую твердость.
Физические свойства граната
Химическая классификация
Силикат
Цвет
Обычно красный, но может быть оранжевым, зеленым, желтым, фиолетовым, черным или коричневым. Голубые гранаты встречаются крайне редко.
Полоса
Бесцветный
Блеск
Стекловидное тело
Прозрачность
От прозрачного до полупрозрачного
Декольте
Нет
Твердость по шкале Мооса
от 6,5 до 7,5
Удельный вес
от 3,5 до 4,3
Диагностические свойства
Твердость, удельный вес, изометрическая кристаллическая форма, отсутствие спайности
Химический состав
Общая формула: X 3 Y 2 (SiO 4 ) 3
Кристаллическая система
Изометрия
Использование
Гранулы для гидроабразивной резки, абразивно-струйные гранулы, фильтрационные гранулы, абразивные частицы и порошки, драгоценные камни
Физические и химические свойства граната
Наиболее часто встречающиеся минералы группы гранатов включают альмандин, пироп, спессартин, андрадит, гроссуляр и уваровит. Все они обладают стеклянным блеском, прозрачностью от прозрачного до полупрозрачного, хрупкой прочностью и отсутствием спайности. Встречаются в виде отдельных кристаллов, вытертых ручьями галек, зернистых агрегатов и массивных проявлений. Их химический состав, удельный вес, твердость и цвет указаны ниже.
Минералы граната
Минерал
Состав
Удельный вес
Твердость
Цвета
Альмандин
Fe 3 Al 2 (SiO 4 ) 3
4,20
7 — 7,5
красный, коричневый
Пироп
Mg 3 Al 2 (SiO 4 ) 3
3,56
7 — 7,5
от красного до фиолетового
Спессартин
Mn 3 Al 2 (SiO 4 ) 3
4,18
6,5–7,5
от оранжевого до красного до коричневого
Андрадит
Ca 3 Fe 2 (SiO 4 ) 3
3,90
6,5 — 7
зеленый, желтый, черный
Гроссуляр
Ca 3 Al 2 (SiO 4 ) 3
3,57
6,5–7,5
зеленый, желтый, красный, розовый, прозрачный
Уваровит
Ca 3 Cr 2 (SiO 4 ) 3
3,85
6,5 — 7
зеленый
Составы, перечисленные выше, предназначены для конечных членов нескольких серий твердых растворов. Есть ряд других минералов граната, которые встречаются реже и не так важны для промышленного использования. К ним относятся гольдманит, кимзеит, моримотоит, шорломит, гидрогроссуляр, гибшит, катоит, кноррингит, мажорит и кальдерит.
Как видно выше, существует множество различных типов граната, каждый из которых имеет разный химический состав. Существуют также ряды твердых растворов между большинством минералов граната. Это широкое разнообразие в химии определяет многие из их физических свойств. Например, кальциевые гранаты обычно имеют меньший удельный вес, меньшую твердость и обычно имеют зеленый цвет. Напротив, железные и марганцевые гранаты имеют более высокий удельный вес, большую твердость и обычно красного цвета.
РЕКЛАМА
Альмандиновый гранат: Превосходные кубические кристаллы альмандинового граната в мелкозернистом слюдяном сланце из горы Гранатенкогель, Австрия. Образец и фото Arkenstone / www. iRocks.com.
Андрадитовый гранат: Зеленый андрадитовый гранат демантоидной разновидности на мраморной матрице. Этот образец имеет размер около 8,9 х 6,5 х 4,8 см и был собран в провинции Анциранана, Мадагаскар. Гранаты, образовавшиеся в мраморе, часто имеют прекрасную кристаллическую форму и очень высокое качество. Образец и фото Arkenstone / www.iRocks.com.
Гранатовый гнейс: Крупнозернистый гнейс, состоящий в основном из роговой обманки (черный), плагиоклаза (белый) и граната (красный), из Норвегии. Фотография общественного достояния, сделанная Woudloper.
Как образуется гранат?
Гранат в метаморфических породах
Большая часть граната образуется на границах конвергентных плит, где сланцы подвергаются региональному метаморфизму. Теплота и давление метаморфизма разрывают химические связи и заставляют минералы перекристаллизовываться в структуры, устойчивые в новой среде температуры и давления. Алюминиевый гранат, альмандин, обычно образуется в этой среде.
По мере метаморфизации этих пород гранаты начинаются с крошечных зерен и постепенно увеличиваются в размерах по мере развития метаморфизма. По мере своего роста они вытесняют, замещают и включают в себя окружающие горные породы. На фотографии ниже показано микроскопическое изображение зерна граната, выросшего в сланцевой матрице. По мере роста он включал ряд минеральных зерен вмещающей породы. Это объясняет, почему так много гранатов, образованных в результате регионального метаморфизма, широко включены.
Гранатовый слюдяной сланец в тонком шлифе: Это микроскопическое изображение зерна граната, выросшего в сланце. Крупное черное зерно – гранат, красные продолговатые зерна – чешуйки слюды. Черные, серые и белые зерна в основном представляют собой алеврит или более мелкие зерна кварца и полевого шпата. Гранат вырос, заменив, вытеснив и включив минеральные зерна окружающей породы. Вы можете увидеть многие из этих зерен как включения в гранате. По этой фотографии легко понять, почему очень трудно найти чистые гранаты ювелирного качества без включений. Также трудно понять, как в таких условиях гранат может превратиться в красивые идиоморфные кристаллы. Фото Jackdann88, использовано здесь по лицензии Creative Commons.
Кальциевые гранаты обычно образуются, когда глинистый известняк превращается в мрамор в результате контактного метаморфизма по краям магматических интрузий. Это андрадит, гроссуляр и уваровит, несколько более мягкие, обычно зеленые гранаты с меньшим удельным весом. Два кальциевых граната высоко ценятся в торговле драгоценными камнями; это цаворит (ярко-зеленый гроссуляр) и демантоид (золото-зеленый андрадит).
Гранат — распространенный минерал в скарнах. Скарны представляют собой метаморфические породы, химически и минералогически измененные в результате метасоматоза. В процессе метасоматоза горячие химически активные флюиды протекают через породы, вызывая перекристаллизацию и изменение состава. Скарны обычно богаты гранатом, пироксеновыми минералами, карбонатными минералами и кварцем.
РЕКЛАМА
Гранат в магматических породах
Гранат часто встречается в качестве акцессорного минерала в магматических породах, таких как гранит. Многие люди знакомы с альмандиновым гранатом, потому что иногда его можно увидеть в виде темно-красных кристаллов в изверженных породах, используемых в качестве гранитных столешниц. Спессартин — оранжевый гранат, встречающийся в виде кристаллов в гранитных пегматитах. Пироп — это красный гранат, который доставляется на поверхность Земли в виде кусочков перидотита, оторванных от мантии во время извержений глубинных вулканов. Гранат также встречается в потоках базальтовой лавы.
Аллювиальные кристаллы граната: Эти альмандин-спессартиновые гранаты из аллювиального месторождения в Айдахо. Они были перемещены на небольшое расстояние от исходной породы, и некоторые из них до сих пор сохраняют свидетельства своей додекаэдрической кристаллической формы. Они имеют размер от четырех до пяти миллиметров и весят от 0,6 до 0,8 карата каждый.
Гранат в осадочных породах и отложениях
Гранаты являются относительно прочными минералами. Они часто концентрируются в почвах и отложениях, образующихся при выветривании и эрозии гранатсодержащих пород. Эти аллювиальные гранаты часто становятся целью горнодобывающих работ, потому что их легко добывать и удалять из отложений/почвы путем механической обработки.
Использование граната: В этой таблице показаны наиболее распространенные промышленные применения минералов граната. Альмандин – это разновидность граната, которая чаще всего используется в промышленности.
Использование граната
Гранат
использовался как драгоценный камень на протяжении тысячелетий. За последние 150 лет он нашел много дополнительных применений в качестве промышленного минерала. На приведенной ниже диаграмме показано недавнее промышленное использование граната в Соединенных Штатах. Гранат также используется в качестве минерала-индикатора при разведке полезных ископаемых и геологических оценках.
Гранатовый абразив: На этой фотографии показаны гранулы граната, измельченные и отсортированные по размерам для использования в качестве абразивных, режущих и фильтрующих материалов. Они используются при гидроабразивной резке, «пескоструйной» очистке, наждачной бумаге, фильтрации воды и ряде других целей. Альмандин — самый твердый гранат, а также самый распространенный. Это предпочтительный гранат для большинства абразивных работ. Фото Геологической службы США.
Гранат как промышленный минерал
Гранат Абразивы
Первое промышленное использование граната было в качестве абразива. Гранат — относительно твердый минерал с твердостью от 6,5 до 7,5 по шкале Мооса. Это позволяет использовать его в качестве эффективного абразива во многих видах производства. При раздавливании он распадается на угловатые кусочки, которые обеспечивают острые края для резки и шлифования. Небольшие гранулы одинакового размера прикрепляются к бумаге для получения наждачной бумаги красноватого цвета, которая широко используется в деревообрабатывающих мастерских. Гранат также измельчают, просеивают до определенных размеров и продают в виде абразивных гранул и порошков. В Соединенных Штатах Нью-Йорк и Айдахо были важными источниками промышленного граната для абразивов.
Гранатовая наждачная бумага: Измельченные гранулы граната используются для изготовления гранатовой наждачной бумаги. Гранат служит отличным абразивом, особенно для шлифовки дерева. Измельченные гранулы граната очень острые, и по мере использования бумаги гранулы ломаются, обнажая новые острые поверхности. Если вы видите наждачную бумагу, покрытую красновато-коричневыми гранулами, посмотрите на обратную сторону, чтобы убедиться, что это гранатовая бумага.
Кристалл граната: Альмандин, разновидность граната из долины реки, Онтарио, Канада. Этот образец представляет собой красивый идиоморфный кристалл диаметром примерно 2 дюйма (5 сантиметров). Эти типы кристаллов часто выветриваются из гранатсодержащего слюдяного сланца и переносятся ручьями.
Гидроабразивная резка
Крупнейшее промышленное использование граната в Соединенных Штатах — гидроабразивная резка. Станок, известный как гидроабразивная резка, производит струю воды под высоким давлением с увлеченными абразивными гранулами. Когда они направлены на кусок металла, керамики или камня, может произойти режущее действие, которое производит очень мало пыли и режет при низкой температуре. Гидроабразивные резаки используются в производстве и горнодобывающей промышленности.
Альмандиновый гранат: Альмандин, разновидность граната из городка Лоунт, Онтарио, Канада. Это гранулированный образец диаметром примерно 11,4 сантиметра.
Абразивоструйная очистка
Гранулы граната
также используются при абразивно-струйной очистке (широко известной как «пескоструйная обработка»). В этих процессах инструмент направляет поток абразивных гранул (также известных как «среда») на поверхность, используя в качестве пропеллента жидкость под высоким давлением (обычно воздух или воду). Абразивоструйная очистка проводится для сглаживания, очистки или удаления продуктов окисления с металлов, кирпича, камня и других материалов. Обычно это намного быстрее, чем шлифование вручную или на шлифовальной машине. Он может очищать небольшие и сложные поверхности, которые другие методы очистки упустили бы. Абразивы различной твердости можно использовать для очистки поверхности большей твердости, не повреждая поверхность.
Фильтрация
Гранулы граната
часто используются в качестве фильтрующего материала. Мелкие частицы граната используются для наполнения емкости, по которой течет жидкость. Поровые пространства граната достаточно малы, чтобы пропускать жидкость, но слишком малы, чтобы пропускать некоторые загрязняющие частицы, которые отфильтровываются из потока. Гранат подходит для этого использования, потому что он относительно инертен и имеет относительно высокий удельный вес. Гранулы граната, измельченные и отсортированные до размера около 0,3 миллиметра, можно использовать для фильтрации загрязняющих частиц размером до нескольких микрон в диаметре. Высокий удельный вес граната и высокая твердость уменьшают расширение слоя и истирание частиц во время обратной промывки.
Гранатовый перидотит: Гранатовый перидотит из Альпе-Арами, недалеко от Беллинцоны, Швейцария. Материал этой породы образовался в мантии Земли и был доставлен на поверхность через вулканическую трубу во время извержения вулкана из глубинного источника. Гранаты — это красновато-фиолетовые зерна в камне. Гранаты, выветренные из таких трубок, часто служат минералами-индикаторами при поиске вулканических трубок, которые могут содержать алмаз. Фотография общественного достояния, сделанная Woudloper.
Лучший способ узнать о минералах — изучить коллекцию небольших образцов, которые можно брать в руки, исследовать и наблюдать за их свойствами. Недорогие коллекции минералов доступны в магазине Geology.com. Правообладатель иллюстрации iStockphoto / Анна Усова.
Гранат как минерал-геологический индикатор
Хотя большая часть гранатов, обнаруженных на поверхности Земли, образовалась в земной коре, некоторые гранаты поднимаются из мантии во время извержений вулканов из глубинных источников. Эти извержения увлекают за собой куски мантийной породы, известные как «ксенолиты», и доставляют их на поверхность в виде структуры, известной как «трубка». Эти ксенолиты являются источником большинства алмазов, найденных на поверхности Земли или вблизи нее.
Алмазная трубка: Упрощенный поперечный разрез алмазной трубки и отложения остаточного грунта, показывающий взаимосвязь ксенолитов и алмазов с трубкой и остаточным грунтом.
Хотя ксенолиты содержат алмазы, они часто содержат огромное количество гранатов на каждый алмаз, и эти гранаты, как правило, крупнее по размеру. Эти гранаты из глубинных источников сильно отличаются от гранатов, образующихся в земной коре на небольшой глубине. Таким образом, хороший способ разведки алмазов — искать эти уникальные гранаты. Гранаты служат «минералами-индикаторами» для геологов, изучающих месторождения алмазов. Когда ксенолиты выветриваются, их гранаты высвобождаются в больших количествах. Затем эти необычные гранаты перемещаются вниз по склону в почвах и ручьях. Геологи, которые их находят, могут проследить след граната до исходного месторождения. Некоторые из алмазных трубок в Канаде были обнаружены по следу граната, оставленному движущимся льдом.
Африканские гранаты: Африканские гранаты различных цветов: оранжевый спессартин (Мозамбик), желтый мали (Мали), красный альмандин (Мадагаскар), зеленый цаворит (Танзания) и фиолетовый родолит (Мозамбик). За последние два десятилетия Африка стала основным источником превосходных красивых гранатов великолепного цвета и чистоты.
Гранат-меланит: Меланит — непрозрачный черный гранат, редко встречающийся сегодня в ювелирных изделиях. Наряду с гагатом, черным халцедоном и другими черными драгоценными камнями меланит часто использовался в ювелирных изделиях в викторианскую эпоху. Эти два меланитовых круга огранки «роза» имеют вес около 9миллиметров в поперечнике.
Гранаты как драгоценные камни
Гранат
использовался как драгоценный камень более 5000 лет. Он был найден в украшениях многих египетских захоронений и был самым популярным драгоценным камнем Древнего Рима. Это красивый драгоценный камень, который обычно продается без какой-либо обработки. Он также прочен и достаточно распространен, чтобы его можно было использовать в ювелирных изделиях по относительно низкой цене.
Гранат
остается популярным драгоценным камнем и сегодня. Он служит камнем рождения января и является традиционным драгоценным камнем, подаренным на вторую годовщину. Большинство людей думают о красном драгоценном камне, когда слышат название «гранат», потому что они не знают, что гранат бывает разных цветов. Тем не менее, гранаты ювелирного качества встречаются любого цвета, причем наиболее распространенными являются красные, а синие гранаты встречаются особенно редко.
Красный альмандин — это красный гранат, который чаще всего встречается в ювелирных изделиях, потому что его много и он недорогой. Пироп и спессартин — красноватые гранаты, которые обычно встречаются в ювелирных изделиях по той же причине. В последние десятилетия стал популярен зеленый гранат-демантоид. Он имеет дисперсию 0,057, что придает ему «огонь», который превышает 0,044 у алмаза. Зеленый цаворит имеет яркий насыщенный цвет, очень похожий на изумруд. Он обычно используется в качестве альтернативы изумруду. Оба этих зеленых граната становятся все более популярными, но их цена намного выше, чем у альмандина.
[2] Гранат — важный промышленный минерал и камень января: Джеймс Г. Эванс, Филипп Р. Мойл, Дэвид Г. Франк и Дональд В. Олсон; Информационный бюллетень Геологической службы США 2006-3149; 2006.
[3] Промышленный гранат: Дональд У. Олсон; Ежегодник полезных ископаемых Геологической службы США за 2012 г., август 2016 г.
[4] Промышленный гранат: Дональд У. Олсон; Сводка полезных ископаемых Геологической службы США, февраль 2014 г.
Другие минералы
Найдите другие темы на Geology.com:
Горные породы: Галереи фотографий магматических, осадочных и метаморфических пород с описаниями.
Минералы: Информация о рудных, самоцветных и породообразующих минералах.
Вулканы: Статьи о вулканах, вулканических опасностях и извержениях в прошлом и настоящем.
Драгоценные камни: Красочные изображения и статьи о бриллиантах и цветных камнях.
Общая геология: Статьи о гейзерах, маарах, дельтах, разломах, соляных куполах, воде и многом другом!
Алмазы: Узнайте о свойствах алмаза, его многочисленных применениях и открытиях алмазов.
Драгоценный камень гранат | Камень-гранат – GIA
Вернуться к энциклопедии драгоценных камней
Гранаты представляют собой набор близкородственных минералов, образующих группу с драгоценными камнями практически любого цвета.
Intense
Лучшие цвета для спессартина — от ярко-оранжевого до оранжево-красного.
Чистый
Отсутствие видимых глаз включений редко встречается для спессартина.
Яркий
Насыщенный цвет, отсутствие включений и искусная огранка создают яркий камень.
Корица
Этот образец представляет собой гессонитовый гранат, также называемый коричным камнем из-за его цвета.
Множество граней
Удивительное срастание кристаллов гессонитового граната создает множество граней кристаллов.
Образец минерала
Образцы гессонитового граната привлекательны и коллекционны.
См. драгоценный камень как
Полированный
Грубый
Красные гранаты имеют долгую историю, но современные покупатели драгоценных камней могут выбирать из богатой палитры цветов граната: зеленого, оранжевого, розовато-оранжевого, насыщенного пурпурно-красного и даже синего. Красный гранат является одним из самых распространенных и распространенных драгоценных камней. Но не все гранаты так распространены, как красные. Зеленый гранат, цаворит, встречается реже и требует более редкого химического состава и условий для образования.
Гранат Описание
Гранат История и знания
Гранат — камень рождения января и драгоценный камень второй годовщины.
Tsavo Park
Campbell Bridges добывает цаворитовый гранат в Кении недалеко от национального парка Tsavo.
Фаберже
Российский императорский ювелир создавал замысловатые ювелирные украшения из демантоидного граната.
3800 г. до н.э.
Стильному ожерелью из бус из красного граната, найденному в могиле в Египте, более 5000 лет.
Факты
Минерал:
Группа граната
Химия:
Альмандин-Fe 3 Al 2 (SiO 4 ) 3
Андрадит-Ca 3 Fe 2 (SiO 4 ) 3
Grossular-Ca 3 Al 2 (SiO 4 ) 3
Пироп-Mg 3 Al 2 (SiO 4 ) 3
Родолит- (Mg, Fe) 3 Al 2 (SiO 4 ) 3
Спессартин-Mn 3 Al 2 (SiO 4 ) 3
Цвет:
Все цвета
Показатель преломления:
1,714-1,888
Двулучепреломление:
Нет
Удельный вес:
3,47-4,15
Жгут Мооса:
6,5-7,5
Существует ряд процессов, используемых для изменения цвета, кажущейся чистоты или повышения долговечности драгоценных камней.
Узнать больше
У некоторых драгоценных камней есть синтетические аналоги, обладающие практически такими же химическими, физическими и оптическими свойствами, но выращенные человеком в лаборатории.
Узнать больше
Любой драгоценный камень можно сымитировать — иногда с помощью искусственных материалов или природных материалов, выбранных человеком для имитации определенного драгоценного камня.
Узнать больше
Почему мы любим этот драгоценный камень
1
Геммологический вызов
Выяснение того, как каждый новый драгоценный камень-гранат вписывается в шесть основных видов минералов, является сложной задачей для геммологов.
2
Включения хвоща
Включения хвоща в зеленом демантоидном гранате — одна из немногих внутренних особенностей, повышающих ценность драгоценного камня.
3
Огонь
Из-за высокой дисперсии демантоидного граната хорошо ограненные драгоценные камни демонстрируют удивительное количество огня.
Факторы качества
Решая, какой гранат купить, думайте о гранатах с точки зрения цвета.
Гранат
включает в себя доступные темно-красные сорта, редкие и ценные зеленые оттенки и множество промежуточных цветов.
Чистота граната часто зависит от типа граната. Красные гранаты часто не имеют видимых глазом включений.
Многие гранаты разрезаются на стандартные формы и калиброванные размеры, чтобы их можно было вставлять в ювелирные украшения.
Гранаты можно найти любого размера и веса, хотя некоторые разновидности редко встречаются в больших размерах.
Факторы качества граната: подробное руководство
Прочитать статью
Исследования
Исследуйте источники, геммологические исследования и роль драгоценных камней в истории.
Большой намибийский демантоидный гранат
Дункан Пэй
, 31 июля 2015 г.
Читать статью
Фиолетовый пироп-альмандиновый гранат из Мозамбика
Суфарарт Сангсавонг, Виктория Рейно и Венсан Пардье
, 7 ноября 2016 г.
Читать статью
Обновление цаворитовой шахты Скорпион
Тао Хсу и Эндрю Лукас
, 28 апр. 2016 г.
Читать статью
Розовый пироп-гранат, содержащий ванадий и хром: характеристика и количественный колориметрический анализ

 0
0

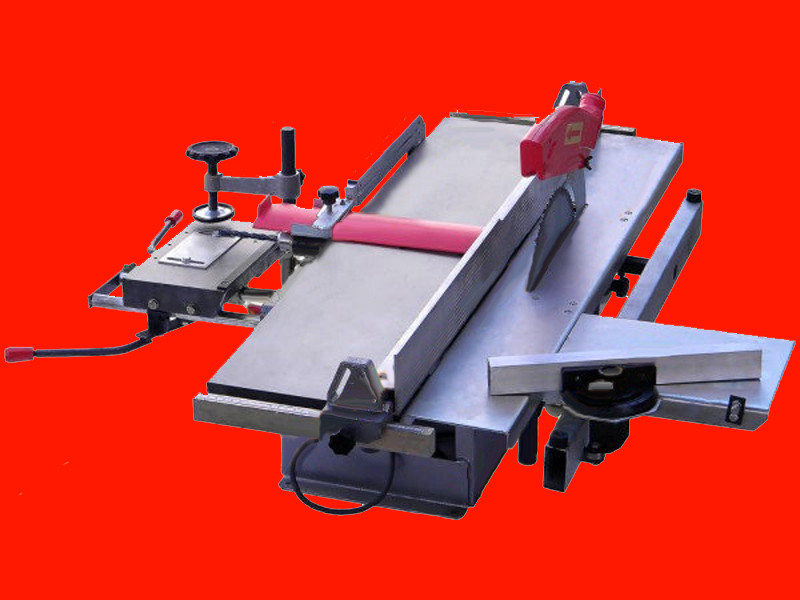 Сейчас предложение находится в статусе «в наличии».
Сейчас предложение находится в статусе «в наличии».
 Куйбышева, д.113, оф.4, Пермь, Россия
Куйбышева, д.113, оф.4, Пермь, Россия 00
00 Наш стационарный строгальный станок по дереву ML292A-hellolog — это универсальный деревообрабатывающий станок, гибкий для любых видов работ, столярных, мебельных и тяжелых промышленных операций, он прочный и эргономичный.
Наш стационарный строгальный станок по дереву ML292A-hellolog — это универсальный деревообрабатывающий станок, гибкий для любых видов работ, столярных, мебельных и тяжелых промышленных операций, он прочный и эргономичный.
 5
5 Используются на машиностроительных, металлургических и других промышленных предприятиях, крупных и мелких производствах, в ремонтных мастерских.
Используются на машиностроительных, металлургических и других промышленных предприятиях, крупных и мелких производствах, в ремонтных мастерских.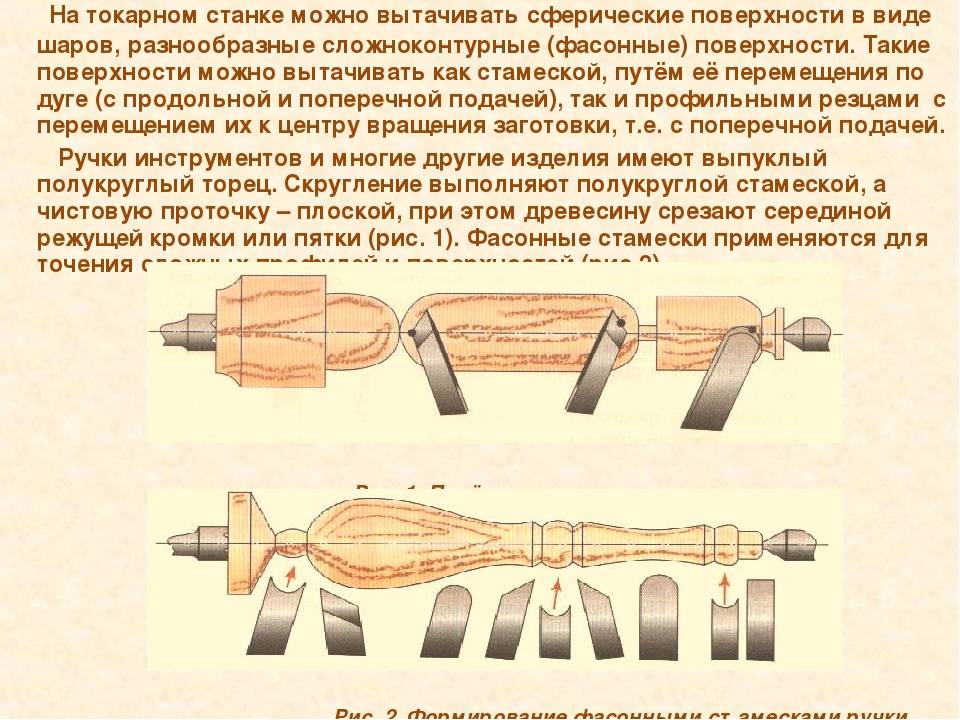
 Самый распространенный вид, увеличивающий производительность работ и позволяющий обрабатывать металлы при изменениях режимов резания;
Самый распространенный вид, увеличивающий производительность работ и позволяющий обрабатывать металлы при изменениях режимов резания;


 Детальный процесс обнаружения происходит, когда материал получен или до того, как он покинет поставщика, он полностью зарегистрирован и доступен в любое время.
Детальный процесс обнаружения происходит, когда материал получен или до того, как он покинет поставщика, он полностью зарегистрирован и доступен в любое время. Срок службы режущей подложки также значительно увеличивается.
Срок службы режущей подложки также значительно увеличивается.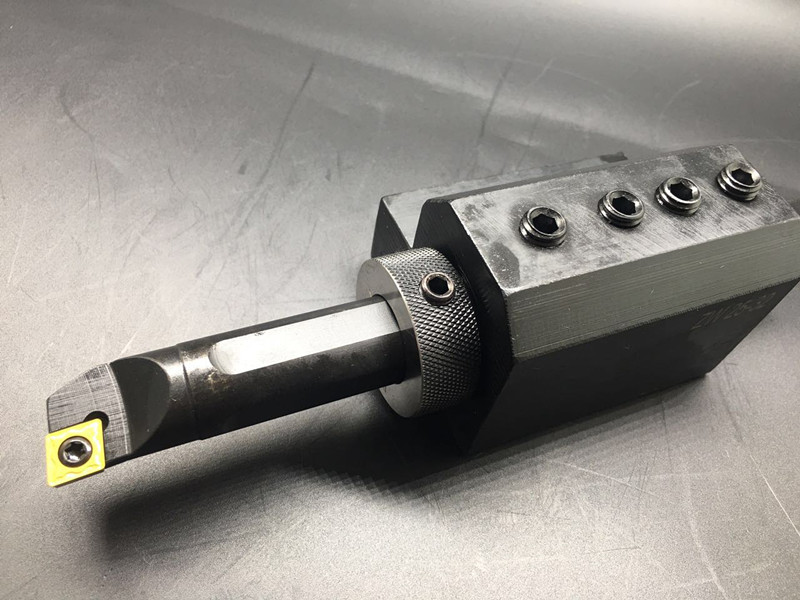 Мы потратили много времени на изучение некоторых из лучших электронных станков для резки, которые вы можете найти сегодня, и мы собираемся поделиться с вами нашими выводами, чтобы вы тоже могли делать потрясающие разрезы.
Мы потратили много времени на изучение некоторых из лучших электронных станков для резки, которые вы можете найти сегодня, и мы собираемся поделиться с вами нашими выводами, чтобы вы тоже могли делать потрясающие разрезы. Используя самые современные технологии и программное обеспечение, машина для высечки может выполнять такие точные разрезы, которые не под силу человеческой руке. Вы можете каждый раз создавать повторяющиеся рисунки с одинаковой точностью, что не так просто при вырезании вручную.
Используя самые современные технологии и программное обеспечение, машина для высечки может выполнять такие точные разрезы, которые не под силу человеческой руке. Вы можете каждый раз создавать повторяющиеся рисунки с одинаковой точностью, что не так просто при вырезании вручную. Пользователи могут загружать изображения в различных форматах по беспроводной сети, а в бесплатной библиотеке содержится более 50 000 изображений, шрифтов и проектов.
Пользователи могут загружать изображения в различных форматах по беспроводной сети, а в бесплатной библиотеке содержится более 50 000 изображений, шрифтов и проектов.
 С Cameo можно резать все, от ткани до картона и термотрансферного материала.
С Cameo можно резать все, от ткани до картона и термотрансферного материала.
 CM350 часто отсутствует на складе, и это свидетельствует о высоком спросе со стороны пользователей, хотя иногда это может доставлять неудобства.
CM350 часто отсутствует на складе, и это свидетельствует о высоком спросе со стороны пользователей, хотя иногда это может доставлять неудобства.

 Убедитесь, что в очереди на
Убедитесь, что в очереди на Если вам нужна помощь ,
Если вам нужна помощь , И оказалось, что это не сложно.
И оказалось, что это не сложно.

 04.2016
04.2016

 При правильной настройке это
При правильной настройке это Если у вас есть
Если у вас есть
 в. В меню «Файл» нажмите «Печать». В разделе «Принтер» выберите свой принтер в
список имен, а затем нажмите кнопку «Закрыть» («x» справа
стороне строки заголовка). Если соответствующий принтер уже
выбран, затем нажмите «Отмена».
д. В меню Инструменты щелкните Параметры.
е. Перейдите на вкладку Печать и нажмите кнопку ОК.
ф. Снова запустите метод 1 с шага 1.
в. В меню «Файл» нажмите «Печать». В разделе «Принтер» выберите свой принтер в
список имен, а затем нажмите кнопку «Закрыть» («x» справа
стороне строки заголовка). Если соответствующий принтер уже
выбран, затем нажмите «Отмена».
д. В меню Инструменты щелкните Параметры.
е. Перейдите на вкладку Печать и нажмите кнопку ОК.
ф. Снова запустите метод 1 с шага 1.
 Обратите внимание, что не все драйверы принтера могут иметь
Обратите внимание, что не все драйверы принтера могут иметь
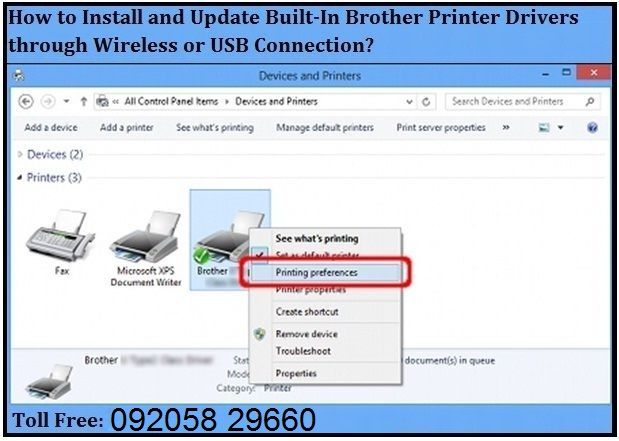 Письменные знаки в этих языках представляют собой целые слова.
Письменные знаки в этих языках представляют собой целые слова.
 Наряду со Швейпольтом Фиолем и Франциском Скориной Федоров был одним из отцов книгопечатания в восточнославянском регионе. Он окончил Ягеллонский университет в Кракове, Польша, а затем работал в Москве, где издавал литургические произведения подвижным шрифтом, первые книги, напечатанные в России. Его изгнали из Москвы писцы, опасавшиеся конкуренции со стороны его нововведений, и он бежал в Великое княжество Литовское, где открыл типографию в Заблудове (на территории современной Польши). В 1572 году он переехал во Львов (на территории современной Украины, но в то время в составе Речи Посполитой). Федоров был не только печатником, но и гравером, инженером и пушечным мастером. В книге описывается раннее развитие книгопечатания в восточнославянских землях, достижения Федорова и его отношение к обществу, в котором он жил.
Наряду со Швейпольтом Фиолем и Франциском Скориной Федоров был одним из отцов книгопечатания в восточнославянском регионе. Он окончил Ягеллонский университет в Кракове, Польша, а затем работал в Москве, где издавал литургические произведения подвижным шрифтом, первые книги, напечатанные в России. Его изгнали из Москвы писцы, опасавшиеся конкуренции со стороны его нововведений, и он бежал в Великое княжество Литовское, где открыл типографию в Заблудове (на территории современной Польши). В 1572 году он переехал во Львов (на территории современной Украины, но в то время в составе Речи Посполитой). Федоров был не только печатником, но и гравером, инженером и пушечным мастером. В книге описывается раннее развитие книгопечатания в восточнославянских землях, достижения Федорова и его отношение к обществу, в котором он жил. Составитель.
Составитель.
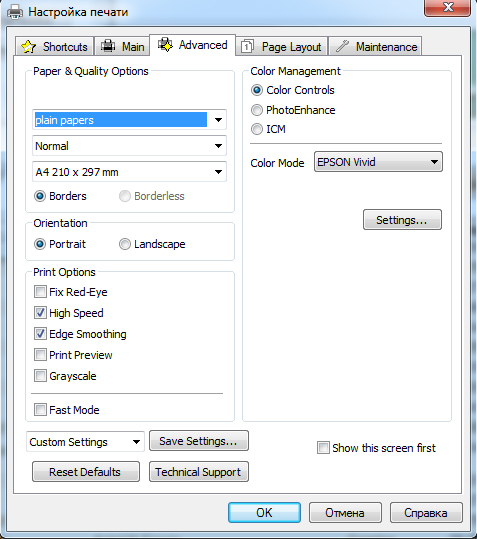
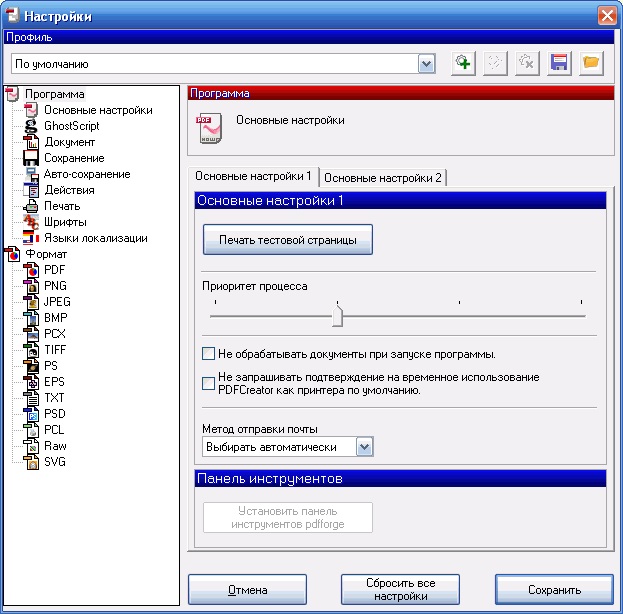 loc.gov/loc.wdl/wdl.10009
loc.gov/loc.wdl/wdl.10009 loc.gov/2021666588
loc.gov/2021666588

 Пока мы ждем комплектующие на замену, оборудование стоит, сроки горят, заказчик недоволен. В Станке с двумя головами и лазерными трубками мы можем продолжать работать, да медленнее, но пока ждем комплектующие на замену, мы доделаем заказ и отдадим их клиенту.
Пока мы ждем комплектующие на замену, оборудование стоит, сроки горят, заказчик недоволен. В Станке с двумя головами и лазерными трубками мы можем продолжать работать, да медленнее, но пока ждем комплектующие на замену, мы доделаем заказ и отдадим их клиенту. 


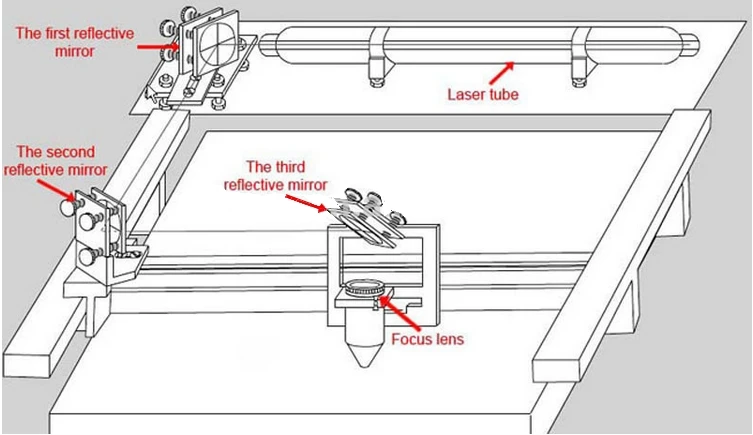
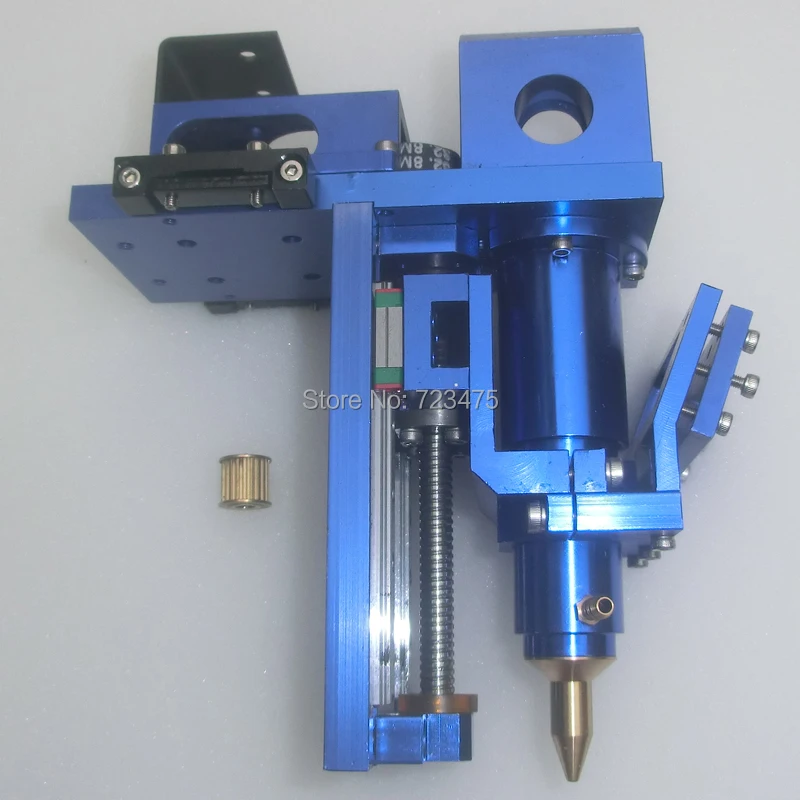 Т.е. при противоположных сигналах управления осью мотор крутит только в одну сторону.
Т.е. при противоположных сигналах управления осью мотор крутит только в одну сторону. +Нет возможности оперативно производить манипуляции со станком.
+Нет возможности оперативно производить манипуляции со станком. .. А водки — на
.. А водки — на Неисправность в драйвере, кажется.
Неисправность в драйвере, кажется.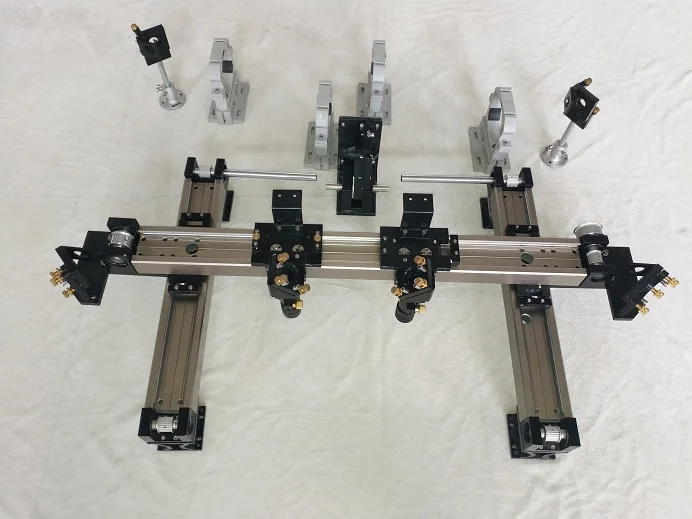
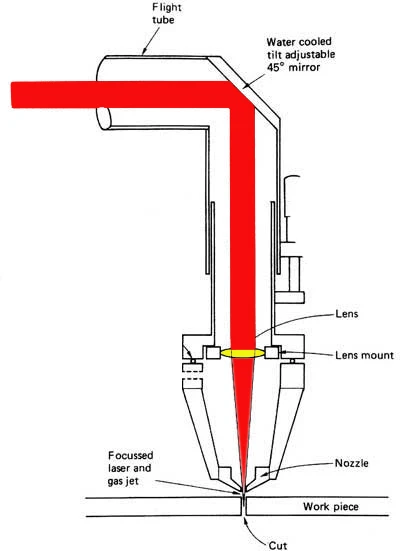 После диагностики выявился нерабочий контроллер.
После диагностики выявился нерабочий контроллер.

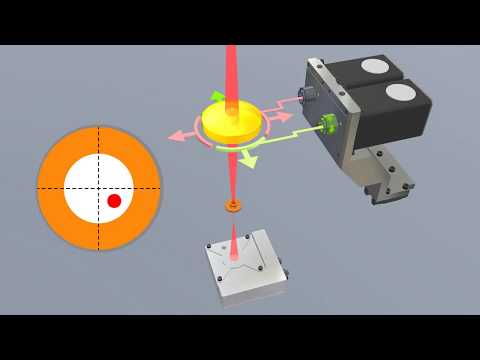 … И вернее всего будете жутко удивлены… Т.к. ток у лазеров на движки чаще всего не превышает 3.5А (не говорю о огромных станках, где 86 движки, а веду речь о станках с 57 движками), то из широкодоступных проводов возьмите КММ 4*0.35…
… И вернее всего будете жутко удивлены… Т.к. ток у лазеров на движки чаще всего не превышает 3.5А (не говорю о огромных станках, где 86 движки, а веду речь о станках с 57 движками), то из широкодоступных проводов возьмите КММ 4*0.35… Теперь жду посылку с Али, с драйвером.
Теперь жду посылку с Али, с драйвером. Получается плата?
Получается плата? Они также являются отличным источником вдохновения для других. Именно они извлекают выгоду из плодов ваших талантов.
Они также являются отличным источником вдохновения для других. Именно они извлекают выгоду из плодов ваших талантов. Наши лазерные головки серии 6W представляют собой модули с потребляемой мощностью лазера 30 Вт, которые обеспечивают реальную оптическую мощность 6 Вт.
Наши лазерные головки серии 6W представляют собой модули с потребляемой мощностью лазера 30 Вт, которые обеспечивают реальную оптическую мощность 6 Вт.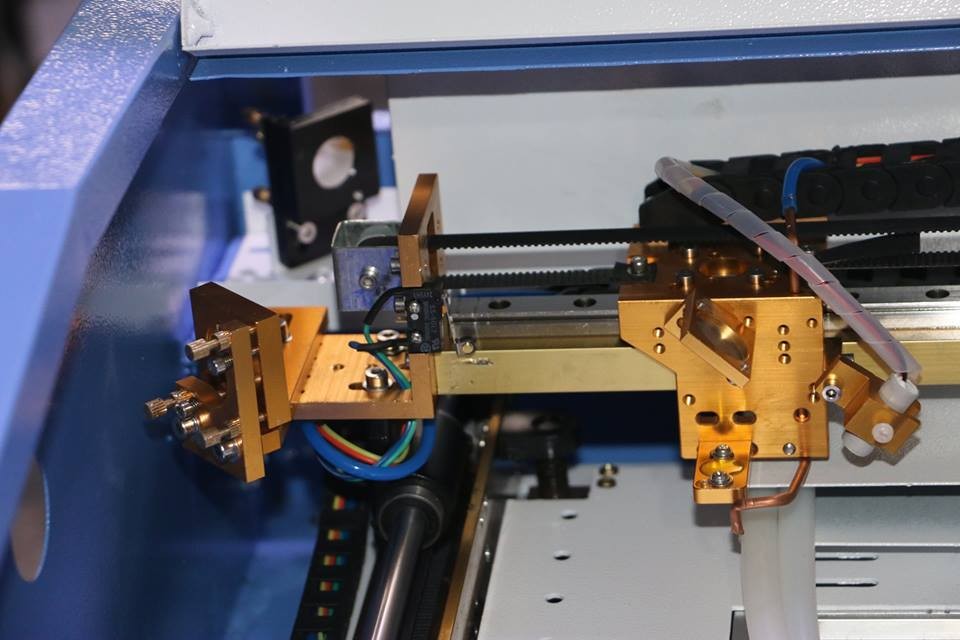 Превзойти ожидания.
Превзойти ожидания. Обладая реальной оптической мощностью 15 Вт, а также новым дизайном, эта компактная лазерная головка может обрабатывать широкий спектр древесных материалов, кожи, текстиля и пластика, кратко изложенных в разделе «Применения лазера Blue CNC» ниже. Это также первая компактная лазерная головка с ЧПУ, которая не только маркирует металл, но и глубоко гравирует его. Поскольку он использует синий лазерный свет, он может эффективно обрабатывать материалы, с которыми борются инфракрасные лазеры. Кроме того, его можно адаптировать практически к любому станку с ЧПУ. Этот легкий, мощный, экономичный и простой в использовании лазер является идеальным выбором как для крупносерийного промышленного применения, так и для требовательных индивидуальных пользователей.
Обладая реальной оптической мощностью 15 Вт, а также новым дизайном, эта компактная лазерная головка может обрабатывать широкий спектр древесных материалов, кожи, текстиля и пластика, кратко изложенных в разделе «Применения лазера Blue CNC» ниже. Это также первая компактная лазерная головка с ЧПУ, которая не только маркирует металл, но и глубоко гравирует его. Поскольку он использует синий лазерный свет, он может эффективно обрабатывать материалы, с которыми борются инфракрасные лазеры. Кроме того, его можно адаптировать практически к любому станку с ЧПУ. Этот легкий, мощный, экономичный и простой в использовании лазер является идеальным выбором как для крупносерийного промышленного применения, так и для требовательных индивидуальных пользователей.
 Эта лазерная головка мощностью 15 Вт может резать кожу толщиной 1,3 мм за один проход со скоростью 21 мм/с (что эквивалентно 75 м в час или 1,8 км (1,1 мили) за 24-часовой рабочий день лазерной машины). Это происходит без обугливания краев. Он может гравировать кожу со скоростью > 100 мм/с при мощности 40%.
Эта лазерная головка мощностью 15 Вт может резать кожу толщиной 1,3 мм за один проход со скоростью 21 мм/с (что эквивалентно 75 м в час или 1,8 км (1,1 мили) за 24-часовой рабочий день лазерной машины). Это происходит без обугливания краев. Он может гравировать кожу со скоростью > 100 мм/с при мощности 40%.
 , ППО, полистирол и пленка VCF. Например, наши испытания показали, что синий лазер мощностью 15 Вт может резать цветной ПММА за один проход со скоростью 2,5 мм/с.
, ППО, полистирол и пленка VCF. Например, наши испытания показали, что синий лазер мощностью 15 Вт может резать цветной ПММА за один проход со скоростью 2,5 мм/с.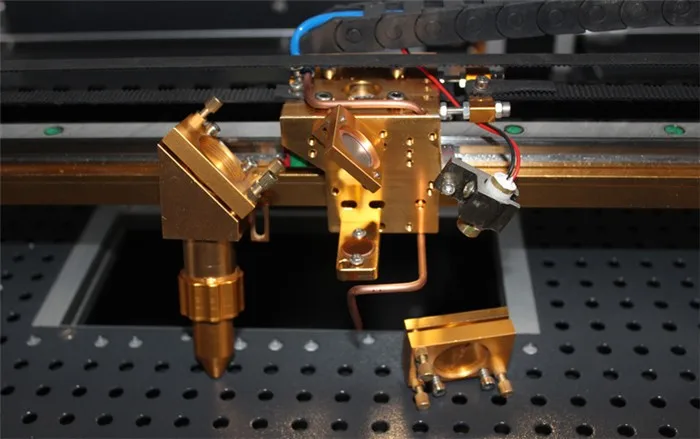 Это напрямую связано с несколькими преимуществами, включая снижение энергопотребления и более компактный теплоотвод.
Это напрямую связано с несколькими преимуществами, включая снижение энергопотребления и более компактный теплоотвод.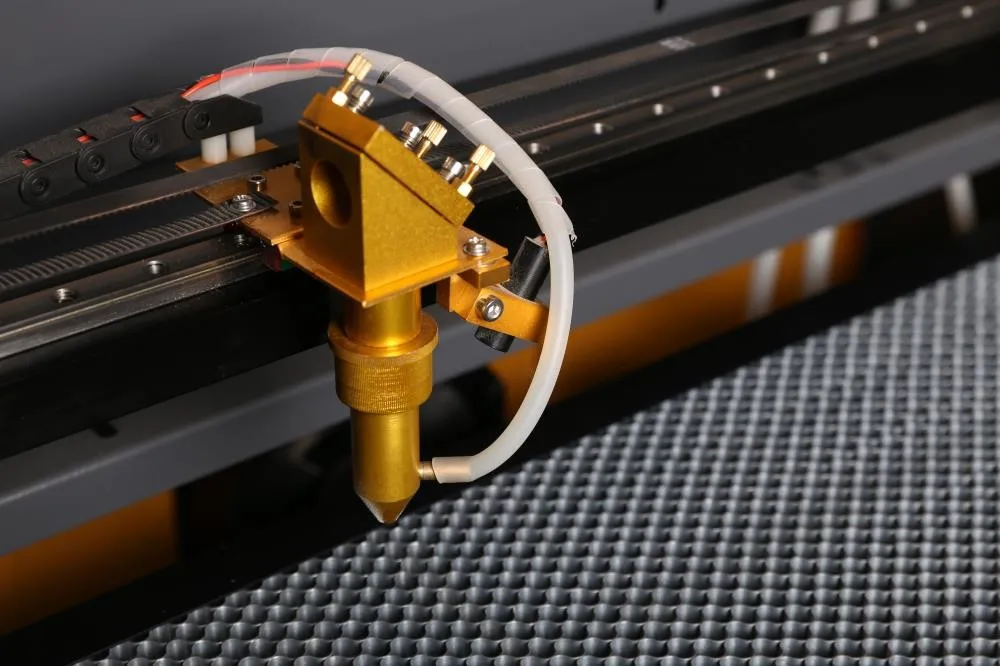

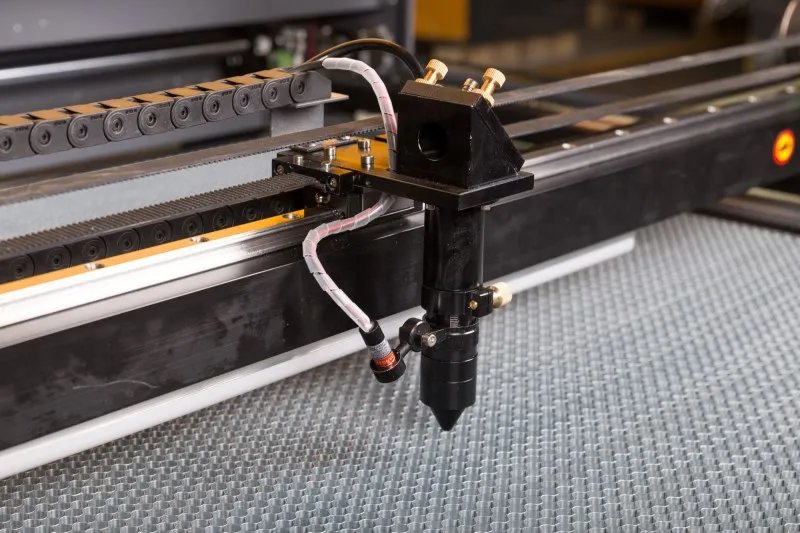 Мод. Пропускная способность
Мод. Пропускная способность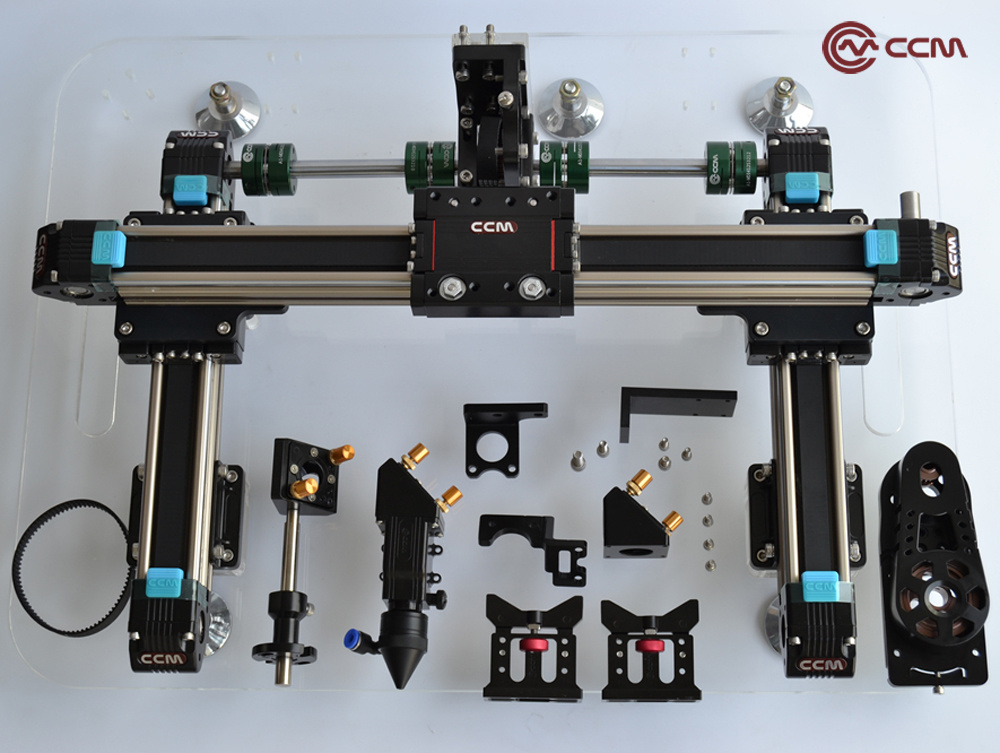
 Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна.
Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна. Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
 Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
 Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации.
Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации. Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен.
Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен. При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне.
При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне. Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
 Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ…
Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ… Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной…
Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной… r.o. (Словакия)
r.o. (Словакия) 09.2019
09.2019 ..
.. 2022
2022 ..
.. ..
.. 2.2.2
2.2.2 Оптимальные диаметры бревен 14-65см. Производительность 20-30куб.м. в смену. Работают 2 человека.Для индивидуальной распиловки бревен или лафетов на обрезной…
Оптимальные диаметры бревен 14-65см. Производительность 20-30куб.м. в смену. Работают 2 человека.Для индивидуальной распиловки бревен или лафетов на обрезной… д.
д. д.
д. 

 После того, как угольный порошок высыпается в загрузочный бункер, он продвигается вперед к разгрузочному отверстию брикетировочной машины с помощью шнека. От камеры шнека до пресс-формы пространство становится меньше. Под огромным давлением древесный уголь проходит через формы и, наконец, принимает определенные формы.
После того, как угольный порошок высыпается в загрузочный бункер, он продвигается вперед к разгрузочному отверстию брикетировочной машины с помощью шнека. От камеры шнека до пресс-формы пространство становится меньше. Под огромным давлением древесный уголь проходит через формы и, наконец, принимает определенные формы. Как следует из названия, он может автоматически нарезать брикеты на одинаковую длину. Это небольшое устройство значительно повышает эффективность производства и улучшает внешний вид брикетов. Кроме того, с помощью автоматического резака шнековый экструдер для древесного угля можно использовать для производства кубического древесного угля для кальяна.
Как следует из названия, он может автоматически нарезать брикеты на одинаковую длину. Это небольшое устройство значительно повышает эффективность производства и улучшает внешний вид брикетов. Кроме того, с помощью автоматического резака шнековый экструдер для древесного угля можно использовать для производства кубического древесного угля для кальяна.
 Авиастроение, авиазавод,…
Авиастроение, авиазавод,…


 Установка Степанова — изобретение, позволяющее изготавливать металлические изделия любого
Установка Степанова — изобретение, позволяющее изготавливать металлические изделия любого

 Максимальное расстояние от оси шпинделя до поверхности рабочего стола — 575мм, минимальное – 135мм.
Максимальное расстояние от оси шпинделя до поверхности рабочего стола — 575мм, минимальное – 135мм.
 пазов, ширина, расстояние, мм
пазов, ширина, расстояние, мм 5
5 Дискуссия склоняется к манихейской игре в угадайку: какие рабочие места будут или не будут заменены машинами?
Дискуссия склоняется к манихейской игре в угадайку: какие рабочие места будут или не будут заменены машинами? Используя данные Бюро трудовой статистики США и O*Net, мы подсчитали как количество времени, затрачиваемое на эти виды деятельности в экономике США, так и техническую возможность автоматизации каждого из них. Полные результаты, которые будут опубликованы в начале 2017 года, будут включать несколько других стран, 1 1. Для получения промежуточных сведений о наших основных выводах см. Michael Chui, James Manyika и Mehdi Miremadi, «FourОсновы автоматизации рабочего места», McKinsey Quarterly , ноябрь 2015 г., но мы опубликовали некоторые первоначальные выводы в конце прошлого года и следим сейчас за дополнительными промежуточными результатами.
Используя данные Бюро трудовой статистики США и O*Net, мы подсчитали как количество времени, затрачиваемое на эти виды деятельности в экономике США, так и техническую возможность автоматизации каждого из них. Полные результаты, которые будут опубликованы в начале 2017 года, будут включать несколько других стран, 1 1. Для получения промежуточных сведений о наших основных выводах см. Michael Chui, James Manyika и Mehdi Miremadi, «FourОсновы автоматизации рабочего места», McKinsey Quarterly , ноябрь 2015 г., но мы опубликовали некоторые первоначальные выводы в конце прошлого года и следим сейчас за дополнительными промежуточными результатами. В этой статье мы исследуем техническую осуществимость, используя продемонстрированные в настоящее время технологии, автоматизации трех групп профессиональной деятельности: тех, которые наиболее подвержены, менее подвержены и наименее подвержены автоматизации. В рамках каждой категории мы обсуждаем сектора и профессии, в которых роботы и другие машины с наибольшей и с наименьшей вероятностью заменят те виды деятельности, которые в настоящее время выполняют люди. В конце этой статьи мы обсудим, как развивающиеся технологии, такие как генерация естественного языка, могут изменить мировоззрение, а также некоторые последствия для руководителей высшего звена, возглавляющих все более автоматизированные предприятия.
В этой статье мы исследуем техническую осуществимость, используя продемонстрированные в настоящее время технологии, автоматизации трех групп профессиональной деятельности: тех, которые наиболее подвержены, менее подвержены и наименее подвержены автоматизации. В рамках каждой категории мы обсуждаем сектора и профессии, в которых роботы и другие машины с наибольшей и с наименьшей вероятностью заменят те виды деятельности, которые в настоящее время выполняют люди. В конце этой статьи мы обсудим, как развивающиеся технологии, такие как генерация естественного языка, могут изменить мировоззрение, а также некоторые последствия для руководителей высшего звена, возглавляющих все более автоматизированные предприятия. 2 2. Мы определяем «демонстрируемые в настоящее время технологии» как те, которые уже продемонстрировали уровень производительности и надежности, необходимый для автоматизации 1 или более из 18 возможностей, связанных с выполнением рабочих операций. В некоторых случаях такой уровень производительности был продемонстрирован с помощью коммерчески доступных продуктов, в других — с помощью исследовательских проектов. Всякая профессия состоит из множества видов деятельности, каждая из которых имеет разную степень технической осуществимости. В приложении 1 перечислены семь групп действий высшего уровня, которые мы определили. Занятия в розничной торговле, например, включают в себя такие действия, как сбор или обработка данных, взаимодействие с покупателями и установка выкладки товаров (что мы классифицируем как физическое перемещение в предсказуемой среде). Поскольку все эти составляющие виды деятельности имеют различный потенциал автоматизации, мы получаем общую оценку для сектора, изучая время, которое работники тратят на каждое из них в течение рабочей недели.
2 2. Мы определяем «демонстрируемые в настоящее время технологии» как те, которые уже продемонстрировали уровень производительности и надежности, необходимый для автоматизации 1 или более из 18 возможностей, связанных с выполнением рабочих операций. В некоторых случаях такой уровень производительности был продемонстрирован с помощью коммерчески доступных продуктов, в других — с помощью исследовательских проектов. Всякая профессия состоит из множества видов деятельности, каждая из которых имеет разную степень технической осуществимости. В приложении 1 перечислены семь групп действий высшего уровня, которые мы определили. Занятия в розничной торговле, например, включают в себя такие действия, как сбор или обработка данных, взаимодействие с покупателями и установка выкладки товаров (что мы классифицируем как физическое перемещение в предсказуемой среде). Поскольку все эти составляющие виды деятельности имеют различный потенциал автоматизации, мы получаем общую оценку для сектора, изучая время, которое работники тратят на каждое из них в течение рабочей недели.
 Они часто больше, чем снижение затрат на рабочую силу. Необходимо также взвесить вопросы регулирования и общественного признания, такие как степень приемлемости машин в той или иной конкретной обстановке. Теоретически робот может заменить некоторые функции медсестры, например. Но на данный момент перспектива того, что это действительно может произойти очень заметным образом, может оказаться неприятной для многих пациентов, которые ожидают человеческого контакта. Потенциал автоматизации в отрасли или профессии отражает тонкое взаимодействие между этими факторами и компромиссами между ними.
Они часто больше, чем снижение затрат на рабочую силу. Необходимо также взвесить вопросы регулирования и общественного признания, такие как степень приемлемости машин в той или иной конкретной обстановке. Теоретически робот может заменить некоторые функции медсестры, например. Но на данный момент перспектива того, что это действительно может произойти очень заметным образом, может оказаться неприятной для многих пациентов, которые ожидают человеческого контакта. Потенциал автоматизации в отрасли или профессии отражает тонкое взаимодействие между этими факторами и компромиссами между ними. Поскольку предсказуемая физическая активность занимает видное место в таких секторах, как производство, общественное питание и размещение, а также розничная торговля, они наиболее подвержены автоматизации, исходя только из технических соображений.
Поскольку предсказуемая физическая активность занимает видное место в таких секторах, как производство, общественное питание и размещение, а также розничная торговля, они наиболее подвержены автоматизации, исходя только из технических соображений. Однако за общей технической осуществимостью скрываются значительные различия. Например, в сфере производства 90 процентов того, что делают сварщики, резчики, паяльщики и паяльщики, имеет технический потенциал для автоматизации, но для представителей службы поддержки эта возможность составляет менее 30 процентов. Потенциал различается и среди компаний. Наша работа с производителями показывает широкий диапазон уровней внедрения — от компаний с непоследовательным или малым использованием автоматизации до весьма искушенных пользователей.
Однако за общей технической осуществимостью скрываются значительные различия. Например, в сфере производства 90 процентов того, что делают сварщики, резчики, паяльщики и паяльщики, имеет технический потенциал для автоматизации, но для представителей службы поддержки эта возможность составляет менее 30 процентов. Потенциал различается и среди компаний. Наша работа с производителями показывает широкий диапазон уровней внедрения — от компаний с непоследовательным или малым использованием автоматизации до весьма искушенных пользователей. Согласно нашему анализу, 73 процента действий, выполняемых работниками в сфере общественного питания и жилых помещений, могут быть автоматизированы по техническим соображениям.
Согласно нашему анализу, 73 процента действий, выполняемых работниками в сфере общественного питания и жилых помещений, могут быть автоматизированы по техническим соображениям. Поскольку работники ресторана, которые готовят, зарабатывают в среднем около 10 долларов в час, бизнес-кейс, основанный исключительно на снижении затрат на рабочую силу, может показаться неубедительным.
Поскольку работники ресторана, которые готовят, зарабатывают в среднем около 10 долларов в час, бизнес-кейс, основанный исключительно на снижении затрат на рабочую силу, может показаться неубедительным. Мы подсчитали, что 47 % операций розничных продавцов имеют технический потенциал для автоматизации — это намного меньше, чем 86 %, которые могут быть реализованы бухгалтерами, счетоводами и ревизорами в этом секторе.
Мы подсчитали, что 47 % операций розничных продавцов имеют технический потенциал для автоматизации — это намного меньше, чем 86 %, которые могут быть реализованы бухгалтерами, счетоводами и ревизорами в этом секторе.
 Но по мере развития технологий компьютеры помогают увеличить масштаб и качество этой деятельности. Например, ряд компаний теперь предлагают решения, которые автоматизируют ввод бумажных счетов и счетов в формате PDF в компьютерные системы или даже обработку заявок на получение кредита. И это не только работники начального уровня или низкооплачиваемые клерки, которые собирают и обрабатывают данные; люди, чей годовой доход превышает 200 000 долларов, также тратят около 31 процента своего времени на эти дела.
Но по мере развития технологий компьютеры помогают увеличить масштаб и качество этой деятельности. Например, ряд компаний теперь предлагают решения, которые автоматизируют ввод бумажных счетов и счетов в формате PDF в компьютерные системы или даже обработку заявок на получение кредита. И это не только работники начального уровня или низкооплачиваемые клерки, которые собирают и обрабатывают данные; люди, чей годовой доход превышает 200 000 долларов, также тратят около 31 процента своего времени на эти дела. Агенты по продаже ценных бумаг и финансовых услуг подготавливают договоры купли-продажи или другие договоры. Служащие банка проверяют достоверность финансовых данных.
Агенты по продаже ценных бумаг и финансовых услуг подготавливают договоры купли-продажи или другие договоры. Служащие банка проверяют достоверность финансовых данных. Эти виды деятельности составляют большую часть работы в таких секторах, как сельское хозяйство, лесное хозяйство и строительство, а также могут быть найдены во многих других секторах.
Эти виды деятельности составляют большую часть работы в таких секторах, как сельское хозяйство, лесное хозяйство и строительство, а также могут быть найдены во многих других секторах. Уже сейчас некоторые действия в менее предсказуемых условиях в сельском хозяйстве и строительстве (такие как оценка качества урожая, измерение материалов или преобразование чертежей в рабочие требования) в большей степени подвержены автоматизации.
Уже сейчас некоторые действия в менее предсказуемых условиях в сельском хозяйстве и строительстве (такие как оценка качества урожая, измерение материалов или преобразование чертежей в рабочие требования) в большей степени подвержены автоматизации. Важность человеческого взаимодействия очевидна в двух секторах, которые пока имеют относительно низкий технический потенциал для автоматизации: здравоохранение и образование.
Важность человеческого взаимодействия очевидна в двух секторах, которые пока имеют относительно низкий технический потенциал для автоматизации: здравоохранение и образование. Сбор данных, на который также приходится значительное количество рабочего времени в этом секторе, также может стать более автоматизированным. Помощники медсестер, например, тратят около двух третей своего времени на сбор медицинской информации. Даже некоторые из более сложных действий, выполняемых врачами, такие как введение анестезии во время простых процедур или чтение рентгенологических снимков, имеют технический потенциал для автоматизации.
Сбор данных, на который также приходится значительное количество рабочего времени в этом секторе, также может стать более автоматизированным. Помощники медсестер, например, тратят около двух третей своего времени на сбор медицинской информации. Даже некоторые из более сложных действий, выполняемых врачами, такие как введение анестезии во время простых процедур или чтение рентгенологических снимков, имеют технический потенциал для автоматизации.
 Эти разработки могут позволить автоматизировать больше видов деятельности в таких секторах, как строительство. Искусственный интеллект можно использовать для проектирования компонентов в инженерно-технических отраслях.
Эти разработки могут позволить автоматизировать больше видов деятельности в таких секторах, как строительство. Искусственный интеллект можно использовать для проектирования компонентов в инженерно-технических отраслях.
 В горнодобывающей промышленности автономные системы транспортировки, которые транспортируют руду внутри шахты более безопасно и эффективно, чем это делают люди-операторы, также могут значительно повысить производительность.
В горнодобывающей промышленности автономные системы транспортировки, которые транспортируют руду внутри шахты более безопасно и эффективно, чем это делают люди-операторы, также могут значительно повысить производительность.
 6 6. См. Аарон Де Смет, Сьюзен Лунд и Уильям Шэнингер, «Организация будущего», стр. 9.0019 McKinsey Quarterly , январь 2016 г., Это также могло бы вдохновить топ-менеджеров на размышления о том, сколько их собственных действий можно было бы лучше и эффективнее выполнять с помощью машин, высвобождая исполнительное время, чтобы сосредоточиться на ключевых компетенциях, с которыми не справится ни робот, ни алгоритм. заменить — пока.
6 6. См. Аарон Де Смет, Сьюзен Лунд и Уильям Шэнингер, «Организация будущего», стр. 9.0019 McKinsey Quarterly , январь 2016 г., Это также могло бы вдохновить топ-менеджеров на размышления о том, сколько их собственных действий можно было бы лучше и эффективнее выполнять с помощью машин, высвобождая исполнительное время, чтобы сосредоточиться на ключевых компетенциях, с которыми не справится ни робот, ни алгоритм. заменить — пока. .
. Следовательно, иногда даже шлифовальные станки также считаются важным компонентом деревообрабатывающего оборудования. Фактически, наш деревообрабатывающий станок также предлагает множество преимуществ и областей применения, которые полезны и пользуются большим спросом в различных типах деревообрабатывающей промышленности по всему миру.
Следовательно, иногда даже шлифовальные станки также считаются важным компонентом деревообрабатывающего оборудования. Фактически, наш деревообрабатывающий станок также предлагает множество преимуществ и областей применения, которые полезны и пользуются большим спросом в различных типах деревообрабатывающей промышленности по всему миру.

 12.2022
12.2022 , 23,5 19 4,5см, 33121
, 23,5 19 4,5см, 33121 Наборы LEGO® Architecture дают строителям возможность воссоздать потрясающие достопримечательности, знаменитые городские горизонты и знаменитые исторические здания. Эти впечатляющие наборы станут прекрасным подарком для всех, кто интересуется путешествиями, историей и дизайном.
Наборы LEGO® Architecture дают строителям возможность воссоздать потрясающие достопримечательности, знаменитые городские горизонты и знаменитые исторические здания. Эти впечатляющие наборы станут прекрасным подарком для всех, кто интересуется путешествиями, историей и дизайном. На этих собранных из кубиков фигурках изображены очаровательные животные, персонажи из мультфильмов, любимые фанатами персонажи из фильмов и телепередач, а также специальные предметы на праздничную тематику.
На этих собранных из кубиков фигурках изображены очаровательные животные, персонажи из мультфильмов, любимые фанатами персонажи из фильмов и телепередач, а также специальные предметы на праздничную тематику. А поскольку LEGO Classic охватывает так много разных возрастных групп, в ней найдется развлечение для всей семьи и воображение для каждого поколения.
А поскольку LEGO Classic охватывает так много разных возрастных групп, в ней найдется развлечение для всей семьи и воображение для каждого поколения. С помощью этих игровых наборов ваш ребенок может создавать известные сцены и наслаждаться ролевой игрой между всеми героями и злодеями. Каждый вариант приносит удовольствие и много обучения.
С помощью этих игровых наборов ваш ребенок может создавать известные сцены и наслаждаться ролевой игрой между всеми героями и злодеями. Каждый вариант приносит удовольствие и много обучения. Воображение разыгрывается, поскольку фанаты могут переосмыслить эпические космические миссии Базза Лайтера из фильма с творческими игровыми наборами для неземного веселья.
Воображение разыгрывается, поскольку фанаты могут переосмыслить эпические космические миссии Базза Лайтера из фильма с творческими игровыми наборами для неземного веселья. Дети могут рассказывать свои собственные истории, развивать навыки межличностного общения и разыгрывать сценарии из реальной жизни, восхваляющие дружбу.
Дети могут рассказывать свои собственные истории, развивать навыки межличностного общения и разыгрывать сценарии из реальной жизни, восхваляющие дружбу. Идеи, которые воплотились в жизнь, включают фаворитов поп-культуры, таких как «Сайнфельд» и «Один дома», произведения искусства, такие как «Звездная ночь» Винсента Ван Гога и «Глобус».
Идеи, которые воплотились в жизнь, включают фаворитов поп-культуры, таких как «Сайнфельд» и «Один дома», произведения искусства, такие как «Звездная ночь» Винсента Ван Гога и «Глобус».
 Создавайте и разыгрывайте веселые приключения из фильмов и переживайте захватывающие сцены, чтобы победить суперзлодеев. Воссоздавайте батальные сцены, создавайте крутые транспортные средства и создавайте аутентичные реквизиты супергероев, достойные демонстрации.
Создавайте и разыгрывайте веселые приключения из фильмов и переживайте захватывающие сцены, чтобы победить суперзлодеев. Воссоздавайте батальные сцены, создавайте крутые транспортные средства и создавайте аутентичные реквизиты супергероев, достойные демонстрации. В каждой загадочной сумке есть минифигурка и аксессуары, но они не узнают, какую из них получат, пока не откроют ее и не узнают. Вашему ребенку понравится встречаться с ними и обмениваться моделями-дубликатами со своими друзьями. Какой из них они получат?
В каждой загадочной сумке есть минифигурка и аксессуары, но они не узнают, какую из них получат, пока не откроют ее и не узнают. Вашему ребенку понравится встречаться с ними и обмениваться моделями-дубликатами со своими друзьями. Какой из них они получат?
 Строителям понравится использовать свое паучье чутье для борьбы с преступностью вместе со своим любимым супергероем.
Строителям понравится использовать свое паучье чутье для борьбы с преступностью вместе со своим любимым супергероем. Они полны аутентичных функций, таких как функционирующие коробки передач, колеса и оси.
Они полны аутентичных функций, таких как функционирующие коробки передач, колеса и оси. Кажется, что в наши дни наборы LEGO повсюду: видеоигры, фильмы, настольные игры и даже фирменные парки развлечений. Хотя есть базовые наборы, которые вы можете купить для своих детей, существуют специальные тематические игровые наборы, с которыми ваш ребенок будет часами развлекаться с воображением. Благодаря нашим ежедневным низким ценам, мы являемся лучшим местом, когда придет время купить новый набор LEGO для вашего ребенка или кого-то из ваших знакомых.
Кажется, что в наши дни наборы LEGO повсюду: видеоигры, фильмы, настольные игры и даже фирменные парки развлечений. Хотя есть базовые наборы, которые вы можете купить для своих детей, существуют специальные тематические игровые наборы, с которыми ваш ребенок будет часами развлекаться с воображением. Благодаря нашим ежедневным низким ценам, мы являемся лучшим местом, когда придет время купить новый набор LEGO для вашего ребенка или кого-то из ваших знакомых. Некоторые из примечательных злодеев, включенных в игровые наборы, включают Джокера, Пингвина, Альтрона, Красного Черепа и Магнето.
Некоторые из примечательных злодеев, включенных в игровые наборы, включают Джокера, Пингвина, Альтрона, Красного Черепа и Магнето. Некоторые из сцен, воссозданных в виде доступных наборов, включают LEGO Jurassic World Indominus rex Breakout, LEGO Jurassic World Raptor Rampage и LEGO Jurassic World Gallimus Trap. Существуют дополнительные дополнения к игровым наборам, которые доступны отдельно, включая LEGO 9.0149 Jurassic World Blue & White Jeep, LEGO Jurassic World ACU Troopers Gyrosphere Vehicle и LEGO Dimensions Team Pack. Чтобы заново пережить веселье фильма на экране в форме LEGO, существуют соответствующие видеоигры, в которые можно играть на Microsoft Xbox и Sony PlayStation.
Некоторые из сцен, воссозданных в виде доступных наборов, включают LEGO Jurassic World Indominus rex Breakout, LEGO Jurassic World Raptor Rampage и LEGO Jurassic World Gallimus Trap. Существуют дополнительные дополнения к игровым наборам, которые доступны отдельно, включая LEGO 9.0149 Jurassic World Blue & White Jeep, LEGO Jurassic World ACU Troopers Gyrosphere Vehicle и LEGO Dimensions Team Pack. Чтобы заново пережить веселье фильма на экране в форме LEGO, существуют соответствующие видеоигры, в которые можно играть на Microsoft Xbox и Sony PlayStation. Минифигурки, представляющие все ключевые бойцов «Звездных войн» включены в некоторые наборы, такие как Дарт Вейдер, Чубакка, R2-D2, Люк Скайуокер и Кайло Рен. Некоторые ключевые персонажи, такие как Дарт Вейдер, сами превратились в игровые наборы для ваших детей.
Минифигурки, представляющие все ключевые бойцов «Звездных войн» включены в некоторые наборы, такие как Дарт Вейдер, Чубакка, R2-D2, Люк Скайуокер и Кайло Рен. Некоторые ключевые персонажи, такие как Дарт Вейдер, сами превратились в игровые наборы для ваших детей. В каждом из этих игровых наборов есть много минифигурок и транспортных средств, ваши дети могут создавать целые районы в центре города, собирая несколько наборов одновременно.
В каждом из этих игровых наборов есть много минифигурок и транспортных средств, ваши дети могут создавать целые районы в центре города, собирая несколько наборов одновременно. Каждый из них имеет минифигурки для конкретного набора, которые работают со всеми связанными наборами.
Каждый из них имеет минифигурки для конкретного набора, которые работают со всеми связанными наборами. Название и логотип McLaren являются зарегистрированными товарными знаками McLaren.
Название и логотип McLaren являются зарегистрированными товарными знаками McLaren. Этот бренд с его уникальными строительными пластиковыми блоками дает волю воображению детей, создавая творения, которые они могут построить. Кажется, что в наши дни наборы LEGO повсюду: видеоигры, фильмы, настольные игры и даже фирменные парки развлечений. Хотя есть базовые наборы, которые вы можете купить для своих детей, существуют специальные тематические игровые наборы, с которыми ваш ребенок будет часами развлекаться с воображением. Благодаря нашим ежедневным низким ценам, мы являемся лучшим местом, когда придет время купить новый набор LEGO для вашего ребенка или кого-то из ваших знакомых.
Этот бренд с его уникальными строительными пластиковыми блоками дает волю воображению детей, создавая творения, которые они могут построить. Кажется, что в наши дни наборы LEGO повсюду: видеоигры, фильмы, настольные игры и даже фирменные парки развлечений. Хотя есть базовые наборы, которые вы можете купить для своих детей, существуют специальные тематические игровые наборы, с которыми ваш ребенок будет часами развлекаться с воображением. Благодаря нашим ежедневным низким ценам, мы являемся лучшим местом, когда придет время купить новый набор LEGO для вашего ребенка или кого-то из ваших знакомых.
 масса колеса, кг
масса колеса, кг
 Полный набор функций. Большой LCD монитор существенно упрощает эксплуатацию и обслуживание. Имеет улучшенную 3D графику и эргономику управления. Оснащен подсветкой места установки груза и лазерным указателем на 6 часов. Запатентованные технологии Сивик позволяют отбалансировать практически любое колесо до 28″ за один цикл.
Полный набор функций. Большой LCD монитор существенно упрощает эксплуатацию и обслуживание. Имеет улучшенную 3D графику и эргономику управления. Оснащен подсветкой места установки груза и лазерным указателем на 6 часов. Запатентованные технологии Сивик позволяют отбалансировать практически любое колесо до 28″ за один цикл. 

 е. электронной линейкой
е. электронной линейкой

 Android (версия Go) работает легче и экономит данные, что расширяет возможности на множестве устройств.
Android (версия Go) работает легче и экономит данные, что расширяет возможности на множестве устройств.

 Нажав на фотографию миски с лимонами, она заполнит весь экран.
Нажав на фотографию миски с лимонами, она заполнит весь экран.

 От новых функций и обновлений ОС до впечатляющих историй. Здесь все в порядке.
От новых функций и обновлений ОС до впечатляющих историй. Здесь все в порядке. К: 네팔 (Непал) по доставке: 노르웨이 (Норвегия) доставка по адресу: 뉴질란드 (Новая Зеландия) по доставке: 니제르 (Нигер). : 덴마크 (Дания) доставка по адресу: 덴마크 (그린란드) (Гренландия). Доставка: 덴마크 (페로즈 제도 제도) (Фарерские острова). Доставка: 도미니 카공 화국 (Доминиканская Республика) Доставка: 도미니 연방 (Доминика). ГЕРМАНИЯ) ДОСТАВКА В : 동티모르(ТИМОР-ЛЕШТИ) ДОСТАВКА В : 라오스(ЛАОССКАЯ НАРОДНАЯ ДЕМОНСТРАЦИОННАЯ РЕСПУБЛИКА)ШИ Pping: 라이베리아 (Либерия) доставка в: 라트비아 (Латвия) доставка в: 러시아 (Российская федерация). Доставка: 레바논 (Ливан) по доставке: 레소토 (Лесото) по доставке: 루마니아 (Румыния). Доставка: 르완다 (Руанда) доставка в: 리비아 (ливийский арабский джамахирия). Доставка: 리첸 쉬테 인 인 (liechtenstein) доставка в: 리투아니아 (Литовская) доставка в: 마다가스카르 (Мадагаскар). (Малави) Доставка по адресу: 말레이지아 (Малайзия) Доставка: 말리 (Мали) Доставка по адресу: 멕시코 (Мексика) по доставке: 모나코 (Монако). Доставка по адресу: 모로코 (Марокко). Доставка: 모리셔스 (Маврикий). Мавритания) Доставка по адресу: 모잠 비크 (Мозамбик). Доставка: 몬테네그로 (Черногория).
К: 네팔 (Непал) по доставке: 노르웨이 (Норвегия) доставка по адресу: 뉴질란드 (Новая Зеландия) по доставке: 니제르 (Нигер). : 덴마크 (Дания) доставка по адресу: 덴마크 (그린란드) (Гренландия). Доставка: 덴마크 (페로즈 제도 제도) (Фарерские острова). Доставка: 도미니 카공 화국 (Доминиканская Республика) Доставка: 도미니 연방 (Доминика). ГЕРМАНИЯ) ДОСТАВКА В : 동티모르(ТИМОР-ЛЕШТИ) ДОСТАВКА В : 라오스(ЛАОССКАЯ НАРОДНАЯ ДЕМОНСТРАЦИОННАЯ РЕСПУБЛИКА)ШИ Pping: 라이베리아 (Либерия) доставка в: 라트비아 (Латвия) доставка в: 러시아 (Российская федерация). Доставка: 레바논 (Ливан) по доставке: 레소토 (Лесото) по доставке: 루마니아 (Румыния). Доставка: 르완다 (Руанда) доставка в: 리비아 (ливийский арабский джамахирия). Доставка: 리첸 쉬테 인 인 (liechtenstein) доставка в: 리투아니아 (Литовская) доставка в: 마다가스카르 (Мадагаскар). (Малави) Доставка по адресу: 말레이지아 (Малайзия) Доставка: 말리 (Мали) Доставка по адресу: 멕시코 (Мексика) по доставке: 모나코 (Монако). Доставка по адресу: 모로코 (Марокко). Доставка: 모리셔스 (Маврикий). Мавритания) Доставка по адресу: 모잠 비크 (Мозамбик). Доставка: 몬테네그로 (Черногория). Доставка: 몰도바 (Молдова, Республика). Доставка: 몰디브 (Мальдивские). Доставка: 몰타 (Мальта). Доставление в: 몽고 (Монголия). 미국 (США). Доставка по адресу: 미국 (괌 괌) (гуам) доставка по адресу: 미국 (마아 샬 제도) (Маршалл -острова). Доставка: 미국 (버진 제도 제도) (Виргинские острова США). Доставка: 미국 (사모아, 구 서사 모아) (САМОА)ДОСТАВКА В: 미국(사모아제도)(АМЕРИКАНСКОЕ САМОА)ДОСТАВКА В: 미국 (사이판) (северные острова Мариана) Доставка: 미국 (팔라우 섬 섬) (Палау) Доставка по адресу: 미국 (푸 에르토리코 섬) (Пуэрто -рико). Доставка: 미얀마 (Мьянма). Доставка по адресу: 바누아투 (vanuatu). Доставка: 바레인 (бахрейн). Доставка по адресу: 바베이도스 (barbados) по доставке: 바하마 (Багамс) по доставке к: 방글라데시 (bangladesh). Доставка: 베네수엘라 (Венесуэла). К: 베트남 (Вьетнам) по доставке: 벨기 에 에 에 (Бельгия). Доставка: 벨라루스 (беларусь) по доставке: 벨리세 (Белиз). Доставка по адресу: 보스니아 헤르체 코비나 (Босния и Герцеговина). Доставление в: 보츠와나 (Ботсвана). Доставка в: 볼리비아 (Боливия) Доставка по адресу: 부르키나 파소 (Буркина -Фасо). Доставка: 부탄 (бхутан) по доставке: 불가리아 (Болгария (Rep)) Доставка по адресу: 브라질 (Бразилия).
Доставка: 몰도바 (Молдова, Республика). Доставка: 몰디브 (Мальдивские). Доставка: 몰타 (Мальта). Доставление в: 몽고 (Монголия). 미국 (США). Доставка по адресу: 미국 (괌 괌) (гуам) доставка по адресу: 미국 (마아 샬 제도) (Маршалл -острова). Доставка: 미국 (버진 제도 제도) (Виргинские острова США). Доставка: 미국 (사모아, 구 서사 모아) (САМОА)ДОСТАВКА В: 미국(사모아제도)(АМЕРИКАНСКОЕ САМОА)ДОСТАВКА В: 미국 (사이판) (северные острова Мариана) Доставка: 미국 (팔라우 섬 섬) (Палау) Доставка по адресу: 미국 (푸 에르토리코 섬) (Пуэрто -рико). Доставка: 미얀마 (Мьянма). Доставка по адресу: 바누아투 (vanuatu). Доставка: 바레인 (бахрейн). Доставка по адресу: 바베이도스 (barbados) по доставке: 바하마 (Багамс) по доставке к: 방글라데시 (bangladesh). Доставка: 베네수엘라 (Венесуэла). К: 베트남 (Вьетнам) по доставке: 벨기 에 에 에 (Бельгия). Доставка: 벨라루스 (беларусь) по доставке: 벨리세 (Белиз). Доставка по адресу: 보스니아 헤르체 코비나 (Босния и Герцеговина). Доставление в: 보츠와나 (Ботсвана). Доставка в: 볼리비아 (Боливия) Доставка по адресу: 부르키나 파소 (Буркина -Фасо). Доставка: 부탄 (бхутан) по доставке: 불가리아 (Болгария (Rep)) Доставка по адресу: 브라질 (Бразилия). Доставка: 브룬디 (бурунди) по доставке: 사우디 아라비아 아라비아 아라비아 아라비아 아라비아 (Саудовская Аравия). Доставка по адресу: 사이프러스 (Кипр). Доставка по адресу: 산마리노 (Сан -Марино). Доставка по адресу: 세네갈 (Сенегал). ДОСТАВКА В: 세이셸(СЕЙШЕЛЫ)ДОСТАВКА В: 세인트 루시아(СЕНТ-ЛЮСИЯ)ДОСТАВКА В: 세인트빈센트그레나딘(СЕНТ-ВИН Цент и гренадины) доставка в: 세인트 키츠네 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 К: 스웨덴 (Швеция) доставка по адресу: 스위스 (Швейцария). Доставка: 스페인 (에스파니아 에스파니아) (Испания). Доставка по адресу: 슬로바키아 (Slovakia). Доставка: 슬로베니아 (Slovenia). Доставка: 시 에라리온 (Sierra leone). (Сингапур) Доставка по адресу: 아랍 에미레이트 연합국 연합국 (Объединенные Арабские Эмираты). Доставка: 아르메니아 (Армения). Доставка: 아르헨티나 (Аргентина) по доставке к: 아이슬란드 (Исландии). Доставка: 아이티 (Гаити) по доставке в: 아일란드 (에이레) (Ирландия) Доставка по адресу: 아제르바이 잔 잔 (азербайджан). Доставка: 아프가니스탄 (Афганистан).
Доставка: 브룬디 (бурунди) по доставке: 사우디 아라비아 아라비아 아라비아 아라비아 아라비아 (Саудовская Аравия). Доставка по адресу: 사이프러스 (Кипр). Доставка по адресу: 산마리노 (Сан -Марино). Доставка по адресу: 세네갈 (Сенегал). ДОСТАВКА В: 세이셸(СЕЙШЕЛЫ)ДОСТАВКА В: 세인트 루시아(СЕНТ-ЛЮСИЯ)ДОСТАВКА В: 세인트빈센트그레나딘(СЕНТ-ВИН Цент и гренадины) доставка в: 세인트 키츠네 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 비스 К: 스웨덴 (Швеция) доставка по адресу: 스위스 (Швейцария). Доставка: 스페인 (에스파니아 에스파니아) (Испания). Доставка по адресу: 슬로바키아 (Slovakia). Доставка: 슬로베니아 (Slovenia). Доставка: 시 에라리온 (Sierra leone). (Сингапур) Доставка по адресу: 아랍 에미레이트 연합국 연합국 (Объединенные Арабские Эмираты). Доставка: 아르메니아 (Армения). Доставка: 아르헨티나 (Аргентина) по доставке к: 아이슬란드 (Исландии). Доставка: 아이티 (Гаити) по доставке в: 아일란드 (에이레) (Ирландия) Доставка по адресу: 아제르바이 잔 잔 (азербайджан). Доставка: 아프가니스탄 (Афганистан). Доставка по адресу: 안도라 (Андорра) Доставка: 알바니아 (Албания). Доставка по адресу: 알제리 (Алжир). 다 (Антигуа и Барбуда). Доставка: 에리트리아 (Эритрея). Доставка по адресу: 에스토니아 (Эстония). Доставка по доставке: 에콰도르 (Эквадор). )(МОНТСЕРРАТ)ДОСТАВКА В: 영국(버뮤다섬)( Бермудские острова) доставка по адресу: 영국 (버진 제도) (британские Виргинские острова). : 영국 (터크 스케이 코스 제도 제도) (турки и острова Кайкос) по доставке: 예멘 (йемен) по доставке: 오만 (оман) по доставке к: 오스트레일리아 (노퍽 섬) (остров Норфолк) по доставке: 오스트레일리아 (호주) (Австралия) Доставка по адресу: 오스트리아 (Австрия) доставка по адресу: 온두라스 (Гондурас) по доставке: 요르단 (иордан) по доставке: 우간다 (Уганда). To: 이디오 피아 (Эфиопия) доставка в: 이라크 (Ирак) по доставке: 이란 (Иран (Исламский представитель))). : 인도 (Индия) доставка по адресу: 인도네시아 (Индонезия) доставка по адресу: 일본 (Япония). Доставка по адресу: 자메이카 (Ямайка) по доставке: 잠비아 (Zambia) по доставке: 중국 (China (People’s Rep)). )(МАКАО)ДОСТАВКА В: 중국(홍콩)(ГОНКОНГ)ДОСТАВКА В: 중앙 아프리카(ЦЕНТРАЛЬНО-АФРИКАНСКАЯ РЕСПУБЛИКА)ДОСТАВКА В: 지부티(ДЖИБУТИ)ДОСТАВКА T O: 짐바브웨 (Zimbabwe) Доставка: 차드 (Chad) доставка по адресу: 체코 (чешский реп).
Доставка по адресу: 안도라 (Андорра) Доставка: 알바니아 (Албания). Доставка по адресу: 알제리 (Алжир). 다 (Антигуа и Барбуда). Доставка: 에리트리아 (Эритрея). Доставка по адресу: 에스토니아 (Эстония). Доставка по доставке: 에콰도르 (Эквадор). )(МОНТСЕРРАТ)ДОСТАВКА В: 영국(버뮤다섬)( Бермудские острова) доставка по адресу: 영국 (버진 제도) (британские Виргинские острова). : 영국 (터크 스케이 코스 제도 제도) (турки и острова Кайкос) по доставке: 예멘 (йемен) по доставке: 오만 (оман) по доставке к: 오스트레일리아 (노퍽 섬) (остров Норфолк) по доставке: 오스트레일리아 (호주) (Австралия) Доставка по адресу: 오스트리아 (Австрия) доставка по адресу: 온두라스 (Гондурас) по доставке: 요르단 (иордан) по доставке: 우간다 (Уганда). To: 이디오 피아 (Эфиопия) доставка в: 이라크 (Ирак) по доставке: 이란 (Иран (Исламский представитель))). : 인도 (Индия) доставка по адресу: 인도네시아 (Индонезия) доставка по адресу: 일본 (Япония). Доставка по адресу: 자메이카 (Ямайка) по доставке: 잠비아 (Zambia) по доставке: 중국 (China (People’s Rep)). )(МАКАО)ДОСТАВКА В: 중국(홍콩)(ГОНКОНГ)ДОСТАВКА В: 중앙 아프리카(ЦЕНТРАЛЬНО-АФРИКАНСКАЯ РЕСПУБЛИКА)ДОСТАВКА В: 지부티(ДЖИБУТИ)ДОСТАВКА T O: 짐바브웨 (Zimbabwe) Доставка: 차드 (Chad) доставка по адресу: 체코 (чешский реп). ) Доставка по адресу: 카타르 (Катар) по доставке: 캄보디아 (Камбоджа). Доставка по адресу: 캐나다 (Канада). Доставка: 케냐 (Кения). Доставка по адресу: 코스타리카 (Коста -Рика). : 콜롬비아 (Колумбия) доставка по адресу: 콩고 (Конго) доставки по адресу: 쿠바 (Куба). Доставка по адресу: 쿠웨이트 (кувейт). Доставка по адресу: 크로아티아 (Хорватия). Доставка по адресу: 키르키즈스탄 (Kyrgyzstan). : 타이 (태국) (Таиланд) доставка по адресу: 타이완 (대 만) (Тайвань) доставка по адресу: 타지키스탄 (Таджикистан). Доставка по адресу: 탄자니아 (Танзания (United Rep)). Доставка: 터키 (индейка). Доставка по адресу: 통가 (Тонга) доставка: 투르크 메니스탄 메니스탄 메니스탄 (Туркменистан). Доставка по адресу: 투발루 (tuvalu) доставка по адресу: 튀니지 (Тунис). Доставка по адресу: 트리니다 드토바고 (Тринидад и Тобаго). В: 파라과이(ПАРАГВАЙ)ДОСТАВКА В: 파키스탄(ПАКИСТАН)ДОСТАВКА В: 파푸아뉴기니(ПАПУА-НОВАЯ ГВИНЕЯ)ДОСТАВКА В: 페루(PE Ru) Доставка по адресу: 포르투갈 (Португалия). Доставка: 폴란드 (Польша (Rep)). Доставка по адресу: 프랑스 (Франция). Доставка по адресу: 프랑스 (과데루프 섬 섬) (Гваделупа) Доставка по адресу: 프랑스 (기아나) (французская Гуяна).
) Доставка по адресу: 카타르 (Катар) по доставке: 캄보디아 (Камбоджа). Доставка по адресу: 캐나다 (Канада). Доставка: 케냐 (Кения). Доставка по адресу: 코스타리카 (Коста -Рика). : 콜롬비아 (Колумбия) доставка по адресу: 콩고 (Конго) доставки по адресу: 쿠바 (Куба). Доставка по адресу: 쿠웨이트 (кувейт). Доставка по адресу: 크로아티아 (Хорватия). Доставка по адресу: 키르키즈스탄 (Kyrgyzstan). : 타이 (태국) (Таиланд) доставка по адресу: 타이완 (대 만) (Тайвань) доставка по адресу: 타지키스탄 (Таджикистан). Доставка по адресу: 탄자니아 (Танзания (United Rep)). Доставка: 터키 (индейка). Доставка по адресу: 통가 (Тонга) доставка: 투르크 메니스탄 메니스탄 메니스탄 (Туркменистан). Доставка по адресу: 투발루 (tuvalu) доставка по адресу: 튀니지 (Тунис). Доставка по адресу: 트리니다 드토바고 (Тринидад и Тобаго). В: 파라과이(ПАРАГВАЙ)ДОСТАВКА В: 파키스탄(ПАКИСТАН)ДОСТАВКА В: 파푸아뉴기니(ПАПУА-НОВАЯ ГВИНЕЯ)ДОСТАВКА В: 페루(PE Ru) Доставка по адресу: 포르투갈 (Португалия). Доставка: 폴란드 (Польша (Rep)). Доставка по адресу: 프랑스 (Франция). Доставка по адресу: 프랑스 (과데루프 섬 섬) (Гваделупа) Доставка по адресу: 프랑스 (기아나) (французская Гуяна).
 Начнем с достоинств:
Начнем с достоинств: Многие компании зарабатывают огромные деньги именно на таком виде услуг, как гравировка на деревянных изделиях
Многие компании зарабатывают огромные деньги именно на таком виде услуг, как гравировка на деревянных изделиях А в ряде случаев этот показатель еще меньше, поэтому использовать данный вариант для обработки толстых заготовок не получится.
А в ряде случаев этот показатель еще меньше, поэтому использовать данный вариант для обработки толстых заготовок не получится.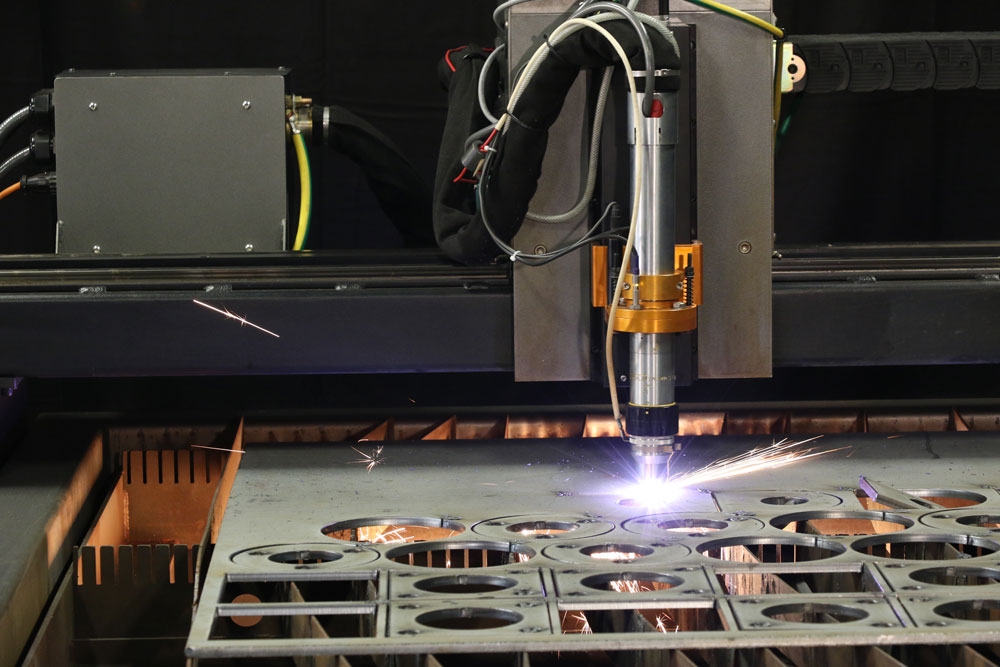 Применение ненадежных вариантов может быть даже опасным, поэтому лучше не гнаться за сомнительной экономией.
Применение ненадежных вариантов может быть даже опасным, поэтому лучше не гнаться за сомнительной экономией. Кроме того, все подвижные узлы должны двигаться четко, без люфтов и проскальзываний.
Кроме того, все подвижные узлы должны двигаться четко, без люфтов и проскальзываний.
 primaathome.com/» data-mp4=»images/prima/video/laser-genius-10kw.mp4″ data-vid=»1″ data-poster=»images/prima/video/laser-genius-10kw.jpg» data-title=»Laser Genius 10kW» data-description=»Laser Genius offers the best quality, accuracy and productivity without compromises on the whole thickness range thanks to the best integration of all machine components.»>
primaathome.com/» data-mp4=»images/prima/video/laser-genius-10kw.mp4″ data-vid=»1″ data-poster=»images/prima/video/laser-genius-10kw.jpg» data-title=»Laser Genius 10kW» data-description=»Laser Genius offers the best quality, accuracy and productivity without compromises on the whole thickness range thanks to the best integration of all machine components.»> jpg» data-title=»Platino Fiber + Automatic Part Sorting & Combo Tower Laser» data-description=»Platino Fiber provides you with superior performance on a wide range of
thicknesses. It is available with laser powers ranging from 2 to 6 kW, to meet
customers’ specific needs. It’s suitable for any production need, offering a full
range of solutions for automation like the Combo Tower Laser and the automatic
part sorting system LST.»>
jpg» data-title=»Platino Fiber + Automatic Part Sorting & Combo Tower Laser» data-description=»Platino Fiber provides you with superior performance on a wide range of
thicknesses. It is available with laser powers ranging from 2 to 6 kW, to meet
customers’ specific needs. It’s suitable for any production need, offering a full
range of solutions for automation like the Combo Tower Laser and the automatic
part sorting system LST.»> primaathome.com/» data-mp4=»images/prima/video/laser-next-1530.mp4″ data-vid=»2″ data-poster=»images/prima/video/laser-next-1530.jpg» data-title=»Laser Next EVO» data-description=»Automotive parts manufacturers need highly specialized products for the cutting of sheet metal parts, capable of answering to all their specific requirements.»>
primaathome.com/» data-mp4=»images/prima/video/laser-next-1530.mp4″ data-vid=»2″ data-poster=»images/prima/video/laser-next-1530.jpg» data-title=»Laser Next EVO» data-description=»Automotive parts manufacturers need highly specialized products for the cutting of sheet metal parts, capable of answering to all their specific requirements.»> «>
«> ..
.. Prima Power Combi сочетает резку волоконным лазером с сервоэлектрической штамповкой.
Prima Power Combi сочетает резку волоконным лазером с сервоэлектрической штамповкой. ..
.. Лазерный резак в der Produktion. Heiße Flamme aus der Bewegung des Strahls. Робототехник в современной промышленности. Automatischer Förderer. Высшие технологии в промышленном производстве. Moderne Technologien in der Luft- und Raumfahrindustrie. Eine Industrielle Zerspanungsmaschine arbeitet ohne menschliches Zutun. Roboter-Industrieausrüstung. Lasertechnik bei der Bearbeitung von Metallstrukturen. Anwendung eines Automaticischen Lasers Zum Schneiden von Blechen in der Automobilindustrie. Демонстрация оборудования для лазерных металлургических машин. Ауфшлиссен. Зейтлупе.
Лазерный резак в der Produktion. Heiße Flamme aus der Bewegung des Strahls. Робототехник в современной промышленности. Automatischer Förderer. Высшие технологии в промышленном производстве. Moderne Technologien in der Luft- und Raumfahrindustrie. Eine Industrielle Zerspanungsmaschine arbeitet ohne menschliches Zutun. Roboter-Industrieausrüstung. Lasertechnik bei der Bearbeitung von Metallstrukturen. Anwendung eines Automaticischen Lasers Zum Schneiden von Blechen in der Automobilindustrie. Демонстрация оборудования для лазерных металлургических машин. Ауфшлиссен. Зейтлупе. ..
.. ..
.. ..
.. Высококачественный FullHD-фильмматериал
Высококачественный FullHD-фильмматериал

 Тони пригласил их себе пожить после отчаянной просьбы о помощи пары в соцсетях.
Тони пригласил их себе пожить после отчаянной просьбы о помощи пары в соцсетях. org/Person»>
org/Person»> me/razvozhaev/
me/razvozhaev/
 В этой композиции «X» может быть Ca, Mg, Fe 2+ или Mn 2+ , а «Y» может быть Al, Fe 3+ , Mn 3+ , V 3+ . или Cr 3+ .
В этой композиции «X» может быть Ca, Mg, Fe 2+ или Mn 2+ , а «Y» может быть Al, Fe 3+ , Mn 3+ , V 3+ . или Cr 3+ . В Соединенных Штатах основным промышленным использованием граната в 2012 году была гидроабразивная резка (35%), абразивно-струйные материалы (30%), гранулы для фильтрации воды (20%) и абразивные порошки (10%).
В Соединенных Штатах основным промышленным использованием граната в 2012 году была гидроабразивная резка (35%), абразивно-струйные материалы (30%), гранулы для фильтрации воды (20%) и абразивные порошки (10%). Голубые гранаты встречаются крайне редко.
Голубые гранаты встречаются крайне редко. Все они обладают стеклянным блеском, прозрачностью от прозрачного до полупрозрачного, хрупкой прочностью и отсутствием спайности. Встречаются в виде отдельных кристаллов, вытертых ручьями галек, зернистых агрегатов и массивных проявлений.
Все они обладают стеклянным блеском, прозрачностью от прозрачного до полупрозрачного, хрупкой прочностью и отсутствием спайности. Встречаются в виде отдельных кристаллов, вытертых ручьями галек, зернистых агрегатов и массивных проявлений. Есть ряд других минералов граната, которые встречаются реже и не так важны для промышленного использования. К ним относятся гольдманит, кимзеит, моримотоит, шорломит, гидрогроссуляр, гибшит, катоит, кноррингит, мажорит и кальдерит.
Есть ряд других минералов граната, которые встречаются реже и не так важны для промышленного использования. К ним относятся гольдманит, кимзеит, моримотоит, шорломит, гидрогроссуляр, гибшит, катоит, кноррингит, мажорит и кальдерит. iRocks.com.
iRocks.com.
 Также трудно понять, как в таких условиях гранат может превратиться в красивые идиоморфные кристаллы. Фото Jackdann88, использовано здесь по лицензии Creative Commons.
Также трудно понять, как в таких условиях гранат может превратиться в красивые идиоморфные кристаллы. Фото Jackdann88, использовано здесь по лицензии Creative Commons. Многие люди знакомы с альмандиновым гранатом, потому что иногда его можно увидеть в виде темно-красных кристаллов в изверженных породах, используемых в качестве гранитных столешниц. Спессартин — оранжевый гранат, встречающийся в виде кристаллов в гранитных пегматитах. Пироп — это красный гранат, который доставляется на поверхность Земли в виде кусочков перидотита, оторванных от мантии во время извержений глубинных вулканов. Гранат также встречается в потоках базальтовой лавы.
Многие люди знакомы с альмандиновым гранатом, потому что иногда его можно увидеть в виде темно-красных кристаллов в изверженных породах, используемых в качестве гранитных столешниц. Спессартин — оранжевый гранат, встречающийся в виде кристаллов в гранитных пегматитах. Пироп — это красный гранат, который доставляется на поверхность Земли в виде кусочков перидотита, оторванных от мантии во время извержений глубинных вулканов. Гранат также встречается в потоках базальтовой лавы. Эти аллювиальные гранаты часто становятся целью горнодобывающих работ, потому что их легко добывать и удалять из отложений/почвы путем механической обработки.
Эти аллювиальные гранаты часто становятся целью горнодобывающих работ, потому что их легко добывать и удалять из отложений/почвы путем механической обработки. Они используются при гидроабразивной резке, «пескоструйной» очистке, наждачной бумаге, фильтрации воды и ряде других целей. Альмандин — самый твердый гранат, а также самый распространенный. Это предпочтительный гранат для большинства абразивных работ. Фото Геологической службы США.
Они используются при гидроабразивной резке, «пескоструйной» очистке, наждачной бумаге, фильтрации воды и ряде других целей. Альмандин — самый твердый гранат, а также самый распространенный. Это предпочтительный гранат для большинства абразивных работ. Фото Геологической службы США. В Соединенных Штатах Нью-Йорк и Айдахо были важными источниками промышленного граната для абразивов.
В Соединенных Штатах Нью-Йорк и Айдахо были важными источниками промышленного граната для абразивов. Станок, известный как гидроабразивная резка, производит струю воды под высоким давлением с увлеченными абразивными гранулами. Когда они направлены на кусок металла, керамики или камня, может произойти режущее действие, которое производит очень мало пыли и режет при низкой температуре. Гидроабразивные резаки используются в производстве и горнодобывающей промышленности.
Станок, известный как гидроабразивная резка, производит струю воды под высоким давлением с увлеченными абразивными гранулами. Когда они направлены на кусок металла, керамики или камня, может произойти режущее действие, которое производит очень мало пыли и режет при низкой температуре. Гидроабразивные резаки используются в производстве и горнодобывающей промышленности. Обычно это намного быстрее, чем шлифование вручную или на шлифовальной машине. Он может очищать небольшие и сложные поверхности, которые другие методы очистки упустили бы. Абразивы различной твердости можно использовать для очистки поверхности большей твердости, не повреждая поверхность.
Обычно это намного быстрее, чем шлифование вручную или на шлифовальной машине. Он может очищать небольшие и сложные поверхности, которые другие методы очистки упустили бы. Абразивы различной твердости можно использовать для очистки поверхности большей твердости, не повреждая поверхность.
 Эти извержения увлекают за собой куски мантийной породы, известные как «ксенолиты», и доставляют их на поверхность в виде структуры, известной как «трубка». Эти ксенолиты являются источником большинства алмазов, найденных на поверхности Земли или вблизи нее.
Эти извержения увлекают за собой куски мантийной породы, известные как «ксенолиты», и доставляют их на поверхность в виде структуры, известной как «трубка». Эти ксенолиты являются источником большинства алмазов, найденных на поверхности Земли или вблизи нее. Геологи, которые их находят, могут проследить след граната до исходного месторождения. Некоторые из алмазных трубок в Канаде были обнаружены по следу граната, оставленному движущимся льдом.
Геологи, которые их находят, могут проследить след граната до исходного месторождения. Некоторые из алмазных трубок в Канаде были обнаружены по следу граната, оставленному движущимся льдом. Он был найден в украшениях многих египетских захоронений и был самым популярным драгоценным камнем Древнего Рима. Это красивый драгоценный камень, который обычно продается без какой-либо обработки. Он также прочен и достаточно распространен, чтобы его можно было использовать в ювелирных изделиях по относительно низкой цене.
Он был найден в украшениях многих египетских захоронений и был самым популярным драгоценным камнем Древнего Рима. Это красивый драгоценный камень, который обычно продается без какой-либо обработки. Он также прочен и достаточно распространен, чтобы его можно было использовать в ювелирных изделиях по относительно низкой цене. В последние десятилетия стал популярен зеленый гранат-демантоид. Он имеет дисперсию 0,057, что придает ему «огонь», который превышает 0,044 у алмаза. Зеленый цаворит имеет яркий насыщенный цвет, очень похожий на изумруд. Он обычно используется в качестве альтернативы изумруду. Оба этих зеленых граната становятся все более популярными, но их цена намного выше, чем у альмандина.
В последние десятилетия стал популярен зеленый гранат-демантоид. Он имеет дисперсию 0,057, что придает ему «огонь», который превышает 0,044 у алмаза. Зеленый цаворит имеет яркий насыщенный цвет, очень похожий на изумруд. Он обычно используется в качестве альтернативы изумруду. Оба этих зеленых граната становятся все более популярными, но их цена намного выше, чем у альмандина. Олсон; Сводка полезных ископаемых Геологической службы США, февраль 2014 г.
Олсон; Сводка полезных ископаемых Геологической службы США, февраль 2014 г.