Папка «МКК тест «дельта»- — Старший механик; Второй механик, Вахтенный механик — Танкер- Рядовой состав; Младший комсостав; Старший комсостав
Папка «МКК» — — Бланки документов — Справка о плавании — Требования по работе с документами- — Для обмена диплома выданного капитаном рыбного порта — Для повышения диплома — Для получения КС рядовогод — Для получения первого диплома — Для продления диплома
Вопросы по ПДМНВ: 1.Проверки знаний согласно Правилу А–Ш/4 МК ПДМНВ–78/95. Функция : Судовые механические установки на вспомогательном уровне. 2. Проверки знаний вахтенных механиков судов с традиционно обслуживаемым или периодически безвахтенно обслуживаемым машинным отделением согласно Правилу А –Ш / 1 МК ПДМНВ –78 /95. Функция: Судовые механические установки на уровне эксплуатации 3. Проверки знаний старших и вторых механиков судов с мощностью главной двигательной установки 3000 кВт и более согласно ПДМНВ – 78 /95. Функция: Морская механика на уровне управления. 4. Проверки знаний рядового состава машинной вахты согласно ПДМНВ-78/95. Функция : Судовые механические установки на вспомогательном уровне . Литература для подготовки к экзамену:
Папка — Библиотека 1- — Судовая документация — Маркировка трубопроводов — Конвенция и законы — Правила технической эксплуатации судовых дизелей — ПТЭ 1997; СУБ; Марпол; Регистр РФ; ПДНВ — Требование к получению дипломов паспорта моряка — Устав службы на судах рыбопромыслового флота РФ — Безопасность — Маркировка закрытий — Руководство по техническому надзору за судами в эксплуатации — Резолюция 1995г. — Правила технической эксплуатации СВМ паровых котлов — Кодекс торгового мореплавания Российской Федерации — Р Д — 31.60.14 — 81 Наставление по борьбе за живучесть судов (НБЖС) — Р Д — 31. 21. 30 — 97. ПТЭ судовых технических средств и конструкций — РД 31.04.23-94. Наставление по предотвращению загрязнения с судов — РД 31.81.10-91 Правила техники безопасности на судах морского флота
Папка — Библиотека 2- — Автоматика справочник — Борьба с пожаром на судах — Грузовое устройство — Эксплуатация тяжеловесных стрел — Эксплуатация легких грузовых стрел — Техническая эксплуатация грузового устройства — Стропы и грузозахватные приспособления — Назначение и размещение грузового устройства — Люковые закрытия — Материаловедение и технология материалов — Неполадки СЭУ — Остойчивость — Контроль остойчивости и посадке судна при погрузке и выгрузке — СИСТЕМА ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ СУДОВЫХ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК — Судовые вспомогательные механизмы — Винты регулируемого шага — Рулевые машины — Якорно-швартовные устройства — Судовые водоопреснительные установки — Сепараторы — Судовые холодильные установки — Аммиачные двухступенчатые компрессоры — Воздухоотделители — Испарители, воздухоохладители и охлаждающие батареи — Классификация компрессоров — Конденсаторы — Маслоотделители — Поршневые компрессоры с регулируемой производительностью — Правила классификационных освидетельствований судов — Предохранительные клапаны, запорные и регулирующие устройств — Принцип работы холодильной установки — Промежуточные сосуды — Отделители жидкости — Ресиверы — Ротационные и винтовые компрессоры — Узлы и детали поршневых компрессоров — Фильтры и осушители — Фреоновые компрессоры — Элементы холодильной установки — Судоремонт справочник — Фундаментные рамы и поддоны — Дефекты подшипников. Оценка их технического состояния — Неисправности втулок цилиндров и способы их устранения — Неисправности крышек цилиндров и способы их устранения — Обозначения отечественных подшипников — Ремонтно-расходные материалы — Подшипники скольжения — Укладка коленвалов — Моменты затяжки резьбы — Набивки сальниковые. Применение и характеристики — ТИПОВАЯ ИНСТРУКЦИЯ ПО ПОДГОТОВКЕ К РЕМОНТУ — Электрооборудование судов (10 тем)
Папка — Библиотека 3- — ДВС — обнаружение неисправностей — Краткий справочник судового механика — Правила обслуживания судовых холл. установок и ухода за ними — Судовые рефрижераторные установки — Судовые электроизмерительные приборы — Электротехника и эл. оборудование судов — Холодильные установки — ДВС- И.В. Возницкии — Справочник по теплотехнике — Судовые паровые котлы — Теория и устройство морских промысловых судов В.Д.Кулагин — Электрооборудование, электронная аппаратура и системы управления —Справочник Судового механика том 1 (Грицай) —Справочник Судового механика том 2 (Грицай)
Папка -«ТЕСТ Экипаж 2002» — ТЕСТ «Экипаж 2002 механик»
Здесь Вы можете оставить свой отзыв
Чтобы оставить отзыв на товар Вам необходимо войти или зарегистрироваться
Серия книг «Механик» — читать и слушать онлайн книги серии по порядку📚Хайдарали Усманов
Серия книг «Механик» — читать и слушать онлайн книги серии по порядку📚Хайдарали Усманов
Что выбрать
Библиотека
Подписка
📖Книги
🎧Аудиокниги
👌Бесплатные книги
🔥Новинки
❤️Топ книг
🎙Топ аудиокниг
🎙Загрузи свой подкаст
📖Книги
🎧Аудиокниги
👌Бесплатные книги
🔥Новинки
❤️Топ книг
🎙Топ аудиокниг
🎙Загрузи свой подкаст
org/BreadcrumbList»>
Главная
⭐️Хайдарали Усманов
Серия «Механик»
Отправим уведомление, когда появятся новинки. Вы можете найти серию в разделе Мои Книги «Избранное»
Хайдарали Усманов
Автор серии
На этой странице представлены все книги из серии «Механик» по порядку. Начните читать книги на сайте онлайн или скачайте приложение для iOS или Android, чтобы не расставаться с любимыми книгами даже без интернета.
Фильтры
Фильтры
1
Механик. Быть или не быть
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
2
Механик. Цивилизация или Дикость?
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
3
Механик. Охота на ведьм
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
4
Механик. Кольцо интриг
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям. Кто-то сомневается? Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
5
Механик. Охота на крупную дичь
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
6
Механик. И вашим, и нашим
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п. ..
7
Механик. Старые враги
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
8
Механик. Сложный выбор
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
9
Механик. Сложный выбор
Хайдарали Усманов
Премиум
Учёные утверждают, что инстинкт самосохранения самый сильный среди всех инстинктов, известных людям? Кто-то сомневается… Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
Фильтры
Фильтры
О проекте
Что такое MyBook
Правовая информация
Правообладателям
Документация
Помощь
О подписке
Купить подписку
Бесплатные книги
Подарить подписку
Как оплатить
Ввести подарочный код
Библиотека для компаний
Настройки
Другие проекты
Издать свою книгу
MyBook: Истории
The Mechanic (2011) — IMDB
Награды
1 Номинация
Videos8
Трейлер 2:36
Смотрите механик: The Redband Trailer
Trailer 2:19
. 0:47
Смотреть You Owe Me
Clip 1:00
Смотреть Not So Good for Your Side
Clip 0:54
Смотреть Rooftop Repel
Clip 1:39
3 9 Смотреть Механик: Расширенный клип конвоя
Promo 0:32
Watch The Mechanic
Promo 0:32
Watch The Mechanic
Photos54
Top cast
Jason Statham
Arthur Bishop
Ben Foster
Steve McKenna
Дональд Сазерленд
Гарри МакКенна
Тони Голдвин
Джефф Чейз
Мини Анден
Джеймс Логан
7 Хорхе Лара
0012 Eddie J.
Fernandez
Lara’s Guard
(as Eddie Fernandez)
Joshua Bridgewater
Car Jacker
John McConnell
Vaughn
Christa Campbell
Joel Davis
Husband
Марк Наттер
Мистер Финч
(как Марк Энтони Наттер)
Арди Брент Карлсон
Белл Хоп
Лара Грайс
Mrs. Finch
Lance E. Nichols
Henry
(as Lance Nichols)
JD Evermore
Gun Runner
(as J.D. Evermore)
Ada Michelle Loridans
Дочь Финча
Саймон Уэст
Ричард Венк (сценарий)
Льюис Джон Карлино (сценарий) (сюжет)
90 съемочная группа
6
Production, box office & more at IMDbPro
More like this
Mechanic: Resurrection
Transporter 3
Transporter 2
The Transporter
Parker
Crank
Safe
Crank: High Voltage
Homefront
Смертельная гонка
Неудержимые
Работа в банке
Сюжетная линия
Знаете ли вы
Связи
Показан в Ebert Presents: At the Movies: No StringsThe Way Men/The Company Back/The Company /Зеленый шершень (2011)
Обзоры пользователей232
Обзор
Избранный обзор
7/
10
Это один из лучших боевиков Стэтхэма
Критики могут не хвалить «Механик» , Lock Stock and Two Smoking Barrels», «Неудержимые» и грядущий «Форсаж 7». Но есть одна вещь, которую он действительно оценивает, и это один из его лучших чистых, крутых боевиков на сегодняшний день. За последнее десятилетие , Стэтхэм постоянно выпускал захватывающие боевики категории B, и если вы поклонник старой школы, 80-е/99 годаЭкшен с рейтингом R 0, механика обязательна к просмотру. В течение оживленных 90 минут ему удается обеспечить беспрепятственное, жестокое и кровавое действие. Это напомнит вам о днях, когда они делали более ориентированные на взрослых действия без всей этой компьютерной графики и PG 13, но с большей боевой хореографией, реалистичными трюками и действием. Я думаю, что это один из самых недооцененных и один из лучших боевиков за последнее десятилетие. В целом, это фильм, который стоит посмотреть не один раз, и если вы поклонник боевиков и не видели этого, и вы ищете быстро 90-минутный фильм, чтобы развлечь вас, не думая слишком много, это настоятельно рекомендуется.
7/10
полезно•20
2
ActionFan-Reviews
2 марта 2015
Как называется песня, которая играет в трейлере?
Подробная информация
Дата выпуска
28 января 2011 г. (Соединенные Штаты)
Соединенные Штаты
Английский
Also known as
Sát Thủ Thợ Máy
Filming locations
Shreveport, Louisiana, USA
Production companies
CBS Films
Millennium Films
Chartoff-Winkler Productions
Увидеть больше кредитов компании на IMDbPro0006
$11,422,006
Jan 30, 2011
$76,130,093
See detailed box office info on IMDbPro
Technical specs
1 hour 33 minutes
Dolby Digital
SDDS
DTS
2. 35 : 1
Связанные новости0013
Top Gap
Какова дата выхода фильма «Механик» (2011) в Австралии?
Ответ
Серия «Механик» — КиноПоиск
от basharatrasool | создано — 23 ноября 2016 г. | обновлено — 23 ноября 2016 г. |
Общественный
Параметры мгновенного просмотра
Жанры
Кино или ТВ
Рейтинг IMDb
В кинотеатрах
Год выпуска
Ключевые слова
Prime Video (аренда или покупка) (2)
Действие (2)
Преступление (2)
Триллер (2)
Приключение (1)
Художественный фильм (2)
Рейтинг пользователей IMDb (средний)
11. 11.21.31.41.51.61.71.81.92.02.12.22.32.42.52.62.72.82.93.03.13.23.33.43.53.73.83.9.04.14.24.34.44.54.74.84.95.05.15.25.55.55.65.75.96.74.95.05.15.25.55.55.65.75.965.96. 06.16.26.36.46.56.66.76.86.97.07.17.27.37.47.57.67.77.87.98.08.18.28.38.48.58.68.78.88.99.09.19.29.39.49.59.69.79.89.910 к 109.99.89.79.69.59.49.39.29.19.08.98.88.78.68.58.48.38.28.18.07.97.87.77.67.57.47.37.27.17.06.96.86.76.66.56.46.36.26.16.05.95.85.75.65.55.45.35.25.15.04.94.84.74.64.54.44.34.14.03.93.83.73.63.53.43.33.13.02.92.82.72.62.52.42.32.12.33.33.13.02.92.72.72.52.42.32.22.12.12.52.53.33.53.53.13.92.82.72. 91.81.71.61.51.41.31.21.11Количество голосов
История токарного станка реферат по технологии | Сочинения Материаловедение и технологии материалов
Скачай История токарного станка реферат по технологии и еще Сочинения в формате PDF Материаловедение и технологии материалов только на Docsity! Содержание 1 История токарного станка………………………………………………………………………. 1 2 Суппорт ………………………………………………………………………………………………… 5 3 Нартов Андрей Константинович…………………………………………………………….. 10 4 Генри Модсли………………………………………………………………………………………… 11 5 Литература…………………………………………………………………………………………….. 12 История токарного станка История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг 1 заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону. В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами. На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем. Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке. В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания 2 Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли. Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов. В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер. Суппорт Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами — механическими держателями для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. 5 Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости. Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму. Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и 6 постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера. Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1). Нужное изображение получали на заготовке следующим образом. Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом — резец. Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения. Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе. Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать. Для них большей частью и предназначались копировальные станки. Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве. 7 вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов. Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках. В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д. Нартов Андрей Константинович (1683 — 1756) Деятель времени Петра Великого. Русский механик и изобретатель. Учился в Школе математических и навигацких наук в Москве. Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и «приобретения знаний в механике и математике». По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской. Работая здесь в 1712-1725, Нартов изобрел и построил ряд совершенных и оригинальных по кинематической схеме токарных станков (в том числе копировальных), часть которых была 10 снабжена механическими суппортами. С появлением суппорта решалась задача изготовления частей машин строго определенной геометрической формы, задача производства машин машинами. В 1726-1727 и в 1733 Нартов работал при Московском монетном дворе, где создал оригинальные монетные станки. В том же 1733 году Нартов создал механизм для подъема «Царь колокола». После смерти Петра, Нартову было поручено сделать «триумфальный столп» в честь императора, с изображением всех его «баталий». Когда в Академию Наук были сданы все токарные принадлежности и предметы Петра, а также и «триумфальный столп», то, по настоянию начальника академии, барона Корфа, считавшего Нартова единственным человеком, способным окончить «столп», он был переведен в академию «к токарным станкам», для заведывания учениками токарного и механического дела и слесарями. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения). В 1742 году Нартов принес Сенату жалобу на советника академии Шумахера, с которым у него происходили пререкания по денежному вопросу, а затем добился назначения следствия над Шумахером, на место которого был определен сам Нартов. В этой должности он пробыл только 1,5 года, потому что оказался «ничего кроме токарного художества незнающим и самовластным»; он велел запечатать архив академической канцелярии, грубо обращался с академиками, и наконец, довел дело до того, что Ломоносов и другие члены стали просить возвращения Шумахера, который вновь вступил в управление академией в 1744 году, а Нартов сосредоточил свою деятельность «на пушечно-артиллерийском деле». 1738-1756, работая в Артиллерийском ведомстве, Нартов создал станки для сверления канала и обточки цапф пушек, оригинальные запалы, оптический прицел; предложил новые способы отливки пушек и заделки раковин в канале орудия. В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения. В обнаруженной рукописи Нартова «Ясное зрелище махин» описывается более 20 токарных, токарно-копировальных, токарно- винторезных станков различных конструкций. Выполненные Нартовым чертежи и технические описания свидетельствуют о его больших инженерных познаниях. Он издал также: «Достопамятные повествования и речи Петра Великого» и «Театрум махинарум». Авторство многих анекдотов о Петре приписывается Нартову. Генри Модсли 11 Maudslay Henry (1771-1831) Английский механик и промышленник. Создал токарно- винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном. В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь- механик, в мастерской Дж. Брама — лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете. Создал «Лабораторию Модсли». Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков. Строил для России паровые корабельный машины. Литература Интернет-ресурсы: • http://turner.narod.ru/dir1/modsli.htm • http://turner.narod.ru/dir1/nartov.htm • http://www.100top.ru/encyclopedia/article/?articleid=11490 • http://savelaleksandr.narod.ru/IZOB/page33.html • http://turner.narod.ru/dir1/histori.htm С вопросами, пожеланиями и отзывами обращайтесь по адресу: [email protected] 12
Токарная группа станков, Реферат
В XIV веке был изобретен ножной привод, в XVIII русский ученый Андрей Нартов изобрел токарно-винторезный станок с механизированным суппортом и сменными зубчатыми колесами.
Особенно бурный период развития пришелся на промышленную революцию конца XIX века – станок менял источники привода, приобретал всё большие размеры, усложнялся.
Сейчас его основной источник энергии – электричество. Наиболее современная версия станка появилась в 1950-х годах, когда для управления обработкой начали применять числовое программное управление (ЧПУ) и сервомеханизмы.
Токарный станок часто называют «матерью всех станков», потому что с его помощью впервые стали создавать и другие станки.
Основные узлы
Стол
. На нём находится планшайба, на которой крепится заготовка. Две стойки . Стойки соединяются порталом. По двум стойкам перемещается траверса. На траверсе находится два суппорта. Правый суппорт – револьверный суппорт. Он состоит из продольной каретки и ползуна (перемещающегося вертикально).
На ползуне расположена револьверная головка. В отверстия револьверной головки устанавливается державки с инструментом. Револьверный суппорт используется при подрезании торцов при сверлении отверстий, иногда для обработки наружных поверхностей. Второй суппорт называется расточным суппортом. Он состоит из продольной каретки, на которой устанавливается поворотная часть, на которой есть ползун, на который устанавливается резцедержатель. Расточной суппорт используется при растачивании отверстий, прорезания внутренних канавок и при обработке конических поверхностей. На правой стойке расположен боковой суппорт. Он состоит из продольной каретки, ползуна и резцедержателя. Он предназначен для обработки наружных поверхностей.
Характерным размером токарно-карусельных станков является диаметр планшайбы. В зависимости от этого размера бывают 1 и 2х стоечные станки Одностоечные станки выпускаются с диаметром планшайбы d ≤2000мм Двухстоечные станки выпускаются с диаметром свыше 2000 мм
Движения в станке:
Главное движение, Движение подачи, Вспомогательное движение, Лоботокарный станок
1.2. Токарно-револьверный станок
33 стр., 16044 слов
Проектирование технологического процесса механической обработки …
… «Технология машиностроения». Целью курсовой работы является закрепление, углублении и обобщение знаний, полученных на предыдущих этапах изучения предмета, и приобретение практических навыков решения различных технологических задач подготовки производства деталей машин …
Токарно-револьверный станок применяется для обработки штучных заготовок или деталей из калиброванного прутка.
На станке производятся следующие виды токарной обработки: обточка, расточка, подрезка, проточка и расточка канавок, сверление, зенкерование, развертывание, фасонное точение, обработка резьб метчиками, плашками и резцами.
Название револьверный происходит от способа закрепления режущих инструментов в барабане. Многие станки подобного рода могут работать в полуавтоматическом режиме. «Программой» является набор кулачков и концевых упоров, осуществляющих в нужные моменты остановку, выбор направления, смену инструмента и другие действия.
Токарно-револьверные станки применяют в серийном производстве для изготовления деталей сложной конфигурации из прутков или штучных заготовок. В зависимости от этого станки делятся на прутковые и патронные
1.3. Автомат продольного точения
Автоматы продольного точения используют при изготовленя мелких серийных деталей из холоднотянутого, калиброванного прутка, фасонного профиля и свернутой в бунт проволоки.
Автомат может выполнять точение различных материалов — от меди до легированых сталей.
Преимущественно автоматы продольного точения применяются в крупном и массовом производстве, но могут быть также использованы в серийном производстве при проектировании и изготовлении необходимой оснастки для выпуска специальных групп деталей с максимально возможным использованием одного и того же комплекта кулачков, зажимных и подающих цанг, державок и инструментов.
Устройство токарного автомата с неподвижной шпиндельной бабкой: На верхней плоскости станины закреплена шпиндельная бабка. На её передней плоскости имеется платик для установки специальных приспособлений. На задней плоскости бабки имеется качающийся упор, а на верхней — вертикальный суппорт. На верхней плоскости станины находятся также приводы приспособлений, привод шпинделя, либо револьверной головки, приводы поперечных суппортов. Токарный автомат с подвижной шпиндельной бабкой называется автоматом «Швейцарского типа — Swiss type»
Управление автоматом происходит через систему кулачков и распределительных валов, смонтированных в станине автомата. Также возможна установка систем ЧПУ с приводами подач и приводного инструмента.
Различают одношпиндельные и револьверные автоматы продольного точения. В отличие от одношпиндельных, револьверные автоматы могу выполнять одновременно несколько различных операций точения для различных деталей, зафиксированных в револьверном шпинделе автомата
1. 4. Многошпиндельный токарный автомат
Автоматы предназначены для токарной обработки сложных и точных деталей из калиброванного холоднотянутого прутка круглого, шестигранного и квадратного сечения или из труб в условиях серийного производства.
На них можно выполнять: черновое и фасонное обтачивание, подрезку, сверление, растачивание, зенкерование, развёртывание, резьбонарезание, отрезку, накатывание резьбы.
Достаточная мощность привода и жёсткость конструкции обеспечивают высокую производительность. Некоторые модели могут одновременно выполнять более одной операции, что серьёзно повышает производительность таких станков.
5 стр., 2025 слов
Контрольная работа: Токарные станки и комплексы
… токарных автоматов с ЧПУ и многоцелевых станков Для токарной обработки деталей … карусельные станки с ЧПУ мод.1А525МФЗ и 1А532ЛМФЗ предназначены для токарной обработки … токарной обработки в патроне деталей сложной конфигурации. На нем выполняют … точение торца с постоянной скоростью резания; сверление, растачивание, зенкерование, развертывание, фрезерование, нарезание резьбы резцом и метчиком при работе …
2. Станки с ЧПУ
Развитие вычислительной техники привело к созданию станков с программным управлением. В СССР выпускалось большое количество типов станков с ЧПУ -16А20 (Красный пролетарий, Москва), 16Б16 (Куйбышев), ЛА155 (Ленинград) и др. Станки с ЧПУ заняли нишу между универсальными и агрегатными станками при производстве большой номенклатуры продукции (обеспечивается библиотекой программ обработки) относительно небольшими партиями (десятки- сотни штук).
Малое время переналадки и высокая повторяемость обработки на станках с ЧПУ позволили резко увеличить выход годных деталей при многооперационной обработке. Базовыми системами ЧПУ в СССР были НЦ-31 и 2Р22 (токарная группа) и 2С42 и 2Р32 (фрезерная группа).
3. Интересный факт
Самый большой токарный станок (длина 38,4 м, вес 416,2 т) построен западногерманской в 1973 г. по заказу Комиссии по электроснабжению из Рошервилля (ЮАР).
Он способен обрабатывать детали весом 300 т. Диаметр его поворотного основания — 5 м [1] .
Примечания
Данный реферат составлен на основе .
Примеры похожих учебных работ
Компоновка гибкой производственной системы для обработки деталей
… имеют следующие уровни: гибкая автоматизированная линия (ГАЛ) гибкий автоматизированный участок или гибкий производственный комплекс (ГАУ или ГПК) гибкий автоматизированный цех (ГАЦ). Гибкая автоматизированная линия — гибкая производственная система, …
Технологический процесс обработки детали «Ось»
… машиностроении широко внедряются станки с ЧПУ. Применение такого оборудования позволяет сократить: слесарно-доводочные работы; … технологического процесса обработки детали «Ось»; разработка мероприятий по дальнейшему увеличению экономии основных …
«Методики и технологии обработки деталей на станках с ЧПУ»…………….65 4.5. Разработка …
… операции – это отношение сумм всех технологических операций, осуществляемых на протяжении месяца к числу рабочих мест.[4] На первом этапе проектирования, … Цель дипломного проекта является проектирование технологического процесса механической обработки …
Обработка деталей на сверлильных и расточных станках
… о технологической точности, достигаемой при обработке отверстий 44 вин. Различают следующие способы и виды сверления [7,стр. 333-335]: 1. Сверление по разметке (для одиночных отверстий) По разметке сверлятся одиночные отверстия …
Проектирование технологического процесса механической обработки детали типа вал
… 1 Исходная информация для разработки курсового проекта Целью данного курсового проекта является закрепление знаний по предмету «Технология Машиностроения» и разработка технологического процесса производства детали типа вал с полным обоснованием …
История развития токарных станков
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два соосно установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку и заготовка делала те же обороты в другую сторону.
Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке.
В середине XVI Жак Бессон (умер в 1569 г. ) — изобрел токарный станк для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т. д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно. А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А. К. Нартов остается первым, кто нашел путь к решению этой задачи.
Вообще нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта. Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винда должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом. Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке. Таким образом ни изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины.
В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю панель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г.
Другой бывший сотрудник Модсли — Д.Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
В 1835 г. Д.Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли.
Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки.
Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т. д.
Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С.Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.
В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К.Випиль, а в 1846 г. Т.Слоан.
Первый универсальный токарный автомат изобрел в 1873 г. Хр.Спенсер.
Die Abstrakte Szene Der Cncdrehmaschine Und Der Ncdatenhintergrund Im Bohrprozess Mit Metallwellenteilen Stockfoto und mehr Bilder von CNC-Maschine
Bilder
Bilder
Fotos
Grafiken
Vektoren
Videos
The abstract scene of CNC lathe machine and фон данных ЧПУ в процессе сверления с металлическими частями вала. Обработка производства автомобильных деталей на токарно-фрезерном станке с управлением по программе ЧПУ.
Бесшрайбунг
Die abstrakte Szene der CNC-Drehmaschine und der NC-Datenhintergrund im Bohrprozess mit Metallwellenteilen.
Максимальное разрешение: 3600 x 2403 пикселей (30,48 x 20,35 см) — 300 dpi — RGB
Stock-Fotografie-ID:1208145733
Дата публикации:
Категория:Фотографии | CNC-Maschine
Suchbegriffe
CNC-Maschine Fotos,
Code Fotos,
Drehmaschine Fotos,
Fräsen Fotos,
Bohrfutter Fotos,
Kommerzielle Herstellung Fotos,
Metall Fotos,
Schneiden Fotos,
Beenden Fotos,
Daten Fotos,
Fabrik Fotos,
Fotografie Fotos,
Genauigkeit Fotos,
Gerillt Fotos,
Geschäftsleben Fotos,
Hergestellter Gegenstand Fotos,
Herstellendes Gewerbe Fotos,
Horizontal Fotos,
Alle anzeigen
Häufig gestellte Fragen
Был ли ist eine lizenzfreie Lizenz?
Bei lizenzfreien Lizenzen bezahlen Sie einmalig und können urheberrechtlich geschützte Bilder und Videoclips fortlaufend in privaten und kommerziellen Projekten nutzen, ohne bei jeder Verwendung zusätzlich bezahlen zu müssen. Es ist für beide Seiten ein Gewinn und der Grund dafür, dass alles auf iStock ausschließlich lizenzfrei zur Verfügung steht — auch alle CNC-Maschine-Bilder und Filme.
Welche Arten von lizenzfreien Dateien gibt es auf iStock?
Lizenzfreie Lizenzen sind die beste Option für alle, die Bilder commerziell nutzen müssen. Deshalb sind alle Dateien auf iStock – egal ob Foto, Grafik oder Videoclip – nur lizenzfrei erhältlich.
Wie können Sie lizenzfreie Bilder und Videoclips nutzen?
Приложение Social-Media-Anzeigen über Werbetafeln bis hin zu PowerPoint-Präsentationen und Kinofilmen: Sie können jede Datei auf iStock ändern, personalisieren und ihre Größe anpassen — einschließlich aller CNC-Maschine-Bilder und Filme — genau richtig fürte Mit Ausnahme der «nur zur redaktionellen Verwendung» vorgesehenen Fotos (умейте в redaktionellen Projekten verwendet und nicht geändert werden können), sind Ihrer Kreativität keine Grenzen gesetzt.
Erfahren Sie mehr über lizenzfreie Bilder oder sehen Sie sich die häufig gestellten Fragen zu Fotos an.
Бесплатная художественная печать абстрактной сцены токарного станка с ЧПУ и проблемы измерения КИМ. Абстрактная сцена токарного станка с ЧПУ и проблемы измерения КИМ. Токарный станок с ЧПУ или токарный станок с высокой концепцией контроля качества. Высокоточный производственный процесс. | FreeArt
Чтобы разблокировать скидки и показать коды купонов: Создайте учетную запись
Экономьте на художественных принтах и холстах!
Сэкономьте 10% на любом заказе > $25
Код купона ****
Сэкономьте 15% на любом заказе > $100
Код купона ****
Скидка 20% на любой заказ > $200
Код купона *****
Обратите внимание: общая сумма заказа не включает стоимость доставки Введите код купона в корзину, чтобы увидеть примененную скидку.
Абстрактная сцена измерения токарного станка с ЧПУ и КИМ. Токарный станок с ЧПУ или токарный станок с высокой концепцией контроля качества. Высокоточный производственный процесс.
Водяной знак FreeArt не будет отображаться на вашей работе
Посылка прибыла вовремя. Художественная работа лучше, чем я думал. Спасибо FreeArt
24.02.2020
Хорошая картинка по такой цене…
FreeArt предоставляет бесплатные небольшие художественные репродукции и плакаты с миллионами изображений! Заплатив всего 2,99 доллара за доставку (0,99 доллара за каждую дополнительную), вы получите высококачественную художественную печать, изготовленную Free Art, Inc. специально для вас. Нет необходимости искать печатное искусство; мы отправляем вам бесплатные произведения искусства галерейного качества. Большинство отпечатков отправляются на следующий рабочий день, и мы предлагаем гарантию возврата денег в течение 30 дней после покупки.
Первой печатью по металлу была гравировка. Появление гравюры датировано XVI веком. Это была художественная роспись часов, оружия, украшений. Тогда же гравировку начали использовать в печатном деле — при изготовлении пластин для переноса шрифта на бумагу.
Сфера применения
Надписи по металлу можно встретить где угодно: двери кабинета руководства, коробка парфюма, информационная табличка. Жесткая фактура и устойчивость рисунка оценены там, где бумажный носитель быстро потеряет свой вид. А еще металл всегда выглядит презентабельно, солидно. Диплом, напечатанный на золотистом или серебристом листе, будет радовать глаз и подчеркивать статус обладателя.
Изображения на металле получаются яркими и реалистичными
В каких еще сферах востребована печать по металлу:
Производство техники, автомобилей, эксклюзивной косметики и парфюмерии в качестве элементов конструкции и информационных табличек. Металлические шильды содержат основные данные о товаре.
Рекламная индустрия, а конкретнее — наружная реклама. Железная основа под информационный щит обеспечит надежность и долговечность конструкции.
Бизнес-сегмент. Металлические бейджи более устойчивы к истиранию, чем даже заламинированные бумажные, а алюминиевые информационные таблички и указатели на дверях офисов гармонично дополняют интерьер.
Изготовление наградной продукции. Грамоты, дипломы, сертификаты переносят на металл и оформляют в красивую рамку — такой предмет станет не только подтверждением высоких заслуг, но и украшением рабочего кабинета.
Дизайн интерьеров. Декораторы успешно используют металлические элементы оформления интерьеров столовых, кухонь, гостиных. На листах отпечатывают фотографии или тематические изображения, которые соответствуют общей концепции.
Интерьерная печать на металле — удачный дизайнерский эксперимент
10 технологий печати на металле
Рассмотрим самые популярные техники нанесения изображений на металлическую поверхность.
УФ-печать
Печать ультрафиолетовыми красками — единственная технология, при которой чернила запекаются на поверхности, гарантируя высокую стойкость к истиранию рисунка. Процесс не отличается от нанесения изображения на любой другой носитель — будь то бумага, картон или ткань. Используется широкоформатный УФ-принтер планшетного типа. Возможна работа с разными поверхностями: радиаторами отопления, жалюзи, гаджетами, экранами каминов.
УФ-печать применяется для изготовления металлических визиток
Гравертон
Полноцветная печать на пластинах из анодированного алюминия. Применяется техника термопереноса с помощью промежуточного носителя — обычной бумаги плотностью 80 г/м². Секрет в специальных чернилах, которые закрепляются на металлической поверхности. Недостаток технологии — использование отпечатков только в помещениях, так как рисунок не отличается высокой стойкостью. Подвид технологии — мастертон. Разница между ними в составе чернил.
Сублимация
Для переноса изображения нужно специальное покрытие носителя в виде тонкой пленки из сублимационного лака. Существует два вида этой технологии:
струйная — позволяет получать оттиск высокого разрешения (300 dpi), используется струйный принтер, сублимационная бумага и сублимационные чернила;
лазерная — для печати на специальной бумаге используется лазерный принтер, можно наносить изображения на золотистые, серебристые, матовые и глянцевые листы металла.
Недостатки способа: со временем изображение бледнеет, выгорает от солнца. Поэтому нужно беречь изделие от прямых солнечных лучей.
Сублимация на металлической подставке под статуэтку
Гравировка
Известны четыре разновидности гравировки:
ручная — используются штихели разного размера или бормашина, получается высококачественный рисунок, но важна квалификация мастера;
химическая — травление металла с помощью едкого натра, азотной или соляной кислоты, хлорного железа, перед нанесением рисунка поверхность обрабатывается спиртовым лаком;
механическая — классическая техника с использованием гравировального станка, плюсы — можно делать выпуклые и впуклые рисунки, минусы — длительность процедуры.
лазерная — современный, дешевый, быстрый, высокоточный способ нанесения рисунков на металл путем выжигания поверхности, минус — недолговечность изображения.
Лазерная гравировка на магнитных бейджах
Термотрансфер
Это печать на металлических предметах с помощью переноса изображений, нанесенных пластизолевыми красками. Для закрепления на поверхности нужен термопресс, рабочая температура — около 190 градусов. Время закрепления — до 90 секунд. Плюс технологии — яркое, объемное и фактурное изображение, минус — истираемость.
Алюмаджет
Другое название — металлофото. Это способ получения износоустойчивой надписи или картинки на пластинах из анодированного алюминия. После нанесения рисунок ламинируется или покрывается специальным акриловым лаком.
Металлографика
Еще одно название технологии — фотомеханическая печать. Принцип заключается в воздействии специальных чернил на слой оксидной пленки, которой покрыты алюминиевые пластины. Чтобы закрепить рисунок, изделие помещают в химический раствор или наносят защитное покрытие. Плюс металлографики — четкость и яркость изображения в течение 5—7 лет. Причем ни атмосферные явления, ни агрессивные среды никак не влияют на качество картинки.
Металлографика на информационных табличках
Алюмамарк
Технология основана на применении углеродного лазера. Благодаря воздействию высокочастотной энергии металлическая поверхность чернеет, а поверхность остается гладкой. Алюмамарк применяется в изготовлении информационных табличек для наружного размещения, так как рисунок долго сохраняет свою четкость и яркость.
Тампопечать
Перенос рисунка происходит с помощью печатной формы и эластичного тампона. Последний окунается в чернила и соприкасается с печатными элементами, создавая изображение на металлической поверхности. Технологию используют в случае сложного рельефа обрабатываемой поверхности. Она справится там, где не подходит шелкография или сублимация. Недостатком
тампопечати можно назвать малую рабочую площадь, соответственно — большие изображения не получатся.
Тампопечать на рельефном циферблате
Шелкография
В процессе задействованы специальные краски и трафаретная бумага. Можно использовать обычные разноцветные, металлизированные, флуоресцентные чернила. Недостаток технологии — необходимо, чтобы поверхность была ровной и гладкой, отсюда и ограниченность в плане применения этого способа. Чаще всего это наружная реклама, элементы оформления витрин и интерьеров, шильды для разной продукции.
Как происходит сублимация по металлу, можно узнать из этого ролика:
Итоги
Печать на металле используется во многих сферах: в машино- и приборостроении, рекламной индустрии, косметологии и парфюмерии, дизайне интерьеров, мебельном производстве.
Существует много способов нанесения изображения на металл, выбор зависит от типа поверхности, требований к рисунку и условий эксплуатации изделия.
Самые востребованные технологии цветной печати на металле — гравертон, сублимация и УФ-печать.
Войти на сайт
E-mail: Регистрация
Пароль: Забыли пароль?
Запомнить меня
Нанесение маркировки на металл
Нанесение маркировки на металл
Информация о материале
Создано: 17 декабря 2012
Просмотров: 14432
Любая продукция из металла должна иметь персональную маркировку. Она осуществляется двумя способами:
1.Этикетки и ярлыки
2.Наносится непосредственно на сам товар. Во втором случае идеальным оборудованием для нанесения является лазер. Это бесконтактная маркировка, она абсолютно не портит поверхность, её можно наносить на металлический лист или на уже готовую продукцию. Не имеет расходных материалов и проста в управлении.
Сегодня в металлургии без маркировки, как и в других сферах современного производства невозможно обойтись. В любой промышленности маркировка продукции является очень важным производственным этапом. Благодаря качественной маркировке осуществляется строгий учет каждой единицы изделия выпускаемого предприятием и контроль над его передвижением не только по самому предприятию, но и во время реализации того или иного товара.
Нанесение маркировки на продукцию из металла может быть выполнено двумя способами
1-й способ: для маркировки продукции из металлов или сплавов могут быть использованы самоклеящиеся этикетки и навесные ярлыки.
2-й способ: маркировка на подобной продукции осуществляется прямым способом (то есть, маркировка наносится непосредственно на сам товар). Выполняется с применением лазерной маркировки, передавая на товар такую информацию как штрих-код, буквенно-цифровые данные или графические изображения и т.п.
Понятно, что в металлургии целесообразнее, конечно же, применение второго варианта нанесения маркировки и этому есть вполне адекватные объяснения. Маркировка на ярлыках и этикетках является не надежной: она стирается, ее можно легко подделать и т.д., поэтому практически все крупные предприятия для маркировки своей продукции используют прямой способ.
Применение лазерной маркировки металла в промышленности
Нанесение маркировки на металлическую продукцию крайне важно и необходимо, например, в таких отраслях как авиационная промышленность, автомобилестроение, при производстве различного инструмента, на трубах, на часах и так далее. Подобные металлические товары должны быть обязательно промаркированы, иначе отслеживание, правильная сборка и реализация будут невозможны.
Процесс лазерной маркировки металла
Как правило, в промышленности изделия из металлов и сплавов маркируются бесконтактным способом (то есть, не прикасаясь к самому изделию). Таким образом, при нанесении маркировки на металлическую поверхность продукции удаляется верхний слой материала. Выполненная данным способом маркировка является долговечной и совершено не окисляется и не ржавеет. Лазерные маркеры позволяют нанести на металлическую продукцию прочную, яркую, не стираемую, легко читаемую информацию, которая крайне важна не только при изготовлении, хранении и продаже изделий из металла, но и во время дальнейшей их эксплуатации.
Какие металлы можно маркировать
Лазерный маркер можно успешно применять при маркировке нержавеющей стали, железа, латуни, андроированного алюминия и прочих металлических сплавов. Как правило, маркировка металла представляет собой логотип, серийный номер, штрих-код, номер партии. Современные лазерные маркираторы позволяют быстро и достаточно легко выполнять маркировку совершенно в любых условиях предприятия, а также на любом производственном этапе изготовления и хранения металлической продукции.
Вследствие постоянно меняющихся и совершенствующихся технологий производства, например в автомобильной промышленности — без надежной и качественной маркировки деталей не обойтись, так как конструкционные особенности различных деталей, и узлов каждый год меняются. Как правило, это влечет за собой разделение продукции на «новую» и «старую», таким образом, долговечности маркировки отводится важнейшая для производства роль. Потому как в течение гарантийного срока необходимо сохранить на деталях информацию обо всех, имеющихся на момент производства изделиях, изменениях в конструкции и технологии, а также о материале и варианте изготовления конкретного изделия.
Новости
Статьи
Металлический текстовый эффект в Photoshop
Автор сценария Стив Паттерсон.
В этом уроке текстовых эффектов Photoshop мы научимся легко создавать металлический текст , популярный эффект, широко используемый в видеоиграх и кинопостерах! Может показаться, что требуется много шагов, но как только вы сделаете это несколько раз, создание эффекта займет у вас не более нескольких минут от начала до конца. Чтобы создать текстуру металла и применить ее к тексту, мы будем использовать пару стилей слоя, несколько фильтров, режимы наложения слоя и обтравочную маску! Для этого урока я буду использовать Photoshop CS5, но подойдет любая последняя версия Photoshop.
Вот окончательный результат, который мы создадим:
Финальный эффект «металлического текста».
Начнем!
Шаг 1. Создайте новый документ
Создайте новый документ Photoshop, перейдя в меню File в строке меню в верхней части экрана и выбрав New , или нажмите Ctrl+N (Win) / Command+N (Mac) на клавиатуре для быстрого быстрого доступа:
Выберите «Файл» > «Создать».
Вы захотите создать документ немного большего размера, чем вам нужно, по причинам, которые мы сейчас увидим. Я сделаю свой документ шириной 1200 пикселей и высотой 600 пикселей и оставлю разрешение по умолчанию 72 пикселя на дюйм. Вы можете использовать эти же настройки, чтобы следовать инструкциям, или ввести свои собственные значения. На данный момент установите для параметра «Содержимое фона» значение «Белый», хотя мы изменим его на следующем шаге. Нажмите OK, когда закончите. Ваш новый документ появится на экране:
Диалоговое окно «Новый документ».
Шаг 2. Залейте фон черным цветом
Нажмите букву D на клавиатуре, чтобы быстро сбросить цвета переднего плана Photoshop и цвета фона на их значения по умолчанию, если это необходимо, что установит ваш цвет переднего плана на черный . Затем нажмите Alt+Backspace (Win) / Option+Delete (Mac), чтобы быстро заполнить документ текущим цветом переднего плана (черным):
Теперь документ заполнен черным цветом.
Шаг 3: Добавьте новый пустой слой
Щелкните значок New Layer в нижней части панели слоев:
Photoshop добавляет новый пустой слой с именем «Слой 1» над фоновым слоем:
Новый слой появляется над фоновым слоем.
Шаг 4: Залейте новый слой светло-серым цветом
Перейдите в меню Edit в верхней части экрана и выберите Заполнить :
Выберите Правка > Заполнить.
Когда появится диалоговое окно «Заливка», щелкните раскрывающийся список справа от слова Использовать и выберите Цвет из списка вариантов:
Выберите «Цвет для параметра «Использовать» в верхней части диалогового окна «Заливка».
Как только вы выберете «Цвет», Photoshop откроет палитру цветов , чтобы вы могли выбрать цвет, которым хотите заполнить слой. Выберите светло-серый. Если вы хотите использовать тот же оттенок серого, что и я, введите 195 для R , G и B опции:
Выберите светло-серый цвет в палитре цветов.
Когда закончите, нажмите «ОК», чтобы выйти из палитры цветов, затем нажмите «ОК», чтобы выйти из диалогового окна «Заливка». Photoshop заполняет слой серым цветом, временно скрывая фоновый слой с черной заливкой:
Теперь документ отображается серым цветом.
Шаг 5: Добавьте шум
Зайдите в меню Filter в верхней части экрана, выберите Шум , а затем выберите Добавить шум :
Выберите «Фильтр» > «Шум» > «Добавить шум».
Когда появится диалоговое окно «Добавить шум», добавьте много шума к изображению, установив Amount примерно на 150% . Убедитесь, что в нижней части диалогового окна выбраны параметры Gaussian и Monochromatic :
Параметры фильтра «Добавить шум».
Когда закончите, нажмите OK, чтобы выйти из диалогового окна. Теперь документ должен быть заполнен шумом:
Документ после применения фильтра «Добавить шум».
Шаг 6. Примените фильтр размытия в движении
Мы собираемся использовать весь этот шум для создания первой части нашей металлической текстуры. Вернитесь в меню Filter , выберите Blur , а затем выберите Motion Blur :
Выберите «Фильтр» > «Размытие» > «Размытие в движении».
Когда появится диалоговое окно Motion Blur, установите Угол размытия примерно на -10° , затем увеличьте -10° .0005 Расстояние от до примерно 200 пикселей :
Установите угол на -10° и увеличьте расстояние примерно до 200 пикселей.
Когда закончите, нажмите OK, чтобы закрыть диалоговое окно. Размытие шума создало эффект полированного металла:
Изображение после применения Motion Blur к шуму.
Шаг 7. Обрежьте края
Еще на шаге 1 я упоминал, что вы должны сделать свой документ немного больше, чем вам нужно. Причина в том, что у фильтра Motion Blur возникают проблемы с размытием пикселей по краям документа, что мы теперь можем ясно видеть в нашем собственном документе. Давайте обрежем эти ненужные области. Выберите фотошоп Crop Tool на панели инструментов или нажмите букву C , чтобы выбрать его с помощью сочетания клавиш:
Выберите инструмент кадрирования.
Выбрав инструмент Crop Tool, щелкните в верхнем левом углу области с хорошей текстурой, затем, удерживая нажатой кнопку мыши, перетащите ее в правый нижний угол области с хорошей текстурой. Отпустите кнопку мыши, чтобы предварительно просмотреть область, которую вы сохраните (темная область по краям будет обрезана):
Перетащите выделение обрезки вокруг области, которую вы хотите сохранить.
Нажмите Введите (Win) / Верните (Mac), чтобы Photoshop обрезал ненужные края. Теперь осталась только хорошая текстура:
Изображение после обрезки краев.
Шаг 8. Добавьте текст
Выберите инструмент Type Tool на панели инструментов или нажмите букву T , чтобы выбрать его с помощью сочетания клавиш:
Выберите инструмент «Текст».
Выбрав инструмент «Текст», выберите шрифт на панели параметров в верхней части экрана. Для достижения наилучших результатов с этим эффектом используйте шрифт с толстыми буквами. Я собираюсь использовать Arial Black:
Параметры шрифта на панели параметров.
Выбрав шрифт, щелкните внутри документа и добавьте свой текст. Я наберу слово «МЕТАЛЛ»:
Добавьте свой текст.
Когда вы закончите, нажмите на галочку на панели параметров, чтобы принять текст:
Нажмите на галочку, чтобы выйти из режима редактирования текста.
Шаг 9. Измените размер текста с помощью свободного преобразования
Ваш текст, скорее всего, будет слишком мелким на этом этапе (как и мой), поэтому перейдите к Меню Edit и выберите Free Transform или нажмите Ctrl+T (Win) / Command+T (Mac), чтобы выбрать Free Transform с помощью сочетания клавиш:
Выберите «Правка» > «Свободное преобразование».
Это помещает поле Free Transform и обрабатывает текст. Чтобы изменить размер текста, удерживайте нажатой клавишу Shift и перетащите любой из четырех угловых маркеров (маленьких квадратов). Удерживая нажатой клавишу Shift при перетаскивании, вы ограничиваете соотношение сторон текста, чтобы не исказить его общую форму. Чтобы переместить текст, щелкните в любом месте внутри ограничительной рамки и просто перетащите его с помощью мыши. Когда вы закончите, нажмите Введите (Win) / Верните (Mac), чтобы принять изменения и выйти из Free Transform:
Переместите и измените размер текста по мере необходимости.
Шаг 10. Переместите текстовый слой ниже слоя с текстурой
Щелкните текстовый слой на панели «Слои» и, не отпуская кнопку мыши, перетащите слой между слоем с серой текстурой (Слой 1) и фоновым слоем. Когда между этими двумя слоями появится полоса выделения, отпустите кнопку мыши, и Photoshop встанет на место текстового слоя:0003
Перетащите текстовый слой между фоновым слоем и слоем 1.
Шаг 11. Создание обтравочной маски
Щелкните слой 1 на панели слоев, чтобы выбрать его. Затем перейдите в меню Layer и выберите Create Clipping Mask :
.
Перейдите в меню «Слой» > «Создать обтравочную маску».
Слой 1 будет иметь отступ вправо на панели «Слои», указывая на то, что теперь он «обрезан» до текстового слоя под ним:
На панели «Слои» теперь отображается слой 1, обрезанный по текстовому слою.
Если мы посмотрим в окно документа, то увидим, что серая текстура теперь появляется только внутри текста:
Черный цвет фонового слоя теперь виден вокруг текста.
Шаг 12: Добавьте стиль слоя Bevel And Emboss
Щелкните текстовый слой на панели «Слои», чтобы выбрать его. Затем щелкните значок Layer Styles в нижней части панели слоев:
Щелкните значок Стили слоя.
Выберите Bevel and Emboss из появившегося списка стилей слоя:
Выберите «Скос и тиснение».
Откроется диалоговое окно «Стиль слоя Photoshop», в котором для параметров «Скос» и «Тиснение» в средней колонке. Сначала измените Technique на Chisel Hard , затем увеличьте Size примерно до 7 px . Перетащите ползунок Depth вправо, чтобы увеличить его примерно до 500% :
Опции Bevel и Emboss.
В разделе параметров «Затенение» нажмите кнопку 9.0005 Глянцевый контур thumbnail:
Нажмите на миниатюру Gloss Contour.
Открывает редактор контуров . Щелкните раскрывающийся список Preset в верхней части диалогового окна и выберите Ring из списка:
Выберите предустановку «Звонок».
Нажмите OK, чтобы выйти из редактора контуров. Затем, вернувшись в основное диалоговое окно Layer Style, выберите параметр Anti-aliased справа от миниатюры Gloss Contour:
Выберите параметр «Сглаживание».
Пока не закрывайте диалоговое окно «Стиль слоя». Нам еще нужно добавить еще один, но теперь ваш текст должен выглядеть примерно так:
.
Текст после применения стиля слоя Bevel and Emboss.
Шаг 13. Добавьте стиль слоя Gradient Overlay
Нажмите непосредственно на слова Gradient Overlay в левой колонке диалогового окна Layer Style. Вам нужно нажать непосредственно на сами слова, а не только на флажок, чтобы появились параметры наложения градиента:
Нажмите на слова Gradient Overlay.
Средний столбец диалогового окна «Стиль слоя» изменится, чтобы отобразить параметры для наложения градиента. По умолчанию Photoshop выбирает градиент на основе текущих цветов переднего плана и фона (черный и белый), но если выбран какой-либо другой градиент, щелкните на панели предварительного просмотра градиента :
.
Щелкайте по панели предварительного просмотра градиента, только если выбран какой-либо другой градиент, кроме черно-белого.
Затем нажмите на Передний план-фон Миниатюра градиента (вверху слева) в Редакторе градиентов чтобы выбрать его:
Выберите градиент от переднего плана к фону.
Нажмите OK, чтобы закрыть редактор градиентов. Вернитесь в главное диалоговое окно Layer Style, измените режим наложения на Overlay , затем уменьшите Opacity примерно до 70% . Это добавит начальный световой эффект металлу:
Параметры наложения градиента.
Нажмите кнопку «ОК», чтобы выйти из диалогового окна «Стиль слоя». Вот эффект с добавленными стилями слоя:
Эффект после применения стилей слоя.
Шаг 14: добавьте новый набор слоев в режим наложения Overlay
Щелкните слой 1 на панели слоев, чтобы выбрать его. Удерживая нажатой клавишу Alt (Win) / Option (Mac), щелкните значок New Layer в нижней части панели слоев:
Это говорит Photoshop открыть диалоговое окно «Новый слой», где мы можем установить некоторые параметры перед добавлением нового слоя. Щелкните внутри флажка слева от того места, где написано Использовать предыдущий слой для создания обтравочной маски , чтобы выбрать параметр, затем измените режим (сокращение от режима наложения) на Overlay . Нажмите OK, когда закончите, чтобы закрыть диалоговое окно. Новый пустой слой с именем «Слой 2», установленный в режим наложения «Перекрытие», появится над слоем 1 на панели «Слои». Как и слой 1, он будет обрезан до текстового слоя под ним:
Диалоговое окно «Новый слой».
Шаг 15. Примените фильтр облаков
Давайте добавим несколько случайных бликов и теней к металлическому эффекту. Для этого мы будем использовать фильтр Photoshop Clouds вместе с режимом наложения Overlay, который мы уже установили для слоя. Перейдите в меню Filter в верхней части экрана, выберите Render , а затем выберите Clouds :
Перейдите в Фильтр > Рендеринг > Облака.
«Облака» создают множество светлых и темных областей:
Изображение после применения фильтра «Облака».
Шаг 16. Примените фильтр размытия по Гауссу
Облака нужно немного сгладить, чтобы они больше походили на блики и тени. Мы сделаем это, размыв их. Перейдите в меню Filter , выберите Blur , а затем выберите Gaussian Blur :
Выберите «Фильтр» > «Размытие» > «Размытие по Гауссу».
Когда появится диалоговое окно «Размытие по Гауссу», перетащите ползунок вдоль нижней части вправо, чтобы увеличить Значение радиуса примерно до 10 пикселей :
Установите радиус около 10 пикселей.
Вот изображение после размытия облаков:
Эффект облаков теперь больше похож на легкий световой эффект.
Шаг 17: Добавьте новый набор слоев в режим наложения «Умножение»
Еще раз нажмите и удерживайте Alt (Win) / Option (Mac) и щелкните значок New Layer в нижней части панели слоев, чтобы открыть диалоговое окно New Layer. Выберите Используйте предыдущий слой для создания обтравочной маски , щелкнув внутри его флажка, затем измените Mode на Multiply . Наконец, выберите Fill with Multiply-neutral color (white) в нижней части диалогового окна. Нажмите OK, когда закончите, чтобы закрыть его и добавить новый слой:
.
Добавьте еще один новый слой, на этот раз установите режим «Умножение».
Шаг 18: Добавьте шум
Давайте добавим эффект металла, добавив к нему грязь и царапины. Поднимитесь на Меню Filter выберите Noise , затем выберите Add Noise . Появится диалоговое окно «Добавить шум» с теми же настройками, которые мы использовали ранее. Их не нужно менять, поэтому просто нажмите OK, чтобы выйти из диалогового окна. Теперь текст заполнен шумом, и, поскольку режим наложения слоя установлен на Умножение, видны только темные пятна шума:
Режим наложения «Умножение» скрывает белые области из поля зрения, поэтому видны только темные пятна шума.
Шаг 19: Применить медианный фильтр
Чтобы превратить шум во что-то похожее на грязь или царапины, вернитесь в меню Фильтр , еще раз выберите Шум , а затем выберите Медиана :
Выберите Фильтр > Шум > Медиана.
Медианный фильтр предназначен для удаления шума из изображения. Щелкните внутри поля ввода Radius и используйте стрелку вверх на клавиатуре, чтобы медленно увеличивать его значение, не спуская глаз с изображения в окне документа. Когда вы увеличите значение Радиуса, шум начнет исчезать, оставляя его «комки», чтобы создать эффект грязи и царапин. Значение около 9 пикселей должно работать. Нажмите OK, когда закончите, чтобы выйти из диалогового окна:
Увеличьте значение радиуса, чтобы уменьшить шум.
Шаг 20: Уменьшите непрозрачность слоя
Если эффект грязи и царапин выглядит слишком темным, уменьшите непрозрачность слоя. Вы найдете параметр «Непрозрачность» в правом верхнем углу панели «Слои». Я собираюсь понизить уровень примерно до 70%:
Параметр непрозрачности слоя.
На этом мы закончили! Вот окончательный эффект «металлического текста»:
Окончательный результат «металлического текста».
Текст остается редактируемым
Одна из приятных особенностей создания этого металлического эффекта в том виде, как мы это сделали, заключается в том, что текст остается полностью редактируемым, и мы даже можем изменить используемый шрифт, если нам не нравится тот, с которого мы начали! Чтобы изменить шрифт, просто выберите инструмент «Текст» на панели «Инструменты», щелкните текстовый слой на панели «Слои», чтобы выбрать его, затем выберите другой шрифт на панели параметров (возможно, вам придется снова изменить размер текста с помощью «Свободного преобразования» — см. шаг 9). Например, здесь я ничего не сделал, кроме как поменял шрифт на Trajan Pro Bold:
.
Тот же эффект, другой шрифт.
Здесь я отредактировал текст, заменив слово «МЕТАЛЛ» на «СТАЛЬ». Если вы сохраните документ как файл Photoshop .PSD , вы сможете снова открыть его в любое время и отредактировать текст без необходимости воссоздавать металлическую текстуру:
Тот же эффект, другой текст.
[объявления-внизу-с плавающей запятой]
Куда идти дальше…
И вот оно! Посетите наши разделы «Текстовые эффекты» или «Фотоэффекты», чтобы узнать больше об уроках по эффектам Photoshop!
Получите все наши уроки Photoshop в формате PDF! Загрузите их сегодня!
Металлический текстовый эффект в Photoshop (3 простых стиля)
Металлический текстовый эффект в Photoshop довольно легко создать с нуля. Процесс сводится к применению нескольких эффектов к тексту, чтобы он напоминал настоящий кусок металла. К счастью, в Photoshop есть все, что вам нужно для этого, поэтому вам не нужно будет загружать какие-либо графические ресурсы.
Вот как создать эффект металлического текста за пять шагов.
Как создать металлический текст в Photoshop
Шаг 1. Добавьте текст с помощью инструмента «Текст» (T)
Сначала вам нужно добавить текстовый слой в документ. Чтобы было легче увидеть эффекты, вы примените их к тексту и заполните фоновый слой темным цветом. Цвет не обязательно должен быть черным, но старайтесь избегать светлых тонов.
Чтобы заполнить слой сплошным цветом, щелкните образец переднего плана/фона в нижней части Панель инструментов и выберите любой цвет из палитры цветов . В моем случае я выбрал темно-серый (#3b3b3b).
Затем выберите Paint Bucket Tool (G) на панели инструментов .
Затем нажмите на холст, чтобы заполнить фоновый слой выбранным цветом.
Также может быть хорошей идеей заполнить фоновый слой темным градиентом или текстурой, так как эти элементы обычно хорошо сочетаются с металлическим текстом.
После изменения цвета вашего слоя, возьмите Введите инструмент (T) на панели инструментов .
Перед созданием текста измените цвет шрифта на белый в образце переднего плана.
Наконец, введите текст на холсте.
Шаг 2. Добавление градиентного наложения к тексту
Ключевым моментом метода создания металлического текста, который вы собираетесь изучить, является применение эффектов к тексту, чтобы он выглядел как настоящий металлический материал. К счастью, в меню стилей слоя есть все необходимые эффекты, чтобы сделать это возможным.
Меню «Стили слоев» находится на панели «Слои» и представлено значком «fx» . Вы должны получить доступ к такому меню несколько раз при создании металлического текста.
Чтобы получить доступ к параметрам градиента, щелкните значок «Стиль слоя» и выберите «Наложение градиента».
Эффект Gradient Overlay является основой эффекта металлического текста. Это делает внутреннюю часть вашего текста похожей на металл.
После выбора параметра «Наложение градиента» открывается диалоговое окно «Стили слоя». Параметры отображаются в середине панели с настройками по умолчанию.
Вот параметры, которые необходимо изменить.
Сначала дважды щелкните полосу градиента, чтобы открыть Редактор градиентов . Затем найдите полосу градиента на панели.
Вы должны заполнить полосу градиента цветами, напоминающими настоящий металлический предмет. Таким образом, выберите цвет для металла и некоторые другие цвета для теней и бликов.
Я скажу вам, какие цвета использовать, но не стесняйтесь создавать свои собственные цветовые комбинации, если вы будете следовать формуле, упомянутой выше.
Чтобы изменить цвет градиента, щелкните цветовую точку, соответствующую цвету, который вы хотите изменить.
Затем щелкните образец Color под полосой градиента.
Затем выберите цвет из появившейся палитры цветов .
Вы можете нажать на цветной дисплей, чтобы выбрать цвет.
Или вы можете ввести шестнадцатеричный код в поле кода.
Если вы хотите добавить новую цветовую точку на полосу градиента, щелкните часть полосы градиента, в которую вы хотите добавить цветовую точку.
Когда появится новая цветовая точка, измените ее цвет, как вы узнали выше. Вы можете управлять расположением цветовой остановки в поле Location . Вы можете ввести значения от 0% до 100% для расположения цвета.
0% соответствует цвету нижнего левого края полосы градиента. 100% соответствует цвету на правом краю той же полосы.
Вот необходимые шестнадцатеричные цвета для создания металлического градиента и соответствующих позиций.
После изменения цветов градиента ваша полоса градиента должна выглядеть так.
Нажмите OK , когда закончите выбирать цвета градиента.
Вернувшись в меню Gradient Overlay, измените градиент Scale на 70% , чтобы переход между цветами градиента выглядел более плавным.
Другие параметры наложения градиента изменять не нужно, поэтому оставьте их по умолчанию.
Шаг 3. Добавление к тексту эффекта скоса и тиснения
Эффект Скос и тиснение придает тексту вид скоса, что характерно для металлических объектов, поскольку они получают скос при разрезании.
Чтобы получить доступ к Bevel And Emboss, щелкните значок « fx » и выберите Bevel & Emboss .
Откроются параметры Bevel & Emboss.
Вот настройки, которые необходимо изменить.
Комплект Стиль – Внешний скос.
Set Technique to Chisel Hard для более заметного эффекта.
Установить Глубина на 126%.
Комплект Размер от до 7.
Установите Угол на 80 градусов.
Выберите Кольцо – Двойное из раскрывающегося меню Контур стекла .
Установите Highlight Mode на Color Dodge. Вы также можете поэкспериментировать с другими режимами наложения из группы Lighten, такими как Lighten или Screen .
Установите Shadow Mode на Color Dodge .
Остальные настройки оставьте без изменений.
Шаг 4. Добавление эффекта атласа к тексту
Добавление к тексту тонкого эффекта Satin может создать впечатление, что он отражает свет в нескольких местах. Satin включен в меню Layer Style.
После того, как вы выберете Satin, его параметры появятся в диалоговом окне Layer Styles.
Здесь вы должны установить Blend Mode на Linear Dodge .
Измените цвет режима наложения на белый . Для этого щелкните образец цвета рядом с параметром «Режим наложения» и введите 9.0005 #ffffff в палитре цветов.
Установить Непрозрачность от до 18% .
Установить Угол на 19 градусов .
Набор Расстояние от до 50% и Размер от до 79% .
Выберите Half Round из раскрывающегося меню Contour .
Отметьте флажки Сглаживание и Инвертировать .
Шаг 5. Добавьте тень к тексту
Эффект «Тень» отделяет текст от фона. Это создает впечатление, что текст размещен на естественной поверхности.
Эффект «Тень» можно найти в меню «Стили слоя».
При выборе эффекта откроются параметры Drop Shadow.
Измените следующие настройки тени. Установите Blend Mode на Multiply .
Set Distance to 20 px и Size to 16 пикселей .
Другие настройки изменять не нужно. Нажмите OK в диалоговом окне Layer Styles, когда вы закончите внесение изменений. Ваш текст теперь имеет металлический эффект.
BeforeAfter
После создания металлического текста вы можете завершить эффект различными творческими способами. Например, вы можете применить к нему текстуру, если металл, который вы хотите имитировать, имеет текстуру. Вы также можете добавить к тексту блик, чтобы придать ему эффект свечения, поскольку металлы светятся при попадании света.
Как добавить текстуру металлическому тексту
Добавление текстуры металлическому тексту может сделать эффект металла более реалистичным. Вы можете найти бесплатную текстуру тротуара, которую я использовал для своего примера, на Pexels.
После создания металлического текста оставьте его слой активным.
Затем перейдите к Файл > Разместить встроенный.
Затем найдите файл текстуры на своем компьютере и перенесите его в Photoshop. Текстура покроет ваш текст.
Теперь перейдите на панель Layers и уменьшите Opacity слоя текстуры , пока не увидите текст. Что-то около 70% достаточно.
Как только вы увидите текст, измените масштаб слоя текстуры, чтобы он хорошо подходил для текста. Для этого потяните один из маркеров вокруг слоя текстуры наружу, чтобы расширить его.
Или внутрь, чтобы уменьшить его.
Если вас устраивают пропорции, нажмите Введите на клавиатуре или нажмите галочку в Панель опций для подтверждения действий.
Далее щелкните правой кнопкой мыши слой текстуры и выберите Растеризовать слой , чтобы сделать его редактируемым.
Затем, удерживая Control (Win) или Command (Mac), щелкните текстовый слой. Это создает выделение вокруг текста.
Теперь нажмите Control + Shift + I (Win) или Command + Shift + I (Mac), чтобы инвертировать выделение.
После этого оставьте выбранным слой текстуры. Затем поместите курсор на внешнюю область текста. Ваш курсор превратится в значок ножниц.
Когда это произойдет, нажмите Удалить на клавиатуре. Текстура теперь появляется только внутри текста.
Теперь нажмите Control + D (Win) или Command + D (Mac), чтобы отменить выделение текста. После этого оставьте слой с текстурой выделенным и измените режим наложения с на Overlay.
Текстура и текст плавно перетекают друг в друга.
Если вы считаете, что эффект слишком резкий, уменьшите Непрозрачность текстуры , отрегулировав 0005 Ползунок «Непрозрачность» на панели «Слои» .
BeforeAfter
Как добавить эффект бликов к металлическому тексту
Добавление эффекта бликов к металлическому тексту создает впечатление, что на него падает прямой источник света, что придает ему приятный внешний вид.
После создания металлического текста перейдите на панель Layers и создайте новый слой, щелкнув значок со знаком плюс в нижней части панели.
Затем выберите Paint Bucket Tool (G) на панели инструментов .
Затем убедитесь, что цвет переднего плана установлен на черный на панели инструментов.
Теперь щелкните по холсту, чтобы заполнить новый слой черным цветом.
После этого перейдите к Filter > Render > Lens Flare.
Выберите эффект бликов линзы, который вам больше всего нравится, в Lens Type в диалоговом окне Lens Flare . В моем случае это был вариант 105 мм Prime .
Устройство лазерного станка для резки металла | Metal Case
Лазерная резка — один из самых современных способов обработки листовых материалов. Лазерный луч двигается по заданным координатам, вырезая из металлического, полимерного или деревянного листа детали нужных очертаний. Очертания при том могут быть сколь угодно сложными, потому что:
Лазерный луч тонок и может прорезать узкие отверстия, не разрушая материал вокруг них. Узкие отверстия с диаметром, равным толщине материала — само по себе преимущество, но благодаря этому лазер еще и может делать четкие углы резов, не скругляя их.
Точность наведения луча измеряется десятыми долями миллиметра даже на стандартных промышленных лазерах, режущих металл для корпусов. У специальных лазеров, используемых для инновационной электроники, точность может быть еще намного выше.
Лазерным лучом управляет компьютер, ведет его четко по заданным координатам и с четко заданной скоростью, достаточной для ровного разрезания материала и недостаточной для его перегрева или обугливания. Благодаря этому в партии любого размера детали выходят четко соответствующими проекту, без отклонений.
В общем, лазерная резка оказалась очень ценной технологией для нашего времени. А внутри этой технологии есть подвиды, которые позволяют максимально эффективно работать с разными видами материалов. Сегодня разберемся в этих видах.
Лазерно‑кислородная резка
В лазерной резке помимо самого лазерного луча всегда участвует струя газа. Она нужна как минимум для того, чтобы:
выдувать расплавленный или испаренный материал из зоны реза
и охлаждать оставшиеся грани, чтобы не перегревать остальную часть материала.
Так и будет, если этот газ будет просто атмосферным воздухом, забранным в компрессор и выпущенным под луч. Но при резке можно использовать не только банальный воздух, но и специальные газы — и в таком случае резка будет приобретать дополнительные качества.
Первый из таких специальных газов — чистый кислород. Его свойство — участвовать в окислительных реакциях. Когда кислород контактирует с металлом, расплавившимся под влиянием луча, эти реакции запускаются с бешеной скоростью. А при окислительных реакциях выбрасывается много тепла.
Как много тепла? Для разных металлов это значение будет различаться. Но вот, например, при лазерно‑кислородной резке железа количество выделяемого при окислении тепла в 3–5 раз больше, чем количество тепла, принесенное собственно лазером.
Это свойство кислорода позволяет резать металлы намного быстрее и дешевле, чем при использовании атмосферного воздуха. Быстрее — потому что в бешеном окислительном жаре металл плавится стремительнее. Дешевле — потому что для разрезания большого количества металла можно использовать меньше электричества.
Кислородная резка с лазерным стартом (технология LASOX)
Логическое развитие предыдущей технологии, один из новых трендов в лазерной резке металлов. Если в лазерно‑кислородной резке основной режущей силой является все‑таки лазер, а кислород, несмотря на огромную тепловую мощь окисления, выступает все‑таки «на подпевках», то здесь основную работу делает именно сверхзвуковая струя кислорода.
Лазерный луч служит стартером — он раскаляет металл примерно до тысячи градусов Цельсия, чтобы подготовить его к запуску бешеной окислительной реакции. Потом в поверхность ударяет струя газа — и начинается собственно резка.
Ключевое положительное отличие технологии — в том, что так можно прорезать более толстый металл — до 50 миллиметров против 30 у большинства установок лазерно‑кислородной резки.
Ключевое отрицательное отличие — процесс идет значительно медленнее. Скорость около 0,2 метра в минуту — в то время как у лазерно‑кислородной резки не меньше полуметра в минуту, а обычно еще быстрее. Поэтому если толщина металла позволяет использовать лазер‑кислород — выгоднее использовать именно его.
Дополнительное отрицательное отличие — увеличенный диаметр отверстий. Редко меньше 3 миллиметров, в то время как обычная лазерно‑кислородная резка выдает и 1 миллиметр, и даже 0,1 миллиметр, если используются специальные станки.
Благодаря этому кислородная резка с лазерной поддержкой используется, например, в судостроении — и не используется в сферах с более тонким металлом.
Резка лазером в среде инертного газа
Противоположность двух предыдущих технологий.
Окисление приходится очень кстати, когда идет работа с железом и низколегированными сталями — но с цветными металлами и высоколегированными сталями оно не в тему. Из‑за присутствия кислорода при резке нержавейка, алюминий и титан формируют на кромках негодные соединения, портящие свойства материала.
При этом решение «использовать не чистый кислород, а просто воздух» не помогает, потому что кислород в атмосферном воздухе всё равно есть. И резка пойдет не так быстро, но кромки всё равно будут испорчены — хоть и не так сильно. Качественной работой это не назовешь.
Поэтому при работе с «капризными» материалами используются инертные газы. В зону резки подается струя сжатого газа, который не вступает во вредную реакцию с материалом — но при этом так же выдувает из отверстия расплав и охлаждает края разреза.
Для большинства «капризных» материалов — например, нержавейки и сплавов алюминия — используется азот. Его называют условно‑инертным газом. «Условно» — потому что в принципе он не является инертным. Азот вполне себе вступает в реакции с другими веществами. Но не является окислителем. В данном случае этого достаточно.
Но существуют и «особо капризные» материалы — например, титан. При резке титана даже азот будет вреден. Потому что нежелательными являются не только оксиды титана, но и его нитрид, то есть соединение с азотом. Нитрид титана бывает довольно красив — в частности, его используют в качестве позолоты для куполов и зубных протезов. Но его нежданное появление в деталях никуда не годится, потому что нитрид титана хрупок. Для резки титана используется аргон — истинно инертный газ.
Лазерное термораскалывание
Три предыдущих технологии главным образом используются в металлообработке. А вот термораскалывание позволяет разделять стекло. Фактически при его использовании появляется не разрез, а именно трещина — только гладкая и контролируемая.
Эта технология эксплуатирует хрупкость стекла и возможность его разрушения из‑за перепада температур. Лазерный луч резко нагревает нужную область, струя инертного газа резко ее охлаждает. Трещина пошла. При этом луч движется, направляя ее дальше.
Испарительная резка лазером
Испарительная или сублимационная резка — один из пиков развития лазерной технологии. При классической лазерной резке разрезаемый материал плавится. А вот здесь, как уже понятно из названия, происходит мгновенное испарение.
Естественно, температура должна быть очень высокой. А для этого нужен очень мощный лазер, в который вкачивается очень много электроэнергии. При этом резка происходит не сплошным лучом, а короткими импульсами. Насколько короткими? Часто меньше 0,000000001 секунды (наносекунды).
При этом коэффициент полезного действия, конечно, чудовищно мал. Эту бы энергию на железо, да под кислород — и можно было бы резать и резать. Но применение сублимационной резки тоже может быть оправдано — конечно, в тонких и инновационных сферах, когда важно и материал разрезать, и материал подложки не задеть.
Какие виды лазерной резки используются в «Металл‑Кейсе»?
Мы не стремимся влезть всюду — пусть уж мы будем делать что‑то одно, но зато будем делать это с максимальной компетентностью и отдачей. Мы режем металл — поэтому не используем термораскалывание. И мы режем металл не для супермикроскопических нанопроцессоров (отпала сублимационная резка) и не для ледоходов (отпала кислородная резка с лазерной поддержкой).
Мы делаем детали из металла от 0,5 до 20 миллиметров. Поэтому используем:
кислородную резку
и резку в инертных газах — азоте и аргоне.
Но уж эти две технологии мы используем «на пять». Обращайтесь — давайте мы рассчитаем стоимость и сроки выполнения заказа, о котором вы подумали сейчас.
Быстрый расчёт стоимости
Станок для лазерной резки металла Тайор в Москве с доставкой по РФ
Станок для лазерной резки металла: оборудование, которое можно применять в самых разных областях промышленности
Для резки различных поверхностей, в том числе и металлов, задействуются различные типы станков. Как показывает статистика, более 70 % компаний, работающих на рынке, уже переходят с классических на лазерные.
Станок лазерной резки, что это такое
Станок лазерной резки – это оборудование, которое осуществляет резку или гравировку металлов и иных поверхностей. Принцип функционирования станка с лазерной резкой во многом напоминает работу стандартного фрезерного с ЧПУ. Но есть и конструктивные отличия.
Главное заключается в том, что есть луч лазера, он и выполняет функцию режущего инструмента. Температура стабильного луча настолько высока, что позволяет прорезать поверхность металла, или снять верхний слой. Если необходимо, станок лазерной резки может расплавлять, испарять, воспламенять поверхности, подвергаемые обработке.
Где применяются такое оборудование
Лазерный станок для резки металла может быть использован в самых разных отраслях экономики. В частности, с их помощью создают продукцию для рекламы:
Вывеска
Табличка
Номерок
Жетон
Также они подойдут для создания сувенирных товаров, от ручек и брелков с магнитами. Применяются такие аппараты для лазерной резки и для того, чтобы изготавливать печати и штампы. Может быть задействован станок для резки лазером и в сфере ритуальных услуг, им гравируют памятники, оградки из металла. Помимо этого, они используются и для того, чтобы маркировать пластиковые бирки, изделия из кожи.
Таким образом, данное оборудование применяют в самых разных отраслях. Тем не менее, основная сфера, где они нашли свое непосредственное применение – металлургическая, обрабатывающая промышленность.
Что входит в устройство лазерного станка для резки металла
Конструкция включает следующие компоненты:
Система излучения
Излучатель, оснащенный резонатором
Система управления
Узел, которые перемещает сам лазер на обрабатываемой поверхностью
В конструкцию могут входить и другие элементы. Это зависит от типа станка. Если это газовый, у него есть система, накачивающая инертный газ, колба из стекла, имеющая излучающую трубку. У твердотельного дополнительно устанавливают такие элементы, как лампа накачивания, импульсная, зеркала, рабочий элемент. У газодинамического есть охладительная система, сопло, чтобы ускорять газы.
Станок лазерной резки обладает многочисленными достоинствами, в сравнении с обычными. Поэтому компании предпочитают модернизировать свои производственные линии, устанавливая вышеуказанное оборудование.
Лазерные станки для резки и гравировки: каковы их достоинства
В сравнении с обычным фрезерным он тратит электрической энергии все-таки меньше. Это позволяет компаниям в значительной степени сократить свои расходы при производстве продукции, удешевить ее конечную стоимость.
ЧПУ станок лазерной резки позволяет резать заготовки, у которых разная толщина. За счет системы управления, луч можно точно отрегулировать, использовать в разных углах наклона, фокусировать в разной степени. Он позволяет обеспечить высочайшее качество торцов деталей, когда их обрабатывают на производственных линиях.
Лазерный станок для резки металла может резать заготовку, у которой может быть самая разная форма, хорошо обрабатывает хрупкие металлические детали. Также у него простая система управления. Гравировка и резка деталей, которые состоят из твердых сплавов осуществляется очень просто и оперативно.
Можно отметить и ряд других преимуществ. В частности, в сравнении с другими типами станков, у них скорость обрабатывания гораздо выше. Может возникнуть вопрос, а есть ли у таких станков хоть какие-то минусы? Как таковых минусов не отмечено.
Единственное, что стоит указать, так это то, что из-за своей сложной конструкции техническим обслуживанием станка лазерной резки может заниматься исключительно опытный специалист. Допускать к ремонту и техобслуживанию такого сложного оборудования лиц, не имеющих соответствующий опыт, запрещено.
Да, станок для лазерной резки металла цена немного выше, чем у обычного, но поскольку он обладает многочисленными преимуществами, его приобретение быстро окупается. Других недостатков у таких станков не отмечено.
Как правильно эксплуатировать данное оборудование
Поскольку станки лазерные, используемые для резки различных поверхностей относятся к сложному оборудованию, за ними требуется соответствующий уход. Персонал, работающий с ними, обязан в полной мере знать руководство по эксплуатации таких аппаратов.
Также заниматься техническим обслуживанием техники должны опытные мастера, обладающие соответствующими компетенциями. Кроме этого, помещения, где будут находиться станки должны быть обустроены согласно требованиям, представленным компанией-производителем оборудования. Если не соблюдать требования по эксплуатации, тогда станки очень быстро выйдут из строя, придется тратить дополнительные средства на ремонтные работы. Только неукоснительное соблюдение всех правил гарантирует, что станки смогут прослужить длительное время без сбоев и простоев.
На что следует обращать внимание, когда нужен станок лазерной резки металла
Станок лазерной резки цена прежде всего интересует покупателей. Тем не менее, следует обращать внимание не только на стоимость оборудования, но и прочие параметры. В частности, нужно обратить внимание на некоторые параметры:
Скорость обрабатывания поверхности
Тип излучателя
Как позиционируется луч над обрабатываемыми поверхностями
Торговая марка производителя
Срок гарантии от компании.
Помимо этого, рекомендуется обратить внимание еще и на то, в каких условиях разрешается эксплуатировать станок для лазерной резки металла и иных поверхностей, насколько он прост и удобен в управлении. Также не стоит забывать о требованиях к помещениям, где будут монтировать лазерные станки для резки и гравировки металлов и прочих поверхностей.
Только когда полностью выяснены все параметры оборудования, можно приобретать станок лазерной резки.
У кого приобрести сейчас стоит купить станок лазерной резки
Если вам станок лазерной резки купить нужно по оптимальной стоимости, обращайтесь в нашу компанию. У нас самый большой выбор лазерных станков по выгодным расценкам. Станок с лазерной резкой металла цена в Москве доступна всем покупателям.
Ассортимент продукции регулярно пополняется новыми образцами продукции. Консультируем и помогаем подобрать надежное и недорогое оборудование для ваших нужд.
Гарантируем, что только в нашей компании вы сможете найти для себя лазерные станки для резки в Москве по наиболее доступной цене, которые прослужат очень долгое время.
Основы лазерной резки металла
Методы субтрактивного производства являются типичными операциями изготовления деталей в промышленности. Одним из основных примеров таких методов является лазерная резка листового металла — важная производственная процедура.
Этот процесс фокусирует лазерный луч на поверхности материала, чтобы сжечь, испарить или расплавить материалы и, наконец, получить желаемые результаты. Поскольку это точный и точный процесс, он упрощает изготовление компонентов со сложными деталями.
Эта статья представляет собой всеобъемлющее руководство со всей необходимой информацией о лазерной резке, которая может вам понадобиться, прежде чем вы приступите к работе над своим следующим производственным проектом.
Что такое Лазерная резка листового металла ?
Изготовление листового металла является одним из основных методов промышленного производства. Таким образом, лазерная резка листового металла является одной из самых популярных процедур. Лазерная резка использует мощный луч света (лазер) для вырезания плоских и тонких листов металла. Процесс управляется оптикой и технологией числового программного управления (ЧПУ), что обеспечивает высокую точность лазерной резки деталей.
История Лазерная резка листового металла
Технология лазерной резки существует уже более 60 лет, первая попытка резки листового металла была предпринята еще в 1960 году.
К 1964 году, CO 2 Лазеры уже использовались для изготовления сложных деталей, таких как сварка часовых пружин. Автоматизация и высокая точность лазерной резки по сравнению с другими процессами резки сделали их широко используемыми для деликатного производства и крупносерийного производства.
Волоконные лазеры были впервые произведены в 60-х годах, но только в конце 80-х, прежде чем они появились на коммерческом рынке. 1990-е годы считаются золотым веком лазерных технологий, поскольку они уступили место многим мощным лазерам, таким как твердотельные лазеры, которые значительно повысили эффективность и производительность. К началу 2000-х годов услуги лазерной резки стали широко распространенной производственной технологией, используемой в нескольких отраслях, таких как автомобильная и аэрокосмическая промышленность.
Типы лазеров для резки листового металла
Существует три различных типа лазеров для резки материалов в промышленном производстве. Каждый лазерный резак имеет уникальные особенности, которые отличают их от других. С учетом сказанного ниже приводится исчерпывающая информация о трех типах лазерных резаков.
Волоконные лазеры
Волоконно-лазерные станки для резки являются одними из самых мощных высокоточных режущих устройств. Они относятся к твердотельным лазерам, использующим затравочные лазеры для усиления луча специальными стеклянными волокнами. Они эффективны для резки деталей из металлов, сплавов и неметаллов, таких как стекло, пластик и даже дерево. Помимо простых операций резки, они подходят для гравировки металла и отжига.
Прорези волоконного лазера более обширны, чем другие; это может объяснить их высокую мощность. Они обладают длительным сроком службы не менее 25 000 часов и, следовательно, требуют меньше обслуживания. Они производят одни из самых прочных и стабильных балок. Однако лучше всего они подходят для материалов толщиной менее 20 мм.
CO 2 Лазеры
CO 2 Лазеры производят луч света, пропуская электричество через трубку, заполненную смесью газов. Газовая смесь содержит в основном углекислый газ и инертные газы – гелий и азот, наиболее распространенные формы для лазеров.
Однако они менее эффективны по сравнению с волоконными лазерами. CO 2 Лазерные станки могут резать только неметаллы, такие как дерево, акрил и пластик. В некоторых случаях они также могут использоваться для лазерной резки листового металла, особенно тонких листов алюминия и некоторых других цветных металлов.
[Возможно, вы захотите узнать разницу между волоконными лазерами и CO2-лазерами.]
Кристаллические лазеры
Кристаллические лазерные резцы существуют в двух формах: Nd:YAG (алюминиевый гранат, легированный неодимом) и Me:YVO (кристаллы ортованадата иттрия, легированного неодимом, YVO4). Оба являются невероятно мощными режущими устройствами. Тем не менее, они довольно дороги, но их срок службы примерно вдвое меньше, чем у волоконных лазеров — от 8 000 до 15 000 часов. Они подходят для резки металлов с покрытием и без покрытия, неметаллов и пластмасс и даже керамики в определенных условиях.
Три Лазерная резка листового металла Процессы
Лазерная резка листового металла – это термический процесс, который включает использование лазерного луча для вырезания деталей из металлического листа. Прежде всего, существует три метода резки листового металла.
Лазерная резка плавлением
При резке плавлением используется инертный режущий газ, часто азот или аргон, для выталкивания расплавленного материала из резака. Поскольку используется инертный газ, он предотвращает окисление на режущей кромке, не вступая в реакцию с процессом. Этот процесс подходит для плоских и тонких листов, а также для случаев, когда материал должен соответствовать высоким визуальным требованиям и иметь меньше требований к постобработке.
Пламенная лазерная резка
Пламенная резка использует газообразный кислород для удаления расплавленного материала. Это вызывает экзотермическую реакцию, которая объясняет увеличение общего энерговклада в процесс. Этот процесс идеально подходит для резки низкоуглеродистой стали, а также других типов листового металла и легкоплавких материалов, таких как керамика.
Лазерная сублимационная резка
Сублимационная резка использует лазер для испарения частей материала с меньшей температурой плавления. Как и при резке плавлением, в качестве режущего газа используются инертные газы – азот, гелий или аргон, что гарантирует отсутствие окислителей на режущих кромках. Несмотря на то, что он медленный, он производит высококачественные края для высокоточной резки.
Преимущества Лазерная резка листового металла
Ниже приведены пять важных преимуществ этой технологии производства.
Высокоточная резка
Световой луч режет металлы с очень высокой точностью при лазерной резке. Точность и прецизионность, с которой лазер плавит и испаряет материалы, несравнимы со многими другими методами резки. Некоторые инструменты для высечки имеют уровни допуска от 1 до 3 мм, в то время как лазерные резаки режут с точностью до 0,003 мм.
Использование большого количества листов
Лазерные резаки позволяют использовать большой процент производственных материалов. Технология практически не оставляет места для отходов – машина максимально увеличивает количество пригодных для использования частей любого металлического листа. Поэтому меньше беспокойтесь о предоставлении лишних материалов; вы можете купить точное количество, зная, что этого будет достаточно.
Чрезвычайная универсальность резки
Операции лазерной резки отличаются высокой гибкостью и универсальностью. Один лазерный резак хорошо справляется с различными операциями резки, такими как простые вырезы, сложные со сложными деталями, разметка, сверление и даже гравировка. Поэтому производителям не нужно время от времени заменять инструменты в процессе.
Низкое энергопотребление
Лазерные резаки не требуют перемещения различных частей устройства, в отличие от некоторых других станков для резки. Это позволяет им эффективно вырезать куски материала, не потребляя слишком много энергии. В то время как лазерные резаки могут работать с энергией 10 кВт, большинство других процедур могут использовать до пяти раз.
Незначительные повреждения или их отсутствие
Возможно, вы думаете, что воздействие тепла на материалы при лазерной резке может привести к деформации или деформации деталей или даже к полному повреждению. Что ж, это неправда. Детали, на которые воздействует тепло при лазерной резке, минимальны и не представляют угрозы для устойчивости элементов или компонентов после изготовления.
Недостатки Лазерная резка листового металла
Несмотря на многочисленные преимущества, лазерная резка листового металла имеет несколько недостатков. Давайте обсудим их.
Потребность в операторе-специалисте
Чтобы наилучшим образом использовать лазерные резаки, вам может потребоваться нанять профессионала для управления станком для изготовления деталей. Например, эксперт быстро обнаружит неисправность или неправильную настройку, которые могут повлиять на производственные процессы или даже на целостность машины.
Ограничения по толщине металла
Хотя лазерная резка может хорошо работать с широким спектром материалов, включая металлические листы, при работе с толстыми металлами рекомендуется использовать другие процедуры резки. Типичные лазерные резаки отлично подходят для резки алюминиевых листов максимальной толщиной 15 мм и стали толщиной 6 мм.
Вредные газы
Поскольку лазерные резаки плавят и испаряют материалы, при резке пластика они выделяют значительное количество вредных паров. Следовательно, крайне важно проводить лазерную резку в хорошо проветриваемом помещении или в безопасной рабочей среде.
Высокие первоначальные инвестиции
Стоимость высококачественного лазерного резака высока. Типичный лазерный резак может стоить около 3000 долларов, что в два раза превышает стоимость гидроабразивных или плазменных резаков. Чтобы заниматься услугами лазерной резки как бизнес-средством, вам необходимо нести большие первоначальные инвестиции.
Советы по проектированию деталей для лазерной резки
Для эффективного использования услуг лазерной резки деталей. Вам необходимо придерживаться приведенных ниже советов для дизайн изделия для лазерной резки .
Ваши данные не могут быть меньше толщины металла
Толщина является важным фактором, который необходимо учитывать при лазерной резке. Это напрямую связано с мощностью лазера. Следовательно, чем больше толщина, тем меньше лазер может проникнуть и разрезать материал. Однако увеличение мощности лазера в разы может увеличить вероятность разрезания такого материала.
Помните о пропиле
В конструкции лазера важно помнить о том, что люди называют пропилом. Прорезь — это материал, который испаряется, когда лазерный луч попадает на материал для лазерной резки. Дело не только в лазерной резке. Это видно в других процессах субтрактивной обработки. Лазерная резка пропила происходит за счет толщины лазерного луча. Важно учитывать это на этапе проектирования.
Выберите правильный материал
Правильный выбор материала — это самое важное, на что следует обратить внимание перед операцией лазерной резки. Выбор материала зависит от свойств, которыми должен обладать конечный продукт. Например, материалы имеют разные свойства с точки зрения жесткости, прозрачности и гибкости. В Rapid Direct у вас будет доступ к различным видам лазерной резки листового металла, пластика, бумаги и т. д.
Интервалы важны
Интервалы очень важны при лазерной резке, чтобы устранить ошибку и получить наилучший результат. Минимальное расстояние должно быть равно толщине материала. Например, при лазерной резке листового металла, если толщина листового металла составляет 2 мм, расстояние между двумя путями составляет 2 мм. Это также важно, если вы собираетесь работать с различными конструкциями из листового металла, вырезанными лазером.
Преобразование текста в опорные точки и кривые
Не все лазерные операции требуют вырезания текста. Однако, если вам нужно включить текст, вы должны расставить буквы текста и написать их в большом формате. Это для более плавной работы и лучшего результата. Если буквы стоят близко, они могут перекрываться, что приводит к неразборчивой надписи.
Знание приведенных выше советов может помочь в снижении затрат на изготовление листового металла .
Должен ли я инвестировать в станок для лазерной резки или выбрать услугу
От простых производителей оборудования до крупных компаний, таких как аэрокосмическая и автомобильная промышленность, услуги лазерной резки имеют решающее значение для различных производственных операций. Этот метод является эффективной и высокоэффективной процедурой, подходящей для широкого спектра материалов.
Тем не менее, разумным выбором для небольших производственных компаний является выбор услуги, а не инвестирование в машину, поскольку это отличный способ сэкономить средства, но при этом предложить клиентам качество. Однако при наличии средств инвестиции в станки для лазерной резки могут быть очень прибыльными из-за многочисленных преимуществ, которые дает это устройство.
В любом случае, выбор зависит исключительно от производителя. Но если вы решите нанять услугу, свяжитесь с RapidDirect — экспертом в предоставлении услуг лазерной резки листового металла.
Ваши онлайн-услуги лазерной резки деталей из листового металла
Вы ищете компанию, которая гарантирует качественные услуги лазерной резки? Тогда RapidDirect — это именно то, что вам нужно для вашего производства.
Мы являемся надежной компанией, предоставляющей услуги по изготовлению листового металла для быстрого прототипирования и индивидуального производства. Мы гарантируем высококачественные услуги лазерной резки листового металла, а также предлагаем экономичные и оперативные решения в соответствии с вашим запросом.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Мы также предлагаем как мелкосерийные прототипы, так и крупносерийное производство. С RapidDirect вы можете быть уверены, что ваши продукты не будут иметь проблем с изготовлением листового металла, даже при работе с нестандартными продуктами со сложными деталями. Более того, мы также предлагаем одни из лучших услуг в области обработки с ЧПУ, 3D-печати, литья под давлением и литья под давлением.
Альтернативы лазерной резке
Возможно, вы не хотите использовать лазерную резку и не знаете, как вырезать формы из листового металла; Ниже приведены другие высококачественные варианты для ваших производственных нужд.
Электроэрозионная обработка
Электроэрозионная обработка Электроэрозионная обработка, как и лазерная резка, использует тепловую энергию для удаления кусков материала. Он использует электрические разряды (искры), чтобы вырезать из материала нужную форму. По сравнению с лазерной резкой электроэрозионная обработка обеспечивает лучшую чистоту поверхности с меньшей зоной термического влияния. Также он подходит для резки закаленных кусков материала.
Фрезерование с ЧПУ
Фрезерование с ЧПУ предполагает использование высокоскоростных фрез для придания формы материалам. Фрезерные операции хорошо работают с металлами, сплавами и неметаллами. Как и лазерная резка, они представляют собой высокоточный субтрактивный производственный процесс. Основное различие между этими двумя процессами заключается в том, что в то время как при фрезеровании используются режущие инструменты — вращающиеся фрезы для вырезания или придания формы рисункам, при лазерной резке используются лучи света, лазерное плавление или выжигание формы рисунка.
Гидроабразивная резка
Гидроабразивная резка — это технология производства, при которой для резки куска материала используется вода или смесь воды и абразивных веществ под высоким давлением.
Ниже приведено сравнение гидроабразивной и лазерной резки.
Лазерные резаки могут гравировать цифры или знаки, тогда как гидроабразивная резка позволяет только резать.
Оба подходят для резки широкого спектра материалов. Однако водяные струи не могут резать более толстые материалы, чем лазерные резаки, до 50 мм.
Лазерная резка имеет более высокие уровни допуска и уделяет больше внимания сложным деталям, что делает ее лучшим выбором для сложных геометрических форм.
Штамповка
Штамповка использует штамповочный пресс для вырезания нужной формы из куска материала. Как и другие операции с ЧПУ, штамповка — это высокоточный метод изготовления деталей, который также подходит для широкого спектра материалов. Однако штамповка не идеальна для изготовления компонентов сложной геометрии.
Заключение
Лазерная резка — это технология, используемая для быстрого прототипирования материалов для резки. В этой статье представлена операция, ее история, типы и другие вещи, которые вы, возможно, знаете. Мы считаем, что вы узнали одну или несколько вещей о лазерной резке. Тем не менее, вы можете доверять нам в RapidDirect для лучших услуг лазерной резки.
Как правильно выбрать станок для лазерной резки? Ultimate Guide
Если говорить об инновациях в технологиях, то нельзя не упомянуть лазерные технологии. Способ использования энергии лазера феноменален. Ключевой областью, в которой лазер делает свое присутствие известным, является станок для лазерной резки.
Благодаря своей высокой точности и аккуратности лазер оказался лучшей альтернативой всем другим технологиям. Станки для лазерной резки работают очень быстро и выполняют работу максимально качественно.
Области применения
Давайте обсудим типы станков для лазерной резки, используемые в промышленности
Основываясь на описании типов лазерных резаков, давайте теперь перейдем к советам и предложениям, которые могут помочь вам при выборе станка для лазерной резки. или гравировальный станок
Заключение
Лазер — очень широкая тема для обсуждения, но мы ограничимся в этой теме станками для лазерной резки. Будьте с нами, пока мы информируем вас о том, что представляет собой эта интеллектуальная технология.
Станки для лазерной резки – это в основном машины любого типа, в которых используется лазер для создания рисунков и рисунков путем физического удаления или резки материала. Лазерный луч, который используется в таких машинах, способен плавить, сжигать или испарять материал.
Лазерная резка — это производственный процесс. Он состоит из очень тонкого, невидимого, но сфокусированного лазерного луча, который режет и гравирует материал подложки. Его можно использовать либо для прорезания материала, либо для создания логотипов, узоров, рисунков и написания текста или цифр.
Последняя информация производится с использованием опции гравировки станков для лазерной резки. Лазер идеально подходит для работы с металлом, деревом, стеклом, керамикой, бумагой и камнем. В то время как другие станки для резки строго зависят от одного материала подложки, лазер имеет широкий спектр применения.
Применение
Как уже упоминалось выше, технология лазерной резки находит применение в различных областях. Она начинается с электроники, медицины, оборонки, автомобилестроения и заканчивается здравоохранением и дизайном. Наиболее известное применение лазерных резаков — резка любого металла.
Нет абсолютно никаких ограничений. Он может одинаково резать сталь, алюминий, вольфрам, латунь, никель или железо. Он делает это с такой хорошей отделкой и точностью, что невозможно вернуться к этим старомодным металлическим резакам.
Существует одно очень интересное применение лазерной технологии, о котором стоит упомянуть. Он добрался до хирургических отделений и заменяет металлические режущие инструменты, такие как скальпели и т. д. В настоящее время он используется для выпаривания тканей и клеток человека.
Эти виды операций очень рискованны и требуют точности и крайней осторожности. Но с более высоким риском приходит список преимуществ. Он используется в операциях по коррекции сетчатки глаза, когда пациент сохраняет зрение, утраченное в результате несчастного случая или с возрастом. После операции зрение пациента возвращается к исходному.
Технические характеристики лазера
Диаметр лазерного луча обычно находится в диапазоне от 0,1 мм до 0,3 мм. Мощность таких лучей колеблется от 1 до 3 кВт. Мощность машины определяется по материалу подложки.
Если вы хотите резать сталь или железо, вы можете выполнить свою работу с мощностью 1 или 2 кВт. Но для таких металлов, как медь и алюминий, обладающих хорошими отражающими и проводящими свойствами, вам могут понадобиться лучи мощностью 6 кВт.
Если мы посмотрим на компоненты лазерного резака, мы увидим два основных компонента; Лазерный резонатор и режущая головка. Посмотрим, чего они стоят.
Лазерный резонатор
Лазерный резонатор — это центральная часть любого станка для лазерной резки. Он состоит из стеклянной трубки с двумя зеркалами, расположенными лицом друг к другу. Трубка состоит из таких газов, как CO2, водород, азот и гелий.
Затем идут диоды, которые заряжают эту газовую смесь. В некоторых случаях для заряда этой смеси используют и электрический разряд. Эта зарядка газов излучает энергию, которая выходит в виде лазерного луча.
Режущая головка
После того, как резонатор излучает лазерный луч, он расходится в разных направлениях после отражения от зеркал, стратегически расположенных внутри машины. Достигнув режущей головки, лазерный луч увеличивается и фокусируется на интересующей точке.
Эта режущая головка преобразует лазерный луч во что-то, что прорезает материал подложки или гравирует на нем. Прежде чем достичь подложки, лазерный луч проходит через сопло вместе со сжатыми газами, такими как азот или кислород.
Когда луч режет или гравирует материал, он расплавляет подложку, которая затем продувается азотом. Режущая головка — это механическая часть машины, которая перемещается по подложке с помощью цепей и ремней.
Качество работы определяется расстоянием между соплом и металлом. Он должен быть достаточно точным, чтобы результат был точным и соответствовал требованиям заказчика. Такие факторы, как интенсивность луча и скорость лазерного луча и режущей головки, также определяют качество продукции.
Прежде чем мы перейдем к типам станков для лазерной резки или гравировки, давайте сначала устраним распространенную путаницу среди людей. Люди часто путают маркировку и гравировку. Между ними есть разница. Кратко объясним.
Лазерная маркировка
Маркировка — это операция, при которой лазер не полностью проникает в материал подложки. Меняются только свойства и внешний вид материала. Когда лазер вступает в контакт с подложкой, он создает высококонтрастные метки из-за тепла луча.
Лазерная гравировка
Как следует из названия, лазерная гравировка удаляет материал с поверхности, оставляя после себя полость. Эта полость и есть ваша информация. Тепло лазера сначала расплавляет материал, а затем сразу же испаряет его, создавая четкие отпечатки.
Давайте обсудим типы станков для лазерной резки, которые используются в промышленности!
Станки для лазерной резки различаются в зависимости от типа используемого лазера. Следовательно, тип лазера определяет тип подложки и толщину материала.
Существует три основных типа лазерных резаков:
СО2-лазерные резаки
СО2-лазерные станки для резки состоят из газа СО2 и смеси других газов, таких как гелий и азот. Этот тип газовой смеси заряжается электрическим разрядом, который затем производит лазерный луч. Длина волны таких фрез составляет 10,6мм.
СО2-лазеры наиболее распространены и хорошо зарекомендовали себя благодаря своей эффективности и низкой цене.
Материалы: Стекло, пластик, кожа, дерево и акрил.
Кристаллические лазерные резаки
Кристаллические лазерные резаки генерируют лучи из орто-ванадата иттрия, легированного неодимом. Длины волн этих резаков меньше по сравнению с резаками для CO2-лазера, поэтому они могут резать более толстые материалы.
Меньшая длина волны также способствует лучшей фокусировке и более высокой интенсивности. Одним из недостатков этих фрез является то, что их детали изнашиваются из-за высокой мощности функциональности.
Материалы: Пластмассы, металлы и керамика.
Волоконный лазерный резак
Происхождением волоконного лазера является затравочный лазер, который усиливается и увеличивается с помощью специальных оптических волокон. Более распространенное название волоконных лазерных резаков — твердотельный лазер.
Замечательные преимущества этого лазерного резака включают резку отражающих и проводящих металлов, в три раза большую эффективность по сравнению с лазерными резаками CO2 и отсутствие подвижных частей.
Волоконные лазеры могут работать как с металлами, так и с органическими материалами. Хотя лазерные станки для резки волокон очень похожи на кристаллические лазеры, они более эффективны и требуют меньшего обслуживания.
Материалы: Металлы и органические материалы.
Основываясь на описании типов лазерных резаков, позвольте нам перейти к советам и предложениям, которые могут помочь вам при выборе лазерной резки или гравировального станка.
Опираясь на технологии, мы больше обеспокоены машинами для резки лазером CO2 по сравнению с машинами для резки волоконным лазером. Станки лазерной резки CO2 являются пионерами оборудования для лазерной резки. Поэтому они считаются основой металлургической отрасли на протяжении последних двадцати лет.
Волоконный лазер был представлен на рынке примерно в 2008 году. Волоконные лазеры обладают более высокой скоростью резки и низкими эксплуатационными расходами. В начале этого изобретения он не мог работать с более толстыми металлами.
Однако, после постоянных усовершенствований, теперь он может резать металл толщиной до 1,5 дюймов. Даже если они продаются по более высокой цене, им удалось стать популярным выбором.
CO2-лазеры не могут резать отражающие и проводящие материалы, а волоконный лазер может. Но есть определенные аспекты, в которых лазерная резка CO2 лучше, чем резка волоконным лазером. В первую очередь, когда производители должны работать с более толстыми металлами, где требуется хорошее качество кромки, они выбирают лазерные резаки CO2.
С тех пор, как газовые резаки уже давно присутствуют на рынке, фабрики обучают собственный персонал обслуживанию и ремонту. Что касается волоконных лазеров, вам, возможно, придется позвонить своему поставщику в случае возникновения проблем.
Когда дело доходит до погрузочно-разгрузочных работ, вам необходимо знать скорость вашей машины. Волоконный лазер работает очень быстро, поэтому обработка материала может быть сложной.
Вы должны быть в состоянии вычислить общее количество рабочих часов в день и скорость машины для данной задачи. Вот как вы собираетесь обращаться с материалом, иначе вам придется сменить машину.
Тенденции цен
Если мы посмотрим на рыночные цены на станки для лазерной резки или гравировки, то увидим, что они варьируются в зависимости от типа работы. Вы пытаетесь использовать лазерные резаки или граверы в качестве хобби и ищете лазерные станки DIY? Хорошо идет! Лазерные станки DIY доступны всего за 500 $.
Комплект фрезерного станка Genmitsu CNC 3018-PRO
Этот удобный в использовании станок для лазерной резки/гравировки имеет самые простые протоколы настройки. Точность этой машины выдающаяся из-за высокоскоростного программного обеспечения и хорошей связи в машине. Программное обеспечение представляет собой программное обеспечение Grbl с открытым исходным кодом, поэтому не нужно беспокоиться о приобретении программного обеспечения.
Хорошо, что он также может работать на Arduino. С годовой гарантией это устройство может резать такие материалы, как дерево, пластик, ПВХ и акрил. Цена этой машины составляет 250 долларов США.
Если вы не любитель, а работаете из дома, возможно, вам стоит взглянуть на этот лазерный гравировальный станок. Этот двойной лазерный гравировальный станок с 3D-принтером BIBO работает с объектами органической природы и более мягкими, например, с кожей, деревом, бумагой и пластиком.
Может выполнять как печать, так и гравировку. Эта машина продается по цене 750 долларов США.
Волоконный лазерный маркировочный станок HS-FL50 мощностью 50 Вт
Когда дело доходит до изготовления промышленных волоконных лазерных гравировальных станков, компания Heatsign зарекомендовала себя как надежный поставщик. Этот станок Heatsign поддерживает глубокую гравировку металла и имеет большое рабочее пространство. Долгий срок службы этой машины делает ее очень надежной в промышленных установках.
Срок службы этой машины составляет около 1 00 000 часов. Этот станок может и маркировать, и гравировать с высокой точностью. Конструкция работает по принципу plug-and-play и практически не требует расходных материалов. Диапазон цен на эту промышленную машину для маркировки волоконным лазером варьируется от 5000 до 9 000 долларов США.000 долларов США.
Заключение
Это в значительной степени подводит итог нашей статье о станках для лазерной резки и гравировальных станках. Выяснив, какая работа вам нужна от вашей машины, вам просто нужно взглянуть на соответствующие характеристики машин.
Если вам приходится работать с неметаллами, попробуйте использовать лазерные резаки и граверы CO2 с диапазоном мощности в верхней части. Однако, если вам требуется точная работа и работа с металлами или отражающими поверхностями, такими как сталь, алюминий, вам нужно искать станок с волоконным лазером.
Рейсмус. Виды и устройство. Применение и работа. Особенности
Рейсмус – это деревообрабатывающий станок, предназначенный для плоскостного строгания заготовок до заданной толщины с миллиметровой точностью. Может применяться для калибровки досок, реек, мебельных щитов. Станок делает чистовую обработку обычно не требующую дополнительного шлифования.
В качестве силового агрегата станка применяется электродвигатель. Он посредством ременной или цепной передачи передает крутящий момент на рабочие ролики с ножами. Те, вращаясь, строгают проходящие между ними и столом деревянные заготовки, снимая с нее заданную толщину материала. Станок имеет механизм регулировки глубины съема, обычно с шагом 1-2 мм.
Кроме вала с ножами в станке имеются 2 вальца, отвечающих за прогонку материала. Они захватывают заготовку и принудительно направляют ее на ножи. Обычно станок имеет подающий и принимающий ролик, расположенные с боков от вала с ножами. Благодаря их наличию не требуется продавливать заготовку вручную. Более упрощенные бытовые устройства не имеют механизма автоматической подачи, но такое оборудование встречается значительно реже.
Отдельные устройства могут иметь дополнительную пару роликов, располагаемых снизу на столе, однако не оснащенных приводом от мотора. Они просто облегчают скольжение материала по столешнице, исключая его торможение посредством трения.
Рабочий ролик с ножами располагаются сверху, поэтому строгает заготовку только с одной стороны. В связи с этим после придания идеальной плоскости и гладкости с одной стороны заготовка переворачивается.
На передней панели устройства располагается линейка калибровки размера заготовок. Непосредственная настройка высоты осуществляется путем изменения зазора между столом подачи и рабочими ножами. Вращая рукоятку регулировочного винта можно поднимать или опускать стол относительно ножа. У бытовых устройств при регулировке сдвигаются ножи, а не стол.
Многие конструкции рейсмусов предусматривают колпак с фланцем поверх ножей для подключения пылесоса. Это позволяет осуществлять отвод стружки в циклон, исключая ее разбрасывание по периметру мастерской.
Виды рейсмусов
Рейсмус крайне полезное деревообрабатывающее оборудование применяемое столярами и плотниками. В связи с этим его производству уделяется много внимания. Производители постоянно совершенствуют классическую схему станка, дополняя ее новыми улучшающими качество обработки функциями.
Рейсмусы условно можно разделить на 3 группы:
Односторонние.
Двусторонние.
Многосторонние.
Рейсмус одностороннего действия имеет классическую конструкцию. Он обрабатывает заготовку сверху, после чего ее нужно перевернуть. Такое оборудование в первую очередь предназначено для бытового применения, а также использования в небольших столярных мастерских.
Двусторонние станки обрабатывают деталь не только сверху, но и снизу. Это позволяет добиться идеальной плоскости заготовки всего за 1-2 прогонки. Данное оборудование преимущественно используется на производстве, где делается множество деталей одинаковых параметров из приблизительно равных заготовок.
Многосторонние рейсмусы являются самыми скоростными. Они обрабатывают заготовку с 3-х или 4-х сторон. Таким образом, на выходе деталь не нужно переворачивать, поскольку она имеет идеальную плоскость и все углы по 90 градусов. Также бывают рейсмусы с более чем 4-мя строгальными поверхностями. Они позволяют получить шестигранную, восьмигранную деталь.
Определяющие параметры
В продаже представлено множество моделей рейсмусов отличающихся между собой по ряду характеристик:
Мощность.
Ширина стола.
Высота строгания.
Скорость подачи.
Шаг механизма регулировки.
Наличие автоматической подачи.
Материал стола.
Наличие системы автоматической калибровки.
Очень важным параметром для рейсмуса является мощность мотора, а также способ передачи крутящего момента на ножи. Чем шире заготовки планируется обрабатывать, тем более мощным должен быть двигатель. В противном случае во время работы деталь нужно будет прогонять много раз, снимая всего лишь по 1-2 мм толщины. Достаточная мощность мотора позволит протягивать через нож сразу по несколько заготовок, а не тратить время на поочередную обработку. К примеру, для станка шириной 800 мм нормой считается мощность двигателя не менее 7 кВт.
Можно встретить станки бытового и профессионального назначения в пределах мощности моторов 1,6-8 кВт. Промышленные агрегаты существенно мощнее, в частности, применяемые для изготовления лафета или бруса. Стоит отметить, что устройствам мощностью до 2 кВт крайне не хватает силы для нормальной обработки заготовок. Многие бытовые ручные электрорубанки бывают мощнее. Такие устройства подойдут для обработки небольших реек, но для них затруднительно справиться с доской даже шириной 200 мм.
Также важным параметром выступает способ передачи крутящего момента от двигателя на ролики и нож. Он может быть реализован с помощью цепи или ременной передачи. Для исключения пробуксовки ремней и их разрыва при работе лучше, чтобы шкивы станка были рассчитаны сразу на 2-3 ремня, дублирующих друг друга. В таком случае при обрыве одного из них рейсмус сможет продолжить работу.
Крайне важным критерием при выборе рейсмуса является ширина стола. Этот параметр соответствует ширине заготовок, которые можно прогнать через станок. Бытовые рейсмусы могут быть рассчитаны на доски шириной до 300 мм, в то время как профессиональное оборудование имеет захват 1300 мм и более. Большой захват дает возможность обрабатывать плоскость склеенного мебельного щита или цельной столешницы из бревна большого диаметра.
После ширины важным параметром является максимально допустимая высота подаваемых заготовок. У бытовых устройств она редко превышает больше 140-160 мм. В связи с этим они не могут обрабатывать лафет или другие крупные детали. Также на них не удастся поставить доску на ребро, чтобы выровнять ее боковины. Если подобные виды работ не планируются, то вполне можно обойтись станком с малой высотой захвата.
Качество обработки древесины строгальными ножами зависит от скорости, с которой деталь проходит через станок. Если она двигается медленно, то лезвия захватывают древесину тонкой стружкой, исключая вырывание волокон. Однако низкая скорость влечет потерю продуктивности оборудования. Бытовой станок с мощностью двигателя 2 кВт обычно имеет заданную скорость подачи материала примерно на уровне 6 м/мин. Это наиболее идеальное среднее значение для большинства пород дерева.
Но, к примеру, при строгании сосны или липы можно ставить более высокую скорость без потери качества, а вот для дуба или ясеня наоборот подачу стоит занизить. Таким образом, лучше всего, чтобы станок позволял регулировать скорость. Обычно это делается не за счет изменения оборотов мотора, а путем перекидывания приводного ремня от двигателя на больший или меньший шкив роликов.
Рейсмус может оснащаться различными механизмами регулировки глубины строгания.
В одних настройка осуществляется пошагово по заданным размерам, а в прочих можно менять размер до долей миллиметров. Естественно возможность самостоятельно задавать глубину строгания является более предпочтительной.
Практически все рейсмусы, кроме самых бюджетных, имеют механизм автоматической подачи. Он реализован двумя или более роликами, которые прокатывают заготовку через ножи. Использование устройства с таким механизмом является более безопасным, поскольку в таком случае отсутствует необходимость приближать руки в зону строгания. Станок после введения в его рабочую часть заготовки захватывает ее и далее ведет самостоятельно, от оператора требуется только забрать ее с другой стороны, если там не подставлен дополнительный стол.
Не столь критичным, но достаточно важным параметром определяющим работоспособность рейсмуса является материал его стола. Дело в том, что столешницы из хлипкого металла постепенно деформируются. Это делает невозможным получение после обработки деталей с идеальной плоскостью. Лучшими считаются чугунные столы, которые после литья прошли термическую обработку. Она убирает внутреннее напряжение металла. Толщина чугунных столов у профессиональных станков может составлять 20 мм и более.
Очень удобной функцией рейсмуса является система автоматической калибровки. Она позволяет при пропуске через станок заготовок с небольшими отклонениями по толщине получать их на выходе совершенно одинаковыми. К примеру, если нужно сделать доску толщиной 20 мм и пропустить через рейсмус заготовку 21 и 23 мм, то станок снимет на одной 1 мм, а на второй 3 мм. При этом не потребуется делать корректирующие настройки перед каждой деталью.
Тонкости работы
Специфика устройства рейсмуса устанавливает определенные требования к самим заготовкам. Одна их сторона, располагаемая противоположно ножам, должна иметь плоскость. В связи с этим доску предварительно нужно ровно распилить на циркулярном столе или прогнать через фуговальный станок. После этого рейсмус сможет сделать ровной противоположную сторону.
Применяемые в конструкции рейсмуса электромоторы не имеют существенного запаса мощности, поэтому при установке большой высоты съема за один проход скорость оборота ножей замедляется. Как следствие поверхность заготовки вместо гладкой получается грубой или со сколами. В связи с этим при необходимости съема большой толщины лучше делать несколько проходов, сострагивая по 1-2 мм, и постепенно снижать зазор между ножами и столом.
Похожие темы:
Бытовой станок. Виды и работа. Применение и как выбрать. Особенности
Ручной рубанок. Виды и устройство. Применение и как выбрать
Ленточный гриндер. Виды и устройство. Работа и применение
Фрезерный станок с ЧПУ. Виды и устройство. Работа и особенности
Шлифовальный станок. Виды и типы. Работа и применение. Выбрать
Токарный станок. Виды и устройство. Принцип работы и как выбрать
Волочильный станок. Виды и назначение. Как выбрать и особенности
классификация рейсмусов для дома и производства, нюансы выбора
Рейсмусовые станки часто используются в строительной сфере для обработки деталей из древесины разных пород. Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины.
Конструктивные особенности устройства станка позволяют обрабатывать детали или получать готовые изделия с требующимися параметрами с миллиметровой точностью. С помощью рейсмуса можно строгать заготовки в одной плоскости, регулируя толщину доски. Подвергающаяся обработке заготовка направляется посредством специального механизма, упрощающего работу станка.
Конструкция рейсмусового станка
Функционирование
Виды оборудования
Типы рейсмусовых станков
Строгальное оборудование
Рейсмусы для домашних целей
Производственные устройства
Критерии выбора
Конструкция рейсмусового станка
Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Рейсмусовые станки применяются для обработки деревянных элементов и изготовления изделий в промышленном масштабе. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Разные станки имеют определённые конструктивные особенности, отличаются мощностью функционирующего оборудования и спецификой выполняемых работ. Максимальная скорость валового вращения также может отличаться у разных моделей рейсмусов. Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Эквивалент стоимости станков того или другого типа также отличается между собой: более мощные модели, имеющие самый широкий спектр решаемых задач и способов обработки деталей, как и более габаритные станки, стоят намного дороже, чем небольшие более дешёвые по цене бюджетные механизмы для обработки дерева.
Функционирование
Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Рейсмус работает с использованием способа плоского строгания, подвергающегося обработке материала. При этом обработка деревянной заготовки осуществляется за счёт работы таких элементов:
Ножевой вал. Входящий в конструкцию рейсмуса ножевой вал осуществляет основную функцию при обработке заготовки.
Вальцы. Подача деталей на поверхность рабочего стола производится под действием установленных вальцов.
На рабочей поверхности деталь фиксируется при помощи специального механизма, что обеспечивает наиболее точную её обработку. После этого деталь подвергается строганию с помощью воздействующих на неё сверху ножевых лезвий.
Так происходит калибровка нужного размера деталей, что позволяет выполнить их абсолютно идентично по размеру, придать им такую же форму. Если у рейсмуса присутствует механизм автоматической подачи, то может быть настроена скорость, необходимая для протягивания деталей.
При использовании во время обработки специальных накладных деталей с помощью такого станка можно подвергать строганию материалы, имеющие расположенные противоположным образом грани непараллельного вида. При этом необходимо установить детали, задав им определённый угол наклона.
Выполнение работ по обработке деталей с использованием такого оборудования обеспечивает возможность получить наивысочайшее качество. Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Рейсмусы являются весьма экономичной в отношении его обслуживания деревообрабатывающей техникой, которая отличается высоким уровнем производительности.
Используемый механизм работы позволяет осуществлять обработку пиломатериалов шириной до одного метра и чуть больше. При этом наибольшая глубина производимого пропила обычно равняется 145—155 мм и даже больше в зависимости от используемой модели.
Виды оборудования
Есть различные рейсмусы:
Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.
Двухсторонние. Станки такого типа имеют более сложную, по сравнению с односторонними рейсмусами, конструкцию и используются преимущественно на производстве. Они считаются профессиональным оборудованием. С их помощью осуществляется обработка как верхней, так и нижней части заготовки. Станки обладают довольно большой мощностью. Их также отличает и высокая скорость производимой обработки.
Трёхсторонние, четырёхсторонние и многосторонние рейсмусы — это станки, используемые в промышленном производстве. С их помощью можно обрабатывать детали с любых сторон, придавая им определённую структуру и форму. Промышленные рейсмусы имеют большие размеры, за ними сложнее ухаживать, они требуют более тщательного ремонта. Но, кроме имеющихся сложностей, производственные рейсмусы имеют очевидное преимущество: их производительность максимальна.
По видам конструкции рейсмусы можно классифицировать на такие устройства:
Мобильные. Они имеют небольшой вес и размер. Такие компактные устройства можно использовать для строгания небольших заготовок.
Стационарные устройства. Их отличают внушительные размеры и большой вес. Крупногабаритные рейсмусы используются для обработки крупных деталей.
В независимости от составляющих частей и функционального предназначения, все станки оснащены специальным устройством, обеспечивающим автоматическую подачу заготовки. Оно состоит из системы роликов, с помощью которых пиломатериалы прижимаются к специальному валу. Ролики постепенно продвигают заготовку, пока она не достигнет рабочей поверхности рейсмуса.
Мощность используемого оборудования колеблется в пределах от 1,6 до 8 кВт. При строгании ширина может достигать 39 см, а глубина составляет примерно 3 мм.
Станки различаются по скорости вращения вала, количеству ножей в своём составе, количеству потребляемой энергии и иными существенными особенностями, которые обязательно нужно учитывать при приобретении рейсмусового оборудования.
Типы рейсмусовых станков
При разных способах обработки рейсмусы подразделяются на несколько типов.
Фуговальный станок. Функция фугования осуществляется посредством фрезеровки. Так обрабатывается базовая поверхность деталей. При фуговании ножевой вал располагается под столом.
Фуговальные станки для обработки древесины могут быть односторонними и использоваться для домашних нужд. В основном при работе используют двусторонние станки, которые применяются для работы как и в домашней мастерской, так и для решения профессиональных задач при обработке древесины.
Типовой рейсмус станок функционирует по принципу работы фуганок. При этом способе ножевой вал осуществляет возвратно-поступательные движения. Таким образом, он снимает поверхностный слой заданной толщины при обработке деревянных деталей. Работа осуществляется за очень короткий промежуток времени.
От обычного фугования работа рейсмуса отличается тем, что в результате использования такого деревообрабатывающего устройства можно подвергать обработке заготовки нужного размера и в любых количествах. Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.
Строгальное оборудование
Рейсмусы подобного типа используются при изготовлении деревянных изделий и пиломатериалов, требующих наибольшей точности, лишённых при этом малейших внешних повреждений и дефектов.
Строгально-рейсмусовые станки способны обеспечить создание наиболее ровной поверхности заготовок. Уменьшение толщины при такой обработке происходит при использовании продольного способа строгания. Таким образом, деталям придаётся нужная форма и требуемые размеры.
Обрабатывая пиломатериалы строгально-рейсмусовым станком также можно устранить возможные дефекты деревянных заготовок (сучки, задоринки, разнообразные неровности и так далее). Возвратно-поступательные движения при работе станка производятся за счёт вращения ножевого вала или перемещения обрабатываемой детали, крепко удерживаемой при помощи вальцов.
Строгально-рейсмусовые станки производятся как отечественными, так и импортными фирмами. Благодаря широкому ассортименту продукции, есть возможность выбрать модель такого станка для использования в различных целях: в быту, как оборудование для домашней мастерской. Можно приобрести более мощные агрегаты для оснащения цеха по обработке древесины и использовать их в производстве.
Рейсмусы для домашних целей
Станки, используемые для бытовых целей, отличаются следующими характеристиками:
Минимальными размерами конструкции. Благодаря этому качеству их можно разместить в помещениях не очень большого размера.
Небольшим весом оборудования. Такие рейсмусы легко перемещать и устанавливать собственными силами.
Средней или малой мощностью двигателя. Их можно использовать для обработки небольших деталей, требующих глубины пропила не более 1,5 мм.
Бюджетной ценой. Рейсмусы, использующиеся в домашней мастерской, стоят значительно дешевле крупногабаритных станков, применяемых на производстве.
Используемые в домашних нуждах рейсмусы, оснащены ручной системой подачи деталей. Они не используются для максимально глубокого прорезывания поверхности изделия. Так как такие станки требуют определённых физических затрат, их не используют для выполнения трудозатратных работ или при работе с большим количеством пиломатериалов.
Производственные устройства
Рейсмусы, используемые в промышленных целях, требует организации специального места для их установки. Подача пиломатериала в них происходит автоматически. Функционируют они за счёт электропитания от сети.
Промышленные рейсмусы обладают большой мощностью, поэтому для правильной и долгосрочной работы они дооборудованы необходимой встроенной системой охлаждения.
Они характеризуются наличием следующих функций:
максимальной мощности;
высокой скорости строгания;
возможности производить глубокие пропилы деталей и заготовок.
Ножи у таких станков могут располагаться с обеих сторон или находиться сверху. А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.
Производственные рейсмусы снабжены специальным устройством, с помощью которого осуществляется управление его работой, благодаря чему имеется возможность устанавливать требуемую глубину пропила.
Критерии выбора
Сегодня рынок подобных станков заполнен оборудованием различного вида. Можно приобрести строгально-рейсмусовые или фуговально-рейсмусовые станки как российского производства, так и изготовленные в Японии или Китае.
А также широко представлены модели, произведённые в некоторых европейских странах. Планируя покупку рейсмуса для различных целей, обязательно обращайте внимание на такие факторы:
Качество его изготовления и функциональные особенности станка.
Цель, в соответствии с которой покупается станок. Если требуется обработка деталей для дома, не нужно приобретать дорогостоящие модели. Вполне можно использовать компактные бюджетные варианты.
Перед покупкой станка можно почитать отзывы об этом оборудовании и принять решение о приобретении нужной модели.
Рейсмусовый станок
— Bob Vila
Инструменты и мастерская
Рейсмусовый станок — не самый универсальный инструмент в вашем арсенале. На самом деле, он делает только одно: строгает детали до одинаковой толщины, как следует из названия. Это определенно не тот инструмент, который вы захотите купить перед торцовочной пилой или даже настольной пилой. Но как только вы узнаете, на что он способен, или заведете его в свой гараж или подвал, вы удивитесь: «Как я раньше обходился без этого?»
Прочтите любой хороший справочник или журнал по деревообработке, и в нем будут восхваляться достоинства рейсмусового станка как способа утолщения древесины, чтобы она имела одинаковую высоту по всей длине. Они заметят, что он не сглаживает заготовку и не устраняет естественную деформацию или скручивание по ее длине — это работа фуганка. Это означает две вещи: постоянная толщина позволяет вам иметь идеально согласованные, герметичные стыки по всему проекту и что вы можете сэкономить деньги, купив менее дорогую черновую древесину и выровняв поверхность дома (вместо того, чтобы платить лесопилке). сделать эту работу за вас).
И все это хорошо для столяров, изготавливающих мебель на заказ или выполняющих мелкие работы, но что это значит для обычного воина выходного дня, который хочет научиться делать что-то самостоятельно? Ну много, конечно.
Использование вторичной древесины . В связи с тем, что свежие пиломатериалы становятся все более дорогими, в последние несколько лет популярным вариантом стал поиск старой древесины в сараях, настилах, заборах и отремонтированных домах. Патина и хорошо потертая поверхность восстановленной древесины не имеют себе равных, и после того, как вы удалили все металлические крепления, рейсмусовый станок — это то, что нужно, чтобы снова использовать его.
Очистка склеенных блоков. Если вы заинтересованы в изготовлении чего-либо из склеенных панелей, например столешниц, разделочных досок, резьбы по дереву или хобби, независимо от того, насколько вы осторожны, стыки никогда не будут идеально ровными из-за того, что весь этот влажный клей скользит вокруг. Рубанок позволяет быстро выровнять поверхности, экономя часы на шлифовании.
Реклама
Перепрофилирование древесных отходов. (Мое любимое применение!) Мой дядя работает в компании по производству паркетных полов, и у них есть фунты и фунты идеально пригодных для использования обрезков грецкого ореха, клена, дуба, бразильской вишни, ясеня и других красивых лиственных пород. Обычно они просто оказываются в куче дров (грецкий орех! как дрова?!), но с помощью моего рубанка я могу сбрить канавки сзади и получить идеально пригодную твердую древесину, когда придет вдохновение.
Калибровка плинтуса или молдинга. Если вам когда-нибудь понадобится срезать 1/8 дюйма плинтуса, просто пропустите его через рубанок, и все будет готово за 2 минуты. Попробуйте сделать и ленточной шлифовальной машиной.
Экономьте деньги на пиломатериалах для дома. В магазине товаров для дома сосна отборного сорта может стоить до 2 долларов за доску. Недорогой габаритный пиломатериал, типа 2х4″? Около 0,25 доллара за баррель. футов Значение? С помощью нескольких движений по рейсмусовому станку вы можете снять закругленные края материала каркаса, создав квадратную длину, идеально подходящую для архитектурных деталей, искусственных балок и отделки. Прошлой осенью я сделал скамейку из террасной доски из кедра, которую обрезал по размеру и обточил рубанком. Если бы я купил древесину уже по размеру, я бы потратил почти 200 долларов… если бы мне даже прям кедровых 1х2 хватило бы найти. Вместо этого я потратил всего 70 долларов на древесину и потратил всего час на фрезеровку по размеру.
Дополнительные сведения о ручных и электроинструментах см. в следующих статьях и слайд-шоу:
Фуганок Совет: уход за инструментом Цепные пилы 101 В поисках антикварных инструментов
Реклама
Рейсмусовый станок — Bob0 Vila 900
Фото: dewalt.com
Строгальный станок — это инструмент для столяров, которым требуется большое количество строганного материала и которые предпочитают покупать его для черновой обработки. Пара проходов через строгальный станок и получается гладкая, выстроганная поверхность, часто за долю от стоимости фрезерованных досок, продаваемых на лесопилке вашего района. Этот инструмент также известен как рубанок.
(Обратите внимание, однако, что для успешного строгания черновой заготовки доска должна иметь одну истинную грань. Если ни одна из граней не истинна, можно использовать фуганок/строгальный станок для шлифовки одной грани, тогда другую сторону можно строгается параллельно первому на рейсмусовом станке.)
Автономный строгальный станок является ближайшим родственником фуганка/строгального станка. Он тоже режет ножевой головкой, но рубанок сглаживает поверхность гораздо более широкого материала. Настольные модели будут строгать заготовки шириной двенадцать дюймов, но некоторые отдельно стоящие модели будут строгать заготовки шириной тридцать шесть дюймов и более. Размер станка определяется толщиной заготовки, которую он будет строгать. Большинство двенадцатидюймовых строгальных станков будут строгать заготовку толщиной до шести дюймов; восемнадцатидюймовые строгальные станки берут заготовку толщиной девять дюймов. Строгальные станки таких размеров обычно имеют мощность от полутора до трех лошадиных сил.
Резка производится сверху, а не снизу. Заготовка подается на станок вручную, одной стороной к столу подачи. Пара роликов, один спереди и один сзади станка, приводят в движение ложу через станок с постоянной скоростью. Между валками находится режущая головка с несколькими прикрепленными ножами. Ножи выполняют фактическое строгание с помощью пары стержней, которые опираются на ложу, когда она проходит через рубанок.
Первый брусок называется стружколомом и помогает предотвратить вырывание зерна. Вторая, называемая прижимной планкой, удерживает материал на одном уровне с кормовым слоем. Конструкция станка — режущая головка полностью находится внутри корпуса станка — означает, что, в отличие от фуговально-строгального станка, с которым этот станок имеет много общего, строгальный станок относительно безопасен в использовании.
Реклама
Наплавка на поверхность. Фуговальный станок должен быть настроен в соответствии с обрабатываемым материалом. Подающий стол регулируется на надлежащую высоту, так что за один проход строгается не более шестнадцатой дюйма. У большинства станков есть колесо управления подачей, которое регулирует скорость, с которой заготовка скользит мимо ножевого вала.
При установке рубанка обязательно измерьте толщину заготовки в углах и в середине детали. Установите рубанок для обработки заготовки на одну шестнадцатую меньше максимальной толщины.
Если приклад сужается, используйте самый тонкий конец. Подавая приклад, встаньте в одну сторону. Поддерживайте заготовку так, чтобы ее верхняя поверхность не вдавливалась в режущую головку. Как только рубанок выстрогает примерно половину длины детали, подойдите к другой стороне станка и поддержите его там. Или, что еще лучше, назначьте помощника, который будет принимать его, как только он появится.
Опять же, имейте в виду, что если вы планируете строгать необработанную заготовку (доски, которые не были выстроганы гладко, но имеют зубчатую поверхность, оставленную большими лезвиями на фрезерном станке), вы должны убедиться, что они одну чистую поверхность (или сделать одну чистую с помощью фуганка) перед строганием поверхности.
после дробеструйной обработки Ra 7 — 10 мкм, Rz 50 — 60 мкм
ОБЪЕМНАЯ СКОРОСТЬ
При стандартных параметрах 4.8 мм³/с
Объемная скорость – это скорость построения лазерного сканирования. Общая скорость построения зависит от средней объемной скорости, времени смены слоя и других факторов, например начальные установки. Механическая стабильность зависит от геометрии детали (высоты стенки и т.п.) и применения.
В связи с используемым методом послойного построения, структура поверхности зависит от её ориентации. Например, на криволинейных поверхностях будут проявляться ступеньки. Значения также зависят от метода измерения.
Приведенные значения соответствуют горизонтальным поверхностям и вертикальным стенкам.
ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА ДЕТАЛЕЙ
СОСТАВ МАТЕРИАЛА
Кремний Si (9.0 — 11.0%)
Железо Fe (макс 0.55%)
Медь Cu (макс 0.05%)
Марганец Mn (макс 0.45%)
Магний Mg (0.2-0.45%)
Никель Ni (макс 0.05%)
Цинк Zn (макс 0.10%)
Свинец Pb (макс 0.05%)
Олово Sn (макс 0.05%)
Титан Ti (макс 0.15%)
Алюминий Al (остальное)
Удельный вес (относительная плотность) со стандартными параметрами около 100%
Плотность со стандартными параметрами 2.68 г/см³
МЕХАНИЧЕСКИЕ СВОЙСТВА ДЕТАЛЕЙ
ПРЕДЕЛЬНАЯ ПРОЧНОСТЬ НА РАЗРЫВ
в плоскости XY 445 МПа ± 20 МПа, 335 МПа ± 20 МПа
по оси Z, 405 МПа ± 20 МПа, 325 МПа ± 20 МПа
ПРЕДЕЛ ТЕКУЧЕСТИ (RP 0.2 %)
в плоскости XY 275 МПа ± 10 МПа, 225 МПа ± 10 МПа
по оси Z 230 МПа ± 10 МПа, 220 МПа ± 10 МПа
МОДУЛЬ УПРУГОСТИ
в плоскости XY 70 ГПа ± 5 ГПа, 70 ГПа ± 5ГПа
по оси Z 65 ГПа ± 5 ГПа, 65 ГПа ± 5 ГПа
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ ПРИ РАЗРЫВЕ
в плоскости XY 6. 5% ± 2%, 11% ± 2%
по оси Z 3.5% ± 2%, 7% ± 2%
Твердость 120±5 HBW, 112±5 HBW
Усталостная прочность по оси Z 97 МПа ± 7 МПа, 93 МПа ± 3 МПа
Механические свойства тестировались согласно стандарту ISO 6892-1:2009(B), образцы диаметром 5мм, длиной 25мм.
Твердость измерена по методу Бринелля согласно DIN EN ISO 6506-1. Значение твердости может изменяться в зависимости от того, как были подготовлены образцы. Тест на усталостную прочность проводился при частоте 50Гц, R=-1, измерения останавливались при достижении цикла в 5 миллионов циклов без разрушения. Термическая обработка: отпуск производился в течение 2 часов при 300°С.
Все приведенные значения даны при условии изготовления при стандартных параметрах и текущих версиях установок и программного обеспечения. При изменении стратегии и параметров построения данные могут измениться. Любые значения могут быть изменены без информирования пользователей.
Все приведенные значения являются справочными и не могут гарантироваться в условиях специальных применений деталей.
Сплав АК9пч / Aloro
Главная
Марки
СНГ, Россия, Украина
Алюминий, сплавы алюминия
Литейные алюминиевые сплавы
Химический состав
Al
Алюминий
Остальное
Be
Бериллий
<0.1
B
Бор
<0.1
Fe
Железо
<0.3
Si
Кремний
9.0 — 10.5
Mg
Магний
0.25 — 0. 35
Mn
Марганец
0.20 — 0.35
Cu
Медь
<0.1
Sn
Олово
<0.005
Pb
Свинец
<0.03
Ti
Титан
<0.08
Zn
Цинк
<0.3
Zr
Цирконий
<0.15
OT
Всего примесей
<0.6
Допускается Sr <0.08
Аналоги в Германии
G-AlSi10Mg (Cu)wa DIN 1725 Part 2
GK-AlSi10Mg (Cu) DIN 1725 Part 2
GK-AlSi10Mg (Cu)wa DIN 1725 Part 2
3.2383.61 DIN 1725 Part 2
3.2383.02 DIN 1725 Part 2
3.2383.62 DIN 1725 Part 2
G-AlSi10Mg (Cu) DIN 1725 Part 2
3.2383.01 DIN 1725 Part 2
GB-AlSi10Mg (Cu) DIN 1725 Part 5
3.2332 DIN 1725 Part 5
233 DIN 1725 Part 5
EN AB-43200 DIN EN 1676:2010
EN AB-AlSi10Mg (Cu) DIN EN 1676:2010
EN AC-43000 DIN EN 1706:2013
EN AC-43200 DIN EN 1706:2013
EN AC-AlSi10Mg (a) DIN EN 1706:2013
EN AC-AlSi10Mg (Cu) DIN EN 1706:2013
EN AC-43200 DIN EN 1706:2019
EN AC-AlSi10Mg (Cu) DIN EN 1706:2019
239 VDS
233 VDS
Аналоги в России
АЛ4 ГОСТ 1583–93
АЛ4К ГОСТ 1583–93
АЛ4Д ГОСТ 1583–93
АК9пч ГОСТ 1583–93
АЛ4−1 ГОСТ 1583–93
АЛ4 ГОСТ 2685–75
АЛ4−1 ГОСТ 2685–75
АЛ4−1 ГОСТ Р 55375−12
АК9ч ГОСТ Р 55375−12
АЛ4 ГОСТ Р 55375−12
АК9пч ТУ 48−0103−142/0−93
Аналоги в США
SG 100B
360
361. 0 AA
4290 AMS
EN AC-43000 ASME SB/EN 1706
EN AC-43200 ASME SB/EN 1706
EN AC-AlSi10Mg (a) ASME SB/EN 1706
EN AC-AlSi10Mg (Cu) ASME SB/EN 1706
361.0 ASTM A113
B 275 (A 03600) ASTM B275
B 85 (360.0) ASTM B85
J452 SAE J452
A03600 UNS
A03610 UNS
360.0 Включен в 2 стандарта
Технические требования ГОСТ 1583–93 Сплавы алюминиевые литейные. Технические условия. ГОСТ Р 55375−12 Алюминий первичный и сплавы на его основе. Марки Т. У. 48−0103−142/0−93 Сплавы алюминиевые литейные в чушках
Классификация
Страна
Раздел
Категория
СНГ, Россия, Украина
Алюминий, сплавы алюминия
Литейные алюминиевые сплавы
Химический состав
Стандарт
Fe, %
Si, %
B, %
Be, %
Sn, %
Mg, %
Mn, %
Ti, %
Cu, %
Zn, %
Zr, %
Al, %
Pb, %
ГОСТ 1583-93
< 0. 3
9–10.5
< 0.1
< 0.1
< 0.005
0.23–0.3
0.2–0.35
0.08–0.15
< 0.1
< 0.3
< 0.15
87.615–90.49
< 0.03
Информация о поставщиках
Хотите здесь рекламироваться?
Механические свойства при температуре 20 °C
Прокат
Стандарт
Размер, мм
Напряжение
Классификаторы
$$\sigma _{B}$$, $$\textit{МПа}$$
d5, %
Обработка
литье в кокиль
ГОСТ 1583-93
157
3
литье в кокиль
ГОСТ 1583-93
265
4
Закалка и искуственное старение
Твёрдость по Бринеллю
Прокат
Стандарт
Классификаторы
Значение, HBW
Сплав
ГОСТ 1583-93
50–70
Аналоги
США
361
Стандарты
Стандарт
Описание
ГОСТ 1583-93
Описание химических элементов
Элемент
Единицы измерений
Описание
Fe
%
Железо
Si
%
Кремний
B
%
Бор
Be
%
Бериллий
Sn
%
Олово
Mg
%
Магний
Mn
%
Марганец
Ti
%
Титан
Cu
%
Медь
Zn
%
Цинк
Zr
%
Цирконий
Al
%
Алюминий
Pb
%
Свинец
Описание механических свойств
Параметр
Единицы измерений
Описание
d5
%
Относительное удлинение при разрыве
$$\sigma _{B}$$
$$\textit{МПа}$$
Предел кратковременной прочности
Алюминий (AlSi10Mg) | Услуги порошковой 3D-печати Fusion
Прямое лазерное спекание металлов (DMLS)
Алюминий (AlSi10Mg)
Прочный, но легкий
AlSi10Mg — это алюминиевый сплав, обладающий отличными механическими и термическими свойствами, а также предлагающий легкий вес и гибкие возможности последующей обработки. Этот металлический материал, часто используемый в автомобильной и аэрокосмической промышленности, идеально подходит для корпусов, воздуховодов, производственных инструментов и деталей двигателей.
ТЕХНИЧЕСКИЙ СПЕЦИФИКАЦИЯ
Поговорите с экспертом
Изготовить детали
Обзор
Спектакль
Основные моменты
Технические характеристики
Приложения
Обзор
Алюминий AlSi10Mg — это алюминиевый сплав в виде мелкодисперсного порошка, который обычно используется для литых деталей с тонкими стенками и сложной геометрией. Этот металлический материал обладает хорошей прочностью, твердостью и динамическими свойствами, что идеально подходит для деталей, подвергающихся высоким нагрузкам. Подходящими приложениями для этого металла являются те, которые требуют сочетания сильных тепловых свойств и малого веса.
НАЧНИТЕ УСЛУГИ
Характеристики материалов
Tensile Strength
460±20 MPa (XY) 460±20 MPa (Z)
Yield Strength
270±10 MPa (XY) 240±10 MPa (Z)
Упругость
75±10 ГПа 70±10 ГПа
Основные материалы
Особенности
Легкий
Хорошие термические свойства, прочность и твердость
Отличная обрабатываемость
Применение
Сложная геометрия
Недорогие прототипы
Тонкие стенки
Аэрокосмическая и автомобильная промышленность
Шкала производительности
Цвет материала
металл
Прямое лазерное спекание металлов (DMLS) — это лазерная технология 3D-печати металлами, в которой используются порошковые металлы. 3D-печать металлом — идеальная альтернатива сложным конструкциям, которые не могут быть реализованы механической обработкой или литьем, поскольку она предлагает механические свойства стандартных материалов для аэрокосмической отрасли и свободу проектирования аддитивного производства.
УЗНАТЬ БОЛЬШЕ О DMLS
Недвижимость
Как построено
Термическая обработка (2 часа при 300°C)
Прочность на растяжение
460±20 МПа (XY)
460±20 МПа (Z)
345±10 МПа (XY)
350±10 МПа (Z)
Предел текучести (Rp 0,2%)
270±10 МПа (XY)
240±10 МПа (Z)
230±15 МПа (XY)
230±15 МПа (Z)
Модуль упругости
75±10 ГПа (XY)
70±10 ГПа (Z)
70±10 ГПа (XY)
60±10 ГПа (Z)
Удлинение при разрыве
(9±2)% (XY)
(6±2)% (З)
12±2% (XY)
11±2% (Z)
Твердость
119±5 НМТ
Усталостная прочность
97±7 МПа (Z)
Теплопроводность (при 20°C)
103 ± 5 Вт/м°C (XY)
119 ± 5 Вт/м°C (Z)
173± 10 Вт/м°C (XY)
173± 10 Вт/м°C (Z)
Прямое производство Stratasys | Изготовление деталей по запросу
Прямое производство Stratasys | Изготовление деталей по запросу — Stratasys
Stratasys инвестирует в Axial3D, чтобы сделать 3D-решения для пациентов доступными для всех — Узнать больше
США и Канада
Выберите страну и регион
Америка
Английский
Эспаньол (Мексика)
Португальский (Бразилия)
EMEA
английский (Великобритания)
немецкий
испанский
французский
итальянский
Азиатско-Тихоокеанский регион
中文(简体)
日本語 (日本)
한국어 (대한민국)
Английский (Индия)
Ресурсы
Блог
Тематические исследования
События
электронные книги
Ролики
Вебинары
Белые бумаги
Руководства по ресурсам
Бета-программа
Поддерживать
Центр поддержки
Часто задаваемые вопросы о поддержке
Академия Стратасис
Переработка и возврат
Паспорта безопасности
Сертификат соответствия
Найти реселлера
Карьера
О нас
Обзор
Культура
устойчивость
Партнеры
Пресс-комната
Отношения с инвесторами
Центр обслуживания клиентов
США и Канада
Ведущие компании доверяют Stratasys Direct в производстве по требованию
20+ миллионов деталей
Изготовлено по запросу
300 000+ проектов
Завершено от начала до конца
1,7+ миллиона часов
Зарегистрировано инженерного времени
Лучшая в отрасли программа лояльности клиентов
Скажите, что с нами легко вести дела
Почувствуйте, что они получили соотношение цены и качества
Скажите, что они будут покупать у нас снова
Порекомендует нас другу или коллеге
«3D-печать этих деталей позволила сразу же добиться снижения веса.
Кроме того, меньшее количество деталей привело к экономии средств на административной стороне, включая проверку, закупку и поддержку продукта. «Последующее внесение изменений также намного быстрее и дешевле, учитывая отсутствие постоянных затрат на инструменты или инструменты, которые нужно обслуживать или модифицировать».
Динеш Шарма, Bell Helicopter Textron Inc.
Услуги по изготовлению на заказ от прототипов до производственных деталей
3D-печать
Воспользуйтесь нашими индивидуальными услугами 3D-печати для быстрого прототипирования и производства деталей. Воспользуйтесь преимуществами ряда аддитивных технологий, а также пластиковых и металлических материалов.
Учить больше
Уретановое литье
Создавайте качественные, однородные детали, используя наш процесс литья уретана в малых и средних объемах. Мы предлагаем инновационное производство мастер-моделей для быстрой обработки и бесперебойной доставки.
Учить больше
Обработка с ЧПУ
Быстро получайте детали, обработанные на станках с ЧПУ, благодаря нашим эффективным операциям и опытным технологам с ЧПУ.
Учить больше
Литье под давлением
Наши методы быстрой оснастки позволяют изготавливать большое количество деталей, отлитых под давлением. Благодаря практически неограниченному выбору материалов литье под давлением является надежным выбором для изготовления.
Учить больше
Услуги по дизайну
Создавайте конструкции, использующие возможности аддитивного производственного процесса. Услуги по проектированию предлагают модификации файлов САПР для оптимизации и ускорения выхода на рынок.
Учить больше
Типы материалов и производственных технологий, которые мы предлагаем
Термопласты
Технологии:
Моделирование методом наплавления
Литье под давлением
Селективное поглощение Fusion
Мультиструйный синтез
Обработка с ЧПУ
Лазерное спекание
Учить больше
Фотополимеры
Технологии:
Стереолитография
ПолиДжет
Программируемая фотополимеризация (P3)
Учить больше
Металлы
Технологии:
Прямая лазерная плавка металла
Обработка с ЧПУ
Учить больше
Уретаны
Технологии:
Уретановое литье
Учить больше
Термопласты
Производство прочных пластиковых деталей из термопластов инженерного класса с использованием как промышленных 3D-принтеров, так и традиционных производственных процессов.
3D-печать ваших производственных деталей, функциональных прототипов и производственных вспомогательных материалов из знакомых пластиковых материалов, таких как ABS, ПК, высокоэффективная смола ULTEM™ 9085, а также чистый и композитный нейлон.
Обзор термопластичных материалов
Фотополимеры
Создавайте детализированные, яркие 3D-печатные детали с помощью фотополимеров.
Фотополимерные материалы для 3D-печати идеально подходят для изготовления функциональных прототипов и концептуальных моделей, очень похожих на готовые изделия.
Обзор фотополимерных материалов
Металлы
Создавайте изделия сложной геометрии за одну сборку с помощью аддитивного производства металлов.
Металлические детали, напечатанные на 3D-принтере, плотные, устойчивые к коррозии и прочные. Наши эксперты по аддитивным металлам проверили и разработали металлические материалы для уникальных прикладных задач.
Обзор металлических материалов
Уретаны
Создавайте воспроизводимые косметические детали из широкого спектра полиуретановых материалов для литья.
Обладая уникальным сочетанием физических свойств для производства деталей, наши запатентованные уретановые материалы специально разработаны для решения уникальных задач.
Обзор уретановых материалов
Воплощение ваших идей 3D-печати в реальность
Жизненный цикл разработки продукта
Узнайте, как наши индивидуальные услуги 3D-печати и производственные решения вписываются в каждую из стадий разработки продукта.
Если вы разрабатываете 3D-модели или готовы к 3D-печати, у нас есть полный набор производственных решений по запросу.
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(257 релевантных результатов)
First-Aid-Product.
com: Металлические футляры для аптечек первой помощи | Пустые металлические контейнеры | Пустые медицинские шкафы | Аптечки первой помощи
Вероятно, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Пустые металлические аптечки, аптечки и настенные стальные аптечки : Металлические аптечки, металлические аптечки, металлические аптечки, металлические аптечки — когда вам нужны пустые металлические аптечки — они у нас есть! Многочисленные различные пустые металлические аптечки с резиновой прокладкой и без нее для защиты от непогоды и воды.
Пустые металлические аптечки:
См. также Пустые пластиковые аптечки и чемоданы, пустые медицинские сумки и сумки первой помощи и металлические аптечки/шкафы с наполнителем
Внимание! Дихлорметан доставляется только по Москве.
Дихлорметан (хлористый метилен, ДХМ, Ch3Cl2) — прозрачная легкоподвижная и легколетучая жидкость с характерным для галогенпроизводных сладковатым запахом. Впервые был синтезирован в 1840 году выдерживанием смеси хлора с хлористым метилом на свету. В целом наиболее безопасен среди галогеналканов.
Фасовка 1 литр / 1,4 кг
Производство Россия
Дешевизна, высокая способность растворять многие органические вещества, легкость удаления, относительно малая токсичность привела к широкому применению его как растворителя для проведения реакций, экстракций в том числе и в лабораториях. Используют в смесях для снятия лака, обезжиривания поверхностей. В пищевой промышленности используют для приготовления быстрорастворимого кофе, экстракта хмеля и других пищевых препаратов. Для растворения смол, жиров, битума. Его высокая летучесть используется для вспенивания полиуретанов.
В промышленности в смеси с полимерами используют для создания формы, которая быстро застывает за счёт испарения дихлорметана.
Он также используется для склеивания пластмасс: полистирола, поликарбонатов, полиэтилентерефталата, АБС-пластиков, но не для полиэтилена и полипропилена.
С успехом может применяться для постпечатной обработки 3D моделей из ABS, HIPS, Prototyper (SBS) и PLA пластика.
ТРАНСПОРТИРОВКА
Перевозка дихлорметана возможна любым видом транспорта. Обязательным условием при этом является применение для транспортировки специальной тары, предназначенной для хранения этого вещества.
ХРАНЕНИЕ
Хранить хлористый метилен необходимо в стальных герметично закрытых ёмкостях. Условия хранения – в неотапливаемых помещениях или под навесом. Срок хранения ограничен.
ТЕХНИКА БЕЗОПАСНОСТИ
Дихлорметан (хлористый метилен) один из наименее токсичных растворителей для 3D пластиков ABS, HIPS, PLA и других. Важным свойством дихлорметана является высокая летучесть. Пахнет значительно слабее ацетона. Все работы желательно проводить в хорошо проветриваемом помещении!
Дихлорметан относится ко второму классу опасности. Метилен хлористый является трудногорючим веществом. Взрывоопасными могут быть смеси паров дихлорметана с воздухом. В целях недопущения попадания этого вещества на кожу, в глаза и внутрь необходимо соблюдать при работе с ним меры предосторожности (защитные средства).
ВЛИЯНИЕ НА ОРГАНИЗМ
При вдыхании паров дихлорметана возможно отравление с умеренным поражением жизненно важных органов, симптомами которого могут являться головная боль, спутанность сознания, сердцебиение, нарушения в работе печени, центральной нервной системы, поджелудочной железы. Попадание на кожу вызывает раздражение. Хлористый метилен может проникать через кожные покровы и накапливаться в подкожной жировой клетчатке.
Источник: Инк-Маркет.ру.
Внимание указаны примерные стоимость и сроки доставки. Точный расчет происходит при оформлении заказа.
Растворитель пластика PLA, ABS и HIPS пластиков, используется для постобработки.
Легкоподвижная прозрачная и легколетучая жидкость с, характерным для хлорпроизводных, едким сладковатым запахом. Относительно малая токсичность привела к широкому применению.
Сфера применения: Благодаря уникальному свойству растворять различные органические вещества, низкой токсичности, легкому удалению дихлорметан активно используется в различных отраслях промышленности и в лабораториях. Так, дихлорметан является составляющей жидкости для снятия лака, применяется в хроматографии, в пищевой промышленности для производства растворимого кофе, экстракта хмеля и прочих продуктов питания. Вещество широко применяют как растворитель (каучуки, пластмассы, эфиры целлюлозы). С его помощью извлекают эфирные масла, удаляют кофеин из кофе, извлекают экстракт хмеля. Очищают поверхности от красок и жира. Используют в фотоиндустрии (обработка фотографических и кинопленок), в производстве пенополиуретана (вспениватель).
Пожаро, взрывоопасность: Трудногорюч, но при определенных условиях, способен образовывать взрывоопасные смеси с воздухом. При пожаре дым может содержать исходный материал в добавление к неустановленным токсичным или вызывающим раздражение соединениям.
Утилизация: не следует выливать дихлорметан в унитаз, раковину или другую сантехнику, он не смешивается с водой и пластиковые трубы вашей канализации могут оказаться в опасности.
Условия хранения: в сухом, темном, прохладном месте. Светочувствителен, на свету разлагается с выделением HCl.
Транспортировка Перевозка хлористого метилена может осуществляться практически любым видом транспорта – автомобильным, железнодорожным, водным. Транспортировка осуществляется в таре, предназначенной для хранения.
Влияние на организм Хлористый метилен может вызывать отравление. Кроме того, при продолжительном контакте с кожей, накапливается в жировых тканях, приводя к ожогу.
Меры предосторожности: Дихлорметан относится к 4 классу опасности (малоопасные и безопасные вещества) но, тем не менее, требует осторожного обращения. Так как он обладает высокой летучестью, может стать причиной отравления и взрыва, поэтому при выполнении работ необходимо обеспечить хорошую вентиляцию, избегать контакта с щелочными металлами, а также, по возможности, не использовать нитриловые и латексные перчатки.
Химия безопасной не бывает!
Международное название: Methylene chloride
Плотность (20 С, кг/дм3) 1,322 — 1,328
Купить дихлорметан в Архангельске можно в компании «3DELO»
Метилен хлористый в Архангельске купить по хорошей цене стало просто быстро.
Основные характеристики
Страна производитель
США
Страна производитель:
США
Дихлорметан цена, купить Дихлорметан — химическая книга
Альфа Аесар
022917
250 мл
28 долларов
Дихлорметан, чистота для ВЭЖХ, 99,7+%, стаб. с амиленом
Альфа Аесар
041835
250 мл
28 долларов
Дихлорметан, безводный, 99,7+%, упакованный в атмосфере аргона в многоразовую упаковку ChemSeal? бутылки, нож. с амиленом
Альфа Аесар
Л13089
500 мл
30,3 $
Дихлорметан, 99+%, стаб. с ок. 50 частей на миллион амилена
Альфа Аесар
039116
500 мл
30,6 $
Дихлорметан, ACS, 99,5+%, стаб. с амиленом
Альфа Аесар
Л13089
1000 мл
40,1 $
Дихлорметан, 99+%, стаб. с ок. 50 частей на миллион амилена
Альфа Аесар
042006
1 л
44,5 $
Дихлорметан экологически чистый, 99,8+%, стабильный. с амиленом
Альфа Аезар
039116
1 л
45 долларов
Дихлорметан, ACS, 99,5+%, стаб. с амиленом
Альфа Аесар
022917
1 л
47,8 $
Дихлорметан, чистота для ВЭЖХ, 99,7+%, стаб. с амиленом
Альфа Аесар
032440
1 л
52,2 $
Дихлорметан, спектрофотометрический, 99,7+%, стабильный. с амиленом
Альфа Аесар
041835
1 л
56,2 $
Дихлорметан, безводный, 99,7+%, упакованный в атмосфере аргона в многоразовую упаковку ChemSeal? бутылки, нож. с амиленом
Дихлорметан Цена — купить дешевый дихлорметан по низкой цене на Made-in-China.com Сравнение
дихлорметан цены
, вы можете купить качественный дихлорметан по заводской цене / низкой цене в Китае.
Номер CAS: 75-09-2
Формула: Ch3cl2
EINECS: 200-838-9
Классификация: Алкан
Стандарт класса: Промышленный класс
Независимо от того, образует ли кольцо или нет: Алифатический углеводород
Хэбэй Моджин Биотехнология Лтд
Номер CAS: 75-09-2
Формула: Ch3cl2
EINECS: 200-838-9
Тип: Промежуточные красители
Внешний вид: Жидкость
Качество: Изысканный
Цзинань Runqiang Chemical Co. , Ltd.
Номер CAS: 75-09-2
Формула: Ch3cl2
EINECS: 200-838-9
Тип: Агрохимические промежуточные продукты
Внешний вид: Жидкость
Качество: Индустриальный
Цзинань Runqiang Chemical Co., Ltd.
Номер CAS: 75-09-2
Формула: Ch3cl2
EINECS: 200-838-9
Тип: Агрохимические промежуточные продукты
Внешний вид: Жидкость
Качество: Изысканный
Цзинань Runqiang Chemical Co. , Ltd.
Номер CAS: 75-09-2
Формула: Ch3cl2
EINECS: 200-838-9
Тип: Промежуточные продукты синтетического материала
Внешний вид: Жидкость
Качество: Индустриальный
Циндао Hisea Chem Co., Ltd.
Номер CAS: 75-09-2
Формула: Ch3cl2
EINECS: 200-838-9
Тип: Фармацевтические промежуточные продукты
Внешний вид: Жидкость
Качество: Индустриальный
SHANDONG S-SAILING CHEMICAL CO. , LTD.
Номер CAS: 75-09-2
Формула: Ch3cl2
EINECS: 200-838-9
Тип: Фармацевтические промежуточные продукты
Внешний вид: Жидкость
Качество: Индустриальный
SHANDONG S-SAILING CHEMICAL CO., LTD.
Порошок: Да
Индивидуальные: Индивидуальные
Сертификация: GMP, HSE, ISO 9001, USP, BP
Состояние: Твердый
Чистота: >99%
Внешний вид: Порошок
Хэбэй Гуанланг Биотехнология Лтд
Номер CAS: 75-09-2
Формула: Ch3cl2
EINECS: 200-838-9
Тип: Фармацевтические промежуточные продукты
Внешний вид: Жидкость
Качество: Индустриальный
Шаньдунская арктическая химическая компания, ООО
Номер CAS: 75-09-2
Формула: Ch3cl2
EINECS: 200-838-9
Тип: Промежуточные продукты синтетического материала
Лазерный CO2 станок для резки неметаллов Raptor S1325 150W — цена, отзывы, характеристики с фото, инструкция, видео
Лазерные станки (резаки) Raptor S1325 150W специально разработаны для резки толстых не металлических материалов, таких как дерево, фанера, акрил, МДФ, различные пластики, ткани, кожа, а также металлов до 1мм.
Станок лазерной резки Raptor S1325 150W5, «заточен» именно под раскрой. Для этого на станке установлен лазерный излучатель RECI W6, с мощностью 150 Ватт, специальная режущая голова и фокусирующая линза. Все это позволяет данному лазерному станку, резать нержавеющую сталь, толщиной до 1,2 мм. и сырую сталь до 1,5 мм толщиной. Резка производится с подачей кислорода либо воздуха в зону резания.
Лазерный станок оснащен надежными и мощными микро-шаговыми двигателями (Опционально возможна установка серво-двигателей), широкими ремнями Итальянского производства и долговечными профильными рельсами PMI. Благодаря этому достигается высокая скорость и эффективность резки металла.
Сферы применения
Благодаря правильной конструкции и сбалансированным ТТХ лазерного станка, рез получается тонким и чистым, и не требует какой-либо последующей обработки.
Станки лазерной резки Raptor S1325 150W, успешно применяются в таких областях, как:
Авиастроение;
Приборостроение;
Машиностроение;
Производство наружной и интерьерной рекламы;
Сувенирное производство;
Ювелирная и наградная область.
Особенности
В стандартную комплектацию станка входит чиллер, применяемый для охлаждения лазерного излучателя, что продлевает его срок службы. На станках установлена защита с соответствующей сигнализацией об отсутствии циркуляции охлаждающей жидкости, что обережет Вас от преждевременного выхода из строя лазерного излучателя.
Все лазерно-гравировальные станки серии GM, поставляемые компанией «Gravermark», даже в базе имеют максимально возможную комплектацию, а именно:
Реечный (ламельный) стол;
Чиллер CW-5200;
Специальная конструкция рамы, позволяющая обрабатывать материалы с длиной, больше рабочего размера стола;
Воздушный компрессор, для сдува продуктов горения из зоны резания;
Вытяжка для удаления дыма;
Русифицированная интуитивная панель управления.
Контроллер Ruida RDC6445G
RDC6445G это контроллер последнего поколения для управления СО2 лазерной резкой разработанный компанией Ruida Technology. Система имеет более стабильное и устойчивое аппаратное и программное обеспечение и лучшую устойчивость к высокому напряжению и статическому электричеству. Это многозадачная система управления лазерным станком нового поколения, разработанная компанией RD Co., Ltd. Помимо традиционных для продуктов компании аппаратной стабильности и устойчивости к электрическим повреждениям, данная система работает под управлением усовершенствованного ПО, позволяющего контролировать до 4 осей, позволяет хранить большее количество файлов, способна соединяться с ПК по USB2.0 или Ethernet и прочее.
Чиллер CW5200
Используется для автоматического поддержания нужной температуры охлаждающей лазерную трубку жидкости. По сути это холодильник. В качестве хладагента используется фреон R-134a. Система оборудована контроллером, который отслеживает и регулирует значения температуры воды, а также производит отключение оборудования при перегреве трубки.
Характеристика
Значение
Мощность излучателя
150 Ватт RECI W6
Рабочая область
1300 х 2500 мм
Потребляемая мощность
1200 Вт
Тип лазерного излучателя
Лазерная трубка CO2
Максимальная толщина резки металла
1,5 мм (сырая сталь)
Максимальная толщина резки не металлов
до 30 мм
Скорость резки
0-200 мм/сек
Система приводов по X,Y
Ременная передача (Италия)
Система приводов по Z
Шарико-винтовая пара (ШВП)
Точность позиционирования
<0,05 мм
Совместимость с программами
ArtCut, CorelDraw, PhotoShop, AutoCAD
Поддерживаемые графические форматы
HPGL, PLT, DXF, BMP, JPG, GIF, PGN, TIF
Охлаждение трубки
Водяное охлаждение с системой защиты
Время работы трубки
10 000 часов
Компьютерный интерфейс
USB
Интерфейс управления
Ruida RDC6445G
Тип двигателя
Шаговый двухфазный
Концевые датчики
Оптические
Напряжение питания
220В ± 10%, 50 Гц
Размер без упаковки/вес
3740х1960х1100/800
Размер в упаковке/вес
3550х2070х1340/900
Комплектация
Ламельный (реечный) стол — 1
Система вытяжки — 1
Компрессор для сдува продуктов горения — 1
Русифицированная панель управления — 1
Линза с фокусом 2 дюйма (50,8 мм) — 1
Чиллер CW-5200 — 1
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о Raptor S1325 150W:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Лазерный станок CO2 для резки и гравировки TS 1060 (60W Yongli) — цена, отзывы, характеристики с фото, инструкция, видео
Лазерно-гравировальный станок TS 1060 – предназначены для лазерной резки, лазерного раскроя и лазерной гравировки любых неметаллических материалов. Рекламная отрасль: акрил, двуцветный пластик и другие рекламные материалы; Производство одежды: гравировка по коже и тканям; Производство сувениров: гравировка и резка бумаги, дерева, изделий из пластика, кожи, и других материалов; Моделирование: вырезание архитектурных, авиационных ,навигационных моделей и деревянных игрушек; Упаковочная отрасль: гравировка и резка резиновых печатных форм, разрезание фанеры и разрезание картона.
Система управления
Самая доступная и надежная система управления «RD Works». Простой и понятный графический интерфейс системы.
Высокоточные направляющие
Перемещение лазерной головки осуществляется по линейным направляющим PMI.
Сквозной тип стола
Позволяет обрабатывать заготовки неограниченной длины, что расширяет технические возможности станка.
Лазерная трубка
От 80 Ватт данные лазерные трубки хорошо зарекомендовали себя, срок службы 8 000 — 10 000 часов.
Панель управления RUIDA RDC
Панель с ЖК делает работу на станке простой и удобной. Управление осуществляется непосредственно на станке. Русскоязычное меню.
USB-порт
Позволяет закачивать файлы непосредственно с флешки. Нет необходимости устанавливать ПК с станком.
Вытяжной вентилятор
Обеспечивает удаление газов, образовываемых во время обработки материалов.
Воздушный компрессор
Предназначен для подачи воздуха в зону резания для лучшего качества обработки и выдувания продуктов горения.
Характеристика
Значение
Рабочее поле
1000х600 мм
Мощность лазерной трубки
60 Вт
Скорость гравировки
0-1200 мм/мин
Mаксимальная скорость раскроя
600 мм/мин
Точность позиционирования
±0,01 мм
Программное обеспечение
Lasercut
Совместимость с графическими программами
CDR, AI, BMP, PLT, DXF, DWG, DST, LAS (CorelDraw, Autocad)
Минимальный символ
1 мм
Cистема управления
DSP
Система охлаждения
водяное
Рабочее напряжение
220 В / 110 В (50 Гц / 60 Гц)
Условия эксплуатации
Температура 0-45 градусов С. Влажность 5-95%
Масса TS 1060 (60W Yongli) станка кг.
210 (310) кг
Габаритные размеры станка (в упаковке)
1520х980х1000 (1700х1100х1500) мм
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о TS 1060 (60W Yongli):
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Двойной лазерный гравер CO2 мощностью 130 Вт — платите от 238 долларов США в месяц. – OMTech Laser
Зарегистрируйтесь и получите БЕСПЛАТНО файлы для лазерной резки
Зарегистрируйтесь и получите БЕСПЛАТНО файлы для лазерной резки
FEATURES
130W CO2 Laser Cutting Power
Two-Way Pass-Through
Dual Workbeds
Rykon Digital Controller
Liner Rail Guiding System
USB & Ethernet Ports
Compatible with LightBurn Software
Certifications: Designed and разработано в США
Обеспечение безопасности
2 года гарантии
Техническая поддержка
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Мощность
130 Вт
Габаритные размеры
76,4 x 60,6 x 37,4 дюйма
Вес нетто
661 фунт
Рабочий размер
34,5 x 50,5 дюйма
Программное обеспечение
Система управления DSP Ruida
Совместимая система
Windows, Mac OS, если вы используете программное обеспечение LightBurn (не входит в комплект)
Скорость гравировки
0–23,62 дюйма/с
Скорость резки
0–15,75 дюйма/с
Толщина гравировки/резки
0-0,4 дюйма (в зависимости от материалов)
Система сбора мусора
Включено
Электрическая подъемная платформа
Включено
Передний и задний сквозной проход
Включено
Интерфейс передачи данных
USB к ПК, Ethernet к ПК
Поддерживаемый графический формат
ХПГЛ; БМП; гифка; JPG; JPEG; DXF; летнее время; ИИ; и т. д.
Диаметр фокусной линзы
20 мм
Фокусное расстояние
2,5 дюйма
Диаметр зеркала
25 мм
ЭТИ МАТЕРИАЛЫ МОЖНО ГРАВИРОВАТЬ И РЕЗАТЬ
Акрил
Древесина
Кожа
Пластмассы
Ткани
Стакан
Резина
Корк
Кирпич
Гранит
Мрамор
Кафельная плитка
Ривер Рок
Кость
Меламин
фенол
Алюминий
Нержавеющая сталь
Титан
ЭТИ МАТЕРИАЛЫ МОЖНО ГРАВИРОВАТЬ И РЕЗАТЬ
акрил
Дерево
Кожа
Пластмассы
Ткани
Стекло
Резина
Пробка
Кирпич
Гранит
Мрамор
Плитка
Ривер Рок
Кость
Меламин
Фенольный
Алюминий
Нержавеющая сталь
Титан
2022 Самые популярные лазерные резаки и станки для резки CO2 в продаже
Вы с нетерпением ждете возможности сделать что-то своими руками или купить недорогой комплект для лазерной резки CO2? Просмотрите руководство покупателя лучшего CO2-лазерного резака 2022 года для машинистов, операторов и начинающих. Мы предложим вам 2022 самых дешевых автоматических станков для лазерной резки CO2 с квалифицированным обслуживанием клиентов, чтобы соответствовать вашим индивидуальным проектам, планам и идеям лазерной резки.
Что такое CO2 лазерная резка?
CO2-лазерный резак — это автоматическая система лазерной резки с ЧПУ, в которой используется лазерный луч CO2 для гравировки и резки дерева, МДФ, фанеры, ДСП, картона, картона, акрила, ткани, джинсовой ткани, пластика, кожи, бумаги, АБС, ЭПМ, PE, PES, PUR, PVB, PVC, PUR, PMMA, PTFE и тонкие металлы, которые широко используются в промышленном производстве, школьном образовании, малом бизнесе, домашнем бизнесе, небольшом магазине и домашнем магазине. Станок для лазерной резки CO2 состоит из рамы лазерного резака, лазерной режущей головки, лазерной линзы, лазерного зеркала, лазерного генератора, источника питания лазера, охладителя воды, панели управления и системы ЧПУ (с числовым программным управлением). Станок для лазерной резки CO2 также известен как станок для лазерной резки CO2, система лазерной резки CO2, оборудование для лазерной резки CO2, станок для лазерной резки неметаллов, лазерный гравер CO2, лазерный гравировальный станок CO2, станок для лазерной резки CO2.
Как работает лазерная резка CO2?
Станок для лазерной резки CO2 представляет собой автоматизированный интеллектуальный режущий инструмент, в котором используется трубка лазера CO2 с системой числового управления для облучения лазерным лучом поверхности объекта и одновременного выделения высокой энергии для плавления и испарения поверхности. объекта, тем самым реализуя замысел огранки и гравировки. Лазерный луч представляет собой столб света очень высокой интенсивности, одной длины волны или цвета. В случае типичного CO2-лазера эта длина волны находится в инфракрасной части светового спектра, поэтому она невидима для человеческого глаза. Лазерный луч имеет диаметр всего около 3/4 дюйма, когда он проходит от лазерного резонатора, который создает луч, по траектории луча машины. Он может отражаться в разных направлениях несколькими зеркалами или «изгибами луча», прежде чем он окончательно сфокусируется на пластине. Сфокусированный лазерный луч проходит через отверстие сопла прямо перед тем, как попасть на пластину. Через это отверстие сопла также протекает сжатый газ, такой как кислород или азот. Вообще говоря, более высокая мощность лазера используется для резки, более низкая мощность лазера используется для гравировки. Мощность лазера регулируется во время работы. Поверните его вниз для гравировки и поверните вверх для резки. Уровень мощности лазера также влияет на глубину гравировки и толщину резки.
СО2 лазерные резаки используются для резки и гравировки дерева, фанеры, МДФ, ДСП, картона, ткани, кожи, пластика, ПММА, акрила, бумаги, бамбука, слоновой кости, резины, ЭПМ, депроновой пены, аллигаторной пены, полиэтилена (PE ), полиэстер (PES), полиуретан (PUR), углеродные волокна, неопрен, текстиль, джинсы, поливинилбутираль (PVB), поливинилхлорид (PVC), оксид бериллия, политетрафторэтилены (PTFE/Teflon) и любые материалы, содержащие галогены (хлор , йод, фтор, астат и бром), фенольные или эпоксидные смолы.
1. Рекламная индустрия.
а. Двухцветная доска.
б. Органическое стекло.
в. Этикетка.
д. Хрустальная чашка.
эл. Гарантия подписана.
2. Искусство и ремесла.
а. Древесина.
б. МДФ.
в. слоновая кость.
д. Кость.
эл. Кожа.
ф. Фанера.
г. Бумага.
3. Упаковочная и полиграфическая промышленность.
а. Резиновая доска.
б. Пластиковая доска.
в. Двухслойная доска.
д. плита МДФ.
д. Фанерная доска.
4. Кожевенная и швейная промышленность.
а. Ткань.
б. Текстиль.
в. Синтетическая кожа.
д. Искусственная кожа.
эл. Джинсы.
5. Производство архитектурных моделей.
а. плата АБС.
б. Модель.
6. Производство Тотем Индустрия.
а. Признаки бытовой техники.
б. Антифейковые товары.
С технической и экономической точки зрения станок с лазером на углекислом газе не подходит для резки более толстого листового металла по сравнению с станком с волоконным лазером. Типичные используемые продукты: конструкционные детали автоматических лифтов, панели элеваторов, кожухи станков и зерновых машин, различные электрические шкафы, распределительные шкафы, детали текстильного оборудования, конструкционные детали инженерных машин, большие листы из кремнистой стали для двигателей и т. д.
Шаблоны, знаки, знаки и шрифты из нержавеющей стали (как правило, толщиной 3 мм) или неметаллических материалов (как правило, толщиной 20 мм) для декоративной, рекламной и сервисной промышленности, например, оформление художественных фотоальбомов, знаки компаний , объекты, отели, торговые центры, китайские и английские шрифты на станциях, доках и в общественных местах.
Специальные детали, требующие ровной резки. Наиболее широко используемой типовой деталью является высекальная доска, используемая в упаковочной и полиграфической промышленности. Для этого требуется прорезь шириной от 0,7 до 0,8 мм на деревянном шаблоне толщиной 20 мм, после чего в прорезь вставляется лезвие. Используйте мод на высекальном станке, чтобы вырезать различные упаковочные коробки с печатной графикой. Новой областью применения в последние годы является труба масляного экрана. Для предотвращения попадания осадка в масляный насос на трубе из легированной стали с толщиной стенки от 6 до 9 мм прорезается равномерная щель шириной 0,3 мм. мм, а диаметр небольшого отверстия в начальном и режущем отверстиях не может превышать 0,3 мм.
Сколько стоит лазерная резка CO2?
Если у вас есть идея купить станок для лазерной резки CO2, вы можете задаться вопросом, как узнать окончательную цену? В зависимости от различных систем привода, системы управления, мощности лазера, лазерных источников, программного обеспечения для лазеров, запасных частей, другого аппаратного и программного обеспечения, вы получите окончательную цену в диапазоне от 3000 до 20 000 долларов США. Если вы хотите купить за границей, стоимость доставки, налогов и таможенного оформления должна быть включена в окончательную стоимость.
Как купить станок для лазерной резки CO2?
1. Проконсультируйтесь:
Мы порекомендуем вам наиболее подходящий станок для лазерной резки CO2 после того, как ознакомимся с вашими требованиями.
2. Цитата:
Мы предложим вам наше подробное предложение в соответствии с консультируемой машиной.
3. Оценка процесса:
Обе стороны тщательно оценивают и обсуждают все детали (технические параметры, спецификации и деловые условия) заказа, чтобы исключить любые недоразумения.
4. Размещение заказа:
Если у вас нет сомнений, мы вышлем вам PI (Proforma Invoice), а затем подпишем с вами договор.
5. Производство:
Мы организуем производство гравировального станка для лазерной резки CO2, как только получим ваш подписанный договор купли-продажи и депозит. Последние новости о производстве будут обновляться и сообщаться покупателю в процессе производства.
6. Контроль качества:
Вся производственная процедура лазерного гравера CO2 будет находиться под регулярным контролем и строгим контролем качества. Вся машина будет протестирована, чтобы убедиться, что она может работать хорошо, прежде чем покинуть завод.
7. Доставка:
Мы организуем доставку в соответствии с условиями контракта после подтверждения покупателем.
8. Таможенное оформление:
Мы предоставим и доставим все необходимые отгрузочные документы покупателю и обеспечим беспрепятственное таможенное оформление.
9. Поддержка и обслуживание:
Мы предлагаем профессиональную техническую поддержку и бесплатное обслуживание по телефону, электронной почте, Skype, WhatsApp, онлайн-чату, удаленному обслуживанию круглосуточно. У нас также есть доставка от двери до двери в некоторых районах.
Что такое CO2-лазер?
CO2-лазер представляет собой импульсный волновой лазер, в котором углекислый газ получает непрерывную волну или область высокой мощности в инфракрасном диапазоне среды. Длина волны 10,6 мкм. Это источник света, используемый для быстрого прототипирования. Мощные лазеры используются для резки и сверления. Средняя мощность используется для гравировки. Поскольку выходная длина волны легко поглощается водой, она также широко используется в лечении.
Что такое CO2-лазерная трубка?
Структура трубки CO2-лазера в основном состоит из твердого стекла, резонатора и электрода. Давайте представим трехчастную подробную структуру и принцип.
Деталь из твердого стекла
Эта деталь состоит из материала GG17, залитого в выпускную трубу, рубашку водяного охлаждения, рубашку для хранения воздуха и трубу возврата воздуха. Отпаянный лазерный генератор обычно представляет собой трехслойную корпусную конструкцию. Самый внутренний слой — это нагнетательная трубка, средний — очиститель воды, самый внешний слой — рукав для хранения газа, а труба для возврата газа используется для соединения нагнетательной трубки и трубки для хранения газа.
Полая часть
Эта часть состоит из полного зеркала и выходного зеркала. Общее зеркало резонатора, как правило, основано на оптическом стекле, поверхность покрыта золотом, а отражательная способность зеркала с золотой пленкой превышает 98% вблизи 10,6 мкм; выходное зеркало резонатора, как правило, изготавливается из инфракрасных материалов, способных пропускать излучение с длиной волны 10,6 мкм. Подложкой является германий (Ge), на нем формируется многослойная диэлектрическая пленка.
Деталь электрода
В лазерных генераторах обычно используются холодные катоды цилиндрической формы. Выбор материала катода оказывает большое влияние на срок службы лазерного генератора. Основные требования к катодным материалам: низкая скорость распыления и низкая скорость газопоглощения. Что касается лазерного станка с ЧПУ, качество и производительность лазерной трубки напрямую влияют на эффективность работы лазерного станка, который также является одной из наиболее важных частей лазерного станка с ЧПУ.
Что такое CO2-лазерный генератор?
Генератор CO2-лазера представляет собой генератор газового лазера, в котором в качестве рабочего материала используется газ CO2. Разрядная трубка обычно изготавливается из стекла или кварца, заполняется газообразным СО2 и другими вспомогательными газами (главным образом гелием и азотом и обычно небольшим количеством водорода или ксенона). Электрод обычно представляет собой полый никелевый цилиндр и резонатор. Один конец представляет собой позолоченное зеркало полного отражения, а другой конец представляет собой зеркало частичного отражения, отполированное арсенидом германия или галлия. При подаче на электрод высокого напряжения (обычно постоянного или низкочастотного переменного) в разрядной трубке возникает тлеющий разряд, причем на одном конце германиевого зеркала имеется выход лазера, длина волны которого находится в середине -инфракрасный диапазон около 10,6 мкм.
Генераторы CO2-лазеров обычно изготавливаются из твердого стекла и обычно имеют многослойную структуру рукава. Самый внутренний слой — газоразрядная трубка, второй слой — корпус с водяным охлаждением, а самый внешний слой — трубка для хранения газа. Диаметр газоразрядной трубки генератора углекислотного лазера больше, чем у гелий-неоновой лазерной трубки. Вообще говоря, толщина разрядной трубки не влияет на выходную мощность, в основном с учетом дифракционного эффекта, вызванного размером светового пятна, который должен определяться в зависимости от длины трубки.
Столярное дело в детском саду: очевидное и невероятное
Фотографии: Unsplash. Иллюстрация: Юлия Замжицкая
Сегодня собственные столярки и мастерские есть в разных дошкольных учреждениях по всей стране. На практической онлайн конференции «Крутые практики» Университета детства приверженцы ручного труда для самых маленьких рассказали, почему детям так нравится пилить, строгать, забивать гвозди и безопасно ли это.
Первопроходцы дошкольных столярок
В 1997 году воспитатель Лариса Журавлева принесла в детский сад «Школа самоопределения № 734 имени А.Н.Тубельского» молоток и дала его детям.
Сначала малыши просто писали на карточках свое имя и молотком прибивали к стеллажу. Когда в саду оборудовали целую столярную мастерскую, дети стали воплощать здесь свои задумки: самостоятельно мастерить игрушки и просто тратить лишнюю энергию, забивая гвозди в специально принесенный пенек.
Дети в саду им. А.Н.Тубельского знают точно, зачем нужны отвертка и плоскогубцы, чем шурупы отличаются от гвоздей — здесь на эти вопросы ответит любой пятилетка.
Малыши приходят в мастерскую в свободное время: вместо игр изготавливают самые разные поделки. Они сами определяют, что будут мастерить и как долго. Их никто не ограничивает, не заставляет доделывать работу до конца и не поучает. В любой момент юные творцы могут изменить свою задумку и преобразовать во что-то совершенно неожиданное.
Возиться с инструментами нравится не только мальчикам. «Это будут часики», — говорит милая девочка в розовом платье и уверенно пилит деревяшку, периодически поправляя сползающую на плечо косу.
Летом мастерская переезжает на улицу. Во дворе сада папы вместе с детьми смастерили крепость, лавочку, черепаху, теремок. А четвероклассники школы Тубельского на основе опыта, полученного в саду, построили для дошкольников целый деревянный дом.
«У взрослых есть много интересных дел, и маленькие дети это считывают и хотят быть как взрослые, все пробовать. Они гордятся своими родителями, которые умеют работать рукам. Осознают, как это важно, полезно и стараются повторять», — рассказывает старший воспитатель сада Татьяна Этингоф.
Пространство развития и творчества
Занятия в столярке хороши по целому ряду причин:
они развивают мелкую моторику;
тренируют сосредоточенность и самоконтроль;
устанавливают причинно-следственные связи во взаимодействии с предметами.
помогают выплеснуть лишнюю энергию и даже агрессию;
готовят ребят к взрослой жизни.
Разные материалы провоцируют ребят на разного рода творчества. Природные — подталкивают создать чего-то несуществующее, фантазийное. Специально подготовленные — служат основой для немыслимых экспериментов.
«Сначала дети приходят и ждут от нас какого-то задания. У них наступает замешательство, когда им не говорят, что делать, что нужно взять одну детальку и прикрепить ее к другой. Но потом они понимают, что можно сделать всё, что хочется» — рассказывает Анна Никишина, соавтор проекта «Игровая столярка» RYBAKOV PLAYSCHOOL, — Еще есть такой момент, мы его называем момент скуки, когда ребенок приходит и говорит: “Я чего-то сегодня ничего не хочу, не знаю… Наверное, ничего не буду делать. Для нас это легкая провокация. Тут важно как-то себя удержать и выдержать этот процесс скуки, потому что он нормален».
Мастерская — то место, куда ребенок может прийти со своей идеей и реализовать ее. Тяжело представить себе другое занятие, в котором он проходил бы столь замысловатый путь от задумки к результату. Например, решал задачу, как приделать колеса так, чтобы они вращались.
Важный психологический аспект занятий в столярке — это преодоление. Когда ребенок не понимает, как реализовать свою задумку, он расстраивается. Затем пересиливает сомнения и ищет способы воплотить желаемое. Это стремление найти выход из сложной ситуации не раз сыграет ему на руку во взрослой жизни.
«Столярка становится для ребят одним из любимых занятий. И нужно, чтобы это было доступно как можно большему количеству детей, — считает Анна Никишина.
Как обустроить столярку в детском саду
Детский сад «Школа самоопределения № 734 имени А.Н.Тубельского»
Лариса Журавлева уверена: чем проще устроена мастерская, тем выше детская активность и интерес, поэтому организация столярки в саду на первых порах не требует много вложений. Отвертки, плоскогубцы, шурупы, гвозди, молоток — все, что найдется в любом доме, и к чему обычно не подпускают детей.
Самая компактная мастерская — это молоток, гвозди и пенек. Если добавить цветные крышечки от газировки, которые можно прибивать гвоздями к дереву, детей будет не остановить. Почему — неизвестно, но это работает.
Лучше всего выбирать для столярки удаленное место, чтобы шум от работы не мешал другим ребятам. Обычно это где-то в районе раздевалки. Полезно, чтобы все дети видели, что происходит в заветном уголке. Так увеличивается вероятность, что рано или поздно им захочется попробовать сделать что-то самостоятельно.
Проект «Игровая столярка» RYBAKOV PLAYSCHOOL
У Анны Никишиной и Татьяной Морозовой — авторов проекта «Игровая столярка» — большой опыт в организации игровых пространств.
«В составе «Мастерской дерева для детей» мы строили домики на дереве, двухэтажные конструкции в детских садах. Иногда дети пытались к нам присоединиться и помочь. Из того, как загорались детские глаза от вида пилы, родилась идея занятий, на которых ребят учили бы мастерить из дерева своими руками. Впоследствии это вылилось в проект «Игровая столярка», — рассказывает Анна.
Проект «Игровая столярка» RYBAKOV PLAYSCHOOL
Для тех, кто только планирует обзавестись собственной мастерской, Анна Никишина составила пошаговую инструкцию.
1 шаг — найти подходящее место.
«Мы обошли с директором все помещения в саду, чтобы найти подходящее. И когда зашли в наше нынешнее пространство, увидели окна с их удачным расположением с двух сторон, решили, что мастерская будет здесь».
2 шаг — проект пространства.
«Мы планировали, как расположить рабочие зоны, зоны хранения, выставочные зоны. Частично делали что-то своими руками. Сейчас если садам нужно помочь обустроить рабочую зону, мы даем им список оборудования, инструментов и материалов».
3 шаг — подобрать педагога.
«Есть люди, которые занимаются столярным ремеслом, они не работают с детьми. А есть люди, которые работают с детьми, но не владеют инструментами. Поэтому мы думаем над созданием обучающего курса, стажировки для тех, кто хочет научиться и тому, и другому».
Детский сад «Солнышко» (г.
Чудово, Новгородская область)
Старший воспитатель МАОУ «СОШ им.Некрасова, детский сад «Солнышко» (г. Чудово, Новгородская область) Наталья Минина оценила опыт детского сада «Школа самоопределения № 734 имени А.Н.Тубельского» и загорелась идеей применить его в своем саду.
Здесь пространство столярки поделено на несколько зон:
Творческая зона.
Ребята встречаются здесь, чтобы обсудить идеи и найти единомышленников. За «переговорным» столом можно все подробно обсудить и детально продумать.
Рабочая зона.
Именно здесь творятся «великие дела», находятся рабочие места и инструменты для воплощения задумок.
Наталья Минина: «В рабочей зоне два рабочих стола, которые регулируются по росту, два верстака и многофункциональный детский столярный станок. Это самое любимое место у детей. Здесь есть специальные детские молотки, пилы, гвозди, саморезы — всё, что только может понадобиться юным мастерам».
Стройбаза «Луч».
Так по-взрослому дети прозвали уголок, где хранятся материалы. Часть из них покупают в строительных магазинах, часть — добывают самостоятельно во время прогулок. У каждого ребенка здесь своя сумка для хранения, чтобы можно было возвращаться к проекту, даже спустя некоторое время.
На первых порах можно создавать мастерскую из подручных средств. В любом саду найдутся запасные стулья, старая мебель, стеллажи, которые можно использовать для организации мастерской в ее начальном варианте. И постепенно можно расширять круг возможностей.
Выставочная зона.
В специальных стеллажах хранятся детские модели и поделки, чтобы ребята могли похвастаться своими идеями и их виртуозным воплощением.
Столярка в детском саду «Солнышко» в г. Чудово (Новгородская область)
«Хочу ходить в мастерскую каждый день!»
Чтобы запустить занятия, нужен был опытный взрослый. Саду «Солнышко» повезло. Их «папа Карло», как называют его дети, — Алексей Чеглаков, педагог высшей категории с дополнительной квалификацией в работе с детьми с ограниченными возможностями по здоровью.
Это позволило привлечь к занятиям детей с проблемами в поведении, задержкой речи, ЗПР. Они заметно прогрессируют со временем, потому что физическое и психическое развитие неразрывно связаны друг с другом.
«У меня был очень старый учебник 1960 года, где описывалось изготовление простых моделей, чтобы было, от чего оттолкнуться, — рассказывает Алексей Чеглаков — Но скоро дети захотели делать другие вещи, посложнее. Они постоянно предлагают свои идеи — корабли, самолеты…»
Причем самолеты иногда получаются из обычной швабры. Детская фантазия не знает границ.
Сейчас ребята уже хорошо ориентируются в инструментах, поэтому изготовлением игрушек собственного производства дело не ограничивается. Например, после выставки балалаек ребята загорелись идеей сделать их собственными руками.
«Наш проект существует только год, но дети очень многому научились, — говорит Наталья Минина. — Помимо того, что они виртуозно владеют инструментами, они самостоятельны, ответственны, погружены в идею. Часто происходит совместная работа, которая учит ребят взаимодействовать. Развитие волевой сферы, умения планировать, самостоятельности и внимания — это и есть ФГОС и целевые ориентиры для педагогов».
Иногда администрация сада обращается к детям с настоящими поручениями: починить лопату, сделать кормушки для птиц. Это воспитывает сознательность и ответственность, позволяет испытывать чувство гордости за проделанный труд.
Родители поддерживают задумку работников сада, отмечая творческую атмосферу и быстрое развитие навыков. В «книге отзывов» они фиксируют, что ребята учатся усидчивости, внимательности, аккуратности, заражаются любовью к труду. Но особенно ценны записи самих детей:
«А я хочу ходить в мастерскую каждый день»
Как обеспечить безопасность в столярке
Лариса Журавлева точно знает, что опасны занятия в столярной мастерской только тогда, когда ребенок неконтролируемый — размахивает инструментами и целится в других детей. Но так же опасен он будет и в другом месте.
«Мы их приводим в норму до того, как они попадают сюда», — говорит она.
В остальном с детьми имеет смысл общаться на нормальном взрослом языке и использовать для этого нормальные взрослые инструменты, проявлять доверие.
Чтобы занятия были безопасными, нужно выполнить сразу несколько условий.
«Курс молодого бойца».
За одно-два занятие можно показать детям, как правильно и безопасно пользоваться инструментами. Дети довольно быстро схватывают суть, поэтому потом педагогам остается просто наблюдать.
Правило «стоп».
Если педагоги замечают, что инструменты используются небезопасно, то говорят «стоп». Ребенок обязан остановиться и выслушать рекомендацию взрослого.
Однако большинство детей могут регулировать себя в процессе.
Анна Никишина: «Самая большая травма у нас за несколько лет — ребенок обжегся клеевым пистолетом. Ему было интересно потрогать эту капельку. То есть пила, шуруповерт — все, что кажется таким страшным, на деле не представляют серьезной угрозы. Если дети в себе не уверены, они будут очень осторожно работать».
«Спокойствие, только спокойствие».
Заниматься в мастерской можно только в хорошем настроении и когда хочется. Эмоциональное состояние детей отслеживают педагоги и просят отложить работу, если те начинают злиться или спешить, чтобы побыстрее закончить.
Татьяна Этингоф: «Ребенок никогда не старается себе сделать плохо и больно. Опасно, если дети перевозбуждены, находятся в неуравновешенном состоянии. Но воспитатель отслеживает это и просит ребят временно найти себе другое, более спокойное занятие».
Хотя каждый воспитатель сам решает для себя, хочет ли он вовлекаться в подобную деятельность. И если в саду много гиперактивных детей, то лучше не рисковать.
В мастерской сада «Солнышко» учитывают опыт коллег, которые занимаются столяркой дольше. Столы расставлены так, чтобы педагог видел каждого ребенка и полностью владел ситуацией. «Папа Карло» объясняет правила обращения с инструментами и останавливает ребят, если видит нарушения.
Есть в столярке и специальное оборудование, которое снижает риски.
Наталья Минина: «Для безопасности мы приобрели струбцины, которыми дети зажимают детали, чтобы случайно не попасть молотком по пальцам. Есть специальные детские верстачки и приспособления, которые берегут руки, например, от воздействия наждачки».
Но сами дети, понимают, что у них в руках не игрушки, а настоящие взрослые инструменты и работают с ними предельно аккуратно.
Материалы по теме:
Как приучить ребенка к физическому труду
Без труда: чему сегодня учат на уроках технологии?
5 неочевидных способов развить мелкую моторику у дошкольника
Если вам нравятся материалы на Педсовете, подпишитесь на наш канал в Телеграме, чтобы быть в курсе событий раньше всех.
Подписаться
УГОЛ СТОЛЯРКИ ИЗ АЛЮМИНИЯ
УГОЛ СТОЛЯРКИ ИЗ АЛЮМИНИЯ
EMU
Документы
Коды и размеры
Technical Data
Composition
Документы
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Выберите язык
Английский
Итальянский
Немецкий
Французский
Испанский
Найдите ближайшего агента Скачать каталог
EMU
CODE
L
[mm]
B
[mm]
pcs.
EMU2515
250
150
1
EMU4020
400
200
1
Мы уважаем вашу конфиденциальность!
дополнительная информация »
модальное окно согласия политике Cookie
строго необходимо
измерения и аналитика
таргетинг и реклама
Как рекламировать свои индивидуальные услуги по деревообработке | Small Business
By Shala Munroe
Независимо от того, предлагаете ли вы индивидуальные услуги по обработке дерева на дому или в магазине, вы можете расширить свою клиентскую базу с помощью рекламы. Хотя вы должны использовать некоторые стандартные методы рекламы, есть определенные способы, которые могут помочь вам привлечь внимание людей, которые, скорее всего, нуждаются в изготовленной на заказ мебели, книжных полках или других встроенных предметах, таких как каминные полки.
Создайте демонстрационный зал у себя дома или в магазине. Создайте несколько своих самых популярных произведений и покажите их так, как они будут использоваться. Поместите книги в твердом переплете на книжные полки и установите украшения, такие как композиции из шелковых цветов, на сооруженные вами боковые столики. Подготовьте книгу с фотографиями других образцов вашей работы для клиентов. Личное наблюдение за деталями изготовленных на заказ изделий из дерева может вызвать у клиента эмоции, которых не может вызвать фотография в газетном объявлении.
Купите рекламу в газетах или отраслевых изданиях, таких как журналы по деревообработке или домашнему дизайну. Некоторые издания предлагают пакетные предложения для размещения вашей рекламы как в печатных, так и в онлайн-изданиях. Начните с тематических объявлений, которые дешевле, и переходите к крупным печатным объявлениям с фотографиями, когда позволяет бюджет.
Создайте социальную сеть. Присоединяйтесь к группам социальных сетей на Facebook, Twitter и LinkedIn, заведите блог и предложите своей сети прочитать его. Ведите блог о вещах, которые могут заинтересовать широкий круг людей, таких как советы по деревообработке, статьи с практическими рекомендациями или профессиональные хитрости. Размещайте выдержки из своего блога на сайтах социальных сетей и ссылайтесь на блог в своих профилях.
Аренда стенда на выставках. Выберите выставки, которые имеют отношение к людям, которые, скорее всего, воспользуются вашими услугами, например, выставки по ремонту домов или антикварные выставки. Имейте образцы мебели, на которых люди могли бы сидеть, и покажите фотографии более сложных предметов, таких как встроенные книжные полки. Предложите дверные призы в обмен на контактную информацию участников, что даст вам возможность связаться с потенциальными клиентами в будущем.
Отправьте прямую почтовую рассылку новым домовладельцам в вашем районе. В большинстве районов есть приветственный пакет с местными предложениями, который отправляется людям, недавно купившим дома в этом районе. Вложите свою брошюру в приветственный пакет. В качестве альтернативы можно купить список адресов новых домовладельцев в компании, предоставляющей списки рассылки. Иногда они могут быть дорогими, но они помогут вам привлечь группу людей, готовых персонализировать свои новые дома с помощью индивидуальной обработки дерева.
Вознаграждение рефералов. В такой специализированной области, как изготовление изделий из дерева на заказ, сарафанное радио иногда является вашей лучшей рекламой. Предлагайте наличные деньги или подарочную карту ресторана за каждого платящего реферала. Оставьте несколько визитных карточек каждому покупателю, чтобы раздать его друзьям, и предлагайте скидки постоянным клиентам.
Шала Манро живет за пределами Атланты, штат Джорджия, пишет и редактирует с 1995 года. Начав свою карьеру в таких газетах, как «Marietta Daily Journal» и «Atlanta Business Chronicle», в последнее время она несколько некоммерческих организаций, прежде чем купить цветочный магазин в 2006 году. Она получила степень бакалавра в области коммуникаций в Университете штата Джексонвилл.
59 Маркетинговые идеи для вашего деревообрабатывающего бизнеса
Будучи партнером Amazon, мы зарабатываем на соответствующих покупках. Все доходы напрямую реинвестируются в этот сайт, чтобы предоставить вам бесплатные учебные пособия и файлы проектов. Спасибо за вашу поддержку!
Вы приложили все усилия для создания красивых изделий — теперь пришло время начать маркетинг вашего деревообрабатывающего бизнеса! Эти 59 маркетинговых идей для деревообрабатывающего бизнеса обязательно помогут вам привлечь новых клиентов!
1. Создайте веб-сайт + начните вести блог
Веб-сайт — это один из самых ценных инструментов для продвижения вашего рукодельного бизнеса. Ваш веб-сайт должен содержать ваши контактные данные и информацию о продукте, но самое действенное, что вы можете сделать на своем веб-сайте, — это регулярно вести блог.
2. Начать рассылку новостей по электронной почте
Рассылка новостей по электронной почте — это один из самых простых способов оставаться на связи с бывшими, настоящими и будущими клиентами. Вы можете разместить на своем веб-сайте поле для подписки на информационный бюллетень или предложить людям поощрить подписку на ваш информационный бюллетень на выставках ремесел и т. д.
3. Создавайте видео и размещайте их на YouTube
Люди любят смотреть видео, и присутствие на YouTube — отличный способ привлечь новых клиентов.
4. Создайте страницу и группу в Facebook
Страницы и группы Facebook — это хороший способ оставаться на связи со своими клиентами на Facebook. Страницы хороши для обновлений, тогда как, если вы создадите группу, вы сможете напрямую взаимодействовать со своими потенциальными клиентами, отвечать на их вопросы и вдохновлять их идеями! Вы также можете использовать страницу и группу Facebook для привлечения трафика на свой веб-сайт и информационный бюллетень.
5. Публикуйте свои проекты в Instagram
Все любят просматривать фотографии в Instagram, и это отличный способ заявить о себе и привлечь новых подписчиков в свой магазин.
6. Закрепите свои товары на Pinterest
Миллионы людей заходят на Pinterest, чтобы найти товары, и, без сомнения, вы можете привлечь трафик на свой блог и в интернет-магазин через Pinterest. Вы даже можете размещать рекламу на Pinterest для увеличения охвата.
7. Создайте бизнес-страницу Google
Бизнес-страница Google поможет вам завоевать доверие аудитории, а ваши клиенты смогут оставлять отзывы!
8. Создайте бизнес-профиль Yelp
Yelp предназначен не только для ресторанов и отелей — многие владельцы малого бизнеса используют его как способ связи со своим местным целевым рынком. Как и бизнес-страница Google, она может помочь вам привлечь новых клиентов при поиске в Интернете.
9. Создайте профиль LinkedIn
LinkedIn — это отличный способ связаться с другими владельцами бизнеса и влиятельными лицами, которые могут стать защитниками вашего бренда, и познакомиться с людьми, с которыми можно пообщаться. В качестве бонуса вы также, вероятно, узнаете всевозможные маркетинговые идеи и советы!
10. Добавьте информацию о своей компании в подпись электронной почты
Если вы чем-то похожи на меня, вы, вероятно, отправляете десятки электронных писем каждый день. Сообщите людям, что вы делаете, создав подпись электронной почты для вашего бизнеса. Вы никогда не знаете, что электронное письмо учителю вашего ребенка может привести к будущей продаже!
11. Сотрудничайте с блоггерами
Существуют тысячи блоггеров, с которыми вы можете сотрудничать для всех видов рекламы вашего бренда. Независимо от того, публикуете ли вы спонсируемые посты, совместно участвуете в розыгрыше или даже предлагаете гостевой пост в их блоге, у вас есть масса возможностей постоянно знакомиться с новыми людьми.
12. Перейти к событиям местных бизнес-сетей
Есть много местных бизнес-ассоциаций, где вы можете общаться с другими владельцами бизнеса. Это может помочь вам найти людей для будущих партнерских отношений — и они сами могут быть заинтересованы в покупке или продаже вашей продукции!
13.
Посещение конференций и торговых выставок
Существует множество выставок для деревообрабатывающей и строительной промышленности, а также множество выставок для владельцев ручного бизнеса и ремесленников. Вы можете установить стенд или просто получить пропуск, чтобы прогуляться в течение дня и пообщаться с разными поставщиками.
14. Проведите бесплатный семинар в местной библиотеке
Сегодня местные библиотеки делают гораздо больше, чем просто выдают книги напрокат! Они всегда ищут местных жителей, чтобы поделиться своими знаниями и навыками с другими, поэтому очень легко организовать бесплатный семинар, где вы сможете познакомиться с новыми потенциальными клиентами.
В зависимости от того, какие работы по дереву вы делаете, вы можете пройти курс по технике безопасности при работе с деревом или даже научить других делать простую поделку по дереву, которую можно сделать менее чем за час.
15. Рассмотрите возможность продажи товаров на условиях консигнации
Существует множество небольших независимых магазинов, которые любят продавать товары местных ремесленников и ремесленников. Посетите эти магазины, покажите им свою продукцию и узнайте о продаже на консигнацию.
Да, владелец бизнеса получит небольшую долю от продаж, но вы получите гораздо больше информации о своей продукции, и эти клиенты могут стать преданными фанатами!
16. Пожертвуйте товары благотворительным организациям и предприятиям
Легко обменивать свои продукты на рекламу и одновременно помогать другим предприятиям и благотворительным организациям, которыми вы увлечены.
Например, вы делаете садовую мебель и любите местные парки. Вы можете пожертвовать сообществу скамейки в парке или даже садовые стулья и столы в обмен на вывеску с информацией о вашем бизнесе.
17. Участие в художественных выставках
Почти все, что вы делаете из дерева, может считаться произведением искусства, а художественные выставки — прекрасный способ выставить свою работу на обозрение и открыть для себя. Многие художественные выставки оцениваются, и таким образом вы даже можете выиграть денежные призы и дополнительное признание.
18. Партнерство с другими местными столярами и поставщиками
Партнерство с другими местными столярами и поставщиками может стать очень эффективным способом продвижения вашего деревообрабатывающего бизнеса на рынок. Например, вы можете вместе раздать подарки или торговать услугами, чтобы предложить своим клиентам что-то уникальное.
Это также отличная стратегия для ремесленных выставок с высокой платой за вход. Вы двое могли бы объединиться, чтобы создать будку, и каждый из вас мог бы по очереди наблюдать за будкой, чтобы давать друг другу перерывы в течение дня.
19. Проведите день открытых дверей
Это отличный способ рассказать людям о различных продуктах, которые вы производите, и это очень выгодно!
Для этого просто пригласите местных и потенциальных клиентов посетить ваш магазин или место встречи в определенный день, чтобы они попробовали вашу продукцию и узнали о ней все. Не забудьте подать легкие закуски и иметь много визитных карточек!
29.
Reach Out to Schools
Школы всегда ищут идеи по сбору средств, и это может быть прекрасным способом быстро получить много заказов, когда вы предлагаете пожертвовать процент от прибыли их спортивной команде или родительскому комитету.
Одна вещь, которую следует учитывать при этой идее, заключается в том, что вы можете получить МНОГО заказов одновременно, поэтому вам следует придерживаться того, что у вас уже есть в большом запасе или что вы можете быстро сделать. Вы также можете пойти с небольшими частными школами, в которых может быть только около 100 учеников во всех классах.
30. Организуйте прямую трансляцию на Facebook или YouTube
Хотя мы уже рассмотрели размещение видео на YouTube и создание страниц и групп в Facebook, прямые трансляции — это совсем другое дело!
В прямом эфире вы находитесь в прямом эфире и можете взаимодействовать со своими клиентами и подписчиками в режиме реального времени, пока воспроизводится ваше видео. Это отличный способ по-настоящему связаться со своей аудиторией и наладить прочные отношения, которые могут обеспечить продажи на долгие годы.
31. Спрашивайте у клиентов отзывы и обзоры
Когда люди покупают товары в Интернете, они ВСЕГДА читают отзывы. Если у вас есть довольные клиенты, попросите их оставить отзывы — это поможет повысить покупательскую уверенность новых клиентов.
Иногда бывает сложно заставить людей оставлять отзывы, но один из способов сделать это проще — предложить поощрение. Например, вы можете отправить им купон на скидку 10%, если они оставят отзыв или предложат бонусный цифровой продукт.
Вы также можете рекламировать отзывы клиентов на своей странице в Facebook, а также создать раздел для отзывов на главной странице своего веб-сайта.
32. Создайте подкаст
Подкасты — это аудиозаписи, которые очень похожи на собственное радиошоу. Вы можете попросить людей позвонить и задать свои вопросы, или вы можете сотрудничать с другим плотником и говорить о вещах, которые интересуют ваш целевой рынок.
В качестве бонуса вы можете очень легко превратить свой подкаст в видео и получить мгновенный контент для своего канала YouTube!
33.
Добавьте раздел событий на свой веб-сайт
Мероприятия — отличный способ заявить о себе новым клиентам. Что может быть лучше, чем лично встретиться с ними, чем сообщить им о местных мероприятиях, которые вы собираетесь посетить?
Вы можете очень легко добавить календарь событий на свой веб-сайт с помощью различных плагинов WordPress. У моего папы, который занимается колониальной деревообработкой, всегда есть люди, которые говорят ему, что посещают его веб-сайт, чтобы узнать, когда наступают даты всех лучших осенних фестивалей!
34. Рекомендации клиентов
Мы говорили о поощрении клиентов за оставление отзывов. Почему бы также не предложить им поощрение за привлечение новых клиентов? Вы можете дать им подарочный ваучер на товары в вашем магазине для каждого нового покупателя, которого они пригласят, или дать им купонные карты, которыми они могут поделиться с семьей и друзьями.
35. Рассмотрите партнерские программы
Партнерский маркетинг — еще один отличный способ представить свои продукты большему количеству людей. Когда вы предлагаете партнерскую программу, вы платите своим партнерам процент или вознаграждение за каждую продажу, которую они направляют через свой веб-сайт.
Вы можете относительно легко настроить партнерскую программу для большинства онлайн-платформ электронной коммерции и можете сосредоточиться на создании новых продуктов, в то время как ваши партнеры сделают весь маркетинг за вас!
36. Сеть с другими предприятиями для перекрестного продвижения
Еще одна замечательная маркетинговая идея деревообрабатывающего бизнеса — это объединение в сеть других предприятий для перекрестного продвижения.
Например, предположим, что вы производите и продаете деревянные банные принадлежности — поддоны для ванны, мыльницы и т. д. — вы можете легко сотрудничать с другим малым предприятием, которое производит мыло ручной работы, и вы оба можете продавать эти два предмета вместе как продукт в комплекте. Это беспроигрышный вариант для вас обоих!
37. Заставьте свою визитную карточку работать!
Возможно, у вас уже есть визитная карточка, но вы используете ее? Мой муж много лет проводил очень успешную кампанию по созданию визитных карточек — его визитная карточка, по сути, была купоном на 10% скидку. Он всегда давал своим клиентам несколько визитных карточек, чтобы они могли поделиться ими с семьей и друзьями, и даже сегодня ему звонят с визитных карточек, которые у него были более 7 лет назад!
38. Создайте листовку или брошюру
Во многих общественных местах есть доски объявлений, и, хотите верьте, хотите нет, но люди действительно читают эти вещи! Прачечные самообслуживания, супермаркеты, библиотеки, школы, местный городской офис — все это отличные места, где можно посмотреть, можно ли повесить флаер или брошюру о своей продукции.
39. Делайте наклейки!
Все любят наклейки, и они являются отличным рекламным продуктом, который можно прикладывать к покупкам, а также раздавать на ярмарках ремесел, фестивалях и выставках поставщиков. Они относительно недороги в изготовлении — вы даже можете сделать их самостоятельно, если уже используете лазерный резак или станок для резки в своем деревообрабатывающем бизнесе!
40. Делайте футболки!
Когда вы находитесь на фестивале или выставке ремесел, вы обязательно должны надеть футболку, которая продвигает ваш бизнес! Вы также можете сделать футболки для своей семьи и друзей, чтобы носить их, когда они выходят на улицу.
41. Пишите для местной газеты или журнала
Почти в каждом городе есть местная газета и журналы, и они всегда ищут тематические статьи. Много раз вы можете отправить статью в эти местные издания в обмен на рекламу.
42. Создавайте QR-коды
QR-коды — это черно-белые прямоугольники, которые в наши дни вы видите почти везде и сканируете с помощью своего телефона. Создать его очень просто, и когда люди сканируют его на своих телефонах, вы можете направить их в свой магазин, на веб-сайт или даже на страницу специального предложения.
43. Проведите конкурс или раздачу подарков
Люди ОБОЖАЮТ конкурсы и розыгрыши, и это отличный способ привлечь новых людей в ваш бизнес. Вы можете использовать онлайн-платформу, такую как Rafflecopter.com, или даже сделать ее полностью автономной!
44. Предложение купонов + пакетные предложения
Все любят выгодные предложения, а купоны — один из лучших способов ускорить продажи. Вы можете продвигать свои купоны в своей рассылке по электронной почте или в своей группе Facebook.
Еще одна идея для маркетинга вашего бизнеса — предлагать комплексные предложения. Например, если вы продаете 2-3 связанных продукта, вы можете продавать их по отдельности, а также продавать их в комплекте. Я знаю одного человека, который делает прекрасные деревянные ткацкие станки ручной работы, которые делают это для разных размеров и форм!
45. Руководство по созданию подарков
Когда начинается сезон подарков, люди часто не могут найти, что подарить своей семье и друзьям. Вы можете создать руководство по подаркам, в котором представлены ваши товары, и даже разбить его на разные разделы, например, идеи подарков для мам, идеи подарков для пап, идеи подарков для детей, идеи подарков для бабушек и дедушек и т. д.
46. Держите Pop-Up Shop
Pop-up Shop — это место, где вы всплываете, чтобы продавать товары. Вы можете стать партнером местного предприятия, где вы обосноваетесь на их стоянке, или вы даже можете подать заявку на получение разрешения поставщика в своем местном городе на продажу из вашего грузовика или автомобиля. Это отличные мероприятия для привлечения ваших текущих клиентов, и мероприятие, несомненно, привлечет новых, а люди просто пройдут мимо!
47. Посещение ремесленных выставок
Без сомнения, продажа своих вещей на ремесленных выставках и фестивалях — один из лучших способов заработать немного денег, но это также отличный способ просто пообщаться с новыми потенциальными клиентами! Даже если они ничего не купят у вас во время шоу, вы можете использовать это как прекрасную возможность побудить их подписаться на вашу страницу в Facebook или подписаться на рассылку новостей по электронной почте, чтобы вы могли оставаться с ними на связи!
48. Войдите в свой бизнес, чтобы выиграть отраслевые награды
Каждый год малым предприятиям присуждаются всевозможные награды, и да, они применимы и к малым деревообрабатывающим предприятиям!
49. Отправьте свои проекты в специализированные журналы
Существуют сотни журналов по деревообработке, которые всегда ждут ваших предложений. Они не только продемонстрируют ваши проекты с информацией о вашем веб-сайте, но и часто будут платить вам за ваши материалы!
50. Проявите творческий подход к упаковке
Я никогда не забуду компанию, которая прислала мне упаковку конфет M&M вместе с моим заказом вместе с рукописной запиской – и я до сих пор заказываю у них из-за их внимания к деталям!
К упаковке можно приложить все что угодно – будь то рекламная наклейка или даже просто рукописная заметка вместе с визитными карточками или купоном. Вы также должны убедиться, что ваша упаковка хорошо промаркирована логотипом вашей компании и контактной информацией. Вы можете заказать индивидуальные упаковочные коробки во многих местах, таких как Uline и другие.
51. Перейти на Meetups
Meetups — отличный способ познакомиться с новыми людьми, даже если группа встреч вообще не связана с деревообработкой! Например, я регулярно хожу на встречи WordPress, где мы обсуждаем все, что связано с ведением блога и созданием веб-сайтов. Так я познакомился с некоторыми фантастическими художниками!
52. Добровольная благотворительность
Благотворительная деятельность — еще один отличный способ продвижения вашего бизнеса. Например, вы можете пожертвовать своим временем и навыками и быть указаны в качестве спонсора на веб-сайте их организации — не говоря уже о том, что вы обязательно встретите в процессе замечательных людей!
53. Разместите свой бизнес в каталогах
Существуют тысячи каталогов, в которых вы можете разместить свой бизнес или даже разместить в них рекламу. Многие каталоги специально предназначены для рукодельных предприятий! Некоторые вы можете представить свой бизнес бесплатно, а другие взимают плату. В любом случае, это отличный способ попасть в список и получить трафик в свой магазин или на сайт!
54. Оптимизация для SEO
SEO означает оптимизацию для поисковых систем, что означает сделать ваш веб-сайт и ваши онлайн-продукты более заметными в поисковых системах, когда люди ищут ваши продукты на таких сайтах, как Google, Bing и Yahoo.
Если вы являетесь продавцом на Etsy, вам также нужно убедиться, что вы оптимизируете свои списки Etsy для SEO, написав подробные описания продуктов и выбрав ключевые слова, которые ищут люди.
55. Подпишитесь на HARO
HARO расшифровывается как «Помогите репортеру», и на их веб-сайте вы найдете тысячи журналистов, которые ищут экспертов, которых можно цитировать и использовать в качестве источников в своих статьях. Вы можете бесплатно зарегистрироваться в HARO и просто ответить в любое время, когда журналист ищет человека с опытом работы с деревом!
56. Реклама в бюллетенях местных церквей и спортивных программах
От программ футбольных матчей для старших классов до бюллетеней воскресных церквей — существует множество возможностей не только получить доступную рекламу для вашего бизнеса, но и одновременно помочь поддержать эти организации. JS Paluch является примером одной компании, вы можете разместить рекламу в десятках местных церквей по доступной цене.
57. Брендируйте свой автомобиль
Так просто брендировать свой автомобиль, чтобы постоянно продвигать свой бизнес для вас, даже когда вы застряли в пробке! Вы можете получить виниловые наклейки с логотипом вашей компании и веб-сайтом или заказать магнитный знак для борта вашего грузовика. (Просто убедитесь, что если вы получаете магнитный знак, ваш автомобиль действительно магнитен! Многие новые автомобили не магнитны!)
Вы также можете наклеить наклейку на бампер своего автомобиля и даже попросить друзей и членов семьи сделать то же самое! Одна вещь, которую следует учитывать, это то, что вы хотите быть хорошим водителем, когда ваш автомобиль брендирован — вы определенно не хотите подрезать людей, писать текстовые сообщения во время вождения или выбрасывать мусор в окно, поскольку эти вещи могут нанести вред вашему бренду. репутация.
58. План на праздники
Любой, кто занимается рукоделием, может сказать вам, что в праздничные сезоны жарко, жарко, жарко для распродаж! Заблаговременное планирование может помочь вам достичь целей продаж, предлагая специальные сезонные товары или скидки на праздничные распродажи.

 Наставление по предотвращению загрязнения с судов
Наставление по предотвращению загрязнения с судов Оценка их технического состояния
Оценка их технического состояния org/BreadcrumbList»>
org/BreadcrumbList»> И именно тогда приходит осознание того, что за монстр п…
И именно тогда приходит осознание того, что за монстр п… Кто-то сомневается? Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п…
Кто-то сомневается? Да… Есть и такие! Вот только все сомнения уходят как вода в песок, когда речь идёт именно о твоём собственном выживании. И именно тогда приходит осознание того, что за монстр п… ..
.. И именно тогда приходит осознание того, что за монстр п…
И именно тогда приходит осознание того, что за монстр п… 0:47
0:47 Fernandez
Fernandez.jpg) Finch
Finch Но есть одна вещь, которую он действительно оценивает, и это один из его лучших чистых, крутых боевиков на сегодняшний день. За последнее десятилетие , Стэтхэм постоянно выпускал захватывающие боевики категории B, и если вы поклонник старой школы, 80-е/99 годаЭкшен с рейтингом R 0, механика обязательна к просмотру. В течение оживленных 90 минут ему удается обеспечить беспрепятственное, жестокое и кровавое действие. Это напомнит вам о днях, когда они делали более ориентированные на взрослых действия без всей этой компьютерной графики и PG 13, но с большей боевой хореографией, реалистичными трюками и действием. Я думаю, что это один из самых недооцененных и один из лучших боевиков за последнее десятилетие. В целом, это фильм, который стоит посмотреть не один раз, и если вы поклонник боевиков и не видели этого, и вы ищете быстро 90-минутный фильм, чтобы развлечь вас, не думая слишком много, это настоятельно рекомендуется.
Но есть одна вещь, которую он действительно оценивает, и это один из его лучших чистых, крутых боевиков на сегодняшний день. За последнее десятилетие , Стэтхэм постоянно выпускал захватывающие боевики категории B, и если вы поклонник старой школы, 80-е/99 годаЭкшен с рейтингом R 0, механика обязательна к просмотру. В течение оживленных 90 минут ему удается обеспечить беспрепятственное, жестокое и кровавое действие. Это напомнит вам о днях, когда они делали более ориентированные на взрослых действия без всей этой компьютерной графики и PG 13, но с большей боевой хореографией, реалистичными трюками и действием. Я думаю, что это один из самых недооцененных и один из лучших боевиков за последнее десятилетие. В целом, это фильм, который стоит посмотреть не один раз, и если вы поклонник боевиков и не видели этого, и вы ищете быстро 90-минутный фильм, чтобы развлечь вас, не думая слишком много, это настоятельно рекомендуется. (Соединенные Штаты)
(Соединенные Штаты) 35 : 1
35 : 1 11.21.31.41.51.61.71.81.92.02.12.22.32.42.52.62.72.82.93.03.13.23.33.43.53.73.83.9.04.14.24.34.44.54.74.84.95.05.15.25.55.55.65.75.96.74.95.05.15.25.55.55.65.75.965.96. 06.16.26.36.46.56.66.76.86.97.07.17.27.37.47.57.67.77.87.98.08.18.28.38.48.58.68.78.88.99.09.19.29.39.49.59.69.79.89.910
11.21.31.41.51.61.71.81.92.02.12.22.32.42.52.62.72.82.93.03.13.23.33.43.53.73.83.9.04.14.24.34.44.54.74.84.95.05.15.25.55.55.65.75.96.74.95.05.15.25.55.55.65.75.965.96. 06.16.26.36.46.56.66.76.86.97.07.17.27.37.47.57.67.77.87.98.08.18.28.38.48.58.68.78.88.99.09.19.29.39.49.59.69.79.89.910
 При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами. На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами. На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.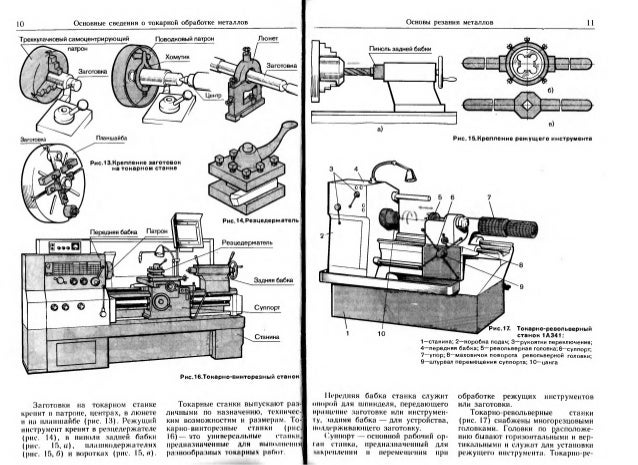 Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке. В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания 2 Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам.
Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке. В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания 2 Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам.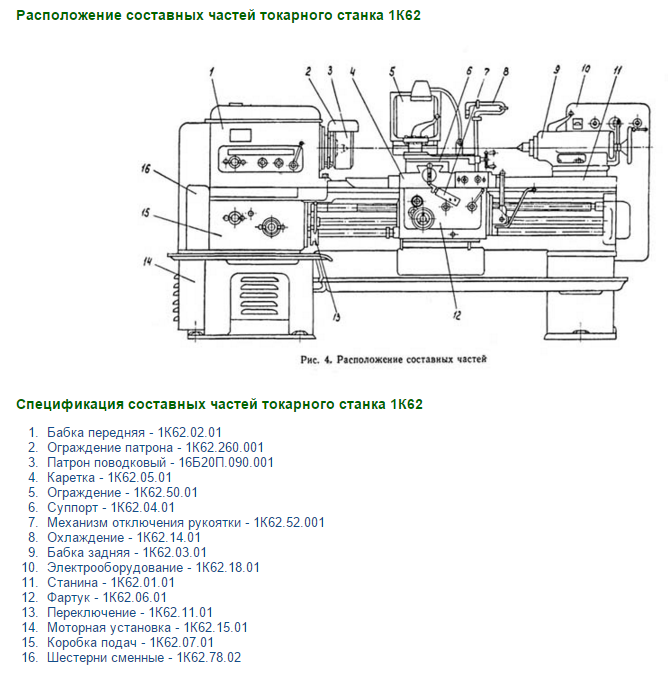 В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли. Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка.
В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли. Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов. В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер. Суппорт Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами — механическими держателями для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. 5 Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки.
В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов. В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер. Суппорт Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами — механическими держателями для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. 5 Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта.
На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости. Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму.
Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости. Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму.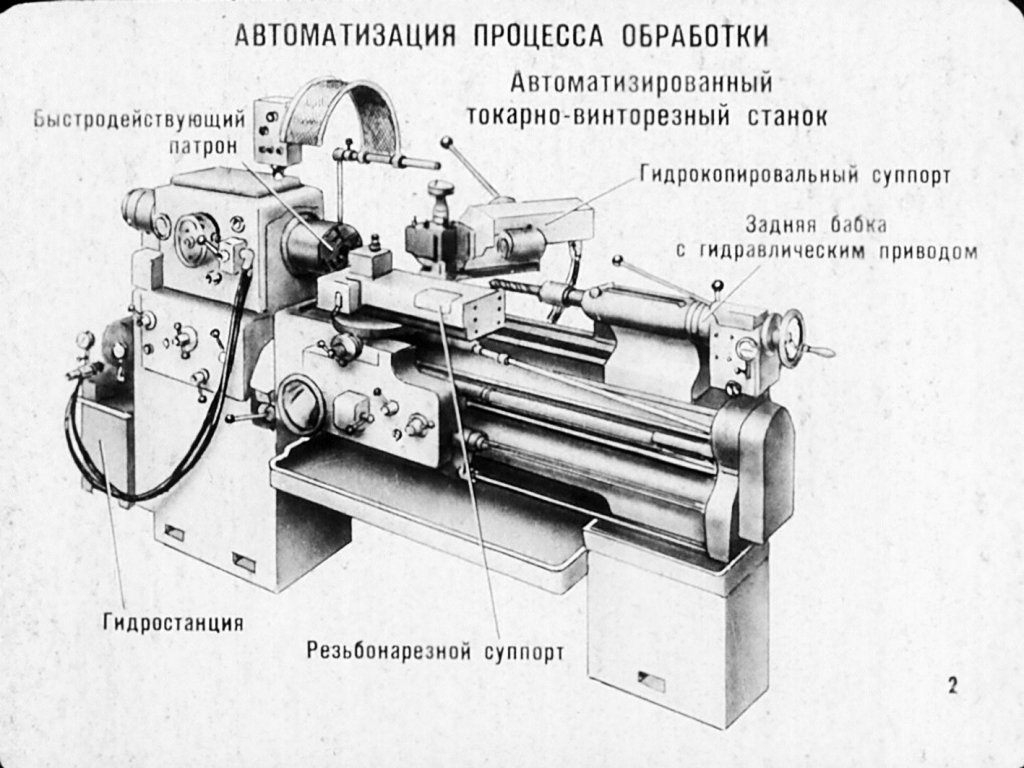 Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и 6 постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера. Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1). Нужное изображение получали на заготовке следующим образом. Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом — резец.
Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и 6 постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера. Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1). Нужное изображение получали на заготовке следующим образом. Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом — резец.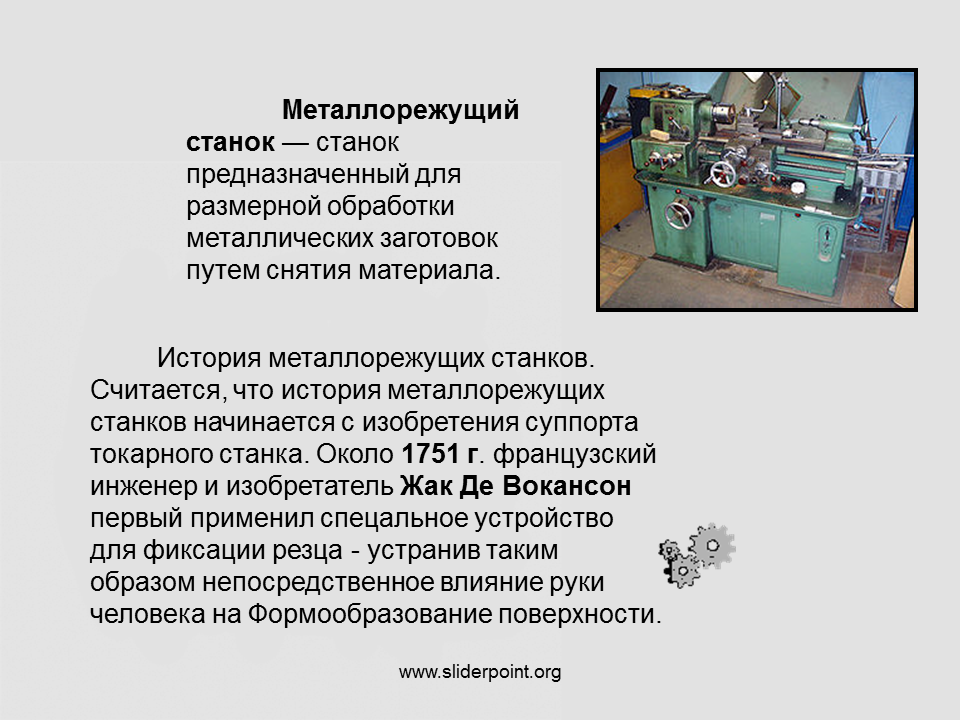 Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения. Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе. Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать.
Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения. Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе. Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать. Для них большей частью и предназначались копировальные станки. Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве. 7 вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов. Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта.
Для них большей частью и предназначались копировальные станки. Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве. 7 вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов. Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках. В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом.
После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках. В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом.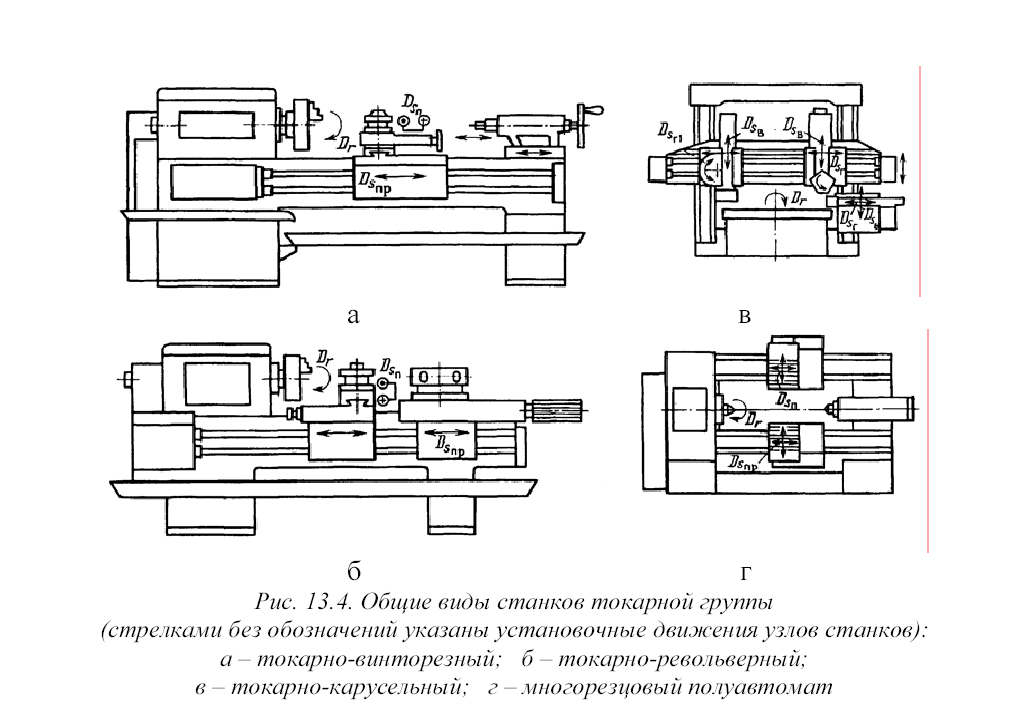 В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д. Нартов Андрей Константинович (1683 — 1756) Деятель времени Петра Великого. Русский механик и изобретатель. Учился в Школе математических и навигацких наук в Москве. Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и «приобретения знаний в механике и математике». По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской. Работая здесь в 1712-1725, Нартов изобрел и построил ряд совершенных и оригинальных по кинематической схеме токарных станков (в том числе копировальных), часть которых была 10 снабжена механическими суппортами. С появлением суппорта решалась задача изготовления частей машин строго определенной геометрической формы, задача производства машин машинами.
В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д. Нартов Андрей Константинович (1683 — 1756) Деятель времени Петра Великого. Русский механик и изобретатель. Учился в Школе математических и навигацких наук в Москве. Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и «приобретения знаний в механике и математике». По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской. Работая здесь в 1712-1725, Нартов изобрел и построил ряд совершенных и оригинальных по кинематической схеме токарных станков (в том числе копировальных), часть которых была 10 снабжена механическими суппортами. С появлением суппорта решалась задача изготовления частей машин строго определенной геометрической формы, задача производства машин машинами. В 1726-1727 и в 1733 Нартов работал при Московском монетном дворе, где создал оригинальные монетные станки. В том же 1733 году Нартов создал механизм для подъема «Царь колокола». После смерти Петра, Нартову было поручено сделать «триумфальный столп» в честь императора, с изображением всех его «баталий». Когда в Академию Наук были сданы все токарные принадлежности и предметы Петра, а также и «триумфальный столп», то, по настоянию начальника академии, барона Корфа, считавшего Нартова единственным человеком, способным окончить «столп», он был переведен в академию «к токарным станкам», для заведывания учениками токарного и механического дела и слесарями. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения). В 1742 году Нартов принес Сенату жалобу на советника академии Шумахера, с которым у него происходили пререкания по денежному вопросу, а затем добился назначения следствия над Шумахером, на место которого был определен сам Нартов.
В 1726-1727 и в 1733 Нартов работал при Московском монетном дворе, где создал оригинальные монетные станки. В том же 1733 году Нартов создал механизм для подъема «Царь колокола». После смерти Петра, Нартову было поручено сделать «триумфальный столп» в честь императора, с изображением всех его «баталий». Когда в Академию Наук были сданы все токарные принадлежности и предметы Петра, а также и «триумфальный столп», то, по настоянию начальника академии, барона Корфа, считавшего Нартова единственным человеком, способным окончить «столп», он был переведен в академию «к токарным станкам», для заведывания учениками токарного и механического дела и слесарями. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения). В 1742 году Нартов принес Сенату жалобу на советника академии Шумахера, с которым у него происходили пререкания по денежному вопросу, а затем добился назначения следствия над Шумахером, на место которого был определен сам Нартов.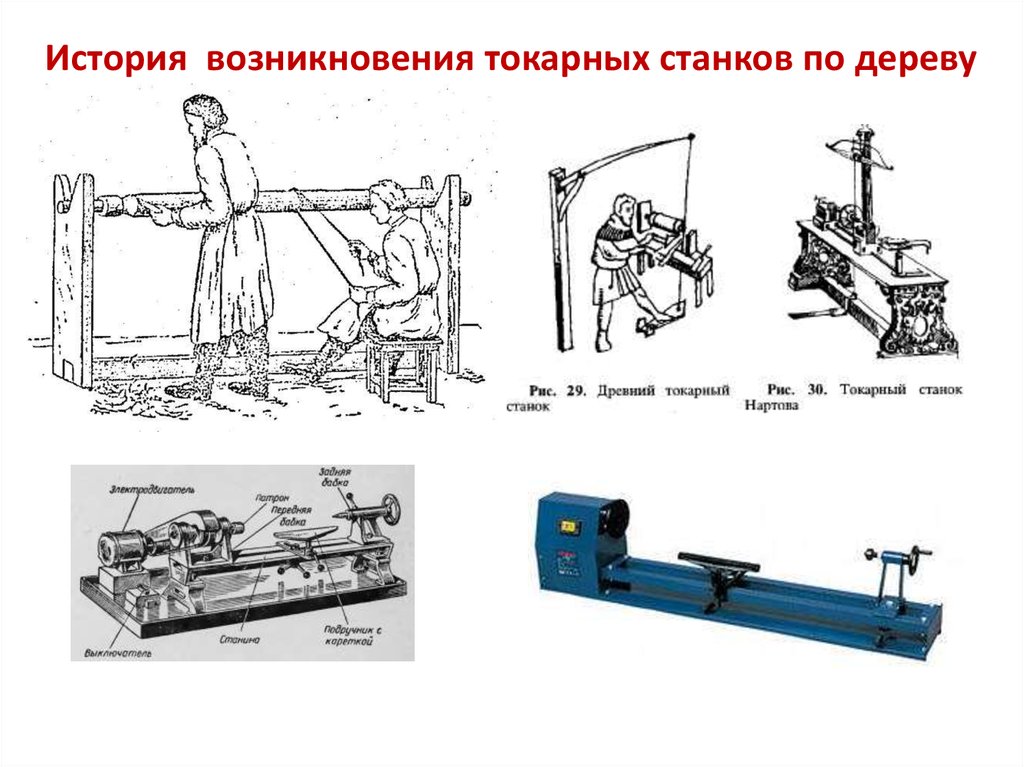 В этой должности он пробыл только 1,5 года, потому что оказался «ничего кроме токарного художества незнающим и самовластным»; он велел запечатать архив академической канцелярии, грубо обращался с академиками, и наконец, довел дело до того, что Ломоносов и другие члены стали просить возвращения Шумахера, который вновь вступил в управление академией в 1744 году, а Нартов сосредоточил свою деятельность «на пушечно-артиллерийском деле». 1738-1756, работая в Артиллерийском ведомстве, Нартов создал станки для сверления канала и обточки цапф пушек, оригинальные запалы, оптический прицел; предложил новые способы отливки пушек и заделки раковин в канале орудия. В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения. В обнаруженной рукописи Нартова «Ясное зрелище махин» описывается более 20 токарных, токарно-копировальных, токарно- винторезных станков различных конструкций.
В этой должности он пробыл только 1,5 года, потому что оказался «ничего кроме токарного художества незнающим и самовластным»; он велел запечатать архив академической канцелярии, грубо обращался с академиками, и наконец, довел дело до того, что Ломоносов и другие члены стали просить возвращения Шумахера, который вновь вступил в управление академией в 1744 году, а Нартов сосредоточил свою деятельность «на пушечно-артиллерийском деле». 1738-1756, работая в Артиллерийском ведомстве, Нартов создал станки для сверления канала и обточки цапф пушек, оригинальные запалы, оптический прицел; предложил новые способы отливки пушек и заделки раковин в канале орудия. В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения. В обнаруженной рукописи Нартова «Ясное зрелище махин» описывается более 20 токарных, токарно-копировальных, токарно- винторезных станков различных конструкций. Выполненные Нартовым чертежи и технические описания свидетельствуют о его больших инженерных познаниях. Он издал также: «Достопамятные повествования и речи Петра Великого» и «Театрум махинарум». Авторство многих анекдотов о Петре приписывается Нартову. Генри Модсли 11 Maudslay Henry (1771-1831) Английский механик и промышленник. Создал токарно- винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном. В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь- механик, в мастерской Дж. Брама — лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете. Создал «Лабораторию Модсли». Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков.
Выполненные Нартовым чертежи и технические описания свидетельствуют о его больших инженерных познаниях. Он издал также: «Достопамятные повествования и речи Петра Великого» и «Театрум махинарум». Авторство многих анекдотов о Петре приписывается Нартову. Генри Модсли 11 Maudslay Henry (1771-1831) Английский механик и промышленник. Создал токарно- винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном. В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь- механик, в мастерской Дж. Брама — лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете. Создал «Лабораторию Модсли». Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков.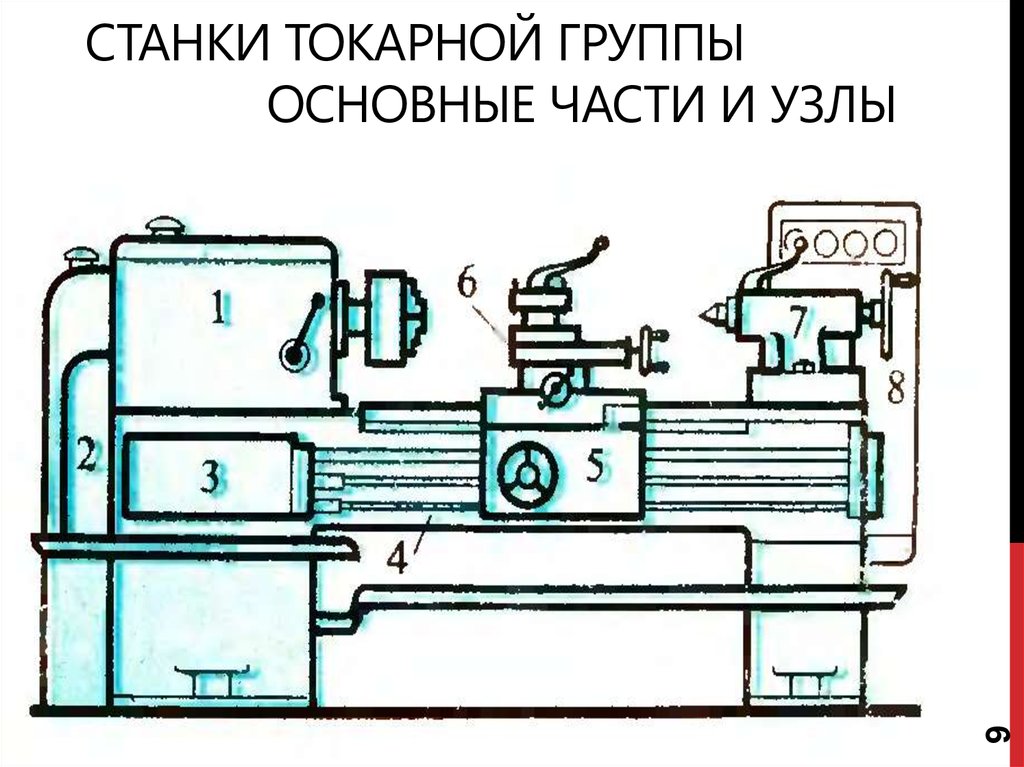 Строил для России паровые корабельный машины. Литература Интернет-ресурсы: • http://turner.narod.ru/dir1/modsli.htm • http://turner.narod.ru/dir1/nartov.htm • http://www.100top.ru/encyclopedia/article/?articleid=11490 • http://savelaleksandr.narod.ru/IZOB/page33.html • http://turner.narod.ru/dir1/histori.htm С вопросами, пожеланиями и отзывами обращайтесь по адресу:
Строил для России паровые корабельный машины. Литература Интернет-ресурсы: • http://turner.narod.ru/dir1/modsli.htm • http://turner.narod.ru/dir1/nartov.htm • http://www.100top.ru/encyclopedia/article/?articleid=11490 • http://savelaleksandr.narod.ru/IZOB/page33.html • http://turner.narod.ru/dir1/histori.htm С вопросами, пожеланиями и отзывами обращайтесь по адресу: 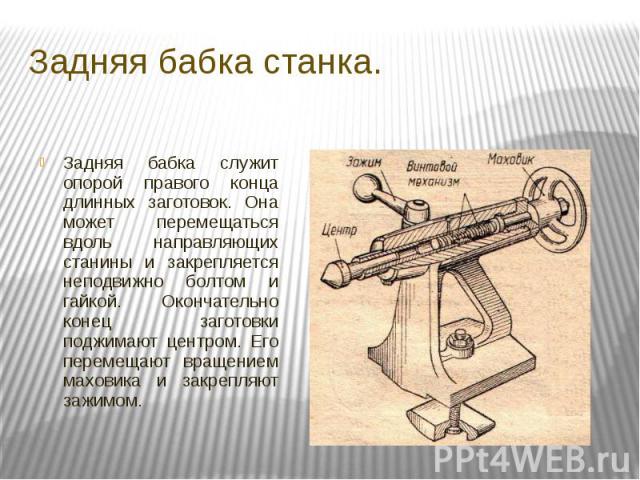
 Он предназначен для обработки наружных поверхностей.
Он предназначен для обработки наружных поверхностей.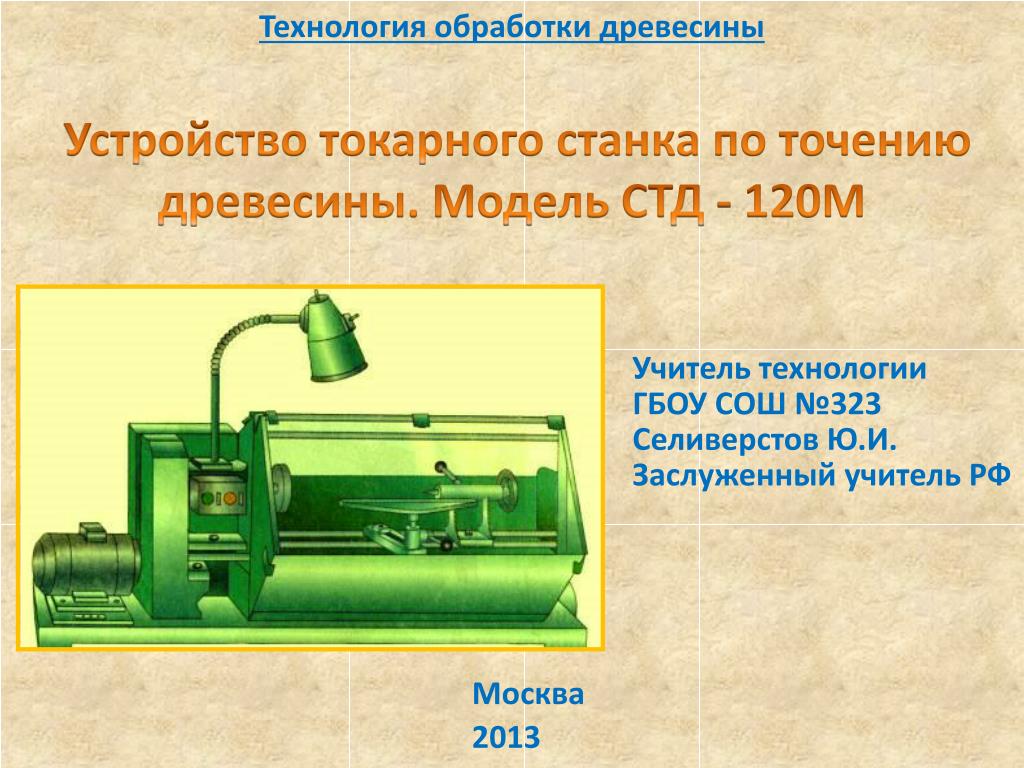

 4. Многошпиндельный токарный автомат
4. Многошпиндельный токарный автомат Станки с ЧПУ
Станки с ЧПУ
 Различают следующие способы и виды сверления [7,стр. 333-335]: 1. Сверление по разметке (для одиночных отверстий) По разметке сверлятся одиночные отверстия …
Различают следующие способы и виды сверления [7,стр. 333-335]: 1. Сверление по разметке (для одиночных отверстий) По разметке сверлятся одиночные отверстия …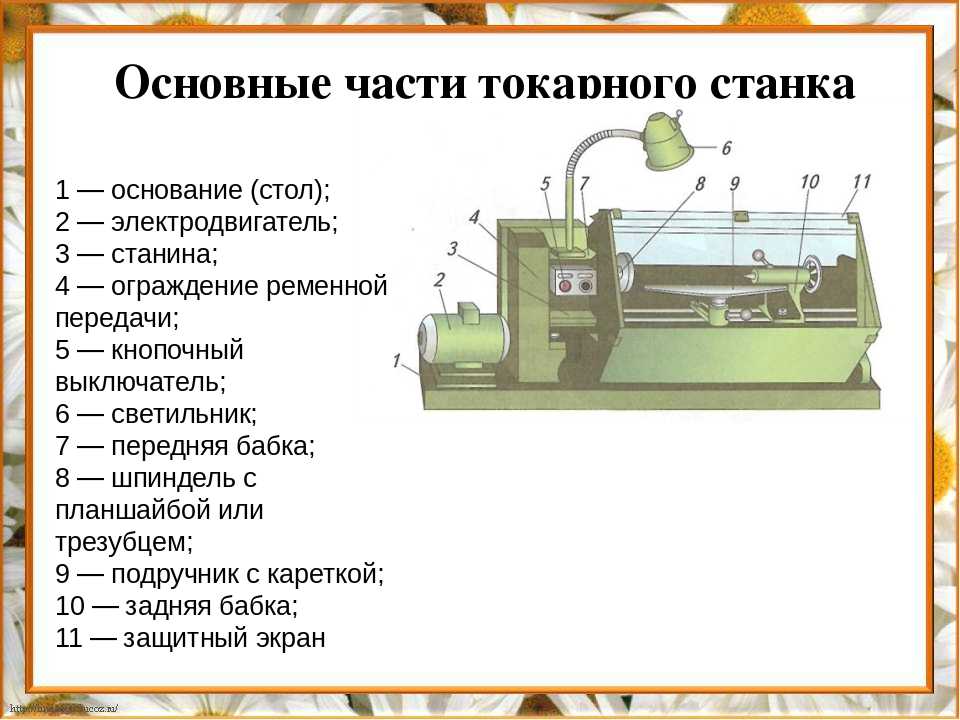 Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.
С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. ) — изобрел токарный станк для нарезки цилиндрических и конических винтов.
) — изобрел токарный станк для нарезки цилиндрических и конических винтов. д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно. А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А.
д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно. А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А. К. Нартов остается первым, кто нашел путь к решению этой задачи.
К. Нартов остается первым, кто нашел путь к решению этой задачи. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке. Таким образом ни изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке. Таким образом ни изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.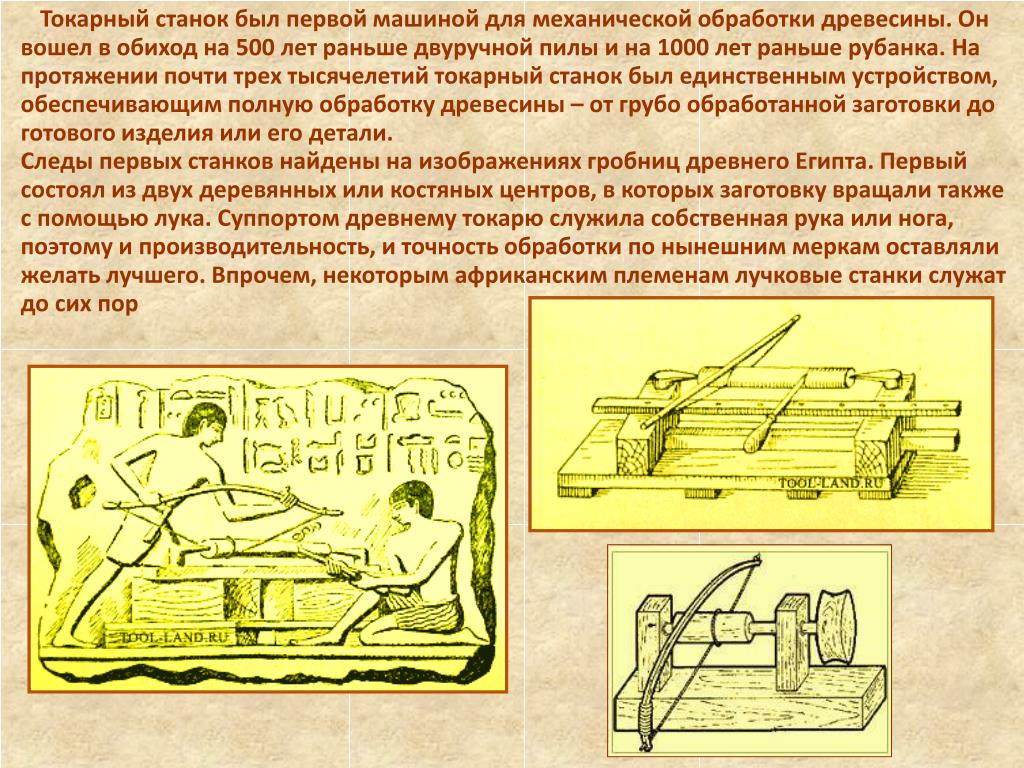
 Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.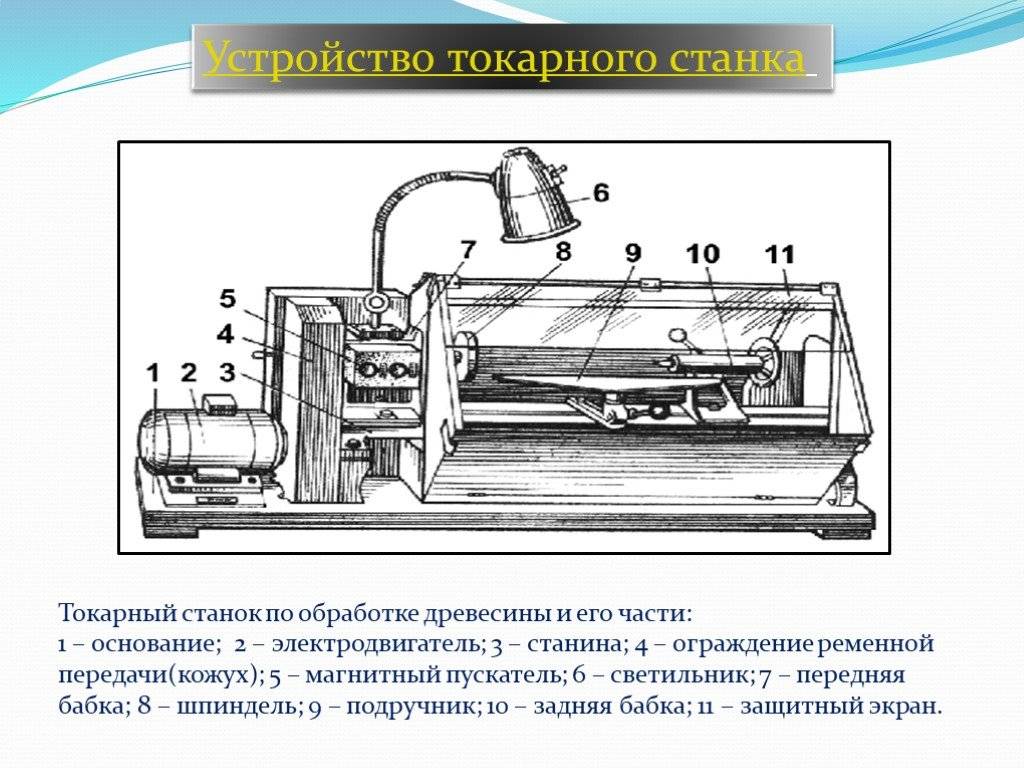 При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.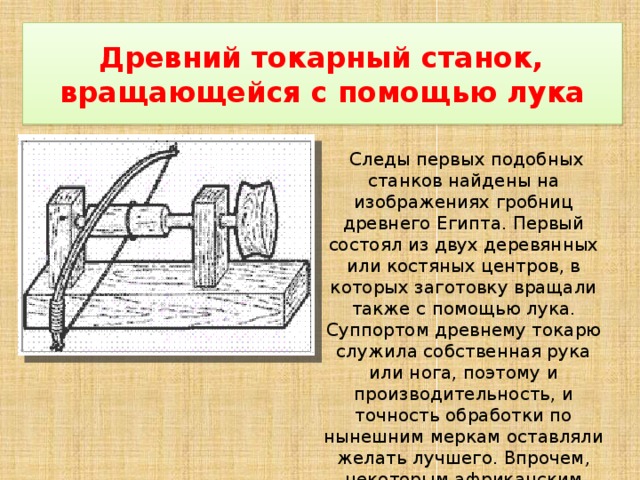
 д.
д.
 Применяется техника термопереноса с помощью промежуточного носителя — обычной бумаги плотностью 80 г/м². Секрет в специальных чернилах, которые закрепляются на металлической поверхности. Недостаток технологии — использование отпечатков только в помещениях, так как рисунок не отличается высокой стойкостью. Подвид технологии — мастертон. Разница между ними в составе чернил.
Применяется техника термопереноса с помощью промежуточного носителя — обычной бумаги плотностью 80 г/м². Секрет в специальных чернилах, которые закрепляются на металлической поверхности. Недостаток технологии — использование отпечатков только в помещениях, так как рисунок не отличается высокой стойкостью. Подвид технологии — мастертон. Разница между ними в составе чернил.
 Для закрепления на поверхности нужен термопресс, рабочая температура — около 190 градусов. Время закрепления — до 90 секунд. Плюс технологии — яркое, объемное и фактурное изображение, минус — истираемость.
Для закрепления на поверхности нужен термопресс, рабочая температура — около 190 градусов. Время закрепления — до 90 секунд. Плюс технологии — яркое, объемное и фактурное изображение, минус — истираемость. Благодаря воздействию высокочастотной энергии металлическая поверхность чернеет, а поверхность остается гладкой. Алюмамарк применяется в изготовлении информационных табличек для наружного размещения, так как рисунок долго сохраняет свою четкость и яркость.
Благодаря воздействию высокочастотной энергии металлическая поверхность чернеет, а поверхность остается гладкой. Алюмамарк применяется в изготовлении информационных табличек для наружного размещения, так как рисунок долго сохраняет свою четкость и яркость. Недостаток технологии — необходимо, чтобы поверхность была ровной и гладкой, отсюда и ограниченность в плане применения этого способа. Чаще всего это наружная реклама, элементы оформления витрин и интерьеров, шильды для разной продукции.
Недостаток технологии — необходимо, чтобы поверхность была ровной и гладкой, отсюда и ограниченность в плане применения этого способа. Чаще всего это наружная реклама, элементы оформления витрин и интерьеров, шильды для разной продукции. Она осуществляется двумя способами:
Она осуществляется двумя способами: 


 Чтобы создать текстуру металла и применить ее к тексту, мы будем использовать пару стилей слоя, несколько фильтров, режимы наложения слоя и обтравочную маску! Для этого урока я буду использовать Photoshop CS5, но подойдет любая последняя версия Photoshop.
Чтобы создать текстуру металла и применить ее к тексту, мы будем использовать пару стилей слоя, несколько фильтров, режимы наложения слоя и обтравочную маску! Для этого урока я буду использовать Photoshop CS5, но подойдет любая последняя версия Photoshop. На данный момент установите для параметра «Содержимое фона» значение «Белый», хотя мы изменим его на следующем шаге. Нажмите OK, когда закончите. Ваш новый документ появится на экране:
На данный момент установите для параметра «Содержимое фона» значение «Белый», хотя мы изменим его на следующем шаге. Нажмите OK, когда закончите. Ваш новый документ появится на экране:
 Photoshop заполняет слой серым цветом, временно скрывая фоновый слой с черной заливкой:
Photoshop заполняет слой серым цветом, временно скрывая фоновый слой с черной заливкой: Вернитесь в меню Filter , выберите Blur , а затем выберите Motion Blur :
Вернитесь в меню Filter , выберите Blur , а затем выберите Motion Blur : Давайте обрежем эти ненужные области. Выберите фотошоп Crop Tool на панели инструментов или нажмите букву C , чтобы выбрать его с помощью сочетания клавиш:
Давайте обрежем эти ненужные области. Выберите фотошоп Crop Tool на панели инструментов или нажмите букву C , чтобы выбрать его с помощью сочетания клавиш:






 Выберите Используйте предыдущий слой для создания обтравочной маски , щелкнув внутри его флажка, затем измените Mode на Multiply . Наконец, выберите Fill with Multiply-neutral color (white) в нижней части диалогового окна. Нажмите OK, когда закончите, чтобы закрыть его и добавить новый слой:
Выберите Используйте предыдущий слой для создания обтравочной маски , щелкнув внутри его флажка, затем измените Mode на Multiply . Наконец, выберите Fill with Multiply-neutral color (white) в нижней части диалогового окна. Нажмите OK, когда закончите, чтобы закрыть его и добавить новый слой:
 Вы найдете параметр «Непрозрачность» в правом верхнем углу панели «Слои». Я собираюсь понизить уровень примерно до 70%:
Вы найдете параметр «Непрозрачность» в правом верхнем углу панели «Слои». Я собираюсь понизить уровень примерно до 70%:


 4: #adacb2, Местоположение: 75%
4: #adacb2, Местоположение: 75%
 Satin включен в меню Layer Style.
Satin включен в меню Layer Style. Это создает впечатление, что текст размещен на естественной поверхности.
Это создает впечатление, что текст размещен на естественной поверхности. Вы можете найти бесплатную текстуру тротуара, которую я использовал для своего примера, на Pexels.
Вы можете найти бесплатную текстуру тротуара, которую я использовал для своего примера, на Pexels.

 Когда кислород контактирует с металлом, расплавившимся под влиянием луча, эти реакции запускаются с бешеной скоростью. А при окислительных реакциях выбрасывается много тепла.
Когда кислород контактирует с металлом, расплавившимся под влиянием луча, эти реакции запускаются с бешеной скоростью. А при окислительных реакциях выбрасывается много тепла.

 Его называют условно‑инертным газом. «Условно» — потому что в принципе он не является инертным. Азот вполне себе вступает в реакции с другими веществами. Но не является окислителем. В данном случае этого достаточно.
Его называют условно‑инертным газом. «Условно» — потому что в принципе он не является инертным. Азот вполне себе вступает в реакции с другими веществами. Но не является окислителем. В данном случае этого достаточно. Лазерный луч резко нагревает нужную область, струя инертного газа резко ее охлаждает. Трещина пошла. При этом луч движется, направляя ее дальше.
Лазерный луч резко нагревает нужную область, струя инертного газа резко ее охлаждает. Трещина пошла. При этом луч движется, направляя ее дальше.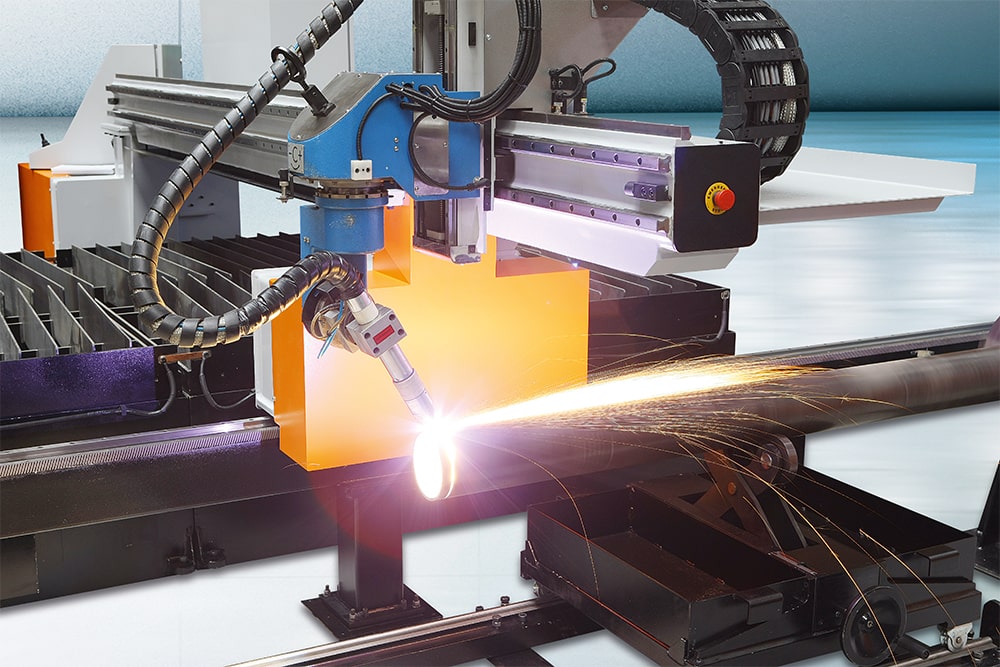
 Как показывает статистика, более 70 % компаний, работающих на рынке, уже переходят с классических на лазерные.
Как показывает статистика, более 70 % компаний, работающих на рынке, уже переходят с классических на лазерные. Применяются такие аппараты для лазерной резки и для того, чтобы изготавливать печати и штампы. Может быть задействован станок для резки лазером и в сфере ритуальных услуг, им гравируют памятники, оградки из металла. Помимо этого, они используются и для того, чтобы маркировать пластиковые бирки, изделия из кожи.
Применяются такие аппараты для лазерной резки и для того, чтобы изготавливать печати и штампы. Может быть задействован станок для резки лазером и в сфере ритуальных услуг, им гравируют памятники, оградки из металла. Помимо этого, они используются и для того, чтобы маркировать пластиковые бирки, изделия из кожи. У твердотельного дополнительно устанавливают такие элементы, как лампа накачивания, импульсная, зеркала, рабочий элемент. У газодинамического есть охладительная система, сопло, чтобы ускорять газы.
У твердотельного дополнительно устанавливают такие элементы, как лампа накачивания, импульсная, зеркала, рабочий элемент. У газодинамического есть охладительная система, сопло, чтобы ускорять газы.
 Других недостатков у таких станков не отмечено.
Других недостатков у таких станков не отмечено. Тем не менее, следует обращать внимание не только на стоимость оборудования, но и прочие параметры. В частности, нужно обратить внимание на некоторые параметры:
Тем не менее, следует обращать внимание не только на стоимость оборудования, но и прочие параметры. В частности, нужно обратить внимание на некоторые параметры: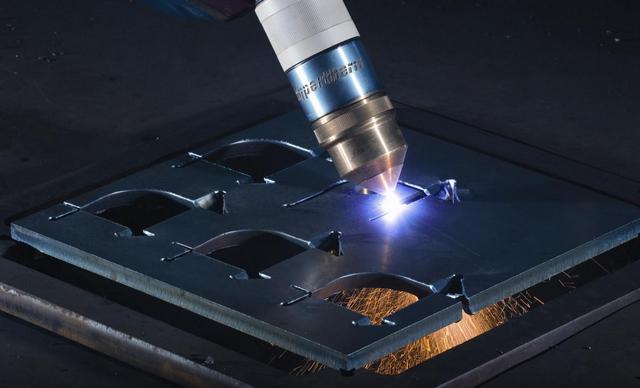 У нас самый большой выбор лазерных станков по выгодным расценкам. Станок с лазерной резкой металла цена в Москве доступна всем покупателям.
У нас самый большой выбор лазерных станков по выгодным расценкам. Станок с лазерной резкой металла цена в Москве доступна всем покупателям.

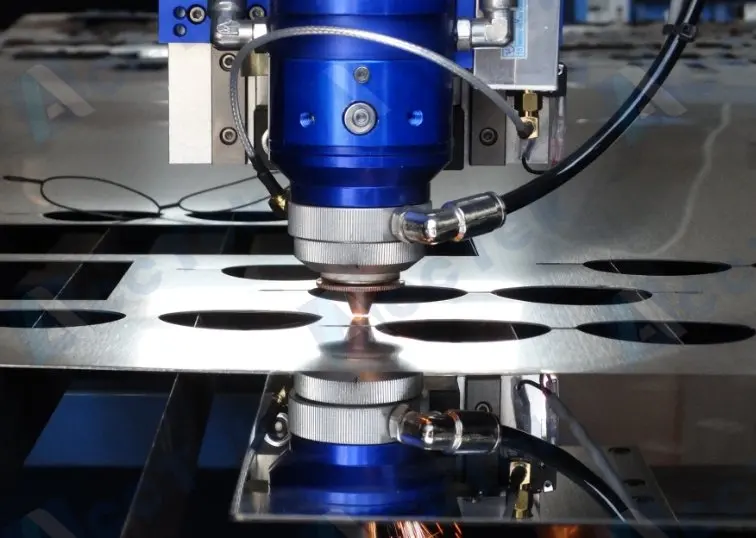
 Они производят одни из самых прочных и стабильных балок. Однако лучше всего они подходят для материалов толщиной менее 20 мм.
Они производят одни из самых прочных и стабильных балок. Однако лучше всего они подходят для материалов толщиной менее 20 мм. Оба являются невероятно мощными режущими устройствами. Тем не менее, они довольно дороги, но их срок службы примерно вдвое меньше, чем у волоконных лазеров — от 8 000 до 15 000 часов. Они подходят для резки металлов с покрытием и без покрытия, неметаллов и пластмасс и даже керамики в определенных условиях.
Оба являются невероятно мощными режущими устройствами. Тем не менее, они довольно дороги, но их срок службы примерно вдвое меньше, чем у волоконных лазеров — от 8 000 до 15 000 часов. Они подходят для резки металлов с покрытием и без покрытия, неметаллов и пластмасс и даже керамики в определенных условиях.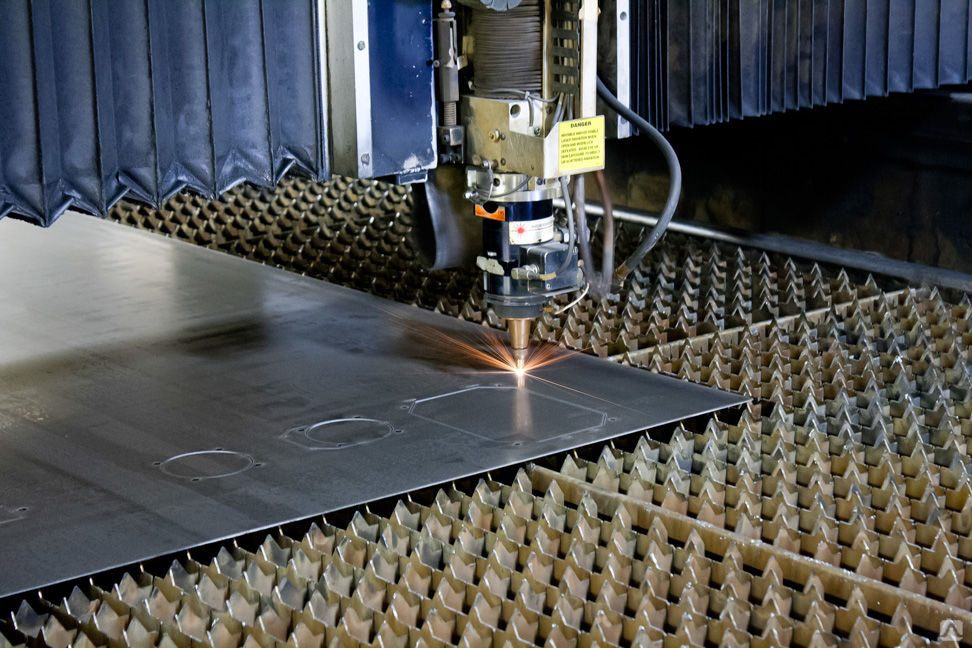
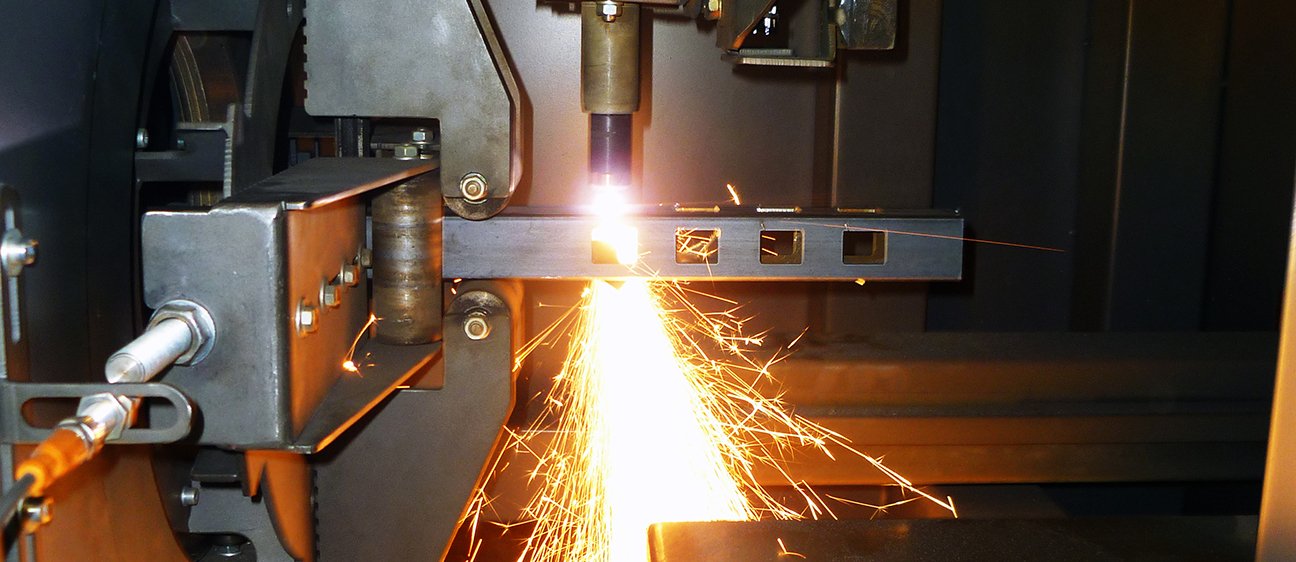
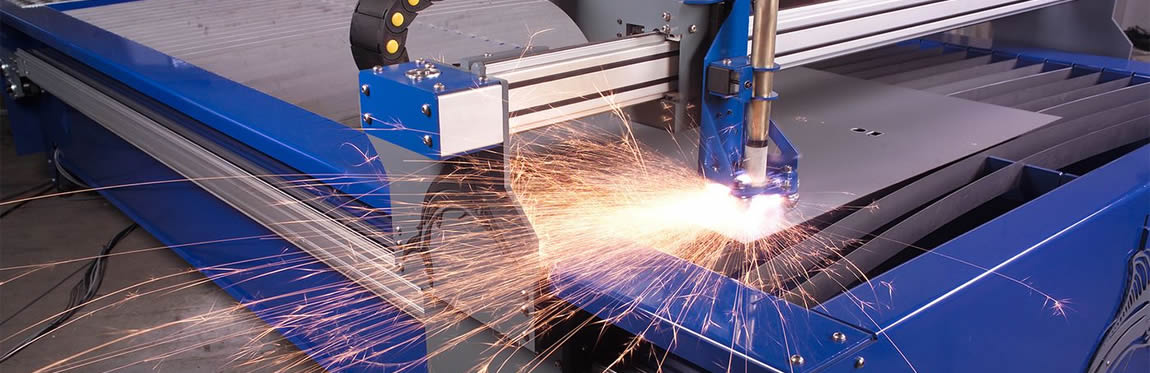 Один лазерный резак хорошо справляется с различными операциями резки, такими как простые вырезы, сложные со сложными деталями, разметка, сверление и даже гравировка. Поэтому производителям не нужно время от времени заменять инструменты в процессе.
Один лазерный резак хорошо справляется с различными операциями резки, такими как простые вырезы, сложные со сложными деталями, разметка, сверление и даже гравировка. Поэтому производителям не нужно время от времени заменять инструменты в процессе.

 Это напрямую связано с мощностью лазера. Следовательно, чем больше толщина, тем меньше лазер может проникнуть и разрезать материал. Однако увеличение мощности лазера в разы может увеличить вероятность разрезания такого материала.
Это напрямую связано с мощностью лазера. Следовательно, чем больше толщина, тем меньше лазер может проникнуть и разрезать материал. Однако увеличение мощности лазера в разы может увеличить вероятность разрезания такого материала. В Rapid Direct у вас будет доступ к различным видам лазерной резки листового металла, пластика, бумаги и т. д.
В Rapid Direct у вас будет доступ к различным видам лазерной резки листового металла, пластика, бумаги и т. д.
 Но если вы решите нанять услугу, свяжитесь с RapidDirect — экспертом в предоставлении услуг лазерной резки листового металла.
Но если вы решите нанять услугу, свяжитесь с RapidDirect — экспертом в предоставлении услуг лазерной резки листового металла. Более того, мы также предлагаем одни из лучших услуг в области обработки с ЧПУ, 3D-печати, литья под давлением и литья под давлением.
Более того, мы также предлагаем одни из лучших услуг в области обработки с ЧПУ, 3D-печати, литья под давлением и литья под давлением. Фрезерные операции хорошо работают с металлами, сплавами и неметаллами. Как и лазерная резка, они представляют собой высокоточный субтрактивный производственный процесс. Основное различие между этими двумя процессами заключается в том, что в то время как при фрезеровании используются режущие инструменты — вращающиеся фрезы для вырезания или придания формы рисункам, при лазерной резке используются лучи света, лазерное плавление или выжигание формы рисунка.
Фрезерные операции хорошо работают с металлами, сплавами и неметаллами. Как и лазерная резка, они представляют собой высокоточный субтрактивный производственный процесс. Основное различие между этими двумя процессами заключается в том, что в то время как при фрезеровании используются режущие инструменты — вращающиеся фрезы для вырезания или придания формы рисункам, при лазерной резке используются лучи света, лазерное плавление или выжигание формы рисунка.
 Это позволяет осуществлять отвод стружки в циклон, исключая ее разбрасывание по периметру мастерской.
Это позволяет осуществлять отвод стружки в циклон, исключая ее разбрасывание по периметру мастерской. Данное оборудование преимущественно используется на производстве, где делается множество деталей одинаковых параметров из приблизительно равных заготовок.
Данное оборудование преимущественно используется на производстве, где делается множество деталей одинаковых параметров из приблизительно равных заготовок.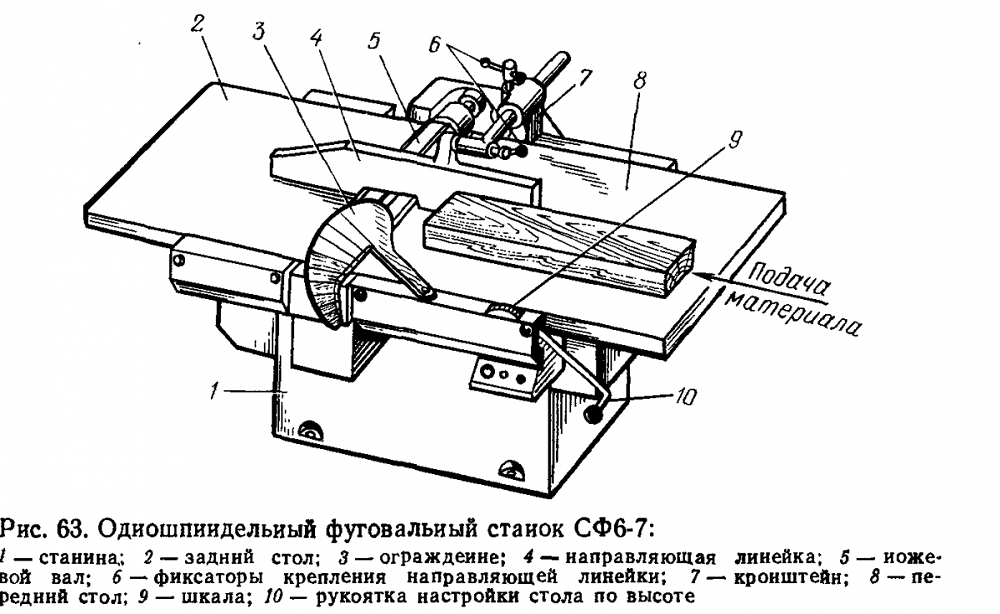 Чем шире заготовки планируется обрабатывать, тем более мощным должен быть двигатель. В противном случае во время работы деталь нужно будет прогонять много раз, снимая всего лишь по 1-2 мм толщины. Достаточная мощность мотора позволит протягивать через нож сразу по несколько заготовок, а не тратить время на поочередную обработку. К примеру, для станка шириной 800 мм нормой считается мощность двигателя не менее 7 кВт.
Чем шире заготовки планируется обрабатывать, тем более мощным должен быть двигатель. В противном случае во время работы деталь нужно будет прогонять много раз, снимая всего лишь по 1-2 мм толщины. Достаточная мощность мотора позволит протягивать через нож сразу по несколько заготовок, а не тратить время на поочередную обработку. К примеру, для станка шириной 800 мм нормой считается мощность двигателя не менее 7 кВт. Он может быть реализован с помощью цепи или ременной передачи. Для исключения пробуксовки ремней и их разрыва при работе лучше, чтобы шкивы станка были рассчитаны сразу на 2-3 ремня, дублирующих друг друга. В таком случае при обрыве одного из них рейсмус сможет продолжить работу.
Он может быть реализован с помощью цепи или ременной передачи. Для исключения пробуксовки ремней и их разрыва при работе лучше, чтобы шкивы станка были рассчитаны сразу на 2-3 ремня, дублирующих друг друга. В таком случае при обрыве одного из них рейсмус сможет продолжить работу. Если подобные виды работ не планируются, то вполне можно обойтись станком с малой высотой захвата.
Если подобные виды работ не планируются, то вполне можно обойтись станком с малой высотой захвата. В одних настройка осуществляется пошагово по заданным размерам, а в прочих можно менять размер до долей миллиметров. Естественно возможность самостоятельно задавать глубину строгания является более предпочтительной.
В одних настройка осуществляется пошагово по заданным размерам, а в прочих можно менять размер до долей миллиметров. Естественно возможность самостоятельно задавать глубину строгания является более предпочтительной. Лучшими считаются чугунные столы, которые после литья прошли термическую обработку. Она убирает внутреннее напряжение металла. Толщина чугунных столов у профессиональных станков может составлять 20 мм и более.
Лучшими считаются чугунные столы, которые после литья прошли термическую обработку. Она убирает внутреннее напряжение металла. Толщина чугунных столов у профессиональных станков может составлять 20 мм и более.
 Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины.
Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
 При этом необходимо установить детали, задав им определённый угол наклона.
При этом необходимо установить детали, задав им определённый угол наклона. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.
Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.

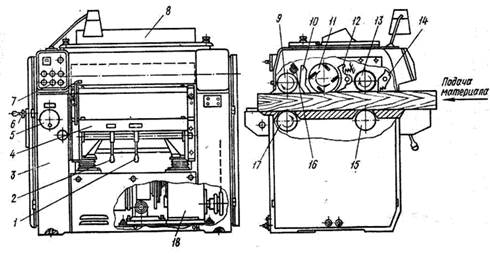 Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.
Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.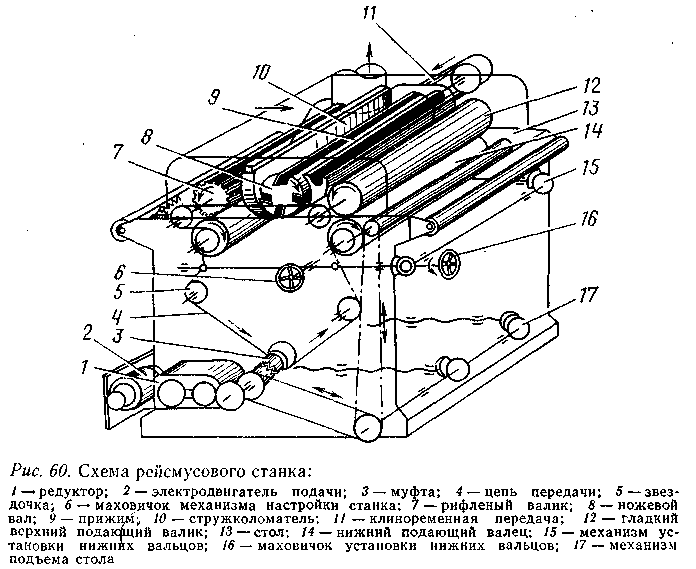

 А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.
А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.
 сделать эту работу за вас).
сделать эту работу за вас). Рубанок позволяет быстро выровнять поверхности, экономя часы на шлифовании.
Рубанок позволяет быстро выровнять поверхности, экономя часы на шлифовании. Недорогой габаритный пиломатериал, типа 2х4″? Около 0,25 доллара за баррель. футов Значение? С помощью нескольких движений по рейсмусовому станку вы можете снять закругленные края материала каркаса, создав квадратную длину, идеально подходящую для архитектурных деталей, искусственных балок и отделки. Прошлой осенью я сделал скамейку из террасной доски из кедра, которую обрезал по размеру и обточил рубанком. Если бы я купил древесину уже по размеру, я бы потратил почти 200 долларов… если бы мне даже прям кедровых 1х2 хватило бы найти. Вместо этого я потратил всего 70 долларов на древесину и потратил всего час на фрезеровку по размеру.
Недорогой габаритный пиломатериал, типа 2х4″? Около 0,25 доллара за баррель. футов Значение? С помощью нескольких движений по рейсмусовому станку вы можете снять закругленные края материала каркаса, создав квадратную длину, идеально подходящую для архитектурных деталей, искусственных балок и отделки. Прошлой осенью я сделал скамейку из террасной доски из кедра, которую обрезал по размеру и обточил рубанком. Если бы я купил древесину уже по размеру, я бы потратил почти 200 долларов… если бы мне даже прям кедровых 1х2 хватило бы найти. Вместо этого я потратил всего 70 долларов на древесину и потратил всего час на фрезеровку по размеру. Пара проходов через строгальный станок и получается гладкая, выстроганная поверхность, часто за долю от стоимости фрезерованных досок, продаваемых на лесопилке вашего района. Этот инструмент также известен как рубанок.
Пара проходов через строгальный станок и получается гладкая, выстроганная поверхность, часто за долю от стоимости фрезерованных досок, продаваемых на лесопилке вашего района. Этот инструмент также известен как рубанок. Строгальные станки таких размеров обычно имеют мощность от полутора до трех лошадиных сил.
Строгальные станки таких размеров обычно имеют мощность от полутора до трех лошадиных сил. Фуговальный станок должен быть настроен в соответствии с обрабатываемым материалом. Подающий стол регулируется на надлежащую высоту, так что за один проход строгается не более шестнадцатой дюйма. У большинства станков есть колесо управления подачей, которое регулирует скорость, с которой заготовка скользит мимо ножевого вала.
Фуговальный станок должен быть настроен в соответствии с обрабатываемым материалом. Подающий стол регулируется на надлежащую высоту, так что за один проход строгается не более шестнадцатой дюйма. У большинства станков есть колесо управления подачей, которое регулирует скорость, с которой заготовка скользит мимо ножевого вала.
 5% ± 2%, 11% ± 2%
5% ± 2%, 11% ± 2%
 35
35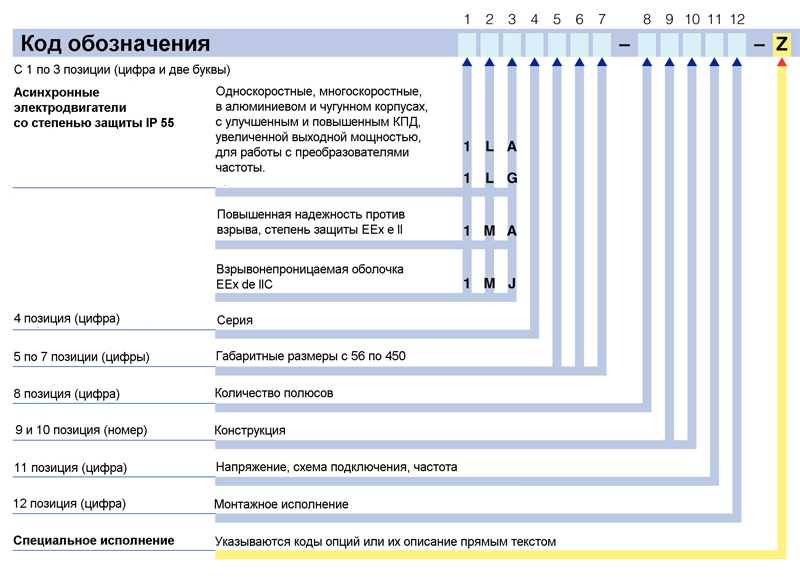 0 AA
0 AA 3
3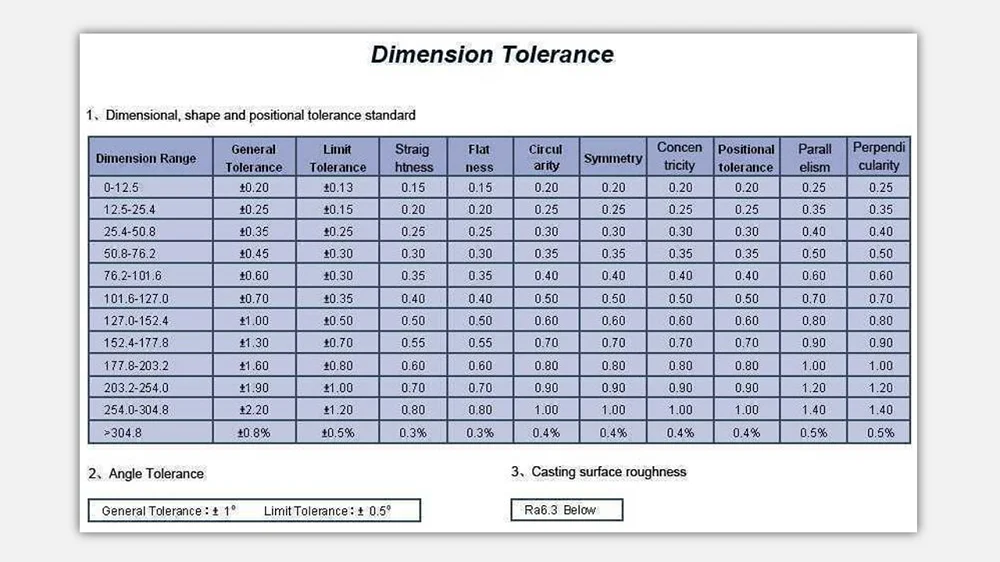 Этот металлический материал, часто используемый в автомобильной и аэрокосмической промышленности, идеально подходит для корпусов, воздуховодов, производственных инструментов и деталей двигателей.
Этот металлический материал, часто используемый в автомобильной и аэрокосмической промышленности, идеально подходит для корпусов, воздуховодов, производственных инструментов и деталей двигателей. Подходящими приложениями для этого металла являются те, которые требуют сочетания сильных тепловых свойств и малого веса.
Подходящими приложениями для этого металла являются те, которые требуют сочетания сильных тепловых свойств и малого веса. 3D-печать металлом — идеальная альтернатива сложным конструкциям, которые не могут быть реализованы механической обработкой или литьем, поскольку она предлагает механические свойства стандартных материалов для аэрокосмической отрасли и свободу проектирования аддитивного производства.
3D-печать металлом — идеальная альтернатива сложным конструкциям, которые не могут быть реализованы механической обработкой или литьем, поскольку она предлагает механические свойства стандартных материалов для аэрокосмической отрасли и свободу проектирования аддитивного производства. Кроме того, меньшее количество деталей привело к экономии средств на административной стороне, включая проверку, закупку и поддержку продукта.
Кроме того, меньшее количество деталей привело к экономии средств на административной стороне, включая проверку, закупку и поддержку продукта. Мы предлагаем инновационное производство мастер-моделей для быстрой обработки и бесперебойной доставки.
Мы предлагаем инновационное производство мастер-моделей для быстрой обработки и бесперебойной доставки. Благодаря практически неограниченному выбору материалов литье под давлением является надежным выбором для изготовления.
Благодаря практически неограниченному выбору материалов литье под давлением является надежным выбором для изготовления.

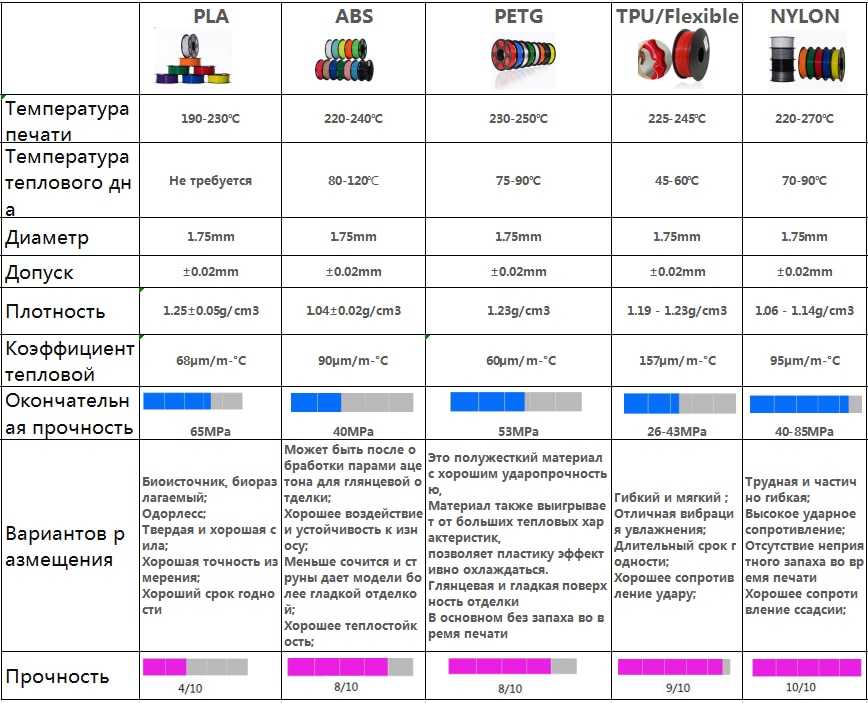
 12
12
 Важным свойством дихлорметана является высокая летучесть. Пахнет значительно слабее ацетона. Все работы желательно проводить в хорошо проветриваемом помещении!
Важным свойством дихлорметана является высокая летучесть. Пахнет значительно слабее ацетона. Все работы желательно проводить в хорошо проветриваемом помещении! Точный расчет происходит при оформлении заказа.
Точный расчет происходит при оформлении заказа. Очищают поверхности от красок и жира. Используют в фотоиндустрии (обработка фотографических и кинопленок), в производстве пенополиуретана (вспениватель).
Очищают поверхности от красок и жира. Используют в фотоиндустрии (обработка фотографических и кинопленок), в производстве пенополиуретана (вспениватель).
 Кроме того, при продолжительном контакте с кожей, накапливается в жировых тканях, приводя к ожогу.
Кроме того, при продолжительном контакте с кожей, накапливается в жировых тканях, приводя к ожогу.
 с амиленом
с амиленом с амиленом
с амиленом с амиленом
с амиленом с амиленом
с амиленом , Ltd.
, Ltd. , Ltd.
, Ltd. , LTD.
, LTD.
 Система оборудована контроллером, который отслеживает и регулирует значения температуры воды, а также производит отключение
Система оборудована контроллером, который отслеживает и регулирует значения температуры воды, а также производит отключение


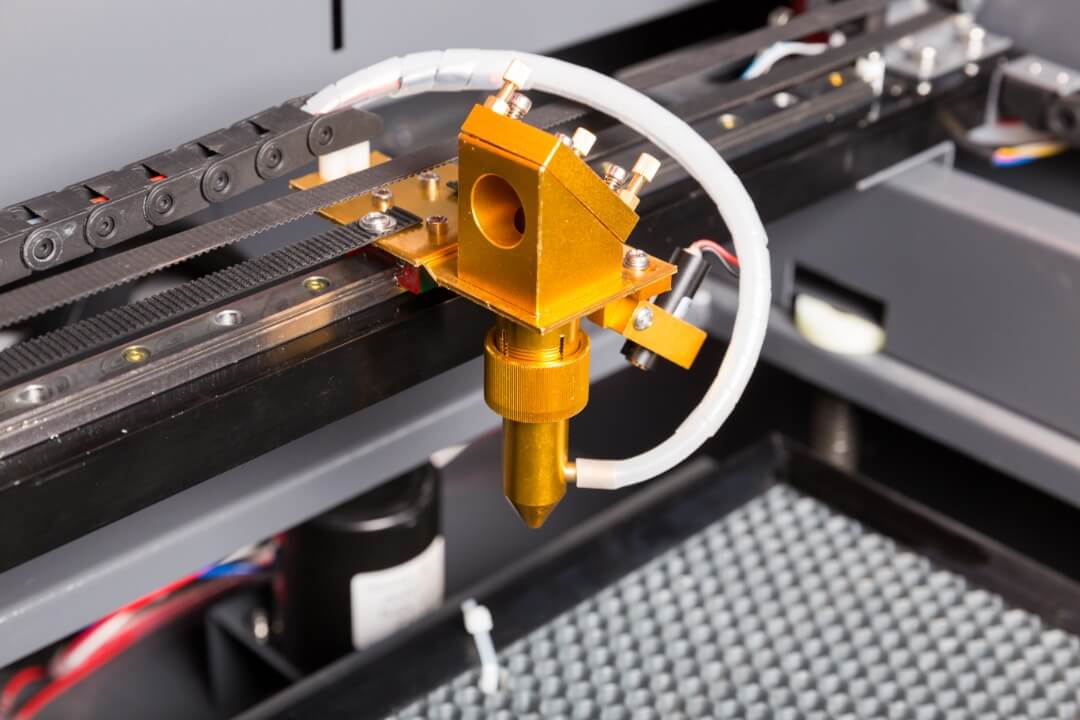 Влажность 5-95%
Влажность 5-95% д.
д. Мы предложим вам 2022 самых дешевых автоматических станков для лазерной резки CO2 с квалифицированным обслуживанием клиентов, чтобы соответствовать вашим индивидуальным проектам, планам и идеям лазерной резки.
Мы предложим вам 2022 самых дешевых автоматических станков для лазерной резки CO2 с квалифицированным обслуживанием клиентов, чтобы соответствовать вашим индивидуальным проектам, планам и идеям лазерной резки.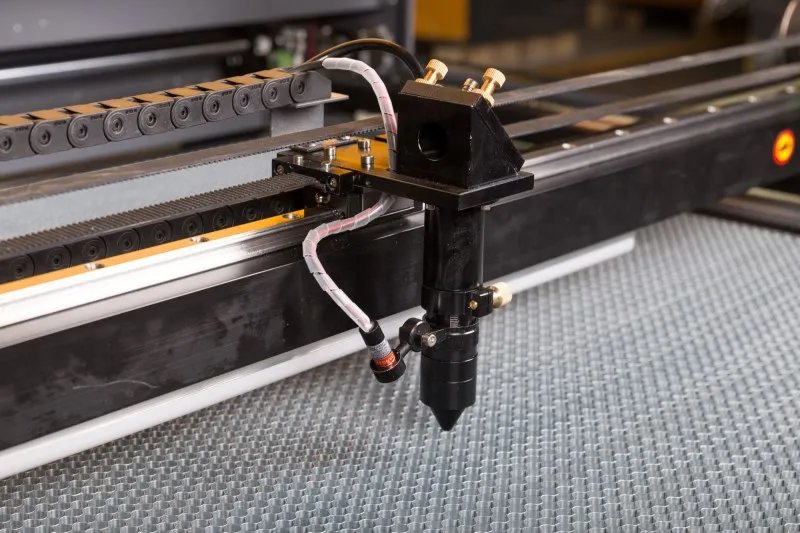
 Через это отверстие сопла также протекает сжатый газ, такой как кислород или азот. Вообще говоря, более высокая мощность лазера используется для резки, более низкая мощность лазера используется для гравировки. Мощность лазера регулируется во время работы. Поверните его вниз для гравировки и поверните вверх для резки. Уровень мощности лазера также влияет на глубину гравировки и толщину резки.
Через это отверстие сопла также протекает сжатый газ, такой как кислород или азот. Вообще говоря, более высокая мощность лазера используется для резки, более низкая мощность лазера используется для гравировки. Мощность лазера регулируется во время работы. Поверните его вниз для гравировки и поверните вверх для резки. Уровень мощности лазера также влияет на глубину гравировки и толщину резки. 00 — $20,000.00
00 — $20,000.00 Бумага.
Бумага. д.
д. мм, а диаметр небольшого отверстия в начальном и режущем отверстиях не может превышать 0,3 мм.
мм, а диаметр небольшого отверстия в начальном и режущем отверстиях не может превышать 0,3 мм.
 Давайте представим трехчастную подробную структуру и принцип.
Давайте представим трехчастную подробную структуру и принцип. Подложкой является германий (Ge), на нем формируется многослойная диэлектрическая пленка.
Подложкой является германий (Ge), на нем формируется многослойная диэлектрическая пленка. Электрод обычно представляет собой полый никелевый цилиндр и резонатор. Один конец представляет собой позолоченное зеркало полного отражения, а другой конец представляет собой зеркало частичного отражения, отполированное арсенидом германия или галлия. При подаче на электрод высокого напряжения (обычно постоянного или низкочастотного переменного) в разрядной трубке возникает тлеющий разряд, причем на одном конце германиевого зеркала имеется выход лазера, длина волны которого находится в середине -инфракрасный диапазон около 10,6 мкм.
Электрод обычно представляет собой полый никелевый цилиндр и резонатор. Один конец представляет собой позолоченное зеркало полного отражения, а другой конец представляет собой зеркало частичного отражения, отполированное арсенидом германия или галлия. При подаче на электрод высокого напряжения (обычно постоянного или низкочастотного переменного) в разрядной трубке возникает тлеющий разряд, причем на одном конце германиевого зеркала имеется выход лазера, длина волны которого находится в середине -инфракрасный диапазон около 10,6 мкм.
 Осознают, как это важно, полезно и стараются повторять», — рассказывает старший воспитатель сада Татьяна Этингоф.
Осознают, как это важно, полезно и стараются повторять», — рассказывает старший воспитатель сада Татьяна Этингоф. Но потом они понимают, что можно сделать всё, что хочется» — рассказывает Анна Никишина, соавтор проекта «Игровая столярка» RYBAKOV PLAYSCHOOL, — Еще есть такой момент, мы его называем момент скуки, когда ребенок приходит и говорит: “Я чего-то сегодня ничего не хочу, не знаю… Наверное, ничего не буду делать. Для нас это легкая провокация. Тут важно как-то себя удержать и выдержать этот процесс скуки, потому что он нормален».
Но потом они понимают, что можно сделать всё, что хочется» — рассказывает Анна Никишина, соавтор проекта «Игровая столярка» RYBAKOV PLAYSCHOOL, — Еще есть такой момент, мы его называем момент скуки, когда ребенок приходит и говорит: “Я чего-то сегодня ничего не хочу, не знаю… Наверное, ничего не буду делать. Для нас это легкая провокация. Тут важно как-то себя удержать и выдержать этот процесс скуки, потому что он нормален».
 Обычно это где-то в районе раздевалки. Полезно, чтобы все дети видели, что происходит в заветном уголке. Так увеличивается вероятность, что рано или поздно им захочется попробовать сделать что-то самостоятельно.
Обычно это где-то в районе раздевалки. Полезно, чтобы все дети видели, что происходит в заветном уголке. Так увеличивается вероятность, что рано или поздно им захочется попробовать сделать что-то самостоятельно. 
 Чудово, Новгородская область)
Чудово, Новгородская область)  Здесь есть специальные детские молотки, пилы, гвозди, саморезы — всё, что только может понадобиться юным мастерам».
Здесь есть специальные детские молотки, пилы, гвозди, саморезы — всё, что только может понадобиться юным мастерам». Чудово (Новгородская область)
Чудово (Новгородская область) Например, после выставки балалаек ребята загорелись идеей сделать их собственными руками.
Например, после выставки балалаек ребята загорелись идеей сделать их собственными руками.  Но особенно ценны записи самих детей:
Но особенно ценны записи самих детей:

 Есть специальные детские верстачки и приспособления, которые берегут руки, например, от воздействия наждачки».
Есть специальные детские верстачки и приспособления, которые берегут руки, например, от воздействия наждачки».
 Хотя вы должны использовать некоторые стандартные методы рекламы, есть определенные способы, которые могут помочь вам привлечь внимание людей, которые, скорее всего, нуждаются в изготовленной на заказ мебели, книжных полках или других встроенных предметах, таких как каминные полки.
Хотя вы должны использовать некоторые стандартные методы рекламы, есть определенные способы, которые могут помочь вам привлечь внимание людей, которые, скорее всего, нуждаются в изготовленной на заказ мебели, книжных полках или других встроенных предметах, таких как каминные полки. Начните с тематических объявлений, которые дешевле, и переходите к крупным печатным объявлениям с фотографиями, когда позволяет бюджет.
Начните с тематических объявлений, которые дешевле, и переходите к крупным печатным объявлениям с фотографиями, когда позволяет бюджет.
 gov: Реклама — основы
gov: Реклама — основы Ваш веб-сайт должен содержать ваши контактные данные и информацию о продукте, но самое действенное, что вы можете сделать на своем веб-сайте, — это регулярно вести блог.
Ваш веб-сайт должен содержать ваши контактные данные и информацию о продукте, но самое действенное, что вы можете сделать на своем веб-сайте, — это регулярно вести блог.
 В качестве бонуса вы также, вероятно, узнаете всевозможные маркетинговые идеи и советы!
В качестве бонуса вы также, вероятно, узнаете всевозможные маркетинговые идеи и советы! Посетите эти магазины, покажите им свою продукцию и узнайте о продаже на консигнацию.
Посетите эти магазины, покажите им свою продукцию и узнайте о продаже на консигнацию.
 Reach Out to Schools
Reach Out to Schools
 Добавьте раздел событий на свой веб-сайт
Добавьте раздел событий на свой веб-сайт Когда вы предлагаете партнерскую программу, вы платите своим партнерам процент или вознаграждение за каждую продажу, которую они направляют через свой веб-сайт.
Когда вы предлагаете партнерскую программу, вы платите своим партнерам процент или вознаграждение за каждую продажу, которую они направляют через свой веб-сайт. Он всегда давал своим клиентам несколько визитных карточек, чтобы они могли поделиться ими с семьей и друзьями, и даже сегодня ему звонят с визитных карточек, которые у него были более 7 лет назад!
Он всегда давал своим клиентам несколько визитных карточек, чтобы они могли поделиться ими с семьей и друзьями, и даже сегодня ему звонят с визитных карточек, которые у него были более 7 лет назад!
 Это отличные мероприятия для привлечения ваших текущих клиентов, и мероприятие, несомненно, привлечет новых, а люди просто пройдут мимо!
Это отличные мероприятия для привлечения ваших текущих клиентов, и мероприятие, несомненно, привлечет новых, а люди просто пройдут мимо! Они не только продемонстрируют ваши проекты с информацией о вашем веб-сайте, но и часто будут платить вам за ваши материалы!
Они не только продемонстрируют ваши проекты с информацией о вашем веб-сайте, но и часто будут платить вам за ваши материалы! Так я познакомился с некоторыми фантастическими художниками!
Так я познакомился с некоторыми фантастическими художниками!