Чпу бивер фрезерный станок: Фрезерные станки с ЧПУ(✔️каталог 2022 года):подбор фрезерно-гравировального оборудование с ЧПУ по дереву (отзывы, акции, скидки) с доставкой по России купить по низкой цене
Фрезерный станок с ЧПУ Beaver 24 AVT5 – ЛТТ-Поволжье
Назначение
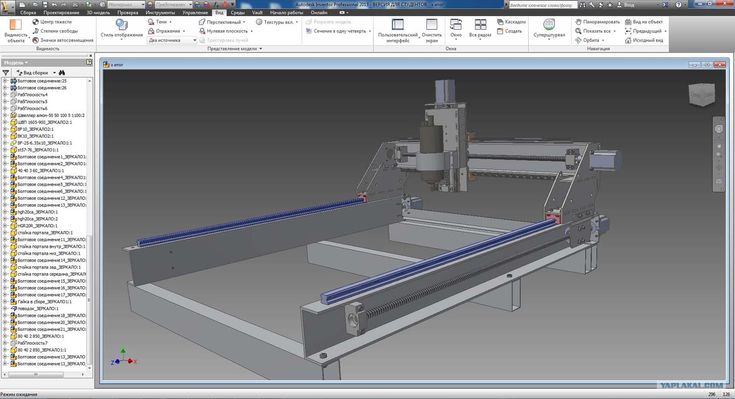
Фрезерный станок с ЧПУ предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование), а также для токарно-фрезерной обработки в 4х осях.
Виды обрабатываемых материалов:
Древесина любых пород, композитные материалы (ДСП, ДВП, МДФ, фанера и т.д.), «Alucobond», «Dibond», любые полистиролы (в том числе ПВХ и полистиролы с поликарбонатом), гетинакс, искусственный камень, акриловое стекло и оргстекло, модельный пластик и т.п
Схема обработки
Комплектация
| № | Наименование | Кол-во, шт. | Примечание |
| 1 | Ящик для инструмента | 1 | |
| 2 | Набор фрез для обработки дерева/МДФ/ДСП | 1 | |
| 3 | Набор цанг | 1 | ER32 |
| 4 | Набор ключей | 1 | |
| 5 | Прижим для крепления деталей | 8 | |
| 6 | Вакуумный насос | 1 | 5. 5 кВт; 130 м3/ч 5 кВт; 130 м3/ч |
| 7 | Программное обеспечение «Type 3 (Router-8)» | 1 | |
| 8 | Аспирационный кожух на шпиндель | 1 | Пылеулавливающий агрегат в комплекте со станком не поставляется. |
| 9 | Руководство пользователя | 1 |
Область применения
Отделка интерьеров
Элементы каминов и бильярдных столов, барельефы и многое другое, все это с резьбой любой сложности;
Отделка экстерьеров
Декоративные элементы для украшения деревянных домов, бань, ресторанов и гостиниц;
Эксклюзивные изделия
Художественная резьба (изображения людей и зверей), сувенирная продукция, шкатулки, письменные наборы, часы и т.д.
Производство дверей
Изготовление инкрустация для дверей из ценных пород дерева.
Модельное производство
Изготовление небольших мастер моделей, литьевых моделей, прототипов изделий, форм для вакуумной формовки, штампов и клише из различных материалов, включая алюминий, латунь, бронзу, «CEBATOOL» и модельный пластик.
Реклама
Криволинейный раскрой листовых пластиков, ПВХ, акрила и других материалов. Вырезка букв, логотипов, подставок, эмблем и т.д.
Конструктивные особенности
| Цельносварная массивная стальная станина Выполнена из толстостенных стальных труб прямоугольного сечения толщиной 6-8 мм, что обеспечивает высокую степень жесткости конструкции станка, устойчивость к статическим и динамическим нагрузкам, поглощает вибрацию при работе. Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки станин за одну установку на металлообрабатывающих центрах с ЧПУ. Это дает возможность получить гарантированно высокую точность и качество при обработке заготовок любых размеров.
| |
| Массивный стальной портал Изготовлен из толстостенных стальных труб прямоугольного сечения толщиной 8 мм (усиленных до 16 мм в местах сопряжений), что обеспечивает высокую степень жесткости портала станка, устойчивость к статическим и динамическим нагрузках.
| |
| Усиленная конструкция опор портала Портал установлен на литые чугунные опоры, увеличивающие жесткость конструкции портала, а также повышающие устойчивость к деформациям. Увеличенная базовая опорная площадка имеет «Т» образную форму с шестью крепежными отверстиям, что позволяет значительно увеличить нагрузочные показатели станка, без потери качества обработки. | |
| Высокоточные линейные направляющие повышенной жесткости «THK» (Япония) За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала, суппорта и высокооборотного шпинделя по осям X, Y и Z. | |
| Система картриджной смазки направляющих «THK-LACS» (Япония) Позволяет обеспечить необходимую смазку направляющих по осям перемещения X, Y, Z, при этом количество смазочного материала четко дозировано и расходуется в минимальном количестве. Данная картриджная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. Самосмазывающиеся подшипники THK способны работать до 5000 км без обслуживания. Превосходная защита от пыли, особенно в производстве мебели и деревообработке. | |
| Кожухи для защиты направляющих Имеют специальный форму и изгиб предотвращающий попадание обрезков и пыли на направляющие в процессе обработки. | |
| Усиленная конструкция шпиндельной площадки В целях снижения уровня вибраций во время обработки проведена модернизация шпиндельной площадки. Увеличено сечение литой конструкции, добавлены дополнительные ребра жесткости, а также установлены усиленные направляющие и ШВП. Данная модернизация повысила скоростные характеристики особенно во время обработки с трехосевой интерполяцией. | |
| Промышленный электрошпиндель 5,5 кВт – 18 000 об/мин (Китай) В основу конструкции шпинделя положены лучшие конструктивные решения ведущего мирового производителя шпинделей – компании HSD (Италия). Высокая частота вращения (18 000 об/мин) и достаточная мощность (5,5 кВт) дает возможность осуществлять обработку деталей из древесины, а также ДСП, МДФ, пластика, акрилового стекла и других материалов для изготовления мебели, дверей, рекламной и сувенирной продукции с высоким качеством. Охлаждение двигателя воздушное от вентилятора, установленного на валу шпинделя. | |
| Датчик измерения и калибровки длины инструмента Осуществляет автоматический контроль длины инструмента и позволяет, начиная работу, быстро ввести данные о поверхности стола (Z=0) и о высоте материала. Обеспечивает быстрый ввод параметров, защиту поверхности стола, что повышает производительность станка и уровень безопасной работы. | |
| Косозубые передачи шестерня – рейка по осям X –Y «WMH-Herion» (Германия) В отличие от передач с прямыми зубьями, косые входят в зацепление постепенно, а не сразу по всей длине. Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. | |
| Шаговые двигатели осевого перемещения (4 двигателя) Установленные на каждом узле для перемещения по осям X, Y и Z, обеспечивают точное позиционирование портала и шпинделя в соответствии с заданной программой при высокой скорости перемещения. Данные шаговые двигатели хорошо зарекомендовали себя высокой степенью надежности.
Недостатки шаговых двигателей:
Пропуск шагов обычно наблюдается на больших скоростях или при резких изменениях нагрузки. |
| Планетарные редукторы «SHIMPO-Nidec» (Япония) по осям X, Y Изменение конструкции узла передачи крутящего момента с ременной передачи на планетарные редукторы «SHIMPO-NIDEC» позволили значительно улучшить показатели оборудования, а именно:
| |
| Комбинированный вакуумный стол с «Т» – пазами. Рабочий стол станка представляет собой синтез вакуумного стола и алюминиевого стола с «Т» – пазами. Такая конструкция дает максимальную гибкость и широчайшие возможности при выборе способа фиксации заготовки. Вакуумный стол разбит на четыре зоны для удобства фиксации заготовок различных габаритов. Все модели станков Beaver с возможность вакуумного крепления заготовок имеют специальную конструкцию стола, который позволяет крепить заготовку, как при помощи вакуума, так и при помощи механических зажимов. Это позволяет отключить вакуумный насос и экономить электроэнергию в случае обработки не требующей частой смены заготовок или обгонке по периметру заготовки. | |
| Промышленный вакуумный насос Производительный пластинчато-роторный безмасляный насос, входящий в комплектацию, обеспечивает надежную фиксацию деталей. Вакуумные насосы подобного типа используют многие ведущие производители оборудования. | |
| Шкаф управления Шкаф управления – самый основной элемент станка и от его надежности зависит дальнейшая стабильная работа станка. Шкаф управления станком beaver 2513AVT6 оснащен комплектующими ведущих мировых производителей (Delta, Schneider, Omron, Telemecanique, Siemens) скомпонована в отдельный блок, изолированный от вибраций, перегрева и других внешних воздействий. | |
| Промышленные системы запуска Промышленные системы запуска и выключения электросистем станка надежно защищены от внешних воздействий и имеют класс защиты соответствующий работе на промышленных предприятиях. Гарантирована исправная работа во время всего срока службы оборудования. | |
| Программируемые логические контроллеры (ПЛК) «OMRON» (Япония) Компактные промышленные контроллеры «Omron» для управления оборудованием обладают всеми функциями, которые необходимы для управления станками и другим оборудованием, включая прекрасно реализованную функцию позиционирования. С успехом используются на всех станках Beaver и отлично зарекомендовали себя как высоконадежное и стабильное электрооборудование. | |
| Частотный преобразователь фирмы «DeLTA» (Тайвань) Предназначен для управления приводами, где требуется высокая точность регулирования скорости и широкий диапазон управления. | |
| Электрокомпоненты стойки «SCHNEIDER» (Германия) Все ответственные электрокомпоненты органов управления станка изготовлены известным мировым лидером в данной отрасли компанией Schneider Electric. | |
| Система принудительного охлаждения стойки ЧПУ Система принудительного охлаждения в передней и задней части стойки позволяет всем управляющим компонентам работать в нормальном режиме, даже в условиях повышенных температур. | |
| Пульт управления (NC-studio handle control system NK105 version) Удобный и эргономичный пульт управления, предназначен для управления станком в ручном режиме. Значительно облегчает работу оператора во время настройки станка, а также снижает риск повреждения оборудования в процессе обработки. | |
| Лицензионное программное обеспечение «ROUTER 8» Основное назначение системы:
Данная система полностью адаптирована ко всей линейке станков Beaver и имеет ряд удобных инструментариев, а это:
| |
| Защитные кабелеукладчики по осям X и Y Обеспечивают защиту кабелей от внешних повреждений (защищает от механических повреждений при падении габаритных обрезков), что увеличивает ресурс работы станка и повышает уровень безопасности на производстве. | |
| Ящик для инструмента (ЗИП) Эргономичный инструментальный ящик включающий набор фрез и цанг, смазочный комплект, набор ключей и т.д. | |
 Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки порталов за одну установку на металлообрабатывающих центрах с ЧПУ. Данная конструкция возможность получить гарантированно высокую точность и качество при обработке заготовок практически из любых материалов на предельно возможных максимальных скоростях обработки.
Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки порталов за одну установку на металлообрабатывающих центрах с ЧПУ. Данная конструкция возможность получить гарантированно высокую точность и качество при обработке заготовок практически из любых материалов на предельно возможных максимальных скоростях обработки. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.

 Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели.
Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели. Преимущества шаговых двигателей по сравнению с синхронными двигателями:
Преимущества шаговых двигателей по сравнению с синхронными двигателями: к. данные редукторы вдвое компактней и в три раза легче редукторов других типов, имеющих аналогичные характеристики;
к. данные редукторы вдвое компактней и в три раза легче редукторов других типов, имеющих аналогичные характеристики; Вакуумный стол изготавливается из цельного листового материала, в котором фрезеруются пазы под алюминиевый профиль для крепления механических зажимов (струбцин). В данной конструкции отсутствуют какие-либо переклейки, что гарантирует стабильность работы вакуумного стола на протяжении всего срока службы оборудования.
Вакуумный стол изготавливается из цельного листового материала, в котором фрезеруются пазы под алюминиевый профиль для крепления механических зажимов (струбцин). В данной конструкции отсутствуют какие-либо переклейки, что гарантирует стабильность работы вакуумного стола на протяжении всего срока службы оборудования. Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания.
Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания. Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом.
Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом. Позволяет загружать программы обработки непосредственно с флэш-носителей не используя специально установленный компьютер.
Позволяет загружать программы обработки непосредственно с флэш-носителей не используя специально установленный компьютер.
Кто производит станки Beaver? — Отзывы и сравнение
#1
OFFLINE
yohooo
Отправлено 05 Ноябрь 2010 — 22:05
Здравствуйте уважаемые! Приобрели мы тут чудо (чудо ли) техники Beaver 1212 АТ3. Так вот, хотелось бы знать, кто их производит то в действительности, ибо никаких ссылок на сайты производителя мы не обнаружили, как бы не гуглили. Все концы ведут в Kami, и на том заканчиваются.
Быть может и нет Биверов никаких, а это ребята из Ками сами придумали названице? Если кто владеет инфой, отпишитесь пожалуйста. Элементарно интересно!
Похожие темы:
Контакты по станку Beaver
Станок фрезерный с ЧПУ Beaver 24
- Наверх
#2
OFFLINE
Buzl
Отправлено 05 Ноябрь 2010 — 22:57
Элементарно Ватсон!
Китай!
а лайбу штампуют.
фотки кидани. прикольно.
- Наверх
#3
OFFLINE
MiG
Отправлено 05 Ноябрь 2010 — 23:22
взято отсюда
«Станки серии 25А компании Excitech поставляются в Россию под маркой Beaver…»
Сообщение отредактировал MiG: 05 Ноябрь 2010 — 23:25
- Наверх
#4
OFFLINE
Buzl
Отправлено 05 Ноябрь 2010 — 23:26
чота всё так запутано
китай — екзилтеч-бивер… так кто родитель?
- Наверх
#5
OFFLINE
MiG
Отправлено 05 Ноябрь 2010 — 23:37
обычно на биверах еще и victor написано. ..а на этих нет…может тут причина марка другая а слышится как знакомый бивер виктор
..а на этих нет…может тут причина марка другая а слышится как знакомый бивер виктор
вот viccam сайт
«…Viccam специализируется на разработке, производстве и продаже «Виктор» (Viccam) машин…»
Сообщение отредактировал MiG: 05 Ноябрь 2010 — 23:43
- Наверх
#6
OFFLINE
Buzl
Отправлено 05 Ноябрь 2010 — 23:45
фотки в студию!
- Наверх
#7
OFFLINE
MiG
Отправлено 05 Ноябрь 2010 — 23:55
Прикрепленные изображения
- Наверх
#8
OFFLINE
Buzl
Отправлено 05 Ноябрь 2010 — 23:56
китаец. .. а так хотелось верить в светлое будущее.. эххх
.. а так хотелось верить в светлое будущее.. эххх
- Наверх
#9
OFFLINE
Marius
Отправлено 06 Ноябрь 2010 — 00:50
Хм… получается, чтобы обратиться при желании к разработчику, надо детектива нанять?
А раскрученность и известность биверов, да, и в прнципе неплохая репутация, как мне кажется одна из самых высоких в стране по ЧПУ, хотя спорный вопрос
- Наверх
#10
OFFLINE
Buzl
Отправлено 06 Ноябрь 2010 — 00:52
просто кинь клич — «у кого китайцы» или просто тут на форуме поговори. они все на одну електронику плюс минус пару проводов.
они все на одну електронику плюс минус пару проводов.
- Наверх
#11
OFFLINE
halkru
Отправлено 06 Ноябрь 2010 — 12:10
Производитель.. несколько неблагозвучное название по русски — «Синхуй», завод в Дзинане .. торгует под несколькими брэндами … основной Excitech, остальное ОЕМ, Ками — их дилер в России..
- Наверх
#12
OFFLINE
MiG
Отправлено 06 Ноябрь 2010 — 16:46
получается что биверов два производителя
Beaver Victor — Viccam —>
Beaver — Excitech —>
недавно 25-ый подключал просто бивер -сделано все капитально, отличие от виктора заметно в основном формой кожухов и концевиками (на Excitech блоки по два мех. концевика а на ответной части салазки ,тыркается дважды(так наверное больше точность ) мне даже показалось что 26AVST который виктор как то хлипче сделан и стойка lnc менее удобна чем синтек
концевика а на ответной части салазки ,тыркается дважды(так наверное больше точность ) мне даже показалось что 26AVST который виктор как то хлипче сделан и стойка lnc менее удобна чем синтек
- Наверх
#13
OFFLINE
yohooo
Отправлено 06 Ноябрь 2010 — 17:52
Всем пасибо огромное, хоть прояснили немного про этот «Синхуй»! А то в Ками молчат как рыбы, наверное думают что мы потенциальные конкуренты))
Это так же как с душевыми кабинами китайскими. У всех продавцов есть маркировка, но нигде не значится фирма производитель. На все вопросы об изготовителе молчат тотально, а в одном месте сказали мол это не телефонный разговор, только при встрече лично… Мда, с Китаем видимо всегда не просто…
Касательно машины У нас Бивер. Т.е бивер без всяких там викторов.
Т.е бивер без всяких там викторов.
Вроде бы выглядит внушительно, и насколько мы поглядели, все достаточно добротно, без люфтов и недокрученных гаек.
У нас единственное NC-Studio комплектное только на китайском пришло (PCIMC плата Naiky 6a).
Версия NC в комплекте 8.224.0. Нашли в сети 8.115 инглиш, но задаюсь вопросом, можно ли использовать? Там я насколько понимаю уже конфиг под конкретно наш станок должен быть в комплекте заложен? Или я неправ?
Пробывал в 2.115 закинуть конфиги от комплектного 2.224 на дурняка, конечно же не пошло, заругалась NC на разницу версий.
Пробывал русифицировать программу, разобрав dll ки Restorator’ом, но опять же не прокатило, NC заругалась, на пересобранные дллки, мол не оригинальные.
Я на форуме читал, что ребята переводили с инглиша 5ую версию, ресторатором, как интересно? Почему у них не заругалось? Контрольные суммы правили или как?
- Наверх
#14
OFFLINE
MiG
Отправлено 06 Ноябрь 2010 — 19:41
главное чтоб драйвер подошел к вашей плате ,а конфиг и сами настроите ,предварительно подсмотрев в старой версии.
Вот такую не пробовали?Ncstudio System V8.215.0.0 (English setup)
Сообщение отредактировал MiG: 06 Ноябрь 2010 — 19:42
- Наверх
#15
OFFLINE
yohooo
Отправлено 06 Ноябрь 2010 — 20:33
Вот такую не пробовали?Ncstudio System V8.215.0.0 (English setup)
Да, да, ее и скачал) Поставил, PCI’ка определилась нормально, дрова встали, даже в диспечере виндовс теперь значится корректное «Naiky 6a CNC adapter» вместо «ОшлHydklw@@2*(0-dedc:;’Jhds»
- Наверх
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 1968 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание.
), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 1968 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание. Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.
Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.  Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.
Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.  с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице.
с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице. Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь
Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь  2 и Мк. 2 Револьверно-фрезерный станок VBPR
2 и Мк. 2 Револьверно-фрезерный станок VBPR 
 Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена на правую сторону. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны.
Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена на правую сторону. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны. «Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…)
«Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…)  Пренебрежение может привести к износу или поломке шестерни.
Пренебрежение может привести к износу или поломке шестерни.  Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200
Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200 толстый.
толстый. Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов.
Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов. с.
с. 
 и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
Общий | Фрезерный станок Beaver | Практик-механик
Бретт Джонс
Пластик
#1
В субботу пойду смотреть мельницу Beaver (модель не знаю). Хотелось бы услышать мнение людей знающих эту машину. Мне любопытно, на что я должен обращать внимание при осмотре, на что-нибудь особенное или уникальное для этой мельницы.
Спасибо.
9100
Алмаз
#2
У меня более дешевая модель с двойными ремнями и коническими шкивами вместо задней передачи, как у Bridgeport. Это было довольно точно, когда я купил его новым, 40 лет назад. У него квадратные направляющие на колене, что очень плохо, потому что вам нужно блокировать с двух сторон. Система понижения мощности ужасна и часто проскальзывает. У меня он проработал только два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько я знаю, они появились в США только в тот период, когда Бриджпорт настолько отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.
Система понижения мощности ужасна и часто проскальзывает. У меня он проработал только два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько я знаю, они появились в США только в тот период, когда Бриджпорт настолько отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.
Билл
Капюшон
Нержавеющая сталь
#3
У меня есть ЧПУ NC5, и, на мой взгляд, он намного превосходит мой ЧПУ Bridgeport серии 1 по качеству и жесткости. Это более крупная машина, поэтому, возможно, было бы не совсем справедливо сравнивать ее с Bridgeport.
У него 4-дюймовая пиноль, у него настоящий редуктор, что означает, что шпиндель работает одинаково, будь то в главном или заднем редукторе, имеет коробчатые направляющие, а не ласточкины хвосты, и, на мой взгляд, его инженерия намного превосходит Бриджпорт, один маленький Например, в шкивах установлены правильные латунные втулки вместо пластиковых в Бриджпорте.
Капюшон
Питер Нил
Горячекатаный
#4
Много информации здесь: http://www.lathes.co.uk/beaver/index. html.
Несмотря на неудачный опыт использования 9100-х, общее мнение таково, что они намного прочнее и лучше построены, чем Bridgy, и способны выполнять более тяжелую работу.
Однако компания Beaver Machine Tools прекратила свою деятельность несколько лет назад, поэтому запасные части могут быть труднодоступны. 902:00 У меня самого его нет, так как даже здесь, в Великобритании, было проще купить Bridgeport.
Питер
Капюшон
Нержавеющая сталь
#5
Запасные части довольно легко достать в Великобритании, насколько я понимаю, хотя единственное, что мне нужно было достать, — это ремень, и в конце концов он даже не понадобился, поскольку я установил сервопривод переменного тока на шпиндель. Место, откуда я взял ремень, — www.machinesupportservices.com, и парень там, кажется, знает о них все, если я правильно помню, он раньше работал на Beaver и, возможно, даже покупал запасные части.
Капюшон
томкеннед
Пластик
#6
Возможный владелец NC5
Худ сказал:
У меня есть ЧПУ NC5, и, на мой взгляд, он намного превосходит мой ЧПУ Bridgeport серии 1 по качеству и жесткости. Это более крупный станок, поэтому, возможно, было бы не совсем справедливо сравнивать его с Bridgeport.

У него 4-дюймовая пиноль, у него настоящий редуктор, что означает, что шпиндель работает одинаково, будь то в главном или заднем редукторе, имеет коробчатые направляющие, а не ласточкины хвосты, и, на мой взгляд, его инженерия намного превосходит Бриджпорт, один маленький Например, в шкивах установлены правильные латунные втулки вместо пластиковых в Бриджпорте.Капюшон
Нажмите, чтобы развернуть…
Здравствуйте,
Приятно слышать такие теплые слова о NC5, надеюсь, он у меня появится. Я прочитал, что у вас может быть руководство/информация по NC5, и задался вопросом, можно ли им поделиться. Впервые на этом форуме, поэтому приносим извинения, если это неправильный маршрут для этого запроса.
Спасибо
Том





 Из-за знака вставки и того факта, что предварительный просмотр имеет нулевую длину, все три предварительных просмотра предпринимаются в начале каждой строки. Каждое опережение будет соответствовать любому фрагменту текста в одной строке (.*?), за которым следует одно из слов. Все три должны успешно совпасть, чтобы совпало все регулярное выражение. Обратите внимание, что вместо таких слов, как \bword\b, вы можете поместить любое регулярное выражение, независимо от его сложности, внутри просмотра вперед. Наконец, .*$ приводит к тому, что регулярное выражение фактически соответствует строке после того, как предварительный просмотр определил, что она соответствует требованиям. 9((?!regexp).)*$ соответствует полной строке, в которой , а не соответствует регулярному выражению. Обратите внимание, что, в отличие от предыдущего, при использовании позитивного прогноза я повторил и негативный прогноз, и точку вместе. Для положительного прогноза нам нужно найти только одно место, где он может совпадать.
Из-за знака вставки и того факта, что предварительный просмотр имеет нулевую длину, все три предварительных просмотра предпринимаются в начале каждой строки. Каждое опережение будет соответствовать любому фрагменту текста в одной строке (.*?), за которым следует одно из слов. Все три должны успешно совпасть, чтобы совпало все регулярное выражение. Обратите внимание, что вместо таких слов, как \bword\b, вы можете поместить любое регулярное выражение, независимо от его сложности, внутри просмотра вперед. Наконец, .*$ приводит к тому, что регулярное выражение фактически соответствует строке после того, как предварительный просмотр определил, что она соответствует требованиям. 9((?!regexp).)*$ соответствует полной строке, в которой , а не соответствует регулярному выражению. Обратите внимание, что, в отличие от предыдущего, при использовании позитивного прогноза я повторил и негативный прогноз, и точку вместе. Для положительного прогноза нам нужно найти только одно место, где он может совпадать. Но отрицательный просмотр вперед должен проверяться на каждой позиции символа в строке. Мы должны проверить, что регулярное выражение не работает везде, а не только где-то.
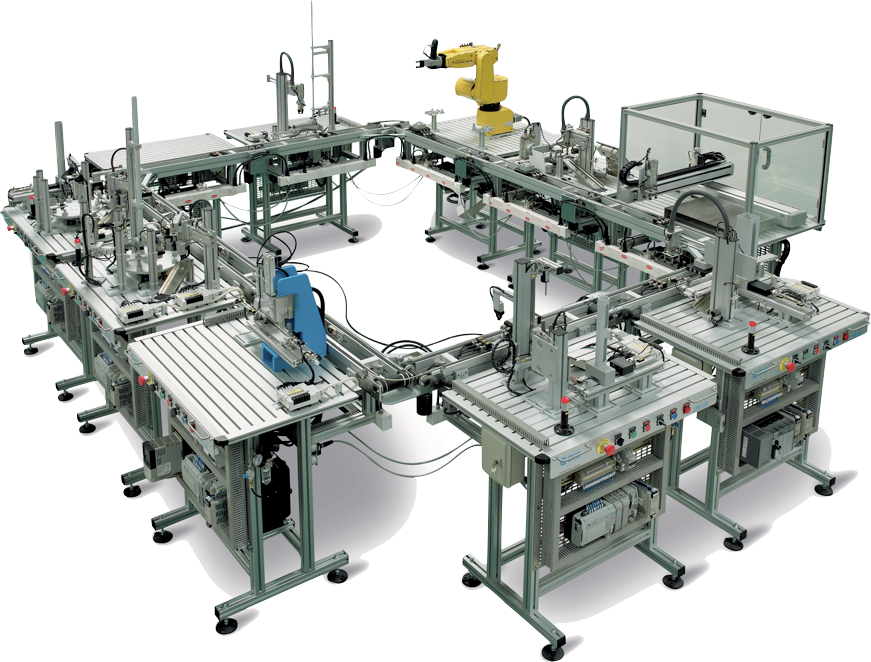
Но отрицательный просмотр вперед должен проверяться на каждой позиции символа в строке. Мы должны проверить, что регулярное выражение не работает везде, а не только где-то. Ключом к повышению производительности и долговечности является целостный подход к производству . Лучшее решение выходит за рамки оборудования и начинается с самого начала, с технических ноу-хау и опыта в области упаковки, которые исходят от партнера по комплексным решениям.
Ключом к повышению производительности и долговечности является целостный подход к производству . Лучшее решение выходит за рамки оборудования и начинается с самого начала, с технических ноу-хау и опыта в области упаковки, которые исходят от партнера по комплексным решениям. Наши специализированные собственные упаковочные лаборатории и технические ноу-хау помогут вам создать бутылку, которая будет легкой, гибкой и прочной.
Наши специализированные собственные упаковочные лаборатории и технические ноу-хау помогут вам создать бутылку, которая будет легкой, гибкой и прочной. Кликните сюда, чтобы узнать больше.
Кликните сюда, чтобы узнать больше. Нажмите здесь, чтобы узнать о линейном дизайне и планировании проекта.
Нажмите здесь, чтобы узнать о линейном дизайне и планировании проекта. Нажмите здесь, чтобы узнать больше о бережливом подходе Sidel к линейным поставкам.
Нажмите здесь, чтобы узнать больше о бережливом подходе Sidel к линейным поставкам. Нажмите здесь, чтобы узнать больше о мониторинге и анализе всей линии с помощью Smart Data.
Нажмите здесь, чтобы узнать больше о мониторинге и анализе всей линии с помощью Smart Data.




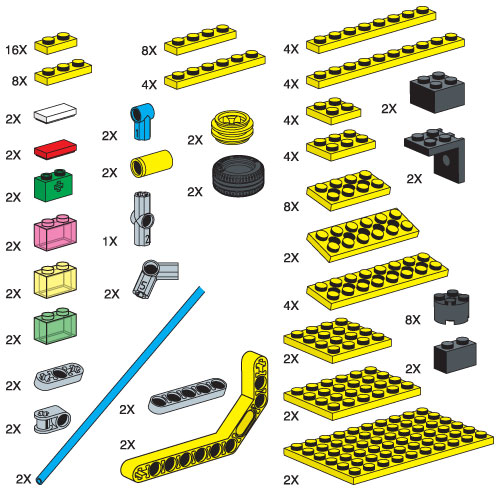
 Например, в США мы ежегодно запускаем примерно 130 новых наборов. Тут лучше сказать о продажах. Каждую секунду в мире продается 7 конструкторов LEGO.
Например, в США мы ежегодно запускаем примерно 130 новых наборов. Тут лучше сказать о продажах. Каждую секунду в мире продается 7 конструкторов LEGO.
 Жизнь нового конструктора LEGO может длиться от одного до трех лет. Тем не менее, есть темы, например, космос и замки, которые можно назвать вечными. К таким темам мы возвращаемся снова и снова, но каждый раз обновляем их, стараясь выпускать более современные конструкторы, что в настоящее время необходимо для того, чтобы покупатели не теряли интерес к бренду.
Жизнь нового конструктора LEGO может длиться от одного до трех лет. Тем не менее, есть темы, например, космос и замки, которые можно назвать вечными. К таким темам мы возвращаемся снова и снова, но каждый раз обновляем их, стараясь выпускать более современные конструкторы, что в настоящее время необходимо для того, чтобы покупатели не теряли интерес к бренду. По сути, LEGO является крупнейшей игрушечной компанией в этой стране. Больше всего в Германии любят серии «LEGO Technic» и «LEGO City». США – это второй по величине рынок для нашей продукции. Здесь отдают предпочтение сериям «BIONICLE» и «LEGO Star Wars».
По сути, LEGO является крупнейшей игрушечной компанией в этой стране. Больше всего в Германии любят серии «LEGO Technic» и «LEGO City». США – это второй по величине рынок для нашей продукции. Здесь отдают предпочтение сериям «BIONICLE» и «LEGO Star Wars». Важную роль в восстановлении компании играет и тот факт, что, независимо от изменений на рынке, вкусы наших главных клиентов, детей, не меняются, поэтому места на полках магазинов для классических конструкторов LEGO будут всегда.
Важную роль в восстановлении компании играет и тот факт, что, независимо от изменений на рынке, вкусы наших главных клиентов, детей, не меняются, поэтому места на полках магазинов для классических конструкторов LEGO будут всегда. Высоким стандартам LEGO не соответствует около 18 деталей из миллиона. Все лишние кирпичики, оказавшиеся на фасовочной линии, а также детали, случайно выпавшие из уже сформированных наборов, отправляются в специальные коробки, которые отправляются в детские дома и приюты по всему миру.
Высоким стандартам LEGO не соответствует около 18 деталей из миллиона. Все лишние кирпичики, оказавшиеся на фасовочной линии, а также детали, случайно выпавшие из уже сформированных наборов, отправляются в специальные коробки, которые отправляются в детские дома и приюты по всему миру. Большинство форм сделано в Германии.
Большинство форм сделано в Германии.




 Не планируете ли вы начать производство американских горок?
Не планируете ли вы начать производство американских горок?
 Теперь и в датский Леголенд пора отправляться, ведь лучше один раз увидеть, чем сто раз перечитать.
Теперь и в датский Леголенд пора отправляться, ведь лучше один раз увидеть, чем сто раз перечитать.
 11.2022
11.2022 com
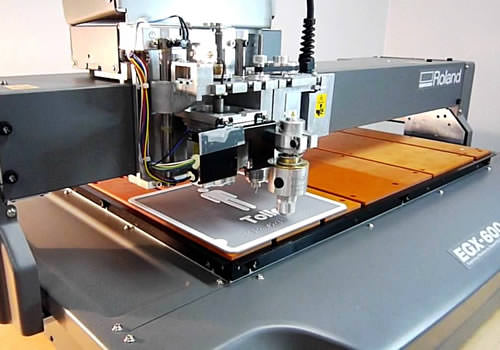
com Я очень впечатлен тем, как мой небольшой заказ, состоящий примерно из 15 мелких деталей, был обработан со всем профессионализмом, которого я ожидал бы, если бы покупал что-то гораздо более дорогое.
Я очень впечатлен тем, как мой небольшой заказ, состоящий примерно из 15 мелких деталей, был обработан со всем профессионализмом, которого я ожидал бы, если бы покупал что-то гораздо более дорогое. У ToyPro самая большая в мире коллекция разрозненных кубиков LEGO®.
У ToyPro самая большая в мире коллекция разрозненных кубиков LEGO®.
 Это также делается машинами, которые могут не обнаружить недостающую деталь.
Это также делается машинами, которые могут не обнаружить недостающую деталь./77d87238abee36b.s.siteapi.org/img/9104e874d092cdb8629d07b78af98af64c3bd1a8.jpg) Почему всегда мелкие кусочки? Почему я не получаю более крупные компоненты в качестве дополнительных? Еще раз, ответ привязан к весу мешков.
Почему всегда мелкие кусочки? Почему я не получаю более крупные компоненты в качестве дополнительных? Еще раз, ответ привязан к весу мешков.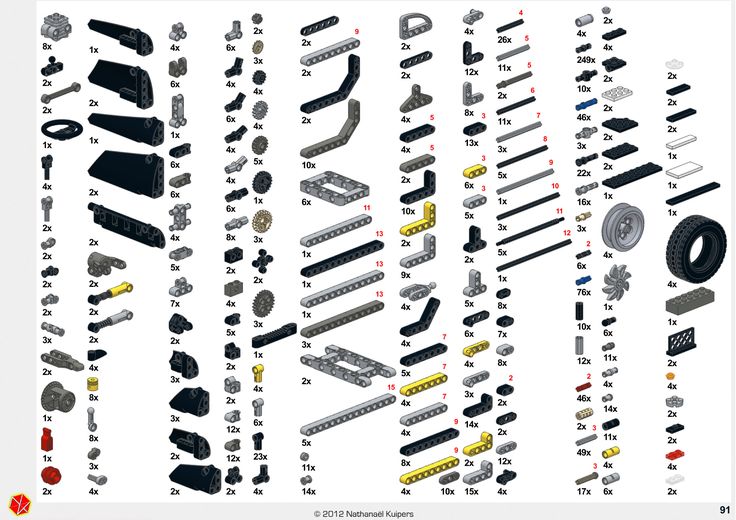
 Я не добавляю в набор все время, но известно, что я меняю дизайн своими дополнительными частями.
Я не добавляю в набор все время, но известно, что я меняю дизайн своими дополнительными частями.
 Также автоматическая система сбора пыли при открытии крышки обеспечит вам идеальную чистоту..
Также автоматическая система сбора пыли при открытии крышки обеспечит вам идеальную чистоту..
 /мин
/мин
 получить товар в
получить товар в
 10.2021
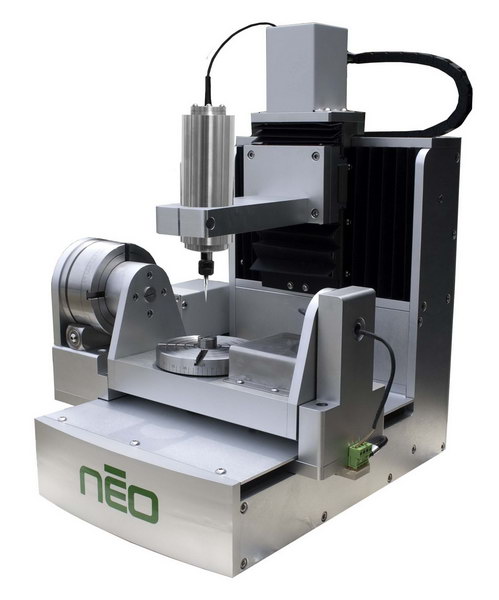
10.2021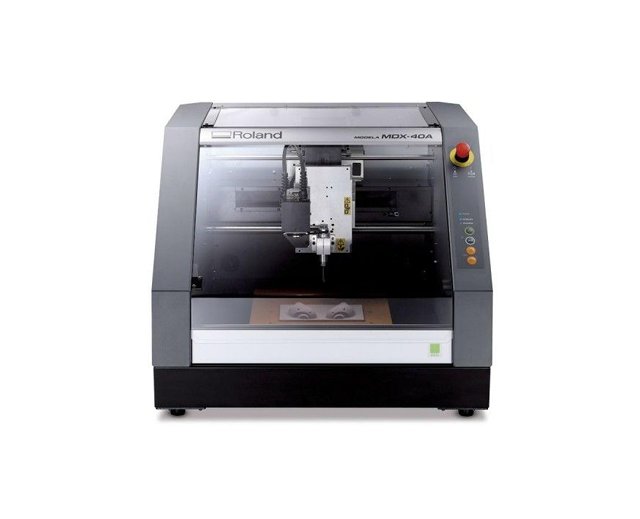 Интуитивно понятное меню ПО позволит каждому пользователю быстро освоить станок с ЧПУ и поможет решить любую из поставленных задач: моделирование изделий, фрезерование, гравировка, сверление, раскрой материала, изготовление штампов и пресс-форм, изготовление вывесок, указателей, ювелирных изделий, рекламных сувениров и т.п.
Интуитивно понятное меню ПО позволит каждому пользователю быстро освоить станок с ЧПУ и поможет решить любую из поставленных задач: моделирование изделий, фрезерование, гравировка, сверление, раскрой материала, изготовление штампов и пресс-форм, изготовление вывесок, указателей, ювелирных изделий, рекламных сувениров и т.п. Высокая надежность и качество оборудования Roland, сделанного с уважением к потребителю, завоевали всеобщее признание. Фрезерно-гравировальные станки Roland по праву является отраслевым стандартом в соотношении цена-качество.
Высокая надежность и качество оборудования Roland, сделанного с уважением к потребителю, завоевали всеобщее признание. Фрезерно-гравировальные станки Roland по праву является отраслевым стандартом в соотношении цена-качество.
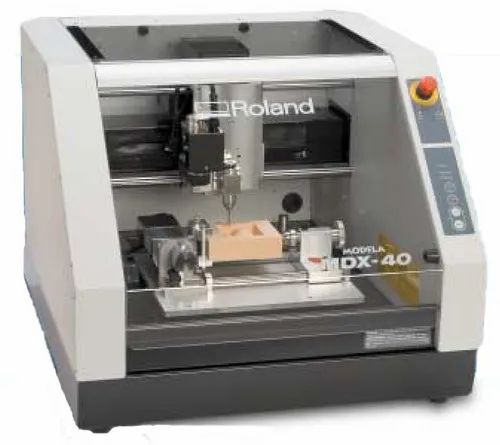
 Высокая точность изготовления прототипов и изделий (до 1 микрона) позволяет переносить на изделие мельчайшие детали исходного макета. Высокооборотистые шпиндели обеспечивают идеальную обработку материалов любой плотности и структуры. Причем, готовые изделия практически не нуждаются в финишной шлифовке.
Высокая точность изготовления прототипов и изделий (до 1 микрона) позволяет переносить на изделие мельчайшие детали исходного макета. Высокооборотистые шпиндели обеспечивают идеальную обработку материалов любой плотности и структуры. Причем, готовые изделия практически не нуждаются в финишной шлифовке. Наши квалифицированные специалисты помогут подобрать необходимую технологию производства для реализации ваших целей и сделать тестовое изделие. Фрезерные станки Roland, предлагаемые компанией РДМ, имеют все необходимые сертификаты и заводскую гарантию.
Наши квалифицированные специалисты помогут подобрать необходимую технологию производства для реализации ваших целей и сделать тестовое изделие. Фрезерные станки Roland, предлагаемые компанией РДМ, имеют все необходимые сертификаты и заводскую гарантию.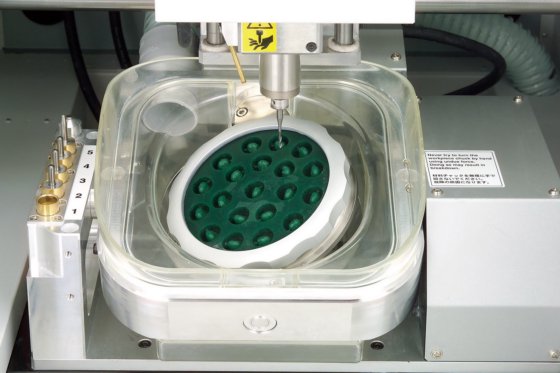
 1, 7 (32- или 64-разрядная версия)*1,*2,*3
1, 7 (32- или 64-разрядная версия)*1,*2,*3
 Для их эксплуатации не требуется специальных знаний, они просты в настройке и оснащены множеством автоматических функций. Выбирайте из множества устройств для сухого и мокрого фрезерования и создавайте высококачественные мосты, коронки и другие реставрации.
Для их эксплуатации не требуется специальных знаний, они просты в настройке и оснащены множеством автоматических функций. Выбирайте из множества устройств для сухого и мокрого фрезерования и создавайте высококачественные мосты, коронки и другие реставрации.
 )
) , два порта Thunderbolt 3)
, два порта Thunderbolt 3) , два порта Thunderbolt 3)
, два порта Thunderbolt 3) , четыре порта Thunderbolt 3)
, четыре порта Thunderbolt 3) )
) , два порта Thunderbolt 3)
, два порта Thunderbolt 3) , два порта Thunderbolt 3)
, два порта Thunderbolt 3) )
) )
) )
) 15.7
15.7 )
) )
) )
) )
) )
) 11.6
11.6 11.6
11.6 Четыре однопроволочные круглые токопроводящие алюминиевые жилы номинальным
Четыре однопроволочные круглые токопроводящие алюминиевые жилы номинальным
 Наружный покров из выпрессованного полиэтиленового защитного шланга
Наружный покров из выпрессованного полиэтиленового защитного шланга ..+50 °C
..+50 °C длина в бухте
длина в бухте 0 (SPSS, Чикаго, Иллинойс). Нормально распределенные данные оценивали с помощью t-критерия и критерия ANOVA. Непараметрические тесты Манна-Уитни, H-критерий Крускала-Уоллиса использовались для данных, которые не имели нормального распределения. Категориальные данные оценивались с помощью тестов хи-квадрат. p≤0,05 было статистически значимым.
0 (SPSS, Чикаго, Иллинойс). Нормально распределенные данные оценивали с помощью t-критерия и критерия ANOVA. Непараметрические тесты Манна-Уитни, H-критерий Крускала-Уоллиса использовались для данных, которые не имели нормального распределения. Категориальные данные оценивались с помощью тестов хи-квадрат. p≤0,05 было статистически значимым.
 . После завершения исследования процент успешного исхода в каждой модальности составил 8,33%, 66,67% и 25% соответственно. Уровень ХГЧ в сыворотке до лечения варьировал от 438 до 28842 МЕ/л со средним значением 579.1,78±6389,82. Пациенты были равномерно распределены (38,33%; n=23) между значениями β-ХГЧ 1001-5000 МЕ/л и >5000 МЕ/л. Выжидательная тактика была применена к 15% пациентов, но только 8,3% удалось вылечить успешно. 4 (6,66%) пациентов с выжидательной тактикой были переведены в группу метотрексата в связи с тенденцией к повышению β-ХГЧ. Ни одному из пациентов, предложенных для выжидательной тактики ведения, не потребовалось хирургическое вмешательство.
. После завершения исследования процент успешного исхода в каждой модальности составил 8,33%, 66,67% и 25% соответственно. Уровень ХГЧ в сыворотке до лечения варьировал от 438 до 28842 МЕ/л со средним значением 579.1,78±6389,82. Пациенты были равномерно распределены (38,33%; n=23) между значениями β-ХГЧ 1001-5000 МЕ/л и >5000 МЕ/л. Выжидательная тактика была применена к 15% пациентов, но только 8,3% удалось вылечить успешно. 4 (6,66%) пациентов с выжидательной тактикой были переведены в группу метотрексата в связи с тенденцией к повышению β-ХГЧ. Ни одному из пациентов, предложенных для выжидательной тактики ведения, не потребовалось хирургическое вмешательство.
 Предшествующая история внематочной беременности (p = 0,053) или применение метотрексата в прошлом (p = 0,95) не могли решить количество доз. Никакой разницы в количестве требуемых доз не отмечено при сравнении двух групп, имеющих диаметр мешка ≤4 см и >4 см (таблица 3).
Предшествующая история внематочной беременности (p = 0,053) или применение метотрексата в прошлом (p = 0,95) не могли решить количество доз. Никакой разницы в количестве требуемых доз не отмечено при сравнении двух групп, имеющих диаметр мешка ≤4 см и >4 см (таблица 3). со значением р -0,95 означает, что применение метотрексата в прошлом не уменьшало потребность во введении второй дозы (табл. 4).
со значением р -0,95 означает, что применение метотрексата в прошлом не уменьшало потребность во введении второй дозы (табл. 4). Требуемое количество доз оценивали по последующим уровням β-ХГЧ на 4-й и 7-й день (таблица 5).
Требуемое количество доз оценивали по последующим уровням β-ХГЧ на 4-й и 7-й день (таблица 5). В нашем исследовании выжидательная тактика применялась к 15% пациентов, но только 8,3% удалось успешно вылечить. 4 (6,66%) пациентов с выжидательной тактикой лечения пришлось перевести в группу метотрексата из-за тенденции к повышению уровня β-ХГЧ. Ни одному из пациентов, предложенных для выжидательной тактики ведения, не потребовалось хирургическое вмешательство. Средняя продолжительность разрешения эктопии при выжидательной тактике составляет менее 3 недель [6], что сравнимо с отмеченным в нашем исследовании (2,2 недели).
В нашем исследовании выжидательная тактика применялась к 15% пациентов, но только 8,3% удалось успешно вылечить. 4 (6,66%) пациентов с выжидательной тактикой лечения пришлось перевести в группу метотрексата из-за тенденции к повышению уровня β-ХГЧ. Ни одному из пациентов, предложенных для выжидательной тактики ведения, не потребовалось хирургическое вмешательство. Средняя продолжительность разрешения эктопии при выжидательной тактике составляет менее 3 недель [6], что сравнимо с отмеченным в нашем исследовании (2,2 недели). 3.9) [9-10]. Средние значения β-ХГЧ на 4-й день, β-ХГЧ на 7-й день составили 4285,23(399-14121), 3414,28(290-15382) МЕ/л соответственно, что также было выше, если принять во внимание аналогичное исследование [8] [1129,6]. (37-5460), 594,5(6-4075)МЕ/л соответственно].
3.9) [9-10]. Средние значения β-ХГЧ на 4-й день, β-ХГЧ на 7-й день составили 4285,23(399-14121), 3414,28(290-15382) МЕ/л соответственно, что также было выше, если принять во внимание аналогичное исследование [8] [1129,6]. (37-5460), 594,5(6-4075)МЕ/л соответственно]. Принимая во внимание, что 25% нуждались в хирургическом лечении из-за плохого медикаментозного лечения в индийском исследовании [12] и 14,5% в сингапурском исследовании [10].
Принимая во внимание, что 25% нуждались в хирургическом лечении из-за плохого медикаментозного лечения в индийском исследовании [12] и 14,5% в сингапурском исследовании [10].
 1): 345–348.
1): 345–348. Откройте J Obstet Gynecol. 2014; 4: 766–770.
Откройте J Obstet Gynecol. 2014; 4: 766–770.
 д. (не менее 1, будет плюсом)
д. (не менее 1, будет плюсом)
 Подробнее о специальной вставке писал здесь.
Подробнее о специальной вставке писал здесь.
 Кроме того, команда объединяет частично перекрывающиеся или смежные элементы.
Кроме того, команда объединяет частично перекрывающиеся или смежные элементы. Подробнее в посте «Преобразование эллипса в полилинию или группу дуг в AutoCAD».
Подробнее в посте «Преобразование эллипса в полилинию или группу дуг в AutoCAD».
 После переноса объектов не забудьте удалить лишние неиспользуемые слои.
После переноса объектов не забудьте удалить лишние неиспользуемые слои. Для резки это требование необязательно.
Для резки это требование необязательно. 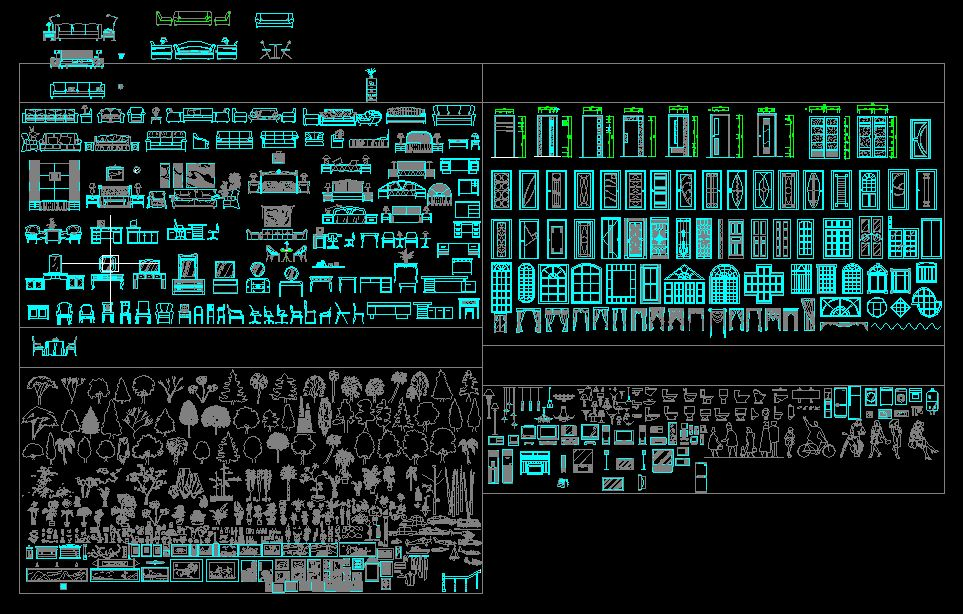 В процессе резки при резкой смене траектории движения (например, два отрезка под острым углом) режущей головке приходится замедляться и останавливаться, только затем менять траекторию движения и снова ускоряться. Если в этот момент мощность и плотность потока останутся неизменными, то качестве реза ухудшится, материал «пережигается», возникают зарезы, оплавления материала и пр.
В процессе резки при резкой смене траектории движения (например, два отрезка под острым углом) режущей головке приходится замедляться и останавливаться, только затем менять траекторию движения и снова ускоряться. Если в этот момент мощность и плотность потока останутся неизменными, то качестве реза ухудшится, материал «пережигается», возникают зарезы, оплавления материала и пр. ..0,3 мм, но не слишком большим, чтобы не нарушить функциональные и геометрические характеристики детали.
..0,3 мм, но не слишком большим, чтобы не нарушить функциональные и геометрические характеристики детали.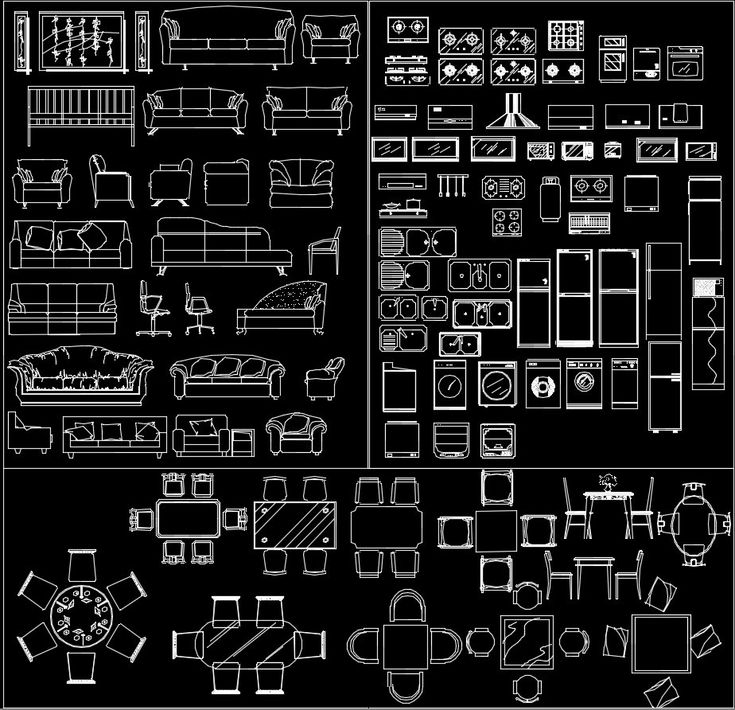

 Технические характеристики и комплектация товара могут быть изменены производителем без предварительного уведомления. Уточняйте важные для Вас параметры у наших менеджеров.
Технические характеристики и комплектация товара могут быть изменены производителем без предварительного уведомления. Уточняйте важные для Вас параметры у наших менеджеров. Кроме того, можно разработать определения блоков из выбранных объектов данного чертежа. Шаблон чертежа или его файл состоит из неграфического формата, в котором хранятся данные.
Кроме того, можно разработать определения блоков из выбранных объектов данного чертежа. Шаблон чертежа или его файл состоит из неграфического формата, в котором хранятся данные. 
 DWG (AutoCAD), RFA (Revit) и IPT (Inventor). Блоки разделены на категории профессий и подкатегории. Вы можете начать просмотр, выбрав одну из вкладок профессии и одну из подкатегорий.
DWG (AutoCAD), RFA (Revit) и IPT (Inventor). Блоки разделены на категории профессий и подкатегории. Вы можете начать просмотр, выбрав одну из вкладок профессии и одну из подкатегорий. Мы партнеры Autodesk.
Мы партнеры Autodesk.

 — RALINES
— RALINES — Туалеты
— Туалеты
 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000.
9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000. 9000.

 Данный взнос для частных лиц составляет 18,36 евро в месяц.
Данный взнос для частных лиц составляет 18,36 евро в месяц.
 При этом соответствующие постановления должны также быть утверждены парламентами федеральных земель.
При этом соответствующие постановления должны также быть утверждены парламентами федеральных земель. Абонентская служба обращается к абоненту в письменной форме для решения вопроса об оплате абонентского взноса за новую квартиру.
Абонентская служба обращается к абоненту в письменной форме для решения вопроса об оплате абонентского взноса за новую квартиру. В законодательстве указаны определенные исключения, согласно которым абоненты получают льготный тариф или освобождаются от абонентской платы. Таким образом, инвалиды, в инвалидное удостоверение которых внесена отметка RF, могут подать заявление [на немецком языке] на получение льготного тарифа, при котором они оплачивают только треть взноса, то есть 6,12 евро в месяц.
В законодательстве указаны определенные исключения, согласно которым абоненты получают льготный тариф или освобождаются от абонентской платы. Таким образом, инвалиды, в инвалидное удостоверение которых внесена отметка RF, могут подать заявление [на немецком языке] на получение льготного тарифа, при котором они оплачивают только треть взноса, то есть 6,12 евро в месяц.
 britannica.com/topic/ARD»,»description»:»Германия: вещание: … из одного вечернего телевизионного предложения, ARD (Arbeitsgemeinschaft der Öffentlich-Rechtlichen Rundfunkanstalten Deutschlands). Это дополняется второй телевизионной сетью ZDF (Zweites Deutsches Fernsehen), базирующейся в Майнце. Третий канал управляется ARD, но организован и транслируется на региональном уровне с особым акцентом на местные и региональные события…»,»type»:»TOPIC»,»titleText»:»ARD»,»metaDescription»:»Другие статьи, где Обсуждается ARD: Германия: Вещание: … формирует одно вечернее телевизионное предложение, ARD (Arbeitsgemeinschaft der Öffentlich-Rechtlichen Rundfunkanstalten Deutschlands). Это дополняется второй телевизионной сетью ZDF (Zweites Deutsches Fernsehen), базирующейся в Майнце. Третий канал управляется ARD, но организован и транслируется на региональном уровне, с особым упором на местные и региональные события…»,»identifierHtml»:»Немецкая телекомпания»,»identifierText»:»Немецкая телекомпания»,»alternateTitles»: «Arbeitsgemeinschaft der Öffentlich-Rechtlichen Rundfunkanstalten Deutschlands», «topicClass»: «topic», «topicKey»: «ARD», «articleContentType»: «INDEX», «ppTecType»: «THING», «gaTemplate»: «INDEX», «topicType»:»INDEX»,»relativeUrl»:»/topic/ARD»,»assemblyLinkPrefix»:»/media/1/105756/»},»topicLink»:{«title»:»ARD»,»url» :»https://www.
britannica.com/topic/ARD»,»description»:»Германия: вещание: … из одного вечернего телевизионного предложения, ARD (Arbeitsgemeinschaft der Öffentlich-Rechtlichen Rundfunkanstalten Deutschlands). Это дополняется второй телевизионной сетью ZDF (Zweites Deutsches Fernsehen), базирующейся в Майнце. Третий канал управляется ARD, но организован и транслируется на региональном уровне с особым акцентом на местные и региональные события…»,»type»:»TOPIC»,»titleText»:»ARD»,»metaDescription»:»Другие статьи, где Обсуждается ARD: Германия: Вещание: … формирует одно вечернее телевизионное предложение, ARD (Arbeitsgemeinschaft der Öffentlich-Rechtlichen Rundfunkanstalten Deutschlands). Это дополняется второй телевизионной сетью ZDF (Zweites Deutsches Fernsehen), базирующейся в Майнце. Третий канал управляется ARD, но организован и транслируется на региональном уровне, с особым упором на местные и региональные события…»,»identifierHtml»:»Немецкая телекомпания»,»identifierText»:»Немецкая телекомпания»,»alternateTitles»: «Arbeitsgemeinschaft der Öffentlich-Rechtlichen Rundfunkanstalten Deutschlands», «topicClass»: «topic», «topicKey»: «ARD», «articleContentType»: «INDEX», «ppTecType»: «THING», «gaTemplate»: «INDEX», «topicType»:»INDEX»,»relativeUrl»:»/topic/ARD»,»assemblyLinkPrefix»:»/media/1/105756/»},»topicLink»:{«title»:»ARD»,»url» :»https://www. britannica.com/topic/ARD»},»tocPanel»:{«title»:»Directory»,»itemTitle»:»Ссылки»,»toc»:null},»groups»: []},»byline»:{«contributors»:null,»allContributorsUrl»:null,»lastModificationDate»:null,»contentHistoryUrl»:null,»warningMessage»:null,»warningDescription»:null,»contributorNames»:» NULL»},»citationInfo»:{«contributors»:null,»title»:»ARD»,»lastModification»:null,»url»:»https://www.britannica.com/topic/ARD»}, «веб-сайты»: null, «фр. eeTopicReason»:»TOPIC_IS_INDEX_PAGE»,»topicCollectionLinks»:[],»articleSchemaMarkup»:{«browserTitle»:null,»imageUrl»:null,»authors»:null,»keywords»:»ARD»,»wordcount»:0 ,»url»:»https://www.britannica.com/topic/ARD»,»creationDate»:null,»modificationDate»:null,»description»:»Другие статьи, в которых обсуждается ARD: Германия: Вещание: … сформируйте одно вечернее телевизионное предложение, ARD (Arbeitsgemeinschaft der Öffentlich-Rechtlichen Rundfunkanstalten Deutschlands). Это дополняется второй телевизионной сетью ZDF (Zweites Deutsches Fernsehen), базирующейся в Майнце.
britannica.com/topic/ARD»},»tocPanel»:{«title»:»Directory»,»itemTitle»:»Ссылки»,»toc»:null},»groups»: []},»byline»:{«contributors»:null,»allContributorsUrl»:null,»lastModificationDate»:null,»contentHistoryUrl»:null,»warningMessage»:null,»warningDescription»:null,»contributorNames»:» NULL»},»citationInfo»:{«contributors»:null,»title»:»ARD»,»lastModification»:null,»url»:»https://www.britannica.com/topic/ARD»}, «веб-сайты»: null, «фр. eeTopicReason»:»TOPIC_IS_INDEX_PAGE»,»topicCollectionLinks»:[],»articleSchemaMarkup»:{«browserTitle»:null,»imageUrl»:null,»authors»:null,»keywords»:»ARD»,»wordcount»:0 ,»url»:»https://www.britannica.com/topic/ARD»,»creationDate»:null,»modificationDate»:null,»description»:»Другие статьи, в которых обсуждается ARD: Германия: Вещание: … сформируйте одно вечернее телевизионное предложение, ARD (Arbeitsgemeinschaft der Öffentlich-Rechtlichen Rundfunkanstalten Deutschlands). Это дополняется второй телевизионной сетью ZDF (Zweites Deutsches Fernsehen), базирующейся в Майнце. Третий канал управляется ARD, но организован и транслируется на региональном уровне с особым упором на местные и региональные события…»},»initialLoad»:true}
Третий канал управляется ARD, но организован и транслируется на региональном уровне с особым упором на местные и региональные события…»},»initialLoad»:true}
 Здесь также соответствующие положения требуют последующей ратификации парламентами штатов.
Здесь также соответствующие положения требуют последующей ратификации парламентами штатов. Затем последний напишет заинтересованным лицам, чтобы уточнить обязанность взноса за жилье.
Затем последний напишет заинтересованным лицам, чтобы уточнить обязанность взноса за жилье. Законодательство определило ряд положений об исключениях, которые допускают снижение лицензионных сборов или освобождение от обязательств по взносам.
Законодательство определило ряд положений об исключениях, которые допускают снижение лицензионных сборов или освобождение от обязательств по взносам.
 Режим проецирования вертикальной линии. Отвес. Возможность поочередного отключения лазерных лучей позволяет оставлять только необходимую для работы. Режим работы с детектором позволяет работать с прибором при ярком свете в помещении или на улице. Дистанция разметки увеличивается с до 70 м. Работа под наклоном. Магнитный демпфер для быстрого гашения колебаний. Индикация превышения угла самовыравнивания. Резьба для установки на штатив 1/4″ и 5/8″. Усиленный корпус сводит к минимуму последствия случайных падений.
Режим проецирования вертикальной линии. Отвес. Возможность поочередного отключения лазерных лучей позволяет оставлять только необходимую для работы. Режим работы с детектором позволяет работать с прибором при ярком свете в помещении или на улице. Дистанция разметки увеличивается с до 70 м. Работа под наклоном. Магнитный демпфер для быстрого гашения колебаний. Индикация превышения угла самовыравнивания. Резьба для установки на штатив 1/4″ и 5/8″. Усиленный корпус сводит к минимуму последствия случайных падений. : 2
: 2
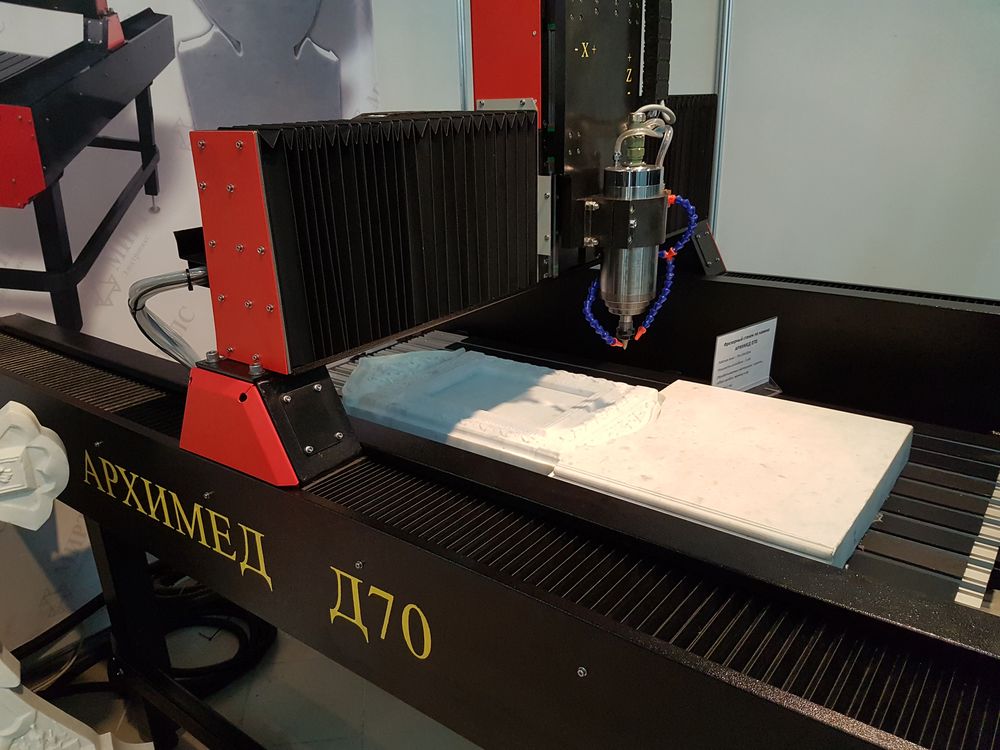
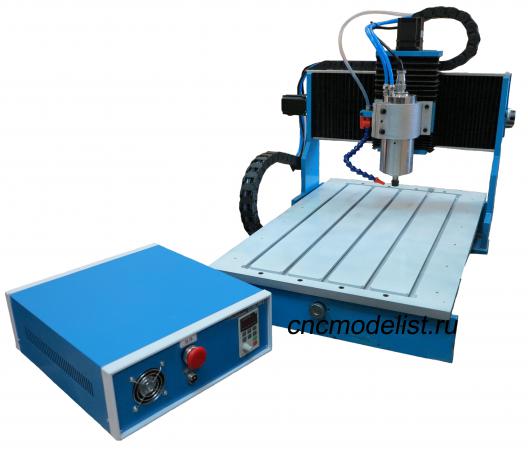 Фреза двигается от энергии двигателя, а перемещение камня обеспечивает тележка. Купить фрезерный станок с ЧПУ по камню консольного типа советуем владельцам маленьких мастерских, куда большие станки просто не влезут или займут слишком много места.
Фреза двигается от энергии двигателя, а перемещение камня обеспечивает тележка. Купить фрезерный станок с ЧПУ по камню консольного типа советуем владельцам маленьких мастерских, куда большие станки просто не влезут или займут слишком много места.
 Лучше всего выбирать устройство, исходя из потребностей компании. Для небольших предприятий подойдет один станок для средних заготовок, а для крупных известных цехов можно закупить сразу несколько габаритных станков. Выбирайте мудро!
Лучше всего выбирать устройство, исходя из потребностей компании. Для небольших предприятий подойдет один станок для средних заготовок, а для крупных известных цехов можно закупить сразу несколько габаритных станков. Выбирайте мудро! … Отзыв из г.Прокопьевск ссылка на работы автора https://www.instagram.com/nekropol_srs/?igshid=6q70k7crrufq
… Отзыв из г.Прокопьевск ссылка на работы автора https://www.instagram.com/nekropol_srs/?igshid=6q70k7crrufq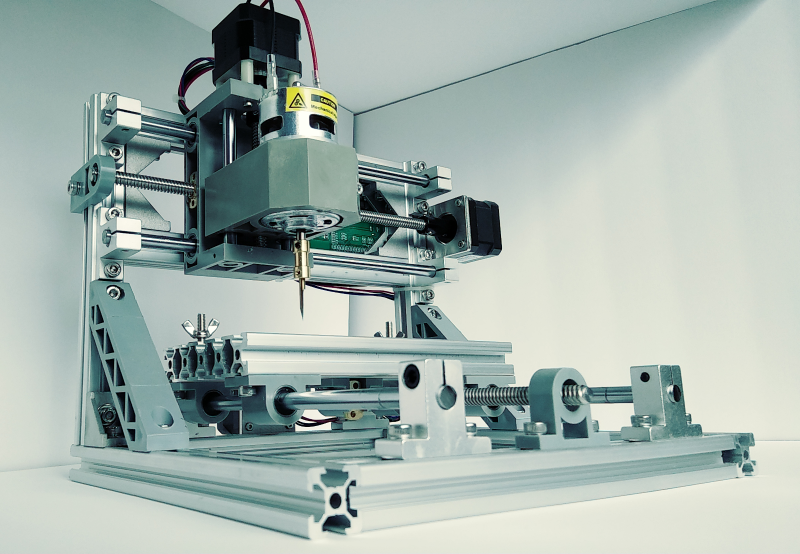 Лучше всего будет предусмотреть специальные крепежные отливы на заготовке.
Лучше всего будет предусмотреть специальные крепежные отливы на заготовке. Желательно использование СОЖ при работе, которая позволяет увеличить рабочий ресурс режущего инструмента, благодаря дополнительному охлаждению и вымыванию стружки/пыли из зоны резки. Лучшим выбором для работ с акриловым камнем будут станки: CNC-2638AS, CNC-3658AS, CNC-3050AS, CNC-5080AS , а так же станки серии «МоделистAL».
Желательно использование СОЖ при работе, которая позволяет увеличить рабочий ресурс режущего инструмента, благодаря дополнительному охлаждению и вымыванию стружки/пыли из зоны резки. Лучшим выбором для работ с акриловым камнем будут станки: CNC-2638AS, CNC-3658AS, CNC-3050AS, CNC-5080AS , а так же станки серии «МоделистAL». Фрезеровка декоративного элемента на настольных станках CNC-3040AL2, CNC-2638ALS, CNC-3658ALS, CNC-3050ALS
Фрезеровка декоративного элемента на настольных станках CNC-3040AL2, CNC-2638ALS, CNC-3658ALS, CNC-3050ALS Низкие обороты всего 150-400 об/мин в зависимости от размера камня! Поэтому мельницы подходят для непрерывной работы (24 часа) и с щадящим помолом зерна.
Низкие обороты всего 150-400 об/мин в зависимости от размера камня! Поэтому мельницы подходят для непрерывной работы (24 часа) и с щадящим помолом зерна. 18 – 30 кг
18 – 30 кг Качество жернова имеет решающее значение как для производительности мельницы, так и для качества продукта помола.
Качество жернова имеет решающее значение как для производительности мельницы, так и для качества продукта помола. 
 д.
д.
 70 – 125 кг
70 – 125 кг Качество жернова имеет решающее значение как для производительности мельницы, так и для качества продукта помола.
Качество жернова имеет решающее значение как для производительности мельницы, так и для качества продукта помола. 
 В нескольких камерах мука и манная крупа разделяются за одну операцию и одновременно отделяются отруби.
В нескольких камерах мука и манная крупа разделяются за одну операцию и одновременно отделяются отруби. 
 д.
д. 170 – 250 кг
170 – 250 кг Качество жернова имеет решающее значение как для производительности мельницы, так и для качества продукта помола.
Качество жернова имеет решающее значение как для производительности мельницы, так и для качества продукта помола. 
 д.
д. Они просто замечательны в своей массивной деревянной форме, медленно бегают и с ними приятно работать. Самое главное для меня то, что зерно отшлифовано с натуральным камнем».
Они просто замечательны в своей массивной деревянной форме, медленно бегают и с ними приятно работать. Самое главное для меня то, что зерно отшлифовано с натуральным камнем». Незаконное использование любого рода будет преследоваться в судебном порядке без исключения. © 2004 — 2022
Незаконное использование любого рода будет преследоваться в судебном порядке без исключения. © 2004 — 2022 5KW
5KW
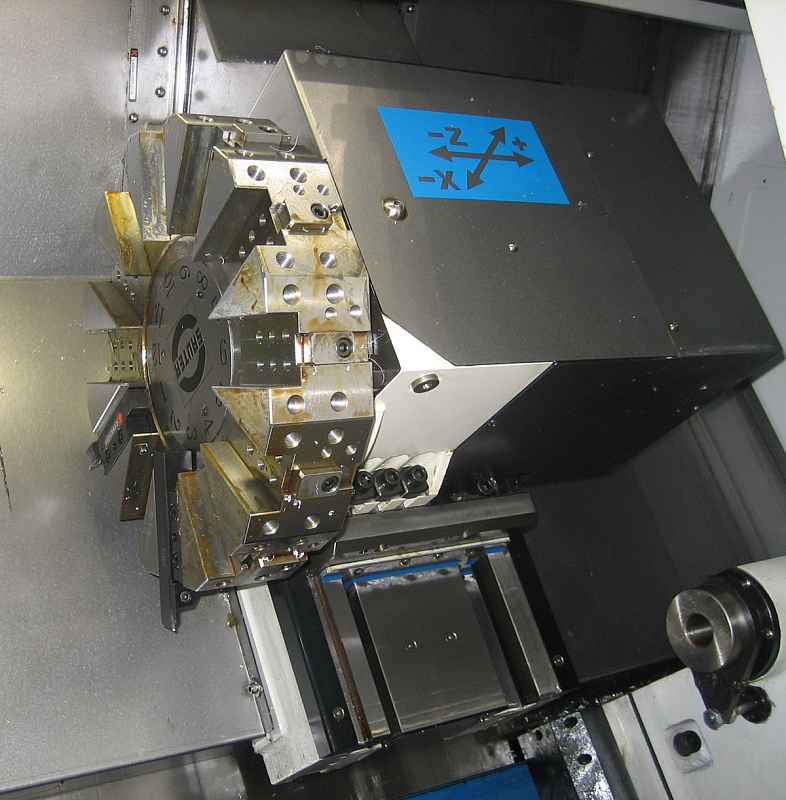
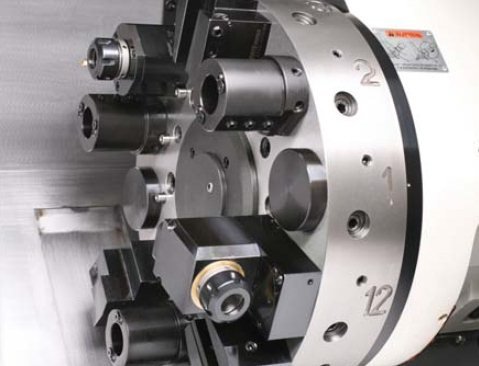
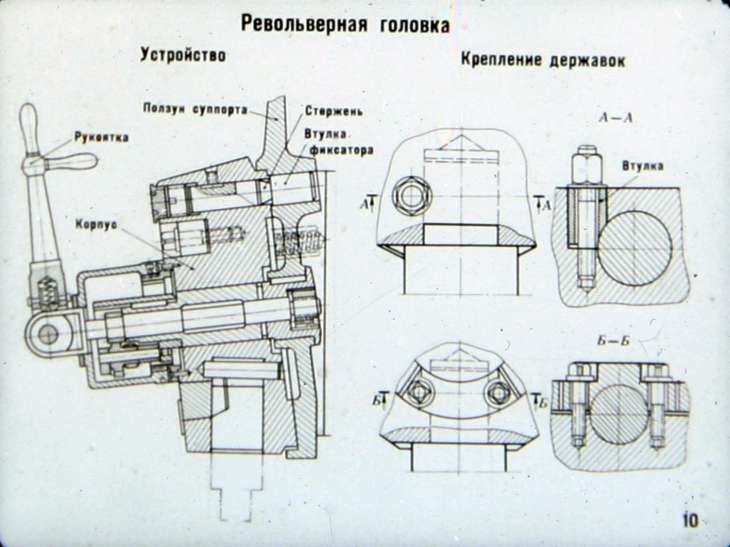
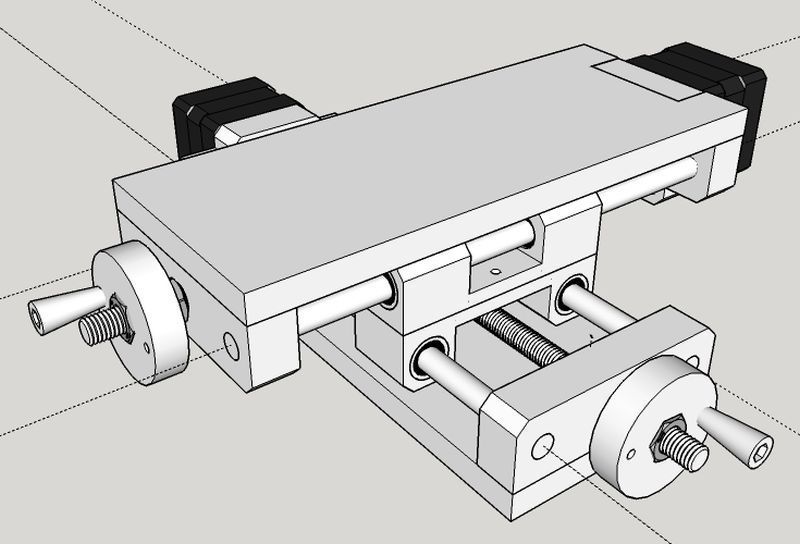
 В станках с ЧПУ при необходимости поворота револьверной головки на различные углы, задаваемые программой, и вращения без остановок в промежуточных позициях применяются механизмы с управляемым жестким упором ударного действия или с упором, вводимым в гнездо; упоры могут одновременно служить фиксаторами. В револьверных головках современной конструкции механические преобразователи движения заменяют управляемым электрическим приводом, осуществляющим также торможение поворотного устройства.
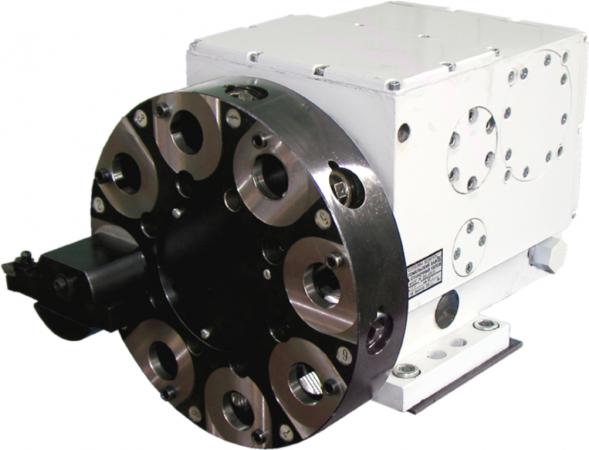
В станках с ЧПУ при необходимости поворота револьверной головки на различные углы, задаваемые программой, и вращения без остановок в промежуточных позициях применяются механизмы с управляемым жестким упором ударного действия или с упором, вводимым в гнездо; упоры могут одновременно служить фиксаторами. В револьверных головках современной конструкции механические преобразователи движения заменяют управляемым электрическим приводом, осуществляющим также торможение поворотного устройства. Высота центров револьверного диска соответствует международным стандартам. Использование циклоидного мотор-редуктора позволяет быстро производить смену инструмента с фиксацией револьверного диска. Также револьверная головка BWD имеет компактную структуру и хороший внешний вид. Конструкцией револьверной головки предусмотрена возможность подведения охлаждающей жидкости к режущему инструменту.
Высота центров револьверного диска соответствует международным стандартам. Использование циклоидного мотор-редуктора позволяет быстро производить смену инструмента с фиксацией револьверного диска. Также револьверная головка BWD имеет компактную структуру и хороший внешний вид. Конструкцией револьверной головки предусмотрена возможность подведения охлаждающей жидкости к режущему инструменту.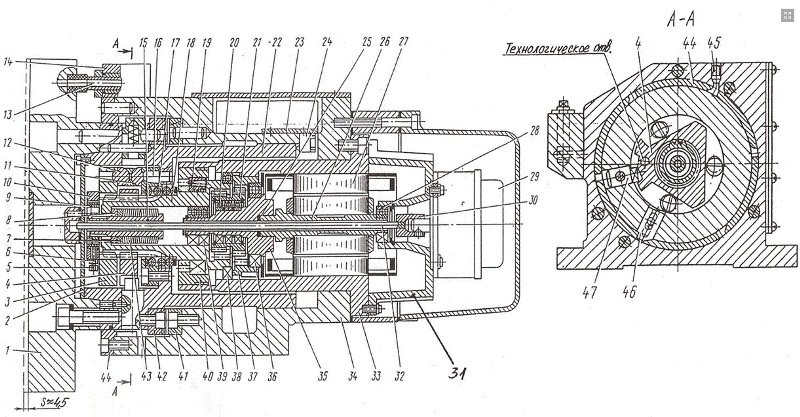

 Есть несколько типов турелей, каждая из которых имеет разные способности и особенности.
Есть несколько типов турелей, каждая из которых имеет разные способности и особенности. Согласно комиксу «Turret Lullaby», который входит в комплект Portal 2 Soundtrack: Songs to Test By Collector’s Edition , изначально они предназначались для обеспечения безопасности дома и офиса.
Согласно комиксу «Turret Lullaby», который входит в комплект Portal 2 Soundtrack: Songs to Test By Collector’s Edition , изначально они предназначались для обеспечения безопасности дома и офиса. Единственный красный глаз находится за кожухом, который излучает прицельный лазер. У них есть спаренные пулеметы по обеим сторонам от них, и они стреляют на месте. Сторожевые башни не могут двигаться свободно и могут перемещаться только внешней силой. Башни также должны быть представлены в сотнях дизайнерских цветов, хотя в игре этого никогда не было.
Единственный красный глаз находится за кожухом, который излучает прицельный лазер. У них есть спаренные пулеметы по обеим сторонам от них, и они стреляют на месте. Сторожевые башни не могут двигаться свободно и могут перемещаться только внешней силой. Башни также должны быть представлены в сотнях дизайнерских цветов, хотя в игре этого никогда не было.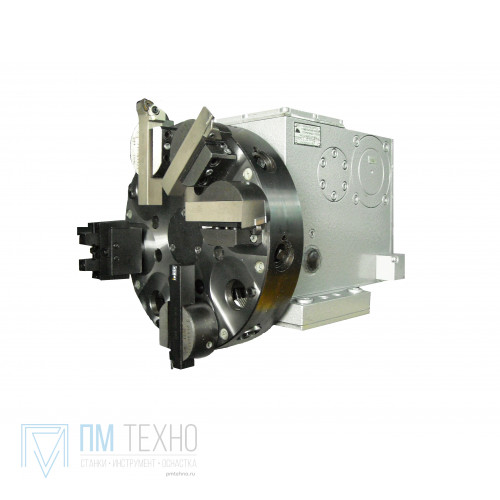 Позже его можно увидеть на линии выкупа турелей на пути к сжиганию, но игрок может либо сохранить его, либо проигнорировать.
Позже его можно увидеть на линии выкупа турелей на пути к сжиганию, но игрок может либо сохранить его, либо проигнорировать.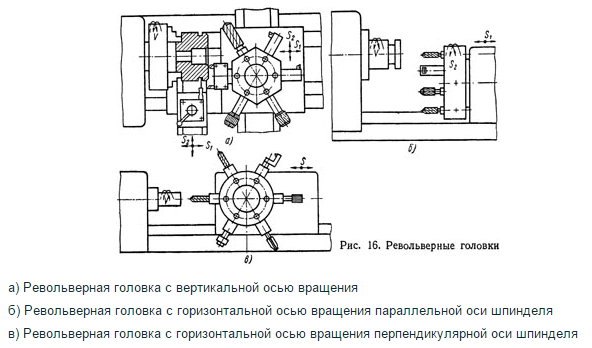 Они не представляют угрозы для игрока и должны быть использованы в главе 5 из 9.0050 Portal 2 , где Челл и Уитли саботируют производственные линии турелей, заменяя их неисправными турелями, например, производство отфильтровывает все нормальные, не позволяя ГЛаДОС использовать их против Челл. Они, как правило, более саркастичны и неприятны, чем турели.
Они не представляют угрозы для игрока и должны быть использованы в главе 5 из 9.0050 Portal 2 , где Челл и Уитли саботируют производственные линии турелей, заменяя их неисправными турелями, например, производство отфильтровывает все нормальные, не позволяя ГЛаДОС использовать их против Челл. Они, как правило, более саркастичны и неприятны, чем турели.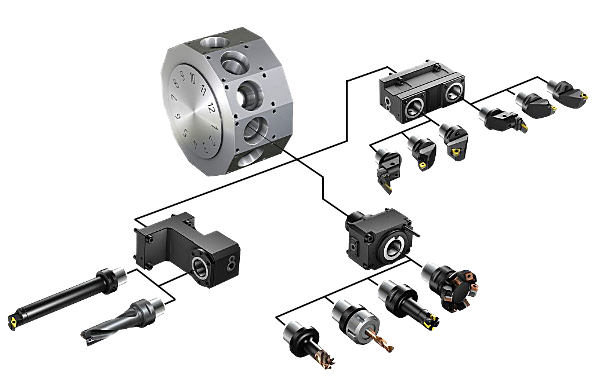 У них передняя часть двух сторожевых турелей сварена вместе, а задняя часть представляет собой коробку. Они были созданы Уитли для решения головоломок в тестовой камере в отсутствие испытуемых. Однако они некомпетентны и предположительно испытывают искусственную боль от своей трансформации. Они явно напуганы и Уитли, и Челл, так как дрожат, когда их берут на руки. Они не разговаривают, а издают чириканье и гудки.
У них передняя часть двух сторожевых турелей сварена вместе, а задняя часть представляет собой коробку. Они были созданы Уитли для решения головоломок в тестовой камере в отсутствие испытуемых. Однако они некомпетентны и предположительно испытывают искусственную боль от своей трансформации. Они явно напуганы и Уитли, и Челл, так как дрожат, когда их берут на руки. Они не разговаривают, а издают чириканье и гудки. Это одиночная колоссальная сторожевая башня с леопардовым принтом и золотой короной наверху. Слайд-шоу и объявления общественных служб показывают, что он способен к мировому господству и «отказывается или не способен прислушиваться к разуму». Позже это можно увидеть по-настоящему в конце во время Turret Opera, обеспечивая басовые тона.
Это одиночная колоссальная сторожевая башня с леопардовым принтом и золотой короной наверху. Слайд-шоу и объявления общественных служб показывают, что он способен к мировому господству и «отказывается или не способен прислушиваться к разуму». Позже это можно увидеть по-настоящему в конце во время Turret Opera, обеспечивая басовые тона.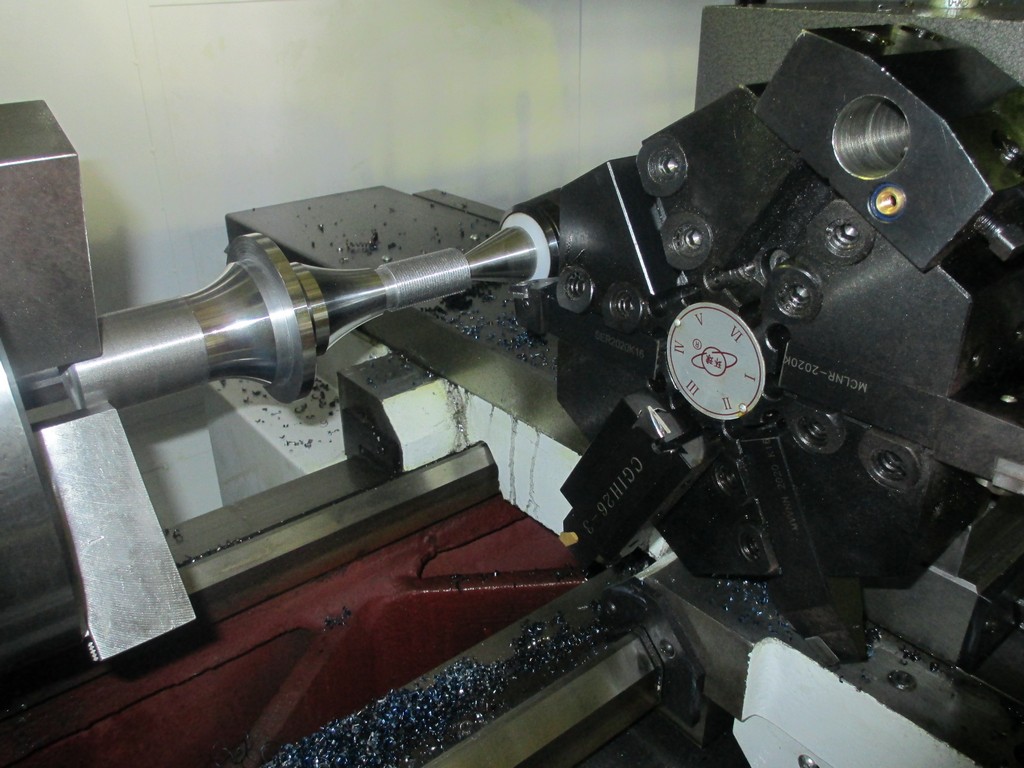 T. инопланетянин :
T. инопланетянин : 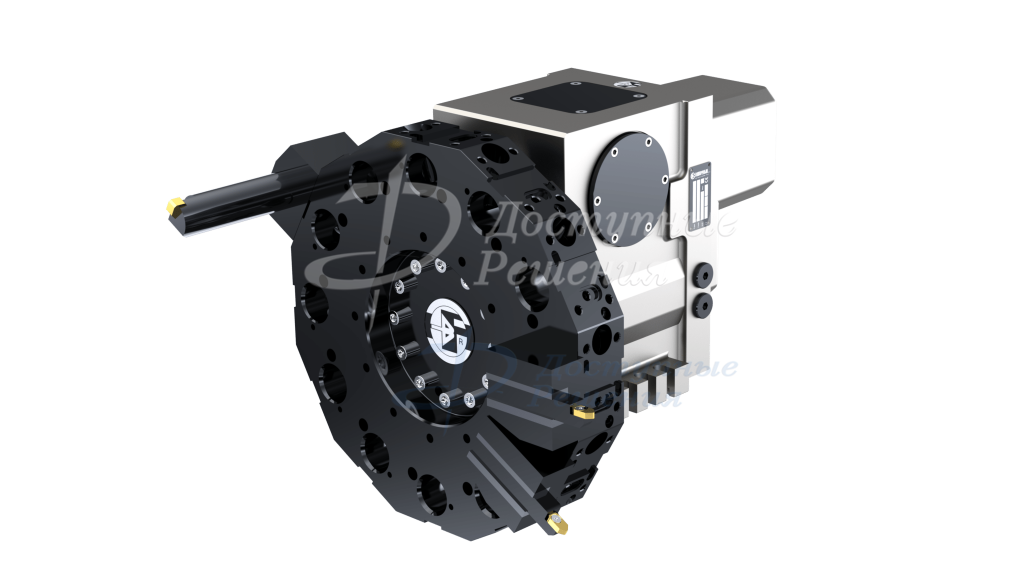 Вооруженные почти неограниченным количеством боеприпасов и смертельной точностью, они попытаются убить испытуемых на месте.
Вооруженные почти неограниченным количеством боеприпасов и смертельной точностью, они попытаются убить испытуемых на месте.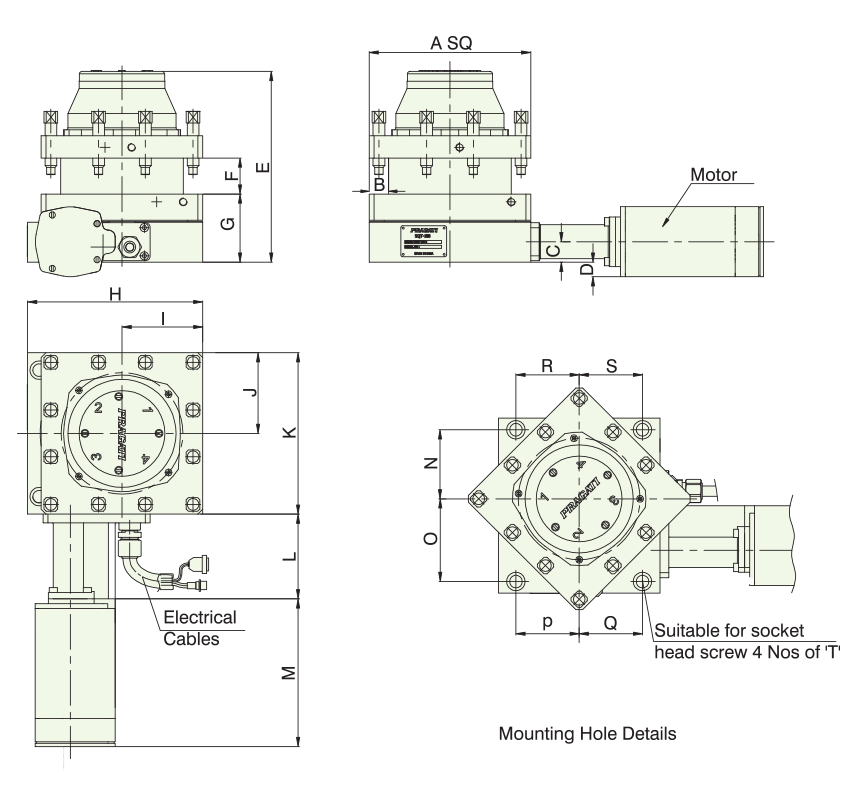 Они считаются неспособными к самостоятельному движению, но могут открывать каждую сторону своего шасси (своих «рук») по горизонтали, чтобы обнажить спаренные двуствольные пулеметы. В центральной части корпуса находится их красный глаз, который излучает лазерный целеуказатель. Почти все пространство внутри башни отведено для хранения нелепо сложенных боеприпасов, что объясняет почти бесконечный запас боеприпасов при стрельбе. Согласно Portal 2 Трейлер турелей, в турелях используются пружинные механизмы для ускорения всего патрона, включая гильзу, без воспламенения пороха, что может объяснить, как игрок может выжить, получив столько выстрелов из турели. Цитируя Кейва Джонсона, «это на 65% больше пуль за пулю».
Они считаются неспособными к самостоятельному движению, но могут открывать каждую сторону своего шасси (своих «рук») по горизонтали, чтобы обнажить спаренные двуствольные пулеметы. В центральной части корпуса находится их красный глаз, который излучает лазерный целеуказатель. Почти все пространство внутри башни отведено для хранения нелепо сложенных боеприпасов, что объясняет почти бесконечный запас боеприпасов при стрельбе. Согласно Portal 2 Трейлер турелей, в турелях используются пружинные механизмы для ускорения всего патрона, включая гильзу, без воспламенения пороха, что может объяснить, как игрок может выжить, получив столько выстрелов из турели. Цитируя Кейва Джонсона, «это на 65% больше пуль за пулю». Они будут продолжать стрелять до тех пор, пока цель не будет мертва или не исчезнет из поля зрения. Если произойдет последнее, турели на короткое время будут искать испытуемого (на что указывает движение лазера наведения), после чего они вернутся в состояние ожидания.
Они будут продолжать стрелять до тех пор, пока цель не будет мертва или не исчезнет из поля зрения. Если произойдет последнее, турели на короткое время будут искать испытуемого (на что указывает движение лазера наведения), после чего они вернутся в состояние ожидания. Кроме того, кажется, что турели не могут видеть сквозь мосты жесткого света или экскурсионные воронки.
Кроме того, кажется, что турели не могут видеть сквозь мосты жесткого света или экскурсионные воронки.
 Скорее всего, это связано с тем, что Aperture Science еще не разработала современный корпус. Одна неисправная турель в последней тестовой камере этого тестового курса явно была кем-то изменена, поскольку вместо того, чтобы служить типичным препятствием для испытаний, перед смертью она показывает, что ей «нужно защищать людей».
Скорее всего, это связано с тем, что Aperture Science еще не разработала современный корпус. Одна неисправная турель в последней тестовой камере этого тестового курса явно была кем-то изменена, поскольку вместо того, чтобы служить типичным препятствием для испытаний, перед смертью она показывает, что ей «нужно защищать людей». Когда Челл подбирает их, они убирают ноги внутрь куба. Если они упадут на бок или вниз головой, то будут махать ногами, пытаясь встать.
Когда Челл подбирает их, они убирают ноги внутрь куба. Если они упадут на бок или вниз головой, то будут махать ногами, пытаясь встать.
 Кажется, он воспроизводит более низкие басовые тона Turret Opera.
Кажется, он воспроизводит более низкие басовые тона Turret Opera. После этого они продолжают появляться в оставшихся испытательных камерах и, в конце концов, во время Побег Челл.
После этого они продолжают появляться в оставшихся испытательных камерах и, в конце концов, во время Побег Челл.

 На коробке можно увидеть отсылку к Майклу Джексону. [требуется ссылка]
На коробке можно увидеть отсылку к Майклу Джексону. [требуется ссылка]